
Soldadura Manual Completo
67
Ing. Sergio A. Castillo; Lic. José L. Guardado Curso Básico De Soldadura
-
Upload
sergio-castillo -
Category
Documents
-
view
10.187 -
download
30
Transcript of Soldadura Manual Completo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 167
Ing Sergio A Castillo Lic Joseacute L Gua
Curso Baacutesico De Soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 267
Curso Baacutesico De Soldadura Castillo-Guardado
2
Este manual es una recopilacioacuten de datos tomados de varios manuales y libros El contenido fue recopilado por Ing Sergio Castillo y Lic Joseacute Luis Guardado
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 367
Castillo-Guardado
Curso Baacutesico De Soldadura
3
Tabla de contenido
TEMAS GENERALES DE SOLDADURA 5
SEGURIDAD EN SOLDADURA AL ARCO 5 Proteccioacuten Personal 5
Proteccioacuten de la vista 5
Seguridad al usar una maacutequina soldadora 6
Seguridad en operaciones de Soldadura 8
Seguridad en Soldadura de Estanques 9
POSICIONES EN SOLDADURA 11
ESQUEMAS BASICOS 12
SELECCION DEL ELECTRODO ADECUADO 13
PROBLEMAS Y DEFECTOS COMUNES EN LA SOLDADURA AL ARCO 14
SISTEMA ARCO MANUAL 18
Descripcioacuten del Proceso 18 Clasificacioacuten de Electrodos seguacuten Normas AWS 18
ELECTRODOS PARA SOLDAR ACERO AL CARBONO 20
Procedimiento para soldar Acero al Carbono 20
ELECTRODO 6013 20
ELECTRODO DE PUNTA AZUL 21
ELECTRODOS PARA ACEROS INOXIDABLES 22
iquest Queacute es un acero inoxidable 22
Tipos de Aceros Inoxidables 22
Electrodo para hacero Inoxidable 23
ELECTRODOS BASE NIQUEL 24
ELECTRODOS PARA COBRE ndash
BRONCE 25
Procedimiento para soldar con Electrodos Cobre ndash Bronce 25
Electrodo Para Cobre 26
ELECTRODOS PARA BISELAR Y CORTAR 27
Procedimiento para Biselar y Cortar 27
ELECTRODOS PARA SOLDAR HIERRO FUNDIDO 28
Procedimiento para soldar Hierro Fundido 28
Electrodo Para soldar Hierro Fundido 29
Descifrando los siacutembolos de la soldadura 31
ANSIAWS A24 Siacutembolos para soldadura y pruebas no destructivas 31
Reconociendo la estructura del simbolo 31
Simbolos para las Soldaduras de Filete 32
Siacutembolos para las Soldaduras de Canal 33
Simbolos para la Soldadura de conexion y ovalos 38
SISTEMA OXIGAS 40
Descripcioacuten del Proceso 40
Ventajas y Aplicaciones del Proceso 40
Equipo para Soldadura y Corte Oxigas 41
Procedimiento Baacutesico de Soldadura 41
Varillas para Soldadura Oxigas 42
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 467
Curso Baacutesico De Soldadura Castillo-Guardado
4
VARILLAS DE APORTE PARA SOLDADURA OXIGAS 42
VARILLA DE APORTE DE BRONCE 43
SOLDADURA DE ESTANtildeO 44
SISTEMA MIG 46
Descripcioacuten del Proceso 46
Resumen del Proceso 47 Electrodos y Proteccioacuten Gaseosa 49
Maacutequinas Soldadoras 50
TABLA DE REGULACION SISTEMA MIG 51
SISTEMA DE CLASIFICACION DEL ALAMBRE PARA 51
PROCESO MIG 51
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DE BAJAALEACION 52
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES 53
ELECTRODOS CONTINUOS PARA ALUMINIO 53
SISTEMA TIG 55
Descripcioacuten del Proceso 55 Caracteriacutesticas y Ventajas del Sistema TIG 55
Equipo 55
Electrodos para Sistema TIG 56
Aplicaciones del Sistema TIG 57
VARILLAS PARA SISTEMA TIG 57
Varillas de Aluminio 57
ACEROS 58
COMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI 58
Designacioacuten de Letras 58
Designacioacuten Numeacuterica 58
PRECALENTAMIENTO 64 TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTES ACEROS 64
TEMPERATURA degC ndash degF 66
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADO 66
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 567
Castillo-Guardado
Curso Baacutesico De Soldadura
5
TEMAS GENERALES DE SOLDADURA
SEGURIDAD EN SOLDADURA AL ARCO
Cuando se realiza una soldadura al arco durante la cual ciertas partes conductoras de energiacutea eleacutectricaestaacuten al descubierto el operador tiene que observar con especial cuidado las reglas de seguridad a fin decontar con la maacutexima proteccioacuten personal y tambieacuten proteger a las otras personas que trabajan a sualrededor
En la mayor parte de los casos la seguridad es una cuestioacuten de sentido comuacuten Los accidentes puedenevitarse si se cumplen las siguientes reglas
Proteccioacuten PersonalSiempre utilice todo el equipo de proteccioacuten necesario para el tipo de soldadura a realizar El equipoconsiste en
1 Maacutescara de soldar proteje los ojos la cara el cuello y debe estar provista de filtros inactiacutenicos deacuerdo al proceso e intensidades de corriente empleadas
2 Guantes de cuero tipo mosquetero con costura interna para proteger las manos y muntildeecas3 Coleto o delantal de cuero para protegerse de salpicaduras y exposicioacuten a rayos ultravioletas del arco4 Polainas y casaca de cuero cuando es necesario hacer soldadura en posiciones verticales y sobrecabeza deben usarse estos aditamentos para evitar las severas quemaduras que puedan ocasionar lassalpicaduras del metal fundido5 Zapatos de seguridad que cubran los tobillos para evitar el atrape de salpicaduras6 Gorro protege el cabello y el cuero cabelludo especialmente cuando se hace soldadura en posiciones
Proteccioacuten de la vistaLa proteccioacuten de la vista es un asunto tan importante que merece consideracioacuten aparte El arco eleacutectricoque se utiliza como fuente caloacuterica y cuya temperatura alcanza sobre los 4000degC desprende radiacionesvisibles y no visibles Dentro de estas uacuteltimas tenemos aquellas de efecto maacutes nocivo como son los rayosultravioletas e infrarrojos
El tipo de quemadura que el arco produce en losojos no es permanente aunque siacute esextremadamente dolorosa Su efecto es comoldquotener arena caliente en los ojosrdquo Para evitarladebe utilizarse un lente protector (vidrio inactiacutenico)que ajuste bien y delante de eacuteste para suproteccioacuten siempre hay que mantener una cubiertade vidrio transparente la que debe ser sustituidainmediatamente en caso de deteriorarse A fin deasegurar una completa proteccioacuten el lenteprotector debe poseer la densidad adecuada alproceso e intensidad de corriente utilizada Lasiguiente tabla le ayudaraacute a seleccionar el lenteadecuado
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 667
Curso Baacutesico De Soldadura Castillo-Guardado
6
Seguridad al usar una maacutequina soldadoraAntes de usar la maacutequina de soldar al arco debe guardarse ciertas precauciones conocer su operacioacuten ymanejo como tambieacuten los accesorios y herramientas adecuadas Para ejecutar el trabajo con facilidad yseguridad debe observarse ciertas reglas muy simples
MAQUINA SOLDADORA (Fuente de Poder) Circuitos con CorrienteEn la mayoriacutea de los talleres el voltaje usado es 220 oacute 380 volts El operador debe tener en cuenta el hechoque estos son voltajes altos capaces de inferir graves lesiones Por ello es muy importante que ninguacuten
trabajo se haga en los cables interruptores controles etc antes de haber comprobado que la maacutequina hasido desconectada de la energiacutea abriendo el interruptor para desenergizar el circuito Cualquier inspeccioacutenen la maacutequina debe ser hecha cuando el circuito ha sido desenergizado
Liacutenea a TierraTodo circuito eleacutectrico debe teneruna liacutenea a tierra para evitar que laposible formacioacuten de corrientesparaacutesitas produzca un choqueeleacutectrico al operador cuando eacutestepor ejemplo llegue a poner unamano en la carcaza de la maacutequinaNunca opere una maacutequina que notenga su liacutenea a tierra
Cambio de PolaridadEl cambio de polaridad se realizapara cambiar el polo del electrodode positivo (polaridad invertida) anegativo (polaridad directa) Nocambie el selector de polaridad sila maacutequina estaacute operando ya queal hacerlo saltaraacute el arco eleacutectricoen los contactos del interruptordestruyeacutendolos Si su maacutequina
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 767
Castillo-Guardado
Curso Baacutesico De Soldadura
7
soldadora no tiene selector de polaridad cambie los terminales cuidando que eacutesta no esteacute energizada
Cambio del Rango de AmperajeEn las maacutequinas que tienen 2 o maacutes escalas de amperaje no es recomen dable efectuar cambios de rangocuando se estaacute soldando esto puede producir dantildeos en las tarjetas de control u otros componentes talescomo tiristores diodos transistores etc En maacutequinas tipo clavijeros no se debe cambiar el amperajecuando el equipo estaacute soldando ya que se producen serios dantildeos en los contactos eleacutectricos causados porla aparicioacuten de un arco eleacutectrico al interrumpir la corriente
En maacutequinas tipo Shunt moacutevil no es aconsejable regular el amperaje soldando puesto que se puede dantildearel mecanismo que mueve el Shunt
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 867
Curso Baacutesico De Soldadura Castillo-Guardado
8
Circuito de SoldaduraCuando no estaacute en uso el porta electrodos nunca debe ser dejado encima de la mesa o en contacto concualquier otro objeto que tenga una liacutenea directa a la superficie donde se suelda El peligro en este caso esque el porta electrodo en contacto con el circuito a tierra provoque en el transformador del equipo un cortocircuito La soldadura no es una operacioacuten riesgosa si se respetan las medidas preventivas adecuadasEsto requiere un conocimiento de las posibilidades de dantildeo que pueden ocurrir en las operaciones de
soldar y una precaucioacuten habitual de seguridad por el operador
Seguridad en operaciones de SoldaduraCondiciones ambientales que deben ser consideradas
Riesgos de IncendioNunca se debe soldar en la proximidad de liacutequidos inflamablesgases vapores metales en polvo o polvos combustiblesCuando el aacuterea de soldadura contiene gases vapores o polvoses necesario mantener perfectamente aireado y ventilado ellugar mientras se suelda Nunca soldar en la vecindad demateriales inflamables o de combustibles no protegidos
VentilacioacutenSoldar en aacutereas confinadas sin vent ilacioacuten adecuada puedeconsiderarse una operacioacuten arriesgada porque al consumirse el
oxiacutegeno disponible a la par con el calor de la soldadura y elhumo restante el operador queda expuesto a severas molestiasy enfermedades
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 967
Castillo-Guardado
Curso Baacutesico De Soldadura
9
HumedadLa humedad entre el cuerpo y algo electrificado forma una liacuteneaa tierra que puede conducir corriente al cuerpo del operador yproducir un choque eleacutectrico El operador nunca debe estar
sobre una poza o sobre suelo huacutemedo cuando suelda comotampoco trabajar en un lugar huacutemedo Deberaacute conservar susmanos vestimenta y lugar de trabajo continuamente secos
Seguridad en Soldadura de Estanques
Soldar recipientes que hayan contenido materiales inflamables o combustibles es una operacioacuten desoldadura extremadamente peligrosa A continuacioacuten se detallan recomendaciones que deben serobservadas en este tipo de trabajo
a) Preparar el estanque para su lavadoLa limpieza de recipientes que hayan contenido combustibles debe ser efectuada soacutelo por personalexperimentado y bajo directa supervisioacuten
No debe emplearse hidrocarburos clorados (tales como tricloroetileno y tetracloruro de carbono) debidoa que se descomponen por calor o radiacioacuten de la soldadura para formar fosfoacutegeno gas altamentevenenoso
b) Meacutetodos de lavadoLa eleccioacuten del meacutetodo de limpieza depende generalmente de la sustancia contenida Existen tres meacutetodosagua solucioacuten quiacutemica caliente y vapor
c) Preparar el estanque para la operacioacuten de soldaduraAl respecto existen dos tratamientosbull Agua bull Gas CO2-N2
El proceso consiste en llenar el estanque a soldar con alguno de eacutestos fluidos de tal forma que los gasesinflamables sean desplazados desde el interior
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1067
Curso Baacutesico De Soldadura Castillo-Guardado
10
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1167
Castillo-Guardado
Curso Baacutesico De Soldadura
11
POSICIONES EN SOLDADURADesignacioacuten de acuerdo con ANSIAWS A 30-85
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1267
Curso Baacutesico De Soldadura Castillo-Guardado
12
ESQUEMAS BASICOS
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1367
Castillo-Guardado
Curso Baacutesico De Soldadura
13
SELECCION DEL ELECTRODO ADECUADO
Para escoger el electrodo adecuado es necesario analizar las condiciones de trabajo en particular y luegodeterminar el tipo y diaacutemetro de electrodo que maacutes se adapte a estas condiciones
Este anaacutelisis es relativamente simple si el operador se habituacutea a considerar los siguientes factores
1 Naturaleza del metal base2 Dimensiones de la seccioacuten a soldar3 Tipo de corriente que entrega su maacutequina soldadora4 En queacute posicioacuten o posiciones se soldaraacute5 Tipo de unioacuten y facilidad de fijacioacuten de la pieza6 Si el depoacutesito debe poseer alguna caracteriacutestica especial como son resistencia a la corrosioacuten granresistencia a la traccioacuten ductilidad etc7 Si la soldadura debe cumplir condiciones de alguna norma o especificaciones especiales
Despueacutes de considerar cuidadosamente los factores antes indicados el usuario no debe tener dificultad enelegir un electrodo INDURA el cual le daraacute un arco estable depoacutesitos parejos escoria faacutecil de remover y unmiacutenimo de salpicaduras que son las condiciones esenciales para obtener un trabajo oacuteptimo
Condiciones de almacenamiento y mantencioacuten de electrodos
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1467
Curso Baacutesico De Soldadura Castillo-Guardado
14
PROBLEMAS Y DEFECTOS COMUNES EN LA SOLDADURA AL ARCO
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1567
Castillo-Guardado
Curso Baacutesico De Soldadura
15
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1667
Curso Baacutesico De Soldadura Castillo-Guardado
16
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1767
Castillo-Guardado
Curso Baacutesico De Soldadura
17
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1867
Curso Baacutesico De Soldadura Castillo-Guardado
18
SISTEMA ARCO MANUAL
Descripcioacuten del ProcesoEl sistema de soldadura Arco Manual se define como el proceso en que se unen dos metales mediante unafusioacuten localizada producida por un arco eleacutectrico entre un electrodo metaacutelico y el metal base que se desea
unirLa soldadura al arco se conoce desde fines del siglo pasado En esa eacutepoca se utilizaba una varilla metaacutelicadescubierta que serviacutea de metal de aportePronto se descubrioacute que el oxiacutegeno y el nitroacutegeno dela atmoacutesfera eran causantes de fragilidad y poros en elmetal soldado por lo que al nuacutecleo metaacutelico se le agregoacute un revestimiento que al quemarse se gasificabaactuando como atmoacutesfera protectora a la vez que contribuiacutea a mejorar notablemente otros aspectos delprocesoEl electrodo consiste en un nuacutecleo o varilla metaacutelica rodeado por una capa de revestimiento donde elnuacutecleo es transferido hacia el metal base a traveacutes de una zona eleacutectrica generada por la corriente desoldaduraEl revestimiento del electrodo que determina las caracteriacutesticas mecaacutenicas y quiacutemicas de la unioacuten estaacuteconstituido por un conjunto de componentes minerales y orgaacutenicos que cumplen las siguientes funciones
1 Producir gases protectores para evitar la contaminacioacuten atmosfeacuterica y gases ionizantes para dirigir ymantener el arco
2 Producir escoria para proteger el metal ya depositado hasta su solidificacioacuten3 Suministrar materiales desoxidantes elementos de aleacioacuten e hierro en polvo
Clasificacioacuten de Electrodos seguacuten Normas AWSLas especificaciones maacutes comunes para la clasificacioacuten de electrodos seguacuten la AWS son las siguientes1 Especificacioacuten para electrodos revestidos de acero al carbono designacioacuten AWS A51-91 2 Especificacioacuten para electrodos revestidos de aceros de baja aleacioacuten designacioacuten AWS A55-963 Especificacioacuten para electrodos revestidos de aceros al cromo y cromo-niquel resistentes a la corrosioacutendesignacioacuten AWS A54-924 Especificacioacuten para varillas de aporte en uso oxiacetileacutenico yo TIG designacioacuten AWS A52-925 Especificacioacuten para electrodos revestidos para soldaduras de Fe fundido designacioacuten AWS A515-906 Especificaciones para electrodos continuos y fundentes para Arco Sumergido designacioacuten AWSA517-977 Especificaciones para electrodos de aceros dulces para soldadura con electrodos continuos protegidospor gas (MIGMAG) designacioacuten AWS A518-93 En la especificacioacuten para aceros al carbono de electrodosrevestidos el sistema de clasificacioacuten estaacute basado en la resistencia a la traccioacuten del depoacutesito
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1967
Castillo-Guardado
Curso Baacutesico De Soldadura
19
La identificacioacuten de clasificacioacuten estaacute compuesta de la letra E y cuatro diacutegitos Esta letra significaldquoElectrodordquo
Los primeros dos diacutegitos indican la resistencia miacutenima a la traccioacuten del metal depositado en miles de libraspor pulgada cuadrada Es asiacute como E 60 XX indica un electrodo revestido cuyo depoacutesito posee comomiacutenimo 60000 lbs por pulgada cuadrada Esta es la resistencia miacutenima que debe cumplir el depoacutesitoAunque los dos uacuteltimos diacutegitos sentildealan las caracteriacutesticas del electrodo es necesario considerarlos
separadamente ya que el tercer diacutegito indica la posicioacuten para soldar del electrodoEXX1X - toda posicioacutenEXX2X - posicioacuten plana y horizontalEXX4X - toda posicioacuten vertical descendente
El uacuteltimo diacutegito indica el tipo de revestimiento del electrodo Sin embargo para una identificacioacuten completaes necesario leer los dos diacutegitos en conjunto
Para las posiciones vertical y sobre cabeza existe una limitacioacuten de diaacutemetro hasta 316 comuacutenmente y de5 32 para electrodos de BH
Los sistemas de clasificacioacuten para los electrodos revestidos de acero de baja aleacioacuten son similares a la delos aceros al carbono pero a continuacioacuten del cuarto diacutegito existe una letra y un diacutegito que indican lacomposicioacuten quiacutemica del metal depositado Asiacute la A significa un electrodo de acero al Carbono-Molibdenola B un electrodo al Cromo-Molibdeno la C un electrodo al Niacutequel y la letra D un electrodo al Manganeso-Molibdeno El diacutegito final indica la composicioacuten quiacutemica seguacuten esta clasificacioacuten
En las especificaciones para aceros inoxidables AWS A5492 la AISI clasificoacute estos aceros por nuacutemerosy estos mismos se usan para la designacioacuten de los electrodos Por lo tanto la clasificacioacuten para loselectrodos de acero inoxidables como 308 347 etc es su nuacutemero y luego dos diacutegitos maacutes que indican suscaracteriacutesticas de empleo (fuente de poder tipo de revestimiento etc) La letra L a continuacioacuten de los tres
primeros diacutegitos indica que el acero inoxidable es de bajo contenido en carbono
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2067
Curso Baacutesico De Soldadura Castillo-Guardado
20
ELECTRODOS PARA SOLDAR ACERO AL CARBONO
Procedimiento para soldar Acero al Carbono
Los mejores resultados se obtienen manteniendo un arco mediano con lo que se logra una fusioacutenadecuada permitiendo el escape de gases ademaacutes de controlar la forma y apariencia del cordoacuten
Para filetes planos y horizontales conviene mantener el electrodo en un aacutengulo de 45degrespecto a lasplanchas efectuar un pequentildeo avance y retroceso del electrodo en el sentido de avance Con ello se lograuna buena fusioacuten al avanzar se controla la socavacioacuten y la forma del cordoacuten al retroceder al craacuteter
Para filetes verticales ascendentes se mantiene el electrodo perpendicular a la plancha movieacutendolo en elsentido de avance El movimiento debe ser lo suficientemente raacutepido y la corriente adecuada para permitiralargar el arco y no depositar cuando se va hacia arriba para luego bajar al craacuteter y depositar el metalfundido controlando la socavacioacuten y ancho del cordoacuten
La soldadura sobre cabeza se ejecuta en forma similar a la horizontal pero la oscilacioacuten en el sentido deavance debe ser mayor para permitir que el metal depositado en el craacuteter se solidifique
Cuando se suelda vertical descendente el cordoacuten de raiacutez se hace con un avance continuo sin oscilar y lafuerza del arco se dirige de tal manera que sujete el bantildeo de fusioacuten Para los pases sucesivos se puedeusar una oscilacioacuten lateral
ELECTRODO 6013
Electrodo para acero al carbono
Con hierro en polvo
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Rojo
DescripcioacutenElectrodo con polvo de hierro en el revestimiento que permite una velocidad de depoacutesito mayor y unaaplicacioacuten mas faacutecil junto con propiedades mecaacutenicas sobresalientes La estabilidad del arco y el escudoprotector que da el revestimiento ayudan a dirigir el depoacutesito reduciendo la tendencia a socavar Estadisentildeado seguacuten los uacuteltimos adelantos teacutecnicos para lograr oacuteptimos resultados praacutecticos
UsosEste electrodo tiene un campo de aplicacioacuten muy amplio en especial cuando es necesario soldar en todaposicioacuten
Aplicaciones tiacutepicasbull Estanques bull Tuberiacuteas de presioacuten bull Estructuras bull Cantildeeriacuteas
bull Planchas corrientes y galvanizadasbull Barcos
Procedimiento para soldarPara obtener los mejores resultados se recomienda un arco de longitud mediana que permita controlarmejor la forma y aspecto del cordoacutenPara soldadura de filetes planos y horizontales se recomienda mantener el electrodo a 45ordm con cadaplancha oscilaacutendolo en el sentido del avance El movimiento adelante tiene por objeto obtener buenapenetracioacuten y el movimiento hacia atraacutes controla la socavacioacuten y la forma del cordoacutenEn la soldadura vertical se recomienda llevar el electrodo en un aacutengulo de casi 90ordm inclinaacutendolo ligeramenteen el sentido de avance Se debe llevar un movimiento de vaiveacuten alargando el arco para no depositar metal
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2167
Castillo-Guardado
Curso Baacutesico De Soldadura
21
en el movimiento hacia arriba y luego acortaacutendolo para depositar en el craacuteter y asiacute controlar lasdimensiones del deposito y la socavacioacuten
ELECTRODO DE PUNTA AZUL
Electrodo para acero al carbono
Corriente alterna
Revestimiento Blanco
Con hierro en polvo
Punto Azul
Toda posicioacuten
Corriente continuacutea Electrodo positivo
Descripcioacuten
El nuevo Punto Azul posee una formulacioacuten moderna capaz de brindar las maacutes altas exigencias de trabajoSu arco suave y estable lo hace de faacutecil aplicacioacuten en cualquier posicioacuten logrando oacuteptima calidad en launioacuten
Esta nueva foacutermula entrega ademaacutes las siguientes caracteriacutesticas1 Alta velocidad de soldadura2 Depoacutesitos lisos3 Bajo chisporroteo4 Bajo iacutendice de humos5 Faacutecil remocioacuten de escoria6 Excelente penetracioacuten
UsosEs un electrodo de uso general en aceros dulces especialmente cuando es necesario soldar chapas yperfiles delgados
Aplicaciones tiacutepicasbull Marcos de ventana bull Fabricacioacuten de rejasbull Estanques bull Planchas galvanizadas bull Estructuras bull Reparaciones generales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2267
Curso Baacutesico De Soldadura Castillo-Guardado
22
Procedimiento para soldarDebe seguirse el mismo procedimiento utilizado para soldar un electrodo E-6010 oacute E-6011
ELECTRODOS PARA ACEROS INOXIDABLES
iquest Queacute es un acero inoxidableLos aceros inoxidables son simplemente aleaciones compuestas por hierro (Fe) Carbono (C) y Cromo (Cr)El hierro es el elemento fundamental de todos los aceros inoxidables Sin embargo para hacer que el hierrosea inoxidable el contenido de cromo en solucioacuten debe ser por lo menos de un 115 Se adicionan otroselementos de aleacioacuten (Ni Mo V Ti Nb) con el fin de mejorar ciertas propiedades como son ductibilidadresistencia al impacto resistencia al creep resistencia a la corrosioacuten calor etc
Tipos de Aceros InoxidablesDesde el punto de vista metaluacutergico los aceros inoxidables estaacuten agrupados dentro de tres tipos baacutesicosde acuerdo a su microestructura Martensiacuteticos Ferriacuteticos y Austeniacuteticos
MartensiacuteticosEstos aceros contienen entre 115 a 18 de cromo como su principal elemento de aleacioacuten Algunosejemplos de este grupo son los aceros martensiacuteticos AISI 410 416 420431 501 y 502En la soldadura de los aceros martensiacuteticos (aceros autotemplables) se pueden producir tensiones y porconsiguiente grietas si no se adoptan las precauciones convenientesSiempre que sea posible debe emplearse como metal de aporte aleaciones austeniacuteticas (Ej AISI 309-310)
para absorber las tensiones en las zonas cercanas al cordoacuten y asiacute evitar grietasEs conveniente precalentar entre 300-350degC las piezas que van a ser soldadas Despueacutes de la soldadura yuna vez enfriadas las piezas se recomienda un revenido de 600 a 700degC La resistencia oacuteptima a lacorrosioacuten de estos aceros se obtiene efectuando tratamientos teacutermicos de temple y revenido a lastemperaturas requeridas sin embargo esta resistencia a la corrosioacuten no es tan buena como en los acerosausteniacuteticos o ferriacuteticos Su campo de accioacuten estaacute en piezas que estaacuten sometidas a corrosioacuten y que requieren de cierta resistenciamecaacutenica Se utilizan generalmente en aletas para turbinas rodetes de turbinas hidraacuteulicas fundicionesresistentes a la corrosioacuten cuchilleriacutea piezas de vaacutelvulas etc
Ferriacuteticos
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2367
Castillo-Guardado
Curso Baacutesico De Soldadura
23
Los aceros inoxidables ferriacuteticos contienen entre 17 y 27 de cromo Ejemplos de eacutestos son los acerosAISI 405 430 442 446Estos aceros no son endurecibles por tratamiento teacutermico sino soacutelo moderadamente mediante trabajo enfriacuteo Son magneacuteticos al igual que los martensiacuteticos Pueden trabajarse en friacuteo o en caliente pero alcanzansu maacutexima ductilidad y resistencia a la corrosioacuten en la condicioacuten de recocido
En los aceros ferriacuteticos con un contenido de alto cromo puede aparecer fase sigma (dura y fraacutegil) cuando
se les mantiene durante mucho tiempo a temperaturas cercanas a 470degC Por otro lado los aceros ferriacuteticosson muy propensos al crecimiento del grano (850degC - 900degC) inconveniente para la soldadura Si las piezasa soldar son de dimensiones considerables se recomienda postcalentar las piezas entre 700degC a 850degCseguido de un enfriamiento raacutepidoComo los aceros ferriacuteticos se pueden deformar faacutecilmente en friacuteo se utilizan mucho para estampadosprofundos de piezas como recipientes para industrias quiacutemicas y alimenticias y para adornosarquitectoacutenicos o automotrices
AusteniacuteticosEstos son los aceros inoxidables al cromo-niacutequel (tipo 3XX) y al cromo-niacutequel-manganeso (tipo 2XX) Sonesencialmente no magneacuteticos en la condicioacuten de recocido y no endurecen por tratamiento teacutermico Elcontenido total de niacutequel y cromo es de por lo menos 23 Se pueden trabajar faacutecilmente en caliente o enfriacuteo El trabajo en friacuteo les desarrolla una amplia variedad de propiedades mecaacutenicas y en esta condicioacuten elacero puede llegar a ser ligeramente magneacutetico Son muy resistentes al impacto y difiacuteciles de maquinarEstos aceros tienen la mejor resistencia a altas temperaturas y resistencia a la formacioacuten de escamas de
los aceros inoxidables Su resistencia a la corrosioacuten suele ser mejor que las de los aceros martensiacuteticos oferriacuteticosEl mayor inconveniente que presenta la soldadura de los aceros austeniacuteticos es la precipitacioacuten de carburosque pueden producirse en las zonas cercanas al cordoacuten de soldadura quedando sensibilizados a lacorrosioacuten intergranular Para evitar esta precipitacioacuten se deben soldar las piezas sin precalentamiento y conel menor aporte de calor posible Otra posibilidad es emplear aceros austeniacuteticos con porcentaje decarbono menor a 003 o aceros austeniacuteticos estabilizados con titanio niobio o taacutentalo
Electrodo para hacero Inoxidable
Electrodo de acero inoxidable austen tico
Corriente continuacutea Electrodo positivo
Toda posicioacuten
Corriente alternaRevestimiento Blanco
DescripcioacutenEl electrodo 19-9 posee un revestimiento rutiacutelico lo que lo hace apto para soldar con CA o CC electrodopositivo Este electrodo se caracteriza por un arco estable de transferencia spray cuyo depoacutesito es deexcelente forma y apariencia La escoria se desprende faacutecilmente ademaacutes de tener muy buenareanudacioacuten de arco por lo que se aconseja usarlo en soldaduras intermitentes El depoacutesito es de aceroinoxidable austeniacutetico
UsosEl electrodo 19-9 estaacute formulado para soldar el grupo 18-8 de aceros inoxidables por ejemplo 301 302302B 303 304 305 y 308 que se caracterizan por su gran resistencia a la corrosioacuten
Este electrodo es ademaacutes muy usado para soldar acero manganeso y para rellenar estos u otros aceros
especiales resistentes al desgaste antes de aplicar las capas de recubrimiento duro
El metal depositado es austeniacutetico y no magneacuteticoAplicaciones tiacutepicasbull Intercambiadores de calor bull Industrias conserveras bull Equipos Quiacutemicos bull Industria Lechera
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2467
Curso Baacutesico De Soldadura Castillo-Guardado
24
ELECTRODOS BASE NIQUEL
Electrodo base Niacutequel con Cromo Molibdeno y Columbio
Alta resistencia a la traccioacuten y tenacidad a bajas y altas temperaturas (1100iexcl
C)
Excelente resistencia a la corrosioacuten en muchos medios agresivos
Posicioacuten plana y horizontal CA CC (+)
DescripcioacutenEl electrodo Nicromo 3 se caracteriza por producir un arco suave y estable de transferencia spray Eldepoacutesito formado es de exelente apariencia y de faacutecil desprendimiento de la escoriaEl depoacutesito del electrodo Nicromo 3 se caracteriza por su favorable resistencia a elevadas temperaturas
(1100degC) durante tiempos prolongados ademaacutes de su buena resistencia a la corrosioacuten bajo tensiones yfisuracioacuten en caliente
UsosEste electrodo es apto para unir aleaciones tipo Inconel 625 e Incoloy 825 Recomendado para unioacuten dealeaciones altas en cromo-niacutequel entre si o con aceros inoxidables Se recomienda ademaacutes para revestiraceros al carbono y de baja aleacioacuten Debido a su alto liacutemite elaacutestico se puede utilizar para unir aceros alniacutequel (5 y 9 de Ni)
Aplicaciones tiacutepicasbull Estanques para transpor tes criogeacutenicosbull Estanques de almacenamiento de aceros al Ni (5-9 Ni)bull Asiento de vaacutelvulas bull Reparacioacuten de maquinaria
bull Estanques para productos corrosivos bull Aleaciones 904 y 904L Inconel 625 e Incoloy 825
Procedimiento de soldaduraEs indispensable limpiar cuidadosamente las partes a soldar para lograr uniones libres de poros y grietasUsar arco corto con una ligera inclinacioacuten Para lograr un bajo aporte de calor es recomendable depositarcordones rectos y angostos con poca o ninguna oscilacioacuten El precalentamiento depende del metal basecualquier post-calentamiento puede efectuarse sin peligro de perjudicar las caracteriacutesticas del depoacutesito
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2567
Castillo-Guardado
Curso Baacutesico De Soldadura
25
ELECTRODOS PARA COBRE ndashBRONCE
Procedimiento para soldar con Electrodos Cobre ndashBronce
La teacutecnica de operacioacuten de estos electrodos es totalmente distinta a la empleada en la soldadura del aceroal carbono debido principalmente a la gran diferencia de conductividad teacutermica coeficiente de expansioacutenmenor punto de fusioacuten y mayor fluidez a la temperatura de la zona de fusioacuten Al soldar cobre y susaleaciones deberaacute considerarse los siguientes factores1 Dejar una separacioacuten mayor en la raiacutez de las uniones2 Emplear aacutengulos de bisel mayores que los usuales3 El punteo de las uniones debe tener un paso menor4 Usar temperaturas de precalentamiento5 Emplear los rangos de corriente maacutes altos para cada diaacutemetro de electrodo
Es frecuente el empleo de respaldos de cobre o de grafito con el objeto de prevenir la sobre fusioacuten en laraiacutez de las uniones especialmente al soldar espesores delgados Como regla general al soldar cobre y susaleaciones se recomienda el empleo de temperaturas de precalentamiento del orden de 200degC ytemperaturas entre pasadas de 200degC a 370degC para latones y de 400degC a 550degC para cobreEl martillado de los depoacutesitos de soldadura no es absolutamente indispensable pero se emplea parareducir las tensiones y distorsiones en las uniones soldadas a la vez de mejorar las propiedadesmecaacutenicas debido al afinamiento de los granos del depoacutesito
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacuten
con CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2667
Curso Baacutesico De Soldadura Castillo-Guardado
26
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas debronce fosfoacutericoAplicaciones tiacutepicas
bull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tablaPara el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas Enlas soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Para
soldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
Electrodo Para Cobre
Electrodo de bronce fosforico
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Negro
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacutencon CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas de
bronce fosfoacutericoAplicaciones tiacutepicasbull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tabla
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2767
Castillo-Guardado
Curso Baacutesico De Soldadura
27
Para el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas En
las soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Parasoldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
ELECTRODOS PARA BISELAR Y CORTAR
Estos electrodos tienen gran importancia en las industrias que requieren efectuar trabajos de corte ybiselado ya que han sido especialmente disentildeados y fabricados para cumplir eficientemente estos trabajos
Procedimiento para Biselar y CortarPara biselar use un portaelectrodo convencional dirigiendo el electrodo en un aacutengulo aproximado de 30degcon respecto al plano del metal base Use un movimiento de retroceso para evitar profundizar demasiadoUna mayor velocidad de avance daraacute un biselado menos profundo Esmerile la zona antes de soldarPara cortar dirija el electrodo en direccioacuten al recorrido en un aacutengulo de 90degcon respecto al plano del metalbase Use un movimiento vertical ascendente y descendente para producir el desprendimiento del materialfundido
Electrodo para cortar y perforar
Corriente alterna
Toda posiciOn
Corriente continua Electrodo negativo
Revestimiento Gris oscuro
DescripcioacutenEl electrodo Speed Cut estaacute disentildeado para cortar y perforar todos los metales con CA o CC electrodonegativo Es un electrodo de alta velocidad y su revestimiento especial de tipo refractario evita que seprecaliente el nuacutecleo y concentra la fuerza del arco para lograr cortes parejos y limpios
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2867
Curso Baacutesico De Soldadura Castillo-Guardado
28
UsosEste electrodo ha sido especialmente disentildeado para producir cortes de alta velocidad en todas lasposiciones Es recomendable su uso en todos los metales especialmente para aquellos que representandificultad para ser cortados o perforados al ser tratados con equipos oxigas como por ejemplo fierrofundido aceros inoxidables aleaciones de niacutequel bronce cobrealuminio etcAplicaciones tiacutepicas
bull Cortes de alta velocidad en todas posiciones bull Desarme de estructuras metaacutelicas bull Remocioacuten de defectos en soldadura bull Perforacioacuten de remaches
ELECTRODOS PARA SOLDAR HIERRO FUNDIDO
Procedimiento para soldar Hierro Fundido
Las reparaciones en fundicioacuten de hierro gris o hierro maleable son los trabajos maacutes comuacutenmenteencontrados en la praacutectica diaria y son considerados como los trabajos de soldadura maacutes difiacutecilesCuando se suelda hierro fundido con electrodos comunes de acero se forma una capa dura y fraacutegiladyacente a la soldadura
Esta capa consiste en hierro fundido endurecido superficialmente como resultado del raacutepido enfriamientodesde una alta temperatura Si el metal de aporte es acero eacuteste absorberaacute considerable cantidad decarboacuten del hierro fundido convirtieacutendose en un acero de alto carbono El resultado seraacute que el depoacutesito desoldadura se endureceraacute siendo imposible su mecanizadoAdemaacutes cuando se usan electrodos con nuacutecleo de acero la diferencia de contracciones entre elmetal fundido depositado y la fundicioacuten generalmente es causa de problemas serios La resistencia delmetal de aporte es mucho mayor que la del hierro fundido y al producirse la contraccioacuten del acero puededesprenderse de la fundicioacuten Debido a estas condiciones es que los electrodos especiales son necesariospara este tipo de soldadura
La soldadura del hierro fundido es relativamente faacutecil pero sus caracteriacutesticas quiacutemicas y metaluacutergicas sontales que deben ser consideradas cuidadosamente para asegurar los mejores resultados
Algunas de sus caracteriacutestica son1 Si se calienta a una temperatura alta y luego se enfriacutea raacutepidamente el resultado seraacute una fundicioacutenblanca muy dura y difiacutecilmente trabajable mecaacutenicamente2 Si se calienta a una temperatura alta y luego se enfriacutea lentamente el resultado seraacute un hierro fundidogris que es blando y faacutecilmente trabajable3 El hierro fundido es fraacutegil y no se puede doblar o estirar como el acero y consecuentemente si se produceun sobrecalentamiento durante la soldadura las contracciones durante el enfriamiento pueden causargrietas en la soldadura misma o en las zonas teacutermicamente afectadas entre eacutesta y el metal base
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2967
Castillo-Guardado
Curso Baacutesico De Soldadura
29
Las consideraciones anteriores son principalmente las que han establecido un procedimiento fundamentalpara la soldadura del hierro fundido independiente del tipo de electrodo utilizado maquinable o nomaquinable que puede establecerse en los siguientes puntos
1 Utilizar electrodos de poco diaacutemetro y corriente lo maacutes baja posible pero suficiente para producir unabuena fusioacuten2 Hacer soldaduras cortas de no maacutes de dos o tres pulgadas de longitud3 Es aconsejable el depoacutesito de cordones delgados en lugar de cordones anchos y oscilados
InstruccionesPara obtener los mejores resultados es esencial que la unioacuten haya sido adecuadamente preparada Debenremoverse o limpiarse todas las materias extrantildeas tales como oacutexido grasa y aceites Especialmente laspartes que se han impregnado de aceite agua u otros agentes pueden requerir un precalentamiento a unatemperatura suficientemente alta (300-370degC) para evaporar los contaminantes antes de la soldadura
Las uniones deben ser preparadas y biseladas por medios mecaacutenicos como esmeriles discos o limas ydebe evitarse hacer los biselados o preparaciones con arco eleacutectrico ya que este procedimiento tenderiacutea aproducir hierro fundido blanco duro y quebradizo en las zonas inmediatamente vecinas a las soldaduras
El biselado se recomienda auacuten para secciones delgadas mantenieacutendolo siempre al miacutenimo praacutectico paraevitar los esfuerzos residuales provenientes de la contraccioacuten
Como regla general el aacutengulo total de bisel debe ser de aproximadamente 90degpara secciones de635 mm de espesor o menos y de 60 a 90degpara secciones maacutes pesadas o de mayor espesor
Es aconsejable tambieacuten para disminuir los esfuerzos teacutermicos usar electrodos de diaacutemetro pequentildeo yutilizar siempre amperajes bajos Ademaacutes el precalentamiento es necesario para fundiciones pesadas y lasoldadura debe depositarse en cordones cortos lineales de dos a tres pulgadas de longitud Cuando seaposible debe procurarse depositar la soldadura en dos a tres capas ya que los pases subsiguientes tienenun efecto beneacutefico de normalizado sobre los primeros En las soldaduras de hierro fundido es muyimportante evitar el calor localizado causante en la mayoriacutea de los casos de grietas en el metal base y en lasoldadura Esto se logra haciendo soldaduras intermitentes permitiendo que el calor se distribuya dentrode la fundicioacuten antes de depositar el proacuteximo cordoacuten
Electrodo Para soldar Hierro Fundido
Electrodo para hierro fundido
Corriente alterna
Toda posicion
Revestimiento Canela
Corriente continua Electrodo positivo
DescripcioacutenEl electrodo 77 tiene nuacutecleo de acero dulce con un revestimiento que actuacutea como fundente controlando lascaracteriacutesticas del arco Tiene un punto de fusioacuten lo suficientemente bajo para permitir usar corrientesbajas caracteriacutestica importante en la soldadura de hierro fundido lo que reduce el endurecimiento en lazona de fusioacuten
UsosEste electrodo se recomienda para reparaciones en hierro fundido en que los depoacutesitos no requieranmaquinado posterior
Aplicaciones tiacutepicasbull Cabezales de motores bull Piezas de maacutequinas bull Cajas de descanso bull Blocks de motores
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3067
Curso Baacutesico De Soldadura Castillo-Guardado
30
Procedimiento para soldarSe recomienda usar preferentemente CC electrodo positivo Las piezas a soldar deben estar limpias Serecomienda biselar las piezas en forma de ldquoVrdquo y taladrar los extremos de las grietas a reparar Para tener mayor seguridad de la calidad del trabajo se debe evitar soldar en forma contiacutenua se recomiendaefectuar cordones de 5 a 8 cms intermitentemente Debe mantenerse el trabajo friacuteo No se recomiendamartillar el cordoacuten pueden producirse fisuras
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3167
Castillo-Guardado
Curso Baacutesico De Soldadura
31
Descifrando los siacutembolos de la soldadura
Cuando las soldaduras son especificadas en planos y dibujos isomeacutetricos de ingenieriacutea de fabricacioacuten unconjunto de siacutembolos es usado para identificar el tipo de soldadura las dimensiones y otras informacionesreferente al proceso y el acabado
ANSIAWS A24 Siacutembolos para soldadura y pruebas no destructivasReconociendo la estructura del simbolo
La liacutenea horizontal se conoce como liacutenea de referencia y es la plataforma principal donde todos losdemaacutes siacutembolos de soldadura son agregados las instrucciones para la ejecucioacuten de la soldadura vanalineadas a la liacutenea de referencia y una flecha conecta la liacutenea de referencia con la junta a ser soldada Enel ejemplo de arriba la flecha se despliega a la derecha de la liacutenea de referencia y apuntando hacia abajo ya la derecha pero existen muchas otras combinaciones
Algunas veces la flecha apunta los dos lados de la junta por consiguiente existiriacutean dos ladospotencialmente apropiados para ejecutar la soldadura por ejemplo en una junta T cuando dos laminasson unidas la soldadura puede ser hecha en cualquiera de los lados de la T
El siacutembolo hace la distincioacuten entre los dos lados de la junta usando la flecha y los espacios debajo yencima de la liacutenea de referencia los lados (curiosamente) son conocidos como El lado de la flecha y Elotro lado y la soldadura se ejecuta de acuerdo a las instrucciones dadas en la parte de arriba de la liacutenea dereferencia y la orientacioacuten de la flecha no interfiere con estas instrucciones
La bandera que sale de la liacutenea de referencia esta presente si la soldadura se efectuara en campo odurante el armado de la estructura un siacutembolo de soldadura sin la bandera indica que la soldadura seefectuaraacute en el taller pero en algunos planos y dibujos antiguos puede ser encontrado un circulo negro en launioacuten entre la liacutenea de referencia y la flecha
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3267
Curso Baacutesico De Soldadura Castillo-Guardado
32
Un circulo vaciacuteo entre la liacutenea de referencia y la flecha es una indicacioacuten de que la soldadura debe serejecutada alrededor o en toda la circunferencia de la unioacuten como en este ejemplo
La cola del siacutembolo de soldadura es el sitio donde se coloca la informacioacuten suplementariaconcerniente a la soldadura a ejecutar y puede contener referencias del proceso requerido electrodo undetalle de dibujo y cualquier informacioacuten que ayude a la ejecucioacuten de la soldadura que no tenga un lugarespecial en el siacutembolo plano o la isometriacutea
Cada tipo de soldadura tiene su siacutembolo baacutesico el cual tiacutepicamente se situacutea al rededor del centro dela liacutenea de referencia (dependiendo de cual sea el lado de la junta) y este siacutembolo es usualmente un dibujoque representa la seccioacuten transversal de la junta misma y estas estaacuten divididas en tres grupos
Simbolos para las Soldaduras de Filete
La soldadura fundida es depositada en la esquina formada por la caracteriacutestica de la unioacuten de dosmiembros penetrando y fundieacutendose con el metal base para formar la junta
La cara perpendicular del triangulo siempre es dibujada en la parte izquierda del siacutembolo si las doscaras de la soldadura son de la misma dimensioacuten entonces solo una medida es dada
Las soldaduras de filete son usadas para hacer juntas de enfrentamiento perpendicular comoesquinas y las juntas T y como su propio siacutembolo lo sugiere estas soldaduras son baacutesicamentetriangulares vistas desde su seccioacuten aunque su forma no es siempre un triangulo perfecto o isoacutesceles
Si la soldadura tuviera caras desiguales (menos comuacuten) entonces ambas dimensiones son dadas yuna nota especial que indica en el dibujo cual cara es mas larga
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3367
Castillo-Guardado
Curso Baacutesico De Soldadura
33
El largo de la soldadura es dado a la derecha del simbolo
La soldadura se debe situar entre las liacuteneas dimensioacutenales especificadas (si son dadas) o entre lospuntos donde un cambio de direccioacuten abrupto de la soldadura ocurra como al final de las planchas olaminas
En el caso de soldaduras intermitentes o interrumpidas el largo de cada porcioacuten de la soldadura y losespacios que las separan son indicado en el siacutembolo siendo separados con un guioacuten ( - ) y el largo de laporcioacuten de soldadura va seguido de la dimensioacuten centro-centro del espacio estos siempre se colocan a la
derecha del siacutembolo del filete (triangulo)
Note que la dimensioacuten del espacio no indica el espacio limpio entre las soldaduras la indicacioacuten escentro-centro
Siacutembolos para las Soldaduras de Canal
Las soldaduras de Canal son usadas comuacutenmente para hacer juntas de bordes con bordes aunquetambieacuten son usadas frecuentemente en esquinas juntas T juntas curvas y piezas planas Como losugiere la variedad de siacutembolos para estas soldaduras hay muchas maneras de hacer soldaduras deCanal y la diferencia principal dependeraacute de la geometriacutea de las partes que seraacuten unidas y la preparacioacutende sus bordes El metal soldado es depositado entre el canal penetrando y fundieacutendose con el metal base para formar la junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipo de
soldaduras la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3467
Curso Baacutesico De Soldadura Castillo-Guardado
34
La soldadura de canal cuadrado en la cual el canal es creado por una separacioacuten especifica o ningunaseparacioacuten incluyendo hasta cierta presioacuten de oposicioacuten la distancia de la separacioacuten (si existe) es dadaen el siacutembolo
Las soldaduras de canal V en la que los bordes son biselados a veces por un lado o por los doslados para crea el canal el aacutengulo del bisel es dado en el siacutembolo asiacute como la luz de separacioacuten oseparacioacuten de la raiacutez (si existiera)
Si la profundidad de la V no fuera igual al espesor o a la mitad (en el caso de doble V) del espesorde la lamina o plancha a soldar entonces la profundidad es dada a la izquierda del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3567
Castillo-Guardado
Curso Baacutesico De Soldadura
35
Si la penetracioacuten de la soldadura fuera mayor que la profundidad del canal la profundidad de la gargantaefectiva es dada entre pareacutentesis despueacutes de la profundidad de la V
En el bisel del canal de soldadura en el cual el borde de una de las laminas es biselado y la otra escuadrada el siacutembolo de la liacutenea perpendicular siempre es dibujada en el lado izquierdo sea cual sea laorientacioacuten de la soldadura la flecha apunta la cara de la pieza que debe ser biselada y en este caso laflecha es cortada y doblada en aacutengulo para hacer eacutenfasis en su importancia (este corte de aacutengulo no esnecesario si el proyectista no tiene preferencias en cual lado debe ser biselado o si el dibujo es interpretadopor un soldador calificado que reconoce la diferencia de cual lado debe ser tratado) las
condiciones de aacutengulo preparacioacuten del borde garganta efectiva y la luz de separacioacuten de la
separacioacuten de raiacutez son descritas en las soldaduras de canal V en esta misma pagina
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3667
Curso Baacutesico De Soldadura Castillo-Guardado
36
En la soldadura de canal U en la cual ambos bordes son tratados para crear un canal coacutencavo laprofundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de la separacioacuten sondescritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de canal J en la cual en uno de las laminas tiene un biselado coacutencavo y la otra esdejada cuadrada como con el bisel de la media V la liacutenea perpendicular siempre apareceraacute dibujada a laizquierda y la flecha (con un doblez si fuera necesario) apuntando la pieza que recibiraacute el tratamiento debisel coacutencavo la profundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de
separacioacuten son descritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de V curva comuacutenmente usada para unir dos partes curvas o dos partes tubularesla profundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3767
Castillo-Guardado
Curso Baacutesico De Soldadura
37
En la soldadura de canal con bisel curvo comuacutenmente usada para unir una pieza curva o tubular auna pieza plana como con la V curva (anterior) formada por dos superficies curvas o tubulares laprofundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis La liacutenea perpendicular es dibujada siempre al lado izquierdo del siacutembolosea cual sea la orientacioacuten de la soldadura
Otros siacutembolos suplementarios son usados con la soldadura de canal como Penetracioacuten saliente y Barra o elemento de respaldo ambos siacutembolos son indicacioacuten de que la penetracioacuten de la junta se efectuacuteadesde un solo lado de la junta
El alto del refuerzo (si fuera critico) es indicado a la izquierda del siacutembolo de penetraron saliente elcual esta situado
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3867
Curso Baacutesico De Soldadura Castillo-Guardado
38
Cuando una barra o elemento de respaldo es usado para lograr la penetracioacuten necesaria de la junta su siacutembolo es situado encima de la liacutenea de referencia sobre el siacutembolo de la soldadura si la barra esprovisional y seraacute removida al final de la soldadura entonces la letra R es situada dentro del siacutembolo de labarra de respaldo esta barra tiene el mismo siacutembolo que la soldadura de conexion y ovalos pero sucontexto debe hacer siempre la clara intencioacuten del siacutembolo
Simbolos para la Soldadura de conexion y ovalos
Soldadura de conexioacuten y de oacutevalos es usada para unir laminas sobrepuestas una de las cuales tienenperforaciones (redondos para conexiones y ovalados o alargados para Oacutevalos) Metal soldado esdepositado en estas perforaciones penetrando y fundieacutendose con el metal base de las dos partes formandola junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipode soldadura la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3967
Castillo-Guardado
Curso Baacutesico De Soldadura
39
En la soldadura de conexioacuten el diaacutemetro de cada conector es dado a la izquierda del siacutembolo y el espacioentre los conectores es dado a la derecha en la soldadura de oacutevalos el ancho de cada ovalo es dado a laizquierda del siacutembolo el largo y la distancia entre espacios (separados por un guioacuten-) son dados a laderecha del siacutembolo y la referencia del detalle en la cola
El numero de conectores u oacutevalos es dado entre pareacutentesis por encima o por debajo del siacutembolo de lasoldadura la indicacioacuten del lado de la flecha y el otro lado indican cual pieza tiene la(s) perforacione(s)
Si no esta en las especificaciones el llenado total de esta perforacioacuten entonces la profundidad es dadadentro del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4067
Curso Baacutesico De Soldadura Castillo-Guardado
40
SISTEMA OXIGAS
Descripcioacuten del ProcesoEl proceso de soldadura oxigas mostrado en la figura consiste en una llama dirigida por un sopleteobtenida por medio de la combustioacuten de los gases oxiacutegeno-acetileno El intenso calor de la llama funde la
superficie del metal base para formar una poza fundidaCon este proceso se puede soldar con o sin material de aporte El metal de aporte es agregado para cubrirbiseles y orificios
A medida que la llama se mueve a lo largo de la unioacuten el metal base y el metal de aporte se solidifican paraproducir el cordoacuten
Al soldar cualquier metal se debe escoger el metal de aporte adecuado que normalmente posee elementosdesoxidantes para producir soldaduras de buena calidad
En algunos casos se requiere el uso de fundente para soldar ciertos tipos de metales
Ventajas y Aplicaciones del ProcesoEl proceso oxigas posee las siguientes ventajas el equipo es portaacutetil econoacutemico y puede ser utilizado entoda posicioacuten
El proceso oxigas es normalmente usado para soldar metales de hasta 14 de espesor Se puede utilizartambieacuten para soldar metales de mayor espesor pero ello no es recomendable
Su mayor aplicacioacuten en la industria se encuentra en el campo de mantencioacuten reparacioacuten soldadura decantildeeriacuteas de diaacutemetro pequentildeo y manufacturas livianas Tambieacuten puede ser usado como fuente de energiacuteacaloacuterica para calentar doblar forjar endurecer etc
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4167
Castillo-Guardado
Curso Baacutesico De Soldadura
41
Equipo para Soldadura y Corte OxigasEs el conjunto de elementos que agrupados permiten el paso de gases (Oxigeno-Acetileno) hasta unsoplete en cuyo interior se produce la mezcla La misma en contacto con una chispa produce unacombustioacuten base del sistema oxiacetileacutenico
Procedimiento Baacutesico de Soldadura
Ajuste de llamaEn soldadura oxiacetileacutenica se utiliza una llama neutra (3160degC) o sea se suministra suficiente oxiacutegenopara realizar la combustioacuten de todo el acetileno presenteAunque esta situacioacuten corresponde a una relacioacuten teoacuterica oxiacutegenoacetileno de 251 en la praacutectica parte dela combustioacuten se realiza con oxiacutegeno del aire de modo que
Se consume iguales cantidades de oxiacutegeno y acetileno (relacioacuten 11)Se produce un efecto de auto-proteccioacuten que minimiza la oxidacioacuten del metal base
La llama carburante con exceso de acetileno se reconoce por una zona intermedia reductora que apareceentre el dardo y el penacho se utiliza soacutelo en casos especiales
La llama oxidante con exceso de oxiacutegeno se reconoce por su dardo y penacho maacutes cortos y su sonido maacutesagudo
Seleccioacuten de la BoquillaEn la seleccioacuten de la boquilla influyen los siguientes factores1 Tipo de material a soldar
2 Espesor del material3 Tipo de unioacuten (Tope filete biselada etc)4 Posicioacuten en que se soldaraacute5 Habilidad del operador
Como norma de seguridad siempre debe utilizarse la
Boquilla a la presioacuten recomendada por el fabricante
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4267
Curso Baacutesico De Soldadura Castillo-Guardado
42
Varillas para Soldadura OxigasINDURA dispone de todos los tipos de varillas para este tipo de soldadura Bronce Niacutequel-Plata acerodulce hierro fundido y aluminio en los siguientes diaacutemetros
16 mm (116) - 24 mm (332) - 32 mm (18) - 40 mm (532) - 48 mm (316) y 64 mm (14)
El tamantildeo de varilla adecuada debe ser determinado por
bull el tipo de unioacuten de soldadura bull el espesor del material bull la cantidad de aporte requerido
VARILLAS DE APORTE PARA SOLDADURA OXIGAS
Procedimiento para soldar con varillas de soldadura oxigas (Bronce)
Deben limpiarse muy bien las piezas aplicaacutendoles la llama sobre la superficie hasta que alcance un colorrojo cereza Ambas piezas deben estar a la misma temperatura porque en caso contrario la varilla fluiraacutehacia la pieza maacutes caliente (fenoacutemeno de capilaridad) Caliente la varilla con la llama e introduacutezcala luegoen el depoacutesito de fundente
Note que el calor hace que el fundente se adhiera a la varilla (Si se utiliza una varilla ya revestida confundente este paso debe eliminarse) Una vez que la varilla estaacute impregnada con fundente y las piezas hanalcanzado la temperatura adecuada acerque la varilla hacia la unioacuten y coloque la llama encimaundieacutendola La varilla entonces se funde y fluye hacia el aacuterea calentada uniendo fuertemente las piezas
Debe utilizarse bastante fundente Si la cantidad de fundente es insuficiente la varilla no uniraacute los metales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4367
Castillo-Guardado
Curso Baacutesico De Soldadura
43
VARILLA DE APORTE DE BRONCE
DescripcioacutenLa soldadura de Bronce permite obtener depoacutesitos concaracteriacutesticas mecaacutenicas sobresalientes enresistencia y ductibilidad ademaacutes de ser muy homogeacutenea
AplicacionesSu principal campo de aplicacioacuten es soldadura de hierro fundido acero dulce cobre y sus aleaciones
La principal caracteriacutestica de estas soldaduras es la poca cantidad de gases que se genera en el craacuteter demetal fundido y su bajo punto de fusioacuten que permite una mejor y mayor fluidez del metal fundido
Como teacutecnica operatoria se recomienda precalentar el metal base hasta una temperatura cercana al puntode fusioacuten del metal de aporte luego fundir una gota de soldadura y aplicar calor adicional para obtener unafluidez adecuada en el depoacutesito
Recomendamos el uso del fundente INDURA 10 a fin de obtener depoacutesitos maacutes limpios y de mejorapariencia Las aleaciones de Bronce INDURA son envasadas en cajas de 10 kgs y fabricadas en lassiguientes medidas 24 mm (332)-32 mm (18)-40 mm (532)-48 mm (316)-64 mm (14)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4467
Curso Baacutesico De Soldadura Castillo-Guardado
44
SOLDADURA DE ESTANtildeO
Descripcioacuten
Estas soldaduras son aleaciones a base de estantildeo y se recomiendan para soldar uniones a prueba defiltracioacuten de agua o aire en que la resistencia mecaacutenica no es de importancia y que no estaraacuten expuestas aaltas temperaturas Son especialmente apropiadas para trabajos generales en fierro cobre zinc hojalatafierro galvanizado etc
Estas soldaduras pueden aplicarse por medio de cautiacuten soplete directo inmersioacuten vaciado o por hornoSe suministran en los siguientes tipos seguacuten forma y proporcioacuten de aleacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4567
Castillo-Guardado
Curso Baacutesico De Soldadura
45
El mayor porcentaje de estantildeo influye mejorando la resistencia mecaacutenica de la soldadura de tal forma quelos mejores resultados en este sentido se obtienen con el tipo ldquoArdquo y ldquoLArdquo El tipo ldquoArdquo se recomienda depreferencia para sellar envases de hojalata
Para obtener una buena soldadura es indispensable efectuar una buena limpieza de las piezas a soldarcon lija esmeril lima o escobilla de acero En caso de planchas oxidadas de fierro debe limpiarse con aacutecidomuriaacutetico durante 5 oacute 10 minutos Se recomienda ademaacutes el uso de Fundente INDURA 200 para evitar laoxidacioacuten de los metales a soldar facilitar la fluidez de la soldadura y obtener buenas uniones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67

5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 267
Curso Baacutesico De Soldadura Castillo-Guardado
2
Este manual es una recopilacioacuten de datos tomados de varios manuales y libros El contenido fue recopilado por Ing Sergio Castillo y Lic Joseacute Luis Guardado
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 367
Castillo-Guardado
Curso Baacutesico De Soldadura
3
Tabla de contenido
TEMAS GENERALES DE SOLDADURA 5
SEGURIDAD EN SOLDADURA AL ARCO 5 Proteccioacuten Personal 5
Proteccioacuten de la vista 5
Seguridad al usar una maacutequina soldadora 6
Seguridad en operaciones de Soldadura 8
Seguridad en Soldadura de Estanques 9
POSICIONES EN SOLDADURA 11
ESQUEMAS BASICOS 12
SELECCION DEL ELECTRODO ADECUADO 13
PROBLEMAS Y DEFECTOS COMUNES EN LA SOLDADURA AL ARCO 14
SISTEMA ARCO MANUAL 18
Descripcioacuten del Proceso 18 Clasificacioacuten de Electrodos seguacuten Normas AWS 18
ELECTRODOS PARA SOLDAR ACERO AL CARBONO 20
Procedimiento para soldar Acero al Carbono 20
ELECTRODO 6013 20
ELECTRODO DE PUNTA AZUL 21
ELECTRODOS PARA ACEROS INOXIDABLES 22
iquest Queacute es un acero inoxidable 22
Tipos de Aceros Inoxidables 22
Electrodo para hacero Inoxidable 23
ELECTRODOS BASE NIQUEL 24
ELECTRODOS PARA COBRE ndash
BRONCE 25
Procedimiento para soldar con Electrodos Cobre ndash Bronce 25
Electrodo Para Cobre 26
ELECTRODOS PARA BISELAR Y CORTAR 27
Procedimiento para Biselar y Cortar 27
ELECTRODOS PARA SOLDAR HIERRO FUNDIDO 28
Procedimiento para soldar Hierro Fundido 28
Electrodo Para soldar Hierro Fundido 29
Descifrando los siacutembolos de la soldadura 31
ANSIAWS A24 Siacutembolos para soldadura y pruebas no destructivas 31
Reconociendo la estructura del simbolo 31
Simbolos para las Soldaduras de Filete 32
Siacutembolos para las Soldaduras de Canal 33
Simbolos para la Soldadura de conexion y ovalos 38
SISTEMA OXIGAS 40
Descripcioacuten del Proceso 40
Ventajas y Aplicaciones del Proceso 40
Equipo para Soldadura y Corte Oxigas 41
Procedimiento Baacutesico de Soldadura 41
Varillas para Soldadura Oxigas 42
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 467
Curso Baacutesico De Soldadura Castillo-Guardado
4
VARILLAS DE APORTE PARA SOLDADURA OXIGAS 42
VARILLA DE APORTE DE BRONCE 43
SOLDADURA DE ESTANtildeO 44
SISTEMA MIG 46
Descripcioacuten del Proceso 46
Resumen del Proceso 47 Electrodos y Proteccioacuten Gaseosa 49
Maacutequinas Soldadoras 50
TABLA DE REGULACION SISTEMA MIG 51
SISTEMA DE CLASIFICACION DEL ALAMBRE PARA 51
PROCESO MIG 51
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DE BAJAALEACION 52
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES 53
ELECTRODOS CONTINUOS PARA ALUMINIO 53
SISTEMA TIG 55
Descripcioacuten del Proceso 55 Caracteriacutesticas y Ventajas del Sistema TIG 55
Equipo 55
Electrodos para Sistema TIG 56
Aplicaciones del Sistema TIG 57
VARILLAS PARA SISTEMA TIG 57
Varillas de Aluminio 57
ACEROS 58
COMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI 58
Designacioacuten de Letras 58
Designacioacuten Numeacuterica 58
PRECALENTAMIENTO 64 TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTES ACEROS 64
TEMPERATURA degC ndash degF 66
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADO 66
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 567
Castillo-Guardado
Curso Baacutesico De Soldadura
5
TEMAS GENERALES DE SOLDADURA
SEGURIDAD EN SOLDADURA AL ARCO
Cuando se realiza una soldadura al arco durante la cual ciertas partes conductoras de energiacutea eleacutectricaestaacuten al descubierto el operador tiene que observar con especial cuidado las reglas de seguridad a fin decontar con la maacutexima proteccioacuten personal y tambieacuten proteger a las otras personas que trabajan a sualrededor
En la mayor parte de los casos la seguridad es una cuestioacuten de sentido comuacuten Los accidentes puedenevitarse si se cumplen las siguientes reglas
Proteccioacuten PersonalSiempre utilice todo el equipo de proteccioacuten necesario para el tipo de soldadura a realizar El equipoconsiste en
1 Maacutescara de soldar proteje los ojos la cara el cuello y debe estar provista de filtros inactiacutenicos deacuerdo al proceso e intensidades de corriente empleadas
2 Guantes de cuero tipo mosquetero con costura interna para proteger las manos y muntildeecas3 Coleto o delantal de cuero para protegerse de salpicaduras y exposicioacuten a rayos ultravioletas del arco4 Polainas y casaca de cuero cuando es necesario hacer soldadura en posiciones verticales y sobrecabeza deben usarse estos aditamentos para evitar las severas quemaduras que puedan ocasionar lassalpicaduras del metal fundido5 Zapatos de seguridad que cubran los tobillos para evitar el atrape de salpicaduras6 Gorro protege el cabello y el cuero cabelludo especialmente cuando se hace soldadura en posiciones
Proteccioacuten de la vistaLa proteccioacuten de la vista es un asunto tan importante que merece consideracioacuten aparte El arco eleacutectricoque se utiliza como fuente caloacuterica y cuya temperatura alcanza sobre los 4000degC desprende radiacionesvisibles y no visibles Dentro de estas uacuteltimas tenemos aquellas de efecto maacutes nocivo como son los rayosultravioletas e infrarrojos
El tipo de quemadura que el arco produce en losojos no es permanente aunque siacute esextremadamente dolorosa Su efecto es comoldquotener arena caliente en los ojosrdquo Para evitarladebe utilizarse un lente protector (vidrio inactiacutenico)que ajuste bien y delante de eacuteste para suproteccioacuten siempre hay que mantener una cubiertade vidrio transparente la que debe ser sustituidainmediatamente en caso de deteriorarse A fin deasegurar una completa proteccioacuten el lenteprotector debe poseer la densidad adecuada alproceso e intensidad de corriente utilizada Lasiguiente tabla le ayudaraacute a seleccionar el lenteadecuado
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 667
Curso Baacutesico De Soldadura Castillo-Guardado
6
Seguridad al usar una maacutequina soldadoraAntes de usar la maacutequina de soldar al arco debe guardarse ciertas precauciones conocer su operacioacuten ymanejo como tambieacuten los accesorios y herramientas adecuadas Para ejecutar el trabajo con facilidad yseguridad debe observarse ciertas reglas muy simples
MAQUINA SOLDADORA (Fuente de Poder) Circuitos con CorrienteEn la mayoriacutea de los talleres el voltaje usado es 220 oacute 380 volts El operador debe tener en cuenta el hechoque estos son voltajes altos capaces de inferir graves lesiones Por ello es muy importante que ninguacuten
trabajo se haga en los cables interruptores controles etc antes de haber comprobado que la maacutequina hasido desconectada de la energiacutea abriendo el interruptor para desenergizar el circuito Cualquier inspeccioacutenen la maacutequina debe ser hecha cuando el circuito ha sido desenergizado
Liacutenea a TierraTodo circuito eleacutectrico debe teneruna liacutenea a tierra para evitar que laposible formacioacuten de corrientesparaacutesitas produzca un choqueeleacutectrico al operador cuando eacutestepor ejemplo llegue a poner unamano en la carcaza de la maacutequinaNunca opere una maacutequina que notenga su liacutenea a tierra
Cambio de PolaridadEl cambio de polaridad se realizapara cambiar el polo del electrodode positivo (polaridad invertida) anegativo (polaridad directa) Nocambie el selector de polaridad sila maacutequina estaacute operando ya queal hacerlo saltaraacute el arco eleacutectricoen los contactos del interruptordestruyeacutendolos Si su maacutequina
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 767
Castillo-Guardado
Curso Baacutesico De Soldadura
7
soldadora no tiene selector de polaridad cambie los terminales cuidando que eacutesta no esteacute energizada
Cambio del Rango de AmperajeEn las maacutequinas que tienen 2 o maacutes escalas de amperaje no es recomen dable efectuar cambios de rangocuando se estaacute soldando esto puede producir dantildeos en las tarjetas de control u otros componentes talescomo tiristores diodos transistores etc En maacutequinas tipo clavijeros no se debe cambiar el amperajecuando el equipo estaacute soldando ya que se producen serios dantildeos en los contactos eleacutectricos causados porla aparicioacuten de un arco eleacutectrico al interrumpir la corriente
En maacutequinas tipo Shunt moacutevil no es aconsejable regular el amperaje soldando puesto que se puede dantildearel mecanismo que mueve el Shunt
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 867
Curso Baacutesico De Soldadura Castillo-Guardado
8
Circuito de SoldaduraCuando no estaacute en uso el porta electrodos nunca debe ser dejado encima de la mesa o en contacto concualquier otro objeto que tenga una liacutenea directa a la superficie donde se suelda El peligro en este caso esque el porta electrodo en contacto con el circuito a tierra provoque en el transformador del equipo un cortocircuito La soldadura no es una operacioacuten riesgosa si se respetan las medidas preventivas adecuadasEsto requiere un conocimiento de las posibilidades de dantildeo que pueden ocurrir en las operaciones de
soldar y una precaucioacuten habitual de seguridad por el operador
Seguridad en operaciones de SoldaduraCondiciones ambientales que deben ser consideradas
Riesgos de IncendioNunca se debe soldar en la proximidad de liacutequidos inflamablesgases vapores metales en polvo o polvos combustiblesCuando el aacuterea de soldadura contiene gases vapores o polvoses necesario mantener perfectamente aireado y ventilado ellugar mientras se suelda Nunca soldar en la vecindad demateriales inflamables o de combustibles no protegidos
VentilacioacutenSoldar en aacutereas confinadas sin vent ilacioacuten adecuada puedeconsiderarse una operacioacuten arriesgada porque al consumirse el
oxiacutegeno disponible a la par con el calor de la soldadura y elhumo restante el operador queda expuesto a severas molestiasy enfermedades
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 967
Castillo-Guardado
Curso Baacutesico De Soldadura
9
HumedadLa humedad entre el cuerpo y algo electrificado forma una liacuteneaa tierra que puede conducir corriente al cuerpo del operador yproducir un choque eleacutectrico El operador nunca debe estar
sobre una poza o sobre suelo huacutemedo cuando suelda comotampoco trabajar en un lugar huacutemedo Deberaacute conservar susmanos vestimenta y lugar de trabajo continuamente secos
Seguridad en Soldadura de Estanques
Soldar recipientes que hayan contenido materiales inflamables o combustibles es una operacioacuten desoldadura extremadamente peligrosa A continuacioacuten se detallan recomendaciones que deben serobservadas en este tipo de trabajo
a) Preparar el estanque para su lavadoLa limpieza de recipientes que hayan contenido combustibles debe ser efectuada soacutelo por personalexperimentado y bajo directa supervisioacuten
No debe emplearse hidrocarburos clorados (tales como tricloroetileno y tetracloruro de carbono) debidoa que se descomponen por calor o radiacioacuten de la soldadura para formar fosfoacutegeno gas altamentevenenoso
b) Meacutetodos de lavadoLa eleccioacuten del meacutetodo de limpieza depende generalmente de la sustancia contenida Existen tres meacutetodosagua solucioacuten quiacutemica caliente y vapor
c) Preparar el estanque para la operacioacuten de soldaduraAl respecto existen dos tratamientosbull Agua bull Gas CO2-N2
El proceso consiste en llenar el estanque a soldar con alguno de eacutestos fluidos de tal forma que los gasesinflamables sean desplazados desde el interior
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1067
Curso Baacutesico De Soldadura Castillo-Guardado
10
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1167
Castillo-Guardado
Curso Baacutesico De Soldadura
11
POSICIONES EN SOLDADURADesignacioacuten de acuerdo con ANSIAWS A 30-85
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1267
Curso Baacutesico De Soldadura Castillo-Guardado
12
ESQUEMAS BASICOS
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1367
Castillo-Guardado
Curso Baacutesico De Soldadura
13
SELECCION DEL ELECTRODO ADECUADO
Para escoger el electrodo adecuado es necesario analizar las condiciones de trabajo en particular y luegodeterminar el tipo y diaacutemetro de electrodo que maacutes se adapte a estas condiciones
Este anaacutelisis es relativamente simple si el operador se habituacutea a considerar los siguientes factores
1 Naturaleza del metal base2 Dimensiones de la seccioacuten a soldar3 Tipo de corriente que entrega su maacutequina soldadora4 En queacute posicioacuten o posiciones se soldaraacute5 Tipo de unioacuten y facilidad de fijacioacuten de la pieza6 Si el depoacutesito debe poseer alguna caracteriacutestica especial como son resistencia a la corrosioacuten granresistencia a la traccioacuten ductilidad etc7 Si la soldadura debe cumplir condiciones de alguna norma o especificaciones especiales
Despueacutes de considerar cuidadosamente los factores antes indicados el usuario no debe tener dificultad enelegir un electrodo INDURA el cual le daraacute un arco estable depoacutesitos parejos escoria faacutecil de remover y unmiacutenimo de salpicaduras que son las condiciones esenciales para obtener un trabajo oacuteptimo
Condiciones de almacenamiento y mantencioacuten de electrodos
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1467
Curso Baacutesico De Soldadura Castillo-Guardado
14
PROBLEMAS Y DEFECTOS COMUNES EN LA SOLDADURA AL ARCO
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1567
Castillo-Guardado
Curso Baacutesico De Soldadura
15
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1667
Curso Baacutesico De Soldadura Castillo-Guardado
16
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1767
Castillo-Guardado
Curso Baacutesico De Soldadura
17
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1867
Curso Baacutesico De Soldadura Castillo-Guardado
18
SISTEMA ARCO MANUAL
Descripcioacuten del ProcesoEl sistema de soldadura Arco Manual se define como el proceso en que se unen dos metales mediante unafusioacuten localizada producida por un arco eleacutectrico entre un electrodo metaacutelico y el metal base que se desea
unirLa soldadura al arco se conoce desde fines del siglo pasado En esa eacutepoca se utilizaba una varilla metaacutelicadescubierta que serviacutea de metal de aportePronto se descubrioacute que el oxiacutegeno y el nitroacutegeno dela atmoacutesfera eran causantes de fragilidad y poros en elmetal soldado por lo que al nuacutecleo metaacutelico se le agregoacute un revestimiento que al quemarse se gasificabaactuando como atmoacutesfera protectora a la vez que contribuiacutea a mejorar notablemente otros aspectos delprocesoEl electrodo consiste en un nuacutecleo o varilla metaacutelica rodeado por una capa de revestimiento donde elnuacutecleo es transferido hacia el metal base a traveacutes de una zona eleacutectrica generada por la corriente desoldaduraEl revestimiento del electrodo que determina las caracteriacutesticas mecaacutenicas y quiacutemicas de la unioacuten estaacuteconstituido por un conjunto de componentes minerales y orgaacutenicos que cumplen las siguientes funciones
1 Producir gases protectores para evitar la contaminacioacuten atmosfeacuterica y gases ionizantes para dirigir ymantener el arco
2 Producir escoria para proteger el metal ya depositado hasta su solidificacioacuten3 Suministrar materiales desoxidantes elementos de aleacioacuten e hierro en polvo
Clasificacioacuten de Electrodos seguacuten Normas AWSLas especificaciones maacutes comunes para la clasificacioacuten de electrodos seguacuten la AWS son las siguientes1 Especificacioacuten para electrodos revestidos de acero al carbono designacioacuten AWS A51-91 2 Especificacioacuten para electrodos revestidos de aceros de baja aleacioacuten designacioacuten AWS A55-963 Especificacioacuten para electrodos revestidos de aceros al cromo y cromo-niquel resistentes a la corrosioacutendesignacioacuten AWS A54-924 Especificacioacuten para varillas de aporte en uso oxiacetileacutenico yo TIG designacioacuten AWS A52-925 Especificacioacuten para electrodos revestidos para soldaduras de Fe fundido designacioacuten AWS A515-906 Especificaciones para electrodos continuos y fundentes para Arco Sumergido designacioacuten AWSA517-977 Especificaciones para electrodos de aceros dulces para soldadura con electrodos continuos protegidospor gas (MIGMAG) designacioacuten AWS A518-93 En la especificacioacuten para aceros al carbono de electrodosrevestidos el sistema de clasificacioacuten estaacute basado en la resistencia a la traccioacuten del depoacutesito
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1967
Castillo-Guardado
Curso Baacutesico De Soldadura
19
La identificacioacuten de clasificacioacuten estaacute compuesta de la letra E y cuatro diacutegitos Esta letra significaldquoElectrodordquo
Los primeros dos diacutegitos indican la resistencia miacutenima a la traccioacuten del metal depositado en miles de libraspor pulgada cuadrada Es asiacute como E 60 XX indica un electrodo revestido cuyo depoacutesito posee comomiacutenimo 60000 lbs por pulgada cuadrada Esta es la resistencia miacutenima que debe cumplir el depoacutesitoAunque los dos uacuteltimos diacutegitos sentildealan las caracteriacutesticas del electrodo es necesario considerarlos
separadamente ya que el tercer diacutegito indica la posicioacuten para soldar del electrodoEXX1X - toda posicioacutenEXX2X - posicioacuten plana y horizontalEXX4X - toda posicioacuten vertical descendente
El uacuteltimo diacutegito indica el tipo de revestimiento del electrodo Sin embargo para una identificacioacuten completaes necesario leer los dos diacutegitos en conjunto
Para las posiciones vertical y sobre cabeza existe una limitacioacuten de diaacutemetro hasta 316 comuacutenmente y de5 32 para electrodos de BH
Los sistemas de clasificacioacuten para los electrodos revestidos de acero de baja aleacioacuten son similares a la delos aceros al carbono pero a continuacioacuten del cuarto diacutegito existe una letra y un diacutegito que indican lacomposicioacuten quiacutemica del metal depositado Asiacute la A significa un electrodo de acero al Carbono-Molibdenola B un electrodo al Cromo-Molibdeno la C un electrodo al Niacutequel y la letra D un electrodo al Manganeso-Molibdeno El diacutegito final indica la composicioacuten quiacutemica seguacuten esta clasificacioacuten
En las especificaciones para aceros inoxidables AWS A5492 la AISI clasificoacute estos aceros por nuacutemerosy estos mismos se usan para la designacioacuten de los electrodos Por lo tanto la clasificacioacuten para loselectrodos de acero inoxidables como 308 347 etc es su nuacutemero y luego dos diacutegitos maacutes que indican suscaracteriacutesticas de empleo (fuente de poder tipo de revestimiento etc) La letra L a continuacioacuten de los tres
primeros diacutegitos indica que el acero inoxidable es de bajo contenido en carbono
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2067
Curso Baacutesico De Soldadura Castillo-Guardado
20
ELECTRODOS PARA SOLDAR ACERO AL CARBONO
Procedimiento para soldar Acero al Carbono
Los mejores resultados se obtienen manteniendo un arco mediano con lo que se logra una fusioacutenadecuada permitiendo el escape de gases ademaacutes de controlar la forma y apariencia del cordoacuten
Para filetes planos y horizontales conviene mantener el electrodo en un aacutengulo de 45degrespecto a lasplanchas efectuar un pequentildeo avance y retroceso del electrodo en el sentido de avance Con ello se lograuna buena fusioacuten al avanzar se controla la socavacioacuten y la forma del cordoacuten al retroceder al craacuteter
Para filetes verticales ascendentes se mantiene el electrodo perpendicular a la plancha movieacutendolo en elsentido de avance El movimiento debe ser lo suficientemente raacutepido y la corriente adecuada para permitiralargar el arco y no depositar cuando se va hacia arriba para luego bajar al craacuteter y depositar el metalfundido controlando la socavacioacuten y ancho del cordoacuten
La soldadura sobre cabeza se ejecuta en forma similar a la horizontal pero la oscilacioacuten en el sentido deavance debe ser mayor para permitir que el metal depositado en el craacuteter se solidifique
Cuando se suelda vertical descendente el cordoacuten de raiacutez se hace con un avance continuo sin oscilar y lafuerza del arco se dirige de tal manera que sujete el bantildeo de fusioacuten Para los pases sucesivos se puedeusar una oscilacioacuten lateral
ELECTRODO 6013
Electrodo para acero al carbono
Con hierro en polvo
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Rojo
DescripcioacutenElectrodo con polvo de hierro en el revestimiento que permite una velocidad de depoacutesito mayor y unaaplicacioacuten mas faacutecil junto con propiedades mecaacutenicas sobresalientes La estabilidad del arco y el escudoprotector que da el revestimiento ayudan a dirigir el depoacutesito reduciendo la tendencia a socavar Estadisentildeado seguacuten los uacuteltimos adelantos teacutecnicos para lograr oacuteptimos resultados praacutecticos
UsosEste electrodo tiene un campo de aplicacioacuten muy amplio en especial cuando es necesario soldar en todaposicioacuten
Aplicaciones tiacutepicasbull Estanques bull Tuberiacuteas de presioacuten bull Estructuras bull Cantildeeriacuteas
bull Planchas corrientes y galvanizadasbull Barcos
Procedimiento para soldarPara obtener los mejores resultados se recomienda un arco de longitud mediana que permita controlarmejor la forma y aspecto del cordoacutenPara soldadura de filetes planos y horizontales se recomienda mantener el electrodo a 45ordm con cadaplancha oscilaacutendolo en el sentido del avance El movimiento adelante tiene por objeto obtener buenapenetracioacuten y el movimiento hacia atraacutes controla la socavacioacuten y la forma del cordoacutenEn la soldadura vertical se recomienda llevar el electrodo en un aacutengulo de casi 90ordm inclinaacutendolo ligeramenteen el sentido de avance Se debe llevar un movimiento de vaiveacuten alargando el arco para no depositar metal
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2167
Castillo-Guardado
Curso Baacutesico De Soldadura
21
en el movimiento hacia arriba y luego acortaacutendolo para depositar en el craacuteter y asiacute controlar lasdimensiones del deposito y la socavacioacuten
ELECTRODO DE PUNTA AZUL
Electrodo para acero al carbono
Corriente alterna
Revestimiento Blanco
Con hierro en polvo
Punto Azul
Toda posicioacuten
Corriente continuacutea Electrodo positivo
Descripcioacuten
El nuevo Punto Azul posee una formulacioacuten moderna capaz de brindar las maacutes altas exigencias de trabajoSu arco suave y estable lo hace de faacutecil aplicacioacuten en cualquier posicioacuten logrando oacuteptima calidad en launioacuten
Esta nueva foacutermula entrega ademaacutes las siguientes caracteriacutesticas1 Alta velocidad de soldadura2 Depoacutesitos lisos3 Bajo chisporroteo4 Bajo iacutendice de humos5 Faacutecil remocioacuten de escoria6 Excelente penetracioacuten
UsosEs un electrodo de uso general en aceros dulces especialmente cuando es necesario soldar chapas yperfiles delgados
Aplicaciones tiacutepicasbull Marcos de ventana bull Fabricacioacuten de rejasbull Estanques bull Planchas galvanizadas bull Estructuras bull Reparaciones generales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2267
Curso Baacutesico De Soldadura Castillo-Guardado
22
Procedimiento para soldarDebe seguirse el mismo procedimiento utilizado para soldar un electrodo E-6010 oacute E-6011
ELECTRODOS PARA ACEROS INOXIDABLES
iquest Queacute es un acero inoxidableLos aceros inoxidables son simplemente aleaciones compuestas por hierro (Fe) Carbono (C) y Cromo (Cr)El hierro es el elemento fundamental de todos los aceros inoxidables Sin embargo para hacer que el hierrosea inoxidable el contenido de cromo en solucioacuten debe ser por lo menos de un 115 Se adicionan otroselementos de aleacioacuten (Ni Mo V Ti Nb) con el fin de mejorar ciertas propiedades como son ductibilidadresistencia al impacto resistencia al creep resistencia a la corrosioacuten calor etc
Tipos de Aceros InoxidablesDesde el punto de vista metaluacutergico los aceros inoxidables estaacuten agrupados dentro de tres tipos baacutesicosde acuerdo a su microestructura Martensiacuteticos Ferriacuteticos y Austeniacuteticos
MartensiacuteticosEstos aceros contienen entre 115 a 18 de cromo como su principal elemento de aleacioacuten Algunosejemplos de este grupo son los aceros martensiacuteticos AISI 410 416 420431 501 y 502En la soldadura de los aceros martensiacuteticos (aceros autotemplables) se pueden producir tensiones y porconsiguiente grietas si no se adoptan las precauciones convenientesSiempre que sea posible debe emplearse como metal de aporte aleaciones austeniacuteticas (Ej AISI 309-310)
para absorber las tensiones en las zonas cercanas al cordoacuten y asiacute evitar grietasEs conveniente precalentar entre 300-350degC las piezas que van a ser soldadas Despueacutes de la soldadura yuna vez enfriadas las piezas se recomienda un revenido de 600 a 700degC La resistencia oacuteptima a lacorrosioacuten de estos aceros se obtiene efectuando tratamientos teacutermicos de temple y revenido a lastemperaturas requeridas sin embargo esta resistencia a la corrosioacuten no es tan buena como en los acerosausteniacuteticos o ferriacuteticos Su campo de accioacuten estaacute en piezas que estaacuten sometidas a corrosioacuten y que requieren de cierta resistenciamecaacutenica Se utilizan generalmente en aletas para turbinas rodetes de turbinas hidraacuteulicas fundicionesresistentes a la corrosioacuten cuchilleriacutea piezas de vaacutelvulas etc
Ferriacuteticos
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2367
Castillo-Guardado
Curso Baacutesico De Soldadura
23
Los aceros inoxidables ferriacuteticos contienen entre 17 y 27 de cromo Ejemplos de eacutestos son los acerosAISI 405 430 442 446Estos aceros no son endurecibles por tratamiento teacutermico sino soacutelo moderadamente mediante trabajo enfriacuteo Son magneacuteticos al igual que los martensiacuteticos Pueden trabajarse en friacuteo o en caliente pero alcanzansu maacutexima ductilidad y resistencia a la corrosioacuten en la condicioacuten de recocido
En los aceros ferriacuteticos con un contenido de alto cromo puede aparecer fase sigma (dura y fraacutegil) cuando
se les mantiene durante mucho tiempo a temperaturas cercanas a 470degC Por otro lado los aceros ferriacuteticosson muy propensos al crecimiento del grano (850degC - 900degC) inconveniente para la soldadura Si las piezasa soldar son de dimensiones considerables se recomienda postcalentar las piezas entre 700degC a 850degCseguido de un enfriamiento raacutepidoComo los aceros ferriacuteticos se pueden deformar faacutecilmente en friacuteo se utilizan mucho para estampadosprofundos de piezas como recipientes para industrias quiacutemicas y alimenticias y para adornosarquitectoacutenicos o automotrices
AusteniacuteticosEstos son los aceros inoxidables al cromo-niacutequel (tipo 3XX) y al cromo-niacutequel-manganeso (tipo 2XX) Sonesencialmente no magneacuteticos en la condicioacuten de recocido y no endurecen por tratamiento teacutermico Elcontenido total de niacutequel y cromo es de por lo menos 23 Se pueden trabajar faacutecilmente en caliente o enfriacuteo El trabajo en friacuteo les desarrolla una amplia variedad de propiedades mecaacutenicas y en esta condicioacuten elacero puede llegar a ser ligeramente magneacutetico Son muy resistentes al impacto y difiacuteciles de maquinarEstos aceros tienen la mejor resistencia a altas temperaturas y resistencia a la formacioacuten de escamas de
los aceros inoxidables Su resistencia a la corrosioacuten suele ser mejor que las de los aceros martensiacuteticos oferriacuteticosEl mayor inconveniente que presenta la soldadura de los aceros austeniacuteticos es la precipitacioacuten de carburosque pueden producirse en las zonas cercanas al cordoacuten de soldadura quedando sensibilizados a lacorrosioacuten intergranular Para evitar esta precipitacioacuten se deben soldar las piezas sin precalentamiento y conel menor aporte de calor posible Otra posibilidad es emplear aceros austeniacuteticos con porcentaje decarbono menor a 003 o aceros austeniacuteticos estabilizados con titanio niobio o taacutentalo
Electrodo para hacero Inoxidable
Electrodo de acero inoxidable austen tico
Corriente continuacutea Electrodo positivo
Toda posicioacuten
Corriente alternaRevestimiento Blanco
DescripcioacutenEl electrodo 19-9 posee un revestimiento rutiacutelico lo que lo hace apto para soldar con CA o CC electrodopositivo Este electrodo se caracteriza por un arco estable de transferencia spray cuyo depoacutesito es deexcelente forma y apariencia La escoria se desprende faacutecilmente ademaacutes de tener muy buenareanudacioacuten de arco por lo que se aconseja usarlo en soldaduras intermitentes El depoacutesito es de aceroinoxidable austeniacutetico
UsosEl electrodo 19-9 estaacute formulado para soldar el grupo 18-8 de aceros inoxidables por ejemplo 301 302302B 303 304 305 y 308 que se caracterizan por su gran resistencia a la corrosioacuten
Este electrodo es ademaacutes muy usado para soldar acero manganeso y para rellenar estos u otros aceros
especiales resistentes al desgaste antes de aplicar las capas de recubrimiento duro
El metal depositado es austeniacutetico y no magneacuteticoAplicaciones tiacutepicasbull Intercambiadores de calor bull Industrias conserveras bull Equipos Quiacutemicos bull Industria Lechera
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2467
Curso Baacutesico De Soldadura Castillo-Guardado
24
ELECTRODOS BASE NIQUEL
Electrodo base Niacutequel con Cromo Molibdeno y Columbio
Alta resistencia a la traccioacuten y tenacidad a bajas y altas temperaturas (1100iexcl
C)
Excelente resistencia a la corrosioacuten en muchos medios agresivos
Posicioacuten plana y horizontal CA CC (+)
DescripcioacutenEl electrodo Nicromo 3 se caracteriza por producir un arco suave y estable de transferencia spray Eldepoacutesito formado es de exelente apariencia y de faacutecil desprendimiento de la escoriaEl depoacutesito del electrodo Nicromo 3 se caracteriza por su favorable resistencia a elevadas temperaturas
(1100degC) durante tiempos prolongados ademaacutes de su buena resistencia a la corrosioacuten bajo tensiones yfisuracioacuten en caliente
UsosEste electrodo es apto para unir aleaciones tipo Inconel 625 e Incoloy 825 Recomendado para unioacuten dealeaciones altas en cromo-niacutequel entre si o con aceros inoxidables Se recomienda ademaacutes para revestiraceros al carbono y de baja aleacioacuten Debido a su alto liacutemite elaacutestico se puede utilizar para unir aceros alniacutequel (5 y 9 de Ni)
Aplicaciones tiacutepicasbull Estanques para transpor tes criogeacutenicosbull Estanques de almacenamiento de aceros al Ni (5-9 Ni)bull Asiento de vaacutelvulas bull Reparacioacuten de maquinaria
bull Estanques para productos corrosivos bull Aleaciones 904 y 904L Inconel 625 e Incoloy 825
Procedimiento de soldaduraEs indispensable limpiar cuidadosamente las partes a soldar para lograr uniones libres de poros y grietasUsar arco corto con una ligera inclinacioacuten Para lograr un bajo aporte de calor es recomendable depositarcordones rectos y angostos con poca o ninguna oscilacioacuten El precalentamiento depende del metal basecualquier post-calentamiento puede efectuarse sin peligro de perjudicar las caracteriacutesticas del depoacutesito
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2567
Castillo-Guardado
Curso Baacutesico De Soldadura
25
ELECTRODOS PARA COBRE ndashBRONCE
Procedimiento para soldar con Electrodos Cobre ndashBronce
La teacutecnica de operacioacuten de estos electrodos es totalmente distinta a la empleada en la soldadura del aceroal carbono debido principalmente a la gran diferencia de conductividad teacutermica coeficiente de expansioacutenmenor punto de fusioacuten y mayor fluidez a la temperatura de la zona de fusioacuten Al soldar cobre y susaleaciones deberaacute considerarse los siguientes factores1 Dejar una separacioacuten mayor en la raiacutez de las uniones2 Emplear aacutengulos de bisel mayores que los usuales3 El punteo de las uniones debe tener un paso menor4 Usar temperaturas de precalentamiento5 Emplear los rangos de corriente maacutes altos para cada diaacutemetro de electrodo
Es frecuente el empleo de respaldos de cobre o de grafito con el objeto de prevenir la sobre fusioacuten en laraiacutez de las uniones especialmente al soldar espesores delgados Como regla general al soldar cobre y susaleaciones se recomienda el empleo de temperaturas de precalentamiento del orden de 200degC ytemperaturas entre pasadas de 200degC a 370degC para latones y de 400degC a 550degC para cobreEl martillado de los depoacutesitos de soldadura no es absolutamente indispensable pero se emplea parareducir las tensiones y distorsiones en las uniones soldadas a la vez de mejorar las propiedadesmecaacutenicas debido al afinamiento de los granos del depoacutesito
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacuten
con CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2667
Curso Baacutesico De Soldadura Castillo-Guardado
26
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas debronce fosfoacutericoAplicaciones tiacutepicas
bull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tablaPara el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas Enlas soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Para
soldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
Electrodo Para Cobre
Electrodo de bronce fosforico
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Negro
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacutencon CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas de
bronce fosfoacutericoAplicaciones tiacutepicasbull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tabla
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2767
Castillo-Guardado
Curso Baacutesico De Soldadura
27
Para el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas En
las soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Parasoldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
ELECTRODOS PARA BISELAR Y CORTAR
Estos electrodos tienen gran importancia en las industrias que requieren efectuar trabajos de corte ybiselado ya que han sido especialmente disentildeados y fabricados para cumplir eficientemente estos trabajos
Procedimiento para Biselar y CortarPara biselar use un portaelectrodo convencional dirigiendo el electrodo en un aacutengulo aproximado de 30degcon respecto al plano del metal base Use un movimiento de retroceso para evitar profundizar demasiadoUna mayor velocidad de avance daraacute un biselado menos profundo Esmerile la zona antes de soldarPara cortar dirija el electrodo en direccioacuten al recorrido en un aacutengulo de 90degcon respecto al plano del metalbase Use un movimiento vertical ascendente y descendente para producir el desprendimiento del materialfundido
Electrodo para cortar y perforar
Corriente alterna
Toda posiciOn
Corriente continua Electrodo negativo
Revestimiento Gris oscuro
DescripcioacutenEl electrodo Speed Cut estaacute disentildeado para cortar y perforar todos los metales con CA o CC electrodonegativo Es un electrodo de alta velocidad y su revestimiento especial de tipo refractario evita que seprecaliente el nuacutecleo y concentra la fuerza del arco para lograr cortes parejos y limpios
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2867
Curso Baacutesico De Soldadura Castillo-Guardado
28
UsosEste electrodo ha sido especialmente disentildeado para producir cortes de alta velocidad en todas lasposiciones Es recomendable su uso en todos los metales especialmente para aquellos que representandificultad para ser cortados o perforados al ser tratados con equipos oxigas como por ejemplo fierrofundido aceros inoxidables aleaciones de niacutequel bronce cobrealuminio etcAplicaciones tiacutepicas
bull Cortes de alta velocidad en todas posiciones bull Desarme de estructuras metaacutelicas bull Remocioacuten de defectos en soldadura bull Perforacioacuten de remaches
ELECTRODOS PARA SOLDAR HIERRO FUNDIDO
Procedimiento para soldar Hierro Fundido
Las reparaciones en fundicioacuten de hierro gris o hierro maleable son los trabajos maacutes comuacutenmenteencontrados en la praacutectica diaria y son considerados como los trabajos de soldadura maacutes difiacutecilesCuando se suelda hierro fundido con electrodos comunes de acero se forma una capa dura y fraacutegiladyacente a la soldadura
Esta capa consiste en hierro fundido endurecido superficialmente como resultado del raacutepido enfriamientodesde una alta temperatura Si el metal de aporte es acero eacuteste absorberaacute considerable cantidad decarboacuten del hierro fundido convirtieacutendose en un acero de alto carbono El resultado seraacute que el depoacutesito desoldadura se endureceraacute siendo imposible su mecanizadoAdemaacutes cuando se usan electrodos con nuacutecleo de acero la diferencia de contracciones entre elmetal fundido depositado y la fundicioacuten generalmente es causa de problemas serios La resistencia delmetal de aporte es mucho mayor que la del hierro fundido y al producirse la contraccioacuten del acero puededesprenderse de la fundicioacuten Debido a estas condiciones es que los electrodos especiales son necesariospara este tipo de soldadura
La soldadura del hierro fundido es relativamente faacutecil pero sus caracteriacutesticas quiacutemicas y metaluacutergicas sontales que deben ser consideradas cuidadosamente para asegurar los mejores resultados
Algunas de sus caracteriacutestica son1 Si se calienta a una temperatura alta y luego se enfriacutea raacutepidamente el resultado seraacute una fundicioacutenblanca muy dura y difiacutecilmente trabajable mecaacutenicamente2 Si se calienta a una temperatura alta y luego se enfriacutea lentamente el resultado seraacute un hierro fundidogris que es blando y faacutecilmente trabajable3 El hierro fundido es fraacutegil y no se puede doblar o estirar como el acero y consecuentemente si se produceun sobrecalentamiento durante la soldadura las contracciones durante el enfriamiento pueden causargrietas en la soldadura misma o en las zonas teacutermicamente afectadas entre eacutesta y el metal base
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2967
Castillo-Guardado
Curso Baacutesico De Soldadura
29
Las consideraciones anteriores son principalmente las que han establecido un procedimiento fundamentalpara la soldadura del hierro fundido independiente del tipo de electrodo utilizado maquinable o nomaquinable que puede establecerse en los siguientes puntos
1 Utilizar electrodos de poco diaacutemetro y corriente lo maacutes baja posible pero suficiente para producir unabuena fusioacuten2 Hacer soldaduras cortas de no maacutes de dos o tres pulgadas de longitud3 Es aconsejable el depoacutesito de cordones delgados en lugar de cordones anchos y oscilados
InstruccionesPara obtener los mejores resultados es esencial que la unioacuten haya sido adecuadamente preparada Debenremoverse o limpiarse todas las materias extrantildeas tales como oacutexido grasa y aceites Especialmente laspartes que se han impregnado de aceite agua u otros agentes pueden requerir un precalentamiento a unatemperatura suficientemente alta (300-370degC) para evaporar los contaminantes antes de la soldadura
Las uniones deben ser preparadas y biseladas por medios mecaacutenicos como esmeriles discos o limas ydebe evitarse hacer los biselados o preparaciones con arco eleacutectrico ya que este procedimiento tenderiacutea aproducir hierro fundido blanco duro y quebradizo en las zonas inmediatamente vecinas a las soldaduras
El biselado se recomienda auacuten para secciones delgadas mantenieacutendolo siempre al miacutenimo praacutectico paraevitar los esfuerzos residuales provenientes de la contraccioacuten
Como regla general el aacutengulo total de bisel debe ser de aproximadamente 90degpara secciones de635 mm de espesor o menos y de 60 a 90degpara secciones maacutes pesadas o de mayor espesor
Es aconsejable tambieacuten para disminuir los esfuerzos teacutermicos usar electrodos de diaacutemetro pequentildeo yutilizar siempre amperajes bajos Ademaacutes el precalentamiento es necesario para fundiciones pesadas y lasoldadura debe depositarse en cordones cortos lineales de dos a tres pulgadas de longitud Cuando seaposible debe procurarse depositar la soldadura en dos a tres capas ya que los pases subsiguientes tienenun efecto beneacutefico de normalizado sobre los primeros En las soldaduras de hierro fundido es muyimportante evitar el calor localizado causante en la mayoriacutea de los casos de grietas en el metal base y en lasoldadura Esto se logra haciendo soldaduras intermitentes permitiendo que el calor se distribuya dentrode la fundicioacuten antes de depositar el proacuteximo cordoacuten
Electrodo Para soldar Hierro Fundido
Electrodo para hierro fundido
Corriente alterna
Toda posicion
Revestimiento Canela
Corriente continua Electrodo positivo
DescripcioacutenEl electrodo 77 tiene nuacutecleo de acero dulce con un revestimiento que actuacutea como fundente controlando lascaracteriacutesticas del arco Tiene un punto de fusioacuten lo suficientemente bajo para permitir usar corrientesbajas caracteriacutestica importante en la soldadura de hierro fundido lo que reduce el endurecimiento en lazona de fusioacuten
UsosEste electrodo se recomienda para reparaciones en hierro fundido en que los depoacutesitos no requieranmaquinado posterior
Aplicaciones tiacutepicasbull Cabezales de motores bull Piezas de maacutequinas bull Cajas de descanso bull Blocks de motores
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3067
Curso Baacutesico De Soldadura Castillo-Guardado
30
Procedimiento para soldarSe recomienda usar preferentemente CC electrodo positivo Las piezas a soldar deben estar limpias Serecomienda biselar las piezas en forma de ldquoVrdquo y taladrar los extremos de las grietas a reparar Para tener mayor seguridad de la calidad del trabajo se debe evitar soldar en forma contiacutenua se recomiendaefectuar cordones de 5 a 8 cms intermitentemente Debe mantenerse el trabajo friacuteo No se recomiendamartillar el cordoacuten pueden producirse fisuras
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3167
Castillo-Guardado
Curso Baacutesico De Soldadura
31
Descifrando los siacutembolos de la soldadura
Cuando las soldaduras son especificadas en planos y dibujos isomeacutetricos de ingenieriacutea de fabricacioacuten unconjunto de siacutembolos es usado para identificar el tipo de soldadura las dimensiones y otras informacionesreferente al proceso y el acabado
ANSIAWS A24 Siacutembolos para soldadura y pruebas no destructivasReconociendo la estructura del simbolo
La liacutenea horizontal se conoce como liacutenea de referencia y es la plataforma principal donde todos losdemaacutes siacutembolos de soldadura son agregados las instrucciones para la ejecucioacuten de la soldadura vanalineadas a la liacutenea de referencia y una flecha conecta la liacutenea de referencia con la junta a ser soldada Enel ejemplo de arriba la flecha se despliega a la derecha de la liacutenea de referencia y apuntando hacia abajo ya la derecha pero existen muchas otras combinaciones
Algunas veces la flecha apunta los dos lados de la junta por consiguiente existiriacutean dos ladospotencialmente apropiados para ejecutar la soldadura por ejemplo en una junta T cuando dos laminasson unidas la soldadura puede ser hecha en cualquiera de los lados de la T
El siacutembolo hace la distincioacuten entre los dos lados de la junta usando la flecha y los espacios debajo yencima de la liacutenea de referencia los lados (curiosamente) son conocidos como El lado de la flecha y Elotro lado y la soldadura se ejecuta de acuerdo a las instrucciones dadas en la parte de arriba de la liacutenea dereferencia y la orientacioacuten de la flecha no interfiere con estas instrucciones
La bandera que sale de la liacutenea de referencia esta presente si la soldadura se efectuara en campo odurante el armado de la estructura un siacutembolo de soldadura sin la bandera indica que la soldadura seefectuaraacute en el taller pero en algunos planos y dibujos antiguos puede ser encontrado un circulo negro en launioacuten entre la liacutenea de referencia y la flecha
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3267
Curso Baacutesico De Soldadura Castillo-Guardado
32
Un circulo vaciacuteo entre la liacutenea de referencia y la flecha es una indicacioacuten de que la soldadura debe serejecutada alrededor o en toda la circunferencia de la unioacuten como en este ejemplo
La cola del siacutembolo de soldadura es el sitio donde se coloca la informacioacuten suplementariaconcerniente a la soldadura a ejecutar y puede contener referencias del proceso requerido electrodo undetalle de dibujo y cualquier informacioacuten que ayude a la ejecucioacuten de la soldadura que no tenga un lugarespecial en el siacutembolo plano o la isometriacutea
Cada tipo de soldadura tiene su siacutembolo baacutesico el cual tiacutepicamente se situacutea al rededor del centro dela liacutenea de referencia (dependiendo de cual sea el lado de la junta) y este siacutembolo es usualmente un dibujoque representa la seccioacuten transversal de la junta misma y estas estaacuten divididas en tres grupos
Simbolos para las Soldaduras de Filete
La soldadura fundida es depositada en la esquina formada por la caracteriacutestica de la unioacuten de dosmiembros penetrando y fundieacutendose con el metal base para formar la junta
La cara perpendicular del triangulo siempre es dibujada en la parte izquierda del siacutembolo si las doscaras de la soldadura son de la misma dimensioacuten entonces solo una medida es dada
Las soldaduras de filete son usadas para hacer juntas de enfrentamiento perpendicular comoesquinas y las juntas T y como su propio siacutembolo lo sugiere estas soldaduras son baacutesicamentetriangulares vistas desde su seccioacuten aunque su forma no es siempre un triangulo perfecto o isoacutesceles
Si la soldadura tuviera caras desiguales (menos comuacuten) entonces ambas dimensiones son dadas yuna nota especial que indica en el dibujo cual cara es mas larga
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3367
Castillo-Guardado
Curso Baacutesico De Soldadura
33
El largo de la soldadura es dado a la derecha del simbolo
La soldadura se debe situar entre las liacuteneas dimensioacutenales especificadas (si son dadas) o entre lospuntos donde un cambio de direccioacuten abrupto de la soldadura ocurra como al final de las planchas olaminas
En el caso de soldaduras intermitentes o interrumpidas el largo de cada porcioacuten de la soldadura y losespacios que las separan son indicado en el siacutembolo siendo separados con un guioacuten ( - ) y el largo de laporcioacuten de soldadura va seguido de la dimensioacuten centro-centro del espacio estos siempre se colocan a la
derecha del siacutembolo del filete (triangulo)
Note que la dimensioacuten del espacio no indica el espacio limpio entre las soldaduras la indicacioacuten escentro-centro
Siacutembolos para las Soldaduras de Canal
Las soldaduras de Canal son usadas comuacutenmente para hacer juntas de bordes con bordes aunquetambieacuten son usadas frecuentemente en esquinas juntas T juntas curvas y piezas planas Como losugiere la variedad de siacutembolos para estas soldaduras hay muchas maneras de hacer soldaduras deCanal y la diferencia principal dependeraacute de la geometriacutea de las partes que seraacuten unidas y la preparacioacutende sus bordes El metal soldado es depositado entre el canal penetrando y fundieacutendose con el metal base para formar la junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipo de
soldaduras la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3467
Curso Baacutesico De Soldadura Castillo-Guardado
34
La soldadura de canal cuadrado en la cual el canal es creado por una separacioacuten especifica o ningunaseparacioacuten incluyendo hasta cierta presioacuten de oposicioacuten la distancia de la separacioacuten (si existe) es dadaen el siacutembolo
Las soldaduras de canal V en la que los bordes son biselados a veces por un lado o por los doslados para crea el canal el aacutengulo del bisel es dado en el siacutembolo asiacute como la luz de separacioacuten oseparacioacuten de la raiacutez (si existiera)
Si la profundidad de la V no fuera igual al espesor o a la mitad (en el caso de doble V) del espesorde la lamina o plancha a soldar entonces la profundidad es dada a la izquierda del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3567
Castillo-Guardado
Curso Baacutesico De Soldadura
35
Si la penetracioacuten de la soldadura fuera mayor que la profundidad del canal la profundidad de la gargantaefectiva es dada entre pareacutentesis despueacutes de la profundidad de la V
En el bisel del canal de soldadura en el cual el borde de una de las laminas es biselado y la otra escuadrada el siacutembolo de la liacutenea perpendicular siempre es dibujada en el lado izquierdo sea cual sea laorientacioacuten de la soldadura la flecha apunta la cara de la pieza que debe ser biselada y en este caso laflecha es cortada y doblada en aacutengulo para hacer eacutenfasis en su importancia (este corte de aacutengulo no esnecesario si el proyectista no tiene preferencias en cual lado debe ser biselado o si el dibujo es interpretadopor un soldador calificado que reconoce la diferencia de cual lado debe ser tratado) las
condiciones de aacutengulo preparacioacuten del borde garganta efectiva y la luz de separacioacuten de la
separacioacuten de raiacutez son descritas en las soldaduras de canal V en esta misma pagina
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3667
Curso Baacutesico De Soldadura Castillo-Guardado
36
En la soldadura de canal U en la cual ambos bordes son tratados para crear un canal coacutencavo laprofundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de la separacioacuten sondescritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de canal J en la cual en uno de las laminas tiene un biselado coacutencavo y la otra esdejada cuadrada como con el bisel de la media V la liacutenea perpendicular siempre apareceraacute dibujada a laizquierda y la flecha (con un doblez si fuera necesario) apuntando la pieza que recibiraacute el tratamiento debisel coacutencavo la profundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de
separacioacuten son descritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de V curva comuacutenmente usada para unir dos partes curvas o dos partes tubularesla profundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3767
Castillo-Guardado
Curso Baacutesico De Soldadura
37
En la soldadura de canal con bisel curvo comuacutenmente usada para unir una pieza curva o tubular auna pieza plana como con la V curva (anterior) formada por dos superficies curvas o tubulares laprofundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis La liacutenea perpendicular es dibujada siempre al lado izquierdo del siacutembolosea cual sea la orientacioacuten de la soldadura
Otros siacutembolos suplementarios son usados con la soldadura de canal como Penetracioacuten saliente y Barra o elemento de respaldo ambos siacutembolos son indicacioacuten de que la penetracioacuten de la junta se efectuacuteadesde un solo lado de la junta
El alto del refuerzo (si fuera critico) es indicado a la izquierda del siacutembolo de penetraron saliente elcual esta situado
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3867
Curso Baacutesico De Soldadura Castillo-Guardado
38
Cuando una barra o elemento de respaldo es usado para lograr la penetracioacuten necesaria de la junta su siacutembolo es situado encima de la liacutenea de referencia sobre el siacutembolo de la soldadura si la barra esprovisional y seraacute removida al final de la soldadura entonces la letra R es situada dentro del siacutembolo de labarra de respaldo esta barra tiene el mismo siacutembolo que la soldadura de conexion y ovalos pero sucontexto debe hacer siempre la clara intencioacuten del siacutembolo
Simbolos para la Soldadura de conexion y ovalos
Soldadura de conexioacuten y de oacutevalos es usada para unir laminas sobrepuestas una de las cuales tienenperforaciones (redondos para conexiones y ovalados o alargados para Oacutevalos) Metal soldado esdepositado en estas perforaciones penetrando y fundieacutendose con el metal base de las dos partes formandola junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipode soldadura la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3967
Castillo-Guardado
Curso Baacutesico De Soldadura
39
En la soldadura de conexioacuten el diaacutemetro de cada conector es dado a la izquierda del siacutembolo y el espacioentre los conectores es dado a la derecha en la soldadura de oacutevalos el ancho de cada ovalo es dado a laizquierda del siacutembolo el largo y la distancia entre espacios (separados por un guioacuten-) son dados a laderecha del siacutembolo y la referencia del detalle en la cola
El numero de conectores u oacutevalos es dado entre pareacutentesis por encima o por debajo del siacutembolo de lasoldadura la indicacioacuten del lado de la flecha y el otro lado indican cual pieza tiene la(s) perforacione(s)
Si no esta en las especificaciones el llenado total de esta perforacioacuten entonces la profundidad es dadadentro del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4067
Curso Baacutesico De Soldadura Castillo-Guardado
40
SISTEMA OXIGAS
Descripcioacuten del ProcesoEl proceso de soldadura oxigas mostrado en la figura consiste en una llama dirigida por un sopleteobtenida por medio de la combustioacuten de los gases oxiacutegeno-acetileno El intenso calor de la llama funde la
superficie del metal base para formar una poza fundidaCon este proceso se puede soldar con o sin material de aporte El metal de aporte es agregado para cubrirbiseles y orificios
A medida que la llama se mueve a lo largo de la unioacuten el metal base y el metal de aporte se solidifican paraproducir el cordoacuten
Al soldar cualquier metal se debe escoger el metal de aporte adecuado que normalmente posee elementosdesoxidantes para producir soldaduras de buena calidad
En algunos casos se requiere el uso de fundente para soldar ciertos tipos de metales
Ventajas y Aplicaciones del ProcesoEl proceso oxigas posee las siguientes ventajas el equipo es portaacutetil econoacutemico y puede ser utilizado entoda posicioacuten
El proceso oxigas es normalmente usado para soldar metales de hasta 14 de espesor Se puede utilizartambieacuten para soldar metales de mayor espesor pero ello no es recomendable
Su mayor aplicacioacuten en la industria se encuentra en el campo de mantencioacuten reparacioacuten soldadura decantildeeriacuteas de diaacutemetro pequentildeo y manufacturas livianas Tambieacuten puede ser usado como fuente de energiacuteacaloacuterica para calentar doblar forjar endurecer etc
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4167
Castillo-Guardado
Curso Baacutesico De Soldadura
41
Equipo para Soldadura y Corte OxigasEs el conjunto de elementos que agrupados permiten el paso de gases (Oxigeno-Acetileno) hasta unsoplete en cuyo interior se produce la mezcla La misma en contacto con una chispa produce unacombustioacuten base del sistema oxiacetileacutenico
Procedimiento Baacutesico de Soldadura
Ajuste de llamaEn soldadura oxiacetileacutenica se utiliza una llama neutra (3160degC) o sea se suministra suficiente oxiacutegenopara realizar la combustioacuten de todo el acetileno presenteAunque esta situacioacuten corresponde a una relacioacuten teoacuterica oxiacutegenoacetileno de 251 en la praacutectica parte dela combustioacuten se realiza con oxiacutegeno del aire de modo que
Se consume iguales cantidades de oxiacutegeno y acetileno (relacioacuten 11)Se produce un efecto de auto-proteccioacuten que minimiza la oxidacioacuten del metal base
La llama carburante con exceso de acetileno se reconoce por una zona intermedia reductora que apareceentre el dardo y el penacho se utiliza soacutelo en casos especiales
La llama oxidante con exceso de oxiacutegeno se reconoce por su dardo y penacho maacutes cortos y su sonido maacutesagudo
Seleccioacuten de la BoquillaEn la seleccioacuten de la boquilla influyen los siguientes factores1 Tipo de material a soldar
2 Espesor del material3 Tipo de unioacuten (Tope filete biselada etc)4 Posicioacuten en que se soldaraacute5 Habilidad del operador
Como norma de seguridad siempre debe utilizarse la
Boquilla a la presioacuten recomendada por el fabricante
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4267
Curso Baacutesico De Soldadura Castillo-Guardado
42
Varillas para Soldadura OxigasINDURA dispone de todos los tipos de varillas para este tipo de soldadura Bronce Niacutequel-Plata acerodulce hierro fundido y aluminio en los siguientes diaacutemetros
16 mm (116) - 24 mm (332) - 32 mm (18) - 40 mm (532) - 48 mm (316) y 64 mm (14)
El tamantildeo de varilla adecuada debe ser determinado por
bull el tipo de unioacuten de soldadura bull el espesor del material bull la cantidad de aporte requerido
VARILLAS DE APORTE PARA SOLDADURA OXIGAS
Procedimiento para soldar con varillas de soldadura oxigas (Bronce)
Deben limpiarse muy bien las piezas aplicaacutendoles la llama sobre la superficie hasta que alcance un colorrojo cereza Ambas piezas deben estar a la misma temperatura porque en caso contrario la varilla fluiraacutehacia la pieza maacutes caliente (fenoacutemeno de capilaridad) Caliente la varilla con la llama e introduacutezcala luegoen el depoacutesito de fundente
Note que el calor hace que el fundente se adhiera a la varilla (Si se utiliza una varilla ya revestida confundente este paso debe eliminarse) Una vez que la varilla estaacute impregnada con fundente y las piezas hanalcanzado la temperatura adecuada acerque la varilla hacia la unioacuten y coloque la llama encimaundieacutendola La varilla entonces se funde y fluye hacia el aacuterea calentada uniendo fuertemente las piezas
Debe utilizarse bastante fundente Si la cantidad de fundente es insuficiente la varilla no uniraacute los metales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4367
Castillo-Guardado
Curso Baacutesico De Soldadura
43
VARILLA DE APORTE DE BRONCE
DescripcioacutenLa soldadura de Bronce permite obtener depoacutesitos concaracteriacutesticas mecaacutenicas sobresalientes enresistencia y ductibilidad ademaacutes de ser muy homogeacutenea
AplicacionesSu principal campo de aplicacioacuten es soldadura de hierro fundido acero dulce cobre y sus aleaciones
La principal caracteriacutestica de estas soldaduras es la poca cantidad de gases que se genera en el craacuteter demetal fundido y su bajo punto de fusioacuten que permite una mejor y mayor fluidez del metal fundido
Como teacutecnica operatoria se recomienda precalentar el metal base hasta una temperatura cercana al puntode fusioacuten del metal de aporte luego fundir una gota de soldadura y aplicar calor adicional para obtener unafluidez adecuada en el depoacutesito
Recomendamos el uso del fundente INDURA 10 a fin de obtener depoacutesitos maacutes limpios y de mejorapariencia Las aleaciones de Bronce INDURA son envasadas en cajas de 10 kgs y fabricadas en lassiguientes medidas 24 mm (332)-32 mm (18)-40 mm (532)-48 mm (316)-64 mm (14)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4467
Curso Baacutesico De Soldadura Castillo-Guardado
44
SOLDADURA DE ESTANtildeO
Descripcioacuten
Estas soldaduras son aleaciones a base de estantildeo y se recomiendan para soldar uniones a prueba defiltracioacuten de agua o aire en que la resistencia mecaacutenica no es de importancia y que no estaraacuten expuestas aaltas temperaturas Son especialmente apropiadas para trabajos generales en fierro cobre zinc hojalatafierro galvanizado etc
Estas soldaduras pueden aplicarse por medio de cautiacuten soplete directo inmersioacuten vaciado o por hornoSe suministran en los siguientes tipos seguacuten forma y proporcioacuten de aleacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4567
Castillo-Guardado
Curso Baacutesico De Soldadura
45
El mayor porcentaje de estantildeo influye mejorando la resistencia mecaacutenica de la soldadura de tal forma quelos mejores resultados en este sentido se obtienen con el tipo ldquoArdquo y ldquoLArdquo El tipo ldquoArdquo se recomienda depreferencia para sellar envases de hojalata
Para obtener una buena soldadura es indispensable efectuar una buena limpieza de las piezas a soldarcon lija esmeril lima o escobilla de acero En caso de planchas oxidadas de fierro debe limpiarse con aacutecidomuriaacutetico durante 5 oacute 10 minutos Se recomienda ademaacutes el uso de Fundente INDURA 200 para evitar laoxidacioacuten de los metales a soldar facilitar la fluidez de la soldadura y obtener buenas uniones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 367
Castillo-Guardado
Curso Baacutesico De Soldadura
3
Tabla de contenido
TEMAS GENERALES DE SOLDADURA 5
SEGURIDAD EN SOLDADURA AL ARCO 5 Proteccioacuten Personal 5
Proteccioacuten de la vista 5
Seguridad al usar una maacutequina soldadora 6
Seguridad en operaciones de Soldadura 8
Seguridad en Soldadura de Estanques 9
POSICIONES EN SOLDADURA 11
ESQUEMAS BASICOS 12
SELECCION DEL ELECTRODO ADECUADO 13
PROBLEMAS Y DEFECTOS COMUNES EN LA SOLDADURA AL ARCO 14
SISTEMA ARCO MANUAL 18
Descripcioacuten del Proceso 18 Clasificacioacuten de Electrodos seguacuten Normas AWS 18
ELECTRODOS PARA SOLDAR ACERO AL CARBONO 20
Procedimiento para soldar Acero al Carbono 20
ELECTRODO 6013 20
ELECTRODO DE PUNTA AZUL 21
ELECTRODOS PARA ACEROS INOXIDABLES 22
iquest Queacute es un acero inoxidable 22
Tipos de Aceros Inoxidables 22
Electrodo para hacero Inoxidable 23
ELECTRODOS BASE NIQUEL 24
ELECTRODOS PARA COBRE ndash
BRONCE 25
Procedimiento para soldar con Electrodos Cobre ndash Bronce 25
Electrodo Para Cobre 26
ELECTRODOS PARA BISELAR Y CORTAR 27
Procedimiento para Biselar y Cortar 27
ELECTRODOS PARA SOLDAR HIERRO FUNDIDO 28
Procedimiento para soldar Hierro Fundido 28
Electrodo Para soldar Hierro Fundido 29
Descifrando los siacutembolos de la soldadura 31
ANSIAWS A24 Siacutembolos para soldadura y pruebas no destructivas 31
Reconociendo la estructura del simbolo 31
Simbolos para las Soldaduras de Filete 32
Siacutembolos para las Soldaduras de Canal 33
Simbolos para la Soldadura de conexion y ovalos 38
SISTEMA OXIGAS 40
Descripcioacuten del Proceso 40
Ventajas y Aplicaciones del Proceso 40
Equipo para Soldadura y Corte Oxigas 41
Procedimiento Baacutesico de Soldadura 41
Varillas para Soldadura Oxigas 42
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 467
Curso Baacutesico De Soldadura Castillo-Guardado
4
VARILLAS DE APORTE PARA SOLDADURA OXIGAS 42
VARILLA DE APORTE DE BRONCE 43
SOLDADURA DE ESTANtildeO 44
SISTEMA MIG 46
Descripcioacuten del Proceso 46
Resumen del Proceso 47 Electrodos y Proteccioacuten Gaseosa 49
Maacutequinas Soldadoras 50
TABLA DE REGULACION SISTEMA MIG 51
SISTEMA DE CLASIFICACION DEL ALAMBRE PARA 51
PROCESO MIG 51
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DE BAJAALEACION 52
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES 53
ELECTRODOS CONTINUOS PARA ALUMINIO 53
SISTEMA TIG 55
Descripcioacuten del Proceso 55 Caracteriacutesticas y Ventajas del Sistema TIG 55
Equipo 55
Electrodos para Sistema TIG 56
Aplicaciones del Sistema TIG 57
VARILLAS PARA SISTEMA TIG 57
Varillas de Aluminio 57
ACEROS 58
COMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI 58
Designacioacuten de Letras 58
Designacioacuten Numeacuterica 58
PRECALENTAMIENTO 64 TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTES ACEROS 64
TEMPERATURA degC ndash degF 66
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADO 66
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 567
Castillo-Guardado
Curso Baacutesico De Soldadura
5
TEMAS GENERALES DE SOLDADURA
SEGURIDAD EN SOLDADURA AL ARCO
Cuando se realiza una soldadura al arco durante la cual ciertas partes conductoras de energiacutea eleacutectricaestaacuten al descubierto el operador tiene que observar con especial cuidado las reglas de seguridad a fin decontar con la maacutexima proteccioacuten personal y tambieacuten proteger a las otras personas que trabajan a sualrededor
En la mayor parte de los casos la seguridad es una cuestioacuten de sentido comuacuten Los accidentes puedenevitarse si se cumplen las siguientes reglas
Proteccioacuten PersonalSiempre utilice todo el equipo de proteccioacuten necesario para el tipo de soldadura a realizar El equipoconsiste en
1 Maacutescara de soldar proteje los ojos la cara el cuello y debe estar provista de filtros inactiacutenicos deacuerdo al proceso e intensidades de corriente empleadas
2 Guantes de cuero tipo mosquetero con costura interna para proteger las manos y muntildeecas3 Coleto o delantal de cuero para protegerse de salpicaduras y exposicioacuten a rayos ultravioletas del arco4 Polainas y casaca de cuero cuando es necesario hacer soldadura en posiciones verticales y sobrecabeza deben usarse estos aditamentos para evitar las severas quemaduras que puedan ocasionar lassalpicaduras del metal fundido5 Zapatos de seguridad que cubran los tobillos para evitar el atrape de salpicaduras6 Gorro protege el cabello y el cuero cabelludo especialmente cuando se hace soldadura en posiciones
Proteccioacuten de la vistaLa proteccioacuten de la vista es un asunto tan importante que merece consideracioacuten aparte El arco eleacutectricoque se utiliza como fuente caloacuterica y cuya temperatura alcanza sobre los 4000degC desprende radiacionesvisibles y no visibles Dentro de estas uacuteltimas tenemos aquellas de efecto maacutes nocivo como son los rayosultravioletas e infrarrojos
El tipo de quemadura que el arco produce en losojos no es permanente aunque siacute esextremadamente dolorosa Su efecto es comoldquotener arena caliente en los ojosrdquo Para evitarladebe utilizarse un lente protector (vidrio inactiacutenico)que ajuste bien y delante de eacuteste para suproteccioacuten siempre hay que mantener una cubiertade vidrio transparente la que debe ser sustituidainmediatamente en caso de deteriorarse A fin deasegurar una completa proteccioacuten el lenteprotector debe poseer la densidad adecuada alproceso e intensidad de corriente utilizada Lasiguiente tabla le ayudaraacute a seleccionar el lenteadecuado
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 667
Curso Baacutesico De Soldadura Castillo-Guardado
6
Seguridad al usar una maacutequina soldadoraAntes de usar la maacutequina de soldar al arco debe guardarse ciertas precauciones conocer su operacioacuten ymanejo como tambieacuten los accesorios y herramientas adecuadas Para ejecutar el trabajo con facilidad yseguridad debe observarse ciertas reglas muy simples
MAQUINA SOLDADORA (Fuente de Poder) Circuitos con CorrienteEn la mayoriacutea de los talleres el voltaje usado es 220 oacute 380 volts El operador debe tener en cuenta el hechoque estos son voltajes altos capaces de inferir graves lesiones Por ello es muy importante que ninguacuten
trabajo se haga en los cables interruptores controles etc antes de haber comprobado que la maacutequina hasido desconectada de la energiacutea abriendo el interruptor para desenergizar el circuito Cualquier inspeccioacutenen la maacutequina debe ser hecha cuando el circuito ha sido desenergizado
Liacutenea a TierraTodo circuito eleacutectrico debe teneruna liacutenea a tierra para evitar que laposible formacioacuten de corrientesparaacutesitas produzca un choqueeleacutectrico al operador cuando eacutestepor ejemplo llegue a poner unamano en la carcaza de la maacutequinaNunca opere una maacutequina que notenga su liacutenea a tierra
Cambio de PolaridadEl cambio de polaridad se realizapara cambiar el polo del electrodode positivo (polaridad invertida) anegativo (polaridad directa) Nocambie el selector de polaridad sila maacutequina estaacute operando ya queal hacerlo saltaraacute el arco eleacutectricoen los contactos del interruptordestruyeacutendolos Si su maacutequina
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 767
Castillo-Guardado
Curso Baacutesico De Soldadura
7
soldadora no tiene selector de polaridad cambie los terminales cuidando que eacutesta no esteacute energizada
Cambio del Rango de AmperajeEn las maacutequinas que tienen 2 o maacutes escalas de amperaje no es recomen dable efectuar cambios de rangocuando se estaacute soldando esto puede producir dantildeos en las tarjetas de control u otros componentes talescomo tiristores diodos transistores etc En maacutequinas tipo clavijeros no se debe cambiar el amperajecuando el equipo estaacute soldando ya que se producen serios dantildeos en los contactos eleacutectricos causados porla aparicioacuten de un arco eleacutectrico al interrumpir la corriente
En maacutequinas tipo Shunt moacutevil no es aconsejable regular el amperaje soldando puesto que se puede dantildearel mecanismo que mueve el Shunt
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 867
Curso Baacutesico De Soldadura Castillo-Guardado
8
Circuito de SoldaduraCuando no estaacute en uso el porta electrodos nunca debe ser dejado encima de la mesa o en contacto concualquier otro objeto que tenga una liacutenea directa a la superficie donde se suelda El peligro en este caso esque el porta electrodo en contacto con el circuito a tierra provoque en el transformador del equipo un cortocircuito La soldadura no es una operacioacuten riesgosa si se respetan las medidas preventivas adecuadasEsto requiere un conocimiento de las posibilidades de dantildeo que pueden ocurrir en las operaciones de
soldar y una precaucioacuten habitual de seguridad por el operador
Seguridad en operaciones de SoldaduraCondiciones ambientales que deben ser consideradas
Riesgos de IncendioNunca se debe soldar en la proximidad de liacutequidos inflamablesgases vapores metales en polvo o polvos combustiblesCuando el aacuterea de soldadura contiene gases vapores o polvoses necesario mantener perfectamente aireado y ventilado ellugar mientras se suelda Nunca soldar en la vecindad demateriales inflamables o de combustibles no protegidos
VentilacioacutenSoldar en aacutereas confinadas sin vent ilacioacuten adecuada puedeconsiderarse una operacioacuten arriesgada porque al consumirse el
oxiacutegeno disponible a la par con el calor de la soldadura y elhumo restante el operador queda expuesto a severas molestiasy enfermedades
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 967
Castillo-Guardado
Curso Baacutesico De Soldadura
9
HumedadLa humedad entre el cuerpo y algo electrificado forma una liacuteneaa tierra que puede conducir corriente al cuerpo del operador yproducir un choque eleacutectrico El operador nunca debe estar
sobre una poza o sobre suelo huacutemedo cuando suelda comotampoco trabajar en un lugar huacutemedo Deberaacute conservar susmanos vestimenta y lugar de trabajo continuamente secos
Seguridad en Soldadura de Estanques
Soldar recipientes que hayan contenido materiales inflamables o combustibles es una operacioacuten desoldadura extremadamente peligrosa A continuacioacuten se detallan recomendaciones que deben serobservadas en este tipo de trabajo
a) Preparar el estanque para su lavadoLa limpieza de recipientes que hayan contenido combustibles debe ser efectuada soacutelo por personalexperimentado y bajo directa supervisioacuten
No debe emplearse hidrocarburos clorados (tales como tricloroetileno y tetracloruro de carbono) debidoa que se descomponen por calor o radiacioacuten de la soldadura para formar fosfoacutegeno gas altamentevenenoso
b) Meacutetodos de lavadoLa eleccioacuten del meacutetodo de limpieza depende generalmente de la sustancia contenida Existen tres meacutetodosagua solucioacuten quiacutemica caliente y vapor
c) Preparar el estanque para la operacioacuten de soldaduraAl respecto existen dos tratamientosbull Agua bull Gas CO2-N2
El proceso consiste en llenar el estanque a soldar con alguno de eacutestos fluidos de tal forma que los gasesinflamables sean desplazados desde el interior
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1067
Curso Baacutesico De Soldadura Castillo-Guardado
10
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1167
Castillo-Guardado
Curso Baacutesico De Soldadura
11
POSICIONES EN SOLDADURADesignacioacuten de acuerdo con ANSIAWS A 30-85
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1267
Curso Baacutesico De Soldadura Castillo-Guardado
12
ESQUEMAS BASICOS
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1367
Castillo-Guardado
Curso Baacutesico De Soldadura
13
SELECCION DEL ELECTRODO ADECUADO
Para escoger el electrodo adecuado es necesario analizar las condiciones de trabajo en particular y luegodeterminar el tipo y diaacutemetro de electrodo que maacutes se adapte a estas condiciones
Este anaacutelisis es relativamente simple si el operador se habituacutea a considerar los siguientes factores
1 Naturaleza del metal base2 Dimensiones de la seccioacuten a soldar3 Tipo de corriente que entrega su maacutequina soldadora4 En queacute posicioacuten o posiciones se soldaraacute5 Tipo de unioacuten y facilidad de fijacioacuten de la pieza6 Si el depoacutesito debe poseer alguna caracteriacutestica especial como son resistencia a la corrosioacuten granresistencia a la traccioacuten ductilidad etc7 Si la soldadura debe cumplir condiciones de alguna norma o especificaciones especiales
Despueacutes de considerar cuidadosamente los factores antes indicados el usuario no debe tener dificultad enelegir un electrodo INDURA el cual le daraacute un arco estable depoacutesitos parejos escoria faacutecil de remover y unmiacutenimo de salpicaduras que son las condiciones esenciales para obtener un trabajo oacuteptimo
Condiciones de almacenamiento y mantencioacuten de electrodos
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1467
Curso Baacutesico De Soldadura Castillo-Guardado
14
PROBLEMAS Y DEFECTOS COMUNES EN LA SOLDADURA AL ARCO
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1567
Castillo-Guardado
Curso Baacutesico De Soldadura
15
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1667
Curso Baacutesico De Soldadura Castillo-Guardado
16
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1767
Castillo-Guardado
Curso Baacutesico De Soldadura
17
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1867
Curso Baacutesico De Soldadura Castillo-Guardado
18
SISTEMA ARCO MANUAL
Descripcioacuten del ProcesoEl sistema de soldadura Arco Manual se define como el proceso en que se unen dos metales mediante unafusioacuten localizada producida por un arco eleacutectrico entre un electrodo metaacutelico y el metal base que se desea
unirLa soldadura al arco se conoce desde fines del siglo pasado En esa eacutepoca se utilizaba una varilla metaacutelicadescubierta que serviacutea de metal de aportePronto se descubrioacute que el oxiacutegeno y el nitroacutegeno dela atmoacutesfera eran causantes de fragilidad y poros en elmetal soldado por lo que al nuacutecleo metaacutelico se le agregoacute un revestimiento que al quemarse se gasificabaactuando como atmoacutesfera protectora a la vez que contribuiacutea a mejorar notablemente otros aspectos delprocesoEl electrodo consiste en un nuacutecleo o varilla metaacutelica rodeado por una capa de revestimiento donde elnuacutecleo es transferido hacia el metal base a traveacutes de una zona eleacutectrica generada por la corriente desoldaduraEl revestimiento del electrodo que determina las caracteriacutesticas mecaacutenicas y quiacutemicas de la unioacuten estaacuteconstituido por un conjunto de componentes minerales y orgaacutenicos que cumplen las siguientes funciones
1 Producir gases protectores para evitar la contaminacioacuten atmosfeacuterica y gases ionizantes para dirigir ymantener el arco
2 Producir escoria para proteger el metal ya depositado hasta su solidificacioacuten3 Suministrar materiales desoxidantes elementos de aleacioacuten e hierro en polvo
Clasificacioacuten de Electrodos seguacuten Normas AWSLas especificaciones maacutes comunes para la clasificacioacuten de electrodos seguacuten la AWS son las siguientes1 Especificacioacuten para electrodos revestidos de acero al carbono designacioacuten AWS A51-91 2 Especificacioacuten para electrodos revestidos de aceros de baja aleacioacuten designacioacuten AWS A55-963 Especificacioacuten para electrodos revestidos de aceros al cromo y cromo-niquel resistentes a la corrosioacutendesignacioacuten AWS A54-924 Especificacioacuten para varillas de aporte en uso oxiacetileacutenico yo TIG designacioacuten AWS A52-925 Especificacioacuten para electrodos revestidos para soldaduras de Fe fundido designacioacuten AWS A515-906 Especificaciones para electrodos continuos y fundentes para Arco Sumergido designacioacuten AWSA517-977 Especificaciones para electrodos de aceros dulces para soldadura con electrodos continuos protegidospor gas (MIGMAG) designacioacuten AWS A518-93 En la especificacioacuten para aceros al carbono de electrodosrevestidos el sistema de clasificacioacuten estaacute basado en la resistencia a la traccioacuten del depoacutesito
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1967
Castillo-Guardado
Curso Baacutesico De Soldadura
19
La identificacioacuten de clasificacioacuten estaacute compuesta de la letra E y cuatro diacutegitos Esta letra significaldquoElectrodordquo
Los primeros dos diacutegitos indican la resistencia miacutenima a la traccioacuten del metal depositado en miles de libraspor pulgada cuadrada Es asiacute como E 60 XX indica un electrodo revestido cuyo depoacutesito posee comomiacutenimo 60000 lbs por pulgada cuadrada Esta es la resistencia miacutenima que debe cumplir el depoacutesitoAunque los dos uacuteltimos diacutegitos sentildealan las caracteriacutesticas del electrodo es necesario considerarlos
separadamente ya que el tercer diacutegito indica la posicioacuten para soldar del electrodoEXX1X - toda posicioacutenEXX2X - posicioacuten plana y horizontalEXX4X - toda posicioacuten vertical descendente
El uacuteltimo diacutegito indica el tipo de revestimiento del electrodo Sin embargo para una identificacioacuten completaes necesario leer los dos diacutegitos en conjunto
Para las posiciones vertical y sobre cabeza existe una limitacioacuten de diaacutemetro hasta 316 comuacutenmente y de5 32 para electrodos de BH
Los sistemas de clasificacioacuten para los electrodos revestidos de acero de baja aleacioacuten son similares a la delos aceros al carbono pero a continuacioacuten del cuarto diacutegito existe una letra y un diacutegito que indican lacomposicioacuten quiacutemica del metal depositado Asiacute la A significa un electrodo de acero al Carbono-Molibdenola B un electrodo al Cromo-Molibdeno la C un electrodo al Niacutequel y la letra D un electrodo al Manganeso-Molibdeno El diacutegito final indica la composicioacuten quiacutemica seguacuten esta clasificacioacuten
En las especificaciones para aceros inoxidables AWS A5492 la AISI clasificoacute estos aceros por nuacutemerosy estos mismos se usan para la designacioacuten de los electrodos Por lo tanto la clasificacioacuten para loselectrodos de acero inoxidables como 308 347 etc es su nuacutemero y luego dos diacutegitos maacutes que indican suscaracteriacutesticas de empleo (fuente de poder tipo de revestimiento etc) La letra L a continuacioacuten de los tres
primeros diacutegitos indica que el acero inoxidable es de bajo contenido en carbono
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2067
Curso Baacutesico De Soldadura Castillo-Guardado
20
ELECTRODOS PARA SOLDAR ACERO AL CARBONO
Procedimiento para soldar Acero al Carbono
Los mejores resultados se obtienen manteniendo un arco mediano con lo que se logra una fusioacutenadecuada permitiendo el escape de gases ademaacutes de controlar la forma y apariencia del cordoacuten
Para filetes planos y horizontales conviene mantener el electrodo en un aacutengulo de 45degrespecto a lasplanchas efectuar un pequentildeo avance y retroceso del electrodo en el sentido de avance Con ello se lograuna buena fusioacuten al avanzar se controla la socavacioacuten y la forma del cordoacuten al retroceder al craacuteter
Para filetes verticales ascendentes se mantiene el electrodo perpendicular a la plancha movieacutendolo en elsentido de avance El movimiento debe ser lo suficientemente raacutepido y la corriente adecuada para permitiralargar el arco y no depositar cuando se va hacia arriba para luego bajar al craacuteter y depositar el metalfundido controlando la socavacioacuten y ancho del cordoacuten
La soldadura sobre cabeza se ejecuta en forma similar a la horizontal pero la oscilacioacuten en el sentido deavance debe ser mayor para permitir que el metal depositado en el craacuteter se solidifique
Cuando se suelda vertical descendente el cordoacuten de raiacutez se hace con un avance continuo sin oscilar y lafuerza del arco se dirige de tal manera que sujete el bantildeo de fusioacuten Para los pases sucesivos se puedeusar una oscilacioacuten lateral
ELECTRODO 6013
Electrodo para acero al carbono
Con hierro en polvo
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Rojo
DescripcioacutenElectrodo con polvo de hierro en el revestimiento que permite una velocidad de depoacutesito mayor y unaaplicacioacuten mas faacutecil junto con propiedades mecaacutenicas sobresalientes La estabilidad del arco y el escudoprotector que da el revestimiento ayudan a dirigir el depoacutesito reduciendo la tendencia a socavar Estadisentildeado seguacuten los uacuteltimos adelantos teacutecnicos para lograr oacuteptimos resultados praacutecticos
UsosEste electrodo tiene un campo de aplicacioacuten muy amplio en especial cuando es necesario soldar en todaposicioacuten
Aplicaciones tiacutepicasbull Estanques bull Tuberiacuteas de presioacuten bull Estructuras bull Cantildeeriacuteas
bull Planchas corrientes y galvanizadasbull Barcos
Procedimiento para soldarPara obtener los mejores resultados se recomienda un arco de longitud mediana que permita controlarmejor la forma y aspecto del cordoacutenPara soldadura de filetes planos y horizontales se recomienda mantener el electrodo a 45ordm con cadaplancha oscilaacutendolo en el sentido del avance El movimiento adelante tiene por objeto obtener buenapenetracioacuten y el movimiento hacia atraacutes controla la socavacioacuten y la forma del cordoacutenEn la soldadura vertical se recomienda llevar el electrodo en un aacutengulo de casi 90ordm inclinaacutendolo ligeramenteen el sentido de avance Se debe llevar un movimiento de vaiveacuten alargando el arco para no depositar metal
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2167
Castillo-Guardado
Curso Baacutesico De Soldadura
21
en el movimiento hacia arriba y luego acortaacutendolo para depositar en el craacuteter y asiacute controlar lasdimensiones del deposito y la socavacioacuten
ELECTRODO DE PUNTA AZUL
Electrodo para acero al carbono
Corriente alterna
Revestimiento Blanco
Con hierro en polvo
Punto Azul
Toda posicioacuten
Corriente continuacutea Electrodo positivo
Descripcioacuten
El nuevo Punto Azul posee una formulacioacuten moderna capaz de brindar las maacutes altas exigencias de trabajoSu arco suave y estable lo hace de faacutecil aplicacioacuten en cualquier posicioacuten logrando oacuteptima calidad en launioacuten
Esta nueva foacutermula entrega ademaacutes las siguientes caracteriacutesticas1 Alta velocidad de soldadura2 Depoacutesitos lisos3 Bajo chisporroteo4 Bajo iacutendice de humos5 Faacutecil remocioacuten de escoria6 Excelente penetracioacuten
UsosEs un electrodo de uso general en aceros dulces especialmente cuando es necesario soldar chapas yperfiles delgados
Aplicaciones tiacutepicasbull Marcos de ventana bull Fabricacioacuten de rejasbull Estanques bull Planchas galvanizadas bull Estructuras bull Reparaciones generales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2267
Curso Baacutesico De Soldadura Castillo-Guardado
22
Procedimiento para soldarDebe seguirse el mismo procedimiento utilizado para soldar un electrodo E-6010 oacute E-6011
ELECTRODOS PARA ACEROS INOXIDABLES
iquest Queacute es un acero inoxidableLos aceros inoxidables son simplemente aleaciones compuestas por hierro (Fe) Carbono (C) y Cromo (Cr)El hierro es el elemento fundamental de todos los aceros inoxidables Sin embargo para hacer que el hierrosea inoxidable el contenido de cromo en solucioacuten debe ser por lo menos de un 115 Se adicionan otroselementos de aleacioacuten (Ni Mo V Ti Nb) con el fin de mejorar ciertas propiedades como son ductibilidadresistencia al impacto resistencia al creep resistencia a la corrosioacuten calor etc
Tipos de Aceros InoxidablesDesde el punto de vista metaluacutergico los aceros inoxidables estaacuten agrupados dentro de tres tipos baacutesicosde acuerdo a su microestructura Martensiacuteticos Ferriacuteticos y Austeniacuteticos
MartensiacuteticosEstos aceros contienen entre 115 a 18 de cromo como su principal elemento de aleacioacuten Algunosejemplos de este grupo son los aceros martensiacuteticos AISI 410 416 420431 501 y 502En la soldadura de los aceros martensiacuteticos (aceros autotemplables) se pueden producir tensiones y porconsiguiente grietas si no se adoptan las precauciones convenientesSiempre que sea posible debe emplearse como metal de aporte aleaciones austeniacuteticas (Ej AISI 309-310)
para absorber las tensiones en las zonas cercanas al cordoacuten y asiacute evitar grietasEs conveniente precalentar entre 300-350degC las piezas que van a ser soldadas Despueacutes de la soldadura yuna vez enfriadas las piezas se recomienda un revenido de 600 a 700degC La resistencia oacuteptima a lacorrosioacuten de estos aceros se obtiene efectuando tratamientos teacutermicos de temple y revenido a lastemperaturas requeridas sin embargo esta resistencia a la corrosioacuten no es tan buena como en los acerosausteniacuteticos o ferriacuteticos Su campo de accioacuten estaacute en piezas que estaacuten sometidas a corrosioacuten y que requieren de cierta resistenciamecaacutenica Se utilizan generalmente en aletas para turbinas rodetes de turbinas hidraacuteulicas fundicionesresistentes a la corrosioacuten cuchilleriacutea piezas de vaacutelvulas etc
Ferriacuteticos
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2367
Castillo-Guardado
Curso Baacutesico De Soldadura
23
Los aceros inoxidables ferriacuteticos contienen entre 17 y 27 de cromo Ejemplos de eacutestos son los acerosAISI 405 430 442 446Estos aceros no son endurecibles por tratamiento teacutermico sino soacutelo moderadamente mediante trabajo enfriacuteo Son magneacuteticos al igual que los martensiacuteticos Pueden trabajarse en friacuteo o en caliente pero alcanzansu maacutexima ductilidad y resistencia a la corrosioacuten en la condicioacuten de recocido
En los aceros ferriacuteticos con un contenido de alto cromo puede aparecer fase sigma (dura y fraacutegil) cuando
se les mantiene durante mucho tiempo a temperaturas cercanas a 470degC Por otro lado los aceros ferriacuteticosson muy propensos al crecimiento del grano (850degC - 900degC) inconveniente para la soldadura Si las piezasa soldar son de dimensiones considerables se recomienda postcalentar las piezas entre 700degC a 850degCseguido de un enfriamiento raacutepidoComo los aceros ferriacuteticos se pueden deformar faacutecilmente en friacuteo se utilizan mucho para estampadosprofundos de piezas como recipientes para industrias quiacutemicas y alimenticias y para adornosarquitectoacutenicos o automotrices
AusteniacuteticosEstos son los aceros inoxidables al cromo-niacutequel (tipo 3XX) y al cromo-niacutequel-manganeso (tipo 2XX) Sonesencialmente no magneacuteticos en la condicioacuten de recocido y no endurecen por tratamiento teacutermico Elcontenido total de niacutequel y cromo es de por lo menos 23 Se pueden trabajar faacutecilmente en caliente o enfriacuteo El trabajo en friacuteo les desarrolla una amplia variedad de propiedades mecaacutenicas y en esta condicioacuten elacero puede llegar a ser ligeramente magneacutetico Son muy resistentes al impacto y difiacuteciles de maquinarEstos aceros tienen la mejor resistencia a altas temperaturas y resistencia a la formacioacuten de escamas de
los aceros inoxidables Su resistencia a la corrosioacuten suele ser mejor que las de los aceros martensiacuteticos oferriacuteticosEl mayor inconveniente que presenta la soldadura de los aceros austeniacuteticos es la precipitacioacuten de carburosque pueden producirse en las zonas cercanas al cordoacuten de soldadura quedando sensibilizados a lacorrosioacuten intergranular Para evitar esta precipitacioacuten se deben soldar las piezas sin precalentamiento y conel menor aporte de calor posible Otra posibilidad es emplear aceros austeniacuteticos con porcentaje decarbono menor a 003 o aceros austeniacuteticos estabilizados con titanio niobio o taacutentalo
Electrodo para hacero Inoxidable
Electrodo de acero inoxidable austen tico
Corriente continuacutea Electrodo positivo
Toda posicioacuten
Corriente alternaRevestimiento Blanco
DescripcioacutenEl electrodo 19-9 posee un revestimiento rutiacutelico lo que lo hace apto para soldar con CA o CC electrodopositivo Este electrodo se caracteriza por un arco estable de transferencia spray cuyo depoacutesito es deexcelente forma y apariencia La escoria se desprende faacutecilmente ademaacutes de tener muy buenareanudacioacuten de arco por lo que se aconseja usarlo en soldaduras intermitentes El depoacutesito es de aceroinoxidable austeniacutetico
UsosEl electrodo 19-9 estaacute formulado para soldar el grupo 18-8 de aceros inoxidables por ejemplo 301 302302B 303 304 305 y 308 que se caracterizan por su gran resistencia a la corrosioacuten
Este electrodo es ademaacutes muy usado para soldar acero manganeso y para rellenar estos u otros aceros
especiales resistentes al desgaste antes de aplicar las capas de recubrimiento duro
El metal depositado es austeniacutetico y no magneacuteticoAplicaciones tiacutepicasbull Intercambiadores de calor bull Industrias conserveras bull Equipos Quiacutemicos bull Industria Lechera
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2467
Curso Baacutesico De Soldadura Castillo-Guardado
24
ELECTRODOS BASE NIQUEL
Electrodo base Niacutequel con Cromo Molibdeno y Columbio
Alta resistencia a la traccioacuten y tenacidad a bajas y altas temperaturas (1100iexcl
C)
Excelente resistencia a la corrosioacuten en muchos medios agresivos
Posicioacuten plana y horizontal CA CC (+)
DescripcioacutenEl electrodo Nicromo 3 se caracteriza por producir un arco suave y estable de transferencia spray Eldepoacutesito formado es de exelente apariencia y de faacutecil desprendimiento de la escoriaEl depoacutesito del electrodo Nicromo 3 se caracteriza por su favorable resistencia a elevadas temperaturas
(1100degC) durante tiempos prolongados ademaacutes de su buena resistencia a la corrosioacuten bajo tensiones yfisuracioacuten en caliente
UsosEste electrodo es apto para unir aleaciones tipo Inconel 625 e Incoloy 825 Recomendado para unioacuten dealeaciones altas en cromo-niacutequel entre si o con aceros inoxidables Se recomienda ademaacutes para revestiraceros al carbono y de baja aleacioacuten Debido a su alto liacutemite elaacutestico se puede utilizar para unir aceros alniacutequel (5 y 9 de Ni)
Aplicaciones tiacutepicasbull Estanques para transpor tes criogeacutenicosbull Estanques de almacenamiento de aceros al Ni (5-9 Ni)bull Asiento de vaacutelvulas bull Reparacioacuten de maquinaria
bull Estanques para productos corrosivos bull Aleaciones 904 y 904L Inconel 625 e Incoloy 825
Procedimiento de soldaduraEs indispensable limpiar cuidadosamente las partes a soldar para lograr uniones libres de poros y grietasUsar arco corto con una ligera inclinacioacuten Para lograr un bajo aporte de calor es recomendable depositarcordones rectos y angostos con poca o ninguna oscilacioacuten El precalentamiento depende del metal basecualquier post-calentamiento puede efectuarse sin peligro de perjudicar las caracteriacutesticas del depoacutesito
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2567
Castillo-Guardado
Curso Baacutesico De Soldadura
25
ELECTRODOS PARA COBRE ndashBRONCE
Procedimiento para soldar con Electrodos Cobre ndashBronce
La teacutecnica de operacioacuten de estos electrodos es totalmente distinta a la empleada en la soldadura del aceroal carbono debido principalmente a la gran diferencia de conductividad teacutermica coeficiente de expansioacutenmenor punto de fusioacuten y mayor fluidez a la temperatura de la zona de fusioacuten Al soldar cobre y susaleaciones deberaacute considerarse los siguientes factores1 Dejar una separacioacuten mayor en la raiacutez de las uniones2 Emplear aacutengulos de bisel mayores que los usuales3 El punteo de las uniones debe tener un paso menor4 Usar temperaturas de precalentamiento5 Emplear los rangos de corriente maacutes altos para cada diaacutemetro de electrodo
Es frecuente el empleo de respaldos de cobre o de grafito con el objeto de prevenir la sobre fusioacuten en laraiacutez de las uniones especialmente al soldar espesores delgados Como regla general al soldar cobre y susaleaciones se recomienda el empleo de temperaturas de precalentamiento del orden de 200degC ytemperaturas entre pasadas de 200degC a 370degC para latones y de 400degC a 550degC para cobreEl martillado de los depoacutesitos de soldadura no es absolutamente indispensable pero se emplea parareducir las tensiones y distorsiones en las uniones soldadas a la vez de mejorar las propiedadesmecaacutenicas debido al afinamiento de los granos del depoacutesito
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacuten
con CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2667
Curso Baacutesico De Soldadura Castillo-Guardado
26
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas debronce fosfoacutericoAplicaciones tiacutepicas
bull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tablaPara el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas Enlas soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Para
soldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
Electrodo Para Cobre
Electrodo de bronce fosforico
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Negro
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacutencon CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas de
bronce fosfoacutericoAplicaciones tiacutepicasbull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tabla
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2767
Castillo-Guardado
Curso Baacutesico De Soldadura
27
Para el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas En
las soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Parasoldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
ELECTRODOS PARA BISELAR Y CORTAR
Estos electrodos tienen gran importancia en las industrias que requieren efectuar trabajos de corte ybiselado ya que han sido especialmente disentildeados y fabricados para cumplir eficientemente estos trabajos
Procedimiento para Biselar y CortarPara biselar use un portaelectrodo convencional dirigiendo el electrodo en un aacutengulo aproximado de 30degcon respecto al plano del metal base Use un movimiento de retroceso para evitar profundizar demasiadoUna mayor velocidad de avance daraacute un biselado menos profundo Esmerile la zona antes de soldarPara cortar dirija el electrodo en direccioacuten al recorrido en un aacutengulo de 90degcon respecto al plano del metalbase Use un movimiento vertical ascendente y descendente para producir el desprendimiento del materialfundido
Electrodo para cortar y perforar
Corriente alterna
Toda posiciOn
Corriente continua Electrodo negativo
Revestimiento Gris oscuro
DescripcioacutenEl electrodo Speed Cut estaacute disentildeado para cortar y perforar todos los metales con CA o CC electrodonegativo Es un electrodo de alta velocidad y su revestimiento especial de tipo refractario evita que seprecaliente el nuacutecleo y concentra la fuerza del arco para lograr cortes parejos y limpios
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2867
Curso Baacutesico De Soldadura Castillo-Guardado
28
UsosEste electrodo ha sido especialmente disentildeado para producir cortes de alta velocidad en todas lasposiciones Es recomendable su uso en todos los metales especialmente para aquellos que representandificultad para ser cortados o perforados al ser tratados con equipos oxigas como por ejemplo fierrofundido aceros inoxidables aleaciones de niacutequel bronce cobrealuminio etcAplicaciones tiacutepicas
bull Cortes de alta velocidad en todas posiciones bull Desarme de estructuras metaacutelicas bull Remocioacuten de defectos en soldadura bull Perforacioacuten de remaches
ELECTRODOS PARA SOLDAR HIERRO FUNDIDO
Procedimiento para soldar Hierro Fundido
Las reparaciones en fundicioacuten de hierro gris o hierro maleable son los trabajos maacutes comuacutenmenteencontrados en la praacutectica diaria y son considerados como los trabajos de soldadura maacutes difiacutecilesCuando se suelda hierro fundido con electrodos comunes de acero se forma una capa dura y fraacutegiladyacente a la soldadura
Esta capa consiste en hierro fundido endurecido superficialmente como resultado del raacutepido enfriamientodesde una alta temperatura Si el metal de aporte es acero eacuteste absorberaacute considerable cantidad decarboacuten del hierro fundido convirtieacutendose en un acero de alto carbono El resultado seraacute que el depoacutesito desoldadura se endureceraacute siendo imposible su mecanizadoAdemaacutes cuando se usan electrodos con nuacutecleo de acero la diferencia de contracciones entre elmetal fundido depositado y la fundicioacuten generalmente es causa de problemas serios La resistencia delmetal de aporte es mucho mayor que la del hierro fundido y al producirse la contraccioacuten del acero puededesprenderse de la fundicioacuten Debido a estas condiciones es que los electrodos especiales son necesariospara este tipo de soldadura
La soldadura del hierro fundido es relativamente faacutecil pero sus caracteriacutesticas quiacutemicas y metaluacutergicas sontales que deben ser consideradas cuidadosamente para asegurar los mejores resultados
Algunas de sus caracteriacutestica son1 Si se calienta a una temperatura alta y luego se enfriacutea raacutepidamente el resultado seraacute una fundicioacutenblanca muy dura y difiacutecilmente trabajable mecaacutenicamente2 Si se calienta a una temperatura alta y luego se enfriacutea lentamente el resultado seraacute un hierro fundidogris que es blando y faacutecilmente trabajable3 El hierro fundido es fraacutegil y no se puede doblar o estirar como el acero y consecuentemente si se produceun sobrecalentamiento durante la soldadura las contracciones durante el enfriamiento pueden causargrietas en la soldadura misma o en las zonas teacutermicamente afectadas entre eacutesta y el metal base
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2967
Castillo-Guardado
Curso Baacutesico De Soldadura
29
Las consideraciones anteriores son principalmente las que han establecido un procedimiento fundamentalpara la soldadura del hierro fundido independiente del tipo de electrodo utilizado maquinable o nomaquinable que puede establecerse en los siguientes puntos
1 Utilizar electrodos de poco diaacutemetro y corriente lo maacutes baja posible pero suficiente para producir unabuena fusioacuten2 Hacer soldaduras cortas de no maacutes de dos o tres pulgadas de longitud3 Es aconsejable el depoacutesito de cordones delgados en lugar de cordones anchos y oscilados
InstruccionesPara obtener los mejores resultados es esencial que la unioacuten haya sido adecuadamente preparada Debenremoverse o limpiarse todas las materias extrantildeas tales como oacutexido grasa y aceites Especialmente laspartes que se han impregnado de aceite agua u otros agentes pueden requerir un precalentamiento a unatemperatura suficientemente alta (300-370degC) para evaporar los contaminantes antes de la soldadura
Las uniones deben ser preparadas y biseladas por medios mecaacutenicos como esmeriles discos o limas ydebe evitarse hacer los biselados o preparaciones con arco eleacutectrico ya que este procedimiento tenderiacutea aproducir hierro fundido blanco duro y quebradizo en las zonas inmediatamente vecinas a las soldaduras
El biselado se recomienda auacuten para secciones delgadas mantenieacutendolo siempre al miacutenimo praacutectico paraevitar los esfuerzos residuales provenientes de la contraccioacuten
Como regla general el aacutengulo total de bisel debe ser de aproximadamente 90degpara secciones de635 mm de espesor o menos y de 60 a 90degpara secciones maacutes pesadas o de mayor espesor
Es aconsejable tambieacuten para disminuir los esfuerzos teacutermicos usar electrodos de diaacutemetro pequentildeo yutilizar siempre amperajes bajos Ademaacutes el precalentamiento es necesario para fundiciones pesadas y lasoldadura debe depositarse en cordones cortos lineales de dos a tres pulgadas de longitud Cuando seaposible debe procurarse depositar la soldadura en dos a tres capas ya que los pases subsiguientes tienenun efecto beneacutefico de normalizado sobre los primeros En las soldaduras de hierro fundido es muyimportante evitar el calor localizado causante en la mayoriacutea de los casos de grietas en el metal base y en lasoldadura Esto se logra haciendo soldaduras intermitentes permitiendo que el calor se distribuya dentrode la fundicioacuten antes de depositar el proacuteximo cordoacuten
Electrodo Para soldar Hierro Fundido
Electrodo para hierro fundido
Corriente alterna
Toda posicion
Revestimiento Canela
Corriente continua Electrodo positivo
DescripcioacutenEl electrodo 77 tiene nuacutecleo de acero dulce con un revestimiento que actuacutea como fundente controlando lascaracteriacutesticas del arco Tiene un punto de fusioacuten lo suficientemente bajo para permitir usar corrientesbajas caracteriacutestica importante en la soldadura de hierro fundido lo que reduce el endurecimiento en lazona de fusioacuten
UsosEste electrodo se recomienda para reparaciones en hierro fundido en que los depoacutesitos no requieranmaquinado posterior
Aplicaciones tiacutepicasbull Cabezales de motores bull Piezas de maacutequinas bull Cajas de descanso bull Blocks de motores
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3067
Curso Baacutesico De Soldadura Castillo-Guardado
30
Procedimiento para soldarSe recomienda usar preferentemente CC electrodo positivo Las piezas a soldar deben estar limpias Serecomienda biselar las piezas en forma de ldquoVrdquo y taladrar los extremos de las grietas a reparar Para tener mayor seguridad de la calidad del trabajo se debe evitar soldar en forma contiacutenua se recomiendaefectuar cordones de 5 a 8 cms intermitentemente Debe mantenerse el trabajo friacuteo No se recomiendamartillar el cordoacuten pueden producirse fisuras
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3167
Castillo-Guardado
Curso Baacutesico De Soldadura
31
Descifrando los siacutembolos de la soldadura
Cuando las soldaduras son especificadas en planos y dibujos isomeacutetricos de ingenieriacutea de fabricacioacuten unconjunto de siacutembolos es usado para identificar el tipo de soldadura las dimensiones y otras informacionesreferente al proceso y el acabado
ANSIAWS A24 Siacutembolos para soldadura y pruebas no destructivasReconociendo la estructura del simbolo
La liacutenea horizontal se conoce como liacutenea de referencia y es la plataforma principal donde todos losdemaacutes siacutembolos de soldadura son agregados las instrucciones para la ejecucioacuten de la soldadura vanalineadas a la liacutenea de referencia y una flecha conecta la liacutenea de referencia con la junta a ser soldada Enel ejemplo de arriba la flecha se despliega a la derecha de la liacutenea de referencia y apuntando hacia abajo ya la derecha pero existen muchas otras combinaciones
Algunas veces la flecha apunta los dos lados de la junta por consiguiente existiriacutean dos ladospotencialmente apropiados para ejecutar la soldadura por ejemplo en una junta T cuando dos laminasson unidas la soldadura puede ser hecha en cualquiera de los lados de la T
El siacutembolo hace la distincioacuten entre los dos lados de la junta usando la flecha y los espacios debajo yencima de la liacutenea de referencia los lados (curiosamente) son conocidos como El lado de la flecha y Elotro lado y la soldadura se ejecuta de acuerdo a las instrucciones dadas en la parte de arriba de la liacutenea dereferencia y la orientacioacuten de la flecha no interfiere con estas instrucciones
La bandera que sale de la liacutenea de referencia esta presente si la soldadura se efectuara en campo odurante el armado de la estructura un siacutembolo de soldadura sin la bandera indica que la soldadura seefectuaraacute en el taller pero en algunos planos y dibujos antiguos puede ser encontrado un circulo negro en launioacuten entre la liacutenea de referencia y la flecha
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3267
Curso Baacutesico De Soldadura Castillo-Guardado
32
Un circulo vaciacuteo entre la liacutenea de referencia y la flecha es una indicacioacuten de que la soldadura debe serejecutada alrededor o en toda la circunferencia de la unioacuten como en este ejemplo
La cola del siacutembolo de soldadura es el sitio donde se coloca la informacioacuten suplementariaconcerniente a la soldadura a ejecutar y puede contener referencias del proceso requerido electrodo undetalle de dibujo y cualquier informacioacuten que ayude a la ejecucioacuten de la soldadura que no tenga un lugarespecial en el siacutembolo plano o la isometriacutea
Cada tipo de soldadura tiene su siacutembolo baacutesico el cual tiacutepicamente se situacutea al rededor del centro dela liacutenea de referencia (dependiendo de cual sea el lado de la junta) y este siacutembolo es usualmente un dibujoque representa la seccioacuten transversal de la junta misma y estas estaacuten divididas en tres grupos
Simbolos para las Soldaduras de Filete
La soldadura fundida es depositada en la esquina formada por la caracteriacutestica de la unioacuten de dosmiembros penetrando y fundieacutendose con el metal base para formar la junta
La cara perpendicular del triangulo siempre es dibujada en la parte izquierda del siacutembolo si las doscaras de la soldadura son de la misma dimensioacuten entonces solo una medida es dada
Las soldaduras de filete son usadas para hacer juntas de enfrentamiento perpendicular comoesquinas y las juntas T y como su propio siacutembolo lo sugiere estas soldaduras son baacutesicamentetriangulares vistas desde su seccioacuten aunque su forma no es siempre un triangulo perfecto o isoacutesceles
Si la soldadura tuviera caras desiguales (menos comuacuten) entonces ambas dimensiones son dadas yuna nota especial que indica en el dibujo cual cara es mas larga
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3367
Castillo-Guardado
Curso Baacutesico De Soldadura
33
El largo de la soldadura es dado a la derecha del simbolo
La soldadura se debe situar entre las liacuteneas dimensioacutenales especificadas (si son dadas) o entre lospuntos donde un cambio de direccioacuten abrupto de la soldadura ocurra como al final de las planchas olaminas
En el caso de soldaduras intermitentes o interrumpidas el largo de cada porcioacuten de la soldadura y losespacios que las separan son indicado en el siacutembolo siendo separados con un guioacuten ( - ) y el largo de laporcioacuten de soldadura va seguido de la dimensioacuten centro-centro del espacio estos siempre se colocan a la
derecha del siacutembolo del filete (triangulo)
Note que la dimensioacuten del espacio no indica el espacio limpio entre las soldaduras la indicacioacuten escentro-centro
Siacutembolos para las Soldaduras de Canal
Las soldaduras de Canal son usadas comuacutenmente para hacer juntas de bordes con bordes aunquetambieacuten son usadas frecuentemente en esquinas juntas T juntas curvas y piezas planas Como losugiere la variedad de siacutembolos para estas soldaduras hay muchas maneras de hacer soldaduras deCanal y la diferencia principal dependeraacute de la geometriacutea de las partes que seraacuten unidas y la preparacioacutende sus bordes El metal soldado es depositado entre el canal penetrando y fundieacutendose con el metal base para formar la junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipo de
soldaduras la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3467
Curso Baacutesico De Soldadura Castillo-Guardado
34
La soldadura de canal cuadrado en la cual el canal es creado por una separacioacuten especifica o ningunaseparacioacuten incluyendo hasta cierta presioacuten de oposicioacuten la distancia de la separacioacuten (si existe) es dadaen el siacutembolo
Las soldaduras de canal V en la que los bordes son biselados a veces por un lado o por los doslados para crea el canal el aacutengulo del bisel es dado en el siacutembolo asiacute como la luz de separacioacuten oseparacioacuten de la raiacutez (si existiera)
Si la profundidad de la V no fuera igual al espesor o a la mitad (en el caso de doble V) del espesorde la lamina o plancha a soldar entonces la profundidad es dada a la izquierda del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3567
Castillo-Guardado
Curso Baacutesico De Soldadura
35
Si la penetracioacuten de la soldadura fuera mayor que la profundidad del canal la profundidad de la gargantaefectiva es dada entre pareacutentesis despueacutes de la profundidad de la V
En el bisel del canal de soldadura en el cual el borde de una de las laminas es biselado y la otra escuadrada el siacutembolo de la liacutenea perpendicular siempre es dibujada en el lado izquierdo sea cual sea laorientacioacuten de la soldadura la flecha apunta la cara de la pieza que debe ser biselada y en este caso laflecha es cortada y doblada en aacutengulo para hacer eacutenfasis en su importancia (este corte de aacutengulo no esnecesario si el proyectista no tiene preferencias en cual lado debe ser biselado o si el dibujo es interpretadopor un soldador calificado que reconoce la diferencia de cual lado debe ser tratado) las
condiciones de aacutengulo preparacioacuten del borde garganta efectiva y la luz de separacioacuten de la
separacioacuten de raiacutez son descritas en las soldaduras de canal V en esta misma pagina
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3667
Curso Baacutesico De Soldadura Castillo-Guardado
36
En la soldadura de canal U en la cual ambos bordes son tratados para crear un canal coacutencavo laprofundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de la separacioacuten sondescritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de canal J en la cual en uno de las laminas tiene un biselado coacutencavo y la otra esdejada cuadrada como con el bisel de la media V la liacutenea perpendicular siempre apareceraacute dibujada a laizquierda y la flecha (con un doblez si fuera necesario) apuntando la pieza que recibiraacute el tratamiento debisel coacutencavo la profundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de
separacioacuten son descritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de V curva comuacutenmente usada para unir dos partes curvas o dos partes tubularesla profundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3767
Castillo-Guardado
Curso Baacutesico De Soldadura
37
En la soldadura de canal con bisel curvo comuacutenmente usada para unir una pieza curva o tubular auna pieza plana como con la V curva (anterior) formada por dos superficies curvas o tubulares laprofundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis La liacutenea perpendicular es dibujada siempre al lado izquierdo del siacutembolosea cual sea la orientacioacuten de la soldadura
Otros siacutembolos suplementarios son usados con la soldadura de canal como Penetracioacuten saliente y Barra o elemento de respaldo ambos siacutembolos son indicacioacuten de que la penetracioacuten de la junta se efectuacuteadesde un solo lado de la junta
El alto del refuerzo (si fuera critico) es indicado a la izquierda del siacutembolo de penetraron saliente elcual esta situado
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3867
Curso Baacutesico De Soldadura Castillo-Guardado
38
Cuando una barra o elemento de respaldo es usado para lograr la penetracioacuten necesaria de la junta su siacutembolo es situado encima de la liacutenea de referencia sobre el siacutembolo de la soldadura si la barra esprovisional y seraacute removida al final de la soldadura entonces la letra R es situada dentro del siacutembolo de labarra de respaldo esta barra tiene el mismo siacutembolo que la soldadura de conexion y ovalos pero sucontexto debe hacer siempre la clara intencioacuten del siacutembolo
Simbolos para la Soldadura de conexion y ovalos
Soldadura de conexioacuten y de oacutevalos es usada para unir laminas sobrepuestas una de las cuales tienenperforaciones (redondos para conexiones y ovalados o alargados para Oacutevalos) Metal soldado esdepositado en estas perforaciones penetrando y fundieacutendose con el metal base de las dos partes formandola junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipode soldadura la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3967
Castillo-Guardado
Curso Baacutesico De Soldadura
39
En la soldadura de conexioacuten el diaacutemetro de cada conector es dado a la izquierda del siacutembolo y el espacioentre los conectores es dado a la derecha en la soldadura de oacutevalos el ancho de cada ovalo es dado a laizquierda del siacutembolo el largo y la distancia entre espacios (separados por un guioacuten-) son dados a laderecha del siacutembolo y la referencia del detalle en la cola
El numero de conectores u oacutevalos es dado entre pareacutentesis por encima o por debajo del siacutembolo de lasoldadura la indicacioacuten del lado de la flecha y el otro lado indican cual pieza tiene la(s) perforacione(s)
Si no esta en las especificaciones el llenado total de esta perforacioacuten entonces la profundidad es dadadentro del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4067
Curso Baacutesico De Soldadura Castillo-Guardado
40
SISTEMA OXIGAS
Descripcioacuten del ProcesoEl proceso de soldadura oxigas mostrado en la figura consiste en una llama dirigida por un sopleteobtenida por medio de la combustioacuten de los gases oxiacutegeno-acetileno El intenso calor de la llama funde la
superficie del metal base para formar una poza fundidaCon este proceso se puede soldar con o sin material de aporte El metal de aporte es agregado para cubrirbiseles y orificios
A medida que la llama se mueve a lo largo de la unioacuten el metal base y el metal de aporte se solidifican paraproducir el cordoacuten
Al soldar cualquier metal se debe escoger el metal de aporte adecuado que normalmente posee elementosdesoxidantes para producir soldaduras de buena calidad
En algunos casos se requiere el uso de fundente para soldar ciertos tipos de metales
Ventajas y Aplicaciones del ProcesoEl proceso oxigas posee las siguientes ventajas el equipo es portaacutetil econoacutemico y puede ser utilizado entoda posicioacuten
El proceso oxigas es normalmente usado para soldar metales de hasta 14 de espesor Se puede utilizartambieacuten para soldar metales de mayor espesor pero ello no es recomendable
Su mayor aplicacioacuten en la industria se encuentra en el campo de mantencioacuten reparacioacuten soldadura decantildeeriacuteas de diaacutemetro pequentildeo y manufacturas livianas Tambieacuten puede ser usado como fuente de energiacuteacaloacuterica para calentar doblar forjar endurecer etc
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4167
Castillo-Guardado
Curso Baacutesico De Soldadura
41
Equipo para Soldadura y Corte OxigasEs el conjunto de elementos que agrupados permiten el paso de gases (Oxigeno-Acetileno) hasta unsoplete en cuyo interior se produce la mezcla La misma en contacto con una chispa produce unacombustioacuten base del sistema oxiacetileacutenico
Procedimiento Baacutesico de Soldadura
Ajuste de llamaEn soldadura oxiacetileacutenica se utiliza una llama neutra (3160degC) o sea se suministra suficiente oxiacutegenopara realizar la combustioacuten de todo el acetileno presenteAunque esta situacioacuten corresponde a una relacioacuten teoacuterica oxiacutegenoacetileno de 251 en la praacutectica parte dela combustioacuten se realiza con oxiacutegeno del aire de modo que
Se consume iguales cantidades de oxiacutegeno y acetileno (relacioacuten 11)Se produce un efecto de auto-proteccioacuten que minimiza la oxidacioacuten del metal base
La llama carburante con exceso de acetileno se reconoce por una zona intermedia reductora que apareceentre el dardo y el penacho se utiliza soacutelo en casos especiales
La llama oxidante con exceso de oxiacutegeno se reconoce por su dardo y penacho maacutes cortos y su sonido maacutesagudo
Seleccioacuten de la BoquillaEn la seleccioacuten de la boquilla influyen los siguientes factores1 Tipo de material a soldar
2 Espesor del material3 Tipo de unioacuten (Tope filete biselada etc)4 Posicioacuten en que se soldaraacute5 Habilidad del operador
Como norma de seguridad siempre debe utilizarse la
Boquilla a la presioacuten recomendada por el fabricante
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4267
Curso Baacutesico De Soldadura Castillo-Guardado
42
Varillas para Soldadura OxigasINDURA dispone de todos los tipos de varillas para este tipo de soldadura Bronce Niacutequel-Plata acerodulce hierro fundido y aluminio en los siguientes diaacutemetros
16 mm (116) - 24 mm (332) - 32 mm (18) - 40 mm (532) - 48 mm (316) y 64 mm (14)
El tamantildeo de varilla adecuada debe ser determinado por
bull el tipo de unioacuten de soldadura bull el espesor del material bull la cantidad de aporte requerido
VARILLAS DE APORTE PARA SOLDADURA OXIGAS
Procedimiento para soldar con varillas de soldadura oxigas (Bronce)
Deben limpiarse muy bien las piezas aplicaacutendoles la llama sobre la superficie hasta que alcance un colorrojo cereza Ambas piezas deben estar a la misma temperatura porque en caso contrario la varilla fluiraacutehacia la pieza maacutes caliente (fenoacutemeno de capilaridad) Caliente la varilla con la llama e introduacutezcala luegoen el depoacutesito de fundente
Note que el calor hace que el fundente se adhiera a la varilla (Si se utiliza una varilla ya revestida confundente este paso debe eliminarse) Una vez que la varilla estaacute impregnada con fundente y las piezas hanalcanzado la temperatura adecuada acerque la varilla hacia la unioacuten y coloque la llama encimaundieacutendola La varilla entonces se funde y fluye hacia el aacuterea calentada uniendo fuertemente las piezas
Debe utilizarse bastante fundente Si la cantidad de fundente es insuficiente la varilla no uniraacute los metales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4367
Castillo-Guardado
Curso Baacutesico De Soldadura
43
VARILLA DE APORTE DE BRONCE
DescripcioacutenLa soldadura de Bronce permite obtener depoacutesitos concaracteriacutesticas mecaacutenicas sobresalientes enresistencia y ductibilidad ademaacutes de ser muy homogeacutenea
AplicacionesSu principal campo de aplicacioacuten es soldadura de hierro fundido acero dulce cobre y sus aleaciones
La principal caracteriacutestica de estas soldaduras es la poca cantidad de gases que se genera en el craacuteter demetal fundido y su bajo punto de fusioacuten que permite una mejor y mayor fluidez del metal fundido
Como teacutecnica operatoria se recomienda precalentar el metal base hasta una temperatura cercana al puntode fusioacuten del metal de aporte luego fundir una gota de soldadura y aplicar calor adicional para obtener unafluidez adecuada en el depoacutesito
Recomendamos el uso del fundente INDURA 10 a fin de obtener depoacutesitos maacutes limpios y de mejorapariencia Las aleaciones de Bronce INDURA son envasadas en cajas de 10 kgs y fabricadas en lassiguientes medidas 24 mm (332)-32 mm (18)-40 mm (532)-48 mm (316)-64 mm (14)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4467
Curso Baacutesico De Soldadura Castillo-Guardado
44
SOLDADURA DE ESTANtildeO
Descripcioacuten
Estas soldaduras son aleaciones a base de estantildeo y se recomiendan para soldar uniones a prueba defiltracioacuten de agua o aire en que la resistencia mecaacutenica no es de importancia y que no estaraacuten expuestas aaltas temperaturas Son especialmente apropiadas para trabajos generales en fierro cobre zinc hojalatafierro galvanizado etc
Estas soldaduras pueden aplicarse por medio de cautiacuten soplete directo inmersioacuten vaciado o por hornoSe suministran en los siguientes tipos seguacuten forma y proporcioacuten de aleacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4567
Castillo-Guardado
Curso Baacutesico De Soldadura
45
El mayor porcentaje de estantildeo influye mejorando la resistencia mecaacutenica de la soldadura de tal forma quelos mejores resultados en este sentido se obtienen con el tipo ldquoArdquo y ldquoLArdquo El tipo ldquoArdquo se recomienda depreferencia para sellar envases de hojalata
Para obtener una buena soldadura es indispensable efectuar una buena limpieza de las piezas a soldarcon lija esmeril lima o escobilla de acero En caso de planchas oxidadas de fierro debe limpiarse con aacutecidomuriaacutetico durante 5 oacute 10 minutos Se recomienda ademaacutes el uso de Fundente INDURA 200 para evitar laoxidacioacuten de los metales a soldar facilitar la fluidez de la soldadura y obtener buenas uniones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 467
Curso Baacutesico De Soldadura Castillo-Guardado
4
VARILLAS DE APORTE PARA SOLDADURA OXIGAS 42
VARILLA DE APORTE DE BRONCE 43
SOLDADURA DE ESTANtildeO 44
SISTEMA MIG 46
Descripcioacuten del Proceso 46
Resumen del Proceso 47 Electrodos y Proteccioacuten Gaseosa 49
Maacutequinas Soldadoras 50
TABLA DE REGULACION SISTEMA MIG 51
SISTEMA DE CLASIFICACION DEL ALAMBRE PARA 51
PROCESO MIG 51
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DE BAJAALEACION 52
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES 53
ELECTRODOS CONTINUOS PARA ALUMINIO 53
SISTEMA TIG 55
Descripcioacuten del Proceso 55 Caracteriacutesticas y Ventajas del Sistema TIG 55
Equipo 55
Electrodos para Sistema TIG 56
Aplicaciones del Sistema TIG 57
VARILLAS PARA SISTEMA TIG 57
Varillas de Aluminio 57
ACEROS 58
COMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI 58
Designacioacuten de Letras 58
Designacioacuten Numeacuterica 58
PRECALENTAMIENTO 64 TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTES ACEROS 64
TEMPERATURA degC ndash degF 66
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADO 66
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 567
Castillo-Guardado
Curso Baacutesico De Soldadura
5
TEMAS GENERALES DE SOLDADURA
SEGURIDAD EN SOLDADURA AL ARCO
Cuando se realiza una soldadura al arco durante la cual ciertas partes conductoras de energiacutea eleacutectricaestaacuten al descubierto el operador tiene que observar con especial cuidado las reglas de seguridad a fin decontar con la maacutexima proteccioacuten personal y tambieacuten proteger a las otras personas que trabajan a sualrededor
En la mayor parte de los casos la seguridad es una cuestioacuten de sentido comuacuten Los accidentes puedenevitarse si se cumplen las siguientes reglas
Proteccioacuten PersonalSiempre utilice todo el equipo de proteccioacuten necesario para el tipo de soldadura a realizar El equipoconsiste en
1 Maacutescara de soldar proteje los ojos la cara el cuello y debe estar provista de filtros inactiacutenicos deacuerdo al proceso e intensidades de corriente empleadas
2 Guantes de cuero tipo mosquetero con costura interna para proteger las manos y muntildeecas3 Coleto o delantal de cuero para protegerse de salpicaduras y exposicioacuten a rayos ultravioletas del arco4 Polainas y casaca de cuero cuando es necesario hacer soldadura en posiciones verticales y sobrecabeza deben usarse estos aditamentos para evitar las severas quemaduras que puedan ocasionar lassalpicaduras del metal fundido5 Zapatos de seguridad que cubran los tobillos para evitar el atrape de salpicaduras6 Gorro protege el cabello y el cuero cabelludo especialmente cuando se hace soldadura en posiciones
Proteccioacuten de la vistaLa proteccioacuten de la vista es un asunto tan importante que merece consideracioacuten aparte El arco eleacutectricoque se utiliza como fuente caloacuterica y cuya temperatura alcanza sobre los 4000degC desprende radiacionesvisibles y no visibles Dentro de estas uacuteltimas tenemos aquellas de efecto maacutes nocivo como son los rayosultravioletas e infrarrojos
El tipo de quemadura que el arco produce en losojos no es permanente aunque siacute esextremadamente dolorosa Su efecto es comoldquotener arena caliente en los ojosrdquo Para evitarladebe utilizarse un lente protector (vidrio inactiacutenico)que ajuste bien y delante de eacuteste para suproteccioacuten siempre hay que mantener una cubiertade vidrio transparente la que debe ser sustituidainmediatamente en caso de deteriorarse A fin deasegurar una completa proteccioacuten el lenteprotector debe poseer la densidad adecuada alproceso e intensidad de corriente utilizada Lasiguiente tabla le ayudaraacute a seleccionar el lenteadecuado
