Perfil Higienico Sanitario Pensilvania Completo
39
Facultad de Ingeniería 2014 PERFIL HIGIENICO SANITARIO Comestibles Pensilvania Cerra Campo Yunaris Monterrosa Castillo Andrea Carolina Ortega Peñates Keila carolina Pérez Munive Adriana Marcela Silgado Navarro Ana Milena Universidad De Sucre
-
Upload
radames-gonzalezs -
Category
Documents
-
view
21 -
download
2
description
control de calidadIngenierias
Transcript of Perfil Higienico Sanitario Pensilvania Completo
Universidad De Sucre
PERFIL HIGIENICO SANITARIO
Comestibles Pensilvania
Cerra Campo Yunaris
Monterrosa Castillo Andrea Carolina
Ortega Peñates Keila carolina
Pérez Munive Adriana Marcela
Silgado Navarro Ana Milena
2014Facultad de Ingeniería
1. INTRODUCCIÓN
Vivimos en un mundo globalizado y en crecientes economías, las empresas tienden a ser más competitivas cada día, y la mejor forma de seguir esta tendencia es ofreciendo productos y servicios de calidad, en el caso de los alimentos esta característica debe ir relacionada con lo higiénico sanitario y nutricional, los dos primeros, sobre los cuales se hará énfasis en este estudio, son factores determinantes para reducir los factores de riesgo que influyen en la transmisión de enfermedades por alimentos para proteger la salud del consumidor. 1En cuanto a sanidad e higiene, un alimento o producto puede verse afectado negativamente según sea el local y la zona de donde se dé la manipulación del alimento, ventilación, paredes, techos, suelos, sanitarios, etc., se deben establecer medidas de control de manera que dicha incidencia se disminuya.
Los establecimiento que se encargan de la manipulación de alimentos deben acogerse a la norma que establece los requisitos mínimos bajo los cuales se deben hacer estos procedimiento, esta norma es el decreto 3075 de 1997 en la cual se plantea que existen numerosos lugares en los que manejan alimentos y que de no hacerse de manera adecuada podría causar un peligro a la salud humana, tales como expendios de carne, distribuidores, restaurantes, cafeterías, supermercados, e industrias.
Las Buenas prácticas de manufactura (BPM), son los principios básicos y prácticas generales de higiene en la manipulación, preparación, elaboración, envasado, almacenamiento, transporte y distribución de los alimentos para el consumo humano, con el objeto de garantizar que los productos se fabriquen en condiciones sanitarias adecuadas y se disminuyan los riesgos inherentes a la producción. (Min. Salud, 1997).
El objetivo principal de este estudio es analizar cómo se manejan los procesos elaboración de los alimentos de una determinada fábrica de alimentos basándonos en el decreto que rige a este tipo de establecimiento, para así generar posibles alternativas y soluciones que mejoren la inocuidad del producto final que es lo que se quiere con este perfil higiénico sanitario, esperamos sea del agrado del lector.
2. JUSTIFICACIÓN
1 9. NOM-093-SSA1-1994. Preparación de alimentos que se ofrecen en establecimientos fijos, especificaciones sanitarias. Diario Oficial de la Federación .Gobierno constitucional de los estados unidos mexicanos. México D.F.
1
COSMESTIBLES PENSILVANIA, es una pequeña organización dedicada a la producción y comercialización de mecatos tales como papas fritas, tocinetas, trocitos y chispitos de maíz, que son altamente apetecidos por los niños que van a clases llevando en sus loncheras este tipo de productos. Este tipo de mecatos están dirigidos principalmente a los estratos uno y dos lo que significa que tienen un gran número de clientes a satisfacer, por lo que sus procesos de fabricación deberían realizarse de la manera más inocua posible, con los requerimientos mínimos de ley de manera que se garantice que estos no produzcan enfermedades a sus consumidores. Se eligió este tipo de empresa ya que es un mercado que tiende a la expansión y que se diversifica cada vez más, y de una manera u otra forma esta microindustria genera empleo en el departamento y es necesario conocer si lo están haciendo cumpliendo con la ley y preservando las buenas prácticas de manufactura, así con este trabajo se pretende identificar las fortalezas y debilidades del sistema de producción, de manera que la empresa pueda tomar las sugerencias y mejoras que resulten de este perfil higiénico sanitario.
3. OBJETIVOS
3.1 OBJETIVO GENERAL
Evaluar el cumplimiento de los requisitos mínimos de higiene y salubridad conforme al Decreto 3075 de 1997 en COMESTIBLES DE LA PENSILVANIA ubicada en la ciudad de Sincelejo.
3.2 OBJETIVOS ESPECIFICOS
Inspeccionar todas las áreas y personas que estén en contacto con los alimentos. Estudiar debidamente las características especificadas en el decreto 3075. Cuantificar el nivel de cumplimiento en el establecimiento de los requisitos
establecidos en el decreto 3075 de 1997. Sugerir medidas correctivas en los procesos de manipulación y elaboración de
alimentos en el establecimiento de estudio procurando una mejora en la inocuidad de los alimentos.
2
4. DESCRIPCION DE LA EMPRESA
COMESTIBLES PENSILVANIA, se encuentra en la calle 25 # 26-7 Barrio el socorro en Sincelejo, es una empresa dedicada a la producción y comercialización de papas fritas (limón, pollo, natural, BBQ), Trocitos de maíz (pollo, limón) y otros que solo comercializan como panelitas de leche, la materia prima utilizada por la empresa es proveniente de interior del país (Bogotá, Ipiales), esta empresa asegura querer propender el desarrollo de Sincelejo mediante la generación de empleos directos e indirectos en los alrededores de la ciudad donde se distribuyen sus productos.
3
5. CUADRO DE OBSEVACION Y RECOMENDACIÓN
5.1 Edificación e instalaciones
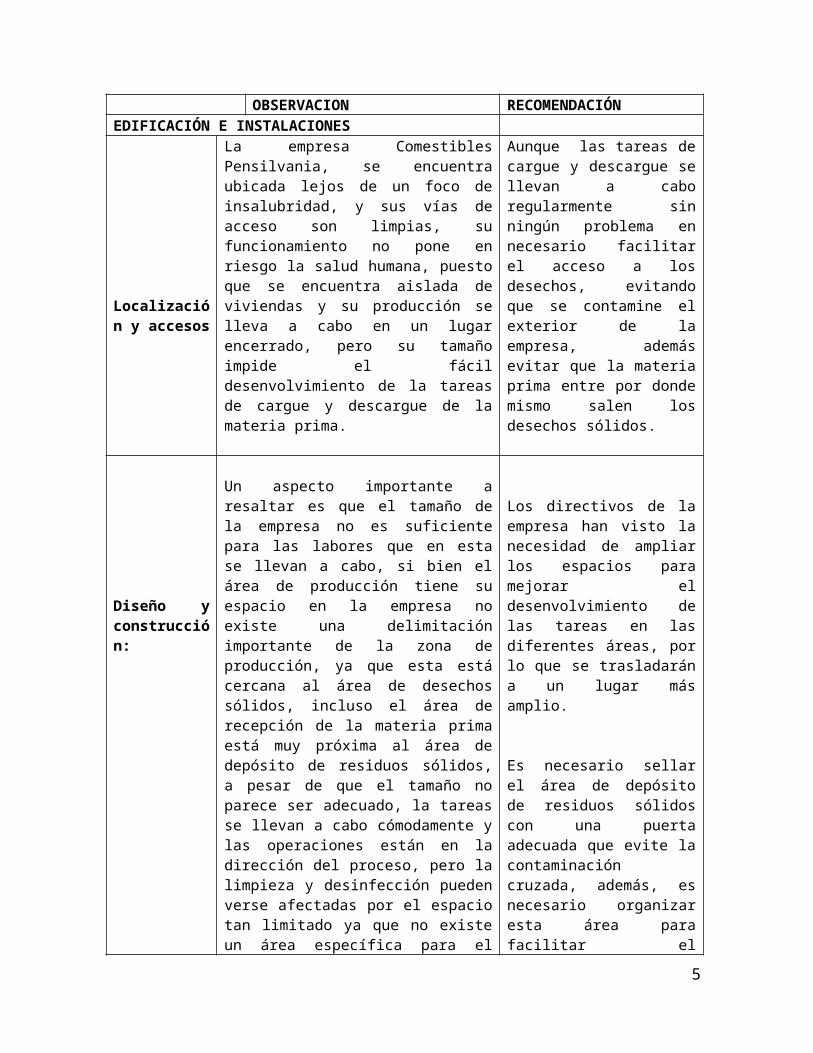
OBSERVACION RECOMENDACIÓNEDIFICACIÓN E INSTALACIONES
Localización y accesos
La empresa Comestibles Pensilvania, se encuentra ubicada lejos de un foco de insalubridad, y sus vías de acceso son limpias, su funcionamiento no pone en riesgo la salud humana, puesto que se encuentra aislada de viviendas y su producción se lleva a cabo en un lugar encerrado, pero su tamaño impide el fácil desenvolvimiento de la tareas de cargue y descargue de la materia prima.
Aunque las tareas de cargue y descargue se llevan a cabo regularmente sin ningún problema en necesario facilitar el acceso a los desechos, evitando que se contamine el exterior de la empresa, además evitar que la materia prima entre por donde mismo salen los desechos sólidos.
Diseño y construcción:
Un aspecto importante a resaltar es que el tamaño de la empresa no es suficiente para las labores que en esta se llevan a cabo, si bien el área de producción tiene su espacio en la empresa no existe una delimitación importante de la zona de producción, ya que esta está cercana al área de desechos sólidos, incluso el área de recepción de la materia prima está muy próxima al área de depósito de residuos sólidos, a pesar de que el tamaño no parece ser adecuado, la tareas se llevan a cabo cómodamente y las operaciones están en la dirección del proceso, pero la limpieza y desinfección pueden verse afectadas por el espacio tan limitado ya que no existe un área específica para el almacenamiento del producto terminado dentro de la empresa.
Los directivos de la empresa han visto la necesidad de ampliar los espacios para mejorar el desenvolvimiento de las tareas en las diferentes áreas, por lo que se trasladarán a un lugar más amplio.
Es necesario sellar el área de depósito de residuos sólidos con una puerta adecuada que evite la contaminación cruzada, además, es necesario organizar esta área para facilitar el descargue de los residuos sólidos almacenados.
Abastecimiento de agua
El agua utilizada es de calidad potable y es regularmente evaluada en un laboratorio, se dispone del agua potable necesaria para la producción a la temperatura y presión requerida y para limpieza y desinfección en general, se disponen de tanques de almacenamiento con capacidad suficiente para atender
4
las necesidades diarias de producción.
Disposición de residuos líquidos
En el establecimiento existen sistemas de drenaje interno por medio de los cuales se eliminan los residuos líquidos provenientes del área de lavado de la materia prima, además, se han dispuesto recipientes para el almacenamiento del aceite residual, que son llevados al área de almacenamiento de residuos líquidos en donde esperan ser evacuados, pero pueden ser fuente de contaminación ya que no están totalmente aislados del área de producción.Los residuos sólidos se remueven periódicamente y se separan de las áreas de producción, sin embargo se generan malos olores debido a que los residuos generados son orgánicos y de fácil descomposición y no están almacenados en cuartos con refrigeración.El establecimiento dispone de recipientes, locales e instalaciones no muy apropiadas para la recolección y almacenamiento de los residuos además los residuos sólidos son depositados justo al lado del área de lavado de la materia prima.
Separar los residuos sólidos de la materia prima dispuesta a ser usada en la producción, con el fin de evitar el refugio de animales y plagas que puedan contaminar los alimentos.
Los residuos sólidos orgánicos deben almacenarse en cuartos refrigerados hasta cuando se decida ser removidos.
Es necesario apartar los residuos sólidos en un área lejos del área de producción y el almacenamiento de la materia prima, además depositar los residuos en recipientes resistentes que eviten la contaminación al medio externo.
Instalaciones sanitarias
El área de producción no dispone de instalaciones sanitarias en cantidad suficiente y vestideros independientes para hombres y mujeres, separados del área de elaboración y suficientemente dotados para facilitar la higiene personal.Los servicios sanitarios se mantienen limpios, pero es necesario suplirlos de los suficientes recursos de higiene personal adecuados, solo existe un lavamanos disponible para todo los operarios y su la operación de los grifos es netamente manual, no existen avisos o advertencias al personal sobre la necesidad de lavarse la manos.
Es necesario ampliar el número de instalaciones sanitarias y dividir de acuerdo al sexo de los operarios, además, dotar delos implementos de higiene personal necesarios y de lavamanos cercanos al área de elaboración
5
5.2 Personal manipulador de alimentos
OBSERVACION RECOMENDACIÓNPERSONAL MANIPULADOR DE ALIMENTOS
Estado de saludTodos los trabajadores de la empresa Pensilvania se encuentran en buen estado de salud.
Educación y capacitación
Los trabajadores de la empresa cuentan con un plan de capacitación continuo por parte del SENA y DASALUD.Por otro lado la empresa carece de avisos de cómo deben hacerse las prácticas de higiene, como el lavado de manos, uso de guante entre otros.
Prácticas higiénicas y medidas de protección
Los trabajadores que manipulan los alimentos usan uniformes adecuados, ya que estos son de color blanco, este uniforme consta de gorro tapabocas, guante, botas o calzado cerrado; los trabajadores que usan delantal lo utilizan adecuadamente atado para evitar contaminación y accidentes laborales; los operarios mantienen el cabello amarrado y cubiertos por el uso gorros, tienen la uñas corta y sin esmalte.
