
Optimización de Los Procedimientos Completación
51
EQUIPOS DE COMPLETACIÓN. Los equipos de completación son aquellos que se instalan en la tubería de producción/inyección y permiten alojar los equipos de control de flujo. 2.3.2.1. Empacaduras. Una Empacadura se puede definir como un obturador de fondo que se usa para proporcionar un sello entre la tubería de producción/inyección y la tubería de revestimiento (o la tubería de producción/inyección y el hoyo abierto), a fin de evitar el movimiento vertical de fluidos, desde la empacadura por el espacio anular, hacia arriba. Las empacaduras de camisa y los colgadores de tensión se incluyen entre los tipos de empacadura, sin embargo, estos no se utilizan como empacaduras de producción. Para que la empacadura realice el trabajo para el cual se diseña, deben suceder dos eventos: 1) un cono debe ser empujado hacia una de las cuñas para que ellas se agarren a la pared del revestidor y 2) un elemento sellante (gomas) debe ser comprimido contra la pared del revestidor. De aquí se infiere que los dos elementos más importantes en la construcción de una empacadura son las cuñas y el elemento sellante. 2.3.2.1.1. COMPONENTES BÁSICOS DE LAS EMPACADURAS. Elementos sellantes o elastómeros. Estos elementos son normalmente fabricados con productos elastoméricos tales como: Nitrilo, Flurocarbon, Copolimeros. Estos componentes dependen del ambiente, de la temperatura a las cuales estarán expuestos y los fluidos de trabajos en posteriores operaciones de limpiezas, estimulaciones, etc. Cuando se asienta una empacadura, el elemento elastomérico se comprime para formar un sello contra la tubería de revestimiento. Durante la compresión, el elemento
-
Upload
alba-labrador-gelvis -
Category
Documents
-
view
25 -
download
6
description
Optimización de Los Procedimientos Completación
Transcript of Optimización de Los Procedimientos Completación
EQUIPOS DE COMPLETACIÓN.
Los equipos de completación son aquellos que se instalan en la tubería de
producción/inyección y permiten alojar los equipos de control de flujo.
2.3.2.1. Empacaduras.
Una Empacadura se puede definir como un obturador de fondo que se usa para
proporcionar un sello entre la tubería de producción/inyección y la tubería de
revestimiento (o la tubería de producción/inyección y el hoyo abierto), a fin de
evitar el movimiento vertical de fluidos, desde la empacadura por el espacio
anular, hacia arriba. Las empacaduras de camisa y los colgadores de tensión se
incluyen entre los tipos de empacadura, sin embargo, estos no se utilizan como
empacaduras de producción.
Para que la empacadura realice el trabajo para el cual se diseña, deben suceder
dos eventos: 1) un cono debe ser empujado hacia una de las cuñas para que ellas
se agarren a la pared del revestidor y 2) un elemento sellante (gomas) debe ser
comprimido contra la pared del revestidor. De aquí se infiere que los dos
elementos más importantes en la construcción de una empacadura son las cuñas y
el elemento sellante.
2.3.2.1.1. COMPONENTES BÁSICOS DE LAS EMPACADURAS.
Elementos sellantes o elastómeros.
Estos elementos son normalmente fabricados con productos elastoméricos tales
como: Nitrilo, Flurocarbon, Copolimeros. Estos componentes dependen del
ambiente, de la temperatura a las cuales estarán expuestos y los fluidos de
trabajos en posteriores operaciones de limpiezas, estimulaciones, etc. Cuando se
asienta una empacadura, el elemento elastomérico se comprime para formar un
sello contra la tubería de revestimiento. Durante la compresión, el elemento
elastomérico se expande entre el cuerpo de la empacadura y la pared de la
tubería de revestimiento. Esta expansión junto con la maleabilidad del elemento
sellante retornan a su forma original cuando se remueven las fuerzas
compresivas, causan que la empacadura adhiera contra la pared de la tubería de
revestimiento. Algunas empacaduras incluyen resortes de acero retráctiles
moldeados dentro del elemento sellante, para resistir la expansión y ayudar en la
retracción cuando se desasienta la empacadura.
Cuñas.
Las cuñas pueden ser de una variedad amplia de forma. Es deseable que posean
un área superficial adecuada para mantener la empacadura en posición, bajo los
diferenciales de presión previstos a través de las empacadura.
Elemento de asentamiento y desasentamiento.
El mecanismo más simple de asentamiento y desasentamiento es el arreglo de
cerrojo en J y pasador de cizallamiento que requiere solamente una ligera
rotación de la tubería de producción a nivel de la empacadura para el
asentamiento, y puede generalmente, ser desasentada por un simple
levantamiento sobre la empacadura. Este procedimiento es aplicable a las
empacaduras recuperables. Actualmente existen con pines de corte, anillos de
corte y anillos con hilos de corte, con asentamiento simple o múltiples.
Dispositivos de fricción.
Los elementos de fricción son partes esenciales de muchos tipos de empacaduras
para asentarlas y en algunos casos para recuperarlas. Pueden ser flejes, en
resortes o bloques de fricción, y si están diseñados apropiadamente, cada uno de
estos, proporciona las fuerzas de sostenimiento necesarias para asentar la
empacadura.
Anclas Hidráulicas.
Las anclas hidráulicas o sostenedores hidráulicos proporcionan un método
confiable para prevenir el movimiento que tiende a ocurrir en la empacadura
cuando se aplica una carga en la dirección opuesta a las cuñas principales, ya
que están diseñadas para sostener la empacadura.