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 667
Curso Baacutesico De Soldadura Castillo-Guardado
6
Seguridad al usar una maacutequina soldadoraAntes de usar la maacutequina de soldar al arco debe guardarse ciertas precauciones conocer su operacioacuten ymanejo como tambieacuten los accesorios y herramientas adecuadas Para ejecutar el trabajo con facilidad yseguridad debe observarse ciertas reglas muy simples
MAQUINA SOLDADORA (Fuente de Poder) Circuitos con CorrienteEn la mayoriacutea de los talleres el voltaje usado es 220 oacute 380 volts El operador debe tener en cuenta el hechoque estos son voltajes altos capaces de inferir graves lesiones Por ello es muy importante que ninguacuten
trabajo se haga en los cables interruptores controles etc antes de haber comprobado que la maacutequina hasido desconectada de la energiacutea abriendo el interruptor para desenergizar el circuito Cualquier inspeccioacutenen la maacutequina debe ser hecha cuando el circuito ha sido desenergizado
Liacutenea a TierraTodo circuito eleacutectrico debe teneruna liacutenea a tierra para evitar que laposible formacioacuten de corrientesparaacutesitas produzca un choqueeleacutectrico al operador cuando eacutestepor ejemplo llegue a poner unamano en la carcaza de la maacutequinaNunca opere una maacutequina que notenga su liacutenea a tierra
Cambio de PolaridadEl cambio de polaridad se realizapara cambiar el polo del electrodode positivo (polaridad invertida) anegativo (polaridad directa) Nocambie el selector de polaridad sila maacutequina estaacute operando ya queal hacerlo saltaraacute el arco eleacutectricoen los contactos del interruptordestruyeacutendolos Si su maacutequina
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 767
Castillo-Guardado
Curso Baacutesico De Soldadura
7
soldadora no tiene selector de polaridad cambie los terminales cuidando que eacutesta no esteacute energizada
Cambio del Rango de AmperajeEn las maacutequinas que tienen 2 o maacutes escalas de amperaje no es recomen dable efectuar cambios de rangocuando se estaacute soldando esto puede producir dantildeos en las tarjetas de control u otros componentes talescomo tiristores diodos transistores etc En maacutequinas tipo clavijeros no se debe cambiar el amperajecuando el equipo estaacute soldando ya que se producen serios dantildeos en los contactos eleacutectricos causados porla aparicioacuten de un arco eleacutectrico al interrumpir la corriente
En maacutequinas tipo Shunt moacutevil no es aconsejable regular el amperaje soldando puesto que se puede dantildearel mecanismo que mueve el Shunt
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 867
Curso Baacutesico De Soldadura Castillo-Guardado
8
Circuito de SoldaduraCuando no estaacute en uso el porta electrodos nunca debe ser dejado encima de la mesa o en contacto concualquier otro objeto que tenga una liacutenea directa a la superficie donde se suelda El peligro en este caso esque el porta electrodo en contacto con el circuito a tierra provoque en el transformador del equipo un cortocircuito La soldadura no es una operacioacuten riesgosa si se respetan las medidas preventivas adecuadasEsto requiere un conocimiento de las posibilidades de dantildeo que pueden ocurrir en las operaciones de
soldar y una precaucioacuten habitual de seguridad por el operador
Seguridad en operaciones de SoldaduraCondiciones ambientales que deben ser consideradas
Riesgos de IncendioNunca se debe soldar en la proximidad de liacutequidos inflamablesgases vapores metales en polvo o polvos combustiblesCuando el aacuterea de soldadura contiene gases vapores o polvoses necesario mantener perfectamente aireado y ventilado ellugar mientras se suelda Nunca soldar en la vecindad demateriales inflamables o de combustibles no protegidos
VentilacioacutenSoldar en aacutereas confinadas sin vent ilacioacuten adecuada puedeconsiderarse una operacioacuten arriesgada porque al consumirse el
oxiacutegeno disponible a la par con el calor de la soldadura y elhumo restante el operador queda expuesto a severas molestiasy enfermedades
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 967
Castillo-Guardado
Curso Baacutesico De Soldadura
9
HumedadLa humedad entre el cuerpo y algo electrificado forma una liacuteneaa tierra que puede conducir corriente al cuerpo del operador yproducir un choque eleacutectrico El operador nunca debe estar
sobre una poza o sobre suelo huacutemedo cuando suelda comotampoco trabajar en un lugar huacutemedo Deberaacute conservar susmanos vestimenta y lugar de trabajo continuamente secos
Seguridad en Soldadura de Estanques
Soldar recipientes que hayan contenido materiales inflamables o combustibles es una operacioacuten desoldadura extremadamente peligrosa A continuacioacuten se detallan recomendaciones que deben serobservadas en este tipo de trabajo
a) Preparar el estanque para su lavadoLa limpieza de recipientes que hayan contenido combustibles debe ser efectuada soacutelo por personalexperimentado y bajo directa supervisioacuten
No debe emplearse hidrocarburos clorados (tales como tricloroetileno y tetracloruro de carbono) debidoa que se descomponen por calor o radiacioacuten de la soldadura para formar fosfoacutegeno gas altamentevenenoso
b) Meacutetodos de lavadoLa eleccioacuten del meacutetodo de limpieza depende generalmente de la sustancia contenida Existen tres meacutetodosagua solucioacuten quiacutemica caliente y vapor
c) Preparar el estanque para la operacioacuten de soldaduraAl respecto existen dos tratamientosbull Agua bull Gas CO2-N2
El proceso consiste en llenar el estanque a soldar con alguno de eacutestos fluidos de tal forma que los gasesinflamables sean desplazados desde el interior
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1067
Curso Baacutesico De Soldadura Castillo-Guardado
10
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1167
Castillo-Guardado
Curso Baacutesico De Soldadura
11
POSICIONES EN SOLDADURADesignacioacuten de acuerdo con ANSIAWS A 30-85
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1267
Curso Baacutesico De Soldadura Castillo-Guardado
12
ESQUEMAS BASICOS
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1367
Castillo-Guardado
Curso Baacutesico De Soldadura
13
SELECCION DEL ELECTRODO ADECUADO
Para escoger el electrodo adecuado es necesario analizar las condiciones de trabajo en particular y luegodeterminar el tipo y diaacutemetro de electrodo que maacutes se adapte a estas condiciones
Este anaacutelisis es relativamente simple si el operador se habituacutea a considerar los siguientes factores
1 Naturaleza del metal base2 Dimensiones de la seccioacuten a soldar3 Tipo de corriente que entrega su maacutequina soldadora4 En queacute posicioacuten o posiciones se soldaraacute5 Tipo de unioacuten y facilidad de fijacioacuten de la pieza6 Si el depoacutesito debe poseer alguna caracteriacutestica especial como son resistencia a la corrosioacuten granresistencia a la traccioacuten ductilidad etc7 Si la soldadura debe cumplir condiciones de alguna norma o especificaciones especiales
Despueacutes de considerar cuidadosamente los factores antes indicados el usuario no debe tener dificultad enelegir un electrodo INDURA el cual le daraacute un arco estable depoacutesitos parejos escoria faacutecil de remover y unmiacutenimo de salpicaduras que son las condiciones esenciales para obtener un trabajo oacuteptimo
Condiciones de almacenamiento y mantencioacuten de electrodos
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1467
Curso Baacutesico De Soldadura Castillo-Guardado
14
PROBLEMAS Y DEFECTOS COMUNES EN LA SOLDADURA AL ARCO
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1567
Castillo-Guardado
Curso Baacutesico De Soldadura
15
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1667
Curso Baacutesico De Soldadura Castillo-Guardado
16
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1767
Castillo-Guardado
Curso Baacutesico De Soldadura
17
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1867
Curso Baacutesico De Soldadura Castillo-Guardado
18
SISTEMA ARCO MANUAL
Descripcioacuten del ProcesoEl sistema de soldadura Arco Manual se define como el proceso en que se unen dos metales mediante unafusioacuten localizada producida por un arco eleacutectrico entre un electrodo metaacutelico y el metal base que se desea
unirLa soldadura al arco se conoce desde fines del siglo pasado En esa eacutepoca se utilizaba una varilla metaacutelicadescubierta que serviacutea de metal de aportePronto se descubrioacute que el oxiacutegeno y el nitroacutegeno dela atmoacutesfera eran causantes de fragilidad y poros en elmetal soldado por lo que al nuacutecleo metaacutelico se le agregoacute un revestimiento que al quemarse se gasificabaactuando como atmoacutesfera protectora a la vez que contribuiacutea a mejorar notablemente otros aspectos delprocesoEl electrodo consiste en un nuacutecleo o varilla metaacutelica rodeado por una capa de revestimiento donde elnuacutecleo es transferido hacia el metal base a traveacutes de una zona eleacutectrica generada por la corriente desoldaduraEl revestimiento del electrodo que determina las caracteriacutesticas mecaacutenicas y quiacutemicas de la unioacuten estaacuteconstituido por un conjunto de componentes minerales y orgaacutenicos que cumplen las siguientes funciones
1 Producir gases protectores para evitar la contaminacioacuten atmosfeacuterica y gases ionizantes para dirigir ymantener el arco
2 Producir escoria para proteger el metal ya depositado hasta su solidificacioacuten3 Suministrar materiales desoxidantes elementos de aleacioacuten e hierro en polvo
Clasificacioacuten de Electrodos seguacuten Normas AWSLas especificaciones maacutes comunes para la clasificacioacuten de electrodos seguacuten la AWS son las siguientes1 Especificacioacuten para electrodos revestidos de acero al carbono designacioacuten AWS A51-91 2 Especificacioacuten para electrodos revestidos de aceros de baja aleacioacuten designacioacuten AWS A55-963 Especificacioacuten para electrodos revestidos de aceros al cromo y cromo-niquel resistentes a la corrosioacutendesignacioacuten AWS A54-924 Especificacioacuten para varillas de aporte en uso oxiacetileacutenico yo TIG designacioacuten AWS A52-925 Especificacioacuten para electrodos revestidos para soldaduras de Fe fundido designacioacuten AWS A515-906 Especificaciones para electrodos continuos y fundentes para Arco Sumergido designacioacuten AWSA517-977 Especificaciones para electrodos de aceros dulces para soldadura con electrodos continuos protegidospor gas (MIGMAG) designacioacuten AWS A518-93 En la especificacioacuten para aceros al carbono de electrodosrevestidos el sistema de clasificacioacuten estaacute basado en la resistencia a la traccioacuten del depoacutesito
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1967
Castillo-Guardado
Curso Baacutesico De Soldadura
19
La identificacioacuten de clasificacioacuten estaacute compuesta de la letra E y cuatro diacutegitos Esta letra significaldquoElectrodordquo
Los primeros dos diacutegitos indican la resistencia miacutenima a la traccioacuten del metal depositado en miles de libraspor pulgada cuadrada Es asiacute como E 60 XX indica un electrodo revestido cuyo depoacutesito posee comomiacutenimo 60000 lbs por pulgada cuadrada Esta es la resistencia miacutenima que debe cumplir el depoacutesitoAunque los dos uacuteltimos diacutegitos sentildealan las caracteriacutesticas del electrodo es necesario considerarlos
separadamente ya que el tercer diacutegito indica la posicioacuten para soldar del electrodoEXX1X - toda posicioacutenEXX2X - posicioacuten plana y horizontalEXX4X - toda posicioacuten vertical descendente
El uacuteltimo diacutegito indica el tipo de revestimiento del electrodo Sin embargo para una identificacioacuten completaes necesario leer los dos diacutegitos en conjunto
Para las posiciones vertical y sobre cabeza existe una limitacioacuten de diaacutemetro hasta 316 comuacutenmente y de5 32 para electrodos de BH
Los sistemas de clasificacioacuten para los electrodos revestidos de acero de baja aleacioacuten son similares a la delos aceros al carbono pero a continuacioacuten del cuarto diacutegito existe una letra y un diacutegito que indican lacomposicioacuten quiacutemica del metal depositado Asiacute la A significa un electrodo de acero al Carbono-Molibdenola B un electrodo al Cromo-Molibdeno la C un electrodo al Niacutequel y la letra D un electrodo al Manganeso-Molibdeno El diacutegito final indica la composicioacuten quiacutemica seguacuten esta clasificacioacuten
En las especificaciones para aceros inoxidables AWS A5492 la AISI clasificoacute estos aceros por nuacutemerosy estos mismos se usan para la designacioacuten de los electrodos Por lo tanto la clasificacioacuten para loselectrodos de acero inoxidables como 308 347 etc es su nuacutemero y luego dos diacutegitos maacutes que indican suscaracteriacutesticas de empleo (fuente de poder tipo de revestimiento etc) La letra L a continuacioacuten de los tres
primeros diacutegitos indica que el acero inoxidable es de bajo contenido en carbono
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2067
Curso Baacutesico De Soldadura Castillo-Guardado
20
ELECTRODOS PARA SOLDAR ACERO AL CARBONO
Procedimiento para soldar Acero al Carbono
Los mejores resultados se obtienen manteniendo un arco mediano con lo que se logra una fusioacutenadecuada permitiendo el escape de gases ademaacutes de controlar la forma y apariencia del cordoacuten
Para filetes planos y horizontales conviene mantener el electrodo en un aacutengulo de 45degrespecto a lasplanchas efectuar un pequentildeo avance y retroceso del electrodo en el sentido de avance Con ello se lograuna buena fusioacuten al avanzar se controla la socavacioacuten y la forma del cordoacuten al retroceder al craacuteter
Para filetes verticales ascendentes se mantiene el electrodo perpendicular a la plancha movieacutendolo en elsentido de avance El movimiento debe ser lo suficientemente raacutepido y la corriente adecuada para permitiralargar el arco y no depositar cuando se va hacia arriba para luego bajar al craacuteter y depositar el metalfundido controlando la socavacioacuten y ancho del cordoacuten
La soldadura sobre cabeza se ejecuta en forma similar a la horizontal pero la oscilacioacuten en el sentido deavance debe ser mayor para permitir que el metal depositado en el craacuteter se solidifique
Cuando se suelda vertical descendente el cordoacuten de raiacutez se hace con un avance continuo sin oscilar y lafuerza del arco se dirige de tal manera que sujete el bantildeo de fusioacuten Para los pases sucesivos se puedeusar una oscilacioacuten lateral
ELECTRODO 6013
Electrodo para acero al carbono
Con hierro en polvo
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Rojo
DescripcioacutenElectrodo con polvo de hierro en el revestimiento que permite una velocidad de depoacutesito mayor y unaaplicacioacuten mas faacutecil junto con propiedades mecaacutenicas sobresalientes La estabilidad del arco y el escudoprotector que da el revestimiento ayudan a dirigir el depoacutesito reduciendo la tendencia a socavar Estadisentildeado seguacuten los uacuteltimos adelantos teacutecnicos para lograr oacuteptimos resultados praacutecticos
UsosEste electrodo tiene un campo de aplicacioacuten muy amplio en especial cuando es necesario soldar en todaposicioacuten
Aplicaciones tiacutepicasbull Estanques bull Tuberiacuteas de presioacuten bull Estructuras bull Cantildeeriacuteas
bull Planchas corrientes y galvanizadasbull Barcos
Procedimiento para soldarPara obtener los mejores resultados se recomienda un arco de longitud mediana que permita controlarmejor la forma y aspecto del cordoacutenPara soldadura de filetes planos y horizontales se recomienda mantener el electrodo a 45ordm con cadaplancha oscilaacutendolo en el sentido del avance El movimiento adelante tiene por objeto obtener buenapenetracioacuten y el movimiento hacia atraacutes controla la socavacioacuten y la forma del cordoacutenEn la soldadura vertical se recomienda llevar el electrodo en un aacutengulo de casi 90ordm inclinaacutendolo ligeramenteen el sentido de avance Se debe llevar un movimiento de vaiveacuten alargando el arco para no depositar metal
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2167
Castillo-Guardado
Curso Baacutesico De Soldadura
21
en el movimiento hacia arriba y luego acortaacutendolo para depositar en el craacuteter y asiacute controlar lasdimensiones del deposito y la socavacioacuten
ELECTRODO DE PUNTA AZUL
Electrodo para acero al carbono
Corriente alterna
Revestimiento Blanco
Con hierro en polvo
Punto Azul
Toda posicioacuten
Corriente continuacutea Electrodo positivo
Descripcioacuten
El nuevo Punto Azul posee una formulacioacuten moderna capaz de brindar las maacutes altas exigencias de trabajoSu arco suave y estable lo hace de faacutecil aplicacioacuten en cualquier posicioacuten logrando oacuteptima calidad en launioacuten
Esta nueva foacutermula entrega ademaacutes las siguientes caracteriacutesticas1 Alta velocidad de soldadura2 Depoacutesitos lisos3 Bajo chisporroteo4 Bajo iacutendice de humos5 Faacutecil remocioacuten de escoria6 Excelente penetracioacuten
UsosEs un electrodo de uso general en aceros dulces especialmente cuando es necesario soldar chapas yperfiles delgados
Aplicaciones tiacutepicasbull Marcos de ventana bull Fabricacioacuten de rejasbull Estanques bull Planchas galvanizadas bull Estructuras bull Reparaciones generales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2267
Curso Baacutesico De Soldadura Castillo-Guardado
22
Procedimiento para soldarDebe seguirse el mismo procedimiento utilizado para soldar un electrodo E-6010 oacute E-6011
ELECTRODOS PARA ACEROS INOXIDABLES
iquest Queacute es un acero inoxidableLos aceros inoxidables son simplemente aleaciones compuestas por hierro (Fe) Carbono (C) y Cromo (Cr)El hierro es el elemento fundamental de todos los aceros inoxidables Sin embargo para hacer que el hierrosea inoxidable el contenido de cromo en solucioacuten debe ser por lo menos de un 115 Se adicionan otroselementos de aleacioacuten (Ni Mo V Ti Nb) con el fin de mejorar ciertas propiedades como son ductibilidadresistencia al impacto resistencia al creep resistencia a la corrosioacuten calor etc
Tipos de Aceros InoxidablesDesde el punto de vista metaluacutergico los aceros inoxidables estaacuten agrupados dentro de tres tipos baacutesicosde acuerdo a su microestructura Martensiacuteticos Ferriacuteticos y Austeniacuteticos
MartensiacuteticosEstos aceros contienen entre 115 a 18 de cromo como su principal elemento de aleacioacuten Algunosejemplos de este grupo son los aceros martensiacuteticos AISI 410 416 420431 501 y 502En la soldadura de los aceros martensiacuteticos (aceros autotemplables) se pueden producir tensiones y porconsiguiente grietas si no se adoptan las precauciones convenientesSiempre que sea posible debe emplearse como metal de aporte aleaciones austeniacuteticas (Ej AISI 309-310)
para absorber las tensiones en las zonas cercanas al cordoacuten y asiacute evitar grietasEs conveniente precalentar entre 300-350degC las piezas que van a ser soldadas Despueacutes de la soldadura yuna vez enfriadas las piezas se recomienda un revenido de 600 a 700degC La resistencia oacuteptima a lacorrosioacuten de estos aceros se obtiene efectuando tratamientos teacutermicos de temple y revenido a lastemperaturas requeridas sin embargo esta resistencia a la corrosioacuten no es tan buena como en los acerosausteniacuteticos o ferriacuteticos Su campo de accioacuten estaacute en piezas que estaacuten sometidas a corrosioacuten y que requieren de cierta resistenciamecaacutenica Se utilizan generalmente en aletas para turbinas rodetes de turbinas hidraacuteulicas fundicionesresistentes a la corrosioacuten cuchilleriacutea piezas de vaacutelvulas etc
Ferriacuteticos
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2367
Castillo-Guardado
Curso Baacutesico De Soldadura
23
Los aceros inoxidables ferriacuteticos contienen entre 17 y 27 de cromo Ejemplos de eacutestos son los acerosAISI 405 430 442 446Estos aceros no son endurecibles por tratamiento teacutermico sino soacutelo moderadamente mediante trabajo enfriacuteo Son magneacuteticos al igual que los martensiacuteticos Pueden trabajarse en friacuteo o en caliente pero alcanzansu maacutexima ductilidad y resistencia a la corrosioacuten en la condicioacuten de recocido
En los aceros ferriacuteticos con un contenido de alto cromo puede aparecer fase sigma (dura y fraacutegil) cuando
se les mantiene durante mucho tiempo a temperaturas cercanas a 470degC Por otro lado los aceros ferriacuteticosson muy propensos al crecimiento del grano (850degC - 900degC) inconveniente para la soldadura Si las piezasa soldar son de dimensiones considerables se recomienda postcalentar las piezas entre 700degC a 850degCseguido de un enfriamiento raacutepidoComo los aceros ferriacuteticos se pueden deformar faacutecilmente en friacuteo se utilizan mucho para estampadosprofundos de piezas como recipientes para industrias quiacutemicas y alimenticias y para adornosarquitectoacutenicos o automotrices
AusteniacuteticosEstos son los aceros inoxidables al cromo-niacutequel (tipo 3XX) y al cromo-niacutequel-manganeso (tipo 2XX) Sonesencialmente no magneacuteticos en la condicioacuten de recocido y no endurecen por tratamiento teacutermico Elcontenido total de niacutequel y cromo es de por lo menos 23 Se pueden trabajar faacutecilmente en caliente o enfriacuteo El trabajo en friacuteo les desarrolla una amplia variedad de propiedades mecaacutenicas y en esta condicioacuten elacero puede llegar a ser ligeramente magneacutetico Son muy resistentes al impacto y difiacuteciles de maquinarEstos aceros tienen la mejor resistencia a altas temperaturas y resistencia a la formacioacuten de escamas de
los aceros inoxidables Su resistencia a la corrosioacuten suele ser mejor que las de los aceros martensiacuteticos oferriacuteticosEl mayor inconveniente que presenta la soldadura de los aceros austeniacuteticos es la precipitacioacuten de carburosque pueden producirse en las zonas cercanas al cordoacuten de soldadura quedando sensibilizados a lacorrosioacuten intergranular Para evitar esta precipitacioacuten se deben soldar las piezas sin precalentamiento y conel menor aporte de calor posible Otra posibilidad es emplear aceros austeniacuteticos con porcentaje decarbono menor a 003 o aceros austeniacuteticos estabilizados con titanio niobio o taacutentalo
Electrodo para hacero Inoxidable
Electrodo de acero inoxidable austen tico
Corriente continuacutea Electrodo positivo
Toda posicioacuten
Corriente alternaRevestimiento Blanco
DescripcioacutenEl electrodo 19-9 posee un revestimiento rutiacutelico lo que lo hace apto para soldar con CA o CC electrodopositivo Este electrodo se caracteriza por un arco estable de transferencia spray cuyo depoacutesito es deexcelente forma y apariencia La escoria se desprende faacutecilmente ademaacutes de tener muy buenareanudacioacuten de arco por lo que se aconseja usarlo en soldaduras intermitentes El depoacutesito es de aceroinoxidable austeniacutetico
UsosEl electrodo 19-9 estaacute formulado para soldar el grupo 18-8 de aceros inoxidables por ejemplo 301 302302B 303 304 305 y 308 que se caracterizan por su gran resistencia a la corrosioacuten
Este electrodo es ademaacutes muy usado para soldar acero manganeso y para rellenar estos u otros aceros
especiales resistentes al desgaste antes de aplicar las capas de recubrimiento duro
El metal depositado es austeniacutetico y no magneacuteticoAplicaciones tiacutepicasbull Intercambiadores de calor bull Industrias conserveras bull Equipos Quiacutemicos bull Industria Lechera
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2467
Curso Baacutesico De Soldadura Castillo-Guardado
24
ELECTRODOS BASE NIQUEL
Electrodo base Niacutequel con Cromo Molibdeno y Columbio
Alta resistencia a la traccioacuten y tenacidad a bajas y altas temperaturas (1100iexcl
C)
Excelente resistencia a la corrosioacuten en muchos medios agresivos
Posicioacuten plana y horizontal CA CC (+)
DescripcioacutenEl electrodo Nicromo 3 se caracteriza por producir un arco suave y estable de transferencia spray Eldepoacutesito formado es de exelente apariencia y de faacutecil desprendimiento de la escoriaEl depoacutesito del electrodo Nicromo 3 se caracteriza por su favorable resistencia a elevadas temperaturas
(1100degC) durante tiempos prolongados ademaacutes de su buena resistencia a la corrosioacuten bajo tensiones yfisuracioacuten en caliente
UsosEste electrodo es apto para unir aleaciones tipo Inconel 625 e Incoloy 825 Recomendado para unioacuten dealeaciones altas en cromo-niacutequel entre si o con aceros inoxidables Se recomienda ademaacutes para revestiraceros al carbono y de baja aleacioacuten Debido a su alto liacutemite elaacutestico se puede utilizar para unir aceros alniacutequel (5 y 9 de Ni)
Aplicaciones tiacutepicasbull Estanques para transpor tes criogeacutenicosbull Estanques de almacenamiento de aceros al Ni (5-9 Ni)bull Asiento de vaacutelvulas bull Reparacioacuten de maquinaria
bull Estanques para productos corrosivos bull Aleaciones 904 y 904L Inconel 625 e Incoloy 825
Procedimiento de soldaduraEs indispensable limpiar cuidadosamente las partes a soldar para lograr uniones libres de poros y grietasUsar arco corto con una ligera inclinacioacuten Para lograr un bajo aporte de calor es recomendable depositarcordones rectos y angostos con poca o ninguna oscilacioacuten El precalentamiento depende del metal basecualquier post-calentamiento puede efectuarse sin peligro de perjudicar las caracteriacutesticas del depoacutesito
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2567
Castillo-Guardado
Curso Baacutesico De Soldadura
25
ELECTRODOS PARA COBRE ndashBRONCE
Procedimiento para soldar con Electrodos Cobre ndashBronce
La teacutecnica de operacioacuten de estos electrodos es totalmente distinta a la empleada en la soldadura del aceroal carbono debido principalmente a la gran diferencia de conductividad teacutermica coeficiente de expansioacutenmenor punto de fusioacuten y mayor fluidez a la temperatura de la zona de fusioacuten Al soldar cobre y susaleaciones deberaacute considerarse los siguientes factores1 Dejar una separacioacuten mayor en la raiacutez de las uniones2 Emplear aacutengulos de bisel mayores que los usuales3 El punteo de las uniones debe tener un paso menor4 Usar temperaturas de precalentamiento5 Emplear los rangos de corriente maacutes altos para cada diaacutemetro de electrodo
Es frecuente el empleo de respaldos de cobre o de grafito con el objeto de prevenir la sobre fusioacuten en laraiacutez de las uniones especialmente al soldar espesores delgados Como regla general al soldar cobre y susaleaciones se recomienda el empleo de temperaturas de precalentamiento del orden de 200degC ytemperaturas entre pasadas de 200degC a 370degC para latones y de 400degC a 550degC para cobreEl martillado de los depoacutesitos de soldadura no es absolutamente indispensable pero se emplea parareducir las tensiones y distorsiones en las uniones soldadas a la vez de mejorar las propiedadesmecaacutenicas debido al afinamiento de los granos del depoacutesito
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacuten
con CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2667
Curso Baacutesico De Soldadura Castillo-Guardado
26
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas debronce fosfoacutericoAplicaciones tiacutepicas
bull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tablaPara el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas Enlas soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Para
soldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
Electrodo Para Cobre
Electrodo de bronce fosforico
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Negro
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacutencon CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas de
bronce fosfoacutericoAplicaciones tiacutepicasbull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tabla
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2767
Castillo-Guardado
Curso Baacutesico De Soldadura
27
Para el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas En
las soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Parasoldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
ELECTRODOS PARA BISELAR Y CORTAR
Estos electrodos tienen gran importancia en las industrias que requieren efectuar trabajos de corte ybiselado ya que han sido especialmente disentildeados y fabricados para cumplir eficientemente estos trabajos
Procedimiento para Biselar y CortarPara biselar use un portaelectrodo convencional dirigiendo el electrodo en un aacutengulo aproximado de 30degcon respecto al plano del metal base Use un movimiento de retroceso para evitar profundizar demasiadoUna mayor velocidad de avance daraacute un biselado menos profundo Esmerile la zona antes de soldarPara cortar dirija el electrodo en direccioacuten al recorrido en un aacutengulo de 90degcon respecto al plano del metalbase Use un movimiento vertical ascendente y descendente para producir el desprendimiento del materialfundido
Electrodo para cortar y perforar
Corriente alterna
Toda posiciOn
Corriente continua Electrodo negativo
Revestimiento Gris oscuro
DescripcioacutenEl electrodo Speed Cut estaacute disentildeado para cortar y perforar todos los metales con CA o CC electrodonegativo Es un electrodo de alta velocidad y su revestimiento especial de tipo refractario evita que seprecaliente el nuacutecleo y concentra la fuerza del arco para lograr cortes parejos y limpios
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2867
Curso Baacutesico De Soldadura Castillo-Guardado
28
UsosEste electrodo ha sido especialmente disentildeado para producir cortes de alta velocidad en todas lasposiciones Es recomendable su uso en todos los metales especialmente para aquellos que representandificultad para ser cortados o perforados al ser tratados con equipos oxigas como por ejemplo fierrofundido aceros inoxidables aleaciones de niacutequel bronce cobrealuminio etcAplicaciones tiacutepicas
bull Cortes de alta velocidad en todas posiciones bull Desarme de estructuras metaacutelicas bull Remocioacuten de defectos en soldadura bull Perforacioacuten de remaches
ELECTRODOS PARA SOLDAR HIERRO FUNDIDO
Procedimiento para soldar Hierro Fundido
Las reparaciones en fundicioacuten de hierro gris o hierro maleable son los trabajos maacutes comuacutenmenteencontrados en la praacutectica diaria y son considerados como los trabajos de soldadura maacutes difiacutecilesCuando se suelda hierro fundido con electrodos comunes de acero se forma una capa dura y fraacutegiladyacente a la soldadura
Esta capa consiste en hierro fundido endurecido superficialmente como resultado del raacutepido enfriamientodesde una alta temperatura Si el metal de aporte es acero eacuteste absorberaacute considerable cantidad decarboacuten del hierro fundido convirtieacutendose en un acero de alto carbono El resultado seraacute que el depoacutesito desoldadura se endureceraacute siendo imposible su mecanizadoAdemaacutes cuando se usan electrodos con nuacutecleo de acero la diferencia de contracciones entre elmetal fundido depositado y la fundicioacuten generalmente es causa de problemas serios La resistencia delmetal de aporte es mucho mayor que la del hierro fundido y al producirse la contraccioacuten del acero puededesprenderse de la fundicioacuten Debido a estas condiciones es que los electrodos especiales son necesariospara este tipo de soldadura
La soldadura del hierro fundido es relativamente faacutecil pero sus caracteriacutesticas quiacutemicas y metaluacutergicas sontales que deben ser consideradas cuidadosamente para asegurar los mejores resultados
Algunas de sus caracteriacutestica son1 Si se calienta a una temperatura alta y luego se enfriacutea raacutepidamente el resultado seraacute una fundicioacutenblanca muy dura y difiacutecilmente trabajable mecaacutenicamente2 Si se calienta a una temperatura alta y luego se enfriacutea lentamente el resultado seraacute un hierro fundidogris que es blando y faacutecilmente trabajable3 El hierro fundido es fraacutegil y no se puede doblar o estirar como el acero y consecuentemente si se produceun sobrecalentamiento durante la soldadura las contracciones durante el enfriamiento pueden causargrietas en la soldadura misma o en las zonas teacutermicamente afectadas entre eacutesta y el metal base
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2967
Castillo-Guardado
Curso Baacutesico De Soldadura
29
Las consideraciones anteriores son principalmente las que han establecido un procedimiento fundamentalpara la soldadura del hierro fundido independiente del tipo de electrodo utilizado maquinable o nomaquinable que puede establecerse en los siguientes puntos
1 Utilizar electrodos de poco diaacutemetro y corriente lo maacutes baja posible pero suficiente para producir unabuena fusioacuten2 Hacer soldaduras cortas de no maacutes de dos o tres pulgadas de longitud3 Es aconsejable el depoacutesito de cordones delgados en lugar de cordones anchos y oscilados
InstruccionesPara obtener los mejores resultados es esencial que la unioacuten haya sido adecuadamente preparada Debenremoverse o limpiarse todas las materias extrantildeas tales como oacutexido grasa y aceites Especialmente laspartes que se han impregnado de aceite agua u otros agentes pueden requerir un precalentamiento a unatemperatura suficientemente alta (300-370degC) para evaporar los contaminantes antes de la soldadura
Las uniones deben ser preparadas y biseladas por medios mecaacutenicos como esmeriles discos o limas ydebe evitarse hacer los biselados o preparaciones con arco eleacutectrico ya que este procedimiento tenderiacutea aproducir hierro fundido blanco duro y quebradizo en las zonas inmediatamente vecinas a las soldaduras
El biselado se recomienda auacuten para secciones delgadas mantenieacutendolo siempre al miacutenimo praacutectico paraevitar los esfuerzos residuales provenientes de la contraccioacuten
Como regla general el aacutengulo total de bisel debe ser de aproximadamente 90degpara secciones de635 mm de espesor o menos y de 60 a 90degpara secciones maacutes pesadas o de mayor espesor
Es aconsejable tambieacuten para disminuir los esfuerzos teacutermicos usar electrodos de diaacutemetro pequentildeo yutilizar siempre amperajes bajos Ademaacutes el precalentamiento es necesario para fundiciones pesadas y lasoldadura debe depositarse en cordones cortos lineales de dos a tres pulgadas de longitud Cuando seaposible debe procurarse depositar la soldadura en dos a tres capas ya que los pases subsiguientes tienenun efecto beneacutefico de normalizado sobre los primeros En las soldaduras de hierro fundido es muyimportante evitar el calor localizado causante en la mayoriacutea de los casos de grietas en el metal base y en lasoldadura Esto se logra haciendo soldaduras intermitentes permitiendo que el calor se distribuya dentrode la fundicioacuten antes de depositar el proacuteximo cordoacuten
Electrodo Para soldar Hierro Fundido
Electrodo para hierro fundido
Corriente alterna
Toda posicion
Revestimiento Canela
Corriente continua Electrodo positivo
DescripcioacutenEl electrodo 77 tiene nuacutecleo de acero dulce con un revestimiento que actuacutea como fundente controlando lascaracteriacutesticas del arco Tiene un punto de fusioacuten lo suficientemente bajo para permitir usar corrientesbajas caracteriacutestica importante en la soldadura de hierro fundido lo que reduce el endurecimiento en lazona de fusioacuten
UsosEste electrodo se recomienda para reparaciones en hierro fundido en que los depoacutesitos no requieranmaquinado posterior
Aplicaciones tiacutepicasbull Cabezales de motores bull Piezas de maacutequinas bull Cajas de descanso bull Blocks de motores
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3067
Curso Baacutesico De Soldadura Castillo-Guardado
30
Procedimiento para soldarSe recomienda usar preferentemente CC electrodo positivo Las piezas a soldar deben estar limpias Serecomienda biselar las piezas en forma de ldquoVrdquo y taladrar los extremos de las grietas a reparar Para tener mayor seguridad de la calidad del trabajo se debe evitar soldar en forma contiacutenua se recomiendaefectuar cordones de 5 a 8 cms intermitentemente Debe mantenerse el trabajo friacuteo No se recomiendamartillar el cordoacuten pueden producirse fisuras
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3167
Castillo-Guardado
Curso Baacutesico De Soldadura
31
Descifrando los siacutembolos de la soldadura
Cuando las soldaduras son especificadas en planos y dibujos isomeacutetricos de ingenieriacutea de fabricacioacuten unconjunto de siacutembolos es usado para identificar el tipo de soldadura las dimensiones y otras informacionesreferente al proceso y el acabado
ANSIAWS A24 Siacutembolos para soldadura y pruebas no destructivasReconociendo la estructura del simbolo
La liacutenea horizontal se conoce como liacutenea de referencia y es la plataforma principal donde todos losdemaacutes siacutembolos de soldadura son agregados las instrucciones para la ejecucioacuten de la soldadura vanalineadas a la liacutenea de referencia y una flecha conecta la liacutenea de referencia con la junta a ser soldada Enel ejemplo de arriba la flecha se despliega a la derecha de la liacutenea de referencia y apuntando hacia abajo ya la derecha pero existen muchas otras combinaciones
Algunas veces la flecha apunta los dos lados de la junta por consiguiente existiriacutean dos ladospotencialmente apropiados para ejecutar la soldadura por ejemplo en una junta T cuando dos laminasson unidas la soldadura puede ser hecha en cualquiera de los lados de la T
El siacutembolo hace la distincioacuten entre los dos lados de la junta usando la flecha y los espacios debajo yencima de la liacutenea de referencia los lados (curiosamente) son conocidos como El lado de la flecha y Elotro lado y la soldadura se ejecuta de acuerdo a las instrucciones dadas en la parte de arriba de la liacutenea dereferencia y la orientacioacuten de la flecha no interfiere con estas instrucciones
La bandera que sale de la liacutenea de referencia esta presente si la soldadura se efectuara en campo odurante el armado de la estructura un siacutembolo de soldadura sin la bandera indica que la soldadura seefectuaraacute en el taller pero en algunos planos y dibujos antiguos puede ser encontrado un circulo negro en launioacuten entre la liacutenea de referencia y la flecha
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3267
Curso Baacutesico De Soldadura Castillo-Guardado
32
Un circulo vaciacuteo entre la liacutenea de referencia y la flecha es una indicacioacuten de que la soldadura debe serejecutada alrededor o en toda la circunferencia de la unioacuten como en este ejemplo
La cola del siacutembolo de soldadura es el sitio donde se coloca la informacioacuten suplementariaconcerniente a la soldadura a ejecutar y puede contener referencias del proceso requerido electrodo undetalle de dibujo y cualquier informacioacuten que ayude a la ejecucioacuten de la soldadura que no tenga un lugarespecial en el siacutembolo plano o la isometriacutea
Cada tipo de soldadura tiene su siacutembolo baacutesico el cual tiacutepicamente se situacutea al rededor del centro dela liacutenea de referencia (dependiendo de cual sea el lado de la junta) y este siacutembolo es usualmente un dibujoque representa la seccioacuten transversal de la junta misma y estas estaacuten divididas en tres grupos
Simbolos para las Soldaduras de Filete
La soldadura fundida es depositada en la esquina formada por la caracteriacutestica de la unioacuten de dosmiembros penetrando y fundieacutendose con el metal base para formar la junta
La cara perpendicular del triangulo siempre es dibujada en la parte izquierda del siacutembolo si las doscaras de la soldadura son de la misma dimensioacuten entonces solo una medida es dada
Las soldaduras de filete son usadas para hacer juntas de enfrentamiento perpendicular comoesquinas y las juntas T y como su propio siacutembolo lo sugiere estas soldaduras son baacutesicamentetriangulares vistas desde su seccioacuten aunque su forma no es siempre un triangulo perfecto o isoacutesceles
Si la soldadura tuviera caras desiguales (menos comuacuten) entonces ambas dimensiones son dadas yuna nota especial que indica en el dibujo cual cara es mas larga
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3367
Castillo-Guardado
Curso Baacutesico De Soldadura
33
El largo de la soldadura es dado a la derecha del simbolo
La soldadura se debe situar entre las liacuteneas dimensioacutenales especificadas (si son dadas) o entre lospuntos donde un cambio de direccioacuten abrupto de la soldadura ocurra como al final de las planchas olaminas
En el caso de soldaduras intermitentes o interrumpidas el largo de cada porcioacuten de la soldadura y losespacios que las separan son indicado en el siacutembolo siendo separados con un guioacuten ( - ) y el largo de laporcioacuten de soldadura va seguido de la dimensioacuten centro-centro del espacio estos siempre se colocan a la
derecha del siacutembolo del filete (triangulo)
Note que la dimensioacuten del espacio no indica el espacio limpio entre las soldaduras la indicacioacuten escentro-centro
Siacutembolos para las Soldaduras de Canal
Las soldaduras de Canal son usadas comuacutenmente para hacer juntas de bordes con bordes aunquetambieacuten son usadas frecuentemente en esquinas juntas T juntas curvas y piezas planas Como losugiere la variedad de siacutembolos para estas soldaduras hay muchas maneras de hacer soldaduras deCanal y la diferencia principal dependeraacute de la geometriacutea de las partes que seraacuten unidas y la preparacioacutende sus bordes El metal soldado es depositado entre el canal penetrando y fundieacutendose con el metal base para formar la junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipo de
soldaduras la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3467
Curso Baacutesico De Soldadura Castillo-Guardado
34
La soldadura de canal cuadrado en la cual el canal es creado por una separacioacuten especifica o ningunaseparacioacuten incluyendo hasta cierta presioacuten de oposicioacuten la distancia de la separacioacuten (si existe) es dadaen el siacutembolo
Las soldaduras de canal V en la que los bordes son biselados a veces por un lado o por los doslados para crea el canal el aacutengulo del bisel es dado en el siacutembolo asiacute como la luz de separacioacuten oseparacioacuten de la raiacutez (si existiera)
Si la profundidad de la V no fuera igual al espesor o a la mitad (en el caso de doble V) del espesorde la lamina o plancha a soldar entonces la profundidad es dada a la izquierda del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3567
Castillo-Guardado
Curso Baacutesico De Soldadura
35
Si la penetracioacuten de la soldadura fuera mayor que la profundidad del canal la profundidad de la gargantaefectiva es dada entre pareacutentesis despueacutes de la profundidad de la V
En el bisel del canal de soldadura en el cual el borde de una de las laminas es biselado y la otra escuadrada el siacutembolo de la liacutenea perpendicular siempre es dibujada en el lado izquierdo sea cual sea laorientacioacuten de la soldadura la flecha apunta la cara de la pieza que debe ser biselada y en este caso laflecha es cortada y doblada en aacutengulo para hacer eacutenfasis en su importancia (este corte de aacutengulo no esnecesario si el proyectista no tiene preferencias en cual lado debe ser biselado o si el dibujo es interpretadopor un soldador calificado que reconoce la diferencia de cual lado debe ser tratado) las
condiciones de aacutengulo preparacioacuten del borde garganta efectiva y la luz de separacioacuten de la
separacioacuten de raiacutez son descritas en las soldaduras de canal V en esta misma pagina
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3667
Curso Baacutesico De Soldadura Castillo-Guardado
36
En la soldadura de canal U en la cual ambos bordes son tratados para crear un canal coacutencavo laprofundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de la separacioacuten sondescritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de canal J en la cual en uno de las laminas tiene un biselado coacutencavo y la otra esdejada cuadrada como con el bisel de la media V la liacutenea perpendicular siempre apareceraacute dibujada a laizquierda y la flecha (con un doblez si fuera necesario) apuntando la pieza que recibiraacute el tratamiento debisel coacutencavo la profundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de
separacioacuten son descritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de V curva comuacutenmente usada para unir dos partes curvas o dos partes tubularesla profundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3767
Castillo-Guardado
Curso Baacutesico De Soldadura
37
En la soldadura de canal con bisel curvo comuacutenmente usada para unir una pieza curva o tubular auna pieza plana como con la V curva (anterior) formada por dos superficies curvas o tubulares laprofundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis La liacutenea perpendicular es dibujada siempre al lado izquierdo del siacutembolosea cual sea la orientacioacuten de la soldadura
Otros siacutembolos suplementarios son usados con la soldadura de canal como Penetracioacuten saliente y Barra o elemento de respaldo ambos siacutembolos son indicacioacuten de que la penetracioacuten de la junta se efectuacuteadesde un solo lado de la junta
El alto del refuerzo (si fuera critico) es indicado a la izquierda del siacutembolo de penetraron saliente elcual esta situado
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3867
Curso Baacutesico De Soldadura Castillo-Guardado
38
Cuando una barra o elemento de respaldo es usado para lograr la penetracioacuten necesaria de la junta su siacutembolo es situado encima de la liacutenea de referencia sobre el siacutembolo de la soldadura si la barra esprovisional y seraacute removida al final de la soldadura entonces la letra R es situada dentro del siacutembolo de labarra de respaldo esta barra tiene el mismo siacutembolo que la soldadura de conexion y ovalos pero sucontexto debe hacer siempre la clara intencioacuten del siacutembolo
Simbolos para la Soldadura de conexion y ovalos
Soldadura de conexioacuten y de oacutevalos es usada para unir laminas sobrepuestas una de las cuales tienenperforaciones (redondos para conexiones y ovalados o alargados para Oacutevalos) Metal soldado esdepositado en estas perforaciones penetrando y fundieacutendose con el metal base de las dos partes formandola junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipode soldadura la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3967
Castillo-Guardado
Curso Baacutesico De Soldadura
39
En la soldadura de conexioacuten el diaacutemetro de cada conector es dado a la izquierda del siacutembolo y el espacioentre los conectores es dado a la derecha en la soldadura de oacutevalos el ancho de cada ovalo es dado a laizquierda del siacutembolo el largo y la distancia entre espacios (separados por un guioacuten-) son dados a laderecha del siacutembolo y la referencia del detalle en la cola
El numero de conectores u oacutevalos es dado entre pareacutentesis por encima o por debajo del siacutembolo de lasoldadura la indicacioacuten del lado de la flecha y el otro lado indican cual pieza tiene la(s) perforacione(s)
Si no esta en las especificaciones el llenado total de esta perforacioacuten entonces la profundidad es dadadentro del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4067
Curso Baacutesico De Soldadura Castillo-Guardado
40
SISTEMA OXIGAS
Descripcioacuten del ProcesoEl proceso de soldadura oxigas mostrado en la figura consiste en una llama dirigida por un sopleteobtenida por medio de la combustioacuten de los gases oxiacutegeno-acetileno El intenso calor de la llama funde la
superficie del metal base para formar una poza fundidaCon este proceso se puede soldar con o sin material de aporte El metal de aporte es agregado para cubrirbiseles y orificios
A medida que la llama se mueve a lo largo de la unioacuten el metal base y el metal de aporte se solidifican paraproducir el cordoacuten
Al soldar cualquier metal se debe escoger el metal de aporte adecuado que normalmente posee elementosdesoxidantes para producir soldaduras de buena calidad
En algunos casos se requiere el uso de fundente para soldar ciertos tipos de metales
Ventajas y Aplicaciones del ProcesoEl proceso oxigas posee las siguientes ventajas el equipo es portaacutetil econoacutemico y puede ser utilizado entoda posicioacuten
El proceso oxigas es normalmente usado para soldar metales de hasta 14 de espesor Se puede utilizartambieacuten para soldar metales de mayor espesor pero ello no es recomendable
Su mayor aplicacioacuten en la industria se encuentra en el campo de mantencioacuten reparacioacuten soldadura decantildeeriacuteas de diaacutemetro pequentildeo y manufacturas livianas Tambieacuten puede ser usado como fuente de energiacuteacaloacuterica para calentar doblar forjar endurecer etc
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4167
Castillo-Guardado
Curso Baacutesico De Soldadura
41
Equipo para Soldadura y Corte OxigasEs el conjunto de elementos que agrupados permiten el paso de gases (Oxigeno-Acetileno) hasta unsoplete en cuyo interior se produce la mezcla La misma en contacto con una chispa produce unacombustioacuten base del sistema oxiacetileacutenico
Procedimiento Baacutesico de Soldadura
Ajuste de llamaEn soldadura oxiacetileacutenica se utiliza una llama neutra (3160degC) o sea se suministra suficiente oxiacutegenopara realizar la combustioacuten de todo el acetileno presenteAunque esta situacioacuten corresponde a una relacioacuten teoacuterica oxiacutegenoacetileno de 251 en la praacutectica parte dela combustioacuten se realiza con oxiacutegeno del aire de modo que
Se consume iguales cantidades de oxiacutegeno y acetileno (relacioacuten 11)Se produce un efecto de auto-proteccioacuten que minimiza la oxidacioacuten del metal base
La llama carburante con exceso de acetileno se reconoce por una zona intermedia reductora que apareceentre el dardo y el penacho se utiliza soacutelo en casos especiales
La llama oxidante con exceso de oxiacutegeno se reconoce por su dardo y penacho maacutes cortos y su sonido maacutesagudo
Seleccioacuten de la BoquillaEn la seleccioacuten de la boquilla influyen los siguientes factores1 Tipo de material a soldar
2 Espesor del material3 Tipo de unioacuten (Tope filete biselada etc)4 Posicioacuten en que se soldaraacute5 Habilidad del operador
Como norma de seguridad siempre debe utilizarse la
Boquilla a la presioacuten recomendada por el fabricante
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4267
Curso Baacutesico De Soldadura Castillo-Guardado
42
Varillas para Soldadura OxigasINDURA dispone de todos los tipos de varillas para este tipo de soldadura Bronce Niacutequel-Plata acerodulce hierro fundido y aluminio en los siguientes diaacutemetros
16 mm (116) - 24 mm (332) - 32 mm (18) - 40 mm (532) - 48 mm (316) y 64 mm (14)
El tamantildeo de varilla adecuada debe ser determinado por
bull el tipo de unioacuten de soldadura bull el espesor del material bull la cantidad de aporte requerido
VARILLAS DE APORTE PARA SOLDADURA OXIGAS
Procedimiento para soldar con varillas de soldadura oxigas (Bronce)
Deben limpiarse muy bien las piezas aplicaacutendoles la llama sobre la superficie hasta que alcance un colorrojo cereza Ambas piezas deben estar a la misma temperatura porque en caso contrario la varilla fluiraacutehacia la pieza maacutes caliente (fenoacutemeno de capilaridad) Caliente la varilla con la llama e introduacutezcala luegoen el depoacutesito de fundente
Note que el calor hace que el fundente se adhiera a la varilla (Si se utiliza una varilla ya revestida confundente este paso debe eliminarse) Una vez que la varilla estaacute impregnada con fundente y las piezas hanalcanzado la temperatura adecuada acerque la varilla hacia la unioacuten y coloque la llama encimaundieacutendola La varilla entonces se funde y fluye hacia el aacuterea calentada uniendo fuertemente las piezas
Debe utilizarse bastante fundente Si la cantidad de fundente es insuficiente la varilla no uniraacute los metales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4367
Castillo-Guardado
Curso Baacutesico De Soldadura
43
VARILLA DE APORTE DE BRONCE
DescripcioacutenLa soldadura de Bronce permite obtener depoacutesitos concaracteriacutesticas mecaacutenicas sobresalientes enresistencia y ductibilidad ademaacutes de ser muy homogeacutenea
AplicacionesSu principal campo de aplicacioacuten es soldadura de hierro fundido acero dulce cobre y sus aleaciones
La principal caracteriacutestica de estas soldaduras es la poca cantidad de gases que se genera en el craacuteter demetal fundido y su bajo punto de fusioacuten que permite una mejor y mayor fluidez del metal fundido
Como teacutecnica operatoria se recomienda precalentar el metal base hasta una temperatura cercana al puntode fusioacuten del metal de aporte luego fundir una gota de soldadura y aplicar calor adicional para obtener unafluidez adecuada en el depoacutesito
Recomendamos el uso del fundente INDURA 10 a fin de obtener depoacutesitos maacutes limpios y de mejorapariencia Las aleaciones de Bronce INDURA son envasadas en cajas de 10 kgs y fabricadas en lassiguientes medidas 24 mm (332)-32 mm (18)-40 mm (532)-48 mm (316)-64 mm (14)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4467
Curso Baacutesico De Soldadura Castillo-Guardado
44
SOLDADURA DE ESTANtildeO
Descripcioacuten
Estas soldaduras son aleaciones a base de estantildeo y se recomiendan para soldar uniones a prueba defiltracioacuten de agua o aire en que la resistencia mecaacutenica no es de importancia y que no estaraacuten expuestas aaltas temperaturas Son especialmente apropiadas para trabajos generales en fierro cobre zinc hojalatafierro galvanizado etc
Estas soldaduras pueden aplicarse por medio de cautiacuten soplete directo inmersioacuten vaciado o por hornoSe suministran en los siguientes tipos seguacuten forma y proporcioacuten de aleacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4567
Castillo-Guardado
Curso Baacutesico De Soldadura
45
El mayor porcentaje de estantildeo influye mejorando la resistencia mecaacutenica de la soldadura de tal forma quelos mejores resultados en este sentido se obtienen con el tipo ldquoArdquo y ldquoLArdquo El tipo ldquoArdquo se recomienda depreferencia para sellar envases de hojalata
Para obtener una buena soldadura es indispensable efectuar una buena limpieza de las piezas a soldarcon lija esmeril lima o escobilla de acero En caso de planchas oxidadas de fierro debe limpiarse con aacutecidomuriaacutetico durante 5 oacute 10 minutos Se recomienda ademaacutes el uso de Fundente INDURA 200 para evitar laoxidacioacuten de los metales a soldar facilitar la fluidez de la soldadura y obtener buenas uniones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
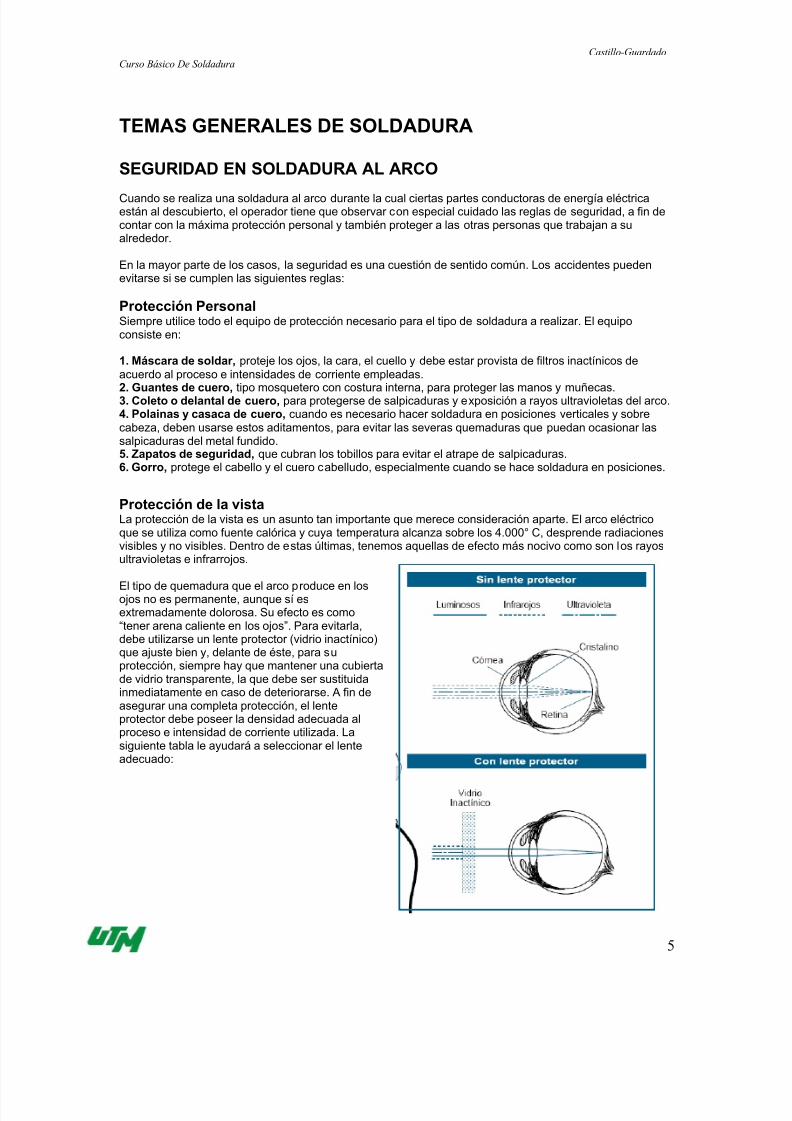
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 567
Castillo-Guardado
Curso Baacutesico De Soldadura
5
TEMAS GENERALES DE SOLDADURA
SEGURIDAD EN SOLDADURA AL ARCO
Cuando se realiza una soldadura al arco durante la cual ciertas partes conductoras de energiacutea eleacutectricaestaacuten al descubierto el operador tiene que observar con especial cuidado las reglas de seguridad a fin decontar con la maacutexima proteccioacuten personal y tambieacuten proteger a las otras personas que trabajan a sualrededor
En la mayor parte de los casos la seguridad es una cuestioacuten de sentido comuacuten Los accidentes puedenevitarse si se cumplen las siguientes reglas
Proteccioacuten PersonalSiempre utilice todo el equipo de proteccioacuten necesario para el tipo de soldadura a realizar El equipoconsiste en
1 Maacutescara de soldar proteje los ojos la cara el cuello y debe estar provista de filtros inactiacutenicos deacuerdo al proceso e intensidades de corriente empleadas
2 Guantes de cuero tipo mosquetero con costura interna para proteger las manos y muntildeecas3 Coleto o delantal de cuero para protegerse de salpicaduras y exposicioacuten a rayos ultravioletas del arco4 Polainas y casaca de cuero cuando es necesario hacer soldadura en posiciones verticales y sobrecabeza deben usarse estos aditamentos para evitar las severas quemaduras que puedan ocasionar lassalpicaduras del metal fundido5 Zapatos de seguridad que cubran los tobillos para evitar el atrape de salpicaduras6 Gorro protege el cabello y el cuero cabelludo especialmente cuando se hace soldadura en posiciones
Proteccioacuten de la vistaLa proteccioacuten de la vista es un asunto tan importante que merece consideracioacuten aparte El arco eleacutectricoque se utiliza como fuente caloacuterica y cuya temperatura alcanza sobre los 4000degC desprende radiacionesvisibles y no visibles Dentro de estas uacuteltimas tenemos aquellas de efecto maacutes nocivo como son los rayosultravioletas e infrarrojos
El tipo de quemadura que el arco produce en losojos no es permanente aunque siacute esextremadamente dolorosa Su efecto es comoldquotener arena caliente en los ojosrdquo Para evitarladebe utilizarse un lente protector (vidrio inactiacutenico)que ajuste bien y delante de eacuteste para suproteccioacuten siempre hay que mantener una cubiertade vidrio transparente la que debe ser sustituidainmediatamente en caso de deteriorarse A fin deasegurar una completa proteccioacuten el lenteprotector debe poseer la densidad adecuada alproceso e intensidad de corriente utilizada Lasiguiente tabla le ayudaraacute a seleccionar el lenteadecuado
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 667
Curso Baacutesico De Soldadura Castillo-Guardado
6
Seguridad al usar una maacutequina soldadoraAntes de usar la maacutequina de soldar al arco debe guardarse ciertas precauciones conocer su operacioacuten ymanejo como tambieacuten los accesorios y herramientas adecuadas Para ejecutar el trabajo con facilidad yseguridad debe observarse ciertas reglas muy simples
MAQUINA SOLDADORA (Fuente de Poder) Circuitos con CorrienteEn la mayoriacutea de los talleres el voltaje usado es 220 oacute 380 volts El operador debe tener en cuenta el hechoque estos son voltajes altos capaces de inferir graves lesiones Por ello es muy importante que ninguacuten
trabajo se haga en los cables interruptores controles etc antes de haber comprobado que la maacutequina hasido desconectada de la energiacutea abriendo el interruptor para desenergizar el circuito Cualquier inspeccioacutenen la maacutequina debe ser hecha cuando el circuito ha sido desenergizado
Liacutenea a TierraTodo circuito eleacutectrico debe teneruna liacutenea a tierra para evitar que laposible formacioacuten de corrientesparaacutesitas produzca un choqueeleacutectrico al operador cuando eacutestepor ejemplo llegue a poner unamano en la carcaza de la maacutequinaNunca opere una maacutequina que notenga su liacutenea a tierra
Cambio de PolaridadEl cambio de polaridad se realizapara cambiar el polo del electrodode positivo (polaridad invertida) anegativo (polaridad directa) Nocambie el selector de polaridad sila maacutequina estaacute operando ya queal hacerlo saltaraacute el arco eleacutectricoen los contactos del interruptordestruyeacutendolos Si su maacutequina
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 767
Castillo-Guardado
Curso Baacutesico De Soldadura
7
soldadora no tiene selector de polaridad cambie los terminales cuidando que eacutesta no esteacute energizada
Cambio del Rango de AmperajeEn las maacutequinas que tienen 2 o maacutes escalas de amperaje no es recomen dable efectuar cambios de rangocuando se estaacute soldando esto puede producir dantildeos en las tarjetas de control u otros componentes talescomo tiristores diodos transistores etc En maacutequinas tipo clavijeros no se debe cambiar el amperajecuando el equipo estaacute soldando ya que se producen serios dantildeos en los contactos eleacutectricos causados porla aparicioacuten de un arco eleacutectrico al interrumpir la corriente
En maacutequinas tipo Shunt moacutevil no es aconsejable regular el amperaje soldando puesto que se puede dantildearel mecanismo que mueve el Shunt
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 867
Curso Baacutesico De Soldadura Castillo-Guardado
8
Circuito de SoldaduraCuando no estaacute en uso el porta electrodos nunca debe ser dejado encima de la mesa o en contacto concualquier otro objeto que tenga una liacutenea directa a la superficie donde se suelda El peligro en este caso esque el porta electrodo en contacto con el circuito a tierra provoque en el transformador del equipo un cortocircuito La soldadura no es una operacioacuten riesgosa si se respetan las medidas preventivas adecuadasEsto requiere un conocimiento de las posibilidades de dantildeo que pueden ocurrir en las operaciones de
soldar y una precaucioacuten habitual de seguridad por el operador
Seguridad en operaciones de SoldaduraCondiciones ambientales que deben ser consideradas
Riesgos de IncendioNunca se debe soldar en la proximidad de liacutequidos inflamablesgases vapores metales en polvo o polvos combustiblesCuando el aacuterea de soldadura contiene gases vapores o polvoses necesario mantener perfectamente aireado y ventilado ellugar mientras se suelda Nunca soldar en la vecindad demateriales inflamables o de combustibles no protegidos
VentilacioacutenSoldar en aacutereas confinadas sin vent ilacioacuten adecuada puedeconsiderarse una operacioacuten arriesgada porque al consumirse el
oxiacutegeno disponible a la par con el calor de la soldadura y elhumo restante el operador queda expuesto a severas molestiasy enfermedades
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 967
Castillo-Guardado
Curso Baacutesico De Soldadura
9
HumedadLa humedad entre el cuerpo y algo electrificado forma una liacuteneaa tierra que puede conducir corriente al cuerpo del operador yproducir un choque eleacutectrico El operador nunca debe estar
sobre una poza o sobre suelo huacutemedo cuando suelda comotampoco trabajar en un lugar huacutemedo Deberaacute conservar susmanos vestimenta y lugar de trabajo continuamente secos
Seguridad en Soldadura de Estanques
Soldar recipientes que hayan contenido materiales inflamables o combustibles es una operacioacuten desoldadura extremadamente peligrosa A continuacioacuten se detallan recomendaciones que deben serobservadas en este tipo de trabajo
a) Preparar el estanque para su lavadoLa limpieza de recipientes que hayan contenido combustibles debe ser efectuada soacutelo por personalexperimentado y bajo directa supervisioacuten
No debe emplearse hidrocarburos clorados (tales como tricloroetileno y tetracloruro de carbono) debidoa que se descomponen por calor o radiacioacuten de la soldadura para formar fosfoacutegeno gas altamentevenenoso
b) Meacutetodos de lavadoLa eleccioacuten del meacutetodo de limpieza depende generalmente de la sustancia contenida Existen tres meacutetodosagua solucioacuten quiacutemica caliente y vapor
c) Preparar el estanque para la operacioacuten de soldaduraAl respecto existen dos tratamientosbull Agua bull Gas CO2-N2
El proceso consiste en llenar el estanque a soldar con alguno de eacutestos fluidos de tal forma que los gasesinflamables sean desplazados desde el interior
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1067
Curso Baacutesico De Soldadura Castillo-Guardado
10
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1167
Castillo-Guardado
Curso Baacutesico De Soldadura
11
POSICIONES EN SOLDADURADesignacioacuten de acuerdo con ANSIAWS A 30-85
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1267
Curso Baacutesico De Soldadura Castillo-Guardado
12
ESQUEMAS BASICOS
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1367
Castillo-Guardado
Curso Baacutesico De Soldadura
13
SELECCION DEL ELECTRODO ADECUADO
Para escoger el electrodo adecuado es necesario analizar las condiciones de trabajo en particular y luegodeterminar el tipo y diaacutemetro de electrodo que maacutes se adapte a estas condiciones
Este anaacutelisis es relativamente simple si el operador se habituacutea a considerar los siguientes factores
1 Naturaleza del metal base2 Dimensiones de la seccioacuten a soldar3 Tipo de corriente que entrega su maacutequina soldadora4 En queacute posicioacuten o posiciones se soldaraacute5 Tipo de unioacuten y facilidad de fijacioacuten de la pieza6 Si el depoacutesito debe poseer alguna caracteriacutestica especial como son resistencia a la corrosioacuten granresistencia a la traccioacuten ductilidad etc7 Si la soldadura debe cumplir condiciones de alguna norma o especificaciones especiales
Despueacutes de considerar cuidadosamente los factores antes indicados el usuario no debe tener dificultad enelegir un electrodo INDURA el cual le daraacute un arco estable depoacutesitos parejos escoria faacutecil de remover y unmiacutenimo de salpicaduras que son las condiciones esenciales para obtener un trabajo oacuteptimo
Condiciones de almacenamiento y mantencioacuten de electrodos
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1467
Curso Baacutesico De Soldadura Castillo-Guardado
14
PROBLEMAS Y DEFECTOS COMUNES EN LA SOLDADURA AL ARCO
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1567
Castillo-Guardado
Curso Baacutesico De Soldadura
15
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1667
Curso Baacutesico De Soldadura Castillo-Guardado
16
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1767
Castillo-Guardado
Curso Baacutesico De Soldadura
17
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1867
Curso Baacutesico De Soldadura Castillo-Guardado
18
SISTEMA ARCO MANUAL
Descripcioacuten del ProcesoEl sistema de soldadura Arco Manual se define como el proceso en que se unen dos metales mediante unafusioacuten localizada producida por un arco eleacutectrico entre un electrodo metaacutelico y el metal base que se desea
unirLa soldadura al arco se conoce desde fines del siglo pasado En esa eacutepoca se utilizaba una varilla metaacutelicadescubierta que serviacutea de metal de aportePronto se descubrioacute que el oxiacutegeno y el nitroacutegeno dela atmoacutesfera eran causantes de fragilidad y poros en elmetal soldado por lo que al nuacutecleo metaacutelico se le agregoacute un revestimiento que al quemarse se gasificabaactuando como atmoacutesfera protectora a la vez que contribuiacutea a mejorar notablemente otros aspectos delprocesoEl electrodo consiste en un nuacutecleo o varilla metaacutelica rodeado por una capa de revestimiento donde elnuacutecleo es transferido hacia el metal base a traveacutes de una zona eleacutectrica generada por la corriente desoldaduraEl revestimiento del electrodo que determina las caracteriacutesticas mecaacutenicas y quiacutemicas de la unioacuten estaacuteconstituido por un conjunto de componentes minerales y orgaacutenicos que cumplen las siguientes funciones
1 Producir gases protectores para evitar la contaminacioacuten atmosfeacuterica y gases ionizantes para dirigir ymantener el arco
2 Producir escoria para proteger el metal ya depositado hasta su solidificacioacuten3 Suministrar materiales desoxidantes elementos de aleacioacuten e hierro en polvo
Clasificacioacuten de Electrodos seguacuten Normas AWSLas especificaciones maacutes comunes para la clasificacioacuten de electrodos seguacuten la AWS son las siguientes1 Especificacioacuten para electrodos revestidos de acero al carbono designacioacuten AWS A51-91 2 Especificacioacuten para electrodos revestidos de aceros de baja aleacioacuten designacioacuten AWS A55-963 Especificacioacuten para electrodos revestidos de aceros al cromo y cromo-niquel resistentes a la corrosioacutendesignacioacuten AWS A54-924 Especificacioacuten para varillas de aporte en uso oxiacetileacutenico yo TIG designacioacuten AWS A52-925 Especificacioacuten para electrodos revestidos para soldaduras de Fe fundido designacioacuten AWS A515-906 Especificaciones para electrodos continuos y fundentes para Arco Sumergido designacioacuten AWSA517-977 Especificaciones para electrodos de aceros dulces para soldadura con electrodos continuos protegidospor gas (MIGMAG) designacioacuten AWS A518-93 En la especificacioacuten para aceros al carbono de electrodosrevestidos el sistema de clasificacioacuten estaacute basado en la resistencia a la traccioacuten del depoacutesito
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1967
Castillo-Guardado
Curso Baacutesico De Soldadura
19
La identificacioacuten de clasificacioacuten estaacute compuesta de la letra E y cuatro diacutegitos Esta letra significaldquoElectrodordquo
Los primeros dos diacutegitos indican la resistencia miacutenima a la traccioacuten del metal depositado en miles de libraspor pulgada cuadrada Es asiacute como E 60 XX indica un electrodo revestido cuyo depoacutesito posee comomiacutenimo 60000 lbs por pulgada cuadrada Esta es la resistencia miacutenima que debe cumplir el depoacutesitoAunque los dos uacuteltimos diacutegitos sentildealan las caracteriacutesticas del electrodo es necesario considerarlos
separadamente ya que el tercer diacutegito indica la posicioacuten para soldar del electrodoEXX1X - toda posicioacutenEXX2X - posicioacuten plana y horizontalEXX4X - toda posicioacuten vertical descendente
El uacuteltimo diacutegito indica el tipo de revestimiento del electrodo Sin embargo para una identificacioacuten completaes necesario leer los dos diacutegitos en conjunto
Para las posiciones vertical y sobre cabeza existe una limitacioacuten de diaacutemetro hasta 316 comuacutenmente y de5 32 para electrodos de BH
Los sistemas de clasificacioacuten para los electrodos revestidos de acero de baja aleacioacuten son similares a la delos aceros al carbono pero a continuacioacuten del cuarto diacutegito existe una letra y un diacutegito que indican lacomposicioacuten quiacutemica del metal depositado Asiacute la A significa un electrodo de acero al Carbono-Molibdenola B un electrodo al Cromo-Molibdeno la C un electrodo al Niacutequel y la letra D un electrodo al Manganeso-Molibdeno El diacutegito final indica la composicioacuten quiacutemica seguacuten esta clasificacioacuten
En las especificaciones para aceros inoxidables AWS A5492 la AISI clasificoacute estos aceros por nuacutemerosy estos mismos se usan para la designacioacuten de los electrodos Por lo tanto la clasificacioacuten para loselectrodos de acero inoxidables como 308 347 etc es su nuacutemero y luego dos diacutegitos maacutes que indican suscaracteriacutesticas de empleo (fuente de poder tipo de revestimiento etc) La letra L a continuacioacuten de los tres
primeros diacutegitos indica que el acero inoxidable es de bajo contenido en carbono
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2067
Curso Baacutesico De Soldadura Castillo-Guardado
20
ELECTRODOS PARA SOLDAR ACERO AL CARBONO
Procedimiento para soldar Acero al Carbono
Los mejores resultados se obtienen manteniendo un arco mediano con lo que se logra una fusioacutenadecuada permitiendo el escape de gases ademaacutes de controlar la forma y apariencia del cordoacuten
Para filetes planos y horizontales conviene mantener el electrodo en un aacutengulo de 45degrespecto a lasplanchas efectuar un pequentildeo avance y retroceso del electrodo en el sentido de avance Con ello se lograuna buena fusioacuten al avanzar se controla la socavacioacuten y la forma del cordoacuten al retroceder al craacuteter
Para filetes verticales ascendentes se mantiene el electrodo perpendicular a la plancha movieacutendolo en elsentido de avance El movimiento debe ser lo suficientemente raacutepido y la corriente adecuada para permitiralargar el arco y no depositar cuando se va hacia arriba para luego bajar al craacuteter y depositar el metalfundido controlando la socavacioacuten y ancho del cordoacuten
La soldadura sobre cabeza se ejecuta en forma similar a la horizontal pero la oscilacioacuten en el sentido deavance debe ser mayor para permitir que el metal depositado en el craacuteter se solidifique
Cuando se suelda vertical descendente el cordoacuten de raiacutez se hace con un avance continuo sin oscilar y lafuerza del arco se dirige de tal manera que sujete el bantildeo de fusioacuten Para los pases sucesivos se puedeusar una oscilacioacuten lateral
ELECTRODO 6013
Electrodo para acero al carbono
Con hierro en polvo
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Rojo
DescripcioacutenElectrodo con polvo de hierro en el revestimiento que permite una velocidad de depoacutesito mayor y unaaplicacioacuten mas faacutecil junto con propiedades mecaacutenicas sobresalientes La estabilidad del arco y el escudoprotector que da el revestimiento ayudan a dirigir el depoacutesito reduciendo la tendencia a socavar Estadisentildeado seguacuten los uacuteltimos adelantos teacutecnicos para lograr oacuteptimos resultados praacutecticos
UsosEste electrodo tiene un campo de aplicacioacuten muy amplio en especial cuando es necesario soldar en todaposicioacuten
Aplicaciones tiacutepicasbull Estanques bull Tuberiacuteas de presioacuten bull Estructuras bull Cantildeeriacuteas
bull Planchas corrientes y galvanizadasbull Barcos
Procedimiento para soldarPara obtener los mejores resultados se recomienda un arco de longitud mediana que permita controlarmejor la forma y aspecto del cordoacutenPara soldadura de filetes planos y horizontales se recomienda mantener el electrodo a 45ordm con cadaplancha oscilaacutendolo en el sentido del avance El movimiento adelante tiene por objeto obtener buenapenetracioacuten y el movimiento hacia atraacutes controla la socavacioacuten y la forma del cordoacutenEn la soldadura vertical se recomienda llevar el electrodo en un aacutengulo de casi 90ordm inclinaacutendolo ligeramenteen el sentido de avance Se debe llevar un movimiento de vaiveacuten alargando el arco para no depositar metal
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2167
Castillo-Guardado
Curso Baacutesico De Soldadura
21
en el movimiento hacia arriba y luego acortaacutendolo para depositar en el craacuteter y asiacute controlar lasdimensiones del deposito y la socavacioacuten
ELECTRODO DE PUNTA AZUL
Electrodo para acero al carbono
Corriente alterna
Revestimiento Blanco
Con hierro en polvo
Punto Azul
Toda posicioacuten
Corriente continuacutea Electrodo positivo
Descripcioacuten
El nuevo Punto Azul posee una formulacioacuten moderna capaz de brindar las maacutes altas exigencias de trabajoSu arco suave y estable lo hace de faacutecil aplicacioacuten en cualquier posicioacuten logrando oacuteptima calidad en launioacuten
Esta nueva foacutermula entrega ademaacutes las siguientes caracteriacutesticas1 Alta velocidad de soldadura2 Depoacutesitos lisos3 Bajo chisporroteo4 Bajo iacutendice de humos5 Faacutecil remocioacuten de escoria6 Excelente penetracioacuten
UsosEs un electrodo de uso general en aceros dulces especialmente cuando es necesario soldar chapas yperfiles delgados
Aplicaciones tiacutepicasbull Marcos de ventana bull Fabricacioacuten de rejasbull Estanques bull Planchas galvanizadas bull Estructuras bull Reparaciones generales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2267
Curso Baacutesico De Soldadura Castillo-Guardado
22
Procedimiento para soldarDebe seguirse el mismo procedimiento utilizado para soldar un electrodo E-6010 oacute E-6011
ELECTRODOS PARA ACEROS INOXIDABLES
iquest Queacute es un acero inoxidableLos aceros inoxidables son simplemente aleaciones compuestas por hierro (Fe) Carbono (C) y Cromo (Cr)El hierro es el elemento fundamental de todos los aceros inoxidables Sin embargo para hacer que el hierrosea inoxidable el contenido de cromo en solucioacuten debe ser por lo menos de un 115 Se adicionan otroselementos de aleacioacuten (Ni Mo V Ti Nb) con el fin de mejorar ciertas propiedades como son ductibilidadresistencia al impacto resistencia al creep resistencia a la corrosioacuten calor etc
Tipos de Aceros InoxidablesDesde el punto de vista metaluacutergico los aceros inoxidables estaacuten agrupados dentro de tres tipos baacutesicosde acuerdo a su microestructura Martensiacuteticos Ferriacuteticos y Austeniacuteticos
MartensiacuteticosEstos aceros contienen entre 115 a 18 de cromo como su principal elemento de aleacioacuten Algunosejemplos de este grupo son los aceros martensiacuteticos AISI 410 416 420431 501 y 502En la soldadura de los aceros martensiacuteticos (aceros autotemplables) se pueden producir tensiones y porconsiguiente grietas si no se adoptan las precauciones convenientesSiempre que sea posible debe emplearse como metal de aporte aleaciones austeniacuteticas (Ej AISI 309-310)
para absorber las tensiones en las zonas cercanas al cordoacuten y asiacute evitar grietasEs conveniente precalentar entre 300-350degC las piezas que van a ser soldadas Despueacutes de la soldadura yuna vez enfriadas las piezas se recomienda un revenido de 600 a 700degC La resistencia oacuteptima a lacorrosioacuten de estos aceros se obtiene efectuando tratamientos teacutermicos de temple y revenido a lastemperaturas requeridas sin embargo esta resistencia a la corrosioacuten no es tan buena como en los acerosausteniacuteticos o ferriacuteticos Su campo de accioacuten estaacute en piezas que estaacuten sometidas a corrosioacuten y que requieren de cierta resistenciamecaacutenica Se utilizan generalmente en aletas para turbinas rodetes de turbinas hidraacuteulicas fundicionesresistentes a la corrosioacuten cuchilleriacutea piezas de vaacutelvulas etc
Ferriacuteticos
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2367
Castillo-Guardado
Curso Baacutesico De Soldadura
23
Los aceros inoxidables ferriacuteticos contienen entre 17 y 27 de cromo Ejemplos de eacutestos son los acerosAISI 405 430 442 446Estos aceros no son endurecibles por tratamiento teacutermico sino soacutelo moderadamente mediante trabajo enfriacuteo Son magneacuteticos al igual que los martensiacuteticos Pueden trabajarse en friacuteo o en caliente pero alcanzansu maacutexima ductilidad y resistencia a la corrosioacuten en la condicioacuten de recocido
En los aceros ferriacuteticos con un contenido de alto cromo puede aparecer fase sigma (dura y fraacutegil) cuando
se les mantiene durante mucho tiempo a temperaturas cercanas a 470degC Por otro lado los aceros ferriacuteticosson muy propensos al crecimiento del grano (850degC - 900degC) inconveniente para la soldadura Si las piezasa soldar son de dimensiones considerables se recomienda postcalentar las piezas entre 700degC a 850degCseguido de un enfriamiento raacutepidoComo los aceros ferriacuteticos se pueden deformar faacutecilmente en friacuteo se utilizan mucho para estampadosprofundos de piezas como recipientes para industrias quiacutemicas y alimenticias y para adornosarquitectoacutenicos o automotrices
AusteniacuteticosEstos son los aceros inoxidables al cromo-niacutequel (tipo 3XX) y al cromo-niacutequel-manganeso (tipo 2XX) Sonesencialmente no magneacuteticos en la condicioacuten de recocido y no endurecen por tratamiento teacutermico Elcontenido total de niacutequel y cromo es de por lo menos 23 Se pueden trabajar faacutecilmente en caliente o enfriacuteo El trabajo en friacuteo les desarrolla una amplia variedad de propiedades mecaacutenicas y en esta condicioacuten elacero puede llegar a ser ligeramente magneacutetico Son muy resistentes al impacto y difiacuteciles de maquinarEstos aceros tienen la mejor resistencia a altas temperaturas y resistencia a la formacioacuten de escamas de
los aceros inoxidables Su resistencia a la corrosioacuten suele ser mejor que las de los aceros martensiacuteticos oferriacuteticosEl mayor inconveniente que presenta la soldadura de los aceros austeniacuteticos es la precipitacioacuten de carburosque pueden producirse en las zonas cercanas al cordoacuten de soldadura quedando sensibilizados a lacorrosioacuten intergranular Para evitar esta precipitacioacuten se deben soldar las piezas sin precalentamiento y conel menor aporte de calor posible Otra posibilidad es emplear aceros austeniacuteticos con porcentaje decarbono menor a 003 o aceros austeniacuteticos estabilizados con titanio niobio o taacutentalo
Electrodo para hacero Inoxidable
Electrodo de acero inoxidable austen tico
Corriente continuacutea Electrodo positivo
Toda posicioacuten
Corriente alternaRevestimiento Blanco
DescripcioacutenEl electrodo 19-9 posee un revestimiento rutiacutelico lo que lo hace apto para soldar con CA o CC electrodopositivo Este electrodo se caracteriza por un arco estable de transferencia spray cuyo depoacutesito es deexcelente forma y apariencia La escoria se desprende faacutecilmente ademaacutes de tener muy buenareanudacioacuten de arco por lo que se aconseja usarlo en soldaduras intermitentes El depoacutesito es de aceroinoxidable austeniacutetico
UsosEl electrodo 19-9 estaacute formulado para soldar el grupo 18-8 de aceros inoxidables por ejemplo 301 302302B 303 304 305 y 308 que se caracterizan por su gran resistencia a la corrosioacuten
Este electrodo es ademaacutes muy usado para soldar acero manganeso y para rellenar estos u otros aceros
especiales resistentes al desgaste antes de aplicar las capas de recubrimiento duro
El metal depositado es austeniacutetico y no magneacuteticoAplicaciones tiacutepicasbull Intercambiadores de calor bull Industrias conserveras bull Equipos Quiacutemicos bull Industria Lechera
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2467
Curso Baacutesico De Soldadura Castillo-Guardado
24
ELECTRODOS BASE NIQUEL
Electrodo base Niacutequel con Cromo Molibdeno y Columbio
Alta resistencia a la traccioacuten y tenacidad a bajas y altas temperaturas (1100iexcl
C)
Excelente resistencia a la corrosioacuten en muchos medios agresivos
Posicioacuten plana y horizontal CA CC (+)
DescripcioacutenEl electrodo Nicromo 3 se caracteriza por producir un arco suave y estable de transferencia spray Eldepoacutesito formado es de exelente apariencia y de faacutecil desprendimiento de la escoriaEl depoacutesito del electrodo Nicromo 3 se caracteriza por su favorable resistencia a elevadas temperaturas
(1100degC) durante tiempos prolongados ademaacutes de su buena resistencia a la corrosioacuten bajo tensiones yfisuracioacuten en caliente
UsosEste electrodo es apto para unir aleaciones tipo Inconel 625 e Incoloy 825 Recomendado para unioacuten dealeaciones altas en cromo-niacutequel entre si o con aceros inoxidables Se recomienda ademaacutes para revestiraceros al carbono y de baja aleacioacuten Debido a su alto liacutemite elaacutestico se puede utilizar para unir aceros alniacutequel (5 y 9 de Ni)
Aplicaciones tiacutepicasbull Estanques para transpor tes criogeacutenicosbull Estanques de almacenamiento de aceros al Ni (5-9 Ni)bull Asiento de vaacutelvulas bull Reparacioacuten de maquinaria
bull Estanques para productos corrosivos bull Aleaciones 904 y 904L Inconel 625 e Incoloy 825
Procedimiento de soldaduraEs indispensable limpiar cuidadosamente las partes a soldar para lograr uniones libres de poros y grietasUsar arco corto con una ligera inclinacioacuten Para lograr un bajo aporte de calor es recomendable depositarcordones rectos y angostos con poca o ninguna oscilacioacuten El precalentamiento depende del metal basecualquier post-calentamiento puede efectuarse sin peligro de perjudicar las caracteriacutesticas del depoacutesito
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2567
Castillo-Guardado
Curso Baacutesico De Soldadura
25
ELECTRODOS PARA COBRE ndashBRONCE
Procedimiento para soldar con Electrodos Cobre ndashBronce
La teacutecnica de operacioacuten de estos electrodos es totalmente distinta a la empleada en la soldadura del aceroal carbono debido principalmente a la gran diferencia de conductividad teacutermica coeficiente de expansioacutenmenor punto de fusioacuten y mayor fluidez a la temperatura de la zona de fusioacuten Al soldar cobre y susaleaciones deberaacute considerarse los siguientes factores1 Dejar una separacioacuten mayor en la raiacutez de las uniones2 Emplear aacutengulos de bisel mayores que los usuales3 El punteo de las uniones debe tener un paso menor4 Usar temperaturas de precalentamiento5 Emplear los rangos de corriente maacutes altos para cada diaacutemetro de electrodo
Es frecuente el empleo de respaldos de cobre o de grafito con el objeto de prevenir la sobre fusioacuten en laraiacutez de las uniones especialmente al soldar espesores delgados Como regla general al soldar cobre y susaleaciones se recomienda el empleo de temperaturas de precalentamiento del orden de 200degC ytemperaturas entre pasadas de 200degC a 370degC para latones y de 400degC a 550degC para cobreEl martillado de los depoacutesitos de soldadura no es absolutamente indispensable pero se emplea parareducir las tensiones y distorsiones en las uniones soldadas a la vez de mejorar las propiedadesmecaacutenicas debido al afinamiento de los granos del depoacutesito
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacuten
con CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2667
Curso Baacutesico De Soldadura Castillo-Guardado
26
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas debronce fosfoacutericoAplicaciones tiacutepicas
bull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tablaPara el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas Enlas soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Para
soldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
Electrodo Para Cobre
Electrodo de bronce fosforico
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Negro
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacutencon CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas de
bronce fosfoacutericoAplicaciones tiacutepicasbull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tabla
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2767
Castillo-Guardado
Curso Baacutesico De Soldadura
27
Para el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas En
las soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Parasoldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
ELECTRODOS PARA BISELAR Y CORTAR
Estos electrodos tienen gran importancia en las industrias que requieren efectuar trabajos de corte ybiselado ya que han sido especialmente disentildeados y fabricados para cumplir eficientemente estos trabajos
Procedimiento para Biselar y CortarPara biselar use un portaelectrodo convencional dirigiendo el electrodo en un aacutengulo aproximado de 30degcon respecto al plano del metal base Use un movimiento de retroceso para evitar profundizar demasiadoUna mayor velocidad de avance daraacute un biselado menos profundo Esmerile la zona antes de soldarPara cortar dirija el electrodo en direccioacuten al recorrido en un aacutengulo de 90degcon respecto al plano del metalbase Use un movimiento vertical ascendente y descendente para producir el desprendimiento del materialfundido
Electrodo para cortar y perforar
Corriente alterna
Toda posiciOn
Corriente continua Electrodo negativo
Revestimiento Gris oscuro
DescripcioacutenEl electrodo Speed Cut estaacute disentildeado para cortar y perforar todos los metales con CA o CC electrodonegativo Es un electrodo de alta velocidad y su revestimiento especial de tipo refractario evita que seprecaliente el nuacutecleo y concentra la fuerza del arco para lograr cortes parejos y limpios
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2867
Curso Baacutesico De Soldadura Castillo-Guardado
28
UsosEste electrodo ha sido especialmente disentildeado para producir cortes de alta velocidad en todas lasposiciones Es recomendable su uso en todos los metales especialmente para aquellos que representandificultad para ser cortados o perforados al ser tratados con equipos oxigas como por ejemplo fierrofundido aceros inoxidables aleaciones de niacutequel bronce cobrealuminio etcAplicaciones tiacutepicas
bull Cortes de alta velocidad en todas posiciones bull Desarme de estructuras metaacutelicas bull Remocioacuten de defectos en soldadura bull Perforacioacuten de remaches
ELECTRODOS PARA SOLDAR HIERRO FUNDIDO
Procedimiento para soldar Hierro Fundido
Las reparaciones en fundicioacuten de hierro gris o hierro maleable son los trabajos maacutes comuacutenmenteencontrados en la praacutectica diaria y son considerados como los trabajos de soldadura maacutes difiacutecilesCuando se suelda hierro fundido con electrodos comunes de acero se forma una capa dura y fraacutegiladyacente a la soldadura
Esta capa consiste en hierro fundido endurecido superficialmente como resultado del raacutepido enfriamientodesde una alta temperatura Si el metal de aporte es acero eacuteste absorberaacute considerable cantidad decarboacuten del hierro fundido convirtieacutendose en un acero de alto carbono El resultado seraacute que el depoacutesito desoldadura se endureceraacute siendo imposible su mecanizadoAdemaacutes cuando se usan electrodos con nuacutecleo de acero la diferencia de contracciones entre elmetal fundido depositado y la fundicioacuten generalmente es causa de problemas serios La resistencia delmetal de aporte es mucho mayor que la del hierro fundido y al producirse la contraccioacuten del acero puededesprenderse de la fundicioacuten Debido a estas condiciones es que los electrodos especiales son necesariospara este tipo de soldadura
La soldadura del hierro fundido es relativamente faacutecil pero sus caracteriacutesticas quiacutemicas y metaluacutergicas sontales que deben ser consideradas cuidadosamente para asegurar los mejores resultados
Algunas de sus caracteriacutestica son1 Si se calienta a una temperatura alta y luego se enfriacutea raacutepidamente el resultado seraacute una fundicioacutenblanca muy dura y difiacutecilmente trabajable mecaacutenicamente2 Si se calienta a una temperatura alta y luego se enfriacutea lentamente el resultado seraacute un hierro fundidogris que es blando y faacutecilmente trabajable3 El hierro fundido es fraacutegil y no se puede doblar o estirar como el acero y consecuentemente si se produceun sobrecalentamiento durante la soldadura las contracciones durante el enfriamiento pueden causargrietas en la soldadura misma o en las zonas teacutermicamente afectadas entre eacutesta y el metal base
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2967
Castillo-Guardado
Curso Baacutesico De Soldadura
29
Las consideraciones anteriores son principalmente las que han establecido un procedimiento fundamentalpara la soldadura del hierro fundido independiente del tipo de electrodo utilizado maquinable o nomaquinable que puede establecerse en los siguientes puntos
1 Utilizar electrodos de poco diaacutemetro y corriente lo maacutes baja posible pero suficiente para producir unabuena fusioacuten2 Hacer soldaduras cortas de no maacutes de dos o tres pulgadas de longitud3 Es aconsejable el depoacutesito de cordones delgados en lugar de cordones anchos y oscilados
InstruccionesPara obtener los mejores resultados es esencial que la unioacuten haya sido adecuadamente preparada Debenremoverse o limpiarse todas las materias extrantildeas tales como oacutexido grasa y aceites Especialmente laspartes que se han impregnado de aceite agua u otros agentes pueden requerir un precalentamiento a unatemperatura suficientemente alta (300-370degC) para evaporar los contaminantes antes de la soldadura
Las uniones deben ser preparadas y biseladas por medios mecaacutenicos como esmeriles discos o limas ydebe evitarse hacer los biselados o preparaciones con arco eleacutectrico ya que este procedimiento tenderiacutea aproducir hierro fundido blanco duro y quebradizo en las zonas inmediatamente vecinas a las soldaduras
El biselado se recomienda auacuten para secciones delgadas mantenieacutendolo siempre al miacutenimo praacutectico paraevitar los esfuerzos residuales provenientes de la contraccioacuten
Como regla general el aacutengulo total de bisel debe ser de aproximadamente 90degpara secciones de635 mm de espesor o menos y de 60 a 90degpara secciones maacutes pesadas o de mayor espesor
Es aconsejable tambieacuten para disminuir los esfuerzos teacutermicos usar electrodos de diaacutemetro pequentildeo yutilizar siempre amperajes bajos Ademaacutes el precalentamiento es necesario para fundiciones pesadas y lasoldadura debe depositarse en cordones cortos lineales de dos a tres pulgadas de longitud Cuando seaposible debe procurarse depositar la soldadura en dos a tres capas ya que los pases subsiguientes tienenun efecto beneacutefico de normalizado sobre los primeros En las soldaduras de hierro fundido es muyimportante evitar el calor localizado causante en la mayoriacutea de los casos de grietas en el metal base y en lasoldadura Esto se logra haciendo soldaduras intermitentes permitiendo que el calor se distribuya dentrode la fundicioacuten antes de depositar el proacuteximo cordoacuten
Electrodo Para soldar Hierro Fundido
Electrodo para hierro fundido
Corriente alterna
Toda posicion
Revestimiento Canela
Corriente continua Electrodo positivo
DescripcioacutenEl electrodo 77 tiene nuacutecleo de acero dulce con un revestimiento que actuacutea como fundente controlando lascaracteriacutesticas del arco Tiene un punto de fusioacuten lo suficientemente bajo para permitir usar corrientesbajas caracteriacutestica importante en la soldadura de hierro fundido lo que reduce el endurecimiento en lazona de fusioacuten
UsosEste electrodo se recomienda para reparaciones en hierro fundido en que los depoacutesitos no requieranmaquinado posterior
Aplicaciones tiacutepicasbull Cabezales de motores bull Piezas de maacutequinas bull Cajas de descanso bull Blocks de motores
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3067
Curso Baacutesico De Soldadura Castillo-Guardado
30
Procedimiento para soldarSe recomienda usar preferentemente CC electrodo positivo Las piezas a soldar deben estar limpias Serecomienda biselar las piezas en forma de ldquoVrdquo y taladrar los extremos de las grietas a reparar Para tener mayor seguridad de la calidad del trabajo se debe evitar soldar en forma contiacutenua se recomiendaefectuar cordones de 5 a 8 cms intermitentemente Debe mantenerse el trabajo friacuteo No se recomiendamartillar el cordoacuten pueden producirse fisuras
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3167
Castillo-Guardado
Curso Baacutesico De Soldadura
31
Descifrando los siacutembolos de la soldadura
Cuando las soldaduras son especificadas en planos y dibujos isomeacutetricos de ingenieriacutea de fabricacioacuten unconjunto de siacutembolos es usado para identificar el tipo de soldadura las dimensiones y otras informacionesreferente al proceso y el acabado
ANSIAWS A24 Siacutembolos para soldadura y pruebas no destructivasReconociendo la estructura del simbolo
La liacutenea horizontal se conoce como liacutenea de referencia y es la plataforma principal donde todos losdemaacutes siacutembolos de soldadura son agregados las instrucciones para la ejecucioacuten de la soldadura vanalineadas a la liacutenea de referencia y una flecha conecta la liacutenea de referencia con la junta a ser soldada Enel ejemplo de arriba la flecha se despliega a la derecha de la liacutenea de referencia y apuntando hacia abajo ya la derecha pero existen muchas otras combinaciones
Algunas veces la flecha apunta los dos lados de la junta por consiguiente existiriacutean dos ladospotencialmente apropiados para ejecutar la soldadura por ejemplo en una junta T cuando dos laminasson unidas la soldadura puede ser hecha en cualquiera de los lados de la T
El siacutembolo hace la distincioacuten entre los dos lados de la junta usando la flecha y los espacios debajo yencima de la liacutenea de referencia los lados (curiosamente) son conocidos como El lado de la flecha y Elotro lado y la soldadura se ejecuta de acuerdo a las instrucciones dadas en la parte de arriba de la liacutenea dereferencia y la orientacioacuten de la flecha no interfiere con estas instrucciones
La bandera que sale de la liacutenea de referencia esta presente si la soldadura se efectuara en campo odurante el armado de la estructura un siacutembolo de soldadura sin la bandera indica que la soldadura seefectuaraacute en el taller pero en algunos planos y dibujos antiguos puede ser encontrado un circulo negro en launioacuten entre la liacutenea de referencia y la flecha
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3267
Curso Baacutesico De Soldadura Castillo-Guardado
32
Un circulo vaciacuteo entre la liacutenea de referencia y la flecha es una indicacioacuten de que la soldadura debe serejecutada alrededor o en toda la circunferencia de la unioacuten como en este ejemplo
La cola del siacutembolo de soldadura es el sitio donde se coloca la informacioacuten suplementariaconcerniente a la soldadura a ejecutar y puede contener referencias del proceso requerido electrodo undetalle de dibujo y cualquier informacioacuten que ayude a la ejecucioacuten de la soldadura que no tenga un lugarespecial en el siacutembolo plano o la isometriacutea
Cada tipo de soldadura tiene su siacutembolo baacutesico el cual tiacutepicamente se situacutea al rededor del centro dela liacutenea de referencia (dependiendo de cual sea el lado de la junta) y este siacutembolo es usualmente un dibujoque representa la seccioacuten transversal de la junta misma y estas estaacuten divididas en tres grupos
Simbolos para las Soldaduras de Filete
La soldadura fundida es depositada en la esquina formada por la caracteriacutestica de la unioacuten de dosmiembros penetrando y fundieacutendose con el metal base para formar la junta
La cara perpendicular del triangulo siempre es dibujada en la parte izquierda del siacutembolo si las doscaras de la soldadura son de la misma dimensioacuten entonces solo una medida es dada
Las soldaduras de filete son usadas para hacer juntas de enfrentamiento perpendicular comoesquinas y las juntas T y como su propio siacutembolo lo sugiere estas soldaduras son baacutesicamentetriangulares vistas desde su seccioacuten aunque su forma no es siempre un triangulo perfecto o isoacutesceles
Si la soldadura tuviera caras desiguales (menos comuacuten) entonces ambas dimensiones son dadas yuna nota especial que indica en el dibujo cual cara es mas larga
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3367
Castillo-Guardado
Curso Baacutesico De Soldadura
33
El largo de la soldadura es dado a la derecha del simbolo
La soldadura se debe situar entre las liacuteneas dimensioacutenales especificadas (si son dadas) o entre lospuntos donde un cambio de direccioacuten abrupto de la soldadura ocurra como al final de las planchas olaminas
En el caso de soldaduras intermitentes o interrumpidas el largo de cada porcioacuten de la soldadura y losespacios que las separan son indicado en el siacutembolo siendo separados con un guioacuten ( - ) y el largo de laporcioacuten de soldadura va seguido de la dimensioacuten centro-centro del espacio estos siempre se colocan a la
derecha del siacutembolo del filete (triangulo)
Note que la dimensioacuten del espacio no indica el espacio limpio entre las soldaduras la indicacioacuten escentro-centro
Siacutembolos para las Soldaduras de Canal
Las soldaduras de Canal son usadas comuacutenmente para hacer juntas de bordes con bordes aunquetambieacuten son usadas frecuentemente en esquinas juntas T juntas curvas y piezas planas Como losugiere la variedad de siacutembolos para estas soldaduras hay muchas maneras de hacer soldaduras deCanal y la diferencia principal dependeraacute de la geometriacutea de las partes que seraacuten unidas y la preparacioacutende sus bordes El metal soldado es depositado entre el canal penetrando y fundieacutendose con el metal base para formar la junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipo de
soldaduras la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3467
Curso Baacutesico De Soldadura Castillo-Guardado
34
La soldadura de canal cuadrado en la cual el canal es creado por una separacioacuten especifica o ningunaseparacioacuten incluyendo hasta cierta presioacuten de oposicioacuten la distancia de la separacioacuten (si existe) es dadaen el siacutembolo
Las soldaduras de canal V en la que los bordes son biselados a veces por un lado o por los doslados para crea el canal el aacutengulo del bisel es dado en el siacutembolo asiacute como la luz de separacioacuten oseparacioacuten de la raiacutez (si existiera)
Si la profundidad de la V no fuera igual al espesor o a la mitad (en el caso de doble V) del espesorde la lamina o plancha a soldar entonces la profundidad es dada a la izquierda del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3567
Castillo-Guardado
Curso Baacutesico De Soldadura
35
Si la penetracioacuten de la soldadura fuera mayor que la profundidad del canal la profundidad de la gargantaefectiva es dada entre pareacutentesis despueacutes de la profundidad de la V
En el bisel del canal de soldadura en el cual el borde de una de las laminas es biselado y la otra escuadrada el siacutembolo de la liacutenea perpendicular siempre es dibujada en el lado izquierdo sea cual sea laorientacioacuten de la soldadura la flecha apunta la cara de la pieza que debe ser biselada y en este caso laflecha es cortada y doblada en aacutengulo para hacer eacutenfasis en su importancia (este corte de aacutengulo no esnecesario si el proyectista no tiene preferencias en cual lado debe ser biselado o si el dibujo es interpretadopor un soldador calificado que reconoce la diferencia de cual lado debe ser tratado) las
condiciones de aacutengulo preparacioacuten del borde garganta efectiva y la luz de separacioacuten de la
separacioacuten de raiacutez son descritas en las soldaduras de canal V en esta misma pagina
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3667
Curso Baacutesico De Soldadura Castillo-Guardado
36
En la soldadura de canal U en la cual ambos bordes son tratados para crear un canal coacutencavo laprofundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de la separacioacuten sondescritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de canal J en la cual en uno de las laminas tiene un biselado coacutencavo y la otra esdejada cuadrada como con el bisel de la media V la liacutenea perpendicular siempre apareceraacute dibujada a laizquierda y la flecha (con un doblez si fuera necesario) apuntando la pieza que recibiraacute el tratamiento debisel coacutencavo la profundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de
separacioacuten son descritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de V curva comuacutenmente usada para unir dos partes curvas o dos partes tubularesla profundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3767
Castillo-Guardado
Curso Baacutesico De Soldadura
37
En la soldadura de canal con bisel curvo comuacutenmente usada para unir una pieza curva o tubular auna pieza plana como con la V curva (anterior) formada por dos superficies curvas o tubulares laprofundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis La liacutenea perpendicular es dibujada siempre al lado izquierdo del siacutembolosea cual sea la orientacioacuten de la soldadura
Otros siacutembolos suplementarios son usados con la soldadura de canal como Penetracioacuten saliente y Barra o elemento de respaldo ambos siacutembolos son indicacioacuten de que la penetracioacuten de la junta se efectuacuteadesde un solo lado de la junta
El alto del refuerzo (si fuera critico) es indicado a la izquierda del siacutembolo de penetraron saliente elcual esta situado
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3867
Curso Baacutesico De Soldadura Castillo-Guardado
38
Cuando una barra o elemento de respaldo es usado para lograr la penetracioacuten necesaria de la junta su siacutembolo es situado encima de la liacutenea de referencia sobre el siacutembolo de la soldadura si la barra esprovisional y seraacute removida al final de la soldadura entonces la letra R es situada dentro del siacutembolo de labarra de respaldo esta barra tiene el mismo siacutembolo que la soldadura de conexion y ovalos pero sucontexto debe hacer siempre la clara intencioacuten del siacutembolo
Simbolos para la Soldadura de conexion y ovalos
Soldadura de conexioacuten y de oacutevalos es usada para unir laminas sobrepuestas una de las cuales tienenperforaciones (redondos para conexiones y ovalados o alargados para Oacutevalos) Metal soldado esdepositado en estas perforaciones penetrando y fundieacutendose con el metal base de las dos partes formandola junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipode soldadura la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3967
Castillo-Guardado
Curso Baacutesico De Soldadura
39
En la soldadura de conexioacuten el diaacutemetro de cada conector es dado a la izquierda del siacutembolo y el espacioentre los conectores es dado a la derecha en la soldadura de oacutevalos el ancho de cada ovalo es dado a laizquierda del siacutembolo el largo y la distancia entre espacios (separados por un guioacuten-) son dados a laderecha del siacutembolo y la referencia del detalle en la cola
El numero de conectores u oacutevalos es dado entre pareacutentesis por encima o por debajo del siacutembolo de lasoldadura la indicacioacuten del lado de la flecha y el otro lado indican cual pieza tiene la(s) perforacione(s)
Si no esta en las especificaciones el llenado total de esta perforacioacuten entonces la profundidad es dadadentro del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4067
Curso Baacutesico De Soldadura Castillo-Guardado
40
SISTEMA OXIGAS
Descripcioacuten del ProcesoEl proceso de soldadura oxigas mostrado en la figura consiste en una llama dirigida por un sopleteobtenida por medio de la combustioacuten de los gases oxiacutegeno-acetileno El intenso calor de la llama funde la
superficie del metal base para formar una poza fundidaCon este proceso se puede soldar con o sin material de aporte El metal de aporte es agregado para cubrirbiseles y orificios
A medida que la llama se mueve a lo largo de la unioacuten el metal base y el metal de aporte se solidifican paraproducir el cordoacuten
Al soldar cualquier metal se debe escoger el metal de aporte adecuado que normalmente posee elementosdesoxidantes para producir soldaduras de buena calidad
En algunos casos se requiere el uso de fundente para soldar ciertos tipos de metales
Ventajas y Aplicaciones del ProcesoEl proceso oxigas posee las siguientes ventajas el equipo es portaacutetil econoacutemico y puede ser utilizado entoda posicioacuten
El proceso oxigas es normalmente usado para soldar metales de hasta 14 de espesor Se puede utilizartambieacuten para soldar metales de mayor espesor pero ello no es recomendable
Su mayor aplicacioacuten en la industria se encuentra en el campo de mantencioacuten reparacioacuten soldadura decantildeeriacuteas de diaacutemetro pequentildeo y manufacturas livianas Tambieacuten puede ser usado como fuente de energiacuteacaloacuterica para calentar doblar forjar endurecer etc
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4167
Castillo-Guardado
Curso Baacutesico De Soldadura
41
Equipo para Soldadura y Corte OxigasEs el conjunto de elementos que agrupados permiten el paso de gases (Oxigeno-Acetileno) hasta unsoplete en cuyo interior se produce la mezcla La misma en contacto con una chispa produce unacombustioacuten base del sistema oxiacetileacutenico
Procedimiento Baacutesico de Soldadura
Ajuste de llamaEn soldadura oxiacetileacutenica se utiliza una llama neutra (3160degC) o sea se suministra suficiente oxiacutegenopara realizar la combustioacuten de todo el acetileno presenteAunque esta situacioacuten corresponde a una relacioacuten teoacuterica oxiacutegenoacetileno de 251 en la praacutectica parte dela combustioacuten se realiza con oxiacutegeno del aire de modo que
Se consume iguales cantidades de oxiacutegeno y acetileno (relacioacuten 11)Se produce un efecto de auto-proteccioacuten que minimiza la oxidacioacuten del metal base
La llama carburante con exceso de acetileno se reconoce por una zona intermedia reductora que apareceentre el dardo y el penacho se utiliza soacutelo en casos especiales
La llama oxidante con exceso de oxiacutegeno se reconoce por su dardo y penacho maacutes cortos y su sonido maacutesagudo
Seleccioacuten de la BoquillaEn la seleccioacuten de la boquilla influyen los siguientes factores1 Tipo de material a soldar
2 Espesor del material3 Tipo de unioacuten (Tope filete biselada etc)4 Posicioacuten en que se soldaraacute5 Habilidad del operador
Como norma de seguridad siempre debe utilizarse la
Boquilla a la presioacuten recomendada por el fabricante
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4267
Curso Baacutesico De Soldadura Castillo-Guardado
42
Varillas para Soldadura OxigasINDURA dispone de todos los tipos de varillas para este tipo de soldadura Bronce Niacutequel-Plata acerodulce hierro fundido y aluminio en los siguientes diaacutemetros
16 mm (116) - 24 mm (332) - 32 mm (18) - 40 mm (532) - 48 mm (316) y 64 mm (14)
El tamantildeo de varilla adecuada debe ser determinado por
bull el tipo de unioacuten de soldadura bull el espesor del material bull la cantidad de aporte requerido
VARILLAS DE APORTE PARA SOLDADURA OXIGAS
Procedimiento para soldar con varillas de soldadura oxigas (Bronce)
Deben limpiarse muy bien las piezas aplicaacutendoles la llama sobre la superficie hasta que alcance un colorrojo cereza Ambas piezas deben estar a la misma temperatura porque en caso contrario la varilla fluiraacutehacia la pieza maacutes caliente (fenoacutemeno de capilaridad) Caliente la varilla con la llama e introduacutezcala luegoen el depoacutesito de fundente
Note que el calor hace que el fundente se adhiera a la varilla (Si se utiliza una varilla ya revestida confundente este paso debe eliminarse) Una vez que la varilla estaacute impregnada con fundente y las piezas hanalcanzado la temperatura adecuada acerque la varilla hacia la unioacuten y coloque la llama encimaundieacutendola La varilla entonces se funde y fluye hacia el aacuterea calentada uniendo fuertemente las piezas
Debe utilizarse bastante fundente Si la cantidad de fundente es insuficiente la varilla no uniraacute los metales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4367
Castillo-Guardado
Curso Baacutesico De Soldadura
43
VARILLA DE APORTE DE BRONCE
DescripcioacutenLa soldadura de Bronce permite obtener depoacutesitos concaracteriacutesticas mecaacutenicas sobresalientes enresistencia y ductibilidad ademaacutes de ser muy homogeacutenea
AplicacionesSu principal campo de aplicacioacuten es soldadura de hierro fundido acero dulce cobre y sus aleaciones
La principal caracteriacutestica de estas soldaduras es la poca cantidad de gases que se genera en el craacuteter demetal fundido y su bajo punto de fusioacuten que permite una mejor y mayor fluidez del metal fundido
Como teacutecnica operatoria se recomienda precalentar el metal base hasta una temperatura cercana al puntode fusioacuten del metal de aporte luego fundir una gota de soldadura y aplicar calor adicional para obtener unafluidez adecuada en el depoacutesito
Recomendamos el uso del fundente INDURA 10 a fin de obtener depoacutesitos maacutes limpios y de mejorapariencia Las aleaciones de Bronce INDURA son envasadas en cajas de 10 kgs y fabricadas en lassiguientes medidas 24 mm (332)-32 mm (18)-40 mm (532)-48 mm (316)-64 mm (14)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4467
Curso Baacutesico De Soldadura Castillo-Guardado
44
SOLDADURA DE ESTANtildeO
Descripcioacuten
Estas soldaduras son aleaciones a base de estantildeo y se recomiendan para soldar uniones a prueba defiltracioacuten de agua o aire en que la resistencia mecaacutenica no es de importancia y que no estaraacuten expuestas aaltas temperaturas Son especialmente apropiadas para trabajos generales en fierro cobre zinc hojalatafierro galvanizado etc
Estas soldaduras pueden aplicarse por medio de cautiacuten soplete directo inmersioacuten vaciado o por hornoSe suministran en los siguientes tipos seguacuten forma y proporcioacuten de aleacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4567
Castillo-Guardado
Curso Baacutesico De Soldadura
45
El mayor porcentaje de estantildeo influye mejorando la resistencia mecaacutenica de la soldadura de tal forma quelos mejores resultados en este sentido se obtienen con el tipo ldquoArdquo y ldquoLArdquo El tipo ldquoArdquo se recomienda depreferencia para sellar envases de hojalata
Para obtener una buena soldadura es indispensable efectuar una buena limpieza de las piezas a soldarcon lija esmeril lima o escobilla de acero En caso de planchas oxidadas de fierro debe limpiarse con aacutecidomuriaacutetico durante 5 oacute 10 minutos Se recomienda ademaacutes el uso de Fundente INDURA 200 para evitar laoxidacioacuten de los metales a soldar facilitar la fluidez de la soldadura y obtener buenas uniones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
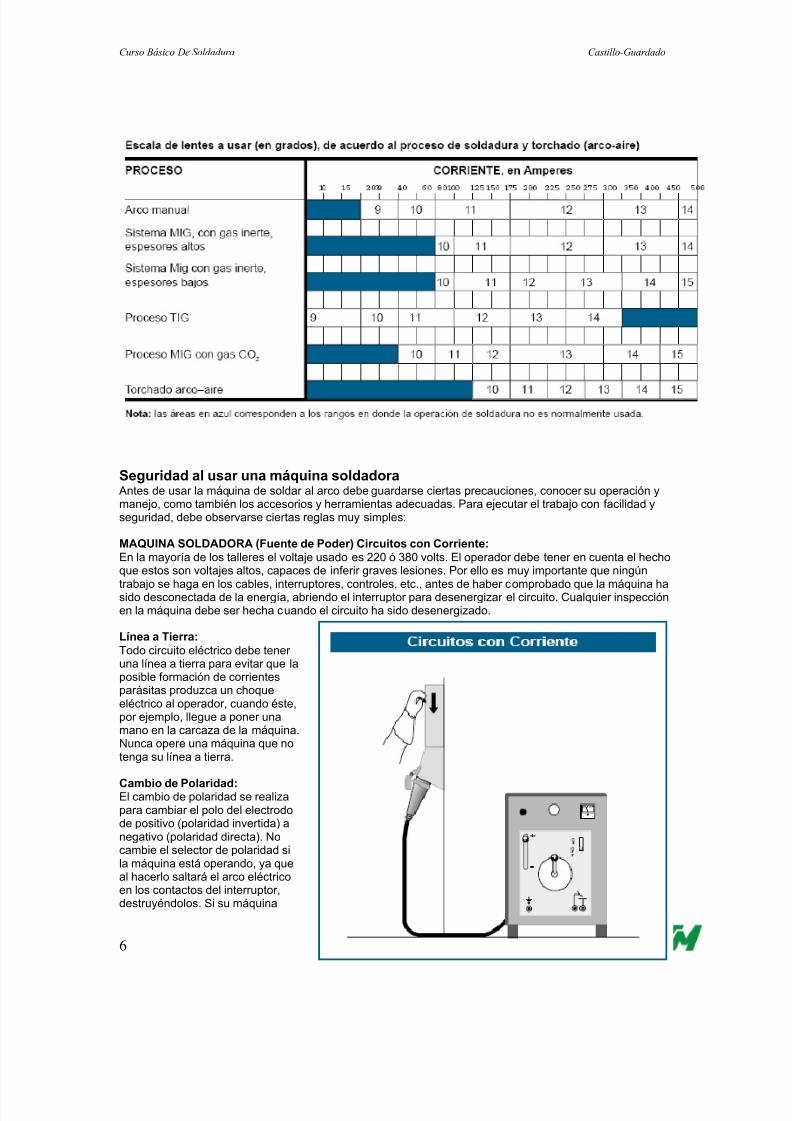
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 667
Curso Baacutesico De Soldadura Castillo-Guardado
6
Seguridad al usar una maacutequina soldadoraAntes de usar la maacutequina de soldar al arco debe guardarse ciertas precauciones conocer su operacioacuten ymanejo como tambieacuten los accesorios y herramientas adecuadas Para ejecutar el trabajo con facilidad yseguridad debe observarse ciertas reglas muy simples
MAQUINA SOLDADORA (Fuente de Poder) Circuitos con CorrienteEn la mayoriacutea de los talleres el voltaje usado es 220 oacute 380 volts El operador debe tener en cuenta el hechoque estos son voltajes altos capaces de inferir graves lesiones Por ello es muy importante que ninguacuten
trabajo se haga en los cables interruptores controles etc antes de haber comprobado que la maacutequina hasido desconectada de la energiacutea abriendo el interruptor para desenergizar el circuito Cualquier inspeccioacutenen la maacutequina debe ser hecha cuando el circuito ha sido desenergizado
Liacutenea a TierraTodo circuito eleacutectrico debe teneruna liacutenea a tierra para evitar que laposible formacioacuten de corrientesparaacutesitas produzca un choqueeleacutectrico al operador cuando eacutestepor ejemplo llegue a poner unamano en la carcaza de la maacutequinaNunca opere una maacutequina que notenga su liacutenea a tierra
Cambio de PolaridadEl cambio de polaridad se realizapara cambiar el polo del electrodode positivo (polaridad invertida) anegativo (polaridad directa) Nocambie el selector de polaridad sila maacutequina estaacute operando ya queal hacerlo saltaraacute el arco eleacutectricoen los contactos del interruptordestruyeacutendolos Si su maacutequina
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 767
Castillo-Guardado
Curso Baacutesico De Soldadura
7
soldadora no tiene selector de polaridad cambie los terminales cuidando que eacutesta no esteacute energizada
Cambio del Rango de AmperajeEn las maacutequinas que tienen 2 o maacutes escalas de amperaje no es recomen dable efectuar cambios de rangocuando se estaacute soldando esto puede producir dantildeos en las tarjetas de control u otros componentes talescomo tiristores diodos transistores etc En maacutequinas tipo clavijeros no se debe cambiar el amperajecuando el equipo estaacute soldando ya que se producen serios dantildeos en los contactos eleacutectricos causados porla aparicioacuten de un arco eleacutectrico al interrumpir la corriente
En maacutequinas tipo Shunt moacutevil no es aconsejable regular el amperaje soldando puesto que se puede dantildearel mecanismo que mueve el Shunt
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 867
Curso Baacutesico De Soldadura Castillo-Guardado
8
Circuito de SoldaduraCuando no estaacute en uso el porta electrodos nunca debe ser dejado encima de la mesa o en contacto concualquier otro objeto que tenga una liacutenea directa a la superficie donde se suelda El peligro en este caso esque el porta electrodo en contacto con el circuito a tierra provoque en el transformador del equipo un cortocircuito La soldadura no es una operacioacuten riesgosa si se respetan las medidas preventivas adecuadasEsto requiere un conocimiento de las posibilidades de dantildeo que pueden ocurrir en las operaciones de
soldar y una precaucioacuten habitual de seguridad por el operador
Seguridad en operaciones de SoldaduraCondiciones ambientales que deben ser consideradas
Riesgos de IncendioNunca se debe soldar en la proximidad de liacutequidos inflamablesgases vapores metales en polvo o polvos combustiblesCuando el aacuterea de soldadura contiene gases vapores o polvoses necesario mantener perfectamente aireado y ventilado ellugar mientras se suelda Nunca soldar en la vecindad demateriales inflamables o de combustibles no protegidos
VentilacioacutenSoldar en aacutereas confinadas sin vent ilacioacuten adecuada puedeconsiderarse una operacioacuten arriesgada porque al consumirse el
oxiacutegeno disponible a la par con el calor de la soldadura y elhumo restante el operador queda expuesto a severas molestiasy enfermedades
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 967
Castillo-Guardado
Curso Baacutesico De Soldadura
9
HumedadLa humedad entre el cuerpo y algo electrificado forma una liacuteneaa tierra que puede conducir corriente al cuerpo del operador yproducir un choque eleacutectrico El operador nunca debe estar
sobre una poza o sobre suelo huacutemedo cuando suelda comotampoco trabajar en un lugar huacutemedo Deberaacute conservar susmanos vestimenta y lugar de trabajo continuamente secos
Seguridad en Soldadura de Estanques
Soldar recipientes que hayan contenido materiales inflamables o combustibles es una operacioacuten desoldadura extremadamente peligrosa A continuacioacuten se detallan recomendaciones que deben serobservadas en este tipo de trabajo
a) Preparar el estanque para su lavadoLa limpieza de recipientes que hayan contenido combustibles debe ser efectuada soacutelo por personalexperimentado y bajo directa supervisioacuten
No debe emplearse hidrocarburos clorados (tales como tricloroetileno y tetracloruro de carbono) debidoa que se descomponen por calor o radiacioacuten de la soldadura para formar fosfoacutegeno gas altamentevenenoso
b) Meacutetodos de lavadoLa eleccioacuten del meacutetodo de limpieza depende generalmente de la sustancia contenida Existen tres meacutetodosagua solucioacuten quiacutemica caliente y vapor
c) Preparar el estanque para la operacioacuten de soldaduraAl respecto existen dos tratamientosbull Agua bull Gas CO2-N2
El proceso consiste en llenar el estanque a soldar con alguno de eacutestos fluidos de tal forma que los gasesinflamables sean desplazados desde el interior
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1067
Curso Baacutesico De Soldadura Castillo-Guardado
10
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1167
Castillo-Guardado
Curso Baacutesico De Soldadura
11
POSICIONES EN SOLDADURADesignacioacuten de acuerdo con ANSIAWS A 30-85
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1267
Curso Baacutesico De Soldadura Castillo-Guardado
12
ESQUEMAS BASICOS
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1367
Castillo-Guardado
Curso Baacutesico De Soldadura
13
SELECCION DEL ELECTRODO ADECUADO
Para escoger el electrodo adecuado es necesario analizar las condiciones de trabajo en particular y luegodeterminar el tipo y diaacutemetro de electrodo que maacutes se adapte a estas condiciones
Este anaacutelisis es relativamente simple si el operador se habituacutea a considerar los siguientes factores
1 Naturaleza del metal base2 Dimensiones de la seccioacuten a soldar3 Tipo de corriente que entrega su maacutequina soldadora4 En queacute posicioacuten o posiciones se soldaraacute5 Tipo de unioacuten y facilidad de fijacioacuten de la pieza6 Si el depoacutesito debe poseer alguna caracteriacutestica especial como son resistencia a la corrosioacuten granresistencia a la traccioacuten ductilidad etc7 Si la soldadura debe cumplir condiciones de alguna norma o especificaciones especiales
Despueacutes de considerar cuidadosamente los factores antes indicados el usuario no debe tener dificultad enelegir un electrodo INDURA el cual le daraacute un arco estable depoacutesitos parejos escoria faacutecil de remover y unmiacutenimo de salpicaduras que son las condiciones esenciales para obtener un trabajo oacuteptimo
Condiciones de almacenamiento y mantencioacuten de electrodos
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1467
Curso Baacutesico De Soldadura Castillo-Guardado
14
PROBLEMAS Y DEFECTOS COMUNES EN LA SOLDADURA AL ARCO
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1567
Castillo-Guardado
Curso Baacutesico De Soldadura
15
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1667
Curso Baacutesico De Soldadura Castillo-Guardado
16
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1767
Castillo-Guardado
Curso Baacutesico De Soldadura
17
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1867
Curso Baacutesico De Soldadura Castillo-Guardado
18
SISTEMA ARCO MANUAL
Descripcioacuten del ProcesoEl sistema de soldadura Arco Manual se define como el proceso en que se unen dos metales mediante unafusioacuten localizada producida por un arco eleacutectrico entre un electrodo metaacutelico y el metal base que se desea
unirLa soldadura al arco se conoce desde fines del siglo pasado En esa eacutepoca se utilizaba una varilla metaacutelicadescubierta que serviacutea de metal de aportePronto se descubrioacute que el oxiacutegeno y el nitroacutegeno dela atmoacutesfera eran causantes de fragilidad y poros en elmetal soldado por lo que al nuacutecleo metaacutelico se le agregoacute un revestimiento que al quemarse se gasificabaactuando como atmoacutesfera protectora a la vez que contribuiacutea a mejorar notablemente otros aspectos delprocesoEl electrodo consiste en un nuacutecleo o varilla metaacutelica rodeado por una capa de revestimiento donde elnuacutecleo es transferido hacia el metal base a traveacutes de una zona eleacutectrica generada por la corriente desoldaduraEl revestimiento del electrodo que determina las caracteriacutesticas mecaacutenicas y quiacutemicas de la unioacuten estaacuteconstituido por un conjunto de componentes minerales y orgaacutenicos que cumplen las siguientes funciones
1 Producir gases protectores para evitar la contaminacioacuten atmosfeacuterica y gases ionizantes para dirigir ymantener el arco
2 Producir escoria para proteger el metal ya depositado hasta su solidificacioacuten3 Suministrar materiales desoxidantes elementos de aleacioacuten e hierro en polvo
Clasificacioacuten de Electrodos seguacuten Normas AWSLas especificaciones maacutes comunes para la clasificacioacuten de electrodos seguacuten la AWS son las siguientes1 Especificacioacuten para electrodos revestidos de acero al carbono designacioacuten AWS A51-91 2 Especificacioacuten para electrodos revestidos de aceros de baja aleacioacuten designacioacuten AWS A55-963 Especificacioacuten para electrodos revestidos de aceros al cromo y cromo-niquel resistentes a la corrosioacutendesignacioacuten AWS A54-924 Especificacioacuten para varillas de aporte en uso oxiacetileacutenico yo TIG designacioacuten AWS A52-925 Especificacioacuten para electrodos revestidos para soldaduras de Fe fundido designacioacuten AWS A515-906 Especificaciones para electrodos continuos y fundentes para Arco Sumergido designacioacuten AWSA517-977 Especificaciones para electrodos de aceros dulces para soldadura con electrodos continuos protegidospor gas (MIGMAG) designacioacuten AWS A518-93 En la especificacioacuten para aceros al carbono de electrodosrevestidos el sistema de clasificacioacuten estaacute basado en la resistencia a la traccioacuten del depoacutesito
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1967
Castillo-Guardado
Curso Baacutesico De Soldadura
19
La identificacioacuten de clasificacioacuten estaacute compuesta de la letra E y cuatro diacutegitos Esta letra significaldquoElectrodordquo
Los primeros dos diacutegitos indican la resistencia miacutenima a la traccioacuten del metal depositado en miles de libraspor pulgada cuadrada Es asiacute como E 60 XX indica un electrodo revestido cuyo depoacutesito posee comomiacutenimo 60000 lbs por pulgada cuadrada Esta es la resistencia miacutenima que debe cumplir el depoacutesitoAunque los dos uacuteltimos diacutegitos sentildealan las caracteriacutesticas del electrodo es necesario considerarlos
separadamente ya que el tercer diacutegito indica la posicioacuten para soldar del electrodoEXX1X - toda posicioacutenEXX2X - posicioacuten plana y horizontalEXX4X - toda posicioacuten vertical descendente
El uacuteltimo diacutegito indica el tipo de revestimiento del electrodo Sin embargo para una identificacioacuten completaes necesario leer los dos diacutegitos en conjunto
Para las posiciones vertical y sobre cabeza existe una limitacioacuten de diaacutemetro hasta 316 comuacutenmente y de5 32 para electrodos de BH
Los sistemas de clasificacioacuten para los electrodos revestidos de acero de baja aleacioacuten son similares a la delos aceros al carbono pero a continuacioacuten del cuarto diacutegito existe una letra y un diacutegito que indican lacomposicioacuten quiacutemica del metal depositado Asiacute la A significa un electrodo de acero al Carbono-Molibdenola B un electrodo al Cromo-Molibdeno la C un electrodo al Niacutequel y la letra D un electrodo al Manganeso-Molibdeno El diacutegito final indica la composicioacuten quiacutemica seguacuten esta clasificacioacuten
En las especificaciones para aceros inoxidables AWS A5492 la AISI clasificoacute estos aceros por nuacutemerosy estos mismos se usan para la designacioacuten de los electrodos Por lo tanto la clasificacioacuten para loselectrodos de acero inoxidables como 308 347 etc es su nuacutemero y luego dos diacutegitos maacutes que indican suscaracteriacutesticas de empleo (fuente de poder tipo de revestimiento etc) La letra L a continuacioacuten de los tres
primeros diacutegitos indica que el acero inoxidable es de bajo contenido en carbono
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2067
Curso Baacutesico De Soldadura Castillo-Guardado
20
ELECTRODOS PARA SOLDAR ACERO AL CARBONO
Procedimiento para soldar Acero al Carbono
Los mejores resultados se obtienen manteniendo un arco mediano con lo que se logra una fusioacutenadecuada permitiendo el escape de gases ademaacutes de controlar la forma y apariencia del cordoacuten
Para filetes planos y horizontales conviene mantener el electrodo en un aacutengulo de 45degrespecto a lasplanchas efectuar un pequentildeo avance y retroceso del electrodo en el sentido de avance Con ello se lograuna buena fusioacuten al avanzar se controla la socavacioacuten y la forma del cordoacuten al retroceder al craacuteter
Para filetes verticales ascendentes se mantiene el electrodo perpendicular a la plancha movieacutendolo en elsentido de avance El movimiento debe ser lo suficientemente raacutepido y la corriente adecuada para permitiralargar el arco y no depositar cuando se va hacia arriba para luego bajar al craacuteter y depositar el metalfundido controlando la socavacioacuten y ancho del cordoacuten
La soldadura sobre cabeza se ejecuta en forma similar a la horizontal pero la oscilacioacuten en el sentido deavance debe ser mayor para permitir que el metal depositado en el craacuteter se solidifique
Cuando se suelda vertical descendente el cordoacuten de raiacutez se hace con un avance continuo sin oscilar y lafuerza del arco se dirige de tal manera que sujete el bantildeo de fusioacuten Para los pases sucesivos se puedeusar una oscilacioacuten lateral
ELECTRODO 6013
Electrodo para acero al carbono
Con hierro en polvo
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Rojo
DescripcioacutenElectrodo con polvo de hierro en el revestimiento que permite una velocidad de depoacutesito mayor y unaaplicacioacuten mas faacutecil junto con propiedades mecaacutenicas sobresalientes La estabilidad del arco y el escudoprotector que da el revestimiento ayudan a dirigir el depoacutesito reduciendo la tendencia a socavar Estadisentildeado seguacuten los uacuteltimos adelantos teacutecnicos para lograr oacuteptimos resultados praacutecticos
UsosEste electrodo tiene un campo de aplicacioacuten muy amplio en especial cuando es necesario soldar en todaposicioacuten
Aplicaciones tiacutepicasbull Estanques bull Tuberiacuteas de presioacuten bull Estructuras bull Cantildeeriacuteas
bull Planchas corrientes y galvanizadasbull Barcos
Procedimiento para soldarPara obtener los mejores resultados se recomienda un arco de longitud mediana que permita controlarmejor la forma y aspecto del cordoacutenPara soldadura de filetes planos y horizontales se recomienda mantener el electrodo a 45ordm con cadaplancha oscilaacutendolo en el sentido del avance El movimiento adelante tiene por objeto obtener buenapenetracioacuten y el movimiento hacia atraacutes controla la socavacioacuten y la forma del cordoacutenEn la soldadura vertical se recomienda llevar el electrodo en un aacutengulo de casi 90ordm inclinaacutendolo ligeramenteen el sentido de avance Se debe llevar un movimiento de vaiveacuten alargando el arco para no depositar metal
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2167
Castillo-Guardado
Curso Baacutesico De Soldadura
21
en el movimiento hacia arriba y luego acortaacutendolo para depositar en el craacuteter y asiacute controlar lasdimensiones del deposito y la socavacioacuten
ELECTRODO DE PUNTA AZUL
Electrodo para acero al carbono
Corriente alterna
Revestimiento Blanco
Con hierro en polvo
Punto Azul
Toda posicioacuten
Corriente continuacutea Electrodo positivo
Descripcioacuten
El nuevo Punto Azul posee una formulacioacuten moderna capaz de brindar las maacutes altas exigencias de trabajoSu arco suave y estable lo hace de faacutecil aplicacioacuten en cualquier posicioacuten logrando oacuteptima calidad en launioacuten
Esta nueva foacutermula entrega ademaacutes las siguientes caracteriacutesticas1 Alta velocidad de soldadura2 Depoacutesitos lisos3 Bajo chisporroteo4 Bajo iacutendice de humos5 Faacutecil remocioacuten de escoria6 Excelente penetracioacuten
UsosEs un electrodo de uso general en aceros dulces especialmente cuando es necesario soldar chapas yperfiles delgados
Aplicaciones tiacutepicasbull Marcos de ventana bull Fabricacioacuten de rejasbull Estanques bull Planchas galvanizadas bull Estructuras bull Reparaciones generales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2267
Curso Baacutesico De Soldadura Castillo-Guardado
22
Procedimiento para soldarDebe seguirse el mismo procedimiento utilizado para soldar un electrodo E-6010 oacute E-6011
ELECTRODOS PARA ACEROS INOXIDABLES
iquest Queacute es un acero inoxidableLos aceros inoxidables son simplemente aleaciones compuestas por hierro (Fe) Carbono (C) y Cromo (Cr)El hierro es el elemento fundamental de todos los aceros inoxidables Sin embargo para hacer que el hierrosea inoxidable el contenido de cromo en solucioacuten debe ser por lo menos de un 115 Se adicionan otroselementos de aleacioacuten (Ni Mo V Ti Nb) con el fin de mejorar ciertas propiedades como son ductibilidadresistencia al impacto resistencia al creep resistencia a la corrosioacuten calor etc
Tipos de Aceros InoxidablesDesde el punto de vista metaluacutergico los aceros inoxidables estaacuten agrupados dentro de tres tipos baacutesicosde acuerdo a su microestructura Martensiacuteticos Ferriacuteticos y Austeniacuteticos
MartensiacuteticosEstos aceros contienen entre 115 a 18 de cromo como su principal elemento de aleacioacuten Algunosejemplos de este grupo son los aceros martensiacuteticos AISI 410 416 420431 501 y 502En la soldadura de los aceros martensiacuteticos (aceros autotemplables) se pueden producir tensiones y porconsiguiente grietas si no se adoptan las precauciones convenientesSiempre que sea posible debe emplearse como metal de aporte aleaciones austeniacuteticas (Ej AISI 309-310)
para absorber las tensiones en las zonas cercanas al cordoacuten y asiacute evitar grietasEs conveniente precalentar entre 300-350degC las piezas que van a ser soldadas Despueacutes de la soldadura yuna vez enfriadas las piezas se recomienda un revenido de 600 a 700degC La resistencia oacuteptima a lacorrosioacuten de estos aceros se obtiene efectuando tratamientos teacutermicos de temple y revenido a lastemperaturas requeridas sin embargo esta resistencia a la corrosioacuten no es tan buena como en los acerosausteniacuteticos o ferriacuteticos Su campo de accioacuten estaacute en piezas que estaacuten sometidas a corrosioacuten y que requieren de cierta resistenciamecaacutenica Se utilizan generalmente en aletas para turbinas rodetes de turbinas hidraacuteulicas fundicionesresistentes a la corrosioacuten cuchilleriacutea piezas de vaacutelvulas etc
Ferriacuteticos
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2367
Castillo-Guardado
Curso Baacutesico De Soldadura
23
Los aceros inoxidables ferriacuteticos contienen entre 17 y 27 de cromo Ejemplos de eacutestos son los acerosAISI 405 430 442 446Estos aceros no son endurecibles por tratamiento teacutermico sino soacutelo moderadamente mediante trabajo enfriacuteo Son magneacuteticos al igual que los martensiacuteticos Pueden trabajarse en friacuteo o en caliente pero alcanzansu maacutexima ductilidad y resistencia a la corrosioacuten en la condicioacuten de recocido
En los aceros ferriacuteticos con un contenido de alto cromo puede aparecer fase sigma (dura y fraacutegil) cuando
se les mantiene durante mucho tiempo a temperaturas cercanas a 470degC Por otro lado los aceros ferriacuteticosson muy propensos al crecimiento del grano (850degC - 900degC) inconveniente para la soldadura Si las piezasa soldar son de dimensiones considerables se recomienda postcalentar las piezas entre 700degC a 850degCseguido de un enfriamiento raacutepidoComo los aceros ferriacuteticos se pueden deformar faacutecilmente en friacuteo se utilizan mucho para estampadosprofundos de piezas como recipientes para industrias quiacutemicas y alimenticias y para adornosarquitectoacutenicos o automotrices
AusteniacuteticosEstos son los aceros inoxidables al cromo-niacutequel (tipo 3XX) y al cromo-niacutequel-manganeso (tipo 2XX) Sonesencialmente no magneacuteticos en la condicioacuten de recocido y no endurecen por tratamiento teacutermico Elcontenido total de niacutequel y cromo es de por lo menos 23 Se pueden trabajar faacutecilmente en caliente o enfriacuteo El trabajo en friacuteo les desarrolla una amplia variedad de propiedades mecaacutenicas y en esta condicioacuten elacero puede llegar a ser ligeramente magneacutetico Son muy resistentes al impacto y difiacuteciles de maquinarEstos aceros tienen la mejor resistencia a altas temperaturas y resistencia a la formacioacuten de escamas de
los aceros inoxidables Su resistencia a la corrosioacuten suele ser mejor que las de los aceros martensiacuteticos oferriacuteticosEl mayor inconveniente que presenta la soldadura de los aceros austeniacuteticos es la precipitacioacuten de carburosque pueden producirse en las zonas cercanas al cordoacuten de soldadura quedando sensibilizados a lacorrosioacuten intergranular Para evitar esta precipitacioacuten se deben soldar las piezas sin precalentamiento y conel menor aporte de calor posible Otra posibilidad es emplear aceros austeniacuteticos con porcentaje decarbono menor a 003 o aceros austeniacuteticos estabilizados con titanio niobio o taacutentalo
Electrodo para hacero Inoxidable
Electrodo de acero inoxidable austen tico
Corriente continuacutea Electrodo positivo
Toda posicioacuten
Corriente alternaRevestimiento Blanco
DescripcioacutenEl electrodo 19-9 posee un revestimiento rutiacutelico lo que lo hace apto para soldar con CA o CC electrodopositivo Este electrodo se caracteriza por un arco estable de transferencia spray cuyo depoacutesito es deexcelente forma y apariencia La escoria se desprende faacutecilmente ademaacutes de tener muy buenareanudacioacuten de arco por lo que se aconseja usarlo en soldaduras intermitentes El depoacutesito es de aceroinoxidable austeniacutetico
UsosEl electrodo 19-9 estaacute formulado para soldar el grupo 18-8 de aceros inoxidables por ejemplo 301 302302B 303 304 305 y 308 que se caracterizan por su gran resistencia a la corrosioacuten
Este electrodo es ademaacutes muy usado para soldar acero manganeso y para rellenar estos u otros aceros
especiales resistentes al desgaste antes de aplicar las capas de recubrimiento duro
El metal depositado es austeniacutetico y no magneacuteticoAplicaciones tiacutepicasbull Intercambiadores de calor bull Industrias conserveras bull Equipos Quiacutemicos bull Industria Lechera
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2467
Curso Baacutesico De Soldadura Castillo-Guardado
24
ELECTRODOS BASE NIQUEL
Electrodo base Niacutequel con Cromo Molibdeno y Columbio
Alta resistencia a la traccioacuten y tenacidad a bajas y altas temperaturas (1100iexcl
C)
Excelente resistencia a la corrosioacuten en muchos medios agresivos
Posicioacuten plana y horizontal CA CC (+)
DescripcioacutenEl electrodo Nicromo 3 se caracteriza por producir un arco suave y estable de transferencia spray Eldepoacutesito formado es de exelente apariencia y de faacutecil desprendimiento de la escoriaEl depoacutesito del electrodo Nicromo 3 se caracteriza por su favorable resistencia a elevadas temperaturas
(1100degC) durante tiempos prolongados ademaacutes de su buena resistencia a la corrosioacuten bajo tensiones yfisuracioacuten en caliente
UsosEste electrodo es apto para unir aleaciones tipo Inconel 625 e Incoloy 825 Recomendado para unioacuten dealeaciones altas en cromo-niacutequel entre si o con aceros inoxidables Se recomienda ademaacutes para revestiraceros al carbono y de baja aleacioacuten Debido a su alto liacutemite elaacutestico se puede utilizar para unir aceros alniacutequel (5 y 9 de Ni)
Aplicaciones tiacutepicasbull Estanques para transpor tes criogeacutenicosbull Estanques de almacenamiento de aceros al Ni (5-9 Ni)bull Asiento de vaacutelvulas bull Reparacioacuten de maquinaria
bull Estanques para productos corrosivos bull Aleaciones 904 y 904L Inconel 625 e Incoloy 825
Procedimiento de soldaduraEs indispensable limpiar cuidadosamente las partes a soldar para lograr uniones libres de poros y grietasUsar arco corto con una ligera inclinacioacuten Para lograr un bajo aporte de calor es recomendable depositarcordones rectos y angostos con poca o ninguna oscilacioacuten El precalentamiento depende del metal basecualquier post-calentamiento puede efectuarse sin peligro de perjudicar las caracteriacutesticas del depoacutesito
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2567
Castillo-Guardado
Curso Baacutesico De Soldadura
25
ELECTRODOS PARA COBRE ndashBRONCE
Procedimiento para soldar con Electrodos Cobre ndashBronce
La teacutecnica de operacioacuten de estos electrodos es totalmente distinta a la empleada en la soldadura del aceroal carbono debido principalmente a la gran diferencia de conductividad teacutermica coeficiente de expansioacutenmenor punto de fusioacuten y mayor fluidez a la temperatura de la zona de fusioacuten Al soldar cobre y susaleaciones deberaacute considerarse los siguientes factores1 Dejar una separacioacuten mayor en la raiacutez de las uniones2 Emplear aacutengulos de bisel mayores que los usuales3 El punteo de las uniones debe tener un paso menor4 Usar temperaturas de precalentamiento5 Emplear los rangos de corriente maacutes altos para cada diaacutemetro de electrodo
Es frecuente el empleo de respaldos de cobre o de grafito con el objeto de prevenir la sobre fusioacuten en laraiacutez de las uniones especialmente al soldar espesores delgados Como regla general al soldar cobre y susaleaciones se recomienda el empleo de temperaturas de precalentamiento del orden de 200degC ytemperaturas entre pasadas de 200degC a 370degC para latones y de 400degC a 550degC para cobreEl martillado de los depoacutesitos de soldadura no es absolutamente indispensable pero se emplea parareducir las tensiones y distorsiones en las uniones soldadas a la vez de mejorar las propiedadesmecaacutenicas debido al afinamiento de los granos del depoacutesito
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacuten
con CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2667
Curso Baacutesico De Soldadura Castillo-Guardado
26
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas debronce fosfoacutericoAplicaciones tiacutepicas
bull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tablaPara el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas Enlas soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Para
soldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
Electrodo Para Cobre
Electrodo de bronce fosforico
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Negro
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacutencon CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas de
bronce fosfoacutericoAplicaciones tiacutepicasbull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tabla
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2767
Castillo-Guardado
Curso Baacutesico De Soldadura
27
Para el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas En
las soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Parasoldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
ELECTRODOS PARA BISELAR Y CORTAR
Estos electrodos tienen gran importancia en las industrias que requieren efectuar trabajos de corte ybiselado ya que han sido especialmente disentildeados y fabricados para cumplir eficientemente estos trabajos
Procedimiento para Biselar y CortarPara biselar use un portaelectrodo convencional dirigiendo el electrodo en un aacutengulo aproximado de 30degcon respecto al plano del metal base Use un movimiento de retroceso para evitar profundizar demasiadoUna mayor velocidad de avance daraacute un biselado menos profundo Esmerile la zona antes de soldarPara cortar dirija el electrodo en direccioacuten al recorrido en un aacutengulo de 90degcon respecto al plano del metalbase Use un movimiento vertical ascendente y descendente para producir el desprendimiento del materialfundido
Electrodo para cortar y perforar
Corriente alterna
Toda posiciOn
Corriente continua Electrodo negativo
Revestimiento Gris oscuro
DescripcioacutenEl electrodo Speed Cut estaacute disentildeado para cortar y perforar todos los metales con CA o CC electrodonegativo Es un electrodo de alta velocidad y su revestimiento especial de tipo refractario evita que seprecaliente el nuacutecleo y concentra la fuerza del arco para lograr cortes parejos y limpios
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2867
Curso Baacutesico De Soldadura Castillo-Guardado
28
UsosEste electrodo ha sido especialmente disentildeado para producir cortes de alta velocidad en todas lasposiciones Es recomendable su uso en todos los metales especialmente para aquellos que representandificultad para ser cortados o perforados al ser tratados con equipos oxigas como por ejemplo fierrofundido aceros inoxidables aleaciones de niacutequel bronce cobrealuminio etcAplicaciones tiacutepicas
bull Cortes de alta velocidad en todas posiciones bull Desarme de estructuras metaacutelicas bull Remocioacuten de defectos en soldadura bull Perforacioacuten de remaches
ELECTRODOS PARA SOLDAR HIERRO FUNDIDO
Procedimiento para soldar Hierro Fundido
Las reparaciones en fundicioacuten de hierro gris o hierro maleable son los trabajos maacutes comuacutenmenteencontrados en la praacutectica diaria y son considerados como los trabajos de soldadura maacutes difiacutecilesCuando se suelda hierro fundido con electrodos comunes de acero se forma una capa dura y fraacutegiladyacente a la soldadura
Esta capa consiste en hierro fundido endurecido superficialmente como resultado del raacutepido enfriamientodesde una alta temperatura Si el metal de aporte es acero eacuteste absorberaacute considerable cantidad decarboacuten del hierro fundido convirtieacutendose en un acero de alto carbono El resultado seraacute que el depoacutesito desoldadura se endureceraacute siendo imposible su mecanizadoAdemaacutes cuando se usan electrodos con nuacutecleo de acero la diferencia de contracciones entre elmetal fundido depositado y la fundicioacuten generalmente es causa de problemas serios La resistencia delmetal de aporte es mucho mayor que la del hierro fundido y al producirse la contraccioacuten del acero puededesprenderse de la fundicioacuten Debido a estas condiciones es que los electrodos especiales son necesariospara este tipo de soldadura
La soldadura del hierro fundido es relativamente faacutecil pero sus caracteriacutesticas quiacutemicas y metaluacutergicas sontales que deben ser consideradas cuidadosamente para asegurar los mejores resultados
Algunas de sus caracteriacutestica son1 Si se calienta a una temperatura alta y luego se enfriacutea raacutepidamente el resultado seraacute una fundicioacutenblanca muy dura y difiacutecilmente trabajable mecaacutenicamente2 Si se calienta a una temperatura alta y luego se enfriacutea lentamente el resultado seraacute un hierro fundidogris que es blando y faacutecilmente trabajable3 El hierro fundido es fraacutegil y no se puede doblar o estirar como el acero y consecuentemente si se produceun sobrecalentamiento durante la soldadura las contracciones durante el enfriamiento pueden causargrietas en la soldadura misma o en las zonas teacutermicamente afectadas entre eacutesta y el metal base
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2967
Castillo-Guardado
Curso Baacutesico De Soldadura
29
Las consideraciones anteriores son principalmente las que han establecido un procedimiento fundamentalpara la soldadura del hierro fundido independiente del tipo de electrodo utilizado maquinable o nomaquinable que puede establecerse en los siguientes puntos
1 Utilizar electrodos de poco diaacutemetro y corriente lo maacutes baja posible pero suficiente para producir unabuena fusioacuten2 Hacer soldaduras cortas de no maacutes de dos o tres pulgadas de longitud3 Es aconsejable el depoacutesito de cordones delgados en lugar de cordones anchos y oscilados
InstruccionesPara obtener los mejores resultados es esencial que la unioacuten haya sido adecuadamente preparada Debenremoverse o limpiarse todas las materias extrantildeas tales como oacutexido grasa y aceites Especialmente laspartes que se han impregnado de aceite agua u otros agentes pueden requerir un precalentamiento a unatemperatura suficientemente alta (300-370degC) para evaporar los contaminantes antes de la soldadura
Las uniones deben ser preparadas y biseladas por medios mecaacutenicos como esmeriles discos o limas ydebe evitarse hacer los biselados o preparaciones con arco eleacutectrico ya que este procedimiento tenderiacutea aproducir hierro fundido blanco duro y quebradizo en las zonas inmediatamente vecinas a las soldaduras
El biselado se recomienda auacuten para secciones delgadas mantenieacutendolo siempre al miacutenimo praacutectico paraevitar los esfuerzos residuales provenientes de la contraccioacuten
Como regla general el aacutengulo total de bisel debe ser de aproximadamente 90degpara secciones de635 mm de espesor o menos y de 60 a 90degpara secciones maacutes pesadas o de mayor espesor
Es aconsejable tambieacuten para disminuir los esfuerzos teacutermicos usar electrodos de diaacutemetro pequentildeo yutilizar siempre amperajes bajos Ademaacutes el precalentamiento es necesario para fundiciones pesadas y lasoldadura debe depositarse en cordones cortos lineales de dos a tres pulgadas de longitud Cuando seaposible debe procurarse depositar la soldadura en dos a tres capas ya que los pases subsiguientes tienenun efecto beneacutefico de normalizado sobre los primeros En las soldaduras de hierro fundido es muyimportante evitar el calor localizado causante en la mayoriacutea de los casos de grietas en el metal base y en lasoldadura Esto se logra haciendo soldaduras intermitentes permitiendo que el calor se distribuya dentrode la fundicioacuten antes de depositar el proacuteximo cordoacuten
Electrodo Para soldar Hierro Fundido
Electrodo para hierro fundido
Corriente alterna
Toda posicion
Revestimiento Canela
Corriente continua Electrodo positivo
DescripcioacutenEl electrodo 77 tiene nuacutecleo de acero dulce con un revestimiento que actuacutea como fundente controlando lascaracteriacutesticas del arco Tiene un punto de fusioacuten lo suficientemente bajo para permitir usar corrientesbajas caracteriacutestica importante en la soldadura de hierro fundido lo que reduce el endurecimiento en lazona de fusioacuten
UsosEste electrodo se recomienda para reparaciones en hierro fundido en que los depoacutesitos no requieranmaquinado posterior
Aplicaciones tiacutepicasbull Cabezales de motores bull Piezas de maacutequinas bull Cajas de descanso bull Blocks de motores
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3067
Curso Baacutesico De Soldadura Castillo-Guardado
30
Procedimiento para soldarSe recomienda usar preferentemente CC electrodo positivo Las piezas a soldar deben estar limpias Serecomienda biselar las piezas en forma de ldquoVrdquo y taladrar los extremos de las grietas a reparar Para tener mayor seguridad de la calidad del trabajo se debe evitar soldar en forma contiacutenua se recomiendaefectuar cordones de 5 a 8 cms intermitentemente Debe mantenerse el trabajo friacuteo No se recomiendamartillar el cordoacuten pueden producirse fisuras
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3167
Castillo-Guardado
Curso Baacutesico De Soldadura
31
Descifrando los siacutembolos de la soldadura
Cuando las soldaduras son especificadas en planos y dibujos isomeacutetricos de ingenieriacutea de fabricacioacuten unconjunto de siacutembolos es usado para identificar el tipo de soldadura las dimensiones y otras informacionesreferente al proceso y el acabado
ANSIAWS A24 Siacutembolos para soldadura y pruebas no destructivasReconociendo la estructura del simbolo
La liacutenea horizontal se conoce como liacutenea de referencia y es la plataforma principal donde todos losdemaacutes siacutembolos de soldadura son agregados las instrucciones para la ejecucioacuten de la soldadura vanalineadas a la liacutenea de referencia y una flecha conecta la liacutenea de referencia con la junta a ser soldada Enel ejemplo de arriba la flecha se despliega a la derecha de la liacutenea de referencia y apuntando hacia abajo ya la derecha pero existen muchas otras combinaciones
Algunas veces la flecha apunta los dos lados de la junta por consiguiente existiriacutean dos ladospotencialmente apropiados para ejecutar la soldadura por ejemplo en una junta T cuando dos laminasson unidas la soldadura puede ser hecha en cualquiera de los lados de la T
El siacutembolo hace la distincioacuten entre los dos lados de la junta usando la flecha y los espacios debajo yencima de la liacutenea de referencia los lados (curiosamente) son conocidos como El lado de la flecha y Elotro lado y la soldadura se ejecuta de acuerdo a las instrucciones dadas en la parte de arriba de la liacutenea dereferencia y la orientacioacuten de la flecha no interfiere con estas instrucciones
La bandera que sale de la liacutenea de referencia esta presente si la soldadura se efectuara en campo odurante el armado de la estructura un siacutembolo de soldadura sin la bandera indica que la soldadura seefectuaraacute en el taller pero en algunos planos y dibujos antiguos puede ser encontrado un circulo negro en launioacuten entre la liacutenea de referencia y la flecha
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3267
Curso Baacutesico De Soldadura Castillo-Guardado
32
Un circulo vaciacuteo entre la liacutenea de referencia y la flecha es una indicacioacuten de que la soldadura debe serejecutada alrededor o en toda la circunferencia de la unioacuten como en este ejemplo
La cola del siacutembolo de soldadura es el sitio donde se coloca la informacioacuten suplementariaconcerniente a la soldadura a ejecutar y puede contener referencias del proceso requerido electrodo undetalle de dibujo y cualquier informacioacuten que ayude a la ejecucioacuten de la soldadura que no tenga un lugarespecial en el siacutembolo plano o la isometriacutea
Cada tipo de soldadura tiene su siacutembolo baacutesico el cual tiacutepicamente se situacutea al rededor del centro dela liacutenea de referencia (dependiendo de cual sea el lado de la junta) y este siacutembolo es usualmente un dibujoque representa la seccioacuten transversal de la junta misma y estas estaacuten divididas en tres grupos
Simbolos para las Soldaduras de Filete
La soldadura fundida es depositada en la esquina formada por la caracteriacutestica de la unioacuten de dosmiembros penetrando y fundieacutendose con el metal base para formar la junta
La cara perpendicular del triangulo siempre es dibujada en la parte izquierda del siacutembolo si las doscaras de la soldadura son de la misma dimensioacuten entonces solo una medida es dada
Las soldaduras de filete son usadas para hacer juntas de enfrentamiento perpendicular comoesquinas y las juntas T y como su propio siacutembolo lo sugiere estas soldaduras son baacutesicamentetriangulares vistas desde su seccioacuten aunque su forma no es siempre un triangulo perfecto o isoacutesceles
Si la soldadura tuviera caras desiguales (menos comuacuten) entonces ambas dimensiones son dadas yuna nota especial que indica en el dibujo cual cara es mas larga
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3367
Castillo-Guardado
Curso Baacutesico De Soldadura
33
El largo de la soldadura es dado a la derecha del simbolo
La soldadura se debe situar entre las liacuteneas dimensioacutenales especificadas (si son dadas) o entre lospuntos donde un cambio de direccioacuten abrupto de la soldadura ocurra como al final de las planchas olaminas
En el caso de soldaduras intermitentes o interrumpidas el largo de cada porcioacuten de la soldadura y losespacios que las separan son indicado en el siacutembolo siendo separados con un guioacuten ( - ) y el largo de laporcioacuten de soldadura va seguido de la dimensioacuten centro-centro del espacio estos siempre se colocan a la
derecha del siacutembolo del filete (triangulo)
Note que la dimensioacuten del espacio no indica el espacio limpio entre las soldaduras la indicacioacuten escentro-centro
Siacutembolos para las Soldaduras de Canal
Las soldaduras de Canal son usadas comuacutenmente para hacer juntas de bordes con bordes aunquetambieacuten son usadas frecuentemente en esquinas juntas T juntas curvas y piezas planas Como losugiere la variedad de siacutembolos para estas soldaduras hay muchas maneras de hacer soldaduras deCanal y la diferencia principal dependeraacute de la geometriacutea de las partes que seraacuten unidas y la preparacioacutende sus bordes El metal soldado es depositado entre el canal penetrando y fundieacutendose con el metal base para formar la junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipo de
soldaduras la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3467
Curso Baacutesico De Soldadura Castillo-Guardado
34
La soldadura de canal cuadrado en la cual el canal es creado por una separacioacuten especifica o ningunaseparacioacuten incluyendo hasta cierta presioacuten de oposicioacuten la distancia de la separacioacuten (si existe) es dadaen el siacutembolo
Las soldaduras de canal V en la que los bordes son biselados a veces por un lado o por los doslados para crea el canal el aacutengulo del bisel es dado en el siacutembolo asiacute como la luz de separacioacuten oseparacioacuten de la raiacutez (si existiera)
Si la profundidad de la V no fuera igual al espesor o a la mitad (en el caso de doble V) del espesorde la lamina o plancha a soldar entonces la profundidad es dada a la izquierda del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3567
Castillo-Guardado
Curso Baacutesico De Soldadura
35
Si la penetracioacuten de la soldadura fuera mayor que la profundidad del canal la profundidad de la gargantaefectiva es dada entre pareacutentesis despueacutes de la profundidad de la V
En el bisel del canal de soldadura en el cual el borde de una de las laminas es biselado y la otra escuadrada el siacutembolo de la liacutenea perpendicular siempre es dibujada en el lado izquierdo sea cual sea laorientacioacuten de la soldadura la flecha apunta la cara de la pieza que debe ser biselada y en este caso laflecha es cortada y doblada en aacutengulo para hacer eacutenfasis en su importancia (este corte de aacutengulo no esnecesario si el proyectista no tiene preferencias en cual lado debe ser biselado o si el dibujo es interpretadopor un soldador calificado que reconoce la diferencia de cual lado debe ser tratado) las
condiciones de aacutengulo preparacioacuten del borde garganta efectiva y la luz de separacioacuten de la
separacioacuten de raiacutez son descritas en las soldaduras de canal V en esta misma pagina
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3667
Curso Baacutesico De Soldadura Castillo-Guardado
36
En la soldadura de canal U en la cual ambos bordes son tratados para crear un canal coacutencavo laprofundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de la separacioacuten sondescritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de canal J en la cual en uno de las laminas tiene un biselado coacutencavo y la otra esdejada cuadrada como con el bisel de la media V la liacutenea perpendicular siempre apareceraacute dibujada a laizquierda y la flecha (con un doblez si fuera necesario) apuntando la pieza que recibiraacute el tratamiento debisel coacutencavo la profundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de
separacioacuten son descritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de V curva comuacutenmente usada para unir dos partes curvas o dos partes tubularesla profundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3767
Castillo-Guardado
Curso Baacutesico De Soldadura
37
En la soldadura de canal con bisel curvo comuacutenmente usada para unir una pieza curva o tubular auna pieza plana como con la V curva (anterior) formada por dos superficies curvas o tubulares laprofundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis La liacutenea perpendicular es dibujada siempre al lado izquierdo del siacutembolosea cual sea la orientacioacuten de la soldadura
Otros siacutembolos suplementarios son usados con la soldadura de canal como Penetracioacuten saliente y Barra o elemento de respaldo ambos siacutembolos son indicacioacuten de que la penetracioacuten de la junta se efectuacuteadesde un solo lado de la junta
El alto del refuerzo (si fuera critico) es indicado a la izquierda del siacutembolo de penetraron saliente elcual esta situado
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3867
Curso Baacutesico De Soldadura Castillo-Guardado
38
Cuando una barra o elemento de respaldo es usado para lograr la penetracioacuten necesaria de la junta su siacutembolo es situado encima de la liacutenea de referencia sobre el siacutembolo de la soldadura si la barra esprovisional y seraacute removida al final de la soldadura entonces la letra R es situada dentro del siacutembolo de labarra de respaldo esta barra tiene el mismo siacutembolo que la soldadura de conexion y ovalos pero sucontexto debe hacer siempre la clara intencioacuten del siacutembolo
Simbolos para la Soldadura de conexion y ovalos
Soldadura de conexioacuten y de oacutevalos es usada para unir laminas sobrepuestas una de las cuales tienenperforaciones (redondos para conexiones y ovalados o alargados para Oacutevalos) Metal soldado esdepositado en estas perforaciones penetrando y fundieacutendose con el metal base de las dos partes formandola junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipode soldadura la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3967
Castillo-Guardado
Curso Baacutesico De Soldadura
39
En la soldadura de conexioacuten el diaacutemetro de cada conector es dado a la izquierda del siacutembolo y el espacioentre los conectores es dado a la derecha en la soldadura de oacutevalos el ancho de cada ovalo es dado a laizquierda del siacutembolo el largo y la distancia entre espacios (separados por un guioacuten-) son dados a laderecha del siacutembolo y la referencia del detalle en la cola
El numero de conectores u oacutevalos es dado entre pareacutentesis por encima o por debajo del siacutembolo de lasoldadura la indicacioacuten del lado de la flecha y el otro lado indican cual pieza tiene la(s) perforacione(s)
Si no esta en las especificaciones el llenado total de esta perforacioacuten entonces la profundidad es dadadentro del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4067
Curso Baacutesico De Soldadura Castillo-Guardado
40
SISTEMA OXIGAS
Descripcioacuten del ProcesoEl proceso de soldadura oxigas mostrado en la figura consiste en una llama dirigida por un sopleteobtenida por medio de la combustioacuten de los gases oxiacutegeno-acetileno El intenso calor de la llama funde la
superficie del metal base para formar una poza fundidaCon este proceso se puede soldar con o sin material de aporte El metal de aporte es agregado para cubrirbiseles y orificios
A medida que la llama se mueve a lo largo de la unioacuten el metal base y el metal de aporte se solidifican paraproducir el cordoacuten
Al soldar cualquier metal se debe escoger el metal de aporte adecuado que normalmente posee elementosdesoxidantes para producir soldaduras de buena calidad
En algunos casos se requiere el uso de fundente para soldar ciertos tipos de metales
Ventajas y Aplicaciones del ProcesoEl proceso oxigas posee las siguientes ventajas el equipo es portaacutetil econoacutemico y puede ser utilizado entoda posicioacuten
El proceso oxigas es normalmente usado para soldar metales de hasta 14 de espesor Se puede utilizartambieacuten para soldar metales de mayor espesor pero ello no es recomendable
Su mayor aplicacioacuten en la industria se encuentra en el campo de mantencioacuten reparacioacuten soldadura decantildeeriacuteas de diaacutemetro pequentildeo y manufacturas livianas Tambieacuten puede ser usado como fuente de energiacuteacaloacuterica para calentar doblar forjar endurecer etc
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4167
Castillo-Guardado
Curso Baacutesico De Soldadura
41
Equipo para Soldadura y Corte OxigasEs el conjunto de elementos que agrupados permiten el paso de gases (Oxigeno-Acetileno) hasta unsoplete en cuyo interior se produce la mezcla La misma en contacto con una chispa produce unacombustioacuten base del sistema oxiacetileacutenico
Procedimiento Baacutesico de Soldadura
Ajuste de llamaEn soldadura oxiacetileacutenica se utiliza una llama neutra (3160degC) o sea se suministra suficiente oxiacutegenopara realizar la combustioacuten de todo el acetileno presenteAunque esta situacioacuten corresponde a una relacioacuten teoacuterica oxiacutegenoacetileno de 251 en la praacutectica parte dela combustioacuten se realiza con oxiacutegeno del aire de modo que
Se consume iguales cantidades de oxiacutegeno y acetileno (relacioacuten 11)Se produce un efecto de auto-proteccioacuten que minimiza la oxidacioacuten del metal base
La llama carburante con exceso de acetileno se reconoce por una zona intermedia reductora que apareceentre el dardo y el penacho se utiliza soacutelo en casos especiales
La llama oxidante con exceso de oxiacutegeno se reconoce por su dardo y penacho maacutes cortos y su sonido maacutesagudo
Seleccioacuten de la BoquillaEn la seleccioacuten de la boquilla influyen los siguientes factores1 Tipo de material a soldar
2 Espesor del material3 Tipo de unioacuten (Tope filete biselada etc)4 Posicioacuten en que se soldaraacute5 Habilidad del operador
Como norma de seguridad siempre debe utilizarse la
Boquilla a la presioacuten recomendada por el fabricante
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4267
Curso Baacutesico De Soldadura Castillo-Guardado
42
Varillas para Soldadura OxigasINDURA dispone de todos los tipos de varillas para este tipo de soldadura Bronce Niacutequel-Plata acerodulce hierro fundido y aluminio en los siguientes diaacutemetros
16 mm (116) - 24 mm (332) - 32 mm (18) - 40 mm (532) - 48 mm (316) y 64 mm (14)
El tamantildeo de varilla adecuada debe ser determinado por
bull el tipo de unioacuten de soldadura bull el espesor del material bull la cantidad de aporte requerido
VARILLAS DE APORTE PARA SOLDADURA OXIGAS
Procedimiento para soldar con varillas de soldadura oxigas (Bronce)
Deben limpiarse muy bien las piezas aplicaacutendoles la llama sobre la superficie hasta que alcance un colorrojo cereza Ambas piezas deben estar a la misma temperatura porque en caso contrario la varilla fluiraacutehacia la pieza maacutes caliente (fenoacutemeno de capilaridad) Caliente la varilla con la llama e introduacutezcala luegoen el depoacutesito de fundente
Note que el calor hace que el fundente se adhiera a la varilla (Si se utiliza una varilla ya revestida confundente este paso debe eliminarse) Una vez que la varilla estaacute impregnada con fundente y las piezas hanalcanzado la temperatura adecuada acerque la varilla hacia la unioacuten y coloque la llama encimaundieacutendola La varilla entonces se funde y fluye hacia el aacuterea calentada uniendo fuertemente las piezas
Debe utilizarse bastante fundente Si la cantidad de fundente es insuficiente la varilla no uniraacute los metales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4367
Castillo-Guardado
Curso Baacutesico De Soldadura
43
VARILLA DE APORTE DE BRONCE
DescripcioacutenLa soldadura de Bronce permite obtener depoacutesitos concaracteriacutesticas mecaacutenicas sobresalientes enresistencia y ductibilidad ademaacutes de ser muy homogeacutenea
AplicacionesSu principal campo de aplicacioacuten es soldadura de hierro fundido acero dulce cobre y sus aleaciones
La principal caracteriacutestica de estas soldaduras es la poca cantidad de gases que se genera en el craacuteter demetal fundido y su bajo punto de fusioacuten que permite una mejor y mayor fluidez del metal fundido
Como teacutecnica operatoria se recomienda precalentar el metal base hasta una temperatura cercana al puntode fusioacuten del metal de aporte luego fundir una gota de soldadura y aplicar calor adicional para obtener unafluidez adecuada en el depoacutesito
Recomendamos el uso del fundente INDURA 10 a fin de obtener depoacutesitos maacutes limpios y de mejorapariencia Las aleaciones de Bronce INDURA son envasadas en cajas de 10 kgs y fabricadas en lassiguientes medidas 24 mm (332)-32 mm (18)-40 mm (532)-48 mm (316)-64 mm (14)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4467
Curso Baacutesico De Soldadura Castillo-Guardado
44
SOLDADURA DE ESTANtildeO
Descripcioacuten
Estas soldaduras son aleaciones a base de estantildeo y se recomiendan para soldar uniones a prueba defiltracioacuten de agua o aire en que la resistencia mecaacutenica no es de importancia y que no estaraacuten expuestas aaltas temperaturas Son especialmente apropiadas para trabajos generales en fierro cobre zinc hojalatafierro galvanizado etc
Estas soldaduras pueden aplicarse por medio de cautiacuten soplete directo inmersioacuten vaciado o por hornoSe suministran en los siguientes tipos seguacuten forma y proporcioacuten de aleacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4567
Castillo-Guardado
Curso Baacutesico De Soldadura
45
El mayor porcentaje de estantildeo influye mejorando la resistencia mecaacutenica de la soldadura de tal forma quelos mejores resultados en este sentido se obtienen con el tipo ldquoArdquo y ldquoLArdquo El tipo ldquoArdquo se recomienda depreferencia para sellar envases de hojalata
Para obtener una buena soldadura es indispensable efectuar una buena limpieza de las piezas a soldarcon lija esmeril lima o escobilla de acero En caso de planchas oxidadas de fierro debe limpiarse con aacutecidomuriaacutetico durante 5 oacute 10 minutos Se recomienda ademaacutes el uso de Fundente INDURA 200 para evitar laoxidacioacuten de los metales a soldar facilitar la fluidez de la soldadura y obtener buenas uniones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
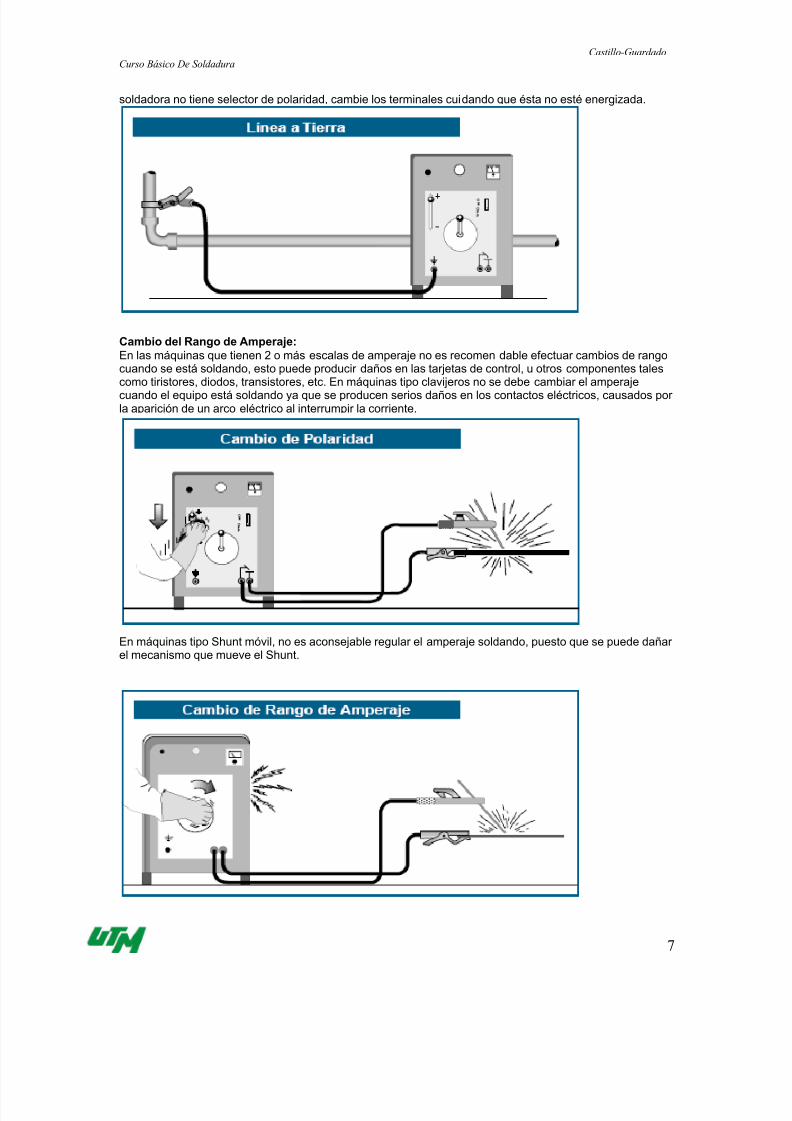
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 767
Castillo-Guardado
Curso Baacutesico De Soldadura
7
soldadora no tiene selector de polaridad cambie los terminales cuidando que eacutesta no esteacute energizada
Cambio del Rango de AmperajeEn las maacutequinas que tienen 2 o maacutes escalas de amperaje no es recomen dable efectuar cambios de rangocuando se estaacute soldando esto puede producir dantildeos en las tarjetas de control u otros componentes talescomo tiristores diodos transistores etc En maacutequinas tipo clavijeros no se debe cambiar el amperajecuando el equipo estaacute soldando ya que se producen serios dantildeos en los contactos eleacutectricos causados porla aparicioacuten de un arco eleacutectrico al interrumpir la corriente
En maacutequinas tipo Shunt moacutevil no es aconsejable regular el amperaje soldando puesto que se puede dantildearel mecanismo que mueve el Shunt
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 867
Curso Baacutesico De Soldadura Castillo-Guardado
8
Circuito de SoldaduraCuando no estaacute en uso el porta electrodos nunca debe ser dejado encima de la mesa o en contacto concualquier otro objeto que tenga una liacutenea directa a la superficie donde se suelda El peligro en este caso esque el porta electrodo en contacto con el circuito a tierra provoque en el transformador del equipo un cortocircuito La soldadura no es una operacioacuten riesgosa si se respetan las medidas preventivas adecuadasEsto requiere un conocimiento de las posibilidades de dantildeo que pueden ocurrir en las operaciones de
soldar y una precaucioacuten habitual de seguridad por el operador
Seguridad en operaciones de SoldaduraCondiciones ambientales que deben ser consideradas
Riesgos de IncendioNunca se debe soldar en la proximidad de liacutequidos inflamablesgases vapores metales en polvo o polvos combustiblesCuando el aacuterea de soldadura contiene gases vapores o polvoses necesario mantener perfectamente aireado y ventilado ellugar mientras se suelda Nunca soldar en la vecindad demateriales inflamables o de combustibles no protegidos
VentilacioacutenSoldar en aacutereas confinadas sin vent ilacioacuten adecuada puedeconsiderarse una operacioacuten arriesgada porque al consumirse el
oxiacutegeno disponible a la par con el calor de la soldadura y elhumo restante el operador queda expuesto a severas molestiasy enfermedades
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 967
Castillo-Guardado
Curso Baacutesico De Soldadura
9
HumedadLa humedad entre el cuerpo y algo electrificado forma una liacuteneaa tierra que puede conducir corriente al cuerpo del operador yproducir un choque eleacutectrico El operador nunca debe estar
sobre una poza o sobre suelo huacutemedo cuando suelda comotampoco trabajar en un lugar huacutemedo Deberaacute conservar susmanos vestimenta y lugar de trabajo continuamente secos
Seguridad en Soldadura de Estanques
Soldar recipientes que hayan contenido materiales inflamables o combustibles es una operacioacuten desoldadura extremadamente peligrosa A continuacioacuten se detallan recomendaciones que deben serobservadas en este tipo de trabajo
a) Preparar el estanque para su lavadoLa limpieza de recipientes que hayan contenido combustibles debe ser efectuada soacutelo por personalexperimentado y bajo directa supervisioacuten
No debe emplearse hidrocarburos clorados (tales como tricloroetileno y tetracloruro de carbono) debidoa que se descomponen por calor o radiacioacuten de la soldadura para formar fosfoacutegeno gas altamentevenenoso
b) Meacutetodos de lavadoLa eleccioacuten del meacutetodo de limpieza depende generalmente de la sustancia contenida Existen tres meacutetodosagua solucioacuten quiacutemica caliente y vapor
c) Preparar el estanque para la operacioacuten de soldaduraAl respecto existen dos tratamientosbull Agua bull Gas CO2-N2
El proceso consiste en llenar el estanque a soldar con alguno de eacutestos fluidos de tal forma que los gasesinflamables sean desplazados desde el interior
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1067
Curso Baacutesico De Soldadura Castillo-Guardado
10
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1167
Castillo-Guardado
Curso Baacutesico De Soldadura
11
POSICIONES EN SOLDADURADesignacioacuten de acuerdo con ANSIAWS A 30-85
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1267
Curso Baacutesico De Soldadura Castillo-Guardado
12
ESQUEMAS BASICOS
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1367
Castillo-Guardado
Curso Baacutesico De Soldadura
13
SELECCION DEL ELECTRODO ADECUADO
Para escoger el electrodo adecuado es necesario analizar las condiciones de trabajo en particular y luegodeterminar el tipo y diaacutemetro de electrodo que maacutes se adapte a estas condiciones
Este anaacutelisis es relativamente simple si el operador se habituacutea a considerar los siguientes factores
1 Naturaleza del metal base2 Dimensiones de la seccioacuten a soldar3 Tipo de corriente que entrega su maacutequina soldadora4 En queacute posicioacuten o posiciones se soldaraacute5 Tipo de unioacuten y facilidad de fijacioacuten de la pieza6 Si el depoacutesito debe poseer alguna caracteriacutestica especial como son resistencia a la corrosioacuten granresistencia a la traccioacuten ductilidad etc7 Si la soldadura debe cumplir condiciones de alguna norma o especificaciones especiales
Despueacutes de considerar cuidadosamente los factores antes indicados el usuario no debe tener dificultad enelegir un electrodo INDURA el cual le daraacute un arco estable depoacutesitos parejos escoria faacutecil de remover y unmiacutenimo de salpicaduras que son las condiciones esenciales para obtener un trabajo oacuteptimo
Condiciones de almacenamiento y mantencioacuten de electrodos
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1467
Curso Baacutesico De Soldadura Castillo-Guardado
14
PROBLEMAS Y DEFECTOS COMUNES EN LA SOLDADURA AL ARCO
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1567
Castillo-Guardado
Curso Baacutesico De Soldadura
15
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1667
Curso Baacutesico De Soldadura Castillo-Guardado
16
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1767
Castillo-Guardado
Curso Baacutesico De Soldadura
17
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1867
Curso Baacutesico De Soldadura Castillo-Guardado
18
SISTEMA ARCO MANUAL
Descripcioacuten del ProcesoEl sistema de soldadura Arco Manual se define como el proceso en que se unen dos metales mediante unafusioacuten localizada producida por un arco eleacutectrico entre un electrodo metaacutelico y el metal base que se desea
unirLa soldadura al arco se conoce desde fines del siglo pasado En esa eacutepoca se utilizaba una varilla metaacutelicadescubierta que serviacutea de metal de aportePronto se descubrioacute que el oxiacutegeno y el nitroacutegeno dela atmoacutesfera eran causantes de fragilidad y poros en elmetal soldado por lo que al nuacutecleo metaacutelico se le agregoacute un revestimiento que al quemarse se gasificabaactuando como atmoacutesfera protectora a la vez que contribuiacutea a mejorar notablemente otros aspectos delprocesoEl electrodo consiste en un nuacutecleo o varilla metaacutelica rodeado por una capa de revestimiento donde elnuacutecleo es transferido hacia el metal base a traveacutes de una zona eleacutectrica generada por la corriente desoldaduraEl revestimiento del electrodo que determina las caracteriacutesticas mecaacutenicas y quiacutemicas de la unioacuten estaacuteconstituido por un conjunto de componentes minerales y orgaacutenicos que cumplen las siguientes funciones
1 Producir gases protectores para evitar la contaminacioacuten atmosfeacuterica y gases ionizantes para dirigir ymantener el arco
2 Producir escoria para proteger el metal ya depositado hasta su solidificacioacuten3 Suministrar materiales desoxidantes elementos de aleacioacuten e hierro en polvo
Clasificacioacuten de Electrodos seguacuten Normas AWSLas especificaciones maacutes comunes para la clasificacioacuten de electrodos seguacuten la AWS son las siguientes1 Especificacioacuten para electrodos revestidos de acero al carbono designacioacuten AWS A51-91 2 Especificacioacuten para electrodos revestidos de aceros de baja aleacioacuten designacioacuten AWS A55-963 Especificacioacuten para electrodos revestidos de aceros al cromo y cromo-niquel resistentes a la corrosioacutendesignacioacuten AWS A54-924 Especificacioacuten para varillas de aporte en uso oxiacetileacutenico yo TIG designacioacuten AWS A52-925 Especificacioacuten para electrodos revestidos para soldaduras de Fe fundido designacioacuten AWS A515-906 Especificaciones para electrodos continuos y fundentes para Arco Sumergido designacioacuten AWSA517-977 Especificaciones para electrodos de aceros dulces para soldadura con electrodos continuos protegidospor gas (MIGMAG) designacioacuten AWS A518-93 En la especificacioacuten para aceros al carbono de electrodosrevestidos el sistema de clasificacioacuten estaacute basado en la resistencia a la traccioacuten del depoacutesito
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1967
Castillo-Guardado
Curso Baacutesico De Soldadura
19
La identificacioacuten de clasificacioacuten estaacute compuesta de la letra E y cuatro diacutegitos Esta letra significaldquoElectrodordquo
Los primeros dos diacutegitos indican la resistencia miacutenima a la traccioacuten del metal depositado en miles de libraspor pulgada cuadrada Es asiacute como E 60 XX indica un electrodo revestido cuyo depoacutesito posee comomiacutenimo 60000 lbs por pulgada cuadrada Esta es la resistencia miacutenima que debe cumplir el depoacutesitoAunque los dos uacuteltimos diacutegitos sentildealan las caracteriacutesticas del electrodo es necesario considerarlos
separadamente ya que el tercer diacutegito indica la posicioacuten para soldar del electrodoEXX1X - toda posicioacutenEXX2X - posicioacuten plana y horizontalEXX4X - toda posicioacuten vertical descendente
El uacuteltimo diacutegito indica el tipo de revestimiento del electrodo Sin embargo para una identificacioacuten completaes necesario leer los dos diacutegitos en conjunto
Para las posiciones vertical y sobre cabeza existe una limitacioacuten de diaacutemetro hasta 316 comuacutenmente y de5 32 para electrodos de BH
Los sistemas de clasificacioacuten para los electrodos revestidos de acero de baja aleacioacuten son similares a la delos aceros al carbono pero a continuacioacuten del cuarto diacutegito existe una letra y un diacutegito que indican lacomposicioacuten quiacutemica del metal depositado Asiacute la A significa un electrodo de acero al Carbono-Molibdenola B un electrodo al Cromo-Molibdeno la C un electrodo al Niacutequel y la letra D un electrodo al Manganeso-Molibdeno El diacutegito final indica la composicioacuten quiacutemica seguacuten esta clasificacioacuten
En las especificaciones para aceros inoxidables AWS A5492 la AISI clasificoacute estos aceros por nuacutemerosy estos mismos se usan para la designacioacuten de los electrodos Por lo tanto la clasificacioacuten para loselectrodos de acero inoxidables como 308 347 etc es su nuacutemero y luego dos diacutegitos maacutes que indican suscaracteriacutesticas de empleo (fuente de poder tipo de revestimiento etc) La letra L a continuacioacuten de los tres
primeros diacutegitos indica que el acero inoxidable es de bajo contenido en carbono
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2067
Curso Baacutesico De Soldadura Castillo-Guardado
20
ELECTRODOS PARA SOLDAR ACERO AL CARBONO
Procedimiento para soldar Acero al Carbono
Los mejores resultados se obtienen manteniendo un arco mediano con lo que se logra una fusioacutenadecuada permitiendo el escape de gases ademaacutes de controlar la forma y apariencia del cordoacuten
Para filetes planos y horizontales conviene mantener el electrodo en un aacutengulo de 45degrespecto a lasplanchas efectuar un pequentildeo avance y retroceso del electrodo en el sentido de avance Con ello se lograuna buena fusioacuten al avanzar se controla la socavacioacuten y la forma del cordoacuten al retroceder al craacuteter
Para filetes verticales ascendentes se mantiene el electrodo perpendicular a la plancha movieacutendolo en elsentido de avance El movimiento debe ser lo suficientemente raacutepido y la corriente adecuada para permitiralargar el arco y no depositar cuando se va hacia arriba para luego bajar al craacuteter y depositar el metalfundido controlando la socavacioacuten y ancho del cordoacuten
La soldadura sobre cabeza se ejecuta en forma similar a la horizontal pero la oscilacioacuten en el sentido deavance debe ser mayor para permitir que el metal depositado en el craacuteter se solidifique
Cuando se suelda vertical descendente el cordoacuten de raiacutez se hace con un avance continuo sin oscilar y lafuerza del arco se dirige de tal manera que sujete el bantildeo de fusioacuten Para los pases sucesivos se puedeusar una oscilacioacuten lateral
ELECTRODO 6013
Electrodo para acero al carbono
Con hierro en polvo
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Rojo
DescripcioacutenElectrodo con polvo de hierro en el revestimiento que permite una velocidad de depoacutesito mayor y unaaplicacioacuten mas faacutecil junto con propiedades mecaacutenicas sobresalientes La estabilidad del arco y el escudoprotector que da el revestimiento ayudan a dirigir el depoacutesito reduciendo la tendencia a socavar Estadisentildeado seguacuten los uacuteltimos adelantos teacutecnicos para lograr oacuteptimos resultados praacutecticos
UsosEste electrodo tiene un campo de aplicacioacuten muy amplio en especial cuando es necesario soldar en todaposicioacuten
Aplicaciones tiacutepicasbull Estanques bull Tuberiacuteas de presioacuten bull Estructuras bull Cantildeeriacuteas
bull Planchas corrientes y galvanizadasbull Barcos
Procedimiento para soldarPara obtener los mejores resultados se recomienda un arco de longitud mediana que permita controlarmejor la forma y aspecto del cordoacutenPara soldadura de filetes planos y horizontales se recomienda mantener el electrodo a 45ordm con cadaplancha oscilaacutendolo en el sentido del avance El movimiento adelante tiene por objeto obtener buenapenetracioacuten y el movimiento hacia atraacutes controla la socavacioacuten y la forma del cordoacutenEn la soldadura vertical se recomienda llevar el electrodo en un aacutengulo de casi 90ordm inclinaacutendolo ligeramenteen el sentido de avance Se debe llevar un movimiento de vaiveacuten alargando el arco para no depositar metal
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2167
Castillo-Guardado
Curso Baacutesico De Soldadura
21
en el movimiento hacia arriba y luego acortaacutendolo para depositar en el craacuteter y asiacute controlar lasdimensiones del deposito y la socavacioacuten
ELECTRODO DE PUNTA AZUL
Electrodo para acero al carbono
Corriente alterna
Revestimiento Blanco
Con hierro en polvo
Punto Azul
Toda posicioacuten
Corriente continuacutea Electrodo positivo
Descripcioacuten
El nuevo Punto Azul posee una formulacioacuten moderna capaz de brindar las maacutes altas exigencias de trabajoSu arco suave y estable lo hace de faacutecil aplicacioacuten en cualquier posicioacuten logrando oacuteptima calidad en launioacuten
Esta nueva foacutermula entrega ademaacutes las siguientes caracteriacutesticas1 Alta velocidad de soldadura2 Depoacutesitos lisos3 Bajo chisporroteo4 Bajo iacutendice de humos5 Faacutecil remocioacuten de escoria6 Excelente penetracioacuten
UsosEs un electrodo de uso general en aceros dulces especialmente cuando es necesario soldar chapas yperfiles delgados
Aplicaciones tiacutepicasbull Marcos de ventana bull Fabricacioacuten de rejasbull Estanques bull Planchas galvanizadas bull Estructuras bull Reparaciones generales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2267
Curso Baacutesico De Soldadura Castillo-Guardado
22
Procedimiento para soldarDebe seguirse el mismo procedimiento utilizado para soldar un electrodo E-6010 oacute E-6011
ELECTRODOS PARA ACEROS INOXIDABLES
iquest Queacute es un acero inoxidableLos aceros inoxidables son simplemente aleaciones compuestas por hierro (Fe) Carbono (C) y Cromo (Cr)El hierro es el elemento fundamental de todos los aceros inoxidables Sin embargo para hacer que el hierrosea inoxidable el contenido de cromo en solucioacuten debe ser por lo menos de un 115 Se adicionan otroselementos de aleacioacuten (Ni Mo V Ti Nb) con el fin de mejorar ciertas propiedades como son ductibilidadresistencia al impacto resistencia al creep resistencia a la corrosioacuten calor etc
Tipos de Aceros InoxidablesDesde el punto de vista metaluacutergico los aceros inoxidables estaacuten agrupados dentro de tres tipos baacutesicosde acuerdo a su microestructura Martensiacuteticos Ferriacuteticos y Austeniacuteticos
MartensiacuteticosEstos aceros contienen entre 115 a 18 de cromo como su principal elemento de aleacioacuten Algunosejemplos de este grupo son los aceros martensiacuteticos AISI 410 416 420431 501 y 502En la soldadura de los aceros martensiacuteticos (aceros autotemplables) se pueden producir tensiones y porconsiguiente grietas si no se adoptan las precauciones convenientesSiempre que sea posible debe emplearse como metal de aporte aleaciones austeniacuteticas (Ej AISI 309-310)
para absorber las tensiones en las zonas cercanas al cordoacuten y asiacute evitar grietasEs conveniente precalentar entre 300-350degC las piezas que van a ser soldadas Despueacutes de la soldadura yuna vez enfriadas las piezas se recomienda un revenido de 600 a 700degC La resistencia oacuteptima a lacorrosioacuten de estos aceros se obtiene efectuando tratamientos teacutermicos de temple y revenido a lastemperaturas requeridas sin embargo esta resistencia a la corrosioacuten no es tan buena como en los acerosausteniacuteticos o ferriacuteticos Su campo de accioacuten estaacute en piezas que estaacuten sometidas a corrosioacuten y que requieren de cierta resistenciamecaacutenica Se utilizan generalmente en aletas para turbinas rodetes de turbinas hidraacuteulicas fundicionesresistentes a la corrosioacuten cuchilleriacutea piezas de vaacutelvulas etc
Ferriacuteticos
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2367
Castillo-Guardado
Curso Baacutesico De Soldadura
23
