Rectificado y Afilado de Herramientas de Corte

of 158
-
Upload
pierre799es -
Category
Documents
-
view
354 -
download
17
Transcript of Rectificado y Afilado de Herramientas de Corte
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
1/158
3
Rectificado y afilado alagua de herramientas
de corte
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
2/158
4
Este libro es copyright y no podr reproducirse partedel mismo sin autorizacin escrita y expresa de:
TORMEK ABBox 152SE-711 23 LindesbergSuecia
Impreso por: Strands Tryckeri AB, Lindesberg Suecia.9028-0605
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
3/158
5
ndice
ndiceFundamentos del rectificado, afilado y asentado de herramientas
de corte ...............................................................................................................7Rectificado y afilado ..........................................................................................8ngulos de corte y de bisel ...............................................................................9Rectificado en hmedo y en seco ...................................................................10Afiladoras verticales y horizontales .................................................................12Bisel cncavo ..................................................................................................13Direccin del afilado ........................................................................................14Presin de afilado ............................................................................................15Soporte de herramientas y dispositivos de rectificado ....................................17
Asentado .........................................................................................................18Tcnicas de rectificado para gubias de talla y herramientas en V ..................19
Mtodo TORMEK para rectificado, afilado y asentado ..................................25
Instrucciones ....................................................................................................33Seguridad ........................................................................................................34Preparativos antes del afilado .........................................................................38El soporte universal .........................................................................................39
Ajuste del ngulo de corte ...............................................................................40AngleMaster, WM-200 .....................................................................................42Dispositivo para filos rectos, SVH-60 .............................................................. 46Dispositivo para cuchillas de cepilladora, SVH-320 ........................................52Dispositivo para cuchillas de moldurar, SVP-80 ..............................................58Dispositivo para gubias y cuchillas de tornear, SVD-185 ................................62Dispositivo Multiuso, SVS-50........................................................................... 90Dispositivo para herramientas cortas, SVS-32 ..............................................106Soporte de herramientas, SVD-110 ..............................................................113
Dispositivo para azuelas de carpintero, SVA-170 ..........................................119Dispositivo para cuchillos, SVM-45 ...............................................................121Dispositivo para cuchillos largos, SVM-100 ..................................................128Dispositivo para tijeras, SVX-150 ..................................................................129El soporte universal como soporte de herramientas .....................................132Rectificado a mano alzada ............................................................................133Rectificador de diamante, ADV-50D ..............................................................134Piedra de rectificado SP-650 .........................................................................136Asentado y pulido ..........................................................................................138
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
4/158
6
ndice
Mtodos de rectificado. Sumario ..................................................................141
Mantenimiento y sugerencias .......................................................................147Engranajes reductores ..................................................................................148Cubeta de agua .............................................................................................148
Mantener la muela en buen estado ...............................................................148Reavivar la muela ..........................................................................................149Cambio de muela .......................................................................................... 149Vida de servicio de la muela .........................................................................149Cojinetes .......................................................................................................150Carcasa de acero ..........................................................................................150Como resolver posibles problemas ...............................................................150
La gama TORMEK ...........................................................................................153
Modelos .........................................................................................................154Sistemas de afilado .......................................................................................155Dispositivos de rectificado .............................................................................156Accesorios .....................................................................................................157Accesorios de repuesto .................................................................................158Piezas de repuesto ........................................................................................159
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
5/158
7
Fundamentos de rectificado,afilado y asentado
en herramientas de corte
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
6/158
8
Fundamentos del rectificado, afilado y asentado de herramientas de corte
Rectificado y afiladoLas herramientas de corte han de afilarse para que funcionen bien. Los biseles de unaherramienta de corte afilada terminan en una punta homognea. Tras un perodo de usoesta punta se redondea y la herramienta queda embotada.
Las herramientas pueden afilarse con una piedra de amolar o, en el caso de cuchillos,con un afilador. Esto significa que se trabaja sobre la parte ms fina del filo y la herra-mienta recupera su agudeza. Sin embargo, por cada pasada va incrementndose elngulo de corte.
Cuando se afila con un afilador o una muela se elimina muy poco material. Despusde varios afilados o asentados con uno u otro til, el ngulo de corte se ha ensanchadodemasiado y la herramienta ha de volver a afilarse.
Tarde o temprano todas las herramientas de corte han de volver a afilarse, lo que sehace con una muela. Cuando slo se saca un poco de material, esta operacin se llama
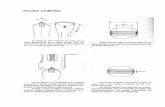
tambin afilado.Aqu se muestran, en aumento, varias secciones delfilo de un cuchillo(escala 10:1).En principio ocurre lo mismo en todas las herramientas de corte.
Tras otro perodo de uso el filoha vuelto a embotarse.
Despus de varios asentados elfilo vuelve a ser cortante, perocon un ngulo de corte cada vezms amplio.
El filo habr recuperado ahorasu forma original.
Un filo cortante. El filo est desgastado y em- botado.
Despus del asentado el filo harecuperado la agudeza, perocon un mayor ngulo de corte.
Con el rectificado se elimina el material necesario de la herramienta para que sta recu-
pere su ngulo de corte original o para modificar ste intencionadamente. Tambin laforma de la herramienta puede modificarse segn las necesidades.
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
7/158
9
Fundamentos del rectificado, afilado y asentado de herramientas de corte
ngulos de corte y de biselEl ngulo del corte es el ngulo de la cuchilla y determina las caractersticas del corte yla durabilidad del filo. Puede ser estrecho y frgil para cortes ligeros, o empinado y fuertepara cortes duros. Las herramientas de talla tienen ngulos de corte estrechos (unos
20), mientras que para gubias acodadas para tornos tienen grandes ngulos de corte(4560).
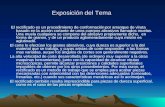
El ngulo de bisel es el ngulo entre ste y el eje longitudinal de la herramienta. En he-rramientas con el bisel de corte a un lado, el ngulo de corte es el mismo que el ngulode bisel. En herramientas con biseles de corte simtrico en ambos lados por ejemplocuchillos, azuelas y formones oblicuos el ngulo de bisel es la mitad del ngulo decorte. Las herramientas de talla pueden tener tambin un bisel de corte interior y aqu elngulo de corte es la suma de los ngulos de bisel interior y exterior.
En herramientas con el bisel decorte a un lado, el ngulo decorte () esel mismo que el
ngulo de bisel().
En herramientas con biseles decorte simtricos en ambos la-dos, el ngulo de corte () esel
doble del ngulo de bisel().
En herramientas con un bisel decorte exterior y otro interior, elngulo de corte () esla suma
de los dos ngulos de bisel(1
y2).
El tamao del ngulo de corte es importante para el funcionamiento eficiente de la he-rramienta. El ngulo de corte ha de ser lo ms estrecho posible pero sin que sea dema-siado frgil, para que pueda resistir las tensiones que se producen durante el trabajo conla madera. El ngulo de corte ptimo para cada herramienta es un compromiso entre lanecesidad de cortar lo ms fcilmente posible manteniendo la agudeza del filo el mayortiempo posible. Una exigencia bsica es que el filo sea lo suficientemente fuerte parallevar a cabo los trabajos sin daarse o doblarse.
Una herramienta determinada puede afilarse a diversos ngulos de corte dependiendodel uso al que se destine. Por supuesto, cabe disponer de mas de una herramienta delmismo tipo y afilarlas con diversos ngulos de corte cada uno siendo el ptimo para suaplicacin.
En las instrucciones de afilado para cada herramienta se dan recomendaciones para losngulos de corte. Con el AngleMaster TORMEK cabe ajustar el ngulo de corte deseadoantes de iniciar el afilado. Cabe tambin medir el ngulo de corte existente de una he-rramienta. Vase el captulo WM-200.
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
8/158
10
Fundamentos del rectificado, afilado y asentado de herramientas de corte
Rectificado en hmedo y en secoLas herramientas de corte pueden rectificarse en seco con piedras de amolar o en rectifi-cadoras de correa de rotacin rpida, o en hmedo con una muela de giro lento en baode agua.
Rectificado en secoTanto las afiladoras de muela como las de correa tienen una elevada capacidad de cortey trabajan con rapidez. Las afiladoras de piedra llevan sta montada directamente sobreel eje del motor por lo que la muela gira a la misma velocidad que el motor (generalmentea 2.850 r.p.m.). Dado que no hay reduccin entre el motor y la piedra, estas afiladorasson relativamente econmicas. La correa en una afiladora de este tipo tambin gira almismo elevado rgimen por minuto que su motor.
Un inconveniente en las afiladoras de elevada velocidad es que el filo de la herramientase calienta debido a la friccin, con el riesgo de que se alcance la temperatura de des-templado de la herramienta. El filo pierde entonces su dureza y la herramienta no tardaen tener que volver a afilarse.
Se puede reducir el riesgo de sobrecalentamiento colocando la herramienta a intervalosregulares en agua durante el afilado. Sin embargo, es muy difcil evitar el calentamientoexcesivo del filo, ya que es muy delgado y se calienta fcilmente por el calor de friccin.Se alcanzan fcilmente 230240 C, que es la temperatura de destemplado del aceroal carbono. Si se sobrecalienta el filo, la herramienta tendr que ser rectificada de nuevo(sin sobrecalentamiento!), hasta que se alcance material que no haya sido afectado porel calor.
Este es el caso no solamente en los aceros al carbono templados y aceros inoxidables,sino tambin en aceros de alta velocidad (HSS), aunque aqu los mrgenes para el so-
brecalentamiento son ms grandes.Al rectificar con piedra se producen chispas y hay que usar gafas protectoras o mas-carilla. Alternativamente, la mquina ha de equiparse con protecciones transparentes.
Denominaciones
En la literatura sobre el tema se usan diversas denominaciones para el ngulo de corte.Es llamadongulo de bisel, ngulo de corteongulo de afilado.
El ngulo de corte de una herramienta con biseles a ambos lados se denomina a vecesngulo de bisel incluido, ngulo de bisel eficaz, ngulo de perfil, ngulo de cortetotalongulo de bisel combinado.A veces se usa tambin lalongituddel bisel para indicar el tamao del ngulo de corte.En este caso la longitud del bisel ha de relacionarse con elespesorde la herramientapuesto que una herramienta ms gruesa tiene un bisel ms largo que otra ms delgadateniendo ambas el mismo ngulo de filo.
