Reducir la formación de espuma en el endulzamiento del gas natural
61
1 RESUMEN Se buscan nuevas formulaciones que permitan reducir la formación de espuma en el endulzamiento del gas natural, ya que ésta presenta un efecto negativo en la remoción tanto de H 2 S como de C0 2 . Una de las formulaciones que se propuso se compone de metildietanolamina (MDEA), dietanolamina (DEA) y como solvente físico al propilencarbonato (PC) a diferentes concentraciones. Se deseaba que las mezclas se comportaran como un pseudotensoactivo, teniéndose como resultado una reducción en la altura de la espuma. El solvente físico se eligió en base a su afinidad con el H 2 S y con el C0 2 , a su flamabilidad y toxicidad. Se implementó un diseño experimental de superficie de respuesta Box-Bekhan de dos niveles, tres factores (concentración de MDEA, DEA y PC en un medio acuoso) con la ayuda del software Design Expert. Se prepararon 17 soluciones, a las cuales se les determinó la densidad con un picnómetro, el grado de mojabilidad con el goniómetro, la tensión superficial mediante el método de gota pendiente, la altura, estabilidad y volumen de la espuma en un equipo conocido como espumómetro. Los resultados se introducieron al software para la realización del análisis de variabilidad ANOVA. Se recomienda utilizar los niveles de concentración altos de DEA, MDEA y DEA para minimizar la altura de la espuma. Del análisis de varianza para θ se tiene que la mojabilidad depende de la concentración de MDEA. Se debe utilizar la mayor concentración de ésta si se desea aumentar la mojabilidad. Los valores de tensión superficial para MDEA, DEA, PC fueron de
-
Upload
paucar-coyla-jonathan -
Category
Documents
-
view
21 -
download
2
description
En este trabajo se buscan nuevas formulaciones que permitan reducir la formación de espuma en el endulzamiento del gas natural, ya que ésta presenta un efecto negativo en la remoción tanto de H2S como de C02. Una de las formulaciones que se propuso se compone de metildietanolamina (MDEA), dietanolamina (DEA) y como solvente físico al propilencarbonato (PC) a diferentes concentraciones. Se deseaba que las mezclas se comportaran como un pseudotensoactivo, teniéndose como resultado una reducción en la altura de la espuma.
Transcript of Reducir la formación de espuma en el endulzamiento del gas natural

1
RESUMEN
Se buscan nuevas formulaciones que permitan reducir la formación de espuma
en el endulzamiento del gas natural, ya que ésta presenta un efecto negativo
en la remoción tanto de H2S como de C02. Una de las formulaciones que se
propuso se compone de metildietanolamina (MDEA), dietanolamina (DEA) y
como solvente físico al propilencarbonato (PC) a diferentes concentraciones.
Se deseaba que las mezclas se comportaran como un pseudotensoactivo,
teniéndose como resultado una reducción en la altura de la espuma.
El solvente físico se eligió en base a su afinidad con el H2S y con el C02, a su
flamabilidad y toxicidad. Se implementó un diseño experimental de superficie
de respuesta Box-Bekhan de dos niveles, tres factores (concentración de
MDEA, DEA y PC en un medio acuoso) con la ayuda del software Design
Expert. Se prepararon 17 soluciones, a las cuales se les determinó la densidad
con un picnómetro, el grado de mojabilidad con el goniómetro, la tensión
superficial mediante el método de gota pendiente, la altura, estabilidad y
volumen de la espuma en un equipo conocido como espumómetro. Los
resultados se introducieron al software para la realización del análisis de
variabilidad ANOVA. Se recomienda utilizar los niveles de concentración altos
de DEA, MDEA y DEA para minimizar la altura de la espuma. Del análisis de
varianza para θ se tiene que la mojabilidad depende de la concentración de
MDEA. Se debe utilizar la mayor concentración de ésta si se desea aumentar la
mojabilidad. Los valores de tensión superficial para MDEA, DEA, PC fueron de
38, 48.5 y 46.9 mj/m2, estos datos no se encuentran en la literatura. Finalmente
cabe mencionar que la hipótesis no fue comprobada ya que la tensión
superficial no se ve afectada por las concentraciones de Metildietanolamina
(MDEA), Dietanolamina (DEA) y propilencarbonato (solvente físico).
2
INDICE
1. INTRODUCCION…………………….3
2. OBJETIVOS………………………….4
3. REVICION BIBLIOGRAFICA………5
4. SOLVENTES …………………………16
5. METODOLOGIA……………………..23
6. TECNICAS Y MATERIALES ………24
7. RESULTADOS……………………….28
8. CONCLUCIONES Y RECOMENDACIONES…41
9. REFERENCIAS BIBLIOGRAFICAS….43

3
1. INTRODUCCION
Actualmente la espuma tiene muchos usos industriales de gran importancia como lo son: en procesos de produccion de cerveza, jabones, bebidas gaseosas, crema de afeitar, aerosoles, asi como en los métodos de separacion de minerales, dentro de éstos la operacion, comportamiento y desarrollo de nuevas tecnologias en cuanto al proceso de flotacion han sido estudiados por diversos investigadores como Cruz (1997), J.J Cilliers (2004) y M.FaIutsu (1992), entre otros.
Sin embargo, no siempre es deseable la presencia y formacién de espuma, ejemplo de esto lo encontramos en reactores biologicos, aguas de desecho, productos para autos, procesos de absorcion, destilacion, evaporacion, etc.
Particularmente, en el endulzamiento de gas natural (EGN) la espuma es
indeseable debido a las razones que se exponen a continuacién. lmpide el contacto estrecho entre la amina y el gas, obteniéndose altos costos de operacion y mantenimiento. El fenomeno es causado entre otros debido a las impurezas presentes. Afecta directamente la eficiencia de la torre y por consiguiente al coeficiente de transferencia de masa entre la fase gas y la fase liquida. Esto se observa al notar las altas concentraciones de H2S en el gas dulce (4ppm). Asi mismo se eleva el coeficiente de transferencia de calor asi como la viscosidad de la solucion lo que conlleva a un aumento de consumo de vapor de hasta por lo menos un 10% adicional (1). De ahi que se trate de minimizar la espuma.
Para resolver este y otros problemas como los de corrosion y gasto
energético, se ha avanzado en el desarrollo de nuevas formulaciones de solventes. Una de las formulaciones incluye el uso de dos o mas aminas. Se
busca mediante éstas optimizar la absorcién de diéxido de carbono y acido
sulfhidrico (2), se han hecho distintas combinaciones de solventes incluyendo a Los fenémenos interfaciales estan relacionados con el estudio del presente trabajo. La interfase se define como el limite entre dos fases inmiscibles. Al dispersar una fase en otra se obtienen sistemas como: el humo (dispersién solido en gas), niebla (dispersion de liquido en gas), emulsion (dispersion de liquido en liquido), suspension (dispersion de sélido en liquido y espuma (dispersion de gas en liquido o sélido). Dentro de estos fenémenos interfaciales se encuentran sustancias de aplicaciones importantes, conocidas como surfactantes que permiten controlar las propiedades de un sistema, segun sea el caso. También se les conoce como jabén, detergente, tensoactivo, dispersante, espumante, hidrofobante, entre otros (4). Una de sus propiedades esta relacionada directamente con la tensién superficial, ya que actuan sobre ella ya sea disminuyéndola o aumentandola. Es importante mencionar que algunos solventes fisicos podrian actuar como pseudotensoactivos,
4
La espuma también tiene relacién directa con distintas variables como, la estabilidad, la estructura molecular, la distribucién de tamafio de las burbujas, las coaliciones, entre otras. Es por ello que se ha mejorado el método para medir las propiedades de de ésta en sistemas aire-agua. Estas variables son diferentes para dos como para tres fases, (5), ya que en presencia de algdn sélido las coaliciones disminuyen (6) debido a que reducen el proceso de drenado, el comportamiento de estabilidad varia, aumenta la viscosidad, en resumen el comportamiento para tres fases es de mayor complejidad.
Para la estabilizacién de la espuma en columnas de flotacién Tan (2004) propone mezclas de polipropilen-glicol con metil-isobutanol-carbinol. Si no se combinan estas sustancias, la espuma presenta menor estabilidad, reduciendo la eficiencia del proceso. La reduccién de espuma se logra después de que se alcanzé la estabilidad (7). Las coaliciones se relacionan directamente con ésta variable por to que se ha intentado predecir su comportamiento mediante modelos matematicos (8).
Otra de las variables son las distribuciones de tamano de las burbujas de aire, las cuales son importantes para tratamientos de olores, la espuma en aguas residuales, entre otros (9). Se encontré en la literatura que investigadores widen el diametro de la burbuja fotograficamente en una columna de burbujeo, la cual opera en un régimen homogéneo con aire, para conocer la distribucién de tamafio.
En este trabajo se busca la combinacién de un solvente de alcanolaminas con un solvente fisico para la absorcién de gases acidos del gas natural para asi producir el minimo de espuma. La cantidad de espuma producida se correlaciona con la tensién interfacial de la mezcla.
2. OBJETIVOS
2.1 Objetivo General
Se tiene como objetivo general realizar un estudio para minimizar la formación de espuma en mezclas de aminas utilizadas en el proceso de endulzamiento de gas natural.
2.2 Objetivos Específicos

