PLAN DE MEJORA EN LA GESTIÓN DE REPUESTOS PARA LOS …
119
PLAN DE MEJORA EN LA GESTIÓN DE REPUESTOS PARA LOS EQUIPOS DEL ÁREA DE APILADO DE LA EMPRESA “VIDRIO ANDINO S.A.S”, BASADO EN EL MÉTODO ABC PARA CATEGORIZACIÓN DE INVENTARIOS SANTIAGO BUITRAGO GUERRERO UNIVERSIDAD SANTO TOMÁS FACULTAD DE INGENIERÍA MECÁNICA DIVISIÓN DE INGENIERÍAS BOGOTÁ D.C. 2018
Transcript of PLAN DE MEJORA EN LA GESTIÓN DE REPUESTOS PARA LOS …

PLAN DE MEJORA EN LA GESTIÓN DE REPUESTOS PARA LOS EQUIPOS DEL ÁREA DE APILADO DE LA EMPRESA “VIDRIO ANDINO S.A.S”, BASADO
EN EL MÉTODO ABC PARA CATEGORIZACIÓN DE INVENTARIOS
SANTIAGO BUITRAGO GUERRERO
UNIVERSIDAD SANTO TOMÁS FACULTAD DE INGENIERÍA MECÁNICA
DIVISIÓN DE INGENIERÍAS BOGOTÁ D.C.
2018

PLAN DE MEJORA EN LA GESTIÓN DE REPUESTOS PARA LOS EQUIPOS DEL ÁREA DE APILADO DE LA EMPRESA “VIDRIO ANDINO S.A.S”, BASADO
EN EL MÉTODO ABC PARA CATEGORIZACIÓN DE INVENTARIOS.
SANTIAGO BUITRAGO GUERRERO
Trabajo de grado, para optar por el título de Ingeniero Mecánico
Director Ing. José Libardo Rojas Fernández
Codirector
Ing. Jairo Darío Murcia Murcia
UNIVERSIDAD SANTO TOMÁS FACULTAD DE INGENIERÍA MECÁNICA
DIVISIÓN DE INGENIERÍAS BOGOTÁ D.C.
2018

Nota de aceptación:
_______________________ Presidente del jurado
_______________________ Firma del jurado
_______________________ Firma del jurado
Bogotá, D.C., Agosto de 2018
DIRECTIVAS Rector de la Universidad Santo Tomás Fray JUAN UBALDO LÓPEZ SALAMANCA, O.P. Vicerrector Académico Fray MAURICIO ANTONIO CORTÉS GALLEGO O.P. Decano Académico de la Facultad de Ingeniería Mecánica. Ing. ELVER JOFRE CARVAJAL BONILLA

AGRADECIMIENTOS A la Universidad Santo Tomás por darme las diferentes herramientas y conocimientos que un ingeniero mecánico debe poseer, también a los directores que mediante sus enseñanzas permitieron el crecimiento profesional y como persona en cada una de las áreas que tuve dificultades, también a aquellos compañeros que me generaron aportes y motivaron a continuar con mi formación académica y la culminación de este trabajo. A la empresa Vidrio Andino S.A.S por darme la oportunidad de realizar mi pasantía en sus instalaciones, como a los ingenieros y técnicos por su apoyo y determinación para la culminación en el desarrollo de este trabajo. A mi director de tesis el ingeniero José Libardo y codirector Jairo Murcia por su asesoramiento brindado en el trascurso de la embarcación del documento y culminación. Y por último y no menos importante a mis padres por darme la oportunidad y el apoyo que me bridaron en el transcurso de mi formación académica.

CONTENIDO
Pág.
1. GENERALIDADES ........................................................................................... 1
1.1. PLANTEAMIENTO DEL PROBLEMA ......................................................... 1
1.2. JUSTIFICACIÓN ......................................................................................... 2
1.3. OBJETIVOS ................................................................................................ 2
1.3.1. Objetivo general ................................................................................... 2
1.3.2. Objetivos específicos ........................................................................... 3
1.4. ESTADO DEL ARTE................................................................................... 3
1.5. MARCO REFERENCIAL ............................................................................ 6
1.5.1 Marco Conceptual ................................................................................ 6
1.5.1.1 Inventarios ..................................................................................... 6
1.5.1.2 Gestión de inventarios. .................................................................. 7
1.5.1.3 Pronósticos de demanda ............................................................... 7
1.5.1.4 Tamaño óptimo de producción (EOQ). .......................................... 7
1.5.1.5 Inventarios de seguridad ............................................................... 7
1.5.1.6 Satisfacción del cliente .................................................................. 8
1.5.1.7 Gestión de la calidad. .................................................................... 8
1.5.2 Marco Teórico ...................................................................................... 8
1.5.2.1 Comienzos de los inventarios. ....................................................... 8
1.5.2.2 Principios básicos de inventarios. .................................................. 9
1.5.2.3 Características de un inventario. ................................................. 10
1.5.2.4 Control de rotación de un inventario. ........................................... 10
1.5.2.5 Proyección de un inventario......................................................... 11
1.5.2.6 Control de existencias de un inventario ....................................... 11
1.5.2.7 Tipos de Demandas en los inventarios ........................................ 12
1.5.2.8 Políticas de nivel de inventario .................................................... 12
1.5.3 Análisis de criticidad “ABC”. ............................................................... 12
1.5.3.1 Clasificación ABC en inventarios ................................................. 13
1.5.3.2 Diagrama de Pareto aplicado al manejo de inventarios. .............. 13
1.5.3.3 Gestión de almacenes ................................................................. 14

1.5.3.4 Costos de inventario. ................................................................... 14
1.5.3.5 Gastos de almacenamiento ......................................................... 15
1.5.3.6 Costos de almacenamiento ......................................................... 16
2. IDENTIFICACIÓN DE LOS REPUESTOS DEL ÁREA DE APILADO DE ACUERDO CON SU FUNCIÓN ............................................................................. 17
2.1. FUENTES DE INFORMACIÓN ................................................................. 18
2.2. PROCESO DE GESTIÓN DE INVENTARIOS EN LA EMPRESA VIDRIO ANDINO S.A.S. .................................................................................................. 20
2.2.1 Artículos almacenados ....................................................................... 20
2.2.2 Administración del inventario ............................................................. 22
2.2.3 Listado de equipos ............................................................................. 23
2.2.4 Codificación de los equipos del área de apilado ................................ 28
2.2.5 Mesa de rodillos ................................................................................. 28
2.2.6 Robots ................................................................................................ 29
2.2.7 Caballetes .......................................................................................... 30
2.2.8 Brazo apilador .................................................................................... 30
2.2.9 Girador 90° laminas demi-travel ......................................................... 31
2.2.10 Empujador ....................................................................................... 31
2.2.11 Basculante Trampa # 3 ................................................................... 32
2.2.12 Rodillo Trampa # 3 .......................................................................... 32
2.3. IDENTIFICACIÓN DE LA CANTIDAD DE REPUESTOS ......................... 33
2.4. IMPORTANCIA DE CADA UNO DE LOS COMPONENTES .................... 34
2.4.1 Producción ......................................................................................... 35
2.4.2 Seguridad ambiental. ......................................................................... 36
2.4.3 Seguridad industrial ............................................................................ 36
2.4.4 Calidad ............................................................................................... 37
2.5. Identificación de repuestos dados de baja por su obsolescencia ............. 37
2.6. SISTEMA PARA LA TOMA DE DECISIONES .......................................... 39
2.7. ANÁLISIS DE MODOS DE FALLO ........................................................... 38
3. ANÁLISIS DE CRITICIDAD DE LOS REPUESTOS DEL ÁREA DE APILADO 41
3.1. CANTIDAD ÓPTIMA A PEDIR ................................................................. 44
3.1.1 Mantenimiento .................................................................................... 44
3.1.2 Abastecimiento ................................................................................... 45

3.1.3 Evaluación de almacenamiento.......................................................... 46
3.2. COMPONENTES DE ROTACIÓN NORMAL ............................................ 51
3.2.1 Costos de tenencia de los inventarios ................................................ 52
3.3. ORGANIZAR EL ALMACÉN ..................................................................... 53
3.3.1 Controlar el tiempo requerido para encontrar una pieza .................... 54
3.4. COSTOS ASOCIADOS AL PROYECTO UNA VEZ FINALIZADO ........... 55
3.4.1 Presupuesto de equipos, materiales y logística ................................. 55
3.4.2 Recurso humano ................................................................................ 56
3.4.3 Costo total .......................................................................................... 56
4. CONCLUSIONES ........................................................................................... 57
5. RECOMENDACIONES ................................................................................... 58
6. BIBLIOGRAFÍA ............................................................................................... 59

LISTA DE TABLAS
Pág.
Tabla 1. Componentes repetidos ........................................................................... 19 Tabla 2. Encargados del almacén .......................................................................... 23 Tabla 3. Listado de Equipos .................................................................................. 24 Tabla 4. Codificación de los equipos ..................................................................... 28 Tabla 5. Listado de Componentes del Área Modelo .............................................. 33
Tabla 6. Codificación de Componentes ................................................................. 34 Tabla 7. Encargados por área................................................................................ 34 Tabla 8. Criterios de Clasificación .......................................................................... 35
Tabla 9. Variables de Producción .......................................................................... 35 Tabla 10. Variables de Seguridad Ambiental ......................................................... 36 Tabla 11. Variables de Seguridad Industrial .......................................................... 36
Tabla 12. Variables de Calidad .............................................................................. 37 Tabla 13. Niveles de Criticidad .............................................................................. 41 Tabla 14. Análisis de Criticidad del área Modelo ................................................... 42
Tabla 15. Datos de Mantenimiento ........................................................................ 44 Tabla 16. Tabla de Costos ..................................................................................... 45
Tabla 17. Evaluación de almacenamiento ............................................................. 46 Tabla 18. Tabla de Verdad .................................................................................... 46 Tabla 19. Estado de cada componente ................................................................. 47
Tabla 20. Matriz de porcentajes ............................................................................. 48
Tabla 21. Costos de componentes sin analizar ..................................................... 49 Tabla 22. Costos de componentes mediante análisis ............................................ 49 Tabla 23. Componentes con alta rotación ............................................................. 52
Tabla 24. Presupuesto de equipos, materiales y logística ..................................... 55 Tabla 25. Presupuesto recurso humano ................................................................ 56 Tabla 26. Presupuesto total ................................................................................... 56

LISTA DE ILUSTRACIONES
Pág.
Ilustración 1. Comportamiento del porcentaje de ítems anuales............................ 13 Ilustración 2. Control de inventarios ....................................................................... 17 Ilustración 3. Tambor banda .................................................................................. 18 Ilustración 4. Componentes sin rotación almacenados .......................................... 19 Ilustración 5. Sistemas, aplicaciones y productos (SAP) ....................................... 20
Ilustración 6. Área modelo ..................................................................................... 21 Ilustración 7. Localización y retiro de piezas .......................................................... 21 Ilustración 8. Almacén ............................................................................................ 22
Ilustración 9. Equipo para solicitar la pieza de repuesto ........................................ 22 Ilustración 10. Resultados de búsqueda ................................................................ 23 Ilustración 11. Estructura organizacional del Robot 1 y 2 ...................................... 25
Ilustración 12. Estructura organizacional de la Apiladora ...................................... 26 Ilustración 13. Estructura organizacional de la Trampa N° 3 ................................. 27 Ilustración 14. Mesa de Rodillos ............................................................................ 29
Ilustración 15. Robots ............................................................................................ 29 Ilustración 16. Caballetes ....................................................................................... 30
Ilustración 17. Brazo Apilador ................................................................................ 30 Ilustración 18. Girador 90° laminas demi-travel ..................................................... 31 Ilustración 19. Empujador ...................................................................................... 31
Ilustración 20. Basculante Trampa #3 .................................................................... 32
Ilustración 21. Rodillo Trampa #3 .......................................................................... 32 Ilustración 22. Repuestos con baja rotación. ......................................................... 38 Ilustración 23. Clasificación de los fallos ................................................................ 39
Ilustración 24. Sistema toma de decisiones ........................................................... 39 Ilustración 25. Calculo % de Criticidad ................................................................... 41 Ilustración 26. Porcentaje de elementos críticos .................................................... 43
Ilustración 27. Pareto de la clasificación de los elementos del área modelo ......... 43 Ilustración 28. Análisis de componentes ................................................................ 50 Ilustración 29. Cantidad en sitio vs Cantidad optima ............................................. 50 Ilustración 30. Prever el consumo .......................................................................... 51
Ilustración 31. Cantidad optima a pedir .................................................................. 52 Ilustración 32. Almacén general ............................................................................. 53
Ilustración 33. Etiquetas visuales ........................................................................... 54 Ilustración 34. Ficha de seguimiento ...................................................................... 55

1
1. GENERALIDADES
1.1. PLANTEAMIENTO DEL PROBLEMA Vidrio Andino S.A.S. es una empresa que se dedica a la fabricación y comercialización de vidrio plano en Colombia desde el año 1997, reconocida por sus altos estándares de calidad y por ser pionera en la utilización del método de producción de vidrio flotado. Actualmente la compañía está certificada bajo el estándar ISO 9001:20081 y se encuentra en proceso de actualización de su Sistema de Gestión de Calidad SGC bajo la norma ISO 9001:2015. La planta, ubicada en el municipio de Soacha, cuenta con maquinaria automatizada y de última generación que le permiten mantener niveles de producción de aproximadamente 650 toneladas de vidrio al día2 (este margen de producción puede variar dependiendo de las dimensiones del vidrio que se fabrique en el día). No obstante, el nivel tecnológico de la planta, al manejo del inventario de repuestos ha generado sobrecostos de operación, producción y mantenimiento. Sólo en el último año el inventario de almacén se incrementó en un 30%, aumentando también el deterioro de repuestos por inadecuada disposición y la cantidad de elementos desactualizados respecto a las modernizaciones que sufre la planta. La compañía en el año 2017 destino un costo total de $2.818.686.577 casi el 67% de los materiales del almacén para el área de mantenimiento maquinaria y equipo3, limitando su capacidad de inversión en otras áreas de interés para su crecimiento. Particularmente en la zona de apilado de producto terminado, ubicada al final de la línea de corte, se ve afectada la eficiencia de producción debido a una gestión inadecuada de repuestos. Cada vez que se presenta una parada inesperada de los robots encargados de apilar las láminas de vidrio, el tiempo de corrección de fallas es en promedio de 20 minutos. Tiempo en el que se apilan 20 láminas de 6 mm de espesor con un precio en el mercado de $4 millones4. De acuerdo con el departamento de mantenimiento, la causa principal del tiempo excesivo en la resolución de fallas en los robots de apilado se debe a las dificultades para ubicar los repuestos en el almacén de la planta. Se estima que el
1 Certificación del Sistema de Gestión de Calidad, otorgada 11 marzo de 2008, por IQNet .
2 Información suministrada por el gerente de mantenimiento de la compañía 20 de septiembre de 2017
3 Información suministrada por compras año 2017
4 Información suministrada por el Departamento de ventas año 2017

2
tiempo para disponer de los repuestos no debería superar los 5 min y actualmente es de entre 15 y 20 minutos, dependiendo del tipo de repuesto y su ubicación. Por otra parte, no se han identificado los repuestos de los robots de acuerdo con su nivel de criticidad, lo que ha generado inventarios superiores a los requeridos y dificultades para su almacenamiento y acceso, incrementando los costos de operación y mantenimiento. 1.2. JUSTIFICACIÓN Hoy en día los inventarios son un activo estratégico que permiten conseguir los niveles de servicio esperados, “Una de las razones por la que este tema recibe especial atención es porque en muchas empresas representan un alto porcentaje del capital invertido (por lo general entre 20 y 40%)”(Escudero Serrano 2009). Dado al gran porcentaje de capital que es utilizado en la compañía para la adquisición y uso de repuestos y debido a que el cumplimento de las labores de mantenimiento es crucial en la producción del vidrio, gestionar adecuadamente los inventarios permitiría disminuir los sobrecostos por concepto de almacenamiento de repuestos innecesarios y/u obsoletos, así como reducir los tiempos de reparación y aumentar la disponibilidad de los equipos. Así mismo, definir el nivel de importancia de los repuestos del área de apilado, permitiría mejorar su almacenamiento y gestión, de tal forma que se priorice la compra y ubicación en el almacén de ciertos repuestos, esto último facilitando las operaciones de mantenimiento. Por otra parte, contar con una metodología definida para la gestión del inventario, permitiría optimizar el reabastecimiento de repuestos, nacionales e importados, ayudando a reducir los tiempos de reparación y puesta en marcha de los equipos. Actualmente la consecución de repuestos importados puede tardar hasta nueve (9) semanas5, debido a las fallas de planificación para su compra. 1.3. OBJETIVOS 1.3.1. Objetivo general Proponer un plan de mejora en la gestión de repuestos para los equipos del área de apilado de la empresa Vidrio Andino S.A.S, basado en el método ABC para categorización de inventarios.
5 Información suministrada por departamento de almacén general
3
1.3.2. Objetivos específicos Identificar los repuestos del área de apilado de acuerdo con su función y área
de utilización. Determinar los repuestos del área de apilado que deben ser dados de baja de
acuerdo con su obsolescencia. Realizar el análisis de criticidad de los repuestos del área de apilado con base
en criterios seguridad, función y frecuencia de fallas. Realizar un análisis ABC para los repuestos del área de apilado para
determinar sus niveles de inventario óptimos. 1.4. ESTADO DEL ARTE Cada vez más, las máquinas hacen trabajos que solían ser hechos por humanos, por tal motivo el incremento en el grado de automatización implica que ahora se tienen muchos más activos que mantener. (Elena y Leidy, 2012) Esta mayor dependencia de los activos físicos hace que las consecuencias del mal funcionamiento de los equipos no solo interfieran con la producción y con la capacidad de cumplir con los clientes, sino también con la seguridad y el medio ambiente. A su vez, el incremento en la complejidad de los equipos hace que aumente el número y variedad de fallas posibles, y que las consecuencias de estas fallas sean más difíciles de prever. (Elena y Leidy, 2012) Por otra parte, gracias a la necesidad de eliminar desperdicios e incrementar la flexibilidad y la velocidad de respuesta, las organizaciones han adoptado sistemas de producción con muy bajos niveles de producción en proceso, que hacen que las fallas impacten directamente en la calidad de servicio al cliente. Las paradas prolongadas de los procesos de manufactura ya no generan una disminución de los stocks intermedios (lo que en principio pasaría inadvertido para los clientes), sino que generan retrasos reales en las fechas de entrega. (Elena y Leidy, 2012) Este es un problema que en la mayoría de los casos afecta a las industrias colombianas e internacionales, por tal motivo la aplicación de herramientas como software ayuda a tener un control de la cantidad de inventarios y su capacidad financiera, pero es limitada para la criticidad de inventarios y jerarquización de los equipos en una planta. (Gutiérrez y Patricia Jaramillo 2009) Así, que durante (el segundo semestre del 2007 se realizó un estudio con 44 empresas medianas del Valle de Aburrá, Antioquia (Colombia), dedicadas a la producción y distribución en los sectores de alimentos, fármacos, plásticos y textiles. En el estudio se encontró que un 34% de las empresas cuenta con un software para gestionar la demanda; un 89% tiene software para controlar el inventario de producto terminado y un 77% tiene software para el inventario de producto en proceso. El 86% de las empresas encuestadas tiene un software para

4
controlar el inventario de materias primas y un 50% cuenta con software para gestionar el inventario en la cadena de abastecimiento.) (Gutiérrez y Patricia Jaramillo 2009) Sin embargo, en el estudio se encontró que las aplicaciones más usadas para la gestión de la demanda son: Sistemas Uno, AtlasPro, FactoriNet, DecisionPro, PyG Sag y módulos de SAP. (Gutiérrez y Patricia Jaramillo 2009). Se puede observar, que además de la facilidad de implementar dichas herramientas para la reducción de tiempos y costos, la capacidad económica de pequeñas y medianas empresas, es limitada para adquirirlas por sus altos costos y el desconocimiento del manejo de los programas. Por otra parte, el estudio permitió evidenciar que las empresas que utilizan estos medios, han tenido dificultades para establecer la criticidad y prioridad de los inventarios. (Gutiérrez y Patricia Jaramillo 2009) Por tal motivo, la empresa VOLTRAN S.A. encargada en la fabricación de trasformadores de potencia, al no contar con un software para el manejo de inventarios. Utiliza sistemas de inventarios con revisión periódica, ya que esta al tener una gran variedad de productos de mediana distribución los inventarios de la empresa, no es muy precisa su identificación de sus comparentes almacenados. (Eduardo et al. 2013) Con el modelo propuesto de inventarios con revisión periódica, este propone elegir criterios en la selección de los artículos que son: cantidad de producción, económico, seguridad, etc. Para generar una clasificación ABC, siendo un principio muy propicio para aplicarse y adaptarse en manejo de los inventarios. (Eduardo et al. 2013) Los beneficios obtenidos por la empresa al utilizar este modelo, es que pudo obtener cuales eran los materiales críticos que tenían una demanda tipo alta y determinar cuáles podrían ser los niveles de servicio óptimos. Ya que, al disminuir estos costos de almacenamiento, generan una disminución en el inventario de la empresa. Permitiendo que la empresa coordine su abastecimiento mediante una programación de pedidos reduciendo penalizaciones y multas por incumplimiento en la entrega de sus productos. (Eduardo et al. 2013) Sin embargo, existen distintas opiniones para el manejo de inventarios en una planta, esta varía dependiendo en lo que se quiere enfatizar para la obtención de resultados, puede ser desde el tiempo de entrega, nivel de servicio, costo del inventario, etc… Por tal motivo, en su mayoría las pymes (empresas pequeñas y medianas) que producen en gran parte del producto interno bruto, es indispensable implementar maneras para el manejo de sus recursos. Ya que un mal manejo en los inventarios
5
produciría perdidas en ventas y una mala imagen en los consumidores. (Izar-Landeta et al. 2016) Así que otro modelo propuesto por Dullaert y Zamparon para empresas del sector de transporte de carga, busca mediante la varianza y el impacto de la media, disminuir los costos de los inventarios y el tiempo de entrega. (Izar-Landeta et al. 2016) Concluyendo que, si desea manejar un nivel de inventario de manera eficiente, y cumplir con el nivel de servicio a un costo mínimo del inventario, las dos variables que son necesarias y deben emplearse son la desviación estándar y la media de demanda de los artículos. Ya que representaría menores volúmenes de venta teniendo en cuenta la selección de proveedores con un tiempo de entrega menores. (Izar-Landeta et al. 2016) Otro ejemplo, es el método utilizado en la planta PASTIFICIO CHIMBORAZO en Ecuador, donde se implementó un sistema de mantenimiento para los equipos de producción de pasta, con el objetivo de optimizar el consumo de insumos y repuestos ocasionado por paradas imprevistas, producción y tiempos muertos en la planta. (Serrano Nuñez 2012). Al no contar la planta con un programa para la identificación de sus equipos, mediante el uso de Microsoft Excel, se generó un listado de equipos para ser codificados y realizar el análisis de criticidad correspondiente. De manera que pudiera organizar la información y desarrollar una serie de actividades de mantenimiento para los equipos que la componen. (Serrano Nuñez 2012). Una vez establecidas las condiciones en las que se encontraba la planta, se concluyó que, generando una buena planificación de mantenimiento de los equipos, se podría anticipar qué sucede en cada uno de ellos y estructurar sistemas de mantenimiento, ayudando a mejorar la producción y la conservación de los equipos de la planta. Pero también era importante generar un análisis de criticidad a cada uno de los equipos dentro de la planta para determinar qué tan indispensables son. (Serrano Nuñez 2012) Por otra parte, (Chen, 2011) muestra una nueva dirección en la clasificación de inventarios utilizado por la metodología ABC tradicional, la cual consiste en la clasificación de los inventarios por medio de la metodología (MCIC), esta metodología planteada por Chen consiste en que, por medio de criterios evaluados y porcentajes, se evalúa el rendimiento de cada ítem. Al comparar el método utilizado por Chen con respecto a otros sistemas MCIC, esta nueva metodología en clasificación de inventarios ABC resalto que era más comprensible y razonable.

6
Sin embargo, cuando se quiere proponer una manera más efectiva en la gestión de inventarios en cantidades pequeñas, la estrategia más efectiva es la gestión de ítems de lento movimiento (Chevreux, 2010). Esta estrategia que fue implementada en una empresa de manufactura dada su cantidad de inventarios, propone mantener todas las piezas, pero en una cantidad mínima. Así mismo, por medio de la implementación del modelo de gestión de inventarios propuesto para la empresa JAIME CIFUENTES E.U. en Cartagena en el año 2008, se muestra la importancia de generar herramientas guía para estandarizar los procesos y optimizar los sistemas que se lleva actualmente en la empresa. Su propuesta fue el diseño e implementación de un programa informático, el cual permitía el ingreso de salidas, entradas, consumo y costos de cada uno de los productos del almacén de manera que se registrara la información automáticamente en una base de datos para su control. (Daza Zapateiro y Angarita Castro 2008) De las investigaciones y casos de aplicación mostrados anteriormente, se resalta el manejo y análisis de la gestión de inventarios. Además, la información contenida en el estado del arte permite comparar el método ABC con distintos métodos para la categorización de inventarios. 1.5. MARCO REFERENCIAL 1.5.1 Marco Conceptual 1.5.1.1 Inventarios. Un inventario es la reserva de distintos tipos de materiales que en un determinado tiempo son usados para satisfacer una demanda. La teoría de los inventarios reside en controlar y planear la cantidad de materiales desde los proveedores, hasta los consumidores. (Moya, 1999, p.19). De acuerdo con Moya (1999), se define inventario como la acumulación de materiales que posteriormente serán usados para satisfacer una demanda futura. Por otro lado, Heredia (2007), afirma que de manera general se puede definir inventario como la existencia de todo tipo de material, sin procesar o transformar, artículos y productos, que se utilizan en un proceso de producción. Así mismo de manera general Heredia (2007), define un inventario como todo tipo de material sin sufrir un proceso o transformación, de los productos o artículos que serán utilizados de una manera directa o indirecta en los procesos de manufactura o de un servicio en la empresa.

7
1.5.1.2 Gestión de inventarios. La gestión de inventarios consiste en tener en la mejor disposición económica, para controlar las necesidades de demanda o un proceso productivo, pero teniendo como prioridad el objetivo de satisfacer al cliente. (González, Guerra y Montes, 2006). De una manera visual para su mejor interpretación” La gestión de stocks ha de procurar que siempre que se solicite liquido por el grifo de salida, éste sea proporcionado” (Pau y de Navascués, 2001, p.152). Con esto se puede decir que a modo general el objetivo de la gestión de inventarios es de mantener los ritmos de demanda como de salida y entrada de cualquier tipo de material. (González, Guerra y Montes, 2006). 1.5.1.3 Pronósticos de demanda. Para generar pronósticos de demanda existen distintos tipos de metodologías para su implementación ya que permite la toma de decisiones de cuanto pedir y cuando pedirlo, en los que se clasifican en cuantitativas y cualitativas. (Sipper y Bulfin) (1998) Para la implementación de métodos cualitativos, generalmente no es necesario el uso de herramientas estadísticas, ya que son implementaciones de investigaciones o expertos en el área. Por otro lado, el método cuantitativo genera relaciones entre variables existentes por medio de base datos, basándose en observaciones ocurridas anteriormente para evaluar y predecir valores futuros (Correa, 2010). 1.5.1.4 Tamaño óptimo de producción (EOQ). A primera vista, la importancia el control de inventarios con demanda constante es preciso utilizar modelos la cuales le permitan identificar las necesidades del patrón de demanda y poder generar ordenes en el momento indicado. El modelo EOQ, se fundamenta en los siguientes ítems para funcionar: Demanda constante y conocida Precios establecidos de los componentes La cantidad del pedido no tiene que ser un número entero Cada componente de toma como independiente
Determinar la cantidad optima, EOQ. Fundamenta el control de inventarios para mantener costos de manteamiento, de orden y cantidades. Es recomendando, comprender las suposiciones planteadas para poder entender otros modelos más complejos en la revisión de inventarios. (Vidal Holguin s. f.) 1.5.1.5 Inventarios de seguridad. Los inventarios de seguridad o stocks complementarios, son inventarios adicionales del almacén que hacen frente a demoras en entregas de largo plazo o cuando son demasiado altas. (González, Guerra y Montes, 2006).

8
El inventario de seguridad también es definido por JP García, Cardós, Albarracín y JJ García (2004), como un inventario de doble demanda para satisfacer las demandas del inventario en determinados periodos y cuidar el procedimiento de imprevistos en el proceso de producción o de demanda (p.47). 1.5.1.6 Satisfacción del cliente. Es uno de los objetivos más importantes y principales, ya que permite indicar la calidad de servicio de cada uno de los clientes. Por qué puede relacionar las expectativas y percepciones de cada uno de estos. (Pérez, 2007, p.31) 1.5.1.7 Gestión de la calidad. Unos de los más grandes inconvenientes en la regulación de la calidad en los inventarios, es comparar la calidad de una u otra empresa. Por esto el indicador encargado de suministrar esta información es, la calidad de servicio al cliente. Ya que, las relaciones entre la percepción y las expectativas de cada cliente son relativas para juzgar la calidad de un inventario. (Pérez, 2007, p.31). 1.5.2 Marco Teórico Los temas que son mencionados a continuación, son aportes de distintos autores que, con ayuda de sus interpretaciones suministran un aporte significativo para el siguiente trabajo. Además, se muestran distintos modelos en el análisis de gestión de inventarios, que se pueden utilizar en la industria o a nivel investigativo. De tal manera, que las empresas que se encuentren en un entorno operativo y quieran resaltar en la gestión de inventarios. Puedan agregar un aporte a la empresa y utilizar uno de los sistemas mencionados a continuación. 1.5.2.1 Comienzos de los inventarios. Desde la antigüedad, la humanidad acostumbraba a almacenar grandes cantidades de alimentos para cuando estos escasearan. Debido a este inconveniente aparece la necesidad de los inventarios, como maniobra de contrarrestar los periodos de escasez de alimentos, ya que de una manera podían sustentar el desarrollo y su forma de vida de una manera más normal. De este modo el almacenamiento de alimentos o bienes, fueron motivo de la implementación de stocks o inventarios. (Ramírez, 2007). Con el transcurrir del tiempo, al seguir con la implementación los inventarios por encima de la información almacenada. La mayoría de las veces la información no era confiable o no era precisa. De esta manera que las empresas al generar inventarios ocultaban su ignorancia en el mercado con inventario adicional. Al ver esto, las empresas mediante el principio japonés kanban lograron implementar con una mejora para le gestión de inventarios. Según Anaya (2007, p 129). Los sistemas kanban se destacan por su utilización de máquina y operación permitiendo la estandarización de trabajos que permitía enviar cantidades determinadas para el trabajo.

9
El avance de la gestión de los inventarios y los procesos para tener un control en el mismo a lo largo del tiempo, han adquirido cada vez más importancia. Así que, en la mayoría de los casos es un valor de especulación económica. La tendencia en los últimos años ha manifestado hacia un incremento del nivel de eficacia en los procesos de manufactura. Ya que la implementación tiene como base o prioridad tener menos inventarios para algún proceso, que se conoce como inventario JIT (Just in time) (Render, Stair, Hanna, 2006). “En la actualidad se ha convertido en un instrumento más para conseguir satisfacer las necesidades de los clientes, asegurando que los productos lleguen en el momento que se les precisa y en la forma y cantidad adecuada”. (Cos y Navascués, 2001, p. 149) Pero así mismo Cos y Navascuès (2001) encontraron tendencias para reducir la cantidad general de stocks, hasta su posible eliminación, generando sistemas para para la organización de las empresas. El análisis de dichos niveles de stocks o sus causas de creación evidencian que, en muchos casos, depende de la operatividad de la empresa. Los inventarios juegan un papel muy importante ya que, dependiendo de su buena implementación, permiten un buen desempeño entre los problemas económicos y nivel de servicio. (Flores, 2004, p.25). 1.5.2.2 Principios básicos de inventarios. Los principios básicos en los inventarios como los define Miguez y Bastos (2006), son las razones para utilizar y mantener los inventarios de una empresa. Los principios son los siguientes: Producción y demanda: esta es la función principal ya que se considera el
stock o inventario como un colchón entre la demanda y la oferta de los productos terminados. Según Heizer, Jay y Render, Barry (2004), Los pronósticos de la demanda son proyecciones de la demanda de productos o servicios de la compañía. Estos pronósticos también se conocen como pronósticos de ventas y ayudan a orientar los sistemas de producción, mejorando la capacidad de stocks de la empresa y programación de la misma; teniendo en cuenta:
Control de la producción y planeación: los productos de la empresa deben tener un consolidado de la cantidad de productos que posee la empresa.
Programación de la producción: para poder tener cierta flexibilidad existen empresas que generan lotes producción de un determinado tiempo, sin basarse en la demanda que necesitan.
Etapas del proceso: al tener grandes cantidades de inventarios existe la necesidad de tener los recursos necesarios para continuar con el proceso productivo, sin necesidad que las máquinas deban detenerse, por lo que es

10
imprescindible que cada máquina cuente con stock mínimo, para seguir produciendo.
Buen nivel de servicio: “Los stocks tienen una relación directa con el tiempo. La disponibilidad de tiempo productivo no se puede almacenar, sin embargo, si se puede almacenar el producto fabricado. Así si se pudiera fabricar de modo instantáneo no haría falta stock de producto acabado” (García, Cardos, Albarracín, García, 2004, p.20). De acuerdo con Moya (1999), Se define como el tiempo que transcurre entre el momento en que se coloca una orden, y el momento en que se recibe ese pedido, siempre y cuando la orden se haga por medio de una compra.” (P.26).
Ritmo regular de la producción: los procesos en la fabricación deben mantenerse en los tiempos establecidos para que la operación sea lo más eficientemente y mantener la producción en un ritmo constante.
1.5.2.3 Características de un inventario. Dentro de este marco Foster (2007) se refiere a los tipos de inventario, de la siguiente forma: Las compañías del sector de manufactura compran materiales y componentes
y los convierten en diversos productos terminados. De acuerdo con Monks (1997). Los inventarios con bienes que poseen un
valor económico. La mayoría de empresas generalmente la dividen sus bienes o inventarios como 1) materia prima, 2) productos en proceso o 3) productos terminados.
Materia prima: son cuyos materiales están en un proceso de fabricación, que se conforman por componentes para fabricar un conjunto terminado.
Productos en proceso: son los productos que están parcialmente terminados, pero que no están terminados en su totalidad ya que conllevan distintos acabados para completar el proceso de manufactura que se conoce también como producción en proceso.
Inventario de productos terminados: los elementos que están terminados en su totalidad ero aún no se han vendido. (p. 37).
1.5.2.4 Control de rotación de un inventario. De acuerdo con Müller (2004), el Control de rotación de inventario mide cuantas veces la pieza se está utilizando o se está moviendo, de esta manera se puede calcular el tiempo para que este se reponga dependiendo de cuanto el artículo de utiliza o se vende. De lo anterior también el autor afirma: que la rotación de los artículos en el almacén es una medida que se debe tomar en cuenta, ya que con esta se puede saber la capacidad y la rapidez de la cantidad de liquidez que posee la empresa de esta manera la rotación del inventario se puede calcular de la siguiente manera: (Tasa de rotación de inventario) = (Costo de las mercancías vendidas + inventario promedio).

11
1.5.2.5 Proyección de un inventario. De acuerdo a Heizer, Jay y Render, Barry (2004), los pronósticos de demanda son la proyección de los productos o bienes de la empresa. Estas proyecciones también son conocidas como pronósticos de ventas y ayudan a guiar la capacidad y programación de los sistemas de producción de la compañía, ya que sirven como factores para regular una planeación financiera, personal y marketing. El pronóstico de demandas también es un estimado de las ventas que son generados en un determinado periodo de tiempo, con el objetivo de llegar a un plan de comercialización. (Mercado, 2004, p.358). Los métodos más frecuentes para este tipo de cálculos se pueden separar en dos categorías, cálculos cuantitativos, cálculos cualitativos; en el caso de los cualitativos, se tiene un método análisis de tendencia de datos, tiempos y series; y en el caso de los caculos cuantitativos se basa en la opinión de expertos, sistematización de los encargados de ventas y panel de consenso. 1.5.2.6 Control de existencias de un inventario. Todas las grandes empresas cuentan con algún sistema de planeación o control de inventarios. No importa que no sea una empresa de producción también puede ser un hospital al llevar un control en la existencia de sangre, o un banco al llevar el control de su inventario de efectivo. (Render, 2006). Al ser un registro que tiene que ser actualizado en periodos de tiempo de manera continua o períoca, es necesario utilizar técnicas para prever el uso de bienes innecesarios ya que con ayuda de bases de datos se pueden generar menores pedidos. (Monks, 1997). Como referencia a continuación se nombrarán dos sistemas muy comunes para llevar el control de inventarios, que son los sistemas periódicos y los sistemas perpetuos. Los sistemas perpetuos son, mantienen un registro continúo actualizado en la cantidad o nivel de inventarios de cada uno de los artículos. Cuando el nivel de inventarios disminuye o es muy baja de un nivel estipulado (punto de re orden), algunos sistemas continuos utilizan un proceso por lotes para actualizar las bases de datos de una manera diaria generalmente u otros son totalmente en línea. (Monks, 1997). Los sistemas periódicos, se centran en un conteo en periodos de tiempo, que pueden ser semanales o mensuales. Dependiendo de la cantidad de bienes base de intervalos fijos, la cantidad que se ordena es necesaria para mantener el nivel estipulado por la empresa para mantener la demanda y un nivel de servicio adecuado, cada sistema se control es monitoreado dependiendo del tempo de entrega y la demanda del bien. (Monks, 1997).

12
1.5.2.7 Tipos de Demandas en los inventarios. De acuerdo con Monks (1997), un inventario de demanda independiente consta de productos terminados, o artículos cuya demanda se centra directamente a un área. Según el autor la demanda independiente considera en los artículos que no constan de otro artículo para su fabricación. Por lo general un producto con demanda dependiente es usado en la producción de artículos que sirven para la fabricación de otros productos para llegar a un producto final. También se considera demanda dependiente aquellos componentes, sub niveles cuya cantidad de niveles de fabricación o compra de otros productos para un artículo final. (García, Cardos, Albarracín Y García, (2004)
1.5.2.8 Políticas de nivel de inventario. De acuerdo con Welsch, Gleen y Cols (2005), las políticas de los inventarios deben ser: Mantener el nivel óptimo de la inversión en inventarios. Mantener controlados estos niveles óptimos
Los niveles de los inventarios deben ser medidos mediante (los costos de excesivos por mantenimiento). Y un (nivel insuficiente al satisfacer las demandas de venta y producción de la empresa), ya que generan costos elevados por no tener existencias al momento de una falla o recambio del componente Es común que, al realizar cambios en el nivel de inventario, las políticas de opresiones y manufactura se debe generar un análisis soportado por costos. (Everett E Adam, Ronald J. Ebert, 1989). 1.5.3 Análisis de criticidad “ABC”. El inventario de repuestos depende en gran medida de cómo se utilizan y mantienen las máquinas. La gestión de inventarios de repuestos es un problema complejo en el que se deben tener en cuenta ciertos criterios como los definidos según Jouni6, quien además propone revisar factores internos de control de inventario. De acuerdo con Elena y Leidy, (2012) para la clasificación de inventarios y entender su forma de clasificación parte del hecho que existen diferentes tipos de ítems como ventas, costos, proveedor, demanda, etc. La clasificación ABC funciona como una herramienta para tener control sobre estos ítems por medio de porcentajes para su posterior clasificación.
6 Jouni, P., Huiskonen, J., & Pirttila, T. (2011). Improving global spare parts distribution chain performance through part categorization: A case study. Int. J. Production Economics, 164-171.

