
PROPUESTA DE IMPLEMENTACIÓN DEL SISTEMA DE...
158
PROPUESTA DE IMPLEMENTACIÓN DEL SISTEMA DE INFORMACIÓN MRP EN LOS PRODUCTOS SEMILLA Y GRAGEA DE LA EMPRESA ALIMENTOS ANGELITA LTDA. JORGE ENRIQUE MUÑOZ URIBE OLGA LUCIA DIUZA VALLEJO UNIVERSIDAD DE SAN BUENAVENTURA FACULTAD DE INGENIERÍA PROGRAMA INGENIERÍA INDUSTRIAL SANTIAGO DE CALI
Transcript of PROPUESTA DE IMPLEMENTACIÓN DEL SISTEMA DE...
PROPUESTA DE IMPLEMENTACIÓN DEL SISTEMA DE INFORMACIÓN MRP
EN LOS PRODUCTOS SEMILLA Y GRAGEA DE LA EMPRESA ALIMENTOS
ANGELITA LTDA.
JORGE ENRIQUE MUÑOZ URIBE
OLGA LUCIA DIUZA VALLEJO
UNIVERSIDAD DE SAN BUENAVENTURA
FACULTAD DE INGENIERÍA
PROGRAMA INGENIERÍA INDUSTRIAL
SANTIAGO DE CALI

2
PROPUESTA DE IMPLEMENTACIÓN DEL SISTEMA DE INFORMACIÓN MRP
EN LOS PRODUCTOS SEMILLA Y GRAGEA DE LA EMPRESA ALIMENTOS
ANGELITA LTDA.
JORGE ENRIQUE MUÑOZ URIBE
OLGA LUCIA DIUZA VALLEJO
TRABAJO DE GRADO PRESENTADO COMO REQUISITO PARA OPTAR AL
TÍTULO DE INGENIERO INDUSTRIAL
DIRECTOR
ING. JHON MARIO OSORIO
UNIVERSIDAD DE SAN BUENAVENTURA
FACULTAD DE INGENIERÍA
PROGRAMA INGENIERÍA INDUSTRIAL
SANTIAGO DE CALI

3
Nota de aceptación
El trabajo de grado PROPUESTA DE
IMPLEMENTACIÓN DEL SISTEMA DE
INFORMACIÓN MRP EN LOS
PRODUCTOS SEMILLA Y GRAGEA DE LA
EMPRESA ALIMENTOS ANGELITA LTDA
elaborado por los estudiantes JORGE
ENRIQUE MUÑOZ URIBE y OLGA LUCIA
DIUZA VALLEJO, cumple con los requisitos
exigidos por la Universidad de San
Buenaventura Cali para optar al título de
INGENIERO INDUSTRIAL
__________________________
Firma del presidente del jurado
____________________________
Firma del jurado
____________________________
Firma del jurado
Santiago de Cali, Abril de 2016

4
Olga Lucia Diuza Vallejo:
A mis padres y hermanos: Llevo sus corazones conmigo, los llevo en mi corazón.
Nunca estoy sin él, ustedes van dondequiera que yo voy; y todo lo que hago por mí misma
lo hacen ustedes también, amada familia. Gracias por su apoyo incondicional, su
comprensión y entrega. Esto es para ustedes. Los amo mucho.
Jorge Enrique Muñoz Uribe:
A Vanessa Trujillo Arias: Tú me has acompañado en mi crecimiento profesional.
Agradezco tu apoyo incondicional en cada decisión que he tomado, por el tiempo dedicado
y la entrega en cada momento de mi vida. Gracias por hacer parte de este proceso, mi
cielo.
A mi familia: La familia siempre debe ser lo más valorado que existe en nuestra vida, y
por ello debemos exigirnos para ser mejores personas cada día y formar lazos más fuertes
entre todos los miembros de nuestra familia. Gracias por su apoyo mi amada familia.

5
AGRADECIMIENTOS
Primeramente queremos agradecer a Dios.
A nuestros padres, hermanos por todo su apoyo y esfuerzo constante.
Al director Jhon Mario Osorio.
A la familia Arias Sanclemente.
A Vanessa Trujillo Arias.
A la Universidad de San Buenaventura de Cali, Programa de Ingeniería Industrial.
También a la empresa Alimentos Angelita donde se realizó el estudio, quienes accedieron y
cooperaron en el desarrollo del proyecto.

6
CONTENIDO
INTRODUCCIÓN ................................................................................................................ 18
1. PROBLEMA ................................................................................................................. 21
1.1 PLANTEAMIENTO DEL PROBLEMA: ............................................................. 21
1.2. PREGUNTA .......................................................................................................... 24
2. OBJETIVOS.................................................................................................................. 25
2.1. OBJETIVO GENERAL ......................................................................................... 25
2.2. OBJETIVOS ESPECÍFICOS. ............................................................................... 25
2.3. ALCANCE ............................................................................................................. 25
3. JUSTIFICACIÓN.......................................................................................................... 26
4. MARCO REFERENCIAL ............................................................................................ 28
4.1. ANTECEDENTES ................................................................................................ 28
4.1.1. Introducción a las empresas de confitería en Colombia. ................................ 28
4.1.2 Diagnósticos en los sistemas productivos. ..................................................... 30
4.1.3 Caracterización de los sistemas productivos .................................................. 31
4.1.4 Estandarización de los sistemas productivos .................................................. 33
4.1.5 Los pronósticos en las industrias .................................................................... 34
4.1.6 Registro de inventarios ................................................................................... 36
4.1.7 Planificación de la producción en los sistemas productivos. ......................... 37
4.2 MARCO CONTEXTUAL ..................................................................................... 40
4.4. MARCO CONCEPTUAL ..................................................................................... 41
4.5. MARCO TEÓRICO .............................................................................................. 44
4.5.1. Planeación: Filosofías existentes. ................................................................... 44
4.5.2. Aspectos generales e importancia de la planeación........................................ 45
4.5.3. Clases de planeación y características ............................................................ 47
4.5.4. Pasos del proceso de planeación. .................................................................... 50
4.5.5. Relación entre la planeación y el control........................................................ 51
4.5.6. Sistema MRP .................................................................................................. 52
4.5.7. Demanda independiente ................................................................................. 53
4.5.8. Demanda dependiente..................................................................................... 54
4.5.9. Gestión de stock o inventarios ........................................................................ 54
4.5.10. Plan maestro de producción ............................................................................ 55
4.5.11. Lista de materiales (BOM) ............................................................................. 57
4.5.12. El sistema MRP II .......................................................................................... 58
7
4.5.13. Funciones del sistema MRP II ........................................................................ 61
4.5.14. Relación del MRP Y JIT ............................................................................... 62
4.5.15. Los pronósticos y la toma de decisiones para la planeación de la producción
62
4.6. MARCO LEGAL ................................................................................................... 66
5. METODOLOGÍA ......................................................................................................... 68
5.1 TIPO DE ESUTIDIO ............................................................................................. 68
5.2 DISEÑO DEL ESTUDIO ...................................................................................... 68
5.3 ALCANCE DEL ESTUDIO .................................................................................. 68
5.4 POBLACIÓN ......................................................................................................... 68
6. RESULTADOS ............................................................................................................. 72
6.1. ETAPA 1: DIAGNÓSTICAR EL SISTEMA PRODUCTIVO DE LA EMPRESA
ALIMENTOS ANGELITA LTDA. ................................................................................. 72
6.1.1. Área de la empresa ......................................................................................... 78
6.1.2. Identificación general de la fabricación de semilla y gragea. ......................... 79
6.1.3. Identificación específica del proceso productivo de la semilla. ..................... 81
6.1.4. Identificación específica del proceso productivo de la gragea. ...................... 89
6.1.5. Diagnóstico del proceso actual ....................................................................... 94
6.2.1. Recomendaciones del diagnóstico ................................................................ 100
6.2. ETAPA 2: DOCUMENTAR LOS PROCESOS PRODUCTIVOS PARA LA
SEMILLA Y LA GRAGEA. .......................................................................................... 101
6.3. ETAPA 3: DISEÑO DEL SISTEMA PRODUCTIVO PARA LOS PRODUCTOS
SEMILLA Y GRAGEA DE LA EMPRESA ALIMENTOS ANGELITA LTDA. ....... 105
6.3.1. BOM (Lista de materiales). .......................................................................... 106
6.3.2. Pronostico ..................................................................................................... 107
6.4. ETAPA 4: PROPUESTA DE IMPLEMENTACIÓN DEL SISTEMA DE
INFORMACIÓN MRP EN LOS PRODUCTOS SEMILLA Y GRAGEA EN LA
EMPRESA ALIMENTOS ANGELITA LTDA. ............................................................ 118
7. CONCLUSIONES ...................................................................................................... 130
8. RECOMENDACIONES ................................................................................................ 132
10. BIBLIOGRAFÍA ......................................................................................................... 135
ANEXOS ............................................................................................................................ 140
Anexo 1 ........................................................................................................................... 140
Anexo 2 ........................................................................................................................... 141
Anexo 3 ........................................................................................................................... 142
Anexo 4 ........................................................................................................................... 143

8
Anexo 5 ........................................................................................................................... 144

9
CONTENIDO DE TABLAS
Tabla 1. Lista de productos Pareto ....................................................................................... 23 Tabla 2. Datos generales Alimentos Angelita ...................................................................... 40 Tabla 3. Ley 09 de 1979 aplicable al manejo ambiental, almacenamiento, seguridad
industrial en Alimentos Angelita. ......................................................................................... 66 Tabla 4. Caracterización ISO 9001:2015 ............................................................................. 67
Tabla 5.Productos de Alimentos Angelita ............................................................................ 73 Tabla 6.Distribución de Clientes .......................................................................................... 74 Tabla 7. Especificaciones del área ........................................................................................ 78 Tabla 8. Total área física Alimentos Angelita ...................................................................... 78 Tabla 9. Caracterización del sistema productivo de la semilla según la norma ISO
9001:2015. ............................................................................................................................ 84
Tabla 10. Especificación de calidad para la semilla ............................................................. 85 Tabla 11. Especificaciones de calidad semilla y gragea-requerimiento de producto ........... 85
Tabla 12. Especificación de calidad semilla-aplicación de producto ................................... 86
Tabla 13. Especificaciones de calidad- requerimiento de azúcar ......................................... 86 Tabla 14. Producción de semilla por bombo ....................................................................... 87
Tabla 15. Producción por celda por 2 bombos ..................................................................... 87 Tabla 16. Fase No.2 producción de semilla por 4 bombos .................................................. 87 Tabla 17. Fase No. 3 de producción de semilla por 2 bombos ............................................. 87
Tabla 18. Fase No.4 de producción de semilla por 5 bombos ............................................. 88 Tabla 19. Fase No. 5 de producción de semilla por 5 bombos ............................................. 88
Tabla 20. Turnos ................................................................................................................... 88 Tabla 21. Proceso detallado de producción .......................................................................... 88 Tabla 22. Lead Time ............................................................................................................. 89
Tabla 23. Caracterización del sistema productivo de la gragea según la norma ISO
9001:2015. ............................................................................................................................ 91 Tabla 24. Especificación de calidad de la gragea- requerimiento de producto .................... 92 Tabla 25. Especificación de calidad de la gragea- aplicación del producto ......................... 92
Tabla 26. Fase No.1 producción por 6 bombos .................................................................... 93 Tabla 27. Fase No. 2 producción por celda por 6 bombos ................................................... 93
Tabla 28. Fase No.3 producción por 6 bombos .................................................................... 93 Tabla 29. Fase No.4 producción por 10 bombos .................................................................. 93 Tabla 30. Proceso detallado de producción .......................................................................... 94 Tabla 31. Lead Time ............................................................................................................. 94 Tabla 32. Consolidado de la demanda en KG desde 2011 hasta 2015. ................................ 97
Tabla 33. Variación porcentual de semilla y gragea ............................................................ 97
Tabla 34. Proceso de la Semilla.......................................................................................... 101
Tabla 35. Proceso de la Gragea .......................................................................................... 103 Tabla 36. Pronóstico suavización exponencial simple y cálculo de error de la semilla ..... 107 Tabla 37. Pronóstico suavización exponencial simple y cálculo de error de la gragea ...... 109 Tabla 38. Promedio móvil ponderado y cálculo de error de la semilla. ............................. 110 Tabla 39. Promedio móvil ponderado gragea ..................................................................... 111
Tabla 40. Pronostico de suavización exponencial doble semilla........................................ 112 Tabla 41. Pronostico suavización exponencial doble gragea ............................................. 113 Tabla 42. Método lote 4 semilla ......................................................................................... 114

10
Tabla 43. Método del periodo constante semilla ................................................................ 115
Tabla 44. POQ Semilla ....................................................................................................... 115
Tabla 45. Pedidos Semilla .................................................................................................. 115 Tabla 46. POQ .................................................................................................................... 115 Tabla 47. Método lote 4 gragea .......................................................................................... 116 Tabla 48. Método del periodo constante gragea ................................................................. 116 Tabla 49. POQ Gragea........................................................................................................ 116
Tabla 50. Pedidos Gragea ................................................................................................... 117 Tabla 51. POQ Gragea........................................................................................................ 117 Tabla 52. Programa maestro de producción semilla 2016.................................................. 117 Tabla 53. Programa maestro de producción Gragea 2016.................................................. 118 Tabla 54. Matriz de Afinidad "Lluvia de Ideas" ................................................................ 141
Tabla 55. Formato de Estándar para la producción en ALIAN. ......................................... 142
Tabla 56. Procesos Semilla ................................................................................................. 144 Tabla 57. Proceso Gragea ................................................................................................... 149

11
CONTENIDO DE GRÁFICAS
Gráfica 1. Demanda de producción vs inventario de materia prima año 2015. ................... 22 Gráfica 2.Exportación de confitería en Colombia según departamentos, 2007 ................... 28 Gráfica 3. Cronología de los modelos de planeación y control de producción .................... 46 Gráfica 4. Diagnóstico del sistema productivo de ALIAN basado en encuesta aplicada a los
colaboradores. ....................................................................................................................... 96
Gráfica 5. Comportamiento de la semilla en 5 años ............................................................. 98 Gráfica 6. Comportamiento de la demanda de gragea en 5 años ......................................... 99 Gráfica 7. Comportamiento de la demanda en 5 años ........................................................ 100 Gráfica 8. Pronóstico de suavización exponencial simple semilla ..................................... 108 Gráfica 9. Pronóstico de suavización exponencial simple gragea ...................................... 109
Gráfica 10. Promedio móvil ponderado semilla ................................................................. 110
Gráfica 11. Promedio móvil ponderado gragea .................................................................. 111 Gráfica 12. Pronostico de suavización exponencial doble semilla ..................................... 112
Gráfica 13. Pronostico de suavización exponencial doble gragea...................................... 113

12
CONTENIDO DE ILUSTRACIONES
Ilustración 1. Generalidades del pronóstico ......................................................................... 63 Ilustración 2. Formula Promedio Móvil ............................................................................... 64 Ilustración 3. Formula Suavización Exponencial Simple ..................................................... 65 Ilustración 4. Formula Suavización Exponencial Doble ...................................................... 65 Ilustración 5. Distribución de clientes Alimentos Angelita Ltda. (ALIAN) ........................ 74
Ilustración 6. Estructura funcional de alimentos angelita Ltda. (ALIAN) ........................... 75 Ilustración 7. Bombo ............................................................................................................ 80 Ilustración 8. Proceso de producción de jarabe, semilla y gragea ALIAN .......................... 80 Ilustración 9. Flujo de operaciones de la producción de semilla .......................................... 83 Ilustración 10. Flujo de operaciones de la gragea. ............................................................... 90
Ilustración 11. Método de trabajo ......................................................................................... 95
Ilustración 12. Materia prima requerida en porcentaje para la producción de Semilla en
ALIAN ................................................................................................................................ 106
Ilustración 13. Materia prima requerida en porcentaje para la producción de Gragea en
ALIAN ................................................................................................................................ 107 Ilustración 14. Guía del sistema de información MRP ....................................................... 119
Ilustración 15. Semilla – BOM. .......................................................................................... 120 Ilustración 16. Gragea-BOM .............................................................................................. 121 Ilustración 17. Producción real de semilla.......................................................................... 122
Ilustración 18. Producción real de gragea. ......................................................................... 122 Ilustración 19. Pronóstico ajustado de la semilla ............................................................... 123
Ilustración 20.Pronostico ajustado Gragea. ........................................................................ 123 Ilustración 21. Tamaño de lote POQ Semilla y Gragea. .................................................... 124 Ilustración 22. Programa maestro de producción Semilla. ................................................. 125
Ilustración 23. Programa maestro de producción Gragea. .................................................. 125
Ilustración 24. Lote por lote Semilla 2015 ......................................................................... 126 Ilustración 25. Método del periodo constante Semilla 2015 .............................................. 126 Ilustración 26. Método POQ Semilla 2015 ........................................................................ 127
Ilustración 27. Método lote por lote Gragea 2015 .............................................................. 127 Ilustración 28. Método del periodo constante Gragea 2015 ............................................... 128
Ilustración 29. POQ Gragea 2015 ...................................................................................... 128 Ilustración 24.Método lote por lote semilla ........................................................................ 129 Ilustración 25. Método lote por lote gragea ........................................................................ 129 Ilustración 31. Información detallada encuesta ALIAN ..................................................... 140

13
CONTENIDO DE DIAGRAMAS
Diagrama 1. Diagrama de Pareto productos con mayor demanda de producción 2015 ....... 23 Diagrama 3. Información detallada Hombre - Máquina..................................................... 143

14
RESUMEN
El presente trabajo se basó en la metodología MRP para el diseño e implementación de
una propuesta de mejora en el sistema productivo, se llevó a cabo en la empresa Alimentos
Angelita Ltda. (ALIAN). Esta empresa se dedica a la producción de confitería y se
encuentra ubicada en la ciudad de Santiago de Cali.
Una buena gestión del sistema productivo de la empresa, permite conocer los
requerimientos de materiales para la producción de una referencia determinada y
estandarización de tiempos; dichas acciones permiten estimar el tiempo de producción para
una determinada referencia.
Para el desarrollo del proyecto fue necesario diagnosticar el sistema productivo por
medio de una lluvia de ideas, gestión documental y encuesta semiestructurada;
posteriormente se realizó la caracterización de los procesos de producción con toma de
tiempos, lista de materiales, análisis de mano de obra y evaluación de los proceso de
producción.
En el proyecto se utilizó lo siguiente:
Diagrama de Pareto.
Matriz de Afinidad.
Flujo de operaciones
BOM
PMP
POQ de materia prima

15
Finalmente se diseñó la propuesta por medio de una herramienta ajustada al problema a
contrarrestar con toda la información obtenida y analizada. El proyecto concluye con la
implementación de la propuesta de mejora ajustada en la herramienta de Microsoft Excel.
La propuesta de mejora para el sistema productivo de ALIAN permite obtener los
requerimientos de materiales para la producción de semilla y gragea; adicionalmente se
mejoró en un 22% la entrega de producto terminado basado en la herramienta MRP.
Palabras Clave: Planeación de producción, MRP, inventario, confitería, BOM.

16
ABSTRACT
This work was based on the MRP methodology for the design and implementation of a
proposal for improvement in the production system, this project was developed in
Alimentos Angelita Ltda. (ALIAN). This company is dedicated to produce confectionery
and is located in the city of Santiago de Cali.
A good management of the production system of the company, allows to know the
material requirements for the production of a specific reference, standardization of time,
that allow estimate the time production for a specific reference.
For the development of the project was necessary to diagnose the production system
through brainstorming, document management and semi structured survey; then has been
made the characterization of the production processes with take time, bill of materials,
labor analysis and evaluation production process.
The following is used in the project:
• Pareto diagram.
• Affinity Matrix.
• Operating cash flow
• BOM
• PMP
• EOQ raw material

17
Finallythe proposal through an adjusted tool to counteract the problem with all the
information collected and analyzed was designed. The project concludes with the
implementation of the proposed adjusted improvement in Microsoft Excel tool.
The proposal to improve the productive system ALIAN allows the material requirements
for production of seed and tablet; additionally it improved by 22 % the delivery of finished
product based to MRP tool.
Keywords: Production planning, MRP, inventory, confectionery, BOM.
18
INTRODUCCIÓN
Alimentos Angelita Ltda. (ALIAN) es una empresa dedicada a la producción de dulces
grageados, caramelo duro recubierto, frutos secos, y confitería en general. La empresa
inicia en la ciudad de Bogotá en el año de 1990, sin embargo, la empresa decidió
desplazarse a la ciudad de Cali hace 20 años debido a la concentración de clientes en el
departamento del Valle del Cauca. La compañía se encuentra ubicada en la ciudad de Cali,
en la zona industrial de FEPICOL (Federación de pequeñas industrias de Colombia).
Actualmente cuenta con 5 colaboradores en el área administrativa, y 4 colaboradores para
el turno de producción que empieza desde las 5:30 de la mañana hasta la 1:15 de la tarde,
luego, los operarios hacen cambio de turno por un grupo de 4 colaboradores que inician
desde la 1:15 hasta las 9:15 de la noche.
Debido al aumento de la producción de la semilla y la gragea, Alimentos Angelita Ltda.
Identifica una oportunidad de mejora en la planeación de la producción para sus productos
más representativos (semilla y gragea) las cuales tuvieron una demanda de producción para
el año 2015 de 109.312 Kg.
El presente trabajo tiene como objetivo realizar una propuesta de implementación del
sistema de información MRP para la semilla y la gragea, debido a que en la empresa se
identifica la inexistencia de un sistema de información que le permita tener de forma
parametrizada los requerimientos de materias primas de acuerdo a la orden de producción.
En la actualidad la administración eficiente de los recursos es de vital importancia para
cualquier organización. Es por ello que la planeación se ha convertido en una herramienta
fundamental para la gestión de los sistemas productivos de las empresas, la puesta en
práctica del MRP, juega un papel importante en la determinación de la gestión de materias

19
primas y tiempos de producción. Dentro de la propuesta que se elaboró, se tomó como base
el desarrollo el sistema MRP facilitando la administración del inventario.
De acuerdo a lo anterior, el presente trabajo fue estructurado de la siguiente manera:
Caracterizar los procesos de producción asociados a la semilla y la gragea de la
empresa Alimentos Angelita Ltda. (ALIAN) por medio de entrevistas realizadas al
gerente general de la compañía y a la gerente de mercadeo, adicionalmente el Grupo
de investigación participo en la observación del sistema de fabricación de la semilla
y la gragea.
Estandarizar los procesos de producción de semilla y gragea de la empresa
Alimentos Angelita Ltda. (ALIAN), a través de observación, toma de tiempo,
registro de datos, análisis documental y acompañamiento del gerente general de la
compañía.
Diseñar el sistema productivo para los productos de semilla y gragea basados
en el sistema de información MRP, para ello se definió lista de materiales,
pronóstico de la demanda, sistema de loteo y plan maestro de producción.
Realizar una propuesta de implementación del sistema de información MRP en
los productos semilla y gragea en la empresa Alimentos Angelita Ltda. (ALIAN).

20
El aporte a la ingeniería industrial se hace evidente en el diseño de la propuesta para la
mejora de la gestión del sistema en una empresa del sector industrial, permitiendo mejorar
la planeación de la producción conociendo con anterioridad los requerimientos de material
para semilla y gragea en ALIAN.

21
1. PROBLEMA
1.1 PLANTEAMIENTO DEL PROBLEMA:
Alimentos Angelita Ltda. (ALIAN) es una empresa dedicada a la producción de dulces
grageados, y confitería en general. La empresa inició hace 26 años en la ciudad de Bogotá,
sin embargo, la empresa se ubicó en la ciudad de Cali hace 20 años debido a la
concentración de clientes en el departamento del Valle del Cauca con un 55.9%. La
compañía se encuentra ubicada en la ciudad de Cali, en la Federación de pequeñas
industrias de Colombia. Actualmente cuenta con 5 colaboradores en el área administrativa,
y 4 colaboradores para el turno de producción que empieza desde las 5:30 de la mañana
hasta la 1:15 de la tarde, luego, los operarios hacen cambio de turno por un grupo de 4
colaboradores que inician desde la 1:15 hasta las 9:15 de la noche.
Actualmente, la empresa no tiene determinado cuales son las cantidades necesaria de
materia prima que se deben comprar y/o producir para la elaboración de sus productos,
generando un desabastecimiento entre la demanda y el nivel de inventarios de materia
prima, como se puede evidenciar en la siguiente gráfica para el periodo 2015.

22
Gráfica 1. Producción vs inventario de materia prima año 2015.
Fuente: Grupo de investigación.
A pesar de que la compañía Alimentos Angelita Ltda. Poseía un alto nivel de inventario,
en el año 2015 presentó falencias en la entrega del producto terminado en un 24.53%,
debido a los tiempos empleados en el proceso productivo y la carencia de un plan de
producción. Dicha problemática generó que la compra de materiales no se hiciera acorde a
la solicitud de producción, causando traumatismo en el proceso productivo.
El riesgo financiero se evidencia en la penalización que hacen sus clientes aplicando un
descuento en la facturación de sus productos. El valor de dicha cifra para el primer semestre
del año 2015 fue de $24.103.183 millones de pesos.
Para contrarrestar dicho problema, se propone desarrollar un modelo de planeación de
materiales basado en la metodología MRP que permita garantizar el abastecimiento de los
productos con mayor demanda, garantizando su disponibilidad, racionalizando la inversión
en inventario, y cumpliendo con el nivel de servicio esperado por los cliente.
0
1000
2000
3000
4000
5000
6000
7000
IVENTARIO DE MATERIA PRIMA DEMANDA DE PRODUCCIÓN
kg

23
La producción de la empresa Angelita LDTA se divide actualmente en seis líneas de
productos, de las cuales la gragea y la semilla representan el 80% del volumen. Por dicha
razón el presente proyecto se centra en la implementación del MRP para estas dos líneas,
siendo factible en una instancia posterior su aplicación a las otras líneas de la empresa.
Tabla 1. Lista de productos Pareto
PRODUCTOS CANTIDAD KG PARETO
GRAGEA 74,894 55%
SEMILLA 34,418 81%
ALMENDRA 12,350 90%
JUGUETERIA 7,589 95%
MEEKNESS 4,320 98%
HIPERACIDO 2,150 100%
TTAL 135,721
Fuente: Grupo de investigación.
Diagrama 1. Diagrama de Pareto productos con mayor demanda de producción 2015
Fuente: Grupo de investigación.
74.894
34.418
12.350 7.589
4.320 2.150
55%
81%90%
95% 98% 100%
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
-
10.000
20.000
30.000
40.000
50.000
60.000
70.000
80.000
PRODUCTOS PARETO
24
Según el diagrama de Pareto se escogió la gragea y la semilla por que representan el
81% de la demanda de producción de la empresa Alimentos Angelita Ltda. Adicionalmente
la semilla es un producto en proceso de la gragea.
De lo anterior se deriva la siguiente pregunta de investigación.
1.2. PREGUNTA
¿Cómo gestionar una propuesta de planeación de producción y abastecimiento que
permita calcular las necesidades de los productos requeridos para la fabricación de semilla
y gragea de la empresa Alimentos Angelita Ltda.?

25
2. OBJETIVOS
2.1. OBJETIVO GENERAL
Realizar una propuesta de implementación del sistema de información MRP que permita
planear la producción de la empresa Alimentos Angelita Ltda.
2.2. OBJETIVOS ESPECÍFICOS.
2.2.1. Diagnósticar los procesos de producción de la semilla y la gragea de la empresa
Alimentos Angelita Ltda. (ALIAN).
2.2.2. Documentar los procesos de producción de la semilla y la gragea de la empresa
Alimentos Angelita Ltda. (ALIAN).
2.2.3. Diseñar el sistema productivo para los productos de semilla y gragea basados en
el sistema de información MRP.
2.2.4. Realizar una propuesta de implementación del sistema de información MRP en
los productos semilla y gragea en la empresa Alimentos Angelita Ltda.
(ALIAN).
2.3. ALCANCE
El presente tiene como alcance la planeación de materias primas, material de empaque y
producto en proceso requeridos para la producción de semilla y gragea.

26
3. JUSTIFICACIÓN
La Planificación de Requerimientos de Materiales MRP, es un sistema de información
que determina la cantidad y el tiempo en que debe hacerse las adquisiciones de artículos
dependientes de la demanda para la satisfacción de los requerimientos de producto según el
Plan Maestro de Producción PMP (Manottupa, 2013 ).
En la actualidad los sistemas de información como el MRP facilitan la administración
de datos con el fin de mejorar la productividad y la competitividad de una organización. La
demanda de producción y materia prima de la empresa presenta un desabastecimiento que
hace necesario una propuesta de implementación del sistema de información MRP, para dar
una mayor respuesta a los cambios del mercado, la satisfacción del cliente, la programación
y la planificación del inventario, y así reducir los costos y gastos de la compañía que en el
año 2015 fue de $108.875.738 millones de pesos.
Alimentos Angelita Ltda. No tiene actualizado la parametrización de los requerimientos
de producción para la semilla y la gragea, lo que a su vez genera descontrol en el tiempo
asignado de producción para los productos mencionados, debido a que los documentos de
estandarización que se tenían estipulado fueron destrozados en un incendio del año 2006,
luego los documentos que se crearon para la estandarización de los procesos no fueron
utilizados debido a que el gerente general posee la capacidad para planear la producción a
través de sus prácticas y conocimientos base.

27
Finalmente, con el desarrollo de este proyecto se pretende corregir los problemas
asociados a la planeación y control de la producción para mejorar el servicio con el
cumplimiento de sus pedidos a través del sistema de información MRP.

28
4. MARCO REFERENCIAL
4.1. ANTECEDENTES
4.1.1. Introducción a las empresas de confitería en Colombia.
La confitería como producto de consumo hace parte de la industria de alimentos
empacados o envasados, la cual en 2012 logró ventas por cerca de US $2,2 billones en el
mundo, según informes registrados por (Euromonitor, 2013)1. En Colombia esta industria
ha tomado relevancia dada la creciente demanda mundial por parte de los consumidores de
todas las edades y la ventaja mundial que representa el producir internamente sus
principales materias primas que son el cacao, el azúcar y la glucosa (Concha, 2013).
La oferta de confitería está compuesta por la producción local menos las exportaciones
más las importaciones. En 2007 el valor de esta fue US$17.891 millones, como se puede
ver en la siguiente gráfica:
Gráfica 2.Exportación de confitería en Colombia según departamentos, 2007
1 Euromonitor internacional: Es el proveedor independiente más importante del mundo en la investigación estratégica de mercado,
industrias comerciales, demografías y tendencias y estilos de consumo.
Valle 71%
Caldas14%
Antioquia 9%
Otros6%
Exportacion de confiteria en Colombia 2007
Valle
Caldas
Antioquia
Otros

29
Fuente: (Procolombia, 2008)
El valor de la producción local de confitería entre 2002 y 2007 ha presentado un
comportamiento positivo, con un crecimiento promedio anual del 1,9%, comenzando en
2002 con US $ 15.601millones y llegando en 2007 a US $ 16.535 millones alcanzando su
punto más alto en 2006, con una producción de US $ 16.903 millones. Adicionalmente, los
bombones, caramelos, confites y pastillas han sido los productos líderes en exportación,
con una participación promedio en el periodo 2002 y 2007 del 61% en las ventas al exterior
totales del sector (Procolombia, 2008).
El mercado de los dulces en Colombia está compuesto por los confites sin chocolates
con el 37%, chocolate en pasta dulce con el 17%, chicles con el 13 %, y confites con
chocolate, con el 9% de la producción del sector. En los últimos años el promedio de
crecimiento fue del 3,6% (Proexport Colombia, Banco Interamericano de Desarroll y
Fondo Multilateral de Inversion, 2003).
En el 2003, el sector empleó 6.450 personas, equivalentes al 1,4% del empleo industrial.
Según la Asociación Nacional de Industrias Financiera (ANIF), éste es uno de los sectores
más dinámicos y con mayores proyecciones de crecimiento, dada la ampliación del
mercado del producto mediante la orientación de sus ventas hacia la región Andina,
Centroamérica y el Caribe. (EL TIEMPO, 2004).