5
• Determinar el efecto físico Del propilen carbonato en el Sistema a diferentes concentraciones.
• Determinar experimentalmente las tensiones interfaciales de las mezclas.
• Determinar la altura de la espuma en cada mezcla.
• Obtener una correlación de variables para la disminución de la formación de espuma en el proceso de EGN.
• Utilizar un método más exacto para la medición de la tensión superficial.
• Determinar la mojabilidad de cada mezcla.
3. REVISIÓN BIBLIOGRÁFICA
3.1 ESPUMAS
3.1.1 Definición de espuma
De acuerdo con el diccionario la espuma se define como el conjunto de burbujas gaseosas separadas por películas delgadas de líquido que se forman en la superficie de un líquido. Al formarse las burbujas se amontonan unas sobre otras, formándose películas entre Ellas. Estas películas son sometidas a esfuerzos de estiramiento por lo que es indispensable que no se rompan si se desea tener espuma (10).
3.1. Vida de la espuma
De acuerdo a Salager la vida de las espumas se divide en tres etapas, la primera consiste en la formación de espuma desde algunos segundos hasta algunos minutos. La segunda consiste en la maduración de la espuma en la que el espesor de la película es grande respecto a la escala coloidal, fenómeno que ocurre de algunos minutos a algunas horas. La tercera etapa se refiere a su persistencia, cuya estabilidad depende de las interacciones coloidales (de horas a días).
3.1.3 Formación de espuma
Los factores que contribuyen a la formación de espuma pueden ser por causas físicas y químicas. Las causas físicas pueden ser: agitación, caída del líquido desde cierta altura, borboteo de aire u otro gas en el seno del líquido. Las causas físico-químicas pueden ser: agitación de agua dulce con un jabón, en agua dura no se presenta espuma sino precipitación de sales de calcio y magnesio, presencia de impurezas orgánicas así como su concentración, un

6
ejemplo de esto es un río contaminado con desechos orgánicos. Otra causa es la producción de
Gases Como el metano, ácido sulfhídrico, dióxido de carbono, después de una reacción química o bioquímica. Ejemplo de esto son las espumas presentes en cervezas y refrescos que se forman por la liberación Del gas disuelto. Cabe mencionar que en el fondo de los envases de estas bebidas las burbujas son pequeñas y al subir se hacen más grandes debido a que la difusión Del gas comienza de las burbujas pequeñas hacia las más grandes. De manera que éstas persisten en la superficie formando espuma. [11]
Cuando las burbujas se elevan a la superficie de UN líquido y persisten en ella durante cierto tiempo, sin coalescencia de una con la otra y sin ruptura en el espacio de vapor se produce espuma. Así pues la formación de espuma consiste simplemente en la formación, elevación y la agregación de burbujas en UN líquido en que la espuma pueda existir. La vida de las espumas varía de segundos a años, su mantenimiento es UN fenómeno no dinámico. [12]
3.1.3 Ruptura de la espuma
En la superficie Del líquido en el que se presenta la espuma, UN menisco limita el volumen Del gas de UN lado, mientras que una película líquida limita la burbuja del resto del sistema.
Una vez que la espuma se forma, ésta comienza a sufrir una degradación más o menos lenta. En Este transcurso ocurren distintos mecanismos: segregación de burbujas y el drenaje gravitacional, succión capilar y la difusión gaseosa intraburbuja (10).
La fuerza gravitacional favorece la separación de un gas del líquido en un sistema disperso, haciendo que se eleven las burbujas a la superficie del líquido y que el líquido contenido en las paredes de las burbujas se drene hacia el cuerpo principal del líquido. [12]. El drenaje gravitacional se relaciona también con el
Empuje de Arquímedes, éste es más fuerte sobre las burbujas grandes que sobre las pequeñas.
La viscosidad del líquido en una película se opone al drenaje de la película. Cuanto más Alta sea la viscosidad tanto más lento será el proceso de adelgazamiento de las películas, lo que conllevará a una ruptura lenta. La viscosidad de las películas en muchos casos es mayor que la del cuerpo principal del líquido madre. Esto se debe a un efecto simple de temperatura, ya que la película esta más fría debido a la evaporación; La ruptura también puede ser ocasionada por los cambios de presión, los cuales causan un cambio en el volúmen de la burbuja de gas (succión capilar).
Finalmente está el mecanismo de difusión gaseosa intra-burbuja, conocido también como maduración de Ostwald. Éste fenómeno hace que las burbujas más pequeñas se desinflen en las grandes y desaparezcan (10).
En otras ocasiones es un efecto de concentración, puesto que los sólidos suspendidos, finos o disueltos emigran a la entrecara para producir aumentos en la viscosidad. En otras ocasiones el efecto parece no tener explicación.
En el caso del EGN la espuma se produce por una dispersión líquido-gas estable, esto significa que la espuma se produce debido a que una sustancia adicional se adsorbe en la entrecara de la superficie del líquido, aumentando la viscosidad de la película y haciendo más difícil su

7
ruptura. El estudio de la operación del endulzamiento de gas natural en una planta piloto realizado por Zavala, (2004), lo menciona.
3.1.4 Estabilidad de la espuma
Gibas, en su teoría termodinámica, demostró que si la concentración del soluto es muy pequeña, la capa superficial estaría formada casi de moléculas del solvente por lo que la formación de la espuma no sería posible.
De acuerdo a Marangoni un líquido puro no produce espuma, ya que no presenta variación de tensión superficial. Por el contrario, sí la concentración de soluto es relativamente grande, las capas superficiales están compuestas casi exclusivamente de moléculas de sustancia activa y no hay tampoco formación considerable de espuma. Debe haber una diferencia de tensión superficial entre la solución y la capa superficial, mientras mayor sea esta diferencia más consistencia y estabilidad tendrá la espuma [12]. Lo que se desea es que ésta no sea estable, para que su ruptura sea rápida.
Las espumas son sistemas en los que un tercer componente produce una capa superficial, cuya composición difiere del resto del líquido. El efecto de estabilización de estos componentes, que por lo general están presentes en cantidades pequeñas, puede crear espuma, cuya persistencia produzca problemas en distintos procesos.
Las espumas de generación reciente son emulsiones de gas con burbujas esféricas separadas por películas de líquido de unos cuantos milímetros de espesor, envejecen rápidamente y forman poliedros en los que tres burbujas se interceptan en las orillas con ángulos de aproximadamente 120°.
Figura 1: Diagrama Gibbs-Maragoni
Durante el drenado, la película se vuelve mucho más delgada, especialmente en El Centro y más quebradiza. Esto indica que en algunas espumas se puede tolerar una capa de espuma, ya que se agrega espuma fresca al fondo de la capa y se drena la espuma que colapsa en la parte superior. (Una espuma de rompimiento rápido puede alcanzar su ciclo de vida máximo en 6s y una espuma moderadamente estable en 140s.) El drenado puede causar áreas débiles en la película. Sin embargo, la presencia de una concentración más elevada de agentes tensoactivos

8
en la superficie produce una reducción de la tensión superficial. A medida que la película permite la exposición con el líquido con una tensión superficial mayor, la superficie se renueva. Esto se conoce Como el efecto Marangoni. Si el drenado ocurre con mayor rapidez que la renovación de la superficie, el colapso ocurrirá en milisegundos. Es importante mencionar que en el caso en que las espumas Sean muy estables, las fuerzas electrostáticas superficiales evitan el drenado y el colapso total, quedando así una espuma remanente. [13]
La velocidad de drenado está en función de la viscosidad de superficie, la cual a su vez es función de la temperatura. Debido a lo anterior la temperatura toma un papel importante en la formación de espuma (10).
UN concepto que es importante entender para este capítulo es la elasticidad de la película. Al aumentar una burbuja de tamaño se da Este efecto. Éste concepto se puede relacionar con la variación de la tensión superficial debido al agente tensoactivo presente. Por lo general una
película se rompe cuando alcanza espesores Del orden de 50 amstrongs.
De acuerdo con Bendure para disminuir la estabilidad de la espuma se puede aplicar lo siguiente:
• Disminuir la viscosidad masiva del líquido
• Disminuir la viscosidad de la superficie
• Disminuir la elasticidad de la superficie
• Disminuir la concentración de la superficie
• Aumentar la velocidad de adsorción de agentes tensoactivos
• Agregar inhibidores de espuma
3.1.4.1 Medición de la estabilidad de la espuma
El factor de estabilidad dinámico Σ representa el tiempo de vida de una burbuja en la espuma expresado en segundos. Éste se define como la razón del volúmen total de espuma (V) en el equilibrio sobre el flujo volúmetrico de gas que entra al sistema. Tanto el flujo de aire como la concentración de espuma son las variables clave para lograr la estabilidad. Esta ecuación fue propuesta por Bikerman.
Ec. 1