Los aceros inoxidables ferriacuteticos contienen entre 17 y 27 de cromo Ejemplos de eacutestos son los acerosAISI 405 430 442 446Estos aceros no son endurecibles por tratamiento teacutermico sino soacutelo moderadamente mediante trabajo enfriacuteo Son magneacuteticos al igual que los martensiacuteticos Pueden trabajarse en friacuteo o en caliente pero alcanzansu maacutexima ductilidad y resistencia a la corrosioacuten en la condicioacuten de recocido
En los aceros ferriacuteticos con un contenido de alto cromo puede aparecer fase sigma (dura y fraacutegil) cuando
se les mantiene durante mucho tiempo a temperaturas cercanas a 470degC Por otro lado los aceros ferriacuteticosson muy propensos al crecimiento del grano (850degC - 900degC) inconveniente para la soldadura Si las piezasa soldar son de dimensiones considerables se recomienda postcalentar las piezas entre 700degC a 850degCseguido de un enfriamiento raacutepidoComo los aceros ferriacuteticos se pueden deformar faacutecilmente en friacuteo se utilizan mucho para estampadosprofundos de piezas como recipientes para industrias quiacutemicas y alimenticias y para adornosarquitectoacutenicos o automotrices
AusteniacuteticosEstos son los aceros inoxidables al cromo-niacutequel (tipo 3XX) y al cromo-niacutequel-manganeso (tipo 2XX) Sonesencialmente no magneacuteticos en la condicioacuten de recocido y no endurecen por tratamiento teacutermico Elcontenido total de niacutequel y cromo es de por lo menos 23 Se pueden trabajar faacutecilmente en caliente o enfriacuteo El trabajo en friacuteo les desarrolla una amplia variedad de propiedades mecaacutenicas y en esta condicioacuten elacero puede llegar a ser ligeramente magneacutetico Son muy resistentes al impacto y difiacuteciles de maquinarEstos aceros tienen la mejor resistencia a altas temperaturas y resistencia a la formacioacuten de escamas de
los aceros inoxidables Su resistencia a la corrosioacuten suele ser mejor que las de los aceros martensiacuteticos oferriacuteticosEl mayor inconveniente que presenta la soldadura de los aceros austeniacuteticos es la precipitacioacuten de carburosque pueden producirse en las zonas cercanas al cordoacuten de soldadura quedando sensibilizados a lacorrosioacuten intergranular Para evitar esta precipitacioacuten se deben soldar las piezas sin precalentamiento y conel menor aporte de calor posible Otra posibilidad es emplear aceros austeniacuteticos con porcentaje decarbono menor a 003 o aceros austeniacuteticos estabilizados con titanio niobio o taacutentalo
Electrodo para hacero Inoxidable
Electrodo de acero inoxidable austen tico
Corriente continuacutea Electrodo positivo
Toda posicioacuten
Corriente alternaRevestimiento Blanco
DescripcioacutenEl electrodo 19-9 posee un revestimiento rutiacutelico lo que lo hace apto para soldar con CA o CC electrodopositivo Este electrodo se caracteriza por un arco estable de transferencia spray cuyo depoacutesito es deexcelente forma y apariencia La escoria se desprende faacutecilmente ademaacutes de tener muy buenareanudacioacuten de arco por lo que se aconseja usarlo en soldaduras intermitentes El depoacutesito es de aceroinoxidable austeniacutetico
UsosEl electrodo 19-9 estaacute formulado para soldar el grupo 18-8 de aceros inoxidables por ejemplo 301 302302B 303 304 305 y 308 que se caracterizan por su gran resistencia a la corrosioacuten
Este electrodo es ademaacutes muy usado para soldar acero manganeso y para rellenar estos u otros aceros
especiales resistentes al desgaste antes de aplicar las capas de recubrimiento duro
El metal depositado es austeniacutetico y no magneacuteticoAplicaciones tiacutepicasbull Intercambiadores de calor bull Industrias conserveras bull Equipos Quiacutemicos bull Industria Lechera
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2467
Curso Baacutesico De Soldadura Castillo-Guardado
24
ELECTRODOS BASE NIQUEL
Electrodo base Niacutequel con Cromo Molibdeno y Columbio
Alta resistencia a la traccioacuten y tenacidad a bajas y altas temperaturas (1100iexcl
C)
Excelente resistencia a la corrosioacuten en muchos medios agresivos
Posicioacuten plana y horizontal CA CC (+)
DescripcioacutenEl electrodo Nicromo 3 se caracteriza por producir un arco suave y estable de transferencia spray Eldepoacutesito formado es de exelente apariencia y de faacutecil desprendimiento de la escoriaEl depoacutesito del electrodo Nicromo 3 se caracteriza por su favorable resistencia a elevadas temperaturas
(1100degC) durante tiempos prolongados ademaacutes de su buena resistencia a la corrosioacuten bajo tensiones yfisuracioacuten en caliente
UsosEste electrodo es apto para unir aleaciones tipo Inconel 625 e Incoloy 825 Recomendado para unioacuten dealeaciones altas en cromo-niacutequel entre si o con aceros inoxidables Se recomienda ademaacutes para revestiraceros al carbono y de baja aleacioacuten Debido a su alto liacutemite elaacutestico se puede utilizar para unir aceros alniacutequel (5 y 9 de Ni)
Aplicaciones tiacutepicasbull Estanques para transpor tes criogeacutenicosbull Estanques de almacenamiento de aceros al Ni (5-9 Ni)bull Asiento de vaacutelvulas bull Reparacioacuten de maquinaria
bull Estanques para productos corrosivos bull Aleaciones 904 y 904L Inconel 625 e Incoloy 825
Procedimiento de soldaduraEs indispensable limpiar cuidadosamente las partes a soldar para lograr uniones libres de poros y grietasUsar arco corto con una ligera inclinacioacuten Para lograr un bajo aporte de calor es recomendable depositarcordones rectos y angostos con poca o ninguna oscilacioacuten El precalentamiento depende del metal basecualquier post-calentamiento puede efectuarse sin peligro de perjudicar las caracteriacutesticas del depoacutesito
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2567
Castillo-Guardado
Curso Baacutesico De Soldadura
25
ELECTRODOS PARA COBRE ndashBRONCE
Procedimiento para soldar con Electrodos Cobre ndashBronce
La teacutecnica de operacioacuten de estos electrodos es totalmente distinta a la empleada en la soldadura del aceroal carbono debido principalmente a la gran diferencia de conductividad teacutermica coeficiente de expansioacutenmenor punto de fusioacuten y mayor fluidez a la temperatura de la zona de fusioacuten Al soldar cobre y susaleaciones deberaacute considerarse los siguientes factores1 Dejar una separacioacuten mayor en la raiacutez de las uniones2 Emplear aacutengulos de bisel mayores que los usuales3 El punteo de las uniones debe tener un paso menor4 Usar temperaturas de precalentamiento5 Emplear los rangos de corriente maacutes altos para cada diaacutemetro de electrodo
Es frecuente el empleo de respaldos de cobre o de grafito con el objeto de prevenir la sobre fusioacuten en laraiacutez de las uniones especialmente al soldar espesores delgados Como regla general al soldar cobre y susaleaciones se recomienda el empleo de temperaturas de precalentamiento del orden de 200degC ytemperaturas entre pasadas de 200degC a 370degC para latones y de 400degC a 550degC para cobreEl martillado de los depoacutesitos de soldadura no es absolutamente indispensable pero se emplea parareducir las tensiones y distorsiones en las uniones soldadas a la vez de mejorar las propiedadesmecaacutenicas debido al afinamiento de los granos del depoacutesito
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacuten
con CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2667
Curso Baacutesico De Soldadura Castillo-Guardado
26
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas debronce fosfoacutericoAplicaciones tiacutepicas
bull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tablaPara el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas Enlas soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Para
soldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
Electrodo Para Cobre
Electrodo de bronce fosforico
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Negro
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacutencon CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas de
bronce fosfoacutericoAplicaciones tiacutepicasbull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tabla
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2767
Castillo-Guardado
Curso Baacutesico De Soldadura
27
Para el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas En
las soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Parasoldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
ELECTRODOS PARA BISELAR Y CORTAR
Estos electrodos tienen gran importancia en las industrias que requieren efectuar trabajos de corte ybiselado ya que han sido especialmente disentildeados y fabricados para cumplir eficientemente estos trabajos
Procedimiento para Biselar y CortarPara biselar use un portaelectrodo convencional dirigiendo el electrodo en un aacutengulo aproximado de 30degcon respecto al plano del metal base Use un movimiento de retroceso para evitar profundizar demasiadoUna mayor velocidad de avance daraacute un biselado menos profundo Esmerile la zona antes de soldarPara cortar dirija el electrodo en direccioacuten al recorrido en un aacutengulo de 90degcon respecto al plano del metalbase Use un movimiento vertical ascendente y descendente para producir el desprendimiento del materialfundido
Electrodo para cortar y perforar
Corriente alterna
Toda posiciOn
Corriente continua Electrodo negativo
Revestimiento Gris oscuro
DescripcioacutenEl electrodo Speed Cut estaacute disentildeado para cortar y perforar todos los metales con CA o CC electrodonegativo Es un electrodo de alta velocidad y su revestimiento especial de tipo refractario evita que seprecaliente el nuacutecleo y concentra la fuerza del arco para lograr cortes parejos y limpios
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2867
Curso Baacutesico De Soldadura Castillo-Guardado
28
UsosEste electrodo ha sido especialmente disentildeado para producir cortes de alta velocidad en todas lasposiciones Es recomendable su uso en todos los metales especialmente para aquellos que representandificultad para ser cortados o perforados al ser tratados con equipos oxigas como por ejemplo fierrofundido aceros inoxidables aleaciones de niacutequel bronce cobrealuminio etcAplicaciones tiacutepicas
bull Cortes de alta velocidad en todas posiciones bull Desarme de estructuras metaacutelicas bull Remocioacuten de defectos en soldadura bull Perforacioacuten de remaches
ELECTRODOS PARA SOLDAR HIERRO FUNDIDO
Procedimiento para soldar Hierro Fundido
Las reparaciones en fundicioacuten de hierro gris o hierro maleable son los trabajos maacutes comuacutenmenteencontrados en la praacutectica diaria y son considerados como los trabajos de soldadura maacutes difiacutecilesCuando se suelda hierro fundido con electrodos comunes de acero se forma una capa dura y fraacutegiladyacente a la soldadura
Esta capa consiste en hierro fundido endurecido superficialmente como resultado del raacutepido enfriamientodesde una alta temperatura Si el metal de aporte es acero eacuteste absorberaacute considerable cantidad decarboacuten del hierro fundido convirtieacutendose en un acero de alto carbono El resultado seraacute que el depoacutesito desoldadura se endureceraacute siendo imposible su mecanizadoAdemaacutes cuando se usan electrodos con nuacutecleo de acero la diferencia de contracciones entre elmetal fundido depositado y la fundicioacuten generalmente es causa de problemas serios La resistencia delmetal de aporte es mucho mayor que la del hierro fundido y al producirse la contraccioacuten del acero puededesprenderse de la fundicioacuten Debido a estas condiciones es que los electrodos especiales son necesariospara este tipo de soldadura
La soldadura del hierro fundido es relativamente faacutecil pero sus caracteriacutesticas quiacutemicas y metaluacutergicas sontales que deben ser consideradas cuidadosamente para asegurar los mejores resultados
Algunas de sus caracteriacutestica son1 Si se calienta a una temperatura alta y luego se enfriacutea raacutepidamente el resultado seraacute una fundicioacutenblanca muy dura y difiacutecilmente trabajable mecaacutenicamente2 Si se calienta a una temperatura alta y luego se enfriacutea lentamente el resultado seraacute un hierro fundidogris que es blando y faacutecilmente trabajable3 El hierro fundido es fraacutegil y no se puede doblar o estirar como el acero y consecuentemente si se produceun sobrecalentamiento durante la soldadura las contracciones durante el enfriamiento pueden causargrietas en la soldadura misma o en las zonas teacutermicamente afectadas entre eacutesta y el metal base
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2967
Castillo-Guardado
Curso Baacutesico De Soldadura
29
Las consideraciones anteriores son principalmente las que han establecido un procedimiento fundamentalpara la soldadura del hierro fundido independiente del tipo de electrodo utilizado maquinable o nomaquinable que puede establecerse en los siguientes puntos
1 Utilizar electrodos de poco diaacutemetro y corriente lo maacutes baja posible pero suficiente para producir unabuena fusioacuten2 Hacer soldaduras cortas de no maacutes de dos o tres pulgadas de longitud3 Es aconsejable el depoacutesito de cordones delgados en lugar de cordones anchos y oscilados
InstruccionesPara obtener los mejores resultados es esencial que la unioacuten haya sido adecuadamente preparada Debenremoverse o limpiarse todas las materias extrantildeas tales como oacutexido grasa y aceites Especialmente laspartes que se han impregnado de aceite agua u otros agentes pueden requerir un precalentamiento a unatemperatura suficientemente alta (300-370degC) para evaporar los contaminantes antes de la soldadura
Las uniones deben ser preparadas y biseladas por medios mecaacutenicos como esmeriles discos o limas ydebe evitarse hacer los biselados o preparaciones con arco eleacutectrico ya que este procedimiento tenderiacutea aproducir hierro fundido blanco duro y quebradizo en las zonas inmediatamente vecinas a las soldaduras
El biselado se recomienda auacuten para secciones delgadas mantenieacutendolo siempre al miacutenimo praacutectico paraevitar los esfuerzos residuales provenientes de la contraccioacuten
Como regla general el aacutengulo total de bisel debe ser de aproximadamente 90degpara secciones de635 mm de espesor o menos y de 60 a 90degpara secciones maacutes pesadas o de mayor espesor
Es aconsejable tambieacuten para disminuir los esfuerzos teacutermicos usar electrodos de diaacutemetro pequentildeo yutilizar siempre amperajes bajos Ademaacutes el precalentamiento es necesario para fundiciones pesadas y lasoldadura debe depositarse en cordones cortos lineales de dos a tres pulgadas de longitud Cuando seaposible debe procurarse depositar la soldadura en dos a tres capas ya que los pases subsiguientes tienenun efecto beneacutefico de normalizado sobre los primeros En las soldaduras de hierro fundido es muyimportante evitar el calor localizado causante en la mayoriacutea de los casos de grietas en el metal base y en lasoldadura Esto se logra haciendo soldaduras intermitentes permitiendo que el calor se distribuya dentrode la fundicioacuten antes de depositar el proacuteximo cordoacuten
Electrodo Para soldar Hierro Fundido
Electrodo para hierro fundido
Corriente alterna
Toda posicion
Revestimiento Canela
Corriente continua Electrodo positivo
DescripcioacutenEl electrodo 77 tiene nuacutecleo de acero dulce con un revestimiento que actuacutea como fundente controlando lascaracteriacutesticas del arco Tiene un punto de fusioacuten lo suficientemente bajo para permitir usar corrientesbajas caracteriacutestica importante en la soldadura de hierro fundido lo que reduce el endurecimiento en lazona de fusioacuten
UsosEste electrodo se recomienda para reparaciones en hierro fundido en que los depoacutesitos no requieranmaquinado posterior
Aplicaciones tiacutepicasbull Cabezales de motores bull Piezas de maacutequinas bull Cajas de descanso bull Blocks de motores
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3067
Curso Baacutesico De Soldadura Castillo-Guardado
30
Procedimiento para soldarSe recomienda usar preferentemente CC electrodo positivo Las piezas a soldar deben estar limpias Serecomienda biselar las piezas en forma de ldquoVrdquo y taladrar los extremos de las grietas a reparar Para tener mayor seguridad de la calidad del trabajo se debe evitar soldar en forma contiacutenua se recomiendaefectuar cordones de 5 a 8 cms intermitentemente Debe mantenerse el trabajo friacuteo No se recomiendamartillar el cordoacuten pueden producirse fisuras
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3167
Castillo-Guardado
Curso Baacutesico De Soldadura
31
Descifrando los siacutembolos de la soldadura
Cuando las soldaduras son especificadas en planos y dibujos isomeacutetricos de ingenieriacutea de fabricacioacuten unconjunto de siacutembolos es usado para identificar el tipo de soldadura las dimensiones y otras informacionesreferente al proceso y el acabado
ANSIAWS A24 Siacutembolos para soldadura y pruebas no destructivasReconociendo la estructura del simbolo
La liacutenea horizontal se conoce como liacutenea de referencia y es la plataforma principal donde todos losdemaacutes siacutembolos de soldadura son agregados las instrucciones para la ejecucioacuten de la soldadura vanalineadas a la liacutenea de referencia y una flecha conecta la liacutenea de referencia con la junta a ser soldada Enel ejemplo de arriba la flecha se despliega a la derecha de la liacutenea de referencia y apuntando hacia abajo ya la derecha pero existen muchas otras combinaciones
Algunas veces la flecha apunta los dos lados de la junta por consiguiente existiriacutean dos ladospotencialmente apropiados para ejecutar la soldadura por ejemplo en una junta T cuando dos laminasson unidas la soldadura puede ser hecha en cualquiera de los lados de la T
El siacutembolo hace la distincioacuten entre los dos lados de la junta usando la flecha y los espacios debajo yencima de la liacutenea de referencia los lados (curiosamente) son conocidos como El lado de la flecha y Elotro lado y la soldadura se ejecuta de acuerdo a las instrucciones dadas en la parte de arriba de la liacutenea dereferencia y la orientacioacuten de la flecha no interfiere con estas instrucciones
La bandera que sale de la liacutenea de referencia esta presente si la soldadura se efectuara en campo odurante el armado de la estructura un siacutembolo de soldadura sin la bandera indica que la soldadura seefectuaraacute en el taller pero en algunos planos y dibujos antiguos puede ser encontrado un circulo negro en launioacuten entre la liacutenea de referencia y la flecha
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3267
Curso Baacutesico De Soldadura Castillo-Guardado
32
Un circulo vaciacuteo entre la liacutenea de referencia y la flecha es una indicacioacuten de que la soldadura debe serejecutada alrededor o en toda la circunferencia de la unioacuten como en este ejemplo
La cola del siacutembolo de soldadura es el sitio donde se coloca la informacioacuten suplementariaconcerniente a la soldadura a ejecutar y puede contener referencias del proceso requerido electrodo undetalle de dibujo y cualquier informacioacuten que ayude a la ejecucioacuten de la soldadura que no tenga un lugarespecial en el siacutembolo plano o la isometriacutea
Cada tipo de soldadura tiene su siacutembolo baacutesico el cual tiacutepicamente se situacutea al rededor del centro dela liacutenea de referencia (dependiendo de cual sea el lado de la junta) y este siacutembolo es usualmente un dibujoque representa la seccioacuten transversal de la junta misma y estas estaacuten divididas en tres grupos
Simbolos para las Soldaduras de Filete
La soldadura fundida es depositada en la esquina formada por la caracteriacutestica de la unioacuten de dosmiembros penetrando y fundieacutendose con el metal base para formar la junta
La cara perpendicular del triangulo siempre es dibujada en la parte izquierda del siacutembolo si las doscaras de la soldadura son de la misma dimensioacuten entonces solo una medida es dada
Las soldaduras de filete son usadas para hacer juntas de enfrentamiento perpendicular comoesquinas y las juntas T y como su propio siacutembolo lo sugiere estas soldaduras son baacutesicamentetriangulares vistas desde su seccioacuten aunque su forma no es siempre un triangulo perfecto o isoacutesceles
Si la soldadura tuviera caras desiguales (menos comuacuten) entonces ambas dimensiones son dadas yuna nota especial que indica en el dibujo cual cara es mas larga
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3367
Castillo-Guardado
Curso Baacutesico De Soldadura
33
El largo de la soldadura es dado a la derecha del simbolo
La soldadura se debe situar entre las liacuteneas dimensioacutenales especificadas (si son dadas) o entre lospuntos donde un cambio de direccioacuten abrupto de la soldadura ocurra como al final de las planchas olaminas
En el caso de soldaduras intermitentes o interrumpidas el largo de cada porcioacuten de la soldadura y losespacios que las separan son indicado en el siacutembolo siendo separados con un guioacuten ( - ) y el largo de laporcioacuten de soldadura va seguido de la dimensioacuten centro-centro del espacio estos siempre se colocan a la
derecha del siacutembolo del filete (triangulo)
Note que la dimensioacuten del espacio no indica el espacio limpio entre las soldaduras la indicacioacuten escentro-centro
Siacutembolos para las Soldaduras de Canal
Las soldaduras de Canal son usadas comuacutenmente para hacer juntas de bordes con bordes aunquetambieacuten son usadas frecuentemente en esquinas juntas T juntas curvas y piezas planas Como losugiere la variedad de siacutembolos para estas soldaduras hay muchas maneras de hacer soldaduras deCanal y la diferencia principal dependeraacute de la geometriacutea de las partes que seraacuten unidas y la preparacioacutende sus bordes El metal soldado es depositado entre el canal penetrando y fundieacutendose con el metal base para formar la junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipo de
soldaduras la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3467
Curso Baacutesico De Soldadura Castillo-Guardado
34
La soldadura de canal cuadrado en la cual el canal es creado por una separacioacuten especifica o ningunaseparacioacuten incluyendo hasta cierta presioacuten de oposicioacuten la distancia de la separacioacuten (si existe) es dadaen el siacutembolo
Las soldaduras de canal V en la que los bordes son biselados a veces por un lado o por los doslados para crea el canal el aacutengulo del bisel es dado en el siacutembolo asiacute como la luz de separacioacuten oseparacioacuten de la raiacutez (si existiera)
Si la profundidad de la V no fuera igual al espesor o a la mitad (en el caso de doble V) del espesorde la lamina o plancha a soldar entonces la profundidad es dada a la izquierda del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3567
Castillo-Guardado
Curso Baacutesico De Soldadura
35
Si la penetracioacuten de la soldadura fuera mayor que la profundidad del canal la profundidad de la gargantaefectiva es dada entre pareacutentesis despueacutes de la profundidad de la V
En el bisel del canal de soldadura en el cual el borde de una de las laminas es biselado y la otra escuadrada el siacutembolo de la liacutenea perpendicular siempre es dibujada en el lado izquierdo sea cual sea laorientacioacuten de la soldadura la flecha apunta la cara de la pieza que debe ser biselada y en este caso laflecha es cortada y doblada en aacutengulo para hacer eacutenfasis en su importancia (este corte de aacutengulo no esnecesario si el proyectista no tiene preferencias en cual lado debe ser biselado o si el dibujo es interpretadopor un soldador calificado que reconoce la diferencia de cual lado debe ser tratado) las
condiciones de aacutengulo preparacioacuten del borde garganta efectiva y la luz de separacioacuten de la
separacioacuten de raiacutez son descritas en las soldaduras de canal V en esta misma pagina
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3667
Curso Baacutesico De Soldadura Castillo-Guardado
36
En la soldadura de canal U en la cual ambos bordes son tratados para crear un canal coacutencavo laprofundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de la separacioacuten sondescritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de canal J en la cual en uno de las laminas tiene un biselado coacutencavo y la otra esdejada cuadrada como con el bisel de la media V la liacutenea perpendicular siempre apareceraacute dibujada a laizquierda y la flecha (con un doblez si fuera necesario) apuntando la pieza que recibiraacute el tratamiento debisel coacutencavo la profundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de
separacioacuten son descritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de V curva comuacutenmente usada para unir dos partes curvas o dos partes tubularesla profundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3767
Castillo-Guardado
Curso Baacutesico De Soldadura
37
En la soldadura de canal con bisel curvo comuacutenmente usada para unir una pieza curva o tubular auna pieza plana como con la V curva (anterior) formada por dos superficies curvas o tubulares laprofundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis La liacutenea perpendicular es dibujada siempre al lado izquierdo del siacutembolosea cual sea la orientacioacuten de la soldadura
Otros siacutembolos suplementarios son usados con la soldadura de canal como Penetracioacuten saliente y Barra o elemento de respaldo ambos siacutembolos son indicacioacuten de que la penetracioacuten de la junta se efectuacuteadesde un solo lado de la junta
El alto del refuerzo (si fuera critico) es indicado a la izquierda del siacutembolo de penetraron saliente elcual esta situado
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3867
Curso Baacutesico De Soldadura Castillo-Guardado
38
Cuando una barra o elemento de respaldo es usado para lograr la penetracioacuten necesaria de la junta su siacutembolo es situado encima de la liacutenea de referencia sobre el siacutembolo de la soldadura si la barra esprovisional y seraacute removida al final de la soldadura entonces la letra R es situada dentro del siacutembolo de labarra de respaldo esta barra tiene el mismo siacutembolo que la soldadura de conexion y ovalos pero sucontexto debe hacer siempre la clara intencioacuten del siacutembolo
Simbolos para la Soldadura de conexion y ovalos
Soldadura de conexioacuten y de oacutevalos es usada para unir laminas sobrepuestas una de las cuales tienenperforaciones (redondos para conexiones y ovalados o alargados para Oacutevalos) Metal soldado esdepositado en estas perforaciones penetrando y fundieacutendose con el metal base de las dos partes formandola junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipode soldadura la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3967
Castillo-Guardado
Curso Baacutesico De Soldadura
39
En la soldadura de conexioacuten el diaacutemetro de cada conector es dado a la izquierda del siacutembolo y el espacioentre los conectores es dado a la derecha en la soldadura de oacutevalos el ancho de cada ovalo es dado a laizquierda del siacutembolo el largo y la distancia entre espacios (separados por un guioacuten-) son dados a laderecha del siacutembolo y la referencia del detalle en la cola
El numero de conectores u oacutevalos es dado entre pareacutentesis por encima o por debajo del siacutembolo de lasoldadura la indicacioacuten del lado de la flecha y el otro lado indican cual pieza tiene la(s) perforacione(s)
Si no esta en las especificaciones el llenado total de esta perforacioacuten entonces la profundidad es dadadentro del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4067
Curso Baacutesico De Soldadura Castillo-Guardado
40
SISTEMA OXIGAS
Descripcioacuten del ProcesoEl proceso de soldadura oxigas mostrado en la figura consiste en una llama dirigida por un sopleteobtenida por medio de la combustioacuten de los gases oxiacutegeno-acetileno El intenso calor de la llama funde la
superficie del metal base para formar una poza fundidaCon este proceso se puede soldar con o sin material de aporte El metal de aporte es agregado para cubrirbiseles y orificios
A medida que la llama se mueve a lo largo de la unioacuten el metal base y el metal de aporte se solidifican paraproducir el cordoacuten
Al soldar cualquier metal se debe escoger el metal de aporte adecuado que normalmente posee elementosdesoxidantes para producir soldaduras de buena calidad
En algunos casos se requiere el uso de fundente para soldar ciertos tipos de metales
Ventajas y Aplicaciones del ProcesoEl proceso oxigas posee las siguientes ventajas el equipo es portaacutetil econoacutemico y puede ser utilizado entoda posicioacuten
El proceso oxigas es normalmente usado para soldar metales de hasta 14 de espesor Se puede utilizartambieacuten para soldar metales de mayor espesor pero ello no es recomendable
Su mayor aplicacioacuten en la industria se encuentra en el campo de mantencioacuten reparacioacuten soldadura decantildeeriacuteas de diaacutemetro pequentildeo y manufacturas livianas Tambieacuten puede ser usado como fuente de energiacuteacaloacuterica para calentar doblar forjar endurecer etc
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4167
Castillo-Guardado
Curso Baacutesico De Soldadura
41
Equipo para Soldadura y Corte OxigasEs el conjunto de elementos que agrupados permiten el paso de gases (Oxigeno-Acetileno) hasta unsoplete en cuyo interior se produce la mezcla La misma en contacto con una chispa produce unacombustioacuten base del sistema oxiacetileacutenico
Procedimiento Baacutesico de Soldadura
Ajuste de llamaEn soldadura oxiacetileacutenica se utiliza una llama neutra (3160degC) o sea se suministra suficiente oxiacutegenopara realizar la combustioacuten de todo el acetileno presenteAunque esta situacioacuten corresponde a una relacioacuten teoacuterica oxiacutegenoacetileno de 251 en la praacutectica parte dela combustioacuten se realiza con oxiacutegeno del aire de modo que
Se consume iguales cantidades de oxiacutegeno y acetileno (relacioacuten 11)Se produce un efecto de auto-proteccioacuten que minimiza la oxidacioacuten del metal base
La llama carburante con exceso de acetileno se reconoce por una zona intermedia reductora que apareceentre el dardo y el penacho se utiliza soacutelo en casos especiales
La llama oxidante con exceso de oxiacutegeno se reconoce por su dardo y penacho maacutes cortos y su sonido maacutesagudo
Seleccioacuten de la BoquillaEn la seleccioacuten de la boquilla influyen los siguientes factores1 Tipo de material a soldar
2 Espesor del material3 Tipo de unioacuten (Tope filete biselada etc)4 Posicioacuten en que se soldaraacute5 Habilidad del operador
Como norma de seguridad siempre debe utilizarse la
Boquilla a la presioacuten recomendada por el fabricante
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4267
Curso Baacutesico De Soldadura Castillo-Guardado
42
Varillas para Soldadura OxigasINDURA dispone de todos los tipos de varillas para este tipo de soldadura Bronce Niacutequel-Plata acerodulce hierro fundido y aluminio en los siguientes diaacutemetros
16 mm (116) - 24 mm (332) - 32 mm (18) - 40 mm (532) - 48 mm (316) y 64 mm (14)
El tamantildeo de varilla adecuada debe ser determinado por
bull el tipo de unioacuten de soldadura bull el espesor del material bull la cantidad de aporte requerido
VARILLAS DE APORTE PARA SOLDADURA OXIGAS
Procedimiento para soldar con varillas de soldadura oxigas (Bronce)
Deben limpiarse muy bien las piezas aplicaacutendoles la llama sobre la superficie hasta que alcance un colorrojo cereza Ambas piezas deben estar a la misma temperatura porque en caso contrario la varilla fluiraacutehacia la pieza maacutes caliente (fenoacutemeno de capilaridad) Caliente la varilla con la llama e introduacutezcala luegoen el depoacutesito de fundente
Note que el calor hace que el fundente se adhiera a la varilla (Si se utiliza una varilla ya revestida confundente este paso debe eliminarse) Una vez que la varilla estaacute impregnada con fundente y las piezas hanalcanzado la temperatura adecuada acerque la varilla hacia la unioacuten y coloque la llama encimaundieacutendola La varilla entonces se funde y fluye hacia el aacuterea calentada uniendo fuertemente las piezas
Debe utilizarse bastante fundente Si la cantidad de fundente es insuficiente la varilla no uniraacute los metales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4367
Castillo-Guardado
Curso Baacutesico De Soldadura
43
VARILLA DE APORTE DE BRONCE
DescripcioacutenLa soldadura de Bronce permite obtener depoacutesitos concaracteriacutesticas mecaacutenicas sobresalientes enresistencia y ductibilidad ademaacutes de ser muy homogeacutenea
AplicacionesSu principal campo de aplicacioacuten es soldadura de hierro fundido acero dulce cobre y sus aleaciones
La principal caracteriacutestica de estas soldaduras es la poca cantidad de gases que se genera en el craacuteter demetal fundido y su bajo punto de fusioacuten que permite una mejor y mayor fluidez del metal fundido
Como teacutecnica operatoria se recomienda precalentar el metal base hasta una temperatura cercana al puntode fusioacuten del metal de aporte luego fundir una gota de soldadura y aplicar calor adicional para obtener unafluidez adecuada en el depoacutesito
Recomendamos el uso del fundente INDURA 10 a fin de obtener depoacutesitos maacutes limpios y de mejorapariencia Las aleaciones de Bronce INDURA son envasadas en cajas de 10 kgs y fabricadas en lassiguientes medidas 24 mm (332)-32 mm (18)-40 mm (532)-48 mm (316)-64 mm (14)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4467
Curso Baacutesico De Soldadura Castillo-Guardado
44
SOLDADURA DE ESTANtildeO
Descripcioacuten
Estas soldaduras son aleaciones a base de estantildeo y se recomiendan para soldar uniones a prueba defiltracioacuten de agua o aire en que la resistencia mecaacutenica no es de importancia y que no estaraacuten expuestas aaltas temperaturas Son especialmente apropiadas para trabajos generales en fierro cobre zinc hojalatafierro galvanizado etc
Estas soldaduras pueden aplicarse por medio de cautiacuten soplete directo inmersioacuten vaciado o por hornoSe suministran en los siguientes tipos seguacuten forma y proporcioacuten de aleacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4567
Castillo-Guardado
Curso Baacutesico De Soldadura
45
El mayor porcentaje de estantildeo influye mejorando la resistencia mecaacutenica de la soldadura de tal forma quelos mejores resultados en este sentido se obtienen con el tipo ldquoArdquo y ldquoLArdquo El tipo ldquoArdquo se recomienda depreferencia para sellar envases de hojalata
Para obtener una buena soldadura es indispensable efectuar una buena limpieza de las piezas a soldarcon lija esmeril lima o escobilla de acero En caso de planchas oxidadas de fierro debe limpiarse con aacutecidomuriaacutetico durante 5 oacute 10 minutos Se recomienda ademaacutes el uso de Fundente INDURA 200 para evitar laoxidacioacuten de los metales a soldar facilitar la fluidez de la soldadura y obtener buenas uniones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
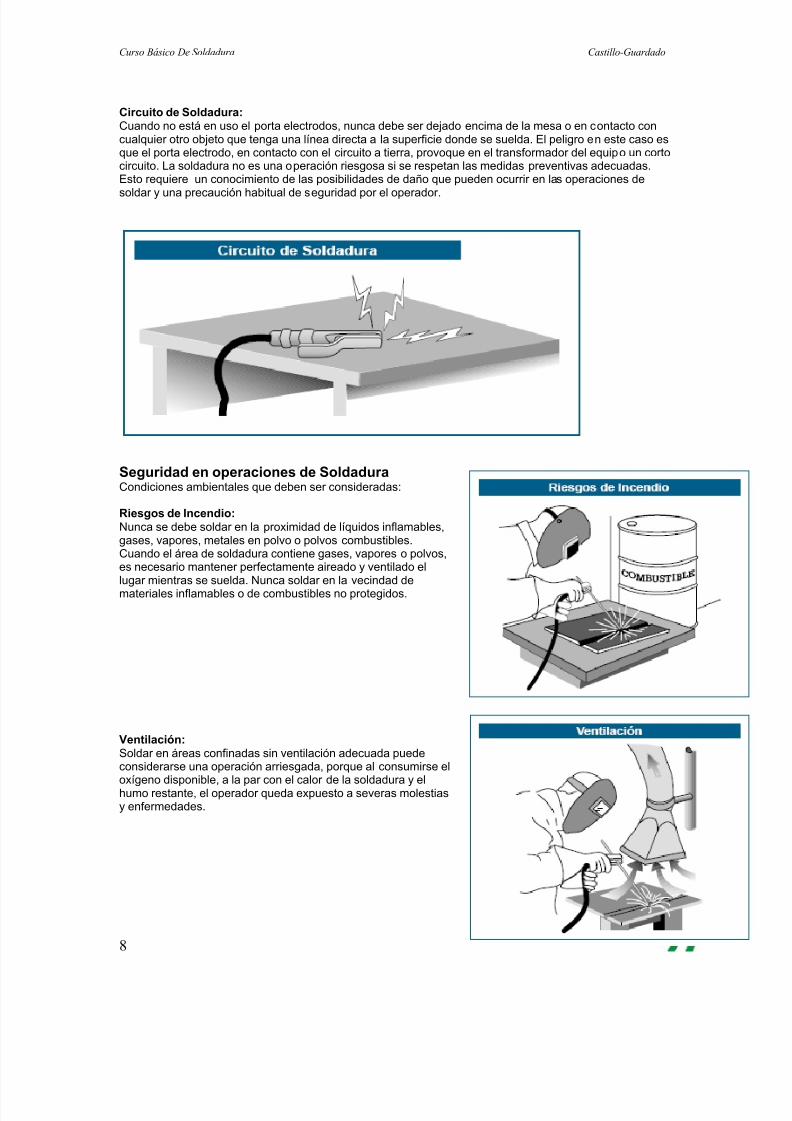
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 867
Curso Baacutesico De Soldadura Castillo-Guardado
8
Circuito de SoldaduraCuando no estaacute en uso el porta electrodos nunca debe ser dejado encima de la mesa o en contacto concualquier otro objeto que tenga una liacutenea directa a la superficie donde se suelda El peligro en este caso esque el porta electrodo en contacto con el circuito a tierra provoque en el transformador del equipo un cortocircuito La soldadura no es una operacioacuten riesgosa si se respetan las medidas preventivas adecuadasEsto requiere un conocimiento de las posibilidades de dantildeo que pueden ocurrir en las operaciones de
soldar y una precaucioacuten habitual de seguridad por el operador
Seguridad en operaciones de SoldaduraCondiciones ambientales que deben ser consideradas
Riesgos de IncendioNunca se debe soldar en la proximidad de liacutequidos inflamablesgases vapores metales en polvo o polvos combustiblesCuando el aacuterea de soldadura contiene gases vapores o polvoses necesario mantener perfectamente aireado y ventilado ellugar mientras se suelda Nunca soldar en la vecindad demateriales inflamables o de combustibles no protegidos
VentilacioacutenSoldar en aacutereas confinadas sin vent ilacioacuten adecuada puedeconsiderarse una operacioacuten arriesgada porque al consumirse el
oxiacutegeno disponible a la par con el calor de la soldadura y elhumo restante el operador queda expuesto a severas molestiasy enfermedades
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 967
Castillo-Guardado
Curso Baacutesico De Soldadura
9
HumedadLa humedad entre el cuerpo y algo electrificado forma una liacuteneaa tierra que puede conducir corriente al cuerpo del operador yproducir un choque eleacutectrico El operador nunca debe estar
sobre una poza o sobre suelo huacutemedo cuando suelda comotampoco trabajar en un lugar huacutemedo Deberaacute conservar susmanos vestimenta y lugar de trabajo continuamente secos
Seguridad en Soldadura de Estanques
Soldar recipientes que hayan contenido materiales inflamables o combustibles es una operacioacuten desoldadura extremadamente peligrosa A continuacioacuten se detallan recomendaciones que deben serobservadas en este tipo de trabajo
a) Preparar el estanque para su lavadoLa limpieza de recipientes que hayan contenido combustibles debe ser efectuada soacutelo por personalexperimentado y bajo directa supervisioacuten
No debe emplearse hidrocarburos clorados (tales como tricloroetileno y tetracloruro de carbono) debidoa que se descomponen por calor o radiacioacuten de la soldadura para formar fosfoacutegeno gas altamentevenenoso
b) Meacutetodos de lavadoLa eleccioacuten del meacutetodo de limpieza depende generalmente de la sustancia contenida Existen tres meacutetodosagua solucioacuten quiacutemica caliente y vapor
c) Preparar el estanque para la operacioacuten de soldaduraAl respecto existen dos tratamientosbull Agua bull Gas CO2-N2
El proceso consiste en llenar el estanque a soldar con alguno de eacutestos fluidos de tal forma que los gasesinflamables sean desplazados desde el interior
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1067
Curso Baacutesico De Soldadura Castillo-Guardado
10
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1167
Castillo-Guardado
Curso Baacutesico De Soldadura
11
POSICIONES EN SOLDADURADesignacioacuten de acuerdo con ANSIAWS A 30-85
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1267
Curso Baacutesico De Soldadura Castillo-Guardado
12
ESQUEMAS BASICOS
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1367
Castillo-Guardado
Curso Baacutesico De Soldadura
13
SELECCION DEL ELECTRODO ADECUADO
Para escoger el electrodo adecuado es necesario analizar las condiciones de trabajo en particular y luegodeterminar el tipo y diaacutemetro de electrodo que maacutes se adapte a estas condiciones
Este anaacutelisis es relativamente simple si el operador se habituacutea a considerar los siguientes factores
1 Naturaleza del metal base2 Dimensiones de la seccioacuten a soldar3 Tipo de corriente que entrega su maacutequina soldadora4 En queacute posicioacuten o posiciones se soldaraacute5 Tipo de unioacuten y facilidad de fijacioacuten de la pieza6 Si el depoacutesito debe poseer alguna caracteriacutestica especial como son resistencia a la corrosioacuten granresistencia a la traccioacuten ductilidad etc7 Si la soldadura debe cumplir condiciones de alguna norma o especificaciones especiales
Despueacutes de considerar cuidadosamente los factores antes indicados el usuario no debe tener dificultad enelegir un electrodo INDURA el cual le daraacute un arco estable depoacutesitos parejos escoria faacutecil de remover y unmiacutenimo de salpicaduras que son las condiciones esenciales para obtener un trabajo oacuteptimo
Condiciones de almacenamiento y mantencioacuten de electrodos
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1467
Curso Baacutesico De Soldadura Castillo-Guardado
14
PROBLEMAS Y DEFECTOS COMUNES EN LA SOLDADURA AL ARCO
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1567
Castillo-Guardado
Curso Baacutesico De Soldadura
15
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1667
Curso Baacutesico De Soldadura Castillo-Guardado
16
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1767
Castillo-Guardado
Curso Baacutesico De Soldadura
17
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1867
Curso Baacutesico De Soldadura Castillo-Guardado
18
SISTEMA ARCO MANUAL
Descripcioacuten del ProcesoEl sistema de soldadura Arco Manual se define como el proceso en que se unen dos metales mediante unafusioacuten localizada producida por un arco eleacutectrico entre un electrodo metaacutelico y el metal base que se desea
unirLa soldadura al arco se conoce desde fines del siglo pasado En esa eacutepoca se utilizaba una varilla metaacutelicadescubierta que serviacutea de metal de aportePronto se descubrioacute que el oxiacutegeno y el nitroacutegeno dela atmoacutesfera eran causantes de fragilidad y poros en elmetal soldado por lo que al nuacutecleo metaacutelico se le agregoacute un revestimiento que al quemarse se gasificabaactuando como atmoacutesfera protectora a la vez que contribuiacutea a mejorar notablemente otros aspectos delprocesoEl electrodo consiste en un nuacutecleo o varilla metaacutelica rodeado por una capa de revestimiento donde elnuacutecleo es transferido hacia el metal base a traveacutes de una zona eleacutectrica generada por la corriente desoldaduraEl revestimiento del electrodo que determina las caracteriacutesticas mecaacutenicas y quiacutemicas de la unioacuten estaacuteconstituido por un conjunto de componentes minerales y orgaacutenicos que cumplen las siguientes funciones
1 Producir gases protectores para evitar la contaminacioacuten atmosfeacuterica y gases ionizantes para dirigir ymantener el arco
2 Producir escoria para proteger el metal ya depositado hasta su solidificacioacuten3 Suministrar materiales desoxidantes elementos de aleacioacuten e hierro en polvo
Clasificacioacuten de Electrodos seguacuten Normas AWSLas especificaciones maacutes comunes para la clasificacioacuten de electrodos seguacuten la AWS son las siguientes1 Especificacioacuten para electrodos revestidos de acero al carbono designacioacuten AWS A51-91 2 Especificacioacuten para electrodos revestidos de aceros de baja aleacioacuten designacioacuten AWS A55-963 Especificacioacuten para electrodos revestidos de aceros al cromo y cromo-niquel resistentes a la corrosioacutendesignacioacuten AWS A54-924 Especificacioacuten para varillas de aporte en uso oxiacetileacutenico yo TIG designacioacuten AWS A52-925 Especificacioacuten para electrodos revestidos para soldaduras de Fe fundido designacioacuten AWS A515-906 Especificaciones para electrodos continuos y fundentes para Arco Sumergido designacioacuten AWSA517-977 Especificaciones para electrodos de aceros dulces para soldadura con electrodos continuos protegidospor gas (MIGMAG) designacioacuten AWS A518-93 En la especificacioacuten para aceros al carbono de electrodosrevestidos el sistema de clasificacioacuten estaacute basado en la resistencia a la traccioacuten del depoacutesito
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1967
Castillo-Guardado
Curso Baacutesico De Soldadura
19
La identificacioacuten de clasificacioacuten estaacute compuesta de la letra E y cuatro diacutegitos Esta letra significaldquoElectrodordquo
Los primeros dos diacutegitos indican la resistencia miacutenima a la traccioacuten del metal depositado en miles de libraspor pulgada cuadrada Es asiacute como E 60 XX indica un electrodo revestido cuyo depoacutesito posee comomiacutenimo 60000 lbs por pulgada cuadrada Esta es la resistencia miacutenima que debe cumplir el depoacutesitoAunque los dos uacuteltimos diacutegitos sentildealan las caracteriacutesticas del electrodo es necesario considerarlos
separadamente ya que el tercer diacutegito indica la posicioacuten para soldar del electrodoEXX1X - toda posicioacutenEXX2X - posicioacuten plana y horizontalEXX4X - toda posicioacuten vertical descendente
El uacuteltimo diacutegito indica el tipo de revestimiento del electrodo Sin embargo para una identificacioacuten completaes necesario leer los dos diacutegitos en conjunto
Para las posiciones vertical y sobre cabeza existe una limitacioacuten de diaacutemetro hasta 316 comuacutenmente y de5 32 para electrodos de BH
Los sistemas de clasificacioacuten para los electrodos revestidos de acero de baja aleacioacuten son similares a la delos aceros al carbono pero a continuacioacuten del cuarto diacutegito existe una letra y un diacutegito que indican lacomposicioacuten quiacutemica del metal depositado Asiacute la A significa un electrodo de acero al Carbono-Molibdenola B un electrodo al Cromo-Molibdeno la C un electrodo al Niacutequel y la letra D un electrodo al Manganeso-Molibdeno El diacutegito final indica la composicioacuten quiacutemica seguacuten esta clasificacioacuten
En las especificaciones para aceros inoxidables AWS A5492 la AISI clasificoacute estos aceros por nuacutemerosy estos mismos se usan para la designacioacuten de los electrodos Por lo tanto la clasificacioacuten para loselectrodos de acero inoxidables como 308 347 etc es su nuacutemero y luego dos diacutegitos maacutes que indican suscaracteriacutesticas de empleo (fuente de poder tipo de revestimiento etc) La letra L a continuacioacuten de los tres
primeros diacutegitos indica que el acero inoxidable es de bajo contenido en carbono
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2067
Curso Baacutesico De Soldadura Castillo-Guardado
20
ELECTRODOS PARA SOLDAR ACERO AL CARBONO
Procedimiento para soldar Acero al Carbono
Los mejores resultados se obtienen manteniendo un arco mediano con lo que se logra una fusioacutenadecuada permitiendo el escape de gases ademaacutes de controlar la forma y apariencia del cordoacuten
Para filetes planos y horizontales conviene mantener el electrodo en un aacutengulo de 45degrespecto a lasplanchas efectuar un pequentildeo avance y retroceso del electrodo en el sentido de avance Con ello se lograuna buena fusioacuten al avanzar se controla la socavacioacuten y la forma del cordoacuten al retroceder al craacuteter
Para filetes verticales ascendentes se mantiene el electrodo perpendicular a la plancha movieacutendolo en elsentido de avance El movimiento debe ser lo suficientemente raacutepido y la corriente adecuada para permitiralargar el arco y no depositar cuando se va hacia arriba para luego bajar al craacuteter y depositar el metalfundido controlando la socavacioacuten y ancho del cordoacuten
La soldadura sobre cabeza se ejecuta en forma similar a la horizontal pero la oscilacioacuten en el sentido deavance debe ser mayor para permitir que el metal depositado en el craacuteter se solidifique
Cuando se suelda vertical descendente el cordoacuten de raiacutez se hace con un avance continuo sin oscilar y lafuerza del arco se dirige de tal manera que sujete el bantildeo de fusioacuten Para los pases sucesivos se puedeusar una oscilacioacuten lateral
ELECTRODO 6013
Electrodo para acero al carbono
Con hierro en polvo
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Rojo
DescripcioacutenElectrodo con polvo de hierro en el revestimiento que permite una velocidad de depoacutesito mayor y unaaplicacioacuten mas faacutecil junto con propiedades mecaacutenicas sobresalientes La estabilidad del arco y el escudoprotector que da el revestimiento ayudan a dirigir el depoacutesito reduciendo la tendencia a socavar Estadisentildeado seguacuten los uacuteltimos adelantos teacutecnicos para lograr oacuteptimos resultados praacutecticos
UsosEste electrodo tiene un campo de aplicacioacuten muy amplio en especial cuando es necesario soldar en todaposicioacuten
Aplicaciones tiacutepicasbull Estanques bull Tuberiacuteas de presioacuten bull Estructuras bull Cantildeeriacuteas
bull Planchas corrientes y galvanizadasbull Barcos
Procedimiento para soldarPara obtener los mejores resultados se recomienda un arco de longitud mediana que permita controlarmejor la forma y aspecto del cordoacutenPara soldadura de filetes planos y horizontales se recomienda mantener el electrodo a 45ordm con cadaplancha oscilaacutendolo en el sentido del avance El movimiento adelante tiene por objeto obtener buenapenetracioacuten y el movimiento hacia atraacutes controla la socavacioacuten y la forma del cordoacutenEn la soldadura vertical se recomienda llevar el electrodo en un aacutengulo de casi 90ordm inclinaacutendolo ligeramenteen el sentido de avance Se debe llevar un movimiento de vaiveacuten alargando el arco para no depositar metal
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2167
Castillo-Guardado
Curso Baacutesico De Soldadura
21
en el movimiento hacia arriba y luego acortaacutendolo para depositar en el craacuteter y asiacute controlar lasdimensiones del deposito y la socavacioacuten
ELECTRODO DE PUNTA AZUL
Electrodo para acero al carbono
Corriente alterna
Revestimiento Blanco
Con hierro en polvo
Punto Azul
Toda posicioacuten
Corriente continuacutea Electrodo positivo
Descripcioacuten
El nuevo Punto Azul posee una formulacioacuten moderna capaz de brindar las maacutes altas exigencias de trabajoSu arco suave y estable lo hace de faacutecil aplicacioacuten en cualquier posicioacuten logrando oacuteptima calidad en launioacuten
Esta nueva foacutermula entrega ademaacutes las siguientes caracteriacutesticas1 Alta velocidad de soldadura2 Depoacutesitos lisos3 Bajo chisporroteo4 Bajo iacutendice de humos5 Faacutecil remocioacuten de escoria6 Excelente penetracioacuten
UsosEs un electrodo de uso general en aceros dulces especialmente cuando es necesario soldar chapas yperfiles delgados
Aplicaciones tiacutepicasbull Marcos de ventana bull Fabricacioacuten de rejasbull Estanques bull Planchas galvanizadas bull Estructuras bull Reparaciones generales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2267
Curso Baacutesico De Soldadura Castillo-Guardado
22
Procedimiento para soldarDebe seguirse el mismo procedimiento utilizado para soldar un electrodo E-6010 oacute E-6011
ELECTRODOS PARA ACEROS INOXIDABLES
iquest Queacute es un acero inoxidableLos aceros inoxidables son simplemente aleaciones compuestas por hierro (Fe) Carbono (C) y Cromo (Cr)El hierro es el elemento fundamental de todos los aceros inoxidables Sin embargo para hacer que el hierrosea inoxidable el contenido de cromo en solucioacuten debe ser por lo menos de un 115 Se adicionan otroselementos de aleacioacuten (Ni Mo V Ti Nb) con el fin de mejorar ciertas propiedades como son ductibilidadresistencia al impacto resistencia al creep resistencia a la corrosioacuten calor etc
Tipos de Aceros InoxidablesDesde el punto de vista metaluacutergico los aceros inoxidables estaacuten agrupados dentro de tres tipos baacutesicosde acuerdo a su microestructura Martensiacuteticos Ferriacuteticos y Austeniacuteticos
MartensiacuteticosEstos aceros contienen entre 115 a 18 de cromo como su principal elemento de aleacioacuten Algunosejemplos de este grupo son los aceros martensiacuteticos AISI 410 416 420431 501 y 502En la soldadura de los aceros martensiacuteticos (aceros autotemplables) se pueden producir tensiones y porconsiguiente grietas si no se adoptan las precauciones convenientesSiempre que sea posible debe emplearse como metal de aporte aleaciones austeniacuteticas (Ej AISI 309-310)
para absorber las tensiones en las zonas cercanas al cordoacuten y asiacute evitar grietasEs conveniente precalentar entre 300-350degC las piezas que van a ser soldadas Despueacutes de la soldadura yuna vez enfriadas las piezas se recomienda un revenido de 600 a 700degC La resistencia oacuteptima a lacorrosioacuten de estos aceros se obtiene efectuando tratamientos teacutermicos de temple y revenido a lastemperaturas requeridas sin embargo esta resistencia a la corrosioacuten no es tan buena como en los acerosausteniacuteticos o ferriacuteticos Su campo de accioacuten estaacute en piezas que estaacuten sometidas a corrosioacuten y que requieren de cierta resistenciamecaacutenica Se utilizan generalmente en aletas para turbinas rodetes de turbinas hidraacuteulicas fundicionesresistentes a la corrosioacuten cuchilleriacutea piezas de vaacutelvulas etc
Ferriacuteticos
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2367
Castillo-Guardado
Curso Baacutesico De Soldadura
23
Los aceros inoxidables ferriacuteticos contienen entre 17 y 27 de cromo Ejemplos de eacutestos son los acerosAISI 405 430 442 446Estos aceros no son endurecibles por tratamiento teacutermico sino soacutelo moderadamente mediante trabajo enfriacuteo Son magneacuteticos al igual que los martensiacuteticos Pueden trabajarse en friacuteo o en caliente pero alcanzansu maacutexima ductilidad y resistencia a la corrosioacuten en la condicioacuten de recocido
En los aceros ferriacuteticos con un contenido de alto cromo puede aparecer fase sigma (dura y fraacutegil) cuando
se les mantiene durante mucho tiempo a temperaturas cercanas a 470degC Por otro lado los aceros ferriacuteticosson muy propensos al crecimiento del grano (850degC - 900degC) inconveniente para la soldadura Si las piezasa soldar son de dimensiones considerables se recomienda postcalentar las piezas entre 700degC a 850degCseguido de un enfriamiento raacutepidoComo los aceros ferriacuteticos se pueden deformar faacutecilmente en friacuteo se utilizan mucho para estampadosprofundos de piezas como recipientes para industrias quiacutemicas y alimenticias y para adornosarquitectoacutenicos o automotrices
AusteniacuteticosEstos son los aceros inoxidables al cromo-niacutequel (tipo 3XX) y al cromo-niacutequel-manganeso (tipo 2XX) Sonesencialmente no magneacuteticos en la condicioacuten de recocido y no endurecen por tratamiento teacutermico Elcontenido total de niacutequel y cromo es de por lo menos 23 Se pueden trabajar faacutecilmente en caliente o enfriacuteo El trabajo en friacuteo les desarrolla una amplia variedad de propiedades mecaacutenicas y en esta condicioacuten elacero puede llegar a ser ligeramente magneacutetico Son muy resistentes al impacto y difiacuteciles de maquinarEstos aceros tienen la mejor resistencia a altas temperaturas y resistencia a la formacioacuten de escamas de
los aceros inoxidables Su resistencia a la corrosioacuten suele ser mejor que las de los aceros martensiacuteticos oferriacuteticosEl mayor inconveniente que presenta la soldadura de los aceros austeniacuteticos es la precipitacioacuten de carburosque pueden producirse en las zonas cercanas al cordoacuten de soldadura quedando sensibilizados a lacorrosioacuten intergranular Para evitar esta precipitacioacuten se deben soldar las piezas sin precalentamiento y conel menor aporte de calor posible Otra posibilidad es emplear aceros austeniacuteticos con porcentaje decarbono menor a 003 o aceros austeniacuteticos estabilizados con titanio niobio o taacutentalo
Electrodo para hacero Inoxidable
Electrodo de acero inoxidable austen tico
Corriente continuacutea Electrodo positivo
Toda posicioacuten
Corriente alternaRevestimiento Blanco
DescripcioacutenEl electrodo 19-9 posee un revestimiento rutiacutelico lo que lo hace apto para soldar con CA o CC electrodopositivo Este electrodo se caracteriza por un arco estable de transferencia spray cuyo depoacutesito es deexcelente forma y apariencia La escoria se desprende faacutecilmente ademaacutes de tener muy buenareanudacioacuten de arco por lo que se aconseja usarlo en soldaduras intermitentes El depoacutesito es de aceroinoxidable austeniacutetico
UsosEl electrodo 19-9 estaacute formulado para soldar el grupo 18-8 de aceros inoxidables por ejemplo 301 302302B 303 304 305 y 308 que se caracterizan por su gran resistencia a la corrosioacuten
Este electrodo es ademaacutes muy usado para soldar acero manganeso y para rellenar estos u otros aceros
especiales resistentes al desgaste antes de aplicar las capas de recubrimiento duro
El metal depositado es austeniacutetico y no magneacuteticoAplicaciones tiacutepicasbull Intercambiadores de calor bull Industrias conserveras bull Equipos Quiacutemicos bull Industria Lechera
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2467
Curso Baacutesico De Soldadura Castillo-Guardado
24
ELECTRODOS BASE NIQUEL
Electrodo base Niacutequel con Cromo Molibdeno y Columbio
Alta resistencia a la traccioacuten y tenacidad a bajas y altas temperaturas (1100iexcl
C)
Excelente resistencia a la corrosioacuten en muchos medios agresivos
Posicioacuten plana y horizontal CA CC (+)
DescripcioacutenEl electrodo Nicromo 3 se caracteriza por producir un arco suave y estable de transferencia spray Eldepoacutesito formado es de exelente apariencia y de faacutecil desprendimiento de la escoriaEl depoacutesito del electrodo Nicromo 3 se caracteriza por su favorable resistencia a elevadas temperaturas
(1100degC) durante tiempos prolongados ademaacutes de su buena resistencia a la corrosioacuten bajo tensiones yfisuracioacuten en caliente
UsosEste electrodo es apto para unir aleaciones tipo Inconel 625 e Incoloy 825 Recomendado para unioacuten dealeaciones altas en cromo-niacutequel entre si o con aceros inoxidables Se recomienda ademaacutes para revestiraceros al carbono y de baja aleacioacuten Debido a su alto liacutemite elaacutestico se puede utilizar para unir aceros alniacutequel (5 y 9 de Ni)
Aplicaciones tiacutepicasbull Estanques para transpor tes criogeacutenicosbull Estanques de almacenamiento de aceros al Ni (5-9 Ni)bull Asiento de vaacutelvulas bull Reparacioacuten de maquinaria
bull Estanques para productos corrosivos bull Aleaciones 904 y 904L Inconel 625 e Incoloy 825
Procedimiento de soldaduraEs indispensable limpiar cuidadosamente las partes a soldar para lograr uniones libres de poros y grietasUsar arco corto con una ligera inclinacioacuten Para lograr un bajo aporte de calor es recomendable depositarcordones rectos y angostos con poca o ninguna oscilacioacuten El precalentamiento depende del metal basecualquier post-calentamiento puede efectuarse sin peligro de perjudicar las caracteriacutesticas del depoacutesito
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2567
Castillo-Guardado
Curso Baacutesico De Soldadura
25
ELECTRODOS PARA COBRE ndashBRONCE
Procedimiento para soldar con Electrodos Cobre ndashBronce
La teacutecnica de operacioacuten de estos electrodos es totalmente distinta a la empleada en la soldadura del aceroal carbono debido principalmente a la gran diferencia de conductividad teacutermica coeficiente de expansioacutenmenor punto de fusioacuten y mayor fluidez a la temperatura de la zona de fusioacuten Al soldar cobre y susaleaciones deberaacute considerarse los siguientes factores1 Dejar una separacioacuten mayor en la raiacutez de las uniones2 Emplear aacutengulos de bisel mayores que los usuales3 El punteo de las uniones debe tener un paso menor4 Usar temperaturas de precalentamiento5 Emplear los rangos de corriente maacutes altos para cada diaacutemetro de electrodo
Es frecuente el empleo de respaldos de cobre o de grafito con el objeto de prevenir la sobre fusioacuten en laraiacutez de las uniones especialmente al soldar espesores delgados Como regla general al soldar cobre y susaleaciones se recomienda el empleo de temperaturas de precalentamiento del orden de 200degC ytemperaturas entre pasadas de 200degC a 370degC para latones y de 400degC a 550degC para cobreEl martillado de los depoacutesitos de soldadura no es absolutamente indispensable pero se emplea parareducir las tensiones y distorsiones en las uniones soldadas a la vez de mejorar las propiedadesmecaacutenicas debido al afinamiento de los granos del depoacutesito
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacuten
con CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2667
Curso Baacutesico De Soldadura Castillo-Guardado
26
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas debronce fosfoacutericoAplicaciones tiacutepicas
bull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tablaPara el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas Enlas soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Para
soldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
Electrodo Para Cobre
Electrodo de bronce fosforico
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Negro
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacutencon CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas de
bronce fosfoacutericoAplicaciones tiacutepicasbull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tabla
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2767
Castillo-Guardado
Curso Baacutesico De Soldadura
27
Para el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas En
las soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Parasoldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
ELECTRODOS PARA BISELAR Y CORTAR
Estos electrodos tienen gran importancia en las industrias que requieren efectuar trabajos de corte ybiselado ya que han sido especialmente disentildeados y fabricados para cumplir eficientemente estos trabajos
Procedimiento para Biselar y CortarPara biselar use un portaelectrodo convencional dirigiendo el electrodo en un aacutengulo aproximado de 30degcon respecto al plano del metal base Use un movimiento de retroceso para evitar profundizar demasiadoUna mayor velocidad de avance daraacute un biselado menos profundo Esmerile la zona antes de soldarPara cortar dirija el electrodo en direccioacuten al recorrido en un aacutengulo de 90degcon respecto al plano del metalbase Use un movimiento vertical ascendente y descendente para producir el desprendimiento del materialfundido
Electrodo para cortar y perforar
Corriente alterna
Toda posiciOn
Corriente continua Electrodo negativo
Revestimiento Gris oscuro
DescripcioacutenEl electrodo Speed Cut estaacute disentildeado para cortar y perforar todos los metales con CA o CC electrodonegativo Es un electrodo de alta velocidad y su revestimiento especial de tipo refractario evita que seprecaliente el nuacutecleo y concentra la fuerza del arco para lograr cortes parejos y limpios
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2867
Curso Baacutesico De Soldadura Castillo-Guardado
28
UsosEste electrodo ha sido especialmente disentildeado para producir cortes de alta velocidad en todas lasposiciones Es recomendable su uso en todos los metales especialmente para aquellos que representandificultad para ser cortados o perforados al ser tratados con equipos oxigas como por ejemplo fierrofundido aceros inoxidables aleaciones de niacutequel bronce cobrealuminio etcAplicaciones tiacutepicas
bull Cortes de alta velocidad en todas posiciones bull Desarme de estructuras metaacutelicas bull Remocioacuten de defectos en soldadura bull Perforacioacuten de remaches
ELECTRODOS PARA SOLDAR HIERRO FUNDIDO
Procedimiento para soldar Hierro Fundido
Las reparaciones en fundicioacuten de hierro gris o hierro maleable son los trabajos maacutes comuacutenmenteencontrados en la praacutectica diaria y son considerados como los trabajos de soldadura maacutes difiacutecilesCuando se suelda hierro fundido con electrodos comunes de acero se forma una capa dura y fraacutegiladyacente a la soldadura
Esta capa consiste en hierro fundido endurecido superficialmente como resultado del raacutepido enfriamientodesde una alta temperatura Si el metal de aporte es acero eacuteste absorberaacute considerable cantidad decarboacuten del hierro fundido convirtieacutendose en un acero de alto carbono El resultado seraacute que el depoacutesito desoldadura se endureceraacute siendo imposible su mecanizadoAdemaacutes cuando se usan electrodos con nuacutecleo de acero la diferencia de contracciones entre elmetal fundido depositado y la fundicioacuten generalmente es causa de problemas serios La resistencia delmetal de aporte es mucho mayor que la del hierro fundido y al producirse la contraccioacuten del acero puededesprenderse de la fundicioacuten Debido a estas condiciones es que los electrodos especiales son necesariospara este tipo de soldadura
La soldadura del hierro fundido es relativamente faacutecil pero sus caracteriacutesticas quiacutemicas y metaluacutergicas sontales que deben ser consideradas cuidadosamente para asegurar los mejores resultados
Algunas de sus caracteriacutestica son1 Si se calienta a una temperatura alta y luego se enfriacutea raacutepidamente el resultado seraacute una fundicioacutenblanca muy dura y difiacutecilmente trabajable mecaacutenicamente2 Si se calienta a una temperatura alta y luego se enfriacutea lentamente el resultado seraacute un hierro fundidogris que es blando y faacutecilmente trabajable3 El hierro fundido es fraacutegil y no se puede doblar o estirar como el acero y consecuentemente si se produceun sobrecalentamiento durante la soldadura las contracciones durante el enfriamiento pueden causargrietas en la soldadura misma o en las zonas teacutermicamente afectadas entre eacutesta y el metal base
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2967
Castillo-Guardado
Curso Baacutesico De Soldadura
29
Las consideraciones anteriores son principalmente las que han establecido un procedimiento fundamentalpara la soldadura del hierro fundido independiente del tipo de electrodo utilizado maquinable o nomaquinable que puede establecerse en los siguientes puntos
1 Utilizar electrodos de poco diaacutemetro y corriente lo maacutes baja posible pero suficiente para producir unabuena fusioacuten2 Hacer soldaduras cortas de no maacutes de dos o tres pulgadas de longitud3 Es aconsejable el depoacutesito de cordones delgados en lugar de cordones anchos y oscilados
InstruccionesPara obtener los mejores resultados es esencial que la unioacuten haya sido adecuadamente preparada Debenremoverse o limpiarse todas las materias extrantildeas tales como oacutexido grasa y aceites Especialmente laspartes que se han impregnado de aceite agua u otros agentes pueden requerir un precalentamiento a unatemperatura suficientemente alta (300-370degC) para evaporar los contaminantes antes de la soldadura
Las uniones deben ser preparadas y biseladas por medios mecaacutenicos como esmeriles discos o limas ydebe evitarse hacer los biselados o preparaciones con arco eleacutectrico ya que este procedimiento tenderiacutea aproducir hierro fundido blanco duro y quebradizo en las zonas inmediatamente vecinas a las soldaduras
El biselado se recomienda auacuten para secciones delgadas mantenieacutendolo siempre al miacutenimo praacutectico paraevitar los esfuerzos residuales provenientes de la contraccioacuten
Como regla general el aacutengulo total de bisel debe ser de aproximadamente 90degpara secciones de635 mm de espesor o menos y de 60 a 90degpara secciones maacutes pesadas o de mayor espesor
Es aconsejable tambieacuten para disminuir los esfuerzos teacutermicos usar electrodos de diaacutemetro pequentildeo yutilizar siempre amperajes bajos Ademaacutes el precalentamiento es necesario para fundiciones pesadas y lasoldadura debe depositarse en cordones cortos lineales de dos a tres pulgadas de longitud Cuando seaposible debe procurarse depositar la soldadura en dos a tres capas ya que los pases subsiguientes tienenun efecto beneacutefico de normalizado sobre los primeros En las soldaduras de hierro fundido es muyimportante evitar el calor localizado causante en la mayoriacutea de los casos de grietas en el metal base y en lasoldadura Esto se logra haciendo soldaduras intermitentes permitiendo que el calor se distribuya dentrode la fundicioacuten antes de depositar el proacuteximo cordoacuten
Electrodo Para soldar Hierro Fundido
Electrodo para hierro fundido
Corriente alterna
Toda posicion
Revestimiento Canela
Corriente continua Electrodo positivo
DescripcioacutenEl electrodo 77 tiene nuacutecleo de acero dulce con un revestimiento que actuacutea como fundente controlando lascaracteriacutesticas del arco Tiene un punto de fusioacuten lo suficientemente bajo para permitir usar corrientesbajas caracteriacutestica importante en la soldadura de hierro fundido lo que reduce el endurecimiento en lazona de fusioacuten
UsosEste electrodo se recomienda para reparaciones en hierro fundido en que los depoacutesitos no requieranmaquinado posterior
Aplicaciones tiacutepicasbull Cabezales de motores bull Piezas de maacutequinas bull Cajas de descanso bull Blocks de motores
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3067
Curso Baacutesico De Soldadura Castillo-Guardado
30
Procedimiento para soldarSe recomienda usar preferentemente CC electrodo positivo Las piezas a soldar deben estar limpias Serecomienda biselar las piezas en forma de ldquoVrdquo y taladrar los extremos de las grietas a reparar Para tener mayor seguridad de la calidad del trabajo se debe evitar soldar en forma contiacutenua se recomiendaefectuar cordones de 5 a 8 cms intermitentemente Debe mantenerse el trabajo friacuteo No se recomiendamartillar el cordoacuten pueden producirse fisuras
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3167
Castillo-Guardado
Curso Baacutesico De Soldadura
31
Descifrando los siacutembolos de la soldadura
Cuando las soldaduras son especificadas en planos y dibujos isomeacutetricos de ingenieriacutea de fabricacioacuten unconjunto de siacutembolos es usado para identificar el tipo de soldadura las dimensiones y otras informacionesreferente al proceso y el acabado
ANSIAWS A24 Siacutembolos para soldadura y pruebas no destructivasReconociendo la estructura del simbolo
La liacutenea horizontal se conoce como liacutenea de referencia y es la plataforma principal donde todos losdemaacutes siacutembolos de soldadura son agregados las instrucciones para la ejecucioacuten de la soldadura vanalineadas a la liacutenea de referencia y una flecha conecta la liacutenea de referencia con la junta a ser soldada Enel ejemplo de arriba la flecha se despliega a la derecha de la liacutenea de referencia y apuntando hacia abajo ya la derecha pero existen muchas otras combinaciones
Algunas veces la flecha apunta los dos lados de la junta por consiguiente existiriacutean dos ladospotencialmente apropiados para ejecutar la soldadura por ejemplo en una junta T cuando dos laminasson unidas la soldadura puede ser hecha en cualquiera de los lados de la T
El siacutembolo hace la distincioacuten entre los dos lados de la junta usando la flecha y los espacios debajo yencima de la liacutenea de referencia los lados (curiosamente) son conocidos como El lado de la flecha y Elotro lado y la soldadura se ejecuta de acuerdo a las instrucciones dadas en la parte de arriba de la liacutenea dereferencia y la orientacioacuten de la flecha no interfiere con estas instrucciones
La bandera que sale de la liacutenea de referencia esta presente si la soldadura se efectuara en campo odurante el armado de la estructura un siacutembolo de soldadura sin la bandera indica que la soldadura seefectuaraacute en el taller pero en algunos planos y dibujos antiguos puede ser encontrado un circulo negro en launioacuten entre la liacutenea de referencia y la flecha
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3267
Curso Baacutesico De Soldadura Castillo-Guardado
32
Un circulo vaciacuteo entre la liacutenea de referencia y la flecha es una indicacioacuten de que la soldadura debe serejecutada alrededor o en toda la circunferencia de la unioacuten como en este ejemplo
La cola del siacutembolo de soldadura es el sitio donde se coloca la informacioacuten suplementariaconcerniente a la soldadura a ejecutar y puede contener referencias del proceso requerido electrodo undetalle de dibujo y cualquier informacioacuten que ayude a la ejecucioacuten de la soldadura que no tenga un lugarespecial en el siacutembolo plano o la isometriacutea
Cada tipo de soldadura tiene su siacutembolo baacutesico el cual tiacutepicamente se situacutea al rededor del centro dela liacutenea de referencia (dependiendo de cual sea el lado de la junta) y este siacutembolo es usualmente un dibujoque representa la seccioacuten transversal de la junta misma y estas estaacuten divididas en tres grupos
Simbolos para las Soldaduras de Filete
La soldadura fundida es depositada en la esquina formada por la caracteriacutestica de la unioacuten de dosmiembros penetrando y fundieacutendose con el metal base para formar la junta
La cara perpendicular del triangulo siempre es dibujada en la parte izquierda del siacutembolo si las doscaras de la soldadura son de la misma dimensioacuten entonces solo una medida es dada
Las soldaduras de filete son usadas para hacer juntas de enfrentamiento perpendicular comoesquinas y las juntas T y como su propio siacutembolo lo sugiere estas soldaduras son baacutesicamentetriangulares vistas desde su seccioacuten aunque su forma no es siempre un triangulo perfecto o isoacutesceles
Si la soldadura tuviera caras desiguales (menos comuacuten) entonces ambas dimensiones son dadas yuna nota especial que indica en el dibujo cual cara es mas larga
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3367
Castillo-Guardado
Curso Baacutesico De Soldadura
33
El largo de la soldadura es dado a la derecha del simbolo
La soldadura se debe situar entre las liacuteneas dimensioacutenales especificadas (si son dadas) o entre lospuntos donde un cambio de direccioacuten abrupto de la soldadura ocurra como al final de las planchas olaminas
En el caso de soldaduras intermitentes o interrumpidas el largo de cada porcioacuten de la soldadura y losespacios que las separan son indicado en el siacutembolo siendo separados con un guioacuten ( - ) y el largo de laporcioacuten de soldadura va seguido de la dimensioacuten centro-centro del espacio estos siempre se colocan a la
derecha del siacutembolo del filete (triangulo)
Note que la dimensioacuten del espacio no indica el espacio limpio entre las soldaduras la indicacioacuten escentro-centro
Siacutembolos para las Soldaduras de Canal
Las soldaduras de Canal son usadas comuacutenmente para hacer juntas de bordes con bordes aunquetambieacuten son usadas frecuentemente en esquinas juntas T juntas curvas y piezas planas Como losugiere la variedad de siacutembolos para estas soldaduras hay muchas maneras de hacer soldaduras deCanal y la diferencia principal dependeraacute de la geometriacutea de las partes que seraacuten unidas y la preparacioacutende sus bordes El metal soldado es depositado entre el canal penetrando y fundieacutendose con el metal base para formar la junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipo de
soldaduras la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3467
Curso Baacutesico De Soldadura Castillo-Guardado
34
La soldadura de canal cuadrado en la cual el canal es creado por una separacioacuten especifica o ningunaseparacioacuten incluyendo hasta cierta presioacuten de oposicioacuten la distancia de la separacioacuten (si existe) es dadaen el siacutembolo
Las soldaduras de canal V en la que los bordes son biselados a veces por un lado o por los doslados para crea el canal el aacutengulo del bisel es dado en el siacutembolo asiacute como la luz de separacioacuten oseparacioacuten de la raiacutez (si existiera)
Si la profundidad de la V no fuera igual al espesor o a la mitad (en el caso de doble V) del espesorde la lamina o plancha a soldar entonces la profundidad es dada a la izquierda del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3567
Castillo-Guardado
Curso Baacutesico De Soldadura
35
Si la penetracioacuten de la soldadura fuera mayor que la profundidad del canal la profundidad de la gargantaefectiva es dada entre pareacutentesis despueacutes de la profundidad de la V
En el bisel del canal de soldadura en el cual el borde de una de las laminas es biselado y la otra escuadrada el siacutembolo de la liacutenea perpendicular siempre es dibujada en el lado izquierdo sea cual sea laorientacioacuten de la soldadura la flecha apunta la cara de la pieza que debe ser biselada y en este caso laflecha es cortada y doblada en aacutengulo para hacer eacutenfasis en su importancia (este corte de aacutengulo no esnecesario si el proyectista no tiene preferencias en cual lado debe ser biselado o si el dibujo es interpretadopor un soldador calificado que reconoce la diferencia de cual lado debe ser tratado) las
condiciones de aacutengulo preparacioacuten del borde garganta efectiva y la luz de separacioacuten de la
separacioacuten de raiacutez son descritas en las soldaduras de canal V en esta misma pagina
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3667
Curso Baacutesico De Soldadura Castillo-Guardado
36
En la soldadura de canal U en la cual ambos bordes son tratados para crear un canal coacutencavo laprofundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de la separacioacuten sondescritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de canal J en la cual en uno de las laminas tiene un biselado coacutencavo y la otra esdejada cuadrada como con el bisel de la media V la liacutenea perpendicular siempre apareceraacute dibujada a laizquierda y la flecha (con un doblez si fuera necesario) apuntando la pieza que recibiraacute el tratamiento debisel coacutencavo la profundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de
separacioacuten son descritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de V curva comuacutenmente usada para unir dos partes curvas o dos partes tubularesla profundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3767
Castillo-Guardado
Curso Baacutesico De Soldadura
37
En la soldadura de canal con bisel curvo comuacutenmente usada para unir una pieza curva o tubular auna pieza plana como con la V curva (anterior) formada por dos superficies curvas o tubulares laprofundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis La liacutenea perpendicular es dibujada siempre al lado izquierdo del siacutembolosea cual sea la orientacioacuten de la soldadura
Otros siacutembolos suplementarios son usados con la soldadura de canal como Penetracioacuten saliente y Barra o elemento de respaldo ambos siacutembolos son indicacioacuten de que la penetracioacuten de la junta se efectuacuteadesde un solo lado de la junta
El alto del refuerzo (si fuera critico) es indicado a la izquierda del siacutembolo de penetraron saliente elcual esta situado
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3867
Curso Baacutesico De Soldadura Castillo-Guardado
38
Cuando una barra o elemento de respaldo es usado para lograr la penetracioacuten necesaria de la junta su siacutembolo es situado encima de la liacutenea de referencia sobre el siacutembolo de la soldadura si la barra esprovisional y seraacute removida al final de la soldadura entonces la letra R es situada dentro del siacutembolo de labarra de respaldo esta barra tiene el mismo siacutembolo que la soldadura de conexion y ovalos pero sucontexto debe hacer siempre la clara intencioacuten del siacutembolo
Simbolos para la Soldadura de conexion y ovalos
Soldadura de conexioacuten y de oacutevalos es usada para unir laminas sobrepuestas una de las cuales tienenperforaciones (redondos para conexiones y ovalados o alargados para Oacutevalos) Metal soldado esdepositado en estas perforaciones penetrando y fundieacutendose con el metal base de las dos partes formandola junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipode soldadura la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3967
Castillo-Guardado
Curso Baacutesico De Soldadura
39
En la soldadura de conexioacuten el diaacutemetro de cada conector es dado a la izquierda del siacutembolo y el espacioentre los conectores es dado a la derecha en la soldadura de oacutevalos el ancho de cada ovalo es dado a laizquierda del siacutembolo el largo y la distancia entre espacios (separados por un guioacuten-) son dados a laderecha del siacutembolo y la referencia del detalle en la cola
El numero de conectores u oacutevalos es dado entre pareacutentesis por encima o por debajo del siacutembolo de lasoldadura la indicacioacuten del lado de la flecha y el otro lado indican cual pieza tiene la(s) perforacione(s)
Si no esta en las especificaciones el llenado total de esta perforacioacuten entonces la profundidad es dadadentro del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4067
Curso Baacutesico De Soldadura Castillo-Guardado
40
SISTEMA OXIGAS
Descripcioacuten del ProcesoEl proceso de soldadura oxigas mostrado en la figura consiste en una llama dirigida por un sopleteobtenida por medio de la combustioacuten de los gases oxiacutegeno-acetileno El intenso calor de la llama funde la
superficie del metal base para formar una poza fundidaCon este proceso se puede soldar con o sin material de aporte El metal de aporte es agregado para cubrirbiseles y orificios
A medida que la llama se mueve a lo largo de la unioacuten el metal base y el metal de aporte se solidifican paraproducir el cordoacuten
Al soldar cualquier metal se debe escoger el metal de aporte adecuado que normalmente posee elementosdesoxidantes para producir soldaduras de buena calidad
En algunos casos se requiere el uso de fundente para soldar ciertos tipos de metales
Ventajas y Aplicaciones del ProcesoEl proceso oxigas posee las siguientes ventajas el equipo es portaacutetil econoacutemico y puede ser utilizado entoda posicioacuten
El proceso oxigas es normalmente usado para soldar metales de hasta 14 de espesor Se puede utilizartambieacuten para soldar metales de mayor espesor pero ello no es recomendable
Su mayor aplicacioacuten en la industria se encuentra en el campo de mantencioacuten reparacioacuten soldadura decantildeeriacuteas de diaacutemetro pequentildeo y manufacturas livianas Tambieacuten puede ser usado como fuente de energiacuteacaloacuterica para calentar doblar forjar endurecer etc
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4167
Castillo-Guardado
Curso Baacutesico De Soldadura
41
Equipo para Soldadura y Corte OxigasEs el conjunto de elementos que agrupados permiten el paso de gases (Oxigeno-Acetileno) hasta unsoplete en cuyo interior se produce la mezcla La misma en contacto con una chispa produce unacombustioacuten base del sistema oxiacetileacutenico
Procedimiento Baacutesico de Soldadura
Ajuste de llamaEn soldadura oxiacetileacutenica se utiliza una llama neutra (3160degC) o sea se suministra suficiente oxiacutegenopara realizar la combustioacuten de todo el acetileno presenteAunque esta situacioacuten corresponde a una relacioacuten teoacuterica oxiacutegenoacetileno de 251 en la praacutectica parte dela combustioacuten se realiza con oxiacutegeno del aire de modo que
Se consume iguales cantidades de oxiacutegeno y acetileno (relacioacuten 11)Se produce un efecto de auto-proteccioacuten que minimiza la oxidacioacuten del metal base
La llama carburante con exceso de acetileno se reconoce por una zona intermedia reductora que apareceentre el dardo y el penacho se utiliza soacutelo en casos especiales
La llama oxidante con exceso de oxiacutegeno se reconoce por su dardo y penacho maacutes cortos y su sonido maacutesagudo
Seleccioacuten de la BoquillaEn la seleccioacuten de la boquilla influyen los siguientes factores1 Tipo de material a soldar
2 Espesor del material3 Tipo de unioacuten (Tope filete biselada etc)4 Posicioacuten en que se soldaraacute5 Habilidad del operador
Como norma de seguridad siempre debe utilizarse la
Boquilla a la presioacuten recomendada por el fabricante
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4267
Curso Baacutesico De Soldadura Castillo-Guardado
42
Varillas para Soldadura OxigasINDURA dispone de todos los tipos de varillas para este tipo de soldadura Bronce Niacutequel-Plata acerodulce hierro fundido y aluminio en los siguientes diaacutemetros
16 mm (116) - 24 mm (332) - 32 mm (18) - 40 mm (532) - 48 mm (316) y 64 mm (14)
El tamantildeo de varilla adecuada debe ser determinado por
bull el tipo de unioacuten de soldadura bull el espesor del material bull la cantidad de aporte requerido
VARILLAS DE APORTE PARA SOLDADURA OXIGAS
Procedimiento para soldar con varillas de soldadura oxigas (Bronce)
Deben limpiarse muy bien las piezas aplicaacutendoles la llama sobre la superficie hasta que alcance un colorrojo cereza Ambas piezas deben estar a la misma temperatura porque en caso contrario la varilla fluiraacutehacia la pieza maacutes caliente (fenoacutemeno de capilaridad) Caliente la varilla con la llama e introduacutezcala luegoen el depoacutesito de fundente
Note que el calor hace que el fundente se adhiera a la varilla (Si se utiliza una varilla ya revestida confundente este paso debe eliminarse) Una vez que la varilla estaacute impregnada con fundente y las piezas hanalcanzado la temperatura adecuada acerque la varilla hacia la unioacuten y coloque la llama encimaundieacutendola La varilla entonces se funde y fluye hacia el aacuterea calentada uniendo fuertemente las piezas
Debe utilizarse bastante fundente Si la cantidad de fundente es insuficiente la varilla no uniraacute los metales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4367
Castillo-Guardado
Curso Baacutesico De Soldadura
43
VARILLA DE APORTE DE BRONCE
DescripcioacutenLa soldadura de Bronce permite obtener depoacutesitos concaracteriacutesticas mecaacutenicas sobresalientes enresistencia y ductibilidad ademaacutes de ser muy homogeacutenea
AplicacionesSu principal campo de aplicacioacuten es soldadura de hierro fundido acero dulce cobre y sus aleaciones
La principal caracteriacutestica de estas soldaduras es la poca cantidad de gases que se genera en el craacuteter demetal fundido y su bajo punto de fusioacuten que permite una mejor y mayor fluidez del metal fundido
Como teacutecnica operatoria se recomienda precalentar el metal base hasta una temperatura cercana al puntode fusioacuten del metal de aporte luego fundir una gota de soldadura y aplicar calor adicional para obtener unafluidez adecuada en el depoacutesito
Recomendamos el uso del fundente INDURA 10 a fin de obtener depoacutesitos maacutes limpios y de mejorapariencia Las aleaciones de Bronce INDURA son envasadas en cajas de 10 kgs y fabricadas en lassiguientes medidas 24 mm (332)-32 mm (18)-40 mm (532)-48 mm (316)-64 mm (14)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4467
Curso Baacutesico De Soldadura Castillo-Guardado
44
SOLDADURA DE ESTANtildeO
Descripcioacuten
Estas soldaduras son aleaciones a base de estantildeo y se recomiendan para soldar uniones a prueba defiltracioacuten de agua o aire en que la resistencia mecaacutenica no es de importancia y que no estaraacuten expuestas aaltas temperaturas Son especialmente apropiadas para trabajos generales en fierro cobre zinc hojalatafierro galvanizado etc
Estas soldaduras pueden aplicarse por medio de cautiacuten soplete directo inmersioacuten vaciado o por hornoSe suministran en los siguientes tipos seguacuten forma y proporcioacuten de aleacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4567
Castillo-Guardado
Curso Baacutesico De Soldadura
45
El mayor porcentaje de estantildeo influye mejorando la resistencia mecaacutenica de la soldadura de tal forma quelos mejores resultados en este sentido se obtienen con el tipo ldquoArdquo y ldquoLArdquo El tipo ldquoArdquo se recomienda depreferencia para sellar envases de hojalata
Para obtener una buena soldadura es indispensable efectuar una buena limpieza de las piezas a soldarcon lija esmeril lima o escobilla de acero En caso de planchas oxidadas de fierro debe limpiarse con aacutecidomuriaacutetico durante 5 oacute 10 minutos Se recomienda ademaacutes el uso de Fundente INDURA 200 para evitar laoxidacioacuten de los metales a soldar facilitar la fluidez de la soldadura y obtener buenas uniones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
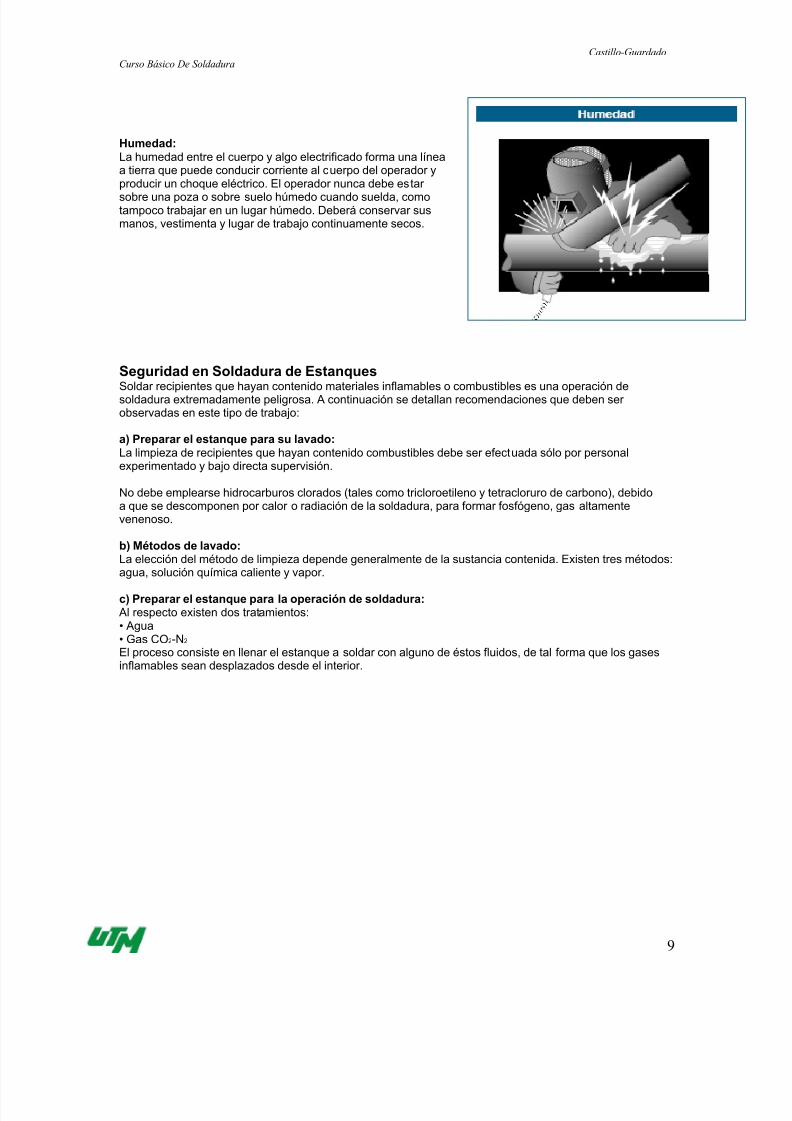
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 967
Castillo-Guardado
Curso Baacutesico De Soldadura
9
HumedadLa humedad entre el cuerpo y algo electrificado forma una liacuteneaa tierra que puede conducir corriente al cuerpo del operador yproducir un choque eleacutectrico El operador nunca debe estar
sobre una poza o sobre suelo huacutemedo cuando suelda comotampoco trabajar en un lugar huacutemedo Deberaacute conservar susmanos vestimenta y lugar de trabajo continuamente secos
Seguridad en Soldadura de Estanques
Soldar recipientes que hayan contenido materiales inflamables o combustibles es una operacioacuten desoldadura extremadamente peligrosa A continuacioacuten se detallan recomendaciones que deben serobservadas en este tipo de trabajo
a) Preparar el estanque para su lavadoLa limpieza de recipientes que hayan contenido combustibles debe ser efectuada soacutelo por personalexperimentado y bajo directa supervisioacuten
No debe emplearse hidrocarburos clorados (tales como tricloroetileno y tetracloruro de carbono) debidoa que se descomponen por calor o radiacioacuten de la soldadura para formar fosfoacutegeno gas altamentevenenoso
b) Meacutetodos de lavadoLa eleccioacuten del meacutetodo de limpieza depende generalmente de la sustancia contenida Existen tres meacutetodosagua solucioacuten quiacutemica caliente y vapor
c) Preparar el estanque para la operacioacuten de soldaduraAl respecto existen dos tratamientosbull Agua bull Gas CO2-N2
El proceso consiste en llenar el estanque a soldar con alguno de eacutestos fluidos de tal forma que los gasesinflamables sean desplazados desde el interior
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1067
Curso Baacutesico De Soldadura Castillo-Guardado
10
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1167
Castillo-Guardado
Curso Baacutesico De Soldadura
11
POSICIONES EN SOLDADURADesignacioacuten de acuerdo con ANSIAWS A 30-85
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1267
Curso Baacutesico De Soldadura Castillo-Guardado
12
ESQUEMAS BASICOS
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1367
Castillo-Guardado
Curso Baacutesico De Soldadura
13
SELECCION DEL ELECTRODO ADECUADO
Para escoger el electrodo adecuado es necesario analizar las condiciones de trabajo en particular y luegodeterminar el tipo y diaacutemetro de electrodo que maacutes se adapte a estas condiciones
Este anaacutelisis es relativamente simple si el operador se habituacutea a considerar los siguientes factores
1 Naturaleza del metal base2 Dimensiones de la seccioacuten a soldar3 Tipo de corriente que entrega su maacutequina soldadora4 En queacute posicioacuten o posiciones se soldaraacute5 Tipo de unioacuten y facilidad de fijacioacuten de la pieza6 Si el depoacutesito debe poseer alguna caracteriacutestica especial como son resistencia a la corrosioacuten granresistencia a la traccioacuten ductilidad etc7 Si la soldadura debe cumplir condiciones de alguna norma o especificaciones especiales
Despueacutes de considerar cuidadosamente los factores antes indicados el usuario no debe tener dificultad enelegir un electrodo INDURA el cual le daraacute un arco estable depoacutesitos parejos escoria faacutecil de remover y unmiacutenimo de salpicaduras que son las condiciones esenciales para obtener un trabajo oacuteptimo
Condiciones de almacenamiento y mantencioacuten de electrodos
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1467
Curso Baacutesico De Soldadura Castillo-Guardado
14
PROBLEMAS Y DEFECTOS COMUNES EN LA SOLDADURA AL ARCO
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1567
Castillo-Guardado
Curso Baacutesico De Soldadura
15
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1667
Curso Baacutesico De Soldadura Castillo-Guardado
16
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1767
Castillo-Guardado
Curso Baacutesico De Soldadura
17
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1867
Curso Baacutesico De Soldadura Castillo-Guardado
18
SISTEMA ARCO MANUAL
Descripcioacuten del ProcesoEl sistema de soldadura Arco Manual se define como el proceso en que se unen dos metales mediante unafusioacuten localizada producida por un arco eleacutectrico entre un electrodo metaacutelico y el metal base que se desea
unirLa soldadura al arco se conoce desde fines del siglo pasado En esa eacutepoca se utilizaba una varilla metaacutelicadescubierta que serviacutea de metal de aportePronto se descubrioacute que el oxiacutegeno y el nitroacutegeno dela atmoacutesfera eran causantes de fragilidad y poros en elmetal soldado por lo que al nuacutecleo metaacutelico se le agregoacute un revestimiento que al quemarse se gasificabaactuando como atmoacutesfera protectora a la vez que contribuiacutea a mejorar notablemente otros aspectos delprocesoEl electrodo consiste en un nuacutecleo o varilla metaacutelica rodeado por una capa de revestimiento donde elnuacutecleo es transferido hacia el metal base a traveacutes de una zona eleacutectrica generada por la corriente desoldaduraEl revestimiento del electrodo que determina las caracteriacutesticas mecaacutenicas y quiacutemicas de la unioacuten estaacuteconstituido por un conjunto de componentes minerales y orgaacutenicos que cumplen las siguientes funciones
1 Producir gases protectores para evitar la contaminacioacuten atmosfeacuterica y gases ionizantes para dirigir ymantener el arco
2 Producir escoria para proteger el metal ya depositado hasta su solidificacioacuten3 Suministrar materiales desoxidantes elementos de aleacioacuten e hierro en polvo
Clasificacioacuten de Electrodos seguacuten Normas AWSLas especificaciones maacutes comunes para la clasificacioacuten de electrodos seguacuten la AWS son las siguientes1 Especificacioacuten para electrodos revestidos de acero al carbono designacioacuten AWS A51-91 2 Especificacioacuten para electrodos revestidos de aceros de baja aleacioacuten designacioacuten AWS A55-963 Especificacioacuten para electrodos revestidos de aceros al cromo y cromo-niquel resistentes a la corrosioacutendesignacioacuten AWS A54-924 Especificacioacuten para varillas de aporte en uso oxiacetileacutenico yo TIG designacioacuten AWS A52-925 Especificacioacuten para electrodos revestidos para soldaduras de Fe fundido designacioacuten AWS A515-906 Especificaciones para electrodos continuos y fundentes para Arco Sumergido designacioacuten AWSA517-977 Especificaciones para electrodos de aceros dulces para soldadura con electrodos continuos protegidospor gas (MIGMAG) designacioacuten AWS A518-93 En la especificacioacuten para aceros al carbono de electrodosrevestidos el sistema de clasificacioacuten estaacute basado en la resistencia a la traccioacuten del depoacutesito
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1967
Castillo-Guardado
Curso Baacutesico De Soldadura
19
La identificacioacuten de clasificacioacuten estaacute compuesta de la letra E y cuatro diacutegitos Esta letra significaldquoElectrodordquo
Los primeros dos diacutegitos indican la resistencia miacutenima a la traccioacuten del metal depositado en miles de libraspor pulgada cuadrada Es asiacute como E 60 XX indica un electrodo revestido cuyo depoacutesito posee comomiacutenimo 60000 lbs por pulgada cuadrada Esta es la resistencia miacutenima que debe cumplir el depoacutesitoAunque los dos uacuteltimos diacutegitos sentildealan las caracteriacutesticas del electrodo es necesario considerarlos
separadamente ya que el tercer diacutegito indica la posicioacuten para soldar del electrodoEXX1X - toda posicioacutenEXX2X - posicioacuten plana y horizontalEXX4X - toda posicioacuten vertical descendente
El uacuteltimo diacutegito indica el tipo de revestimiento del electrodo Sin embargo para una identificacioacuten completaes necesario leer los dos diacutegitos en conjunto
Para las posiciones vertical y sobre cabeza existe una limitacioacuten de diaacutemetro hasta 316 comuacutenmente y de5 32 para electrodos de BH
Los sistemas de clasificacioacuten para los electrodos revestidos de acero de baja aleacioacuten son similares a la delos aceros al carbono pero a continuacioacuten del cuarto diacutegito existe una letra y un diacutegito que indican lacomposicioacuten quiacutemica del metal depositado Asiacute la A significa un electrodo de acero al Carbono-Molibdenola B un electrodo al Cromo-Molibdeno la C un electrodo al Niacutequel y la letra D un electrodo al Manganeso-Molibdeno El diacutegito final indica la composicioacuten quiacutemica seguacuten esta clasificacioacuten
En las especificaciones para aceros inoxidables AWS A5492 la AISI clasificoacute estos aceros por nuacutemerosy estos mismos se usan para la designacioacuten de los electrodos Por lo tanto la clasificacioacuten para loselectrodos de acero inoxidables como 308 347 etc es su nuacutemero y luego dos diacutegitos maacutes que indican suscaracteriacutesticas de empleo (fuente de poder tipo de revestimiento etc) La letra L a continuacioacuten de los tres
primeros diacutegitos indica que el acero inoxidable es de bajo contenido en carbono
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2067
Curso Baacutesico De Soldadura Castillo-Guardado
20
ELECTRODOS PARA SOLDAR ACERO AL CARBONO
Procedimiento para soldar Acero al Carbono
Los mejores resultados se obtienen manteniendo un arco mediano con lo que se logra una fusioacutenadecuada permitiendo el escape de gases ademaacutes de controlar la forma y apariencia del cordoacuten
Para filetes planos y horizontales conviene mantener el electrodo en un aacutengulo de 45degrespecto a lasplanchas efectuar un pequentildeo avance y retroceso del electrodo en el sentido de avance Con ello se lograuna buena fusioacuten al avanzar se controla la socavacioacuten y la forma del cordoacuten al retroceder al craacuteter
Para filetes verticales ascendentes se mantiene el electrodo perpendicular a la plancha movieacutendolo en elsentido de avance El movimiento debe ser lo suficientemente raacutepido y la corriente adecuada para permitiralargar el arco y no depositar cuando se va hacia arriba para luego bajar al craacuteter y depositar el metalfundido controlando la socavacioacuten y ancho del cordoacuten
La soldadura sobre cabeza se ejecuta en forma similar a la horizontal pero la oscilacioacuten en el sentido deavance debe ser mayor para permitir que el metal depositado en el craacuteter se solidifique
Cuando se suelda vertical descendente el cordoacuten de raiacutez se hace con un avance continuo sin oscilar y lafuerza del arco se dirige de tal manera que sujete el bantildeo de fusioacuten Para los pases sucesivos se puedeusar una oscilacioacuten lateral
ELECTRODO 6013
Electrodo para acero al carbono
Con hierro en polvo
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Rojo
DescripcioacutenElectrodo con polvo de hierro en el revestimiento que permite una velocidad de depoacutesito mayor y unaaplicacioacuten mas faacutecil junto con propiedades mecaacutenicas sobresalientes La estabilidad del arco y el escudoprotector que da el revestimiento ayudan a dirigir el depoacutesito reduciendo la tendencia a socavar Estadisentildeado seguacuten los uacuteltimos adelantos teacutecnicos para lograr oacuteptimos resultados praacutecticos
UsosEste electrodo tiene un campo de aplicacioacuten muy amplio en especial cuando es necesario soldar en todaposicioacuten
Aplicaciones tiacutepicasbull Estanques bull Tuberiacuteas de presioacuten bull Estructuras bull Cantildeeriacuteas
bull Planchas corrientes y galvanizadasbull Barcos
Procedimiento para soldarPara obtener los mejores resultados se recomienda un arco de longitud mediana que permita controlarmejor la forma y aspecto del cordoacutenPara soldadura de filetes planos y horizontales se recomienda mantener el electrodo a 45ordm con cadaplancha oscilaacutendolo en el sentido del avance El movimiento adelante tiene por objeto obtener buenapenetracioacuten y el movimiento hacia atraacutes controla la socavacioacuten y la forma del cordoacutenEn la soldadura vertical se recomienda llevar el electrodo en un aacutengulo de casi 90ordm inclinaacutendolo ligeramenteen el sentido de avance Se debe llevar un movimiento de vaiveacuten alargando el arco para no depositar metal
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2167
Castillo-Guardado
Curso Baacutesico De Soldadura
21
en el movimiento hacia arriba y luego acortaacutendolo para depositar en el craacuteter y asiacute controlar lasdimensiones del deposito y la socavacioacuten
ELECTRODO DE PUNTA AZUL
Electrodo para acero al carbono
Corriente alterna
Revestimiento Blanco
Con hierro en polvo
Punto Azul
Toda posicioacuten
Corriente continuacutea Electrodo positivo
Descripcioacuten
El nuevo Punto Azul posee una formulacioacuten moderna capaz de brindar las maacutes altas exigencias de trabajoSu arco suave y estable lo hace de faacutecil aplicacioacuten en cualquier posicioacuten logrando oacuteptima calidad en launioacuten
Esta nueva foacutermula entrega ademaacutes las siguientes caracteriacutesticas1 Alta velocidad de soldadura2 Depoacutesitos lisos3 Bajo chisporroteo4 Bajo iacutendice de humos5 Faacutecil remocioacuten de escoria6 Excelente penetracioacuten
UsosEs un electrodo de uso general en aceros dulces especialmente cuando es necesario soldar chapas yperfiles delgados
Aplicaciones tiacutepicasbull Marcos de ventana bull Fabricacioacuten de rejasbull Estanques bull Planchas galvanizadas bull Estructuras bull Reparaciones generales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2267
Curso Baacutesico De Soldadura Castillo-Guardado
22
Procedimiento para soldarDebe seguirse el mismo procedimiento utilizado para soldar un electrodo E-6010 oacute E-6011
ELECTRODOS PARA ACEROS INOXIDABLES
iquest Queacute es un acero inoxidableLos aceros inoxidables son simplemente aleaciones compuestas por hierro (Fe) Carbono (C) y Cromo (Cr)El hierro es el elemento fundamental de todos los aceros inoxidables Sin embargo para hacer que el hierrosea inoxidable el contenido de cromo en solucioacuten debe ser por lo menos de un 115 Se adicionan otroselementos de aleacioacuten (Ni Mo V Ti Nb) con el fin de mejorar ciertas propiedades como son ductibilidadresistencia al impacto resistencia al creep resistencia a la corrosioacuten calor etc
Tipos de Aceros InoxidablesDesde el punto de vista metaluacutergico los aceros inoxidables estaacuten agrupados dentro de tres tipos baacutesicosde acuerdo a su microestructura Martensiacuteticos Ferriacuteticos y Austeniacuteticos
MartensiacuteticosEstos aceros contienen entre 115 a 18 de cromo como su principal elemento de aleacioacuten Algunosejemplos de este grupo son los aceros martensiacuteticos AISI 410 416 420431 501 y 502En la soldadura de los aceros martensiacuteticos (aceros autotemplables) se pueden producir tensiones y porconsiguiente grietas si no se adoptan las precauciones convenientesSiempre que sea posible debe emplearse como metal de aporte aleaciones austeniacuteticas (Ej AISI 309-310)
para absorber las tensiones en las zonas cercanas al cordoacuten y asiacute evitar grietasEs conveniente precalentar entre 300-350degC las piezas que van a ser soldadas Despueacutes de la soldadura yuna vez enfriadas las piezas se recomienda un revenido de 600 a 700degC La resistencia oacuteptima a lacorrosioacuten de estos aceros se obtiene efectuando tratamientos teacutermicos de temple y revenido a lastemperaturas requeridas sin embargo esta resistencia a la corrosioacuten no es tan buena como en los acerosausteniacuteticos o ferriacuteticos Su campo de accioacuten estaacute en piezas que estaacuten sometidas a corrosioacuten y que requieren de cierta resistenciamecaacutenica Se utilizan generalmente en aletas para turbinas rodetes de turbinas hidraacuteulicas fundicionesresistentes a la corrosioacuten cuchilleriacutea piezas de vaacutelvulas etc
Ferriacuteticos
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2367
Castillo-Guardado
Curso Baacutesico De Soldadura
23
Los aceros inoxidables ferriacuteticos contienen entre 17 y 27 de cromo Ejemplos de eacutestos son los acerosAISI 405 430 442 446Estos aceros no son endurecibles por tratamiento teacutermico sino soacutelo moderadamente mediante trabajo enfriacuteo Son magneacuteticos al igual que los martensiacuteticos Pueden trabajarse en friacuteo o en caliente pero alcanzansu maacutexima ductilidad y resistencia a la corrosioacuten en la condicioacuten de recocido
En los aceros ferriacuteticos con un contenido de alto cromo puede aparecer fase sigma (dura y fraacutegil) cuando
se les mantiene durante mucho tiempo a temperaturas cercanas a 470degC Por otro lado los aceros ferriacuteticosson muy propensos al crecimiento del grano (850degC - 900degC) inconveniente para la soldadura Si las piezasa soldar son de dimensiones considerables se recomienda postcalentar las piezas entre 700degC a 850degCseguido de un enfriamiento raacutepidoComo los aceros ferriacuteticos se pueden deformar faacutecilmente en friacuteo se utilizan mucho para estampadosprofundos de piezas como recipientes para industrias quiacutemicas y alimenticias y para adornosarquitectoacutenicos o automotrices
AusteniacuteticosEstos son los aceros inoxidables al cromo-niacutequel (tipo 3XX) y al cromo-niacutequel-manganeso (tipo 2XX) Sonesencialmente no magneacuteticos en la condicioacuten de recocido y no endurecen por tratamiento teacutermico Elcontenido total de niacutequel y cromo es de por lo menos 23 Se pueden trabajar faacutecilmente en caliente o enfriacuteo El trabajo en friacuteo les desarrolla una amplia variedad de propiedades mecaacutenicas y en esta condicioacuten elacero puede llegar a ser ligeramente magneacutetico Son muy resistentes al impacto y difiacuteciles de maquinarEstos aceros tienen la mejor resistencia a altas temperaturas y resistencia a la formacioacuten de escamas de
los aceros inoxidables Su resistencia a la corrosioacuten suele ser mejor que las de los aceros martensiacuteticos oferriacuteticosEl mayor inconveniente que presenta la soldadura de los aceros austeniacuteticos es la precipitacioacuten de carburosque pueden producirse en las zonas cercanas al cordoacuten de soldadura quedando sensibilizados a lacorrosioacuten intergranular Para evitar esta precipitacioacuten se deben soldar las piezas sin precalentamiento y conel menor aporte de calor posible Otra posibilidad es emplear aceros austeniacuteticos con porcentaje decarbono menor a 003 o aceros austeniacuteticos estabilizados con titanio niobio o taacutentalo
Electrodo para hacero Inoxidable
Electrodo de acero inoxidable austen tico
Corriente continuacutea Electrodo positivo
Toda posicioacuten
Corriente alternaRevestimiento Blanco
DescripcioacutenEl electrodo 19-9 posee un revestimiento rutiacutelico lo que lo hace apto para soldar con CA o CC electrodopositivo Este electrodo se caracteriza por un arco estable de transferencia spray cuyo depoacutesito es deexcelente forma y apariencia La escoria se desprende faacutecilmente ademaacutes de tener muy buenareanudacioacuten de arco por lo que se aconseja usarlo en soldaduras intermitentes El depoacutesito es de aceroinoxidable austeniacutetico
UsosEl electrodo 19-9 estaacute formulado para soldar el grupo 18-8 de aceros inoxidables por ejemplo 301 302302B 303 304 305 y 308 que se caracterizan por su gran resistencia a la corrosioacuten
Este electrodo es ademaacutes muy usado para soldar acero manganeso y para rellenar estos u otros aceros
especiales resistentes al desgaste antes de aplicar las capas de recubrimiento duro
El metal depositado es austeniacutetico y no magneacuteticoAplicaciones tiacutepicasbull Intercambiadores de calor bull Industrias conserveras bull Equipos Quiacutemicos bull Industria Lechera
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2467
Curso Baacutesico De Soldadura Castillo-Guardado
24
ELECTRODOS BASE NIQUEL
Electrodo base Niacutequel con Cromo Molibdeno y Columbio
Alta resistencia a la traccioacuten y tenacidad a bajas y altas temperaturas (1100iexcl
C)
Excelente resistencia a la corrosioacuten en muchos medios agresivos
Posicioacuten plana y horizontal CA CC (+)
DescripcioacutenEl electrodo Nicromo 3 se caracteriza por producir un arco suave y estable de transferencia spray Eldepoacutesito formado es de exelente apariencia y de faacutecil desprendimiento de la escoriaEl depoacutesito del electrodo Nicromo 3 se caracteriza por su favorable resistencia a elevadas temperaturas
(1100degC) durante tiempos prolongados ademaacutes de su buena resistencia a la corrosioacuten bajo tensiones yfisuracioacuten en caliente
UsosEste electrodo es apto para unir aleaciones tipo Inconel 625 e Incoloy 825 Recomendado para unioacuten dealeaciones altas en cromo-niacutequel entre si o con aceros inoxidables Se recomienda ademaacutes para revestiraceros al carbono y de baja aleacioacuten Debido a su alto liacutemite elaacutestico se puede utilizar para unir aceros alniacutequel (5 y 9 de Ni)
Aplicaciones tiacutepicasbull Estanques para transpor tes criogeacutenicosbull Estanques de almacenamiento de aceros al Ni (5-9 Ni)bull Asiento de vaacutelvulas bull Reparacioacuten de maquinaria
bull Estanques para productos corrosivos bull Aleaciones 904 y 904L Inconel 625 e Incoloy 825
Procedimiento de soldaduraEs indispensable limpiar cuidadosamente las partes a soldar para lograr uniones libres de poros y grietasUsar arco corto con una ligera inclinacioacuten Para lograr un bajo aporte de calor es recomendable depositarcordones rectos y angostos con poca o ninguna oscilacioacuten El precalentamiento depende del metal basecualquier post-calentamiento puede efectuarse sin peligro de perjudicar las caracteriacutesticas del depoacutesito
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2567
Castillo-Guardado
Curso Baacutesico De Soldadura
25
ELECTRODOS PARA COBRE ndashBRONCE
Procedimiento para soldar con Electrodos Cobre ndashBronce
La teacutecnica de operacioacuten de estos electrodos es totalmente distinta a la empleada en la soldadura del aceroal carbono debido principalmente a la gran diferencia de conductividad teacutermica coeficiente de expansioacutenmenor punto de fusioacuten y mayor fluidez a la temperatura de la zona de fusioacuten Al soldar cobre y susaleaciones deberaacute considerarse los siguientes factores1 Dejar una separacioacuten mayor en la raiacutez de las uniones2 Emplear aacutengulos de bisel mayores que los usuales3 El punteo de las uniones debe tener un paso menor4 Usar temperaturas de precalentamiento5 Emplear los rangos de corriente maacutes altos para cada diaacutemetro de electrodo
Es frecuente el empleo de respaldos de cobre o de grafito con el objeto de prevenir la sobre fusioacuten en laraiacutez de las uniones especialmente al soldar espesores delgados Como regla general al soldar cobre y susaleaciones se recomienda el empleo de temperaturas de precalentamiento del orden de 200degC ytemperaturas entre pasadas de 200degC a 370degC para latones y de 400degC a 550degC para cobreEl martillado de los depoacutesitos de soldadura no es absolutamente indispensable pero se emplea parareducir las tensiones y distorsiones en las uniones soldadas a la vez de mejorar las propiedadesmecaacutenicas debido al afinamiento de los granos del depoacutesito
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacuten
con CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2667
Curso Baacutesico De Soldadura Castillo-Guardado
26
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas debronce fosfoacutericoAplicaciones tiacutepicas
bull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tablaPara el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas Enlas soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Para
soldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
Electrodo Para Cobre
Electrodo de bronce fosforico
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Negro
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacutencon CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas de
bronce fosfoacutericoAplicaciones tiacutepicasbull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tabla
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2767
Castillo-Guardado
Curso Baacutesico De Soldadura
27
Para el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas En
las soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Parasoldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
ELECTRODOS PARA BISELAR Y CORTAR
Estos electrodos tienen gran importancia en las industrias que requieren efectuar trabajos de corte ybiselado ya que han sido especialmente disentildeados y fabricados para cumplir eficientemente estos trabajos
Procedimiento para Biselar y CortarPara biselar use un portaelectrodo convencional dirigiendo el electrodo en un aacutengulo aproximado de 30degcon respecto al plano del metal base Use un movimiento de retroceso para evitar profundizar demasiadoUna mayor velocidad de avance daraacute un biselado menos profundo Esmerile la zona antes de soldarPara cortar dirija el electrodo en direccioacuten al recorrido en un aacutengulo de 90degcon respecto al plano del metalbase Use un movimiento vertical ascendente y descendente para producir el desprendimiento del materialfundido
Electrodo para cortar y perforar
Corriente alterna
Toda posiciOn
Corriente continua Electrodo negativo
Revestimiento Gris oscuro
DescripcioacutenEl electrodo Speed Cut estaacute disentildeado para cortar y perforar todos los metales con CA o CC electrodonegativo Es un electrodo de alta velocidad y su revestimiento especial de tipo refractario evita que seprecaliente el nuacutecleo y concentra la fuerza del arco para lograr cortes parejos y limpios
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2867
Curso Baacutesico De Soldadura Castillo-Guardado
28
UsosEste electrodo ha sido especialmente disentildeado para producir cortes de alta velocidad en todas lasposiciones Es recomendable su uso en todos los metales especialmente para aquellos que representandificultad para ser cortados o perforados al ser tratados con equipos oxigas como por ejemplo fierrofundido aceros inoxidables aleaciones de niacutequel bronce cobrealuminio etcAplicaciones tiacutepicas
bull Cortes de alta velocidad en todas posiciones bull Desarme de estructuras metaacutelicas bull Remocioacuten de defectos en soldadura bull Perforacioacuten de remaches
ELECTRODOS PARA SOLDAR HIERRO FUNDIDO
Procedimiento para soldar Hierro Fundido
Las reparaciones en fundicioacuten de hierro gris o hierro maleable son los trabajos maacutes comuacutenmenteencontrados en la praacutectica diaria y son considerados como los trabajos de soldadura maacutes difiacutecilesCuando se suelda hierro fundido con electrodos comunes de acero se forma una capa dura y fraacutegiladyacente a la soldadura
Esta capa consiste en hierro fundido endurecido superficialmente como resultado del raacutepido enfriamientodesde una alta temperatura Si el metal de aporte es acero eacuteste absorberaacute considerable cantidad decarboacuten del hierro fundido convirtieacutendose en un acero de alto carbono El resultado seraacute que el depoacutesito desoldadura se endureceraacute siendo imposible su mecanizadoAdemaacutes cuando se usan electrodos con nuacutecleo de acero la diferencia de contracciones entre elmetal fundido depositado y la fundicioacuten generalmente es causa de problemas serios La resistencia delmetal de aporte es mucho mayor que la del hierro fundido y al producirse la contraccioacuten del acero puededesprenderse de la fundicioacuten Debido a estas condiciones es que los electrodos especiales son necesariospara este tipo de soldadura
La soldadura del hierro fundido es relativamente faacutecil pero sus caracteriacutesticas quiacutemicas y metaluacutergicas sontales que deben ser consideradas cuidadosamente para asegurar los mejores resultados
Algunas de sus caracteriacutestica son1 Si se calienta a una temperatura alta y luego se enfriacutea raacutepidamente el resultado seraacute una fundicioacutenblanca muy dura y difiacutecilmente trabajable mecaacutenicamente2 Si se calienta a una temperatura alta y luego se enfriacutea lentamente el resultado seraacute un hierro fundidogris que es blando y faacutecilmente trabajable3 El hierro fundido es fraacutegil y no se puede doblar o estirar como el acero y consecuentemente si se produceun sobrecalentamiento durante la soldadura las contracciones durante el enfriamiento pueden causargrietas en la soldadura misma o en las zonas teacutermicamente afectadas entre eacutesta y el metal base
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2967
Castillo-Guardado
Curso Baacutesico De Soldadura
29
Las consideraciones anteriores son principalmente las que han establecido un procedimiento fundamentalpara la soldadura del hierro fundido independiente del tipo de electrodo utilizado maquinable o nomaquinable que puede establecerse en los siguientes puntos
1 Utilizar electrodos de poco diaacutemetro y corriente lo maacutes baja posible pero suficiente para producir unabuena fusioacuten2 Hacer soldaduras cortas de no maacutes de dos o tres pulgadas de longitud3 Es aconsejable el depoacutesito de cordones delgados en lugar de cordones anchos y oscilados
InstruccionesPara obtener los mejores resultados es esencial que la unioacuten haya sido adecuadamente preparada Debenremoverse o limpiarse todas las materias extrantildeas tales como oacutexido grasa y aceites Especialmente laspartes que se han impregnado de aceite agua u otros agentes pueden requerir un precalentamiento a unatemperatura suficientemente alta (300-370degC) para evaporar los contaminantes antes de la soldadura
Las uniones deben ser preparadas y biseladas por medios mecaacutenicos como esmeriles discos o limas ydebe evitarse hacer los biselados o preparaciones con arco eleacutectrico ya que este procedimiento tenderiacutea aproducir hierro fundido blanco duro y quebradizo en las zonas inmediatamente vecinas a las soldaduras
El biselado se recomienda auacuten para secciones delgadas mantenieacutendolo siempre al miacutenimo praacutectico paraevitar los esfuerzos residuales provenientes de la contraccioacuten
Como regla general el aacutengulo total de bisel debe ser de aproximadamente 90degpara secciones de635 mm de espesor o menos y de 60 a 90degpara secciones maacutes pesadas o de mayor espesor
Es aconsejable tambieacuten para disminuir los esfuerzos teacutermicos usar electrodos de diaacutemetro pequentildeo yutilizar siempre amperajes bajos Ademaacutes el precalentamiento es necesario para fundiciones pesadas y lasoldadura debe depositarse en cordones cortos lineales de dos a tres pulgadas de longitud Cuando seaposible debe procurarse depositar la soldadura en dos a tres capas ya que los pases subsiguientes tienenun efecto beneacutefico de normalizado sobre los primeros En las soldaduras de hierro fundido es muyimportante evitar el calor localizado causante en la mayoriacutea de los casos de grietas en el metal base y en lasoldadura Esto se logra haciendo soldaduras intermitentes permitiendo que el calor se distribuya dentrode la fundicioacuten antes de depositar el proacuteximo cordoacuten
Electrodo Para soldar Hierro Fundido
Electrodo para hierro fundido
Corriente alterna
Toda posicion
Revestimiento Canela
Corriente continua Electrodo positivo
DescripcioacutenEl electrodo 77 tiene nuacutecleo de acero dulce con un revestimiento que actuacutea como fundente controlando lascaracteriacutesticas del arco Tiene un punto de fusioacuten lo suficientemente bajo para permitir usar corrientesbajas caracteriacutestica importante en la soldadura de hierro fundido lo que reduce el endurecimiento en lazona de fusioacuten
UsosEste electrodo se recomienda para reparaciones en hierro fundido en que los depoacutesitos no requieranmaquinado posterior
Aplicaciones tiacutepicasbull Cabezales de motores bull Piezas de maacutequinas bull Cajas de descanso bull Blocks de motores
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3067
Curso Baacutesico De Soldadura Castillo-Guardado
30
Procedimiento para soldarSe recomienda usar preferentemente CC electrodo positivo Las piezas a soldar deben estar limpias Serecomienda biselar las piezas en forma de ldquoVrdquo y taladrar los extremos de las grietas a reparar Para tener mayor seguridad de la calidad del trabajo se debe evitar soldar en forma contiacutenua se recomiendaefectuar cordones de 5 a 8 cms intermitentemente Debe mantenerse el trabajo friacuteo No se recomiendamartillar el cordoacuten pueden producirse fisuras
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3167
Castillo-Guardado
Curso Baacutesico De Soldadura
31
Descifrando los siacutembolos de la soldadura
Cuando las soldaduras son especificadas en planos y dibujos isomeacutetricos de ingenieriacutea de fabricacioacuten unconjunto de siacutembolos es usado para identificar el tipo de soldadura las dimensiones y otras informacionesreferente al proceso y el acabado
ANSIAWS A24 Siacutembolos para soldadura y pruebas no destructivasReconociendo la estructura del simbolo
La liacutenea horizontal se conoce como liacutenea de referencia y es la plataforma principal donde todos losdemaacutes siacutembolos de soldadura son agregados las instrucciones para la ejecucioacuten de la soldadura vanalineadas a la liacutenea de referencia y una flecha conecta la liacutenea de referencia con la junta a ser soldada Enel ejemplo de arriba la flecha se despliega a la derecha de la liacutenea de referencia y apuntando hacia abajo ya la derecha pero existen muchas otras combinaciones
Algunas veces la flecha apunta los dos lados de la junta por consiguiente existiriacutean dos ladospotencialmente apropiados para ejecutar la soldadura por ejemplo en una junta T cuando dos laminasson unidas la soldadura puede ser hecha en cualquiera de los lados de la T
El siacutembolo hace la distincioacuten entre los dos lados de la junta usando la flecha y los espacios debajo yencima de la liacutenea de referencia los lados (curiosamente) son conocidos como El lado de la flecha y Elotro lado y la soldadura se ejecuta de acuerdo a las instrucciones dadas en la parte de arriba de la liacutenea dereferencia y la orientacioacuten de la flecha no interfiere con estas instrucciones
La bandera que sale de la liacutenea de referencia esta presente si la soldadura se efectuara en campo odurante el armado de la estructura un siacutembolo de soldadura sin la bandera indica que la soldadura seefectuaraacute en el taller pero en algunos planos y dibujos antiguos puede ser encontrado un circulo negro en launioacuten entre la liacutenea de referencia y la flecha
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3267
Curso Baacutesico De Soldadura Castillo-Guardado
32
Un circulo vaciacuteo entre la liacutenea de referencia y la flecha es una indicacioacuten de que la soldadura debe serejecutada alrededor o en toda la circunferencia de la unioacuten como en este ejemplo
La cola del siacutembolo de soldadura es el sitio donde se coloca la informacioacuten suplementariaconcerniente a la soldadura a ejecutar y puede contener referencias del proceso requerido electrodo undetalle de dibujo y cualquier informacioacuten que ayude a la ejecucioacuten de la soldadura que no tenga un lugarespecial en el siacutembolo plano o la isometriacutea
Cada tipo de soldadura tiene su siacutembolo baacutesico el cual tiacutepicamente se situacutea al rededor del centro dela liacutenea de referencia (dependiendo de cual sea el lado de la junta) y este siacutembolo es usualmente un dibujoque representa la seccioacuten transversal de la junta misma y estas estaacuten divididas en tres grupos
Simbolos para las Soldaduras de Filete
La soldadura fundida es depositada en la esquina formada por la caracteriacutestica de la unioacuten de dosmiembros penetrando y fundieacutendose con el metal base para formar la junta
La cara perpendicular del triangulo siempre es dibujada en la parte izquierda del siacutembolo si las doscaras de la soldadura son de la misma dimensioacuten entonces solo una medida es dada
Las soldaduras de filete son usadas para hacer juntas de enfrentamiento perpendicular comoesquinas y las juntas T y como su propio siacutembolo lo sugiere estas soldaduras son baacutesicamentetriangulares vistas desde su seccioacuten aunque su forma no es siempre un triangulo perfecto o isoacutesceles
Si la soldadura tuviera caras desiguales (menos comuacuten) entonces ambas dimensiones son dadas yuna nota especial que indica en el dibujo cual cara es mas larga
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3367
Castillo-Guardado
Curso Baacutesico De Soldadura
33
El largo de la soldadura es dado a la derecha del simbolo
La soldadura se debe situar entre las liacuteneas dimensioacutenales especificadas (si son dadas) o entre lospuntos donde un cambio de direccioacuten abrupto de la soldadura ocurra como al final de las planchas olaminas
En el caso de soldaduras intermitentes o interrumpidas el largo de cada porcioacuten de la soldadura y losespacios que las separan son indicado en el siacutembolo siendo separados con un guioacuten ( - ) y el largo de laporcioacuten de soldadura va seguido de la dimensioacuten centro-centro del espacio estos siempre se colocan a la
derecha del siacutembolo del filete (triangulo)
Note que la dimensioacuten del espacio no indica el espacio limpio entre las soldaduras la indicacioacuten escentro-centro
Siacutembolos para las Soldaduras de Canal
Las soldaduras de Canal son usadas comuacutenmente para hacer juntas de bordes con bordes aunquetambieacuten son usadas frecuentemente en esquinas juntas T juntas curvas y piezas planas Como losugiere la variedad de siacutembolos para estas soldaduras hay muchas maneras de hacer soldaduras deCanal y la diferencia principal dependeraacute de la geometriacutea de las partes que seraacuten unidas y la preparacioacutende sus bordes El metal soldado es depositado entre el canal penetrando y fundieacutendose con el metal base para formar la junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipo de
soldaduras la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3467
Curso Baacutesico De Soldadura Castillo-Guardado
34
La soldadura de canal cuadrado en la cual el canal es creado por una separacioacuten especifica o ningunaseparacioacuten incluyendo hasta cierta presioacuten de oposicioacuten la distancia de la separacioacuten (si existe) es dadaen el siacutembolo
Las soldaduras de canal V en la que los bordes son biselados a veces por un lado o por los doslados para crea el canal el aacutengulo del bisel es dado en el siacutembolo asiacute como la luz de separacioacuten oseparacioacuten de la raiacutez (si existiera)
Si la profundidad de la V no fuera igual al espesor o a la mitad (en el caso de doble V) del espesorde la lamina o plancha a soldar entonces la profundidad es dada a la izquierda del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3567
Castillo-Guardado
Curso Baacutesico De Soldadura
35
Si la penetracioacuten de la soldadura fuera mayor que la profundidad del canal la profundidad de la gargantaefectiva es dada entre pareacutentesis despueacutes de la profundidad de la V
En el bisel del canal de soldadura en el cual el borde de una de las laminas es biselado y la otra escuadrada el siacutembolo de la liacutenea perpendicular siempre es dibujada en el lado izquierdo sea cual sea laorientacioacuten de la soldadura la flecha apunta la cara de la pieza que debe ser biselada y en este caso laflecha es cortada y doblada en aacutengulo para hacer eacutenfasis en su importancia (este corte de aacutengulo no esnecesario si el proyectista no tiene preferencias en cual lado debe ser biselado o si el dibujo es interpretadopor un soldador calificado que reconoce la diferencia de cual lado debe ser tratado) las
condiciones de aacutengulo preparacioacuten del borde garganta efectiva y la luz de separacioacuten de la
separacioacuten de raiacutez son descritas en las soldaduras de canal V en esta misma pagina
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3667
Curso Baacutesico De Soldadura Castillo-Guardado
36
En la soldadura de canal U en la cual ambos bordes son tratados para crear un canal coacutencavo laprofundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de la separacioacuten sondescritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de canal J en la cual en uno de las laminas tiene un biselado coacutencavo y la otra esdejada cuadrada como con el bisel de la media V la liacutenea perpendicular siempre apareceraacute dibujada a laizquierda y la flecha (con un doblez si fuera necesario) apuntando la pieza que recibiraacute el tratamiento debisel coacutencavo la profundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de
separacioacuten son descritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de V curva comuacutenmente usada para unir dos partes curvas o dos partes tubularesla profundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3767
Castillo-Guardado
Curso Baacutesico De Soldadura
37
En la soldadura de canal con bisel curvo comuacutenmente usada para unir una pieza curva o tubular auna pieza plana como con la V curva (anterior) formada por dos superficies curvas o tubulares laprofundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis La liacutenea perpendicular es dibujada siempre al lado izquierdo del siacutembolosea cual sea la orientacioacuten de la soldadura
Otros siacutembolos suplementarios son usados con la soldadura de canal como Penetracioacuten saliente y Barra o elemento de respaldo ambos siacutembolos son indicacioacuten de que la penetracioacuten de la junta se efectuacuteadesde un solo lado de la junta
El alto del refuerzo (si fuera critico) es indicado a la izquierda del siacutembolo de penetraron saliente elcual esta situado
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3867
Curso Baacutesico De Soldadura Castillo-Guardado
38
Cuando una barra o elemento de respaldo es usado para lograr la penetracioacuten necesaria de la junta su siacutembolo es situado encima de la liacutenea de referencia sobre el siacutembolo de la soldadura si la barra esprovisional y seraacute removida al final de la soldadura entonces la letra R es situada dentro del siacutembolo de labarra de respaldo esta barra tiene el mismo siacutembolo que la soldadura de conexion y ovalos pero sucontexto debe hacer siempre la clara intencioacuten del siacutembolo
Simbolos para la Soldadura de conexion y ovalos
Soldadura de conexioacuten y de oacutevalos es usada para unir laminas sobrepuestas una de las cuales tienenperforaciones (redondos para conexiones y ovalados o alargados para Oacutevalos) Metal soldado esdepositado en estas perforaciones penetrando y fundieacutendose con el metal base de las dos partes formandola junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipode soldadura la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3967
Castillo-Guardado
Curso Baacutesico De Soldadura
39
En la soldadura de conexioacuten el diaacutemetro de cada conector es dado a la izquierda del siacutembolo y el espacioentre los conectores es dado a la derecha en la soldadura de oacutevalos el ancho de cada ovalo es dado a laizquierda del siacutembolo el largo y la distancia entre espacios (separados por un guioacuten-) son dados a laderecha del siacutembolo y la referencia del detalle en la cola
El numero de conectores u oacutevalos es dado entre pareacutentesis por encima o por debajo del siacutembolo de lasoldadura la indicacioacuten del lado de la flecha y el otro lado indican cual pieza tiene la(s) perforacione(s)
Si no esta en las especificaciones el llenado total de esta perforacioacuten entonces la profundidad es dadadentro del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4067
Curso Baacutesico De Soldadura Castillo-Guardado
40
SISTEMA OXIGAS
Descripcioacuten del ProcesoEl proceso de soldadura oxigas mostrado en la figura consiste en una llama dirigida por un sopleteobtenida por medio de la combustioacuten de los gases oxiacutegeno-acetileno El intenso calor de la llama funde la
superficie del metal base para formar una poza fundidaCon este proceso se puede soldar con o sin material de aporte El metal de aporte es agregado para cubrirbiseles y orificios
A medida que la llama se mueve a lo largo de la unioacuten el metal base y el metal de aporte se solidifican paraproducir el cordoacuten
Al soldar cualquier metal se debe escoger el metal de aporte adecuado que normalmente posee elementosdesoxidantes para producir soldaduras de buena calidad
En algunos casos se requiere el uso de fundente para soldar ciertos tipos de metales
Ventajas y Aplicaciones del ProcesoEl proceso oxigas posee las siguientes ventajas el equipo es portaacutetil econoacutemico y puede ser utilizado entoda posicioacuten
El proceso oxigas es normalmente usado para soldar metales de hasta 14 de espesor Se puede utilizartambieacuten para soldar metales de mayor espesor pero ello no es recomendable
Su mayor aplicacioacuten en la industria se encuentra en el campo de mantencioacuten reparacioacuten soldadura decantildeeriacuteas de diaacutemetro pequentildeo y manufacturas livianas Tambieacuten puede ser usado como fuente de energiacuteacaloacuterica para calentar doblar forjar endurecer etc
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4167
Castillo-Guardado
Curso Baacutesico De Soldadura
41
Equipo para Soldadura y Corte OxigasEs el conjunto de elementos que agrupados permiten el paso de gases (Oxigeno-Acetileno) hasta unsoplete en cuyo interior se produce la mezcla La misma en contacto con una chispa produce unacombustioacuten base del sistema oxiacetileacutenico
Procedimiento Baacutesico de Soldadura
Ajuste de llamaEn soldadura oxiacetileacutenica se utiliza una llama neutra (3160degC) o sea se suministra suficiente oxiacutegenopara realizar la combustioacuten de todo el acetileno presenteAunque esta situacioacuten corresponde a una relacioacuten teoacuterica oxiacutegenoacetileno de 251 en la praacutectica parte dela combustioacuten se realiza con oxiacutegeno del aire de modo que
Se consume iguales cantidades de oxiacutegeno y acetileno (relacioacuten 11)Se produce un efecto de auto-proteccioacuten que minimiza la oxidacioacuten del metal base
La llama carburante con exceso de acetileno se reconoce por una zona intermedia reductora que apareceentre el dardo y el penacho se utiliza soacutelo en casos especiales
La llama oxidante con exceso de oxiacutegeno se reconoce por su dardo y penacho maacutes cortos y su sonido maacutesagudo
Seleccioacuten de la BoquillaEn la seleccioacuten de la boquilla influyen los siguientes factores1 Tipo de material a soldar
2 Espesor del material3 Tipo de unioacuten (Tope filete biselada etc)4 Posicioacuten en que se soldaraacute5 Habilidad del operador
Como norma de seguridad siempre debe utilizarse la
Boquilla a la presioacuten recomendada por el fabricante
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4267
Curso Baacutesico De Soldadura Castillo-Guardado
42
Varillas para Soldadura OxigasINDURA dispone de todos los tipos de varillas para este tipo de soldadura Bronce Niacutequel-Plata acerodulce hierro fundido y aluminio en los siguientes diaacutemetros
16 mm (116) - 24 mm (332) - 32 mm (18) - 40 mm (532) - 48 mm (316) y 64 mm (14)
El tamantildeo de varilla adecuada debe ser determinado por
bull el tipo de unioacuten de soldadura bull el espesor del material bull la cantidad de aporte requerido
VARILLAS DE APORTE PARA SOLDADURA OXIGAS
Procedimiento para soldar con varillas de soldadura oxigas (Bronce)
Deben limpiarse muy bien las piezas aplicaacutendoles la llama sobre la superficie hasta que alcance un colorrojo cereza Ambas piezas deben estar a la misma temperatura porque en caso contrario la varilla fluiraacutehacia la pieza maacutes caliente (fenoacutemeno de capilaridad) Caliente la varilla con la llama e introduacutezcala luegoen el depoacutesito de fundente
Note que el calor hace que el fundente se adhiera a la varilla (Si se utiliza una varilla ya revestida confundente este paso debe eliminarse) Una vez que la varilla estaacute impregnada con fundente y las piezas hanalcanzado la temperatura adecuada acerque la varilla hacia la unioacuten y coloque la llama encimaundieacutendola La varilla entonces se funde y fluye hacia el aacuterea calentada uniendo fuertemente las piezas
Debe utilizarse bastante fundente Si la cantidad de fundente es insuficiente la varilla no uniraacute los metales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4367
Castillo-Guardado
Curso Baacutesico De Soldadura
43
VARILLA DE APORTE DE BRONCE
DescripcioacutenLa soldadura de Bronce permite obtener depoacutesitos concaracteriacutesticas mecaacutenicas sobresalientes enresistencia y ductibilidad ademaacutes de ser muy homogeacutenea
AplicacionesSu principal campo de aplicacioacuten es soldadura de hierro fundido acero dulce cobre y sus aleaciones
La principal caracteriacutestica de estas soldaduras es la poca cantidad de gases que se genera en el craacuteter demetal fundido y su bajo punto de fusioacuten que permite una mejor y mayor fluidez del metal fundido
Como teacutecnica operatoria se recomienda precalentar el metal base hasta una temperatura cercana al puntode fusioacuten del metal de aporte luego fundir una gota de soldadura y aplicar calor adicional para obtener unafluidez adecuada en el depoacutesito
Recomendamos el uso del fundente INDURA 10 a fin de obtener depoacutesitos maacutes limpios y de mejorapariencia Las aleaciones de Bronce INDURA son envasadas en cajas de 10 kgs y fabricadas en lassiguientes medidas 24 mm (332)-32 mm (18)-40 mm (532)-48 mm (316)-64 mm (14)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4467
Curso Baacutesico De Soldadura Castillo-Guardado
44
SOLDADURA DE ESTANtildeO
Descripcioacuten
Estas soldaduras son aleaciones a base de estantildeo y se recomiendan para soldar uniones a prueba defiltracioacuten de agua o aire en que la resistencia mecaacutenica no es de importancia y que no estaraacuten expuestas aaltas temperaturas Son especialmente apropiadas para trabajos generales en fierro cobre zinc hojalatafierro galvanizado etc
Estas soldaduras pueden aplicarse por medio de cautiacuten soplete directo inmersioacuten vaciado o por hornoSe suministran en los siguientes tipos seguacuten forma y proporcioacuten de aleacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4567
Castillo-Guardado
Curso Baacutesico De Soldadura
45
El mayor porcentaje de estantildeo influye mejorando la resistencia mecaacutenica de la soldadura de tal forma quelos mejores resultados en este sentido se obtienen con el tipo ldquoArdquo y ldquoLArdquo El tipo ldquoArdquo se recomienda depreferencia para sellar envases de hojalata
Para obtener una buena soldadura es indispensable efectuar una buena limpieza de las piezas a soldarcon lija esmeril lima o escobilla de acero En caso de planchas oxidadas de fierro debe limpiarse con aacutecidomuriaacutetico durante 5 oacute 10 minutos Se recomienda ademaacutes el uso de Fundente INDURA 200 para evitar laoxidacioacuten de los metales a soldar facilitar la fluidez de la soldadura y obtener buenas uniones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
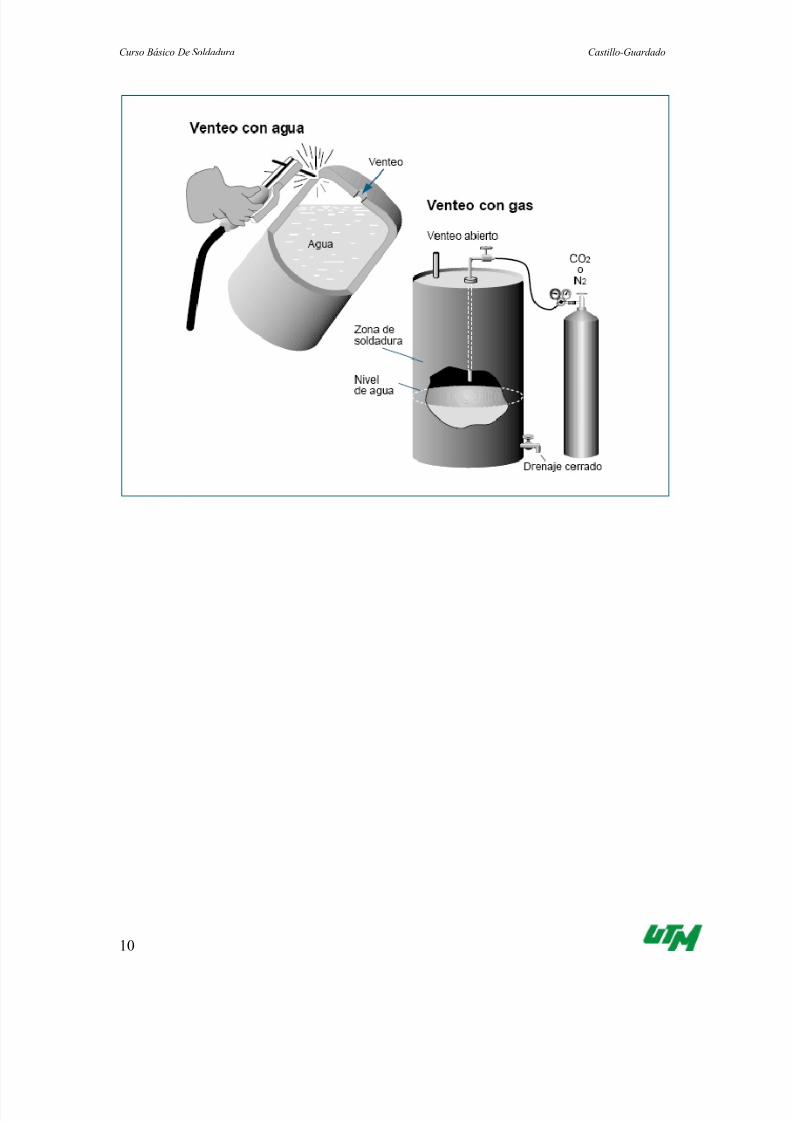
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1067
Curso Baacutesico De Soldadura Castillo-Guardado
10
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1167
Castillo-Guardado
Curso Baacutesico De Soldadura
11
POSICIONES EN SOLDADURADesignacioacuten de acuerdo con ANSIAWS A 30-85
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1267
Curso Baacutesico De Soldadura Castillo-Guardado
12
ESQUEMAS BASICOS
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1367
Castillo-Guardado
Curso Baacutesico De Soldadura
13
SELECCION DEL ELECTRODO ADECUADO
Para escoger el electrodo adecuado es necesario analizar las condiciones de trabajo en particular y luegodeterminar el tipo y diaacutemetro de electrodo que maacutes se adapte a estas condiciones
Este anaacutelisis es relativamente simple si el operador se habituacutea a considerar los siguientes factores
1 Naturaleza del metal base2 Dimensiones de la seccioacuten a soldar3 Tipo de corriente que entrega su maacutequina soldadora4 En queacute posicioacuten o posiciones se soldaraacute5 Tipo de unioacuten y facilidad de fijacioacuten de la pieza6 Si el depoacutesito debe poseer alguna caracteriacutestica especial como son resistencia a la corrosioacuten granresistencia a la traccioacuten ductilidad etc7 Si la soldadura debe cumplir condiciones de alguna norma o especificaciones especiales
Despueacutes de considerar cuidadosamente los factores antes indicados el usuario no debe tener dificultad enelegir un electrodo INDURA el cual le daraacute un arco estable depoacutesitos parejos escoria faacutecil de remover y unmiacutenimo de salpicaduras que son las condiciones esenciales para obtener un trabajo oacuteptimo
Condiciones de almacenamiento y mantencioacuten de electrodos
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1467
Curso Baacutesico De Soldadura Castillo-Guardado
14
PROBLEMAS Y DEFECTOS COMUNES EN LA SOLDADURA AL ARCO
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1567
Castillo-Guardado
Curso Baacutesico De Soldadura
15
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1667
Curso Baacutesico De Soldadura Castillo-Guardado
16
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1767
Castillo-Guardado
Curso Baacutesico De Soldadura
17
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1867
Curso Baacutesico De Soldadura Castillo-Guardado
18
SISTEMA ARCO MANUAL
Descripcioacuten del ProcesoEl sistema de soldadura Arco Manual se define como el proceso en que se unen dos metales mediante unafusioacuten localizada producida por un arco eleacutectrico entre un electrodo metaacutelico y el metal base que se desea
unirLa soldadura al arco se conoce desde fines del siglo pasado En esa eacutepoca se utilizaba una varilla metaacutelicadescubierta que serviacutea de metal de aportePronto se descubrioacute que el oxiacutegeno y el nitroacutegeno dela atmoacutesfera eran causantes de fragilidad y poros en elmetal soldado por lo que al nuacutecleo metaacutelico se le agregoacute un revestimiento que al quemarse se gasificabaactuando como atmoacutesfera protectora a la vez que contribuiacutea a mejorar notablemente otros aspectos delprocesoEl electrodo consiste en un nuacutecleo o varilla metaacutelica rodeado por una capa de revestimiento donde elnuacutecleo es transferido hacia el metal base a traveacutes de una zona eleacutectrica generada por la corriente desoldaduraEl revestimiento del electrodo que determina las caracteriacutesticas mecaacutenicas y quiacutemicas de la unioacuten estaacuteconstituido por un conjunto de componentes minerales y orgaacutenicos que cumplen las siguientes funciones
1 Producir gases protectores para evitar la contaminacioacuten atmosfeacuterica y gases ionizantes para dirigir ymantener el arco
2 Producir escoria para proteger el metal ya depositado hasta su solidificacioacuten3 Suministrar materiales desoxidantes elementos de aleacioacuten e hierro en polvo
Clasificacioacuten de Electrodos seguacuten Normas AWSLas especificaciones maacutes comunes para la clasificacioacuten de electrodos seguacuten la AWS son las siguientes1 Especificacioacuten para electrodos revestidos de acero al carbono designacioacuten AWS A51-91 2 Especificacioacuten para electrodos revestidos de aceros de baja aleacioacuten designacioacuten AWS A55-963 Especificacioacuten para electrodos revestidos de aceros al cromo y cromo-niquel resistentes a la corrosioacutendesignacioacuten AWS A54-924 Especificacioacuten para varillas de aporte en uso oxiacetileacutenico yo TIG designacioacuten AWS A52-925 Especificacioacuten para electrodos revestidos para soldaduras de Fe fundido designacioacuten AWS A515-906 Especificaciones para electrodos continuos y fundentes para Arco Sumergido designacioacuten AWSA517-977 Especificaciones para electrodos de aceros dulces para soldadura con electrodos continuos protegidospor gas (MIGMAG) designacioacuten AWS A518-93 En la especificacioacuten para aceros al carbono de electrodosrevestidos el sistema de clasificacioacuten estaacute basado en la resistencia a la traccioacuten del depoacutesito
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1967
Castillo-Guardado
Curso Baacutesico De Soldadura
19
La identificacioacuten de clasificacioacuten estaacute compuesta de la letra E y cuatro diacutegitos Esta letra significaldquoElectrodordquo
Los primeros dos diacutegitos indican la resistencia miacutenima a la traccioacuten del metal depositado en miles de libraspor pulgada cuadrada Es asiacute como E 60 XX indica un electrodo revestido cuyo depoacutesito posee comomiacutenimo 60000 lbs por pulgada cuadrada Esta es la resistencia miacutenima que debe cumplir el depoacutesitoAunque los dos uacuteltimos diacutegitos sentildealan las caracteriacutesticas del electrodo es necesario considerarlos
separadamente ya que el tercer diacutegito indica la posicioacuten para soldar del electrodoEXX1X - toda posicioacutenEXX2X - posicioacuten plana y horizontalEXX4X - toda posicioacuten vertical descendente
El uacuteltimo diacutegito indica el tipo de revestimiento del electrodo Sin embargo para una identificacioacuten completaes necesario leer los dos diacutegitos en conjunto
Para las posiciones vertical y sobre cabeza existe una limitacioacuten de diaacutemetro hasta 316 comuacutenmente y de5 32 para electrodos de BH
Los sistemas de clasificacioacuten para los electrodos revestidos de acero de baja aleacioacuten son similares a la delos aceros al carbono pero a continuacioacuten del cuarto diacutegito existe una letra y un diacutegito que indican lacomposicioacuten quiacutemica del metal depositado Asiacute la A significa un electrodo de acero al Carbono-Molibdenola B un electrodo al Cromo-Molibdeno la C un electrodo al Niacutequel y la letra D un electrodo al Manganeso-Molibdeno El diacutegito final indica la composicioacuten quiacutemica seguacuten esta clasificacioacuten
En las especificaciones para aceros inoxidables AWS A5492 la AISI clasificoacute estos aceros por nuacutemerosy estos mismos se usan para la designacioacuten de los electrodos Por lo tanto la clasificacioacuten para loselectrodos de acero inoxidables como 308 347 etc es su nuacutemero y luego dos diacutegitos maacutes que indican suscaracteriacutesticas de empleo (fuente de poder tipo de revestimiento etc) La letra L a continuacioacuten de los tres
primeros diacutegitos indica que el acero inoxidable es de bajo contenido en carbono
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2067
Curso Baacutesico De Soldadura Castillo-Guardado
20
ELECTRODOS PARA SOLDAR ACERO AL CARBONO
Procedimiento para soldar Acero al Carbono
Los mejores resultados se obtienen manteniendo un arco mediano con lo que se logra una fusioacutenadecuada permitiendo el escape de gases ademaacutes de controlar la forma y apariencia del cordoacuten
Para filetes planos y horizontales conviene mantener el electrodo en un aacutengulo de 45degrespecto a lasplanchas efectuar un pequentildeo avance y retroceso del electrodo en el sentido de avance Con ello se lograuna buena fusioacuten al avanzar se controla la socavacioacuten y la forma del cordoacuten al retroceder al craacuteter
Para filetes verticales ascendentes se mantiene el electrodo perpendicular a la plancha movieacutendolo en elsentido de avance El movimiento debe ser lo suficientemente raacutepido y la corriente adecuada para permitiralargar el arco y no depositar cuando se va hacia arriba para luego bajar al craacuteter y depositar el metalfundido controlando la socavacioacuten y ancho del cordoacuten
La soldadura sobre cabeza se ejecuta en forma similar a la horizontal pero la oscilacioacuten en el sentido deavance debe ser mayor para permitir que el metal depositado en el craacuteter se solidifique
Cuando se suelda vertical descendente el cordoacuten de raiacutez se hace con un avance continuo sin oscilar y lafuerza del arco se dirige de tal manera que sujete el bantildeo de fusioacuten Para los pases sucesivos se puedeusar una oscilacioacuten lateral
ELECTRODO 6013
Electrodo para acero al carbono
Con hierro en polvo
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Rojo
DescripcioacutenElectrodo con polvo de hierro en el revestimiento que permite una velocidad de depoacutesito mayor y unaaplicacioacuten mas faacutecil junto con propiedades mecaacutenicas sobresalientes La estabilidad del arco y el escudoprotector que da el revestimiento ayudan a dirigir el depoacutesito reduciendo la tendencia a socavar Estadisentildeado seguacuten los uacuteltimos adelantos teacutecnicos para lograr oacuteptimos resultados praacutecticos
UsosEste electrodo tiene un campo de aplicacioacuten muy amplio en especial cuando es necesario soldar en todaposicioacuten
Aplicaciones tiacutepicasbull Estanques bull Tuberiacuteas de presioacuten bull Estructuras bull Cantildeeriacuteas
bull Planchas corrientes y galvanizadasbull Barcos
Procedimiento para soldarPara obtener los mejores resultados se recomienda un arco de longitud mediana que permita controlarmejor la forma y aspecto del cordoacutenPara soldadura de filetes planos y horizontales se recomienda mantener el electrodo a 45ordm con cadaplancha oscilaacutendolo en el sentido del avance El movimiento adelante tiene por objeto obtener buenapenetracioacuten y el movimiento hacia atraacutes controla la socavacioacuten y la forma del cordoacutenEn la soldadura vertical se recomienda llevar el electrodo en un aacutengulo de casi 90ordm inclinaacutendolo ligeramenteen el sentido de avance Se debe llevar un movimiento de vaiveacuten alargando el arco para no depositar metal
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2167
Castillo-Guardado
Curso Baacutesico De Soldadura
21
en el movimiento hacia arriba y luego acortaacutendolo para depositar en el craacuteter y asiacute controlar lasdimensiones del deposito y la socavacioacuten
ELECTRODO DE PUNTA AZUL
Electrodo para acero al carbono
Corriente alterna
Revestimiento Blanco
Con hierro en polvo
Punto Azul
Toda posicioacuten
Corriente continuacutea Electrodo positivo
Descripcioacuten
El nuevo Punto Azul posee una formulacioacuten moderna capaz de brindar las maacutes altas exigencias de trabajoSu arco suave y estable lo hace de faacutecil aplicacioacuten en cualquier posicioacuten logrando oacuteptima calidad en launioacuten
Esta nueva foacutermula entrega ademaacutes las siguientes caracteriacutesticas1 Alta velocidad de soldadura2 Depoacutesitos lisos3 Bajo chisporroteo4 Bajo iacutendice de humos5 Faacutecil remocioacuten de escoria6 Excelente penetracioacuten
UsosEs un electrodo de uso general en aceros dulces especialmente cuando es necesario soldar chapas yperfiles delgados
Aplicaciones tiacutepicasbull Marcos de ventana bull Fabricacioacuten de rejasbull Estanques bull Planchas galvanizadas bull Estructuras bull Reparaciones generales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2267
Curso Baacutesico De Soldadura Castillo-Guardado
22
Procedimiento para soldarDebe seguirse el mismo procedimiento utilizado para soldar un electrodo E-6010 oacute E-6011
ELECTRODOS PARA ACEROS INOXIDABLES
iquest Queacute es un acero inoxidableLos aceros inoxidables son simplemente aleaciones compuestas por hierro (Fe) Carbono (C) y Cromo (Cr)El hierro es el elemento fundamental de todos los aceros inoxidables Sin embargo para hacer que el hierrosea inoxidable el contenido de cromo en solucioacuten debe ser por lo menos de un 115 Se adicionan otroselementos de aleacioacuten (Ni Mo V Ti Nb) con el fin de mejorar ciertas propiedades como son ductibilidadresistencia al impacto resistencia al creep resistencia a la corrosioacuten calor etc
Tipos de Aceros InoxidablesDesde el punto de vista metaluacutergico los aceros inoxidables estaacuten agrupados dentro de tres tipos baacutesicosde acuerdo a su microestructura Martensiacuteticos Ferriacuteticos y Austeniacuteticos
MartensiacuteticosEstos aceros contienen entre 115 a 18 de cromo como su principal elemento de aleacioacuten Algunosejemplos de este grupo son los aceros martensiacuteticos AISI 410 416 420431 501 y 502En la soldadura de los aceros martensiacuteticos (aceros autotemplables) se pueden producir tensiones y porconsiguiente grietas si no se adoptan las precauciones convenientesSiempre que sea posible debe emplearse como metal de aporte aleaciones austeniacuteticas (Ej AISI 309-310)
para absorber las tensiones en las zonas cercanas al cordoacuten y asiacute evitar grietasEs conveniente precalentar entre 300-350degC las piezas que van a ser soldadas Despueacutes de la soldadura yuna vez enfriadas las piezas se recomienda un revenido de 600 a 700degC La resistencia oacuteptima a lacorrosioacuten de estos aceros se obtiene efectuando tratamientos teacutermicos de temple y revenido a lastemperaturas requeridas sin embargo esta resistencia a la corrosioacuten no es tan buena como en los acerosausteniacuteticos o ferriacuteticos Su campo de accioacuten estaacute en piezas que estaacuten sometidas a corrosioacuten y que requieren de cierta resistenciamecaacutenica Se utilizan generalmente en aletas para turbinas rodetes de turbinas hidraacuteulicas fundicionesresistentes a la corrosioacuten cuchilleriacutea piezas de vaacutelvulas etc
Ferriacuteticos
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2367
Castillo-Guardado
Curso Baacutesico De Soldadura
23
Los aceros inoxidables ferriacuteticos contienen entre 17 y 27 de cromo Ejemplos de eacutestos son los acerosAISI 405 430 442 446Estos aceros no son endurecibles por tratamiento teacutermico sino soacutelo moderadamente mediante trabajo enfriacuteo Son magneacuteticos al igual que los martensiacuteticos Pueden trabajarse en friacuteo o en caliente pero alcanzansu maacutexima ductilidad y resistencia a la corrosioacuten en la condicioacuten de recocido
En los aceros ferriacuteticos con un contenido de alto cromo puede aparecer fase sigma (dura y fraacutegil) cuando
se les mantiene durante mucho tiempo a temperaturas cercanas a 470degC Por otro lado los aceros ferriacuteticosson muy propensos al crecimiento del grano (850degC - 900degC) inconveniente para la soldadura Si las piezasa soldar son de dimensiones considerables se recomienda postcalentar las piezas entre 700degC a 850degCseguido de un enfriamiento raacutepidoComo los aceros ferriacuteticos se pueden deformar faacutecilmente en friacuteo se utilizan mucho para estampadosprofundos de piezas como recipientes para industrias quiacutemicas y alimenticias y para adornosarquitectoacutenicos o automotrices
AusteniacuteticosEstos son los aceros inoxidables al cromo-niacutequel (tipo 3XX) y al cromo-niacutequel-manganeso (tipo 2XX) Sonesencialmente no magneacuteticos en la condicioacuten de recocido y no endurecen por tratamiento teacutermico Elcontenido total de niacutequel y cromo es de por lo menos 23 Se pueden trabajar faacutecilmente en caliente o enfriacuteo El trabajo en friacuteo les desarrolla una amplia variedad de propiedades mecaacutenicas y en esta condicioacuten elacero puede llegar a ser ligeramente magneacutetico Son muy resistentes al impacto y difiacuteciles de maquinarEstos aceros tienen la mejor resistencia a altas temperaturas y resistencia a la formacioacuten de escamas de
los aceros inoxidables Su resistencia a la corrosioacuten suele ser mejor que las de los aceros martensiacuteticos oferriacuteticosEl mayor inconveniente que presenta la soldadura de los aceros austeniacuteticos es la precipitacioacuten de carburosque pueden producirse en las zonas cercanas al cordoacuten de soldadura quedando sensibilizados a lacorrosioacuten intergranular Para evitar esta precipitacioacuten se deben soldar las piezas sin precalentamiento y conel menor aporte de calor posible Otra posibilidad es emplear aceros austeniacuteticos con porcentaje decarbono menor a 003 o aceros austeniacuteticos estabilizados con titanio niobio o taacutentalo
Electrodo para hacero Inoxidable
Electrodo de acero inoxidable austen tico
Corriente continuacutea Electrodo positivo
Toda posicioacuten
Corriente alternaRevestimiento Blanco
DescripcioacutenEl electrodo 19-9 posee un revestimiento rutiacutelico lo que lo hace apto para soldar con CA o CC electrodopositivo Este electrodo se caracteriza por un arco estable de transferencia spray cuyo depoacutesito es deexcelente forma y apariencia La escoria se desprende faacutecilmente ademaacutes de tener muy buenareanudacioacuten de arco por lo que se aconseja usarlo en soldaduras intermitentes El depoacutesito es de aceroinoxidable austeniacutetico
UsosEl electrodo 19-9 estaacute formulado para soldar el grupo 18-8 de aceros inoxidables por ejemplo 301 302302B 303 304 305 y 308 que se caracterizan por su gran resistencia a la corrosioacuten
Este electrodo es ademaacutes muy usado para soldar acero manganeso y para rellenar estos u otros aceros
especiales resistentes al desgaste antes de aplicar las capas de recubrimiento duro
El metal depositado es austeniacutetico y no magneacuteticoAplicaciones tiacutepicasbull Intercambiadores de calor bull Industrias conserveras bull Equipos Quiacutemicos bull Industria Lechera
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2467
Curso Baacutesico De Soldadura Castillo-Guardado
24
ELECTRODOS BASE NIQUEL
Electrodo base Niacutequel con Cromo Molibdeno y Columbio
Alta resistencia a la traccioacuten y tenacidad a bajas y altas temperaturas (1100iexcl
C)
Excelente resistencia a la corrosioacuten en muchos medios agresivos
Posicioacuten plana y horizontal CA CC (+)
DescripcioacutenEl electrodo Nicromo 3 se caracteriza por producir un arco suave y estable de transferencia spray Eldepoacutesito formado es de exelente apariencia y de faacutecil desprendimiento de la escoriaEl depoacutesito del electrodo Nicromo 3 se caracteriza por su favorable resistencia a elevadas temperaturas
(1100degC) durante tiempos prolongados ademaacutes de su buena resistencia a la corrosioacuten bajo tensiones yfisuracioacuten en caliente
UsosEste electrodo es apto para unir aleaciones tipo Inconel 625 e Incoloy 825 Recomendado para unioacuten dealeaciones altas en cromo-niacutequel entre si o con aceros inoxidables Se recomienda ademaacutes para revestiraceros al carbono y de baja aleacioacuten Debido a su alto liacutemite elaacutestico se puede utilizar para unir aceros alniacutequel (5 y 9 de Ni)
Aplicaciones tiacutepicasbull Estanques para transpor tes criogeacutenicosbull Estanques de almacenamiento de aceros al Ni (5-9 Ni)bull Asiento de vaacutelvulas bull Reparacioacuten de maquinaria
bull Estanques para productos corrosivos bull Aleaciones 904 y 904L Inconel 625 e Incoloy 825
Procedimiento de soldaduraEs indispensable limpiar cuidadosamente las partes a soldar para lograr uniones libres de poros y grietasUsar arco corto con una ligera inclinacioacuten Para lograr un bajo aporte de calor es recomendable depositarcordones rectos y angostos con poca o ninguna oscilacioacuten El precalentamiento depende del metal basecualquier post-calentamiento puede efectuarse sin peligro de perjudicar las caracteriacutesticas del depoacutesito
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2567
Castillo-Guardado
Curso Baacutesico De Soldadura
25
ELECTRODOS PARA COBRE ndashBRONCE
Procedimiento para soldar con Electrodos Cobre ndashBronce
La teacutecnica de operacioacuten de estos electrodos es totalmente distinta a la empleada en la soldadura del aceroal carbono debido principalmente a la gran diferencia de conductividad teacutermica coeficiente de expansioacutenmenor punto de fusioacuten y mayor fluidez a la temperatura de la zona de fusioacuten Al soldar cobre y susaleaciones deberaacute considerarse los siguientes factores1 Dejar una separacioacuten mayor en la raiacutez de las uniones2 Emplear aacutengulos de bisel mayores que los usuales3 El punteo de las uniones debe tener un paso menor4 Usar temperaturas de precalentamiento5 Emplear los rangos de corriente maacutes altos para cada diaacutemetro de electrodo
Es frecuente el empleo de respaldos de cobre o de grafito con el objeto de prevenir la sobre fusioacuten en laraiacutez de las uniones especialmente al soldar espesores delgados Como regla general al soldar cobre y susaleaciones se recomienda el empleo de temperaturas de precalentamiento del orden de 200degC ytemperaturas entre pasadas de 200degC a 370degC para latones y de 400degC a 550degC para cobreEl martillado de los depoacutesitos de soldadura no es absolutamente indispensable pero se emplea parareducir las tensiones y distorsiones en las uniones soldadas a la vez de mejorar las propiedadesmecaacutenicas debido al afinamiento de los granos del depoacutesito
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacuten
con CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2667
Curso Baacutesico De Soldadura Castillo-Guardado
26
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas debronce fosfoacutericoAplicaciones tiacutepicas
bull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tablaPara el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas Enlas soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Para
soldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
Electrodo Para Cobre
Electrodo de bronce fosforico
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Negro
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacutencon CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas de
bronce fosfoacutericoAplicaciones tiacutepicasbull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tabla
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2767
Castillo-Guardado
Curso Baacutesico De Soldadura
27
Para el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas En
las soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Parasoldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
ELECTRODOS PARA BISELAR Y CORTAR
Estos electrodos tienen gran importancia en las industrias que requieren efectuar trabajos de corte ybiselado ya que han sido especialmente disentildeados y fabricados para cumplir eficientemente estos trabajos
Procedimiento para Biselar y CortarPara biselar use un portaelectrodo convencional dirigiendo el electrodo en un aacutengulo aproximado de 30degcon respecto al plano del metal base Use un movimiento de retroceso para evitar profundizar demasiadoUna mayor velocidad de avance daraacute un biselado menos profundo Esmerile la zona antes de soldarPara cortar dirija el electrodo en direccioacuten al recorrido en un aacutengulo de 90degcon respecto al plano del metalbase Use un movimiento vertical ascendente y descendente para producir el desprendimiento del materialfundido
Electrodo para cortar y perforar
Corriente alterna
Toda posiciOn
Corriente continua Electrodo negativo
Revestimiento Gris oscuro
DescripcioacutenEl electrodo Speed Cut estaacute disentildeado para cortar y perforar todos los metales con CA o CC electrodonegativo Es un electrodo de alta velocidad y su revestimiento especial de tipo refractario evita que seprecaliente el nuacutecleo y concentra la fuerza del arco para lograr cortes parejos y limpios
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2867
Curso Baacutesico De Soldadura Castillo-Guardado
28
UsosEste electrodo ha sido especialmente disentildeado para producir cortes de alta velocidad en todas lasposiciones Es recomendable su uso en todos los metales especialmente para aquellos que representandificultad para ser cortados o perforados al ser tratados con equipos oxigas como por ejemplo fierrofundido aceros inoxidables aleaciones de niacutequel bronce cobrealuminio etcAplicaciones tiacutepicas
bull Cortes de alta velocidad en todas posiciones bull Desarme de estructuras metaacutelicas bull Remocioacuten de defectos en soldadura bull Perforacioacuten de remaches
ELECTRODOS PARA SOLDAR HIERRO FUNDIDO
Procedimiento para soldar Hierro Fundido
Las reparaciones en fundicioacuten de hierro gris o hierro maleable son los trabajos maacutes comuacutenmenteencontrados en la praacutectica diaria y son considerados como los trabajos de soldadura maacutes difiacutecilesCuando se suelda hierro fundido con electrodos comunes de acero se forma una capa dura y fraacutegiladyacente a la soldadura
Esta capa consiste en hierro fundido endurecido superficialmente como resultado del raacutepido enfriamientodesde una alta temperatura Si el metal de aporte es acero eacuteste absorberaacute considerable cantidad decarboacuten del hierro fundido convirtieacutendose en un acero de alto carbono El resultado seraacute que el depoacutesito desoldadura se endureceraacute siendo imposible su mecanizadoAdemaacutes cuando se usan electrodos con nuacutecleo de acero la diferencia de contracciones entre elmetal fundido depositado y la fundicioacuten generalmente es causa de problemas serios La resistencia delmetal de aporte es mucho mayor que la del hierro fundido y al producirse la contraccioacuten del acero puededesprenderse de la fundicioacuten Debido a estas condiciones es que los electrodos especiales son necesariospara este tipo de soldadura
La soldadura del hierro fundido es relativamente faacutecil pero sus caracteriacutesticas quiacutemicas y metaluacutergicas sontales que deben ser consideradas cuidadosamente para asegurar los mejores resultados
Algunas de sus caracteriacutestica son1 Si se calienta a una temperatura alta y luego se enfriacutea raacutepidamente el resultado seraacute una fundicioacutenblanca muy dura y difiacutecilmente trabajable mecaacutenicamente2 Si se calienta a una temperatura alta y luego se enfriacutea lentamente el resultado seraacute un hierro fundidogris que es blando y faacutecilmente trabajable3 El hierro fundido es fraacutegil y no se puede doblar o estirar como el acero y consecuentemente si se produceun sobrecalentamiento durante la soldadura las contracciones durante el enfriamiento pueden causargrietas en la soldadura misma o en las zonas teacutermicamente afectadas entre eacutesta y el metal base
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2967
Castillo-Guardado
Curso Baacutesico De Soldadura
29
Las consideraciones anteriores son principalmente las que han establecido un procedimiento fundamentalpara la soldadura del hierro fundido independiente del tipo de electrodo utilizado maquinable o nomaquinable que puede establecerse en los siguientes puntos
1 Utilizar electrodos de poco diaacutemetro y corriente lo maacutes baja posible pero suficiente para producir unabuena fusioacuten2 Hacer soldaduras cortas de no maacutes de dos o tres pulgadas de longitud3 Es aconsejable el depoacutesito de cordones delgados en lugar de cordones anchos y oscilados
InstruccionesPara obtener los mejores resultados es esencial que la unioacuten haya sido adecuadamente preparada Debenremoverse o limpiarse todas las materias extrantildeas tales como oacutexido grasa y aceites Especialmente laspartes que se han impregnado de aceite agua u otros agentes pueden requerir un precalentamiento a unatemperatura suficientemente alta (300-370degC) para evaporar los contaminantes antes de la soldadura
Las uniones deben ser preparadas y biseladas por medios mecaacutenicos como esmeriles discos o limas ydebe evitarse hacer los biselados o preparaciones con arco eleacutectrico ya que este procedimiento tenderiacutea aproducir hierro fundido blanco duro y quebradizo en las zonas inmediatamente vecinas a las soldaduras
El biselado se recomienda auacuten para secciones delgadas mantenieacutendolo siempre al miacutenimo praacutectico paraevitar los esfuerzos residuales provenientes de la contraccioacuten
Como regla general el aacutengulo total de bisel debe ser de aproximadamente 90degpara secciones de635 mm de espesor o menos y de 60 a 90degpara secciones maacutes pesadas o de mayor espesor
Es aconsejable tambieacuten para disminuir los esfuerzos teacutermicos usar electrodos de diaacutemetro pequentildeo yutilizar siempre amperajes bajos Ademaacutes el precalentamiento es necesario para fundiciones pesadas y lasoldadura debe depositarse en cordones cortos lineales de dos a tres pulgadas de longitud Cuando seaposible debe procurarse depositar la soldadura en dos a tres capas ya que los pases subsiguientes tienenun efecto beneacutefico de normalizado sobre los primeros En las soldaduras de hierro fundido es muyimportante evitar el calor localizado causante en la mayoriacutea de los casos de grietas en el metal base y en lasoldadura Esto se logra haciendo soldaduras intermitentes permitiendo que el calor se distribuya dentrode la fundicioacuten antes de depositar el proacuteximo cordoacuten
Electrodo Para soldar Hierro Fundido
Electrodo para hierro fundido
Corriente alterna
Toda posicion
Revestimiento Canela
Corriente continua Electrodo positivo
DescripcioacutenEl electrodo 77 tiene nuacutecleo de acero dulce con un revestimiento que actuacutea como fundente controlando lascaracteriacutesticas del arco Tiene un punto de fusioacuten lo suficientemente bajo para permitir usar corrientesbajas caracteriacutestica importante en la soldadura de hierro fundido lo que reduce el endurecimiento en lazona de fusioacuten
UsosEste electrodo se recomienda para reparaciones en hierro fundido en que los depoacutesitos no requieranmaquinado posterior
Aplicaciones tiacutepicasbull Cabezales de motores bull Piezas de maacutequinas bull Cajas de descanso bull Blocks de motores
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3067
Curso Baacutesico De Soldadura Castillo-Guardado
30
Procedimiento para soldarSe recomienda usar preferentemente CC electrodo positivo Las piezas a soldar deben estar limpias Serecomienda biselar las piezas en forma de ldquoVrdquo y taladrar los extremos de las grietas a reparar Para tener mayor seguridad de la calidad del trabajo se debe evitar soldar en forma contiacutenua se recomiendaefectuar cordones de 5 a 8 cms intermitentemente Debe mantenerse el trabajo friacuteo No se recomiendamartillar el cordoacuten pueden producirse fisuras
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3167
Castillo-Guardado
Curso Baacutesico De Soldadura
31
Descifrando los siacutembolos de la soldadura
Cuando las soldaduras son especificadas en planos y dibujos isomeacutetricos de ingenieriacutea de fabricacioacuten unconjunto de siacutembolos es usado para identificar el tipo de soldadura las dimensiones y otras informacionesreferente al proceso y el acabado
ANSIAWS A24 Siacutembolos para soldadura y pruebas no destructivasReconociendo la estructura del simbolo
La liacutenea horizontal se conoce como liacutenea de referencia y es la plataforma principal donde todos losdemaacutes siacutembolos de soldadura son agregados las instrucciones para la ejecucioacuten de la soldadura vanalineadas a la liacutenea de referencia y una flecha conecta la liacutenea de referencia con la junta a ser soldada Enel ejemplo de arriba la flecha se despliega a la derecha de la liacutenea de referencia y apuntando hacia abajo ya la derecha pero existen muchas otras combinaciones
Algunas veces la flecha apunta los dos lados de la junta por consiguiente existiriacutean dos ladospotencialmente apropiados para ejecutar la soldadura por ejemplo en una junta T cuando dos laminasson unidas la soldadura puede ser hecha en cualquiera de los lados de la T
El siacutembolo hace la distincioacuten entre los dos lados de la junta usando la flecha y los espacios debajo yencima de la liacutenea de referencia los lados (curiosamente) son conocidos como El lado de la flecha y Elotro lado y la soldadura se ejecuta de acuerdo a las instrucciones dadas en la parte de arriba de la liacutenea dereferencia y la orientacioacuten de la flecha no interfiere con estas instrucciones
La bandera que sale de la liacutenea de referencia esta presente si la soldadura se efectuara en campo odurante el armado de la estructura un siacutembolo de soldadura sin la bandera indica que la soldadura seefectuaraacute en el taller pero en algunos planos y dibujos antiguos puede ser encontrado un circulo negro en launioacuten entre la liacutenea de referencia y la flecha
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3267
Curso Baacutesico De Soldadura Castillo-Guardado
32
Un circulo vaciacuteo entre la liacutenea de referencia y la flecha es una indicacioacuten de que la soldadura debe serejecutada alrededor o en toda la circunferencia de la unioacuten como en este ejemplo
La cola del siacutembolo de soldadura es el sitio donde se coloca la informacioacuten suplementariaconcerniente a la soldadura a ejecutar y puede contener referencias del proceso requerido electrodo undetalle de dibujo y cualquier informacioacuten que ayude a la ejecucioacuten de la soldadura que no tenga un lugarespecial en el siacutembolo plano o la isometriacutea
Cada tipo de soldadura tiene su siacutembolo baacutesico el cual tiacutepicamente se situacutea al rededor del centro dela liacutenea de referencia (dependiendo de cual sea el lado de la junta) y este siacutembolo es usualmente un dibujoque representa la seccioacuten transversal de la junta misma y estas estaacuten divididas en tres grupos
Simbolos para las Soldaduras de Filete
La soldadura fundida es depositada en la esquina formada por la caracteriacutestica de la unioacuten de dosmiembros penetrando y fundieacutendose con el metal base para formar la junta
La cara perpendicular del triangulo siempre es dibujada en la parte izquierda del siacutembolo si las doscaras de la soldadura son de la misma dimensioacuten entonces solo una medida es dada
Las soldaduras de filete son usadas para hacer juntas de enfrentamiento perpendicular comoesquinas y las juntas T y como su propio siacutembolo lo sugiere estas soldaduras son baacutesicamentetriangulares vistas desde su seccioacuten aunque su forma no es siempre un triangulo perfecto o isoacutesceles
Si la soldadura tuviera caras desiguales (menos comuacuten) entonces ambas dimensiones son dadas yuna nota especial que indica en el dibujo cual cara es mas larga
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3367
Castillo-Guardado
Curso Baacutesico De Soldadura
33
El largo de la soldadura es dado a la derecha del simbolo
La soldadura se debe situar entre las liacuteneas dimensioacutenales especificadas (si son dadas) o entre lospuntos donde un cambio de direccioacuten abrupto de la soldadura ocurra como al final de las planchas olaminas
En el caso de soldaduras intermitentes o interrumpidas el largo de cada porcioacuten de la soldadura y losespacios que las separan son indicado en el siacutembolo siendo separados con un guioacuten ( - ) y el largo de laporcioacuten de soldadura va seguido de la dimensioacuten centro-centro del espacio estos siempre se colocan a la
derecha del siacutembolo del filete (triangulo)
Note que la dimensioacuten del espacio no indica el espacio limpio entre las soldaduras la indicacioacuten escentro-centro
Siacutembolos para las Soldaduras de Canal
Las soldaduras de Canal son usadas comuacutenmente para hacer juntas de bordes con bordes aunquetambieacuten son usadas frecuentemente en esquinas juntas T juntas curvas y piezas planas Como losugiere la variedad de siacutembolos para estas soldaduras hay muchas maneras de hacer soldaduras deCanal y la diferencia principal dependeraacute de la geometriacutea de las partes que seraacuten unidas y la preparacioacutende sus bordes El metal soldado es depositado entre el canal penetrando y fundieacutendose con el metal base para formar la junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipo de
soldaduras la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3467
Curso Baacutesico De Soldadura Castillo-Guardado
34
La soldadura de canal cuadrado en la cual el canal es creado por una separacioacuten especifica o ningunaseparacioacuten incluyendo hasta cierta presioacuten de oposicioacuten la distancia de la separacioacuten (si existe) es dadaen el siacutembolo
Las soldaduras de canal V en la que los bordes son biselados a veces por un lado o por los doslados para crea el canal el aacutengulo del bisel es dado en el siacutembolo asiacute como la luz de separacioacuten oseparacioacuten de la raiacutez (si existiera)
Si la profundidad de la V no fuera igual al espesor o a la mitad (en el caso de doble V) del espesorde la lamina o plancha a soldar entonces la profundidad es dada a la izquierda del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3567
Castillo-Guardado
Curso Baacutesico De Soldadura
35
Si la penetracioacuten de la soldadura fuera mayor que la profundidad del canal la profundidad de la gargantaefectiva es dada entre pareacutentesis despueacutes de la profundidad de la V
En el bisel del canal de soldadura en el cual el borde de una de las laminas es biselado y la otra escuadrada el siacutembolo de la liacutenea perpendicular siempre es dibujada en el lado izquierdo sea cual sea laorientacioacuten de la soldadura la flecha apunta la cara de la pieza que debe ser biselada y en este caso laflecha es cortada y doblada en aacutengulo para hacer eacutenfasis en su importancia (este corte de aacutengulo no esnecesario si el proyectista no tiene preferencias en cual lado debe ser biselado o si el dibujo es interpretadopor un soldador calificado que reconoce la diferencia de cual lado debe ser tratado) las
condiciones de aacutengulo preparacioacuten del borde garganta efectiva y la luz de separacioacuten de la
separacioacuten de raiacutez son descritas en las soldaduras de canal V en esta misma pagina
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3667
Curso Baacutesico De Soldadura Castillo-Guardado
36
En la soldadura de canal U en la cual ambos bordes son tratados para crear un canal coacutencavo laprofundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de la separacioacuten sondescritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de canal J en la cual en uno de las laminas tiene un biselado coacutencavo y la otra esdejada cuadrada como con el bisel de la media V la liacutenea perpendicular siempre apareceraacute dibujada a laizquierda y la flecha (con un doblez si fuera necesario) apuntando la pieza que recibiraacute el tratamiento debisel coacutencavo la profundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de
separacioacuten son descritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de V curva comuacutenmente usada para unir dos partes curvas o dos partes tubularesla profundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3767
Castillo-Guardado
Curso Baacutesico De Soldadura
37
En la soldadura de canal con bisel curvo comuacutenmente usada para unir una pieza curva o tubular auna pieza plana como con la V curva (anterior) formada por dos superficies curvas o tubulares laprofundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis La liacutenea perpendicular es dibujada siempre al lado izquierdo del siacutembolosea cual sea la orientacioacuten de la soldadura
Otros siacutembolos suplementarios son usados con la soldadura de canal como Penetracioacuten saliente y Barra o elemento de respaldo ambos siacutembolos son indicacioacuten de que la penetracioacuten de la junta se efectuacuteadesde un solo lado de la junta
El alto del refuerzo (si fuera critico) es indicado a la izquierda del siacutembolo de penetraron saliente elcual esta situado
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3867
Curso Baacutesico De Soldadura Castillo-Guardado
38
Cuando una barra o elemento de respaldo es usado para lograr la penetracioacuten necesaria de la junta su siacutembolo es situado encima de la liacutenea de referencia sobre el siacutembolo de la soldadura si la barra esprovisional y seraacute removida al final de la soldadura entonces la letra R es situada dentro del siacutembolo de labarra de respaldo esta barra tiene el mismo siacutembolo que la soldadura de conexion y ovalos pero sucontexto debe hacer siempre la clara intencioacuten del siacutembolo
Simbolos para la Soldadura de conexion y ovalos
Soldadura de conexioacuten y de oacutevalos es usada para unir laminas sobrepuestas una de las cuales tienenperforaciones (redondos para conexiones y ovalados o alargados para Oacutevalos) Metal soldado esdepositado en estas perforaciones penetrando y fundieacutendose con el metal base de las dos partes formandola junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipode soldadura la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3967
Castillo-Guardado
Curso Baacutesico De Soldadura
39
En la soldadura de conexioacuten el diaacutemetro de cada conector es dado a la izquierda del siacutembolo y el espacioentre los conectores es dado a la derecha en la soldadura de oacutevalos el ancho de cada ovalo es dado a laizquierda del siacutembolo el largo y la distancia entre espacios (separados por un guioacuten-) son dados a laderecha del siacutembolo y la referencia del detalle en la cola
El numero de conectores u oacutevalos es dado entre pareacutentesis por encima o por debajo del siacutembolo de lasoldadura la indicacioacuten del lado de la flecha y el otro lado indican cual pieza tiene la(s) perforacione(s)
Si no esta en las especificaciones el llenado total de esta perforacioacuten entonces la profundidad es dadadentro del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4067
Curso Baacutesico De Soldadura Castillo-Guardado
40
SISTEMA OXIGAS
Descripcioacuten del ProcesoEl proceso de soldadura oxigas mostrado en la figura consiste en una llama dirigida por un sopleteobtenida por medio de la combustioacuten de los gases oxiacutegeno-acetileno El intenso calor de la llama funde la
superficie del metal base para formar una poza fundidaCon este proceso se puede soldar con o sin material de aporte El metal de aporte es agregado para cubrirbiseles y orificios
A medida que la llama se mueve a lo largo de la unioacuten el metal base y el metal de aporte se solidifican paraproducir el cordoacuten
Al soldar cualquier metal se debe escoger el metal de aporte adecuado que normalmente posee elementosdesoxidantes para producir soldaduras de buena calidad
En algunos casos se requiere el uso de fundente para soldar ciertos tipos de metales
Ventajas y Aplicaciones del ProcesoEl proceso oxigas posee las siguientes ventajas el equipo es portaacutetil econoacutemico y puede ser utilizado entoda posicioacuten
El proceso oxigas es normalmente usado para soldar metales de hasta 14 de espesor Se puede utilizartambieacuten para soldar metales de mayor espesor pero ello no es recomendable
Su mayor aplicacioacuten en la industria se encuentra en el campo de mantencioacuten reparacioacuten soldadura decantildeeriacuteas de diaacutemetro pequentildeo y manufacturas livianas Tambieacuten puede ser usado como fuente de energiacuteacaloacuterica para calentar doblar forjar endurecer etc
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4167
Castillo-Guardado
Curso Baacutesico De Soldadura
41
Equipo para Soldadura y Corte OxigasEs el conjunto de elementos que agrupados permiten el paso de gases (Oxigeno-Acetileno) hasta unsoplete en cuyo interior se produce la mezcla La misma en contacto con una chispa produce unacombustioacuten base del sistema oxiacetileacutenico
Procedimiento Baacutesico de Soldadura
Ajuste de llamaEn soldadura oxiacetileacutenica se utiliza una llama neutra (3160degC) o sea se suministra suficiente oxiacutegenopara realizar la combustioacuten de todo el acetileno presenteAunque esta situacioacuten corresponde a una relacioacuten teoacuterica oxiacutegenoacetileno de 251 en la praacutectica parte dela combustioacuten se realiza con oxiacutegeno del aire de modo que
Se consume iguales cantidades de oxiacutegeno y acetileno (relacioacuten 11)Se produce un efecto de auto-proteccioacuten que minimiza la oxidacioacuten del metal base
La llama carburante con exceso de acetileno se reconoce por una zona intermedia reductora que apareceentre el dardo y el penacho se utiliza soacutelo en casos especiales
La llama oxidante con exceso de oxiacutegeno se reconoce por su dardo y penacho maacutes cortos y su sonido maacutesagudo
Seleccioacuten de la BoquillaEn la seleccioacuten de la boquilla influyen los siguientes factores1 Tipo de material a soldar
2 Espesor del material3 Tipo de unioacuten (Tope filete biselada etc)4 Posicioacuten en que se soldaraacute5 Habilidad del operador
Como norma de seguridad siempre debe utilizarse la
Boquilla a la presioacuten recomendada por el fabricante
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4267
Curso Baacutesico De Soldadura Castillo-Guardado
42
Varillas para Soldadura OxigasINDURA dispone de todos los tipos de varillas para este tipo de soldadura Bronce Niacutequel-Plata acerodulce hierro fundido y aluminio en los siguientes diaacutemetros
16 mm (116) - 24 mm (332) - 32 mm (18) - 40 mm (532) - 48 mm (316) y 64 mm (14)
El tamantildeo de varilla adecuada debe ser determinado por
bull el tipo de unioacuten de soldadura bull el espesor del material bull la cantidad de aporte requerido
VARILLAS DE APORTE PARA SOLDADURA OXIGAS
Procedimiento para soldar con varillas de soldadura oxigas (Bronce)
Deben limpiarse muy bien las piezas aplicaacutendoles la llama sobre la superficie hasta que alcance un colorrojo cereza Ambas piezas deben estar a la misma temperatura porque en caso contrario la varilla fluiraacutehacia la pieza maacutes caliente (fenoacutemeno de capilaridad) Caliente la varilla con la llama e introduacutezcala luegoen el depoacutesito de fundente
Note que el calor hace que el fundente se adhiera a la varilla (Si se utiliza una varilla ya revestida confundente este paso debe eliminarse) Una vez que la varilla estaacute impregnada con fundente y las piezas hanalcanzado la temperatura adecuada acerque la varilla hacia la unioacuten y coloque la llama encimaundieacutendola La varilla entonces se funde y fluye hacia el aacuterea calentada uniendo fuertemente las piezas
Debe utilizarse bastante fundente Si la cantidad de fundente es insuficiente la varilla no uniraacute los metales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4367
Castillo-Guardado
Curso Baacutesico De Soldadura
43
VARILLA DE APORTE DE BRONCE
DescripcioacutenLa soldadura de Bronce permite obtener depoacutesitos concaracteriacutesticas mecaacutenicas sobresalientes enresistencia y ductibilidad ademaacutes de ser muy homogeacutenea
AplicacionesSu principal campo de aplicacioacuten es soldadura de hierro fundido acero dulce cobre y sus aleaciones
La principal caracteriacutestica de estas soldaduras es la poca cantidad de gases que se genera en el craacuteter demetal fundido y su bajo punto de fusioacuten que permite una mejor y mayor fluidez del metal fundido
Como teacutecnica operatoria se recomienda precalentar el metal base hasta una temperatura cercana al puntode fusioacuten del metal de aporte luego fundir una gota de soldadura y aplicar calor adicional para obtener unafluidez adecuada en el depoacutesito
