
PUNTO TOP PUNTO PLUS PUNTO COMBI - … · En caso de una pérdida de agua del circuito de la...
34
MANUAL DE UTILIZACIÓN PUNTO TOP PUNTO PLUS PUNTO COMBI ATENCIÓN Antes de utilizar la soldadura por puntos, leer atentamente el presente manual.
Transcript of PUNTO TOP PUNTO PLUS PUNTO COMBI - … · En caso de una pérdida de agua del circuito de la...

MANUAL DE UTILIZACIÓN PUNTO TOP PUNTO PLUS PUNTO COMBI
ATENCIÓN Antes de utilizar la soldadura por puntos, leer atentamente el presente manual.
En el presente manual se describen las soldaduras por puntos: Punto Top, Punto Plus, Punto Combi, Punto 8, Punto P8. El presente manual es facilitado por PRIMA srl sin ningún tipo de garantía. PRIMA srl se reserva el derecho de introducir en este manual, en cualquier momento y sin previo aviso, las variaciones derivadas de errores tipográficos, de imprecisiones en el contenido o de mejoras en los programas y los aparatos.
Las eventuales variaciones serán de cualquier modo introducidas en las ediciones sucesivas de este manual. En ningún caso, PRIMA srl será responsable por los daños directos, indirectos, particulares, incidentales o subsiguientes, originados por la utilización o por la no capacidad de utilización de la soldadura por puntos o de la presente documentación. Copyright © 2002 Prima srl Via G. Garibaldi, 28 35020 Albignasego/PD - Italia Reservados todos los derechos. Primera edición 1995. Impreso en Italia.

P R I M A Pág. 03/34 SOLDADURA POR PUNTOS MÓVIL DE LA SERIE: PUNTO
• Este aparato ha sido producido de conformidad con la Directiva 89/392/CEE y las sucesivas modificaciones e incorporaciones.
ÍNDICE Advertencias y precauciones………………………… Pág. 4 Definiciones de los términos utilizados……………… Pág. 6 Características de la soldadura por puntos………… Pág. 6 Generalidades de la soldadura por puntos………… Pág. 6 Datos técnicos y prestaciones………………………. Pág. 7 Embalaje - Desembalaje - Almacenamiento………. Pág. 8 Izado - Dimensiones – Volumen ……………... Pág. 9 Instalación……………………………………………… Pág. 10 Advertencias y verificaciones………………………….. Pág. 10 Conexión eléctrica………………………………….. Pág. 11 Conexión del aire comprimido…………………………. Pág. 11 Circuito de refrigeración……………………………… Pág. 12 Mandos, regulaciones y calibraciones……………….. Pág. 13 Pinza de soldadura…………………………………….. Pág. 13 Calibración del brazo………………………………….. Pág. 13 El cuadro frontal………………………………………… Pág. 14 Control de la soldadura………………………………… Pág. 15 Puesta en servicio………………………………………. Pág. 17 Límites de utilización…………………………………… Pág. 17 Ambiente…………………………………………………. Pág. 18 Puesta en funcionamiento…………………………….. Pág. 18 Desplazamiento y posicionamiento…………………… Pág. 19 Mantenimiento…………………………………………. Pág. 21 Controles periódicos…………………………………... Pág. 21 Intervenciones extraordinarias………………………… Pág. 22 Situaciones de emergencia…………………………... Pág. 23 Desmontaje - Desmantelamiento…………………... ... Pág. 23 Investigación de averías y fallos de funcionamiento…Pág. 24 Lista de recambios……………………………………… Pág. 26 Esquema eléctrico……………………………………… Pág. 31 Esquema neumático……………………………………. Pág. 32 Esquema de la refrigeración…………………………... Pág. 33 Regulacion Punto Top –Punto Plus……………………Pag. 34

P R I M A Pág. 04/34 SOLDADURA POR PUNTOS DE LA SERIE: PUNTO • Este aparato ha sido producido de conformidad con la Directiva 89/392/CEE y las
sucesivas modificaciones e incorporaciones.
ADVERTENCIAS Y PRECAUCIONES La conexión eléctrica debe ser llevada a cabo por personal cualificado y de acuerdo con lo previsto en las Leyes y Normas contra accidentes, debe asegurarse que el cuadro de la alimentación esté correctamente conectado al dispositivo de puesta a tierra de protección y que esté de acuerdo con la norma CEI EN 60 204/1. A T E N C I Ó N No utilizar cables con el aislamiento deteriorado, terminales de conexión flojos o de sección inadecuada. No utilizar la soldadura por puntos en ambientes húmedos, en lugares mojados ni bajo la lluvia. Desconectar siempre la máquina de la toma de alimentación eléctrica durante la instalación o las operaciones de verificación y de mantenimiento. Mantener los materiales o sustancias inflamables alejados a una distancia adecuada (mínimo de 10 metros) de la zona de trabajo. Es muy peligroso soldar (puntear) recipientes o depósitos que hayan contenido sustancias combustibles líquidas o gaseosas, ya que pueden producirse explosiones. Durante la soldadura por puntos normal y en particular en la soldadura de planchas zincadas, barnizadas o sucias de aceite, y en el caso de que haya producción de humos, debe asegurarse que exista una renovación adecuada del aire o medios idóneos de aspiración. Proteger siempre los ojos con dispositivos oculares de seguridad, utilizar guantes, delantales e indumentaria de protección exentos de accesorios metálicos.

P R I M A Pág. 05/34 SOLDADURA POR PUNTOS DE LA SERIE: PUNTO
• Este aparato ha sido producido de conformidad con la Directiva 89/392/CEE y las sucesivas modificaciones e incorporaciones.
Durante la soldadura por puntos la máquina genera campos magnéticos; poner atención a la atracción de materiales ferrosos de desecho de las operaciones. Es posible que se produzcan daños en relojes y en otros instrumentos mecánicos, eléctricos y/o electrónicos.
ATENCIÓN: queda absolutamente prohibida la utilización de la máquina a aquellas personas portadoras de marcapasos o de otros dispositivos cardíacos. En caso de una pérdida de agua del circuito de la refrigeración, desconectar de manera inmediata la alimentación eléctrica y comprobar el origen de la fuga; las eventuales reparaciones deberán ser llevadas a cabo por personal debidamente cualificado. El personal debe ser experto y estar adecuadamente instruido en la utilización y en el procedimiento de soldadura por resistencia con esta máquina. Debe prohibirse el acceso de personas extrañas a la zona de trabajo; evitar que trabajen más personas a la vez en la misma máquina. La soldadura por puntos está dotada de elementos de equilibrado y de movimiento que han de ser objeto de todas aquellas precauciones que permitan evitar que se produzcan situaciones de peligro.