2.3.2.2. Tipos de Empacaduras.
Los diferentes tipos de empacaduras pueden ser agrupados en clases principales
y tipos; luego se pueden subdividir de acuerdo al método de asentamiento,
dirección de la presión a través de la empacadura y número de orificios a través
de la empacadura.
Principalmente existen los siguientes tipos:
Recuperables.
Permanentes.
Permanentes - Recuperables.
Empacaduras Recuperables.
Se bajan con la tubería de producción o tubería de perforación y se pueden
asentar: por compresión, mecánicamente e hidráulicamente. Después de
asentadas pueden ser desasentadas y recuperadas con la misma tubería.
Las empacaduras recuperables se pueden clasificar tomando en cuenta la
dirección del diferencial de presión en:
Empacaduras de compresión/compresión - tensión.
Empacaduras de tensión/tensión - torsión.
Empacaduras de compresión - tensión.
Empacaduras sencillas y duales de asentamiento hidráulico.

Empacaduras Permanentes.
Estas se pueden correr con la tubería de producción/inyección o se pueden
colocar con equipo de guaya eléctrica. En este último caso, se toman como
referencia los cuellos registrados en el perfil de cementación combinado CBL-
VDL-CCL-GR para obtener un asentamiento preciso.
En el caso de formaciones con temperatura de fondo elevadas (400 - 450°F), el
método más seguro de asentamiento consiste en utilizar un asentador hidráulico
bajado conjuntamente con la tubería de producción. Una vez asentada la
empacadura, se desasienta el asentador hidráulico y se saca del hoyo junto con la
tubería de producción.
Las empacaduras permanentes se pueden considerar como parte integrante de la
tubería de revestimiento, ya que la tubería de producción se puede sacar y dejar
la empacadura permanente asentada en el revestidor. Usualmente, para
destruirla es necesario molerla, por lo que frecuentemente se les denomina
empacadura perforable.
Unidades Sellantes para Empacaduras Permanentes.
Las unidades sellantes que se corren con la tubería de producción se empotran en
la sección pulida del elemento de la Empacadura. Adicionalmente existen los
niples sellantes, con ancla. Este último arreglo permite que la tubería de
producción sea colgada bajo tensión.
Empacaduras Permanentes – Recuperables.
Tienen las mismas características que las empacaduras permanentes pero pueden
ser recuperadas del pozo cuando se requiera. Este tipo de empacadura se usa
preferiblemente en condiciones moderadas de: 7000 Lpc de presión diferencial y
350°F de temperatura.
2.3.2.3. Selección de una Empacadura.
La selección de una empacadura para un trabajo en particular debe comenzar
con un conocimiento de las diferentes clases de empacaduras. Sin embargo, para
hacer una selección preliminar es necesario recabar la siguiente información:
Tipos de empacaduras.
Tipo de completación.
Dirección de la presión diferencial.
Procedimiento del asentamiento de la empacadura.
Procedimiento del desasentamiento de la empacadura.
El ambiente en el cual se usará la empacadura y el diseño mecánico de la
misma.
2.3.1. Niples de Combinación.
Son elementos de enlace usados cuando se debe cambiar de diámetro en las
tuberías, o cuando se debe cambiar el tipo de rosca. (Fig. 2.3)
Figura N° 2.3. Niples de Combinación(Fuente: Catálogo Vivolca Equipos de
Completación).
2.3.2. Niple de Asiento.
Es un dispositivo tubular insertado en la tubería de producción y que es común
en el pozo a una determinada profundidad. (Fig. 2.3)
Internamente son diseñados para alojar un dispositivo de cierre para controlar la
producción en la tubería.
Los niples de asiento están disponibles en dos (2) tipos básicos, que son:
Niples de asiento selectivo.
Niples de asiento no-selectivo.
Figura N° 2.4. Niples de Asientos (Fuente: Catálogo Vivolca Equipos de
Completación).
2.3.3. Niples de asiento selectivo.
Su principio de funcionamiento está basado en la comparación del perfil del
niple, con un juego de llaves colocado en un mandril de cierre.
Pueden ser colocados más de uno (1) en una corrida de tubería de producción,
siempre que tengan la misma dimensión interna.
Las ventajas de este tipo de niple son:
Permite tapona el pozo hacia arriba, hacia abajo o en ambas direcciones.
Permite probar la tubería de producción.
Permite colocar válvulas de seguridad.
Permite colocar reguladores de fondo.
Permite colocar una válvula de pie.
Permite colocar un niple de parada.
Permite colocar empacaduras hidráulicas.
Servir como punto de referencia para puntos de chequeos.
Existen básicamente dos (2) tipos de niples de asiento selectivo
Niple de asiento selectivo por la herramienta de corrida
Niple de asiento selectivo por el mandril de localización.
2.3.4. Niples de asiento no-selectivos.
Este tipo de niple es un receptor para dispositivos de cierre. Su principio de
funcionamiento es el “NO-PASA” (NO GO), para localizar los dispositivos de
cierre; por lo tanto, el diámetro exterior del dispositivo deberá ser ligeramente
mayor que el diámetro interno más pequeño del niple.
En el mercado existen múltiples marcas disponibles, con modelos XN y RN. Estos
son la versión con tope no pasa (NOGO) de los niples X y R, y son empleados
para evitar bajar sartas de herramientas con cables, por debajo de la tubería de
producción.
2.3.5. Niple pulido.
Es un pequeño niple tubular, construido del mismo material que el niple de
asiento, el cual no tiene receptáculo de cierre pero es pulido internamente para
recibir una sección de sellos.
Estos niple pueden ser usados al mismo tiempo que los niples de asiento, las
camisas deslizantes, juntas de erosión y otros equipos de completación. Su
función primordial radica en la posibilidad de aislar en caso de filtraciones en la
junta de erosión, haciendo uso de herramientas de guaya fina.