13
Algunos autores difieren en la proporción de ítems clase A, B y C, como por ejemplo Wild (1997), quien recomienda una distribución alrededor de los siguientes valores: Ítems Clase A = 10% del total de ítems, con alrededor del 65% del total de
ventas. Ítems Clase B = 20% del total de ítems, con alrededor del 25% del total de
ventas. Ítems Clase C = 70% del total de ítems, con alrededor del 10% del total de
ventas. 1.5.3.1 Clasificación ABC en inventarios. El control de cientos de artículos, puede optar la necesidad de agrupar los bienes en función de sus principales características físicas, que son importancia, costo, proveedor, mantenimiento, el cual se conoce como clasificación ABC. Teniendo en cuenta lo anterior, la clasificación ABC aplícala identificación de artículos de mayor importancia de la manera más adecuada para administrar los inventarios. (Vidal Holguin s. f.) 1.5.3.2 Diagrama de Pareto aplicado al manejo de inventarios. En 1907 el economista italiano Wilfredo Pareto (1848-1923) expreso su creencia de que en Italia entre el 80 y 85 por ciento del dinero lo tenía solo entre el 15 y el 20 de la población del país. Al grupo pequeño le denomino “minoría vital” y a todos los demás “mayoría trivial”. Con el tiempo se conoció a esto como la “Regla 80-20” o ley de Pareto. (Müller, 2004). Como la cantidad de medidas de los criterios puede ser numerosa es recomendable unificar los valores de cada criterio; así lo propone (Lung Ng, 2007) usando un modelo para la clasificación de inventarios con varios criterios, donde este modelo convierte todas las medidas de un criterio para un ítem de inventario en una puntuación escalar, este se basa en los resultados del principio ABC sin necesidad de usar un optimizador lineal.
Ilustración 1. Comportamiento del porcentaje de ítems anuales

14
Fuente: (Vidal Holguin s. f.) Por tal motivo, el diagrama de Pareto aplicado en el análisis de Clasificación ABC para el manejo de inventarios, es representada mediante la gráfica denomina la curva de Pareto. En donde se establece la relación del porcentaje de los productos acumulados contra el porcentaje del valor de los productos como se muestra en la ilustración 1. En el caso de productos masivos, es necesario la implementación de límites para definir la clasificación ABC y el comportamiento de un caso de organización comercial de productos en la planta. (Vidal Holguin s. f.) 1.5.3.3 Gestión de almacenes. Según Ferrin (2007), gestión de almacenes se encarga en la ubicación de los productos recibidos en el lugar que les corresponde, para facilitar su uso e identificación. Esta necesidad de almacenar surge dada la necesidad de regular la demanda, debido que en muchos de los casos la curva puede ser irregular, mientras que si se plantea en un sistema de producción suele utilizarse en grandes cantidades de inventario. (Gonzales Arrienta y Guerrero Portillo 2013) 1.5.3.4 Costos de inventario. Por lo general, la administración de inventarios, es bien sabido que ante la variación de la demanda y la demora en la entrega de un nuevo pedido por parte del proveedor las organizaciones definen un inventario de seguridad que les permita atender la demanda y no llegar a la penosa situación de tener agotamientos del inventario que les representarían ventas perdidas, así como una mala imagen ante los consumidores, lo cual hoy día es esencial ante la enorme competencia que se ha desatado en prácticamente
15
todos los sectores comerciales. (Izar Landeta, Ynzunza Cortés, y Guarneros García 2016) De acuerdo con Müller (2004), los inventarios conllevan una serie de costos, que a medida del tiempo estos costos pueden generar espacio, dinero, mano de obra, control de calidad, empacar, enviar y deterioro etc. Los costos de inventario pueden ser costos de capital, costos de almacenamiento alquiler manejo de producto pérdidas o desperdicios, etc. (p.2) De acuerdo Chikan (2007) señala ˜ que hay un cambio de paradigma respecto al manejo de los inventarios, que las organizaciones actuales deben entender, de modo que no se convierta en una desventaja competitiva. Los costos que afectan la gestión de stocks se agrupan en los siguientes 4 pilares: Compra: el coste de la adquisición de cualquier material para las existencias es igual al precio unidad por la cantidad de componentes que se compran. Los precios de adquisición también no pueden ser relacionados por la cantidad en de tiempo que se compra en un periodo determinado. El coste de adquisición dependerá de volumen de cada lote. Hacer un pedido: los costes que se pueden al tramitar una compra pueden ser entre ellos salarios de los agentes de servicios de aprovisionamiento por estudio de mercado y compras, trámites administrativos, servicios, etc. Mantenimiento: los costes de mantenimiento son generados por la misma cantidad del stock, con la que comprende la empresa. El stock, sea la naturaleza de los productos o los bienes que comprenden el inventario, representa un capital que se encuentra inmovilizado durante un periodo de tiempo dependiendo de su frecuencia de rotación. Este activo para a empresa genera un costo, ya que al no tener existencias en el almacén generan costos por que al no disponer de las piezas en el lugar y momento que se necesitan pueden generar retrasos o perdidas de materias (p.42-46). 1.5.3.5 Gastos de almacenamiento. Con la implementación de diferentes métodos en sistemas de gestión de inventarios como: sistemas periódicos, sistemas de inventarios continuos o perpetuos, se hace necesario utilizar herramientas para agilizar el proceso de identificación de elementos para su uso. Anaya (2008) Según Anaya (2008), se puede decir que la gestión del almacén depende fundamentalmente del dimensionamiento del espacio, debido a su manipulación y

16
ubicación de los componentes. Teniendo en cuenta lo anterior Anaya plantea que los porcentajes generados en el almacén son: 48% son gastos del personal, 42% de gastos es espacio ocupado y 10% equipos que se manejan en el almacén. Sin embargo, la implementación de distintas metodologías más avanzadas en la gestión de los almacenes como: robots o sistemas mecanizados. Han generado que la manera como se distribuyen los recursos en el almacén cambie dado que se tiene que mantener estos activos. Anaya (2008) 1.5.3.6 Costos de almacenamiento. El almacén tiene como prioridad comprender los tiempos de respuesta de los distintos componentes, como conocer los recursos invertidos para cumplir objetivos de nivel de servicio, y poder mejorar las inversiones en esta. (Elena y Leidy 2012) En el mejor de los casos, el almacén siempre debería contar con los componentes necesarios en caso de que surja una falla en algún equipo. Sin embargo, al tener estos componentes almacenados generan distintos costos como: Seguros a cada uno de los repuestos o arriendos de cada componente por
estar almacenado. Costos asociados al precio del componente Costos de la adquisición del componente desde la generación de la orden de
compra, controles de calidad y contabilidad. Costos al momento de no tener la disponibilidad del elemento al fallar y sus
efectos en la producción. (Elena y Leidy 2012) Estos factores que inciden como componentes faltantes y repuestos mínimos en el almacén considerados por (Jaarsveld & Dekker, 2011). Radica en la estimación de estos costos, los autores proponen estudios suministrados mediante el método de confiabilidad (RCM). El cual permite desarrollar sistemas los cuales aproximan las cantidades mínimas del inventario mediante toma de decisiones. Sin embargo, todos los costos mencionados anteriormente son indispensables en modelos de gestión de inventarios. Debido a ello, es preciso revisar estos costos con anterioridad antes de incluirlos en un modelo de gestión de inventarios.

17
2. IDENTIFICACIÓN DE LOS REPUESTOS DEL ÁREA DE APILADO DE
ACUERDO CON SU FUNCIÓN
El trabajo desarrollado en la empresa VIDRIO ANDINO S.A.S empresa encargada en la fabricación de vidrio flotado ubicada en Soacha, cuenta con un total de 5.538 componentes identificados a la fecha del año 2018, como repuestos en el área de almacén general. Al conocer el proceso de producción de vidrio en la planta, se evidencio que la empresa actualmente cuenta con la herramienta llamada “SAP”, la cual permite el manejo y control de inventario en la empresa. Pero dado a desconocimiento del manejo de esta no permite la evaluación de componentes críticos y categorización de inventarios. A la fecha se utiliza para el manejo de cantidades, rotación, costos, pedidos, etc… Como se muestra en la ilustración 2 Dado que estos factores inciden en una mala gestión de los inventarios por medio de este trabajo quiere aportar información adicional que permita la categorización y manejo de la cantidad de inventarios óptimos.
Ilustración 2. Control de inventarios
Fuente: Vidrio Andino S.A.S
18
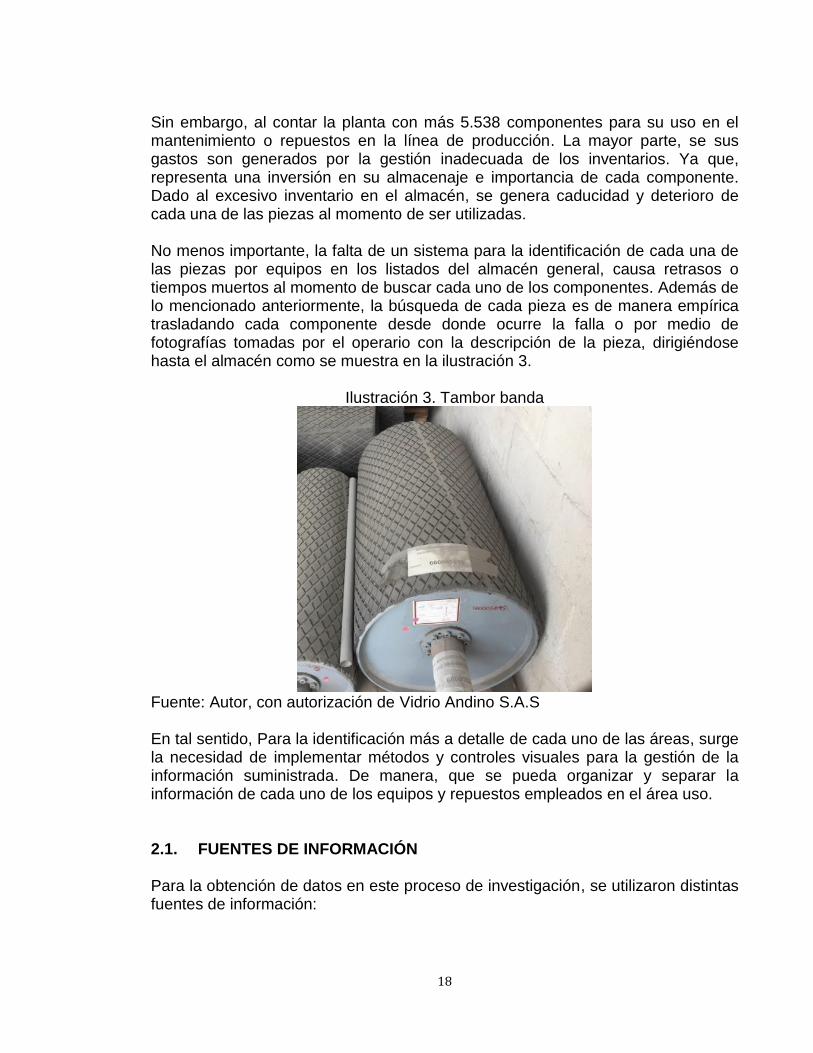
Sin embargo, al contar la planta con más 5.538 componentes para su uso en el mantenimiento o repuestos en la línea de producción. La mayor parte, se sus gastos son generados por la gestión inadecuada de los inventarios. Ya que, representa una inversión en su almacenaje e importancia de cada componente. Dado al excesivo inventario en el almacén, se genera caducidad y deterioro de cada una de las piezas al momento de ser utilizadas. No menos importante, la falta de un sistema para la identificación de cada una de las piezas por equipos en los listados del almacén general, causa retrasos o tiempos muertos al momento de buscar cada uno de los componentes. Además de lo mencionado anteriormente, la búsqueda de cada pieza es de manera empírica trasladando cada componente desde donde ocurre la falla o por medio de fotografías tomadas por el operario con la descripción de la pieza, dirigiéndose hasta el almacén como se muestra en la ilustración 3.
Ilustración 3. Tambor banda
Fuente: Autor, con autorización de Vidrio Andino S.A.S En tal sentido, Para la identificación más a detalle de cada uno de las áreas, surge la necesidad de implementar métodos y controles visuales para la gestión de la información suministrada. De manera, que se pueda organizar y separar la información de cada uno de los equipos y repuestos empleados en el área uso. 2.1. FUENTES DE INFORMACIÓN Para la obtención de datos en este proceso de investigación, se utilizaron distintas fuentes de información:

19
Las fuentes de información que soportan esta investigación, se obtuvieron por medio de reuniones, entrevistas, observación, documentos con cada uno de los encargados del área. Se realizaron entrevistas directas a cada uno de los encargados sobre el manejo del inventario y los repuestos utilizados en los equipos (Ver anexo A, B, C). La obtención de la información fue generada por medio de entrevistas ya que, facilita la información entre el consultor y la persona que capta la información como sus opiniones, para desarrollar una buena gestión al inicio del proyecto.
Por medio de la información obtenida se concluyó, que uno de los problemas más comunes en la distribución de los repuestos en la planta para su mantenimiento a cada uno de los equipos, causaba que se acumularan los componentes en largos periodos de tiempo en un determinado lugar. Utilizando espacio innecesario que podría ser utilizado para los productos terminados como el vidrio flotado. (Ver la Ilustración 4)
Ilustración 4. Componentes sin rotación almacenados
Fuente: Autor, con autorización de Vidrio Andino S.A.S De la información obtenida también se concluyó, que el almacén contenía repuestos de diferentes características, pero con descripciones similares. Generando confusiones o códigos repetidos (Ver tabla 1), estableciendo un mayor tiempo de espera en la obtención de la pieza correcta, para su mantenimiento correctivo o preventivo.
Tabla 1. Componentes repetidos
660003374 MT.10_MANOMETR EN837/ DN40 0-BAR+PSI 1/8 0
660003410 MT.10_MEDIDOR PRES DN40 0-6 BAR+PSI 1/8P 2
Fuente: Autor, con autorización de Vidrio Andino S.A.S

20
Ya que, cada uno de los repuestos utilizados consta con su código de identificación único, se pueden encontrar variaciones mínimas en las descripciones de cada componente como en: válvulas, cables, sensores, encoders, ventosas, ejes, y otros. (Ver anexo A) 2.2. PROCESO DE GESTIÓN DE INVENTARIOS EN LA EMPRESA VIDRIO ANDINO S.A.S. Al realizar estudio actual de la gestión de inventarios en la empresa VIDRIO ANDINO S.A.S, fue necesario determinar los componentes que se almacenaban en la planta. Mostrando el sistema actualmente utilizado por la empresa para controlar el inventario como se ve en la ilustración 5. El cual, por medio del software SAP, que es el encargado verificar, encontrar, y retirar los materiales requeridos del almacén de acuerdo a los procedimientos e instructivos dispuestos para este fin.
Ilustración 5. Sistemas, aplicaciones y productos (SAP)
Fuente: Autor, con autorización de Vidrio Andino S.A.S Sin embargo, el programa no genera otro aporte significativo, como la categorización de los repuestos utilizados en la planta, ni la cantidad adecuada a utilizar por componente. 2.2.1 Artículos almacenados Mediante el proceso de visualización de los equipos que comprenden el área modelo (área de apilado), se detalló los equipos que los comprenden. Para la recolección de datos y su posterior listado de equipos. (Ver ilustración 6)

21
Ilustración 6. Área modelo
Fuente: Autor, con autorización de Vidrio Andino S.A.S Con la ayuda de las distintas áreas de la empresa como (almacén, mantenimiento y ventas), se adquiere información necesaria de los artículos y productos utilizados (Anexo A). Con dicha información se obtuvo los componentes utilizados como repuestos en dicha área. También, se evidencia que los distintos repuestos manipulados para ser utilizados como repuestos en los equipos, tienen una representación física única. Está misma identificación sirve para la ubicación de la misma pieza dentro del almacén general. (Anexo A). La ubicación de cada pieza dentro del almacén general es detallada por medio de un código alfanumérico (Ver ilustración 7), para que se proceda a realizar su retiro. El código de ubicación está compuesto de la siguiente manera:
Ilustración 7. Localización y retiro de piezas
Fuente: Autor, con autorización de Vidrio Andino S.A.S La ubicación de los repuestos dentro del almacén es de manera organizada, es decir los repuestos tiene una ubicación especifica dentro de los racks), pero al ser un proceso que depende de la identificación de un repuesto en específico. La mayoría de las veces los repuestos con mayor salida están a ubicaciones

22
apartadas para su uso lo cual generan tiempos muertos en la obtención de la pieza. (Ver ilustración 8)
Ilustración 8. Almacén
Fuente: Autor, con autorización de Vidrio Andino S.A.S 2.2.2 Administración del inventario La administración del inventario en la planta tiene como función la principal tarea de recepción, compra, almacenamiento y entrega de los artículos para su uso en la planta. El encargado del almacén tiene a su disposición dos asistentes los cuales ayudan en la recepción y entrega de los artículos (Ver tabla 2).
Ilustración 9. Equipo para solicitar la pieza de repuesto
Fuente: Autor, con autorización de Vidrio Andino S.A.S
23
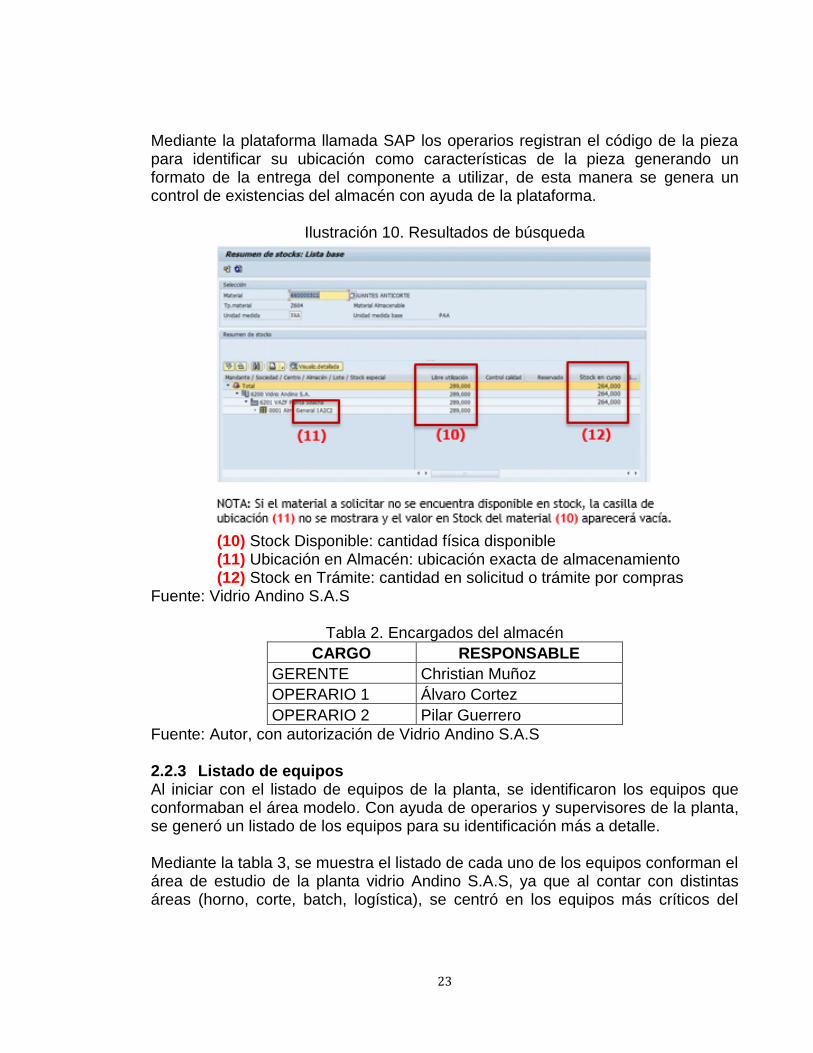
Mediante la plataforma llamada SAP los operarios registran el código de la pieza para identificar su ubicación como características de la pieza generando un formato de la entrega del componente a utilizar, de esta manera se genera un control de existencias del almacén con ayuda de la plataforma.
Ilustración 10. Resultados de búsqueda
(10) Stock Disponible: cantidad física disponible (11) Ubicación en Almacén: ubicación exacta de almacenamiento (12) Stock en Trámite: cantidad en solicitud o trámite por compras
Fuente: Vidrio Andino S.A.S
Tabla 2. Encargados del almacén
CARGO RESPONSABLE
GERENTE Christian Muñoz
OPERARIO 1 Álvaro Cortez
OPERARIO 2 Pilar Guerrero
Fuente: Autor, con autorización de Vidrio Andino S.A.S 2.2.3 Listado de equipos Al iniciar con el listado de equipos de la planta, se identificaron los equipos que conformaban el área modelo. Con ayuda de operarios y supervisores de la planta, se generó un listado de los equipos para su identificación más a detalle. Mediante la tabla 3, se muestra el listado de cada uno de los equipos conforman el área de estudio de la planta vidrio Andino S.A.S, ya que al contar con distintas áreas (horno, corte, batch, logística), se centró en los equipos más críticos del

24
área de corte. Y ser este un punto de referencia para replicar el proceso en toda la planta.
Tabla 3. Listado de Equipos
NIVEL 1 (Área 1)
NIVEL 2 EQUIPO
NIVEL 3 MODULO
NIVEL 4 SISTEMA
Corte
ROBOTS 1
Mesa de rodillos Componente Eléctrico Componente Mecánico Componente Neumático
Mesa de rodillos
Robot 1
Caballete 1 derecho
Caballete 2 derecho
ROBOTS 2
Mesa de rodillos Componente Eléctrico Componente Mecánico Componente Neumático
Mesa de rodillos
Robot 2
Caballete 3 derecho
Caballete 4 derecho
APILADORA
Sistema de alimentación de la apiladora Componente Eléctrico Componente Mecánico Componente Neumático
Mesa de rodillos
Brazo apilador
Caballete giratorio
Empujador derecho
Empujador izquierdo
TRAMPA N° 3
Demi-travel a 90° Componente Eléctrico Componente Mecánico Componente Neumático
Mesa de rodillos
Mesa de rodillos
Basculante trampa N° 3
Rodillo trampa N° 3
Trampa N° 3
Fuente: Autor, con autorización de Vidrio Andino S.A.S Al aplicar el proceso de clasificación de cada uno de los componentes, se busca dividir y determinar cuáles de los componentes requiere de un control más a detalle en la gestión de inventario.
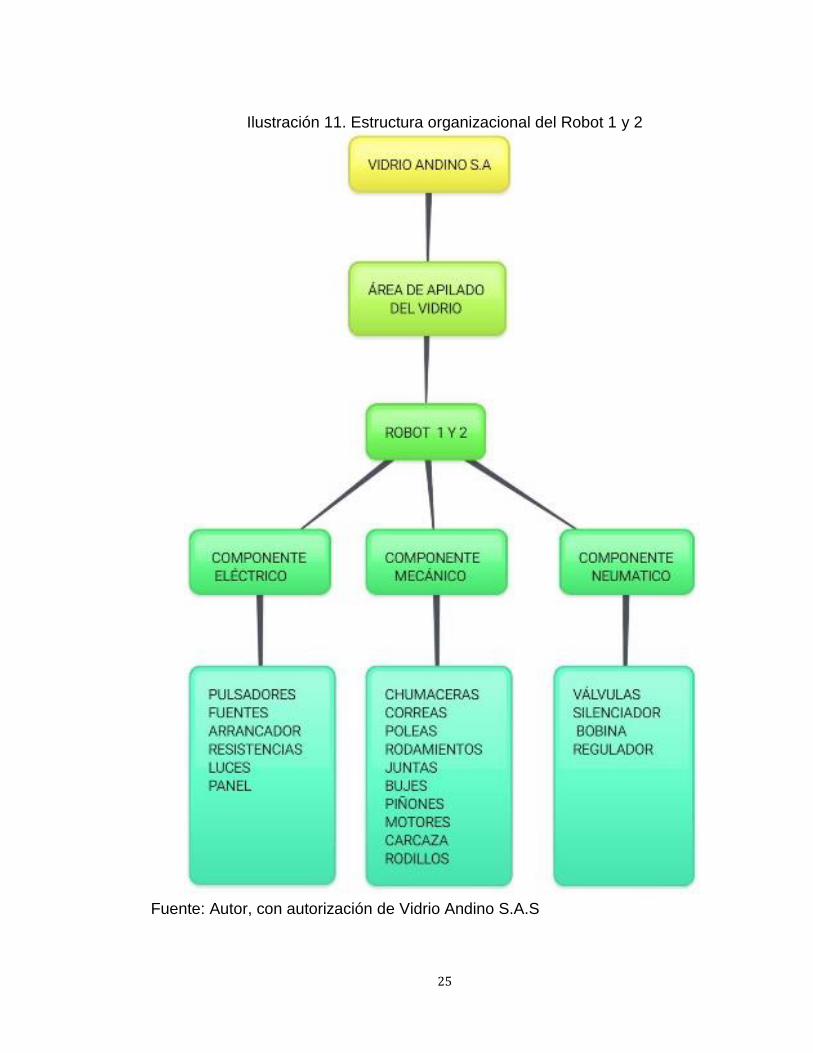
25
Ilustración 11. Estructura organizacional del Robot 1 y 2
Fuente: Autor, con autorización de Vidrio Andino S.A.S

26
Ilustración 12. Estructura organizacional de la Apiladora
Fuente: Autor, con autorización de Vidrio Andino S.A.S

27
Ilustración 13. Estructura organizacional de la Trampa N° 3
Fuente: Autor, con autorización de Vidrio Andino S.A.S

28
2.2.4 Codificación de los equipos del área de apilado Para definir un sistema organizacional de los componentes y de los equipos de la planta, cada uno de los equipos cuenta con una numeración suministrada por el fabricante como se muestra en la tabla 4. Ya que, con la numeración de cada uno de los equipos se logra su pronta identificación y mantenimiento de los mismos.
Tabla 4. Codificación de los equipos
NUMERACIÓN DESCRIPCIÓN
M 3 2 9 Mesa de rodillos
M 3 3 0 Mesa de rodillos
M 8 0 1 Robot 1
M 8 0 2 Caballete 1 derecho
M 8 0 3 Caballete 2 derecho
M 3 3 1 Mesa de rodillos
M 3 3 2 Mesa de rodillos
M 8 1 1 Robot 1
M 8 1 2 Caballete 3 derecho
M 8 1 3 Caballete 4 derecho
M 5 0 1 Sistema de alimentación de la apiladora
M 5 0 2 Mesa de rodillos
M 5 1 0 Brazo apilador
M 5 1 1 Caballete giratorio
M 5 1 2 Empujador derecho
M 5 1 3 Empujador izquierdo
M 3 3 6 Demi-travel a 90°
M 3 3 7 Mesa de rodillos
M 3 3 8 Mesa de rodillos
M 3 3 9 Basculante trampa N° 3
M 3 4 0 Rodillo trampa N° 3
M 3 4 1 Trampa N° 3
Fuente: Autor, con autorización de Vidrio Andino S.A.S 2.2.5 Mesa de rodillos La principal función de la mesa de rodillos es de transportar el vidrio plano a lo largo de la línea hacia los módulos de apilado para su posterior almacenaje. Actualmente, por la mesa de rodillos transitan entre 6 (laminas por minuto) normalmente, esta medida varía según el tamaño de la lámina de vidrio a fabricar.

29
Ilustración 14. Mesa de Rodillos
Fuente: Vidrio Andino S.A.S y Autor 2.2.6 Robots
Ilustración 15. Robots
Fuente: Vidrio Andino S.A.S y Autor La principal función del robot es de tomar las láminas de vidrio desde la mesa de rodillos para su almacenamiento. Además, apila las láminas de vidrio en dos caballetes, los cuales permiten almacenar el vidrio y mantener una producción continua de vidrio. Tanto el robot 1 como el robot 2 constan de un cuadro de ventosas el que permite por actuadores neumáticos, tomar el vidrio de forma cuidadosa para evitar la contaminación de las láminas de vidrio, defectos en el vidrio o roturas.

30
2.2.7 Caballetes
Ilustración 16. Caballetes
Fuente: Vidrio Andino S.A.S y Autor De otra parte, los caballetes permiten almacenar el vidrio de manera segura y continua para no detener el proceso de producción de vidrio, ya que constan de un sistema de sensores los culés le permite calcular las dimensiones de cada lámina. El equipo reconoce la medición de la cantidad de láminas almacenadas en las que se encuentra cada caballete, permitiendo que este se detenga y cambiar de caballete evitando pardas en el proceso de producción. (Ver ilustración 16) 2.2.8 Brazo apilador
Ilustración 17. Brazo Apilador
Fuente: Vidrio Andino S.A.S y Autor

31
La función del brazo apilador es de colocar las láminas de vidrio al final de la línea de producción mediante un cuadro de ventosas para quitar presión en la cantidad de láminas que van hacia robots. Cuando la línea tiene una producción de vidrio alta o surge una falla en algún equipo de apilado, el brazo apilador es el encargado de almacenar las láminas de vidrio. 2.2.9 Girador 90° laminas demi-travel
Ilustración 18. Girador 90° laminas demi-travel
Fuente: Vidrio Andino S.A.S y Autor La principal función del girador de láminas es de girar, centrar y acomodar las láminas Demi-travel (mitad del tamaño de una lámina normal), esta función se realiza con el fin de obtener una mejor manera de posicionar la lámina para su almacenamiento y posterior empaque. 2.2.10 Empujador
Ilustración 19. Empujador
Fuente: Vidrio Andino S.A.S y Autor
32
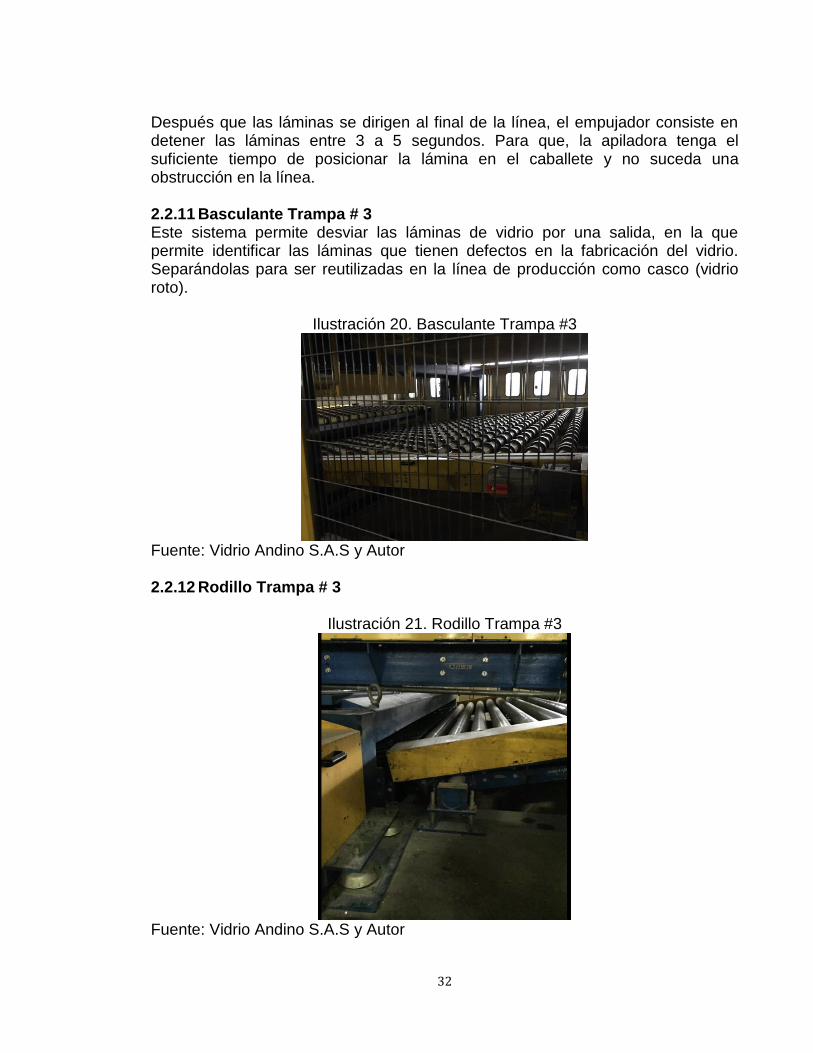
Después que las láminas se dirigen al final de la línea, el empujador consiste en detener las láminas entre 3 a 5 segundos. Para que, la apiladora tenga el suficiente tiempo de posicionar la lámina en el caballete y no suceda una obstrucción en la línea. 2.2.11 Basculante Trampa # 3 Este sistema permite desviar las láminas de vidrio por una salida, en la que permite identificar las láminas que tienen defectos en la fabricación del vidrio. Separándolas para ser reutilizadas en la línea de producción como casco (vidrio roto).
Ilustración 20. Basculante Trampa #3
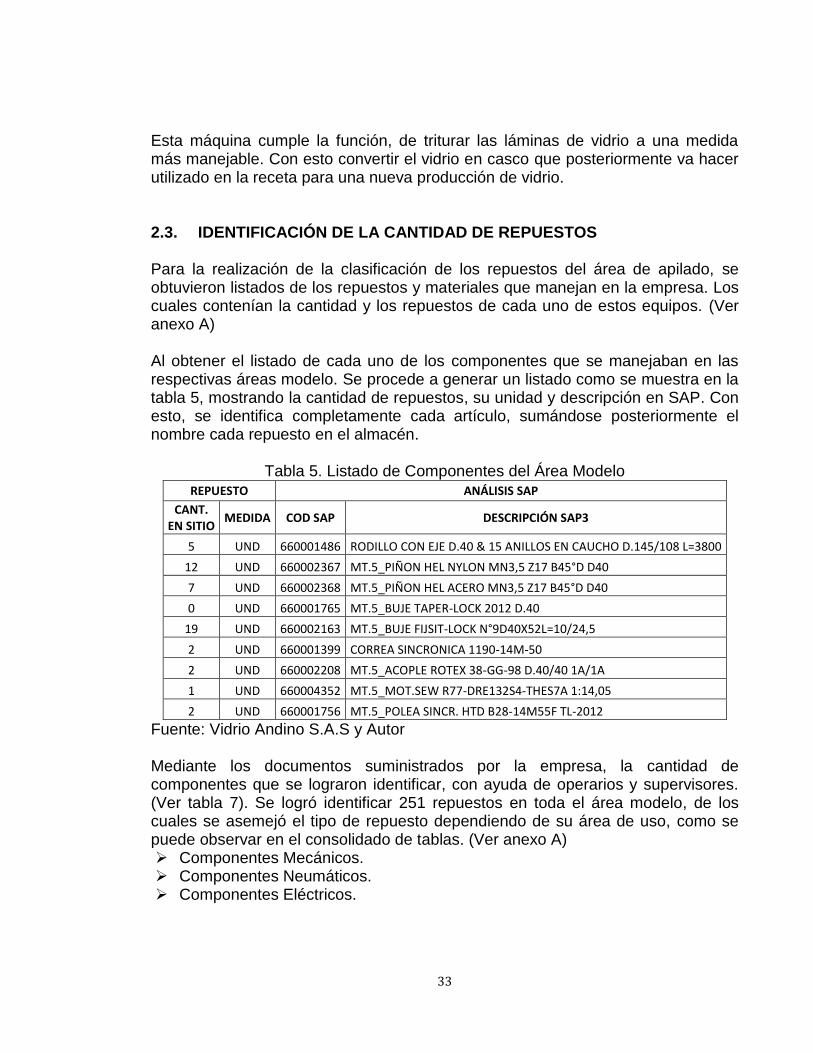
Fuente: Vidrio Andino S.A.S y Autor 2.2.12 Rodillo Trampa # 3
Ilustración 21. Rodillo Trampa #3
Fuente: Vidrio Andino S.A.S y Autor
33
Esta máquina cumple la función, de triturar las láminas de vidrio a una medida más manejable. Con esto convertir el vidrio en casco que posteriormente va hacer utilizado en la receta para una nueva producción de vidrio. 2.3. IDENTIFICACIÓN DE LA CANTIDAD DE REPUESTOS Para la realización de la clasificación de los repuestos del área de apilado, se obtuvieron listados de los repuestos y materiales que manejan en la empresa. Los cuales contenían la cantidad y los repuestos de cada uno de estos equipos. (Ver anexo A) Al obtener el listado de cada uno de los componentes que se manejaban en las respectivas áreas modelo. Se procede a generar un listado como se muestra en la tabla 5, mostrando la cantidad de repuestos, su unidad y descripción en SAP. Con esto, se identifica completamente cada artículo, sumándose posteriormente el nombre cada repuesto en el almacén.
Tabla 5. Listado de Componentes del Área Modelo REPUESTO ANÁLISIS SAP
CANT. EN SITIO
MEDIDA COD SAP DESCRIPCIÓN SAP3
5 UND 660001486 RODILLO CON EJE D.40 & 15 ANILLOS EN CAUCHO D.145/108 L=3800
12 UND 660002367 MT.5_PIÑON HEL NYLON MN3,5 Z17 B45°D D40
7 UND 660002368 MT.5_PIÑON HEL ACERO MN3,5 Z17 B45°D D40
0 UND 660001765 MT.5_BUJE TAPER-LOCK 2012 D.40
19 UND 660002163 MT.5_BUJE FIJSIT-LOCK N°9D40X52L=10/24,5
2 UND 660001399 CORREA SINCRONICA 1190-14M-50
2 UND 660002208 MT.5_ACOPLE ROTEX 38-GG-98 D.40/40 1A/1A
1 UND 660004352 MT.5_MOT.SEW R77-DRE132S4-THES7A 1:14,05
2 UND 660001756 MT.5_POLEA SINCR. HTD B28-14M55F TL-2012
Fuente: Vidrio Andino S.A.S y Autor Mediante los documentos suministrados por la empresa, la cantidad de componentes que se lograron identificar, con ayuda de operarios y supervisores. (Ver tabla 7). Se logró identificar 251 repuestos en toda el área modelo, de los cuales se asemejó el tipo de repuesto dependiendo de su área de uso, como se puede observar en el consolidado de tablas. (Ver anexo A) Componentes Mecánicos. Componentes Neumáticos. Componentes Eléctricos.

