rev41web2 0.qxd:Maquetación OK 3/3/10 10:25 Página 1
76
Transcript of rev41web2 0.qxd:Maquetación OK 3/3/10 10:25 Página 1

rev41web2_0.qxd:Maquetación OK 3/3/10 10:25 Página 1

En este espacio se edita publicidadcontratada para la edición impresa.
rev41web2_0.qxd:Maquetación OK 3/3/10 10:25 Página 2

Sumario5 Editorial
6 Tipos de aceros en las carrocerías y su reparabi-lidad
12 Ante ustedes... Talleres Certificados CZ!!!18 Equipos de protección individual para la zona
de pintura24 Requisitos para la homologación de faros delan-
teros de automóvil
28 Hoy escribe: José A. Jiménez Saceda
30 Transmisiones; semiejes y juntas homocinéticas32 Los sistemas anticolisión (CAS, Collision
Avoidance Systems)
40 Nuevas tecnologías: Adaptación de vehículos aGLP
44 Una cuestión primordial: Sistemas de seguridadsecundaria
48 Proyecto Dendra: Nuevos Sistemas de SeguridadPasiva para Motoristas
52 Corte por plasma para carrocerías HyperthermPowermax30
56 WALCOM TD3; Sistema de tratamiento del airecomprimido para cabinas de pintura
60 Prolongador de brocas Wieländer+Schill VD 305
62 Toyota iQ ¿El tamaño importa?66 Peugeot 3008 Déjate llevar
68 Paso a Paso: Aplicación de remaches macizos enAluminio
70 Pasatiempos CZ71 Noticias del Sector72 Noticias de Centro Zaragoza
18
6
24
30
48
32
52
44
6866
40
Revista Técnica de CENTRO ZARAGOZA
Carrocería y pintura
Mecánica y electrónica
Seguridad vial
Herramientas y equipos
Novedades del automóvil
Revista 41Julio - Septiembre 2009
rev41web2_0.qxd:Maquetación OK 3/3/10 10:25 Página 3

En este espacio se edita publicidadcontratada para la edición impresa.
rev41web2_0.qxd:Maquetación OK 3/3/10 10:25 Página 4

Nº 41 - Julio / Septiembre 2009 www.centro-zaragoza.com
5
Editorial
CZ redobla su esfuerzo en I+D
C erca de 20 años de existencia, enfocada a la investigación en busca desoluciones a los problemas que a diario se dan en las vías de circulación, consolidana CZ como empresa líder en el impulso de proyectos orientados hacia la reducción delnúmero de accidentes.
La investigación desarrollada por CZ se caracteriza por la rigurosidad seguidaen cada una de las actividades en las que participa. La identificación de problemasconcretos, derivada de la experiencia acumulada en la investigación en profundidadde accidentes de tráfico, permite establecer protocolos de investigación científicaparticularizados para las tareas requeridas en el desarrollo de cada proyecto.
La vocación investigadora de CZ se pone de manifiesto en diferentes proyectosnacionales liderados por CZ, tales como el proyecto DENDRA, en el que la exploraciónse centra en el desarrollo de nuevos sistemas de seguridad secundaria para motoristas,o el proyecto PRELACE, que busca tecnologías más eficaces en la prevención del latigazocervical. Además, CZ coordina la difusión de resultados del Proyecto de investigaciónen nuevas carreteras más seguras y sostenibles, denominado FENIX, donde tambiénparticipa en la tarea sobre seguridad de nuevos firmes asfálticos.
Las actividades investigadoras de CZ no se circunscriben al ámbito nacional.De hecho, es cada vez más habitual la presencia de CZ en proyectos europeos. Trasliderar el proyecto SAFETY-TECHNOPRO, que permitió la creación de una plataformaonline de formación en nuevas tecnologías de seguridad del automóvil dirigida a profe-sionales de la automoción, CZ colabora en la actualidad en el proyecto SMART-RRS,donde se desarrollan nuevos conceptos de barreras de contención menos agresivas conlos motoristas.
En un inmediato futuro, la actividad investigadora de CZ se verá además poten-ciada con la puesta en marcha de nuestras nuevas instalaciones en Alcañiz, en el marcodel parque tecnológico de MOTORLAND.
rev41web2_0.qxd:Maquetación OK 3/3/10 10:25 Página 5

uando hablamos de reparabilidad, las dosprimeras cosas que nos vienen a la cabeza son lastécnicas de reparación y las herramientas necesariaspara llevar a cabo la restitución de la forma originalde la carrocería tras haber sufrido un daño. Pero hayun aspecto muy importante, que por lo general no setiene en cuenta lo suficiente, y es el que hace referen-cia al tipo de acero al que nos estamos enfrentandoen la reparación. Una identificación correcta del
mismo nos permitirá seleccionar la técnica y las herra-mientas adecuadas para realizar una reparacióneficiente.
Como consecuencia de la amplia variedad deaceros que se utilizan en la fabricación de carroceríasde automóviles, es necesario dividirlos en grupos. Elcriterio para esa división puede ser en función de sulímite elástico, límite de rotura, valores mecánicos oincluso alargamiento. En este caso el criterio que se
Carrocería y pintura
www.centro-zaragoza.com Nº 41 - Julio / Septiembre 2009
6 Tipos de aceros enlas carrocerías y sureparabilidad Diego García Lázaro
C
Safety Cage - steel grades
rev41web2_0.qxd:Maquetación OK 3/3/10 10:25 Página 6

ha elegido para clasificarlos ha sido en función de sulímite elástico, resultando los siguientes grupos:
� Aceros Convencionales.� Aceros de Alta Resistencia.� Aceros de Muy Alta Resistencia.� Aceros de Ultra Alta Resistencia.
A continuación se van a estudiar los diferentestipos de aceros utilizados para la fabricación de laspiezas que componen la carrocería de un automóvil,prestando especial atención a los puntos que hacenreferencia a su empleo y a su reparación.
Acero ConvencionalEl acero convencional es un acero dulce no
aleado, laminado en frío y con un bajo contenido encarbono. Este reducido contenido en carbono le propor-ciona unas buenas características para el trabajo dedeformación en prensas, pero por el contrario su límiteelástico es demasiado bajo, por lo que se necesitanmayores espesores para soportar los esfuerzos a los quese someten las distintas piezas, y además en los panelesexteriores se producen abolladuras con facilidad.
Empleo: Su bajo límite elástico lo convierte enun material para usar en piezas con baja responsa-bilidad estructural (aletas, paneles de puertas, portonestraseros, etc).
Reparación: Como consecuencia de su reducidolímite elástico, el proceso de reconformado de estetipo de acero no presentan ningún tipo de complejidad.De la misma manera, el bajo contenido en elementosaleantes le confiere una buena soldabilidad.
Aceros de Alta Resistencia Estos aceros se clasifican en tres tipos en función
del mecanismo de endurecimiento que se usa paraaumentar su resistencia.
Aceros Bake-HardeningEstos aceros han sido elaborados y tratados, para
conseguir un aumento significativo del límite elásticodurante un tratamiento térmico a baja temperatura,tal como una cocción de pintura. La ganancia en sulímite elástico conseguida por el tratamiento decocción, llamado efecto “Bake Hardening” (BH), esgeneralmente superior a 40 MPa. El efecto “BakeHardening” ofrece una mejora en la resistencia a ladeformación y una reducción del espesor de la chapapara unas mismas propiedades mecánicas.
Empleo: Estos aceros están destinados a piezas depanelería exterior (puertas, capós, portones, aletas delan-teras y techo) y piezas estructurales para el automóvil(bastidores inferiores, refuerzos y travesaños).
Reparación: Durante el reconformado se deberárealizar un mayor esfuerzo, que si se tratara de unapieza fabricada con acero convencional, debido a unlímite elástico más elevado. Mientras que su aptituda la soldadura es buena sea cual sea el método utili-zado, al tener poca aleación.
Aceros Microaleados o Aceros ALELos Aceros Mircroaleados o Aceros ALE se obtie-
nen mediante la reducción del tamaño de grano yprecipitación del mismo, y en algunos casos, de formaselectiva se añaden otros elementos de aleación comotitanio, niobio o cromo que confieren propiedades dedureza. Este tipo de aceros se caracterizan por unabuena resistencia a la fatiga, una buena resistencia alchoque y una buena capacidad de deformación en frío.
Empleo: Estos aceros se destinan sobre todo parapiezas interiores de la estructura que requieren unaelevada resistencia a la fatiga, como por ejemplo losrefuerzos de la suspensión, o refuerzos interiores.También se pueden encontrar en largueros ytravesaños.
El material predominante en la fabricación de carrocerías de automóviles es elacero, como consecuencia de sus buenas propiedades mecánicas (resistencia yductilidad) y su bajo coste económico en relación con otros materiales. Ademásdel acero, en la carrocería podemos encontrar otros tipos de materiales como sonvidrio, aluminio y plásticos. En los últimos años tanto el aluminio como los plásticoshan aumentado sus porcentajes en la composición de las carrocerías en detrimentodel acero. Aún así, el acero sigue representado entre el 70 y el 80 % del peso totalde la carrocería.
Nº 41 - Julio / Septiembre 2009 www.centro-zaragoza.com
Carrocería y pintura Tipos de aceros en las carrocerías y su reparabilidad
7
rev41web2_0.qxd:Maquetación OK 3/3/10 10:25 Página 7

Reparación: Poseen una buena aptitud a la solda-dura con cualquier procedimiento debido a su bajocontenido de elementos de aleación, mientras que enel proceso de reconformado se deberán realizar esfuerzosmayores como consecuencia de su mayor límite elásticoen comparación con los aceros convencionales.
Aceros Refosforados o Aceros Aleados al FósforoSon aceros con una matriz ferrítica, que contienen
elementos de endurecimiento en la solución sólida, talescomo fósforo, cuya presencia puede ser de hasta un0.12 %. Estos aceros se caracterizan por ofrecer altosniveles de resistencia, conservando al mismo tiempo unabuena aptitud para la conformación por estampación.
Empleo: Las piezas fabricadas con esta clase deacero se destinan a usos múltiples, como piezas deestructuras o refuerzos que están sometidas a fatiga,o piezas que deben intervenir en las colisiones comoson largueros, travesaños o refuerzos de pilares.
Reparación: Siguiendo la tónica de los Aceros“Bake Hardening” y de los Aceros Microaleados elproceso de reconformado requiere de la aplicaciónde unas fuerzas mayores para recuperar la geometríainicial de la pieza. Con respecto al proceso de solda-dura reseñar que cualquier procedimiento es aptodebido a su bajo contenido en elementos aleantes.
Aceros de Muy Alta ResistenciaLos aceros de muy alta resistencia o también
llamados multifásicos obtienen la resistencia mediantela coexistencia en la microestructura final de “fasesduras” al lado de “fases blandas”, es decir, se partede un acero inicial que se somete a un proceso especí-fico, por lo general es un tratamiento térmico (temple,revenido, normalizado…), que lo transforma en otro.En esta categoría se incluyen los siguientes aceros:
Aceros de Fase Doble (DP)Este tipo de aceros presentan una buena aptitud
para la distribución de las deformaciones, un excelentecomportamiento a la fatiga y una alta resistenciamecánica lo que genera una buena capacidad deabsorción de energía y por lo tanto predispone a utili-zarlos en piezas de estructura y refuerzo. Su fuerteconsolidación combinada con un efecto BH muymarcado les permite ofrecer buenas prestaciones paraaligerar piezas.
Empleo: Como consecuencia de sus altas propie-dades mecánicas y su potencial de aligeramiento entornoal 15%, en comparación con los aceros convencionales,se usan en piezas con alto grado de responsabilidadestructural como son estribo, el montante A, correderasde asientos, cimbras de techo, etc.
Reparación: El reconformado de éstos aceros espor lo general difícil, como consecuencia de su mayorlímite elástico, lo que obliga a realizar esfuerzosmayores en comparación con otros aceros de menorresistencia. El proceso de soldadura también secomplica, teniendo que usar equipos capaces deproporcionar intensidades mayores que las quesuministran los equipos convencionales y una presiónejercida por la pinza superior a la que se ejerce a lahora de soldar un acero de menor límite elástico.
Aceros de Plasticidad Inducida porTransformación (TRIP)La capacidad de consolidación de estos aceros
es importante, lo que favorece la distribución de lasdeformaciones, y por lo tanto, le asegura una buena
www.centro-zaragoza.com
Carrocería y pintura Tipos de aceros en las carrocerías y su reparabilidad
Nº 41 - Julio / Septiembre 2009
8
rev41web2_0.qxd:Maquetación OK 3/3/10 10:25 Página 8

Nº 41 - Julio / Septiembre 2009 www.centro-zaragoza.com
Carrocería y pintura Tipos de aceros en las carrocerías y su reparabilidad
9
estampación, así como ciertas características sobrepiezas, en particular el límite elástico, que son muchomás altas que sobre el metal plano. Este granpotencial de consolidación, y una alta resistenciamecánica generan una buena capacidad de absorciónde energía, lo que predispone el uso de este tipo deaceros para piezas de estructura y refuerzo. A su vez,esta gama de aceros son sometidos a un importanteefecto BH (“Bake Hardening”) que les proporcionauna mayor resistencia, y por lo tanto permite aligerarlas piezas y aumentar su capacidad de absorción.
Empleo: Estos aceros se adaptan sobre todo apiezas de estructura y seguridad debido a su fuertecapacidad de absorción de energía y su buena resis-tencia a la fatiga, como son largueros, traviesas,refuerzos de pilar B, etc.
Reparación: El proceso de reconformado de estosaceros es por lo general difícil como consecuenciade su mayor límite elástico, lo que obliga a realizaresfuerzos mayores en comparación con otros acerosque presentan una menor resistencia. Considerandoel aumento del carbono equivalente, es necesarioaumentar los esfuerzos (presión ejercida por la pinza)y adaptar los ciclos (aumentar la intensidad) paraconseguir puntos de soldadura de buena calidad, loque lleva a decir que la soldadura por puntos varíacon respecto a los aceros de menor límite elástico.
Aceros de Fase Compleja (CP)Los Aceros de Fase Compleja se diferencian del
resto por un bajo porcentaje en carbono, inferior al0,2 %. Su estructura esta basada en la ferrita, en lacual también se encuentra austenita y bainita. Losaceros CP incorporan además, elementos de aleaciónya convencionales (manganeso, silicio, cromo, molib-
deno, boro) y microaleantes para afinamiento de grano(niobio y titanio), que les confieren una estructura degrano muy fino. Este tipo de aceros se caracterizanpor una elevada absorción de energía acompañadade una alta resistencia a la deformación
Empleo: Por su alta resistencia a la deformación,las piezas que se fabrican con este tipo de acero sonaquellas que tienen como misión evitar la intrusiónde elementos en la zona de pasajeros así como enlos habitáculos motor y maletero. Un ejemplo de laaplicación de este tipo de aceros en la carrocería delautomóvil es el refuerzo del pilar B.
Reparación: El reconformado de las chapas deestos tipos de aceros es por lo general difícil comoconsecuencia de su mayor límite elástico lo quecomplica considerablemente su reconformadoteniendo que aplicar esfuerzos superiores a los quehabría que aplicar en aceros con menor resistencia.El proceso de soldadura también se vuelve máscomplejo, teniendo que usar equipos capaces deproporcionar intensidades superiores que las quesuministran los equipos convencionales y unapresión ejercida por la pinza superior a la que seejerce a la hora de soldar un acero de menor límiteelástico.
Aceros de Ultra Alta ResistenciaEste tipo de aceros se caracterizan por su alta
rigidez, la absorción de grandes energías y su altacapacidad para no deformarse. Los usos más comunesson aquellos en los que se requiere una elevadacapacidad de absorber energía sin que se deformela pieza, un ejemplo sería el refuerzo en el denominadopilar B.
Aceros Martensíticos (Mar)Los Aceros Martensíticos presentan una micro-
estructura compuesta básicamente de martensita,obtenida al transformarse la austenita en el tratamientode recocido. El resultado son aceros que alcanzanlímites elásticos de hasta 1400 MPa.
Empleo: Su alta resistencia a la deformación,convierten a estos tipos de aceros en los materialesmás indicados para la fabricación de piezas destinadasa evitar la penetración de objetos en la zona de pasaje-ros, así como en los habitáculos motor y maletero.Un ejemplo de su aplicación de este tipo de acerosen la carrocería del automóvil es el refuerzo delpilar B.
rev41web2_0.qxd:Maquetación OK 3/3/10 10:25 Página 9

Reparación: El reconformado de las chapas deestos aceros es por lo general difícil como consecuen-cia de su mayor límite elástico, lo que lleva en unalto número de reparaciones a la sustitución de lapieza. El proceso de soldadura también se complica,teniendo que usar equipos capaces de proporcionarintensidades y presiones de pinza superiores que lasque suministran los equipos convencionales.
Aceros al Boro o Aceros Boron (Bor)Son aceros que presentan un alto grado de dureza
como resultado del tratamiento térmico al que sonsometidos así como de la adición de elementos alean-tes tales como Manganeso (1,1 a 1,4 %), cromo yboro (0,005%). Gran parte de la dureza que poseenestos aceros es el resultado de la estructura martensíticaque se obtiene de aplicar el tratamiento térmico.
Empleo: Por su alto límite elástico y su reducidoalargamiento (entorno a un 8%), estos aceros seadaptan sobre todo a piezas estructurales del automó-vil, en particular las piezas conferidas para dar unalto grado de seguridad, debido a su alta resistenciaa los choques y a la fatiga. La mayoría de las aplica-
ciones actuales están centradas en piezas anti-intrusión (habitáculo o motor), por ejemplo, refuerzosde pilar B y traviesas.
Reparación: Los altos grados de dureza, que soncapaces de alcanzar, complican en gran medida elproceso de reparación haciendo prácticamenteimposible su reconformado y por lo tanto se tieneque recurrir a la sustitución de la pieza dañada. Dela misma manera, el proceso de soldadura se vuelvemás complejo, teniendo que recurrir a equipos desoldadura por resistencia eléctrica por puntos quesean capaces de proporcionar intensidades y presio-nes de pinza más elevadas que un equipoconvencional.
Como se ha podido ver en este artículo, en lascarrocerías de automóviles existen una gran variedadde aceros con características muy dispares, depen-diendo de la función que debe desempeñar la piezadentro de la carrocería. Esta amplia variedad de acerospropicia aún más un mayor conocimiento de losmismos para poder llevar a cabo una reparacióncorrecta y de calidad. C
Nº 41 - Julio / Septiembre 2009
Carrocería y pintura Tipos de aceros en las carrocerías y su reparabilidad
www.centro-zaragoza.com
10
Tipo de AceroRango Límite Elástico
Re (N/mm_)Acero Proceso de Obtención
Rango Límite ElásticoRe (N/mm_)
Aceros convencionalespara estampación
< 220
Bake Hardening Bake Hardening 160 ... 300
Microaleado Afino de grano yprecipitación >340
Refosforado Solución sólida >220
Fase Doble (DP) Fases duras 500 …600
Plasticidad Inducida porTransformación (TRIP) Fases duras 600 … 800
Fase Compleja (CP) Fases duras 800 …1000
Aceros de alta resistencia
>220 … <450
Aceros de muy altaresistencia
>450 ... <800
Aceros de ultra altaresistencia
>800
Martensíticos (MS) Fases duras 1000 …1250
Aceros Boron oAceros al Boro (BOR) Fases duras >1250
rev41web2_0.qxd:Maquetación OK 3/3/10 10:25 Página 10