30
4.1.2 Diagnósticos en los sistemas productivos.
En la actualidad planear y administrar los recursos disponibles juega un papel
fundamental para el crecimiento y sostenibilidad de cualquier organización, con el fin de
recolectar información necesaria para el proyecto y para la empresa Alimentos Angelita
Ltda. Se hace importante recopilar investigaciones basadas sobre el mejoramiento de los
sistemas productivos.
Un estudio realizado en la multinacional de alimentos EMA encontró una oportunidad
de mejora en la planeación de la producción para la línea de salsas que abarca el 60% de los
ingresos operacionales. La problemática empieza con la programación de la producción que
está a cargo de los colaboradores, quienes cuentan con mucha experiencia y conocen muy
bien el proceso, sin embargo, la compañía lo identificó como un riesgo, debido a que los
colaboradores se basaban solamente en la experiencia, sin tener en cuenta procesos
estructurados que contemplan otras factores en la producción como la capacidad de la
planta, las horas de trabajo y los requerimientos de materia prima (Monsalva & Moreno,
2013).
Para solucionar esta problemática el Grupo de investigación realizó flujos de
operaciones, lista de materiales, programa maestro de producción (PMP), para identificar
las características del sistema productivo de la empresa, mediante el sistema ERP (SAP);
teniendo en cuenta lo anterior se creó un sistema de información en la herramienta de Excel
con macros para mejorar la planeación de la producción, todo esto permitió mayor control
31
de la base de datos en las compras de materia prima y además de verificar un mapeo de la
dinámica de la producción (Monsalva & Moreno, 2013, págs. 11-14).
La planeación de la producción errónea genera el no cumplimiento del programa de
producción; por ejemplo en una siderúrgica se vio afectando el flujo y distribución de los
materiales para la línea de ensamble, lo que generaba retrasos e incumplimientos a sus
clientes. Dada ésta problemática se diagnosticó los procesos de producción para realizar sus
respectivos diagramas obteniendo un mejor sistema de trabajo, por otro lado, se realizó
programas de pronósticos que buscaban planear y programar en forma cuantitativa una
serie de actividades simultaneas (Escamilla, 2007, págs. 6-8).
Es importante identificar cada uno de los factores que intervienen en la dinámica de los
procesos productivos, porque a partir de estos se puede determinar y ajustar el modelo
adecuado para dar solución a los diferentes escenarios encontrados. Es de resaltar que no
todos los procesos productivos no tienen las mismas condiciones, por eso distinguir toda la
estructuración de diagnóstico (Ej. Demanda dependiente) e implementación (Ej. Lista de
materiales, sistema de loteo, EOQ, entre otros) permite incorporar el MRP.
4.1.3 Caracterización de los sistemas productivos
La planeación de la producción está encaminada a la satisfacción de los clientes, el
control del inventario y la optimización de los recursos, para esto se han desarrollado
diferente técnicas que permiten determinar las actividades para la planeación de la
producción; una de las técnicas es la programación jerárquica donde se consideran los
problemas de planificación y se descomponen en sub problemas interrelacionados, con esto
32
se pretende caracterizar cada uno de sus procesos para llegar al problema original, dando
desarrollo al sistema de información MRP (Osorio & Motoa, 2008).
Una empresa del sector de confecciones de ropa femenina en Santiago de Cali,
presentaba problemas de incumplimiento en los pedidos, a partir de esto se ejecutaron tres
planes de acción para dar respuesta a dicho problema, empezando con el diagnóstico del
sistema de la empresa donde se pretendía caracterizar cada uno de sus procesos, con el fin
de evaluar las necesidades mínimas requeridas de materia prima para la confección, con
esto se logra el rediseño del sistema de plan de producción MRP (Villay, 2013).
Seguidamente, en colchones El Dorado se identificó una oportunidad de mejora, para
optimizar sus recursos a través de la planeación de la producción, para ello el Grupo de
investigación analizó el proceso de fabricación, mediante el estudio de tiempos, el MRP, el
sistema de Kanban2 y los cuellos de botella. Todo lo anterior surge de los nuevos
competidores internacionales en el mercado de colchones (Ippolito & Malpica, 2009 ).
Finalmente debe considerarse el desarrollo de los estudios de investigación a través de
un análisis y diagnóstico, luego la adaptación del modelo a las necesidades de las empresas
y el rediseño de la planeación de producción. La caracterización pretende agrupar todos los
procesos de las organizaciones mediante cada una de sus fases, promoviendo el uso
eficiente de los recursos, conociendo la cantidad de materia prima requerida por proceso.
2 Kanban: Es un sistema basado en la manera de funcionar de los supermercados. En japonés “etiqueta de instrucciones”. (Estrada, 2006)

33
4.1.4 Estandarización de los sistemas productivos
El aumento de demanda y el crecimiento de las organizaciones conllevan a que en
muchas ocasiones algunas áreas tomen decisiones que no corresponden a su proceso,
provocando un descontrol en la producción, deficiencia en la calidad de los productos y
descontrol en la administración de compras, es por ello que se decide a estandarizar los
procesos con el fin de integrar los elementos y conceptualizarlos para una eficiente gestión
(Palapa, 2012).
En el año 2004 se realizó una implementación de un modelo MRP en una empresa de
autopartes en la ciudad de Bogotá llamado Sauto Ltda. En el planteamiento del problema se
pudo evidenciar que los tiempos de procedimientos de cada uno de las partes no
correspondían al tiempo estipulado por el sistema MRP lo que llevó a replantear la
estandarización de los procesos, identificando las entradas principales del sistema MRP,
como la lista de materiales (BOM) y flujo de operaciones para evitar afectar el programa
maestro de producción. Una de las herramientas que utilizaron fue cursograma analítico,
diagrama de recorrido y análisis de clúster (Bernal & Duarte, 2004, pág. 41).
Así mismo, (Amat de Swert, 2009) afirma en su estudio sobre los sistema MRP que las
órdenes de producción no tiene estandarizado el plazo de entrega de cada artículo, ni un
proceso estipulado para la producción, lo que afecta la eficiencia de la organización y por
ende a los consumidores, es por ello que se definió tres aspectos principales para solucionar
ésta problemática, identificar la lista de materiales para la producción, conocer las

34
necesidades brutas para el plan maestro de producción (PMP) y el sistema de loteo para la
realización del MRP.
Teniendo en cuenta lo anterior, la planeación es un proceso que debe anteponerse ante la
demanda y a la estructura de sistemas eficientes. La planeación al interior de las
organizaciones debe trazarse objetivos y considerar todos los factores involucrados, como
la planeación agregada, los métodos y tiempos (Boiteux, Corominas, & Lusa, 2007).
La estandarización de los procesos productivos genera beneficios tales como la
reducción de la incertidumbre en la entrega de producto terminado, homogeneidad en la
producción y minimización de desperdicios; ofreciendo un valor agregado a los ingresos
operacionales y maximizando los niveles de satisfacción en los clientes.
4.1.5 Los pronósticos en las industrias
La empresa Arturo Calle en el sector san Victorino de la ciudad de Bogotá, cuenta con
32 líneas de productos entre las que se encuentra ropa, calzado y accesorios. Con la
expansión comercial y los mercados competitivos, la empresa debe aumentar sus márgenes
de utilidad y para ello es necesario realizar adecuadamente un pronóstico de producción y
ventas para reducir costos (Nieto, 2010).
Cada día hay mayor presión en las empresas por utilizar adecuadamente las herramientas
para pronósticos de demanda. Para ello se diseñó y analizó un modelo de predicción de
demanda para mejorar la planificación de las compras. El grupo de investigación utilizó los

35
métodos de series de tiempo, modelos de mínimos cuadrados ordinarios, univariado para
series de tiempo y modelos loglineales (Lillo, 2011).
En la empresa Whirlpool de Argentina, existía un proceso de planificación conocido
como el método de la reunión de gerentes, el cual no era adecuado y confiable, puesto que
los desafíos actuales son: una competencia intensa, una oferta amplía de productos y
servicios y un consumidor más exigente. Por ello fue necesario utilizar técnicas de gestión
que permita conocer más detalladamente los mercados y el consumidor y reducir la
incertidumbre para la toma de decisiones. Entre estas técnicas está el pronóstico estadístico,
el cual permite planificar la publicidad, las campañas de ventas especiales, y los precios de
la industria (Paggi & Jacuzzi, 2002).
Los grandes avances tecnológicos y la globalización ha generado un ambiente
competitivo entre los comerciantes y responder a la demanda es clave para el desarrollo de
un punto de venta para enfrentar esta situación. Sin embargo a medida que surgieron las
tiendas especializadas se requerían de modelos de pronósticos más adecuados. Dicho
proyecto estudió 15 modelos de pronósticos los cuales eran muy complejos y difíciles de
entender, y no eran aplicables a puntos de venta mediano, por tanto se elaboró un modelo
de pronóstico de demanda fácil de entender que se aplique a un punto de venta específico
(Pineda, 2013).
La empresa Panamericana de Mármoles Ltda., se dedica al procesamiento de bloques de
mármol y piedra para su posterior venta o transformación en diferentes tipos de obras.
Debido a la creciente competencia de productos extranjeros, la empresa debe dejar de basar
36
sus operaciones en la intuición de su presidente y apoyarse en modelos matemáticos que
mejore la programación de la producción y las operaciones y alcanzar su objetivo de ser
líder en el mercado del mármol (Parada, 2004). La unificación de los procesos en los
sistemas productivos
La organización Colchones El Dorado, se dedica a la fabricación, comercialización y
distribución de producto para el buen dormir. Actualmente la compañía está buscando
progresar y gestionar mejor sus procesos con el fin de convertirse en una empresa más
eficiente y superar las dificultades económicas. Para ello se elaboró un sistema de
administración de la producción flexible que se adecue a las características reales y
esenciales de la empresa buscando la organización y la optimización del proceso productivo
(Modelo de planificación de la producción para colchones el dorado, 2009).
4.1.6 Registro de inventarios
La falta de un sistema de inventario provoca que haya pérdidas en unidades de producto,
debido a que no hay un control de la cantidad de producto y el lugar en el que se encuentra.
Esto genera un mal servicio al cliente, puesto que no encuentra disponible su producto y
por tanto se inclina por comprar el producto de la competencia. De esta manera la
comercializadora Exostos, Frenos y Radiadores Kenedy, decide contar con un sistema de
inventario adecuado el cual permitió contar con un control exacto y oportuno de las
existencias de la mercancía y mejorar el estado económico de la empresa (Gil, 2012).
En la actualidad la fundación trabajando por Colombia actúa como un jardín infantil,
atendiendo a niños entre 1 y 4 años, brindándoles acompañamiento profesional en el área

37
nutricional, psicológica, y académica a cada uno de los niños vinculados al proyecto.
Debido a que hay un problema administrativo y contable en la fundación, fue necesario
implementar un sistema de inventarios y análisis del plan estratégico que permite tener un
buen manejo de sus productos y proyectos para contribuir a una autosostenibilidad,
crecimiento y permanencia en el tiempo (Marín, 2013).
La Importadora es una empresa dedicada a la venta al por mayor y menor de
electrodomésticos. En la actualidad uno de sus mayores problemas es la medición y la
evaluación del inventario, el cual se realiza de forma informal obteniendo una información
que no es confiable, generando malas y decisiones y pérdidas a la compañía. Por esta razón,
se diseñó un sistema de control de gestión para la planificación y control de inventarios
aplicando el método ABC y 5S para disminuir pérdidas por desperdicios, robo, descuido en
las compras y producir información segura sobre el movimiento y estructura de la
mercadería (Parrales, 2012).
4.1.7 Planificación de la producción en los sistemas productivos.
En el siglo actual las compañías se enfrentan a un mercado más rebelde y menos
convencional, lo que les obliga a buscar mayor eficiencia dentro de los procesos de la
organización o cualquier modelo de negocio que se pueda implementar. De esta manera la
implementación de un sistema de información como herramienta para la planeación,
aprovisionamiento, control y seguimiento productivo MRP, permite establecer costos más
competentes, reducir inventarios hasta en un 40%, mejorar la respuesta a las demandas del
mercado actuales, programar la capacidad de producción y la integración de los sistemas

38
encargados del manejo de ventas, inventarios y suministros y lo más importantes optimizar
el servicio al cliente (Ramírez, 2009).
La Cooperativa de trabajo asociado alfareros de Barrancabermeja-Cootrasalba, se dedica
a la transformación de la materia prima, arcilla, en productos para la construcción, ladrillos
tecnificados. Un aspecto importante para el posicionamiento de una empresa en el mercado
es la respuesta oportuna de las necesidades de sus clientes. Por esta razón es necesario
optimizar los recursos, los tiempos de producción y los diferentes procesos que se llevan a
cabo, a través de una eficiente planeación, programación y control de la producción para ser
una empresa competitiva en el mercado (Rodríguez, 2005).
Productora de alimentos universitaria Lácteos Santa Rosa, es una empresa dedicada a la
producción de derivados de leche. Actualmente su planificación de la producción es
empírica, pues se basa en la toma de decisiones a medida que se presentan las necesidades.
De esta manera se propone, un modelo de planificación de la producción que tenga en
cuenta variables como la demanda, la disponibilidad de recursos y la capacidad de la planta
productora, los cuales permite tener resultados satisfactorios (Betancour, 2009).
En una organización dedicada a las confecciones de ropa femenina, ubicada en la ciudad
de Cali, se ha presentado un aumento en los incumplimientos de pedidos, por lo que fue
necesario realizar una planificación de la producción, lo cual permitió saber cuándo debe
lanzarse una orden de producción o de compra de insumo o materia prima, cuántas
cantidades de cada referencia y en qué tiempo (Pereira, 2013).
39
Actualmente en Guatemala ha surgido el desarrollo de la construcción de proyectos
habitacionales bajo un proceso constructivo en serie, debido al crecimiento acelerado de la
población. Por esta razón se ha detectado la necesidad de mejoramiento de los procesos en
la empresa patrocinadora, utilizando el programa de requerimiento de materiales que toma
como entradas un plan maestro de producción, el estado inicial del inventario y el listado de
materiales para la construcción de la vivienda. Esto permite reducir los inventarios,
disminuir los costos y aumentar la productividad (Molina, 2011).
Ama de Casa C.A Telares de Palo Grande es una industria del sector textil que elabora
hilo, tejido plano, tejido de rizo, textiles acabados y productos confeccionados. Las tollas
de la línea Ama de Casa constituyen la principal producción de la empresa y actualmente
no cuenta con un control y plan de producción adecuado, puesto que los niveles de
inventarios son muy altos, incrementando los costos, porque los productos tienen una baja
rotación. Por esta razón se implementó un modelo de planificación de la producción de las
tollas en la línea Ama de Casa a partir de proyecciones de ventas, demandas, inventarios y
capacidad productiva de la planta (Zapata, 2002).

40
4.2 MARCO CONTEXTUAL
Alimentos Angelita es una empresa manufacturera dedicada a la producción de
caramelo duro recubierto, frutos secos, caramelo líquido y centro recubierto. Los
productos que incrementa el ingreso operativo de la empresa son la semilla y gragea.
Tabla 2. Datos generales Alimentos Angelita Situación de la empresa ACTIVA
Nit 8050168994
Matrícula Mercantil 536183-08
Razón Social ALIMENTOS ANGELITA LTDA
Dirección Actual CARRERA 7 D BIS 68 34, CALI, VALLE
Teléfono (2)6561040
Fax 6561040
Forma Jurídica SOCIEDAD LIMITADA
Fecha Constitución 18/05/1990
Fecha Inicio Actividad 18/05/1990
Fecha Vigencia 15/05/2030
Capital Social $ 33.000.000,00
Empleados Fijos 12
Actividad CIIU C1082 - ELABORACION DE CACAO CHOCOLATE Y PRODUCTOS DE CONFITERIA
Código Actividad 1073
Objeto Social ELABORACION DE CACAO, CHOCOLATE Y PRODUCTOS DE CONFITERIA
Empresa Exportadora Sí
Empresa Importadora Sí
Fecha de Estado 04/10/2006
Fuente: Grupo de investigación.
La empresa alimentos angelita no ha contado con un sistema de planeación de recursos
empresariales (ERP) por los gastos que generan estos sistemas de información, su
mantenimiento de la información que requiere personal con el conocimiento de la
herramienta y el análisis que esta información conlleva. Por esta razón ha generado la
inadecuada toma de decisiones ocasionadas por falta de un sistema integrado de
información que colabore con la estructuración de la planeación, control de los recursos

41
productivos de la empresa. (Aguirre Santiago & Zambrano, 2007) (Romero Reyes, Rico
Lugo , & Baron Velandia , 2012)
4.4. MARCO CONCEPTUAL
MRP-I
Este concepto es conocido como “plan de requerimiento de materiales”; es un sistema
que centra su funcionalidad y aplicabilidad en la planeación de la producción y la gestión
de stock basado en un programa informático. Este sistema pretende controlar las cantidades
de los recursos de materiales que son necesarios para la producción, también se encarga de
la planeación de estos (DESARROLLO DE UNA HERRAMIENTA DE PLANEACIÓN
DE PRODUCCIÓN Y COMPRAS EN UNA EMPRESA DE ALIMENTOS, 2013). Para
este sistema es muy importante:
1) Cuándo se debe de generar una orden de compra (explota).
2) Cuanto se debe de pedir.
Es importante precisar que este sistema no maneja la manufactura y no tienen en cuenta
las capacidades de la planta. Se puede decir que administra los inventarios de materias
primas con una serie de órdenes de compra.
MRP-II
Este sistema, es igual al anterior “planeación de los recursos de manufactura”, pero
cuenta con unas mejoras en él, este abarca un poco más, tal como las capacidades de
producción y cuenta con retroalimentación del plan maestro de producción, donde no solo
el requerimiento de materiales es el eje central de su funcionalidad y aplicabilidad.

42
PLAN MAESTRO DE PRODUCCIÓN
Este sistema es tan bien conocido como MPS (del inglés Master Production Schedule).
Dentro de sus funciones principales esta determinar las cantidades de productos terminados,
que se deben entregar para cumplir con una orden de pedido. Para el plan maestro de
producción deben tenerse en cuenta lo siguiente según (Vollman T., Berry, Whybark y
Jacobs, 2005, pág. 238):
Planeación de recursos.
Planeación de producción.
Planeación de la demanda.
JUSTO A TIEMPO
También conocido como JIT (del inglés Just in time). Es considerada una filosofía, la
cual reduce las complejidades de la planeación, la necesidad de rastrear en la línea de
producción, el inventario en proceso y las transacciones asociadas con la producción
(Vollman et al., 2005, pág. 318). Dentro de sus mayores alcances esta minimizar el
desperdicio en la manufactura, principalmente en los tiempos; tiene como filosofía cero en
inventarios.
LISTA DE MATERIALES
Este término es conocido como BOM (del inglés Bill of Materials). Es un documento
que permite establecer un sistema de control de inventarios, este presenta niveles de su
ensamble que se puede describir como una lista que especifica la cantidad de materiales

43
que componen un determinado producto; este documento es parte importante del MRP
(Narasimhan et al., 1996, pág. 307).
TIEMPO DE ENTREGA
Este término es conocido como Lead Time (en inglés). Es el tiempo que toma la
ejecución de un proceso a otro; a su vez es el tiempo que comprende desde la recepción de
un pedido, que fue asignado por medio de una orden de compra (Lederer, 1996).
CANTIDAD ECONOMICA DE PEDIDOS
Este término es conocido como EOQ (del inglés Economic Order Quantity). Esta es una
ecuación que describe el costo de mantenimiento de inventario y a su vez la cantidad
ordenada, toma su posición como una taza de demanda constante, esto quiere decir que
siempre tendrá el mismo comportamiento, donde los costos no varían y el inventario es
limitado (Vollman et al., 2005, pág. 151).
POQ
Este término es conocido como POQ (Tamaño Económico de Lote) refiere la cantidad
de producto que se va a fabricar, con el fin de no incurrir en elevados costos de
almacenamiento. Es un mecanismo para hacer entregas graduales de lotes a los clientes,
hasta que se agote el inventario a cero para volver hacer el pedido.

44
4.5. MARCO TEÓRICO
4.5.1. Planeación: Filosofías existentes.
Una organización es la respuesta a una necesidad humana y el medio de satisfacerla
(Jones, 2008). En el caso de las empresas manufactureras, éstas son las encargadas de
procesar materias primas que serán recibidas por el consumidor final como producto
terminado.
Las empresas deben desarrollar planes para abastecer los recursos necesarios que
permitan satisfacer la demanda pronosticada. Estos recursos incluyen fuerza de trabajo,
materiales, inventarios, dinero y capacidad de trabajo, entre otros. ( Krajewski , Ritzman, &
Malhotra, 2013)
Las principales operaciones y actividades de la planeación del abasto de una empresa, se
dan en tres periodos, a largo, mediano y corto plazo. Las actividades de la planeación a
largo plazo se realizan en dos áreas principales. Las actividades de planeación que se
encuentran entre mediano y largo plazo son:
La planeación de procesos, que se ocupa de determinar las tecnologías y
procedimientos específicos requeridos para producir un producto o servicio.
La planeación de la red de suministros, que comprende las decisiones
relacionadas con la subcontratación de la producción, la selección de
proveedores de partes y componentes y similares.

45
La planeación de la capacidad estratégica, que se encarga de determinar las
capacidades a largo plazo (como el tamaño y el alcance) de los sistemas de
producción.
La planeación de la red de suministros, que determina como se va a distribuir el
producto entre los clientes en forma externa, con decisiones relacionadas con la
ubicación de los almacenes y el tipo de sistema de transporte a utilizar.
Las actividades a mediano plazo incluyen el pronóstico y el manejo de la demanda,
así como la planeación de ventas y operaciones. La determinación de la demanda
esperada es el centro de atención del pronóstico y el manejo de la demanda. Los planes
de ventas proporcionan información a las actividades de manufactura, logística y
planeación de servicios ( Krajewski et al., 2013).
4.5.2. Aspectos generales e importancia de la planeación
Los inicios de la planeación de la producción se remontan desde la época de la
revolución industrial, en la cual se estructuran esquemas para los nuevos paradigmas
productivos de la época (Rondeau & Litteral, 2001). Los sistemas que se plantearon en
el momento fueron evolucionando de acuerdo a las necesidades que se presentaban en la
industria, es así como se describirá a continuación en el siguiente grafico la evolución
del mismo:

46
Gráfica 3. Cronología de los modelos de planeación y control de producción
Fuente: (Rondeau & Litteral, 2001, pág. 2)
El punto de reordenamiento ROP (del inglés reorder point) se conoce como un sistema
de planeación que se llevaba a cabo de forma manual, este sistema fue remplazado con la
llegada de los computadores y sistemas informáticos, es ahí donde el MRP hace su
aparición en los nuevos esquemas de planeación de la producción, la cual permitía tener un
control del sistema productivo, realizar consultas de aspectos anteriores, generar
información más precisa, entre otros.
La llegada del MRP-II tuvo gran acogida, pues era una integración del sistema anterior
con nuevos cambios donde se detallaba la administración de la demanda; era un sistema
eficiente donde se tenía determinado la capacidad productiva y los materiales requeridos;
dentro de los componentes históricos se revela que más de 10 mil compañías en el año 1980
implemento el sistema MRP-II (Rondeau & Litteral, 2001, pág. 2). Para los siguientes
sistemas ERP & MES, lo que se logró implementar fue mayor eficiencia en la obtención de
la información, la cual podría obtenerse en tiempo real, donde podría llevarse a cabo
retroalimentaciones y control al sistema, toma de decisiones más precisas, proyección de
gráficas, mayor precisión en la información brindada al cliente, entre otros.
ROP
1960
MRP
1970
MRP-II
1980
MRP-II & MES
1990
ERP & MES
2000

47
Lo anterior, precisa la comprensión de los diferentes sistemas de planeación de
producción y como estos han tenido una evolución en los últimos tiempos.
La planeación de la producción sistematiza por anticipado las actividades
fundamentales para la entrega de sus productos terminados, con el fin de obtener
utilidades para la compañía. Adicionalmente, la planeación de la producción se encarga
de determinar cuántas unidades son las que se van a producir en un periodo con la
asistencia de la mano de obra, la maquinaria y el tiempo.
Por otro lado es necesario mencionar que la planeación de producción o planeación
de ventas y operaciones es importante ya que es una fuente de administración y toma de
decisiones para los niveles de inventarios, el flujo del efectivo, la necesidad del recurso
humano, el nivel de habilidades, el tiempo en que necesitan ser contratados, y los
programas de entrenamiento y/o capacitación; también es importante la planeación de la
producción debido a que allí también se determina las necesidades de capital necesarias
para la producción, el nivel actual de la producción, la planeación de la capacidad , y por
ende da soporte a las actividades de ventas y marketing tales como la promoción de las
ventas, la publicidad, la fijación de precios, la introducción de nuevos productos y la
expansión de mercado (Chapman, 2006).
4.5.3. Clases de planeación y características
Planeación de la capacidad: Los planes de capacidad a largo plazo manejan las
inversiones en nuevas instalaciones y equipos a nivel organizacional y requieren la
participación y aprobación de la alta administración porque no son reversibles. Estos

48
planes cubren por lo menos dos años, en el futuro, pero los tiempos de entrega de la
construcción pueden ser más largos y el resultado ser un horizonte de planeación más
lejano. ( Krajewski et al., 2013).
Planeación de proyectos: Un proyecto es la búsqueda de una solución inteligente al
planteamiento de un problema, la cual tiende a resolver una necesidad humana.
Las áreas generales en las que se aplica la metodología de la evaluación de proyectos
son: instalación de una planta totalmente nueva, elaboración de un nuevo producto de una
planta ya existente, ampliación de la capacidad instalada o creación de sucursales,
sustitución de maquinaria por obsolescencia o capacidad insuficiente. (Urbina, 2010)
Planeación de recursos de una empresa: Los sistemas de tipo ERP (del inglés
enterprise resource plannig) se han definido como un sistema global de planeación de los
recursos y de gestión de la información que de forma estructurada puede satisfacer la
demanda de las necesidades de gestión de la empresa.
Planeación de requerimientos de capacidad: La planeación de requerimientos de
capacidad utiliza la información del plan materiales con fase de tiempo producida por un
sistema de MRP. Esto incluye la consideraciones de todos los tamaños de lotes reales, así
como los tiempos de entrega para las ordenes abiertas del taller (recibos programados)
como las ordenes planeadas para la liberación futura (ordenes planeadas). (Vollman et al.,
2005).
49
Planeación de requerimiento de materiales: La planeación de requerimientos es un
método principalmente utilizado para programar partes, materiales y suministros de alto
valor y hechos a la medida, cuya demanda se conoce relativamente bien. El propósito
del MRP, desde un punto de vista logístico, es evitar en lo posible mantener los artículos
en el inventario. En teoría, no necesitan crearse los inventarios cuando la cantidad y el
momento de los requerimientos del producto final se conocen. (Ballou, 2004).
Planeación de ventas y operaciones: La planeación de ventas y operaciones
suministra los enlaces claves de comunicaciones para que la alta gerencia coordine las
diversas actividades de planeación en un negocio. Desde la perspectiva de la
manufactura, la planeación de las ventas y operaciones suministra la base para enfocar
los recursos detallados de producción para lograr los objetivos estratégicos de la
compañía. Los planes de ventas y operaciones suministran el marco dentro del cual se
desarrolla el programa maestro de producción; en esta instancia puede planearse y
controlarse decisiones subsecuentes de PMP y donde pueden coordinarse los recursos de
materiales y las capacidades de planta de manera que sean consistentes con los objetivos
estratégicos de negocios. (Vollman et al., 2005).
Planeación y programación de las operaciones: La programación de la producción
consiste en asignar las tareas de fabricación a los recursos limitados de la planta a través
del tiempo. El programa de producción trata, por tanto, de ordenar en el tiempo de
fabricación de los distintos lotes establecidos en el plan maestro y asignar los recursos
que se utilizaran para ese cometido. El resultado de la programación es una lista de las

50
tareas a realizar en cada máquina, cada una con su tiempo planificado de comienzo y de
finalización. (Heredia, 2004).
4.5.4. Pasos del proceso de planeación.
El principal objetivo de establecer un plan de producción es decidir sobre el volumen de
ventas, las metas del servicio, los ritmos de producción, los niveles de inventarios y los
pedidos pendientes. Para lograr este proceso es importante que ventas, marketing,
operaciones, finanzas y desarrollo de productos trabajen en conjunto, guiados por el plan
estratégico y por la visión de futuro de la empresa (Chapman, 2006).
Según Richard Ling (como se cito en Chapman, 2006, pág. 47) los principales objetivos
para la implementación de las operaciones productivas deben comprender:
1. Medir y dar apoyo al plan de negocio.
2. Dar soporte al cliente.
3. Garantizar que los planes son realistas.
4. Administrar efectivamente el cambio.
5. Administrar el inventario de bienes terminados y/o de reserva para dar un
mejor apoyo al servicio al cliente.
6. Controlar costos.
7. Medir el desempeño.
8. Desarrollar el trabajo en equipo.