34
Tabla 6. Codificación de Componentes
REPUESTO ANÁLISIS SAP
TIPO COD SAP DESCRIPCIÓN SAP3
MECÁNICO 660001486 RODILLO CON EJE D.40 & 15 ANILLOS EN CAUCHO D.145/108 L=3800
MECÁNICO 660002367 MT.5_PIÑON HEL NYLON MN3,5 Z17 B45°D D40
MECÁNICO 660002368 MT.5_PIÑON HEL ACERO MN3,5 Z17 B45°D D40
MECÁNICO 660001765 MT.5_BUJE TAPER-LOCK 2012 D.40
MECÁNICO 660002163 MT.5_BUJE FIJSIT-LOCK N°9D40X52L=10/24,5
MECÁNICO 660001399 CORREA SINCRONICA 1190-14M-50
MECÁNICO 660002208 MT.5_ACOPLE ROTEX 38-GG-98 D.40/40 1A/1A
MECÁNICO 660004352 MT.5_MOT.SEW R77-DRE132S4-THES7A 1:14,05
MECÁNICO 660001756 MT.5_POLEA SINCR. HTD B28-14M55F TL-2012
MECÁNICO 660000934 CHUMACERA SY 40 TF SKF
Fuente: Vidrio Andino S.A.S y Autor
Tabla 7. Encargados por área
TIPO DE REPUESTO # DE ARTÍCULOS ENCARGADO
Mecánico 87 Ing. Javier Suárez
Eléctrico 87 Ing. Gabriel Cárdenas
Neumático 77 Ing. Gabriel Cárdenas
Fuente: Vidrio Andino S.A.S y Autor Mediante la tabla 7, se puede evidenciar que los repuestos empleados en el área modelo tienden a ser de la misma cantidad sea mecánico, eléctrico o neumático. Por eso es importante que cada uno de los componentes utilizados el área modelo como repuesto sea tomado en cuenta. Ya que, si alguno de estos componentes llegara a fallar, podría detener la línea de producción sin importar su área de aplicación. Por tal motivo, es necesario reunirse con el encargado de cada área para la interpretación de resultados obtenidos. 2.4. IMPORTANCIA DE CADA UNO DE LOS COMPONENTES Ya que esta metodología se apoya en la gestión de mejora, donde sus principales objetivos son: procesos, sistemas y equipos. Es necesario generar un criterio de clasificación en la toma de decisiones, con la finalidad de evaluar los equipos mediante un nivel de servicio y establecer la prioridad de cada componente implementando el método de clasificación ABC.
35
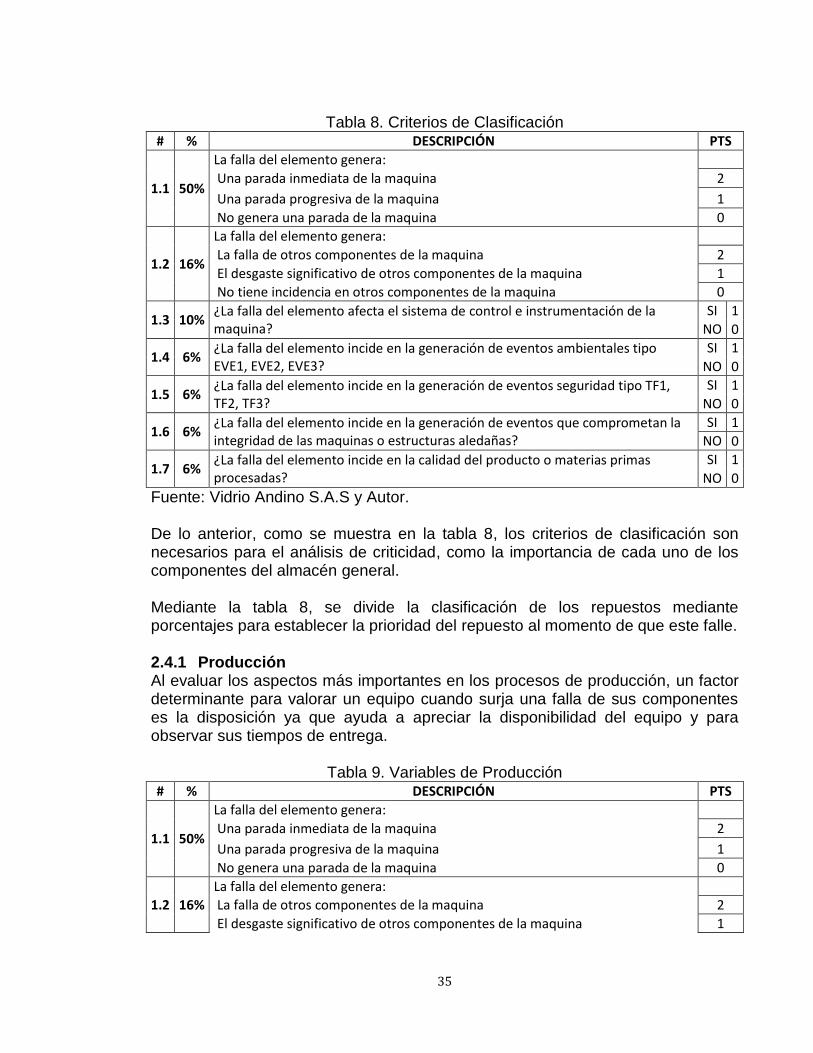
Tabla 8. Criterios de Clasificación # % DESCRIPCIÓN PTS
1.1 50%
La falla del elemento genera:
Una parada inmediata de la maquina 2
Una parada progresiva de la maquina 1
No genera una parada de la maquina 0
1.2 16%
La falla del elemento genera:
La falla de otros componentes de la maquina 2
El desgaste significativo de otros componentes de la maquina 1
No tiene incidencia en otros componentes de la maquina 0
1.3 10% ¿La falla del elemento afecta el sistema de control e instrumentación de la maquina?
SI 1
NO 0
1.4 6% ¿La falla del elemento incide en la generación de eventos ambientales tipo EVE1, EVE2, EVE3?
SI 1
NO 0
1.5 6% ¿La falla del elemento incide en la generación de eventos seguridad tipo TF1, TF2, TF3?
SI 1
NO 0
1.6 6% ¿La falla del elemento incide en la generación de eventos que comprometan la integridad de las maquinas o estructuras aledañas?
SI 1
NO 0
1.7 6% ¿La falla del elemento incide en la calidad del producto o materias primas procesadas?
SI 1
NO 0
Fuente: Vidrio Andino S.A.S y Autor. De lo anterior, como se muestra en la tabla 8, los criterios de clasificación son necesarios para el análisis de criticidad, como la importancia de cada uno de los componentes del almacén general. Mediante la tabla 8, se divide la clasificación de los repuestos mediante porcentajes para establecer la prioridad del repuesto al momento de que este falle. 2.4.1 Producción Al evaluar los aspectos más importantes en los procesos de producción, un factor determinante para valorar un equipo cuando surja una falla de sus componentes es la disposición ya que ayuda a apreciar la disponibilidad del equipo y para observar sus tiempos de entrega.
Tabla 9. Variables de Producción # % DESCRIPCIÓN PTS
1.1 50%
La falla del elemento genera:
Una parada inmediata de la maquina 2
Una parada progresiva de la maquina 1
No genera una parada de la maquina 0
1.2 16%
La falla del elemento genera:
La falla de otros componentes de la maquina 2
El desgaste significativo de otros componentes de la maquina 1
36
No tiene incidencia en otros componentes de la maquina 0
1.3 10% ¿La falla del elemento afecta el sistema de control e instrumentación de la maquina?
SI 1
NO 0
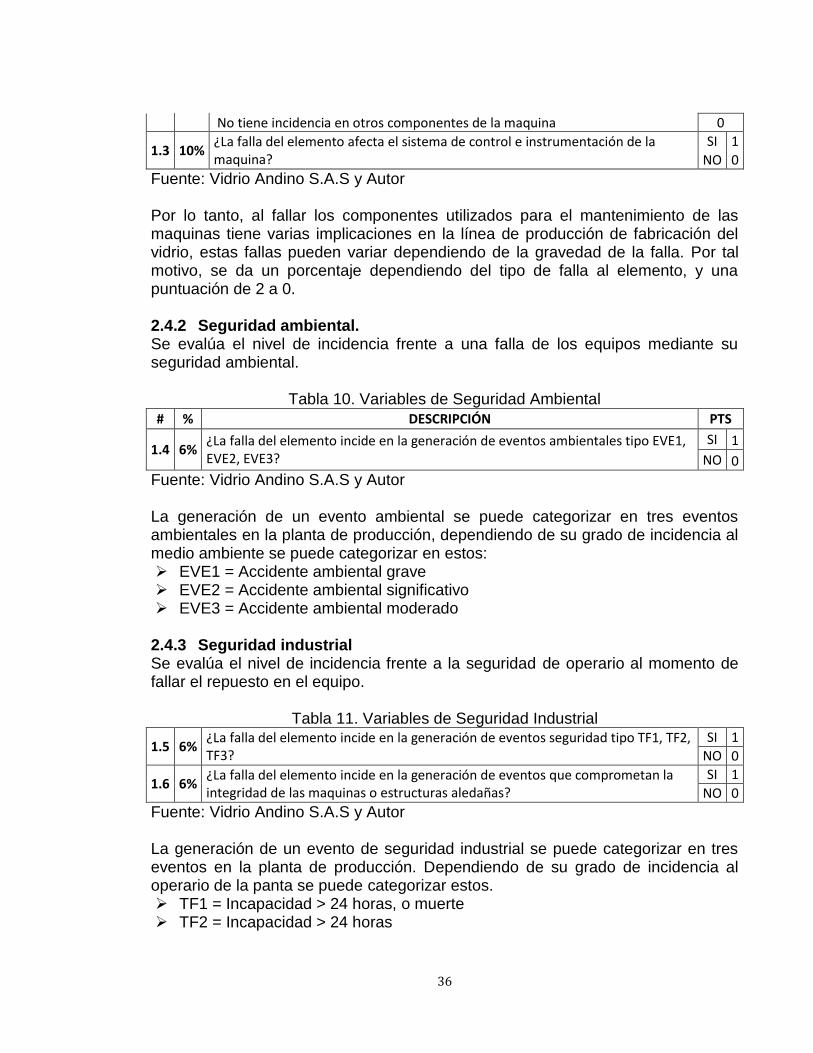
Fuente: Vidrio Andino S.A.S y Autor Por lo tanto, al fallar los componentes utilizados para el mantenimiento de las maquinas tiene varias implicaciones en la línea de producción de fabricación del vidrio, estas fallas pueden variar dependiendo de la gravedad de la falla. Por tal motivo, se da un porcentaje dependiendo del tipo de falla al elemento, y una puntuación de 2 a 0. 2.4.2 Seguridad ambiental. Se evalúa el nivel de incidencia frente a una falla de los equipos mediante su seguridad ambiental.
Tabla 10. Variables de Seguridad Ambiental
# % DESCRIPCIÓN PTS
1.4 6% ¿La falla del elemento incide en la generación de eventos ambientales tipo EVE1, EVE2, EVE3?
SI 1
NO 0
Fuente: Vidrio Andino S.A.S y Autor La generación de un evento ambiental se puede categorizar en tres eventos ambientales en la planta de producción, dependiendo de su grado de incidencia al medio ambiente se puede categorizar en estos: EVE1 = Accidente ambiental grave EVE2 = Accidente ambiental significativo EVE3 = Accidente ambiental moderado
2.4.3 Seguridad industrial Se evalúa el nivel de incidencia frente a la seguridad de operario al momento de fallar el repuesto en el equipo.
Tabla 11. Variables de Seguridad Industrial
1.5 6% ¿La falla del elemento incide en la generación de eventos seguridad tipo TF1, TF2, TF3?
SI 1
NO 0
1.6 6% ¿La falla del elemento incide en la generación de eventos que comprometan la integridad de las maquinas o estructuras aledañas?
SI 1
NO 0
Fuente: Vidrio Andino S.A.S y Autor La generación de un evento de seguridad industrial se puede categorizar en tres eventos en la planta de producción. Dependiendo de su grado de incidencia al operario de la panta se puede categorizar estos. TF1 = Incapacidad > 24 horas, o muerte TF2 = Incapacidad > 24 horas
37
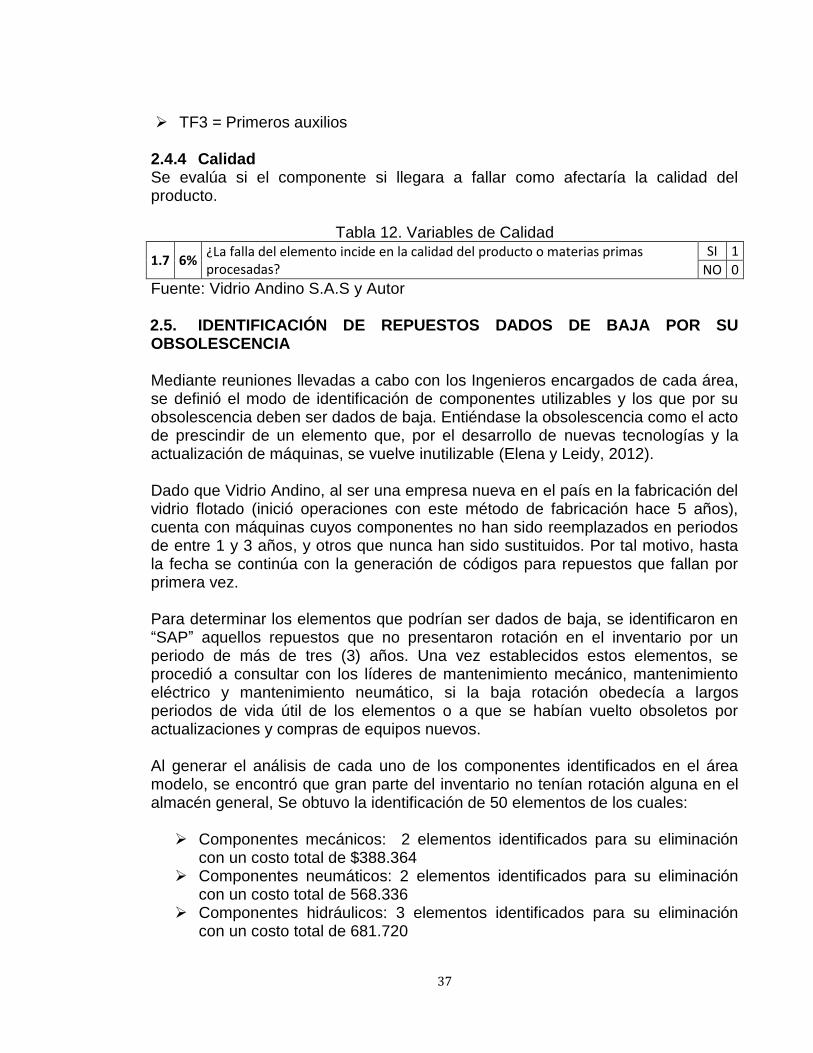
TF3 = Primeros auxilios 2.4.4 Calidad Se evalúa si el componente si llegara a fallar como afectaría la calidad del producto.
Tabla 12. Variables de Calidad
1.7 6% ¿La falla del elemento incide en la calidad del producto o materias primas procesadas?
SI 1
NO 0
Fuente: Vidrio Andino S.A.S y Autor 2.5. IDENTIFICACIÓN DE REPUESTOS DADOS DE BAJA POR SU OBSOLESCENCIA Mediante reuniones llevadas a cabo con los Ingenieros encargados de cada área, se definió el modo de identificación de componentes utilizables y los que por su obsolescencia deben ser dados de baja. Entiéndase la obsolescencia como el acto de prescindir de un elemento que, por el desarrollo de nuevas tecnologías y la actualización de máquinas, se vuelve inutilizable (Elena y Leidy, 2012). Dado que Vidrio Andino, al ser una empresa nueva en el país en la fabricación del vidrio flotado (inició operaciones con este método de fabricación hace 5 años), cuenta con máquinas cuyos componentes no han sido reemplazados en periodos de entre 1 y 3 años, y otros que nunca han sido sustituidos. Por tal motivo, hasta la fecha se continúa con la generación de códigos para repuestos que fallan por primera vez. Para determinar los elementos que podrían ser dados de baja, se identificaron en “SAP” aquellos repuestos que no presentaron rotación en el inventario por un periodo de más de tres (3) años. Una vez establecidos estos elementos, se procedió a consultar con los líderes de mantenimiento mecánico, mantenimiento eléctrico y mantenimiento neumático, si la baja rotación obedecía a largos periodos de vida útil de los elementos o a que se habían vuelto obsoletos por actualizaciones y compras de equipos nuevos. Al generar el análisis de cada uno de los componentes identificados en el área modelo, se encontró que gran parte del inventario no tenían rotación alguna en el almacén general, Se obtuvo la identificación de 50 elementos de los cuales:
Componentes mecánicos: 2 elementos identificados para su eliminación con un costo total de $388.364
Componentes neumáticos: 2 elementos identificados para su eliminación con un costo total de 568.336
Componentes hidráulicos: 3 elementos identificados para su eliminación con un costo total de 681.720

38
La ilustración 22 muestra algunos componentes de baja rotación.
Ilustración 22. Repuestos con baja rotación.
Fuente: Vidrio Andino S.A.S y Autor Al determinar los componentes que tiene que ser dados de baja con ayuda de cada uno de los encargados con un costo total de $1.638.420, se plantean posteriores planes de acción como seguimientos de estos repuestos de manera anual para ver si ya no son utilizados en otras áreas de la planta y generar su eliminación de manera permanente del almacén, cambio o eliminación de códigos. 2.6 ANÁLISIS DE MODOS DE FALLO Mediante el análisis de fallo se establece una revisión de los materiales para identificar si estos son indispensables. Ya que, por medio de este método se evidencia las posibles consecuencias al no contar con el repuesto o si su aplicación es los equipos es necesaria, dado que estos repuestos no han sufrido ningún fallo o no tienen rotación. Es muy importante al implementar un modo de fallo y estudiar las posibles consecuencias que tiene cada uno de los fallos en los equipos o piezas. Al evitar cada fallo posible en un componente reduce los costos y efectos de desgaste en las piezas para observar si es necesario tenerlo almacenado. Al determinar la aplicación de un método de fallo (Ver ilustración 23) se utiliza este modelo para el mantenimiento de alta disponibilidad de un equipo evitando futuras fallas o en su defecto previniéndolas. Dependiendo de su fallo funcional, como puede ser:
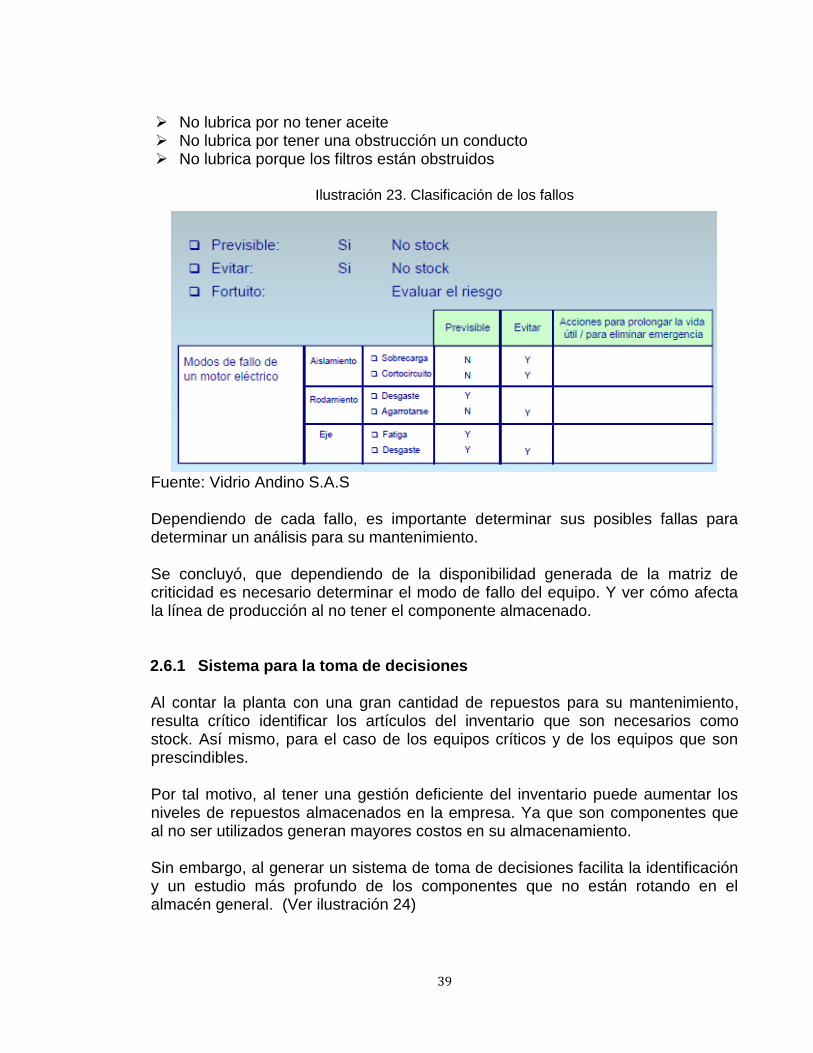
39
No lubrica por no tener aceite No lubrica por tener una obstrucción un conducto No lubrica porque los filtros están obstruidos
Ilustración 23. Clasificación de los fallos
Fuente: Vidrio Andino S.A.S Dependiendo de cada fallo, es importante determinar sus posibles fallas para determinar un análisis para su mantenimiento. Se concluyó, que dependiendo de la disponibilidad generada de la matriz de criticidad es necesario determinar el modo de fallo del equipo. Y ver cómo afecta la línea de producción al no tener el componente almacenado. 2.6.1 Sistema para la toma de decisiones Al contar la planta con una gran cantidad de repuestos para su mantenimiento, resulta crítico identificar los artículos del inventario que son necesarios como stock. Así mismo, para el caso de los equipos críticos y de los equipos que son prescindibles. Por tal motivo, al tener una gestión deficiente del inventario puede aumentar los niveles de repuestos almacenados en la empresa. Ya que son componentes que al no ser utilizados generan mayores costos en su almacenamiento. Sin embargo, al generar un sistema de toma de decisiones facilita la identificación y un estudio más profundo de los componentes que no están rotando en el almacén general. (Ver ilustración 24)

40
Ilustración 24. Sistema toma de decisiones
Fuente: Vidrio Andino S.A.S Con ayuda de este sistema se puede conclusión si un repuesto debe mantenerse o eliminarse como stock, dependiendo de sus características funcionales y técnicas.

41
3. ANÁLISIS DE CRITICIDAD DE LOS REPUESTOS DEL ÁREA DE
APILADO
El análisis de criticidad se genera mediante el valor de la ponderación de cada uno de los criterios de clasificación de la falla, se elabora una matriz de criticidad ABC por la cual se determina el nivel de criticidad de cada uno de los componentes. Los valores obtenidos de la jerarquización y las variables establecidas por cada supervisor del área, clasifica el criterio mediante tres ítems. (Ver ilustración 25)
Tabla 13. Niveles de Criticidad
CLASIFICACIÓN CRTICOS
CR.1 Repuestos donde su falla genera una parada casi siempre instantánea de la máquina y la posibilidad de daños y desgaste en otros equipos y estructuras aledañas.
CR.2 Repuestos en donde su falla genera una parada del equipo (No necesariamente inmediata) y la posibilidad de generar daños y desgaste en otros equipos y estructuras aledañas es mínima.
CR.3 Repuestos en los que una falla no genera mayor incidencia en el equipo y puede ser solucionada sin necesidad de una intervención directa del mismo.
Fuente: Vidrio Andino S.A.S De lo anterior, se obtiene un porcentaje de criticidad de los diferentes tipos de componentes utilizados en el área modelo, con ayuda de la ecuación del cálculo % de criticidad (Ver lustración 25) se encuentra el porcentaje de criticidad de cada componente. (Ver anexo A)
Ilustración 25. Calculo % de Criticidad
Fuente: Vidrio Andino S.A.S y autor

42
Ecuación Calculo % de criticidad
(
) (
) ( )7
( ) ( ) ( ) ( )
Sin embargo, el cálculo de cada uno de los ítems especifica un criterio donde genera un de grado de criticad y la clasificación de cada repuesto. (Ver tabla 13).
Tabla 14. Análisis de Criticidad del área Modelo
OPERACIONAL
1.1 1.2 1.3 1.4 1.5 1.6 1.7 TIPO4 %
1 1 0 0 0 1 1 CR.2 - 45,0%
1 1 0 0 0 1 1 CR.2 - 45,0%
0 1 0 0 0 1 0 CR.3 - 14,0%
1 1 0 0 0 1 1 CR.2 - 45,0%
1 1 0 0 0 1 1 CR.2 - 45,0%
2 1 1 0 0 1 0 CR.1 - 74,0%
2 2 1 0 0 1 0 CR.1 - 82,0% Fuente: Vidrio Andino S.A.S y autor Si CR = Eliminado (No se genera criticidad por obsolescencia del repuesto) % = 0 que “PEND” falta generar la evaluación de criticidad. % >= 65% “CR.1” en donde el repuesto es crítico ya que el elemento influye
mucho en la producción del vidrio flotado. % < 45% “CR.3” donde el repuesto tiene una criticidad baja ya que si llegara a
fallar no influye en la producción de vidrio flotado. % está entre 46% y 64% “CR.2” donde el elementó tiene una criticidad
mediana ya que si llega a fallar no influye significativamente en la producción de vidrio flotado.
Como se puede ver en la ilustración 26 del análisis de criticidad, se evidencia que la mayoría de los componentes son de CR.3, que representa la mayor parte de los repuestos de la planta, pero sus costos por repuesto no son tan elevados. Por consiguiente, son los repuestos que representan un gran costo en el almacén general, estos costos son más elevados dada su cantidad en la empresa. Este tipo
7 Información suministrada por el are de mantenimiento
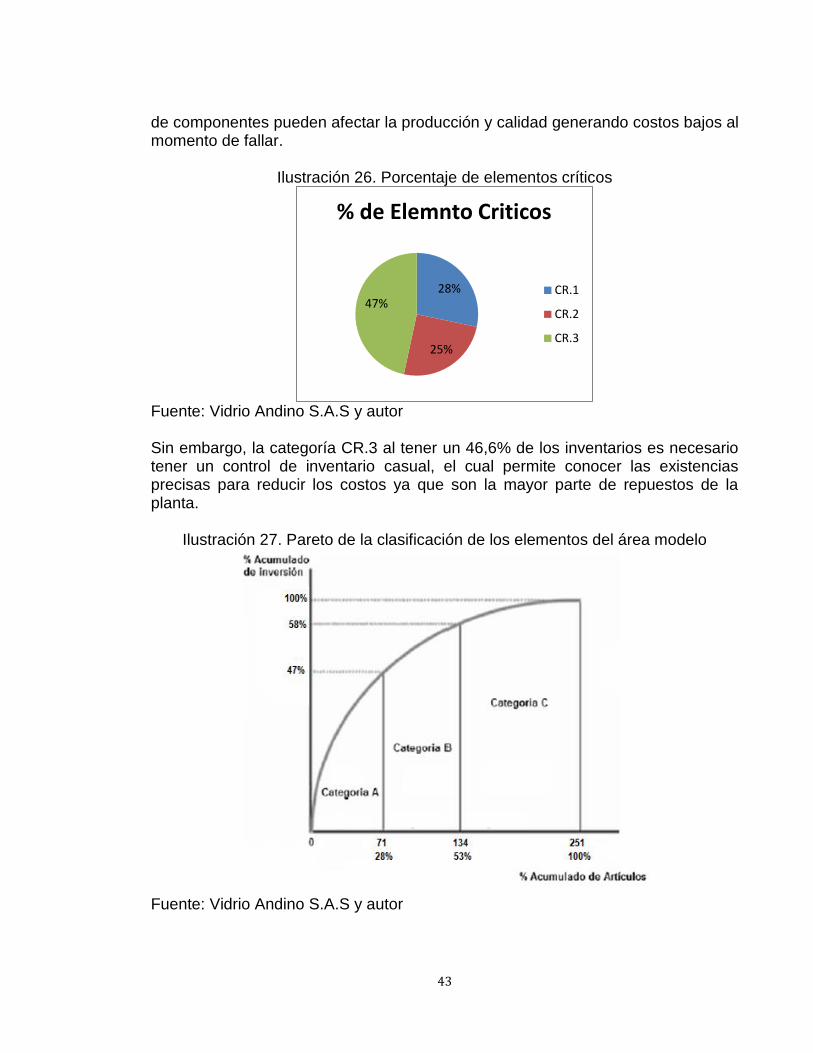
43
de componentes pueden afectar la producción y calidad generando costos bajos al momento de fallar.
Ilustración 26. Porcentaje de elementos críticos
Fuente: Vidrio Andino S.A.S y autor Sin embargo, la categoría CR.3 al tener un 46,6% de los inventarios es necesario tener un control de inventario casual, el cual permite conocer las existencias precisas para reducir los costos ya que son la mayor parte de repuestos de la planta.
Ilustración 27. Pareto de la clasificación de los elementos del área modelo
Fuente: Vidrio Andino S.A.S y autor
28%
25%
47%
% de Elemnto Criticos
CR.1
CR.2
CR.3
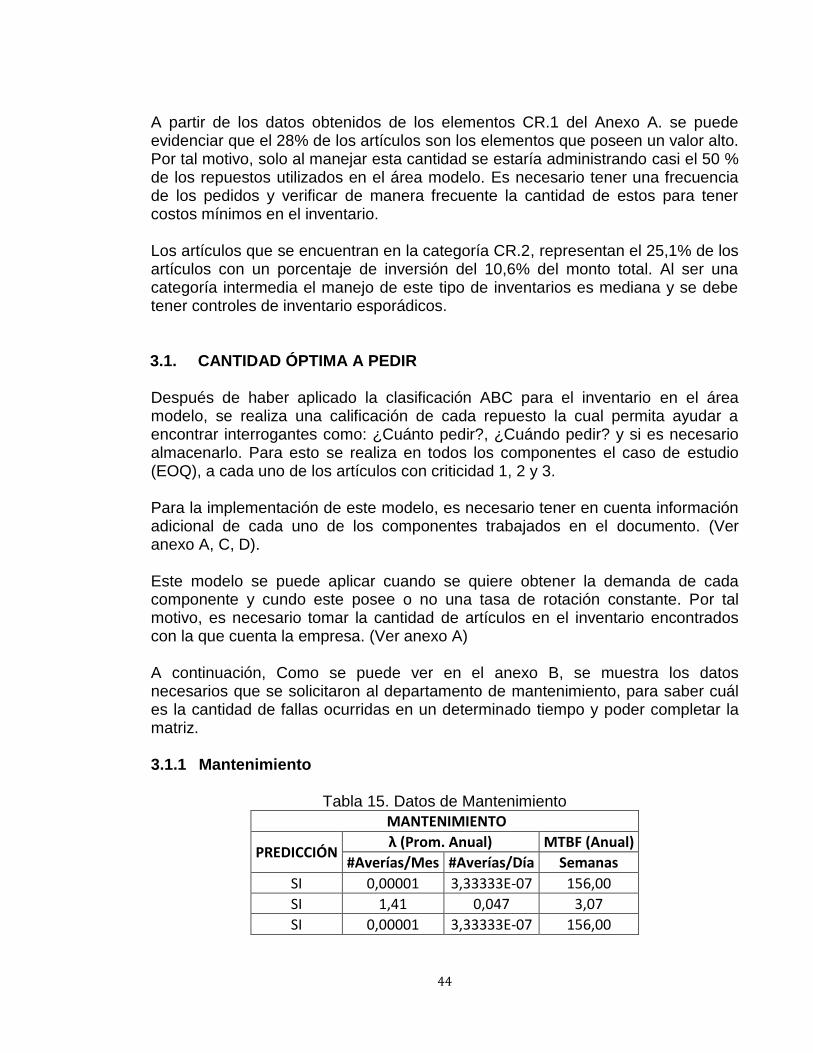
44
A partir de los datos obtenidos de los elementos CR.1 del Anexo A. se puede evidenciar que el 28% de los artículos son los elementos que poseen un valor alto. Por tal motivo, solo al manejar esta cantidad se estaría administrando casi el 50 % de los repuestos utilizados en el área modelo. Es necesario tener una frecuencia de los pedidos y verificar de manera frecuente la cantidad de estos para tener costos mínimos en el inventario. Los artículos que se encuentran en la categoría CR.2, representan el 25,1% de los artículos con un porcentaje de inversión del 10,6% del monto total. Al ser una categoría intermedia el manejo de este tipo de inventarios es mediana y se debe tener controles de inventario esporádicos. 3.1. CANTIDAD ÓPTIMA A PEDIR Después de haber aplicado la clasificación ABC para el inventario en el área modelo, se realiza una calificación de cada repuesto la cual permita ayudar a encontrar interrogantes como: ¿Cuánto pedir?, ¿Cuándo pedir? y si es necesario almacenarlo. Para esto se realiza en todos los componentes el caso de estudio (EOQ), a cada uno de los artículos con criticidad 1, 2 y 3. Para la implementación de este modelo, es necesario tener en cuenta información adicional de cada uno de los componentes trabajados en el documento. (Ver anexo A, C, D). Este modelo se puede aplicar cuando se quiere obtener la demanda de cada componente y cundo este posee o no una tasa de rotación constante. Por tal motivo, es necesario tomar la cantidad de artículos en el inventario encontrados con la que cuenta la empresa. (Ver anexo A) A continuación, Como se puede ver en el anexo B, se muestra los datos necesarios que se solicitaron al departamento de mantenimiento, para saber cuál es la cantidad de fallas ocurridas en un determinado tiempo y poder completar la matriz. 3.1.1 Mantenimiento
Tabla 15. Datos de Mantenimiento
MANTENIMIENTO
PREDICCIÓN λ (Prom. Anual) MTBF (Anual)
#Averías/Mes #Averías/Día Semanas
SI 0,00001 3,33333E-07 156,00
SI 1,41 0,047 3,07
SI 0,00001 3,33333E-07 156,00

45
NO 0,33333 0,011111 13,00
SI 0,00001 3,33333E-07 156,00
SI 0,16666 0,005555333 26,00
NO 0,00001 3,33333E-07 156,00 Fuente: Vidrio Andino S.A.S y autor Predicción: En este ítem ya que un elementó que puede fallar en cualquier
momento, es necesario reunirse con el ingeniero a cargo de cada una de las zonas para debatir si elemento mecánico, eléctricos o neumático, pueden evidenciar o generar pruebas como: termografía, tintas, radiografía etc. para la detección de problemas o irregularidades de los elementos antes de que estos fallen.
# Averías/Mes: En este ítem por medio de bases de datos entregados por el departamento de mantenimiento, se genera un registro de la cantidad de fallas ocurren en el mes de cada uno de los elementos.
# Averías/Día: En este ítem con la cantidad de averías del mes se obtiene la cantidad de fallas por día para después ser usada en la matriz en la obtención de datos.
Tiempo entre fallas (MTBF): Por medio de este valor, se genera el cálculo del tiempo que transcurre entre que se genera una falla u otra.
=(
( )
3.1.2 Abastecimiento A continuación, se procede a realizar los caculos de la cantidad económica de cada uno de los repuestos, para que con la ayuda de estos datos se pueda completar la matriz y obtener los datos finales. (Ver anexo C)
Tabla 16. Tabla de Costos
ABASTECIMIENTO
ABASTECIMIENTO LEAD TIME COSTO
(SEMANAS) (MESES) € / UNIDAD € TOTAL $ COP / UNIDAD $ COP TOTAL
NACIONAL 13 3,214285714 7.626,74 38.133,68 2.671.548 13.357.740,00
NACIONAL 3 0,714285714 670,07 8.040,84 234.717 2.816.604,00
NACIONAL 3 0,75 755,09 5.285,66 264.500 1.851.500,00
NACIONAL 8 2,035714286 297,41 29,74 104.180 10.418,00
NACIONAL 13 3,214285714 148,55 2.822,50 52.036 988.684,00
NACIONAL 7 1,857142857 1.971,70 3.943,41 690.663 1.381.326,00
NACIONAL 3 0,857142857 2.219,46 4.438,93 777.450 1.554.900,00
Fuente: Vidrio Andino S.A.S y autor

46
Los datos históricos registrados sobre cada artículo, es información obtenida en un periodo de 12 meses. Abastecimiento: Categoriza el producto para saber de dónde proviene el
elementó si es nacional o importado. Lead time: Es el tiempo que puede transcurrir desde que se pido el elemento
hasta llegar a la empresa para su uso o almacenamiento en el almacén. Costo: El precio de cada elemento por unidad.
3.1.3 Evaluación de almacenamiento Mediante la evaluación de almacenamiento se obtiene la cantidad de piezas óptimas por componente en el almacén general, dependiendo de su uso frecuente en la planta y producción en los procesos de mantenimiento correctivo o preventivo del área modelo. Por tal motivo, se generó un listado de la evaluación de almacenamiento la cual ayuda a cálculo del nivel óptimo de cada uno de los repuestos como se puede ver en el anexo D.
Tabla 17. Evaluación de almacenamiento
EVALUACIÓN ALMACENAMIENTO
CR.2 - SI - NACIONAL - FALSO
CR.2 - SI - NACIONAL - FALSO
CR.3 - SI - NACIONAL - FALSO
CR.2 - NO - NACIONAL - FALSO
CR.2 - SI - NACIONAL - FALSO
CR.1 - SI - NACIONAL - FALSO
CR.1 - NO - NACIONAL - FALSO
Fuente: Vidrio Andino S.A.S y autor Por medio de esta evaluación de almacenamiento se revisa cada uno de los ítems, que se completaron con anticipación y se genera un consolidado de la información, la cual logra una identificación completa de componente ser comparada con la tabla de verdad (Ver tabla 18).
Tabla 18. Tabla de Verdad
RESULTADO ESTADO
CR.1 - SI - IMPORTACIÓN - VERDADERO Almacenable
CR.1 - SI - IMPORTACIÓN - FALSO Almacenable
CR.1 - SI - NACIONAL - VERDADERO Almacenable
CR.1 - SI - NACIONAL - FALSO Almacenable
CR.1 - NO - IMPORTACIÓN - VERDADERO Almacenable
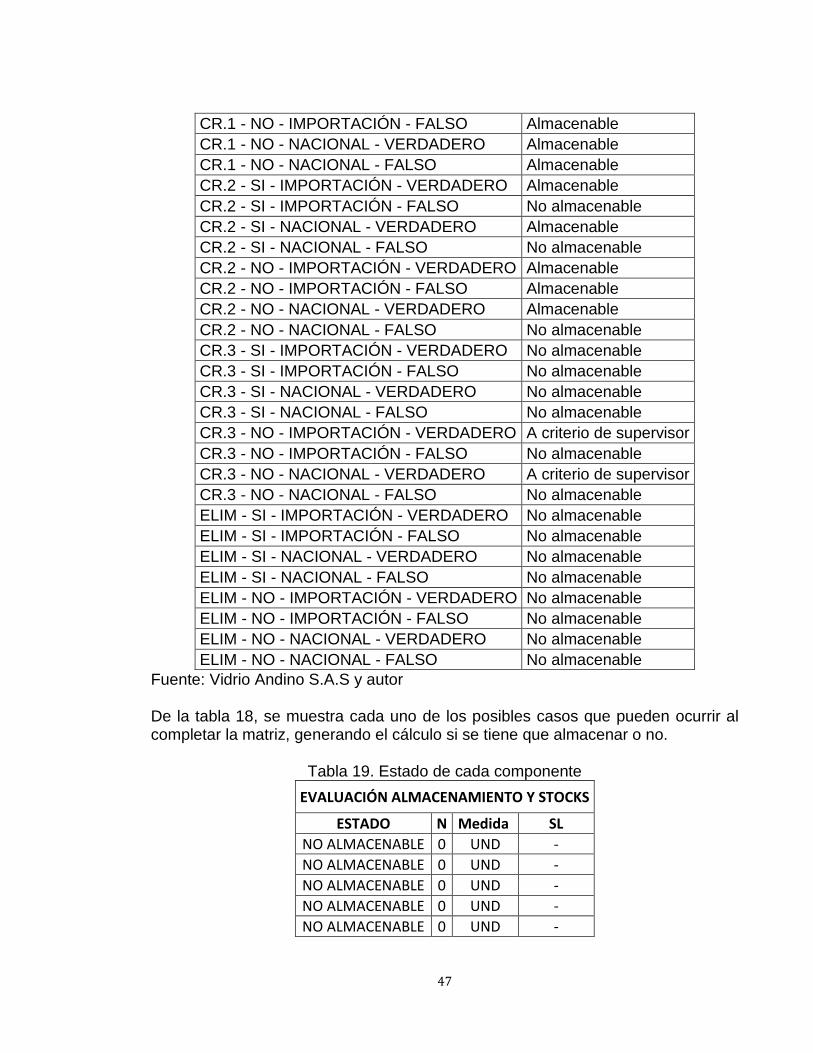
47
CR.1 - NO - IMPORTACIÓN - FALSO Almacenable
CR.1 - NO - NACIONAL - VERDADERO Almacenable
CR.1 - NO - NACIONAL - FALSO Almacenable
CR.2 - SI - IMPORTACIÓN - VERDADERO Almacenable
CR.2 - SI - IMPORTACIÓN - FALSO No almacenable
CR.2 - SI - NACIONAL - VERDADERO Almacenable
CR.2 - SI - NACIONAL - FALSO No almacenable
CR.2 - NO - IMPORTACIÓN - VERDADERO Almacenable
CR.2 - NO - IMPORTACIÓN - FALSO Almacenable
CR.2 - NO - NACIONAL - VERDADERO Almacenable
CR.2 - NO - NACIONAL - FALSO No almacenable
CR.3 - SI - IMPORTACIÓN - VERDADERO No almacenable
CR.3 - SI - IMPORTACIÓN - FALSO No almacenable
CR.3 - SI - NACIONAL - VERDADERO No almacenable
CR.3 - SI - NACIONAL - FALSO No almacenable
CR.3 - NO - IMPORTACIÓN - VERDADERO A criterio de supervisor
CR.3 - NO - IMPORTACIÓN - FALSO No almacenable
CR.3 - NO - NACIONAL - VERDADERO A criterio de supervisor
CR.3 - NO - NACIONAL - FALSO No almacenable
ELIM - SI - IMPORTACIÓN - VERDADERO No almacenable
ELIM - SI - IMPORTACIÓN - FALSO No almacenable
ELIM - SI - NACIONAL - VERDADERO No almacenable
ELIM - SI - NACIONAL - FALSO No almacenable
ELIM - NO - IMPORTACIÓN - VERDADERO No almacenable
ELIM - NO - IMPORTACIÓN - FALSO No almacenable
ELIM - NO - NACIONAL - VERDADERO No almacenable
ELIM - NO - NACIONAL - FALSO No almacenable
Fuente: Vidrio Andino S.A.S y autor De la tabla 18, se muestra cada uno de los posibles casos que pueden ocurrir al completar la matriz, generando el cálculo si se tiene que almacenar o no.
Tabla 19. Estado de cada componente
EVALUACIÓN ALMACENAMIENTO Y STOCKS
ESTADO N Medida SL
NO ALMACENABLE 0 UND -
NO ALMACENABLE 0 UND -
NO ALMACENABLE 0 UND -
NO ALMACENABLE 0 UND -
NO ALMACENABLE 0 UND -

48
ALMACENABLE 1 UND 100,000%
ALMACENABLE 1 UND 100,000% Fuente: Vidrio Andino S.A.S y autor Después de haber aplicado la comparación de la tabla de verdad esta, muestra si el componente es necesario tenerlo en el almacén dependiendo de cómo se haya completado la matriz. Al terminar de comparar la matriz puede arrojar tres variables que son: 1) No almacenable, Almacenable y Criterio de supervisor, lo cual ayuda a saber cuáles de los componentes utilizados son necesarios tener en el almacén de general. (Ver tabla 19) A continuación, se genera el listado de las cantidades óptimas de cada componente como se puede observar en la tabla 20, se puede especificar la cantidad de componentes para un servicio óptimo y un porcentaje de operación denominado (SL). Cada uno de estos datos es obtenido por medio de una matriz la cual genera una sumatoria de datos, dando un porcentaje dependiendo de la cantidad de repuestos en el almacén, contrastado con la cantidad óptima. (Ver anexo D)
Tabla 20. Matriz de porcentajes
Código
660001486 - RODILLO CON EJE D.40 & 15 ANILLOS EN CAUCHO D.145/108 L=3800
660002367 - MT.5_PIÑON HEL NYLON MN3,5 Z17 B45°D D40
N 0 0
#Averías/día 2,77778E-08 0,003916667
Lead time 3,214285714 0,714285714
Cant. En sitio 5 12
SL N 100,00% 96,70%
0 99,999955% 96,698584%
1 0,000000% 0,000000%
2 0,000000% 0,000000%
Fuente: Vidrio Andino S.A.S y autor La cantidad y el porcentaje optimo del almacén es establecida por cada empresa ya que Vidrio Andino S.A.S en una planta productora 24 horas 7 días a la semana, el porcentaje estipulado para su operación en cada uno de los repuestos varía entre 99% o 100%. Ya definido el nivel el nivel servicio óptimo para la cantidad de repuestos manejados en el área modelo, se generó una tabla (Ver tabla 21) donde se detalla la cantidad de repuestos almacenados y no almacenados al momento de tomar las muestras en el almacén general. La cantidad de componentes almacenados son

