Resistencia a la compresión de arenas para fundición
21
Laboratorio de Fundición 30/05/2016 Profesor Pablo Durand Ay. Francisco Reyes y Pedro Muñoz. Nombre: Yenni Nayid Santamaría Barajas
-
Upload
yenni-nayid-santamaria -
Category
Education
-
view
379 -
download
1
Transcript of Resistencia a la compresión de arenas para fundición
Laboratorio de Fundición
30/05/2016
Profesor Pablo DurandAy. Francisco Reyes y Pedro Muñoz.
Nombre: Yenni Nayid Santamaría Barajas
1
Resumen Ejecutivo Se analizaron las propiedades de las arenas en verde y arenas fabricadas con resina, a través del análisis de diferentes probetas bajo estándares de trabajo comunes industrialmente hablando, según lo dicta la norma. Para este desarrollo, el proceso tuvo dos fases A y B, donde en cada cual se realizaron 4 ensayos. En la primera se analizó la resistencia a la compresión en verde, y en la parte B fueron analizadas las arenas fabricadas con resina.
Para la parte A del primer ensayo fueron preparadas 5 probetas estándar, cuyo peso fue de 157g de arena, los cuales se prepararon con porcentajes de 4% de bentonita y 3% de agua, variando el número de golpes en la máquina (1, 2, 3, 5, 10), donde se encontró un aumento de la resistencia a la compresión a medida que estos aumentaban.Del mismo modo, los ensayos restantes se hicieron con el mismo número de probetas, pero para porcentajes de bentonita de 3, 4 y 6%, en la cual se varió el porcentaje de agua añadido, encontrándose como resultado de esto que a medida que se éste contenido de humedad aumenta, la resistencia en compresión también, pero del mismo modo se encontró un valor óptimo para cada proceso debido a que con una mayor humedad, la resistencia se ve desfavorecida. En conjunto a este desarrollo, se realizó un análisis respecto al hinchamiento producido por la bentonita, arrojando un valor de 1,80% respecto al original.
La parte B del proceso consistió en un análisis a temperaturas de arena ambiente y a 60°C, con 3% de resina y 18 ,20 ,22 ,24 y 26%, de catalizador para cada ensayo, los dos primeros trabajados a 3 golpes y los últimos a 5. En estas probetas, se hizo análisis de dureza en función del tiempo, obteniéndose valores mayores de dureza en menos tiempo en probetas a 60°C.
2
Índice General
Resumen Ejecutivo...................................................................................................................................1
I. Introducción........................................................................................................................................3
II. Estado del Arte...................................................................................................................................4
III. Datos experimentales...................................................................................................................5
IV. Desarrollo experimental................................................................................................................5
V. Cuestionario.......................................................................................................................................8
VI. Conclusiones................................................................................................................................17
Referencias..............................................................................................................................................18
VII. Anexos..........................................................................................................................................19
3
I. Introducción
Las fundiciones son uno de los procesos de fabricación de metales más antiguos, su importancia en la industria es muy amplia debido a que presentan propiedades muy relevantes como el hecho de permitir fabricar piezas de formas y tamaños complejos, presentar una alta resistencia a la compresión, la abrasión, la corrosión, el calor, la fatiga, y el desgaste, gracias a que pueden absorber vibraciones de máquinas y motores a los que están sometidos, además presentan un tiempo de fabricación corto y sus piezas son económicas.
La permeabilidad, dureza y resistencia en compresión de los moldes, son las propiedades más importantes de la arena, ya que estas permiten una colada eficiente y una pieza sin defectos. De igual manera, existen 4 tipos de arena, según su componente principal: cuarzo, cromita, olivina y zirconio.
Los moldes más utilizados, debido a su economía y disponibilidad, son los de arena mezclados con resinas, aglomerantes y/o catalizadores, los cuales pueden ser en verde o en seco, y a los cuales se les deben analizar propiedades como: composición química adecuada, forma y tamaño de los granos, neutralidad química y estabilidad dimensional, y como últimas condiciones no debe mojar al líquido y deben ser compatibles con el aglomerante utilizado.
De igual manera la resistencia a la compresión en los moldes se ve afectada, tanto por el porcentaje de humedad, así como por la temperatura, estas son las variables que serán analizadas en el presente informe.
4
II. Estado del Arte
La resistencia de una mezcla de arena para fundición se puede determinar por medio de ensayos de compresión y corte en verde y en seco. La resistencia a la compresión y al corte en verde es la resistencia máxima que una probeta normalizada es capaz de soportar cuando se aplica una carga creciente en forma continua hasta que se produzca la rotura por la presión aplicada (en lb/plg2) a las dos mitades diametralmente opuestas de las dos superficies planas de la probeta.
Las resistencias en verde obtenidas en las probetas ensayadas con la máquina universal de resistencia se pueden graficar para hacer una evaluación de las propiedades aglutinantes y grado de saturación de la bentonita usada en base a diversos grados de dureza en verde, el aumento de dureza en las mismas está en función del número de golpes que se den al momento de apisonar la arena.
La dureza de la superficie de un molde o probeta, se determina por medio del probador de dureza o durómetro, con graduaciones en el indicador de 0 a 100 milésimas de pulgada con subdivisiones de una milésima; El procedimiento a seguir con este dispositivo, consiste en poner el vástago en contacto con la superficie de la probeta, se aplica la carga al indentador presionando firmemente y se lee la profundidad de penetración en el indicador.
Es importante medir la dureza superficial de los moldes especialmente cuando se presentan problemas de excesiva dureza, generando sopladuras de superficie, dartas, colas de cometa, etc., o defectos de dureza originando penetración del metal en la arena, obteniéndose superficies rugosas e incrustaciones de arena. Un molde apisonado con una dureza de 40 a 50 es blando, de 50 a 70 es mediano, de 70 a 75 es duro de 85 a 100 es muy duro.
RESISTENCIA EN VERDE
Esta propiedad se refiere a la capacidad de la arena de desarrollar una resistencia inicial que sea capaz de producir un molde, es la base para el desarrollo de la resistencia en caliente que finalmente es la que soporta la solidificación de la pieza vaciada. Está afectada principalmente por el nivel de humedad, a mayores contenidos de humedad la resistencia en verde tiende a disminuir y viceversa. La arcilla útil es otra de las propiedades que la modifican, su relación es directamente proporcional, a mayor arcilla útil, mayor resistencia y viceversa.
RESISTENCIA EN SECOEs la resistencia de la arena necesaria, para que la arena mantenga la forma, cuando la arena ha sido sometida a un proceso de secado con el fin de mejorar sus propiedades.
5
Del mismo modo, cabe resaltar la evolución del proceso de moldeo en arena, con la aparición de nuevos aglomerantes, pasando de la bentonita a las resinas termofraguantes, autofraguantes, fenólicas, furánicas, uretánicas, y moldes con silicato de sodio.
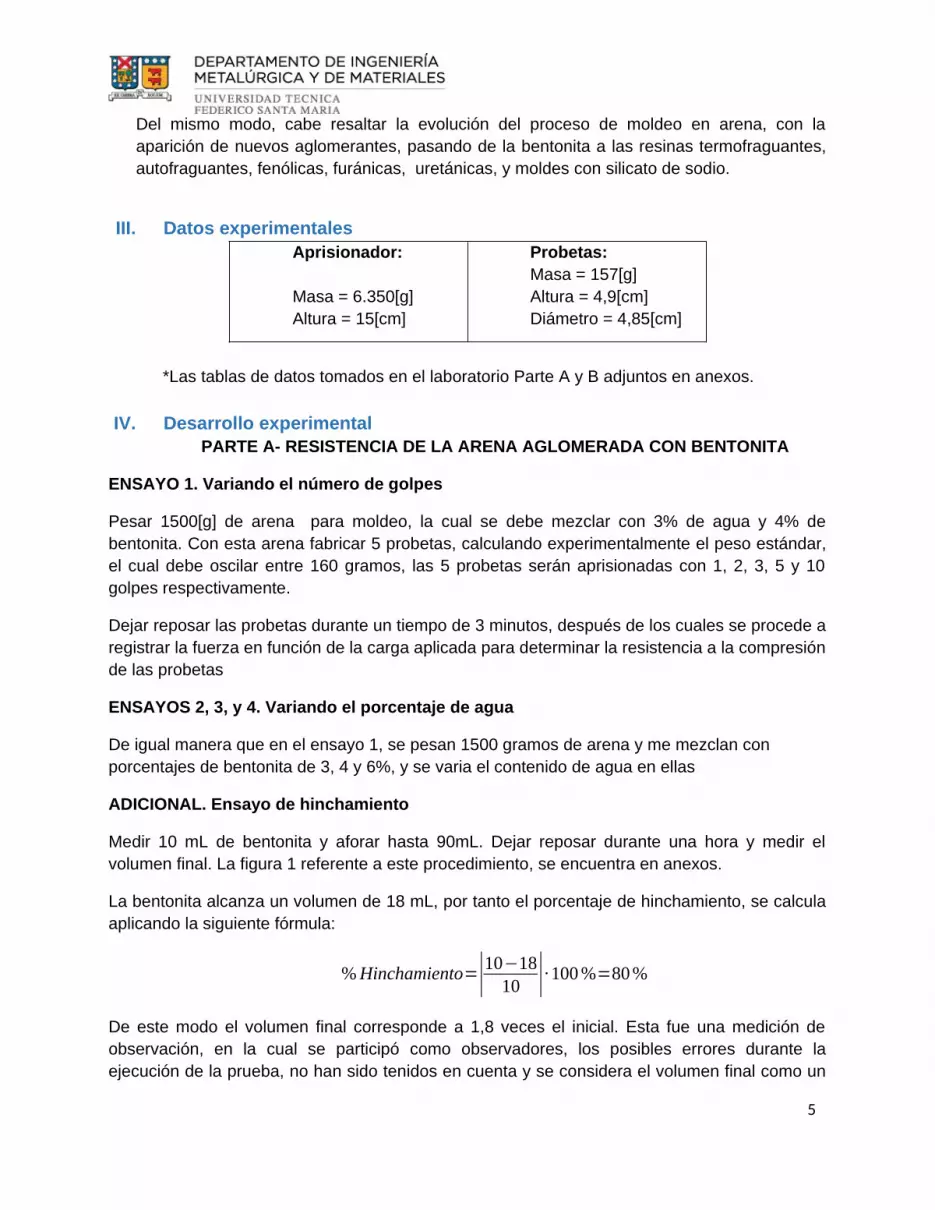
III. Datos experimentalesAprisionador:
Masa = 6.350[g]Altura = 15[cm]
Probetas:Masa = 157[g]Altura = 4,9[cm]Diámetro = 4,85[cm]
*Las tablas de datos tomados en el laboratorio Parte A y B adjuntos en anexos.