Recomendamos el uso del fundente INDURA 10 a fin de obtener depoacutesitos maacutes limpios y de mejorapariencia Las aleaciones de Bronce INDURA son envasadas en cajas de 10 kgs y fabricadas en lassiguientes medidas 24 mm (332)-32 mm (18)-40 mm (532)-48 mm (316)-64 mm (14)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4467
Curso Baacutesico De Soldadura Castillo-Guardado
44
SOLDADURA DE ESTANtildeO
Descripcioacuten
Estas soldaduras son aleaciones a base de estantildeo y se recomiendan para soldar uniones a prueba defiltracioacuten de agua o aire en que la resistencia mecaacutenica no es de importancia y que no estaraacuten expuestas aaltas temperaturas Son especialmente apropiadas para trabajos generales en fierro cobre zinc hojalatafierro galvanizado etc
Estas soldaduras pueden aplicarse por medio de cautiacuten soplete directo inmersioacuten vaciado o por hornoSe suministran en los siguientes tipos seguacuten forma y proporcioacuten de aleacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4567
Castillo-Guardado
Curso Baacutesico De Soldadura
45
El mayor porcentaje de estantildeo influye mejorando la resistencia mecaacutenica de la soldadura de tal forma quelos mejores resultados en este sentido se obtienen con el tipo ldquoArdquo y ldquoLArdquo El tipo ldquoArdquo se recomienda depreferencia para sellar envases de hojalata
Para obtener una buena soldadura es indispensable efectuar una buena limpieza de las piezas a soldarcon lija esmeril lima o escobilla de acero En caso de planchas oxidadas de fierro debe limpiarse con aacutecidomuriaacutetico durante 5 oacute 10 minutos Se recomienda ademaacutes el uso de Fundente INDURA 200 para evitar laoxidacioacuten de los metales a soldar facilitar la fluidez de la soldadura y obtener buenas uniones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
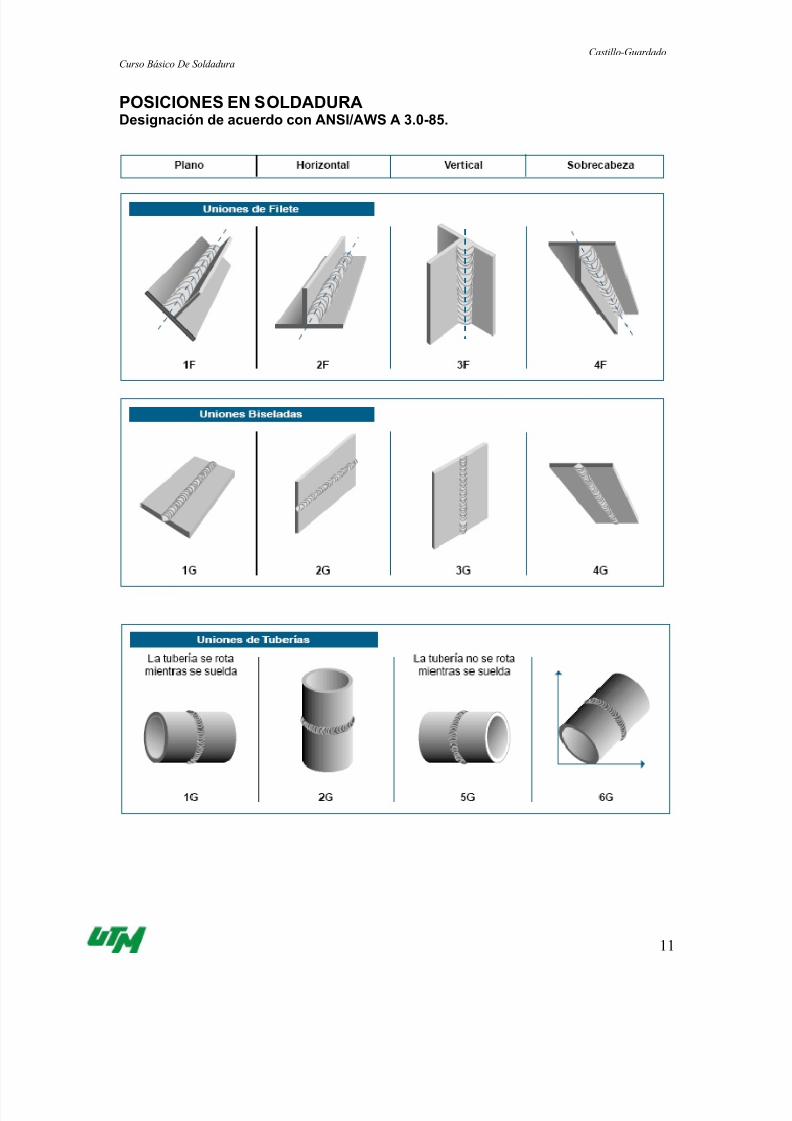
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1167
Castillo-Guardado
Curso Baacutesico De Soldadura
11
POSICIONES EN SOLDADURADesignacioacuten de acuerdo con ANSIAWS A 30-85
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1267
Curso Baacutesico De Soldadura Castillo-Guardado
12
ESQUEMAS BASICOS
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1367
Castillo-Guardado
Curso Baacutesico De Soldadura
13
SELECCION DEL ELECTRODO ADECUADO
Para escoger el electrodo adecuado es necesario analizar las condiciones de trabajo en particular y luegodeterminar el tipo y diaacutemetro de electrodo que maacutes se adapte a estas condiciones
Este anaacutelisis es relativamente simple si el operador se habituacutea a considerar los siguientes factores
1 Naturaleza del metal base2 Dimensiones de la seccioacuten a soldar3 Tipo de corriente que entrega su maacutequina soldadora4 En queacute posicioacuten o posiciones se soldaraacute5 Tipo de unioacuten y facilidad de fijacioacuten de la pieza6 Si el depoacutesito debe poseer alguna caracteriacutestica especial como son resistencia a la corrosioacuten granresistencia a la traccioacuten ductilidad etc7 Si la soldadura debe cumplir condiciones de alguna norma o especificaciones especiales
Despueacutes de considerar cuidadosamente los factores antes indicados el usuario no debe tener dificultad enelegir un electrodo INDURA el cual le daraacute un arco estable depoacutesitos parejos escoria faacutecil de remover y unmiacutenimo de salpicaduras que son las condiciones esenciales para obtener un trabajo oacuteptimo
Condiciones de almacenamiento y mantencioacuten de electrodos
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1467
Curso Baacutesico De Soldadura Castillo-Guardado
14
PROBLEMAS Y DEFECTOS COMUNES EN LA SOLDADURA AL ARCO
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1567
Castillo-Guardado
Curso Baacutesico De Soldadura
15
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1667
Curso Baacutesico De Soldadura Castillo-Guardado
16
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1767
Castillo-Guardado
Curso Baacutesico De Soldadura
17
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1867
Curso Baacutesico De Soldadura Castillo-Guardado
18
SISTEMA ARCO MANUAL
Descripcioacuten del ProcesoEl sistema de soldadura Arco Manual se define como el proceso en que se unen dos metales mediante unafusioacuten localizada producida por un arco eleacutectrico entre un electrodo metaacutelico y el metal base que se desea
unirLa soldadura al arco se conoce desde fines del siglo pasado En esa eacutepoca se utilizaba una varilla metaacutelicadescubierta que serviacutea de metal de aportePronto se descubrioacute que el oxiacutegeno y el nitroacutegeno dela atmoacutesfera eran causantes de fragilidad y poros en elmetal soldado por lo que al nuacutecleo metaacutelico se le agregoacute un revestimiento que al quemarse se gasificabaactuando como atmoacutesfera protectora a la vez que contribuiacutea a mejorar notablemente otros aspectos delprocesoEl electrodo consiste en un nuacutecleo o varilla metaacutelica rodeado por una capa de revestimiento donde elnuacutecleo es transferido hacia el metal base a traveacutes de una zona eleacutectrica generada por la corriente desoldaduraEl revestimiento del electrodo que determina las caracteriacutesticas mecaacutenicas y quiacutemicas de la unioacuten estaacuteconstituido por un conjunto de componentes minerales y orgaacutenicos que cumplen las siguientes funciones
1 Producir gases protectores para evitar la contaminacioacuten atmosfeacuterica y gases ionizantes para dirigir ymantener el arco
2 Producir escoria para proteger el metal ya depositado hasta su solidificacioacuten3 Suministrar materiales desoxidantes elementos de aleacioacuten e hierro en polvo
Clasificacioacuten de Electrodos seguacuten Normas AWSLas especificaciones maacutes comunes para la clasificacioacuten de electrodos seguacuten la AWS son las siguientes1 Especificacioacuten para electrodos revestidos de acero al carbono designacioacuten AWS A51-91 2 Especificacioacuten para electrodos revestidos de aceros de baja aleacioacuten designacioacuten AWS A55-963 Especificacioacuten para electrodos revestidos de aceros al cromo y cromo-niquel resistentes a la corrosioacutendesignacioacuten AWS A54-924 Especificacioacuten para varillas de aporte en uso oxiacetileacutenico yo TIG designacioacuten AWS A52-925 Especificacioacuten para electrodos revestidos para soldaduras de Fe fundido designacioacuten AWS A515-906 Especificaciones para electrodos continuos y fundentes para Arco Sumergido designacioacuten AWSA517-977 Especificaciones para electrodos de aceros dulces para soldadura con electrodos continuos protegidospor gas (MIGMAG) designacioacuten AWS A518-93 En la especificacioacuten para aceros al carbono de electrodosrevestidos el sistema de clasificacioacuten estaacute basado en la resistencia a la traccioacuten del depoacutesito
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1967
Castillo-Guardado
Curso Baacutesico De Soldadura
19
La identificacioacuten de clasificacioacuten estaacute compuesta de la letra E y cuatro diacutegitos Esta letra significaldquoElectrodordquo
Los primeros dos diacutegitos indican la resistencia miacutenima a la traccioacuten del metal depositado en miles de libraspor pulgada cuadrada Es asiacute como E 60 XX indica un electrodo revestido cuyo depoacutesito posee comomiacutenimo 60000 lbs por pulgada cuadrada Esta es la resistencia miacutenima que debe cumplir el depoacutesitoAunque los dos uacuteltimos diacutegitos sentildealan las caracteriacutesticas del electrodo es necesario considerarlos
separadamente ya que el tercer diacutegito indica la posicioacuten para soldar del electrodoEXX1X - toda posicioacutenEXX2X - posicioacuten plana y horizontalEXX4X - toda posicioacuten vertical descendente
El uacuteltimo diacutegito indica el tipo de revestimiento del electrodo Sin embargo para una identificacioacuten completaes necesario leer los dos diacutegitos en conjunto
Para las posiciones vertical y sobre cabeza existe una limitacioacuten de diaacutemetro hasta 316 comuacutenmente y de5 32 para electrodos de BH
Los sistemas de clasificacioacuten para los electrodos revestidos de acero de baja aleacioacuten son similares a la delos aceros al carbono pero a continuacioacuten del cuarto diacutegito existe una letra y un diacutegito que indican lacomposicioacuten quiacutemica del metal depositado Asiacute la A significa un electrodo de acero al Carbono-Molibdenola B un electrodo al Cromo-Molibdeno la C un electrodo al Niacutequel y la letra D un electrodo al Manganeso-Molibdeno El diacutegito final indica la composicioacuten quiacutemica seguacuten esta clasificacioacuten
En las especificaciones para aceros inoxidables AWS A5492 la AISI clasificoacute estos aceros por nuacutemerosy estos mismos se usan para la designacioacuten de los electrodos Por lo tanto la clasificacioacuten para loselectrodos de acero inoxidables como 308 347 etc es su nuacutemero y luego dos diacutegitos maacutes que indican suscaracteriacutesticas de empleo (fuente de poder tipo de revestimiento etc) La letra L a continuacioacuten de los tres
primeros diacutegitos indica que el acero inoxidable es de bajo contenido en carbono
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2067
Curso Baacutesico De Soldadura Castillo-Guardado
20
ELECTRODOS PARA SOLDAR ACERO AL CARBONO
Procedimiento para soldar Acero al Carbono
Los mejores resultados se obtienen manteniendo un arco mediano con lo que se logra una fusioacutenadecuada permitiendo el escape de gases ademaacutes de controlar la forma y apariencia del cordoacuten
Para filetes planos y horizontales conviene mantener el electrodo en un aacutengulo de 45degrespecto a lasplanchas efectuar un pequentildeo avance y retroceso del electrodo en el sentido de avance Con ello se lograuna buena fusioacuten al avanzar se controla la socavacioacuten y la forma del cordoacuten al retroceder al craacuteter
Para filetes verticales ascendentes se mantiene el electrodo perpendicular a la plancha movieacutendolo en elsentido de avance El movimiento debe ser lo suficientemente raacutepido y la corriente adecuada para permitiralargar el arco y no depositar cuando se va hacia arriba para luego bajar al craacuteter y depositar el metalfundido controlando la socavacioacuten y ancho del cordoacuten
La soldadura sobre cabeza se ejecuta en forma similar a la horizontal pero la oscilacioacuten en el sentido deavance debe ser mayor para permitir que el metal depositado en el craacuteter se solidifique
Cuando se suelda vertical descendente el cordoacuten de raiacutez se hace con un avance continuo sin oscilar y lafuerza del arco se dirige de tal manera que sujete el bantildeo de fusioacuten Para los pases sucesivos se puedeusar una oscilacioacuten lateral
ELECTRODO 6013
Electrodo para acero al carbono
Con hierro en polvo
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Rojo
DescripcioacutenElectrodo con polvo de hierro en el revestimiento que permite una velocidad de depoacutesito mayor y unaaplicacioacuten mas faacutecil junto con propiedades mecaacutenicas sobresalientes La estabilidad del arco y el escudoprotector que da el revestimiento ayudan a dirigir el depoacutesito reduciendo la tendencia a socavar Estadisentildeado seguacuten los uacuteltimos adelantos teacutecnicos para lograr oacuteptimos resultados praacutecticos
UsosEste electrodo tiene un campo de aplicacioacuten muy amplio en especial cuando es necesario soldar en todaposicioacuten
Aplicaciones tiacutepicasbull Estanques bull Tuberiacuteas de presioacuten bull Estructuras bull Cantildeeriacuteas
bull Planchas corrientes y galvanizadasbull Barcos
Procedimiento para soldarPara obtener los mejores resultados se recomienda un arco de longitud mediana que permita controlarmejor la forma y aspecto del cordoacutenPara soldadura de filetes planos y horizontales se recomienda mantener el electrodo a 45ordm con cadaplancha oscilaacutendolo en el sentido del avance El movimiento adelante tiene por objeto obtener buenapenetracioacuten y el movimiento hacia atraacutes controla la socavacioacuten y la forma del cordoacutenEn la soldadura vertical se recomienda llevar el electrodo en un aacutengulo de casi 90ordm inclinaacutendolo ligeramenteen el sentido de avance Se debe llevar un movimiento de vaiveacuten alargando el arco para no depositar metal
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2167
Castillo-Guardado
Curso Baacutesico De Soldadura
21
en el movimiento hacia arriba y luego acortaacutendolo para depositar en el craacuteter y asiacute controlar lasdimensiones del deposito y la socavacioacuten
ELECTRODO DE PUNTA AZUL
Electrodo para acero al carbono
Corriente alterna
Revestimiento Blanco
Con hierro en polvo
Punto Azul
Toda posicioacuten
Corriente continuacutea Electrodo positivo
Descripcioacuten
El nuevo Punto Azul posee una formulacioacuten moderna capaz de brindar las maacutes altas exigencias de trabajoSu arco suave y estable lo hace de faacutecil aplicacioacuten en cualquier posicioacuten logrando oacuteptima calidad en launioacuten
Esta nueva foacutermula entrega ademaacutes las siguientes caracteriacutesticas1 Alta velocidad de soldadura2 Depoacutesitos lisos3 Bajo chisporroteo4 Bajo iacutendice de humos5 Faacutecil remocioacuten de escoria6 Excelente penetracioacuten
UsosEs un electrodo de uso general en aceros dulces especialmente cuando es necesario soldar chapas yperfiles delgados
Aplicaciones tiacutepicasbull Marcos de ventana bull Fabricacioacuten de rejasbull Estanques bull Planchas galvanizadas bull Estructuras bull Reparaciones generales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2267
Curso Baacutesico De Soldadura Castillo-Guardado
22
Procedimiento para soldarDebe seguirse el mismo procedimiento utilizado para soldar un electrodo E-6010 oacute E-6011
ELECTRODOS PARA ACEROS INOXIDABLES
iquest Queacute es un acero inoxidableLos aceros inoxidables son simplemente aleaciones compuestas por hierro (Fe) Carbono (C) y Cromo (Cr)El hierro es el elemento fundamental de todos los aceros inoxidables Sin embargo para hacer que el hierrosea inoxidable el contenido de cromo en solucioacuten debe ser por lo menos de un 115 Se adicionan otroselementos de aleacioacuten (Ni Mo V Ti Nb) con el fin de mejorar ciertas propiedades como son ductibilidadresistencia al impacto resistencia al creep resistencia a la corrosioacuten calor etc
Tipos de Aceros InoxidablesDesde el punto de vista metaluacutergico los aceros inoxidables estaacuten agrupados dentro de tres tipos baacutesicosde acuerdo a su microestructura Martensiacuteticos Ferriacuteticos y Austeniacuteticos
MartensiacuteticosEstos aceros contienen entre 115 a 18 de cromo como su principal elemento de aleacioacuten Algunosejemplos de este grupo son los aceros martensiacuteticos AISI 410 416 420431 501 y 502En la soldadura de los aceros martensiacuteticos (aceros autotemplables) se pueden producir tensiones y porconsiguiente grietas si no se adoptan las precauciones convenientesSiempre que sea posible debe emplearse como metal de aporte aleaciones austeniacuteticas (Ej AISI 309-310)
para absorber las tensiones en las zonas cercanas al cordoacuten y asiacute evitar grietasEs conveniente precalentar entre 300-350degC las piezas que van a ser soldadas Despueacutes de la soldadura yuna vez enfriadas las piezas se recomienda un revenido de 600 a 700degC La resistencia oacuteptima a lacorrosioacuten de estos aceros se obtiene efectuando tratamientos teacutermicos de temple y revenido a lastemperaturas requeridas sin embargo esta resistencia a la corrosioacuten no es tan buena como en los acerosausteniacuteticos o ferriacuteticos Su campo de accioacuten estaacute en piezas que estaacuten sometidas a corrosioacuten y que requieren de cierta resistenciamecaacutenica Se utilizan generalmente en aletas para turbinas rodetes de turbinas hidraacuteulicas fundicionesresistentes a la corrosioacuten cuchilleriacutea piezas de vaacutelvulas etc
Ferriacuteticos
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2367
Castillo-Guardado
Curso Baacutesico De Soldadura
23
Los aceros inoxidables ferriacuteticos contienen entre 17 y 27 de cromo Ejemplos de eacutestos son los acerosAISI 405 430 442 446Estos aceros no son endurecibles por tratamiento teacutermico sino soacutelo moderadamente mediante trabajo enfriacuteo Son magneacuteticos al igual que los martensiacuteticos Pueden trabajarse en friacuteo o en caliente pero alcanzansu maacutexima ductilidad y resistencia a la corrosioacuten en la condicioacuten de recocido
En los aceros ferriacuteticos con un contenido de alto cromo puede aparecer fase sigma (dura y fraacutegil) cuando
se les mantiene durante mucho tiempo a temperaturas cercanas a 470degC Por otro lado los aceros ferriacuteticosson muy propensos al crecimiento del grano (850degC - 900degC) inconveniente para la soldadura Si las piezasa soldar son de dimensiones considerables se recomienda postcalentar las piezas entre 700degC a 850degCseguido de un enfriamiento raacutepidoComo los aceros ferriacuteticos se pueden deformar faacutecilmente en friacuteo se utilizan mucho para estampadosprofundos de piezas como recipientes para industrias quiacutemicas y alimenticias y para adornosarquitectoacutenicos o automotrices
AusteniacuteticosEstos son los aceros inoxidables al cromo-niacutequel (tipo 3XX) y al cromo-niacutequel-manganeso (tipo 2XX) Sonesencialmente no magneacuteticos en la condicioacuten de recocido y no endurecen por tratamiento teacutermico Elcontenido total de niacutequel y cromo es de por lo menos 23 Se pueden trabajar faacutecilmente en caliente o enfriacuteo El trabajo en friacuteo les desarrolla una amplia variedad de propiedades mecaacutenicas y en esta condicioacuten elacero puede llegar a ser ligeramente magneacutetico Son muy resistentes al impacto y difiacuteciles de maquinarEstos aceros tienen la mejor resistencia a altas temperaturas y resistencia a la formacioacuten de escamas de
los aceros inoxidables Su resistencia a la corrosioacuten suele ser mejor que las de los aceros martensiacuteticos oferriacuteticosEl mayor inconveniente que presenta la soldadura de los aceros austeniacuteticos es la precipitacioacuten de carburosque pueden producirse en las zonas cercanas al cordoacuten de soldadura quedando sensibilizados a lacorrosioacuten intergranular Para evitar esta precipitacioacuten se deben soldar las piezas sin precalentamiento y conel menor aporte de calor posible Otra posibilidad es emplear aceros austeniacuteticos con porcentaje decarbono menor a 003 o aceros austeniacuteticos estabilizados con titanio niobio o taacutentalo
Electrodo para hacero Inoxidable
Electrodo de acero inoxidable austen tico
Corriente continuacutea Electrodo positivo
Toda posicioacuten
Corriente alternaRevestimiento Blanco
DescripcioacutenEl electrodo 19-9 posee un revestimiento rutiacutelico lo que lo hace apto para soldar con CA o CC electrodopositivo Este electrodo se caracteriza por un arco estable de transferencia spray cuyo depoacutesito es deexcelente forma y apariencia La escoria se desprende faacutecilmente ademaacutes de tener muy buenareanudacioacuten de arco por lo que se aconseja usarlo en soldaduras intermitentes El depoacutesito es de aceroinoxidable austeniacutetico
UsosEl electrodo 19-9 estaacute formulado para soldar el grupo 18-8 de aceros inoxidables por ejemplo 301 302302B 303 304 305 y 308 que se caracterizan por su gran resistencia a la corrosioacuten
Este electrodo es ademaacutes muy usado para soldar acero manganeso y para rellenar estos u otros aceros
especiales resistentes al desgaste antes de aplicar las capas de recubrimiento duro
El metal depositado es austeniacutetico y no magneacuteticoAplicaciones tiacutepicasbull Intercambiadores de calor bull Industrias conserveras bull Equipos Quiacutemicos bull Industria Lechera
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2467
Curso Baacutesico De Soldadura Castillo-Guardado
24
ELECTRODOS BASE NIQUEL
Electrodo base Niacutequel con Cromo Molibdeno y Columbio
Alta resistencia a la traccioacuten y tenacidad a bajas y altas temperaturas (1100iexcl
C)
Excelente resistencia a la corrosioacuten en muchos medios agresivos
Posicioacuten plana y horizontal CA CC (+)
DescripcioacutenEl electrodo Nicromo 3 se caracteriza por producir un arco suave y estable de transferencia spray Eldepoacutesito formado es de exelente apariencia y de faacutecil desprendimiento de la escoriaEl depoacutesito del electrodo Nicromo 3 se caracteriza por su favorable resistencia a elevadas temperaturas
(1100degC) durante tiempos prolongados ademaacutes de su buena resistencia a la corrosioacuten bajo tensiones yfisuracioacuten en caliente
UsosEste electrodo es apto para unir aleaciones tipo Inconel 625 e Incoloy 825 Recomendado para unioacuten dealeaciones altas en cromo-niacutequel entre si o con aceros inoxidables Se recomienda ademaacutes para revestiraceros al carbono y de baja aleacioacuten Debido a su alto liacutemite elaacutestico se puede utilizar para unir aceros alniacutequel (5 y 9 de Ni)
Aplicaciones tiacutepicasbull Estanques para transpor tes criogeacutenicosbull Estanques de almacenamiento de aceros al Ni (5-9 Ni)bull Asiento de vaacutelvulas bull Reparacioacuten de maquinaria
bull Estanques para productos corrosivos bull Aleaciones 904 y 904L Inconel 625 e Incoloy 825
Procedimiento de soldaduraEs indispensable limpiar cuidadosamente las partes a soldar para lograr uniones libres de poros y grietasUsar arco corto con una ligera inclinacioacuten Para lograr un bajo aporte de calor es recomendable depositarcordones rectos y angostos con poca o ninguna oscilacioacuten El precalentamiento depende del metal basecualquier post-calentamiento puede efectuarse sin peligro de perjudicar las caracteriacutesticas del depoacutesito
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2567
Castillo-Guardado
Curso Baacutesico De Soldadura
25
ELECTRODOS PARA COBRE ndashBRONCE
Procedimiento para soldar con Electrodos Cobre ndashBronce
La teacutecnica de operacioacuten de estos electrodos es totalmente distinta a la empleada en la soldadura del aceroal carbono debido principalmente a la gran diferencia de conductividad teacutermica coeficiente de expansioacutenmenor punto de fusioacuten y mayor fluidez a la temperatura de la zona de fusioacuten Al soldar cobre y susaleaciones deberaacute considerarse los siguientes factores1 Dejar una separacioacuten mayor en la raiacutez de las uniones2 Emplear aacutengulos de bisel mayores que los usuales3 El punteo de las uniones debe tener un paso menor4 Usar temperaturas de precalentamiento5 Emplear los rangos de corriente maacutes altos para cada diaacutemetro de electrodo
Es frecuente el empleo de respaldos de cobre o de grafito con el objeto de prevenir la sobre fusioacuten en laraiacutez de las uniones especialmente al soldar espesores delgados Como regla general al soldar cobre y susaleaciones se recomienda el empleo de temperaturas de precalentamiento del orden de 200degC ytemperaturas entre pasadas de 200degC a 370degC para latones y de 400degC a 550degC para cobreEl martillado de los depoacutesitos de soldadura no es absolutamente indispensable pero se emplea parareducir las tensiones y distorsiones en las uniones soldadas a la vez de mejorar las propiedadesmecaacutenicas debido al afinamiento de los granos del depoacutesito
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacuten
con CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2667
Curso Baacutesico De Soldadura Castillo-Guardado
26
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas debronce fosfoacutericoAplicaciones tiacutepicas
bull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tablaPara el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas Enlas soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Para
soldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
Electrodo Para Cobre
Electrodo de bronce fosforico
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Negro
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacutencon CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas de
bronce fosfoacutericoAplicaciones tiacutepicasbull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tabla
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2767
Castillo-Guardado
Curso Baacutesico De Soldadura
27
Para el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas En
las soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Parasoldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
ELECTRODOS PARA BISELAR Y CORTAR
Estos electrodos tienen gran importancia en las industrias que requieren efectuar trabajos de corte ybiselado ya que han sido especialmente disentildeados y fabricados para cumplir eficientemente estos trabajos
Procedimiento para Biselar y CortarPara biselar use un portaelectrodo convencional dirigiendo el electrodo en un aacutengulo aproximado de 30degcon respecto al plano del metal base Use un movimiento de retroceso para evitar profundizar demasiadoUna mayor velocidad de avance daraacute un biselado menos profundo Esmerile la zona antes de soldarPara cortar dirija el electrodo en direccioacuten al recorrido en un aacutengulo de 90degcon respecto al plano del metalbase Use un movimiento vertical ascendente y descendente para producir el desprendimiento del materialfundido
Electrodo para cortar y perforar
Corriente alterna
Toda posiciOn
Corriente continua Electrodo negativo
Revestimiento Gris oscuro
DescripcioacutenEl electrodo Speed Cut estaacute disentildeado para cortar y perforar todos los metales con CA o CC electrodonegativo Es un electrodo de alta velocidad y su revestimiento especial de tipo refractario evita que seprecaliente el nuacutecleo y concentra la fuerza del arco para lograr cortes parejos y limpios
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2867
Curso Baacutesico De Soldadura Castillo-Guardado
28
UsosEste electrodo ha sido especialmente disentildeado para producir cortes de alta velocidad en todas lasposiciones Es recomendable su uso en todos los metales especialmente para aquellos que representandificultad para ser cortados o perforados al ser tratados con equipos oxigas como por ejemplo fierrofundido aceros inoxidables aleaciones de niacutequel bronce cobrealuminio etcAplicaciones tiacutepicas
bull Cortes de alta velocidad en todas posiciones bull Desarme de estructuras metaacutelicas bull Remocioacuten de defectos en soldadura bull Perforacioacuten de remaches
ELECTRODOS PARA SOLDAR HIERRO FUNDIDO
Procedimiento para soldar Hierro Fundido
Las reparaciones en fundicioacuten de hierro gris o hierro maleable son los trabajos maacutes comuacutenmenteencontrados en la praacutectica diaria y son considerados como los trabajos de soldadura maacutes difiacutecilesCuando se suelda hierro fundido con electrodos comunes de acero se forma una capa dura y fraacutegiladyacente a la soldadura
Esta capa consiste en hierro fundido endurecido superficialmente como resultado del raacutepido enfriamientodesde una alta temperatura Si el metal de aporte es acero eacuteste absorberaacute considerable cantidad decarboacuten del hierro fundido convirtieacutendose en un acero de alto carbono El resultado seraacute que el depoacutesito desoldadura se endureceraacute siendo imposible su mecanizadoAdemaacutes cuando se usan electrodos con nuacutecleo de acero la diferencia de contracciones entre elmetal fundido depositado y la fundicioacuten generalmente es causa de problemas serios La resistencia delmetal de aporte es mucho mayor que la del hierro fundido y al producirse la contraccioacuten del acero puededesprenderse de la fundicioacuten Debido a estas condiciones es que los electrodos especiales son necesariospara este tipo de soldadura
La soldadura del hierro fundido es relativamente faacutecil pero sus caracteriacutesticas quiacutemicas y metaluacutergicas sontales que deben ser consideradas cuidadosamente para asegurar los mejores resultados
Algunas de sus caracteriacutestica son1 Si se calienta a una temperatura alta y luego se enfriacutea raacutepidamente el resultado seraacute una fundicioacutenblanca muy dura y difiacutecilmente trabajable mecaacutenicamente2 Si se calienta a una temperatura alta y luego se enfriacutea lentamente el resultado seraacute un hierro fundidogris que es blando y faacutecilmente trabajable3 El hierro fundido es fraacutegil y no se puede doblar o estirar como el acero y consecuentemente si se produceun sobrecalentamiento durante la soldadura las contracciones durante el enfriamiento pueden causargrietas en la soldadura misma o en las zonas teacutermicamente afectadas entre eacutesta y el metal base
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2967
Castillo-Guardado
Curso Baacutesico De Soldadura
29
Las consideraciones anteriores son principalmente las que han establecido un procedimiento fundamentalpara la soldadura del hierro fundido independiente del tipo de electrodo utilizado maquinable o nomaquinable que puede establecerse en los siguientes puntos
1 Utilizar electrodos de poco diaacutemetro y corriente lo maacutes baja posible pero suficiente para producir unabuena fusioacuten2 Hacer soldaduras cortas de no maacutes de dos o tres pulgadas de longitud3 Es aconsejable el depoacutesito de cordones delgados en lugar de cordones anchos y oscilados
InstruccionesPara obtener los mejores resultados es esencial que la unioacuten haya sido adecuadamente preparada Debenremoverse o limpiarse todas las materias extrantildeas tales como oacutexido grasa y aceites Especialmente laspartes que se han impregnado de aceite agua u otros agentes pueden requerir un precalentamiento a unatemperatura suficientemente alta (300-370degC) para evaporar los contaminantes antes de la soldadura
Las uniones deben ser preparadas y biseladas por medios mecaacutenicos como esmeriles discos o limas ydebe evitarse hacer los biselados o preparaciones con arco eleacutectrico ya que este procedimiento tenderiacutea aproducir hierro fundido blanco duro y quebradizo en las zonas inmediatamente vecinas a las soldaduras
El biselado se recomienda auacuten para secciones delgadas mantenieacutendolo siempre al miacutenimo praacutectico paraevitar los esfuerzos residuales provenientes de la contraccioacuten
Como regla general el aacutengulo total de bisel debe ser de aproximadamente 90degpara secciones de635 mm de espesor o menos y de 60 a 90degpara secciones maacutes pesadas o de mayor espesor
Es aconsejable tambieacuten para disminuir los esfuerzos teacutermicos usar electrodos de diaacutemetro pequentildeo yutilizar siempre amperajes bajos Ademaacutes el precalentamiento es necesario para fundiciones pesadas y lasoldadura debe depositarse en cordones cortos lineales de dos a tres pulgadas de longitud Cuando seaposible debe procurarse depositar la soldadura en dos a tres capas ya que los pases subsiguientes tienenun efecto beneacutefico de normalizado sobre los primeros En las soldaduras de hierro fundido es muyimportante evitar el calor localizado causante en la mayoriacutea de los casos de grietas en el metal base y en lasoldadura Esto se logra haciendo soldaduras intermitentes permitiendo que el calor se distribuya dentrode la fundicioacuten antes de depositar el proacuteximo cordoacuten
Electrodo Para soldar Hierro Fundido
Electrodo para hierro fundido
Corriente alterna
Toda posicion
Revestimiento Canela
Corriente continua Electrodo positivo
DescripcioacutenEl electrodo 77 tiene nuacutecleo de acero dulce con un revestimiento que actuacutea como fundente controlando lascaracteriacutesticas del arco Tiene un punto de fusioacuten lo suficientemente bajo para permitir usar corrientesbajas caracteriacutestica importante en la soldadura de hierro fundido lo que reduce el endurecimiento en lazona de fusioacuten
UsosEste electrodo se recomienda para reparaciones en hierro fundido en que los depoacutesitos no requieranmaquinado posterior
Aplicaciones tiacutepicasbull Cabezales de motores bull Piezas de maacutequinas bull Cajas de descanso bull Blocks de motores
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3067
Curso Baacutesico De Soldadura Castillo-Guardado
30
Procedimiento para soldarSe recomienda usar preferentemente CC electrodo positivo Las piezas a soldar deben estar limpias Serecomienda biselar las piezas en forma de ldquoVrdquo y taladrar los extremos de las grietas a reparar Para tener mayor seguridad de la calidad del trabajo se debe evitar soldar en forma contiacutenua se recomiendaefectuar cordones de 5 a 8 cms intermitentemente Debe mantenerse el trabajo friacuteo No se recomiendamartillar el cordoacuten pueden producirse fisuras
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3167
Castillo-Guardado
Curso Baacutesico De Soldadura
31
Descifrando los siacutembolos de la soldadura
Cuando las soldaduras son especificadas en planos y dibujos isomeacutetricos de ingenieriacutea de fabricacioacuten unconjunto de siacutembolos es usado para identificar el tipo de soldadura las dimensiones y otras informacionesreferente al proceso y el acabado
ANSIAWS A24 Siacutembolos para soldadura y pruebas no destructivasReconociendo la estructura del simbolo
La liacutenea horizontal se conoce como liacutenea de referencia y es la plataforma principal donde todos losdemaacutes siacutembolos de soldadura son agregados las instrucciones para la ejecucioacuten de la soldadura vanalineadas a la liacutenea de referencia y una flecha conecta la liacutenea de referencia con la junta a ser soldada Enel ejemplo de arriba la flecha se despliega a la derecha de la liacutenea de referencia y apuntando hacia abajo ya la derecha pero existen muchas otras combinaciones
Algunas veces la flecha apunta los dos lados de la junta por consiguiente existiriacutean dos ladospotencialmente apropiados para ejecutar la soldadura por ejemplo en una junta T cuando dos laminasson unidas la soldadura puede ser hecha en cualquiera de los lados de la T
El siacutembolo hace la distincioacuten entre los dos lados de la junta usando la flecha y los espacios debajo yencima de la liacutenea de referencia los lados (curiosamente) son conocidos como El lado de la flecha y Elotro lado y la soldadura se ejecuta de acuerdo a las instrucciones dadas en la parte de arriba de la liacutenea dereferencia y la orientacioacuten de la flecha no interfiere con estas instrucciones
La bandera que sale de la liacutenea de referencia esta presente si la soldadura se efectuara en campo odurante el armado de la estructura un siacutembolo de soldadura sin la bandera indica que la soldadura seefectuaraacute en el taller pero en algunos planos y dibujos antiguos puede ser encontrado un circulo negro en launioacuten entre la liacutenea de referencia y la flecha
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3267
Curso Baacutesico De Soldadura Castillo-Guardado
32
Un circulo vaciacuteo entre la liacutenea de referencia y la flecha es una indicacioacuten de que la soldadura debe serejecutada alrededor o en toda la circunferencia de la unioacuten como en este ejemplo
La cola del siacutembolo de soldadura es el sitio donde se coloca la informacioacuten suplementariaconcerniente a la soldadura a ejecutar y puede contener referencias del proceso requerido electrodo undetalle de dibujo y cualquier informacioacuten que ayude a la ejecucioacuten de la soldadura que no tenga un lugarespecial en el siacutembolo plano o la isometriacutea
Cada tipo de soldadura tiene su siacutembolo baacutesico el cual tiacutepicamente se situacutea al rededor del centro dela liacutenea de referencia (dependiendo de cual sea el lado de la junta) y este siacutembolo es usualmente un dibujoque representa la seccioacuten transversal de la junta misma y estas estaacuten divididas en tres grupos
Simbolos para las Soldaduras de Filete
La soldadura fundida es depositada en la esquina formada por la caracteriacutestica de la unioacuten de dosmiembros penetrando y fundieacutendose con el metal base para formar la junta
La cara perpendicular del triangulo siempre es dibujada en la parte izquierda del siacutembolo si las doscaras de la soldadura son de la misma dimensioacuten entonces solo una medida es dada
Las soldaduras de filete son usadas para hacer juntas de enfrentamiento perpendicular comoesquinas y las juntas T y como su propio siacutembolo lo sugiere estas soldaduras son baacutesicamentetriangulares vistas desde su seccioacuten aunque su forma no es siempre un triangulo perfecto o isoacutesceles
Si la soldadura tuviera caras desiguales (menos comuacuten) entonces ambas dimensiones son dadas yuna nota especial que indica en el dibujo cual cara es mas larga
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3367
Castillo-Guardado
Curso Baacutesico De Soldadura
33
El largo de la soldadura es dado a la derecha del simbolo
La soldadura se debe situar entre las liacuteneas dimensioacutenales especificadas (si son dadas) o entre lospuntos donde un cambio de direccioacuten abrupto de la soldadura ocurra como al final de las planchas olaminas
En el caso de soldaduras intermitentes o interrumpidas el largo de cada porcioacuten de la soldadura y losespacios que las separan son indicado en el siacutembolo siendo separados con un guioacuten ( - ) y el largo de laporcioacuten de soldadura va seguido de la dimensioacuten centro-centro del espacio estos siempre se colocan a la
derecha del siacutembolo del filete (triangulo)
Note que la dimensioacuten del espacio no indica el espacio limpio entre las soldaduras la indicacioacuten escentro-centro
Siacutembolos para las Soldaduras de Canal
Las soldaduras de Canal son usadas comuacutenmente para hacer juntas de bordes con bordes aunquetambieacuten son usadas frecuentemente en esquinas juntas T juntas curvas y piezas planas Como losugiere la variedad de siacutembolos para estas soldaduras hay muchas maneras de hacer soldaduras deCanal y la diferencia principal dependeraacute de la geometriacutea de las partes que seraacuten unidas y la preparacioacutende sus bordes El metal soldado es depositado entre el canal penetrando y fundieacutendose con el metal base para formar la junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipo de
soldaduras la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3467
Curso Baacutesico De Soldadura Castillo-Guardado
34
La soldadura de canal cuadrado en la cual el canal es creado por una separacioacuten especifica o ningunaseparacioacuten incluyendo hasta cierta presioacuten de oposicioacuten la distancia de la separacioacuten (si existe) es dadaen el siacutembolo
Las soldaduras de canal V en la que los bordes son biselados a veces por un lado o por los doslados para crea el canal el aacutengulo del bisel es dado en el siacutembolo asiacute como la luz de separacioacuten oseparacioacuten de la raiacutez (si existiera)
Si la profundidad de la V no fuera igual al espesor o a la mitad (en el caso de doble V) del espesorde la lamina o plancha a soldar entonces la profundidad es dada a la izquierda del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3567
Castillo-Guardado
Curso Baacutesico De Soldadura
35
Si la penetracioacuten de la soldadura fuera mayor que la profundidad del canal la profundidad de la gargantaefectiva es dada entre pareacutentesis despueacutes de la profundidad de la V
En el bisel del canal de soldadura en el cual el borde de una de las laminas es biselado y la otra escuadrada el siacutembolo de la liacutenea perpendicular siempre es dibujada en el lado izquierdo sea cual sea laorientacioacuten de la soldadura la flecha apunta la cara de la pieza que debe ser biselada y en este caso laflecha es cortada y doblada en aacutengulo para hacer eacutenfasis en su importancia (este corte de aacutengulo no esnecesario si el proyectista no tiene preferencias en cual lado debe ser biselado o si el dibujo es interpretadopor un soldador calificado que reconoce la diferencia de cual lado debe ser tratado) las
condiciones de aacutengulo preparacioacuten del borde garganta efectiva y la luz de separacioacuten de la
separacioacuten de raiacutez son descritas en las soldaduras de canal V en esta misma pagina
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3667
Curso Baacutesico De Soldadura Castillo-Guardado
36
En la soldadura de canal U en la cual ambos bordes son tratados para crear un canal coacutencavo laprofundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de la separacioacuten sondescritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de canal J en la cual en uno de las laminas tiene un biselado coacutencavo y la otra esdejada cuadrada como con el bisel de la media V la liacutenea perpendicular siempre apareceraacute dibujada a laizquierda y la flecha (con un doblez si fuera necesario) apuntando la pieza que recibiraacute el tratamiento debisel coacutencavo la profundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de
separacioacuten son descritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de V curva comuacutenmente usada para unir dos partes curvas o dos partes tubularesla profundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3767
Castillo-Guardado
Curso Baacutesico De Soldadura
37
En la soldadura de canal con bisel curvo comuacutenmente usada para unir una pieza curva o tubular auna pieza plana como con la V curva (anterior) formada por dos superficies curvas o tubulares laprofundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis La liacutenea perpendicular es dibujada siempre al lado izquierdo del siacutembolosea cual sea la orientacioacuten de la soldadura
Otros siacutembolos suplementarios son usados con la soldadura de canal como Penetracioacuten saliente y Barra o elemento de respaldo ambos siacutembolos son indicacioacuten de que la penetracioacuten de la junta se efectuacuteadesde un solo lado de la junta
El alto del refuerzo (si fuera critico) es indicado a la izquierda del siacutembolo de penetraron saliente elcual esta situado
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3867
Curso Baacutesico De Soldadura Castillo-Guardado
38
Cuando una barra o elemento de respaldo es usado para lograr la penetracioacuten necesaria de la junta su siacutembolo es situado encima de la liacutenea de referencia sobre el siacutembolo de la soldadura si la barra esprovisional y seraacute removida al final de la soldadura entonces la letra R es situada dentro del siacutembolo de labarra de respaldo esta barra tiene el mismo siacutembolo que la soldadura de conexion y ovalos pero sucontexto debe hacer siempre la clara intencioacuten del siacutembolo
Simbolos para la Soldadura de conexion y ovalos
Soldadura de conexioacuten y de oacutevalos es usada para unir laminas sobrepuestas una de las cuales tienenperforaciones (redondos para conexiones y ovalados o alargados para Oacutevalos) Metal soldado esdepositado en estas perforaciones penetrando y fundieacutendose con el metal base de las dos partes formandola junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipode soldadura la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3967
Castillo-Guardado
Curso Baacutesico De Soldadura
39
En la soldadura de conexioacuten el diaacutemetro de cada conector es dado a la izquierda del siacutembolo y el espacioentre los conectores es dado a la derecha en la soldadura de oacutevalos el ancho de cada ovalo es dado a laizquierda del siacutembolo el largo y la distancia entre espacios (separados por un guioacuten-) son dados a laderecha del siacutembolo y la referencia del detalle en la cola
El numero de conectores u oacutevalos es dado entre pareacutentesis por encima o por debajo del siacutembolo de lasoldadura la indicacioacuten del lado de la flecha y el otro lado indican cual pieza tiene la(s) perforacione(s)
Si no esta en las especificaciones el llenado total de esta perforacioacuten entonces la profundidad es dadadentro del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4067
Curso Baacutesico De Soldadura Castillo-Guardado
40
SISTEMA OXIGAS
Descripcioacuten del ProcesoEl proceso de soldadura oxigas mostrado en la figura consiste en una llama dirigida por un sopleteobtenida por medio de la combustioacuten de los gases oxiacutegeno-acetileno El intenso calor de la llama funde la
superficie del metal base para formar una poza fundidaCon este proceso se puede soldar con o sin material de aporte El metal de aporte es agregado para cubrirbiseles y orificios
A medida que la llama se mueve a lo largo de la unioacuten el metal base y el metal de aporte se solidifican paraproducir el cordoacuten
Al soldar cualquier metal se debe escoger el metal de aporte adecuado que normalmente posee elementosdesoxidantes para producir soldaduras de buena calidad
En algunos casos se requiere el uso de fundente para soldar ciertos tipos de metales
Ventajas y Aplicaciones del ProcesoEl proceso oxigas posee las siguientes ventajas el equipo es portaacutetil econoacutemico y puede ser utilizado entoda posicioacuten
El proceso oxigas es normalmente usado para soldar metales de hasta 14 de espesor Se puede utilizartambieacuten para soldar metales de mayor espesor pero ello no es recomendable
Su mayor aplicacioacuten en la industria se encuentra en el campo de mantencioacuten reparacioacuten soldadura decantildeeriacuteas de diaacutemetro pequentildeo y manufacturas livianas Tambieacuten puede ser usado como fuente de energiacuteacaloacuterica para calentar doblar forjar endurecer etc
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4167
Castillo-Guardado
Curso Baacutesico De Soldadura
41
Equipo para Soldadura y Corte OxigasEs el conjunto de elementos que agrupados permiten el paso de gases (Oxigeno-Acetileno) hasta unsoplete en cuyo interior se produce la mezcla La misma en contacto con una chispa produce unacombustioacuten base del sistema oxiacetileacutenico
Procedimiento Baacutesico de Soldadura
Ajuste de llamaEn soldadura oxiacetileacutenica se utiliza una llama neutra (3160degC) o sea se suministra suficiente oxiacutegenopara realizar la combustioacuten de todo el acetileno presenteAunque esta situacioacuten corresponde a una relacioacuten teoacuterica oxiacutegenoacetileno de 251 en la praacutectica parte dela combustioacuten se realiza con oxiacutegeno del aire de modo que
Se consume iguales cantidades de oxiacutegeno y acetileno (relacioacuten 11)Se produce un efecto de auto-proteccioacuten que minimiza la oxidacioacuten del metal base
La llama carburante con exceso de acetileno se reconoce por una zona intermedia reductora que apareceentre el dardo y el penacho se utiliza soacutelo en casos especiales
La llama oxidante con exceso de oxiacutegeno se reconoce por su dardo y penacho maacutes cortos y su sonido maacutesagudo
Seleccioacuten de la BoquillaEn la seleccioacuten de la boquilla influyen los siguientes factores1 Tipo de material a soldar
2 Espesor del material3 Tipo de unioacuten (Tope filete biselada etc)4 Posicioacuten en que se soldaraacute5 Habilidad del operador
Como norma de seguridad siempre debe utilizarse la
Boquilla a la presioacuten recomendada por el fabricante
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4267
Curso Baacutesico De Soldadura Castillo-Guardado
42
Varillas para Soldadura OxigasINDURA dispone de todos los tipos de varillas para este tipo de soldadura Bronce Niacutequel-Plata acerodulce hierro fundido y aluminio en los siguientes diaacutemetros
16 mm (116) - 24 mm (332) - 32 mm (18) - 40 mm (532) - 48 mm (316) y 64 mm (14)
El tamantildeo de varilla adecuada debe ser determinado por
bull el tipo de unioacuten de soldadura bull el espesor del material bull la cantidad de aporte requerido
VARILLAS DE APORTE PARA SOLDADURA OXIGAS
Procedimiento para soldar con varillas de soldadura oxigas (Bronce)
Deben limpiarse muy bien las piezas aplicaacutendoles la llama sobre la superficie hasta que alcance un colorrojo cereza Ambas piezas deben estar a la misma temperatura porque en caso contrario la varilla fluiraacutehacia la pieza maacutes caliente (fenoacutemeno de capilaridad) Caliente la varilla con la llama e introduacutezcala luegoen el depoacutesito de fundente
Note que el calor hace que el fundente se adhiera a la varilla (Si se utiliza una varilla ya revestida confundente este paso debe eliminarse) Una vez que la varilla estaacute impregnada con fundente y las piezas hanalcanzado la temperatura adecuada acerque la varilla hacia la unioacuten y coloque la llama encimaundieacutendola La varilla entonces se funde y fluye hacia el aacuterea calentada uniendo fuertemente las piezas
Debe utilizarse bastante fundente Si la cantidad de fundente es insuficiente la varilla no uniraacute los metales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4367
Castillo-Guardado
Curso Baacutesico De Soldadura
43
VARILLA DE APORTE DE BRONCE
DescripcioacutenLa soldadura de Bronce permite obtener depoacutesitos concaracteriacutesticas mecaacutenicas sobresalientes enresistencia y ductibilidad ademaacutes de ser muy homogeacutenea
AplicacionesSu principal campo de aplicacioacuten es soldadura de hierro fundido acero dulce cobre y sus aleaciones
La principal caracteriacutestica de estas soldaduras es la poca cantidad de gases que se genera en el craacuteter demetal fundido y su bajo punto de fusioacuten que permite una mejor y mayor fluidez del metal fundido
Como teacutecnica operatoria se recomienda precalentar el metal base hasta una temperatura cercana al puntode fusioacuten del metal de aporte luego fundir una gota de soldadura y aplicar calor adicional para obtener unafluidez adecuada en el depoacutesito
Recomendamos el uso del fundente INDURA 10 a fin de obtener depoacutesitos maacutes limpios y de mejorapariencia Las aleaciones de Bronce INDURA son envasadas en cajas de 10 kgs y fabricadas en lassiguientes medidas 24 mm (332)-32 mm (18)-40 mm (532)-48 mm (316)-64 mm (14)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4467
Curso Baacutesico De Soldadura Castillo-Guardado
44
SOLDADURA DE ESTANtildeO
Descripcioacuten
Estas soldaduras son aleaciones a base de estantildeo y se recomiendan para soldar uniones a prueba defiltracioacuten de agua o aire en que la resistencia mecaacutenica no es de importancia y que no estaraacuten expuestas aaltas temperaturas Son especialmente apropiadas para trabajos generales en fierro cobre zinc hojalatafierro galvanizado etc
Estas soldaduras pueden aplicarse por medio de cautiacuten soplete directo inmersioacuten vaciado o por hornoSe suministran en los siguientes tipos seguacuten forma y proporcioacuten de aleacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4567
Castillo-Guardado
Curso Baacutesico De Soldadura
45
El mayor porcentaje de estantildeo influye mejorando la resistencia mecaacutenica de la soldadura de tal forma quelos mejores resultados en este sentido se obtienen con el tipo ldquoArdquo y ldquoLArdquo El tipo ldquoArdquo se recomienda depreferencia para sellar envases de hojalata
Para obtener una buena soldadura es indispensable efectuar una buena limpieza de las piezas a soldarcon lija esmeril lima o escobilla de acero En caso de planchas oxidadas de fierro debe limpiarse con aacutecidomuriaacutetico durante 5 oacute 10 minutos Se recomienda ademaacutes el uso de Fundente INDURA 200 para evitar laoxidacioacuten de los metales a soldar facilitar la fluidez de la soldadura y obtener buenas uniones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
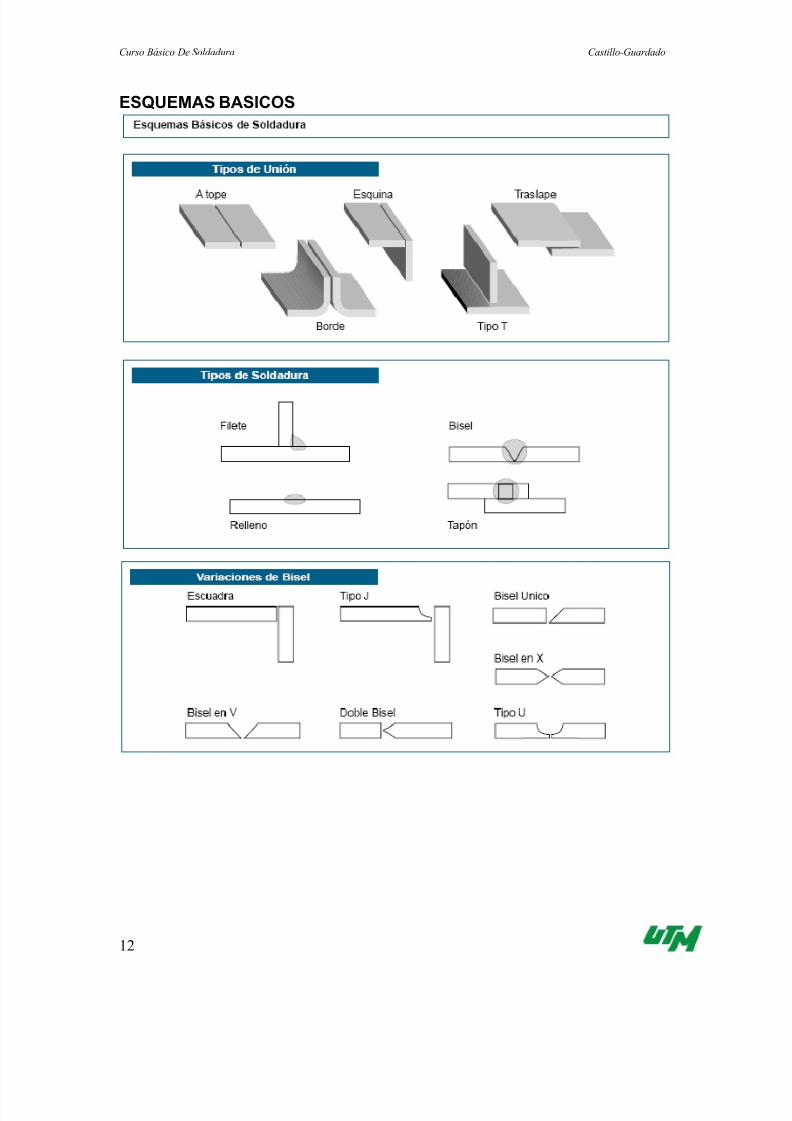
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1267
Curso Baacutesico De Soldadura Castillo-Guardado
12
ESQUEMAS BASICOS
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1367
Castillo-Guardado
Curso Baacutesico De Soldadura
13
SELECCION DEL ELECTRODO ADECUADO
Para escoger el electrodo adecuado es necesario analizar las condiciones de trabajo en particular y luegodeterminar el tipo y diaacutemetro de electrodo que maacutes se adapte a estas condiciones
Este anaacutelisis es relativamente simple si el operador se habituacutea a considerar los siguientes factores
1 Naturaleza del metal base2 Dimensiones de la seccioacuten a soldar3 Tipo de corriente que entrega su maacutequina soldadora4 En queacute posicioacuten o posiciones se soldaraacute5 Tipo de unioacuten y facilidad de fijacioacuten de la pieza6 Si el depoacutesito debe poseer alguna caracteriacutestica especial como son resistencia a la corrosioacuten granresistencia a la traccioacuten ductilidad etc7 Si la soldadura debe cumplir condiciones de alguna norma o especificaciones especiales
Despueacutes de considerar cuidadosamente los factores antes indicados el usuario no debe tener dificultad enelegir un electrodo INDURA el cual le daraacute un arco estable depoacutesitos parejos escoria faacutecil de remover y unmiacutenimo de salpicaduras que son las condiciones esenciales para obtener un trabajo oacuteptimo
Condiciones de almacenamiento y mantencioacuten de electrodos
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1467
Curso Baacutesico De Soldadura Castillo-Guardado
14
PROBLEMAS Y DEFECTOS COMUNES EN LA SOLDADURA AL ARCO
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1567
Castillo-Guardado
Curso Baacutesico De Soldadura
15
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1667
Curso Baacutesico De Soldadura Castillo-Guardado
16
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1767
Castillo-Guardado
Curso Baacutesico De Soldadura
17
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1867
Curso Baacutesico De Soldadura Castillo-Guardado
18
SISTEMA ARCO MANUAL
Descripcioacuten del ProcesoEl sistema de soldadura Arco Manual se define como el proceso en que se unen dos metales mediante unafusioacuten localizada producida por un arco eleacutectrico entre un electrodo metaacutelico y el metal base que se desea
unirLa soldadura al arco se conoce desde fines del siglo pasado En esa eacutepoca se utilizaba una varilla metaacutelicadescubierta que serviacutea de metal de aportePronto se descubrioacute que el oxiacutegeno y el nitroacutegeno dela atmoacutesfera eran causantes de fragilidad y poros en elmetal soldado por lo que al nuacutecleo metaacutelico se le agregoacute un revestimiento que al quemarse se gasificabaactuando como atmoacutesfera protectora a la vez que contribuiacutea a mejorar notablemente otros aspectos delprocesoEl electrodo consiste en un nuacutecleo o varilla metaacutelica rodeado por una capa de revestimiento donde elnuacutecleo es transferido hacia el metal base a traveacutes de una zona eleacutectrica generada por la corriente desoldaduraEl revestimiento del electrodo que determina las caracteriacutesticas mecaacutenicas y quiacutemicas de la unioacuten estaacuteconstituido por un conjunto de componentes minerales y orgaacutenicos que cumplen las siguientes funciones
1 Producir gases protectores para evitar la contaminacioacuten atmosfeacuterica y gases ionizantes para dirigir ymantener el arco
2 Producir escoria para proteger el metal ya depositado hasta su solidificacioacuten3 Suministrar materiales desoxidantes elementos de aleacioacuten e hierro en polvo
Clasificacioacuten de Electrodos seguacuten Normas AWSLas especificaciones maacutes comunes para la clasificacioacuten de electrodos seguacuten la AWS son las siguientes1 Especificacioacuten para electrodos revestidos de acero al carbono designacioacuten AWS A51-91 2 Especificacioacuten para electrodos revestidos de aceros de baja aleacioacuten designacioacuten AWS A55-963 Especificacioacuten para electrodos revestidos de aceros al cromo y cromo-niquel resistentes a la corrosioacutendesignacioacuten AWS A54-924 Especificacioacuten para varillas de aporte en uso oxiacetileacutenico yo TIG designacioacuten AWS A52-925 Especificacioacuten para electrodos revestidos para soldaduras de Fe fundido designacioacuten AWS A515-906 Especificaciones para electrodos continuos y fundentes para Arco Sumergido designacioacuten AWSA517-977 Especificaciones para electrodos de aceros dulces para soldadura con electrodos continuos protegidospor gas (MIGMAG) designacioacuten AWS A518-93 En la especificacioacuten para aceros al carbono de electrodosrevestidos el sistema de clasificacioacuten estaacute basado en la resistencia a la traccioacuten del depoacutesito
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1967
Castillo-Guardado
Curso Baacutesico De Soldadura
19
La identificacioacuten de clasificacioacuten estaacute compuesta de la letra E y cuatro diacutegitos Esta letra significaldquoElectrodordquo
Los primeros dos diacutegitos indican la resistencia miacutenima a la traccioacuten del metal depositado en miles de libraspor pulgada cuadrada Es asiacute como E 60 XX indica un electrodo revestido cuyo depoacutesito posee comomiacutenimo 60000 lbs por pulgada cuadrada Esta es la resistencia miacutenima que debe cumplir el depoacutesitoAunque los dos uacuteltimos diacutegitos sentildealan las caracteriacutesticas del electrodo es necesario considerarlos
separadamente ya que el tercer diacutegito indica la posicioacuten para soldar del electrodoEXX1X - toda posicioacutenEXX2X - posicioacuten plana y horizontalEXX4X - toda posicioacuten vertical descendente
El uacuteltimo diacutegito indica el tipo de revestimiento del electrodo Sin embargo para una identificacioacuten completaes necesario leer los dos diacutegitos en conjunto
Para las posiciones vertical y sobre cabeza existe una limitacioacuten de diaacutemetro hasta 316 comuacutenmente y de5 32 para electrodos de BH
Los sistemas de clasificacioacuten para los electrodos revestidos de acero de baja aleacioacuten son similares a la delos aceros al carbono pero a continuacioacuten del cuarto diacutegito existe una letra y un diacutegito que indican lacomposicioacuten quiacutemica del metal depositado Asiacute la A significa un electrodo de acero al Carbono-Molibdenola B un electrodo al Cromo-Molibdeno la C un electrodo al Niacutequel y la letra D un electrodo al Manganeso-Molibdeno El diacutegito final indica la composicioacuten quiacutemica seguacuten esta clasificacioacuten
En las especificaciones para aceros inoxidables AWS A5492 la AISI clasificoacute estos aceros por nuacutemerosy estos mismos se usan para la designacioacuten de los electrodos Por lo tanto la clasificacioacuten para loselectrodos de acero inoxidables como 308 347 etc es su nuacutemero y luego dos diacutegitos maacutes que indican suscaracteriacutesticas de empleo (fuente de poder tipo de revestimiento etc) La letra L a continuacioacuten de los tres
primeros diacutegitos indica que el acero inoxidable es de bajo contenido en carbono
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2067
Curso Baacutesico De Soldadura Castillo-Guardado
20
ELECTRODOS PARA SOLDAR ACERO AL CARBONO
Procedimiento para soldar Acero al Carbono
Los mejores resultados se obtienen manteniendo un arco mediano con lo que se logra una fusioacutenadecuada permitiendo el escape de gases ademaacutes de controlar la forma y apariencia del cordoacuten
Para filetes planos y horizontales conviene mantener el electrodo en un aacutengulo de 45degrespecto a lasplanchas efectuar un pequentildeo avance y retroceso del electrodo en el sentido de avance Con ello se lograuna buena fusioacuten al avanzar se controla la socavacioacuten y la forma del cordoacuten al retroceder al craacuteter
Para filetes verticales ascendentes se mantiene el electrodo perpendicular a la plancha movieacutendolo en elsentido de avance El movimiento debe ser lo suficientemente raacutepido y la corriente adecuada para permitiralargar el arco y no depositar cuando se va hacia arriba para luego bajar al craacuteter y depositar el metalfundido controlando la socavacioacuten y ancho del cordoacuten
La soldadura sobre cabeza se ejecuta en forma similar a la horizontal pero la oscilacioacuten en el sentido deavance debe ser mayor para permitir que el metal depositado en el craacuteter se solidifique
Cuando se suelda vertical descendente el cordoacuten de raiacutez se hace con un avance continuo sin oscilar y lafuerza del arco se dirige de tal manera que sujete el bantildeo de fusioacuten Para los pases sucesivos se puedeusar una oscilacioacuten lateral
ELECTRODO 6013
Electrodo para acero al carbono
Con hierro en polvo
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Rojo
DescripcioacutenElectrodo con polvo de hierro en el revestimiento que permite una velocidad de depoacutesito mayor y unaaplicacioacuten mas faacutecil junto con propiedades mecaacutenicas sobresalientes La estabilidad del arco y el escudoprotector que da el revestimiento ayudan a dirigir el depoacutesito reduciendo la tendencia a socavar Estadisentildeado seguacuten los uacuteltimos adelantos teacutecnicos para lograr oacuteptimos resultados praacutecticos
UsosEste electrodo tiene un campo de aplicacioacuten muy amplio en especial cuando es necesario soldar en todaposicioacuten
Aplicaciones tiacutepicasbull Estanques bull Tuberiacuteas de presioacuten bull Estructuras bull Cantildeeriacuteas
bull Planchas corrientes y galvanizadasbull Barcos
Procedimiento para soldarPara obtener los mejores resultados se recomienda un arco de longitud mediana que permita controlarmejor la forma y aspecto del cordoacutenPara soldadura de filetes planos y horizontales se recomienda mantener el electrodo a 45ordm con cadaplancha oscilaacutendolo en el sentido del avance El movimiento adelante tiene por objeto obtener buenapenetracioacuten y el movimiento hacia atraacutes controla la socavacioacuten y la forma del cordoacutenEn la soldadura vertical se recomienda llevar el electrodo en un aacutengulo de casi 90ordm inclinaacutendolo ligeramenteen el sentido de avance Se debe llevar un movimiento de vaiveacuten alargando el arco para no depositar metal
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2167
Castillo-Guardado
Curso Baacutesico De Soldadura
21
en el movimiento hacia arriba y luego acortaacutendolo para depositar en el craacuteter y asiacute controlar lasdimensiones del deposito y la socavacioacuten
ELECTRODO DE PUNTA AZUL
Electrodo para acero al carbono
Corriente alterna
Revestimiento Blanco
Con hierro en polvo
Punto Azul
Toda posicioacuten
Corriente continuacutea Electrodo positivo
Descripcioacuten
El nuevo Punto Azul posee una formulacioacuten moderna capaz de brindar las maacutes altas exigencias de trabajoSu arco suave y estable lo hace de faacutecil aplicacioacuten en cualquier posicioacuten logrando oacuteptima calidad en launioacuten
Esta nueva foacutermula entrega ademaacutes las siguientes caracteriacutesticas1 Alta velocidad de soldadura2 Depoacutesitos lisos3 Bajo chisporroteo4 Bajo iacutendice de humos5 Faacutecil remocioacuten de escoria6 Excelente penetracioacuten
UsosEs un electrodo de uso general en aceros dulces especialmente cuando es necesario soldar chapas yperfiles delgados
Aplicaciones tiacutepicasbull Marcos de ventana bull Fabricacioacuten de rejasbull Estanques bull Planchas galvanizadas bull Estructuras bull Reparaciones generales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2267
Curso Baacutesico De Soldadura Castillo-Guardado
22
Procedimiento para soldarDebe seguirse el mismo procedimiento utilizado para soldar un electrodo E-6010 oacute E-6011
ELECTRODOS PARA ACEROS INOXIDABLES
iquest Queacute es un acero inoxidableLos aceros inoxidables son simplemente aleaciones compuestas por hierro (Fe) Carbono (C) y Cromo (Cr)El hierro es el elemento fundamental de todos los aceros inoxidables Sin embargo para hacer que el hierrosea inoxidable el contenido de cromo en solucioacuten debe ser por lo menos de un 115 Se adicionan otroselementos de aleacioacuten (Ni Mo V Ti Nb) con el fin de mejorar ciertas propiedades como son ductibilidadresistencia al impacto resistencia al creep resistencia a la corrosioacuten calor etc
Tipos de Aceros InoxidablesDesde el punto de vista metaluacutergico los aceros inoxidables estaacuten agrupados dentro de tres tipos baacutesicosde acuerdo a su microestructura Martensiacuteticos Ferriacuteticos y Austeniacuteticos
MartensiacuteticosEstos aceros contienen entre 115 a 18 de cromo como su principal elemento de aleacioacuten Algunosejemplos de este grupo son los aceros martensiacuteticos AISI 410 416 420431 501 y 502En la soldadura de los aceros martensiacuteticos (aceros autotemplables) se pueden producir tensiones y porconsiguiente grietas si no se adoptan las precauciones convenientesSiempre que sea posible debe emplearse como metal de aporte aleaciones austeniacuteticas (Ej AISI 309-310)
para absorber las tensiones en las zonas cercanas al cordoacuten y asiacute evitar grietasEs conveniente precalentar entre 300-350degC las piezas que van a ser soldadas Despueacutes de la soldadura yuna vez enfriadas las piezas se recomienda un revenido de 600 a 700degC La resistencia oacuteptima a lacorrosioacuten de estos aceros se obtiene efectuando tratamientos teacutermicos de temple y revenido a lastemperaturas requeridas sin embargo esta resistencia a la corrosioacuten no es tan buena como en los acerosausteniacuteticos o ferriacuteticos Su campo de accioacuten estaacute en piezas que estaacuten sometidas a corrosioacuten y que requieren de cierta resistenciamecaacutenica Se utilizan generalmente en aletas para turbinas rodetes de turbinas hidraacuteulicas fundicionesresistentes a la corrosioacuten cuchilleriacutea piezas de vaacutelvulas etc
Ferriacuteticos
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2367
Castillo-Guardado
Curso Baacutesico De Soldadura
23
Los aceros inoxidables ferriacuteticos contienen entre 17 y 27 de cromo Ejemplos de eacutestos son los acerosAISI 405 430 442 446Estos aceros no son endurecibles por tratamiento teacutermico sino soacutelo moderadamente mediante trabajo enfriacuteo Son magneacuteticos al igual que los martensiacuteticos Pueden trabajarse en friacuteo o en caliente pero alcanzansu maacutexima ductilidad y resistencia a la corrosioacuten en la condicioacuten de recocido
En los aceros ferriacuteticos con un contenido de alto cromo puede aparecer fase sigma (dura y fraacutegil) cuando
se les mantiene durante mucho tiempo a temperaturas cercanas a 470degC Por otro lado los aceros ferriacuteticosson muy propensos al crecimiento del grano (850degC - 900degC) inconveniente para la soldadura Si las piezasa soldar son de dimensiones considerables se recomienda postcalentar las piezas entre 700degC a 850degCseguido de un enfriamiento raacutepidoComo los aceros ferriacuteticos se pueden deformar faacutecilmente en friacuteo se utilizan mucho para estampadosprofundos de piezas como recipientes para industrias quiacutemicas y alimenticias y para adornosarquitectoacutenicos o automotrices
AusteniacuteticosEstos son los aceros inoxidables al cromo-niacutequel (tipo 3XX) y al cromo-niacutequel-manganeso (tipo 2XX) Sonesencialmente no magneacuteticos en la condicioacuten de recocido y no endurecen por tratamiento teacutermico Elcontenido total de niacutequel y cromo es de por lo menos 23 Se pueden trabajar faacutecilmente en caliente o enfriacuteo El trabajo en friacuteo les desarrolla una amplia variedad de propiedades mecaacutenicas y en esta condicioacuten elacero puede llegar a ser ligeramente magneacutetico Son muy resistentes al impacto y difiacuteciles de maquinarEstos aceros tienen la mejor resistencia a altas temperaturas y resistencia a la formacioacuten de escamas de
los aceros inoxidables Su resistencia a la corrosioacuten suele ser mejor que las de los aceros martensiacuteticos oferriacuteticosEl mayor inconveniente que presenta la soldadura de los aceros austeniacuteticos es la precipitacioacuten de carburosque pueden producirse en las zonas cercanas al cordoacuten de soldadura quedando sensibilizados a lacorrosioacuten intergranular Para evitar esta precipitacioacuten se deben soldar las piezas sin precalentamiento y conel menor aporte de calor posible Otra posibilidad es emplear aceros austeniacuteticos con porcentaje decarbono menor a 003 o aceros austeniacuteticos estabilizados con titanio niobio o taacutentalo
Electrodo para hacero Inoxidable
Electrodo de acero inoxidable austen tico
Corriente continuacutea Electrodo positivo
Toda posicioacuten
Corriente alternaRevestimiento Blanco
DescripcioacutenEl electrodo 19-9 posee un revestimiento rutiacutelico lo que lo hace apto para soldar con CA o CC electrodopositivo Este electrodo se caracteriza por un arco estable de transferencia spray cuyo depoacutesito es deexcelente forma y apariencia La escoria se desprende faacutecilmente ademaacutes de tener muy buenareanudacioacuten de arco por lo que se aconseja usarlo en soldaduras intermitentes El depoacutesito es de aceroinoxidable austeniacutetico
UsosEl electrodo 19-9 estaacute formulado para soldar el grupo 18-8 de aceros inoxidables por ejemplo 301 302302B 303 304 305 y 308 que se caracterizan por su gran resistencia a la corrosioacuten
Este electrodo es ademaacutes muy usado para soldar acero manganeso y para rellenar estos u otros aceros
especiales resistentes al desgaste antes de aplicar las capas de recubrimiento duro
El metal depositado es austeniacutetico y no magneacuteticoAplicaciones tiacutepicasbull Intercambiadores de calor bull Industrias conserveras bull Equipos Quiacutemicos bull Industria Lechera
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2467
Curso Baacutesico De Soldadura Castillo-Guardado
24
ELECTRODOS BASE NIQUEL
Electrodo base Niacutequel con Cromo Molibdeno y Columbio
Alta resistencia a la traccioacuten y tenacidad a bajas y altas temperaturas (1100iexcl
C)
Excelente resistencia a la corrosioacuten en muchos medios agresivos
Posicioacuten plana y horizontal CA CC (+)
DescripcioacutenEl electrodo Nicromo 3 se caracteriza por producir un arco suave y estable de transferencia spray Eldepoacutesito formado es de exelente apariencia y de faacutecil desprendimiento de la escoriaEl depoacutesito del electrodo Nicromo 3 se caracteriza por su favorable resistencia a elevadas temperaturas
(1100degC) durante tiempos prolongados ademaacutes de su buena resistencia a la corrosioacuten bajo tensiones yfisuracioacuten en caliente
UsosEste electrodo es apto para unir aleaciones tipo Inconel 625 e Incoloy 825 Recomendado para unioacuten dealeaciones altas en cromo-niacutequel entre si o con aceros inoxidables Se recomienda ademaacutes para revestiraceros al carbono y de baja aleacioacuten Debido a su alto liacutemite elaacutestico se puede utilizar para unir aceros alniacutequel (5 y 9 de Ni)
Aplicaciones tiacutepicasbull Estanques para transpor tes criogeacutenicosbull Estanques de almacenamiento de aceros al Ni (5-9 Ni)bull Asiento de vaacutelvulas bull Reparacioacuten de maquinaria
bull Estanques para productos corrosivos bull Aleaciones 904 y 904L Inconel 625 e Incoloy 825
Procedimiento de soldaduraEs indispensable limpiar cuidadosamente las partes a soldar para lograr uniones libres de poros y grietasUsar arco corto con una ligera inclinacioacuten Para lograr un bajo aporte de calor es recomendable depositarcordones rectos y angostos con poca o ninguna oscilacioacuten El precalentamiento depende del metal basecualquier post-calentamiento puede efectuarse sin peligro de perjudicar las caracteriacutesticas del depoacutesito
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2567
Castillo-Guardado
Curso Baacutesico De Soldadura
25
ELECTRODOS PARA COBRE ndashBRONCE
Procedimiento para soldar con Electrodos Cobre ndashBronce
La teacutecnica de operacioacuten de estos electrodos es totalmente distinta a la empleada en la soldadura del aceroal carbono debido principalmente a la gran diferencia de conductividad teacutermica coeficiente de expansioacutenmenor punto de fusioacuten y mayor fluidez a la temperatura de la zona de fusioacuten Al soldar cobre y susaleaciones deberaacute considerarse los siguientes factores1 Dejar una separacioacuten mayor en la raiacutez de las uniones2 Emplear aacutengulos de bisel mayores que los usuales3 El punteo de las uniones debe tener un paso menor4 Usar temperaturas de precalentamiento5 Emplear los rangos de corriente maacutes altos para cada diaacutemetro de electrodo
Es frecuente el empleo de respaldos de cobre o de grafito con el objeto de prevenir la sobre fusioacuten en laraiacutez de las uniones especialmente al soldar espesores delgados Como regla general al soldar cobre y susaleaciones se recomienda el empleo de temperaturas de precalentamiento del orden de 200degC ytemperaturas entre pasadas de 200degC a 370degC para latones y de 400degC a 550degC para cobreEl martillado de los depoacutesitos de soldadura no es absolutamente indispensable pero se emplea parareducir las tensiones y distorsiones en las uniones soldadas a la vez de mejorar las propiedadesmecaacutenicas debido al afinamiento de los granos del depoacutesito
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacuten
con CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2667
Curso Baacutesico De Soldadura Castillo-Guardado
26
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas debronce fosfoacutericoAplicaciones tiacutepicas
bull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tablaPara el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas Enlas soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Para
soldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
Electrodo Para Cobre
Electrodo de bronce fosforico
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Negro
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacutencon CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas de
bronce fosfoacutericoAplicaciones tiacutepicasbull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tabla
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2767
Castillo-Guardado
Curso Baacutesico De Soldadura
27
Para el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas En
las soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Parasoldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
ELECTRODOS PARA BISELAR Y CORTAR
Estos electrodos tienen gran importancia en las industrias que requieren efectuar trabajos de corte ybiselado ya que han sido especialmente disentildeados y fabricados para cumplir eficientemente estos trabajos
Procedimiento para Biselar y CortarPara biselar use un portaelectrodo convencional dirigiendo el electrodo en un aacutengulo aproximado de 30degcon respecto al plano del metal base Use un movimiento de retroceso para evitar profundizar demasiadoUna mayor velocidad de avance daraacute un biselado menos profundo Esmerile la zona antes de soldarPara cortar dirija el electrodo en direccioacuten al recorrido en un aacutengulo de 90degcon respecto al plano del metalbase Use un movimiento vertical ascendente y descendente para producir el desprendimiento del materialfundido
Electrodo para cortar y perforar
Corriente alterna
Toda posiciOn
Corriente continua Electrodo negativo
Revestimiento Gris oscuro
DescripcioacutenEl electrodo Speed Cut estaacute disentildeado para cortar y perforar todos los metales con CA o CC electrodonegativo Es un electrodo de alta velocidad y su revestimiento especial de tipo refractario evita que seprecaliente el nuacutecleo y concentra la fuerza del arco para lograr cortes parejos y limpios
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2867
Curso Baacutesico De Soldadura Castillo-Guardado
28
UsosEste electrodo ha sido especialmente disentildeado para producir cortes de alta velocidad en todas lasposiciones Es recomendable su uso en todos los metales especialmente para aquellos que representandificultad para ser cortados o perforados al ser tratados con equipos oxigas como por ejemplo fierrofundido aceros inoxidables aleaciones de niacutequel bronce cobrealuminio etcAplicaciones tiacutepicas
bull Cortes de alta velocidad en todas posiciones bull Desarme de estructuras metaacutelicas bull Remocioacuten de defectos en soldadura bull Perforacioacuten de remaches
ELECTRODOS PARA SOLDAR HIERRO FUNDIDO
Procedimiento para soldar Hierro Fundido
Las reparaciones en fundicioacuten de hierro gris o hierro maleable son los trabajos maacutes comuacutenmenteencontrados en la praacutectica diaria y son considerados como los trabajos de soldadura maacutes difiacutecilesCuando se suelda hierro fundido con electrodos comunes de acero se forma una capa dura y fraacutegiladyacente a la soldadura
Esta capa consiste en hierro fundido endurecido superficialmente como resultado del raacutepido enfriamientodesde una alta temperatura Si el metal de aporte es acero eacuteste absorberaacute considerable cantidad decarboacuten del hierro fundido convirtieacutendose en un acero de alto carbono El resultado seraacute que el depoacutesito desoldadura se endureceraacute siendo imposible su mecanizadoAdemaacutes cuando se usan electrodos con nuacutecleo de acero la diferencia de contracciones entre elmetal fundido depositado y la fundicioacuten generalmente es causa de problemas serios La resistencia delmetal de aporte es mucho mayor que la del hierro fundido y al producirse la contraccioacuten del acero puededesprenderse de la fundicioacuten Debido a estas condiciones es que los electrodos especiales son necesariospara este tipo de soldadura
La soldadura del hierro fundido es relativamente faacutecil pero sus caracteriacutesticas quiacutemicas y metaluacutergicas sontales que deben ser consideradas cuidadosamente para asegurar los mejores resultados
Algunas de sus caracteriacutestica son1 Si se calienta a una temperatura alta y luego se enfriacutea raacutepidamente el resultado seraacute una fundicioacutenblanca muy dura y difiacutecilmente trabajable mecaacutenicamente2 Si se calienta a una temperatura alta y luego se enfriacutea lentamente el resultado seraacute un hierro fundidogris que es blando y faacutecilmente trabajable3 El hierro fundido es fraacutegil y no se puede doblar o estirar como el acero y consecuentemente si se produceun sobrecalentamiento durante la soldadura las contracciones durante el enfriamiento pueden causargrietas en la soldadura misma o en las zonas teacutermicamente afectadas entre eacutesta y el metal base
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2967
Castillo-Guardado
Curso Baacutesico De Soldadura
29
Las consideraciones anteriores son principalmente las que han establecido un procedimiento fundamentalpara la soldadura del hierro fundido independiente del tipo de electrodo utilizado maquinable o nomaquinable que puede establecerse en los siguientes puntos
1 Utilizar electrodos de poco diaacutemetro y corriente lo maacutes baja posible pero suficiente para producir unabuena fusioacuten2 Hacer soldaduras cortas de no maacutes de dos o tres pulgadas de longitud3 Es aconsejable el depoacutesito de cordones delgados en lugar de cordones anchos y oscilados
InstruccionesPara obtener los mejores resultados es esencial que la unioacuten haya sido adecuadamente preparada Debenremoverse o limpiarse todas las materias extrantildeas tales como oacutexido grasa y aceites Especialmente laspartes que se han impregnado de aceite agua u otros agentes pueden requerir un precalentamiento a unatemperatura suficientemente alta (300-370degC) para evaporar los contaminantes antes de la soldadura
Las uniones deben ser preparadas y biseladas por medios mecaacutenicos como esmeriles discos o limas ydebe evitarse hacer los biselados o preparaciones con arco eleacutectrico ya que este procedimiento tenderiacutea aproducir hierro fundido blanco duro y quebradizo en las zonas inmediatamente vecinas a las soldaduras
El biselado se recomienda auacuten para secciones delgadas mantenieacutendolo siempre al miacutenimo praacutectico paraevitar los esfuerzos residuales provenientes de la contraccioacuten
Como regla general el aacutengulo total de bisel debe ser de aproximadamente 90degpara secciones de635 mm de espesor o menos y de 60 a 90degpara secciones maacutes pesadas o de mayor espesor
Es aconsejable tambieacuten para disminuir los esfuerzos teacutermicos usar electrodos de diaacutemetro pequentildeo yutilizar siempre amperajes bajos Ademaacutes el precalentamiento es necesario para fundiciones pesadas y lasoldadura debe depositarse en cordones cortos lineales de dos a tres pulgadas de longitud Cuando seaposible debe procurarse depositar la soldadura en dos a tres capas ya que los pases subsiguientes tienenun efecto beneacutefico de normalizado sobre los primeros En las soldaduras de hierro fundido es muyimportante evitar el calor localizado causante en la mayoriacutea de los casos de grietas en el metal base y en lasoldadura Esto se logra haciendo soldaduras intermitentes permitiendo que el calor se distribuya dentrode la fundicioacuten antes de depositar el proacuteximo cordoacuten
Electrodo Para soldar Hierro Fundido
Electrodo para hierro fundido
Corriente alterna
Toda posicion
Revestimiento Canela
Corriente continua Electrodo positivo
DescripcioacutenEl electrodo 77 tiene nuacutecleo de acero dulce con un revestimiento que actuacutea como fundente controlando lascaracteriacutesticas del arco Tiene un punto de fusioacuten lo suficientemente bajo para permitir usar corrientesbajas caracteriacutestica importante en la soldadura de hierro fundido lo que reduce el endurecimiento en lazona de fusioacuten
UsosEste electrodo se recomienda para reparaciones en hierro fundido en que los depoacutesitos no requieranmaquinado posterior
Aplicaciones tiacutepicasbull Cabezales de motores bull Piezas de maacutequinas bull Cajas de descanso bull Blocks de motores
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3067
Curso Baacutesico De Soldadura Castillo-Guardado
30
Procedimiento para soldarSe recomienda usar preferentemente CC electrodo positivo Las piezas a soldar deben estar limpias Serecomienda biselar las piezas en forma de ldquoVrdquo y taladrar los extremos de las grietas a reparar Para tener mayor seguridad de la calidad del trabajo se debe evitar soldar en forma contiacutenua se recomiendaefectuar cordones de 5 a 8 cms intermitentemente Debe mantenerse el trabajo friacuteo No se recomiendamartillar el cordoacuten pueden producirse fisuras
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3167
Castillo-Guardado
Curso Baacutesico De Soldadura
31
Descifrando los siacutembolos de la soldadura
Cuando las soldaduras son especificadas en planos y dibujos isomeacutetricos de ingenieriacutea de fabricacioacuten unconjunto de siacutembolos es usado para identificar el tipo de soldadura las dimensiones y otras informacionesreferente al proceso y el acabado
ANSIAWS A24 Siacutembolos para soldadura y pruebas no destructivasReconociendo la estructura del simbolo
La liacutenea horizontal se conoce como liacutenea de referencia y es la plataforma principal donde todos losdemaacutes siacutembolos de soldadura son agregados las instrucciones para la ejecucioacuten de la soldadura vanalineadas a la liacutenea de referencia y una flecha conecta la liacutenea de referencia con la junta a ser soldada Enel ejemplo de arriba la flecha se despliega a la derecha de la liacutenea de referencia y apuntando hacia abajo ya la derecha pero existen muchas otras combinaciones
Algunas veces la flecha apunta los dos lados de la junta por consiguiente existiriacutean dos ladospotencialmente apropiados para ejecutar la soldadura por ejemplo en una junta T cuando dos laminasson unidas la soldadura puede ser hecha en cualquiera de los lados de la T
El siacutembolo hace la distincioacuten entre los dos lados de la junta usando la flecha y los espacios debajo yencima de la liacutenea de referencia los lados (curiosamente) son conocidos como El lado de la flecha y Elotro lado y la soldadura se ejecuta de acuerdo a las instrucciones dadas en la parte de arriba de la liacutenea dereferencia y la orientacioacuten de la flecha no interfiere con estas instrucciones
La bandera que sale de la liacutenea de referencia esta presente si la soldadura se efectuara en campo odurante el armado de la estructura un siacutembolo de soldadura sin la bandera indica que la soldadura seefectuaraacute en el taller pero en algunos planos y dibujos antiguos puede ser encontrado un circulo negro en launioacuten entre la liacutenea de referencia y la flecha
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3267
Curso Baacutesico De Soldadura Castillo-Guardado
32
Un circulo vaciacuteo entre la liacutenea de referencia y la flecha es una indicacioacuten de que la soldadura debe serejecutada alrededor o en toda la circunferencia de la unioacuten como en este ejemplo
La cola del siacutembolo de soldadura es el sitio donde se coloca la informacioacuten suplementariaconcerniente a la soldadura a ejecutar y puede contener referencias del proceso requerido electrodo undetalle de dibujo y cualquier informacioacuten que ayude a la ejecucioacuten de la soldadura que no tenga un lugarespecial en el siacutembolo plano o la isometriacutea
Cada tipo de soldadura tiene su siacutembolo baacutesico el cual tiacutepicamente se situacutea al rededor del centro dela liacutenea de referencia (dependiendo de cual sea el lado de la junta) y este siacutembolo es usualmente un dibujoque representa la seccioacuten transversal de la junta misma y estas estaacuten divididas en tres grupos
Simbolos para las Soldaduras de Filete
La soldadura fundida es depositada en la esquina formada por la caracteriacutestica de la unioacuten de dosmiembros penetrando y fundieacutendose con el metal base para formar la junta
La cara perpendicular del triangulo siempre es dibujada en la parte izquierda del siacutembolo si las doscaras de la soldadura son de la misma dimensioacuten entonces solo una medida es dada
Las soldaduras de filete son usadas para hacer juntas de enfrentamiento perpendicular comoesquinas y las juntas T y como su propio siacutembolo lo sugiere estas soldaduras son baacutesicamentetriangulares vistas desde su seccioacuten aunque su forma no es siempre un triangulo perfecto o isoacutesceles
Si la soldadura tuviera caras desiguales (menos comuacuten) entonces ambas dimensiones son dadas yuna nota especial que indica en el dibujo cual cara es mas larga
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3367
Castillo-Guardado
Curso Baacutesico De Soldadura
33
El largo de la soldadura es dado a la derecha del simbolo
La soldadura se debe situar entre las liacuteneas dimensioacutenales especificadas (si son dadas) o entre lospuntos donde un cambio de direccioacuten abrupto de la soldadura ocurra como al final de las planchas olaminas
En el caso de soldaduras intermitentes o interrumpidas el largo de cada porcioacuten de la soldadura y losespacios que las separan son indicado en el siacutembolo siendo separados con un guioacuten ( - ) y el largo de laporcioacuten de soldadura va seguido de la dimensioacuten centro-centro del espacio estos siempre se colocan a la
derecha del siacutembolo del filete (triangulo)
Note que la dimensioacuten del espacio no indica el espacio limpio entre las soldaduras la indicacioacuten escentro-centro
Siacutembolos para las Soldaduras de Canal
Las soldaduras de Canal son usadas comuacutenmente para hacer juntas de bordes con bordes aunquetambieacuten son usadas frecuentemente en esquinas juntas T juntas curvas y piezas planas Como losugiere la variedad de siacutembolos para estas soldaduras hay muchas maneras de hacer soldaduras deCanal y la diferencia principal dependeraacute de la geometriacutea de las partes que seraacuten unidas y la preparacioacutende sus bordes El metal soldado es depositado entre el canal penetrando y fundieacutendose con el metal base para formar la junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipo de
soldaduras la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3467
Curso Baacutesico De Soldadura Castillo-Guardado
34
La soldadura de canal cuadrado en la cual el canal es creado por una separacioacuten especifica o ningunaseparacioacuten incluyendo hasta cierta presioacuten de oposicioacuten la distancia de la separacioacuten (si existe) es dadaen el siacutembolo
Las soldaduras de canal V en la que los bordes son biselados a veces por un lado o por los doslados para crea el canal el aacutengulo del bisel es dado en el siacutembolo asiacute como la luz de separacioacuten oseparacioacuten de la raiacutez (si existiera)
Si la profundidad de la V no fuera igual al espesor o a la mitad (en el caso de doble V) del espesorde la lamina o plancha a soldar entonces la profundidad es dada a la izquierda del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3567
Castillo-Guardado
Curso Baacutesico De Soldadura
35
Si la penetracioacuten de la soldadura fuera mayor que la profundidad del canal la profundidad de la gargantaefectiva es dada entre pareacutentesis despueacutes de la profundidad de la V
En el bisel del canal de soldadura en el cual el borde de una de las laminas es biselado y la otra escuadrada el siacutembolo de la liacutenea perpendicular siempre es dibujada en el lado izquierdo sea cual sea laorientacioacuten de la soldadura la flecha apunta la cara de la pieza que debe ser biselada y en este caso laflecha es cortada y doblada en aacutengulo para hacer eacutenfasis en su importancia (este corte de aacutengulo no esnecesario si el proyectista no tiene preferencias en cual lado debe ser biselado o si el dibujo es interpretadopor un soldador calificado que reconoce la diferencia de cual lado debe ser tratado) las
condiciones de aacutengulo preparacioacuten del borde garganta efectiva y la luz de separacioacuten de la
separacioacuten de raiacutez son descritas en las soldaduras de canal V en esta misma pagina
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3667
Curso Baacutesico De Soldadura Castillo-Guardado
36
En la soldadura de canal U en la cual ambos bordes son tratados para crear un canal coacutencavo laprofundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de la separacioacuten sondescritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de canal J en la cual en uno de las laminas tiene un biselado coacutencavo y la otra esdejada cuadrada como con el bisel de la media V la liacutenea perpendicular siempre apareceraacute dibujada a laizquierda y la flecha (con un doblez si fuera necesario) apuntando la pieza que recibiraacute el tratamiento debisel coacutencavo la profundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de
separacioacuten son descritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de V curva comuacutenmente usada para unir dos partes curvas o dos partes tubularesla profundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3767
Castillo-Guardado
Curso Baacutesico De Soldadura
37
En la soldadura de canal con bisel curvo comuacutenmente usada para unir una pieza curva o tubular auna pieza plana como con la V curva (anterior) formada por dos superficies curvas o tubulares laprofundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis La liacutenea perpendicular es dibujada siempre al lado izquierdo del siacutembolosea cual sea la orientacioacuten de la soldadura
Otros siacutembolos suplementarios son usados con la soldadura de canal como Penetracioacuten saliente y Barra o elemento de respaldo ambos siacutembolos son indicacioacuten de que la penetracioacuten de la junta se efectuacuteadesde un solo lado de la junta
El alto del refuerzo (si fuera critico) es indicado a la izquierda del siacutembolo de penetraron saliente elcual esta situado
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3867
Curso Baacutesico De Soldadura Castillo-Guardado
38
Cuando una barra o elemento de respaldo es usado para lograr la penetracioacuten necesaria de la junta su siacutembolo es situado encima de la liacutenea de referencia sobre el siacutembolo de la soldadura si la barra esprovisional y seraacute removida al final de la soldadura entonces la letra R es situada dentro del siacutembolo de labarra de respaldo esta barra tiene el mismo siacutembolo que la soldadura de conexion y ovalos pero sucontexto debe hacer siempre la clara intencioacuten del siacutembolo
Simbolos para la Soldadura de conexion y ovalos
Soldadura de conexioacuten y de oacutevalos es usada para unir laminas sobrepuestas una de las cuales tienenperforaciones (redondos para conexiones y ovalados o alargados para Oacutevalos) Metal soldado esdepositado en estas perforaciones penetrando y fundieacutendose con el metal base de las dos partes formandola junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipode soldadura la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3967
Castillo-Guardado
Curso Baacutesico De Soldadura
39
En la soldadura de conexioacuten el diaacutemetro de cada conector es dado a la izquierda del siacutembolo y el espacioentre los conectores es dado a la derecha en la soldadura de oacutevalos el ancho de cada ovalo es dado a laizquierda del siacutembolo el largo y la distancia entre espacios (separados por un guioacuten-) son dados a laderecha del siacutembolo y la referencia del detalle en la cola
El numero de conectores u oacutevalos es dado entre pareacutentesis por encima o por debajo del siacutembolo de lasoldadura la indicacioacuten del lado de la flecha y el otro lado indican cual pieza tiene la(s) perforacione(s)
Si no esta en las especificaciones el llenado total de esta perforacioacuten entonces la profundidad es dadadentro del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4067
Curso Baacutesico De Soldadura Castillo-Guardado
40
SISTEMA OXIGAS
Descripcioacuten del ProcesoEl proceso de soldadura oxigas mostrado en la figura consiste en una llama dirigida por un sopleteobtenida por medio de la combustioacuten de los gases oxiacutegeno-acetileno El intenso calor de la llama funde la
superficie del metal base para formar una poza fundidaCon este proceso se puede soldar con o sin material de aporte El metal de aporte es agregado para cubrirbiseles y orificios
A medida que la llama se mueve a lo largo de la unioacuten el metal base y el metal de aporte se solidifican paraproducir el cordoacuten
Al soldar cualquier metal se debe escoger el metal de aporte adecuado que normalmente posee elementosdesoxidantes para producir soldaduras de buena calidad
En algunos casos se requiere el uso de fundente para soldar ciertos tipos de metales
Ventajas y Aplicaciones del ProcesoEl proceso oxigas posee las siguientes ventajas el equipo es portaacutetil econoacutemico y puede ser utilizado entoda posicioacuten
El proceso oxigas es normalmente usado para soldar metales de hasta 14 de espesor Se puede utilizartambieacuten para soldar metales de mayor espesor pero ello no es recomendable
Su mayor aplicacioacuten en la industria se encuentra en el campo de mantencioacuten reparacioacuten soldadura decantildeeriacuteas de diaacutemetro pequentildeo y manufacturas livianas Tambieacuten puede ser usado como fuente de energiacuteacaloacuterica para calentar doblar forjar endurecer etc
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4167
Castillo-Guardado
Curso Baacutesico De Soldadura
41
Equipo para Soldadura y Corte OxigasEs el conjunto de elementos que agrupados permiten el paso de gases (Oxigeno-Acetileno) hasta unsoplete en cuyo interior se produce la mezcla La misma en contacto con una chispa produce unacombustioacuten base del sistema oxiacetileacutenico
Procedimiento Baacutesico de Soldadura
Ajuste de llamaEn soldadura oxiacetileacutenica se utiliza una llama neutra (3160degC) o sea se suministra suficiente oxiacutegenopara realizar la combustioacuten de todo el acetileno presenteAunque esta situacioacuten corresponde a una relacioacuten teoacuterica oxiacutegenoacetileno de 251 en la praacutectica parte dela combustioacuten se realiza con oxiacutegeno del aire de modo que
Se consume iguales cantidades de oxiacutegeno y acetileno (relacioacuten 11)Se produce un efecto de auto-proteccioacuten que minimiza la oxidacioacuten del metal base
La llama carburante con exceso de acetileno se reconoce por una zona intermedia reductora que apareceentre el dardo y el penacho se utiliza soacutelo en casos especiales
La llama oxidante con exceso de oxiacutegeno se reconoce por su dardo y penacho maacutes cortos y su sonido maacutesagudo
Seleccioacuten de la BoquillaEn la seleccioacuten de la boquilla influyen los siguientes factores1 Tipo de material a soldar
2 Espesor del material3 Tipo de unioacuten (Tope filete biselada etc)4 Posicioacuten en que se soldaraacute5 Habilidad del operador
Como norma de seguridad siempre debe utilizarse la
Boquilla a la presioacuten recomendada por el fabricante
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4267
Curso Baacutesico De Soldadura Castillo-Guardado
42
Varillas para Soldadura OxigasINDURA dispone de todos los tipos de varillas para este tipo de soldadura Bronce Niacutequel-Plata acerodulce hierro fundido y aluminio en los siguientes diaacutemetros
16 mm (116) - 24 mm (332) - 32 mm (18) - 40 mm (532) - 48 mm (316) y 64 mm (14)
El tamantildeo de varilla adecuada debe ser determinado por
bull el tipo de unioacuten de soldadura bull el espesor del material bull la cantidad de aporte requerido
VARILLAS DE APORTE PARA SOLDADURA OXIGAS
Procedimiento para soldar con varillas de soldadura oxigas (Bronce)
Deben limpiarse muy bien las piezas aplicaacutendoles la llama sobre la superficie hasta que alcance un colorrojo cereza Ambas piezas deben estar a la misma temperatura porque en caso contrario la varilla fluiraacutehacia la pieza maacutes caliente (fenoacutemeno de capilaridad) Caliente la varilla con la llama e introduacutezcala luegoen el depoacutesito de fundente
Note que el calor hace que el fundente se adhiera a la varilla (Si se utiliza una varilla ya revestida confundente este paso debe eliminarse) Una vez que la varilla estaacute impregnada con fundente y las piezas hanalcanzado la temperatura adecuada acerque la varilla hacia la unioacuten y coloque la llama encimaundieacutendola La varilla entonces se funde y fluye hacia el aacuterea calentada uniendo fuertemente las piezas
Debe utilizarse bastante fundente Si la cantidad de fundente es insuficiente la varilla no uniraacute los metales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4367
Castillo-Guardado
Curso Baacutesico De Soldadura
43
VARILLA DE APORTE DE BRONCE
DescripcioacutenLa soldadura de Bronce permite obtener depoacutesitos concaracteriacutesticas mecaacutenicas sobresalientes enresistencia y ductibilidad ademaacutes de ser muy homogeacutenea
AplicacionesSu principal campo de aplicacioacuten es soldadura de hierro fundido acero dulce cobre y sus aleaciones
La principal caracteriacutestica de estas soldaduras es la poca cantidad de gases que se genera en el craacuteter demetal fundido y su bajo punto de fusioacuten que permite una mejor y mayor fluidez del metal fundido
Como teacutecnica operatoria se recomienda precalentar el metal base hasta una temperatura cercana al puntode fusioacuten del metal de aporte luego fundir una gota de soldadura y aplicar calor adicional para obtener unafluidez adecuada en el depoacutesito
Recomendamos el uso del fundente INDURA 10 a fin de obtener depoacutesitos maacutes limpios y de mejorapariencia Las aleaciones de Bronce INDURA son envasadas en cajas de 10 kgs y fabricadas en lassiguientes medidas 24 mm (332)-32 mm (18)-40 mm (532)-48 mm (316)-64 mm (14)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4467
Curso Baacutesico De Soldadura Castillo-Guardado
44
SOLDADURA DE ESTANtildeO
Descripcioacuten
Estas soldaduras son aleaciones a base de estantildeo y se recomiendan para soldar uniones a prueba defiltracioacuten de agua o aire en que la resistencia mecaacutenica no es de importancia y que no estaraacuten expuestas aaltas temperaturas Son especialmente apropiadas para trabajos generales en fierro cobre zinc hojalatafierro galvanizado etc
Estas soldaduras pueden aplicarse por medio de cautiacuten soplete directo inmersioacuten vaciado o por hornoSe suministran en los siguientes tipos seguacuten forma y proporcioacuten de aleacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4567
Castillo-Guardado
Curso Baacutesico De Soldadura
45
El mayor porcentaje de estantildeo influye mejorando la resistencia mecaacutenica de la soldadura de tal forma quelos mejores resultados en este sentido se obtienen con el tipo ldquoArdquo y ldquoLArdquo El tipo ldquoArdquo se recomienda depreferencia para sellar envases de hojalata
Para obtener una buena soldadura es indispensable efectuar una buena limpieza de las piezas a soldarcon lija esmeril lima o escobilla de acero En caso de planchas oxidadas de fierro debe limpiarse con aacutecidomuriaacutetico durante 5 oacute 10 minutos Se recomienda ademaacutes el uso de Fundente INDURA 200 para evitar laoxidacioacuten de los metales a soldar facilitar la fluidez de la soldadura y obtener buenas uniones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
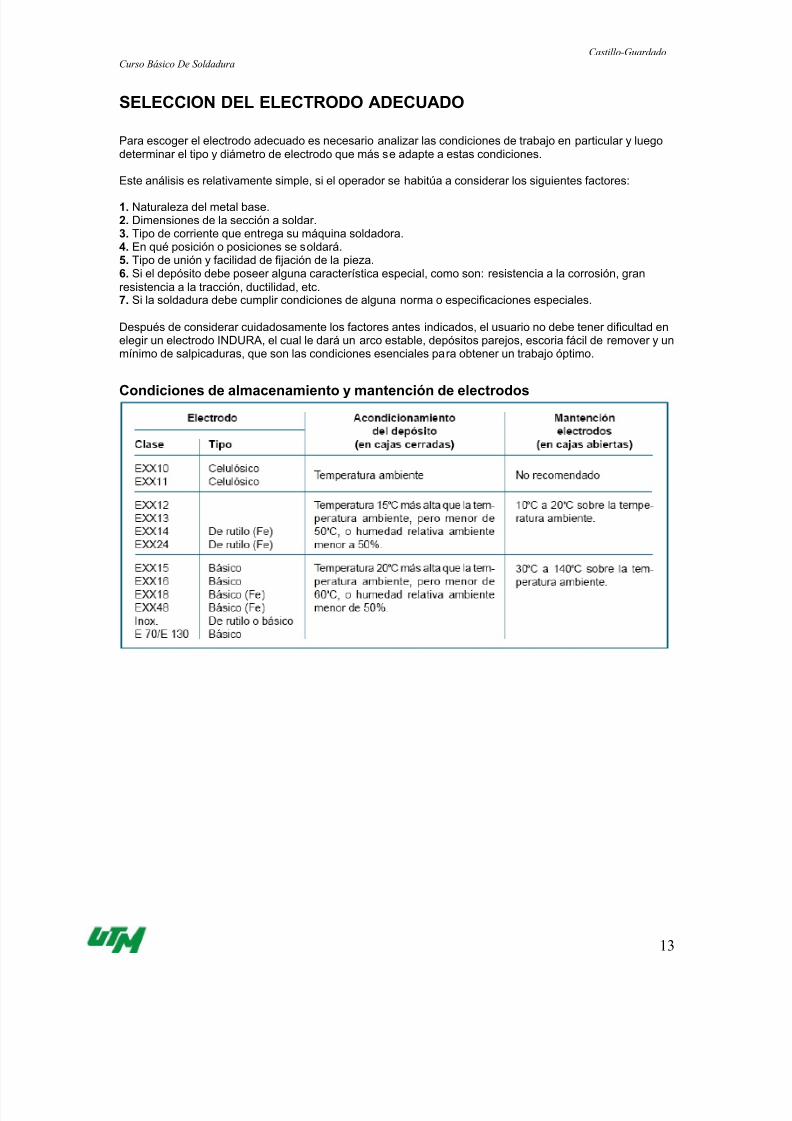
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1367
Castillo-Guardado
Curso Baacutesico De Soldadura
13
SELECCION DEL ELECTRODO ADECUADO
Para escoger el electrodo adecuado es necesario analizar las condiciones de trabajo en particular y luegodeterminar el tipo y diaacutemetro de electrodo que maacutes se adapte a estas condiciones
Este anaacutelisis es relativamente simple si el operador se habituacutea a considerar los siguientes factores
1 Naturaleza del metal base2 Dimensiones de la seccioacuten a soldar3 Tipo de corriente que entrega su maacutequina soldadora4 En queacute posicioacuten o posiciones se soldaraacute5 Tipo de unioacuten y facilidad de fijacioacuten de la pieza6 Si el depoacutesito debe poseer alguna caracteriacutestica especial como son resistencia a la corrosioacuten granresistencia a la traccioacuten ductilidad etc7 Si la soldadura debe cumplir condiciones de alguna norma o especificaciones especiales
Despueacutes de considerar cuidadosamente los factores antes indicados el usuario no debe tener dificultad enelegir un electrodo INDURA el cual le daraacute un arco estable depoacutesitos parejos escoria faacutecil de remover y unmiacutenimo de salpicaduras que son las condiciones esenciales para obtener un trabajo oacuteptimo
Condiciones de almacenamiento y mantencioacuten de electrodos
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1467
Curso Baacutesico De Soldadura Castillo-Guardado
14
PROBLEMAS Y DEFECTOS COMUNES EN LA SOLDADURA AL ARCO
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1567
Castillo-Guardado
Curso Baacutesico De Soldadura
15
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1667
Curso Baacutesico De Soldadura Castillo-Guardado
16
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1767
Castillo-Guardado
Curso Baacutesico De Soldadura
17
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1867
Curso Baacutesico De Soldadura Castillo-Guardado
18
SISTEMA ARCO MANUAL
Descripcioacuten del ProcesoEl sistema de soldadura Arco Manual se define como el proceso en que se unen dos metales mediante unafusioacuten localizada producida por un arco eleacutectrico entre un electrodo metaacutelico y el metal base que se desea
unirLa soldadura al arco se conoce desde fines del siglo pasado En esa eacutepoca se utilizaba una varilla metaacutelicadescubierta que serviacutea de metal de aportePronto se descubrioacute que el oxiacutegeno y el nitroacutegeno dela atmoacutesfera eran causantes de fragilidad y poros en elmetal soldado por lo que al nuacutecleo metaacutelico se le agregoacute un revestimiento que al quemarse se gasificabaactuando como atmoacutesfera protectora a la vez que contribuiacutea a mejorar notablemente otros aspectos delprocesoEl electrodo consiste en un nuacutecleo o varilla metaacutelica rodeado por una capa de revestimiento donde elnuacutecleo es transferido hacia el metal base a traveacutes de una zona eleacutectrica generada por la corriente desoldaduraEl revestimiento del electrodo que determina las caracteriacutesticas mecaacutenicas y quiacutemicas de la unioacuten estaacuteconstituido por un conjunto de componentes minerales y orgaacutenicos que cumplen las siguientes funciones
1 Producir gases protectores para evitar la contaminacioacuten atmosfeacuterica y gases ionizantes para dirigir ymantener el arco
2 Producir escoria para proteger el metal ya depositado hasta su solidificacioacuten3 Suministrar materiales desoxidantes elementos de aleacioacuten e hierro en polvo
Clasificacioacuten de Electrodos seguacuten Normas AWSLas especificaciones maacutes comunes para la clasificacioacuten de electrodos seguacuten la AWS son las siguientes1 Especificacioacuten para electrodos revestidos de acero al carbono designacioacuten AWS A51-91 2 Especificacioacuten para electrodos revestidos de aceros de baja aleacioacuten designacioacuten AWS A55-963 Especificacioacuten para electrodos revestidos de aceros al cromo y cromo-niquel resistentes a la corrosioacutendesignacioacuten AWS A54-924 Especificacioacuten para varillas de aporte en uso oxiacetileacutenico yo TIG designacioacuten AWS A52-925 Especificacioacuten para electrodos revestidos para soldaduras de Fe fundido designacioacuten AWS A515-906 Especificaciones para electrodos continuos y fundentes para Arco Sumergido designacioacuten AWSA517-977 Especificaciones para electrodos de aceros dulces para soldadura con electrodos continuos protegidospor gas (MIGMAG) designacioacuten AWS A518-93 En la especificacioacuten para aceros al carbono de electrodosrevestidos el sistema de clasificacioacuten estaacute basado en la resistencia a la traccioacuten del depoacutesito
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1967
Castillo-Guardado
Curso Baacutesico De Soldadura
19
La identificacioacuten de clasificacioacuten estaacute compuesta de la letra E y cuatro diacutegitos Esta letra significaldquoElectrodordquo
Los primeros dos diacutegitos indican la resistencia miacutenima a la traccioacuten del metal depositado en miles de libraspor pulgada cuadrada Es asiacute como E 60 XX indica un electrodo revestido cuyo depoacutesito posee comomiacutenimo 60000 lbs por pulgada cuadrada Esta es la resistencia miacutenima que debe cumplir el depoacutesitoAunque los dos uacuteltimos diacutegitos sentildealan las caracteriacutesticas del electrodo es necesario considerarlos
separadamente ya que el tercer diacutegito indica la posicioacuten para soldar del electrodoEXX1X - toda posicioacutenEXX2X - posicioacuten plana y horizontalEXX4X - toda posicioacuten vertical descendente
El uacuteltimo diacutegito indica el tipo de revestimiento del electrodo Sin embargo para una identificacioacuten completaes necesario leer los dos diacutegitos en conjunto
Para las posiciones vertical y sobre cabeza existe una limitacioacuten de diaacutemetro hasta 316 comuacutenmente y de5 32 para electrodos de BH
Los sistemas de clasificacioacuten para los electrodos revestidos de acero de baja aleacioacuten son similares a la delos aceros al carbono pero a continuacioacuten del cuarto diacutegito existe una letra y un diacutegito que indican lacomposicioacuten quiacutemica del metal depositado Asiacute la A significa un electrodo de acero al Carbono-Molibdenola B un electrodo al Cromo-Molibdeno la C un electrodo al Niacutequel y la letra D un electrodo al Manganeso-Molibdeno El diacutegito final indica la composicioacuten quiacutemica seguacuten esta clasificacioacuten
En las especificaciones para aceros inoxidables AWS A5492 la AISI clasificoacute estos aceros por nuacutemerosy estos mismos se usan para la designacioacuten de los electrodos Por lo tanto la clasificacioacuten para loselectrodos de acero inoxidables como 308 347 etc es su nuacutemero y luego dos diacutegitos maacutes que indican suscaracteriacutesticas de empleo (fuente de poder tipo de revestimiento etc) La letra L a continuacioacuten de los tres
primeros diacutegitos indica que el acero inoxidable es de bajo contenido en carbono
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2067
Curso Baacutesico De Soldadura Castillo-Guardado
20
ELECTRODOS PARA SOLDAR ACERO AL CARBONO
Procedimiento para soldar Acero al Carbono
Los mejores resultados se obtienen manteniendo un arco mediano con lo que se logra una fusioacutenadecuada permitiendo el escape de gases ademaacutes de controlar la forma y apariencia del cordoacuten
Para filetes planos y horizontales conviene mantener el electrodo en un aacutengulo de 45degrespecto a lasplanchas efectuar un pequentildeo avance y retroceso del electrodo en el sentido de avance Con ello se lograuna buena fusioacuten al avanzar se controla la socavacioacuten y la forma del cordoacuten al retroceder al craacuteter
Para filetes verticales ascendentes se mantiene el electrodo perpendicular a la plancha movieacutendolo en elsentido de avance El movimiento debe ser lo suficientemente raacutepido y la corriente adecuada para permitiralargar el arco y no depositar cuando se va hacia arriba para luego bajar al craacuteter y depositar el metalfundido controlando la socavacioacuten y ancho del cordoacuten
La soldadura sobre cabeza se ejecuta en forma similar a la horizontal pero la oscilacioacuten en el sentido deavance debe ser mayor para permitir que el metal depositado en el craacuteter se solidifique
Cuando se suelda vertical descendente el cordoacuten de raiacutez se hace con un avance continuo sin oscilar y lafuerza del arco se dirige de tal manera que sujete el bantildeo de fusioacuten Para los pases sucesivos se puedeusar una oscilacioacuten lateral
ELECTRODO 6013
Electrodo para acero al carbono
Con hierro en polvo
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Rojo
DescripcioacutenElectrodo con polvo de hierro en el revestimiento que permite una velocidad de depoacutesito mayor y unaaplicacioacuten mas faacutecil junto con propiedades mecaacutenicas sobresalientes La estabilidad del arco y el escudoprotector que da el revestimiento ayudan a dirigir el depoacutesito reduciendo la tendencia a socavar Estadisentildeado seguacuten los uacuteltimos adelantos teacutecnicos para lograr oacuteptimos resultados praacutecticos
UsosEste electrodo tiene un campo de aplicacioacuten muy amplio en especial cuando es necesario soldar en todaposicioacuten
Aplicaciones tiacutepicasbull Estanques bull Tuberiacuteas de presioacuten bull Estructuras bull Cantildeeriacuteas
bull Planchas corrientes y galvanizadasbull Barcos
Procedimiento para soldarPara obtener los mejores resultados se recomienda un arco de longitud mediana que permita controlarmejor la forma y aspecto del cordoacutenPara soldadura de filetes planos y horizontales se recomienda mantener el electrodo a 45ordm con cadaplancha oscilaacutendolo en el sentido del avance El movimiento adelante tiene por objeto obtener buenapenetracioacuten y el movimiento hacia atraacutes controla la socavacioacuten y la forma del cordoacutenEn la soldadura vertical se recomienda llevar el electrodo en un aacutengulo de casi 90ordm inclinaacutendolo ligeramenteen el sentido de avance Se debe llevar un movimiento de vaiveacuten alargando el arco para no depositar metal
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2167
Castillo-Guardado
Curso Baacutesico De Soldadura
21
en el movimiento hacia arriba y luego acortaacutendolo para depositar en el craacuteter y asiacute controlar lasdimensiones del deposito y la socavacioacuten
ELECTRODO DE PUNTA AZUL
Electrodo para acero al carbono
Corriente alterna
Revestimiento Blanco
Con hierro en polvo
Punto Azul
Toda posicioacuten
Corriente continuacutea Electrodo positivo
Descripcioacuten
El nuevo Punto Azul posee una formulacioacuten moderna capaz de brindar las maacutes altas exigencias de trabajoSu arco suave y estable lo hace de faacutecil aplicacioacuten en cualquier posicioacuten logrando oacuteptima calidad en launioacuten
Esta nueva foacutermula entrega ademaacutes las siguientes caracteriacutesticas1 Alta velocidad de soldadura2 Depoacutesitos lisos3 Bajo chisporroteo4 Bajo iacutendice de humos5 Faacutecil remocioacuten de escoria6 Excelente penetracioacuten
UsosEs un electrodo de uso general en aceros dulces especialmente cuando es necesario soldar chapas yperfiles delgados
Aplicaciones tiacutepicasbull Marcos de ventana bull Fabricacioacuten de rejasbull Estanques bull Planchas galvanizadas bull Estructuras bull Reparaciones generales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2267
Curso Baacutesico De Soldadura Castillo-Guardado
22
Procedimiento para soldarDebe seguirse el mismo procedimiento utilizado para soldar un electrodo E-6010 oacute E-6011
ELECTRODOS PARA ACEROS INOXIDABLES
iquest Queacute es un acero inoxidableLos aceros inoxidables son simplemente aleaciones compuestas por hierro (Fe) Carbono (C) y Cromo (Cr)El hierro es el elemento fundamental de todos los aceros inoxidables Sin embargo para hacer que el hierrosea inoxidable el contenido de cromo en solucioacuten debe ser por lo menos de un 115 Se adicionan otroselementos de aleacioacuten (Ni Mo V Ti Nb) con el fin de mejorar ciertas propiedades como son ductibilidadresistencia al impacto resistencia al creep resistencia a la corrosioacuten calor etc
Tipos de Aceros InoxidablesDesde el punto de vista metaluacutergico los aceros inoxidables estaacuten agrupados dentro de tres tipos baacutesicosde acuerdo a su microestructura Martensiacuteticos Ferriacuteticos y Austeniacuteticos
MartensiacuteticosEstos aceros contienen entre 115 a 18 de cromo como su principal elemento de aleacioacuten Algunosejemplos de este grupo son los aceros martensiacuteticos AISI 410 416 420431 501 y 502En la soldadura de los aceros martensiacuteticos (aceros autotemplables) se pueden producir tensiones y porconsiguiente grietas si no se adoptan las precauciones convenientesSiempre que sea posible debe emplearse como metal de aporte aleaciones austeniacuteticas (Ej AISI 309-310)
para absorber las tensiones en las zonas cercanas al cordoacuten y asiacute evitar grietasEs conveniente precalentar entre 300-350degC las piezas que van a ser soldadas Despueacutes de la soldadura yuna vez enfriadas las piezas se recomienda un revenido de 600 a 700degC La resistencia oacuteptima a lacorrosioacuten de estos aceros se obtiene efectuando tratamientos teacutermicos de temple y revenido a lastemperaturas requeridas sin embargo esta resistencia a la corrosioacuten no es tan buena como en los acerosausteniacuteticos o ferriacuteticos Su campo de accioacuten estaacute en piezas que estaacuten sometidas a corrosioacuten y que requieren de cierta resistenciamecaacutenica Se utilizan generalmente en aletas para turbinas rodetes de turbinas hidraacuteulicas fundicionesresistentes a la corrosioacuten cuchilleriacutea piezas de vaacutelvulas etc
Ferriacuteticos
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2367
Castillo-Guardado
Curso Baacutesico De Soldadura
23
Los aceros inoxidables ferriacuteticos contienen entre 17 y 27 de cromo Ejemplos de eacutestos son los acerosAISI 405 430 442 446Estos aceros no son endurecibles por tratamiento teacutermico sino soacutelo moderadamente mediante trabajo enfriacuteo Son magneacuteticos al igual que los martensiacuteticos Pueden trabajarse en friacuteo o en caliente pero alcanzansu maacutexima ductilidad y resistencia a la corrosioacuten en la condicioacuten de recocido
En los aceros ferriacuteticos con un contenido de alto cromo puede aparecer fase sigma (dura y fraacutegil) cuando
se les mantiene durante mucho tiempo a temperaturas cercanas a 470degC Por otro lado los aceros ferriacuteticosson muy propensos al crecimiento del grano (850degC - 900degC) inconveniente para la soldadura Si las piezasa soldar son de dimensiones considerables se recomienda postcalentar las piezas entre 700degC a 850degCseguido de un enfriamiento raacutepidoComo los aceros ferriacuteticos se pueden deformar faacutecilmente en friacuteo se utilizan mucho para estampadosprofundos de piezas como recipientes para industrias quiacutemicas y alimenticias y para adornosarquitectoacutenicos o automotrices
AusteniacuteticosEstos son los aceros inoxidables al cromo-niacutequel (tipo 3XX) y al cromo-niacutequel-manganeso (tipo 2XX) Sonesencialmente no magneacuteticos en la condicioacuten de recocido y no endurecen por tratamiento teacutermico Elcontenido total de niacutequel y cromo es de por lo menos 23 Se pueden trabajar faacutecilmente en caliente o enfriacuteo El trabajo en friacuteo les desarrolla una amplia variedad de propiedades mecaacutenicas y en esta condicioacuten elacero puede llegar a ser ligeramente magneacutetico Son muy resistentes al impacto y difiacuteciles de maquinarEstos aceros tienen la mejor resistencia a altas temperaturas y resistencia a la formacioacuten de escamas de
los aceros inoxidables Su resistencia a la corrosioacuten suele ser mejor que las de los aceros martensiacuteticos oferriacuteticosEl mayor inconveniente que presenta la soldadura de los aceros austeniacuteticos es la precipitacioacuten de carburosque pueden producirse en las zonas cercanas al cordoacuten de soldadura quedando sensibilizados a lacorrosioacuten intergranular Para evitar esta precipitacioacuten se deben soldar las piezas sin precalentamiento y conel menor aporte de calor posible Otra posibilidad es emplear aceros austeniacuteticos con porcentaje decarbono menor a 003 o aceros austeniacuteticos estabilizados con titanio niobio o taacutentalo
Electrodo para hacero Inoxidable
Electrodo de acero inoxidable austen tico
Corriente continuacutea Electrodo positivo
Toda posicioacuten
Corriente alternaRevestimiento Blanco
DescripcioacutenEl electrodo 19-9 posee un revestimiento rutiacutelico lo que lo hace apto para soldar con CA o CC electrodopositivo Este electrodo se caracteriza por un arco estable de transferencia spray cuyo depoacutesito es deexcelente forma y apariencia La escoria se desprende faacutecilmente ademaacutes de tener muy buenareanudacioacuten de arco por lo que se aconseja usarlo en soldaduras intermitentes El depoacutesito es de aceroinoxidable austeniacutetico
UsosEl electrodo 19-9 estaacute formulado para soldar el grupo 18-8 de aceros inoxidables por ejemplo 301 302302B 303 304 305 y 308 que se caracterizan por su gran resistencia a la corrosioacuten
Este electrodo es ademaacutes muy usado para soldar acero manganeso y para rellenar estos u otros aceros
especiales resistentes al desgaste antes de aplicar las capas de recubrimiento duro
El metal depositado es austeniacutetico y no magneacuteticoAplicaciones tiacutepicasbull Intercambiadores de calor bull Industrias conserveras bull Equipos Quiacutemicos bull Industria Lechera
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2467
Curso Baacutesico De Soldadura Castillo-Guardado
24
ELECTRODOS BASE NIQUEL
Electrodo base Niacutequel con Cromo Molibdeno y Columbio
Alta resistencia a la traccioacuten y tenacidad a bajas y altas temperaturas (1100iexcl
C)
Excelente resistencia a la corrosioacuten en muchos medios agresivos
Posicioacuten plana y horizontal CA CC (+)
DescripcioacutenEl electrodo Nicromo 3 se caracteriza por producir un arco suave y estable de transferencia spray Eldepoacutesito formado es de exelente apariencia y de faacutecil desprendimiento de la escoriaEl depoacutesito del electrodo Nicromo 3 se caracteriza por su favorable resistencia a elevadas temperaturas
(1100degC) durante tiempos prolongados ademaacutes de su buena resistencia a la corrosioacuten bajo tensiones yfisuracioacuten en caliente
UsosEste electrodo es apto para unir aleaciones tipo Inconel 625 e Incoloy 825 Recomendado para unioacuten dealeaciones altas en cromo-niacutequel entre si o con aceros inoxidables Se recomienda ademaacutes para revestiraceros al carbono y de baja aleacioacuten Debido a su alto liacutemite elaacutestico se puede utilizar para unir aceros alniacutequel (5 y 9 de Ni)
Aplicaciones tiacutepicasbull Estanques para transpor tes criogeacutenicosbull Estanques de almacenamiento de aceros al Ni (5-9 Ni)bull Asiento de vaacutelvulas bull Reparacioacuten de maquinaria
bull Estanques para productos corrosivos bull Aleaciones 904 y 904L Inconel 625 e Incoloy 825
Procedimiento de soldaduraEs indispensable limpiar cuidadosamente las partes a soldar para lograr uniones libres de poros y grietasUsar arco corto con una ligera inclinacioacuten Para lograr un bajo aporte de calor es recomendable depositarcordones rectos y angostos con poca o ninguna oscilacioacuten El precalentamiento depende del metal basecualquier post-calentamiento puede efectuarse sin peligro de perjudicar las caracteriacutesticas del depoacutesito
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2567
Castillo-Guardado
Curso Baacutesico De Soldadura
25
ELECTRODOS PARA COBRE ndashBRONCE
Procedimiento para soldar con Electrodos Cobre ndashBronce
La teacutecnica de operacioacuten de estos electrodos es totalmente distinta a la empleada en la soldadura del aceroal carbono debido principalmente a la gran diferencia de conductividad teacutermica coeficiente de expansioacutenmenor punto de fusioacuten y mayor fluidez a la temperatura de la zona de fusioacuten Al soldar cobre y susaleaciones deberaacute considerarse los siguientes factores1 Dejar una separacioacuten mayor en la raiacutez de las uniones2 Emplear aacutengulos de bisel mayores que los usuales3 El punteo de las uniones debe tener un paso menor4 Usar temperaturas de precalentamiento5 Emplear los rangos de corriente maacutes altos para cada diaacutemetro de electrodo
Es frecuente el empleo de respaldos de cobre o de grafito con el objeto de prevenir la sobre fusioacuten en laraiacutez de las uniones especialmente al soldar espesores delgados Como regla general al soldar cobre y susaleaciones se recomienda el empleo de temperaturas de precalentamiento del orden de 200degC ytemperaturas entre pasadas de 200degC a 370degC para latones y de 400degC a 550degC para cobreEl martillado de los depoacutesitos de soldadura no es absolutamente indispensable pero se emplea parareducir las tensiones y distorsiones en las uniones soldadas a la vez de mejorar las propiedadesmecaacutenicas debido al afinamiento de los granos del depoacutesito
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacuten
con CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2667
Curso Baacutesico De Soldadura Castillo-Guardado
26
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas debronce fosfoacutericoAplicaciones tiacutepicas
bull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tablaPara el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas Enlas soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Para
soldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
Electrodo Para Cobre
Electrodo de bronce fosforico
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Negro
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacutencon CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas de
bronce fosfoacutericoAplicaciones tiacutepicasbull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tabla
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2767
Castillo-Guardado
Curso Baacutesico De Soldadura
27
Para el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas En
las soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Parasoldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
ELECTRODOS PARA BISELAR Y CORTAR
Estos electrodos tienen gran importancia en las industrias que requieren efectuar trabajos de corte ybiselado ya que han sido especialmente disentildeados y fabricados para cumplir eficientemente estos trabajos
Procedimiento para Biselar y CortarPara biselar use un portaelectrodo convencional dirigiendo el electrodo en un aacutengulo aproximado de 30degcon respecto al plano del metal base Use un movimiento de retroceso para evitar profundizar demasiadoUna mayor velocidad de avance daraacute un biselado menos profundo Esmerile la zona antes de soldarPara cortar dirija el electrodo en direccioacuten al recorrido en un aacutengulo de 90degcon respecto al plano del metalbase Use un movimiento vertical ascendente y descendente para producir el desprendimiento del materialfundido
Electrodo para cortar y perforar
Corriente alterna
Toda posiciOn
Corriente continua Electrodo negativo
Revestimiento Gris oscuro
DescripcioacutenEl electrodo Speed Cut estaacute disentildeado para cortar y perforar todos los metales con CA o CC electrodonegativo Es un electrodo de alta velocidad y su revestimiento especial de tipo refractario evita que seprecaliente el nuacutecleo y concentra la fuerza del arco para lograr cortes parejos y limpios
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2867
Curso Baacutesico De Soldadura Castillo-Guardado
28
UsosEste electrodo ha sido especialmente disentildeado para producir cortes de alta velocidad en todas lasposiciones Es recomendable su uso en todos los metales especialmente para aquellos que representandificultad para ser cortados o perforados al ser tratados con equipos oxigas como por ejemplo fierrofundido aceros inoxidables aleaciones de niacutequel bronce cobrealuminio etcAplicaciones tiacutepicas
bull Cortes de alta velocidad en todas posiciones bull Desarme de estructuras metaacutelicas bull Remocioacuten de defectos en soldadura bull Perforacioacuten de remaches
ELECTRODOS PARA SOLDAR HIERRO FUNDIDO
Procedimiento para soldar Hierro Fundido
Las reparaciones en fundicioacuten de hierro gris o hierro maleable son los trabajos maacutes comuacutenmenteencontrados en la praacutectica diaria y son considerados como los trabajos de soldadura maacutes difiacutecilesCuando se suelda hierro fundido con electrodos comunes de acero se forma una capa dura y fraacutegiladyacente a la soldadura
Esta capa consiste en hierro fundido endurecido superficialmente como resultado del raacutepido enfriamientodesde una alta temperatura Si el metal de aporte es acero eacuteste absorberaacute considerable cantidad decarboacuten del hierro fundido convirtieacutendose en un acero de alto carbono El resultado seraacute que el depoacutesito desoldadura se endureceraacute siendo imposible su mecanizadoAdemaacutes cuando se usan electrodos con nuacutecleo de acero la diferencia de contracciones entre elmetal fundido depositado y la fundicioacuten generalmente es causa de problemas serios La resistencia delmetal de aporte es mucho mayor que la del hierro fundido y al producirse la contraccioacuten del acero puededesprenderse de la fundicioacuten Debido a estas condiciones es que los electrodos especiales son necesariospara este tipo de soldadura
La soldadura del hierro fundido es relativamente faacutecil pero sus caracteriacutesticas quiacutemicas y metaluacutergicas sontales que deben ser consideradas cuidadosamente para asegurar los mejores resultados
Algunas de sus caracteriacutestica son1 Si se calienta a una temperatura alta y luego se enfriacutea raacutepidamente el resultado seraacute una fundicioacutenblanca muy dura y difiacutecilmente trabajable mecaacutenicamente2 Si se calienta a una temperatura alta y luego se enfriacutea lentamente el resultado seraacute un hierro fundidogris que es blando y faacutecilmente trabajable3 El hierro fundido es fraacutegil y no se puede doblar o estirar como el acero y consecuentemente si se produceun sobrecalentamiento durante la soldadura las contracciones durante el enfriamiento pueden causargrietas en la soldadura misma o en las zonas teacutermicamente afectadas entre eacutesta y el metal base
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2967
Castillo-Guardado
Curso Baacutesico De Soldadura
29
Las consideraciones anteriores son principalmente las que han establecido un procedimiento fundamentalpara la soldadura del hierro fundido independiente del tipo de electrodo utilizado maquinable o nomaquinable que puede establecerse en los siguientes puntos
1 Utilizar electrodos de poco diaacutemetro y corriente lo maacutes baja posible pero suficiente para producir unabuena fusioacuten2 Hacer soldaduras cortas de no maacutes de dos o tres pulgadas de longitud3 Es aconsejable el depoacutesito de cordones delgados en lugar de cordones anchos y oscilados
InstruccionesPara obtener los mejores resultados es esencial que la unioacuten haya sido adecuadamente preparada Debenremoverse o limpiarse todas las materias extrantildeas tales como oacutexido grasa y aceites Especialmente laspartes que se han impregnado de aceite agua u otros agentes pueden requerir un precalentamiento a unatemperatura suficientemente alta (300-370degC) para evaporar los contaminantes antes de la soldadura
Las uniones deben ser preparadas y biseladas por medios mecaacutenicos como esmeriles discos o limas ydebe evitarse hacer los biselados o preparaciones con arco eleacutectrico ya que este procedimiento tenderiacutea aproducir hierro fundido blanco duro y quebradizo en las zonas inmediatamente vecinas a las soldaduras
El biselado se recomienda auacuten para secciones delgadas mantenieacutendolo siempre al miacutenimo praacutectico paraevitar los esfuerzos residuales provenientes de la contraccioacuten
Como regla general el aacutengulo total de bisel debe ser de aproximadamente 90degpara secciones de635 mm de espesor o menos y de 60 a 90degpara secciones maacutes pesadas o de mayor espesor
Es aconsejable tambieacuten para disminuir los esfuerzos teacutermicos usar electrodos de diaacutemetro pequentildeo yutilizar siempre amperajes bajos Ademaacutes el precalentamiento es necesario para fundiciones pesadas y lasoldadura debe depositarse en cordones cortos lineales de dos a tres pulgadas de longitud Cuando seaposible debe procurarse depositar la soldadura en dos a tres capas ya que los pases subsiguientes tienenun efecto beneacutefico de normalizado sobre los primeros En las soldaduras de hierro fundido es muyimportante evitar el calor localizado causante en la mayoriacutea de los casos de grietas en el metal base y en lasoldadura Esto se logra haciendo soldaduras intermitentes permitiendo que el calor se distribuya dentrode la fundicioacuten antes de depositar el proacuteximo cordoacuten
Electrodo Para soldar Hierro Fundido
Electrodo para hierro fundido
Corriente alterna
Toda posicion
Revestimiento Canela
Corriente continua Electrodo positivo
DescripcioacutenEl electrodo 77 tiene nuacutecleo de acero dulce con un revestimiento que actuacutea como fundente controlando lascaracteriacutesticas del arco Tiene un punto de fusioacuten lo suficientemente bajo para permitir usar corrientesbajas caracteriacutestica importante en la soldadura de hierro fundido lo que reduce el endurecimiento en lazona de fusioacuten
UsosEste electrodo se recomienda para reparaciones en hierro fundido en que los depoacutesitos no requieranmaquinado posterior
Aplicaciones tiacutepicasbull Cabezales de motores bull Piezas de maacutequinas bull Cajas de descanso bull Blocks de motores
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3067
Curso Baacutesico De Soldadura Castillo-Guardado
30
Procedimiento para soldarSe recomienda usar preferentemente CC electrodo positivo Las piezas a soldar deben estar limpias Serecomienda biselar las piezas en forma de ldquoVrdquo y taladrar los extremos de las grietas a reparar Para tener mayor seguridad de la calidad del trabajo se debe evitar soldar en forma contiacutenua se recomiendaefectuar cordones de 5 a 8 cms intermitentemente Debe mantenerse el trabajo friacuteo No se recomiendamartillar el cordoacuten pueden producirse fisuras
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3167
Castillo-Guardado
Curso Baacutesico De Soldadura
31
Descifrando los siacutembolos de la soldadura
Cuando las soldaduras son especificadas en planos y dibujos isomeacutetricos de ingenieriacutea de fabricacioacuten unconjunto de siacutembolos es usado para identificar el tipo de soldadura las dimensiones y otras informacionesreferente al proceso y el acabado
ANSIAWS A24 Siacutembolos para soldadura y pruebas no destructivasReconociendo la estructura del simbolo
La liacutenea horizontal se conoce como liacutenea de referencia y es la plataforma principal donde todos losdemaacutes siacutembolos de soldadura son agregados las instrucciones para la ejecucioacuten de la soldadura vanalineadas a la liacutenea de referencia y una flecha conecta la liacutenea de referencia con la junta a ser soldada Enel ejemplo de arriba la flecha se despliega a la derecha de la liacutenea de referencia y apuntando hacia abajo ya la derecha pero existen muchas otras combinaciones
Algunas veces la flecha apunta los dos lados de la junta por consiguiente existiriacutean dos ladospotencialmente apropiados para ejecutar la soldadura por ejemplo en una junta T cuando dos laminasson unidas la soldadura puede ser hecha en cualquiera de los lados de la T
El siacutembolo hace la distincioacuten entre los dos lados de la junta usando la flecha y los espacios debajo yencima de la liacutenea de referencia los lados (curiosamente) son conocidos como El lado de la flecha y Elotro lado y la soldadura se ejecuta de acuerdo a las instrucciones dadas en la parte de arriba de la liacutenea dereferencia y la orientacioacuten de la flecha no interfiere con estas instrucciones
La bandera que sale de la liacutenea de referencia esta presente si la soldadura se efectuara en campo odurante el armado de la estructura un siacutembolo de soldadura sin la bandera indica que la soldadura seefectuaraacute en el taller pero en algunos planos y dibujos antiguos puede ser encontrado un circulo negro en launioacuten entre la liacutenea de referencia y la flecha
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3267
Curso Baacutesico De Soldadura Castillo-Guardado
32
Un circulo vaciacuteo entre la liacutenea de referencia y la flecha es una indicacioacuten de que la soldadura debe serejecutada alrededor o en toda la circunferencia de la unioacuten como en este ejemplo
La cola del siacutembolo de soldadura es el sitio donde se coloca la informacioacuten suplementariaconcerniente a la soldadura a ejecutar y puede contener referencias del proceso requerido electrodo undetalle de dibujo y cualquier informacioacuten que ayude a la ejecucioacuten de la soldadura que no tenga un lugarespecial en el siacutembolo plano o la isometriacutea
Cada tipo de soldadura tiene su siacutembolo baacutesico el cual tiacutepicamente se situacutea al rededor del centro dela liacutenea de referencia (dependiendo de cual sea el lado de la junta) y este siacutembolo es usualmente un dibujoque representa la seccioacuten transversal de la junta misma y estas estaacuten divididas en tres grupos
Simbolos para las Soldaduras de Filete
La soldadura fundida es depositada en la esquina formada por la caracteriacutestica de la unioacuten de dosmiembros penetrando y fundieacutendose con el metal base para formar la junta
La cara perpendicular del triangulo siempre es dibujada en la parte izquierda del siacutembolo si las doscaras de la soldadura son de la misma dimensioacuten entonces solo una medida es dada
Las soldaduras de filete son usadas para hacer juntas de enfrentamiento perpendicular comoesquinas y las juntas T y como su propio siacutembolo lo sugiere estas soldaduras son baacutesicamentetriangulares vistas desde su seccioacuten aunque su forma no es siempre un triangulo perfecto o isoacutesceles
Si la soldadura tuviera caras desiguales (menos comuacuten) entonces ambas dimensiones son dadas yuna nota especial que indica en el dibujo cual cara es mas larga
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3367
Castillo-Guardado
Curso Baacutesico De Soldadura
33
El largo de la soldadura es dado a la derecha del simbolo
La soldadura se debe situar entre las liacuteneas dimensioacutenales especificadas (si son dadas) o entre lospuntos donde un cambio de direccioacuten abrupto de la soldadura ocurra como al final de las planchas olaminas
En el caso de soldaduras intermitentes o interrumpidas el largo de cada porcioacuten de la soldadura y losespacios que las separan son indicado en el siacutembolo siendo separados con un guioacuten ( - ) y el largo de laporcioacuten de soldadura va seguido de la dimensioacuten centro-centro del espacio estos siempre se colocan a la
derecha del siacutembolo del filete (triangulo)
Note que la dimensioacuten del espacio no indica el espacio limpio entre las soldaduras la indicacioacuten escentro-centro
Siacutembolos para las Soldaduras de Canal
Las soldaduras de Canal son usadas comuacutenmente para hacer juntas de bordes con bordes aunquetambieacuten son usadas frecuentemente en esquinas juntas T juntas curvas y piezas planas Como losugiere la variedad de siacutembolos para estas soldaduras hay muchas maneras de hacer soldaduras deCanal y la diferencia principal dependeraacute de la geometriacutea de las partes que seraacuten unidas y la preparacioacutende sus bordes El metal soldado es depositado entre el canal penetrando y fundieacutendose con el metal base para formar la junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipo de
soldaduras la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3467
Curso Baacutesico De Soldadura Castillo-Guardado
34
La soldadura de canal cuadrado en la cual el canal es creado por una separacioacuten especifica o ningunaseparacioacuten incluyendo hasta cierta presioacuten de oposicioacuten la distancia de la separacioacuten (si existe) es dadaen el siacutembolo
Las soldaduras de canal V en la que los bordes son biselados a veces por un lado o por los doslados para crea el canal el aacutengulo del bisel es dado en el siacutembolo asiacute como la luz de separacioacuten oseparacioacuten de la raiacutez (si existiera)
Si la profundidad de la V no fuera igual al espesor o a la mitad (en el caso de doble V) del espesorde la lamina o plancha a soldar entonces la profundidad es dada a la izquierda del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3567
Castillo-Guardado
Curso Baacutesico De Soldadura
35
Si la penetracioacuten de la soldadura fuera mayor que la profundidad del canal la profundidad de la gargantaefectiva es dada entre pareacutentesis despueacutes de la profundidad de la V
En el bisel del canal de soldadura en el cual el borde de una de las laminas es biselado y la otra escuadrada el siacutembolo de la liacutenea perpendicular siempre es dibujada en el lado izquierdo sea cual sea laorientacioacuten de la soldadura la flecha apunta la cara de la pieza que debe ser biselada y en este caso laflecha es cortada y doblada en aacutengulo para hacer eacutenfasis en su importancia (este corte de aacutengulo no esnecesario si el proyectista no tiene preferencias en cual lado debe ser biselado o si el dibujo es interpretadopor un soldador calificado que reconoce la diferencia de cual lado debe ser tratado) las
condiciones de aacutengulo preparacioacuten del borde garganta efectiva y la luz de separacioacuten de la
separacioacuten de raiacutez son descritas en las soldaduras de canal V en esta misma pagina
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3667
Curso Baacutesico De Soldadura Castillo-Guardado
36
En la soldadura de canal U en la cual ambos bordes son tratados para crear un canal coacutencavo laprofundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de la separacioacuten sondescritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de canal J en la cual en uno de las laminas tiene un biselado coacutencavo y la otra esdejada cuadrada como con el bisel de la media V la liacutenea perpendicular siempre apareceraacute dibujada a laizquierda y la flecha (con un doblez si fuera necesario) apuntando la pieza que recibiraacute el tratamiento debisel coacutencavo la profundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de
separacioacuten son descritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de V curva comuacutenmente usada para unir dos partes curvas o dos partes tubularesla profundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3767
Castillo-Guardado
Curso Baacutesico De Soldadura
37
En la soldadura de canal con bisel curvo comuacutenmente usada para unir una pieza curva o tubular auna pieza plana como con la V curva (anterior) formada por dos superficies curvas o tubulares laprofundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis La liacutenea perpendicular es dibujada siempre al lado izquierdo del siacutembolosea cual sea la orientacioacuten de la soldadura
Otros siacutembolos suplementarios son usados con la soldadura de canal como Penetracioacuten saliente y Barra o elemento de respaldo ambos siacutembolos son indicacioacuten de que la penetracioacuten de la junta se efectuacuteadesde un solo lado de la junta
El alto del refuerzo (si fuera critico) es indicado a la izquierda del siacutembolo de penetraron saliente elcual esta situado
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3867
Curso Baacutesico De Soldadura Castillo-Guardado
38
Cuando una barra o elemento de respaldo es usado para lograr la penetracioacuten necesaria de la junta su siacutembolo es situado encima de la liacutenea de referencia sobre el siacutembolo de la soldadura si la barra esprovisional y seraacute removida al final de la soldadura entonces la letra R es situada dentro del siacutembolo de labarra de respaldo esta barra tiene el mismo siacutembolo que la soldadura de conexion y ovalos pero sucontexto debe hacer siempre la clara intencioacuten del siacutembolo
Simbolos para la Soldadura de conexion y ovalos
Soldadura de conexioacuten y de oacutevalos es usada para unir laminas sobrepuestas una de las cuales tienenperforaciones (redondos para conexiones y ovalados o alargados para Oacutevalos) Metal soldado esdepositado en estas perforaciones penetrando y fundieacutendose con el metal base de las dos partes formandola junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipode soldadura la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3967
Castillo-Guardado
Curso Baacutesico De Soldadura
39
En la soldadura de conexioacuten el diaacutemetro de cada conector es dado a la izquierda del siacutembolo y el espacioentre los conectores es dado a la derecha en la soldadura de oacutevalos el ancho de cada ovalo es dado a laizquierda del siacutembolo el largo y la distancia entre espacios (separados por un guioacuten-) son dados a laderecha del siacutembolo y la referencia del detalle en la cola
El numero de conectores u oacutevalos es dado entre pareacutentesis por encima o por debajo del siacutembolo de lasoldadura la indicacioacuten del lado de la flecha y el otro lado indican cual pieza tiene la(s) perforacione(s)
Si no esta en las especificaciones el llenado total de esta perforacioacuten entonces la profundidad es dadadentro del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4067
Curso Baacutesico De Soldadura Castillo-Guardado
40
SISTEMA OXIGAS
Descripcioacuten del ProcesoEl proceso de soldadura oxigas mostrado en la figura consiste en una llama dirigida por un sopleteobtenida por medio de la combustioacuten de los gases oxiacutegeno-acetileno El intenso calor de la llama funde la
superficie del metal base para formar una poza fundidaCon este proceso se puede soldar con o sin material de aporte El metal de aporte es agregado para cubrirbiseles y orificios
A medida que la llama se mueve a lo largo de la unioacuten el metal base y el metal de aporte se solidifican paraproducir el cordoacuten
Al soldar cualquier metal se debe escoger el metal de aporte adecuado que normalmente posee elementosdesoxidantes para producir soldaduras de buena calidad
En algunos casos se requiere el uso de fundente para soldar ciertos tipos de metales
Ventajas y Aplicaciones del ProcesoEl proceso oxigas posee las siguientes ventajas el equipo es portaacutetil econoacutemico y puede ser utilizado entoda posicioacuten
El proceso oxigas es normalmente usado para soldar metales de hasta 14 de espesor Se puede utilizartambieacuten para soldar metales de mayor espesor pero ello no es recomendable
Su mayor aplicacioacuten en la industria se encuentra en el campo de mantencioacuten reparacioacuten soldadura decantildeeriacuteas de diaacutemetro pequentildeo y manufacturas livianas Tambieacuten puede ser usado como fuente de energiacuteacaloacuterica para calentar doblar forjar endurecer etc
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4167
Castillo-Guardado
Curso Baacutesico De Soldadura
41
Equipo para Soldadura y Corte OxigasEs el conjunto de elementos que agrupados permiten el paso de gases (Oxigeno-Acetileno) hasta unsoplete en cuyo interior se produce la mezcla La misma en contacto con una chispa produce unacombustioacuten base del sistema oxiacetileacutenico
Procedimiento Baacutesico de Soldadura
Ajuste de llamaEn soldadura oxiacetileacutenica se utiliza una llama neutra (3160degC) o sea se suministra suficiente oxiacutegenopara realizar la combustioacuten de todo el acetileno presenteAunque esta situacioacuten corresponde a una relacioacuten teoacuterica oxiacutegenoacetileno de 251 en la praacutectica parte dela combustioacuten se realiza con oxiacutegeno del aire de modo que
Se consume iguales cantidades de oxiacutegeno y acetileno (relacioacuten 11)Se produce un efecto de auto-proteccioacuten que minimiza la oxidacioacuten del metal base
La llama carburante con exceso de acetileno se reconoce por una zona intermedia reductora que apareceentre el dardo y el penacho se utiliza soacutelo en casos especiales
La llama oxidante con exceso de oxiacutegeno se reconoce por su dardo y penacho maacutes cortos y su sonido maacutesagudo
Seleccioacuten de la BoquillaEn la seleccioacuten de la boquilla influyen los siguientes factores1 Tipo de material a soldar
2 Espesor del material3 Tipo de unioacuten (Tope filete biselada etc)4 Posicioacuten en que se soldaraacute5 Habilidad del operador
Como norma de seguridad siempre debe utilizarse la
Boquilla a la presioacuten recomendada por el fabricante
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4267
Curso Baacutesico De Soldadura Castillo-Guardado
42
Varillas para Soldadura OxigasINDURA dispone de todos los tipos de varillas para este tipo de soldadura Bronce Niacutequel-Plata acerodulce hierro fundido y aluminio en los siguientes diaacutemetros
16 mm (116) - 24 mm (332) - 32 mm (18) - 40 mm (532) - 48 mm (316) y 64 mm (14)
El tamantildeo de varilla adecuada debe ser determinado por
bull el tipo de unioacuten de soldadura bull el espesor del material bull la cantidad de aporte requerido
VARILLAS DE APORTE PARA SOLDADURA OXIGAS
Procedimiento para soldar con varillas de soldadura oxigas (Bronce)
Deben limpiarse muy bien las piezas aplicaacutendoles la llama sobre la superficie hasta que alcance un colorrojo cereza Ambas piezas deben estar a la misma temperatura porque en caso contrario la varilla fluiraacutehacia la pieza maacutes caliente (fenoacutemeno de capilaridad) Caliente la varilla con la llama e introduacutezcala luegoen el depoacutesito de fundente
Note que el calor hace que el fundente se adhiera a la varilla (Si se utiliza una varilla ya revestida confundente este paso debe eliminarse) Una vez que la varilla estaacute impregnada con fundente y las piezas hanalcanzado la temperatura adecuada acerque la varilla hacia la unioacuten y coloque la llama encimaundieacutendola La varilla entonces se funde y fluye hacia el aacuterea calentada uniendo fuertemente las piezas
Debe utilizarse bastante fundente Si la cantidad de fundente es insuficiente la varilla no uniraacute los metales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4367
Castillo-Guardado
Curso Baacutesico De Soldadura
43
VARILLA DE APORTE DE BRONCE
DescripcioacutenLa soldadura de Bronce permite obtener depoacutesitos concaracteriacutesticas mecaacutenicas sobresalientes enresistencia y ductibilidad ademaacutes de ser muy homogeacutenea
AplicacionesSu principal campo de aplicacioacuten es soldadura de hierro fundido acero dulce cobre y sus aleaciones
La principal caracteriacutestica de estas soldaduras es la poca cantidad de gases que se genera en el craacuteter demetal fundido y su bajo punto de fusioacuten que permite una mejor y mayor fluidez del metal fundido
Como teacutecnica operatoria se recomienda precalentar el metal base hasta una temperatura cercana al puntode fusioacuten del metal de aporte luego fundir una gota de soldadura y aplicar calor adicional para obtener unafluidez adecuada en el depoacutesito
Recomendamos el uso del fundente INDURA 10 a fin de obtener depoacutesitos maacutes limpios y de mejorapariencia Las aleaciones de Bronce INDURA son envasadas en cajas de 10 kgs y fabricadas en lassiguientes medidas 24 mm (332)-32 mm (18)-40 mm (532)-48 mm (316)-64 mm (14)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4467
Curso Baacutesico De Soldadura Castillo-Guardado
44
SOLDADURA DE ESTANtildeO
Descripcioacuten
Estas soldaduras son aleaciones a base de estantildeo y se recomiendan para soldar uniones a prueba defiltracioacuten de agua o aire en que la resistencia mecaacutenica no es de importancia y que no estaraacuten expuestas aaltas temperaturas Son especialmente apropiadas para trabajos generales en fierro cobre zinc hojalatafierro galvanizado etc
Estas soldaduras pueden aplicarse por medio de cautiacuten soplete directo inmersioacuten vaciado o por hornoSe suministran en los siguientes tipos seguacuten forma y proporcioacuten de aleacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4567
Castillo-Guardado
Curso Baacutesico De Soldadura
45
El mayor porcentaje de estantildeo influye mejorando la resistencia mecaacutenica de la soldadura de tal forma quelos mejores resultados en este sentido se obtienen con el tipo ldquoArdquo y ldquoLArdquo El tipo ldquoArdquo se recomienda depreferencia para sellar envases de hojalata
Para obtener una buena soldadura es indispensable efectuar una buena limpieza de las piezas a soldarcon lija esmeril lima o escobilla de acero En caso de planchas oxidadas de fierro debe limpiarse con aacutecidomuriaacutetico durante 5 oacute 10 minutos Se recomienda ademaacutes el uso de Fundente INDURA 200 para evitar laoxidacioacuten de los metales a soldar facilitar la fluidez de la soldadura y obtener buenas uniones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
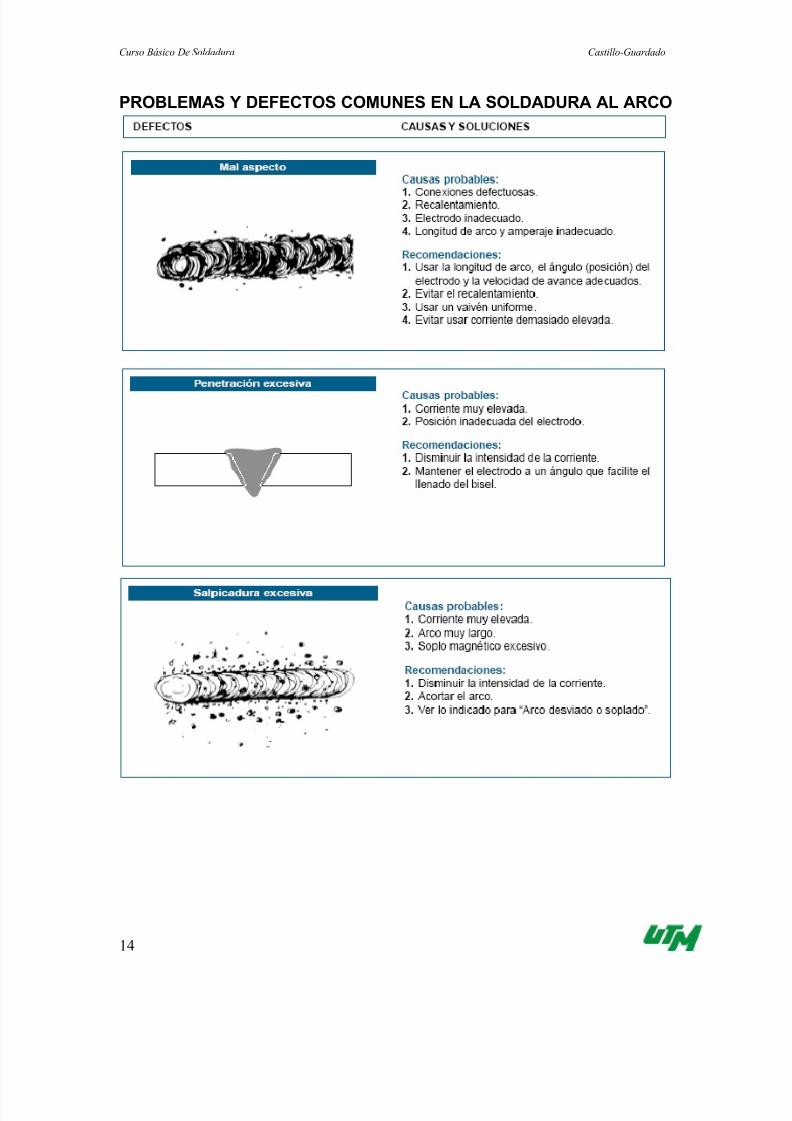
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1467
Curso Baacutesico De Soldadura Castillo-Guardado
14
PROBLEMAS Y DEFECTOS COMUNES EN LA SOLDADURA AL ARCO
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1567
Castillo-Guardado
Curso Baacutesico De Soldadura
15
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1667
Curso Baacutesico De Soldadura Castillo-Guardado
16
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1767
Castillo-Guardado
Curso Baacutesico De Soldadura
17
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1867
Curso Baacutesico De Soldadura Castillo-Guardado
18
SISTEMA ARCO MANUAL
Descripcioacuten del ProcesoEl sistema de soldadura Arco Manual se define como el proceso en que se unen dos metales mediante unafusioacuten localizada producida por un arco eleacutectrico entre un electrodo metaacutelico y el metal base que se desea
unirLa soldadura al arco se conoce desde fines del siglo pasado En esa eacutepoca se utilizaba una varilla metaacutelicadescubierta que serviacutea de metal de aportePronto se descubrioacute que el oxiacutegeno y el nitroacutegeno dela atmoacutesfera eran causantes de fragilidad y poros en elmetal soldado por lo que al nuacutecleo metaacutelico se le agregoacute un revestimiento que al quemarse se gasificabaactuando como atmoacutesfera protectora a la vez que contribuiacutea a mejorar notablemente otros aspectos delprocesoEl electrodo consiste en un nuacutecleo o varilla metaacutelica rodeado por una capa de revestimiento donde elnuacutecleo es transferido hacia el metal base a traveacutes de una zona eleacutectrica generada por la corriente desoldaduraEl revestimiento del electrodo que determina las caracteriacutesticas mecaacutenicas y quiacutemicas de la unioacuten estaacuteconstituido por un conjunto de componentes minerales y orgaacutenicos que cumplen las siguientes funciones
1 Producir gases protectores para evitar la contaminacioacuten atmosfeacuterica y gases ionizantes para dirigir ymantener el arco
2 Producir escoria para proteger el metal ya depositado hasta su solidificacioacuten3 Suministrar materiales desoxidantes elementos de aleacioacuten e hierro en polvo
Clasificacioacuten de Electrodos seguacuten Normas AWSLas especificaciones maacutes comunes para la clasificacioacuten de electrodos seguacuten la AWS son las siguientes1 Especificacioacuten para electrodos revestidos de acero al carbono designacioacuten AWS A51-91 2 Especificacioacuten para electrodos revestidos de aceros de baja aleacioacuten designacioacuten AWS A55-963 Especificacioacuten para electrodos revestidos de aceros al cromo y cromo-niquel resistentes a la corrosioacutendesignacioacuten AWS A54-924 Especificacioacuten para varillas de aporte en uso oxiacetileacutenico yo TIG designacioacuten AWS A52-925 Especificacioacuten para electrodos revestidos para soldaduras de Fe fundido designacioacuten AWS A515-906 Especificaciones para electrodos continuos y fundentes para Arco Sumergido designacioacuten AWSA517-977 Especificaciones para electrodos de aceros dulces para soldadura con electrodos continuos protegidospor gas (MIGMAG) designacioacuten AWS A518-93 En la especificacioacuten para aceros al carbono de electrodosrevestidos el sistema de clasificacioacuten estaacute basado en la resistencia a la traccioacuten del depoacutesito
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1967
Castillo-Guardado
Curso Baacutesico De Soldadura
19
La identificacioacuten de clasificacioacuten estaacute compuesta de la letra E y cuatro diacutegitos Esta letra significaldquoElectrodordquo
Los primeros dos diacutegitos indican la resistencia miacutenima a la traccioacuten del metal depositado en miles de libraspor pulgada cuadrada Es asiacute como E 60 XX indica un electrodo revestido cuyo depoacutesito posee comomiacutenimo 60000 lbs por pulgada cuadrada Esta es la resistencia miacutenima que debe cumplir el depoacutesitoAunque los dos uacuteltimos diacutegitos sentildealan las caracteriacutesticas del electrodo es necesario considerarlos
separadamente ya que el tercer diacutegito indica la posicioacuten para soldar del electrodoEXX1X - toda posicioacutenEXX2X - posicioacuten plana y horizontalEXX4X - toda posicioacuten vertical descendente
El uacuteltimo diacutegito indica el tipo de revestimiento del electrodo Sin embargo para una identificacioacuten completaes necesario leer los dos diacutegitos en conjunto
Para las posiciones vertical y sobre cabeza existe una limitacioacuten de diaacutemetro hasta 316 comuacutenmente y de5 32 para electrodos de BH
Los sistemas de clasificacioacuten para los electrodos revestidos de acero de baja aleacioacuten son similares a la delos aceros al carbono pero a continuacioacuten del cuarto diacutegito existe una letra y un diacutegito que indican lacomposicioacuten quiacutemica del metal depositado Asiacute la A significa un electrodo de acero al Carbono-Molibdenola B un electrodo al Cromo-Molibdeno la C un electrodo al Niacutequel y la letra D un electrodo al Manganeso-Molibdeno El diacutegito final indica la composicioacuten quiacutemica seguacuten esta clasificacioacuten
En las especificaciones para aceros inoxidables AWS A5492 la AISI clasificoacute estos aceros por nuacutemerosy estos mismos se usan para la designacioacuten de los electrodos Por lo tanto la clasificacioacuten para loselectrodos de acero inoxidables como 308 347 etc es su nuacutemero y luego dos diacutegitos maacutes que indican suscaracteriacutesticas de empleo (fuente de poder tipo de revestimiento etc) La letra L a continuacioacuten de los tres
primeros diacutegitos indica que el acero inoxidable es de bajo contenido en carbono
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2067
Curso Baacutesico De Soldadura Castillo-Guardado
20
ELECTRODOS PARA SOLDAR ACERO AL CARBONO
Procedimiento para soldar Acero al Carbono
Los mejores resultados se obtienen manteniendo un arco mediano con lo que se logra una fusioacutenadecuada permitiendo el escape de gases ademaacutes de controlar la forma y apariencia del cordoacuten
Para filetes planos y horizontales conviene mantener el electrodo en un aacutengulo de 45degrespecto a lasplanchas efectuar un pequentildeo avance y retroceso del electrodo en el sentido de avance Con ello se lograuna buena fusioacuten al avanzar se controla la socavacioacuten y la forma del cordoacuten al retroceder al craacuteter
Para filetes verticales ascendentes se mantiene el electrodo perpendicular a la plancha movieacutendolo en elsentido de avance El movimiento debe ser lo suficientemente raacutepido y la corriente adecuada para permitiralargar el arco y no depositar cuando se va hacia arriba para luego bajar al craacuteter y depositar el metalfundido controlando la socavacioacuten y ancho del cordoacuten
La soldadura sobre cabeza se ejecuta en forma similar a la horizontal pero la oscilacioacuten en el sentido deavance debe ser mayor para permitir que el metal depositado en el craacuteter se solidifique
Cuando se suelda vertical descendente el cordoacuten de raiacutez se hace con un avance continuo sin oscilar y lafuerza del arco se dirige de tal manera que sujete el bantildeo de fusioacuten Para los pases sucesivos se puedeusar una oscilacioacuten lateral
ELECTRODO 6013
Electrodo para acero al carbono
Con hierro en polvo
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Rojo
DescripcioacutenElectrodo con polvo de hierro en el revestimiento que permite una velocidad de depoacutesito mayor y unaaplicacioacuten mas faacutecil junto con propiedades mecaacutenicas sobresalientes La estabilidad del arco y el escudoprotector que da el revestimiento ayudan a dirigir el depoacutesito reduciendo la tendencia a socavar Estadisentildeado seguacuten los uacuteltimos adelantos teacutecnicos para lograr oacuteptimos resultados praacutecticos
UsosEste electrodo tiene un campo de aplicacioacuten muy amplio en especial cuando es necesario soldar en todaposicioacuten
Aplicaciones tiacutepicasbull Estanques bull Tuberiacuteas de presioacuten bull Estructuras bull Cantildeeriacuteas
bull Planchas corrientes y galvanizadasbull Barcos
Procedimiento para soldarPara obtener los mejores resultados se recomienda un arco de longitud mediana que permita controlarmejor la forma y aspecto del cordoacutenPara soldadura de filetes planos y horizontales se recomienda mantener el electrodo a 45ordm con cadaplancha oscilaacutendolo en el sentido del avance El movimiento adelante tiene por objeto obtener buenapenetracioacuten y el movimiento hacia atraacutes controla la socavacioacuten y la forma del cordoacutenEn la soldadura vertical se recomienda llevar el electrodo en un aacutengulo de casi 90ordm inclinaacutendolo ligeramenteen el sentido de avance Se debe llevar un movimiento de vaiveacuten alargando el arco para no depositar metal
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2167
Castillo-Guardado
Curso Baacutesico De Soldadura
21
en el movimiento hacia arriba y luego acortaacutendolo para depositar en el craacuteter y asiacute controlar lasdimensiones del deposito y la socavacioacuten
ELECTRODO DE PUNTA AZUL
Electrodo para acero al carbono
Corriente alterna
Revestimiento Blanco
Con hierro en polvo
Punto Azul
Toda posicioacuten
Corriente continuacutea Electrodo positivo
Descripcioacuten
El nuevo Punto Azul posee una formulacioacuten moderna capaz de brindar las maacutes altas exigencias de trabajoSu arco suave y estable lo hace de faacutecil aplicacioacuten en cualquier posicioacuten logrando oacuteptima calidad en launioacuten
Esta nueva foacutermula entrega ademaacutes las siguientes caracteriacutesticas1 Alta velocidad de soldadura2 Depoacutesitos lisos3 Bajo chisporroteo4 Bajo iacutendice de humos5 Faacutecil remocioacuten de escoria6 Excelente penetracioacuten
UsosEs un electrodo de uso general en aceros dulces especialmente cuando es necesario soldar chapas yperfiles delgados
Aplicaciones tiacutepicasbull Marcos de ventana bull Fabricacioacuten de rejasbull Estanques bull Planchas galvanizadas bull Estructuras bull Reparaciones generales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2267
Curso Baacutesico De Soldadura Castillo-Guardado
22
Procedimiento para soldarDebe seguirse el mismo procedimiento utilizado para soldar un electrodo E-6010 oacute E-6011
ELECTRODOS PARA ACEROS INOXIDABLES
iquest Queacute es un acero inoxidableLos aceros inoxidables son simplemente aleaciones compuestas por hierro (Fe) Carbono (C) y Cromo (Cr)El hierro es el elemento fundamental de todos los aceros inoxidables Sin embargo para hacer que el hierrosea inoxidable el contenido de cromo en solucioacuten debe ser por lo menos de un 115 Se adicionan otroselementos de aleacioacuten (Ni Mo V Ti Nb) con el fin de mejorar ciertas propiedades como son ductibilidadresistencia al impacto resistencia al creep resistencia a la corrosioacuten calor etc
Tipos de Aceros InoxidablesDesde el punto de vista metaluacutergico los aceros inoxidables estaacuten agrupados dentro de tres tipos baacutesicosde acuerdo a su microestructura Martensiacuteticos Ferriacuteticos y Austeniacuteticos
MartensiacuteticosEstos aceros contienen entre 115 a 18 de cromo como su principal elemento de aleacioacuten Algunosejemplos de este grupo son los aceros martensiacuteticos AISI 410 416 420431 501 y 502En la soldadura de los aceros martensiacuteticos (aceros autotemplables) se pueden producir tensiones y porconsiguiente grietas si no se adoptan las precauciones convenientesSiempre que sea posible debe emplearse como metal de aporte aleaciones austeniacuteticas (Ej AISI 309-310)
para absorber las tensiones en las zonas cercanas al cordoacuten y asiacute evitar grietasEs conveniente precalentar entre 300-350degC las piezas que van a ser soldadas Despueacutes de la soldadura yuna vez enfriadas las piezas se recomienda un revenido de 600 a 700degC La resistencia oacuteptima a lacorrosioacuten de estos aceros se obtiene efectuando tratamientos teacutermicos de temple y revenido a lastemperaturas requeridas sin embargo esta resistencia a la corrosioacuten no es tan buena como en los acerosausteniacuteticos o ferriacuteticos Su campo de accioacuten estaacute en piezas que estaacuten sometidas a corrosioacuten y que requieren de cierta resistenciamecaacutenica Se utilizan generalmente en aletas para turbinas rodetes de turbinas hidraacuteulicas fundicionesresistentes a la corrosioacuten cuchilleriacutea piezas de vaacutelvulas etc
Ferriacuteticos
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2367
Castillo-Guardado
Curso Baacutesico De Soldadura
23
Los aceros inoxidables ferriacuteticos contienen entre 17 y 27 de cromo Ejemplos de eacutestos son los acerosAISI 405 430 442 446Estos aceros no son endurecibles por tratamiento teacutermico sino soacutelo moderadamente mediante trabajo enfriacuteo Son magneacuteticos al igual que los martensiacuteticos Pueden trabajarse en friacuteo o en caliente pero alcanzansu maacutexima ductilidad y resistencia a la corrosioacuten en la condicioacuten de recocido
En los aceros ferriacuteticos con un contenido de alto cromo puede aparecer fase sigma (dura y fraacutegil) cuando
se les mantiene durante mucho tiempo a temperaturas cercanas a 470degC Por otro lado los aceros ferriacuteticosson muy propensos al crecimiento del grano (850degC - 900degC) inconveniente para la soldadura Si las piezasa soldar son de dimensiones considerables se recomienda postcalentar las piezas entre 700degC a 850degCseguido de un enfriamiento raacutepidoComo los aceros ferriacuteticos se pueden deformar faacutecilmente en friacuteo se utilizan mucho para estampadosprofundos de piezas como recipientes para industrias quiacutemicas y alimenticias y para adornosarquitectoacutenicos o automotrices
AusteniacuteticosEstos son los aceros inoxidables al cromo-niacutequel (tipo 3XX) y al cromo-niacutequel-manganeso (tipo 2XX) Sonesencialmente no magneacuteticos en la condicioacuten de recocido y no endurecen por tratamiento teacutermico Elcontenido total de niacutequel y cromo es de por lo menos 23 Se pueden trabajar faacutecilmente en caliente o enfriacuteo El trabajo en friacuteo les desarrolla una amplia variedad de propiedades mecaacutenicas y en esta condicioacuten elacero puede llegar a ser ligeramente magneacutetico Son muy resistentes al impacto y difiacuteciles de maquinarEstos aceros tienen la mejor resistencia a altas temperaturas y resistencia a la formacioacuten de escamas de
los aceros inoxidables Su resistencia a la corrosioacuten suele ser mejor que las de los aceros martensiacuteticos oferriacuteticosEl mayor inconveniente que presenta la soldadura de los aceros austeniacuteticos es la precipitacioacuten de carburosque pueden producirse en las zonas cercanas al cordoacuten de soldadura quedando sensibilizados a lacorrosioacuten intergranular Para evitar esta precipitacioacuten se deben soldar las piezas sin precalentamiento y conel menor aporte de calor posible Otra posibilidad es emplear aceros austeniacuteticos con porcentaje decarbono menor a 003 o aceros austeniacuteticos estabilizados con titanio niobio o taacutentalo
Electrodo para hacero Inoxidable
Electrodo de acero inoxidable austen tico
Corriente continuacutea Electrodo positivo
Toda posicioacuten
Corriente alternaRevestimiento Blanco
DescripcioacutenEl electrodo 19-9 posee un revestimiento rutiacutelico lo que lo hace apto para soldar con CA o CC electrodopositivo Este electrodo se caracteriza por un arco estable de transferencia spray cuyo depoacutesito es deexcelente forma y apariencia La escoria se desprende faacutecilmente ademaacutes de tener muy buenareanudacioacuten de arco por lo que se aconseja usarlo en soldaduras intermitentes El depoacutesito es de aceroinoxidable austeniacutetico
UsosEl electrodo 19-9 estaacute formulado para soldar el grupo 18-8 de aceros inoxidables por ejemplo 301 302302B 303 304 305 y 308 que se caracterizan por su gran resistencia a la corrosioacuten
Este electrodo es ademaacutes muy usado para soldar acero manganeso y para rellenar estos u otros aceros
especiales resistentes al desgaste antes de aplicar las capas de recubrimiento duro
El metal depositado es austeniacutetico y no magneacuteticoAplicaciones tiacutepicasbull Intercambiadores de calor bull Industrias conserveras bull Equipos Quiacutemicos bull Industria Lechera
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2467
Curso Baacutesico De Soldadura Castillo-Guardado
24
ELECTRODOS BASE NIQUEL
Electrodo base Niacutequel con Cromo Molibdeno y Columbio
Alta resistencia a la traccioacuten y tenacidad a bajas y altas temperaturas (1100iexcl
C)
Excelente resistencia a la corrosioacuten en muchos medios agresivos
Posicioacuten plana y horizontal CA CC (+)
DescripcioacutenEl electrodo Nicromo 3 se caracteriza por producir un arco suave y estable de transferencia spray Eldepoacutesito formado es de exelente apariencia y de faacutecil desprendimiento de la escoriaEl depoacutesito del electrodo Nicromo 3 se caracteriza por su favorable resistencia a elevadas temperaturas
(1100degC) durante tiempos prolongados ademaacutes de su buena resistencia a la corrosioacuten bajo tensiones yfisuracioacuten en caliente
UsosEste electrodo es apto para unir aleaciones tipo Inconel 625 e Incoloy 825 Recomendado para unioacuten dealeaciones altas en cromo-niacutequel entre si o con aceros inoxidables Se recomienda ademaacutes para revestiraceros al carbono y de baja aleacioacuten Debido a su alto liacutemite elaacutestico se puede utilizar para unir aceros alniacutequel (5 y 9 de Ni)
Aplicaciones tiacutepicasbull Estanques para transpor tes criogeacutenicosbull Estanques de almacenamiento de aceros al Ni (5-9 Ni)bull Asiento de vaacutelvulas bull Reparacioacuten de maquinaria
bull Estanques para productos corrosivos bull Aleaciones 904 y 904L Inconel 625 e Incoloy 825
Procedimiento de soldaduraEs indispensable limpiar cuidadosamente las partes a soldar para lograr uniones libres de poros y grietasUsar arco corto con una ligera inclinacioacuten Para lograr un bajo aporte de calor es recomendable depositarcordones rectos y angostos con poca o ninguna oscilacioacuten El precalentamiento depende del metal basecualquier post-calentamiento puede efectuarse sin peligro de perjudicar las caracteriacutesticas del depoacutesito
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2567
Castillo-Guardado
Curso Baacutesico De Soldadura
25
ELECTRODOS PARA COBRE ndashBRONCE
Procedimiento para soldar con Electrodos Cobre ndashBronce
La teacutecnica de operacioacuten de estos electrodos es totalmente distinta a la empleada en la soldadura del aceroal carbono debido principalmente a la gran diferencia de conductividad teacutermica coeficiente de expansioacutenmenor punto de fusioacuten y mayor fluidez a la temperatura de la zona de fusioacuten Al soldar cobre y susaleaciones deberaacute considerarse los siguientes factores1 Dejar una separacioacuten mayor en la raiacutez de las uniones2 Emplear aacutengulos de bisel mayores que los usuales3 El punteo de las uniones debe tener un paso menor4 Usar temperaturas de precalentamiento5 Emplear los rangos de corriente maacutes altos para cada diaacutemetro de electrodo
Es frecuente el empleo de respaldos de cobre o de grafito con el objeto de prevenir la sobre fusioacuten en laraiacutez de las uniones especialmente al soldar espesores delgados Como regla general al soldar cobre y susaleaciones se recomienda el empleo de temperaturas de precalentamiento del orden de 200degC ytemperaturas entre pasadas de 200degC a 370degC para latones y de 400degC a 550degC para cobreEl martillado de los depoacutesitos de soldadura no es absolutamente indispensable pero se emplea parareducir las tensiones y distorsiones en las uniones soldadas a la vez de mejorar las propiedadesmecaacutenicas debido al afinamiento de los granos del depoacutesito
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacuten
con CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2667
Curso Baacutesico De Soldadura Castillo-Guardado
26
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas debronce fosfoacutericoAplicaciones tiacutepicas
bull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tablaPara el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas Enlas soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Para
soldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
Electrodo Para Cobre
Electrodo de bronce fosforico
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Negro
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacutencon CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas de
bronce fosfoacutericoAplicaciones tiacutepicasbull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tabla
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2767
Castillo-Guardado
Curso Baacutesico De Soldadura
27
Para el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas En
las soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Parasoldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
ELECTRODOS PARA BISELAR Y CORTAR
Estos electrodos tienen gran importancia en las industrias que requieren efectuar trabajos de corte ybiselado ya que han sido especialmente disentildeados y fabricados para cumplir eficientemente estos trabajos
Procedimiento para Biselar y CortarPara biselar use un portaelectrodo convencional dirigiendo el electrodo en un aacutengulo aproximado de 30degcon respecto al plano del metal base Use un movimiento de retroceso para evitar profundizar demasiadoUna mayor velocidad de avance daraacute un biselado menos profundo Esmerile la zona antes de soldarPara cortar dirija el electrodo en direccioacuten al recorrido en un aacutengulo de 90degcon respecto al plano del metalbase Use un movimiento vertical ascendente y descendente para producir el desprendimiento del materialfundido
Electrodo para cortar y perforar
Corriente alterna
Toda posiciOn
Corriente continua Electrodo negativo
Revestimiento Gris oscuro
DescripcioacutenEl electrodo Speed Cut estaacute disentildeado para cortar y perforar todos los metales con CA o CC electrodonegativo Es un electrodo de alta velocidad y su revestimiento especial de tipo refractario evita que seprecaliente el nuacutecleo y concentra la fuerza del arco para lograr cortes parejos y limpios
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2867
Curso Baacutesico De Soldadura Castillo-Guardado
28
UsosEste electrodo ha sido especialmente disentildeado para producir cortes de alta velocidad en todas lasposiciones Es recomendable su uso en todos los metales especialmente para aquellos que representandificultad para ser cortados o perforados al ser tratados con equipos oxigas como por ejemplo fierrofundido aceros inoxidables aleaciones de niacutequel bronce cobrealuminio etcAplicaciones tiacutepicas
bull Cortes de alta velocidad en todas posiciones bull Desarme de estructuras metaacutelicas bull Remocioacuten de defectos en soldadura bull Perforacioacuten de remaches
ELECTRODOS PARA SOLDAR HIERRO FUNDIDO
Procedimiento para soldar Hierro Fundido
Las reparaciones en fundicioacuten de hierro gris o hierro maleable son los trabajos maacutes comuacutenmenteencontrados en la praacutectica diaria y son considerados como los trabajos de soldadura maacutes difiacutecilesCuando se suelda hierro fundido con electrodos comunes de acero se forma una capa dura y fraacutegiladyacente a la soldadura
Esta capa consiste en hierro fundido endurecido superficialmente como resultado del raacutepido enfriamientodesde una alta temperatura Si el metal de aporte es acero eacuteste absorberaacute considerable cantidad decarboacuten del hierro fundido convirtieacutendose en un acero de alto carbono El resultado seraacute que el depoacutesito desoldadura se endureceraacute siendo imposible su mecanizadoAdemaacutes cuando se usan electrodos con nuacutecleo de acero la diferencia de contracciones entre elmetal fundido depositado y la fundicioacuten generalmente es causa de problemas serios La resistencia delmetal de aporte es mucho mayor que la del hierro fundido y al producirse la contraccioacuten del acero puededesprenderse de la fundicioacuten Debido a estas condiciones es que los electrodos especiales son necesariospara este tipo de soldadura
La soldadura del hierro fundido es relativamente faacutecil pero sus caracteriacutesticas quiacutemicas y metaluacutergicas sontales que deben ser consideradas cuidadosamente para asegurar los mejores resultados
Algunas de sus caracteriacutestica son1 Si se calienta a una temperatura alta y luego se enfriacutea raacutepidamente el resultado seraacute una fundicioacutenblanca muy dura y difiacutecilmente trabajable mecaacutenicamente2 Si se calienta a una temperatura alta y luego se enfriacutea lentamente el resultado seraacute un hierro fundidogris que es blando y faacutecilmente trabajable3 El hierro fundido es fraacutegil y no se puede doblar o estirar como el acero y consecuentemente si se produceun sobrecalentamiento durante la soldadura las contracciones durante el enfriamiento pueden causargrietas en la soldadura misma o en las zonas teacutermicamente afectadas entre eacutesta y el metal base
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2967
Castillo-Guardado
Curso Baacutesico De Soldadura
29
Las consideraciones anteriores son principalmente las que han establecido un procedimiento fundamentalpara la soldadura del hierro fundido independiente del tipo de electrodo utilizado maquinable o nomaquinable que puede establecerse en los siguientes puntos
1 Utilizar electrodos de poco diaacutemetro y corriente lo maacutes baja posible pero suficiente para producir unabuena fusioacuten2 Hacer soldaduras cortas de no maacutes de dos o tres pulgadas de longitud3 Es aconsejable el depoacutesito de cordones delgados en lugar de cordones anchos y oscilados
InstruccionesPara obtener los mejores resultados es esencial que la unioacuten haya sido adecuadamente preparada Debenremoverse o limpiarse todas las materias extrantildeas tales como oacutexido grasa y aceites Especialmente laspartes que se han impregnado de aceite agua u otros agentes pueden requerir un precalentamiento a unatemperatura suficientemente alta (300-370degC) para evaporar los contaminantes antes de la soldadura
Las uniones deben ser preparadas y biseladas por medios mecaacutenicos como esmeriles discos o limas ydebe evitarse hacer los biselados o preparaciones con arco eleacutectrico ya que este procedimiento tenderiacutea aproducir hierro fundido blanco duro y quebradizo en las zonas inmediatamente vecinas a las soldaduras
El biselado se recomienda auacuten para secciones delgadas mantenieacutendolo siempre al miacutenimo praacutectico paraevitar los esfuerzos residuales provenientes de la contraccioacuten
Como regla general el aacutengulo total de bisel debe ser de aproximadamente 90degpara secciones de635 mm de espesor o menos y de 60 a 90degpara secciones maacutes pesadas o de mayor espesor
Es aconsejable tambieacuten para disminuir los esfuerzos teacutermicos usar electrodos de diaacutemetro pequentildeo yutilizar siempre amperajes bajos Ademaacutes el precalentamiento es necesario para fundiciones pesadas y lasoldadura debe depositarse en cordones cortos lineales de dos a tres pulgadas de longitud Cuando seaposible debe procurarse depositar la soldadura en dos a tres capas ya que los pases subsiguientes tienenun efecto beneacutefico de normalizado sobre los primeros En las soldaduras de hierro fundido es muyimportante evitar el calor localizado causante en la mayoriacutea de los casos de grietas en el metal base y en lasoldadura Esto se logra haciendo soldaduras intermitentes permitiendo que el calor se distribuya dentrode la fundicioacuten antes de depositar el proacuteximo cordoacuten
Electrodo Para soldar Hierro Fundido
Electrodo para hierro fundido
Corriente alterna
Toda posicion
Revestimiento Canela
Corriente continua Electrodo positivo
DescripcioacutenEl electrodo 77 tiene nuacutecleo de acero dulce con un revestimiento que actuacutea como fundente controlando lascaracteriacutesticas del arco Tiene un punto de fusioacuten lo suficientemente bajo para permitir usar corrientesbajas caracteriacutestica importante en la soldadura de hierro fundido lo que reduce el endurecimiento en lazona de fusioacuten
UsosEste electrodo se recomienda para reparaciones en hierro fundido en que los depoacutesitos no requieranmaquinado posterior
Aplicaciones tiacutepicasbull Cabezales de motores bull Piezas de maacutequinas bull Cajas de descanso bull Blocks de motores
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3067
Curso Baacutesico De Soldadura Castillo-Guardado
30
Procedimiento para soldarSe recomienda usar preferentemente CC electrodo positivo Las piezas a soldar deben estar limpias Serecomienda biselar las piezas en forma de ldquoVrdquo y taladrar los extremos de las grietas a reparar Para tener mayor seguridad de la calidad del trabajo se debe evitar soldar en forma contiacutenua se recomiendaefectuar cordones de 5 a 8 cms intermitentemente Debe mantenerse el trabajo friacuteo No se recomiendamartillar el cordoacuten pueden producirse fisuras
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3167
Castillo-Guardado
Curso Baacutesico De Soldadura
31
Descifrando los siacutembolos de la soldadura
Cuando las soldaduras son especificadas en planos y dibujos isomeacutetricos de ingenieriacutea de fabricacioacuten unconjunto de siacutembolos es usado para identificar el tipo de soldadura las dimensiones y otras informacionesreferente al proceso y el acabado
ANSIAWS A24 Siacutembolos para soldadura y pruebas no destructivasReconociendo la estructura del simbolo
La liacutenea horizontal se conoce como liacutenea de referencia y es la plataforma principal donde todos losdemaacutes siacutembolos de soldadura son agregados las instrucciones para la ejecucioacuten de la soldadura vanalineadas a la liacutenea de referencia y una flecha conecta la liacutenea de referencia con la junta a ser soldada Enel ejemplo de arriba la flecha se despliega a la derecha de la liacutenea de referencia y apuntando hacia abajo ya la derecha pero existen muchas otras combinaciones
Algunas veces la flecha apunta los dos lados de la junta por consiguiente existiriacutean dos ladospotencialmente apropiados para ejecutar la soldadura por ejemplo en una junta T cuando dos laminasson unidas la soldadura puede ser hecha en cualquiera de los lados de la T
El siacutembolo hace la distincioacuten entre los dos lados de la junta usando la flecha y los espacios debajo yencima de la liacutenea de referencia los lados (curiosamente) son conocidos como El lado de la flecha y Elotro lado y la soldadura se ejecuta de acuerdo a las instrucciones dadas en la parte de arriba de la liacutenea dereferencia y la orientacioacuten de la flecha no interfiere con estas instrucciones
La bandera que sale de la liacutenea de referencia esta presente si la soldadura se efectuara en campo odurante el armado de la estructura un siacutembolo de soldadura sin la bandera indica que la soldadura seefectuaraacute en el taller pero en algunos planos y dibujos antiguos puede ser encontrado un circulo negro en launioacuten entre la liacutenea de referencia y la flecha
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3267
Curso Baacutesico De Soldadura Castillo-Guardado
32
Un circulo vaciacuteo entre la liacutenea de referencia y la flecha es una indicacioacuten de que la soldadura debe serejecutada alrededor o en toda la circunferencia de la unioacuten como en este ejemplo
La cola del siacutembolo de soldadura es el sitio donde se coloca la informacioacuten suplementariaconcerniente a la soldadura a ejecutar y puede contener referencias del proceso requerido electrodo undetalle de dibujo y cualquier informacioacuten que ayude a la ejecucioacuten de la soldadura que no tenga un lugarespecial en el siacutembolo plano o la isometriacutea
Cada tipo de soldadura tiene su siacutembolo baacutesico el cual tiacutepicamente se situacutea al rededor del centro dela liacutenea de referencia (dependiendo de cual sea el lado de la junta) y este siacutembolo es usualmente un dibujoque representa la seccioacuten transversal de la junta misma y estas estaacuten divididas en tres grupos
Simbolos para las Soldaduras de Filete
La soldadura fundida es depositada en la esquina formada por la caracteriacutestica de la unioacuten de dosmiembros penetrando y fundieacutendose con el metal base para formar la junta
La cara perpendicular del triangulo siempre es dibujada en la parte izquierda del siacutembolo si las doscaras de la soldadura son de la misma dimensioacuten entonces solo una medida es dada
Las soldaduras de filete son usadas para hacer juntas de enfrentamiento perpendicular comoesquinas y las juntas T y como su propio siacutembolo lo sugiere estas soldaduras son baacutesicamentetriangulares vistas desde su seccioacuten aunque su forma no es siempre un triangulo perfecto o isoacutesceles
Si la soldadura tuviera caras desiguales (menos comuacuten) entonces ambas dimensiones son dadas yuna nota especial que indica en el dibujo cual cara es mas larga
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3367
Castillo-Guardado
Curso Baacutesico De Soldadura
33
El largo de la soldadura es dado a la derecha del simbolo
La soldadura se debe situar entre las liacuteneas dimensioacutenales especificadas (si son dadas) o entre lospuntos donde un cambio de direccioacuten abrupto de la soldadura ocurra como al final de las planchas olaminas
En el caso de soldaduras intermitentes o interrumpidas el largo de cada porcioacuten de la soldadura y losespacios que las separan son indicado en el siacutembolo siendo separados con un guioacuten ( - ) y el largo de laporcioacuten de soldadura va seguido de la dimensioacuten centro-centro del espacio estos siempre se colocan a la
derecha del siacutembolo del filete (triangulo)
Note que la dimensioacuten del espacio no indica el espacio limpio entre las soldaduras la indicacioacuten escentro-centro
Siacutembolos para las Soldaduras de Canal
Las soldaduras de Canal son usadas comuacutenmente para hacer juntas de bordes con bordes aunquetambieacuten son usadas frecuentemente en esquinas juntas T juntas curvas y piezas planas Como losugiere la variedad de siacutembolos para estas soldaduras hay muchas maneras de hacer soldaduras deCanal y la diferencia principal dependeraacute de la geometriacutea de las partes que seraacuten unidas y la preparacioacutende sus bordes El metal soldado es depositado entre el canal penetrando y fundieacutendose con el metal base para formar la junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipo de
soldaduras la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3467
Curso Baacutesico De Soldadura Castillo-Guardado
34
La soldadura de canal cuadrado en la cual el canal es creado por una separacioacuten especifica o ningunaseparacioacuten incluyendo hasta cierta presioacuten de oposicioacuten la distancia de la separacioacuten (si existe) es dadaen el siacutembolo
Las soldaduras de canal V en la que los bordes son biselados a veces por un lado o por los doslados para crea el canal el aacutengulo del bisel es dado en el siacutembolo asiacute como la luz de separacioacuten oseparacioacuten de la raiacutez (si existiera)
Si la profundidad de la V no fuera igual al espesor o a la mitad (en el caso de doble V) del espesorde la lamina o plancha a soldar entonces la profundidad es dada a la izquierda del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3567
Castillo-Guardado
Curso Baacutesico De Soldadura
35
Si la penetracioacuten de la soldadura fuera mayor que la profundidad del canal la profundidad de la gargantaefectiva es dada entre pareacutentesis despueacutes de la profundidad de la V
En el bisel del canal de soldadura en el cual el borde de una de las laminas es biselado y la otra escuadrada el siacutembolo de la liacutenea perpendicular siempre es dibujada en el lado izquierdo sea cual sea laorientacioacuten de la soldadura la flecha apunta la cara de la pieza que debe ser biselada y en este caso laflecha es cortada y doblada en aacutengulo para hacer eacutenfasis en su importancia (este corte de aacutengulo no esnecesario si el proyectista no tiene preferencias en cual lado debe ser biselado o si el dibujo es interpretadopor un soldador calificado que reconoce la diferencia de cual lado debe ser tratado) las
condiciones de aacutengulo preparacioacuten del borde garganta efectiva y la luz de separacioacuten de la
separacioacuten de raiacutez son descritas en las soldaduras de canal V en esta misma pagina
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3667
Curso Baacutesico De Soldadura Castillo-Guardado
36