En este espacio se edita publicidadcontratada para la edición impresa.
rev41web2_0.qxd:Maquetación OK 3/3/10 10:25 Página 11

l proyecto de Certificación CZ de Talleresnació hace varios años. Como todo proyecto novedosorequiere de un plazo de implantación, asimilación yadaptación hacia los futuros clientes, en este caso lostalleres que desean pertenecer al grupo de TallerCertificado CZ. En los primeros meses del 2.009 hansido muchos los talleres que, directamente o por mediode la red a la que pertenecen, se han puesto encontacto con CZ para informarse de los pasos a seguirhasta la obtención de la Certificación CZ de su taller.Actualmente, el sector de la posventa de vehículosestá demostrando un gran interés en la CertificaciónCZ de talleres.
En este artículo presentamos siete talleres querecientemente han alcanzado con éxito la cualificaciónde Taller Certificado CZ 3 estrellas. Aquí los tenemos:Talleres Castiñeira, Talleres FG-2, Toscars, Talleres Auto-Romo, Autotalleres Milenium, Talleres Muñoz Cabreray Talleres Herrera. Estos seis últimos talleres pertenecena la red Autogestión Gar-San, S.L. como resultado de unacuerdo alcanzado con Centro Zaragoza con el objetivode la mejora de los talleres pertenecientes a su red.
Talleres CastiñeiraLa empresa se fundó en el año 1.987 por los
Hnos. Pérez Castiñeira. Está formada por doscentros de reparación de vehículos situados en laAvenida Ricardo Mella 113 y 145, en la localidadde Coruxo – Vigo, ofreciendo a sus clientes losservicios de reparación en: carrocería, pintura,mecánica, electricidad, neumáticos y compraventa devehículos.
La plantilla actual de Talleres Castiñeira estáformada por 4 pintores, 4 mecánicos, 1 electricista,3 chapistas, 1 persona para lavado de vehículos, 2personas para las funciones de atención al cliente,2 personas en administración, 1 persona para trabajosauxiliares (recogida y entrega de vehículos a domici-lio, traslado de clientes), 1 jefe de taller y el gerentede la empresa, Julio Pérez Castiñeira. Julio noscomenta que “uno de los factores más importantesdel taller es el equipo humano que dispone, la impor-tancia de mantenerlo en constante evolución ydesarrollo para cumplir los requisitos más altos decalidad”.
www.centro-zaragoza.com Nº 41 - Julio / Septiembre 2009
Carrocería y pintura
12
Durante los primeros meses de 2.009, varios talleres han obtenido la CertificaciónCZ. Abrimos las puertas de estos Talleres Certificados.
Francisco Javier Villa
Ante ustedes...
E
rev41web2_0.qxd:Maquetación OK 3/3/10 10:25 Página 12

Nº 41 - Julio / Septiembre 2009 www.centro-zaragoza.com
Carrocería y pintura Talleres Certificados CZ
13
Como equipamiento más relevante podemosdestacar: 11 elevadores de diferentes tipos, 3 cabinasde pintura, 2 plenums con sus correspondientesequipos de secado por infrarrojos, 2 laboratorios depintura, diferentes equipos de soldadura, 1 línea pre-ITV, 2 máquinas de autodiagnosis, 2 analizadores degases y un alineador de dirección. Dispone tambiénde zona de lavado, zona de para el depósito y almace-namiento de residuos, zona de aparcamiento y de 10vehículos de cortesía para uso de clientes.
Talleres Castiñeira tiene establecidos acuerdoscon numerosas entidades aseguradoras, así comoacuerdos con diversas empresas para la reparación yel mantenimiento de sus flotas de vehículos.
Talleres Castiñeira está inmerso en un plan especí-fico de formación dirigido a talleres de carrocería deautomóviles, creado por Centro Zaragoza y unaEntidad Aseguradora que ha establecido un novedosoplan de carrera para los talleres de calidad a nivelnacional.
Talleres Certificados CZ!!!
Actualmente, el sector de la posventa devehículos está demostrando un gran interés enla Certificación CZ de talleres.
rev41web2_0.qxd:Maquetación OK 3/3/10 10:25 Página 13

En el año 2.007, Talleres Castiñeira fue premiadopor su calidad y servicio posventa al ser nombradocomo uno de los 50 mejores talleres de reparaciónde ámbito nacional.
Para definir su empresa, Julio nos indica que“ofrecemos a nuestros clientes un servicio de repara-ción integral de gran calidad, respaldado por lautilización de productos de primer nivel. El motor quenos ha llevado a ponernos en contacto con CentroZaragoza para certificar nuestro taller ha sido, princi-palmente, el objetivo de mejora continua en nuestrosprocesos y la obtención del reconocimiento, por mediode la Certificación CZ, de que hacemos bien nuestrotrabajo”.
Talleres FG-2Hace ya 43 años, Francisco García comenzó su
carrera en la actividad de la reparación del automóvil.En el año 1.974 decidió independizarse como empre-sario con un pequeño taller de chapa y pintura. Diezaños más tarde comenzó su andadura en el mundodel seguro y de la peritación de siniestros creando unaagencia de seguros que hoy en día se ha convertidoen una correduría de reconocido prestigio, hasta queen el año 2.000, Francisco, contando con el apoyo desus dos hijos, inauguró Talleres FG-2 como consecuen-cia de una larga trayectoria en el sector de la posventa.
Talleres FG-2 está ubicado en Carretera Castellar548-550, en la localidad de Terrassa (Barcelona).Cuenta con una amplia zona de oficinas donde serealizan las actividades de gestión del taller, atenciónal cliente, atención a proveedores y peritos yrecepción y entrega del vehículo. Para los procesosespecíficos de reparación de vehículos dispone, conacceso independiente a la zona de oficinas, de unazona específica de taller dividida en dos plantas, enla planta baja se encuentran las áreas de chapa ymecánica, y en la segunda planta se realizan las opera-ciones de pintado. El lavadero y la zona deaparcamiento están situados en una zona interioranexa al área de taller.
Dentro del equipamiento técnico del taller seencuentran: 3 bancadas (una de ellas de tiro rápido),diferentes equipos de soldadura, 2 cabinas de pintura,4 planos aspirantes, 1 plenum, 4 equipos de secadopor infrarrojos, laboratorio de pintura, 4 elevadores,equipo de autodiagnosis, alineador de dirección yanalizador de gases.
Talleres FG-2 ofrece los servicios de recogida yentrega de vehículos, fotoperitación y seguimiento dela reparación, limpieza integral del vehículo y cuentacon 12 vehículos de cortesía.
El personal de Talleres FG-2 está formado por 3mecánicos, 4 chapistas, 6 pintores, 1 persona paralavado de vehículos y trabajos auxiliares y 3 personaspara las labores de recepción y administración.
Talleres FG-2 mantiene acuerdos con numerosasentidades aseguradoras, así como acuerdos condiversas empresas de leasing y renting de vehículos.
Francisco recalca que “como objetivo noshemos propuesto la superación constante, nospreocupa la calidad, la técnica y lo más importante,la satisfacción del cliente, de ahí nuestra decisiónen formar parte del grupo de Talleres CertificadosCZ”.
ToscarsToscars es una empresa creada en el año 2.007
como taller de mantenimiento y reparación de carro-cería de vehículos. Está situado en C/ Industria 2, enSanta María de Palautordera, Barcelona.
Nº 41 - Julio / Septiembre 2009
Carrocería y pintura Talleres Certificados CZ
14
www.centro-zaragoza.com
Talleres CastiñeiraAvenida Ricardo Mella 113 y 145, 36330 Coruxo(Vigo)986 490 [email protected]
Talleres FG-2Carretera Castellar 548-550, 08227 Terrassa(Barcelona)937 862 [email protected]
rev41web2_0.qxd:Maquetación OK 3/3/10 10:25 Página 14

La empresa está formada por 2 chapistas, 2 pinto-res 2 mecánicos y 3 personas que desarrollan lasfunciones de recepción y atención al cliente así comolabores administrativas. Narcís Tosca, gerente deToscars, nos indica que “todos ellos reciben formacióncontinua ya que consideramos que son un pilar funda-mental de la empresa”.
Toscars está compuesto por 2 naves adyacentesen las que se realizan actividades independientes. Enuna de las naves está ubicada la zona de oficinas yel área de mecánica y electricidad, y en la otra navese llevan a cabo las reparaciones de chapa y pintura.
En el equipamiento técnico del taller podemosdestacar: 1 cabina de pintura, 1 plenum, 1 bancada,1 alineador de dirección, diferentes de equipos desoldadura y varios elevadores. Cuenta también con5 vehículos de cortesía y servicio de grúa.
Narcís nos define su empresa “en Toscars mante-nemos bajo los más rigurosos controles el nivel deatención al cliente y los procesos de trabajoutilizados”.
Talleres Auto-RomoFrancisco Montero y Miguel Rodríguez eran
compañeros de trabajo, chapista y pintor, cuando enel año 1.989 se asociaron para fundar la empresaTalleres Auto-Romo. El taller se encuentra en el kilóme-tro 4,750 de la carretera C-13, a su paso por Alcoletge,en la provincia de Lérida.
Actualmente, Talleres Auto-Romo cuenta conuna plantilla de 7 trabajadores polivalentes en unasinstalaciones de 1.200 m2, que incluyen las áreasde chapa, pintura, mecánica, electricidad, recepcióny atención al cliente, administración, lavadero yservicio de entrega y recogida de vehículo adomicilio.
Durante la auditoría de este taller, Francisco yMiguel mostraron en todo momento su inquietud,según sus palabras, “de disponer de las técnicas ytecnologías más avanzadas del sector para continuarsiendo una empresa moderna y pionera”. Esta afirma-ción la verificamos repasando el equipamientotécnico del taller: 2 cabinas de pintura, laboratoriode pintura, bancada, minibancada, diferentes equiposde soldadura, maquinaria específica para intervencio-nes de mecánica rápida (amortigüadores, frenos,revisiones y mantenimiento, pre-ITV), además de ponera disposición del cliente vehículo de cortesía de formagratuita. Esta inquietud en la evolución constante dela empresa se pone también de manifiesto en la conti-nua formación de sus trabajadores, realizando cursostanto de procesos de gestión como de fundamentostécnicos de reparación.
Para la gestión de los residuos Talleres Auto-Romotiene habilitada una amplia zona para dar cabida atodos ellos y cumplir de esta manera con la normativavigente de medio ambiente y seguridad, aspectos quetambién se tienen en cuenta en la Certificación CZde Talleres.
Talleres Auto-Romo tiene establecidos acuerdoscon importantes entidades aseguradoras y empresasde leasing y renting de vehículos.
Nº 41 - Julio / Septiembre 2009 www.centro-zaragoza.com
Carrocería y pintura Talleres Certificados CZ
15
ToscarsC/ Industria 2, 08460 Santa María Palautordera(Barcelona)938 483 [email protected]
Talleres Auto-RomoC-13, Km. 4,750, 25660 Alcoletge (Lérida)973 197 [email protected]
Un factor común entre estos talleres es sucontinua evolución y mejora de sus procesos,acciones claramente demostradas con la obten-ción de la Certificación CZ.
rev41web2_0.qxd:Maquetación OK 3/3/10 10:25 Página 15

www.centro-zaragoza.com Nº 41 - Julio / Septiembre 2009
Carrocería y pintura Talleres Certificados CZ
16
Autotalleres MileniumEn la nave nº 18 de la calle Obradors del polígono
industrial Santiga, en la localidad de Santa Perpetuade Mogoda (Barcelona), Manuel Cano instaló laempresa Autotalleres Milenium en el año 1.999.
El equipo humano de Autotalleres Milenium estáformado por 2 chapistas, 2 pintores, 2 mecánicos y3 personas que desempeñan las tareas de recepciónde clientes, administración y marketing.
Como equipamiento del taller podemos reseñarque dispone de 2 cabinas de pintura, bancada conmedidor electrónico, equipos de soldadura, analizadorde gases, equipo de reparación de plásticos y brazosde aspiración. Dentro de los servicios que AutotalleresMilenium ofrece se encuentra la disponibilidad devarios vehículos de cortesía para uso de los clientes.
Manuel nos expresa que “Autotalleres Mileniumes una empresa de servicios integrales del automóvilque se cimenta en un equipo de profesionales deprimer orden con amplia experiencia en el sector”.
Talleres Muñoz CabreraTalleres Muñoz Cabrera es el claro ejemplo de
una empresa familiar, fundada en 1.987 por RafaelMuñoz, que en la actualidad está dirigida por lasegunda generación familiar, sus 4 hijos. Desde el año2.005 el taller está emplazado en la avenida Pau Casalsnº 93 de Hospitalet de Llobregat (Barcelona).
Las instalaciones comprenden 2 naves adyacentesen las que se desarrollan, por un lado las actividadesde chapa y pintura, y por otro lado las actividades demecánica y electricidad del automóvil. En ambas insta-laciones se dispone de zona de atención al cliente.Cuenta además con una zona exterior destinada parael almacenamiento de residuos y como depósito demateriales y recambios.
La plantilla de Talleres Muñoz está compuestapor 6 personas, distribuidas de la siguiente manera:1 mecánico-electricista, 2 chapistas, 2 pintores y 1persona encargada de la atención al cliente y laboresde administración.
Dentro del equipamiento podemos especificar:4 elevadores, alineador de dirección, equipo dediagnosis de gases, bancada, equipos de soldadura,cabina de pintura, laboratorio de pintura, equipo de
secado por infrarrojos. Dispone también de 2 vehículosde cortesía cuyo servicio es gratuito.
Uno de los aspectos en el que depositan mayorinterés es en la formación de los trabajadores. Carlos,el mayor de los hermanos, nos indica que “las nuevastecnologías empleadas en la fabricación del automóvilnos obligan a mantener actualizados los conocimientostécnicos en cuanto a reparación del automóvil,nuestros técnicos asisten con regularidad a diferentestipos de cursos formativos”.
Talleres HerreraTalleres Herrera se fundó en el año 1.965. Se encuen-
tra en la localidad de Mataró (Barcelona), concretamenteen el polígono industrial Mata-Rocafonda, en laprimera planta del número 2 de Cami de Ca la Madrona.
Dispone de unas instalaciones formadas por 2cabinas de pintura, bancada, bancada de tiro rápido,laboratorio de pintura, diferentes equipos de soldadura,equipo de sustitución de lunas, zona de aparcamientode clientes y 3 vehículos de cortesía.
La plantilla está formada por 6 personas, de loscuales 3 son los socios propietarios del taller,abarcando las áreas de chapa y pintura.
A la hora de definir su empresa, desde TalleresHerrera nos dicen que “lo más importante a destacares que con nuestra forma de trabajar y de ser, hemosconseguido que con todos estos años de trabajo,tenemos clientes que son también amigos”.
Después de conocer los últimos TalleresCertificados CZ, podemos observar un factor comúnentre todos ellos, su continua evolución y mejora desus procesos, tanto los relacionados con la gestión yadministración como los procesos técnicos. Con laobtención de la Certificación CZ estos talleres eviden-cian este interés por la mejora de su negocio en labúsqueda de la satisfacción del cliente. C
Autotalleres MileniumC/ Obradors, 6-10 – Pol. Ind. Santiga, 08130 SantaPerpetua de Mogoda (Barcelona)937 294 [email protected]
Talleres Muñoz CabreraAvda. Pau Casals 93, 08907 Hospitalet deLlobregat (Barcelona)933 375 [email protected]
Talleres HerreraCamí Ca la Madrona 2, planta 1ª, Pol. Ind. Mata-Rocafonda, 08304 Mataró (Barcelona)937 960 [email protected]
rev41web2_0.qxd:Maquetación OK 3/3/10 10:25 Página 16

En este espacio se edita publicidadcontratada para la edición impresa.
rev41web2_0.qxd:Maquetación OK 3/3/10 10:25 Página 17

Nº 41 - Julio / Septiembre 2009
a utilización de los equipos de protecciónindividual debe tomarse como una prioridad absoluta,además de ser de obligado cumplimiento. Estosequipos deben emplearse cuando existan riesgos queno hayan podido evitarse o limitarse suficientementepor medios técnicos de protección colectiva omediante medidas, métodos o procedimientos deorganización del trabajo.
De esta forma, el procedimiento frente a uncontaminante sería:
1º)Actuar sobre la sustancia contaminante, elimi-nándolo o sustituyéndolo por otro menosperjudicial, como el plomo o cromo presenteen las pinturas.
2º)Actuar sobre el entorno, mediante aspiración,ventilación o con barreras físicas que aíslen aloperario del contaminante, como las zonas depreparación o las cabinas de pintura.
3º)Por último, actuar sobre el personal, mediantelos equipos de protección personal adecuados.
www.centro-zaragoza.com
Las actividades que se desarrollan en el taller de pintura suponen unriesgo para la salud y seguridad del operario. El manejo de productos infla-mables o explosivos suponen un riesgo para la seguridad del trabajadormientras que la inhalación de vapores o polvos, o el contacto constante dela piel con los disolventes, son factores generadores de serias enfermedadesque normalmente se manifiestan cuando el proceso evolutivo ya estáavanzado. Los equipos de protección individual, los EPIs, son los encargadosde proteger al operario para que pueda realizar su actividad con normalidadsin enfrentarse a situaciones que pongan en peligro su salud.
Pilar Santos Espí
Equipos de protecciónindividual para la zona depintura Prevenir antes que curar
“Equipo de protección individual”: cualquierequipo destinado a ser llevado o sujetado por el traba-jador para que le proteja de uno o varios riesgos quepuedan amenazar su seguridad o salud, así comocualquier complemento o accesorio destinado a tal fin
Carrocería y pintura Equipos de protección individual
18
L
rev41web2_0.qxd:Maquetación OK 3/3/10 10:25 Página 18

