Proyecto final de diseño
49
1 INTRODUCCIÓN El tratamiento con aloe vera es uno de los más recomendados habitualmente para combatir problemas de acné. Esto se debe en primera instancia gracias a una propiedad fundamental que tiene la sábila: tiene un enorme poderío astringente (regulador de las grasas) y, siendo el acné un inconveniente sebáceo, su acción ataca directo a la raíz. Las maneras de aplicar la sábila o aloe para combatir el acné son muy diversas. Algunos optan directamente por cortar transversalmente los tallos de la planta y colocar su pulpa directamente sobre el cutis. Otros eligen preparar mascarillas, sin embargo se considera que la más efectiva es mediante el uso de jabones preparados en base a esta planta. El jabón es un producto que sirve para la higiene personal y para lavar determinados objetos. En este trabajo se pretende demostrar el efecto que tiene un jabón antibacterial elaborado con sábila (aloe vera) para la disminución del acné. El Jabón a base de Sábila (Aloe Vera)Se ha convertido en uno de los máximos aliados para la piel. Es que sus excelentes propiedades para el cutis (desde humectar a quitar impurezas) le han hecho ganar dicha posición. Lo bueno Es que abunda en la naturaleza y que lo puedes emplear para preparaciones caseras. Hemos desarrollado un nuevo concepto de productos cosméticos de tipo ácido (PH<7), es decir que contienen el mismo PH de la piel humana, conllevando únicamente a cumplir con su función específica de limpieza y nutrición sin atacar el manto ácido y los diferentes compuestos propios de la piel humana, además al ser de tipo ácido nos garantiza una alta solubilidad en el agua sin dejar residuos molestos en nuestro organismo. Palabras claves: Jabón, Acné, pH, acido.
-
Upload
unen-farem-esteli -
Category
Documents
-
view
953 -
download
5
Transcript of Proyecto final de diseño

1
INTRODUCCIÓN El tratamiento con aloe vera es uno de los más recomendados habitualmente para combatir problemas de acné. Esto se debe en primera instancia gracias a una propiedad fundamental que tiene la sábila: tiene un enorme poderío astringente (regulador de las grasas) y, siendo el acné un inconveniente sebáceo, su acción ataca directo a la raíz. Las maneras de aplicar la sábila o aloe para combatir el acné son muy diversas. Algunos optan directamente por cortar transversalmente los tallos de la planta y colocar su pulpa directamente sobre el cutis. Otros eligen preparar mascarillas, sin embargo se considera que la más efectiva es mediante el uso de jabones preparados en base a esta planta. El jabón es un producto que sirve para la higiene personal y para lavar determinados objetos. En este trabajo se pretende demostrar el efecto que tiene un jabón antibacterial elaborado con sábila (aloe vera) para la disminución del acné. El Jabón a base de Sábila (Aloe Vera)Se ha convertido en uno de los máximos aliados para la piel. Es que sus excelentes propiedades para el cutis (desde humectar a quitar impurezas) le han hecho ganar dicha posición. Lo bueno Es que abunda en la naturaleza y que lo puedes emplear para preparaciones caseras. Hemos desarrollado un nuevo concepto de productos cosméticos de tipo ácido (PH<7), es decir que contienen el mismo PH de la piel humana, conllevando únicamente a cumplir con su función específica de limpieza y nutrición sin atacar el manto ácido y los diferentes compuestos propios de la piel humana, además al ser de tipo ácido nos garantiza una alta solubilidad en el agua sin dejar residuos molestos en nuestro organismo.
Palabras claves: Jabón, Acné, pH, acido.

2
ANTECEDENTES
El jabón es un implemento de uso diario en toda la población mundial, su consumo fue creciendo tanto que llego a cubrir todas las regiones del mundo generalizando su uso entre las personas. Con el paso de los años, el uso del jabón se hizo indispensable en la vida de las personas, pasando de ser un lujo a una necesidad. En la actualidad el mercado mundial de jabones, es de casi $100,000 millones de dólares anuales. Hasta ahora nadie sabe dónde o cuando se elaboró el primer jabón, pero se cree que este es producto de la casualidad. Según una leyenda romana el jabón fue hecho por el agua de la lluvia, que pasando por la superficie del monte Sapo, se mezcló con la grasa de animales y la ceniza de madera que se encontraba ahí, esa mezcla fue encontraba por los esclavos que trabajaban en el río, los que notaron sus propiedades para limpiar sus manos y la ropa. La primera referencia literaria sobre el jabón fue encontrada en tabletas de la arcilla realizadas en los años 3000 A.C. en la Mesopotamia. Ahí se podía observar una receta para hacer jabón con una mezcla de potasa y aceite Los restos de jabón más antiguos hallados son de origen babilónico, que datan del año 2800
A.C. estos restos de jabón fueron hallados en tarros de arcilla, donde ellos describían comouna mezcla de grasas con cenizas, pero no se menciona su uso.
Posteriormente, en 1.550 A.C. un papiro egipcio, hace referencia a la utilización de sustanciasjabonosas para el lavado de ropa y para el tratamiento de enfermedades de la piel, esteproducto consistía en una mezcla de agua, aceite y ceras vegetales o animales
Alrededor de los años 600 A.C. los fenicios utilizaban el jabón en la limpieza de las fibrastextiles de lanas y en la preparación para tejer los paños.
En Medio Oriente el uso y tratamiento de la grasa con el álcali es usado desde hace unos 5000años. Donde los antiguos israelíes habían escrito unas leyes que sobre la limpieza personal.
Los escritos bíblicos relatan que al mezclarse cenizas y aceite se obtenía un producto paralavar el pelo. Se cree la fabricación de jabón fue traído a Europa por los fenicios en los años600 A.C.
Parece que al principio el propósito del jabón era estrictamente medicinal para distintostratamiento en la piel, fue a partir de los años 200 D.C. que se utilizó para la higiene.
En texto romanos de historia del año 77 D.C. relatan que los galos hacían el jabón con el sebode las cabras y la ceniza de la haya (potasa), utilizándolo como un tinte y ungüento para elpelo. También menciona el uso de la sal común, agregada a la mezcla, para endurecer lasbarras de jabón.

3
Con la declinación del imperio romano, la fabricación de jabón en Europa fue desapareciendo pero alrededor de los años 700 D.C. la fabricación de jabón se convierte en un arte en Venecia y se registra su exportación.
En los años 1100 D.C. en Inglaterra es usado un jabón de origen francés, utilizado por las clases altas. Era una mezcla de la grasa del cordero, ceniza de madera y soda cáustica, la cual que conservaba la textura de la grasa.
En los años 1200 D.C. Marsella, Génova, Venecia y Savona se convirtieron en centros del comercio del jabón debido a su abundancia local de depósitos de aceite de oliva y de soda.
La mayoría de los fabricantes de jabón no tenía ninguna idea acerca de lo que ocurría durante el proceso. Ellos empleaban el método de ensayo y error, confiando en la suerte, y creyendo en muchas supersticiones.
En los años 1400 D.C. aparece el jabón de Marsella, el precursor de los jabones actuales, preparado con una mezcla de huesos que son ricos en potasio y grasas vegetales.
La fabricación de jabón siguió siendo un arte relativamente primitivo hasta el los años 1500D.C. cuando se desarrolladas las técnicas que proporcionaron un jabón más puro.
Los primeros colonos norteamericanos una vez instalados, prepararon su propio jabón para no depender de los envíos ingleses. Para ello usaban ceniza de madera y grasa de animales.
A partir de 1789, con la desaparición de los Monopolios Reales, emerge la Industria del jabón haciendo posible tener al alcance de todos estos productos aumentando el aseo personal.
Convirtiendo su uso en un hábito social de uso diario, favoreciendo a cuidado de la piel y evitando contagio de enfermedades gracias a su uso, Europa pasó de 100 millones de habitantes a tener 300 millones ya que la esperanza media de vida se incrementó en 20 años más.
En 1783, el químico sueco que Carl Wilhelm Scheele hirvió aceite de oliva con óxido del plomo, produciendo una sustancia que llamó glicerina. Esta reacción es la que ocurre en el actual proceso de fabricación de jabón.
El descubrimiento de la glicerina estimuló a otro químico francés, Michel Eugène Chevreul, a investigar la química de las grasas y de los aceites empleados para fabricar jabón. En 1823, descubre que las grasas simples se descomponen en presencia de un álcali para formar los ácidos grasos y los gliceroles.
Con todo esto, la fabricación del jabón alcanza la madurez en 1791, cuando el químico francés Nicolás Leblanc, inventó un proceso para obtener el carbonato de sodio, o soda, de lasal ordinaria.

4
Durante la 2º Guerra Mundial, los americanos desarrollaron un tipo de jabón que podía utilizarse con agua del mar, así nació el jabón dermatológico, el menos agresivo de todos los jabones.
No es hasta el siglo XIX, cuando los científicos descubren el papel de las bacterias en el desarrollo del mal olor, que aparecen los primeros desodorantes y consigo los primeros jabones bactericidas.

5
JUSTIFICACION
El jabón es una opción de cercano alcance para dar un valor agregado al aloe vera que es considerado una planta medicinal de uso frecuente en productos cosméticos y farmacéuticos generando un beneficio económico adicional y disminuyendo la utilización de productos químicos e incorporando el continuo uso de los productos naturales.