51
4.5.5. Relación entre la planeación y el control.
El control de la actividad de producción (CAP), se encarga de vigilar la actividad real de
fabricación de un producto, o la prestación de un servicio. Esto implica que la planeación
ya se ha realizado y que la orden real para manufacturar el producto o prestar el servicio ya
se ha ejecutado.
Dos de los principales insumos de información que utilizan los controladores de
actividades de producción (CAP) son la fuente de los pedidos que necesitan procesarse y
la información por medio de la cual se controlan y procesan dichos pedidos.
Ling (como se cito en Chapman, 2006) afirma que los insumos de información
incluyen:
1. Pedidos recién liberados.
2. Estado de los pedidos existentes.
3. Información de ruteo (capacidad), y la trayectoria.
4. Información del tiempo de espera.
5. Estado de los recursos (cantidad de recursos disponibles, problemas de
equipos, programas de mantenimiento, etc.).
Uniendo estas ramas de control y planeación de la producción se puede obtener una
planeación de las necesidades de la planta y la disponibilidad para satisfacer las
necesidades de la demanda y/o mercado. La planeación de que los materiales se reciban
a tiempo, la utilización apropiada de los equipos y/o máquinas de la compañía. Mantener

52
un nivel óptimo de inventarios, programar las actividades de la producción, y hacer
seguimiento a todos los procesos que maneje la planta de producción.
4.5.6. Sistema MRP
Es un sistema creado alrededor de las necesidades de material que incluye las funciones
adicionales de planeación de ventas y operaciones (planeación de la producción, programa
maestro de producción y planeación de necesidades de capacidad).
Es importante mencionar que el MRP es una metodología que se encuentra inmersa en el
sistema de información de planeación de recursos empresariales (ERP).
Las funciones de ejecución entran en juego en cuanto se completa esta fase de
planeación y los planes se admiten como reales, alcanzables o medibles. Estas funciones
incluyen las funciones de control de manufactura de medición de entrada y salida
(capacidad), programa y despacho detallado, así como informes anticipados de demora de
la planta y proveedores, programa de los proveedores, etc.
En otras palabras, la planeación de requerimiento de materiales, es un sistema de
información computarizado. Desarrollado específicamente para ayudar al fabricante a
administrar inventarios de demanda dependiente y las órdenes programadas de
reabastecimiento. Las entradas claves de un MRP son una base de datos de listas de
materiales, un programa maestro de producción y una base de datos de registros de
inventarios. Con esta información, el sistema MRP identifica las acciones que toman
quienes planean para cumplir la programación, como liberar nuevas órdenes de producción,

53
ajustando cantidades en las órdenes y acelerando en las órdenes atrasadas ( Krajewski et
al., 2013).
Las acciones primarias tomadas por un planificador de MRP son:
1. Liberación de órdenes.
2. Reprogramar fechas de entrega de las órdenes abiertas existentes cuando es
deseable.
3. Analizar y ejecutar los factores de planeación del sistema para los números de
parte de bajo su control. Esto involucraría tener que cambiar los tamaños de lotes,
los tiempos de entrega, las tolerancias por desperdicio o los inventarios de seguridad.
4. Reconciliar errores o inconsistencias y tratar de eliminar la raíz de estas fallas.
5. Encontrar áreas problema clave durante la acción para evitar crisis futuras.
6. Utilizar el sistema para resolver problemas críticos de escasez generando que
las acciones puedan ser capturadas en los registros para el siguiente proceso. Esto
significa que el planificador trabaja dentro de las reglas formales del MRP, no por
métodos informales.
7. Indicar dónde hacer mejoras al sistema (salidas, diagnósticos, etc.) que hagan
el trabajo del planificador más fácil (Vollman et al., 2005).
4.5.7. Demanda independiente
Se diferencia de la demanda dependiente porque ésta no se deriva directamente de la
demanda de otros productos y sí necesita unos pronósticos de ventas (Chas, Jacobs, &
Aquilano, 2009).

54
4.5.8. Demanda dependiente
Es la demanda de un producto o servicio provocada por la demanda de otros productos o
servicios. Este tipo de demanda interna no necesita un pronóstico sino solo una tabulación
(Chas et al., 2009).
4.5.9. Gestión de stock o inventarios
Los inventarios o stocks3, son considerados tradicionalmente como una inversión, pues
se define como cualquier recurso ocioso que es almacenado en espera de ser utilizado. De
dicha definición se deduce que estos se encuentran presenten en cualquier empresa; las
industrias mantienen stock de materias primas, componentes de elaboración propia o
adquiridos en el exterior, productos en curso y terminados, así como herramientas, piezas
de repuestos para la maquinaria y otros múltiples elementos, las firmas de distribución
almacenan básicamente productos terminados. En definitiva, tanto en las empresas de
producción como en las de servicio están presentes los inventarios.
Tipos básicos de inventarios:
1. Piezas de repuesto: Necesaria para evitar paradas en los equipos (mantenimiento).
2. Suministros industriales: Materiales que se emplean en el proceso y que no llegan
a formar parte del producto terminado. Así sucede con las herramientas, lubricantes,
disolventes, etc. Necesarios para un buen funcionamiento del equipo.
3. Materias primas: empleadas en la fabricación tal como se reciben del proveedor.
3 Stock: Termino en inglés, referente a inventarios.
55
4. Ítems de fabricación ajena: Las cuales convienen adquirir en el exterior en
lugar de fabricarlos en la empresa. No sufren transformación en la empresa.
5. Productos en curso: Han sido transformado en la fábrica a partir de su estado
bruto y son almacenados siguiendo las necesidades de la producción.
6. Productos terminados: Son artículos totalmente elaborados, controlados y
aprobados por la inspección final y lista para su expedición (Machuca, Gonzalez,
Jiménéz, Machuca, & Gil, 2001).
4.5.10. Plan maestro de producción
La programación maestra y la planeación de los requerimientos de material están
diseñadas para generar programas detallados que indican el momento en que se
necesitan las piezas para las actividades de manufacturas. Ésta programación maestra
abarca la planeación a mediano y corto plazo (Chas et al., 2009). Es importante recalcar
que en este caso nos enfocaremos en el área de manufactura, es decir, todo lo que
comprende la programación maestra, la planeación de requerimientos de material y la
programación de pedidos. Sin embargo también es importante incluir la planeación de
ventas y operaciones, ya que ayuda a ofrecer un mejor servicio al cliente, un manejo de
inventario más bajo y ofrecer al cliente tiempos de entrega más breves, este proceso
ayudara a equilibrar la oferta y la demanda.
Para determinar un programa viablemente aceptable que se ponga en marcha en la
planta, se ejecutan programas de producción de prueba mediante un programa de MRP.
Las expediciones de pedidos (programas de producción detallados) se verifican para

56
asegurarse de que se tienen los recursos y que los tiempos de terminación son razonables.
Para asegurarse de tener un buen programa maestro el programador debe:
1. Incluir todas las demandas de venta de producto, resurtido de almacén,
refacciones y necesidades entre las plantas.
2. Nunca perder de vista el plan conjunto.
3. Comprometerse con los pedidos prometidos al cliente.
4. Ser visible en todos los niveles de la administración.
5. Equilibrar objetivamente los conflictos de manufactura, marketing e
ingeniería.
6. Identificar y comunicar todos los problemas. (Chas et al., 2009).
La gestión del plan maestro implica tres tipos de actividades: la introducción de nuevas
necesidades de producción, la actualización de necesidades previas – cambios en la fecha
de entrega, cantidad pedida, o cambiar el estado de un pedido, y vigilar y analizar el
cumplimiento de los objetivos del proceso (Heredia, 2004).
Es por ello, que debe estudiarse el proceso en su conjunto en cada una de las actividades
de manufactura para optimizar las entregas de producto terminado en la empresa de
alimentos Angelita Ltda. Aparte, se debe centrar en un PMP que sea capaz de eliminar las
tareas innecesarias, la reducción de la duración de las tareas innecesarias, minimizar los
retrasos antes, durante y después de cada tarea y minimizar las dependencias entre tareas
para permitir su realización en paralelo (Heredia, 2004).

57
A partir de los pedidos en firme, las previsiones de la demanda y la situación del
almacén de productos terminados se determina que productos se deben fabricar y en qué
cantidades para el próximo periodo (Heredia, 2004).
4.5.11. Lista de materiales (BOM)
La lista de materiales es considerada como un documento de ingeniería que especifica
los ingredientes o componentes subordinados requeridos físicamente para hacer cada
número de parte o de ensamble.
Una lista de materiales de un solo nivel comprende solo aquellos
componentes subordinados que son inmediatamente requeridos, no los
componentes de los componentes.
Una lista identificada de materiales es una lista de componentes desde el
producto final hasta las materias primas; muestra los componentes de los
componentes.
Los archivos de listas de materiales son los registros computarizados
diseñados para entregar formatos deseados de salida.
El término estructura de lista de materiales, se refiere a la arquitectura o diseño
general para la distribución de los archivos de listas de materiales. La estructura de lista
de materiales debe ser tal que todos los formatos deseados de salida o reportes puedan
ser suministrados.
58
Un procesador de listas de materiales es un paquete de software que organiza y mantiene
los enlaces en los archivos de listas de materiales como son dictados por la estructura
general (las estructuras de las listas) (Vollman et al., 2005).
Es importante mencionar que la lista de materiales debe incluir los desperdicios tanto en
el material como en el producto terminado. Sin embargo, en el proyecto de grado no se tuvo
en cuenta los desperdicios de material por efectos académicos.
4.5.12. El sistema MRP II
El MRP II, va más allá de la planeación de necesidades, mientras que el MRP I, se
detuvo en el departamento de recepción, el MRP II logra incorporar a la cadena de valor de
todo el camino a través de la planta de fabricación hasta el muelle del envió cuando el
producto se empaqueta y se envía al cliente final. Esa cadena de valor influye la planeación
de la producción, la máquina de la capacidad de programación, los módulos de previsión de
la demanda y de análisis de herramientas de seguimiento de la calidad. El MRP II también
tiene herramientas para la asistencia de los empleados, la contribución del trabajo y la
productividad.
La intención inicial de MRP II es planear y monitorear todos los recursos de una
empresa manufacturera; todo esto se lleva a cabo a través de un sistema de ciclo cerrado
que genera cifras financieras. La segunda intención importante del concepto MRP II fue
que simula el sistema de manufactura, permitiendo una mejor visibilidad de lo que debería
ocurrir en el futuro y una mejor planeación.

59
El término “ciclo cerrado” implica que no solo se incluye todo elemento en el sistema
en general, sino que también se proporciona retroalimentación mediante las funciones de
ejecución de modo que se pueda mantener valida la planeación en todo momento (Chas
et al, 2009).
Es importante mencionar que con base en lo anterior y en la estructura de la
compañía, es necesario crear ésta herramienta de producción basada en el MRP II, la
cual involucra las necesidades comerciales y operacionales de la compañía. Por otro
lado, ésta herramienta servirá como puente entre las ya mencionada para reestructurar y
organizar el sistema de producción de la misma.
Las entradas para el sistema MRP II se basan en:
Plan de ventas (o las provisiones, en su caso), a partir del cual se establecerá el plan
agregado de producción, que da inicio a las diferentes fases de planeación y
programación.
Base de datos del sistema.
Retroalimentación desde las fases de ejecución a las de planeación.
Es importante mencionar que el MRP II se estructura en una base de datos que contiene:

60
Los registros de inventarios que contienen toda la información básica de cada ítem, la
cual será suministrada por diferentes áreas: departamentos técnicos, contabilidad,
planeación, etc.
El maestro de familias que contiene los datos para la desagregación del plan en de
programa maestro para la planeación agregada de capacidad y en general los datos
agregados de planeación a medio plazo.
la lista de materiales mencionadas anteriormente,
el maestro de rutas que se relaciona con la secuencia de operaciones que se ha
desarrollar para cada ítem.
El maestro de centros de trabajo con toda la información relativa a los centros de trabajo
que han de ser empleados en el desarrollo de las operaciones: eficiencia, utilización,
capacidad disponible, tiempos medio de colas, etc.
El maestro de operaciones, con todas las características de las mismas necesarias para el
desarrollo de las funciones del sistema: centro de trabajo principal y alternativo para su
desarrollo, tiempo de preparación y ejecución requerido, etc.
El maestro de herramientas, con los datos relativos a herramientas de disponibilidad
limitada asignadas a ciertas operaciones.
Calendario de taller, en el que se establecen los días laborales relacionados con el
calendario natural con su propia numeración para el sistema.
El maestro de pedidos, en el que se recogen los datos relativos a los pedidos realizados y
a los planificados, y de las cuales consta de tres segmentos: el pedido al taller, el pedido
a proveedores y el pedido de los clientes.
El maestro de pedidos, con toda la información necesaria acerca de los mismos.

61
El maestro de clientes, con todos los datos necesarios de identificación (Machuca et al.,
2001).
4.5.13. Funciones del sistema MRP II
Formalización informatizada del proceso de planeación empresarial.
Elaboración de planes a largo y medio plazo.
Calculo de costes.
Programación maestra de la producción.
Planeación y control de la capacidad a medio, corto y muy corto plazo.
Gestión de inventarios.
Planeación de las necesidades de los materiales.
Programación de proveedores.
Presupuestos.
Gestión de talleres.
Simulador de la actividad empresarial
Apoyo a la fijación de objetivos, estrategias y políticas.
Información básica para la toma de decisiones.
Información básica del subsistema comercial.
Información básica a contabilidad y finanzas.
(Machuca et al., 2001).

62
4.5.14. Relación del MRP Y JIT
La mayoría de las principales empresas manufactureras usan MRP. De ellas, muchas que
emplean manufactura de repetición también utilizan las técnicas JIT. Aun cuando JIT es
más adecuado en la manufactura de repetición, MRP se utiliza en todo, de talleres de
trabajo a la medida a la producción en líneas de ensamble. La integración de los métodos de
mejoramientos de la planta fabril de JIT con una planeación y sistema de control basados
en MRP genera desafíos. La combinación MRP/JIT crea lo que podría considerarse un
sistema hibrido de manufactura.
4.5.15. Los pronósticos y la toma de decisiones para la planeación de la
producción
El pronóstico es un método que permite calcular un dato futuro, con referencia a una
serie de datos históricos. El pronóstico en la planeación de la producción está relacionado
con los presupuestos de ventas, permitiendo así preparar la materia prima e insumos, la
capacidad de producción, mano de obra, entre otros; todo lo anterior debe ser verificado
con un programa de seguimiento, haciendo de la planeación un proceso más eficiente
(Ortegon & Ocampo, 2013).
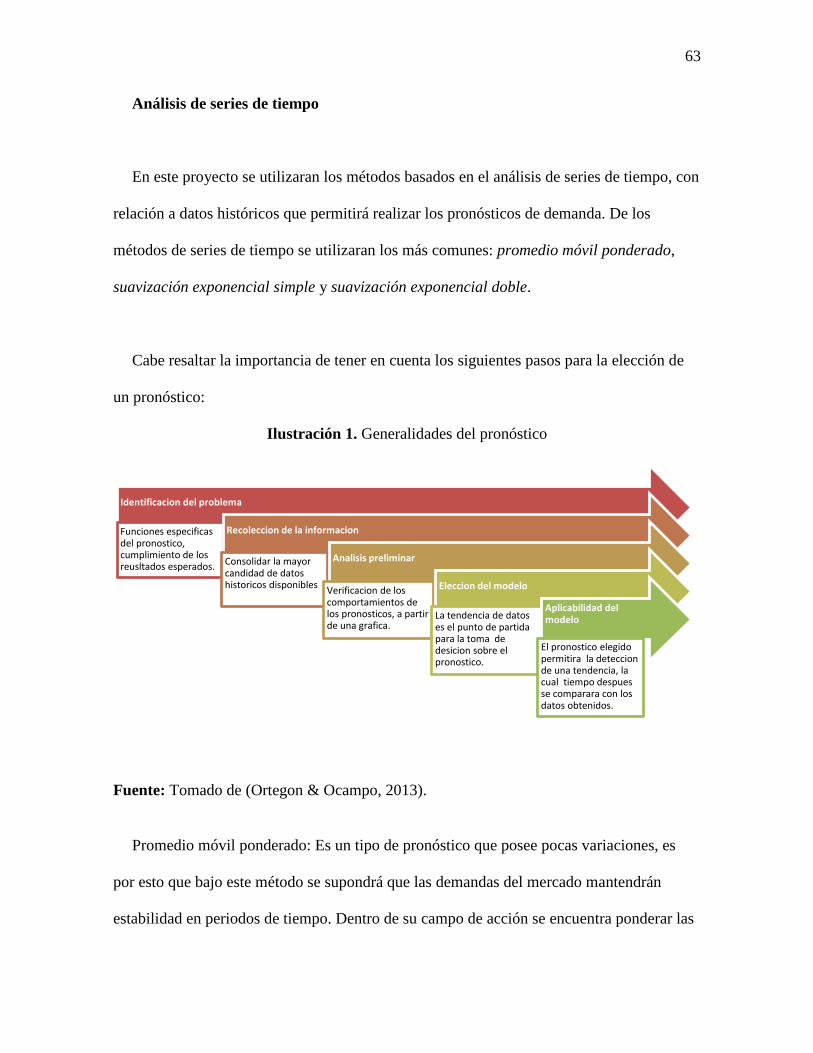
63
Análisis de series de tiempo
En este proyecto se utilizaran los métodos basados en el análisis de series de tiempo, con
relación a datos históricos que permitirá realizar los pronósticos de demanda. De los
métodos de series de tiempo se utilizaran los más comunes: promedio móvil ponderado,
suavización exponencial simple y suavización exponencial doble.
Cabe resaltar la importancia de tener en cuenta los siguientes pasos para la elección de
un pronóstico:
Ilustración 1. Generalidades del pronóstico
Fuente: Tomado de (Ortegon & Ocampo, 2013).
Promedio móvil ponderado: Es un tipo de pronóstico que posee pocas variaciones, es
por esto que bajo este método se supondrá que las demandas del mercado mantendrán
estabilidad en periodos de tiempo. Dentro de su campo de acción se encuentra ponderar las
Identificacion del problema
Funciones especificas del pronostico, cumplimiento de los reusltados esperados.
Recoleccion de la informacion
Consolidar la mayor candidad de datos historicos disponibles
Analisis preliminar
Verificacion de los comportamientos de los pronosticos, a partir de una grafica.
Eleccion del modelo
La tendencia de datos es el punto de partida para la toma de desicion sobre el pronostico.
Aplicabilidad del modelo
El pronostico elegido permitira la deteccion de una tendencia, la cual tiempo despues se comparara con los datos obtenidos.

64
irregularidades en el tiempo, pero a corto a plazo (Render, Stair, & Hanna, 2012). “El
método de media móvil sirve para pronosticar un solo dato, el del período t+1. A pesar de
la limitación anterior, usaremos el método de media móvil introduciendo valores
pronosticados para calcular los datos requeridos para la prueba (Alarcon, 2009, pág. 178).”
Ilustración 2. Formula Promedio Móvil
Fuente: Tomado de (Alarcon, 2009)
Suavización exponencial simple: Los datos en este método de pronóstico, se presentan
sin tendencia (creciente o decreciente). La dinámica de los datos parte que entre más
antiguos se hacen los datos, menor relevancia tienen. Este proceso es de tipo promedio
móvil ponderado, sin embargo relaciona un menor registro de datos históricos. Para llevar
a cabo este pronóstico se asigna una constante de suavización (α) y permite a los
encargados de gestión asignar un peso a los datos recientes (Render et al, 2012). “El cálculo
correspondiente al método de suavización exponencial requiere de dos componentes: el
primero es la demanda real del período más reciente. El segundo es el pronóstico más
reciente obtenido por este mismo método, es decir el dato pronosticado” (Alarcon, 2009,
pág. 178).

65
Ilustración 3. Formula Suavización Exponencial Simple
Fuente: Tomado de (Alarcon, 2009)
Suavización exponencial doble: También conocido como el método de Brown, los datos
presentan una tendencia lineal (creciente o decreciente). Este método se rige bajo los
mismos parámetros de la suavización simple, sin embargo “se añade la inclinación de la
tendencia de los datos” (Ortegon & Ocampo, 2013, pág. 18).
Ilustración 4. Formula Suavización Exponencial Doble
Fuente: Tomado de (Alarcon, 2009)

66
De todo lo anterior, es importante tener en cuenta que el tipo de industria presenta
diferentes clases de demanda, lo cual determinara el pronóstico indicado, y a partir de esto
puedo generar la planeación de la producción.
4.6. MARCO LEGAL
La normatividad colombiana es específica de acuerdo a las actividades de las empresas,
es por esto que se hace referencia de aquellas leyes que rigen a la industria alimentaria en
Colombia dispuesto por el ministerio de industria y comercio, esto se encuentra en la tabla
siguiente:
Tabla 3. Ley 09 de 1979 aplicable al manejo ambiental, almacenamiento, seguridad
industrial en Alimentos Angelita.
CARACTERÍSTICA DESCRIPCIÓN
Protección del medio
ambiente; medidas
sanitarias
Son las normas a generales, en las que relaciona el cuidado, protección y mejora en lo que
corresponda al cuidado del ser humano.
Medidas sanitarias; Salud
ocupacional
Basada en la ley 9 de 1979 establece que la salud de los trabajadores es un factor
indispensable para el desarrollo de las actividades laborales, en la compañía y económicas
para el país.
Medidas sanitarias;
Elementos de protección
de personal
Basada en la ley 9 de 1979 establece que la compañía deberá otorgar los elementos de
protección personal a sus trabajadores sin costo alguno para el trabajador, estos elementos
estarán dictados por la actividad que ejecute y lo establecerá la institución a cargo por salud
ocupacional.
Medidas sanitarias;
Elaboración de procesos y
expendios
Basada en la ley 9 de 1979 establece que el usos de la materias primas deberán contar con los
controles de medidas sanitarias, mencionadas en la ley 09 de 1979 dando cumplimiento con
lo estipulado.
Medidas sanitarias;
Establecimientos
Industriales
Basada en la ley 9 de 1979 establece que los establecimientos industriales que realicen vetas
de alimentos o alguna clase de bebida deberá contar con un espacio exclusivamente para esta
actividad, también deberá tener aspectos importantes como las tuberías elevadas, el uso de
agua potable. Donde el Ministerio de Salud reglamentara sistemas especiales de control para
el producto.
Medidas sanitarias;
Aditivos y residuos
Basada en la ley 9 de 1979 establece que se prohíbe el uso de aditivos que causen riesgo para
la salud del consumidor estos deberán cumplir unas disposiciones establecidas por esta ley.
Medidas sanitarias;
Productos
Basada en la ley 9 de 1979 establece que no será apto para el consumo humano los alimentos
o bebidas alterados, adulterados, falsificados y contaminados o que por otras circunstancias
puedan afectar la salud del consumidor. Todo alimento o bebidas que se registre con nombre
de marca deberán ser avalados por la institución pertinente de dicho proceso.
Disposiciones generales,
Salud
Basada en la ley 9 de 1979 establece que la Salud es un bien de interés público. Compañías
que procesen alimentos deberían cumplir con las regulaciones para el cuidado protección y
prevención del consumidor.
Fuente: Constitución Política de Colombia 1991.

67
Tabla 4. Caracterización ISO 9001:2015 CARACTERÍSTICAS DESCRIPCIÓN
ISO 9001:2015
Liderazgo con la gestión
empresarial.
La última versión de las normas ISO 9001:2008 fue hace 8 años, en la actualidad la nueva
lógica de los negocios e industrias requería una renovación. En su nueva versión la norma
ISO 9001:2015 tiene aspectos tales como la tecnología, la diversidad de negocios y el
comercio mundial.
La nueva normatividad vislumbra la relevancia del sector de servicios y su necesidad de una
gestión de la calidad. También refleja los requerimientos de una mayor alineación e
integración del SGC con la dirección empresarial y estratégica de una organización, y hace
que sea más fácil adoptar múltiples normas de gestión empresariales. La documentación a
usar será más sencilla y en diferentes idiomas, conservando la línea consecuente de los
sistemas de gestión y los resultados que cada uno de los procesos deben cumplir a cabalidad.
(Organización Internacional de Normalizacion, 2015 )
Fuente: Tomado de (Organización Internacional de Normalizacion, 2015 ).
68
5. METODOLOGÍA
5.1 TIPO DE ESUTIDIO
La siguiente investigación tiene un enfoque cuantitativo, centrado en la producción de la
semilla y la gragea de la empresa Alimentos Angelita Ltda. Es importante mencionar que la
investigación también adoptó un enfoque cualitativo en el proceso de recopilación de
información necesaria a través de lluvias de ideas y entrevistas que contribuyeron a la
estructuración del sistema MRP.
5.2 DISEÑO DEL ESTUDIO
La investigación inició de forma descriptiva a través de la caracterización del proceso
del sistema productivo de la empresa en estudio y finalizo de forma correlacional debido a
que determinó que la carencia de un sistema de información influye en la planeación de la
producción.
5.3 ALCANCE DEL ESTUDIO
La propuesta de implementación del sistema de información MRP se hace a través de la
herramienta de Excel.
5.4 POBLACIÓN
La población objeto de estudio es una empresa de confitería, especializada en la
producción de gragea en el Valle del Cauca.

69
ETAPA 1: CARACTERIZACIÓN DEL SISTEMA PRODUCTIVO DE LA
EMPRESA ALIMENTOS ANGELITA LTDA.
La primera fase de la caracterización del sistema productivo de la empresa Alimentos
Angelita Ltda. Inicia con la descripción de la empresa en estudio, a través de entrevistas
con el gerente general y la gerente de mercadeo para el conocimiento general de la
empresa. En ésta fase se obtuvo, la descripción general de la empresa y la estructura
funcional de la misma (Organigrama).
La segunda fase se enfoca en las actividades relacionadas con la fabricación de la
semilla y gragea, para la cual se tuvo en cuenta los siguientes factores:
1. La identificación general de la fabricación de semilla y gragea.
2. Identificación especifica del proceso productivo de la semilla, a través del
flujograma de proceso.
3. Caracterización del sistema productivo de la semilla según la norma ISO
9001:2015.
4. Identificación especifica del proceso productivo de la gragea, a través del
flujograma de proceso.
5. Caracterización del sistema productivo de la gragea según la norma ISO 9001:2015.

70
ETAPA 2: DOCUMENTAR LOS PROCESOS PRODUCTIVOS PARA LA
SEMILLA Y LA GRAGEA.
Para la documentación de los procesos de semilla y gragea se tuvo en cuenta los
siguientes factores:
1. Estudio del proceso productivo a través de la observación.
2. Registro de actividades del proceso productivo de la semilla y la gragea.
3. Documentar el proceso productivo de la semilla y la gragea según la norma ISO
9001:2008.
ETAPA 3: DISEÑO DEL SISTEMA PRODUCTIVO PARA LOS PRODUCTOS
SEMILLA Y GRAGEA DE LA EMPRESA ALIMENTOS ANGELITA LTDA.
Para el diseño del sistema productivo de la semilla y la gragea se tuvo en cuenta los
siguientes factores.
1. Lista de materiales – BOM.
2. Tamaño económico de lote -POQ
3. Pronóstico.
4. Sistema de loteo.
5. Plan maestro de producción.

71
ETAPA 4: PROPUESTA DE IMPLEMENTACIÓN DE MRP PARA LOS
PRODUCTOS SEMILLA Y GRAGEA DE LA EMPRESA ALIMENTOS
ANGELITA LTDA.
La propuesta de implementación del sistema de información para los productos de
semilla y gragea se realizó a través del programa de Excel.
72
6. RESULTADOS
Con el propósito de realizar una propuesta de implementación del sistema de
información MRP se ha planteado 4 etapas las cuales son los objetivos específicos de la
investigación, cada objetivo específico fue detallado en la metodología.
6.1. ETAPA 1: DIAGNÓSTICAR EL SISTEMA PRODUCTIVO DE LA
EMPRESA ALIMENTOS ANGELITA LTDA.
DESCRIPCIÓN GENERAL DE LA EMPRESA ALIMENTOS ANGELITA
LTDA. (ALIAN).
Alimentos Angelita Ltda. (ALIAN) es una empresa familiar que nace en el año de 1990
en la ciudad de Bogotá-Colombia, es una empresa dedicada a la fabricación de dulces
grageados y confitería en general.
Los dulces que ofrece la compañía están clasificados como: caramelo duro recubierto,
frutos secos recubiertos, caramelo líquido y centros recubiertos, como se puede observar en
la siguiente tabla.

73
Tabla 5.Productos de Alimentos Angelita PRODUCTOS DESCRIPCIÓN IMAGEN
Caramelo Duro
Recubierto
Gragea Colores No 1.
Gragea Colores No 2.
Gragea Colores No 3.
Gragea Colores No 4.
Gragea Colores No 5.
Azúcar
Frutos Secos
Recubiertos
Almendra Francesa Colores.
Almendra Francesa Blanca.
Caramelo Liquido Caramelo Líquido Híper Acido.
Centros Recubiertos
Huevito – Caramelo duro recubierto.
Fuente: Alimentos Angelita
La empresa está ubicada en la ciudad de Cali a partir del año 1995 debido a la
concentración de clientes ubicados en el departamento del Valle del Cauca.

74
Tabla 6.Distribución de Clientes
Fuente: Alimentos Angelita
Ilustración 5. Distribución de clientes Alimentos Angelita Ltda. (ALIAN)
Fuente: Alimentos Angelita, adaptado por Grupo de investigación.
La estructura funcional de Alimentos Angelita Ltda. (ALIAN), está encabezada por la
junta de socios y el gerente general de forma jerárquica, y de forma lineal para las áreas
estratégicas y de staff, como se puede ver en la ilustración 6. “Estructura funcional de
alimentos angelita Ltda. (ALIAN)”.
Local14%
Regional (Valle)56%
Otros Departamentos
26%
Internacional4%
DISTRIBUCIÓN DE CLIENTES ALIMENTOS ANGELITA LTDA
CLIENTES PORCENTAJE (%)
Local 14.3
Regional (Valle) 55.9
Otros Departamentos 26.2
Internacional 3.5

75
Ilustración 6. Estructura funcional de alimentos angelita Ltda. (ALIAN)
Fuente: Alimentos Angelita, adaptado por Grupo de investigación.
La empresa se compone por 8 principales procesos, el proceso de compra, el proceso de
almacenamiento, el proceso del sistema de gestión de calidad, el proceso administrativo, de
proveedores, logístico, recursos humanos y fabricación.
Proceso de producción: La empresa Alimentos Angelita Ltda. (ALIAN), inicia el
proceso de fabricación una vez el departamento de mercadeo le ha indicado cuantos
kilogramos requiere el cliente de semilla y/o gragea. El coordinador de producción
da la orden para que se calibren las máquinas e inicie la producción, una vez
calibradas las máquinas el coordinador de producción le indica a los operarios las
cantidades de materia prima a utilizar para la producción de semilla y/o gragea.

76
Proceso de compra de materia prima: la empresa Alimentos Angelita Ltda. (ALIAN),
tiene establecido en el procedimiento de compras garantizar los suministros de los
productos o servicios que requiere los procesos internos de la organización, maximizando
la calidad a través de fuentes competitivas, generando valores agregados, con las mejores
condiciones económicas, con proveedores calificados, asegurando la planeación, ejecución
y seguimiento de las compras.
El proceso de compra empieza con las necesidades que empiezan en el área
administrativa o en el proceso de fabricación, las necesidades de compra van desde la
compra de resma hasta la compra de azúcar para el proceso productivo. Luego la empresa
selecciona el tipo de proveedor que deberá escoger para la reposición del producto.
Una vez escogido el proveedor adecuado se procede a realizar la negociación para la
compra del producto, luego, dependiendo la adquisición del producto, se realiza
acompañamiento a la orden de compra y a la recepción del producto.
Proceso de almacenamiento: El proceso de almacenamiento en la empresa Alimentos
Angelita Ltda. (ALIAN). Inicia con la recepción de materiales, seguido de un proceso de
gestión de calidad, en el que se examina la calidad y cantidad de materia prima recibida, si
ésta cumple con las especificaciones se asigna un lugar en el almacén de materia prima.

77
Cuando se produce semilla y/o gragea el operario encargado del almacén es el encargado
de transportar hasta el área los productos en proceso de semilla y gragea, adicionalmente
cuando estos cumplen su ciclo de producción, el operario del almacén es el encargado de
transportar el producto terminado a su respectiva bodega.
Proceso de sistema de gestión de calidad: éste proceso es encargada de dar los
lineamientos de especificación de productos, y de materia prima, y en compañía del área de
mercadeo se verifica la satisfacción del cliente.
Proceso de administración: El proceso de administración inicia con el gerente general
de la compañía quien es el encargado de dar las directrices para los procesos de fabricación
de los productos, luego es apoyado por el coordinador de mercadeo quien a su vez es
encargado de la compra y venta de materiales y producto terminado. Este proceso es
apoyado por otras áreas estratégicas como el área de finanzas y recursos humanos, sin
embargo, todas las actividades y funciones recaen en el proceso mencionado debido a la
participación del gerente general en todos los procesos.
Proceso de proveedores: este proceso se encarga de la selección de información de los
proveedores con costos más bajos para la determinación y clasificación de la materia prima,
la empresa no tiene un método de selección de proveedores.