P R I M A Pág. 06/34 SOLDADURA POR PUNTOS DE LA SERIE: PUNTO • Este aparato ha sido producido de conformidad con la Directiva 89/392/CEE y las
sucesivas modificaciones e incorporaciones.
DEFINICIONES DE LOS TÉRMINOS UTILIZADOS Por lo que se refiere a la definición de los términos utilizados en el presente manual, véase la norma UNI EN 292. CARACTERISTICAS DE LA MÁQUINA CONJUNTO DE LA MÁQUINA PUESTO MÓVIL DE SOLDADURA POR RESISTENCIA. Componentes principales y elementos de regulación.
• Carro, de tubo y carpintería metálica, desplazable sobre ruedas, con carrocería de ABS termoconformado.
• Brazo de equilibrado de tubo de acero, con muelles de gas; articulaciones montadas sobre cojinetes de bolas.
• Pinza de soldadura con transformador incorporado, impregnado al vacío y refrigerado por agua.
• Accionamiento electroneumático del cierre de la pinza de soldadura. • Grupo con manómetro para la regulación de la presión de soldadura en los
electrodos. • Grupo autónomo de refrigeración en circuito cerrado. • Control de la soldadura electrónico tipo MICRO DIGITAL 4, síncrono de 4 tiempos,
impulsos y regulación de la corriente de soldadura. • Grupo de potencia con diodos SCR. • Contrapeso para el equilibrado.
Esta máquina ha sido construida de conformidad con las normativas siguientes:
• La Directiva sobre la Seguridad de las Máquinas 89/392/CEE, 91/368CEE, 93/44/CEE, 93/68/CEE
• La Directiva 89/336/CEE, sobre la compatibilidad electromagnética.
• La Directiva 73/23/CEE, sobre los materiales eléctricos de baja tensión.
• Norma EN 50063, construcción e instalación de soldaduras por resistencia.
• Norma UNI EN 292/1 y 292/2, seguridad de la maquinaria.
P R I M A Pág. 07/34 SOLDADURA POR PUNTOS DE LA SERIE: PUNTO
• Este aparato ha sido producido de conformidad con la Directiva 89/392/CEE y las sucesivas modificaciones e incorporaciones.
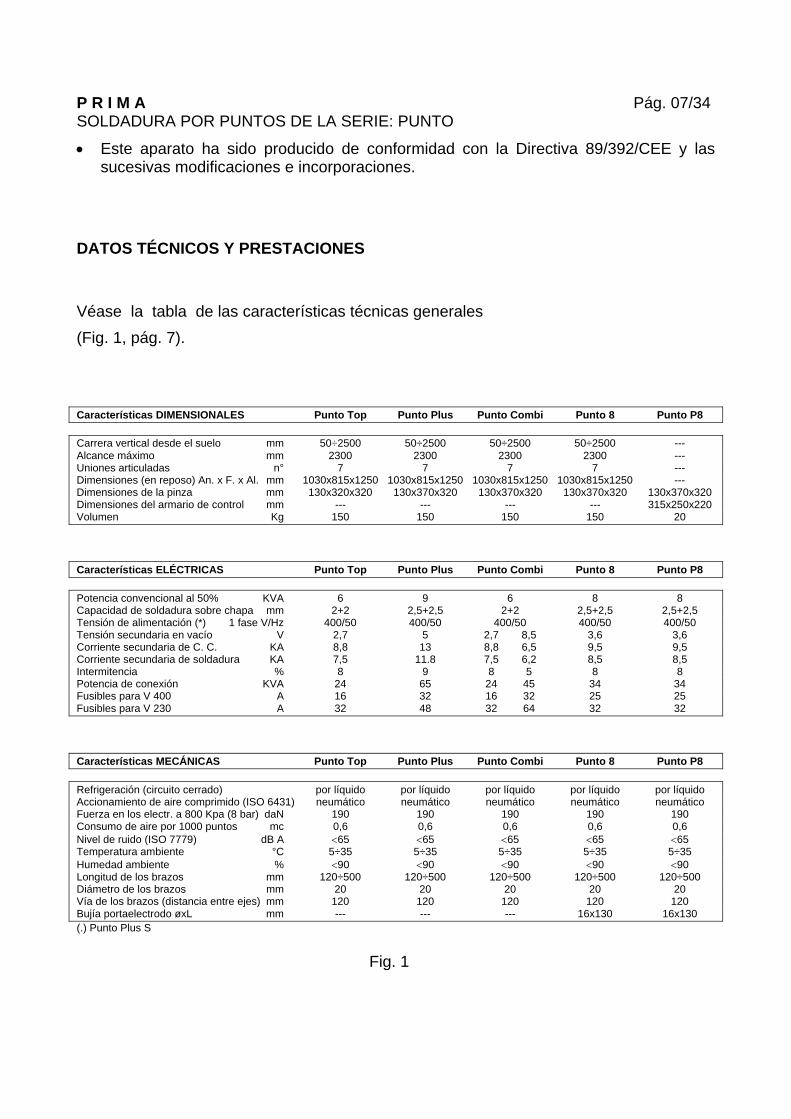
DATOS TÉCNICOS Y PRESTACIONES Véase la tabla de las características técnicas generales (Fig. 1, pág. 7).
Características DIMENSIONALES Punto Top Punto Plus Punto Combi Punto 8 Punto P8 Carrera vertical desde el suelo mm 50÷2500 50÷2500 50÷2500 50÷2500 --- Alcance máximo mm 2300 2300 2300 2300 --- Uniones articuladas n° 7 7 7 7 --- Dimensiones (en reposo) An. x F. x Al. mm 1030x815x1250 1030x815x1250 1030x815x1250 1030x815x1250 --- Dimensiones de la pinza mm 130x320x320 130x370x320 130x370x320 130x370x320 130x370x320 Dimensiones del armario de control mm --- --- --- --- 315x250x220 Volumen Kg 150 150 150 150 20 Características ELÉCTRICAS Punto Top Punto Plus Punto Combi Punto 8 Punto P8 Potencia convencional al 50% KVA 6 9 6 8 8 Capacidad de soldadura sobre chapa mm 2+2 2,5+2,5 2+2 2,5+2,5 2,5+2,5 Tensión de alimentación (*) 1 fase V/Hz 400/50 400/50 400/50 400/50 400/50 Tensión secundaria en vacío V 2,7 5 2,7 8,5 3,6 3,6 Corriente secundaria de C. C. KA 8,8 13 8,8 6,5 9,5 9,5 Corriente secundaria de soldadura KA 7,5 11.8 7,5 6,2 8,5 8,5 Intermitencia % 8 9 8 5 8 8 Potencia de conexión KVA 24 65 24 45 34 34 Fusibles para V 400 A 16 32 16 32 25 25 Fusibles para V 230 A 32 48 32 64 32 32 Características MECÁNICAS Punto Top Punto Plus Punto Combi Punto 8 Punto P8 Refrigeración (circuito cerrado) por líquido por líquido por líquido por líquido por líquido Accionamiento de aire comprimido (ISO 6431) neumático neumático neumático neumático neumático Fuerza en los electr. a 800 Kpa (8 bar) daN 190 190 190 190 190 Consumo de aire por 1000 puntos mc 0,6 0,6 0,6 0,6 0,6 Nivel de ruido (ISO 7779) dB A <65 <65 <65 <65 <65 Temperatura ambiente °C 5÷35 5÷35 5÷35 5÷35 5÷35 Humedad ambiente % <90 <90 <90 <90 <90 Longitud de los brazos mm 120÷500 120÷500 120÷500 120÷500 120÷500 Diámetro de los brazos mm 20 20 20 20 20 Vía de los brazos (distancia entre ejes) mm 120 120 120 120 120 Bujía portaelectrodo øxL mm --- --- --- 16x130 16x130 (.) Punto Plus S Fig. 1