6
OBJETIVOS
OBJETIVO GENERAL: Elaborar jabón a base de sábila (aloe vera) y así Propender por el desarrollo de productos cosméticos y de aseo de PH acido que sean amigables con la salud humana y el medio ambiente. OBJETIVOS ESPECIFICOS:
1. Promocionar un desarrollo sostenible ecológico al interior de nuestros
procesos productivos.
2. Fabricar productos de origen natural sin la presencia de sustancias químicas de origen sintético o que conlleven procesos ambientales no amigables.
3. Comercializar productos ecológicos auto sostenible y amigable con el medio ambiente.

7
MARCO TEORICO
GENERALIDADES DEL PRODUCTO El jabón generalmente es el resultado de la reacción química entre un álcali (generalmente hidróxido de sodio o de potasio) y algún ácido graso; esta reacción se denomina saponificación. El ácido graso puede ser, por ejemplo, la manteca de cerdo o el aceite de coco. El jabón es soluble en agua y por sus propiedades detersivas, sirve comúnmente para lavar. En sentido estricto, existe una gran diferencia entre lo que es un jabón, un detergente. Los detergentes son las sustancias que tienen la propiedad química de disolver la suciedad o las impurezas de un objeto sin corroerlo. Los detergentes son una mezcla de muchas sustancias. El componente activo de un detergente es similar al de un jabón, su molécula tiene también una larga cadena lipófila y una terminación hidrófila. Una alternativa a este problema, surgió cuando se empezaron a sintetizar otros compuestos orgánicos a partir de compuestos químicos del petróleo, que tienen acción detergente por lo que se les denomina en forma genérica como detergentes. Jabón: Es un agente limpiador o detergente que se fabrica utilizando grasas vegetales o animales y aceites. Químicamente, es la sal de sodio o potasio de un ácido graso que se forma por la reacción de grasas y aceites con álcali. Aloe Vera: Es una planta perenne, con hojas dispuestas en rosetas de forma alargada, que alcanzan los 50 cm de largo y 7 de grosor; las hojas están compuestas de tres capas: una protección coriácea exterior, debajo de ésta una capa fibrosa donde se concentra la aloína, un ingrediente activo empleado como laxante en preparados farmacéuticos, y cuyo gusto amargo proporciona a la planta protección contra los predadores. Después encontramos el gelatinoso corazón utilizado para innumerables productos farmacéuticos y que a la planta le sirve para almacenar sus reservas de agua La raíz de la medicina moderna: Se encuentra en la medicina natural, o lo que es lo mismo, en la aplicación de los recursos naturales para la salud del cuerpo y mente de los hombres. Es de esta manera como las personas encontraron una planta denominada aloe, de grandes cualidades para la salud de las personas. Así, vemos como su historia se remonta prácticamente a las primeras civilizaciones.

8
Tipos de piel: se reconoce lo siguiente: grasosa, deshidratada, hidratada y mixta. Estos tipos están dados por el grado de hidratación, la edad, el sexo y por factores individuales o nutricionales. Puede ser seca cuando falta grasa; se observa en personas blancas, a menudo en las manos; da prurito con facilidad. La piel grasosa es brillante untuosa, propicia para el desarrollo del acné. La deshidratada se observa en quienes se asolean a menudo y en ocasiones en personas con mala nutrición; es seca y escamosa. La hidratada esta húmeda y turgente; por lo general se ve en niños. La mixta es más ostensible en la cara de muchas mujeres que tienen grasa en la parte central y piel seca en la periferia. Es conveniente que cada persona conozca su tipo de la piel, en general un buen estado de piel se consigue con una dieta equilibrada e higiene razonable sin descuidar el aseo ni exagero, pues esto también la daña. En el caso de la piel seca se aconseja usar jabones suave de tocador, y aun mejor prescindir de ellos o recurrir sustitutos, y baños breves con agua tibia. Cuando es grasosa, lo mejor es el agua caliente y el jabón; no son conveniente jabones antisépticos. En la piel mixta los cuidados son más complejos. Un problema muy importante en la actualidad es la automedicación con cremas, pomadas y gran cantidad de remedios caseros o fármacos como la cortisona, que dañan profundamente la piel, muchas veces a permanencia; Daños semejantes pueden ocasionar los jabones y cosméticos que se usan para eliminar las impurezas del cutis en ocasiones se abusa de cremas faciales, cremas para masajes, mascarillas, sustancia abracidas, maquillajes, colorantes o productos químicos despigmentantes. El gran mercado de la belleza, no es prioritario solo en el arreglo femenino; También el varón utiliza con frecuencia creciente, productos para el arreglo personal: Espumas para rasurar, lociones para después de afeitar, perfumes, sustancias para teñir, ondular o alaciar el pelo, polvos como el desodorantes, champú y otros. CLASIFICACIÓN DE JABÓN Los jabones generalmente se clasifican en duros y blandos. Si se usa la potasa como álcali se produce el llamado jabón blando, que es líquido en las condiciones corrientes debido a su punto de fusión bajo y mayor solubilidad. Por el contrario, si el álcali utilizado es la sosa cáustica se obtienen los jabones duros (también llamados jabones de grano debido a su condición sólida). Se llama grano a la torta que se forma luego del proceso del salado. Entre los jabones de grano existen diferentes variedades, como el jabón de tocador y el de afeitar; que se diferencian entre sí por su mayor o menor contenido en jabón y en rellenos y por su alcalinidad. Los jabones duros se fabrican con aceites y grasas que contienen un elevado porcentaje de ácidos saturados, que se saponifican con el hidróxido de sodio. Los jabones blandos son jabones semifluidos que se producen con aceite de lino, aceite de semilla de algodón y aceite de pescado, los cuales se saponifican con hidróxido de potasio.

9
Química del jabón Un ácido carboxílico se define por la presencia de un grupo carboxílico, _CO2H. Si el anión del grupo carboxílico es equilibrado con un catión de sodio o potasio y por otro lado, se une mediante enlaces covalentes a una cadena larga de grupos _CH2_ y termina en el grupo CH3_, entonces tenemos una molécula de jabón. Podemos generalizar la estructura molecular del jabón de esta manera: CH3 _ (CH2)n _CO2 _ Na2+ CH3 _ (CH2)n se parece mucho a las cadenas largas de las moléculas de los hidrocarburos como la gasolina o el aceite mineral, provenientes del petróleo. Esta parte de las moléculas del jabón tienden a disolverse fácilmente en hidrocarburos o materiales parecidos, pero no en agua. Sin embargo, el otro extremo de la molécula de jabón es iónico. Como el cloruro de sodio (sal común) y otras sustancias iónicas, este extremo iónico tiende a disolverse en agua, y no en hidrocarburos. Como resultado tenemos una molécula con dos tendencias contradictorias en cada extremo. Una estructura hidrofílica que es atraída por el agua y rehuye los hidrocarburos y las sustancias aceitosas o grasientas. Y una estructura hidrofobia que rehúye el agua pero se mezcla fácilmente con las sustancias aceitosas o grasientas.
Cómo limpia el jabón Primeramente, el jabón disminuye la tensión superficial del agua permitiendo que las moléculas de jabón (unidas en micelas) presentes en el agua lleguen más profundo en la suciedad. Cuando entran en contacto con la suciedad, las micelas de jabón se rompen y las colas hidrofóbicas, que se habían mantenido en el interior de la miscela esférica de jabón, se mezclan con la grasa y la alojan en el interior de nuevas miscelas.

10
Finalmente estas miscelas de grasa se mantienen en suspensión, de ese modo se previene que se unan de nuevo con grandes glóbulos de grasa y se re depositen en las superficies limpias. La agitación ayuda a que se rompan estas miscelas de grasa y que las superficies antes sucias se vuelvan hidrofilicas. Las gotitas de grasa se repelen unas a otras lo que las mantiene suspendidas en el agua hasta el aclarado. Esquema de las miscelas de grasa:
La reacción que crea el jabón El jabón se produce gracias a la reacción química de 2 componentes. Esta reacción se llama saponificación. Los componentes son los triglicéridos y el alcalino. Los triglicéridos son las moléculas de las que están compuestos los aceites o grasas, animales o vegetales. Hay muchos tipos de triglicéridos dependiendo de la longitud de la cadena de carbonos y de la cantidad de enlaces simples, doble o triple que hay en esta cadena.

11
El alcalino es la molécula que liberará los iones que reaccionan con las cadenas de los triglicéridos para formar el jabón. Dos alcalinos son los más comunes: la sosa cáustica (NaOH) que libera el ion sodio (Na+) y la Potasa cáustica (KOH) que libera el ión potasio (K+). La reacción de saponificación se puede expresar como:
El ión del alcalino (Na+) provoca la separación de los ácidos grasos unidos al glicerol. De esta manera los ácidos grasos libres recién creados se unen al sodio formando la molécula del jabón. Definición Conceptual: El jabón a base de Sábila (Aloe vera) está elaborado usando el gen natural de aloe vera, el cual aporta todas las propiedades de esta planta curativa. El aloe vera es conocido por sus características depurativas y cicatrizantes y es un antibiótico natural que ayuda a curar acné e irritaciones cutáneas, eccemas y psoriasis, así como para aliviar el dolor de heridas. El gel natural de aloe vera (extraído directamente de la hojas) usando este tipo de jabón actúa sobre las células muertas de la piel, ayudando a generarla, debido a su alto contenido de minerales, vitaminas A, C, E y aminoácidos. Para todo tipo de pieles. La mejor manera de comer Aloe Vera es disponer de la penca (hoja) fresca y a partir de ella obtener los preparados o simplemente comer la pulpa como se explica más abajo. En algunos sitios además de productos de Aloe se puede

12
comprar fresco. Esto no siempre es posible para todo el mundo y entonces tendrá que adquirirse algún producto de mercado preparado. Para saber si un preparado de Aloe es genuino se puede practicar una sencilla comprobación. Se trata de poner en un vaso un poco de agua y mancharla con yodo o alguna solución yodada como la que se usa para las heridas por ejemplo. Sobre el agua teñida se vierte un poco del Aloe comercial que deberá de limpiar el agua y dejarla otra vez transparente.