Para determinar los equipos de protección indivi-dual necesarios en cada caso, el proceso a llevar acabo sería:
� Analizar e identificar los contaminantes a losque está expuesto el trabajador.
� Determinar las consecuencias de estos conta-minantes. Todo producto de pintura llevaasociado junto con su Ficha Técnica (FT), suFicha de Datos de Seguridad (FDS), en la quese indican los riesgos y medidas se seguridade higiene a tomar respecto al producto.
� Elegir el equipo de protección adecuado, demanera que además de proteger al operariosin que suponga un riesgo adicional o molestiainnecesaria, responda a las condiciones delentorno de trabajo, tenga en cuenta las condi-ciones anatómicas y fisiológicas del trabajadory se adapte correctamente a él.
� Asegurarse de un correcto uso y mantenimientode este equipo.
Protección OcularTanto en la preparación de las pinturas, en las
que el pintor debe trasvasar líquidos de un recipientea otro y luego agitarlos para homogeneizar la mezcla,como en la limpieza de equipos y herramientas, elpintor está expuesto a posibles salpicaduras de disol-vente o proyecciones de partículas que puedenocasionar lesiones en los ojos. Para estas operacionesse recomienda la utilización de gafas de seguridadque protejan al operario.
Dentro de las operaciones del pintor, tambiénson necesarias las gafas de protección específicas enel caso de emplear productos de secado por ultra-violetas, ya que una exposición prolongada a estetipo de radiación puede provocar lesiones ocularesirreversibles.
Nº 41 - Julio / Septiembre 2009 www.centro-zaragoza.com
19
Todos los equipos de protección individualestán sometidos a homologación y deben llevar elmarcado CE.
rev41web2_0.qxd:Maquetación OK 3/3/10 10:25 Página 19

Protección AuditivaLos trabajos en el área de pintura no suelen ser
muy ruidosos, pero cuando se conectan varios equiposa la vez (aspiración, cabina, lijadoras, etc.) el nivel deruido supera los 80 decibelios recomendados, siendoaconsejable el empleo de protectores acústicos, ya seaninternos (tapones de espuma) como externos (orejeras).Estos protectores indican mediante las siglas SNR elnivel medio de protección ofrecido en db.
Protección de la PielLos disolventes y diluyentes eliminan la grasa de
protección que recubre la piel, y como consecuencia,la piel se reseca y agrieta, quedando más expuesta ala acción de agentes causantes de enfermedades.
En el mercado existen guantes de distintosmateriales: nitrilo, látex y vinilo son los más habitualespara el pintor. De distintos tamaños, deben adaptarsea las manos del pintor para trabajar cómodamente yprotegerlo frente al contacto con disolventes en lapreparación o aplicación de pinturas.
Otra posibilidad es la utilización de una crema,también denominada “guante invisible”, que propor-ciona una protección adecuada sin obstaculizar enlas operaciones de lijado, en las que el pintor precisael contacto directo con la superficie para detectar losposibles desniveles.
Para proteger la piel del cuerpo, el pintor debeemplear monos de trabajo, específicos de pintura, queeviten el contacto con las partículas sólidas y neblinasgeneradas en los procesos de pulverización depintura. Estas prendas, ya sean desechables o lavables,además de protegerlo, están fabricadas de tejidosespeciales, como el tyvek®, que no presentan hilachasque puedan afectar a la calidad de trabajo.
Las capuchas para la cabeza también formanparte del equipo de protección del pintor para lasoperaciones de pulverización de pintura.
Protección del sistema respiratorioLos contaminantes a los que se enfrenta un pintor
al respirar el aire en su entorno de trabajo son partí-culas sólidas en suspensión, niebla y vaporesgenerados por los procesos de pintado. Si el aire quese respira está contaminado, se producen efectosnocivos en el organismo, como irritación de las víasrespiratorias, depósitos en los alveolos pulmonares,obstrucción de los conductos, e incluso puede llegara la sangre, provocando enfermedades en distintosorganismos.
El riesgo para la salud del operario aumentaráconforme aumenta: la toxicidad del compuesto, suconcentración, el tiempo de exposición y la sensibi-lidad del trabajador a ese contaminante.
Para proteger al pintor, se pueden emplear lossiguientes equipos:
Equipo autónomo de filtración: gracias al cual,al operario le llega aire limpio por una conduc-ción hasta una escafandra respiratoria. Es el quegarantiza una mayor protección ya que el aireque se respira está aislado de la fuente conta-minante y será necesario en atmósferasdeficientes de oxígeno. Sin embargo, presentauna desventaja para muchos pintores, unamayor incomodidad a la hora de realizar lasoperaciones.
www.centro-zaragoza.com Nº 41 - Julio / Septiembre 2009
Carrocería y pintura Equipos de protección individual
20
www.centro-zaragoza.com
Gafas de protección
Muchas veces no se toma en cuenta laincidencia del ruido en el trabajo de pintura, perohay que tener presente que la sordera causada porruido no es curable.
Protectores auditivitos, tapones de espuma
rev41web2_0.qxd:Maquetación OK 3/3/10 10:26 Página 20

Nº 41 - Julio / Septiembre 2009
Mascarillas filtrantes, en las que el aire conta-minado atraviesa una serie de filtros pararetener los elementos nocivos. Dentro de éstas,se deberá emplear la adecuada según la activi-dad desarrollada:
Mascarilla contra partículas: Se trata de unabarrera física (fibra celulósica) que impide queel polvo sea inhalado en operaciones de lijadoo limpieza de superficies con aire compri-mido. Nunca llegan a filtrar el 100% de laspartículas y la protección se puede comple-mentar mediante equipos de filtrado conaspiración de polvo centralizado o autónomo,planos aspirantes y ambientes ventilados. Lacodificación de este tipo de mascarillasconsiste en una “P” (correspondiente a partí-culas) seguida de un número 1, 2 ó 3, queindica la fuga hacia el interior de las partí-culas. A mayor número, mayor protección,aunque también puede aumentar la dificultadpara respirar.Algunas llevan una válvula exterior quepermite una salida directa de la exhalación sinpasar por el filtro, lo que hace que se calientenmenos.
Mascarillas contra vapores: Mascarillas descar-tables impregnadas en carbón activo. Suprotección es del 100% siempre y cuando lamascarilla sea la adecuada al contaminante,éste se encuentre dentro de los límites admisi-bles y el filtro no se encuentre saturado. Seemplea en las operaciones de limpieza de pisto-las, y su codificación consiste en una letra “A”(correspondiente a gases y vapores orgánicos)seguida de un número 1, 2 ó 3.
Clasificación% Fugahacia elinterior
Factor de protección nominal
FFP1 < 22% Hasta 4 x TLV para partículasde 0,2 – 5 μm
FFP2 < 8% Hasta 12 x TLV para partículas < 0,2 μm
FFP3 < 2% Hasta 50 x TLV para partículas< 0,2 μm
TLV (Thresold Limite Value) Valor Límite Umbral. Indica el nivelde exposición con el que podemos trabajar con seguridad.
En este espacio seedita publicidadcontratada para laedición impresa.
rev41web2_0.qxd:Maquetación OK 3/3/10 10:26 Página 21

Además, las mascarillas vienen identificadascon una banda de color según la siguientetabla:
Mascarillas mixtas, contra partículas, gases yvapores: Proporciona una protección conjunta,debiéndose emplear en la aplicación de pinturapor pulverización, operaciones de limpieza condiluyentes, y en general todas las atmósferascontaminadas con vapores nocivos. La codifi-cación indica la protección que proporcionatanto para partículas con la “P”, como paragases y vapores orgánicos con la “A”, cada unacon su número correspondiente.
Todas estas mascarillas tienen un tiempo de vidadeterminado, que dependerá de la exposición al conta-minante y de su concentración, y tras el cual deberánser restituidos. C
www.centro-zaragoza.com Nº 41 - Julio / Septiembre 2009
Carrocería y pintura Equipos de protección individual
22
Clasificación Contenido tóxico
1 1000 ppm
2 5000 ppm
3 10000 ppm
ppm: partes por millón
Codificación Color Aplicación
A Marrón Gases y vapores orgánicos.Disolventes
B Gris Gases y vapores inorgánicos
E Amarillo Gases y vapores ácidos
K Verde Amoniaco y derivadosorgánicos
P Blanco Partículas sólidas y líquidas
rev41web2_0.qxd:Maquetación OK 3/3/10 10:26 Página 22

En este espacio se edita publicidadcontratada para la edición impresa.
rev41web2_0.qxd:Maquetación OK 3/3/10 10:26 Página 23

www.centro-zaragoza.com Nº 41 - Julio / Septiembre 2009
Carrocería y pintura Homologación de faros delanteros de automóvil
24 Requisitos para lahomologación de farosdelanteros de automóvil
Las condiciones técnicas que deben de cumplir los faros delanteros de unautomóvil, vienen reguladas por el Reglamento nº 112 de la Comisión EconómicaEuropea de las Naciones Unidas (CEPE/ONU), el cual establece las prescripcionesrelativas a la homologación de faros con haz de cruce o de carretera asimétricos, oambos, y equipados con lámparas de incandescencia. En este artículo se hace unresumen de dichas prescripciones.
Aspectos fotométricos y colorimétricos
rev41web2_0.qxd:Maquetación OK 3/3/10 10:26 Página 24

Carrocería y pintura Homologación de faros delanteros de automóvil
25
El Reglamento CEPE/ONU nº 112 comienza conuna serie de definiciones con objeto de regular elvocabulario y denominación de las partes más impor-tantes de los dispositivos de alumbrado, aunquetambién hace referencia al Reglamento CEPE/ONUnº 48, relativo a la instalación de dispositivos dealumbrado y señalización en los vehículos, el cualincluye más de 80 términos.
El Reglamento nº 112 comienza estableciendoel contenido mínimo del documento de solicitud dehomologación, y la necesidad de presentar al menosdos unidades del dispositivo de alumbrado, y hastatrece lentes (componente exterior del faro que trans-mite luz a través de su zona iluminante) y un reflector,para la realización de las correspondientes pruebasy mediciones.
El reglamento establece que los faros deben llevarla marca o denominación comercial del solicitanteimpresa o grabada, de modo que sea posible identificarlosfácilmente. Además deberán llevar la marca correspon-diente de homologación (un círculo con la letramayúscula E en su interior, seguida del número de identi-ficación del país que haya concedido la homologación).
De forma general, siempre atendiendo alReglamento 112, los dispositivos de alumbradodeben conservar las características de iluminacióndurante su uso normal, incluso al verse sometidos alas vibraciones y sacudidas propias de un vehículodurante su marcha. Deben disponer de un sistema deregulación, y estar hechos de modo que incluso enla oscuridad pueda montarse la lámpara de incan-descencia correctamente. En el Reglamento deGinebra nº 37 se describen los tipos de lámparasposibles para su utilización en los dispositivos dealumbrado.
Respecto a las características del haz de luz, elreglamento establece que:
Los dispositivos deben proporcionar una ilumi-nación adecuada, sin deslumbrar cuando emitan elhaz de cruce, y una buena iluminación cuando emitanel haz de carretera. La iluminación en curva podráproducirse activando una fuente de luz adicional queforme parte del faro del haz de cruce.
La iluminación proporcionada por el dispositivose determinará sobre una pantalla vertical situada a25 metros del faro, formando ángulo recto con sus
En este espacio se edita publicidadcontratada para la edición impresa.
rev41web2_0.qxd:Maquetación OK 3/3/10 10:26 Página 25

www.centro-zaragoza.com Nº 41 - Julio / Septiembre 2009
Carrocería y pintura Homologación de faros delanteros de automóvil
26
ejes, y lo suficientemente ancha como para permitirel análisis de las características fotométricas en almenos 5º a ambos lados del eje vertical. Las pruebasse hacen instalando en el faro una lámpara alimentadacon un voltaje ajustable a fin de obtener el flujoluminoso establecido por el Reglamento nº 37 parala lámpara correspondiente.
El haz de cruce deberá producir una línea decorte lo suficientemente precisa como para permitir,con su ayuda, un ajuste satisfactorio de la proyeccióndel haz sobre la pantalla. La línea de corte deberáser horizontal en el lado izquierdo (para circulaciónpor la derecha). En el lado derecho (para circulaciónpor la derecha) la línea de corte no se situará porencima de la línea quebrada hv-H1-H4, formada poruna linera recta hv-H1 que forma un ángulo de 45ºcon la horizontal, y la línea recta H1-H4, situada 25cm por encima de la línea recta hh, o la línea hv-H3, inclinada formando un ángulo de 15º porencima de la horizontal. En la figura 1 se muestranlas zonas de iluminación posibles a la derecha eizquierda del haz.
Una vez determinada la línea de corte horizontal,el faro se ajustará de modo que está se línea de cortequede 25 cm por debajo de la línea hh.
La verificación del nivel de iluminación del hazde cruce se hace en varios puntos de la pantalla, segúnse indica en la figura 2. En la misma figura se muestranlos niveles mínimos y máximos establecidos paradispositivos de clase B.
Para verificar que el dispositivo no deslumbra sedefinen otras zonas para las cuales se establecen unosvalores máximos de iluminación. En la figura nº 3 semuestran estas zonas y los valores permitidos deberánestar dentro de los límites:
Para el haz de carretera, el Reglamento CEP/ONUnº 112 establece unos requerimientos similares.
Para la medición de los parámetros fotométricos,la posición de ajuste del faro será la obtenida en laverificación del haz de cruce. El punto de intersección(hv) de las líneas hh y vv de la pantalla deberá estardentro de una zona (curva isolux) con un nivel deiluminación superior al 80% de la máxima (Em)proporcionada por el proyector, que no será inferiora 48 lux (clase B) ni superior a 240 lux, y tampocono será superior a 16 veces el valor medido en elpunto 75R del haz de cruce.
Con el valor máximo de iluminación obtenidose calcula la intensidad máxima (en miles de candelas)y su valor redondeado se refleja en cada unidad, juntoa la marca de homologación:
I´m= 0,208 . EmY redondeada a los valores: 7.5-10-12.5-17.5-20-25-27.5-30-37.5-40-45 ó 50.Hasta una distancia de 1,125 metros del eje verti-
cal, tanto a la derecha como a la izquierda, del puntohv, el nivel de iluminación no debe ser inferior a 24
Fig. 1 Zonas de iluminación posibles de un haz
Fig. 2 Niveles de iluminación del haz de cruce
Fig. 3 Niveles máximos de iluminación
P1+P2+P3 ≥ 0,3 luxP4+P5+P6 ≥0,6 lux0,7 lux ≥P7 ≥0,1 lux0,7 lux ≥P8 ≥0,2 lux
rev41web2_0.qxd:Maquetación OK 3/3/10 10:26 Página 26

Carrocería y pintura Homologación de faros delanteros de automóvil
27
lux (clase B), y a una distancia de 2,25 metros deleje vertical no debe ser inferior a 6 lux.
Si hasta ahora hemos hablado de las característicasfotométricas de los faros, otro aspecto importante es elcolor del haz de luz, que deberá ser blanco. Expresadoen coordenadas CIE, el color del haz deberá estarcomprendido entre unos límite indicados.
Una vez que los valores fotométricos del dispo-sitivo se han medido, tanto para el haz de cruce comopara el de carretera, se debe verificar su estabilidad.Esta se verifica sometiendo al dispositivo a un ensayode funcionamiento durante 12 horas a una temperaturade 23ºC, y en condiciones de montaje similares a lasdel vehículo. Después de la prueba, visualmente nose deben detectar distorsiones, deformaciones, agrie-tamientos o cambios de color de la lente. Para verificarla estabilidad de los valores fotométricos, se vuelven amedir, permitiéndose una variación de un 10% respectoa los iniciales en los puntos 50R, B50L y hv para elhaz de cruce y el punto Emax para el haz de carretera.
La prueba anterior se repite con la lente sucia,con el dispositivo encendido durante una hora. Paralentes de material plástico, el agente contaminante
se prepara a base de una mezcla de arena silícea,carbón vegetal, sal sódica de carboximetilcelulosa,agua y un tensioactivo. La mezcla se pulveriza variasveces sobre la lente del dispositivo, dejandola secarentre pulverizaciones, hasta obtener una reduccióndel nivel de iluminación de entre un 15 y 20 % enlos puntos 50R y 50V para el haz de cruce, y en elpunto Emax para el haz de carretera.
Otra prueba necesaria para verificar la estabilidaddel haz de luz de cruce consiste en determinar eldesplazamiento vertical de la línea de corte despuésde una hora de funcionamiento, no permitiéndosevariaciones superiores a 1 miliradian.
El Reglamento CEPE/ONU nº 112, incluye otrasespecificaciones relativas a los requisitos de las lenteselaboradas en material plástico, como son resistencia alos cambios de temperatura, a los agentes atmosféricos,resistencia a los detergentes y a los hidrocarburos entreotros. En este artículo se han resumido y particularizado,las exigencias fotométricas y colorimétricas que debecumplir un faro con luces de cruce y de carretera, deján-donos entrever parte de la trastienda de la homologaciónde un vehículo o de sus componentes. C
En este espacio se edita publicidadcontratada para la edición impresa.
rev41web2_0.qxd:Maquetación OK 3/3/10 10:26 Página 27