Utilizando consecuentemente las denominacionesngulo de corteyngulo de bisel,como se ha explicado ms atrs, se sabe lo que queremos decir evitando as ms expli-caciones y confusiones.
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
9/158
11
Fundamentos del rectificado, afilado y asentado de herramientas de corte
Debido a las elevadas revoluciones por minuto los discos han de estar provistos con pro-tecciones que cubran partes de la circunferencia. Esto limita la accesibilidad durantealgunas operaciones de rectificado.
Al rectificar en seco, la superficie de los biseles se pone bastante rugosa y ha de esmeri-larse con una piedra de amolar de grano fino.
Rectificado en hmedoCuando se rectifica en hmedo, la piedra gira en un bao de agua. La piedra lleva con-tinuamente el agua a la superficie de afilado y al enfriarla elimina el riesgo de sobreca-lentamiento.
La muela gira entre 50130 r.p.m., segn su dimetro. Una muela grande gira ms des-pacio que una pequea. La lenta velocidad perifrica hace que la fuerza centrfuga noexpulse el agua.
La reduccin de las elevadas revoluciones del motor (un motor elctrico estndar no
puede funcionar a bajas revoluciones) puede obtenerse mediante un engranaje sin fin,correas de engranajes o con un engranaje de friccin. Como lo que se necesita es unengranaje reductor, estas afiladoras son ms costosas que las de piedra de amolar, queno precisan reduccin.
Es conveniente que se pueda descender y retirar la cuba de agua para su limpieza. Deno ser as, las limaduras de acero y las partculas de la piedra formaran una masa durasi no se elimina con regularidad.
El acabado de la superficie despus del afilado en hmedo es ms fino que con el afiladoen seco. Despus de un afilado en hmedo no siempre es necesario el asentado.
La operacin de afilado con muela hmeda es fcil de controlar ya que sta gira lenta-mente y no hay riesgo de accidentes. La muela hmeda no produce chispas, por lo quepuede utilizarse donde hay riesgo de incendio como en lugares en los que se trabaja lamadera. Tampoco hay riesgo de que se rompa la muela a pedazos daando a las perso-nas.
Originalmente las piedras eran de arenisca y proporcionaban superficies muy finas. Re-cientemente se hacen piedras artificiales de cermica con abrasivo de xido de aluminio.Estas piedras artificiales afilan con mayor rapidez y por lo general dejan superficies mssperas.
Aunque la duracin del afilado en s dura ms si se hace en hmedo en comparacincon el de muela, el tiempo total de operacin y asentado de la herramienta es muchoms corto. Esto es as porque la necesidad de asentado despus del afilado est muyreducida o eliminada.
Vistas las ventajas obvias del afilado en hmedo en comparacin con el seco, el sistemaTORMEK ha sido diseado para este mtodo.
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
10/158
12
Fundamentos del rectificado, afilado y asentado de herramientas de corte
Afiladoras verticales y horizontalesEl tipo ms comn de afiladora en hmedo es el vertical, con lo que se quiere decir quelos lados de la muela son verticales y la circunferencia horizontal se utiliza para el afilado.
Hay tambin afiladoras horizontales, por lo que la muela gira horizontalmente y su cara
superior se utiliza para el afilado. Como el agua no puede ser levantada por la rotacinde la muela, se ha dispuesto un recipiente de agua en la parte superior de la mquina.
El disco horizontal tiene un bisel completamente plano, mientras que en las muelasverticales es algo cncavo debido al dimetro del disco. La forma cncava apenas esperceptible y no tiene influencia en el funcionamiento de la herramienta, a condicin deque no se haya utilizado una muela con dimetro demasiado pequeo. Vase la pginasiguiente.
Un inconveniente de las afiladoras horizontales es que la velocidad y el efecto de afiladovaran en funcin de la distancia al centro de la muela. Adems, la muela se desgasta
ms cerca del centro que en la periferia, ya que en el centro la superficie es ms pe-quea. Tambin es difcil aplanar la muela en una rectificadora horizontal, lo que puedehacerse fcilmente con una piedra vertical.
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
11/158
13
Fundamentos del rectificado, afilado y asentado de herramientas de corte
Bisel cncavoAl afilar con una muela vertical, el bisel adquiere unaforma ligeramente cncava debido al radio de la muela;cuanto ms pequeo es el dimetro de la muela, tanto
ms cncava es la forma.Cuando se dibuja una figura explicativa del bisel cncavo,es necesario exagerar el efecto para que se vea. Esto creauna impresin errnea del tamao real de la concavidad.
La forma cncava debida a una muela de 250 mm es mni-ma. Cuando se afila una herramienta de 2 mm de espesorcon un ngulo de corte de 20, la concavidad no es msde 0,03 mm, apenas perceptible y no tiene ninguna impor-tancia prctica en el funcionamiento de la herramienta.
Rectificado cncavo. Exagerado.
Aumento de diez veces de una herramienta de 2 mm rectificada con un ngulo de corte de 20.Pese al aumento la concavidad es apenas perceptible. Solo es de 0,03 mm.
0,03 mm2 mm
20
2
50
mm
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
12/158
14
Fundamentos del rectificado, afilado y asentado de herramientas de corte
Direccin del afiladoLa pregunta de si hay que afilar en el sentido opuesto al corteo en el sentido del corte probablemente es tan vieja comola del afilado hmedo. Muchos profesionales experimentadosafirman que hay que afilar en el sentido opuesto al corte,
mientras que otros, igualmente experimentados, sostienen quehay que hacerlo en el sentido del corte. El afilado en seco aelevadas revoluciones se hace siempre en el sentido del corte.
Nuestras pruebas no evidencian ninguna diferencia perceptibleentre los dos mtodos en relacin con la agudeza del filo. Hay,sin embargo, algunas diferencias importantes y prcticas en lasoperaciones de afilado.
Trabajando en el sentido del corte se obtiene una mayorpresin de afilado y, por tanto, mayor rapidez ya que el giro dela muela contribuye a presionar la herramienta hacia aquella.
Trabajando en el sentido opuesto al corte, la muela tiene ten-dencia a elevar la herramienta y, por tanto, a reducir la presinde afilado.
El afilado en el sentido del corte tiende a activar (aparecennuevos granos) la muela y se reduce el riesgo de que se em-paste su superficie. La rebaba que se forma durante el afiladoes ms corta y dura comparada con la que aparece al afilaren el sentido opuesto al corte, en cuyo caso es ms larga ydelgada.
Un inconveniente en el afilado en el sentido del corte es el ries-
go de que la herramienta pueda penetrar accidentalmente en lamuela. Este riesgo puede eliminarse montando la herramientaen un dispositivo de rectificado. Tambin pueden producirsevibraciones a ngulos de corte grandes, lo que no es el casocuando se trabaja en el sentido opuesto al corte.
El afilado en el sentido opuesto al corte es preferible cuan-do se requiere una presin de afilado baja, es decir, al afilarpequeas y delicadas herramientas para la talla de la madera.Con esta direccin de afilado y al no verterse agua sobre el filo,puede controlarse ste fcilmente y observar la formacin de
rebaba.El afilado a mano alzada se hace mejor con la muela orientadaen el sentido opuesto al corte.
Con el sistema TORMEK se puede afilar tanto en el sentido delcorte como en el opuesto. En el captulo Mtodos de rectifica-dose dan recomendaciones para el afilado de diferentes tiposde herramienta.
Hay que sealar que la cuestin de si hay que afilar en elsentido opuesto al corte o en el sentido del corte no ha deconfundirse con la de si la muela ha de girar hacia o contra el
operario. Esto depende de la posicin en que se coloca la m-quina. Las mquinas TORMEK pueden colocarse en cualquierdireccin deseada.
Para el afilado enel sentidoopuestoal corte.
Para el afilado enel sentidodelcorte.
El afilado en el sentido delcorteincrementala presin del
afilado.
El afilado en el sentido opuestoal cortereducela presin delafilado.
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
13/158
15
Fundamentos del rectificado, afilado y asentado de herramientas de corte
Presin de afiladoAfilado en hmedoSi durante el afilado se aplica una determinada fuerza con las manos en una herramien-ta, la presin de afilado variar segn el rea que est en contacto con la muela. Un rea
de contacto pequea proporciona una mayor presin de afilado. Esto es un factor impor-tante que hay que tener en cuenta, ya que esta presin de afilado determina la velocidadde ste y el grado de desgaste de la muela.
Por ejemplo, si se empuja con la misma fuerza una ancha cuchilla de cepillo y un estre-cho formn para madera, la presin de afilado puede ser 10 veces mayor en el formn.En una gubia de talla, que tiene un rea de contacto muy pequea con la muela, lapresin de afilado puede llegar a ser hasta 50 veces superior.
Los ejemplos siguientes ilustran como vara la presin de afilado en tres herramientastpicas rectificadas con un ngulo de corte de 25. La fuerza aplicada con las manos en
cada herramienta es de 100 N o de aproximadamente 10 kp.
Cuchilla de cepillorea de afilado: 235 mm2
Presin de afilado: 0,43 N/mm2
(0,043 kg/mm2) 50 mm
100 N
Scalpello da legnorea de afilado: 48 mm2
Presin de afilado: 2,1 N/mm2
(0,21 kg/mm2) 6 mm
100 N
Sgorbia da intagliorea de afilado: 4,7 mm2
Presin de afilado: 21 N/mm2
(2,1 kg/mm2) 1 mm
100 N
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
14/158
16
Fundamentos del rectificado, afilado y asentado de herramientas de corte
Como muestran estos ejemplos, no hay que empujar con fuerza excesiva al afilar herra-mientas delicadas pequeas, especialmente las que tienen el filo curvado. De no hacerloas la presin de afilado puede ser demasiado grande, lo que podra resultar en unafilado excesivo. Tambin la piedra se desgastara rpidamente y la herramienta dejarasurcos en la muela.
Por otra parte, no hay lmites de fuerza si se utiliza todo el ancho de la muela, por ejem-plo al afilar cuchillas de cepillo anchas u hojas de aplanadoras elctricas.