13
DESARROLLO Misión Brindarles a nuestros clientes productos de cuidado facial de exclusivas formulaciones basadas en componentes naturales siempre de la mejor calidad para todo tipo de piel. Visión Producir, comercializar, y desarrollar productos de aseo y cosmética de pH acido (PH entre 3.5 y 6.5), tomando como materia prima plantas naturales y medicinales, conllevando al no uso de agentes químicos que contaminen el medio ambiente y la salud humana en la elaboración de estos productos.
Organigrama funcional de la empresa.
Gerente General
Departamentos de RRHH
Departamentos de Produccion.
Maquinaria Caldera Empaque. Bodega

14
Descripción o información general de las etapas del proceso. Antes de todo calcularemos las cantidades necesarias de cada componente del jabón: el aceite, el agua y el NaOH o KOH. Las cantidades se pueden obtener de alguna receta que ya esté probada, o mediante el número de saponificación considerando la naturaleza del aceite del que se dispone. La cantidad de agua puede variar, normalmente está entre un 30 y 40 % en peso del aceite, considerando que cuanta más agua más líquido será el jabón. Es muy importante saber que si el álcali que utilizamos es NaOH, el jabón obtenido será sólido. Mientras que si utilizamos KOH, obtenemos jabón líquido. Se empieza por verter en un recipiente que contiene la cantidad de agua calculada el álcali (normalmente se encuentra en forma de “lentejitas”), con mucho cuidado. Siempre se debe añadir el álcali al agua y no a la inversa, ya que se puede provocar una reacción violenta. No se debe tocar en ningún momento con la mano el álcali ni la mezcla porque quema la piel. Al preparar esta disolución observarás que se desprende calor, este calor es necesario para que se produzca la reacción. El recipiente a utilizar en esta mezcla es importante que sea resistente a esas temperaturas. Si no está claro si va a resistir, mejor aparte el cuerpo del envase al verter el agua, y mezcle con cuidado. Cuando todo el álcali se disuelve en el agua se debe añadir el aceite a esta disolución y se remueve, al principio con cuidado y luego más vigorosamente. Se debe estar agitando la mezcla durante aproximadamente 30 minutos. Durante la agitación es el momento de añadir colorantes o aromas si se desea. Finalmente, vierta el jabón en un molde y deje reposar hasta que endurezca. A veces puede tardar 4 o 5 días en endurecer. Otras veces puede tardar hasta 3 semanas o más, eso depende de la receta utilizada. ETAPAS DEL PROCESO PRODUCTIVO 1. Recepción y almacenamiento de materias primas: En esta actividad se efectúa el recibo y almacenamiento de las materias primas y se registran sus características principales, tales como proveedor, procedencia, costo y cantidad recibida. 2. Almacenamiento temporal: Las materias primas permanecen almacenadas hasta su empleo en el proceso productivo. Para el almacenamiento de las materias primas líquidas se requiere el empleo de grandes tanques superficiales o subterráneos. El almacenamiento deberá hacerse en locales de grandes dimensiones, que cuenten con las instalaciones necesarias para la prevención de accidentes (incendio, eléctricas, entre otros), en virtud de que se manejan materiales altamente inflamables. 3. Control de calidad de materias primas: Para la elaboración del jabón se deberá realizar el análisis de calidad de las materias primas, pues de esto dependerá totalmente la calidad del producto final. Los análisis necesarios para la aceptación de las materias grasas que intervienen en el proceso de saponificación son entre otros:

15
• Índice de Saponificación • Índice de Yodo • índice de Acidez El índice de saponificación se obtiene con objeto de saber si la materia grasa no se ha tratado químicamente. Este índice se designa con el número de miligramos de hidróxido de potasio que se contiene en un gramo de grasa. El índice de iodo proporciona la cantidad de ácidos grasos no saturados presentes en las grasas; con el índice se obtienen las impurezas de las grasas. Según el índice de iodo, los aceites se clasifican en secantes (135-200); semisantes (90-135) y no secantes (menor de 90). El índice de acidez sirve para calcular el contenido de ácidos grasos libres. El resultado se da en función del número de miligramos de hidróxido de potasio necesarios para neutralizar los ácidos minerales u orgánicos libres que se contienen en un gramo de grasa. 4. Dosificación de materias primas para la carga: En base a la formulación establecida se procederá a la dosificación de las materias primas para una carga determinada de producción, los cuales se bombean a la paila de hervido para iniciar el proceso. 5. Saponificación inicial: El término "saponificar" consiste en convertir un cuerpo graso en jabón, el cual puede hacerse en frío o en caliente. La saponificación se logra haciendo actuar sobre las grasas la sosa o potasa; con sosa se obtienen jabones duros y con potasa jabones blandos. A continuación se procede a cargar la paila o caldera de saponificación poniendo en ella las materias primas en las cantidades y orden que se da a continuación, para obtener al terminar el proceso de saponificación una carga de 600 kg de pasta de jabón. Se pone en marcha el sistema de caldeo a vapor, abriendo el serpentín y calentando el conjunto hasta que marque entre 80 y 90°C de temperatura. Comprobada ésta, se hace girar el sistema de agitado de la caldera, a fin de facilitar la fusión de todo su contenido. Entonces, poco a poco y con gran cuidado, para evitar posibles derrames, se incorporarán, en chorro muy delgado y sin dejar de agitar, de forma que el producto de la caldera se mantenga a 80ºC, 41 lt de disolución de sosa cáustica, previamente preparada a 38ºC Beaumé. Una vez incorporada la disolución, se anota el tiempo y se procede al agitado del conjunto en la caldera por espacio de 45 min, procurando que en la misma la temperatura de su contenido se mantenga a 80ºC. Transcurrido ese tiempo de agitado de la masa, se incorporan, en la misma forma que anteriormente, otros 82 lt de lejía de sosa cáustica a 38ºC Beaumé. Con esta

16
nueva incorporación se obtendrá la completa saponificación de la masa jabonosa, y una vez terminada, se continuará el agitado del contenido de la caldera por espacio de 1 hr, cuidando de que la temperatura se mantenga en los 80ºC. A continuación, sin dejar de mover, y con la temperatura mínima indicada en el seno del contenido de la caldera y la masa en estado de fluidez, se incorpora una disolución de sal común, también a 80ºC de temperatura, formada por 150 lt de agua corriente y 35 k de sal. A medida que se incorpora la salmuera se proseguirá el agitado de la masa, cuidando de que la temperatura del conjunto no varíe de los 80ºC ya indicados. 6. Reposo y enfriado Terminada la incorporación de la salmuera, se continuará el agitado durante 30 min, transcurridos los cuales se detendrá el sistema de agitación, dejando el conjunto en reposo hasta que por si solo se enfríe el contenido de la caldera, o sea a temperatura ambiente. De este modo se habrá conseguido librar la masa de su exceso de lejía, quedando ésta en un pH neutro. 7. Purgado Probablemente, si la masa quedara en reposo durante toda la noche, estaría fría al día siguiente, observándose de este modo dos capas: la superior estará constituida por el jabón solidificado, en forma de pasta neutra, y en el fondo de la caldera se hallará glicerina y sal (lejías), que se evacuará por el dispositivo de sangrar, o sea el de purga, que vaciará sobre el conducto que ha de llevarla al tanque colector de lejía. Las lejías así almacenadas pueden aprovecharse en posteriores fabricaciones. 8. Saponificación final: Una vez purgada por completo la masa contenida en la caldera, se pone de nuevo en marcha el dispositivo de caldeo a vapor; cuando la pasta jabonosa vuelve a hallarse en estado de fluidez, se da marcha al agitador durante unos minutos y se le incorporan después, sin dejar de agitar, 32 ltr de glicerina. Se sigue moviendo hasta comprobar que la glicerina se ha incorporado totalmente, para lo cual bastarán unos 6 ó 7 min de agitado. A continuación, sin dejar de agitar y con la masa a la misma temperatura de 80°C, se agregan lentamente 130 kgr de sal sódica básica, previamente pesados. La incorporación se efectuará en pequeñas porciones, y a medida que se observe su disolución se irán incorporando al jabón. Al final se proseguirá el agitado del contenido de la caldera por espacio de 45 min, quedando así terminado el proceso de saponificación. 9. Secado: Una vez efectuada la operación anterior el producto se envía directamente al tanque de un secador, para de ahí alimentarlo a una serie de rodillos de acero que se enfrían con agua fría. La película se endurece y pasa por seis rodillos, en donde cada rotación es un poco más rápida que la anterior. Las tiras se elevan por una correa de transición sin fin ancha, con piezas cruzadas de madera a la parte superior de tres corres de alambre sin fin.