P R I M A Pág. 08/34 SOLDADURA POR PUNTOS DE LA SERIE: PUNTO • Este aparato ha sido producido de conformidad con la Directiva 89/392/CEE y las
sucesivas modificaciones e incorporaciones.
EMBALAJE La soldadura por puntos viene embalada sobre una paleta especial fijada con fleje y envuelta con lámina extensible. Para la expedición por vía marítima en contenedor, la soldadura por puntos va encerrada herméticamente en un envoltorio de material plástico termocontraíble resistente a la salinidad. Bajo demanda, la soldadura por puntos se suministra sobre paleta con un embalaje de jaula de madera fijada con fleje. DESEMBALAJE • Quitar los paneles de la jaula de madera (si la lleva).
• Quitar el fleje de sujeción.
• Quitar la lámina plástica de protección.
• Elevar la soldadura por puntos con medios adecuados y retirar la paleta.
ATENCIÓN: Los elementos del embalaje, madera, clavos, lámina de plástico, etc. no deben ser dejados al alcance de los niños, dado que constituyen una fuente potencial de peligro. Los materiales de embalaje han de ser objeto de una clasificación por clases diferenciada y desechados de acuerdo con las disposiciones legales vigentes al respecto. ALMACENAMIENTO La soldadura por puntos debe ser guardada a una temperatura comprendida entre los 0 y los 40 °C, en un ambiente seco, a cubierto de los agentes atmosféricos y alejada de las fuentes de calor.

P R I M A Pág. 09/34 SOLDADURA POR PUNTOS DE LA SERIE: PUNTO • Este aparato ha sido producido de conformidad con la Directiva 89/392/CEE y las
sucesivas modificaciones e incorporaciones.
IZADO - DIMENSIONES Y VOLUMEN INDICACIONES PARA EL IZADO La soldadura por puntos debe ser movida con cuidado, evitando los golpes y las caídas que podrían comprometer la integridad de la misma. En la Fig. 2 (pág. 9), se indican los puntos de aplicación de los medios de izado.
Fig. 2 DIMENSIONES Y VOLUMEN Las medidas y el volumen de la soldadura por puntos cerrada y embalada, dispuesta sobre la paleta y, bajo demanda, en jaula de madera son: sobre paleta (8 Kg) An. = anchura mm. 1000 F. = fondo mm. 1200 Al. = altura mm. 1250 Volumen Kg. 150 en caja (20 Kg) An. = anchura mm. 1000 F. = fondo mm. 1200

Al. = altura mm. 1300 P R I M A Pág. 10/34 SOLDADURA POR PUNTOS DE LA SERIE: PUNTO
• Este aparato ha sido producido de conformidad con la Directiva 89/392/CEE y las sucesivas modificaciones e incorporaciones.
INSTALACIÓN ADVERTENCIAS Y VERIFICACIONES
ATENCIÓN: efectuar todas las operaciones de instalación y de conexionado con la máquina rigurosamente desconectada de la línea de la alimentación eléctrica. ATENCIÓN: La instalación debe ser llevada a cabo por personal cualificado y de acuerdo con las normas vigentes y las instrucciones del constructor. ATENCIÓN: antes de efectuar cualquier conexionado a la red del suministro eléctrico, asegurarse de que los datos de la placa de características de la soldadura por puntos se corresponden con los de la tensión y la frecuencia de la red de distribución eléctrica disponible en el lugar de la instalación. La seguridad eléctrica de la soldadura por puntos, se obtiene únicamente conectándola a un dispositivo de puesta a tierra eficaz realizado de acuerdo con lo previsto por la normativa vigente. Cerciorarse de la validez del dispositivo en cuestión solicitando un control del mismo por parte de técnicos especializados. El constructor de la máquina no puede ser considerado responsable de los eventuales daños que sean causados por la falta o por la ineficacia del dispositivo de puesta a tierra. Verificar la potencia instalada en el contador y la sección de los cables de la instalación eléctrica por lo que respecta a la idoneidad con la potencia de conexión de la soldadura por puntos. ATENCIÓN: en el caso de que el usuario lleve a cabo modificaciones, intervenciones, adulteraciones en la soldadura por puntos o la integración de la misma en una instalación, queda anulada toda responsabilidad del constructor y el usuario queda obligado a retirar la marca CE. La falta de observancia de las normas antes indicadas, hace que resulte ineficaz el sistema de seguridad previsto por el constructor, con los consiguientes riesgos graves para las personas o los bienes materiales.

P R I M A Pág. 11/34 SOLDADURA POR PUNTOS DE LA SERIE: PUNTO • Este aparato ha sido producido de conformidad con la Directiva 89/392/CEE y las
sucesivas modificaciones e incorporaciones.
CONEXIONADO ELÉCTRICO El conexionado de la soldadura por puntos a la instalación eléctrica debe ser llevado a cabo por personal cualificado para ello. El conexionado eléctrico debe efectuarse de acuerdo con las prescripciones de la norma EN 50063 CEI 26-6 y de la CEI 64/8, instalaciones de soldaduras por resistencia (soldaduras por puntos), a un cuadro eléctrico conectado al dispositivo de puesta a tierra, dotado de interruptor automático diferencial de una capacidad adecuada a la potencia de la soldadura por puntos (tabla. 1, pág. 7, características eléctricas), de conformidad con las normas CEI EN 60204/1. Cerciorarse del dimensionado de la línea eléctrica (secciones de los conductores) y de la capacidad de los fusibles.
ATENCIÓN: la soldadura por puntos es MONOFÁSICA y está dotada de un cable de alimentación de dos conductores, además de un tercer conductor destinado de forma exclusiva para el conexionado a la instalación de puesta a tierra de protección, pudiendo por lo tanto ser conectada a líneas de distribución monofásicas, o bien a líneas trifásicas de las cuales se utilizarán únicamente dos de las tres fases disponibles. CONEXIÓN A LA INSTALACIÓN DEL AIRE COMPRIMIDO La soldadura por puntos va conectada a la red de distribución del aire comprimido, (Fig. 1, pág. 7, características mecánicas) utilizando un tubo de goma adecuado, dotado de un conector rápido hembra que se conectará al conector rápido macho a montar en el manguito de ¼” gas de la soldadura por puntos, (Fig. 3, pág. 11).

Fig. 3 P R I M A Pág. 12/34 SOLDADURA POR PUNTOS DE LA SERIE: PUNTO
• Este aparato ha sido producido de conformidad con la Directiva 89/392/CEE y las sucesivas modificaciones e incorporaciones.
CIRCUITO DE REFRIGERACIÓN Una eficiente centralita de refrigeración en circuito cerrado, con un depósito de una capacidad de 4 litros, bomba para la circulación forzada del líquido, ventilador e intercambiador de calor aire - agua, proporciona la refrigeración integral del transformador y de los brazos de soldadura. Para reponer el nivel del líquido de la refrigeración, utilizar la boca de rellenado dispuesta a tal efecto. Controlar en cada puesta en servicio de la soldadura por puntos la buena circulación en el dispositivo de la refrigeración verificando el chorro de retorno colocado en el interior de la boca de rellenado (Fig. 4, pág. 12). ATENCIÓN: las operaciones de soldadura llevadas a cabo en ausencia de líquido de refrigeración o con una circulación insuficiente del mismo, pueden ser causa de daños por sobrecalentamiento y hacer que la soldadura por puntos quede fuera de servicio por la activación de los termostatos de seguridad. Verificar periódicamente, sobre la base del grado de utilización, el nivel del líquido de la refrigeración. ADVERTENCIA Sustituir siempre un solo brazo de soldadura cada vez, para evitar con ello que se descargue y se pierda el líquido de refrigeración contenido en las tuberías del circuito.
• La capacidad del depósito es de 4 litros, que se obtienen con 3,5 litros de agua y 0,5 litros de anticongelante.
El líquido anticongelante contiene etilenglicol. -R22 nocivo por ingestión. -S2 conservar fuera del alcance de los niños. -S24/25 evitar el contacto con los ojos y con la piel.