Al afilar aceros HSS duros, la piedra requiere verse sometida a una cierta presin parasustituir los granos viejos y gastados por otros nuevos. Por ello al afilar hojas de aplana-doras elctricas, que tienen una amplia superficie de afilado, conviene activar la muelacon la piedra de rectificado SP-650. Vase el captulo SP-650.
Despus de alguna prctica se aprende pronto a controlar la presin de afilado y la velo-cidad ptima para cada herramienta.
Afilado en secoLas afiladoras de gran velocidad eliminan el material con mayor rapidez y, por lo tantohay que tener cuidado para no excederse en el afilado de la herramienta. Las herramien-tas de talla son muy sensibles al afilado puesto que sus ngulos de corte son estrechos yestn hechas de acero al carbono.
Por este motivo las herramientas de talla no han de ser afiladas en mquinas de eleva-da velocidad; son grandes los riesgos de excederse en el afilado y en el templado de lacuchilla, haciendo imposible conservar la agudeza del filo.
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
15/158
17
Fundamentos del rectificado, afilado y asentado de herramientas de corte
Soporte de herramientas y dispositivos de rectificadoPara obtener un filo homogneo y agudo, la herramienta ha de estar apoyada firmementey mecanizada con un ngulo de rectificado constante con la muela. Esto se consigueapoyando la herramienta en un soporte o bien sujetndola en un dispositivo de rectifica-
do.Un soporte de herramienta corriente en afiladoras rpidas consiste en una chapa dobla-da que generalmente es demasiado corta para proporcionar a la herramienta el soporteadecuado. Este sencillo soporte puede ser sustituido por otro ms grande y ms robustoque permita sujetar firmemente la herramienta contra la muela. El soporte de herramientapuede llevar tambin una gua corrediza en una ranura de manera que pueda mantener-se la herramienta a 90 o formando un determinado ngulo oblicuo con la muela.
Estos tipos de soporte han sido desarrollados para rectificadoras de elevada veloci-dad de rotacin en las que debido al elevado nmero de revoluciones se aplica unabaja presin de rectificado. En las mquinas de afilado en seco, que exigen una mayorpresin, estos apoyos no funcionan satisfactoriamente. Se debe ello a que la presin quese aplica en la herramienta no llega a la superficie de afilado sino que es absorbida por elapoyo. (Figura 1).
Para obtener la presin de afilado requerida, hay que empujar la herramienta desde elmango en direccin hacia la muela. La herramienta tiende entonces a encaramarse a lamuela perdindose con ello la precisin. (Figura 2). Es necesario presionar la herramien-ta tanto contra la muela como hacia abajo para que est continuamente en contacto conel soporte. En la prctica esto no es posible.
En un soporte de herramienta corriente lapresin aplicada a la herramienta es absorbidaprincipalmente por el soporte.
Cuando se empuja la herramienta hacia la muelapara obtener la presin de afilado deseada, laherramienta se encarama sobre la muela.
Este efecto aparece al rectificar ngulos de corte pequeos y tanto al afilar en el sentidodel corte como en el opuesto. El inconveniente se nota especialmente al afilar herramien-tas de torno, pues estas a menudo estn fabricadas de acero HSS que es duro y exigeuna elevada presin de afilado.
Para rasquetas de ebanista que se rectifican con grandes ngulos de corte, este tipo desoporte funciona satisfactoriamente tanto en las afiladoras en seco como en las refrigera-das por agua.
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
16/158
18
Fundamentos del rectificado, afilado y asentado de herramientas de corte
La razn de que estos tipos de soporte de herramienta funcionen satisfactoriamente enafiladoras en seco de gran velocidad, es que requieren una menor presin de afilado ypor lo tanto los inconvenientes pueden superarse.
Para la afiladoras enfriadas con agua el soporte de herramientas o el dispositivo derectificado han de ser diseados de manera que sea posible controlar la presin de
afilado. Esto se consigue montando la herramienta en un dispositivo que pivota alrededorde un eje colocado a cierta distancia de la muela. Entonces la presin que se aplica a laherramienta se distribuye por el punto de afilado en la muela en lugar de en el soporte.Adems, la herramienta permanece en la misma posicin contra la muela, lo cual esnecesario para obtener un afilado preciso.
La herramienta tiene que montarse en un dispo-sitivo algo apartada de la muela. La presin apli-cada se distribuye por la muela y usted disponede pleno control sobre la operacin de afilado.
AsentadoAl afilar una pieza se forma en la parte superior del filo una rebaba. Esta rebaba tieneque eliminarse, lo que se hace con una muela de grano fino. El asentado elimina tam-bin las marcas dejadas por la muela de rectificar dejando as an ms lisa la superficie.Cuando el afilado se hace con una muela basta, la superficie exige mayor asentado.
La piedra de asentado ha de trabajar sobre todo el bisel del filo pues de no ser as seredondeara la punta. La rebaba se dobla a uno u otro lado y, por tanto, han de asentarsealternativamente ambos lados del filo.
Cabe tambin hacer el asentado con un disco de fieltro montado en una rectificadorade columna. Aqu, sin embargo, es grande el riesgo de que se redondee el filo debido alfuerte asentado causado por las elevadas revoluciones. (generalmente 2.850 r.p.m.). Hay,pues, que poner atencin para no presionar la herramienta con demasiada fuerza haciael disco pues podra sobrecalentarse el filo.
Con el sistema TORMEK el asentado se hace con discos de cuero que giran a lentasrevoluciones por minuto. La lenta velocidad permite controlar la operacin y no hay riesgode que se redondee o sobrecaliente el filo.
Como el proceso de asentado est controlado con dispositivos, se obtiene el mismongulo de corte y pauta de movimientos hacia el disco que en los afilados previos.
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
17/158
19
Fundamentos del rectificado, afilado y asentado de herramientas de corte
Tcnicas de afilado para gubias de talla y herramientasen VLa tcnica para el afilado de gubias para talla y herramientas en V se diferencia de la deotras herramientas de corte como cuchillas de cepillo, formones para madera, herramien-
tas de torno, azuelas y tijeras. La razn es que el filo no es recto; las gubias tienen un filocurvo y las herramientas en V tienen dos filos enfrentados. Adems en las gubias de tallay en las herramientas en V la cuchilla es delgada y el ngulo de corte ms pequeo.
Como el afilado en una gubia se hace sobre una superficie pequea y convexa en lugarde en una grande y plana como en las cuchillas de cepillo, el rea de contacto con lamuela es sumamente pequea. La superficie de contacto en una gubia es tericamenteuna lnea, mientras que en otras herramientas es un rectngulo. Esto significa que lapresin de afilado puede fcilmente llegar a ser elevada, aunque sea moderada la pre-sin ejercida sobre la herramienta.
Si se afila ms de lo necesario sobre un bisel plano; por ejemplo en una cuchilla de cepi-llo, no tiene importancia, pero si ocurre lo mismo en un punto de un filo curvo, se modificala forma de ste y entonces hay que volver a afilar. Lo mismo es el caso en herramientasen V; si se afila demasiado en un lado hay que volver a rectificar todo el filo.
La superficie de afilado en unagubia es casi tan estrecha comounalnea.
La superficie de afilado enuna cuchilla de cepillo es unrectngulo.
Si se rectifica en exceso un pun-to de una gubia, hay que volvera rectificar el filo completo.
En primer lugar hay que cuestionarse si es necesario afilar la herramienta o si hay quepasar directamente al asentado con slo disco de cuero. Esta cuestin es particular-mente importante cuando se trabaja con herramientas pequeas y delicadas y ngulos
de corte pequeos. Si en estas herramientas se sobrerrectifica demasiado un punto, seforma un hueco o se desiguala el contorno del filo.
Por esa razn la recomendacin bsica es abstenerse de rectificar heramientas peque-as y delicadas que se hayan embotado algo; en su lugar es preferible asentarlas conmuela o un disco de cuero.
Sin embargo, el rectificado/afilado con muela se precisar en los casos siguientes:
El filo est demasiado embotado para el asentado.
Si desea modificar la forma del filo; por ejemplo el ngulo del plano del filo. Vase la
pgina siguiente. Si desea modificar el ngulo de corte.
El filo est mellado.
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
18/158
20
Fundamentos del rectificado, afilado y asentado de herramientas de corte
El principioRectificar primero el filo a su forma correcta antes de empezar el afilado. Visto lateral-mente, el filo ha de tener el aspecto de una lnea recta, como en la figura de abajo quemuestra el ngulo del plano del filo, ().
El filo es ahora romo, lo que puede observarse claramente al reflejar la luz. Puede verse
la luz reflejndose a todo lo largo del filo. Este filo embotado se denomina lnea de luz ysirve de gua para el rectificado. Observando detenidmente la lnea de luz y rectificandosolamente donde es ms gruesa, se obtiene un filo rectificado a la perfeccin. La rectifi-cacin ha de detenerse tan pronto como la lnea de luz haya desaparecido!
En todas las operaciones de afilado y asentado es muy importante que se disponga deuna buena iluminacin, pero esto es una exigencia cuando se trabaja con gubias de tallay herramientas en V, ya que ha de poder verse continua y claramente la lnea de luz.
Las gubias de talla y las herramientas en V tienen lo quese llama filos laterales. Estos se inclinan ms o menos
hacia adelante cuando el bisel se halla plano sobre la ma-dera Esta inclinacin puede describirse como el ngulodel plano del corte, (). Este ngulo determina la formaen que la herramienta efecta el corte en la madera. Estengulo ha de ser de unos 20 para que los filos lateralesy el centro de la herramienta trabajen de la mejor maneray dejen en la madera un corte limpio. Esta recomendacinno tiene nada que ver con el ngulo de corte.
Rectificar el filo hasta la formacorrecta.
Elngulo del plano de corte() ha de ser de unos 20.
Aplanar y afinar el filo con unapiedra de grano fino.
Es de la mxima importancia disponer de un buena iluminacinpara poder observar y controlar este delicado trabajo de afilado.Conviene utilizar una lmpara regulable y ponerla cerca de lamquina.
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
19/158
21
Fundamentos del rectificado, afilado y asentado de herramientas de corte
El filo se rectifica a la formacorrecta. Lalnea de luzindicadonde hay que rectificar.
Rectificar nicamente en loslugares donde es ms gruesa lalnea de luz.
Interrumpir el rectificado inme-diatamentecuando haya de-saparecido la lnea de luz. Esseal de que el filo est afilado.