49
222 repuestos que cuentan con una cantidad física existente, llegando a un costo de $585.902.891.
Tabla 21. Costos de componentes sin analizar
DESCRIPCIÓN EN SITIO/REPUESTO/2017 COSTOS / ALMACÉN
Almacenados 222 $ 585.902.891
A criterio de supervisor X X
No almacenados 29 $ 12.981.685
Total 251 $ 598.884.576
Fuente: Vidrio Andino S.A.S y autor Sin embargo, la planta cuenta con repuestos en exceso para que cuando surja una falla siempre exista stocks de cada una de las piezas. Con ayuda del analisis de criticidad y el calculo de la cantidad optima de los componetes, la tabla 22 muestra la cantidad de componentes que tienen que ser almacenados en el almacen general. El valor obtenido de la tabla 22 es de 85 componentes de los cuales tiene un costo de $206.753.947 mucho menor al visto en la tabla 22, ya que los conponentes se reducen en cantidad y almacenamiento, mediante la compracion de la cantidad de elmentos almacenados con y sin análisis, se obetine una reduccion del 34% en la cantidad de repuetos utilizados en el almacen general. La mayoria de repuestos utilizados no son necesarios tenerlos en stock generando un costo total de $207.109.936 .
Tabla 22. Costos de componentes mediante análisis
DESCRIPCIÓN EN SITIO/REPUESTO/2017 COSTOS / ALMACÉN
Almacenados 85 $ 206.753.947
A criterio de supervisor 7 $ 355.989
No almacenados 159 $ 209.042.814
Total 251 $ 416.152.750
Fuente: Vidrio Andino S.A.S y autor Otro aspecto importante para detallar de la tabla 22, son los componentes que son a criterio del supervisor como estos no tiene una criticidad tan alta ni su costo es tan elevado, el encargado puede definir qué tal indispensable es el componente y

50
si es necesario tenerlo almacenado aumentando o disminuyendo aún más los costos de almacenamiento Mediante la comparación de los costos de la tabla 21 y la tabla 22 de los repuestos analizados y sin análisis, se generó la reducción de un 14.39% de los costos manejados en el almacén. Dado que algunos componentes del área modelo que se tenían como repuestos ya no son necesarios como stock y la cantidad de cada repuesto disminuye simultáneamente.
Ilustración 28. Análisis de componentes
Fuente: Vidrio Andino S.A.S y autor La diferencia de costos entre los valores obtenidos de las cantidades en sitio y las cantidades optimas, se ve una diferencia de $379.148.944 solo en el área modelo reduciendo los costos y espacio para otras áreas de la empresa.
Ilustración 29. Cantidad en sitio vs Cantidad optima
Fuente: Vidrio Andino S.A.S y autor
85
159
7 ALMACENABLE
NO ALMACENABLE
A CRITERIO DELSUPERVISOR
0
10
20
30
40
50
60
1
13
25
37
49
61
73
85
97
10
9
12
1
13
3
14
5
15
7
16
9
18
1
19
3
20
5
21
7
22
9
24
1
CANT.EN SITIO
N

51
Por medio de la comparación vista en la ilustración 29, se puede confrontar de manera general las cantidades de cada componente al momento de tomar la muestra y mediante el análisis de cantidades óptimas, de tal manera, que se obtiene una reducción de más del 50% en las cantidades de cada pieza para mejorar el control y regular nuevos pedidos cuando estos sean necesarios. 3.2. COMPONENTES DE ROTACIÓN NORMAL La cantidad de piezas de rotación normal se genera solamente a los componentes que tienen un movimiento relativamente mediano o alto en el almacén general. Ya que tienen una constante demanda para un tipo de mantenimiento, sea correctivo o preventivo. Estas piezas al tener una gran demanda en la línea de producción, se implementan el método (EOQ) método en el cual anticipa el momento de solicitar una pieza y generar la orden de compra.
Ilustración 30. Prever el consumo
Fuente: Vidrio Andino S.A. Como se puede observar en la ilustración 31, por medio de la ecuación (EOQ) facilita la obtención de las cantidades óptimas permitiendo generar la orden de comprar por la cantidad necesaria. Por medio de este método permite calcular puntos de re orden facilitando la comprar de componentes con una alta rotación y permite prever cuando un componente está faltando.
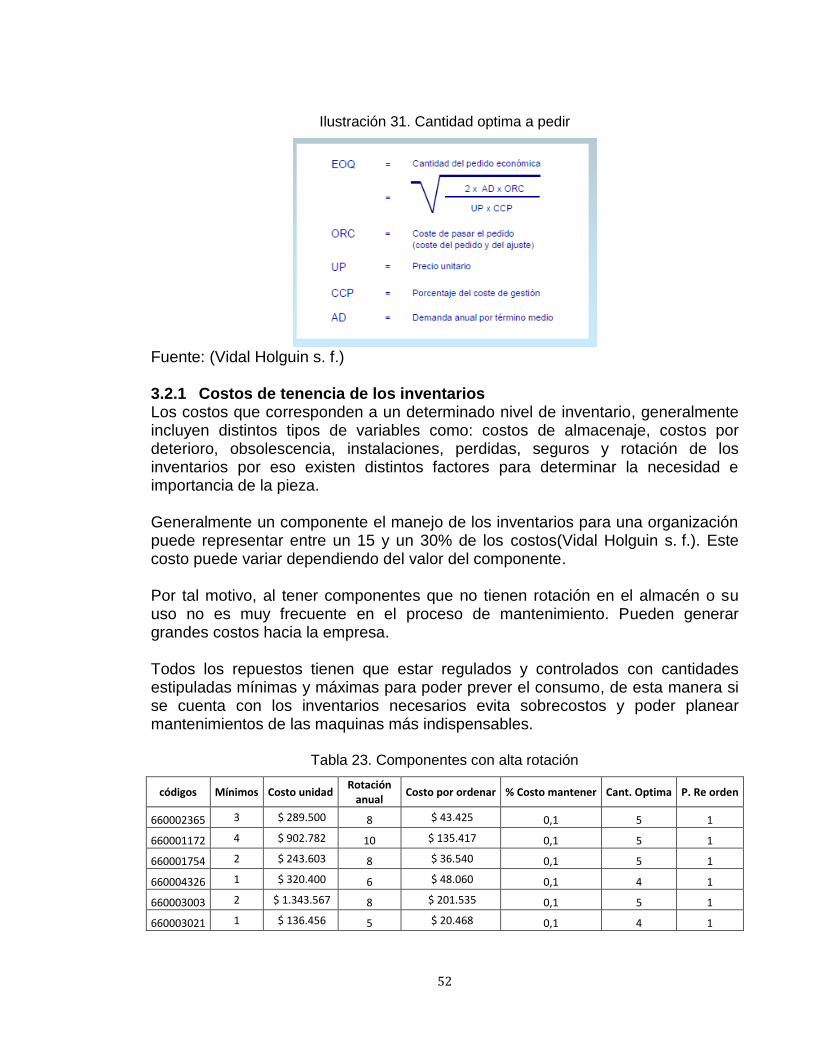
52
Ilustración 31. Cantidad optima a pedir
Fuente: (Vidal Holguin s. f.) 3.2.1 Costos de tenencia de los inventarios Los costos que corresponden a un determinado nivel de inventario, generalmente incluyen distintos tipos de variables como: costos de almacenaje, costos por deterioro, obsolescencia, instalaciones, perdidas, seguros y rotación de los inventarios por eso existen distintos factores para determinar la necesidad e importancia de la pieza. Generalmente un componente el manejo de los inventarios para una organización puede representar entre un 15 y un 30% de los costos(Vidal Holguin s. f.). Este costo puede variar dependiendo del valor del componente. Por tal motivo, al tener componentes que no tienen rotación en el almacén o su uso no es muy frecuente en el proceso de mantenimiento. Pueden generar grandes costos hacia la empresa. Todos los repuestos tienen que estar regulados y controlados con cantidades estipuladas mínimas y máximas para poder prever el consumo, de esta manera si se cuenta con los inventarios necesarios evita sobrecostos y poder planear mantenimientos de las maquinas más indispensables.
Tabla 23. Componentes con alta rotación
códigos Mínimos Costo unidad Rotación
anual Costo por ordenar % Costo mantener Cant. Optima P. Re orden
660002365 3 $ 289.500 8 $ 43.425 0,1 5 1
660001172 4 $ 902.782 10 $ 135.417 0,1 5 1
660001754 2 $ 243.603 8 $ 36.540 0,1 5 1
660004326 1 $ 320.400 6 $ 48.060 0,1 4 1
660003003 2 $ 1.343.567 8 $ 201.535 0,1 5 1
660003021 1 $ 136.456 5 $ 20.468 0,1 4 1

53
660002897 3 $ 5.350 7 $ 803 0,1 5 1
660006025 1 $ 2.678.542 5 $ 401.781 0,1 4 1
Fuente: Vidrio Andino S.A.S y autor Mediante los indicies de rotación de cada pieza (Ver tabla 23), los componentes que tienen más rotación en el almacén general son 8, de los cuales poseían una criticidad alta. Al tener una gran demanda como piezas de recambio, se generó el cálculo de las cantidades óptimas donde se especifica la cantidad máxima a pedir y la cantidad mínima para generar una nueva orden de compra. Como se evidencia en la tabla anterior los valores máximos oscilan entre 4-5 piezas y como mínimo 1 pieza, cuando las cantidades lleguen a estos valores toca generar una nueva orden de compra y volver a abastecer el inventario por pieza. 3.3. ORGANIZAR EL ALMACÉN Para la organización y distribución fisca del almacén, se centra en distintos factores como: mejorar, prevenir, y preservar los componentes almacenados. Los cuales ayudan a la optimización de los recursos almacenados, por tal motivo muchas de las veces al generar los despachos a los operarios de la plata, se produce pérdidas de tiempo y retrasos en los despachos. Durante la permanecía en la planta se manejó el método LAYOUT general, el cual era el encargado de la distribución física del almacén. En la ilustración 32 muestra el método manejado actualmente por la empresa.
Ilustración 32. Almacén general
Fuente: Vidrio Andino S.A.

54
Al momento de la toma de datos, se obtuvo que no hay una ubicación precisa de los repuestos de la planta dependiendo de su importancia. Una propuesta de mejora que se plantea de acuerdo a la clasificación ABC de los artículos manejados en el área modelo, es que de acuerdo a los datos obtenidos de criticidad (Ver anexo A) se tiene que especificar una zona cercana a los despachos del almacén con criticidad CR.1, ya que estos tienen un alto movimiento en el almacén. Asimismo, se plantea que se tiene que generar áreas cercanas a los equipos con alta demanda, de acuerdo a los componentes que tienen una alta rotación y así evitar desplazamientos largos dándole atención más oportuna a las fallas generadas en los equipos.
Ilustración 33. Etiquetas visuales
Fuente: Vidrio Andino S.A.S y autor Mediante los inconvenientes presentados en la planta, también se presenta la propuesta de identificación de cada pieza. Lo cual genera una reducción en desplazamientos y búsquedas innecesarias, mediante el etiquetado de cada componente analizado, donde permite identificar de manera rápida las piezas indispensables en el almacén y detallar si estas cuentan con stock o no. (Ver ilustración 33) 3.3.1 Controlar el tiempo requerido para encontrar una pieza Otra característica que tiene que ser tomada en cuenta es seguimiento de cada una de las piezas, controlando el tiempo requerido por cada operario para encontrar una pieza.

55
Ilustración 34. Ficha de seguimiento
Fuente: Vidrio Andino S.A. Por tal motivo, mediante herramientas para categorizar los procesos de almacenamiento, se genera una ficha de categorización la cual consiste en la búsqueda de cada componente en el almacén (Ver imagen 34). Lo cual permite conocer cuáles de los operarios tiene alto tiempos de busca y problemas para encontrar las piezas permitiendo generar controles o capacitaciones mejorando el proceso utilizado actualmente. Mediante estas propuestas que se han planteado para el control y organización de los repuestos, se espera que algunos puntos débiles recorridos largos, y encontrar la pieza correcta, sean solucionados para reducir costos y dificultades en la planta. 3.4. COSTOS ASOCIADOS AL PROYECTO UNA VEZ FINALIZADO A continuación, se presentan los costos generados durante la realización del proyecto en Vidrio Andino S.A.S, el siguiente capítulo muestra los costos que se generan en la implementación del proyecto. 3.4.1 Presupuesto de equipos, materiales y logística
Tabla 24. Presupuesto de equipos, materiales y logística
RECURSO DESCRIPCIÓN VALOR
UNITARIO CANTIDAD
VALOR TOTAL
FUENTE DE FINANCIACIÓN
Software Utilización de Microsoft
Excel y SAP ERP $ 45.000 /
día 15 días $ 675.000
Empresa
Papelería e insumos
Materiales de oficina, impresiones y fotocopiado
No aplica No aplica $ 150.000

56
Materiales, herramientas y equipo
Computador, cámara fotográfica
$ 20.000 / Día
No aplica $ 400.000
Transporte Traslados $ 8.000 / día 12 / días $960.000
Total recursos equipo, materiales y logística $2.185.000
Fuente: Vidrio Andino S.A.S y autor 3.4.2 Recurso humano Los costos del personal, esta sostenido sobre un valor mensual como se puede ver en la tabla 25. Estos gastos conllevan al pasante, los encargados de la empresa y el acompañamiento del director y codirector del proyecto.
Tabla 25. Presupuesto recurso humano
Nombre Título
profesional Cargo
Dedicación (horas/mes)
Total horas Costo total
Clímaco León Ingeniero industrial
Gerente de mantenimiento Vidrio Andino
4 24 $ 850.000
Juan Carlos Gómez
Ingeniero industrial
Supervisor de mantenimiento Vidrio Andino
8 32 $ 750.000
Santiago Buitrago Estudiante de pregrado
Pasante 64 256 $ 1.000.000
José Libardo Ingeniero mecánico
Docente tiempo completo USTA
8 32 $ 560.000
Jairo Murcia Ingeniero industrial
Codirector USTA
8 32 $ 672.000
Total recurso humano $3.832.000
Fuente: Vidrio Andino S.A.S y autor 3.4.3 Costo total El costo total de los recursos utilizados en la realización del proyecto se determina, mediante el tiempo utilizado en la pasantía como se muestra en la tabla 26.
Tabla 26. Presupuesto total
CONCEPTO TOTAL
Equipo, herramientas y logística $ 2.185.000
Recurso humano $ 3.832.000
Imprevistos $ 500.000
Total presupuesto $ 6.51700
Fuente: Vidrio Andino S.A.S y autor

57
4. CONCLUSIONES
A partir de las actividades realizadas y resultados obtenidos durante a práctica, se formulan las siguientes conclusiones: La gestión de inventarios es una herramienta que permite la clasificación de
inventarios, haciendo más eficiente en el manejo de los repuestos. Con la implementación de la metodología ABC se logró una reducción del 62% de los inventarios manejados hasta ese momento.
La aplicación de ABC permitió establecer que las cantidades necesarias en stock, son inferiores al 50% de la cantidad manejada hasta ese momento.
La clasificación de repuestos basada en ABC, permitió la reducción de costos de almacenamiento, en un 14.39% respectivamente.
En el proceso de identificación de los repuestos del área de apilado, se observó que la mayoría de los repuestos no se encontraban debidamente identificados ocasionando retrasos en la aplicación de ABC y en las operaciones normales de mantenimiento. Fue necesario realizar a través del Departamento de Inventarios la creación de códigos de identificación de estos componentes.
El sustituir el método de trabajo empírico por un método cuantitativo, mejora los impactos de desempeño, los procesos he impactos en un 50% para tener un mejor nivel de servicio al cliente.

58
5. RECOMENDACIONES
Se recomienda: Tener un seguimiento anual a cada una de las piezas y equipos manejados el
almacén general, así manteniendo los componentes indicados evitando duplicidad de códigos o cambio de proveedores.
Llevar un registro actualizado de la demanda de las piezas para conservar el nivel de existencias necesarias en el almacén general.
Realizar capacitaciones al personal de la planta para optimizar los procesos de salidas y entradas de los repuestos utilizados para su mantenimiento.
Establecer controles de inventario anuales respecto a su clasificación ABC, con el propósito de hacer ajustes en cantidades óptimas y priorización de los productos al modelo aplicado.
Establecer paradas programadas con el área de mantenimiento, para saber cuánto y cuando pedir repuestos con una alta rotación.
Generar zonas de almacenamiento cercanas a los equipos de apilado, con los
repuestos más críticos y utilizados para la reducción de desplazamientos innecesarios hacia el almacén.
Lograr una vinculación del tema tratado en este trabajo con la herramienta SAP, para la priorización de inventarios y vincularlos para la obtención de información más accesible y a la mano de cada encargado.

59
6. BIBLIOGRAFÍA
Anaya Tejero Julio Juan, (2007), Logística Integral La Gestión Operativa De La
Empresa, Pozuelo De Alarcón (MADRID), Esic Editorial. Anaya Tejero Julio Juan, (2008), Almacenes Análisis, Diseño y Organización,
Madrid, Esic Editorial. Chen, J.-X. (2011). Peer-estimation for multiple criteria ABC inventory
classification. Computers & Operations Research, 1784-1791. Chevreux, L. (2010). A little of Everything can go a Long Way. CSCMP Supply
Chain Quarterly. Correa, A. and Gómez, R., Tecnologías de la información en la cadena de
suministro, DYNA, 76 (157), pp. 37-8, 2009. Vidal, C. J. (2010). Fundamentos de control y gestión de inventarios. Santiago de Cali: Universidad del Valle.
Eduardo, Gutiérrez-González, Panteleeva Olga Vladimirovna, Hurtado-Ortiz Moisés Fernando, y González-Navarrete Carlos. 2013. «Aplicación de un modelo de inventario con revisión periódica para la fabricación de transformadores de distribución**Citación estilo Chicago Gutiérrez-González, Eduardo, Panteleeva Olga Vladimirovna, Moisés Fernando Hurtado-Ortiz, Carlos González-Navarret.» Ingeniería, Investigación y Tecnología 14(4):537-51.
Elena, Cortes Hurtado y Morales Bejarano Leidy. 2012. «Diseño de un sistema de control de inventarios de repuestos criticos en una empres manufacturera de la ciudad de cali». Universidad del valle.
Escudero Serrano, Maria José. 2009. Gestión De Aprovisionamiento. Paraninfo.
Everett e. Adam, Ronald J Ebert, (1989), Administración De La Producción Y Las Operaciones: Conceptos, Modelos Y Funcionamiento, Prentice Hall.
Ferrin Gutiérrez A. (2007), Gestión de Stock en la Logística de Almacenes, Madrid: Editorial FC editorial.
García Sabater José Pedro, Cardos Carboneras Manuel, Albarracín Guillem José Miguel, García Sabater Julio Juan, (2004), Gestión De Stocks De Demanda Independiente, Valencia, Editorial Universidad Politécnica De Valencia.
Gonzales Arrienta, Jhonata &. y Fabio Alirio Guerrero Portillo. 2013. «Propuesta de mejora del proceso de gestion de inventario y Gestión del almacén para la empresa FB Soluciones y servicios S.A.S.» 53:1689-99. Recuperado 24 de septiembre de 2017.
González García Manuel, Guerra Barrios José Miguel Y Montes Gómez Andrés, (2006), Gestión De Aprovisionamiento, Madrid, Ediciones Akal S.A.
Gutiérrez, Valentina y Diana Patricia Jaramillo. 2009. «Reseña del Software Disponible en Colombia Para la Gestión de Inventarios en Cadenas de Abastecimiento.» Estudios Gerenciales 25(110):125-53.
Heizer, Jay Y Render, Barry, (2004), Principios De Administración De Operaciones, México, Pearson Educación.

60
Heredia Viveros Nohora Ligia, (2007), Gerencia De Compras La Nueva Estrategia Competitiva, Bogotá, Ecoe Ediciones.
Izar Landeta, Juan Manuel, Carmen Berenice Ynzunza Cortés, y Orlando Guarneros García. 2016. «Variabilidad de la demanda del tiempo de entrega, existencias de seguridad y costo del inventario.» Contaduria y Administracion 61(3):499-513.
Izar-Landeta, Juan Manuel, Carmen Berenice Ynzunza-Cortés, Arturo Castillo-Ramírez, y Raúl Hernández-Molinar. 2016. «Estudio comparativo del impacto de la media y varianza del tiempo de entrega y de la demanda en el costo del inventario.» Ingeniería, Investigación y Tecnología 17(3):371-81.
Lung Ng, W. (2007). A simple classifier for multiple criteria ABC analysis. European Journal of Operational Research, 344-353.
Mercado Salvador H, (2004), Mercadotecnia Programada, México Df, Editorial Limusa.
Miguez Pérez Mónica Y Bastos Boubeta Ana Isabel, (2006), Introducción A La Gestión De Stocks. El Proceso De Control, Valoración Y Gestión De Stocks, Vigo, Ideas propias Editorial, S.L.
Monks Joseph G, (1997), Administración De Operaciones, México, Mc Graw Hilll.
Moya Navarro Marcos Javier, (1999), Investigación De Operaciones, San José De Costa Rica, Universidad Estatal A Distancia.
Müller, M. (2004). Fundamentos De Administración De Inventarios: Editorial Grupo Editorial Norma, Bogotá.
Pau, C. J. y Navascués, G. R. (2001). Manual de logística integral. Madrid: Díaz de Santos
Pérez Torres Vanesa Carolina, (2007), Calidad Total En La Atención Al Cliente, España Editorial Ideas Propias.
Pinçe, Ç. & Dekker, R. (2011). An inventory model for slow moving items subject to obsolescence. European Journal of Operational Research, 83-95.
Render Barry, E Hanna Michael, M Stair Ralph, Jr. (2006), Métodos Cuantitativos Para Los Negocios, México, Pearson Prentice Hall.
Serrano, L. A. (2012). Implementación de un sistema de gestión del mantenimiento en los equipos de la planta pastificio chimborazo. Ecuador: Escuela superior politécnica de Chimborazo.
SIPPER, D. & R.L. BULFIN Jr. (1998). Planeación y control de la producción. McGraw-Hill, México.
Welsch, Glenn A Y Cole, (2005). Presupuesto Planificación Y Control, México, Pearson Prentice Hall.
Wild, T. (1997). Best practice in inventory management. New york: John Wiley & Sons

61
Anexo A Matriz de criticidad
REPUESTO ANÁLISIS SAP 1. OPERACIONAL
# TIPO CANT.
EN SITIO COD SAP DESCRIPCIÓN SAP3 1.1 1.2 1.3 1.4 1.5 1.6 1.7 TIPO4 %
1 MECÁNICO 5 UND 660001486 RODILLO CON EJE D.40 & 15 ANILLOS EN CAUCHO D.145/108 L=3800 1 1 0 0 0 1
1 CR.2 - 45,0%
2 MECÁNICO 12 UND 660002367 MT.5_PIÑON HEL NYLON MN3,5 Z17 B45°D D40 1 1 0 0 0 1 1 CR.2 - 45,0%
3 MECÁNICO 7 UND 660002368 MT.5_PIÑON HEL ACERO MN3,5 Z17 B45°D D40 0 1 0 0 0 1 0 CR.3 - 14,0%
4 MECÁNICO 0,1 UND 660001765 MT.5_BUJE TAPER-LOCK 2012 D.40 1 1 0 0 0 1 1 CR.2 - 45,0%
5 MECÁNICO 19 UND 660002163 MT.5_BUJE FIJSIT-LOCK N°9D40X52L=10/24,5 1 1 0 0 0 1 1 CR.2 - 45,0%
6 MECÁNICO 2 UND 660001399 CORREA SINCRONICA 1190-14M-50 2 1 1 0 0 1 0 CR.1 - 74,0%
7 MECÁNICO 2 UND 660002208 MT.5_ACOPLE ROTEX 38-GG-98 D.40/40 1A/1A 2 2 1 0 0 1 0 CR.1 - 82,0%
8 MECÁNICO 1 UND 660004352 MT.5_MOT.SEW R77-DRE132S4-THES7A 1:14,05 2 1 1 0 0 1 0 CR.1 - 74,0%
9 MECÁNICO 2 UND 660001756 MT.5_POLEA SINCR. HTD B28-14M55F TL-2012 1 1 0 0 0 1 1 CR.2 - 45,0%
10 MECÁNICO 4 UND 660000934 CHUMACERA SY 40 TF SKF 1 1 0 0 0 1 1 CR.2 - 45,0%
11 MECÁNICO 1 UND 660001752 POLEA DENTADA CON CUÑERO P=5X15 Z=40 ID.20 1 1 1 0 0 0 0 CR.3 - 43,0%
12 MECÁNICO 3 UND 660001472 CORREA SINCRONICA RPP P=5X15 890-RPP-5M15 DAYCO 1 1 1 0 0 0 0 CR.3 - 43,0%
13 MECÁNICO 7 UND 660002223 RODAMIENTO DE BOLAS ISO-15 N°6002-2RSH D.15X32X9 1 1 0 0 0 0 0 CR.3 - 33,0%
14 MECÁNICO 1 UND 660003717 JUNTA FLEXIBLE HELI-CAL WAC-25-10/6 D.25 L=30 ALUM. 0 1 0 0 0 1 0 CR.3 - 14,0%
15 MECÁNICO 0,1 UND 660002162 MT.5_BUJE FIJ.ART.1500C D.40X50L=10/24,5 1 1 0 0 0 1 1 CR.2 - 45,0%
16 MECÁNICO 14 UND 660002365 MT.5_PIÑON CON NYLON R=1:1 M5 Z=20 D.40 1 1 0 0 0 1 1 CR.2 - 45,0%
17 MECÁNICO 0,1 UND 660002366 MT.5_PIÑON CON ACERO R=1:1 M5 Z=20 D.40 1 1 0 0 0 1 1 CR.2 - 45,0%
18 MECÁNICO 1 UND 660001484 RODILLO BOTTERO G455-32-55 L=4633MM 1 1 0 0 0 1 1 CR.2 - 45,0%
19 MECÁNICO 1 UND 660001764 MT.5_BUJE TAPER-LOCK 2012 D.35 1 1 0 0 0 1 1 CR.2 - 45,0%
20 MECÁNICO 13 UND 660001172 CORREA SINCRON 966-14MGT-40 2 1 1 0 0 1 0 CR.1 - 74,0%
Fuente: Vidrio Andino S.A.S y autor
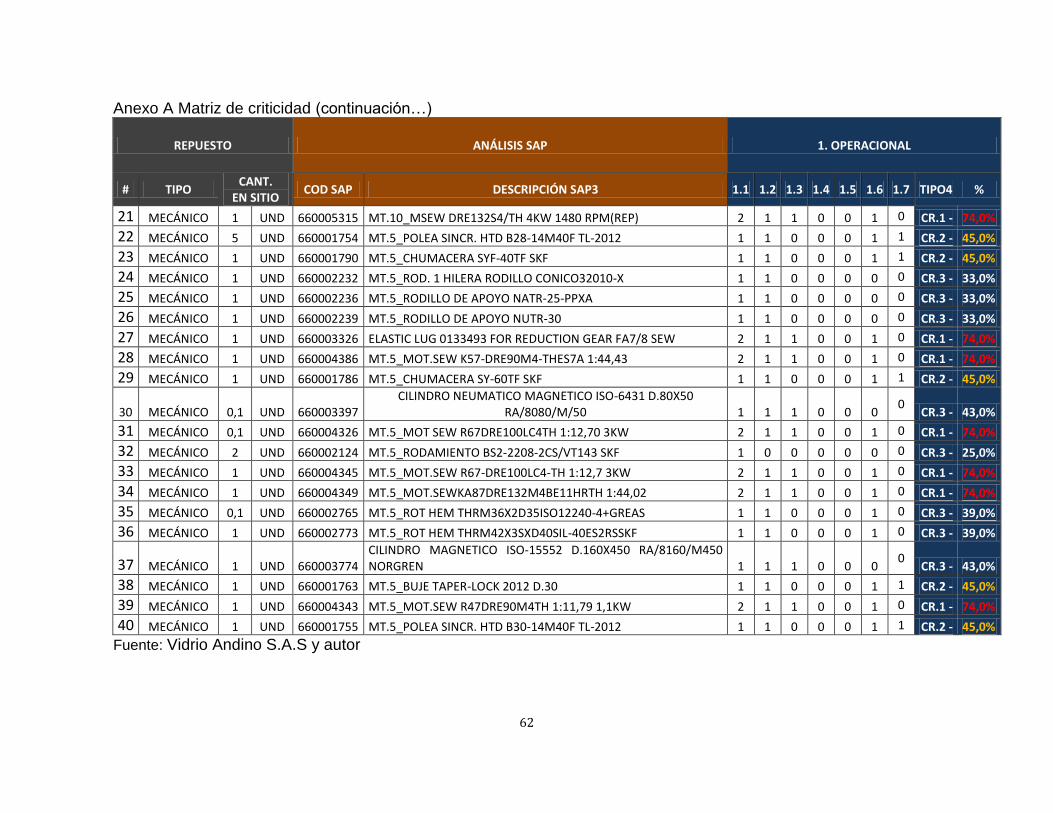
62
Anexo A Matriz de criticidad (continuación…)
REPUESTO ANÁLISIS SAP 1. OPERACIONAL
# TIPO CANT.
EN SITIO COD SAP DESCRIPCIÓN SAP3 1.1 1.2 1.3 1.4 1.5 1.6 1.7 TIPO4 %
21 MECÁNICO 1 UND 660005315 MT.10_MSEW DRE132S4/TH 4KW 1480 RPM(REP) 2 1 1 0 0 1 0 CR.1 - 74,0%
22 MECÁNICO 5 UND 660001754 MT.5_POLEA SINCR. HTD B28-14M40F TL-2012 1 1 0 0 0 1 1 CR.2 - 45,0%
23 MECÁNICO 1 UND 660001790 MT.5_CHUMACERA SYF-40TF SKF 1 1 0 0 0 1 1 CR.2 - 45,0%
24 MECÁNICO 1 UND 660002232 MT.5_ROD. 1 HILERA RODILLO CONICO32010-X 1 1 0 0 0 0 0 CR.3 - 33,0%
25 MECÁNICO 1 UND 660002236 MT.5_RODILLO DE APOYO NATR-25-PPXA 1 1 0 0 0 0 0 CR.3 - 33,0%
26 MECÁNICO 1 UND 660002239 MT.5_RODILLO DE APOYO NUTR-30 1 1 0 0 0 0 0 CR.3 - 33,0%
27 MECÁNICO 1 UND 660003326 ELASTIC LUG 0133493 FOR REDUCTION GEAR FA7/8 SEW 2 1 1 0 0 1 0 CR.1 - 74,0%
28 MECÁNICO 1 UND 660004386 MT.5_MOT.SEW K57-DRE90M4-THES7A 1:44,43 2 1 1 0 0 1 0 CR.1 - 74,0%
29 MECÁNICO 1 UND 660001786 MT.5_CHUMACERA SY-60TF SKF 1 1 0 0 0 1 1 CR.2 - 45,0%
30 MECÁNICO 0,1 UND 660003397 CILINDRO NEUMATICO MAGNETICO ISO-6431 D.80X50
RA/8080/M/50 1 1 1 0 0 0 0
CR.3 - 43,0%
31 MECÁNICO 0,1 UND 660004326 MT.5_MOT SEW R67DRE100LC4TH 1:12,70 3KW 2 1 1 0 0 1 0 CR.1 - 74,0%
32 MECÁNICO 2 UND 660002124 MT.5_RODAMIENTO BS2-2208-2CS/VT143 SKF 1 0 0 0 0 0 0 CR.3 - 25,0%
33 MECÁNICO 1 UND 660004345 MT.5_MOT.SEW R67-DRE100LC4-TH 1:12,7 3KW 2 1 1 0 0 1 0 CR.1 - 74,0%
34 MECÁNICO 1 UND 660004349 MT.5_MOT.SEWKA87DRE132M4BE11HRTH 1:44,02 2 1 1 0 0 1 0 CR.1 - 74,0%
35 MECÁNICO 0,1 UND 660002765 MT.5_ROT HEM THRM36X2D35ISO12240-4+GREAS 1 1 0 0 0 1 0 CR.3 - 39,0%
36 MECÁNICO 1 UND 660002773 MT.5_ROT HEM THRM42X3SXD40SIL-40ES2RSSKF 1 1 0 0 0 1 0 CR.3 - 39,0%
37 MECÁNICO 1 UND 660003774 CILINDRO MAGNETICO ISO-15552 D.160X450 RA/8160/M450 NORGREN 1 1 1 0 0 0
0 CR.3 - 43,0%
38 MECÁNICO 1 UND 660001763 MT.5_BUJE TAPER-LOCK 2012 D.30 1 1 0 0 0 1 1 CR.2 - 45,0%
39 MECÁNICO 1 UND 660004343 MT.5_MOT.SEW R47DRE90M4TH 1:11,79 1,1KW 2 1 1 0 0 1 0 CR.1 - 74,0%
40 MECÁNICO 1 UND 660001755 MT.5_POLEA SINCR. HTD B30-14M40F TL-2012 1 1 0 0 0 1 1 CR.2 - 45,0%
Fuente: Vidrio Andino S.A.S y autor
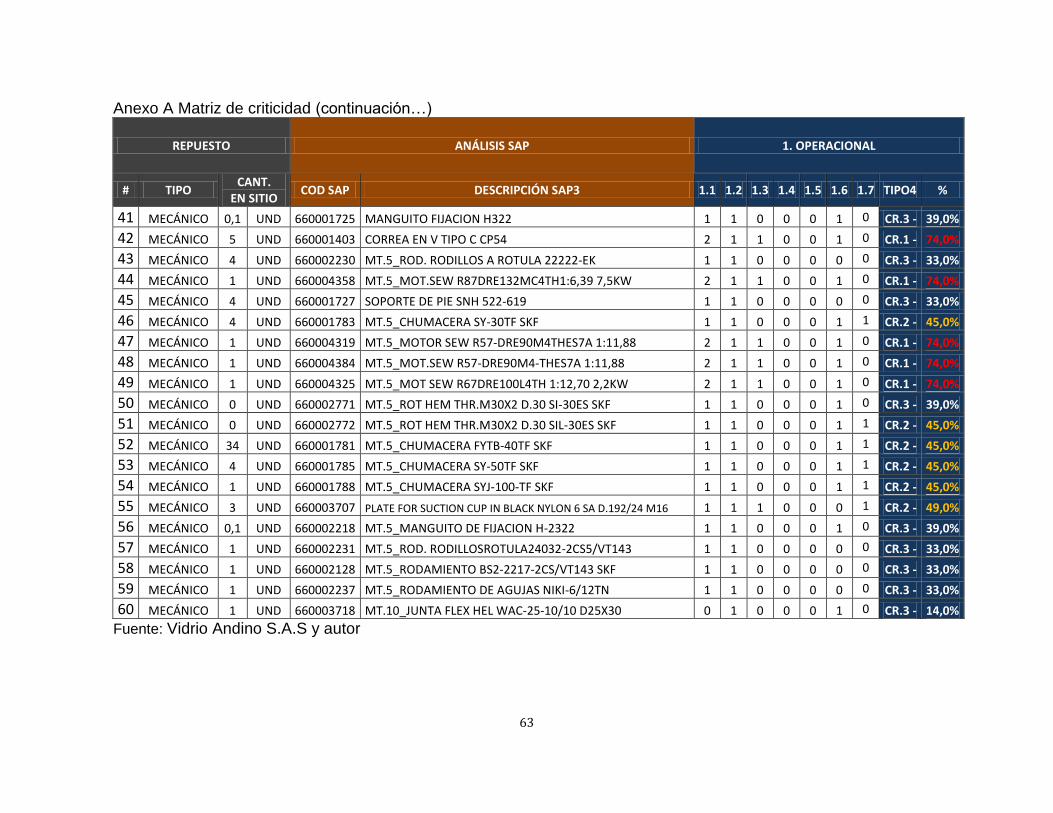
63
Anexo A Matriz de criticidad (continuación…)
REPUESTO ANÁLISIS SAP 1. OPERACIONAL
# TIPO CANT.
EN SITIO COD SAP DESCRIPCIÓN SAP3 1.1 1.2 1.3 1.4 1.5 1.6 1.7 TIPO4 %
41 MECÁNICO 0,1 UND 660001725 MANGUITO FIJACION H322 1 1 0 0 0 1 0 CR.3 - 39,0%
42 MECÁNICO 5 UND 660001403 CORREA EN V TIPO C CP54 2 1 1 0 0 1 0 CR.1 - 74,0%
43 MECÁNICO 4 UND 660002230 MT.5_ROD. RODILLOS A ROTULA 22222-EK 1 1 0 0 0 0 0 CR.3 - 33,0%
44 MECÁNICO 1 UND 660004358 MT.5_MOT.SEW R87DRE132MC4TH1:6,39 7,5KW 2 1 1 0 0 1 0 CR.1 - 74,0%
45 MECÁNICO 4 UND 660001727 SOPORTE DE PIE SNH 522-619 1 1 0 0 0 0 0 CR.3 - 33,0%
46 MECÁNICO 4 UND 660001783 MT.5_CHUMACERA SY-30TF SKF 1 1 0 0 0 1 1 CR.2 - 45,0%
47 MECÁNICO 1 UND 660004319 MT.5_MOTOR SEW R57-DRE90M4THES7A 1:11,88 2 1 1 0 0 1 0 CR.1 - 74,0%
48 MECÁNICO 1 UND 660004384 MT.5_MOT.SEW R57-DRE90M4-THES7A 1:11,88 2 1 1 0 0 1 0 CR.1 - 74,0%
49 MECÁNICO 1 UND 660004325 MT.5_MOT SEW R67DRE100L4TH 1:12,70 2,2KW 2 1 1 0 0 1 0 CR.1 - 74,0%
50 MECÁNICO 0 UND 660002771 MT.5_ROT HEM THR.M30X2 D.30 SI-30ES SKF 1 1 0 0 0 1 0 CR.3 - 39,0%
51 MECÁNICO 0 UND 660002772 MT.5_ROT HEM THR.M30X2 D.30 SIL-30ES SKF 1 1 0 0 0 1 1 CR.2 - 45,0%
52 MECÁNICO 34 UND 660001781 MT.5_CHUMACERA FYTB-40TF SKF 1 1 0 0 0 1 1 CR.2 - 45,0%
53 MECÁNICO 4 UND 660001785 MT.5_CHUMACERA SY-50TF SKF 1 1 0 0 0 1 1 CR.2 - 45,0%
54 MECÁNICO 1 UND 660001788 MT.5_CHUMACERA SYJ-100-TF SKF 1 1 0 0 0 1 1 CR.2 - 45,0%
55 MECÁNICO 3 UND 660003707 PLATE FOR SUCTION CUP IN BLACK NYLON 6 SA D.192/24 M16 1 1 1 0 0 0 1 CR.2 - 49,0%
56 MECÁNICO 0,1 UND 660002218 MT.5_MANGUITO DE FIJACION H-2322 1 1 0 0 0 1 0 CR.3 - 39,0%
57 MECÁNICO 1 UND 660002231 MT.5_ROD. RODILLOSROTULA24032-2CS5/VT143 1 1 0 0 0 0 0 CR.3 - 33,0%
58 MECÁNICO 1 UND 660002128 MT.5_RODAMIENTO BS2-2217-2CS/VT143 SKF 1 1 0 0 0 0 0 CR.3 - 33,0%
59 MECÁNICO 1 UND 660002237 MT.5_RODAMIENTO DE AGUJAS NIKI-6/12TN 1 1 0 0 0 0 0 CR.3 - 33,0%
60 MECÁNICO 1 UND 660003718 MT.10_JUNTA FLEX HEL WAC-25-10/10 D25X30 0 1 0 0 0 1 0 CR.3 - 14,0%
Fuente: Vidrio Andino S.A.S y autor

