Roscas y Su Tallado Mod
15
03/06/2012 03/06/2012 1 DEFINICIÓN DE ROSCA DEFINICIÓN DE ROSCA Una Rosca es una arista helicoidal de un tornillo (rosca exterior) o de una tuerca (rosca interior), de sección triangular, cuadrada etc. formada sobre un núcleo cilíndrico, cuyo diámetro ypaso se hallan normalizados. Se denomina rosca al fileteado que presentan los tornillos y los elementos a los que éstos van roscados (tuercas o elementos fijos). Las roscas se caracterizan por su perfil y paso, además de su diámetro Empleo de las roscas Empleo de las roscas a) Unir piezas Unir piezas de manera permanente o temporal, éstas pueden tener movimiento o quedar fijas La unión se hace por medio o quedar fijas. La unión se hace por medio de tornillos y tuercas, elementos que contienen una rosca. Para que un tornillo sea acoplado con su tuerca ambos deben tener las medidas adecuadas y el mismo tipo de rosca.
-
Upload
mai-barboza -
Category
Documents
-
view
81 -
download
0
Transcript of Roscas y Su Tallado Mod

03/06/201203/06/2012
11
DEFINICIÓN DE ROSCADEFINICIÓN DE ROSCA Una Rosca es una arista helicoidal de un tornillo (rosca exterior) o de una tuerca (rosca interior), de sección triangular, cuadrada etc. formada sobre un núcleo cilíndrico, cuyo diámetro y paso se hallan , y y pnormalizados. Se denomina rosca al fileteado que presentan los tornillos y los elementos a los que éstos van roscados (tuercas o elementos fijos). Las roscas se caracterizan por su perfil y paso, además de su diámetro
Empleo de las roscasEmpleo de las roscasa) Unir piezasUnir piezas de manera permanente o temporal, éstas pueden tener movimiento o quedar fijas La unión se hace por medio o quedar fijas. La unión se hace por medio de tornillos y tuercas, elementos que contienen una rosca. Para que un tornillo sea acoplado con su tuerca ambos deben tener las medidas adecuadas y el mismo tipo de rosca.

03/06/201203/06/2012
22
b) Generar movimientoGenerar movimiento en máquinas o en transportadores. Los mejores ejemplos de esta aplicación se tiene en los tornos, en los que por medio de un
ill i fí d l tornillo sinfín se puede mover el carro o en los elevadores de granos en los que por medio de un gusano se transportan granos de diferentes tipos.
CLASIFICACIÓN DE LAS ROSCASCLASIFICACIÓN DE LAS ROSCAS
1. POR SU FORMA
2. POR SU SENTIDO DE GIRO2. POR SU SENTIDO DE GIRO
3. POR EL NÚMERO DE ENTRADAS
4. POR LA POSICIÓN
1.1. TIPOS DE ROSCA POR SU TIPOS DE ROSCA POR SU FORMAFORMA
1.1 Triangulares o agudas