Fig. 4 P R I M A Pág. 13/34 SOLDADURA POR PUNTOS DE LA SERIE: PUNTO
• Este aparato ha sido producido de conformidad con la Directiva 89/392/CEE y las sucesivas modificaciones e incorporaciones.
MANDOS - REGULACIONES - CALIBRACIONES PINZA DE SOLDADURA En la empuñadura de la pinza (Fig. 5, pág. 14) se encuentra el pulsador de dos posiciones para la soldadura, apretando el pulsador hacia delante se obtiene sólo el cierre de la pinza; apretando el pulsador hacia atrás se activa además el ciclo de la soldadura. NOTA: al soltar el pulsador en cualquier momento del ciclo de la soldadura, se interrumpe la orden y la pinza de soldadura se abre. Para obtener la apertura amplia de la pinza, apretar la palanca de desenganche dispuesta a tal efecto; para volver a obtener la apertura normal de trabajo de los brazos apretar el pulsador de soldadura hacia adelante. En todas las sustituciones de los brazos de soldadura, es necesario volver a equilibrar la pinza de soldadura (Fig. 6, pág. 14); aflojar los tornillos de bloqueo y colocar la pinza en posición haciendo deslizar la brida correspondiente en el soporte y una vez determinada la posición, volver a bloquear los tornillos. NOTA: Sustituir un solo brazo de soldadura a la vez para evitar que se pierda el líquido de refrigeración contenido en las tuberías. CALIBRACIÓN DEL BRAZO La calibración del brazo de suspensión y de equilibrado se lleva a cabo en la fábrica y no requiere ulteriores regulaciones; en el caso de que resultara necesario efectuar una intervención al respecto, poner mucha atención y proceder como sigue: (Fig. 7, pág. 14). a) levantar el brazo de equilibrado hasta el final de su carrera. b) aflojar las tuercas de bloqueo utilizando una llave y una contrallave. c) actuar sobre los tornillos de bloqueo; apretándolos se eleva el punto de elevación del
muelle de gas y se disminuye la fuerza de empuje, aflojándolos se aumenta la fuerza de empuje: una vez ajustada la posición ideal, bloquear con cuidado las tuercas y las contratuercas.
ATENCIÓN: SON SUFICIENTES UNAS POCAS VUELTAS DE LOS TORNILLOS DE BLOQUEO PARA VARIAR NOTABLEMENTE EL COMPORTAMIENTO DE EQUILIBRADO DEL BRAZO.

P R I M A Pág. 14/34 SOLDADURA POR PUNTOS DE LA SERIE: PUNTO
• Este aparato ha sido producido de conformidad con la Directiva 89/392/CEE y las sucesivas modificaciones e incorporaciones.
CUADRO FRONTAL En el cuadro frontal de la soldadura por puntos están dispuestos el interruptor general, el control de la soldadura y el grupo regulador de presión con manómetro para el aire comprimido.

P R I M A Pág. 15/34 SOLDADURA POR PUNTOS DE LA SERIE: PUNTO • Este aparato ha sido producido de conformidad con la Directiva 89/392/CEE y las
sucesivas modificaciones e incorporaciones.
CONTROL DE SOLDADURA Control de soldadura Micro Digital 4 con microprocesador. LEYENDA DE LOS MANDOS (Fig. 10, pág. 16) En el encendido de la máquina, que se efectúa accionando el interruptor general, los LED del control de soldadura se iluminan, lo que indica que la alimentación eléctrica es correcta.
1) LUZ PILOTO DEL TERMOSTATO El LED rojo, a causa de un trabajo muy pesado o por falta de líquido de refrigeración, se enciende por sobrecalentamiento del circuito de soldadura y los termostatos de protección bloquean el funcionamiento de la soldadura por puntos manteniendo en funcionamiento, sin embargo, el circuito de la refrigeración.
2) SELECTOR DEL CONTROL DE ENERGÍA Activa la función del control de la energía y se utiliza durante la soldadura de planchas que presentan superficies parcialmente oxidadas y sucias de aceite, barniz, etc.
3) SELECTOR PARA TRABAJOS EN CALIENTE Activa la función caliente y aplica de forma automática los valores óptimos; se utiliza para llevar a cabo trabajos con el electrodo de carbón.
4) SELECTOR DE IMPULSOS Activa la función de impulsos y se utiliza para efectuar soldaduras en planchas de gran espesor o en unas condiciones de soldadura dificultosas (piezas deformadas, grasientas, etc.).
5) TIEMPO DE ACERCAMIENTO (disminución)
6) TIEMPO DE ACERCAMIENTO (incremento) Establecimiento del tiempo de acercamiento, cantidad de tiempo que transcurre entre el accionamiento del pulsador y el inicio de la soldadura; la regulación es de 5 a 50 ciclos.
7) TIEMPO DE SOLDADURA (disminución)
8) TIEMPO DE SOLDADURA (incremento) Establecimiento del tiempo de soldadura, se calcula un número entero de ciclos con inicio y fin ensemiciclos alternados; la regulación es de 1 a 50 ciclos.
9) CORRIENTE DE SOLDADURA (disminución)
10) CORRIENTE DE SOLDADURA (incremento) Establecimiento de la intensidad de la corriente de soldadura; la regulación es del 100% al 10%, (potencia de la soldadura por puntos).
11) IMPULSOS (disminución)
12) IMPULSOS (incremento) Establecimiento del número de los impulsos: la regulación es de 1 a 5 Impulsos, cada uno de 5 ciclos de la red.

P R I M A Pág. 16/34 SOLDADURA POR PUNTOS DE LA SERIE: PUNTO • Este aparato ha sido producido de conformidad con la Directiva 89/392/CEE y las
sucesivas modificaciones e incorporaciones.
Fig. 10 Frontal del control de soldadura tipo MICRO DIGITAL 4

P R I M A Pág. 17/34 SOLDADURA POR PUNTOS DE LA SERIE: PUNTO • Este aparato ha sido producido de conformidad con la Directiva 89/392/CEE y las
sucesivas modificaciones e incorporaciones.
PUESTA EN SERVICIO ATENCIÓN: con el fin de evitar la aparición de situaciones de peligro, recordamos algunas de las medidas de prevención que deben ser adoptadas.
• El personal debe ser experto y estar adecuadamente instruido acerca del procedimiento de soldadura por resistencia (soldadura por puntos) con este tipo de soldadura por puntos.
• Debe estar prohibido el acceso de personas ajenas a la zona de trabajo. • Evitar que varias personas trabajen a la vez en la misma soldadura por puntos. • La soldadura por puntos está dotada de órganos en movimiento: el brazo de
equilibrado, los brazos y los electrodos de soldadura, por lo que deben tomarse todas las precauciones necesarias para evitar las colisiones con personas o cosas, así como el atrapamiento de las manos o de otras partes del cuerpo humano entre los brazos de soldadura, etc.
ATENCIÓN: durante las operaciones de soldadura, no llevar puestos objetos metálicos magnéticos, tales como anillos, brazaletes, relojes, etc., dado que dichos objetos pueden ser atraídos violentamente por el campo magnético generado por la soldadura por puntos, o por efecto Joule, y sobrecalentarse de forma notable dando lugar a quemaduras. El operador encargado del trabajo debe llevar gafas de seguridad, guantes y delantal para protegerse de las proyecciones de partículas incandescentes, de quemaduras y de cortes en las manos. Nota: los elementos de protección personal deben ser de conformidad con las normas vigentes al respecto. LÍMITE DE EMPLEO Esta soldadura por puntos ha sido proyectada, dimensionada y construida para efectuar soldaduras por resistencia sobre planchas de acero de poco espesor, (Fig. 1, pág. 7, características eléctricas); cualquier empleo en soldaduras distintas, de metales no ferrosos, de espesores de plancha mayores o con una intermitencia superior a la indicada, pueden perjudicar el buen funcionamiento y causar daños en la soldadura por puntos. La máquina deberá por lo tanto destinarse únicamente a la utilización prevista y descrita en el presente manual; cualquier otro empleo de la misma debe ser considerado como impropio y puede dar lugar a peligros para la seguridad del operador y a daños materiales. El constructor no puede ser considerado responsable de los eventuales daños a las personas o cosas originados por una utilización impropia o irrazonable.