17
Las tiras finalmente caen a una caja recibidora sobre ruedas. 10. Picado: El último rodillo se fija con un cuchillo afilado con dientes de sierra, el cual rompe el jabón en tiras de media pulgada de ancho. 11. Transporte: El jabón de tiras es transportado al equipo de mezclado y molienda. 12. Mezclado: Una vez efectuado lo anterior se alimentan las tiras a una prensa Ruchman, que consiste de ocho rodillos de granito en donde se realizan los procesos de mezclado y molido. Mientras se introducen las tiras de jabón en el mezclador se rocían con aceite esencial o sustancias olorosas naturales o artificiales para perfumar el jabón neutro. Por lo general se adicionan de 8 a 10 gr de la esencia elegida por cada kilogramo de producto. En virtud de que los perfumes tienden a volatizarse, se deberá emplear un fijador, como pueden ser resinas fijas o naturales, bálsamos o bien algún producto animal. Adicionalmente se deberá añadir un colorante de anilina que se disuelve bien en agua caliente. Se debe observar que el colorante a elegir deberá coincidir con el olor del jabón. Así, un jabón de olor a rosas se colorea de rosa, un jabón de lavanda en azul claro y así sucesivamente. Finalmente se añaden aditivos disueltos al jabón en la mezcladora, con objeto de obtener jabones especialmente suaves y sobre-engrasados, tales como lanolina o emulsiones de ceras. 13. Molienda: Durante el paso del producto por los rodillos que se mueven a velocidades crecientes, se prensan las tiras, con lo que se ocasiona que se unan y mezclen perfectamente. Cuando dejan el último rodillo, un cuchillo corta nuevamente el jabón en tiras produciéndose la molienda del producto. 14. Extruido: Las tiras obtenidas permanecen todavía calientes con el contenido apropiado de humedad, con el objeto de que cuando pasen por la máquina de extrusión se unan perfectamente, lo cual se logra por la presión que se ejerce mediante un tornillo de espiral que lo hace pasar a través de un dado; el tornillo y el dado se calientan con vapor. El producto obtenido consiste en una larga barra de jabón del ancho y grueso proyectados para las pastillas. Esto se conseguirá poniendo en el extremo de la máquina un orificio de salida de la barra, una pieza especial perforada, que al pasar la barra por su parte central, hace que salga con la forma cuadrada, rectangular, cilíndrica, según la forma que tenga dicha pieza-molde. 15. Cortado: A continuación seguirá la operación de cortado, la cual se realiza en la máquina automática cortadora de pastillas.

18
16. Control de calidad del producto terminado: Con el fin de mantener un adecuado control en la producción de jabón de tocador, se establecieron ciertos parámetros, dentro de los cuales se asegurará una buena calidad constante. Esto se podrá lograr mediante ciertos análisis a los que se deberá someter el producto para checar su composición. En términos generales, se puede citar que no debe contener grasa insaponificable, ni exceso de sosa arriba y abajo de dichos parámetros. Los parámetros principales a los que se sujetará el jabón que se elabore por el proceso de hervido son: • El contenido de humedad deberá ser de aproximadamente 23%. • La cantidad de álcali caústico libre no debe exceder de 0.05%. • No deberá tener más de 0.1% de grasa insaponificable presente. • El contenido de sal debe estar controlado a aproximadamente 0.5% y menor; a mayor contenido de sal, el jabón se vuelve quebradizo y está propenso a agrietarse. 17. Prensado: Una vez que se realizó el cortado en pastillas se proceden a pasarlas por la máquina troqueladora, de donde salen con su marca y forma definitiva. 18. Empacado: Finalmente las piezas terminadas pasan a una máquina empaquetadora, de donde sale el producto para ser colocado en cajas de cartón. 19. Transporte: Las cajas empacadas se trasladan al almacén de producto terminado. 20. Almacenamiento temporal: Las cajas permanecen almacenadas temporalmente hasta su envío al cliente. El almacén de producto terminado deberá mantener ciertas condiciones de humedad y circulación de aire para mantener el producto en buen estado. 21. Distribución y entrega al cliente: El proceso concluye con la distribución y entrega al cliente. Este producto tiene una vida de anaquel bastante larga siempre y cuando no se abra el empaque del producto, por lo que se deberán tener precauciones para un manejo y almacenamiento adecuado. Metodología Experimental
1-Tratamiento de la sábila (aloe vera) Se toman aproximadamente 10 pencas de sábila (aloe vera) las cuales se limpian y se les extraen los cristales, los cuales son sometidos a purificación mediante la utilización de peróxido de hidrogeno diluido. 2-Preparación de la emulsión con el jabón Se toma una barra de jabón azul de 250 gramos y se lleva cocción hasta fusión, allí se le agrega 20 mililitros de glicerina; finalmente se mezclan vigorosamente y

19
se le adicionan los cristales purificados de sábila (aloe vera) hasta obtener homogeneidad; se deja reposar y secar. De esta mezcla, se cortan los jabones respectivos. 3- Pruebas Fisicoquímicas del jabón obtenido 3.1- prueba de PH Se toma 2 gramos de jabón y se disuelve en 1 litro de agua, de esta solución se toman 5 mililitros y se analizan con potenciómetro estándar, el PH no debe ser menor a 8 ni mayor a 8.5. (El proceso se repite cinco veces) 3.2- Carácter Alcalino Esta prueba tiene la finalidad de medir la cantidad específica de hidróxido de sodio (NaOH) que tiene el jabón la cual no pueden exceder las 500 partes por millón (ppm). Para esto se hace titulaciones de 50 mililitros de la solución preparada con ácido clorhídrico (HCl) 0,5 mol/L. 3.3- Carácter Lipofilico Esta prueba permite observar la capacidad de remoción de grasa e impurezas del jabón, para ellos se toman 10 gramos y se disuelven en 50 mililitros de aceite la solubilidad absoluta, manifestada en una emulsión blanca sin residuos demuestra el carácter Lipofilico. 3.4- Carácter Suavizante Tiene la finalidad de observar que la glicerina se ha disuelto homogéneamente en la mezcla, esto es con la prueba de solubilidad sometiendo 15 gramos de jabón con 50 mililitros de ácido acético (CH3COOH). Se podrá verificar la formación de una capa cristalina y otra blanca perfectamente simétricas. 3.5- Verificación de la eficacia del Producto Esta se realiza mediante el tratamiento directo sobre los individuos con problemas de acné, este consiste en lavar las áreas afectadas tres veces al día por quince días, esta prueba es evaluada mediante la observación directa y seguimiento del proceso.
PROCESO DE SAPONIFICACION
1. Aceites y grasas, después de ser blanqueados y desodorizados, son bombeados al contenedor de ebullición. Luego, una cantidad de sosa cáustica también es añadida a dicho contenedor. El vapor generado en este proceso es calentado y agitado para formar la saponificación.
2. cuando la saponificación es completada, una solución de agua salada es colocada en el contenedor de ebullición, donde el jabón no disuelto en la solución de agua salada queda acumulado en el estrato superior, y el jabón con glicerina queda sedimentada en el estrato inferior.
PROCESO DE ACABADO
1. El jabón líquido es bombeado a un mezclador de tornillo para mezclar las grasas y la mezcla de sosa caustica.
2. Un proceso de sedimentación es utilizado para filtrar las impurezas presentes en la mezcla.

20
3. Luego, el jabón líquido es colocado en una cámara de secado (sistema cerrado que previene la oxidación) Esta cámara cuenta con una sección de succión, cabezales de corte, y válvulas con boquillas rociadoras.
4. El jabón semiseco es cortado a un tamaño adecuado y luego trozado para que se pueda secar más rápidamente.
5. Los trozos de jabón seco son almacenados en un tanque. Luego, el jabón es pesado y mezclado con ciertos rellenos, de acuerdo al tipo de jabón que se desee producir (Para producir jabón de inodoros, se añade perfumes, colorantes y tintes; Para producir jabón para lavar se añade silicato de sodio) Luego, la mezcla es laminada por medio de una máquina laminador (para la producción de jabón para lavar, este proceso es omitido)
6. El jabón es prensado a través de una máquina para producir barras de jabón. Luego, la barra es colocada en un cortador automático continuo que corta el jabón al tamaño deseado.
7. El jabón, después que es enfriado con aire, es estampado y empaquetado para su uso comercial.
CALIDAD DEL JABÓN Las propiedades que deben tener los jabones para considerarse un producto de buena calidad, incluyen entre otras: • Textura • Solubilidad • Formación de espuma COMPORTAMEINTO DE LOS JABONES EN AGUAS DURAS Existen aguas que tienen disueltas una elevada proporción de sales de calcio y de magnesio; se las llama aguas duras. En esta clase de agua, el jabón precipita, o sea, se insolubiliza. La causa de este comportamiento es que la sal de sodio o potasio que forma el jabón se combina con los iones calcio o magnesio del agua y forma sales de estos metales, que son insolubles. ACCIÓN DETERGENTE DEL JABÓN Los jabones eliminan la grasa y otras suciedades debido a que algunos de sus componentes son agentes activos en superficie. Estos agentes tienen una estructura molecular que actúa como un enlace entre el agua y las partículas de suciedad, soltando las partículas de las fibras subyacentes o de cualquier otra superficie que se limpie. La molécula produce este efecto porque uno de sus extremos es hidrófilo (atrae al agua) y el otro es hidrófugo (atraído por las sustancias no solubles en agua). El extremo hidrófilo es similar en su estructura a las sales solubles en agua. La parte hidrófuga de la molécula está formada por lo general por una cadena de hidrocarburos, que es similar en su estructura al aceite y a muchas grasas. El resultado global de esta peculiar estructura permite al jabón

21
reducir la tensión superficial del agua y adherir y hacer solubles en agua sustancias que normalmente no lo son.
Cursograma de elaboración del producto.