1.2 Trapeciales1.2 Trapeciales
1.3 De sierra
1.4 Redondas
1.5 Cuadradas
03/06/201203/06/2012
33
1.1 Triangulares o agudas1.1 Triangulares o agudas
•Las roscas de filete triangular o agudas se usan en tornillos de fijación o para uniones de tubos.•A su vez pueden ser:1.1.1 Normales (Tornillería)1.1.2 Finas (Menor paso para igual diámetro. Para paredes delgadas)1.1.3 De gas (Son finas. Para uniones de tubos conductores de fluidos)1.1.4 Autocortantes (uniones en chapas, madera o plásticos)
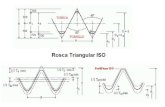
Las roscas agudas o triangulares quedan definidas por los diámetros exterior (d), del núcleo (d1) y del de los flancos (d2), así como por el ángulo de los flancos (α) y su paso (h)
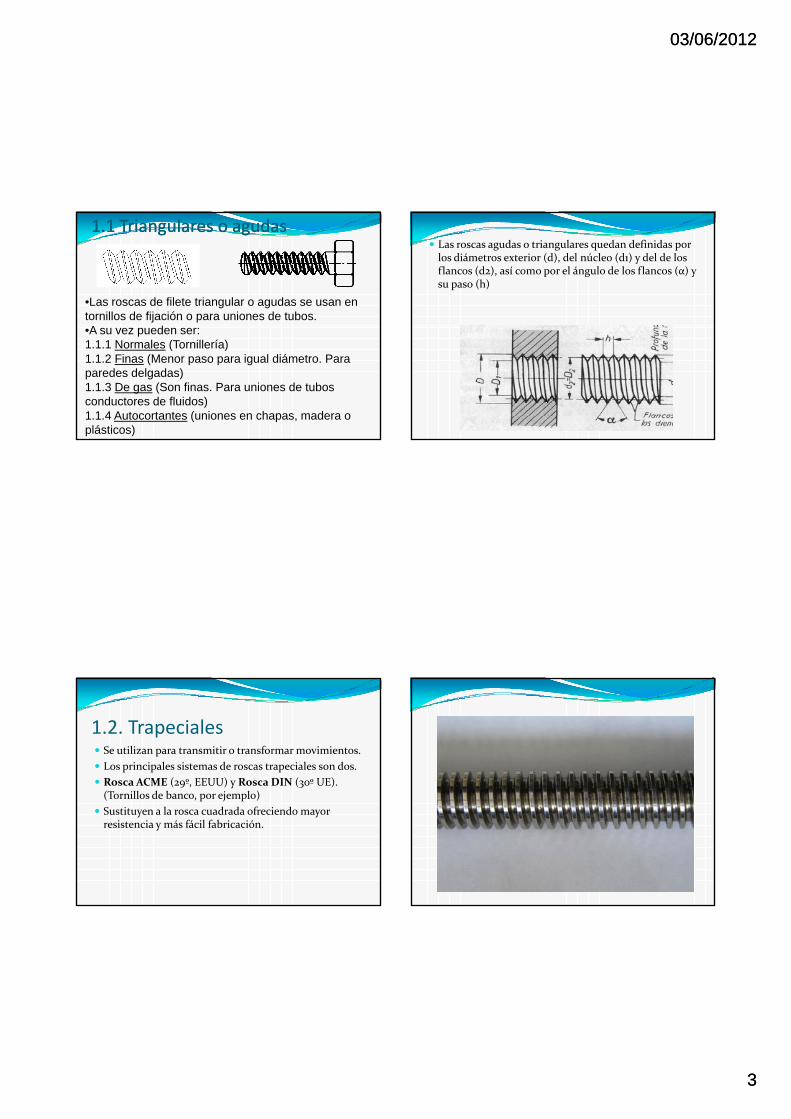
1.2. Trapeciales Se utilizan para transmitir o transformar movimientos.
Los principales sistemas de roscas trapeciales son dos.
Rosca ACME (29º, EEUU) y Rosca DIN (30º UE). (T ill d b j l )(Tornillos de banco, por ejemplo)
Sustituyen a la rosca cuadrada ofreciendo mayor resistencia y más fácil fabricación.

03/06/201203/06/2012
44
1.3 Rosca de diente de sierra Utilización: Se utiliza cuando existe un esfuerzo axial importante en un sentido. Tiene el rendimiento de una de filete cuadrado y la resistencia de la rosca V. Antiguamente se producía con un flanco (o cara) de
ió i l l á i i li ió d presión vertical; la más reciente, con inclinación de 7º, es más fácil de hacer. Se llama también a veces “rosca de cierre”, porque se utiliza en los grandes cañones para absorber la reculada.
Forma: Tiene flancos asimétricos.
Designación: S 36 x 3
1.5 Roscas redondas Se emplean para roscas que tengan mucho desgaste o elementos sometidos a golpes, suciedad, oxidación, por ejemplo, husillos de gatos de elevación, elementos de transporte etc. También para casos especiales; casquillos de p p p qbombillas, sujeción para tornillería basta o acoplamiento de vagones de ferrocarril.
1.6 Rosca cuadrada En desuso. Sustituidas por las trapeciales.

03/06/201203/06/2012
55
2. POR SU SENTIDO DE GIRO2. POR SU SENTIDO DE GIRO 3. Por el número de entradas3. Por el número de entradasEn la rosca de dos entradas, el avance es el doble. A=2p
4. Por la posición1) Exteriores:
• Tornillos
• Espárragos
• Prisioneros
• Varillas roscadas
• Piezas con rosca exterior

03/06/201203/06/2012
66
2. Interiores:
Tuercas
Tapones, tapaderas…
Agujeros roscados
• Roscas CónicasRoscas Cónicas.Las roscas cónicas engendran la helicoide sobre un cono y no sobre un cilindro.