Los trabajadores que manipulen los alimentos deben usar los guantes y demás equipos de protección personal
6
5.3 condiciones del área de elaboración
OBSERVACION RECOMENDACIÓNCONDICIONES DEL AREA DE ELABORACIÓN
Pisos y drenajes
Los pisos están construidos con materiales que no generen sustancias o contaminantes tóxicos, son resistentes, algunos no porosos e impermeables. Los pisos de las áreas de lavado son absorbentes (cemento y no deslizantes. Los pisos de la planta en general poseen grietas y defectos que dificultan la limpieza, desinfección y mantenimiento sanitario.Los drenajes de piso no poseen las rejillas adecuadas para la protección contra plagas y roedores.
Se debe hacer un mantenimiento a los pisos y en mejor de los casos cambiarlos por otros que no posean grietas y defectosEs necesario mantener las rejillas fijas en los drenajes de tal manera que se evite la entrada de animales y plagas a la planta
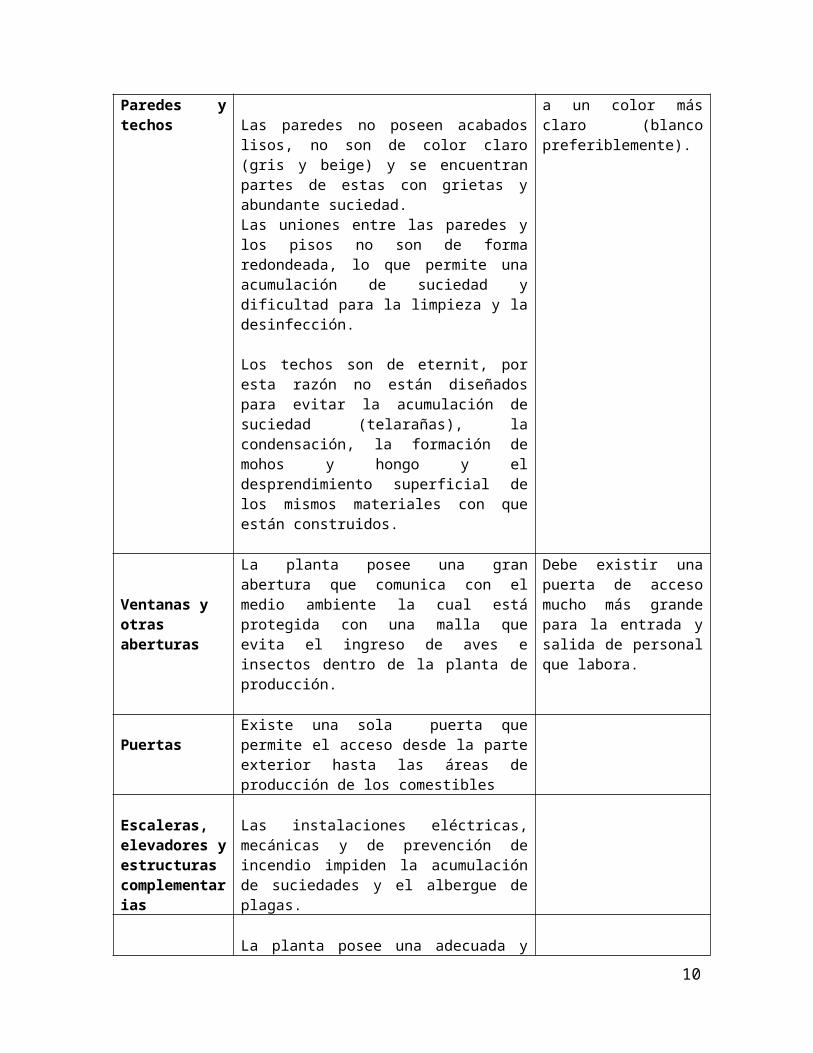
Paredes y techos
Las paredes están elaboradas con materiales resistentes en las áreas de elaboración y envasado, son impermeables pero no son de fácil limpieza debido a .las condiciones en que se encuentran.
Las paredes no poseen acabados lisos, no son de color claro (gris y beige) y se encuentran partes de estas con grietas y abundante suciedad.Las uniones entre las paredes y los pisos no son de forma redondeada, lo que permite una acumulación de suciedad y dificultad para la limpieza y la desinfección.
Los techos son de eternit, por esta razón no están diseñados para evitar la acumulación de suciedad (telarañas), la condensación, la formación de mohos y hongo y el desprendimiento superficial de los mismos materiales con que están construidos.
Se recomienda mejorar algunas paredes agrietadas y que generan humedad y al mismo tiempo cambiar su color a un color más claro (blanco preferiblemente).
Ventanas y otras aberturas
La planta posee una gran abertura que comunica con el medio ambiente la cual está protegida con una malla que evita el ingreso de aves e insectos dentro de la planta de producción.
Debe existir una puerta de acceso mucho más grande para la entrada y salida de personal que labora.
PuertasExiste una sola puerta que permite el acceso desde la parte exterior hasta las áreas de producción de los comestibles
7
Escaleras, elevadores y estructuras complementarias
Las instalaciones eléctricas, mecánicas y de prevención de incendio impiden la acumulación de suciedades y el albergue de plagas.
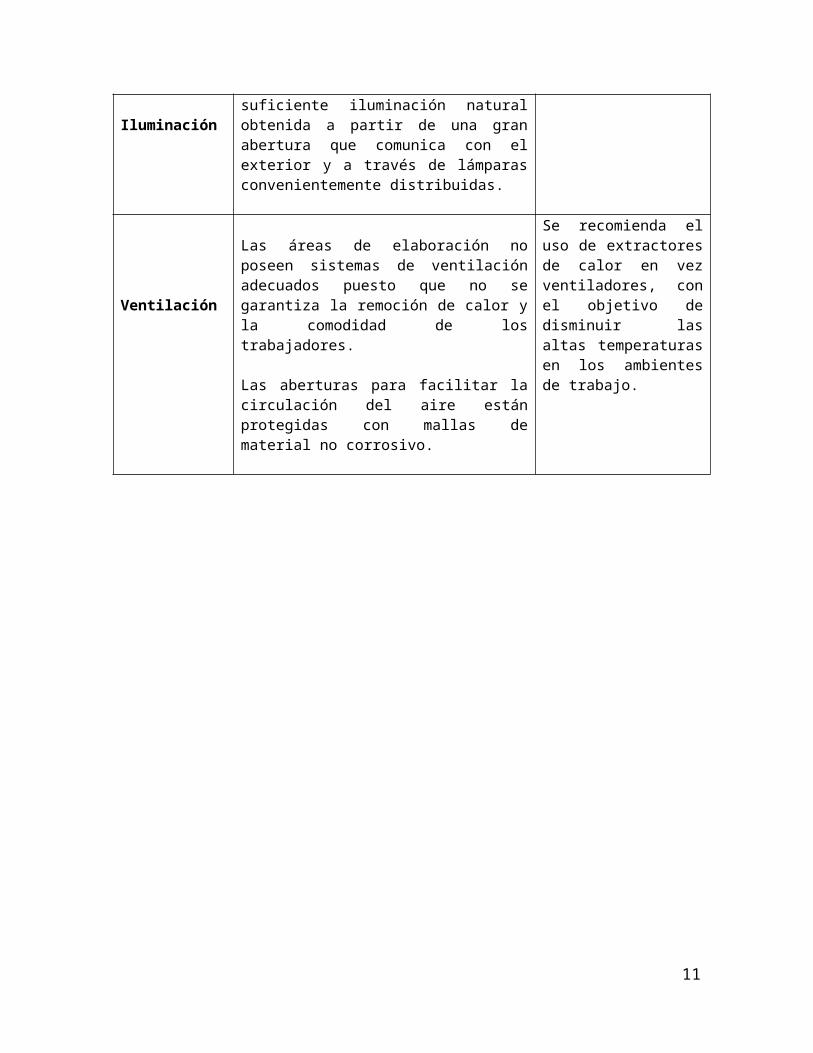
Iluminación
La planta posee una adecuada y suficiente iluminación natural obtenida a partir de una gran abertura que comunica con el exterior y a través de lámparas convenientemente distribuidas.
Ventilación
Las áreas de elaboración no poseen sistemas de ventilación adecuados puesto que no se garantiza la remoción de calor y la comodidad de los trabajadores.
Las aberturas para facilitar la circulación del aire están protegidas con mallas de material no corrosivo.
Se recomienda el uso de extractores de calor en vez ventiladores, con el objetivo de disminuir las altas temperaturas en los ambientes de trabajo.
8
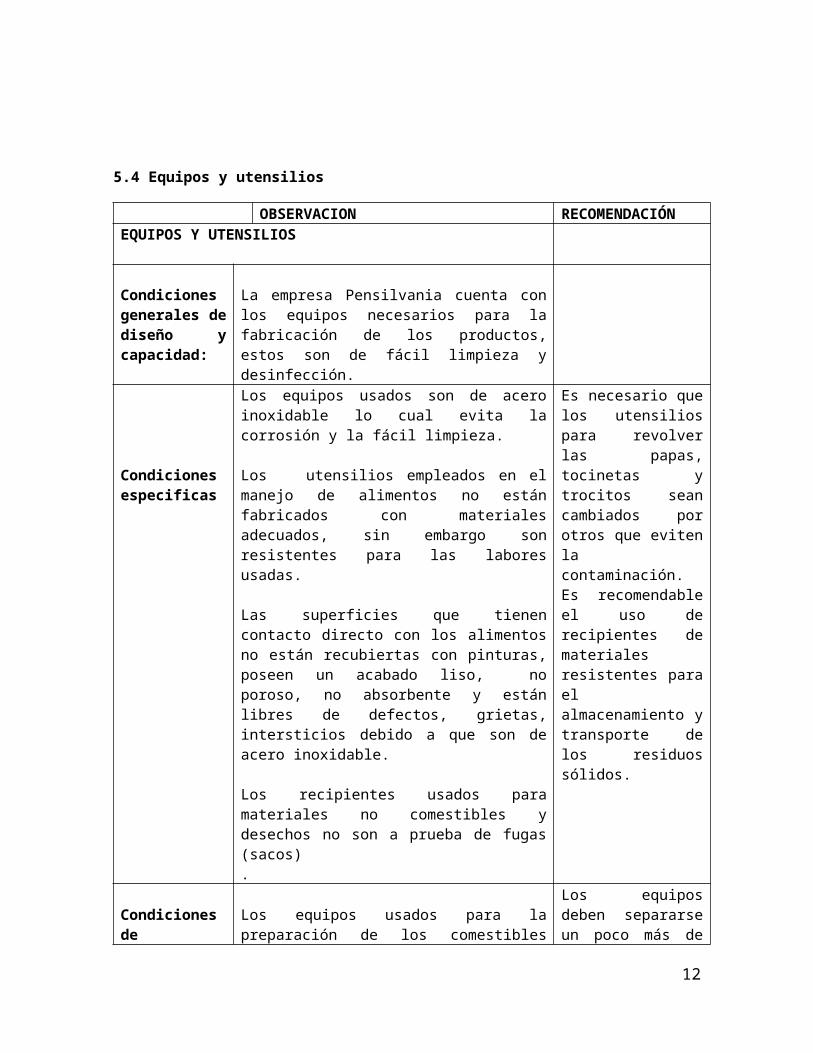
5.4 Equipos y utensilios
OBSERVACION RECOMENDACIÓNEQUIPOS Y UTENSILIOS
Condiciones generales de diseño y capacidad:
La empresa Pensilvania cuenta con los equipos necesarios para la fabricación de los productos, estos son de fácil limpieza y desinfección.
Condiciones especificas
Los equipos usados son de acero inoxidable lo cual evita la corrosión y la fácil limpieza.
Los utensilios empleados en el manejo de alimentos no están fabricados con materiales adecuados, sin embargo son resistentes para las labores usadas.
Las superficies que tienen contacto directo con los alimentos no están recubiertas con pinturas, poseen un acabado liso, no poroso, no absorbente y están libres de defectos, grietas, intersticios debido a que son de acero inoxidable.
Los recipientes usados para materiales no comestibles y desechos no son a prueba de fugas (sacos).
Es necesario que los utensilios para revolver las papas, tocinetas y trocitos sean cambiados por otros que eviten la contaminación.Es recomendable el uso de recipientes de materiales resistentes para el almacenamiento y transporte de los residuos sólidos.