78
Procesos logísticos: este proceso se basa en la organización y control de las
actividades de la compañía, principalmente en las tareas de planificación y gestión de
recursos.
Procesos de recursos humanos: este proceso se basa en la selección, vinculación,
seguimiento, desarrollo y vinculación del personal; su foco es gestionar todo lo
concerniente al personal donde también se refiere el proceso de capacitación.
6.1.1. Área de la empresa
En la siguiente tabla se describe como está constituida el área de la empresa, según cada
una de las áreas del proceso.
Tabla 7. Especificaciones del área
Nombre del área Área (m2 )
Fabricación 59,71
Secado 19,10
Almacén producto en proceso 21,47
Almacén producto terminado 17,92
Zona de comidas 16,90
Despacho 63,66
Almacén de materia prima 28,75
Laboratorio 6,83
Área administrativa 21,29
Empaque 18,74
Fuentes: Grupo de investigación
Tabla 8. Total área física Alimentos Angelita
Área de la empresa ÁREA TOTAL (M2)
431,62
Fuentes: Grupo de investigación
79
6.1.2. Identificación general de la fabricación de semilla y gragea.
El proceso de producción de la gragea y la semilla, inicia de acuerdo a los pedidos
realizados por los clientes al departamento de mercadeo. Luego el departamento de
mercadeo envía a sus clientes por vía e-mail la cotización, y el portafolio de productos, que
contiene el tamaño, el color y el sabor de la gragea y/o semilla. De acuerdo a lo anterior el
método de pedido, se asemeja al sistema Pull, donde el proceso de producción es
“empujado” por la demanda.
Una vez cerrada la negociación el departamento de mercadeo le solicita a la alta
gerencia la cantidad de producto terminado solicitado por el cliente, a su vez el gerente
general le comunica al coordinador de producción, basado en la experiencia las cantidades
necesarias a producir de semilla y/o gragea. Los operarios de turno deben realizar la
revisión de inventario de materia prima para dicho pedido, si no hay disponibilidad se
genera una orden de compra de los materiales. Una vez recibido los materiales se genera la
orden de producción que da comienzo con la fabricación del jarabe para el nacimiento de la
semilla, iniciando la aplicación de jarabe en 24 bombos4, lo cual dura de 30 a 35 minutos
por bombo, luego se procede a secar el producto, para ser transportado a un tamizador, que
con ayuda de un operario es encargado de clasificar si la semilla cumple con los
requerimientos del producto y calidad.
4 Bombo: Maquina para la producción de confitería; sus características son en forma cilíndrica, cóncava y giratoria permitiendo la
fabricación de la semilla y gragea. Capacidad máxima: 60 Kg.

80
Ilustración 7. Bombo
Fuentes: Grupo de investigación
Cuando la orden de producción es de gragea se continúa el proceso con la aplicación de
60 kg de jarabe a la semilla, haciendo reiterativo éste proceso hasta alcanzar el tamaño
requerido por la orden.
Una vez obtenida la gragea, el producto pasa por un proceso de secado a unas
temperaturas determinadas, el tiempo estimado de duración es de 16 horas. Pasado el
tiempo de secado, el producto es transportado al tamizador quien clasifica si cumple los
requerimientos de tamaño de gragea. Finalmente, el producto es almacenado para su
distribución y comercialización en la bodega de producto terminado.
Ilustración 8. Proceso de producción de jarabe, semilla y gragea ALIAN

81
Fuente: Alimentos Angelita, adaptado por Grupo de investigación.
6.1.3. Identificación específica del proceso productivo de la semilla.
La producción de semilla inicia con una solicitud por parte del área administrativa para
la compra de materia prima según la orden de producción del día, la compra de materia se
hace solamente si en el inventario no hay disponibilidad del material para producir.
El coordinador de producción revisa la ficha técnica de requerimientos de producción
para dar inicio a la preparación de jarabe.
82
Con el fin de producir semilla los operarios deberán colocar jarabe y fécula de maíz en
bombos hasta que se homogenice los 12 kilogramos de fécula de maíz y jarabe concentrado
de 30 kilogramos.
Luego debe aplicarse nuevamente 5 jarabes concentrado de 30 kilogramos y 25 kg de
fécula de maíz en los bombos hasta que la mezcla sea homogénea, el producto que salga de
allí debe ser transportado al área de secado por un mínimo de 16 horas a una temperatura de
35°C, al finalizar el proceso de secado se transporta nuevamente el producto en proceso al
almacén de materia prima en proceso, prontamente se procede a aplicar nuevamente jarabe
y fécula de maíz para dar crecimiento a la semilla, nuevamente la semilla se seca por 16
horas a una temperatura de 35°C.
Al finalizar el proceso de secado un colaborador encargado del proceso logístico debe
clasificar el producto a través de un tamizador tubular que según el tamaño que tenga la
semilla será empacado para el insumo y venta al público.
Después de que el producto sea empacado el producto es transportado al almacén de
producto terminado, luego el coordinador de producción avisa al área administrativa sobre
la finalización del producto.
El área logística recibe la orden del departamento administrativo y es encargado de
distribuir la producción de semilla.

83
Ilustración 9. Flujo de operaciones de la producción de semilla
Fuente: Grupo de investigación.

84
Tabla 9. Caracterización del sistema productivo de la semilla según la norma ISO 9001:2015.
FICHA CARACTERIZACIÓN DE PROCESO
PROCESO DE FABRICACIÓN DE LA SEMILLA
TIPO DE PROCESO Producto tipo demanda independiente. Subensamble para la
producción de gragea. RESPONSABLE DEL PROCESO
Coordinador de producción, líder de
producción, operario asignado.
OBJETIVO: Establecer los principios, procedimientos y normas generales que regirán en el proceso de fabricación de la semilla, para garantizar responsabilidades y deberes en el
desarrollo de fabricación que contribuyan con la misión, visón, objetivos y metas de Alimentos Angelita Ltda. (ALIAN).
PROVEEDORES ENTRADAS ACTIVIDADES DEL PROCESO SALIDAS CLIENTES
Proceso de compra de materia
prima.
Proceso de almacenamiento.
Proceso de sistema de gestión de
calidad.
Proceso de administración.
Proceso de proveedores.
Procesos logísticos.
Procesos de recursos humanos.
Proceso de fabricación
Solicitud de compra
por el cliente.
Disponibilidad de
empaques,
transporte.
Documentos de
trazabilidad.
Recibir orden de compra de materia prima.
Recibir orden de producción
Coordinar necesidades para la verificación de
materia prima por parte de calidad.
Planear los requerimientos técnicos de las máquinas.
Verificar la correcta ejecución de la producción
dados los lineamientos de estandarización.
Ejecutar la fabricación de semilla.
Almacenamiento de producto.
Traslado del producto al área de despacho.
Capacidad y entrega de
producto terminado.
Entrega de productos que
cumplen con la
especificación de calidad.
Solicitud de acciones
correctivas preventivas en el
proceso de fabricación.
Producto no conforme.
Retroalimentación de
clientes según sus
necesidades.
Proceso de sistema de gestión de
calidad. Alimentos Angelita Ltda.
Proceso de compra.
Confitecol S.A
Premezclas S.A
B. Altman & Compañía S.A.S.
PHVA
PLANEAR HACER VERIFICAR ACTUAR
Establecer un sistema de inventarios “ideal” para la
semilla de periodicidad anual.
Establecer los requerimientos de materiales en el sistema
integrado de gestión.
Programación de la producción anual.
Calibración y limpieza de máquinas de manera
trimestral.
Revisar periódicamente el nivel de
inventarios de materias primas,
producto en proceso y proceso
terminado de la semilla y sacar un
promedio para establecer un sistema
de inventarios.
Actualizar los documentos de
estandarización y caracterización con
los requerimientos de materiales.
Revisar el resultado de la calibración
de las máquinas.
Análisis del sistema de inventarios.
Verificar los soportes correctos para la
estandarización y caracterización del proceso
de semilla.
Seguimiento a indicadores.
Seguimiento a requisitos legales.
Verificación del plan maestro de producción.
Verificación de planes a corto, mediano y
largo plazo para la ampliación de la zona de
refrigeración.
Implementar acciones correctivas y
preventivas, respecto a las sugerencias
de los colaboradores y de los clientes
respecto al producto.
REQUISITOS DOCUMENTOS RECURSOS REGISTROS
Ley 09 de 1979 aplicable al manejo ambiental,
almacenamiento, seguridad industrial en Alimentos
Angelita.
ISO 9001:2015. Código de ética y del buen gobierno.
Panorama de riesgo. Manual de calidad. Reglamento
interno de trabajo.
Estándar de producción de semilla Humano: 4 operarios por turno, líder de
producción, coordinador de producción,
gerente general. Infraestructura: 4
computadores, área: 500m2, internet, 26
bombos, troquelador, 2 tamizadores.
Insumos: Energía, Agua, telefonía y útiles
Acta de inicio.
Acta de terminación.
Acta de calidad.

85
de oficina.
PARAMETROS DE CONTROL MECANISMOS DE CONTROL INDICADORES
Cumplimiento del procedimiento.
Cumplir con lo requerido por los entes de control.
Seguimiento al procedimiento establecido en el estándar de producción de semilla.
Seguimiento a indicadores
Productividad. Eficiencia.
Efectividad. Cumplimiento de
entregas.
Fuente: Grupo de investigación.
Tabla 10. Especificación de calidad para la semilla
ESPECIFICACIÓN DE CALIDAD
PRODUCCIÓN DE JARABE- REQUERIMIENTO DE PRODUCTO
AZÚCAR (KG) AGUA (L) TOTAL EN (KG) TIEMPO (MIN)
10 2,6 12,6 15
15 3,9 18,9 18
20 5,2 25,2 22
25 6,5 31,5 26
30 10 40 28
50 13 63 35
Densidad del Agua es igual a uno (1) kg / M3
Fuente: Grupo de investigación.
Tabla 11. Especificaciones de calidad semilla y gragea-requerimiento de producto
ESPECIFICACIONES DE CALIDAD
ELABORACIÓN DE SEMILLA Y GRAGEA - REQUERIMIENTOS DE PRODUCTO
PRODUCTO UNIDADES
REQUERIDAS (UND)
MATERIA
PRIMA
CANTIDA DE MATERIA
PRIMA (KG)
TIEMPO ESTIMADO DE
PRODUCCIÓN (MIN)
PRODUCCIÓN
TOTAL (KG)
Jarabe concentración de 30
kg de azúcar 7
Azúcar 30 28 280
Agua 10
Jarabe concentración de 50
Kg de azúcar 3
Azúcar 50 35 189
Agua 13
Fuente: Grupo de investigación.

86
Tabla 12. Especificación de calidad semilla-aplicación de producto
ESPECIFICACIÓN DE CALIDAD
ELABORACIÓN DE SEMILLA - APLICACIONES DE PRODUCTO - REQUERIMIENTOS DE PRODCUTO
PRODUCTO TIEMPO DE APLICACIÓN CANTIDAD DE APLICACIÓN (KG)
JARABE DE 30 KG 12 1,2
JARABE DE 30 KG 12 1,2
FÉCULA DE MAÍZ 17 0,3
Fuente: Grupo de investigación.
Tabla 13. Especificaciones de calidad- requerimiento de azúcar
ESPECIFICACIONES DE CALIDAD
ELABORACIÓN DE SEMILLA - REQUERIMIENTO DE PRODUCTO AZÚCAR
PRODUCTO TAMAÑO (mm) CANTIDAD (Kg)
Azúcar 0,76 36
Fuente: Grupo de investigación.

87
6.1.3.1. Resultado de la producción real de semilla
Tabla 14. Producción de semilla por bombo SEMILLA
PRODUCCIÓN POR BOMBO
PRODUCTO CANTIDAD (KG) TOTAL (KG)
AZÚCAR 18 18
FÉCULA DE MAÍZ 12 12
JARABE - 30KG 40 40
TOTAL 70
Fuente: Grupo de investigación.
Tabla 15. Producción por celda por 2 bombos PRODUCCIÓN POR CELDA
PRODUCCIÓN POR 2 BOMBOS
PRODUCTO CANTIDAD BOMBO1 (KG) CANTIDAD BOMBO 1 (KG) TOTAL (KG)
AZÚCAR 18 18 36
FÉCULA DE MAÍZ 12 12 24
JARABE - 30KG 40 40 80
TOTAL 140
Fuente: Grupo de investigación.
Tabla 16. Fase No.2 producción de semilla por 4 bombos
SEGUNDA FASE DE PRODUCCIÓN SEMILLA
PRODUCCIÓN POR CELDA 4 BOMBOS
PRODUCT
O
CANTIDAD
BOMBO 1 (KG)
CANTIDAD
BOMBO 2 (KG)
CANTIDAD
BOMBO 3 (KG)
CANTIDAD
BOMBO 4 (KG)
TOTAL
(KG)
I FASE 35 35 35 35 140
FÉCULA DE
MAÍZ 25 25 25 25 100
JARABE -
30KG 200 200 200 200 800
TOTAL 1040
Fuente: Grupo de investigación.
Tabla 17. Fase No. 3 de producción de semilla por 2 bombos TERCERA FASE DE PRODUCCIÓN SEMILLA
PRODUCCIÓN POR CELDA 2 BOMBOS
PRODUCTO CANTIDAD BOMBO 1 (KG) CANTIDAD BOMBO 2 (KG) TOTAL (KG)
II FASE 520 520 1040
JARABE 63 63 126
FÉCULA DE MAÍZ 6 6 12
TOTAL 1178
Fuente: Grupo de investigación.

88
Tabla 18. Fase No.4 de producción de semilla por 5 bombos CUARTA FASE DE PRODUCCIÓN SEMILLA
PRODUCCIÓN POR CELDA 5 BOMBOS
PRODUCTO BOMBO 1
(KG)
BOMBO 2
(KG)
BOMBO 3
(KG)
BOMBO 4
(KG)
BOMBO 5
(KG)
TOTAL
(KG)
III FASE 117,8 117,8 117,8 117,8 117,8 589
JARABE 50 KG 25 25 25 25 25 125
FÉCULA DE
MAÍZ 1,2 1,2 1,2 1,2 1,2 6
TOTAL 720
Fuente: Grupo de investigación.
Tabla 19. Fase No. 5 de producción de semilla por 5 bombos QUINTA FASE DE PRODUCCIÓN SEMILLA
PRODUCCIÓN POR CELDA 5 BOMBOS
PRODUCTO BOMBO 1
(KG)
CANTIDAD BOMBO 2
(KG)
BOMBO 3
(KG)
BOMBO 4
(KG)
BOMBO 5
(KG)
TOTAL
(KG)
IV FASE 144 144 144 144 144 720
JARABE - 50
KG 12,6 12,6 12,6 12,6 12,6 63
TOTAL 783
Fuente: Grupo de investigación.
Tabla 20. Turnos TURNO (HORAS HOMBRE) TURNO (MIN)
16 960
Fuente: Grupo de investigación.
Tabla 21. Proceso detallado de producción
PROCESO DE PRODUCCIÓN APLICACIÓN ( NÚMERO DE VECES) TIEMPO DE PRODUCCIÓN (MIN)
JARABE DE 30 KG NO APLICA 28
JARABE DE 50 KG NO APLICA 35
TAMIZAR NO APLICA 7
CARGAR AZUCAR EN BOMBOS NO APLICA 2,06
APLICACIÓN DE JARABE 30 KG 33,33333333 396
APLICACIÓN DE FÉCULA DE MAIZ 12
KG 40 680
APLICACIÓN DE 5 JARABES 30 KG 33,33333333 400
DISTRIBUCIÓN DEL PRODUCTO NO APLICA 45
APLICACIÓN DE JARABE 50 KG 52,5 630
APLICACIÓN DE JARABE 52,5 630
DESCARGA EL PRODUCTO NO APLICA 190
SUBPROCESO 1 2264
FÉCULA DE MAÍZ 1 1440
SUBPROCESO 2 2105
FÉCULA DE MAÍZ 2 1440
TIEMPO DE PRODUCCIÓN MIN ESTÁNDAR 10292,06
TIEMPO DE PRODUCCIÓN H ESTÁNDAR 171,53
TIEMPO DE PRODUCCIÓN EN DÍAS ESTÁNDAR 7,15
Fuente: Grupo de investigación.

89
Tabla 22. Lead Time PRODUCTO LEAD TIME (H)
AZÚCAR 2
FÉCULA DE MAÍZ 2
JARABE DE 30 KG 0,5
JARABE DE 50 KG 0,66
TOTAL HORAS 5,16
Fuente: Grupo de investigación.
6.1.4. Identificación específica del proceso productivo de la gragea.
La producción de gragea inicia con una solicitud por parte del área administrativa para
la compra de materia prima según la orden de producción del día, la compra de materia se
hace solamente si en el inventario no hay disponibilidad del material para producir.
El área de calidad revisa si la materia prima tiene las condiciones de calidad para la
fabricación de gragea, cuando la materia prima cumple con la especificación se inicia el
proceso de gragea con la mezcla de jarabe y con el “subproceso 1 base preparación de
gragea”.
Luego el operador encargado del proceso adiciona jarabe y semilla a los bombos para el
proceso de gragea, agregando poco a poco la fécula de maíz, después de la adición de la
fécula de maíz el producto en proceso se separa en 2 partes y es pesado. Nuevamente el
operador encargado de calidad revisa si el producto en proceso cumple con los
requerimientos de gragea según el “estándar de producción de gragea”, si el producto
cumple con la especificación éste se vuelve una base para la preparación de gragea y se
repite el proceso de adición de jarabe y fécula de maíz hasta convertirse en “subproceso 3
base para la preparación de la semilla”, si este subproceso cumple las condiciones de
“crecimiento” el producto es secado y tamizado para pasar al almacenamiento de gragea.

90
Ilustración 10. Flujo de operaciones de la gragea.
Fuente: Grupo de investigación.

91
Tabla 23. Caracterización del sistema productivo de la gragea según la norma ISO 9001:2015.
CARACTERIZACIÓN DE PROCESO
PROCESO DE FABRICACIÓN DE LA GRAGEA
TIPO DE PROCESO Producto tipo demanda dependiente. RESPONSABLE DEL
PROCESO
Coordinador de producción, líder
de producción, operario asignado.
OBJETIVO: Establecer los principios, procedimientos y normas generales que regirán en el proceso de fabricación de la gragea, para garantizar responsabilidades y deberes en el desarrollo de
fabricación que contribuyan con la misión, visón, objetivos y metas de Alimentos Angelita Ltda. (ALIAN).
PROVEEDORES ENTRADAS ACTIVIDADES DEL PROCESO SALIDAS CLIENTES
Proceso de compra de materia
prima.
Proceso de almacenamiento.
Proceso de sistema de gestión de
calidad.
Proceso de administración.
Proceso de proveedores.
Procesos logísticos.
Procesos de recursos humanos.
Proceso de fabricación
Solicitud de compra por el
cliente.
Lista de materiales - BOM.
Plan Maestro de Producción.
Sistema de loteo.
Disponibilidad de empaques,
transporte.
Documentos de trazabilidad.
Recibir orden de compra de materia prima.
Recibir orden de producción
Coordinar necesidades para la verificación de
materia prima por parte de calidad.
Planear los requerimientos técnicos de las máquinas.
Planear estrategias y capacidad para el cumplimiento
de producto terminado.
Verificar la correcta ejecución de la producción
dados los lineamientos de estandarización.
Ejecutar la fabricación de semilla.
Almacenamiento de producto.
Traslado del producto al área de despacho.
Capacidad y entrega de producto
terminado.
Entrega de productos que cumplen
con la especificación de calidad.
Solicitud de acciones correctivas
preventivas en el proceso de
fabricación.
Producto no conforme.
Retroalimentación de clientes
según sus necesidades.
Proceso de sistema de gestión de
calidad.
Alimentos Angelita Ltda.
Proceso de compra.
Confitecol S.A
Premezclas S.A
B. Altman & Compañía S.A.S.
Colombina del Cauca S.A
Dulcería Surtitiendas Ltda.
Colombina S.A
Distribuciones Multilíneas S.A.S
Distribuidora de dulces y licores
Pan Valle S.A.S
Distrife del Valle S.A.S
PHVA
PLANEAR HACER VERIFICAR ACTUAR
Establecer un sistema de inventarios óptimos
para la semilla de periodicidad anual.
Establecer los requerimientos de materiales en
el sistema integrado de gestión.
Programación de producción semanal- según el
plan maestro de producción.
Programación de la producción anual.
Calibración y limpieza de máquinas de manera
trimestral.
Revisar periódicamente el nivel de inventarios de materias primas,
producto en proceso y proceso terminado de la semilla y sacar un
promedio para establecer un sistema de inventarios.
Actualizar los documentos de estandarización y caracterización con los
requerimientos de materiales.
Identificar si se está cumplimiento el Plan Maestro de Producción.
Revisar el resultado de la calibración de las máquinas.
Análisis del sistema de inventarios.
Verificar los soportes correctos
para la estandarización y
caracterización del proceso de
semilla. Seguimiento a
indicadores. Seguimiento a
requisitos legales. Verificación del
plan maestro de producción.
Verificación de planes a corto,
mediano y largo plazo para la
ampliación de la zona de
refrigeración.
Ajustar el sistema de inventario
cuando sea necesario.
Ajustar el Plan Maestro de
Producción cuando sea necesario.
Implementar acciones correctivas
y preventivas, respecto a las
sugerencias de los colaboradores y
de los clientes respecto al
producto.
REQUISITOS DOCUMENTOS RECURSOS REGISTROS
Ley 09 de 1979 aplicable al manejo ambiental,
almacenamiento, seguridad industrial en
Alimentos Angelita.
Estándar de producción de gragea Humano: 4 operarios por turno,
líder de producción, coordinador
de producción, gerente general.
Acta de inicio.
Acta de terminación.
Acta de calidad.

92
ISO 9001:2015.
Código de ética y del buen gobierno.
Panorama de riesgo.
Manual de calidad.
Reglamento interno de trabajo.
Infraestructura: 4 computadores,
área: 500m2, internet, 26 bombos,
traquelador, 2 tamizadores.
Insumos: Energía, Agua, telefonía
y útiles de oficina.
PARAMETROS DE CONTROL MECANISMOS DE CONTROL INDICADORES
Cumplimiento del procedimiento.
Cumplir con lo requerido por los entes de control.
Seguimiento al procedimiento establecido en el estándar de producción de gragea.
Seguimiento a indicadores
Productividad. Eficiencia.
Efectividad. Cumplimiento de
entregas
Fuente: Grupo de investigación.
Tabla 24. Especificación de calidad de la gragea- requerimiento de producto
ESPECIFICACIONES DE CALIDAD
ELABORACIÓN DE GRAGEA - REQUERIMIENTOS DE PRODUCTO
PRODUCTO UNIDADES
REQUERIDAS (UND)
MATERIA
PRIMA
CANTIDA DE MATERIA
PRIMA (KG)
TIEMPO ESTIMADO DE
PRODUCCIÓN (MIN)
PRODUCCIÓN TOTAL
(KG)
Jarabe blanco 1
Azúcar 15
18 54 Agua 3,9
Dióxido de titanio 0,288
Jarabe pintar 1 Goma arábiga 1
20 25,2 Agua 1,5
Fuente: Grupo de investigación.
Tabla 25. Especificación de calidad de la gragea- aplicación del producto
ESPECIFICACIÓN DE CALIDAD
ELABORACIÓN DE GRAGEA - APLICACIONES DE PRODUCTO - REQUERIMIENTOS DE PRODCUTO
PRODUCTO TIEMPO DE APLICACIÓN CANTIDAD DE APLICACIÓN (KG)
JARABE DE 30 KG 12 1,2
JARABE BLANCO 12 1,2
JARABE PARA PINTAR 17 0,3
GOMA ARÁBIGA 4 250
Fuente: Grupo de investigación.

93
6.1.4.1. Resultado de la producción real de gragea
Tabla 26. Fase No.1 producción por 6 bombos PRODUCCIÓN POR CELDA FASE 1
PRODUCCIÓN POR 6 BOMBOS
PRODUCTO BOMBO1
(KG)
BOMBO2
(KG)
BOMBO 3
(KG)
BOMBO 4
(KG)
BOMBO 5
(KG)
BOMBO6
(KG)
TOTAL
(KG)
SEMILLA 50 50 50 50 50 50 300
JARABE DE
30 KG 13,3 13,3 13,3 13,3 13,3 13,3 80
TOTAL 380
Fuente: Grupo de investigación.
Tabla 27. Fase No. 2 producción por celda por 6 bombos PRODUCCIÓN POR CELDA FASE 2
PRODUCCIÓN POR 6 BOMBOS
PRODUCTO BOMBO1
(KG)
BOMBO2
(KG)
BOMBO 3
(KG)
BOMBO 4
(KG)
BOMBO 5
(KG)
BOMBO6
(KG)
TOTAL
(KG)
FASE I 63,3 63,3 63,3 63,3 63,3 63,3 380
JARABE
BLANCO 6 6 6 6 6 6 36
TOTAL 416
Fuente: Grupo de investigación.
Tabla 28. Fase No.3 producción por 6 bombos
PRODUCCIÓN POR CELDA FASE 3
PRODUCCIÓN POR 7 BOMBOS
PRODUCT
O
BOMBO1
(KG)
BOMBO2
(KG)
BOMBO 3
(KG)
BOMBO 4
(KG)
BOMBO 5
(KG)
BOMBO6
(KG)
BOMBO 7
(KG)
TOTAL
(KG)
FASE II 59,4 59,4 59,4 59,4 59,4 59,4 59,4 416
JARABE -
PINTAR 33,7 33,7 33,7 33,7 33,7 33,7 33,7 236,2
TOTAL 652,2
Fuente: Grupo de investigación.
Tabla 29. Fase No.4 producción por 10 bombos PRODUCCIÓN POR CELDA FASE 4
PRODUCCIÓN POR 10 BOMBOS
PRODUCTO BOMBO1
(KG)
BOMBO2
(KG)
BOMBO
3 (KG)
BOMBO
4 (KG)
BOMBO
5 (KG)
BOMBO6
(KG)
BOMBO
7 (KG)
BOMBO
8 (KG)
BOMBO
9 (KG)
BOMBO
10 (KG)
TOTAL
(KG)
FASE III 65,2288 65,2288 65,2288 65,2288 65,2288 65,2288 65,2288 65,2288 65,2288 65,2288 652,288
GOMA
ARABIGA 0,04 0,04 0,04 0,04 0,04 0,04 0,04 0,04 0,04 0,04 0,4
TOTAL 652,688
Fuente: Grupo de investigación.
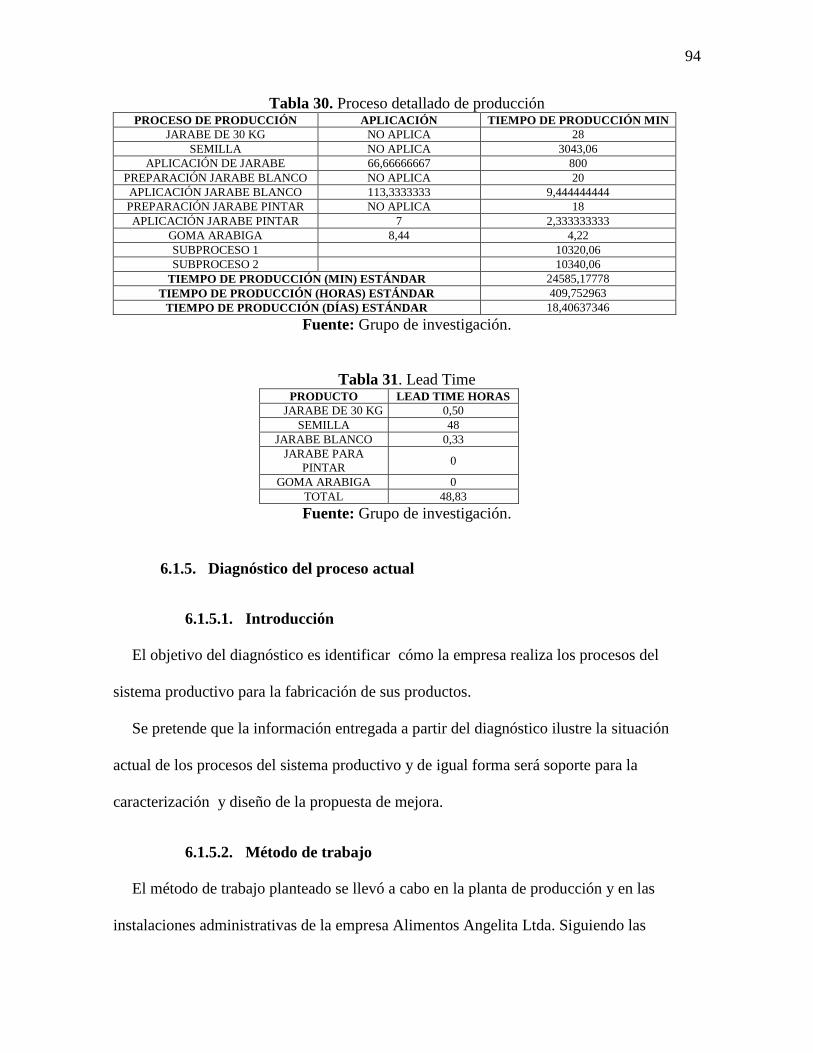
94
Tabla 30. Proceso detallado de producción PROCESO DE PRODUCCIÓN APLICACIÓN TIEMPO DE PRODUCCIÓN MIN
JARABE DE 30 KG NO APLICA 28
SEMILLA NO APLICA 3043,06
APLICACIÓN DE JARABE 66,66666667 800
PREPARACIÓN JARABE BLANCO NO APLICA 20
APLICACIÓN JARABE BLANCO 113,3333333 9,444444444
PREPARACIÓN JARABE PINTAR NO APLICA 18
APLICACIÓN JARABE PINTAR 7 2,333333333
GOMA ARABIGA 8,44 4,22
SUBPROCESO 1
10320,06
SUBPROCESO 2
10340,06
TIEMPO DE PRODUCCIÓN (MIN) ESTÁNDAR 24585,17778
TIEMPO DE PRODUCCIÓN (HORAS) ESTÁNDAR 409,752963
TIEMPO DE PRODUCCIÓN (DÍAS) ESTÁNDAR 18,40637346
Fuente: Grupo de investigación.
Tabla 31. Lead Time PRODUCTO LEAD TIME HORAS
JARABE DE 30 KG 0,50
SEMILLA 48
JARABE BLANCO 0,33
JARABE PARA
PINTAR 0
GOMA ARABIGA 0
TOTAL 48,83
Fuente: Grupo de investigación.
6.1.5. Diagnóstico del proceso actual
6.1.5.1. Introducción
El objetivo del diagnóstico es identificar cómo la empresa realiza los procesos del
sistema productivo para la fabricación de sus productos.
Se pretende que la información entregada a partir del diagnóstico ilustre la situación
actual de los procesos del sistema productivo y de igual forma será soporte para la
caracterización y diseño de la propuesta de mejora.
6.1.5.2. Método de trabajo
El método de trabajo planteado se llevó a cabo en la planta de producción y en las
instalaciones administrativas de la empresa Alimentos Angelita Ltda. Siguiendo las

95
estrategias planteadas para la recolección de la información con previas autorizaciones de la
gerencia de ALIAN.
Ilustración 11. Método de trabajo
Fuente: Tomado de Alimentos Angelita, adaptado por Grupo de investigación.
De acuerdo la información obtenida por medio de las diferentes herramientas de
investigación empleadas, los resultados son registrados y analizados bajo una matriz de
afinidad.