P R I M A Pág. 18/34 SOLDADURA POR PUNTOS DE LA SERIE: PUNTO • Este aparato ha sido producido de conformidad con la Directiva 89/392/CEE y las
sucesivas modificaciones e incorporaciones.
AMBIENTE Temperatura ambiente de funcionamiento: entre los 5° C y los 35° C. Humedad ambiente de funcionamiento: inferior al 90%. PUESTA EN FUNCIONAMIENTO ATENCIÓN: La primera conexión de la soldadura por puntos debe ser llevada a cabo por personal cualificado. Antes de efectuar cualquier operación de soldadura debe procederse a una serie de verificaciones y de regulaciones.
• Verificar que el conexionado eléctrico haya sido realizado de manera correcta y de conformidad con las normativas vigentes al respecto.
• Verificar la conexión a la red del aire comprimido y regular el valor de la presión.
• Verificar el diámetro y el buen estado de las puntas de los electrodos de soldadura.
• Establecer en el cuadro frontal del control de la soldadura todos los parámetros en función del tipo y de la calidad de la plancha a puntear, tiempo de acercamiento, tiempo de soldadura, corriente de soldadura, tiempo de mantenimiento, tiempo de pausa, y en el caso de que se utilice la función de repetición automática de los puntos, el control de la energía en presencia de planchas oxidadas o sucias.
• Encendido: Accionar (cerrar) el interruptor general; el encendido del visualizador y del LED rojo confirman la correcta alimentación de la soldadura por puntos.
• Verificar la circulación y el nivel del líquido en el circuito de la refrigeración, (Fig. 4, pág. 12).
• Colocar la pinza de soldadura sobre las planchas a soldar y apretar hacia atrás el pulsador de soldadura que se encuentra sobre la empuñadura de la pinza (Fig. 5, pág. 14), obteniendo así el cierre de las planchas entre los electrodos con la fuerza previamente regulada, el paso de la corriente de soldadura prefijada para el tiempo establecido. Esperar la apertura automática de los electrodos y al final del ciclo soltar el pulsador.
• Para bloquear las planchas entre los electrodos de la pinza en las fases de pre-soldadura por puntos, accionar el pulsador hacia delante; al soltar el pulsador la pinza se abre; para pasar a la soldadura, manteniendo bloqueadas las planchas entre los electrodos, es necesario hacer deslizar rápidamente el dedo que está sobre el pulsador desde la posición hacia delante hasta la posición hacia atrás, activando así el ciclo de la soldadura.

P R I M A Pág. 19/34 SOLDADURA POR PUNTOS DE LA SERIE: PUNTO • Este aparato ha sido producido de conformidad con la Directiva 89/392/CEE y las
sucesivas modificaciones e incorporaciones. • Para obtener puntos de soldadura puestos detrás de los bordes de la plancha
elevados, accionar la palanca de desenganche (Fig. 5, pág. 14) obteniendo con ello la apertura amplia de la pinza; para volver a tener la apertura normal de trabajo de los brazos, apretar el pulsador de soldadura hacia adelante.
NOTA: En cualquier momento del ciclo, al soltar el pulsador se interrumpe la orden y la pinza de soldadura se abre.
• ATENCIÓN: en la punta de los electrodos se ejerce una fuerza de cerca de 150 Kg; no introducir la mano entre los brazos y los electrodos de la soldadura por puntos, poner mucha atención al peligro de aplastamiento (Fig. 11, pág. 20).
• Evítese efectuar puntos sin plancha entre los electrodos.
• Apagado: accionar (abrir) el interruptor general; la soldadura por puntos y la luz piloto de la línea eléctrica se apagan.
ADVERTENCIA: la soldadura por puntos debe ser utilizada por personal con la debida capacitación. DESPLAZAMIENTO ATENCIÓN: debe ponerse un particular cuidado en el desplazamiento y la colocación de la soldadura por puntos en el taller durante las operaciones de soldadura.
• La soldadura por puntos está dotada de órganos de equilibrado y de movimiento, por lo que deben tomarse todas las precauciones necesarias con el fin de evitar que se produzcan situaciones de peligro.
• La soldadura por puntos debe ser desplazada y colocada en posición haciendo uso de la manija, mientras que el brazo de equilibrado debe encontrarse en la posición baja de reposo (Fig. 12, pág. 20).
• No trasladar la soldadura por puntos con el brazo de equilibrado levantado, ya que ello puede ser causa de daños a las personas o bienes materiales.
• No desplazar la soldadura por puntos con el brazo de equilibrado en la posición subida; se pueden originar situaciones muy peligrosas por el posible vuelco de la soldadura por puntos.
• La zona de trabajo debe estar prohibida a las personas ajenas; evitar que trabajen más operadores al mismo tiempo en la misma máquina.
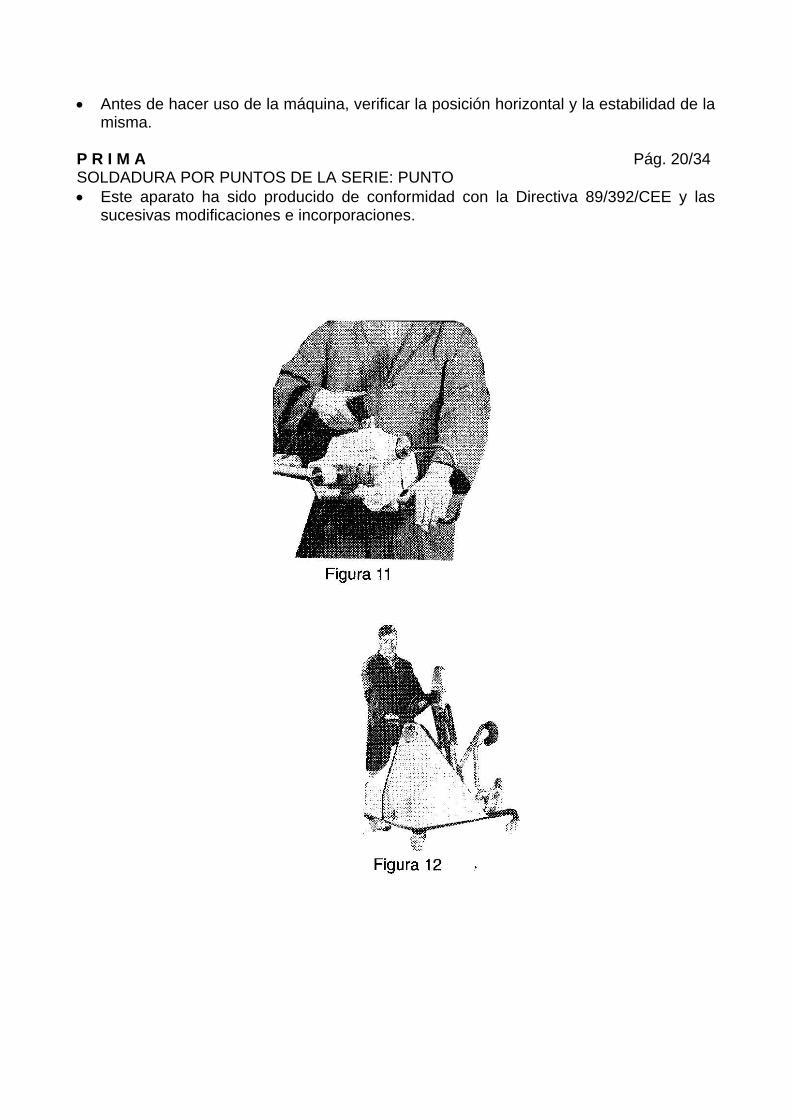
• Antes de hacer uso de la máquina, verificar la posición horizontal y la estabilidad de la misma.
P R I M A Pág. 20/34 SOLDADURA POR PUNTOS DE LA SERIE: PUNTO • Este aparato ha sido producido de conformidad con la Directiva 89/392/CEE y las
sucesivas modificaciones e incorporaciones.