www.centro-zaragoza.com Nº 41 - Julio / Septiembre 2009
28
José A. Jiménez Saceda
La adaptación del sector de componentes de automocióna los nuevos vehículos y sistemas de movilidad.
Director General de SERNAUTO
Como Asociación Española de Fabricantes de Equipos y Componentes para Automoción, SERNAUTO repre-senta, tanto a nivel nacional como internacional, y ante las instituciones públicas y privadas, a las empresas queforman el sector de componentes para automoción en España. El sector de fabricación de componentes paraautomoción, cuyas exigencias en innovación tecnológica y niveles de calidad son bien conocidas, representa unpilar importante de la economía española ya que ocupa el 6º puesto a nivel mundial en volumen de ventas. Estehecho se debe no solamente a la fuerte implantación de empresas fabricantes de vehículos en España (que ocupael 8º lugar en el mundo y el 3º en Europa en fabricación de automóviles y el 1º en producción de vehículospesados) sino también al elevado volumen de exportación de componentes, que representó en 2008 el 58% delvolumen de ventas.
A finales de 2008 la Comisión Europea anunció la puesta en marcha, entre las acciones de I+D previstasen estrecha colaboración con la industria, de la iniciativa “Vehículos Verdes” (European Green Cars Initiative) comoparte del plan de recuperación económica. Esta iniciativa responde tanto a la necesidad de apoyar al sector deautomoción europeo ante la situación de crisis global, ya que representa uno de los pilares sobre los que se sustentala economía europea como al imperativo medioambiental de desarrollar un transporte más sostenible, en el quehan de involucrarse todos los actores en el transporte por carretera.
La iniciativa de los vehículos verdes proporcionará apoyo financiero a proyectos de I+D en tecnologías“verdes” para todo tipo de vehículos (automóviles, camiones y autobuses) en forma de subvenciones en el ámbitodel 7º Programa Marco de Investigación y Desarrollo Tecnológico de la UE, y también de créditos del Banco Europeode inversión. Además se han previsto medidas de apoyo a la demanda mediante acciones regulatorias a nivel delos estados miembros, como la reducción de los impuestos de matriculación de vehículos con bajas emisiones deCO2 o la compra pública.
Las prioridades en investigación marcadas para esta iniciativa se refieren, a nivel de vehículo, a la electrificaciónde automóviles, vehículos ligeros y el transporte urbano, el aumento de la eficiencia de los motores de combustióninterna y el uso de biometano para los camiones y, a nivel del sistema, a la organización del tráfico urbano y laoptimización de la logística de mercancías.
Ante esta apuesta por la electrificación de los vehículos y los sistemas de transporte, el sector de componentesde automoción ha de afrontar los retos que supone la reconversión tecnológica de los sistemas convencionales depropulsión para alinearse con las nuevas demandas medioambientales y de adaptación a los nuevos vectores energé-ticos. Además todo ello supone la aparición de nuevas oportunidades de negocio para el sector y de colaboraciónentre el vehículo y su entorno: la infraestructura y la red eléctrica.
Uno de los objetivos de SERNAUTO es apoyar al sector con actividades que refuercen su competitividada través de la investigación y el desarrollo tecnológico. Para ello, la Unidad de Innovación Internacional de laAsociación, creada en 2008 por un acuerdo de colaboración con el Centro para el Desarrollo Tecnológico Industrial(CDTI), efectúa, por una parte, una labor recopilación y difusión de información sobre los contenidos de los programasde trabajo, convocatorias y oportunidades de participación de las empresas españolas en proyectos europeos y,por otra, es el cauce de transmisión de las áreas de interés y capacidades nacionales para integrar las prioridadesespañolas en la definición de los programas de trabajo de las futuras convocatorias del Programa Marco.
Las empresas fabricantes de componentes han demostrado en los últimos 10-15 años que pueden crecery modificar sus modelos de negocio de nacional a europeo y finalmente a global, mostrando altos niveles deflexibilidad y mente abierta. También han demostrado que los retos tecnológicos son oportunidades para nuevasáreas de negocio y su objetivo es continuar explorando en el futuro nuevas oportunidades de desarrollo y acuerdostecnológicos, especialmente con otros sectores que van a estar más y más ligados al vehículo en el futuro: lasempresas eléctricas y las infraestructuras.
Por todo ello, la plataforma tecnológica de automoción SERtec se ha planteado este año acometer unarevisión de sus objetivos y una actualización de las prioridades marcadas en la agenda estratégica de investigación,con la incorporación de entidades ligadas al entorno del vehículo, en una clara apuesta por representar a todo elsector no solamente del automóvil sino también de la movilidad. Por ello pasará a denominarse M2F: Move toFuture.
Hoy escribe
rev41web2_0.qxd:Maquetación OK 3/3/10 10:26 Página 28

En este espacio se edita publicidadcontratada para la edición impresa.
rev41web2_0.qxd:Maquetación OK 3/3/10 10:26 Página 29

www.centro-zaragoza.com Nº 41 - Julio / Septiembre 2009
Mecánica y electrónica Transmisiones
30
GeneralidadesDadas las características dinámicas de los
movimientos y esfuerzos a transmitir a las ruedas, paraeste tipo de transmisiones no se pueden utilizar juntascardan convencionales, principalmente porque lasvelocidades de los dos árboles unidos a este tipo dejuntas, cuando están formando un cierto ángulo, noson iguales sino que son variables.
La velocidad de giro que reciben de la caja decambios es regular, pero a la salida de la junta, encada vuelta aumenta dos veces y disminuye otras dos,lo que significa un giro de impulsos cuando el ánguloformado por los dos ángulos es grande, como ocurrecuando el vehículo toma una curva.
En una tracción delantera hay que tener presenteque el árbol intermedio alcanza fácilmente ángulosdel orden de 20º con el árbol de salida del diferencialcomo consecuencia de los desplazamientos de lasuspensión. Por otra parte, el árbol conducido, queataca a la rueda motriz y directriz, alcanza ángulosde unos 40º con el árbol intermedio como conse-cuencia del giro de orientación de las ruedas.
Para evitar los inconvenientes de las juntas cardanen transmisiones delanteras en los semiejes de la trans-misión se utilizan “juntas homocinéticas” de las queexisten varios diseños, tal como se hace referenciade los mismos a continuación.
Junta TRIPODE (Glaencer-Spicer)Consiste en dos juntas cardan unidas por una
pieza de doble horquilla, de forma que el giro alteradopor una de ellas es rectificado por la otra, transmi-tiéndose así un movimiento uniforme a las ruedas.Esta junta se puede decir que se compone de dos juntascardan simples que se acoplan entre sí mediante unárbol muy corto. Además posee un dispositivo decentrado constituido por una rótula y una pequeñaesfera, de manera que pueden deslizar a lo largo delárbol conducido.
En el otro extremo del palier, o sea en la uniónal diferencial, se acopla otra junta deslizante.
Tran
smis
ione
s
Semiejes y juntas homocinéticas
Las transmisiones más usuales en los automóvilesde turismo actuales son las formadas por la combinaciónde semiejes y juntas homocinéticas, tanto para latracción delantera como para la propulsión.
Este tipo de transmisiones permiten remitir con todaprecisión la motricidad del motor desde la caja de cambiosy el diferencial hasta las ruedas, garantizando en todomomento la absorción del movimiento oscilante de lasuspensión como el movimiento de orientación de lasruedas directrices.
En este articulo, se van a destacar este tipo detrasmisiones homocinéticas, combinación de semiejes yjuntas.
José Ángel Rodrigo
Junta Trípode
rev41web2_0.qxd:Maquetación OK 3/3/10 10:26 Página 30

Esta junta es de engrase permanente y se carac-teriza por su reducido volumen. Tiene un rendimientomuy elevado y muy poca resistencia al deslizamiento.
Junta de BOLAS (Rzeppa)La junta homocinética de bolas (tipo Rzeppa)
suele utilizarse combinada con la junta trípode desli-zante montada en el lado caja de cambios y la juntade bolas en lado rueda, para garantizar condicionesde gran angularidad.
Esta junta consta de seis bolas que se alojan enuna caja que son solidarias del árbol conductor y delconducido. Este acoplamiento se produce debido aque las bolas también se alojan en unas gargantas
tóricas, que están espaciadas uniformemente a lo largode dos piezas interior y exterior.
RecomendacionesLos constructores de automóviles no aplican un
mantenimiento preventivo de este elemento, simple-mente se sugiere a una inspección visual de losguardapolvos del palier, en prevención de posiblesroturas de las gomas, ya que este material tiende aendurecerse perdiendo sus propiedades elásticas porlo que llega un momento en que se rompe, dejandosalir la grasa lubricante de la junta, por lo que estase deteriora rápidamente ocasionando una avería graveen la transmisión.
Para evitar este inconveniente seria recomendablecambiar los guardapolvos del palier entre los 100.000o 150.000 km, evitando así posible averías. C
Nº 41 - Julio / Septiembre 2009 www.centro-zaragoza.com
31
Imagenes cedidas por Ayra Servicio, S.A.
Imagenes cedidas por Ayra Servicio, S.A.
Junta de Bolas, lado caja de cambios
Junta de Bolas, lado de rueda
Este tipo de Junta Trípode está fuera deuso en suministros de primeros equipos desdeel año 2.002.
Este tipo de Junta de Bolas es la más utili-zada actualmente en el suministro de lastransmisiones.
rev41web2_0.qxd:Maquetación OK 3/3/10 10:26 Página 31

www.centro-zaragoza.com Nº 41 - Julio / Septiembre 2009
Mecánica y electrónica Los sistemas anticolisión
32
Los sistemas anticolisión (CAS, Collision AvoidanceSystems) Óscar Cisneros
Foto: Bosch
e-Safety: Nuevas tecnologías al servicio de la seguridad vial
rev41web2_0.qxd:Maquetación OK 3/3/10 10:26 Página 32

Nº 41 - Julio / Septiembre 2009 www.centro-zaragoza.com
Mecánica y electrónica Los sistemas anticolisión
33
os sistemas anticolisión más ampliamentedesarrollados en la actualidad son continuación delos llamados sistemas de detección y alerta de colisión,es decir, aquellos sistemas en los que el vehículo através de diferentes tecnologías de detección soncapaces de reconocer situaciones en las que unacolisión es inminente, avisando al conductor para querealice la oportuna maniobra de frenado.
El avance lo constituye el hecho de que en casode que el conductor no realice ninguna maniobraevasiva, es el propio vehículo el que toma el mandodel sistema de frenado, efectuando una frenada intensacon el objeto de evitar o al menos mitigar la colisión,cuando ésta es inminente.
¿Cómo funcionan los sistemas anticolisión?Un sistema anticolisión funciona fundamental-
mente de la siguiente forma:Diferentes sensores instalados en el vehículo
monitorizan constantemente su entorno, de forma quese puedan detectar inmediatamente aquellos vehículosu obstáculos que entren en el rango de alcance dedichos sensores.
Cuando un objeto (vehículo, peatón, obstáculo,etc) es detectado, el sistema determina si el vehículoestá en una situación en la que pueda producirse unacolisión inminente y, en caso afirmativo, se envía alconductor un primer aviso para que realice una manio-bra de frenado que pueda evitar el impacto.
Las formas en que el sistema avisa al conductorde lo que podría ser una colisión inminente puedenser variadas, según el fabricante de la tecnología, inclu-yendo:
� Proyección de aviso visual en el propioparabrisas del vehículo o en el panel deinstrumentos, de forma que éste aparece ante
la vista del conductor. Este tipo de avisos estánpensados para minimizar la distracción delconductor sobre la tarea de la conducción,a la vez que trata de asegurar que la adver-tencia no pasa desapercibida para él (sobretodo los proyectados en el parabrisas).
� Señales acústicas que, en comparación conlas visuales, se supone interfieren menos enla conducción.
� Otros avisos, como vibraciones en el volanteo, incluso, frenadas intensas pero de cortaduración que atraigan la atención delconductor.
Normalmente la señal de aviso suele ser unacombinación de los diferentes tipos mencionados.
Si el conductor no reacciona ante las señales deaviso dadas y el sistema detecta que la colisión va aser inminente si no se actúa, automáticamente frenael vehículo, de forma que el impacto pueda evitarseo, al menos, reducir su severidad.
Además, la posibilidad de detectar colisionesinminentes permite que el sistema anticolisión puedainteractuar con los distintos sistemas de seguridadpasiva del vehículo, preparándolo para un posible
Los sistemas anticolisión (CAS, Collision Avoidance System) son siste-mas de seguridad primaria que ayudan al conductor a evitar o mitigar unacolisión, advirtiéndole en un primer momento de que puede producirse unimpacto y llegando a frenar automáticamente si el conductor hace caso omisode las advertencias.
L
“Los sistemas anticolisión llegan atomar el mando del vehículo, frenándoloen caso de detectarse una colisióninminente”.
rev41web2_0.qxd:Maquetación OK 3/3/10 10:26 Página 33

impacto, minimizando de esta forma las consecuenciasque dicha colisión podría tener sobre los ocupantesdel vehículo.
ComponentesLos diferentes fabricantes de sistemas anticolisión
utilizan diferentes tecnologías en lo referente a lossensores que detectan la posibilidad de una colisión,entre las que se encuentran tecnologías basadas endetección por infrarrojos, radares láser y detecciónpor tratamiento de imágenes de vídeo.
No obstante, la combinación de diferentestecnologías parece ser la vía más prometedora en eldesarrollo de estos sistemas, en lo que se conoce como“sensor fusion”.
Por ejemplo, la información del entorno delvehículo puede venir de un sensor radar (similares alos que utiliza el Control de Velocidad de Crucero
Adaptativo), montado tras la parrilla delantera delvehículo, complementando su capacidad de deteccióncon una cámara CMOS que permita la detección deobjetos mediante tratamiento de imágenes de vídeo.
La combinación de distintos sistemas, queoperan de forma totalmente independiente peroabsolutamente complementaria, proporciona elevadosgrados de certidumbre en la detección de situacionesen las que un impacto pueda ser inminente. Este hecho
www.centro-zaragoza.com Nº 41 - Julio / Septiembre 2009
Mecánica y electrónica Los sistemas anticolisión
34
La combinación de diferentes tecno-logías parece ser la vía más prometedoraen el desarrollo de estos sistemas, en loque se conoce como “sensor fusión”.
Los sistemas anticolisión frenan automáticamente al vehículo para evitar el impacto. (Presentación delsistema City Safety de Volvo en las instalaciones de CZ).
rev41web2_0.qxd:Maquetación OK 3/3/10 10:26 Página 34

Nº 41 - Julio / Septiembre 2009
es muy importante de cara a disminuir el riesgo defalsas activaciones como consecuencia de una maladetección.
Una vez realizada la función de detección, através de la unidad de control, el sistema determinala probabilidad de que se produzca un impacto enbase a las condiciones de conducción en esemomento, la distancia al obstáculo y las velocidadesrelativas entre ambos.
Desarrollos futuros de los sistemasanticolisiónLos sistemas actuales anticolisión, independien-
temente de su grado de funcionalidad, son sistemasque operan únicamente de forma local, es decir, elvehículo que lo implementa es el único que tieneopción de evitar el impacto.
Aunque dichos sistemas todavía están siendoperfeccionados, el progreso de este tipo de sistemasparece encaminado a los sistemas cooperativos, esdecir, aquellos que permitirán la comunicación entrevehículos y con la infraestructura.
“Los desarrollos futuros de lossistemas anticolisión pasan por la comuni-cación vehículo-vehículo o vehículo-infraestructura”.
Foto: Bosch
Los sistemas anticolisión utilizan diferentes tecno-logías de detección.
En este espacio seedita publicidadcontratada para laedición impresa.
rev41web2_0.qxd:Maquetación OK 3/3/10 10:26 Página 35

El concepto básico de este tipo de sistemas esque la función de detección de una determinada situa-ción de posible colisión la realiza bien un vehículodotado de los sensores pertinentes, o bien la propiainfraestructura viaria a través de sensores instaladosen ella, transmitiendo esta información a todosaquellos otros vehículos que se encuentran en elentorno y puedan verse afectados por dicha situaciónde peligro.
El principal valor añadido de este tipo de sistemasbasados en la comunicación entre vehículos o conla propia infraestructura viaria es su capacidad paracoordinar y avisar a distintos vehículos a distanciasmayores con respecto a la situación anómala, oincluso la posibilidad de poder establecer las trayec-torias relativas entre los distintos vehículos que seaproximan y que se encuentran en riesgo de sufriruna colisión.
Los sistemas anticolisión y la seguridadvialLos actuales sistemas anticolisión implantados,
basados en la detección y frenado automático, sonespecialmente útiles para evitar colisiones por alcancedebidas a la distracción del conductor.
Según la base de accidentes europea CARE, aproxi-madamente un 6%-7% de los accidentes de tráfico convíctimas se producen por colisiones por alcance.Análisis realizados en mayor profundidad sobre estetipo de accidentes muestra que es muy habitual queel conductor del vehículo que impactó al que teníadelante no había hecho uso del sistema de frenado.
Según un estudio llevado a cabo por GDV(Asociación General de las Aseguradoras Alemanas),prácticamente la mitad de los conductores involucra-dos en un accidente no había frenado en absolutocon anterioridad al mismo, por lo que sistemas comoel anticolisión permitirían en un primer momento queel conductor pudiera reaccionar con mayor inmediateze, incluso, aunque el conductor obviara las señalesde advertencia, la frenada automática por parte delvehículo permitiría evitar estos accidentes o al menosreducir sus consecuencias. C
www.centro-zaragoza.com Nº 41 - Julio / Septiembre 2009
Mecánica y electrónica Los sistemas anticolisión
36
La mitad de los conductores implica-dos en un accidente no frenan conanterioridad al mismo
Los diferentes sensores monitorizan constantemente el entorno del vehículo.
Foto: Bosch
rev41web2_0.qxd:Maquetación OK 3/3/10 10:26 Página 36

En este espacio se edita publicidadcontratada para la edición impresa.
rev41web2_0.qxd:Maquetación OK 3/3/10 10:26 Página 37

Con este baremo, Centro Zaragoza pone a disposición de todoslos profesionales del sector, una herramienta objetiva de cálculo,que conjuga, la sencillez de manejo, con la obtención de unostiempos y materiales de repintado directamente ligados a larealidad de los procesos que se efectúan, actualmente, en lostalleres de repintado de automóviles. (Solo disponible en CD)
Tiempos y materiales para el pintado de piezas delautomóvil
En esta pequeña guía se dan a conocer de forma sencilla yclara los aspectos mas señalados del proceso de pintado yreparación de piezas de plástico: tipos de plástico, su identi-ficación y pasos a seguir en el proceso de reparación.
Reparación y pintado de plásticos “Guía práctica de bolsillo”
Con este baremo, Centro Zaragoza pone a disposición de todoslos profesionales del sector, una herramienta objetiva y demanejo sencillo, con la que se obtienen los tiempos necesariospara la reparación de las piezas de plástico empleadas enautomoción, consiguiendo una valoración eficiente de los traba-jos a realizar con el nivel de calidad exigido. (Solo disponible en CD)
Tiempos para la reparación de piezas de plásticodel automóvil
Este manual va dirigido a todos los profesionales comprome-tidos con la reparación del automóvil, y en él se explican desdelos conocimientos genéricos que ayudan a la comprensión delprocedimiento de instalación del parabrisas, hasta los aspectosmás prácticos implicados en el mismo.
Manual de procedimientos para la instalación delunas parabrisas en vehículos de 1ª categoría
Otras publicaciones. Carrocería y pintura
Colección de 3 DVD’s + 3 CD’s quemuestra de forma clara, didáctica y práctica, losdiferentes métodos de reparación (soldadura,adhesivos, conformación por calor y presión) delas piezas de plástico de la carrocería del automóvil,así como la forma de identificar los plásticosutilizados en su fabricación
Se desarrolla el proceso de reparación de plásticos por adhesi-vos mediante varios ejemplos prácticos, destacando losaspectos más importantes para asegurar una reparación decalidad. (DVD de 12,30 minutos de duración + 1 CD Interactivo coninformación técnica adicional).
Reparación de plásticos por adhesivos en elautomóvil
Se muestran las formas de identificar los plásticos con el quese fabrican las piezas de la carrocería del automóvil, descri-biendo los diferentes tipos utilizados, así como el método dereparación adecuado a cada uno de ellos. (DVD de 10,15 minutos de duración + 1 CD Interactivo coninformación técnica adicional).
Los plásticos del automóvil y su identificación
Se desarrolla el proceso de reparación de plásticos por solda-dura mediante varios ejemplos prácticos, destacando losaspectos más importantes para asegurar una reparación decalidad. (DVD de 14 minutos de duración + 1 CD Interactivo con infor-mación técnica adicional).
Reparación de plásticos por soldadura en elautomóvil
Colección audiovisual: Reparación de plásticos del automóvil
Si desea adquirir alguna de las publicaciones de CENTRO ZARAGOZA o consultar los precios, rellene el boletín de pedido(ver pág. 73), y envíelo. También puede realizar su pedido por correo electrónico a la dirección: [email protected] a través de nuestra web www.centro-zaragoza.com
Publicaciones Centro Zaragoza
Dpto. de PublicacionesCtra. Nacional, 232, Km 273
50690 Pedrola (Zaragoza)ESPAÑA
Para más información:
Tel. 976 549 690Fax. 976 615 [email protected]
rev41web2_0.qxd:Maquetación OK 3/3/10 10:26 Página 38