22
Diagrama de Flujo de Proceso
1 Verter en un recipiente que
contiene la cantidad de agua
calculada el álcali con mucho
cuidado
Desprendimiento de calor.
Agitar la mezcla durante 30
minutos.
Añadir colorantes o aromas.
2
3
4
5
Probar el funcionamiento del
jabón
Verter el jabón en un molde y
dejar reposar hasta que
endurezca.
6
Empaquetado del producto.

23
MATERIAS PRIMAS
Materiales e implementos para la elaboración del jabón
*Aceites o grasas.
-Estos pueden ser de varios orígenes, tanto animales como vegetales, e.g. Aceite de coco, aceite de palma, aceite de maní, aceite de oliva, aceite de semillas de algodón, etc.
-Se pueden elaborar los jabones haciendo una mezcla de distintos aceites. Incluso se puede utilizar aceites usados
*Agua, preferentemente pura sin contenidos de sales o minerales
*Soda cáustica o hidróxido de sodio (NaOH).Forma sólida, forma líquida, o ceniza de sosa, etc.
*Recipientes de vidrio o plásticos duros resistentes el calor.
*Moldes, preferentemente flexibles.
*Esencias aromáticas o fragancias.
*Colorantes.
2 Traslado de materia prima a
área de almacenamiento.
1 Almacenamiento de producto.
6 Distribución del producto.

24
*Utensilio para remover la mezcla y manejar el jabón.
*Aditivos para mejorar las propiedades del jabón.
*Recipiente para medir o balanzas.
*Sal: Calidad industrial.
*Aloe Vera: Un ingrediente activo empleado como laxante en preparados farmacéuticos. Después encontramos el gelatinoso corazón utilizado para innumerables productos farmacéuticos y que a la planta le sirve para almacenar sus reservas de agua.
FACTORES QUE DETERMINAN LA CALIDAD DEL JABÓN 1- Aditivos Son materiales destinados a formar parte del jabón final como elementos de relleno o como elementos que conceden propiedades particulares a los jabones tales como: mayor duración, mejor consistencia o mejores aromas. Algunos de estos son. 2- Colorantes y Perfumes Su objetivo es mejorar las características de presentación externas del producto comercial. 3- Ácidos Grasos Los ácidos grasos que se encuentran en la naturaleza son compuestos alifáticos monobásicos, que constan por lo general de un solo grupo carboxilo, situado en el extremo de una cadena carbonada lineal. Los ácidos difieren entre si por el número de átomos de carbono en su cadena y por el número de posición de los enlaces dobles entre los átomos de carbono. Todas las sustancias grasas están constituidas en su mayor parte de ácidos grasos combinados con la glicerina (Erazo, 1999). 4- El pH Es importante mantener el pH del jabón constante ya que si es demasiado ácido o básico no será adecuado para fines domésticos. El pH debe ser de 5.5 y 8.0 para uso doméstico. Sin embargo el pH puede variar de acuerdo a la aplicación que deba darse al jabón, en jabón de tocador un pH 7 es adecuado ya que al ser mezclado con el agua disminuye su alcalinidad para así causar los efectos de neutralidad en su uso (Hendrickson, 1970). 5- La temperatura Mantener la temperatura en forma constante durante la fabricación es de vital importancia, debido a que si se sobrepasa el punto en el cual el ácido graso se descompone, la reacción podría no ser reversible y con ello se afecta nuestro producto final. 6-NaOH. El hidróxido de sodio es el más usado en la fabricación de jabón de lavar ropa. Da jabones duros, blancos, que admiten agua hasta un 60% sin perder mucha

25
solidez, y no se alteran al aire. En la reacción se consume 20% del NaOH agregado. Algo de este queda en el jabón (0,02-0,1%) y la otra parte pasa a la lejía del proceso de lavado. 7-Alcohol (etileno) La función del alcohol en el jabón es disolver los ácidos grasos que quedan de la saponificación, que dan la opacidad al mismo. Al ocurrir esta reacción ayuda a que el jabón se clarifique en el menor tiempo y que la mezcla no se tenga que calentar y agitar por tiempo prolongado. 8-Colorantes. Deben ser pigmentos que se dispersen fácilmente en agua y se usan 10-12 gr. por quintal de jabón.
MANO DE OBRA Cantidad de trabajadores CLASIFICACION DEL TRABAJO CAPACIDAD 0.5 Ton/Hr. 1 Ton/Hr. Ingeniero químico 1 1 Técnicos 1 1 Operadores de las máquinas 4 4 Operador de caldera 1 1 Personal de empaque 8 17 Otros 2 5
La elaboración de jabón es un proceso muy sencillo, pero el cual lleva consigo muchos riesgos potenciales tanta para la persona que las está elaborando como otras personas o animales que se encuentren cerca. Para evitar accidentes al momento de fabricar el jabón, existen ciertas medidas de seguridad y equipos de protección, el cual siendo bien utilizados permitirán que al realizar esta actividad no se sufra ningún daño. Un día tradicional de operaciones El proceso productivo para la fabricación de jabones de tocador en una pequeña empresa dura de 5 a 7 días aproximadamente, por lo que en un día de operación se realiza una parte del mismo. En virtud de lo anterior, por lo general se operan los 3 turnos de trabajo. Las actividades generales de un día tradicional de operaciones se pueden resumir de la siguiente forma. La entrada del primer turno será a las 6:00 hrs., el segundo a las 14:00 hrs y el tercero a las 22:00 hrs. A inicios del día el Gerente de Producción verifica con el Jefe de Turno el estado de avance del proceso productivo y el programa de producción. El Jefe de turno verifica la asistencia de personal, uniformes y equipo de seguridad de los empleados, así como el estado físico del equipo principal y accesorios requeridos para el proceso de fabricación de jabones, así como las necesidades de mantenimiento y reparación de los equipos.

26
Una vez realizado lo anterior, el Jefe de Turno supervisa la dosificación de las materias primas para el inicio del proceso de saponificación. Al terminar cada actividad del proceso se continúa con otra, por lo que no se pierde la continuidad en el mismo, tal como se indicó en la explicación a detalle del proceso productivo. Para llevar a cabo lo anterior se debe llevar el control de cada carga del proceso, detallando la fase en la cual se encuentran cada etapa del mismo. El Encargado de Control de Calidad inicia las labores del día verificando que las materias primas cumplan con las especificaciones de calidad requeridas. Al final del proceso efectuará el control de calidad del producto terminado. En cada uno de los turnos se les proporciona 1 hora a los empleados, para tomar sus alimentos y un pequeño descanso. A las 14:00 hrs y a las 22:00 hrs se efectúan los cambios de turno, en el cual el Jefe de Turno verifica las actividades realizadas, de manera tal que se continúen las labores de una forma continua. Al finalizar el día, el Gerente de Producción evalúa el cumplimiento de las metas de producción, estableciendo los mecanismos necesarios para solucionar los problemas presentados. El Gerente de Ventas verifica el programa de ventas, así como las entregas realizadas. Al término del proceso de cada carga de producto se deberán realizar las operaciones de limpieza de equipo y accesorios empleados, actividad que es realizada por los propios operadores de los equipos. Equipo de protección El equipo de protección, si es bien utilizado, brindara al usuario la seguridad que necesita para realizar con toda tranquilidad las distintas actividades. Es de mucha importancia utilizar adecuadamente y en todo momento el equipo de protección, ya que esta actividad implica el uso de sustancias toxicas como la soda cáustica, la cual es muy corrosiva y puede causar serios daños en las personas como quemaduras en la piel. Esta si es manipulada sin el equipo de protección puede disolverse en la mano por la humedad y causar que maduras en la piel. (Disuelve rápidamente en agua así como a sus manos húmedas) · Guantes de hules o goma, que sean largos y que cubran todo el antebrazo. · Gafas · Mascarillas o barbijos

27
Medidas de seguridad en la elaboración de jabón: El cumplir con las distintas medidas de seguridad permitirá evitar cualquier accidente, haciendo que la labor sea completamente segura. - Antes de inicia la elaboración del jabón es indispensable tener bien preparado el ambiente en el que realizaran las actividades, el lugar ideal para hacer el jabón es la cocina porque usted encontrará a mano todo lo que necesita. Pero se debe tener mucho cuidado para evitar contaminaciones con los alimentos o con otros implementos que tienen distintos usos. - Colóquese adecuadamente todo el equipo de protección, los guantes, la mascarilla y anteojos. - La soda cáustica o hidróxido de sodio (NaOH), es un material reactivo inestable. Es altamente corrosivo e irritante si entra en contacto con la piel y las mucosas por lo que se debe manejar con mucho cuidado y con equipo de protección adecuado. -Elabore el jabón en un lugar ventilado donde se sienta cómodo y sin interrupciones - Conserve la soda cáustica fuera del alcance de niños o animales. - La soda cáustica deberá ser conservada, guardada y almacenada en recipientes resistentes, en un ambiente fresco y seco ya que son muy susceptibles a la humedad. -Mida la cantidad exacta de cada material, ya que cualquier variación generara resultados no deseados como un mal producto o reacciones químicas violentas. -Vierta la soda cáustica en el agua y nunca a la inversa. -Cuando la soda cáustica reacciona con el agua se generan temperaturas de hasta 80 grados. Por lo tanto use envases resistentes al calor y tenga cuidado al manipularlos por que podrían quemar la piel. -No use las herramientas del jabón para otros quehaceres como en la preparación de comida. - Dedique a la preparación de jabón un espacio tranquilo de su casa y no haga jabón mientras que se está cocinando, o realizando otras actividades. En caso de un contacto con la soda cáustica con la piel, lávese con abundante agua fría. También puede usar vinagre para neutralizar el efecto. En caso de