El rectificado del bisel puede hacerse a mano alzada o a mquina con muela. El uso dedispositivos facilita y ofrece un mejor resultado ya que entonces es posible concentrarse
en el lugar donde el filo toca la muela sin necesidad de poner atencin al ngulo de cortey a la posicin de la herramienta, que es controlada por la mquina.
El rectificado en seco en mquinas a gran velocidad y en rectificadoras de correaes totalmente desaconsejable! Estas mquinas hacen el rectificado con demasiadaagresividad, lo que imposibilita el control de la operacin al tiempo que el calor de friccinestropea el temple del delgado filo.
Despus del afilado, el bisel se asienta para proporcionar la superficie ms lisa posible.Tambin ha de eliminarse mediante asentado la rebaba interior. El asentado exteriorpuede hacerse a mano alzada con una piedra de grano fino o con dispositivos sobre un
disco de cuero o fieltro rotativo. El interior puede asentarse a mano alzada con piedras depulir o discos de asentado perfilados.
El asentado es de la mayor importancia ya que una superficie lisa en el bisel y en elinterior hacen que la herramienta corte con mayor facilidad y que el filo dure ms tiempo.Tambin el corte en la madera queda ms fino si se utiliza una herramienta perfectamen-te asentada.
La utilizacin de dispositivos para el asentado es ventajosa. Se trabaja con el ngulo deasentado exacto ya que el de afilado y el filo se hacen con la misma pauta de movimien-tos hacia el disco de asentado que al afilar. Adems, se pueden hacer cortes de prueba
en la madera y entonces si es necesario volver y continuar la operacin de asentadocon exactamente la misma posicin de la herramienta hacia el disco de asentado.
El asentado del bisel con dispo-sitivo permite la misma pauta de
movimientos contra el disco deasentado que durante el afiladoprevio.
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
20/158
22
Fundamentos del rectificado, afilado y asentado de herramientas de corte
Nota:
Los discos de asentado de cuero de TORMEK trabajan de la misma manera que unacinta de cuero encolada sobre una pieza de madera.
Si se mira el filo al microscopio, se ve que el exterior est algo redondeado ya que el dis-co de asentado de cuero no es tan plano como una piedra. Cuando se utiliza un dispositi-vo, este redondeo es negligible y no influye negativamente en la capacidad cortante de laherramienta. Antes al contrario, es probable que este redondeo microscpico refuerce lamuy sensible arista de corte.
En teora, una arista asentada con una muela plana y dura habra de ser ms afilada.Sin embargo, esto nicamente es el casoantesde empezar a trabajar con la herram-ienta. Tan pronto como el filo penetra en la madera, se ver afectado por las fibras y seredondear microscpicamente deformndose incluso. Ello se debe a que el filo exteriores sumamente sensible en estas herramientas, que tienen ngulos de corte pequeos, aveces solamente de 20.
Lo que determina la calidad prctica de la agudeza del filo y de su durabilidad es lamanera en que trabaja la herramienta despus de haber efectuado un par de cortesen la madera.
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
21/158
23
Fundamentos del rectificado, afilado y asentado de herramientas de corte
ngulos de corteLas herramientas de talla estn afiladas generalmente con un ngulo de corte de entre20 y 25. Este ngulo es un compromiso entre la manera ms fcil de cortar posible yla durabilidad mxima del filo. Para maderas blandas es posible descender hasta 20 oincluso menos. Para maderas duras, y si se usa un mazo, ser necesario un ngulo de
30 o incluso mayor para obtener un filo lo suficientemente fuerte.La eleccin del ngulo de corte es muy importante para herramientas de talla. Unopuede tener la tentacin de hacer un ngulo demasiado estrecho para que la herramien-ta corte lo ms fcilmente posible. En este caso hay riesgo de que el filo sea demasiadodbil y de que lo estropee fcilmente la madera. Hay una sensible diferencia entre lafuerza de una herramienta con un ngulo de 22,5 y otra con un ngulo de 20.
Hay que preguntarse por qu no poner un ngulo de 25 para que la herramienta trabajeen cualquier madera, pero las cosas no son tan sencillas. Un ngulo de corte demasiadogrande no corta bien en madera blanda debido a que las fibras de sta se hunden antes
de que se corten. Adems, es ms fcil trabajar con una herramienta que tiene un ngulode corte lo ms pequeo posible. Hay que probar y aprender cul es el ngulo de corteptimo para la herramienta y trabajo en cuestin.
Si se trabaja con maderas de diferente dureza, se recomienda disponer de ms de unaherramienta y rectificarlas con diferentes ngulos de corte.
Con el sistema TORMEK, es posible medir el ngulo de corte de una herramienta yajustarlo antes de iniciar la rectificacin. Anotar el ngulo en la herramienta.
Un ngulo de corte de 20es adecuado para maderasblandas, pero resulta demasiadodbil y puede daarse fcilmen-te con maderas duras.
Un aumento tan ligero como dehasta 22,5 puede hacer que elfilo resista el trabajo en maderasms duras.
Si se utiliza un mazo el filo hade ser de 25 o ms, segn ladureza de la madera.
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
22/158
24
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
23/158
25
El mtodo TORMEKde rectificado, afilado y
asentadoCon el mtodo TORMEK no se usa rectificadora convencional de banco para el rectifica-do, ni piedras gruesas para el afilado inicial, ni piedras finas para el afilado/asentado fino.
El rectificado inicial (al formar la herramienta y crear el ngulo de corte ptimo) y elafilado se hacen en la misma muela. La muela puede modificarse fcilmente para pasardesde el rectificado rpido al afilado fino. El rectificado/afilado se hace con refrigeracin
por agua, por lo que no hay riesgo de quemar el filo y eliminar el temple del acero. Elasentado y el pulido se hacen con un disco de asentado de cuero.
La superficie de la muela puede mantenerse fcilmente plana y centrada gracias al recti-ficador de diamante TORMEK.
El rectificado y afilado con la muela de rectificar as como el asentado y pulido con eldisco de cuero se controlan con la herramienta montada en dispositivos de diseo nico.Significa esto que se tiene pleno control de los ngulos de rectificado, afilado y asentado.
Gracias al patentado AngleMaster se puede preajustar con toda precisin el ngulo decorte elegido.
Es posible repetir con precisin los afilados. Una vez se ha rectificado la herramienta ala forma y ngulo deseados, es posible reproducir fcil y exactamente la misma formaen todas las operaciones de afilado futuras. Esto es incluso posible en herramientasdifciles de formas especiales como gubias de tornear, gubias acodadas y formones detornero con filo curvo.
Gracias a la posibilidad de una exacta reproduccin se elimina muy poco materialy por lo tanto la operacin de afilado se hace con rapidez. El resultado es una vidade servicio de las herramientas considerablemente prolongada.
El hecho de que sea posible repetir con exactitud la forma de un filo es una ventaja
considerable al trabajar con una herramienta. Es posible seguir las tcnicas de corte ytorneo aprendidas para la herramienta particular ya que no se han modificado su forma ycaractersticas de corte.
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
24/158
26
Mtodo TORMEK para rectificado, afilado y asentado
En el manual se describe este modelo TORMEK 2000 al que corresponden tambintodas las fotografas y dibujos. El modelo ms pequeo TORMEK 1200 funciona de lamisma manera y utiliza la misma gama de soportes y accesorios.
Para las especificaciones y datos tcnicos correspondientes a cada modelo, vase el
captulo Modelos, en la pgina 154).
Disco de asentadode cuero
Asa de transporte Soporte universal
Muela
Cubeta de aguadesmontable
Pies de gomaAngleMaster
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
25/158
27
Mtodo TORMEK para rectificado, afilado y asentado
Soporte universal TORMEKEste soporte constituye la base del sistema TORMEK.Dispone de doble fijacin a fin de obtener un mximo deestabilidad.
El soporte universal puede colocarse para rectificado tanto
en posicin vertical (1) como horizontal (2) o para asen-tado (3). Vase la pgina 39.
Dispositivos de rectificar TORMEKTORMEK ha desarrollado dispositivos para el rectificado exacto y seguro de la mayorparte de herramientas de corte.
Con estos dispositivos se puede rectificar las herramientas en el ngulo exacto deseadoy obtener en poco tiempo un filo perfecto. El rectificado est controlado y se hace siem-pre con el ngulo correcto para cada herramienta.
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
26/158
28
Mtodo TORMEK para rectificado, afilado y asentado
La muela TORMEKEsta muela TORMEK ha sido diseada para girar a lenta velocidad en agua. Es decermica (sinterizada a elevada temperatura) y contiene granos de xido de aluminio.La muela trabaja con gran eficacia y da a la herramienta un acabado fino. Rectifica rpi-damente herramientas grandes como por ejemplo, cuchillas de cepillo, azuelas, guada-
as e incluso de acero HSS. El tamao del grano es de 220 (unos 0,06 mm).La muela puede ajustarse con la piedra de rectificado TORMEK SP-650 a una superficiems fina correspondiendo a un tamao de grano 1000 apropiado para rectificado/afiladofino.
La estructura especial de la muela en combinacin con el riego continuo de agua sobreel filo hacen que la superficie no se obstruya por partculas desprendidas de la herram-ienta o de la muela.
Visibilidad perfecta del proceso de afilado
Como la muela gira lentamente en agua y no se producen chispas, la mquina no llevaninguna proteccin para los ojos. Significa esto que se puede observar y controlar clara-mente el proceso de afilado.
Superficie planaEl lado exterior de la muela est mecanizado plano y tieneuna depresin en el centro de modo que la superficie derectificado no interfiere con la arandela y tuerca del centro.Esta superficie est reservada para el aplanado de la caraposterior de cuchillas de cepillo, formones para madera y
herramientas parecidas.
Rectificado y afilado fino con la misma muelaCon la piedra de rectificado TORMEK puede efectuarsetanto la rectificacin rpida inicial como el afilado finoposterior en la misma muela utilizando el mismo ajuste deldispositivo.
Adems de ser un mtodo muy rpido, se consigue tam-
bin un filo de calidad superior ya que el afilado se haceexactamente al mismo ngulo que el rectificado rpidoinicial. Vase la pgina 136.