96
6.1.5.3. Análisis de resultados
Por medio de entrevistas y reuniones llevadas a cabo en las visitas realizadas a la
empresa, se hicieron actas de toda la información obtenida (gestión documental), a su vez
se recopiló toda la información para la elaboración del diagnóstico de la empresa,
comenzando con la identificación del problema. A continuación se muestra la participación
de las problemáticas identificadas por los trabajadores de la empresa ALIAN.
Gráfica 4. Diagnóstico del sistema productivo de ALIAN basado en encuesta aplicada a los
colaboradores.
Fuente: Grupo de investigación.
La información obtenida fue analizada a partir de las bases teóricas que se referenciaron
a lo largo del trabajo.
4%6%
9% 9%11% 11%
51%
0%
10%
20%
30%
40%
50%
60%
Diagnóstico del sistema productivo de ALIAN basado en encuesta aplicada a los colaboradores.
FALTA DE INSUMOS
REALIZAR CONTROLES DE CALIDAD PORLOTES
DESORDEN EN LA PLANTA
FALTA CONTROL DE TEMPERATURA Y DETIEMPO EN PROCESOS
CONTROLAR DESPERDICIOS QUE SE GENEREN
FALTA DE MANTENIMIENTO DE MAQUINARIA
MEJORAR LA PLANEACION DE LAPRODUCCION

97
Se aplicó una encuesta a 7 personas del área de producción y empaque, con el fin
identificar cuáles son las variables con mayor incidencia que afectan la producción de
semilla y gragea según la gráfica No. 4 donde el 51% de los encuestados refieren que el
foco de la compañía debe estar orientado a la mejora de la planeación de la producción, un
11% considera que se debe realizar un mantenimiento preventivo y generar mayor control
en los desperdicios. Adicionalmente el 9% de los encuestados manifiestan que debe
controlarse y regularse la temperatura y el desorden de la planta; por otra parte el 6%
indica que debe realizarse una medida de calidad en los lotes. Finalmente el 4 % destaca la
falta de insumos en el proceso de producción.
6.1.5.4. Comportamiento de la demanda
Dentro de la información relevante obtenida por medio de la gestión documental, se
establece el comportamiento de la demanda como base para la consecución del plan de
mejora; se ilustra el comportamiento en kilo-gramos de los últimos 5 años de la empresa
ALIAN.
Tabla 32. Consolidado de la demanda en KG desde 2011 hasta 2015.
PRODUCTO/
AÑO 2011 2012 2013 2014 2015 PROMEDIO
DESVIACIÓN
ESTÁNDAR
SEMILLA 7.790 8.273 5.892 6.028 6.435 6.884 1080,34
GRAGEA 16.775 15.083 13.995 14.773 14.348 14.995 1077,50
Fuente: Alimentos Angelita Ltda.
Tabla 33. Variación porcentual de semilla y gragea SEMILLA GRAGEA
VARIACION 2011-2012 6,20% -10,09%
VARIACION 2012-2013 -28,78% -7,21%
VARIACION 2013-2014 2,31% 5,56%
VARIACION 2014-2015 6,75% -2,88%
Fuente: Alimentos Angelita Ltda.

98
Semilla
Dentro de las caracterizaciones más relevantes establecidas en el estudio, se encuentra
que en el producto semilla se presentó un crecimiento del 6,20% entre los años 2011-2012.
Sin embargo la demanda de producción para el periodo 2012 y 2013 decreció un 28,78%
debido a las fluctuaciones de la demanda. Por otro lado la demanda de semilla aumento tan
solo un 2,31% entre los años 2013 y 2014. Finalmente la semilla aumentó su demanda de
producción un 6,75%.
Gráfica 5. Comportamiento de la semilla en 5 años
Fuente: Alimentos Angelita, adaptado por Grupo de investigación.
Una de las causas que se atribuye a la disminución de la demanda de la semilla entre el
periodo 2012 y 2013 es que en una de las celdas de fabricación (que está compuesta por 6
máquinas bombos), se descompuso 2 máquinas que en su momento fueron difícil de
reemplazar, lo cual afectó la producción dado que los tiempos de semilla y de gragea
requieren un mínimo de 7 y 18 días para realizar la fabricación según la tabla 21 y 30.
Adicionalmente la empresa no poseía el capital para realizar el reemplazo de dichas
máquinas, por lo tanto no podría satisfacer la demanda.
7.790
8.273
5.892 6.028
6.435
5.000
5.500
6.000
6.500
7.000
7.500
8.000
8.500
2011 2012 2013 2014 2015
KG
COMPORTAMIENTO DE LA DEMANDA DE SEMILLA

99
Gragea
En este producto se identificó una disminución de la demanda en el periodo 2011-2012
del 10,09%; con otra disminución del 7,21% para el siguiente periodo de 2012-2013. Cabe
rescatar que para el siguiente año la gragea aumenta su demanda de producción en un
5,56% sin embargo para el periodo 2014 2015 disminuye nuevamente con un valor de
2,88%.
Gráfica 6. Comportamiento de la demanda de gragea en 5 años
Fuente: Alimentos Angelita, adaptado por Grupo de investigación.
La caída de la demanda de la gragea del periodo 2011 al 2012 se debe a que sus clientes
han decidido disminuir la adquisición de la gragea debido a que la empresa no ha podido
cumplir con los requisitos de entrega del producto, adicionalmente la demanda de la gragea
se vio afectado en el periodo 2012-2013 por la descomposición de dos máquinas en una de
sus celdas de producción lo cual afecto la fabricación de éste. Es importante recalcar que si
bien la gragea tuvo una caída en dos periodos consecutivos sigue siendo el producto con
mayores ingresos para la empresa.
16.775
15.083
13.995
14.773
14.348
12.500
13.000
13.500
14.000
14.500
15.000
15.500
16.000
16.500
17.000
2011 2012 2013 2014 2015
KG
COMPORTAMIENTO DE LA DEMANDA DE GRAGEA

100
Gráfica 7. Comportamiento de la demanda en 5 años
Fuente: Alimentos Angelita, adaptado por Grupo de investigación.
De acuerdo a los registros de demanda en kilogramos durante el periodo de 2011-2015
de la semilla y de la gragea, se concluyó que se debe aplicar pronósticos de demanda que
ayudarán a reducir los costos y gastos mencionados en el planteamiento del problema.
6.2.1. Recomendaciones del diagnóstico
Para lograr establecer las oportunidades de mejoras de la empresa, se realizó un trabajo
de estudio profundo para la recolección de la información; a partir de los hallazgos se
indica la importancia de tomar medidas correctivas que resuelvan la falta de control en el
inventario, permitiendo determinar que requerimiento se especifica para la producción de
cada producto.
Tomando en cuenta las oportunidades de mejora mencionadas en este capítulo, se
presenta el plan de acción de la metodología MRP para gestionar el abastecimiento de
5.500
7.500
9.500
11.500
13.500
15.500
2011 2012 2013 2014 2015
COMPORTAMIENTO DE LA DEMANDA DE SEMILLA Y GRAGEA
SEMILLA GRAGEA

101
materia prima y de producto terminado como modelo de mejora de las falencias o ausencias
existentes en la planeación del sistema productivo, donde se logre esclarecer cada uno de
los pasos, materiales requeridos, mano de obra y demás aspectos inherentes a la producción
de un producto. Por otro lado, con la aplicación de pronósticos para la semilla y la gragea,
se debe aplicar
diseñar el sistema productivo de la empresa ALIAN basado en el MRP.
Realizar una propuesta de implementación basado en el MRP para los productos
semilla y gragea en la empresa Alimentos Angelita Ltda. (ALIAN).
6.2. ETAPA 2: DOCUMENTAR LOS PROCESOS PRODUCTIVOS PARA LA
SEMILLA Y LA GRAGEA.
Con el propósito de estandarizar el proceso de semilla y gragea se identificó los tiempos,
requerimientos brutos (cantidad- kilogramos) y capacidad de máquina para producir semilla
y gragea.
Semilla
Tabla 34. Proceso de la Semilla PROCESO DE LA SEMILLA
OBJETIVO
GENERAL Describir el proceso de producción de la semilla, detallando la materia prima y maquinaria.
ALCANCE Obtención de la semilla en el proceso productivo
DESCRIPCIÓN DE ACTIVIDADES
QUÉ RESPONSABLE
1 Preparar jarabe según la especificación de la orden de producción. Operario de
fabricación.
CÓMO RESPONSABLE
1.1 Cuantificar la cantidad de agua y azúcar a utilizar en el proceso de jarabe,
según la tabla de “Especificación de calidad – producción de jarabe”.
Operario de
fabricación.
QUÉ RESPONSABLE
2 Tamizar y seleccionar el azúcar según la tabla de “Especificación de
calidad, elaboración de semilla – Requerimiento de producto azúcar”
Operario de
fabricación.
CÓMO RESPONSABLE
2.1 Tamizar el azúcar y seleccionar el azúcar que tenga un tamaño de 36 kg, con Operario de
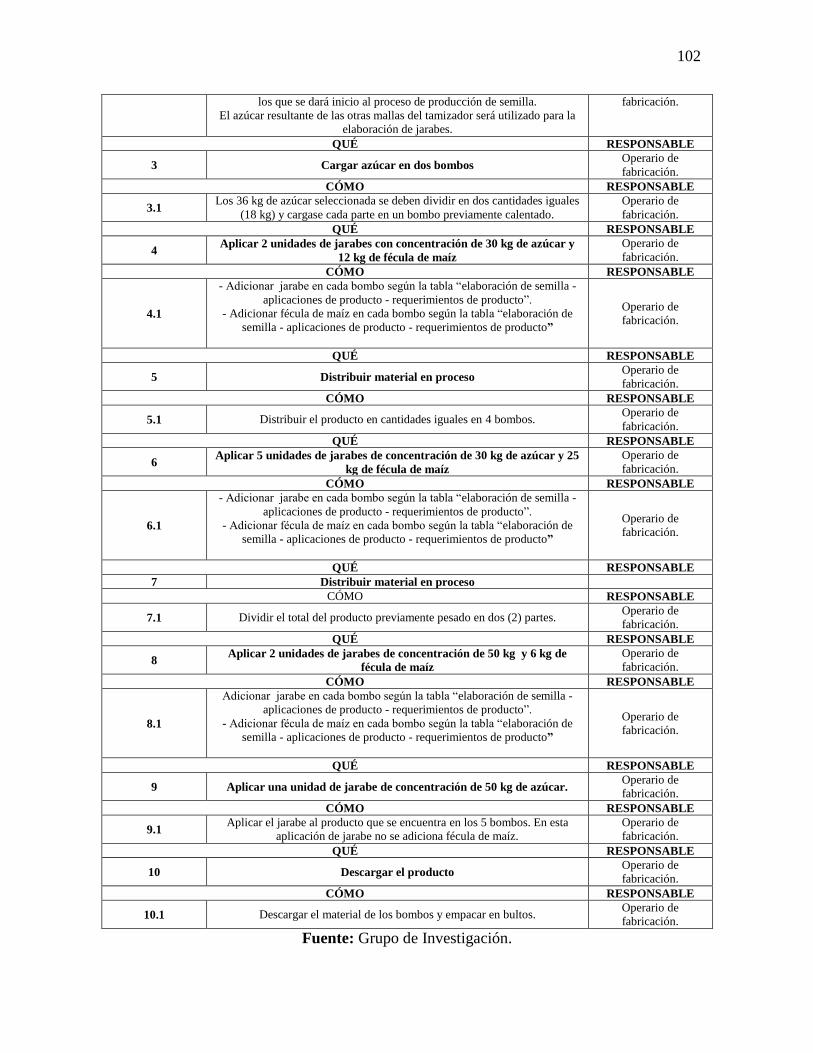
102
los que se dará inicio al proceso de producción de semilla.
El azúcar resultante de las otras mallas del tamizador será utilizado para la
elaboración de jarabes.
fabricación.
QUÉ RESPONSABLE
3 Cargar azúcar en dos bombos Operario de
fabricación.
CÓMO RESPONSABLE
3.1 Los 36 kg de azúcar seleccionada se deben dividir en dos cantidades iguales
(18 kg) y cargase cada parte en un bombo previamente calentado.
Operario de
fabricación.
QUÉ RESPONSABLE
4 Aplicar 2 unidades de jarabes con concentración de 30 kg de azúcar y
12 kg de fécula de maíz
Operario de
fabricación.
CÓMO RESPONSABLE
4.1
- Adicionar jarabe en cada bombo según la tabla “elaboración de semilla -
aplicaciones de producto - requerimientos de producto”.
- Adicionar fécula de maíz en cada bombo según la tabla “elaboración de
semilla - aplicaciones de producto - requerimientos de producto”
Operario de
fabricación.
QUÉ RESPONSABLE
5 Distribuir material en proceso Operario de
fabricación.
CÓMO RESPONSABLE
5.1 Distribuir el producto en cantidades iguales en 4 bombos. Operario de
fabricación.
QUÉ RESPONSABLE
6 Aplicar 5 unidades de jarabes de concentración de 30 kg de azúcar y 25
kg de fécula de maíz
Operario de
fabricación.
CÓMO RESPONSABLE
6.1
- Adicionar jarabe en cada bombo según la tabla “elaboración de semilla -
aplicaciones de producto - requerimientos de producto”.
- Adicionar fécula de maíz en cada bombo según la tabla “elaboración de
semilla - aplicaciones de producto - requerimientos de producto”
Operario de
fabricación.
QUÉ RESPONSABLE
7 Distribuir material en proceso
CÓMO RESPONSABLE
7.1 Dividir el total del producto previamente pesado en dos (2) partes. Operario de
fabricación.
QUÉ RESPONSABLE
8 Aplicar 2 unidades de jarabes de concentración de 50 kg y 6 kg de
fécula de maíz
Operario de
fabricación.
CÓMO RESPONSABLE
8.1
Adicionar jarabe en cada bombo según la tabla “elaboración de semilla -
aplicaciones de producto - requerimientos de producto”.
- Adicionar fécula de maíz en cada bombo según la tabla “elaboración de
semilla - aplicaciones de producto - requerimientos de producto”
Operario de
fabricación.
QUÉ RESPONSABLE
9 Aplicar una unidad de jarabe de concentración de 50 kg de azúcar. Operario de
fabricación.
CÓMO RESPONSABLE
9.1 Aplicar el jarabe al producto que se encuentra en los 5 bombos. En esta
aplicación de jarabe no se adiciona fécula de maíz.
Operario de
fabricación.
QUÉ RESPONSABLE
10 Descargar el producto Operario de
fabricación.
CÓMO RESPONSABLE
10.1 Descargar el material de los bombos y empacar en bultos. Operario de
fabricación.
Fuente: Grupo de Investigación.
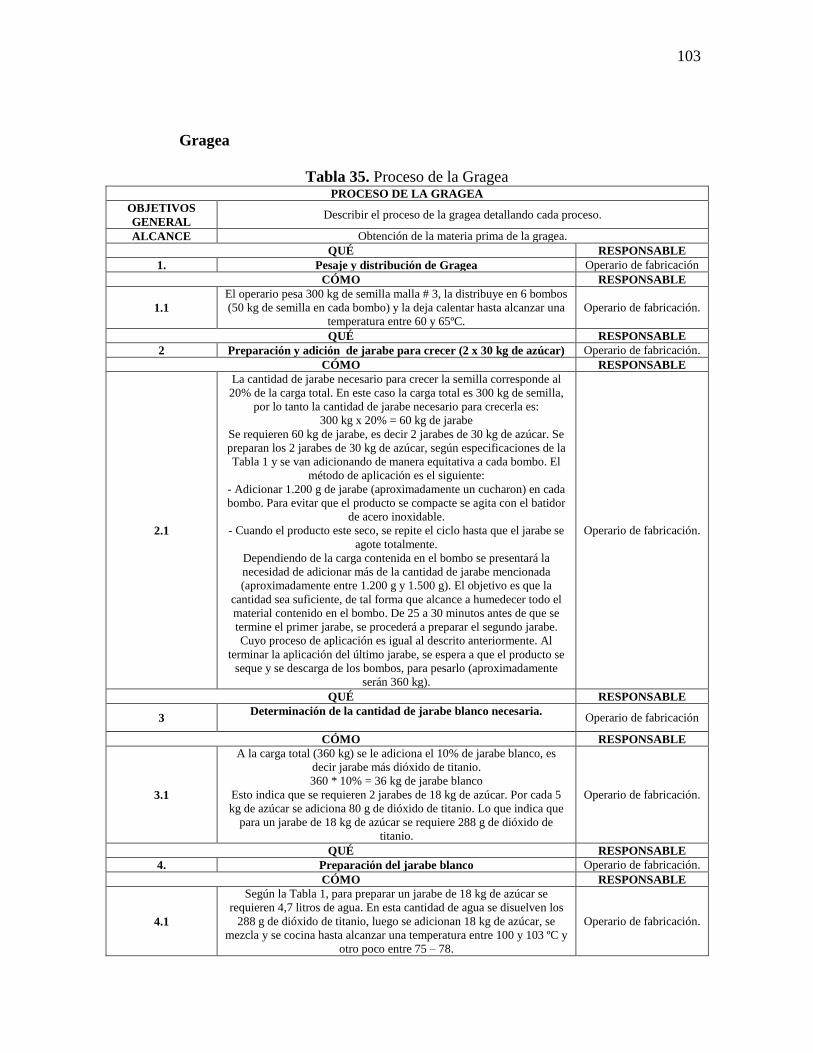
103
Gragea
Tabla 35. Proceso de la Gragea PROCESO DE LA GRAGEA
OBJETIVOS
GENERAL Describir el proceso de la gragea detallando cada proceso.
ALCANCE Obtención de la materia prima de la gragea.
QUÉ RESPONSABLE
1. Pesaje y distribución de Gragea Operario de fabricación
CÓMO RESPONSABLE
1.1
El operario pesa 300 kg de semilla malla # 3, la distribuye en 6 bombos
(50 kg de semilla en cada bombo) y la deja calentar hasta alcanzar una
temperatura entre 60 y 65ºC.
Operario de fabricación.
QUÉ RESPONSABLE
2 Preparación y adición de jarabe para crecer (2 x 30 kg de azúcar) Operario de fabricación.
CÓMO RESPONSABLE
2.1
La cantidad de jarabe necesario para crecer la semilla corresponde al
20% de la carga total. En este caso la carga total es 300 kg de semilla,
por lo tanto la cantidad de jarabe necesario para crecerla es:
300 kg x 20% = 60 kg de jarabe
Se requieren 60 kg de jarabe, es decir 2 jarabes de 30 kg de azúcar. Se
preparan los 2 jarabes de 30 kg de azúcar, según especificaciones de la
Tabla 1 y se van adicionando de manera equitativa a cada bombo. El
método de aplicación es el siguiente:
- Adicionar 1.200 g de jarabe (aproximadamente un cucharon) en cada
bombo. Para evitar que el producto se compacte se agita con el batidor
de acero inoxidable.
- Cuando el producto este seco, se repite el ciclo hasta que el jarabe se
agote totalmente.
Dependiendo de la carga contenida en el bombo se presentará la
necesidad de adicionar más de la cantidad de jarabe mencionada
(aproximadamente entre 1.200 g y 1.500 g). El objetivo es que la
cantidad sea suficiente, de tal forma que alcance a humedecer todo el
material contenido en el bombo. De 25 a 30 minutos antes de que se
termine el primer jarabe, se procederá a preparar el segundo jarabe.
Cuyo proceso de aplicación es igual al descrito anteriormente. Al
terminar la aplicación del último jarabe, se espera a que el producto se
seque y se descarga de los bombos, para pesarlo (aproximadamente
serán 360 kg).
Operario de fabricación.
QUÉ RESPONSABLE
3 Determinación de la cantidad de jarabe blanco necesaria.
Operario de fabricación
CÓMO RESPONSABLE
3.1
A la carga total (360 kg) se le adiciona el 10% de jarabe blanco, es
decir jarabe más dióxido de titanio.
360 * 10% = 36 kg de jarabe blanco
Esto indica que se requieren 2 jarabes de 18 kg de azúcar. Por cada 5
kg de azúcar se adiciona 80 g de dióxido de titanio. Lo que indica que
para un jarabe de 18 kg de azúcar se requiere 288 g de dióxido de
titanio.
Operario de fabricación.
QUÉ RESPONSABLE
4. Preparación del jarabe blanco Operario de fabricación.
CÓMO RESPONSABLE
4.1
Según la Tabla 1, para preparar un jarabe de 18 kg de azúcar se
requieren 4,7 litros de agua. En esta cantidad de agua se disuelven los
288 g de dióxido de titanio, luego se adicionan 18 kg de azúcar, se
mezcla y se cocina hasta alcanzar una temperatura entre 100 y 103 ºC y
otro poco entre 75 – 78.
Operario de fabricación.

104
QUÉ RESPONSABLE
5. Aplicación del jarabe Operario de fabricación.
CÓMO RESPONSABLE
5.1 Se aplica el jarabe de manera equitativa en todos los bombos, hasta
acabarse totalmente. Operario de fabricación.
QUÉ RESPONSABLE
6 Tamizado Operario de fabricación.
CÓMO RESPONSABLE
6.1
Se tamiza en la zaranda vibratoria el producto obtenido
(aproximadamente 370 kg) y se selecciona todo el material que pase
por la malla #1. En algunas ocasiones la carga disminuye durante el
tamizado debido a que sale recorte (o producto no conformé). Por lo
general el porcentaje de recorte que se obtiene es el 1%. Aunque cabe
aclarar que algunas ocasiones no sale nada de recorte.
Operario de fabricación.
QUÉ RESPONSABLE
7 Distribución del material.
Operario de fabricación.
CÓMO RESPONSABLE
7.1
El producto obtenido del tamizado se pesa y se divide en 7 bombos en
cantidades iguales. Suponiendo que no haya salido nada de recorte, la
cantidad de producto tamizada seria 370 kg, aproximadamente 53 kg en
cada bombo.
Operario de fabricación.
QUE RESPONSABLE
8 Pintado Operario de fabricación.
COMÓ RESPONSABLE
8.1
La cantidad de jarabe necesario para pintar corresponde al 56,8% de la
carga. En este caso, la cantidad de jarabe necesario para pintar es:
370 kg x 56,8% =210 kg de jarabe
Como la carga total se ha distribuido en 7 bombos, la cantidad de
jarabe necesario (210 kg de jarabe) para pintar toda la carga también
debe dividirse en 7 partes iguales. Por lo tanto, a cada bombo deberá
adicionarse 30 kg de jarabe, es decir 2 jarabes de 15 kg de azúcar con
un respectivo color. El color se adiciona de acuerdo a las
especificaciones de la tabla de colores según cantidad de jarabe a
aplicar en grageas #1 y #2 (ver anexos).
Operario de fabricación.
QUÉ RESPONSABLE
9 Secado Operario de fabricación
CÓMO RESPONSABLE
9.1 Al terminar el proceso de pintado, se descarga el producto y se
almacena en el cuarto de secado por aproximadamente 16 horas. Operario de fabricación.
QUÉ RESPONSABLE
10 Preparación de la solución para brillar y brillado Operario de fabricación.
CÓMO RESPONSABLE
10.1
Se carga el producto nuevamente en cantidades iguales en 10 bombos y
se prepara la solución para brillar, teniendo en cuenta que para 1.200 kg
de producto se requiere 2.500 g de solución de goma arábiga. La
solución para brillar está compuesta de goma arábiga en polvo y agua.
Se pesa 1 kg de goma arábiga y se disuelve en 1.500 g de agua. La
dilución se realiza en la licuadora. Como la capacidad de la licuadora
no permite realizar la dilución de toda esa cantidad de goma en esa
cantidad de agua, se divide la cantidad de agua y de goma en cuatro
partes distribuidas en 250 kg de goma arábiga y 375 de agua. Se aplica
la solución de brillar y una vez terminado el proceso, se descarga el
producto y se procede con el empaque.
Por último se empaca
Operario de fabricación.
Fuente: Grupo de Investigación.

105
6.3. ETAPA 3: DISEÑO DEL SISTEMA PRODUCTIVO PARA LOS
PRODUCTOS SEMILLA Y GRAGEA DE LA EMPRESA ALIMENTOS
ANGELITA LTDA.
Con el propósito de diseñar el MRP para la empresa de Alimentos Angelita Ltda.
(ALIAN), se hace necesario realizar la lista de materiales para los productos de semilla y
gragea, se establece los pronósticos para tener una estimación de demanda de producción el
tamaño de lote POQ, el plan maestro de producción y la capacidad de producción, es
importante mencionar que l capacidad de producción se encuentra en la etapa del
diagnóstico de este proyecto.
Ilustración 12. Guía para el diseño del MRP
Fuente: Grupo de investigación.

106
6.3.1. BOM (Lista de materiales).
Para la elaboración de la lista de materiales de la semilla y gragea (Ilustración 12-13), se
construyó los niveles para producir cada uno de los requerimientos de producto y
subproducto, a partir de la propuesta de estandarización.
Ilustración 13. Materia prima requerida en porcentaje para la producción de Semilla en
ALIAN
Fuente: Alimentos Angelita, adaptado por Grupo de investigación.

107
Ilustración 14. Materia prima requerida en porcentaje para la producción de Gragea en
ALIAN
Fuente: Alimentos Angelita, adaptado por Grupo de investigación.
6.3.2. Pronostico
6.3.2.1. Pronostico suavización exponencial simple
Tabla 36. Pronóstico suavización exponencial simple y cálculo de error de la semilla
PRONÓSTICO
(FT)
ERROR
ACUMULADO
DEL
PRONÓSTICO
(SAE-SESGO)
PROMEDIO
DEL ERROR
DE
PRONÓSTICO
(SESGO
MEDIO) E
ERROR
CUADRÁTICO
MEDIO (EMC)
DESVIACIÓN
ESTÁNDAR
DE LOS
ERRORES (s)
DESVIACIÓN
ABSOLUTA
MEDIA
(DAM)
ERROR
PORCENTUAL
ABSOLUTO
MEDIO
(EPAM)
542,56 -2072,36 -34,54 67080,82 258,852455 197,96 27,42
Fuente: Grupo de investigación

108
Gráfica 8. Pronóstico de suavización exponencial simple semilla
Fuente: Grupo de investigación.
Al estudiar el gráfico 8 y los resúmenes estadísticos presentados en la tabla 49 se
observa que con un error acumulado (SAE) de -2072,36 kg de semilla se obtiene un sesgo
en el pronóstico para sobrestimar la demanda de producción que para enero del 2016 fue de
542,56 kg según el pronóstico de suavización exponencial simple.
Los estadísticos EPAM, y DAM proporcionan medidas de variabilidad del error. La
DAM indica que el promedio del error del pronóstico es de 197,96 kilogramos. La muestra
de los errores del pronóstico tiene una desviación estándar () de 258,852455 kilogramos.
Adicionalmente el error del pronóstico absoluto medio es alrededor de 27,42 % respecto a la
demanda real. Es importante mencionar que a través de la herramienta de Solver de Excel
se obtuvo un alpha de 0.05 ( Krajewski et al, 2013).
0
200
400
600
800
1000
1200
1400
1600
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41 43 45 47 49 51 53 55 57 59
PRONÓSTICO DE SUAVIZACIÓN SEMILLA
DEMANDA (Kg) (DT) PRONÓSTICO (FT)