En la soldadura de canal U en la cual ambos bordes son tratados para crear un canal coacutencavo laprofundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de la separacioacuten sondescritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de canal J en la cual en uno de las laminas tiene un biselado coacutencavo y la otra esdejada cuadrada como con el bisel de la media V la liacutenea perpendicular siempre apareceraacute dibujada a laizquierda y la flecha (con un doblez si fuera necesario) apuntando la pieza que recibiraacute el tratamiento debisel coacutencavo la profundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de
separacioacuten son descritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de V curva comuacutenmente usada para unir dos partes curvas o dos partes tubularesla profundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3767
Castillo-Guardado
Curso Baacutesico De Soldadura
37
En la soldadura de canal con bisel curvo comuacutenmente usada para unir una pieza curva o tubular auna pieza plana como con la V curva (anterior) formada por dos superficies curvas o tubulares laprofundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis La liacutenea perpendicular es dibujada siempre al lado izquierdo del siacutembolosea cual sea la orientacioacuten de la soldadura
Otros siacutembolos suplementarios son usados con la soldadura de canal como Penetracioacuten saliente y Barra o elemento de respaldo ambos siacutembolos son indicacioacuten de que la penetracioacuten de la junta se efectuacuteadesde un solo lado de la junta
El alto del refuerzo (si fuera critico) es indicado a la izquierda del siacutembolo de penetraron saliente elcual esta situado
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3867
Curso Baacutesico De Soldadura Castillo-Guardado
38
Cuando una barra o elemento de respaldo es usado para lograr la penetracioacuten necesaria de la junta su siacutembolo es situado encima de la liacutenea de referencia sobre el siacutembolo de la soldadura si la barra esprovisional y seraacute removida al final de la soldadura entonces la letra R es situada dentro del siacutembolo de labarra de respaldo esta barra tiene el mismo siacutembolo que la soldadura de conexion y ovalos pero sucontexto debe hacer siempre la clara intencioacuten del siacutembolo
Simbolos para la Soldadura de conexion y ovalos
Soldadura de conexioacuten y de oacutevalos es usada para unir laminas sobrepuestas una de las cuales tienenperforaciones (redondos para conexiones y ovalados o alargados para Oacutevalos) Metal soldado esdepositado en estas perforaciones penetrando y fundieacutendose con el metal base de las dos partes formandola junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipode soldadura la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3967
Castillo-Guardado
Curso Baacutesico De Soldadura
39
En la soldadura de conexioacuten el diaacutemetro de cada conector es dado a la izquierda del siacutembolo y el espacioentre los conectores es dado a la derecha en la soldadura de oacutevalos el ancho de cada ovalo es dado a laizquierda del siacutembolo el largo y la distancia entre espacios (separados por un guioacuten-) son dados a laderecha del siacutembolo y la referencia del detalle en la cola
El numero de conectores u oacutevalos es dado entre pareacutentesis por encima o por debajo del siacutembolo de lasoldadura la indicacioacuten del lado de la flecha y el otro lado indican cual pieza tiene la(s) perforacione(s)
Si no esta en las especificaciones el llenado total de esta perforacioacuten entonces la profundidad es dadadentro del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4067
Curso Baacutesico De Soldadura Castillo-Guardado
40
SISTEMA OXIGAS
Descripcioacuten del ProcesoEl proceso de soldadura oxigas mostrado en la figura consiste en una llama dirigida por un sopleteobtenida por medio de la combustioacuten de los gases oxiacutegeno-acetileno El intenso calor de la llama funde la
superficie del metal base para formar una poza fundidaCon este proceso se puede soldar con o sin material de aporte El metal de aporte es agregado para cubrirbiseles y orificios
A medida que la llama se mueve a lo largo de la unioacuten el metal base y el metal de aporte se solidifican paraproducir el cordoacuten
Al soldar cualquier metal se debe escoger el metal de aporte adecuado que normalmente posee elementosdesoxidantes para producir soldaduras de buena calidad
En algunos casos se requiere el uso de fundente para soldar ciertos tipos de metales
Ventajas y Aplicaciones del ProcesoEl proceso oxigas posee las siguientes ventajas el equipo es portaacutetil econoacutemico y puede ser utilizado entoda posicioacuten
El proceso oxigas es normalmente usado para soldar metales de hasta 14 de espesor Se puede utilizartambieacuten para soldar metales de mayor espesor pero ello no es recomendable
Su mayor aplicacioacuten en la industria se encuentra en el campo de mantencioacuten reparacioacuten soldadura decantildeeriacuteas de diaacutemetro pequentildeo y manufacturas livianas Tambieacuten puede ser usado como fuente de energiacuteacaloacuterica para calentar doblar forjar endurecer etc
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4167
Castillo-Guardado
Curso Baacutesico De Soldadura
41
Equipo para Soldadura y Corte OxigasEs el conjunto de elementos que agrupados permiten el paso de gases (Oxigeno-Acetileno) hasta unsoplete en cuyo interior se produce la mezcla La misma en contacto con una chispa produce unacombustioacuten base del sistema oxiacetileacutenico
Procedimiento Baacutesico de Soldadura
Ajuste de llamaEn soldadura oxiacetileacutenica se utiliza una llama neutra (3160degC) o sea se suministra suficiente oxiacutegenopara realizar la combustioacuten de todo el acetileno presenteAunque esta situacioacuten corresponde a una relacioacuten teoacuterica oxiacutegenoacetileno de 251 en la praacutectica parte dela combustioacuten se realiza con oxiacutegeno del aire de modo que
Se consume iguales cantidades de oxiacutegeno y acetileno (relacioacuten 11)Se produce un efecto de auto-proteccioacuten que minimiza la oxidacioacuten del metal base
La llama carburante con exceso de acetileno se reconoce por una zona intermedia reductora que apareceentre el dardo y el penacho se utiliza soacutelo en casos especiales
La llama oxidante con exceso de oxiacutegeno se reconoce por su dardo y penacho maacutes cortos y su sonido maacutesagudo
Seleccioacuten de la BoquillaEn la seleccioacuten de la boquilla influyen los siguientes factores1 Tipo de material a soldar
2 Espesor del material3 Tipo de unioacuten (Tope filete biselada etc)4 Posicioacuten en que se soldaraacute5 Habilidad del operador
Como norma de seguridad siempre debe utilizarse la
Boquilla a la presioacuten recomendada por el fabricante
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4267
Curso Baacutesico De Soldadura Castillo-Guardado
42
Varillas para Soldadura OxigasINDURA dispone de todos los tipos de varillas para este tipo de soldadura Bronce Niacutequel-Plata acerodulce hierro fundido y aluminio en los siguientes diaacutemetros
16 mm (116) - 24 mm (332) - 32 mm (18) - 40 mm (532) - 48 mm (316) y 64 mm (14)
El tamantildeo de varilla adecuada debe ser determinado por
bull el tipo de unioacuten de soldadura bull el espesor del material bull la cantidad de aporte requerido
VARILLAS DE APORTE PARA SOLDADURA OXIGAS
Procedimiento para soldar con varillas de soldadura oxigas (Bronce)
Deben limpiarse muy bien las piezas aplicaacutendoles la llama sobre la superficie hasta que alcance un colorrojo cereza Ambas piezas deben estar a la misma temperatura porque en caso contrario la varilla fluiraacutehacia la pieza maacutes caliente (fenoacutemeno de capilaridad) Caliente la varilla con la llama e introduacutezcala luegoen el depoacutesito de fundente
Note que el calor hace que el fundente se adhiera a la varilla (Si se utiliza una varilla ya revestida confundente este paso debe eliminarse) Una vez que la varilla estaacute impregnada con fundente y las piezas hanalcanzado la temperatura adecuada acerque la varilla hacia la unioacuten y coloque la llama encimaundieacutendola La varilla entonces se funde y fluye hacia el aacuterea calentada uniendo fuertemente las piezas
Debe utilizarse bastante fundente Si la cantidad de fundente es insuficiente la varilla no uniraacute los metales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4367
Castillo-Guardado
Curso Baacutesico De Soldadura
43
VARILLA DE APORTE DE BRONCE
DescripcioacutenLa soldadura de Bronce permite obtener depoacutesitos concaracteriacutesticas mecaacutenicas sobresalientes enresistencia y ductibilidad ademaacutes de ser muy homogeacutenea
AplicacionesSu principal campo de aplicacioacuten es soldadura de hierro fundido acero dulce cobre y sus aleaciones
La principal caracteriacutestica de estas soldaduras es la poca cantidad de gases que se genera en el craacuteter demetal fundido y su bajo punto de fusioacuten que permite una mejor y mayor fluidez del metal fundido
Como teacutecnica operatoria se recomienda precalentar el metal base hasta una temperatura cercana al puntode fusioacuten del metal de aporte luego fundir una gota de soldadura y aplicar calor adicional para obtener unafluidez adecuada en el depoacutesito
Recomendamos el uso del fundente INDURA 10 a fin de obtener depoacutesitos maacutes limpios y de mejorapariencia Las aleaciones de Bronce INDURA son envasadas en cajas de 10 kgs y fabricadas en lassiguientes medidas 24 mm (332)-32 mm (18)-40 mm (532)-48 mm (316)-64 mm (14)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4467
Curso Baacutesico De Soldadura Castillo-Guardado
44
SOLDADURA DE ESTANtildeO
Descripcioacuten
Estas soldaduras son aleaciones a base de estantildeo y se recomiendan para soldar uniones a prueba defiltracioacuten de agua o aire en que la resistencia mecaacutenica no es de importancia y que no estaraacuten expuestas aaltas temperaturas Son especialmente apropiadas para trabajos generales en fierro cobre zinc hojalatafierro galvanizado etc
Estas soldaduras pueden aplicarse por medio de cautiacuten soplete directo inmersioacuten vaciado o por hornoSe suministran en los siguientes tipos seguacuten forma y proporcioacuten de aleacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4567
Castillo-Guardado
Curso Baacutesico De Soldadura
45
El mayor porcentaje de estantildeo influye mejorando la resistencia mecaacutenica de la soldadura de tal forma quelos mejores resultados en este sentido se obtienen con el tipo ldquoArdquo y ldquoLArdquo El tipo ldquoArdquo se recomienda depreferencia para sellar envases de hojalata
Para obtener una buena soldadura es indispensable efectuar una buena limpieza de las piezas a soldarcon lija esmeril lima o escobilla de acero En caso de planchas oxidadas de fierro debe limpiarse con aacutecidomuriaacutetico durante 5 oacute 10 minutos Se recomienda ademaacutes el uso de Fundente INDURA 200 para evitar laoxidacioacuten de los metales a soldar facilitar la fluidez de la soldadura y obtener buenas uniones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
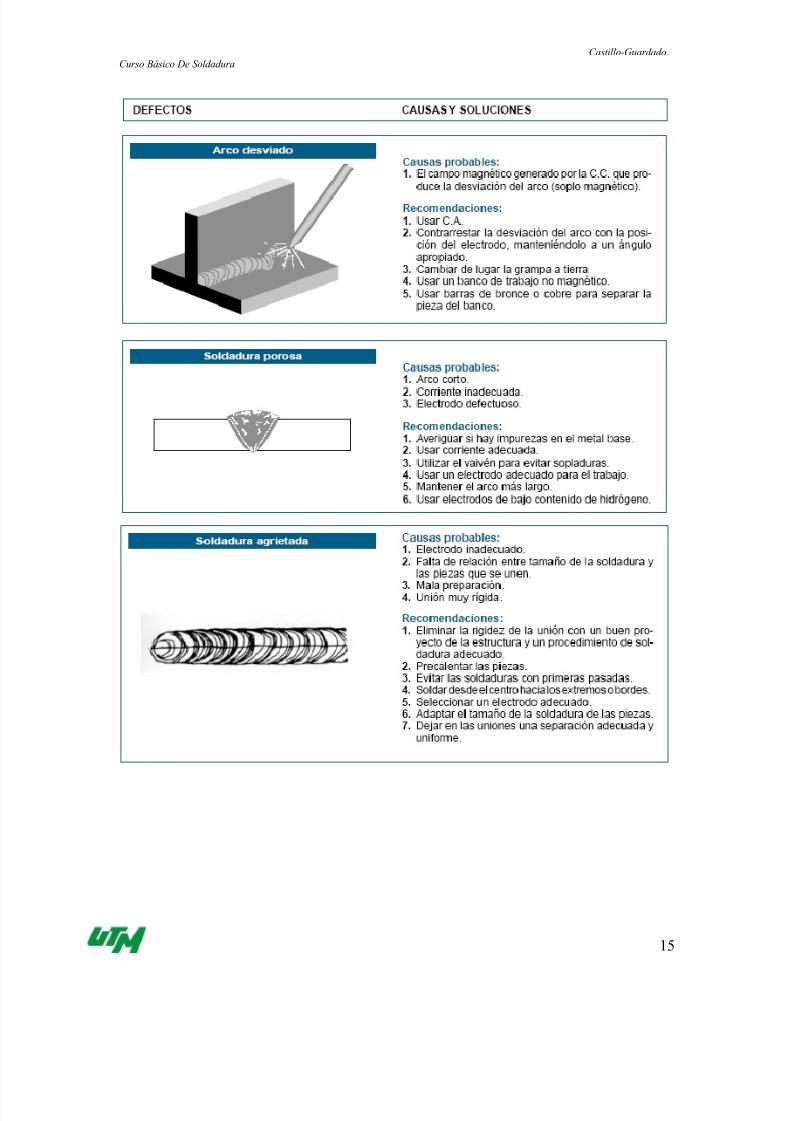
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1567
Castillo-Guardado
Curso Baacutesico De Soldadura
15
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1667
Curso Baacutesico De Soldadura Castillo-Guardado
16
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1767
Castillo-Guardado
Curso Baacutesico De Soldadura
17
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1867
Curso Baacutesico De Soldadura Castillo-Guardado
18
SISTEMA ARCO MANUAL
Descripcioacuten del ProcesoEl sistema de soldadura Arco Manual se define como el proceso en que se unen dos metales mediante unafusioacuten localizada producida por un arco eleacutectrico entre un electrodo metaacutelico y el metal base que se desea
unirLa soldadura al arco se conoce desde fines del siglo pasado En esa eacutepoca se utilizaba una varilla metaacutelicadescubierta que serviacutea de metal de aportePronto se descubrioacute que el oxiacutegeno y el nitroacutegeno dela atmoacutesfera eran causantes de fragilidad y poros en elmetal soldado por lo que al nuacutecleo metaacutelico se le agregoacute un revestimiento que al quemarse se gasificabaactuando como atmoacutesfera protectora a la vez que contribuiacutea a mejorar notablemente otros aspectos delprocesoEl electrodo consiste en un nuacutecleo o varilla metaacutelica rodeado por una capa de revestimiento donde elnuacutecleo es transferido hacia el metal base a traveacutes de una zona eleacutectrica generada por la corriente desoldaduraEl revestimiento del electrodo que determina las caracteriacutesticas mecaacutenicas y quiacutemicas de la unioacuten estaacuteconstituido por un conjunto de componentes minerales y orgaacutenicos que cumplen las siguientes funciones
1 Producir gases protectores para evitar la contaminacioacuten atmosfeacuterica y gases ionizantes para dirigir ymantener el arco
2 Producir escoria para proteger el metal ya depositado hasta su solidificacioacuten3 Suministrar materiales desoxidantes elementos de aleacioacuten e hierro en polvo
Clasificacioacuten de Electrodos seguacuten Normas AWSLas especificaciones maacutes comunes para la clasificacioacuten de electrodos seguacuten la AWS son las siguientes1 Especificacioacuten para electrodos revestidos de acero al carbono designacioacuten AWS A51-91 2 Especificacioacuten para electrodos revestidos de aceros de baja aleacioacuten designacioacuten AWS A55-963 Especificacioacuten para electrodos revestidos de aceros al cromo y cromo-niquel resistentes a la corrosioacutendesignacioacuten AWS A54-924 Especificacioacuten para varillas de aporte en uso oxiacetileacutenico yo TIG designacioacuten AWS A52-925 Especificacioacuten para electrodos revestidos para soldaduras de Fe fundido designacioacuten AWS A515-906 Especificaciones para electrodos continuos y fundentes para Arco Sumergido designacioacuten AWSA517-977 Especificaciones para electrodos de aceros dulces para soldadura con electrodos continuos protegidospor gas (MIGMAG) designacioacuten AWS A518-93 En la especificacioacuten para aceros al carbono de electrodosrevestidos el sistema de clasificacioacuten estaacute basado en la resistencia a la traccioacuten del depoacutesito
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1967
Castillo-Guardado
Curso Baacutesico De Soldadura
19
La identificacioacuten de clasificacioacuten estaacute compuesta de la letra E y cuatro diacutegitos Esta letra significaldquoElectrodordquo
Los primeros dos diacutegitos indican la resistencia miacutenima a la traccioacuten del metal depositado en miles de libraspor pulgada cuadrada Es asiacute como E 60 XX indica un electrodo revestido cuyo depoacutesito posee comomiacutenimo 60000 lbs por pulgada cuadrada Esta es la resistencia miacutenima que debe cumplir el depoacutesitoAunque los dos uacuteltimos diacutegitos sentildealan las caracteriacutesticas del electrodo es necesario considerarlos
separadamente ya que el tercer diacutegito indica la posicioacuten para soldar del electrodoEXX1X - toda posicioacutenEXX2X - posicioacuten plana y horizontalEXX4X - toda posicioacuten vertical descendente
El uacuteltimo diacutegito indica el tipo de revestimiento del electrodo Sin embargo para una identificacioacuten completaes necesario leer los dos diacutegitos en conjunto
Para las posiciones vertical y sobre cabeza existe una limitacioacuten de diaacutemetro hasta 316 comuacutenmente y de5 32 para electrodos de BH
Los sistemas de clasificacioacuten para los electrodos revestidos de acero de baja aleacioacuten son similares a la delos aceros al carbono pero a continuacioacuten del cuarto diacutegito existe una letra y un diacutegito que indican lacomposicioacuten quiacutemica del metal depositado Asiacute la A significa un electrodo de acero al Carbono-Molibdenola B un electrodo al Cromo-Molibdeno la C un electrodo al Niacutequel y la letra D un electrodo al Manganeso-Molibdeno El diacutegito final indica la composicioacuten quiacutemica seguacuten esta clasificacioacuten
En las especificaciones para aceros inoxidables AWS A5492 la AISI clasificoacute estos aceros por nuacutemerosy estos mismos se usan para la designacioacuten de los electrodos Por lo tanto la clasificacioacuten para loselectrodos de acero inoxidables como 308 347 etc es su nuacutemero y luego dos diacutegitos maacutes que indican suscaracteriacutesticas de empleo (fuente de poder tipo de revestimiento etc) La letra L a continuacioacuten de los tres
primeros diacutegitos indica que el acero inoxidable es de bajo contenido en carbono
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2067
Curso Baacutesico De Soldadura Castillo-Guardado
20
ELECTRODOS PARA SOLDAR ACERO AL CARBONO
Procedimiento para soldar Acero al Carbono
Los mejores resultados se obtienen manteniendo un arco mediano con lo que se logra una fusioacutenadecuada permitiendo el escape de gases ademaacutes de controlar la forma y apariencia del cordoacuten
Para filetes planos y horizontales conviene mantener el electrodo en un aacutengulo de 45degrespecto a lasplanchas efectuar un pequentildeo avance y retroceso del electrodo en el sentido de avance Con ello se lograuna buena fusioacuten al avanzar se controla la socavacioacuten y la forma del cordoacuten al retroceder al craacuteter
Para filetes verticales ascendentes se mantiene el electrodo perpendicular a la plancha movieacutendolo en elsentido de avance El movimiento debe ser lo suficientemente raacutepido y la corriente adecuada para permitiralargar el arco y no depositar cuando se va hacia arriba para luego bajar al craacuteter y depositar el metalfundido controlando la socavacioacuten y ancho del cordoacuten
La soldadura sobre cabeza se ejecuta en forma similar a la horizontal pero la oscilacioacuten en el sentido deavance debe ser mayor para permitir que el metal depositado en el craacuteter se solidifique
Cuando se suelda vertical descendente el cordoacuten de raiacutez se hace con un avance continuo sin oscilar y lafuerza del arco se dirige de tal manera que sujete el bantildeo de fusioacuten Para los pases sucesivos se puedeusar una oscilacioacuten lateral
ELECTRODO 6013
Electrodo para acero al carbono
Con hierro en polvo
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Rojo
DescripcioacutenElectrodo con polvo de hierro en el revestimiento que permite una velocidad de depoacutesito mayor y unaaplicacioacuten mas faacutecil junto con propiedades mecaacutenicas sobresalientes La estabilidad del arco y el escudoprotector que da el revestimiento ayudan a dirigir el depoacutesito reduciendo la tendencia a socavar Estadisentildeado seguacuten los uacuteltimos adelantos teacutecnicos para lograr oacuteptimos resultados praacutecticos
UsosEste electrodo tiene un campo de aplicacioacuten muy amplio en especial cuando es necesario soldar en todaposicioacuten
Aplicaciones tiacutepicasbull Estanques bull Tuberiacuteas de presioacuten bull Estructuras bull Cantildeeriacuteas
bull Planchas corrientes y galvanizadasbull Barcos
Procedimiento para soldarPara obtener los mejores resultados se recomienda un arco de longitud mediana que permita controlarmejor la forma y aspecto del cordoacutenPara soldadura de filetes planos y horizontales se recomienda mantener el electrodo a 45ordm con cadaplancha oscilaacutendolo en el sentido del avance El movimiento adelante tiene por objeto obtener buenapenetracioacuten y el movimiento hacia atraacutes controla la socavacioacuten y la forma del cordoacutenEn la soldadura vertical se recomienda llevar el electrodo en un aacutengulo de casi 90ordm inclinaacutendolo ligeramenteen el sentido de avance Se debe llevar un movimiento de vaiveacuten alargando el arco para no depositar metal
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2167
Castillo-Guardado
Curso Baacutesico De Soldadura
21
en el movimiento hacia arriba y luego acortaacutendolo para depositar en el craacuteter y asiacute controlar lasdimensiones del deposito y la socavacioacuten
ELECTRODO DE PUNTA AZUL
Electrodo para acero al carbono
Corriente alterna
Revestimiento Blanco
Con hierro en polvo
Punto Azul
Toda posicioacuten
Corriente continuacutea Electrodo positivo
Descripcioacuten
El nuevo Punto Azul posee una formulacioacuten moderna capaz de brindar las maacutes altas exigencias de trabajoSu arco suave y estable lo hace de faacutecil aplicacioacuten en cualquier posicioacuten logrando oacuteptima calidad en launioacuten
Esta nueva foacutermula entrega ademaacutes las siguientes caracteriacutesticas1 Alta velocidad de soldadura2 Depoacutesitos lisos3 Bajo chisporroteo4 Bajo iacutendice de humos5 Faacutecil remocioacuten de escoria6 Excelente penetracioacuten
UsosEs un electrodo de uso general en aceros dulces especialmente cuando es necesario soldar chapas yperfiles delgados
Aplicaciones tiacutepicasbull Marcos de ventana bull Fabricacioacuten de rejasbull Estanques bull Planchas galvanizadas bull Estructuras bull Reparaciones generales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2267
Curso Baacutesico De Soldadura Castillo-Guardado
22
Procedimiento para soldarDebe seguirse el mismo procedimiento utilizado para soldar un electrodo E-6010 oacute E-6011
ELECTRODOS PARA ACEROS INOXIDABLES
iquest Queacute es un acero inoxidableLos aceros inoxidables son simplemente aleaciones compuestas por hierro (Fe) Carbono (C) y Cromo (Cr)El hierro es el elemento fundamental de todos los aceros inoxidables Sin embargo para hacer que el hierrosea inoxidable el contenido de cromo en solucioacuten debe ser por lo menos de un 115 Se adicionan otroselementos de aleacioacuten (Ni Mo V Ti Nb) con el fin de mejorar ciertas propiedades como son ductibilidadresistencia al impacto resistencia al creep resistencia a la corrosioacuten calor etc
Tipos de Aceros InoxidablesDesde el punto de vista metaluacutergico los aceros inoxidables estaacuten agrupados dentro de tres tipos baacutesicosde acuerdo a su microestructura Martensiacuteticos Ferriacuteticos y Austeniacuteticos
MartensiacuteticosEstos aceros contienen entre 115 a 18 de cromo como su principal elemento de aleacioacuten Algunosejemplos de este grupo son los aceros martensiacuteticos AISI 410 416 420431 501 y 502En la soldadura de los aceros martensiacuteticos (aceros autotemplables) se pueden producir tensiones y porconsiguiente grietas si no se adoptan las precauciones convenientesSiempre que sea posible debe emplearse como metal de aporte aleaciones austeniacuteticas (Ej AISI 309-310)
para absorber las tensiones en las zonas cercanas al cordoacuten y asiacute evitar grietasEs conveniente precalentar entre 300-350degC las piezas que van a ser soldadas Despueacutes de la soldadura yuna vez enfriadas las piezas se recomienda un revenido de 600 a 700degC La resistencia oacuteptima a lacorrosioacuten de estos aceros se obtiene efectuando tratamientos teacutermicos de temple y revenido a lastemperaturas requeridas sin embargo esta resistencia a la corrosioacuten no es tan buena como en los acerosausteniacuteticos o ferriacuteticos Su campo de accioacuten estaacute en piezas que estaacuten sometidas a corrosioacuten y que requieren de cierta resistenciamecaacutenica Se utilizan generalmente en aletas para turbinas rodetes de turbinas hidraacuteulicas fundicionesresistentes a la corrosioacuten cuchilleriacutea piezas de vaacutelvulas etc
Ferriacuteticos
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2367
Castillo-Guardado
Curso Baacutesico De Soldadura
23
Los aceros inoxidables ferriacuteticos contienen entre 17 y 27 de cromo Ejemplos de eacutestos son los acerosAISI 405 430 442 446Estos aceros no son endurecibles por tratamiento teacutermico sino soacutelo moderadamente mediante trabajo enfriacuteo Son magneacuteticos al igual que los martensiacuteticos Pueden trabajarse en friacuteo o en caliente pero alcanzansu maacutexima ductilidad y resistencia a la corrosioacuten en la condicioacuten de recocido
En los aceros ferriacuteticos con un contenido de alto cromo puede aparecer fase sigma (dura y fraacutegil) cuando
se les mantiene durante mucho tiempo a temperaturas cercanas a 470degC Por otro lado los aceros ferriacuteticosson muy propensos al crecimiento del grano (850degC - 900degC) inconveniente para la soldadura Si las piezasa soldar son de dimensiones considerables se recomienda postcalentar las piezas entre 700degC a 850degCseguido de un enfriamiento raacutepidoComo los aceros ferriacuteticos se pueden deformar faacutecilmente en friacuteo se utilizan mucho para estampadosprofundos de piezas como recipientes para industrias quiacutemicas y alimenticias y para adornosarquitectoacutenicos o automotrices
AusteniacuteticosEstos son los aceros inoxidables al cromo-niacutequel (tipo 3XX) y al cromo-niacutequel-manganeso (tipo 2XX) Sonesencialmente no magneacuteticos en la condicioacuten de recocido y no endurecen por tratamiento teacutermico Elcontenido total de niacutequel y cromo es de por lo menos 23 Se pueden trabajar faacutecilmente en caliente o enfriacuteo El trabajo en friacuteo les desarrolla una amplia variedad de propiedades mecaacutenicas y en esta condicioacuten elacero puede llegar a ser ligeramente magneacutetico Son muy resistentes al impacto y difiacuteciles de maquinarEstos aceros tienen la mejor resistencia a altas temperaturas y resistencia a la formacioacuten de escamas de
los aceros inoxidables Su resistencia a la corrosioacuten suele ser mejor que las de los aceros martensiacuteticos oferriacuteticosEl mayor inconveniente que presenta la soldadura de los aceros austeniacuteticos es la precipitacioacuten de carburosque pueden producirse en las zonas cercanas al cordoacuten de soldadura quedando sensibilizados a lacorrosioacuten intergranular Para evitar esta precipitacioacuten se deben soldar las piezas sin precalentamiento y conel menor aporte de calor posible Otra posibilidad es emplear aceros austeniacuteticos con porcentaje decarbono menor a 003 o aceros austeniacuteticos estabilizados con titanio niobio o taacutentalo
Electrodo para hacero Inoxidable
Electrodo de acero inoxidable austen tico
Corriente continuacutea Electrodo positivo
Toda posicioacuten
Corriente alternaRevestimiento Blanco
DescripcioacutenEl electrodo 19-9 posee un revestimiento rutiacutelico lo que lo hace apto para soldar con CA o CC electrodopositivo Este electrodo se caracteriza por un arco estable de transferencia spray cuyo depoacutesito es deexcelente forma y apariencia La escoria se desprende faacutecilmente ademaacutes de tener muy buenareanudacioacuten de arco por lo que se aconseja usarlo en soldaduras intermitentes El depoacutesito es de aceroinoxidable austeniacutetico
UsosEl electrodo 19-9 estaacute formulado para soldar el grupo 18-8 de aceros inoxidables por ejemplo 301 302302B 303 304 305 y 308 que se caracterizan por su gran resistencia a la corrosioacuten
Este electrodo es ademaacutes muy usado para soldar acero manganeso y para rellenar estos u otros aceros
especiales resistentes al desgaste antes de aplicar las capas de recubrimiento duro
El metal depositado es austeniacutetico y no magneacuteticoAplicaciones tiacutepicasbull Intercambiadores de calor bull Industrias conserveras bull Equipos Quiacutemicos bull Industria Lechera
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2467
Curso Baacutesico De Soldadura Castillo-Guardado
24
ELECTRODOS BASE NIQUEL
Electrodo base Niacutequel con Cromo Molibdeno y Columbio
Alta resistencia a la traccioacuten y tenacidad a bajas y altas temperaturas (1100iexcl
C)
Excelente resistencia a la corrosioacuten en muchos medios agresivos
Posicioacuten plana y horizontal CA CC (+)
DescripcioacutenEl electrodo Nicromo 3 se caracteriza por producir un arco suave y estable de transferencia spray Eldepoacutesito formado es de exelente apariencia y de faacutecil desprendimiento de la escoriaEl depoacutesito del electrodo Nicromo 3 se caracteriza por su favorable resistencia a elevadas temperaturas
(1100degC) durante tiempos prolongados ademaacutes de su buena resistencia a la corrosioacuten bajo tensiones yfisuracioacuten en caliente
UsosEste electrodo es apto para unir aleaciones tipo Inconel 625 e Incoloy 825 Recomendado para unioacuten dealeaciones altas en cromo-niacutequel entre si o con aceros inoxidables Se recomienda ademaacutes para revestiraceros al carbono y de baja aleacioacuten Debido a su alto liacutemite elaacutestico se puede utilizar para unir aceros alniacutequel (5 y 9 de Ni)
Aplicaciones tiacutepicasbull Estanques para transpor tes criogeacutenicosbull Estanques de almacenamiento de aceros al Ni (5-9 Ni)bull Asiento de vaacutelvulas bull Reparacioacuten de maquinaria
bull Estanques para productos corrosivos bull Aleaciones 904 y 904L Inconel 625 e Incoloy 825
Procedimiento de soldaduraEs indispensable limpiar cuidadosamente las partes a soldar para lograr uniones libres de poros y grietasUsar arco corto con una ligera inclinacioacuten Para lograr un bajo aporte de calor es recomendable depositarcordones rectos y angostos con poca o ninguna oscilacioacuten El precalentamiento depende del metal basecualquier post-calentamiento puede efectuarse sin peligro de perjudicar las caracteriacutesticas del depoacutesito
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2567
Castillo-Guardado
Curso Baacutesico De Soldadura
25
ELECTRODOS PARA COBRE ndashBRONCE
Procedimiento para soldar con Electrodos Cobre ndashBronce
La teacutecnica de operacioacuten de estos electrodos es totalmente distinta a la empleada en la soldadura del aceroal carbono debido principalmente a la gran diferencia de conductividad teacutermica coeficiente de expansioacutenmenor punto de fusioacuten y mayor fluidez a la temperatura de la zona de fusioacuten Al soldar cobre y susaleaciones deberaacute considerarse los siguientes factores1 Dejar una separacioacuten mayor en la raiacutez de las uniones2 Emplear aacutengulos de bisel mayores que los usuales3 El punteo de las uniones debe tener un paso menor4 Usar temperaturas de precalentamiento5 Emplear los rangos de corriente maacutes altos para cada diaacutemetro de electrodo
Es frecuente el empleo de respaldos de cobre o de grafito con el objeto de prevenir la sobre fusioacuten en laraiacutez de las uniones especialmente al soldar espesores delgados Como regla general al soldar cobre y susaleaciones se recomienda el empleo de temperaturas de precalentamiento del orden de 200degC ytemperaturas entre pasadas de 200degC a 370degC para latones y de 400degC a 550degC para cobreEl martillado de los depoacutesitos de soldadura no es absolutamente indispensable pero se emplea parareducir las tensiones y distorsiones en las uniones soldadas a la vez de mejorar las propiedadesmecaacutenicas debido al afinamiento de los granos del depoacutesito
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacuten
con CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2667
Curso Baacutesico De Soldadura Castillo-Guardado
26
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas debronce fosfoacutericoAplicaciones tiacutepicas
bull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tablaPara el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas Enlas soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Para
soldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
Electrodo Para Cobre
Electrodo de bronce fosforico
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Negro
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacutencon CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas de
bronce fosfoacutericoAplicaciones tiacutepicasbull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tabla
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2767
Castillo-Guardado
Curso Baacutesico De Soldadura
27
Para el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas En
las soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Parasoldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
ELECTRODOS PARA BISELAR Y CORTAR
Estos electrodos tienen gran importancia en las industrias que requieren efectuar trabajos de corte ybiselado ya que han sido especialmente disentildeados y fabricados para cumplir eficientemente estos trabajos
Procedimiento para Biselar y CortarPara biselar use un portaelectrodo convencional dirigiendo el electrodo en un aacutengulo aproximado de 30degcon respecto al plano del metal base Use un movimiento de retroceso para evitar profundizar demasiadoUna mayor velocidad de avance daraacute un biselado menos profundo Esmerile la zona antes de soldarPara cortar dirija el electrodo en direccioacuten al recorrido en un aacutengulo de 90degcon respecto al plano del metalbase Use un movimiento vertical ascendente y descendente para producir el desprendimiento del materialfundido
Electrodo para cortar y perforar
Corriente alterna
Toda posiciOn
Corriente continua Electrodo negativo
Revestimiento Gris oscuro
DescripcioacutenEl electrodo Speed Cut estaacute disentildeado para cortar y perforar todos los metales con CA o CC electrodonegativo Es un electrodo de alta velocidad y su revestimiento especial de tipo refractario evita que seprecaliente el nuacutecleo y concentra la fuerza del arco para lograr cortes parejos y limpios
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2867
Curso Baacutesico De Soldadura Castillo-Guardado
28
UsosEste electrodo ha sido especialmente disentildeado para producir cortes de alta velocidad en todas lasposiciones Es recomendable su uso en todos los metales especialmente para aquellos que representandificultad para ser cortados o perforados al ser tratados con equipos oxigas como por ejemplo fierrofundido aceros inoxidables aleaciones de niacutequel bronce cobrealuminio etcAplicaciones tiacutepicas
bull Cortes de alta velocidad en todas posiciones bull Desarme de estructuras metaacutelicas bull Remocioacuten de defectos en soldadura bull Perforacioacuten de remaches
ELECTRODOS PARA SOLDAR HIERRO FUNDIDO
Procedimiento para soldar Hierro Fundido
Las reparaciones en fundicioacuten de hierro gris o hierro maleable son los trabajos maacutes comuacutenmenteencontrados en la praacutectica diaria y son considerados como los trabajos de soldadura maacutes difiacutecilesCuando se suelda hierro fundido con electrodos comunes de acero se forma una capa dura y fraacutegiladyacente a la soldadura
Esta capa consiste en hierro fundido endurecido superficialmente como resultado del raacutepido enfriamientodesde una alta temperatura Si el metal de aporte es acero eacuteste absorberaacute considerable cantidad decarboacuten del hierro fundido convirtieacutendose en un acero de alto carbono El resultado seraacute que el depoacutesito desoldadura se endureceraacute siendo imposible su mecanizadoAdemaacutes cuando se usan electrodos con nuacutecleo de acero la diferencia de contracciones entre elmetal fundido depositado y la fundicioacuten generalmente es causa de problemas serios La resistencia delmetal de aporte es mucho mayor que la del hierro fundido y al producirse la contraccioacuten del acero puededesprenderse de la fundicioacuten Debido a estas condiciones es que los electrodos especiales son necesariospara este tipo de soldadura
La soldadura del hierro fundido es relativamente faacutecil pero sus caracteriacutesticas quiacutemicas y metaluacutergicas sontales que deben ser consideradas cuidadosamente para asegurar los mejores resultados
Algunas de sus caracteriacutestica son1 Si se calienta a una temperatura alta y luego se enfriacutea raacutepidamente el resultado seraacute una fundicioacutenblanca muy dura y difiacutecilmente trabajable mecaacutenicamente2 Si se calienta a una temperatura alta y luego se enfriacutea lentamente el resultado seraacute un hierro fundidogris que es blando y faacutecilmente trabajable3 El hierro fundido es fraacutegil y no se puede doblar o estirar como el acero y consecuentemente si se produceun sobrecalentamiento durante la soldadura las contracciones durante el enfriamiento pueden causargrietas en la soldadura misma o en las zonas teacutermicamente afectadas entre eacutesta y el metal base
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2967
Castillo-Guardado
Curso Baacutesico De Soldadura
29
Las consideraciones anteriores son principalmente las que han establecido un procedimiento fundamentalpara la soldadura del hierro fundido independiente del tipo de electrodo utilizado maquinable o nomaquinable que puede establecerse en los siguientes puntos
1 Utilizar electrodos de poco diaacutemetro y corriente lo maacutes baja posible pero suficiente para producir unabuena fusioacuten2 Hacer soldaduras cortas de no maacutes de dos o tres pulgadas de longitud3 Es aconsejable el depoacutesito de cordones delgados en lugar de cordones anchos y oscilados
InstruccionesPara obtener los mejores resultados es esencial que la unioacuten haya sido adecuadamente preparada Debenremoverse o limpiarse todas las materias extrantildeas tales como oacutexido grasa y aceites Especialmente laspartes que se han impregnado de aceite agua u otros agentes pueden requerir un precalentamiento a unatemperatura suficientemente alta (300-370degC) para evaporar los contaminantes antes de la soldadura
Las uniones deben ser preparadas y biseladas por medios mecaacutenicos como esmeriles discos o limas ydebe evitarse hacer los biselados o preparaciones con arco eleacutectrico ya que este procedimiento tenderiacutea aproducir hierro fundido blanco duro y quebradizo en las zonas inmediatamente vecinas a las soldaduras
El biselado se recomienda auacuten para secciones delgadas mantenieacutendolo siempre al miacutenimo praacutectico paraevitar los esfuerzos residuales provenientes de la contraccioacuten
Como regla general el aacutengulo total de bisel debe ser de aproximadamente 90degpara secciones de635 mm de espesor o menos y de 60 a 90degpara secciones maacutes pesadas o de mayor espesor
Es aconsejable tambieacuten para disminuir los esfuerzos teacutermicos usar electrodos de diaacutemetro pequentildeo yutilizar siempre amperajes bajos Ademaacutes el precalentamiento es necesario para fundiciones pesadas y lasoldadura debe depositarse en cordones cortos lineales de dos a tres pulgadas de longitud Cuando seaposible debe procurarse depositar la soldadura en dos a tres capas ya que los pases subsiguientes tienenun efecto beneacutefico de normalizado sobre los primeros En las soldaduras de hierro fundido es muyimportante evitar el calor localizado causante en la mayoriacutea de los casos de grietas en el metal base y en lasoldadura Esto se logra haciendo soldaduras intermitentes permitiendo que el calor se distribuya dentrode la fundicioacuten antes de depositar el proacuteximo cordoacuten
Electrodo Para soldar Hierro Fundido
Electrodo para hierro fundido
Corriente alterna
Toda posicion
Revestimiento Canela
Corriente continua Electrodo positivo
DescripcioacutenEl electrodo 77 tiene nuacutecleo de acero dulce con un revestimiento que actuacutea como fundente controlando lascaracteriacutesticas del arco Tiene un punto de fusioacuten lo suficientemente bajo para permitir usar corrientesbajas caracteriacutestica importante en la soldadura de hierro fundido lo que reduce el endurecimiento en lazona de fusioacuten
UsosEste electrodo se recomienda para reparaciones en hierro fundido en que los depoacutesitos no requieranmaquinado posterior
Aplicaciones tiacutepicasbull Cabezales de motores bull Piezas de maacutequinas bull Cajas de descanso bull Blocks de motores
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3067
Curso Baacutesico De Soldadura Castillo-Guardado
30
Procedimiento para soldarSe recomienda usar preferentemente CC electrodo positivo Las piezas a soldar deben estar limpias Serecomienda biselar las piezas en forma de ldquoVrdquo y taladrar los extremos de las grietas a reparar Para tener mayor seguridad de la calidad del trabajo se debe evitar soldar en forma contiacutenua se recomiendaefectuar cordones de 5 a 8 cms intermitentemente Debe mantenerse el trabajo friacuteo No se recomiendamartillar el cordoacuten pueden producirse fisuras
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3167
Castillo-Guardado
Curso Baacutesico De Soldadura
31
Descifrando los siacutembolos de la soldadura
Cuando las soldaduras son especificadas en planos y dibujos isomeacutetricos de ingenieriacutea de fabricacioacuten unconjunto de siacutembolos es usado para identificar el tipo de soldadura las dimensiones y otras informacionesreferente al proceso y el acabado
ANSIAWS A24 Siacutembolos para soldadura y pruebas no destructivasReconociendo la estructura del simbolo
La liacutenea horizontal se conoce como liacutenea de referencia y es la plataforma principal donde todos losdemaacutes siacutembolos de soldadura son agregados las instrucciones para la ejecucioacuten de la soldadura vanalineadas a la liacutenea de referencia y una flecha conecta la liacutenea de referencia con la junta a ser soldada Enel ejemplo de arriba la flecha se despliega a la derecha de la liacutenea de referencia y apuntando hacia abajo ya la derecha pero existen muchas otras combinaciones
Algunas veces la flecha apunta los dos lados de la junta por consiguiente existiriacutean dos ladospotencialmente apropiados para ejecutar la soldadura por ejemplo en una junta T cuando dos laminasson unidas la soldadura puede ser hecha en cualquiera de los lados de la T
El siacutembolo hace la distincioacuten entre los dos lados de la junta usando la flecha y los espacios debajo yencima de la liacutenea de referencia los lados (curiosamente) son conocidos como El lado de la flecha y Elotro lado y la soldadura se ejecuta de acuerdo a las instrucciones dadas en la parte de arriba de la liacutenea dereferencia y la orientacioacuten de la flecha no interfiere con estas instrucciones
La bandera que sale de la liacutenea de referencia esta presente si la soldadura se efectuara en campo odurante el armado de la estructura un siacutembolo de soldadura sin la bandera indica que la soldadura seefectuaraacute en el taller pero en algunos planos y dibujos antiguos puede ser encontrado un circulo negro en launioacuten entre la liacutenea de referencia y la flecha
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3267
Curso Baacutesico De Soldadura Castillo-Guardado
32
Un circulo vaciacuteo entre la liacutenea de referencia y la flecha es una indicacioacuten de que la soldadura debe serejecutada alrededor o en toda la circunferencia de la unioacuten como en este ejemplo
La cola del siacutembolo de soldadura es el sitio donde se coloca la informacioacuten suplementariaconcerniente a la soldadura a ejecutar y puede contener referencias del proceso requerido electrodo undetalle de dibujo y cualquier informacioacuten que ayude a la ejecucioacuten de la soldadura que no tenga un lugarespecial en el siacutembolo plano o la isometriacutea
Cada tipo de soldadura tiene su siacutembolo baacutesico el cual tiacutepicamente se situacutea al rededor del centro dela liacutenea de referencia (dependiendo de cual sea el lado de la junta) y este siacutembolo es usualmente un dibujoque representa la seccioacuten transversal de la junta misma y estas estaacuten divididas en tres grupos
Simbolos para las Soldaduras de Filete
La soldadura fundida es depositada en la esquina formada por la caracteriacutestica de la unioacuten de dosmiembros penetrando y fundieacutendose con el metal base para formar la junta
La cara perpendicular del triangulo siempre es dibujada en la parte izquierda del siacutembolo si las doscaras de la soldadura son de la misma dimensioacuten entonces solo una medida es dada
Las soldaduras de filete son usadas para hacer juntas de enfrentamiento perpendicular comoesquinas y las juntas T y como su propio siacutembolo lo sugiere estas soldaduras son baacutesicamentetriangulares vistas desde su seccioacuten aunque su forma no es siempre un triangulo perfecto o isoacutesceles
Si la soldadura tuviera caras desiguales (menos comuacuten) entonces ambas dimensiones son dadas yuna nota especial que indica en el dibujo cual cara es mas larga
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3367
Castillo-Guardado
Curso Baacutesico De Soldadura
33
El largo de la soldadura es dado a la derecha del simbolo
La soldadura se debe situar entre las liacuteneas dimensioacutenales especificadas (si son dadas) o entre lospuntos donde un cambio de direccioacuten abrupto de la soldadura ocurra como al final de las planchas olaminas
En el caso de soldaduras intermitentes o interrumpidas el largo de cada porcioacuten de la soldadura y losespacios que las separan son indicado en el siacutembolo siendo separados con un guioacuten ( - ) y el largo de laporcioacuten de soldadura va seguido de la dimensioacuten centro-centro del espacio estos siempre se colocan a la
derecha del siacutembolo del filete (triangulo)
Note que la dimensioacuten del espacio no indica el espacio limpio entre las soldaduras la indicacioacuten escentro-centro
Siacutembolos para las Soldaduras de Canal
Las soldaduras de Canal son usadas comuacutenmente para hacer juntas de bordes con bordes aunquetambieacuten son usadas frecuentemente en esquinas juntas T juntas curvas y piezas planas Como losugiere la variedad de siacutembolos para estas soldaduras hay muchas maneras de hacer soldaduras deCanal y la diferencia principal dependeraacute de la geometriacutea de las partes que seraacuten unidas y la preparacioacutende sus bordes El metal soldado es depositado entre el canal penetrando y fundieacutendose con el metal base para formar la junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipo de
soldaduras la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3467
Curso Baacutesico De Soldadura Castillo-Guardado
34
La soldadura de canal cuadrado en la cual el canal es creado por una separacioacuten especifica o ningunaseparacioacuten incluyendo hasta cierta presioacuten de oposicioacuten la distancia de la separacioacuten (si existe) es dadaen el siacutembolo
Las soldaduras de canal V en la que los bordes son biselados a veces por un lado o por los doslados para crea el canal el aacutengulo del bisel es dado en el siacutembolo asiacute como la luz de separacioacuten oseparacioacuten de la raiacutez (si existiera)
Si la profundidad de la V no fuera igual al espesor o a la mitad (en el caso de doble V) del espesorde la lamina o plancha a soldar entonces la profundidad es dada a la izquierda del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3567
Castillo-Guardado
Curso Baacutesico De Soldadura
35
Si la penetracioacuten de la soldadura fuera mayor que la profundidad del canal la profundidad de la gargantaefectiva es dada entre pareacutentesis despueacutes de la profundidad de la V
En el bisel del canal de soldadura en el cual el borde de una de las laminas es biselado y la otra escuadrada el siacutembolo de la liacutenea perpendicular siempre es dibujada en el lado izquierdo sea cual sea laorientacioacuten de la soldadura la flecha apunta la cara de la pieza que debe ser biselada y en este caso laflecha es cortada y doblada en aacutengulo para hacer eacutenfasis en su importancia (este corte de aacutengulo no esnecesario si el proyectista no tiene preferencias en cual lado debe ser biselado o si el dibujo es interpretadopor un soldador calificado que reconoce la diferencia de cual lado debe ser tratado) las
condiciones de aacutengulo preparacioacuten del borde garganta efectiva y la luz de separacioacuten de la
separacioacuten de raiacutez son descritas en las soldaduras de canal V en esta misma pagina
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3667
Curso Baacutesico De Soldadura Castillo-Guardado
36
En la soldadura de canal U en la cual ambos bordes son tratados para crear un canal coacutencavo laprofundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de la separacioacuten sondescritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de canal J en la cual en uno de las laminas tiene un biselado coacutencavo y la otra esdejada cuadrada como con el bisel de la media V la liacutenea perpendicular siempre apareceraacute dibujada a laizquierda y la flecha (con un doblez si fuera necesario) apuntando la pieza que recibiraacute el tratamiento debisel coacutencavo la profundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de
separacioacuten son descritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de V curva comuacutenmente usada para unir dos partes curvas o dos partes tubularesla profundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3767
Castillo-Guardado
Curso Baacutesico De Soldadura
37
En la soldadura de canal con bisel curvo comuacutenmente usada para unir una pieza curva o tubular auna pieza plana como con la V curva (anterior) formada por dos superficies curvas o tubulares laprofundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis La liacutenea perpendicular es dibujada siempre al lado izquierdo del siacutembolosea cual sea la orientacioacuten de la soldadura
Otros siacutembolos suplementarios son usados con la soldadura de canal como Penetracioacuten saliente y Barra o elemento de respaldo ambos siacutembolos son indicacioacuten de que la penetracioacuten de la junta se efectuacuteadesde un solo lado de la junta
El alto del refuerzo (si fuera critico) es indicado a la izquierda del siacutembolo de penetraron saliente elcual esta situado
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3867
Curso Baacutesico De Soldadura Castillo-Guardado
38
Cuando una barra o elemento de respaldo es usado para lograr la penetracioacuten necesaria de la junta su siacutembolo es situado encima de la liacutenea de referencia sobre el siacutembolo de la soldadura si la barra esprovisional y seraacute removida al final de la soldadura entonces la letra R es situada dentro del siacutembolo de labarra de respaldo esta barra tiene el mismo siacutembolo que la soldadura de conexion y ovalos pero sucontexto debe hacer siempre la clara intencioacuten del siacutembolo
Simbolos para la Soldadura de conexion y ovalos
Soldadura de conexioacuten y de oacutevalos es usada para unir laminas sobrepuestas una de las cuales tienenperforaciones (redondos para conexiones y ovalados o alargados para Oacutevalos) Metal soldado esdepositado en estas perforaciones penetrando y fundieacutendose con el metal base de las dos partes formandola junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipode soldadura la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3967
Castillo-Guardado
Curso Baacutesico De Soldadura
39
En la soldadura de conexioacuten el diaacutemetro de cada conector es dado a la izquierda del siacutembolo y el espacioentre los conectores es dado a la derecha en la soldadura de oacutevalos el ancho de cada ovalo es dado a laizquierda del siacutembolo el largo y la distancia entre espacios (separados por un guioacuten-) son dados a laderecha del siacutembolo y la referencia del detalle en la cola
El numero de conectores u oacutevalos es dado entre pareacutentesis por encima o por debajo del siacutembolo de lasoldadura la indicacioacuten del lado de la flecha y el otro lado indican cual pieza tiene la(s) perforacione(s)
Si no esta en las especificaciones el llenado total de esta perforacioacuten entonces la profundidad es dadadentro del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4067
Curso Baacutesico De Soldadura Castillo-Guardado
40
SISTEMA OXIGAS
Descripcioacuten del ProcesoEl proceso de soldadura oxigas mostrado en la figura consiste en una llama dirigida por un sopleteobtenida por medio de la combustioacuten de los gases oxiacutegeno-acetileno El intenso calor de la llama funde la
superficie del metal base para formar una poza fundidaCon este proceso se puede soldar con o sin material de aporte El metal de aporte es agregado para cubrirbiseles y orificios
A medida que la llama se mueve a lo largo de la unioacuten el metal base y el metal de aporte se solidifican paraproducir el cordoacuten
Al soldar cualquier metal se debe escoger el metal de aporte adecuado que normalmente posee elementosdesoxidantes para producir soldaduras de buena calidad
En algunos casos se requiere el uso de fundente para soldar ciertos tipos de metales
Ventajas y Aplicaciones del ProcesoEl proceso oxigas posee las siguientes ventajas el equipo es portaacutetil econoacutemico y puede ser utilizado entoda posicioacuten
El proceso oxigas es normalmente usado para soldar metales de hasta 14 de espesor Se puede utilizartambieacuten para soldar metales de mayor espesor pero ello no es recomendable
Su mayor aplicacioacuten en la industria se encuentra en el campo de mantencioacuten reparacioacuten soldadura decantildeeriacuteas de diaacutemetro pequentildeo y manufacturas livianas Tambieacuten puede ser usado como fuente de energiacuteacaloacuterica para calentar doblar forjar endurecer etc
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4167
Castillo-Guardado
Curso Baacutesico De Soldadura
41
Equipo para Soldadura y Corte OxigasEs el conjunto de elementos que agrupados permiten el paso de gases (Oxigeno-Acetileno) hasta unsoplete en cuyo interior se produce la mezcla La misma en contacto con una chispa produce unacombustioacuten base del sistema oxiacetileacutenico
Procedimiento Baacutesico de Soldadura
Ajuste de llamaEn soldadura oxiacetileacutenica se utiliza una llama neutra (3160degC) o sea se suministra suficiente oxiacutegenopara realizar la combustioacuten de todo el acetileno presenteAunque esta situacioacuten corresponde a una relacioacuten teoacuterica oxiacutegenoacetileno de 251 en la praacutectica parte dela combustioacuten se realiza con oxiacutegeno del aire de modo que
Se consume iguales cantidades de oxiacutegeno y acetileno (relacioacuten 11)Se produce un efecto de auto-proteccioacuten que minimiza la oxidacioacuten del metal base
La llama carburante con exceso de acetileno se reconoce por una zona intermedia reductora que apareceentre el dardo y el penacho se utiliza soacutelo en casos especiales
La llama oxidante con exceso de oxiacutegeno se reconoce por su dardo y penacho maacutes cortos y su sonido maacutesagudo
Seleccioacuten de la BoquillaEn la seleccioacuten de la boquilla influyen los siguientes factores1 Tipo de material a soldar
2 Espesor del material3 Tipo de unioacuten (Tope filete biselada etc)4 Posicioacuten en que se soldaraacute5 Habilidad del operador
Como norma de seguridad siempre debe utilizarse la
Boquilla a la presioacuten recomendada por el fabricante
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4267
Curso Baacutesico De Soldadura Castillo-Guardado
42
Varillas para Soldadura OxigasINDURA dispone de todos los tipos de varillas para este tipo de soldadura Bronce Niacutequel-Plata acerodulce hierro fundido y aluminio en los siguientes diaacutemetros
16 mm (116) - 24 mm (332) - 32 mm (18) - 40 mm (532) - 48 mm (316) y 64 mm (14)
El tamantildeo de varilla adecuada debe ser determinado por
bull el tipo de unioacuten de soldadura bull el espesor del material bull la cantidad de aporte requerido
VARILLAS DE APORTE PARA SOLDADURA OXIGAS
Procedimiento para soldar con varillas de soldadura oxigas (Bronce)
Deben limpiarse muy bien las piezas aplicaacutendoles la llama sobre la superficie hasta que alcance un colorrojo cereza Ambas piezas deben estar a la misma temperatura porque en caso contrario la varilla fluiraacutehacia la pieza maacutes caliente (fenoacutemeno de capilaridad) Caliente la varilla con la llama e introduacutezcala luegoen el depoacutesito de fundente
Note que el calor hace que el fundente se adhiera a la varilla (Si se utiliza una varilla ya revestida confundente este paso debe eliminarse) Una vez que la varilla estaacute impregnada con fundente y las piezas hanalcanzado la temperatura adecuada acerque la varilla hacia la unioacuten y coloque la llama encimaundieacutendola La varilla entonces se funde y fluye hacia el aacuterea calentada uniendo fuertemente las piezas
Debe utilizarse bastante fundente Si la cantidad de fundente es insuficiente la varilla no uniraacute los metales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4367
Castillo-Guardado
Curso Baacutesico De Soldadura
43
VARILLA DE APORTE DE BRONCE
DescripcioacutenLa soldadura de Bronce permite obtener depoacutesitos concaracteriacutesticas mecaacutenicas sobresalientes enresistencia y ductibilidad ademaacutes de ser muy homogeacutenea
AplicacionesSu principal campo de aplicacioacuten es soldadura de hierro fundido acero dulce cobre y sus aleaciones
La principal caracteriacutestica de estas soldaduras es la poca cantidad de gases que se genera en el craacuteter demetal fundido y su bajo punto de fusioacuten que permite una mejor y mayor fluidez del metal fundido
Como teacutecnica operatoria se recomienda precalentar el metal base hasta una temperatura cercana al puntode fusioacuten del metal de aporte luego fundir una gota de soldadura y aplicar calor adicional para obtener unafluidez adecuada en el depoacutesito
Recomendamos el uso del fundente INDURA 10 a fin de obtener depoacutesitos maacutes limpios y de mejorapariencia Las aleaciones de Bronce INDURA son envasadas en cajas de 10 kgs y fabricadas en lassiguientes medidas 24 mm (332)-32 mm (18)-40 mm (532)-48 mm (316)-64 mm (14)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4467
Curso Baacutesico De Soldadura Castillo-Guardado
44
SOLDADURA DE ESTANtildeO
Descripcioacuten
Estas soldaduras son aleaciones a base de estantildeo y se recomiendan para soldar uniones a prueba defiltracioacuten de agua o aire en que la resistencia mecaacutenica no es de importancia y que no estaraacuten expuestas aaltas temperaturas Son especialmente apropiadas para trabajos generales en fierro cobre zinc hojalatafierro galvanizado etc
Estas soldaduras pueden aplicarse por medio de cautiacuten soplete directo inmersioacuten vaciado o por hornoSe suministran en los siguientes tipos seguacuten forma y proporcioacuten de aleacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4567
Castillo-Guardado
Curso Baacutesico De Soldadura
45
El mayor porcentaje de estantildeo influye mejorando la resistencia mecaacutenica de la soldadura de tal forma quelos mejores resultados en este sentido se obtienen con el tipo ldquoArdquo y ldquoLArdquo El tipo ldquoArdquo se recomienda depreferencia para sellar envases de hojalata
Para obtener una buena soldadura es indispensable efectuar una buena limpieza de las piezas a soldarcon lija esmeril lima o escobilla de acero En caso de planchas oxidadas de fierro debe limpiarse con aacutecidomuriaacutetico durante 5 oacute 10 minutos Se recomienda ademaacutes el uso de Fundente INDURA 200 para evitar laoxidacioacuten de los metales a soldar facilitar la fluidez de la soldadura y obtener buenas uniones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
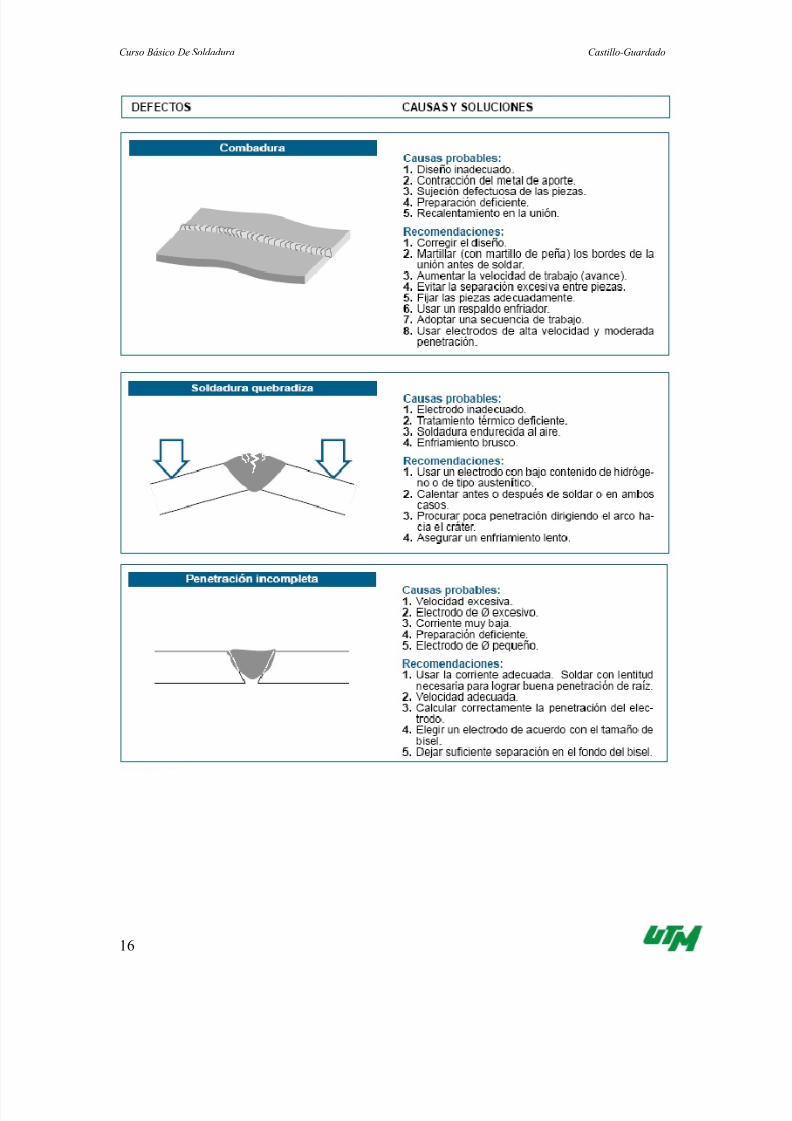
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1667
Curso Baacutesico De Soldadura Castillo-Guardado
16
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1767
Castillo-Guardado
Curso Baacutesico De Soldadura
17
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1867
Curso Baacutesico De Soldadura Castillo-Guardado
18
SISTEMA ARCO MANUAL
Descripcioacuten del ProcesoEl sistema de soldadura Arco Manual se define como el proceso en que se unen dos metales mediante unafusioacuten localizada producida por un arco eleacutectrico entre un electrodo metaacutelico y el metal base que se desea
unirLa soldadura al arco se conoce desde fines del siglo pasado En esa eacutepoca se utilizaba una varilla metaacutelicadescubierta que serviacutea de metal de aportePronto se descubrioacute que el oxiacutegeno y el nitroacutegeno dela atmoacutesfera eran causantes de fragilidad y poros en elmetal soldado por lo que al nuacutecleo metaacutelico se le agregoacute un revestimiento que al quemarse se gasificabaactuando como atmoacutesfera protectora a la vez que contribuiacutea a mejorar notablemente otros aspectos delprocesoEl electrodo consiste en un nuacutecleo o varilla metaacutelica rodeado por una capa de revestimiento donde elnuacutecleo es transferido hacia el metal base a traveacutes de una zona eleacutectrica generada por la corriente desoldaduraEl revestimiento del electrodo que determina las caracteriacutesticas mecaacutenicas y quiacutemicas de la unioacuten estaacuteconstituido por un conjunto de componentes minerales y orgaacutenicos que cumplen las siguientes funciones
1 Producir gases protectores para evitar la contaminacioacuten atmosfeacuterica y gases ionizantes para dirigir ymantener el arco
2 Producir escoria para proteger el metal ya depositado hasta su solidificacioacuten3 Suministrar materiales desoxidantes elementos de aleacioacuten e hierro en polvo
Clasificacioacuten de Electrodos seguacuten Normas AWSLas especificaciones maacutes comunes para la clasificacioacuten de electrodos seguacuten la AWS son las siguientes1 Especificacioacuten para electrodos revestidos de acero al carbono designacioacuten AWS A51-91 2 Especificacioacuten para electrodos revestidos de aceros de baja aleacioacuten designacioacuten AWS A55-963 Especificacioacuten para electrodos revestidos de aceros al cromo y cromo-niquel resistentes a la corrosioacutendesignacioacuten AWS A54-924 Especificacioacuten para varillas de aporte en uso oxiacetileacutenico yo TIG designacioacuten AWS A52-925 Especificacioacuten para electrodos revestidos para soldaduras de Fe fundido designacioacuten AWS A515-906 Especificaciones para electrodos continuos y fundentes para Arco Sumergido designacioacuten AWSA517-977 Especificaciones para electrodos de aceros dulces para soldadura con electrodos continuos protegidospor gas (MIGMAG) designacioacuten AWS A518-93 En la especificacioacuten para aceros al carbono de electrodosrevestidos el sistema de clasificacioacuten estaacute basado en la resistencia a la traccioacuten del depoacutesito
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1967
Castillo-Guardado
Curso Baacutesico De Soldadura
19
La identificacioacuten de clasificacioacuten estaacute compuesta de la letra E y cuatro diacutegitos Esta letra significaldquoElectrodordquo
Los primeros dos diacutegitos indican la resistencia miacutenima a la traccioacuten del metal depositado en miles de libraspor pulgada cuadrada Es asiacute como E 60 XX indica un electrodo revestido cuyo depoacutesito posee comomiacutenimo 60000 lbs por pulgada cuadrada Esta es la resistencia miacutenima que debe cumplir el depoacutesitoAunque los dos uacuteltimos diacutegitos sentildealan las caracteriacutesticas del electrodo es necesario considerarlos
separadamente ya que el tercer diacutegito indica la posicioacuten para soldar del electrodoEXX1X - toda posicioacutenEXX2X - posicioacuten plana y horizontalEXX4X - toda posicioacuten vertical descendente
El uacuteltimo diacutegito indica el tipo de revestimiento del electrodo Sin embargo para una identificacioacuten completaes necesario leer los dos diacutegitos en conjunto
Para las posiciones vertical y sobre cabeza existe una limitacioacuten de diaacutemetro hasta 316 comuacutenmente y de5 32 para electrodos de BH
Los sistemas de clasificacioacuten para los electrodos revestidos de acero de baja aleacioacuten son similares a la delos aceros al carbono pero a continuacioacuten del cuarto diacutegito existe una letra y un diacutegito que indican lacomposicioacuten quiacutemica del metal depositado Asiacute la A significa un electrodo de acero al Carbono-Molibdenola B un electrodo al Cromo-Molibdeno la C un electrodo al Niacutequel y la letra D un electrodo al Manganeso-Molibdeno El diacutegito final indica la composicioacuten quiacutemica seguacuten esta clasificacioacuten
En las especificaciones para aceros inoxidables AWS A5492 la AISI clasificoacute estos aceros por nuacutemerosy estos mismos se usan para la designacioacuten de los electrodos Por lo tanto la clasificacioacuten para loselectrodos de acero inoxidables como 308 347 etc es su nuacutemero y luego dos diacutegitos maacutes que indican suscaracteriacutesticas de empleo (fuente de poder tipo de revestimiento etc) La letra L a continuacioacuten de los tres
primeros diacutegitos indica que el acero inoxidable es de bajo contenido en carbono
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2067
Curso Baacutesico De Soldadura Castillo-Guardado
20
ELECTRODOS PARA SOLDAR ACERO AL CARBONO
Procedimiento para soldar Acero al Carbono
Los mejores resultados se obtienen manteniendo un arco mediano con lo que se logra una fusioacutenadecuada permitiendo el escape de gases ademaacutes de controlar la forma y apariencia del cordoacuten
Para filetes planos y horizontales conviene mantener el electrodo en un aacutengulo de 45degrespecto a lasplanchas efectuar un pequentildeo avance y retroceso del electrodo en el sentido de avance Con ello se lograuna buena fusioacuten al avanzar se controla la socavacioacuten y la forma del cordoacuten al retroceder al craacuteter
Para filetes verticales ascendentes se mantiene el electrodo perpendicular a la plancha movieacutendolo en elsentido de avance El movimiento debe ser lo suficientemente raacutepido y la corriente adecuada para permitiralargar el arco y no depositar cuando se va hacia arriba para luego bajar al craacuteter y depositar el metalfundido controlando la socavacioacuten y ancho del cordoacuten
La soldadura sobre cabeza se ejecuta en forma similar a la horizontal pero la oscilacioacuten en el sentido deavance debe ser mayor para permitir que el metal depositado en el craacuteter se solidifique
Cuando se suelda vertical descendente el cordoacuten de raiacutez se hace con un avance continuo sin oscilar y lafuerza del arco se dirige de tal manera que sujete el bantildeo de fusioacuten Para los pases sucesivos se puedeusar una oscilacioacuten lateral
ELECTRODO 6013
Electrodo para acero al carbono
Con hierro en polvo
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Rojo
DescripcioacutenElectrodo con polvo de hierro en el revestimiento que permite una velocidad de depoacutesito mayor y unaaplicacioacuten mas faacutecil junto con propiedades mecaacutenicas sobresalientes La estabilidad del arco y el escudoprotector que da el revestimiento ayudan a dirigir el depoacutesito reduciendo la tendencia a socavar Estadisentildeado seguacuten los uacuteltimos adelantos teacutecnicos para lograr oacuteptimos resultados praacutecticos
UsosEste electrodo tiene un campo de aplicacioacuten muy amplio en especial cuando es necesario soldar en todaposicioacuten
Aplicaciones tiacutepicasbull Estanques bull Tuberiacuteas de presioacuten bull Estructuras bull Cantildeeriacuteas
bull Planchas corrientes y galvanizadasbull Barcos
Procedimiento para soldarPara obtener los mejores resultados se recomienda un arco de longitud mediana que permita controlarmejor la forma y aspecto del cordoacutenPara soldadura de filetes planos y horizontales se recomienda mantener el electrodo a 45ordm con cadaplancha oscilaacutendolo en el sentido del avance El movimiento adelante tiene por objeto obtener buenapenetracioacuten y el movimiento hacia atraacutes controla la socavacioacuten y la forma del cordoacutenEn la soldadura vertical se recomienda llevar el electrodo en un aacutengulo de casi 90ordm inclinaacutendolo ligeramenteen el sentido de avance Se debe llevar un movimiento de vaiveacuten alargando el arco para no depositar metal
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2167
Castillo-Guardado
Curso Baacutesico De Soldadura
21
en el movimiento hacia arriba y luego acortaacutendolo para depositar en el craacuteter y asiacute controlar lasdimensiones del deposito y la socavacioacuten
ELECTRODO DE PUNTA AZUL
Electrodo para acero al carbono
Corriente alterna
Revestimiento Blanco
Con hierro en polvo
Punto Azul
Toda posicioacuten
Corriente continuacutea Electrodo positivo
Descripcioacuten
El nuevo Punto Azul posee una formulacioacuten moderna capaz de brindar las maacutes altas exigencias de trabajoSu arco suave y estable lo hace de faacutecil aplicacioacuten en cualquier posicioacuten logrando oacuteptima calidad en launioacuten
Esta nueva foacutermula entrega ademaacutes las siguientes caracteriacutesticas1 Alta velocidad de soldadura2 Depoacutesitos lisos3 Bajo chisporroteo4 Bajo iacutendice de humos5 Faacutecil remocioacuten de escoria6 Excelente penetracioacuten
UsosEs un electrodo de uso general en aceros dulces especialmente cuando es necesario soldar chapas yperfiles delgados
Aplicaciones tiacutepicasbull Marcos de ventana bull Fabricacioacuten de rejasbull Estanques bull Planchas galvanizadas bull Estructuras bull Reparaciones generales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2267
Curso Baacutesico De Soldadura Castillo-Guardado
22
Procedimiento para soldarDebe seguirse el mismo procedimiento utilizado para soldar un electrodo E-6010 oacute E-6011
ELECTRODOS PARA ACEROS INOXIDABLES
iquest Queacute es un acero inoxidableLos aceros inoxidables son simplemente aleaciones compuestas por hierro (Fe) Carbono (C) y Cromo (Cr)El hierro es el elemento fundamental de todos los aceros inoxidables Sin embargo para hacer que el hierrosea inoxidable el contenido de cromo en solucioacuten debe ser por lo menos de un 115 Se adicionan otroselementos de aleacioacuten (Ni Mo V Ti Nb) con el fin de mejorar ciertas propiedades como son ductibilidadresistencia al impacto resistencia al creep resistencia a la corrosioacuten calor etc
Tipos de Aceros InoxidablesDesde el punto de vista metaluacutergico los aceros inoxidables estaacuten agrupados dentro de tres tipos baacutesicosde acuerdo a su microestructura Martensiacuteticos Ferriacuteticos y Austeniacuteticos
MartensiacuteticosEstos aceros contienen entre 115 a 18 de cromo como su principal elemento de aleacioacuten Algunosejemplos de este grupo son los aceros martensiacuteticos AISI 410 416 420431 501 y 502En la soldadura de los aceros martensiacuteticos (aceros autotemplables) se pueden producir tensiones y porconsiguiente grietas si no se adoptan las precauciones convenientesSiempre que sea posible debe emplearse como metal de aporte aleaciones austeniacuteticas (Ej AISI 309-310)
para absorber las tensiones en las zonas cercanas al cordoacuten y asiacute evitar grietasEs conveniente precalentar entre 300-350degC las piezas que van a ser soldadas Despueacutes de la soldadura yuna vez enfriadas las piezas se recomienda un revenido de 600 a 700degC La resistencia oacuteptima a lacorrosioacuten de estos aceros se obtiene efectuando tratamientos teacutermicos de temple y revenido a lastemperaturas requeridas sin embargo esta resistencia a la corrosioacuten no es tan buena como en los acerosausteniacuteticos o ferriacuteticos Su campo de accioacuten estaacute en piezas que estaacuten sometidas a corrosioacuten y que requieren de cierta resistenciamecaacutenica Se utilizan generalmente en aletas para turbinas rodetes de turbinas hidraacuteulicas fundicionesresistentes a la corrosioacuten cuchilleriacutea piezas de vaacutelvulas etc
Ferriacuteticos
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2367
Castillo-Guardado
Curso Baacutesico De Soldadura
23
Los aceros inoxidables ferriacuteticos contienen entre 17 y 27 de cromo Ejemplos de eacutestos son los acerosAISI 405 430 442 446Estos aceros no son endurecibles por tratamiento teacutermico sino soacutelo moderadamente mediante trabajo enfriacuteo Son magneacuteticos al igual que los martensiacuteticos Pueden trabajarse en friacuteo o en caliente pero alcanzansu maacutexima ductilidad y resistencia a la corrosioacuten en la condicioacuten de recocido
En los aceros ferriacuteticos con un contenido de alto cromo puede aparecer fase sigma (dura y fraacutegil) cuando
se les mantiene durante mucho tiempo a temperaturas cercanas a 470degC Por otro lado los aceros ferriacuteticosson muy propensos al crecimiento del grano (850degC - 900degC) inconveniente para la soldadura Si las piezasa soldar son de dimensiones considerables se recomienda postcalentar las piezas entre 700degC a 850degCseguido de un enfriamiento raacutepidoComo los aceros ferriacuteticos se pueden deformar faacutecilmente en friacuteo se utilizan mucho para estampadosprofundos de piezas como recipientes para industrias quiacutemicas y alimenticias y para adornosarquitectoacutenicos o automotrices
AusteniacuteticosEstos son los aceros inoxidables al cromo-niacutequel (tipo 3XX) y al cromo-niacutequel-manganeso (tipo 2XX) Sonesencialmente no magneacuteticos en la condicioacuten de recocido y no endurecen por tratamiento teacutermico Elcontenido total de niacutequel y cromo es de por lo menos 23 Se pueden trabajar faacutecilmente en caliente o enfriacuteo El trabajo en friacuteo les desarrolla una amplia variedad de propiedades mecaacutenicas y en esta condicioacuten elacero puede llegar a ser ligeramente magneacutetico Son muy resistentes al impacto y difiacuteciles de maquinarEstos aceros tienen la mejor resistencia a altas temperaturas y resistencia a la formacioacuten de escamas de
los aceros inoxidables Su resistencia a la corrosioacuten suele ser mejor que las de los aceros martensiacuteticos oferriacuteticosEl mayor inconveniente que presenta la soldadura de los aceros austeniacuteticos es la precipitacioacuten de carburosque pueden producirse en las zonas cercanas al cordoacuten de soldadura quedando sensibilizados a lacorrosioacuten intergranular Para evitar esta precipitacioacuten se deben soldar las piezas sin precalentamiento y conel menor aporte de calor posible Otra posibilidad es emplear aceros austeniacuteticos con porcentaje decarbono menor a 003 o aceros austeniacuteticos estabilizados con titanio niobio o taacutentalo
Electrodo para hacero Inoxidable
Electrodo de acero inoxidable austen tico
Corriente continuacutea Electrodo positivo
Toda posicioacuten
Corriente alternaRevestimiento Blanco
DescripcioacutenEl electrodo 19-9 posee un revestimiento rutiacutelico lo que lo hace apto para soldar con CA o CC electrodopositivo Este electrodo se caracteriza por un arco estable de transferencia spray cuyo depoacutesito es deexcelente forma y apariencia La escoria se desprende faacutecilmente ademaacutes de tener muy buenareanudacioacuten de arco por lo que se aconseja usarlo en soldaduras intermitentes El depoacutesito es de aceroinoxidable austeniacutetico
UsosEl electrodo 19-9 estaacute formulado para soldar el grupo 18-8 de aceros inoxidables por ejemplo 301 302302B 303 304 305 y 308 que se caracterizan por su gran resistencia a la corrosioacuten
Este electrodo es ademaacutes muy usado para soldar acero manganeso y para rellenar estos u otros aceros
especiales resistentes al desgaste antes de aplicar las capas de recubrimiento duro
El metal depositado es austeniacutetico y no magneacuteticoAplicaciones tiacutepicasbull Intercambiadores de calor bull Industrias conserveras bull Equipos Quiacutemicos bull Industria Lechera
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2467
Curso Baacutesico De Soldadura Castillo-Guardado
24
ELECTRODOS BASE NIQUEL
Electrodo base Niacutequel con Cromo Molibdeno y Columbio
Alta resistencia a la traccioacuten y tenacidad a bajas y altas temperaturas (1100iexcl
C)
Excelente resistencia a la corrosioacuten en muchos medios agresivos
Posicioacuten plana y horizontal CA CC (+)
DescripcioacutenEl electrodo Nicromo 3 se caracteriza por producir un arco suave y estable de transferencia spray Eldepoacutesito formado es de exelente apariencia y de faacutecil desprendimiento de la escoriaEl depoacutesito del electrodo Nicromo 3 se caracteriza por su favorable resistencia a elevadas temperaturas
(1100degC) durante tiempos prolongados ademaacutes de su buena resistencia a la corrosioacuten bajo tensiones yfisuracioacuten en caliente
UsosEste electrodo es apto para unir aleaciones tipo Inconel 625 e Incoloy 825 Recomendado para unioacuten dealeaciones altas en cromo-niacutequel entre si o con aceros inoxidables Se recomienda ademaacutes para revestiraceros al carbono y de baja aleacioacuten Debido a su alto liacutemite elaacutestico se puede utilizar para unir aceros alniacutequel (5 y 9 de Ni)
Aplicaciones tiacutepicasbull Estanques para transpor tes criogeacutenicosbull Estanques de almacenamiento de aceros al Ni (5-9 Ni)bull Asiento de vaacutelvulas bull Reparacioacuten de maquinaria
bull Estanques para productos corrosivos bull Aleaciones 904 y 904L Inconel 625 e Incoloy 825
Procedimiento de soldaduraEs indispensable limpiar cuidadosamente las partes a soldar para lograr uniones libres de poros y grietasUsar arco corto con una ligera inclinacioacuten Para lograr un bajo aporte de calor es recomendable depositarcordones rectos y angostos con poca o ninguna oscilacioacuten El precalentamiento depende del metal basecualquier post-calentamiento puede efectuarse sin peligro de perjudicar las caracteriacutesticas del depoacutesito
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2567
Castillo-Guardado
Curso Baacutesico De Soldadura
25
ELECTRODOS PARA COBRE ndashBRONCE
Procedimiento para soldar con Electrodos Cobre ndashBronce
La teacutecnica de operacioacuten de estos electrodos es totalmente distinta a la empleada en la soldadura del aceroal carbono debido principalmente a la gran diferencia de conductividad teacutermica coeficiente de expansioacutenmenor punto de fusioacuten y mayor fluidez a la temperatura de la zona de fusioacuten Al soldar cobre y susaleaciones deberaacute considerarse los siguientes factores1 Dejar una separacioacuten mayor en la raiacutez de las uniones2 Emplear aacutengulos de bisel mayores que los usuales3 El punteo de las uniones debe tener un paso menor4 Usar temperaturas de precalentamiento5 Emplear los rangos de corriente maacutes altos para cada diaacutemetro de electrodo
Es frecuente el empleo de respaldos de cobre o de grafito con el objeto de prevenir la sobre fusioacuten en laraiacutez de las uniones especialmente al soldar espesores delgados Como regla general al soldar cobre y susaleaciones se recomienda el empleo de temperaturas de precalentamiento del orden de 200degC ytemperaturas entre pasadas de 200degC a 370degC para latones y de 400degC a 550degC para cobreEl martillado de los depoacutesitos de soldadura no es absolutamente indispensable pero se emplea parareducir las tensiones y distorsiones en las uniones soldadas a la vez de mejorar las propiedadesmecaacutenicas debido al afinamiento de los granos del depoacutesito
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacuten
con CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2667
Curso Baacutesico De Soldadura Castillo-Guardado
26
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas debronce fosfoacutericoAplicaciones tiacutepicas
bull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tablaPara el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas Enlas soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Para
soldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
Electrodo Para Cobre
Electrodo de bronce fosforico
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Negro
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacutencon CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas de
bronce fosfoacutericoAplicaciones tiacutepicasbull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tabla
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2767
Castillo-Guardado
Curso Baacutesico De Soldadura
27
Para el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas En
las soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Parasoldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
ELECTRODOS PARA BISELAR Y CORTAR
Estos electrodos tienen gran importancia en las industrias que requieren efectuar trabajos de corte ybiselado ya que han sido especialmente disentildeados y fabricados para cumplir eficientemente estos trabajos
Procedimiento para Biselar y CortarPara biselar use un portaelectrodo convencional dirigiendo el electrodo en un aacutengulo aproximado de 30degcon respecto al plano del metal base Use un movimiento de retroceso para evitar profundizar demasiadoUna mayor velocidad de avance daraacute un biselado menos profundo Esmerile la zona antes de soldarPara cortar dirija el electrodo en direccioacuten al recorrido en un aacutengulo de 90degcon respecto al plano del metalbase Use un movimiento vertical ascendente y descendente para producir el desprendimiento del materialfundido
Electrodo para cortar y perforar
Corriente alterna
Toda posiciOn
Corriente continua Electrodo negativo
Revestimiento Gris oscuro
DescripcioacutenEl electrodo Speed Cut estaacute disentildeado para cortar y perforar todos los metales con CA o CC electrodonegativo Es un electrodo de alta velocidad y su revestimiento especial de tipo refractario evita que seprecaliente el nuacutecleo y concentra la fuerza del arco para lograr cortes parejos y limpios
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2867
Curso Baacutesico De Soldadura Castillo-Guardado
28
UsosEste electrodo ha sido especialmente disentildeado para producir cortes de alta velocidad en todas lasposiciones Es recomendable su uso en todos los metales especialmente para aquellos que representandificultad para ser cortados o perforados al ser tratados con equipos oxigas como por ejemplo fierrofundido aceros inoxidables aleaciones de niacutequel bronce cobrealuminio etcAplicaciones tiacutepicas
bull Cortes de alta velocidad en todas posiciones bull Desarme de estructuras metaacutelicas bull Remocioacuten de defectos en soldadura bull Perforacioacuten de remaches
ELECTRODOS PARA SOLDAR HIERRO FUNDIDO
Procedimiento para soldar Hierro Fundido
Las reparaciones en fundicioacuten de hierro gris o hierro maleable son los trabajos maacutes comuacutenmenteencontrados en la praacutectica diaria y son considerados como los trabajos de soldadura maacutes difiacutecilesCuando se suelda hierro fundido con electrodos comunes de acero se forma una capa dura y fraacutegiladyacente a la soldadura
Esta capa consiste en hierro fundido endurecido superficialmente como resultado del raacutepido enfriamientodesde una alta temperatura Si el metal de aporte es acero eacuteste absorberaacute considerable cantidad decarboacuten del hierro fundido convirtieacutendose en un acero de alto carbono El resultado seraacute que el depoacutesito desoldadura se endureceraacute siendo imposible su mecanizadoAdemaacutes cuando se usan electrodos con nuacutecleo de acero la diferencia de contracciones entre elmetal fundido depositado y la fundicioacuten generalmente es causa de problemas serios La resistencia delmetal de aporte es mucho mayor que la del hierro fundido y al producirse la contraccioacuten del acero puededesprenderse de la fundicioacuten Debido a estas condiciones es que los electrodos especiales son necesariospara este tipo de soldadura
La soldadura del hierro fundido es relativamente faacutecil pero sus caracteriacutesticas quiacutemicas y metaluacutergicas sontales que deben ser consideradas cuidadosamente para asegurar los mejores resultados
Algunas de sus caracteriacutestica son1 Si se calienta a una temperatura alta y luego se enfriacutea raacutepidamente el resultado seraacute una fundicioacutenblanca muy dura y difiacutecilmente trabajable mecaacutenicamente2 Si se calienta a una temperatura alta y luego se enfriacutea lentamente el resultado seraacute un hierro fundidogris que es blando y faacutecilmente trabajable3 El hierro fundido es fraacutegil y no se puede doblar o estirar como el acero y consecuentemente si se produceun sobrecalentamiento durante la soldadura las contracciones durante el enfriamiento pueden causargrietas en la soldadura misma o en las zonas teacutermicamente afectadas entre eacutesta y el metal base
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2967
Castillo-Guardado
Curso Baacutesico De Soldadura
29
Las consideraciones anteriores son principalmente las que han establecido un procedimiento fundamentalpara la soldadura del hierro fundido independiente del tipo de electrodo utilizado maquinable o nomaquinable que puede establecerse en los siguientes puntos
1 Utilizar electrodos de poco diaacutemetro y corriente lo maacutes baja posible pero suficiente para producir unabuena fusioacuten2 Hacer soldaduras cortas de no maacutes de dos o tres pulgadas de longitud3 Es aconsejable el depoacutesito de cordones delgados en lugar de cordones anchos y oscilados
InstruccionesPara obtener los mejores resultados es esencial que la unioacuten haya sido adecuadamente preparada Debenremoverse o limpiarse todas las materias extrantildeas tales como oacutexido grasa y aceites Especialmente laspartes que se han impregnado de aceite agua u otros agentes pueden requerir un precalentamiento a unatemperatura suficientemente alta (300-370degC) para evaporar los contaminantes antes de la soldadura
Las uniones deben ser preparadas y biseladas por medios mecaacutenicos como esmeriles discos o limas ydebe evitarse hacer los biselados o preparaciones con arco eleacutectrico ya que este procedimiento tenderiacutea aproducir hierro fundido blanco duro y quebradizo en las zonas inmediatamente vecinas a las soldaduras
El biselado se recomienda auacuten para secciones delgadas mantenieacutendolo siempre al miacutenimo praacutectico paraevitar los esfuerzos residuales provenientes de la contraccioacuten
Como regla general el aacutengulo total de bisel debe ser de aproximadamente 90degpara secciones de635 mm de espesor o menos y de 60 a 90degpara secciones maacutes pesadas o de mayor espesor
Es aconsejable tambieacuten para disminuir los esfuerzos teacutermicos usar electrodos de diaacutemetro pequentildeo yutilizar siempre amperajes bajos Ademaacutes el precalentamiento es necesario para fundiciones pesadas y lasoldadura debe depositarse en cordones cortos lineales de dos a tres pulgadas de longitud Cuando seaposible debe procurarse depositar la soldadura en dos a tres capas ya que los pases subsiguientes tienenun efecto beneacutefico de normalizado sobre los primeros En las soldaduras de hierro fundido es muyimportante evitar el calor localizado causante en la mayoriacutea de los casos de grietas en el metal base y en lasoldadura Esto se logra haciendo soldaduras intermitentes permitiendo que el calor se distribuya dentrode la fundicioacuten antes de depositar el proacuteximo cordoacuten
Electrodo Para soldar Hierro Fundido
Electrodo para hierro fundido
Corriente alterna
Toda posicion
Revestimiento Canela
Corriente continua Electrodo positivo
DescripcioacutenEl electrodo 77 tiene nuacutecleo de acero dulce con un revestimiento que actuacutea como fundente controlando lascaracteriacutesticas del arco Tiene un punto de fusioacuten lo suficientemente bajo para permitir usar corrientesbajas caracteriacutestica importante en la soldadura de hierro fundido lo que reduce el endurecimiento en lazona de fusioacuten
UsosEste electrodo se recomienda para reparaciones en hierro fundido en que los depoacutesitos no requieranmaquinado posterior
Aplicaciones tiacutepicasbull Cabezales de motores bull Piezas de maacutequinas bull Cajas de descanso bull Blocks de motores
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3067
Curso Baacutesico De Soldadura Castillo-Guardado
30
Procedimiento para soldarSe recomienda usar preferentemente CC electrodo positivo Las piezas a soldar deben estar limpias Serecomienda biselar las piezas en forma de ldquoVrdquo y taladrar los extremos de las grietas a reparar Para tener mayor seguridad de la calidad del trabajo se debe evitar soldar en forma contiacutenua se recomiendaefectuar cordones de 5 a 8 cms intermitentemente Debe mantenerse el trabajo friacuteo No se recomiendamartillar el cordoacuten pueden producirse fisuras
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3167
Castillo-Guardado
Curso Baacutesico De Soldadura
31
Descifrando los siacutembolos de la soldadura
Cuando las soldaduras son especificadas en planos y dibujos isomeacutetricos de ingenieriacutea de fabricacioacuten unconjunto de siacutembolos es usado para identificar el tipo de soldadura las dimensiones y otras informacionesreferente al proceso y el acabado
ANSIAWS A24 Siacutembolos para soldadura y pruebas no destructivasReconociendo la estructura del simbolo
La liacutenea horizontal se conoce como liacutenea de referencia y es la plataforma principal donde todos losdemaacutes siacutembolos de soldadura son agregados las instrucciones para la ejecucioacuten de la soldadura vanalineadas a la liacutenea de referencia y una flecha conecta la liacutenea de referencia con la junta a ser soldada Enel ejemplo de arriba la flecha se despliega a la derecha de la liacutenea de referencia y apuntando hacia abajo ya la derecha pero existen muchas otras combinaciones
Algunas veces la flecha apunta los dos lados de la junta por consiguiente existiriacutean dos ladospotencialmente apropiados para ejecutar la soldadura por ejemplo en una junta T cuando dos laminasson unidas la soldadura puede ser hecha en cualquiera de los lados de la T
El siacutembolo hace la distincioacuten entre los dos lados de la junta usando la flecha y los espacios debajo yencima de la liacutenea de referencia los lados (curiosamente) son conocidos como El lado de la flecha y Elotro lado y la soldadura se ejecuta de acuerdo a las instrucciones dadas en la parte de arriba de la liacutenea dereferencia y la orientacioacuten de la flecha no interfiere con estas instrucciones
La bandera que sale de la liacutenea de referencia esta presente si la soldadura se efectuara en campo odurante el armado de la estructura un siacutembolo de soldadura sin la bandera indica que la soldadura seefectuaraacute en el taller pero en algunos planos y dibujos antiguos puede ser encontrado un circulo negro en launioacuten entre la liacutenea de referencia y la flecha
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3267
Curso Baacutesico De Soldadura Castillo-Guardado
32
Un circulo vaciacuteo entre la liacutenea de referencia y la flecha es una indicacioacuten de que la soldadura debe serejecutada alrededor o en toda la circunferencia de la unioacuten como en este ejemplo
La cola del siacutembolo de soldadura es el sitio donde se coloca la informacioacuten suplementariaconcerniente a la soldadura a ejecutar y puede contener referencias del proceso requerido electrodo undetalle de dibujo y cualquier informacioacuten que ayude a la ejecucioacuten de la soldadura que no tenga un lugarespecial en el siacutembolo plano o la isometriacutea
Cada tipo de soldadura tiene su siacutembolo baacutesico el cual tiacutepicamente se situacutea al rededor del centro dela liacutenea de referencia (dependiendo de cual sea el lado de la junta) y este siacutembolo es usualmente un dibujoque representa la seccioacuten transversal de la junta misma y estas estaacuten divididas en tres grupos
Simbolos para las Soldaduras de Filete
La soldadura fundida es depositada en la esquina formada por la caracteriacutestica de la unioacuten de dosmiembros penetrando y fundieacutendose con el metal base para formar la junta
La cara perpendicular del triangulo siempre es dibujada en la parte izquierda del siacutembolo si las doscaras de la soldadura son de la misma dimensioacuten entonces solo una medida es dada
Las soldaduras de filete son usadas para hacer juntas de enfrentamiento perpendicular comoesquinas y las juntas T y como su propio siacutembolo lo sugiere estas soldaduras son baacutesicamentetriangulares vistas desde su seccioacuten aunque su forma no es siempre un triangulo perfecto o isoacutesceles
Si la soldadura tuviera caras desiguales (menos comuacuten) entonces ambas dimensiones son dadas yuna nota especial que indica en el dibujo cual cara es mas larga
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3367
Castillo-Guardado
Curso Baacutesico De Soldadura
33
El largo de la soldadura es dado a la derecha del simbolo
La soldadura se debe situar entre las liacuteneas dimensioacutenales especificadas (si son dadas) o entre lospuntos donde un cambio de direccioacuten abrupto de la soldadura ocurra como al final de las planchas olaminas
En el caso de soldaduras intermitentes o interrumpidas el largo de cada porcioacuten de la soldadura y losespacios que las separan son indicado en el siacutembolo siendo separados con un guioacuten ( - ) y el largo de laporcioacuten de soldadura va seguido de la dimensioacuten centro-centro del espacio estos siempre se colocan a la
derecha del siacutembolo del filete (triangulo)
Note que la dimensioacuten del espacio no indica el espacio limpio entre las soldaduras la indicacioacuten escentro-centro
Siacutembolos para las Soldaduras de Canal
Las soldaduras de Canal son usadas comuacutenmente para hacer juntas de bordes con bordes aunquetambieacuten son usadas frecuentemente en esquinas juntas T juntas curvas y piezas planas Como losugiere la variedad de siacutembolos para estas soldaduras hay muchas maneras de hacer soldaduras deCanal y la diferencia principal dependeraacute de la geometriacutea de las partes que seraacuten unidas y la preparacioacutende sus bordes El metal soldado es depositado entre el canal penetrando y fundieacutendose con el metal base para formar la junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipo de
soldaduras la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3467
Curso Baacutesico De Soldadura Castillo-Guardado
34
La soldadura de canal cuadrado en la cual el canal es creado por una separacioacuten especifica o ningunaseparacioacuten incluyendo hasta cierta presioacuten de oposicioacuten la distancia de la separacioacuten (si existe) es dadaen el siacutembolo
Las soldaduras de canal V en la que los bordes son biselados a veces por un lado o por los doslados para crea el canal el aacutengulo del bisel es dado en el siacutembolo asiacute como la luz de separacioacuten oseparacioacuten de la raiacutez (si existiera)
Si la profundidad de la V no fuera igual al espesor o a la mitad (en el caso de doble V) del espesorde la lamina o plancha a soldar entonces la profundidad es dada a la izquierda del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3567
Castillo-Guardado
Curso Baacutesico De Soldadura
35
Si la penetracioacuten de la soldadura fuera mayor que la profundidad del canal la profundidad de la gargantaefectiva es dada entre pareacutentesis despueacutes de la profundidad de la V
En el bisel del canal de soldadura en el cual el borde de una de las laminas es biselado y la otra escuadrada el siacutembolo de la liacutenea perpendicular siempre es dibujada en el lado izquierdo sea cual sea laorientacioacuten de la soldadura la flecha apunta la cara de la pieza que debe ser biselada y en este caso laflecha es cortada y doblada en aacutengulo para hacer eacutenfasis en su importancia (este corte de aacutengulo no esnecesario si el proyectista no tiene preferencias en cual lado debe ser biselado o si el dibujo es interpretadopor un soldador calificado que reconoce la diferencia de cual lado debe ser tratado) las
condiciones de aacutengulo preparacioacuten del borde garganta efectiva y la luz de separacioacuten de la
separacioacuten de raiacutez son descritas en las soldaduras de canal V en esta misma pagina
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3667
Curso Baacutesico De Soldadura Castillo-Guardado
36
En la soldadura de canal U en la cual ambos bordes son tratados para crear un canal coacutencavo laprofundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de la separacioacuten sondescritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de canal J en la cual en uno de las laminas tiene un biselado coacutencavo y la otra esdejada cuadrada como con el bisel de la media V la liacutenea perpendicular siempre apareceraacute dibujada a laizquierda y la flecha (con un doblez si fuera necesario) apuntando la pieza que recibiraacute el tratamiento debisel coacutencavo la profundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de
separacioacuten son descritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de V curva comuacutenmente usada para unir dos partes curvas o dos partes tubularesla profundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3767
Castillo-Guardado
Curso Baacutesico De Soldadura
37
En la soldadura de canal con bisel curvo comuacutenmente usada para unir una pieza curva o tubular auna pieza plana como con la V curva (anterior) formada por dos superficies curvas o tubulares laprofundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis La liacutenea perpendicular es dibujada siempre al lado izquierdo del siacutembolosea cual sea la orientacioacuten de la soldadura
Otros siacutembolos suplementarios son usados con la soldadura de canal como Penetracioacuten saliente y Barra o elemento de respaldo ambos siacutembolos son indicacioacuten de que la penetracioacuten de la junta se efectuacuteadesde un solo lado de la junta
El alto del refuerzo (si fuera critico) es indicado a la izquierda del siacutembolo de penetraron saliente elcual esta situado
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3867
Curso Baacutesico De Soldadura Castillo-Guardado
38
Cuando una barra o elemento de respaldo es usado para lograr la penetracioacuten necesaria de la junta su siacutembolo es situado encima de la liacutenea de referencia sobre el siacutembolo de la soldadura si la barra esprovisional y seraacute removida al final de la soldadura entonces la letra R es situada dentro del siacutembolo de labarra de respaldo esta barra tiene el mismo siacutembolo que la soldadura de conexion y ovalos pero sucontexto debe hacer siempre la clara intencioacuten del siacutembolo
Simbolos para la Soldadura de conexion y ovalos
Soldadura de conexioacuten y de oacutevalos es usada para unir laminas sobrepuestas una de las cuales tienenperforaciones (redondos para conexiones y ovalados o alargados para Oacutevalos) Metal soldado esdepositado en estas perforaciones penetrando y fundieacutendose con el metal base de las dos partes formandola junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipode soldadura la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3967
Castillo-Guardado
Curso Baacutesico De Soldadura
39
En la soldadura de conexioacuten el diaacutemetro de cada conector es dado a la izquierda del siacutembolo y el espacioentre los conectores es dado a la derecha en la soldadura de oacutevalos el ancho de cada ovalo es dado a laizquierda del siacutembolo el largo y la distancia entre espacios (separados por un guioacuten-) son dados a laderecha del siacutembolo y la referencia del detalle en la cola
El numero de conectores u oacutevalos es dado entre pareacutentesis por encima o por debajo del siacutembolo de lasoldadura la indicacioacuten del lado de la flecha y el otro lado indican cual pieza tiene la(s) perforacione(s)
Si no esta en las especificaciones el llenado total de esta perforacioacuten entonces la profundidad es dadadentro del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4067
Curso Baacutesico De Soldadura Castillo-Guardado
40
SISTEMA OXIGAS
Descripcioacuten del ProcesoEl proceso de soldadura oxigas mostrado en la figura consiste en una llama dirigida por un sopleteobtenida por medio de la combustioacuten de los gases oxiacutegeno-acetileno El intenso calor de la llama funde la
superficie del metal base para formar una poza fundidaCon este proceso se puede soldar con o sin material de aporte El metal de aporte es agregado para cubrirbiseles y orificios
A medida que la llama se mueve a lo largo de la unioacuten el metal base y el metal de aporte se solidifican paraproducir el cordoacuten
Al soldar cualquier metal se debe escoger el metal de aporte adecuado que normalmente posee elementosdesoxidantes para producir soldaduras de buena calidad
En algunos casos se requiere el uso de fundente para soldar ciertos tipos de metales
Ventajas y Aplicaciones del ProcesoEl proceso oxigas posee las siguientes ventajas el equipo es portaacutetil econoacutemico y puede ser utilizado entoda posicioacuten
El proceso oxigas es normalmente usado para soldar metales de hasta 14 de espesor Se puede utilizartambieacuten para soldar metales de mayor espesor pero ello no es recomendable
Su mayor aplicacioacuten en la industria se encuentra en el campo de mantencioacuten reparacioacuten soldadura decantildeeriacuteas de diaacutemetro pequentildeo y manufacturas livianas Tambieacuten puede ser usado como fuente de energiacuteacaloacuterica para calentar doblar forjar endurecer etc
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4167
Castillo-Guardado
Curso Baacutesico De Soldadura
41
Equipo para Soldadura y Corte OxigasEs el conjunto de elementos que agrupados permiten el paso de gases (Oxigeno-Acetileno) hasta unsoplete en cuyo interior se produce la mezcla La misma en contacto con una chispa produce unacombustioacuten base del sistema oxiacetileacutenico
Procedimiento Baacutesico de Soldadura
Ajuste de llamaEn soldadura oxiacetileacutenica se utiliza una llama neutra (3160degC) o sea se suministra suficiente oxiacutegenopara realizar la combustioacuten de todo el acetileno presenteAunque esta situacioacuten corresponde a una relacioacuten teoacuterica oxiacutegenoacetileno de 251 en la praacutectica parte dela combustioacuten se realiza con oxiacutegeno del aire de modo que
Se consume iguales cantidades de oxiacutegeno y acetileno (relacioacuten 11)Se produce un efecto de auto-proteccioacuten que minimiza la oxidacioacuten del metal base
La llama carburante con exceso de acetileno se reconoce por una zona intermedia reductora que apareceentre el dardo y el penacho se utiliza soacutelo en casos especiales
La llama oxidante con exceso de oxiacutegeno se reconoce por su dardo y penacho maacutes cortos y su sonido maacutesagudo
Seleccioacuten de la BoquillaEn la seleccioacuten de la boquilla influyen los siguientes factores1 Tipo de material a soldar
2 Espesor del material3 Tipo de unioacuten (Tope filete biselada etc)4 Posicioacuten en que se soldaraacute5 Habilidad del operador
Como norma de seguridad siempre debe utilizarse la
Boquilla a la presioacuten recomendada por el fabricante
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4267
Curso Baacutesico De Soldadura Castillo-Guardado
42
Varillas para Soldadura OxigasINDURA dispone de todos los tipos de varillas para este tipo de soldadura Bronce Niacutequel-Plata acerodulce hierro fundido y aluminio en los siguientes diaacutemetros
16 mm (116) - 24 mm (332) - 32 mm (18) - 40 mm (532) - 48 mm (316) y 64 mm (14)
El tamantildeo de varilla adecuada debe ser determinado por
bull el tipo de unioacuten de soldadura bull el espesor del material bull la cantidad de aporte requerido
VARILLAS DE APORTE PARA SOLDADURA OXIGAS
Procedimiento para soldar con varillas de soldadura oxigas (Bronce)
Deben limpiarse muy bien las piezas aplicaacutendoles la llama sobre la superficie hasta que alcance un colorrojo cereza Ambas piezas deben estar a la misma temperatura porque en caso contrario la varilla fluiraacutehacia la pieza maacutes caliente (fenoacutemeno de capilaridad) Caliente la varilla con la llama e introduacutezcala luegoen el depoacutesito de fundente
Note que el calor hace que el fundente se adhiera a la varilla (Si se utiliza una varilla ya revestida confundente este paso debe eliminarse) Una vez que la varilla estaacute impregnada con fundente y las piezas hanalcanzado la temperatura adecuada acerque la varilla hacia la unioacuten y coloque la llama encimaundieacutendola La varilla entonces se funde y fluye hacia el aacuterea calentada uniendo fuertemente las piezas
Debe utilizarse bastante fundente Si la cantidad de fundente es insuficiente la varilla no uniraacute los metales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4367
Castillo-Guardado
Curso Baacutesico De Soldadura
43
VARILLA DE APORTE DE BRONCE
DescripcioacutenLa soldadura de Bronce permite obtener depoacutesitos concaracteriacutesticas mecaacutenicas sobresalientes enresistencia y ductibilidad ademaacutes de ser muy homogeacutenea
AplicacionesSu principal campo de aplicacioacuten es soldadura de hierro fundido acero dulce cobre y sus aleaciones
La principal caracteriacutestica de estas soldaduras es la poca cantidad de gases que se genera en el craacuteter demetal fundido y su bajo punto de fusioacuten que permite una mejor y mayor fluidez del metal fundido
Como teacutecnica operatoria se recomienda precalentar el metal base hasta una temperatura cercana al puntode fusioacuten del metal de aporte luego fundir una gota de soldadura y aplicar calor adicional para obtener unafluidez adecuada en el depoacutesito
Recomendamos el uso del fundente INDURA 10 a fin de obtener depoacutesitos maacutes limpios y de mejorapariencia Las aleaciones de Bronce INDURA son envasadas en cajas de 10 kgs y fabricadas en lassiguientes medidas 24 mm (332)-32 mm (18)-40 mm (532)-48 mm (316)-64 mm (14)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4467
Curso Baacutesico De Soldadura Castillo-Guardado
44
SOLDADURA DE ESTANtildeO
Descripcioacuten
Estas soldaduras son aleaciones a base de estantildeo y se recomiendan para soldar uniones a prueba defiltracioacuten de agua o aire en que la resistencia mecaacutenica no es de importancia y que no estaraacuten expuestas aaltas temperaturas Son especialmente apropiadas para trabajos generales en fierro cobre zinc hojalatafierro galvanizado etc
Estas soldaduras pueden aplicarse por medio de cautiacuten soplete directo inmersioacuten vaciado o por hornoSe suministran en los siguientes tipos seguacuten forma y proporcioacuten de aleacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4567
Castillo-Guardado
Curso Baacutesico De Soldadura
45
El mayor porcentaje de estantildeo influye mejorando la resistencia mecaacutenica de la soldadura de tal forma quelos mejores resultados en este sentido se obtienen con el tipo ldquoArdquo y ldquoLArdquo El tipo ldquoArdquo se recomienda depreferencia para sellar envases de hojalata
Para obtener una buena soldadura es indispensable efectuar una buena limpieza de las piezas a soldarcon lija esmeril lima o escobilla de acero En caso de planchas oxidadas de fierro debe limpiarse con aacutecidomuriaacutetico durante 5 oacute 10 minutos Se recomienda ademaacutes el uso de Fundente INDURA 200 para evitar laoxidacioacuten de los metales a soldar facilitar la fluidez de la soldadura y obtener buenas uniones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
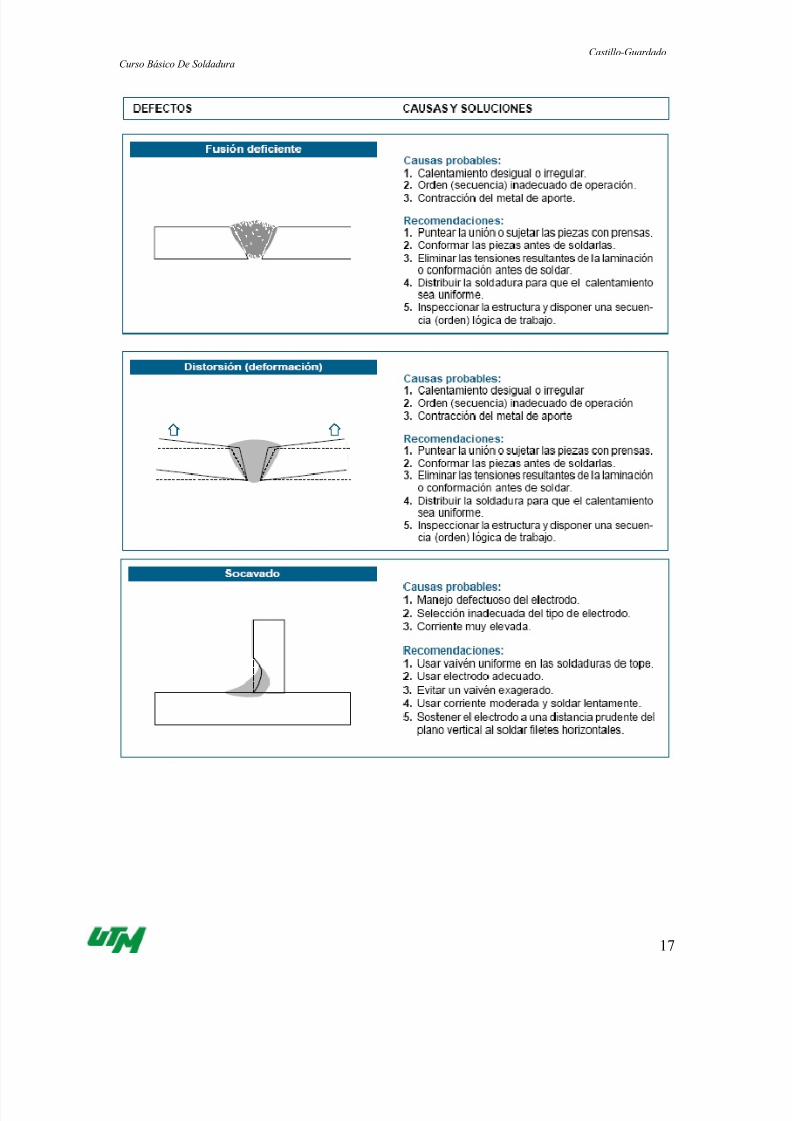
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1767
Castillo-Guardado
Curso Baacutesico De Soldadura
17
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1867
Curso Baacutesico De Soldadura Castillo-Guardado
18
SISTEMA ARCO MANUAL
Descripcioacuten del ProcesoEl sistema de soldadura Arco Manual se define como el proceso en que se unen dos metales mediante unafusioacuten localizada producida por un arco eleacutectrico entre un electrodo metaacutelico y el metal base que se desea
unirLa soldadura al arco se conoce desde fines del siglo pasado En esa eacutepoca se utilizaba una varilla metaacutelicadescubierta que serviacutea de metal de aportePronto se descubrioacute que el oxiacutegeno y el nitroacutegeno dela atmoacutesfera eran causantes de fragilidad y poros en elmetal soldado por lo que al nuacutecleo metaacutelico se le agregoacute un revestimiento que al quemarse se gasificabaactuando como atmoacutesfera protectora a la vez que contribuiacutea a mejorar notablemente otros aspectos delprocesoEl electrodo consiste en un nuacutecleo o varilla metaacutelica rodeado por una capa de revestimiento donde elnuacutecleo es transferido hacia el metal base a traveacutes de una zona eleacutectrica generada por la corriente desoldaduraEl revestimiento del electrodo que determina las caracteriacutesticas mecaacutenicas y quiacutemicas de la unioacuten estaacuteconstituido por un conjunto de componentes minerales y orgaacutenicos que cumplen las siguientes funciones
1 Producir gases protectores para evitar la contaminacioacuten atmosfeacuterica y gases ionizantes para dirigir ymantener el arco
2 Producir escoria para proteger el metal ya depositado hasta su solidificacioacuten3 Suministrar materiales desoxidantes elementos de aleacioacuten e hierro en polvo
Clasificacioacuten de Electrodos seguacuten Normas AWSLas especificaciones maacutes comunes para la clasificacioacuten de electrodos seguacuten la AWS son las siguientes1 Especificacioacuten para electrodos revestidos de acero al carbono designacioacuten AWS A51-91 2 Especificacioacuten para electrodos revestidos de aceros de baja aleacioacuten designacioacuten AWS A55-963 Especificacioacuten para electrodos revestidos de aceros al cromo y cromo-niquel resistentes a la corrosioacutendesignacioacuten AWS A54-924 Especificacioacuten para varillas de aporte en uso oxiacetileacutenico yo TIG designacioacuten AWS A52-925 Especificacioacuten para electrodos revestidos para soldaduras de Fe fundido designacioacuten AWS A515-906 Especificaciones para electrodos continuos y fundentes para Arco Sumergido designacioacuten AWSA517-977 Especificaciones para electrodos de aceros dulces para soldadura con electrodos continuos protegidospor gas (MIGMAG) designacioacuten AWS A518-93 En la especificacioacuten para aceros al carbono de electrodosrevestidos el sistema de clasificacioacuten estaacute basado en la resistencia a la traccioacuten del depoacutesito
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1967
Castillo-Guardado
Curso Baacutesico De Soldadura
19
La identificacioacuten de clasificacioacuten estaacute compuesta de la letra E y cuatro diacutegitos Esta letra significaldquoElectrodordquo
Los primeros dos diacutegitos indican la resistencia miacutenima a la traccioacuten del metal depositado en miles de libraspor pulgada cuadrada Es asiacute como E 60 XX indica un electrodo revestido cuyo depoacutesito posee comomiacutenimo 60000 lbs por pulgada cuadrada Esta es la resistencia miacutenima que debe cumplir el depoacutesitoAunque los dos uacuteltimos diacutegitos sentildealan las caracteriacutesticas del electrodo es necesario considerarlos
separadamente ya que el tercer diacutegito indica la posicioacuten para soldar del electrodoEXX1X - toda posicioacutenEXX2X - posicioacuten plana y horizontalEXX4X - toda posicioacuten vertical descendente
El uacuteltimo diacutegito indica el tipo de revestimiento del electrodo Sin embargo para una identificacioacuten completaes necesario leer los dos diacutegitos en conjunto
Para las posiciones vertical y sobre cabeza existe una limitacioacuten de diaacutemetro hasta 316 comuacutenmente y de5 32 para electrodos de BH
Los sistemas de clasificacioacuten para los electrodos revestidos de acero de baja aleacioacuten son similares a la delos aceros al carbono pero a continuacioacuten del cuarto diacutegito existe una letra y un diacutegito que indican lacomposicioacuten quiacutemica del metal depositado Asiacute la A significa un electrodo de acero al Carbono-Molibdenola B un electrodo al Cromo-Molibdeno la C un electrodo al Niacutequel y la letra D un electrodo al Manganeso-Molibdeno El diacutegito final indica la composicioacuten quiacutemica seguacuten esta clasificacioacuten
En las especificaciones para aceros inoxidables AWS A5492 la AISI clasificoacute estos aceros por nuacutemerosy estos mismos se usan para la designacioacuten de los electrodos Por lo tanto la clasificacioacuten para loselectrodos de acero inoxidables como 308 347 etc es su nuacutemero y luego dos diacutegitos maacutes que indican suscaracteriacutesticas de empleo (fuente de poder tipo de revestimiento etc) La letra L a continuacioacuten de los tres
primeros diacutegitos indica que el acero inoxidable es de bajo contenido en carbono
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2067
Curso Baacutesico De Soldadura Castillo-Guardado
20
ELECTRODOS PARA SOLDAR ACERO AL CARBONO
Procedimiento para soldar Acero al Carbono
Los mejores resultados se obtienen manteniendo un arco mediano con lo que se logra una fusioacutenadecuada permitiendo el escape de gases ademaacutes de controlar la forma y apariencia del cordoacuten
Para filetes planos y horizontales conviene mantener el electrodo en un aacutengulo de 45degrespecto a lasplanchas efectuar un pequentildeo avance y retroceso del electrodo en el sentido de avance Con ello se lograuna buena fusioacuten al avanzar se controla la socavacioacuten y la forma del cordoacuten al retroceder al craacuteter
Para filetes verticales ascendentes se mantiene el electrodo perpendicular a la plancha movieacutendolo en elsentido de avance El movimiento debe ser lo suficientemente raacutepido y la corriente adecuada para permitiralargar el arco y no depositar cuando se va hacia arriba para luego bajar al craacuteter y depositar el metalfundido controlando la socavacioacuten y ancho del cordoacuten
La soldadura sobre cabeza se ejecuta en forma similar a la horizontal pero la oscilacioacuten en el sentido deavance debe ser mayor para permitir que el metal depositado en el craacuteter se solidifique
Cuando se suelda vertical descendente el cordoacuten de raiacutez se hace con un avance continuo sin oscilar y lafuerza del arco se dirige de tal manera que sujete el bantildeo de fusioacuten Para los pases sucesivos se puedeusar una oscilacioacuten lateral
ELECTRODO 6013
Electrodo para acero al carbono
Con hierro en polvo
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Rojo
DescripcioacutenElectrodo con polvo de hierro en el revestimiento que permite una velocidad de depoacutesito mayor y unaaplicacioacuten mas faacutecil junto con propiedades mecaacutenicas sobresalientes La estabilidad del arco y el escudoprotector que da el revestimiento ayudan a dirigir el depoacutesito reduciendo la tendencia a socavar Estadisentildeado seguacuten los uacuteltimos adelantos teacutecnicos para lograr oacuteptimos resultados praacutecticos
UsosEste electrodo tiene un campo de aplicacioacuten muy amplio en especial cuando es necesario soldar en todaposicioacuten
Aplicaciones tiacutepicasbull Estanques bull Tuberiacuteas de presioacuten bull Estructuras bull Cantildeeriacuteas
bull Planchas corrientes y galvanizadasbull Barcos
Procedimiento para soldarPara obtener los mejores resultados se recomienda un arco de longitud mediana que permita controlarmejor la forma y aspecto del cordoacutenPara soldadura de filetes planos y horizontales se recomienda mantener el electrodo a 45ordm con cadaplancha oscilaacutendolo en el sentido del avance El movimiento adelante tiene por objeto obtener buenapenetracioacuten y el movimiento hacia atraacutes controla la socavacioacuten y la forma del cordoacutenEn la soldadura vertical se recomienda llevar el electrodo en un aacutengulo de casi 90ordm inclinaacutendolo ligeramenteen el sentido de avance Se debe llevar un movimiento de vaiveacuten alargando el arco para no depositar metal
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2167
Castillo-Guardado
Curso Baacutesico De Soldadura
21
en el movimiento hacia arriba y luego acortaacutendolo para depositar en el craacuteter y asiacute controlar lasdimensiones del deposito y la socavacioacuten
ELECTRODO DE PUNTA AZUL
Electrodo para acero al carbono
Corriente alterna
Revestimiento Blanco
Con hierro en polvo
Punto Azul
Toda posicioacuten
Corriente continuacutea Electrodo positivo
Descripcioacuten
El nuevo Punto Azul posee una formulacioacuten moderna capaz de brindar las maacutes altas exigencias de trabajoSu arco suave y estable lo hace de faacutecil aplicacioacuten en cualquier posicioacuten logrando oacuteptima calidad en launioacuten
Esta nueva foacutermula entrega ademaacutes las siguientes caracteriacutesticas1 Alta velocidad de soldadura2 Depoacutesitos lisos3 Bajo chisporroteo4 Bajo iacutendice de humos5 Faacutecil remocioacuten de escoria6 Excelente penetracioacuten
UsosEs un electrodo de uso general en aceros dulces especialmente cuando es necesario soldar chapas yperfiles delgados
Aplicaciones tiacutepicasbull Marcos de ventana bull Fabricacioacuten de rejasbull Estanques bull Planchas galvanizadas bull Estructuras bull Reparaciones generales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2267
Curso Baacutesico De Soldadura Castillo-Guardado
22
Procedimiento para soldarDebe seguirse el mismo procedimiento utilizado para soldar un electrodo E-6010 oacute E-6011
ELECTRODOS PARA ACEROS INOXIDABLES
iquest Queacute es un acero inoxidableLos aceros inoxidables son simplemente aleaciones compuestas por hierro (Fe) Carbono (C) y Cromo (Cr)El hierro es el elemento fundamental de todos los aceros inoxidables Sin embargo para hacer que el hierrosea inoxidable el contenido de cromo en solucioacuten debe ser por lo menos de un 115 Se adicionan otroselementos de aleacioacuten (Ni Mo V Ti Nb) con el fin de mejorar ciertas propiedades como son ductibilidadresistencia al impacto resistencia al creep resistencia a la corrosioacuten calor etc
Tipos de Aceros InoxidablesDesde el punto de vista metaluacutergico los aceros inoxidables estaacuten agrupados dentro de tres tipos baacutesicosde acuerdo a su microestructura Martensiacuteticos Ferriacuteticos y Austeniacuteticos
MartensiacuteticosEstos aceros contienen entre 115 a 18 de cromo como su principal elemento de aleacioacuten Algunosejemplos de este grupo son los aceros martensiacuteticos AISI 410 416 420431 501 y 502En la soldadura de los aceros martensiacuteticos (aceros autotemplables) se pueden producir tensiones y porconsiguiente grietas si no se adoptan las precauciones convenientesSiempre que sea posible debe emplearse como metal de aporte aleaciones austeniacuteticas (Ej AISI 309-310)
para absorber las tensiones en las zonas cercanas al cordoacuten y asiacute evitar grietasEs conveniente precalentar entre 300-350degC las piezas que van a ser soldadas Despueacutes de la soldadura yuna vez enfriadas las piezas se recomienda un revenido de 600 a 700degC La resistencia oacuteptima a lacorrosioacuten de estos aceros se obtiene efectuando tratamientos teacutermicos de temple y revenido a lastemperaturas requeridas sin embargo esta resistencia a la corrosioacuten no es tan buena como en los acerosausteniacuteticos o ferriacuteticos Su campo de accioacuten estaacute en piezas que estaacuten sometidas a corrosioacuten y que requieren de cierta resistenciamecaacutenica Se utilizan generalmente en aletas para turbinas rodetes de turbinas hidraacuteulicas fundicionesresistentes a la corrosioacuten cuchilleriacutea piezas de vaacutelvulas etc
Ferriacuteticos
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2367
Castillo-Guardado
Curso Baacutesico De Soldadura
23
Los aceros inoxidables ferriacuteticos contienen entre 17 y 27 de cromo Ejemplos de eacutestos son los acerosAISI 405 430 442 446Estos aceros no son endurecibles por tratamiento teacutermico sino soacutelo moderadamente mediante trabajo enfriacuteo Son magneacuteticos al igual que los martensiacuteticos Pueden trabajarse en friacuteo o en caliente pero alcanzansu maacutexima ductilidad y resistencia a la corrosioacuten en la condicioacuten de recocido
En los aceros ferriacuteticos con un contenido de alto cromo puede aparecer fase sigma (dura y fraacutegil) cuando
se les mantiene durante mucho tiempo a temperaturas cercanas a 470degC Por otro lado los aceros ferriacuteticosson muy propensos al crecimiento del grano (850degC - 900degC) inconveniente para la soldadura Si las piezasa soldar son de dimensiones considerables se recomienda postcalentar las piezas entre 700degC a 850degCseguido de un enfriamiento raacutepidoComo los aceros ferriacuteticos se pueden deformar faacutecilmente en friacuteo se utilizan mucho para estampadosprofundos de piezas como recipientes para industrias quiacutemicas y alimenticias y para adornosarquitectoacutenicos o automotrices
AusteniacuteticosEstos son los aceros inoxidables al cromo-niacutequel (tipo 3XX) y al cromo-niacutequel-manganeso (tipo 2XX) Sonesencialmente no magneacuteticos en la condicioacuten de recocido y no endurecen por tratamiento teacutermico Elcontenido total de niacutequel y cromo es de por lo menos 23 Se pueden trabajar faacutecilmente en caliente o enfriacuteo El trabajo en friacuteo les desarrolla una amplia variedad de propiedades mecaacutenicas y en esta condicioacuten elacero puede llegar a ser ligeramente magneacutetico Son muy resistentes al impacto y difiacuteciles de maquinarEstos aceros tienen la mejor resistencia a altas temperaturas y resistencia a la formacioacuten de escamas de
los aceros inoxidables Su resistencia a la corrosioacuten suele ser mejor que las de los aceros martensiacuteticos oferriacuteticosEl mayor inconveniente que presenta la soldadura de los aceros austeniacuteticos es la precipitacioacuten de carburosque pueden producirse en las zonas cercanas al cordoacuten de soldadura quedando sensibilizados a lacorrosioacuten intergranular Para evitar esta precipitacioacuten se deben soldar las piezas sin precalentamiento y conel menor aporte de calor posible Otra posibilidad es emplear aceros austeniacuteticos con porcentaje decarbono menor a 003 o aceros austeniacuteticos estabilizados con titanio niobio o taacutentalo
Electrodo para hacero Inoxidable
Electrodo de acero inoxidable austen tico
Corriente continuacutea Electrodo positivo
Toda posicioacuten
Corriente alternaRevestimiento Blanco
DescripcioacutenEl electrodo 19-9 posee un revestimiento rutiacutelico lo que lo hace apto para soldar con CA o CC electrodopositivo Este electrodo se caracteriza por un arco estable de transferencia spray cuyo depoacutesito es deexcelente forma y apariencia La escoria se desprende faacutecilmente ademaacutes de tener muy buenareanudacioacuten de arco por lo que se aconseja usarlo en soldaduras intermitentes El depoacutesito es de aceroinoxidable austeniacutetico
UsosEl electrodo 19-9 estaacute formulado para soldar el grupo 18-8 de aceros inoxidables por ejemplo 301 302302B 303 304 305 y 308 que se caracterizan por su gran resistencia a la corrosioacuten
Este electrodo es ademaacutes muy usado para soldar acero manganeso y para rellenar estos u otros aceros
especiales resistentes al desgaste antes de aplicar las capas de recubrimiento duro
El metal depositado es austeniacutetico y no magneacuteticoAplicaciones tiacutepicasbull Intercambiadores de calor bull Industrias conserveras bull Equipos Quiacutemicos bull Industria Lechera
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2467
Curso Baacutesico De Soldadura Castillo-Guardado
24
ELECTRODOS BASE NIQUEL
Electrodo base Niacutequel con Cromo Molibdeno y Columbio
Alta resistencia a la traccioacuten y tenacidad a bajas y altas temperaturas (1100iexcl
C)
Excelente resistencia a la corrosioacuten en muchos medios agresivos
Posicioacuten plana y horizontal CA CC (+)
DescripcioacutenEl electrodo Nicromo 3 se caracteriza por producir un arco suave y estable de transferencia spray Eldepoacutesito formado es de exelente apariencia y de faacutecil desprendimiento de la escoriaEl depoacutesito del electrodo Nicromo 3 se caracteriza por su favorable resistencia a elevadas temperaturas
(1100degC) durante tiempos prolongados ademaacutes de su buena resistencia a la corrosioacuten bajo tensiones yfisuracioacuten en caliente
UsosEste electrodo es apto para unir aleaciones tipo Inconel 625 e Incoloy 825 Recomendado para unioacuten dealeaciones altas en cromo-niacutequel entre si o con aceros inoxidables Se recomienda ademaacutes para revestiraceros al carbono y de baja aleacioacuten Debido a su alto liacutemite elaacutestico se puede utilizar para unir aceros alniacutequel (5 y 9 de Ni)
Aplicaciones tiacutepicasbull Estanques para transpor tes criogeacutenicosbull Estanques de almacenamiento de aceros al Ni (5-9 Ni)bull Asiento de vaacutelvulas bull Reparacioacuten de maquinaria
bull Estanques para productos corrosivos bull Aleaciones 904 y 904L Inconel 625 e Incoloy 825
Procedimiento de soldaduraEs indispensable limpiar cuidadosamente las partes a soldar para lograr uniones libres de poros y grietasUsar arco corto con una ligera inclinacioacuten Para lograr un bajo aporte de calor es recomendable depositarcordones rectos y angostos con poca o ninguna oscilacioacuten El precalentamiento depende del metal basecualquier post-calentamiento puede efectuarse sin peligro de perjudicar las caracteriacutesticas del depoacutesito
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2567
Castillo-Guardado
Curso Baacutesico De Soldadura
25
ELECTRODOS PARA COBRE ndashBRONCE
Procedimiento para soldar con Electrodos Cobre ndashBronce
La teacutecnica de operacioacuten de estos electrodos es totalmente distinta a la empleada en la soldadura del aceroal carbono debido principalmente a la gran diferencia de conductividad teacutermica coeficiente de expansioacutenmenor punto de fusioacuten y mayor fluidez a la temperatura de la zona de fusioacuten Al soldar cobre y susaleaciones deberaacute considerarse los siguientes factores1 Dejar una separacioacuten mayor en la raiacutez de las uniones2 Emplear aacutengulos de bisel mayores que los usuales3 El punteo de las uniones debe tener un paso menor4 Usar temperaturas de precalentamiento5 Emplear los rangos de corriente maacutes altos para cada diaacutemetro de electrodo
Es frecuente el empleo de respaldos de cobre o de grafito con el objeto de prevenir la sobre fusioacuten en laraiacutez de las uniones especialmente al soldar espesores delgados Como regla general al soldar cobre y susaleaciones se recomienda el empleo de temperaturas de precalentamiento del orden de 200degC ytemperaturas entre pasadas de 200degC a 370degC para latones y de 400degC a 550degC para cobreEl martillado de los depoacutesitos de soldadura no es absolutamente indispensable pero se emplea parareducir las tensiones y distorsiones en las uniones soldadas a la vez de mejorar las propiedadesmecaacutenicas debido al afinamiento de los granos del depoacutesito
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacuten
con CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2667
Curso Baacutesico De Soldadura Castillo-Guardado
26
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas debronce fosfoacutericoAplicaciones tiacutepicas
bull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tablaPara el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas Enlas soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Para
soldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
Electrodo Para Cobre
Electrodo de bronce fosforico
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Negro
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacutencon CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas de
bronce fosfoacutericoAplicaciones tiacutepicasbull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tabla
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2767
Castillo-Guardado
Curso Baacutesico De Soldadura
27
Para el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas En
las soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Parasoldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
ELECTRODOS PARA BISELAR Y CORTAR
Estos electrodos tienen gran importancia en las industrias que requieren efectuar trabajos de corte ybiselado ya que han sido especialmente disentildeados y fabricados para cumplir eficientemente estos trabajos
Procedimiento para Biselar y CortarPara biselar use un portaelectrodo convencional dirigiendo el electrodo en un aacutengulo aproximado de 30degcon respecto al plano del metal base Use un movimiento de retroceso para evitar profundizar demasiadoUna mayor velocidad de avance daraacute un biselado menos profundo Esmerile la zona antes de soldarPara cortar dirija el electrodo en direccioacuten al recorrido en un aacutengulo de 90degcon respecto al plano del metalbase Use un movimiento vertical ascendente y descendente para producir el desprendimiento del materialfundido
Electrodo para cortar y perforar
Corriente alterna
Toda posiciOn
Corriente continua Electrodo negativo
Revestimiento Gris oscuro
DescripcioacutenEl electrodo Speed Cut estaacute disentildeado para cortar y perforar todos los metales con CA o CC electrodonegativo Es un electrodo de alta velocidad y su revestimiento especial de tipo refractario evita que seprecaliente el nuacutecleo y concentra la fuerza del arco para lograr cortes parejos y limpios
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2867
Curso Baacutesico De Soldadura Castillo-Guardado
28
UsosEste electrodo ha sido especialmente disentildeado para producir cortes de alta velocidad en todas lasposiciones Es recomendable su uso en todos los metales especialmente para aquellos que representandificultad para ser cortados o perforados al ser tratados con equipos oxigas como por ejemplo fierrofundido aceros inoxidables aleaciones de niacutequel bronce cobrealuminio etcAplicaciones tiacutepicas
bull Cortes de alta velocidad en todas posiciones bull Desarme de estructuras metaacutelicas bull Remocioacuten de defectos en soldadura bull Perforacioacuten de remaches
ELECTRODOS PARA SOLDAR HIERRO FUNDIDO
Procedimiento para soldar Hierro Fundido
Las reparaciones en fundicioacuten de hierro gris o hierro maleable son los trabajos maacutes comuacutenmenteencontrados en la praacutectica diaria y son considerados como los trabajos de soldadura maacutes difiacutecilesCuando se suelda hierro fundido con electrodos comunes de acero se forma una capa dura y fraacutegiladyacente a la soldadura
Esta capa consiste en hierro fundido endurecido superficialmente como resultado del raacutepido enfriamientodesde una alta temperatura Si el metal de aporte es acero eacuteste absorberaacute considerable cantidad decarboacuten del hierro fundido convirtieacutendose en un acero de alto carbono El resultado seraacute que el depoacutesito desoldadura se endureceraacute siendo imposible su mecanizadoAdemaacutes cuando se usan electrodos con nuacutecleo de acero la diferencia de contracciones entre elmetal fundido depositado y la fundicioacuten generalmente es causa de problemas serios La resistencia delmetal de aporte es mucho mayor que la del hierro fundido y al producirse la contraccioacuten del acero puededesprenderse de la fundicioacuten Debido a estas condiciones es que los electrodos especiales son necesariospara este tipo de soldadura
La soldadura del hierro fundido es relativamente faacutecil pero sus caracteriacutesticas quiacutemicas y metaluacutergicas sontales que deben ser consideradas cuidadosamente para asegurar los mejores resultados
Algunas de sus caracteriacutestica son1 Si se calienta a una temperatura alta y luego se enfriacutea raacutepidamente el resultado seraacute una fundicioacutenblanca muy dura y difiacutecilmente trabajable mecaacutenicamente2 Si se calienta a una temperatura alta y luego se enfriacutea lentamente el resultado seraacute un hierro fundidogris que es blando y faacutecilmente trabajable3 El hierro fundido es fraacutegil y no se puede doblar o estirar como el acero y consecuentemente si se produceun sobrecalentamiento durante la soldadura las contracciones durante el enfriamiento pueden causargrietas en la soldadura misma o en las zonas teacutermicamente afectadas entre eacutesta y el metal base
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2967
Castillo-Guardado
Curso Baacutesico De Soldadura
29
Las consideraciones anteriores son principalmente las que han establecido un procedimiento fundamentalpara la soldadura del hierro fundido independiente del tipo de electrodo utilizado maquinable o nomaquinable que puede establecerse en los siguientes puntos
1 Utilizar electrodos de poco diaacutemetro y corriente lo maacutes baja posible pero suficiente para producir unabuena fusioacuten2 Hacer soldaduras cortas de no maacutes de dos o tres pulgadas de longitud3 Es aconsejable el depoacutesito de cordones delgados en lugar de cordones anchos y oscilados
InstruccionesPara obtener los mejores resultados es esencial que la unioacuten haya sido adecuadamente preparada Debenremoverse o limpiarse todas las materias extrantildeas tales como oacutexido grasa y aceites Especialmente laspartes que se han impregnado de aceite agua u otros agentes pueden requerir un precalentamiento a unatemperatura suficientemente alta (300-370degC) para evaporar los contaminantes antes de la soldadura
Las uniones deben ser preparadas y biseladas por medios mecaacutenicos como esmeriles discos o limas ydebe evitarse hacer los biselados o preparaciones con arco eleacutectrico ya que este procedimiento tenderiacutea aproducir hierro fundido blanco duro y quebradizo en las zonas inmediatamente vecinas a las soldaduras
El biselado se recomienda auacuten para secciones delgadas mantenieacutendolo siempre al miacutenimo praacutectico paraevitar los esfuerzos residuales provenientes de la contraccioacuten
Como regla general el aacutengulo total de bisel debe ser de aproximadamente 90degpara secciones de635 mm de espesor o menos y de 60 a 90degpara secciones maacutes pesadas o de mayor espesor
Es aconsejable tambieacuten para disminuir los esfuerzos teacutermicos usar electrodos de diaacutemetro pequentildeo yutilizar siempre amperajes bajos Ademaacutes el precalentamiento es necesario para fundiciones pesadas y lasoldadura debe depositarse en cordones cortos lineales de dos a tres pulgadas de longitud Cuando seaposible debe procurarse depositar la soldadura en dos a tres capas ya que los pases subsiguientes tienenun efecto beneacutefico de normalizado sobre los primeros En las soldaduras de hierro fundido es muyimportante evitar el calor localizado causante en la mayoriacutea de los casos de grietas en el metal base y en lasoldadura Esto se logra haciendo soldaduras intermitentes permitiendo que el calor se distribuya dentrode la fundicioacuten antes de depositar el proacuteximo cordoacuten
Electrodo Para soldar Hierro Fundido
Electrodo para hierro fundido
Corriente alterna
Toda posicion
Revestimiento Canela
Corriente continua Electrodo positivo
DescripcioacutenEl electrodo 77 tiene nuacutecleo de acero dulce con un revestimiento que actuacutea como fundente controlando lascaracteriacutesticas del arco Tiene un punto de fusioacuten lo suficientemente bajo para permitir usar corrientesbajas caracteriacutestica importante en la soldadura de hierro fundido lo que reduce el endurecimiento en lazona de fusioacuten
UsosEste electrodo se recomienda para reparaciones en hierro fundido en que los depoacutesitos no requieranmaquinado posterior
Aplicaciones tiacutepicasbull Cabezales de motores bull Piezas de maacutequinas bull Cajas de descanso bull Blocks de motores
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3067
Curso Baacutesico De Soldadura Castillo-Guardado
30
Procedimiento para soldarSe recomienda usar preferentemente CC electrodo positivo Las piezas a soldar deben estar limpias Serecomienda biselar las piezas en forma de ldquoVrdquo y taladrar los extremos de las grietas a reparar Para tener mayor seguridad de la calidad del trabajo se debe evitar soldar en forma contiacutenua se recomiendaefectuar cordones de 5 a 8 cms intermitentemente Debe mantenerse el trabajo friacuteo No se recomiendamartillar el cordoacuten pueden producirse fisuras
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3167
Castillo-Guardado
Curso Baacutesico De Soldadura
31
Descifrando los siacutembolos de la soldadura
Cuando las soldaduras son especificadas en planos y dibujos isomeacutetricos de ingenieriacutea de fabricacioacuten unconjunto de siacutembolos es usado para identificar el tipo de soldadura las dimensiones y otras informacionesreferente al proceso y el acabado
ANSIAWS A24 Siacutembolos para soldadura y pruebas no destructivasReconociendo la estructura del simbolo
La liacutenea horizontal se conoce como liacutenea de referencia y es la plataforma principal donde todos losdemaacutes siacutembolos de soldadura son agregados las instrucciones para la ejecucioacuten de la soldadura vanalineadas a la liacutenea de referencia y una flecha conecta la liacutenea de referencia con la junta a ser soldada Enel ejemplo de arriba la flecha se despliega a la derecha de la liacutenea de referencia y apuntando hacia abajo ya la derecha pero existen muchas otras combinaciones
Algunas veces la flecha apunta los dos lados de la junta por consiguiente existiriacutean dos ladospotencialmente apropiados para ejecutar la soldadura por ejemplo en una junta T cuando dos laminasson unidas la soldadura puede ser hecha en cualquiera de los lados de la T
El siacutembolo hace la distincioacuten entre los dos lados de la junta usando la flecha y los espacios debajo yencima de la liacutenea de referencia los lados (curiosamente) son conocidos como El lado de la flecha y Elotro lado y la soldadura se ejecuta de acuerdo a las instrucciones dadas en la parte de arriba de la liacutenea dereferencia y la orientacioacuten de la flecha no interfiere con estas instrucciones
La bandera que sale de la liacutenea de referencia esta presente si la soldadura se efectuara en campo odurante el armado de la estructura un siacutembolo de soldadura sin la bandera indica que la soldadura seefectuaraacute en el taller pero en algunos planos y dibujos antiguos puede ser encontrado un circulo negro en launioacuten entre la liacutenea de referencia y la flecha
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3267
Curso Baacutesico De Soldadura Castillo-Guardado
32
Un circulo vaciacuteo entre la liacutenea de referencia y la flecha es una indicacioacuten de que la soldadura debe serejecutada alrededor o en toda la circunferencia de la unioacuten como en este ejemplo
La cola del siacutembolo de soldadura es el sitio donde se coloca la informacioacuten suplementariaconcerniente a la soldadura a ejecutar y puede contener referencias del proceso requerido electrodo undetalle de dibujo y cualquier informacioacuten que ayude a la ejecucioacuten de la soldadura que no tenga un lugarespecial en el siacutembolo plano o la isometriacutea
Cada tipo de soldadura tiene su siacutembolo baacutesico el cual tiacutepicamente se situacutea al rededor del centro dela liacutenea de referencia (dependiendo de cual sea el lado de la junta) y este siacutembolo es usualmente un dibujoque representa la seccioacuten transversal de la junta misma y estas estaacuten divididas en tres grupos
Simbolos para las Soldaduras de Filete
La soldadura fundida es depositada en la esquina formada por la caracteriacutestica de la unioacuten de dosmiembros penetrando y fundieacutendose con el metal base para formar la junta
La cara perpendicular del triangulo siempre es dibujada en la parte izquierda del siacutembolo si las doscaras de la soldadura son de la misma dimensioacuten entonces solo una medida es dada
Las soldaduras de filete son usadas para hacer juntas de enfrentamiento perpendicular comoesquinas y las juntas T y como su propio siacutembolo lo sugiere estas soldaduras son baacutesicamentetriangulares vistas desde su seccioacuten aunque su forma no es siempre un triangulo perfecto o isoacutesceles
Si la soldadura tuviera caras desiguales (menos comuacuten) entonces ambas dimensiones son dadas yuna nota especial que indica en el dibujo cual cara es mas larga
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3367
Castillo-Guardado
Curso Baacutesico De Soldadura
33
El largo de la soldadura es dado a la derecha del simbolo
La soldadura se debe situar entre las liacuteneas dimensioacutenales especificadas (si son dadas) o entre lospuntos donde un cambio de direccioacuten abrupto de la soldadura ocurra como al final de las planchas olaminas
En el caso de soldaduras intermitentes o interrumpidas el largo de cada porcioacuten de la soldadura y losespacios que las separan son indicado en el siacutembolo siendo separados con un guioacuten ( - ) y el largo de laporcioacuten de soldadura va seguido de la dimensioacuten centro-centro del espacio estos siempre se colocan a la
derecha del siacutembolo del filete (triangulo)
Note que la dimensioacuten del espacio no indica el espacio limpio entre las soldaduras la indicacioacuten escentro-centro
Siacutembolos para las Soldaduras de Canal
Las soldaduras de Canal son usadas comuacutenmente para hacer juntas de bordes con bordes aunquetambieacuten son usadas frecuentemente en esquinas juntas T juntas curvas y piezas planas Como losugiere la variedad de siacutembolos para estas soldaduras hay muchas maneras de hacer soldaduras deCanal y la diferencia principal dependeraacute de la geometriacutea de las partes que seraacuten unidas y la preparacioacutende sus bordes El metal soldado es depositado entre el canal penetrando y fundieacutendose con el metal base para formar la junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipo de
soldaduras la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3467
Curso Baacutesico De Soldadura Castillo-Guardado
34
La soldadura de canal cuadrado en la cual el canal es creado por una separacioacuten especifica o ningunaseparacioacuten incluyendo hasta cierta presioacuten de oposicioacuten la distancia de la separacioacuten (si existe) es dadaen el siacutembolo
Las soldaduras de canal V en la que los bordes son biselados a veces por un lado o por los doslados para crea el canal el aacutengulo del bisel es dado en el siacutembolo asiacute como la luz de separacioacuten oseparacioacuten de la raiacutez (si existiera)
Si la profundidad de la V no fuera igual al espesor o a la mitad (en el caso de doble V) del espesorde la lamina o plancha a soldar entonces la profundidad es dada a la izquierda del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3567
Castillo-Guardado
Curso Baacutesico De Soldadura
35
Si la penetracioacuten de la soldadura fuera mayor que la profundidad del canal la profundidad de la gargantaefectiva es dada entre pareacutentesis despueacutes de la profundidad de la V
En el bisel del canal de soldadura en el cual el borde de una de las laminas es biselado y la otra escuadrada el siacutembolo de la liacutenea perpendicular siempre es dibujada en el lado izquierdo sea cual sea laorientacioacuten de la soldadura la flecha apunta la cara de la pieza que debe ser biselada y en este caso laflecha es cortada y doblada en aacutengulo para hacer eacutenfasis en su importancia (este corte de aacutengulo no esnecesario si el proyectista no tiene preferencias en cual lado debe ser biselado o si el dibujo es interpretadopor un soldador calificado que reconoce la diferencia de cual lado debe ser tratado) las
condiciones de aacutengulo preparacioacuten del borde garganta efectiva y la luz de separacioacuten de la
separacioacuten de raiacutez son descritas en las soldaduras de canal V en esta misma pagina
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3667
Curso Baacutesico De Soldadura Castillo-Guardado
36
En la soldadura de canal U en la cual ambos bordes son tratados para crear un canal coacutencavo laprofundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de la separacioacuten sondescritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de canal J en la cual en uno de las laminas tiene un biselado coacutencavo y la otra esdejada cuadrada como con el bisel de la media V la liacutenea perpendicular siempre apareceraacute dibujada a laizquierda y la flecha (con un doblez si fuera necesario) apuntando la pieza que recibiraacute el tratamiento debisel coacutencavo la profundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de
separacioacuten son descritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de V curva comuacutenmente usada para unir dos partes curvas o dos partes tubularesla profundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3767
Castillo-Guardado
Curso Baacutesico De Soldadura
37
En la soldadura de canal con bisel curvo comuacutenmente usada para unir una pieza curva o tubular auna pieza plana como con la V curva (anterior) formada por dos superficies curvas o tubulares laprofundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis La liacutenea perpendicular es dibujada siempre al lado izquierdo del siacutembolosea cual sea la orientacioacuten de la soldadura
Otros siacutembolos suplementarios son usados con la soldadura de canal como Penetracioacuten saliente y Barra o elemento de respaldo ambos siacutembolos son indicacioacuten de que la penetracioacuten de la junta se efectuacuteadesde un solo lado de la junta
El alto del refuerzo (si fuera critico) es indicado a la izquierda del siacutembolo de penetraron saliente elcual esta situado
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3867
Curso Baacutesico De Soldadura Castillo-Guardado
38
Cuando una barra o elemento de respaldo es usado para lograr la penetracioacuten necesaria de la junta su siacutembolo es situado encima de la liacutenea de referencia sobre el siacutembolo de la soldadura si la barra esprovisional y seraacute removida al final de la soldadura entonces la letra R es situada dentro del siacutembolo de labarra de respaldo esta barra tiene el mismo siacutembolo que la soldadura de conexion y ovalos pero sucontexto debe hacer siempre la clara intencioacuten del siacutembolo
Simbolos para la Soldadura de conexion y ovalos
Soldadura de conexioacuten y de oacutevalos es usada para unir laminas sobrepuestas una de las cuales tienenperforaciones (redondos para conexiones y ovalados o alargados para Oacutevalos) Metal soldado esdepositado en estas perforaciones penetrando y fundieacutendose con el metal base de las dos partes formandola junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipode soldadura la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3967
Castillo-Guardado
Curso Baacutesico De Soldadura
39
En la soldadura de conexioacuten el diaacutemetro de cada conector es dado a la izquierda del siacutembolo y el espacioentre los conectores es dado a la derecha en la soldadura de oacutevalos el ancho de cada ovalo es dado a laizquierda del siacutembolo el largo y la distancia entre espacios (separados por un guioacuten-) son dados a laderecha del siacutembolo y la referencia del detalle en la cola
El numero de conectores u oacutevalos es dado entre pareacutentesis por encima o por debajo del siacutembolo de lasoldadura la indicacioacuten del lado de la flecha y el otro lado indican cual pieza tiene la(s) perforacione(s)
Si no esta en las especificaciones el llenado total de esta perforacioacuten entonces la profundidad es dadadentro del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4067
Curso Baacutesico De Soldadura Castillo-Guardado
40
SISTEMA OXIGAS
Descripcioacuten del ProcesoEl proceso de soldadura oxigas mostrado en la figura consiste en una llama dirigida por un sopleteobtenida por medio de la combustioacuten de los gases oxiacutegeno-acetileno El intenso calor de la llama funde la
superficie del metal base para formar una poza fundidaCon este proceso se puede soldar con o sin material de aporte El metal de aporte es agregado para cubrirbiseles y orificios
A medida que la llama se mueve a lo largo de la unioacuten el metal base y el metal de aporte se solidifican paraproducir el cordoacuten
Al soldar cualquier metal se debe escoger el metal de aporte adecuado que normalmente posee elementosdesoxidantes para producir soldaduras de buena calidad
En algunos casos se requiere el uso de fundente para soldar ciertos tipos de metales
Ventajas y Aplicaciones del ProcesoEl proceso oxigas posee las siguientes ventajas el equipo es portaacutetil econoacutemico y puede ser utilizado entoda posicioacuten
El proceso oxigas es normalmente usado para soldar metales de hasta 14 de espesor Se puede utilizartambieacuten para soldar metales de mayor espesor pero ello no es recomendable
Su mayor aplicacioacuten en la industria se encuentra en el campo de mantencioacuten reparacioacuten soldadura decantildeeriacuteas de diaacutemetro pequentildeo y manufacturas livianas Tambieacuten puede ser usado como fuente de energiacuteacaloacuterica para calentar doblar forjar endurecer etc
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4167
Castillo-Guardado
Curso Baacutesico De Soldadura
41
Equipo para Soldadura y Corte OxigasEs el conjunto de elementos que agrupados permiten el paso de gases (Oxigeno-Acetileno) hasta unsoplete en cuyo interior se produce la mezcla La misma en contacto con una chispa produce unacombustioacuten base del sistema oxiacetileacutenico
Procedimiento Baacutesico de Soldadura
Ajuste de llamaEn soldadura oxiacetileacutenica se utiliza una llama neutra (3160degC) o sea se suministra suficiente oxiacutegenopara realizar la combustioacuten de todo el acetileno presenteAunque esta situacioacuten corresponde a una relacioacuten teoacuterica oxiacutegenoacetileno de 251 en la praacutectica parte dela combustioacuten se realiza con oxiacutegeno del aire de modo que
Se consume iguales cantidades de oxiacutegeno y acetileno (relacioacuten 11)Se produce un efecto de auto-proteccioacuten que minimiza la oxidacioacuten del metal base
La llama carburante con exceso de acetileno se reconoce por una zona intermedia reductora que apareceentre el dardo y el penacho se utiliza soacutelo en casos especiales
La llama oxidante con exceso de oxiacutegeno se reconoce por su dardo y penacho maacutes cortos y su sonido maacutesagudo
Seleccioacuten de la BoquillaEn la seleccioacuten de la boquilla influyen los siguientes factores1 Tipo de material a soldar
2 Espesor del material3 Tipo de unioacuten (Tope filete biselada etc)4 Posicioacuten en que se soldaraacute5 Habilidad del operador
Como norma de seguridad siempre debe utilizarse la
Boquilla a la presioacuten recomendada por el fabricante
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4267
Curso Baacutesico De Soldadura Castillo-Guardado
42
Varillas para Soldadura OxigasINDURA dispone de todos los tipos de varillas para este tipo de soldadura Bronce Niacutequel-Plata acerodulce hierro fundido y aluminio en los siguientes diaacutemetros
16 mm (116) - 24 mm (332) - 32 mm (18) - 40 mm (532) - 48 mm (316) y 64 mm (14)
El tamantildeo de varilla adecuada debe ser determinado por
bull el tipo de unioacuten de soldadura bull el espesor del material bull la cantidad de aporte requerido
VARILLAS DE APORTE PARA SOLDADURA OXIGAS
Procedimiento para soldar con varillas de soldadura oxigas (Bronce)
Deben limpiarse muy bien las piezas aplicaacutendoles la llama sobre la superficie hasta que alcance un colorrojo cereza Ambas piezas deben estar a la misma temperatura porque en caso contrario la varilla fluiraacutehacia la pieza maacutes caliente (fenoacutemeno de capilaridad) Caliente la varilla con la llama e introduacutezcala luegoen el depoacutesito de fundente
Note que el calor hace que el fundente se adhiera a la varilla (Si se utiliza una varilla ya revestida confundente este paso debe eliminarse) Una vez que la varilla estaacute impregnada con fundente y las piezas hanalcanzado la temperatura adecuada acerque la varilla hacia la unioacuten y coloque la llama encimaundieacutendola La varilla entonces se funde y fluye hacia el aacuterea calentada uniendo fuertemente las piezas
Debe utilizarse bastante fundente Si la cantidad de fundente es insuficiente la varilla no uniraacute los metales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4367
Castillo-Guardado
Curso Baacutesico De Soldadura
43
VARILLA DE APORTE DE BRONCE
DescripcioacutenLa soldadura de Bronce permite obtener depoacutesitos concaracteriacutesticas mecaacutenicas sobresalientes enresistencia y ductibilidad ademaacutes de ser muy homogeacutenea
AplicacionesSu principal campo de aplicacioacuten es soldadura de hierro fundido acero dulce cobre y sus aleaciones
La principal caracteriacutestica de estas soldaduras es la poca cantidad de gases que se genera en el craacuteter demetal fundido y su bajo punto de fusioacuten que permite una mejor y mayor fluidez del metal fundido
Como teacutecnica operatoria se recomienda precalentar el metal base hasta una temperatura cercana al puntode fusioacuten del metal de aporte luego fundir una gota de soldadura y aplicar calor adicional para obtener unafluidez adecuada en el depoacutesito
Recomendamos el uso del fundente INDURA 10 a fin de obtener depoacutesitos maacutes limpios y de mejorapariencia Las aleaciones de Bronce INDURA son envasadas en cajas de 10 kgs y fabricadas en lassiguientes medidas 24 mm (332)-32 mm (18)-40 mm (532)-48 mm (316)-64 mm (14)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4467
Curso Baacutesico De Soldadura Castillo-Guardado
44
SOLDADURA DE ESTANtildeO
Descripcioacuten
Estas soldaduras son aleaciones a base de estantildeo y se recomiendan para soldar uniones a prueba defiltracioacuten de agua o aire en que la resistencia mecaacutenica no es de importancia y que no estaraacuten expuestas aaltas temperaturas Son especialmente apropiadas para trabajos generales en fierro cobre zinc hojalatafierro galvanizado etc
Estas soldaduras pueden aplicarse por medio de cautiacuten soplete directo inmersioacuten vaciado o por hornoSe suministran en los siguientes tipos seguacuten forma y proporcioacuten de aleacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4567
Castillo-Guardado
Curso Baacutesico De Soldadura
45
El mayor porcentaje de estantildeo influye mejorando la resistencia mecaacutenica de la soldadura de tal forma quelos mejores resultados en este sentido se obtienen con el tipo ldquoArdquo y ldquoLArdquo El tipo ldquoArdquo se recomienda depreferencia para sellar envases de hojalata
Para obtener una buena soldadura es indispensable efectuar una buena limpieza de las piezas a soldarcon lija esmeril lima o escobilla de acero En caso de planchas oxidadas de fierro debe limpiarse con aacutecidomuriaacutetico durante 5 oacute 10 minutos Se recomienda ademaacutes el uso de Fundente INDURA 200 para evitar laoxidacioacuten de los metales a soldar facilitar la fluidez de la soldadura y obtener buenas uniones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67

5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1867
Curso Baacutesico De Soldadura Castillo-Guardado
18
SISTEMA ARCO MANUAL
Descripcioacuten del ProcesoEl sistema de soldadura Arco Manual se define como el proceso en que se unen dos metales mediante unafusioacuten localizada producida por un arco eleacutectrico entre un electrodo metaacutelico y el metal base que se desea
unirLa soldadura al arco se conoce desde fines del siglo pasado En esa eacutepoca se utilizaba una varilla metaacutelicadescubierta que serviacutea de metal de aportePronto se descubrioacute que el oxiacutegeno y el nitroacutegeno dela atmoacutesfera eran causantes de fragilidad y poros en elmetal soldado por lo que al nuacutecleo metaacutelico se le agregoacute un revestimiento que al quemarse se gasificabaactuando como atmoacutesfera protectora a la vez que contribuiacutea a mejorar notablemente otros aspectos delprocesoEl electrodo consiste en un nuacutecleo o varilla metaacutelica rodeado por una capa de revestimiento donde elnuacutecleo es transferido hacia el metal base a traveacutes de una zona eleacutectrica generada por la corriente desoldaduraEl revestimiento del electrodo que determina las caracteriacutesticas mecaacutenicas y quiacutemicas de la unioacuten estaacuteconstituido por un conjunto de componentes minerales y orgaacutenicos que cumplen las siguientes funciones
1 Producir gases protectores para evitar la contaminacioacuten atmosfeacuterica y gases ionizantes para dirigir ymantener el arco
2 Producir escoria para proteger el metal ya depositado hasta su solidificacioacuten3 Suministrar materiales desoxidantes elementos de aleacioacuten e hierro en polvo
Clasificacioacuten de Electrodos seguacuten Normas AWSLas especificaciones maacutes comunes para la clasificacioacuten de electrodos seguacuten la AWS son las siguientes1 Especificacioacuten para electrodos revestidos de acero al carbono designacioacuten AWS A51-91 2 Especificacioacuten para electrodos revestidos de aceros de baja aleacioacuten designacioacuten AWS A55-963 Especificacioacuten para electrodos revestidos de aceros al cromo y cromo-niquel resistentes a la corrosioacutendesignacioacuten AWS A54-924 Especificacioacuten para varillas de aporte en uso oxiacetileacutenico yo TIG designacioacuten AWS A52-925 Especificacioacuten para electrodos revestidos para soldaduras de Fe fundido designacioacuten AWS A515-906 Especificaciones para electrodos continuos y fundentes para Arco Sumergido designacioacuten AWSA517-977 Especificaciones para electrodos de aceros dulces para soldadura con electrodos continuos protegidospor gas (MIGMAG) designacioacuten AWS A518-93 En la especificacioacuten para aceros al carbono de electrodosrevestidos el sistema de clasificacioacuten estaacute basado en la resistencia a la traccioacuten del depoacutesito
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1967
Castillo-Guardado
Curso Baacutesico De Soldadura
19
La identificacioacuten de clasificacioacuten estaacute compuesta de la letra E y cuatro diacutegitos Esta letra significaldquoElectrodordquo
Los primeros dos diacutegitos indican la resistencia miacutenima a la traccioacuten del metal depositado en miles de libraspor pulgada cuadrada Es asiacute como E 60 XX indica un electrodo revestido cuyo depoacutesito posee comomiacutenimo 60000 lbs por pulgada cuadrada Esta es la resistencia miacutenima que debe cumplir el depoacutesitoAunque los dos uacuteltimos diacutegitos sentildealan las caracteriacutesticas del electrodo es necesario considerarlos
separadamente ya que el tercer diacutegito indica la posicioacuten para soldar del electrodoEXX1X - toda posicioacutenEXX2X - posicioacuten plana y horizontalEXX4X - toda posicioacuten vertical descendente
El uacuteltimo diacutegito indica el tipo de revestimiento del electrodo Sin embargo para una identificacioacuten completaes necesario leer los dos diacutegitos en conjunto
Para las posiciones vertical y sobre cabeza existe una limitacioacuten de diaacutemetro hasta 316 comuacutenmente y de5 32 para electrodos de BH
Los sistemas de clasificacioacuten para los electrodos revestidos de acero de baja aleacioacuten son similares a la delos aceros al carbono pero a continuacioacuten del cuarto diacutegito existe una letra y un diacutegito que indican lacomposicioacuten quiacutemica del metal depositado Asiacute la A significa un electrodo de acero al Carbono-Molibdenola B un electrodo al Cromo-Molibdeno la C un electrodo al Niacutequel y la letra D un electrodo al Manganeso-Molibdeno El diacutegito final indica la composicioacuten quiacutemica seguacuten esta clasificacioacuten
En las especificaciones para aceros inoxidables AWS A5492 la AISI clasificoacute estos aceros por nuacutemerosy estos mismos se usan para la designacioacuten de los electrodos Por lo tanto la clasificacioacuten para loselectrodos de acero inoxidables como 308 347 etc es su nuacutemero y luego dos diacutegitos maacutes que indican suscaracteriacutesticas de empleo (fuente de poder tipo de revestimiento etc) La letra L a continuacioacuten de los tres
primeros diacutegitos indica que el acero inoxidable es de bajo contenido en carbono
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2067
Curso Baacutesico De Soldadura Castillo-Guardado
20
ELECTRODOS PARA SOLDAR ACERO AL CARBONO
Procedimiento para soldar Acero al Carbono
Los mejores resultados se obtienen manteniendo un arco mediano con lo que se logra una fusioacutenadecuada permitiendo el escape de gases ademaacutes de controlar la forma y apariencia del cordoacuten
Para filetes planos y horizontales conviene mantener el electrodo en un aacutengulo de 45degrespecto a lasplanchas efectuar un pequentildeo avance y retroceso del electrodo en el sentido de avance Con ello se lograuna buena fusioacuten al avanzar se controla la socavacioacuten y la forma del cordoacuten al retroceder al craacuteter
Para filetes verticales ascendentes se mantiene el electrodo perpendicular a la plancha movieacutendolo en elsentido de avance El movimiento debe ser lo suficientemente raacutepido y la corriente adecuada para permitiralargar el arco y no depositar cuando se va hacia arriba para luego bajar al craacuteter y depositar el metalfundido controlando la socavacioacuten y ancho del cordoacuten
La soldadura sobre cabeza se ejecuta en forma similar a la horizontal pero la oscilacioacuten en el sentido deavance debe ser mayor para permitir que el metal depositado en el craacuteter se solidifique
Cuando se suelda vertical descendente el cordoacuten de raiacutez se hace con un avance continuo sin oscilar y lafuerza del arco se dirige de tal manera que sujete el bantildeo de fusioacuten Para los pases sucesivos se puedeusar una oscilacioacuten lateral
ELECTRODO 6013
Electrodo para acero al carbono
Con hierro en polvo
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Rojo
DescripcioacutenElectrodo con polvo de hierro en el revestimiento que permite una velocidad de depoacutesito mayor y unaaplicacioacuten mas faacutecil junto con propiedades mecaacutenicas sobresalientes La estabilidad del arco y el escudoprotector que da el revestimiento ayudan a dirigir el depoacutesito reduciendo la tendencia a socavar Estadisentildeado seguacuten los uacuteltimos adelantos teacutecnicos para lograr oacuteptimos resultados praacutecticos
UsosEste electrodo tiene un campo de aplicacioacuten muy amplio en especial cuando es necesario soldar en todaposicioacuten
Aplicaciones tiacutepicasbull Estanques bull Tuberiacuteas de presioacuten bull Estructuras bull Cantildeeriacuteas
bull Planchas corrientes y galvanizadasbull Barcos
Procedimiento para soldarPara obtener los mejores resultados se recomienda un arco de longitud mediana que permita controlarmejor la forma y aspecto del cordoacutenPara soldadura de filetes planos y horizontales se recomienda mantener el electrodo a 45ordm con cadaplancha oscilaacutendolo en el sentido del avance El movimiento adelante tiene por objeto obtener buenapenetracioacuten y el movimiento hacia atraacutes controla la socavacioacuten y la forma del cordoacutenEn la soldadura vertical se recomienda llevar el electrodo en un aacutengulo de casi 90ordm inclinaacutendolo ligeramenteen el sentido de avance Se debe llevar un movimiento de vaiveacuten alargando el arco para no depositar metal
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2167
Castillo-Guardado
Curso Baacutesico De Soldadura
21
en el movimiento hacia arriba y luego acortaacutendolo para depositar en el craacuteter y asiacute controlar lasdimensiones del deposito y la socavacioacuten
ELECTRODO DE PUNTA AZUL
Electrodo para acero al carbono
Corriente alterna
Revestimiento Blanco
Con hierro en polvo
Punto Azul
Toda posicioacuten
Corriente continuacutea Electrodo positivo
Descripcioacuten
El nuevo Punto Azul posee una formulacioacuten moderna capaz de brindar las maacutes altas exigencias de trabajoSu arco suave y estable lo hace de faacutecil aplicacioacuten en cualquier posicioacuten logrando oacuteptima calidad en launioacuten
Esta nueva foacutermula entrega ademaacutes las siguientes caracteriacutesticas1 Alta velocidad de soldadura2 Depoacutesitos lisos3 Bajo chisporroteo4 Bajo iacutendice de humos5 Faacutecil remocioacuten de escoria6 Excelente penetracioacuten
UsosEs un electrodo de uso general en aceros dulces especialmente cuando es necesario soldar chapas yperfiles delgados
Aplicaciones tiacutepicasbull Marcos de ventana bull Fabricacioacuten de rejasbull Estanques bull Planchas galvanizadas bull Estructuras bull Reparaciones generales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2267
Curso Baacutesico De Soldadura Castillo-Guardado
22
Procedimiento para soldarDebe seguirse el mismo procedimiento utilizado para soldar un electrodo E-6010 oacute E-6011
ELECTRODOS PARA ACEROS INOXIDABLES
iquest Queacute es un acero inoxidableLos aceros inoxidables son simplemente aleaciones compuestas por hierro (Fe) Carbono (C) y Cromo (Cr)El hierro es el elemento fundamental de todos los aceros inoxidables Sin embargo para hacer que el hierrosea inoxidable el contenido de cromo en solucioacuten debe ser por lo menos de un 115 Se adicionan otroselementos de aleacioacuten (Ni Mo V Ti Nb) con el fin de mejorar ciertas propiedades como son ductibilidadresistencia al impacto resistencia al creep resistencia a la corrosioacuten calor etc
Tipos de Aceros InoxidablesDesde el punto de vista metaluacutergico los aceros inoxidables estaacuten agrupados dentro de tres tipos baacutesicosde acuerdo a su microestructura Martensiacuteticos Ferriacuteticos y Austeniacuteticos
MartensiacuteticosEstos aceros contienen entre 115 a 18 de cromo como su principal elemento de aleacioacuten Algunosejemplos de este grupo son los aceros martensiacuteticos AISI 410 416 420431 501 y 502En la soldadura de los aceros martensiacuteticos (aceros autotemplables) se pueden producir tensiones y porconsiguiente grietas si no se adoptan las precauciones convenientesSiempre que sea posible debe emplearse como metal de aporte aleaciones austeniacuteticas (Ej AISI 309-310)
para absorber las tensiones en las zonas cercanas al cordoacuten y asiacute evitar grietasEs conveniente precalentar entre 300-350degC las piezas que van a ser soldadas Despueacutes de la soldadura yuna vez enfriadas las piezas se recomienda un revenido de 600 a 700degC La resistencia oacuteptima a lacorrosioacuten de estos aceros se obtiene efectuando tratamientos teacutermicos de temple y revenido a lastemperaturas requeridas sin embargo esta resistencia a la corrosioacuten no es tan buena como en los acerosausteniacuteticos o ferriacuteticos Su campo de accioacuten estaacute en piezas que estaacuten sometidas a corrosioacuten y que requieren de cierta resistenciamecaacutenica Se utilizan generalmente en aletas para turbinas rodetes de turbinas hidraacuteulicas fundicionesresistentes a la corrosioacuten cuchilleriacutea piezas de vaacutelvulas etc
Ferriacuteticos
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2367
Castillo-Guardado
Curso Baacutesico De Soldadura
23
Los aceros inoxidables ferriacuteticos contienen entre 17 y 27 de cromo Ejemplos de eacutestos son los acerosAISI 405 430 442 446Estos aceros no son endurecibles por tratamiento teacutermico sino soacutelo moderadamente mediante trabajo enfriacuteo Son magneacuteticos al igual que los martensiacuteticos Pueden trabajarse en friacuteo o en caliente pero alcanzansu maacutexima ductilidad y resistencia a la corrosioacuten en la condicioacuten de recocido
En los aceros ferriacuteticos con un contenido de alto cromo puede aparecer fase sigma (dura y fraacutegil) cuando
se les mantiene durante mucho tiempo a temperaturas cercanas a 470degC Por otro lado los aceros ferriacuteticosson muy propensos al crecimiento del grano (850degC - 900degC) inconveniente para la soldadura Si las piezasa soldar son de dimensiones considerables se recomienda postcalentar las piezas entre 700degC a 850degCseguido de un enfriamiento raacutepidoComo los aceros ferriacuteticos se pueden deformar faacutecilmente en friacuteo se utilizan mucho para estampadosprofundos de piezas como recipientes para industrias quiacutemicas y alimenticias y para adornosarquitectoacutenicos o automotrices
AusteniacuteticosEstos son los aceros inoxidables al cromo-niacutequel (tipo 3XX) y al cromo-niacutequel-manganeso (tipo 2XX) Sonesencialmente no magneacuteticos en la condicioacuten de recocido y no endurecen por tratamiento teacutermico Elcontenido total de niacutequel y cromo es de por lo menos 23 Se pueden trabajar faacutecilmente en caliente o enfriacuteo El trabajo en friacuteo les desarrolla una amplia variedad de propiedades mecaacutenicas y en esta condicioacuten elacero puede llegar a ser ligeramente magneacutetico Son muy resistentes al impacto y difiacuteciles de maquinarEstos aceros tienen la mejor resistencia a altas temperaturas y resistencia a la formacioacuten de escamas de
los aceros inoxidables Su resistencia a la corrosioacuten suele ser mejor que las de los aceros martensiacuteticos oferriacuteticosEl mayor inconveniente que presenta la soldadura de los aceros austeniacuteticos es la precipitacioacuten de carburosque pueden producirse en las zonas cercanas al cordoacuten de soldadura quedando sensibilizados a lacorrosioacuten intergranular Para evitar esta precipitacioacuten se deben soldar las piezas sin precalentamiento y conel menor aporte de calor posible Otra posibilidad es emplear aceros austeniacuteticos con porcentaje decarbono menor a 003 o aceros austeniacuteticos estabilizados con titanio niobio o taacutentalo
Electrodo para hacero Inoxidable
Electrodo de acero inoxidable austen tico
Corriente continuacutea Electrodo positivo
Toda posicioacuten
Corriente alternaRevestimiento Blanco
DescripcioacutenEl electrodo 19-9 posee un revestimiento rutiacutelico lo que lo hace apto para soldar con CA o CC electrodopositivo Este electrodo se caracteriza por un arco estable de transferencia spray cuyo depoacutesito es deexcelente forma y apariencia La escoria se desprende faacutecilmente ademaacutes de tener muy buenareanudacioacuten de arco por lo que se aconseja usarlo en soldaduras intermitentes El depoacutesito es de aceroinoxidable austeniacutetico
UsosEl electrodo 19-9 estaacute formulado para soldar el grupo 18-8 de aceros inoxidables por ejemplo 301 302302B 303 304 305 y 308 que se caracterizan por su gran resistencia a la corrosioacuten
Este electrodo es ademaacutes muy usado para soldar acero manganeso y para rellenar estos u otros aceros
especiales resistentes al desgaste antes de aplicar las capas de recubrimiento duro
El metal depositado es austeniacutetico y no magneacuteticoAplicaciones tiacutepicasbull Intercambiadores de calor bull Industrias conserveras bull Equipos Quiacutemicos bull Industria Lechera
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2467
Curso Baacutesico De Soldadura Castillo-Guardado
24
ELECTRODOS BASE NIQUEL
Electrodo base Niacutequel con Cromo Molibdeno y Columbio
Alta resistencia a la traccioacuten y tenacidad a bajas y altas temperaturas (1100iexcl
C)
Excelente resistencia a la corrosioacuten en muchos medios agresivos
Posicioacuten plana y horizontal CA CC (+)
DescripcioacutenEl electrodo Nicromo 3 se caracteriza por producir un arco suave y estable de transferencia spray Eldepoacutesito formado es de exelente apariencia y de faacutecil desprendimiento de la escoriaEl depoacutesito del electrodo Nicromo 3 se caracteriza por su favorable resistencia a elevadas temperaturas
(1100degC) durante tiempos prolongados ademaacutes de su buena resistencia a la corrosioacuten bajo tensiones yfisuracioacuten en caliente
UsosEste electrodo es apto para unir aleaciones tipo Inconel 625 e Incoloy 825 Recomendado para unioacuten dealeaciones altas en cromo-niacutequel entre si o con aceros inoxidables Se recomienda ademaacutes para revestiraceros al carbono y de baja aleacioacuten Debido a su alto liacutemite elaacutestico se puede utilizar para unir aceros alniacutequel (5 y 9 de Ni)
Aplicaciones tiacutepicasbull Estanques para transpor tes criogeacutenicosbull Estanques de almacenamiento de aceros al Ni (5-9 Ni)bull Asiento de vaacutelvulas bull Reparacioacuten de maquinaria
bull Estanques para productos corrosivos bull Aleaciones 904 y 904L Inconel 625 e Incoloy 825
Procedimiento de soldaduraEs indispensable limpiar cuidadosamente las partes a soldar para lograr uniones libres de poros y grietasUsar arco corto con una ligera inclinacioacuten Para lograr un bajo aporte de calor es recomendable depositarcordones rectos y angostos con poca o ninguna oscilacioacuten El precalentamiento depende del metal basecualquier post-calentamiento puede efectuarse sin peligro de perjudicar las caracteriacutesticas del depoacutesito
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2567
Castillo-Guardado
Curso Baacutesico De Soldadura
25
ELECTRODOS PARA COBRE ndashBRONCE
Procedimiento para soldar con Electrodos Cobre ndashBronce
La teacutecnica de operacioacuten de estos electrodos es totalmente distinta a la empleada en la soldadura del aceroal carbono debido principalmente a la gran diferencia de conductividad teacutermica coeficiente de expansioacutenmenor punto de fusioacuten y mayor fluidez a la temperatura de la zona de fusioacuten Al soldar cobre y susaleaciones deberaacute considerarse los siguientes factores1 Dejar una separacioacuten mayor en la raiacutez de las uniones2 Emplear aacutengulos de bisel mayores que los usuales3 El punteo de las uniones debe tener un paso menor4 Usar temperaturas de precalentamiento5 Emplear los rangos de corriente maacutes altos para cada diaacutemetro de electrodo
Es frecuente el empleo de respaldos de cobre o de grafito con el objeto de prevenir la sobre fusioacuten en laraiacutez de las uniones especialmente al soldar espesores delgados Como regla general al soldar cobre y susaleaciones se recomienda el empleo de temperaturas de precalentamiento del orden de 200degC ytemperaturas entre pasadas de 200degC a 370degC para latones y de 400degC a 550degC para cobreEl martillado de los depoacutesitos de soldadura no es absolutamente indispensable pero se emplea parareducir las tensiones y distorsiones en las uniones soldadas a la vez de mejorar las propiedadesmecaacutenicas debido al afinamiento de los granos del depoacutesito
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacuten
con CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2667
Curso Baacutesico De Soldadura Castillo-Guardado
26
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas debronce fosfoacutericoAplicaciones tiacutepicas
bull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tablaPara el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas Enlas soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Para
soldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
Electrodo Para Cobre
Electrodo de bronce fosforico
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Negro
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacutencon CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas de
bronce fosfoacutericoAplicaciones tiacutepicasbull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tabla
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2767
Castillo-Guardado
Curso Baacutesico De Soldadura
27
Para el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas En
las soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Parasoldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
ELECTRODOS PARA BISELAR Y CORTAR
Estos electrodos tienen gran importancia en las industrias que requieren efectuar trabajos de corte ybiselado ya que han sido especialmente disentildeados y fabricados para cumplir eficientemente estos trabajos
Procedimiento para Biselar y CortarPara biselar use un portaelectrodo convencional dirigiendo el electrodo en un aacutengulo aproximado de 30degcon respecto al plano del metal base Use un movimiento de retroceso para evitar profundizar demasiadoUna mayor velocidad de avance daraacute un biselado menos profundo Esmerile la zona antes de soldarPara cortar dirija el electrodo en direccioacuten al recorrido en un aacutengulo de 90degcon respecto al plano del metalbase Use un movimiento vertical ascendente y descendente para producir el desprendimiento del materialfundido
Electrodo para cortar y perforar
Corriente alterna
Toda posiciOn
Corriente continua Electrodo negativo
Revestimiento Gris oscuro
DescripcioacutenEl electrodo Speed Cut estaacute disentildeado para cortar y perforar todos los metales con CA o CC electrodonegativo Es un electrodo de alta velocidad y su revestimiento especial de tipo refractario evita que seprecaliente el nuacutecleo y concentra la fuerza del arco para lograr cortes parejos y limpios
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2867
Curso Baacutesico De Soldadura Castillo-Guardado
28
UsosEste electrodo ha sido especialmente disentildeado para producir cortes de alta velocidad en todas lasposiciones Es recomendable su uso en todos los metales especialmente para aquellos que representandificultad para ser cortados o perforados al ser tratados con equipos oxigas como por ejemplo fierrofundido aceros inoxidables aleaciones de niacutequel bronce cobrealuminio etcAplicaciones tiacutepicas
bull Cortes de alta velocidad en todas posiciones bull Desarme de estructuras metaacutelicas bull Remocioacuten de defectos en soldadura bull Perforacioacuten de remaches
ELECTRODOS PARA SOLDAR HIERRO FUNDIDO
Procedimiento para soldar Hierro Fundido
Las reparaciones en fundicioacuten de hierro gris o hierro maleable son los trabajos maacutes comuacutenmenteencontrados en la praacutectica diaria y son considerados como los trabajos de soldadura maacutes difiacutecilesCuando se suelda hierro fundido con electrodos comunes de acero se forma una capa dura y fraacutegiladyacente a la soldadura
Esta capa consiste en hierro fundido endurecido superficialmente como resultado del raacutepido enfriamientodesde una alta temperatura Si el metal de aporte es acero eacuteste absorberaacute considerable cantidad decarboacuten del hierro fundido convirtieacutendose en un acero de alto carbono El resultado seraacute que el depoacutesito desoldadura se endureceraacute siendo imposible su mecanizadoAdemaacutes cuando se usan electrodos con nuacutecleo de acero la diferencia de contracciones entre elmetal fundido depositado y la fundicioacuten generalmente es causa de problemas serios La resistencia delmetal de aporte es mucho mayor que la del hierro fundido y al producirse la contraccioacuten del acero puededesprenderse de la fundicioacuten Debido a estas condiciones es que los electrodos especiales son necesariospara este tipo de soldadura
La soldadura del hierro fundido es relativamente faacutecil pero sus caracteriacutesticas quiacutemicas y metaluacutergicas sontales que deben ser consideradas cuidadosamente para asegurar los mejores resultados
Algunas de sus caracteriacutestica son1 Si se calienta a una temperatura alta y luego se enfriacutea raacutepidamente el resultado seraacute una fundicioacutenblanca muy dura y difiacutecilmente trabajable mecaacutenicamente2 Si se calienta a una temperatura alta y luego se enfriacutea lentamente el resultado seraacute un hierro fundidogris que es blando y faacutecilmente trabajable3 El hierro fundido es fraacutegil y no se puede doblar o estirar como el acero y consecuentemente si se produceun sobrecalentamiento durante la soldadura las contracciones durante el enfriamiento pueden causargrietas en la soldadura misma o en las zonas teacutermicamente afectadas entre eacutesta y el metal base
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2967
Castillo-Guardado
Curso Baacutesico De Soldadura
29
Las consideraciones anteriores son principalmente las que han establecido un procedimiento fundamentalpara la soldadura del hierro fundido independiente del tipo de electrodo utilizado maquinable o nomaquinable que puede establecerse en los siguientes puntos
1 Utilizar electrodos de poco diaacutemetro y corriente lo maacutes baja posible pero suficiente para producir unabuena fusioacuten2 Hacer soldaduras cortas de no maacutes de dos o tres pulgadas de longitud3 Es aconsejable el depoacutesito de cordones delgados en lugar de cordones anchos y oscilados
InstruccionesPara obtener los mejores resultados es esencial que la unioacuten haya sido adecuadamente preparada Debenremoverse o limpiarse todas las materias extrantildeas tales como oacutexido grasa y aceites Especialmente laspartes que se han impregnado de aceite agua u otros agentes pueden requerir un precalentamiento a unatemperatura suficientemente alta (300-370degC) para evaporar los contaminantes antes de la soldadura
Las uniones deben ser preparadas y biseladas por medios mecaacutenicos como esmeriles discos o limas ydebe evitarse hacer los biselados o preparaciones con arco eleacutectrico ya que este procedimiento tenderiacutea aproducir hierro fundido blanco duro y quebradizo en las zonas inmediatamente vecinas a las soldaduras
El biselado se recomienda auacuten para secciones delgadas mantenieacutendolo siempre al miacutenimo praacutectico paraevitar los esfuerzos residuales provenientes de la contraccioacuten
Como regla general el aacutengulo total de bisel debe ser de aproximadamente 90degpara secciones de635 mm de espesor o menos y de 60 a 90degpara secciones maacutes pesadas o de mayor espesor
Es aconsejable tambieacuten para disminuir los esfuerzos teacutermicos usar electrodos de diaacutemetro pequentildeo yutilizar siempre amperajes bajos Ademaacutes el precalentamiento es necesario para fundiciones pesadas y lasoldadura debe depositarse en cordones cortos lineales de dos a tres pulgadas de longitud Cuando seaposible debe procurarse depositar la soldadura en dos a tres capas ya que los pases subsiguientes tienenun efecto beneacutefico de normalizado sobre los primeros En las soldaduras de hierro fundido es muyimportante evitar el calor localizado causante en la mayoriacutea de los casos de grietas en el metal base y en lasoldadura Esto se logra haciendo soldaduras intermitentes permitiendo que el calor se distribuya dentrode la fundicioacuten antes de depositar el proacuteximo cordoacuten
Electrodo Para soldar Hierro Fundido
Electrodo para hierro fundido
Corriente alterna
Toda posicion
Revestimiento Canela
Corriente continua Electrodo positivo
DescripcioacutenEl electrodo 77 tiene nuacutecleo de acero dulce con un revestimiento que actuacutea como fundente controlando lascaracteriacutesticas del arco Tiene un punto de fusioacuten lo suficientemente bajo para permitir usar corrientesbajas caracteriacutestica importante en la soldadura de hierro fundido lo que reduce el endurecimiento en lazona de fusioacuten
UsosEste electrodo se recomienda para reparaciones en hierro fundido en que los depoacutesitos no requieranmaquinado posterior
Aplicaciones tiacutepicasbull Cabezales de motores bull Piezas de maacutequinas bull Cajas de descanso bull Blocks de motores
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3067
Curso Baacutesico De Soldadura Castillo-Guardado
30
Procedimiento para soldarSe recomienda usar preferentemente CC electrodo positivo Las piezas a soldar deben estar limpias Serecomienda biselar las piezas en forma de ldquoVrdquo y taladrar los extremos de las grietas a reparar Para tener mayor seguridad de la calidad del trabajo se debe evitar soldar en forma contiacutenua se recomiendaefectuar cordones de 5 a 8 cms intermitentemente Debe mantenerse el trabajo friacuteo No se recomiendamartillar el cordoacuten pueden producirse fisuras
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3167
Castillo-Guardado
Curso Baacutesico De Soldadura
31
Descifrando los siacutembolos de la soldadura
Cuando las soldaduras son especificadas en planos y dibujos isomeacutetricos de ingenieriacutea de fabricacioacuten unconjunto de siacutembolos es usado para identificar el tipo de soldadura las dimensiones y otras informacionesreferente al proceso y el acabado
ANSIAWS A24 Siacutembolos para soldadura y pruebas no destructivasReconociendo la estructura del simbolo
La liacutenea horizontal se conoce como liacutenea de referencia y es la plataforma principal donde todos losdemaacutes siacutembolos de soldadura son agregados las instrucciones para la ejecucioacuten de la soldadura vanalineadas a la liacutenea de referencia y una flecha conecta la liacutenea de referencia con la junta a ser soldada Enel ejemplo de arriba la flecha se despliega a la derecha de la liacutenea de referencia y apuntando hacia abajo ya la derecha pero existen muchas otras combinaciones
Algunas veces la flecha apunta los dos lados de la junta por consiguiente existiriacutean dos ladospotencialmente apropiados para ejecutar la soldadura por ejemplo en una junta T cuando dos laminasson unidas la soldadura puede ser hecha en cualquiera de los lados de la T
El siacutembolo hace la distincioacuten entre los dos lados de la junta usando la flecha y los espacios debajo yencima de la liacutenea de referencia los lados (curiosamente) son conocidos como El lado de la flecha y Elotro lado y la soldadura se ejecuta de acuerdo a las instrucciones dadas en la parte de arriba de la liacutenea dereferencia y la orientacioacuten de la flecha no interfiere con estas instrucciones
La bandera que sale de la liacutenea de referencia esta presente si la soldadura se efectuara en campo odurante el armado de la estructura un siacutembolo de soldadura sin la bandera indica que la soldadura seefectuaraacute en el taller pero en algunos planos y dibujos antiguos puede ser encontrado un circulo negro en launioacuten entre la liacutenea de referencia y la flecha
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3267
Curso Baacutesico De Soldadura Castillo-Guardado
32
Un circulo vaciacuteo entre la liacutenea de referencia y la flecha es una indicacioacuten de que la soldadura debe serejecutada alrededor o en toda la circunferencia de la unioacuten como en este ejemplo
La cola del siacutembolo de soldadura es el sitio donde se coloca la informacioacuten suplementariaconcerniente a la soldadura a ejecutar y puede contener referencias del proceso requerido electrodo undetalle de dibujo y cualquier informacioacuten que ayude a la ejecucioacuten de la soldadura que no tenga un lugarespecial en el siacutembolo plano o la isometriacutea
Cada tipo de soldadura tiene su siacutembolo baacutesico el cual tiacutepicamente se situacutea al rededor del centro dela liacutenea de referencia (dependiendo de cual sea el lado de la junta) y este siacutembolo es usualmente un dibujoque representa la seccioacuten transversal de la junta misma y estas estaacuten divididas en tres grupos
Simbolos para las Soldaduras de Filete
La soldadura fundida es depositada en la esquina formada por la caracteriacutestica de la unioacuten de dosmiembros penetrando y fundieacutendose con el metal base para formar la junta
La cara perpendicular del triangulo siempre es dibujada en la parte izquierda del siacutembolo si las doscaras de la soldadura son de la misma dimensioacuten entonces solo una medida es dada
Las soldaduras de filete son usadas para hacer juntas de enfrentamiento perpendicular comoesquinas y las juntas T y como su propio siacutembolo lo sugiere estas soldaduras son baacutesicamentetriangulares vistas desde su seccioacuten aunque su forma no es siempre un triangulo perfecto o isoacutesceles
Si la soldadura tuviera caras desiguales (menos comuacuten) entonces ambas dimensiones son dadas yuna nota especial que indica en el dibujo cual cara es mas larga
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3367
Castillo-Guardado
Curso Baacutesico De Soldadura
33
El largo de la soldadura es dado a la derecha del simbolo
La soldadura se debe situar entre las liacuteneas dimensioacutenales especificadas (si son dadas) o entre lospuntos donde un cambio de direccioacuten abrupto de la soldadura ocurra como al final de las planchas olaminas
En el caso de soldaduras intermitentes o interrumpidas el largo de cada porcioacuten de la soldadura y losespacios que las separan son indicado en el siacutembolo siendo separados con un guioacuten ( - ) y el largo de laporcioacuten de soldadura va seguido de la dimensioacuten centro-centro del espacio estos siempre se colocan a la