9
El factor de estabilidad dinámico y la fracción de aire que fluye en forma de burbujas en pruebas de flotación por lotes pueden ayudar a establecer un criterio de estabilidad. Éstas mediciones pueden ser la clave para encontrar las relaciones entre la estabilidad de la espuma, su estructura y su comportamiento flotante. El análisis de estabilidad puede ser estático o dinámico, el dinámico es cuando la espuma alcanza un equilibrio dinámico entre la formación y la ruptura de la espuma. El análisis estático se presenta cuando la razón de formación de espuma es cero, la espuma ya formada deja colapsarse sin regeneración por entrada de gas o agitación (14). Cabe mencionar que la presencia de partículas sólidas en la espuma complica aún más el estudio de estabilidad. En el artículo de N. Barbian, Ventura y Cilliers (2003) es importante mencionar que en presencia de partículas hidrofóbicas es más dificil alcanzar el estado estable. Los autores también estudiaron la estabilidad en base a la coalescencia entre las burbujas.
En el presente trabajo el proceso es dinámico, y se utilizará la ecuación propuesta por Bikerman para el cálculo del índice de estabilidad.
La disminución de la tensión superficial no implica la estabilización de la espuma, sucede si el equilibrio se alcanza lentamente. Hay estudios en los que se conccluye que las espumas son más persistentes si tienen un mismo balance lipofílico-hidrofílico y un mayor peso molecular.
Otro punto importante para el presente análisis es el efecto Gibbs-Marangoni. La elasticidad superficial es ocasionada por la variación de la tensión superficial durante la deformación de la película. En el equilibrio la elasticidad es definida por Gibbs, lo que sucede cuando la película superficial está bajo tensión con el seno de la fase. En el caso contrario, Marangoni define a la elasticidad de la monocapa. La elasticidad de Marangoni es normalmente mayor que la elasticidad de Gibbs para el mismo sistema, de éstas la primera es más importante para el estudio de la estabilidad de la espuma (15).
3.1.5 Concentración micelar crítica (CMC)
La concentración micelar crítica es un fenómeno que presentan los surfactantes debido a la estructura polar-apolar de sus moléculas, éstos disminuyen la tensión superficial de la sustancia en concentraciones por debajo de la crítica, en que estos mismos han cubierto la totalidad de la superficie. Arriba de esta concentración las moléculas del surfactante se dirigen hacia el interior del líquido formando agregados de moléculas sencillas (micelas), como consecuencia se produce una estructura con una orientación específica de alto peso molecular. Debido a esto se observan cambios bruscos en las propiedades fisicoquímicas. Dicha concentración se consigue más fácilmente si el surfactante es predominantemente hidrofílico. (11).
La figura 2 muestra la acción de un surfactante sobre la tensión superficial (coordenada γ). Al aumentar la concentración de surfactante en agua, la tensión

10
superficial disminuye (línea AB) debido a que las moléculas se adsorben en la superficie del agua. Al agregar mayor cantidad de surfactante se alcanza el punto B donde las moléculas están totalmente empaquetadas en la superficie, de forma totalmente vertical, con la parte hidrofílica orientada hacia el agua y la parte lipofílica hacia el aire. Si se continua agregando surfactante, no caben más moléculas en la superficie, y se agregan en estructuras denominadas
micelas. Ocurre entonces que la tensión superficial no disminuye más y permanece aproximadamente constante (línea horizontal BC). La concentración a la que comienza la formación de micelas (punto B) se llama Concentración Micelar Crítica (CMC).
Figura 2: Acción de un surfactante sobre la tensión superficial.
Esta concentración produce el valor de espumabilidad máximo, es en éste punto cuando el surfactante es más eficaz. Para el análisis de la efectividad de un surfactante, se analiza la variación de la concentración de surfactante contra la tensión y la variación de la misma con respecto a la espumabilidad (10).
Una vez formadas, las micelas pueden estar integradas por un número n de moléculas, el tamaño es variable y depende de la naturaleza del surfactante , de la concentración, de la temperatura y de los iones presentes. Estas soluciones micelares son dinámicas, ya que las moléculas son objeto de reestructuraciones continuas.

11
Los surfactantes iónicos se disocian en solución acuosa y forman micelas iónicas, cuyas cabezas hidrofílicas (orientadas al agua) poseen una carga neta negativa o positiva. La facilidad de formar micelas depende del surfactante y decrece en el siguiente orden: no iónico > anfótero > iónico. Los surfactantes no iónicos forman micelas más grandes. Las micelas no iónicas están formada por una parte central donde se sitúan las cadenas de hidrocarburos no polares, y una capa formada por cadenas de polioxietileno largas y flexibles. El manto polar
interacciona con el agua y, como consecuencia, las micelas están muy hidratadas. Las micelas formadas en soluciones diluidas de surfactante son aproximadamente esféricas. Al aumentar su concentración las micelas aumentan de tamaño. Siendo demasiado grandes para conservar la forma esférica, adoptan estructura elipsoidal, cilíndricas y finalmente laminares, lo cual afecta la solubilidad y viscosidad de la solución.
Algunas investigaciones han aplicado el estudio de la CMC. Tan (2004) analizó parte de la efectividad de uno de sus estudios de espumabilidad en el comportamiento micelar crítico , así mismo J.Aguila-Hernández, etal (2001) utilizó este concepto junto con la tensión superficial para evaluar el comportamiento de soluciones acuosas de alcanolaminas con surfactantes no iónicos, a distintas concentraciones y temperaturas.
3.1.6 Surfactantes
Los surfactantes son moléculas que tienen una parte polar (cabeza hidrofílica) y otra no polar (cola hidrófoba) y tienen por ello afinidad tanto por el agua como por el aceite. Son activos sobre la tensión superficial y tienden a acumularse en la superficie o en la interfase entre las fases hidrofílicas e hidrofóbicas Esta ubicación "impide" el tráfico de moléculas que van de la superficie al interior de líquido en busca de un estado de menor energía, disminuyendo así el fenómeno de tensión superficial. Este fenómeno se conoce como adsorción de interfases líquidas. (10).
Para que una molécula sea surfactante su afinidad por la interfase debe ser mayor que su afinidad por el interior del líquido, es decir, el número de moléculas debe ser mayor en la superficie que en la disolución, así mismo debe de tener las siguientes características:
• Es soluble al menos en una de las fases del sistema.
• Forma una capa monomolecular en la interfase.
12
• Forma micelas a una determinada concentración (CMC).
• Posee alguna de las siguientes propiedades: detergencia, poder espumógeno, humectante, emulgente, solubilizante o dispersante.
3.2 Técnicas Antiespumantes
Actualmente hay varias técnicas para evitar la formación de espuma; Las técnicas químicas y las técnicas físicas, dentro éstas están los métodos térmicos, eléctricos, mecánicos, de vibración de presión, entre otros. En este caso son de interés las técnicas químicas.
3.2.1 Técnicas químicas de eliminación de espumas
Un método consiste en hacer que las sustancias estabilizadoras se desorban de la entrecara mediante el uso de compuestos más tensoactivos pero sin propiedades estabilizadoras. Otro método consiste en realizar cambios químicos en la capa de adsorción que den como resultado una nueva estructura, esto se logra con sustancias antiespumantes, algunos actúan por medios mecánicos.
El uso de antiespumantes químicos es uno de los métodos más empleados, la adición de éstos es el modo más común para romper la espuma. Los antiespumantes eficaces causan una desintegración rápida de la espuma, y en general necesitan estar en concentraciones de partes
por millón. La gran variedad de compuestos utilizados como antiespumantes y los sistemas en los que se aplica dificultan su análisis.
Uno de los métodos para eliminar las espumas acuosas consiste en agregar un agente tensoactivo no productor de espuma que sea más tensoactivo que la sustancia estabilizadora de la espuma. (El tensoactivo sustituye a la sustancia estabilizadora de la espuma en la entrecara debido a su insolubilidad, no estabiliza la espuma porque sus películas tienen baja elasticidad y se rompen fácilmente.) [16]
Es importante que también sean viables económicamente, ya que aunque a primera instancia el costo no es muy alto, este se incrementará debido a las altas cantidades que se utilizan. En ocasiones el inhibidor de espuma tapa los sistemas de filtración lo que agrava el problema a largo plazo. Se ha propuesto la utilización de varios filtros para las aminas del orden de micras hasta llegar a 10. Sin
Embargo es una solución muy costosa, debido a que se necesita una eficiencia mayor al 95% y la vida útil del carbón activado no es muy larga. [12]