Las roscas cónicas se usan en uniones de cañerías y en algunas otras aplicaciones donde se requieren uniones herméticas para líquidos
• ELEMENTOS DE LAS ROSCASELEMENTOS DE LAS ROSCAS
DIMENSIONES DIMENSIONES FUNDAMENTALES:FUNDAMENTALES:
Núcleo: Es el volumen ideal sobre el que se encuentra Núcleo: Es el volumen ideal sobre el que se encuentra la rosca o cuerpo del elemento roscado.
Flancos: Son las superficies teóricas de contacto. Cresta: Es la superficie exterior de unión de los flancos.
Fondo: Es la superficie interior de unión de los flancos. Hilo: Es cada uno de los vértices o crestas.

03/06/201203/06/2012
77
Paso: Es la distancia, medida paralelamente al eje, entre dos hilos consecutivos.Avance, (a): La distancia que recorre en sentido del eje un filete al dar una vuelta entera. También la recorre el tornillo en la t l d lt l ttuerca al dar una vuelta completa.En las roscas de un filete, a = P. En las roscas de varios filetes, a= P z (z = nº de entradas).Ángulo de la rosca (α): Es el ángulo que forman los dos flancos
Diámetro exterior: Es el diámetro mayor de una rosca.
D, para los interiores (de fondo a fondo).
d, para los exteriores (de cresta a cresta).d, para los exteriores (de cresta a cresta).• Diámetro interior. Es el diámetro menor de la rosca.
D1, para los interiores de cresta a cresta.
d3, para los exteriores, de fondo a fondo, que se llama diámetro del núcleo.
Diámetro medio: Existe, por tanto, un punto donde el filete y el vano tienen el mismo ancho (punto medio del flanco) e igual diámetros (diámetro en los flancos) (D2)
Profundidad de rosca llamada, también, altura del f , ,filete, es la semidiferencia entre los diámetros exterior e interior o la distancia entre cresta y base: la representamos por H1 para las tuercas, y h3 para los tornillos.
Diámetro nominal Es el que sirve para identificar la rosca y suele ser siempre el diámetro mayor de la rosca exterior (d ).
03/06/201203/06/2012
88
Roscas finas (profundidad de rosca y paso menor que el normal). Se emplean cuando las paredes roscadas son de poco espesor, por ejemplo en uniones en de tubos; también pueden emplearse cuando se ta b é puede e p ea se cua do sequiere evitar el aflojamiento de la unión, ya que el mayor número de filetes de contacto entre el tornillo y la tuerca incrementa el rozamiento.
••DESIGNACIÓN DE LAS ROSCASDESIGNACIÓN DE LAS ROSCAS Las roscas se designan según el sistema a que pertenecen y hay que distinguir si son:
Ordinarias o finas
De una o más entradas
A derechas o a izquierdasA derechas o a izquierdas
Los sistemas más comunes son el sistema métrico o internacional y el sistema británico o Whitworth, Sellers, Gas, SAE, UNF, Etc.
Ejemplo de designación sistema métrico: M 24 (Normalizada corriente)
M 24 x 0,5 (Paso no normalizado)
M 24 x 1,5 (Paso fino normalizado)
l d d l ll l Tanto el diámetro exterior del tornillo como el paso se designan en milímetros.
Si es a izquierdas llevará la inscripción (izq).
Si es de dos entradas llevará la inscripción (2 Ent)
Ejemplo de designación Sistema Whitworth
W ¾”‐ 10
(3/4” es el diámetro exterior)
(10 es el número de hilos por pulgada)

03/06/201203/06/2012
99
Ejemplo de designación del sistema de rosca Americano Unificado
1”‐ 8 UNC
Diámetro exterior = 1”
8 Hilos por pulgada.
SISTEMAS DE ROSCASSISTEMAS DE ROSCAS Se llama Sistema de Roscas a cada uno de los grupos en que se pueden clasificar las roscas normalizadas con especificaciones o reglas que deben cumplir. Estas se refieren a los siguientes puntos:puntos:
Forma y proporciones el filete
Escalonamiento de los diversos diámetros.