64
Anexo A Matriz de criticidad (continuación…)
REPUESTO ANÁLISIS SAP 1. OPERACIONAL
# TIPO CANT.
EN SITIO COD SAP DESCRIPCIÓN SAP3 1.1 1.2 1.3 1.4 1.5 1.6 1.7 TIPO4 %
61 MECÁNICO 1 UND 660004329 MT.5_MOT SEW SF37DRS71S4 1:18,24 0,25KW 2 1 1 0 0 1 0 CR.1 - 74,0%
62 MECÁNICO 0,1 UND 660002767 MT.5_ROT MACH THRM30X2 D30ISO-12240-4-E 1 1 0 0 0 1 0 CR.3 - 39,0%
63 MECÁNICO 0,1 UND 660002768 MT.5_ROT MACHTHRM30X2-SXD30ISO-12240-4-E 1 1 0 0 0 1 0 CR.3 - 39,0%
64 MECÁNICO 0,1 UND 660002217 MT.5_MANGUITO DE FIJACION H-311 1 1 0 0 0 1 0 CR.3 - 39,0%
65 MECÁNICO 1 UND 660002165 MT.5_BUJE FIJ.SIT-LOCK N°3D50X65L=45/70 1 1 0 0 0 1 1 CR.2 - 45,0%
66 MECÁNICO 1 UND 660002221 MT.5_ROD. DE BOLAS A ROTULA 2211E-2RS1 1 1 0 0 0 0 0 CR.3 - 33,0%
67 MECÁNICO 1 UND 660002240 MT.5_RODILLO DE APOYO NUTR-3072 1 0 0 0 0 0 0 CR.3 - 25,0%
68 MECÁNICO 1 UND 660004360 MT.5_MOT.SEW KA77-DRS90L4BE5HRTHE1:97,05 2 1 1 0 0 1 0 CR.1 - 74,0%
69 MECÁNICO 1 UND 660004361 MT.5_MOT.SEW DRS90M4-BE2-HRTHES7A 1:130 2 1 1 0 0 1 0 CR.1 - 74,0%
70 MECÁNICO 4 UND 660002761 MT.5_ROT HEMTHRM16X1,5D16CETOP-RP43/103P 1 1 0 0 0 0 0 CR.3 - 33,0%
71 MECÁNICO 0,1 UND 660000756 G596-1-701RUBBER SUCTION CUP DI.150 DE.1 1 1 1 0 0 0 1 CR.2 - 49,0%
72 MECÁNICO 16 UND 660000757 G596-1-702 DISCO VENTOSA D.138 SP.24 1 1 1 0 0 0 1 CR.2 - 49,0%
73 MECÁNICO 1 UND 660002155 MT.5_RODAMIENTO LIN. R1694-214-10REXROTH 1 1 0 0 0 0 0 CR.3 - 33,0%
74 MECÁNICO 1 UND 660004360 MT.5_MOT.SEW KA77-DRS90L4BE5HRTHE1:97,05 2 1 1 0 0 1 0 CR.1 - 74,0%
75 MECÁNICO 16 UND 660000757 G596-1-702 DISCO VENTOSA D.138 SP.24 1 1 1 0 0 0 1 CR.2 - 49,0%
76 ELECTRICO 1 UND 660002968 MT.5_FUENTE 6EP1437-3BA10 SIEMENS 3F 40A 2 2 1 0 0 0 0 CR.1 - 76,0%
77 ELECTRICO 3 UND 660002969 MT.5_SWITCH MODULO AUTOMAT 6EP1961-2BA21 2 2 1 0 0 0 0 CR.1 - 76,0%
78 ELECTRICO 0,1 UND 660005819 MT.10_AIRE ACONDICIONADO 1 1 1 0 0 0 0 CR.3 - 43,0%
79 ELECTRICO 1 UND 660002972 MT.5_ENFRIADOR DE CONDENSADO SK3301-560 1 1 1 0 0 0 0 CR.3 - 43,0%
80 ELECTRICO 1 UND 660002975 MT.5_ARRANCADOR DIRECTO 3RA6120-1EB32 2 0 0 0 0 0 0 CR.2 - 50,0%
Fuente: Vidrio Andino S.A.S y autor

65
Anexo A Matriz de criticidad (continuación…)
REPUESTO ANÁLISIS SAP 1. OPERACIONAL
# TIPO CANT.
EN SITIO COD SAP DESCRIPCIÓN SAP3 1.1 1.2 1.3 1.4 1.5 1.6 1.7 TIPO4 %
81 ELECTRICO 1 UND 660005287 MT.5_INVERSOR SKC3400400 4,0KW (REP) 2 0 1 0 0 0 0 CR.2 - 60,0%
82 ELECTRICO 1 UND 660002993 MT.5_ADAPTADOR PROFIBUS-DP UNIDRIVE SPSM 2 0 0 0 0 0 0 CR.2 - 50,0%
83 ELECTRICO 5 UND 660002999 MT.5_RESISTENCIA FRENADO 60OHM 400/1300W 1 1 1 0 0 0 0 CR.3 - 43,0%
84 ELECTRICO 1 UND 660003001 MT.5_CPU 6ES7315-2EH14-0AB0 384KBYTE 2 2 1 0 0 0 0 CR.1 - 76,0%
85 ELECTRICO 1 UND 660003003 MT.5_FUENTE 6ES7307-1EA01 SIEMENS 5A 2 2 1 0 0 0 0 CR.1 - 76,0%
86 ELECTRICO 1 UND 660003007 MT.5_MOD INTERFACE 6ES7151-1AA05-0AB0 2 2 1 0 0 0 0 CR.1 - 76,0%
87 ELECTRICO 1 UND 660003008 MT.5_MOD TERMINAL 6ES7193-4CD20-0AA0 2 2 1 0 0 0 0 CR.1 - 76,0%
88 ELECTRICO 1 UND 660003009 MT.5_MOD TERMINAL 6ES7193-4CB20-0AA0 2 2 1 0 0 0 0 CR.1 - 76,0%
89 ELECTRICO 4 UND 660005544 MT.10_FUENTE SIEMENS 6ES7138-4CA01-0AA0 2 2 1 0 0 0 0 CR.1 - 76,0%
90 ELECTRICO 4 UND 660003010 MT.5_MOD 8 ENTRADA 6ES7131-4BF00-0AA0 2 2 1 0 0 0 0 CR.1 - 76,0%
91 ELECTRICO 4 UND 660003011 MT.5_MOD 8 SALIDA 6ES7132-4BF00-0AA0 2 2 1 0 0 0 1 CR.1 - 82,0%
92 ELECTRICO 3 UND 660003012 MT.5_REPETIDOR 6ES7972-0AA02-0XA0 RS485 2 2 1 0 0 0 0 CR.1 - 76,0%
93 ELECTRICO 1 UND 660003014 MT.5_TARJ MEMORIA 6ES7953-8LL20-0AA0 2MB 2 2 1 0 0 0 0 CR.1 - 76,0%
94 ELECTRICO 1 UND 660003021 MT.5_SWITCH AUTOMATI 5SY7202-7 2A 2POLOS 2 2 1 0 0 0 0 CR.1 - 76,0%
95 ELECTRICO 1 UND 660003022 MT.5_SWITCH AUTOMATI 5SY7204-7 4A 2POLOS 2 2 1 0 0 0 0 CR.1 - 76,0%
96 ELECTRICO 1 UND 660003023 MT.5_SWITCH AUTOMATI 5SY7206-7 6A 2POLOS 2 2 1 0 0 0 0 CR.1 - 76,0%
97 ELECTRICO 2 UND 660004753 MT.10_GUARDAMOTOR SIEMENS 3RV2011 -1DA10 2 2 1 0 0 0 0 CR.1 - 76,0%
98 ELECTRICO 3 UND 660003053 MT.5_MICRORELÉS 853364 WEIDMULLER MRS 1 1 1 0 0 0 0 CR.3 - 43,0%
99 ELECTRICO 10 UND 660004961 MT.10_PILOTO LED 24VDC BLCO 3SB3400-1PE 0 0 0 0 0 0 1 CR.3 - 6,0%
100 ELECTRICO 6 UND 660004959 MT.10_PILOTO LED 24VDC ROJO 3SB3400-1PB 0 0 0 0 0 0 1 CR.3 - 6,0%
Fuente: Vidrio Andino S.A.S y autor

66
Anexo A Matriz de criticidad (continuación…)
REPUESTO ANÁLISIS SAP 1. OPERACIONAL
# TIPO CANT.
EN SITIO COD SAP DESCRIPCIÓN SAP3 1.1 1.2 1.3 1.4 1.5 1.6 1.7 TIPO4 %
101 ELECTRICO 10 UND 660004960 MT.10_PILOTO LED 24VDC AMARI 3SB3400-1PA 0 0 0 0 0 0 1 CR.3 - 6,0%
102 ELECTRICO 3 UND 660004767 MT.10_CONTACTOR 3RT2024 - 1BB40 24 VDC 2 1 0 0 0 0 0 CR.2 - 58,0%
103 ELECTRICO 1 UND 660003060 MT.5_RELÉ SEGURIDAD PNOZ S4 PILZ 24VCC 2 0 1 0 0 0 0 CR.2 - 60,0%
104 ELECTRICO 2 UND 660003061 MT.5_RELÉ SEGURIDAD PNOZ S5 PILZ 24VCC 2 0 1 0 0 0 0 CR.2 - 60,0%
105 ELECTRICO 3 UND 660003062 MT.5_RELÉ SEGURIDAD 750177 PNOZ S7.2 2 0 1 0 0 0 0 CR.2 - 60,0%
106 ELECTRICO 1 UND 660003944 MT.10_ARRANCADOR SIEMENS 3RA6120-1DB32 2 0 0 0 0 0 0 CR.2 - 50,0%
107 ELECTRICO 3 UND 660002976 MT.5_ARRANQUE DE INVERSIÓN 3RA6250-1BB32 2 0 0 0 0 0 0 CR.2 - 50,0%
108 ELECTRICO 5 UND 660002977 MT.5_ARRANQUE DE INVERSIÓN 3RA6250-1DB32 2 0 0 0 0 0 0 CR.2 - 50,0%
109 ELECTRICO 1 UND 660005288 MT.5_INVERSOR SKC3400300 3,0KW (REP) 2 0 1 0 0 0 0 CR.2 - 60,0%
110 ELECTRICO 1 UND 660005298 MT.10_INVERSOR SKD3400550 5,5 KW (REP) 2 0 1 0 0 0 0 CR.2 - 60,0%
111 ELECTRICO 0 UND 660005297 MT.10_INVERSOR SK3403 2,2KW (REP) 2 0 1 0 0 0 0 CR.2 - 60,0%
112 ELECTRICO 3 UND 660005294 MT.5_INVERSOR SP1406 4,0KW (REP) 2 0 1 0 0 0 0 CR.2 - 60,0%
113 ELECTRICO 1 UND 660002991 MT.5_TARJ ENCODER INTERFACE D7.33.774SP 2 0 1 0 0 0 0 CR.2 - 60,0%
114 ELECTRICO 2 UND 660002995 MT.5_MOD APLICACIÓN PLUS 82000000014000 2 0 1 0 0 0 0 CR.2 - 60,0%
115 ELECTRICO 6 UND 660002998 MT.5_RESISTENCIA FRENADO 80OHM 400/1300W 1 1 1 0 0 0 0 CR.3 - 43,0%
116 ELECTRICO 1 UND 660005707 MT.10_RESISTENCIA CALEFACCION 200HM5000W 1 0 1 0 0 0 0 CR.3 - 35,0%
117 ELECTRICO 1 UND 660003000 MT.5_PANEL OPERACIÓN 6AV6643-0CD01-1AX1 0 0 1 0 0 0 0 CR.3 - 10,0%
118 ELECTRICO 2 UND 660004763 MT.10_GUARDAMOTOR SIEMENS 3RV1042 -4JA10 2 2 1 0 0 0 0 CR.1 - 76,0%
119 ELECTRICO 2 UND 660004760 MT.10_GUARDAMOTOR SIEMENS 3RV2021 -4AA10 2 2 1 0 0 0 0 CR.1 - 76,0%
120 ELECTRICO 3 UND 660003063 MT.5_RELÉ SEGURIDAD 750109 PILZ 24VCC 2 0 1 0 0 0 0 CR.2 - 60,0%
Fuente: Vidrio Andino S.A.S y autor
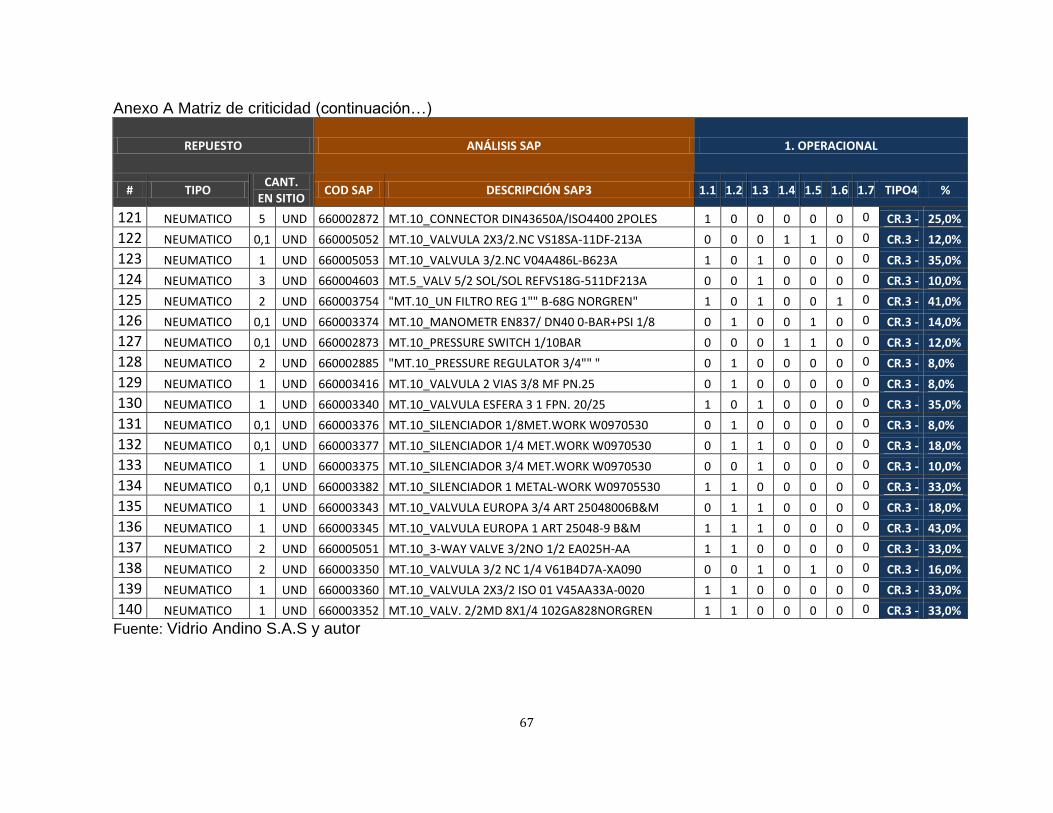
67
Anexo A Matriz de criticidad (continuación…)
REPUESTO ANÁLISIS SAP 1. OPERACIONAL
# TIPO CANT.
EN SITIO COD SAP DESCRIPCIÓN SAP3 1.1 1.2 1.3 1.4 1.5 1.6 1.7 TIPO4 %
121 NEUMATICO 5 UND 660002872 MT.10_CONNECTOR DIN43650A/ISO4400 2POLES 1 0 0 0 0 0 0 CR.3 - 25,0%
122 NEUMATICO 0,1 UND 660005052 MT.10_VALVULA 2X3/2.NC VS18SA-11DF-213A 0 0 0 1 1 0 0 CR.3 - 12,0%
123 NEUMATICO 1 UND 660005053 MT.10_VALVULA 3/2.NC V04A486L-B623A 1 0 1 0 0 0 0 CR.3 - 35,0%
124 NEUMATICO 3 UND 660004603 MT.5_VALV 5/2 SOL/SOL REFVS18G-511DF213A 0 0 1 0 0 0 0 CR.3 - 10,0%
125 NEUMATICO 2 UND 660003754 "MT.10_UN FILTRO REG 1"" B-68G NORGREN" 1 0 1 0 0 1 0 CR.3 - 41,0%
126 NEUMATICO 0,1 UND 660003374 MT.10_MANOMETR EN837/ DN40 0-BAR+PSI 1/8 0 1 0 0 1 0 0 CR.3 - 14,0%
127 NEUMATICO 0,1 UND 660002873 MT.10_PRESSURE SWITCH 1/10BAR 0 0 0 1 1 0 0 CR.3 - 12,0%
128 NEUMATICO 2 UND 660002885 "MT.10_PRESSURE REGULATOR 3/4"" " 0 1 0 0 0 0 0 CR.3 - 8,0%
129 NEUMATICO 1 UND 660003416 MT.10_VALVULA 2 VIAS 3/8 MF PN.25 0 1 0 0 0 0 0 CR.3 - 8,0%
130 NEUMATICO 1 UND 660003340 MT.10_VALVULA ESFERA 3 1 FPN. 20/25 1 0 1 0 0 0 0 CR.3 - 35,0%
131 NEUMATICO 0,1 UND 660003376 MT.10_SILENCIADOR 1/8MET.WORK W0970530 0 1 0 0 0 0 0 CR.3 - 8,0%
132 NEUMATICO 0,1 UND 660003377 MT.10_SILENCIADOR 1/4 MET.WORK W0970530 0 1 1 0 0 0 0 CR.3 - 18,0%
133 NEUMATICO 1 UND 660003375 MT.10_SILENCIADOR 3/4 MET.WORK W0970530 0 0 1 0 0 0 0 CR.3 - 10,0%
134 NEUMATICO 0,1 UND 660003382 MT.10_SILENCIADOR 1 METAL-WORK W09705530 1 1 0 0 0 0 0 CR.3 - 33,0%
135 NEUMATICO 1 UND 660003343 MT.10_VALVULA EUROPA 3/4 ART 25048006B&M 0 1 1 0 0 0 0 CR.3 - 18,0%
136 NEUMATICO 1 UND 660003345 MT.10_VALVULA EUROPA 1 ART 25048-9 B&M 1 1 1 0 0 0 0 CR.3 - 43,0%
137 NEUMATICO 2 UND 660005051 MT.10_3-WAY VALVE 3/2NO 1/2 EA025H-AA 1 1 0 0 0 0 0 CR.3 - 33,0%
138 NEUMATICO 2 UND 660003350 MT.10_VALVULA 3/2 NC 1/4 V61B4D7A-XA090 0 0 1 0 1 0 0 CR.3 - 16,0%
139 NEUMATICO 1 UND 660003360 MT.10_VALVULA 2X3/2 ISO 01 V45AA33A-0020 1 1 0 0 0 0 0 CR.3 - 33,0%
140 NEUMATICO 1 UND 660003352 MT.10_VALV. 2/2MD 8X1/4 102GA828NORGREN 1 1 0 0 0 0 0 CR.3 - 33,0%
Fuente: Vidrio Andino S.A.S y autor

68
Anexo A Matriz de criticidad (continuación…)
REPUESTO ANÁLISIS SAP 1. OPERACIONAL
# TIPO CANT.
EN SITIO COD SAP DESCRIPCIÓN SAP3 1.1 1.2 1.3 1.4 1.5 1.6 1.7 TIPO4 %
141 NEUMATICO 0,1 UND 660003362 MT.10_VALVULA 3/8 MARTC10 TRAT10,4BAR 0 0 1 1 0 0 0 CR.3 - 16,0%
142 NEUMATICO 0,1 UND 660005054 MT.10_VAL DESFOGUE D8X1/8 ASV310F-01-08S 0 1 0 1 0 1 0 CR.3 - 20,0%
143 NEUMATICO 0,1 UND 660002883 MT.10_QUICK EXHAUST VALVED8X1/4 0 0 0 1 0 0 0 CR.3 - 6,0%
144 NEUMATICO 2 UND 660003412 MT.10_BOBINA NORGREN 24V.DC 1,5W 0 0 0 1 0 0 0 CR.3 - 6,0%
145 NEUMATICO 3 UND 660004610 MT.5_VAL5/2SOL/SPRING REF.SXE9573-A71-00 0 0 1 0 0 0 0 CR.3 - 10,0%
146 NEUMATICO 2 UND 660003752 MT.10_BOMBA DE VACIOP6040 PIAB 0 0 1 0 0 0 0 CR.3 - 10,0%
147 NEUMATICO 1 UND 660003342 MT.10_REGULADOR PRESION NORGEN1/4R07-200 0 0 0 1 0 0 0 CR.3 - 6,0%
148 NEUMATICO 1 UND 660004604 "MT.5_REGULADOR PRES 1/2""REFR74G-4AK-RM 0 0 1 0 0 0 0 CR.3 - 10,0%
149 NEUMATICO 1 UND 660003364 MT.10_VALVULA ESFERA 2 1/4 FF PN.10 0 0 1 1 0 0 0 CR.3 - 16,0%
150 NEUMATICO 2 UND 660004605 MT.5_VALV1 2/2 N/C EX PILOT REFAA026H-AA 0 0 1 1 0 0 0 CR.3 - 16,0%
151 NEUMATICO 2 UND 660005698 MT.10_VALVULA 3/2 1/2 V63D3D7A-XA09(REP) 0 1 0 0 0 0 0 CR.3 - 8,0%
152 NEUMATICO 2 UND 660003356 MT.10_VALVULA 3/2.NA 1/4 V61B3D7A-XA090 0 0 0 1 0 0 0 CR.3 - 6,0%
153 NEUMATICO 3 UND 660003393 MT.10_VALVULA COM.PN.2/2 NA 1 BA026J-AA 0 0 0 1 0 0 0 CR.3 - 6,0%
154 NEUMATICO 5 UND 660004606 MT.5_VALVULA ANTIRETORNO REF. T50P0008 0 0 0 1 1 0 0 CR.3 - 12,0%
155 NEUMATICO 4 UND 660004647 MT.10_VALVULA ANTIRRETORNO REF. T50P0012 0 0 0 1 0 0 0 CR.3 - 6,0%
156 NEUMATICO 3 UND 660004607 MT.5_VALV 5/2SOL/SPRINGREFSXE9574-A71-00 0 0 1 1 0 0 0 CR.3 - 16,0%
157 NEUMATICO 2 UND 660003741 MT.10_VALVULA NORGEN SXE0573-A50-00/** 0 0 1 1 0 0 0 CR.3 - 16,0%
158 NEUMATICO 2 UND 660004608 MT.5_REGULADOR DE FLUJO REF.T1000C3800 0 0 0 1 0 0 0 CR.3 - 6,0%
159 NEUMATICO 1 UND 660003753 "MT.10_UN FILTRO REG 1/2"" B-64 NORGREN 0 0 0 1 0 0 0 CR.3 - 6,0%
160 ELECTRICO 3 UND 660001639 SENSOR FOTOELECTRI DESPLAZAMIENTO ROBOTS 2 1 1 1 0 0 0 CR.1 - 74,0%
Fuente: Vidrio Andino S.A.S y autor

69
Anexo A Matriz de criticidad (continuación…)
REPUESTO ANÁLISIS SAP 1. OPERACIONAL
# TIPO CANT.
EN SITIO COD SAP DESCRIPCIÓN SAP3 1.1 1.2 1.3 1.4 1.5 1.6 1.7 TIPO4 %
161 ELECTRICO 3 UND 660002837 MT.10_CILINDRO LECT SMC REF.CE 1B40-400 2 0 1 0 0 0 0 CR.2 - 60,0%
162 ELECTRICO 2 UND 660002838 MT.10_CILINDRO LECT SMC REF.CE 1B40-500 2 0 1 0 0 0 0 CR.2 - 60,0%
163 NEUMATICO 2 UND 660002879 MT.10_3-WAY PNEUMATIC VALVE NC 3/2 1/4 0 0 0 0 0 0 0 CR.3 - 0,1%
164 NEUMATICO 2 UND 660002878 MT.10_3-WAY VALVE 3/2NO 1/2 2 0 0 0 0 0 0 CR.2 - 50,0%
165 NEUMATICO 20 UND 660002912 MT.10_CODO MANGUERA 10 MM 2 1 0 0 0 0 0 CR.2 - 58,0%
166 NEUMATICO 13 UND 660002910 MT.10_CONEXIÓN Y RAPIDA MANGUERA 8 MM 0 1 1 0 0 0 0 CR.3 - 18,0%
167 NEUMATICO 2 UND 660002874 MT.10_PRESSURE REGULATOR 1/4 0 0 0 1 0 0 0 CR.3 - 6,0%
168 NEUMATICO 2 UND 660002885 MT.10_PRESSURE REGULATOR 3/4 2 0 1 1 0 0 0 CR.1 - 66,0%
169 NEUMATICO 5 UND 660002881 MT.10_RACOR 2-WAY DE BLOQUEO D.8X1/4 0 0 0 0 0 0 0 CR.3 - 0,1%
170 NEUMATICO 20 UND 660002908 MT.10_RACOR EN CODO 1/8 "" MANGUERA 4 0 1 1 0 0 0 0 CR.3 - 18,0%
171 NEUMATICO 19 UND 660002909 MT.10_RACOR EN CODO 3/8"" MANGUERA 6 MM 2 0 0 0 1 0 0 CR.2 - 56,0%
172 NEUMATICO 10 UND 660002911 MT.10_RACOR EN CODO 3/8"" MANGUERA 8 MM 2 1 1 0 0 0 0 CR.1 - 68,0%
173 ELECTRICO 3 UND 660004537 MT.10_SELECTOR SIEMENS 3SB35 00-4RD51 0 0 1 1 0 0 0 CR.3 - 16,0%
174 NEUMATICO 2 UND 660002884 MT.10_UNIDAD FILTRO REGULADOR 1 0 1 0 0 0 0 0 CR.3 - 8,0%
175 NEUMATICO 6 UND 660002869 MT.10_VALVULA SOLENOIDE 2X3/2NC MINI-ISO 2 1 0 0 0 0 0 CR.2 - 58,0%
176 NEUMATICO 2 UND 660002870 MT.10_VALVULA SOLENOIDE 3/2.NC 24V.DC 0 1 1 0 0 0 0 CR.3 - 18,0%
177 NEUMATICO 5 UND 660002871 MT.10_VALVULA SOLENOIDE 5/2MINI-ISO24VDC 2 1 1 0 0 0 0 CR.1 - 68,0%
178 ELECTRICO 3 UND 660000832 Sensor fotoeléctrico, tipo réflex. Alcance 10 m 2 0 1 0 0 0 0 CR.2 - 60,0%
179 ELECTRICO 2 UND 660004807 MT.5_FAN UNIT A05B-2452-C902 0 1 1 0 0 0 0 CR.3 - 18,0%
180 ELECTRICO 1 UND 660004776 MT.5_LINE TRACK INTERFAC BOARD A20B-8101 2 2 1 0 0 0 0 CR.1 - 76,0%
Fuente: Vidrio Andino S.A.S y autor
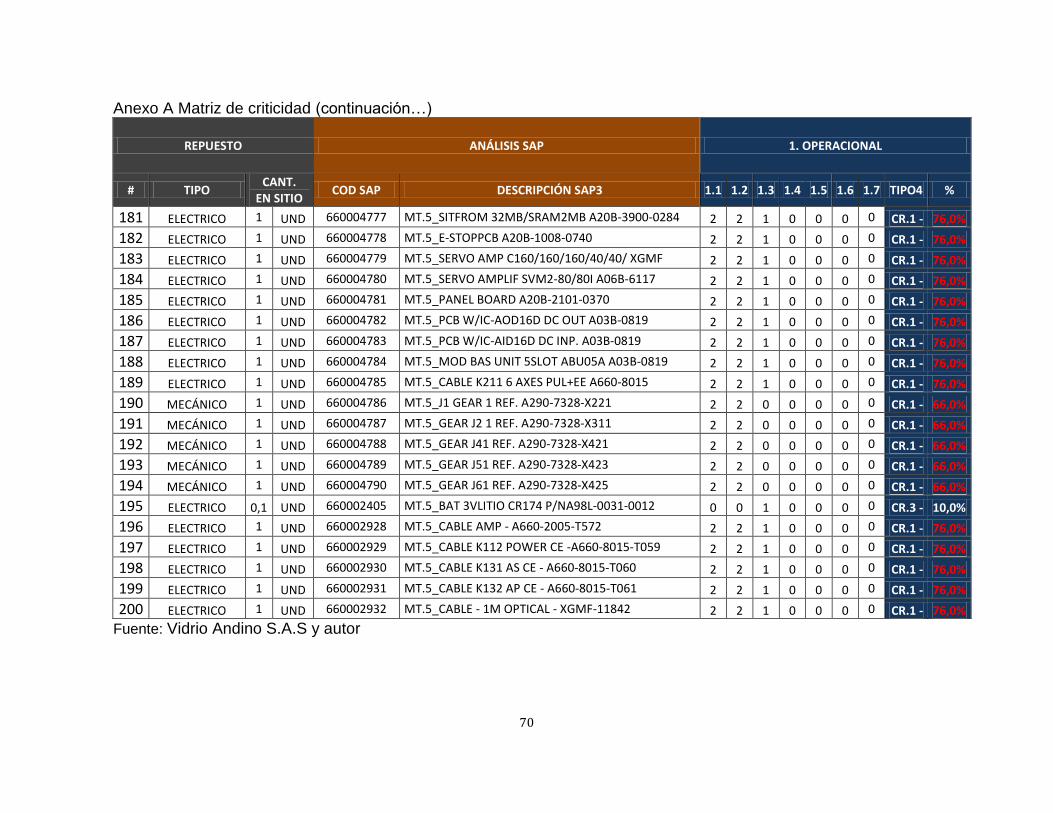
70
Anexo A Matriz de criticidad (continuación…)
REPUESTO ANÁLISIS SAP 1. OPERACIONAL
# TIPO CANT.
EN SITIO COD SAP DESCRIPCIÓN SAP3 1.1 1.2 1.3 1.4 1.5 1.6 1.7 TIPO4 %
181 ELECTRICO 1 UND 660004777 MT.5_SITFROM 32MB/SRAM2MB A20B-3900-0284 2 2 1 0 0 0 0 CR.1 - 76,0%
182 ELECTRICO 1 UND 660004778 MT.5_E-STOPPCB A20B-1008-0740 2 2 1 0 0 0 0 CR.1 - 76,0%
183 ELECTRICO 1 UND 660004779 MT.5_SERVO AMP C160/160/160/40/40/ XGMF 2 2 1 0 0 0 0 CR.1 - 76,0%
184 ELECTRICO 1 UND 660004780 MT.5_SERVO AMPLIF SVM2-80/80I A06B-6117 2 2 1 0 0 0 0 CR.1 - 76,0%
185 ELECTRICO 1 UND 660004781 MT.5_PANEL BOARD A20B-2101-0370 2 2 1 0 0 0 0 CR.1 - 76,0%
186 ELECTRICO 1 UND 660004782 MT.5_PCB W/IC-AOD16D DC OUT A03B-0819 2 2 1 0 0 0 0 CR.1 - 76,0%
187 ELECTRICO 1 UND 660004783 MT.5_PCB W/IC-AID16D DC INP. A03B-0819 2 2 1 0 0 0 0 CR.1 - 76,0%
188 ELECTRICO 1 UND 660004784 MT.5_MOD BAS UNIT 5SLOT ABU05A A03B-0819 2 2 1 0 0 0 0 CR.1 - 76,0%
189 ELECTRICO 1 UND 660004785 MT.5_CABLE K211 6 AXES PUL+EE A660-8015 2 2 1 0 0 0 0 CR.1 - 76,0%
190 MECÁNICO 1 UND 660004786 MT.5_J1 GEAR 1 REF. A290-7328-X221 2 2 0 0 0 0 0 CR.1 - 66,0%
191 MECÁNICO 1 UND 660004787 MT.5_GEAR J2 1 REF. A290-7328-X311 2 2 0 0 0 0 0 CR.1 - 66,0%
192 MECÁNICO 1 UND 660004788 MT.5_GEAR J41 REF. A290-7328-X421 2 2 0 0 0 0 0 CR.1 - 66,0%
193 MECÁNICO 1 UND 660004789 MT.5_GEAR J51 REF. A290-7328-X423 2 2 0 0 0 0 0 CR.1 - 66,0%
194 MECÁNICO 1 UND 660004790 MT.5_GEAR J61 REF. A290-7328-X425 2 2 0 0 0 0 0 CR.1 - 66,0%
195 ELECTRICO 0,1 UND 660002405 MT.5_BAT 3VLITIO CR174 P/NA98L-0031-0012 0 0 1 0 0 0 0 CR.3 - 10,0%
196 ELECTRICO 1 UND 660002928 MT.5_CABLE AMP - A660-2005-T572 2 2 1 0 0 0 0 CR.1 - 76,0%
197 ELECTRICO 1 UND 660002929 MT.5_CABLE K112 POWER CE -A660-8015-T059 2 2 1 0 0 0 0 CR.1 - 76,0%
198 ELECTRICO 1 UND 660002930 MT.5_CABLE K131 AS CE - A660-8015-T060 2 2 1 0 0 0 0 CR.1 - 76,0%
199 ELECTRICO 1 UND 660002931 MT.5_CABLE K132 AP CE - A660-8015-T061 2 2 1 0 0 0 0 CR.1 - 76,0%
200 ELECTRICO 1 UND 660002932 MT.5_CABLE - 1M OPTICAL - XGMF-11842 2 2 1 0 0 0 0 CR.1 - 76,0%
Fuente: Vidrio Andino S.A.S y autor
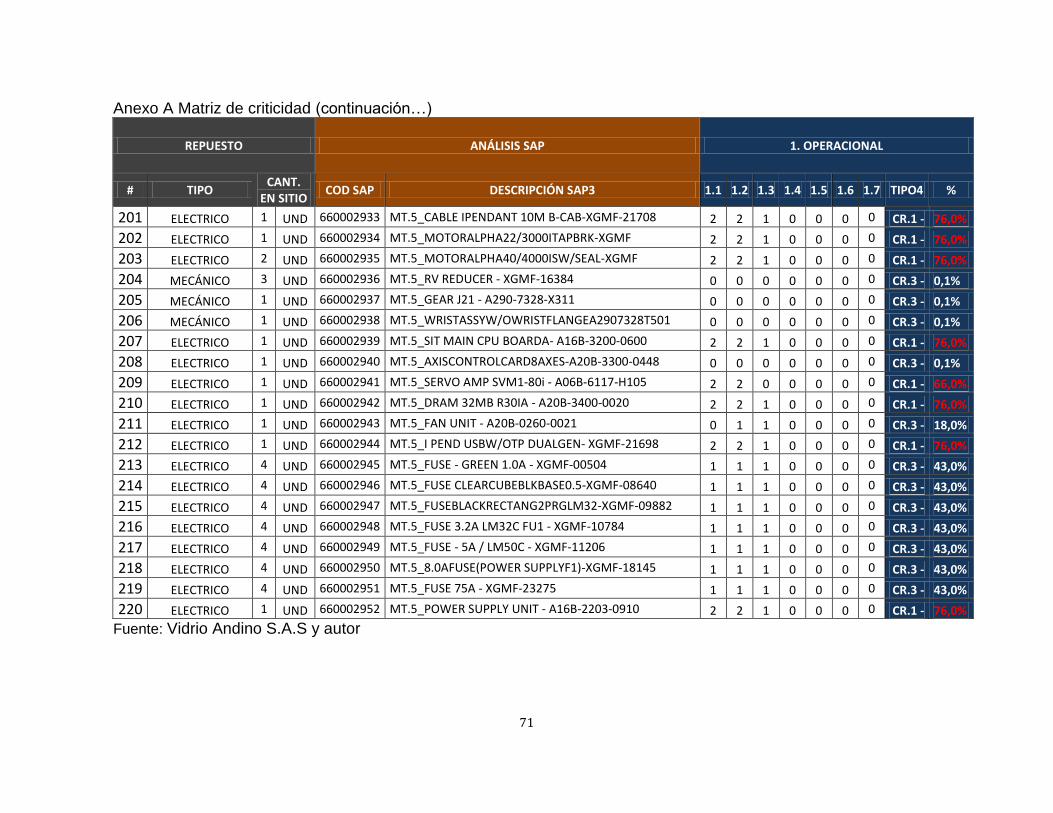
71
Anexo A Matriz de criticidad (continuación…)
REPUESTO ANÁLISIS SAP 1. OPERACIONAL
# TIPO CANT.
EN SITIO COD SAP DESCRIPCIÓN SAP3 1.1 1.2 1.3 1.4 1.5 1.6 1.7 TIPO4 %
201 ELECTRICO 1 UND 660002933 MT.5_CABLE IPENDANT 10M B-CAB-XGMF-21708 2 2 1 0 0 0 0 CR.1 - 76,0%
202 ELECTRICO 1 UND 660002934 MT.5_MOTORALPHA22/3000ITAPBRK-XGMF 2 2 1 0 0 0 0 CR.1 - 76,0%
203 ELECTRICO 2 UND 660002935 MT.5_MOTORALPHA40/4000ISW/SEAL-XGMF 2 2 1 0 0 0 0 CR.1 - 76,0%
204 MECÁNICO 3 UND 660002936 MT.5_RV REDUCER - XGMF-16384 0 0 0 0 0 0 0 CR.3 - 0,1%
205 MECÁNICO 1 UND 660002937 MT.5_GEAR J21 - A290-7328-X311 0 0 0 0 0 0 0 CR.3 - 0,1%
206 MECÁNICO 1 UND 660002938 MT.5_WRISTASSYW/OWRISTFLANGEA2907328T501 0 0 0 0 0 0 0 CR.3 - 0,1%
207 ELECTRICO 1 UND 660002939 MT.5_SIT MAIN CPU BOARDA- A16B-3200-0600 2 2 1 0 0 0 0 CR.1 - 76,0%
208 ELECTRICO 1 UND 660002940 MT.5_AXISCONTROLCARD8AXES-A20B-3300-0448 0 0 0 0 0 0 0 CR.3 - 0,1%
209 ELECTRICO 1 UND 660002941 MT.5_SERVO AMP SVM1-80i - A06B-6117-H105 2 2 0 0 0 0 0 CR.1 - 66,0%
210 ELECTRICO 1 UND 660002942 MT.5_DRAM 32MB R30IA - A20B-3400-0020 2 2 1 0 0 0 0 CR.1 - 76,0%
211 ELECTRICO 1 UND 660002943 MT.5_FAN UNIT - A20B-0260-0021 0 1 1 0 0 0 0 CR.3 - 18,0%
212 ELECTRICO 1 UND 660002944 MT.5_I PEND USBW/OTP DUALGEN- XGMF-21698 2 2 1 0 0 0 0 CR.1 - 76,0%
213 ELECTRICO 4 UND 660002945 MT.5_FUSE - GREEN 1.0A - XGMF-00504 1 1 1 0 0 0 0 CR.3 - 43,0%
214 ELECTRICO 4 UND 660002946 MT.5_FUSE CLEARCUBEBLKBASE0.5-XGMF-08640 1 1 1 0 0 0 0 CR.3 - 43,0%
215 ELECTRICO 4 UND 660002947 MT.5_FUSEBLACKRECTANG2PRGLM32-XGMF-09882 1 1 1 0 0 0 0 CR.3 - 43,0%
216 ELECTRICO 4 UND 660002948 MT.5_FUSE 3.2A LM32C FU1 - XGMF-10784 1 1 1 0 0 0 0 CR.3 - 43,0%
217 ELECTRICO 4 UND 660002949 MT.5_FUSE - 5A / LM50C - XGMF-11206 1 1 1 0 0 0 0 CR.3 - 43,0%
218 ELECTRICO 4 UND 660002950 MT.5_8.0AFUSE(POWER SUPPLYF1)-XGMF-18145 1 1 1 0 0 0 0 CR.3 - 43,0%
219 ELECTRICO 4 UND 660002951 MT.5_FUSE 75A - XGMF-23275 1 1 1 0 0 0 0 CR.3 - 43,0%
220 ELECTRICO 1 UND 660002952 MT.5_POWER SUPPLY UNIT - A16B-2203-0910 2 2 1 0 0 0 0 CR.1 - 76,0%
Fuente: Vidrio Andino S.A.S y autor