IV. Desarrollo experimentalPARTE A- RESISTENCIA DE LA ARENA AGLOMERADA CON BENTONITA
ENSAYO 1. Variando el número de golpes
Pesar 1500[g] de arena para moldeo, la cual se debe mezclar con 3% de agua y 4% de bentonita. Con esta arena fabricar 5 probetas, calculando experimentalmente el peso estándar, el cual debe oscilar entre 160 gramos, las 5 probetas serán aprisionadas con 1, 2, 3, 5 y 10 golpes respectivamente.
Dejar reposar las probetas durante un tiempo de 3 minutos, después de los cuales se procede a registrar la fuerza en función de la carga aplicada para determinar la resistencia a la compresión de las probetas
ENSAYOS 2, 3, y 4. Variando el porcentaje de agua
De igual manera que en el ensayo 1, se pesan 1500 gramos de arena y me mezclan con porcentajes de bentonita de 3, 4 y 6%, y se varia el contenido de agua en ellas
ADICIONAL. Ensayo de hinchamiento
Medir 10 mL de bentonita y aforar hasta 90mL. Dejar reposar durante una hora y medir el volumen final. La figura 1 referente a este procedimiento, se encuentra en anexos.
La bentonita alcanza un volumen de 18 mL, por tanto el porcentaje de hinchamiento, se calcula aplicando la siguiente fórmula:
%Hinchamiento=|10−1810 |∙100 %=80 %
De este modo el volumen final corresponde a 1,8 veces el inicial. Esta fue una medición de observación, en la cual se participó como observadores, los posibles errores durante la ejecución de la prueba, no han sido tenidos en cuenta y se considera el volumen final como un
6
aproximado, al ser tomado con una probeta, hubiera podido hacerse con una pipeta graduada para obtener mayor exactitud.
PARTE B- Parte B: DUREZA DE PROBETAS FABRICADAS CON ARENA, RESINA Y CATALIZADOR.
Se realizaron 4 ensayos con diferentes condiciones de trabajo. Para los cuatro experimentos se fabricaron 5 probetas con 3% de resina y diferentes porcentajes de catalizador (18, 20, 22, 24 y 26%).
ENSAYOS 1 Y 2. Temperatura ambiente
Pesar 1100 gramos de arena, la cual debe encontrarse a una temperatura de 60°C y mezclar con 3% de resina, dejar homogenizar alrededor de 1 minuto y mezclar con 18 ,20 ,22 ,24 y 26%, de catalizador para cada ensayo. Formar la probeta estándar con 3 apisonamientos y por último esperar 5 minutos para que la resina actúe con el catalizador y así poder tomar los valores de dureza correspondiente cada minuto hasta que esta adquiera un valor máximo.
.ENSAYOS 3 Y 4. Temperatura = 60°C
Los dos últimos dos experimentos, se realizaron a de 60°C, cuyas probetas deben ser apisonadas 3 veces
V. Cuestionario
Parte A:
1. Explique el proceso de aglomeración de arenas utilizando bentonita y agua ¿Cuál y de qué tipo (físico o químico) es el fenómeno que lo permite?
La bentonita es una arcilla refractaria (silicatos de aluminio hidratados: Montmorillonita), la cual al adsorber agua su volumen aumenta de 8-12 veces y lo disminuye al secarla; De ese modo, el agua al rodear los granos produce enlaces que son los responsables del aumento de la resistencia. Si el molde se usa con el agua de mezclado es moldeo en verde. Es muy importante hacer una buena mezcla homogénea, la cual se realiza en la arena, y luego se añade agua al proceso.
2. ¿Cuánto es el hinchamiento que presenta la bentonita en presencia de agua? Si se realizara el ensayo de hinchamiento en una arena sílica ¿Cuánto espera que sea la variación volumétrica?Teóricamente es de esperarse que el volumen aumente de 8 a 12 veces, tal como se indicó en la pregunta anterior. De este modo, se calcula un aumento de volumen a nivel teórico mínimo y máximo:
7
∆ v=v final−v inicial=v inicial ∙ cantidad queaumenta−v inicial
Donde:10 [ml ] ∙8−10 [ml ]=70 [ml ]<∆v<10 [ml ] ∙12−10 [ml ]=110 [ml]
70 [ml ]<∆ v<110 [ml ]
Realizando la comparación, respecto a los datos obtenidos en el laboratorio, se encontró un volumen final de 18 mL, lo cual representa un ∆ v=18−10=8mL . Valor que se encuentra muy por debajo del rango, lo cual indica que el hinchamiento, no es suficiente, lo cual podría estar relacionado con las propiedades de la bentonita o a que la mezcla no se realizó homogéneamente como se debería.
En la arena sílica no se presenta hinchamiento, debido a que estas arenas, no tienen la capacidad de absorber agua, solo se humedecen, pero el nivel de hinchamiento es despreciable.
3. ¿Cómo afecta la cantidad de bentonita y/o agua en la difusividad térmica, resistencia a la tracción y resistencia a la compresión? Explique cómo los parámetro se interrelacionan.
La resistencia a la tracción no es en general una gran característica de los moldes, para fundición, debido a que estos no son sometidos a esfuerzos de tracción y deformación, aunque esta no se puede dejar de lado, debe ser suficiente, por el contrario, los moldes de arena si requieren sobretodo de una buena resistencia a la compresión para de esa manera soportar los esfuerzos adquiridos durante la formación y colada del molde, convirtiéndose en una de las propiedades más importantes de las arenas.
La resistencia a la compresión, se ve mejorada por una mayor cantidad de humedad, y del mismo modo por un incremento en el porcentaje de bentonita agregado, debido a que esta mezcla favorece las propiedades de las arenas de fundición, proporcionando una mayor rigidez y eficiencia de aglomerado, con el fin de otorgar las mejores propiedades al molde para el proceso en cuestión. Por este motivo, se hace necesario el estudio de las arenas bajo distintas concentraciones tanto de humedad, como de bentonita, para determinar los valores óptimos bajo los cuales se logra la mejor resistencia a la compresión.De acuerdo a los resultados obtenidos en el desarrollo experimental, se puede observar un porcentaje tanto de bentonita como de agua, bajo los cuales se encuentran las mejores características, sin embargo, sobrepasar estas cantidades, no es favorable, debido a que la resistencia a la compresión se ve disminuida.
En una mezcla de arena, el hecho que la humedad sea insuficiente, provoca que la bentonita no alcance su potencial de crecimiento e hinchamiento, y de esa manera el
8
valor obtenido de resistencia a la compresión será bajo, debido a que los granos no ejercen presión sobre los otros para alcanzar el nivel de compactación. De la misma manera, valores elevados de humedad, eliminan el contacto entre los granos de bentonita, disminuyendo las propiedades logradas, es decir que se tendrá mala difusividad térmica, y bajas resistencias.