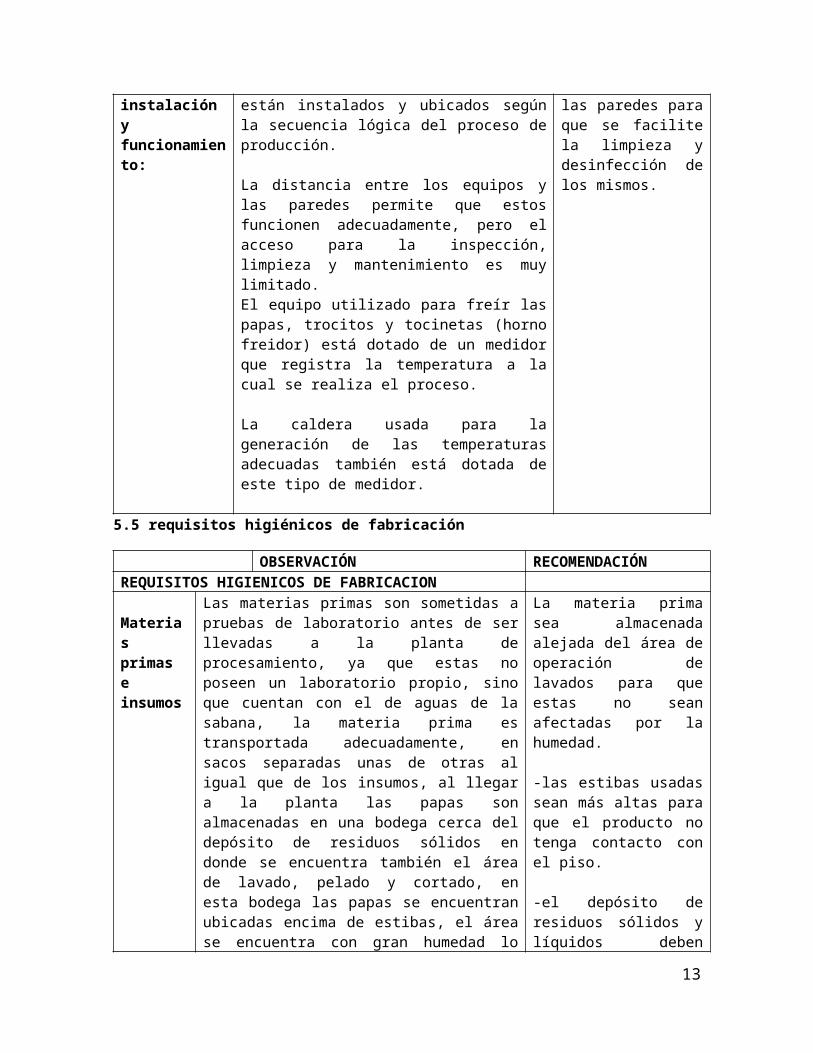
Condiciones de instalación y funcionamiento:
Los equipos usados para la preparación de los comestibles están instalados y ubicados según la secuencia lógica del proceso de producción.
La distancia entre los equipos y las paredes permite que estos funcionen adecuadamente, pero el acceso para la inspección, limpieza y mantenimiento es muy limitado.El equipo utilizado para freír las papas, trocitos y tocinetas (horno freidor) está dotado de un medidor que registra la temperatura a la cual se realiza el proceso.
La caldera usada para la generación de las temperaturas adecuadas también está dotada de este tipo de medidor.
Los equipos deben separarse un poco más de las paredes para que se facilite la limpieza y desinfección de los mismos.
5.5 requisitos higiénicos de fabricación
9
OBSERVACIÓN RECOMENDACIÓNREQUISITOS HIGIENICOS DE FABRICACION
Materias primas e insumos
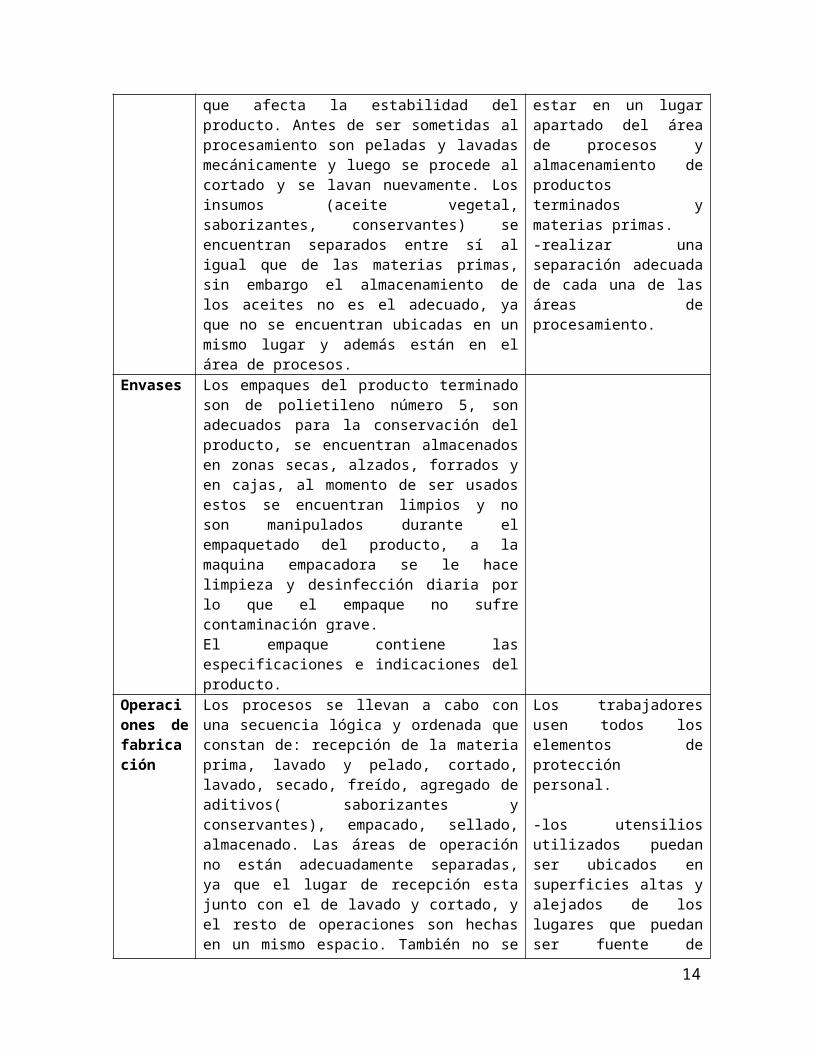
Las materias primas son sometidas a pruebas de laboratorio antes de ser llevadas a la planta de procesamiento, ya que estas no poseen un laboratorio propio, sino que cuentan con el de aguas de la sabana, la materia prima es transportada adecuadamente, en sacos separadas unas de otras al igual que de los insumos, al llegar a la planta las papas son almacenadas en una bodega cerca del depósito de residuos sólidos en donde se encuentra también el área de lavado, pelado y cortado, en esta bodega las papas se encuentran ubicadas encima de estibas, el área se encuentra con gran humedad lo que afecta la estabilidad del producto. Antes de ser sometidas al procesamiento son peladas y lavadas mecánicamente y luego se procede al cortado y se lavan nuevamente. Los insumos (aceite vegetal, saborizantes, conservantes) se encuentran separados entre sí al igual que de las materias primas, sin embargo el almacenamiento de los aceites no es el adecuado, ya que no se encuentran ubicadas en un mismo lugar y además están en el área de procesos.
La materia prima sea almacenada alejada del área de operación de lavados para que estas no sean afectadas por la humedad.
-las estibas usadas sean más altas para que el producto no tenga contacto con el piso.
-el depósito de residuos sólidos y líquidos deben estar en un lugar apartado del área de procesos y almacenamiento de productos terminados y materias primas.-realizar una separación adecuada de cada una de las áreas de procesamiento.
Envases Los empaques del producto terminado son de polietileno número 5, son adecuados para la conservación del producto, se encuentran almacenados en zonas secas, alzados, forrados y en cajas, al momento de ser usados estos se encuentran limpios y no son manipulados durante el empaquetado del producto, a la maquina empacadora se le hace limpieza y desinfección diaria por lo que el empaque no sufre contaminación grave.El empaque contiene las especificaciones e indicaciones del producto.
Operaciones de fabricación
Los procesos se llevan a cabo con una secuencia lógica y ordenada que constan de: recepción de la materia prima, lavado y pelado, cortado, lavado, secado, freído, agregado de aditivos( saborizantes y conservantes), empacado, sellado, almacenado. Las áreas de operación no están adecuadamente separadas, ya que el lugar de recepción esta junto con el de lavado y cortado, y el resto de operaciones son hechas en un mismo espacio. También no se tienen muy en cuenta las condiciones higiénicas a la hora de manipular el producto teniendo en
Los trabajadores usen todos los elementos de protección personal.
-los utensilios utilizados puedan ser ubicados en superficies altas y alejados de los lugares que puedan ser fuente de contaminación.
10
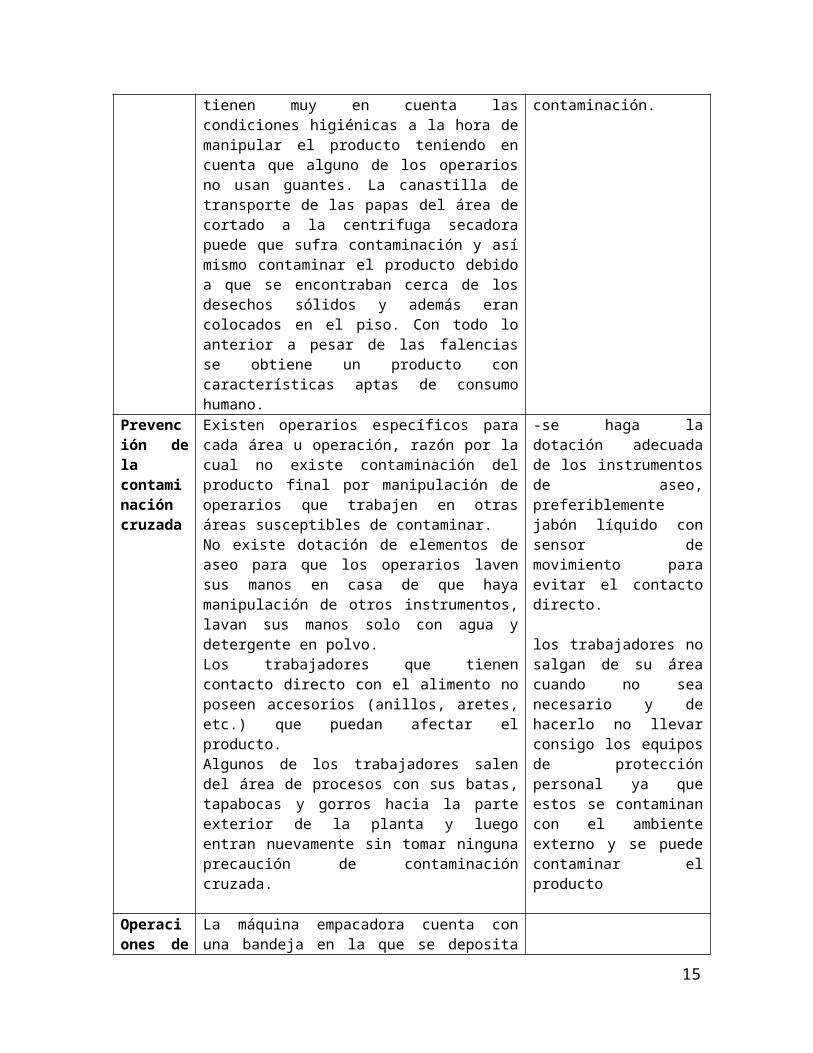
cuenta que alguno de los operarios no usan guantes. La canastilla de transporte de las papas del área de cortado a la centrifuga secadora puede que sufra contaminación y así mismo contaminar el producto debido a que se encontraban cerca de los desechos sólidos y además eran colocados en el piso. Con todo lo anterior a pesar de las falencias se obtiene un producto con características aptas de consumo humano.
Prevención de la contaminación cruzada
Existen operarios específicos para cada área u operación, razón por la cual no existe contaminación del producto final por manipulación de operarios que trabajen en otras áreas susceptibles de contaminar.No existe dotación de elementos de aseo para que los operarios laven sus manos en casa de que haya manipulación de otros instrumentos, lavan sus manos solo con agua y detergente en polvo.Los trabajadores que tienen contacto directo con el alimento no poseen accesorios (anillos, aretes, etc.) que puedan afectar el producto.Algunos de los trabajadores salen del área de procesos con sus batas, tapabocas y gorros hacia la parte exterior de la planta y luego entran nuevamente sin tomar ninguna precaución de contaminación cruzada.
-se haga la dotación adecuada de los instrumentos de aseo, preferiblemente jabón líquido con sensor de movimiento para evitar el contacto directo.
los trabajadores no salgan de su área cuando no sea necesario y de hacerlo no llevar consigo los equipos de protección personal ya que estos se contaminan con el ambiente externo y se puede contaminar el producto
Operaciones de envasado
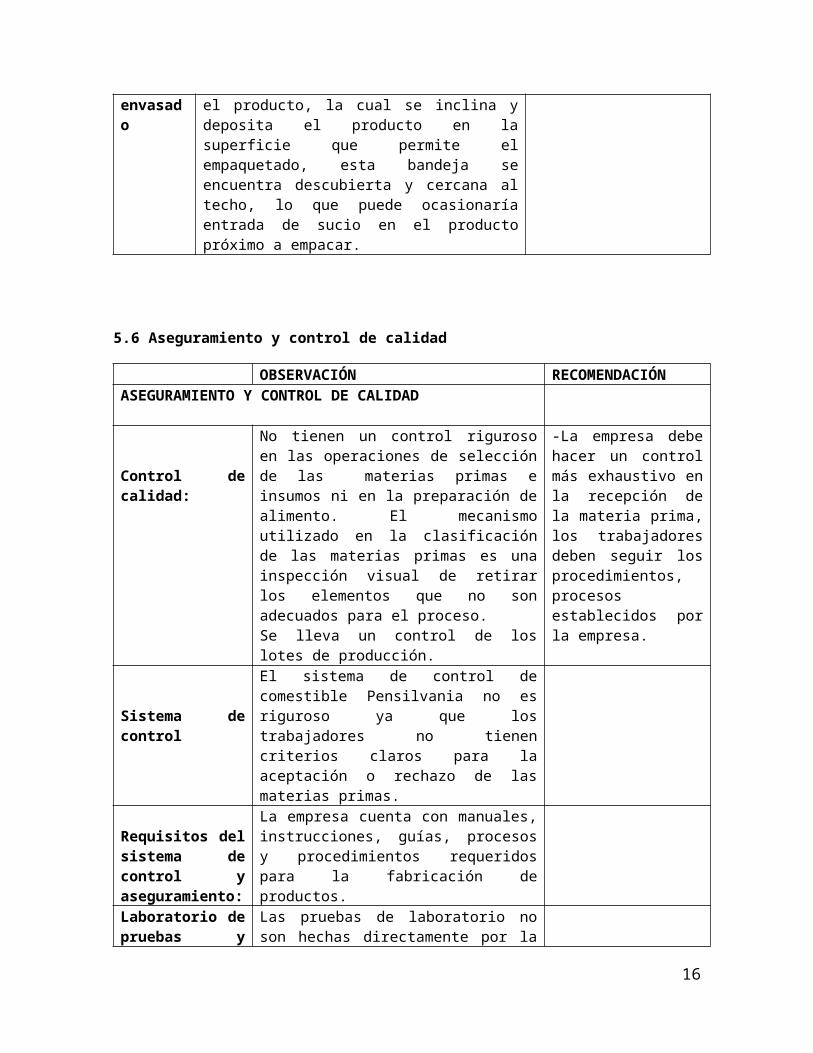
La máquina empacadora cuenta con una bandeja en la que se deposita el producto, la cual se inclina y deposita el producto en la superficie que permite el empaquetado, esta bandeja se encuentra descubierta y cercana al techo, lo que puede ocasionaría entrada de sucio en el producto próximo a empacar.