Se analizan la eficacia de los distintos sistemas,correcta instalación y su clasificación porgrupos.DVD 6 min. y libro 172 págs. (Libro también disponible en CD)
Análisis de factores que influyen sobre la distan-cia de seguridad como el tiempo de reacción,condiciones de adherencia de la calzada ycapacidad de frenada del vehículo.DVD de 6 min. y libro de 227 págs.
Estudio sobre cómo influye el diseño de la carro-cería del vehículo en la seguridad pasiva, y larepercusión de los crash-test como modo deevaluación y mejora de la misma.DVD 10 min. y libro 175 págs. (Libro también disponible en CD)
Dossier técnico en el que se describen con tododetalle las partes que componen este sistemade seguridad, funcionamiento y eficacia comoelemento protector.DVD de 4,20 min. y libro de 146 págs.
Análisis de algunas de las causas de distracciónmás frecuentes, con especial incidencia y dedica-ción a los teléfonos móviles.DVD de 8 min. y libro de 155 págs.
Estudio de los accidentes por alcance, descripciónde los sistemas de seguridad más modernosdestinados a evitar lesiones y consejos sobre laimportacia de un buen ajuste del reposacabezas.DVD 7,40 min. y libro 174 págs. (Libro también disponible en CD)
Se analizan los principios de funcionamiento delABS, ventajas y limitaciones, pruebas en pista,eficacia del ABS, recomendaciones y adverten-cias al conductor.DVD de 10 min. y libro de 148 págs.
Requisitos de seguridad, que debe cumplir estemedio de transporte, como realizar simulacrosde evacuación y recomendaciones de seguridadbásicas.DVD de 14 min. y libro de 229 págs.
Amplio estudio sobre el cinturón de seguridaden todos sus aspectos, abarcando desde lasconsideraciones sobre su eficacia hasta lascaracterísticas de diseño más novedosas.DVD de 9 min. y libro de 183 págs.
Recomendaciones sobre el aseguramiento dela carga, con ejemplos prácticos que indican laforma correcta y errores a evitar en la estiba ysujección de distintos tipos de carga.DVD de 14 min. y libro de 126 págs.
2.- Sistemas de seguridad infantil
1.- El airbag
4.- La distancia de seguridad
5.- Factores de distracción en la conducción
Ensayos de homologación, lo que dicen losestudios sobre la eficacia de los cascos enmotocicleta y bicicleta, lesiones, ergonomía delcasco, consejos, etc.DVD de 10 min. y libro de 134 págs.
12.- El casco de protección
6.- La eficacia del cinturón de seguridad
3.- La seguridad en autobuses escolares
8.- El habitáculo de seguridad
7.- El reposacabezas. El gran olvidado
10.- Frenando con ABS
9.- Estiba de la carga de los camiones I
Ampliación sobre el tema de la estiba, connumerosos ejemplos gráficos sobre transportesespeciales, esquemas de seguridad y funda-mentos físicos sobre uso de sujeciones.DVD de 15 min. y libro de 183 págs.
13.- Estiba de la carga de los camiones II
Estudio sobre la ventaja que supone llevarprendas reflectantes por la noche cuando unpeatón o ciclista camina o circula próximo altráfico de motor. DVD de 10 min. y libro de 135 págs.
14.- Uso de materiales reflectantes para laseguridad vial
Ventajas e inconvenientes del uso diurno delalumbrado del vehículo para la seguridad vial,considerando los argumentos a favor y en contrade esta medida.Libro de 187 págs.
15.- Uso del alumbrado diurno en losvehículos de motor
Recomendaciones y precauciones básicas parael transporte de animales de compañía en elinterior de los vehículos particulares.DVD de 11 min. y folleto de 31 págs.
Estudios de Seguridad Vial (Libros y DVD´s)
Revisión de las distintas aplicaciones de lasúltimas tecnologías al tráfico por carretera. LosITS suponen los últimos avances para la gestióndel tráfico y la ayuda al viajero.DVD de 10 min. y libro de 236 págs.
17.- Sistemas inteligentes de transporte
Reflexiones novedosas sobre la Seguridad Vial,enfocadas a lograr reducciones drásticas enaccidentes de tráfico, con el objetivo de ceromuertos o heridos graves en accidente.Libro de 208 págs.
18.- La teoría visión cero sobre la seguridadvial
Funcionamiento de los sistemas de control deestabilidad, ventajas, limitaciones y eficacia, tiposde sistemas de control de estabilidad, recomen-daciones y advertencias al conductor.DVD de 10 min. y libro de 217 págs.
19.- Sistemas de Control de Estabilidad
Estudio sobre la técnica de los registradores dedatos, experiencias pioneras en su aplicación aflotas de vehículos por algunos fabricantes,beneficios y viabilidad.Libro de 246 págs.
20.- Cajas negras y su repercusión en laseguridad vial
Distintas clasificaciones del fuego, tipos decombustiones y mecanismos existentes para laextinción de un fuego, estudio dirigido a profesio-nales de la conducción de vehículos industriales.DVD de 30 min.
11.- Prácticas de extinción de incendios
Análisis de las causas más frecuentes delos atropellos y medidas para reducirlos.Recomendaciones con el fin de aumentar la seguri-dad de los peatones.DVD de 11 min. y libro de 277 págs.
21.- La seguridad de los peatones
Análisis de la influencia que tiene la velocidadsobre el número de accidentes de tráfico y sobreel resultado de lesiones producidas por losmismos.DVD de 14 min. y libro de 227 págs.
22.- La velocidad como factor de riesgo
Análisis de las características del vehículo que influ-yen sobre la compatibilidad. Estudio de agresividadde vehículos y presentación de ensayos paraanalizar la compatibilidad entre vehículos.DVD de 10 min. y libro de 235 págs.
23.- Compatibilidad entre vehículos
Análisis de la accidentalidad ciclista, presentaciónde las novedades introducidas en el NuevoReglamento General de Circulación y recomen-daciones para la seguridad de su entorno.DVD 14 min. y libro de 288 págs.
24.- La seguridad de los ciclistas
Estudio que analiza las características y lascausas más frecuentes de la accidentalidad de losciclomotores. La importancia del uso del casco ypor último consejos y recomendaciones.DVD 12 min. y libro de 186 págs.
25.- Los ciclomotores y la seguridad vial
Análisis de las características y las causas másfrecuentes de la accidentalidad de los ciclomotores.Importancia del uso del casco y por últimoconsejos y recomendaciones para su protección.DVD 15 min. y libro de 325 págs.
26.- La seguridad de los motoristas
Análisis de la importancia del mantenimiento delos neumáticos en turismos. Recomendacionesy precauciones básicas a adoptar por elusuario.DVD de 8 min.
27.- Mantenimiento de neumáticos
Revisión de los accesorios de transporte decargas en turismos en verano. Soluciones existen-tes en el mercado que combinan seguridad yconfort.DVD de 8 min.
28.- Sujeción de la carga
Funcionamiento de los dispositivos de adaptacióninteligente de velocidad. Análisis de distintos tiposde ISA existentes. Eficacia y recomendacionespara el usuario.DVD de 12 min.
29.- ISA: Sistemas inteligentes de adaptaciónde velocidad
16.- Transporte de animales de compañía
rev41web2_0.qxd:Maquetación OK 3/3/10 10:26 Página 39

www.centro-zaragoza.com Nº 41 - Julio / Septiembre 2009
Nuevas tecnologías
40
n 1968, el especialista en mecánica e ingenie-ría de motores y también piloto de rallies GüntherIrmscher, montó un pequeño negocio mecánico enun garaje de la humilde ciudad alemana deWinnenden. Su incansable dedicación y espírituemprendedor, hicieron que un taller de apenas dostrabajadores se convirtiera en un sólido grupo deempresas. Pronto, su apellido se convirtió en símbolode deportividad, potencia e imagen para los vehículosde la marca Opel. En la actualidad, Irmscher no sólocuenta con determinados accesorios y medios paradistintos fabricantes automovilísticos, sino que,también, cuenta con una importante alternativa alpetróleo, mediante la adaptación de propulsores aluso del Autogas.
El combustible utilizado por este tipo de vehículoses el denominado Gas Licuado del Petróleo o GLP;una mezcla de butano y propano, conocido tambiénen el mundo automovilístico por el nombre de Autogas.Este combustible alternativo procede en un 60 porciento del Gas Natural y de alrededor de un 40% delproceso de refinado del petróleo. A temperaturaambiente y bajo presión atmosférica, el estado delAutogas es gaseoso. Sin embargo, a diferencia del GasNatural, el GLP pasa a estado líquido cuando essometido a presiones relativamente bajas. Comoreferencia, hay que reflejar que esta variante decombustible gaseoso ocupa, almacenado a una
El continuo encarecimiento de las gasolinas convencionales, así comola falta de respeto medioambiental derivada de su uso, hacen que los combustiblesalternativos cobren cada día una mayor importancia. Centro Zaragoza, ha sidotestigo del proceso de adaptación de un propulsor de gasolina al uso del GasLicuado del Petróleo; combustible que ofrece las mismas prestaciones que losdestilados del petróleo, siendo más ecológico y económico.
Jesús García
Surtidor GLP de Repsol
Boca del depósito paragasolina y GLP
Adaptación de vehículosa GLP
E
rev41web2_0.qxd:Maquetación OK 3/3/10 10:26 Página 40

presión de una atmósfera y a una temperatura de -10 ºC, un volumen 250 veces inferior que cuando seencuentra en estado gaseoso.
Aunque en la actualidad esta tecnología no escompatible con las motorizaciones diésel, una de lasprincipales ventajas de la aplicación de este combus-tible alternativo a los propulsores actuales es suabsoluta funcionalidad en todos los vehículos queincorporan motor de explosión; es decir, de gasolina.Éstos, pueden impulsarse de una forma bivalente conGLP o gasolina, dentro de la tecnología Bi-Fueldesarrollada e instalada por el fabricante Irmscher.Todo esto se traduce en una reducción del 10 porciento en las emisiones de dióxido de carbono (CO2)frente a las motorizaciones diésel y del 15 por cientorespecto a los propulsores que usan gasolinas conven-cionales; aparte de reducir la acústica del propulsor.
El uso de este gas en las motorizaciones degasolina convencionales no se limita solamente aventajas medioambientales. Trasladando su uso anúmeros, cada 100 kilómetros recorridos medianteel uso de este gas, supone un ahorro medio de alrede-dor de 4 euros frente al uso de las gasolinas y de 2euros respecto a los gasóleos convencionales. De lamisma forma, la acción ecologista de determinadasComunidades Autónomas, les ha llevado al objetivode subvencionar carburantes alternativos limpios,tomando importantes reducciones fiscales; algunas deellas, incluso, han llegado a eliminar el impuesto decirculación para los vehículos que incorporen estatecnología, en aras de combatir el cambio climático.
Sin contar con que el precio del litro de Autogas GLPse sitúa alrededor de los 0,70 céntimos de euro.
Además, determinados suministradores de estetipo de combustible suelen facilitar ayudas para laadaptación de los equipos de control e inyección alos vehículos, de forma promocional. Los equiposnecesarios para el uso del Autogas de Irmscher estánhomologados y certificados tanto para vehículosnuevos como de ocasión. Entre otras distinciones decalidad, sus productos cuentan con el respaldo denormativas tan exigentes como el certificado DIN ENISO 9001 ó el QS 9000; siendo conformes a las exigen-cias de la Dirección General de Tráfico Alemana (ABE)y de la Asociación de Control Técnico (TÜV). Esto setraduce, entre otros aspectos, en que la garantía originaldel vehículo no se ve afectada por la incorporaciónde los productos de este fabricante.
Nº 41 - Julio / Septiembre 2009 www.centro-zaragoza.com
41
Detalle de la cadena de adaptacion a GLP de Irmscher
rev41web2_0.qxd:Maquetación OK 3/3/10 10:26 Página 41

www.centro-zaragoza.com Nº 41 - Julio / Septiembre 2009
Nuevas tecnologías Adaptación de vehículos a GLP
42
A grandes rasgos, el sistema que incorpora eluso del GLP en una motorización de gasolina constade un depósito del almacenaje del gas, una electro-válvula que gestiona el paso del Autogas al motor, unevaporizador, un conjunto de válvulas de paso alcolector de admisión, una centralita o unidad demando, un selector entre gasolina y GLP y elconjunto de tuberías de paso del gas. El depósito seinstala en la parte inferior del vehículo, bajo elmaletero, sin restar espacio ninguno a éste. La electro-
válvula permite el paso del gas sólo cuando el motoresté encendido y el conmutador de selección enposición de Autogas. El evaporador reduce la presióny junto a las órdenes que recibe de la centralita, regulael paso de gas al motor. Aunque en el depósito nosquedemos sin GLP, de forma automática, el selectorconmuta al uso de gasolina, asegurándose de estaforma la movilidad del vehículo hasta que podamosrepostar de nuevo con este tipo de gas.
El uso del GLP no es una tecnología nueva enel mundo automovilístico, de hecho Holanda, ha sidouno de los primeros países europeos en usar duranteaños este tipo de combustibles alternativos. En el año2005, según estadísticas del fabricante, Turquía,Polonia e Italia, ya contaban con 350.000 vehículosimpulsados por este gas. Cifras lejanas a nuestro país,que se asentaba por aquel año con unas 2.500 unida-des; reflejo, bien de una economía creciente o de unamarcada indiferencia en lo que a búsquedas deenergías alternativas al petróleo se refiere, así comode la ausencia de una red de distribución operativade GLP. Sin embargo, en la actualidad, las subven-ciones del Instituto para la Diversificación y Ahorrode la energía (IDAE), de alrededor de 2.000 euros ylos acuerdos alcanzados con REPSOL para la insta-lación de surtidores constituyen, junto al reducidoprecio del GLP y a las ventajas medioambientalesderivadas de su uso, una interesante alternativa a lasgasolinas convencionales. C
Lectura de parámetros de la centralita
Válvulas de Inyección
La acción ecologista de determinadas ComunidadesAutónomas, les ha llevado al objetivo de subven-cionar carburantes alternativos limpios, tomandoimportantes reducciones fiscales.
rev41web2_0.qxd:Maquetación OK 3/3/10 10:26 Página 42

rev41web2_0.qxd:Maquetación OK 3/3/10 10:26 Página 43

Seguridad vial Sistemas de seguridad secundaria
44
www.centro-zaragoza.com Nº 41 - Julio / Septiembre 2009
Una cuestiónprimordial
rev41web2_0.qxd:Maquetación OK 3/3/10 10:26 Página 44

a carrocería del vehículo. Es el punto de partidapara la protección de los ocupantes ante un accidentegrave. Un buen diseño estructural del vehículo debetener un habitáculo de pasajeros capaz de soportargrandes esfuerzos para mantener un espacio de super-vivencia aceptable. A la vez, las zonas delantera ytrasera del vehículo deben haber sido diseñadas paradeformarse en los accidentes graves con objeto deamortiguar las fuerzas del impacto. Es importante queestas zonas de absorción retengan el impacto lejosdel habitáculo, puesto que una vez que éste comienzaa fallar, la probabilidad de causar daño a losocupantes aumenta rápidamente. Las diferencias enel diseño estructural entre vehículos de la misma clasese ponen de manifiesto en los Crash Tests o ensayoscontrolados de choque.
Los constructores de vehículos son conscientesdel peligro que supone para un peatón el contactocon un vehículo, incluso si la velocidad del atropelloes muy baja. Se pretende diseñar vehículos menos“agresivos” con los peatones, incluyéndose avancestales como capós activos (que se levantan ligeramenteal detectar un atropello para evitar el contacto de lacabeza del peatón contra las partes más duras delbloque motor) o airbags exteriores (que llegan a desple-garse en la parte frontal del vehículo, entre el capóy la luna parabrisas, al ser detectado el atropello).
El cinturón de seguridad. Desde que Fordofreciese el cinturón de seguridad (que tan sólo seajustaba a la cadera) como equipamiento opcionalen algunos de sus vehículos en el año 1956, pasandopor el desarrollo del cinturón de tres puntos (con ajustepor encima del hombro) que comercializó Volvo apartir de 1959, el cinturón es el sistema de seguridadpasiva más eficaz de todos cuantos existen. Sinembargo, uno de cada cinco ocupantes de turismosy furgonetas fallecidos por accidente de tráfico en víasinterurbanas durante 2008 no hacía uso del cinturónde seguridad. El cinturón de seguridad ha de utilizarsetanto en las plazas delanteras como traseras, y losniños siempre deben ir bien abrochados por mediode los sistemas de retención infantil. Si no se haceuso del cinturón de seguridad, ante una colisión frontalel ocupante sigue moviéndose hasta que algo le para,normalmente el volante, el salpicadero o la lunaparabrisas.
45
Nº 41 - Julio / Septiembre 2009 www.centro-zaragoza.com
Dantescos retratos de vehículos destrozados abren eltelón de las crónicas televisivas que hablan de siniestros viales.En ocasiones escuchamos que no ha habido que lamentardaños personales. Inevitablemente, nos preguntamos cómoes posible que los inquilinos del amasijo de hierros puedanhaber escapado incólumes de la tragedia. La respuesta estáen aquellos sistemas de seguridad que entran en funciona-miento durante los fugaces instantes en los que se desarrollaun accidente. Al activarse, mitigan la probabilidad de lesiónde los ocupantes del vehículo y, a veces, también de los peato-nes. Se trata de la seguridad secundaria, popularmenteconocida como seguridad pasiva.
Daniel Espinosa
El cinturón de seguridad ha de utilizarsetanto en las plazas delanteras como traseras, ylos niños siempre deben ir bien abrochados pormedio de los sistemas de retención infantil
L
rev41web2_0.qxd:Maquetación OK 3/3/10 10:27 Página 45