13
3.2.2 Control Automático de la espuma
En el procesamiento de materiales que puedan acumular espuma es necesario medirla con frecuencia, se mide la altura de la espuma y se dosifica automáticamente el inhibidor de espuma.
Los métodos para detectar el nivel de espuma, pueden ser electrónicos, mediante flotadores que se elevan al elevarse la espuma, existen dispositivos para cambiar la potencia de entrada, éstos encienden un impulsor para romper la espuma cuando se eleva su nivel. Estos son
Algunos de entre varias posibles soluciones. En el caso del endulzamiento por lo general se utilizan antiespumantes. [16]
En la literatura se encontró un artículo que presenta una técnica para la adición del antiespumante. La tecnología se conoce como sondas Agar, los beneficios que proporcionan en el procesamiento de gas natural son:
• Se previenen problemas operacionales por la formación de espuma en las aminas.
• Se reducen las tasas de inyección de antiespumantes.
• Se minimiza la pérdida de aminas.
El gas natural en plantas se trata utilizando generalmente aminas para la remoción de H2S. Las aminas ricas en H2S en el fondo de la torre se regeneran y las aminas con bajo contenido de H2S se reciclan. Las perturbaciones en el sistema son ocasionadas por la operación por encima de la capacidad debido a contaminantes entrampadas, entre otros. Estas perturbaciones causan numerosos problemas, incluyendo la salida de aminas en forma de espuma junto con la corriente de gas. En ocasiones se sobreinyecta el inhibidor de espuma. Los sistemas de medición con tecnología AGAR ofrecen un método para minimizar la pérdida de aminas, mejorar la operación y permitir una adición eficiente del
Antiespumante. Ya que detecta tempranamente la presencia de espuma utilizando el Detector de Interfase AGAR ID-201, de esta manera los operadores pueden tomar la acción correctiva. [31]
Si a esto se le agregará el estudio de la presente tesis, los costos y problemas operacionales se disminuirían aún más.
3.3 Transferencia de Masa
Para poder entender de mejor manera el fenómeno es necesario hablar de la transferencia de masa, ya que ésta tiene un peso importante en la eficiencia del endulzamiento. La espuma

14
afecta directamente a la transferencia de masa. Ésta interviene en el engrosamiento de la película existente en las burbujas. De esta forma se impide el rompimiento de las burbujas y se aumentan la resistencia a la difusión. Las ecuaciones para los cálculos del coeficiente de transferencia de masa son distintas para sistemas concentrados y diluidos.
Los coeficientes de transferencia de masa se definen como la razón del flujo molar respecto a la fuerza impulsora de la concentración. Esto da por resultado muchos modos distintos de definir estos coeficientes. Para el caso de sistemas líquido-gas, se tiene un coeficiente para cada una de las fases. [17]
3.3.1 Influencia de las reacciones químicas en los coeficientes de velocidad Del gas y Del líquido.
Cuando un gas se absorbe por un disolvente que contiene una sustancia con la reacciona el gas disuelto, la velocidad de absorción se ve afectada por la reacción química en el líquido así como por el proceso puramente físico de difusión y convección en el interior de las dos fases. Por lo que se deben tomar en cuenta los efectos del equilibrio químico y la cinética de la reacción en la velocidad de absorción además de
Considerar los efectos de la solubilidad del gas, la difusividad y la hidrodinámica del sistema.
No existe una línea que divida a la absorción física y a la controlada por la velocidad de una reacción química. La mayor parte de los casos se encuentran en un intervalo intermedio en el que la velocidad de absorción está limitada por la resistencia a la difusión como por la velocidad finita de la reacción, en estos casos intermedios los equilibrios pueden afectar la velocidad de absorción.
El coeficiente de velocidad en la fase gaseosa no es afectado por el hecho en el que la fase líquida presente una reacción química. Si ésta reacción es muy rápida e irreversible, la velocidad de absorción estará totalmente regulada por la resistencia a la difusión en la fase gaseosa.
Debe observarse que las velocidades máximas posibles de absorción ocurren en condiciones en las que la resistencia en la fase líquida es despreciable y la contrapresión del equilibrio del gas sobre el disolvente es 0. Esto se conoce como condición límite de transferencia de masa en fase gaseosa. El coeficiente de velocidad en la fase líquida es afectado por las reacciones químicas rápidas, éste se incrementa al aumentar la velocidad de reacción. Con frecuencia a pesar de que la reacción se consume el soluto a medida que se disuelve y se mejora tanto el coeficiente de transferencia de masa como la absorción, la velocidad de reacción es suficientemente lenta para que se considere la resistencia de la fase líquida. Esto puede verse a una reacción química lenta. Los métodos generalizados de cálculo para la velocidad de transferencia en la fase líquida no se aplican cuando la reacción ocurre en está fase, por lo que se deben emplear datos reales para el sistema particular [18].

15
3.3.3 Área eficaz de la interfase para la transferencia de masa
El área eficaz de la interfase para transferencia de masa por unidad de volumen empacado (a) depende de varios factores, como lo analiza Charpentier (Chem.Eng.J,11,161(1976)), entre ellos están:
• La forma y el dimensionamiento del empaque
• El material de empaque
• La velocidad de la masa del líquido
• Depende del diámetro de la torre cuando, éste es pequeño.
De acuerdo con Charpentier es válido suponer que el área de la interfase es independiente de la altura de la columna cuando se especifica en términos de la unidad de volumen empacada. Los datos existentes para los sistemas líquido-gas que reaccionan indican que el área de la interfase es independiente del sistema químico, este punto no es valido para parea los sistemas con calores de reacción grandes. Rizzuti y col. [Chem.Eng.Ssi., 36,973 (1981)] estudiaron la influencia de la viscosidad del disolvente sobre el área eficaz de la interfase en torres empacadas. Concluyeron que para los sistemas estudiados el área eficaz de la interfase a es proporcional a la viscosidad cinemática elevada a 0.7. Es por ello que el comportamiento hidrodinámico de un absorbedor empacado esta muy afectado por la viscosidad. De la misma manera nos interesa el estudio de la tensión suoperficial, de lo cual se hablará en siguientes capítulos.
4 Solventes
4.1 Definición de solvente
Los solventes tienen gran importancia en productos como pinturas a base de
agua, barnices, tintas, aerosoles, cuero, en coloración de textiles, marcadores
permanentes, pegamentos y adhesivos, en algunos químicos utilizados en
fotografía, entre otros. El término solventes se refiere a sustancias orgánicas en
estado líquido, utilizadas para disolver sólidos o gases u otros líquidos. La
mayoría de ellos son derivados del petróleo o sintéticos. Es importante mencionar
16
que no hay ningún solvente 100% seguro, todos son tóxicos en distintos niveles.
Es por ello que se deben de conocer las MSDS del solvente a utilizar y elegir el
menos riesgoso, o ver la forma de controlar el riesgo. [19]
4.2 Clasificación de los solventes
Los solventes se clasifican en distintas clases, de acuerdo a sus propiedades y a
su estructura molecular. Muchos de los solventes más utilizados son alifáticos,
aromáticos, alcoholes, esteres, cetonas e hidrocarburos.
Para la selección de un solvente seguro se deben de tomar en cuenta lo puntos
que se encuentran en el apéndice, Ahí se encuentran reportados los valores de
seguridad de los solventes a utilizar en esta tesis.
Debido a las exigencias legales, ambientales y de calidad en el proceso existe
una demanda alta en los procesos de remoción, así como también en los de
recuperación por lo que se han probado diferentes tecnologías mejoradas,
algunas han resultado son eficientes desde el punto de vista operacional y
económico. Para la remoción del ácido sulfhídrico se utilizan los siguientes
procesos: absorción mediante un solvente, adsorción mediante una cama sólida
y conversión directa a azufre. En este caso solo consideraremos el primer caso.
La absorción es la técnica más empleada para la remoción de H2S de una
17
corriente gaseosa, es mediante un solvente que se pone en contacto con el gas
a contracorriente. Del absorbedor el gas ácido pasa a un regenerador en donde
se aplica calor. La solución regenerada se enfría y se recircula completándose
así el ciclo. La solución rica en H2S se puede mandar a una unidad de
recuperación de azufre. Los solventes utilizados pueden ser químicos, físicos o
una combinación de ambos [19]
4.2.1 Solventes químicos
Las soluciones acuosas de alcanolaminas son los solventes más utilizados para
la remoción de gases ácidos, son mejores que los solventes físicos cuando se
manejan presiones bajas.
Debido a que la solución es acuosa la absorción de hidrocarbonos es mínima.
Las reacciones con los gases ácidos son exotérmicas, forman una unión
química débil, la cual se rompe al disminuir la presión y al aumentar la
temperatura en el regenerador. Se libera el gas quedando así el solvente listo
para su reutilización.
Las aminas se clasifican como primarias, secundarias y terciarias. La amina
primaria más conocida es la mono-etanol-amina (MEA), ésta es muy reactiva y
disminuye significativamente al gas ácido. El alto calor de reacción que
presenta con el H2S y con el CO2, así como su alta corrosividad y el gasto de
energía para su recuperación han restringido su uso. [20]
La Diglicol-amina (DGA) también es una amina primaria similar a la MEA en
estabilidad y reactividad, se puede utilizar en concentraciones relativamente
altas, alrededor de 60 p/p. %. Requiere menor energía y genera ahorros en el
equipo. Sin embargo unas de las desventajas son que presenta un alto costo,
pérdidas de solvente en presencia de CO2, COS y CS2.
Si se compara la DEA una amina secundaria con la MEA, ésta presenta un calor
de reacción menor con el H2S y con el CO2, es más resistente a la corrosión y a
la degradación en COS, CS2 y CO2. A diferencia de la MEA, la DEA es muy