72
Anexo A Matriz de criticidad (continuación…)
REPUESTO ANÁLISIS SAP 1. OPERACIONAL
# TIPO CANT.
EN SITIO COD SAP DESCRIPCIÓN SAP3 1.1 1.2 1.3 1.4 1.5 1.6 1.7 TIPO4 %
221 ELECTRICO 3 UND 660002953 MT.5_FUSE - GREEN 7.5A - XGMF-09177 1 1 1 0 0 0 0 CR.3 - 43,0%
222 NEUMATICO 3 UND 660003519 MT.10_CILINDR NEUM RA/8050/M/300 NORGREN 1 1 0 0 0 0 0 CR.3 - 33,0%
223 NEUMATICO 4 UND 660004649 MT.10_VALVUL VACIO VN-14-HT4-PI4-VI5-RO2 0 1 1 0 0 0 0 CR.3 - 18,0%
224 NEUMATICO 4 UND 660004648 MT.10_CONEXIÓN TEE RAPIDA MANGUERA 14MM 2 0 1 0 0 0 0 CR.2 - 60,0%
225 NEUMATICO 14 UND 660002901 "MT.10_RACOR EN CODO 3/8"" MANGUERA 10 M 0 1 0 0 0 0 0 CR.3 - 8,0%
226 NEUMATICO 7 UND 660002902 "MT.10_RACOR RECTO 1/8 "" MANGUERA 10 M 0 0 1 0 0 0 0 CR.3 - 10,0%
227 NEUMATICO 3 UND 660002904 "MT.10_RACOR RECTO 3/8 "" MANGUERA 8 MM" 0 1 1 0 0 0 0 CR.3 - 18,0%
228 NEUMATICO 18 UND 660002905 MT.10_CONEXIÓN Y RAPIDA MANGUERA 4 MM 0 1 0 0 0 0 0 CR.3 - 8,0%
229 NEUMATICO 17 UND 660002906 MT.10_CONEXIÓN TEECONREDUCCION12 MMA8 MM 1 1 0 1 0 0 0 CR.3 - 39,0%
230 NEUMATICO 20 UND 660002907 MT.10_RACOR CODO DE 12 MM A 8 MM 0 1 1 0 0 0 0 CR.3 - 18,0%
231 NEUMATICO 11 UND 660002886 "MT.10_RACOR EN CODO 1/8 "" MANGUERA 8 2 0 0 0 0 0 0 CR.2 - 50,0%
232 NEUMATICO 39 UND 660002888 "MT.10_RACOR RECTO 1/8 "" MANGUERA 4 MM 1 1 0 0 0 0 0 CR.3 - 33,0%
233 NEUMATICO 14 UND 660002889 "MT.10_RACOR RECTO 1/8 "" MANGUERA 8 MM 1 0 1 0 0 0 0 CR.3 - 35,0%
234 NEUMATICO 18 UND 660002890 "MT.10_RACOR RECTO 1/4"" MANGUERA 12 MM" 1 1 0 0 0 0 0 CR.3 - 33,0%
235 NEUMATICO 17 UND 660002891 "MT.10_RACOR CURVO 3/8"" MANGUERA 12 MM" 2 0 0 0 0 0 0 CR.2 - 50,0%
236 NEUMATICO 14 UND 660002892 "MT.10_RACOR CURVO 1/4"" MANGUERA 10 MM" 0 1 0 0 0 0 0 CR.3 - 8,0%
237 NEUMATICO 18 UND 660002893 "MT.10_RACOR RECTO 1/8 "" MANGUERA 4 MM" 0 0 1 0 0 0 0 CR.3 - 10,0%
238 NEUMATICO 18 UND 660002894 MT.10_CONEXIÓN TEE RAPIDA1/4 MANGUERA8MM 2 1 0 0 0 0 0 CR.2 - 58,0%
239 NEUMATICO 20 UND 660002895 MT.10_CONEXION Y RAPIDA 1/4 MANGUERA 8MM 0 1 0 0 0 0 0 CR.3 - 8,0%
240 NEUMATICO 20 UND 660002897 "MT.10_RACOR EN CODO 3/8"" MANGUERA 6 MM 0 0 1 0 0 0 0 CR.3 - 10,0%
Fuente: Vidrio Andino S.A.S y autor

73
Anexo A Matriz de criticidad (continuación…)
REPUESTO ANÁLISIS SAP 1. OPERACIONAL
# TIPO CANT.
EN SITIO COD SAP DESCRIPCIÓN SAP3 1.1 1.2 1.3 1.4 1.5 1.6 1.7 TIPO4 %
241 NEUMATICO 16 UND 660002898 "MT.10_RACOR RECTO 1/8"" MANGUERA 6 MM" 2 1 0 1 0 0 0 CR.2 - 64,0%
242 NEUMATICO 7 UND 660002900 "MT.10_RACOR RECTO 1/2"" MANGUERA 12 MM" 2 0 0 0 0 0 0 CR.2 - 50,0%
243 NEUMATICO 30 UND 660002887 "MT.10_RACOR EN CODO 1/16 "" MANGUERA 4 2 0 0 0 0 0 0 CR.2 - 50,0%
244 ELECTRICO 4 UND 660002786 MT.10_MODUL PROFIBUS SAI-AU M12PBGW 16DI 2 1 1 0 0 0 0 CR.1 - 68,0%
245 ELECTRICO 50 MTS 660002242 MT.10_CABLE PROFIBUS 2 1 0 0 0 0 0 CR.2 - 58,0%
246 NEUMATICO 16 UND 660001853 MT.5_VALVULA REG ESCAPE RAPIDO SERIE ASV 2 1 0 0 0 0 0 CR.2 - 58,0%
247 NEUMATICO 10 UND 660005578 MT.10_VALVULA CHEQUE 10-2GA-0828NORGREN 2 0 1 0 0 0 0 CR.2 - 60,0%
248 MECÁNICO 113 UND 660003479 MT.5_COFIA PARA VENTOSAS ROBOTS 2 0 0 0 0 0 0 CR.2 - 50,0%
249 MECÁNICO 0,1 UND 660004586 MT.2 EJE VENTOSAS ROBOTS NACIONAL 1 1 0 0 0 0 0 CR.3 - 33,0%
250 MECÁNICO 0,1 UND 660006025 MT.5_FILTROS VENTOSAS ROBOT 1 1 1 0 0 1 1 CR.2 - 55,0%
251 MECÁNICO 0,1 UND 660006026 MT.5_FILTROS VENTOSAS APILADORA 1 1 1 0 0 1 1 CR.2 - 55,0%
Fuente: Vidrio Andino S.A.S y autor

74
Anexo B Información de mantenimiento
2. MANTENIMIENTO
# PREDICCIÓN λ (Prom. Anual) MTBF (Anual)
#Averias/Mes #Averías/Día Semanas
1 SI 0,00001 3,3333E-07 156,00
2 SI 1,41 0,047 3,07
3 SI 0,00001 3,3333E-07 156,00
4 NO 0,33333 0,011111 13,00
5 SI 0,00001 3,3333E-07 156,00
6 SI 0,16666 0,00555533 26,00
7 NO 0,00001 3,3333E-07 156,00
8 SI 0,00001 3,3333E-07 156,00
9 SI 0,00001 3,3333E-07 156,00
10 SI 0,00001 3,3333E-07 156,00
11 SI 0,00001 3,3333E-07 156,00
12 NO 0,00001 3,3333E-07 156,00
13 SI 0,08333 0,00277767 52,00
14 SI 0,00001 3,3333E-07 156,00
15 NO 0,00001 3,3333E-07 156,00
16 SI 2,66666 0,08888867 1,63
17 SI 0,33333 0,011111 13,00
18 SI 0,00001 3,3333E-07 156,00
19 SI 0,5 0,01666667 8,67
20 SI 2,25 0,075 1,93
21 SI 0,00001 3,3333E-07 156,00
22 SI 1,08333 0,036111 4,00
23 SI 0,00001 3,3333E-07 156,00
24 SI 0,00001 3,3333E-07 156,00
25 NO 0,00001 3,3333E-07 156,00
26 SI 0,00001 3,3333E-07 156,00
27 NO 0,00001 3,3333E-07 156,00
28 NO 0,00001 3,3333E-07 156,00
29 SI 0,08333 0,00277767 52,00
30 SI 0,00001 3,3333E-07 156,00
Fuente: Vidrio Andino S.A.S y autor

75
Anexo B Información de mantenimiento (continuación…)
2. MANTENIMIENTO
# PREDICCIÓN λ (Prom. Anual) MTBF (Anual)
#Averías/Mes #Averías/Día Semanas
31 SI 0,00001 3,3333E-07 156,00
32 SI 0,16666 0,00555533 26,00
33 NO 0,08333 0,00277767 52,00
34 SI 0,08333 0,00277767 52,00
35 NO 0,00001 3,3333E-07 156,00
36 NO 0,08333 0,00277767 52,00
37 SI 0,08333 0,00277767 52,00
38 SI 0,08333 0,00277767 52,00
39 SI 0,08333 0,00277767 52,00
40 NO 0,08333 0,00277767 52,00
41 SI 0,00001 3,3333E-07 156,00
42 NO 0,41666 0,01388867 10,40
43 SI 0,33333 0,011111 13,00
44 SI 0,08333 0,00277767 52,00
45 NO 0,33333 0,011111 13,00
46 SI 0,33333 0,011111 13,00
47 SI 0,08333 0,00277767 52,00
48 SI 0,08333 0,00277767 52,00
49 SI 0,08333 0,00277767 52,00
50 SI 0,00001 3,3333E-07 156,00
51 NO 0,00001 3,3333E-07 156,00
52 SI 2,83333 0,09444433 1,53
53 NO 0,33333 0,011111 13,00
54 SI 0,08333 0,00277767 52,00
55 SI 0,25 0,00833333 17,33
56 NO 0,00001 3,3333E-07 156,00
57 SI 0,08333 0,00277767 52,00
58 SI 0,08333 0,00277767 52,00
59 NO 0,08333 0,00277767 52,00
60 SI 0,08333 0,00277767 52,00
Fuente: Vidrio Andino S.A.S y autor

76
Anexo B Información de mantenimiento (continuación…)
2. MANTENIMIENTO
# PREDICCIÓN λ (Prom. Anual) MTBF (Anual)
#Averías/Mes #Averías/Día Semanas
61 NO 0,08333 0,00277767 52,00
62 SI 0,00001 3,3333E-07 156,00
63 NO 0,00001 3,3333E-07 156,00
64 SI 0,00001 3,3333E-07 156,00
65 NO 0,08333 0,00277767 52,00
66 SI 0,08333 0,00277767 52,00
67 SI 0,08333 0,00277767 52,00
68 SI 0,08333 0,00277767 52,00
69 NO 0,08333 0,00277767 52,00
70 SI 0,33333 0,011111 13,00
71 SI 0,00001 3,3333E-07 156,00
72 SI 1,33333 0,04444433 3,25
73 SI 0,08333 0,00277767 52,00
74 SI 0,00001 3,3333E-07 156,00
75 NO 0,00001 3,3333E-07 156,00
76 SI 0,08333 0,00277767 52,00
77 SI 0,25 0,00833333 17,33
78 NO 0,00001 3,3333E-07 156,00
79 SI 0,08333 0,00277767 52,00
80 NO 0,08333 0,00277767 52,00
81 SI 0,08333 0,00277767 52,00
82 NO 0,08333 0,00277767 52,00
83 SI 0,41666 0,01388867 10,40
84 NO 0,08333 0,00277767 52,00
85 SI 0,08333 0,00277767 52,00
86 SI 0,08333 0,00277767 52,00
87 SI 0,08333 0,00277767 52,00
88 SI 0,08333 0,00277767 52,00
89 NO 0,33333 0,011111 13,00
90 SI 0,33333 0,011111 13,00
Fuente: Vidrio Andino S.A.S y autor
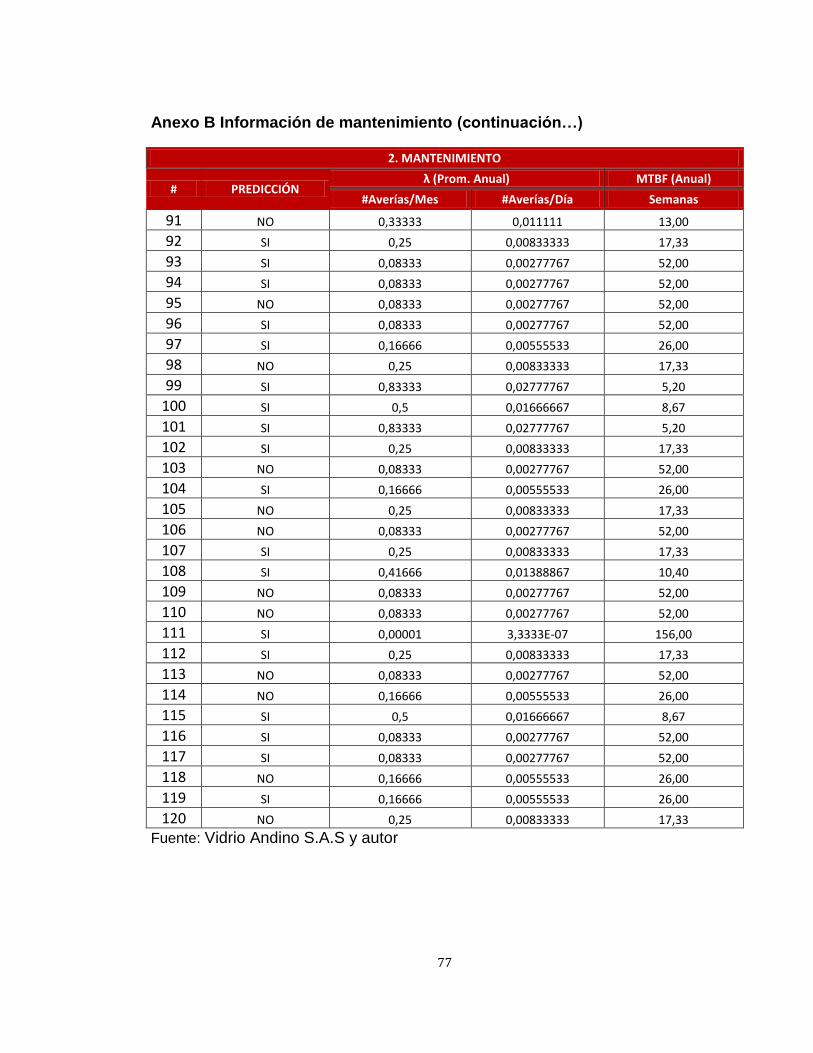
77
Anexo B Información de mantenimiento (continuación…)
2. MANTENIMIENTO
# PREDICCIÓN λ (Prom. Anual) MTBF (Anual)
#Averías/Mes #Averías/Día Semanas
91 NO 0,33333 0,011111 13,00
92 SI 0,25 0,00833333 17,33
93 SI 0,08333 0,00277767 52,00
94 SI 0,08333 0,00277767 52,00
95 NO 0,08333 0,00277767 52,00
96 SI 0,08333 0,00277767 52,00
97 SI 0,16666 0,00555533 26,00
98 NO 0,25 0,00833333 17,33
99 SI 0,83333 0,02777767 5,20
100 SI 0,5 0,01666667 8,67
101 SI 0,83333 0,02777767 5,20
102 SI 0,25 0,00833333 17,33
103 NO 0,08333 0,00277767 52,00
104 SI 0,16666 0,00555533 26,00
105 NO 0,25 0,00833333 17,33
106 NO 0,08333 0,00277767 52,00
107 SI 0,25 0,00833333 17,33
108 SI 0,41666 0,01388867 10,40
109 NO 0,08333 0,00277767 52,00
110 NO 0,08333 0,00277767 52,00
111 SI 0,00001 3,3333E-07 156,00
112 SI 0,25 0,00833333 17,33
113 NO 0,08333 0,00277767 52,00
114 NO 0,16666 0,00555533 26,00
115 SI 0,5 0,01666667 8,67
116 SI 0,08333 0,00277767 52,00
117 SI 0,08333 0,00277767 52,00
118 NO 0,16666 0,00555533 26,00
119 SI 0,16666 0,00555533 26,00
120 NO 0,25 0,00833333 17,33
Fuente: Vidrio Andino S.A.S y autor
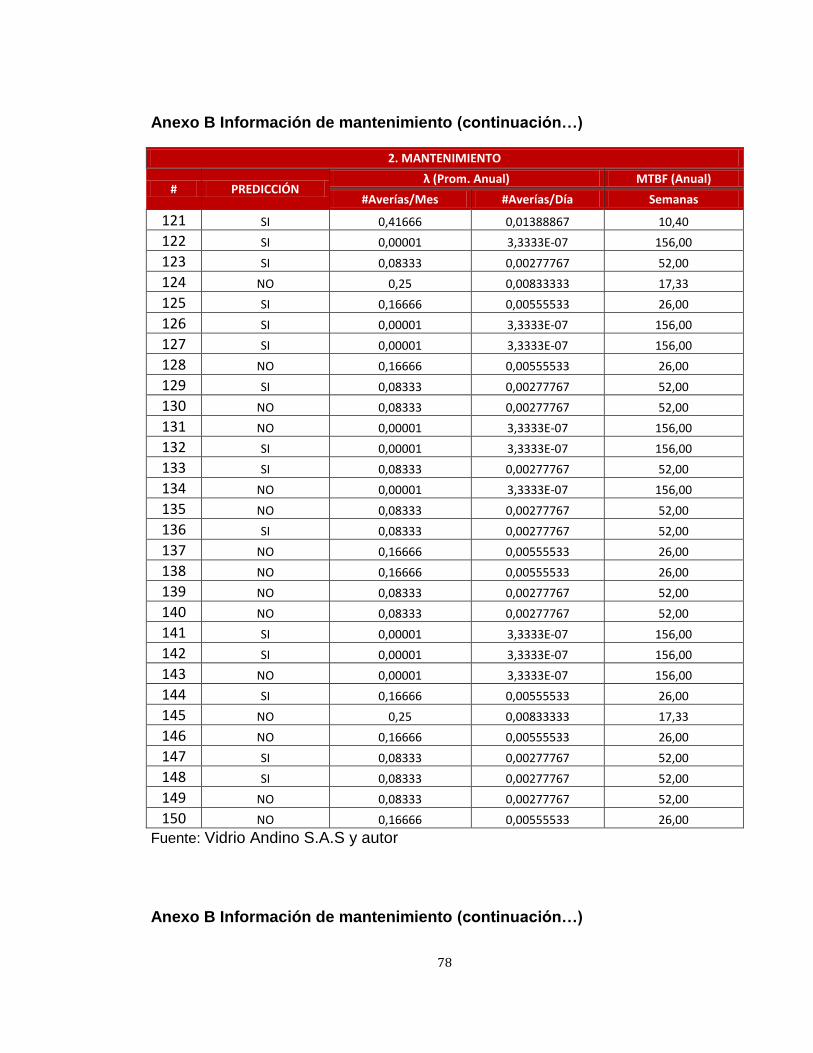
78
Anexo B Información de mantenimiento (continuación…)
2. MANTENIMIENTO
# PREDICCIÓN λ (Prom. Anual) MTBF (Anual)
#Averías/Mes #Averías/Día Semanas
121 SI 0,41666 0,01388867 10,40
122 SI 0,00001 3,3333E-07 156,00
123 SI 0,08333 0,00277767 52,00
124 NO 0,25 0,00833333 17,33
125 SI 0,16666 0,00555533 26,00
126 SI 0,00001 3,3333E-07 156,00
127 SI 0,00001 3,3333E-07 156,00
128 NO 0,16666 0,00555533 26,00
129 SI 0,08333 0,00277767 52,00
130 NO 0,08333 0,00277767 52,00
131 NO 0,00001 3,3333E-07 156,00
132 SI 0,00001 3,3333E-07 156,00
133 SI 0,08333 0,00277767 52,00
134 NO 0,00001 3,3333E-07 156,00
135 NO 0,08333 0,00277767 52,00
136 SI 0,08333 0,00277767 52,00
137 NO 0,16666 0,00555533 26,00
138 NO 0,16666 0,00555533 26,00
139 NO 0,08333 0,00277767 52,00
140 NO 0,08333 0,00277767 52,00
141 SI 0,00001 3,3333E-07 156,00
142 SI 0,00001 3,3333E-07 156,00
143 NO 0,00001 3,3333E-07 156,00
144 SI 0,16666 0,00555533 26,00
145 NO 0,25 0,00833333 17,33
146 NO 0,16666 0,00555533 26,00
147 SI 0,08333 0,00277767 52,00
148 SI 0,08333 0,00277767 52,00
149 NO 0,08333 0,00277767 52,00
150 NO 0,16666 0,00555533 26,00
Fuente: Vidrio Andino S.A.S y autor
Anexo B Información de mantenimiento (continuación…)
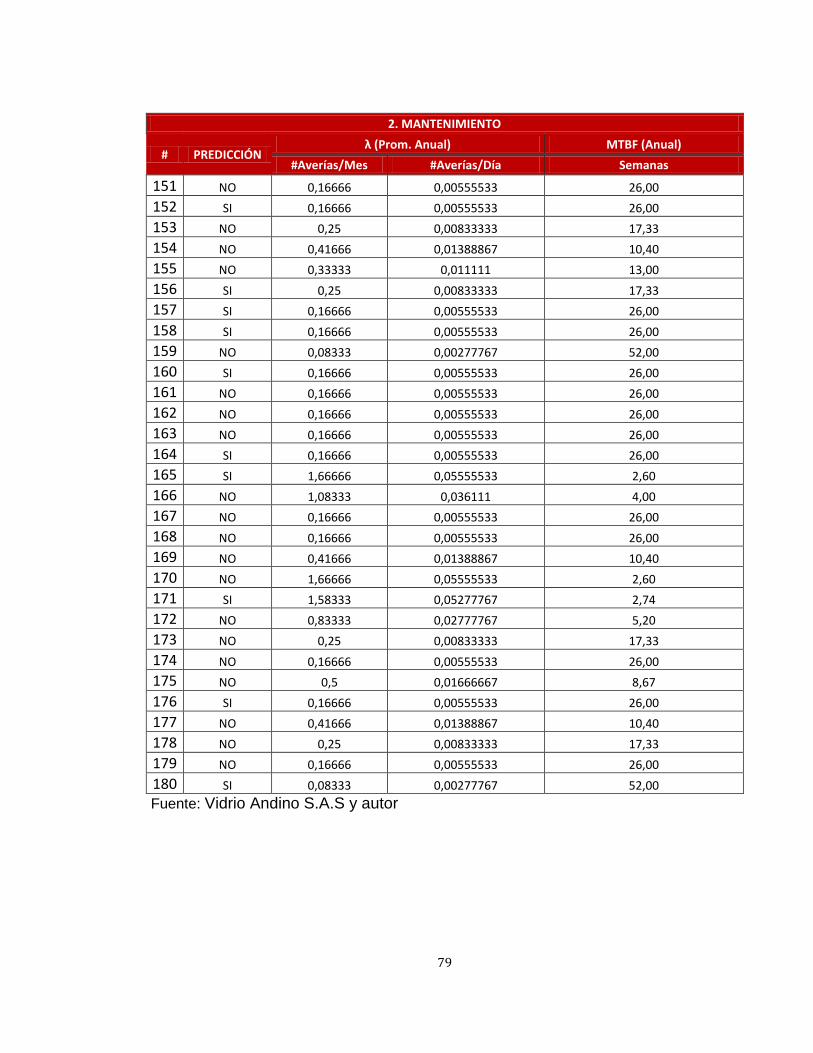
79
2. MANTENIMIENTO
# PREDICCIÓN λ (Prom. Anual) MTBF (Anual)
#Averías/Mes #Averías/Día Semanas
151 NO 0,16666 0,00555533 26,00
152 SI 0,16666 0,00555533 26,00
153 NO 0,25 0,00833333 17,33
154 NO 0,41666 0,01388867 10,40
155 NO 0,33333 0,011111 13,00
156 SI 0,25 0,00833333 17,33
157 SI 0,16666 0,00555533 26,00
158 SI 0,16666 0,00555533 26,00
159 NO 0,08333 0,00277767 52,00
160 SI 0,16666 0,00555533 26,00
161 NO 0,16666 0,00555533 26,00
162 NO 0,16666 0,00555533 26,00
163 NO 0,16666 0,00555533 26,00
164 SI 0,16666 0,00555533 26,00
165 SI 1,66666 0,05555533 2,60
166 NO 1,08333 0,036111 4,00
167 NO 0,16666 0,00555533 26,00
168 NO 0,16666 0,00555533 26,00
169 NO 0,41666 0,01388867 10,40
170 NO 1,66666 0,05555533 2,60
171 SI 1,58333 0,05277767 2,74
172 NO 0,83333 0,02777767 5,20
173 NO 0,25 0,00833333 17,33
174 NO 0,16666 0,00555533 26,00
175 NO 0,5 0,01666667 8,67
176 SI 0,16666 0,00555533 26,00
177 NO 0,41666 0,01388867 10,40
178 NO 0,25 0,00833333 17,33
179 NO 0,16666 0,00555533 26,00
180 SI 0,08333 0,00277767 52,00
Fuente: Vidrio Andino S.A.S y autor

80
Anexo B Información de mantenimiento (continuación…)
2. MANTENIMIENTO
# PREDICCIÓN λ (Prom. Anual) MTBF (Anual)
#Averías/Mes #Averías/Día Semanas
181 SI 0,08333 0,00277767 52,00
182 NO 0,08333 0,00277767 52,00
183 NO 0,08333 0,00277767 52,00
184 NO 0,08333 0,00277767 52,00
185 SI 0,08333 0,00277767 52,00
186 NO 0,08333 0,00277767 52,00
187 NO 0,08333 0,00277767 52,00
188 NO 0,08333 0,00277767 52,00
189 NO 0,08333 0,00277767 52,00
190 SI 0,08333 0,00277767 52,00
191 NO 0,08333 0,00277767 52,00
192 SI 0,08333 0,00277767 52,00
193 NO 0,08333 0,00277767 52,00
194 SI 0,08333 0,00277767 52,00
195 NO 0,00001 3,3333E-07 156,00
196 SI 0,08333 0,00277767 52,00
197 NO 0,08333 0,00277767 52,00
198 NO 0,08333 0,00277767 52,00
199 NO 0,08333 0,00277767 52,00
200 NO 0,08333 0,00277767 52,00
201 NO 0,08333 0,00277767 52,00
202 NO 0,08333 0,00277767 52,00
203 NO 0,16666 0,00555533 26,00
204 SI 0,25 0,00833333 17,33
205 NO 0,08333 0,00277767 52,00
206 SI 0,08333 0,00277767 52,00
207 NO 0,08333 0,00277767 52,00
208 NO 0,08333 0,00277767 52,00
209 NO 0,08333 0,00277767 52,00
210 NO 0,08333 0,00277767 52,00
Fuente: Vidrio Andino S.A.S y autor
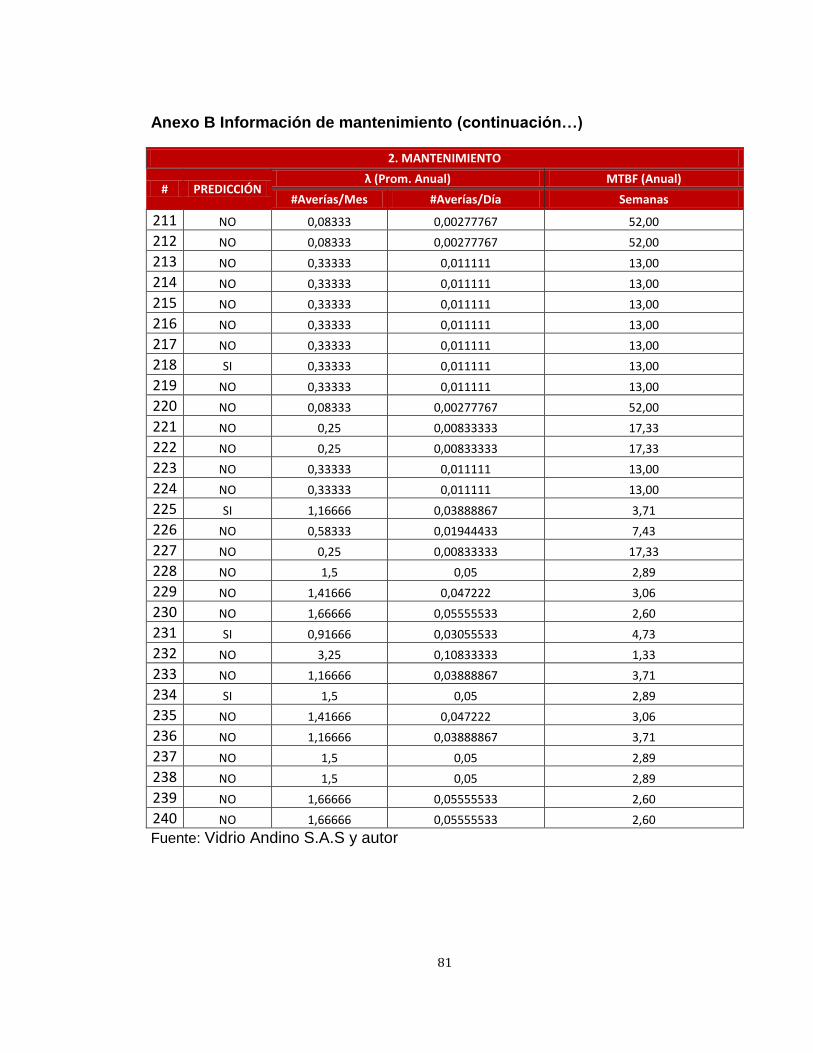
81
Anexo B Información de mantenimiento (continuación…)
2. MANTENIMIENTO
# PREDICCIÓN λ (Prom. Anual) MTBF (Anual)
#Averías/Mes #Averías/Día Semanas
211 NO 0,08333 0,00277767 52,00
212 NO 0,08333 0,00277767 52,00
213 NO 0,33333 0,011111 13,00
214 NO 0,33333 0,011111 13,00
215 NO 0,33333 0,011111 13,00
216 NO 0,33333 0,011111 13,00
217 NO 0,33333 0,011111 13,00
218 SI 0,33333 0,011111 13,00
219 NO 0,33333 0,011111 13,00
220 NO 0,08333 0,00277767 52,00
221 NO 0,25 0,00833333 17,33
222 NO 0,25 0,00833333 17,33
223 NO 0,33333 0,011111 13,00
224 NO 0,33333 0,011111 13,00
225 SI 1,16666 0,03888867 3,71
226 NO 0,58333 0,01944433 7,43
227 NO 0,25 0,00833333 17,33
228 NO 1,5 0,05 2,89
229 NO 1,41666 0,047222 3,06
230 NO 1,66666 0,05555533 2,60
231 SI 0,91666 0,03055533 4,73
232 NO 3,25 0,10833333 1,33
233 NO 1,16666 0,03888867 3,71
234 SI 1,5 0,05 2,89
235 NO 1,41666 0,047222 3,06
236 NO 1,16666 0,03888867 3,71
237 NO 1,5 0,05 2,89
238 NO 1,5 0,05 2,89
239 NO 1,66666 0,05555533 2,60
240 NO 1,66666 0,05555533 2,60
Fuente: Vidrio Andino S.A.S y autor
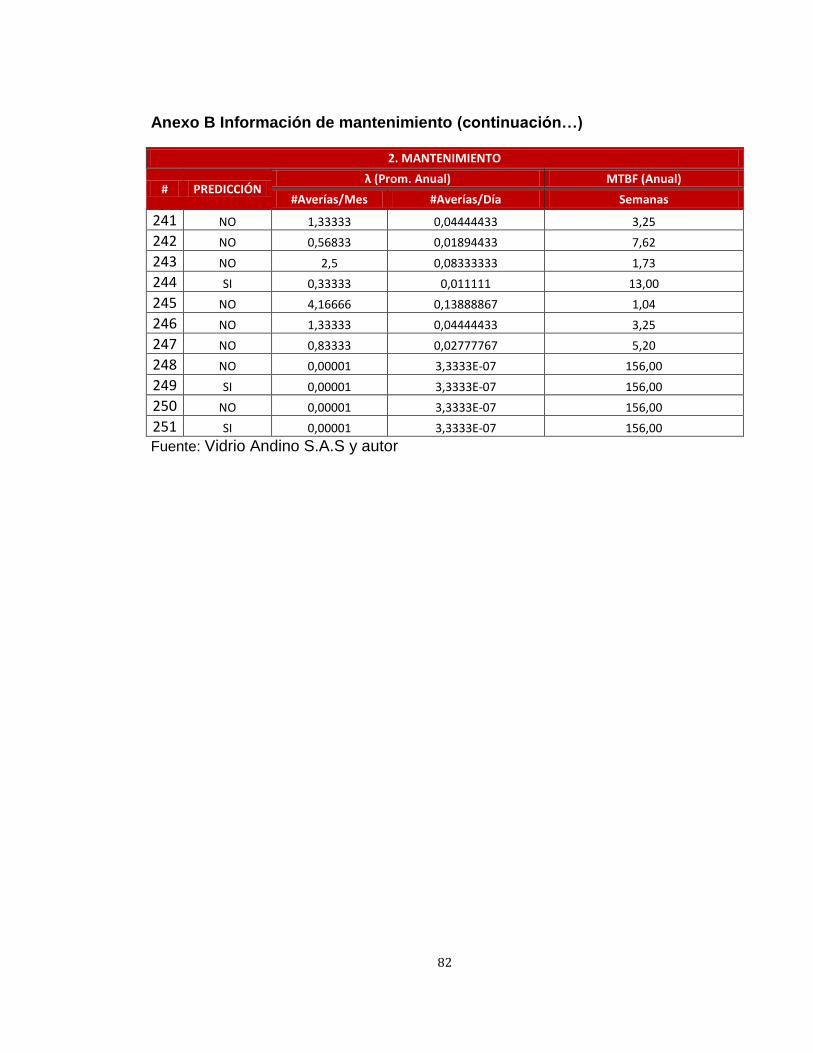
82
Anexo B Información de mantenimiento (continuación…)
2. MANTENIMIENTO
# PREDICCIÓN λ (Prom. Anual) MTBF (Anual)
#Averías/Mes #Averías/Día Semanas
241 NO 1,33333 0,04444433 3,25
242 NO 0,56833 0,01894433 7,62
243 NO 2,5 0,08333333 1,73
244 SI 0,33333 0,011111 13,00
245 NO 4,16666 0,13888867 1,04
246 NO 1,33333 0,04444433 3,25
247 NO 0,83333 0,02777767 5,20
248 NO 0,00001 3,3333E-07 156,00
249 SI 0,00001 3,3333E-07 156,00
250 NO 0,00001 3,3333E-07 156,00
251 SI 0,00001 3,3333E-07 156,00
Fuente: Vidrio Andino S.A.S y autor

83
ANEXO C Información de almacén general
3. ABASTECIMIENTO
# ABASTECIMIENTO
LEAD TIME 3.1 COSTO
(Semanas) (Meses) € / UNIDAD € TOTAL $ COP / UNIDAD $ COP TOTAL COSTO EST. X UND
($ COPs)
1 NACIONAL 13 3,214285714 € 7.626,74 € 38.133,68 $ 2.671.548 $ 13.357.740,00 $ 2.671.548,00
2 NACIONAL 3 0,714285714 € 670,07 € 8.040,84 $ 234.717 $ 2.816.604,00 $ 234.717,00
3 NACIONAL 3 0,75 € 755,09 € 5.285,66 $ 264.500 $ 1.851.500,00 $ 264.500,00
4 NACIONAL 8 2,035714286 € 297,41 € 29,74 $ 104.180 $ 10.418,00 $ 104.180,00
5 NACIONAL 13 3,214285714 € 148,55 € 2.822,50 $ 52.036 $ 988.684,00 $ 52.036,00
6 NACIONAL 7 1,857142857 € 1.971,70 € 3.943,41 $ 690.663 $ 1.381.326,00 $ 690.663,00
7 NACIONAL 3 0,857142857 € 2.219,46 € 4.438,93 $ 777.450 $ 1.554.900,00 $ 777.450,00
8 IMPORTACIÓN 4 1,071428571 € 952,65 € 952,65 $ 333.700 $ 333.700,00 $ 333.700,00
9 NACIONAL 8 1,892857143 € 921,53 € 1.843,06 $ 322.800 $ 645.600,00 $ 322.800,00
10 NACIONAL 3 0,678571429 € 213,46 € 853,84 $ 74.772 $ 299.088,00 $ 74.772,00
11 NACIONAL 6 1,535714286 € 336,87 € 336,87 $ 118.000 $ 118.000,00 $ 118.000,00
12 NACIONAL 8 1,892857143 € 94,21 € 282,63 $ 33.000 $ 99.000,00 $ 33.000,00
13 NACIONAL 4 1,071428571 € 26,55 € 185,85 $ 9.300 $ 65.100,00 $ 9.300,00
14 NACIONAL 6 1,428571429 € 101,35 € 101,35 $ 35.500 $ 35.500,00 $ 35.500,00
15 NACIONAL 13 3,214285714 € 513,68 € 51,37 $ 179.936 $ 17.993,60 $ 179.936,00
16 NACIONAL 4 0,964285714 € 826,46 € 11.570,50 $ 289.500 $ 4.053.000,00 $ 289.500,00
17 NACIONAL 4 0,928571429 € 1.144,49 € 114,45 $ 400.900 $ 40.090,00 $ 400.900,00
18 NACIONAL 13 3,214285714 € 7.245,54 € 7.245,54 $ 2.538.019 $ 2.538.019,00 $ 2.538.019,00
19 NACIONAL 8 1,964285714 € 283,29 € 283,29 $ 99.233 $ 99.233,00 $ 99.233,00
20 NACIONAL 6 1,571428571 € 436,16 € 5.670,11 $ 152.782 $ 1.986.166,00 $ 152.782,00
Fuente: Vidrio Andino S.A.S y autor

84
ANEXO C Información de almacén general (continuación…)
# ABASTECIMIENTO
LEAD TIME 3.1 COSTO
(Semanas) (Meses) € / UNIDAD € TOTAL $ COP / UNIDAD $ COP TOTAL COSTO EST. X UND
($ COPs)
21 IMPORTACIÓN 6 1,607142857 € 986,83 € 986,83 $ 345.674 $ 345.674,00 $ 345.674,00
22 NACIONAL 6 1,607142857 € 695,44 € 3.477,19 $ 243.603 $ 1.218.015,00 $ 243.603,00
23 NACIONAL 6 1,535714286 € 258,23 € 258,23 $ 90.453 $ 90.453,00 $ 90.453,00
24 NACIONAL 6 1,535714286 € 1.046,48 € 1.046,48 $ 366.567 $ 366.567,00 $ 366.567,00
25 NACIONAL 5 1,25 € 1.302,77 € 1.302,77 $ 456.345 $ 456.345,00 $ 456.345,00
26 NACIONAL 6 1,428571429 € 1.262,81 € 1.262,81 $ 442.345 $ 442.345,00 $ 442.345,00
27 IMPORTACIÓN 8 1,964285714 € 92,97 € 92,97 $ 32.567 $ 32.567,00 $ 32.567,00
28 IMPORTACIÓN 5 1,321428571 € 1.000,89 € 1.000,89 $ 350.600 $ 350.600,00 $ 350.600,00
29 IMPORTACIÓN 6 1,535714286 € 218,52 € 218,52 $ 76.546 $ 76.546,00 $ 76.546,00
30 IMPORTACIÓN 18 4,5 € 221,69 € 22,17 $ 77.654 $ 7.765,40 $ 77.654,00
31 NACIONAL 1 0,25 € 914,68 € 91,47 $ 320.400 $ 32.040,00 $ 320.400,00
32 NACIONAL 3 0,714285714 € 951,35 € 1.902,70 $ 333.245 $ 666.490,00 $ 333.245,00
33 NACIONAL 5 1,178571429 € 863,58 € 863,58 $ 302.500 $ 302.500,00 $ 302.500,00
34 NACIONAL 2 0,5 € 977,89 € 977,89 $ 342.543 $ 342.543,00 $ 342.543,00
35 NACIONAL 2 0,607142857 € 821,19 € 82,12 $ 287.654 $ 28.765,40 $ 287.654,00
36 NACIONAL 13 3,214285714 € 839,31 € 839,31 $ 294.000 $ 294.000,00 $ 294.000,00
37 NACIONAL 4 1,071428571 € 1.075,09 € 1.075,09 $ 376.589 $ 376.589,00 $ 376.589,00
38 NACIONAL 8 1,892857143 € 277,77 € 277,77 $ 97.300 $ 97.300,00 $ 97.300,00
39 NACIONAL 6 1,428571429 € 1.018,56 € 1.018,56 $ 356.789 $ 356.789,00 $ 356.789,00
40 NACIONAL 8 1,892857143 € 770,80 € 770,80 $ 270.000 $ 270.000,00 $ 270.000,00
Fuente: Vidrio Andino S.A.S y autor