5.6 Aseguramiento y control de calidad
OBSERVACIÓN RECOMENDACIÓNASEGURAMIENTO Y CONTROL DE CALIDAD
Control de calidad:
No tienen un control riguroso en las operaciones de selección de las materias primas e insumos ni en la preparación de alimento. El mecanismo utilizado en la clasificación de las materias primas es una inspección visual de retirar los
-La empresa debe hacer un control más exhaustivo en la recepción de la materia prima, los trabajadores deben
11
elementos que no son adecuados para el proceso.Se lleva un control de los lotes de producción.
seguir los procedimientos, procesos establecidos por la empresa.
Sistema de control
El sistema de control de comestible Pensilvania no es riguroso ya que los trabajadores no tienen criterios claros para la aceptación o rechazo de las materias primas.
Requisitos del sistema de control y aseguramiento:
La empresa cuenta con manuales, instrucciones, guías, procesos y procedimientos requeridos para la fabricación de productos.
Laboratorio de pruebas y ensayos
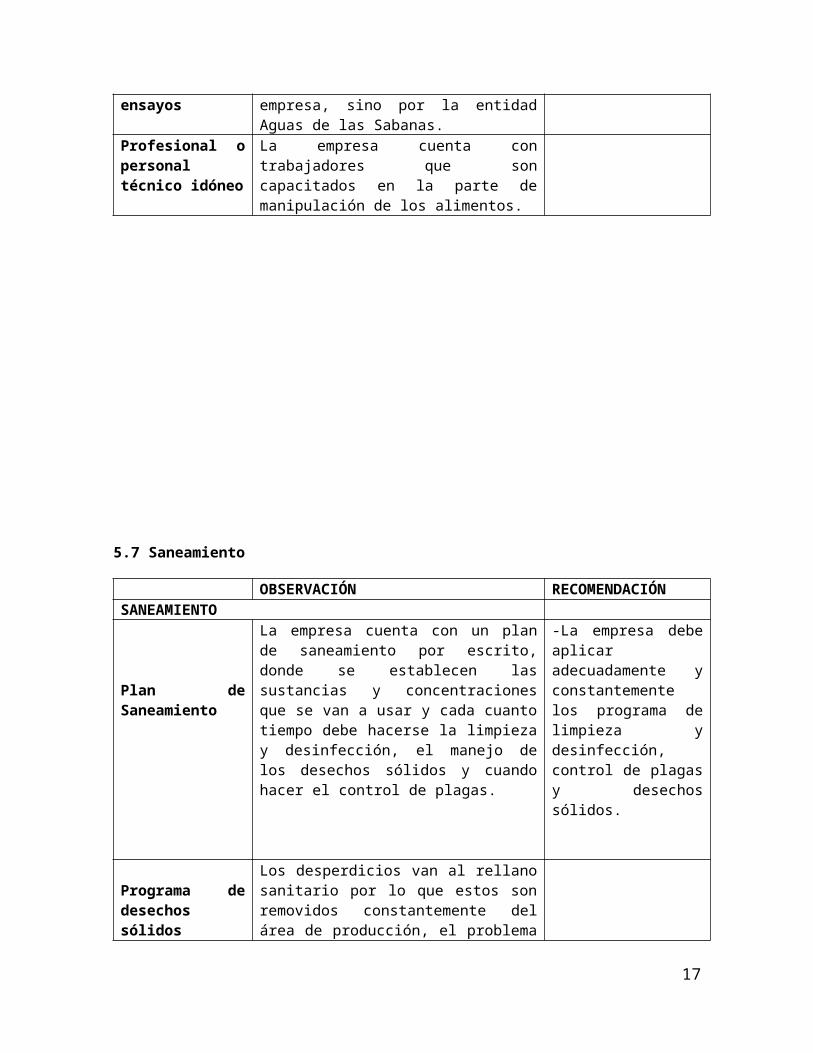
Las pruebas de laboratorio no son hechas directamente por la empresa, sino por la entidad Aguas de las Sabanas.
Profesional o personal técnico idóneo
La empresa cuenta con trabajadores que son capacitados en la parte de manipulación de los alimentos.
5.7 Saneamiento
OBSERVACIÓN RECOMENDACIÓNSANEAMIENTO
Plan de Saneamiento
La empresa cuenta con un plan de saneamiento por escrito, donde se establecen las sustancias y concentraciones que se van a usar y cada cuanto tiempo debe hacerse la limpieza y desinfección, el manejo de los desechos sólidos y cuando hacer el control de
-La empresa debe aplicar adecuadamente y constantemente los programa de limpieza y desinfección, control de plagas y desechos
12
plagas. sólidos.
Programa de desechos sólidos
Los desperdicios van al rellano sanitario por lo que estos son removidos constantemente del área de producción, el problema es que los residuos sólidos están al lado de la materia prima (papa), lo cual puede generar una contaminación en el momento de elaboración.
Programa de control de plagas
Este programa se encuentra por escrito, en el cual se indica cada cuanto tiempo deben hacerse la fumigación en la empresa
Almacenamiento, distribución, transporte y comercialización.
El almacenamiento del producto terminado se hace en el área de procesamientos, estas están sobre estibas aunque algunos se encuentran en el suelo, estos se almacenan con un empaque terciario de bolsas plásticas transparentes. La planta cuenta con un área de comercialización en la cual los productos se encuentran en estantes distribuidos organizados por tipos de productos, para su distribución utilizan camiones usados únicamente para el transporte de sus productos, estos se transportan de la misma forma que son almacenados. El embarque de los productos al carro distribuidor se hace por medio del área de distribución lo que de algún modo puede afectar a los clientes.
Mejorar el área para el embarque de los productos con el fin de que este proceso sea más rápido y menos tedioso.
6. PERFIL HIGIENICO SANITARIO COMESTIBLES DE LA SABANA
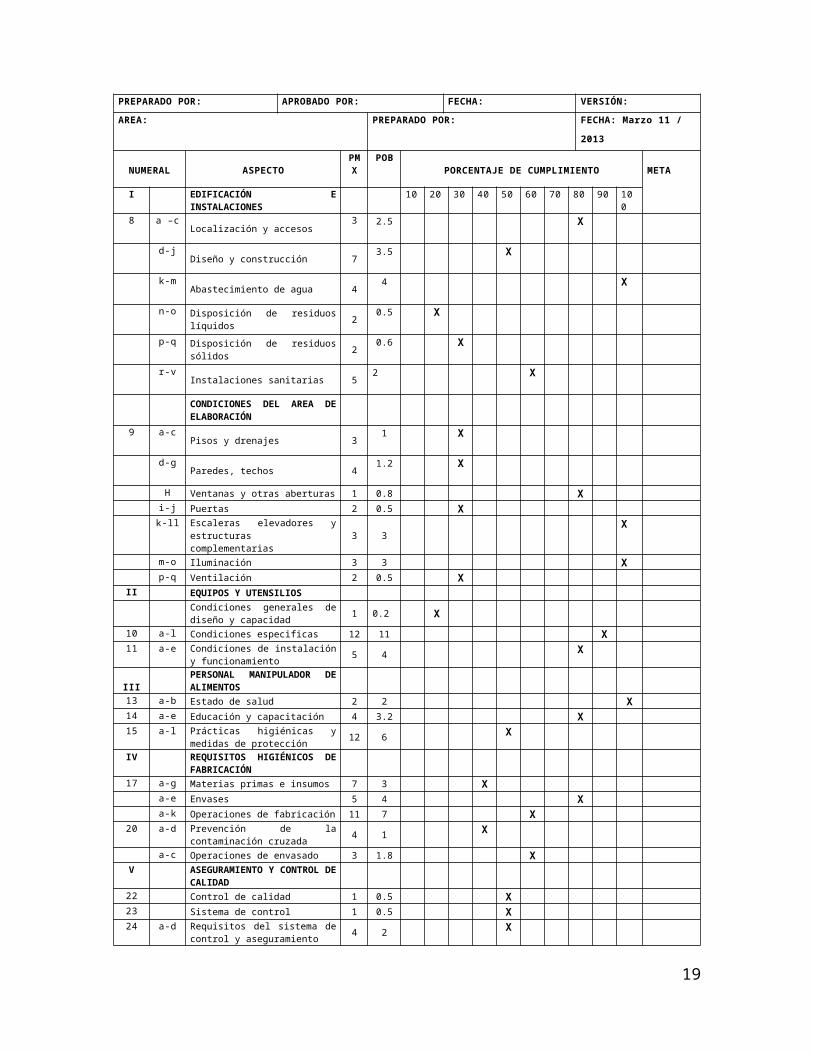
PLAN HACCPPREPARADO POR: APROBADO POR: FECHA: VERSIÓN:
AREA: PREPARADO POR: FECHA: Marzo 11 / 2013
NUMERAL ASPECTOPMX
POBPORCENTAJE DE CUMPLIMIENTO META
I EDIFICACIÓN E INSTALACIONES
10 20 30 40 50 60 70 80 90 100
8 a –cLocalización y accesos
3 2.5 X
d-jDiseño y construcción 7
3.5 X
13
k-mAbastecimiento de agua 4
4 X
n-oDisposición de residuos líquidos 2
0.5 X
p-qDisposición de residuos sólidos 2
0.6 X
r-vInstalaciones sanitarias 5
2 X
CONDICIONES DEL AREA DE ELABORACIÓN
9 a-cPisos y drenajes 3
1 X
d-gParedes, techos 4
1.2 X
H Ventanas y otras aberturas 1 0.8 Xi-j Puertas 2 0.5 Xk-ll Escaleras elevadores y estructuras
complementarias3 3 X
m-o Iluminación 3 3 Xp-q Ventilación 2 0.5 X
II EQUIPOS Y UTENSILIOSCondiciones generales de diseño y capacidad
1 0.2 X
10 a-l Condiciones especificas 12 11 X11 a-e Condiciones de instalación y
funcionamiento5 4 X
IIIPERSONAL MANIPULADOR DE ALIMENTOS
13 a-b Estado de salud 2 2 X14 a-e Educación y capacitación 4 3.2 X15 a-l Prácticas higiénicas y medidas de
protección12 6 X
IV REQUISITOS HIGIÉNICOS DE FABRICACIÓN
17 a-g Materias primas e insumos 7 3 Xa-e Envases 5 4 Xa-k Operaciones de fabricación 11 7 X
20 a-d Prevención de la contaminación cruzada
4 1 X
a-c Operaciones de envasado 3 1.8 XV ASEGURAMIENTO Y CONTROL
DE CALIDAD22 Control de calidad 1 0.5 X23 Sistema de control 1 0.5 X24 a-d Requisitos del sistema de control y
aseguramiento4 2 X
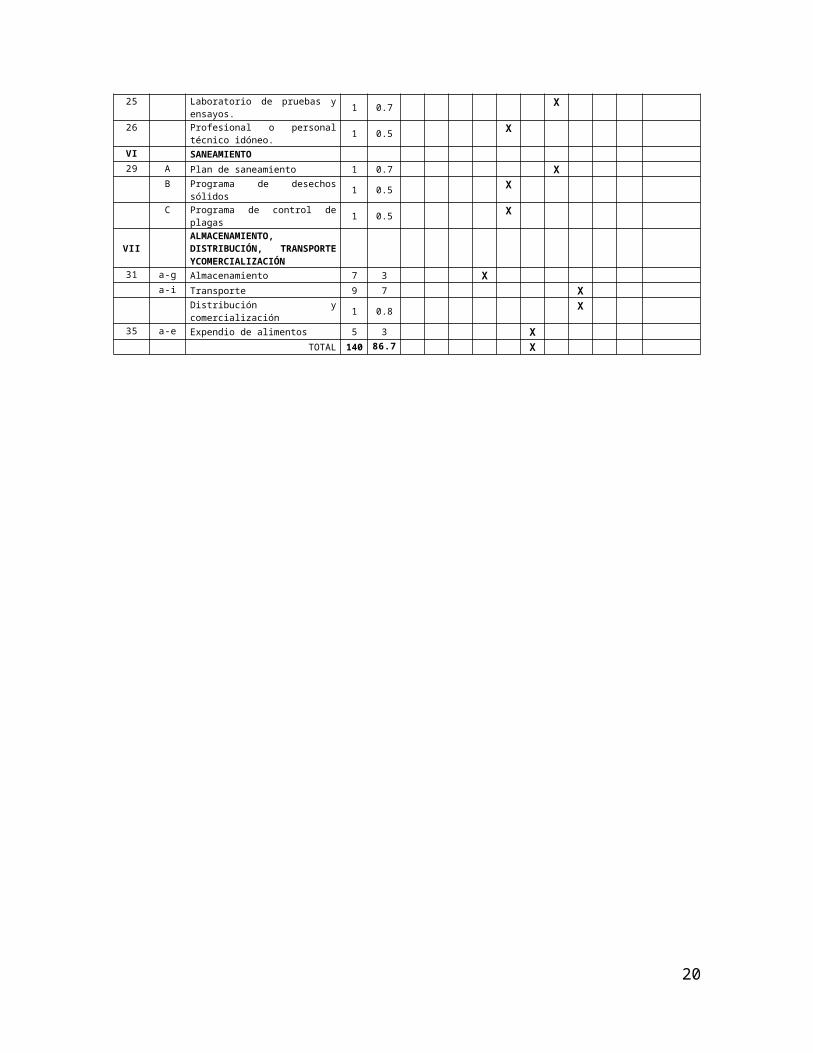