18
difícil de mantenerse pura. Tanto la MEA como la DEA absorben al H2S y al
CO2.
En los últimos años la metil-dietanolamina (MDEA), ha obtenido gran éxito en el
mercado para el tratamiento del gas. Su uso fue propuesto por primera vez por
Frazier y Khol. La ventaja más importante de esta amina sobre las aminas
primarias y secundarias es básicamente la selectividad que tiene hacia el H2S;
también tiene una entalpía de reacción baja con los gases ácidos, por lo que se
requiere menor energía para su regeneración. Otras ventajas son que se
obtiene una presión baja de la solución, el nivel de corrosividad es bajo, tiene
una mejor estabilidad térmica y química, es resistente a la degradación en
compuestos orgánicos .Sus desventajas son que tiene una razón de reacción
lenta con el CO2 y una capacidad de absorción menor a bajas concentraciones
de CO2. [20]
4.2.2 Solventes físicos
A diferencia de los solventes químicos, los solventes físicos no reaccionan. Se
da una absorción física relacionada con las solubilidades.
Los solventes físicos se regeneran en un flash multietapas a bajas presiones. En
el caso de remoción de H2S se utilizan métodos de separación mas rigurosos
como flasheo al vació, desorción con aplicación de calor, entre otros.
Debido a que la solubilidad de los gases ácidos aumenta al disminuir la
temperatura, la absorción se lleva a cabo a bajas temperaturas. La mayoría de
los solventes físicos son capaces de remover los compuestos orgánicos de
azufre. Éstos presentan una solubilidad alta con el H2S y con el CO2.
Algunos procesos físicos que usan solventes orgánicos se han comercializado.
Los cuales incluyen al proceso Selexol que utiliza dimetileter de polietilenglicol
como solvente, Rectisol utiliza metanol, Purisol que utiliza NMP como solvente y
el proceso que utiliza al propilen-carbonato.
19
Los solventes híbridos son aquellos que combinan solventes químicos con
solventes físicos. Utilizan las ventajas de ambos. Algunos ejemplos son los
procesos, Sulfinol (mezcla de sulfolane MDEA y agua), Flexsorb PS y Ucarsol
LE.
Flexsorb PS es una mezcla de aminas modificadas y un solvente orgánico.
Físicamente es similar al Sulfinol, es muy estable y resistente a la degradación
química. Se puede lograr una composición de gas de menos de 50 ppm para el
CO2 y de 4 ppm de H2S.
Tanto Ucarsol LE-701, para la remoción selectiva, y LE-702 para le remoción
total del gas, se utilizan para le eliminación de mercaptanos presentes en el gas
en la corriente de alimentación. [19]
4.2.2.1 Propilencarbonato
Propilencarbonato C4H6O3, es un solvente físico polar que tiene una alta
afinidad para con el CO2. No es corrosivo, no es tóxico, no es flamable, es de
volatilidad baja, biodegradable, estable en condiciones normales y esta
disponible en el mercado [21].
Figura 3. Estructura molecular del propilen-carbonato.
También se le conoce como: 4-metil-1,3-dioxolan-2-uno; 1,2-propnaediol cíclico
carbonatado y como ácido carbónico cíclico de propilen ester.
20
Algunas de sus usos son:
Como gelificante para arcillas, solvente para diversos materiales orgánicos e
inorgánicos, solvente para el tenido de fibras sintéticas, extracción de metales,
arenas revestidas para fundición, dispersante, como solvente orgánico en
electrolitos para baterías de alta densidad energética y capacitores electrolíticos.
Otros uso es como gelificador para la fabricación de lápiz de labios, cremas
cosméticas limpiadoras, antitranspirantes, sombras para ojos, máscaras,
acondicionadores de cabello entre otros productos cosméticos. También se
utiliza en el tratamiento de gases para la separación de dióxido de carbono y
ácido sulfhídrico. [22]
Se encontró en la literatura que hay una patente para la remoción del H2S del
gas natural a altas presiones mediante el uso del propilencarbonato. Las ventajas
son que no es necesaria una carga energética para la regeneración del solvente,
es muy soluble con el CO2, hay pérdidas de hidrocarburos mínimas y la
operación es sencilla. A esta patente se le conoce como FLUOR Solventó
Process. Este proceso fue desarrollado por Fluor en 1960, utiliza al
propilencarbonato para la remoción del H2S y del CO2 de las corrientes de gas.
Fluor ha diseñado y construido catorce plantas FLUOR, 5 plantas para el
tratamiento de síntesis de gas y 9 para el tratamiento de gas natural.
[23]
El propilencarbonato esta siendo de gran importancia ya que juega un papel
importante junto con otros solventes físicos en las nuevas tecnologías que se
basan en su alta eficiencia para la disolución de gases ácidos y en su baja
disolución de otros gases. Actualmente se aplica esta tecnología en Polonia en la
purificación de gas de síntesis en una planta de amonio. La combinación del
propilencarbonato con algún otro solvente no debe afectar las ventajas de éste y
al mismo tiempo se deben alcanzar niveles mejores de operación y costos, se
debe también utilizar la menor cantidad de energía para el proceso de
regeneración.
El CO2 y el H2S se disuelven independientemente en el propilencarbonato. Si se
agrega trietanolamina no se afecta la solubilidad de estos gases, por lo que se
puede concluir que el proceso en este caso es de naturaleza física. Eligieron esta
amina por sus propiedades de buena visibilidad con el propilencarbonato, su baja

21
presión de vapor, no corrosividad, y debido a que su precio es relativamente bajo.
Los resultados de este estudio muestran la solubilidad del CO2 y del H2S en el
propilencarbonato si se le agrega la amina terciaria (TEA), los costos de
operación en la purificación de gases disminuyen y se tienen mejoras en el
proceso. Este estudio se ha validado en una planta piloto y ya se ha llevado
acabo a nivel industrial [3].

22
5. Metodología
Es un solvente para absorción de gases ácidos de gas natural producir el mínimo de espuma.
La cantidad de espuma producida se correlaciona con la tensión interfacial de la mezcla
Diseño Experimento incluyendo
como S.F al PC. Preparación de soluciónes
Goniómetro
Construcción Espumómetro
Tensión superficial de la placa
Medición del ángulo de contacto
Cálculo de :Índice de estabilidad (Σ) Volumen de espuma (V) Altura de la espuma (H)
Medición de la Tensión Superficial
Verificación deSi Tendencia Lineal entre
tensión superficial y ánguloNo
de contacto
Método de Gota Pendiente
Correlación entre las concentraciones de cada mezcla y la
mojabilidad
Correlación entre las concentraciones de cada mezcla y la
altura de la espuma
Correlación entre las concentraciones de cada mezcla y la tensión superficial

23
6. Técnicas y materiales
1) Desarrollo experimental
El desarrollo experimental esta basado fuertemente en la estadística. El
conjunto de experimentos de ésta tesis tiene tres factores en dos niveles
cada uno. Se eligió el ajuste de segundo orden Box-Behnken el cual es un
diseño de superficie de respuesta. Requiere de tres niveles codificados (-1,
0,+1) y se forma combinando diseños factoriales 2K con diseños de bloques
incompletos. Es un diseño esférico cuyos puntos están localizados en un
radio de 20.5. Cabe mencionar que no contiene ningún punto en los vértices de
la región cúbica creada
por los límites superior e inferior de cada variable. El diseño es rotable, esto
es que todos los puntos están a la misma distancia del centro. Este concepto
es una base razonable para la selección de un diseño de superficie de
respuesta, ya que proporciona una estimación de varianza igual en todas las
direcciones.
Figura 7. Representación del diseño de Box-Behnken
El diseño se obtuvo del software Design Expert con 17 experimentos diferentes
y tres respuestas para cada uno: tensión superficial, altura de la espuma, ángulo
de contacto. El diseño propone repeticiones del experimento central.
Se realizó un filtrado de resultados en cada punto experimental para disminuir