Una muela siempre eficazCon la piedra de rectificado TORMEK es posible reactivarla muela fcilmente para que aparezcan nuevos y limpiosgranos; la muela es siempre eficaz. Esto es una ventajacuando se rectifican grandes superficies de acero HSSduro, por ejemplo cuchillas de cepilladora elctrica.Vase la pgina 136
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
27/158
29
Mtodo TORMEK para rectificado, afilado y asentado
Una muela de giro siempre homogneoDespus de un perodo de uso, la superficie de la muelase vuelve rugosa y se descentra. Con el rectificador dediamante TORMEK se puede restaurar fcilmente la pie-dra a una redondez perfecta mientras gira normalmente en
la mquina. Vase el captulo ADV-50D, pgina 134.
Discos de asentado de cuero TORMEKDespus del rectificado aparecen rebabas en el filo. Estaspueden eliminarse pulcramente con los discos de asen-tado de cuero TORMEK, que dejan un filo cortante comouna navaja de afeitar.
Hay un disco de superficie plana que es estndar. Comoaccesorio puede montarse un disco ms pequeo y per-filado para el asentado interior en gubias y herramientasen V.
Pasta de asentar TORMEKSi se utiliza la pasta de asentar en los discos de cuero,se obtendr una superficie an ms lisa. El filo se pule alms alto lustre proporcionando el corte ms fino. Vase la
pgina 138.
ngulo de corte preajustadoCon el TORMEK AngleMaster cabe ajustar los dispositivosde manera que las herramientas tengan el ngulo de corteelegido.
Sirve tambin para medir el ngulo de corte. Vase elcaptulo relativo a la WM-200, pgina 42.
SeguridadA la lenta velocidad de la muela TORMEK, se tiene plenocontrol de la operacin de rectificado.
No se producen chispas, por lo que la mquina puedeusarse en lugares donde hay gran riesgo de incendio. Ade-ms, el disco no puede estallar y causar daos.
Las mquinas TORMEK llevan la marca CE y estn homo-logadas por SEMKO en Suecia y CSA en Canad.
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
28/158
30
Mtodo TORMEK para rectificado, afilado y asentado
Cubeta de agua desmontableLa herramienta se baa continuamente con agua queenfra el filo.
El agua sirve tambin como eficaz lubricante que propor-ciona a la herramienta un mejor acabado y se lleva las
partculas desgastadas de la muela y de la cuchilla depo-sitndolas en la cubeta.
La cubeta de agua puede descenderse y desmontarsepara vaciado y limpieza.
Construccin robusta gran estabilidadLa carcasa es de chapa de acero de 3 mm. La mquinapermanece firme durante el rectificado gracias a los piesde goma y no es necesario atornillarla a la base. (El mode-
lo TORMEK 1200 tiene una carcasa de plstico ABS.)La fuerza hacia abajo ejercida por el soporte universal enposicin vertical contribuye a estabilizar la mquina anms.
Fcil de trasladar y llevarla consigoLa mquina tiene una cmoda asa que permite trasladarla
y llevrsela consigo fcilmente. Esto es ventajoso en obrasde construccin al mismo tiempo que ahorra espacio entalleres pequeos. (La TORMEK 1200 no tiene asa.)
Cambio rpido del disco de asentar
El cambio rpido permite retirar el disco de asentadocuando se rectifican herramientas grandes; por ejemplocuchillos largos, azuelas y guadaas. (La TORMEK 1200no tiene acoplamiento rpido).
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
29/158
31
Mtodo TORMEK para rectificado, afilado y asentado
Funcionamiento continuoEl motor monofsico es de la ms alta calidad industrial y ha sido diseado para funcio-namiento continuo. (La TORMEK 1200 est especificada para funcionamiento intermiten-te, 30 min./hora.)
Funcionamiento silenciosoGracias al silencioso motor de induccin y a la transmisin por friccin patentada, lasmquinas TORMEK funcionan muy silenciosamente.
Sin polvo de rectificadoNo se producen chispas y las partculas de acero y de muela son transportadas por elagua hasta la cubeta. Gracias a ello no hay polvo en el aire ni en los alrededores de lamquina, lo que es bueno para los pulmones.
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
30/158
32
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
31/158
33
Instrucciones
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
32/158
34
Instrucciones. Seguridad.
SeguridadLas afiladoras TORMEK refrigeradas por agua giran a baja velocidad en agua yhan sido diseadas para una seguridad mxima. Sin embargo como en todas lasmquinas es necesario seguir algunas reglas bsicas para reducir el riesgo de
fuego, sacudidas elctricas y daos personales. Rogamos que se lean estas ins-trucciones antes de empezar a trabajar con la mquina. Gurdense estas instruc-ciones.
Rtulo de la mquina de 2000
Rtulo de la mquina de 1200
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
33/158
35
Instrucciones. Seguridad.
Montaje de la muela de rectificarPara evitar daos de transporte la muela de rectificar no se monta en fbrica.
Retirar el manguito distanciador negro del eje principal. Montar el disco utilizando unallave de 19 mm. Apretar la tuerca golpeando algunas veces la llave con un martillo. Noapretar tirando de la llave pues hay riesgo de daar el centro del disco impulsor.
Como la mquina es de marcha lenta, los ojos perciben el movimiento lateral de la pie-dra. Esto es normal y no afecta al resultado de la operacin.
Estado de la mquina Antes de utilizar la mquina es conveniente controlarla para averiguar si funcionar
correctamente y en conformidad con su propsito. No utilizar la mquina si no se puedeencender o apagar con el interruptor.
Comprobar peridicamente el conjunto de cables y encargar al personal cualificado elcambio de los que estn daados. Lo mismo es aplicable al cable de prolongacin, si se
usa. Sustituir inmediatamente la muela si est agrietada.
Desconectar la mquina de la fuente de corriente antes de efectuar su mantenimiento yal cambiar las muelas de rectificar o asentar.
Utilizar nicamente las muelas de rectificar originales TORMEK. Su dimetro mx. esde 250 mm y el ancho mximo de 50 mm. En el modelo 1200 el dimetro mx. es de200 mm y el ancho mx. de 40 mm.
No desenchufar el cable de la red dando tirones. Asegurarse de que el cable no se hallacerca de bordes cortantes, aceites o calentadores.
No dejar que la muela de rectificar se desgaste demasiado. El dimetro mnimo para elmodelo 2000 es de aproximadamente 200 mm. Para el modelo 1200 el dimetro mni-mo es de unos 150 mm.
Lugar de trabajo Conectar la mquina a una fuente de corriente con conexin de tierra y del voltaje y Hz
que figuran en la cubierta de la mquina.
Si la mquina se utiliza al aire libre y precisa un cable de extensin, ste ha de estarhomologado para uso exterior.
No utilizar la mquina en las cercanas de gases o lquidos inflamables ni en entornosque supongan peligro; por ejemplo, lugares hmedos; y no exponer la mquina a lalluvia.
Antes de encender la mquina, asegurarse de que se han retirado de la misma otrasherramientas como por ejemplo llaves de apriete, ajustables, etc..
La mquina ha de trabajar sobre una superficie plana y estable. Mantener limpio ellugar de trabajo. Superficies y bancos de trabajo desordenados son propensos a causaraccidentes. Disponer una buena iluminacin en el lugar de trabajo.
Los nios y las visitas han de mantenerse a una distancia segura del lugar de trabajo.
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
34/158
36
Instrucciones. Seguridad.
Rectificado y afilado Slo utilizar la mquina para el propsito para el que ha sido diseada. Usar el
dispositivo adecuado para cada herramienta. Seguir las instrucciones del manual.
Las manos han de estar secas y limpias de grasa y aceite.
No levantar la mquina sujetndola por el soporte universal; podra ste desprenderse ydejar caer la mquina.
Antes de enchufar la mquina a la alimentacin de corriente asegurarse de que elinterruptor de encendido est en la posicin de apagado (Off).
Si se corta la corriente, poner el interruptor en la posicin de apagado para que la m-quina no arranque automticamente al volver la corriente.
No llevar ropa suelta, guantes, corbatas, sortijas, brazaletes, etc., que puedan quedaratrapados en partes mviles.
El cabello largo ha de cubrirse o atarse por detrs de la cabeza. Se recomienda que el
calzado sea antideslizante. Al trabajar con la mquina mantenerse bien firme y procurar no perder el equilibrio.
Evitar el contacto corporal con objetos conectados a tierra (por ejemplo tuberas, radia-dores, refrigeradores, estufas, etc.).
Utilizar nicamente los dispositivos y accesorios originales TORMEK. Puede ser peligro-so para el usuario el uso de otros accesorios que los que se recomiendan aqu.
Utilizar nicamente los dispositivos de rectificado en la manera indicada en estasinstrucciones. Mantener manos y dedos fuera del rea comprendida entre el soporteuniversal y la muela de rectificar.
Los dispositivos y accesorios TORMEK han sido diseados especialmente para lasmquinas TORMEK y no han de utilizarse en otras mquinas rectificadoras.
Durante el rectificado mantener siempre una parte de la herramienta en la muela; nopermitir que salga completamente fuera de la misma.
No presionar la herramienta contra la muela con mayor fuerza que la que permita man-tener pleno control sobre la operacin de rectificado.
Procurar mantener siempre pleno control sobre el trabajo. Usar el sentido comn y noutilizar la mquina si se est cansado.
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
35/158
37
Instrucciones. Seguridad.
Direccin del afilado:Cuando se trabaja a mano alzada, afilar en el sen-tido de rotacin; es decir, en el sentido opuesto alcorte.
Direccin de asentado:Asentar siempre en el sentido de rotacin (en elsentido opuesto al corte), pues en otro caso el filopuede penetrar en el disco.
Al utilizar el soporte de herramientas SVD-110 o elsoporte universal como apoyo de la herramienta, ladistancia entre el soporte y la muela de rectificar noha de exceder de 2 mm. Ajustar el soporte a medidaque se desgasta la muela.
2 mm
2 mm
Despus del trabajo Nunca dejar la mquina desatendida si est en funcionamiento.
No dejar una muela hmeda a temperaturas a bajo cero.
Guardar la mquina en una habitacin cerrada con llave y fuera del alcance de nios ypersonal no autorizado.