28
contacto con los ojos debe lavarse con abundante agua corriente fría y consulta al médico. -No sobre inhale el producto, sobre todo la soda cáustica ya que este dañaría los fosas nasales y podría causar mareos e irritaciones - No coma mientras se elaborando el jabón. - Evite personas a su alrededor mientras realiza las actividades de la elaboración del jabón. - Una vez realizado el jabón, éste no deberá ser manipulado sin guantes de hule por unas 3 semanas después de la elaboración, ya que este jabón seguirá siendo corrosivo y podría causarle daños a la piel.
MAQUINARIA Y EQUIPO
LINEA DE ACABADO DEL JABON:
Moledor potente de tornillo. 1
Equipo automático de secado, rociado y succión. 1
Transportador de elevación. 1
Depósito de almacenamiento. 1
Balanzas automáticas. 1
Máquina mezcladora de inclinación. 1
Rodillos de mezcla. 1
Correa transportadora de entrega. 1
Máquina de doble succión. 1
Túnel automático continúo. 1
Estampador automático simple (doble) 1
Panel de control eléctrico. 1

29
EQUIPOS AUXILIARES:
Caldera de vapor. 1
Equipo de blanqueado por succión. 1
Torre de enfriamiento. 1
Bombas de ajuste de tuberías. 1
Repuestos para dos años de operación. 1
Tanque de almacenamiento de aceite. 2-4
Contenedor de ebullición. 4-6
Plomería, instalaciones eléctricas, aislamiento. 1
EQUIPO DE INSPECCION Y PRUEBA
Medidor de PH. 1
Probador de formulación. 1
Probador de humedad. 1
CAPACIDAD DE PRODUCCION
La capacidad de producción de la planta de producción de jabones está basada en peso o piezas por hora. La línea de producción más popular es de 500 Kg a 2,000 Kg por hora.
GASTOS GENERALES DE PLANTA
UTILIZACIÓN CAPACIDAD 0.5 Ton/Hr 1 Ton/Hr Potencia eléctrica 150 Kw 250 Kw Consumo de vapor 220-250 Kg/Hr 260-330 Kg/Hr Consumo de agua 12-15 Ton/Hr 16-25 Ton/Hr
Determinación de costos y márgenes de operación:

30
El estudio de los costos de operación es la piedra angular en toda clase de negocios, ya que permite no sólo la obtención de resultados satisfactorios, sino evitar que la empresa cometa errores en la fijación de los precios y que esto derive en un resultado negativo.
En la determinación de los costos, se debe tomar en cuenta que su valor cambia por posibles fluctuaciones en los precios o por diversos grados de utilización de la capacidad instalada.
En términos generales, el precio se puede establecer por debajo o por encima del de la competencia o ser igual al de ella.
• Costos directos (materia prima y remuneraciones del personal)
• Costos y gastos indirectos
• Margen de utilidad
Una vez obtenido el precio del producto final se deberá ponderar respecto de los precios de los competidores y la situación de oportunidad (oferta-demanda).
Distribución del producto:
La importancia del sistema de distribución se subestima muchas veces a pesar de que impacta en los volúmenes de venta y de que se refleja en un mal aprovechamiento del potencial del mercado, así como en acumulaciones excesivas de inventarios que, en otras consecuencias, incidirán en la rentabilidad del capital.
Los canales de distribución más importantes para los productos del giro son los mayoristas/distribuidores, tiendas de autoservicio y de abarrotes. Otra opción importante es la exportación.
COMPORTAMIENTO DE LA DEMANDA Nuestro producto tiene un Comportamiento de Demanda Elástica ya que hay existencia de otros productos sustitutivos. MANEJO Y ADMINISTRACION DEL INVENTARIO PARA EL PRODUCTO EN DESARROLLO. La administración y el control de los inventarios tienen como función principal determinar la cantidad suficiente y tipo de los insumos, productos en proceso y terminados o acabados para hacer frente a la demanda del producto, facilitando con ello las operaciones de producción y venta y minimizando los costos al mantenerlos en un nivel óptimo.

31
La inversión que representan los inventarios es un aspecto muy importante para la empresa en la administración financiera. En consecuencia, se debe estar familiarizado con los métodos para controlarlos con certeza y asignar correctamente los recursos financieros. De acuerdo con reglamento de la Ley del Impuesto Sobre la Renta, las empresas están obligadas a llevar algún sistema de inventarios, dependiendo de los ingresos manifestados en su última declaración. En el caso de la fabricación de jabones se considera el método de valuación de primeras entradas primeras salidas (PEPS). Utilizaremos el inventario de demanda independiente que se refiere a la demanda externa de un producto final de una firma; la mayoría de industrias tienen productos de ambas clases. En el sector manufacturero, por ejemplo la demanda independiente es común para los productos terminados, los repuestos y los suministros operativos; en las ventas mayoristas y minoristas como seria en nuestro caso de bienes de consumo, la mayor parte de la demanda es independiente cada artículo es un producto final en el cual ni el mayorista ni el minorista hacen más ensamblajes ni procesos de fabricación, la demanda independiente analizada en este trabajo se basa en estadísticas, en los modelos de cantidad de pedidos fijos y periodos de tiempos fijos; la influencia del nivel de servicio se muestra en las determinaciones de la reserva de seguridad y del punto del nuevo pedido. También se presentaron modelos para propósitos especiales: el de variación de precio y el de un solo periodo. Objetivos de este inventario
- Mantener una independencia en las operaciones. - Ajustarse a la variación de la demanda de productos; si la
demanda del producto se conoce con precisión, puede ser posible producir el bien para satisfacer de manera exacta la demanda.
- Permitir una flexibilidad en la programación de producción. - Proveer una salvaguardia para la variación en el tiempo de
entrega de las materias primas. - Sacarle provecho al tamaño del pedido de compra económico;
cuanto más grande sea él envió menor será el costo por unidad.
APLICACIÓN DE LA FILOSOFIA JUSTO A TIEMPO (JIT) En un sistema Just-in-Time, el despilfarro se define como cualquier actividad que no aporta valor añadido para el cliente. Es el uso de recursos por encima del mínimo teórico necesario (mano de obra, equipos, tiempo, espacio, energía). Pueden ser despilfarros el exceso de existencias, los plazos de preparación, la inspección, el movimiento de materiales, las transacciones o los rechazos. En

32
esencia, cualquier recurso que no intervenga activamente en un proceso que añada valor se encuentra en estado de despilfarros (muda en japonés). El método JIT no es simplemente otro proyecto más para eliminar despilfarros o desperdicios. No es simplemente otro programa más para motivar al personal o para reducir defectos. No es simplemente otro proyecto más de reducción de existencias. No es simplemente otro método más para reducir los plazos de producción, el espacio o los plazos de preparación. No es simplemente un proyecto de producción o de compras. No es en absoluto un proyecto, sino un proceso. No es una lista de cosas que hacer, sino un proceso que ayuda a establecer un orden de prioridades en lo que se hace. La finalidad del método JIT es mejorar la capacidad de una empresa para responder económicamente al cambio. Así, a medida que se reduzca el grosos del oleoducto, el método JIT señalará y dará prioridad a los estrechamientos que impidan el flujo y bloqueen la capacidad de la micro empresa para responder al cambio rápida y económicamente. Además, una vez que se hacen visibles todos y cada uno de los estrechamientos, el método JIT fuerza a emprender acciones para eliminarlos, estimulando con ello el uso del control de calidad total. La descripción convencional del JIT como un sistema para fabricar y suministrar mercancías que se necesiten, cuando se necesiten y en las cantidades exactamente necesitadas, solamente define el JIT intelectualmente. La gente que en las áreas de trabajo, utilizando sus mentes y ganando experiencia, se esfuerza en las mejoras, no define el JIT de ese modo. Para ellos el JIT significa podar implacablemente las pérdidas. Cuando el JIT se interna en las empresas, el despilfarro de las fábricas se elimina sistemáticamente. Para hacer esto, las ideas tradicionales y fijas ya no son útiles. El sistema Just-in-Time tiene cuatro objetivos esenciales que son:
Atacar los problemas fundamentales.
Eliminar despilfarros.
Buscar la simplicidad.
Diseñar sistemas para identificar problemas. Atacar los problemas fundamentales. Una manera de ver ello es a través de la analogía del río de las existencias. El nivel del río representa las existencias y las operaciones de la empresa se visualizan como un barco que navega por el mismo. Cuando una empresa intenta bajar el nivel del río (o sea reducir el nivel de sus existencias) descubre rocas, es decir, problemas. Hasta hace poco, cuando estos problemas surgían en las empresas tradicionales, la respuesta era aumentar las existencias para tapar el problema. La filosofía del JIT indica que cuando aparecen problemas debemos enfrentarnos a ellos y resolverlos (las rocas deben eliminarse del lecho del río). El nivel de las existencias puede reducirse entonces gradualmente hasta descubrir otro problema; este problema también se resolvería, y así sucesivamente.
PROBLEMAS (ROCAS) SOLUCION JIT
Máquina poco fiable Mejorar la fiabilidad