Airbag. El airbag es, básicamente, una bolsaestanca de tejido ultrarresistente que se encuentraplegada dentro del volante o del salpicadero (airbagsfrontales), o allí donde pudiera ser necesario amortiguarun impacto. Cuando los sensores del vehículo detectanuna colisión con una determinada orientación, activanel inflado del airbag correspondiente (si se trata deuna colisión frontal se activarán los airbags frontales,si se trata de una colisión lateral se activarán los airbagsde cortina laterales, etc…). En el momento en el quese produce la colisión, la bolsa se infla con gas casiinstantáneamente, interponiéndose entre el ocupantey las superficies del vehículo. El ocupante es impulsadopor la fuerza de choque contra esta bolsa, que actúacomo un suave amortiguador entre la persona y elvehículo. El airbag alcanza su máxima efectividadcuando se emplea junto con el cinturón de seguridad,y de ahí que el airbag también reciba el nombre desistema de retención suplementario (SRS).
Algunas motocicletas, ya disponibles en elmercado, también incorporan airbags contribuyentesa mitigar las lesiones consecuencia de una violentacolisión.
Reposacabezas. El reposacabezas es un dispo-sitivo de retención cuya finalidad es limitar eldesplazamiento hacia atrás de la cabeza del ocupantecon relación al tronco, de forma que, en caso deaccidente, se reduzca el riesgo de lesiones en las vérte-bras cervicales. En función del criterio utilizado, sepueden distinguir distintos tipos de reposacabezas:ajustables o fijos (si se puede o no ajustar en alturay separación) y activos o pasivos (si se activa o nopor efecto de la colisión). El reposacabezas debe sersituado lo más cerca posible de la parte posterior dela cabeza, sin que ésta quede apoyada en él, aproxi-madamente a una distancia máxima de cuatrocentímetros. Además, el reposacabezas no debedejarse en su posición más baja, sino que debeajustarse de tal modo que la parte superior de la cabezay la del reposacabezas queden a la misma altura.
Seguridad vial Sistemas de seguridad secundaria
46
www.centro-zaragoza.com Nº 41 - Julio / Septiembre 2009
El airbag alcanza su máxima efectividadcuando se emplea junto con el cinturón de seguri-dad, y de ahí que el airbag también reciba elnombre de sistema de retención suplementario(SRS).
El airbag de motocicleta supone un importanteavance en la seguridad secundaria de este tipo devehículos
Vídeo de un Crash Test
Simulación porordenador
Un reposacabezas activo puede evitar las lesiones por alcance
El reposacabezas debe ser situado lo más cercaposible de la parte posterior de la cabeza, sin queésta quede apoyada en él, aproximadamente a unadistancia máxima de cuatro centímetros. Además,el reposacabezas no debe dejarse en su posiciónmás baja, sino que debe ajustarse de tal modo quela parte superior de la cabeza y la del reposacabezasqueden a la misma altura
rev41web2_0.qxd:Maquetación OK 3/3/10 10:27 Página 46

Seguridad vial Sistemas de seguridad secundaria
Equipo de protección para motociclistas. Debidoa las características de las motocicletas, sus ocupantesno van protegidos por una carrocería externa que lespudiera proporcionar un habitáculo de seguridad. Nocabe duda de que la cabeza es una de las regionesmás vulnerables, pues sus lesiones son de difícil repara-ción, cuando no de trágicas consecuencias, al afectara la funcionalidad del resto del cuerpo. El cascohomologado es, sin duda, el equipamiento de seguri-dad secundaria más importante para un motorista.
La ropa de protección para motociclistas, por otraparte, debe constar de botas, guantes, espaldera,hombreras, rodilleras y coderas. Esta ropa previenela mayoría de las lesiones por laceración y abrasión,que son las sufridas por los motociclistas cuando desli-
zan sobre la superficie de la carretera después deproducirse una caída. Además reduce la severidad delas contusiones y, en ocasiones, puede llegar a prevenirfracturas.
47
Nº 41 - Julio / Septiembre 2009 www.centro-zaragoza.com
Una ropa adecuada para motorista reduce la severidad de las contusiones y puede llegar a prevenir fracturasen caso de accidente
Asiento para vademécum vial:En ocasiones no está en nuestra mano evitar
un accidente. Podemos vernos implicados por elerror de un tercero que origine una situación deriesgo. El conocimiento y la correcta utilización delos dispositivos de seguridad secundaria contribuyena la reducción de las potenciales lesiones derivadasdel accidente. C
rev41web2_0.qxd:Maquetación OK 3/3/10 10:27 Página 47

48
www.centro-zaragoza.com
ProyectoInvestigación para el desarrollo de NuevosSistemas de Seguridad Pasiva paraMotoristas
Nº 41 - Julio / Septiembre 2009
rev41web2_0.qxd:Maquetación OK 3/3/10 10:27 Página 48

E
Seguridad vial Proyecto DENDRA
l acrónimo elegido para nombrar este proyecto,DENDRA, proviene de la peculiar armadura utilizadaen Micenas hace más de 3.500 años. Los restos arqueo-lógicos que se conservan de la misma la datan comola armadura europea más antigua que se conservacompleta. Es única en su estilo, ya que nunca se haencontrado nada parecido, ni en otras excavacionesni representada en ninguna imagen. La armadura seencontró en una tumba micénica en Dendra, cerca deMicenas (Grecia) y data del año 1.400 a.d.C. Está fabri-cada de varias láminas de bronce que cubren desdela parte baja de la cara hasta las rodillas. Por todo ellodecidimos utilizar su nombre como símbolo de protec-ción corporal.
El proyecto DENDRA -Investigación para elDesarrollo de Nuevos Sistemas de Seguridad Pasivapara Motoristas- cuenta con un presupuesto total de233.919 €, parte de los cuales han sido financiadospor el Ministerio de Industria, Turismo y Comercio deEspaña, dentro del Programa Nacional de Proyectosde Investigación Aplicada y tiene prevista su finali-zación durante el año 2009.
El incremento del número de motoristas muertosen accidentes de tráfico es una de las principalespreocupaciones de Administraciones, asociaciones deconductores y la sociedad en general. Centro-Zaragoza, como líder en este proyecto, colabora conla empresa APC Systems (fabricante de sistemas deseguridad secundaria para motoristas) en la realizaciónde un exhaustivo trabajo de investigación que partedel estudio de las tipologías de accidentes en los quese ven involucrados motocicletas y ciclomotores.Además se analizan los patrones de lesiones máscomunes en los usuarios de estos vehículos, con elfin de definir nuevos protocolos de evaluación de laefectividad de los sistemas de seguridad secundariay especificar nuevas tecnologías de seguridad.
El objetivo principal es ofrecer a la industriade fabricantes de componentes para automociónel conocimiento necesario para acometer desarrollosde nuevos sistemas y tecnologías de seguridadpasiva para los usuarios de vehículos de dos ruedas,principalmente motocicletas y ciclomotores. Losobjetivos específicos del Proyecto Dendra son lossiguientes:
� Conseguir un conocimiento en profundidad delas diferentes tipologías de accidentes en losque se ven involucrados usuarios de motoci-cleta y ciclomotor.
� Analizar y establecer el patrón de lesiones másfrecuente en los usuarios de vehículos de dosruedas.
49
Nº 41 - Julio / Septiembre 2009 www.centro-zaragoza.com
Centro Zaragoza lidera este proyecto de investigación queestudia la forma de proteger las zonas más frecuentemente lesio-nadas de los motoristas partiendo del análisis de las característicasde los accidentes en los que se ven involucrados motocicletas yciclomotores.
Sara Modrego
El objetivo principal del Proyecto Dendra esofrecer a la industria de fabricantes de compo-nentes para automoción el conocimientonecesario para acometer desarrollos de nuevossistemas de seguridad secundaria para losusuarios de vehículos de dos ruedas, principal-mente motocicletas y ciclomotores.
rev41web2_0.qxd:Maquetación OK 3/3/10 10:27 Página 49

� Contribuir a la prevención de lesiones de grave-dad en estos accidentes mediante el análisis delos sistemas de seguridad secundaria existentesy la especificación de nuevas tecnologías deseguridad, como prendas con airbag incorporadoo novedosos sistemas de detección de accidentesque activan los dispositivos de seguridad.
� Establecer la eficacia de sistemas de seguridadpasiva actuales y futuros en la reducción delesiones.
� Difundir los resultados a la comunidad cientí-fica, a las administraciones con competenciasen materia de tráfico y a la industria, de talmanera que los conocimientos generados eneste proyecto sean una base para el futuro.
Fases del proyectoFASE I: Caracterización de los accidentes deciclomotor y motocicleta.La revisión de las cifras generales de accidenta-
lidad de ciclomotores y motocicletas condujo aestablecer la importancia de este tipo de accidentes
en el marco global de la siniestralidad en España,dándose repuesta además a cuáles son los lugares enlos que se producen los accidentes, así como el perfilde los motociclistas accidentados.
Para caracterizar este tipo de accidentes, así comopara obtener las variables más relevantes de cara aanalizar la efectividad de los sistemas de seguridad,se procedió a definir aquellas variables de mayorrelevancia.
Posteriormente se seleccionaron y analizarontodos los accidentes relativos a esta caracterizaciónque figuran en la base de datos de Centro-Zaragoza,tratando de definir tanto las características principalesde los mismos, como la definición, entre otros, delos patrones de lesiones sufridos por los usuarios demotocicletas y ciclomotores.
FASE II: Estimación de la reducción de lesionesasociada al desarrollo de distintos sistemas deseguridad secundaria.Se definieron cuáles son los distintos tipos de
sistemas de seguridad secundaria que actualmente obien se encuentran en el mercado o bien se encuentranen fase de desarrollo.
50
www.centro-zaragoza.com Nº 41 - Julio / Septiembre 2009
Escenario de un accidente de tráfico en el que se ve implicado un vehículo de dos ruedas.
rev41web2_0.qxd:Maquetación OK 3/3/10 10:27 Página 50

Además se desarrolló una metodología deensayos para testear la eficacia de sistemas de seguri-dad secundaria para motoristas. Estos test se diseñaronpara ser realizados bajo condiciones concretas, deter-minadas a partir de la tipología de los accidentes detráfico de motociclistas establecidas en la fase anteriordel proyecto.
Este análisis prospectivo permitió estudiar la efica-cia de los sistemas existentes en la potencial reducciónde lesiones, atendiendo principalmente al tipo deaccidente sobre el cual estos sistemas puedan ofrecerprotección y efectividad.
Finalmente se procederá a la especificación denuevas tecnologías en seguridad secundaria quepuedan contribuir a la reducción la incidencia de lesio-nes en los usuarios de vehículos de dos ruedas.
FASE III: Presentación de resultados.Tras un exhaustivo análisis de los resultados de
los diferentes ensayos y estudios llevados a cabo,Centro-Zaragoza se encargará de la difusión de losmismos.
Avance de conclusionesAlgunos de los resultados obtenidos hasta el
momento son, entre otros:
� Las zonas más frecuentemente lesionadas enlos conductores de vehículos de dos ruedas:
Las extremidades inferiores resultaron afectadasentre un 27% y un 46% de los motoristasaccidentados; la cabeza resultó afectada entreun 19% y un 21% y las extemidades superioresente un 15% y un 21% de total de motoristasaccidentados.
� La zonas corporales con mayor gravedad delesión resultaron ser las siguientes:
La pelvis (16%-50%); Cabeza (28%-30%);Muslo (20%-32%); Pecho (28%-22%) y Pierna-entre rodilla y tobillo- (20%-22%).
� En cuanto a las velocidades de impacto delas motocicletas accidentadas se obtienenvalores promedio en torno a 20 km/h en víasurbanas y alrededor de los 50 km/h en víasinterurbanas. Las configuraciones más frecuen-tes de colisión son las mostradas en lassiguientes imágenes:
51
Nº 41 - Julio / Septiembre 2009 www.centro-zaragoza.com
Seguridad vial Proyecto DENDRA
Figura 1.- Resultados del análisis de la base de datosde Centro Zaragoza.
El Proyecto DENDRA permitirá la especifi-cación de nuevas tecnologías en seguridadsecundaria que pudieran contribuir a la reducciónde la incidencia de lesiones en los usuarios devehículos de dos ruedas
rev41web2_0.qxd:Maquetación OK 3/3/10 10:27 Página 51

www.centro-zaragoza.com Nº 41 - Julio / Septiembre 2009
52
l corte por plasma permite realizarcortes previos en las piezas de la carrocería de unautomóvil, para separarlas de una forma sencilla ymuy rápida, independientemente del espesor de lapieza.
El Powermax30 de Hypertherm es un equipoportátil, basta con una fuente de aire comprimido yuna conexión eléctrica monofásica para poder utilizarel equipo.
El plasma consigue una gran velocidad de corte,así como cortes bastante limpios, con mucha calidadde corte. Es capaz de cortar prácticamente cualquiermetal, este oxidado, pintado o incluso sucio.
Con el Powermax30 es posible cortar con laantorcha apoyada directamente sobre el metal, o cortarcon una pequeña separación (ideal para piezas conformas especiales o para llegar a lugares difíciles) oincluso hacer cortes muy estrechos y de alta calidaden materiales de pequeño espesor.
El Powermax30 de Hypertherm esta compuesto por:� El generador de corriente.� La antorcha T30v con una manguera de 4,5
m de longitud.� El cable de masa con pinza de 4,5 m. de
longitud.� Consumibles de repuesto.
Como accesorios dispone de:� Maleta para transporte y almacenamiento, � Juego de consumibles más amplio.� Guía para cortes circulares.� Guantes para cortar.� Correa para el hombro.
El corte por plasma consiste en establecer un arco eléctrico, ionizando el gascircundante y estrangulando el plasma y haciéndolo pasar por una tobera de pequeñodiámetro, de modo que al circular el plasma a altas velocidades y con una altatemperatura es capaz de fundir el material a cortar y retirar las escorias y óxidosformados.
El corte por plasma es una tecnología que hasta ahora no se usaba profusamenteen los talleres de reparación de carrocería de automóvil, pero que con la utilizaciónde aceros de ultra alta resistencia en la fabricación de carrocerías, irá aumentandoprogresivamente, ya que permite en algunos casos separar estas piezas sin necesi-dad de consumir costosas brocas especiales.
En este artículo se va a describir el equipo de corte por plasma Powermax30de HYPERTHERM.
Luis Casajús
Hypertherm Powermax30Corte por plasma para carrocerías
E El corte por plasma Powermax30 deHypertherm es muy sencillo de utilizar y permiteunas altas velocidades de corte.
Análisis: Equipos, herramientas y productos
rev41web2_0.qxd:Maquetación OK 3/3/10 10:27 Página 52

Nº 41 - Julio / Septiembre 2009 www.centro-zaragoza.com
53
Características del POWERMAX30:� La tecnología inverter de punta y procesamiento
digital de señales (DSP) que incorpora, reduceel número total de componentes, a la vez queofrece un rendimiento muy elevado.
� El acondicionador de impulso compensa lasvariaciones del voltaje de entrada, mejorandoel rendimiento en caso de voltaje de línea bajo,motogeneradores o potencia de entradafluctuante.
� El auto-voltaje se adapta automáticamente atoda la potencia de entrada desde 120V a 230V,monofásicos.
� El controlador avanzado del arco piloto damayor capacidad de encender de nuevo sobreel metal expandido, hasta tres veces más rápidoen pruebas de laboratorio.
� La antorcha T30v con su cabezal cónico de 70grados, esta diseñada de modo que permite unaexcelente visibilidad del arco, un buen control yóptimo acceso para zonas difíciles de alcanzar.
� Es un equipo compacto, portátil y muy ligero,fácilmente transportable, además la correa dehombro añade portabilidad al sistema, hacién-dolo fácil de usar.
Datos técnicos del Powermax30
Dimensiones
Peso (incluida antorcha)
Tensión de alimentación
Factor de marcha
Presión aire comprimido
Caudal aire comprimido
Campo de regulación
Espesor de corterecomendado/ máximo
356 mm de longitud, 168 de anchoy 305 de alto
9 kg
120-230V, 1Ph, 50/60 Hz
50% 30 A, 230 V
de 5,5 a 6,9 bar
99,1 l/min a 4,5 bar; 113 l/min a 5.5 bar
de 15 a 30 Amp.
6 mm / 12 mm
rev41web2_0.qxd:Maquetación OK 3/3/10 10:27 Página 53

� La manguera de la antorcha nuevamentediseñada, altamente flexible, se suma a la facili-dad de uso.
� La antorcha dispone de un pulsador de seguri-dad para evitar accionamientos accidentales.
� Los nuevos consumibles proveen calidadFinecut™ en chapas delgadas, a la vez quedan gran rendimiento en metales gruesos.
� Como accesorio existe un maletín con guíaspara facilitar el corte, recto o circular.
Respecto al rendimiento de este equipo el fabri-cante indica lo siguiente:
� La capacidad recomendada de corte es de 6mm, es decir, el espesor de metal que puedecortarse con buena calidad y productividad,como mínimo a una velocidad de 500 mm/min.
� La capacidad máxima de corte es de 10 mm,es decir, el espesor de chapa que puede cortarsecon buena calidad pero más lento, más omenos a una velocidad de 250 mm/min.
� El corte bruto máximo es de 12 mm, es decir,con el equipo a la máxima capacidad sepueden cortar las chapas, pero con menoscalidad y a velocidades más lentas.
Finalmente, indicar que Hypertherm ofrece tresaños de garantía sobre la fuente de alimentación yun año sobre la antorcha.
Conclusión:En CENTRO ZARAGOZA se han obtenido resul-
tados muy satisfactorios respecto al funcionamientodel Powermax30 de HYPERTHERM, destacando portener un tamaño muy reducido, un peso muy bajo yuna gran capacidad de corte, así como por su calidad,facilidad de utilización, buenos resultados de corte ysobre todo su rendimiento. C
www.centro-zaragoza.com Nº 41 - Julio / Septiembre 2009
Análisis: Equipos, herramientas y productos Hypertherm Powermax30
54
Información y distribución:HYPERTERM EUROPE B.V. Vaartveld 94704 SERoosendaalThe NetherlandsTeléfono: +31 165 59 69 07 Fax: +31 165 59 69 21Web: www.hypertherm.come-mail: [email protected]
Equipo de corte por plasma Powermax30 deHypertherm
Pulsador de accionamiento con sistema deseguridad
Sección parcial previa en un larguero delanteromediante corte por plasma
rev41web2_0.qxd:Maquetación OK 3/3/10 10:27 Página 54