derecha del siacutembolo del filete (triangulo)
Note que la dimensioacuten del espacio no indica el espacio limpio entre las soldaduras la indicacioacuten escentro-centro
Siacutembolos para las Soldaduras de Canal
Las soldaduras de Canal son usadas comuacutenmente para hacer juntas de bordes con bordes aunquetambieacuten son usadas frecuentemente en esquinas juntas T juntas curvas y piezas planas Como losugiere la variedad de siacutembolos para estas soldaduras hay muchas maneras de hacer soldaduras deCanal y la diferencia principal dependeraacute de la geometriacutea de las partes que seraacuten unidas y la preparacioacutende sus bordes El metal soldado es depositado entre el canal penetrando y fundieacutendose con el metal base para formar la junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipo de
soldaduras la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3467
Curso Baacutesico De Soldadura Castillo-Guardado
34
La soldadura de canal cuadrado en la cual el canal es creado por una separacioacuten especifica o ningunaseparacioacuten incluyendo hasta cierta presioacuten de oposicioacuten la distancia de la separacioacuten (si existe) es dadaen el siacutembolo
Las soldaduras de canal V en la que los bordes son biselados a veces por un lado o por los doslados para crea el canal el aacutengulo del bisel es dado en el siacutembolo asiacute como la luz de separacioacuten oseparacioacuten de la raiacutez (si existiera)
Si la profundidad de la V no fuera igual al espesor o a la mitad (en el caso de doble V) del espesorde la lamina o plancha a soldar entonces la profundidad es dada a la izquierda del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3567
Castillo-Guardado
Curso Baacutesico De Soldadura
35
Si la penetracioacuten de la soldadura fuera mayor que la profundidad del canal la profundidad de la gargantaefectiva es dada entre pareacutentesis despueacutes de la profundidad de la V
En el bisel del canal de soldadura en el cual el borde de una de las laminas es biselado y la otra escuadrada el siacutembolo de la liacutenea perpendicular siempre es dibujada en el lado izquierdo sea cual sea laorientacioacuten de la soldadura la flecha apunta la cara de la pieza que debe ser biselada y en este caso laflecha es cortada y doblada en aacutengulo para hacer eacutenfasis en su importancia (este corte de aacutengulo no esnecesario si el proyectista no tiene preferencias en cual lado debe ser biselado o si el dibujo es interpretadopor un soldador calificado que reconoce la diferencia de cual lado debe ser tratado) las
condiciones de aacutengulo preparacioacuten del borde garganta efectiva y la luz de separacioacuten de la
separacioacuten de raiacutez son descritas en las soldaduras de canal V en esta misma pagina
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3667
Curso Baacutesico De Soldadura Castillo-Guardado
36
En la soldadura de canal U en la cual ambos bordes son tratados para crear un canal coacutencavo laprofundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de la separacioacuten sondescritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de canal J en la cual en uno de las laminas tiene un biselado coacutencavo y la otra esdejada cuadrada como con el bisel de la media V la liacutenea perpendicular siempre apareceraacute dibujada a laizquierda y la flecha (con un doblez si fuera necesario) apuntando la pieza que recibiraacute el tratamiento debisel coacutencavo la profundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de
separacioacuten son descritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de V curva comuacutenmente usada para unir dos partes curvas o dos partes tubularesla profundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3767
Castillo-Guardado
Curso Baacutesico De Soldadura
37
En la soldadura de canal con bisel curvo comuacutenmente usada para unir una pieza curva o tubular auna pieza plana como con la V curva (anterior) formada por dos superficies curvas o tubulares laprofundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis La liacutenea perpendicular es dibujada siempre al lado izquierdo del siacutembolosea cual sea la orientacioacuten de la soldadura
Otros siacutembolos suplementarios son usados con la soldadura de canal como Penetracioacuten saliente y Barra o elemento de respaldo ambos siacutembolos son indicacioacuten de que la penetracioacuten de la junta se efectuacuteadesde un solo lado de la junta
El alto del refuerzo (si fuera critico) es indicado a la izquierda del siacutembolo de penetraron saliente elcual esta situado
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3867
Curso Baacutesico De Soldadura Castillo-Guardado
38
Cuando una barra o elemento de respaldo es usado para lograr la penetracioacuten necesaria de la junta su siacutembolo es situado encima de la liacutenea de referencia sobre el siacutembolo de la soldadura si la barra esprovisional y seraacute removida al final de la soldadura entonces la letra R es situada dentro del siacutembolo de labarra de respaldo esta barra tiene el mismo siacutembolo que la soldadura de conexion y ovalos pero sucontexto debe hacer siempre la clara intencioacuten del siacutembolo
Simbolos para la Soldadura de conexion y ovalos
Soldadura de conexioacuten y de oacutevalos es usada para unir laminas sobrepuestas una de las cuales tienenperforaciones (redondos para conexiones y ovalados o alargados para Oacutevalos) Metal soldado esdepositado en estas perforaciones penetrando y fundieacutendose con el metal base de las dos partes formandola junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipode soldadura la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3967
Castillo-Guardado
Curso Baacutesico De Soldadura
39
En la soldadura de conexioacuten el diaacutemetro de cada conector es dado a la izquierda del siacutembolo y el espacioentre los conectores es dado a la derecha en la soldadura de oacutevalos el ancho de cada ovalo es dado a laizquierda del siacutembolo el largo y la distancia entre espacios (separados por un guioacuten-) son dados a laderecha del siacutembolo y la referencia del detalle en la cola
El numero de conectores u oacutevalos es dado entre pareacutentesis por encima o por debajo del siacutembolo de lasoldadura la indicacioacuten del lado de la flecha y el otro lado indican cual pieza tiene la(s) perforacione(s)
Si no esta en las especificaciones el llenado total de esta perforacioacuten entonces la profundidad es dadadentro del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4067
Curso Baacutesico De Soldadura Castillo-Guardado
40
SISTEMA OXIGAS
Descripcioacuten del ProcesoEl proceso de soldadura oxigas mostrado en la figura consiste en una llama dirigida por un sopleteobtenida por medio de la combustioacuten de los gases oxiacutegeno-acetileno El intenso calor de la llama funde la
superficie del metal base para formar una poza fundidaCon este proceso se puede soldar con o sin material de aporte El metal de aporte es agregado para cubrirbiseles y orificios
A medida que la llama se mueve a lo largo de la unioacuten el metal base y el metal de aporte se solidifican paraproducir el cordoacuten
Al soldar cualquier metal se debe escoger el metal de aporte adecuado que normalmente posee elementosdesoxidantes para producir soldaduras de buena calidad
En algunos casos se requiere el uso de fundente para soldar ciertos tipos de metales
Ventajas y Aplicaciones del ProcesoEl proceso oxigas posee las siguientes ventajas el equipo es portaacutetil econoacutemico y puede ser utilizado entoda posicioacuten
El proceso oxigas es normalmente usado para soldar metales de hasta 14 de espesor Se puede utilizartambieacuten para soldar metales de mayor espesor pero ello no es recomendable
Su mayor aplicacioacuten en la industria se encuentra en el campo de mantencioacuten reparacioacuten soldadura decantildeeriacuteas de diaacutemetro pequentildeo y manufacturas livianas Tambieacuten puede ser usado como fuente de energiacuteacaloacuterica para calentar doblar forjar endurecer etc
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4167
Castillo-Guardado
Curso Baacutesico De Soldadura
41
Equipo para Soldadura y Corte OxigasEs el conjunto de elementos que agrupados permiten el paso de gases (Oxigeno-Acetileno) hasta unsoplete en cuyo interior se produce la mezcla La misma en contacto con una chispa produce unacombustioacuten base del sistema oxiacetileacutenico
Procedimiento Baacutesico de Soldadura
Ajuste de llamaEn soldadura oxiacetileacutenica se utiliza una llama neutra (3160degC) o sea se suministra suficiente oxiacutegenopara realizar la combustioacuten de todo el acetileno presenteAunque esta situacioacuten corresponde a una relacioacuten teoacuterica oxiacutegenoacetileno de 251 en la praacutectica parte dela combustioacuten se realiza con oxiacutegeno del aire de modo que
Se consume iguales cantidades de oxiacutegeno y acetileno (relacioacuten 11)Se produce un efecto de auto-proteccioacuten que minimiza la oxidacioacuten del metal base
La llama carburante con exceso de acetileno se reconoce por una zona intermedia reductora que apareceentre el dardo y el penacho se utiliza soacutelo en casos especiales
La llama oxidante con exceso de oxiacutegeno se reconoce por su dardo y penacho maacutes cortos y su sonido maacutesagudo
Seleccioacuten de la BoquillaEn la seleccioacuten de la boquilla influyen los siguientes factores1 Tipo de material a soldar
2 Espesor del material3 Tipo de unioacuten (Tope filete biselada etc)4 Posicioacuten en que se soldaraacute5 Habilidad del operador
Como norma de seguridad siempre debe utilizarse la
Boquilla a la presioacuten recomendada por el fabricante
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4267
Curso Baacutesico De Soldadura Castillo-Guardado
42
Varillas para Soldadura OxigasINDURA dispone de todos los tipos de varillas para este tipo de soldadura Bronce Niacutequel-Plata acerodulce hierro fundido y aluminio en los siguientes diaacutemetros
16 mm (116) - 24 mm (332) - 32 mm (18) - 40 mm (532) - 48 mm (316) y 64 mm (14)
El tamantildeo de varilla adecuada debe ser determinado por
bull el tipo de unioacuten de soldadura bull el espesor del material bull la cantidad de aporte requerido
VARILLAS DE APORTE PARA SOLDADURA OXIGAS
Procedimiento para soldar con varillas de soldadura oxigas (Bronce)
Deben limpiarse muy bien las piezas aplicaacutendoles la llama sobre la superficie hasta que alcance un colorrojo cereza Ambas piezas deben estar a la misma temperatura porque en caso contrario la varilla fluiraacutehacia la pieza maacutes caliente (fenoacutemeno de capilaridad) Caliente la varilla con la llama e introduacutezcala luegoen el depoacutesito de fundente
Note que el calor hace que el fundente se adhiera a la varilla (Si se utiliza una varilla ya revestida confundente este paso debe eliminarse) Una vez que la varilla estaacute impregnada con fundente y las piezas hanalcanzado la temperatura adecuada acerque la varilla hacia la unioacuten y coloque la llama encimaundieacutendola La varilla entonces se funde y fluye hacia el aacuterea calentada uniendo fuertemente las piezas
Debe utilizarse bastante fundente Si la cantidad de fundente es insuficiente la varilla no uniraacute los metales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4367
Castillo-Guardado
Curso Baacutesico De Soldadura
43
VARILLA DE APORTE DE BRONCE
DescripcioacutenLa soldadura de Bronce permite obtener depoacutesitos concaracteriacutesticas mecaacutenicas sobresalientes enresistencia y ductibilidad ademaacutes de ser muy homogeacutenea
AplicacionesSu principal campo de aplicacioacuten es soldadura de hierro fundido acero dulce cobre y sus aleaciones
La principal caracteriacutestica de estas soldaduras es la poca cantidad de gases que se genera en el craacuteter demetal fundido y su bajo punto de fusioacuten que permite una mejor y mayor fluidez del metal fundido
Como teacutecnica operatoria se recomienda precalentar el metal base hasta una temperatura cercana al puntode fusioacuten del metal de aporte luego fundir una gota de soldadura y aplicar calor adicional para obtener unafluidez adecuada en el depoacutesito
Recomendamos el uso del fundente INDURA 10 a fin de obtener depoacutesitos maacutes limpios y de mejorapariencia Las aleaciones de Bronce INDURA son envasadas en cajas de 10 kgs y fabricadas en lassiguientes medidas 24 mm (332)-32 mm (18)-40 mm (532)-48 mm (316)-64 mm (14)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4467
Curso Baacutesico De Soldadura Castillo-Guardado
44
SOLDADURA DE ESTANtildeO
Descripcioacuten
Estas soldaduras son aleaciones a base de estantildeo y se recomiendan para soldar uniones a prueba defiltracioacuten de agua o aire en que la resistencia mecaacutenica no es de importancia y que no estaraacuten expuestas aaltas temperaturas Son especialmente apropiadas para trabajos generales en fierro cobre zinc hojalatafierro galvanizado etc
Estas soldaduras pueden aplicarse por medio de cautiacuten soplete directo inmersioacuten vaciado o por hornoSe suministran en los siguientes tipos seguacuten forma y proporcioacuten de aleacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4567
Castillo-Guardado
Curso Baacutesico De Soldadura
45
El mayor porcentaje de estantildeo influye mejorando la resistencia mecaacutenica de la soldadura de tal forma quelos mejores resultados en este sentido se obtienen con el tipo ldquoArdquo y ldquoLArdquo El tipo ldquoArdquo se recomienda depreferencia para sellar envases de hojalata
Para obtener una buena soldadura es indispensable efectuar una buena limpieza de las piezas a soldarcon lija esmeril lima o escobilla de acero En caso de planchas oxidadas de fierro debe limpiarse con aacutecidomuriaacutetico durante 5 oacute 10 minutos Se recomienda ademaacutes el uso de Fundente INDURA 200 para evitar laoxidacioacuten de los metales a soldar facilitar la fluidez de la soldadura y obtener buenas uniones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
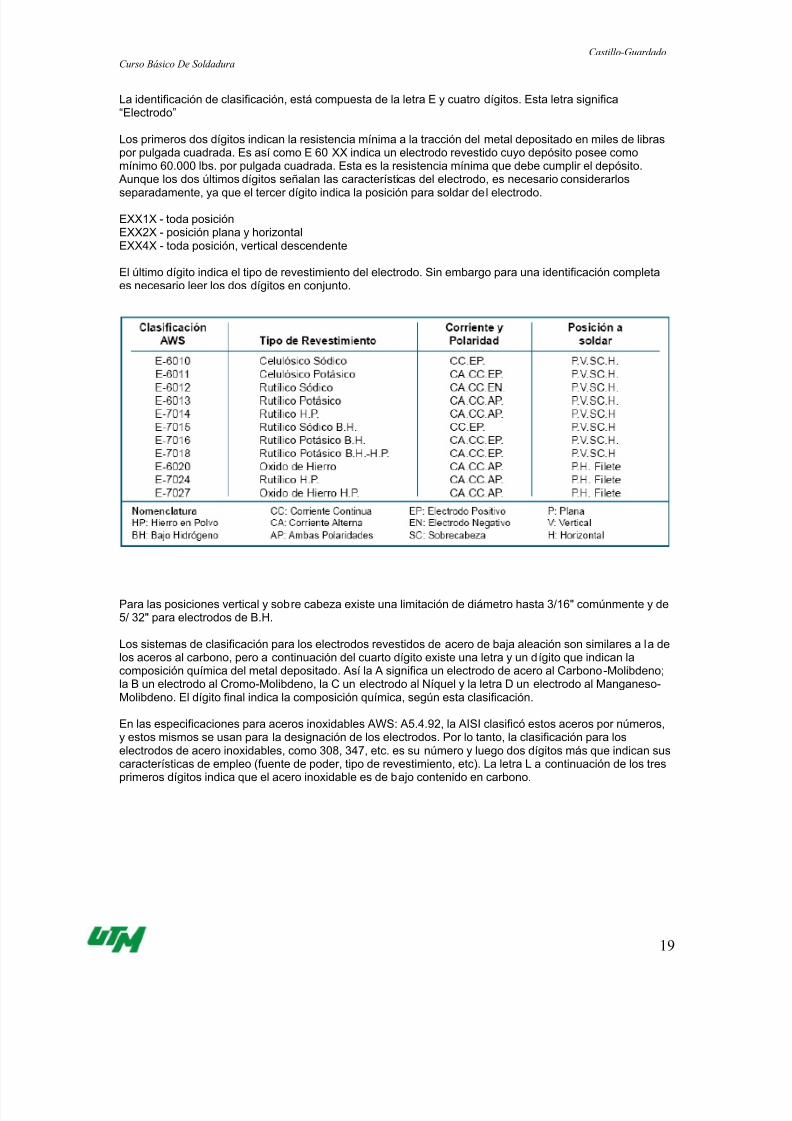
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 1967
Castillo-Guardado
Curso Baacutesico De Soldadura
19
La identificacioacuten de clasificacioacuten estaacute compuesta de la letra E y cuatro diacutegitos Esta letra significaldquoElectrodordquo
Los primeros dos diacutegitos indican la resistencia miacutenima a la traccioacuten del metal depositado en miles de libraspor pulgada cuadrada Es asiacute como E 60 XX indica un electrodo revestido cuyo depoacutesito posee comomiacutenimo 60000 lbs por pulgada cuadrada Esta es la resistencia miacutenima que debe cumplir el depoacutesitoAunque los dos uacuteltimos diacutegitos sentildealan las caracteriacutesticas del electrodo es necesario considerarlos
separadamente ya que el tercer diacutegito indica la posicioacuten para soldar del electrodoEXX1X - toda posicioacutenEXX2X - posicioacuten plana y horizontalEXX4X - toda posicioacuten vertical descendente
El uacuteltimo diacutegito indica el tipo de revestimiento del electrodo Sin embargo para una identificacioacuten completaes necesario leer los dos diacutegitos en conjunto
Para las posiciones vertical y sobre cabeza existe una limitacioacuten de diaacutemetro hasta 316 comuacutenmente y de5 32 para electrodos de BH
Los sistemas de clasificacioacuten para los electrodos revestidos de acero de baja aleacioacuten son similares a la delos aceros al carbono pero a continuacioacuten del cuarto diacutegito existe una letra y un diacutegito que indican lacomposicioacuten quiacutemica del metal depositado Asiacute la A significa un electrodo de acero al Carbono-Molibdenola B un electrodo al Cromo-Molibdeno la C un electrodo al Niacutequel y la letra D un electrodo al Manganeso-Molibdeno El diacutegito final indica la composicioacuten quiacutemica seguacuten esta clasificacioacuten
En las especificaciones para aceros inoxidables AWS A5492 la AISI clasificoacute estos aceros por nuacutemerosy estos mismos se usan para la designacioacuten de los electrodos Por lo tanto la clasificacioacuten para loselectrodos de acero inoxidables como 308 347 etc es su nuacutemero y luego dos diacutegitos maacutes que indican suscaracteriacutesticas de empleo (fuente de poder tipo de revestimiento etc) La letra L a continuacioacuten de los tres
primeros diacutegitos indica que el acero inoxidable es de bajo contenido en carbono
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2067
Curso Baacutesico De Soldadura Castillo-Guardado
20
ELECTRODOS PARA SOLDAR ACERO AL CARBONO
Procedimiento para soldar Acero al Carbono
Los mejores resultados se obtienen manteniendo un arco mediano con lo que se logra una fusioacutenadecuada permitiendo el escape de gases ademaacutes de controlar la forma y apariencia del cordoacuten
Para filetes planos y horizontales conviene mantener el electrodo en un aacutengulo de 45degrespecto a lasplanchas efectuar un pequentildeo avance y retroceso del electrodo en el sentido de avance Con ello se lograuna buena fusioacuten al avanzar se controla la socavacioacuten y la forma del cordoacuten al retroceder al craacuteter
Para filetes verticales ascendentes se mantiene el electrodo perpendicular a la plancha movieacutendolo en elsentido de avance El movimiento debe ser lo suficientemente raacutepido y la corriente adecuada para permitiralargar el arco y no depositar cuando se va hacia arriba para luego bajar al craacuteter y depositar el metalfundido controlando la socavacioacuten y ancho del cordoacuten
La soldadura sobre cabeza se ejecuta en forma similar a la horizontal pero la oscilacioacuten en el sentido deavance debe ser mayor para permitir que el metal depositado en el craacuteter se solidifique
Cuando se suelda vertical descendente el cordoacuten de raiacutez se hace con un avance continuo sin oscilar y lafuerza del arco se dirige de tal manera que sujete el bantildeo de fusioacuten Para los pases sucesivos se puedeusar una oscilacioacuten lateral
ELECTRODO 6013
Electrodo para acero al carbono
Con hierro en polvo
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Rojo
DescripcioacutenElectrodo con polvo de hierro en el revestimiento que permite una velocidad de depoacutesito mayor y unaaplicacioacuten mas faacutecil junto con propiedades mecaacutenicas sobresalientes La estabilidad del arco y el escudoprotector que da el revestimiento ayudan a dirigir el depoacutesito reduciendo la tendencia a socavar Estadisentildeado seguacuten los uacuteltimos adelantos teacutecnicos para lograr oacuteptimos resultados praacutecticos
UsosEste electrodo tiene un campo de aplicacioacuten muy amplio en especial cuando es necesario soldar en todaposicioacuten
Aplicaciones tiacutepicasbull Estanques bull Tuberiacuteas de presioacuten bull Estructuras bull Cantildeeriacuteas
bull Planchas corrientes y galvanizadasbull Barcos
Procedimiento para soldarPara obtener los mejores resultados se recomienda un arco de longitud mediana que permita controlarmejor la forma y aspecto del cordoacutenPara soldadura de filetes planos y horizontales se recomienda mantener el electrodo a 45ordm con cadaplancha oscilaacutendolo en el sentido del avance El movimiento adelante tiene por objeto obtener buenapenetracioacuten y el movimiento hacia atraacutes controla la socavacioacuten y la forma del cordoacutenEn la soldadura vertical se recomienda llevar el electrodo en un aacutengulo de casi 90ordm inclinaacutendolo ligeramenteen el sentido de avance Se debe llevar un movimiento de vaiveacuten alargando el arco para no depositar metal
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2167
Castillo-Guardado
Curso Baacutesico De Soldadura
21
en el movimiento hacia arriba y luego acortaacutendolo para depositar en el craacuteter y asiacute controlar lasdimensiones del deposito y la socavacioacuten
ELECTRODO DE PUNTA AZUL
Electrodo para acero al carbono
Corriente alterna
Revestimiento Blanco
Con hierro en polvo
Punto Azul
Toda posicioacuten
Corriente continuacutea Electrodo positivo
Descripcioacuten
El nuevo Punto Azul posee una formulacioacuten moderna capaz de brindar las maacutes altas exigencias de trabajoSu arco suave y estable lo hace de faacutecil aplicacioacuten en cualquier posicioacuten logrando oacuteptima calidad en launioacuten
Esta nueva foacutermula entrega ademaacutes las siguientes caracteriacutesticas1 Alta velocidad de soldadura2 Depoacutesitos lisos3 Bajo chisporroteo4 Bajo iacutendice de humos5 Faacutecil remocioacuten de escoria6 Excelente penetracioacuten
UsosEs un electrodo de uso general en aceros dulces especialmente cuando es necesario soldar chapas yperfiles delgados
Aplicaciones tiacutepicasbull Marcos de ventana bull Fabricacioacuten de rejasbull Estanques bull Planchas galvanizadas bull Estructuras bull Reparaciones generales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2267
Curso Baacutesico De Soldadura Castillo-Guardado
22
Procedimiento para soldarDebe seguirse el mismo procedimiento utilizado para soldar un electrodo E-6010 oacute E-6011
ELECTRODOS PARA ACEROS INOXIDABLES
iquest Queacute es un acero inoxidableLos aceros inoxidables son simplemente aleaciones compuestas por hierro (Fe) Carbono (C) y Cromo (Cr)El hierro es el elemento fundamental de todos los aceros inoxidables Sin embargo para hacer que el hierrosea inoxidable el contenido de cromo en solucioacuten debe ser por lo menos de un 115 Se adicionan otroselementos de aleacioacuten (Ni Mo V Ti Nb) con el fin de mejorar ciertas propiedades como son ductibilidadresistencia al impacto resistencia al creep resistencia a la corrosioacuten calor etc
Tipos de Aceros InoxidablesDesde el punto de vista metaluacutergico los aceros inoxidables estaacuten agrupados dentro de tres tipos baacutesicosde acuerdo a su microestructura Martensiacuteticos Ferriacuteticos y Austeniacuteticos
MartensiacuteticosEstos aceros contienen entre 115 a 18 de cromo como su principal elemento de aleacioacuten Algunosejemplos de este grupo son los aceros martensiacuteticos AISI 410 416 420431 501 y 502En la soldadura de los aceros martensiacuteticos (aceros autotemplables) se pueden producir tensiones y porconsiguiente grietas si no se adoptan las precauciones convenientesSiempre que sea posible debe emplearse como metal de aporte aleaciones austeniacuteticas (Ej AISI 309-310)
para absorber las tensiones en las zonas cercanas al cordoacuten y asiacute evitar grietasEs conveniente precalentar entre 300-350degC las piezas que van a ser soldadas Despueacutes de la soldadura yuna vez enfriadas las piezas se recomienda un revenido de 600 a 700degC La resistencia oacuteptima a lacorrosioacuten de estos aceros se obtiene efectuando tratamientos teacutermicos de temple y revenido a lastemperaturas requeridas sin embargo esta resistencia a la corrosioacuten no es tan buena como en los acerosausteniacuteticos o ferriacuteticos Su campo de accioacuten estaacute en piezas que estaacuten sometidas a corrosioacuten y que requieren de cierta resistenciamecaacutenica Se utilizan generalmente en aletas para turbinas rodetes de turbinas hidraacuteulicas fundicionesresistentes a la corrosioacuten cuchilleriacutea piezas de vaacutelvulas etc
Ferriacuteticos
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2367
Castillo-Guardado
Curso Baacutesico De Soldadura
23
Los aceros inoxidables ferriacuteticos contienen entre 17 y 27 de cromo Ejemplos de eacutestos son los acerosAISI 405 430 442 446Estos aceros no son endurecibles por tratamiento teacutermico sino soacutelo moderadamente mediante trabajo enfriacuteo Son magneacuteticos al igual que los martensiacuteticos Pueden trabajarse en friacuteo o en caliente pero alcanzansu maacutexima ductilidad y resistencia a la corrosioacuten en la condicioacuten de recocido
En los aceros ferriacuteticos con un contenido de alto cromo puede aparecer fase sigma (dura y fraacutegil) cuando
se les mantiene durante mucho tiempo a temperaturas cercanas a 470degC Por otro lado los aceros ferriacuteticosson muy propensos al crecimiento del grano (850degC - 900degC) inconveniente para la soldadura Si las piezasa soldar son de dimensiones considerables se recomienda postcalentar las piezas entre 700degC a 850degCseguido de un enfriamiento raacutepidoComo los aceros ferriacuteticos se pueden deformar faacutecilmente en friacuteo se utilizan mucho para estampadosprofundos de piezas como recipientes para industrias quiacutemicas y alimenticias y para adornosarquitectoacutenicos o automotrices
AusteniacuteticosEstos son los aceros inoxidables al cromo-niacutequel (tipo 3XX) y al cromo-niacutequel-manganeso (tipo 2XX) Sonesencialmente no magneacuteticos en la condicioacuten de recocido y no endurecen por tratamiento teacutermico Elcontenido total de niacutequel y cromo es de por lo menos 23 Se pueden trabajar faacutecilmente en caliente o enfriacuteo El trabajo en friacuteo les desarrolla una amplia variedad de propiedades mecaacutenicas y en esta condicioacuten elacero puede llegar a ser ligeramente magneacutetico Son muy resistentes al impacto y difiacuteciles de maquinarEstos aceros tienen la mejor resistencia a altas temperaturas y resistencia a la formacioacuten de escamas de
los aceros inoxidables Su resistencia a la corrosioacuten suele ser mejor que las de los aceros martensiacuteticos oferriacuteticosEl mayor inconveniente que presenta la soldadura de los aceros austeniacuteticos es la precipitacioacuten de carburosque pueden producirse en las zonas cercanas al cordoacuten de soldadura quedando sensibilizados a lacorrosioacuten intergranular Para evitar esta precipitacioacuten se deben soldar las piezas sin precalentamiento y conel menor aporte de calor posible Otra posibilidad es emplear aceros austeniacuteticos con porcentaje decarbono menor a 003 o aceros austeniacuteticos estabilizados con titanio niobio o taacutentalo
Electrodo para hacero Inoxidable
Electrodo de acero inoxidable austen tico
Corriente continuacutea Electrodo positivo
Toda posicioacuten
Corriente alternaRevestimiento Blanco
DescripcioacutenEl electrodo 19-9 posee un revestimiento rutiacutelico lo que lo hace apto para soldar con CA o CC electrodopositivo Este electrodo se caracteriza por un arco estable de transferencia spray cuyo depoacutesito es deexcelente forma y apariencia La escoria se desprende faacutecilmente ademaacutes de tener muy buenareanudacioacuten de arco por lo que se aconseja usarlo en soldaduras intermitentes El depoacutesito es de aceroinoxidable austeniacutetico
UsosEl electrodo 19-9 estaacute formulado para soldar el grupo 18-8 de aceros inoxidables por ejemplo 301 302302B 303 304 305 y 308 que se caracterizan por su gran resistencia a la corrosioacuten
Este electrodo es ademaacutes muy usado para soldar acero manganeso y para rellenar estos u otros aceros
especiales resistentes al desgaste antes de aplicar las capas de recubrimiento duro
El metal depositado es austeniacutetico y no magneacuteticoAplicaciones tiacutepicasbull Intercambiadores de calor bull Industrias conserveras bull Equipos Quiacutemicos bull Industria Lechera
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2467
Curso Baacutesico De Soldadura Castillo-Guardado
24
ELECTRODOS BASE NIQUEL
Electrodo base Niacutequel con Cromo Molibdeno y Columbio
Alta resistencia a la traccioacuten y tenacidad a bajas y altas temperaturas (1100iexcl
C)
Excelente resistencia a la corrosioacuten en muchos medios agresivos
Posicioacuten plana y horizontal CA CC (+)
DescripcioacutenEl electrodo Nicromo 3 se caracteriza por producir un arco suave y estable de transferencia spray Eldepoacutesito formado es de exelente apariencia y de faacutecil desprendimiento de la escoriaEl depoacutesito del electrodo Nicromo 3 se caracteriza por su favorable resistencia a elevadas temperaturas
(1100degC) durante tiempos prolongados ademaacutes de su buena resistencia a la corrosioacuten bajo tensiones yfisuracioacuten en caliente
UsosEste electrodo es apto para unir aleaciones tipo Inconel 625 e Incoloy 825 Recomendado para unioacuten dealeaciones altas en cromo-niacutequel entre si o con aceros inoxidables Se recomienda ademaacutes para revestiraceros al carbono y de baja aleacioacuten Debido a su alto liacutemite elaacutestico se puede utilizar para unir aceros alniacutequel (5 y 9 de Ni)
Aplicaciones tiacutepicasbull Estanques para transpor tes criogeacutenicosbull Estanques de almacenamiento de aceros al Ni (5-9 Ni)bull Asiento de vaacutelvulas bull Reparacioacuten de maquinaria
bull Estanques para productos corrosivos bull Aleaciones 904 y 904L Inconel 625 e Incoloy 825
Procedimiento de soldaduraEs indispensable limpiar cuidadosamente las partes a soldar para lograr uniones libres de poros y grietasUsar arco corto con una ligera inclinacioacuten Para lograr un bajo aporte de calor es recomendable depositarcordones rectos y angostos con poca o ninguna oscilacioacuten El precalentamiento depende del metal basecualquier post-calentamiento puede efectuarse sin peligro de perjudicar las caracteriacutesticas del depoacutesito
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2567
Castillo-Guardado
Curso Baacutesico De Soldadura
25
ELECTRODOS PARA COBRE ndashBRONCE
Procedimiento para soldar con Electrodos Cobre ndashBronce
La teacutecnica de operacioacuten de estos electrodos es totalmente distinta a la empleada en la soldadura del aceroal carbono debido principalmente a la gran diferencia de conductividad teacutermica coeficiente de expansioacutenmenor punto de fusioacuten y mayor fluidez a la temperatura de la zona de fusioacuten Al soldar cobre y susaleaciones deberaacute considerarse los siguientes factores1 Dejar una separacioacuten mayor en la raiacutez de las uniones2 Emplear aacutengulos de bisel mayores que los usuales3 El punteo de las uniones debe tener un paso menor4 Usar temperaturas de precalentamiento5 Emplear los rangos de corriente maacutes altos para cada diaacutemetro de electrodo
Es frecuente el empleo de respaldos de cobre o de grafito con el objeto de prevenir la sobre fusioacuten en laraiacutez de las uniones especialmente al soldar espesores delgados Como regla general al soldar cobre y susaleaciones se recomienda el empleo de temperaturas de precalentamiento del orden de 200degC ytemperaturas entre pasadas de 200degC a 370degC para latones y de 400degC a 550degC para cobreEl martillado de los depoacutesitos de soldadura no es absolutamente indispensable pero se emplea parareducir las tensiones y distorsiones en las uniones soldadas a la vez de mejorar las propiedadesmecaacutenicas debido al afinamiento de los granos del depoacutesito
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacuten
con CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2667
Curso Baacutesico De Soldadura Castillo-Guardado
26
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas debronce fosfoacutericoAplicaciones tiacutepicas
bull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tablaPara el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas Enlas soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Para
soldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
Electrodo Para Cobre
Electrodo de bronce fosforico
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Negro
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacutencon CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas de
bronce fosfoacutericoAplicaciones tiacutepicasbull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tabla
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2767
Castillo-Guardado
Curso Baacutesico De Soldadura
27
Para el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas En
las soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Parasoldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
ELECTRODOS PARA BISELAR Y CORTAR
Estos electrodos tienen gran importancia en las industrias que requieren efectuar trabajos de corte ybiselado ya que han sido especialmente disentildeados y fabricados para cumplir eficientemente estos trabajos
Procedimiento para Biselar y CortarPara biselar use un portaelectrodo convencional dirigiendo el electrodo en un aacutengulo aproximado de 30degcon respecto al plano del metal base Use un movimiento de retroceso para evitar profundizar demasiadoUna mayor velocidad de avance daraacute un biselado menos profundo Esmerile la zona antes de soldarPara cortar dirija el electrodo en direccioacuten al recorrido en un aacutengulo de 90degcon respecto al plano del metalbase Use un movimiento vertical ascendente y descendente para producir el desprendimiento del materialfundido
Electrodo para cortar y perforar
Corriente alterna
Toda posiciOn
Corriente continua Electrodo negativo
Revestimiento Gris oscuro
DescripcioacutenEl electrodo Speed Cut estaacute disentildeado para cortar y perforar todos los metales con CA o CC electrodonegativo Es un electrodo de alta velocidad y su revestimiento especial de tipo refractario evita que seprecaliente el nuacutecleo y concentra la fuerza del arco para lograr cortes parejos y limpios
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2867
Curso Baacutesico De Soldadura Castillo-Guardado
28
UsosEste electrodo ha sido especialmente disentildeado para producir cortes de alta velocidad en todas lasposiciones Es recomendable su uso en todos los metales especialmente para aquellos que representandificultad para ser cortados o perforados al ser tratados con equipos oxigas como por ejemplo fierrofundido aceros inoxidables aleaciones de niacutequel bronce cobrealuminio etcAplicaciones tiacutepicas
bull Cortes de alta velocidad en todas posiciones bull Desarme de estructuras metaacutelicas bull Remocioacuten de defectos en soldadura bull Perforacioacuten de remaches
ELECTRODOS PARA SOLDAR HIERRO FUNDIDO
Procedimiento para soldar Hierro Fundido
Las reparaciones en fundicioacuten de hierro gris o hierro maleable son los trabajos maacutes comuacutenmenteencontrados en la praacutectica diaria y son considerados como los trabajos de soldadura maacutes difiacutecilesCuando se suelda hierro fundido con electrodos comunes de acero se forma una capa dura y fraacutegiladyacente a la soldadura
Esta capa consiste en hierro fundido endurecido superficialmente como resultado del raacutepido enfriamientodesde una alta temperatura Si el metal de aporte es acero eacuteste absorberaacute considerable cantidad decarboacuten del hierro fundido convirtieacutendose en un acero de alto carbono El resultado seraacute que el depoacutesito desoldadura se endureceraacute siendo imposible su mecanizadoAdemaacutes cuando se usan electrodos con nuacutecleo de acero la diferencia de contracciones entre elmetal fundido depositado y la fundicioacuten generalmente es causa de problemas serios La resistencia delmetal de aporte es mucho mayor que la del hierro fundido y al producirse la contraccioacuten del acero puededesprenderse de la fundicioacuten Debido a estas condiciones es que los electrodos especiales son necesariospara este tipo de soldadura
La soldadura del hierro fundido es relativamente faacutecil pero sus caracteriacutesticas quiacutemicas y metaluacutergicas sontales que deben ser consideradas cuidadosamente para asegurar los mejores resultados
Algunas de sus caracteriacutestica son1 Si se calienta a una temperatura alta y luego se enfriacutea raacutepidamente el resultado seraacute una fundicioacutenblanca muy dura y difiacutecilmente trabajable mecaacutenicamente2 Si se calienta a una temperatura alta y luego se enfriacutea lentamente el resultado seraacute un hierro fundidogris que es blando y faacutecilmente trabajable3 El hierro fundido es fraacutegil y no se puede doblar o estirar como el acero y consecuentemente si se produceun sobrecalentamiento durante la soldadura las contracciones durante el enfriamiento pueden causargrietas en la soldadura misma o en las zonas teacutermicamente afectadas entre eacutesta y el metal base
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2967
Castillo-Guardado
Curso Baacutesico De Soldadura
29
Las consideraciones anteriores son principalmente las que han establecido un procedimiento fundamentalpara la soldadura del hierro fundido independiente del tipo de electrodo utilizado maquinable o nomaquinable que puede establecerse en los siguientes puntos
1 Utilizar electrodos de poco diaacutemetro y corriente lo maacutes baja posible pero suficiente para producir unabuena fusioacuten2 Hacer soldaduras cortas de no maacutes de dos o tres pulgadas de longitud3 Es aconsejable el depoacutesito de cordones delgados en lugar de cordones anchos y oscilados
InstruccionesPara obtener los mejores resultados es esencial que la unioacuten haya sido adecuadamente preparada Debenremoverse o limpiarse todas las materias extrantildeas tales como oacutexido grasa y aceites Especialmente laspartes que se han impregnado de aceite agua u otros agentes pueden requerir un precalentamiento a unatemperatura suficientemente alta (300-370degC) para evaporar los contaminantes antes de la soldadura
Las uniones deben ser preparadas y biseladas por medios mecaacutenicos como esmeriles discos o limas ydebe evitarse hacer los biselados o preparaciones con arco eleacutectrico ya que este procedimiento tenderiacutea aproducir hierro fundido blanco duro y quebradizo en las zonas inmediatamente vecinas a las soldaduras
El biselado se recomienda auacuten para secciones delgadas mantenieacutendolo siempre al miacutenimo praacutectico paraevitar los esfuerzos residuales provenientes de la contraccioacuten
Como regla general el aacutengulo total de bisel debe ser de aproximadamente 90degpara secciones de635 mm de espesor o menos y de 60 a 90degpara secciones maacutes pesadas o de mayor espesor
Es aconsejable tambieacuten para disminuir los esfuerzos teacutermicos usar electrodos de diaacutemetro pequentildeo yutilizar siempre amperajes bajos Ademaacutes el precalentamiento es necesario para fundiciones pesadas y lasoldadura debe depositarse en cordones cortos lineales de dos a tres pulgadas de longitud Cuando seaposible debe procurarse depositar la soldadura en dos a tres capas ya que los pases subsiguientes tienenun efecto beneacutefico de normalizado sobre los primeros En las soldaduras de hierro fundido es muyimportante evitar el calor localizado causante en la mayoriacutea de los casos de grietas en el metal base y en lasoldadura Esto se logra haciendo soldaduras intermitentes permitiendo que el calor se distribuya dentrode la fundicioacuten antes de depositar el proacuteximo cordoacuten
Electrodo Para soldar Hierro Fundido
Electrodo para hierro fundido
Corriente alterna
Toda posicion
Revestimiento Canela
Corriente continua Electrodo positivo
DescripcioacutenEl electrodo 77 tiene nuacutecleo de acero dulce con un revestimiento que actuacutea como fundente controlando lascaracteriacutesticas del arco Tiene un punto de fusioacuten lo suficientemente bajo para permitir usar corrientesbajas caracteriacutestica importante en la soldadura de hierro fundido lo que reduce el endurecimiento en lazona de fusioacuten
UsosEste electrodo se recomienda para reparaciones en hierro fundido en que los depoacutesitos no requieranmaquinado posterior
Aplicaciones tiacutepicasbull Cabezales de motores bull Piezas de maacutequinas bull Cajas de descanso bull Blocks de motores
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3067
Curso Baacutesico De Soldadura Castillo-Guardado
30
Procedimiento para soldarSe recomienda usar preferentemente CC electrodo positivo Las piezas a soldar deben estar limpias Serecomienda biselar las piezas en forma de ldquoVrdquo y taladrar los extremos de las grietas a reparar Para tener mayor seguridad de la calidad del trabajo se debe evitar soldar en forma contiacutenua se recomiendaefectuar cordones de 5 a 8 cms intermitentemente Debe mantenerse el trabajo friacuteo No se recomiendamartillar el cordoacuten pueden producirse fisuras
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3167
Castillo-Guardado
Curso Baacutesico De Soldadura
31
Descifrando los siacutembolos de la soldadura
Cuando las soldaduras son especificadas en planos y dibujos isomeacutetricos de ingenieriacutea de fabricacioacuten unconjunto de siacutembolos es usado para identificar el tipo de soldadura las dimensiones y otras informacionesreferente al proceso y el acabado
ANSIAWS A24 Siacutembolos para soldadura y pruebas no destructivasReconociendo la estructura del simbolo
La liacutenea horizontal se conoce como liacutenea de referencia y es la plataforma principal donde todos losdemaacutes siacutembolos de soldadura son agregados las instrucciones para la ejecucioacuten de la soldadura vanalineadas a la liacutenea de referencia y una flecha conecta la liacutenea de referencia con la junta a ser soldada Enel ejemplo de arriba la flecha se despliega a la derecha de la liacutenea de referencia y apuntando hacia abajo ya la derecha pero existen muchas otras combinaciones
Algunas veces la flecha apunta los dos lados de la junta por consiguiente existiriacutean dos ladospotencialmente apropiados para ejecutar la soldadura por ejemplo en una junta T cuando dos laminasson unidas la soldadura puede ser hecha en cualquiera de los lados de la T
El siacutembolo hace la distincioacuten entre los dos lados de la junta usando la flecha y los espacios debajo yencima de la liacutenea de referencia los lados (curiosamente) son conocidos como El lado de la flecha y Elotro lado y la soldadura se ejecuta de acuerdo a las instrucciones dadas en la parte de arriba de la liacutenea dereferencia y la orientacioacuten de la flecha no interfiere con estas instrucciones
La bandera que sale de la liacutenea de referencia esta presente si la soldadura se efectuara en campo odurante el armado de la estructura un siacutembolo de soldadura sin la bandera indica que la soldadura seefectuaraacute en el taller pero en algunos planos y dibujos antiguos puede ser encontrado un circulo negro en launioacuten entre la liacutenea de referencia y la flecha
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3267
Curso Baacutesico De Soldadura Castillo-Guardado
32
Un circulo vaciacuteo entre la liacutenea de referencia y la flecha es una indicacioacuten de que la soldadura debe serejecutada alrededor o en toda la circunferencia de la unioacuten como en este ejemplo
La cola del siacutembolo de soldadura es el sitio donde se coloca la informacioacuten suplementariaconcerniente a la soldadura a ejecutar y puede contener referencias del proceso requerido electrodo undetalle de dibujo y cualquier informacioacuten que ayude a la ejecucioacuten de la soldadura que no tenga un lugarespecial en el siacutembolo plano o la isometriacutea
Cada tipo de soldadura tiene su siacutembolo baacutesico el cual tiacutepicamente se situacutea al rededor del centro dela liacutenea de referencia (dependiendo de cual sea el lado de la junta) y este siacutembolo es usualmente un dibujoque representa la seccioacuten transversal de la junta misma y estas estaacuten divididas en tres grupos
Simbolos para las Soldaduras de Filete
La soldadura fundida es depositada en la esquina formada por la caracteriacutestica de la unioacuten de dosmiembros penetrando y fundieacutendose con el metal base para formar la junta
La cara perpendicular del triangulo siempre es dibujada en la parte izquierda del siacutembolo si las doscaras de la soldadura son de la misma dimensioacuten entonces solo una medida es dada
Las soldaduras de filete son usadas para hacer juntas de enfrentamiento perpendicular comoesquinas y las juntas T y como su propio siacutembolo lo sugiere estas soldaduras son baacutesicamentetriangulares vistas desde su seccioacuten aunque su forma no es siempre un triangulo perfecto o isoacutesceles
Si la soldadura tuviera caras desiguales (menos comuacuten) entonces ambas dimensiones son dadas yuna nota especial que indica en el dibujo cual cara es mas larga
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3367
Castillo-Guardado
Curso Baacutesico De Soldadura
33
El largo de la soldadura es dado a la derecha del simbolo
La soldadura se debe situar entre las liacuteneas dimensioacutenales especificadas (si son dadas) o entre lospuntos donde un cambio de direccioacuten abrupto de la soldadura ocurra como al final de las planchas olaminas
En el caso de soldaduras intermitentes o interrumpidas el largo de cada porcioacuten de la soldadura y losespacios que las separan son indicado en el siacutembolo siendo separados con un guioacuten ( - ) y el largo de laporcioacuten de soldadura va seguido de la dimensioacuten centro-centro del espacio estos siempre se colocan a la
derecha del siacutembolo del filete (triangulo)
Note que la dimensioacuten del espacio no indica el espacio limpio entre las soldaduras la indicacioacuten escentro-centro
Siacutembolos para las Soldaduras de Canal
Las soldaduras de Canal son usadas comuacutenmente para hacer juntas de bordes con bordes aunquetambieacuten son usadas frecuentemente en esquinas juntas T juntas curvas y piezas planas Como losugiere la variedad de siacutembolos para estas soldaduras hay muchas maneras de hacer soldaduras deCanal y la diferencia principal dependeraacute de la geometriacutea de las partes que seraacuten unidas y la preparacioacutende sus bordes El metal soldado es depositado entre el canal penetrando y fundieacutendose con el metal base para formar la junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipo de
soldaduras la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3467
Curso Baacutesico De Soldadura Castillo-Guardado
34
La soldadura de canal cuadrado en la cual el canal es creado por una separacioacuten especifica o ningunaseparacioacuten incluyendo hasta cierta presioacuten de oposicioacuten la distancia de la separacioacuten (si existe) es dadaen el siacutembolo
Las soldaduras de canal V en la que los bordes son biselados a veces por un lado o por los doslados para crea el canal el aacutengulo del bisel es dado en el siacutembolo asiacute como la luz de separacioacuten oseparacioacuten de la raiacutez (si existiera)
Si la profundidad de la V no fuera igual al espesor o a la mitad (en el caso de doble V) del espesorde la lamina o plancha a soldar entonces la profundidad es dada a la izquierda del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3567
Castillo-Guardado
Curso Baacutesico De Soldadura
35
Si la penetracioacuten de la soldadura fuera mayor que la profundidad del canal la profundidad de la gargantaefectiva es dada entre pareacutentesis despueacutes de la profundidad de la V
En el bisel del canal de soldadura en el cual el borde de una de las laminas es biselado y la otra escuadrada el siacutembolo de la liacutenea perpendicular siempre es dibujada en el lado izquierdo sea cual sea laorientacioacuten de la soldadura la flecha apunta la cara de la pieza que debe ser biselada y en este caso laflecha es cortada y doblada en aacutengulo para hacer eacutenfasis en su importancia (este corte de aacutengulo no esnecesario si el proyectista no tiene preferencias en cual lado debe ser biselado o si el dibujo es interpretadopor un soldador calificado que reconoce la diferencia de cual lado debe ser tratado) las
condiciones de aacutengulo preparacioacuten del borde garganta efectiva y la luz de separacioacuten de la
separacioacuten de raiacutez son descritas en las soldaduras de canal V en esta misma pagina
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3667
Curso Baacutesico De Soldadura Castillo-Guardado
36
En la soldadura de canal U en la cual ambos bordes son tratados para crear un canal coacutencavo laprofundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de la separacioacuten sondescritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de canal J en la cual en uno de las laminas tiene un biselado coacutencavo y la otra esdejada cuadrada como con el bisel de la media V la liacutenea perpendicular siempre apareceraacute dibujada a laizquierda y la flecha (con un doblez si fuera necesario) apuntando la pieza que recibiraacute el tratamiento debisel coacutencavo la profundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de
separacioacuten son descritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de V curva comuacutenmente usada para unir dos partes curvas o dos partes tubularesla profundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3767
Castillo-Guardado
Curso Baacutesico De Soldadura
37
En la soldadura de canal con bisel curvo comuacutenmente usada para unir una pieza curva o tubular auna pieza plana como con la V curva (anterior) formada por dos superficies curvas o tubulares laprofundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis La liacutenea perpendicular es dibujada siempre al lado izquierdo del siacutembolosea cual sea la orientacioacuten de la soldadura
Otros siacutembolos suplementarios son usados con la soldadura de canal como Penetracioacuten saliente y Barra o elemento de respaldo ambos siacutembolos son indicacioacuten de que la penetracioacuten de la junta se efectuacuteadesde un solo lado de la junta
El alto del refuerzo (si fuera critico) es indicado a la izquierda del siacutembolo de penetraron saliente elcual esta situado
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3867
Curso Baacutesico De Soldadura Castillo-Guardado
38
Cuando una barra o elemento de respaldo es usado para lograr la penetracioacuten necesaria de la junta su siacutembolo es situado encima de la liacutenea de referencia sobre el siacutembolo de la soldadura si la barra esprovisional y seraacute removida al final de la soldadura entonces la letra R es situada dentro del siacutembolo de labarra de respaldo esta barra tiene el mismo siacutembolo que la soldadura de conexion y ovalos pero sucontexto debe hacer siempre la clara intencioacuten del siacutembolo
Simbolos para la Soldadura de conexion y ovalos
Soldadura de conexioacuten y de oacutevalos es usada para unir laminas sobrepuestas una de las cuales tienenperforaciones (redondos para conexiones y ovalados o alargados para Oacutevalos) Metal soldado esdepositado en estas perforaciones penetrando y fundieacutendose con el metal base de las dos partes formandola junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipode soldadura la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3967
Castillo-Guardado
Curso Baacutesico De Soldadura
39
En la soldadura de conexioacuten el diaacutemetro de cada conector es dado a la izquierda del siacutembolo y el espacioentre los conectores es dado a la derecha en la soldadura de oacutevalos el ancho de cada ovalo es dado a laizquierda del siacutembolo el largo y la distancia entre espacios (separados por un guioacuten-) son dados a laderecha del siacutembolo y la referencia del detalle en la cola
El numero de conectores u oacutevalos es dado entre pareacutentesis por encima o por debajo del siacutembolo de lasoldadura la indicacioacuten del lado de la flecha y el otro lado indican cual pieza tiene la(s) perforacione(s)
Si no esta en las especificaciones el llenado total de esta perforacioacuten entonces la profundidad es dadadentro del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4067
Curso Baacutesico De Soldadura Castillo-Guardado
40
SISTEMA OXIGAS
Descripcioacuten del ProcesoEl proceso de soldadura oxigas mostrado en la figura consiste en una llama dirigida por un sopleteobtenida por medio de la combustioacuten de los gases oxiacutegeno-acetileno El intenso calor de la llama funde la
superficie del metal base para formar una poza fundidaCon este proceso se puede soldar con o sin material de aporte El metal de aporte es agregado para cubrirbiseles y orificios
A medida que la llama se mueve a lo largo de la unioacuten el metal base y el metal de aporte se solidifican paraproducir el cordoacuten
Al soldar cualquier metal se debe escoger el metal de aporte adecuado que normalmente posee elementosdesoxidantes para producir soldaduras de buena calidad
En algunos casos se requiere el uso de fundente para soldar ciertos tipos de metales
Ventajas y Aplicaciones del ProcesoEl proceso oxigas posee las siguientes ventajas el equipo es portaacutetil econoacutemico y puede ser utilizado entoda posicioacuten
El proceso oxigas es normalmente usado para soldar metales de hasta 14 de espesor Se puede utilizartambieacuten para soldar metales de mayor espesor pero ello no es recomendable
Su mayor aplicacioacuten en la industria se encuentra en el campo de mantencioacuten reparacioacuten soldadura decantildeeriacuteas de diaacutemetro pequentildeo y manufacturas livianas Tambieacuten puede ser usado como fuente de energiacuteacaloacuterica para calentar doblar forjar endurecer etc
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4167
Castillo-Guardado
Curso Baacutesico De Soldadura
41
Equipo para Soldadura y Corte OxigasEs el conjunto de elementos que agrupados permiten el paso de gases (Oxigeno-Acetileno) hasta unsoplete en cuyo interior se produce la mezcla La misma en contacto con una chispa produce unacombustioacuten base del sistema oxiacetileacutenico
Procedimiento Baacutesico de Soldadura
Ajuste de llamaEn soldadura oxiacetileacutenica se utiliza una llama neutra (3160degC) o sea se suministra suficiente oxiacutegenopara realizar la combustioacuten de todo el acetileno presenteAunque esta situacioacuten corresponde a una relacioacuten teoacuterica oxiacutegenoacetileno de 251 en la praacutectica parte dela combustioacuten se realiza con oxiacutegeno del aire de modo que
Se consume iguales cantidades de oxiacutegeno y acetileno (relacioacuten 11)Se produce un efecto de auto-proteccioacuten que minimiza la oxidacioacuten del metal base
La llama carburante con exceso de acetileno se reconoce por una zona intermedia reductora que apareceentre el dardo y el penacho se utiliza soacutelo en casos especiales
La llama oxidante con exceso de oxiacutegeno se reconoce por su dardo y penacho maacutes cortos y su sonido maacutesagudo
Seleccioacuten de la BoquillaEn la seleccioacuten de la boquilla influyen los siguientes factores1 Tipo de material a soldar
2 Espesor del material3 Tipo de unioacuten (Tope filete biselada etc)4 Posicioacuten en que se soldaraacute5 Habilidad del operador
Como norma de seguridad siempre debe utilizarse la
Boquilla a la presioacuten recomendada por el fabricante
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4267
Curso Baacutesico De Soldadura Castillo-Guardado
42
Varillas para Soldadura OxigasINDURA dispone de todos los tipos de varillas para este tipo de soldadura Bronce Niacutequel-Plata acerodulce hierro fundido y aluminio en los siguientes diaacutemetros
16 mm (116) - 24 mm (332) - 32 mm (18) - 40 mm (532) - 48 mm (316) y 64 mm (14)
El tamantildeo de varilla adecuada debe ser determinado por
bull el tipo de unioacuten de soldadura bull el espesor del material bull la cantidad de aporte requerido
VARILLAS DE APORTE PARA SOLDADURA OXIGAS
Procedimiento para soldar con varillas de soldadura oxigas (Bronce)
Deben limpiarse muy bien las piezas aplicaacutendoles la llama sobre la superficie hasta que alcance un colorrojo cereza Ambas piezas deben estar a la misma temperatura porque en caso contrario la varilla fluiraacutehacia la pieza maacutes caliente (fenoacutemeno de capilaridad) Caliente la varilla con la llama e introduacutezcala luegoen el depoacutesito de fundente
Note que el calor hace que el fundente se adhiera a la varilla (Si se utiliza una varilla ya revestida confundente este paso debe eliminarse) Una vez que la varilla estaacute impregnada con fundente y las piezas hanalcanzado la temperatura adecuada acerque la varilla hacia la unioacuten y coloque la llama encimaundieacutendola La varilla entonces se funde y fluye hacia el aacuterea calentada uniendo fuertemente las piezas
Debe utilizarse bastante fundente Si la cantidad de fundente es insuficiente la varilla no uniraacute los metales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4367
Castillo-Guardado
Curso Baacutesico De Soldadura
43
VARILLA DE APORTE DE BRONCE
DescripcioacutenLa soldadura de Bronce permite obtener depoacutesitos concaracteriacutesticas mecaacutenicas sobresalientes enresistencia y ductibilidad ademaacutes de ser muy homogeacutenea
AplicacionesSu principal campo de aplicacioacuten es soldadura de hierro fundido acero dulce cobre y sus aleaciones
La principal caracteriacutestica de estas soldaduras es la poca cantidad de gases que se genera en el craacuteter demetal fundido y su bajo punto de fusioacuten que permite una mejor y mayor fluidez del metal fundido
Como teacutecnica operatoria se recomienda precalentar el metal base hasta una temperatura cercana al puntode fusioacuten del metal de aporte luego fundir una gota de soldadura y aplicar calor adicional para obtener unafluidez adecuada en el depoacutesito
Recomendamos el uso del fundente INDURA 10 a fin de obtener depoacutesitos maacutes limpios y de mejorapariencia Las aleaciones de Bronce INDURA son envasadas en cajas de 10 kgs y fabricadas en lassiguientes medidas 24 mm (332)-32 mm (18)-40 mm (532)-48 mm (316)-64 mm (14)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4467
Curso Baacutesico De Soldadura Castillo-Guardado
44
SOLDADURA DE ESTANtildeO
Descripcioacuten
Estas soldaduras son aleaciones a base de estantildeo y se recomiendan para soldar uniones a prueba defiltracioacuten de agua o aire en que la resistencia mecaacutenica no es de importancia y que no estaraacuten expuestas aaltas temperaturas Son especialmente apropiadas para trabajos generales en fierro cobre zinc hojalatafierro galvanizado etc
Estas soldaduras pueden aplicarse por medio de cautiacuten soplete directo inmersioacuten vaciado o por hornoSe suministran en los siguientes tipos seguacuten forma y proporcioacuten de aleacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4567
Castillo-Guardado
Curso Baacutesico De Soldadura
45
El mayor porcentaje de estantildeo influye mejorando la resistencia mecaacutenica de la soldadura de tal forma quelos mejores resultados en este sentido se obtienen con el tipo ldquoArdquo y ldquoLArdquo El tipo ldquoArdquo se recomienda depreferencia para sellar envases de hojalata
Para obtener una buena soldadura es indispensable efectuar una buena limpieza de las piezas a soldarcon lija esmeril lima o escobilla de acero En caso de planchas oxidadas de fierro debe limpiarse con aacutecidomuriaacutetico durante 5 oacute 10 minutos Se recomienda ademaacutes el uso de Fundente INDURA 200 para evitar laoxidacioacuten de los metales a soldar facilitar la fluidez de la soldadura y obtener buenas uniones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2067
Curso Baacutesico De Soldadura Castillo-Guardado
20
ELECTRODOS PARA SOLDAR ACERO AL CARBONO
Procedimiento para soldar Acero al Carbono
Los mejores resultados se obtienen manteniendo un arco mediano con lo que se logra una fusioacutenadecuada permitiendo el escape de gases ademaacutes de controlar la forma y apariencia del cordoacuten
Para filetes planos y horizontales conviene mantener el electrodo en un aacutengulo de 45degrespecto a lasplanchas efectuar un pequentildeo avance y retroceso del electrodo en el sentido de avance Con ello se lograuna buena fusioacuten al avanzar se controla la socavacioacuten y la forma del cordoacuten al retroceder al craacuteter
Para filetes verticales ascendentes se mantiene el electrodo perpendicular a la plancha movieacutendolo en elsentido de avance El movimiento debe ser lo suficientemente raacutepido y la corriente adecuada para permitiralargar el arco y no depositar cuando se va hacia arriba para luego bajar al craacuteter y depositar el metalfundido controlando la socavacioacuten y ancho del cordoacuten
La soldadura sobre cabeza se ejecuta en forma similar a la horizontal pero la oscilacioacuten en el sentido deavance debe ser mayor para permitir que el metal depositado en el craacuteter se solidifique
Cuando se suelda vertical descendente el cordoacuten de raiacutez se hace con un avance continuo sin oscilar y lafuerza del arco se dirige de tal manera que sujete el bantildeo de fusioacuten Para los pases sucesivos se puedeusar una oscilacioacuten lateral
ELECTRODO 6013
Electrodo para acero al carbono
Con hierro en polvo
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Rojo
DescripcioacutenElectrodo con polvo de hierro en el revestimiento que permite una velocidad de depoacutesito mayor y unaaplicacioacuten mas faacutecil junto con propiedades mecaacutenicas sobresalientes La estabilidad del arco y el escudoprotector que da el revestimiento ayudan a dirigir el depoacutesito reduciendo la tendencia a socavar Estadisentildeado seguacuten los uacuteltimos adelantos teacutecnicos para lograr oacuteptimos resultados praacutecticos
UsosEste electrodo tiene un campo de aplicacioacuten muy amplio en especial cuando es necesario soldar en todaposicioacuten
Aplicaciones tiacutepicasbull Estanques bull Tuberiacuteas de presioacuten bull Estructuras bull Cantildeeriacuteas
bull Planchas corrientes y galvanizadasbull Barcos
Procedimiento para soldarPara obtener los mejores resultados se recomienda un arco de longitud mediana que permita controlarmejor la forma y aspecto del cordoacutenPara soldadura de filetes planos y horizontales se recomienda mantener el electrodo a 45ordm con cadaplancha oscilaacutendolo en el sentido del avance El movimiento adelante tiene por objeto obtener buenapenetracioacuten y el movimiento hacia atraacutes controla la socavacioacuten y la forma del cordoacutenEn la soldadura vertical se recomienda llevar el electrodo en un aacutengulo de casi 90ordm inclinaacutendolo ligeramenteen el sentido de avance Se debe llevar un movimiento de vaiveacuten alargando el arco para no depositar metal
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2167
Castillo-Guardado
Curso Baacutesico De Soldadura
21
en el movimiento hacia arriba y luego acortaacutendolo para depositar en el craacuteter y asiacute controlar lasdimensiones del deposito y la socavacioacuten
ELECTRODO DE PUNTA AZUL
Electrodo para acero al carbono
Corriente alterna
Revestimiento Blanco
Con hierro en polvo
Punto Azul
Toda posicioacuten
Corriente continuacutea Electrodo positivo
Descripcioacuten
El nuevo Punto Azul posee una formulacioacuten moderna capaz de brindar las maacutes altas exigencias de trabajoSu arco suave y estable lo hace de faacutecil aplicacioacuten en cualquier posicioacuten logrando oacuteptima calidad en launioacuten
Esta nueva foacutermula entrega ademaacutes las siguientes caracteriacutesticas1 Alta velocidad de soldadura2 Depoacutesitos lisos3 Bajo chisporroteo4 Bajo iacutendice de humos5 Faacutecil remocioacuten de escoria6 Excelente penetracioacuten
UsosEs un electrodo de uso general en aceros dulces especialmente cuando es necesario soldar chapas yperfiles delgados
Aplicaciones tiacutepicasbull Marcos de ventana bull Fabricacioacuten de rejasbull Estanques bull Planchas galvanizadas bull Estructuras bull Reparaciones generales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2267
Curso Baacutesico De Soldadura Castillo-Guardado
22
Procedimiento para soldarDebe seguirse el mismo procedimiento utilizado para soldar un electrodo E-6010 oacute E-6011
ELECTRODOS PARA ACEROS INOXIDABLES
iquest Queacute es un acero inoxidableLos aceros inoxidables son simplemente aleaciones compuestas por hierro (Fe) Carbono (C) y Cromo (Cr)El hierro es el elemento fundamental de todos los aceros inoxidables Sin embargo para hacer que el hierrosea inoxidable el contenido de cromo en solucioacuten debe ser por lo menos de un 115 Se adicionan otroselementos de aleacioacuten (Ni Mo V Ti Nb) con el fin de mejorar ciertas propiedades como son ductibilidadresistencia al impacto resistencia al creep resistencia a la corrosioacuten calor etc
Tipos de Aceros InoxidablesDesde el punto de vista metaluacutergico los aceros inoxidables estaacuten agrupados dentro de tres tipos baacutesicosde acuerdo a su microestructura Martensiacuteticos Ferriacuteticos y Austeniacuteticos
MartensiacuteticosEstos aceros contienen entre 115 a 18 de cromo como su principal elemento de aleacioacuten Algunosejemplos de este grupo son los aceros martensiacuteticos AISI 410 416 420431 501 y 502En la soldadura de los aceros martensiacuteticos (aceros autotemplables) se pueden producir tensiones y porconsiguiente grietas si no se adoptan las precauciones convenientesSiempre que sea posible debe emplearse como metal de aporte aleaciones austeniacuteticas (Ej AISI 309-310)
para absorber las tensiones en las zonas cercanas al cordoacuten y asiacute evitar grietasEs conveniente precalentar entre 300-350degC las piezas que van a ser soldadas Despueacutes de la soldadura yuna vez enfriadas las piezas se recomienda un revenido de 600 a 700degC La resistencia oacuteptima a lacorrosioacuten de estos aceros se obtiene efectuando tratamientos teacutermicos de temple y revenido a lastemperaturas requeridas sin embargo esta resistencia a la corrosioacuten no es tan buena como en los acerosausteniacuteticos o ferriacuteticos Su campo de accioacuten estaacute en piezas que estaacuten sometidas a corrosioacuten y que requieren de cierta resistenciamecaacutenica Se utilizan generalmente en aletas para turbinas rodetes de turbinas hidraacuteulicas fundicionesresistentes a la corrosioacuten cuchilleriacutea piezas de vaacutelvulas etc
Ferriacuteticos
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2367
Castillo-Guardado
Curso Baacutesico De Soldadura
23
Los aceros inoxidables ferriacuteticos contienen entre 17 y 27 de cromo Ejemplos de eacutestos son los acerosAISI 405 430 442 446Estos aceros no son endurecibles por tratamiento teacutermico sino soacutelo moderadamente mediante trabajo enfriacuteo Son magneacuteticos al igual que los martensiacuteticos Pueden trabajarse en friacuteo o en caliente pero alcanzansu maacutexima ductilidad y resistencia a la corrosioacuten en la condicioacuten de recocido
En los aceros ferriacuteticos con un contenido de alto cromo puede aparecer fase sigma (dura y fraacutegil) cuando
se les mantiene durante mucho tiempo a temperaturas cercanas a 470degC Por otro lado los aceros ferriacuteticosson muy propensos al crecimiento del grano (850degC - 900degC) inconveniente para la soldadura Si las piezasa soldar son de dimensiones considerables se recomienda postcalentar las piezas entre 700degC a 850degCseguido de un enfriamiento raacutepidoComo los aceros ferriacuteticos se pueden deformar faacutecilmente en friacuteo se utilizan mucho para estampadosprofundos de piezas como recipientes para industrias quiacutemicas y alimenticias y para adornosarquitectoacutenicos o automotrices
AusteniacuteticosEstos son los aceros inoxidables al cromo-niacutequel (tipo 3XX) y al cromo-niacutequel-manganeso (tipo 2XX) Sonesencialmente no magneacuteticos en la condicioacuten de recocido y no endurecen por tratamiento teacutermico Elcontenido total de niacutequel y cromo es de por lo menos 23 Se pueden trabajar faacutecilmente en caliente o enfriacuteo El trabajo en friacuteo les desarrolla una amplia variedad de propiedades mecaacutenicas y en esta condicioacuten elacero puede llegar a ser ligeramente magneacutetico Son muy resistentes al impacto y difiacuteciles de maquinarEstos aceros tienen la mejor resistencia a altas temperaturas y resistencia a la formacioacuten de escamas de
los aceros inoxidables Su resistencia a la corrosioacuten suele ser mejor que las de los aceros martensiacuteticos oferriacuteticosEl mayor inconveniente que presenta la soldadura de los aceros austeniacuteticos es la precipitacioacuten de carburosque pueden producirse en las zonas cercanas al cordoacuten de soldadura quedando sensibilizados a lacorrosioacuten intergranular Para evitar esta precipitacioacuten se deben soldar las piezas sin precalentamiento y conel menor aporte de calor posible Otra posibilidad es emplear aceros austeniacuteticos con porcentaje decarbono menor a 003 o aceros austeniacuteticos estabilizados con titanio niobio o taacutentalo
Electrodo para hacero Inoxidable
Electrodo de acero inoxidable austen tico
Corriente continuacutea Electrodo positivo
Toda posicioacuten
Corriente alternaRevestimiento Blanco
DescripcioacutenEl electrodo 19-9 posee un revestimiento rutiacutelico lo que lo hace apto para soldar con CA o CC electrodopositivo Este electrodo se caracteriza por un arco estable de transferencia spray cuyo depoacutesito es deexcelente forma y apariencia La escoria se desprende faacutecilmente ademaacutes de tener muy buenareanudacioacuten de arco por lo que se aconseja usarlo en soldaduras intermitentes El depoacutesito es de aceroinoxidable austeniacutetico
UsosEl electrodo 19-9 estaacute formulado para soldar el grupo 18-8 de aceros inoxidables por ejemplo 301 302302B 303 304 305 y 308 que se caracterizan por su gran resistencia a la corrosioacuten
Este electrodo es ademaacutes muy usado para soldar acero manganeso y para rellenar estos u otros aceros
especiales resistentes al desgaste antes de aplicar las capas de recubrimiento duro
El metal depositado es austeniacutetico y no magneacuteticoAplicaciones tiacutepicasbull Intercambiadores de calor bull Industrias conserveras bull Equipos Quiacutemicos bull Industria Lechera
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2467
Curso Baacutesico De Soldadura Castillo-Guardado
24
ELECTRODOS BASE NIQUEL
Electrodo base Niacutequel con Cromo Molibdeno y Columbio
Alta resistencia a la traccioacuten y tenacidad a bajas y altas temperaturas (1100iexcl
C)
Excelente resistencia a la corrosioacuten en muchos medios agresivos
Posicioacuten plana y horizontal CA CC (+)
DescripcioacutenEl electrodo Nicromo 3 se caracteriza por producir un arco suave y estable de transferencia spray Eldepoacutesito formado es de exelente apariencia y de faacutecil desprendimiento de la escoriaEl depoacutesito del electrodo Nicromo 3 se caracteriza por su favorable resistencia a elevadas temperaturas
(1100degC) durante tiempos prolongados ademaacutes de su buena resistencia a la corrosioacuten bajo tensiones yfisuracioacuten en caliente
UsosEste electrodo es apto para unir aleaciones tipo Inconel 625 e Incoloy 825 Recomendado para unioacuten dealeaciones altas en cromo-niacutequel entre si o con aceros inoxidables Se recomienda ademaacutes para revestiraceros al carbono y de baja aleacioacuten Debido a su alto liacutemite elaacutestico se puede utilizar para unir aceros alniacutequel (5 y 9 de Ni)
Aplicaciones tiacutepicasbull Estanques para transpor tes criogeacutenicosbull Estanques de almacenamiento de aceros al Ni (5-9 Ni)bull Asiento de vaacutelvulas bull Reparacioacuten de maquinaria
bull Estanques para productos corrosivos bull Aleaciones 904 y 904L Inconel 625 e Incoloy 825
Procedimiento de soldaduraEs indispensable limpiar cuidadosamente las partes a soldar para lograr uniones libres de poros y grietasUsar arco corto con una ligera inclinacioacuten Para lograr un bajo aporte de calor es recomendable depositarcordones rectos y angostos con poca o ninguna oscilacioacuten El precalentamiento depende del metal basecualquier post-calentamiento puede efectuarse sin peligro de perjudicar las caracteriacutesticas del depoacutesito
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2567
Castillo-Guardado
Curso Baacutesico De Soldadura
25
ELECTRODOS PARA COBRE ndashBRONCE
Procedimiento para soldar con Electrodos Cobre ndashBronce
La teacutecnica de operacioacuten de estos electrodos es totalmente distinta a la empleada en la soldadura del aceroal carbono debido principalmente a la gran diferencia de conductividad teacutermica coeficiente de expansioacutenmenor punto de fusioacuten y mayor fluidez a la temperatura de la zona de fusioacuten Al soldar cobre y susaleaciones deberaacute considerarse los siguientes factores1 Dejar una separacioacuten mayor en la raiacutez de las uniones2 Emplear aacutengulos de bisel mayores que los usuales3 El punteo de las uniones debe tener un paso menor4 Usar temperaturas de precalentamiento5 Emplear los rangos de corriente maacutes altos para cada diaacutemetro de electrodo
Es frecuente el empleo de respaldos de cobre o de grafito con el objeto de prevenir la sobre fusioacuten en laraiacutez de las uniones especialmente al soldar espesores delgados Como regla general al soldar cobre y susaleaciones se recomienda el empleo de temperaturas de precalentamiento del orden de 200degC ytemperaturas entre pasadas de 200degC a 370degC para latones y de 400degC a 550degC para cobreEl martillado de los depoacutesitos de soldadura no es absolutamente indispensable pero se emplea parareducir las tensiones y distorsiones en las uniones soldadas a la vez de mejorar las propiedadesmecaacutenicas debido al afinamiento de los granos del depoacutesito
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacuten
con CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2667
Curso Baacutesico De Soldadura Castillo-Guardado
26
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas debronce fosfoacutericoAplicaciones tiacutepicas
bull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tablaPara el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas Enlas soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Para
soldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
Electrodo Para Cobre
Electrodo de bronce fosforico
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Negro
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacutencon CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas de
bronce fosfoacutericoAplicaciones tiacutepicasbull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tabla
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2767
Castillo-Guardado
Curso Baacutesico De Soldadura
27
Para el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas En
las soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Parasoldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
ELECTRODOS PARA BISELAR Y CORTAR
Estos electrodos tienen gran importancia en las industrias que requieren efectuar trabajos de corte ybiselado ya que han sido especialmente disentildeados y fabricados para cumplir eficientemente estos trabajos
Procedimiento para Biselar y CortarPara biselar use un portaelectrodo convencional dirigiendo el electrodo en un aacutengulo aproximado de 30degcon respecto al plano del metal base Use un movimiento de retroceso para evitar profundizar demasiadoUna mayor velocidad de avance daraacute un biselado menos profundo Esmerile la zona antes de soldarPara cortar dirija el electrodo en direccioacuten al recorrido en un aacutengulo de 90degcon respecto al plano del metalbase Use un movimiento vertical ascendente y descendente para producir el desprendimiento del materialfundido
Electrodo para cortar y perforar
Corriente alterna
Toda posiciOn
Corriente continua Electrodo negativo
Revestimiento Gris oscuro
DescripcioacutenEl electrodo Speed Cut estaacute disentildeado para cortar y perforar todos los metales con CA o CC electrodonegativo Es un electrodo de alta velocidad y su revestimiento especial de tipo refractario evita que seprecaliente el nuacutecleo y concentra la fuerza del arco para lograr cortes parejos y limpios
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2867
Curso Baacutesico De Soldadura Castillo-Guardado
28
UsosEste electrodo ha sido especialmente disentildeado para producir cortes de alta velocidad en todas lasposiciones Es recomendable su uso en todos los metales especialmente para aquellos que representandificultad para ser cortados o perforados al ser tratados con equipos oxigas como por ejemplo fierrofundido aceros inoxidables aleaciones de niacutequel bronce cobrealuminio etcAplicaciones tiacutepicas
bull Cortes de alta velocidad en todas posiciones bull Desarme de estructuras metaacutelicas bull Remocioacuten de defectos en soldadura bull Perforacioacuten de remaches
ELECTRODOS PARA SOLDAR HIERRO FUNDIDO
Procedimiento para soldar Hierro Fundido
Las reparaciones en fundicioacuten de hierro gris o hierro maleable son los trabajos maacutes comuacutenmenteencontrados en la praacutectica diaria y son considerados como los trabajos de soldadura maacutes difiacutecilesCuando se suelda hierro fundido con electrodos comunes de acero se forma una capa dura y fraacutegiladyacente a la soldadura
Esta capa consiste en hierro fundido endurecido superficialmente como resultado del raacutepido enfriamientodesde una alta temperatura Si el metal de aporte es acero eacuteste absorberaacute considerable cantidad decarboacuten del hierro fundido convirtieacutendose en un acero de alto carbono El resultado seraacute que el depoacutesito desoldadura se endureceraacute siendo imposible su mecanizadoAdemaacutes cuando se usan electrodos con nuacutecleo de acero la diferencia de contracciones entre elmetal fundido depositado y la fundicioacuten generalmente es causa de problemas serios La resistencia delmetal de aporte es mucho mayor que la del hierro fundido y al producirse la contraccioacuten del acero puededesprenderse de la fundicioacuten Debido a estas condiciones es que los electrodos especiales son necesariospara este tipo de soldadura
La soldadura del hierro fundido es relativamente faacutecil pero sus caracteriacutesticas quiacutemicas y metaluacutergicas sontales que deben ser consideradas cuidadosamente para asegurar los mejores resultados
Algunas de sus caracteriacutestica son1 Si se calienta a una temperatura alta y luego se enfriacutea raacutepidamente el resultado seraacute una fundicioacutenblanca muy dura y difiacutecilmente trabajable mecaacutenicamente2 Si se calienta a una temperatura alta y luego se enfriacutea lentamente el resultado seraacute un hierro fundidogris que es blando y faacutecilmente trabajable3 El hierro fundido es fraacutegil y no se puede doblar o estirar como el acero y consecuentemente si se produceun sobrecalentamiento durante la soldadura las contracciones durante el enfriamiento pueden causargrietas en la soldadura misma o en las zonas teacutermicamente afectadas entre eacutesta y el metal base
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2967
Castillo-Guardado
Curso Baacutesico De Soldadura
29
Las consideraciones anteriores son principalmente las que han establecido un procedimiento fundamentalpara la soldadura del hierro fundido independiente del tipo de electrodo utilizado maquinable o nomaquinable que puede establecerse en los siguientes puntos
1 Utilizar electrodos de poco diaacutemetro y corriente lo maacutes baja posible pero suficiente para producir unabuena fusioacuten2 Hacer soldaduras cortas de no maacutes de dos o tres pulgadas de longitud3 Es aconsejable el depoacutesito de cordones delgados en lugar de cordones anchos y oscilados
InstruccionesPara obtener los mejores resultados es esencial que la unioacuten haya sido adecuadamente preparada Debenremoverse o limpiarse todas las materias extrantildeas tales como oacutexido grasa y aceites Especialmente laspartes que se han impregnado de aceite agua u otros agentes pueden requerir un precalentamiento a unatemperatura suficientemente alta (300-370degC) para evaporar los contaminantes antes de la soldadura
Las uniones deben ser preparadas y biseladas por medios mecaacutenicos como esmeriles discos o limas ydebe evitarse hacer los biselados o preparaciones con arco eleacutectrico ya que este procedimiento tenderiacutea aproducir hierro fundido blanco duro y quebradizo en las zonas inmediatamente vecinas a las soldaduras
El biselado se recomienda auacuten para secciones delgadas mantenieacutendolo siempre al miacutenimo praacutectico paraevitar los esfuerzos residuales provenientes de la contraccioacuten
Como regla general el aacutengulo total de bisel debe ser de aproximadamente 90degpara secciones de635 mm de espesor o menos y de 60 a 90degpara secciones maacutes pesadas o de mayor espesor
Es aconsejable tambieacuten para disminuir los esfuerzos teacutermicos usar electrodos de diaacutemetro pequentildeo yutilizar siempre amperajes bajos Ademaacutes el precalentamiento es necesario para fundiciones pesadas y lasoldadura debe depositarse en cordones cortos lineales de dos a tres pulgadas de longitud Cuando seaposible debe procurarse depositar la soldadura en dos a tres capas ya que los pases subsiguientes tienenun efecto beneacutefico de normalizado sobre los primeros En las soldaduras de hierro fundido es muyimportante evitar el calor localizado causante en la mayoriacutea de los casos de grietas en el metal base y en lasoldadura Esto se logra haciendo soldaduras intermitentes permitiendo que el calor se distribuya dentrode la fundicioacuten antes de depositar el proacuteximo cordoacuten
Electrodo Para soldar Hierro Fundido
Electrodo para hierro fundido
Corriente alterna
Toda posicion
Revestimiento Canela
Corriente continua Electrodo positivo
DescripcioacutenEl electrodo 77 tiene nuacutecleo de acero dulce con un revestimiento que actuacutea como fundente controlando lascaracteriacutesticas del arco Tiene un punto de fusioacuten lo suficientemente bajo para permitir usar corrientesbajas caracteriacutestica importante en la soldadura de hierro fundido lo que reduce el endurecimiento en lazona de fusioacuten
UsosEste electrodo se recomienda para reparaciones en hierro fundido en que los depoacutesitos no requieranmaquinado posterior
Aplicaciones tiacutepicasbull Cabezales de motores bull Piezas de maacutequinas bull Cajas de descanso bull Blocks de motores
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3067
Curso Baacutesico De Soldadura Castillo-Guardado
30
Procedimiento para soldarSe recomienda usar preferentemente CC electrodo positivo Las piezas a soldar deben estar limpias Serecomienda biselar las piezas en forma de ldquoVrdquo y taladrar los extremos de las grietas a reparar Para tener mayor seguridad de la calidad del trabajo se debe evitar soldar en forma contiacutenua se recomiendaefectuar cordones de 5 a 8 cms intermitentemente Debe mantenerse el trabajo friacuteo No se recomiendamartillar el cordoacuten pueden producirse fisuras
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3167
Castillo-Guardado
Curso Baacutesico De Soldadura
31
Descifrando los siacutembolos de la soldadura
Cuando las soldaduras son especificadas en planos y dibujos isomeacutetricos de ingenieriacutea de fabricacioacuten unconjunto de siacutembolos es usado para identificar el tipo de soldadura las dimensiones y otras informacionesreferente al proceso y el acabado
ANSIAWS A24 Siacutembolos para soldadura y pruebas no destructivasReconociendo la estructura del simbolo
La liacutenea horizontal se conoce como liacutenea de referencia y es la plataforma principal donde todos losdemaacutes siacutembolos de soldadura son agregados las instrucciones para la ejecucioacuten de la soldadura vanalineadas a la liacutenea de referencia y una flecha conecta la liacutenea de referencia con la junta a ser soldada Enel ejemplo de arriba la flecha se despliega a la derecha de la liacutenea de referencia y apuntando hacia abajo ya la derecha pero existen muchas otras combinaciones
Algunas veces la flecha apunta los dos lados de la junta por consiguiente existiriacutean dos ladospotencialmente apropiados para ejecutar la soldadura por ejemplo en una junta T cuando dos laminasson unidas la soldadura puede ser hecha en cualquiera de los lados de la T
El siacutembolo hace la distincioacuten entre los dos lados de la junta usando la flecha y los espacios debajo yencima de la liacutenea de referencia los lados (curiosamente) son conocidos como El lado de la flecha y Elotro lado y la soldadura se ejecuta de acuerdo a las instrucciones dadas en la parte de arriba de la liacutenea dereferencia y la orientacioacuten de la flecha no interfiere con estas instrucciones
La bandera que sale de la liacutenea de referencia esta presente si la soldadura se efectuara en campo odurante el armado de la estructura un siacutembolo de soldadura sin la bandera indica que la soldadura seefectuaraacute en el taller pero en algunos planos y dibujos antiguos puede ser encontrado un circulo negro en launioacuten entre la liacutenea de referencia y la flecha
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3267
Curso Baacutesico De Soldadura Castillo-Guardado
32
Un circulo vaciacuteo entre la liacutenea de referencia y la flecha es una indicacioacuten de que la soldadura debe serejecutada alrededor o en toda la circunferencia de la unioacuten como en este ejemplo
La cola del siacutembolo de soldadura es el sitio donde se coloca la informacioacuten suplementariaconcerniente a la soldadura a ejecutar y puede contener referencias del proceso requerido electrodo undetalle de dibujo y cualquier informacioacuten que ayude a la ejecucioacuten de la soldadura que no tenga un lugarespecial en el siacutembolo plano o la isometriacutea
Cada tipo de soldadura tiene su siacutembolo baacutesico el cual tiacutepicamente se situacutea al rededor del centro dela liacutenea de referencia (dependiendo de cual sea el lado de la junta) y este siacutembolo es usualmente un dibujoque representa la seccioacuten transversal de la junta misma y estas estaacuten divididas en tres grupos
Simbolos para las Soldaduras de Filete
La soldadura fundida es depositada en la esquina formada por la caracteriacutestica de la unioacuten de dosmiembros penetrando y fundieacutendose con el metal base para formar la junta
La cara perpendicular del triangulo siempre es dibujada en la parte izquierda del siacutembolo si las doscaras de la soldadura son de la misma dimensioacuten entonces solo una medida es dada
Las soldaduras de filete son usadas para hacer juntas de enfrentamiento perpendicular comoesquinas y las juntas T y como su propio siacutembolo lo sugiere estas soldaduras son baacutesicamentetriangulares vistas desde su seccioacuten aunque su forma no es siempre un triangulo perfecto o isoacutesceles
Si la soldadura tuviera caras desiguales (menos comuacuten) entonces ambas dimensiones son dadas yuna nota especial que indica en el dibujo cual cara es mas larga
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3367
Castillo-Guardado
Curso Baacutesico De Soldadura
33
El largo de la soldadura es dado a la derecha del simbolo
La soldadura se debe situar entre las liacuteneas dimensioacutenales especificadas (si son dadas) o entre lospuntos donde un cambio de direccioacuten abrupto de la soldadura ocurra como al final de las planchas olaminas
En el caso de soldaduras intermitentes o interrumpidas el largo de cada porcioacuten de la soldadura y losespacios que las separan son indicado en el siacutembolo siendo separados con un guioacuten ( - ) y el largo de laporcioacuten de soldadura va seguido de la dimensioacuten centro-centro del espacio estos siempre se colocan a la
derecha del siacutembolo del filete (triangulo)
Note que la dimensioacuten del espacio no indica el espacio limpio entre las soldaduras la indicacioacuten escentro-centro
Siacutembolos para las Soldaduras de Canal
Las soldaduras de Canal son usadas comuacutenmente para hacer juntas de bordes con bordes aunquetambieacuten son usadas frecuentemente en esquinas juntas T juntas curvas y piezas planas Como losugiere la variedad de siacutembolos para estas soldaduras hay muchas maneras de hacer soldaduras deCanal y la diferencia principal dependeraacute de la geometriacutea de las partes que seraacuten unidas y la preparacioacutende sus bordes El metal soldado es depositado entre el canal penetrando y fundieacutendose con el metal base para formar la junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipo de
soldaduras la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3467
Curso Baacutesico De Soldadura Castillo-Guardado
34
La soldadura de canal cuadrado en la cual el canal es creado por una separacioacuten especifica o ningunaseparacioacuten incluyendo hasta cierta presioacuten de oposicioacuten la distancia de la separacioacuten (si existe) es dadaen el siacutembolo
Las soldaduras de canal V en la que los bordes son biselados a veces por un lado o por los doslados para crea el canal el aacutengulo del bisel es dado en el siacutembolo asiacute como la luz de separacioacuten oseparacioacuten de la raiacutez (si existiera)
Si la profundidad de la V no fuera igual al espesor o a la mitad (en el caso de doble V) del espesorde la lamina o plancha a soldar entonces la profundidad es dada a la izquierda del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3567
Castillo-Guardado
Curso Baacutesico De Soldadura
35
Si la penetracioacuten de la soldadura fuera mayor que la profundidad del canal la profundidad de la gargantaefectiva es dada entre pareacutentesis despueacutes de la profundidad de la V
En el bisel del canal de soldadura en el cual el borde de una de las laminas es biselado y la otra escuadrada el siacutembolo de la liacutenea perpendicular siempre es dibujada en el lado izquierdo sea cual sea laorientacioacuten de la soldadura la flecha apunta la cara de la pieza que debe ser biselada y en este caso laflecha es cortada y doblada en aacutengulo para hacer eacutenfasis en su importancia (este corte de aacutengulo no esnecesario si el proyectista no tiene preferencias en cual lado debe ser biselado o si el dibujo es interpretadopor un soldador calificado que reconoce la diferencia de cual lado debe ser tratado) las
condiciones de aacutengulo preparacioacuten del borde garganta efectiva y la luz de separacioacuten de la
separacioacuten de raiacutez son descritas en las soldaduras de canal V en esta misma pagina
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3667
Curso Baacutesico De Soldadura Castillo-Guardado
36
En la soldadura de canal U en la cual ambos bordes son tratados para crear un canal coacutencavo laprofundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de la separacioacuten sondescritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de canal J en la cual en uno de las laminas tiene un biselado coacutencavo y la otra esdejada cuadrada como con el bisel de la media V la liacutenea perpendicular siempre apareceraacute dibujada a laizquierda y la flecha (con un doblez si fuera necesario) apuntando la pieza que recibiraacute el tratamiento debisel coacutencavo la profundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de
separacioacuten son descritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de V curva comuacutenmente usada para unir dos partes curvas o dos partes tubularesla profundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3767
Castillo-Guardado
Curso Baacutesico De Soldadura
37
En la soldadura de canal con bisel curvo comuacutenmente usada para unir una pieza curva o tubular auna pieza plana como con la V curva (anterior) formada por dos superficies curvas o tubulares laprofundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis La liacutenea perpendicular es dibujada siempre al lado izquierdo del siacutembolosea cual sea la orientacioacuten de la soldadura
Otros siacutembolos suplementarios son usados con la soldadura de canal como Penetracioacuten saliente y Barra o elemento de respaldo ambos siacutembolos son indicacioacuten de que la penetracioacuten de la junta se efectuacuteadesde un solo lado de la junta
El alto del refuerzo (si fuera critico) es indicado a la izquierda del siacutembolo de penetraron saliente elcual esta situado
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3867
Curso Baacutesico De Soldadura Castillo-Guardado
38
Cuando una barra o elemento de respaldo es usado para lograr la penetracioacuten necesaria de la junta su siacutembolo es situado encima de la liacutenea de referencia sobre el siacutembolo de la soldadura si la barra esprovisional y seraacute removida al final de la soldadura entonces la letra R es situada dentro del siacutembolo de labarra de respaldo esta barra tiene el mismo siacutembolo que la soldadura de conexion y ovalos pero sucontexto debe hacer siempre la clara intencioacuten del siacutembolo
Simbolos para la Soldadura de conexion y ovalos
Soldadura de conexioacuten y de oacutevalos es usada para unir laminas sobrepuestas una de las cuales tienenperforaciones (redondos para conexiones y ovalados o alargados para Oacutevalos) Metal soldado esdepositado en estas perforaciones penetrando y fundieacutendose con el metal base de las dos partes formandola junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipode soldadura la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3967
Castillo-Guardado
Curso Baacutesico De Soldadura
39
En la soldadura de conexioacuten el diaacutemetro de cada conector es dado a la izquierda del siacutembolo y el espacioentre los conectores es dado a la derecha en la soldadura de oacutevalos el ancho de cada ovalo es dado a laizquierda del siacutembolo el largo y la distancia entre espacios (separados por un guioacuten-) son dados a laderecha del siacutembolo y la referencia del detalle en la cola
El numero de conectores u oacutevalos es dado entre pareacutentesis por encima o por debajo del siacutembolo de lasoldadura la indicacioacuten del lado de la flecha y el otro lado indican cual pieza tiene la(s) perforacione(s)
Si no esta en las especificaciones el llenado total de esta perforacioacuten entonces la profundidad es dadadentro del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4067
Curso Baacutesico De Soldadura Castillo-Guardado
40
SISTEMA OXIGAS
Descripcioacuten del ProcesoEl proceso de soldadura oxigas mostrado en la figura consiste en una llama dirigida por un sopleteobtenida por medio de la combustioacuten de los gases oxiacutegeno-acetileno El intenso calor de la llama funde la
superficie del metal base para formar una poza fundidaCon este proceso se puede soldar con o sin material de aporte El metal de aporte es agregado para cubrirbiseles y orificios
A medida que la llama se mueve a lo largo de la unioacuten el metal base y el metal de aporte se solidifican paraproducir el cordoacuten
Al soldar cualquier metal se debe escoger el metal de aporte adecuado que normalmente posee elementosdesoxidantes para producir soldaduras de buena calidad
En algunos casos se requiere el uso de fundente para soldar ciertos tipos de metales
Ventajas y Aplicaciones del ProcesoEl proceso oxigas posee las siguientes ventajas el equipo es portaacutetil econoacutemico y puede ser utilizado entoda posicioacuten
El proceso oxigas es normalmente usado para soldar metales de hasta 14 de espesor Se puede utilizartambieacuten para soldar metales de mayor espesor pero ello no es recomendable
Su mayor aplicacioacuten en la industria se encuentra en el campo de mantencioacuten reparacioacuten soldadura decantildeeriacuteas de diaacutemetro pequentildeo y manufacturas livianas Tambieacuten puede ser usado como fuente de energiacuteacaloacuterica para calentar doblar forjar endurecer etc
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4167
Castillo-Guardado
Curso Baacutesico De Soldadura
41
Equipo para Soldadura y Corte OxigasEs el conjunto de elementos que agrupados permiten el paso de gases (Oxigeno-Acetileno) hasta unsoplete en cuyo interior se produce la mezcla La misma en contacto con una chispa produce unacombustioacuten base del sistema oxiacetileacutenico
Procedimiento Baacutesico de Soldadura
Ajuste de llamaEn soldadura oxiacetileacutenica se utiliza una llama neutra (3160degC) o sea se suministra suficiente oxiacutegenopara realizar la combustioacuten de todo el acetileno presenteAunque esta situacioacuten corresponde a una relacioacuten teoacuterica oxiacutegenoacetileno de 251 en la praacutectica parte dela combustioacuten se realiza con oxiacutegeno del aire de modo que
Se consume iguales cantidades de oxiacutegeno y acetileno (relacioacuten 11)Se produce un efecto de auto-proteccioacuten que minimiza la oxidacioacuten del metal base
La llama carburante con exceso de acetileno se reconoce por una zona intermedia reductora que apareceentre el dardo y el penacho se utiliza soacutelo en casos especiales
La llama oxidante con exceso de oxiacutegeno se reconoce por su dardo y penacho maacutes cortos y su sonido maacutesagudo
Seleccioacuten de la BoquillaEn la seleccioacuten de la boquilla influyen los siguientes factores1 Tipo de material a soldar
2 Espesor del material3 Tipo de unioacuten (Tope filete biselada etc)4 Posicioacuten en que se soldaraacute5 Habilidad del operador
Como norma de seguridad siempre debe utilizarse la
Boquilla a la presioacuten recomendada por el fabricante
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4267
Curso Baacutesico De Soldadura Castillo-Guardado
42
Varillas para Soldadura OxigasINDURA dispone de todos los tipos de varillas para este tipo de soldadura Bronce Niacutequel-Plata acerodulce hierro fundido y aluminio en los siguientes diaacutemetros
16 mm (116) - 24 mm (332) - 32 mm (18) - 40 mm (532) - 48 mm (316) y 64 mm (14)
El tamantildeo de varilla adecuada debe ser determinado por
bull el tipo de unioacuten de soldadura bull el espesor del material bull la cantidad de aporte requerido
VARILLAS DE APORTE PARA SOLDADURA OXIGAS
Procedimiento para soldar con varillas de soldadura oxigas (Bronce)
Deben limpiarse muy bien las piezas aplicaacutendoles la llama sobre la superficie hasta que alcance un colorrojo cereza Ambas piezas deben estar a la misma temperatura porque en caso contrario la varilla fluiraacutehacia la pieza maacutes caliente (fenoacutemeno de capilaridad) Caliente la varilla con la llama e introduacutezcala luegoen el depoacutesito de fundente
Note que el calor hace que el fundente se adhiera a la varilla (Si se utiliza una varilla ya revestida confundente este paso debe eliminarse) Una vez que la varilla estaacute impregnada con fundente y las piezas hanalcanzado la temperatura adecuada acerque la varilla hacia la unioacuten y coloque la llama encimaundieacutendola La varilla entonces se funde y fluye hacia el aacuterea calentada uniendo fuertemente las piezas
Debe utilizarse bastante fundente Si la cantidad de fundente es insuficiente la varilla no uniraacute los metales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4367
Castillo-Guardado
Curso Baacutesico De Soldadura
43
VARILLA DE APORTE DE BRONCE
DescripcioacutenLa soldadura de Bronce permite obtener depoacutesitos concaracteriacutesticas mecaacutenicas sobresalientes enresistencia y ductibilidad ademaacutes de ser muy homogeacutenea
AplicacionesSu principal campo de aplicacioacuten es soldadura de hierro fundido acero dulce cobre y sus aleaciones
La principal caracteriacutestica de estas soldaduras es la poca cantidad de gases que se genera en el craacuteter demetal fundido y su bajo punto de fusioacuten que permite una mejor y mayor fluidez del metal fundido
Como teacutecnica operatoria se recomienda precalentar el metal base hasta una temperatura cercana al puntode fusioacuten del metal de aporte luego fundir una gota de soldadura y aplicar calor adicional para obtener unafluidez adecuada en el depoacutesito
Recomendamos el uso del fundente INDURA 10 a fin de obtener depoacutesitos maacutes limpios y de mejorapariencia Las aleaciones de Bronce INDURA son envasadas en cajas de 10 kgs y fabricadas en lassiguientes medidas 24 mm (332)-32 mm (18)-40 mm (532)-48 mm (316)-64 mm (14)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4467
Curso Baacutesico De Soldadura Castillo-Guardado
44
SOLDADURA DE ESTANtildeO
Descripcioacuten
Estas soldaduras son aleaciones a base de estantildeo y se recomiendan para soldar uniones a prueba defiltracioacuten de agua o aire en que la resistencia mecaacutenica no es de importancia y que no estaraacuten expuestas aaltas temperaturas Son especialmente apropiadas para trabajos generales en fierro cobre zinc hojalatafierro galvanizado etc
Estas soldaduras pueden aplicarse por medio de cautiacuten soplete directo inmersioacuten vaciado o por hornoSe suministran en los siguientes tipos seguacuten forma y proporcioacuten de aleacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4567
Castillo-Guardado
Curso Baacutesico De Soldadura
45
El mayor porcentaje de estantildeo influye mejorando la resistencia mecaacutenica de la soldadura de tal forma quelos mejores resultados en este sentido se obtienen con el tipo ldquoArdquo y ldquoLArdquo El tipo ldquoArdquo se recomienda depreferencia para sellar envases de hojalata
Para obtener una buena soldadura es indispensable efectuar una buena limpieza de las piezas a soldarcon lija esmeril lima o escobilla de acero En caso de planchas oxidadas de fierro debe limpiarse con aacutecidomuriaacutetico durante 5 oacute 10 minutos Se recomienda ademaacutes el uso de Fundente INDURA 200 para evitar laoxidacioacuten de los metales a soldar facilitar la fluidez de la soldadura y obtener buenas uniones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
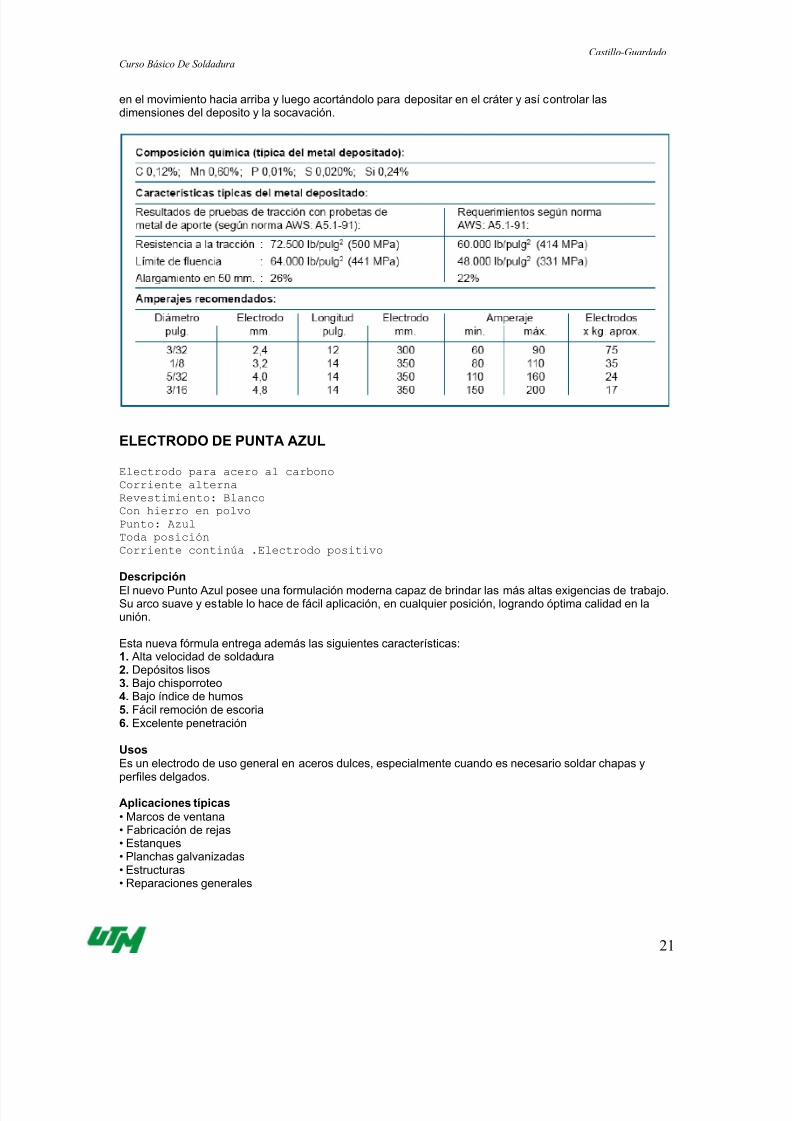
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2167
Castillo-Guardado
Curso Baacutesico De Soldadura
21
en el movimiento hacia arriba y luego acortaacutendolo para depositar en el craacuteter y asiacute controlar lasdimensiones del deposito y la socavacioacuten
ELECTRODO DE PUNTA AZUL
Electrodo para acero al carbono
Corriente alterna
Revestimiento Blanco
Con hierro en polvo
Punto Azul
Toda posicioacuten
Corriente continuacutea Electrodo positivo
Descripcioacuten
El nuevo Punto Azul posee una formulacioacuten moderna capaz de brindar las maacutes altas exigencias de trabajoSu arco suave y estable lo hace de faacutecil aplicacioacuten en cualquier posicioacuten logrando oacuteptima calidad en launioacuten
Esta nueva foacutermula entrega ademaacutes las siguientes caracteriacutesticas1 Alta velocidad de soldadura2 Depoacutesitos lisos3 Bajo chisporroteo4 Bajo iacutendice de humos5 Faacutecil remocioacuten de escoria6 Excelente penetracioacuten
UsosEs un electrodo de uso general en aceros dulces especialmente cuando es necesario soldar chapas yperfiles delgados
Aplicaciones tiacutepicasbull Marcos de ventana bull Fabricacioacuten de rejasbull Estanques bull Planchas galvanizadas bull Estructuras bull Reparaciones generales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2267
Curso Baacutesico De Soldadura Castillo-Guardado
22
Procedimiento para soldarDebe seguirse el mismo procedimiento utilizado para soldar un electrodo E-6010 oacute E-6011
ELECTRODOS PARA ACEROS INOXIDABLES
iquest Queacute es un acero inoxidableLos aceros inoxidables son simplemente aleaciones compuestas por hierro (Fe) Carbono (C) y Cromo (Cr)El hierro es el elemento fundamental de todos los aceros inoxidables Sin embargo para hacer que el hierrosea inoxidable el contenido de cromo en solucioacuten debe ser por lo menos de un 115 Se adicionan otroselementos de aleacioacuten (Ni Mo V Ti Nb) con el fin de mejorar ciertas propiedades como son ductibilidadresistencia al impacto resistencia al creep resistencia a la corrosioacuten calor etc
Tipos de Aceros InoxidablesDesde el punto de vista metaluacutergico los aceros inoxidables estaacuten agrupados dentro de tres tipos baacutesicosde acuerdo a su microestructura Martensiacuteticos Ferriacuteticos y Austeniacuteticos
MartensiacuteticosEstos aceros contienen entre 115 a 18 de cromo como su principal elemento de aleacioacuten Algunosejemplos de este grupo son los aceros martensiacuteticos AISI 410 416 420431 501 y 502En la soldadura de los aceros martensiacuteticos (aceros autotemplables) se pueden producir tensiones y porconsiguiente grietas si no se adoptan las precauciones convenientesSiempre que sea posible debe emplearse como metal de aporte aleaciones austeniacuteticas (Ej AISI 309-310)
para absorber las tensiones en las zonas cercanas al cordoacuten y asiacute evitar grietasEs conveniente precalentar entre 300-350degC las piezas que van a ser soldadas Despueacutes de la soldadura yuna vez enfriadas las piezas se recomienda un revenido de 600 a 700degC La resistencia oacuteptima a lacorrosioacuten de estos aceros se obtiene efectuando tratamientos teacutermicos de temple y revenido a lastemperaturas requeridas sin embargo esta resistencia a la corrosioacuten no es tan buena como en los acerosausteniacuteticos o ferriacuteticos Su campo de accioacuten estaacute en piezas que estaacuten sometidas a corrosioacuten y que requieren de cierta resistenciamecaacutenica Se utilizan generalmente en aletas para turbinas rodetes de turbinas hidraacuteulicas fundicionesresistentes a la corrosioacuten cuchilleriacutea piezas de vaacutelvulas etc
Ferriacuteticos
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2367
Castillo-Guardado
Curso Baacutesico De Soldadura
23
Los aceros inoxidables ferriacuteticos contienen entre 17 y 27 de cromo Ejemplos de eacutestos son los acerosAISI 405 430 442 446Estos aceros no son endurecibles por tratamiento teacutermico sino soacutelo moderadamente mediante trabajo enfriacuteo Son magneacuteticos al igual que los martensiacuteticos Pueden trabajarse en friacuteo o en caliente pero alcanzansu maacutexima ductilidad y resistencia a la corrosioacuten en la condicioacuten de recocido
En los aceros ferriacuteticos con un contenido de alto cromo puede aparecer fase sigma (dura y fraacutegil) cuando
se les mantiene durante mucho tiempo a temperaturas cercanas a 470degC Por otro lado los aceros ferriacuteticosson muy propensos al crecimiento del grano (850degC - 900degC) inconveniente para la soldadura Si las piezasa soldar son de dimensiones considerables se recomienda postcalentar las piezas entre 700degC a 850degCseguido de un enfriamiento raacutepidoComo los aceros ferriacuteticos se pueden deformar faacutecilmente en friacuteo se utilizan mucho para estampadosprofundos de piezas como recipientes para industrias quiacutemicas y alimenticias y para adornosarquitectoacutenicos o automotrices
AusteniacuteticosEstos son los aceros inoxidables al cromo-niacutequel (tipo 3XX) y al cromo-niacutequel-manganeso (tipo 2XX) Sonesencialmente no magneacuteticos en la condicioacuten de recocido y no endurecen por tratamiento teacutermico Elcontenido total de niacutequel y cromo es de por lo menos 23 Se pueden trabajar faacutecilmente en caliente o enfriacuteo El trabajo en friacuteo les desarrolla una amplia variedad de propiedades mecaacutenicas y en esta condicioacuten elacero puede llegar a ser ligeramente magneacutetico Son muy resistentes al impacto y difiacuteciles de maquinarEstos aceros tienen la mejor resistencia a altas temperaturas y resistencia a la formacioacuten de escamas de
los aceros inoxidables Su resistencia a la corrosioacuten suele ser mejor que las de los aceros martensiacuteticos oferriacuteticosEl mayor inconveniente que presenta la soldadura de los aceros austeniacuteticos es la precipitacioacuten de carburosque pueden producirse en las zonas cercanas al cordoacuten de soldadura quedando sensibilizados a lacorrosioacuten intergranular Para evitar esta precipitacioacuten se deben soldar las piezas sin precalentamiento y conel menor aporte de calor posible Otra posibilidad es emplear aceros austeniacuteticos con porcentaje decarbono menor a 003 o aceros austeniacuteticos estabilizados con titanio niobio o taacutentalo
Electrodo para hacero Inoxidable
Electrodo de acero inoxidable austen tico
Corriente continuacutea Electrodo positivo
Toda posicioacuten
Corriente alternaRevestimiento Blanco
DescripcioacutenEl electrodo 19-9 posee un revestimiento rutiacutelico lo que lo hace apto para soldar con CA o CC electrodopositivo Este electrodo se caracteriza por un arco estable de transferencia spray cuyo depoacutesito es deexcelente forma y apariencia La escoria se desprende faacutecilmente ademaacutes de tener muy buenareanudacioacuten de arco por lo que se aconseja usarlo en soldaduras intermitentes El depoacutesito es de aceroinoxidable austeniacutetico
UsosEl electrodo 19-9 estaacute formulado para soldar el grupo 18-8 de aceros inoxidables por ejemplo 301 302302B 303 304 305 y 308 que se caracterizan por su gran resistencia a la corrosioacuten
Este electrodo es ademaacutes muy usado para soldar acero manganeso y para rellenar estos u otros aceros
especiales resistentes al desgaste antes de aplicar las capas de recubrimiento duro
El metal depositado es austeniacutetico y no magneacuteticoAplicaciones tiacutepicasbull Intercambiadores de calor bull Industrias conserveras bull Equipos Quiacutemicos bull Industria Lechera
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2467
Curso Baacutesico De Soldadura Castillo-Guardado
24
ELECTRODOS BASE NIQUEL
Electrodo base Niacutequel con Cromo Molibdeno y Columbio
Alta resistencia a la traccioacuten y tenacidad a bajas y altas temperaturas (1100iexcl
C)
Excelente resistencia a la corrosioacuten en muchos medios agresivos
Posicioacuten plana y horizontal CA CC (+)
DescripcioacutenEl electrodo Nicromo 3 se caracteriza por producir un arco suave y estable de transferencia spray Eldepoacutesito formado es de exelente apariencia y de faacutecil desprendimiento de la escoriaEl depoacutesito del electrodo Nicromo 3 se caracteriza por su favorable resistencia a elevadas temperaturas
(1100degC) durante tiempos prolongados ademaacutes de su buena resistencia a la corrosioacuten bajo tensiones yfisuracioacuten en caliente
UsosEste electrodo es apto para unir aleaciones tipo Inconel 625 e Incoloy 825 Recomendado para unioacuten dealeaciones altas en cromo-niacutequel entre si o con aceros inoxidables Se recomienda ademaacutes para revestiraceros al carbono y de baja aleacioacuten Debido a su alto liacutemite elaacutestico se puede utilizar para unir aceros alniacutequel (5 y 9 de Ni)
Aplicaciones tiacutepicasbull Estanques para transpor tes criogeacutenicosbull Estanques de almacenamiento de aceros al Ni (5-9 Ni)bull Asiento de vaacutelvulas bull Reparacioacuten de maquinaria
bull Estanques para productos corrosivos bull Aleaciones 904 y 904L Inconel 625 e Incoloy 825
Procedimiento de soldaduraEs indispensable limpiar cuidadosamente las partes a soldar para lograr uniones libres de poros y grietasUsar arco corto con una ligera inclinacioacuten Para lograr un bajo aporte de calor es recomendable depositarcordones rectos y angostos con poca o ninguna oscilacioacuten El precalentamiento depende del metal basecualquier post-calentamiento puede efectuarse sin peligro de perjudicar las caracteriacutesticas del depoacutesito
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2567
Castillo-Guardado
Curso Baacutesico De Soldadura
25
ELECTRODOS PARA COBRE ndashBRONCE
Procedimiento para soldar con Electrodos Cobre ndashBronce
La teacutecnica de operacioacuten de estos electrodos es totalmente distinta a la empleada en la soldadura del aceroal carbono debido principalmente a la gran diferencia de conductividad teacutermica coeficiente de expansioacutenmenor punto de fusioacuten y mayor fluidez a la temperatura de la zona de fusioacuten Al soldar cobre y susaleaciones deberaacute considerarse los siguientes factores1 Dejar una separacioacuten mayor en la raiacutez de las uniones2 Emplear aacutengulos de bisel mayores que los usuales3 El punteo de las uniones debe tener un paso menor4 Usar temperaturas de precalentamiento5 Emplear los rangos de corriente maacutes altos para cada diaacutemetro de electrodo
Es frecuente el empleo de respaldos de cobre o de grafito con el objeto de prevenir la sobre fusioacuten en laraiacutez de las uniones especialmente al soldar espesores delgados Como regla general al soldar cobre y susaleaciones se recomienda el empleo de temperaturas de precalentamiento del orden de 200degC ytemperaturas entre pasadas de 200degC a 370degC para latones y de 400degC a 550degC para cobreEl martillado de los depoacutesitos de soldadura no es absolutamente indispensable pero se emplea parareducir las tensiones y distorsiones en las uniones soldadas a la vez de mejorar las propiedadesmecaacutenicas debido al afinamiento de los granos del depoacutesito
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacuten
con CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2667
Curso Baacutesico De Soldadura Castillo-Guardado
26
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas debronce fosfoacutericoAplicaciones tiacutepicas
bull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tablaPara el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas Enlas soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Para
soldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
Electrodo Para Cobre
Electrodo de bronce fosforico
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Negro
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacutencon CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas de
bronce fosfoacutericoAplicaciones tiacutepicasbull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tabla
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2767
Castillo-Guardado
Curso Baacutesico De Soldadura
27
Para el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas En
las soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Parasoldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
ELECTRODOS PARA BISELAR Y CORTAR
Estos electrodos tienen gran importancia en las industrias que requieren efectuar trabajos de corte ybiselado ya que han sido especialmente disentildeados y fabricados para cumplir eficientemente estos trabajos
Procedimiento para Biselar y CortarPara biselar use un portaelectrodo convencional dirigiendo el electrodo en un aacutengulo aproximado de 30degcon respecto al plano del metal base Use un movimiento de retroceso para evitar profundizar demasiadoUna mayor velocidad de avance daraacute un biselado menos profundo Esmerile la zona antes de soldarPara cortar dirija el electrodo en direccioacuten al recorrido en un aacutengulo de 90degcon respecto al plano del metalbase Use un movimiento vertical ascendente y descendente para producir el desprendimiento del materialfundido
Electrodo para cortar y perforar
Corriente alterna
Toda posiciOn
Corriente continua Electrodo negativo
Revestimiento Gris oscuro
DescripcioacutenEl electrodo Speed Cut estaacute disentildeado para cortar y perforar todos los metales con CA o CC electrodonegativo Es un electrodo de alta velocidad y su revestimiento especial de tipo refractario evita que seprecaliente el nuacutecleo y concentra la fuerza del arco para lograr cortes parejos y limpios
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2867
Curso Baacutesico De Soldadura Castillo-Guardado
28
UsosEste electrodo ha sido especialmente disentildeado para producir cortes de alta velocidad en todas lasposiciones Es recomendable su uso en todos los metales especialmente para aquellos que representandificultad para ser cortados o perforados al ser tratados con equipos oxigas como por ejemplo fierrofundido aceros inoxidables aleaciones de niacutequel bronce cobrealuminio etcAplicaciones tiacutepicas
bull Cortes de alta velocidad en todas posiciones bull Desarme de estructuras metaacutelicas bull Remocioacuten de defectos en soldadura bull Perforacioacuten de remaches
ELECTRODOS PARA SOLDAR HIERRO FUNDIDO
Procedimiento para soldar Hierro Fundido
Las reparaciones en fundicioacuten de hierro gris o hierro maleable son los trabajos maacutes comuacutenmenteencontrados en la praacutectica diaria y son considerados como los trabajos de soldadura maacutes difiacutecilesCuando se suelda hierro fundido con electrodos comunes de acero se forma una capa dura y fraacutegiladyacente a la soldadura
Esta capa consiste en hierro fundido endurecido superficialmente como resultado del raacutepido enfriamientodesde una alta temperatura Si el metal de aporte es acero eacuteste absorberaacute considerable cantidad decarboacuten del hierro fundido convirtieacutendose en un acero de alto carbono El resultado seraacute que el depoacutesito desoldadura se endureceraacute siendo imposible su mecanizadoAdemaacutes cuando se usan electrodos con nuacutecleo de acero la diferencia de contracciones entre elmetal fundido depositado y la fundicioacuten generalmente es causa de problemas serios La resistencia delmetal de aporte es mucho mayor que la del hierro fundido y al producirse la contraccioacuten del acero puededesprenderse de la fundicioacuten Debido a estas condiciones es que los electrodos especiales son necesariospara este tipo de soldadura
La soldadura del hierro fundido es relativamente faacutecil pero sus caracteriacutesticas quiacutemicas y metaluacutergicas sontales que deben ser consideradas cuidadosamente para asegurar los mejores resultados
Algunas de sus caracteriacutestica son1 Si se calienta a una temperatura alta y luego se enfriacutea raacutepidamente el resultado seraacute una fundicioacutenblanca muy dura y difiacutecilmente trabajable mecaacutenicamente2 Si se calienta a una temperatura alta y luego se enfriacutea lentamente el resultado seraacute un hierro fundidogris que es blando y faacutecilmente trabajable3 El hierro fundido es fraacutegil y no se puede doblar o estirar como el acero y consecuentemente si se produceun sobrecalentamiento durante la soldadura las contracciones durante el enfriamiento pueden causargrietas en la soldadura misma o en las zonas teacutermicamente afectadas entre eacutesta y el metal base
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2967
Castillo-Guardado
Curso Baacutesico De Soldadura
29
Las consideraciones anteriores son principalmente las que han establecido un procedimiento fundamentalpara la soldadura del hierro fundido independiente del tipo de electrodo utilizado maquinable o nomaquinable que puede establecerse en los siguientes puntos
1 Utilizar electrodos de poco diaacutemetro y corriente lo maacutes baja posible pero suficiente para producir unabuena fusioacuten2 Hacer soldaduras cortas de no maacutes de dos o tres pulgadas de longitud3 Es aconsejable el depoacutesito de cordones delgados en lugar de cordones anchos y oscilados
InstruccionesPara obtener los mejores resultados es esencial que la unioacuten haya sido adecuadamente preparada Debenremoverse o limpiarse todas las materias extrantildeas tales como oacutexido grasa y aceites Especialmente laspartes que se han impregnado de aceite agua u otros agentes pueden requerir un precalentamiento a unatemperatura suficientemente alta (300-370degC) para evaporar los contaminantes antes de la soldadura
Las uniones deben ser preparadas y biseladas por medios mecaacutenicos como esmeriles discos o limas ydebe evitarse hacer los biselados o preparaciones con arco eleacutectrico ya que este procedimiento tenderiacutea aproducir hierro fundido blanco duro y quebradizo en las zonas inmediatamente vecinas a las soldaduras
El biselado se recomienda auacuten para secciones delgadas mantenieacutendolo siempre al miacutenimo praacutectico paraevitar los esfuerzos residuales provenientes de la contraccioacuten
Como regla general el aacutengulo total de bisel debe ser de aproximadamente 90degpara secciones de635 mm de espesor o menos y de 60 a 90degpara secciones maacutes pesadas o de mayor espesor
Es aconsejable tambieacuten para disminuir los esfuerzos teacutermicos usar electrodos de diaacutemetro pequentildeo yutilizar siempre amperajes bajos Ademaacutes el precalentamiento es necesario para fundiciones pesadas y lasoldadura debe depositarse en cordones cortos lineales de dos a tres pulgadas de longitud Cuando seaposible debe procurarse depositar la soldadura en dos a tres capas ya que los pases subsiguientes tienenun efecto beneacutefico de normalizado sobre los primeros En las soldaduras de hierro fundido es muyimportante evitar el calor localizado causante en la mayoriacutea de los casos de grietas en el metal base y en lasoldadura Esto se logra haciendo soldaduras intermitentes permitiendo que el calor se distribuya dentrode la fundicioacuten antes de depositar el proacuteximo cordoacuten
Electrodo Para soldar Hierro Fundido
Electrodo para hierro fundido
Corriente alterna
Toda posicion
Revestimiento Canela
Corriente continua Electrodo positivo
DescripcioacutenEl electrodo 77 tiene nuacutecleo de acero dulce con un revestimiento que actuacutea como fundente controlando lascaracteriacutesticas del arco Tiene un punto de fusioacuten lo suficientemente bajo para permitir usar corrientesbajas caracteriacutestica importante en la soldadura de hierro fundido lo que reduce el endurecimiento en lazona de fusioacuten
UsosEste electrodo se recomienda para reparaciones en hierro fundido en que los depoacutesitos no requieranmaquinado posterior
Aplicaciones tiacutepicasbull Cabezales de motores bull Piezas de maacutequinas bull Cajas de descanso bull Blocks de motores
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3067
Curso Baacutesico De Soldadura Castillo-Guardado
30
Procedimiento para soldarSe recomienda usar preferentemente CC electrodo positivo Las piezas a soldar deben estar limpias Serecomienda biselar las piezas en forma de ldquoVrdquo y taladrar los extremos de las grietas a reparar Para tener mayor seguridad de la calidad del trabajo se debe evitar soldar en forma contiacutenua se recomiendaefectuar cordones de 5 a 8 cms intermitentemente Debe mantenerse el trabajo friacuteo No se recomiendamartillar el cordoacuten pueden producirse fisuras
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3167
Castillo-Guardado
Curso Baacutesico De Soldadura
31
Descifrando los siacutembolos de la soldadura
Cuando las soldaduras son especificadas en planos y dibujos isomeacutetricos de ingenieriacutea de fabricacioacuten unconjunto de siacutembolos es usado para identificar el tipo de soldadura las dimensiones y otras informacionesreferente al proceso y el acabado
ANSIAWS A24 Siacutembolos para soldadura y pruebas no destructivasReconociendo la estructura del simbolo
La liacutenea horizontal se conoce como liacutenea de referencia y es la plataforma principal donde todos losdemaacutes siacutembolos de soldadura son agregados las instrucciones para la ejecucioacuten de la soldadura vanalineadas a la liacutenea de referencia y una flecha conecta la liacutenea de referencia con la junta a ser soldada Enel ejemplo de arriba la flecha se despliega a la derecha de la liacutenea de referencia y apuntando hacia abajo ya la derecha pero existen muchas otras combinaciones
Algunas veces la flecha apunta los dos lados de la junta por consiguiente existiriacutean dos ladospotencialmente apropiados para ejecutar la soldadura por ejemplo en una junta T cuando dos laminasson unidas la soldadura puede ser hecha en cualquiera de los lados de la T
El siacutembolo hace la distincioacuten entre los dos lados de la junta usando la flecha y los espacios debajo yencima de la liacutenea de referencia los lados (curiosamente) son conocidos como El lado de la flecha y Elotro lado y la soldadura se ejecuta de acuerdo a las instrucciones dadas en la parte de arriba de la liacutenea dereferencia y la orientacioacuten de la flecha no interfiere con estas instrucciones
La bandera que sale de la liacutenea de referencia esta presente si la soldadura se efectuara en campo odurante el armado de la estructura un siacutembolo de soldadura sin la bandera indica que la soldadura seefectuaraacute en el taller pero en algunos planos y dibujos antiguos puede ser encontrado un circulo negro en launioacuten entre la liacutenea de referencia y la flecha
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3267
Curso Baacutesico De Soldadura Castillo-Guardado
32
Un circulo vaciacuteo entre la liacutenea de referencia y la flecha es una indicacioacuten de que la soldadura debe serejecutada alrededor o en toda la circunferencia de la unioacuten como en este ejemplo
La cola del siacutembolo de soldadura es el sitio donde se coloca la informacioacuten suplementariaconcerniente a la soldadura a ejecutar y puede contener referencias del proceso requerido electrodo undetalle de dibujo y cualquier informacioacuten que ayude a la ejecucioacuten de la soldadura que no tenga un lugarespecial en el siacutembolo plano o la isometriacutea
Cada tipo de soldadura tiene su siacutembolo baacutesico el cual tiacutepicamente se situacutea al rededor del centro dela liacutenea de referencia (dependiendo de cual sea el lado de la junta) y este siacutembolo es usualmente un dibujoque representa la seccioacuten transversal de la junta misma y estas estaacuten divididas en tres grupos
Simbolos para las Soldaduras de Filete
La soldadura fundida es depositada en la esquina formada por la caracteriacutestica de la unioacuten de dosmiembros penetrando y fundieacutendose con el metal base para formar la junta
La cara perpendicular del triangulo siempre es dibujada en la parte izquierda del siacutembolo si las doscaras de la soldadura son de la misma dimensioacuten entonces solo una medida es dada
Las soldaduras de filete son usadas para hacer juntas de enfrentamiento perpendicular comoesquinas y las juntas T y como su propio siacutembolo lo sugiere estas soldaduras son baacutesicamentetriangulares vistas desde su seccioacuten aunque su forma no es siempre un triangulo perfecto o isoacutesceles
Si la soldadura tuviera caras desiguales (menos comuacuten) entonces ambas dimensiones son dadas yuna nota especial que indica en el dibujo cual cara es mas larga
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3367
Castillo-Guardado
Curso Baacutesico De Soldadura
33
El largo de la soldadura es dado a la derecha del simbolo
La soldadura se debe situar entre las liacuteneas dimensioacutenales especificadas (si son dadas) o entre lospuntos donde un cambio de direccioacuten abrupto de la soldadura ocurra como al final de las planchas olaminas
En el caso de soldaduras intermitentes o interrumpidas el largo de cada porcioacuten de la soldadura y losespacios que las separan son indicado en el siacutembolo siendo separados con un guioacuten ( - ) y el largo de laporcioacuten de soldadura va seguido de la dimensioacuten centro-centro del espacio estos siempre se colocan a la
derecha del siacutembolo del filete (triangulo)
Note que la dimensioacuten del espacio no indica el espacio limpio entre las soldaduras la indicacioacuten escentro-centro
Siacutembolos para las Soldaduras de Canal
Las soldaduras de Canal son usadas comuacutenmente para hacer juntas de bordes con bordes aunquetambieacuten son usadas frecuentemente en esquinas juntas T juntas curvas y piezas planas Como losugiere la variedad de siacutembolos para estas soldaduras hay muchas maneras de hacer soldaduras deCanal y la diferencia principal dependeraacute de la geometriacutea de las partes que seraacuten unidas y la preparacioacutende sus bordes El metal soldado es depositado entre el canal penetrando y fundieacutendose con el metal base para formar la junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipo de
soldaduras la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3467
Curso Baacutesico De Soldadura Castillo-Guardado
34
La soldadura de canal cuadrado en la cual el canal es creado por una separacioacuten especifica o ningunaseparacioacuten incluyendo hasta cierta presioacuten de oposicioacuten la distancia de la separacioacuten (si existe) es dadaen el siacutembolo
Las soldaduras de canal V en la que los bordes son biselados a veces por un lado o por los doslados para crea el canal el aacutengulo del bisel es dado en el siacutembolo asiacute como la luz de separacioacuten oseparacioacuten de la raiacutez (si existiera)
Si la profundidad de la V no fuera igual al espesor o a la mitad (en el caso de doble V) del espesorde la lamina o plancha a soldar entonces la profundidad es dada a la izquierda del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3567
Castillo-Guardado
Curso Baacutesico De Soldadura
35
Si la penetracioacuten de la soldadura fuera mayor que la profundidad del canal la profundidad de la gargantaefectiva es dada entre pareacutentesis despueacutes de la profundidad de la V
En el bisel del canal de soldadura en el cual el borde de una de las laminas es biselado y la otra escuadrada el siacutembolo de la liacutenea perpendicular siempre es dibujada en el lado izquierdo sea cual sea laorientacioacuten de la soldadura la flecha apunta la cara de la pieza que debe ser biselada y en este caso laflecha es cortada y doblada en aacutengulo para hacer eacutenfasis en su importancia (este corte de aacutengulo no esnecesario si el proyectista no tiene preferencias en cual lado debe ser biselado o si el dibujo es interpretadopor un soldador calificado que reconoce la diferencia de cual lado debe ser tratado) las
condiciones de aacutengulo preparacioacuten del borde garganta efectiva y la luz de separacioacuten de la
separacioacuten de raiacutez son descritas en las soldaduras de canal V en esta misma pagina
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3667
Curso Baacutesico De Soldadura Castillo-Guardado
36
En la soldadura de canal U en la cual ambos bordes son tratados para crear un canal coacutencavo laprofundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de la separacioacuten sondescritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de canal J en la cual en uno de las laminas tiene un biselado coacutencavo y la otra esdejada cuadrada como con el bisel de la media V la liacutenea perpendicular siempre apareceraacute dibujada a laizquierda y la flecha (con un doblez si fuera necesario) apuntando la pieza que recibiraacute el tratamiento debisel coacutencavo la profundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de
separacioacuten son descritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de V curva comuacutenmente usada para unir dos partes curvas o dos partes tubularesla profundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3767
Castillo-Guardado
Curso Baacutesico De Soldadura
37
En la soldadura de canal con bisel curvo comuacutenmente usada para unir una pieza curva o tubular auna pieza plana como con la V curva (anterior) formada por dos superficies curvas o tubulares laprofundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis La liacutenea perpendicular es dibujada siempre al lado izquierdo del siacutembolosea cual sea la orientacioacuten de la soldadura
Otros siacutembolos suplementarios son usados con la soldadura de canal como Penetracioacuten saliente y Barra o elemento de respaldo ambos siacutembolos son indicacioacuten de que la penetracioacuten de la junta se efectuacuteadesde un solo lado de la junta
El alto del refuerzo (si fuera critico) es indicado a la izquierda del siacutembolo de penetraron saliente elcual esta situado
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3867
Curso Baacutesico De Soldadura Castillo-Guardado
38
Cuando una barra o elemento de respaldo es usado para lograr la penetracioacuten necesaria de la junta su siacutembolo es situado encima de la liacutenea de referencia sobre el siacutembolo de la soldadura si la barra esprovisional y seraacute removida al final de la soldadura entonces la letra R es situada dentro del siacutembolo de labarra de respaldo esta barra tiene el mismo siacutembolo que la soldadura de conexion y ovalos pero sucontexto debe hacer siempre la clara intencioacuten del siacutembolo
Simbolos para la Soldadura de conexion y ovalos
Soldadura de conexioacuten y de oacutevalos es usada para unir laminas sobrepuestas una de las cuales tienenperforaciones (redondos para conexiones y ovalados o alargados para Oacutevalos) Metal soldado esdepositado en estas perforaciones penetrando y fundieacutendose con el metal base de las dos partes formandola junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipode soldadura la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3967
Castillo-Guardado
Curso Baacutesico De Soldadura
39
En la soldadura de conexioacuten el diaacutemetro de cada conector es dado a la izquierda del siacutembolo y el espacioentre los conectores es dado a la derecha en la soldadura de oacutevalos el ancho de cada ovalo es dado a laizquierda del siacutembolo el largo y la distancia entre espacios (separados por un guioacuten-) son dados a laderecha del siacutembolo y la referencia del detalle en la cola
El numero de conectores u oacutevalos es dado entre pareacutentesis por encima o por debajo del siacutembolo de lasoldadura la indicacioacuten del lado de la flecha y el otro lado indican cual pieza tiene la(s) perforacione(s)
Si no esta en las especificaciones el llenado total de esta perforacioacuten entonces la profundidad es dadadentro del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4067
Curso Baacutesico De Soldadura Castillo-Guardado
40
SISTEMA OXIGAS
Descripcioacuten del ProcesoEl proceso de soldadura oxigas mostrado en la figura consiste en una llama dirigida por un sopleteobtenida por medio de la combustioacuten de los gases oxiacutegeno-acetileno El intenso calor de la llama funde la
superficie del metal base para formar una poza fundidaCon este proceso se puede soldar con o sin material de aporte El metal de aporte es agregado para cubrirbiseles y orificios
A medida que la llama se mueve a lo largo de la unioacuten el metal base y el metal de aporte se solidifican paraproducir el cordoacuten
Al soldar cualquier metal se debe escoger el metal de aporte adecuado que normalmente posee elementosdesoxidantes para producir soldaduras de buena calidad
En algunos casos se requiere el uso de fundente para soldar ciertos tipos de metales
Ventajas y Aplicaciones del ProcesoEl proceso oxigas posee las siguientes ventajas el equipo es portaacutetil econoacutemico y puede ser utilizado entoda posicioacuten
El proceso oxigas es normalmente usado para soldar metales de hasta 14 de espesor Se puede utilizartambieacuten para soldar metales de mayor espesor pero ello no es recomendable
Su mayor aplicacioacuten en la industria se encuentra en el campo de mantencioacuten reparacioacuten soldadura decantildeeriacuteas de diaacutemetro pequentildeo y manufacturas livianas Tambieacuten puede ser usado como fuente de energiacuteacaloacuterica para calentar doblar forjar endurecer etc
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4167
Castillo-Guardado
Curso Baacutesico De Soldadura
41
Equipo para Soldadura y Corte OxigasEs el conjunto de elementos que agrupados permiten el paso de gases (Oxigeno-Acetileno) hasta unsoplete en cuyo interior se produce la mezcla La misma en contacto con una chispa produce unacombustioacuten base del sistema oxiacetileacutenico
Procedimiento Baacutesico de Soldadura
Ajuste de llamaEn soldadura oxiacetileacutenica se utiliza una llama neutra (3160degC) o sea se suministra suficiente oxiacutegenopara realizar la combustioacuten de todo el acetileno presenteAunque esta situacioacuten corresponde a una relacioacuten teoacuterica oxiacutegenoacetileno de 251 en la praacutectica parte dela combustioacuten se realiza con oxiacutegeno del aire de modo que
Se consume iguales cantidades de oxiacutegeno y acetileno (relacioacuten 11)Se produce un efecto de auto-proteccioacuten que minimiza la oxidacioacuten del metal base
La llama carburante con exceso de acetileno se reconoce por una zona intermedia reductora que apareceentre el dardo y el penacho se utiliza soacutelo en casos especiales
La llama oxidante con exceso de oxiacutegeno se reconoce por su dardo y penacho maacutes cortos y su sonido maacutesagudo
Seleccioacuten de la BoquillaEn la seleccioacuten de la boquilla influyen los siguientes factores1 Tipo de material a soldar
2 Espesor del material3 Tipo de unioacuten (Tope filete biselada etc)4 Posicioacuten en que se soldaraacute5 Habilidad del operador
Como norma de seguridad siempre debe utilizarse la
Boquilla a la presioacuten recomendada por el fabricante
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4267
Curso Baacutesico De Soldadura Castillo-Guardado
42
Varillas para Soldadura OxigasINDURA dispone de todos los tipos de varillas para este tipo de soldadura Bronce Niacutequel-Plata acerodulce hierro fundido y aluminio en los siguientes diaacutemetros
16 mm (116) - 24 mm (332) - 32 mm (18) - 40 mm (532) - 48 mm (316) y 64 mm (14)
El tamantildeo de varilla adecuada debe ser determinado por
bull el tipo de unioacuten de soldadura bull el espesor del material bull la cantidad de aporte requerido
VARILLAS DE APORTE PARA SOLDADURA OXIGAS
Procedimiento para soldar con varillas de soldadura oxigas (Bronce)
Deben limpiarse muy bien las piezas aplicaacutendoles la llama sobre la superficie hasta que alcance un colorrojo cereza Ambas piezas deben estar a la misma temperatura porque en caso contrario la varilla fluiraacutehacia la pieza maacutes caliente (fenoacutemeno de capilaridad) Caliente la varilla con la llama e introduacutezcala luegoen el depoacutesito de fundente
Note que el calor hace que el fundente se adhiera a la varilla (Si se utiliza una varilla ya revestida confundente este paso debe eliminarse) Una vez que la varilla estaacute impregnada con fundente y las piezas hanalcanzado la temperatura adecuada acerque la varilla hacia la unioacuten y coloque la llama encimaundieacutendola La varilla entonces se funde y fluye hacia el aacuterea calentada uniendo fuertemente las piezas
Debe utilizarse bastante fundente Si la cantidad de fundente es insuficiente la varilla no uniraacute los metales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4367
Castillo-Guardado
Curso Baacutesico De Soldadura
43
VARILLA DE APORTE DE BRONCE
DescripcioacutenLa soldadura de Bronce permite obtener depoacutesitos concaracteriacutesticas mecaacutenicas sobresalientes enresistencia y ductibilidad ademaacutes de ser muy homogeacutenea
AplicacionesSu principal campo de aplicacioacuten es soldadura de hierro fundido acero dulce cobre y sus aleaciones
La principal caracteriacutestica de estas soldaduras es la poca cantidad de gases que se genera en el craacuteter demetal fundido y su bajo punto de fusioacuten que permite una mejor y mayor fluidez del metal fundido
Como teacutecnica operatoria se recomienda precalentar el metal base hasta una temperatura cercana al puntode fusioacuten del metal de aporte luego fundir una gota de soldadura y aplicar calor adicional para obtener unafluidez adecuada en el depoacutesito
Recomendamos el uso del fundente INDURA 10 a fin de obtener depoacutesitos maacutes limpios y de mejorapariencia Las aleaciones de Bronce INDURA son envasadas en cajas de 10 kgs y fabricadas en lassiguientes medidas 24 mm (332)-32 mm (18)-40 mm (532)-48 mm (316)-64 mm (14)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4467
Curso Baacutesico De Soldadura Castillo-Guardado
44
SOLDADURA DE ESTANtildeO
Descripcioacuten
Estas soldaduras son aleaciones a base de estantildeo y se recomiendan para soldar uniones a prueba defiltracioacuten de agua o aire en que la resistencia mecaacutenica no es de importancia y que no estaraacuten expuestas aaltas temperaturas Son especialmente apropiadas para trabajos generales en fierro cobre zinc hojalatafierro galvanizado etc
Estas soldaduras pueden aplicarse por medio de cautiacuten soplete directo inmersioacuten vaciado o por hornoSe suministran en los siguientes tipos seguacuten forma y proporcioacuten de aleacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4567
Castillo-Guardado
Curso Baacutesico De Soldadura
45
El mayor porcentaje de estantildeo influye mejorando la resistencia mecaacutenica de la soldadura de tal forma quelos mejores resultados en este sentido se obtienen con el tipo ldquoArdquo y ldquoLArdquo El tipo ldquoArdquo se recomienda depreferencia para sellar envases de hojalata
Para obtener una buena soldadura es indispensable efectuar una buena limpieza de las piezas a soldarcon lija esmeril lima o escobilla de acero En caso de planchas oxidadas de fierro debe limpiarse con aacutecidomuriaacutetico durante 5 oacute 10 minutos Se recomienda ademaacutes el uso de Fundente INDURA 200 para evitar laoxidacioacuten de los metales a soldar facilitar la fluidez de la soldadura y obtener buenas uniones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
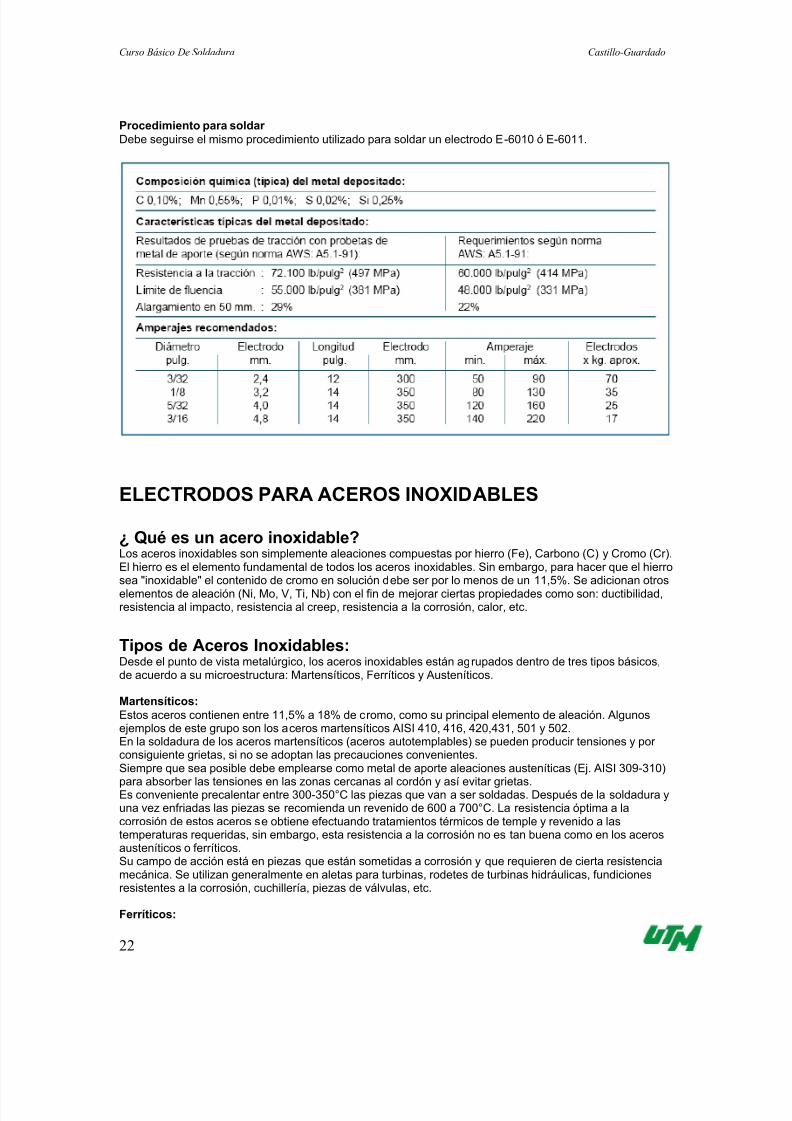
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2267
Curso Baacutesico De Soldadura Castillo-Guardado
22
Procedimiento para soldarDebe seguirse el mismo procedimiento utilizado para soldar un electrodo E-6010 oacute E-6011
ELECTRODOS PARA ACEROS INOXIDABLES
iquest Queacute es un acero inoxidableLos aceros inoxidables son simplemente aleaciones compuestas por hierro (Fe) Carbono (C) y Cromo (Cr)El hierro es el elemento fundamental de todos los aceros inoxidables Sin embargo para hacer que el hierrosea inoxidable el contenido de cromo en solucioacuten debe ser por lo menos de un 115 Se adicionan otroselementos de aleacioacuten (Ni Mo V Ti Nb) con el fin de mejorar ciertas propiedades como son ductibilidadresistencia al impacto resistencia al creep resistencia a la corrosioacuten calor etc
Tipos de Aceros InoxidablesDesde el punto de vista metaluacutergico los aceros inoxidables estaacuten agrupados dentro de tres tipos baacutesicosde acuerdo a su microestructura Martensiacuteticos Ferriacuteticos y Austeniacuteticos
MartensiacuteticosEstos aceros contienen entre 115 a 18 de cromo como su principal elemento de aleacioacuten Algunosejemplos de este grupo son los aceros martensiacuteticos AISI 410 416 420431 501 y 502En la soldadura de los aceros martensiacuteticos (aceros autotemplables) se pueden producir tensiones y porconsiguiente grietas si no se adoptan las precauciones convenientesSiempre que sea posible debe emplearse como metal de aporte aleaciones austeniacuteticas (Ej AISI 309-310)
para absorber las tensiones en las zonas cercanas al cordoacuten y asiacute evitar grietasEs conveniente precalentar entre 300-350degC las piezas que van a ser soldadas Despueacutes de la soldadura yuna vez enfriadas las piezas se recomienda un revenido de 600 a 700degC La resistencia oacuteptima a lacorrosioacuten de estos aceros se obtiene efectuando tratamientos teacutermicos de temple y revenido a lastemperaturas requeridas sin embargo esta resistencia a la corrosioacuten no es tan buena como en los acerosausteniacuteticos o ferriacuteticos Su campo de accioacuten estaacute en piezas que estaacuten sometidas a corrosioacuten y que requieren de cierta resistenciamecaacutenica Se utilizan generalmente en aletas para turbinas rodetes de turbinas hidraacuteulicas fundicionesresistentes a la corrosioacuten cuchilleriacutea piezas de vaacutelvulas etc
Ferriacuteticos
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2367
Castillo-Guardado
Curso Baacutesico De Soldadura
23
Los aceros inoxidables ferriacuteticos contienen entre 17 y 27 de cromo Ejemplos de eacutestos son los acerosAISI 405 430 442 446Estos aceros no son endurecibles por tratamiento teacutermico sino soacutelo moderadamente mediante trabajo enfriacuteo Son magneacuteticos al igual que los martensiacuteticos Pueden trabajarse en friacuteo o en caliente pero alcanzansu maacutexima ductilidad y resistencia a la corrosioacuten en la condicioacuten de recocido
En los aceros ferriacuteticos con un contenido de alto cromo puede aparecer fase sigma (dura y fraacutegil) cuando
se les mantiene durante mucho tiempo a temperaturas cercanas a 470degC Por otro lado los aceros ferriacuteticosson muy propensos al crecimiento del grano (850degC - 900degC) inconveniente para la soldadura Si las piezasa soldar son de dimensiones considerables se recomienda postcalentar las piezas entre 700degC a 850degCseguido de un enfriamiento raacutepidoComo los aceros ferriacuteticos se pueden deformar faacutecilmente en friacuteo se utilizan mucho para estampadosprofundos de piezas como recipientes para industrias quiacutemicas y alimenticias y para adornosarquitectoacutenicos o automotrices
AusteniacuteticosEstos son los aceros inoxidables al cromo-niacutequel (tipo 3XX) y al cromo-niacutequel-manganeso (tipo 2XX) Sonesencialmente no magneacuteticos en la condicioacuten de recocido y no endurecen por tratamiento teacutermico Elcontenido total de niacutequel y cromo es de por lo menos 23 Se pueden trabajar faacutecilmente en caliente o enfriacuteo El trabajo en friacuteo les desarrolla una amplia variedad de propiedades mecaacutenicas y en esta condicioacuten elacero puede llegar a ser ligeramente magneacutetico Son muy resistentes al impacto y difiacuteciles de maquinarEstos aceros tienen la mejor resistencia a altas temperaturas y resistencia a la formacioacuten de escamas de
los aceros inoxidables Su resistencia a la corrosioacuten suele ser mejor que las de los aceros martensiacuteticos oferriacuteticosEl mayor inconveniente que presenta la soldadura de los aceros austeniacuteticos es la precipitacioacuten de carburosque pueden producirse en las zonas cercanas al cordoacuten de soldadura quedando sensibilizados a lacorrosioacuten intergranular Para evitar esta precipitacioacuten se deben soldar las piezas sin precalentamiento y conel menor aporte de calor posible Otra posibilidad es emplear aceros austeniacuteticos con porcentaje decarbono menor a 003 o aceros austeniacuteticos estabilizados con titanio niobio o taacutentalo
Electrodo para hacero Inoxidable
Electrodo de acero inoxidable austen tico
Corriente continuacutea Electrodo positivo
Toda posicioacuten
Corriente alternaRevestimiento Blanco
DescripcioacutenEl electrodo 19-9 posee un revestimiento rutiacutelico lo que lo hace apto para soldar con CA o CC electrodopositivo Este electrodo se caracteriza por un arco estable de transferencia spray cuyo depoacutesito es deexcelente forma y apariencia La escoria se desprende faacutecilmente ademaacutes de tener muy buenareanudacioacuten de arco por lo que se aconseja usarlo en soldaduras intermitentes El depoacutesito es de aceroinoxidable austeniacutetico
UsosEl electrodo 19-9 estaacute formulado para soldar el grupo 18-8 de aceros inoxidables por ejemplo 301 302302B 303 304 305 y 308 que se caracterizan por su gran resistencia a la corrosioacuten
Este electrodo es ademaacutes muy usado para soldar acero manganeso y para rellenar estos u otros aceros
especiales resistentes al desgaste antes de aplicar las capas de recubrimiento duro
El metal depositado es austeniacutetico y no magneacuteticoAplicaciones tiacutepicasbull Intercambiadores de calor bull Industrias conserveras bull Equipos Quiacutemicos bull Industria Lechera
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2467
Curso Baacutesico De Soldadura Castillo-Guardado
24
ELECTRODOS BASE NIQUEL
Electrodo base Niacutequel con Cromo Molibdeno y Columbio
Alta resistencia a la traccioacuten y tenacidad a bajas y altas temperaturas (1100iexcl
C)
Excelente resistencia a la corrosioacuten en muchos medios agresivos
Posicioacuten plana y horizontal CA CC (+)
DescripcioacutenEl electrodo Nicromo 3 se caracteriza por producir un arco suave y estable de transferencia spray Eldepoacutesito formado es de exelente apariencia y de faacutecil desprendimiento de la escoriaEl depoacutesito del electrodo Nicromo 3 se caracteriza por su favorable resistencia a elevadas temperaturas
(1100degC) durante tiempos prolongados ademaacutes de su buena resistencia a la corrosioacuten bajo tensiones yfisuracioacuten en caliente
UsosEste electrodo es apto para unir aleaciones tipo Inconel 625 e Incoloy 825 Recomendado para unioacuten dealeaciones altas en cromo-niacutequel entre si o con aceros inoxidables Se recomienda ademaacutes para revestiraceros al carbono y de baja aleacioacuten Debido a su alto liacutemite elaacutestico se puede utilizar para unir aceros alniacutequel (5 y 9 de Ni)
Aplicaciones tiacutepicasbull Estanques para transpor tes criogeacutenicosbull Estanques de almacenamiento de aceros al Ni (5-9 Ni)bull Asiento de vaacutelvulas bull Reparacioacuten de maquinaria
bull Estanques para productos corrosivos bull Aleaciones 904 y 904L Inconel 625 e Incoloy 825
Procedimiento de soldaduraEs indispensable limpiar cuidadosamente las partes a soldar para lograr uniones libres de poros y grietasUsar arco corto con una ligera inclinacioacuten Para lograr un bajo aporte de calor es recomendable depositarcordones rectos y angostos con poca o ninguna oscilacioacuten El precalentamiento depende del metal basecualquier post-calentamiento puede efectuarse sin peligro de perjudicar las caracteriacutesticas del depoacutesito
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2567
Castillo-Guardado
Curso Baacutesico De Soldadura
25
ELECTRODOS PARA COBRE ndashBRONCE
Procedimiento para soldar con Electrodos Cobre ndashBronce
La teacutecnica de operacioacuten de estos electrodos es totalmente distinta a la empleada en la soldadura del aceroal carbono debido principalmente a la gran diferencia de conductividad teacutermica coeficiente de expansioacutenmenor punto de fusioacuten y mayor fluidez a la temperatura de la zona de fusioacuten Al soldar cobre y susaleaciones deberaacute considerarse los siguientes factores1 Dejar una separacioacuten mayor en la raiacutez de las uniones2 Emplear aacutengulos de bisel mayores que los usuales3 El punteo de las uniones debe tener un paso menor4 Usar temperaturas de precalentamiento5 Emplear los rangos de corriente maacutes altos para cada diaacutemetro de electrodo
Es frecuente el empleo de respaldos de cobre o de grafito con el objeto de prevenir la sobre fusioacuten en laraiacutez de las uniones especialmente al soldar espesores delgados Como regla general al soldar cobre y susaleaciones se recomienda el empleo de temperaturas de precalentamiento del orden de 200degC ytemperaturas entre pasadas de 200degC a 370degC para latones y de 400degC a 550degC para cobreEl martillado de los depoacutesitos de soldadura no es absolutamente indispensable pero se emplea parareducir las tensiones y distorsiones en las uniones soldadas a la vez de mejorar las propiedadesmecaacutenicas debido al afinamiento de los granos del depoacutesito
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacuten
con CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2667
Curso Baacutesico De Soldadura Castillo-Guardado
26
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas debronce fosfoacutericoAplicaciones tiacutepicas
bull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tablaPara el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas Enlas soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Para
soldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
Electrodo Para Cobre
Electrodo de bronce fosforico
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Negro
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacutencon CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas de
bronce fosfoacutericoAplicaciones tiacutepicasbull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tabla
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2767
Castillo-Guardado
Curso Baacutesico De Soldadura
27
Para el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas En
las soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Parasoldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
ELECTRODOS PARA BISELAR Y CORTAR
Estos electrodos tienen gran importancia en las industrias que requieren efectuar trabajos de corte ybiselado ya que han sido especialmente disentildeados y fabricados para cumplir eficientemente estos trabajos
Procedimiento para Biselar y CortarPara biselar use un portaelectrodo convencional dirigiendo el electrodo en un aacutengulo aproximado de 30degcon respecto al plano del metal base Use un movimiento de retroceso para evitar profundizar demasiadoUna mayor velocidad de avance daraacute un biselado menos profundo Esmerile la zona antes de soldarPara cortar dirija el electrodo en direccioacuten al recorrido en un aacutengulo de 90degcon respecto al plano del metalbase Use un movimiento vertical ascendente y descendente para producir el desprendimiento del materialfundido
Electrodo para cortar y perforar
Corriente alterna
Toda posiciOn
Corriente continua Electrodo negativo
Revestimiento Gris oscuro
DescripcioacutenEl electrodo Speed Cut estaacute disentildeado para cortar y perforar todos los metales con CA o CC electrodonegativo Es un electrodo de alta velocidad y su revestimiento especial de tipo refractario evita que seprecaliente el nuacutecleo y concentra la fuerza del arco para lograr cortes parejos y limpios
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2867
Curso Baacutesico De Soldadura Castillo-Guardado
28
UsosEste electrodo ha sido especialmente disentildeado para producir cortes de alta velocidad en todas lasposiciones Es recomendable su uso en todos los metales especialmente para aquellos que representandificultad para ser cortados o perforados al ser tratados con equipos oxigas como por ejemplo fierrofundido aceros inoxidables aleaciones de niacutequel bronce cobrealuminio etcAplicaciones tiacutepicas
bull Cortes de alta velocidad en todas posiciones bull Desarme de estructuras metaacutelicas bull Remocioacuten de defectos en soldadura bull Perforacioacuten de remaches
ELECTRODOS PARA SOLDAR HIERRO FUNDIDO
Procedimiento para soldar Hierro Fundido
Las reparaciones en fundicioacuten de hierro gris o hierro maleable son los trabajos maacutes comuacutenmenteencontrados en la praacutectica diaria y son considerados como los trabajos de soldadura maacutes difiacutecilesCuando se suelda hierro fundido con electrodos comunes de acero se forma una capa dura y fraacutegiladyacente a la soldadura
Esta capa consiste en hierro fundido endurecido superficialmente como resultado del raacutepido enfriamientodesde una alta temperatura Si el metal de aporte es acero eacuteste absorberaacute considerable cantidad decarboacuten del hierro fundido convirtieacutendose en un acero de alto carbono El resultado seraacute que el depoacutesito desoldadura se endureceraacute siendo imposible su mecanizadoAdemaacutes cuando se usan electrodos con nuacutecleo de acero la diferencia de contracciones entre elmetal fundido depositado y la fundicioacuten generalmente es causa de problemas serios La resistencia delmetal de aporte es mucho mayor que la del hierro fundido y al producirse la contraccioacuten del acero puededesprenderse de la fundicioacuten Debido a estas condiciones es que los electrodos especiales son necesariospara este tipo de soldadura
La soldadura del hierro fundido es relativamente faacutecil pero sus caracteriacutesticas quiacutemicas y metaluacutergicas sontales que deben ser consideradas cuidadosamente para asegurar los mejores resultados
Algunas de sus caracteriacutestica son1 Si se calienta a una temperatura alta y luego se enfriacutea raacutepidamente el resultado seraacute una fundicioacutenblanca muy dura y difiacutecilmente trabajable mecaacutenicamente2 Si se calienta a una temperatura alta y luego se enfriacutea lentamente el resultado seraacute un hierro fundidogris que es blando y faacutecilmente trabajable3 El hierro fundido es fraacutegil y no se puede doblar o estirar como el acero y consecuentemente si se produceun sobrecalentamiento durante la soldadura las contracciones durante el enfriamiento pueden causargrietas en la soldadura misma o en las zonas teacutermicamente afectadas entre eacutesta y el metal base
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2967
Castillo-Guardado
Curso Baacutesico De Soldadura
29
Las consideraciones anteriores son principalmente las que han establecido un procedimiento fundamentalpara la soldadura del hierro fundido independiente del tipo de electrodo utilizado maquinable o nomaquinable que puede establecerse en los siguientes puntos
1 Utilizar electrodos de poco diaacutemetro y corriente lo maacutes baja posible pero suficiente para producir unabuena fusioacuten2 Hacer soldaduras cortas de no maacutes de dos o tres pulgadas de longitud3 Es aconsejable el depoacutesito de cordones delgados en lugar de cordones anchos y oscilados
InstruccionesPara obtener los mejores resultados es esencial que la unioacuten haya sido adecuadamente preparada Debenremoverse o limpiarse todas las materias extrantildeas tales como oacutexido grasa y aceites Especialmente laspartes que se han impregnado de aceite agua u otros agentes pueden requerir un precalentamiento a unatemperatura suficientemente alta (300-370degC) para evaporar los contaminantes antes de la soldadura
Las uniones deben ser preparadas y biseladas por medios mecaacutenicos como esmeriles discos o limas ydebe evitarse hacer los biselados o preparaciones con arco eleacutectrico ya que este procedimiento tenderiacutea aproducir hierro fundido blanco duro y quebradizo en las zonas inmediatamente vecinas a las soldaduras
El biselado se recomienda auacuten para secciones delgadas mantenieacutendolo siempre al miacutenimo praacutectico paraevitar los esfuerzos residuales provenientes de la contraccioacuten
Como regla general el aacutengulo total de bisel debe ser de aproximadamente 90degpara secciones de635 mm de espesor o menos y de 60 a 90degpara secciones maacutes pesadas o de mayor espesor
Es aconsejable tambieacuten para disminuir los esfuerzos teacutermicos usar electrodos de diaacutemetro pequentildeo yutilizar siempre amperajes bajos Ademaacutes el precalentamiento es necesario para fundiciones pesadas y lasoldadura debe depositarse en cordones cortos lineales de dos a tres pulgadas de longitud Cuando seaposible debe procurarse depositar la soldadura en dos a tres capas ya que los pases subsiguientes tienenun efecto beneacutefico de normalizado sobre los primeros En las soldaduras de hierro fundido es muyimportante evitar el calor localizado causante en la mayoriacutea de los casos de grietas en el metal base y en lasoldadura Esto se logra haciendo soldaduras intermitentes permitiendo que el calor se distribuya dentrode la fundicioacuten antes de depositar el proacuteximo cordoacuten
Electrodo Para soldar Hierro Fundido
Electrodo para hierro fundido
Corriente alterna
Toda posicion
Revestimiento Canela
Corriente continua Electrodo positivo
DescripcioacutenEl electrodo 77 tiene nuacutecleo de acero dulce con un revestimiento que actuacutea como fundente controlando lascaracteriacutesticas del arco Tiene un punto de fusioacuten lo suficientemente bajo para permitir usar corrientesbajas caracteriacutestica importante en la soldadura de hierro fundido lo que reduce el endurecimiento en lazona de fusioacuten
UsosEste electrodo se recomienda para reparaciones en hierro fundido en que los depoacutesitos no requieranmaquinado posterior
Aplicaciones tiacutepicasbull Cabezales de motores bull Piezas de maacutequinas bull Cajas de descanso bull Blocks de motores
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3067
Curso Baacutesico De Soldadura Castillo-Guardado
30
Procedimiento para soldarSe recomienda usar preferentemente CC electrodo positivo Las piezas a soldar deben estar limpias Serecomienda biselar las piezas en forma de ldquoVrdquo y taladrar los extremos de las grietas a reparar Para tener mayor seguridad de la calidad del trabajo se debe evitar soldar en forma contiacutenua se recomiendaefectuar cordones de 5 a 8 cms intermitentemente Debe mantenerse el trabajo friacuteo No se recomiendamartillar el cordoacuten pueden producirse fisuras
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3167
Castillo-Guardado
Curso Baacutesico De Soldadura
31
Descifrando los siacutembolos de la soldadura
Cuando las soldaduras son especificadas en planos y dibujos isomeacutetricos de ingenieriacutea de fabricacioacuten unconjunto de siacutembolos es usado para identificar el tipo de soldadura las dimensiones y otras informacionesreferente al proceso y el acabado
ANSIAWS A24 Siacutembolos para soldadura y pruebas no destructivasReconociendo la estructura del simbolo
La liacutenea horizontal se conoce como liacutenea de referencia y es la plataforma principal donde todos losdemaacutes siacutembolos de soldadura son agregados las instrucciones para la ejecucioacuten de la soldadura vanalineadas a la liacutenea de referencia y una flecha conecta la liacutenea de referencia con la junta a ser soldada Enel ejemplo de arriba la flecha se despliega a la derecha de la liacutenea de referencia y apuntando hacia abajo ya la derecha pero existen muchas otras combinaciones
Algunas veces la flecha apunta los dos lados de la junta por consiguiente existiriacutean dos ladospotencialmente apropiados para ejecutar la soldadura por ejemplo en una junta T cuando dos laminasson unidas la soldadura puede ser hecha en cualquiera de los lados de la T
El siacutembolo hace la distincioacuten entre los dos lados de la junta usando la flecha y los espacios debajo yencima de la liacutenea de referencia los lados (curiosamente) son conocidos como El lado de la flecha y Elotro lado y la soldadura se ejecuta de acuerdo a las instrucciones dadas en la parte de arriba de la liacutenea dereferencia y la orientacioacuten de la flecha no interfiere con estas instrucciones
La bandera que sale de la liacutenea de referencia esta presente si la soldadura se efectuara en campo odurante el armado de la estructura un siacutembolo de soldadura sin la bandera indica que la soldadura seefectuaraacute en el taller pero en algunos planos y dibujos antiguos puede ser encontrado un circulo negro en launioacuten entre la liacutenea de referencia y la flecha
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3267
Curso Baacutesico De Soldadura Castillo-Guardado
32
Un circulo vaciacuteo entre la liacutenea de referencia y la flecha es una indicacioacuten de que la soldadura debe serejecutada alrededor o en toda la circunferencia de la unioacuten como en este ejemplo
La cola del siacutembolo de soldadura es el sitio donde se coloca la informacioacuten suplementariaconcerniente a la soldadura a ejecutar y puede contener referencias del proceso requerido electrodo undetalle de dibujo y cualquier informacioacuten que ayude a la ejecucioacuten de la soldadura que no tenga un lugarespecial en el siacutembolo plano o la isometriacutea
Cada tipo de soldadura tiene su siacutembolo baacutesico el cual tiacutepicamente se situacutea al rededor del centro dela liacutenea de referencia (dependiendo de cual sea el lado de la junta) y este siacutembolo es usualmente un dibujoque representa la seccioacuten transversal de la junta misma y estas estaacuten divididas en tres grupos
Simbolos para las Soldaduras de Filete
La soldadura fundida es depositada en la esquina formada por la caracteriacutestica de la unioacuten de dosmiembros penetrando y fundieacutendose con el metal base para formar la junta
La cara perpendicular del triangulo siempre es dibujada en la parte izquierda del siacutembolo si las doscaras de la soldadura son de la misma dimensioacuten entonces solo una medida es dada
Las soldaduras de filete son usadas para hacer juntas de enfrentamiento perpendicular comoesquinas y las juntas T y como su propio siacutembolo lo sugiere estas soldaduras son baacutesicamentetriangulares vistas desde su seccioacuten aunque su forma no es siempre un triangulo perfecto o isoacutesceles
Si la soldadura tuviera caras desiguales (menos comuacuten) entonces ambas dimensiones son dadas yuna nota especial que indica en el dibujo cual cara es mas larga
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3367
Castillo-Guardado
Curso Baacutesico De Soldadura
33
El largo de la soldadura es dado a la derecha del simbolo
La soldadura se debe situar entre las liacuteneas dimensioacutenales especificadas (si son dadas) o entre lospuntos donde un cambio de direccioacuten abrupto de la soldadura ocurra como al final de las planchas olaminas
En el caso de soldaduras intermitentes o interrumpidas el largo de cada porcioacuten de la soldadura y losespacios que las separan son indicado en el siacutembolo siendo separados con un guioacuten ( - ) y el largo de laporcioacuten de soldadura va seguido de la dimensioacuten centro-centro del espacio estos siempre se colocan a la
derecha del siacutembolo del filete (triangulo)
Note que la dimensioacuten del espacio no indica el espacio limpio entre las soldaduras la indicacioacuten escentro-centro
Siacutembolos para las Soldaduras de Canal
Las soldaduras de Canal son usadas comuacutenmente para hacer juntas de bordes con bordes aunquetambieacuten son usadas frecuentemente en esquinas juntas T juntas curvas y piezas planas Como losugiere la variedad de siacutembolos para estas soldaduras hay muchas maneras de hacer soldaduras deCanal y la diferencia principal dependeraacute de la geometriacutea de las partes que seraacuten unidas y la preparacioacutende sus bordes El metal soldado es depositado entre el canal penetrando y fundieacutendose con el metal base para formar la junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipo de
soldaduras la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3467
Curso Baacutesico De Soldadura Castillo-Guardado
34
La soldadura de canal cuadrado en la cual el canal es creado por una separacioacuten especifica o ningunaseparacioacuten incluyendo hasta cierta presioacuten de oposicioacuten la distancia de la separacioacuten (si existe) es dadaen el siacutembolo
Las soldaduras de canal V en la que los bordes son biselados a veces por un lado o por los doslados para crea el canal el aacutengulo del bisel es dado en el siacutembolo asiacute como la luz de separacioacuten oseparacioacuten de la raiacutez (si existiera)
Si la profundidad de la V no fuera igual al espesor o a la mitad (en el caso de doble V) del espesorde la lamina o plancha a soldar entonces la profundidad es dada a la izquierda del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3567
Castillo-Guardado
Curso Baacutesico De Soldadura
35
Si la penetracioacuten de la soldadura fuera mayor que la profundidad del canal la profundidad de la gargantaefectiva es dada entre pareacutentesis despueacutes de la profundidad de la V
En el bisel del canal de soldadura en el cual el borde de una de las laminas es biselado y la otra escuadrada el siacutembolo de la liacutenea perpendicular siempre es dibujada en el lado izquierdo sea cual sea laorientacioacuten de la soldadura la flecha apunta la cara de la pieza que debe ser biselada y en este caso laflecha es cortada y doblada en aacutengulo para hacer eacutenfasis en su importancia (este corte de aacutengulo no esnecesario si el proyectista no tiene preferencias en cual lado debe ser biselado o si el dibujo es interpretadopor un soldador calificado que reconoce la diferencia de cual lado debe ser tratado) las
condiciones de aacutengulo preparacioacuten del borde garganta efectiva y la luz de separacioacuten de la
separacioacuten de raiacutez son descritas en las soldaduras de canal V en esta misma pagina
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3667
Curso Baacutesico De Soldadura Castillo-Guardado
36
En la soldadura de canal U en la cual ambos bordes son tratados para crear un canal coacutencavo laprofundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de la separacioacuten sondescritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de canal J en la cual en uno de las laminas tiene un biselado coacutencavo y la otra esdejada cuadrada como con el bisel de la media V la liacutenea perpendicular siempre apareceraacute dibujada a laizquierda y la flecha (con un doblez si fuera necesario) apuntando la pieza que recibiraacute el tratamiento debisel coacutencavo la profundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de
separacioacuten son descritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de V curva comuacutenmente usada para unir dos partes curvas o dos partes tubularesla profundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3767
Castillo-Guardado
Curso Baacutesico De Soldadura
37
En la soldadura de canal con bisel curvo comuacutenmente usada para unir una pieza curva o tubular auna pieza plana como con la V curva (anterior) formada por dos superficies curvas o tubulares laprofundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis La liacutenea perpendicular es dibujada siempre al lado izquierdo del siacutembolosea cual sea la orientacioacuten de la soldadura
Otros siacutembolos suplementarios son usados con la soldadura de canal como Penetracioacuten saliente y Barra o elemento de respaldo ambos siacutembolos son indicacioacuten de que la penetracioacuten de la junta se efectuacuteadesde un solo lado de la junta
El alto del refuerzo (si fuera critico) es indicado a la izquierda del siacutembolo de penetraron saliente elcual esta situado
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3867
Curso Baacutesico De Soldadura Castillo-Guardado
38
Cuando una barra o elemento de respaldo es usado para lograr la penetracioacuten necesaria de la junta su siacutembolo es situado encima de la liacutenea de referencia sobre el siacutembolo de la soldadura si la barra esprovisional y seraacute removida al final de la soldadura entonces la letra R es situada dentro del siacutembolo de labarra de respaldo esta barra tiene el mismo siacutembolo que la soldadura de conexion y ovalos pero sucontexto debe hacer siempre la clara intencioacuten del siacutembolo
Simbolos para la Soldadura de conexion y ovalos
Soldadura de conexioacuten y de oacutevalos es usada para unir laminas sobrepuestas una de las cuales tienenperforaciones (redondos para conexiones y ovalados o alargados para Oacutevalos) Metal soldado esdepositado en estas perforaciones penetrando y fundieacutendose con el metal base de las dos partes formandola junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipode soldadura la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3967
Castillo-Guardado
Curso Baacutesico De Soldadura
39
En la soldadura de conexioacuten el diaacutemetro de cada conector es dado a la izquierda del siacutembolo y el espacioentre los conectores es dado a la derecha en la soldadura de oacutevalos el ancho de cada ovalo es dado a laizquierda del siacutembolo el largo y la distancia entre espacios (separados por un guioacuten-) son dados a laderecha del siacutembolo y la referencia del detalle en la cola
El numero de conectores u oacutevalos es dado entre pareacutentesis por encima o por debajo del siacutembolo de lasoldadura la indicacioacuten del lado de la flecha y el otro lado indican cual pieza tiene la(s) perforacione(s)
Si no esta en las especificaciones el llenado total de esta perforacioacuten entonces la profundidad es dadadentro del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4067
Curso Baacutesico De Soldadura Castillo-Guardado
40
SISTEMA OXIGAS
Descripcioacuten del ProcesoEl proceso de soldadura oxigas mostrado en la figura consiste en una llama dirigida por un sopleteobtenida por medio de la combustioacuten de los gases oxiacutegeno-acetileno El intenso calor de la llama funde la
superficie del metal base para formar una poza fundidaCon este proceso se puede soldar con o sin material de aporte El metal de aporte es agregado para cubrirbiseles y orificios
A medida que la llama se mueve a lo largo de la unioacuten el metal base y el metal de aporte se solidifican paraproducir el cordoacuten
Al soldar cualquier metal se debe escoger el metal de aporte adecuado que normalmente posee elementosdesoxidantes para producir soldaduras de buena calidad
En algunos casos se requiere el uso de fundente para soldar ciertos tipos de metales
Ventajas y Aplicaciones del ProcesoEl proceso oxigas posee las siguientes ventajas el equipo es portaacutetil econoacutemico y puede ser utilizado entoda posicioacuten
El proceso oxigas es normalmente usado para soldar metales de hasta 14 de espesor Se puede utilizartambieacuten para soldar metales de mayor espesor pero ello no es recomendable
Su mayor aplicacioacuten en la industria se encuentra en el campo de mantencioacuten reparacioacuten soldadura decantildeeriacuteas de diaacutemetro pequentildeo y manufacturas livianas Tambieacuten puede ser usado como fuente de energiacuteacaloacuterica para calentar doblar forjar endurecer etc
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4167
Castillo-Guardado
Curso Baacutesico De Soldadura
41
Equipo para Soldadura y Corte OxigasEs el conjunto de elementos que agrupados permiten el paso de gases (Oxigeno-Acetileno) hasta unsoplete en cuyo interior se produce la mezcla La misma en contacto con una chispa produce unacombustioacuten base del sistema oxiacetileacutenico
Procedimiento Baacutesico de Soldadura
Ajuste de llamaEn soldadura oxiacetileacutenica se utiliza una llama neutra (3160degC) o sea se suministra suficiente oxiacutegenopara realizar la combustioacuten de todo el acetileno presenteAunque esta situacioacuten corresponde a una relacioacuten teoacuterica oxiacutegenoacetileno de 251 en la praacutectica parte dela combustioacuten se realiza con oxiacutegeno del aire de modo que
Se consume iguales cantidades de oxiacutegeno y acetileno (relacioacuten 11)Se produce un efecto de auto-proteccioacuten que minimiza la oxidacioacuten del metal base
La llama carburante con exceso de acetileno se reconoce por una zona intermedia reductora que apareceentre el dardo y el penacho se utiliza soacutelo en casos especiales
La llama oxidante con exceso de oxiacutegeno se reconoce por su dardo y penacho maacutes cortos y su sonido maacutesagudo
Seleccioacuten de la BoquillaEn la seleccioacuten de la boquilla influyen los siguientes factores1 Tipo de material a soldar
2 Espesor del material3 Tipo de unioacuten (Tope filete biselada etc)4 Posicioacuten en que se soldaraacute5 Habilidad del operador
Como norma de seguridad siempre debe utilizarse la
Boquilla a la presioacuten recomendada por el fabricante
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4267
Curso Baacutesico De Soldadura Castillo-Guardado
42
Varillas para Soldadura OxigasINDURA dispone de todos los tipos de varillas para este tipo de soldadura Bronce Niacutequel-Plata acerodulce hierro fundido y aluminio en los siguientes diaacutemetros
16 mm (116) - 24 mm (332) - 32 mm (18) - 40 mm (532) - 48 mm (316) y 64 mm (14)
El tamantildeo de varilla adecuada debe ser determinado por
bull el tipo de unioacuten de soldadura bull el espesor del material bull la cantidad de aporte requerido
VARILLAS DE APORTE PARA SOLDADURA OXIGAS
Procedimiento para soldar con varillas de soldadura oxigas (Bronce)
Deben limpiarse muy bien las piezas aplicaacutendoles la llama sobre la superficie hasta que alcance un colorrojo cereza Ambas piezas deben estar a la misma temperatura porque en caso contrario la varilla fluiraacutehacia la pieza maacutes caliente (fenoacutemeno de capilaridad) Caliente la varilla con la llama e introduacutezcala luegoen el depoacutesito de fundente
Note que el calor hace que el fundente se adhiera a la varilla (Si se utiliza una varilla ya revestida confundente este paso debe eliminarse) Una vez que la varilla estaacute impregnada con fundente y las piezas hanalcanzado la temperatura adecuada acerque la varilla hacia la unioacuten y coloque la llama encimaundieacutendola La varilla entonces se funde y fluye hacia el aacuterea calentada uniendo fuertemente las piezas
Debe utilizarse bastante fundente Si la cantidad de fundente es insuficiente la varilla no uniraacute los metales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4367
Castillo-Guardado
Curso Baacutesico De Soldadura
43
VARILLA DE APORTE DE BRONCE
DescripcioacutenLa soldadura de Bronce permite obtener depoacutesitos concaracteriacutesticas mecaacutenicas sobresalientes enresistencia y ductibilidad ademaacutes de ser muy homogeacutenea
AplicacionesSu principal campo de aplicacioacuten es soldadura de hierro fundido acero dulce cobre y sus aleaciones
La principal caracteriacutestica de estas soldaduras es la poca cantidad de gases que se genera en el craacuteter demetal fundido y su bajo punto de fusioacuten que permite una mejor y mayor fluidez del metal fundido
Como teacutecnica operatoria se recomienda precalentar el metal base hasta una temperatura cercana al puntode fusioacuten del metal de aporte luego fundir una gota de soldadura y aplicar calor adicional para obtener unafluidez adecuada en el depoacutesito
Recomendamos el uso del fundente INDURA 10 a fin de obtener depoacutesitos maacutes limpios y de mejorapariencia Las aleaciones de Bronce INDURA son envasadas en cajas de 10 kgs y fabricadas en lassiguientes medidas 24 mm (332)-32 mm (18)-40 mm (532)-48 mm (316)-64 mm (14)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4467
Curso Baacutesico De Soldadura Castillo-Guardado
44
SOLDADURA DE ESTANtildeO
Descripcioacuten
Estas soldaduras son aleaciones a base de estantildeo y se recomiendan para soldar uniones a prueba defiltracioacuten de agua o aire en que la resistencia mecaacutenica no es de importancia y que no estaraacuten expuestas aaltas temperaturas Son especialmente apropiadas para trabajos generales en fierro cobre zinc hojalatafierro galvanizado etc
Estas soldaduras pueden aplicarse por medio de cautiacuten soplete directo inmersioacuten vaciado o por hornoSe suministran en los siguientes tipos seguacuten forma y proporcioacuten de aleacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4567
Castillo-Guardado
Curso Baacutesico De Soldadura
45
El mayor porcentaje de estantildeo influye mejorando la resistencia mecaacutenica de la soldadura de tal forma quelos mejores resultados en este sentido se obtienen con el tipo ldquoArdquo y ldquoLArdquo El tipo ldquoArdquo se recomienda depreferencia para sellar envases de hojalata
Para obtener una buena soldadura es indispensable efectuar una buena limpieza de las piezas a soldarcon lija esmeril lima o escobilla de acero En caso de planchas oxidadas de fierro debe limpiarse con aacutecidomuriaacutetico durante 5 oacute 10 minutos Se recomienda ademaacutes el uso de Fundente INDURA 200 para evitar laoxidacioacuten de los metales a soldar facilitar la fluidez de la soldadura y obtener buenas uniones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2367
Castillo-Guardado
Curso Baacutesico De Soldadura
23
Los aceros inoxidables ferriacuteticos contienen entre 17 y 27 de cromo Ejemplos de eacutestos son los acerosAISI 405 430 442 446Estos aceros no son endurecibles por tratamiento teacutermico sino soacutelo moderadamente mediante trabajo enfriacuteo Son magneacuteticos al igual que los martensiacuteticos Pueden trabajarse en friacuteo o en caliente pero alcanzansu maacutexima ductilidad y resistencia a la corrosioacuten en la condicioacuten de recocido
En los aceros ferriacuteticos con un contenido de alto cromo puede aparecer fase sigma (dura y fraacutegil) cuando
se les mantiene durante mucho tiempo a temperaturas cercanas a 470degC Por otro lado los aceros ferriacuteticosson muy propensos al crecimiento del grano (850degC - 900degC) inconveniente para la soldadura Si las piezasa soldar son de dimensiones considerables se recomienda postcalentar las piezas entre 700degC a 850degCseguido de un enfriamiento raacutepidoComo los aceros ferriacuteticos se pueden deformar faacutecilmente en friacuteo se utilizan mucho para estampadosprofundos de piezas como recipientes para industrias quiacutemicas y alimenticias y para adornosarquitectoacutenicos o automotrices
AusteniacuteticosEstos son los aceros inoxidables al cromo-niacutequel (tipo 3XX) y al cromo-niacutequel-manganeso (tipo 2XX) Sonesencialmente no magneacuteticos en la condicioacuten de recocido y no endurecen por tratamiento teacutermico Elcontenido total de niacutequel y cromo es de por lo menos 23 Se pueden trabajar faacutecilmente en caliente o enfriacuteo El trabajo en friacuteo les desarrolla una amplia variedad de propiedades mecaacutenicas y en esta condicioacuten elacero puede llegar a ser ligeramente magneacutetico Son muy resistentes al impacto y difiacuteciles de maquinarEstos aceros tienen la mejor resistencia a altas temperaturas y resistencia a la formacioacuten de escamas de
los aceros inoxidables Su resistencia a la corrosioacuten suele ser mejor que las de los aceros martensiacuteticos oferriacuteticosEl mayor inconveniente que presenta la soldadura de los aceros austeniacuteticos es la precipitacioacuten de carburosque pueden producirse en las zonas cercanas al cordoacuten de soldadura quedando sensibilizados a lacorrosioacuten intergranular Para evitar esta precipitacioacuten se deben soldar las piezas sin precalentamiento y conel menor aporte de calor posible Otra posibilidad es emplear aceros austeniacuteticos con porcentaje decarbono menor a 003 o aceros austeniacuteticos estabilizados con titanio niobio o taacutentalo
Electrodo para hacero Inoxidable
Electrodo de acero inoxidable austen tico
Corriente continuacutea Electrodo positivo
Toda posicioacuten
Corriente alternaRevestimiento Blanco
DescripcioacutenEl electrodo 19-9 posee un revestimiento rutiacutelico lo que lo hace apto para soldar con CA o CC electrodopositivo Este electrodo se caracteriza por un arco estable de transferencia spray cuyo depoacutesito es deexcelente forma y apariencia La escoria se desprende faacutecilmente ademaacutes de tener muy buenareanudacioacuten de arco por lo que se aconseja usarlo en soldaduras intermitentes El depoacutesito es de aceroinoxidable austeniacutetico
UsosEl electrodo 19-9 estaacute formulado para soldar el grupo 18-8 de aceros inoxidables por ejemplo 301 302302B 303 304 305 y 308 que se caracterizan por su gran resistencia a la corrosioacuten
Este electrodo es ademaacutes muy usado para soldar acero manganeso y para rellenar estos u otros aceros
especiales resistentes al desgaste antes de aplicar las capas de recubrimiento duro
El metal depositado es austeniacutetico y no magneacuteticoAplicaciones tiacutepicasbull Intercambiadores de calor bull Industrias conserveras bull Equipos Quiacutemicos bull Industria Lechera
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2467
Curso Baacutesico De Soldadura Castillo-Guardado
24
ELECTRODOS BASE NIQUEL
Electrodo base Niacutequel con Cromo Molibdeno y Columbio
Alta resistencia a la traccioacuten y tenacidad a bajas y altas temperaturas (1100iexcl
C)
Excelente resistencia a la corrosioacuten en muchos medios agresivos
Posicioacuten plana y horizontal CA CC (+)
DescripcioacutenEl electrodo Nicromo 3 se caracteriza por producir un arco suave y estable de transferencia spray Eldepoacutesito formado es de exelente apariencia y de faacutecil desprendimiento de la escoriaEl depoacutesito del electrodo Nicromo 3 se caracteriza por su favorable resistencia a elevadas temperaturas
(1100degC) durante tiempos prolongados ademaacutes de su buena resistencia a la corrosioacuten bajo tensiones yfisuracioacuten en caliente
UsosEste electrodo es apto para unir aleaciones tipo Inconel 625 e Incoloy 825 Recomendado para unioacuten dealeaciones altas en cromo-niacutequel entre si o con aceros inoxidables Se recomienda ademaacutes para revestiraceros al carbono y de baja aleacioacuten Debido a su alto liacutemite elaacutestico se puede utilizar para unir aceros alniacutequel (5 y 9 de Ni)
Aplicaciones tiacutepicasbull Estanques para transpor tes criogeacutenicosbull Estanques de almacenamiento de aceros al Ni (5-9 Ni)bull Asiento de vaacutelvulas bull Reparacioacuten de maquinaria
bull Estanques para productos corrosivos bull Aleaciones 904 y 904L Inconel 625 e Incoloy 825
Procedimiento de soldaduraEs indispensable limpiar cuidadosamente las partes a soldar para lograr uniones libres de poros y grietasUsar arco corto con una ligera inclinacioacuten Para lograr un bajo aporte de calor es recomendable depositarcordones rectos y angostos con poca o ninguna oscilacioacuten El precalentamiento depende del metal basecualquier post-calentamiento puede efectuarse sin peligro de perjudicar las caracteriacutesticas del depoacutesito
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2567
Castillo-Guardado
Curso Baacutesico De Soldadura
25
ELECTRODOS PARA COBRE ndashBRONCE
Procedimiento para soldar con Electrodos Cobre ndashBronce
La teacutecnica de operacioacuten de estos electrodos es totalmente distinta a la empleada en la soldadura del aceroal carbono debido principalmente a la gran diferencia de conductividad teacutermica coeficiente de expansioacutenmenor punto de fusioacuten y mayor fluidez a la temperatura de la zona de fusioacuten Al soldar cobre y susaleaciones deberaacute considerarse los siguientes factores1 Dejar una separacioacuten mayor en la raiacutez de las uniones2 Emplear aacutengulos de bisel mayores que los usuales3 El punteo de las uniones debe tener un paso menor4 Usar temperaturas de precalentamiento5 Emplear los rangos de corriente maacutes altos para cada diaacutemetro de electrodo
Es frecuente el empleo de respaldos de cobre o de grafito con el objeto de prevenir la sobre fusioacuten en laraiacutez de las uniones especialmente al soldar espesores delgados Como regla general al soldar cobre y susaleaciones se recomienda el empleo de temperaturas de precalentamiento del orden de 200degC ytemperaturas entre pasadas de 200degC a 370degC para latones y de 400degC a 550degC para cobreEl martillado de los depoacutesitos de soldadura no es absolutamente indispensable pero se emplea parareducir las tensiones y distorsiones en las uniones soldadas a la vez de mejorar las propiedadesmecaacutenicas debido al afinamiento de los granos del depoacutesito
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacuten
con CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2667
Curso Baacutesico De Soldadura Castillo-Guardado
26
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas debronce fosfoacutericoAplicaciones tiacutepicas
bull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tablaPara el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas Enlas soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Para
soldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
Electrodo Para Cobre
Electrodo de bronce fosforico
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Negro
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacutencon CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas de
bronce fosfoacutericoAplicaciones tiacutepicasbull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tabla
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2767
Castillo-Guardado
Curso Baacutesico De Soldadura
27
Para el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas En
las soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Parasoldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
ELECTRODOS PARA BISELAR Y CORTAR
Estos electrodos tienen gran importancia en las industrias que requieren efectuar trabajos de corte ybiselado ya que han sido especialmente disentildeados y fabricados para cumplir eficientemente estos trabajos
Procedimiento para Biselar y CortarPara biselar use un portaelectrodo convencional dirigiendo el electrodo en un aacutengulo aproximado de 30degcon respecto al plano del metal base Use un movimiento de retroceso para evitar profundizar demasiadoUna mayor velocidad de avance daraacute un biselado menos profundo Esmerile la zona antes de soldarPara cortar dirija el electrodo en direccioacuten al recorrido en un aacutengulo de 90degcon respecto al plano del metalbase Use un movimiento vertical ascendente y descendente para producir el desprendimiento del materialfundido