Paso que corresponde a cada uno de los diámetros
Tolerancias que se admiten en las medidas
SISTEMA SISTEMA DEDE
ROSCASROSCAS
ROSCAS ROSCAS DEDE
SUJECIÓNSUJECIÓN
ROSCASROSCASFINASFINAS
ROSCASROSCASTRAPECIALESTRAPECIALES
OTROSOTROSSISTEMASSISTEMAS
DEDESUJECIÓNSUJECIÓN
FINASFINAS DEDEROSCASROSCAS
SISTEMASISTEMAWHITWORTHWHITWORTH
SISTEMASISTEMAINT.INT.
(MÉTRICA(MÉTRICAY Y
DIN)DIN)
SISTEMASISTEMASELLERSSELLERS
ROSCAROSCAFINAFINA
MÉTRICAMÉTRICA
ROSCAROSCAFINAFINA
WHITWORTHWHITWORTH
ROSCAROSCAFINAFINA
SELLERSSELLERS
ROSCAROSCAGASGAS
ROSCAROSCAACMEACME
ROSCAROSCATRAPECIALTRAPECIAL
MÉTRICAMÉTRICA
••Rosca WhitworthRosca Whitworth La primera persona que creó un tipo de rosca normalizada, aproximadamente sobre 1841 fue el ingeniero mecánico inglés sir Joseph Whitworth
El sistema de roscas Whitworth todavía se utiliza, para reparar la vieja maquinaria y tiene un filete de rosca más grueso que el filete de rosca métrico.
El sistema Whitworth fue un estándar británico, abreviado a ,BSW (BS 84:1956) y el filete de rosca fino estándar británico (BSF) fue introducido en 1908 porque el hilo de rosca de Whitworth resultaba grueso para algunos usos.
El ángulo del hilo de rosca es de 55° en vez de los 60º que tiene la rosca métrica. La profundidad y el grosor del filete de rosca variaba con el diámetro del tornillo (es decir, cuanto más grueso es el perno, más grueso es el filete de rosca).
En este sistema de roscas el paso se considera como el número de filetes que hay por pulgada, y el diámetro se expresa en fracciones de pulgada.

03/06/201203/06/2012
1010
Rosca Whitworth:
Profundidad (t1)= 0.64033 x p
Radio de giro (r)= 0.13733 x p
••Rosca MétricaRosca Métrica La rosca métrica está basada en el Sistema Internacional (SI) y es una de las roscas más utilizadas en el ensamblaje de piezas mecánicas. El juego que tiene en los vértices del acoplamiento entre el tornillo y la tuerca permite el engrase. Los datos constructivos de esta rosca son los siguientes:
La sección del filete es un triángulo equilátero cuyo ángulo vale 60º
El f d d l d d d l t d l El fondo de la rosca es redondeado y la cresta de la rosca levemente truncada
El lado del triángulo es igual al paso El ángulo que forma el filete es de 60º Paso es la distancia entre dos puntos homólogos. Ejemplo: entre las crestas contiguas.
Su diámetro exterior y el avance se miden en milímetros, siendo el avance la longitud que avanza en dirección axial el tornillo en una vuelta completa. (A=p)
•Rosca métricaProfundidad(t1)= 0.6495 x p Radio de giro (r) del fondo= 0.1082 x p
•Diferencias: Como se puede observar las principales diferencias entres los dos tipos de roscas son:
Métrica. Los ángulos de los las espiras son de 60°, en tornillos se redondea el fondo de la rosca y las puntas son planas, en el caso de las tuercas mientras que en las Whitworth es de 55°. Otra gran diferencia es que mientras en las roscas métricas su parte externa de los filetes es chata a una altura t1 0 6495p y la interna redonda de los filetes es chata a una altura t1=0,6495p y la interna redonda con r = 0.1082p, en las Whitworth tanto la punta exterior como la parte interna son redondas, con altura de t1 = 0.64033h y r = 0.13733h.
En las roscas métricas el paso se indica por el avance en milímetros por cada vuelta, mientras en las Whitworth se da por número de hilos por pulgada.