2.3.6. Acoplamiento de flujo.
Es un tubo de 2 a 4 pie de longitud construido con un acero aleado de alto grado.
Es diseñado con las mismas dimensiones externas e internas correspondientes a
tuberías y conexiones, respectivamente.
La función de estos equipos es la de ofrecer una protección adicional a una
posible erosión o corrosión.
Estos son ubicados inmediatamente por encima de un niple de asiento y en
ocasiones especiales por debajo de este niple, cuando el mismo sea empleado
para recibir un equipo para control de producción.
2.3.7. Camisas de Circulación.
Las camisas de circulación son diseñadas de tal manera que faciliten la
comunicación entre el anular del revestidor y la tubería, permitiendo la
circulación del pozo, controlando así su presión en el fondo. Además en
completaciones selectivas, la camisa permite seleccionar la arena a producir /
inyectar; cada camisa de circulación tiene un “Collect Stop” que se acciona
sobre la parte interna de la camisa para fijarla, ya sea cuando esté abierta o
cerrada. La parte interior de la camisa (Slip), contiene pequeñas ranuras que se
abren primero, para igualarse antes que los primeros orificios de circulación
estén completamente abiertos, en posición abierto, el área de circulación es
equivalente al área de diámetro interno de la camisa reduciendo la caída de
presión a un mínimo.
Figura N°2.5 Camisa de Circulación
(Fuente: Catálogo Vivolca Equipos de Completación).
Entre las funciones que cumple este dispositivo, se tiene:
Traer pozos a producción.
Controlar pozos.
Lavar arenas.
Producir múltiples zonas.
Existe una gran variedad de estos equipos con diferentes aplicaciones, pero con
un mismo principio de funcionamiento. Entre ellos se tienen:
De tubería de producción con orificios.
Con receptáculo de asiento y anclaje para un mandril.
Con una sección de sellos.
Con camisa recuperable con guaya.
Con una válvula recuperable con guaya.
2.3.8. Válvulas de Seguridad.
Estos son dispositivos para cortar el flujo en un pozo en caso de una falla o daño
en algún equipo de superficie. Las válvulas de seguridad se clasifican de acuerdo
con la localización desde donde son controladas, en:
Válvulas de seguridad de control superficial.
Válvulas de seguridad de control profundo.
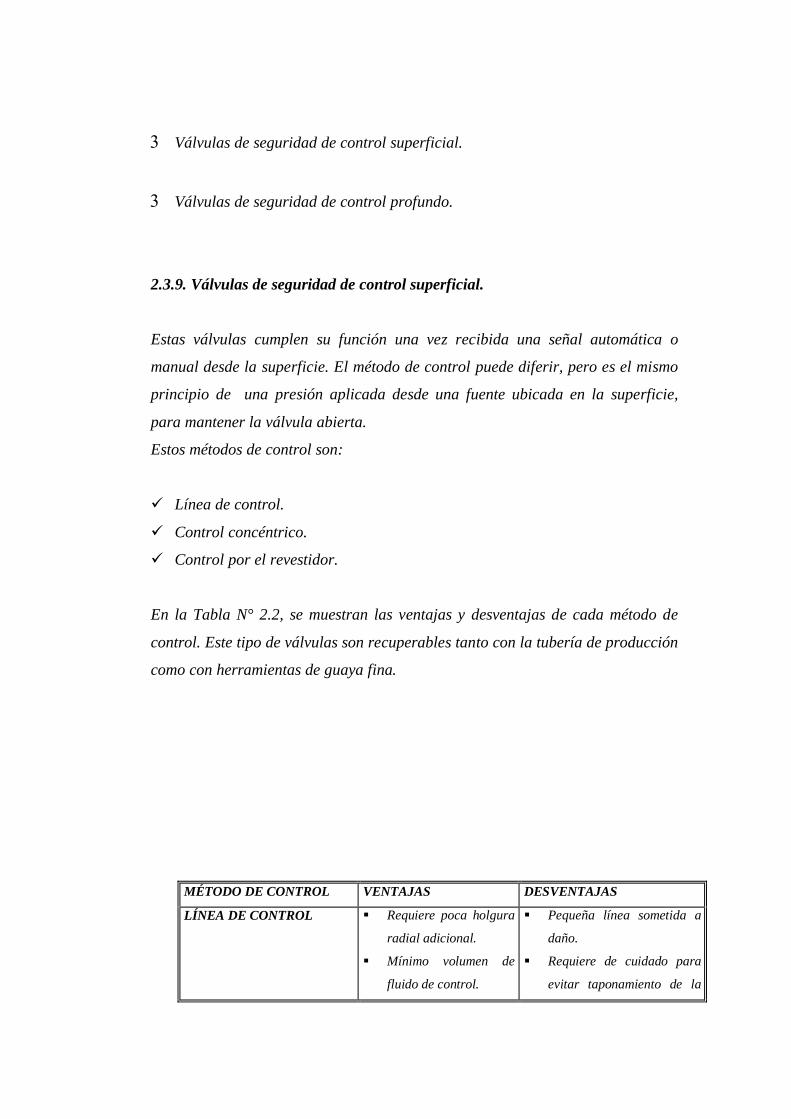
2.3.9. Válvulas de seguridad de control superficial.
Estas válvulas cumplen su función una vez recibida una señal automática o
manual desde la superficie. El método de control puede diferir, pero es el mismo
principio de una presión aplicada desde una fuente ubicada en la superficie,
para mantener la válvula abierta.
Estos métodos de control son:
Línea de control.
Control concéntrico.