P R I M A Pág. 21/34 SOLDADURA POR PUNTOS DE LA SERIE: PUNTO
• Este aparato ha sido producido de conformidad con la Directiva 89/392/CEE y las sucesivas modificaciones e incorporaciones.
MANTENIMIENTO ATENCIÓN: en ningún caso deben retirarse los paneles de la soldadura por puntos ni acceder al interior de la misma sin que se haya quitado preventivamente la clavija del cuadro de la alimentación eléctrica. ADVERTENCIA: los eventuales controles en el interior de la soldadura por puntos, llevados a cabo con la misma bajo tensión, pueden ser causa de shock eléctrico grave, originado por el contacto directo con piezas bajo tensión eléctrica. ATENCIÓN: el mantenimiento debe ser realizado por personal cualificado. CONTROLES PERIÓDICOS El mantenimiento de los componentes y de los materiales de consumo debe efectuarse con una periodicidad semanal, o bien con una mayor frecuencia en función del grado de utilización y de las condiciones ambientales, tal como se detalla a continuación. • Controlar los electrodos de soldadura cada 100 puntos; restaurar el diámetro original
de la punta (alrededor de los 4 / 5 mm); eliminar las escorias ferrosas que se desprenden de las planchas y los cráteres que se forman, utilizando una lima de grano fino.
• Comprobar y limpiar cuidadosamente los asientos de bloqueo de los brazos en la pinza y los terminales de los brazos de soldadura.
• Comprobar la circulación y el nivel del líquido de la refrigeración (Fig. 4, Pág. 12).
• Comprobar el estado del cable de la alimentación eléctrica, la estanqueidad de los tubos del aire comprimido y que la funda del cable de la alimentación máquina - pinza no presente deterioros.
• Inspeccionar la soldadura por puntos y eliminar el polvo y las partículas que se hayan depositado sobre los diversos componentes.

P R I M A Pág. 22/34 SOLDADURA POR PUNTOS DE LA SERIE: PUNTO • Este aparato ha sido producido de conformidad con la Directiva 89/392/CEE y las
sucesivas modificaciones e incorporaciones.
Comprobar, con frecuencia mensual, el conjunto que forma el brazo de equilibrado con la pinza de soldadura y en particular: A) Los pernos, tuercas y contratuercas de bloqueo del muelle a gas.
B) Los pernos y las tuercas de las articulaciones con cojinetes de bolas.
Con una periodicidad y una frecuencia establecidas en función del grado de utilización, pero como mínimo cada 4 meses, se deben comprobar todos los contactos eléctricos del secundario de la soldadura por puntos, de la alimentación en baja tensión, el paquete de láminas de las conexiones; verificar el apriete de los tornillos y que no hayan señales de oxidación, comprobar que no se hayan producido pérdidas de líquido en el circuito de la refrigeración, comprobar todas las tuberías neumáticas e hidráulicas, así como la correcta estanqueidad de las abrazaderas de sujeción de los tubos. Un buen mantenimiento hace que el rendimiento de la soldadura por puntos se mantenga elevado durante la soldadura y limita el consumo eléctrico de la misma y la carga sobre la línea eléctrica. En el interior de la máquina, se deben inspeccionar todos los componentes eléctricos, neumáticos, hidráulicos y mecánicos; limpiarlos de polvo y eliminar las partículas que se hubieran depositado sobre los diversos componentes. INTERVENCIONES EXTRAORDINARIAS Las operaciones de reparación o de sustitución de componentes de la soldadura por puntos que resulten necesarias, deberán ser llevadas a cabo por personal cualificado, utilizando exclusivamente piezas de recambio originales. ADVERTENCIA: en el caso de sustitución de piezas por unas piezas de recambio que no sean originales y/o de modificaciones en la máquina, queda anulada toda responsabilidad del constructor por los daños personales y materiales que pudieran derivarse de ello.