24
la propagación de error. Se eliminan los resultados que presentan una
desviación
25
estándar superior a 0.5. Estos resultados se introducen al diseño experimental
como los valores medidos.
2) Goniómetro
La obtención de la gota yacente y de la gota pendiente se llevó a cabo de acuerdo
a la técnica desarrollada por Martínez (32). Para tener una mayor definición de los
bordes de la gota y un menor error en la medición, se usó como fondo un papel
blanco y las fotografías se tomaron por la noche con la función Nightshot de la
cámara fotográfica digital Sony modelo DSC-F717. Estas mejoras fueron
realizadas por Reynoso, Zavala, Alva y Reyes.
La gota se colocó sobre una placa de acrílico, se acomodó la cámara de tal forma
que no hubiera ninguna inclinación, que no hubiera efectos de paralaje y que los
bordes de la gota estuvieran definidos. Se depositó siempre la misma cantidad de
líquido con una micropipeta (3 µl) sobre la placa. La imagen se transfirió a la
computadora donde se realizó la medición del ángulo con las herramientas del
programa Adobe Photoshop.
Figura 8. imagen de una gota de agua tomada por la noche con el efecto nightshot
de la cámara.
Para el análisis de la gota pendiente fue necesario cortar la punta de una jeringa
de manera horizontal sin afectar su abertura. Se colocó de forma vertical
empleando como referencia una plomada.

26
Figura 9. Punta de la jeringa a 90 grados.
La imagen se tomó justo antes que la gota cayera. Posteriormente se midió tanto
su diámetro mayor como menor en Photoshop.
Figura 10. Gota Pendiente.
3) Espumómetro
El espumómetro consta de:
• 2 rotámetros para la medición de flujo de aire y de CO2.
• 2 termopares para la medición de temperatura del gas y del líquido
• Un recipiente de plástico.
• Un refrigerante

27
• Un recirculador
• Una clavija
• Un reóstato
• Un cilindro de vidrio
• Un difusor
Figura 11. Espumómetro
4) Materiales
Los materiales utilizados durante el desarrollo de la tesis fueron:
• Agua destilada.
• Propilencarbonato al 99.7% CAS 108-32-7.
• Metildietanolamina al 99% CAS 105-59-9.
• Dietanolamina al 99% CAS 111-42-2.
• Placa de acrílico.
• Cristalería de laboratorio.
•

28
• Cámara fotográfica digital Sony modelo DSC-F717.
• Cronómetro.
• Medidor de nivel (a).
• Micropipeta.
• Photoshop version 5.5.
• Design-Expert versión 6.06.
Figura 12. Medidor de nivel (a)
7. Resultados
1) Tiempo de medición del ángulo de contacto, θ.
Para determinar el tiempo en el que se debería tomar la imagen de la gota
yaciente, se hicieron 2 corridas. La primera fue con agua y la segunda con
MDEA. En la siguiente tabla se muestran los resultados.
Tabla 1. θ de gotas de agua medidos en función del tiempo transcurrido después de depositar lagota
Tiempo (s) 0 10 15 25 40 60 90 120 150 180
Rep 1 74.2 74.8 74.9 72.5 74.1 74.7 74.6 74.5 74.7 74.2Rep 2 74.5 74.5 74.4 74.2 74.2 74.2 74.2 74.3 74 70
Rep 3 74.4 74.7 74.7 74.7 74.6 74.4 74.2 74.5 74.6 74.2
Rep 4 74.5 72.1 74.9 74.5 73.9 74.3 74.2 74.6 73 73
Rep 5 73.9 73.4 74 74.2 73.9 74.2 74.4 74.3 74.3 73.1
MEDIA 74.3 73.9 74.58 74.02 74.14 74.36 74.32 74.44 74.12 72.9STD DEV 0.255 1.151 0.383 0.876 0.288 0.207 0.179 0.134 0.683 1.720
DISC(+) 74.427 74.476 74.772 74.458 74.284 74.464 74.409 74.507 74.462 73.760
DISC (-) 74.173 73.324 74.388 73.582 73.996 74.256 74.231 74.373 73.778 72.040

29
Tabla 2. θ de gotas de MDEA medidos en función del tiempo transcurrido después de depositar lagota
Tiempo (s) 0 10 15 25 40 60 90 120 150 180
Rep 1 33.35 33.1 30.8 28.5 26.9 24.7 21.5 21.5 20.4 21Rep 2 33.4 33.2 30.1 29.7 27.7 25 23 21.3 21.3 20.4
Rep 3 33.4 33.2 32.5 28 27.7 25 22.9 21.2 20.5 19.9
Rep 4 33.39 33.1 32.8 29.8 27.4 24.8 22.3 20.8 19.3 19.1
Rep 5 33.35 33.4 31.5 30.4 27.6 24.5 22.3 20.9 19.2 19.1
MEDIA 33.378 33.2 31.54 29.28 27.46 24.8 22.4 21.14 20.14 19.9STD DEV 0.026 0.122 1.133 0.993 0.336 0.212 0.600 0.288 0.885 0.828
DISC+ 33.397 33.292 32.390 30.025 27.712 24.959 22.850 21.356 20.804 20.521
DISC--- 33.359 33.108 30.690 28.535 27.208 24.641 21.950 20.924 19.476 19.279
(a) (b)
Figura 13. (a) Gota de MDEA a 10 segundos, (b) gota de MDEA a 150
segundos
γ
P
γ
D
ss
γ2 γ
sv
30
Se concluye que la variación del θ respecto al tiempo es mínima con gotas de
agua. Sin embargo, el tiempo tiene un efecto en θ de la MDEA. De acuerdo a
estos resultados se eligió como tiempo para la toma de la fotografía, 10 segundos
después de depositar la gota sobre la placa de acrílico que sirvió
como base.
2) Medición de γ de la placa de acrílico.S
Para la caracterización de la placa se eligieron sustancias con valores conocidos
previamente de las componentes dispersiva, γD, y polar, γP, de su tensión superficial, γlv
(25).
La relación entreP
l
ylv(1 + cosθ
)debe de ser lineal para permitir el cálculo
D D
l lde ⎜ γ ⎟ ⎜ γ ⎟
⎛ ⎞
⎝ S ⎠
en la pendiente de la regresión y de ⎛
⎝
⎞ en su intercepto (33). ElS ⎠
valor de la energía superficial del sólido se calcula como γ = γ D + γ P . Como
aproximación γ = γ .ss s s
Las sustancias que se usaron fueron piridina, agua, formamida y etilenglicol. No
se utilizó la dimetilformamida ya que mojaba completamente a la placa (θ es
aproximadamente cero, pero no puede calcularse su valor exacto). Se
eliminaron los datos de la formamida y del agua debido a que no concordaban con
la tendencia lineal esperada. En la siguiente tabla se muestran los valores de
tensión superficial y de sus componentes polar y dispersiva de las sustancias
empleadas para caracterizar la superficie sólida.
D P 2
l l
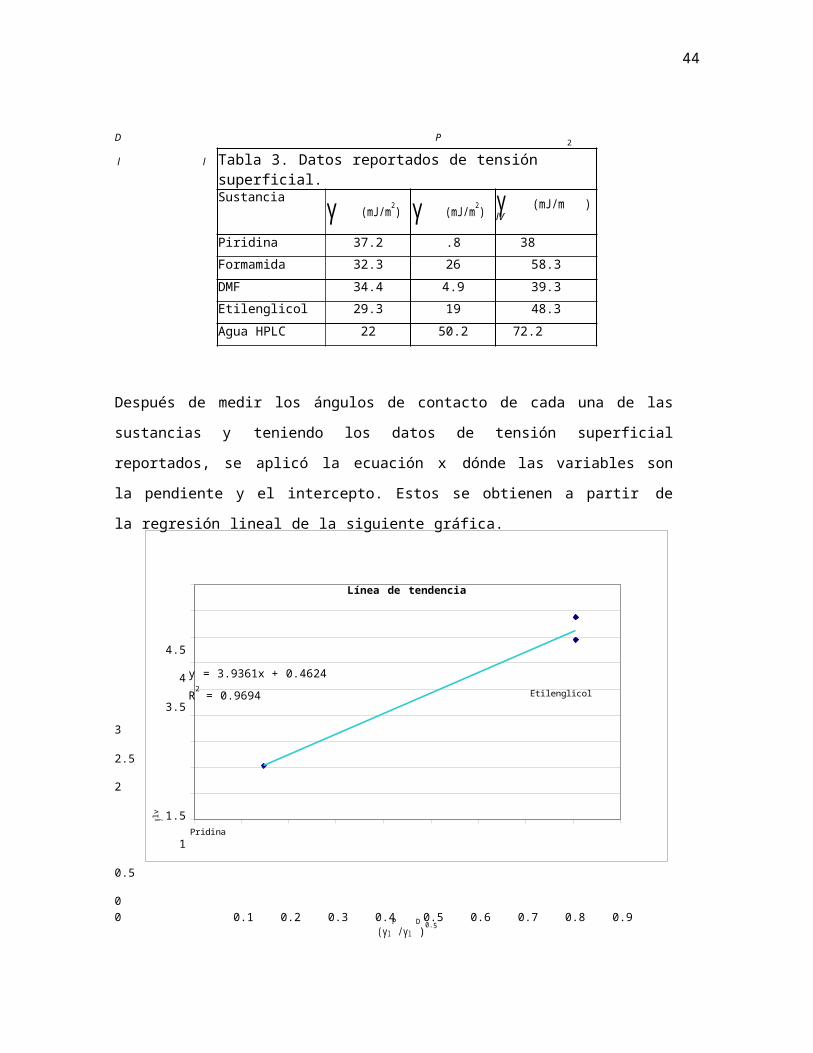
Después de medir los ángulos de contacto de cada una de las sustancias y
teniendo los datos de tensión superficial reportados, se aplicó la ecuación x
Tabla 3. Datos reportados de tensión superficial.
Sustanciaγ (mJ/m2) γ (mJ/m2) γ (mJ/m )
lV
Piridina 37.2 .8 38
Formamida 32.3 26 58.3
DMF 34.4 4.9 39.3
Etilenglicol 29.3 19 48.3
Agua HPLC 22 50.2 72.2
γlv (1
+co
s θ)/2
(γlD)0
.5
31
dónde las variables son la pendiente y el intercepto. Estos se obtienen a partir de
la regresión lineal de la siguiente gráfica.
Línea de tendencia
4.5
4
3.5
y = 3.9361x + 0.4624 R2
= 0.9694 Etilenglicol
3
2.5
2
1.5
1Pridina
0.5
00 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9P D
(γl /γl )0.5
Figura 14. Tendencia lineal para sustancias afines.
⎛ γ P ⎞
De la gráfica se tiene que la pendiente es 3.9361 ⎜⎝
⎛ γ D ⎞
⎟ y el intercepto es deS ⎠
0.4624 ⎜⎝⎟ . Si se suman las fuerzas polares con las dispersivas se tieneS ⎠
que el valor de γ para la palca de acrílico es de 15.7067 mJ/m2.S
A los datos de ángulo de contacto, se les hizo una discriminación para disminuir
el error en base al criterio propuesto por Reynoso (2005). El criterio consiste
aplicar la siguiente ecuación:
Án
gu
lo d
e c
on
tact
o
γ
32
Ec. (11)Dónde x es el promedio y ω es la desviación estándar. Esta discriminación es
más estricta que el criterio de 6-sigma y nos permite obtener resultados más
confiables.
3) Regresión lineal para obtenerLV
En la siguiente gráfica se comprueba con el valor de R2 mucho menor a uno, la
tendencia no lineal de los componentes puros.
Tensión superficial vs Ángulo de contacto
80
R2 = 0.739770
60
50
40
30
20
10
0
35 40 45 50 55 60 65 70 75
Tensión superficial (mJ/m2)
Figura 15. Línea de tendencia entre el θ y γlv de PC, MDEA y DEA.
La tendencia generalmente es lineal para compuestos de comportamiento similar
en términos de solubilidad y tensión superficial. El propilencarbonato no es similar
a las aminas. Es por ello que no se puede utilizar el método de gota yacente para
la determinación de la tensión superficial de sus mezclas.