Características

03/06/201203/06/2012
1111
ROSCA MÉTRICA. SISTEMA INTERNACIONALEJEMPLO PARA M24 (NORMALIZADO)
TORNILLO TUERCA
DIÁMETRO DE ROSCA
DIÁMETRO DE NUCLEO
DIÁMETRO DE ROSCA
DIÁMETRO DE NUCLEO
A
Y
R
OS
CA
M
ÉT
RIC
A(D
IN13
Y14
)
24 19.832 24.270 20.102
MAX MIN MAX MIN MAX MIN MAX MIN
RO
SCA
IS
O
(UN
E 1
7.70
8-78
) (P
AR
A U
SOS
GE
NE
RA
LE
S)
23.952 23.577 19.855 0.300
NO ESPECIFICA
DO
24 21.252 20.752
• Tallado de roscasTallado de roscas Las roscas pueden fabricarse por medio de diferentes procesos de manufactura. El procedimiento seleccionado dependerá del número de piezas a fabricar, la exactitud exigida y la calidad de la superficie de la hélice El tallado exigida y la calidad de la superficie de la hélice. El tallado más común de roscas es por medio de:
a) y b) Machos y terrajas (manuales o de máquina)
c) Útiles de roscar en torno
d) Fresado
e) Roscado con abrasivos
f) Laminado
FORMAS DE TALLAR ROSCASFORMAS DE TALLAR ROSCAS
a) Roscas con machos b) Roscas con terrajas c) Roscas con útil de roscard) Fresado de roscas e) Roscado con esmeril f) Laminado de roscas
•Roscado, en torno, con machos y terrajas
03/06/201203/06/2012
1212
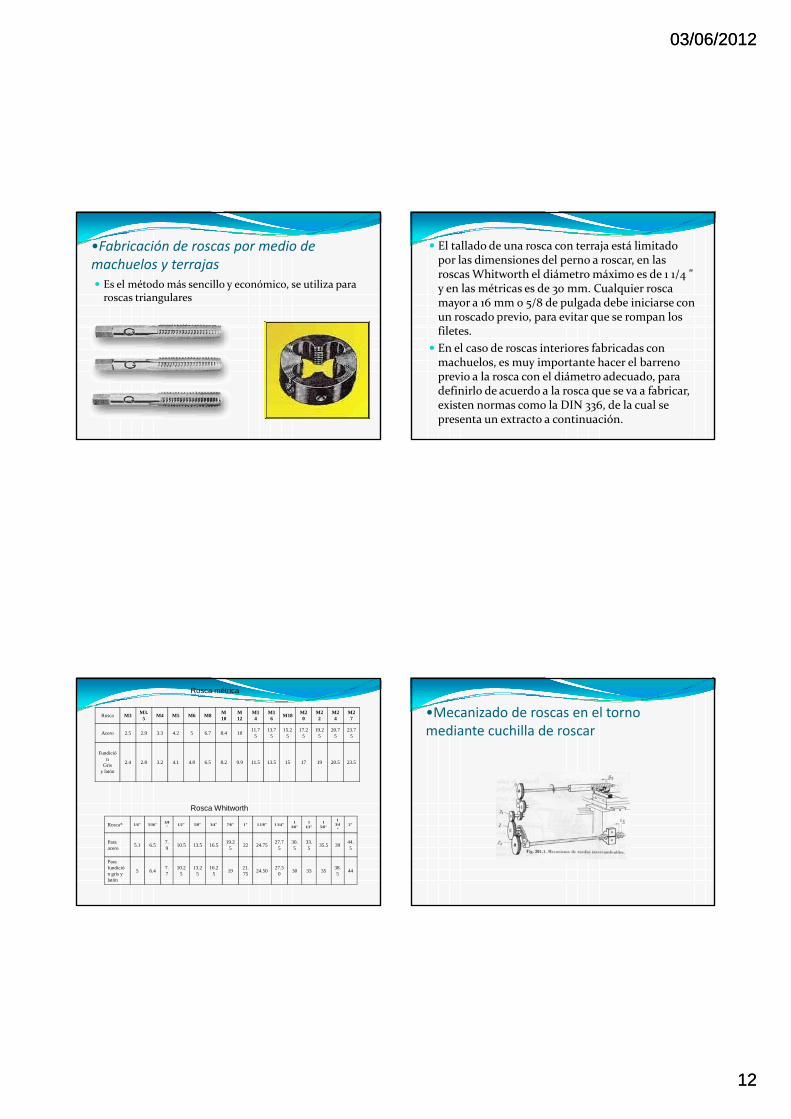
•Fabricación de roscas por medio de machuelos y terrajas Es el método más sencillo y económico, se utiliza para roscas triangulares
El tallado de una rosca con terraja está limitado por las dimensiones del perno a roscar, en las roscas Whitworth el diámetro máximo es de 1 1/4 " y en las métricas es de 30 mm. Cualquier rosca mayor a 16 mm o 5/8 de pulgada debe iniciarse con un roscado previo, para evitar que se rompan los filetes.