Electrodo para cortar y perforar
Corriente alterna
Toda posiciOn
Corriente continua Electrodo negativo
Revestimiento Gris oscuro
DescripcioacutenEl electrodo Speed Cut estaacute disentildeado para cortar y perforar todos los metales con CA o CC electrodonegativo Es un electrodo de alta velocidad y su revestimiento especial de tipo refractario evita que seprecaliente el nuacutecleo y concentra la fuerza del arco para lograr cortes parejos y limpios
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2867
Curso Baacutesico De Soldadura Castillo-Guardado
28
UsosEste electrodo ha sido especialmente disentildeado para producir cortes de alta velocidad en todas lasposiciones Es recomendable su uso en todos los metales especialmente para aquellos que representandificultad para ser cortados o perforados al ser tratados con equipos oxigas como por ejemplo fierrofundido aceros inoxidables aleaciones de niacutequel bronce cobrealuminio etcAplicaciones tiacutepicas
bull Cortes de alta velocidad en todas posiciones bull Desarme de estructuras metaacutelicas bull Remocioacuten de defectos en soldadura bull Perforacioacuten de remaches
ELECTRODOS PARA SOLDAR HIERRO FUNDIDO
Procedimiento para soldar Hierro Fundido
Las reparaciones en fundicioacuten de hierro gris o hierro maleable son los trabajos maacutes comuacutenmenteencontrados en la praacutectica diaria y son considerados como los trabajos de soldadura maacutes difiacutecilesCuando se suelda hierro fundido con electrodos comunes de acero se forma una capa dura y fraacutegiladyacente a la soldadura
Esta capa consiste en hierro fundido endurecido superficialmente como resultado del raacutepido enfriamientodesde una alta temperatura Si el metal de aporte es acero eacuteste absorberaacute considerable cantidad decarboacuten del hierro fundido convirtieacutendose en un acero de alto carbono El resultado seraacute que el depoacutesito desoldadura se endureceraacute siendo imposible su mecanizadoAdemaacutes cuando se usan electrodos con nuacutecleo de acero la diferencia de contracciones entre elmetal fundido depositado y la fundicioacuten generalmente es causa de problemas serios La resistencia delmetal de aporte es mucho mayor que la del hierro fundido y al producirse la contraccioacuten del acero puededesprenderse de la fundicioacuten Debido a estas condiciones es que los electrodos especiales son necesariospara este tipo de soldadura
La soldadura del hierro fundido es relativamente faacutecil pero sus caracteriacutesticas quiacutemicas y metaluacutergicas sontales que deben ser consideradas cuidadosamente para asegurar los mejores resultados
Algunas de sus caracteriacutestica son1 Si se calienta a una temperatura alta y luego se enfriacutea raacutepidamente el resultado seraacute una fundicioacutenblanca muy dura y difiacutecilmente trabajable mecaacutenicamente2 Si se calienta a una temperatura alta y luego se enfriacutea lentamente el resultado seraacute un hierro fundidogris que es blando y faacutecilmente trabajable3 El hierro fundido es fraacutegil y no se puede doblar o estirar como el acero y consecuentemente si se produceun sobrecalentamiento durante la soldadura las contracciones durante el enfriamiento pueden causargrietas en la soldadura misma o en las zonas teacutermicamente afectadas entre eacutesta y el metal base
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2967
Castillo-Guardado
Curso Baacutesico De Soldadura
29
Las consideraciones anteriores son principalmente las que han establecido un procedimiento fundamentalpara la soldadura del hierro fundido independiente del tipo de electrodo utilizado maquinable o nomaquinable que puede establecerse en los siguientes puntos
1 Utilizar electrodos de poco diaacutemetro y corriente lo maacutes baja posible pero suficiente para producir unabuena fusioacuten2 Hacer soldaduras cortas de no maacutes de dos o tres pulgadas de longitud3 Es aconsejable el depoacutesito de cordones delgados en lugar de cordones anchos y oscilados
InstruccionesPara obtener los mejores resultados es esencial que la unioacuten haya sido adecuadamente preparada Debenremoverse o limpiarse todas las materias extrantildeas tales como oacutexido grasa y aceites Especialmente laspartes que se han impregnado de aceite agua u otros agentes pueden requerir un precalentamiento a unatemperatura suficientemente alta (300-370degC) para evaporar los contaminantes antes de la soldadura
Las uniones deben ser preparadas y biseladas por medios mecaacutenicos como esmeriles discos o limas ydebe evitarse hacer los biselados o preparaciones con arco eleacutectrico ya que este procedimiento tenderiacutea aproducir hierro fundido blanco duro y quebradizo en las zonas inmediatamente vecinas a las soldaduras
El biselado se recomienda auacuten para secciones delgadas mantenieacutendolo siempre al miacutenimo praacutectico paraevitar los esfuerzos residuales provenientes de la contraccioacuten
Como regla general el aacutengulo total de bisel debe ser de aproximadamente 90degpara secciones de635 mm de espesor o menos y de 60 a 90degpara secciones maacutes pesadas o de mayor espesor
Es aconsejable tambieacuten para disminuir los esfuerzos teacutermicos usar electrodos de diaacutemetro pequentildeo yutilizar siempre amperajes bajos Ademaacutes el precalentamiento es necesario para fundiciones pesadas y lasoldadura debe depositarse en cordones cortos lineales de dos a tres pulgadas de longitud Cuando seaposible debe procurarse depositar la soldadura en dos a tres capas ya que los pases subsiguientes tienenun efecto beneacutefico de normalizado sobre los primeros En las soldaduras de hierro fundido es muyimportante evitar el calor localizado causante en la mayoriacutea de los casos de grietas en el metal base y en lasoldadura Esto se logra haciendo soldaduras intermitentes permitiendo que el calor se distribuya dentrode la fundicioacuten antes de depositar el proacuteximo cordoacuten
Electrodo Para soldar Hierro Fundido
Electrodo para hierro fundido
Corriente alterna
Toda posicion
Revestimiento Canela
Corriente continua Electrodo positivo
DescripcioacutenEl electrodo 77 tiene nuacutecleo de acero dulce con un revestimiento que actuacutea como fundente controlando lascaracteriacutesticas del arco Tiene un punto de fusioacuten lo suficientemente bajo para permitir usar corrientesbajas caracteriacutestica importante en la soldadura de hierro fundido lo que reduce el endurecimiento en lazona de fusioacuten
UsosEste electrodo se recomienda para reparaciones en hierro fundido en que los depoacutesitos no requieranmaquinado posterior
Aplicaciones tiacutepicasbull Cabezales de motores bull Piezas de maacutequinas bull Cajas de descanso bull Blocks de motores
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3067
Curso Baacutesico De Soldadura Castillo-Guardado
30
Procedimiento para soldarSe recomienda usar preferentemente CC electrodo positivo Las piezas a soldar deben estar limpias Serecomienda biselar las piezas en forma de ldquoVrdquo y taladrar los extremos de las grietas a reparar Para tener mayor seguridad de la calidad del trabajo se debe evitar soldar en forma contiacutenua se recomiendaefectuar cordones de 5 a 8 cms intermitentemente Debe mantenerse el trabajo friacuteo No se recomiendamartillar el cordoacuten pueden producirse fisuras
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3167
Castillo-Guardado
Curso Baacutesico De Soldadura
31
Descifrando los siacutembolos de la soldadura
Cuando las soldaduras son especificadas en planos y dibujos isomeacutetricos de ingenieriacutea de fabricacioacuten unconjunto de siacutembolos es usado para identificar el tipo de soldadura las dimensiones y otras informacionesreferente al proceso y el acabado
ANSIAWS A24 Siacutembolos para soldadura y pruebas no destructivasReconociendo la estructura del simbolo
La liacutenea horizontal se conoce como liacutenea de referencia y es la plataforma principal donde todos losdemaacutes siacutembolos de soldadura son agregados las instrucciones para la ejecucioacuten de la soldadura vanalineadas a la liacutenea de referencia y una flecha conecta la liacutenea de referencia con la junta a ser soldada Enel ejemplo de arriba la flecha se despliega a la derecha de la liacutenea de referencia y apuntando hacia abajo ya la derecha pero existen muchas otras combinaciones
Algunas veces la flecha apunta los dos lados de la junta por consiguiente existiriacutean dos ladospotencialmente apropiados para ejecutar la soldadura por ejemplo en una junta T cuando dos laminasson unidas la soldadura puede ser hecha en cualquiera de los lados de la T
El siacutembolo hace la distincioacuten entre los dos lados de la junta usando la flecha y los espacios debajo yencima de la liacutenea de referencia los lados (curiosamente) son conocidos como El lado de la flecha y Elotro lado y la soldadura se ejecuta de acuerdo a las instrucciones dadas en la parte de arriba de la liacutenea dereferencia y la orientacioacuten de la flecha no interfiere con estas instrucciones
La bandera que sale de la liacutenea de referencia esta presente si la soldadura se efectuara en campo odurante el armado de la estructura un siacutembolo de soldadura sin la bandera indica que la soldadura seefectuaraacute en el taller pero en algunos planos y dibujos antiguos puede ser encontrado un circulo negro en launioacuten entre la liacutenea de referencia y la flecha
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3267
Curso Baacutesico De Soldadura Castillo-Guardado
32
Un circulo vaciacuteo entre la liacutenea de referencia y la flecha es una indicacioacuten de que la soldadura debe serejecutada alrededor o en toda la circunferencia de la unioacuten como en este ejemplo
La cola del siacutembolo de soldadura es el sitio donde se coloca la informacioacuten suplementariaconcerniente a la soldadura a ejecutar y puede contener referencias del proceso requerido electrodo undetalle de dibujo y cualquier informacioacuten que ayude a la ejecucioacuten de la soldadura que no tenga un lugarespecial en el siacutembolo plano o la isometriacutea
Cada tipo de soldadura tiene su siacutembolo baacutesico el cual tiacutepicamente se situacutea al rededor del centro dela liacutenea de referencia (dependiendo de cual sea el lado de la junta) y este siacutembolo es usualmente un dibujoque representa la seccioacuten transversal de la junta misma y estas estaacuten divididas en tres grupos
Simbolos para las Soldaduras de Filete
La soldadura fundida es depositada en la esquina formada por la caracteriacutestica de la unioacuten de dosmiembros penetrando y fundieacutendose con el metal base para formar la junta
La cara perpendicular del triangulo siempre es dibujada en la parte izquierda del siacutembolo si las doscaras de la soldadura son de la misma dimensioacuten entonces solo una medida es dada
Las soldaduras de filete son usadas para hacer juntas de enfrentamiento perpendicular comoesquinas y las juntas T y como su propio siacutembolo lo sugiere estas soldaduras son baacutesicamentetriangulares vistas desde su seccioacuten aunque su forma no es siempre un triangulo perfecto o isoacutesceles
Si la soldadura tuviera caras desiguales (menos comuacuten) entonces ambas dimensiones son dadas yuna nota especial que indica en el dibujo cual cara es mas larga
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3367
Castillo-Guardado
Curso Baacutesico De Soldadura
33
El largo de la soldadura es dado a la derecha del simbolo
La soldadura se debe situar entre las liacuteneas dimensioacutenales especificadas (si son dadas) o entre lospuntos donde un cambio de direccioacuten abrupto de la soldadura ocurra como al final de las planchas olaminas
En el caso de soldaduras intermitentes o interrumpidas el largo de cada porcioacuten de la soldadura y losespacios que las separan son indicado en el siacutembolo siendo separados con un guioacuten ( - ) y el largo de laporcioacuten de soldadura va seguido de la dimensioacuten centro-centro del espacio estos siempre se colocan a la
derecha del siacutembolo del filete (triangulo)
Note que la dimensioacuten del espacio no indica el espacio limpio entre las soldaduras la indicacioacuten escentro-centro
Siacutembolos para las Soldaduras de Canal
Las soldaduras de Canal son usadas comuacutenmente para hacer juntas de bordes con bordes aunquetambieacuten son usadas frecuentemente en esquinas juntas T juntas curvas y piezas planas Como losugiere la variedad de siacutembolos para estas soldaduras hay muchas maneras de hacer soldaduras deCanal y la diferencia principal dependeraacute de la geometriacutea de las partes que seraacuten unidas y la preparacioacutende sus bordes El metal soldado es depositado entre el canal penetrando y fundieacutendose con el metal base para formar la junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipo de
soldaduras la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3467
Curso Baacutesico De Soldadura Castillo-Guardado
34
La soldadura de canal cuadrado en la cual el canal es creado por una separacioacuten especifica o ningunaseparacioacuten incluyendo hasta cierta presioacuten de oposicioacuten la distancia de la separacioacuten (si existe) es dadaen el siacutembolo
Las soldaduras de canal V en la que los bordes son biselados a veces por un lado o por los doslados para crea el canal el aacutengulo del bisel es dado en el siacutembolo asiacute como la luz de separacioacuten oseparacioacuten de la raiacutez (si existiera)
Si la profundidad de la V no fuera igual al espesor o a la mitad (en el caso de doble V) del espesorde la lamina o plancha a soldar entonces la profundidad es dada a la izquierda del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3567
Castillo-Guardado
Curso Baacutesico De Soldadura
35
Si la penetracioacuten de la soldadura fuera mayor que la profundidad del canal la profundidad de la gargantaefectiva es dada entre pareacutentesis despueacutes de la profundidad de la V
En el bisel del canal de soldadura en el cual el borde de una de las laminas es biselado y la otra escuadrada el siacutembolo de la liacutenea perpendicular siempre es dibujada en el lado izquierdo sea cual sea laorientacioacuten de la soldadura la flecha apunta la cara de la pieza que debe ser biselada y en este caso laflecha es cortada y doblada en aacutengulo para hacer eacutenfasis en su importancia (este corte de aacutengulo no esnecesario si el proyectista no tiene preferencias en cual lado debe ser biselado o si el dibujo es interpretadopor un soldador calificado que reconoce la diferencia de cual lado debe ser tratado) las
condiciones de aacutengulo preparacioacuten del borde garganta efectiva y la luz de separacioacuten de la
separacioacuten de raiacutez son descritas en las soldaduras de canal V en esta misma pagina
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3667
Curso Baacutesico De Soldadura Castillo-Guardado
36
En la soldadura de canal U en la cual ambos bordes son tratados para crear un canal coacutencavo laprofundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de la separacioacuten sondescritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de canal J en la cual en uno de las laminas tiene un biselado coacutencavo y la otra esdejada cuadrada como con el bisel de la media V la liacutenea perpendicular siempre apareceraacute dibujada a laizquierda y la flecha (con un doblez si fuera necesario) apuntando la pieza que recibiraacute el tratamiento debisel coacutencavo la profundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de
separacioacuten son descritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de V curva comuacutenmente usada para unir dos partes curvas o dos partes tubularesla profundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3767
Castillo-Guardado
Curso Baacutesico De Soldadura
37
En la soldadura de canal con bisel curvo comuacutenmente usada para unir una pieza curva o tubular auna pieza plana como con la V curva (anterior) formada por dos superficies curvas o tubulares laprofundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis La liacutenea perpendicular es dibujada siempre al lado izquierdo del siacutembolosea cual sea la orientacioacuten de la soldadura
Otros siacutembolos suplementarios son usados con la soldadura de canal como Penetracioacuten saliente y Barra o elemento de respaldo ambos siacutembolos son indicacioacuten de que la penetracioacuten de la junta se efectuacuteadesde un solo lado de la junta
El alto del refuerzo (si fuera critico) es indicado a la izquierda del siacutembolo de penetraron saliente elcual esta situado
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3867
Curso Baacutesico De Soldadura Castillo-Guardado
38
Cuando una barra o elemento de respaldo es usado para lograr la penetracioacuten necesaria de la junta su siacutembolo es situado encima de la liacutenea de referencia sobre el siacutembolo de la soldadura si la barra esprovisional y seraacute removida al final de la soldadura entonces la letra R es situada dentro del siacutembolo de labarra de respaldo esta barra tiene el mismo siacutembolo que la soldadura de conexion y ovalos pero sucontexto debe hacer siempre la clara intencioacuten del siacutembolo
Simbolos para la Soldadura de conexion y ovalos
Soldadura de conexioacuten y de oacutevalos es usada para unir laminas sobrepuestas una de las cuales tienenperforaciones (redondos para conexiones y ovalados o alargados para Oacutevalos) Metal soldado esdepositado en estas perforaciones penetrando y fundieacutendose con el metal base de las dos partes formandola junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipode soldadura la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3967
Castillo-Guardado
Curso Baacutesico De Soldadura
39
En la soldadura de conexioacuten el diaacutemetro de cada conector es dado a la izquierda del siacutembolo y el espacioentre los conectores es dado a la derecha en la soldadura de oacutevalos el ancho de cada ovalo es dado a laizquierda del siacutembolo el largo y la distancia entre espacios (separados por un guioacuten-) son dados a laderecha del siacutembolo y la referencia del detalle en la cola
El numero de conectores u oacutevalos es dado entre pareacutentesis por encima o por debajo del siacutembolo de lasoldadura la indicacioacuten del lado de la flecha y el otro lado indican cual pieza tiene la(s) perforacione(s)
Si no esta en las especificaciones el llenado total de esta perforacioacuten entonces la profundidad es dadadentro del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4067
Curso Baacutesico De Soldadura Castillo-Guardado
40
SISTEMA OXIGAS
Descripcioacuten del ProcesoEl proceso de soldadura oxigas mostrado en la figura consiste en una llama dirigida por un sopleteobtenida por medio de la combustioacuten de los gases oxiacutegeno-acetileno El intenso calor de la llama funde la
superficie del metal base para formar una poza fundidaCon este proceso se puede soldar con o sin material de aporte El metal de aporte es agregado para cubrirbiseles y orificios
A medida que la llama se mueve a lo largo de la unioacuten el metal base y el metal de aporte se solidifican paraproducir el cordoacuten
Al soldar cualquier metal se debe escoger el metal de aporte adecuado que normalmente posee elementosdesoxidantes para producir soldaduras de buena calidad
En algunos casos se requiere el uso de fundente para soldar ciertos tipos de metales
Ventajas y Aplicaciones del ProcesoEl proceso oxigas posee las siguientes ventajas el equipo es portaacutetil econoacutemico y puede ser utilizado entoda posicioacuten
El proceso oxigas es normalmente usado para soldar metales de hasta 14 de espesor Se puede utilizartambieacuten para soldar metales de mayor espesor pero ello no es recomendable
Su mayor aplicacioacuten en la industria se encuentra en el campo de mantencioacuten reparacioacuten soldadura decantildeeriacuteas de diaacutemetro pequentildeo y manufacturas livianas Tambieacuten puede ser usado como fuente de energiacuteacaloacuterica para calentar doblar forjar endurecer etc
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4167
Castillo-Guardado
Curso Baacutesico De Soldadura
41
Equipo para Soldadura y Corte OxigasEs el conjunto de elementos que agrupados permiten el paso de gases (Oxigeno-Acetileno) hasta unsoplete en cuyo interior se produce la mezcla La misma en contacto con una chispa produce unacombustioacuten base del sistema oxiacetileacutenico
Procedimiento Baacutesico de Soldadura
Ajuste de llamaEn soldadura oxiacetileacutenica se utiliza una llama neutra (3160degC) o sea se suministra suficiente oxiacutegenopara realizar la combustioacuten de todo el acetileno presenteAunque esta situacioacuten corresponde a una relacioacuten teoacuterica oxiacutegenoacetileno de 251 en la praacutectica parte dela combustioacuten se realiza con oxiacutegeno del aire de modo que
Se consume iguales cantidades de oxiacutegeno y acetileno (relacioacuten 11)Se produce un efecto de auto-proteccioacuten que minimiza la oxidacioacuten del metal base
La llama carburante con exceso de acetileno se reconoce por una zona intermedia reductora que apareceentre el dardo y el penacho se utiliza soacutelo en casos especiales
La llama oxidante con exceso de oxiacutegeno se reconoce por su dardo y penacho maacutes cortos y su sonido maacutesagudo
Seleccioacuten de la BoquillaEn la seleccioacuten de la boquilla influyen los siguientes factores1 Tipo de material a soldar
2 Espesor del material3 Tipo de unioacuten (Tope filete biselada etc)4 Posicioacuten en que se soldaraacute5 Habilidad del operador
Como norma de seguridad siempre debe utilizarse la
Boquilla a la presioacuten recomendada por el fabricante
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4267
Curso Baacutesico De Soldadura Castillo-Guardado
42
Varillas para Soldadura OxigasINDURA dispone de todos los tipos de varillas para este tipo de soldadura Bronce Niacutequel-Plata acerodulce hierro fundido y aluminio en los siguientes diaacutemetros
16 mm (116) - 24 mm (332) - 32 mm (18) - 40 mm (532) - 48 mm (316) y 64 mm (14)
El tamantildeo de varilla adecuada debe ser determinado por
bull el tipo de unioacuten de soldadura bull el espesor del material bull la cantidad de aporte requerido
VARILLAS DE APORTE PARA SOLDADURA OXIGAS
Procedimiento para soldar con varillas de soldadura oxigas (Bronce)
Deben limpiarse muy bien las piezas aplicaacutendoles la llama sobre la superficie hasta que alcance un colorrojo cereza Ambas piezas deben estar a la misma temperatura porque en caso contrario la varilla fluiraacutehacia la pieza maacutes caliente (fenoacutemeno de capilaridad) Caliente la varilla con la llama e introduacutezcala luegoen el depoacutesito de fundente
Note que el calor hace que el fundente se adhiera a la varilla (Si se utiliza una varilla ya revestida confundente este paso debe eliminarse) Una vez que la varilla estaacute impregnada con fundente y las piezas hanalcanzado la temperatura adecuada acerque la varilla hacia la unioacuten y coloque la llama encimaundieacutendola La varilla entonces se funde y fluye hacia el aacuterea calentada uniendo fuertemente las piezas
Debe utilizarse bastante fundente Si la cantidad de fundente es insuficiente la varilla no uniraacute los metales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4367
Castillo-Guardado
Curso Baacutesico De Soldadura
43
VARILLA DE APORTE DE BRONCE
DescripcioacutenLa soldadura de Bronce permite obtener depoacutesitos concaracteriacutesticas mecaacutenicas sobresalientes enresistencia y ductibilidad ademaacutes de ser muy homogeacutenea
AplicacionesSu principal campo de aplicacioacuten es soldadura de hierro fundido acero dulce cobre y sus aleaciones
La principal caracteriacutestica de estas soldaduras es la poca cantidad de gases que se genera en el craacuteter demetal fundido y su bajo punto de fusioacuten que permite una mejor y mayor fluidez del metal fundido
Como teacutecnica operatoria se recomienda precalentar el metal base hasta una temperatura cercana al puntode fusioacuten del metal de aporte luego fundir una gota de soldadura y aplicar calor adicional para obtener unafluidez adecuada en el depoacutesito
Recomendamos el uso del fundente INDURA 10 a fin de obtener depoacutesitos maacutes limpios y de mejorapariencia Las aleaciones de Bronce INDURA son envasadas en cajas de 10 kgs y fabricadas en lassiguientes medidas 24 mm (332)-32 mm (18)-40 mm (532)-48 mm (316)-64 mm (14)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4467
Curso Baacutesico De Soldadura Castillo-Guardado
44
SOLDADURA DE ESTANtildeO
Descripcioacuten
Estas soldaduras son aleaciones a base de estantildeo y se recomiendan para soldar uniones a prueba defiltracioacuten de agua o aire en que la resistencia mecaacutenica no es de importancia y que no estaraacuten expuestas aaltas temperaturas Son especialmente apropiadas para trabajos generales en fierro cobre zinc hojalatafierro galvanizado etc
Estas soldaduras pueden aplicarse por medio de cautiacuten soplete directo inmersioacuten vaciado o por hornoSe suministran en los siguientes tipos seguacuten forma y proporcioacuten de aleacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4567
Castillo-Guardado
Curso Baacutesico De Soldadura
45
El mayor porcentaje de estantildeo influye mejorando la resistencia mecaacutenica de la soldadura de tal forma quelos mejores resultados en este sentido se obtienen con el tipo ldquoArdquo y ldquoLArdquo El tipo ldquoArdquo se recomienda depreferencia para sellar envases de hojalata
Para obtener una buena soldadura es indispensable efectuar una buena limpieza de las piezas a soldarcon lija esmeril lima o escobilla de acero En caso de planchas oxidadas de fierro debe limpiarse con aacutecidomuriaacutetico durante 5 oacute 10 minutos Se recomienda ademaacutes el uso de Fundente INDURA 200 para evitar laoxidacioacuten de los metales a soldar facilitar la fluidez de la soldadura y obtener buenas uniones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
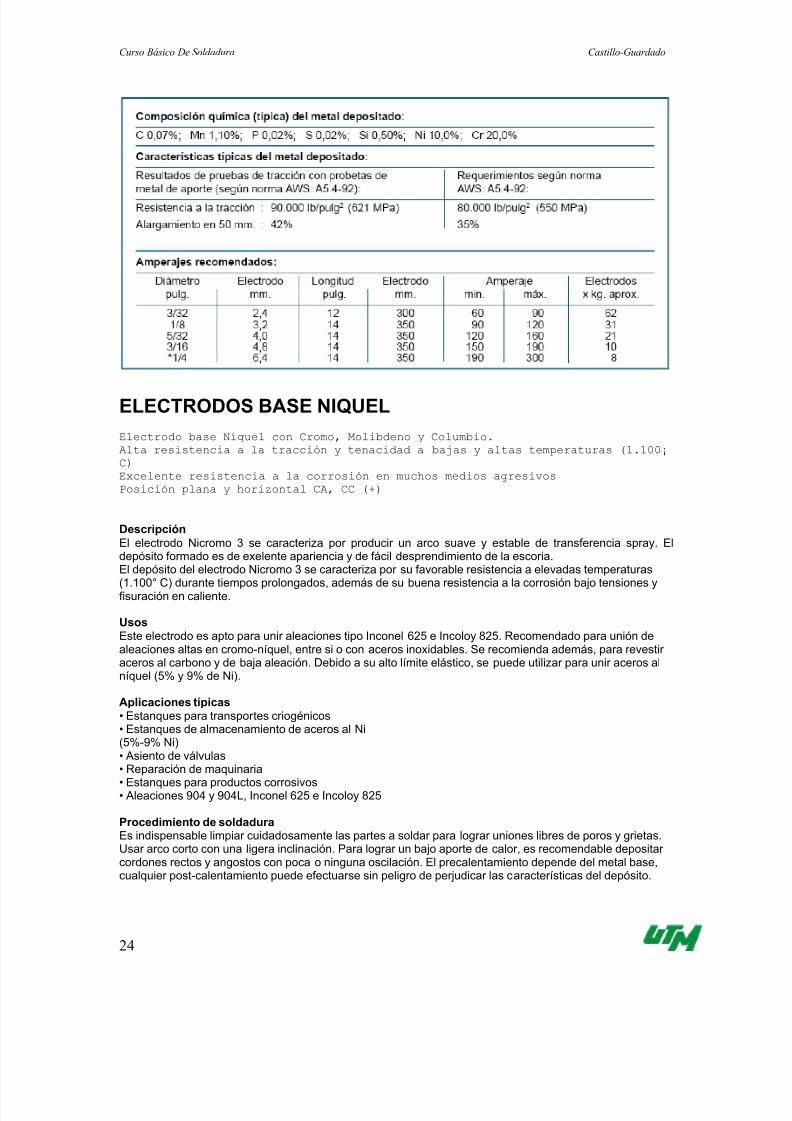
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2467
Curso Baacutesico De Soldadura Castillo-Guardado
24
ELECTRODOS BASE NIQUEL
Electrodo base Niacutequel con Cromo Molibdeno y Columbio
Alta resistencia a la traccioacuten y tenacidad a bajas y altas temperaturas (1100iexcl
C)
Excelente resistencia a la corrosioacuten en muchos medios agresivos
Posicioacuten plana y horizontal CA CC (+)
DescripcioacutenEl electrodo Nicromo 3 se caracteriza por producir un arco suave y estable de transferencia spray Eldepoacutesito formado es de exelente apariencia y de faacutecil desprendimiento de la escoriaEl depoacutesito del electrodo Nicromo 3 se caracteriza por su favorable resistencia a elevadas temperaturas
(1100degC) durante tiempos prolongados ademaacutes de su buena resistencia a la corrosioacuten bajo tensiones yfisuracioacuten en caliente
UsosEste electrodo es apto para unir aleaciones tipo Inconel 625 e Incoloy 825 Recomendado para unioacuten dealeaciones altas en cromo-niacutequel entre si o con aceros inoxidables Se recomienda ademaacutes para revestiraceros al carbono y de baja aleacioacuten Debido a su alto liacutemite elaacutestico se puede utilizar para unir aceros alniacutequel (5 y 9 de Ni)
Aplicaciones tiacutepicasbull Estanques para transpor tes criogeacutenicosbull Estanques de almacenamiento de aceros al Ni (5-9 Ni)bull Asiento de vaacutelvulas bull Reparacioacuten de maquinaria
bull Estanques para productos corrosivos bull Aleaciones 904 y 904L Inconel 625 e Incoloy 825
Procedimiento de soldaduraEs indispensable limpiar cuidadosamente las partes a soldar para lograr uniones libres de poros y grietasUsar arco corto con una ligera inclinacioacuten Para lograr un bajo aporte de calor es recomendable depositarcordones rectos y angostos con poca o ninguna oscilacioacuten El precalentamiento depende del metal basecualquier post-calentamiento puede efectuarse sin peligro de perjudicar las caracteriacutesticas del depoacutesito
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2567
Castillo-Guardado
Curso Baacutesico De Soldadura
25
ELECTRODOS PARA COBRE ndashBRONCE
Procedimiento para soldar con Electrodos Cobre ndashBronce
La teacutecnica de operacioacuten de estos electrodos es totalmente distinta a la empleada en la soldadura del aceroal carbono debido principalmente a la gran diferencia de conductividad teacutermica coeficiente de expansioacutenmenor punto de fusioacuten y mayor fluidez a la temperatura de la zona de fusioacuten Al soldar cobre y susaleaciones deberaacute considerarse los siguientes factores1 Dejar una separacioacuten mayor en la raiacutez de las uniones2 Emplear aacutengulos de bisel mayores que los usuales3 El punteo de las uniones debe tener un paso menor4 Usar temperaturas de precalentamiento5 Emplear los rangos de corriente maacutes altos para cada diaacutemetro de electrodo
Es frecuente el empleo de respaldos de cobre o de grafito con el objeto de prevenir la sobre fusioacuten en laraiacutez de las uniones especialmente al soldar espesores delgados Como regla general al soldar cobre y susaleaciones se recomienda el empleo de temperaturas de precalentamiento del orden de 200degC ytemperaturas entre pasadas de 200degC a 370degC para latones y de 400degC a 550degC para cobreEl martillado de los depoacutesitos de soldadura no es absolutamente indispensable pero se emplea parareducir las tensiones y distorsiones en las uniones soldadas a la vez de mejorar las propiedadesmecaacutenicas debido al afinamiento de los granos del depoacutesito
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacuten
con CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2667
Curso Baacutesico De Soldadura Castillo-Guardado
26
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas debronce fosfoacutericoAplicaciones tiacutepicas
bull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tablaPara el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas Enlas soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Para
soldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
Electrodo Para Cobre
Electrodo de bronce fosforico
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Negro
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacutencon CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas de
bronce fosfoacutericoAplicaciones tiacutepicasbull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tabla
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2767
Castillo-Guardado
Curso Baacutesico De Soldadura
27
Para el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas En
las soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Parasoldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
ELECTRODOS PARA BISELAR Y CORTAR
Estos electrodos tienen gran importancia en las industrias que requieren efectuar trabajos de corte ybiselado ya que han sido especialmente disentildeados y fabricados para cumplir eficientemente estos trabajos
Procedimiento para Biselar y CortarPara biselar use un portaelectrodo convencional dirigiendo el electrodo en un aacutengulo aproximado de 30degcon respecto al plano del metal base Use un movimiento de retroceso para evitar profundizar demasiadoUna mayor velocidad de avance daraacute un biselado menos profundo Esmerile la zona antes de soldarPara cortar dirija el electrodo en direccioacuten al recorrido en un aacutengulo de 90degcon respecto al plano del metalbase Use un movimiento vertical ascendente y descendente para producir el desprendimiento del materialfundido
Electrodo para cortar y perforar
Corriente alterna
Toda posiciOn
Corriente continua Electrodo negativo
Revestimiento Gris oscuro
DescripcioacutenEl electrodo Speed Cut estaacute disentildeado para cortar y perforar todos los metales con CA o CC electrodonegativo Es un electrodo de alta velocidad y su revestimiento especial de tipo refractario evita que seprecaliente el nuacutecleo y concentra la fuerza del arco para lograr cortes parejos y limpios
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2867
Curso Baacutesico De Soldadura Castillo-Guardado
28
UsosEste electrodo ha sido especialmente disentildeado para producir cortes de alta velocidad en todas lasposiciones Es recomendable su uso en todos los metales especialmente para aquellos que representandificultad para ser cortados o perforados al ser tratados con equipos oxigas como por ejemplo fierrofundido aceros inoxidables aleaciones de niacutequel bronce cobrealuminio etcAplicaciones tiacutepicas
bull Cortes de alta velocidad en todas posiciones bull Desarme de estructuras metaacutelicas bull Remocioacuten de defectos en soldadura bull Perforacioacuten de remaches
ELECTRODOS PARA SOLDAR HIERRO FUNDIDO
Procedimiento para soldar Hierro Fundido
Las reparaciones en fundicioacuten de hierro gris o hierro maleable son los trabajos maacutes comuacutenmenteencontrados en la praacutectica diaria y son considerados como los trabajos de soldadura maacutes difiacutecilesCuando se suelda hierro fundido con electrodos comunes de acero se forma una capa dura y fraacutegiladyacente a la soldadura
Esta capa consiste en hierro fundido endurecido superficialmente como resultado del raacutepido enfriamientodesde una alta temperatura Si el metal de aporte es acero eacuteste absorberaacute considerable cantidad decarboacuten del hierro fundido convirtieacutendose en un acero de alto carbono El resultado seraacute que el depoacutesito desoldadura se endureceraacute siendo imposible su mecanizadoAdemaacutes cuando se usan electrodos con nuacutecleo de acero la diferencia de contracciones entre elmetal fundido depositado y la fundicioacuten generalmente es causa de problemas serios La resistencia delmetal de aporte es mucho mayor que la del hierro fundido y al producirse la contraccioacuten del acero puededesprenderse de la fundicioacuten Debido a estas condiciones es que los electrodos especiales son necesariospara este tipo de soldadura
La soldadura del hierro fundido es relativamente faacutecil pero sus caracteriacutesticas quiacutemicas y metaluacutergicas sontales que deben ser consideradas cuidadosamente para asegurar los mejores resultados
Algunas de sus caracteriacutestica son1 Si se calienta a una temperatura alta y luego se enfriacutea raacutepidamente el resultado seraacute una fundicioacutenblanca muy dura y difiacutecilmente trabajable mecaacutenicamente2 Si se calienta a una temperatura alta y luego se enfriacutea lentamente el resultado seraacute un hierro fundidogris que es blando y faacutecilmente trabajable3 El hierro fundido es fraacutegil y no se puede doblar o estirar como el acero y consecuentemente si se produceun sobrecalentamiento durante la soldadura las contracciones durante el enfriamiento pueden causargrietas en la soldadura misma o en las zonas teacutermicamente afectadas entre eacutesta y el metal base
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2967
Castillo-Guardado
Curso Baacutesico De Soldadura
29
Las consideraciones anteriores son principalmente las que han establecido un procedimiento fundamentalpara la soldadura del hierro fundido independiente del tipo de electrodo utilizado maquinable o nomaquinable que puede establecerse en los siguientes puntos
1 Utilizar electrodos de poco diaacutemetro y corriente lo maacutes baja posible pero suficiente para producir unabuena fusioacuten2 Hacer soldaduras cortas de no maacutes de dos o tres pulgadas de longitud3 Es aconsejable el depoacutesito de cordones delgados en lugar de cordones anchos y oscilados
InstruccionesPara obtener los mejores resultados es esencial que la unioacuten haya sido adecuadamente preparada Debenremoverse o limpiarse todas las materias extrantildeas tales como oacutexido grasa y aceites Especialmente laspartes que se han impregnado de aceite agua u otros agentes pueden requerir un precalentamiento a unatemperatura suficientemente alta (300-370degC) para evaporar los contaminantes antes de la soldadura
Las uniones deben ser preparadas y biseladas por medios mecaacutenicos como esmeriles discos o limas ydebe evitarse hacer los biselados o preparaciones con arco eleacutectrico ya que este procedimiento tenderiacutea aproducir hierro fundido blanco duro y quebradizo en las zonas inmediatamente vecinas a las soldaduras
El biselado se recomienda auacuten para secciones delgadas mantenieacutendolo siempre al miacutenimo praacutectico paraevitar los esfuerzos residuales provenientes de la contraccioacuten
Como regla general el aacutengulo total de bisel debe ser de aproximadamente 90degpara secciones de635 mm de espesor o menos y de 60 a 90degpara secciones maacutes pesadas o de mayor espesor
Es aconsejable tambieacuten para disminuir los esfuerzos teacutermicos usar electrodos de diaacutemetro pequentildeo yutilizar siempre amperajes bajos Ademaacutes el precalentamiento es necesario para fundiciones pesadas y lasoldadura debe depositarse en cordones cortos lineales de dos a tres pulgadas de longitud Cuando seaposible debe procurarse depositar la soldadura en dos a tres capas ya que los pases subsiguientes tienenun efecto beneacutefico de normalizado sobre los primeros En las soldaduras de hierro fundido es muyimportante evitar el calor localizado causante en la mayoriacutea de los casos de grietas en el metal base y en lasoldadura Esto se logra haciendo soldaduras intermitentes permitiendo que el calor se distribuya dentrode la fundicioacuten antes de depositar el proacuteximo cordoacuten
Electrodo Para soldar Hierro Fundido
Electrodo para hierro fundido
Corriente alterna
Toda posicion
Revestimiento Canela
Corriente continua Electrodo positivo
DescripcioacutenEl electrodo 77 tiene nuacutecleo de acero dulce con un revestimiento que actuacutea como fundente controlando lascaracteriacutesticas del arco Tiene un punto de fusioacuten lo suficientemente bajo para permitir usar corrientesbajas caracteriacutestica importante en la soldadura de hierro fundido lo que reduce el endurecimiento en lazona de fusioacuten
UsosEste electrodo se recomienda para reparaciones en hierro fundido en que los depoacutesitos no requieranmaquinado posterior
Aplicaciones tiacutepicasbull Cabezales de motores bull Piezas de maacutequinas bull Cajas de descanso bull Blocks de motores
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3067
Curso Baacutesico De Soldadura Castillo-Guardado
30
Procedimiento para soldarSe recomienda usar preferentemente CC electrodo positivo Las piezas a soldar deben estar limpias Serecomienda biselar las piezas en forma de ldquoVrdquo y taladrar los extremos de las grietas a reparar Para tener mayor seguridad de la calidad del trabajo se debe evitar soldar en forma contiacutenua se recomiendaefectuar cordones de 5 a 8 cms intermitentemente Debe mantenerse el trabajo friacuteo No se recomiendamartillar el cordoacuten pueden producirse fisuras
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3167
Castillo-Guardado
Curso Baacutesico De Soldadura
31
Descifrando los siacutembolos de la soldadura
Cuando las soldaduras son especificadas en planos y dibujos isomeacutetricos de ingenieriacutea de fabricacioacuten unconjunto de siacutembolos es usado para identificar el tipo de soldadura las dimensiones y otras informacionesreferente al proceso y el acabado
ANSIAWS A24 Siacutembolos para soldadura y pruebas no destructivasReconociendo la estructura del simbolo
La liacutenea horizontal se conoce como liacutenea de referencia y es la plataforma principal donde todos losdemaacutes siacutembolos de soldadura son agregados las instrucciones para la ejecucioacuten de la soldadura vanalineadas a la liacutenea de referencia y una flecha conecta la liacutenea de referencia con la junta a ser soldada Enel ejemplo de arriba la flecha se despliega a la derecha de la liacutenea de referencia y apuntando hacia abajo ya la derecha pero existen muchas otras combinaciones
Algunas veces la flecha apunta los dos lados de la junta por consiguiente existiriacutean dos ladospotencialmente apropiados para ejecutar la soldadura por ejemplo en una junta T cuando dos laminasson unidas la soldadura puede ser hecha en cualquiera de los lados de la T
El siacutembolo hace la distincioacuten entre los dos lados de la junta usando la flecha y los espacios debajo yencima de la liacutenea de referencia los lados (curiosamente) son conocidos como El lado de la flecha y Elotro lado y la soldadura se ejecuta de acuerdo a las instrucciones dadas en la parte de arriba de la liacutenea dereferencia y la orientacioacuten de la flecha no interfiere con estas instrucciones
La bandera que sale de la liacutenea de referencia esta presente si la soldadura se efectuara en campo odurante el armado de la estructura un siacutembolo de soldadura sin la bandera indica que la soldadura seefectuaraacute en el taller pero en algunos planos y dibujos antiguos puede ser encontrado un circulo negro en launioacuten entre la liacutenea de referencia y la flecha
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3267
Curso Baacutesico De Soldadura Castillo-Guardado
32
Un circulo vaciacuteo entre la liacutenea de referencia y la flecha es una indicacioacuten de que la soldadura debe serejecutada alrededor o en toda la circunferencia de la unioacuten como en este ejemplo
La cola del siacutembolo de soldadura es el sitio donde se coloca la informacioacuten suplementariaconcerniente a la soldadura a ejecutar y puede contener referencias del proceso requerido electrodo undetalle de dibujo y cualquier informacioacuten que ayude a la ejecucioacuten de la soldadura que no tenga un lugarespecial en el siacutembolo plano o la isometriacutea
Cada tipo de soldadura tiene su siacutembolo baacutesico el cual tiacutepicamente se situacutea al rededor del centro dela liacutenea de referencia (dependiendo de cual sea el lado de la junta) y este siacutembolo es usualmente un dibujoque representa la seccioacuten transversal de la junta misma y estas estaacuten divididas en tres grupos
Simbolos para las Soldaduras de Filete
La soldadura fundida es depositada en la esquina formada por la caracteriacutestica de la unioacuten de dosmiembros penetrando y fundieacutendose con el metal base para formar la junta
La cara perpendicular del triangulo siempre es dibujada en la parte izquierda del siacutembolo si las doscaras de la soldadura son de la misma dimensioacuten entonces solo una medida es dada
Las soldaduras de filete son usadas para hacer juntas de enfrentamiento perpendicular comoesquinas y las juntas T y como su propio siacutembolo lo sugiere estas soldaduras son baacutesicamentetriangulares vistas desde su seccioacuten aunque su forma no es siempre un triangulo perfecto o isoacutesceles
Si la soldadura tuviera caras desiguales (menos comuacuten) entonces ambas dimensiones son dadas yuna nota especial que indica en el dibujo cual cara es mas larga
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3367
Castillo-Guardado
Curso Baacutesico De Soldadura
33
El largo de la soldadura es dado a la derecha del simbolo
La soldadura se debe situar entre las liacuteneas dimensioacutenales especificadas (si son dadas) o entre lospuntos donde un cambio de direccioacuten abrupto de la soldadura ocurra como al final de las planchas olaminas
En el caso de soldaduras intermitentes o interrumpidas el largo de cada porcioacuten de la soldadura y losespacios que las separan son indicado en el siacutembolo siendo separados con un guioacuten ( - ) y el largo de laporcioacuten de soldadura va seguido de la dimensioacuten centro-centro del espacio estos siempre se colocan a la
derecha del siacutembolo del filete (triangulo)
Note que la dimensioacuten del espacio no indica el espacio limpio entre las soldaduras la indicacioacuten escentro-centro
Siacutembolos para las Soldaduras de Canal
Las soldaduras de Canal son usadas comuacutenmente para hacer juntas de bordes con bordes aunquetambieacuten son usadas frecuentemente en esquinas juntas T juntas curvas y piezas planas Como losugiere la variedad de siacutembolos para estas soldaduras hay muchas maneras de hacer soldaduras deCanal y la diferencia principal dependeraacute de la geometriacutea de las partes que seraacuten unidas y la preparacioacutende sus bordes El metal soldado es depositado entre el canal penetrando y fundieacutendose con el metal base para formar la junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipo de
soldaduras la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3467
Curso Baacutesico De Soldadura Castillo-Guardado
34
La soldadura de canal cuadrado en la cual el canal es creado por una separacioacuten especifica o ningunaseparacioacuten incluyendo hasta cierta presioacuten de oposicioacuten la distancia de la separacioacuten (si existe) es dadaen el siacutembolo
Las soldaduras de canal V en la que los bordes son biselados a veces por un lado o por los doslados para crea el canal el aacutengulo del bisel es dado en el siacutembolo asiacute como la luz de separacioacuten oseparacioacuten de la raiacutez (si existiera)
Si la profundidad de la V no fuera igual al espesor o a la mitad (en el caso de doble V) del espesorde la lamina o plancha a soldar entonces la profundidad es dada a la izquierda del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3567
Castillo-Guardado
Curso Baacutesico De Soldadura
35
Si la penetracioacuten de la soldadura fuera mayor que la profundidad del canal la profundidad de la gargantaefectiva es dada entre pareacutentesis despueacutes de la profundidad de la V
En el bisel del canal de soldadura en el cual el borde de una de las laminas es biselado y la otra escuadrada el siacutembolo de la liacutenea perpendicular siempre es dibujada en el lado izquierdo sea cual sea laorientacioacuten de la soldadura la flecha apunta la cara de la pieza que debe ser biselada y en este caso laflecha es cortada y doblada en aacutengulo para hacer eacutenfasis en su importancia (este corte de aacutengulo no esnecesario si el proyectista no tiene preferencias en cual lado debe ser biselado o si el dibujo es interpretadopor un soldador calificado que reconoce la diferencia de cual lado debe ser tratado) las
condiciones de aacutengulo preparacioacuten del borde garganta efectiva y la luz de separacioacuten de la
separacioacuten de raiacutez son descritas en las soldaduras de canal V en esta misma pagina
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3667
Curso Baacutesico De Soldadura Castillo-Guardado
36
En la soldadura de canal U en la cual ambos bordes son tratados para crear un canal coacutencavo laprofundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de la separacioacuten sondescritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de canal J en la cual en uno de las laminas tiene un biselado coacutencavo y la otra esdejada cuadrada como con el bisel de la media V la liacutenea perpendicular siempre apareceraacute dibujada a laizquierda y la flecha (con un doblez si fuera necesario) apuntando la pieza que recibiraacute el tratamiento debisel coacutencavo la profundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de
separacioacuten son descritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de V curva comuacutenmente usada para unir dos partes curvas o dos partes tubularesla profundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3767
Castillo-Guardado
Curso Baacutesico De Soldadura
37
En la soldadura de canal con bisel curvo comuacutenmente usada para unir una pieza curva o tubular auna pieza plana como con la V curva (anterior) formada por dos superficies curvas o tubulares laprofundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis La liacutenea perpendicular es dibujada siempre al lado izquierdo del siacutembolosea cual sea la orientacioacuten de la soldadura
Otros siacutembolos suplementarios son usados con la soldadura de canal como Penetracioacuten saliente y Barra o elemento de respaldo ambos siacutembolos son indicacioacuten de que la penetracioacuten de la junta se efectuacuteadesde un solo lado de la junta
El alto del refuerzo (si fuera critico) es indicado a la izquierda del siacutembolo de penetraron saliente elcual esta situado
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3867
Curso Baacutesico De Soldadura Castillo-Guardado
38
Cuando una barra o elemento de respaldo es usado para lograr la penetracioacuten necesaria de la junta su siacutembolo es situado encima de la liacutenea de referencia sobre el siacutembolo de la soldadura si la barra esprovisional y seraacute removida al final de la soldadura entonces la letra R es situada dentro del siacutembolo de labarra de respaldo esta barra tiene el mismo siacutembolo que la soldadura de conexion y ovalos pero sucontexto debe hacer siempre la clara intencioacuten del siacutembolo
Simbolos para la Soldadura de conexion y ovalos
Soldadura de conexioacuten y de oacutevalos es usada para unir laminas sobrepuestas una de las cuales tienenperforaciones (redondos para conexiones y ovalados o alargados para Oacutevalos) Metal soldado esdepositado en estas perforaciones penetrando y fundieacutendose con el metal base de las dos partes formandola junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipode soldadura la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3967
Castillo-Guardado
Curso Baacutesico De Soldadura
39
En la soldadura de conexioacuten el diaacutemetro de cada conector es dado a la izquierda del siacutembolo y el espacioentre los conectores es dado a la derecha en la soldadura de oacutevalos el ancho de cada ovalo es dado a laizquierda del siacutembolo el largo y la distancia entre espacios (separados por un guioacuten-) son dados a laderecha del siacutembolo y la referencia del detalle en la cola
El numero de conectores u oacutevalos es dado entre pareacutentesis por encima o por debajo del siacutembolo de lasoldadura la indicacioacuten del lado de la flecha y el otro lado indican cual pieza tiene la(s) perforacione(s)
Si no esta en las especificaciones el llenado total de esta perforacioacuten entonces la profundidad es dadadentro del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4067
Curso Baacutesico De Soldadura Castillo-Guardado
40
SISTEMA OXIGAS
Descripcioacuten del ProcesoEl proceso de soldadura oxigas mostrado en la figura consiste en una llama dirigida por un sopleteobtenida por medio de la combustioacuten de los gases oxiacutegeno-acetileno El intenso calor de la llama funde la
superficie del metal base para formar una poza fundidaCon este proceso se puede soldar con o sin material de aporte El metal de aporte es agregado para cubrirbiseles y orificios
A medida que la llama se mueve a lo largo de la unioacuten el metal base y el metal de aporte se solidifican paraproducir el cordoacuten
Al soldar cualquier metal se debe escoger el metal de aporte adecuado que normalmente posee elementosdesoxidantes para producir soldaduras de buena calidad
En algunos casos se requiere el uso de fundente para soldar ciertos tipos de metales
Ventajas y Aplicaciones del ProcesoEl proceso oxigas posee las siguientes ventajas el equipo es portaacutetil econoacutemico y puede ser utilizado entoda posicioacuten
El proceso oxigas es normalmente usado para soldar metales de hasta 14 de espesor Se puede utilizartambieacuten para soldar metales de mayor espesor pero ello no es recomendable
Su mayor aplicacioacuten en la industria se encuentra en el campo de mantencioacuten reparacioacuten soldadura decantildeeriacuteas de diaacutemetro pequentildeo y manufacturas livianas Tambieacuten puede ser usado como fuente de energiacuteacaloacuterica para calentar doblar forjar endurecer etc
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4167
Castillo-Guardado
Curso Baacutesico De Soldadura
41
Equipo para Soldadura y Corte OxigasEs el conjunto de elementos que agrupados permiten el paso de gases (Oxigeno-Acetileno) hasta unsoplete en cuyo interior se produce la mezcla La misma en contacto con una chispa produce unacombustioacuten base del sistema oxiacetileacutenico
Procedimiento Baacutesico de Soldadura
Ajuste de llamaEn soldadura oxiacetileacutenica se utiliza una llama neutra (3160degC) o sea se suministra suficiente oxiacutegenopara realizar la combustioacuten de todo el acetileno presenteAunque esta situacioacuten corresponde a una relacioacuten teoacuterica oxiacutegenoacetileno de 251 en la praacutectica parte dela combustioacuten se realiza con oxiacutegeno del aire de modo que
Se consume iguales cantidades de oxiacutegeno y acetileno (relacioacuten 11)Se produce un efecto de auto-proteccioacuten que minimiza la oxidacioacuten del metal base
La llama carburante con exceso de acetileno se reconoce por una zona intermedia reductora que apareceentre el dardo y el penacho se utiliza soacutelo en casos especiales
La llama oxidante con exceso de oxiacutegeno se reconoce por su dardo y penacho maacutes cortos y su sonido maacutesagudo
Seleccioacuten de la BoquillaEn la seleccioacuten de la boquilla influyen los siguientes factores1 Tipo de material a soldar
2 Espesor del material3 Tipo de unioacuten (Tope filete biselada etc)4 Posicioacuten en que se soldaraacute5 Habilidad del operador
Como norma de seguridad siempre debe utilizarse la
Boquilla a la presioacuten recomendada por el fabricante
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4267
Curso Baacutesico De Soldadura Castillo-Guardado
42
Varillas para Soldadura OxigasINDURA dispone de todos los tipos de varillas para este tipo de soldadura Bronce Niacutequel-Plata acerodulce hierro fundido y aluminio en los siguientes diaacutemetros
16 mm (116) - 24 mm (332) - 32 mm (18) - 40 mm (532) - 48 mm (316) y 64 mm (14)
El tamantildeo de varilla adecuada debe ser determinado por
bull el tipo de unioacuten de soldadura bull el espesor del material bull la cantidad de aporte requerido
VARILLAS DE APORTE PARA SOLDADURA OXIGAS
Procedimiento para soldar con varillas de soldadura oxigas (Bronce)
Deben limpiarse muy bien las piezas aplicaacutendoles la llama sobre la superficie hasta que alcance un colorrojo cereza Ambas piezas deben estar a la misma temperatura porque en caso contrario la varilla fluiraacutehacia la pieza maacutes caliente (fenoacutemeno de capilaridad) Caliente la varilla con la llama e introduacutezcala luegoen el depoacutesito de fundente
Note que el calor hace que el fundente se adhiera a la varilla (Si se utiliza una varilla ya revestida confundente este paso debe eliminarse) Una vez que la varilla estaacute impregnada con fundente y las piezas hanalcanzado la temperatura adecuada acerque la varilla hacia la unioacuten y coloque la llama encimaundieacutendola La varilla entonces se funde y fluye hacia el aacuterea calentada uniendo fuertemente las piezas
Debe utilizarse bastante fundente Si la cantidad de fundente es insuficiente la varilla no uniraacute los metales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4367
Castillo-Guardado
Curso Baacutesico De Soldadura
43
VARILLA DE APORTE DE BRONCE
DescripcioacutenLa soldadura de Bronce permite obtener depoacutesitos concaracteriacutesticas mecaacutenicas sobresalientes enresistencia y ductibilidad ademaacutes de ser muy homogeacutenea
AplicacionesSu principal campo de aplicacioacuten es soldadura de hierro fundido acero dulce cobre y sus aleaciones
La principal caracteriacutestica de estas soldaduras es la poca cantidad de gases que se genera en el craacuteter demetal fundido y su bajo punto de fusioacuten que permite una mejor y mayor fluidez del metal fundido
Como teacutecnica operatoria se recomienda precalentar el metal base hasta una temperatura cercana al puntode fusioacuten del metal de aporte luego fundir una gota de soldadura y aplicar calor adicional para obtener unafluidez adecuada en el depoacutesito
Recomendamos el uso del fundente INDURA 10 a fin de obtener depoacutesitos maacutes limpios y de mejorapariencia Las aleaciones de Bronce INDURA son envasadas en cajas de 10 kgs y fabricadas en lassiguientes medidas 24 mm (332)-32 mm (18)-40 mm (532)-48 mm (316)-64 mm (14)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4467
Curso Baacutesico De Soldadura Castillo-Guardado
44
SOLDADURA DE ESTANtildeO
Descripcioacuten
Estas soldaduras son aleaciones a base de estantildeo y se recomiendan para soldar uniones a prueba defiltracioacuten de agua o aire en que la resistencia mecaacutenica no es de importancia y que no estaraacuten expuestas aaltas temperaturas Son especialmente apropiadas para trabajos generales en fierro cobre zinc hojalatafierro galvanizado etc
Estas soldaduras pueden aplicarse por medio de cautiacuten soplete directo inmersioacuten vaciado o por hornoSe suministran en los siguientes tipos seguacuten forma y proporcioacuten de aleacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4567
Castillo-Guardado
Curso Baacutesico De Soldadura
45
El mayor porcentaje de estantildeo influye mejorando la resistencia mecaacutenica de la soldadura de tal forma quelos mejores resultados en este sentido se obtienen con el tipo ldquoArdquo y ldquoLArdquo El tipo ldquoArdquo se recomienda depreferencia para sellar envases de hojalata
Para obtener una buena soldadura es indispensable efectuar una buena limpieza de las piezas a soldarcon lija esmeril lima o escobilla de acero En caso de planchas oxidadas de fierro debe limpiarse con aacutecidomuriaacutetico durante 5 oacute 10 minutos Se recomienda ademaacutes el uso de Fundente INDURA 200 para evitar laoxidacioacuten de los metales a soldar facilitar la fluidez de la soldadura y obtener buenas uniones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
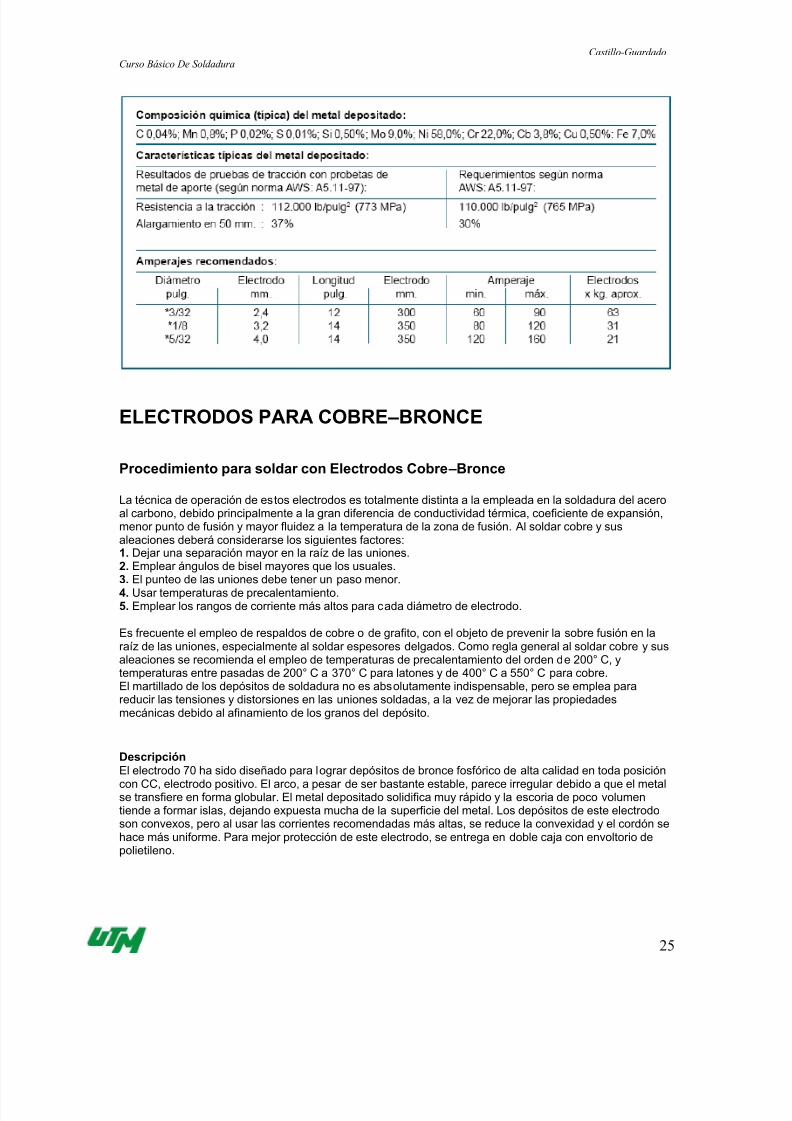
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2567
Castillo-Guardado
Curso Baacutesico De Soldadura
25
ELECTRODOS PARA COBRE ndashBRONCE
Procedimiento para soldar con Electrodos Cobre ndashBronce
La teacutecnica de operacioacuten de estos electrodos es totalmente distinta a la empleada en la soldadura del aceroal carbono debido principalmente a la gran diferencia de conductividad teacutermica coeficiente de expansioacutenmenor punto de fusioacuten y mayor fluidez a la temperatura de la zona de fusioacuten Al soldar cobre y susaleaciones deberaacute considerarse los siguientes factores1 Dejar una separacioacuten mayor en la raiacutez de las uniones2 Emplear aacutengulos de bisel mayores que los usuales3 El punteo de las uniones debe tener un paso menor4 Usar temperaturas de precalentamiento5 Emplear los rangos de corriente maacutes altos para cada diaacutemetro de electrodo
Es frecuente el empleo de respaldos de cobre o de grafito con el objeto de prevenir la sobre fusioacuten en laraiacutez de las uniones especialmente al soldar espesores delgados Como regla general al soldar cobre y susaleaciones se recomienda el empleo de temperaturas de precalentamiento del orden de 200degC ytemperaturas entre pasadas de 200degC a 370degC para latones y de 400degC a 550degC para cobreEl martillado de los depoacutesitos de soldadura no es absolutamente indispensable pero se emplea parareducir las tensiones y distorsiones en las uniones soldadas a la vez de mejorar las propiedadesmecaacutenicas debido al afinamiento de los granos del depoacutesito
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacuten
con CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2667
Curso Baacutesico De Soldadura Castillo-Guardado
26
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas debronce fosfoacutericoAplicaciones tiacutepicas
bull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tablaPara el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas Enlas soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Para
soldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
Electrodo Para Cobre
Electrodo de bronce fosforico
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Negro
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacutencon CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas de
bronce fosfoacutericoAplicaciones tiacutepicasbull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tabla
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2767
Castillo-Guardado
Curso Baacutesico De Soldadura
27
Para el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas En
las soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Parasoldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
ELECTRODOS PARA BISELAR Y CORTAR
Estos electrodos tienen gran importancia en las industrias que requieren efectuar trabajos de corte ybiselado ya que han sido especialmente disentildeados y fabricados para cumplir eficientemente estos trabajos
Procedimiento para Biselar y CortarPara biselar use un portaelectrodo convencional dirigiendo el electrodo en un aacutengulo aproximado de 30degcon respecto al plano del metal base Use un movimiento de retroceso para evitar profundizar demasiadoUna mayor velocidad de avance daraacute un biselado menos profundo Esmerile la zona antes de soldarPara cortar dirija el electrodo en direccioacuten al recorrido en un aacutengulo de 90degcon respecto al plano del metalbase Use un movimiento vertical ascendente y descendente para producir el desprendimiento del materialfundido
Electrodo para cortar y perforar
Corriente alterna
Toda posiciOn
Corriente continua Electrodo negativo
Revestimiento Gris oscuro
DescripcioacutenEl electrodo Speed Cut estaacute disentildeado para cortar y perforar todos los metales con CA o CC electrodonegativo Es un electrodo de alta velocidad y su revestimiento especial de tipo refractario evita que seprecaliente el nuacutecleo y concentra la fuerza del arco para lograr cortes parejos y limpios
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2867
Curso Baacutesico De Soldadura Castillo-Guardado
28
UsosEste electrodo ha sido especialmente disentildeado para producir cortes de alta velocidad en todas lasposiciones Es recomendable su uso en todos los metales especialmente para aquellos que representandificultad para ser cortados o perforados al ser tratados con equipos oxigas como por ejemplo fierrofundido aceros inoxidables aleaciones de niacutequel bronce cobrealuminio etcAplicaciones tiacutepicas
bull Cortes de alta velocidad en todas posiciones bull Desarme de estructuras metaacutelicas bull Remocioacuten de defectos en soldadura bull Perforacioacuten de remaches
ELECTRODOS PARA SOLDAR HIERRO FUNDIDO
Procedimiento para soldar Hierro Fundido
Las reparaciones en fundicioacuten de hierro gris o hierro maleable son los trabajos maacutes comuacutenmenteencontrados en la praacutectica diaria y son considerados como los trabajos de soldadura maacutes difiacutecilesCuando se suelda hierro fundido con electrodos comunes de acero se forma una capa dura y fraacutegiladyacente a la soldadura
Esta capa consiste en hierro fundido endurecido superficialmente como resultado del raacutepido enfriamientodesde una alta temperatura Si el metal de aporte es acero eacuteste absorberaacute considerable cantidad decarboacuten del hierro fundido convirtieacutendose en un acero de alto carbono El resultado seraacute que el depoacutesito desoldadura se endureceraacute siendo imposible su mecanizadoAdemaacutes cuando se usan electrodos con nuacutecleo de acero la diferencia de contracciones entre elmetal fundido depositado y la fundicioacuten generalmente es causa de problemas serios La resistencia delmetal de aporte es mucho mayor que la del hierro fundido y al producirse la contraccioacuten del acero puededesprenderse de la fundicioacuten Debido a estas condiciones es que los electrodos especiales son necesariospara este tipo de soldadura
La soldadura del hierro fundido es relativamente faacutecil pero sus caracteriacutesticas quiacutemicas y metaluacutergicas sontales que deben ser consideradas cuidadosamente para asegurar los mejores resultados
Algunas de sus caracteriacutestica son1 Si se calienta a una temperatura alta y luego se enfriacutea raacutepidamente el resultado seraacute una fundicioacutenblanca muy dura y difiacutecilmente trabajable mecaacutenicamente2 Si se calienta a una temperatura alta y luego se enfriacutea lentamente el resultado seraacute un hierro fundidogris que es blando y faacutecilmente trabajable3 El hierro fundido es fraacutegil y no se puede doblar o estirar como el acero y consecuentemente si se produceun sobrecalentamiento durante la soldadura las contracciones durante el enfriamiento pueden causargrietas en la soldadura misma o en las zonas teacutermicamente afectadas entre eacutesta y el metal base
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2967
Castillo-Guardado
Curso Baacutesico De Soldadura
29
Las consideraciones anteriores son principalmente las que han establecido un procedimiento fundamentalpara la soldadura del hierro fundido independiente del tipo de electrodo utilizado maquinable o nomaquinable que puede establecerse en los siguientes puntos
1 Utilizar electrodos de poco diaacutemetro y corriente lo maacutes baja posible pero suficiente para producir unabuena fusioacuten2 Hacer soldaduras cortas de no maacutes de dos o tres pulgadas de longitud3 Es aconsejable el depoacutesito de cordones delgados en lugar de cordones anchos y oscilados
InstruccionesPara obtener los mejores resultados es esencial que la unioacuten haya sido adecuadamente preparada Debenremoverse o limpiarse todas las materias extrantildeas tales como oacutexido grasa y aceites Especialmente laspartes que se han impregnado de aceite agua u otros agentes pueden requerir un precalentamiento a unatemperatura suficientemente alta (300-370degC) para evaporar los contaminantes antes de la soldadura
Las uniones deben ser preparadas y biseladas por medios mecaacutenicos como esmeriles discos o limas ydebe evitarse hacer los biselados o preparaciones con arco eleacutectrico ya que este procedimiento tenderiacutea aproducir hierro fundido blanco duro y quebradizo en las zonas inmediatamente vecinas a las soldaduras
El biselado se recomienda auacuten para secciones delgadas mantenieacutendolo siempre al miacutenimo praacutectico paraevitar los esfuerzos residuales provenientes de la contraccioacuten
Como regla general el aacutengulo total de bisel debe ser de aproximadamente 90degpara secciones de635 mm de espesor o menos y de 60 a 90degpara secciones maacutes pesadas o de mayor espesor
Es aconsejable tambieacuten para disminuir los esfuerzos teacutermicos usar electrodos de diaacutemetro pequentildeo yutilizar siempre amperajes bajos Ademaacutes el precalentamiento es necesario para fundiciones pesadas y lasoldadura debe depositarse en cordones cortos lineales de dos a tres pulgadas de longitud Cuando seaposible debe procurarse depositar la soldadura en dos a tres capas ya que los pases subsiguientes tienenun efecto beneacutefico de normalizado sobre los primeros En las soldaduras de hierro fundido es muyimportante evitar el calor localizado causante en la mayoriacutea de los casos de grietas en el metal base y en lasoldadura Esto se logra haciendo soldaduras intermitentes permitiendo que el calor se distribuya dentrode la fundicioacuten antes de depositar el proacuteximo cordoacuten
Electrodo Para soldar Hierro Fundido
Electrodo para hierro fundido
Corriente alterna
Toda posicion
Revestimiento Canela
Corriente continua Electrodo positivo
DescripcioacutenEl electrodo 77 tiene nuacutecleo de acero dulce con un revestimiento que actuacutea como fundente controlando lascaracteriacutesticas del arco Tiene un punto de fusioacuten lo suficientemente bajo para permitir usar corrientesbajas caracteriacutestica importante en la soldadura de hierro fundido lo que reduce el endurecimiento en lazona de fusioacuten
UsosEste electrodo se recomienda para reparaciones en hierro fundido en que los depoacutesitos no requieranmaquinado posterior
Aplicaciones tiacutepicasbull Cabezales de motores bull Piezas de maacutequinas bull Cajas de descanso bull Blocks de motores
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3067
Curso Baacutesico De Soldadura Castillo-Guardado
30
Procedimiento para soldarSe recomienda usar preferentemente CC electrodo positivo Las piezas a soldar deben estar limpias Serecomienda biselar las piezas en forma de ldquoVrdquo y taladrar los extremos de las grietas a reparar Para tener mayor seguridad de la calidad del trabajo se debe evitar soldar en forma contiacutenua se recomiendaefectuar cordones de 5 a 8 cms intermitentemente Debe mantenerse el trabajo friacuteo No se recomiendamartillar el cordoacuten pueden producirse fisuras
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3167
Castillo-Guardado
Curso Baacutesico De Soldadura
31
Descifrando los siacutembolos de la soldadura
Cuando las soldaduras son especificadas en planos y dibujos isomeacutetricos de ingenieriacutea de fabricacioacuten unconjunto de siacutembolos es usado para identificar el tipo de soldadura las dimensiones y otras informacionesreferente al proceso y el acabado
ANSIAWS A24 Siacutembolos para soldadura y pruebas no destructivasReconociendo la estructura del simbolo
La liacutenea horizontal se conoce como liacutenea de referencia y es la plataforma principal donde todos losdemaacutes siacutembolos de soldadura son agregados las instrucciones para la ejecucioacuten de la soldadura vanalineadas a la liacutenea de referencia y una flecha conecta la liacutenea de referencia con la junta a ser soldada Enel ejemplo de arriba la flecha se despliega a la derecha de la liacutenea de referencia y apuntando hacia abajo ya la derecha pero existen muchas otras combinaciones
Algunas veces la flecha apunta los dos lados de la junta por consiguiente existiriacutean dos ladospotencialmente apropiados para ejecutar la soldadura por ejemplo en una junta T cuando dos laminasson unidas la soldadura puede ser hecha en cualquiera de los lados de la T
El siacutembolo hace la distincioacuten entre los dos lados de la junta usando la flecha y los espacios debajo yencima de la liacutenea de referencia los lados (curiosamente) son conocidos como El lado de la flecha y Elotro lado y la soldadura se ejecuta de acuerdo a las instrucciones dadas en la parte de arriba de la liacutenea dereferencia y la orientacioacuten de la flecha no interfiere con estas instrucciones
La bandera que sale de la liacutenea de referencia esta presente si la soldadura se efectuara en campo odurante el armado de la estructura un siacutembolo de soldadura sin la bandera indica que la soldadura seefectuaraacute en el taller pero en algunos planos y dibujos antiguos puede ser encontrado un circulo negro en launioacuten entre la liacutenea de referencia y la flecha
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3267
Curso Baacutesico De Soldadura Castillo-Guardado
32
Un circulo vaciacuteo entre la liacutenea de referencia y la flecha es una indicacioacuten de que la soldadura debe serejecutada alrededor o en toda la circunferencia de la unioacuten como en este ejemplo
La cola del siacutembolo de soldadura es el sitio donde se coloca la informacioacuten suplementariaconcerniente a la soldadura a ejecutar y puede contener referencias del proceso requerido electrodo undetalle de dibujo y cualquier informacioacuten que ayude a la ejecucioacuten de la soldadura que no tenga un lugarespecial en el siacutembolo plano o la isometriacutea
Cada tipo de soldadura tiene su siacutembolo baacutesico el cual tiacutepicamente se situacutea al rededor del centro dela liacutenea de referencia (dependiendo de cual sea el lado de la junta) y este siacutembolo es usualmente un dibujoque representa la seccioacuten transversal de la junta misma y estas estaacuten divididas en tres grupos
Simbolos para las Soldaduras de Filete
La soldadura fundida es depositada en la esquina formada por la caracteriacutestica de la unioacuten de dosmiembros penetrando y fundieacutendose con el metal base para formar la junta
La cara perpendicular del triangulo siempre es dibujada en la parte izquierda del siacutembolo si las doscaras de la soldadura son de la misma dimensioacuten entonces solo una medida es dada
Las soldaduras de filete son usadas para hacer juntas de enfrentamiento perpendicular comoesquinas y las juntas T y como su propio siacutembolo lo sugiere estas soldaduras son baacutesicamentetriangulares vistas desde su seccioacuten aunque su forma no es siempre un triangulo perfecto o isoacutesceles
Si la soldadura tuviera caras desiguales (menos comuacuten) entonces ambas dimensiones son dadas yuna nota especial que indica en el dibujo cual cara es mas larga
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3367
Castillo-Guardado
Curso Baacutesico De Soldadura
33
El largo de la soldadura es dado a la derecha del simbolo
La soldadura se debe situar entre las liacuteneas dimensioacutenales especificadas (si son dadas) o entre lospuntos donde un cambio de direccioacuten abrupto de la soldadura ocurra como al final de las planchas olaminas
En el caso de soldaduras intermitentes o interrumpidas el largo de cada porcioacuten de la soldadura y losespacios que las separan son indicado en el siacutembolo siendo separados con un guioacuten ( - ) y el largo de laporcioacuten de soldadura va seguido de la dimensioacuten centro-centro del espacio estos siempre se colocan a la
derecha del siacutembolo del filete (triangulo)
Note que la dimensioacuten del espacio no indica el espacio limpio entre las soldaduras la indicacioacuten escentro-centro
Siacutembolos para las Soldaduras de Canal
Las soldaduras de Canal son usadas comuacutenmente para hacer juntas de bordes con bordes aunquetambieacuten son usadas frecuentemente en esquinas juntas T juntas curvas y piezas planas Como losugiere la variedad de siacutembolos para estas soldaduras hay muchas maneras de hacer soldaduras deCanal y la diferencia principal dependeraacute de la geometriacutea de las partes que seraacuten unidas y la preparacioacutende sus bordes El metal soldado es depositado entre el canal penetrando y fundieacutendose con el metal base para formar la junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipo de
soldaduras la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3467
Curso Baacutesico De Soldadura Castillo-Guardado
34
La soldadura de canal cuadrado en la cual el canal es creado por una separacioacuten especifica o ningunaseparacioacuten incluyendo hasta cierta presioacuten de oposicioacuten la distancia de la separacioacuten (si existe) es dadaen el siacutembolo
Las soldaduras de canal V en la que los bordes son biselados a veces por un lado o por los doslados para crea el canal el aacutengulo del bisel es dado en el siacutembolo asiacute como la luz de separacioacuten oseparacioacuten de la raiacutez (si existiera)
Si la profundidad de la V no fuera igual al espesor o a la mitad (en el caso de doble V) del espesorde la lamina o plancha a soldar entonces la profundidad es dada a la izquierda del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3567
Castillo-Guardado
Curso Baacutesico De Soldadura
35
Si la penetracioacuten de la soldadura fuera mayor que la profundidad del canal la profundidad de la gargantaefectiva es dada entre pareacutentesis despueacutes de la profundidad de la V
En el bisel del canal de soldadura en el cual el borde de una de las laminas es biselado y la otra escuadrada el siacutembolo de la liacutenea perpendicular siempre es dibujada en el lado izquierdo sea cual sea laorientacioacuten de la soldadura la flecha apunta la cara de la pieza que debe ser biselada y en este caso laflecha es cortada y doblada en aacutengulo para hacer eacutenfasis en su importancia (este corte de aacutengulo no esnecesario si el proyectista no tiene preferencias en cual lado debe ser biselado o si el dibujo es interpretadopor un soldador calificado que reconoce la diferencia de cual lado debe ser tratado) las
condiciones de aacutengulo preparacioacuten del borde garganta efectiva y la luz de separacioacuten de la
separacioacuten de raiacutez son descritas en las soldaduras de canal V en esta misma pagina
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3667
Curso Baacutesico De Soldadura Castillo-Guardado
36
En la soldadura de canal U en la cual ambos bordes son tratados para crear un canal coacutencavo laprofundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de la separacioacuten sondescritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de canal J en la cual en uno de las laminas tiene un biselado coacutencavo y la otra esdejada cuadrada como con el bisel de la media V la liacutenea perpendicular siempre apareceraacute dibujada a laizquierda y la flecha (con un doblez si fuera necesario) apuntando la pieza que recibiraacute el tratamiento debisel coacutencavo la profundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de
separacioacuten son descritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de V curva comuacutenmente usada para unir dos partes curvas o dos partes tubularesla profundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3767
Castillo-Guardado
Curso Baacutesico De Soldadura
37
En la soldadura de canal con bisel curvo comuacutenmente usada para unir una pieza curva o tubular auna pieza plana como con la V curva (anterior) formada por dos superficies curvas o tubulares laprofundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis La liacutenea perpendicular es dibujada siempre al lado izquierdo del siacutembolosea cual sea la orientacioacuten de la soldadura
Otros siacutembolos suplementarios son usados con la soldadura de canal como Penetracioacuten saliente y Barra o elemento de respaldo ambos siacutembolos son indicacioacuten de que la penetracioacuten de la junta se efectuacuteadesde un solo lado de la junta
El alto del refuerzo (si fuera critico) es indicado a la izquierda del siacutembolo de penetraron saliente elcual esta situado
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3867
Curso Baacutesico De Soldadura Castillo-Guardado
38
Cuando una barra o elemento de respaldo es usado para lograr la penetracioacuten necesaria de la junta su siacutembolo es situado encima de la liacutenea de referencia sobre el siacutembolo de la soldadura si la barra esprovisional y seraacute removida al final de la soldadura entonces la letra R es situada dentro del siacutembolo de labarra de respaldo esta barra tiene el mismo siacutembolo que la soldadura de conexion y ovalos pero sucontexto debe hacer siempre la clara intencioacuten del siacutembolo
Simbolos para la Soldadura de conexion y ovalos
Soldadura de conexioacuten y de oacutevalos es usada para unir laminas sobrepuestas una de las cuales tienenperforaciones (redondos para conexiones y ovalados o alargados para Oacutevalos) Metal soldado esdepositado en estas perforaciones penetrando y fundieacutendose con el metal base de las dos partes formandola junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipode soldadura la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3967
Castillo-Guardado
Curso Baacutesico De Soldadura
39
En la soldadura de conexioacuten el diaacutemetro de cada conector es dado a la izquierda del siacutembolo y el espacioentre los conectores es dado a la derecha en la soldadura de oacutevalos el ancho de cada ovalo es dado a laizquierda del siacutembolo el largo y la distancia entre espacios (separados por un guioacuten-) son dados a laderecha del siacutembolo y la referencia del detalle en la cola
El numero de conectores u oacutevalos es dado entre pareacutentesis por encima o por debajo del siacutembolo de lasoldadura la indicacioacuten del lado de la flecha y el otro lado indican cual pieza tiene la(s) perforacione(s)
Si no esta en las especificaciones el llenado total de esta perforacioacuten entonces la profundidad es dadadentro del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4067
Curso Baacutesico De Soldadura Castillo-Guardado
40
SISTEMA OXIGAS
Descripcioacuten del ProcesoEl proceso de soldadura oxigas mostrado en la figura consiste en una llama dirigida por un sopleteobtenida por medio de la combustioacuten de los gases oxiacutegeno-acetileno El intenso calor de la llama funde la
superficie del metal base para formar una poza fundidaCon este proceso se puede soldar con o sin material de aporte El metal de aporte es agregado para cubrirbiseles y orificios
A medida que la llama se mueve a lo largo de la unioacuten el metal base y el metal de aporte se solidifican paraproducir el cordoacuten
Al soldar cualquier metal se debe escoger el metal de aporte adecuado que normalmente posee elementosdesoxidantes para producir soldaduras de buena calidad
En algunos casos se requiere el uso de fundente para soldar ciertos tipos de metales
Ventajas y Aplicaciones del ProcesoEl proceso oxigas posee las siguientes ventajas el equipo es portaacutetil econoacutemico y puede ser utilizado entoda posicioacuten
El proceso oxigas es normalmente usado para soldar metales de hasta 14 de espesor Se puede utilizartambieacuten para soldar metales de mayor espesor pero ello no es recomendable
Su mayor aplicacioacuten en la industria se encuentra en el campo de mantencioacuten reparacioacuten soldadura decantildeeriacuteas de diaacutemetro pequentildeo y manufacturas livianas Tambieacuten puede ser usado como fuente de energiacuteacaloacuterica para calentar doblar forjar endurecer etc
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4167
Castillo-Guardado
Curso Baacutesico De Soldadura
41
Equipo para Soldadura y Corte OxigasEs el conjunto de elementos que agrupados permiten el paso de gases (Oxigeno-Acetileno) hasta unsoplete en cuyo interior se produce la mezcla La misma en contacto con una chispa produce unacombustioacuten base del sistema oxiacetileacutenico
Procedimiento Baacutesico de Soldadura
Ajuste de llamaEn soldadura oxiacetileacutenica se utiliza una llama neutra (3160degC) o sea se suministra suficiente oxiacutegenopara realizar la combustioacuten de todo el acetileno presenteAunque esta situacioacuten corresponde a una relacioacuten teoacuterica oxiacutegenoacetileno de 251 en la praacutectica parte dela combustioacuten se realiza con oxiacutegeno del aire de modo que
Se consume iguales cantidades de oxiacutegeno y acetileno (relacioacuten 11)Se produce un efecto de auto-proteccioacuten que minimiza la oxidacioacuten del metal base
La llama carburante con exceso de acetileno se reconoce por una zona intermedia reductora que apareceentre el dardo y el penacho se utiliza soacutelo en casos especiales
La llama oxidante con exceso de oxiacutegeno se reconoce por su dardo y penacho maacutes cortos y su sonido maacutesagudo
Seleccioacuten de la BoquillaEn la seleccioacuten de la boquilla influyen los siguientes factores1 Tipo de material a soldar
2 Espesor del material3 Tipo de unioacuten (Tope filete biselada etc)4 Posicioacuten en que se soldaraacute5 Habilidad del operador
Como norma de seguridad siempre debe utilizarse la
Boquilla a la presioacuten recomendada por el fabricante
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4267
Curso Baacutesico De Soldadura Castillo-Guardado
42
Varillas para Soldadura OxigasINDURA dispone de todos los tipos de varillas para este tipo de soldadura Bronce Niacutequel-Plata acerodulce hierro fundido y aluminio en los siguientes diaacutemetros
16 mm (116) - 24 mm (332) - 32 mm (18) - 40 mm (532) - 48 mm (316) y 64 mm (14)
El tamantildeo de varilla adecuada debe ser determinado por
bull el tipo de unioacuten de soldadura bull el espesor del material bull la cantidad de aporte requerido
VARILLAS DE APORTE PARA SOLDADURA OXIGAS
Procedimiento para soldar con varillas de soldadura oxigas (Bronce)
Deben limpiarse muy bien las piezas aplicaacutendoles la llama sobre la superficie hasta que alcance un colorrojo cereza Ambas piezas deben estar a la misma temperatura porque en caso contrario la varilla fluiraacutehacia la pieza maacutes caliente (fenoacutemeno de capilaridad) Caliente la varilla con la llama e introduacutezcala luegoen el depoacutesito de fundente
Note que el calor hace que el fundente se adhiera a la varilla (Si se utiliza una varilla ya revestida confundente este paso debe eliminarse) Una vez que la varilla estaacute impregnada con fundente y las piezas hanalcanzado la temperatura adecuada acerque la varilla hacia la unioacuten y coloque la llama encimaundieacutendola La varilla entonces se funde y fluye hacia el aacuterea calentada uniendo fuertemente las piezas
Debe utilizarse bastante fundente Si la cantidad de fundente es insuficiente la varilla no uniraacute los metales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4367
Castillo-Guardado
Curso Baacutesico De Soldadura
43
VARILLA DE APORTE DE BRONCE
DescripcioacutenLa soldadura de Bronce permite obtener depoacutesitos concaracteriacutesticas mecaacutenicas sobresalientes enresistencia y ductibilidad ademaacutes de ser muy homogeacutenea
AplicacionesSu principal campo de aplicacioacuten es soldadura de hierro fundido acero dulce cobre y sus aleaciones
La principal caracteriacutestica de estas soldaduras es la poca cantidad de gases que se genera en el craacuteter demetal fundido y su bajo punto de fusioacuten que permite una mejor y mayor fluidez del metal fundido
Como teacutecnica operatoria se recomienda precalentar el metal base hasta una temperatura cercana al puntode fusioacuten del metal de aporte luego fundir una gota de soldadura y aplicar calor adicional para obtener unafluidez adecuada en el depoacutesito
Recomendamos el uso del fundente INDURA 10 a fin de obtener depoacutesitos maacutes limpios y de mejorapariencia Las aleaciones de Bronce INDURA son envasadas en cajas de 10 kgs y fabricadas en lassiguientes medidas 24 mm (332)-32 mm (18)-40 mm (532)-48 mm (316)-64 mm (14)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4467
Curso Baacutesico De Soldadura Castillo-Guardado
44
SOLDADURA DE ESTANtildeO
Descripcioacuten
Estas soldaduras son aleaciones a base de estantildeo y se recomiendan para soldar uniones a prueba defiltracioacuten de agua o aire en que la resistencia mecaacutenica no es de importancia y que no estaraacuten expuestas aaltas temperaturas Son especialmente apropiadas para trabajos generales en fierro cobre zinc hojalatafierro galvanizado etc
Estas soldaduras pueden aplicarse por medio de cautiacuten soplete directo inmersioacuten vaciado o por hornoSe suministran en los siguientes tipos seguacuten forma y proporcioacuten de aleacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4567
Castillo-Guardado
Curso Baacutesico De Soldadura
45
El mayor porcentaje de estantildeo influye mejorando la resistencia mecaacutenica de la soldadura de tal forma quelos mejores resultados en este sentido se obtienen con el tipo ldquoArdquo y ldquoLArdquo El tipo ldquoArdquo se recomienda depreferencia para sellar envases de hojalata
Para obtener una buena soldadura es indispensable efectuar una buena limpieza de las piezas a soldarcon lija esmeril lima o escobilla de acero En caso de planchas oxidadas de fierro debe limpiarse con aacutecidomuriaacutetico durante 5 oacute 10 minutos Se recomienda ademaacutes el uso de Fundente INDURA 200 para evitar laoxidacioacuten de los metales a soldar facilitar la fluidez de la soldadura y obtener buenas uniones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2667
Curso Baacutesico De Soldadura Castillo-Guardado
26
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas debronce fosfoacutericoAplicaciones tiacutepicas
bull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tablaPara el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas Enlas soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Para
soldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
Electrodo Para Cobre
Electrodo de bronce fosforico
Toda posicioacuten
Corriente continua Electrodo positivo
Revestimiento Negro
DescripcioacutenEl electrodo 70 ha sido disentildeado para lograr depoacutesitos de bronce fosfoacuterico de alta calidad en toda posicioacutencon CC electrodo positivo El arco a pesar de ser bastante estable parece irregular debido a que el metalse transfiere en forma globular El metal depositado solidifica muy raacutepido y la escoria de poco volumentiende a formar islas dejando expuesta mucha de la superficie del metal Los depoacutesitos de este electrodoson convexos pero al usar las corrientes recomendadas maacutes altas se reduce la convexidad y el cordoacuten sehace maacutes uniforme Para mejor proteccioacuten de este electrodo se entrega en doble caja con envoltorio depolietileno
UsosEste electrodo estaacute proyectado para soldar bronce latoacuten cobre acero fundicioacuten gris y maleable Serecomienda parasoldar metales diferentes y sus caracteriacutesticas permiten usarlo cuando se necesitan capas superpuestas de
bronce fosfoacutericoAplicaciones tiacutepicasbull Relleno de descanso bull Relleno de piezas de cobre bull Soldaduras de alambiques bull Soldaduras de hierro fundido bull Relleno de contactos eleacutectricos Procedimiento para soldarSe recomienda mantener un arco medianamente corto sin permitir que el revestimiento del electrodo toqueel metal fundido Para soldar fundicioacuten gris maleable y acero deben ajustarse los amperajes maacutes bajosindicados en la tabla
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2767
Castillo-Guardado
Curso Baacutesico De Soldadura
27
Para el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas En
las soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Parasoldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
ELECTRODOS PARA BISELAR Y CORTAR
Estos electrodos tienen gran importancia en las industrias que requieren efectuar trabajos de corte ybiselado ya que han sido especialmente disentildeados y fabricados para cumplir eficientemente estos trabajos
Procedimiento para Biselar y CortarPara biselar use un portaelectrodo convencional dirigiendo el electrodo en un aacutengulo aproximado de 30degcon respecto al plano del metal base Use un movimiento de retroceso para evitar profundizar demasiadoUna mayor velocidad de avance daraacute un biselado menos profundo Esmerile la zona antes de soldarPara cortar dirija el electrodo en direccioacuten al recorrido en un aacutengulo de 90degcon respecto al plano del metalbase Use un movimiento vertical ascendente y descendente para producir el desprendimiento del materialfundido
Electrodo para cortar y perforar
Corriente alterna
Toda posiciOn
Corriente continua Electrodo negativo
Revestimiento Gris oscuro
DescripcioacutenEl electrodo Speed Cut estaacute disentildeado para cortar y perforar todos los metales con CA o CC electrodonegativo Es un electrodo de alta velocidad y su revestimiento especial de tipo refractario evita que seprecaliente el nuacutecleo y concentra la fuerza del arco para lograr cortes parejos y limpios
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2867
Curso Baacutesico De Soldadura Castillo-Guardado
28
UsosEste electrodo ha sido especialmente disentildeado para producir cortes de alta velocidad en todas lasposiciones Es recomendable su uso en todos los metales especialmente para aquellos que representandificultad para ser cortados o perforados al ser tratados con equipos oxigas como por ejemplo fierrofundido aceros inoxidables aleaciones de niacutequel bronce cobrealuminio etcAplicaciones tiacutepicas
bull Cortes de alta velocidad en todas posiciones bull Desarme de estructuras metaacutelicas bull Remocioacuten de defectos en soldadura bull Perforacioacuten de remaches
ELECTRODOS PARA SOLDAR HIERRO FUNDIDO
Procedimiento para soldar Hierro Fundido
Las reparaciones en fundicioacuten de hierro gris o hierro maleable son los trabajos maacutes comuacutenmenteencontrados en la praacutectica diaria y son considerados como los trabajos de soldadura maacutes difiacutecilesCuando se suelda hierro fundido con electrodos comunes de acero se forma una capa dura y fraacutegiladyacente a la soldadura
Esta capa consiste en hierro fundido endurecido superficialmente como resultado del raacutepido enfriamientodesde una alta temperatura Si el metal de aporte es acero eacuteste absorberaacute considerable cantidad decarboacuten del hierro fundido convirtieacutendose en un acero de alto carbono El resultado seraacute que el depoacutesito desoldadura se endureceraacute siendo imposible su mecanizadoAdemaacutes cuando se usan electrodos con nuacutecleo de acero la diferencia de contracciones entre elmetal fundido depositado y la fundicioacuten generalmente es causa de problemas serios La resistencia delmetal de aporte es mucho mayor que la del hierro fundido y al producirse la contraccioacuten del acero puededesprenderse de la fundicioacuten Debido a estas condiciones es que los electrodos especiales son necesariospara este tipo de soldadura
La soldadura del hierro fundido es relativamente faacutecil pero sus caracteriacutesticas quiacutemicas y metaluacutergicas sontales que deben ser consideradas cuidadosamente para asegurar los mejores resultados
Algunas de sus caracteriacutestica son1 Si se calienta a una temperatura alta y luego se enfriacutea raacutepidamente el resultado seraacute una fundicioacutenblanca muy dura y difiacutecilmente trabajable mecaacutenicamente2 Si se calienta a una temperatura alta y luego se enfriacutea lentamente el resultado seraacute un hierro fundidogris que es blando y faacutecilmente trabajable3 El hierro fundido es fraacutegil y no se puede doblar o estirar como el acero y consecuentemente si se produceun sobrecalentamiento durante la soldadura las contracciones durante el enfriamiento pueden causargrietas en la soldadura misma o en las zonas teacutermicamente afectadas entre eacutesta y el metal base
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2967
Castillo-Guardado
Curso Baacutesico De Soldadura
29
Las consideraciones anteriores son principalmente las que han establecido un procedimiento fundamentalpara la soldadura del hierro fundido independiente del tipo de electrodo utilizado maquinable o nomaquinable que puede establecerse en los siguientes puntos
1 Utilizar electrodos de poco diaacutemetro y corriente lo maacutes baja posible pero suficiente para producir unabuena fusioacuten2 Hacer soldaduras cortas de no maacutes de dos o tres pulgadas de longitud3 Es aconsejable el depoacutesito de cordones delgados en lugar de cordones anchos y oscilados
InstruccionesPara obtener los mejores resultados es esencial que la unioacuten haya sido adecuadamente preparada Debenremoverse o limpiarse todas las materias extrantildeas tales como oacutexido grasa y aceites Especialmente laspartes que se han impregnado de aceite agua u otros agentes pueden requerir un precalentamiento a unatemperatura suficientemente alta (300-370degC) para evaporar los contaminantes antes de la soldadura
Las uniones deben ser preparadas y biseladas por medios mecaacutenicos como esmeriles discos o limas ydebe evitarse hacer los biselados o preparaciones con arco eleacutectrico ya que este procedimiento tenderiacutea aproducir hierro fundido blanco duro y quebradizo en las zonas inmediatamente vecinas a las soldaduras
El biselado se recomienda auacuten para secciones delgadas mantenieacutendolo siempre al miacutenimo praacutectico paraevitar los esfuerzos residuales provenientes de la contraccioacuten
Como regla general el aacutengulo total de bisel debe ser de aproximadamente 90degpara secciones de635 mm de espesor o menos y de 60 a 90degpara secciones maacutes pesadas o de mayor espesor
Es aconsejable tambieacuten para disminuir los esfuerzos teacutermicos usar electrodos de diaacutemetro pequentildeo yutilizar siempre amperajes bajos Ademaacutes el precalentamiento es necesario para fundiciones pesadas y lasoldadura debe depositarse en cordones cortos lineales de dos a tres pulgadas de longitud Cuando seaposible debe procurarse depositar la soldadura en dos a tres capas ya que los pases subsiguientes tienenun efecto beneacutefico de normalizado sobre los primeros En las soldaduras de hierro fundido es muyimportante evitar el calor localizado causante en la mayoriacutea de los casos de grietas en el metal base y en lasoldadura Esto se logra haciendo soldaduras intermitentes permitiendo que el calor se distribuya dentrode la fundicioacuten antes de depositar el proacuteximo cordoacuten
Electrodo Para soldar Hierro Fundido
Electrodo para hierro fundido
Corriente alterna
Toda posicion
Revestimiento Canela
Corriente continua Electrodo positivo
DescripcioacutenEl electrodo 77 tiene nuacutecleo de acero dulce con un revestimiento que actuacutea como fundente controlando lascaracteriacutesticas del arco Tiene un punto de fusioacuten lo suficientemente bajo para permitir usar corrientesbajas caracteriacutestica importante en la soldadura de hierro fundido lo que reduce el endurecimiento en lazona de fusioacuten
UsosEste electrodo se recomienda para reparaciones en hierro fundido en que los depoacutesitos no requieranmaquinado posterior
Aplicaciones tiacutepicasbull Cabezales de motores bull Piezas de maacutequinas bull Cajas de descanso bull Blocks de motores
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3067
Curso Baacutesico De Soldadura Castillo-Guardado
30
Procedimiento para soldarSe recomienda usar preferentemente CC electrodo positivo Las piezas a soldar deben estar limpias Serecomienda biselar las piezas en forma de ldquoVrdquo y taladrar los extremos de las grietas a reparar Para tener mayor seguridad de la calidad del trabajo se debe evitar soldar en forma contiacutenua se recomiendaefectuar cordones de 5 a 8 cms intermitentemente Debe mantenerse el trabajo friacuteo No se recomiendamartillar el cordoacuten pueden producirse fisuras
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3167
Castillo-Guardado
Curso Baacutesico De Soldadura
31
Descifrando los siacutembolos de la soldadura
Cuando las soldaduras son especificadas en planos y dibujos isomeacutetricos de ingenieriacutea de fabricacioacuten unconjunto de siacutembolos es usado para identificar el tipo de soldadura las dimensiones y otras informacionesreferente al proceso y el acabado
ANSIAWS A24 Siacutembolos para soldadura y pruebas no destructivasReconociendo la estructura del simbolo
La liacutenea horizontal se conoce como liacutenea de referencia y es la plataforma principal donde todos losdemaacutes siacutembolos de soldadura son agregados las instrucciones para la ejecucioacuten de la soldadura vanalineadas a la liacutenea de referencia y una flecha conecta la liacutenea de referencia con la junta a ser soldada Enel ejemplo de arriba la flecha se despliega a la derecha de la liacutenea de referencia y apuntando hacia abajo ya la derecha pero existen muchas otras combinaciones
Algunas veces la flecha apunta los dos lados de la junta por consiguiente existiriacutean dos ladospotencialmente apropiados para ejecutar la soldadura por ejemplo en una junta T cuando dos laminasson unidas la soldadura puede ser hecha en cualquiera de los lados de la T
El siacutembolo hace la distincioacuten entre los dos lados de la junta usando la flecha y los espacios debajo yencima de la liacutenea de referencia los lados (curiosamente) son conocidos como El lado de la flecha y Elotro lado y la soldadura se ejecuta de acuerdo a las instrucciones dadas en la parte de arriba de la liacutenea dereferencia y la orientacioacuten de la flecha no interfiere con estas instrucciones
La bandera que sale de la liacutenea de referencia esta presente si la soldadura se efectuara en campo odurante el armado de la estructura un siacutembolo de soldadura sin la bandera indica que la soldadura seefectuaraacute en el taller pero en algunos planos y dibujos antiguos puede ser encontrado un circulo negro en launioacuten entre la liacutenea de referencia y la flecha
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3267
Curso Baacutesico De Soldadura Castillo-Guardado
32
Un circulo vaciacuteo entre la liacutenea de referencia y la flecha es una indicacioacuten de que la soldadura debe serejecutada alrededor o en toda la circunferencia de la unioacuten como en este ejemplo
La cola del siacutembolo de soldadura es el sitio donde se coloca la informacioacuten suplementariaconcerniente a la soldadura a ejecutar y puede contener referencias del proceso requerido electrodo undetalle de dibujo y cualquier informacioacuten que ayude a la ejecucioacuten de la soldadura que no tenga un lugarespecial en el siacutembolo plano o la isometriacutea
Cada tipo de soldadura tiene su siacutembolo baacutesico el cual tiacutepicamente se situacutea al rededor del centro dela liacutenea de referencia (dependiendo de cual sea el lado de la junta) y este siacutembolo es usualmente un dibujoque representa la seccioacuten transversal de la junta misma y estas estaacuten divididas en tres grupos
Simbolos para las Soldaduras de Filete
La soldadura fundida es depositada en la esquina formada por la caracteriacutestica de la unioacuten de dosmiembros penetrando y fundieacutendose con el metal base para formar la junta
La cara perpendicular del triangulo siempre es dibujada en la parte izquierda del siacutembolo si las doscaras de la soldadura son de la misma dimensioacuten entonces solo una medida es dada
Las soldaduras de filete son usadas para hacer juntas de enfrentamiento perpendicular comoesquinas y las juntas T y como su propio siacutembolo lo sugiere estas soldaduras son baacutesicamentetriangulares vistas desde su seccioacuten aunque su forma no es siempre un triangulo perfecto o isoacutesceles
Si la soldadura tuviera caras desiguales (menos comuacuten) entonces ambas dimensiones son dadas yuna nota especial que indica en el dibujo cual cara es mas larga
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3367
Castillo-Guardado
Curso Baacutesico De Soldadura
33
El largo de la soldadura es dado a la derecha del simbolo
La soldadura se debe situar entre las liacuteneas dimensioacutenales especificadas (si son dadas) o entre lospuntos donde un cambio de direccioacuten abrupto de la soldadura ocurra como al final de las planchas olaminas
En el caso de soldaduras intermitentes o interrumpidas el largo de cada porcioacuten de la soldadura y losespacios que las separan son indicado en el siacutembolo siendo separados con un guioacuten ( - ) y el largo de laporcioacuten de soldadura va seguido de la dimensioacuten centro-centro del espacio estos siempre se colocan a la
derecha del siacutembolo del filete (triangulo)
Note que la dimensioacuten del espacio no indica el espacio limpio entre las soldaduras la indicacioacuten escentro-centro
Siacutembolos para las Soldaduras de Canal
Las soldaduras de Canal son usadas comuacutenmente para hacer juntas de bordes con bordes aunquetambieacuten son usadas frecuentemente en esquinas juntas T juntas curvas y piezas planas Como losugiere la variedad de siacutembolos para estas soldaduras hay muchas maneras de hacer soldaduras deCanal y la diferencia principal dependeraacute de la geometriacutea de las partes que seraacuten unidas y la preparacioacutende sus bordes El metal soldado es depositado entre el canal penetrando y fundieacutendose con el metal base para formar la junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipo de
soldaduras la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3467
Curso Baacutesico De Soldadura Castillo-Guardado
34
La soldadura de canal cuadrado en la cual el canal es creado por una separacioacuten especifica o ningunaseparacioacuten incluyendo hasta cierta presioacuten de oposicioacuten la distancia de la separacioacuten (si existe) es dadaen el siacutembolo
Las soldaduras de canal V en la que los bordes son biselados a veces por un lado o por los doslados para crea el canal el aacutengulo del bisel es dado en el siacutembolo asiacute como la luz de separacioacuten oseparacioacuten de la raiacutez (si existiera)
Si la profundidad de la V no fuera igual al espesor o a la mitad (en el caso de doble V) del espesorde la lamina o plancha a soldar entonces la profundidad es dada a la izquierda del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3567
Castillo-Guardado
Curso Baacutesico De Soldadura
35
Si la penetracioacuten de la soldadura fuera mayor que la profundidad del canal la profundidad de la gargantaefectiva es dada entre pareacutentesis despueacutes de la profundidad de la V
En el bisel del canal de soldadura en el cual el borde de una de las laminas es biselado y la otra escuadrada el siacutembolo de la liacutenea perpendicular siempre es dibujada en el lado izquierdo sea cual sea laorientacioacuten de la soldadura la flecha apunta la cara de la pieza que debe ser biselada y en este caso laflecha es cortada y doblada en aacutengulo para hacer eacutenfasis en su importancia (este corte de aacutengulo no esnecesario si el proyectista no tiene preferencias en cual lado debe ser biselado o si el dibujo es interpretadopor un soldador calificado que reconoce la diferencia de cual lado debe ser tratado) las
condiciones de aacutengulo preparacioacuten del borde garganta efectiva y la luz de separacioacuten de la
separacioacuten de raiacutez son descritas en las soldaduras de canal V en esta misma pagina
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3667
Curso Baacutesico De Soldadura Castillo-Guardado
36
En la soldadura de canal U en la cual ambos bordes son tratados para crear un canal coacutencavo laprofundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de la separacioacuten sondescritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de canal J en la cual en uno de las laminas tiene un biselado coacutencavo y la otra esdejada cuadrada como con el bisel de la media V la liacutenea perpendicular siempre apareceraacute dibujada a laizquierda y la flecha (con un doblez si fuera necesario) apuntando la pieza que recibiraacute el tratamiento debisel coacutencavo la profundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de
separacioacuten son descritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de V curva comuacutenmente usada para unir dos partes curvas o dos partes tubularesla profundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3767
Castillo-Guardado
Curso Baacutesico De Soldadura
37
En la soldadura de canal con bisel curvo comuacutenmente usada para unir una pieza curva o tubular auna pieza plana como con la V curva (anterior) formada por dos superficies curvas o tubulares laprofundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis La liacutenea perpendicular es dibujada siempre al lado izquierdo del siacutembolosea cual sea la orientacioacuten de la soldadura
Otros siacutembolos suplementarios son usados con la soldadura de canal como Penetracioacuten saliente y Barra o elemento de respaldo ambos siacutembolos son indicacioacuten de que la penetracioacuten de la junta se efectuacuteadesde un solo lado de la junta
El alto del refuerzo (si fuera critico) es indicado a la izquierda del siacutembolo de penetraron saliente elcual esta situado
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3867
Curso Baacutesico De Soldadura Castillo-Guardado
38
Cuando una barra o elemento de respaldo es usado para lograr la penetracioacuten necesaria de la junta su siacutembolo es situado encima de la liacutenea de referencia sobre el siacutembolo de la soldadura si la barra esprovisional y seraacute removida al final de la soldadura entonces la letra R es situada dentro del siacutembolo de labarra de respaldo esta barra tiene el mismo siacutembolo que la soldadura de conexion y ovalos pero sucontexto debe hacer siempre la clara intencioacuten del siacutembolo
Simbolos para la Soldadura de conexion y ovalos
Soldadura de conexioacuten y de oacutevalos es usada para unir laminas sobrepuestas una de las cuales tienenperforaciones (redondos para conexiones y ovalados o alargados para Oacutevalos) Metal soldado esdepositado en estas perforaciones penetrando y fundieacutendose con el metal base de las dos partes formandola junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipode soldadura la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3967
Castillo-Guardado
Curso Baacutesico De Soldadura
39
En la soldadura de conexioacuten el diaacutemetro de cada conector es dado a la izquierda del siacutembolo y el espacioentre los conectores es dado a la derecha en la soldadura de oacutevalos el ancho de cada ovalo es dado a laizquierda del siacutembolo el largo y la distancia entre espacios (separados por un guioacuten-) son dados a laderecha del siacutembolo y la referencia del detalle en la cola
El numero de conectores u oacutevalos es dado entre pareacutentesis por encima o por debajo del siacutembolo de lasoldadura la indicacioacuten del lado de la flecha y el otro lado indican cual pieza tiene la(s) perforacione(s)
Si no esta en las especificaciones el llenado total de esta perforacioacuten entonces la profundidad es dadadentro del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4067
Curso Baacutesico De Soldadura Castillo-Guardado
40
SISTEMA OXIGAS
Descripcioacuten del ProcesoEl proceso de soldadura oxigas mostrado en la figura consiste en una llama dirigida por un sopleteobtenida por medio de la combustioacuten de los gases oxiacutegeno-acetileno El intenso calor de la llama funde la
superficie del metal base para formar una poza fundidaCon este proceso se puede soldar con o sin material de aporte El metal de aporte es agregado para cubrirbiseles y orificios
A medida que la llama se mueve a lo largo de la unioacuten el metal base y el metal de aporte se solidifican paraproducir el cordoacuten
Al soldar cualquier metal se debe escoger el metal de aporte adecuado que normalmente posee elementosdesoxidantes para producir soldaduras de buena calidad
En algunos casos se requiere el uso de fundente para soldar ciertos tipos de metales
Ventajas y Aplicaciones del ProcesoEl proceso oxigas posee las siguientes ventajas el equipo es portaacutetil econoacutemico y puede ser utilizado entoda posicioacuten
El proceso oxigas es normalmente usado para soldar metales de hasta 14 de espesor Se puede utilizartambieacuten para soldar metales de mayor espesor pero ello no es recomendable
Su mayor aplicacioacuten en la industria se encuentra en el campo de mantencioacuten reparacioacuten soldadura decantildeeriacuteas de diaacutemetro pequentildeo y manufacturas livianas Tambieacuten puede ser usado como fuente de energiacuteacaloacuterica para calentar doblar forjar endurecer etc
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4167
Castillo-Guardado
Curso Baacutesico De Soldadura
41
Equipo para Soldadura y Corte OxigasEs el conjunto de elementos que agrupados permiten el paso de gases (Oxigeno-Acetileno) hasta unsoplete en cuyo interior se produce la mezcla La misma en contacto con una chispa produce unacombustioacuten base del sistema oxiacetileacutenico
Procedimiento Baacutesico de Soldadura
Ajuste de llamaEn soldadura oxiacetileacutenica se utiliza una llama neutra (3160degC) o sea se suministra suficiente oxiacutegenopara realizar la combustioacuten de todo el acetileno presenteAunque esta situacioacuten corresponde a una relacioacuten teoacuterica oxiacutegenoacetileno de 251 en la praacutectica parte dela combustioacuten se realiza con oxiacutegeno del aire de modo que
Se consume iguales cantidades de oxiacutegeno y acetileno (relacioacuten 11)Se produce un efecto de auto-proteccioacuten que minimiza la oxidacioacuten del metal base
La llama carburante con exceso de acetileno se reconoce por una zona intermedia reductora que apareceentre el dardo y el penacho se utiliza soacutelo en casos especiales
La llama oxidante con exceso de oxiacutegeno se reconoce por su dardo y penacho maacutes cortos y su sonido maacutesagudo
Seleccioacuten de la BoquillaEn la seleccioacuten de la boquilla influyen los siguientes factores1 Tipo de material a soldar
2 Espesor del material3 Tipo de unioacuten (Tope filete biselada etc)4 Posicioacuten en que se soldaraacute5 Habilidad del operador
Como norma de seguridad siempre debe utilizarse la
Boquilla a la presioacuten recomendada por el fabricante
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4267
Curso Baacutesico De Soldadura Castillo-Guardado
42
Varillas para Soldadura OxigasINDURA dispone de todos los tipos de varillas para este tipo de soldadura Bronce Niacutequel-Plata acerodulce hierro fundido y aluminio en los siguientes diaacutemetros
16 mm (116) - 24 mm (332) - 32 mm (18) - 40 mm (532) - 48 mm (316) y 64 mm (14)
El tamantildeo de varilla adecuada debe ser determinado por
bull el tipo de unioacuten de soldadura bull el espesor del material bull la cantidad de aporte requerido
VARILLAS DE APORTE PARA SOLDADURA OXIGAS
Procedimiento para soldar con varillas de soldadura oxigas (Bronce)
Deben limpiarse muy bien las piezas aplicaacutendoles la llama sobre la superficie hasta que alcance un colorrojo cereza Ambas piezas deben estar a la misma temperatura porque en caso contrario la varilla fluiraacutehacia la pieza maacutes caliente (fenoacutemeno de capilaridad) Caliente la varilla con la llama e introduacutezcala luegoen el depoacutesito de fundente
Note que el calor hace que el fundente se adhiera a la varilla (Si se utiliza una varilla ya revestida confundente este paso debe eliminarse) Una vez que la varilla estaacute impregnada con fundente y las piezas hanalcanzado la temperatura adecuada acerque la varilla hacia la unioacuten y coloque la llama encimaundieacutendola La varilla entonces se funde y fluye hacia el aacuterea calentada uniendo fuertemente las piezas
Debe utilizarse bastante fundente Si la cantidad de fundente es insuficiente la varilla no uniraacute los metales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4367
Castillo-Guardado
Curso Baacutesico De Soldadura
43
VARILLA DE APORTE DE BRONCE
DescripcioacutenLa soldadura de Bronce permite obtener depoacutesitos concaracteriacutesticas mecaacutenicas sobresalientes enresistencia y ductibilidad ademaacutes de ser muy homogeacutenea
AplicacionesSu principal campo de aplicacioacuten es soldadura de hierro fundido acero dulce cobre y sus aleaciones
La principal caracteriacutestica de estas soldaduras es la poca cantidad de gases que se genera en el craacuteter demetal fundido y su bajo punto de fusioacuten que permite una mejor y mayor fluidez del metal fundido
Como teacutecnica operatoria se recomienda precalentar el metal base hasta una temperatura cercana al puntode fusioacuten del metal de aporte luego fundir una gota de soldadura y aplicar calor adicional para obtener unafluidez adecuada en el depoacutesito
Recomendamos el uso del fundente INDURA 10 a fin de obtener depoacutesitos maacutes limpios y de mejorapariencia Las aleaciones de Bronce INDURA son envasadas en cajas de 10 kgs y fabricadas en lassiguientes medidas 24 mm (332)-32 mm (18)-40 mm (532)-48 mm (316)-64 mm (14)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4467
Curso Baacutesico De Soldadura Castillo-Guardado
44
SOLDADURA DE ESTANtildeO
Descripcioacuten
Estas soldaduras son aleaciones a base de estantildeo y se recomiendan para soldar uniones a prueba defiltracioacuten de agua o aire en que la resistencia mecaacutenica no es de importancia y que no estaraacuten expuestas aaltas temperaturas Son especialmente apropiadas para trabajos generales en fierro cobre zinc hojalatafierro galvanizado etc
Estas soldaduras pueden aplicarse por medio de cautiacuten soplete directo inmersioacuten vaciado o por hornoSe suministran en los siguientes tipos seguacuten forma y proporcioacuten de aleacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4567
Castillo-Guardado
Curso Baacutesico De Soldadura
45
El mayor porcentaje de estantildeo influye mejorando la resistencia mecaacutenica de la soldadura de tal forma quelos mejores resultados en este sentido se obtienen con el tipo ldquoArdquo y ldquoLArdquo El tipo ldquoArdquo se recomienda depreferencia para sellar envases de hojalata
Para obtener una buena soldadura es indispensable efectuar una buena limpieza de las piezas a soldarcon lija esmeril lima o escobilla de acero En caso de planchas oxidadas de fierro debe limpiarse con aacutecidomuriaacutetico durante 5 oacute 10 minutos Se recomienda ademaacutes el uso de Fundente INDURA 200 para evitar laoxidacioacuten de los metales a soldar facilitar la fluidez de la soldadura y obtener buenas uniones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
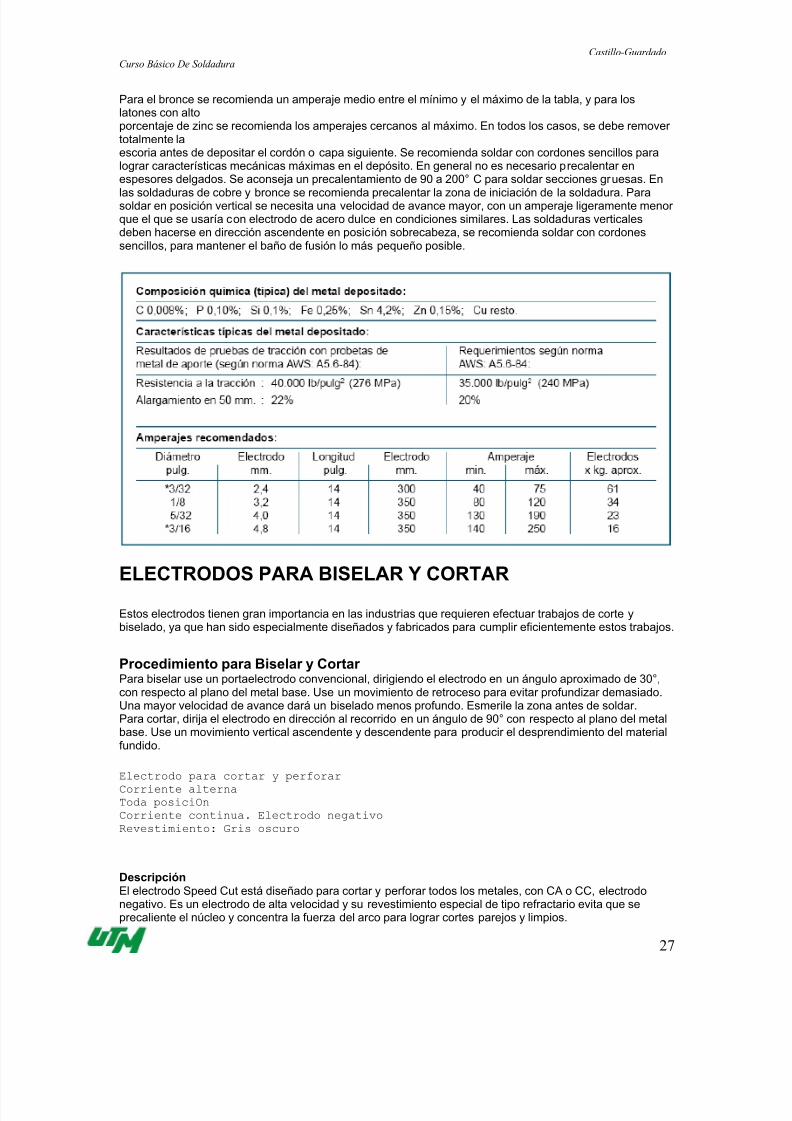
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2767
Castillo-Guardado
Curso Baacutesico De Soldadura
27
Para el bronce se recomienda un amperaje medio entre el miacutenimo y el maacuteximo de la tabla y para loslatones con altoporcentaje de zinc se recomienda los amperajes cercanos al maacuteximo En todos los casos se debe removertotalmente laescoria antes de depositar el cordoacuten o capa siguiente Se recomienda soldar con cordones sencillos paralograr caracteriacutesticas mecaacutenicas maacuteximas en el depoacutesito En general no es necesario precalentar enespesores delgados Se aconseja un precalentamiento de 90 a 200degC para soldar secciones gruesas En
las soldaduras de cobre y bronce se recomienda precalentar la zona de iniciacioacuten de la soldadura Parasoldar en posicioacuten vertical se necesita una velocidad de avance mayor con un amperaje ligeramente menorque el que se usariacutea con electrodo de acero dulce en condiciones similares Las soldaduras verticalesdeben hacerse en direccioacuten ascendente en posicioacuten sobrecabeza se recomienda soldar con cordonessencillos para mantener el bantildeo de fusioacuten lo maacutes pequentildeo posible
ELECTRODOS PARA BISELAR Y CORTAR
Estos electrodos tienen gran importancia en las industrias que requieren efectuar trabajos de corte ybiselado ya que han sido especialmente disentildeados y fabricados para cumplir eficientemente estos trabajos
Procedimiento para Biselar y CortarPara biselar use un portaelectrodo convencional dirigiendo el electrodo en un aacutengulo aproximado de 30degcon respecto al plano del metal base Use un movimiento de retroceso para evitar profundizar demasiadoUna mayor velocidad de avance daraacute un biselado menos profundo Esmerile la zona antes de soldarPara cortar dirija el electrodo en direccioacuten al recorrido en un aacutengulo de 90degcon respecto al plano del metalbase Use un movimiento vertical ascendente y descendente para producir el desprendimiento del materialfundido
Electrodo para cortar y perforar
Corriente alterna
Toda posiciOn
Corriente continua Electrodo negativo
Revestimiento Gris oscuro
DescripcioacutenEl electrodo Speed Cut estaacute disentildeado para cortar y perforar todos los metales con CA o CC electrodonegativo Es un electrodo de alta velocidad y su revestimiento especial de tipo refractario evita que seprecaliente el nuacutecleo y concentra la fuerza del arco para lograr cortes parejos y limpios
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2867
Curso Baacutesico De Soldadura Castillo-Guardado
28
UsosEste electrodo ha sido especialmente disentildeado para producir cortes de alta velocidad en todas lasposiciones Es recomendable su uso en todos los metales especialmente para aquellos que representandificultad para ser cortados o perforados al ser tratados con equipos oxigas como por ejemplo fierrofundido aceros inoxidables aleaciones de niacutequel bronce cobrealuminio etcAplicaciones tiacutepicas
bull Cortes de alta velocidad en todas posiciones bull Desarme de estructuras metaacutelicas bull Remocioacuten de defectos en soldadura bull Perforacioacuten de remaches
ELECTRODOS PARA SOLDAR HIERRO FUNDIDO
Procedimiento para soldar Hierro Fundido
Las reparaciones en fundicioacuten de hierro gris o hierro maleable son los trabajos maacutes comuacutenmenteencontrados en la praacutectica diaria y son considerados como los trabajos de soldadura maacutes difiacutecilesCuando se suelda hierro fundido con electrodos comunes de acero se forma una capa dura y fraacutegiladyacente a la soldadura
Esta capa consiste en hierro fundido endurecido superficialmente como resultado del raacutepido enfriamientodesde una alta temperatura Si el metal de aporte es acero eacuteste absorberaacute considerable cantidad decarboacuten del hierro fundido convirtieacutendose en un acero de alto carbono El resultado seraacute que el depoacutesito desoldadura se endureceraacute siendo imposible su mecanizadoAdemaacutes cuando se usan electrodos con nuacutecleo de acero la diferencia de contracciones entre elmetal fundido depositado y la fundicioacuten generalmente es causa de problemas serios La resistencia delmetal de aporte es mucho mayor que la del hierro fundido y al producirse la contraccioacuten del acero puededesprenderse de la fundicioacuten Debido a estas condiciones es que los electrodos especiales son necesariospara este tipo de soldadura
La soldadura del hierro fundido es relativamente faacutecil pero sus caracteriacutesticas quiacutemicas y metaluacutergicas sontales que deben ser consideradas cuidadosamente para asegurar los mejores resultados
Algunas de sus caracteriacutestica son1 Si se calienta a una temperatura alta y luego se enfriacutea raacutepidamente el resultado seraacute una fundicioacutenblanca muy dura y difiacutecilmente trabajable mecaacutenicamente2 Si se calienta a una temperatura alta y luego se enfriacutea lentamente el resultado seraacute un hierro fundidogris que es blando y faacutecilmente trabajable3 El hierro fundido es fraacutegil y no se puede doblar o estirar como el acero y consecuentemente si se produceun sobrecalentamiento durante la soldadura las contracciones durante el enfriamiento pueden causargrietas en la soldadura misma o en las zonas teacutermicamente afectadas entre eacutesta y el metal base
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2967
Castillo-Guardado
Curso Baacutesico De Soldadura
29
Las consideraciones anteriores son principalmente las que han establecido un procedimiento fundamentalpara la soldadura del hierro fundido independiente del tipo de electrodo utilizado maquinable o nomaquinable que puede establecerse en los siguientes puntos
1 Utilizar electrodos de poco diaacutemetro y corriente lo maacutes baja posible pero suficiente para producir unabuena fusioacuten2 Hacer soldaduras cortas de no maacutes de dos o tres pulgadas de longitud3 Es aconsejable el depoacutesito de cordones delgados en lugar de cordones anchos y oscilados
InstruccionesPara obtener los mejores resultados es esencial que la unioacuten haya sido adecuadamente preparada Debenremoverse o limpiarse todas las materias extrantildeas tales como oacutexido grasa y aceites Especialmente laspartes que se han impregnado de aceite agua u otros agentes pueden requerir un precalentamiento a unatemperatura suficientemente alta (300-370degC) para evaporar los contaminantes antes de la soldadura
Las uniones deben ser preparadas y biseladas por medios mecaacutenicos como esmeriles discos o limas ydebe evitarse hacer los biselados o preparaciones con arco eleacutectrico ya que este procedimiento tenderiacutea aproducir hierro fundido blanco duro y quebradizo en las zonas inmediatamente vecinas a las soldaduras
El biselado se recomienda auacuten para secciones delgadas mantenieacutendolo siempre al miacutenimo praacutectico paraevitar los esfuerzos residuales provenientes de la contraccioacuten
Como regla general el aacutengulo total de bisel debe ser de aproximadamente 90degpara secciones de635 mm de espesor o menos y de 60 a 90degpara secciones maacutes pesadas o de mayor espesor
Es aconsejable tambieacuten para disminuir los esfuerzos teacutermicos usar electrodos de diaacutemetro pequentildeo yutilizar siempre amperajes bajos Ademaacutes el precalentamiento es necesario para fundiciones pesadas y lasoldadura debe depositarse en cordones cortos lineales de dos a tres pulgadas de longitud Cuando seaposible debe procurarse depositar la soldadura en dos a tres capas ya que los pases subsiguientes tienenun efecto beneacutefico de normalizado sobre los primeros En las soldaduras de hierro fundido es muyimportante evitar el calor localizado causante en la mayoriacutea de los casos de grietas en el metal base y en lasoldadura Esto se logra haciendo soldaduras intermitentes permitiendo que el calor se distribuya dentrode la fundicioacuten antes de depositar el proacuteximo cordoacuten
Electrodo Para soldar Hierro Fundido
Electrodo para hierro fundido
Corriente alterna
Toda posicion
Revestimiento Canela
Corriente continua Electrodo positivo
DescripcioacutenEl electrodo 77 tiene nuacutecleo de acero dulce con un revestimiento que actuacutea como fundente controlando lascaracteriacutesticas del arco Tiene un punto de fusioacuten lo suficientemente bajo para permitir usar corrientesbajas caracteriacutestica importante en la soldadura de hierro fundido lo que reduce el endurecimiento en lazona de fusioacuten
UsosEste electrodo se recomienda para reparaciones en hierro fundido en que los depoacutesitos no requieranmaquinado posterior
Aplicaciones tiacutepicasbull Cabezales de motores bull Piezas de maacutequinas bull Cajas de descanso bull Blocks de motores
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3067
Curso Baacutesico De Soldadura Castillo-Guardado
30
Procedimiento para soldarSe recomienda usar preferentemente CC electrodo positivo Las piezas a soldar deben estar limpias Serecomienda biselar las piezas en forma de ldquoVrdquo y taladrar los extremos de las grietas a reparar Para tener mayor seguridad de la calidad del trabajo se debe evitar soldar en forma contiacutenua se recomiendaefectuar cordones de 5 a 8 cms intermitentemente Debe mantenerse el trabajo friacuteo No se recomiendamartillar el cordoacuten pueden producirse fisuras
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3167
Castillo-Guardado
Curso Baacutesico De Soldadura
31
Descifrando los siacutembolos de la soldadura
Cuando las soldaduras son especificadas en planos y dibujos isomeacutetricos de ingenieriacutea de fabricacioacuten unconjunto de siacutembolos es usado para identificar el tipo de soldadura las dimensiones y otras informacionesreferente al proceso y el acabado
ANSIAWS A24 Siacutembolos para soldadura y pruebas no destructivasReconociendo la estructura del simbolo
La liacutenea horizontal se conoce como liacutenea de referencia y es la plataforma principal donde todos losdemaacutes siacutembolos de soldadura son agregados las instrucciones para la ejecucioacuten de la soldadura vanalineadas a la liacutenea de referencia y una flecha conecta la liacutenea de referencia con la junta a ser soldada Enel ejemplo de arriba la flecha se despliega a la derecha de la liacutenea de referencia y apuntando hacia abajo ya la derecha pero existen muchas otras combinaciones
Algunas veces la flecha apunta los dos lados de la junta por consiguiente existiriacutean dos ladospotencialmente apropiados para ejecutar la soldadura por ejemplo en una junta T cuando dos laminasson unidas la soldadura puede ser hecha en cualquiera de los lados de la T
El siacutembolo hace la distincioacuten entre los dos lados de la junta usando la flecha y los espacios debajo yencima de la liacutenea de referencia los lados (curiosamente) son conocidos como El lado de la flecha y Elotro lado y la soldadura se ejecuta de acuerdo a las instrucciones dadas en la parte de arriba de la liacutenea dereferencia y la orientacioacuten de la flecha no interfiere con estas instrucciones
La bandera que sale de la liacutenea de referencia esta presente si la soldadura se efectuara en campo odurante el armado de la estructura un siacutembolo de soldadura sin la bandera indica que la soldadura seefectuaraacute en el taller pero en algunos planos y dibujos antiguos puede ser encontrado un circulo negro en launioacuten entre la liacutenea de referencia y la flecha
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3267
Curso Baacutesico De Soldadura Castillo-Guardado
32
Un circulo vaciacuteo entre la liacutenea de referencia y la flecha es una indicacioacuten de que la soldadura debe serejecutada alrededor o en toda la circunferencia de la unioacuten como en este ejemplo
La cola del siacutembolo de soldadura es el sitio donde se coloca la informacioacuten suplementariaconcerniente a la soldadura a ejecutar y puede contener referencias del proceso requerido electrodo undetalle de dibujo y cualquier informacioacuten que ayude a la ejecucioacuten de la soldadura que no tenga un lugarespecial en el siacutembolo plano o la isometriacutea
Cada tipo de soldadura tiene su siacutembolo baacutesico el cual tiacutepicamente se situacutea al rededor del centro dela liacutenea de referencia (dependiendo de cual sea el lado de la junta) y este siacutembolo es usualmente un dibujoque representa la seccioacuten transversal de la junta misma y estas estaacuten divididas en tres grupos
Simbolos para las Soldaduras de Filete
La soldadura fundida es depositada en la esquina formada por la caracteriacutestica de la unioacuten de dosmiembros penetrando y fundieacutendose con el metal base para formar la junta
La cara perpendicular del triangulo siempre es dibujada en la parte izquierda del siacutembolo si las doscaras de la soldadura son de la misma dimensioacuten entonces solo una medida es dada
Las soldaduras de filete son usadas para hacer juntas de enfrentamiento perpendicular comoesquinas y las juntas T y como su propio siacutembolo lo sugiere estas soldaduras son baacutesicamentetriangulares vistas desde su seccioacuten aunque su forma no es siempre un triangulo perfecto o isoacutesceles
Si la soldadura tuviera caras desiguales (menos comuacuten) entonces ambas dimensiones son dadas yuna nota especial que indica en el dibujo cual cara es mas larga
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3367
Castillo-Guardado
Curso Baacutesico De Soldadura
33
El largo de la soldadura es dado a la derecha del simbolo
La soldadura se debe situar entre las liacuteneas dimensioacutenales especificadas (si son dadas) o entre lospuntos donde un cambio de direccioacuten abrupto de la soldadura ocurra como al final de las planchas olaminas
En el caso de soldaduras intermitentes o interrumpidas el largo de cada porcioacuten de la soldadura y losespacios que las separan son indicado en el siacutembolo siendo separados con un guioacuten ( - ) y el largo de laporcioacuten de soldadura va seguido de la dimensioacuten centro-centro del espacio estos siempre se colocan a la
derecha del siacutembolo del filete (triangulo)
Note que la dimensioacuten del espacio no indica el espacio limpio entre las soldaduras la indicacioacuten escentro-centro
Siacutembolos para las Soldaduras de Canal
Las soldaduras de Canal son usadas comuacutenmente para hacer juntas de bordes con bordes aunquetambieacuten son usadas frecuentemente en esquinas juntas T juntas curvas y piezas planas Como losugiere la variedad de siacutembolos para estas soldaduras hay muchas maneras de hacer soldaduras deCanal y la diferencia principal dependeraacute de la geometriacutea de las partes que seraacuten unidas y la preparacioacutende sus bordes El metal soldado es depositado entre el canal penetrando y fundieacutendose con el metal base para formar la junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipo de
soldaduras la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3467
Curso Baacutesico De Soldadura Castillo-Guardado
34
La soldadura de canal cuadrado en la cual el canal es creado por una separacioacuten especifica o ningunaseparacioacuten incluyendo hasta cierta presioacuten de oposicioacuten la distancia de la separacioacuten (si existe) es dadaen el siacutembolo
Las soldaduras de canal V en la que los bordes son biselados a veces por un lado o por los doslados para crea el canal el aacutengulo del bisel es dado en el siacutembolo asiacute como la luz de separacioacuten oseparacioacuten de la raiacutez (si existiera)
Si la profundidad de la V no fuera igual al espesor o a la mitad (en el caso de doble V) del espesorde la lamina o plancha a soldar entonces la profundidad es dada a la izquierda del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3567
Castillo-Guardado
Curso Baacutesico De Soldadura
35
Si la penetracioacuten de la soldadura fuera mayor que la profundidad del canal la profundidad de la gargantaefectiva es dada entre pareacutentesis despueacutes de la profundidad de la V
En el bisel del canal de soldadura en el cual el borde de una de las laminas es biselado y la otra escuadrada el siacutembolo de la liacutenea perpendicular siempre es dibujada en el lado izquierdo sea cual sea laorientacioacuten de la soldadura la flecha apunta la cara de la pieza que debe ser biselada y en este caso laflecha es cortada y doblada en aacutengulo para hacer eacutenfasis en su importancia (este corte de aacutengulo no esnecesario si el proyectista no tiene preferencias en cual lado debe ser biselado o si el dibujo es interpretadopor un soldador calificado que reconoce la diferencia de cual lado debe ser tratado) las
condiciones de aacutengulo preparacioacuten del borde garganta efectiva y la luz de separacioacuten de la
separacioacuten de raiacutez son descritas en las soldaduras de canal V en esta misma pagina
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3667
Curso Baacutesico De Soldadura Castillo-Guardado
36
En la soldadura de canal U en la cual ambos bordes son tratados para crear un canal coacutencavo laprofundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de la separacioacuten sondescritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de canal J en la cual en uno de las laminas tiene un biselado coacutencavo y la otra esdejada cuadrada como con el bisel de la media V la liacutenea perpendicular siempre apareceraacute dibujada a laizquierda y la flecha (con un doblez si fuera necesario) apuntando la pieza que recibiraacute el tratamiento debisel coacutencavo la profundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de
separacioacuten son descritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de V curva comuacutenmente usada para unir dos partes curvas o dos partes tubularesla profundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3767
Castillo-Guardado
Curso Baacutesico De Soldadura
37
En la soldadura de canal con bisel curvo comuacutenmente usada para unir una pieza curva o tubular auna pieza plana como con la V curva (anterior) formada por dos superficies curvas o tubulares laprofundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis La liacutenea perpendicular es dibujada siempre al lado izquierdo del siacutembolosea cual sea la orientacioacuten de la soldadura
Otros siacutembolos suplementarios son usados con la soldadura de canal como Penetracioacuten saliente y Barra o elemento de respaldo ambos siacutembolos son indicacioacuten de que la penetracioacuten de la junta se efectuacuteadesde un solo lado de la junta
El alto del refuerzo (si fuera critico) es indicado a la izquierda del siacutembolo de penetraron saliente elcual esta situado
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3867
Curso Baacutesico De Soldadura Castillo-Guardado
38
Cuando una barra o elemento de respaldo es usado para lograr la penetracioacuten necesaria de la junta su siacutembolo es situado encima de la liacutenea de referencia sobre el siacutembolo de la soldadura si la barra esprovisional y seraacute removida al final de la soldadura entonces la letra R es situada dentro del siacutembolo de labarra de respaldo esta barra tiene el mismo siacutembolo que la soldadura de conexion y ovalos pero sucontexto debe hacer siempre la clara intencioacuten del siacutembolo
Simbolos para la Soldadura de conexion y ovalos
Soldadura de conexioacuten y de oacutevalos es usada para unir laminas sobrepuestas una de las cuales tienenperforaciones (redondos para conexiones y ovalados o alargados para Oacutevalos) Metal soldado esdepositado en estas perforaciones penetrando y fundieacutendose con el metal base de las dos partes formandola junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipode soldadura la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3967
Castillo-Guardado
Curso Baacutesico De Soldadura
39
En la soldadura de conexioacuten el diaacutemetro de cada conector es dado a la izquierda del siacutembolo y el espacioentre los conectores es dado a la derecha en la soldadura de oacutevalos el ancho de cada ovalo es dado a laizquierda del siacutembolo el largo y la distancia entre espacios (separados por un guioacuten-) son dados a laderecha del siacutembolo y la referencia del detalle en la cola
El numero de conectores u oacutevalos es dado entre pareacutentesis por encima o por debajo del siacutembolo de lasoldadura la indicacioacuten del lado de la flecha y el otro lado indican cual pieza tiene la(s) perforacione(s)
Si no esta en las especificaciones el llenado total de esta perforacioacuten entonces la profundidad es dadadentro del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4067
Curso Baacutesico De Soldadura Castillo-Guardado
40
SISTEMA OXIGAS
Descripcioacuten del ProcesoEl proceso de soldadura oxigas mostrado en la figura consiste en una llama dirigida por un sopleteobtenida por medio de la combustioacuten de los gases oxiacutegeno-acetileno El intenso calor de la llama funde la
superficie del metal base para formar una poza fundidaCon este proceso se puede soldar con o sin material de aporte El metal de aporte es agregado para cubrirbiseles y orificios
A medida que la llama se mueve a lo largo de la unioacuten el metal base y el metal de aporte se solidifican paraproducir el cordoacuten
Al soldar cualquier metal se debe escoger el metal de aporte adecuado que normalmente posee elementosdesoxidantes para producir soldaduras de buena calidad
En algunos casos se requiere el uso de fundente para soldar ciertos tipos de metales
Ventajas y Aplicaciones del ProcesoEl proceso oxigas posee las siguientes ventajas el equipo es portaacutetil econoacutemico y puede ser utilizado entoda posicioacuten
El proceso oxigas es normalmente usado para soldar metales de hasta 14 de espesor Se puede utilizartambieacuten para soldar metales de mayor espesor pero ello no es recomendable
Su mayor aplicacioacuten en la industria se encuentra en el campo de mantencioacuten reparacioacuten soldadura decantildeeriacuteas de diaacutemetro pequentildeo y manufacturas livianas Tambieacuten puede ser usado como fuente de energiacuteacaloacuterica para calentar doblar forjar endurecer etc
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4167
Castillo-Guardado
Curso Baacutesico De Soldadura
41
Equipo para Soldadura y Corte OxigasEs el conjunto de elementos que agrupados permiten el paso de gases (Oxigeno-Acetileno) hasta unsoplete en cuyo interior se produce la mezcla La misma en contacto con una chispa produce unacombustioacuten base del sistema oxiacetileacutenico
Procedimiento Baacutesico de Soldadura
Ajuste de llamaEn soldadura oxiacetileacutenica se utiliza una llama neutra (3160degC) o sea se suministra suficiente oxiacutegenopara realizar la combustioacuten de todo el acetileno presenteAunque esta situacioacuten corresponde a una relacioacuten teoacuterica oxiacutegenoacetileno de 251 en la praacutectica parte dela combustioacuten se realiza con oxiacutegeno del aire de modo que
Se consume iguales cantidades de oxiacutegeno y acetileno (relacioacuten 11)Se produce un efecto de auto-proteccioacuten que minimiza la oxidacioacuten del metal base
La llama carburante con exceso de acetileno se reconoce por una zona intermedia reductora que apareceentre el dardo y el penacho se utiliza soacutelo en casos especiales
La llama oxidante con exceso de oxiacutegeno se reconoce por su dardo y penacho maacutes cortos y su sonido maacutesagudo
Seleccioacuten de la BoquillaEn la seleccioacuten de la boquilla influyen los siguientes factores1 Tipo de material a soldar
2 Espesor del material3 Tipo de unioacuten (Tope filete biselada etc)4 Posicioacuten en que se soldaraacute5 Habilidad del operador
Como norma de seguridad siempre debe utilizarse la
Boquilla a la presioacuten recomendada por el fabricante
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4267
Curso Baacutesico De Soldadura Castillo-Guardado
42
Varillas para Soldadura OxigasINDURA dispone de todos los tipos de varillas para este tipo de soldadura Bronce Niacutequel-Plata acerodulce hierro fundido y aluminio en los siguientes diaacutemetros
16 mm (116) - 24 mm (332) - 32 mm (18) - 40 mm (532) - 48 mm (316) y 64 mm (14)
El tamantildeo de varilla adecuada debe ser determinado por
bull el tipo de unioacuten de soldadura bull el espesor del material bull la cantidad de aporte requerido
VARILLAS DE APORTE PARA SOLDADURA OXIGAS
Procedimiento para soldar con varillas de soldadura oxigas (Bronce)
Deben limpiarse muy bien las piezas aplicaacutendoles la llama sobre la superficie hasta que alcance un colorrojo cereza Ambas piezas deben estar a la misma temperatura porque en caso contrario la varilla fluiraacutehacia la pieza maacutes caliente (fenoacutemeno de capilaridad) Caliente la varilla con la llama e introduacutezcala luegoen el depoacutesito de fundente
Note que el calor hace que el fundente se adhiera a la varilla (Si se utiliza una varilla ya revestida confundente este paso debe eliminarse) Una vez que la varilla estaacute impregnada con fundente y las piezas hanalcanzado la temperatura adecuada acerque la varilla hacia la unioacuten y coloque la llama encimaundieacutendola La varilla entonces se funde y fluye hacia el aacuterea calentada uniendo fuertemente las piezas
Debe utilizarse bastante fundente Si la cantidad de fundente es insuficiente la varilla no uniraacute los metales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4367
Castillo-Guardado
Curso Baacutesico De Soldadura
43
VARILLA DE APORTE DE BRONCE
DescripcioacutenLa soldadura de Bronce permite obtener depoacutesitos concaracteriacutesticas mecaacutenicas sobresalientes enresistencia y ductibilidad ademaacutes de ser muy homogeacutenea
AplicacionesSu principal campo de aplicacioacuten es soldadura de hierro fundido acero dulce cobre y sus aleaciones
La principal caracteriacutestica de estas soldaduras es la poca cantidad de gases que se genera en el craacuteter demetal fundido y su bajo punto de fusioacuten que permite una mejor y mayor fluidez del metal fundido
Como teacutecnica operatoria se recomienda precalentar el metal base hasta una temperatura cercana al puntode fusioacuten del metal de aporte luego fundir una gota de soldadura y aplicar calor adicional para obtener unafluidez adecuada en el depoacutesito
Recomendamos el uso del fundente INDURA 10 a fin de obtener depoacutesitos maacutes limpios y de mejorapariencia Las aleaciones de Bronce INDURA son envasadas en cajas de 10 kgs y fabricadas en lassiguientes medidas 24 mm (332)-32 mm (18)-40 mm (532)-48 mm (316)-64 mm (14)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4467
Curso Baacutesico De Soldadura Castillo-Guardado
44
SOLDADURA DE ESTANtildeO
Descripcioacuten
Estas soldaduras son aleaciones a base de estantildeo y se recomiendan para soldar uniones a prueba defiltracioacuten de agua o aire en que la resistencia mecaacutenica no es de importancia y que no estaraacuten expuestas aaltas temperaturas Son especialmente apropiadas para trabajos generales en fierro cobre zinc hojalatafierro galvanizado etc
Estas soldaduras pueden aplicarse por medio de cautiacuten soplete directo inmersioacuten vaciado o por hornoSe suministran en los siguientes tipos seguacuten forma y proporcioacuten de aleacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4567
Castillo-Guardado
Curso Baacutesico De Soldadura
45
El mayor porcentaje de estantildeo influye mejorando la resistencia mecaacutenica de la soldadura de tal forma quelos mejores resultados en este sentido se obtienen con el tipo ldquoArdquo y ldquoLArdquo El tipo ldquoArdquo se recomienda depreferencia para sellar envases de hojalata
Para obtener una buena soldadura es indispensable efectuar una buena limpieza de las piezas a soldarcon lija esmeril lima o escobilla de acero En caso de planchas oxidadas de fierro debe limpiarse con aacutecidomuriaacutetico durante 5 oacute 10 minutos Se recomienda ademaacutes el uso de Fundente INDURA 200 para evitar laoxidacioacuten de los metales a soldar facilitar la fluidez de la soldadura y obtener buenas uniones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
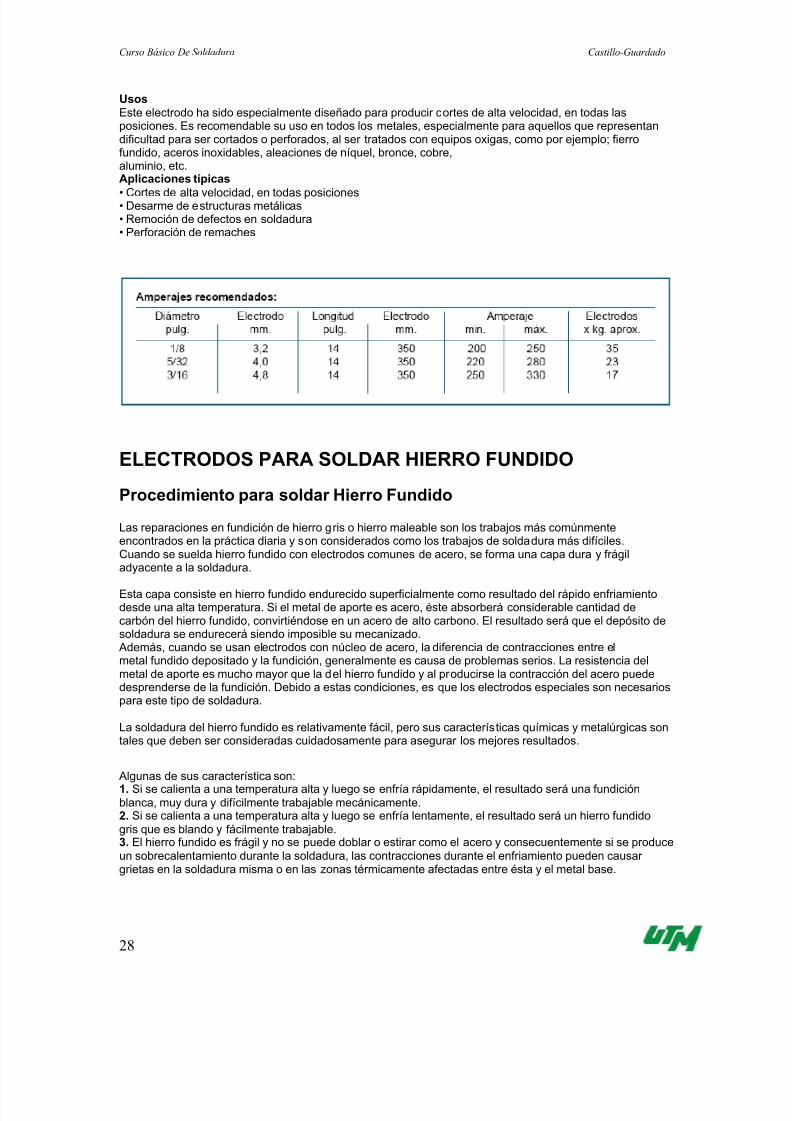
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2867
Curso Baacutesico De Soldadura Castillo-Guardado
28
UsosEste electrodo ha sido especialmente disentildeado para producir cortes de alta velocidad en todas lasposiciones Es recomendable su uso en todos los metales especialmente para aquellos que representandificultad para ser cortados o perforados al ser tratados con equipos oxigas como por ejemplo fierrofundido aceros inoxidables aleaciones de niacutequel bronce cobrealuminio etcAplicaciones tiacutepicas
bull Cortes de alta velocidad en todas posiciones bull Desarme de estructuras metaacutelicas bull Remocioacuten de defectos en soldadura bull Perforacioacuten de remaches
ELECTRODOS PARA SOLDAR HIERRO FUNDIDO
Procedimiento para soldar Hierro Fundido
Las reparaciones en fundicioacuten de hierro gris o hierro maleable son los trabajos maacutes comuacutenmenteencontrados en la praacutectica diaria y son considerados como los trabajos de soldadura maacutes difiacutecilesCuando se suelda hierro fundido con electrodos comunes de acero se forma una capa dura y fraacutegiladyacente a la soldadura
Esta capa consiste en hierro fundido endurecido superficialmente como resultado del raacutepido enfriamientodesde una alta temperatura Si el metal de aporte es acero eacuteste absorberaacute considerable cantidad decarboacuten del hierro fundido convirtieacutendose en un acero de alto carbono El resultado seraacute que el depoacutesito desoldadura se endureceraacute siendo imposible su mecanizadoAdemaacutes cuando se usan electrodos con nuacutecleo de acero la diferencia de contracciones entre elmetal fundido depositado y la fundicioacuten generalmente es causa de problemas serios La resistencia delmetal de aporte es mucho mayor que la del hierro fundido y al producirse la contraccioacuten del acero puededesprenderse de la fundicioacuten Debido a estas condiciones es que los electrodos especiales son necesariospara este tipo de soldadura
La soldadura del hierro fundido es relativamente faacutecil pero sus caracteriacutesticas quiacutemicas y metaluacutergicas sontales que deben ser consideradas cuidadosamente para asegurar los mejores resultados
Algunas de sus caracteriacutestica son1 Si se calienta a una temperatura alta y luego se enfriacutea raacutepidamente el resultado seraacute una fundicioacutenblanca muy dura y difiacutecilmente trabajable mecaacutenicamente2 Si se calienta a una temperatura alta y luego se enfriacutea lentamente el resultado seraacute un hierro fundidogris que es blando y faacutecilmente trabajable3 El hierro fundido es fraacutegil y no se puede doblar o estirar como el acero y consecuentemente si se produceun sobrecalentamiento durante la soldadura las contracciones durante el enfriamiento pueden causargrietas en la soldadura misma o en las zonas teacutermicamente afectadas entre eacutesta y el metal base
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2967
Castillo-Guardado
Curso Baacutesico De Soldadura
29
Las consideraciones anteriores son principalmente las que han establecido un procedimiento fundamentalpara la soldadura del hierro fundido independiente del tipo de electrodo utilizado maquinable o nomaquinable que puede establecerse en los siguientes puntos
1 Utilizar electrodos de poco diaacutemetro y corriente lo maacutes baja posible pero suficiente para producir unabuena fusioacuten2 Hacer soldaduras cortas de no maacutes de dos o tres pulgadas de longitud3 Es aconsejable el depoacutesito de cordones delgados en lugar de cordones anchos y oscilados
InstruccionesPara obtener los mejores resultados es esencial que la unioacuten haya sido adecuadamente preparada Debenremoverse o limpiarse todas las materias extrantildeas tales como oacutexido grasa y aceites Especialmente laspartes que se han impregnado de aceite agua u otros agentes pueden requerir un precalentamiento a unatemperatura suficientemente alta (300-370degC) para evaporar los contaminantes antes de la soldadura
Las uniones deben ser preparadas y biseladas por medios mecaacutenicos como esmeriles discos o limas ydebe evitarse hacer los biselados o preparaciones con arco eleacutectrico ya que este procedimiento tenderiacutea aproducir hierro fundido blanco duro y quebradizo en las zonas inmediatamente vecinas a las soldaduras
El biselado se recomienda auacuten para secciones delgadas mantenieacutendolo siempre al miacutenimo praacutectico paraevitar los esfuerzos residuales provenientes de la contraccioacuten
Como regla general el aacutengulo total de bisel debe ser de aproximadamente 90degpara secciones de635 mm de espesor o menos y de 60 a 90degpara secciones maacutes pesadas o de mayor espesor
Es aconsejable tambieacuten para disminuir los esfuerzos teacutermicos usar electrodos de diaacutemetro pequentildeo yutilizar siempre amperajes bajos Ademaacutes el precalentamiento es necesario para fundiciones pesadas y lasoldadura debe depositarse en cordones cortos lineales de dos a tres pulgadas de longitud Cuando seaposible debe procurarse depositar la soldadura en dos a tres capas ya que los pases subsiguientes tienenun efecto beneacutefico de normalizado sobre los primeros En las soldaduras de hierro fundido es muyimportante evitar el calor localizado causante en la mayoriacutea de los casos de grietas en el metal base y en lasoldadura Esto se logra haciendo soldaduras intermitentes permitiendo que el calor se distribuya dentrode la fundicioacuten antes de depositar el proacuteximo cordoacuten
Electrodo Para soldar Hierro Fundido
Electrodo para hierro fundido
Corriente alterna
Toda posicion
Revestimiento Canela
Corriente continua Electrodo positivo
DescripcioacutenEl electrodo 77 tiene nuacutecleo de acero dulce con un revestimiento que actuacutea como fundente controlando lascaracteriacutesticas del arco Tiene un punto de fusioacuten lo suficientemente bajo para permitir usar corrientesbajas caracteriacutestica importante en la soldadura de hierro fundido lo que reduce el endurecimiento en lazona de fusioacuten
UsosEste electrodo se recomienda para reparaciones en hierro fundido en que los depoacutesitos no requieranmaquinado posterior
Aplicaciones tiacutepicasbull Cabezales de motores bull Piezas de maacutequinas bull Cajas de descanso bull Blocks de motores
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3067
Curso Baacutesico De Soldadura Castillo-Guardado
30
Procedimiento para soldarSe recomienda usar preferentemente CC electrodo positivo Las piezas a soldar deben estar limpias Serecomienda biselar las piezas en forma de ldquoVrdquo y taladrar los extremos de las grietas a reparar Para tener mayor seguridad de la calidad del trabajo se debe evitar soldar en forma contiacutenua se recomiendaefectuar cordones de 5 a 8 cms intermitentemente Debe mantenerse el trabajo friacuteo No se recomiendamartillar el cordoacuten pueden producirse fisuras
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3167
Castillo-Guardado
Curso Baacutesico De Soldadura
31
Descifrando los siacutembolos de la soldadura
Cuando las soldaduras son especificadas en planos y dibujos isomeacutetricos de ingenieriacutea de fabricacioacuten unconjunto de siacutembolos es usado para identificar el tipo de soldadura las dimensiones y otras informacionesreferente al proceso y el acabado
ANSIAWS A24 Siacutembolos para soldadura y pruebas no destructivasReconociendo la estructura del simbolo
La liacutenea horizontal se conoce como liacutenea de referencia y es la plataforma principal donde todos losdemaacutes siacutembolos de soldadura son agregados las instrucciones para la ejecucioacuten de la soldadura vanalineadas a la liacutenea de referencia y una flecha conecta la liacutenea de referencia con la junta a ser soldada Enel ejemplo de arriba la flecha se despliega a la derecha de la liacutenea de referencia y apuntando hacia abajo ya la derecha pero existen muchas otras combinaciones
Algunas veces la flecha apunta los dos lados de la junta por consiguiente existiriacutean dos ladospotencialmente apropiados para ejecutar la soldadura por ejemplo en una junta T cuando dos laminasson unidas la soldadura puede ser hecha en cualquiera de los lados de la T
El siacutembolo hace la distincioacuten entre los dos lados de la junta usando la flecha y los espacios debajo yencima de la liacutenea de referencia los lados (curiosamente) son conocidos como El lado de la flecha y Elotro lado y la soldadura se ejecuta de acuerdo a las instrucciones dadas en la parte de arriba de la liacutenea dereferencia y la orientacioacuten de la flecha no interfiere con estas instrucciones
La bandera que sale de la liacutenea de referencia esta presente si la soldadura se efectuara en campo odurante el armado de la estructura un siacutembolo de soldadura sin la bandera indica que la soldadura seefectuaraacute en el taller pero en algunos planos y dibujos antiguos puede ser encontrado un circulo negro en launioacuten entre la liacutenea de referencia y la flecha
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3267
Curso Baacutesico De Soldadura Castillo-Guardado
32
Un circulo vaciacuteo entre la liacutenea de referencia y la flecha es una indicacioacuten de que la soldadura debe serejecutada alrededor o en toda la circunferencia de la unioacuten como en este ejemplo
La cola del siacutembolo de soldadura es el sitio donde se coloca la informacioacuten suplementariaconcerniente a la soldadura a ejecutar y puede contener referencias del proceso requerido electrodo undetalle de dibujo y cualquier informacioacuten que ayude a la ejecucioacuten de la soldadura que no tenga un lugarespecial en el siacutembolo plano o la isometriacutea
Cada tipo de soldadura tiene su siacutembolo baacutesico el cual tiacutepicamente se situacutea al rededor del centro dela liacutenea de referencia (dependiendo de cual sea el lado de la junta) y este siacutembolo es usualmente un dibujoque representa la seccioacuten transversal de la junta misma y estas estaacuten divididas en tres grupos
Simbolos para las Soldaduras de Filete
La soldadura fundida es depositada en la esquina formada por la caracteriacutestica de la unioacuten de dosmiembros penetrando y fundieacutendose con el metal base para formar la junta
La cara perpendicular del triangulo siempre es dibujada en la parte izquierda del siacutembolo si las doscaras de la soldadura son de la misma dimensioacuten entonces solo una medida es dada
Las soldaduras de filete son usadas para hacer juntas de enfrentamiento perpendicular comoesquinas y las juntas T y como su propio siacutembolo lo sugiere estas soldaduras son baacutesicamentetriangulares vistas desde su seccioacuten aunque su forma no es siempre un triangulo perfecto o isoacutesceles
Si la soldadura tuviera caras desiguales (menos comuacuten) entonces ambas dimensiones son dadas yuna nota especial que indica en el dibujo cual cara es mas larga
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3367
Castillo-Guardado
Curso Baacutesico De Soldadura
33
El largo de la soldadura es dado a la derecha del simbolo
La soldadura se debe situar entre las liacuteneas dimensioacutenales especificadas (si son dadas) o entre lospuntos donde un cambio de direccioacuten abrupto de la soldadura ocurra como al final de las planchas olaminas
En el caso de soldaduras intermitentes o interrumpidas el largo de cada porcioacuten de la soldadura y losespacios que las separan son indicado en el siacutembolo siendo separados con un guioacuten ( - ) y el largo de laporcioacuten de soldadura va seguido de la dimensioacuten centro-centro del espacio estos siempre se colocan a la
derecha del siacutembolo del filete (triangulo)
Note que la dimensioacuten del espacio no indica el espacio limpio entre las soldaduras la indicacioacuten escentro-centro
Siacutembolos para las Soldaduras de Canal
Las soldaduras de Canal son usadas comuacutenmente para hacer juntas de bordes con bordes aunquetambieacuten son usadas frecuentemente en esquinas juntas T juntas curvas y piezas planas Como losugiere la variedad de siacutembolos para estas soldaduras hay muchas maneras de hacer soldaduras deCanal y la diferencia principal dependeraacute de la geometriacutea de las partes que seraacuten unidas y la preparacioacutende sus bordes El metal soldado es depositado entre el canal penetrando y fundieacutendose con el metal base para formar la junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipo de
soldaduras la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3467
Curso Baacutesico De Soldadura Castillo-Guardado
34
La soldadura de canal cuadrado en la cual el canal es creado por una separacioacuten especifica o ningunaseparacioacuten incluyendo hasta cierta presioacuten de oposicioacuten la distancia de la separacioacuten (si existe) es dadaen el siacutembolo
Las soldaduras de canal V en la que los bordes son biselados a veces por un lado o por los doslados para crea el canal el aacutengulo del bisel es dado en el siacutembolo asiacute como la luz de separacioacuten oseparacioacuten de la raiacutez (si existiera)
Si la profundidad de la V no fuera igual al espesor o a la mitad (en el caso de doble V) del espesorde la lamina o plancha a soldar entonces la profundidad es dada a la izquierda del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3567
Castillo-Guardado
Curso Baacutesico De Soldadura
35
Si la penetracioacuten de la soldadura fuera mayor que la profundidad del canal la profundidad de la gargantaefectiva es dada entre pareacutentesis despueacutes de la profundidad de la V
En el bisel del canal de soldadura en el cual el borde de una de las laminas es biselado y la otra escuadrada el siacutembolo de la liacutenea perpendicular siempre es dibujada en el lado izquierdo sea cual sea laorientacioacuten de la soldadura la flecha apunta la cara de la pieza que debe ser biselada y en este caso laflecha es cortada y doblada en aacutengulo para hacer eacutenfasis en su importancia (este corte de aacutengulo no esnecesario si el proyectista no tiene preferencias en cual lado debe ser biselado o si el dibujo es interpretadopor un soldador calificado que reconoce la diferencia de cual lado debe ser tratado) las
condiciones de aacutengulo preparacioacuten del borde garganta efectiva y la luz de separacioacuten de la
separacioacuten de raiacutez son descritas en las soldaduras de canal V en esta misma pagina
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3667
Curso Baacutesico De Soldadura Castillo-Guardado
36
En la soldadura de canal U en la cual ambos bordes son tratados para crear un canal coacutencavo laprofundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de la separacioacuten sondescritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de canal J en la cual en uno de las laminas tiene un biselado coacutencavo y la otra esdejada cuadrada como con el bisel de la media V la liacutenea perpendicular siempre apareceraacute dibujada a laizquierda y la flecha (con un doblez si fuera necesario) apuntando la pieza que recibiraacute el tratamiento debisel coacutencavo la profundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de
separacioacuten son descritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de V curva comuacutenmente usada para unir dos partes curvas o dos partes tubularesla profundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3767
Castillo-Guardado
Curso Baacutesico De Soldadura
37
En la soldadura de canal con bisel curvo comuacutenmente usada para unir una pieza curva o tubular auna pieza plana como con la V curva (anterior) formada por dos superficies curvas o tubulares laprofundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis La liacutenea perpendicular es dibujada siempre al lado izquierdo del siacutembolosea cual sea la orientacioacuten de la soldadura
Otros siacutembolos suplementarios son usados con la soldadura de canal como Penetracioacuten saliente y Barra o elemento de respaldo ambos siacutembolos son indicacioacuten de que la penetracioacuten de la junta se efectuacuteadesde un solo lado de la junta
El alto del refuerzo (si fuera critico) es indicado a la izquierda del siacutembolo de penetraron saliente elcual esta situado
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3867
Curso Baacutesico De Soldadura Castillo-Guardado
38
Cuando una barra o elemento de respaldo es usado para lograr la penetracioacuten necesaria de la junta su siacutembolo es situado encima de la liacutenea de referencia sobre el siacutembolo de la soldadura si la barra esprovisional y seraacute removida al final de la soldadura entonces la letra R es situada dentro del siacutembolo de labarra de respaldo esta barra tiene el mismo siacutembolo que la soldadura de conexion y ovalos pero sucontexto debe hacer siempre la clara intencioacuten del siacutembolo
Simbolos para la Soldadura de conexion y ovalos
Soldadura de conexioacuten y de oacutevalos es usada para unir laminas sobrepuestas una de las cuales tienenperforaciones (redondos para conexiones y ovalados o alargados para Oacutevalos) Metal soldado esdepositado en estas perforaciones penetrando y fundieacutendose con el metal base de las dos partes formandola junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipode soldadura la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3967
Castillo-Guardado
Curso Baacutesico De Soldadura
39
En la soldadura de conexioacuten el diaacutemetro de cada conector es dado a la izquierda del siacutembolo y el espacioentre los conectores es dado a la derecha en la soldadura de oacutevalos el ancho de cada ovalo es dado a laizquierda del siacutembolo el largo y la distancia entre espacios (separados por un guioacuten-) son dados a laderecha del siacutembolo y la referencia del detalle en la cola
El numero de conectores u oacutevalos es dado entre pareacutentesis por encima o por debajo del siacutembolo de lasoldadura la indicacioacuten del lado de la flecha y el otro lado indican cual pieza tiene la(s) perforacione(s)
Si no esta en las especificaciones el llenado total de esta perforacioacuten entonces la profundidad es dadadentro del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4067
Curso Baacutesico De Soldadura Castillo-Guardado
40
SISTEMA OXIGAS
Descripcioacuten del ProcesoEl proceso de soldadura oxigas mostrado en la figura consiste en una llama dirigida por un sopleteobtenida por medio de la combustioacuten de los gases oxiacutegeno-acetileno El intenso calor de la llama funde la
superficie del metal base para formar una poza fundidaCon este proceso se puede soldar con o sin material de aporte El metal de aporte es agregado para cubrirbiseles y orificios
A medida que la llama se mueve a lo largo de la unioacuten el metal base y el metal de aporte se solidifican paraproducir el cordoacuten
Al soldar cualquier metal se debe escoger el metal de aporte adecuado que normalmente posee elementosdesoxidantes para producir soldaduras de buena calidad
En algunos casos se requiere el uso de fundente para soldar ciertos tipos de metales
Ventajas y Aplicaciones del ProcesoEl proceso oxigas posee las siguientes ventajas el equipo es portaacutetil econoacutemico y puede ser utilizado entoda posicioacuten
El proceso oxigas es normalmente usado para soldar metales de hasta 14 de espesor Se puede utilizartambieacuten para soldar metales de mayor espesor pero ello no es recomendable
Su mayor aplicacioacuten en la industria se encuentra en el campo de mantencioacuten reparacioacuten soldadura decantildeeriacuteas de diaacutemetro pequentildeo y manufacturas livianas Tambieacuten puede ser usado como fuente de energiacuteacaloacuterica para calentar doblar forjar endurecer etc
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4167
Castillo-Guardado
Curso Baacutesico De Soldadura
41
Equipo para Soldadura y Corte OxigasEs el conjunto de elementos que agrupados permiten el paso de gases (Oxigeno-Acetileno) hasta unsoplete en cuyo interior se produce la mezcla La misma en contacto con una chispa produce unacombustioacuten base del sistema oxiacetileacutenico
Procedimiento Baacutesico de Soldadura
Ajuste de llamaEn soldadura oxiacetileacutenica se utiliza una llama neutra (3160degC) o sea se suministra suficiente oxiacutegenopara realizar la combustioacuten de todo el acetileno presenteAunque esta situacioacuten corresponde a una relacioacuten teoacuterica oxiacutegenoacetileno de 251 en la praacutectica parte dela combustioacuten se realiza con oxiacutegeno del aire de modo que
Se consume iguales cantidades de oxiacutegeno y acetileno (relacioacuten 11)Se produce un efecto de auto-proteccioacuten que minimiza la oxidacioacuten del metal base
La llama carburante con exceso de acetileno se reconoce por una zona intermedia reductora que apareceentre el dardo y el penacho se utiliza soacutelo en casos especiales
La llama oxidante con exceso de oxiacutegeno se reconoce por su dardo y penacho maacutes cortos y su sonido maacutesagudo
Seleccioacuten de la BoquillaEn la seleccioacuten de la boquilla influyen los siguientes factores1 Tipo de material a soldar
2 Espesor del material3 Tipo de unioacuten (Tope filete biselada etc)4 Posicioacuten en que se soldaraacute5 Habilidad del operador
Como norma de seguridad siempre debe utilizarse la
Boquilla a la presioacuten recomendada por el fabricante
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4267
Curso Baacutesico De Soldadura Castillo-Guardado
42
Varillas para Soldadura OxigasINDURA dispone de todos los tipos de varillas para este tipo de soldadura Bronce Niacutequel-Plata acerodulce hierro fundido y aluminio en los siguientes diaacutemetros
16 mm (116) - 24 mm (332) - 32 mm (18) - 40 mm (532) - 48 mm (316) y 64 mm (14)
El tamantildeo de varilla adecuada debe ser determinado por
bull el tipo de unioacuten de soldadura bull el espesor del material bull la cantidad de aporte requerido
VARILLAS DE APORTE PARA SOLDADURA OXIGAS
Procedimiento para soldar con varillas de soldadura oxigas (Bronce)
Deben limpiarse muy bien las piezas aplicaacutendoles la llama sobre la superficie hasta que alcance un colorrojo cereza Ambas piezas deben estar a la misma temperatura porque en caso contrario la varilla fluiraacutehacia la pieza maacutes caliente (fenoacutemeno de capilaridad) Caliente la varilla con la llama e introduacutezcala luegoen el depoacutesito de fundente
Note que el calor hace que el fundente se adhiera a la varilla (Si se utiliza una varilla ya revestida confundente este paso debe eliminarse) Una vez que la varilla estaacute impregnada con fundente y las piezas hanalcanzado la temperatura adecuada acerque la varilla hacia la unioacuten y coloque la llama encimaundieacutendola La varilla entonces se funde y fluye hacia el aacuterea calentada uniendo fuertemente las piezas
Debe utilizarse bastante fundente Si la cantidad de fundente es insuficiente la varilla no uniraacute los metales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4367
Castillo-Guardado
Curso Baacutesico De Soldadura
43
VARILLA DE APORTE DE BRONCE
DescripcioacutenLa soldadura de Bronce permite obtener depoacutesitos concaracteriacutesticas mecaacutenicas sobresalientes enresistencia y ductibilidad ademaacutes de ser muy homogeacutenea
AplicacionesSu principal campo de aplicacioacuten es soldadura de hierro fundido acero dulce cobre y sus aleaciones
La principal caracteriacutestica de estas soldaduras es la poca cantidad de gases que se genera en el craacuteter demetal fundido y su bajo punto de fusioacuten que permite una mejor y mayor fluidez del metal fundido
Como teacutecnica operatoria se recomienda precalentar el metal base hasta una temperatura cercana al puntode fusioacuten del metal de aporte luego fundir una gota de soldadura y aplicar calor adicional para obtener unafluidez adecuada en el depoacutesito
Recomendamos el uso del fundente INDURA 10 a fin de obtener depoacutesitos maacutes limpios y de mejorapariencia Las aleaciones de Bronce INDURA son envasadas en cajas de 10 kgs y fabricadas en lassiguientes medidas 24 mm (332)-32 mm (18)-40 mm (532)-48 mm (316)-64 mm (14)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4467
Curso Baacutesico De Soldadura Castillo-Guardado
44
SOLDADURA DE ESTANtildeO
Descripcioacuten
Estas soldaduras son aleaciones a base de estantildeo y se recomiendan para soldar uniones a prueba defiltracioacuten de agua o aire en que la resistencia mecaacutenica no es de importancia y que no estaraacuten expuestas aaltas temperaturas Son especialmente apropiadas para trabajos generales en fierro cobre zinc hojalatafierro galvanizado etc
Estas soldaduras pueden aplicarse por medio de cautiacuten soplete directo inmersioacuten vaciado o por hornoSe suministran en los siguientes tipos seguacuten forma y proporcioacuten de aleacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4567
Castillo-Guardado
Curso Baacutesico De Soldadura
45
El mayor porcentaje de estantildeo influye mejorando la resistencia mecaacutenica de la soldadura de tal forma quelos mejores resultados en este sentido se obtienen con el tipo ldquoArdquo y ldquoLArdquo El tipo ldquoArdquo se recomienda depreferencia para sellar envases de hojalata
Para obtener una buena soldadura es indispensable efectuar una buena limpieza de las piezas a soldarcon lija esmeril lima o escobilla de acero En caso de planchas oxidadas de fierro debe limpiarse con aacutecidomuriaacutetico durante 5 oacute 10 minutos Se recomienda ademaacutes el uso de Fundente INDURA 200 para evitar laoxidacioacuten de los metales a soldar facilitar la fluidez de la soldadura y obtener buenas uniones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67

5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 2967
Castillo-Guardado
Curso Baacutesico De Soldadura
29
Las consideraciones anteriores son principalmente las que han establecido un procedimiento fundamentalpara la soldadura del hierro fundido independiente del tipo de electrodo utilizado maquinable o nomaquinable que puede establecerse en los siguientes puntos
1 Utilizar electrodos de poco diaacutemetro y corriente lo maacutes baja posible pero suficiente para producir unabuena fusioacuten2 Hacer soldaduras cortas de no maacutes de dos o tres pulgadas de longitud3 Es aconsejable el depoacutesito de cordones delgados en lugar de cordones anchos y oscilados
InstruccionesPara obtener los mejores resultados es esencial que la unioacuten haya sido adecuadamente preparada Debenremoverse o limpiarse todas las materias extrantildeas tales como oacutexido grasa y aceites Especialmente laspartes que se han impregnado de aceite agua u otros agentes pueden requerir un precalentamiento a unatemperatura suficientemente alta (300-370degC) para evaporar los contaminantes antes de la soldadura
Las uniones deben ser preparadas y biseladas por medios mecaacutenicos como esmeriles discos o limas ydebe evitarse hacer los biselados o preparaciones con arco eleacutectrico ya que este procedimiento tenderiacutea aproducir hierro fundido blanco duro y quebradizo en las zonas inmediatamente vecinas a las soldaduras
El biselado se recomienda auacuten para secciones delgadas mantenieacutendolo siempre al miacutenimo praacutectico paraevitar los esfuerzos residuales provenientes de la contraccioacuten
Como regla general el aacutengulo total de bisel debe ser de aproximadamente 90degpara secciones de635 mm de espesor o menos y de 60 a 90degpara secciones maacutes pesadas o de mayor espesor
Es aconsejable tambieacuten para disminuir los esfuerzos teacutermicos usar electrodos de diaacutemetro pequentildeo yutilizar siempre amperajes bajos Ademaacutes el precalentamiento es necesario para fundiciones pesadas y lasoldadura debe depositarse en cordones cortos lineales de dos a tres pulgadas de longitud Cuando seaposible debe procurarse depositar la soldadura en dos a tres capas ya que los pases subsiguientes tienenun efecto beneacutefico de normalizado sobre los primeros En las soldaduras de hierro fundido es muyimportante evitar el calor localizado causante en la mayoriacutea de los casos de grietas en el metal base y en lasoldadura Esto se logra haciendo soldaduras intermitentes permitiendo que el calor se distribuya dentrode la fundicioacuten antes de depositar el proacuteximo cordoacuten
Electrodo Para soldar Hierro Fundido
Electrodo para hierro fundido
Corriente alterna
Toda posicion
Revestimiento Canela
Corriente continua Electrodo positivo
DescripcioacutenEl electrodo 77 tiene nuacutecleo de acero dulce con un revestimiento que actuacutea como fundente controlando lascaracteriacutesticas del arco Tiene un punto de fusioacuten lo suficientemente bajo para permitir usar corrientesbajas caracteriacutestica importante en la soldadura de hierro fundido lo que reduce el endurecimiento en lazona de fusioacuten
UsosEste electrodo se recomienda para reparaciones en hierro fundido en que los depoacutesitos no requieranmaquinado posterior
Aplicaciones tiacutepicasbull Cabezales de motores bull Piezas de maacutequinas bull Cajas de descanso bull Blocks de motores
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3067
Curso Baacutesico De Soldadura Castillo-Guardado
30
Procedimiento para soldarSe recomienda usar preferentemente CC electrodo positivo Las piezas a soldar deben estar limpias Serecomienda biselar las piezas en forma de ldquoVrdquo y taladrar los extremos de las grietas a reparar Para tener mayor seguridad de la calidad del trabajo se debe evitar soldar en forma contiacutenua se recomiendaefectuar cordones de 5 a 8 cms intermitentemente Debe mantenerse el trabajo friacuteo No se recomiendamartillar el cordoacuten pueden producirse fisuras
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3167
Castillo-Guardado
Curso Baacutesico De Soldadura
31
Descifrando los siacutembolos de la soldadura
Cuando las soldaduras son especificadas en planos y dibujos isomeacutetricos de ingenieriacutea de fabricacioacuten unconjunto de siacutembolos es usado para identificar el tipo de soldadura las dimensiones y otras informacionesreferente al proceso y el acabado
ANSIAWS A24 Siacutembolos para soldadura y pruebas no destructivasReconociendo la estructura del simbolo
La liacutenea horizontal se conoce como liacutenea de referencia y es la plataforma principal donde todos losdemaacutes siacutembolos de soldadura son agregados las instrucciones para la ejecucioacuten de la soldadura vanalineadas a la liacutenea de referencia y una flecha conecta la liacutenea de referencia con la junta a ser soldada Enel ejemplo de arriba la flecha se despliega a la derecha de la liacutenea de referencia y apuntando hacia abajo ya la derecha pero existen muchas otras combinaciones
Algunas veces la flecha apunta los dos lados de la junta por consiguiente existiriacutean dos ladospotencialmente apropiados para ejecutar la soldadura por ejemplo en una junta T cuando dos laminasson unidas la soldadura puede ser hecha en cualquiera de los lados de la T
El siacutembolo hace la distincioacuten entre los dos lados de la junta usando la flecha y los espacios debajo yencima de la liacutenea de referencia los lados (curiosamente) son conocidos como El lado de la flecha y Elotro lado y la soldadura se ejecuta de acuerdo a las instrucciones dadas en la parte de arriba de la liacutenea dereferencia y la orientacioacuten de la flecha no interfiere con estas instrucciones
La bandera que sale de la liacutenea de referencia esta presente si la soldadura se efectuara en campo odurante el armado de la estructura un siacutembolo de soldadura sin la bandera indica que la soldadura seefectuaraacute en el taller pero en algunos planos y dibujos antiguos puede ser encontrado un circulo negro en launioacuten entre la liacutenea de referencia y la flecha
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3267
Curso Baacutesico De Soldadura Castillo-Guardado
32
Un circulo vaciacuteo entre la liacutenea de referencia y la flecha es una indicacioacuten de que la soldadura debe serejecutada alrededor o en toda la circunferencia de la unioacuten como en este ejemplo
La cola del siacutembolo de soldadura es el sitio donde se coloca la informacioacuten suplementariaconcerniente a la soldadura a ejecutar y puede contener referencias del proceso requerido electrodo undetalle de dibujo y cualquier informacioacuten que ayude a la ejecucioacuten de la soldadura que no tenga un lugarespecial en el siacutembolo plano o la isometriacutea
Cada tipo de soldadura tiene su siacutembolo baacutesico el cual tiacutepicamente se situacutea al rededor del centro dela liacutenea de referencia (dependiendo de cual sea el lado de la junta) y este siacutembolo es usualmente un dibujoque representa la seccioacuten transversal de la junta misma y estas estaacuten divididas en tres grupos
Simbolos para las Soldaduras de Filete
La soldadura fundida es depositada en la esquina formada por la caracteriacutestica de la unioacuten de dosmiembros penetrando y fundieacutendose con el metal base para formar la junta
La cara perpendicular del triangulo siempre es dibujada en la parte izquierda del siacutembolo si las doscaras de la soldadura son de la misma dimensioacuten entonces solo una medida es dada
Las soldaduras de filete son usadas para hacer juntas de enfrentamiento perpendicular comoesquinas y las juntas T y como su propio siacutembolo lo sugiere estas soldaduras son baacutesicamentetriangulares vistas desde su seccioacuten aunque su forma no es siempre un triangulo perfecto o isoacutesceles
Si la soldadura tuviera caras desiguales (menos comuacuten) entonces ambas dimensiones son dadas yuna nota especial que indica en el dibujo cual cara es mas larga
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3367
Castillo-Guardado
Curso Baacutesico De Soldadura
33
El largo de la soldadura es dado a la derecha del simbolo
La soldadura se debe situar entre las liacuteneas dimensioacutenales especificadas (si son dadas) o entre lospuntos donde un cambio de direccioacuten abrupto de la soldadura ocurra como al final de las planchas olaminas
En el caso de soldaduras intermitentes o interrumpidas el largo de cada porcioacuten de la soldadura y losespacios que las separan son indicado en el siacutembolo siendo separados con un guioacuten ( - ) y el largo de laporcioacuten de soldadura va seguido de la dimensioacuten centro-centro del espacio estos siempre se colocan a la
derecha del siacutembolo del filete (triangulo)
Note que la dimensioacuten del espacio no indica el espacio limpio entre las soldaduras la indicacioacuten escentro-centro
Siacutembolos para las Soldaduras de Canal
Las soldaduras de Canal son usadas comuacutenmente para hacer juntas de bordes con bordes aunquetambieacuten son usadas frecuentemente en esquinas juntas T juntas curvas y piezas planas Como losugiere la variedad de siacutembolos para estas soldaduras hay muchas maneras de hacer soldaduras deCanal y la diferencia principal dependeraacute de la geometriacutea de las partes que seraacuten unidas y la preparacioacutende sus bordes El metal soldado es depositado entre el canal penetrando y fundieacutendose con el metal base para formar la junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipo de
soldaduras la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3467
Curso Baacutesico De Soldadura Castillo-Guardado
34
La soldadura de canal cuadrado en la cual el canal es creado por una separacioacuten especifica o ningunaseparacioacuten incluyendo hasta cierta presioacuten de oposicioacuten la distancia de la separacioacuten (si existe) es dadaen el siacutembolo
Las soldaduras de canal V en la que los bordes son biselados a veces por un lado o por los doslados para crea el canal el aacutengulo del bisel es dado en el siacutembolo asiacute como la luz de separacioacuten oseparacioacuten de la raiacutez (si existiera)
Si la profundidad de la V no fuera igual al espesor o a la mitad (en el caso de doble V) del espesorde la lamina o plancha a soldar entonces la profundidad es dada a la izquierda del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3567
Castillo-Guardado
Curso Baacutesico De Soldadura
35
Si la penetracioacuten de la soldadura fuera mayor que la profundidad del canal la profundidad de la gargantaefectiva es dada entre pareacutentesis despueacutes de la profundidad de la V
En el bisel del canal de soldadura en el cual el borde de una de las laminas es biselado y la otra escuadrada el siacutembolo de la liacutenea perpendicular siempre es dibujada en el lado izquierdo sea cual sea laorientacioacuten de la soldadura la flecha apunta la cara de la pieza que debe ser biselada y en este caso laflecha es cortada y doblada en aacutengulo para hacer eacutenfasis en su importancia (este corte de aacutengulo no esnecesario si el proyectista no tiene preferencias en cual lado debe ser biselado o si el dibujo es interpretadopor un soldador calificado que reconoce la diferencia de cual lado debe ser tratado) las
condiciones de aacutengulo preparacioacuten del borde garganta efectiva y la luz de separacioacuten de la
separacioacuten de raiacutez son descritas en las soldaduras de canal V en esta misma pagina
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3667
Curso Baacutesico De Soldadura Castillo-Guardado
36
En la soldadura de canal U en la cual ambos bordes son tratados para crear un canal coacutencavo laprofundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de la separacioacuten sondescritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de canal J en la cual en uno de las laminas tiene un biselado coacutencavo y la otra esdejada cuadrada como con el bisel de la media V la liacutenea perpendicular siempre apareceraacute dibujada a laizquierda y la flecha (con un doblez si fuera necesario) apuntando la pieza que recibiraacute el tratamiento debisel coacutencavo la profundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de
separacioacuten son descritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de V curva comuacutenmente usada para unir dos partes curvas o dos partes tubularesla profundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3767
Castillo-Guardado
Curso Baacutesico De Soldadura
37
En la soldadura de canal con bisel curvo comuacutenmente usada para unir una pieza curva o tubular auna pieza plana como con la V curva (anterior) formada por dos superficies curvas o tubulares laprofundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis La liacutenea perpendicular es dibujada siempre al lado izquierdo del siacutembolosea cual sea la orientacioacuten de la soldadura
Otros siacutembolos suplementarios son usados con la soldadura de canal como Penetracioacuten saliente y Barra o elemento de respaldo ambos siacutembolos son indicacioacuten de que la penetracioacuten de la junta se efectuacuteadesde un solo lado de la junta
El alto del refuerzo (si fuera critico) es indicado a la izquierda del siacutembolo de penetraron saliente elcual esta situado
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3867
Curso Baacutesico De Soldadura Castillo-Guardado
38
Cuando una barra o elemento de respaldo es usado para lograr la penetracioacuten necesaria de la junta su siacutembolo es situado encima de la liacutenea de referencia sobre el siacutembolo de la soldadura si la barra esprovisional y seraacute removida al final de la soldadura entonces la letra R es situada dentro del siacutembolo de labarra de respaldo esta barra tiene el mismo siacutembolo que la soldadura de conexion y ovalos pero sucontexto debe hacer siempre la clara intencioacuten del siacutembolo
Simbolos para la Soldadura de conexion y ovalos
Soldadura de conexioacuten y de oacutevalos es usada para unir laminas sobrepuestas una de las cuales tienenperforaciones (redondos para conexiones y ovalados o alargados para Oacutevalos) Metal soldado esdepositado en estas perforaciones penetrando y fundieacutendose con el metal base de las dos partes formandola junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipode soldadura la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3967
Castillo-Guardado
Curso Baacutesico De Soldadura
39
En la soldadura de conexioacuten el diaacutemetro de cada conector es dado a la izquierda del siacutembolo y el espacioentre los conectores es dado a la derecha en la soldadura de oacutevalos el ancho de cada ovalo es dado a laizquierda del siacutembolo el largo y la distancia entre espacios (separados por un guioacuten-) son dados a laderecha del siacutembolo y la referencia del detalle en la cola
El numero de conectores u oacutevalos es dado entre pareacutentesis por encima o por debajo del siacutembolo de lasoldadura la indicacioacuten del lado de la flecha y el otro lado indican cual pieza tiene la(s) perforacione(s)
Si no esta en las especificaciones el llenado total de esta perforacioacuten entonces la profundidad es dadadentro del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4067
Curso Baacutesico De Soldadura Castillo-Guardado
40
SISTEMA OXIGAS
Descripcioacuten del ProcesoEl proceso de soldadura oxigas mostrado en la figura consiste en una llama dirigida por un sopleteobtenida por medio de la combustioacuten de los gases oxiacutegeno-acetileno El intenso calor de la llama funde la
superficie del metal base para formar una poza fundidaCon este proceso se puede soldar con o sin material de aporte El metal de aporte es agregado para cubrirbiseles y orificios
A medida que la llama se mueve a lo largo de la unioacuten el metal base y el metal de aporte se solidifican paraproducir el cordoacuten
Al soldar cualquier metal se debe escoger el metal de aporte adecuado que normalmente posee elementosdesoxidantes para producir soldaduras de buena calidad
En algunos casos se requiere el uso de fundente para soldar ciertos tipos de metales
Ventajas y Aplicaciones del ProcesoEl proceso oxigas posee las siguientes ventajas el equipo es portaacutetil econoacutemico y puede ser utilizado entoda posicioacuten
El proceso oxigas es normalmente usado para soldar metales de hasta 14 de espesor Se puede utilizartambieacuten para soldar metales de mayor espesor pero ello no es recomendable
Su mayor aplicacioacuten en la industria se encuentra en el campo de mantencioacuten reparacioacuten soldadura decantildeeriacuteas de diaacutemetro pequentildeo y manufacturas livianas Tambieacuten puede ser usado como fuente de energiacuteacaloacuterica para calentar doblar forjar endurecer etc
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4167
Castillo-Guardado
Curso Baacutesico De Soldadura
41