33
4) Medición de ángulo de contacto de las mezclas cuaternarias.
Se tienen 17 mezclas con diferentes concentraciones de agua, MDEA, DEA y PC.
Se determinó la mojabilidad de cada una de ellas midiendo θ; los valores medidos
van de 48.6 a 62.6 grados.
Tabla 4. Datos de θ contacto para cada mezcla.
Número de
mezcla
Factor A: MDEA
(%p/p)
Factor B: DEA
(%p/p)
Factor C: PC
(%p/p)
Ángulo de contacto
(°)
110 20 15 62.6
220 20 10 61.5
320 20 10 60.3
420 10 5 57.4
530 20 5 58.4
610 30 10 60.7
720 10 15 57.8
830 20 15 48.6
920 20 10 57.3
1030 10 10 52.0
1120 30 5 52.9
1210 20 5 59.5
1320 20 10 55.1
1410 10 10 59.8
1520 30 15 60.2
1630 30 10 53.5
1720 20 10 53.9
5) Determinación de la tensión superficial mediante el método de la gota
pendiente.
Para la determinación de la tensión superficial mediante el método de la gota
pendiente, se utilizó el criterio estadístico propuesto por Reynoso (34), Ecuación
(11). También se utilizaron las ecuaciones propuestas por Hansen (2003),
Ecuación (9) y (10). El cálculo se hizo tomando la densidad del aire a la
presión de Puebla (0.9274 kg/m3), la densidad de la mezcla medida en
picnómetro, el diámetro inferior y superior de la gota medidos a partir de las
fotografías.

34
Tabla 5. Datos de tensión superficial para diferentes mezclas
Número de
mezcla
Factor A: MDEA
(%p/p)
Factor B: DEA
(%p/p)
Factor C: PC
(%p/p)
Tensión superficial
(mJ/m2)
110 20 15 68.8
220 20 10 60.3
320 20 10 68.1
420 10 5 58.6
530 20 5 55.4
610 30 10 47.8
720 10 15 55.2
830 20 15 48.4
920 20 10 59.2
1030 10 10 51.7
1120 30 5 43.7
1210 20 5 52.1
1320 20 10 47.0
1410 10 10 54.1
1520 30 15 47.6
1630 30 10 49.2
1720 20 10 50.1
6) Altura, volumen y factor de estabilidad de la espuma.
En la siguiente tabla se puede observar que la altura de la espuma es 0 para la
mezcla 16 y 17, y es máxima para la mezcla 14. También se muestra el índice de
estabilidad de espuma que se calculó a partir de la ecuación (1). El área del cilindro
es de 28.27 cm2, y el flujo total de 393.3 cm3/s (5% CO2 y 95% aire) (35). El
criterio de estabilidad de la espuma, en este trabajo, fue definido por observación
y medición de la altura de espuma en el momento en que no hubiera variación.

35
Tabla 6. Datos de volumen, altura y estabilidad de la espuma
Número
de
mezcla
Factor A:
MDEA
(%p/p)
Factor B:
DEA
(%p/p)
Factor
C: PC
(%p/p)
Altura de
espuma
(cm)
Volumen de
espuma
(cm3)
Índice de
estabilidad
(s)
110 20 15 3.5 99.0 0.25
220 20 10 2.8 79.2 0.20
320 20 10 3 84.8 0.22
420 10 5 3.6 101.8 0.26
530 20 5 2.3 65.0 0.17
610 30 10 1.6 45.2 0.12
720 10 15 1.4 39.6 0.10
830 20 15 0.2 5.7 0.01
920 20 10 2.8 79.2 0.20
1030 10 10 2.1 59.4 0.15
1120 30 5 3 84.8 0.22
1210 20 5 3.2 90.5 0.23
1320 20 10 0.8 22.6 0.06
1410 10 10 6.6 186.6 0.47
1520 30 15 0.4 11.3 0.03
1630 30 10 0 0.0 0.00
1720 20 10 1.8 50.9 0.13
Figura 16. Espuma.

36
7) Análisis estadístico de los resultados.
Con el software Design Expert se obtuvieron el diseño de experimentos y los
análisis de varianza de las tres respuestas medidas: tensión superficial, altura
de la espuma y θ. Para todos los análisis se emplearon intervalos de confianza
del 95%. El diseño experimental propuesto es de superficie de respuesta Box
Behnken:
Tabla 7. Resumen del diseño experimental.
a) Análisis de varianza para los datos de tensión superficial.
Para el análisis de la tensión superficial el programa sugiere el modelo de la
media, en el que no hay ningún término significante. Quedando la siguiente
igualdad:
Tensión superficial = 53.95407. Ec. (11)
Este resultado indica que las concentraciones estudiadas no tienen un efecto
relevante en la tensión superficial.
Los datos de tensión superficial se aproximan al comportamiento normal, figura
x. Solo dos datos se salen ligeramente de la distribución, lo cual no afecta de
manera importante la evaluación de confiabilidad.