En el caso de roscas interiores fabricadas con machuelos, es muy importante hacer el barreno previo a la rosca con el diámetro adecuado, para definirlo de acuerdo a la rosca que se va a fabricar, existen normas como la DIN 336, de la cual se presenta un extracto a continuación.
Rosca M3M3.
5M4 M5 M6 M8
M 10
M 12
M14
M16
M18M20
M22
M24
M27
Acero 2.5 2.9 3.3 4.2 5 6.7 8.4 1011.7
513.7
515.2
517.2
519.2
520.7
523.7
5
Fundición
Gris y latón
2.4 2.8 3.2 4.1 4.8 6.5 8.2 9.9 11.5 13.5 15 17 19 20.5 23.5
Rosca métrica
Rosca* 1/4" 5/16"3/8"
1/2" 5/8" 3/4" 7/8" 1" 1 1/8" 1 1/4"1
3/8"1
1/2"1
5/8"
1 3/4"
2"
Para acero
5.1 6.57.9
10.5 13.5 16.519.2
522 24.75
27.75
30.5
33.5
35.5 3944.5
Para fundición gris y latón
5 6.47.7
10.25
13.25
16.25
1921.75
24.5027.5
030 33 35
38.5
44
Rosca Whitworth
•Mecanizado de roscas en el torno mediante cuchilla de roscar
03/06/201203/06/2012
1313
Cuando debemos elegir si mecanizar una rosca en el torno o con machos de roscar debemos atender a las siguientes indicaciones:
Si la rosca no es triangular hay que mecanizarla en el torno.
Si la rosca es de medidas pequeñas (Por ejemplo M10) á á id i l h / jes más rápido mecanizarlas con macho y/o terraja.
Si la rosca requiere de un cierto grado de precisión, es mejor mecanizarla en torno.
•Proceso a seguir para roscar en el torno
1. Realizar todos los cálculos necesarios para poder mecanizar la rosca (diámetro nominal, diámetro del nucleo, paso, profundidad de rosca, número de pasadas y juego en el vértice)pasadas y juego en el vértice)
2. Afilar la cuchilla (intentando, no sólo, que tenga 60º, sino que el vértice del triángulo esté situado en el centro y el ángulo de desprendimiento sea=0
3. Una vez torneada la pieza y mecanizadas las ranuras para desahogo de la cuchilla y el chaflán de entrada, situar la cuchilla con el triángulo totalmente perpendicular al eje de la pieza. Para ello nos valemos de la plantilla de roscas métricas (60º) o la de whitworth (55º) según sea la rosca.
4. Colocar, mediante las palancas oportunas, la velocidad de giro correcta. Seleccionamos una velocidad de rotación baja (25% de la que correspondería a la de cilindrar).
Por motivos de seguridad es importante hacer esta operación antes de embragar la barra de roscar
03/06/201203/06/2012
1414
5. Embragar la barra de roscar
6. Establecer y colocar el paso que queremos fabricar.
7. Acercar la punta de la cuchilla (mediante el carro transversal cuando el paso sea < 2) y d i d dar una primera pasada para marcar (Puede hacerse con un lápiz, por ejemplo, si no se desea marcar la pieza). Controlar el tambor graduado del carro transversal y colocarlo a cero.