En este espacio se edita publicidadcontratada para la edición impresa.
rev41web2_0.qxd:Maquetación OK 3/3/10 10:27 Página 55

www.centro-zaragoza.com Nº 41 - Julio / Septiembre 2009
on varios los factores que influyen en laaplicación de las pinturas para obtener un resultadosatisfactorio con un alto nivel de acabado. Y dos deestos factores o variables a considerar son la tempe-ratura y la humedad presentes en la aplicación. Lasbajas temperaturas de invierno y una elevada humedaden el ambiente repercuten negativamente en laevaporación de los disolventes y diluyentes contenidosen la pintura.
Las condiciones ideales de aplicación, recomen-dadas por los fabricantes de pintura, son 22ºC y 50%de humedad relativa. Con estas condiciones se consi-gue una velocidad de evaporación adecuada de losdisolventes y diluyentes de la pintura que permitendisminuir el riesgo de piel de naranja o descolgados,o una correcta deposición de las partículas metalizadas;
siempre y cuando el resto de las variables tambiénsean las adecuadas (presión de aplicación, distanciade la pistola a la superficie, viscosidad de aplicación,etc.).
El termocondicionador multifuncional TD3 deWalcom es un sistema de tratamiento del airecomprimido que consta de 5 etapas:
1ª Fase: filtro para la eliminación de agua condesagüe automático.
2ª Fase: filtro para la eliminación de aceite condesagüe manual.
3ª Fase: filtro de sílice con indicadores de nivelpara la eliminación de humedad.
S
56
rev41web2_0.qxd:Maquetación OK 3/3/10 10:27 Página 56

Este filtro cuenta con un sistema SRS de regene-ración automática del gel de sílice compuesto por unaválvula eléctrica que mediante los flujos de airecaliente permiten la regeneración del sílice. Esteproceso dura en torno a unas 4 horas, y se accionamanualmente cuando al operario le convenga másen función de su trabajo. El TD3 tiene un temporizadorque apaga de automáticamente el sistema, aunquetambién es posible hacerlo manualmente. Conformeel gel de sílice se va saturando va pasando de coloramarillo a blanco, por lo que gracias a los tres indica-dores en el filtro de sílice, es posible saber cuándoes necesario realizar la regeneración.
4ª Fase: filtro de carbón activo para eliminarlos restos de impurezas en el aire.
5ª Fase: unidad de calor para controlar latemperatura de aplicación, permitiendo aloperario fijar esta temperatura entre 20 y 50ºCdurante la fase de pintado y hasta 70ºC parala fase de secado. En función del tipo de pinturase recomiendan las siguientes temperaturas.
Nº 41 - Julio / Septiembre 2009 www.centro-zaragoza.com
WALCOM TD3
Pilar Santos Espí
Bossauto, empresa dedicada a la comercialización deproductos para la reparación y mantenimiento de carrocerías,ha presentado en las instalaciones de Centro Zaragoza suinnovador equipo WALCOM TD3, un sistema de tratamientodel aire comprimido para las cabinas de pintura cuya funciónes eliminar completamente la humedad e impurezas sólidasy gaseosas, junto con un calentamiento del aire que favoreceuna aplicación y secado más rápido.
Pistola Walcom Thermo Jet
Objetivo: un aire en las mejores condiciones
para la aplicación de pintura.
57
Producto Tª recomendada
Base agua/disolvente 40ºC
Barniz / Esmalte monocapa 50ºC
Aparejos 50ºC
rev41web2_0.qxd:Maquetación OK 3/3/10 10:27 Página 57

www.centro-zaragoza.com Nº 41 - Julio / Septiembre 2009
Análisis: Equipos, herramientas y productos WALCOM TD3
58
Después de esta unidad de calor el aire pasa auna manguera especial de aire caliente denominadaIPH que presenta la particularidad de incorporar untermopar en el interior para la detección y manteni-miento de la temperatura en su interior. Este sistemapermite además, la conexión de una segundamanguera de calefacción.
Para el buen funcionamiento del equipo WalcomTD3 es preciso llevar a cabo un correcto mantenimiento.Este se lleva a cabo mediante el Thermo Kit compuestopor: un filtro de agua, un separador de aceite, y ungel de sílice, cada uno de los cuales se recomiendasustituir una vez al año, además de 2 filtros de carbónactivo que se recomienda sustituir cada 6 meses.
Algunos de los beneficios que se pueden obtenermediante el sistema TD3 son:
� Reducción del tiempo de secado.� Aplicación más rápida y eficaz.� Piel de naranja menos marcada.� Eliminación de impurezas en el aire comprimido.� Regeneración automática del gel de sílice.� Disminución del punto de rocío.
Para completar el sistema, se han desarrolladootras herramientas:
Walcom Thermo Jet (THJ): Una pistola que seconecta a la manguera IPH y proyecta aire secoy caliente (hasta 70ºC) mediante el TD3 paraacelerar el secado de la pintura.
Walcom Thermo Paint (THP): Accesorio quese coloca en la unión del depósito a la pistolay que permite calentar y mantener la tempe-ratura de la pintura a aplicar.
Walcom Thermo Stand (THS): Un soporte con4 ThermoJets que permite un secado más rápidode grandes superficies. C
Información y distribución:BOSSAUTO IMPORT S.A.Pol. Ind. De ValldoriolfC/ Thomas Edison 1608430 La Roca del Vallés - BarcelonaTel. 902 100 667 / Fax. 902 363 047www.bossauto.com
Equipo Walcom TD3
rev41web2_0.qxd:Maquetación OK 3/3/10 10:27 Página 58

En este espacio se edita publicidadcontratada para la edición impresa.
rev41web2_0.qxd:Maquetación OK 3/3/10 10:27 Página 59

www.centro-zaragoza.com
60
Los fabricantes diseñan nuevas herramientasy accesorios para facilitar los trabajos de reparaciónen carrocerías. Dentro de este grupo de productos,encontramos un pequeño accesorio que puedereducir los tiempos de trabajo debidos a los desmon-tajes necesarios para acceder a las zonas a reparar.
Prolongador de brocasWieländer+Schill VD 305
Mª Concepción Pérez García
Análisis: Equipos, herramientas y productos
rev41web2_0.qxd:Maquetación OK 3/3/10 10:27 Página 60

Nº 41 - Julio / Septiembre 2009 www.centro-zaragoza.com
Análisis: Equipos, herramientas y productos Prolongador Wieländer+Schill VD 305
61
na de las labores habituales del chapista esel despunteado de puntos de soldadura, esta operaciónen ocasiones requiere realizar desmontajes de piezaspara poder acceder a los puntos de soldadura y retirar-los. Wieländer+Still ha diseñado un prolongador delongitud para las brocas, de forma que estas puedenacceder a las zonas más alejadas. Este accesorio estadiseñado para adaptarse a la despunteadora Vario DrillWS90 propia de la marca y a los diferentes tipos debrocas suministradas para este equipo porWieländer+Still. El prolongador dispone una longitudde 305mm y pesa 360 gramos, se encuentra revestidode un material que no daña la pintura y esta confi-gurado sobre un eje libre y dos casquillos de latóncon rodamientos en los extremos, de forma que elconjunto permite la rotación de la broca adaptada alaccesorio. Uno de los casquillos esta preparado paraacoplar la broca y el otro para adaptar el prolongadora la despunteadora. Durante el proceso de despunteadopuede sujetarse manualmente la parte exterior delprolongador (guía manual) para efectuar una aplicaciónperfectamente localizada del extremo de la broca.
En el caso de brocas BTR/BOR para el despun-teado en aceros de ultra-alta resistencia (UHSS) el útildebe posicionarse sobre el punto a despuntearformando un ángulo de 90º, y una tolerancia máximade +/-10º, respecto a la superficie de la chapa paraevitar el riesgo de rotura de la broca. La presión defuncionamiento de la despunteadora debe ser entre6-8 bares / 90-120psi y la presión de apriete sobre elpunto no debe sobrepasar los 3kg.
Los principales aspectos a destacar de esteaccesorio son los siguientes:
� Ahorro de desmontajes complicados paraacceder con la broca a las zonas.
� La superficie especial de la prolongación nodaña la pintura.
� La guía manual con su eje libre permite unaaplicación exacta y precisa.
La referencia de producto del prolongador es nº608012. C
Información y distribución:EXFASAExportadora de Fabricantes Unidos, S.A.C/ Isabel Colbrand, nº 10-12, nave 3028050 Madrid – ESPAÑA Tel: 91 358 88 83 – 91 358 89 93, Fax: 91 – 358 89 82e-mail: informació[email protected]
El prolongador de brocas permiterealizar el despunteado en zonas sinacceso.
UProlongador de brocas VD 305 acoplado a la despunteadora
rev41web2_0.qxd:Maquetación OK 3/3/10 10:27 Página 61

www.centro-zaragoza.com Nº 41 - Julio / Septiembre 2009
Novedades del automóvil Toyota iQ
62
Dame venenoDicen que los buenos perfumes vienen en frascos
pequeños, pero también el veneno. Prueba un pocode iQ y déjate envenenar por su fresca y seductoraimagen, por su maniobrabilidad, su tecnología, sucompleto equipamiento y por su respeto por el medioambiente.
¡Ay iQ! Si contigo he de vivir dame veneno quequiero sentir.
Fabricación y Medio AmbienteToyota tiene previsto fabricar 100.000 unidades
al año del nuevo iQ, y se prevé que el 80% del totalde las entregas se produzcan en el mercado europeo.La fabricación del iQ se lleva a cabo en la plantanipona de Takaoka, a las afueras de Nagoya. El iQforma parte del desarrollo de nuevos modelos quepretenden tener un impacto menor sobre el medioambiente.
iQToyota ¿El tamaño importa?
La nueva creación de Toyota ha tomado prestadas las iniciales iQ “inteligentQuality” (calidad inteligente) para darse a conocer al mundo. Con ganas de invadirla ciudad llega este pequeño utilitario de tan solo 2.985 mm de longitud, con caráctery con ganas de ayudarte a superar esos pequeños retos que nos depara la vidaurbana.
David Portero
rev41web2_0.qxd:Maquetación OK 3/3/10 10:27 Página 62

Nº 41 - Julio / Septiembre 2009 www.centro-zaragoza.com
Novedades del automóvil Toyota iQ
63
Desde el año 2002 el impacto ecológico de losprocesos de fabricación se ha ido reduciendo conti-nuamente. Se han reducido las emisiones de CO2 enun 14%, el consumo de agua un 14% y la generaciónde compuestos orgánicos volátiles un 39%. Al intro-ducir medidas adicionales en la planta de fabricaciónde Takaoka, tales como la reducción de la línea depintura y la eliminación del proceso de secado en laimprimación, se han conseguido reducir las emisionesglobales de CO2 alrededor de un 4%. Todas las opera-ciones de fabricación cumplen con la norma deadministración medioambiental ISO 14001.
El Toyota iQ sigue fabricándose con el procesoToyota Production System (TPS), cuyo objetivo esreducir costes sin perder calidad.
Ideas de HabitabilidadToyota desafía al espacio confiriendo al nuevo
iQ un concepto nunca visto antes. Aporta ideasingeniosas, prácticas y transgresoras, ideales para lostiempos que nos toca vivir.
MotorizacionesEl nuevo iQ cuenta con la tecnología Toyota
Optimal Drive que genera el máximo rendimiento conel menor consumo. En el motor 1.33, el sistema Stop& Start apaga el motor automáticamente cuando estáparado y lo reinicia suavemente en cuanto se pisa elembrague (implica ahorro de combustible). Las tecno-logías de transmisión manual y MultiDrive ayudan areducir las emisiones nocivas hasta un 8 %. La eficientetransmisión MultiDrive asegura el máximo par-motorcon el mínimo consumo, independientemente de lavelocidad a la que se circule.
Seguridad y EquipamientoComo se suele decir, “para muestra un botón”.
Basta echar un vistazo al equipamiento de seguridadpara darse cuenta que Toyota no ha escatimado enmedios para conseguir un iQ realmente seguro. Cuentacon Control de estabilidad de 2ª generación VSC+(integra ABS + EBD + BA + TRC), bastidor diseñadopara minimizar la intrusión en el habitáculo en casode impacto, barras laterales contra impacto en laspuertas y 9 airbags: delanteros para conductor yacompañante, de cortina delanteros y traseros, derodilla para conductor, antideslizamiento en banquetapasajero, laterales para conductor y acompañante yde cortina para luneta trasera. También cuenta consistema de desconexión de los airbags del acompa-ñante, avisador para el abrochado de los cinturonesde seguridad en las 4 plazas, cinturones delanterosde 3 puntos con pretensores y limitadores de fuerza,asientos delanteros diseñados para minimizar lesionespor latigazo cervical (WIL) y 2 anclajes ISOFIX paraprotección infantil en asientos traseros e inmovilizadorelectrónico antirrobo.
Pruebas Euro NCAP y ProtecciónEl nuevo iQ puede estar orgulloso de conseguir
5 estrellas en la calificación de seguridad que otorgaEuro NCAP. La puntuación ponderada total del nuevoiQ, del 79 %, demuestra que este ultra-compactopresenta un listón muy alto en cuanto a seguridadpasiva y activa.
1.0 litrosTipo: gasolina VVT-iPotencia máxima: 68 CV0 a 100 km/h: 14,7 segundosEmisiones: 99 g/kmConsumo: 4,3 l/100 km.Transmisión: manual 5 vel.
1.33 litrosTipo: gasolina VVT-i. Potencia máxima: 98 CV0 a 100 km/h: 11,8 segundosEmisiones: 113 g/kmConsumo: 4,8 l/100 km.Transmisión: manual 6 vel.
1.0 MultiDriveTipo: gasolina VVT-iPotencia máxima: 68 CV0 a 100 km/h: 15,3 segundosEmisiones: 110 g/kmConsumo: 4,7 l/100 km.Transmisión: MultiDrive
� Cambio de posición diferencial de nuevo desarrollo.� Depósito de combustible plano. � Unidad de climatización muy pequeña.� Diseño asimétrico delantero del salpicadero.� Cremallera de dirección con toma central y montaje
superior.� Asientos más estrechos.� Parabrisas ubicado muy cerca del paragolpes,
maximiza el espacio de cabina.
rev41web2_0.qxd:Maquetación OK 3/3/10 10:28 Página 63

www.centro-zaragoza.com Nº 41 - Julio / Septiembre 2009
Novedades del automóvil Toyota iQ
64
El iQ puede presumir de un nivel excelente deprotección global gracias a los múltiples sistemas deprotección que incorpora este pequeño ángel de laguarda. Los 9 airbags que van de serie en todos losmodelos del iQ, entre los que se incluye el novedosoy exclusivo airbag de cortina trasera, el Sistema deFrenado Antibloqueo (ABS), la Distribución Electrónicade la Fuerza de Frenado (EBD), el Control deEstabilidad del Vehículo (VSC) y el Control deTracción (TRC), han ayudado a conseguir tan altapuntuación en las pruebas de choque.
ReflexiónEl nuevo iQ ha respondido claramente al titulo
de este artículo. Lo realmente importante esta en elinterior, no te dejes llevar por el tamaño. La esencia,el duende, esa chispa de locura, la piel de gallina, elpelo erizado, los fuertes latidos del corazón, me tocasy me estremezco, me guiñas un ojo y sonrío, nochesen vela pensando en…
Si no has sentido esto alguna vez, tal vez te falteun poco de iQ. C
Airbags SRSEl iQ está equipado con 9 airbags SRS, incluyendo el primer airbag de cortinapara la luneta trasera del mundo. Los airbags correspondientes al conductor y alacompañante cuentan con sensores de proximidad y con un sensor de velocidadde impacto, que aseguran un despliegue adecuado que ayuda a prevenir lesiones.
Airbag trasero de cortinaEl airbag trasero del Toyota iQ se encuentra escondido en el techo y en caso deaccidente, se despliega para proteger las cabezas de aquellos que van sentadosdetrás. Sumplemental Restraint System es el nombre que ha dado Toyota a esterevolucionario dispositivo de protección.
Frenos ABS con EBDEl sistema ABS le ayuda a mantener el control mediante un equilibrado electrónicode la fuerza de frenado entre las cuatro ruedas para equilibrar el nivel de agarrede cada una. El sistema EBD complementa al ABS al optimizar la fuerza de frenadoque actúa sobre cada rueda, evitando que éstas se bloqueen.
Control de tracción (TRC)Cuando se acelera demasiado y las ruedas delanteras pierden tracción, el TRCreduce la potencia del motor y controla la fuerza de los frenos de forma instantáneapara tratar de recuperar la tracción.
Control de estabilidad del vehículo (VSC+)El sistema VSC+ controla la fuerza de frenado y la potencia del motor de formaautomática, par evitar que el vehículo pierda el agarre en situaciones de cambiosbruscos de dirección sobre pavimentos deslizantes. El nuevo sistema de segundageneración que equipa iQ es capaz incluso de actuar sobre la asistencia de ladirección para facilitar al conductor el control del vehículo.
Sistema de reducción de lesiones cervicales (WIL)Los asientos delanteros cuentan con sistema WIL (Whiplash Injury Lessening),que amortigua y suaviza el impacto sobre la zona cervical de los ocupantes encaso de colisión en la parte trasera del vehículo.
Seguridad y Equipamiento
rev41web2_0.qxd:Maquetación OK 3/3/10 10:28 Página 64