Control por el revestidor.
En la Tabla N° 2.2, se muestran las ventajas y desventajas de cada método de
control. Este tipo de válvulas son recuperables tanto con la tubería de producción
como con herramientas de guaya fina.
MÉTODO DE CONTROL VENTAJAS DESVENTAJAS
LÍNEA DE CONTROL Requiere poca holgura
radial adicional.
Mínimo volumen de
fluido de control.
Pequeña línea sometida a
daño.
Requiere de cuidado para
evitar taponamiento de la
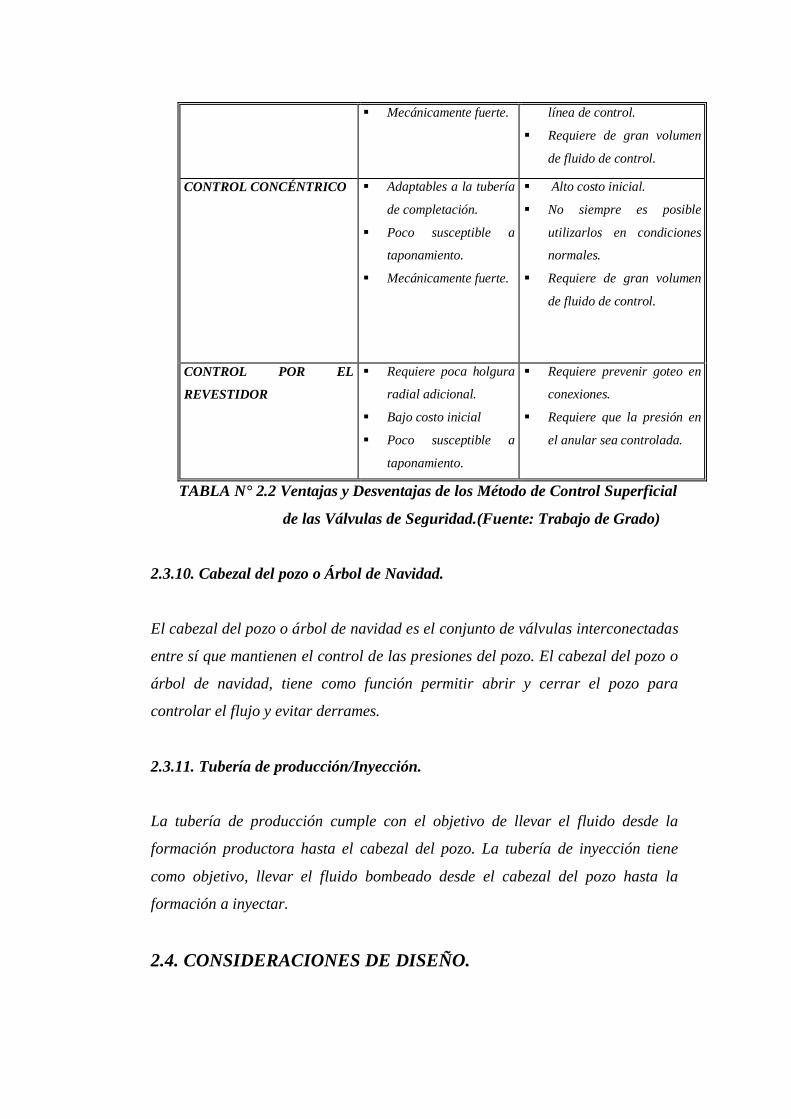
Mecánicamente fuerte. línea de control.
Requiere de gran volumen
de fluido de control.
CONTROL CONCÉNTRICO Adaptables a la tubería
de completación.
Poco susceptible a
taponamiento.
Mecánicamente fuerte.
Alto costo inicial.
No siempre es posible
utilizarlos en condiciones
normales.
Requiere de gran volumen
de fluido de control.
CONTROL POR EL
REVESTIDOR
Requiere poca holgura
radial adicional.
Bajo costo inicial
Poco susceptible a
taponamiento.
Requiere prevenir goteo en
conexiones.
Requiere que la presión en
el anular sea controlada.
TABLA N° 2.2 Ventajas y Desventajas de los Método de Control Superficial
de las Válvulas de Seguridad.(Fuente: Trabajo de Grado)
2.3.10. Cabezal del pozo o Árbol de Navidad.
El cabezal del pozo o árbol de navidad es el conjunto de válvulas interconectadas
entre sí que mantienen el control de las presiones del pozo. El cabezal del pozo o
árbol de navidad, tiene como función permitir abrir y cerrar el pozo para
controlar el flujo y evitar derrames.
2.3.11. Tubería de producción/Inyección.
La tubería de producción cumple con el objetivo de llevar el fluido desde la
formación productora hasta el cabezal del pozo. La tubería de inyección tiene
como objetivo, llevar el fluido bombeado desde el cabezal del pozo hasta la
formación a inyectar.
2.4. CONSIDERACIONES DE DISEÑO.
Cuando se diseña una sarta de tubería de producción/inyección se tiene como
propósito lograr obtener factores de diseño adecuados para las cargas de
estallido, colapso y tensión. Estas cargas se generan a partir del peso suspendido
de la sarta, las presiones superficiales internas y externas y las densidades de los
fluidos.
2.5. CONSIDERACIONES DE DISEÑO PARA ESTALLIDO.
El valor nominal de resistencia a la presión interna, a menudo denominado, “
valor nominal de estallido”, caracteriza las limitaciones de una tubería en
condiciones de carga de presión interna. El factor fundamental que afecta la
capacidad de resistencia a la presión interna del tubular es la resistencia a la
fluencia del cuerpo de la tubería.