85
ANEXO C Información de almacén general (continuación…)
# ABASTECIMIENTO
LEAD TIME 3.1 COSTO
(Semanas) (Meses) € / UNIDAD € TOTAL $ COP / UNIDAD $ COP TOTAL COSTO EST. X UND
($ COPs)
41 NACIONAL 5 1,321428571 € 1.868,02 € 186,80 $ 654.344 $ 65.434,40 $ 654.344,00
42 NACIONAL 4 1,071428571 € 79,36 € 396,82 $ 27.800 $ 139.000,00 $ 27.800,00
43 NACIONAL 5 1,214285714 € 1.110,45 € 4.441,79 $ 388.976 $ 1.555.904,00 $ 388.976,00
44 NACIONAL 4 0,892857143 € 1.034,42 € 1.034,42 $ 362.345 $ 362.345,00 $ 362.345,00
45 NACIONAL 4 1,071428571 € 1.877,44 € 7.509,76 $ 657.643 $ 2.630.572,00 $ 657.643,00
46 IMPORTACIÓN 4 1,071428571 € 206,52 € 826,08 $ 72.341 $ 289.364,00 $ 72.341,00
47 IMPORTACIÓN 6 1,428571429 € 1.103,25 € 1.103,25 $ 386.453 $ 386.453,00 $ 386.453,00
48 NACIONAL 4 1,071428571 € 897,08 € 897,08 $ 314.234 $ 314.234,00 $ 314.234,00
49 NACIONAL 6 1,428571429 € 983,67 € 983,67 $ 344.567 $ 344.567,00 $ 344.567,00
50 NACIONAL 13 3,214285714 € 1.074,73 € 0,00 $ 376.463 $ - $ 376.463,00
51 NACIONAL 8 1,892857143 € 896,12 € 0,00 $ 313.900 $ - $ 313.900,00
52 NACIONAL 4 1,071428571 € 211,38 € 7.186,85 $ 74.043 $ 2.517.462,00 $ 74.043,00
53 NACIONAL 4 0,892857143 € 187,75 € 750,98 $ 65.765 $ 263.060,00 $ 65.765,00
54 NACIONAL 3 0,714285714 € 206,52 € 206,52 $ 72.341 $ 72.341,00 $ 72.341,00
55 NACIONAL 4 1,071428571 € 2.413,39 € 7.240,16 $ 845.378 $ 2.536.134,00 $ 845.378,00
56 NACIONAL 4 1,071428571 € 669,89 € 66,99 $ 234.654 $ 23.465,40 $ 234.654,00
57 NACIONAL 5 1,321428571 € 1.012,53 € 1.012,53 $ 354.678 $ 354.678,00 $ 354.678,00
58 NACIONAL 5 1,321428571 € 872,02 € 872,02 $ 305.456 $ 305.456,00 $ 305.456,00
59 NACIONAL 4 1,071428571 € 231,24 € 231,24 $ 81.000 $ 81.000,00 $ 81.000,00
60 NACIONAL 4 0,892857143 € 101,35 € 101,35 $ 35.500 $ 35.500,00 $ 35.500,00
Fuente: Vidrio Andino S.A.S y autor
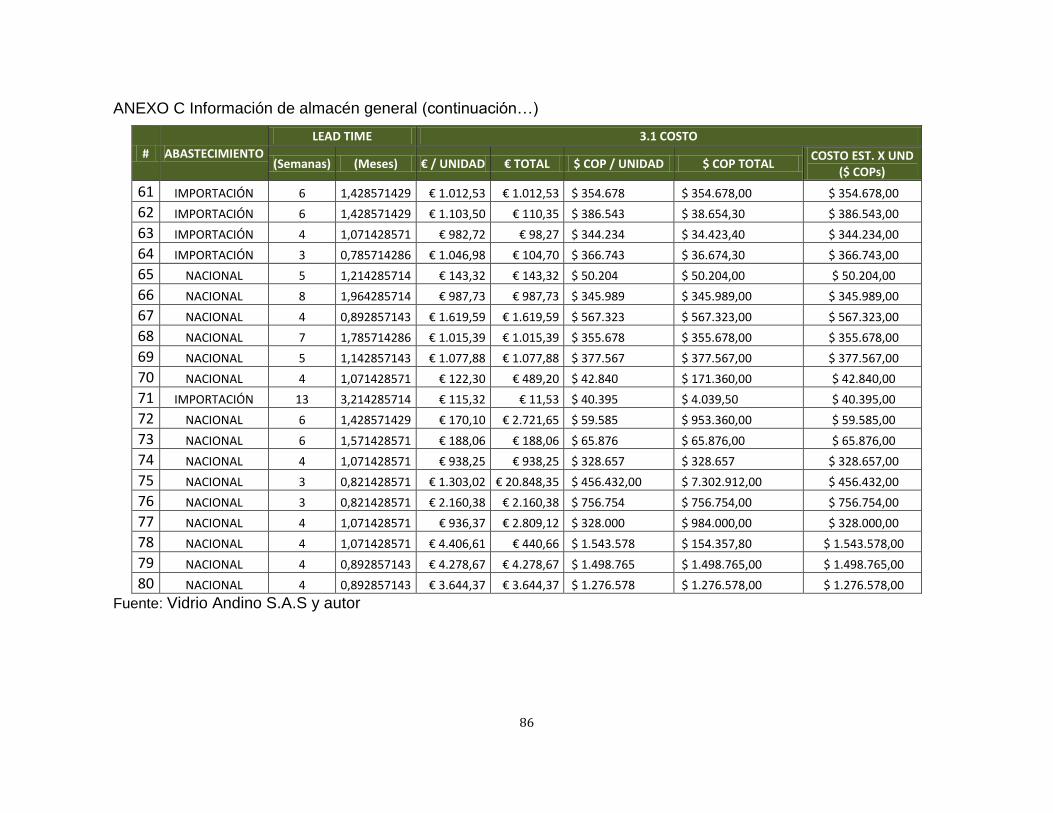
86
ANEXO C Información de almacén general (continuación…)
# ABASTECIMIENTO
LEAD TIME 3.1 COSTO
(Semanas) (Meses) € / UNIDAD € TOTAL $ COP / UNIDAD $ COP TOTAL COSTO EST. X UND
($ COPs)
61 IMPORTACIÓN 6 1,428571429 € 1.012,53 € 1.012,53 $ 354.678 $ 354.678,00 $ 354.678,00
62 IMPORTACIÓN 6 1,428571429 € 1.103,50 € 110,35 $ 386.543 $ 38.654,30 $ 386.543,00
63 IMPORTACIÓN 4 1,071428571 € 982,72 € 98,27 $ 344.234 $ 34.423,40 $ 344.234,00
64 IMPORTACIÓN 3 0,785714286 € 1.046,98 € 104,70 $ 366.743 $ 36.674,30 $ 366.743,00
65 NACIONAL 5 1,214285714 € 143,32 € 143,32 $ 50.204 $ 50.204,00 $ 50.204,00
66 NACIONAL 8 1,964285714 € 987,73 € 987,73 $ 345.989 $ 345.989,00 $ 345.989,00
67 NACIONAL 4 0,892857143 € 1.619,59 € 1.619,59 $ 567.323 $ 567.323,00 $ 567.323,00
68 NACIONAL 7 1,785714286 € 1.015,39 € 1.015,39 $ 355.678 $ 355.678,00 $ 355.678,00
69 NACIONAL 5 1,142857143 € 1.077,88 € 1.077,88 $ 377.567 $ 377.567,00 $ 377.567,00
70 NACIONAL 4 1,071428571 € 122,30 € 489,20 $ 42.840 $ 171.360,00 $ 42.840,00
71 IMPORTACIÓN 13 3,214285714 € 115,32 € 11,53 $ 40.395 $ 4.039,50 $ 40.395,00
72 NACIONAL 6 1,428571429 € 170,10 € 2.721,65 $ 59.585 $ 953.360,00 $ 59.585,00
73 NACIONAL 6 1,571428571 € 188,06 € 188,06 $ 65.876 $ 65.876,00 $ 65.876,00
74 NACIONAL 4 1,071428571 € 938,25 € 938,25 $ 328.657 $ 328.657 $ 328.657,00
75 NACIONAL 3 0,821428571 € 1.303,02 € 20.848,35 $ 456.432,00 $ 7.302.912,00 $ 456.432,00
76 NACIONAL 3 0,821428571 € 2.160,38 € 2.160,38 $ 756.754 $ 756.754,00 $ 756.754,00
77 NACIONAL 4 1,071428571 € 936,37 € 2.809,12 $ 328.000 $ 984.000,00 $ 328.000,00
78 NACIONAL 4 1,071428571 € 4.406,61 € 440,66 $ 1.543.578 $ 154.357,80 $ 1.543.578,00
79 NACIONAL 4 0,892857143 € 4.278,67 € 4.278,67 $ 1.498.765 $ 1.498.765,00 $ 1.498.765,00
80 NACIONAL 4 0,892857143 € 3.644,37 € 3.644,37 $ 1.276.578 $ 1.276.578,00 $ 1.276.578,00
Fuente: Vidrio Andino S.A.S y autor

87
ANEXO C Información de almacén general (continuación…)
3. ABASTECIMIENTO
# ABASTECIMIENTO
LEAD TIME 3.1 COSTO
(Semanas) (Meses) € / UNIDAD € TOTAL $ COP / UNIDAD $ COP TOTAL COSTO EST. X UND
($ COPs)
81 NACIONAL 1 0,357142857 € 1.869,58 € 1.869,58 $ 654.889 $ 654.889,00 $ 654.889,00
82 NACIONAL 3 0,75 € 1.294,88 € 1.294,88 $ 453.581 $ 453.581,00 $ 453.581,00
83 IMPORTACIÓN 13 3,214285714 € 1.350,00 € 6.749,99 $ 472.887 $ 2.364.435,00 $ 472.887,00
84 NACIONAL 2 0,428571429 € 2.542,38 € 2.542,38 $ 890.564 $ 890.564,00 $ 890.564,00
85 NACIONAL 6 1,428571429 € 3.835,62 € 3.835,62 $ 1.343.567 $ 1.343.567,00 $ 1.343.567,00
86 NACIONAL 4 1,071428571 € 1.272,32 € 1.272,32 $ 445.678 $ 445.678,00 $ 445.678,00
87 IMPORTACIÓN 6 1,5 € 1.552,09 € 1.552,09 $ 543.678 $ 543.678,00 $ 543.678,00
88 NACIONAL 4 1,071428571 € 1.878,16 € 1.878,16 $ 657.895 $ 657.895,00 $ 657.895,00
89 NACIONAL 4 1,035714286 € 106,22 € 424,86 $ 37.206 $ 148.824,00 $ 37.206,00
90 NACIONAL 6 1,571428571 € 344,20 € 1.376,80 $ 120.569 $ 482.276,00 $ 120.569,00
91 NACIONAL 6 1,571428571 € 397,98 € 1.591,90 $ 139.406 $ 557.624,00 $ 139.406,00
92 NACIONAL 8 2,035714286 € 2.379,00 € 7.137,01 $ 833.334 $ 2.500.002,00 $ 833.334,00
93 IMPORTACIÓN 4 0,892857143 € 4.529,27 € 4.529,27 $ 1.586.545 $ 1.586.545,00 $ 1.586.545,00
94 IMPORTACIÓN 4 0,892857143 € 389,55 € 389,55 $ 136.456 $ 136.456,00 $ 136.456,00
95 IMPORTACIÓN 6 1,428571429 € 447,59 € 447,59 $ 156.784 $ 156.784,00 $ 156.784,00
96 IMPORTACIÓN 5 1,357142857 € 349,30 € 349,30 $ 122.356 $ 122.356,00 $ 122.356,00
97 NACIONAL 4 1,071428571 € 982,05 € 1.964,10 $ 344.000 $ 688.000,00 $ 344.000,00
98 NACIONAL 4 1,071428571 € 98,52 € 295,55 $ 34.509 $ 103.527,00 $ 34.509,00
99 NACIONAL 4 1,071428571 € 74,85 € 748,53 $ 26.220 $ 262.200,00 $ 26.220,00
100 NACIONAL 4 1,071428571 € 74,85 € 449,12 $ 26.220 $ 157.320,00 $ 26.220,00
Fuente: Vidrio Andino S.A.S y autor

88
ANEXO C Información de almacén general (continuación…)
# ABASTECIMIENTO
LEAD TIME 3.1 COSTO
(Semanas) (Meses) € / UNIDAD € TOTAL $ COP / UNIDAD $ COP TOTAL COSTO EST. X UND
($ COPs)
101 NACIONAL 4 1,071428571 € 74,85 € 748,53 $ 26.220 $ 262.200,00 $ 26.220,00
102 NACIONAL 4 1,071428571 € 1.139,07 € 3.417,20 $ 399.000 $ 1.197.000,00 $ 399.000,00
103 NACIONAL 4 0,892857143 € 2.386,80 € 2.386,80 $ 836.064 $ 836.064,00 $ 836.064,00
104 NACIONAL 4 0,892857143 € 3.478,05 € 6.956,09 $ 1.218.315 $ 2.436.630,00 $ 1.218.315,00
105 NACIONAL 4 0,892857143 € 1.636,87 € 4.910,62 $ 573.376 $ 1.720.128,00 $ 573.376,00
106 NACIONAL 4 1,071428571 € 986,75 € 986,75 $ 345.645 $ 345.645,00 $ 345.645,00
107 NACIONAL 4 1,071428571 € 940,18 € 2.820,55 $ 329.334 $ 988.002,00 $ 329.334,00
108 NACIONAL 4 1,071428571 € 2.420,53 € 12.102,67 $ 847.882 $ 4.239.410,00 $ 847.882,00
109 NACIONAL 3 0,785714286 € 1.222,92 € 1.222,92 $ 428.374 $ 428.374,00 $ 428.374,00
110 NACIONAL 4 0,928571429 € 1.525,26 € 1.525,26 $ 534.278 $ 534.278,00 $ 534.278,00
111 NACIONAL 3 0,714285714 € 1.551,50 € 0,00 $ 543.469 $ - $ 543.469,00
112 NACIONAL 4 0,892857143 € 1.240,69 € 3.722,07 $ 434.598 $ 1.303.794,00 $ 434.598,00
113 NACIONAL 4 0,892857143 € 3.898,19 € 3.898,19 $ 1.365.487 $ 1.365.487,00 $ 1.365.487,00
114 NACIONAL 3 0,75 € 1.923,84 € 3.847,68 $ 673.897 $ 1.347.794,00 $ 673.897,00
115 IMPORTACIÓN 13 3,214285714 € 1.159,86 € 6.959,14 $ 406.283 $ 2.437.698,00 $ 406.283,00
116 NACIONAL 4 1,071428571 € 352,32 € 352,32 $ 123.412 $ 123.412,00 $ 123.412,00
117 NACIONAL 6 1,428571429 € 5.148,51 € 5.148,51 $ 1.803.456 $ 1.803.456,00 $ 1.803.456,00
118 NACIONAL 4 1,071428571 € 3.191,10 € 6.382,19 $ 1.117.800 $ 2.235.600,00 $ 1.117.800,00
119 NACIONAL 4 1,071428571 € 1.144,77 € 2.289,55 $ 401.000 $ 802.000,00 $ 401.000,00
120 NACIONAL 4 0,892857143 € 2.113,98 € 6.341,95 $ 740.501 $ 2.221.503,00 $ 740.501,00
Fuente: Vidrio Andino S.A.S y autor

89
ANEXO C Información de almacén general (continuación…)
# ABASTECIMIENTO
LEAD TIME 3.1 COSTO
(Semanas) (Meses) € / UNIDAD € TOTAL $ COP / UNIDAD $ COP TOTAL COSTO EST. X UND
($ COPs)
121 NACIONAL 5 1,178571429 € 695,02 € 3.475,09 $ 243.456 $ 1.217.280,00 $ 243.456,00
122 NACIONAL 6 1,607142857 € 925,97 € 92,60 $ 324.356 $ 32.435,60 $ 324.356,00
123 NACIONAL 4 1,071428571 € 953,50 € 953,50 $ 334.000 $ 334.000,00 $ 334.000,00
124 NACIONAL 9 2,321428571 € 1.092,20 € 3.276,59 $ 382.582 $ 1.147.746,00 $ 382.582,00
125 NACIONAL 4 1,071428571 € 2.806,27 € 5.612,54 $ 983.001 $ 1.966.002,00 $ 983.001,00
126 NACIONAL 6 1,428571429 € 976,71 € 97,67 $ 342.129 $ 34.212,90 $ 342.129,00
127 NACIONAL 4 0,892857143 € 727,05 € 72,71 $ 254.678 $ 25.467,80 $ 254.678,00
128 NACIONAL 4 1,071428571 € 671,73 € 1.343,47 $ 235.300 $ 470.600,00 $ 235.300,00
129 IMPORTACIÓN 4 0,892857143 € 665,52 € 665,52 $ 233.123 $ 233.123,00 $ 233.123,00
130 IMPORTACIÓN 4 1,071428571 € 695,27 € 695,27 $ 243.543 $ 243.543,00 $ 243.543,00
131 IMPORTACIÓN 3 0,821428571 € 1.018,40 € 101,84 $ 356.734 $ 35.673,40 $ 356.734,00
132 IMPORTACIÓN 4 0,892857143 € 8.571,09 € 857,11 $ 3.002.345 $ 300.234,50 $ 3.002.345,00
133 IMPORTACIÓN 7 1,75 € 857,67 € 857,67 $ 300.432 $ 300.432,00 $ 300.432,00
134 IMPORTACIÓN 6 1,428571429 € 893,52 € 89,35 $ 312.987 $ 31.298,70 $ 312.987,00
135 IMPORTACIÓN 4 1,071428571 € 695,34 € 695,34 $ 243.567 $ 243.567,00 $ 243.567,00
136 IMPORTACIÓN 4 0,892857143 € 922,74 € 922,74 $ 323.223 $ 323.223,00 $ 323.223,00
137 NACIONAL 4 1,071428571 € 2.044,04 € 4.088,07 $ 716.000 $ 1.432.000,00 $ 716.000,00
138 NACIONAL 2 0,392857143 € 701,36 € 1.402,72 $ 245.678 $ 491.356,00 $ 245.678,00
139 NACIONAL 4 1,071428571 € 785,07 € 785,07 $ 275.000 $ 275.000,00 $ 275.000,00
140 NACIONAL 1 0,142857143 € 695,34 € 695,34 $ 243.567 $ 243.567,00 $ 243.567,00
Fuente: Vidrio Andino S.A.S y autor

90
ANEXO C Información de almacén general (continuación…)
# ABASTECIMIENTO
LEAD TIME 3.1 COSTO
(Semanas) (Meses) € / UNIDAD € TOTAL $ COP / UNIDAD $ COP TOTAL COSTO EST. X UND
($ COPs)
141 NACIONAL 4 1,071428571 € 729,91 € 72,99 $ 255.678 $ 25.567,80 $ 255.678,00
142 NACIONAL 2 0,464285714 € 738,72 € 73,87 $ 258.765 $ 25.876,50 $ 258.765,00
143 NACIONAL 4 0,892857143 € 442,46 € 44,25 $ 154.987 $ 15.498,70 $ 154.987,00
144 NACIONAL 4 1,071428571 € 7.070,10 € 14.140,21 $ 2.476.567 $ 4.953.134,00 $ 2.476.567,00
145 NACIONAL 4 1,071428571 € 1.585,68 € 4.757,04 $ 555.443 $ 1.666.329,00 $ 555.443,00
146 IMPORTACIÓN 13 3,214285714 € 31.078,96 € 62.157,91 $ 10.886.562 $ 21.773.124,00 $ 10.886.562,00
147 NACIONAL 4 1 € 1.551,46 € 1.551,46 $ 543.456 $ 543.456,00 $ 543.456,00
148 NACIONAL 8 1,892857143 € 1.007,79 € 1.007,79 $ 353.017 $ 353.017,00 $ 353.017,00
149 NACIONAL 6 1,428571429 € 986,83 € 986,83 $ 345.674 $ 345.674,00 $ 345.674,00
150 NACIONAL 4 1,071428571 € 4.871,52 € 9.743,04 $ 1.706.432 $ 3.412.864,00 $ 1.706.432,00
151 NACIONAL 4 0,892857143 € 1.234,26 € 2.468,52 $ 432.345 $ 864.690,00 $ 432.345,00
152 NACIONAL 1 0,357142857 € 772,77 € 1.545,54 $ 270.692 $ 541.384,00 $ 270.692,00
153 NACIONAL 13 3,214285714 € 3.140,01 € 9.420,03 $ 1.099.905 $ 3.299.715,00 $ 1.099.905,00
154 NACIONAL 13 3,214285714 € 359,70 € 1.798,52 $ 126.000 $ 630.000,00 $ 126.000,00
155 NACIONAL 4 1,071428571 € 272,06 € 1.088,25 $ 95.300 $ 381.200,00 $ 95.300,00
156 NACIONAL 4 1,071428571 € 2.495,20 € 7.485,61 $ 874.038 $ 2.622.114,00 $ 874.038,00
157 NACIONAL 4 1,071428571 € 1.075,55 € 2.151,10 $ 376.751 $ 753.502,00 $ 376.751,00
158 NACIONAL 4 1,071428571 € 716,83 € 1.433,66 $ 251.097 $ 502.194,00 $ 251.097,00
159 IMPORTACIÓN 4 1,071428571 € 1.050,16 € 1.050,16 $ 367.856 $ 367.856,00 $ 367.856,00
160 NACIONAL 4 1,0 € 2.875,83 € 8.627,48 $ 1.007.365 $ 3.022.095,00 $ 1.007.365,00
Fuente: Vidrio Andino S.A.S y autor

91
ANEXO C Información de almacén general (continuación…)
# ABASTECIMIENTO
LEAD TIME 3.1 COSTO
(Semanas) (Meses) € / UNIDAD € TOTAL $ COP / UNIDAD $ COP TOTAL COSTO EST. X UND
($ COPs)
161 NACIONAL 8 1,9 € 10.238,24 € 30.714,72 $ 3.586.325 $ 10.758.975,00 $ 3.586.325,00
162 NACIONAL 6 1,5 € 8.732,98 € 17.465,95 $ 3.059.050 $ 6.118.100,00 $ 3.059.050,00
163 NACIONAL 13 3,214285714 € 964,19 € 1.928,37 $ 337.742 $ 675.484,00 $ 337.742,00
164 NACIONAL 13 3,214285714 € 1.903,64 € 3.807,28 $ 666.820 $ 1.333.640,00 $ 666.820,00
165 NACIONAL 4 1,071428571 € 15,08 € 301,52 $ 5.281 $ 105.620,00 $ 5.281,00
166 NACIONAL 2 0,607142857 € 24,14 € 313,86 $ 8.457 $ 109.941,00 $ 8.457,00
167 NACIONAL 4 1,071428571 € 286,17 € 572,33 $ 100.240 $ 200.480,00 $ 100.240,00
168 NACIONAL 4 1,071428571 € 671,73 € 1.343,47 $ 235.300 $ 470.600,00 $ 235.300,00
169 NACIONAL 4 1,071428571 € 122,78 € 613,92 $ 43.010 $ 215.050,00 $ 43.010,00
170 NACIONAL 2 0,607142857 € 12,62 € 252,42 $ 4.421 $ 88.420,00 $ 4.421,00
171 NACIONAL 2 0,607142857 € 16,17 € 307,28 $ 5.665 $ 107.635,00 $ 5.665,00
172 NACIONAL 2 0,607142857 € 21,63 € 216,31 $ 7.577 $ 75.770,00 $ 7.577,00
173 NACIONAL 7 1,821428571 € 1.281,81 € 3.845,42 $ 449.000 $ 1.347.000,00 $ 449.000,00
174 NACIONAL 4 1,071428571 € 1.202,10 € 2.404,20 $ 421.080 $ 842.160,00 $ 421.080,00
175 NACIONAL 13 3,214285714 € 1.013,94 € 6.083,64 $ 355.170 $ 2.131.020,00 $ 355.170,00
176 NACIONAL 13 3,214285714 € 885,46 € 1.770,93 $ 310.167 $ 620.334,00 $ 310.167,00
177 NACIONAL 13 3,214285714 € 863,65 € 4.318,23 $ 302.524 $ 1.512.620,00 $ 302.524,00
178 NACIONAL 3 0,857142857 € 2.267,99 € 6.803,97 $ 794.448 $ 2.383.344,00 $ 794.448,00
179 IMPORTACIÓN 13 3,214285714 € 7.304,63 € 14.609,26 $ 2.558.718 $ 5.117.436,00 $ 2.558.718,00
180 IMPORTACIÓN 13 3,214285714 € 13.471,03 € 13.471,03 $ 4.718.731 $ 4.718.731,00 $ 4.718.731,00
Fuente: Vidrio Andino S.A.S y autor
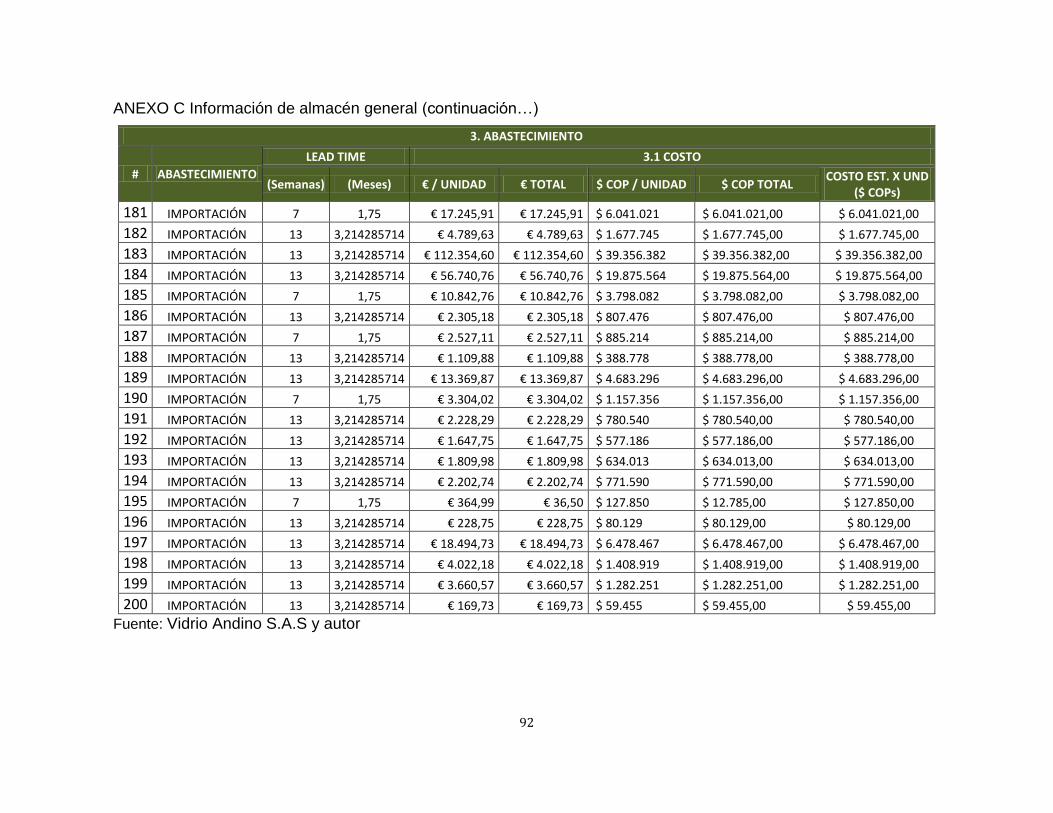
92
ANEXO C Información de almacén general (continuación…)
3. ABASTECIMIENTO
# ABASTECIMIENTO
LEAD TIME 3.1 COSTO
(Semanas) (Meses) € / UNIDAD € TOTAL $ COP / UNIDAD $ COP TOTAL COSTO EST. X UND
($ COPs)
181 IMPORTACIÓN 7 1,75 € 17.245,91 € 17.245,91 $ 6.041.021 $ 6.041.021,00 $ 6.041.021,00
182 IMPORTACIÓN 13 3,214285714 € 4.789,63 € 4.789,63 $ 1.677.745 $ 1.677.745,00 $ 1.677.745,00
183 IMPORTACIÓN 13 3,214285714 € 112.354,60 € 112.354,60 $ 39.356.382 $ 39.356.382,00 $ 39.356.382,00
184 IMPORTACIÓN 13 3,214285714 € 56.740,76 € 56.740,76 $ 19.875.564 $ 19.875.564,00 $ 19.875.564,00
185 IMPORTACIÓN 7 1,75 € 10.842,76 € 10.842,76 $ 3.798.082 $ 3.798.082,00 $ 3.798.082,00
186 IMPORTACIÓN 13 3,214285714 € 2.305,18 € 2.305,18 $ 807.476 $ 807.476,00 $ 807.476,00
187 IMPORTACIÓN 7 1,75 € 2.527,11 € 2.527,11 $ 885.214 $ 885.214,00 $ 885.214,00
188 IMPORTACIÓN 13 3,214285714 € 1.109,88 € 1.109,88 $ 388.778 $ 388.778,00 $ 388.778,00
189 IMPORTACIÓN 13 3,214285714 € 13.369,87 € 13.369,87 $ 4.683.296 $ 4.683.296,00 $ 4.683.296,00
190 IMPORTACIÓN 7 1,75 € 3.304,02 € 3.304,02 $ 1.157.356 $ 1.157.356,00 $ 1.157.356,00
191 IMPORTACIÓN 13 3,214285714 € 2.228,29 € 2.228,29 $ 780.540 $ 780.540,00 $ 780.540,00
192 IMPORTACIÓN 13 3,214285714 € 1.647,75 € 1.647,75 $ 577.186 $ 577.186,00 $ 577.186,00
193 IMPORTACIÓN 13 3,214285714 € 1.809,98 € 1.809,98 $ 634.013 $ 634.013,00 $ 634.013,00
194 IMPORTACIÓN 13 3,214285714 € 2.202,74 € 2.202,74 $ 771.590 $ 771.590,00 $ 771.590,00
195 IMPORTACIÓN 7 1,75 € 364,99 € 36,50 $ 127.850 $ 12.785,00 $ 127.850,00
196 IMPORTACIÓN 13 3,214285714 € 228,75 € 228,75 $ 80.129 $ 80.129,00 $ 80.129,00
197 IMPORTACIÓN 13 3,214285714 € 18.494,73 € 18.494,73 $ 6.478.467 $ 6.478.467,00 $ 6.478.467,00
198 IMPORTACIÓN 13 3,214285714 € 4.022,18 € 4.022,18 $ 1.408.919 $ 1.408.919,00 $ 1.408.919,00
199 IMPORTACIÓN 13 3,214285714 € 3.660,57 € 3.660,57 $ 1.282.251 $ 1.282.251,00 $ 1.282.251,00
200 IMPORTACIÓN 13 3,214285714 € 169,73 € 169,73 $ 59.455 $ 59.455,00 $ 59.455,00
Fuente: Vidrio Andino S.A.S y autor

93
ANEXO C Información de almacén general (continuación…)
3. ABASTECIMIENTO
# ABASTECIMIENTO
LEAD TIME 3.1 COSTO
(Semanas) (Meses) € / UNIDAD € TOTAL $ COP / UNIDAD $ COP TOTAL COSTO EST. X UND
($ COPs)
201 IMPORTACIÓN 7 1,75 € 3.690,12 € 3.690,12 $ 1.292.603 $ 1.292.603,00 $ 1.292.603,00
202 IMPORTACIÓN 13 3,214285714 € 52.930,67 € 52.930,67 $ 18.540.939 $ 18.540.939,00 $ 18.540.939,00
203 IMPORTACIÓN 13 3,214285714 € 38.283,97 € 76.567,94 $ 13.410.386 $ 26.820.772,00 $ 13.410.386,00
204 IMPORTACIÓN 13 3,214285714 € 91.758,32 € 275.274,95 $ 32.141.767 $ 96.425.301,00 $ 32.141.767,00
205 IMPORTACIÓN 13 3,214285714 € 1.926,27 € 1.926,27 $ 674.747 $ 674.747,00 $ 674.747,00
206 IMPORTACIÓN 13 3,214285714 € 233.561,61 € 233.561,61 $ 81.813.649 $ 81.813.649,00 $ 81.813.649,00
207 IMPORTACIÓN 13 3,214285714 € 33.291,54 € 33.291,54 $ 11.661.601 $ 11.661.601,00 $ 11.661.601,00
208 IMPORTACIÓN 13 3,214285714 € 11.904,22 € 11.904,22 $ 4.169.895 $ 4.169.895,00 $ 4.169.895,00
209 IMPORTACIÓN 4 1,071428571 € 35.690,51 € 35.690,51 $ 12.501.930 $ 12.501.930,00 $ 12.501.930,00
210 IMPORTACIÓN 13 3,214285714 € 10.915,28 € 10.915,28 $ 3.823.483 $ 3.823.483,00 $ 3.823.483,00
211 IMPORTACIÓN 4 1,071428571 € 819,20 € 819,20 $ 286.957 $ 286.957,00 $ 286.957,00
212 IMPORTACIÓN 13 3,214285714 € 41.277,35 € 41.277,35 $ 14.458.928 $ 14.458.928,00 $ 14.458.928,00
213 IMPORTACIÓN 4 1,071428571 € 73,80 € 295,19 $ 25.850 $ 103.400,00 $ 25.850,00
214 IMPORTACIÓN 13 3,214285714 € 73,80 € 295,19 $ 25.850 $ 103.400,00 $ 25.850,00
215 IMPORTACIÓN 13 3,214285714 € 29,53 € 118,13 $ 10.345 $ 41.380,00 $ 10.345,00
216 IMPORTACIÓN 4 1,071428571 € 22,14 € 88,57 $ 7.756 $ 31.024,00 $ 7.756,00
217 IMPORTACIÓN 4 1,071428571 € 22,14 € 88,57 $ 7.756 $ 31.024,00 $ 7.756,00
218 IMPORTACIÓN 13 3,214285714 € 14,75 € 59,01 $ 5.168 $ 20.672,00 $ 5.168,00
219 IMPORTACIÓN 4 1,071428571 € 374,87 € 1.499,47 $ 131.311 $ 525.244,00 $ 131.311,00
220 IMPORTACIÓN 13 3,214285714 € 16.243,81 € 16.243,81 $ 5.690.000 $ 5.690.000,00 $ 5.690.000,00
Fuente: Vidrio Andino S.A.S y autor
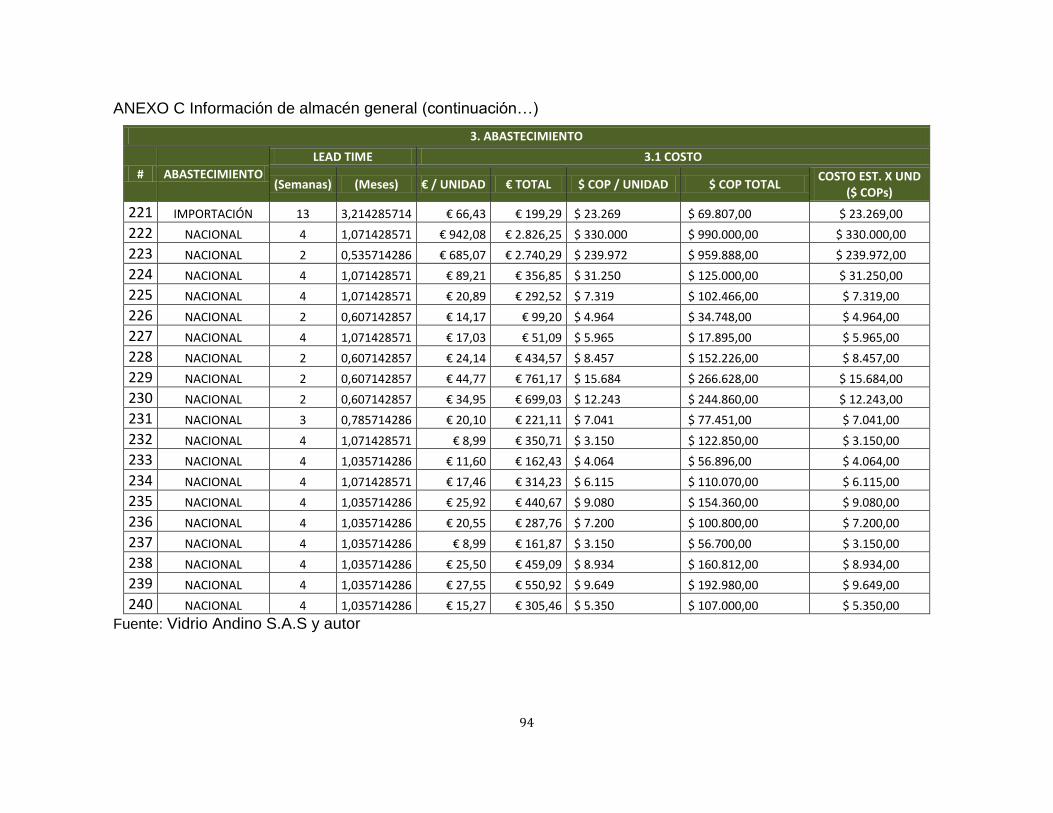
94
ANEXO C Información de almacén general (continuación…)
3. ABASTECIMIENTO
# ABASTECIMIENTO
LEAD TIME 3.1 COSTO
(Semanas) (Meses) € / UNIDAD € TOTAL $ COP / UNIDAD $ COP TOTAL COSTO EST. X UND
($ COPs)
221 IMPORTACIÓN 13 3,214285714 € 66,43 € 199,29 $ 23.269 $ 69.807,00 $ 23.269,00
222 NACIONAL 4 1,071428571 € 942,08 € 2.826,25 $ 330.000 $ 990.000,00 $ 330.000,00
223 NACIONAL 2 0,535714286 € 685,07 € 2.740,29 $ 239.972 $ 959.888,00 $ 239.972,00
224 NACIONAL 4 1,071428571 € 89,21 € 356,85 $ 31.250 $ 125.000,00 $ 31.250,00
225 NACIONAL 4 1,071428571 € 20,89 € 292,52 $ 7.319 $ 102.466,00 $ 7.319,00
226 NACIONAL 2 0,607142857 € 14,17 € 99,20 $ 4.964 $ 34.748,00 $ 4.964,00
227 NACIONAL 4 1,071428571 € 17,03 € 51,09 $ 5.965 $ 17.895,00 $ 5.965,00
228 NACIONAL 2 0,607142857 € 24,14 € 434,57 $ 8.457 $ 152.226,00 $ 8.457,00
229 NACIONAL 2 0,607142857 € 44,77 € 761,17 $ 15.684 $ 266.628,00 $ 15.684,00
230 NACIONAL 2 0,607142857 € 34,95 € 699,03 $ 12.243 $ 244.860,00 $ 12.243,00
231 NACIONAL 3 0,785714286 € 20,10 € 221,11 $ 7.041 $ 77.451,00 $ 7.041,00
232 NACIONAL 4 1,071428571 € 8,99 € 350,71 $ 3.150 $ 122.850,00 $ 3.150,00
233 NACIONAL 4 1,035714286 € 11,60 € 162,43 $ 4.064 $ 56.896,00 $ 4.064,00
234 NACIONAL 4 1,071428571 € 17,46 € 314,23 $ 6.115 $ 110.070,00 $ 6.115,00
235 NACIONAL 4 1,035714286 € 25,92 € 440,67 $ 9.080 $ 154.360,00 $ 9.080,00
236 NACIONAL 4 1,035714286 € 20,55 € 287,76 $ 7.200 $ 100.800,00 $ 7.200,00
237 NACIONAL 4 1,035714286 € 8,99 € 161,87 $ 3.150 $ 56.700,00 $ 3.150,00
238 NACIONAL 4 1,035714286 € 25,50 € 459,09 $ 8.934 $ 160.812,00 $ 8.934,00
239 NACIONAL 4 1,035714286 € 27,55 € 550,92 $ 9.649 $ 192.980,00 $ 9.649,00
240 NACIONAL 4 1,035714286 € 15,27 € 305,46 $ 5.350 $ 107.000,00 $ 5.350,00
Fuente: Vidrio Andino S.A.S y autor

95
ANEXO C Información de almacén general (continuación…)
3. ABASTECIMIENTO
# ABASTECIMIENTO
LEAD TIME 3.1 COSTO
(Semanas) (Meses) € / UNIDAD € TOTAL $ COP / UNIDAD $ COP TOTAL COSTO EST. X UND
($ COPs)
241 NACIONAL 4 1,071428571 € 9,71 € 155,35 $ 3.401 $ 54.416,00 $ 3.401,00
242 NACIONAL 4 1,035714286 € 20,29 € 142,02 $ 7.107 $ 49.749,00 $ 7.107,00
243 NACIONAL 4 1,035714286 € 14,06 € 421,80 $ 4.925 $ 147.750,00 $ 4.925,00
244 NACIONAL 4 0,964285714 € 3.307,49 € 13.229,94 $ 1.158.570 $ 4.634.280,00 $ 1.158.570,00
245 NACIONAL 4 1,071428571 € 25,34 € 1.266,96 $ 8.876 $ 443.800,00 $ 8.876,00
246 NACIONAL 7 1,642857143 € 248,70 € 3.979,23 $ 87.117 $ 1.393.872,00 $ 87.117,00
247 NACIONAL 4 1,071428571 € 904,97 € 9.049,72 $ 317.000 $ 3.170.000,00 $ 317.000,00
248 IMPORTACIÓN 7 1,785714286 € 36.126,83 € 4.082.331,98 $ 12.654.768,00 $ 1.429.988.784,00 $ 12.654.768,00
249 IMPORTACIÓN 7 1,785714286 € 24.082,17 € 2.408,22 $ 8.435.678,00 $ 843.567,80 $ 8.435.678,00
250 IMPORTACIÓN 7 1,785714286 € 7.646,70 € 764,67 $ 2.678.542,00 $ 267.854,20 $ 2.678.542,00
251 IMPORTACIÓN 7 1,785714286 € 5.331,24 € 533,12 $ 1.867.465,00 $ 186.746,50 $ 1.867.465,00
Fuente: Vidrio Andino S.A.S y autor