En este espacio se edita publicidadcontratada para la edición impresa.
rev41web2_0.qxd:Maquetación OK 3/3/10 10:28 Página 65

www.centro-zaragoza.com Nº 41 - Julio / Septiembre 2009
Ecuación matemática Suma 3+3, réstale 3, multiplícalo por 3000,
divídelo para 3, súmale 9 y réstale 1. ¿Por qué compli-carlo tanto? Sencillamente 3008.
FabricaciónEl nuevo 3008 ha sido construido a partir de la
plataforma que utiliza el Peugeot 308 y se va a produciren la factoría de Sochaux, en Francia, a una cadenciade 350 unidades al día lo que supone unas 90.000unidades en un año completo.
En España se prevé que en 2009 se vendan unas5.000 unidades y que en 2010 se llegue a las 10.000.
La carrocería del Peugeot 3008 ha sido reforzaday algunos de sus elementos están unidos mediante solda-dura láser, confiriendo a la estructura mayor resistencia.
La carrocería cuenta con aceros de alta y ultraalta resistencia en un 12,5 por ciento del peso totaldel vehículo. El capó delantero está fabricado en alumi-nio y las aletas delanteras en plástico.
El 3008 presenta una traviesa delantera (diseñadapara absorber impactos) de fácil reparabilidad en casode impacto frontal. Se basa en piezas de forma cónicasituadas entre la viga principal y el travesañodelantero, que en caso de choque, se deforman demanera programada sin afectar al compartimiento delmotor.
Peugeot 3008
Déjate llevar
El nuevo Peugeot 3008 se presenta como un “Crossover Compacto” con un coeficiente aerodi-námico CX de 0,296, un completísimo equipamiento de ayuda a la conducción y un elenco de dispositivosque lo hacen especial para afrontar cualquier tipo de terreno. Realmente es un serio candidato aliderar un segmento que actualmente se encuentra en constante evolución, el de los todo-caminos.
66
David Portero
rev41web2_0.qxd:Maquetación OK 3/3/10 10:28 Página 66

Nº 41 - Julio / Septiembre 2009 www.centro-zaragoza.com
Novedades del automóvil Peugeot 3008
67
Sistemas de Ayuda a la ConducciónCon la llegada de los nuevos tiempos, llegan las
nuevas innovaciones. El nuevo 3008 pone al serviciode las personas, sistemas que hacen del placer deconducir una sensación única.
Grip Control: es un innovador sistema quepresenta un diferencial electrónico con cincomodos de funcionamiento y que complementaal control de estabilidad: asfalto con ESP, asfaltosin ESP, arena, nieve y barro. Este sistema facilitala motricidad de este vehículo modulando elgiro de cada rueda motriz, desviando hasta el100% del par hacia una de las ruedas. Con susneumáticos específicos Mud and Snow (barroy nieve), el Grip Control facilita la conduccióny garantiza una confianza total ante cualquiertipo de superficie deslizante.
Dynamic Rolling Control: es un sistema activoantibalanceo, en el cual actúan conjuntamentela barra estabilizadora y los amortiguadorestraseros. Cuenta con un dispositivo hidráulicoque conecta los dos amortiguadores traserosentre sí, mediante un elemento que consta deun pistón flotante y un depósito de compensa-ción. Este sistema está disponible para losmotores 1.6 THP y el 2.0 HDI FAP.
Distance Alert (Sistema Auxiliar de Respeto delTiempo entre Vehículos): ayuda a respetar lasdistancias de seguridad avisándonos en un visua-lizador horizontal, el tiempo que nos separa delvehículo que nos precede. El tiempo deseadose puede programar y una vez alcanzado, se activauna alerta visual. Funciona únicamente entre 70y 150 km/h y el tiempo de distancia de seguridadque se puede seleccionar va de 0,9 a 2,5 s.
Freno de Mano Eléctrico: se activa automática-mente cuando se parar el motor y se desactiva alacelerar. Va unido a la función Hill Assist (sistemaauxiliar de arranque en pendiente).
Head Up Display: este sistema proyecta digital-mente en una lámina semitransparente, situadaen el centro del salpicadero, los datos másrelevantes para la conducción: velocidad,consigna del regulador o limitador de velocidady distancia frente al vehículo delantero delsistema Distance Alert.
Peugeot Urgence: en caso de accidente permiteel acceso al servicio de emergencia PeugeotUrgence mediante el equipo de navegaciónTeléfono WIP Com 3. De este modo, la llamadade emergencia localizada ofrecida por Peugeotcontribuye a reducir las consecuencias deheridas graves y el número de fallecidos en lascarreteras.
Motorizaciones El 3008 esta disponible en dos motores gasolina
y tres diesel. En gasolina se dispone de un 1.6 VTI de120 CV y un 1.6 THP de 150 CV. La variedad de losdiesel va desde el 1.6 HDI de 110 CV con caja decambios manual y pilotada, hasta el 2.0 HDI de 150CV. Todos los motores diesel incorporan el filtro departículas FAP, reduciendo al máximo las emisiones.
A principios de 2011 Peugeot lanzará la versiónHYbrid4 que podrá tener tracción total: un motortérmico accionará las ruedas delanteras y unoeléctrico las traseras. El motor que montará esta versiónserá uno Diesel 2.0 HDI de 163 CV y uno eléctricode 37 CV y 200 Nm. El consumo medio de la versiónhíbrida será de 4,1 l/100 km (equivalente a unasemisiones de CO2 de 109 g/km).
HabitabilidadEl nuevo 3008 destaca por su versatilidad y
modularidad interior. Su maletero puede fraccionarseen tres alturas gracias a un panel regulable y los asientostraseros son abatibles quedando a ras de suelo. El portóntrasero se abre en dos partes y la hoja inferior lo hacefácilmente para cargar objetos pesados o difíciles detransportar, pudiendo soportar hasta 200 kg de peso.
ReflexiónSi te sientes explorador de un mundo virgen por
descubrir y necesitas un medio para hacerlo, piensasólo en cuatro dígitos... Piensa en 3008. C
rev41web2_0.qxd:Maquetación OK 3/3/10 10:28 Página 67

www.centro-zaragoza.com Nº 41 - Julio / Septiembre 2009
Paso a paso Aplicación de remaches macizos en Aluminio
68
Aplicación de remaches macizos en Aluminio
Paso a paso
Una de las operaciones habituales en la reparación de carrocerías de aluminio es la sustitución de piezaspor unión remachada más adhesivo. Los tipos de remaches utilizados en estas reparaciones varían dependiendodel acceso para trabajar: remaches macizos con acceso por ambos lados y remaches ciegos con acceso porun solo lado. A continuación, se muestra la aplicación de un remache macizo y el juego de buterolas utilizadoen el proceso.
Montar en la remachadora la buterola adecuada pararetirar el remache. La posición de las buterolas debe
ajustarse siempre según el espesor de las piezas Retirar el remache
Montar la buterola para preparar la superficiepara el nuevo remache Aplanado de la superficie
Mª Concepción Pérez García
rev41web2_0.qxd:Maquetación OK 3/3/10 10:28 Página 68

Nº 41 - Julio / Septiembre 2009 www.centro-zaragoza.com
Paso a paso Aplicación de remaches macizos en Aluminio
69
Aplicar adhesivo en las superficies a unirFijar las piezas a unir para evitar su movimiento
durante el remachado.
Montar la buterola para realizar el orificio en lapieza nueva. Según la buterola montada, puede
practicarse a la vez un avellanado del orificio Realizar el orificio con la remachadora
Montar la buterola para aplicar el nuevo remachemacizo
Aplicación del nuevo remache (exteriormentequeda enrasado con la superficie de la chapa)
rev41web2_0.qxd:Maquetación OK 3/3/10 10:28 Página 69

www.centro-zaragoza.com Nº 41 - Julio / Septiembre 2009
70
Sudoku Sopa de letras
Pasatiempos CZ
Puzzle ¿Sabes de qué vehículose trata? Si sabes la respuestacorrecta envía un e-mail contu nombre y teléfono a ladirección de correo electrónico:[email protected] “concurso puzzleCZ41” la marca y el modelo yparticiparás en el sorteo de unacolección de videos de seguridadvial entre los acertantes.
Solución al puzzle de la anterior revistaCZ (Nº 40): Opel Insignia.Ganador: D. A. Escudero Valverde.¡Enhorabuena!
Refranero español:De la mano a la boca se pierde lasopa.Sobre la inseguridad de las másfundadas esperanzas.
Citas célebres:Miserable cosa es pensar sermaestro el que nunca ha sidodiscípulo.Fernando de Rojas.(1470 - 1541),dramaturgo español, autor de LaCelestina, una de las obras cumbre dela literatura española.
Soluciones:
Mig
uel Á
ngel
Cas
tillo
7 partes del neumáticoSopa de letras: Flanco, Aro, Hombro, Lonas, Banda de rodadura, Talón, Carcasa.7
dife
renc
ias
rev41web2_0.qxd:Maquetación OK 3/3/10 10:28 Página 70

Nº 41 - Julio / Septiembre 2009 www.centro-zaragoza.com
Noticias del Sector
71Noticias delSector
Sernauto alerta sobre malas prácticas en la manipulaciónde catalizadores.
El Grupo de Trabajo de Catalizadores, formado por las CompañíasAS, BOSAL, KLARIUS Y TENNECO constituido en el seno deSERNAUTO –Asociación Española de Fabricantes de Equipos yComponentes para la Automoción- nos informa sobre una mala prácticaque se está dando en nuestro mercado.
En concreto, este Grupo de Trabajo indica que: “Diversas empresasestán procediendo a la reconstrucción o reutilización de catalizadoresvulnerando la legislación vigente. La manipulación realizada se concretafundamentalmente en las siguientes actuaciones sobre la pieza original:
- Proceden a cortar el catalizador original para sustituir elmonolito interior por un monolito universal, lo que la norma-tiva española prohíbe ya que cada vehículo debe llevar uncatalizador de acuerdo a las características técnicas delvehículo.
- A continuación, sueldan la pieza para reconstruir la carcasa.- Habitualmente pintan la pieza reconstruida, esta actuación
supone un grave error, dado que la pieza va a trabajarsometida a temperaturas superiores a los 1000 grados lo quepodrá provocar que se queme y suelte sustancias nocivaspara el Medio Ambiente”.
Así mismo, este Grupo de Trabajo alerta acerca de que estos catali-zadores reacondicionados no pasan por ningún tipo de homologacióntécnica, manteniendo la identificación de la marca original y su placade homologación previa, lo que, en opinión de este Grupo de Trabajo,”podría suponer un caso de fraude para el consumidor”.
Aparejo Multiuso de Nexa Autocolor™Según nos informan desde NexaAutocolor: “La
imprimación / aparejo Multiuso P565-5607,permite acortar considerablemente los tiempos delproceso en comparación con los aparejos lijablesy sistemas húmedo sobre húmedo convencionales.Además, la opción Spectral Grey disponible coneste aparejo garantiza una óptima igualación delacabado final con un número mínimo de manosde color. Este producto destaca para ser aplicadodirectamente sobre los plásticos más rígidos y sobretodos los demás plásticos, combinado con losaparejos para plásticos de Nexa Autocolor. Lospaneles se pueden repintar directamente transcu-rridos 15 minutos, pero también se puedenguardar hasta 5 días sin necesidad de lijado. Estaes, sin duda, una gran ventaja. puesto que permiteaumentar la eficiencia y la rentabilidad del taller.Además, los paneles se pueden colocar en la cabinajunto al coche y se puede realizar todo el acabadodirectamente, ahorrando el tiempo del procesohúmedo sobre húmedo y optimizando el uso dela cabina.”
Juan Navarro, Director de Marketing de NexaAutocolor™ afirma: “Creemos que la imprimación/ aparejo P565-5607 es un auténtico avance tecno-lógico y se posiciona como un referente en losaparejos húmedo sobre húmedo, reduciendocostes y mejorando la rentabilidad del taller depintura”.
Nueva línea Mecatronics de LizarteLizarte, empresa especializada en la refabricación de recambios de
automoción, presenta su nueva línea de productos Mecatronics, queintroduce a la compañía en componentes electrónicos del automóvil.
Mecatronics cuenta con una amplia gama de productos electrónicosque se pueden agrupar en cinco familias: centralitas de motor (de lasque hay que destacar las ECU Bosch, Magneto Marelli, Siemens yDelphi Delco que son las que más demanda presentan), centralitasABS, cajas mariposa, cuadros de instrumentos, así como displays, unida-des de control de climatización y navegadores.
La nueva línea se centra en la refabricación siguiendo la mismafilosofía que el resto de productos de Lizarte. Al ser refabricados, variosde sus componentes son reconstruidos y otros son sustituidos porcomponentes nuevos. Según nos informan desde Lizarte: “Esteproceso permite reducir los costes hasta en un 50%. Sin embargo estono significa que la calidad se vea afectada, ya que los productos resul-tantes están sometidos a unas exigencias mayores que los productosde origen. Una vez el proceso de refabricación ha terminado, se verificacada producto mediante un test de comprobación. Además todas laspiezas se entregan con dos años de garantía”.
rev41web2_0.qxd:Maquetación OK 3/3/10 10:28 Página 71

www.centro-zaragoza.com Nº 41 - Julio / Septiembre 2009
72
Noticias Centro Zaragoza
Noticias CZCentro Zaragoza prepara al equipo de carrocería que representará a España
en “Worldskills 2009” en Canadá.Del 1 al 7 de septiembre de 2009 tendrá lugar la 40 edición de las Olimpiadas Mundiales
de la Formación Profesional, denominadas internacionalmente WORLDSKILLS, que en estaocasión, se desarrollarán en la ciudad de Calgary (Canadá).
En estas Olimpiadas participan los mejores alumnos de FP, de más de 50 países, que previa-mente han ganado sus Competiciones Nacionales. En España, alumnos de todas las comunidadesautónomas participaron compitiendo en las 18 especialidades (“Skills”) de la FP. La CompeticiónSpainSkills 09, se desarrolló en Madrid, del 20 al 25 de abril pasados, en la que Centro Zaragozaparticipó activamente como patrocinador de la especialidad de carrocería.
En colaboración con la Fundación Comforp, Centro Zaragoza (CZ) ha diseñado unprograma de entrenamiento específico para preparar al equipo español que nos va a repre-sentar en la especialidad de carrocería en Canadá.
La preparación se está realizando en las instalaciones del Instituto de Investigación deVehículos, CZ, en Pedrola (Zaragoza), del 13 al 24 de julio de 2009. Durante estas dossemanas los técnicos-investigadores-formadores de CZ están entrenando a Rubén Pico Meizoso(ganador de la medalla de oro en SpainSkills 09) en los métodos, equipos, y herramientasespecíficas que va utilizar en la Olimpiada internacional en Canadá. Acompañan a RubénPico, Juan Enrique Deus, su profesor en el “IES Marqués de Suances” de Ferrol (Galicia) yRoberto García SanMartín (profesor de E.P.L.A. de Valencia), que va a ejercer de Jurado españolen Canadá y será su apoyo en la normativa de la Competición y la traducción del inglés).
Centro Zaragoza y Argos firman un protocolo de colaboración enmateria de vehículos sustraídos
El 15 de julio de 2009 se procedió a la firma del Protocolo de Colaboraciónentre Centro Zaragoza (CZ) y Argos, para incrementar tanto la localización comola repatriación de vehículos sustraídos a nivel internacional.
El protocolo fue firmado en las instalaciones de CZ de Pedrola (Zaragoza)por parte de D. José Manuel Carcaño (Director General de CZ) y D. Jean-LouisMarsaud (Director General de Argos).
El ámbito de actuación de esteAcuerdo abarca toda Europa ypaíses pertenecientes al norte deÁfrica.
La amplia experiencia interna-cional de Argos junto con los másde 10 años de trabajo continuadode CZ en la actividad de recupe-ración de vehículos sustraídos,auguran un éxito notable de esteAcuerdo.
Revista Técnica del Instituto de Investigaciónsobre Reparación de Vehículos, S.A. Publicación Trimestral
Director de la Revista:Mariano Bistuer
Consejo de redacción:José Manuel Carcaño, Juan Luis de Miguel, JesúsCarcas, Josep Vilà, Mariano Bistuer
Colaboradores de este número:Francisco ArandaDaniel EspinosaMariano BistuerJosé Manuel CarcañoJesús CarcasLuis CasajúsMiguel Ángel CastilloÓscar CisnerosFrancisco CuberoJuan Luis de MiguelDaniel EspinosaJesús GarcíaDiego García LázaroJosé A. Jiménez SacedaAlberto NavarroMª Concepción Pérez GarcíaDavid PorteroJosé Ángel RodrigoDavid SanchoPilar Santos EspíRuth SanzFrancisco Javier Villa
Diseño y Maquetación: José Joaquín Tena
Fotografía: Carlos Gonzalvo
Suscripciones: Inmaculada Sahún
Edita: INSTITUTO DE INVESTIGACIÓN SOBREREPARACIÓN DE VEHÍCULOS, S.A. CENTRO ZARAGOZA
Fotomecánica e impresión: RIVADENEYRA, S.A.
Redacción y suscripciones: Carretera Nacional 232, Km 273, 50690, Pedrola (Zaragoza) España Tel.: 976 549 690 - Fax.:976 615 679 - E-mail:[email protected] www.centro-zaragoza.com
Publicidad:Inmaculada Sahún, Begoña Rodrigo, FernandoCucurullDpto. Publicaciones - Tel.: 976 549 690 -E-mail: [email protected]
Difusión controlada por OJD(Información y Control dePublicaciones) (OJD: Difusión prome-dio 25.353 ejemplares, periodo Julio2008 - Junio 2009).
Audiencia estimada: 125.000 lectores por cadanúmero.
DEPÓSITO LEGAL: Z-1666-99 © INSTITUTO DE INVESTIGACIÓN SOBREREPARACIÓN DE VEHÍCULOS, S.A. CENTROZARAGOZA, 2009
Reservados todos los derechos. Cualquier difusióno reproducción total o parcial de los contenidos deesta publicación, por cualquier sistema o medio decomunicación, deberá contar con la previa autoriza-ción por escrito de la Dirección.
CENTRO ZARAGOZA no se responsabiliza, nicomparte necesariamente, el contenido de lascolaboraciones externas al instituto.
rev41web2_0.qxd:Maquetación OK 3/3/10 10:28 Página 72

rev41web2_0.qxd:Maquetación OK 3/3/10 10:28 Página 73

rev41web2_0.qxd:Maquetación OK 3/3/10 10:28 Página 74

En este espacio se edita publicidadcontratada para la edición impresa.
REVISTA35web2_0.qxd:Maquetación 1 19/2/10 10:31 Página 83

En este espacio se edita publicidadcontratada para la edición impresa.
REVISTA35web2_0.qxd:Maquetación 1 19/2/10 10:31 Página 84


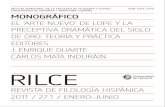







![10 -30 . 10/5 : 10/3 . 10/1 10/3 TEL 0138-52-1231 IC¥ßñ ... · 10 -30 . 10/5 : 10/3 . 10/1 10/3 TEL 0138-52-1231 IC¥ßñ - NPO 16 a (B) 9:00 36 z 20 aek) 2ñrÉ]) 6,480 5,940](https://static.fdocuments.ec/doc/165x107/5c5f777e09d3f2034a8b4903/10-30-105-103-101-103-tel-0138-52-1231-icssn-10-30-105.jpg)