25 Laboratorio de pruebas y ensayos. 1 0.7 X26 Profesional o personal técnico
idóneo.1 0.5 X
VI SANEAMIENTO29 A Plan de saneamiento 1 0.7 X
B Programa de desechos sólidos 1 0.5 XC Programa de control de plagas 1 0.5 X
VIIALMACENAMIENTO, DISTRIBUCIÓN, TRANSPORTE YCOMERCIALIZACIÓN
31 a-g Almacenamiento 7 3 Xa-i Transporte 9 7 X
Distribución y comercialización 1 0.8 X35 a-e Expendio de alimentos 5 3 X
TOTAL 140 86.7 X
14
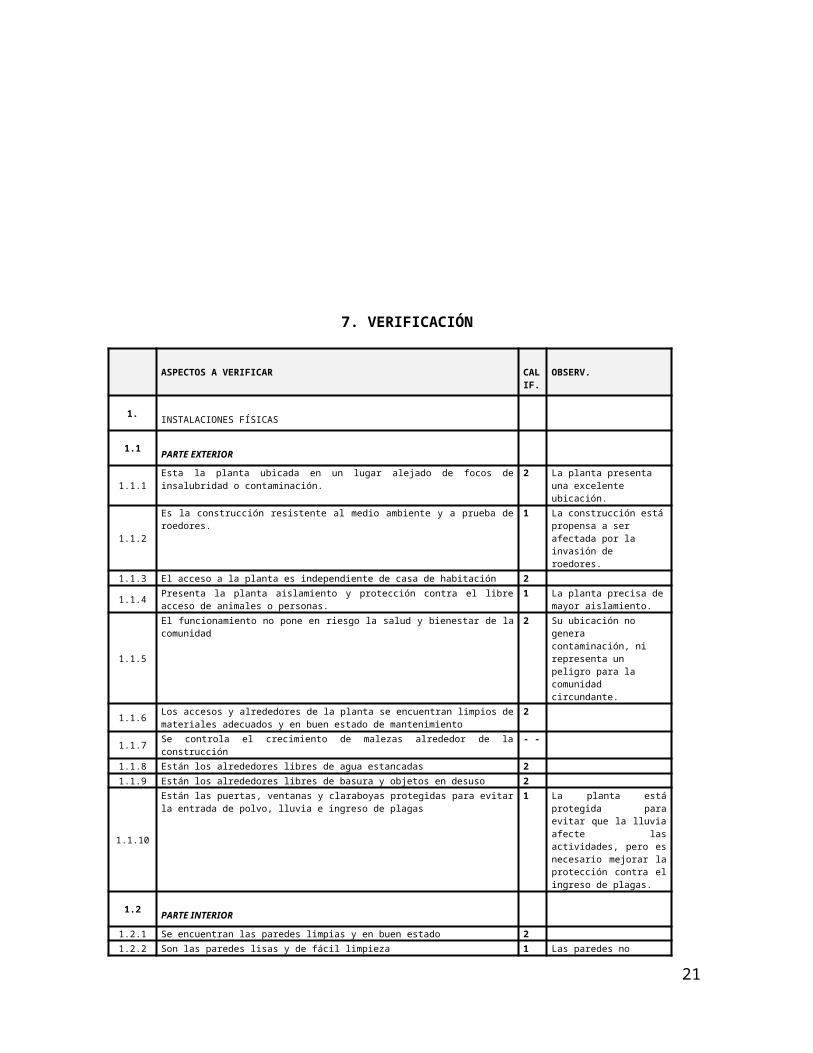
7. VERIFICACIÓN
ASPECTOS A VERIFICAR CALIF.
OBSERV.
1.INSTALACIONES FÍSICAS
1.1PARTE EXTERIOR
1.1.1Esta la planta ubicada en un lugar alejado de focos de insalubridad o contaminación. 2 La planta presenta una
excelente ubicación.
1.1.2Es la construcción resistente al medio ambiente y a prueba de roedores. 1 La construcción está
propensa a ser afectada por la invasión de roedores.
15
1.1.3 El acceso a la planta es independiente de casa de habitación 2
1.1.4Presenta la planta aislamiento y protección contra el libre acceso de animales o personas.
1 La planta precisa de mayor aislamiento.
1.1.5
El funcionamiento no pone en riesgo la salud y bienestar de la comunidad 2 Su ubicación no genera contaminación, ni representa un peligro para la comunidad circundante.
1.1.6Los accesos y alrededores de la planta se encuentran limpios de materiales adecuados y en buen estado de mantenimiento
2
1.1.7 Se controla el crecimiento de malezas alrededor de la construcción - -1.1.8 Están los alrededores libres de agua estancadas 21.1.9 Están los alrededores libres de basura y objetos en desuso 2
1.1.10
Están las puertas, ventanas y claraboyas protegidas para evitar la entrada de polvo, lluvia e ingreso de plagas
1 La planta está protegida para evitar que la lluvia afecte las actividades, pero es necesario mejorar la protección contra el ingreso de plagas.
1.2PARTE INTERIOR
1.2.1 Se encuentran las paredes limpias y en buen estado 2
1.2.2
Son las paredes lisas y de fácil limpieza 1 Las paredes no facilitan la limpieza y los colores usados no son los apropiados.
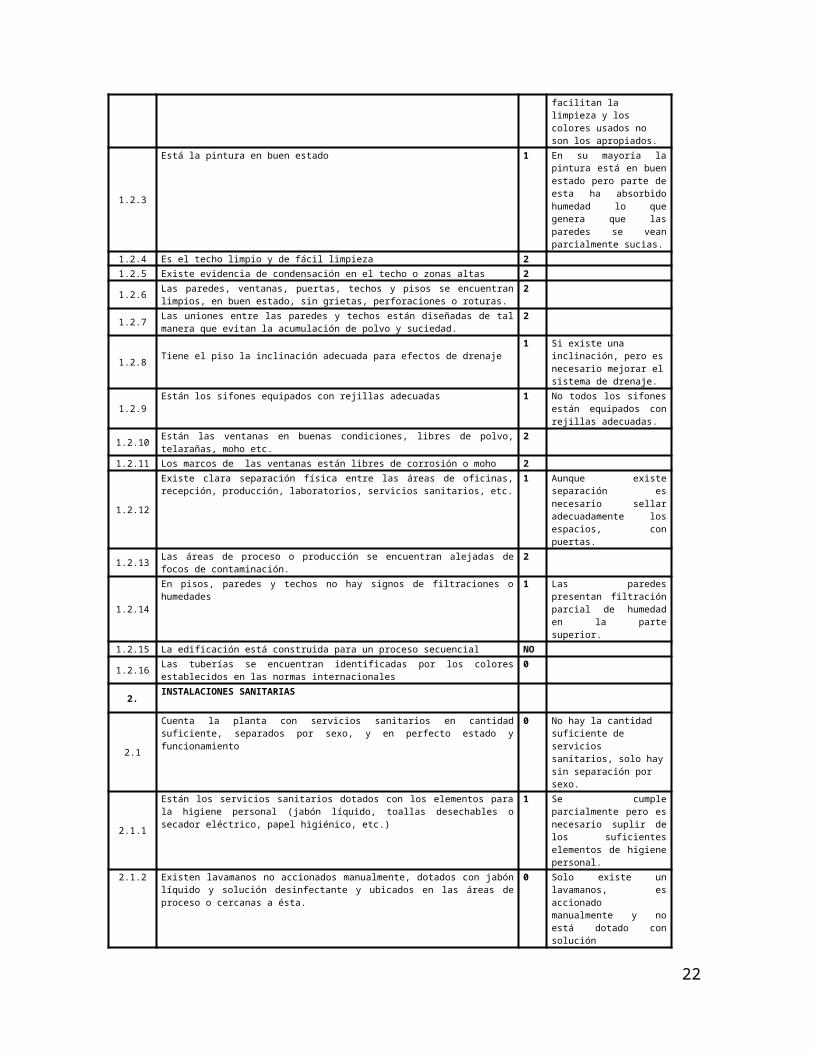
1.2.3
Está la pintura en buen estado 1 En su mayoría la pintura está en buen estado pero parte de esta ha absorbido humedad lo que genera que las paredes se vean parcialmente sucias.
1.2.4 Es el techo limpio y de fácil limpieza 21.2.5 Existe evidencia de condensación en el techo o zonas altas 2
1.2.6Las paredes, ventanas, puertas, techos y pisos se encuentran limpios, en buen estado, sin grietas, perforaciones o roturas.
2
1.2.7Las uniones entre las paredes y techos están diseñadas de tal manera que evitan la acumulación de polvo y suciedad.
2
1.2.8 Tiene el piso la inclinación adecuada para efectos de drenaje1 Si existe una inclinación,
pero es necesario mejorar el sistema de drenaje.
1.2.9Están los sifones equipados con rejillas adecuadas 1 No todos los sifones están
equipados con rejillas adecuadas.
1.2.10 Están las ventanas en buenas condiciones, libres de polvo, telarañas, moho etc. 21.2.11 Los marcos de las ventanas están libres de corrosión o moho 2
1.2.12
Existe clara separación física entre las áreas de oficinas, recepción, producción, laboratorios, servicios sanitarios, etc.
1 Aunque existe separación es necesario sellar adecuadamente los espacios, con puertas.
1.2.13Las áreas de proceso o producción se encuentran alejadas de focos de contaminación.
2
1.2.14
En pisos, paredes y techos no hay signos de filtraciones o humedades 1 Las paredes presentan filtración parcial de humedad en la parte superior.
1.2.15 La edificación está construida para un proceso secuencial NO
1.2.16Las tuberías se encuentran identificadas por los colores establecidos en las normas internacionales
0
2.INSTALACIONES SANITARIAS
2.1
Cuenta la planta con servicios sanitarios en cantidad suficiente, separados por sexo, y en perfecto estado y funcionamiento
0 No hay la cantidad suficiente de servicios sanitarios, solo hay sin separación por sexo.
2.1.1
Están los servicios sanitarios dotados con los elementos para la higiene personal (jabón líquido, toallas desechables o secador eléctrico, papel higiénico, etc.)
1 Se cumple parcialmente pero es necesario suplir de los suficientes elementos de higiene personal.
2.1.2 Existen lavamanos no accionados manualmente, dotados con jabón líquido y solución desinfectante y ubicados en las áreas de proceso o cercanas a ésta.
0 Solo existe un lavamanos, es accionado manualmente y no está dotado con solución desinfectante.Un solo lavamanos no
16
cumple con lo requerido para el número de operarios.
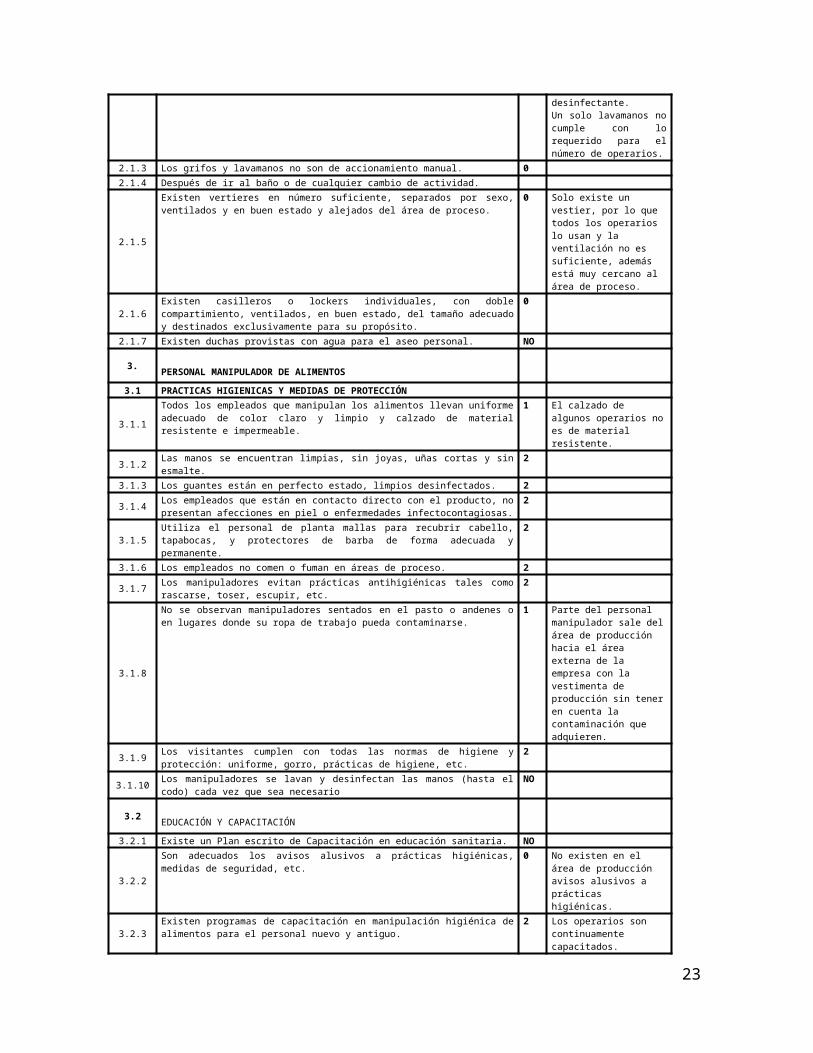
2.1.3 Los grifos y lavamanos no son de accionamiento manual. 02.1.4 Después de ir al baño o de cualquier cambio de actividad.