Por su parte la cantidad de bentonita, influye en las propiedades y de igual manera existe un valor óptimo debajo y sobre del cual las propiedades analizadas se verán perjudicadas, debido a que si este es muy bajo no proporciona a la arena una adecuada compactación y valores muy superiores, pierden importancia en la aplicación de moldeo.[2]
4. Realice gráfico de resistencia a la compresión [psi] v/s n° de golpes. Comente.
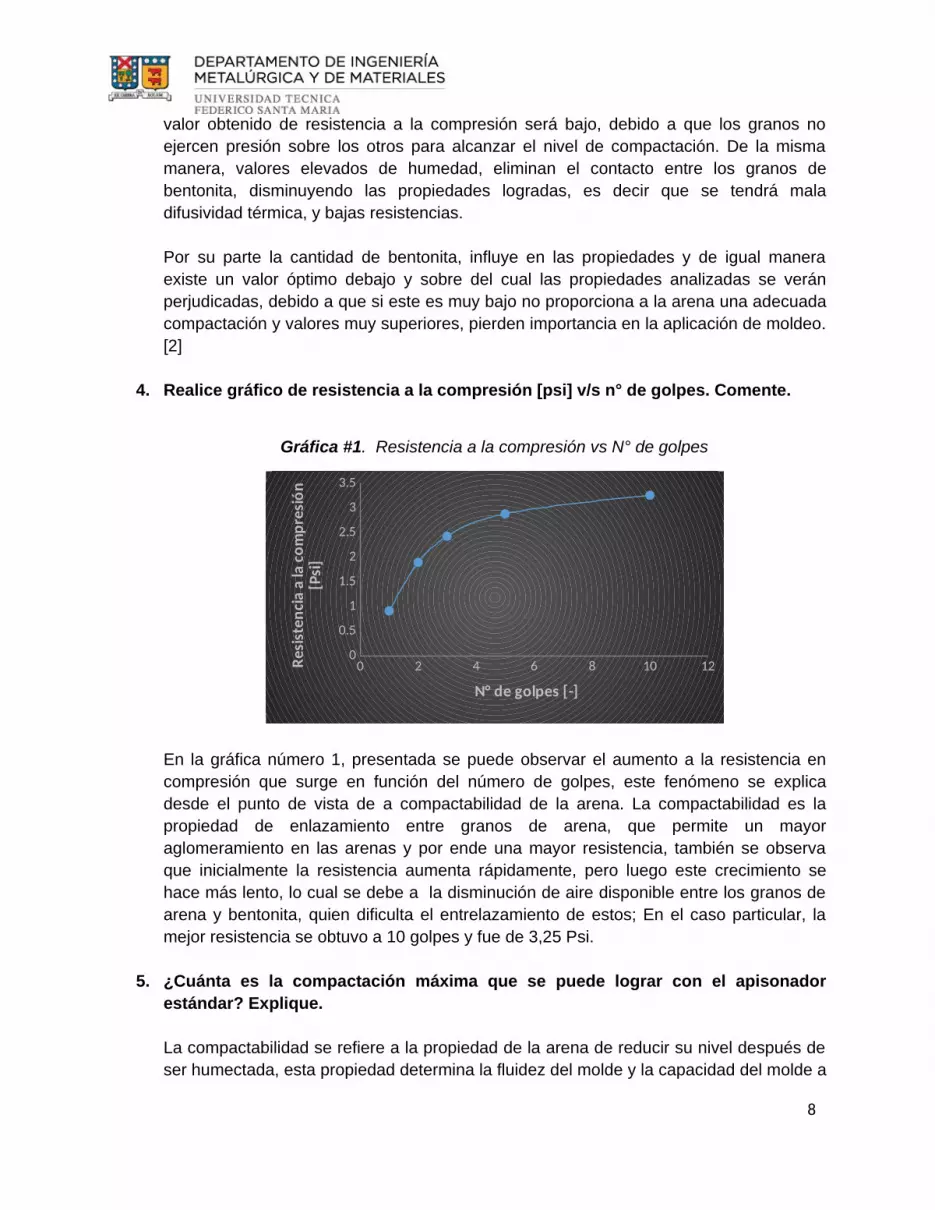
Gráfica #1. Resistencia a la compresión vs N° de golpes
0 2 4 6 8 10 120
0.5
1
1.5
2
2.5
3
3.5
N° de golpes [-]
Resi
sten
cia a
la c
ompr
esió
n [P
si]
En la gráfica número 1, presentada se puede observar el aumento a la resistencia en compresión que surge en función del número de golpes, este fenómeno se explica desde el punto de vista de a compactabilidad de la arena. La compactabilidad es la propiedad de enlazamiento entre granos de arena, que permite un mayor aglomeramiento en las arenas y por ende una mayor resistencia, también se observa que inicialmente la resistencia aumenta rápidamente, pero luego este crecimiento se hace más lento, lo cual se debe a la disminución de aire disponible entre los granos de arena y bentonita, quien dificulta el entrelazamiento de estos; En el caso particular, la mejor resistencia se obtuvo a 10 golpes y fue de 3,25 Psi.
5. ¿Cuánta es la compactación máxima que se puede lograr con el apisonador estándar? Explique.
La compactabilidad se refiere a la propiedad de la arena de reducir su nivel después de ser humectada, esta propiedad determina la fluidez del molde y la capacidad del molde a
9
ser formado aun en configuraciones difíciles o profundas. Modifica a casi todas las propiedades y su efecto es detectado inmediatamente desde la formación del molde. La compactabilidad está asociada a defectos de expansión y defectos de erosión, su control es fundamental en el sistema de arenas.
La variable directa que se puede asociar con esta propiedad es la humedad, no está condicionada a ninguna otra.
Se asocia a variaciones dimensionales de piezas cuando se trabaja a niveles altos.
En moldeo de alta densidad, es esta propiedad la que establece los parámetros de control.
El apisonador estándar se hace para la probeta de 157 gramos y la compactación se explica desde el punto de vista de unión entre granos de arena a través de la bentonita, de este modo a mayor apisonamiento, una mejor compactación entre ellos, la compactación máxima será por tanto el valor máximo en el cual los granos de arena son capaz de entrelazarse entre ellos otorgando al molde el mejor valor de resistencia a la compresión, pero dando la suficiente porosidad con espacios libres por los cuales se permita la salida de gases dentro del proceso de colada.Se espera que si la probeta es sometida a más apisonamientos, la resistencia de esta no siga aumentando considerablemente, sino presente un valor límite y posteriormente rompa debido al sobreesfuerzo a la que es sometida, además si aún se pudiera usar un molde de esas características presentaría defectos como rechupes y poros, debido a la poca o nula salida de gases.
6. ¿Cuánta es la energía entregada por el apisonador estándar en cada golpe?
La energía entregada por el aprisionador estándar de 6,35Kg de peso se puede determinar a través de la siguiente relación:
Energía=masa∙aceleraciónde gravedad ∙altura
Energía=6,35 [kg ] ∙9,8[ms2 ] ∙0,15 [m ]=9,33[kg ∙ m2
s2 ]=9,33 [J ]
Se obtiene así que la energía entregada por el apisonador, corresponde aproximadamente a 9,33[J]
7. Confeccione gráfico de resistencia a la compresión en verde [psi] v/s humedad (todas las curvas en un solo gráfico o como estime mejor la presentación de los datos). Comente.