Las densidades de los fluidos y las presiones superficiales se combinan para
determinar la mayor presión diferencial para estallido. Para determinar el factor
de diseño mínimo, la presión interna mínima de cedencia del cuerpo de la tubería
o de la conexión se divide entre la presión de estallido.
2.6. CONSIDERACIONES DE DISEÑO PARA COLAPSO.
El diseño de colapso considera una evacuación de fluido (vacío) hasta una
profundidad específica en el interior de la sarta. La presión externa está
determinada por la densidad del fluido donde se corre la sarta. Generalmente, se
toma en consideración el efecto de la tensión en la reducción de la resistencia al
colapso de la tubería. Así como también, toma en cuenta las variaciones de
temperatura y la tensión producida por la expansión térmica de los tubulares.
2.7. CONSIDERACIONES DE DISEÑO PARA TENSIÓN.
Cuando se diseña una sarta para que opere en condiciones de tensión, los
métodos convencionales parten de una premisa en virtud de la cual la tubería
está suspendida en un fluido uniforme. Por consiguiente, los únicos factores que
determinan la carga de tensión en la tubería son el peso suspendido y la fuerza de
flotabilidad aplicada al fondo de la sarta.
2.8. CONSIDERACIONES DE CARGAS PARA TENSIÓN Y
COMPRESIÓN.
2.8.1. Efectos Térmicos.
Cualquier cambio de temperatura con respecto al estado de instalación de la
tubería tendida provoca un cambio de longitud debido a la expansión térmica del
material. Como la tubería está fija en su parte superior e inferior, la expansión
térmica hace que se aplique una fuerza al tubular.
2.8.2. Abombamiento.
El efecto Poisson es simplemente la relación que existe entre la expansión lateral
o contracción del tubular y su cambio de longitud. Cuando se presuriza la tubería
por dentro, su diámetro se expande o “abomba” ligeramente. Esto hace que se
acorte su longitud. Sin embargo, como la tubería sigue fija por su parte superior
e inferior, la tensión en el tubular aumenta.
2.8.3. Flexión del cuerpo de la Tubería.
Los momentos de flexión debido a pandeo o curvatura del hoyo generan esfuerzos
axiales no asimétricos en la tubería. La flexión induce esfuerzos de compresión
axiales en la superficie interna de la flexión, y esfuerzos de tensión axiales en la
superficie externa de la tubería. La curvatura de un pozo direccional se expresa
generalmente en términos de cambios de ángulos del hoyo por unidad de
longitud.
2.8.4. Análisis de Esfuerzos Triaxiales (VME).
Un criterio exacto y ampliamente aceptado para predecir el inicio de la cedencia
de materiales isotrópicos dúctiles es la teoría de la energía de distorsión,
conocida también como teoría de la energía de cizallamiento o teoría de Hencky-
Von Mises. La teoría Hencky-Von Mises se basa en conceptos de energía. La
energía elástica total se divide en dos partes: la que se asocia a los cambios
volumétricos que experimenta el material y la que ocasiona las distorsiones por
cizallamiento en el punto de cedencia por tensión, a la energía de experimentos
que la teoría de Hencky-Von Mises predice la cedencia de materiales isotrópicos
dúctiles con un grado elevado de precisión.
Los tres esfuerzos principales que experimenta un tubo que se encuentra sometido
a cargas de presión y fuerza axial son: axiales, radiales y tangenciales. Además,
cuando es sometido a torque, también se agrega el esfuerzo de corte o
cizallamiento.
2.8.5. Consideraciones de Diseño por Pandeo.
El pandeo puede contribuir a ocasionar problemas en las sartas de tuberías. Los
esfuerzos de flexión inducidos por pandeo son causa importante del estado
general de esfuerzo triaxial de la tubería, lo que posiblemente ocasiona la
deformación de la tubería y su condición permanente de espiral. Las tuberías que
se pandean en condiciones estáticas de cierre podrían impedir que bajen por
ellas herramientas de reacondicionamiento o perfilajes.