33
Zonas con cuellos de botella Aumentar la capacidad
Tamaños de lote grandes Reducir el tiempo de preparación
Plazos de fabricación largos Reducir colas, etc., mediante un sistema de arrastre
Calidad deficiente Mejorar los procesos y/o proveedores
En la anterior tabla se muestran algunos de los problemas (escollos) y las respectivas soluciones Just-in-Time. Así el enfoque JIT ante una máquina o un proceso que constituye un cuello de botella consiste en reducir el tiempo de preparación para conseguir una mayor capacidad, buscar máquinas o procesos alternativos, comprar capacidad adicional o incluso subcontratar el trabajo en exceso. Un directivo JIT reconoce que ni un aumento del stock de seguridad ni una programación más compleja logrará resolver el problema fundamental; lo único que hace es tapar temporalmente las rocas. Eliminar despilfarros. En este contexto significa eliminar todo aquello que no añada valor al producto. Ejemplos de operaciones que no añaden valor son la inspección, el transporte, el almacenaje, la preparación, entre otros. Tomemos el caso de la inspección y el control de calidad como ejemplos. El enfoque tradicional es tener inspectores estratégicamente situados para examinar el producto y, si es necesario, interceptarlas. Esto conlleva ciertas desventajas, incluyendo el tiempo que se tarda en inspeccionar el producto y el hecho de que los inspectores muchas veces descubren los fallos cuando ya se ha fabricado un lote entero, con lo cual hay que reprocesar todo el lote o desecharlo, dos soluciones sin lugar a dudas muy caras. En el enfoque Just-in-Time se orienta a eliminar la necesidad de una fase de inspección independiente, poniendo el énfasis en dos imperativos:
1. Haciéndolo bien a la primera. Dado que conseguir productos de alta calidad normalmente no resulta más caro que fabricar productos de baja calidad, ¿por qué no fabricarlos de alta calidad? Todo lo que se necesita es un esfuerzo concentrado para depurar las tendencias que propician la aparición de defectos.
2. Conseguir que el operario asuma la responsabilidad de controlar el proceso y llevar a cabo las medidas correctoras que sean necesarias, proporcionándole unas pautas que debe intentar alcanzar.
Si comparamos el enfoque tradicional de la inspección y control de calidad con el método JIT, podemos ver que el enfoque tradicional ha sido determinar unos límites superiores e inferiores (tolerancias) y si las medidas caen fuera de estos dos límites, el producto se desecha o se reproceso. En cambio, el enfoque Just-in-Time es reducir la desviación de lo nominal ideal, no tolerando ninguna desviación de lo nominal. Además, el JIT traspasa la responsabilidad de detectar y corregir

34
las desviaciones a los operarios que llevan a cabo los procesos. Se espera de ellos que lo hagan bien a la primera y que impidan que los productos se desvíen demasiado de lo nominal. Eliminar despilfarros implica mucho más que un solo esfuerzo de una vez por todas. Requiere una lucha continua para aumentar gradualmente la eficiencia de la organización y exige la colaboración de una gran parte de la plantilla de la empresa. Si se quiere eliminar las pérdidas con eficacia, el programa debe implicar una participación total de la mayor parte de los empleados. Ello significa que hay que cambiar el enfoque tradicional de decirle a cada empleado exactamente lo que debe hacer, y pasar a la filosofía JIT en la cual se pone un especial énfasis en la necesidad de respetar a los trabajadores e incluir sus aportaciones cuando se formulen planes y se hagan funcionar las instalaciones. Sólo de esta forma podremos utilizar plenamente las experiencias y pericias de los empleados. En busca de la simplicidad. Los enfoques de la gestión productiva de moda durante la década de los setenta y principio de los ochenta se basaban en la premisa de que la complejidad era inevitable. El JIT pone énfasis en la búsqueda de la simplicidad, basándose en el principio de que enfoques simples conducirán hacia una gestión más eficaz. El primer tramo del camino hacia la simplicidad cubre dos zonas:
1. Flujo de material. 2. Control.
Un enfoque simple respecto al flujo de material es eliminar las rutas complejas y buscar líneas de flujo más directas, si es posible unidireccionales. La mayoría de las plantas que fabrican a base de lotes están organizadas según lo que podríamos denominar una disposición por procesos. Normalmente cada proceso implica una considerable cantidad de tiempo de espera que se añade al tiempo que se invierte en el transporte de los artículos (entre la confusión general de la actividad de la fábrica) de un proceso a otro. Las consecuencias son bien conocidas: una gran cantidad de productos en curso y plazos de fabricación largos. Los problemas que conlleva intentar planificar y controlar una fábrica de este tipo son enormes, y los síntomas típicos son que los artículos retrasados pasan a toda prisa por la fábrica mientras otros, que ya no se necesitan inmediatamente a causa de la cancelación de un pedido o un cambio en las previsiones, se paran y quedan estancados en la fábrica. Estos síntomas tienen muy poco que ver con la eficacia de la gestión. No importa lo bueno que un directos sea, tendrá problemas para controlar un sistema de este tipo. También podemos intentar enfrentarnos con el problema, por ejemplo, instalando un sistema de control por ordenador en la fábrica; si la fábrica sigue siendo tremendamente compleja, los beneficios obtenidos serán probablemente marginales. La filosofía de la simplicidad del Just-in-Time examina la fábrica compleja y empieza partiendo de la base de que se puede conseguir muy poco colocando un control complejo encima de una fábrica compleja. En vez de ello, el JIT pone énfasis en la necesidad de simplificar la complejidad de la fábrica y adoptar un sistema simple de controles.

35
El enfoque JIT, basándose en el uso de los sistema tipo arrastre, asegura que la producción no exceda de las necesidades inmediatas, reduciendo así el producto en curso y los niveles de existencias, al mismo tiempo que disminuye los plazos de fabricación. Y el tiempo que de otra forma sería improductivo se invierte en eliminar las fuentes de futuros problemas mediante un programa de mantenimiento preventivo. Las principales ventajas que se pueden obtener del uso de los sistemas Just-in-Time tipo arrastre/Kanban son las siguientes:
Reducción de la cantidad de productos en curso.
Reducción de los niveles de existencias.
Reducción de los plazos de fabricación.
Reducción gradual de la cantidad de productos en curso.
Identificación de las zonas que crean cuellos de botella.
Identificación de los problemas de calidad.
Gestión más simple. Establecer sistemas para identificar problemas. El sistema de arrastre Kanban saca los problemas a la luz, en tanto que el control estadístico de procesos (SPC) ayuda a identificar la fuente del problema. Con el JIT, cualquier sistema que identifique los problemas se considera beneficioso y cualquier sistema que los enmascare, perjudicial. Los sistemas de arrastre Kanban identifican los problemas y por tanto son beneficiosos. Los enfoques tradicionales tendían a ocultar los problemas fundamentales y de esta forma retrasar o impedir la solución. Los sistemas diseñados con la aplicación del JIT deben pensarse de manera que accionen algún tipo de aviso cuando surja un problema. Si realmente queremos aplicar el JIT en serio tenemos que hacer dos cosas:
1. Establecer mecanismos para identificar los problemas. 2. Estar dispuesto a aceptar una reducción de la eficiencia a corto
plazo con el fin de obtener una ventaja a largo plazo. Es posible que muchos directivos consideren en un principio que el cuarto y último aspecto de la filosofía JIT es una desventaja potencial. Sin embargo, la experiencia muestra que si se crean estos sistemas y si se resuelven los problemas se puede mejorar considerablemente el funcionamiento de la empresa. Los objetivos del Just-in-Time suelen resumirse en la denominada “Teoría de los Cinco Ceros”, siendo estos:
Cero tiempo al mercado.
Cero defectos en los productos.
Cero pérdidas de tiempo.
Cero papel de trabajo.
Cero stock. A los que suele agregarse un sexto “Cero”:
Cero accidentes. Coste / beneficio de la aplicación del Just-in-Time Los enfoques convencionales del control de la fabricación como el MRP o el OPT exigen grandes inversiones de capital, la mayor parte del mismo consistente en hardware y software informático. Normalmente una aplicación de los sistemas

36
MRP u OPT implica una secuencia de implantación de 18 meses para resolver los flujos de datos; luego se prueba el sistema en paralelo con el sistema existente, se solucionan los problemas iníciales y finalmente la empresa pasa a utilizar definitivamente el nuevo sistema. En cambio, el JIT exige muy poca inversión de capital. Lo que se requiere es una reorientación de las personas respecto a sus tareas. Con la aplicación del JIT, todos los gastos implicados son principalmente gastos de formación. El personal de una empresa debe ser consciente de la filosofía que subyace el JIT y como influye esta filosofía en su propia función. Pero aunque el coste de una aplicación JIT sea más bajo que el de las aplicaciones típicas del MRP II, la reducción de las existencias es mucho mayor con el sistema JIT, muchas aplicaciones consiguen una reducción del 60 al 85 por 100 de las existencias. También debemos considerar que el JIT no se debe considerar a corto plazo; es decir, no deberíamos utilizar el JIT durante seis meses y luego parar. El JIT es una campaña progresiva que busca el perfeccionamiento continuo. Además debemos tener en cuenta que el JIT no sólo reduce las existencias, sino que aumenta la calidad, el servicio al cliente y la moral general de la empresa.