Equipo para Soldadura y Corte OxigasEs el conjunto de elementos que agrupados permiten el paso de gases (Oxigeno-Acetileno) hasta unsoplete en cuyo interior se produce la mezcla La misma en contacto con una chispa produce unacombustioacuten base del sistema oxiacetileacutenico
Procedimiento Baacutesico de Soldadura
Ajuste de llamaEn soldadura oxiacetileacutenica se utiliza una llama neutra (3160degC) o sea se suministra suficiente oxiacutegenopara realizar la combustioacuten de todo el acetileno presenteAunque esta situacioacuten corresponde a una relacioacuten teoacuterica oxiacutegenoacetileno de 251 en la praacutectica parte dela combustioacuten se realiza con oxiacutegeno del aire de modo que
Se consume iguales cantidades de oxiacutegeno y acetileno (relacioacuten 11)Se produce un efecto de auto-proteccioacuten que minimiza la oxidacioacuten del metal base
La llama carburante con exceso de acetileno se reconoce por una zona intermedia reductora que apareceentre el dardo y el penacho se utiliza soacutelo en casos especiales
La llama oxidante con exceso de oxiacutegeno se reconoce por su dardo y penacho maacutes cortos y su sonido maacutesagudo
Seleccioacuten de la BoquillaEn la seleccioacuten de la boquilla influyen los siguientes factores1 Tipo de material a soldar
2 Espesor del material3 Tipo de unioacuten (Tope filete biselada etc)4 Posicioacuten en que se soldaraacute5 Habilidad del operador
Como norma de seguridad siempre debe utilizarse la
Boquilla a la presioacuten recomendada por el fabricante
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4267
Curso Baacutesico De Soldadura Castillo-Guardado
42
Varillas para Soldadura OxigasINDURA dispone de todos los tipos de varillas para este tipo de soldadura Bronce Niacutequel-Plata acerodulce hierro fundido y aluminio en los siguientes diaacutemetros
16 mm (116) - 24 mm (332) - 32 mm (18) - 40 mm (532) - 48 mm (316) y 64 mm (14)
El tamantildeo de varilla adecuada debe ser determinado por
bull el tipo de unioacuten de soldadura bull el espesor del material bull la cantidad de aporte requerido
VARILLAS DE APORTE PARA SOLDADURA OXIGAS
Procedimiento para soldar con varillas de soldadura oxigas (Bronce)
Deben limpiarse muy bien las piezas aplicaacutendoles la llama sobre la superficie hasta que alcance un colorrojo cereza Ambas piezas deben estar a la misma temperatura porque en caso contrario la varilla fluiraacutehacia la pieza maacutes caliente (fenoacutemeno de capilaridad) Caliente la varilla con la llama e introduacutezcala luegoen el depoacutesito de fundente
Note que el calor hace que el fundente se adhiera a la varilla (Si se utiliza una varilla ya revestida confundente este paso debe eliminarse) Una vez que la varilla estaacute impregnada con fundente y las piezas hanalcanzado la temperatura adecuada acerque la varilla hacia la unioacuten y coloque la llama encimaundieacutendola La varilla entonces se funde y fluye hacia el aacuterea calentada uniendo fuertemente las piezas
Debe utilizarse bastante fundente Si la cantidad de fundente es insuficiente la varilla no uniraacute los metales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4367
Castillo-Guardado
Curso Baacutesico De Soldadura
43
VARILLA DE APORTE DE BRONCE
DescripcioacutenLa soldadura de Bronce permite obtener depoacutesitos concaracteriacutesticas mecaacutenicas sobresalientes enresistencia y ductibilidad ademaacutes de ser muy homogeacutenea
AplicacionesSu principal campo de aplicacioacuten es soldadura de hierro fundido acero dulce cobre y sus aleaciones
La principal caracteriacutestica de estas soldaduras es la poca cantidad de gases que se genera en el craacuteter demetal fundido y su bajo punto de fusioacuten que permite una mejor y mayor fluidez del metal fundido
Como teacutecnica operatoria se recomienda precalentar el metal base hasta una temperatura cercana al puntode fusioacuten del metal de aporte luego fundir una gota de soldadura y aplicar calor adicional para obtener unafluidez adecuada en el depoacutesito
Recomendamos el uso del fundente INDURA 10 a fin de obtener depoacutesitos maacutes limpios y de mejorapariencia Las aleaciones de Bronce INDURA son envasadas en cajas de 10 kgs y fabricadas en lassiguientes medidas 24 mm (332)-32 mm (18)-40 mm (532)-48 mm (316)-64 mm (14)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4467
Curso Baacutesico De Soldadura Castillo-Guardado
44
SOLDADURA DE ESTANtildeO
Descripcioacuten
Estas soldaduras son aleaciones a base de estantildeo y se recomiendan para soldar uniones a prueba defiltracioacuten de agua o aire en que la resistencia mecaacutenica no es de importancia y que no estaraacuten expuestas aaltas temperaturas Son especialmente apropiadas para trabajos generales en fierro cobre zinc hojalatafierro galvanizado etc
Estas soldaduras pueden aplicarse por medio de cautiacuten soplete directo inmersioacuten vaciado o por hornoSe suministran en los siguientes tipos seguacuten forma y proporcioacuten de aleacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4567
Castillo-Guardado
Curso Baacutesico De Soldadura
45
El mayor porcentaje de estantildeo influye mejorando la resistencia mecaacutenica de la soldadura de tal forma quelos mejores resultados en este sentido se obtienen con el tipo ldquoArdquo y ldquoLArdquo El tipo ldquoArdquo se recomienda depreferencia para sellar envases de hojalata
Para obtener una buena soldadura es indispensable efectuar una buena limpieza de las piezas a soldarcon lija esmeril lima o escobilla de acero En caso de planchas oxidadas de fierro debe limpiarse con aacutecidomuriaacutetico durante 5 oacute 10 minutos Se recomienda ademaacutes el uso de Fundente INDURA 200 para evitar laoxidacioacuten de los metales a soldar facilitar la fluidez de la soldadura y obtener buenas uniones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67

5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3067
Curso Baacutesico De Soldadura Castillo-Guardado
30
Procedimiento para soldarSe recomienda usar preferentemente CC electrodo positivo Las piezas a soldar deben estar limpias Serecomienda biselar las piezas en forma de ldquoVrdquo y taladrar los extremos de las grietas a reparar Para tener mayor seguridad de la calidad del trabajo se debe evitar soldar en forma contiacutenua se recomiendaefectuar cordones de 5 a 8 cms intermitentemente Debe mantenerse el trabajo friacuteo No se recomiendamartillar el cordoacuten pueden producirse fisuras
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3167
Castillo-Guardado
Curso Baacutesico De Soldadura
31
Descifrando los siacutembolos de la soldadura
Cuando las soldaduras son especificadas en planos y dibujos isomeacutetricos de ingenieriacutea de fabricacioacuten unconjunto de siacutembolos es usado para identificar el tipo de soldadura las dimensiones y otras informacionesreferente al proceso y el acabado
ANSIAWS A24 Siacutembolos para soldadura y pruebas no destructivasReconociendo la estructura del simbolo
La liacutenea horizontal se conoce como liacutenea de referencia y es la plataforma principal donde todos losdemaacutes siacutembolos de soldadura son agregados las instrucciones para la ejecucioacuten de la soldadura vanalineadas a la liacutenea de referencia y una flecha conecta la liacutenea de referencia con la junta a ser soldada Enel ejemplo de arriba la flecha se despliega a la derecha de la liacutenea de referencia y apuntando hacia abajo ya la derecha pero existen muchas otras combinaciones
Algunas veces la flecha apunta los dos lados de la junta por consiguiente existiriacutean dos ladospotencialmente apropiados para ejecutar la soldadura por ejemplo en una junta T cuando dos laminasson unidas la soldadura puede ser hecha en cualquiera de los lados de la T
El siacutembolo hace la distincioacuten entre los dos lados de la junta usando la flecha y los espacios debajo yencima de la liacutenea de referencia los lados (curiosamente) son conocidos como El lado de la flecha y Elotro lado y la soldadura se ejecuta de acuerdo a las instrucciones dadas en la parte de arriba de la liacutenea dereferencia y la orientacioacuten de la flecha no interfiere con estas instrucciones
La bandera que sale de la liacutenea de referencia esta presente si la soldadura se efectuara en campo odurante el armado de la estructura un siacutembolo de soldadura sin la bandera indica que la soldadura seefectuaraacute en el taller pero en algunos planos y dibujos antiguos puede ser encontrado un circulo negro en launioacuten entre la liacutenea de referencia y la flecha
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3267
Curso Baacutesico De Soldadura Castillo-Guardado
32
Un circulo vaciacuteo entre la liacutenea de referencia y la flecha es una indicacioacuten de que la soldadura debe serejecutada alrededor o en toda la circunferencia de la unioacuten como en este ejemplo
La cola del siacutembolo de soldadura es el sitio donde se coloca la informacioacuten suplementariaconcerniente a la soldadura a ejecutar y puede contener referencias del proceso requerido electrodo undetalle de dibujo y cualquier informacioacuten que ayude a la ejecucioacuten de la soldadura que no tenga un lugarespecial en el siacutembolo plano o la isometriacutea
Cada tipo de soldadura tiene su siacutembolo baacutesico el cual tiacutepicamente se situacutea al rededor del centro dela liacutenea de referencia (dependiendo de cual sea el lado de la junta) y este siacutembolo es usualmente un dibujoque representa la seccioacuten transversal de la junta misma y estas estaacuten divididas en tres grupos
Simbolos para las Soldaduras de Filete
La soldadura fundida es depositada en la esquina formada por la caracteriacutestica de la unioacuten de dosmiembros penetrando y fundieacutendose con el metal base para formar la junta
La cara perpendicular del triangulo siempre es dibujada en la parte izquierda del siacutembolo si las doscaras de la soldadura son de la misma dimensioacuten entonces solo una medida es dada
Las soldaduras de filete son usadas para hacer juntas de enfrentamiento perpendicular comoesquinas y las juntas T y como su propio siacutembolo lo sugiere estas soldaduras son baacutesicamentetriangulares vistas desde su seccioacuten aunque su forma no es siempre un triangulo perfecto o isoacutesceles
Si la soldadura tuviera caras desiguales (menos comuacuten) entonces ambas dimensiones son dadas yuna nota especial que indica en el dibujo cual cara es mas larga
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3367
Castillo-Guardado
Curso Baacutesico De Soldadura
33
El largo de la soldadura es dado a la derecha del simbolo
La soldadura se debe situar entre las liacuteneas dimensioacutenales especificadas (si son dadas) o entre lospuntos donde un cambio de direccioacuten abrupto de la soldadura ocurra como al final de las planchas olaminas
En el caso de soldaduras intermitentes o interrumpidas el largo de cada porcioacuten de la soldadura y losespacios que las separan son indicado en el siacutembolo siendo separados con un guioacuten ( - ) y el largo de laporcioacuten de soldadura va seguido de la dimensioacuten centro-centro del espacio estos siempre se colocan a la
derecha del siacutembolo del filete (triangulo)
Note que la dimensioacuten del espacio no indica el espacio limpio entre las soldaduras la indicacioacuten escentro-centro
Siacutembolos para las Soldaduras de Canal
Las soldaduras de Canal son usadas comuacutenmente para hacer juntas de bordes con bordes aunquetambieacuten son usadas frecuentemente en esquinas juntas T juntas curvas y piezas planas Como losugiere la variedad de siacutembolos para estas soldaduras hay muchas maneras de hacer soldaduras deCanal y la diferencia principal dependeraacute de la geometriacutea de las partes que seraacuten unidas y la preparacioacutende sus bordes El metal soldado es depositado entre el canal penetrando y fundieacutendose con el metal base para formar la junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipo de
soldaduras la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3467
Curso Baacutesico De Soldadura Castillo-Guardado
34
La soldadura de canal cuadrado en la cual el canal es creado por una separacioacuten especifica o ningunaseparacioacuten incluyendo hasta cierta presioacuten de oposicioacuten la distancia de la separacioacuten (si existe) es dadaen el siacutembolo
Las soldaduras de canal V en la que los bordes son biselados a veces por un lado o por los doslados para crea el canal el aacutengulo del bisel es dado en el siacutembolo asiacute como la luz de separacioacuten oseparacioacuten de la raiacutez (si existiera)
Si la profundidad de la V no fuera igual al espesor o a la mitad (en el caso de doble V) del espesorde la lamina o plancha a soldar entonces la profundidad es dada a la izquierda del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3567
Castillo-Guardado
Curso Baacutesico De Soldadura
35
Si la penetracioacuten de la soldadura fuera mayor que la profundidad del canal la profundidad de la gargantaefectiva es dada entre pareacutentesis despueacutes de la profundidad de la V
En el bisel del canal de soldadura en el cual el borde de una de las laminas es biselado y la otra escuadrada el siacutembolo de la liacutenea perpendicular siempre es dibujada en el lado izquierdo sea cual sea laorientacioacuten de la soldadura la flecha apunta la cara de la pieza que debe ser biselada y en este caso laflecha es cortada y doblada en aacutengulo para hacer eacutenfasis en su importancia (este corte de aacutengulo no esnecesario si el proyectista no tiene preferencias en cual lado debe ser biselado o si el dibujo es interpretadopor un soldador calificado que reconoce la diferencia de cual lado debe ser tratado) las
condiciones de aacutengulo preparacioacuten del borde garganta efectiva y la luz de separacioacuten de la
separacioacuten de raiacutez son descritas en las soldaduras de canal V en esta misma pagina
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3667
Curso Baacutesico De Soldadura Castillo-Guardado
36
En la soldadura de canal U en la cual ambos bordes son tratados para crear un canal coacutencavo laprofundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de la separacioacuten sondescritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de canal J en la cual en uno de las laminas tiene un biselado coacutencavo y la otra esdejada cuadrada como con el bisel de la media V la liacutenea perpendicular siempre apareceraacute dibujada a laizquierda y la flecha (con un doblez si fuera necesario) apuntando la pieza que recibiraacute el tratamiento debisel coacutencavo la profundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de
separacioacuten son descritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de V curva comuacutenmente usada para unir dos partes curvas o dos partes tubularesla profundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3767
Castillo-Guardado
Curso Baacutesico De Soldadura
37
En la soldadura de canal con bisel curvo comuacutenmente usada para unir una pieza curva o tubular auna pieza plana como con la V curva (anterior) formada por dos superficies curvas o tubulares laprofundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis La liacutenea perpendicular es dibujada siempre al lado izquierdo del siacutembolosea cual sea la orientacioacuten de la soldadura
Otros siacutembolos suplementarios son usados con la soldadura de canal como Penetracioacuten saliente y Barra o elemento de respaldo ambos siacutembolos son indicacioacuten de que la penetracioacuten de la junta se efectuacuteadesde un solo lado de la junta
El alto del refuerzo (si fuera critico) es indicado a la izquierda del siacutembolo de penetraron saliente elcual esta situado
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3867
Curso Baacutesico De Soldadura Castillo-Guardado
38
Cuando una barra o elemento de respaldo es usado para lograr la penetracioacuten necesaria de la junta su siacutembolo es situado encima de la liacutenea de referencia sobre el siacutembolo de la soldadura si la barra esprovisional y seraacute removida al final de la soldadura entonces la letra R es situada dentro del siacutembolo de labarra de respaldo esta barra tiene el mismo siacutembolo que la soldadura de conexion y ovalos pero sucontexto debe hacer siempre la clara intencioacuten del siacutembolo
Simbolos para la Soldadura de conexion y ovalos
Soldadura de conexioacuten y de oacutevalos es usada para unir laminas sobrepuestas una de las cuales tienenperforaciones (redondos para conexiones y ovalados o alargados para Oacutevalos) Metal soldado esdepositado en estas perforaciones penetrando y fundieacutendose con el metal base de las dos partes formandola junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipode soldadura la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3967
Castillo-Guardado
Curso Baacutesico De Soldadura
39
En la soldadura de conexioacuten el diaacutemetro de cada conector es dado a la izquierda del siacutembolo y el espacioentre los conectores es dado a la derecha en la soldadura de oacutevalos el ancho de cada ovalo es dado a laizquierda del siacutembolo el largo y la distancia entre espacios (separados por un guioacuten-) son dados a laderecha del siacutembolo y la referencia del detalle en la cola
El numero de conectores u oacutevalos es dado entre pareacutentesis por encima o por debajo del siacutembolo de lasoldadura la indicacioacuten del lado de la flecha y el otro lado indican cual pieza tiene la(s) perforacione(s)
Si no esta en las especificaciones el llenado total de esta perforacioacuten entonces la profundidad es dadadentro del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4067
Curso Baacutesico De Soldadura Castillo-Guardado
40
SISTEMA OXIGAS
Descripcioacuten del ProcesoEl proceso de soldadura oxigas mostrado en la figura consiste en una llama dirigida por un sopleteobtenida por medio de la combustioacuten de los gases oxiacutegeno-acetileno El intenso calor de la llama funde la
superficie del metal base para formar una poza fundidaCon este proceso se puede soldar con o sin material de aporte El metal de aporte es agregado para cubrirbiseles y orificios
A medida que la llama se mueve a lo largo de la unioacuten el metal base y el metal de aporte se solidifican paraproducir el cordoacuten
Al soldar cualquier metal se debe escoger el metal de aporte adecuado que normalmente posee elementosdesoxidantes para producir soldaduras de buena calidad
En algunos casos se requiere el uso de fundente para soldar ciertos tipos de metales
Ventajas y Aplicaciones del ProcesoEl proceso oxigas posee las siguientes ventajas el equipo es portaacutetil econoacutemico y puede ser utilizado entoda posicioacuten
El proceso oxigas es normalmente usado para soldar metales de hasta 14 de espesor Se puede utilizartambieacuten para soldar metales de mayor espesor pero ello no es recomendable
Su mayor aplicacioacuten en la industria se encuentra en el campo de mantencioacuten reparacioacuten soldadura decantildeeriacuteas de diaacutemetro pequentildeo y manufacturas livianas Tambieacuten puede ser usado como fuente de energiacuteacaloacuterica para calentar doblar forjar endurecer etc
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4167
Castillo-Guardado
Curso Baacutesico De Soldadura
41
Equipo para Soldadura y Corte OxigasEs el conjunto de elementos que agrupados permiten el paso de gases (Oxigeno-Acetileno) hasta unsoplete en cuyo interior se produce la mezcla La misma en contacto con una chispa produce unacombustioacuten base del sistema oxiacetileacutenico
Procedimiento Baacutesico de Soldadura
Ajuste de llamaEn soldadura oxiacetileacutenica se utiliza una llama neutra (3160degC) o sea se suministra suficiente oxiacutegenopara realizar la combustioacuten de todo el acetileno presenteAunque esta situacioacuten corresponde a una relacioacuten teoacuterica oxiacutegenoacetileno de 251 en la praacutectica parte dela combustioacuten se realiza con oxiacutegeno del aire de modo que
Se consume iguales cantidades de oxiacutegeno y acetileno (relacioacuten 11)Se produce un efecto de auto-proteccioacuten que minimiza la oxidacioacuten del metal base
La llama carburante con exceso de acetileno se reconoce por una zona intermedia reductora que apareceentre el dardo y el penacho se utiliza soacutelo en casos especiales
La llama oxidante con exceso de oxiacutegeno se reconoce por su dardo y penacho maacutes cortos y su sonido maacutesagudo
Seleccioacuten de la BoquillaEn la seleccioacuten de la boquilla influyen los siguientes factores1 Tipo de material a soldar
2 Espesor del material3 Tipo de unioacuten (Tope filete biselada etc)4 Posicioacuten en que se soldaraacute5 Habilidad del operador
Como norma de seguridad siempre debe utilizarse la
Boquilla a la presioacuten recomendada por el fabricante
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4267
Curso Baacutesico De Soldadura Castillo-Guardado
42
Varillas para Soldadura OxigasINDURA dispone de todos los tipos de varillas para este tipo de soldadura Bronce Niacutequel-Plata acerodulce hierro fundido y aluminio en los siguientes diaacutemetros
16 mm (116) - 24 mm (332) - 32 mm (18) - 40 mm (532) - 48 mm (316) y 64 mm (14)
El tamantildeo de varilla adecuada debe ser determinado por
bull el tipo de unioacuten de soldadura bull el espesor del material bull la cantidad de aporte requerido
VARILLAS DE APORTE PARA SOLDADURA OXIGAS
Procedimiento para soldar con varillas de soldadura oxigas (Bronce)
Deben limpiarse muy bien las piezas aplicaacutendoles la llama sobre la superficie hasta que alcance un colorrojo cereza Ambas piezas deben estar a la misma temperatura porque en caso contrario la varilla fluiraacutehacia la pieza maacutes caliente (fenoacutemeno de capilaridad) Caliente la varilla con la llama e introduacutezcala luegoen el depoacutesito de fundente
Note que el calor hace que el fundente se adhiera a la varilla (Si se utiliza una varilla ya revestida confundente este paso debe eliminarse) Una vez que la varilla estaacute impregnada con fundente y las piezas hanalcanzado la temperatura adecuada acerque la varilla hacia la unioacuten y coloque la llama encimaundieacutendola La varilla entonces se funde y fluye hacia el aacuterea calentada uniendo fuertemente las piezas
Debe utilizarse bastante fundente Si la cantidad de fundente es insuficiente la varilla no uniraacute los metales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4367
Castillo-Guardado
Curso Baacutesico De Soldadura
43
VARILLA DE APORTE DE BRONCE
DescripcioacutenLa soldadura de Bronce permite obtener depoacutesitos concaracteriacutesticas mecaacutenicas sobresalientes enresistencia y ductibilidad ademaacutes de ser muy homogeacutenea
AplicacionesSu principal campo de aplicacioacuten es soldadura de hierro fundido acero dulce cobre y sus aleaciones
La principal caracteriacutestica de estas soldaduras es la poca cantidad de gases que se genera en el craacuteter demetal fundido y su bajo punto de fusioacuten que permite una mejor y mayor fluidez del metal fundido
Como teacutecnica operatoria se recomienda precalentar el metal base hasta una temperatura cercana al puntode fusioacuten del metal de aporte luego fundir una gota de soldadura y aplicar calor adicional para obtener unafluidez adecuada en el depoacutesito
Recomendamos el uso del fundente INDURA 10 a fin de obtener depoacutesitos maacutes limpios y de mejorapariencia Las aleaciones de Bronce INDURA son envasadas en cajas de 10 kgs y fabricadas en lassiguientes medidas 24 mm (332)-32 mm (18)-40 mm (532)-48 mm (316)-64 mm (14)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4467
Curso Baacutesico De Soldadura Castillo-Guardado
44
SOLDADURA DE ESTANtildeO
Descripcioacuten
Estas soldaduras son aleaciones a base de estantildeo y se recomiendan para soldar uniones a prueba defiltracioacuten de agua o aire en que la resistencia mecaacutenica no es de importancia y que no estaraacuten expuestas aaltas temperaturas Son especialmente apropiadas para trabajos generales en fierro cobre zinc hojalatafierro galvanizado etc
Estas soldaduras pueden aplicarse por medio de cautiacuten soplete directo inmersioacuten vaciado o por hornoSe suministran en los siguientes tipos seguacuten forma y proporcioacuten de aleacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4567
Castillo-Guardado
Curso Baacutesico De Soldadura
45
El mayor porcentaje de estantildeo influye mejorando la resistencia mecaacutenica de la soldadura de tal forma quelos mejores resultados en este sentido se obtienen con el tipo ldquoArdquo y ldquoLArdquo El tipo ldquoArdquo se recomienda depreferencia para sellar envases de hojalata
Para obtener una buena soldadura es indispensable efectuar una buena limpieza de las piezas a soldarcon lija esmeril lima o escobilla de acero En caso de planchas oxidadas de fierro debe limpiarse con aacutecidomuriaacutetico durante 5 oacute 10 minutos Se recomienda ademaacutes el uso de Fundente INDURA 200 para evitar laoxidacioacuten de los metales a soldar facilitar la fluidez de la soldadura y obtener buenas uniones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
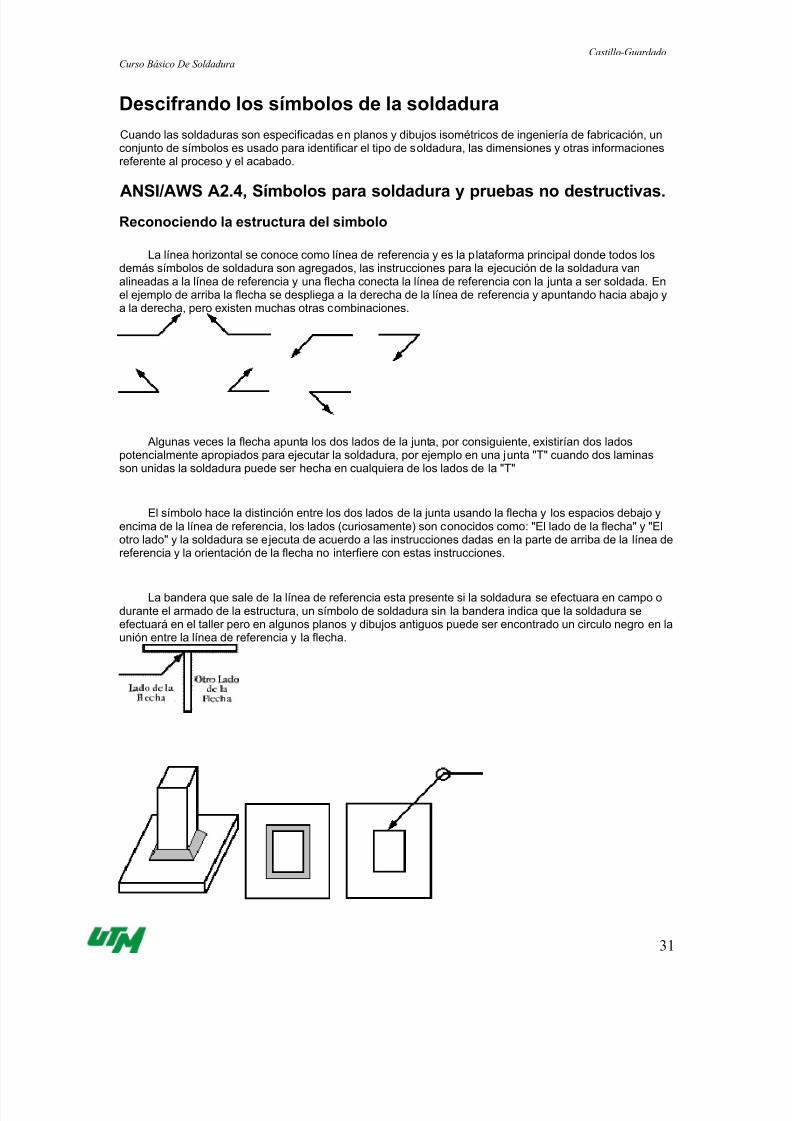
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3167
Castillo-Guardado
Curso Baacutesico De Soldadura
31
Descifrando los siacutembolos de la soldadura
Cuando las soldaduras son especificadas en planos y dibujos isomeacutetricos de ingenieriacutea de fabricacioacuten unconjunto de siacutembolos es usado para identificar el tipo de soldadura las dimensiones y otras informacionesreferente al proceso y el acabado
ANSIAWS A24 Siacutembolos para soldadura y pruebas no destructivasReconociendo la estructura del simbolo
La liacutenea horizontal se conoce como liacutenea de referencia y es la plataforma principal donde todos losdemaacutes siacutembolos de soldadura son agregados las instrucciones para la ejecucioacuten de la soldadura vanalineadas a la liacutenea de referencia y una flecha conecta la liacutenea de referencia con la junta a ser soldada Enel ejemplo de arriba la flecha se despliega a la derecha de la liacutenea de referencia y apuntando hacia abajo ya la derecha pero existen muchas otras combinaciones
Algunas veces la flecha apunta los dos lados de la junta por consiguiente existiriacutean dos ladospotencialmente apropiados para ejecutar la soldadura por ejemplo en una junta T cuando dos laminasson unidas la soldadura puede ser hecha en cualquiera de los lados de la T
El siacutembolo hace la distincioacuten entre los dos lados de la junta usando la flecha y los espacios debajo yencima de la liacutenea de referencia los lados (curiosamente) son conocidos como El lado de la flecha y Elotro lado y la soldadura se ejecuta de acuerdo a las instrucciones dadas en la parte de arriba de la liacutenea dereferencia y la orientacioacuten de la flecha no interfiere con estas instrucciones
La bandera que sale de la liacutenea de referencia esta presente si la soldadura se efectuara en campo odurante el armado de la estructura un siacutembolo de soldadura sin la bandera indica que la soldadura seefectuaraacute en el taller pero en algunos planos y dibujos antiguos puede ser encontrado un circulo negro en launioacuten entre la liacutenea de referencia y la flecha
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3267
Curso Baacutesico De Soldadura Castillo-Guardado
32
Un circulo vaciacuteo entre la liacutenea de referencia y la flecha es una indicacioacuten de que la soldadura debe serejecutada alrededor o en toda la circunferencia de la unioacuten como en este ejemplo
La cola del siacutembolo de soldadura es el sitio donde se coloca la informacioacuten suplementariaconcerniente a la soldadura a ejecutar y puede contener referencias del proceso requerido electrodo undetalle de dibujo y cualquier informacioacuten que ayude a la ejecucioacuten de la soldadura que no tenga un lugarespecial en el siacutembolo plano o la isometriacutea
Cada tipo de soldadura tiene su siacutembolo baacutesico el cual tiacutepicamente se situacutea al rededor del centro dela liacutenea de referencia (dependiendo de cual sea el lado de la junta) y este siacutembolo es usualmente un dibujoque representa la seccioacuten transversal de la junta misma y estas estaacuten divididas en tres grupos
Simbolos para las Soldaduras de Filete
La soldadura fundida es depositada en la esquina formada por la caracteriacutestica de la unioacuten de dosmiembros penetrando y fundieacutendose con el metal base para formar la junta
La cara perpendicular del triangulo siempre es dibujada en la parte izquierda del siacutembolo si las doscaras de la soldadura son de la misma dimensioacuten entonces solo una medida es dada
Las soldaduras de filete son usadas para hacer juntas de enfrentamiento perpendicular comoesquinas y las juntas T y como su propio siacutembolo lo sugiere estas soldaduras son baacutesicamentetriangulares vistas desde su seccioacuten aunque su forma no es siempre un triangulo perfecto o isoacutesceles
Si la soldadura tuviera caras desiguales (menos comuacuten) entonces ambas dimensiones son dadas yuna nota especial que indica en el dibujo cual cara es mas larga
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3367
Castillo-Guardado
Curso Baacutesico De Soldadura
33
El largo de la soldadura es dado a la derecha del simbolo
La soldadura se debe situar entre las liacuteneas dimensioacutenales especificadas (si son dadas) o entre lospuntos donde un cambio de direccioacuten abrupto de la soldadura ocurra como al final de las planchas olaminas
En el caso de soldaduras intermitentes o interrumpidas el largo de cada porcioacuten de la soldadura y losespacios que las separan son indicado en el siacutembolo siendo separados con un guioacuten ( - ) y el largo de laporcioacuten de soldadura va seguido de la dimensioacuten centro-centro del espacio estos siempre se colocan a la
derecha del siacutembolo del filete (triangulo)
Note que la dimensioacuten del espacio no indica el espacio limpio entre las soldaduras la indicacioacuten escentro-centro
Siacutembolos para las Soldaduras de Canal
Las soldaduras de Canal son usadas comuacutenmente para hacer juntas de bordes con bordes aunquetambieacuten son usadas frecuentemente en esquinas juntas T juntas curvas y piezas planas Como losugiere la variedad de siacutembolos para estas soldaduras hay muchas maneras de hacer soldaduras deCanal y la diferencia principal dependeraacute de la geometriacutea de las partes que seraacuten unidas y la preparacioacutende sus bordes El metal soldado es depositado entre el canal penetrando y fundieacutendose con el metal base para formar la junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipo de
soldaduras la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3467
Curso Baacutesico De Soldadura Castillo-Guardado
34
La soldadura de canal cuadrado en la cual el canal es creado por una separacioacuten especifica o ningunaseparacioacuten incluyendo hasta cierta presioacuten de oposicioacuten la distancia de la separacioacuten (si existe) es dadaen el siacutembolo
Las soldaduras de canal V en la que los bordes son biselados a veces por un lado o por los doslados para crea el canal el aacutengulo del bisel es dado en el siacutembolo asiacute como la luz de separacioacuten oseparacioacuten de la raiacutez (si existiera)
Si la profundidad de la V no fuera igual al espesor o a la mitad (en el caso de doble V) del espesorde la lamina o plancha a soldar entonces la profundidad es dada a la izquierda del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3567
Castillo-Guardado
Curso Baacutesico De Soldadura
35
Si la penetracioacuten de la soldadura fuera mayor que la profundidad del canal la profundidad de la gargantaefectiva es dada entre pareacutentesis despueacutes de la profundidad de la V
En el bisel del canal de soldadura en el cual el borde de una de las laminas es biselado y la otra escuadrada el siacutembolo de la liacutenea perpendicular siempre es dibujada en el lado izquierdo sea cual sea laorientacioacuten de la soldadura la flecha apunta la cara de la pieza que debe ser biselada y en este caso laflecha es cortada y doblada en aacutengulo para hacer eacutenfasis en su importancia (este corte de aacutengulo no esnecesario si el proyectista no tiene preferencias en cual lado debe ser biselado o si el dibujo es interpretadopor un soldador calificado que reconoce la diferencia de cual lado debe ser tratado) las
condiciones de aacutengulo preparacioacuten del borde garganta efectiva y la luz de separacioacuten de la
separacioacuten de raiacutez son descritas en las soldaduras de canal V en esta misma pagina
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3667
Curso Baacutesico De Soldadura Castillo-Guardado
36
En la soldadura de canal U en la cual ambos bordes son tratados para crear un canal coacutencavo laprofundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de la separacioacuten sondescritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de canal J en la cual en uno de las laminas tiene un biselado coacutencavo y la otra esdejada cuadrada como con el bisel de la media V la liacutenea perpendicular siempre apareceraacute dibujada a laizquierda y la flecha (con un doblez si fuera necesario) apuntando la pieza que recibiraacute el tratamiento debisel coacutencavo la profundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de
separacioacuten son descritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de V curva comuacutenmente usada para unir dos partes curvas o dos partes tubularesla profundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3767
Castillo-Guardado
Curso Baacutesico De Soldadura
37
En la soldadura de canal con bisel curvo comuacutenmente usada para unir una pieza curva o tubular auna pieza plana como con la V curva (anterior) formada por dos superficies curvas o tubulares laprofundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis La liacutenea perpendicular es dibujada siempre al lado izquierdo del siacutembolosea cual sea la orientacioacuten de la soldadura
Otros siacutembolos suplementarios son usados con la soldadura de canal como Penetracioacuten saliente y Barra o elemento de respaldo ambos siacutembolos son indicacioacuten de que la penetracioacuten de la junta se efectuacuteadesde un solo lado de la junta
El alto del refuerzo (si fuera critico) es indicado a la izquierda del siacutembolo de penetraron saliente elcual esta situado
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3867
Curso Baacutesico De Soldadura Castillo-Guardado
38
Cuando una barra o elemento de respaldo es usado para lograr la penetracioacuten necesaria de la junta su siacutembolo es situado encima de la liacutenea de referencia sobre el siacutembolo de la soldadura si la barra esprovisional y seraacute removida al final de la soldadura entonces la letra R es situada dentro del siacutembolo de labarra de respaldo esta barra tiene el mismo siacutembolo que la soldadura de conexion y ovalos pero sucontexto debe hacer siempre la clara intencioacuten del siacutembolo
Simbolos para la Soldadura de conexion y ovalos
Soldadura de conexioacuten y de oacutevalos es usada para unir laminas sobrepuestas una de las cuales tienenperforaciones (redondos para conexiones y ovalados o alargados para Oacutevalos) Metal soldado esdepositado en estas perforaciones penetrando y fundieacutendose con el metal base de las dos partes formandola junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipode soldadura la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3967
Castillo-Guardado
Curso Baacutesico De Soldadura
39
En la soldadura de conexioacuten el diaacutemetro de cada conector es dado a la izquierda del siacutembolo y el espacioentre los conectores es dado a la derecha en la soldadura de oacutevalos el ancho de cada ovalo es dado a laizquierda del siacutembolo el largo y la distancia entre espacios (separados por un guioacuten-) son dados a laderecha del siacutembolo y la referencia del detalle en la cola
El numero de conectores u oacutevalos es dado entre pareacutentesis por encima o por debajo del siacutembolo de lasoldadura la indicacioacuten del lado de la flecha y el otro lado indican cual pieza tiene la(s) perforacione(s)
Si no esta en las especificaciones el llenado total de esta perforacioacuten entonces la profundidad es dadadentro del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4067
Curso Baacutesico De Soldadura Castillo-Guardado
40
SISTEMA OXIGAS
Descripcioacuten del ProcesoEl proceso de soldadura oxigas mostrado en la figura consiste en una llama dirigida por un sopleteobtenida por medio de la combustioacuten de los gases oxiacutegeno-acetileno El intenso calor de la llama funde la
superficie del metal base para formar una poza fundidaCon este proceso se puede soldar con o sin material de aporte El metal de aporte es agregado para cubrirbiseles y orificios
A medida que la llama se mueve a lo largo de la unioacuten el metal base y el metal de aporte se solidifican paraproducir el cordoacuten
Al soldar cualquier metal se debe escoger el metal de aporte adecuado que normalmente posee elementosdesoxidantes para producir soldaduras de buena calidad
En algunos casos se requiere el uso de fundente para soldar ciertos tipos de metales
Ventajas y Aplicaciones del ProcesoEl proceso oxigas posee las siguientes ventajas el equipo es portaacutetil econoacutemico y puede ser utilizado entoda posicioacuten
El proceso oxigas es normalmente usado para soldar metales de hasta 14 de espesor Se puede utilizartambieacuten para soldar metales de mayor espesor pero ello no es recomendable
Su mayor aplicacioacuten en la industria se encuentra en el campo de mantencioacuten reparacioacuten soldadura decantildeeriacuteas de diaacutemetro pequentildeo y manufacturas livianas Tambieacuten puede ser usado como fuente de energiacuteacaloacuterica para calentar doblar forjar endurecer etc
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4167
Castillo-Guardado
Curso Baacutesico De Soldadura
41
Equipo para Soldadura y Corte OxigasEs el conjunto de elementos que agrupados permiten el paso de gases (Oxigeno-Acetileno) hasta unsoplete en cuyo interior se produce la mezcla La misma en contacto con una chispa produce unacombustioacuten base del sistema oxiacetileacutenico
Procedimiento Baacutesico de Soldadura
Ajuste de llamaEn soldadura oxiacetileacutenica se utiliza una llama neutra (3160degC) o sea se suministra suficiente oxiacutegenopara realizar la combustioacuten de todo el acetileno presenteAunque esta situacioacuten corresponde a una relacioacuten teoacuterica oxiacutegenoacetileno de 251 en la praacutectica parte dela combustioacuten se realiza con oxiacutegeno del aire de modo que
Se consume iguales cantidades de oxiacutegeno y acetileno (relacioacuten 11)Se produce un efecto de auto-proteccioacuten que minimiza la oxidacioacuten del metal base
La llama carburante con exceso de acetileno se reconoce por una zona intermedia reductora que apareceentre el dardo y el penacho se utiliza soacutelo en casos especiales
La llama oxidante con exceso de oxiacutegeno se reconoce por su dardo y penacho maacutes cortos y su sonido maacutesagudo
Seleccioacuten de la BoquillaEn la seleccioacuten de la boquilla influyen los siguientes factores1 Tipo de material a soldar
2 Espesor del material3 Tipo de unioacuten (Tope filete biselada etc)4 Posicioacuten en que se soldaraacute5 Habilidad del operador
Como norma de seguridad siempre debe utilizarse la
Boquilla a la presioacuten recomendada por el fabricante
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4267
Curso Baacutesico De Soldadura Castillo-Guardado
42
Varillas para Soldadura OxigasINDURA dispone de todos los tipos de varillas para este tipo de soldadura Bronce Niacutequel-Plata acerodulce hierro fundido y aluminio en los siguientes diaacutemetros
16 mm (116) - 24 mm (332) - 32 mm (18) - 40 mm (532) - 48 mm (316) y 64 mm (14)
El tamantildeo de varilla adecuada debe ser determinado por
bull el tipo de unioacuten de soldadura bull el espesor del material bull la cantidad de aporte requerido
VARILLAS DE APORTE PARA SOLDADURA OXIGAS
Procedimiento para soldar con varillas de soldadura oxigas (Bronce)
Deben limpiarse muy bien las piezas aplicaacutendoles la llama sobre la superficie hasta que alcance un colorrojo cereza Ambas piezas deben estar a la misma temperatura porque en caso contrario la varilla fluiraacutehacia la pieza maacutes caliente (fenoacutemeno de capilaridad) Caliente la varilla con la llama e introduacutezcala luegoen el depoacutesito de fundente
Note que el calor hace que el fundente se adhiera a la varilla (Si se utiliza una varilla ya revestida confundente este paso debe eliminarse) Una vez que la varilla estaacute impregnada con fundente y las piezas hanalcanzado la temperatura adecuada acerque la varilla hacia la unioacuten y coloque la llama encimaundieacutendola La varilla entonces se funde y fluye hacia el aacuterea calentada uniendo fuertemente las piezas
Debe utilizarse bastante fundente Si la cantidad de fundente es insuficiente la varilla no uniraacute los metales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4367
Castillo-Guardado
Curso Baacutesico De Soldadura
43
VARILLA DE APORTE DE BRONCE
DescripcioacutenLa soldadura de Bronce permite obtener depoacutesitos concaracteriacutesticas mecaacutenicas sobresalientes enresistencia y ductibilidad ademaacutes de ser muy homogeacutenea
AplicacionesSu principal campo de aplicacioacuten es soldadura de hierro fundido acero dulce cobre y sus aleaciones
La principal caracteriacutestica de estas soldaduras es la poca cantidad de gases que se genera en el craacuteter demetal fundido y su bajo punto de fusioacuten que permite una mejor y mayor fluidez del metal fundido
Como teacutecnica operatoria se recomienda precalentar el metal base hasta una temperatura cercana al puntode fusioacuten del metal de aporte luego fundir una gota de soldadura y aplicar calor adicional para obtener unafluidez adecuada en el depoacutesito
Recomendamos el uso del fundente INDURA 10 a fin de obtener depoacutesitos maacutes limpios y de mejorapariencia Las aleaciones de Bronce INDURA son envasadas en cajas de 10 kgs y fabricadas en lassiguientes medidas 24 mm (332)-32 mm (18)-40 mm (532)-48 mm (316)-64 mm (14)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4467
Curso Baacutesico De Soldadura Castillo-Guardado
44
SOLDADURA DE ESTANtildeO
Descripcioacuten
Estas soldaduras son aleaciones a base de estantildeo y se recomiendan para soldar uniones a prueba defiltracioacuten de agua o aire en que la resistencia mecaacutenica no es de importancia y que no estaraacuten expuestas aaltas temperaturas Son especialmente apropiadas para trabajos generales en fierro cobre zinc hojalatafierro galvanizado etc
Estas soldaduras pueden aplicarse por medio de cautiacuten soplete directo inmersioacuten vaciado o por hornoSe suministran en los siguientes tipos seguacuten forma y proporcioacuten de aleacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4567
Castillo-Guardado
Curso Baacutesico De Soldadura
45
El mayor porcentaje de estantildeo influye mejorando la resistencia mecaacutenica de la soldadura de tal forma quelos mejores resultados en este sentido se obtienen con el tipo ldquoArdquo y ldquoLArdquo El tipo ldquoArdquo se recomienda depreferencia para sellar envases de hojalata
Para obtener una buena soldadura es indispensable efectuar una buena limpieza de las piezas a soldarcon lija esmeril lima o escobilla de acero En caso de planchas oxidadas de fierro debe limpiarse con aacutecidomuriaacutetico durante 5 oacute 10 minutos Se recomienda ademaacutes el uso de Fundente INDURA 200 para evitar laoxidacioacuten de los metales a soldar facilitar la fluidez de la soldadura y obtener buenas uniones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
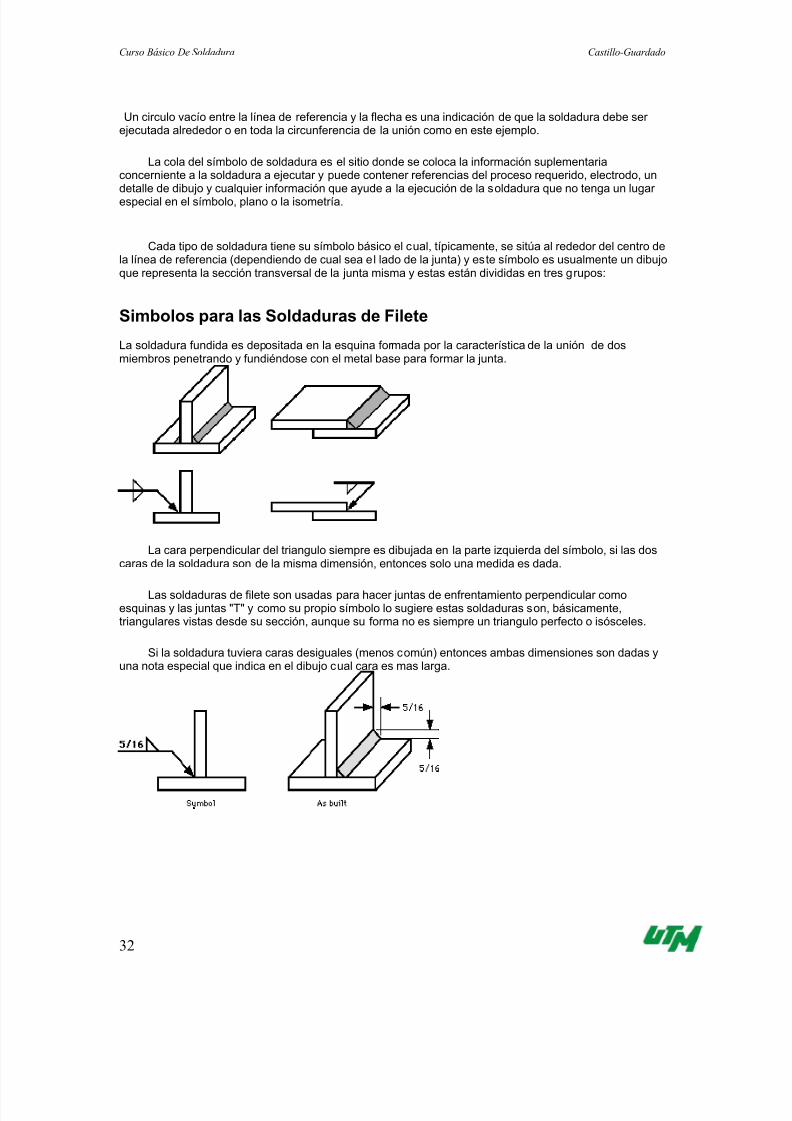
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3267
Curso Baacutesico De Soldadura Castillo-Guardado
32
Un circulo vaciacuteo entre la liacutenea de referencia y la flecha es una indicacioacuten de que la soldadura debe serejecutada alrededor o en toda la circunferencia de la unioacuten como en este ejemplo
La cola del siacutembolo de soldadura es el sitio donde se coloca la informacioacuten suplementariaconcerniente a la soldadura a ejecutar y puede contener referencias del proceso requerido electrodo undetalle de dibujo y cualquier informacioacuten que ayude a la ejecucioacuten de la soldadura que no tenga un lugarespecial en el siacutembolo plano o la isometriacutea
Cada tipo de soldadura tiene su siacutembolo baacutesico el cual tiacutepicamente se situacutea al rededor del centro dela liacutenea de referencia (dependiendo de cual sea el lado de la junta) y este siacutembolo es usualmente un dibujoque representa la seccioacuten transversal de la junta misma y estas estaacuten divididas en tres grupos
Simbolos para las Soldaduras de Filete
La soldadura fundida es depositada en la esquina formada por la caracteriacutestica de la unioacuten de dosmiembros penetrando y fundieacutendose con el metal base para formar la junta
La cara perpendicular del triangulo siempre es dibujada en la parte izquierda del siacutembolo si las doscaras de la soldadura son de la misma dimensioacuten entonces solo una medida es dada
Las soldaduras de filete son usadas para hacer juntas de enfrentamiento perpendicular comoesquinas y las juntas T y como su propio siacutembolo lo sugiere estas soldaduras son baacutesicamentetriangulares vistas desde su seccioacuten aunque su forma no es siempre un triangulo perfecto o isoacutesceles
Si la soldadura tuviera caras desiguales (menos comuacuten) entonces ambas dimensiones son dadas yuna nota especial que indica en el dibujo cual cara es mas larga
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3367
Castillo-Guardado
Curso Baacutesico De Soldadura
33
El largo de la soldadura es dado a la derecha del simbolo
La soldadura se debe situar entre las liacuteneas dimensioacutenales especificadas (si son dadas) o entre lospuntos donde un cambio de direccioacuten abrupto de la soldadura ocurra como al final de las planchas olaminas
En el caso de soldaduras intermitentes o interrumpidas el largo de cada porcioacuten de la soldadura y losespacios que las separan son indicado en el siacutembolo siendo separados con un guioacuten ( - ) y el largo de laporcioacuten de soldadura va seguido de la dimensioacuten centro-centro del espacio estos siempre se colocan a la
derecha del siacutembolo del filete (triangulo)
Note que la dimensioacuten del espacio no indica el espacio limpio entre las soldaduras la indicacioacuten escentro-centro
Siacutembolos para las Soldaduras de Canal
Las soldaduras de Canal son usadas comuacutenmente para hacer juntas de bordes con bordes aunquetambieacuten son usadas frecuentemente en esquinas juntas T juntas curvas y piezas planas Como losugiere la variedad de siacutembolos para estas soldaduras hay muchas maneras de hacer soldaduras deCanal y la diferencia principal dependeraacute de la geometriacutea de las partes que seraacuten unidas y la preparacioacutende sus bordes El metal soldado es depositado entre el canal penetrando y fundieacutendose con el metal base para formar la junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipo de
soldaduras la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3467
Curso Baacutesico De Soldadura Castillo-Guardado
34
La soldadura de canal cuadrado en la cual el canal es creado por una separacioacuten especifica o ningunaseparacioacuten incluyendo hasta cierta presioacuten de oposicioacuten la distancia de la separacioacuten (si existe) es dadaen el siacutembolo
Las soldaduras de canal V en la que los bordes son biselados a veces por un lado o por los doslados para crea el canal el aacutengulo del bisel es dado en el siacutembolo asiacute como la luz de separacioacuten oseparacioacuten de la raiacutez (si existiera)
Si la profundidad de la V no fuera igual al espesor o a la mitad (en el caso de doble V) del espesorde la lamina o plancha a soldar entonces la profundidad es dada a la izquierda del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3567
Castillo-Guardado
Curso Baacutesico De Soldadura
35
Si la penetracioacuten de la soldadura fuera mayor que la profundidad del canal la profundidad de la gargantaefectiva es dada entre pareacutentesis despueacutes de la profundidad de la V
En el bisel del canal de soldadura en el cual el borde de una de las laminas es biselado y la otra escuadrada el siacutembolo de la liacutenea perpendicular siempre es dibujada en el lado izquierdo sea cual sea laorientacioacuten de la soldadura la flecha apunta la cara de la pieza que debe ser biselada y en este caso laflecha es cortada y doblada en aacutengulo para hacer eacutenfasis en su importancia (este corte de aacutengulo no esnecesario si el proyectista no tiene preferencias en cual lado debe ser biselado o si el dibujo es interpretadopor un soldador calificado que reconoce la diferencia de cual lado debe ser tratado) las
condiciones de aacutengulo preparacioacuten del borde garganta efectiva y la luz de separacioacuten de la
separacioacuten de raiacutez son descritas en las soldaduras de canal V en esta misma pagina
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3667
Curso Baacutesico De Soldadura Castillo-Guardado
36
En la soldadura de canal U en la cual ambos bordes son tratados para crear un canal coacutencavo laprofundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de la separacioacuten sondescritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de canal J en la cual en uno de las laminas tiene un biselado coacutencavo y la otra esdejada cuadrada como con el bisel de la media V la liacutenea perpendicular siempre apareceraacute dibujada a laizquierda y la flecha (con un doblez si fuera necesario) apuntando la pieza que recibiraacute el tratamiento debisel coacutencavo la profundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de
separacioacuten son descritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de V curva comuacutenmente usada para unir dos partes curvas o dos partes tubularesla profundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3767
Castillo-Guardado
Curso Baacutesico De Soldadura
37
En la soldadura de canal con bisel curvo comuacutenmente usada para unir una pieza curva o tubular auna pieza plana como con la V curva (anterior) formada por dos superficies curvas o tubulares laprofundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis La liacutenea perpendicular es dibujada siempre al lado izquierdo del siacutembolosea cual sea la orientacioacuten de la soldadura
Otros siacutembolos suplementarios son usados con la soldadura de canal como Penetracioacuten saliente y Barra o elemento de respaldo ambos siacutembolos son indicacioacuten de que la penetracioacuten de la junta se efectuacuteadesde un solo lado de la junta
El alto del refuerzo (si fuera critico) es indicado a la izquierda del siacutembolo de penetraron saliente elcual esta situado
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3867
Curso Baacutesico De Soldadura Castillo-Guardado
38
Cuando una barra o elemento de respaldo es usado para lograr la penetracioacuten necesaria de la junta su siacutembolo es situado encima de la liacutenea de referencia sobre el siacutembolo de la soldadura si la barra esprovisional y seraacute removida al final de la soldadura entonces la letra R es situada dentro del siacutembolo de labarra de respaldo esta barra tiene el mismo siacutembolo que la soldadura de conexion y ovalos pero sucontexto debe hacer siempre la clara intencioacuten del siacutembolo
Simbolos para la Soldadura de conexion y ovalos
Soldadura de conexioacuten y de oacutevalos es usada para unir laminas sobrepuestas una de las cuales tienenperforaciones (redondos para conexiones y ovalados o alargados para Oacutevalos) Metal soldado esdepositado en estas perforaciones penetrando y fundieacutendose con el metal base de las dos partes formandola junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipode soldadura la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3967
Castillo-Guardado
Curso Baacutesico De Soldadura
39
En la soldadura de conexioacuten el diaacutemetro de cada conector es dado a la izquierda del siacutembolo y el espacioentre los conectores es dado a la derecha en la soldadura de oacutevalos el ancho de cada ovalo es dado a laizquierda del siacutembolo el largo y la distancia entre espacios (separados por un guioacuten-) son dados a laderecha del siacutembolo y la referencia del detalle en la cola
El numero de conectores u oacutevalos es dado entre pareacutentesis por encima o por debajo del siacutembolo de lasoldadura la indicacioacuten del lado de la flecha y el otro lado indican cual pieza tiene la(s) perforacione(s)
Si no esta en las especificaciones el llenado total de esta perforacioacuten entonces la profundidad es dadadentro del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4067
Curso Baacutesico De Soldadura Castillo-Guardado
40
SISTEMA OXIGAS
Descripcioacuten del ProcesoEl proceso de soldadura oxigas mostrado en la figura consiste en una llama dirigida por un sopleteobtenida por medio de la combustioacuten de los gases oxiacutegeno-acetileno El intenso calor de la llama funde la
superficie del metal base para formar una poza fundidaCon este proceso se puede soldar con o sin material de aporte El metal de aporte es agregado para cubrirbiseles y orificios
A medida que la llama se mueve a lo largo de la unioacuten el metal base y el metal de aporte se solidifican paraproducir el cordoacuten
Al soldar cualquier metal se debe escoger el metal de aporte adecuado que normalmente posee elementosdesoxidantes para producir soldaduras de buena calidad
En algunos casos se requiere el uso de fundente para soldar ciertos tipos de metales
Ventajas y Aplicaciones del ProcesoEl proceso oxigas posee las siguientes ventajas el equipo es portaacutetil econoacutemico y puede ser utilizado entoda posicioacuten
El proceso oxigas es normalmente usado para soldar metales de hasta 14 de espesor Se puede utilizartambieacuten para soldar metales de mayor espesor pero ello no es recomendable
Su mayor aplicacioacuten en la industria se encuentra en el campo de mantencioacuten reparacioacuten soldadura decantildeeriacuteas de diaacutemetro pequentildeo y manufacturas livianas Tambieacuten puede ser usado como fuente de energiacuteacaloacuterica para calentar doblar forjar endurecer etc
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4167
Castillo-Guardado
Curso Baacutesico De Soldadura
41
Equipo para Soldadura y Corte OxigasEs el conjunto de elementos que agrupados permiten el paso de gases (Oxigeno-Acetileno) hasta unsoplete en cuyo interior se produce la mezcla La misma en contacto con una chispa produce unacombustioacuten base del sistema oxiacetileacutenico
Procedimiento Baacutesico de Soldadura
Ajuste de llamaEn soldadura oxiacetileacutenica se utiliza una llama neutra (3160degC) o sea se suministra suficiente oxiacutegenopara realizar la combustioacuten de todo el acetileno presenteAunque esta situacioacuten corresponde a una relacioacuten teoacuterica oxiacutegenoacetileno de 251 en la praacutectica parte dela combustioacuten se realiza con oxiacutegeno del aire de modo que
Se consume iguales cantidades de oxiacutegeno y acetileno (relacioacuten 11)Se produce un efecto de auto-proteccioacuten que minimiza la oxidacioacuten del metal base
La llama carburante con exceso de acetileno se reconoce por una zona intermedia reductora que apareceentre el dardo y el penacho se utiliza soacutelo en casos especiales
La llama oxidante con exceso de oxiacutegeno se reconoce por su dardo y penacho maacutes cortos y su sonido maacutesagudo
Seleccioacuten de la BoquillaEn la seleccioacuten de la boquilla influyen los siguientes factores1 Tipo de material a soldar
2 Espesor del material3 Tipo de unioacuten (Tope filete biselada etc)4 Posicioacuten en que se soldaraacute5 Habilidad del operador
Como norma de seguridad siempre debe utilizarse la
Boquilla a la presioacuten recomendada por el fabricante
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4267
Curso Baacutesico De Soldadura Castillo-Guardado
42
Varillas para Soldadura OxigasINDURA dispone de todos los tipos de varillas para este tipo de soldadura Bronce Niacutequel-Plata acerodulce hierro fundido y aluminio en los siguientes diaacutemetros
16 mm (116) - 24 mm (332) - 32 mm (18) - 40 mm (532) - 48 mm (316) y 64 mm (14)
El tamantildeo de varilla adecuada debe ser determinado por
bull el tipo de unioacuten de soldadura bull el espesor del material bull la cantidad de aporte requerido
VARILLAS DE APORTE PARA SOLDADURA OXIGAS
Procedimiento para soldar con varillas de soldadura oxigas (Bronce)
Deben limpiarse muy bien las piezas aplicaacutendoles la llama sobre la superficie hasta que alcance un colorrojo cereza Ambas piezas deben estar a la misma temperatura porque en caso contrario la varilla fluiraacutehacia la pieza maacutes caliente (fenoacutemeno de capilaridad) Caliente la varilla con la llama e introduacutezcala luegoen el depoacutesito de fundente
Note que el calor hace que el fundente se adhiera a la varilla (Si se utiliza una varilla ya revestida confundente este paso debe eliminarse) Una vez que la varilla estaacute impregnada con fundente y las piezas hanalcanzado la temperatura adecuada acerque la varilla hacia la unioacuten y coloque la llama encimaundieacutendola La varilla entonces se funde y fluye hacia el aacuterea calentada uniendo fuertemente las piezas
Debe utilizarse bastante fundente Si la cantidad de fundente es insuficiente la varilla no uniraacute los metales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4367
Castillo-Guardado
Curso Baacutesico De Soldadura
43
VARILLA DE APORTE DE BRONCE
DescripcioacutenLa soldadura de Bronce permite obtener depoacutesitos concaracteriacutesticas mecaacutenicas sobresalientes enresistencia y ductibilidad ademaacutes de ser muy homogeacutenea
AplicacionesSu principal campo de aplicacioacuten es soldadura de hierro fundido acero dulce cobre y sus aleaciones
La principal caracteriacutestica de estas soldaduras es la poca cantidad de gases que se genera en el craacuteter demetal fundido y su bajo punto de fusioacuten que permite una mejor y mayor fluidez del metal fundido
Como teacutecnica operatoria se recomienda precalentar el metal base hasta una temperatura cercana al puntode fusioacuten del metal de aporte luego fundir una gota de soldadura y aplicar calor adicional para obtener unafluidez adecuada en el depoacutesito
Recomendamos el uso del fundente INDURA 10 a fin de obtener depoacutesitos maacutes limpios y de mejorapariencia Las aleaciones de Bronce INDURA son envasadas en cajas de 10 kgs y fabricadas en lassiguientes medidas 24 mm (332)-32 mm (18)-40 mm (532)-48 mm (316)-64 mm (14)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4467
Curso Baacutesico De Soldadura Castillo-Guardado
44
SOLDADURA DE ESTANtildeO
Descripcioacuten
Estas soldaduras son aleaciones a base de estantildeo y se recomiendan para soldar uniones a prueba defiltracioacuten de agua o aire en que la resistencia mecaacutenica no es de importancia y que no estaraacuten expuestas aaltas temperaturas Son especialmente apropiadas para trabajos generales en fierro cobre zinc hojalatafierro galvanizado etc
Estas soldaduras pueden aplicarse por medio de cautiacuten soplete directo inmersioacuten vaciado o por hornoSe suministran en los siguientes tipos seguacuten forma y proporcioacuten de aleacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4567
Castillo-Guardado
Curso Baacutesico De Soldadura
45
El mayor porcentaje de estantildeo influye mejorando la resistencia mecaacutenica de la soldadura de tal forma quelos mejores resultados en este sentido se obtienen con el tipo ldquoArdquo y ldquoLArdquo El tipo ldquoArdquo se recomienda depreferencia para sellar envases de hojalata
Para obtener una buena soldadura es indispensable efectuar una buena limpieza de las piezas a soldarcon lija esmeril lima o escobilla de acero En caso de planchas oxidadas de fierro debe limpiarse con aacutecidomuriaacutetico durante 5 oacute 10 minutos Se recomienda ademaacutes el uso de Fundente INDURA 200 para evitar laoxidacioacuten de los metales a soldar facilitar la fluidez de la soldadura y obtener buenas uniones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
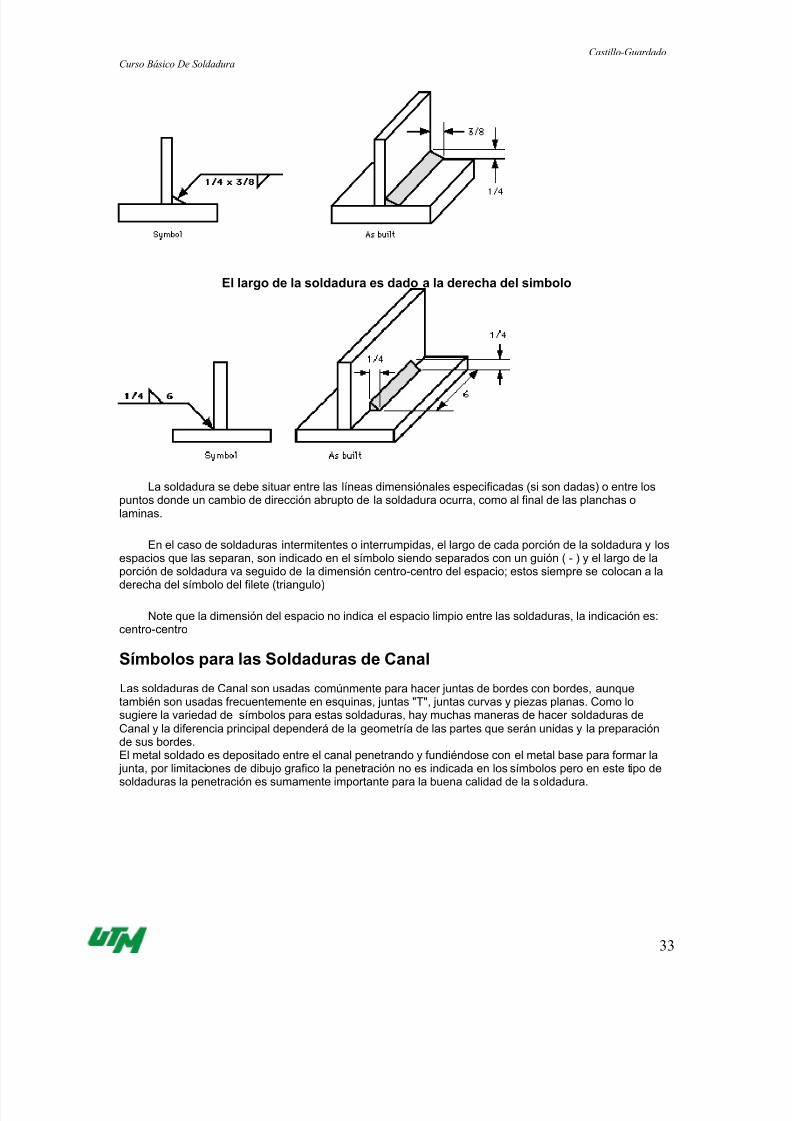
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3367
Castillo-Guardado
Curso Baacutesico De Soldadura
33
El largo de la soldadura es dado a la derecha del simbolo
La soldadura se debe situar entre las liacuteneas dimensioacutenales especificadas (si son dadas) o entre lospuntos donde un cambio de direccioacuten abrupto de la soldadura ocurra como al final de las planchas olaminas
En el caso de soldaduras intermitentes o interrumpidas el largo de cada porcioacuten de la soldadura y losespacios que las separan son indicado en el siacutembolo siendo separados con un guioacuten ( - ) y el largo de laporcioacuten de soldadura va seguido de la dimensioacuten centro-centro del espacio estos siempre se colocan a la
derecha del siacutembolo del filete (triangulo)
Note que la dimensioacuten del espacio no indica el espacio limpio entre las soldaduras la indicacioacuten escentro-centro
Siacutembolos para las Soldaduras de Canal
Las soldaduras de Canal son usadas comuacutenmente para hacer juntas de bordes con bordes aunquetambieacuten son usadas frecuentemente en esquinas juntas T juntas curvas y piezas planas Como losugiere la variedad de siacutembolos para estas soldaduras hay muchas maneras de hacer soldaduras deCanal y la diferencia principal dependeraacute de la geometriacutea de las partes que seraacuten unidas y la preparacioacutende sus bordes El metal soldado es depositado entre el canal penetrando y fundieacutendose con el metal base para formar la junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipo de
soldaduras la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3467
Curso Baacutesico De Soldadura Castillo-Guardado
34
La soldadura de canal cuadrado en la cual el canal es creado por una separacioacuten especifica o ningunaseparacioacuten incluyendo hasta cierta presioacuten de oposicioacuten la distancia de la separacioacuten (si existe) es dadaen el siacutembolo
Las soldaduras de canal V en la que los bordes son biselados a veces por un lado o por los doslados para crea el canal el aacutengulo del bisel es dado en el siacutembolo asiacute como la luz de separacioacuten oseparacioacuten de la raiacutez (si existiera)
Si la profundidad de la V no fuera igual al espesor o a la mitad (en el caso de doble V) del espesorde la lamina o plancha a soldar entonces la profundidad es dada a la izquierda del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3567
Castillo-Guardado
Curso Baacutesico De Soldadura
35
Si la penetracioacuten de la soldadura fuera mayor que la profundidad del canal la profundidad de la gargantaefectiva es dada entre pareacutentesis despueacutes de la profundidad de la V
En el bisel del canal de soldadura en el cual el borde de una de las laminas es biselado y la otra escuadrada el siacutembolo de la liacutenea perpendicular siempre es dibujada en el lado izquierdo sea cual sea laorientacioacuten de la soldadura la flecha apunta la cara de la pieza que debe ser biselada y en este caso laflecha es cortada y doblada en aacutengulo para hacer eacutenfasis en su importancia (este corte de aacutengulo no esnecesario si el proyectista no tiene preferencias en cual lado debe ser biselado o si el dibujo es interpretadopor un soldador calificado que reconoce la diferencia de cual lado debe ser tratado) las
condiciones de aacutengulo preparacioacuten del borde garganta efectiva y la luz de separacioacuten de la
separacioacuten de raiacutez son descritas en las soldaduras de canal V en esta misma pagina
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3667
Curso Baacutesico De Soldadura Castillo-Guardado
36
En la soldadura de canal U en la cual ambos bordes son tratados para crear un canal coacutencavo laprofundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de la separacioacuten sondescritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de canal J en la cual en uno de las laminas tiene un biselado coacutencavo y la otra esdejada cuadrada como con el bisel de la media V la liacutenea perpendicular siempre apareceraacute dibujada a laizquierda y la flecha (con un doblez si fuera necesario) apuntando la pieza que recibiraacute el tratamiento debisel coacutencavo la profundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de
separacioacuten son descritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de V curva comuacutenmente usada para unir dos partes curvas o dos partes tubularesla profundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3767
Castillo-Guardado
Curso Baacutesico De Soldadura
37
En la soldadura de canal con bisel curvo comuacutenmente usada para unir una pieza curva o tubular auna pieza plana como con la V curva (anterior) formada por dos superficies curvas o tubulares laprofundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis La liacutenea perpendicular es dibujada siempre al lado izquierdo del siacutembolosea cual sea la orientacioacuten de la soldadura
Otros siacutembolos suplementarios son usados con la soldadura de canal como Penetracioacuten saliente y Barra o elemento de respaldo ambos siacutembolos son indicacioacuten de que la penetracioacuten de la junta se efectuacuteadesde un solo lado de la junta
El alto del refuerzo (si fuera critico) es indicado a la izquierda del siacutembolo de penetraron saliente elcual esta situado
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3867
Curso Baacutesico De Soldadura Castillo-Guardado
38
Cuando una barra o elemento de respaldo es usado para lograr la penetracioacuten necesaria de la junta su siacutembolo es situado encima de la liacutenea de referencia sobre el siacutembolo de la soldadura si la barra esprovisional y seraacute removida al final de la soldadura entonces la letra R es situada dentro del siacutembolo de labarra de respaldo esta barra tiene el mismo siacutembolo que la soldadura de conexion y ovalos pero sucontexto debe hacer siempre la clara intencioacuten del siacutembolo
Simbolos para la Soldadura de conexion y ovalos
Soldadura de conexioacuten y de oacutevalos es usada para unir laminas sobrepuestas una de las cuales tienenperforaciones (redondos para conexiones y ovalados o alargados para Oacutevalos) Metal soldado esdepositado en estas perforaciones penetrando y fundieacutendose con el metal base de las dos partes formandola junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipode soldadura la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3967
Castillo-Guardado
Curso Baacutesico De Soldadura
39
En la soldadura de conexioacuten el diaacutemetro de cada conector es dado a la izquierda del siacutembolo y el espacioentre los conectores es dado a la derecha en la soldadura de oacutevalos el ancho de cada ovalo es dado a laizquierda del siacutembolo el largo y la distancia entre espacios (separados por un guioacuten-) son dados a laderecha del siacutembolo y la referencia del detalle en la cola
El numero de conectores u oacutevalos es dado entre pareacutentesis por encima o por debajo del siacutembolo de lasoldadura la indicacioacuten del lado de la flecha y el otro lado indican cual pieza tiene la(s) perforacione(s)
Si no esta en las especificaciones el llenado total de esta perforacioacuten entonces la profundidad es dadadentro del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4067
Curso Baacutesico De Soldadura Castillo-Guardado
40
SISTEMA OXIGAS
Descripcioacuten del ProcesoEl proceso de soldadura oxigas mostrado en la figura consiste en una llama dirigida por un sopleteobtenida por medio de la combustioacuten de los gases oxiacutegeno-acetileno El intenso calor de la llama funde la
superficie del metal base para formar una poza fundidaCon este proceso se puede soldar con o sin material de aporte El metal de aporte es agregado para cubrirbiseles y orificios
A medida que la llama se mueve a lo largo de la unioacuten el metal base y el metal de aporte se solidifican paraproducir el cordoacuten
Al soldar cualquier metal se debe escoger el metal de aporte adecuado que normalmente posee elementosdesoxidantes para producir soldaduras de buena calidad
En algunos casos se requiere el uso de fundente para soldar ciertos tipos de metales
Ventajas y Aplicaciones del ProcesoEl proceso oxigas posee las siguientes ventajas el equipo es portaacutetil econoacutemico y puede ser utilizado entoda posicioacuten
El proceso oxigas es normalmente usado para soldar metales de hasta 14 de espesor Se puede utilizartambieacuten para soldar metales de mayor espesor pero ello no es recomendable
Su mayor aplicacioacuten en la industria se encuentra en el campo de mantencioacuten reparacioacuten soldadura decantildeeriacuteas de diaacutemetro pequentildeo y manufacturas livianas Tambieacuten puede ser usado como fuente de energiacuteacaloacuterica para calentar doblar forjar endurecer etc
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4167
Castillo-Guardado
Curso Baacutesico De Soldadura
41
Equipo para Soldadura y Corte OxigasEs el conjunto de elementos que agrupados permiten el paso de gases (Oxigeno-Acetileno) hasta unsoplete en cuyo interior se produce la mezcla La misma en contacto con una chispa produce unacombustioacuten base del sistema oxiacetileacutenico
Procedimiento Baacutesico de Soldadura
Ajuste de llamaEn soldadura oxiacetileacutenica se utiliza una llama neutra (3160degC) o sea se suministra suficiente oxiacutegenopara realizar la combustioacuten de todo el acetileno presenteAunque esta situacioacuten corresponde a una relacioacuten teoacuterica oxiacutegenoacetileno de 251 en la praacutectica parte dela combustioacuten se realiza con oxiacutegeno del aire de modo que
Se consume iguales cantidades de oxiacutegeno y acetileno (relacioacuten 11)Se produce un efecto de auto-proteccioacuten que minimiza la oxidacioacuten del metal base
La llama carburante con exceso de acetileno se reconoce por una zona intermedia reductora que apareceentre el dardo y el penacho se utiliza soacutelo en casos especiales
La llama oxidante con exceso de oxiacutegeno se reconoce por su dardo y penacho maacutes cortos y su sonido maacutesagudo
Seleccioacuten de la BoquillaEn la seleccioacuten de la boquilla influyen los siguientes factores1 Tipo de material a soldar
2 Espesor del material3 Tipo de unioacuten (Tope filete biselada etc)4 Posicioacuten en que se soldaraacute5 Habilidad del operador
Como norma de seguridad siempre debe utilizarse la
Boquilla a la presioacuten recomendada por el fabricante
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4267
Curso Baacutesico De Soldadura Castillo-Guardado
42
Varillas para Soldadura OxigasINDURA dispone de todos los tipos de varillas para este tipo de soldadura Bronce Niacutequel-Plata acerodulce hierro fundido y aluminio en los siguientes diaacutemetros
16 mm (116) - 24 mm (332) - 32 mm (18) - 40 mm (532) - 48 mm (316) y 64 mm (14)
El tamantildeo de varilla adecuada debe ser determinado por
bull el tipo de unioacuten de soldadura bull el espesor del material bull la cantidad de aporte requerido
VARILLAS DE APORTE PARA SOLDADURA OXIGAS
Procedimiento para soldar con varillas de soldadura oxigas (Bronce)
Deben limpiarse muy bien las piezas aplicaacutendoles la llama sobre la superficie hasta que alcance un colorrojo cereza Ambas piezas deben estar a la misma temperatura porque en caso contrario la varilla fluiraacutehacia la pieza maacutes caliente (fenoacutemeno de capilaridad) Caliente la varilla con la llama e introduacutezcala luegoen el depoacutesito de fundente
Note que el calor hace que el fundente se adhiera a la varilla (Si se utiliza una varilla ya revestida confundente este paso debe eliminarse) Una vez que la varilla estaacute impregnada con fundente y las piezas hanalcanzado la temperatura adecuada acerque la varilla hacia la unioacuten y coloque la llama encimaundieacutendola La varilla entonces se funde y fluye hacia el aacuterea calentada uniendo fuertemente las piezas
Debe utilizarse bastante fundente Si la cantidad de fundente es insuficiente la varilla no uniraacute los metales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4367
Castillo-Guardado
Curso Baacutesico De Soldadura
43
VARILLA DE APORTE DE BRONCE
DescripcioacutenLa soldadura de Bronce permite obtener depoacutesitos concaracteriacutesticas mecaacutenicas sobresalientes enresistencia y ductibilidad ademaacutes de ser muy homogeacutenea
AplicacionesSu principal campo de aplicacioacuten es soldadura de hierro fundido acero dulce cobre y sus aleaciones
La principal caracteriacutestica de estas soldaduras es la poca cantidad de gases que se genera en el craacuteter demetal fundido y su bajo punto de fusioacuten que permite una mejor y mayor fluidez del metal fundido
Como teacutecnica operatoria se recomienda precalentar el metal base hasta una temperatura cercana al puntode fusioacuten del metal de aporte luego fundir una gota de soldadura y aplicar calor adicional para obtener unafluidez adecuada en el depoacutesito
Recomendamos el uso del fundente INDURA 10 a fin de obtener depoacutesitos maacutes limpios y de mejorapariencia Las aleaciones de Bronce INDURA son envasadas en cajas de 10 kgs y fabricadas en lassiguientes medidas 24 mm (332)-32 mm (18)-40 mm (532)-48 mm (316)-64 mm (14)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4467
Curso Baacutesico De Soldadura Castillo-Guardado
44
SOLDADURA DE ESTANtildeO
Descripcioacuten
Estas soldaduras son aleaciones a base de estantildeo y se recomiendan para soldar uniones a prueba defiltracioacuten de agua o aire en que la resistencia mecaacutenica no es de importancia y que no estaraacuten expuestas aaltas temperaturas Son especialmente apropiadas para trabajos generales en fierro cobre zinc hojalatafierro galvanizado etc
Estas soldaduras pueden aplicarse por medio de cautiacuten soplete directo inmersioacuten vaciado o por hornoSe suministran en los siguientes tipos seguacuten forma y proporcioacuten de aleacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4567
Castillo-Guardado
Curso Baacutesico De Soldadura
45
El mayor porcentaje de estantildeo influye mejorando la resistencia mecaacutenica de la soldadura de tal forma quelos mejores resultados en este sentido se obtienen con el tipo ldquoArdquo y ldquoLArdquo El tipo ldquoArdquo se recomienda depreferencia para sellar envases de hojalata
Para obtener una buena soldadura es indispensable efectuar una buena limpieza de las piezas a soldarcon lija esmeril lima o escobilla de acero En caso de planchas oxidadas de fierro debe limpiarse con aacutecidomuriaacutetico durante 5 oacute 10 minutos Se recomienda ademaacutes el uso de Fundente INDURA 200 para evitar laoxidacioacuten de los metales a soldar facilitar la fluidez de la soldadura y obtener buenas uniones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
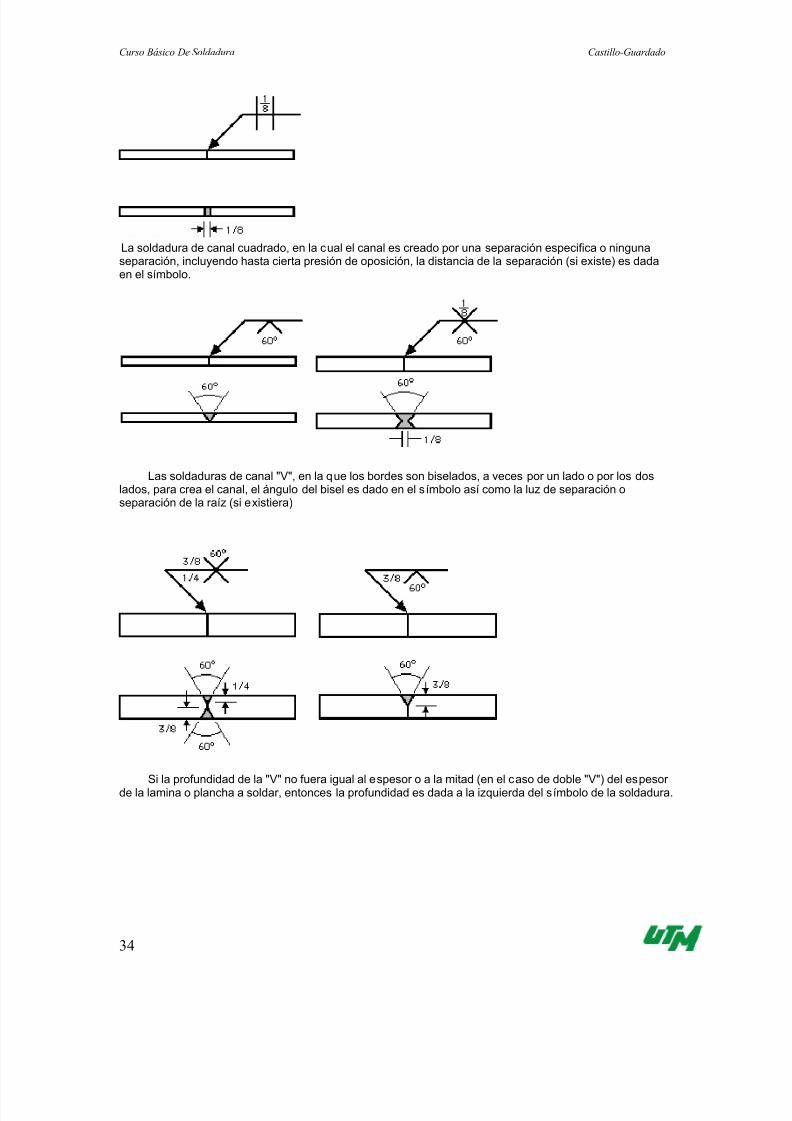
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3467
Curso Baacutesico De Soldadura Castillo-Guardado
34
La soldadura de canal cuadrado en la cual el canal es creado por una separacioacuten especifica o ningunaseparacioacuten incluyendo hasta cierta presioacuten de oposicioacuten la distancia de la separacioacuten (si existe) es dadaen el siacutembolo
Las soldaduras de canal V en la que los bordes son biselados a veces por un lado o por los doslados para crea el canal el aacutengulo del bisel es dado en el siacutembolo asiacute como la luz de separacioacuten oseparacioacuten de la raiacutez (si existiera)
Si la profundidad de la V no fuera igual al espesor o a la mitad (en el caso de doble V) del espesorde la lamina o plancha a soldar entonces la profundidad es dada a la izquierda del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3567
Castillo-Guardado
Curso Baacutesico De Soldadura
35
Si la penetracioacuten de la soldadura fuera mayor que la profundidad del canal la profundidad de la gargantaefectiva es dada entre pareacutentesis despueacutes de la profundidad de la V
En el bisel del canal de soldadura en el cual el borde de una de las laminas es biselado y la otra escuadrada el siacutembolo de la liacutenea perpendicular siempre es dibujada en el lado izquierdo sea cual sea laorientacioacuten de la soldadura la flecha apunta la cara de la pieza que debe ser biselada y en este caso laflecha es cortada y doblada en aacutengulo para hacer eacutenfasis en su importancia (este corte de aacutengulo no esnecesario si el proyectista no tiene preferencias en cual lado debe ser biselado o si el dibujo es interpretadopor un soldador calificado que reconoce la diferencia de cual lado debe ser tratado) las
condiciones de aacutengulo preparacioacuten del borde garganta efectiva y la luz de separacioacuten de la
separacioacuten de raiacutez son descritas en las soldaduras de canal V en esta misma pagina
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3667
Curso Baacutesico De Soldadura Castillo-Guardado
36
En la soldadura de canal U en la cual ambos bordes son tratados para crear un canal coacutencavo laprofundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de la separacioacuten sondescritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de canal J en la cual en uno de las laminas tiene un biselado coacutencavo y la otra esdejada cuadrada como con el bisel de la media V la liacutenea perpendicular siempre apareceraacute dibujada a laizquierda y la flecha (con un doblez si fuera necesario) apuntando la pieza que recibiraacute el tratamiento debisel coacutencavo la profundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de
separacioacuten son descritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de V curva comuacutenmente usada para unir dos partes curvas o dos partes tubularesla profundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3767
Castillo-Guardado
Curso Baacutesico De Soldadura
37
En la soldadura de canal con bisel curvo comuacutenmente usada para unir una pieza curva o tubular auna pieza plana como con la V curva (anterior) formada por dos superficies curvas o tubulares laprofundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis La liacutenea perpendicular es dibujada siempre al lado izquierdo del siacutembolosea cual sea la orientacioacuten de la soldadura
Otros siacutembolos suplementarios son usados con la soldadura de canal como Penetracioacuten saliente y Barra o elemento de respaldo ambos siacutembolos son indicacioacuten de que la penetracioacuten de la junta se efectuacuteadesde un solo lado de la junta
El alto del refuerzo (si fuera critico) es indicado a la izquierda del siacutembolo de penetraron saliente elcual esta situado
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3867
Curso Baacutesico De Soldadura Castillo-Guardado
38
Cuando una barra o elemento de respaldo es usado para lograr la penetracioacuten necesaria de la junta su siacutembolo es situado encima de la liacutenea de referencia sobre el siacutembolo de la soldadura si la barra esprovisional y seraacute removida al final de la soldadura entonces la letra R es situada dentro del siacutembolo de labarra de respaldo esta barra tiene el mismo siacutembolo que la soldadura de conexion y ovalos pero sucontexto debe hacer siempre la clara intencioacuten del siacutembolo
Simbolos para la Soldadura de conexion y ovalos
Soldadura de conexioacuten y de oacutevalos es usada para unir laminas sobrepuestas una de las cuales tienenperforaciones (redondos para conexiones y ovalados o alargados para Oacutevalos) Metal soldado esdepositado en estas perforaciones penetrando y fundieacutendose con el metal base de las dos partes formandola junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipode soldadura la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3967
Castillo-Guardado
Curso Baacutesico De Soldadura
39
En la soldadura de conexioacuten el diaacutemetro de cada conector es dado a la izquierda del siacutembolo y el espacioentre los conectores es dado a la derecha en la soldadura de oacutevalos el ancho de cada ovalo es dado a laizquierda del siacutembolo el largo y la distancia entre espacios (separados por un guioacuten-) son dados a laderecha del siacutembolo y la referencia del detalle en la cola
El numero de conectores u oacutevalos es dado entre pareacutentesis por encima o por debajo del siacutembolo de lasoldadura la indicacioacuten del lado de la flecha y el otro lado indican cual pieza tiene la(s) perforacione(s)
Si no esta en las especificaciones el llenado total de esta perforacioacuten entonces la profundidad es dadadentro del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4067
Curso Baacutesico De Soldadura Castillo-Guardado
40
SISTEMA OXIGAS
Descripcioacuten del ProcesoEl proceso de soldadura oxigas mostrado en la figura consiste en una llama dirigida por un sopleteobtenida por medio de la combustioacuten de los gases oxiacutegeno-acetileno El intenso calor de la llama funde la
superficie del metal base para formar una poza fundidaCon este proceso se puede soldar con o sin material de aporte El metal de aporte es agregado para cubrirbiseles y orificios
A medida que la llama se mueve a lo largo de la unioacuten el metal base y el metal de aporte se solidifican paraproducir el cordoacuten
Al soldar cualquier metal se debe escoger el metal de aporte adecuado que normalmente posee elementosdesoxidantes para producir soldaduras de buena calidad
En algunos casos se requiere el uso de fundente para soldar ciertos tipos de metales
Ventajas y Aplicaciones del ProcesoEl proceso oxigas posee las siguientes ventajas el equipo es portaacutetil econoacutemico y puede ser utilizado entoda posicioacuten
El proceso oxigas es normalmente usado para soldar metales de hasta 14 de espesor Se puede utilizartambieacuten para soldar metales de mayor espesor pero ello no es recomendable
Su mayor aplicacioacuten en la industria se encuentra en el campo de mantencioacuten reparacioacuten soldadura decantildeeriacuteas de diaacutemetro pequentildeo y manufacturas livianas Tambieacuten puede ser usado como fuente de energiacuteacaloacuterica para calentar doblar forjar endurecer etc
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4167
Castillo-Guardado
Curso Baacutesico De Soldadura
41
Equipo para Soldadura y Corte OxigasEs el conjunto de elementos que agrupados permiten el paso de gases (Oxigeno-Acetileno) hasta unsoplete en cuyo interior se produce la mezcla La misma en contacto con una chispa produce unacombustioacuten base del sistema oxiacetileacutenico
Procedimiento Baacutesico de Soldadura
Ajuste de llamaEn soldadura oxiacetileacutenica se utiliza una llama neutra (3160degC) o sea se suministra suficiente oxiacutegenopara realizar la combustioacuten de todo el acetileno presenteAunque esta situacioacuten corresponde a una relacioacuten teoacuterica oxiacutegenoacetileno de 251 en la praacutectica parte dela combustioacuten se realiza con oxiacutegeno del aire de modo que
Se consume iguales cantidades de oxiacutegeno y acetileno (relacioacuten 11)Se produce un efecto de auto-proteccioacuten que minimiza la oxidacioacuten del metal base
La llama carburante con exceso de acetileno se reconoce por una zona intermedia reductora que apareceentre el dardo y el penacho se utiliza soacutelo en casos especiales
La llama oxidante con exceso de oxiacutegeno se reconoce por su dardo y penacho maacutes cortos y su sonido maacutesagudo
Seleccioacuten de la BoquillaEn la seleccioacuten de la boquilla influyen los siguientes factores1 Tipo de material a soldar
2 Espesor del material3 Tipo de unioacuten (Tope filete biselada etc)4 Posicioacuten en que se soldaraacute5 Habilidad del operador
Como norma de seguridad siempre debe utilizarse la
Boquilla a la presioacuten recomendada por el fabricante
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4267
Curso Baacutesico De Soldadura Castillo-Guardado
42
Varillas para Soldadura OxigasINDURA dispone de todos los tipos de varillas para este tipo de soldadura Bronce Niacutequel-Plata acerodulce hierro fundido y aluminio en los siguientes diaacutemetros
16 mm (116) - 24 mm (332) - 32 mm (18) - 40 mm (532) - 48 mm (316) y 64 mm (14)
El tamantildeo de varilla adecuada debe ser determinado por
bull el tipo de unioacuten de soldadura bull el espesor del material bull la cantidad de aporte requerido
VARILLAS DE APORTE PARA SOLDADURA OXIGAS
Procedimiento para soldar con varillas de soldadura oxigas (Bronce)
Deben limpiarse muy bien las piezas aplicaacutendoles la llama sobre la superficie hasta que alcance un colorrojo cereza Ambas piezas deben estar a la misma temperatura porque en caso contrario la varilla fluiraacutehacia la pieza maacutes caliente (fenoacutemeno de capilaridad) Caliente la varilla con la llama e introduacutezcala luegoen el depoacutesito de fundente
Note que el calor hace que el fundente se adhiera a la varilla (Si se utiliza una varilla ya revestida confundente este paso debe eliminarse) Una vez que la varilla estaacute impregnada con fundente y las piezas hanalcanzado la temperatura adecuada acerque la varilla hacia la unioacuten y coloque la llama encimaundieacutendola La varilla entonces se funde y fluye hacia el aacuterea calentada uniendo fuertemente las piezas
Debe utilizarse bastante fundente Si la cantidad de fundente es insuficiente la varilla no uniraacute los metales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4367
Castillo-Guardado
Curso Baacutesico De Soldadura
43
VARILLA DE APORTE DE BRONCE
DescripcioacutenLa soldadura de Bronce permite obtener depoacutesitos concaracteriacutesticas mecaacutenicas sobresalientes enresistencia y ductibilidad ademaacutes de ser muy homogeacutenea
AplicacionesSu principal campo de aplicacioacuten es soldadura de hierro fundido acero dulce cobre y sus aleaciones
La principal caracteriacutestica de estas soldaduras es la poca cantidad de gases que se genera en el craacuteter demetal fundido y su bajo punto de fusioacuten que permite una mejor y mayor fluidez del metal fundido
Como teacutecnica operatoria se recomienda precalentar el metal base hasta una temperatura cercana al puntode fusioacuten del metal de aporte luego fundir una gota de soldadura y aplicar calor adicional para obtener unafluidez adecuada en el depoacutesito
Recomendamos el uso del fundente INDURA 10 a fin de obtener depoacutesitos maacutes limpios y de mejorapariencia Las aleaciones de Bronce INDURA son envasadas en cajas de 10 kgs y fabricadas en lassiguientes medidas 24 mm (332)-32 mm (18)-40 mm (532)-48 mm (316)-64 mm (14)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4467
Curso Baacutesico De Soldadura Castillo-Guardado
44
SOLDADURA DE ESTANtildeO
Descripcioacuten
Estas soldaduras son aleaciones a base de estantildeo y se recomiendan para soldar uniones a prueba defiltracioacuten de agua o aire en que la resistencia mecaacutenica no es de importancia y que no estaraacuten expuestas aaltas temperaturas Son especialmente apropiadas para trabajos generales en fierro cobre zinc hojalatafierro galvanizado etc
Estas soldaduras pueden aplicarse por medio de cautiacuten soplete directo inmersioacuten vaciado o por hornoSe suministran en los siguientes tipos seguacuten forma y proporcioacuten de aleacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4567
Castillo-Guardado
Curso Baacutesico De Soldadura
45
El mayor porcentaje de estantildeo influye mejorando la resistencia mecaacutenica de la soldadura de tal forma quelos mejores resultados en este sentido se obtienen con el tipo ldquoArdquo y ldquoLArdquo El tipo ldquoArdquo se recomienda depreferencia para sellar envases de hojalata
Para obtener una buena soldadura es indispensable efectuar una buena limpieza de las piezas a soldarcon lija esmeril lima o escobilla de acero En caso de planchas oxidadas de fierro debe limpiarse con aacutecidomuriaacutetico durante 5 oacute 10 minutos Se recomienda ademaacutes el uso de Fundente INDURA 200 para evitar laoxidacioacuten de los metales a soldar facilitar la fluidez de la soldadura y obtener buenas uniones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
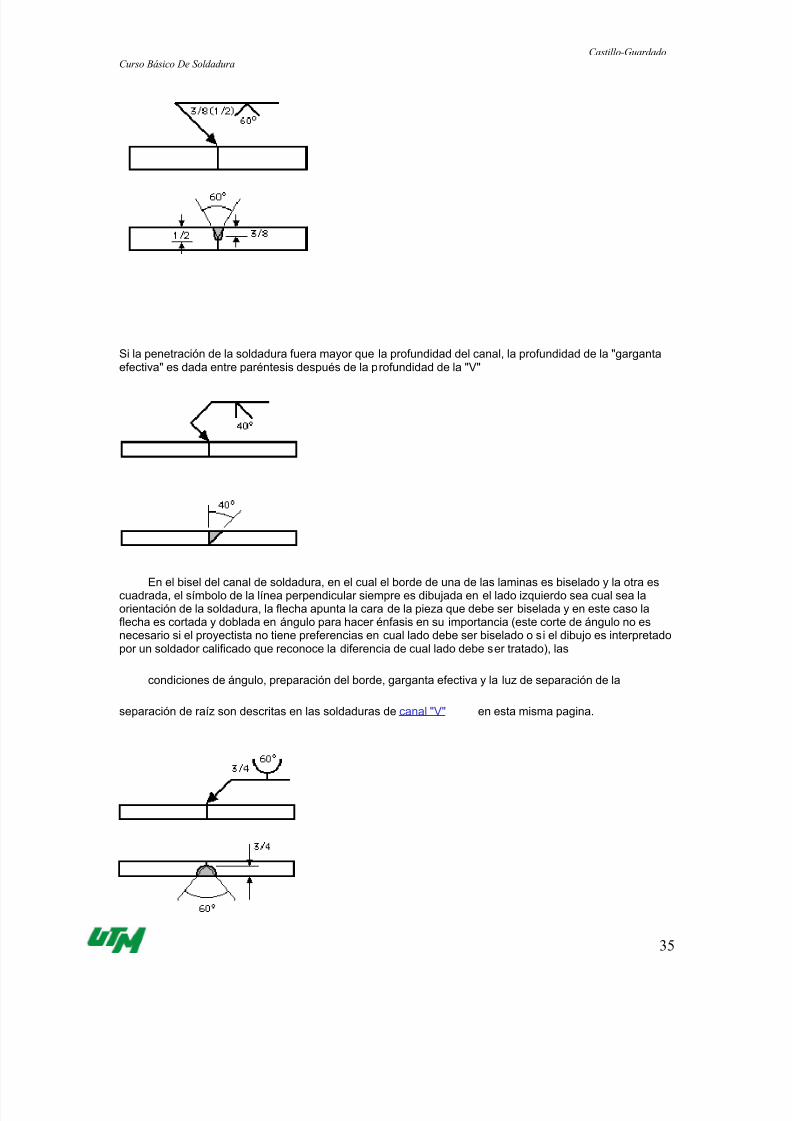
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3567
Castillo-Guardado
Curso Baacutesico De Soldadura
35
Si la penetracioacuten de la soldadura fuera mayor que la profundidad del canal la profundidad de la gargantaefectiva es dada entre pareacutentesis despueacutes de la profundidad de la V
En el bisel del canal de soldadura en el cual el borde de una de las laminas es biselado y la otra escuadrada el siacutembolo de la liacutenea perpendicular siempre es dibujada en el lado izquierdo sea cual sea laorientacioacuten de la soldadura la flecha apunta la cara de la pieza que debe ser biselada y en este caso laflecha es cortada y doblada en aacutengulo para hacer eacutenfasis en su importancia (este corte de aacutengulo no esnecesario si el proyectista no tiene preferencias en cual lado debe ser biselado o si el dibujo es interpretadopor un soldador calificado que reconoce la diferencia de cual lado debe ser tratado) las
condiciones de aacutengulo preparacioacuten del borde garganta efectiva y la luz de separacioacuten de la
separacioacuten de raiacutez son descritas en las soldaduras de canal V en esta misma pagina
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3667
Curso Baacutesico De Soldadura Castillo-Guardado
36
En la soldadura de canal U en la cual ambos bordes son tratados para crear un canal coacutencavo laprofundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de la separacioacuten sondescritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de canal J en la cual en uno de las laminas tiene un biselado coacutencavo y la otra esdejada cuadrada como con el bisel de la media V la liacutenea perpendicular siempre apareceraacute dibujada a laizquierda y la flecha (con un doblez si fuera necesario) apuntando la pieza que recibiraacute el tratamiento debisel coacutencavo la profundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de
separacioacuten son descritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de V curva comuacutenmente usada para unir dos partes curvas o dos partes tubularesla profundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3767
Castillo-Guardado
Curso Baacutesico De Soldadura
37
En la soldadura de canal con bisel curvo comuacutenmente usada para unir una pieza curva o tubular auna pieza plana como con la V curva (anterior) formada por dos superficies curvas o tubulares laprofundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis La liacutenea perpendicular es dibujada siempre al lado izquierdo del siacutembolosea cual sea la orientacioacuten de la soldadura
Otros siacutembolos suplementarios son usados con la soldadura de canal como Penetracioacuten saliente y Barra o elemento de respaldo ambos siacutembolos son indicacioacuten de que la penetracioacuten de la junta se efectuacuteadesde un solo lado de la junta
El alto del refuerzo (si fuera critico) es indicado a la izquierda del siacutembolo de penetraron saliente elcual esta situado
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3867
Curso Baacutesico De Soldadura Castillo-Guardado
38
Cuando una barra o elemento de respaldo es usado para lograr la penetracioacuten necesaria de la junta su siacutembolo es situado encima de la liacutenea de referencia sobre el siacutembolo de la soldadura si la barra esprovisional y seraacute removida al final de la soldadura entonces la letra R es situada dentro del siacutembolo de labarra de respaldo esta barra tiene el mismo siacutembolo que la soldadura de conexion y ovalos pero sucontexto debe hacer siempre la clara intencioacuten del siacutembolo
Simbolos para la Soldadura de conexion y ovalos
Soldadura de conexioacuten y de oacutevalos es usada para unir laminas sobrepuestas una de las cuales tienenperforaciones (redondos para conexiones y ovalados o alargados para Oacutevalos) Metal soldado esdepositado en estas perforaciones penetrando y fundieacutendose con el metal base de las dos partes formandola junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipode soldadura la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3967
Castillo-Guardado
Curso Baacutesico De Soldadura
39
En la soldadura de conexioacuten el diaacutemetro de cada conector es dado a la izquierda del siacutembolo y el espacioentre los conectores es dado a la derecha en la soldadura de oacutevalos el ancho de cada ovalo es dado a laizquierda del siacutembolo el largo y la distancia entre espacios (separados por un guioacuten-) son dados a laderecha del siacutembolo y la referencia del detalle en la cola
El numero de conectores u oacutevalos es dado entre pareacutentesis por encima o por debajo del siacutembolo de lasoldadura la indicacioacuten del lado de la flecha y el otro lado indican cual pieza tiene la(s) perforacione(s)
Si no esta en las especificaciones el llenado total de esta perforacioacuten entonces la profundidad es dadadentro del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4067
Curso Baacutesico De Soldadura Castillo-Guardado
40
SISTEMA OXIGAS
Descripcioacuten del ProcesoEl proceso de soldadura oxigas mostrado en la figura consiste en una llama dirigida por un sopleteobtenida por medio de la combustioacuten de los gases oxiacutegeno-acetileno El intenso calor de la llama funde la
superficie del metal base para formar una poza fundidaCon este proceso se puede soldar con o sin material de aporte El metal de aporte es agregado para cubrirbiseles y orificios
A medida que la llama se mueve a lo largo de la unioacuten el metal base y el metal de aporte se solidifican paraproducir el cordoacuten
Al soldar cualquier metal se debe escoger el metal de aporte adecuado que normalmente posee elementosdesoxidantes para producir soldaduras de buena calidad
En algunos casos se requiere el uso de fundente para soldar ciertos tipos de metales
Ventajas y Aplicaciones del ProcesoEl proceso oxigas posee las siguientes ventajas el equipo es portaacutetil econoacutemico y puede ser utilizado entoda posicioacuten
El proceso oxigas es normalmente usado para soldar metales de hasta 14 de espesor Se puede utilizartambieacuten para soldar metales de mayor espesor pero ello no es recomendable
Su mayor aplicacioacuten en la industria se encuentra en el campo de mantencioacuten reparacioacuten soldadura decantildeeriacuteas de diaacutemetro pequentildeo y manufacturas livianas Tambieacuten puede ser usado como fuente de energiacuteacaloacuterica para calentar doblar forjar endurecer etc
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4167
Castillo-Guardado
Curso Baacutesico De Soldadura
41
Equipo para Soldadura y Corte OxigasEs el conjunto de elementos que agrupados permiten el paso de gases (Oxigeno-Acetileno) hasta unsoplete en cuyo interior se produce la mezcla La misma en contacto con una chispa produce unacombustioacuten base del sistema oxiacetileacutenico
Procedimiento Baacutesico de Soldadura
Ajuste de llamaEn soldadura oxiacetileacutenica se utiliza una llama neutra (3160degC) o sea se suministra suficiente oxiacutegenopara realizar la combustioacuten de todo el acetileno presenteAunque esta situacioacuten corresponde a una relacioacuten teoacuterica oxiacutegenoacetileno de 251 en la praacutectica parte dela combustioacuten se realiza con oxiacutegeno del aire de modo que
Se consume iguales cantidades de oxiacutegeno y acetileno (relacioacuten 11)Se produce un efecto de auto-proteccioacuten que minimiza la oxidacioacuten del metal base
La llama carburante con exceso de acetileno se reconoce por una zona intermedia reductora que apareceentre el dardo y el penacho se utiliza soacutelo en casos especiales
La llama oxidante con exceso de oxiacutegeno se reconoce por su dardo y penacho maacutes cortos y su sonido maacutesagudo
Seleccioacuten de la BoquillaEn la seleccioacuten de la boquilla influyen los siguientes factores1 Tipo de material a soldar
2 Espesor del material3 Tipo de unioacuten (Tope filete biselada etc)4 Posicioacuten en que se soldaraacute5 Habilidad del operador
Como norma de seguridad siempre debe utilizarse la
Boquilla a la presioacuten recomendada por el fabricante
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4267
Curso Baacutesico De Soldadura Castillo-Guardado
42
Varillas para Soldadura OxigasINDURA dispone de todos los tipos de varillas para este tipo de soldadura Bronce Niacutequel-Plata acerodulce hierro fundido y aluminio en los siguientes diaacutemetros
16 mm (116) - 24 mm (332) - 32 mm (18) - 40 mm (532) - 48 mm (316) y 64 mm (14)
El tamantildeo de varilla adecuada debe ser determinado por
bull el tipo de unioacuten de soldadura bull el espesor del material bull la cantidad de aporte requerido
VARILLAS DE APORTE PARA SOLDADURA OXIGAS
Procedimiento para soldar con varillas de soldadura oxigas (Bronce)
Deben limpiarse muy bien las piezas aplicaacutendoles la llama sobre la superficie hasta que alcance un colorrojo cereza Ambas piezas deben estar a la misma temperatura porque en caso contrario la varilla fluiraacutehacia la pieza maacutes caliente (fenoacutemeno de capilaridad) Caliente la varilla con la llama e introduacutezcala luegoen el depoacutesito de fundente
Note que el calor hace que el fundente se adhiera a la varilla (Si se utiliza una varilla ya revestida confundente este paso debe eliminarse) Una vez que la varilla estaacute impregnada con fundente y las piezas hanalcanzado la temperatura adecuada acerque la varilla hacia la unioacuten y coloque la llama encimaundieacutendola La varilla entonces se funde y fluye hacia el aacuterea calentada uniendo fuertemente las piezas
Debe utilizarse bastante fundente Si la cantidad de fundente es insuficiente la varilla no uniraacute los metales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4367
Castillo-Guardado
Curso Baacutesico De Soldadura
43
VARILLA DE APORTE DE BRONCE
DescripcioacutenLa soldadura de Bronce permite obtener depoacutesitos concaracteriacutesticas mecaacutenicas sobresalientes enresistencia y ductibilidad ademaacutes de ser muy homogeacutenea
AplicacionesSu principal campo de aplicacioacuten es soldadura de hierro fundido acero dulce cobre y sus aleaciones
La principal caracteriacutestica de estas soldaduras es la poca cantidad de gases que se genera en el craacuteter demetal fundido y su bajo punto de fusioacuten que permite una mejor y mayor fluidez del metal fundido
Como teacutecnica operatoria se recomienda precalentar el metal base hasta una temperatura cercana al puntode fusioacuten del metal de aporte luego fundir una gota de soldadura y aplicar calor adicional para obtener unafluidez adecuada en el depoacutesito
Recomendamos el uso del fundente INDURA 10 a fin de obtener depoacutesitos maacutes limpios y de mejorapariencia Las aleaciones de Bronce INDURA son envasadas en cajas de 10 kgs y fabricadas en lassiguientes medidas 24 mm (332)-32 mm (18)-40 mm (532)-48 mm (316)-64 mm (14)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4467
Curso Baacutesico De Soldadura Castillo-Guardado
44
SOLDADURA DE ESTANtildeO
Descripcioacuten
Estas soldaduras son aleaciones a base de estantildeo y se recomiendan para soldar uniones a prueba defiltracioacuten de agua o aire en que la resistencia mecaacutenica no es de importancia y que no estaraacuten expuestas aaltas temperaturas Son especialmente apropiadas para trabajos generales en fierro cobre zinc hojalatafierro galvanizado etc
Estas soldaduras pueden aplicarse por medio de cautiacuten soplete directo inmersioacuten vaciado o por hornoSe suministran en los siguientes tipos seguacuten forma y proporcioacuten de aleacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4567
Castillo-Guardado
Curso Baacutesico De Soldadura
45
El mayor porcentaje de estantildeo influye mejorando la resistencia mecaacutenica de la soldadura de tal forma quelos mejores resultados en este sentido se obtienen con el tipo ldquoArdquo y ldquoLArdquo El tipo ldquoArdquo se recomienda depreferencia para sellar envases de hojalata
Para obtener una buena soldadura es indispensable efectuar una buena limpieza de las piezas a soldarcon lija esmeril lima o escobilla de acero En caso de planchas oxidadas de fierro debe limpiarse con aacutecidomuriaacutetico durante 5 oacute 10 minutos Se recomienda ademaacutes el uso de Fundente INDURA 200 para evitar laoxidacioacuten de los metales a soldar facilitar la fluidez de la soldadura y obtener buenas uniones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
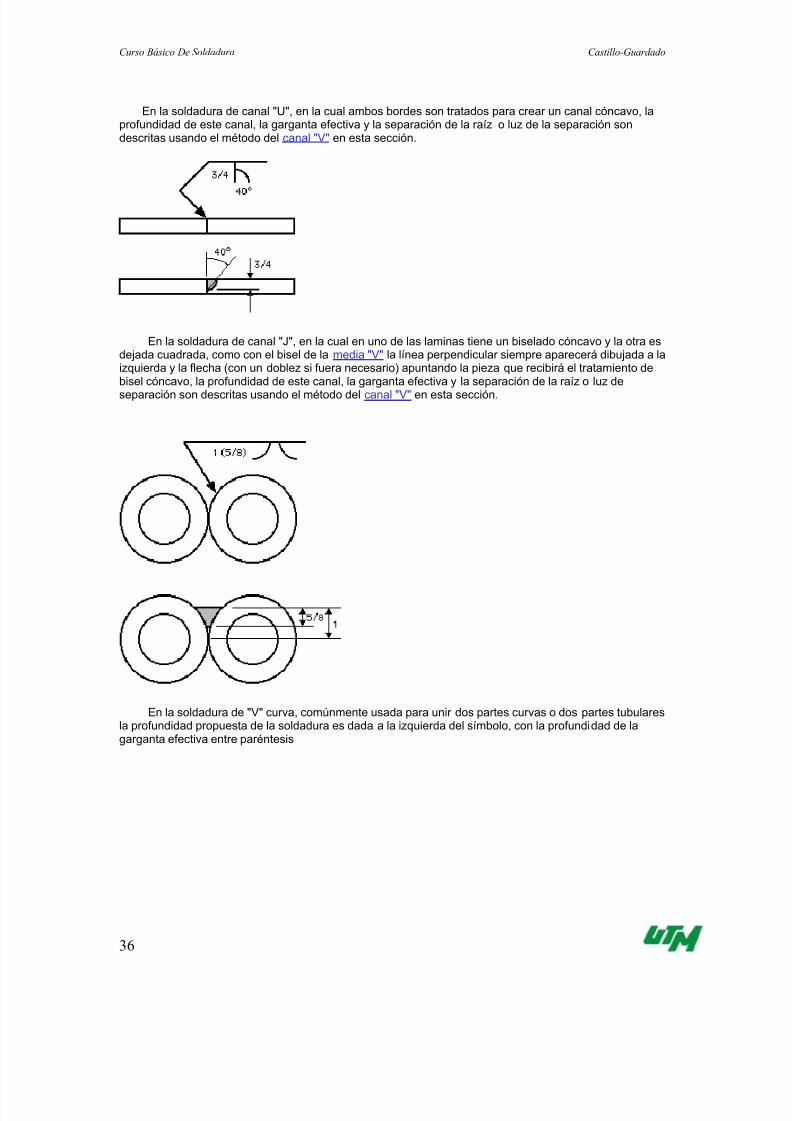
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3667
Curso Baacutesico De Soldadura Castillo-Guardado
36
En la soldadura de canal U en la cual ambos bordes son tratados para crear un canal coacutencavo laprofundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de la separacioacuten sondescritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de canal J en la cual en uno de las laminas tiene un biselado coacutencavo y la otra esdejada cuadrada como con el bisel de la media V la liacutenea perpendicular siempre apareceraacute dibujada a laizquierda y la flecha (con un doblez si fuera necesario) apuntando la pieza que recibiraacute el tratamiento debisel coacutencavo la profundidad de este canal la garganta efectiva y la separacioacuten de la raiacutez o luz de
separacioacuten son descritas usando el meacutetodo del canal V en esta seccioacuten
En la soldadura de V curva comuacutenmente usada para unir dos partes curvas o dos partes tubularesla profundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3767
Castillo-Guardado
Curso Baacutesico De Soldadura
37
En la soldadura de canal con bisel curvo comuacutenmente usada para unir una pieza curva o tubular auna pieza plana como con la V curva (anterior) formada por dos superficies curvas o tubulares laprofundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis La liacutenea perpendicular es dibujada siempre al lado izquierdo del siacutembolosea cual sea la orientacioacuten de la soldadura
Otros siacutembolos suplementarios son usados con la soldadura de canal como Penetracioacuten saliente y Barra o elemento de respaldo ambos siacutembolos son indicacioacuten de que la penetracioacuten de la junta se efectuacuteadesde un solo lado de la junta
El alto del refuerzo (si fuera critico) es indicado a la izquierda del siacutembolo de penetraron saliente elcual esta situado
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3867
Curso Baacutesico De Soldadura Castillo-Guardado
38
Cuando una barra o elemento de respaldo es usado para lograr la penetracioacuten necesaria de la junta su siacutembolo es situado encima de la liacutenea de referencia sobre el siacutembolo de la soldadura si la barra esprovisional y seraacute removida al final de la soldadura entonces la letra R es situada dentro del siacutembolo de labarra de respaldo esta barra tiene el mismo siacutembolo que la soldadura de conexion y ovalos pero sucontexto debe hacer siempre la clara intencioacuten del siacutembolo
Simbolos para la Soldadura de conexion y ovalos
Soldadura de conexioacuten y de oacutevalos es usada para unir laminas sobrepuestas una de las cuales tienenperforaciones (redondos para conexiones y ovalados o alargados para Oacutevalos) Metal soldado esdepositado en estas perforaciones penetrando y fundieacutendose con el metal base de las dos partes formandola junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipode soldadura la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3967
Castillo-Guardado
Curso Baacutesico De Soldadura
39
En la soldadura de conexioacuten el diaacutemetro de cada conector es dado a la izquierda del siacutembolo y el espacioentre los conectores es dado a la derecha en la soldadura de oacutevalos el ancho de cada ovalo es dado a laizquierda del siacutembolo el largo y la distancia entre espacios (separados por un guioacuten-) son dados a laderecha del siacutembolo y la referencia del detalle en la cola
El numero de conectores u oacutevalos es dado entre pareacutentesis por encima o por debajo del siacutembolo de lasoldadura la indicacioacuten del lado de la flecha y el otro lado indican cual pieza tiene la(s) perforacione(s)
Si no esta en las especificaciones el llenado total de esta perforacioacuten entonces la profundidad es dadadentro del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4067
Curso Baacutesico De Soldadura Castillo-Guardado
40
SISTEMA OXIGAS
Descripcioacuten del ProcesoEl proceso de soldadura oxigas mostrado en la figura consiste en una llama dirigida por un sopleteobtenida por medio de la combustioacuten de los gases oxiacutegeno-acetileno El intenso calor de la llama funde la
superficie del metal base para formar una poza fundidaCon este proceso se puede soldar con o sin material de aporte El metal de aporte es agregado para cubrirbiseles y orificios
A medida que la llama se mueve a lo largo de la unioacuten el metal base y el metal de aporte se solidifican paraproducir el cordoacuten
Al soldar cualquier metal se debe escoger el metal de aporte adecuado que normalmente posee elementosdesoxidantes para producir soldaduras de buena calidad
En algunos casos se requiere el uso de fundente para soldar ciertos tipos de metales
Ventajas y Aplicaciones del ProcesoEl proceso oxigas posee las siguientes ventajas el equipo es portaacutetil econoacutemico y puede ser utilizado entoda posicioacuten
El proceso oxigas es normalmente usado para soldar metales de hasta 14 de espesor Se puede utilizartambieacuten para soldar metales de mayor espesor pero ello no es recomendable
Su mayor aplicacioacuten en la industria se encuentra en el campo de mantencioacuten reparacioacuten soldadura decantildeeriacuteas de diaacutemetro pequentildeo y manufacturas livianas Tambieacuten puede ser usado como fuente de energiacuteacaloacuterica para calentar doblar forjar endurecer etc
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4167
Castillo-Guardado
Curso Baacutesico De Soldadura
41
Equipo para Soldadura y Corte OxigasEs el conjunto de elementos que agrupados permiten el paso de gases (Oxigeno-Acetileno) hasta unsoplete en cuyo interior se produce la mezcla La misma en contacto con una chispa produce unacombustioacuten base del sistema oxiacetileacutenico
Procedimiento Baacutesico de Soldadura
Ajuste de llamaEn soldadura oxiacetileacutenica se utiliza una llama neutra (3160degC) o sea se suministra suficiente oxiacutegenopara realizar la combustioacuten de todo el acetileno presenteAunque esta situacioacuten corresponde a una relacioacuten teoacuterica oxiacutegenoacetileno de 251 en la praacutectica parte dela combustioacuten se realiza con oxiacutegeno del aire de modo que
Se consume iguales cantidades de oxiacutegeno y acetileno (relacioacuten 11)Se produce un efecto de auto-proteccioacuten que minimiza la oxidacioacuten del metal base
La llama carburante con exceso de acetileno se reconoce por una zona intermedia reductora que apareceentre el dardo y el penacho se utiliza soacutelo en casos especiales
La llama oxidante con exceso de oxiacutegeno se reconoce por su dardo y penacho maacutes cortos y su sonido maacutesagudo
Seleccioacuten de la BoquillaEn la seleccioacuten de la boquilla influyen los siguientes factores1 Tipo de material a soldar
2 Espesor del material3 Tipo de unioacuten (Tope filete biselada etc)4 Posicioacuten en que se soldaraacute5 Habilidad del operador
Como norma de seguridad siempre debe utilizarse la
Boquilla a la presioacuten recomendada por el fabricante
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4267
Curso Baacutesico De Soldadura Castillo-Guardado
42
Varillas para Soldadura OxigasINDURA dispone de todos los tipos de varillas para este tipo de soldadura Bronce Niacutequel-Plata acerodulce hierro fundido y aluminio en los siguientes diaacutemetros
16 mm (116) - 24 mm (332) - 32 mm (18) - 40 mm (532) - 48 mm (316) y 64 mm (14)
El tamantildeo de varilla adecuada debe ser determinado por
bull el tipo de unioacuten de soldadura bull el espesor del material bull la cantidad de aporte requerido
VARILLAS DE APORTE PARA SOLDADURA OXIGAS
Procedimiento para soldar con varillas de soldadura oxigas (Bronce)
Deben limpiarse muy bien las piezas aplicaacutendoles la llama sobre la superficie hasta que alcance un colorrojo cereza Ambas piezas deben estar a la misma temperatura porque en caso contrario la varilla fluiraacutehacia la pieza maacutes caliente (fenoacutemeno de capilaridad) Caliente la varilla con la llama e introduacutezcala luegoen el depoacutesito de fundente
Note que el calor hace que el fundente se adhiera a la varilla (Si se utiliza una varilla ya revestida confundente este paso debe eliminarse) Una vez que la varilla estaacute impregnada con fundente y las piezas hanalcanzado la temperatura adecuada acerque la varilla hacia la unioacuten y coloque la llama encimaundieacutendola La varilla entonces se funde y fluye hacia el aacuterea calentada uniendo fuertemente las piezas
Debe utilizarse bastante fundente Si la cantidad de fundente es insuficiente la varilla no uniraacute los metales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4367
Castillo-Guardado
Curso Baacutesico De Soldadura
43
VARILLA DE APORTE DE BRONCE
DescripcioacutenLa soldadura de Bronce permite obtener depoacutesitos concaracteriacutesticas mecaacutenicas sobresalientes enresistencia y ductibilidad ademaacutes de ser muy homogeacutenea
AplicacionesSu principal campo de aplicacioacuten es soldadura de hierro fundido acero dulce cobre y sus aleaciones
La principal caracteriacutestica de estas soldaduras es la poca cantidad de gases que se genera en el craacuteter demetal fundido y su bajo punto de fusioacuten que permite una mejor y mayor fluidez del metal fundido
Como teacutecnica operatoria se recomienda precalentar el metal base hasta una temperatura cercana al puntode fusioacuten del metal de aporte luego fundir una gota de soldadura y aplicar calor adicional para obtener unafluidez adecuada en el depoacutesito
Recomendamos el uso del fundente INDURA 10 a fin de obtener depoacutesitos maacutes limpios y de mejorapariencia Las aleaciones de Bronce INDURA son envasadas en cajas de 10 kgs y fabricadas en lassiguientes medidas 24 mm (332)-32 mm (18)-40 mm (532)-48 mm (316)-64 mm (14)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4467
Curso Baacutesico De Soldadura Castillo-Guardado
44
SOLDADURA DE ESTANtildeO
Descripcioacuten
Estas soldaduras son aleaciones a base de estantildeo y se recomiendan para soldar uniones a prueba defiltracioacuten de agua o aire en que la resistencia mecaacutenica no es de importancia y que no estaraacuten expuestas aaltas temperaturas Son especialmente apropiadas para trabajos generales en fierro cobre zinc hojalatafierro galvanizado etc
Estas soldaduras pueden aplicarse por medio de cautiacuten soplete directo inmersioacuten vaciado o por hornoSe suministran en los siguientes tipos seguacuten forma y proporcioacuten de aleacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4567
Castillo-Guardado
Curso Baacutesico De Soldadura
45
El mayor porcentaje de estantildeo influye mejorando la resistencia mecaacutenica de la soldadura de tal forma quelos mejores resultados en este sentido se obtienen con el tipo ldquoArdquo y ldquoLArdquo El tipo ldquoArdquo se recomienda depreferencia para sellar envases de hojalata
Para obtener una buena soldadura es indispensable efectuar una buena limpieza de las piezas a soldarcon lija esmeril lima o escobilla de acero En caso de planchas oxidadas de fierro debe limpiarse con aacutecidomuriaacutetico durante 5 oacute 10 minutos Se recomienda ademaacutes el uso de Fundente INDURA 200 para evitar laoxidacioacuten de los metales a soldar facilitar la fluidez de la soldadura y obtener buenas uniones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
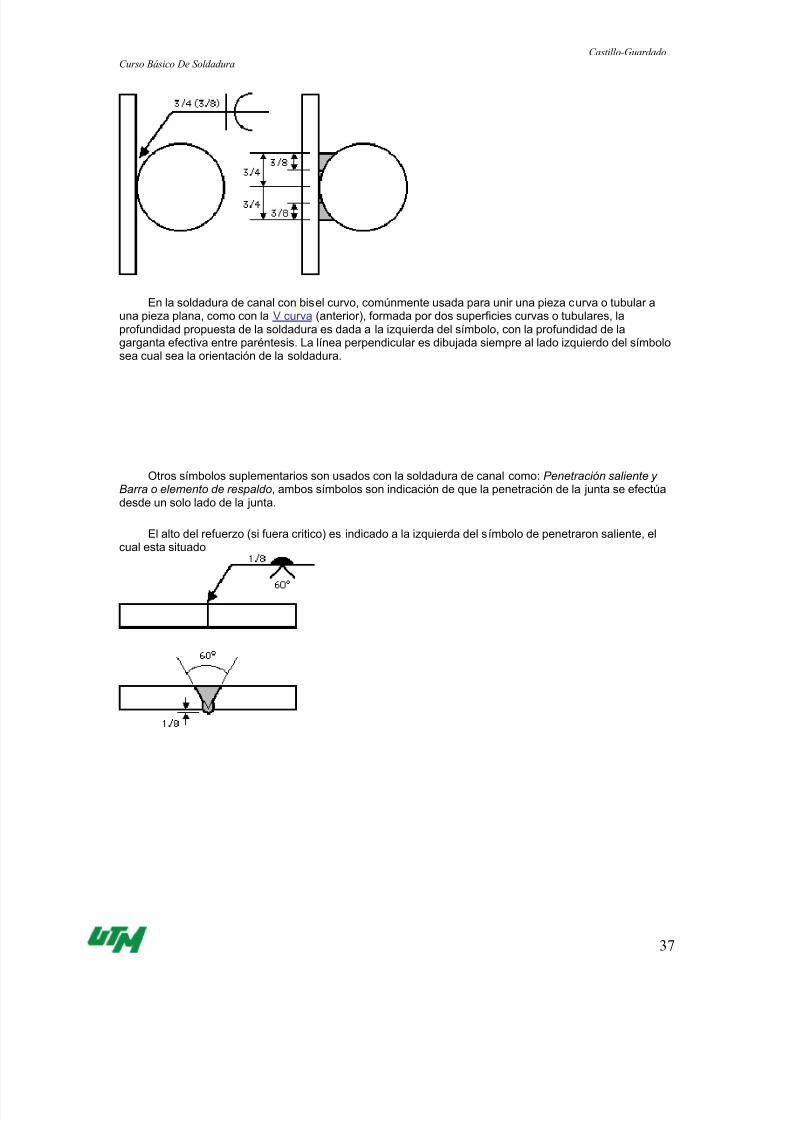
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3767
Castillo-Guardado
Curso Baacutesico De Soldadura
37
En la soldadura de canal con bisel curvo comuacutenmente usada para unir una pieza curva o tubular auna pieza plana como con la V curva (anterior) formada por dos superficies curvas o tubulares laprofundidad propuesta de la soldadura es dada a la izquierda del siacutembolo con la profundidad de lagarganta efectiva entre pareacutentesis La liacutenea perpendicular es dibujada siempre al lado izquierdo del siacutembolosea cual sea la orientacioacuten de la soldadura
Otros siacutembolos suplementarios son usados con la soldadura de canal como Penetracioacuten saliente y Barra o elemento de respaldo ambos siacutembolos son indicacioacuten de que la penetracioacuten de la junta se efectuacuteadesde un solo lado de la junta
El alto del refuerzo (si fuera critico) es indicado a la izquierda del siacutembolo de penetraron saliente elcual esta situado
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3867
Curso Baacutesico De Soldadura Castillo-Guardado
38
Cuando una barra o elemento de respaldo es usado para lograr la penetracioacuten necesaria de la junta su siacutembolo es situado encima de la liacutenea de referencia sobre el siacutembolo de la soldadura si la barra esprovisional y seraacute removida al final de la soldadura entonces la letra R es situada dentro del siacutembolo de labarra de respaldo esta barra tiene el mismo siacutembolo que la soldadura de conexion y ovalos pero sucontexto debe hacer siempre la clara intencioacuten del siacutembolo
Simbolos para la Soldadura de conexion y ovalos
Soldadura de conexioacuten y de oacutevalos es usada para unir laminas sobrepuestas una de las cuales tienenperforaciones (redondos para conexiones y ovalados o alargados para Oacutevalos) Metal soldado esdepositado en estas perforaciones penetrando y fundieacutendose con el metal base de las dos partes formandola junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipode soldadura la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3967
Castillo-Guardado
Curso Baacutesico De Soldadura
39
En la soldadura de conexioacuten el diaacutemetro de cada conector es dado a la izquierda del siacutembolo y el espacioentre los conectores es dado a la derecha en la soldadura de oacutevalos el ancho de cada ovalo es dado a laizquierda del siacutembolo el largo y la distancia entre espacios (separados por un guioacuten-) son dados a laderecha del siacutembolo y la referencia del detalle en la cola
El numero de conectores u oacutevalos es dado entre pareacutentesis por encima o por debajo del siacutembolo de lasoldadura la indicacioacuten del lado de la flecha y el otro lado indican cual pieza tiene la(s) perforacione(s)
Si no esta en las especificaciones el llenado total de esta perforacioacuten entonces la profundidad es dadadentro del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4067
Curso Baacutesico De Soldadura Castillo-Guardado
40
SISTEMA OXIGAS
Descripcioacuten del ProcesoEl proceso de soldadura oxigas mostrado en la figura consiste en una llama dirigida por un sopleteobtenida por medio de la combustioacuten de los gases oxiacutegeno-acetileno El intenso calor de la llama funde la
superficie del metal base para formar una poza fundidaCon este proceso se puede soldar con o sin material de aporte El metal de aporte es agregado para cubrirbiseles y orificios
A medida que la llama se mueve a lo largo de la unioacuten el metal base y el metal de aporte se solidifican paraproducir el cordoacuten
Al soldar cualquier metal se debe escoger el metal de aporte adecuado que normalmente posee elementosdesoxidantes para producir soldaduras de buena calidad
En algunos casos se requiere el uso de fundente para soldar ciertos tipos de metales
Ventajas y Aplicaciones del ProcesoEl proceso oxigas posee las siguientes ventajas el equipo es portaacutetil econoacutemico y puede ser utilizado entoda posicioacuten
El proceso oxigas es normalmente usado para soldar metales de hasta 14 de espesor Se puede utilizartambieacuten para soldar metales de mayor espesor pero ello no es recomendable
Su mayor aplicacioacuten en la industria se encuentra en el campo de mantencioacuten reparacioacuten soldadura decantildeeriacuteas de diaacutemetro pequentildeo y manufacturas livianas Tambieacuten puede ser usado como fuente de energiacuteacaloacuterica para calentar doblar forjar endurecer etc
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4167
Castillo-Guardado
Curso Baacutesico De Soldadura
41
Equipo para Soldadura y Corte OxigasEs el conjunto de elementos que agrupados permiten el paso de gases (Oxigeno-Acetileno) hasta unsoplete en cuyo interior se produce la mezcla La misma en contacto con una chispa produce unacombustioacuten base del sistema oxiacetileacutenico
Procedimiento Baacutesico de Soldadura
Ajuste de llamaEn soldadura oxiacetileacutenica se utiliza una llama neutra (3160degC) o sea se suministra suficiente oxiacutegenopara realizar la combustioacuten de todo el acetileno presenteAunque esta situacioacuten corresponde a una relacioacuten teoacuterica oxiacutegenoacetileno de 251 en la praacutectica parte dela combustioacuten se realiza con oxiacutegeno del aire de modo que
Se consume iguales cantidades de oxiacutegeno y acetileno (relacioacuten 11)Se produce un efecto de auto-proteccioacuten que minimiza la oxidacioacuten del metal base
La llama carburante con exceso de acetileno se reconoce por una zona intermedia reductora que apareceentre el dardo y el penacho se utiliza soacutelo en casos especiales
La llama oxidante con exceso de oxiacutegeno se reconoce por su dardo y penacho maacutes cortos y su sonido maacutesagudo
Seleccioacuten de la BoquillaEn la seleccioacuten de la boquilla influyen los siguientes factores1 Tipo de material a soldar
2 Espesor del material3 Tipo de unioacuten (Tope filete biselada etc)4 Posicioacuten en que se soldaraacute5 Habilidad del operador
Como norma de seguridad siempre debe utilizarse la
Boquilla a la presioacuten recomendada por el fabricante
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4267
Curso Baacutesico De Soldadura Castillo-Guardado
42
Varillas para Soldadura OxigasINDURA dispone de todos los tipos de varillas para este tipo de soldadura Bronce Niacutequel-Plata acerodulce hierro fundido y aluminio en los siguientes diaacutemetros
16 mm (116) - 24 mm (332) - 32 mm (18) - 40 mm (532) - 48 mm (316) y 64 mm (14)
El tamantildeo de varilla adecuada debe ser determinado por
bull el tipo de unioacuten de soldadura bull el espesor del material bull la cantidad de aporte requerido
VARILLAS DE APORTE PARA SOLDADURA OXIGAS
Procedimiento para soldar con varillas de soldadura oxigas (Bronce)
Deben limpiarse muy bien las piezas aplicaacutendoles la llama sobre la superficie hasta que alcance un colorrojo cereza Ambas piezas deben estar a la misma temperatura porque en caso contrario la varilla fluiraacutehacia la pieza maacutes caliente (fenoacutemeno de capilaridad) Caliente la varilla con la llama e introduacutezcala luegoen el depoacutesito de fundente
Note que el calor hace que el fundente se adhiera a la varilla (Si se utiliza una varilla ya revestida confundente este paso debe eliminarse) Una vez que la varilla estaacute impregnada con fundente y las piezas hanalcanzado la temperatura adecuada acerque la varilla hacia la unioacuten y coloque la llama encimaundieacutendola La varilla entonces se funde y fluye hacia el aacuterea calentada uniendo fuertemente las piezas
Debe utilizarse bastante fundente Si la cantidad de fundente es insuficiente la varilla no uniraacute los metales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4367
Castillo-Guardado
Curso Baacutesico De Soldadura
43
VARILLA DE APORTE DE BRONCE
DescripcioacutenLa soldadura de Bronce permite obtener depoacutesitos concaracteriacutesticas mecaacutenicas sobresalientes enresistencia y ductibilidad ademaacutes de ser muy homogeacutenea
AplicacionesSu principal campo de aplicacioacuten es soldadura de hierro fundido acero dulce cobre y sus aleaciones
La principal caracteriacutestica de estas soldaduras es la poca cantidad de gases que se genera en el craacuteter demetal fundido y su bajo punto de fusioacuten que permite una mejor y mayor fluidez del metal fundido
Como teacutecnica operatoria se recomienda precalentar el metal base hasta una temperatura cercana al puntode fusioacuten del metal de aporte luego fundir una gota de soldadura y aplicar calor adicional para obtener unafluidez adecuada en el depoacutesito
Recomendamos el uso del fundente INDURA 10 a fin de obtener depoacutesitos maacutes limpios y de mejorapariencia Las aleaciones de Bronce INDURA son envasadas en cajas de 10 kgs y fabricadas en lassiguientes medidas 24 mm (332)-32 mm (18)-40 mm (532)-48 mm (316)-64 mm (14)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4467
Curso Baacutesico De Soldadura Castillo-Guardado
44
SOLDADURA DE ESTANtildeO
Descripcioacuten
Estas soldaduras son aleaciones a base de estantildeo y se recomiendan para soldar uniones a prueba defiltracioacuten de agua o aire en que la resistencia mecaacutenica no es de importancia y que no estaraacuten expuestas aaltas temperaturas Son especialmente apropiadas para trabajos generales en fierro cobre zinc hojalatafierro galvanizado etc
Estas soldaduras pueden aplicarse por medio de cautiacuten soplete directo inmersioacuten vaciado o por hornoSe suministran en los siguientes tipos seguacuten forma y proporcioacuten de aleacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4567
Castillo-Guardado
Curso Baacutesico De Soldadura
45
El mayor porcentaje de estantildeo influye mejorando la resistencia mecaacutenica de la soldadura de tal forma quelos mejores resultados en este sentido se obtienen con el tipo ldquoArdquo y ldquoLArdquo El tipo ldquoArdquo se recomienda depreferencia para sellar envases de hojalata
Para obtener una buena soldadura es indispensable efectuar una buena limpieza de las piezas a soldarcon lija esmeril lima o escobilla de acero En caso de planchas oxidadas de fierro debe limpiarse con aacutecidomuriaacutetico durante 5 oacute 10 minutos Se recomienda ademaacutes el uso de Fundente INDURA 200 para evitar laoxidacioacuten de los metales a soldar facilitar la fluidez de la soldadura y obtener buenas uniones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
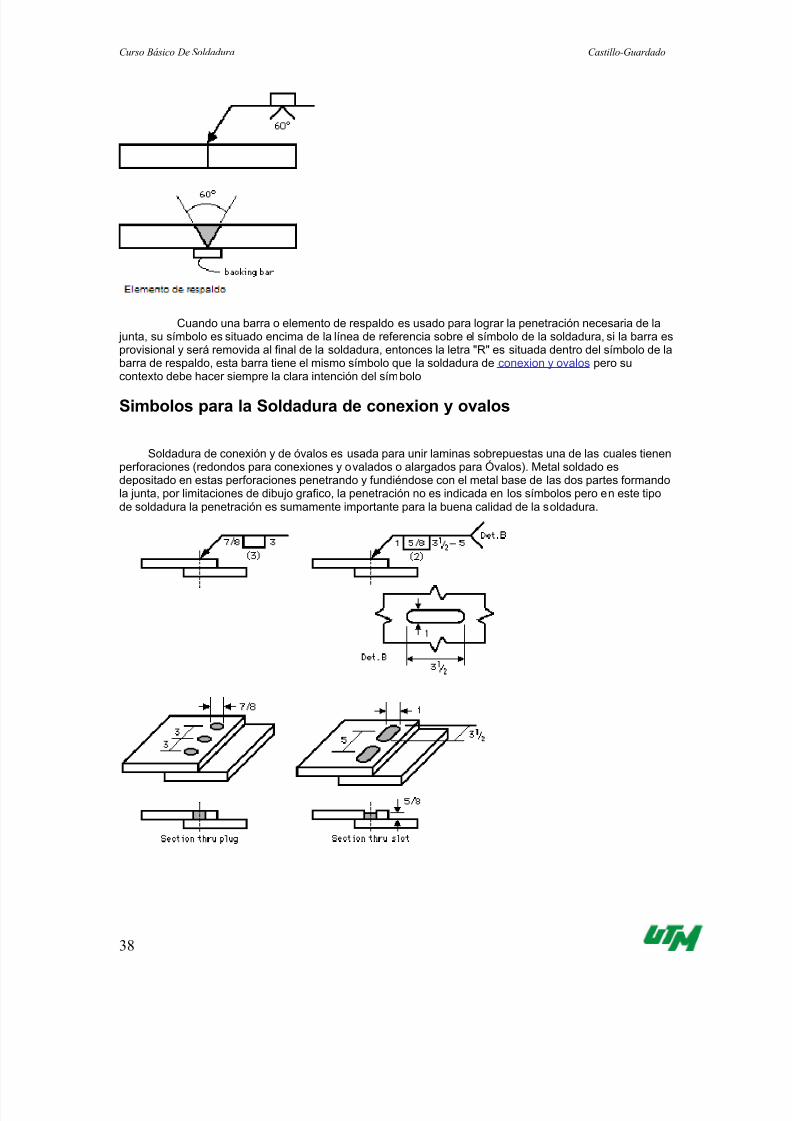
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3867
Curso Baacutesico De Soldadura Castillo-Guardado
38
Cuando una barra o elemento de respaldo es usado para lograr la penetracioacuten necesaria de la junta su siacutembolo es situado encima de la liacutenea de referencia sobre el siacutembolo de la soldadura si la barra esprovisional y seraacute removida al final de la soldadura entonces la letra R es situada dentro del siacutembolo de labarra de respaldo esta barra tiene el mismo siacutembolo que la soldadura de conexion y ovalos pero sucontexto debe hacer siempre la clara intencioacuten del siacutembolo
Simbolos para la Soldadura de conexion y ovalos
Soldadura de conexioacuten y de oacutevalos es usada para unir laminas sobrepuestas una de las cuales tienenperforaciones (redondos para conexiones y ovalados o alargados para Oacutevalos) Metal soldado esdepositado en estas perforaciones penetrando y fundieacutendose con el metal base de las dos partes formandola junta por limitaciones de dibujo grafico la penetracioacuten no es indicada en los siacutembolos pero en este tipode soldadura la penetracioacuten es sumamente importante para la buena calidad de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3967
Castillo-Guardado
Curso Baacutesico De Soldadura
39
En la soldadura de conexioacuten el diaacutemetro de cada conector es dado a la izquierda del siacutembolo y el espacioentre los conectores es dado a la derecha en la soldadura de oacutevalos el ancho de cada ovalo es dado a laizquierda del siacutembolo el largo y la distancia entre espacios (separados por un guioacuten-) son dados a laderecha del siacutembolo y la referencia del detalle en la cola
El numero de conectores u oacutevalos es dado entre pareacutentesis por encima o por debajo del siacutembolo de lasoldadura la indicacioacuten del lado de la flecha y el otro lado indican cual pieza tiene la(s) perforacione(s)
Si no esta en las especificaciones el llenado total de esta perforacioacuten entonces la profundidad es dadadentro del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4067
Curso Baacutesico De Soldadura Castillo-Guardado
40
SISTEMA OXIGAS
Descripcioacuten del ProcesoEl proceso de soldadura oxigas mostrado en la figura consiste en una llama dirigida por un sopleteobtenida por medio de la combustioacuten de los gases oxiacutegeno-acetileno El intenso calor de la llama funde la
superficie del metal base para formar una poza fundidaCon este proceso se puede soldar con o sin material de aporte El metal de aporte es agregado para cubrirbiseles y orificios
A medida que la llama se mueve a lo largo de la unioacuten el metal base y el metal de aporte se solidifican paraproducir el cordoacuten
Al soldar cualquier metal se debe escoger el metal de aporte adecuado que normalmente posee elementosdesoxidantes para producir soldaduras de buena calidad
En algunos casos se requiere el uso de fundente para soldar ciertos tipos de metales
Ventajas y Aplicaciones del ProcesoEl proceso oxigas posee las siguientes ventajas el equipo es portaacutetil econoacutemico y puede ser utilizado entoda posicioacuten
El proceso oxigas es normalmente usado para soldar metales de hasta 14 de espesor Se puede utilizartambieacuten para soldar metales de mayor espesor pero ello no es recomendable
Su mayor aplicacioacuten en la industria se encuentra en el campo de mantencioacuten reparacioacuten soldadura decantildeeriacuteas de diaacutemetro pequentildeo y manufacturas livianas Tambieacuten puede ser usado como fuente de energiacuteacaloacuterica para calentar doblar forjar endurecer etc
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4167
Castillo-Guardado
Curso Baacutesico De Soldadura
41
Equipo para Soldadura y Corte OxigasEs el conjunto de elementos que agrupados permiten el paso de gases (Oxigeno-Acetileno) hasta unsoplete en cuyo interior se produce la mezcla La misma en contacto con una chispa produce unacombustioacuten base del sistema oxiacetileacutenico
Procedimiento Baacutesico de Soldadura
Ajuste de llamaEn soldadura oxiacetileacutenica se utiliza una llama neutra (3160degC) o sea se suministra suficiente oxiacutegenopara realizar la combustioacuten de todo el acetileno presenteAunque esta situacioacuten corresponde a una relacioacuten teoacuterica oxiacutegenoacetileno de 251 en la praacutectica parte dela combustioacuten se realiza con oxiacutegeno del aire de modo que
Se consume iguales cantidades de oxiacutegeno y acetileno (relacioacuten 11)Se produce un efecto de auto-proteccioacuten que minimiza la oxidacioacuten del metal base
La llama carburante con exceso de acetileno se reconoce por una zona intermedia reductora que apareceentre el dardo y el penacho se utiliza soacutelo en casos especiales
La llama oxidante con exceso de oxiacutegeno se reconoce por su dardo y penacho maacutes cortos y su sonido maacutesagudo
Seleccioacuten de la BoquillaEn la seleccioacuten de la boquilla influyen los siguientes factores1 Tipo de material a soldar
2 Espesor del material3 Tipo de unioacuten (Tope filete biselada etc)4 Posicioacuten en que se soldaraacute5 Habilidad del operador
Como norma de seguridad siempre debe utilizarse la
Boquilla a la presioacuten recomendada por el fabricante
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4267
Curso Baacutesico De Soldadura Castillo-Guardado
42
Varillas para Soldadura OxigasINDURA dispone de todos los tipos de varillas para este tipo de soldadura Bronce Niacutequel-Plata acerodulce hierro fundido y aluminio en los siguientes diaacutemetros
16 mm (116) - 24 mm (332) - 32 mm (18) - 40 mm (532) - 48 mm (316) y 64 mm (14)
El tamantildeo de varilla adecuada debe ser determinado por
bull el tipo de unioacuten de soldadura bull el espesor del material bull la cantidad de aporte requerido
VARILLAS DE APORTE PARA SOLDADURA OXIGAS
Procedimiento para soldar con varillas de soldadura oxigas (Bronce)
Deben limpiarse muy bien las piezas aplicaacutendoles la llama sobre la superficie hasta que alcance un colorrojo cereza Ambas piezas deben estar a la misma temperatura porque en caso contrario la varilla fluiraacutehacia la pieza maacutes caliente (fenoacutemeno de capilaridad) Caliente la varilla con la llama e introduacutezcala luegoen el depoacutesito de fundente
Note que el calor hace que el fundente se adhiera a la varilla (Si se utiliza una varilla ya revestida confundente este paso debe eliminarse) Una vez que la varilla estaacute impregnada con fundente y las piezas hanalcanzado la temperatura adecuada acerque la varilla hacia la unioacuten y coloque la llama encimaundieacutendola La varilla entonces se funde y fluye hacia el aacuterea calentada uniendo fuertemente las piezas
Debe utilizarse bastante fundente Si la cantidad de fundente es insuficiente la varilla no uniraacute los metales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4367
Castillo-Guardado
Curso Baacutesico De Soldadura
43
VARILLA DE APORTE DE BRONCE
DescripcioacutenLa soldadura de Bronce permite obtener depoacutesitos concaracteriacutesticas mecaacutenicas sobresalientes enresistencia y ductibilidad ademaacutes de ser muy homogeacutenea
AplicacionesSu principal campo de aplicacioacuten es soldadura de hierro fundido acero dulce cobre y sus aleaciones
La principal caracteriacutestica de estas soldaduras es la poca cantidad de gases que se genera en el craacuteter demetal fundido y su bajo punto de fusioacuten que permite una mejor y mayor fluidez del metal fundido
Como teacutecnica operatoria se recomienda precalentar el metal base hasta una temperatura cercana al puntode fusioacuten del metal de aporte luego fundir una gota de soldadura y aplicar calor adicional para obtener unafluidez adecuada en el depoacutesito
Recomendamos el uso del fundente INDURA 10 a fin de obtener depoacutesitos maacutes limpios y de mejorapariencia Las aleaciones de Bronce INDURA son envasadas en cajas de 10 kgs y fabricadas en lassiguientes medidas 24 mm (332)-32 mm (18)-40 mm (532)-48 mm (316)-64 mm (14)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4467
Curso Baacutesico De Soldadura Castillo-Guardado
44
SOLDADURA DE ESTANtildeO
Descripcioacuten
Estas soldaduras son aleaciones a base de estantildeo y se recomiendan para soldar uniones a prueba defiltracioacuten de agua o aire en que la resistencia mecaacutenica no es de importancia y que no estaraacuten expuestas aaltas temperaturas Son especialmente apropiadas para trabajos generales en fierro cobre zinc hojalatafierro galvanizado etc
Estas soldaduras pueden aplicarse por medio de cautiacuten soplete directo inmersioacuten vaciado o por hornoSe suministran en los siguientes tipos seguacuten forma y proporcioacuten de aleacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4567
Castillo-Guardado
Curso Baacutesico De Soldadura
45
El mayor porcentaje de estantildeo influye mejorando la resistencia mecaacutenica de la soldadura de tal forma quelos mejores resultados en este sentido se obtienen con el tipo ldquoArdquo y ldquoLArdquo El tipo ldquoArdquo se recomienda depreferencia para sellar envases de hojalata
Para obtener una buena soldadura es indispensable efectuar una buena limpieza de las piezas a soldarcon lija esmeril lima o escobilla de acero En caso de planchas oxidadas de fierro debe limpiarse con aacutecidomuriaacutetico durante 5 oacute 10 minutos Se recomienda ademaacutes el uso de Fundente INDURA 200 para evitar laoxidacioacuten de los metales a soldar facilitar la fluidez de la soldadura y obtener buenas uniones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67

5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 3967
Castillo-Guardado
Curso Baacutesico De Soldadura
39
En la soldadura de conexioacuten el diaacutemetro de cada conector es dado a la izquierda del siacutembolo y el espacioentre los conectores es dado a la derecha en la soldadura de oacutevalos el ancho de cada ovalo es dado a laizquierda del siacutembolo el largo y la distancia entre espacios (separados por un guioacuten-) son dados a laderecha del siacutembolo y la referencia del detalle en la cola
El numero de conectores u oacutevalos es dado entre pareacutentesis por encima o por debajo del siacutembolo de lasoldadura la indicacioacuten del lado de la flecha y el otro lado indican cual pieza tiene la(s) perforacione(s)
Si no esta en las especificaciones el llenado total de esta perforacioacuten entonces la profundidad es dadadentro del siacutembolo de la soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4067
Curso Baacutesico De Soldadura Castillo-Guardado
40
SISTEMA OXIGAS
Descripcioacuten del ProcesoEl proceso de soldadura oxigas mostrado en la figura consiste en una llama dirigida por un sopleteobtenida por medio de la combustioacuten de los gases oxiacutegeno-acetileno El intenso calor de la llama funde la
superficie del metal base para formar una poza fundidaCon este proceso se puede soldar con o sin material de aporte El metal de aporte es agregado para cubrirbiseles y orificios
A medida que la llama se mueve a lo largo de la unioacuten el metal base y el metal de aporte se solidifican paraproducir el cordoacuten
Al soldar cualquier metal se debe escoger el metal de aporte adecuado que normalmente posee elementosdesoxidantes para producir soldaduras de buena calidad
En algunos casos se requiere el uso de fundente para soldar ciertos tipos de metales
Ventajas y Aplicaciones del ProcesoEl proceso oxigas posee las siguientes ventajas el equipo es portaacutetil econoacutemico y puede ser utilizado entoda posicioacuten
El proceso oxigas es normalmente usado para soldar metales de hasta 14 de espesor Se puede utilizartambieacuten para soldar metales de mayor espesor pero ello no es recomendable
Su mayor aplicacioacuten en la industria se encuentra en el campo de mantencioacuten reparacioacuten soldadura decantildeeriacuteas de diaacutemetro pequentildeo y manufacturas livianas Tambieacuten puede ser usado como fuente de energiacuteacaloacuterica para calentar doblar forjar endurecer etc
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4167
Castillo-Guardado
Curso Baacutesico De Soldadura
41
Equipo para Soldadura y Corte OxigasEs el conjunto de elementos que agrupados permiten el paso de gases (Oxigeno-Acetileno) hasta unsoplete en cuyo interior se produce la mezcla La misma en contacto con una chispa produce unacombustioacuten base del sistema oxiacetileacutenico
Procedimiento Baacutesico de Soldadura
Ajuste de llamaEn soldadura oxiacetileacutenica se utiliza una llama neutra (3160degC) o sea se suministra suficiente oxiacutegenopara realizar la combustioacuten de todo el acetileno presenteAunque esta situacioacuten corresponde a una relacioacuten teoacuterica oxiacutegenoacetileno de 251 en la praacutectica parte dela combustioacuten se realiza con oxiacutegeno del aire de modo que
Se consume iguales cantidades de oxiacutegeno y acetileno (relacioacuten 11)Se produce un efecto de auto-proteccioacuten que minimiza la oxidacioacuten del metal base
La llama carburante con exceso de acetileno se reconoce por una zona intermedia reductora que apareceentre el dardo y el penacho se utiliza soacutelo en casos especiales
La llama oxidante con exceso de oxiacutegeno se reconoce por su dardo y penacho maacutes cortos y su sonido maacutesagudo
Seleccioacuten de la BoquillaEn la seleccioacuten de la boquilla influyen los siguientes factores1 Tipo de material a soldar
2 Espesor del material3 Tipo de unioacuten (Tope filete biselada etc)4 Posicioacuten en que se soldaraacute5 Habilidad del operador
Como norma de seguridad siempre debe utilizarse la
Boquilla a la presioacuten recomendada por el fabricante
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4267
Curso Baacutesico De Soldadura Castillo-Guardado
42
Varillas para Soldadura OxigasINDURA dispone de todos los tipos de varillas para este tipo de soldadura Bronce Niacutequel-Plata acerodulce hierro fundido y aluminio en los siguientes diaacutemetros
16 mm (116) - 24 mm (332) - 32 mm (18) - 40 mm (532) - 48 mm (316) y 64 mm (14)
El tamantildeo de varilla adecuada debe ser determinado por
bull el tipo de unioacuten de soldadura bull el espesor del material bull la cantidad de aporte requerido
VARILLAS DE APORTE PARA SOLDADURA OXIGAS
Procedimiento para soldar con varillas de soldadura oxigas (Bronce)
Deben limpiarse muy bien las piezas aplicaacutendoles la llama sobre la superficie hasta que alcance un colorrojo cereza Ambas piezas deben estar a la misma temperatura porque en caso contrario la varilla fluiraacutehacia la pieza maacutes caliente (fenoacutemeno de capilaridad) Caliente la varilla con la llama e introduacutezcala luegoen el depoacutesito de fundente
Note que el calor hace que el fundente se adhiera a la varilla (Si se utiliza una varilla ya revestida confundente este paso debe eliminarse) Una vez que la varilla estaacute impregnada con fundente y las piezas hanalcanzado la temperatura adecuada acerque la varilla hacia la unioacuten y coloque la llama encimaundieacutendola La varilla entonces se funde y fluye hacia el aacuterea calentada uniendo fuertemente las piezas
Debe utilizarse bastante fundente Si la cantidad de fundente es insuficiente la varilla no uniraacute los metales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4367
Castillo-Guardado
Curso Baacutesico De Soldadura
43
VARILLA DE APORTE DE BRONCE
DescripcioacutenLa soldadura de Bronce permite obtener depoacutesitos concaracteriacutesticas mecaacutenicas sobresalientes enresistencia y ductibilidad ademaacutes de ser muy homogeacutenea
AplicacionesSu principal campo de aplicacioacuten es soldadura de hierro fundido acero dulce cobre y sus aleaciones
La principal caracteriacutestica de estas soldaduras es la poca cantidad de gases que se genera en el craacuteter demetal fundido y su bajo punto de fusioacuten que permite una mejor y mayor fluidez del metal fundido
Como teacutecnica operatoria se recomienda precalentar el metal base hasta una temperatura cercana al puntode fusioacuten del metal de aporte luego fundir una gota de soldadura y aplicar calor adicional para obtener unafluidez adecuada en el depoacutesito
Recomendamos el uso del fundente INDURA 10 a fin de obtener depoacutesitos maacutes limpios y de mejorapariencia Las aleaciones de Bronce INDURA son envasadas en cajas de 10 kgs y fabricadas en lassiguientes medidas 24 mm (332)-32 mm (18)-40 mm (532)-48 mm (316)-64 mm (14)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4467
Curso Baacutesico De Soldadura Castillo-Guardado
44
SOLDADURA DE ESTANtildeO
Descripcioacuten
Estas soldaduras son aleaciones a base de estantildeo y se recomiendan para soldar uniones a prueba defiltracioacuten de agua o aire en que la resistencia mecaacutenica no es de importancia y que no estaraacuten expuestas aaltas temperaturas Son especialmente apropiadas para trabajos generales en fierro cobre zinc hojalatafierro galvanizado etc
Estas soldaduras pueden aplicarse por medio de cautiacuten soplete directo inmersioacuten vaciado o por hornoSe suministran en los siguientes tipos seguacuten forma y proporcioacuten de aleacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4567
Castillo-Guardado
Curso Baacutesico De Soldadura
45
El mayor porcentaje de estantildeo influye mejorando la resistencia mecaacutenica de la soldadura de tal forma quelos mejores resultados en este sentido se obtienen con el tipo ldquoArdquo y ldquoLArdquo El tipo ldquoArdquo se recomienda depreferencia para sellar envases de hojalata
Para obtener una buena soldadura es indispensable efectuar una buena limpieza de las piezas a soldarcon lija esmeril lima o escobilla de acero En caso de planchas oxidadas de fierro debe limpiarse con aacutecidomuriaacutetico durante 5 oacute 10 minutos Se recomienda ademaacutes el uso de Fundente INDURA 200 para evitar laoxidacioacuten de los metales a soldar facilitar la fluidez de la soldadura y obtener buenas uniones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67

5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4067
Curso Baacutesico De Soldadura Castillo-Guardado
40
SISTEMA OXIGAS
Descripcioacuten del ProcesoEl proceso de soldadura oxigas mostrado en la figura consiste en una llama dirigida por un sopleteobtenida por medio de la combustioacuten de los gases oxiacutegeno-acetileno El intenso calor de la llama funde la
superficie del metal base para formar una poza fundidaCon este proceso se puede soldar con o sin material de aporte El metal de aporte es agregado para cubrirbiseles y orificios
A medida que la llama se mueve a lo largo de la unioacuten el metal base y el metal de aporte se solidifican paraproducir el cordoacuten
Al soldar cualquier metal se debe escoger el metal de aporte adecuado que normalmente posee elementosdesoxidantes para producir soldaduras de buena calidad
En algunos casos se requiere el uso de fundente para soldar ciertos tipos de metales
Ventajas y Aplicaciones del ProcesoEl proceso oxigas posee las siguientes ventajas el equipo es portaacutetil econoacutemico y puede ser utilizado entoda posicioacuten
El proceso oxigas es normalmente usado para soldar metales de hasta 14 de espesor Se puede utilizartambieacuten para soldar metales de mayor espesor pero ello no es recomendable
Su mayor aplicacioacuten en la industria se encuentra en el campo de mantencioacuten reparacioacuten soldadura decantildeeriacuteas de diaacutemetro pequentildeo y manufacturas livianas Tambieacuten puede ser usado como fuente de energiacuteacaloacuterica para calentar doblar forjar endurecer etc
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4167
Castillo-Guardado
Curso Baacutesico De Soldadura
41
Equipo para Soldadura y Corte OxigasEs el conjunto de elementos que agrupados permiten el paso de gases (Oxigeno-Acetileno) hasta unsoplete en cuyo interior se produce la mezcla La misma en contacto con una chispa produce unacombustioacuten base del sistema oxiacetileacutenico
Procedimiento Baacutesico de Soldadura
Ajuste de llamaEn soldadura oxiacetileacutenica se utiliza una llama neutra (3160degC) o sea se suministra suficiente oxiacutegenopara realizar la combustioacuten de todo el acetileno presenteAunque esta situacioacuten corresponde a una relacioacuten teoacuterica oxiacutegenoacetileno de 251 en la praacutectica parte dela combustioacuten se realiza con oxiacutegeno del aire de modo que
Se consume iguales cantidades de oxiacutegeno y acetileno (relacioacuten 11)Se produce un efecto de auto-proteccioacuten que minimiza la oxidacioacuten del metal base
La llama carburante con exceso de acetileno se reconoce por una zona intermedia reductora que apareceentre el dardo y el penacho se utiliza soacutelo en casos especiales
La llama oxidante con exceso de oxiacutegeno se reconoce por su dardo y penacho maacutes cortos y su sonido maacutesagudo
Seleccioacuten de la BoquillaEn la seleccioacuten de la boquilla influyen los siguientes factores1 Tipo de material a soldar
2 Espesor del material3 Tipo de unioacuten (Tope filete biselada etc)4 Posicioacuten en que se soldaraacute5 Habilidad del operador
Como norma de seguridad siempre debe utilizarse la
Boquilla a la presioacuten recomendada por el fabricante
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4267
Curso Baacutesico De Soldadura Castillo-Guardado
42
Varillas para Soldadura OxigasINDURA dispone de todos los tipos de varillas para este tipo de soldadura Bronce Niacutequel-Plata acerodulce hierro fundido y aluminio en los siguientes diaacutemetros
16 mm (116) - 24 mm (332) - 32 mm (18) - 40 mm (532) - 48 mm (316) y 64 mm (14)
El tamantildeo de varilla adecuada debe ser determinado por
bull el tipo de unioacuten de soldadura bull el espesor del material bull la cantidad de aporte requerido
VARILLAS DE APORTE PARA SOLDADURA OXIGAS
Procedimiento para soldar con varillas de soldadura oxigas (Bronce)
Deben limpiarse muy bien las piezas aplicaacutendoles la llama sobre la superficie hasta que alcance un colorrojo cereza Ambas piezas deben estar a la misma temperatura porque en caso contrario la varilla fluiraacutehacia la pieza maacutes caliente (fenoacutemeno de capilaridad) Caliente la varilla con la llama e introduacutezcala luegoen el depoacutesito de fundente
Note que el calor hace que el fundente se adhiera a la varilla (Si se utiliza una varilla ya revestida confundente este paso debe eliminarse) Una vez que la varilla estaacute impregnada con fundente y las piezas hanalcanzado la temperatura adecuada acerque la varilla hacia la unioacuten y coloque la llama encimaundieacutendola La varilla entonces se funde y fluye hacia el aacuterea calentada uniendo fuertemente las piezas
Debe utilizarse bastante fundente Si la cantidad de fundente es insuficiente la varilla no uniraacute los metales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4367
Castillo-Guardado
Curso Baacutesico De Soldadura
43
VARILLA DE APORTE DE BRONCE
DescripcioacutenLa soldadura de Bronce permite obtener depoacutesitos concaracteriacutesticas mecaacutenicas sobresalientes enresistencia y ductibilidad ademaacutes de ser muy homogeacutenea
AplicacionesSu principal campo de aplicacioacuten es soldadura de hierro fundido acero dulce cobre y sus aleaciones
La principal caracteriacutestica de estas soldaduras es la poca cantidad de gases que se genera en el craacuteter demetal fundido y su bajo punto de fusioacuten que permite una mejor y mayor fluidez del metal fundido
Como teacutecnica operatoria se recomienda precalentar el metal base hasta una temperatura cercana al puntode fusioacuten del metal de aporte luego fundir una gota de soldadura y aplicar calor adicional para obtener unafluidez adecuada en el depoacutesito
Recomendamos el uso del fundente INDURA 10 a fin de obtener depoacutesitos maacutes limpios y de mejorapariencia Las aleaciones de Bronce INDURA son envasadas en cajas de 10 kgs y fabricadas en lassiguientes medidas 24 mm (332)-32 mm (18)-40 mm (532)-48 mm (316)-64 mm (14)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4467
Curso Baacutesico De Soldadura Castillo-Guardado
44
SOLDADURA DE ESTANtildeO
Descripcioacuten
Estas soldaduras son aleaciones a base de estantildeo y se recomiendan para soldar uniones a prueba defiltracioacuten de agua o aire en que la resistencia mecaacutenica no es de importancia y que no estaraacuten expuestas aaltas temperaturas Son especialmente apropiadas para trabajos generales en fierro cobre zinc hojalatafierro galvanizado etc
Estas soldaduras pueden aplicarse por medio de cautiacuten soplete directo inmersioacuten vaciado o por hornoSe suministran en los siguientes tipos seguacuten forma y proporcioacuten de aleacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4567
Castillo-Guardado
Curso Baacutesico De Soldadura
45
El mayor porcentaje de estantildeo influye mejorando la resistencia mecaacutenica de la soldadura de tal forma quelos mejores resultados en este sentido se obtienen con el tipo ldquoArdquo y ldquoLArdquo El tipo ldquoArdquo se recomienda depreferencia para sellar envases de hojalata
Para obtener una buena soldadura es indispensable efectuar una buena limpieza de las piezas a soldarcon lija esmeril lima o escobilla de acero En caso de planchas oxidadas de fierro debe limpiarse con aacutecidomuriaacutetico durante 5 oacute 10 minutos Se recomienda ademaacutes el uso de Fundente INDURA 200 para evitar laoxidacioacuten de los metales a soldar facilitar la fluidez de la soldadura y obtener buenas uniones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67

5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4167
Castillo-Guardado
Curso Baacutesico De Soldadura
41
Equipo para Soldadura y Corte OxigasEs el conjunto de elementos que agrupados permiten el paso de gases (Oxigeno-Acetileno) hasta unsoplete en cuyo interior se produce la mezcla La misma en contacto con una chispa produce unacombustioacuten base del sistema oxiacetileacutenico
Procedimiento Baacutesico de Soldadura
Ajuste de llamaEn soldadura oxiacetileacutenica se utiliza una llama neutra (3160degC) o sea se suministra suficiente oxiacutegenopara realizar la combustioacuten de todo el acetileno presenteAunque esta situacioacuten corresponde a una relacioacuten teoacuterica oxiacutegenoacetileno de 251 en la praacutectica parte dela combustioacuten se realiza con oxiacutegeno del aire de modo que
Se consume iguales cantidades de oxiacutegeno y acetileno (relacioacuten 11)Se produce un efecto de auto-proteccioacuten que minimiza la oxidacioacuten del metal base
La llama carburante con exceso de acetileno se reconoce por una zona intermedia reductora que apareceentre el dardo y el penacho se utiliza soacutelo en casos especiales
La llama oxidante con exceso de oxiacutegeno se reconoce por su dardo y penacho maacutes cortos y su sonido maacutesagudo
Seleccioacuten de la BoquillaEn la seleccioacuten de la boquilla influyen los siguientes factores1 Tipo de material a soldar
2 Espesor del material3 Tipo de unioacuten (Tope filete biselada etc)4 Posicioacuten en que se soldaraacute5 Habilidad del operador
Como norma de seguridad siempre debe utilizarse la
Boquilla a la presioacuten recomendada por el fabricante
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4267
Curso Baacutesico De Soldadura Castillo-Guardado
42
Varillas para Soldadura OxigasINDURA dispone de todos los tipos de varillas para este tipo de soldadura Bronce Niacutequel-Plata acerodulce hierro fundido y aluminio en los siguientes diaacutemetros
16 mm (116) - 24 mm (332) - 32 mm (18) - 40 mm (532) - 48 mm (316) y 64 mm (14)
El tamantildeo de varilla adecuada debe ser determinado por
bull el tipo de unioacuten de soldadura bull el espesor del material bull la cantidad de aporte requerido
VARILLAS DE APORTE PARA SOLDADURA OXIGAS
Procedimiento para soldar con varillas de soldadura oxigas (Bronce)
Deben limpiarse muy bien las piezas aplicaacutendoles la llama sobre la superficie hasta que alcance un colorrojo cereza Ambas piezas deben estar a la misma temperatura porque en caso contrario la varilla fluiraacutehacia la pieza maacutes caliente (fenoacutemeno de capilaridad) Caliente la varilla con la llama e introduacutezcala luegoen el depoacutesito de fundente
Note que el calor hace que el fundente se adhiera a la varilla (Si se utiliza una varilla ya revestida confundente este paso debe eliminarse) Una vez que la varilla estaacute impregnada con fundente y las piezas hanalcanzado la temperatura adecuada acerque la varilla hacia la unioacuten y coloque la llama encimaundieacutendola La varilla entonces se funde y fluye hacia el aacuterea calentada uniendo fuertemente las piezas
Debe utilizarse bastante fundente Si la cantidad de fundente es insuficiente la varilla no uniraacute los metales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4367
Castillo-Guardado
Curso Baacutesico De Soldadura
43
VARILLA DE APORTE DE BRONCE
DescripcioacutenLa soldadura de Bronce permite obtener depoacutesitos concaracteriacutesticas mecaacutenicas sobresalientes enresistencia y ductibilidad ademaacutes de ser muy homogeacutenea
AplicacionesSu principal campo de aplicacioacuten es soldadura de hierro fundido acero dulce cobre y sus aleaciones
La principal caracteriacutestica de estas soldaduras es la poca cantidad de gases que se genera en el craacuteter demetal fundido y su bajo punto de fusioacuten que permite una mejor y mayor fluidez del metal fundido
Como teacutecnica operatoria se recomienda precalentar el metal base hasta una temperatura cercana al puntode fusioacuten del metal de aporte luego fundir una gota de soldadura y aplicar calor adicional para obtener unafluidez adecuada en el depoacutesito
Recomendamos el uso del fundente INDURA 10 a fin de obtener depoacutesitos maacutes limpios y de mejorapariencia Las aleaciones de Bronce INDURA son envasadas en cajas de 10 kgs y fabricadas en lassiguientes medidas 24 mm (332)-32 mm (18)-40 mm (532)-48 mm (316)-64 mm (14)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4467
Curso Baacutesico De Soldadura Castillo-Guardado
44
SOLDADURA DE ESTANtildeO
Descripcioacuten
Estas soldaduras son aleaciones a base de estantildeo y se recomiendan para soldar uniones a prueba defiltracioacuten de agua o aire en que la resistencia mecaacutenica no es de importancia y que no estaraacuten expuestas aaltas temperaturas Son especialmente apropiadas para trabajos generales en fierro cobre zinc hojalatafierro galvanizado etc
Estas soldaduras pueden aplicarse por medio de cautiacuten soplete directo inmersioacuten vaciado o por hornoSe suministran en los siguientes tipos seguacuten forma y proporcioacuten de aleacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4567
Castillo-Guardado
Curso Baacutesico De Soldadura
45
El mayor porcentaje de estantildeo influye mejorando la resistencia mecaacutenica de la soldadura de tal forma quelos mejores resultados en este sentido se obtienen con el tipo ldquoArdquo y ldquoLArdquo El tipo ldquoArdquo se recomienda depreferencia para sellar envases de hojalata
Para obtener una buena soldadura es indispensable efectuar una buena limpieza de las piezas a soldarcon lija esmeril lima o escobilla de acero En caso de planchas oxidadas de fierro debe limpiarse con aacutecidomuriaacutetico durante 5 oacute 10 minutos Se recomienda ademaacutes el uso de Fundente INDURA 200 para evitar laoxidacioacuten de los metales a soldar facilitar la fluidez de la soldadura y obtener buenas uniones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
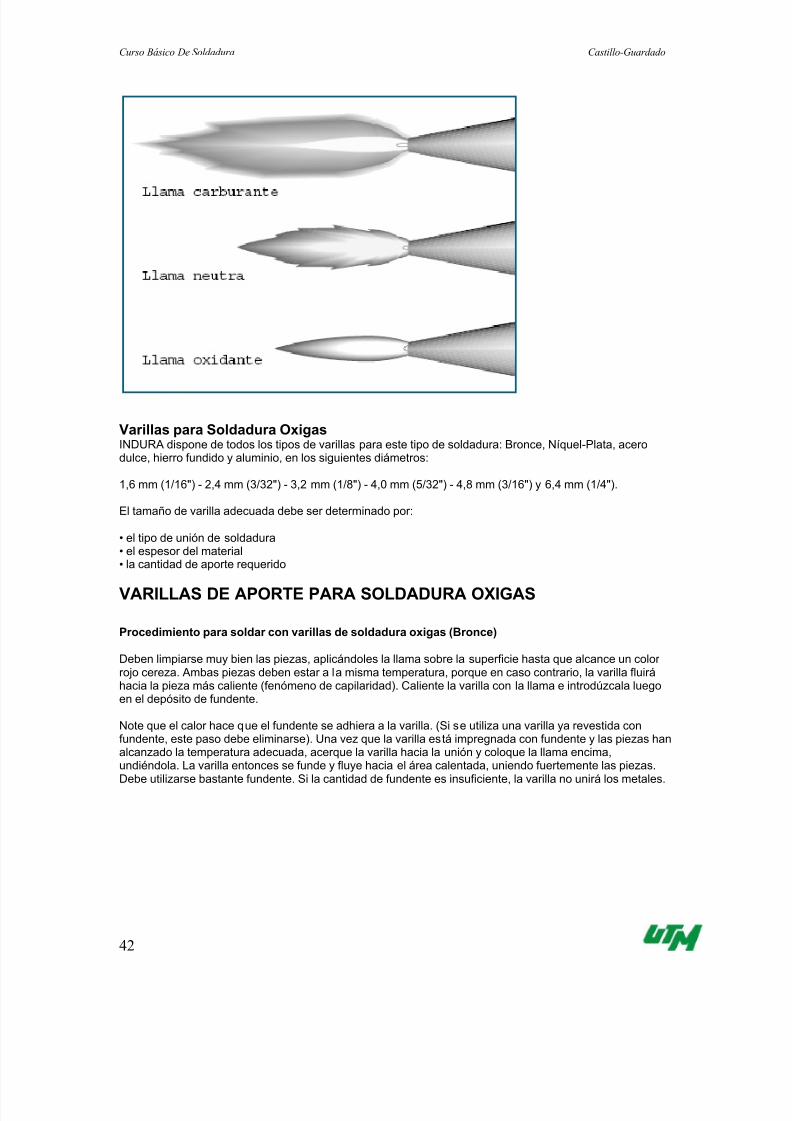
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4267
Curso Baacutesico De Soldadura Castillo-Guardado
42
Varillas para Soldadura OxigasINDURA dispone de todos los tipos de varillas para este tipo de soldadura Bronce Niacutequel-Plata acerodulce hierro fundido y aluminio en los siguientes diaacutemetros
16 mm (116) - 24 mm (332) - 32 mm (18) - 40 mm (532) - 48 mm (316) y 64 mm (14)
El tamantildeo de varilla adecuada debe ser determinado por
bull el tipo de unioacuten de soldadura bull el espesor del material bull la cantidad de aporte requerido
VARILLAS DE APORTE PARA SOLDADURA OXIGAS
Procedimiento para soldar con varillas de soldadura oxigas (Bronce)
Deben limpiarse muy bien las piezas aplicaacutendoles la llama sobre la superficie hasta que alcance un colorrojo cereza Ambas piezas deben estar a la misma temperatura porque en caso contrario la varilla fluiraacutehacia la pieza maacutes caliente (fenoacutemeno de capilaridad) Caliente la varilla con la llama e introduacutezcala luegoen el depoacutesito de fundente
Note que el calor hace que el fundente se adhiera a la varilla (Si se utiliza una varilla ya revestida confundente este paso debe eliminarse) Una vez que la varilla estaacute impregnada con fundente y las piezas hanalcanzado la temperatura adecuada acerque la varilla hacia la unioacuten y coloque la llama encimaundieacutendola La varilla entonces se funde y fluye hacia el aacuterea calentada uniendo fuertemente las piezas
Debe utilizarse bastante fundente Si la cantidad de fundente es insuficiente la varilla no uniraacute los metales
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4367
Castillo-Guardado
Curso Baacutesico De Soldadura
43
VARILLA DE APORTE DE BRONCE
DescripcioacutenLa soldadura de Bronce permite obtener depoacutesitos concaracteriacutesticas mecaacutenicas sobresalientes enresistencia y ductibilidad ademaacutes de ser muy homogeacutenea
AplicacionesSu principal campo de aplicacioacuten es soldadura de hierro fundido acero dulce cobre y sus aleaciones
La principal caracteriacutestica de estas soldaduras es la poca cantidad de gases que se genera en el craacuteter demetal fundido y su bajo punto de fusioacuten que permite una mejor y mayor fluidez del metal fundido
Como teacutecnica operatoria se recomienda precalentar el metal base hasta una temperatura cercana al puntode fusioacuten del metal de aporte luego fundir una gota de soldadura y aplicar calor adicional para obtener unafluidez adecuada en el depoacutesito
Recomendamos el uso del fundente INDURA 10 a fin de obtener depoacutesitos maacutes limpios y de mejorapariencia Las aleaciones de Bronce INDURA son envasadas en cajas de 10 kgs y fabricadas en lassiguientes medidas 24 mm (332)-32 mm (18)-40 mm (532)-48 mm (316)-64 mm (14)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4467
Curso Baacutesico De Soldadura Castillo-Guardado
44
SOLDADURA DE ESTANtildeO
Descripcioacuten
Estas soldaduras son aleaciones a base de estantildeo y se recomiendan para soldar uniones a prueba defiltracioacuten de agua o aire en que la resistencia mecaacutenica no es de importancia y que no estaraacuten expuestas aaltas temperaturas Son especialmente apropiadas para trabajos generales en fierro cobre zinc hojalatafierro galvanizado etc
Estas soldaduras pueden aplicarse por medio de cautiacuten soplete directo inmersioacuten vaciado o por hornoSe suministran en los siguientes tipos seguacuten forma y proporcioacuten de aleacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4567
Castillo-Guardado
Curso Baacutesico De Soldadura
45
El mayor porcentaje de estantildeo influye mejorando la resistencia mecaacutenica de la soldadura de tal forma quelos mejores resultados en este sentido se obtienen con el tipo ldquoArdquo y ldquoLArdquo El tipo ldquoArdquo se recomienda depreferencia para sellar envases de hojalata
Para obtener una buena soldadura es indispensable efectuar una buena limpieza de las piezas a soldarcon lija esmeril lima o escobilla de acero En caso de planchas oxidadas de fierro debe limpiarse con aacutecidomuriaacutetico durante 5 oacute 10 minutos Se recomienda ademaacutes el uso de Fundente INDURA 200 para evitar laoxidacioacuten de los metales a soldar facilitar la fluidez de la soldadura y obtener buenas uniones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
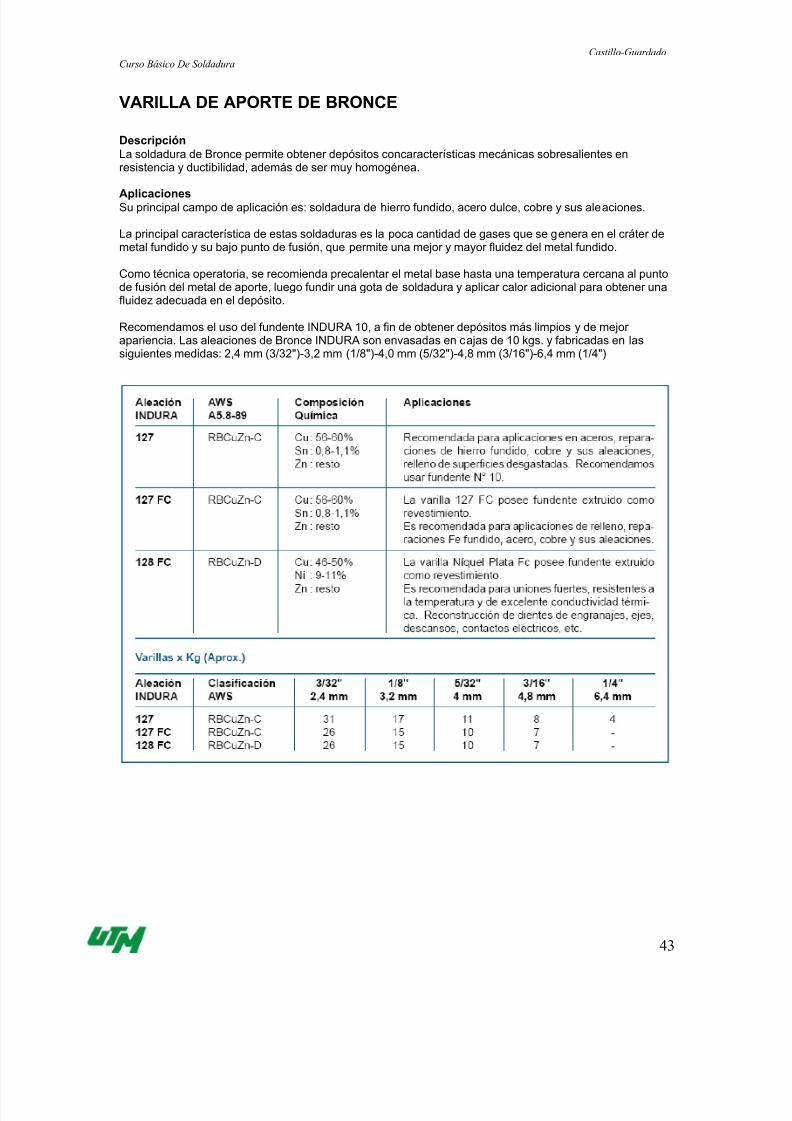
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4367
Castillo-Guardado
Curso Baacutesico De Soldadura
43
VARILLA DE APORTE DE BRONCE
DescripcioacutenLa soldadura de Bronce permite obtener depoacutesitos concaracteriacutesticas mecaacutenicas sobresalientes enresistencia y ductibilidad ademaacutes de ser muy homogeacutenea
AplicacionesSu principal campo de aplicacioacuten es soldadura de hierro fundido acero dulce cobre y sus aleaciones
La principal caracteriacutestica de estas soldaduras es la poca cantidad de gases que se genera en el craacuteter demetal fundido y su bajo punto de fusioacuten que permite una mejor y mayor fluidez del metal fundido
Como teacutecnica operatoria se recomienda precalentar el metal base hasta una temperatura cercana al puntode fusioacuten del metal de aporte luego fundir una gota de soldadura y aplicar calor adicional para obtener unafluidez adecuada en el depoacutesito
Recomendamos el uso del fundente INDURA 10 a fin de obtener depoacutesitos maacutes limpios y de mejorapariencia Las aleaciones de Bronce INDURA son envasadas en cajas de 10 kgs y fabricadas en lassiguientes medidas 24 mm (332)-32 mm (18)-40 mm (532)-48 mm (316)-64 mm (14)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4467
Curso Baacutesico De Soldadura Castillo-Guardado
44
SOLDADURA DE ESTANtildeO
Descripcioacuten
Estas soldaduras son aleaciones a base de estantildeo y se recomiendan para soldar uniones a prueba defiltracioacuten de agua o aire en que la resistencia mecaacutenica no es de importancia y que no estaraacuten expuestas aaltas temperaturas Son especialmente apropiadas para trabajos generales en fierro cobre zinc hojalatafierro galvanizado etc
Estas soldaduras pueden aplicarse por medio de cautiacuten soplete directo inmersioacuten vaciado o por hornoSe suministran en los siguientes tipos seguacuten forma y proporcioacuten de aleacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4567
Castillo-Guardado
Curso Baacutesico De Soldadura
45
El mayor porcentaje de estantildeo influye mejorando la resistencia mecaacutenica de la soldadura de tal forma quelos mejores resultados en este sentido se obtienen con el tipo ldquoArdquo y ldquoLArdquo El tipo ldquoArdquo se recomienda depreferencia para sellar envases de hojalata
Para obtener una buena soldadura es indispensable efectuar una buena limpieza de las piezas a soldarcon lija esmeril lima o escobilla de acero En caso de planchas oxidadas de fierro debe limpiarse con aacutecidomuriaacutetico durante 5 oacute 10 minutos Se recomienda ademaacutes el uso de Fundente INDURA 200 para evitar laoxidacioacuten de los metales a soldar facilitar la fluidez de la soldadura y obtener buenas uniones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
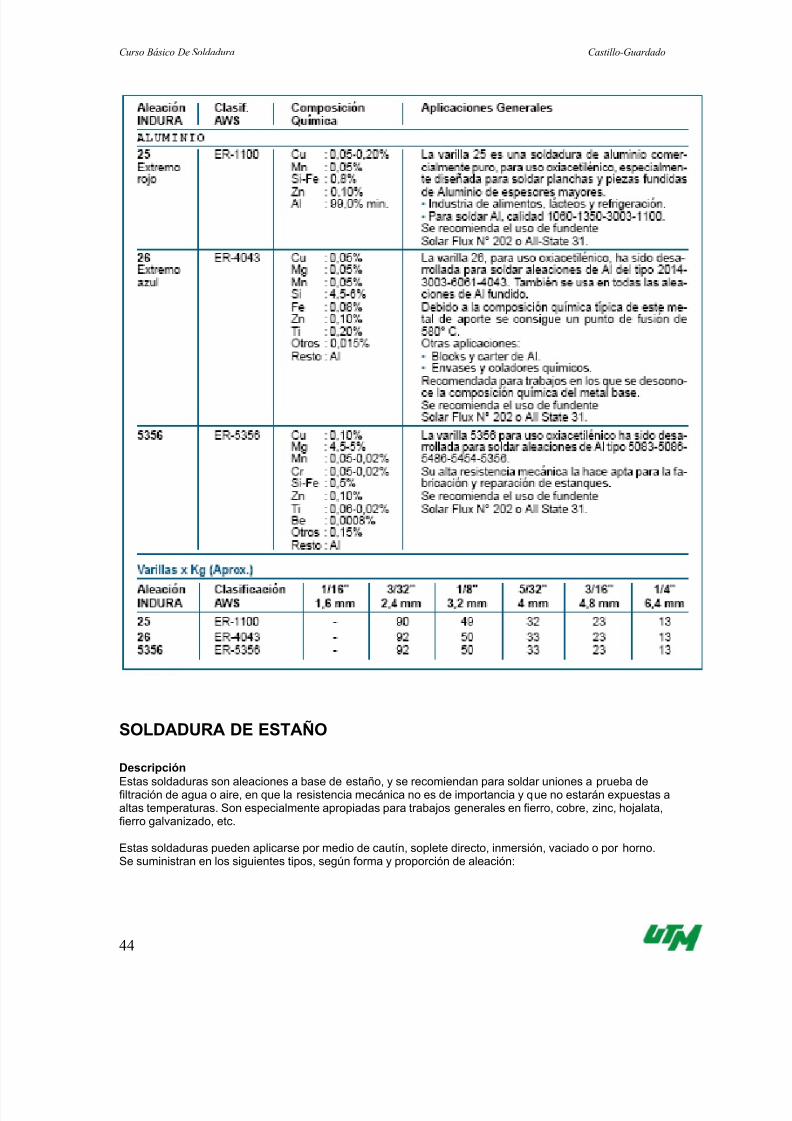
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4467
Curso Baacutesico De Soldadura Castillo-Guardado
44
SOLDADURA DE ESTANtildeO
Descripcioacuten
Estas soldaduras son aleaciones a base de estantildeo y se recomiendan para soldar uniones a prueba defiltracioacuten de agua o aire en que la resistencia mecaacutenica no es de importancia y que no estaraacuten expuestas aaltas temperaturas Son especialmente apropiadas para trabajos generales en fierro cobre zinc hojalatafierro galvanizado etc
Estas soldaduras pueden aplicarse por medio de cautiacuten soplete directo inmersioacuten vaciado o por hornoSe suministran en los siguientes tipos seguacuten forma y proporcioacuten de aleacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4567
Castillo-Guardado
Curso Baacutesico De Soldadura
45
El mayor porcentaje de estantildeo influye mejorando la resistencia mecaacutenica de la soldadura de tal forma quelos mejores resultados en este sentido se obtienen con el tipo ldquoArdquo y ldquoLArdquo El tipo ldquoArdquo se recomienda depreferencia para sellar envases de hojalata
Para obtener una buena soldadura es indispensable efectuar una buena limpieza de las piezas a soldarcon lija esmeril lima o escobilla de acero En caso de planchas oxidadas de fierro debe limpiarse con aacutecidomuriaacutetico durante 5 oacute 10 minutos Se recomienda ademaacutes el uso de Fundente INDURA 200 para evitar laoxidacioacuten de los metales a soldar facilitar la fluidez de la soldadura y obtener buenas uniones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
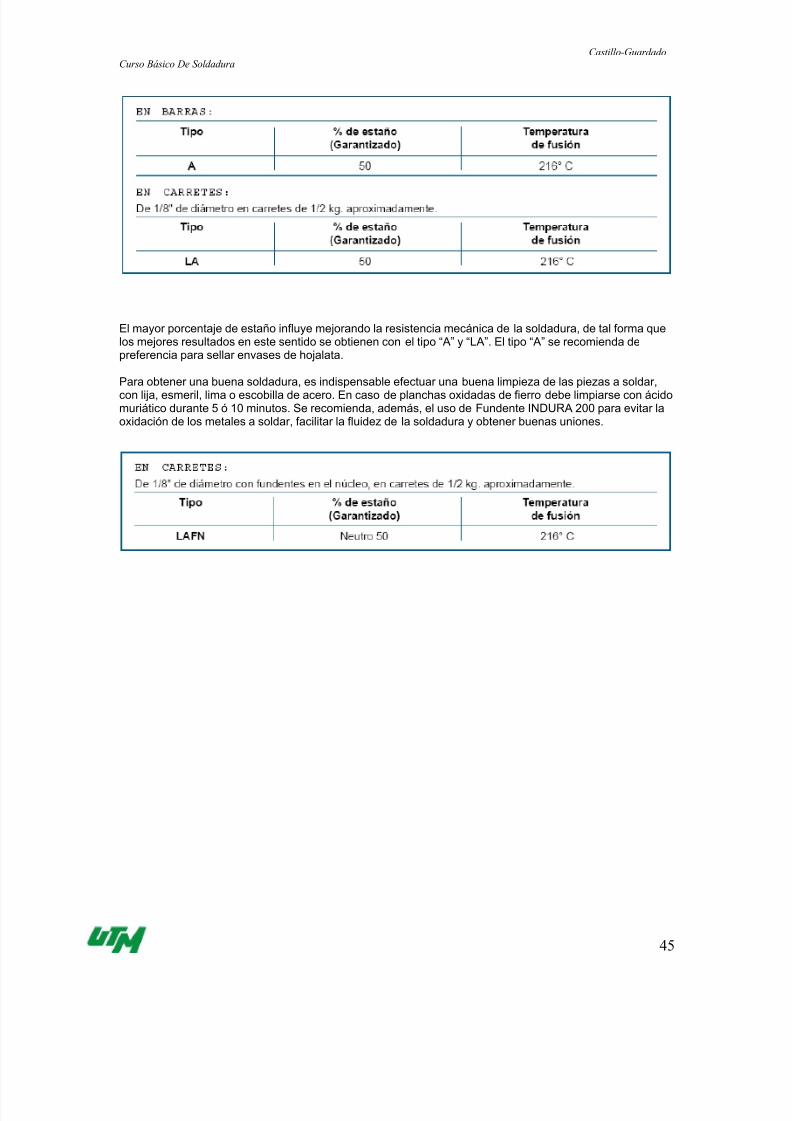
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4567
Castillo-Guardado
Curso Baacutesico De Soldadura
45
El mayor porcentaje de estantildeo influye mejorando la resistencia mecaacutenica de la soldadura de tal forma quelos mejores resultados en este sentido se obtienen con el tipo ldquoArdquo y ldquoLArdquo El tipo ldquoArdquo se recomienda depreferencia para sellar envases de hojalata
Para obtener una buena soldadura es indispensable efectuar una buena limpieza de las piezas a soldarcon lija esmeril lima o escobilla de acero En caso de planchas oxidadas de fierro debe limpiarse con aacutecidomuriaacutetico durante 5 oacute 10 minutos Se recomienda ademaacutes el uso de Fundente INDURA 200 para evitar laoxidacioacuten de los metales a soldar facilitar la fluidez de la soldadura y obtener buenas uniones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
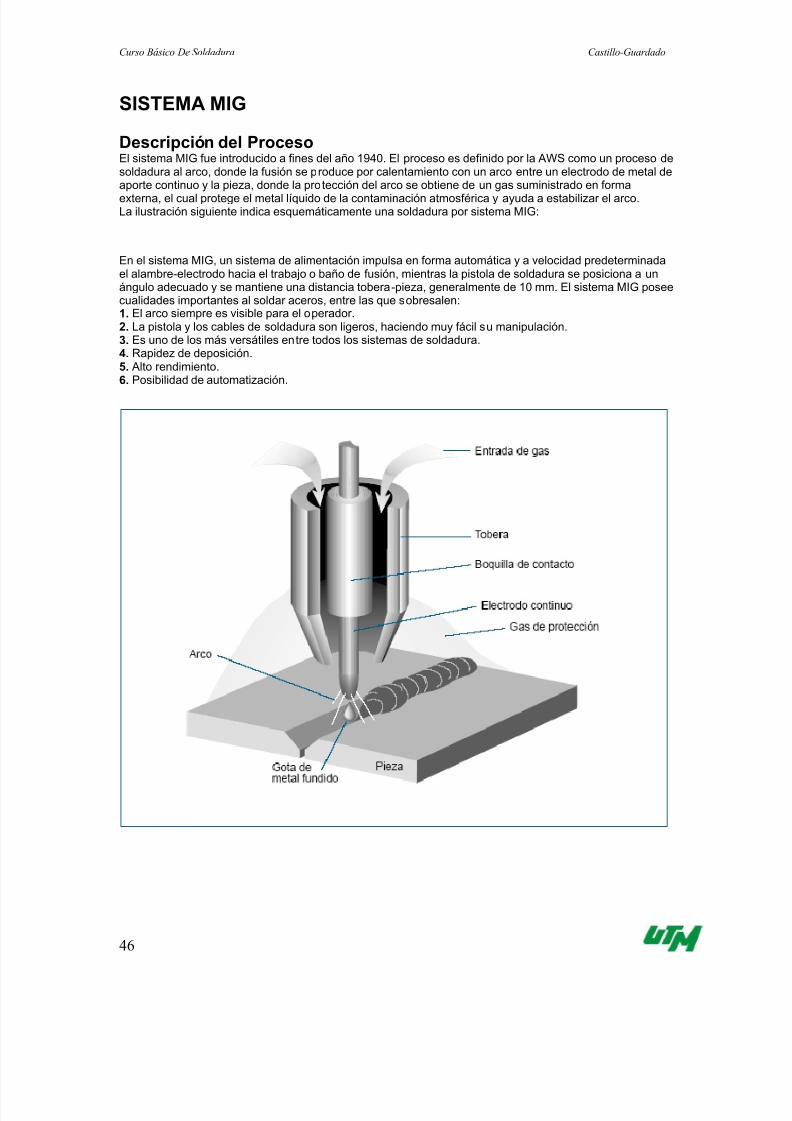
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4667
Curso Baacutesico De Soldadura Castillo-Guardado
46
SISTEMA MIG
Descripcioacuten del ProcesoEl sistema MIG fue introducido a fines del antildeo 1940 El proceso es definido por la AWS como un proceso desoldadura al arco donde la fusioacuten se produce por calentamiento con un arco entre un electrodo de metal deaporte continuo y la pieza donde la proteccioacuten del arco se obtiene de un gas suministrado en forma
externa el cual protege el metal liacutequido de la contaminacioacuten atmosfeacuterica y ayuda a estabilizar el arcoLa ilustracioacuten siguiente indica esquemaacuteticamente una soldadura por sistema MIG
En el sistema MIG un sistema de alimentacioacuten impulsa en forma automaacutetica y a velocidad predeterminadael alambre-electrodo hacia el trabajo o bantildeo de fusioacuten mientras la pistola de soldadura se posiciona a unaacutengulo adecuado y se mantiene una distancia tobera-pieza generalmente de 10 mm El sistema MIG poseecualidades importantes al soldar aceros entre las que sobresalen1 El arco siempre es visible para el operador2 La pistola y los cables de soldadura son ligeros haciendo muy faacutecil su manipulacioacuten3 Es uno de los maacutes versaacutetiles entre todos los sistemas de soldadura4 Rapidez de deposicioacuten5 Alto rendimiento6 Posibilidad de automatizacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4767
Castillo-Guardado
Curso Baacutesico De Soldadura
47
Resumen del ProcesoEl sistema MIG es un proceso de soldadura por arco eleacutectrico en el cual un alambre es automaacutetica ycontinuamente alimentado hacia la zona de soldadura a una velocidad constante y controlada El aacuterea desoldadura y arco estaacuten debidamente protegidas por una atmoacutesfera gaseosa suministrada externamenteque evita la contaminacioacuten El voltaje amperaje y tipo de gas de proteccioacuten determinan la manera en lacual se transfiere el metal desde el alambre-electrodo al bantildeo de soldadura Para comprender mejor lanaturaleza de estas formas de transferencia en el sistema MIG a continuacioacuten las detallaremos
Transferencia MetaacutelicaEn soldadura MIG las gotas de metal fundido son transferidas a traveacutes del arco desde un alambre-electrodo alimentado continuamente a la zona de soldadura Para un diaacutemetro dado de electrodo (d) conuna pro-teccioacuten gaseosa la cantidad de corriente determina el tamantildeo de las gotas (D) y el nuacutemero de ellasque son separadas desde el electrodo por unidad de tiempoZona A A valores bajos de amperaje las gotas crecen a un diaacutemetro que es varias veces el diaacutemetro delelectrodo antes que eacutestas se separen La velocidad de transferencia a bajos amperajes es soacutelo de variasgotas por segundoZona B A valores intermedios de amperaje el tamantildeo de las gotas separadas decrece raacutepidamente a untamantildeo que es igual o menor que el diaacutemetro del electrodo y la velocidad de separacioacuten aumenta a varioscientos por segundoZona C A valores altos de amperaje la velocidad de separacioacuten aumenta a medida que se incrementa lacorriente las gotas son bastante pequentildeas Existen tres formas de transferencia metaacutelica1 Transferencia ldquoSprayrdquo o de Rociacuteo 2 Transferencia ldquoGlobularrdquo 3 Transferencia en ldquoCorto-Circuitordquo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
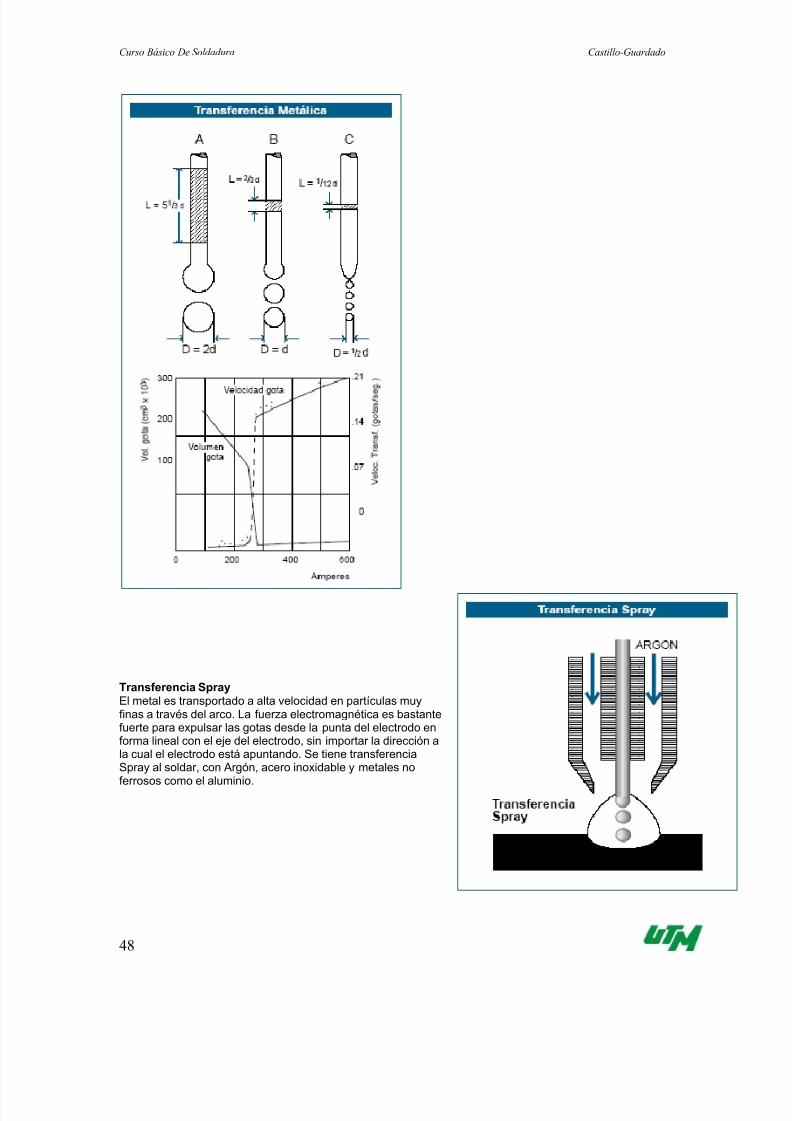
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4867
Curso Baacutesico De Soldadura Castillo-Guardado
48
Transferencia SprayEl metal es transportado a alta velocidad en partiacuteculas muyfinas a traveacutes del arco La fuerza electromagneacutetica es bastantefuerte para expulsar las gotas desde la punta del electrodo enforma lineal con el eje del electrodo sin importar la direccioacuten ala cual el electrodo estaacute apuntando Se tiene transferenciaSpray al soldar con Argoacuten acero inoxidable y metales no
ferrosos como el aluminio
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
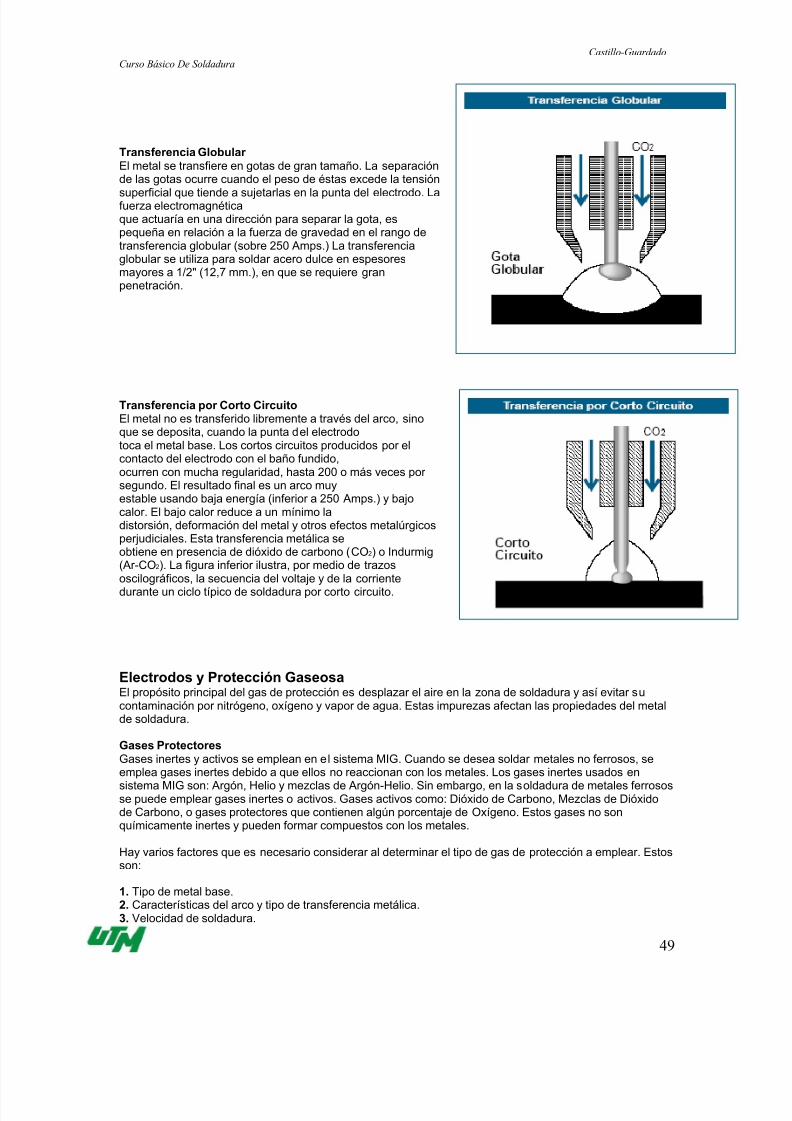
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 4967
Castillo-Guardado
Curso Baacutesico De Soldadura
49
Transferencia GlobularEl metal se transfiere en gotas de gran tamantildeo La separacioacutende las gotas ocurre cuando el peso de eacutestas excede la tensioacuten
superficial que tiende a sujetarlas en la punta del electrodo Lafuerza electromagneacuteticaque actuariacutea en una direccioacuten para separar la gota espequentildea en relacioacuten a la fuerza de gravedad en el rango detransferencia globular (sobre 250 Amps) La transferenciaglobular se utiliza para soldar acero dulce en espesoresmayores a 12 (127 mm) en que se requiere granpenetracioacuten
Transferencia por Corto CircuitoEl metal no es transferido libremente a traveacutes del arco sinoque se deposita cuando la punta del electrodotoca el metal base Los cortos circuitos producidos por elcontacto del electrodo con el bantildeo fundidoocurren con mucha regularidad hasta 200 o maacutes veces porsegundo El resultado final es un arco muyestable usando baja energiacutea (inferior a 250 Amps) y bajocalor El bajo calor reduce a un miacutenimo ladistorsioacuten deformacioacuten del metal y otros efectos metaluacutergicosperjudiciales Esta transferencia metaacutelica seobtiene en presencia de dioacutexido de carbono (CO2) o Indurmig(Ar-CO2) La figura inferior ilustra por medio de trazososcilograacuteficos la secuencia del voltaje y de la corrientedurante un ciclo tiacutepico de soldadura por corto circuito
Electrodos y Proteccioacuten GaseosaEl propoacutesito principal del gas de proteccioacuten es desplazar el aire en la zona de soldadura y asiacute evitar sucontaminacioacuten por nitroacutegeno oxiacutegeno y vapor de agua Estas impurezas afectan las propiedades del metalde soldadura
Gases ProtectoresGases inertes y activos se emplean en el sistema MIG Cuando se desea soldar metales no ferrosos seemplea gases inertes debido a que ellos no reaccionan con los metales Los gases inertes usados en
sistema MIG son Argoacuten Helio y mezclas de Argoacuten-Helio Sin embargo en la soldadura de metales ferrososse puede emplear gases inertes o activos Gases activos como Dioacutexido de Carbono Mezclas de Dioacutexidode Carbono o gases protectores que contienen alguacuten porcentaje de Oxiacutegeno Estos gases no sonquiacutemicamente inertes y pueden formar compuestos con los metales
Hay varios factores que es necesario considerar al determinar el tipo de gas de proteccioacuten a emplear Estosson
1 Tipo de metal base2 Caracteriacutesticas del arco y tipo de transferencia metaacutelica3 Velocidad de soldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
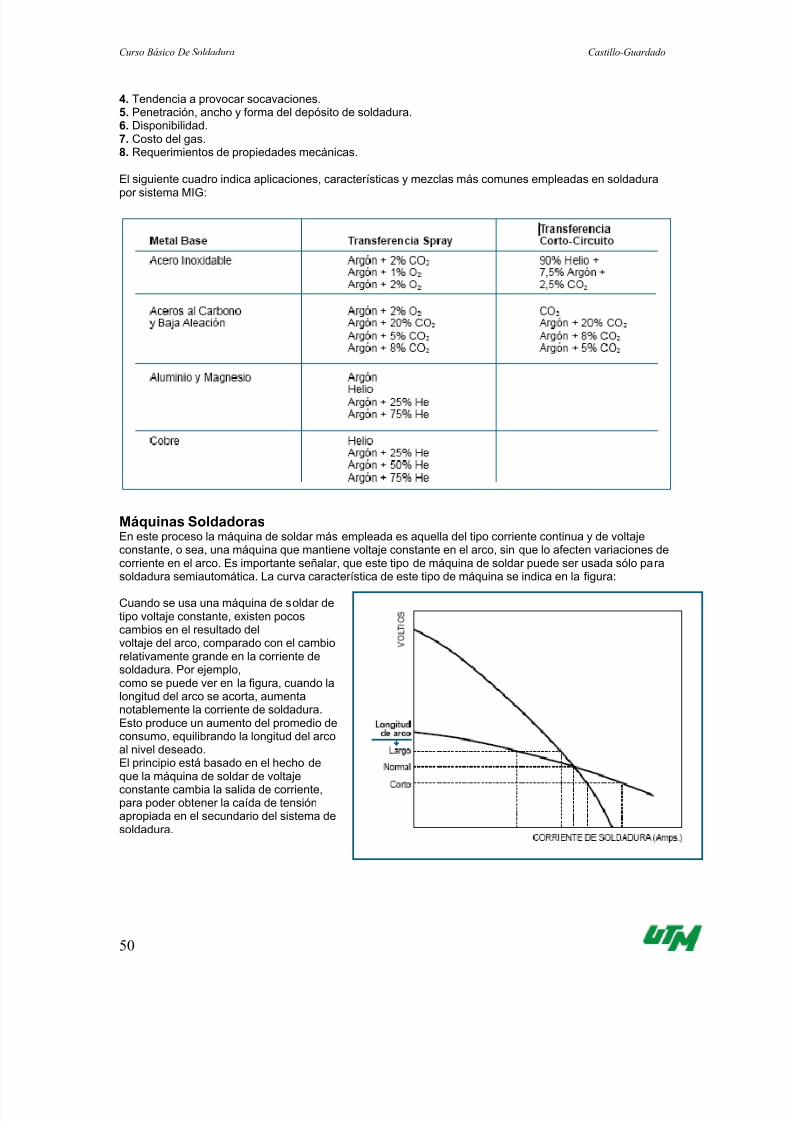
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5067
Curso Baacutesico De Soldadura Castillo-Guardado
50
4 Tendencia a provocar socavaciones5 Penetracioacuten ancho y forma del depoacutesito de soldadura6 Disponibilidad7 Costo del gas8 Requerimientos de propiedades mecaacutenicas
El siguiente cuadro indica aplicaciones caracteriacutesticas y mezclas maacutes comunes empleadas en soldadura
por sistema MIG
Maacutequinas SoldadorasEn este proceso la maacutequina de soldar maacutes empleada es aquella del tipo corriente continua y de voltajeconstante o sea una maacutequina que mantiene voltaje constante en el arco sin que lo afecten variaciones decorriente en el arco Es importante sentildealar que este tipo de maacutequina de soldar puede ser usada soacutelo parasoldadura semiautomaacutetica La curva caracteriacutestica de este tipo de maacutequina se indica en la figura
Cuando se usa una maacutequina de soldar detipo voltaje constante existen pocoscambios en el resultado delvoltaje del arco comparado con el cambiorelativamente grande en la corriente desoldadura Por ejemplocomo se puede ver en la figura cuando lalongitud del arco se acorta aumentanotablemente la corriente de soldaduraEsto produce un aumento del promedio deconsumo equilibrando la longitud del arcoal nivel deseadoEl principio estaacute basado en el hecho deque la maacutequina de soldar de voltajeconstante cambia la salida de corrientepara poder obtener la caiacuteda de tensioacutenapropiada en el secundario del sistema desoldadura
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
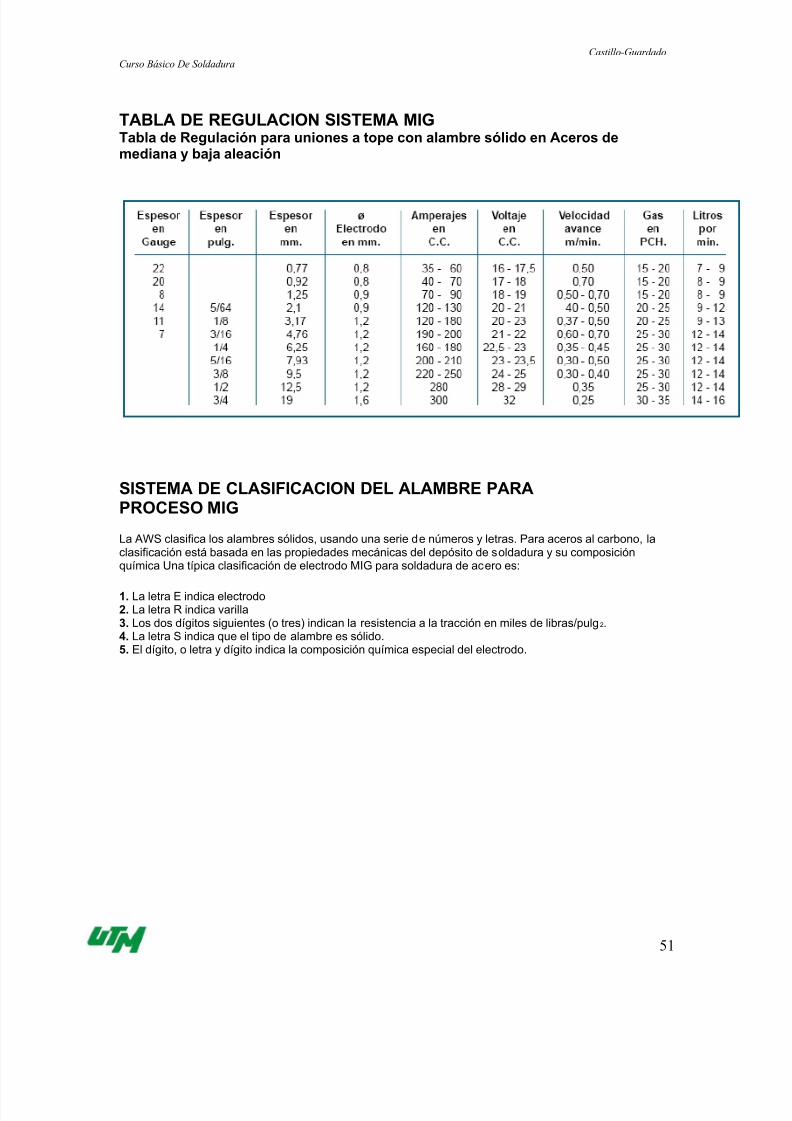
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5167
Castillo-Guardado
Curso Baacutesico De Soldadura
51
TABLA DE REGULACION SISTEMA MIGTabla de Regulacioacuten para uniones a tope con alambre soacutelido en Aceros demediana y baja aleacioacuten
SISTEMA DE CLASIFICACION DEL ALAMBRE PARAPROCESO MIG
La AWS clasifica los alambres soacutelidos usando una serie de nuacutemeros y letras Para aceros al carbono laclasificacioacuten estaacute basada en las propiedades mecaacutenicas del depoacutesito de soldadura y su composicioacutenquiacutemica Una tiacutepica clasificacioacuten de electrodo MIG para soldadura de acero es
1 La letra E indica electrodo2 La letra R indica varilla3 Los dos diacutegitos siguientes (o tres) indican la resistencia a la traccioacuten en miles de libraspulg24 La letra S indica que el tipo de alambre es soacutelido5 El diacutegito o letra y diacutegito indica la composicioacuten quiacutemica especial del electrodo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
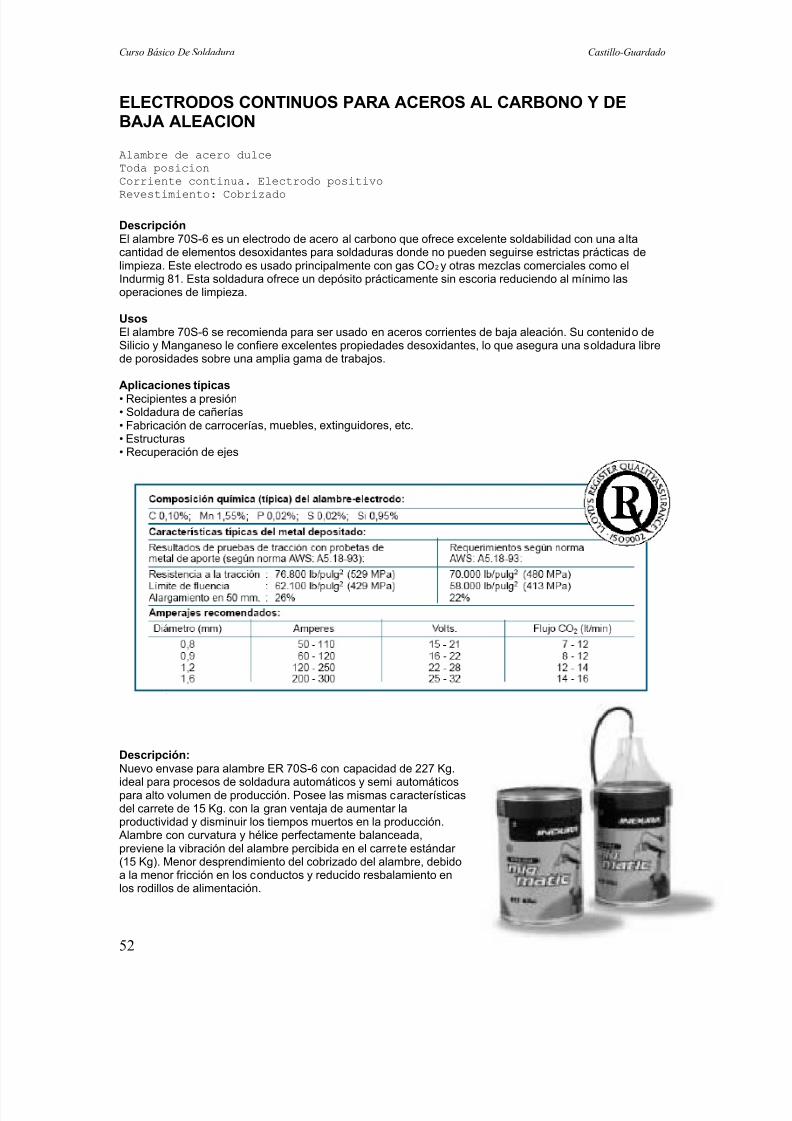
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5267
Curso Baacutesico De Soldadura Castillo-Guardado
52
ELECTRODOS CONTINUOS PARA ACEROS AL CARBONO Y DEBAJA ALEACION
Alambre de acero dulce
Toda posicion
Corriente continua Electrodo positivo
Revestimiento Cobrizado
DescripcioacutenEl alambre 70S-6 es un electrodo de acero al carbono que ofrece excelente soldabilidad con una altacantidad de elementos desoxidantes para soldaduras donde no pueden seguirse estrictas praacutecticas delimpieza Este electrodo es usado principalmente con gas CO2 y otras mezclas comerciales como elIndurmig 81 Esta soldadura ofrece un depoacutesito praacutecticamente sin escoria reduciendo al miacutenimo lasoperaciones de limpieza
UsosEl alambre 70S-6 se recomienda para ser usado en aceros corrientes de baja aleacioacuten Su contenido deSilicio y Manganeso le confiere excelentes propiedades desoxidantes lo que asegura una soldadura librede porosidades sobre una amplia gama de trabajos
Aplicaciones tiacutepicasbull Recipientes a presioacuten bull Soldadura de cantildeeriacuteas bull Fabricacioacuten de carroceriacuteas muebles extinguidores etcbull Estructuras bull Recuperacioacuten de ejes
DescripcioacutenNuevo envase para alambre ER 70S-6 con capacidad de 227 Kg
ideal para procesos de soldadura automaacuteticos y semi automaacuteticospara alto volumen de produccioacuten Posee las mismas caracteriacutesticasdel carrete de 15 Kg con la gran ventaja de aumentar laproductividad y disminuir los tiempos muertos en la produccioacutenAlambre con curvatura y heacutelice perfectamente balanceadapreviene la vibracioacuten del alambre percibida en el carrete estaacutendar(15 Kg) Menor desprendimiento del cobrizado del alambre debidoa la menor friccioacuten en los conductos y reducido resbalamiento enlos rodillos de alimentacioacuten
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5367
Castillo-Guardado
Curso Baacutesico De Soldadura
53
ELECTRODOS CONTINUOS PARA ACEROS INOXIDABLES
Alambre de acero inoxidable
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 308L estaacute disentildeado para cumplir con los requisitos de los aceros inoxidables que utilizanprocesos de soldadura con gas inerte (MIG y TIG) Este electrodo brinda un anaacutelisis quiacutemico bienequilibrado que da por resultado propiedades uniformes del metal depositado y propiedades mecaacutenicasbien balanceadas Este electrodo continuo se caracteriza por producir un arco estable de transferenciaspray en el caso de usar como proteccioacuten gaseosa Indurmig 82 o Argoacuten (ver paacutegina 90)
UsosEl alambre 308L es un electrodo continuo similar al 308 excepto por su contenido extra bajo de carbono(menor a 004) Es utilizado para soldar aceros inoxidables AISI tipos 304L y 308L que pueden serutilizados en un amplio rango de condiciones corrosivas sin necesidad de hacer tratamientos teacutermicosposteriores a la soldadura Esto es posible porque el contenido extra bajo de carbono minimiza laprecipitacioacuten de carburos
Aplicaciones tiacutepicasbull Aceros inoxidables tipos 308L - 304L - 308 - 321 - 347bull Equipos de proceso y almacenamiento de productos alimenticios y quiacutemicos bull Estanques que contengan productos quiacutemicos corrosivos bull Bombas intercabiadores de calor etc
ELECTRODOS CONTINUOS PARA ALUMINIO
Alambre de aluminio
Corriente continua Electrodo positivo
Toda posicion
Revestimiento No tiene
DescripcioacutenEl alambre 1100 estaacute disentildeado para cumplir con los requisitos de las aleaciones de aluminio que usanprocedimientos de soldadura por gas inerte (MIG y TIG) Este alambre se caracteriza por una alta calidadde sus depoacutesitos y un excelente brillo en la superficie de los cordones
UsosEl alambre 1100 es un electrodo continuo usado principalmente con Argoacuten y Helio ademaacutes de otrasmezclas comerciales como gas de proteccioacuten (ver paacutegina 79) Se recomienda especialmente para soldarplanchas y piezas fundidas de gran espesor Su uso en forma oxiacetileacutenica requiere de fundente paraaluminio Solarflux 202 o All State 21 La alta conductividad teacutermica de estos materiales hace aconsejable eluso de precalentamiento (200deg- 220degC)
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5467
Curso Baacutesico De Soldadura Castillo-Guardado
54
Aplicaciones tiacutepicasbull Aluminios calidad 1060 - 1350 - 3303 - 1100bull Usos generales en Industrias de alimentos lecheriacutea refrigeracioacuten bull Piezas de aluminiobull Unioacuten relleno y reparacioacuten de planchas y fundiciones
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
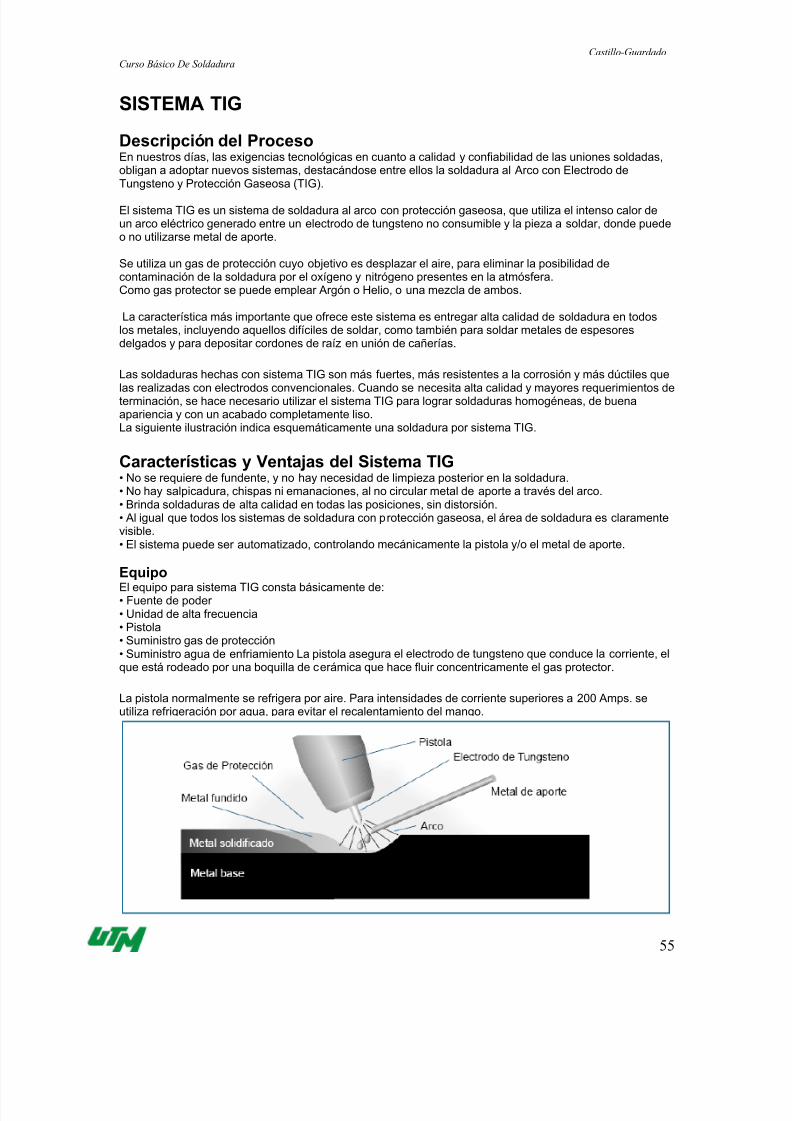
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5567
Castillo-Guardado
Curso Baacutesico De Soldadura
55
SISTEMA TIG
Descripcioacuten del ProcesoEn nuestros diacuteas las exigencias tecnoloacutegicas en cuanto a calidad y confiabilidad de las uniones soldadasobligan a adoptar nuevos sistemas destacaacutendose entre ellos la soldadura al Arco con Electrodo deTungsteno y Proteccioacuten Gaseosa (TIG)
El sistema TIG es un sistema de soldadura al arco con proteccioacuten gaseosa que utiliza el intenso calor deun arco eleacutectrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar donde puedeo no utilizarse metal de aporte
Se utiliza un gas de proteccioacuten cuyo objetivo es desplazar el aire para eliminar la posibilidad decontaminacioacuten de la soldadura por el oxiacutegeno y nitroacutegeno presentes en la atmoacutesferaComo gas protector se puede emplear Argoacuten o Helio o una mezcla de ambos
La caracteriacutestica maacutes importante que ofrece este sistema es entregar alta calidad de soldadura en todoslos metales incluyendo aquellos difiacuteciles de soldar como tambieacuten para soldar metales de espesoresdelgados y para depositar cordones de raiacutez en unioacuten de cantildeeriacuteas
Las soldaduras hechas con sistema TIG son maacutes fuertes maacutes resistentes a la corrosioacuten y maacutes duacutectiles que
las realizadas con electrodos convencionales Cuando se necesita alta calidad y mayores requerimientos determinacioacuten se hace necesario utilizar el sistema TIG para lograr soldaduras homogeacuteneas de buenaapariencia y con un acabado completamente lisoLa siguiente ilustracioacuten indica esquemaacuteticamente una soldadura por sistema TIG
Caracteriacutesticas y Ventajas del Sistema TIGbull No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura bull No hay salpicadura chispas ni emanaciones al no circular metal de aporte a traveacutes del arcobull Brinda soldaduras de alta calidad en todas las posiciones sin distorsioacuten bull Al igual que todos los sistemas de soldadura con proteccioacuten gaseosa el aacuterea de soldadura es claramente visiblebull El sistema puede ser automatizado controlando mecaacutenicamente la pistola yo el metal de aporte
Equipo
El equipo para sistema TIG consta baacutesicamente debull Fuente de poder bull Unidad de alta frecuencia bull Pistola bull Suministro gas de proteccioacuten bull Suministro agua de enfriamiento La pistola asegura el electrodo de tungsteno que conduce la corriente elque estaacute rodeado por una boquilla de ceraacutemica que hace fluir concentricamente el gas protector
La pistola normalmente se refrigera por aire Para intensidades de corriente superiores a 200 Amps seutiliza refrigeracioacuten por agua para evitar el recalentamiento del mango
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
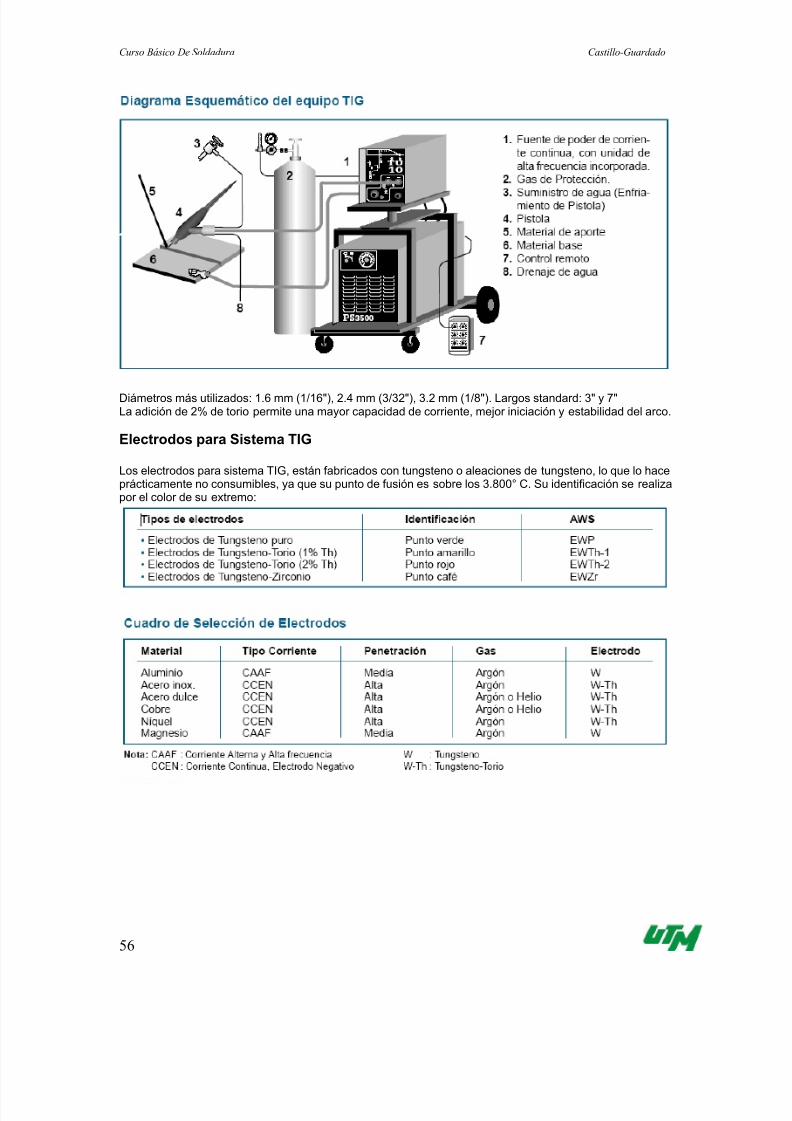
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5667
Curso Baacutesico De Soldadura Castillo-Guardado
56
Diaacutemetros maacutes utilizados 16 mm (116) 24 mm (332) 32 mm (18) Largos standard 3 y 7La adicioacuten de 2 de torio permite una mayor capacidad de corriente mejor iniciacioacuten y estabilidad del arco
Electrodos para Sistema TIG
Los electrodos para sistema TIG estaacuten fabricados con tungsteno o aleaciones de tungsteno lo que lo hacepraacutecticamente no consumibles ya que su punto de fusioacuten es sobre los 3800degC Su identificacioacuten se realizapor el color de su extremo
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
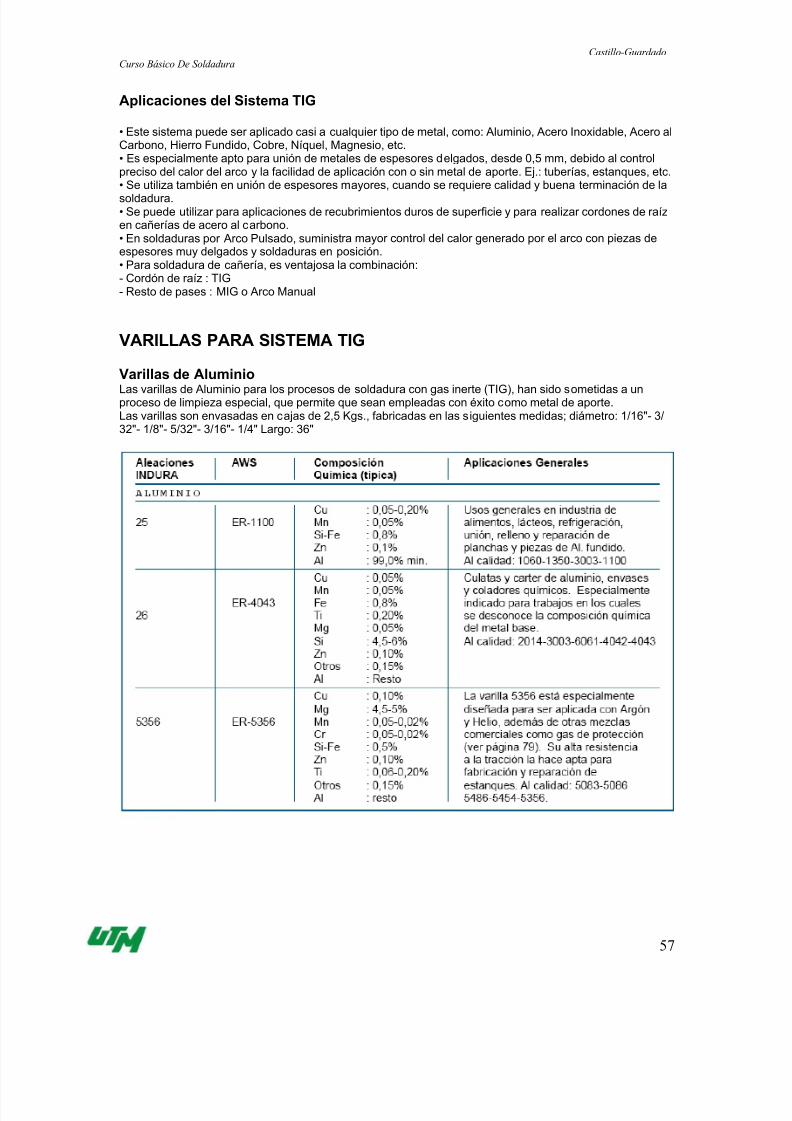
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5767
Castillo-Guardado
Curso Baacutesico De Soldadura
57
Aplicaciones del Sistema TIG
bull Este sistema puede ser aplicado casi a cualquier tipo de metal como Aluminio Acero Inoxidable Acero al Carbono Hierro Fundido Cobre Niacutequel Magnesio etcbull Es especialmente apto para unioacuten de metales de espesores delgados desde 05 mm debido al controlpreciso del calor del arco y la facilidad de aplicacioacuten con o sin metal de aporte Ej tuberiacuteas estanques etcbull Se utiliza tambieacuten en unioacuten de espesores mayores cuando se requiere calidad y buena terminacioacuten de la
soldadurabull Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raiacutez en cantildeeriacuteas de acero al carbonobull En soldaduras por Arco Pulsado suministra mayor control del calor generado por el arco con piezas deespesores muy delgados y soldaduras en posicioacutenbull Para soldadura de cantildeeriacutea es ventajosa la combinacioacuten - Cordoacuten de raiacutez TIG- Resto de pases MIG o Arco Manual
VARILLAS PARA SISTEMA TIG
Varillas de Aluminio
Las varillas de Aluminio para los procesos de soldadura con gas inerte (TIG) han sido sometidas a unproceso de limpieza especial que permite que sean empleadas con eacutexito como metal de aporteLas varillas son envasadas en cajas de 25 Kgs fabricadas en las siguientes medidas diaacutemetro 116- 3 32- 18- 532- 316- 14 Largo 36
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5867
Curso Baacutesico De Soldadura Castillo-Guardado
58
ACEROSCOMPOSICION QUIMICA DE LOS ACEROS SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuadoclasificaciones extensas de los aceros de acuerdo a su composicioacuten quiacutemica llegando a establecer lasiguiente normalizacioacuten
Designacioacuten de LetrasB Acero al Carbono (Horno BESSEMER aacutecido)C Acero al Carbono (Horno Solera abierta baacutesico)E Acero al Carbono (Horno eleacutectrico)
Designacioacuten Numeacuterica(10XX) Aceros al Carbono(13XX) Manganeso 160 a 190(23XX) Niacutequel 350(25XX) Niacutequel 50(31XX) Niacutequel 125 - Cromo 060(33XX) Niacutequel 350 - Cromo 160(40XX) Molibdeno
(41XX) Cromo - Molibdeno(43XX) Niacutequel - Cromo - Molibdeno(46XX) Niacutequel 165 -Molibd 025(48XX) Niacutequel 325 Molibd 025(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Niacutequel - Molibdeno(87XX) Cromo - Niacutequel - Molibdeno(92XX) Silicio 20 - Cromo(93XX) Niacutequel 30 - Cromo - Molibd(94XX) Niacutequel - Cromo - Molibdeno(97XX) Niacutequel - Cromo - Molibdeno(98XX) Niacutequel - Cromo - Molibdeno
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
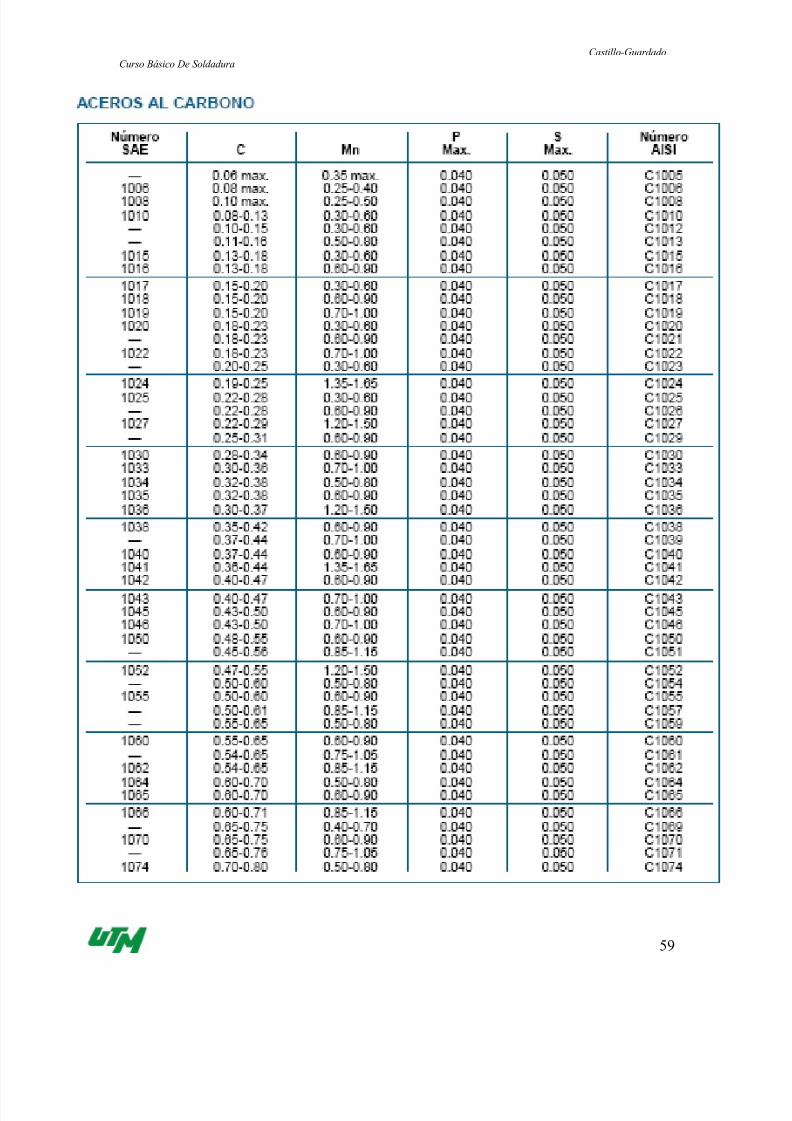
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 5967
Castillo-Guardado
Curso Baacutesico De Soldadura
59
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
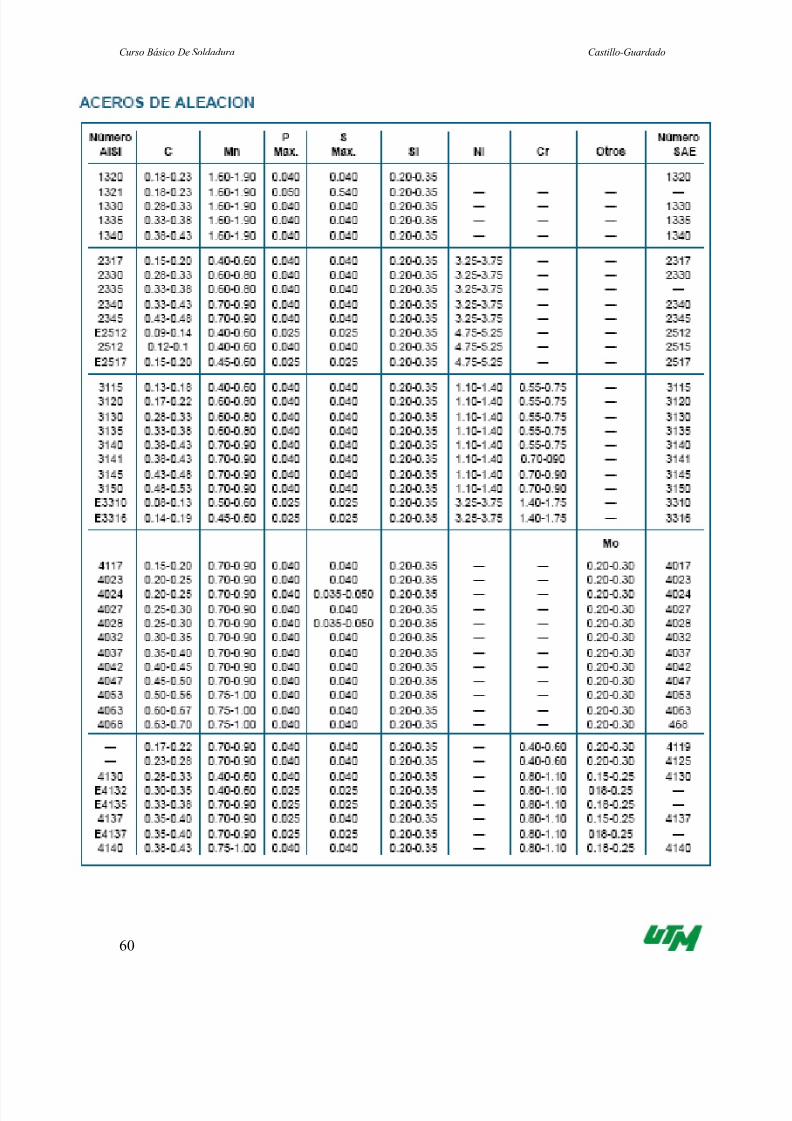
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6067
Curso Baacutesico De Soldadura Castillo-Guardado
60
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
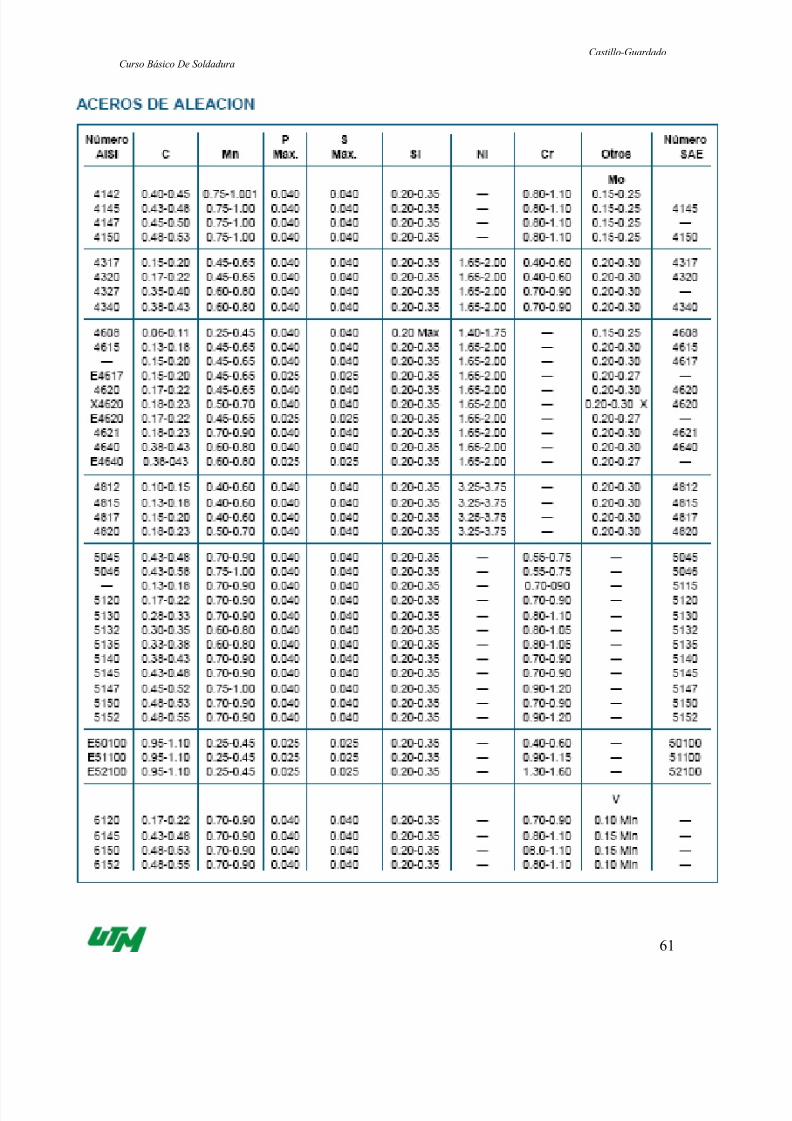
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6167
Castillo-Guardado
Curso Baacutesico De Soldadura
61
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
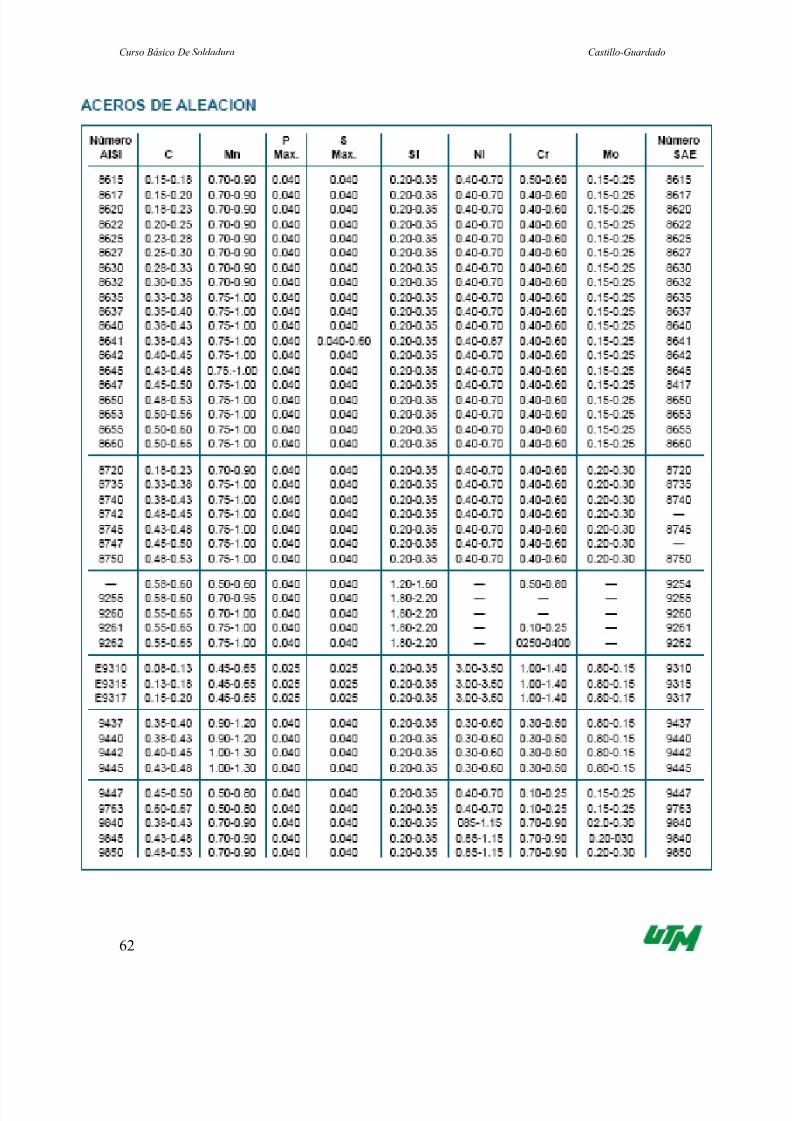
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6267
Curso Baacutesico De Soldadura Castillo-Guardado
62
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
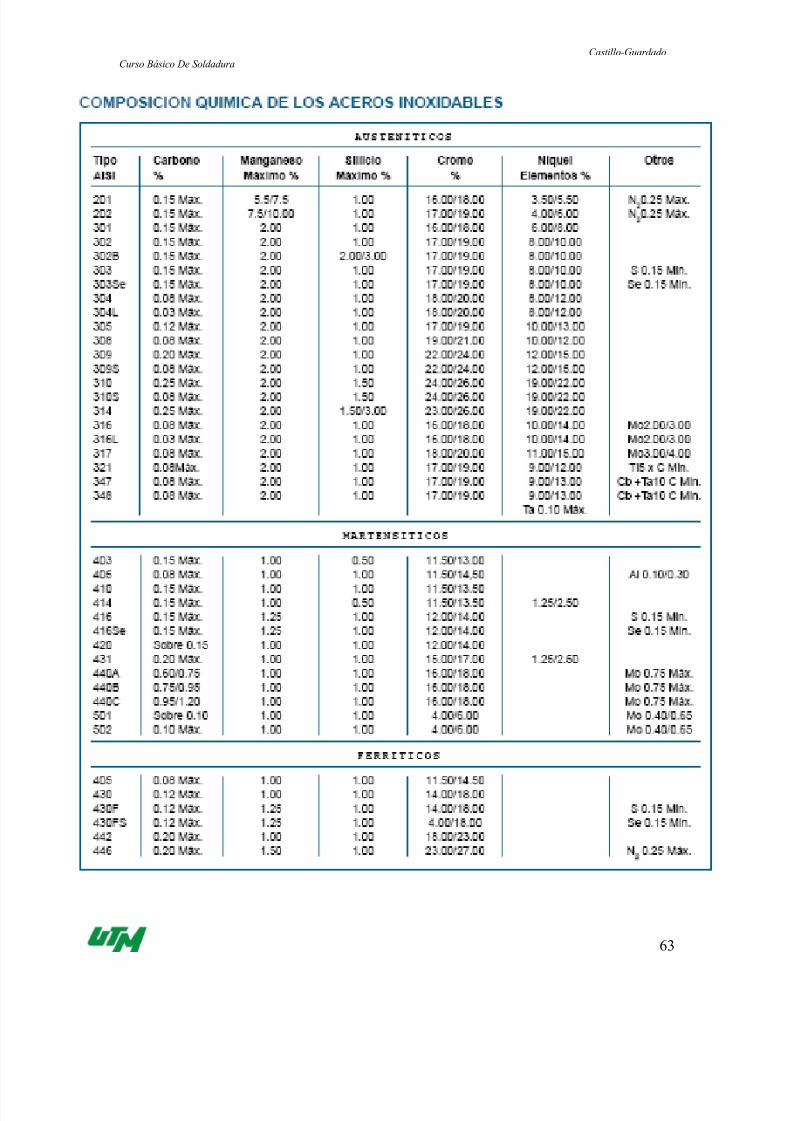
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6367
Castillo-Guardado
Curso Baacutesico De Soldadura
63
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
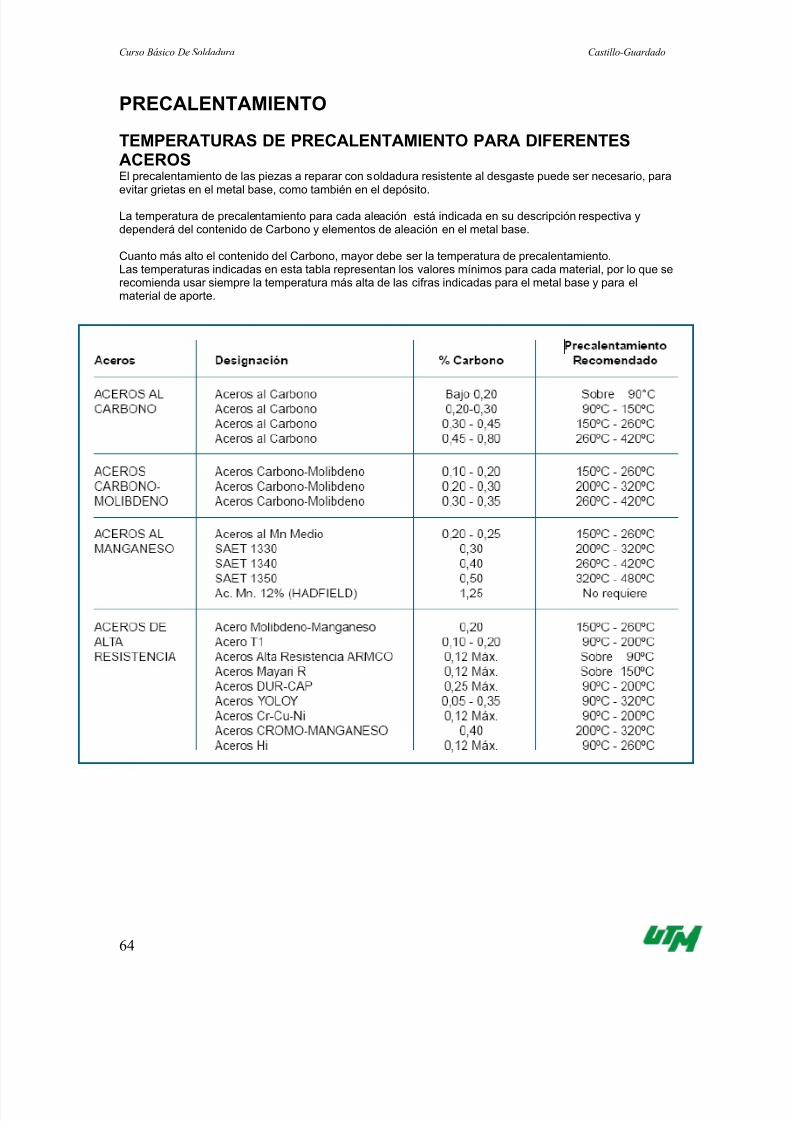
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6467
Curso Baacutesico De Soldadura Castillo-Guardado
64
PRECALENTAMIENTO
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTESACEROSEl precalentamiento de las piezas a reparar con soldadura resistente al desgaste puede ser necesario para
evitar grietas en el metal base como tambieacuten en el depoacutesitoLa temperatura de precalentamiento para cada aleacioacuten estaacute indicada en su descripcioacuten respectiva ydependeraacute del contenido de Carbono y elementos de aleacioacuten en el metal base
Cuanto maacutes alto el contenido del Carbono mayor debe ser la temperatura de precalentamientoLas temperaturas indicadas en esta tabla representan los valores miacutenimos para cada material por lo que serecomienda usar siempre la temperatura maacutes alta de las cifras indicadas para el metal base y para elmaterial de aporte
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
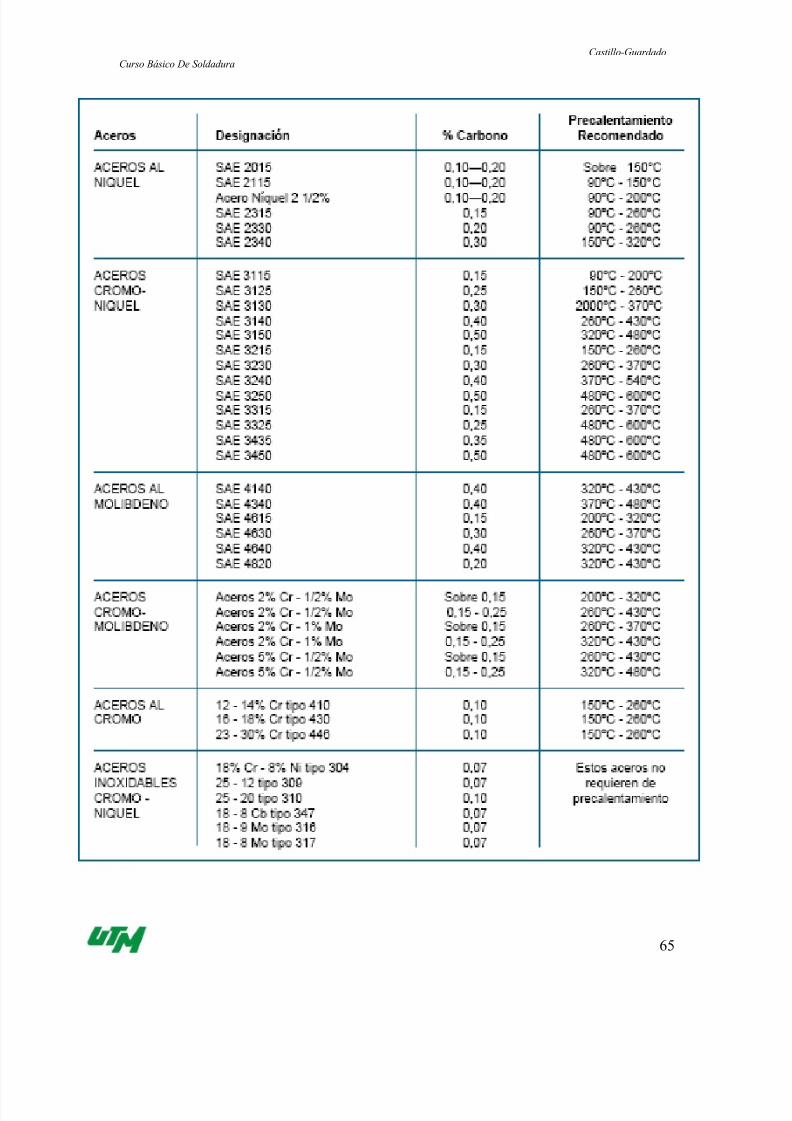
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6567
Castillo-Guardado
Curso Baacutesico De Soldadura
65
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
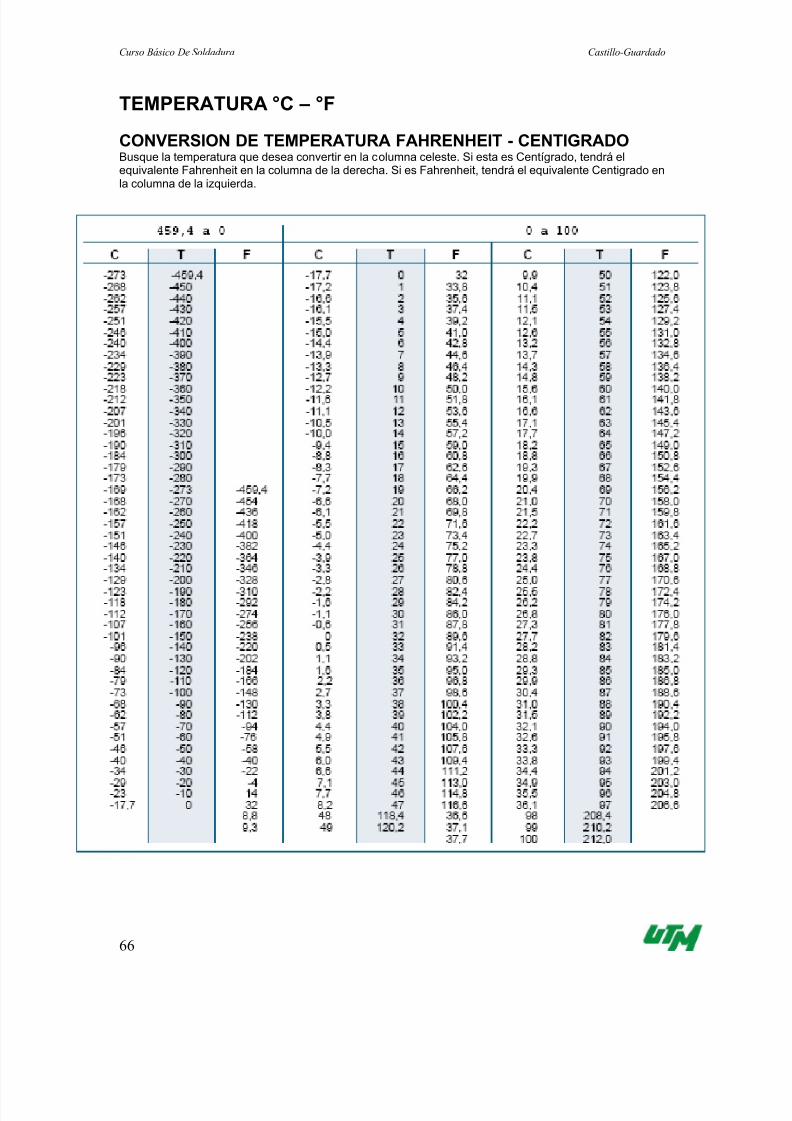
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6667
Curso Baacutesico De Soldadura Castillo-Guardado
66
TEMPERATURA degC ndash degF
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADOBusque la temperatura que desea convertir en la columna celeste Si esta es Centiacutegrado tendraacute elequivalente Fahrenheit en la columna de la derecha Si es Fahrenheit tendraacute el equivalente Centigrado enla columna de la izquierda
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67
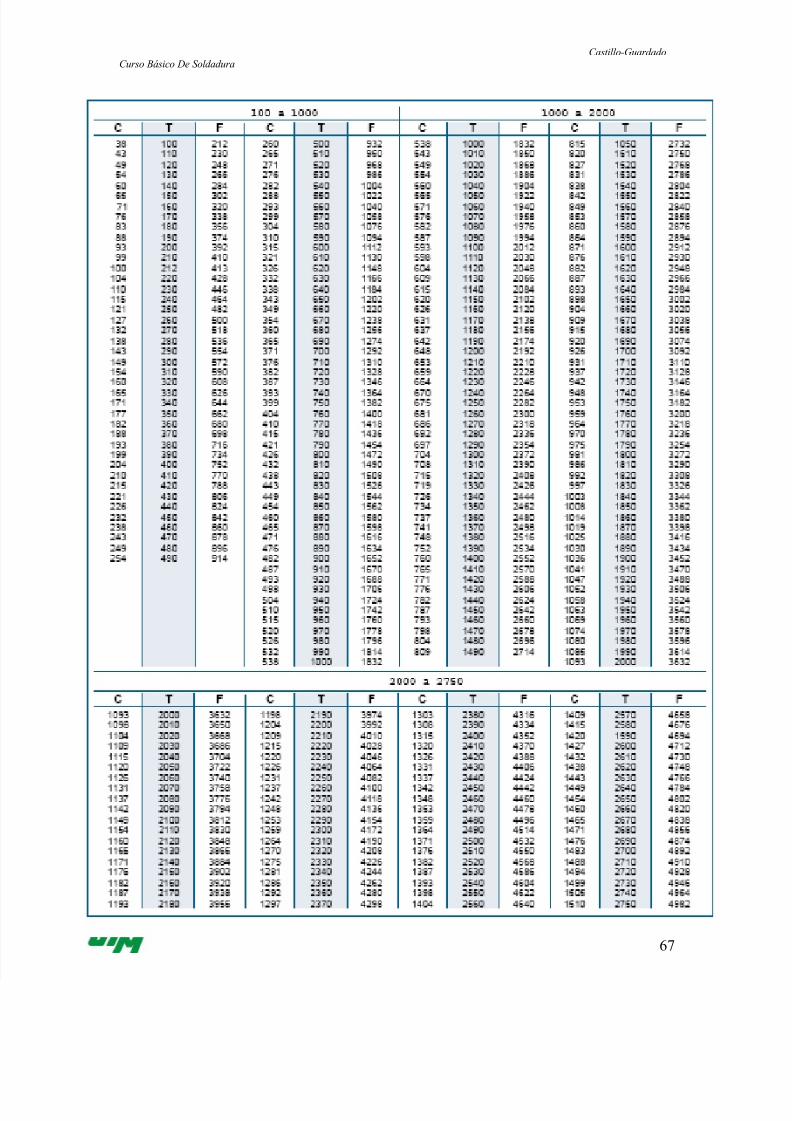
5112018 Soldadura Manual Completo - slidepdfcom
httpslidepdfcomreaderfullsoldadura-manual-completo 6767
Castillo-Guardado
Curso Baacutesico De Soldadura
67


