2.1.5
Existen vertieres en número suficiente, separados por sexo, ventilados y en buen estado y alejados del área de proceso.
0 Solo existe un vestier, por lo que todos los operarios lo usan y la ventilación no es suficiente, además está muy cercano al área de proceso.
2.1.6Existen casilleros o lockers individuales, con doble compartimiento, ventilados, en buen estado, del tamaño adecuado y destinados exclusivamente para su propósito.
0
2.1.7 Existen duchas provistas con agua para el aseo personal. NO
3.PERSONAL MANIPULADOR DE ALIMENTOS
3.1 PRACTICAS HIGIENICAS Y MEDIDAS DE PROTECCIÓN
3.1.1Todos los empleados que manipulan los alimentos llevan uniforme adecuado de color claro y limpio y calzado de material resistente e impermeable.
1 El calzado de algunos operarios no es de material resistente.
3.1.2 Las manos se encuentran limpias, sin joyas, uñas cortas y sin esmalte. 23.1.3 Los guantes están en perfecto estado, limpios desinfectados. 2
3.1.4Los empleados que están en contacto directo con el producto, no presentan afecciones en piel o enfermedades infectocontagiosas.
2
3.1.5Utiliza el personal de planta mallas para recubrir cabello, tapabocas, y protectores de barba de forma adecuada y permanente.
2
3.1.6 Los empleados no comen o fuman en áreas de proceso. 2
3.1.7Los manipuladores evitan prácticas antihigiénicas tales como rascarse, toser, escupir, etc.
2
3.1.8
No se observan manipuladores sentados en el pasto o andenes o en lugares donde su ropa de trabajo pueda contaminarse.
1 Parte del personal manipulador sale del área de producción hacia el área externa de la empresa con la vestimenta de producción sin tener en cuenta la contaminación que adquieren.
3.1.9Los visitantes cumplen con todas las normas de higiene y protección: uniforme, gorro, prácticas de higiene, etc.
2
3.1.10Los manipuladores se lavan y desinfectan las manos (hasta el codo) cada vez que sea necesario
NO
3.2EDUCACIÓN Y CAPACITACIÓN
3.2.1 Existe un Plan escrito de Capacitación en educación sanitaria. NO
3.2.2Son adecuados los avisos alusivos a prácticas higiénicas, medidas de seguridad, etc.
0 No existen en el área de producción avisos alusivos a prácticas higiénicas.
3.2.3Existen programas de capacitación en manipulación higiénica de alimentos para el personal nuevo y antiguo.
2 Los operarios son continuamente capacitados.
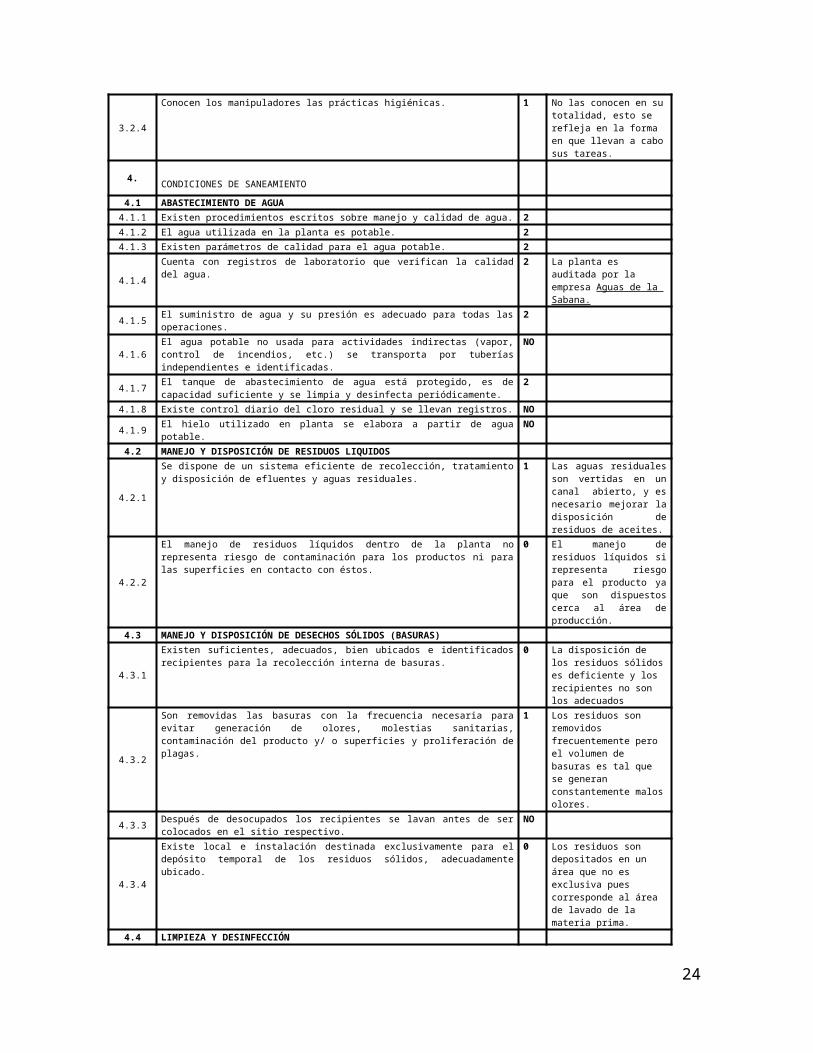
3.2.4
Conocen los manipuladores las prácticas higiénicas. 1 No las conocen en su totalidad, esto se refleja en la forma en que llevan a cabo sus tareas.
4.CONDICIONES DE SANEAMIENTO
4.1 ABASTECIMIENTO DE AGUA4.1.1 Existen procedimientos escritos sobre manejo y calidad de agua. 24.1.2 El agua utilizada en la planta es potable. 24.1.3 Existen parámetros de calidad para el agua potable. 2
4.1.4Cuenta con registros de laboratorio que verifican la calidad del agua. 2 La planta es auditada por la
empresa Aguas de la Sabana.
4.1.5 El suministro de agua y su presión es adecuado para todas las operaciones. 2
4.1.6El agua potable no usada para actividades indirectas (vapor, control de incendios, etc.) se transporta por tuberías independientes e identificadas.
NO
4.1.7El tanque de abastecimiento de agua está protegido, es de capacidad suficiente y se limpia y desinfecta periódicamente.
2
4.1.8 Existe control diario del cloro residual y se llevan registros. NO4.1.9 El hielo utilizado en planta se elabora a partir de agua potable. NO4.2 MANEJO Y DISPOSICIÓN DE RESIDUOS LIQUIDOS
17
4.2.1
Se dispone de un sistema eficiente de recolección, tratamiento y disposición de efluentes y aguas residuales.
1 Las aguas residuales son vertidas en un canal abierto, y es necesario mejorar la disposición de residuos de aceites.
4.2.2
El manejo de residuos líquidos dentro de la planta no representa riesgo de contaminación para los productos ni para las superficies en contacto con éstos.
0 El manejo de residuos líquidos si representa riesgo para el producto ya que son dispuestos cerca al área de producción.
4.3 MANEJO Y DISPOSICIÓN DE DESECHOS SÓLIDOS (BASURAS)
4.3.1
Existen suficientes, adecuados, bien ubicados e identificados recipientes para la recolección interna de basuras.
0 La disposición de los residuos sólidos es deficiente y los recipientes no son los adecuados
4.3.2
Son removidas las basuras con la frecuencia necesaria para evitar generación de olores, molestias sanitarias, contaminación del producto y/ o superficies y proliferación de plagas.
1 Los residuos son removidos frecuentemente pero el volumen de basuras es tal que se generan constantemente malos olores.
4.3.3Después de desocupados los recipientes se lavan antes de ser colocados en el sitio respectivo.
NO
4.3.4
Existe local e instalación destinada exclusivamente para el depósito temporal de los residuos sólidos, adecuadamente ubicado.
0 Los residuos son depositados en un área que no es exclusiva pues corresponde al área de lavado de la materia prima.
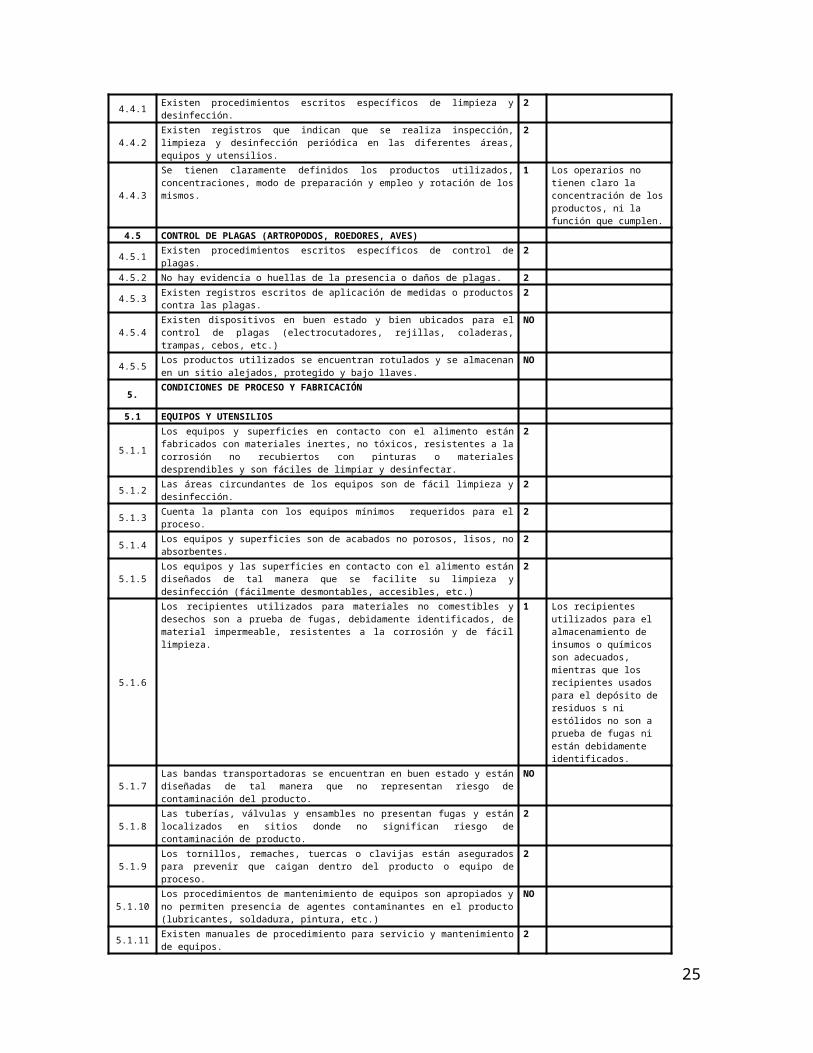
4.4 LIMPIEZA Y DESINFECCIÓN4.4.1 Existen procedimientos escritos específicos de limpieza y desinfección. 2
4.4.2Existen registros que indican que se realiza inspección, limpieza y desinfección periódica en las diferentes áreas, equipos y utensilios.
2
4.4.3
Se tienen claramente definidos los productos utilizados, concentraciones, modo de preparación y empleo y rotación de los mismos.
1 Los operarios no tienen claro la concentración de los productos, ni la función que cumplen.
4.5 CONTROL DE PLAGAS (ARTROPODOS, ROEDORES, AVES)4.5.1 Existen procedimientos escritos específicos de control de plagas. 24.5.2 No hay evidencia o huellas de la presencia o daños de plagas. 24.5.3 Existen registros escritos de aplicación de medidas o productos contra las plagas. 2
4.5.4Existen dispositivos en buen estado y bien ubicados para el control de plagas (electrocutadores, rejillas, coladeras, trampas, cebos, etc.)
NO
4.5.5Los productos utilizados se encuentran rotulados y se almacenan en un sitio alejados, protegido y bajo llaves.
NO
5.CONDICIONES DE PROCESO Y FABRICACIÓN
5.1 EQUIPOS Y UTENSILIOS
5.1.1Los equipos y superficies en contacto con el alimento están fabricados con materiales inertes, no tóxicos, resistentes a la corrosión no recubiertos con pinturas o materiales desprendibles y son fáciles de limpiar y desinfectar.
2
5.1.2 Las áreas circundantes de los equipos son de fácil limpieza y desinfección. 25.1.3 Cuenta la planta con los equipos mínimos requeridos para el proceso. 25.1.4 Los equipos y superficies son de acabados no porosos, lisos, no absorbentes. 2
5.1.5Los equipos y las superficies en contacto con el alimento están diseñados de tal manera que se facilite su limpieza y desinfección (fácilmente desmontables, accesibles, etc.)
2
5.1.6
Los recipientes utilizados para materiales no comestibles y desechos son a prueba de fugas, debidamente identificados, de material impermeable, resistentes a la corrosión y de fácil limpieza.