2.9. FACTORES DE DISEÑO.
Los factores de diseños se emplean para expresar la proximidad de producirse
una falla deacuerdo a la carga aplicada. Dichos factores no pueden determinarse
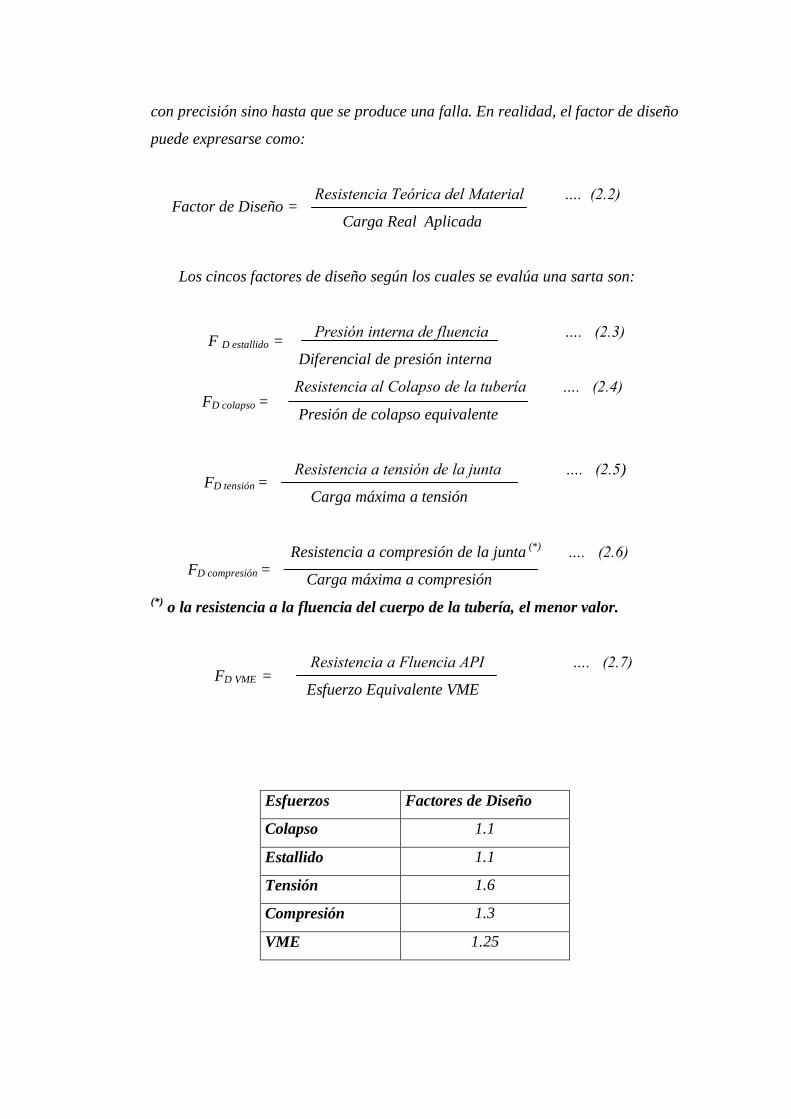
con precisión sino hasta que se produce una falla. En realidad, el factor de diseño
puede expresarse como:
Resistencia Teórica del Material …. (2.2)
Carga Real Aplicada
Los cincos factores de diseño según los cuales se evalúa una sarta son:
Presión interna de fluencia …. (2.3)
Diferencial de presión interna
Resistencia al Colapso de la tubería …. (2.4)
Presión de colapso equivalente
Resistencia a tensión de la junta …. (2.5)
Carga máxima a tensión
Resistencia a compresión de la junta (*)
…. (2.6)
Carga máxima a compresión
(*) o la resistencia a la fluencia del cuerpo de la tubería, el menor valor.
Resistencia a Fluencia API …. (2.7)
Esfuerzo Equivalente VME
Esfuerzos Factores de Diseño
Colapso 1.1
Estallido 1.1
Tensión 1.6
Compresión 1.3
VME 1.25
F D estallido =
Factor de Diseño =
FD colapso =
FD tensión =
FD compresión =
FD VME =
Tabla N° 2.3. Valores mínimos de los factores de diseño, según PDVSA, para la
tubería de producción/inyección.
2.9.1. Corrosión.
La Corrosión se define como la destrucción de los metales y aleaciones por
interacción de tipo químico con el medio ambiente que los rodea. Mediante ésta
interacción los metales pasan a formas más estables de existencia como los son
sus óxidos o sales liberando una cierta cantidad de energía. El proceso así
descrito hace que los metales y aleaciones pierdan parcial o totalmente las
propiedades mecánicas y físicas para la cual fueron diseñados, constituyendo por
el hecho de un fenómeno destructor indeseable.
La corrosión es un fenómeno complejo que puede tomar una o varias formas.
Comúnmente, se limita a la superficie del metal y esto se conoce como corrosión
general; pero hay casos en que tiene lugar a lo largo de la superficie, limite de
los granos u otras líneas que muestran debilidad debido a diferencias en la
resistencia a los ataques o a una reacción electrolítica local.
Corrosión por CO2
Es conocida como corrosión dulce. El dióxido de carbono disuelto en agua
corroe el acero al carbono. Las reacciones presentes en este tipo de corrosión
son las siguientes:
CO2 + H2O H2 CO3 (Ácido Carbónico)
H2 CO3 + Fe++
FeCO3 + H2 (Carbonato
Ferroso)
Para que ocurra Corrosión por Dióxido de Carbono es necesaria la presencia de
agua.
Corrosión por H2S
Es conocida como corrosión agria. El sulfuro de hidrógeno disuelto en agua, en
pequeñas cantidades, puede crear un ambiente sumamente corrosivo. Este tipo
de ataque puede ser identificado dada la formación de una capa negra de sulfuro
de hierro sobre la superficie metálica, la cual es conocida como corrosión
general por H2S.
2.10. FLUIDOS DE COMPLETACIÓN.
Los fluidos de completación o reparación de pozo son aquellas que se bombean o
hacen circular dentro del hoyo en el momento de realizar operaciones de: control
de pozo, limpieza, taponamiento, cañoneo, evaluación y completación.
CLASIFICACIÓN.
Según su homogeneidad:
Fluidos con sólidos en suspención.
Son aquellos que contienen una gran cantidad de sólidos para incrementar su
peso, y su función es controlar las presiones de la formación o yacimiento.
Son poco usados, ya que originan taponamiento de las perforaciones y reducción
de la permeabilidad, esto ocasiona una disminución en la productividad de los
pozos.
Fluidos sin sólidos en suspensión.
Son aquellos fluidos cuyo principal componente es petróleo o soluciones de
salmuera. Estos fluidos contienen una serie de aditivos para mejorar sus
propiedades, tales como: inhibidores de arcilla, anticorrosivos y controladores de
pérdida de circulación.
Son los más utilizados, ya que producen poco daño a la formación y la
productividad no se afectan tanto como cuando se usan fluidos con sólidos en
suspensión.
Fluidos Espumados.
Estos fluidos están constituidos por emulsiones estables de fluidos, aireadas (aire
o gas) con aditivos estabilizadores del fluido y agentes espumosos.
Tienen aplicación cuando otras técnicas no son satisfactorias por razones
económicas, mecánicas u otras.