P R I M A Pág. 23/34 SOLDADURA POR PUNTOS DE LA SERIE: PUNTO • Este aparato ha sido producido de conformidad con la Directiva 89/392/CEE y las
sucesivas modificaciones e incorporaciones.
SITUACIONES DE EMERGENCIA INCENDIO En caso de incendio, usar exclusivamente extintores de polvo, de conformidad con las normativas vigentes al respecto. ATENCIÓN: NO USAR EN ABSOLUTO EXTINTORES DE LÍQUIDO, DADO QUE LA MÁQUINA PODRÍA ENCONTRARSE BAJO TENSIÓN ELÉCTRICA. ATENCIÓN: ALGUNAS PARTES DE LA MÁQUINA, AL QUEMARSE, PUEDEN EMITIR HUMOS Y GASES TÓXICOS COMO PRODUCTOS DE LA COMBUSTIÓN. DESMONTAJE - DESMANTELAMIENTO ATENCIÓN: En el caso de que se decidiese poner la soldadura por puntos fuera de servicio, se debe proceder al desmontaje y desmantelamiento de conformidad con las normativas vigentes. Llevar a cabo una clasificación diferenciada de los materiales:
• Metales.
• Material eléctrico.
• Material electrónico.
• Materiales plásticos, goma.
ATENCIÓN: los materiales residuales deben ser sometidos a una clasificación diferenciada y desechados de acuerdo con las disposiciones legales vigentes a este respecto.
P R I M A Pág. 24/34 SOLDADURA POR PUNTOS DE LA SERIE: PUNTO • Este aparato ha sido producido de conformidad con la Directiva 89/392/CEE y las
sucesivas modificaciones e incorporaciones.
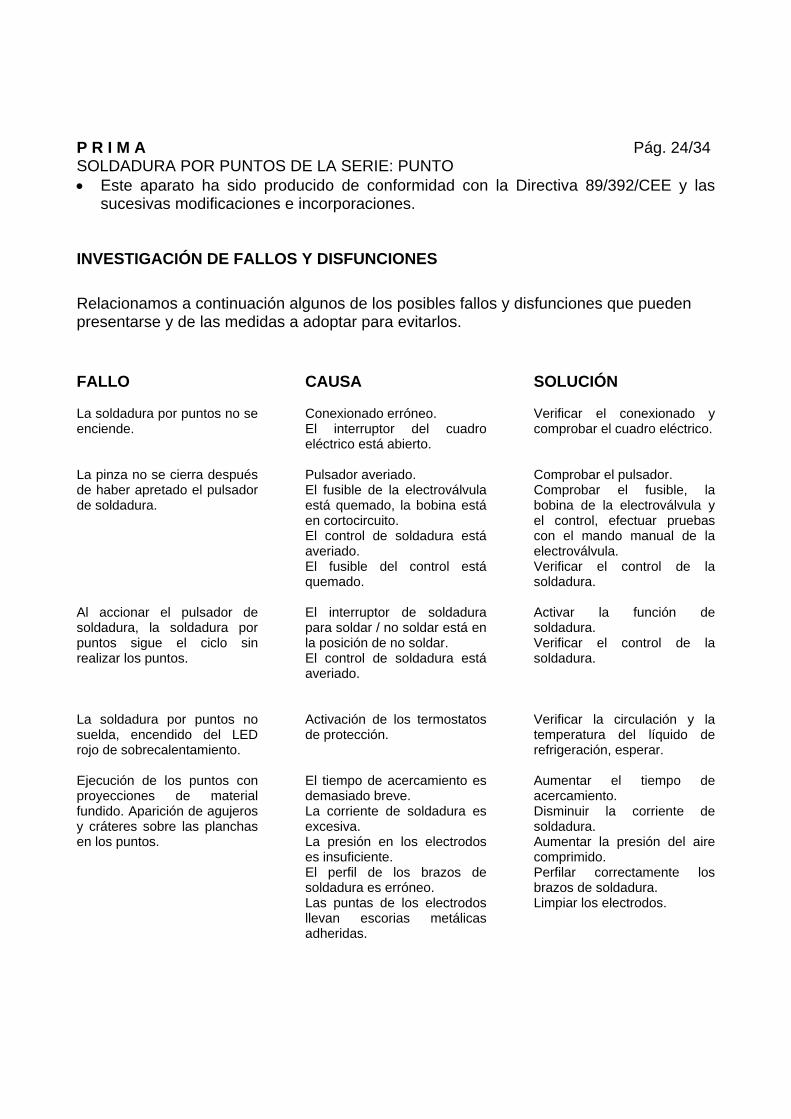
INVESTIGACIÓN DE FALLOS Y DISFUNCIONES Relacionamos a continuación algunos de los posibles fallos y disfunciones que pueden presentarse y de las medidas a adoptar para evitarlos.
FALLO La soldadura por puntos no se enciende. La pinza no se cierra después de haber apretado el pulsador de soldadura. Al accionar el pulsador de soldadura, la soldadura por puntos sigue el ciclo sin realizar los puntos. La soldadura por puntos no suelda, encendido del LED rojo de sobrecalentamiento. Ejecución de los puntos con proyecciones de material fundido. Aparición de agujeros y cráteres sobre las planchas en los puntos.
CAUSA Conexionado erróneo. El interruptor del cuadro eléctrico está abierto. Pulsador averiado. El fusible de la electroválvula está quemado, la bobina está en cortocircuito. El control de soldadura está averiado. El fusible del control está quemado. El interruptor de soldadura para soldar / no soldar está en la posición de no soldar. El control de soldadura está averiado. Activación de los termostatos de protección. El tiempo de acercamiento es demasiado breve. La corriente de soldadura es excesiva. La presión en los electrodos es insuficiente. El perfil de los brazos de soldadura es erróneo. Las puntas de los electrodos llevan escorias metálicas adheridas.
SOLUCIÓN Verificar el conexionado y comprobar el cuadro eléctrico. Comprobar el pulsador. Comprobar el fusible, la bobina de la electroválvula y el control, efectuar pruebas con el mando manual de la electroválvula. Verificar el control de la soldadura. Activar la función de soldadura. Verificar el control de la soldadura. Verificar la circulación y la temperatura del líquido de refrigeración, esperar. Aumentar el tiempo de acercamiento. Disminuir la corriente de soldadura. Aumentar la presión del aire comprimido. Perfilar correctamente los brazos de soldadura. Limpiar los electrodos.