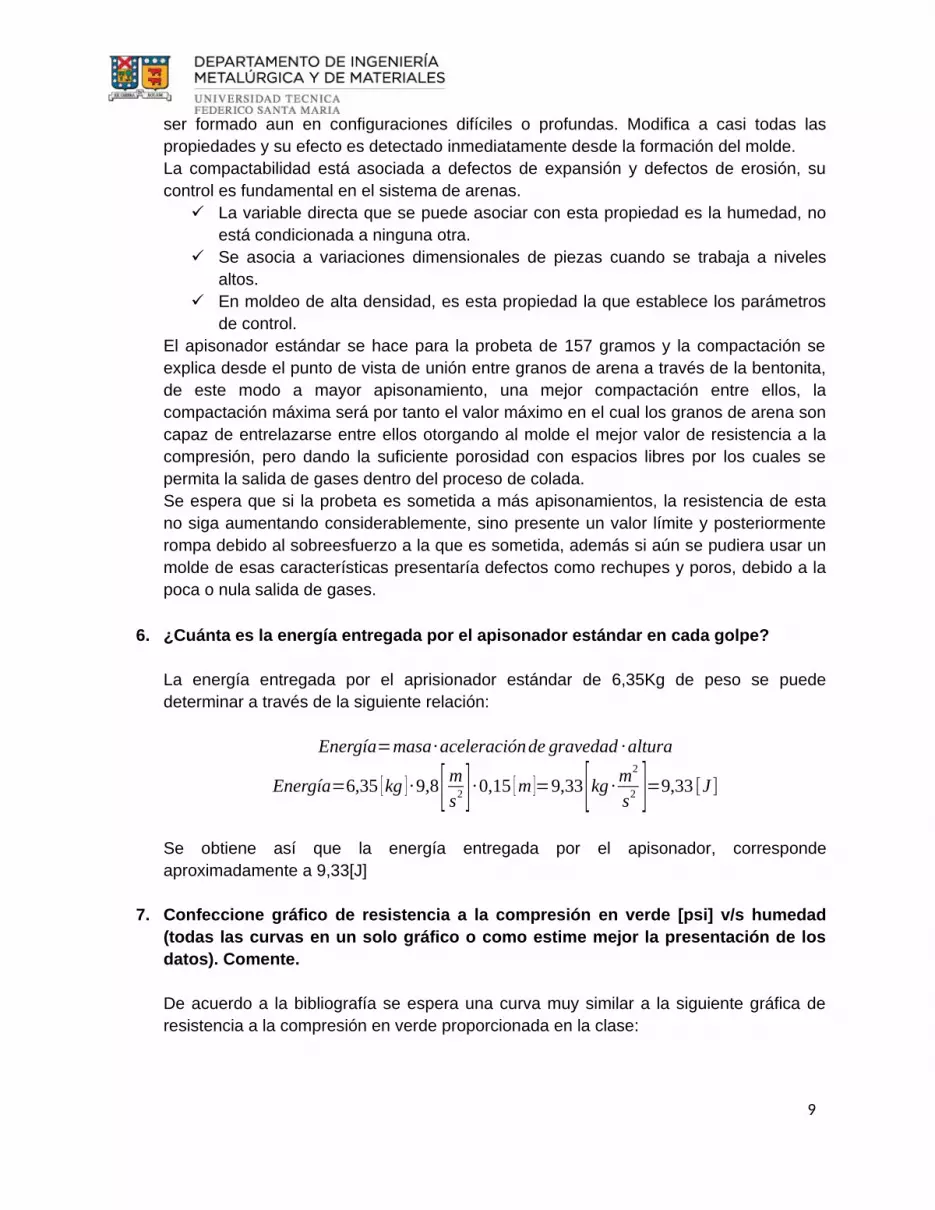
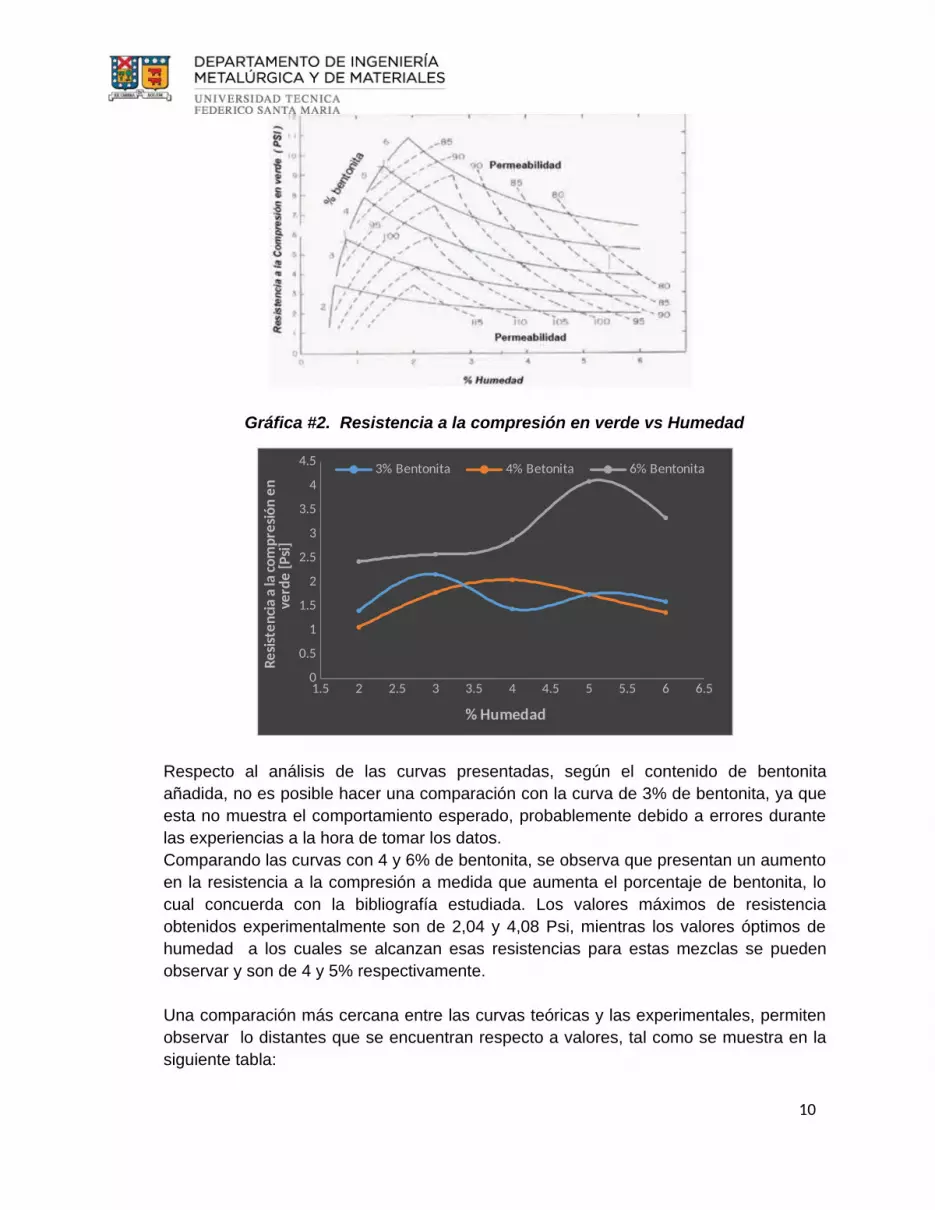
De acuerdo a la bibliografía se espera una curva muy similar a la siguiente gráfica de resistencia a la compresión en verde proporcionada en la clase:
10
Gráfica #2. Resistencia a la compresión en verde vs Humedad
1.5 2 2.5 3 3.5 4 4.5 5 5.5 6 6.50
0.5
1
1.5
2
2.5
3
3.5
4
4.5 3% Bentonita 4% Betonita 6% Bentonita
% Humedad
Resis
tenc
ia a
la co
mpr
esió
n en
ve
rde
[Psi]
Respecto al análisis de las curvas presentadas, según el contenido de bentonita añadida, no es posible hacer una comparación con la curva de 3% de bentonita, ya que esta no muestra el comportamiento esperado, probablemente debido a errores durante las experiencias a la hora de tomar los datos.Comparando las curvas con 4 y 6% de bentonita, se observa que presentan un aumento en la resistencia a la compresión a medida que aumenta el porcentaje de bentonita, lo cual concuerda con la bibliografía estudiada. Los valores máximos de resistencia obtenidos experimentalmente son de 2,04 y 4,08 Psi, mientras los valores óptimos de humedad a los cuales se alcanzan esas resistencias para estas mezclas se pueden observar y son de 4 y 5% respectivamente.
Una comparación más cercana entre las curvas teóricas y las experimentales, permiten observar lo distantes que se encuentran respecto a valores, tal como se muestra en la siguiente tabla:
11
%bentonita 3 4 6Valor teórico (máx resistencia en compresión) [Psi]
6 8 11
Valor experimental (máx resistencia en compresión) [Psi]
2,2 2,04 4,08
Valor teórico (%humedad) 0,8 1,1 2Valor teórico (%humedad) 3 4 5
Por tanto, se ratifican los errores probablemente durante las mediciones, lo cual implica mal manejo de equipos y materiales, por tanto se recomienda la realización de un número mayor de probetas para la realización de la curva.
8. ¿Cómo se ve afectada la dureza con la variación de humedad y bentonita?
La dureza de las probetas fue analizada, determinando que esta era influida tanto por la cantidad de bentonita, así como por el porcentaje de humedad añadido. De ese modo, se conoce que existe una tendencia óptima de propiedades bajo y sobre la cual las propiedades se ven desmejoradas, por ello, es posible encontrar un punto, donde todas las propiedades sean buenas, bajo determinadas cantidades y relaciones entre humedad, contenido de bentonita o compactabilidad y dureza.
9. ¿Existe riesgo de encontrar defectos en piezas fundidas de acuerdo al grado de dureza que presente el molde?Si, las piezas fundidas tienen mayor riesgo de presentar defectos como sopladuras, dartas, colas de cometa, penetración del metal en la arena y superficies rugosas con fenómeno de erosión de arena, todo esto debido a que la dureza es una medida cuantitativa del nivel de compactación entre la arena, la bentonita y el agua, de ese modo, entre más compacta sea esta, tendrá un a menor permeabilidad, presentando mayor posibilidad de formación de piezas fundidas defectuosas..
Parte B:
1. ¿Qué tipo de resina se utilizó para la fabricación de las probetas en el laboratorio? ¿Existen otros tipos de resinas para construcción de moldes con arena? Nombre al menos 1 de estas y comente en que situaciones son utilizadas.
En el desarrollo experimental se utilizó una resina fenólica autofraguante, la cual es una resina sintética termoestable, obtenida como producto de la reacción de los fenoles con el formaldehído, este sistema no contiene nitrógeno ni azufre y el nivel de olor durante la fabricación de los moldes y su llenado es bajo. Debido a su resistencia en caliente hay muy poca generación de grietas.Se recomienda su uso en la fabricación de grandes moldes, utilizando arenas de granos
12
angulares. Unas de las propiedades más importantes de estas resinas son listadas a continuación:
Alta reactividad y facilidad de desmoldeo Superior relación tiempo de trabajo/ tiempo de desmoldeo Curado completo instantáneo/uniforme Fácilmente recuperable Acabado superficial superior Excelente resistencia en caliente Resistencia a los defectos de fundición Excelente precisión dimensional
Además de lo anteriormente citado, también existen las resinas furánicas (resina de alcohol furfurílico-formol-urea): alcohol furfurílico, fenol, formaldehído y se implementa el uso de endurecedores: gamma-butirolactona, carbonato de propileno y catalizadores: ácido paratoluensulfónico, ácido sulfúrico [2]
2. Explique el fenómeno (químico o físico) que permite el endurecimiento de las probetas.
El endurecimiento se presenta producto de la reacción entre el catalizador y los componentes de la resina es decir del alcohol-fenol (grupo hidroxilo) y la urea-formaldehído (grupo isocianato), la cual adhiere los granos de arena, logrando su respectiva compactación y por ende una mayor durezaEl producto de lo anterior es una resina sólida de poliuretano que fija los granos. [3]
3. ¿Cuál es la función del catalizador? Comente.