37
Figura 17. Análisis de normalidad de los resultados de tensión superficial.
En la siguiente gráfica se puede notar que todos los datos se encuentran dentro
de los límites de pertenencia a la distribución normal, esto implica que no hay
datos ajenos que se deban estudiar aparte para encontrar la causa. Las líneas
rojas son los límites 3.5 sigma.
Figura 18. Número de corrida vs T

38
b) Análisis de varianza para los datos de altura de espuma.
Para el conjunto de datos de altura de espuma el programa sugiere representar la
variación de la altura de la espuma en función de las concentraciones y
componentes probados, mediante un modelo lineal. En este caso el modelo es
significante y los factores A y B explican la variación de la altura de la espuma con
valores de F menores al 5%.
Altura espuma = 8.59412 -0.12875*MDEA -0.10875*DEA - 0.16500*PC
Ec. (12) Datos reales
Altura espuma = 2.19-1.29*MDEA -1.09*DEA - 0.83*PC
Ec. (13) Datos codificados
De esta ecuación se puede concluir que para minimizar la altura de la espuma se
deben manejar los niveles altos de MDEA, DEA y con menor importancia el de PC.
El PC puede eliminar la formación de espuma, por lo que no es significante
para la función que explica su formación. El comportamiento es casi 100% normal,
ya que un solo dato ésta justo en el límite t = 2.0.
Figura 19. Análisis gráfico de la distribución normal para los datos de altura de
espuma.
c) Análisis de varianza para los datos de θ.
El modelo significante que se aplicó para el análisis de θ fue lineal. Entre los

39
factores, A (concentración de MDEA) explica el modelo que representa los
valores de θ y no los otros factores.
θ = 64.36 – 0.38*MDEA. Ec. (14) Datos reales
θ = 57.14 – 3.76*MDEA. Ec. (15) Datos codificados
Si se desea aumentar la mojabilidad de las superficies sólidas en contacto con las
soluciones de solvente, se debe utilizar la mayor concentración de MDEA.
Figura 20. Análisis gráfico de la distribución Normal para los datos de ángulo de
contacto.
Conclusiones
40
• La tensión superficial no se ve afectada por las concentraciones de
Metildietanolamina (MDEA), Dietanolamina (DEA) y propilencarbonato
(solvente físico).
• La altura de espuma es cero para la mezcla 16 (30% MDEA, 30% DEA,
10% PC), cercana a cero para la para la mezcla 15 (20% MDEA, 30%
DEA, 15%) y para la mezcla 8 (30% MDEA, 20% DEA, 15%).
• El análisis de varianza sugiere utilizar los niveles de concentración altos
para minimizar la altura de la espuma.
• Del análisis de varianza para q se tiene que la mojabilidad depende de la
concentración de MDEA. Se debe utilizar la mayor concentración de ésta
si se desea aumentar la mojabilidad.
• Los valores de tensión superficial para MDEA, DEA, PC fueron: 38, 48.5
y 46.9 mj/m2.
Recomendaciones
• A este estudio se pueden agregar variables como lo son: temperatura,

41
estructura molecular, tiempo (Zavala 2005) y viscosidad, así como un
diseño en el que solo exista la variación de concentración del
propilencarbonato, para conocer su comportamiento micelar.
• El error del goniómetro se puede reducir aún más mediante la
construcción de una mesa óptica para evitar vibraciones y problemas de
inclinación.
• Estudio de la medición de los bordes de la gota en Photoshop utilizando
filtros.
Referencias bibliográficas
[1] García L., Rodríguez R. Fluidos Multifásicos. http://omega.ilce.edu.mx:3000/sites/ciencia/volumen2/ciencia3/104/htm/

42
[2] Sidi-Boumedine, Horstmann, Fisher, et.al. “Experimental determination of hydrogen sulphide solubility data in aqueous alkanolamine solutions”, Francia 2003.
[3] Phorecki, Mozenski. “A new absorbent for carbon dioxide and hydrogen sulphide absorption process”,Polonia, 1997.
[4] Louis Salager, “Fenómenos interfaciales en dispersiones polifásicas y en medios porosos”, Universidad de los Andes Venezuela 2002.
[5] Burgués, Calderbank. “The measurement of bubble parameters in two- phase despersions” Escocia 1975.
[6] Ata, Ahmed, Jameson. “A study of bubble coalescence in flotation froths”, Australia 2003.
[7] Águila-Hernández, Trejo. “Propiedades interfaciales de 2-amino-2-metil-1- propanol en solución acuosa de metildietanolamina + dietanolamina”, IMP, México, D.F 2002.
[8] Liu, Koh, Schwarz. “CFD-Multiscale Modeling of Bubble-Particle Collision Rates and Efficiencies in a Flotation Cell”, Australia.
[9] Rodrigues, Rubio, “New basis for measuring bubbles size distribution”, Brasil.
[10] Louis Salager, “Influencia de la formulación de espumas”, Universidad de los Andes Venezuela 2003.
[11] Unda-Carbot, T. Pouvoir moussant de solutions aqueuses binaires d'agents tensio-actifs thése. Institut Polytechnique de Toulouse. 1997. http://depa.pquim.unam.mx/~tunda/metodosdets.htm
[12] PERRY. 1994. "Manual del Ingeniero Químico". Quinta Edición. Mc.Graw- Hill. México. Tomo1, sección 14-11.
[13] PERRY. 1994. "Manual del Ingeniero Químico". Quinta Edición. Mc. Graw- Hill. México, Tomo2, sección 18.
[14] N.Barbian, Ventura-Medina, Cilliers. “Dynamic froth stability in froth flotation”, UK 2003.

43
[15] Su Nee Tan, Pugh, Fornasiero, Sedev, Ralston, “Foaming of propylene glycols and glycol/MIBC mixtures”, Australia 2004.
[16] Rentaría R., Cruz U. Sistemas de filtración para sistemas de aminas y problemática general en las plantas endulzadota. La revista de la industria petrolera Petroquimex. Fuente: 3M México, S.A.de CV. http://www.petroquimex.com/sistema_filtracion_aminas.htm)
[17] PERRY. 1994. "Manual del Ingeniero Químico". Quinta Edición. Mc. Graw- Hill. México. Tomo1, sección 14-14.
[18] Levenspiel Octave. “The chemichal reactor omnibook”, OSU Book Stores, Oregon 1984.
[19] Stockhouse corp. http://stockhouse.ca/bullboards/viewmessage.asp?no=3222618&tableid=2#
[20] Ma’mun, † Nilsen, and F. Svendsen.,”Solubility of Carbon Dioxide in 30 mass % Monoethanolamine and 50 mass % Methyldiethanolamine Solutions”Noruega 2005, J. Chem. Eng. Data 2005, 50, 630-634
[21] Mak, Wierenga, Nielsen, et.al. “New physical solvent treating configurations for offshore pressure CO2 removal” E.U.A 2003.
[22] Chemichal Land. ”Propylenecarbonate” http://www.chemicalland21.com/arokorhi/industrialchem/solalc/PROPYLENE%2 0CARBONATE.htm
[23] J.Mak, Wiereng, Nielsen, Graham, Oil and Gas Group, Fluor Enterprises, Inc., ”New Physical Solvent Treating Configuration for Offshore CO2 Removal”, Viejo, California 2003.
[24] Estrada J. 2004 Tesis de Ingeniería Química de procesos:” Estudio General sobre la formación de espuma y tensión interfacial para el proceso de Endulzamiento de Gas Natural.” Universidad de las Américas Puebla.
[25] Kinloch, A. “Adhesion and Adhesives, Chapman and Hall 1987, Great Britain.
[26] Fowkes F, “Dispersion Force Contributions to Surface and Interfacial Tension, Contact Angles, and Heats of Inmersion, Contact Angle”, Wettabillity and Adhesion. Advances in Chemistry.
[27] Meléndez, Reyes. “Correlation of surface and interfacial energies on enhanced pool boiling heat transfer”, Universidad de las Américas Puebla 2004.
[28] Águila-Hernández, Trejo, Fadrique. “Surface tension of aqueous solutions of alkanolamines: single amines, blended amines and systems with nonionic surfactants”, IMP, México, D.F 2001.
[29] Aguilera, López. “Tensión superficial y efectos capilares”, Universidad Simón Bolívar, México.
[30] Knut Hansen, “A program for the measurement of interfacial Tension and Contact Angles by image analysis”, Universidad de Oslo, Noruega 2003.
44
[31] AGAR Corporation, Formación de Espuma de Aminas en el procesamiento de Gas Natural y Gas sulfuroso. www.agar.com.ve/Translations/ID/APLICACION%20AMINAS.PDF
[32] Martínez P. “Análisis de imágenes para el estudio de procesos interfaciales”, Universidad de las Américas Puebla 2005.
[33] Zisman, W.A. “Relation of Equilibrium Contact Angle to Liquid and Solid Constitution”, Wettability and Adhesion. Advances in Chemistry, 43, 1964, pp1- 51.
[34] Reynoso G.” Efecto de la composición de una mezcla ternaria y de un tensoactivo en concentración micelar crítica sobre el coeficiente convectivo de transferencia de calor”, Universidad de las Américas Puebla 2005.
[35] Zavala, Serrano. “Operación de una planta piloto de endulzamiento de gas natural”, Universidad de las Américas Puebla 2004.