Piezas de repuesto y reparacionesLa mquina cumple con las reglas de seguridad aplicables. Las reparaciones slo han deser efectuadas por personal cualificado que utilice piezas de repuesto originales; de no
hacerse as el usuario puede verse sometido a grandes riesgos.Si no hay personal cualificado disponible, ponerse en contacto con el concesionario deTORMEK en el pas correspondiente. Se encontrar una lista de concesionarios en elsitio web de TORMEK, www.tormek.com.
Niveles acsticos En vaco (sin carga): 52 dB(A)
En rectificado: 62,5 dB(A)
En asentado y pulido: 61 dB(A)
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
36/158
38
Instrucciones. Preparativos antes del afilado.
Preparativos antes del rectificadoAltura de trabajoColocar la mquina sobre una superficie estable a una altura adecuada en consideracinal tipo de trabajo y a a la altura del operario. En el afilado de herramientas una altura
adecuada es de 550650 mm. En ciertas operaciones, por ejemplo, para afilar tijeras sepuede estar sentado.
IluminacinLa iluminacin ha de ser satisfactoria para ver claramente y controlar en detalle el pro-ceso de afilado. Una iluminacin perfecta es absolutamente necesaria cuando se afilanherramientas pequeas y delicadas para la talla de la madera.
Posicionamiento de la mquinaLa mquina no tiene partes delantera ni trasera; est diseada para ser manejada desde
cualquier lado y conseguir el mejor resultado en cada tipo de afilado y asentado. En lasinstrucciones se recomienda la mejor posicin para cada herramienta.
Para el afilado enel sentidodel corte. Para el afilado en el sentidoopuestoal corte.
Para el asentado enel sentidoopuestoal corte.
Llenado de aguaCon la cubeta levantada llenarla mientras gira la mue-la hasta que el agua llegue a la marca interior de MAXWATER LEVEL. Continuar el llenado hasta que la muelano pueda absorber ms agua, que es aproximadamente
despus de 1,2 litros.Durante el afilado la muela ha de girar siempre dentro delagua.
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
37/158
39
Instrucciones. El soporte universal.
El soporte universalEl verstil soporte universal TORMEK es la base del sistema TORMEK. Est hecho deacero redondo de 12 mm y tiene una fijacin doble para mxima estabilidad. Dispone deajuste fino para facilidad y exactitud de regulacin.
Incorpora las funciones siguientes: Como soporte para dispositivos de rectificado.
Como soporte para el rectificador de diamante ADV-50D.
Como apoyo al rectificar sin soportes.
Como apoyo para las manos cuando se rectifica a mano alzada.
Como apoyo para las manos al trabajar con la muela con la piedra de rectificado,SP-650.
El soporte universal puede colocarse bien en manguitos verticales o en una base ho-
rizontal*. Estas dos posiciones permiten afilar tanto en el sentido del corte como en elsentido opuesto al corte.
Algunas herramientas se afilan mejor, o han de ser afiladas, en una de las direccio-nes, mientras que otras pueden trabajar en ambas direcciones. La direccin de afiladorecomendada y la posicin del soporte universal para cada herramienta se indican en lasinstrucciones.
El rectificador de diamante puede operar con el soporte universal ubicado en los mangui-tos verticales (en el sentido del corte).
El soporte universal tambin puede colocarse horizontalmente para el asentado con
dispositivos. El asentado tiene que hacerse siempre con la muela girando en el sentidoopuesto al corte.
El soporte universal puede colocarse en tres posiciones:
Vertical en los dos manguitos.Para afilado en elsentidodelcorte.
Horizontalmente para el afiladoen elsentido opuestoal corte.
Horizontalmente para el asen-tado en elsentido opuestoalcorte.
* La base horizontal se ofreca anteriormente como opcional extra (XB-100).
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
38/158
40
Instrucciones. Ajuste del ngulo de corte.
Ajuste del ngulo de corteEn la mayor parte de dispositivos el ngulo de corte se fijaajustando el soporte universal.
El soporte de herramientas SVD-110, el dispositivo de
cuchillos SVM-45 y SVM-100 y el dispositivo de tijerasSVX-150 tambin tienen incorporado un dispositivo deajuste fino. El dispositivo para cuchillas de cepilladoraSVH-320 no funciona con el soporte universal y tiene sumecanismo de ajuste propio.
Reproduccin exacta del ngulo de corteEl ajuste del dispositivo (05) ha de ser el mismo que el del afilado anterior.
Pueden utilizarse dos mtodos diferentes para reajustar exactamente el ngulo de corteexistente, bien el mtodo de coloracin del bisel (A) o el mtodo IR (Instant Re-plication) (B). El reajuste exacto es importante, por lo que hay que utilizar uno de estosmtodos, pues se ahorra as tiempo de afilado y se elimina menos acero si se ajustaexactamente este ngulo.
A. Mtodo de coloracin del biselColorear el bisel con un rotulador, preferentemente de color negro, y poner el bisel encontacto con la muela de manera que su taln descanse sobre la muela. Girar despussta con la mano y ajustar el soporte universal hasta que la muela borre la coloracindesde la punta al taln del bisel.
Colorear el bisel entero con un
rotulador.
Observar el lugar donde se pro-
ducir el afilado haciendo girarla muela con la mano.
Aqu la muela slo acta sobre
el taln del bisel.
Aqu se ve el ajuste correcto. Lamuela afila la longitud comple-ta del bisel. El afilado seguirahora exactamente el perfil de
todo el bisel.
Mal ajuste
Ajuste correcto
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
39/158
41
Instrucciones. Ajuste del ngulo de corte.
B. El mtodo IR (Instant Replication)En este mtodo slo hay que ajustar el soporte universal en la misma posicin que en elafilado anterior para obtener la misma forma y ngulo de corte. Esto se hace fcilmentecon un espaciador de madera colocado entre el soporte universal y la muela. El espacia-dor de madera deber fabricarse al terminar el ltimo afilado de la gubia.
El mtodo IR es particularmente til cuando hay que repetir el afilado de gubias y formo-nes de tornero. Vase la pgina 74.
Montar la gubia en el dispositivocon el mismo saliente (P).
Controlar que el disco alineecorrectamente la gubia.
Poner el soporte universal con elespaciador.
NotaCon elmtodo IRse obtiene prcticamente el mismo ngulo de corte que el previo, aunque hayadisminuido el dimetro de la muela. Por cada reduccin de 10 mm de dimetro el ngulo de cortedisminuye aproximadamente slo 1.
Cuando el dimetro de la muela haya disminuido considerablemente, lo que generalmente requiere
aos, habr que fabricar un nuevo distanciador a fin de obtener el mismo ngulo de corte original.
Como conseguir un ngulo de corte nuevoUtilizando el AngleMaster patentada por TORMEK, se puede obtener cualquier ngulo decorte determinado desde 10 a 75 con una exactitud de 1. Vase la pgina 42.
Este mtodo se utiliza cuando una herramienta precisa un ngulo de corte especial, porejemplo, para obtener ngulos pequeos en herramientas de ebanista.
Con el AngleMaster es posible ajustar exactamente el ngulo decorte deseado.
SugerenciasAjustar el soporte universalde manera que el taln delbisel descanse sobre la muela.Levantar el soporte con el ajustefino hasta que el AngleMasterdescanse sobre el taln de laherramienta.
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
40/158
42
Instrucciones. AngleMaster WM-200.
AngleMaster WM-200El patentado AngleMaster tiene dos funciones: Puede utilizarse para ajustar el dispo-sitivo a la muela de manera que sta labre la herramienta al ngulo de corte deseadodesde 10 a 75, y puede usarse tambin para medir cualquier ngulo de corte existente
en una herramienta.Ha sido diseada esta gua de ngulos para trabajar en muelas de cualquier dime-tro, desde 250 mm hasta 150 mm. Se obtiene un ajuste exacto independientemente delgrado de desgaste de la muela.
El AngleMaster tiene dos imanes para cmoda fijacin a la carcasa de la mquina. (Sloen TORMEK 2000.)
Compensador de dimetroPuede ajustarse segn eldimetro de la muela en
intervalos de 5 mm.
Ajustador de ngulosPuede ajustarse a cual-quier ngulo de 10 a 75
con una exactitud de 1.
Imanes (hay 2)Para la fijacin del AngleMaster
al soporte de la herramienta.
Surcos para medicinPara medir un ngulo
de corte existente.
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
41/158
43
Instrucciones. AngleMaster WM-200.
Ajuste de una cuchilla de cepillo con un ngulo de corte de 25 en una muela de 250 mm.
El mismo ngulo de corte en una muela desgastada a 180 mm. El desgaste se compensa ajustando
el compensador de dimetros al de la muela.
Compensador de dimetro
Ajuste del ngulo de corte
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
42/158
44
Instrucciones. AngleMaster WM-200.
Ajuste de una gubia de tornear cuencos a un ngulo de corte de 45 en el dispositivo SVD-185.El dimetro de la muela es de 225 mm.
Medicin del dimetro de la muelaCuando se ajusta el compensador de dimetros para que corresponda al dimetro de lamuela, no es necesario medir sta. En el rtulo de la mquina hay una escala que indicael dimetro en milmetros, que puede transferirse fcilmente al compensador del Angle-Master. Esto slo es posible en el modelo TORMEK 2000.
La escala muestra que la muelatiene un dimetro de230 mm.
El compensador de dimetro seajusta a230 mm.
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
43/158
45
Instrucciones. AngleMaster WM-200.
Nota:Al ajustar un ngulo de corte diferente, hay que compensar el material que ser elimi-nado en el filo. El ngulo exacto puede medirse cuando el bisel totalmente nuevo toca lamuela.
Medicin del ngulo de corte de un cuchillo. Medicin del ngulo de corte de una gubia detornear cuencos.
Medicin del ngulo de corte
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
44/158
46
Instrucciones. Dispositivo para filos rectos, SVH-60.
Dispositivo para filos rectos, SVH-60Para:
Cuchillas de cepilloAncho mx.: 60 mm. Con
el dispositivo SVH-320cabe mecanizar cuchillasde cepillo ms anchas(pgina 56).
Formones para madera
Cuchillas de bastrn, planas.Longitud mn.: 40 mm. Hojas
cortas y convexas rectificadasen el dispositivo SVM-45,(pgina 121).
Posicionamientode la mquina
Direccin de afilado:en elsentidodel
corte.
Direccin del asen-tado:en elsentido
opuestoal corte.