1 Los recipientes utilizados para el almacenamiento de insumos o químicos son adecuados, mientras que los recipientes usados para el depósito de residuos s ni estólidos no son a prueba de fugas ni están debidamente identificados.
5.1.7Las bandas transportadoras se encuentran en buen estado y están diseñadas de tal manera que no representan riesgo de contaminación del producto.
NO
5.1.8Las tuberías, válvulas y ensambles no presentan fugas y están localizados en sitios donde no significan riesgo de contaminación de producto.
2
5.1.9Los tornillos, remaches, tuercas o clavijas están asegurados para prevenir que caigan dentro del producto o equipo de proceso.
2
5.1.10Los procedimientos de mantenimiento de equipos son apropiados y no permiten presencia de agentes contaminantes en el producto (lubricantes, soldadura, pintura, etc.)
NO
18
5.1.11 Existen manuales de procedimiento para servicio y mantenimiento de equipos. 2
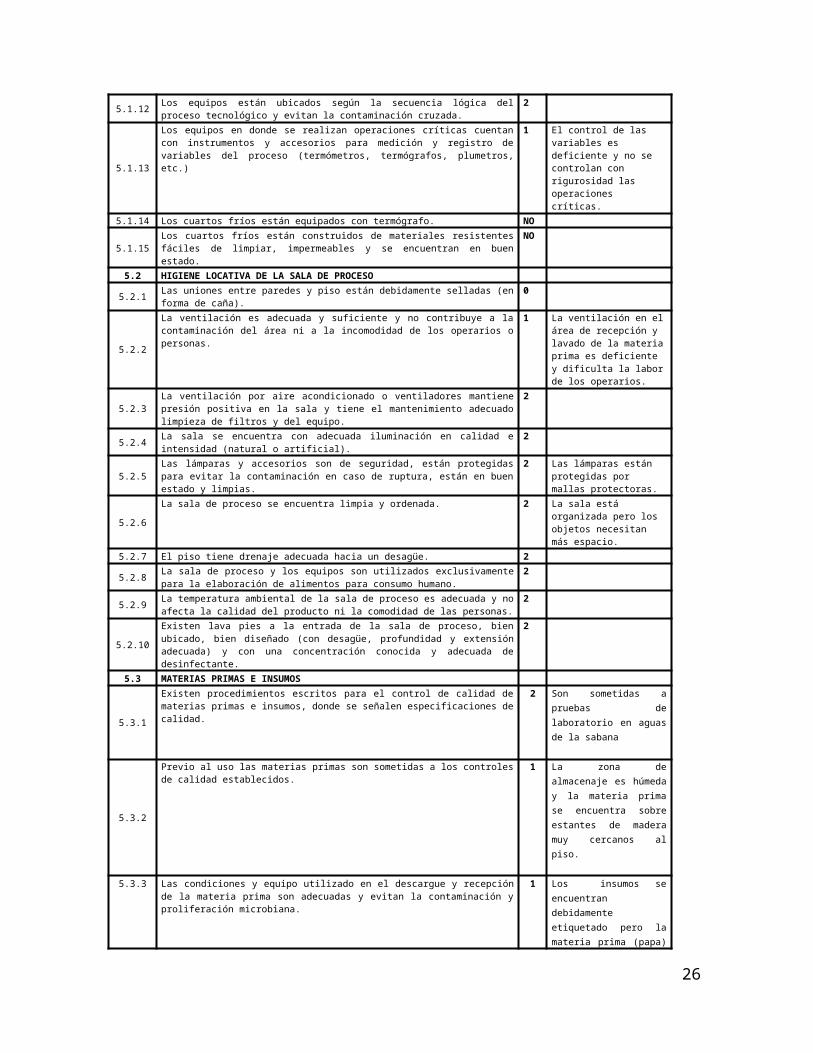
5.1.12Los equipos están ubicados según la secuencia lógica del proceso tecnológico y evitan la contaminación cruzada.
2
5.1.13
Los equipos en donde se realizan operaciones críticas cuentan con instrumentos y accesorios para medición y registro de variables del proceso (termómetros, termógrafos, plumetros, etc.)
1 El control de las variables es deficiente y no se controlan con rigurosidad las operaciones críticas.
5.1.14 Los cuartos fríos están equipados con termógrafo. NO
5.1.15Los cuartos fríos están construidos de materiales resistentes fáciles de limpiar, impermeables y se encuentran en buen estado.
NO
5.2 HIGIENE LOCATIVA DE LA SALA DE PROCESO5.2.1 Las uniones entre paredes y piso están debidamente selladas (en forma de caña). 0
5.2.2
La ventilación es adecuada y suficiente y no contribuye a la contaminación del área ni a la incomodidad de los operarios o personas.
1 La ventilación en el área de recepción y lavado de la materia prima es deficiente y dificulta la labor de los operarios.
5.2.3La ventilación por aire acondicionado o ventiladores mantiene presión positiva en la sala y tiene el mantenimiento adecuado limpieza de filtros y del equipo.
2
5.2.4La sala se encuentra con adecuada iluminación en calidad e intensidad (natural o artificial).
2
5.2.5Las lámparas y accesorios son de seguridad, están protegidas para evitar la contaminación en caso de ruptura, están en buen estado y limpias.
2 Las lámparas están protegidas por mallas protectoras.
5.2.6La sala de proceso se encuentra limpia y ordenada. 2 La sala está organizada
pero los objetos necesitan más espacio.
5.2.7 El piso tiene drenaje adecuada hacia un desagüe. 2
5.2.8La sala de proceso y los equipos son utilizados exclusivamente para la elaboración de alimentos para consumo humano.
2
5.2.9La temperatura ambiental de la sala de proceso es adecuada y no afecta la calidad del producto ni la comodidad de las personas.
2
5.2.10Existen lava pies a la entrada de la sala de proceso, bien ubicado, bien diseñado (con desagüe, profundidad y extensión adecuada) y con una concentración conocida y adecuada de desinfectante.
2
5.3 MATERIAS PRIMAS E INSUMOS
5.3.1
Existen procedimientos escritos para el control de calidad de materias primas e insumos, donde se señalen especificaciones de calidad.
2 Son sometidas a pruebas de laboratorio en aguas de la sabana
5.3.2
Previo al uso las materias primas son sometidas a los controles de calidad establecidos.
1 La zona de almacenaje es húmeda y la materia prima se encuentra sobre estantes de madera muy cercanos al piso.
5.3.3
Las condiciones y equipo utilizado en el descargue y recepción de la materia prima son adecuadas y evitan la contaminación y proliferación microbiana.
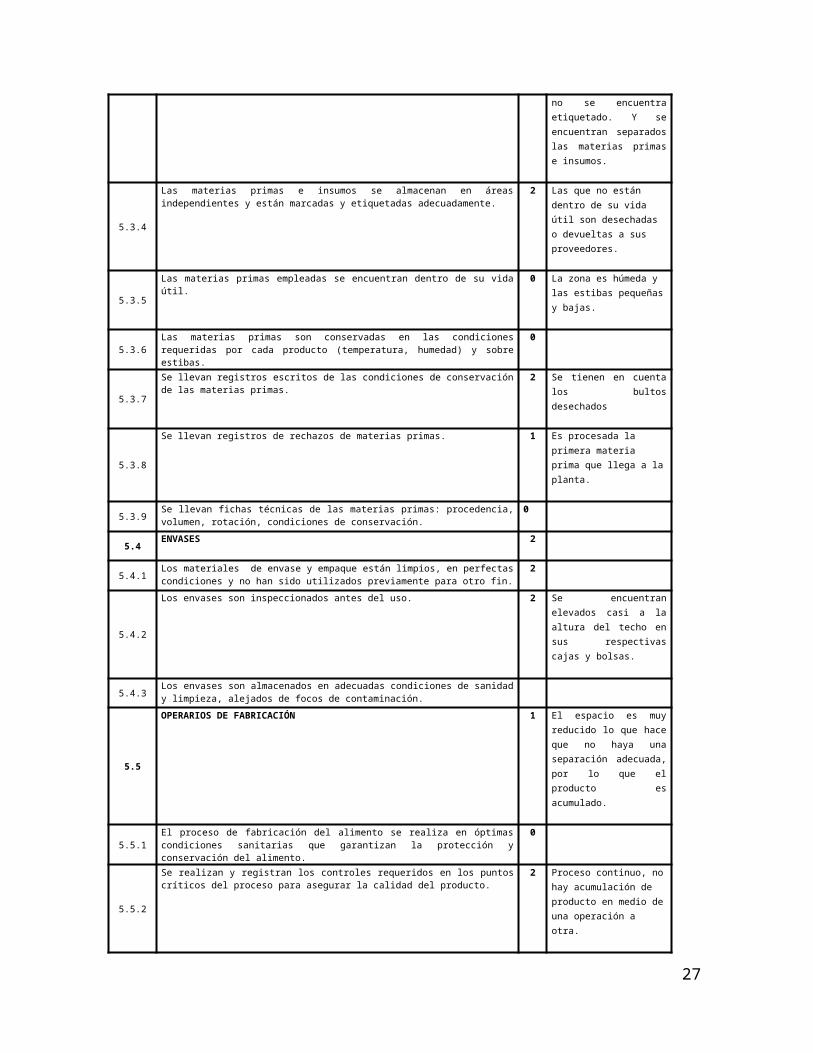
1 Los insumos se encuentran debidamente etiquetado pero la materia prima (papa) no se encuentra etiquetado. Y se encuentran separados las materias primas e insumos.
5.3.4
Las materias primas e insumos se almacenan en áreas independientes y están marcadas y etiquetadas adecuadamente.
2 Las que no están dentro de su vida útil son desechadas o devueltas a sus proveedores.
5.3.5
Las materias primas empleadas se encuentran dentro de su vida útil. 0 La zona es húmeda y las estibas pequeñas y bajas.
5.3.6Las materias primas son conservadas en las condiciones requeridas por cada producto (temperatura, humedad) y sobre estibas.
0
5.3.7
Se llevan registros escritos de las condiciones de conservación de las materias primas.
2 Se tienen en cuenta los bultos desechados
5.3.8
Se llevan registros de rechazos de materias primas. 1 Es procesada la primera materia prima que llega a la planta.
19
5.3.9Se llevan fichas técnicas de las materias primas: procedencia, volumen, rotación, condiciones de conservación.
0
5.4ENVASES 2
5.4.1Los materiales de envase y empaque están limpios, en perfectas condiciones y no han sido utilizados previamente para otro fin.
2
5.4.2
Los envases son inspeccionados antes del uso. 2 Se encuentran elevados casi a la altura del techo en sus respectivas cajas y bolsas.
5.4.3Los envases son almacenados en adecuadas condiciones de sanidad y limpieza, alejados de focos de contaminación.
5.5
OPERARIOS DE FABRICACIÓN 1 El espacio es muy reducido lo que hace que no haya una separación adecuada, por lo que el producto es acumulado.
5.5.1El proceso de fabricación del alimento se realiza en óptimas condiciones sanitarias que garantizan la protección y conservación del alimento.
0
5.5.2
Se realizan y registran los controles requeridos en los puntos críticos del proceso para asegurar la calidad del producto.
2 Proceso continuo, no hay acumulación de producto en medio de una operación a otra.
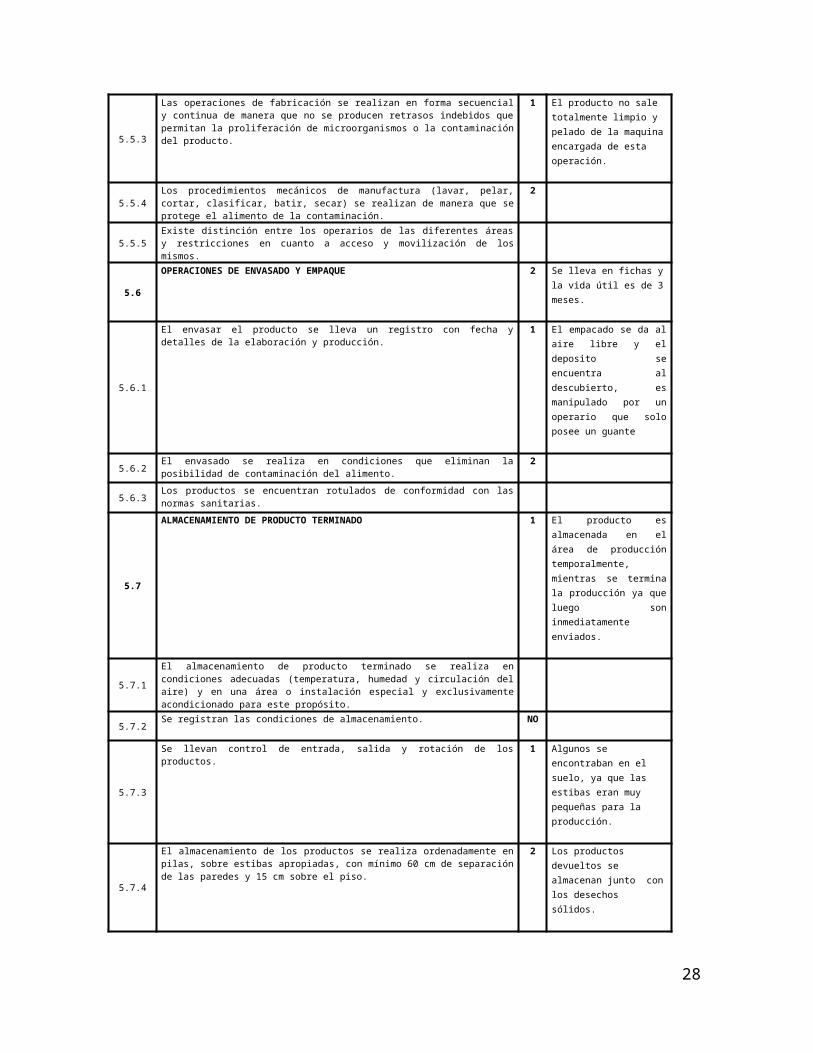
5.5.3
Las operaciones de fabricación se realizan en forma secuencial y continua de manera que no se producen retrasos indebidos que permitan la proliferación de microorganismos o la contaminación del producto.