96
Anexo D cantidades óptimas de cada componente
# N #Averías/Día Lead Time
Cant. En Sitio
SL N 0 1 2 3 4
1 0 2,7778E-08 3,21428571 5 100% 99,999955% 0,000000% 0,000000% 0,000000% 0,000000%
2 0 0,00391667 0,71428571 12 97% 96,698584% 0,000000% 0,000000% 0,000000% 0,000000%
3 0 2,7778E-08 0,75 7 100% 99,999985% 0,000000% 0,000000% 0,000000% 0,000000%
4 0 0,00092592 2,03571429 0,1 100% 99,981153% 0,000000% 0,000000% 0,000000% 0,000000%
5 0 2,7778E-08 3,21428571 19 100% 99,999830% 0,000000% 0,000000% 0,000000% 0,000000%
6 1 0,00046294 1,85714286 2 100% 99,828197% 0,171655% 0,000000% 0,000000% 0,000000%
7 1 2,7778E-08 0,85714286 2 100% 99,999995% 0,000005% 0,000000% 0,000000% 0,000000%
8 1 2,7778E-08 1,07142857 1 100% 99,999997% 0,000003% 0,000000% 0,000000% 0,000000%
9 0 2,7778E-08 1,89285714 2 100% 99,999989% 0,000000% 0,000000% 0,000000% 0,000000%
10 0 2,7778E-08 0,67857143 4 100% 99,999992% 0,000000% 0,000000% 0,000000% 0,000000%
11 0 2,7778E-08 1,53571429 1 100% 99,999996% 0,000000% 0,000000% 0,000000% 0,000000%
12 0 2,7778E-08 1,89285714 3 100% 99,999984% 0,000000% 0,000000% 0,000000% 0,000000%
13 0 0,00023147 1,07142857 7 100% 99,826546% 0,000000% 0,000000% 0,000000% 0,000000%
14 0 2,7778E-08 1,42857143 1 100% 99,999996% 0,000000% 0,000000% 0,000000% 0,000000%
15 0 2,7778E-08 3,21428571 0,1 100% 99,999999% 0,000000% 0,000000% 0,000000% 0,000000%
16 3 0,00740739 0,96428571 14 100% 90,483764% 9,048354% 0,452417% 0,015081% 0,000000%
17 0 0,00092592 0,92857143 0,1 100% 99,991403% 0,000000% 0,000000% 0,000000% 0,000000%
18 0 2,7778E-08 3,21428571 1 100% 99,999991% 0,000000% 0,000000% 0,000000% 0,000000%
19 0 0,00138889 1,96428571 1 100% 99,727554% 0,000000% 0,000000% 0,000000% 0,000000%
20 4 0,00625 1,57142857 13 100% 88,013623% 11,237454% 0,717391% 0,030532% 0,000975%
Fuente: Vidrio Andino S.A.S y autor

97
Anexo D cantidades óptimas de cada componente (Continuación…)
# N #Averías/Día Lead Time
Cant. En Sitio
SL N 0 1 2 3 4
21 1 2,7778E-08 1,60714286 1 100% 99,999996% 0,000004% 0,000000% 0,000000% 0,000000%
22 2 0,00300925 1,60714286 5 100% 97,610856% 2,360374% 0,028539% 0,000000% 0,000000%
23 0 2,7778E-08 1,53571429 1 100% 99,999996% 0,000000% 0,000000% 0,000000% 0,000000%
24 0 2,7778E-08 1,53571429 1 100% 99,999996% 0,000000% 0,000000% 0,000000% 0,000000%
25 0 2,7778E-08 1,25 1 100% 99,999997% 0,000000% 0,000000% 0,000000% 0,000000%
26 0 2,7778E-08 1,42857143 1 100% 99,999996% 0,000000% 0,000000% 0,000000% 0,000000%
27 1 2,7778E-08 1,96428571 1 100% 99,999995% 0,000005% 0,000000% 0,000000% 0,000000%
28 1 2,7778E-08 1,32142857 1 100% 99,999996% 0,000004% 0,000000% 0,000000% 0,000000%
29 0 0,00023147 1,53571429 1 100% 99,964459% 0,000000% 0,000000% 0,000000% 0,000000%
30 0 2,7778E-08 4,5 0,1 100% 99,999999% 0,000000% 0,000000% 0,000000% 0,000000%
31 1 2,7778E-08 0,25 0,1 100% 100,000000% 0,000000% 0,000000% 0,000000% 0,000000%
32 0 0,00046294 0,71428571 2 100% 99,933887% 0,000000% 0,000000% 0,000000% 0,000000%
33 2 0,00023147 1,17857143 12 100% 99,673167% 0,326298% 0,000534% 0,000000% 0,000000%
34 1 0,00023147 0,5 12 100% 99,861213% 0,138691% 0,000000% 0,000000% 0,000000%
35 0 2,7778E-08 0,60714286 0,1 100% 100,000000% 0,000000% 0,000000% 0,000000% 0,000000%
36 0 0,00023147 3,21428571 1 100% 99,925626% 0,000000% 0,000000% 0,000000% 0,000000%
37 0 0,00023147 1,07142857 1 100% 99,975202% 0,000000% 0,000000% 0,000000% 0,000000%
38 0 0,00023147 1,89285714 1 100% 99,956195% 0,000000% 0,000000% 0,000000% 0,000000%
39 1 0,00023147 1,42857143 1 100% 99,966938% 0,033057% 0,000000% 0,000000% 0,000000%
40 0 0,00023147 1,89285714 1 100% 99,956195% 0,000000% 0,000000% 0,000000% 0,000000%
Fuente: Vidrio Andino S.A.S y autor

98
Anexo D cantidades óptimas de cada componente (Continuación…)
# N #Averías/Día Lead Time
Cant. En Sitio
SL N 0 1 2 3 4
41 0 2,7778E-08 1,32142857 0,1 100% 100,000000% 0,000000% 0,000000% 0,000000% 0,000000%
42 2 0,00115739 1,07142857 5 100% 99,381888% 0,616197% 0,001910% 0,000000% 0,000000%
43 0 0,00092592 1,21428571 4 100% 99,551279% 0,000000% 0,000000% 0,000000% 0,000000%
44 1 0,00023147 0,89285714 1 100% 99,979335% 0,020663% 0,000000% 0,000000% 0,000000%
45 0 0,00092592 1,07142857 4 100% 99,603965% 0,000000% 0,000000% 0,000000% 0,000000%
46 0 0,00092592 1,07142857 4 100% 99,603965% 0,000000% 0,000000% 0,000000% 0,000000%
47 1 0,00023147 1,42857143 1 100% 99,966938% 0,033057% 0,000000% 0,000000% 0,000000%
48 1 0,00023147 1,07142857 1 100% 99,975202% 0,024794% 0,000000% 0,000000% 0,000000%
49 1 0,00023147 1,42857143 1 100% 99,966938% 0,033057% 0,000000% 0,000000% 0,000000%
50 0 2,7778E-08 3,21428571 0,1 100% 99,745393% 0,000000% 0,000000% 0,000000% 0,000000%
51 0 2,7778E-08 1,89285714 0,1 100% 98,975768% 0,000000% 0,000000% 0,000000% 0,000000%
52 5 0,00787036 1,07142857 34 100% 75,073240% 21,523949% 3,085523% 0,294879% 0,021136%
53 0 0,00092592 0,89285714 4 100% 99,669862% 0,000000% 0,000000% 0,000000% 0,000000%
54 0 0,00023147 0,71428571 1 100% 99,983468% 0,000000% 0,000000% 0,000000% 0,000000%
55 0 0,00069444 1,07142857 3 100% 99,777035% 0,000000% 0,000000% 0,000000% 0,000000%
56 0 2,7778E-08 1,07142857 0,1 100% 100,000000% 0,000000% 0,000000% 0,000000% 0,000000%
57 0 0,00023147 1,32142857 1 100% 99,969417% 0,000000% 0,000000% 0,000000% 0,000000%
58 0 0,00023147 1,32142857 1 100% 99,969417% 0,000000% 0,000000% 0,000000% 0,000000%
59 0 0,00023147 1,07142857 1 100% 99,975202% 0,000000% 0,000000% 0,000000% 0,000000%
60 0 0,00023147 0,89285714 1 100% 99,979335% 0,000000% 0,000000% 0,000000% 0,000000%
Fuente: Vidrio Andino S.A.S y autor

99
Anexo D cantidades óptimas de cada componente (Continuación…)
# N #Averías/Día Lead Time
Cant. En Sitio
SL N 0 1 2 3 4
61 1 0,00023147 1,42857143 1 100% 99,966938% 0,033057% 0,000000% 0,000000% 0,000000%
62 0 2,7778E-08 1,42857143 0,1 100% 100,000000% 0,000000% 0,000000% 0,000000% 0,000000%
63 0 2,7778E-08 1,07142857 0,1 100% 100,000000% 0,000000% 0,000000% 0,000000% 0,000000%
64 0 2,7778E-08 0,78571429 0,1 100% 100,000000% 0,000000% 0,000000% 0,000000% 0,000000%
65 0 0,00023147 1,21428571 1 100% 99,971897% 0,000000% 0,000000% 0,000000% 0,000000%
66 0 0,00023147 1,96428571 1 100% 99,954543% 0,000000% 0,000000% 0,000000% 0,000000%
67 0 0,00023147 0,89285714 1 100% 99,979335% 0,000000% 0,000000% 0,000000% 0,000000%
68 1 0,00023147 1,78571429 1 100% 99,958674% 0,041317% 0,000000% 0,000000% 0,000000%
69 1 0,00023147 1,14285714 1 100% 99,973550% 0,026447% 0,000000% 0,000000% 0,000000%
70 0 0,00092592 1,07142857 4 100% 99,603965% 0,000000% 0,000000% 0,000000% 0,000000%
71 0 2,7778E-08 3,21428571 0,1 100% 99,999999% 0,000000% 0,000000% 0,000000% 0,000000%
72 3 0,00370369 1,42857143 16 100% 91,882842% 7,778422% 0,329245% 0,009291% 0,000000%
73 0 0,00023147 1,57142857 1 100% 99,963632% 0,000000% 0,000000% 0,000000% 0,000000%
74 1 0,00023147 1,78571429 1 100% 99,958674% 0,041317% 0,000000% 0,000000% 0,000000%
75 3 0,00370369 1,42857143 16 100% 91,882842% 7,778422% 0,329245% 0,009291% 0,000000%
76 1 0,00023147 0,82142857 1 100% 99,980988% 0,019010% 0,000000% 0,000000% 0,000000%
77 1 0,00069444 1,07142857 3 100% 99,777035% 0,222717% 0,000000% 0,000000% 0,000000%
78 0 2,7778E-08 1,07142857 0,1 100% 100,000000% 0,000000% 0,000000% 0,000000% 0,000000%
79 0 0,00023147 0,89285714 1 100% 99,979335% 0,000000% 0,000000% 0,000000% 0,000000%
80 0 0,00023147 0,89285714 1 100% 99,979335% 0,000000% 0,000000% 0,000000% 0,000000%
Fuente: Vidrio Andino S.A.S y autor
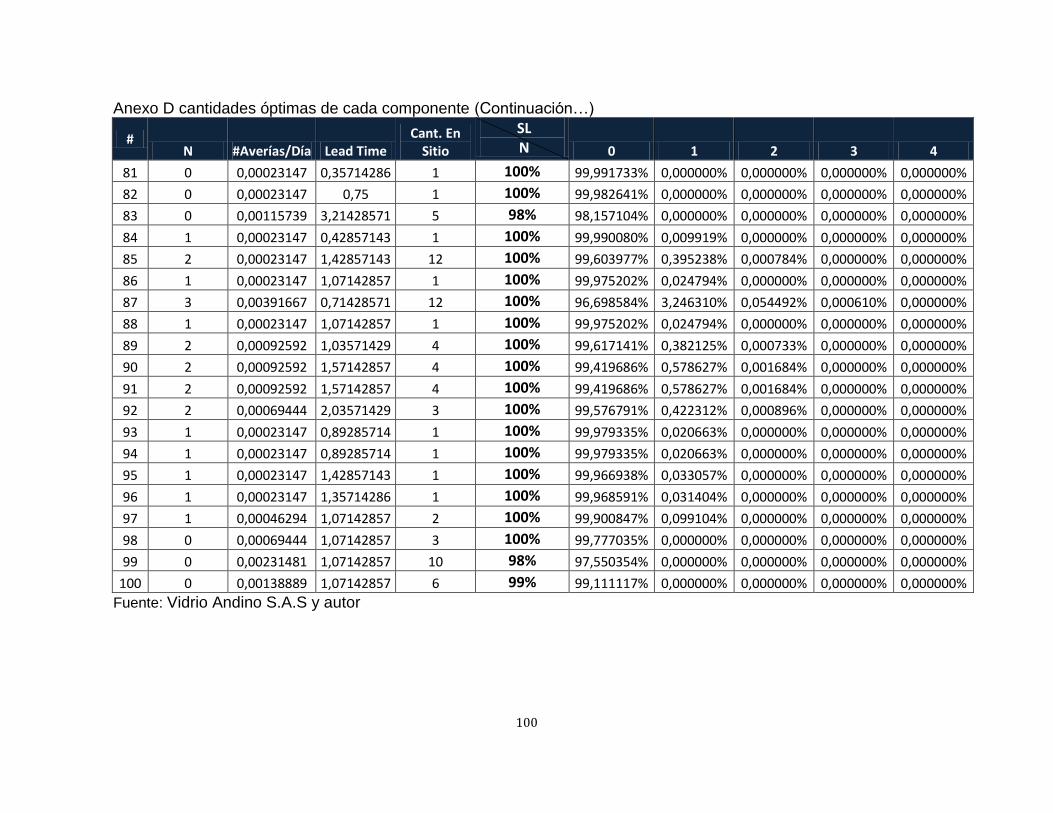
100
Anexo D cantidades óptimas de cada componente (Continuación…)
# N #Averías/Día Lead Time
Cant. En Sitio
SL N 0 1 2 3 4
81 0 0,00023147 0,35714286 1 100% 99,991733% 0,000000% 0,000000% 0,000000% 0,000000%
82 0 0,00023147 0,75 1 100% 99,982641% 0,000000% 0,000000% 0,000000% 0,000000%
83 0 0,00115739 3,21428571 5 98% 98,157104% 0,000000% 0,000000% 0,000000% 0,000000%
84 1 0,00023147 0,42857143 1 100% 99,990080% 0,009919% 0,000000% 0,000000% 0,000000%
85 2 0,00023147 1,42857143 12 100% 99,603977% 0,395238% 0,000784% 0,000000% 0,000000%
86 1 0,00023147 1,07142857 1 100% 99,975202% 0,024794% 0,000000% 0,000000% 0,000000%
87 3 0,00391667 0,71428571 12 100% 96,698584% 3,246310% 0,054492% 0,000610% 0,000000%
88 1 0,00023147 1,07142857 1 100% 99,975202% 0,024794% 0,000000% 0,000000% 0,000000%
89 2 0,00092592 1,03571429 4 100% 99,617141% 0,382125% 0,000733% 0,000000% 0,000000%
90 2 0,00092592 1,57142857 4 100% 99,419686% 0,578627% 0,001684% 0,000000% 0,000000%
91 2 0,00092592 1,57142857 4 100% 99,419686% 0,578627% 0,001684% 0,000000% 0,000000%
92 2 0,00069444 2,03571429 3 100% 99,576791% 0,422312% 0,000896% 0,000000% 0,000000%
93 1 0,00023147 0,89285714 1 100% 99,979335% 0,020663% 0,000000% 0,000000% 0,000000%
94 1 0,00023147 0,89285714 1 100% 99,979335% 0,020663% 0,000000% 0,000000% 0,000000%
95 1 0,00023147 1,42857143 1 100% 99,966938% 0,033057% 0,000000% 0,000000% 0,000000%
96 1 0,00023147 1,35714286 1 100% 99,968591% 0,031404% 0,000000% 0,000000% 0,000000%
97 1 0,00046294 1,07142857 2 100% 99,900847% 0,099104% 0,000000% 0,000000% 0,000000%
98 0 0,00069444 1,07142857 3 100% 99,777035% 0,000000% 0,000000% 0,000000% 0,000000%
99 0 0,00231481 1,07142857 10 98% 97,550354% 0,000000% 0,000000% 0,000000% 0,000000%
100 0 0,00138889 1,07142857 6 99% 99,111117% 0,000000% 0,000000% 0,000000% 0,000000%
Fuente: Vidrio Andino S.A.S y autor

101
Anexo D cantidades óptimas de cada componente (Continuación…)
# N #Averías/Día Lead Time
Cant. En Sitio
SL N 0 1 2 3 4
101 0 0,00231481 1,07142857 10 98% 97,550354% 0,000000% 0,000000% 0,000000% 0,000000%
102 0 0,00069444 1,07142857 3 100% 99,777035% 0,000000% 0,000000% 0,000000% 0,000000%
103 0 0,00023147 0,89285714 1 100% 99,979335% 0,000000% 0,000000% 0,000000% 0,000000%
104 0 0,00046294 0,89285714 2 100% 99,917366% 0,000000% 0,000000% 0,000000% 0,000000%
105 0 0,00069444 0,89285714 3 100% 99,814161% 0,000000% 0,000000% 0,000000% 0,000000%
106 0 0,00023147 1,07142857 1 100% 99,975202% 0,000000% 0,000000% 0,000000% 0,000000%
107 0 0,00069444 1,07142857 3 100% 99,777035% 0,000000% 0,000000% 0,000000% 0,000000%
108 0 0,00115739 1,07142857 5 99% 99,381888% 0,000000% 0,000000% 0,000000% 0,000000%
109 0 0,00023147 0,78571429 1 100% 99,981815% 0,000000% 0,000000% 0,000000% 0,000000%
110 0 0,00023147 0,92857143 1 100% 99,978508% 0,000000% 0,000000% 0,000000% 0,000000%
111 0 2,7778E-08 0,71428571 0 100% 99.524159% 0,000000% 0,000000% 0,000000% 0,000000%
112 0 0,00069444 0,89285714 3 100% 99,814161% 0,000000% 0,000000% 0,000000% 0,000000%
113 0 0,00023147 0,89285714 1 100% 99,979335% 0,000000% 0,000000% 0,000000% 0,000000%
114 0 0,00046294 0,75 2 100% 99,930582% 0,000000% 0,000000% 0,000000% 0,000000%
115 0 0,00138889 3,21428571 6 97% 97,356984% 0,000000% 0,000000% 0,000000% 0,000000%
116 0 0,00023147 1,07142857 1 100% 99,975202% 0,000000% 0,000000% 0,000000% 0,000000%
117 0 0,00023147 1,42857143 1 100% 99,966938% 0,000000% 0,000000% 0,000000% 0,000000%
118 1 0,00046294 1,07142857 2 100% 99,900847% 0,099104% 0,000000% 0,000000% 0,000000%
119 1 0,00046294 1,07142857 2 100% 99,900847% 0,099104% 0,000000% 0,000000% 0,000000%
120 0 0,00069444 0,89285714 3 100% 99,814161% 0,000000% 0,000000% 0,000000% 0,000000%
Fuente: Vidrio Andino S.A.S y autor
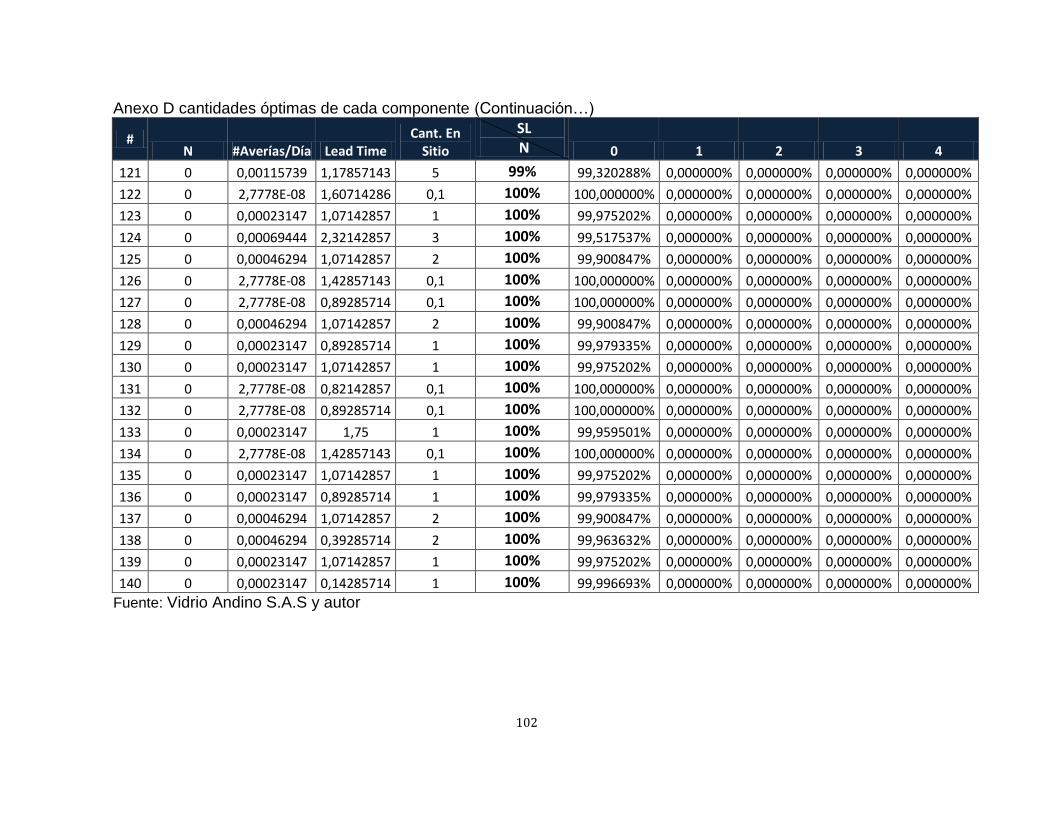
102
Anexo D cantidades óptimas de cada componente (Continuación…)
# N #Averías/Día Lead Time
Cant. En Sitio
SL N 0 1 2 3 4
121 0 0,00115739 1,17857143 5 99% 99,320288% 0,000000% 0,000000% 0,000000% 0,000000%
122 0 2,7778E-08 1,60714286 0,1 100% 100,000000% 0,000000% 0,000000% 0,000000% 0,000000%
123 0 0,00023147 1,07142857 1 100% 99,975202% 0,000000% 0,000000% 0,000000% 0,000000%
124 0 0,00069444 2,32142857 3 100% 99,517537% 0,000000% 0,000000% 0,000000% 0,000000%
125 0 0,00046294 1,07142857 2 100% 99,900847% 0,000000% 0,000000% 0,000000% 0,000000%
126 0 2,7778E-08 1,42857143 0,1 100% 100,000000% 0,000000% 0,000000% 0,000000% 0,000000%
127 0 2,7778E-08 0,89285714 0,1 100% 100,000000% 0,000000% 0,000000% 0,000000% 0,000000%
128 0 0,00046294 1,07142857 2 100% 99,900847% 0,000000% 0,000000% 0,000000% 0,000000%
129 0 0,00023147 0,89285714 1 100% 99,979335% 0,000000% 0,000000% 0,000000% 0,000000%
130 0 0,00023147 1,07142857 1 100% 99,975202% 0,000000% 0,000000% 0,000000% 0,000000%
131 0 2,7778E-08 0,82142857 0,1 100% 100,000000% 0,000000% 0,000000% 0,000000% 0,000000%
132 0 2,7778E-08 0,89285714 0,1 100% 100,000000% 0,000000% 0,000000% 0,000000% 0,000000%
133 0 0,00023147 1,75 1 100% 99,959501% 0,000000% 0,000000% 0,000000% 0,000000%
134 0 2,7778E-08 1,42857143 0,1 100% 100,000000% 0,000000% 0,000000% 0,000000% 0,000000%
135 0 0,00023147 1,07142857 1 100% 99,975202% 0,000000% 0,000000% 0,000000% 0,000000%
136 0 0,00023147 0,89285714 1 100% 99,979335% 0,000000% 0,000000% 0,000000% 0,000000%
137 0 0,00046294 1,07142857 2 100% 99,900847% 0,000000% 0,000000% 0,000000% 0,000000%
138 0 0,00046294 0,39285714 2 100% 99,963632% 0,000000% 0,000000% 0,000000% 0,000000%
139 0 0,00023147 1,07142857 1 100% 99,975202% 0,000000% 0,000000% 0,000000% 0,000000%
140 0 0,00023147 0,14285714 1 100% 99,996693% 0,000000% 0,000000% 0,000000% 0,000000%
Fuente: Vidrio Andino S.A.S y autor

103
# N #Averías/Día Lead Time
Cant. En Sitio
SL N 0 1 2 3 4
141 0 2,7778E-08 1,07142857 0,1 100% 100,000000% 0,000000% 0,000000% 0,000000% 0,000000%
142 0 2,7778E-08 0,46428571 0,1 100% 100,000000% 0,000000% 0,000000% 0,000000% 0,000000%
143 0 2,7778E-08 0,89285714 0,1 100% 100,000000% 0,000000% 0,000000% 0,000000% 0,000000%
144 0 0,00046294 1,07142857 2 100% 99,900847% 0,000000% 0,000000% 0,000000% 0,000000%
145 0 0,00069444 1,07142857 3 100% 99,777035% 0,000000% 0,000000% 0,000000% 0,000000%
146 0 0,00046294 3,21428571 2 100% 99,702835% 0,000000% 0,000000% 0,000000% 0,000000%
147 0 0,00023147 1 1 100% 99,976855% 0,000000% 0,000000% 0,000000% 0,000000%
148 0 0,00023147 1,89285714 1 100% 99,956195% 0,000000% 0,000000% 0,000000% 0,000000%
149 0 0,00023147 1,42857143 1 100% 99,966938% 0,000000% 0,000000% 0,000000% 0,000000%
150 0 0,00046294 1,07142857 2 100% 99,900847% 0,000000% 0,000000% 0,000000% 0,000000%
151 0 0,00046294 0,89285714 2 100% 99,917366% 0,000000% 0,000000% 0,000000% 0,000000%
152 0 0,00046294 0,35714286 2 100% 99,966938% 0,000000% 0,000000% 0,000000% 0,000000%
153 0 0,00069444 3,21428571 3 99% 99,332594% 0,000000% 0,000000% 0,000000% 0,000000%
154 2 0,00115739 3,21428571 5 100% 98,157104% 1,825810% 0,016981% 0,000000% 0,000000%
155 0 0,00092592 1,07142857 4 100% 99,603965% 0,000000% 0,000000% 0,000000% 0,000000%
156 0 0,00069444 1,07142857 3 100% 99,777035% 0,000000% 0,000000% 0,000000% 0,000000%
157 0 0,00046294 1,07142857 2 100% 99,900847% 0,000000% 0,000000% 0,000000% 0,000000%
158 0 0,00046294 1,07142857 2 100% 99,900847% 0,000000% 0,000000% 0,000000% 0,000000%
159 0 0,00023147 1,07142857 1 100% 99,975202% 0,000000% 0,000000% 0,000000% 0,000000%
160 1 0,00046294 1 3 100% 99,861213% 0,138691% 0,000000% 0,000000% 0,000000%
Fuente: Vidrio Andino S.A.S y autor
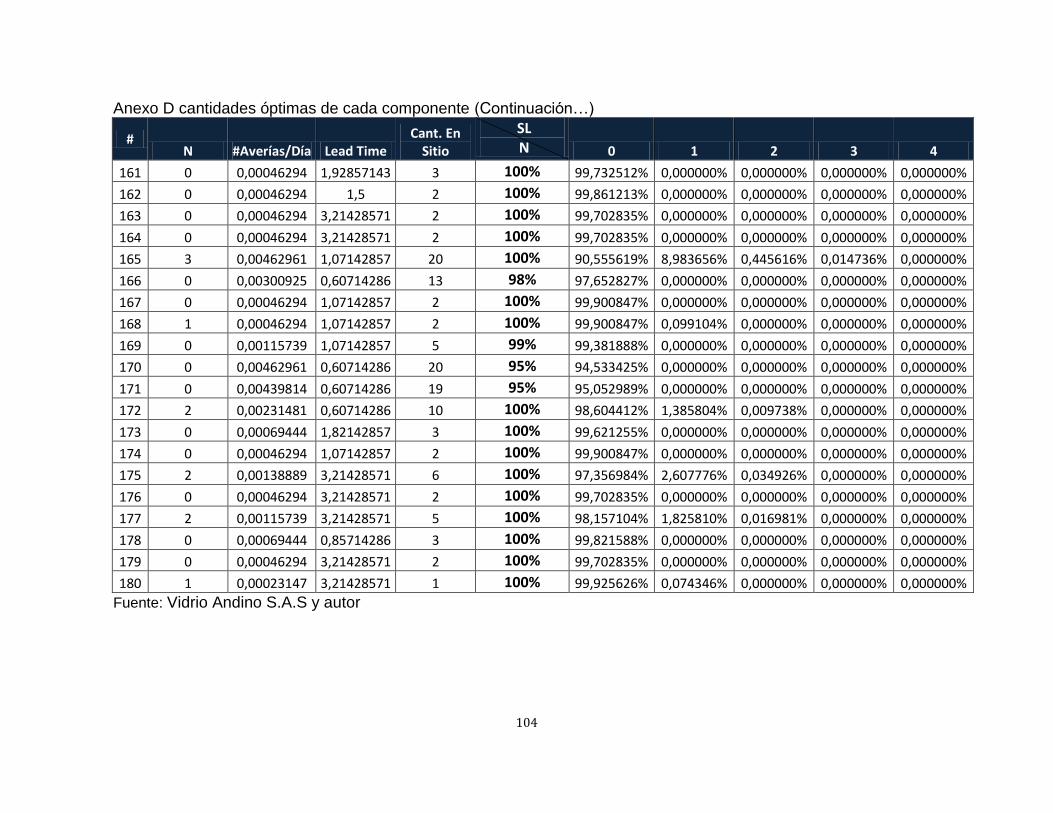
104
Anexo D cantidades óptimas de cada componente (Continuación…)
# N #Averías/Día Lead Time
Cant. En Sitio
SL N 0 1 2 3 4
161 0 0,00046294 1,92857143 3 100% 99,732512% 0,000000% 0,000000% 0,000000% 0,000000%
162 0 0,00046294 1,5 2 100% 99,861213% 0,000000% 0,000000% 0,000000% 0,000000%
163 0 0,00046294 3,21428571 2 100% 99,702835% 0,000000% 0,000000% 0,000000% 0,000000%
164 0 0,00046294 3,21428571 2 100% 99,702835% 0,000000% 0,000000% 0,000000% 0,000000%
165 3 0,00462961 1,07142857 20 100% 90,555619% 8,983656% 0,445616% 0,014736% 0,000000%
166 0 0,00300925 0,60714286 13 98% 97,652827% 0,000000% 0,000000% 0,000000% 0,000000%
167 0 0,00046294 1,07142857 2 100% 99,900847% 0,000000% 0,000000% 0,000000% 0,000000%
168 1 0,00046294 1,07142857 2 100% 99,900847% 0,099104% 0,000000% 0,000000% 0,000000%
169 0 0,00115739 1,07142857 5 99% 99,381888% 0,000000% 0,000000% 0,000000% 0,000000%
170 0 0,00462961 0,60714286 20 95% 94,533425% 0,000000% 0,000000% 0,000000% 0,000000%
171 0 0,00439814 0,60714286 19 95% 95,052989% 0,000000% 0,000000% 0,000000% 0,000000%
172 2 0,00231481 0,60714286 10 100% 98,604412% 1,385804% 0,009738% 0,000000% 0,000000%
173 0 0,00069444 1,82142857 3 100% 99,621255% 0,000000% 0,000000% 0,000000% 0,000000%
174 0 0,00046294 1,07142857 2 100% 99,900847% 0,000000% 0,000000% 0,000000% 0,000000%
175 2 0,00138889 3,21428571 6 100% 97,356984% 2,607776% 0,034926% 0,000000% 0,000000%
176 0 0,00046294 3,21428571 2 100% 99,702835% 0,000000% 0,000000% 0,000000% 0,000000%
177 2 0,00115739 3,21428571 5 100% 98,157104% 1,825810% 0,016981% 0,000000% 0,000000%
178 0 0,00069444 0,85714286 3 100% 99,821588% 0,000000% 0,000000% 0,000000% 0,000000%
179 0 0,00046294 3,21428571 2 100% 99,702835% 0,000000% 0,000000% 0,000000% 0,000000%
180 1 0,00023147 3,21428571 1 100% 99,925626% 0,074346% 0,000000% 0,000000% 0,000000%
Fuente: Vidrio Andino S.A.S y autor

105
Anexo D cantidades óptimas de cada componente (Continuación…)
# N #Averías/Día Lead Time
Cant. En Sitio
SL N 0 1 2 3 4
181 1 0,00023147 1,75 1 100% 99,959501% 0,040491% 0,000000% 0,000000% 0,000000%
182 1 0,00023147 3,21428571 1 100% 99,925626% 0,074346% 0,000000% 0,000000% 0,000000%
183 1 0,00023147 3,21428571 1 100% 99,925626% 0,074346% 0,000000% 0,000000% 0,000000%
184 1 0,00023147 3,21428571 1 100% 99,925626% 0,074346% 0,000000% 0,000000% 0,000000%
185 1 0,00023147 1,75 1 100% 99,959501% 0,040491% 0,000000% 0,000000% 0,000000%
186 1 0,00023147 3,21428571 1 100% 99,925626% 0,074346% 0,000000% 0,000000% 0,000000%
187 1 0,00023147 1,75 1 100% 99,959501% 0,040491% 0,000000% 0,000000% 0,000000%
188 1 0,00023147 3,21428571 1 100% 99,925626% 0,074346% 0,000000% 0,000000% 0,000000%
189 1 0,00023147 3,21428571 1 100% 99,925626% 0,074346% 0,000000% 0,000000% 0,000000%
190 1 0,00023147 1,75 1 100% 99,959501% 0,040491% 0,000000% 0,000000% 0,000000%
191 1 0,00023147 3,21428571 1 100% 99,925626% 0,074346% 0,000000% 0,000000% 0,000000%
192 1 0,00023147 3,21428571 1 100% 99,925626% 0,074346% 0,000000% 0,000000% 0,000000%
193 1 0,00023147 3,21428571 1 100% 99,925626% 0,074346% 0,000000% 0,000000% 0,000000%
194 1 0,00023147 3,21428571 1 100% 99,925626% 0,074346% 0,000000% 0,000000% 0,000000%
195 0 2,7778E-08 1,75 0,1 100% 100,000000% 0,000000% 0,000000% 0,000000% 0,000000%
196 1 0,00023147 3,21428571 1 100% 99,925626% 0,074346% 0,000000% 0,000000% 0,000000%
197 1 0,00023147 3,21428571 1 100% 99,925626% 0,074346% 0,000000% 0,000000% 0,000000%
198 1 0,00023147 3,21428571 1 100% 99,925626% 0,074346% 0,000000% 0,000000% 0,000000%
199 1 0,00023147 3,21428571 1 100% 99,925626% 0,074346% 0,000000% 0,000000% 0,000000%
200 1 0,00023147 3,21428571 1 100% 99,925626% 0,074346% 0,000000% 0,000000% 0,000000%
Fuente: Vidrio Andino S.A.S y autor

106
Anexo D cantidades óptimas de cada componente (Continuación…)
# N #Averías/Día Lead Time
Cant. En Sitio
SL N 0 1 2 3 4
201 1 0,00023147 1,75 1 100% 99,959501% 0,040491% 0,000000% 0,000000% 0,000000%
202 1 0,00023147 3,21428571 1 100% 99,925626% 0,074346% 0,000000% 0,000000% 0,000000%
203 1 0,00046294 3,21428571 2 100% 99,702835% 0,296723% 0,000000% 0,000000% 0,000000%
204 0 0,00069444 3,21428571 3 99% 99,332594% 0,000000% 0,000000% 0,000000% 0,000000%
205 0 0,00023147 3,21428571 1 100% 99,925626% 0,000000% 0,000000% 0,000000% 0,000000%
206 0 0,00023147 3,21428571 1 100% 99,925626% 0,000000% 0,000000% 0,000000% 0,000000%
207 1 0,00023147 3,21428571 1 100% 99,925626% 0,074346% 0,000000% 0,000000% 0,000000%
208 0 0,00023147 3,21428571 1 100% 99,925626% 0,000000% 0,000000% 0,000000% 0,000000%
209 1 0,00023147 1,07142857 1 100% 99,975202% 0,024794% 0,000000% 0,000000% 0,000000%
210 1 0,00023147 3,21428571 1 100% 99,925626% 0,074346% 0,000000% 0,000000% 0,000000%
211 0 0,00023147 1,07142857 1 100% 99,975202% 0,000000% 0,000000% 0,000000% 0,000000%
212 1 0,00023147 3,21428571 1 100% 99,925626% 0,074346% 0,000000% 0,000000% 0,000000%
213 0 0,00092592 1,07142857 4 100% 99,603965% 0,000000% 0,000000% 0,000000% 0,000000%
214 0 0,00092592 3,21428571 4 99% 98,816594% 0,000000% 0,000000% 0,000000% 0,000000%
215 0 0,00092592 3,21428571 4 99% 98,816594% 0,000000% 0,000000% 0,000000% 0,000000%
216 0 0,00092592 1,07142857 4 100% 99,603965% 0,000000% 0,000000% 0,000000% 0,000000%
217 0 0,00092592 1,07142857 4 100% 99,603965% 0,000000% 0,000000% 0,000000% 0,000000%
218 0 0,00092592 3,21428571 4 99% 98,816594% 0,000000% 0,000000% 0,000000% 0,000000%
219 0 0,00092592 3,21428571 4 99% 98,816594% 0,000000% 0,000000% 0,000000% 0,000000%
220 1 0,00023147 3,21428571 1 100% 99,925626% 0,074346% 0,000000% 0,000000% 0,000000%
Fuente: Vidrio Andino S.A.S y autor

107
Anexo D cantidades óptimas de cada componente (Continuación…)
# N #Averías/Día Lead Time
Cant. En Sitio
SL N 0 1 2 3 4
221 0 0,00069444 3,21428571 3 99% 99,332594% 0,000000% 0,000000% 0,000000% 0,000000%
222 0 0,00069444 1,07142857 3 100% 99,777035% 0,000000% 0,000000% 0,000000% 0,000000%
223 0 0,00092592 0,53571429 4 100% 99,801786% 0,000000% 0,000000% 0,000000% 0,000000%
224 0 0,00092592 1,07142857 4 100% 99,603965% 0,000000% 0,000000% 0,000000% 0,000000%
225 0 0,00324072 1,07142857 14 95% 95,255176% 0,000000% 0,000000% 0,000000% 0,000000%
226 0 0,00162036 0,60714286 7 99% 99,313712% 0,000000% 0,000000% 0,000000% 0,000000%
227 0 0,00069444 1,07142857 3 100% 99,777035% 0,000000% 0,000000% 0,000000% 0,000000%
228 0 0,00416667 0,60714286 18 96% 95,548548% 0,000000% 0,000000% 0,000000% 0,000000%
229 0 0,00393517 0,60714286 17 96% 96,019726% 0,000000% 0,000000% 0,000000% 0,000000%
230 0 0,00462961 0,60714286 20 95% 94,533425% 0,000000% 0,000000% 0,000000% 0,000000%
231 0 0,00254628 0,78571429 11 98% 97,823327% 0,000000% 0,000000% 0,000000% 0,000000%
232 5 0,00902778 1,07142857 39 100% 68,575686% 25,868953% 4,879300% 0,613543% 0,057862%
233 3 0,00324072 1,03571429 14 100% 95,409649% 4,483344% 0,105337% 0,001650% 0,000000%
234 0 0,00416667 1,07142857 18 92% 92,278672% 0,000000% 0,000000% 0,000000% 0,000000%
235 3 0,00393517 1,03571429 17 100% 93,305881% 6,464888% 0,223966% 0,005173% 0,000000%
236 3 0,00324072 1,03571429 14 100% 95,409649% 4,483344% 0,105337% 0,001650% 0,000000%
237 3 0,00416667 1,03571429 18 100% 92,526178% 7,187301% 0,279150% 0,007228% 0,000000%
238 3 0,00416667 1,03571429 18 100% 92,526178% 7,187301% 0,279150% 0,007228% 0,000000%
239 3 0,00462961 1,03571429 20 100% 90,855570% 8,712966% 0,417783% 0,013355% 0,000000%
240 3 0,00462961 1,03571429 20 100% 90,855570% 8,712966% 0,417783% 0,013355% 0,000000%
Fuente: Vidrio Andino S.A.S y autor

108
Anexo D cantidades óptimas de cada componente (Continuación…)
# N #Averías/Día Lead Time
Cant. En Sitio
SL N 0 1 2 3 4
241 3 0,00370369 1,07142857 16 100% 93,848172% 5,958599% 0,189161% 0,004003% 0,000000%
242 0 0,00157869 1,03571429 7 99% 98,861972% 0,000000% 0,000000% 0,000000% 0,000000%
243 4 0,00694444 1,03571429 30 100% 80,591757% 17,389590% 1,876109% 0,134938% 0,007279%
244 1 0,00092592 0,96428571 4 100% 99,643498% 0,355866% 0,000000% 0,000000% 0,000000%
245 6 0,01157406 1,07142857 50 100% 53,792362% 33,353346% 10,340182% 2,137104% 0,331272%
246 3 0,00370369 1,64285714 16 100% 90,723456% 8,832314% 0,429932% 0,013952% 0,000000%
247 0 0,00231481 1,07142857 10 98% 97,550354% 0,000000% 0,000000% 0,000000% 0,000000%
248 1 2,7778E-08 1,78571429 113 100% 99,999439% 0,000561% 0,000000% 0,000000% 0,000000%
249 0 2,7778E-08 1,78571429 0,1 100% 100,000000% 0,000000% 0,000000% 0,000000% 0,000000%
250 1 2,7778E-08 1,78571429 0,1 100% 100,000000% 0,000000% 0,000000% 0,000000% 0,000000%
251 0 2,7778E-08 1,78571429 0,1 100% 100,000000% 0,000000% 0,000000% 0,000000% 0,000000%
Fuente: Vidrio Andino S.A.S y autor
109