La función de un catalizador es acelerar la reacción para que fragúe la resma. [4] los catalizadores son generalmente ácido paratoluensulfónico y sulfúrico. Experimentalmente se observó que los tiempos para alcanzar una máxima dureza fueron más cortos al añadir mayor contenido de catalizador a la mezcla de resina y arena. En general se logró alcanzar los valores de dureza necesarios de aproximadamente 97 Vickers en tiempos menores a media hora.[4]
4. ¿Cuáles son las ventajas y desventajas de precalentar la arena a nivel industrial? ¿Se justifican los costos económicos asociados a dicha operación?
Aumentar la temperatura durante el proceso de mezcla, actúa como una especie de catalizador de la reacción entre los grupos funcionales de la resina, para que esta compacte la arena y cumpla su respectiva función de endurecimiento, en un tiempo menor, aunque con un mayor costo energético, del cual debe ser evaluada su efectividad.
5. Realice gráficas de durezas v/s tiempo para los 4 casos realizados respectivamente. Analice las curvas y comente.
13
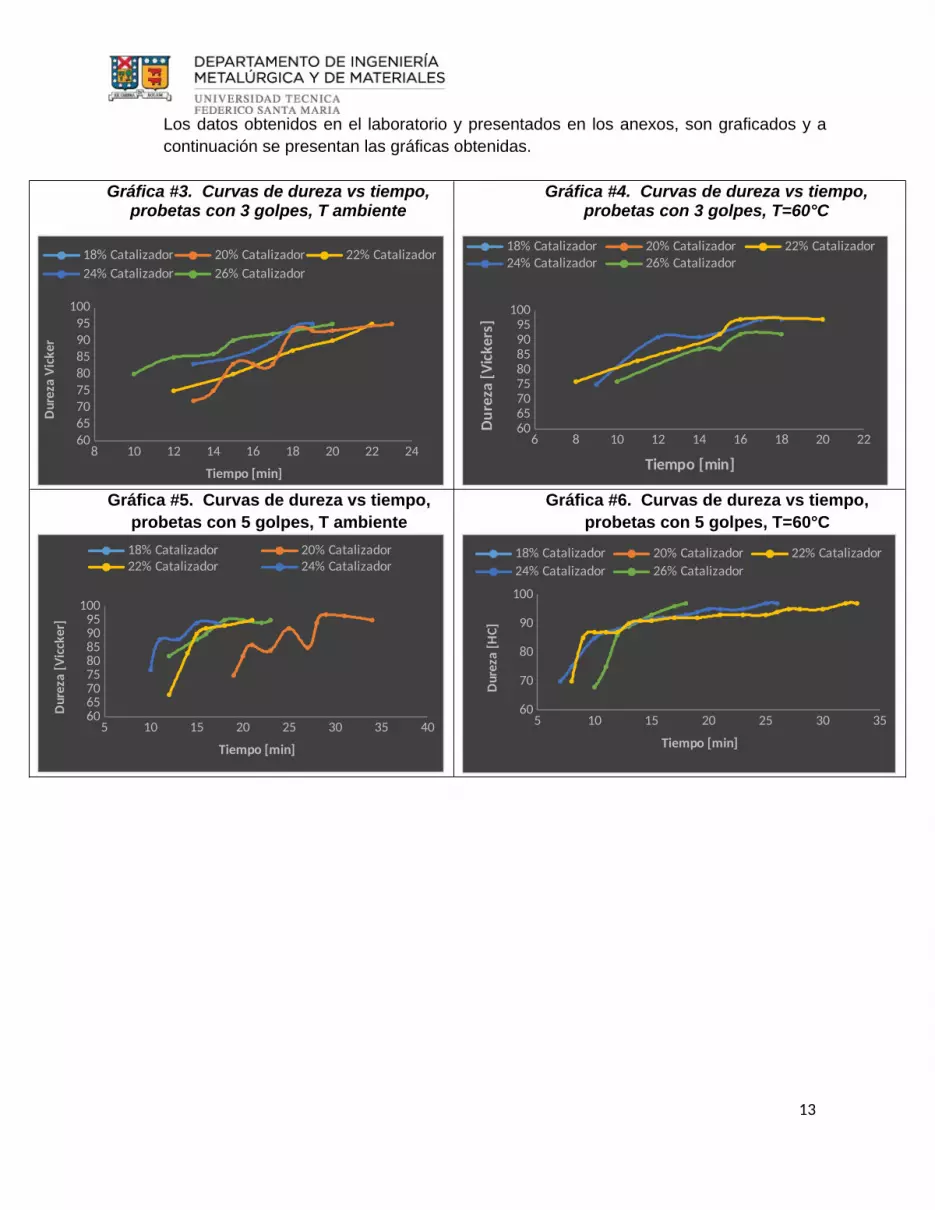
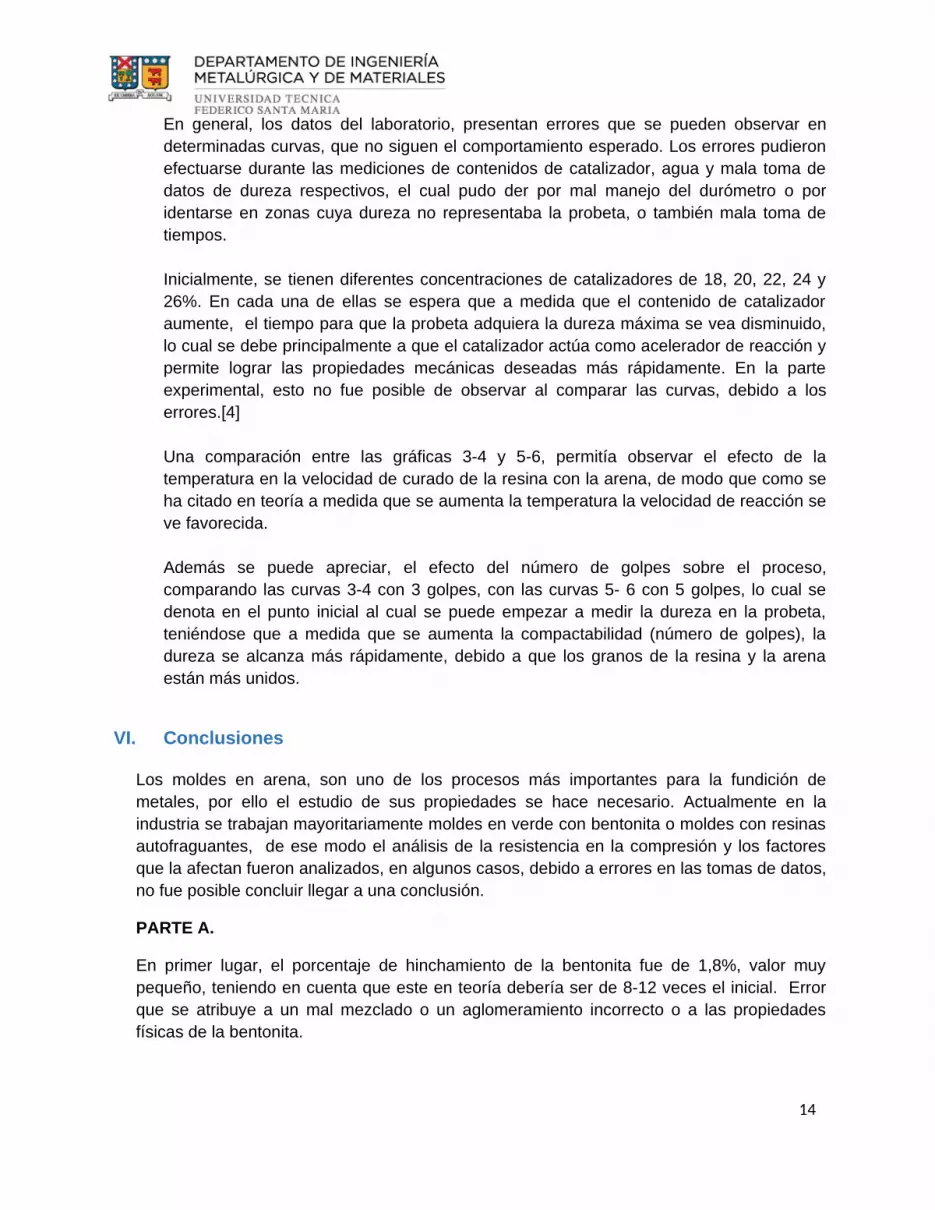
Los datos obtenidos en el laboratorio y presentados en los anexos, son graficados y a continuación se presentan las gráficas obtenidas.