DiseoEl dispositivo comprende una base (1) y una prensa (2)para sujetar la herramienta en posicin. El dispositivo sedesliza transversalmente a la muela guiado por casquillosde nylon del soporte universal.
El ngulo de corte se fija ajustando la altura del soporteuniversal.
Direccin del afiladoLas cuchillas de cepillo y formones para madera se rectifican ventajosamente en elsentido del corte poniendo el soporte universal en posicin vertical. Se consigue as unapresin de rectificado mayor, lo que es preferible al ser grande el rea de trabajo. No hayaqu riesgo de excederse accidentalmente en el afilado puesto que el rea del bisel esplana y grande.
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
45/158
47
Instrucciones. Dispositivo para filos rectos, SVH-60.
Aplanar y asentar la cara posterior de las herramientasA fin de obtener un filo bien cortante y duradero, han de aplanarse y afinarse las dos su-perficies que coinciden. No se obtendr un filo bien cortante y duradero aunque se afile yasiente perfectamente el bisel, si la cara posterior no est igualmente plana y lisa.
En la mayor parte de herramientas nuevas, la cara posterior presenta a menudo surcos
visibles originados en la fabricacin. Estos han de ser eliminados y la superficie asentaday pulida.
Eliminar los surcos a un lado de la muela y asentar y pulir despus la superficie del discode asentado de cuero. Este trabajo slo tiene que hacerse una vez, al empezar a utilizarla herramienta. Es una inversin en la calidad de la herramienta que durar toda su vidade servicio.
Aplanar la cara posterior dela herramienta presionndolaparalelacontra la muela ymovindola levemente.
Esmerilar la muela a unasuperficie ms lisa presionandoel lado fino de la piedra de rec-tificado contra la muela durante3060 segundos.
Hacer el suavizado final en lamuela esmerilada.
Nota:La herramienta ha de mantenerse completamente plana contra la muela. De no hacerseas la punta puede introducirse en la muela y ser redondeada. Dejar que el lado de laherramienta descanse sobre el soporte universal colocado cerca de la muela, segn seve en la figura. No es necesario suavizar la herramienta ms de 2530 mm desde el filo.
Antes de iniciar el esmerilado,comprobar que la piedra estcentrada y plana haciendodescender el soporte universal
hasta tocarla.
Si es necesario, rectificar lamuela con el rectificador de dia-mante ADV-50D de manera quela superficie quede plana y para-
lela con el soporte universal.
Preparativos
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
46/158
48
Instrucciones. Dispositivo para filos rectos, SVH-60.
Montar la herramienta en el dispositivo y rectificar a 90
Montar la herramienta de mane-ra que sobresalga (P) aproxima-damente 50 mm. En herra-mientas con lados paralelos,comprobar que la herramientadescansa sobre los dos topes.
Enformones para maderahay que controlar que toda la partesuperior est en contacto con la prensa (2) y que sta es paralelacon la base (1). Esto es importante para obtener un rectificadoexacto de 90.
Alinear el formn y la prensa (2) con los volantes de ajuste. Aflojarun volante mientras se aprieta el otro.
Elegir el ngulo de corte ajus-tando el soporte universal. Bienel ngulooriginalutilizandoelmtodo de coloracin delbisel(pgina 40) o un ngulonuevoutilizando el AngleMasterWM-200, (pgina 42).
Presionar con los dedos cercadel filo para mejor control. Moverla herramienta transversalmentea la piedra.
Controlar que la mitad de la hojase halle siempre en contactocon la piedra.
Rectificado
La cantidad de rectificado en cada punto a lo largo del filo depende a la vez de la presiny del tiempo en que cada punto est en contacto con la piedra. Por esa razn hay quecompensar la circunstancia de que el centro de la cuchilla del cepillo est siempre encontacto con la piedra, rectificando ms en los lados.
Controlar que el rectificado es homogneo. El dispositivo puede retirarse del soporteuniversal con la herramienta montada.
Hacia el final del rectificado aplicar sobre la piedra una ligera presin y se conseguir asuna superficie ms lisa.
Procurar rectificar una cuchilla de cepillo lo ms cerca posible al ngulo recto. En la prc-
tica, sin embargo, no es necesario alcanzar exactamente los 90, puesto que es posiblecompensar desviaciones de uno o dos grados ajustando el cepillo.
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
47/158
49
Instrucciones. Dispositivo para filos rectos, SVH-60.
Ajustar la muela para un granoms fino con la piedra de recti-ficado SP-650. Pasar los dedospor la piedra para comprobar sufinura.
Efectuar el rectificado fino conel mismo ajuste del dispositivohasta obtener una superficie lisaen todo el bisel.
Superficie ms lisa
AsentadoAsentar el bisel con la herramienta montada en el dispositivo ya que se tiene entoncespleno control del ngulo de asentado. Se puede utilizar una presin de asentado msfuerte y obtener as un resultado ms rpido y eficaz.
Dar la vuelta a la mquina de manera que el disco de asentado gire en el sentidoopuesto a usted y desplazar el soporte universal al lado del disco de asentado. Asentarla parte posterior de la herramienta a mano alzada.
Fijar el soporte universal demanera que se obtenga elmismo ngulo de asentado queel de afilado. Usar elmtodo decoloracin del bisel.
Durante el asentado mover laherramienta lateralmente.
La parte posterior se asienta amano alzada.
ngulo de corte convexoA veces es una ventaja que la cuchilla de cepillo se hayarectificado en una forma ligeramente convexa, por ejem-plo al unir maderos. Tambin en el cepillado de superficiesgrandes es preferible una forma convexa ya que la cuc-hilla del cepillo no deja entonces surcos en los lados.
La forma convexa se obtiene ejerciendo ms presinsobre los lados de la cuchilla de cepillo mientras sta sehace pasar sobre la piedra. Cuchilla de cepillo rectificada
con una forma ligeramenteconvexa, unos 0,25 mm.
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
48/158
50
Instrucciones. Dispositivo para filos rectos, SVH-60.
Cuchillas de cepillo ms anchasPueden rectificarse cepilladoras de un ancho superior a60 mm si se quita la prensa y se monta la cepi-lladoracon la ranura alrededor del tornillo de montaje izquierdo.Apretar despus slo el tornillo izquierdo.
Para montar la herramienta en sentido rectilneo utilizaruna escuadra.
En el dispositivo SVH-320, (pgina 56), pueden rectificar-se tambin cuchillas de cepillo de hasta 75 mm de ancho.
Bisel de rectificado extra?Hay algunos que recomiendan un bisel extra (o microbisel) en formones para madera ycuchillas de cepillo. La razn es que el asentado despus del rectificado se hace enton-
ces con mayor rapidez ya que no es necesario asentar toda la superficie del bisel, sinosolamente el nuevo ms pequeo en la punta.
Para los formones de madera es un inconveniente tener un bisel extra, ya que no se tieneentonces el bisel original grande para controlar los cortes en la madera.
Para cuchillas de cepillo un bisel extra aumenta el riesgo de que el taln del mismo toquela madera y cause vibraciones.
Como el rectificado y asentado del bisel completo con el mtodo TORMEK es fcil y r-pido, no hay necesidad de biseles extra. Con un bisel sencillo se puede ajustar el ngulodeseado y mantenerlo fcilmente en cada operacin de rectificado y asentado.
Longitud del apoyocon un bisel nico.
Longitud de apoyoreducida con un biselextra en un formn paramadera.
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
49/158
51
Instrucciones. Dispositivo para filos rectos, SVH-60.
Cuchillas de bastrnUna cuchilla de bastrn es demasiado corta para alinear-se con los dos topes. Usar una escuadra para montarlarecta en el dispositivo.
Las cuchillas muy cortas o redondeadas se rectifican en
el soporte de herramientas SVD-110.
ngulo de corteLas cuchillas de cepillo, formones para madera y cuchillasde bastrn se rectifican generalmente con un ngulo decorte () de 25.
Si hay que labrar detalles delicados con un formn enmadera blanda, el ngulo de corte puede reducirse a 20.
Si se trabaja en madera dura y se utiliza un mazo, hayque incrementar el ngulo de corte a 30.
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
50/158
52
Instrucciones. Dispositivo para cuchillas de cepilladora, SVH-320.
Dispositivo para cuchillas de cepilladora, SVH-320Para cuchillas de cepillado-ra de acero rpido (HSS)de cualquier longitud.
Ancho mn. (a), 13 mm.Las cuchillas de carburo de tungsteno nopueden rectificarse.
Tambin para hojas deguillotina a inglete
Permite rectificar tambin a profundidadespreajustadas, cepilladoras manuales y cuchi-llas de bastrn hasta un ancho de 75 mm.
Posicionamientode la mquina
Direccin del afilado:en elsentidodel
corte.
DiseoEl dispositivo de rectificado comprende el soporte (1), el portacuchillas (2) y la llaveallen (3).
En este dispositivo la herramienta es guiada con precisin y rectificada plana a lo largode toda su longitud a una profundidad preajustada. Este no es el caso con los otros dis-positivos TORMEK, en los que son las manos del operario las que determinan donde se
hace el rectificado y la profundidad de ste.Es importante que el ngulo de rectificado se fije con gran precisin. Si se siguen minuc-iosamente las instrucciones paso a paso, el resultado ser perfecto.
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
51/158
53
Instrucciones. Dispositivo para cuchillas de cepilladora, SVH-320.
Cuchillas de cepilladora
Controlar que la muela de recti-ficado sea exactamente circulary que la superficie de rectificadoest plana. En caso necesario,ajustar con el rectificador dediamante ADV-50D TORMEK.
Retirar el soporte universal y po-ner el soporte en los manguitosde la mquina. Si fuera necesa-rio, retirar el disco de asentado.
Sujetar la herramienta en elportacuchillas y asegurarse deque descansa a lo largo de todala longitud del tope. Empezarsiempre con la hoja daada delconjunto.
Colorear el bisel con un rotula-
dor para poder ver el lugar en elque se efecta el rectificado alajustar el ngulo de corte.
Colocar el portacuchillas en el soporte. Ajustar la longitud de recti-
ficado segn la de la cuchilla de manera que sta no pueda salirsedel filo de la muela durante el trabajo. Esto se hace ajustando yfijando los dos topes (5).