109
Tabla 37. Pronóstico suavización exponencial simple y cálculo de error de la gragea
PRONÓSTICO
(FT)
ERROR
ACUMULADO
DEL
PRONÓSTICO
(SAE-SESGO)
PROMEDIO
DEL ERROR
DE
PRONÓSTICO
(SESGO
MEDIO) E
ERROR
CUADRÁTICO
MEDIO (EMC)
DESVIACIÓN
ESTÁNDAR
DE LOS
ERRORES (s)
DESVIACIÓN
ABSOLUTA
MEDIA
(DAM)
ERROR
PORCENTUAL
ABSOLUTO
MEDIO
(EPAM)
1180,98 -181,64 -3,03 14900,66 123,06 89,75 6%
Fuente: Grupo de investigación.
Gráfica 9. Pronóstico de suavización exponencial simple gragea
Fuente: Grupo de investigación.
El pronóstico para el primer mes del año del 2016 fue 1180,98 kg. Un error acumulado
del pronóstico (SAE) de -181,64 kilogramos indica que el pronóstico tiene un sesgo de
sobrestimar la demanda de producción de la gragea. Por otro lado, los estadísticos
EPAM, y DAM proporcionan la variabilidad del error del pronóstico, el promedio del
error del pronóstico es de -3,03 kg, es importante resaltar que el error porcentual absoluto
medio (EPAM) es de 6%; a partir de este valor se puede concluir que el pronóstico de
suavización exponencial simple es el indicado para el sistema de información MRP.
0
200
400
600
800
1000
1200
1400
1600
1800
2000
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41 43 45 47 49 51 53 55 57 59
PRONÓSTICO SUAVIZACIÓN EXPONENCIAL SIMPLE GRAGEA
DEMANDA (Kg) (DT) PRONÓSTICO (FT)
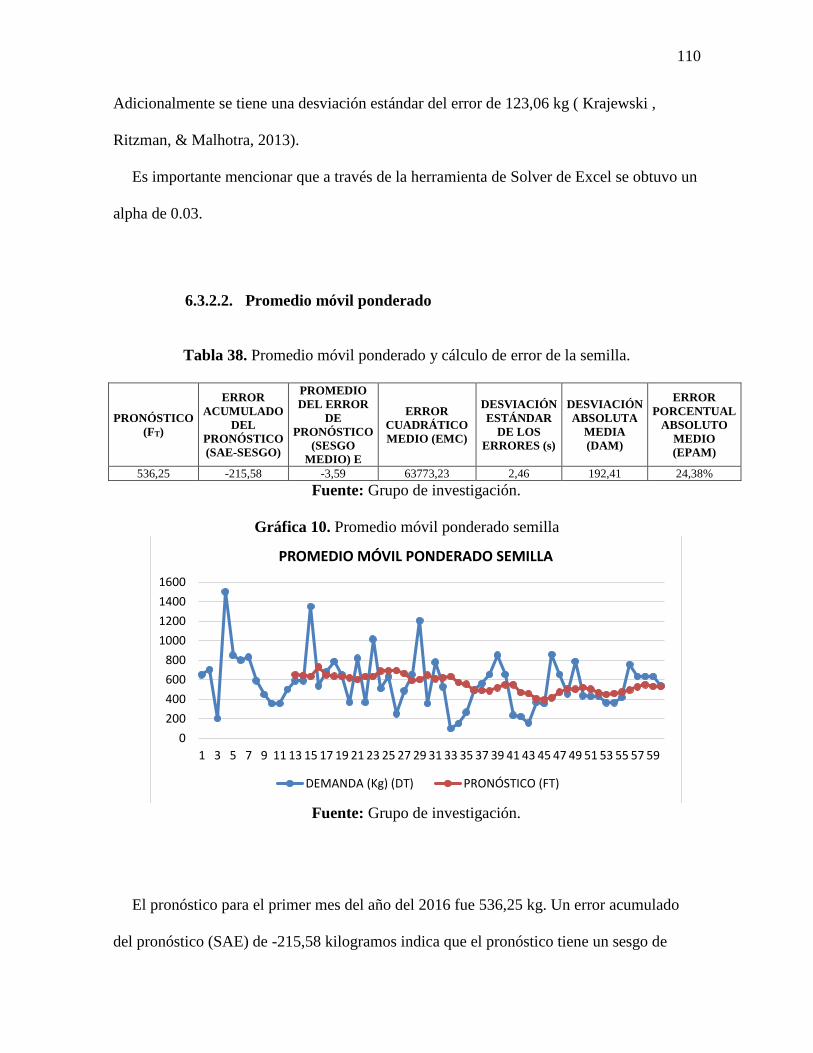
110
Adicionalmente se tiene una desviación estándar del error de 123,06 kg ( Krajewski ,
Ritzman, & Malhotra, 2013).
Es importante mencionar que a través de la herramienta de Solver de Excel se obtuvo un
alpha de 0.03.
6.3.2.2. Promedio móvil ponderado
Tabla 38. Promedio móvil ponderado y cálculo de error de la semilla.
PRONÓSTICO
(FT)
ERROR
ACUMULADO
DEL
PRONÓSTICO
(SAE-SESGO)
PROMEDIO
DEL ERROR
DE
PRONÓSTICO
(SESGO
MEDIO) E
ERROR
CUADRÁTICO
MEDIO (EMC)
DESVIACIÓN
ESTÁNDAR
DE LOS
ERRORES (s)
DESVIACIÓN
ABSOLUTA
MEDIA
(DAM)
ERROR
PORCENTUAL
ABSOLUTO
MEDIO
(EPAM)
536,25 -215,58 -3,59 63773,23 2,46 192,41 24,38%
Fuente: Grupo de investigación.
Gráfica 10. Promedio móvil ponderado semilla
Fuente: Grupo de investigación.
El pronóstico para el primer mes del año del 2016 fue 536,25 kg. Un error acumulado
del pronóstico (SAE) de -215,58 kilogramos indica que el pronóstico tiene un sesgo de
0
200
400
600
800
1000
1200
1400
1600
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41 43 45 47 49 51 53 55 57 59
PROMEDIO MÓVIL PONDERADO SEMILLA
DEMANDA (Kg) (DT) PRONÓSTICO (FT)
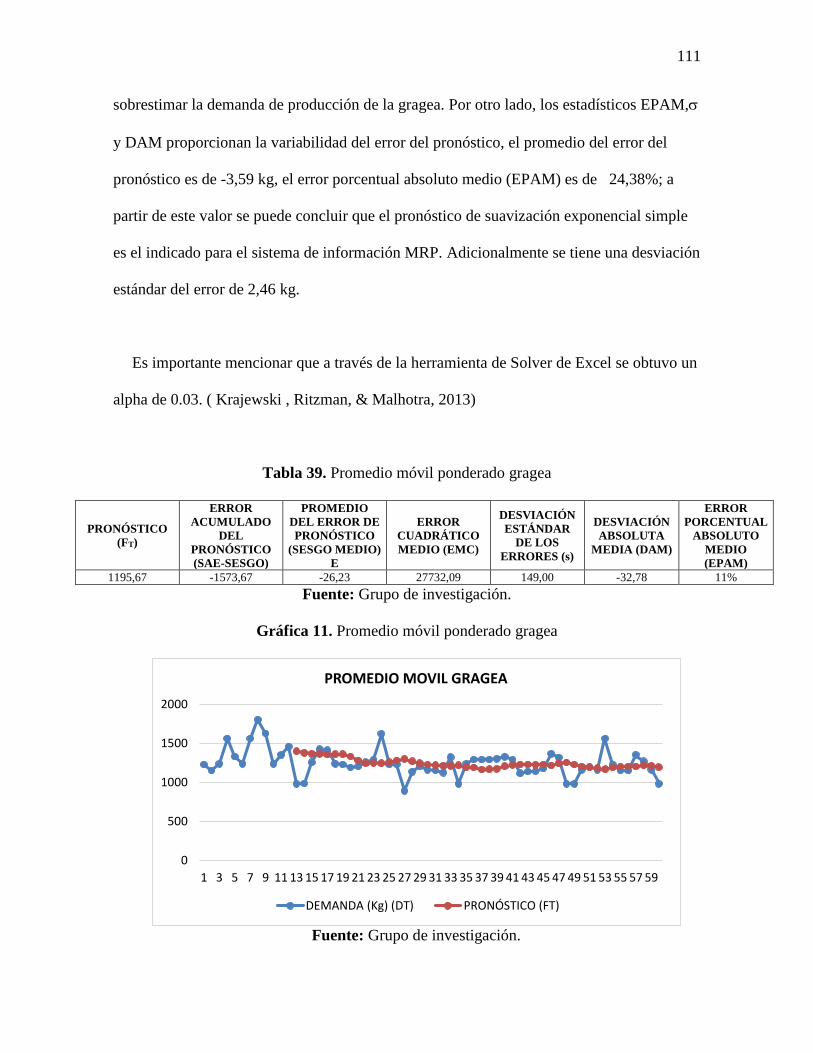
111
sobrestimar la demanda de producción de la gragea. Por otro lado, los estadísticos EPAM,
y DAM proporcionan la variabilidad del error del pronóstico, el promedio del error del
pronóstico es de -3,59 kg, el error porcentual absoluto medio (EPAM) es de 24,38%; a
partir de este valor se puede concluir que el pronóstico de suavización exponencial simple
es el indicado para el sistema de información MRP. Adicionalmente se tiene una desviación
estándar del error de 2,46 kg.
Es importante mencionar que a través de la herramienta de Solver de Excel se obtuvo un
alpha de 0.03. ( Krajewski , Ritzman, & Malhotra, 2013)
Tabla 39. Promedio móvil ponderado gragea
PRONÓSTICO
(FT)
ERROR
ACUMULADO
DEL
PRONÓSTICO
(SAE-SESGO)
PROMEDIO
DEL ERROR DE
PRONÓSTICO
(SESGO MEDIO)
E
ERROR
CUADRÁTICO
MEDIO (EMC)
DESVIACIÓN
ESTÁNDAR
DE LOS
ERRORES (s)
DESVIACIÓN
ABSOLUTA
MEDIA (DAM)
ERROR
PORCENTUAL
ABSOLUTO
MEDIO
(EPAM)
1195,67 -1573,67 -26,23 27732,09 149,00 -32,78 11%
Fuente: Grupo de investigación.
Gráfica 11. Promedio móvil ponderado gragea
Fuente: Grupo de investigación.
0
500
1000
1500
2000
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41 43 45 47 49 51 53 55 57 59
PROMEDIO MOVIL GRAGEA
DEMANDA (Kg) (DT) PRONÓSTICO (FT)

112
El pronóstico para el primer mes del año del 2016 fue 1195,67 kg. Un error acumulado
del pronóstico (SAE) de -1573,67 kilogramos indica que el pronóstico tiene un sesgo de
sobrestimar la demanda de producción de la gragea. Por otro lado, los estadísticos
EPAM, y DAM proporcionan la variabilidad del error del pronóstico, el promedio del
error del pronóstico es de -26,23 kg, el error porcentual absoluto medio (EPAM) es de
11%; a partir de este valor se puede concluir que el pronóstico de suavización exponencial
simple es el indicado para el sistema de información MRP. Adicionalmente se tiene una
desviación estándar del error de 149,00 kg ( Krajewski et al, 2013)
6.3.2.3. Pronostico de suavización exponencial doble
Tabla 40. Pronostico de suavización exponencial doble semilla
PRONÓSTICO
(FT)
ERROR
ACUMULADO
DEL
PRONÓSTICO
(SAE-SESGO)
PROMEDIO
DEL ERROR
DE
PRONÓSTICO
(SESGO
MEDIO) E
ERROR
CUADRÁTICO
MEDIO (EMC)
DESVIACIÓN
ESTÁNDAR
DE LOS
ERRORES (s)
DESVIACIÓN
ABSOLUTA
MEDIA
(DAM)
ERROR
PORCENTUAL
ABSOLUTO
MEDIO
(EPAM)
588,67 855,19 14,25 83669,06 291,34 14,25 26,90%
Fuente: Grupo de investigación.
Gráfica 122. Pronostico de suavización exponencial doble semilla
Fuente: Grupo de investigación.
0
200
400
600
800
1000
1200
1400
1600
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41 43 45 47 49 51 53 55 57 59 61
PRONÓSTICO EXPONENCIAL DOBLE SEMILLA
DEMANDA (Kg) (DT) PRONOSTICO
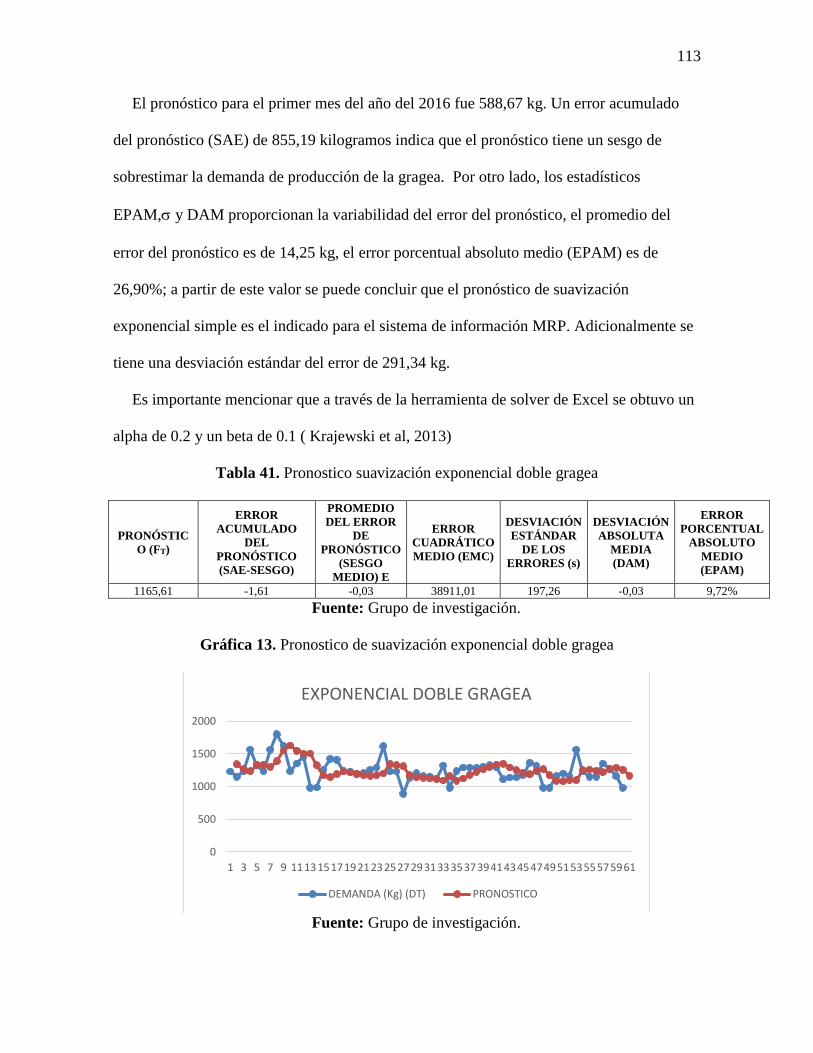
113
El pronóstico para el primer mes del año del 2016 fue 588,67 kg. Un error acumulado
del pronóstico (SAE) de 855,19 kilogramos indica que el pronóstico tiene un sesgo de
sobrestimar la demanda de producción de la gragea. Por otro lado, los estadísticos
EPAM, y DAM proporcionan la variabilidad del error del pronóstico, el promedio del
error del pronóstico es de 14,25 kg, el error porcentual absoluto medio (EPAM) es de
26,90%; a partir de este valor se puede concluir que el pronóstico de suavización
exponencial simple es el indicado para el sistema de información MRP. Adicionalmente se
tiene una desviación estándar del error de 291,34 kg.
Es importante mencionar que a través de la herramienta de solver de Excel se obtuvo un
alpha de 0.2 y un beta de 0.1 ( Krajewski et al, 2013)
Tabla 41. Pronostico suavización exponencial doble gragea
PRONÓSTIC
O (FT)
ERROR
ACUMULADO
DEL
PRONÓSTICO
(SAE-SESGO)
PROMEDIO
DEL ERROR
DE
PRONÓSTICO
(SESGO
MEDIO) E
ERROR
CUADRÁTICO
MEDIO (EMC)
DESVIACIÓN
ESTÁNDAR
DE LOS
ERRORES (s)
DESVIACIÓN
ABSOLUTA
MEDIA
(DAM)
ERROR
PORCENTUAL
ABSOLUTO
MEDIO
(EPAM)
1165,61 -1,61 -0,03 38911,01 197,26 -0,03 9,72%
Fuente: Grupo de investigación.
Gráfica 13. Pronostico de suavización exponencial doble gragea
Fuente: Grupo de investigación.
0
500
1000
1500
2000
1 3 5 7 9 1113151719212325272931333537394143454749515355575961
EXPONENCIAL DOBLE GRAGEA
DEMANDA (Kg) (DT) PRONOSTICO

114
El pronóstico para el primer mes del año del 2016 fue 1165,61 kg. Un error acumulado
del pronóstico (SAE) de -1,61 kilogramos indica que el pronóstico tiene un sesgo de
sobrestimar la demanda de producción de la gragea. Por otro lado, los estadísticos
EPAM, y DAM proporcionan la variabilidad del error del pronóstico, el promedio del
error del pronóstico es de -0,03 kg, el error porcentual absoluto medio (EPAM) es de
9,72%; a partir de este valor se puede concluir que el pronóstico de suavización
exponencial simple es el indicado para el sistema de información MRP. Adicionalmente se
tiene una desviación estándar del error de 197,26 kg.
Es importante mencionar que a través de la herramienta de Solver de Excel se obtuvo un
alpha de 0.3 y un beta de 0.2 ( Krajewski et al, 2013).
6.3.2.4. Sistema de Loteo
Con el propósito de gestionar el nivel de inventario de la empresa Angelita Ltda., se
hace necesario realizar los métodos de lote por lote, POQ y el método de periodo constante
para minimizar los costos y los gastos, así mismo se alimenta el sistema de información
MRP.
Tabla 42. Método lote 4 semilla
MENSUAL REQUERIMIENTOS
NETOS
CANTIDAD DE LA
PRODUCCIÓN
INVENTARIO
FINAL
COSTO DE
MANTTO
COSTO DE
PREPARACIÓN
COSTO
TOTAL
ACUMULADO
1 688,13 688,13 0,00 $ $ 101.504,00 $101.504,00
2 684,25 684,25 0,00 $ $ 101.504,00 $203.008,00
3 680,37 680,37 0,00 $ $ 101.504,00 $304.512,00
4 676,49 676,49 0,00 $ $ 101.504,00 $406.016,00
5 672,61 672,61 0,00 $ $ 101.504,00 $507.520,00
6 668,73 668,73 0,00 $ $ 101.504,00 $609.024,00
7 664,85 664,85 0,00 $ $ 101.504,00 $710.528,00
8 660,97 660,97 0,00 $ $ 101.504,00 $812.032,00
9 657,08 657,08 0,00 $ $ 101.504,00 $913.536,00
10 653,20 653,20 0,00 $ $ 101.504,00 $1.015.040,00
11 649,32 649,32 0,00 $ $ 101.504,00 $1.116.544,00
12 645,44 645,44 0,00 $ $ 101.504,00 $1.218.048,00
Fuente: Grupo de investigación.

115
Tabla 43. Método del periodo constante semilla
MENSUAL REQUERIMIENTOS
NETOS
CANTIDAD DE LA
PRODUCCIÓN
INVENTARIO
FINAL
COSTO DE
MANTTO
COSTO DE
PREPARACIÓN
COSTO
TOTAL
ACUMULADO
1 688,13 1372,39 684,25 $534.883,00 $101.504,00 $636.387,00
2 684,25
$-
$636.387,00
3 680,37 1356,86 676,49 $528.814,78 $101.504,00 $1.266.705,79
4 676,49
$ -
$1.266.705,79
5 672,61 1341,34 668,73 $522.746,56 $101.504,00 $1.890.956,35
6 668,73
$ -
$1.890.956,35
7 664,85 1325,81 660,97 $516.678,34 $101.504,00 $2.509.138,68
8 660,97
$-
$2.509.138,68
9 657,08 1310,29 653,20 $510.610,12 $101.504,00 $3.121.252,80
10 653,20
$ -
$3.121.252,80
11 649,32 1294,76 645,44 $504.541,89 $101.504,00 $3.727.298,69
12 645,44
$ -
$3.727.298,69
Fuente: Grupo de investigación.
Tabla 44. POQ Semilla
POQ SEMILLA
Semilla
D Demanda, en unidades por año 8001,45
S Costo de hacer pedido $1218048,6
P Tasa de producción de la maquina empleada en la elaboración del articulo (tasa de entrega) en unidades por año 120128,3
M Costo de mantener el inventario una unidad durante un año $ 9.380,4
Fuente: Grupo de investigación.
Tabla 45. Pedidos Semilla
F Número de pedidos 5,74
T Cada cuanto se debe pedir 2,08
Fuente: Grupo de investigación.
Tabla 46. POQ
MENSUAL REQUERIMIENTOS
NETOS
CANTIDAD DE LA
PRODUCCIÓN
INVENTARIO
FINAL
COSTO DE
MANTTO
COSTO DE
PREPARACIÓN
COSTO
TOTAL
ACUMULADO
1 688,13 1372,39 684,25 $ 534.883,00 $ 101.504,06 $ 636.387,06
2 684,25 684,25 0,00 $ -
$ 636.387,06
3 680,37 1356,86 676,49 $ 528.814,78 $ 101.504,06 $ 1.266.705,90
4 676,49 676,49 0,00 $ -
$ 1.266.705,90
5 672,61 1341,34 668,73 $ 522.746,56 $ 101.504,06 $ 1.890.956,52
6 668,73 668,73 0,00 $ -
$ 1.890.956,52
7 664,85 1325,81 660,97 $ 516.678,34 $ 101.504,06 $ 2.509.138,91
8 660,97 660,97 0,00 $ -
$ 2.509.138,91
9 657,08 1310,29 653,20 $ 510.610,12 $ 101.504,06 $ 3.121.253,08
10 653,20 653,20 0,00 $ -
$ 3.121.253,08
11 649,32 1294,76 645,44 $ 504.541,89 $ 101.504,06 $ 3.727.299,04
12 645,44 645,44 0,00 $ -
$ 3.727.299,04
Fuente: Grupo de investigación.

116
Tabla 47. Método lote 4 gragea
MENSUAL REQUERIMIENTOS
NETOS
CANTIDAD DE LA
PRODUCCIÓN
INVENTARIO
FINAL
COSTO DE
MANTTO
COSTO DE
PREPARACIÓN
COSTO
TOTAL
ACUMULADO
1 1340 1340 0 $ - $ 111.654,40 $ 111.654,40
2 1337 1337 0 $ - $ 111.654,40 $223.308,80
3 1334 1334 0 $ - $ 111.654,40 $ 334.963,20
4 1331 1331 0 $ - $ 111.654,40 $ 446.617,60
5 1328 1328 0 $ - $ 111.654,40 $558.272,00
6 1325 1325 0 $ - $ 111.654,40 $ 669.926,40
7 1322 1322 0 $ - $ 111.654,40 $781.580,80
8 1318 1318 0 $ - $ 111.654,40 $893.235,20
9 1315 1315 0 $ - $ 111.654,40 $1.004.889,60
10 1312 1312 0 $ - $ 111.654,40 $ 1.116.544,00
11 1309 1309 0 $ - $ 111.654,40 $ 1.228.198,40
12 1306 1306 0 $ - $ 111.654,40 $ 1.339.852,80
Fuente: Grupo de investigación.
Tabla 48. Método del periodo constante gragea
MENSUAL REQUERIMIENTOS
NETOS
CANTIDAD DE LA
PRODUCCIÓN
INVENTARIO
FINAL
COSTO DE
MANTENIMIENTO
COSTO DE
PREPARACIÓN
COSTO
TOTAL
ACUMULADO
1 1340,24 2677,36 1337,12 $ 1.149.753.103,64 $ 111.654,40 $1.149.864.758,0
2 1337,12
$1.149.864.758,0
3 1334,00 2664,88 1330,88 $ 1.144.389.539,72 $ 111.654,40 $2.294.365.952,1
4 1330,88
$2.294.365.952,1
5 1327,76 2652,41 1324,64 $ 1.139.025.975,80 $ 111.654,40 $3.433.503.582,3
6 1324,64
$3.433.503.582,3
7 1321,53 2639,93 1318,41 $ 1.133.662.411,88 $ 111.654,40 $4.567.277.648,6
8 1318,41
$4.567.277.648,6
9 1315,29 2627,46 1312,17 $ 1.128.298.847,96 $ 111.654,40 $5.695.688.151,0
10 1312,17
$5.695.688.151,0
11 1309,05 2614,98 1305,93 $ 1.122.935.284,04 $ 111.654,40 $6.818.735.089,4
12 1305,93
$6.818.735.089,4
Fuente: Grupo de investigación.
Tabla 49. POQ Gragea
POQ GRAGEA
Gragea
D Demanda, en unidades por año 15877
S Costo de hacer pedido $ 1.654,40
P Tasa de producción de la maquina empleada en la elaboración del articulo (tasa de entrega) en unidades por año 120128,34
M Costo de mantener el inventario una unidad durante un año $ 9.380,43
Fuente: Grupo de investigación.

117
Tabla 50. Pedidos Gragea
F Número de pedidos 8,39
T Cada cuanto se debe pedir 1,42
Fuente: Grupo de investigación.
Tabla 51. POQ Gragea
MENSUAL REQUERIMIENTOS
NETOS
CANTIDAD DE LA
PRODUCCIÓN
INVENTARIO
FINAL
COSTO DE
MANTTO
COSTO DE
PREPARACIÓN
COSTO
TOTAL
ACUMULADO
1 1340,24 1340,24 0,00 $ $ 111.654,40 $ 111.654,40
2 1337,12 1337,12 0,00 $ $ 111.654,40 $ 223.308,80
3 1334,00 1334,00 0,00 $ $ 111.654,40 $ 334.963,20
4 1330,88 1330,88 0,00 $ $ 111.654,40 $ 446.617,60
5 1327,76 1327,76 0,00 $ $ 111.654,40 $ 558.272,00
6 1324,64 1324,64 0,00 $ $ 111.654,40 $ 669.926,40
7 1321,53 1321,53 0,00 $ $ 111.654,40 $ 781.580,80
8 1318,41 1318,41 0,00 $ $ 111.654,40 $ 893.235,20
9 1315,29 1315,29 0,00 $ $ 111.654,40 $1.004.889,60
10 1312,17 1312,17 0,00 $ $ 111.654,40 $1.116.544,00
11 1309,05 1309,05 0,00 $ $ 111.654,40 $ 1.228.198,40
12 1305,93 1305,93 0,00 $ $ 111.654,40 $1.339.852,80
Fuente: Grupo de investigación.
De acuerdo al desarrollo anterior, se escogió el método de lote por lote para la semilla,
ya que permitió minimizar los costos a $1.218.048,00 y para la gragea, el método POQ
debido a que redujo los costos en $1.339.852,80.
6.3.2.5. Plan Maestro de Producción Semilla
Dando continuidad con la programación de la producción del año 2016, se realizó el
PMP para los artículos de semilla y sus componentes (ver anexo 18).
Tabla 52. Programa maestro de producción semilla 2016 PROGRAMA MAESTRO DE PRODUCCIÓN SEMILLA
Cantidad
disponible 1492,00 enero febrero abril mayo junio julio agosto septiembre octubre noviembre diciembre
Pronóstico
688,13 684,25 676,49 672,61 668,73 664,85 660,97 657,08 653,20 649,32 645,44
Órdenes de
cliente
Inventario
disponible
proyectado
803,87 119,61 254,81 1074,27 405,54 1232,76 571,80 1406,78 753,58 1596,32 950,88
Cantidad MPS
1492 1492,07
1492,07
1492,07
1492
Inicio MPS
1492,07
1492,07
1492,07
1492
Fuente: Grupo de investigación.

118
6.3.2.6. Plan Maestro de Producción Gragea
Dando continuidad con la programación de la producción del año 2016, se realizó el
PMP para los artículos de gragea y sus componentes (ver anexo 18).
Tabla 53. Programa maestro de producción Gragea 2016 PROGRAMA MAESTRO DE PRODUCCIÓN GRAGEA
cantidad
disponible 1750,00 enero febrero abril mayo junio julio agosto septiembre octubre noviembre diciembre
Pronóstico
1340,2 1337,1 1330,8 1327,7 1324,6 1321,5 1318,4 1315,2 1312,1 1309,0 1305,9
Órdenes
de cliente
inventario
disponible
proyectado
409,76 1769,9 2618,8 851,96 1707,0 2565,2 3426,5 2111,2 2978,8 1669,7 363,8
cantidad
MPS 2179,7
2179,7 2179,7 2179,7 2179,7 2179,73
2179,7
inicio
MPS 2179,7 2179,7 2179,7 2179,7 2179,7 2179,7
2179,7
Fuente: Grupo de investigación.
Con el objetivo de mejorar la planeación de la producción de la empresa Alimentos
Angelita Ltda. (ALIAN), se diseñó la lista de materiales, se identificó como funciona la
producción a través de flujo de proceso mencionado en la etapa 1 de resultados, se estimó
el tiempo de producción para la semilla y la gragea, se realizó pronósticos con el fin de
preparar la producción y proyectar el inventario disponible para el año 2016,
adicionalmente se realizó el tamaño de lote económico POQ y el sistema de loteo donde se
refleja los costos de almacenaje y de hacer el pedido para los artículos semilla y gragea.
6.4. ETAPA 4: PROPUESTA DE IMPLEMENTACIÓN DEL SISTEMA DE
INFORMACIÓN MRP EN LOS PRODUCTOS SEMILLA Y GRAGEA EN
LA EMPRESA ALIMENTOS ANGELITA LTDA.
La propuesta de implementación del sistema de información MRP en la empresa
Alimentos Angelita Ltda. (ALIAN) contiene una guía para el funcionamiento del sistema,

119
BOM para los artículos de semilla y gragea, la producción de acuerdo a los estándares de
producción mencionados en la etapa 2, el pronóstico ajustado, el tamaño de lote POQ, el
programa maestro de producción, y el sistema de loteo.
6.4.1.1. Guía para el uso del sistema de información MRP.
Para el desarrollo del sistema se hizo necesario realizar una guía o un instructivo para el
debido funcionamiento. En dicha guía se encuentran las restricciones del programa.
Ilustración 15. Guía del sistema de información MRP
Fuente: Grupo de Investigación.
INTRODUCCIÓN
El siguiente sistema de información recolecta la información necesaria para la planeación de la producción del año 2016 de la empresa Alimentos Angelita Ltda, a través de la lista de materiales, pronósticos
el tamaño de lote, el registro de inventarios y el plan maestro de producción.
OBJETIVO DEL PROGRAMA
Mostrar como se debe planear la producción para el año 2016 de la semilla y la gragea de la empresa Alimentos Angelita Ltda.
CONTENIDO
BOM SEMILLA: El usuario debera digitar la cantidad de gragea a producir en el cuadro amarillo - RESTRICCIÓN: el valor a digitar debe ser mayor a al tamaño economico de lote 1492
BOM GRAGEA: El usuario deberá digitar la cantidad de gragea a producir en el cuadro amarillo - RESTRICCIÓN: el valor a digitar debe ser mayor al tamaño economico de lote de 2179
PRONÓSTICO AJUSTADO: El pronóstico ajustado no debe ser modificado por el usuario, NOTA: el pronóstico solamente es valido para el año 2016.
PMP SEMILLA: el programa maestro de producción refleja como debe ser el comportamiento de la producción de semilla, refleja cada cuanto debe producrise.
PMP GRAGEA: el programa maestro de producción refleja como debe ser el comportamiento de la producción de la gragea, refleja cada cuanto debe producirse.
GUÍA DEL SISTEMA DE INFORMACIÓN MRP
TIEMPO DE PRODUCCIÓN: debido a las restricciones de capacidad, mano de obra y del estándar de producción se tiene un tiempo estipulado de 7,15 días para la producción de semilla (548 kg) y para la gragea
de 18,40 días para una producción de 653 kg
PRODUCCIÓN GRAGEA: una vez ingresados los valores en el BOM el usuario no debe digitar, ni modificar la producción de la gragea, el programa determina cual deber la cantidad de producción en cada celda
de producción
PRODUCCIÓN SEMILLA: una vez ingresados los valores en el BOM el usuario no debe digitar, ni modificar la producción de la semilla, el programa determina cual debe ser la cantidad de producción en cada
celda de producción
TAMAÑO ECONOMICO DE LOTE POQ: dados los cambios internos a los que puede estar sometido la empresa, el usuario puede cambiar los costos de mantenimiento, de hacer el pedido y cambiar la tasa de
producción.

120
6.4.1.2. Semilla – BOM.
Esta función crea una lista de materiales para un determinado valor de semilla.
Ilustración 16. Semilla – BOM.
Fuente: Grupo de investigación.

121
6.4.1.3. Gragea- BOM.
Esta función crea una lista de materiales para un determinado valor de Gragea.
Ilustración 17. Gragea-BOM
Fuente: Grupo de investigación.
6.4.1.4. Producción de semilla.
De acuerdo a los requerimientos de semilla plasmada en el BOM se crea una hoja de
cálculo en Excel que es capaz de reflejar la producción para dicho requerimiento.

122
Ilustración 18. Producción real de semilla
Fuente: Grupo de investigación.
6.4.1.5. Producción de gragea
De acuerdo a los requerimientos de gragea plasmada en el BOM se crea una hoja de
cálculo en Excel que es capaz de reflejar la producción para dicho requerimiento.
Ilustración 19. Producción real de gragea.
Fuente: Grupo de investigación.

123
6.4.1.6. Pronóstico ajustado de la semilla
Con el propósito de construir el sistema de información MRP se realiza los ajustes del
pronóstico para la semilla.
Ilustración 20. Pronóstico ajustado de la semilla
Fuente: Grupo de investigación.
6.4.1.7. Pronóstico ajustado de la gragea
Con el propósito de construir el sistema de información MRP se realiza los ajustes del
pronóstico para la gragea.
Ilustración 21.Pronostico ajustado Gragea.
Fuente: Grupo de investigación.

124
6.4.1.8. Tamaño de lote POQ Semilla y Gragea.
El programa determina el nivel máximo de inventario y determina la cantidad óptima de
pedido de acuerdo a los costos de mantenimiento y de pedido, si el usuario desea cambiar
dichos costos lo puede hacer.
Ilustración 22. Tamaño de lote POQ Semilla y Gragea.
Fuente: Grupo de investigación.
6.4.1.9. Programa maestro de producción semilla y gragea.
El sistema refleja el funcionamiento del programa maestro de producción para la semilla
y gragea da una explicación de cómo debe efectuarse la planeación. Adicionalmente
también refleja cómo debe manejarse los materiales que son requeridos para la semilla y la
gragea. Es importante recalcar que el programa maestro de producción fue diseñado para el
año 2016. De igual forma los registros de inventarios calculados se encuentran en los
anexos.