Gráfica #3. Curvas de dureza vs tiempo, probetas con 3 golpes, T ambiente
8 10 12 14 16 18 20 22 246065707580859095
100
18% Catalizador 20% Catalizador 22% Catalizador24% Catalizador 26% Catalizador
Tiempo [min]
Dur
eza
Vick
er
Gráfica #4. Curvas de dureza vs tiempo, probetas con 3 golpes, T=60°C
6 8 10 12 14 16 18 20 226065707580859095
100
18% Catalizador 20% Catalizador 22% Catalizador24% Catalizador 26% Catalizador
Tiempo [min]Du
reza
[Vick
ers]
Gráfica #5. Curvas de dureza vs tiempo, probetas con 5 golpes, T ambiente
5 10 15 20 25 30 35 406065707580859095
100
18% Catalizador 20% Catalizador22% Catalizador 24% Catalizador
Tiempo [min]
Dur
eza
[Vic
cker
]
Gráfica #6. Curvas de dureza vs tiempo, probetas con 5 golpes, T=60°C
5 10 15 20 25 30 3560
70
80
90
100
18% Catalizador 20% Catalizador 22% Catalizador24% Catalizador 26% Catalizador
Tiempo [min]
Dur
eza
[HC]
14
En general, los datos del laboratorio, presentan errores que se pueden observar en determinadas curvas, que no siguen el comportamiento esperado. Los errores pudieron efectuarse durante las mediciones de contenidos de catalizador, agua y mala toma de datos de dureza respectivos, el cual pudo der por mal manejo del durómetro o por identarse en zonas cuya dureza no representaba la probeta, o también mala toma de tiempos.
Inicialmente, se tienen diferentes concentraciones de catalizadores de 18, 20, 22, 24 y 26%. En cada una de ellas se espera que a medida que el contenido de catalizador aumente, el tiempo para que la probeta adquiera la dureza máxima se vea disminuido, lo cual se debe principalmente a que el catalizador actúa como acelerador de reacción y permite lograr las propiedades mecánicas deseadas más rápidamente. En la parte experimental, esto no fue posible de observar al comparar las curvas, debido a los errores.[4]
Una comparación entre las gráficas 3-4 y 5-6, permitía observar el efecto de la temperatura en la velocidad de curado de la resina con la arena, de modo que como se ha citado en teoría a medida que se aumenta la temperatura la velocidad de reacción se ve favorecida.
Además se puede apreciar, el efecto del número de golpes sobre el proceso, comparando las curvas 3-4 con 3 golpes, con las curvas 5- 6 con 5 golpes, lo cual se denota en el punto inicial al cual se puede empezar a medir la dureza en la probeta, teniéndose que a medida que se aumenta la compactabilidad (número de golpes), la dureza se alcanza más rápidamente, debido a que los granos de la resina y la arena están más unidos.
VI. Conclusiones
Los moldes en arena, son uno de los procesos más importantes para la fundición de metales, por ello el estudio de sus propiedades se hace necesario. Actualmente en la industria se trabajan mayoritariamente moldes en verde con bentonita o moldes con resinas autofraguantes, de ese modo el análisis de la resistencia en la compresión y los factores que la afectan fueron analizados, en algunos casos, debido a errores en las tomas de datos, no fue posible concluir llegar a una conclusión.
PARTE A.
En primer lugar, el porcentaje de hinchamiento de la bentonita fue de 1,8%, valor muy pequeño, teniendo en cuenta que este en teoría debería ser de 8-12 veces el inicial. Error que se atribuye a un mal mezclado o un aglomeramiento incorrecto o a las propiedades físicas de la bentonita.
15
En segundo lugar, se determina el efecto del número de golpes sobre la resistencia, el cual denota que a medida que este valor aumenta de la misma manera la resistencia en compresión, también lo hace, así la mayor resistencia encontrada fue de 3,25 Psi para 10 golpes. De igual manera el contenido de humedad juega un punto muy importante, para la aglomeración de la arena, de manera que esta adquiera las propiedades deseadas. Los valores de porcentajes de agua adecuados, para porcentajes de bentonita de 4 y 6% fueron de 2 y 4 respectivamente.
PARTE B
Respecto a las resinas fenólicas termofraguantes, se encontró que se requerían tiempos menores a 30 minutos, para lograr el curado de la arena para todas las cantidades de catalizador de 18, 20, 22, 24, y 26. Del mismo modo, al aumentar la temperatura hasta 60°C y el número de golpes desde 3 a 6, se nota un aumento en la velocidad de reacción, que en este caso sería entre el grupo hidroxilo y los isocianatos, y a la compactabilidad de la mismo.
Respecto al efecto de aumento del contenido de catalizador, en algunas gráficas no fue posible analizarlas, debido a errores en las mediciones y la tendencia no fue tan clara, aunque se esperaba que a mayor contenido de este, menor fuese el tiempo de endurecimiento de la arena.
Referencias
[1] [En línea]. Available: https://webcache.googleusercontent.com/search?q=cache:5dHLpOgMqc0J:https://www.ing.unlp.edu.ar/catedras/M0630/descargar.php%3Fsecc%3D0%26id%3DM0630%26id_inc%3D2789+&cd=1&hl=en&ct=clnk&gl=cl
[2] [En línea]. Available:
[http://stp.insht.es:86/stp/basequim/018-elaboraci%C3%B3n-de-moldes-de-fundici%C3%B3n-con-resinas-autofraguantes-exposici%C3%B3n-formaldeh%C3%ADdo
[3] [En línea]. Available:
http://www.euskatfund.com/es/resinas-autofraguantes-1-1.html
[4] [En línea]. Available:
http://www.utp.edu.co/~publio17/laboratorio/ensayo_arena.htm. [Último acceso: 25 05 2016].
[5] [En línea]. Available:
https://ferrosos.files.wordpress.com/2010/10/arenas-de-moldeo-y-noyeria.pdf
16
Bibliografía
[1] [En línea].P. Durand, «aula.usm.cl,» 28 05 2016.
[2] [pdf]. Available: http://www.endmemo.com/sconvert/n_m2psi.php. [Último acceso: 22 05 2016].
[3] [En línea]. Available: http://www.silminiberica.com/bentonita-para-fundicion.html. [Último acceso: 20 05 2016].
[4] [En línea]. Available: http://www.utp.edu.co/~publio17/laboratorio/ensayo_arena.htm. [Último acceso: 22 05 2016].
[5] [En línea]. Available: http://www.quipasur.cl/productos.php?familia=4&cat=15&sub=43&pro=61. [Último acceso: 22 05 2016].
[6] [En línea]. Available: http://www.quiminet.com/articulos/los-catalizadores-y-su-funcion-en-procesos-industriales-2716307.htm. [Último acceso: 26 05 2016].
17
VII. Anexos
Parte A:
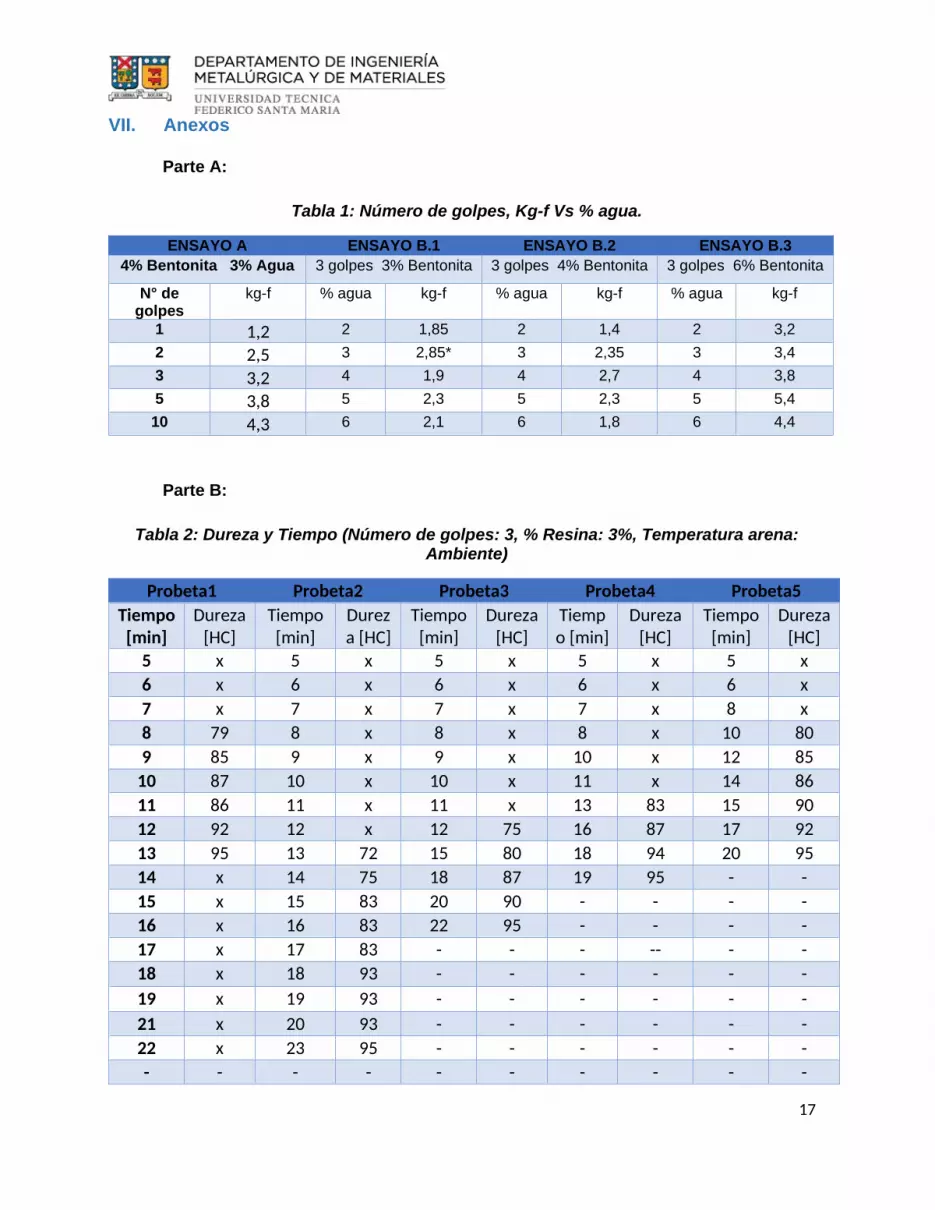
Tabla 1: Número de golpes, Kg-f Vs % agua.