Con los fluidos espumados se baja la presión hidrostática contra la formación,
con lo cual se minimiza la invasión de sólidos y la perdida de circulación. Este
fluido es muy utilizado en completaciones de pozos con baja presión de
yacimiento.
Según su componente principal:
Petróleo
La disponibilidad del petróleo, en la mayoría de las localizaciones, ofrecen una
alternativa excelente en aquellos casos donde la densidad no representa un factor
crítico.
Con petróleo se pueden limpiar puentes de arena y realizar procesos de
fracturamiento de una manera efectiva.
El petróleo que se mantiene en los tanques de almacenaje está, por lo general,
suficientemente desgastado como para minimizar el peligro de incendios.
Sin embargo, es necesario tomar las precauciones debidas al momento de
utilizarlo para eliminar las impurezas que pudieran tener, además, el petróleo
representa un fluido muy satisfactorio para dejarlo en el espacio anular, al
finalizar la completación.
Agua Salada.
Las soluciones de agua salada tienen muchas aplicaciones como fluidos para
completaciones y reparaciones de pozo.

Sin embargo, cuando la formación contiene arcillas del tipo Montmorillonita, el
agua puede producir una expansión o hinchamiento en la arcilla, la cual no es
deseable.
Las investigaciones en laboratorio han demostrado que ciertas arcillas se
contaminan con agua dulce y se reduce considerablemente la permeabilidad de
las formaciones.
El agua salada producida en el campo.
Este es el fluido de reparación más comúnmente usado. Esto se debe,
fundamentalmente, a su bajo costo y a su disponibilidad, a pesar que contiene
bastante sólidos.
Cuando sea necesario tener una presión superior a la de la formación, se puede
usar una solución de agua salada de densidad apropiada. El agua salada a base
de cloruro de sodio puede alcanzar densidades entre 8.3 y 10 Lpg.
Cloruro de sodio y Cloruro de calcio.
La combinación de cloruro de sodio y cloruro de calcio se puede utilizar para
obtener las densidades comprendidas entre 10 y 11 Lpg. El Cloruro de sodio se
puede utilizar sin mezcla con otras sales, lo cual es una práctica muy común, ya
que de esta manera se disminuye el costo total del fluido.
Cloruro de calcio.
Para obtener una densidad máxima de 11.7 Lpg se usa Cloruro de calcio,
normalmente, el Cloruro de calcio se obtiene con concentraciones de 95%. No
obstante, si se produce una disminución de la temperatura, de saturación,
correspondiente a una densidad dada del agua salada, el cloruro de calcio se
precipita.

Este problema se elimina no excediendo el límite de densidad para la temperatura
mínima que pudiera presentarse.
Nitrato de calcio, cloruro de zinc y cloruro de calcio.
Con una solución de cloruro de calcio y nitrato de calcio se puede incrementar la
densidad hasta 14.3 Lpg. De una manera similar, con una combinación de
Cloruro de calcio y cloruro de zinc, se pueden obtener densidades de hasta 117
Lpg.
Ambas sales son costosas y los inhibidores orgánicos disponibles no proveen
efectividad por períodos largos de tiempo. Debido a su corrosividad, estas
soluciones deben utilizarse con extremo cuidado.
Los fluidos de reacondicionamiento, que contengan nitrato de calcio o cloruro de
zinc, no deben emplearse como fluidos de completación, y en todos los casos se
deben circular completamente, hasta eliminar los residuos del hoyo antes de la
terminación. El factor limitante de estas salmueras es su costo relativamente alto.
Lodo convencional a base de agua.
El lodo no puede considerarse entre los fluidos de completación más deseable,
debido a que las partículas de los sólidos pueden bloquear la formación y
taponear las perforaciones. El análisis económico y la disponibilidad son las
razones que imponen su uso, como fluido de control, en lugar de agua salada.
Esto ocurre, especialmente, cuando se requieren densidades mayores a 11 Lpg. El
lodo a base de agua también es indeseable como fluido de completación debido a
la tendencia de los sólidos de acumularse alrededor de la tubería, lo que puede
resultar costoso cuando se requiera un trabajo de pesca.
Otro de los problemas que ocasiona la utilización de un lodo pesado (14 – 15
Lpg) es la imposibilidad de realizar los trabajos de guaya fina durante la
completación de un pozo, ya que dichas herramientas flotan en el mismo.
Lodo a base de petróleo o emulsiones inversas.
El filtrado de los lodos a base de petróleo o emulsiones inversas es petróleo. Por
lo tanto, estos lodos convencionales a base de agua, además, evita problemas de

hinchamiento de las arcillas que suelen ocurrir con la presencia de agua en el
fondo.
Los lodos a base de petróleo o emulsiones inversas pueden usarse como fluidos
de completación, porque, aunque permiten cierto asentamiento de sólidos, el
mismo ocurre después de un largo período de tiempo.
También su uso está limitado a pozos profundos con altas temperaturas de fondo
que requieren fluidos densos.
Fluidos a base polímero.
Existen en el mercado fluido de completación del tipo polímero, tales como:
Solubrigge, Solukleen, Wl – 100, Baravis, Barabuf, Baracard, los cuales son
considerados como fluidos limpios. Sin embargo, su uso ha sido muy limitado en
Venezuela, principalmente por su alto costo.
2.11. PESCA.
Las operaciones de recuperación de tubos atascados, empacadoras y piezas
sueltas en un pozo se denomina comúnmente PESCA. Un pez es la parte de una
sarta de tubos o cualquier otra pieza de metal de regular tamaño que pueda estar
suelta en un pozo. El problema puede ser causado por fallas mecánicas,
corrosión, o abrasión. Cualquier equipo mecánico que se introduzca dentro de un
pozo, si es operado con gran esfuerzo, puede fallar tarde o temprano, a pesar del
cuidado de fabricación, manejo o instalación.