125
Ilustración 23. Programa maestro de producción Semilla.
Fuente: Grupo de investigación.
Ilustración 24. Programa maestro de producción Gragea.
Fuente: Grupo de investigación.

126
6.4.1.10. Sistema de loteo semilla y gragea 2015
Con el fin de comparar los costos de lote a través del sistema de información propuesto
de MRP se hace necesario validar cuales hubieran sido los costos de almacenamiento y de
ordenar de haberse tenido una herramienta que permitiese planear la producción.
Ilustración 25. Lote por lote Semilla 2015
Fuente: Grupo de investigación.
Ilustración 26. Método del periodo constante Semilla 2015
Fuente: Grupo de investigación.

127
Ilustración 27. Método POQ Semilla 2015
Fuente: Grupo de investigación.
Ilustración 28. Método lote por lote Gragea 2015
Fuente: Grupo de investigación.

128
Ilustración 29. Método del periodo constante Gragea 2015
Fuente: Grupo de investigación.
Ilustración 30. POQ Gragea 2015
Fuente: Grupo de investigación.
6.4.1.11. Sistema de loteo semilla y gragea.
El programa determino los costos de lote a través del método lote por lote, método del
periodo constante, y POQ para la semilla y la gragea, para el año 2016. De igual forma, los
métodos del periodo constante y POQ, ya fueron expuestos en la etapa 3 de resultados.

129
Ilustración 31.Método lote por lote semilla
Fuente: Grupo de investigación.
Ilustración 32. Método lote por lote gragea
Fuente: Grupo de investigación.

130
7. CONCLUSIONES
La gestión que se realizó a partir del análisis de la información, llevó a determinar
que era necesaria una propuesta adaptada a las necesidades de la compañía. Dicha
propuesta fue basada en el sistema de información MRP, el cual tiene como naturaleza
la organización de la cadena productiva en la empresa, donde se estiman resultados e
impactos positivos en los costos y gastos administrativos.
La propuesta de implementación del sistema de información MRP garantiza una
planeación de la producción anticipada a partir de los pronósticos, logrando identificar
las actividades específicas de producción, adicionalmente puede determinar
sistemáticamente los tiempos de producción para la semilla y la gragea.
Con el sistema de loteo desarrollado, se logra establecer un costo determinado de la
semilla y la gragea, ya que la empresa no lo tenía definido; lo mencionado conllevó a
que los costos de las compañía fluctuaran en el año 2015 con un valor de $108.875.738.
Cabe resaltar la importancia de elaborar pronósticos que permitan tomar decisiones
sobre la producción, por ejemplo, en los hallazgos de semilla la variabilidad en la
demanda de producción presentó un margen de error 24,38%, debido a la carencia de un
plan de producción.
Finalmente, la propuesta fue plasmada en la herramienta Excel Office, ajustada a las
necesidades de la compañía dando respuesta al planteamiento del problema.

131
Es pertinente crear una cultura empresarial, donde se destaque la importancia de los
procesos estandarizados y con un determinado flujo de operación, que ilustre de manera
clara el paso a paso para una referencia y que toda la información se encuentre
documentada y al alcance de quien se encuentre a cargo del sistema productivo; hacer
conciencia que sistematizar la producción es una oportunidad de mejoramiento para el
control y medición de la producción.

132
8. RECOMENDACIONES
Para el control y seguimiento de los procesos de producción es importante evaluar
periódicamente las actividades implementadas para el desarrollo del mejoramiento de
los procesos de producción y evaluar el comportamiento de los resultados obtenidos
con los beneficios que arroja.
Planeación de producción
En la planeación de la producción se debe tener en cuenta el safety time con el
margen de error del pronóstico debido que este pretende minimizar el tiempo de pedido
de un material, estableciendo un tiempo seguro de pedido.
Para obtener un MRP confiable es necesario que la lista de materiales BOM
contemple las cantidades de consumo real y de desperdicio tanto en el material como el
producto terminado.
Es importante que los clientes de la empresa Alimentos Angelita Ltda. Le otorguen la
planeación de la producción para que pueda establecer los parámetros de tiempo de
producción, capacidad y cumplimiento. Adicionalmente también se le recomienda a la
empresa Alimentos Angelita que les envié a sus proveedores tanto internos como
externos la proyección de su producción para el debido cumplimiento de la producción.

133
Creación de una cultura para la producción estandarizada.
Es importante recomendar a la empresa que la información suministrada en este
trabajo se convierte en una actividad de rutina y una labor del diario vivir para tener el
sistema funcionando de manera correcta, para esto la capacitación constante a sus
trabajadores mostrando los beneficios de suministrar la información correcta y verídica
de la producción para alimentar el sistema de manera correcta. También es muy
importante llevar un control de la cantidad usada en producción de esta manera se
determina la cantidad de materia prima usada y el costo de esta.
Expandir la propuesta de mejora a los demás productos.
Es importante determinar los producto que no cumplieron para este proyecto como
elementos críticos de la producción, para una posterior parametrización de cantidades y
de procesos productivos que ayudarían con el control de la producción y el del
inventario, pudiendo determinar también las cantidades de materia prima por medio de
la lista de materiales, como se realizó para el proceso de la semilla y la gragea.
Política de inventarios
La empresa actualmente no cuenta con una política de inventarios, poder contar
con esta política seria de gran utilidad debido a que el inventario representa un gran

134
porcentaje de los activos de la empresa, los inventarios en exceso pueden generar a
nivel tributario un alto costo para la empresa, también el costo de mantener el
inventario se incrementa. Adicionalmente se hace importante tener un inventario
controlado, el no tener inventario hace mucho más costosa el mantenimiento de la
producción.
135
10. BIBLIOGRAFÍA
Krajewski , L., Ritzman, L., & Malhotra, M. (2013). ADMINISTRACIÓN DE
OPERACIONES. Procesos y Cadena de Suministros. Argentina: Pearson.
Alarcon, M. (2009). Calificación Del Método de Pronostico de Torres. POLIANTEA, 175-
201.
Álvarez C, F., & Reinoso, H. (2009). Un modelo de optimización para planificar la
producción de una compañia siderurgica. Revista de Ingeniería Industrial de la
Universidad del Bio Bio Chile, 73-91.
Amat de Swert, J. M. (2009). Estudio para la implantación del sistema MRP de
planificación y control de la producción de una empresa productora de maquinaria
de control númerico. Catalunya: Escola Técnica Superior d'Enginyeries industrial i
Aeronáutica de Terrassa.
Arévalo, J., & Sánchez, R. (2012). Diseño de un sistema de planeacion, programacion y
control de la produccion para la empresa, plasticos silvatrim de colombia s.a.
Universidad Distrital de Bogotá.
Ballou, R. H. (2004). LOGISTICA adinistración de la cadena de suministros. Mexico:
Pearson .
Baudino, V. (2009). Las determinaciones agrícolas de la competitividad industrial. El caso
de Arcor. Mundo Agrario, 3.
Bernal, A. F., & Duarte, N. (2004). Implementación de un modelo MRP en una planta de
autopartes en Bogotá, caso Sauto Ltda. Bogotá: Pontificia Universidad Javeriana
Bogotá.
Betancour, J. A. (Abril de 2009). Universidad de los Andes. Recuperado el 22 de Abril de
2016, de http://tesis.ula.ve/pregrado/tde_arquivos/8/TDE-2012-07-30T23:51:44Z-
1573/Publico/fernandezjosmary.pdf
Boiteux, O., Corominas, A., & Lusa, A. (2007). Estado del arte sobre la planificación
agregada sobre la producción. Universidad politécnica de Catalunya, 11-16.
Briones S, L. H. (2011). Producción, comercialización y rentabilidad del plátano(musa
sapientum) y su relación con la economía del canto La Mana y su zona de
influencia, año 2011. Universidad Técnica de Cotopaxi, 42-54.
Calabuig, A., Phillpott, O. R., Arellano, H. D., Casabene, M., Crucella, P., Sanoguera, J., . .
. Loto, V. A. (1 de Enero de 2014). Secretaría de ciencia y tecnología - Universidad
Nacional de San Luis. Recuperado el 2 de Junio de 2015, de C y T:
http://proyectosdeinvestigacionunsl.com/modelizacion-en-planta-piloto-de-la-
elaboracion-de-dulces-artesanales-y-su-aplicacion-en-pymes-de-la-region/
Chapman, S. N. (2006). Planeación y control de la producción. Mexico: Pearson
Educación.
Chas, R., Jacobs, R., & Aquilano, N. (2009). ADMINISTRACIÓN DE OPERACIONES.
Producción y cadena de suministros. Mexico D.F: Mc Graw Hill.
Concha, J. R. (31 de Enero de 2013). América Economía. Recuperado el 12 de mayo de
2015, de América y Economía, Negocios e Industrias:

136
http://www.americaeconomia.com/analisis-opinion/colombia-en-el-mundo-de-la-
confiteria-y-la-chocolateria
De, L. S., Mejia, S. E., & Ballesteros, P. (2010). Planeación Estratégica logistica para un
holding empresarial. . Scientia Et Technica, 1(44), 90-95.
Domigo Perez, M. (2008). Gestión de operaciones. Madrid : Escuela de Negocios .
Dominguez Dominguez, J. (2006). Optimización simultánea para la mejora continua y
reducción de costos en procesos. Ingeniería y Ciencia 2(4), 145-162.
EL TIEMPO. (25 de Agosto de 2004). GOLOSINAS ENDULZAN LA ECONOMÍA
COLOMBIANA. . EL TIEMPO, pág. 1.
Eraso, C. B., Vásquez A, J., & Vásquez, A. C. (2012). Desarrollo de un plan de negocios
para la producción y comercialización de dulces árabes. Universidad de
Especialidades Turisicas, 93-141.
Escamilla, O. (2007). Herramienta para la planeación y control de la empresa
metalmecánica. Estado de Hidalgo: Universidad Autónoma del estado de Hidalgo.
Estrada, J. A. (2006). Sistema Kanban, como una ventaja competitiva en la micro, pequeña
y mediana empresa. Pachuca: Universidad Autonoma del Estado de Hidalgo.
Euromonitor. (31 de Enero de 2013). www.euromonitor.com/colombia. Recuperado el 12
de Mayo de 2014, de www.euromonitor.com/colombia:
www.euromonitor.com/colombia
Fernández, M. G. (2009). Rediseños de los procesos del sistema de planificación y control
de la producción de la industria de ingeniería-bajo-pedidos basado en las
tecnologías de la. Universidad Politécnica de Madrid.
Gil, J. D. (2012). Universidad Distrital. Recuperado el 22 de Abril de 2016, de
http://www.udistrital.edu.co:8080/documents/138588/3094768/proyecto+de+grado
+jerson+forero+y+julian+lemus+20+de+junio.pdf
Gujarati, D., & Porter, D. (2009). Econometria. Mexico: Mc Graw Hill.
Heredia, J. A. (2004). LA GESTIÓN DE LA FABRICA. Modelos para mejorar la
competitividad. Madrid: Ediciones Díaz de Santos, S.A.
Ippolito, D., & Malpica, F. (2009 ). Modelo de la planificación de la producción de
colchones el dorado. Universidad Javeriana Bogotá , 32-44.
Jones, G. R. (2008). TEORÍA ORGANIZACIONALl. Diseño y cambio en las
organizaciones . Mexico: Pearson .
Jorge, A. (17 de septiembre de 2014). Blog de la guía del regalo . Recuperado el 12 de
mayo de 2015, de Blog de la guía del regalo :
http://laguiadelregalopromocional.org/curiosidades-sobre-el-caramelo/
Lederer, P. J. (1996). Lead Time Performance Measurement. Rochester: University of
Simon Rochester.
Lillo, D. L. (Enero de 2011). Repositorio Universidad de Chile. Recuperado el 22 de Abril
de 2016, de http://repositorio.uchile.cl/tesis/uchile/2011/cf-
jimenez_dl/pdfAmont/cf-jimenez_dl.pdf
Machuca, J. A., Gonzalez, S. G., Jiménéz, A. R., Machuca, M. A., & Gil, M. J. (2001).
DIRECCIÓN DE OPERACIONES. Aspectos Tácticos y operativos en la producción
y los servicios. . Madrid: Mc Graw Hill.
Manottupa, R. (2013 ). Desarrolo de un sistema de información para dar soporte de
decisiones en el proceso de planificación de compras en una MYPE comercial de
productos para bisutería. Pontificia Universidad Católica del Perú , 9.12.

137
Marín, D. A. (2013). Repositorio de la Universidad de la Salle. Recuperado el 22 de Abril
de 2016, de
http://repository.lasalle.edu.co/bitstream/handle/10185/3785/T17.13%20B234i.pdf?
sequence=1
Modelo de planificación de la producción para colchones el dorado. (2009). Universida
Javeriana Bogotá, 32-44.
Molina, J. D. (Agosto de 2011). Universidad para la cooperación internacional.
Recuperado el 22 de Abril de 2016, de
http://www.uci.ac.cr/Biblioteca/Tesis/PFGMAP1100.pdf
Monge Amores Elena, M. C. (26 de Agosto de 2013). El caramelo una dulce, y bella
expresión . Tendencias Gastronomicas, 64-65.
Monsalva, A. N., & Moreno, L. M. (2013). Desarrollo de una herramienta de planeación
de producción y compras en una empresa de alimentos. Cali.: Universidad Icesi
Cali.
Morales, J. A. (2006). Propuesta para implementar un sistema de programación de la
producción, bajo teoría de restricciones, en una empresa de Artes Gráficas.
Universidad de Antioquia .
Morillo, M. (2001). Rentabilidad financiera y reducción de costos. Actualidad contable
faces 4(4), 35-48.
Motoa, T., & Osorio, J. (2008 ). Planificación Jerárquica de la producción en una Job Shob
flexible. Revista ingeniería Industrial de la Universidad de Antioquia , 1-14.
Moya, M. (2011). Planeación de la producción mediante la programación lineal con
incertidumbre: uso del programa or brainware decision tools.
Narasimhan et al. (1996). Planeacion de la producion y Control de inventarios. Mexico:
Prentice Hall.
Nieto, M. S. (Agosto de 2010). Repositorio Institucional Pontificia Universidad Javeriana.
Recuperado el 22 de Abril de 2016, de
http://repository.javeriana.edu.co/bitstream/10554/7375/1/tesis409.pdf
Organización Internacional de Normalizacion. (2015 ). Brindando un nuevo brillo a las ISO
9001. Iso Focus – ISSN 2310-7987, 2-48.
Ortegon, A., & Ocampo, O. (01 de 01 de 2013). Biblioteca_Digital Universidad Icesi.
Recuperado el 19 de 04 de 2016, de
https://bibliotecadigital.icesi.edu.co/biblioteca_digital/bitstream/10906/76621/1/elab
oracion_herramienta_pronostico.pdf:
https://bibliotecadigital.icesi.edu.co/biblioteca_digital/bitstream/10906/76621/1/elab
oracion_herramienta_pronostico.pdf
Osorio, J. C., & Motoa, T. G. (2008). Planificación jerarquica de la producción en un job
shop. Medellin.: Universidad de Antioquia.
Paggi, G., & Jacuzzi, E. (2002). Universidad del CEMA Publicaciones. Recuperado el 22
de Abril de 2016, de
http://www.ucema.edu.ar/publicaciones/download/documentos/209.pdf
Palapa, J. (2012). Propuesta de estandarización de procesos. Mexico: Instituto politécnico
nacional.
Parada, A. M. (2004). Pontificia Universidad Javeriana Biblioteca. Recuperado el 22 de
Abril de 2016, de http://javeriana.edu.co/biblos/tesis/ingenieria/tesis159.pdf
Parrales, M. V. (2012). DSpace en ESPOL. Recuperado el 22 de Abril de 2016, de
https://www.dspace.espol.edu.ec/bitstream/123456789/21247/1/TFG%20-

138
%20''Dise%C3%B1o%20de%20un%20Sistema%20de%20Control%20de%20Gesti
on%20para%20la%20Planificacion%20y%20Control%20de%20Inventarios%20apl
icando%20el%20Metodo%20ABC%20y%205S's%20de%20una%20Impo
Pereira, A. (2013). Base de datos Universidad Autónoma de Occidente. Recuperado el 22
de Abril de 2016, de http://red.uao.edu.co/bitstream/10614/5333/1/TID01714.pdf
Pineda, J. A. (2013). Repositorio Politécnico Grancolombiano. Recuperado el 22 de Abril
de 2016, de
http://repository.poligran.edu.co/bitstream/10823/428/1/PRONOSTICOS%20DE%
20DEMANDA%20PUNTO%20DE%20VENTA.pdf
Poler, R., Mula, J. G., & Lar, F. (2006). Models for production planning under uncertainty:
a review. ELsevier , 271-285.
Portela, R. V. (2007). La planeación y programación de la producción en la Pyme como
factor de desarrollo. Avances Investigación en Ingeniería, 40-57.
Procolombia. (2008). Procolombia. Recuperado el 12 de mayo de 2015, de Procolombia,
Exportaciones de turismo inversión marca país :
http://www.procolombia.co/node/1155
Proexport Colombia, Banco Interamericano de Desarroll y Fondo Multilateral de Inversion.
(2003). Estudio de mercado - Perú. Proexport Colombia, 6-10.
Ramírez, M. G. (2009). RIDUM Umanizales . Recuperado el 22 de Abril de 2016, de
http://ridum.umanizales.edu.co:8080/xmlui/bitstream/handle/6789/110/180_Gonzal
ez_Ramirez_Mauricio_2009.pdf?sequence=2
Ramón Companys Pascual, J. B. (1999). Nuevas técnicas de gestión de stocks: MRP y JIT.
Mexico, D.F: alfaomega grupo editors S.A de C.V.
Render, B., Stair, R., & Hanna, M. (2012). Modelo de pronosticos de serie de tiempos. En
B. Render, R. Stairs, & M. Hanna, Metodos cuantitativos para los negoicos (págs.
157-161). Mexico: Pearson.
Restrepo, J. H., Castro, J. J., & Mesa, H. H. (2004). Solución al problema de entrega de
pedidos utilizando recocido simulado. Scientia Et Technica 1(24), 225-230.
Rodríguez, A. R. (2005). Repositorio Universidad Industrial de Santander. Recuperado el
22 de Abril de 2016, de
http://repositorio.uis.edu.co/jspui/bitstream/123456789/4670/2/118012.pdf
Rondeau, P., & Litteral, L. (2001). EVOLUTION OF MANUFACTURING PLANNING
AND CONTROL SYSTEMS: FROM REORDER POINT TO ENTERPRISE
RESOURCE PLANNING. Richmond: Management Systems Department. E.
Claiborne Robins School of Business, University of Richmond, Richmond, VA
23173.
Salgado Heredia, A. G. (28 de septiembre de 2012). Portal de Tesis Latinoamericanas.
Recuperado el 2 de junio de 2015, de Portal de Tesis Latinoamercianas:
http://tesislatinoamericanas.info/index.php/record/view/99895
Sanchez Menendez, J. A. (15 de diciembre de 2014). Pontificia Universidad Catolica Del
Ecuador sede Esmeraldas. Recuperado el 3 de junio de 2015, de Pontificia
Universidad Catolica Del Ecuador sede Esmeraldas:
http://repositorio.pucese.edu.ec/handle/123456789/329?mode=full
Taylor, E. (s.f.). Chron. Recuperado el 10 de mayo de 2015, de Small Bussines:
http://smallbusiness.chron.com/mrp-vs-mrpii-15365.html
Urbina, G. B. (2010). Evaluación de Proyectos . México : Mc Graw Hill .

139
Valladares Alvarado, D. G., Mazariego Cabezas, I. E., & Galán Castro, M. B. (JUNIO de
2008). Diseño de un plan estratégico de marketing, para incrementar las ventas de
nuevos productos (confituras) producidos y comercializados por las empresas
confiteras ubicadas en los municipios de San Salvador y Mejicanos. Diseño de un
plan estratégico de marketing, para incrementar las ventas de nuevos productos
(confituras) producidos y comercializados por las empresas confiteras ubicadas en
los municipios de San Salvador y Mejicanos. San Salvador, El Salvador.
Villay, A. (2013). Análisis y desarrollo del sistema de planeación en una empresa de
confecciones. Cali.: Universidad Autónoma de Occidente - Seccional Cali.
Viveros, R., & Salazar, E. (2010). Modelo de planificación de producción para un sistema
multiproducto con múltiples líneas de producción. Revista ingenieria de sistemas
universidad de concepcion volumen xxiv, , 89-102.
Vollman T., Berry, Whybark y Jacobs. (2005). Planeacion y control de la produccion:
Administracion de la cadena de suministro. Mexico: Mc Graw-Hill.
Zapata, A. C. (11 de Octubre de 2002). Universidad Católica Andrés Bello. Recuperado el
22 de Abril de 2016, de
http://w2.ucab.edu.ve/tl_files/IngenieriaInformatica/Tesis2003/martinez_zapata.pdf

140
ANEXOS
Anexo 1 Ilustración 33. Información detallada encuesta ALIAN
Fuente: Grupo de investigación.
N° DE ENCUESTA NOMBRE Y APELLIDO EDAD ANTIGÜEDAD AREA FUNCION DIAGNOSTICO
001 ANA LORENA RAMOS 41 1 EMPAQUE EMPACADORA MEJORAR LA PLANEACION DE LA PRODUCCION
002 ANA LORENA RAMOS 41 1 EMPAQUE EMPACADORA FALTA DE PLANEACION
003 ANA LORENA RAMOS 41 1 EMPAQUE EMPACADORA DESORDEN EN LA PLANTA
004 ANA LORENA RAMOS 41 1 EMPAQUE EMPACADORA FALTA DE MANTENIMIENTO DE MAQUINARIA
005 ANA LORENA RAMOS 41 1 EMPAQUE EMPACADORA MALA PLANEACION
006 ANA LORENA RAMOS 41 1 EMPAQUE EMPACADORA PLANEAR ANTES DE EMPEZAR HACER EL PRODUCTO
007 ANA LORENA RAMOS 41 1 EMPAQUE EMPACADORA FALTA DE PLANIFICACION
008 ANTINY ESNEYDER GONZALES 23 1 PRODUCCION OPERARIO FALTA DE INSUMOS
009 ANTINY ESNEYDER GONZALES 23 1 PRODUCCION OPERARIO DESCONTROL EN EL INVENTARIO
010 ANTINY ESNEYDER GONZALES 23 1 PRODUCCION OPERARIO DESCONOCIMIENTO DE CANTIDADES DE MATERIAS PRIMAS
011 ANTINY ESNEYDER GONZALES 23 1 PRODUCCION OPERARIO MUCHA MATERIA PRIMA EN LA BODEGA O MUY POCA
012 ANTINY ESNEYDER GONZALES 23 1 PRODUCCION OPERARIO FALTA DE ESTANDARIZACION EN LOS PROCESOS
013 ANTINY ESNEYDER GONZALES 23 1 PRODUCCION OPERARIO DESCONTROL EN EL SECADO DE LOS PRODUCTOS
014 ANTINY ESNEYDER GONZALES 23 1 PRODUCCION OPERARIO FALTA CONTROL DE TEMPARATURA Y DE TIEMPO EN PROCESOS
015 JAMES ARUDUAGA JIRADO 27 10 PRODUCCION OPERARIO NO SE SABE EXACTAMENE CUANTO PRODUCTO SALE
016 JAMES ARUDUAGA JIRADO 27 10 PRODUCCION OPERARIO DESCONOCIMIENTO EN LA ENTREGA A CLIENTE DEL PRODUCTO
017 JAMES ARUDUAGA JIRADO 27 10 PRODUCCION OPERARIO MAUINARIA SIN USO
018 JAMES ARUDUAGA JIRADO 27 10 PRODUCCION OPERARIO MEJORAR EL AMBIENTE DE LA PLANTA
019 JAMES ARUDUAGA JIRADO 27 10 PRODUCCION OPERARIO DISTRIBUIR MEJOR LOS PRODUCTOS EN LA PLANTA
020 JAMES ARUDUAGA JIRADO 27 10 PRODUCCION OPERARIO REPARAR MAQUINARIA QUE NO ESTA EN USO
021 JHON FREDY GUTIERREZ 33 14 PRODUCCION LIDER DE PRODUCCION MANTENIMIENTO PREVENTIVO
022 JHON FREDY GUTIERREZ 33 14 PRODUCCION LIDER DE PRODUCCION FALTA DE UN CONTROL DE LOS PROCESOS
023 JHON FREDY GUTIERREZ 33 14 PRODUCCION LIDER DE PRODUCCION DESCONTROL EN LA ENTREGA DE MERCANCIAS
024 JHON FREDY GUTIERREZ 33 14 PRODUCCION LIDER DE PRODUCCION FALTA UN SISTEMA QUE AYUDE A PLANEAR LA PRODUCCION
025 JHON FREDY GUTIERREZ 33 14 PRODUCCION LIDER DE PRODUCCION CONTROLAR EL PRODUCTO EN TODO EL PROCESO
026 JHON FREDY GUTIERREZ 33 14 PRODUCCION LIDER DE PRODUCCION CONOCER CON EXACTITUD LA CANTIDAD DE PRODUCTO QUE SALE DE PRODUCCION
027 JHON FREDY GUTIERREZ 33 14 PRODUCCION LIDER DE PRODUCCION ENTREGAR A TIEMPO LA MERCANCIA AL PERSONAL DE EMPAQUE
028 LUZ KARIME BALANTA 32 8 PRODUCCION OPERARIO DESPACHAR LA MERCANCIA PREVISTA CON ANTELACION
029 LUZ KARIME BALANTA 32 8 PRODUCCION OPERARIO CONTROLAR DESPERDICIOS QUE SE GENEREN
030 LUZ KARIME BALANTA 32 8 PRODUCCION OPERARIO ORDENAR LA PLANTA
031 LUZ KARIME BALANTA 32 8 PRODUCCION OPERARIO MEJORARA LOS ESPACIOS, EN LA PLANTA
032 LUZ KARIME BALANTA 32 8 PRODUCCION OPERARIO ELIMINAR LO QUE NO AGREGE VALOR AL PRODUCTO
033 LUZ KARIME BALANTA 32 8 PRODUCCION OPERARIO ECONOMIZAR EL GAS PARA CALENTAR EL AZUCAR SI NO ESTA EN USO
034 LUZ KARIME BALANTA 32 8 PRODUCCION OPERARIO REALIZAR MANTENIMIENTO A LA MAQUINARIA
035 MARIA VICTORIA BERRIO 40 2 EMPAQUE EMPACADORA TOMA DE TIEMPOS A LOS PROCEDIMIENTOS
036 MARIA VICTORIA BERRIO 40 2 EMPAQUE EMPACADORA COTROLAR LA TEMPERATURA EN CUARTO DE SECADO
037 MARIA VICTORIA BERRIO 40 2 EMPAQUE EMPACADORA DISMINUIR EL TIEMPO DE SECADO
038 MARIA VICTORIA BERRIO 40 2 EMPAQUE EMPACADORA MANEJAR UNA PLANEACION QUE CONTROLE LAS CANTIDADES
039 MARIA VICTORIA BERRIO 40 2 EMPAQUE EMPACADORA CONTROLAR POR SITEMAS LA PRODUCION
040 MARIA VICTORIA BERRIO 40 2 EMPAQUE EMPACADORA TENER UN SISTEMA QUE CONTROLE LA CANTIDAD MATERIA TERMINADA QUE SALE
041 MILENA ALVEAR 43 10 EMPAQUE EMPACADORA MEJORAR LA PRODUCCION DE GRAGEA
042 MILENA ALVEAR 43 10 EMPAQUE EMPACADORA LIMPIAR LA PLANTA
043 MILENA ALVEAR 43 10 EMPAQUE EMPACADORA DETERMINAR LOS PRODUCTOS QUE SE HARAN POR DIA
044 MILENA ALVEAR 43 10 EMPAQUE EMPACADORA REALIZAR CONTROLES DE CALIDAD POR LOTES
045 MILENA ALVEAR 43 10 EMPAQUE EMPACADORA MEJORAR LA MEDICION DE CALIDAD DEL PORDUCTO
046 MILENA ALVEAR 43 10 EMPAQUE EMPACADORA ESTANDARIZAR LAS TECNICAS EMPIRICAS DE PROCEDIMIENTOS DE CALIDAD
047 MILENA ALVEAR 43 10 EMPAQUE EMPACADORA ELIMINAR LOS TIEMPOS MUERTOS DE PRODUCCION

141
Anexo 2 Tabla 54. Matriz de Afinidad "Lluvia de Ideas"
MATRIZ DE AFINIDAD
MEJORAR LA PLANEACIÓN DE LA PRODUCCIÓN
DESORDEN EN LA
PLANTA
FALTA DE MANTENIMIENTO DE MAQUINARIA
FALTA DE INSUMOS
FALTA CONTROL DE
TEMPERATURA Y DE TIEMPO EN PROCESOS
CONTROLAR DESPERDICIOS
QUE SE GENEREN
REALIZAR CONTROLES DE CALIDAD POR LOTES
001 022 003 004 008 014 029 044
002 023 018 017 011 035 032 045
005 024 030 021 036 032 046
006 025 042 020 037 033
007 026 034 047
009 027
010 028
012 038
013 039
015 040
016 041
019 043 Fuente: Grupo de investigación.

142
Anexo 3
Tabla 55. Formato de Estándar para la producción en ALIAN.
INFORME DIARIO DE PRODUCCIÓN
FECHA ABRIL - JULIO MAQUINAS 26 TURNO 2
HORA DESCRIPCIÓN DE LA ACTIVIDAD CARACTERISTICA OBSERVACIONES
05:30 Llegan los operarios - Los operarios se organizan rápidamente para empezar a
producir
05:45 Se enciende los breakes El operario asignado por semana se encarga de prender los breakes para
producir
06:00 El gerente de producción calcula los requerimientos de materiales para producir
El gerente de producción calcula los requerimientos de materiales según la orden de producción, sin embargo no le dice a los operarios cuales son los requerimientos necesarios para
producir
06:12 Los operarios buscan la materia prima en su respectiva bodega
Dependiendo el producto a producir los operarios buscan en las bodegas la disponibilidad de la materia prima
06:24 Los operarios seleccionan el azúcar que ingresaran a los bombos para la producción de jarabe
-
06:36 Los operarios cargan los bombos de azúcar 30 kg
06:48 Los operarios adicionan agua a los respectivos bombos
10 litros
07:00 Se mezcla el agua y el azúcar para que se forme el jarabe
- -
07:12 Se carga azúcar en el bombo 36 kg
07:24 Se aplica jarabe y fécula de maíz 12 kg
07:36 Se deja secar el producto 16 horas
07:48 Se distribuye el producto en las bodegas de secado -
08:00 Se aplica nuevamente jarabe y fécula de maíz 25 kg
08:12 Se Descarga el producto de los bombos 1-3 minutos
08:24 Se tamiza 1- 3 minutos
08:36 Se almacena el producto 1-3 minutos
Fuente: Grupo de investigación.