ENSAYO A ENSAYO B.1 ENSAYO B.2 ENSAYO B.34% Bentonita 3% Agua 3 golpes 3% Bentonita 3 golpes 4% Bentonita 3 golpes 6% Bentonita
N° de golpes
kg-f % agua kg-f % agua kg-f % agua kg-f
1 1,2 2 1,85 2 1,4 2 3,22 2,5 3 2,85* 3 2,35 3 3,43 3,2 4 1,9 4 2,7 4 3,85 3,8 5 2,3 5 2,3 5 5,410 4,3 6 2,1 6 1,8 6 4,4
Parte B:
Tabla 2: Dureza y Tiempo (Número de golpes: 3, % Resina: 3%, Temperatura arena: Ambiente)
Probeta1 Probeta2 Probeta3 Probeta4 Probeta5Tiempo [min]
Dureza [HC]
Tiempo [min]
Dureza [HC]
Tiempo [min]
Dureza [HC]
Tiempo [min]
Dureza [HC]
Tiempo [min]
Dureza [HC]
5 x 5 x 5 x 5 x 5 x6 x 6 x 6 x 6 x 6 x7 x 7 x 7 x 7 x 8 x8 79 8 x 8 x 8 x 10 809 85 9 x 9 x 10 x 12 85
10 87 10 x 10 x 11 x 14 8611 86 11 x 11 x 13 83 15 9012 92 12 x 12 75 16 87 17 9213 95 13 72 15 80 18 94 20 9514 x 14 75 18 87 19 95 - -15 x 15 83 20 90 - - - -16 x 16 83 22 95 - - - -17 x 17 83 - - - -- - -18 x 18 93 - - - - - -19 x 19 93 - - - - - -21 x 20 93 - - - - - -22 x 23 95 - - - - - -- - - - - - - - - -
18
- - - - - - - - - -- - - - - - - - - -- - - - - - - - - -- - - - - - - - - -- - - - - - - - - -- - - - - - - - - -
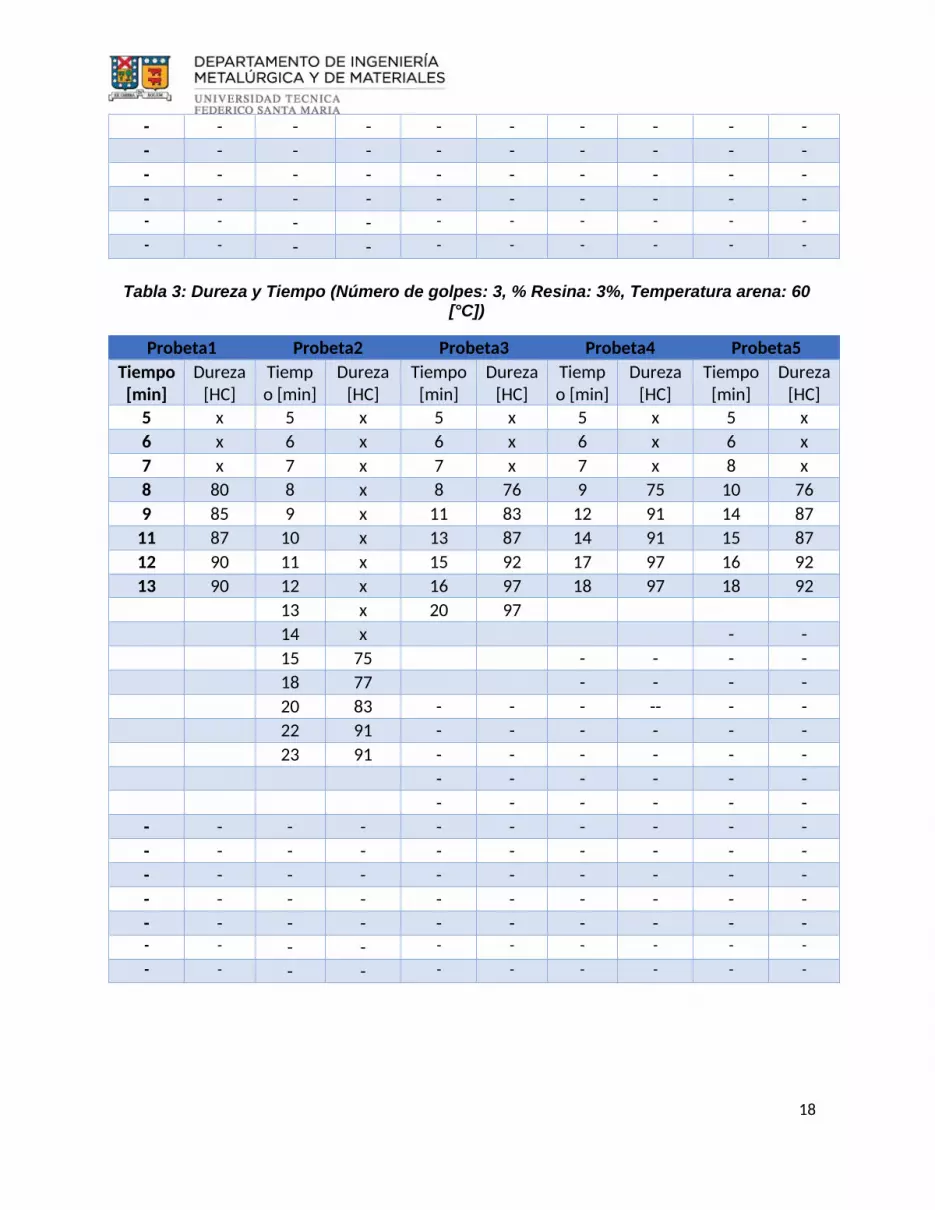
Tabla 3: Dureza y Tiempo (Número de golpes: 3, % Resina: 3%, Temperatura arena: 60 [°C])
Probeta1 Probeta2 Probeta3 Probeta4 Probeta5Tiempo [min]
Dureza [HC]
Tiempo [min]
Dureza [HC]
Tiempo [min]
Dureza [HC]
Tiempo [min]
Dureza [HC]
Tiempo [min]
Dureza [HC]
5 x 5 x 5 x 5 x 5 x6 x 6 x 6 x 6 x 6 x7 x 7 x 7 x 7 x 8 x8 80 8 x 8 76 9 75 10 769 85 9 x 11 83 12 91 14 87
11 87 10 x 13 87 14 91 15 8712 90 11 x 15 92 17 97 16 9213 90 12 x 16 97 18 97 18 92
13 x 20 97
14 x - -15 75 - - - -18 77 - - - -20 83 - - - -- - -22 91 - - - - - -23 91 - - - - - -
- - - - - - - - - - - -
- - - - - - - - - -- - - - - - - - - -- - - - - - - - - -- - - - - - - - - -- - - - - - - - - -- - - - - - - - - -- - - - - - - - - -