8. Comprobar que el paso fabricado es el que queremos fabricar. (Usando el peine de roscas) (recordar las distintas formas de comprobar una rosca)
9. Ir dando las sucesivas pasadas (prestando especial atención para que no tropiece la cuchilla al final de cada una de ellas ni el porta herramientas contra el contrapunto al principio. Parar siempre usando el pedal‐freno. Usar un rotulador para ir marcando en el tambor graduado. No tocar, en ningún momento, el g gcarro orientable para no perder el paso (incluso sería recomendable fijarlo). Vencer la holgura, del carro principal, hacia la derecha. Las pasadas (dado que se trata de rosca a derechas) deben ser siempre de derecha a izquierda. El retroceso de la cuchilla, tras cada pasada, debe ser siempre en vacío (Cambiando el sentido de giro del plato).
10. Comprobar la profundidad de rosca con el peine de roscas y con el macho o hembra (según corresponda)
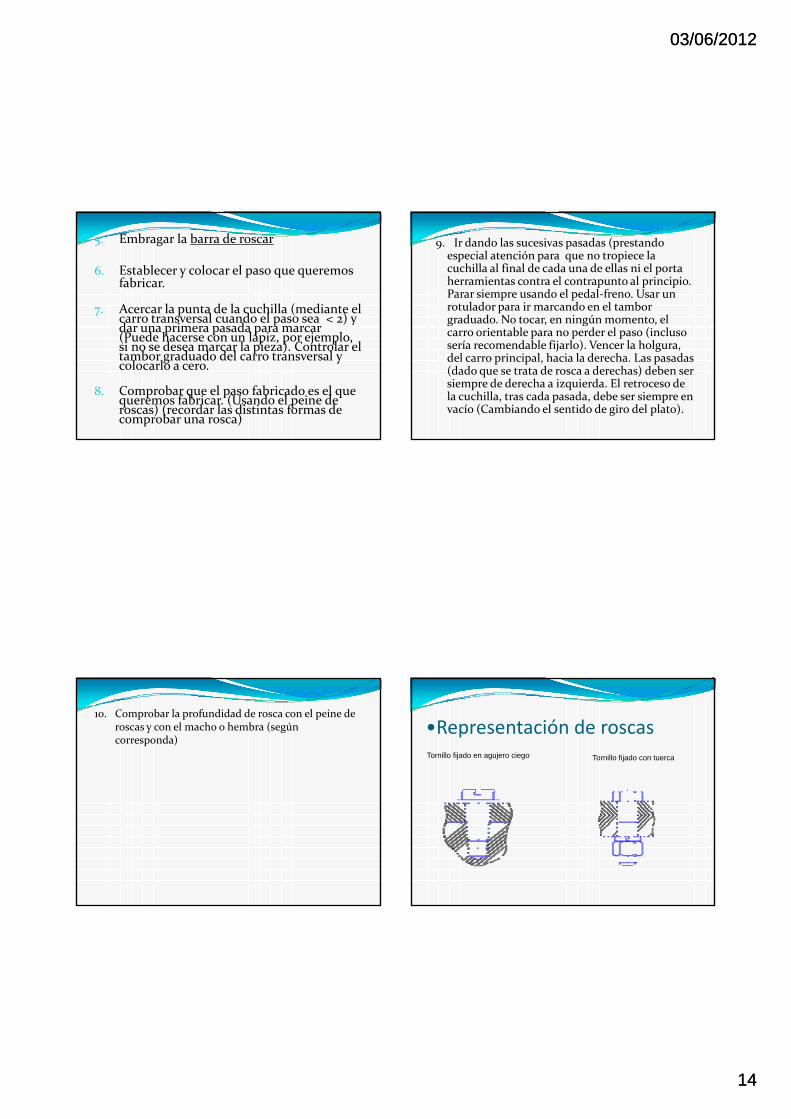
•Representación de roscasTornillo fijado en agujero ciego Tornillo fijado con tuerca

03/06/201203/06/2012
1515
En los agujeros roscados las crestas vistas se representan con trazo continuo grueso y los fondos con trazo fino. En vistas ocultas, ambas se trazan con trazo fino discontinuo. En las secciones, el rayado se prolonga hasta la cresta. En vista frontal, la línea de fondo abarcará aproximadamente 3/4 de la i f i it d i t t iócircunferencia para evitar errores de interpretación.
En los dibujos de conjuntos, las líneas de la rosca macho (tornillo) prevalecen sobre las de la rosca hembra (tuerca).