37
CUADRO DE LAS ESPECIFICACIONES TECNICAS DEL PRODUCTO. FICHA TÉCNICA: JABÓN A BASE DE SABILA.
CARACTERÍSTICAS GENERALES DEL BIEN
Denominación del bien : JABÓN A BASE DE SABILA Denominación técnica : JABÓN BARRA Segmento 47/Familia 13/Clase 18 (ONU) : EQUIPO Y SUMINISTRO DE
LIMPIEZA/SUMINISTROS DE LIMPIEZA/ SOLUCIONES DE LIMPIEZA Y DESINFECCIÓN
Nombre del Bien en el Catalogo ONU : Productos cosméticos. Código ONU : 47131811 Unidad de medida : Unidad (Un) Anexos adjuntos : Descripción General : Jabón de forma rectangular y formulado
para el lavado y humectación del cutis.
CARACTERÍSTICAS GENERALES DE LA FICHA
Versión : Estado : Periodo para recibir sugerencias : Fecha de inscripción en el SEACE :
CARACTERÍSTICAS TÉCNICAS DEL BIEN
Características físicas - organolépticos Aspecto: Barra Sólida Olor: Característico Color: Verde, azul, etc. Textura: Poco rugosa pH: pH<7 Solubilidad en agua: Lentamente soluble Presentación: Forma de pan y en barra.
Composición Ácidos grasos 40% - 65% Proteasa 0% - 3% Lipasas 0% - 3% Ce-lulasas 0% - 3% Amilasas 0% - 3% Tensioactivos Sintéticos 0% - 30%.
REQUISITOS

38
Registro sanitario otorgado por MINSA.
CERTIFICACIÓN Obligatorio OTRAS ESPECIFICACIONES Presentación del producto Por unidad
Para venta por mayor
Envase Los envases primarios serán de polietileno y envase secundario de cartón que protegerá el producto, durante el periodo de almacenamiento, transporte y distribución del producto: Rotulado Nombre del producto, Nombre o razón social del fabricante o responsable de la comercialización,
País de fabricación, Contenido neto del producto expresado en ml (gr),
Número del lote de producción, Número de notificación sanitaria obligatoria (NSO) ó registro sanitario (RS),
según corresponda, Fecha de vencimiento, Nombre de la materia prima de flúor, Contenido de flúor total y disponible expresado en ppm,
Lista y concentración de ingredientes.
Presentación Peso
Barra 250 gramos
Barra 500 gramos
Presentación Unidades
Caja de cartón 20
Paquete 100

39
PROPUESTA DE DISEÑO DE ETIQUETADO.

40
ANALISIS DEL TIPO DE DISTRIBUCION DE PLANTA. Además de la localización, diseño y construcción de la planta es importante estudiar con detenimiento el problema de la distribución interna de la misma, para lograr una disposición ordenada y bien planeada de la maquinaria y equipo, acorde con los desplazamientos lógicos de las materias primas y de los productos acabados, de modo que se aprovechen eficazmente el equipo, el tiempo y las aptitudes de los trabajadores. Se recomienda utilizar, como esquema para la distribución de instalaciones, el flujo de operaciones orientado a expresar gráficamente too el proceso de producción, desde la recepción de las materias primas hasta la distribución de los productos terminados, pasando obviamente por el proceso de fabricación. Las instalaciones necesarias para una pequeña empresa de este giro incluyen, entre otras, las siguientes áreas: • Recepción, documentación y descarga de materias primas y combustibles. • Tanques de almacenamiento de materias primas • Tanques de almacenamiento de agua y combustibles • Almacén de materias primas • Área de proceso de saponificación • Área de moldeado • Área de proceso final de producción (picado, mezclado, molienda, extrusión, cortado, prensado y empaque) • Área de control de calidad de materia prima y producto terminado • Almacén de producto terminado • Carga de producto terminado a vehículos de transporte para su distribución • Oficinas técnicas y administrativas • Vestidores, baños y sanitarios • Servicios médicos • Atención a clientes • Estacionamiento • Áreas verdes

41
1
1

42
1- Verter en un recipiente que contiene la cantidad de agua calculada el
álcali con mucho cuidado.
2- Desprendimiento de calor.
3- Agitar la mezcla durante 30 minutos.
4- Añadir colorantes o aromas.
5- Verter el jabón en un molde y dejar reposar hasta que endurezca.
6- Probar el funcionamiento del jabón
7- Traslado al área del empaque
8- Empacar en caja
9- Traslado al área del almacenamiento.
10- Almacenar.
JUSTIFICACION DE LA LOCALIZACION DE LA PLANTA. La localización de nuestra microempresa se encuentra en el Barrio panamá
Soberana, Costado noreste de la Escuela Marvin Abel, dentro del casco urbano de
Estelí. La elegimos porque esta cuenta con los factores primarios (disponibilidad
de materias primas, agua, energía, combustible, transporte, etc.), y específicos
(clima, estructura del suelo, etc.); la mano de obra será local y está disponible en
nuestra Ciudad. Iniciaremos nuestro negocio en la Casa de Ana Hudiel nuestra
socia ya que por el momento no contamos con inversiones para comprar nuestros
activos fijos, esto nos facilita tener un mejor funcionamiento y una mayor
rentabilidad del proyecto, nos reduce el número de soluciones posibles, disminuye
costos e incrementa la demanda de nuestro producto, además al estar situada en
1
2 3 4
5
6
7
8 9 10

43
este lugar nos facilita exportar nuestro producto a distintos lugares cercanos de
Estelí.
PLANO DE LOCALIZACION DE LA PLANTA

44

45
CONCLUSIONES Se logró obtener un jabón cremoso y apto para ser utilizado para el tratamiento del acné. La calidad del producto obtenido es aceptable y comprobada mediante las pruebas de laboratorio realizadas. Con este proyecto buscamos concientizar a las personas que deben cuidar su cutis y que sepan cuales productos son los más adecuados. La sábila es una excelente alternativa natural para el tratamiento del acné. Que por medio del experimento que se le hizo al PH podemos concluir que este es muy importante en la composición del jabón. Logramos fabricar un Jabón de origen natural sin presencia de sustancias químicas y comercializamos un producto ecológico auto sostenible y amigable para el ambiente.

46
RECOMENDACIONES
Hacer otras pruebas del jabón para alcanzar la eficiencia de nuestro producto en la disminución del acné
Realizar un estudio de mercado para determinar la aceptabilidad del producto.
Se deben aumentar las investigaciones serias sobre el uso y beneficios dela sábila.
Los tratamientos dermatológicos no pueden darse a la ligera todas las personas no poseen un mismo tipo de piel.
La planta de sábila (aloe vera) presenta excelentes valores de nutrientes esenciales para la regeneración de la epidermis.
Debido a que los ingredientes utilizados para la elaboración del producto son de origen natural, no presentan importantes efectos colaterales indeseados.

47
BIBLIOGRAFIA • Cañamero, A. 2002. Jabones y detergentes. Consultado en agosto de 2004. Disponible en: http://centros5.pntic.mec.es/ies.victoria.kent/Rincon- C/Curiosid/RC-46/Rc-46.htm • Conn, E; Stumpf, P. 1990. Bioquímica Fundamental. 3 ed. Trad. J. Gabriel. México. Editorial Limusa. 72p. • Erazo, M. 1999. Producción de jabones y detergentes. Consultado en junio de 2004. Disponible en: http://www.procesosvirtuales.com/documentos/archivos/DTPI01- 002.pdf • Failor, C. 2003. Técnicas para la elaboración de jabón. Consultado en agosto 2004. Disponible en: http://www.nuestromercado.com.ar/Artesanias/Tecnicas/jabones.htm • Fedepalma. 2004. Composición de ácidos grasos del aceite de palma. Consultado en julio de 2004. Disponible en: www.fedepalma.org • Guías empresariales. 2004. Productos del giro y sus características básicas. México, DF. Consultado en abril de 2004. Disponible en: http://www.contactopyme.gob.mx/guiasempresariales/guias.asp?ins=342&s=14 • Haro, A. 2003. Grasas y aceites. Consultado en agosto de 2004. disponible en: http://www.pulevasalud.com/subcategoria.jhtml • Hernández, C. 2002. La fabricación de los jabones. Consultado en febrero 2004. Disponible en: http://www.tintonet.com/tintoreros/jabones.html • Hendrickson, J. 1970. Preparación de un jabón por saponificación de un aceite vegetal. Consultado en agosto de 2004. disponible en : http://tenoch.pquim.unam.mx/academico/qo/soap/jabon.htm • King, M. 2003. Clasificación de lípidos. Consultado en marzo de 2004. Disponible en: http://www.ehu.es/biomoleculas/LIP/LIPID3.htm 39 • Latorre, A. 2002. Historia del jabón. Consultado en marzo de 2004. Disponible en: http://perso.wanadoo.es/astrolar/cursosgratis/varios/jabones2.htm • Prior, J. 2003. Tablas de saponificación. Consultado en marzo de 2004. Disponible en: http://www.soapyworld.com/tablas_sap.htm • Quintana, I. 2003. Grasas, aceites y jabones. Consultado en febrero de 2004. Disponible en: http://www.monografias.com/trabajos/grasas/grasas.shtml

48
ANEXOS

49
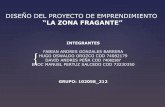
Emulsión de jabón El procedimiento utilizado permitió la obtención de un jabón homogéneo de excelentes propiedades detergentes. Cabe destacar que el carácter lipofilico es limitado pues su Ph <7 sin embargo es apto para su utilización pues es muy soluble en agua.
Pruebas fisicoquímicas. Cumplido el proceso de condensación y procesamiento del jabón se realizaron las pruebas para verificar su calidad.
En la izquierda se observan los implementos para verificar la calidad del jabón. A la derecha se observa el carácter alcalino del jabón (solución blanca) y disolución con glicerina (solución café
claro). Verificación de la eficacia del Producto En primer lugar el producto fue sometido a la prueba de detergencia para verificar que se producía espuma en agua, y que además este podría ser removido en su totalidad al enjuagar, este resultado fue positivo.