1 El producto no sale totalmente limpio y pelado de la maquina encargada de esta operación.
5.5.4Los procedimientos mecánicos de manufactura (lavar, pelar, cortar, clasificar, batir, secar) se realizan de manera que se protege el alimento de la contaminación.
2
5.5.5Existe distinción entre los operarios de las diferentes áreas y restricciones en cuanto a acceso y movilización de los mismos.
5.6
OPERACIONES DE ENVASADO Y EMPAQUE 2 Se lleva en fichas y la vida útil es de 3 meses.
5.6.1
El envasar el producto se lleva un registro con fecha y detalles de la elaboración y producción.
1 El empacado se da al aire libre y el deposito se encuentra al descubierto, es manipulado por un operario que solo posee un guante
5.6.2El envasado se realiza en condiciones que eliminan la posibilidad de contaminación del alimento.
2
5.6.3Los productos se encuentran rotulados de conformidad con las normas sanitarias.
5.7
ALMACENAMIENTO DE PRODUCTO TERMINADO 1 El producto es almacenada en el área de producción temporalmente, mientras se termina la producción ya que luego son inmediatamente enviados.
5.7.1El almacenamiento de producto terminado se realiza en condiciones adecuadas (temperatura, humedad y circulación del aire) y en una área o instalación especial y exclusivamente acondicionado para este propósito.
5.7.2Se registran las condiciones de almacenamiento. NO
5.7.3 Se llevan control de entrada, salida y rotación de los productos. 1 Algunos se encontraban en el suelo, ya que las estibas eran
20
muy pequeñas para la producción.
5.7.4
El almacenamiento de los productos se realiza ordenadamente en pilas, sobre estibas apropiadas, con mínimo 60 cm de separación de las paredes y 15 cm sobre el piso.
2 Los productos devueltos se almacenan junto con los desechos sólidos.
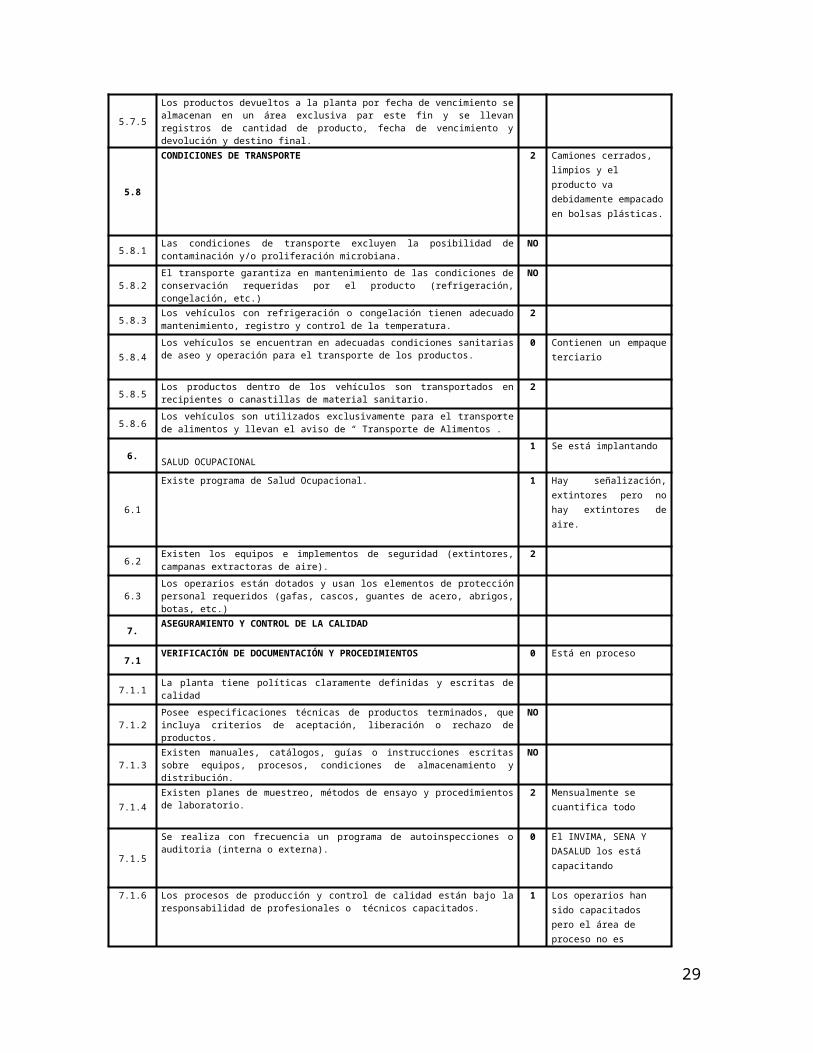
5.7.5Los productos devueltos a la planta por fecha de vencimiento se almacenan en un área exclusiva par este fin y se llevan registros de cantidad de producto, fecha de vencimiento y devolución y destino final.
5.8
CONDICIONES DE TRANSPORTE 2 Camiones cerrados, limpios y el producto va debidamente empacado en bolsas plásticas.
5.8.1Las condiciones de transporte excluyen la posibilidad de contaminación y/o proliferación microbiana.
NO
5.8.2El transporte garantiza en mantenimiento de las condiciones de conservación requeridas por el producto (refrigeración, congelación, etc.)
NO
5.8.3Los vehículos con refrigeración o congelación tienen adecuado mantenimiento, registro y control de la temperatura.
2
5.8.4
Los vehículos se encuentran en adecuadas condiciones sanitarias de aseo y operación para el transporte de los productos.
0 Contienen un empaque terciario
5.8.5Los productos dentro de los vehículos son transportados en recipientes o canastillas de material sanitario.
2
5.8.6Los vehículos son utilizados exclusivamente para el transporte de alimentos y llevan el aviso de “ Transporte de Alimentos”.
6.SALUD OCUPACIONAL
1 Se está implantando
6.1
Existe programa de Salud Ocupacional. 1 Hay señalización, extintores pero no hay extintores de aire.
6.2Existen los equipos e implementos de seguridad (extintores, campanas extractoras de aire).
2
6.3Los operarios están dotados y usan los elementos de protección personal requeridos (gafas, cascos, guantes de acero, abrigos, botas, etc.)
7.ASEGURAMIENTO Y CONTROL DE LA CALIDAD
7.1VERIFICACIÓN DE DOCUMENTACIÓN Y PROCEDIMIENTOS 0 Está en proceso
7.1.1La planta tiene políticas claramente definidas y escritas de calidad
7.1.2Posee especificaciones técnicas de productos terminados, que incluya criterios de aceptación, liberación o rechazo de productos.
NO
7.1.3Existen manuales, catálogos, guías o instrucciones escritas sobre equipos, procesos, condiciones de almacenamiento y distribución.
NO
7.1.4
Existen planes de muestreo, métodos de ensayo y procedimientos de laboratorio. 2 Mensualmente se cuantifica todo
7.1.5
Se realiza con frecuencia un programa de autoinspecciones o auditoria (interna o externa).
0 El INVIMA, SENA Y DASALUD los está capacitando
7.1.6
Los procesos de producción y control de calidad están bajo la responsabilidad de profesionales o técnicos capacitados.
1 Los operarios han sido capacitados pero el área de proceso no es supervisada por un profesional en el área de calidad.
7.1.7Existen manuales de procedimientos escritos validados de los diferentes procesos que maneja la planta.
NO
21
7.1.8Cuenta con manuales de operación estandarizados tanto para los equipos de laboratorio de control de calidad como de las líneas de proceso.
NO
7.1.9Existen manuales de las técnicas de análisis de rutina vigentes y validados a disposición del personal de laboratorio a nivel de fisicoquímica, microbiología y organoléptico.
NO
7.2 CONDICIONES DEL LABORATORIO DE CONTROL DE CALIDAD
La empresa no cuenta con un laboratorio de control de Calidad.
7.2.1La planta cuenta con laboratorio propio. NO
7.2.2La planta tiene contrato con laboratorio externo. NO
7.2.3El laboratorio esta bien ubicado, alejado de focos de contaminación debidamente protegido del medio exterior.
NO
7.2.4Cuenta con suficiente abastecimiento de agua potable y las instalaciones son adecuadas en cuanto espacio y distribución
NO
7.2.5Los pisos son de material impermeable, lavable y no porosos. NO
7.2.6Las paredes y muros son de material lavable, impermeable, pintados de color claro, se encuentran limpios y en buen estado.
NO
7.2.7Los cielos rasos son de fácil limpieza, están limpios y en buen estado. NO
7.2.8La ventilación e iluminación son adecuadas. NO
7.2.9Cuenta con sitio independiente para lavado, desinfección y esterilización de material y equipo.
NO
7.2.10Cuenta con recipientes adecuados y con tapa para el almacenamiento de las basuras.
NO
7.2.11Cuenta con deposito adecuado para reactivos, medios de cultivo, accesorios consumibles.
NO
7.2.12Tiene programa de salud ocupacional y seguridad industrial. NO
7.2.13Cuenta con las secciones para análisis fisicoquímico, microbiológico y organoléptico debidamente separadas física y sanitariamente.
NO
7.2.14La sección para análisis microbiológico cuenta con cuarto estéril. NO
7.2.15La sección para análisis fisicoquímico cuenta con campana extractora. NO
7.2.16Se llevan libros de registro al día de las pruebas y sus resultados. NO
7.2.17Cuenta con libros de registro de entrada de muestras. NO
7.2.18Cuenta con libros de registro de los datos de análisis personales de los empleados del laboratorio (borradores).
NO
7.3 PROCEDIMIENTOS ANALÍTICOS ESTABLECIDOS
7.3.1Realiza y tiene la infraestructura y dotación para los controles parasitológicos. 0
7.3.2Realiza y tiene la infraestructura y dotación para las pruebas de TVB - N y TMA – N. 0
7.3.3Realiza y tiene la infraestructura y dotación para la prueba de histamina. 0
7.3.4Realiza y tiene la infraestructura y dotación para la prueba de metales pesados. 0
7.3.5Realiza y tiene la infraestructura y dotación para la prueba de residuos de sustancias órganohalogenadas.
0
7.3.6Realiza y tiene la infraestructura y dotación para la prueba de Recuento total de Vibrio cholerae.
0
22
7.3.7Realiza y tiene la infraestructura y dotación para la prueba de esterilidad. 0
7.3.8Realiza y tiene la infraestructura y dotación para la prueba de NMP Coliformes fecales.
0
7.3.9Realiza y tiene la infraestructura y dotación para la prueba de Salmonella. 0
7.3.10Realiza y tiene la infraestructura y dotación para la prueba de Stafilococo Coagulasa Positiva.
0
7.3.11 Realiza y tiene la infraestructura y dotación para la prueba de Listeria. 0
8.IMPLEMENTACIÓN DEL SISTEMA HACCP
8.1 Cuenta con un plan HACCP para la planta. 0
8.2Tiene identificado y definido el flujo del proceso de cada uno de los productos. 1 La empresa documenta el
flujo de los procesos.8.3 Tiene adecuadamente identificado a los peligros y riesgos. 1
8.4Tiene adecuadamente identificado a los Puntos Críticos de Control. 1 La empresa no implementa
sistema Haccp.
8.5
Se tiene adecuadamente establecido el sistema de monitoreo. 1 Se realiza monitoreo interno en la planta pero no es el correspondiente al sistema Haccp.
8.6Se tienen, son adecuados y se diligencian correctamente los formularios de registro del monitoreo.
0
8.7 Se tienen y son adecuados los procedimientos de verificación. 08.8 Se llevan adecuados registros de funcionamiento del plan HACCP. NO8.9 Se tienen informes de auditoria (interna o externa). NO8.10 Está debidamente conformado y opera el equipo HACCP. NO
8. GRAFICAS PERFIL SANITARIO DE COMESTIBLES PENSILVANIA
23
edificac
ion e insta
lacion
condicio
nes del
area d
e elab
oracion
equipos y
utencili
o
personal
manipulad
or de a
limen
toos
requisit
os higi
enico
s de f
abric
acion
aseg y
contro
l de c
alidad
sanea
miento
alma,
trans, c
omercia,
exp.
05
101520253035
2318 18 18
30
83
22
14.110
15.211.2
16.5
4.21.7
13.8
norma empresa
Porcentaje de cumplimiento de comestibles Pensilvania en la norma.
edificac
ion e insta
lacion
condicio
nes del
area d
e elab
oracion
equipos y
utencili
o
personal
manipulad
or de a
limen
toos
requisit
os higi
enico
s de f
abric
acion
aseg y
contro
l de c
alidad
sanea
miento
alma,
trans, c
omercia,
exp.
0
5
10
15
20
25
16.42
12.85 12.85 12.85
21.43
5.71
2.14
15.71
10.077.14
10.868
11.78
31.21
9.86
norma empresa
9. GALERIA COMESTIBLES PENSILVANIA
24
Edificación e instalaciones Parte exterior
Parte interior
Instalaciones sanitarias
25
Personal manipulador de alimentos
Manejo y disposición de residuos solidos
Controles
Equipos y utensilios
26
27
Materias primas e insumos
28
Almacenamiento y transporte
29