143
Anexo 4
Diagrama 2. Información detallada Hombre - Máquina
Fuente: Grupo de investigación.
DIAGRAMA HOMBRE- MAQUINA
Operación Producción de semilla Pág No 1
Maquina Tipo Bombos - Tamizado Fecha abril - julio
Departamento Producción - Alimentos angelita Ltda. Realizado por: Luz Karime Balanta (operaria)
Operario (Descripción de la actividad)
T1 MIN
Máquina 1 (Bombo)
T2 MIN
Máquina 2 (Bombo)
T3 MIN
Máquina 3 (Bombo)
T4 MIN
Máquina 4 (Bombo)
T5 MIN
Máquina 5 (Bombo)
T6 MIN
Máquina 6 (Bombo)
T7 MIN
Máquina 7 (Tamizado)
T8 MIN
Máquina 8 (Bodega)
Se prende Bombo 10 Tiempo muerto
necesario
10 Tiempo muerto
necesario
Los operarios seleccionan el azúcar que ingresaran a los bombos para la producción de jarabe
15 - 15 -
Arranca dos bombos con la temperatura necesaria para producir (55° - 65°)
5 Arranca 5 Arranca
Los operarios cargan los bombos de azúcar
10 Máquina (Bombo
procesando materia prima )
10 Máquina (Bombo
procesando materia prima)
Los operarios adicionan agua a los respectivos bombos
10 10
Se mezcla el agua y el azúcar para que se forme el jarabe
112 112
Cambia a máquina a 3, 4, 5 y 6 156 Máquina (Bombo
procesando materia prima)
156 Máquina (Bombo
procesando materia prima)
156 Máquina (Bombo
procesando materia prima)
156 Máquina (Bombo
procesando materia prima)
Se carga azúcar en el bombo
Se aplica jarabe y fécula de maíz
Se deja secar el producto 960 Tiempo muerto
960 Tiempo muerto
960 Tiempo Muerto
960 Tiempo Muerto
Se distribuye el producto en las bodegas de secado
Se aplica nuevamente jarabe y fécula de maíz
156 Máquina (Bombo procesando materia prima)
156 Máquina (Bombo procesando materia prima)
156 Máquina (Bombo procesando materia prima)
156 Máquina (Bombo procesando materia prima)
Descarga el producto de los bombos 13,5 Descargar 13,5 Descargar 13,5 Descargar 13,5 Descargar
Se tamiza 15 Tamizado
Almacenar producto 120 Hacer
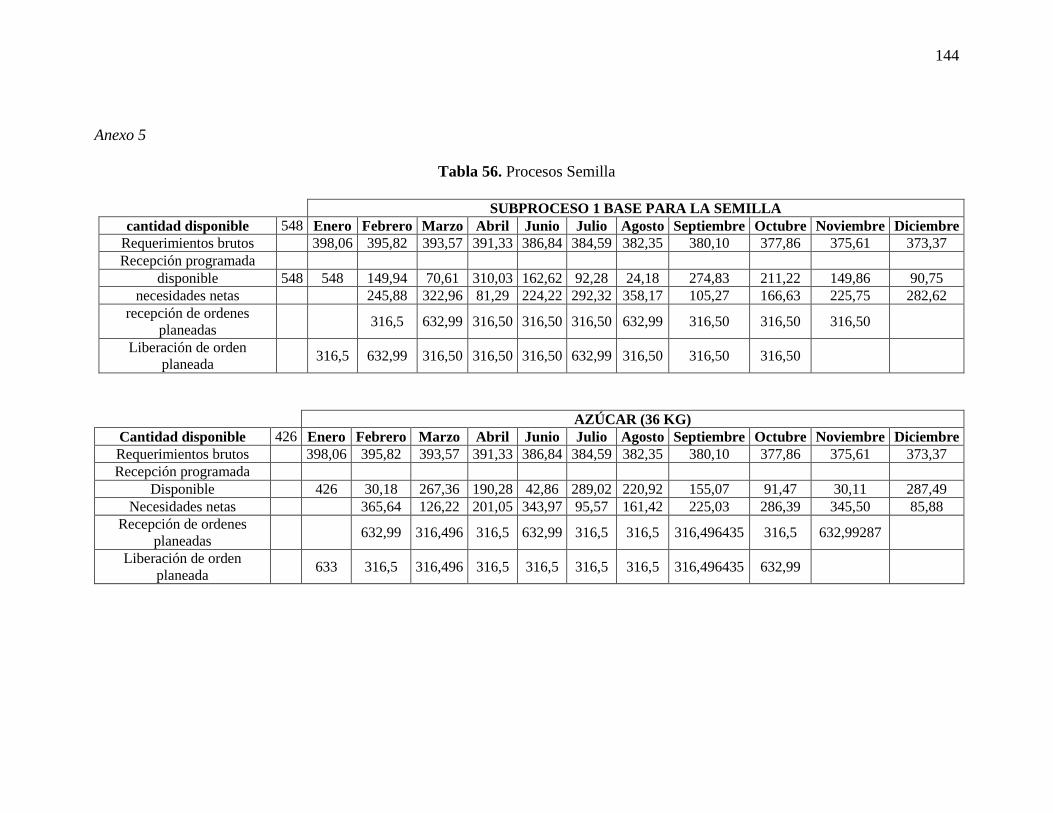
144
Anexo 5
Tabla 56. Procesos Semilla
SUBPROCESO 1 BASE PARA LA SEMILLA
cantidad disponible 548 Enero Febrero Marzo Abril Junio Julio Agosto Septiembre Octubre Noviembre Diciembre Requerimientos brutos
398,06 395,82 393,57 391,33 386,84 384,59 382,35 380,10 377,86 375,61 373,37
Recepción programada
disponible 548 548 149,94 70,61 310,03 162,62 92,28 24,18 274,83 211,22 149,86 90,75 necesidades netas
245,88 322,96 81,29 224,22 292,32 358,17 105,27 166,63 225,75 282,62
recepción de ordenes
planeadas 316,5 632,99 316,50 316,50 316,50 632,99 316,50 316,50 316,50
Liberación de orden
planeada 316,5 632,99 316,50 316,50 316,50 632,99 316,50 316,50 316,50
AZÚCAR (36 KG)
Cantidad disponible 426 Enero Febrero Marzo Abril Junio Julio Agosto Septiembre Octubre Noviembre Diciembre Requerimientos brutos
398,06 395,82 393,57 391,33 386,84 384,59 382,35 380,10 377,86 375,61 373,37
Recepción programada
Disponible
426 30,18 267,36 190,28 42,86 289,02 220,92 155,07 91,47 30,11 287,49 Necesidades netas
365,64 126,22 201,05 343,97 95,57 161,42 225,03 286,39 345,50 85,88
Recepción de ordenes
planeadas 632,99 316,496 316,5 632,99 316,5 316,5 316,496435 316,5 632,99287
Liberación de orden
planeada 633 316,5 316,496 316,5 316,5 316,5 316,5 316,496435 632,99

145
SUBPROCESO 2 BASE PARA LA SEMILLA
Enero Febrero Marzo Abril Junio Julio Agosto Septiembre Octubre Noviembre Diciembre
Requerimientos brutos 369 244,87 243,48 242,10 240,72 237,96 236,58 235,20 233,82 232,44 231,05 229,67 Recepción programada
Disponible
369 125,52 130,26 136,39 152,79 163,06 174,71 187,75 202,16 217,96 235,14
Necesidades netas
117,97 111,84 104,33 85,17 73,52 60,48 46,07 30,27 13,09 0,00 Recepción de ordenes
planeadas 248,23 248,231 248,23 248,23 248,2 248,23 248,231275 248,23 248,23127
Liberación de orden
planeada 248,2 248,23 248,231 248,23 248,23 248,2 248,23 248,231275 248,23
JARABE DE 30 KG SEMILLA
Enero Febrero Marzo Abril Junio Julio Agosto Septiembre Octubre Noviembre Diciembre
Requerimientos brutos 532 351,60 349,62 347,64 345,65 341,69 339,70 337,72 335,74 333,75 331,77 329,79 Recepción programada
Disponible
532 182,38 130,22 80,03 283,07 238,84 196,59 156,32 118,04 81,74 47,42
Necesidades netas
167,24 217,42 265,62 58,62 100,86 141,13 179,41 215,71 250,03 282,37 Recepción de ordenes
planeadas 297,45 297,453 297,45 297,45 297,5 297,45 297,4529 297,45 297,4529
Liberación de orden
planeada 297,5 297,45 297,453 594,91 297,45 297,5 297,45 297,4529 297,45

146
AGUA 1 SEMILLA
Enero Febrero Marzo Abril Junio Julio Agosto Septiembre Octubre Noviembre Diciembre
Requerimientos brutos 100 87,90 87,40 86,91 86,41 85,42 84,93 84,43 83,93 83,44 82,94 82,45 Recepción programada
Disponible
100 12,60 73,92 135,73 49,32 112,63 27,70 92,00 8,06 73,35 139,14
Necesidades netas
74,81 12,99
36,10
56,73
75,37 9,59
Recepción de ordenes
planeadas 148,73 148,726
148,73
148,73
148,73 148,72645
Liberación de orden
planeada 148,7 148,73
148,73
148,7
148,72645 148,73
AZÚCAR 1 SEMILLA
Enero Febrero Marzo Abril Junio Julio Agosto Septiembre Octubre Noviembre Diciembre
Requerimientos brutos 327 263,70 262,21 260,73 259,24 256,26 254,78 253,29 251,80 250,31 248,83 247,34 Recepción programada
Disponible 327 327 63,30 58,69 55,56 53,92 55,26 58,09 62,40 68,20 75,49 84,26
Necesidades netas
198,92 202,04 203,68 202,34 199,52 195,20 189,40 182,12 173,34 163,08 Recepción de ordenes
planeadas 257,6 257,602 257,6 257,6 257,6 257,6 257,601768 257,6 257,60177
Liberación de orden
planeada 257,6 257,6 257,602 0 257,6 257,6 257,6 257,601768 257,6
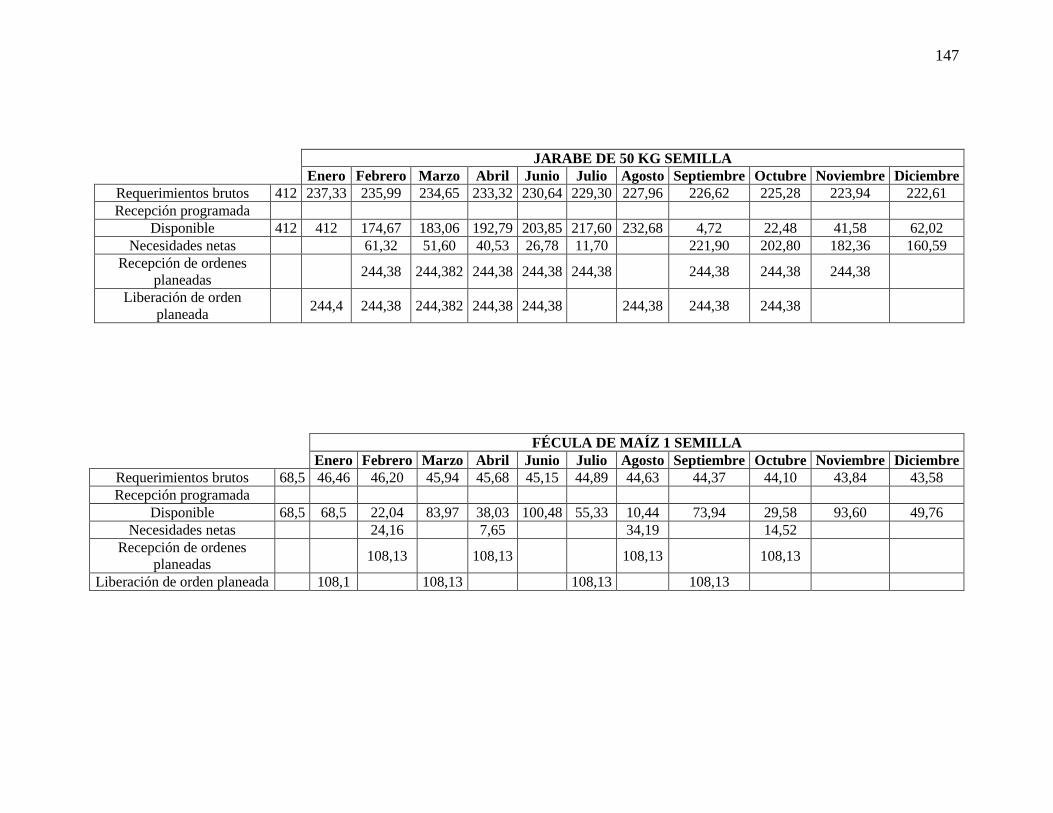
147
JARABE DE 50 KG SEMILLA
Enero Febrero Marzo Abril Junio Julio Agosto Septiembre Octubre Noviembre Diciembre
Requerimientos brutos 412 237,33 235,99 234,65 233,32 230,64 229,30 227,96 226,62 225,28 223,94 222,61 Recepción programada
Disponible 412 412 174,67 183,06 192,79 203,85 217,60 232,68 4,72 22,48 41,58 62,02
Necesidades netas
61,32 51,60 40,53 26,78 11,70
221,90 202,80 182,36 160,59 Recepción de ordenes
planeadas 244,38 244,382 244,38 244,38 244,38
244,38 244,38 244,38
Liberación de orden
planeada 244,4 244,38 244,382 244,38 244,38
244,38 244,38 244,38
FÉCULA DE MAÍZ 1 SEMILLA
Enero Febrero Marzo Abril Junio Julio Agosto Septiembre Octubre Noviembre Diciembre
Requerimientos brutos 68,5 46,46 46,20 45,94 45,68 45,15 44,89 44,63 44,37 44,10 43,84 43,58 Recepción programada
Disponible 68,5 68,5 22,04 83,97 38,03 100,48 55,33 10,44 73,94 29,58 93,60 49,76
Necesidades netas
24,16
7,65
34,19
14,52
Recepción de ordenes
planeadas 108,13
108,13
108,13
108,13
Liberación de orden planeada
108,1
108,13
108,13
108,13

148
AGUA 2 SEMILLA
Enero Febrero Marzo Abril Junio Julio Agosto Septiembre Octubre Noviembre Diciembre
Requerimientos brutos 100 48,97 48,70 48,42 48,14 47,59 47,32 47,04 46,76 46,49 46,21 45,93 Recepción programada
Disponible 100 100 51,03 2,33 64,92 16,78 80,20 32,88 96,85 50,09 3,60 68,41
Necesidades netas
46,09
30,81
14,16
42,61
Recepción de ordenes
planeadas 111,012
111,01
111,01
111,01
Liberación de orden
planeada 111,01
111,01
111,01
111,01
AZÚCAR 2 SEMILLA
Enero Febrero Marzo Abril Junio Julio Agosto Septiembre Octubre Noviembre Diciembre
Requerimietos brutos 236 188,36 187,30 186,23 185,17 183,05 181,98 180,92 179,86 178,80 177,73 176,67 Recepción programada
Disponible 236 236 47,64 78,06 109,54 142,08 176,75 212,48 31,56 69,41 108,33 148,31
Necesidades netas
139,65 108,17 75,63 40,96 5,23
148,30 109,38 69,40 28,36 Recepción de ordenes
planeadas 217,71 217,713 217,71 217,71 217,71
217,71 217,71 217,71
Liberación de orden
planeada 217,7 217,71 217,713 217,71 217,71
217,71 217,71 217,71

149
FÉCULA DE MAÍZ 2 SEMILLA
Enero Febrero Marzo Abril Junio Julio Agosto Septiembre Octubre Noviembre Diciembre
Requerimietos brutos 16,5 7,53 7,49 7,45 7,41 7,32 7,28 7,24 7,19 7,15 7,11 7,07 Recepción programada
Disponible 16,5 16,5 8,97 1,47 37,57 30,16 22,84 15,56 8,32 1,13 37,52 30,41
Necesidades netas
5,98
6,02
Recepción de ordenes
planeadas 43,5426
43,54
Liberación de orden planeada
43,543
43,54
Tabla 57. Proceso Gragea
JARABE COLORANTE - GRAGEA
Cantidad
disponible 60
2 Ener
o Febrero Marzo Abril Mayo Junio Julio Agosto
Septiembr
e Octubr
e Noviembr
e Diciembr
e Requerimientos
brutos 484,3
7 483,25 482,12 480,99 479,87 478,74 477,61 476,48 475,36 474,23 473,10 471,98
Recepción
programada
Disponible 60
2 602 117,63 339,17 209,44 80,84 305,77 179,42 54,21 282,51 159,55 37,72 269,40
Necesidades
netas 365,62 142,95 271,55 399,02 172,97 298,19 422,28 192,84 314,68 435,39 202,57
Recepción de
ordenes
planeadas 704,788 352,39 352,39 704,78
352,394
4 352,394
4 704,788
9 352,3944
352,394
4 704,7889
Liberación de
orden planeada 704,7
352,394
4 352,39
4 704,78
8 352,39
4 352,39 704,788 352,394 352,39446 704,788
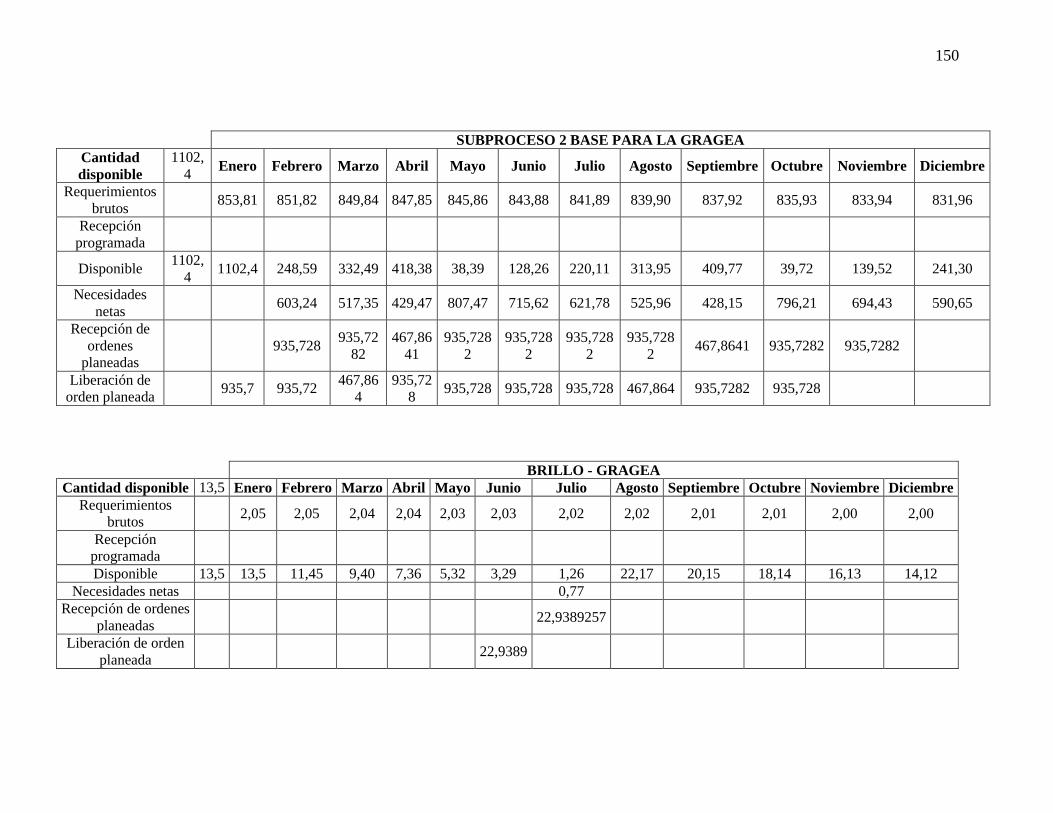
150
SUBPROCESO 2 BASE PARA LA GRAGEA
Cantidad
disponible 1102,
4 Enero Febrero Marzo Abril Mayo Junio Julio Agosto Septiembre Octubre Noviembre Diciembre
Requerimientos
brutos 853,81 851,82 849,84 847,85 845,86 843,88 841,89 839,90 837,92 835,93 833,94 831,96
Recepción
programada
Disponible 1102,
4 1102,4 248,59 332,49 418,38 38,39 128,26 220,11 313,95 409,77 39,72 139,52 241,30
Necesidades
netas 603,24 517,35 429,47 807,47 715,62 621,78 525,96 428,15 796,21 694,43 590,65
Recepción de
ordenes
planeadas 935,728
935,72
82 467,86
41 935,728
2 935,728
2 935,728
2 935,728
2 467,8641 935,7282 935,7282
Liberación de
orden planeada 935,7 935,72
467,86
4 935,72
8 935,728 935,728 935,728 467,864 935,7282 935,728
BRILLO - GRAGEA
Cantidad disponible 13,5 Enero Febrero Marzo Abril Mayo Junio Julio Agosto Septiembre Octubre Noviembre Diciembre Requerimientos
brutos 2,05 2,05 2,04 2,04 2,03 2,03 2,02 2,02 2,01 2,01 2,00 2,00
Recepción
programada Disponible 13,5 13,5 11,45 9,40 7,36 5,32 3,29 1,26 22,17 20,15 18,14 16,13 14,12
Necesidades netas
0,77
Recepción de ordenes
planeadas 22,9389257
Liberación de orden
planeada 22,9389

151
SUBPROCESO 1GRAGEA
Cantidad
disponible 123
4 Ener
o Febrer
o Marzo Abril Mayo Junio Julio Agosto Septiembre Octubre Noviembre Diciembre
Requerimientos
brutos 779,9 778,11 776,29 774,48 772,66 770,85 769,03 767,22 765,40 763,59 761,77 759,96
Recepción
programada
Disponible 123
4 1234 454,08 123,13 241,16 361,00 35,50 158,97 284,26 411,37 93,13 223,86 356,41
Necesidades
netas 324,03 653,17 533,32 411,66 735,35 610,06 482,96 354,04 670,46 537,92 403,55
Recepción de
ordenes
planeadas 447,161 894,32
894,32
3 447,161 894,323 894,323 894,32 447,161 894,32 894,3239
Liberación de
orden planeada 447,1 894,323
894,32
3 447,16
1 894,323
9 894,323
9 894,323
9 447,16
1 894,323 894,3239
JARABE BLANCO GRAGEA
Cantidad
disponible 97, Enero Febrero Marzo Abril Mayo Junio Julio Agosto Septiembre Octubre Noviembre Diciembre
Requerimientos
brutos 73,89 73,72 73,54 73,37 73,20 73,03 72,86 72,68 72,51 72,34 72,17 72,00
Recepción
programada Disponible 97, 97,8 23,91 87,83 14,29 78,55 5,35 69,95 134,73 62,05 127,17 54,83 120,29
Necesidades netas
49,80
59,09
67,68 2,90
10,46
17,34
Recepción de
ordenes planeadas 137,633
137,633
137,6335 137,6335
137,633
137,633
Liberación de orden
planeada 137,63
355 0
137,63
3554 0
137,6335
54 137,6335
54 0
137,6335
54 0
137,63355
4

152
AGUA GRAGEA
Cantidad disponible 100 Enero Febrero Marzo Abril Mayo Junio Julio Agosto Septiembre Octubre Noviembre Diciembre Requerimientos brutos
1,23 1,23 1,23 1,22 1,22 1,22 1,21 1,21 1,21 1,21 1,20 1,20
Recepción programada
Disponible 100 100 98,77 97,54 96,31 95,09 93,87 92,65 91,44 90,23 89,02 87,81 86,61 Necesidades netas
Recepción de ordenes
planeadas Liberación de orden
planeada
GOMA ARABICA GRAGEA
Cantidad disponible 7 Enero Febrero Marzo Abril Mayo Junio Julio Agosto Septiembre Octubre Noviembre Diciembre Requerimientos brutos
0,82 0,82 0,82 0,82 0,81 0,81 0,81 0,81 0,81 0,80 0,80 0,80
Recepción programada
Disponible 7 7 6,18 5,36 4,54 3,73 2,91 2,10 1,29 0,49 14,19 13,38 12,58 Necesidades netas
0,32
Recepción de ordenes
planeadas 14,51
Liberación de orden
planeada 14,51

153
JARABE 1 GRAGEA
Cantidad
disponible 30
2 Enero Febrero Marzo Abril Mayo Junio Julio Agosto Septiembre Octubre Noviembre Diciembre
Requerimientos
brutos 164,19 163,81 163,43 163,05 162,67 162,28
161,9
0 161,52 161,14 160,76 160,37 159,99
Recepción
programada
Disponible 30
2 302 137,81 179,16 15,73 57,86 100,36
143,2
5 186,52 25,00 69,04 113,45 158,25
Necesidades netas
26,01
147,31 104,81 61,92 18,65
136,14 91,72 46,92 1,74 Recepción de
ordenes planeadas 205,171
9 205,171
9 205,171
9 205,171
9 205,1
7 205,17 205,17 205,17
Liberación de orden
planeada 205,17198
9 0
205,17198
9 205,171
9 205,171
9 205,171
9 0
205,171
9 205,1719 205,171
JARABE 1 GRAGEA
Cantidad
disponible 30
2 Enero Febrero Marzo Abril Mayo Junio Julio Agosto Septiembre Octubre Noviembre Diciembre
Requerimientos
brutos 164,19 163,81 163,43 163,05 162,67 162,28 161,90 161,52 161,14 160,76 160,37 159,99
Recepción
programada
Disponible 30
2 302 137,81 179,16 15,73 57,86 100,36 143,25 186,52 25,00 69,04 113,45 158,25
Necesidades netas
26,01
147,31 104,81 61,92 18,65
136,14 91,72 46,92 1,74 Recepción de
ordenes planeadas 205,1719
89 205,1719 205,1719 205,1719 205,1719
205,17 205,17 205,17
Liberación de
orden planeada 205,1719 0 205,1719 205,1719 205,1719 205,1719 0 205,1719 205,171 205,1719

154
SEMILLA GRAGEA
Cantidad
disponible 93
6 Enero Febrero Marzo Abril Mayo Junio Julio Agosto Septiembre Octubre Noviembre Diciembre
Requerimientos
brutos 615,73 614,30 612,86 611,43 610,00 608,57 607,13 605,70 604,27 602,83 601,40 599,97
Recepción
programada
Disponible 93
6 936 320,27 103,29 285,05 70,93 255,56 44,31 231,81 23,42 213,78 8,26 201,49
Necesidades
netas 294,03 509,58 326,38 539,06 353,00 562,82 373,89 580,85 389,05 593,14 398,48
Recepción de
ordenes
planeadas
397,3138
48 794,6276
95 397,3138
48 794,6276
95 397,3138
48 794,6276
95 397,3138
48 794,63 397,31 794,63
Liberación de
orden planeada 397,3138
48 794,6276
95 397,3138
48 794,6276
95 397,3138
48 794,6276
95 397,3138
48 794,6276
95 397,313848
794,62769
5
AGUA 2 GRAGEA
Cantidad
disponible 100 Enero Febrero Marzo Abril Mayo Junio Julio Agosto Septiembre Octubre Noviembre Diciembre
Requerimientos
brutos 14,78 14,74 14,71 14,67 14,64 14,61 14,57 14,54 14,50 14,47 14,43 14,40
Recepción
programada Disponible 100 100 85,22 70,48 55,77 41,10 26,46 11,85 58,83 44,29 29,79 15,32 0,89
Necesidades
netas 2,72
Recepción de
ordenes
planeadas 61,5515966
Liberación de
orden planeada 61,5515966

155
AZÚCAR 2 GRAGEA
Cantidad
disponible 7
9 Enero Febrero Marzo Abril Mayo Junio Julio Agosto Septiembre Octubre Noviembre Diciembre
Requerimien
tos brutos 57,47 57,33 57,20 57,07 56,93 56,80 56,67 56,53 56,40 56,26 56,13 56,00
Recepción
programada
Disponible 7
9 79 21,53 85,58 28,38 92,69 35,76 100,34 43,68 108,53 52,13 117,24 61,11
Necesidades
netas 35,80
28,69
21,04
12,86
4,14
Recepción
de ordenes
planeadas 121,3813
85 121,3813
85 121,3813
85 121,3813
85 121,38
Liberación
de orden
planeada
121,3813
85 0
121,3813
85 0
121,3813
85 0
121,3813
85 0 121,381385
AZÚCAR 2 GRAGEA
Cantidad
disponible 7
9 Enero Febrero Marzo Abril Mayo Junio Julio Agosto Septiembre Octubre Noviembre Diciembre
Requerimientos
brutos 57,47 57,33 57,20 57,07 56,93 56,80 56,67 56,53 56,40 56,26 56,13 56,00
Recepción
programada
Disponible 7
9 79 21,53 85,58 28,38 92,69 35,76 100,34 43,68 108,53 52,13 117,24 61,11
Necesidades netas
35,80
28,69
21,04
12,86
4,14
Recepción de
ordenes planeadas 121,3813
85 121,3813
85 121,3813
85 121,3813
85 121,38
Liberación de
orden planeada 121,3813
85 0
121,3813
85 0
121,3813
85 0
121,3813
85 0 121,381385

156
DIOXIDO DE TITANIO GRAGEA
Cantidad disponible 9,3 Enero Febrero Marzo Abril Mayo Junio Julio Agosto Septiembre Octubre Noviembre Diciembre
Requerimientos brutos
0,41 0,41 0,41 0,41 0,41 0,41 0,40 0,40 0,40 0,40 0,40 0,40
Recepción programada
Disponible 9,3 9,3 8,89 8,48 8,07 7,66 7,26 6,85 6,45 6,04 5,64 5,24 4,84
Necesidades netas
Recepción de ordenes
planeadas Liberación de orden
planeada
AGUA 1 GRAGEA
Cantidad
disponible 10
0 Enero Febrero Marzo Abril Mayo
Juni
o Julio Agosto Septiembre Octubre Noviembre Diciembre
Requerimientos
brutos 41,05 40,95 40,86 40,76 40,67 40,57 40,48 40,38 40,28 40,19 40,09 40,00
Recepción
programada
Disponible 10
0 100 58,95 18,00 79,73 38,96
100,8
8 60,31 19,84 82,04 41,76 1,57 64,06
Necesidades
netas 22,86
1,70
20,54
38,52
Recepción de
ordenes
planeadas
102,585
994 102,5859
94 102,5859
94 102,59
Liberación de
orden planeada 102,5859
94 0
102,5859
94 0 0
102,5859
94 0 0
102,58599
4

157
AZÚCAR 1 GRAGEA
Cantidad
disponible 35
0 Ener
o Febrero Marzo Abril Mayo Junio Julio Agosto Septiembre Octubre Noviembre Diciembre
Requerimie
ntos brutos 123,
15 122,86 122,57 122,29 122,00 121,71 121,43 121,14 120,85 120,57 120,28 119,99
Recepción
programada
Disponible 35
0 350 226,85 103,99 159,11 36,82 92,50 148,48 27,05 83,59 140,42 19,86 77,26
Necesidades
netas 18,58
85,18 29,21
94,09 37,26
100,42
Recepción
de ordenes
planeadas 177,6841
54 177,6841
54 177,6841
54 177,6841
54 177,68
177,68
Liberación
de orden
planeada
177,6841
54 0
177,6841
54 177,6841
54 0
177,6841
54 177,6841
54 0
177,6841
54 0
Fuente: Grupo de Investigación

158


