19
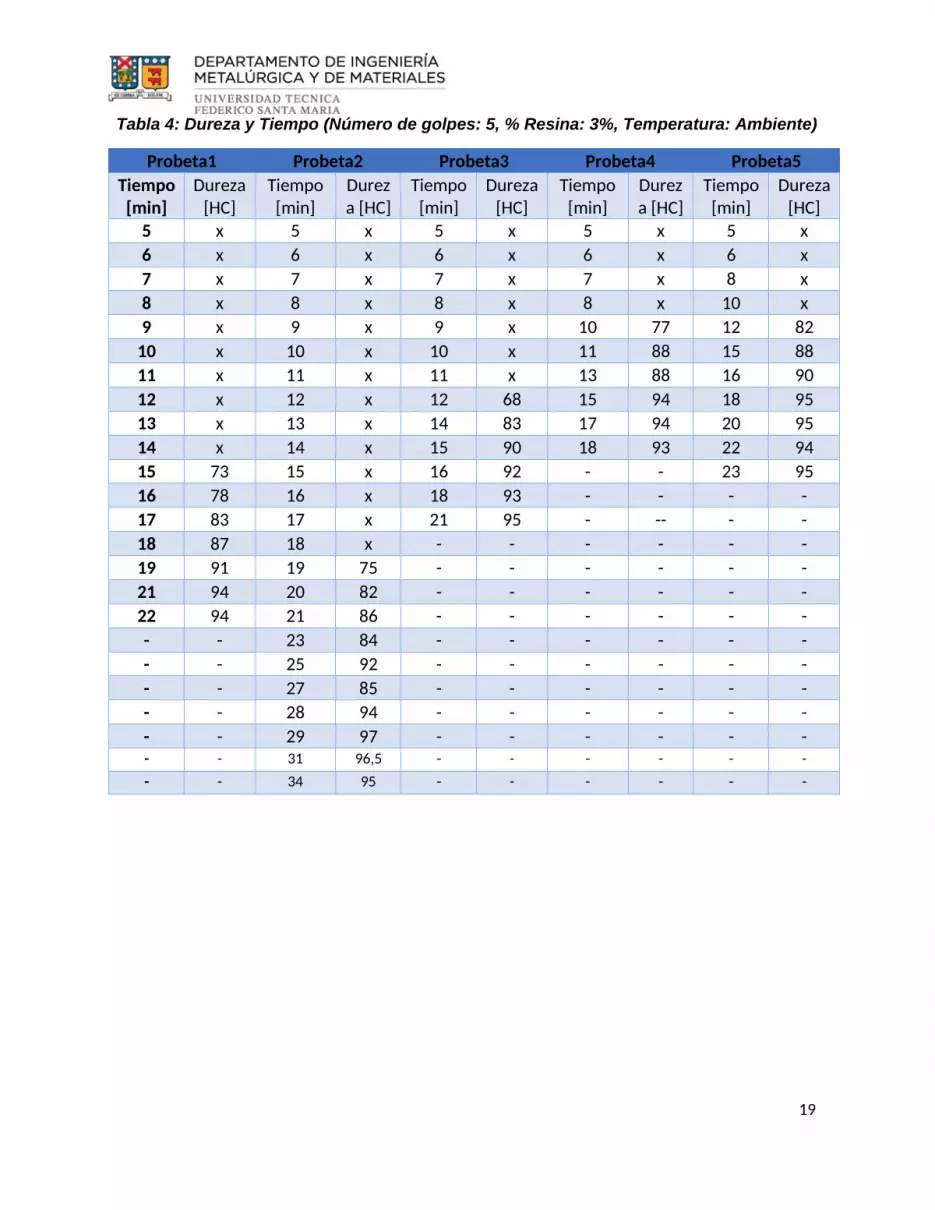
Tabla 4: Dureza y Tiempo (Número de golpes: 5, % Resina: 3%, Temperatura: Ambiente)
Probeta1 Probeta2 Probeta3 Probeta4 Probeta5Tiempo [min]
Dureza [HC]
Tiempo [min]
Dureza [HC]
Tiempo [min]
Dureza [HC]
Tiempo [min]
Dureza [HC]
Tiempo [min]
Dureza [HC]
5 x 5 x 5 x 5 x 5 x6 x 6 x 6 x 6 x 6 x7 x 7 x 7 x 7 x 8 x8 x 8 x 8 x 8 x 10 x9 x 9 x 9 x 10 77 12 82
10 x 10 x 10 x 11 88 15 8811 x 11 x 11 x 13 88 16 9012 x 12 x 12 68 15 94 18 9513 x 13 x 14 83 17 94 20 9514 x 14 x 15 90 18 93 22 9415 73 15 x 16 92 - - 23 9516 78 16 x 18 93 - - - -17 83 17 x 21 95 - -- - -18 87 18 x - - - - - -19 91 19 75 - - - - - -21 94 20 82 - - - - - -22 94 21 86 - - - - - -- - 23 84 - - - - - -- - 25 92 - - - - - -- - 27 85 - - - - - -- - 28 94 - - - - - -- - 29 97 - - - - - -- - 31 96,5 - - - - - -- - 34 95 - - - - - -
20
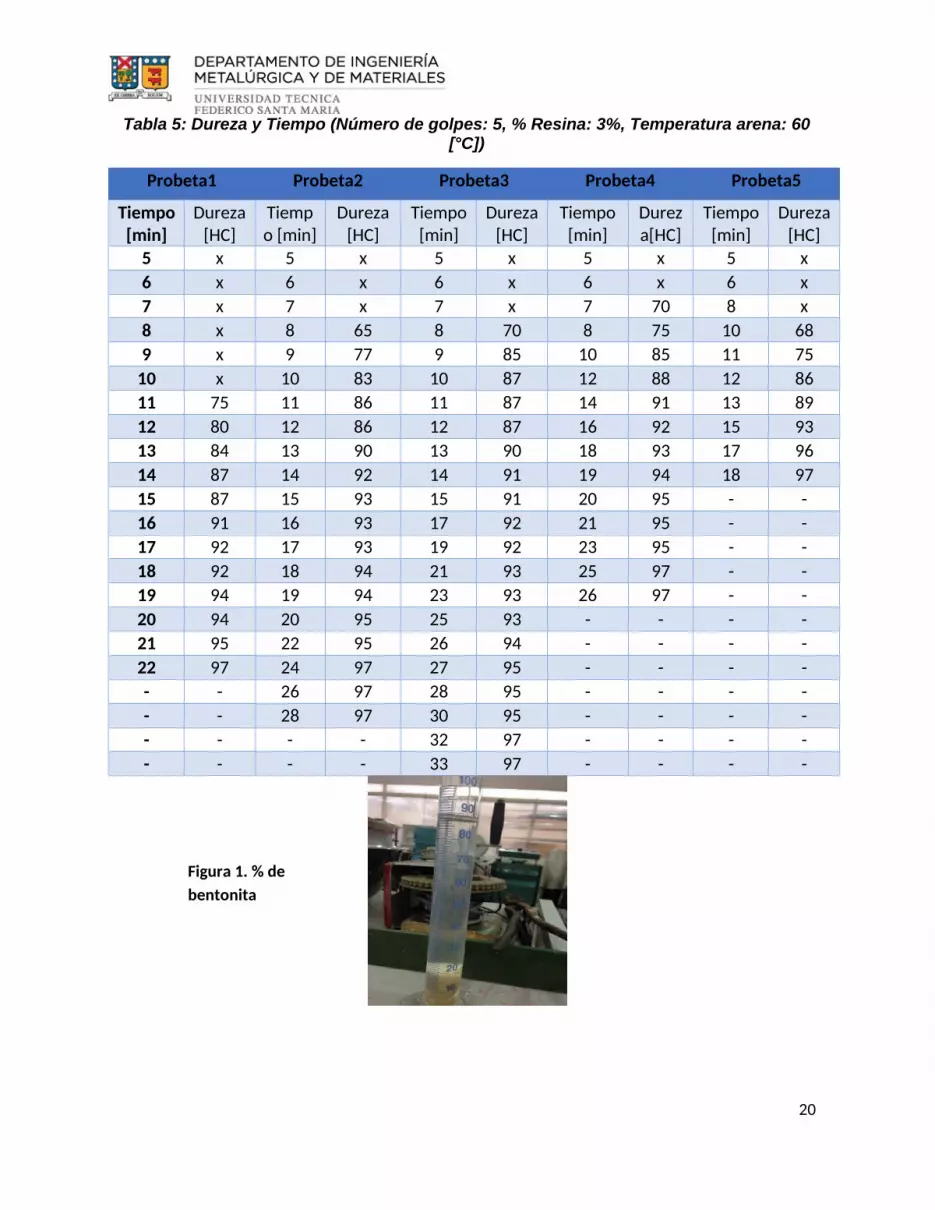
Tabla 5: Dureza y Tiempo (Número de golpes: 5, % Resina: 3%, Temperatura arena: 60
[°C])
Probeta1 Probeta2 Probeta3 Probeta4 Probeta5
Tiempo [min]
Dureza[HC]
Tiempo [min]
Dureza [HC]
Tiempo [min]
Dureza [HC]
Tiempo [min]
Dureza[HC]
Tiempo [min]
Dureza [HC]
5 x 5 x 5 x 5 x 5 x6 x 6 x 6 x 6 x 6 x7 x 7 x 7 x 7 70 8 x8 x 8 65 8 70 8 75 10 689 x 9 77 9 85 10 85 11 75
10 x 10 83 10 87 12 88 12 8611 75 11 86 11 87 14 91 13 8912 80 12 86 12 87 16 92 15 9313 84 13 90 13 90 18 93 17 9614 87 14 92 14 91 19 94 18 9715 87 15 93 15 91 20 95 - -16 91 16 93 17 92 21 95 - -17 92 17 93 19 92 23 95 - -18 92 18 94 21 93 25 97 - -19 94 19 94 23 93 26 97 - -20 94 20 95 25 93 - - - -21 95 22 95 26 94 - - - -22 97 24 97 27 95 - - - -- - 26 97 28 95 - - - -- - 28 97 30 95 - - - -- - - - 32 97 - - - -- - - - 33 97 - - - -
Figura 1. % de bentonita