P R I M A Pág. 25/34 SOLDADURA POR PUNTOS DE LA SERIE: PUNTO • Este aparato ha sido producido de conformidad con la Directiva 89/392/CEE y las
sucesivas modificaciones e incorporaciones.
FALLO La pinza de soldadura se abre inmediatamente al final del tiempo de soldadura con chispas entre los electrodos. Los electrodos dejan marcas de soldadura profundas en las chapas. La pinza de soldadura sostenida por el brazo de equilibrado, tiende a subir.
CAUSA El tiempo de mantenimiento es demasiado breve. El operador suelta el pulsador de soldadura antes del final del ciclo. La punta del electrodo es demasiado pequeña. El tiempo de soldadura es demasiado largo. La corriente de soldadura es excesiva. Presión elevada en los electrodos. La posición del punto de la palanca de los muelles de gas es errónea.
SOLUCIÓN Aumentar el tiempo de mantenimiento. Esperar hasta el fin del ciclo de soldadura. Aumentar el diámetro de la punta del electrodo. Diminuir el tiempo de soldadura. Diminuir la corriente de soldadura. Reducir la presión en los electrodos. Posicionar correctamente o sustituir los muelles de gas.
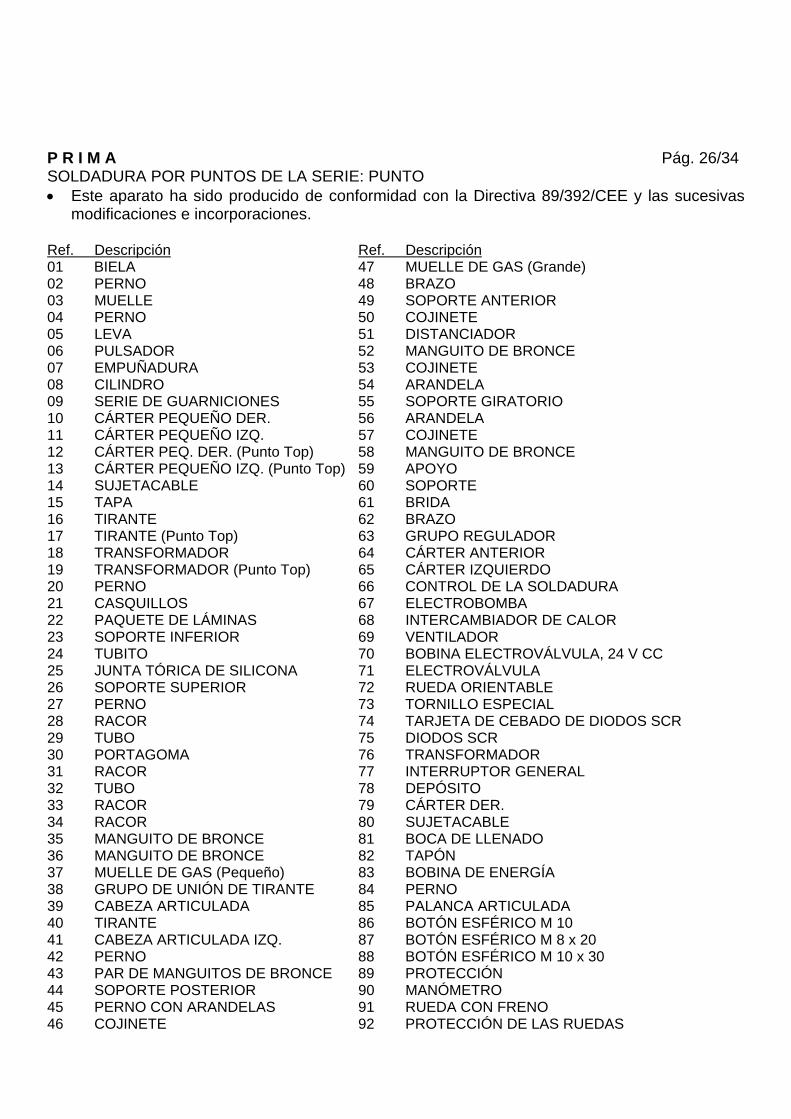
P R I M A Pág. 26/34 SOLDADURA POR PUNTOS DE LA SERIE: PUNTO • Este aparato ha sido producido de conformidad con la Directiva 89/392/CEE y las sucesivas
modificaciones e incorporaciones.
Ref. Descripción Ref. Descripción 01 BIELA 47 MUELLE DE GAS (Grande) 02 PERNO 48 BRAZO 03 MUELLE 49 SOPORTE ANTERIOR 04 PERNO 50 COJINETE 05 LEVA 51 DISTANCIADOR 06 PULSADOR 52 MANGUITO DE BRONCE 07 EMPUÑADURA 53 COJINETE 08 CILINDRO 54 ARANDELA 09 SERIE DE GUARNICIONES 55 SOPORTE GIRATORIO 10 CÁRTER PEQUEÑO DER. 56 ARANDELA 11 CÁRTER PEQUEÑO IZQ. 57 COJINETE 12 CÁRTER PEQ. DER. (Punto Top) 58 MANGUITO DE BRONCE 13 CÁRTER PEQUEÑO IZQ. (Punto Top) 59 APOYO 14 SUJETACABLE 60 SOPORTE 15 TAPA 61 BRIDA 16 TIRANTE 62 BRAZO 17 TIRANTE (Punto Top) 63 GRUPO REGULADOR 18 TRANSFORMADOR 64 CÁRTER ANTERIOR 19 TRANSFORMADOR (Punto Top) 65 CÁRTER IZQUIERDO 20 PERNO 66 CONTROL DE LA SOLDADURA 21 CASQUILLOS 67 ELECTROBOMBA 22 PAQUETE DE LÁMINAS 68 INTERCAMBIADOR DE CALOR 23 SOPORTE INFERIOR 69 VENTILADOR 24 TUBITO 70 BOBINA ELECTROVÁLVULA, 24 V CC 25 JUNTA TÓRICA DE SILICONA 71 ELECTROVÁLVULA 26 SOPORTE SUPERIOR 72 RUEDA ORIENTABLE 27 PERNO 73 TORNILLO ESPECIAL 28 RACOR 74 TARJETA DE CEBADO DE DIODOS SCR 29 TUBO 75 DIODOS SCR 30 PORTAGOMA 76 TRANSFORMADOR 31 RACOR 77 INTERRUPTOR GENERAL 32 TUBO 78 DEPÓSITO 33 RACOR 79 CÁRTER DER. 34 RACOR 80 SUJETACABLE 35 MANGUITO DE BRONCE 81 BOCA DE LLENADO 36 MANGUITO DE BRONCE 82 TAPÓN 37 MUELLE DE GAS (Pequeño) 83 BOBINA DE ENERGÍA 38 GRUPO DE UNIÓN DE TIRANTE 84 PERNO 39 CABEZA ARTICULADA 85 PALANCA ARTICULADA 40 TIRANTE 86 BOTÓN ESFÉRICO M 10 41 CABEZA ARTICULADA IZQ. 87 BOTÓN ESFÉRICO M 8 x 20 42 PERNO 88 BOTÓN ESFÉRICO M 10 x 30 43 PAR DE MANGUITOS DE BRONCE 89 PROTECCIÓN 44 SOPORTE POSTERIOR 90 MANÓMETRO 45 PERNO CON ARANDELAS 91 RUEDA CON FRENO 46 COJINETE 92 PROTECCIÓN DE LAS RUEDAS

P R I M A Pág. 27/34 SOLDADURA POR PUNTOS DE LA SERIE: PUNTO • Este aparato ha sido producido de conformidad con la Directiva 89/392/CEE y las sucesivas
modificaciones e incorporaciones.
PINZA VISTA LATERAL

P R I M A Pág. 28/34 SOLDADURA POR PUNTOS DE LA SERIE: PUNTO • Este aparato ha sido producido de conformidad con la Directiva 89/392/CEE y las sucesivas
modificaciones e incorporaciones.
PINZA, VISTA FRONTAL

P R I M A Pág. 29/34 SOLDADURA POR PUNTOS DE LA SERIE: PUNTO • Este aparato ha sido producido de conformidad con la Directiva 89/392/CEE y las sucesivas
modificaciones e incorporaciones.
BRAZO DE EQUILIBRADO

P R I M A Pág. 30/34 SOLDADURA POR PUNTOS DE LA SERIE: PUNTO • Este aparato ha sido producido de conformidad con la Directiva 89/392/CEE y las sucesivas
modificaciones e incorporaciones.
CARRO

P R I M A Pág. 31/34 SOLDADURA POR PUNTOS DE LA SERIE: PUNTO • Este aparato ha sido producido de conformidad con la Directiva 89/392/CEE y las sucesivas
modificaciones e incorporaciones.
ESQUEMA ELÉCTRICO

P R I M A Pág. 32/34 SOLDADURA POR PUNTOS DE LA SERIE: PUNTO • Este aparato ha sido producido de conformidad con la Directiva 89/392/CEE y las sucesivas
modificaciones e incorporaciones.
ESQUEMA NEUMÁTICO
1. Regulador de presiòn 2. Manòmetro 3. Electrovalvùla 4. Cilindro de soldadura

P R I M A Pág. 33/34 SOLDADURA POR PUNTOS DE LA SERIE: PUNTO • Este aparato ha sido producido de conformidad con la Directiva 89/392/CEE y las sucesivas
modificaciones e incorporaciones.
ESQUEMA DE LA EWFRIGERATION
1. Boca de llenado 2. Depòsito 3. Electrobomba 4. Intercambiador de calor 5. Transformador 6. Soporte superior brazos 7. Soporte inferior brazos

8. Racor P R I M A Pág. 34/34 SOLDADURA POR PUNTOS DE LA SERIE: PUNTO • Este aparato ha sido producido de conformidad con la Directiva 89/392/CEE y las sucesivas
modificaciones e incorporaciones.
REGULACION PUNTO-TOP REGULACION PUNTO-PLUS















![Como Conectar y Desconectar Dispositivos[1]](https://static.fdocuments.ec/doc/165x107/5571f45649795947648f5e5e/como-conectar-y-desconectar-dispositivos1.jpg)