Las cuchillas de longitud superior a unos 270 mm, se desplazanen el portacuchillas y se rectifican en dos secuencias.
Rectificar la cuchilla exactamen-te con el mismo ngulo que alprincipio ().
Hacer un ajuste de altura inicial con los dos volantes (6). Ajustar elngulo de corte con el tornillo (7). Hacer el ajuste fino de la alturacon los volantes (6). El bisel de la cuchilla deber descansar ahorasobre la muela al mismo tiempo que elportacuchillas(2)toca
con el soporte(1).
Ajuste del ngulo de corte
12 mm12 mm
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
52/158
54
Instrucciones. Dispositivo para cuchillas de cepilladora, SVH-320.
Controlar el ajuste angularhaciendo girar el disco con lamano. La piedra ha de hacermarcas en todo el bisel desde lapunta al taln.
Presionar hacia abajo el disposi-tivo de rectificado y asegurandocon los tornillos de manera quelos dos volantes (6) descan-sen sobre la base sin ningunaholgura.
Controlar que la hoja hacecontacto con todo el ancho deldisco; un trozo de papel delgadofacilita este control. Ajustar encaso necesario con los volantes(6).
Nota:Las marcas de los volantes (6) no es necesario que coincidan.
Importante!Efectuar el ajuste del ngulo con cuidado a fin de obtener exactamente elmismo que el ya existente. Si al rectificar se tropieza con el taln del bisel, la operacinrequerir un tiempo innecesariamente largo.
Ajuste de la profundidad de rectificado
Ajuste la profundidad de afilado haciendo girar las ruedas (6)Para conservar el paralelismo gire las ruedas equitativamente. Laprofundidad de afilado se muestra en ambas ruedas de regulacin(6), graduadas a intervalos de 0,1 mm
Aflojar los dos tornillos de segu-ridad (8) y descender la placade soporte proporcionalmente ala medida en que se han levan-tado los volantes (6).
Asegurar la placa de soportemientras se presiona con losdos tornillos de seguridad (8).
Quedar ahora un hueco entreel portacuchillas y el soporte.
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
53/158
55
Instrucciones. Dispositivo para cuchillas de cepilladora, SVH-320.
Rectificar imprimiendo alportacuchillas un movimientode vaivn de lado a lado y com-presin uniforme entre los topeslaterales.
Rectificar hasta que el portacu-chillas descansa sobre el sopor-te en toda su longitud. Se habrcompletado as el rectificado.Proceder de la misma maneracon la otra cuchilla.
Para cuchillas de longitud supe-rior a 270 mm: Desplazar la hojaen el portacuchillas y efectuar elrectificado en dos secuencias.Controlar que la parte posteriorde la hoja descansa sobre el
tope.
Sugerencia:El agua tiende a correr hacia los extremos de la hoja. Si se levantael lado del disco de asentado unos 6 mm colocando un espaciadordebajo de este lado de la mquina, se impedir que el agua goteesobre el disco. Utilizar una bandeja o un peridico para recoger elagua que pueda verterse fuera de la cubeta.
Si el efecto de rectificado de la piedra disminuye durante laoperacin, podr reactivarse fcilmente aquella con la piedra derectificado SP-650 TORMEK, que har que se pongan a trabajarnuevos granos.
AsentadoEliminar las rebabas pulindo-las suavemente en el disco deasentado de cuero. Empezarpor la cara posterior y despusseguir por el bisel y repetir estaoperacin un par de veces.
Importante:Asentar siempre en elsentido
opuestoal corte!
Rectificado
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
54/158
56
Instrucciones. Dispositivo para cuchillas de cepilladora, SVH-320.
Hojas de cepilladora manual y formones para maderaLas cepilladoras manuales y los formones para madera se rectifican normalmente en eldispositivo SVH-60, que acepta herramientas de hasta 60 mm de ancho. En este disposi-tivo SVH-320 pueden rectificarse hojas ms anchas de hasta 75 mm. La distancia entrelos tornillos de fijacin vara para adaptarse a diferentes anchos. Ajustar la distancia mspequea posible a fin de evitar que se doble el portacuchillas al efectuar el apriete.
A hasta 50 mm.
B hasta 60 mm.
C hasta 75 mm.
Hojas para guillotina a ingletePara montar estas hojas ms anchas hay que quitar uno (o dos) de los tornillos del por-tacuchillas. Utilizar una llave allen de 3 mm. Las instrucciones de afilado son las mismasque para las cuchillas de cepilladora.
Volver a montar los tornillos cuando hay que tratar cuchillas de cepilladora.
Un par de hojas para guillotinaa inglete.
Utilizar una llave allen de 3 mmpara quitar uno de los tornillos.
Montar la hoja de manera queel filo se halle paralelo con elportacuchillas.
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
55/158
57
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
56/158
58
Instrucciones. Dispositivo para cuchillos de moldurar, SVP-80.
Dispositivo para cuchillos de moldurar, SVP-80Para: Cuchillos para moldurar
Afila cuchillos con una separacin entre loscentros de los agujeros de gua de 24, 30o 38 mm. No adecuado para cuchillos sinagujeros de gua.
Posicionamiento de la mquina
Ajuste del dispositivo.
Eliminacin de pintura en hojasperfiladas
Rectificado.
DiseoEl dispositivo comprende una base (1), un portacuchillos (2), un soporte universal (3)extra con microajuste (4) y dos pares de espigas huecas (5 y 6) para el portacuchillos.
La base est montada en este soporte universal extra y en el soporte universal existente
en la mquina. La base est asegurada con el tornillo (7). Un brazo (8), asegurado conuna palanca manual ajustable (9), estabiliza la construccin.
El cuchillo est situado sobre un par de espigas huecas en el portacuchillos. Un imn(13) mantiene el cuchillo en su lugar. El portacuchillos tiene orificios que permiten el mon-taje de cuchillos de diferentes tipos. Junto con el dispositivo vienen dos pares de espigas( 4 y 5 mm).
El portacuchillos (2) se desliza sobre la base (1), que tiene superficies PTFE a fin deminimizar la friccin.
Los cuchillos tienen las caras rectificadas. La profundidad del mecanizado se ajusta con
la tuerca que hay en soporte universal horizontal.
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
57/158
59
Instrucciones. Dispositivo para cuchillos de moldurar, SVP-80.
Para reducir el embalado aun mnimo no se montan losdos botones (11). Montarlosgolpeando suavemente con unmartillo. Asegurarse de que hayun soporte plano debajo del
apoyo.
Utilizar el par de espigas queencajan en el dimetro delorificio del cuchillo y montar-las en los dos orificios que seadaptan al cuchillo. Comprimirlas espigas con una tenaza e
introducirlas completamente enlos orificios.
Montar el brazo (8) con la palan-ca manual (9) y la tuerca (12).Ajustar la palanca a la posicinms conveniente.
Montaje del dispositivo
Controlar que la muela de recti-ficar sea exactamente circular yque la superficie de rectificadoest plana. En caso necesario,ajustar con el rectificador dediamante ADV-50D TORMEK.
Control de la muela de rectificar
Soporte universal existente (A)
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
58/158
60
Instrucciones. Dispositivo para cuchillos de moldurar, SVP-80.
Montaje y ajuste del dispositivo
Montar el soporte universal extra(3) en la base horizontal y elsoporte universal original (queen las mquinas de modelos an-teriores no tienen el microajuste)en los manguitos verticales.
Fijar el soporte universal verticala unos 25 mm de la piedra. Estovale para las piedras de 250 mmde dimetro. Para piedras dedimetro ms pequeo, hay quereducir la distancia.
Introducir la base (1) en elsoporte universal vertical hastaque roce la pata del soporte (a).Dejar que la parte inferior (b)de la base descanse sobre elsoporte universal horizontal. En
esta etapa el brazo (8) ha deestar inactivo.
Colocar el cuchillo en el porta-cuchillos y el imn lo mantendren su sitio.
Colocar el portacuchillos (2) enel centro de la base (1) de modoque el cuchillo quede libre de lapiedra. Ajustar el soporte uni-versal (3) con el microajuste (4)de manera que el cuchillo roceligeramenteen la muela.
Ajustar la profundidad del rectifi-cado (vase abajo) aflojando elmicroajuste (4) y desplazandoel soporte universal hacia lamquina.
Asegurar con el botn, c.
Profundidad de rectificado
Empezar con una profundidad de rectificado de 0,05 mm. Esto corresponde a un giro del microajus-te (4) deunamarca. Si es necesario incrementar la profundidad de rectificado haciendo girar latuerca otra marca.
Inmovilizar la base con el tornillo(7) y estabilizarla fijando elbrazo (8) de manera que la basequede firme sin ningn juego enel soporte universal horizontal.
Los dos soportes universales
podrn trabajar ahora al unsonoy hacer estable todo el conjunto.
-
8/4/2019 Rectificado y Afilado de Herramientas de Corte
59/158
61
Instrucciones. Dispositivo para cuchillos de moldurar, SVP-80.
Afilar el cuchillo moviendo elportacuchillos de arriba y abajode manera que cubra el anchototal del cuchillo.
Mover gradualmente el portacuchillos lateralmente al tiempo quese desplaza hacia arriba y abajo entre los topes izquierdo y dere-cho de la base.
Girar el portacuchillos 180. Continuar afilando. Mover el portacuchillos entre los topes izquier-do y derecho de la base. Ahora el cuchillo en su totalidad deberestar homogneamente afilado.
El movimiento hacia abajo y arriba ha de hacerse sin ejercer demasiada presin. Mover el portacu-chillos con bastante rapidez al final del afilado aproximadamente una carrera por segundo y seobtendr la superficie ms lisa. Continuar el afilado hasta que casi no se elimine acero.
Una vez se ha afilado el primer cuchillo, podr afilarse el siguiente manteniendo el mismoajuste.
Reduccin mxima del grosor del cuchilloEl cuchillo no ha de rectificarse tantas veces que devenga demasiado delgado y pierdasu resistencia. El grosor no ha de reducirse ms de 0,3 mm del original. Un rectificadonormal reduce el grosor con 0,05 mm. Esto significa que se puede afilar un cuchillo 6veces antes de que se vuelva demasiado delgado.
AsentadoLa rebaba, que permanece en el lado del bisel, ha de eliminarse por asentado a ma