Las herramientas y técnicas de pesca han sido modificadas y mejoradas a
medida que se ha ido desarrollando la perforación, y la industria de herramientas
de pesca hoy en día utiliza personal altamente calificados, herramientas
complejas y métodos optativos. El rescate del equipo perdido en un pozo es una
operación de ingeniería que requiere conocimiento de los varios procedimientos y
de los esfuerzos mecánicos que pueden aplicarse para evitar el deterioro de la
herramienta y ulteriores complicaciones. Casi todas las tareas de pesca
representan problemas especiales que requieren cuidadosos análisis y emplear
un buen criterio en cada paso del procedimiento. Es absolutamente necesario
que el operador de la herramienta de pesca tenga conocimiento cabal del
trabajo, de sus herramientas y de las alternativas afines. No existe algo que
reemplace la experiencia en este trabajo.
Las labores de pesca en hoyos abiertos y hoyos revestidos involucran
herramientas y técnicas algo similares, pero los problemas y los riesgos difieren.
El trabajo en hoyo abierto esta comúnmente relacionado con las operaciones de
perforación y están involucradas cargas más grandes y más pesadas de las que
comúnmente se encuentran en producción.
La gran variedad de tipos y tamaños de herramientas de pesca hace necesario
mantener grandes cantidades de existencias de herramientas y repuestos para
hacer frente a todas las posibles contingencias, si los problemas corrientes han
de manejarse con prontitud. Generalmente, no es práctico tener a la mano todas
las herramientas de rescate en cada taladro.
2.11.1. Herramientas de pesca más utilizados.
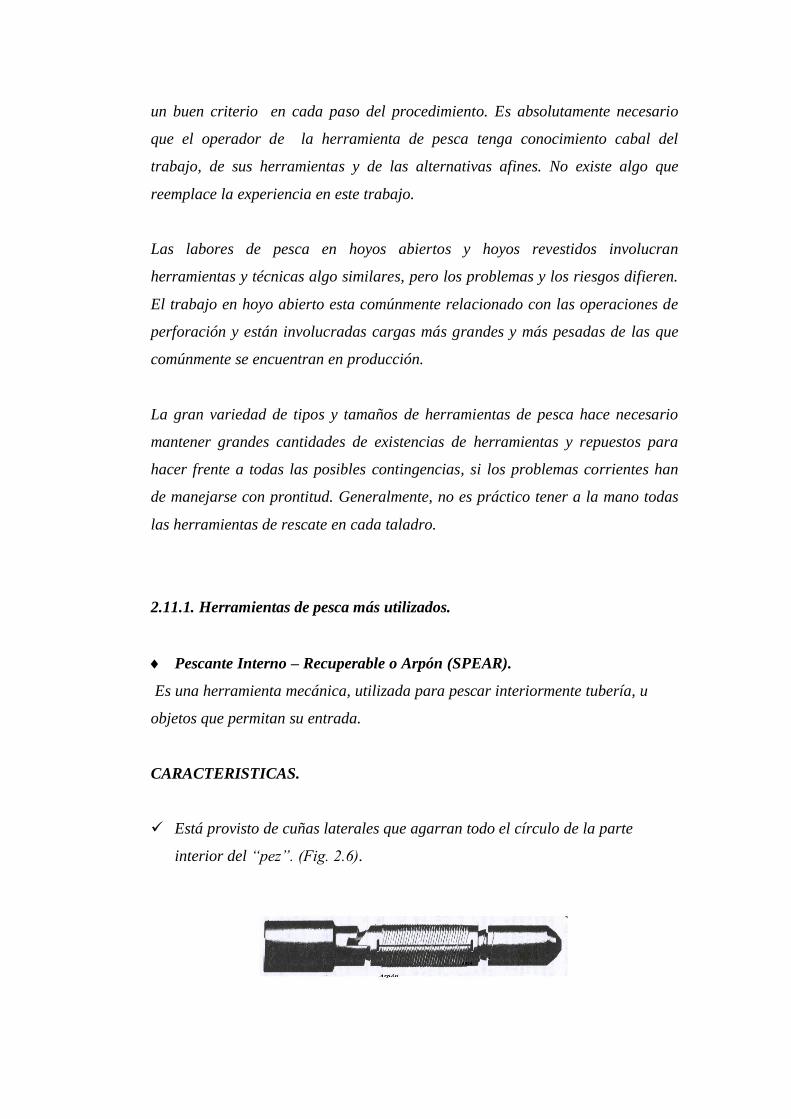
Pescante Interno – Recuperable o Arpón (SPEAR).
Es una herramienta mecánica, utilizada para pescar interiormente tubería, u
objetos que permitan su entrada.
CARACTERISTICAS.
Está provisto de cuñas laterales que agarran todo el círculo de la parte
interior del “pez”. (Fig. 2.6).
Se puede circular a través de él si es necesario, cambiando el anillo de
Empacadura.
Es recuperable, o sea, una vez que agarra el “pez” puede soltarlo a voluntad
del operador, lo cual representa una gran ventaja.
Pescante Externo Recuperable (Overshot).
El Overshot, es un pescante utilizado para pescar en la parte exterior del objeto
que se desea recuperar. Su eficiencia está comprobada en la pesca de tubería o
herramientas largas.
Características.
Está provisto de cuñas las cuales agarran el “pez” en una superficie
relativamente grande.
Se puede circular a través del pescante.
Es recuperable, o sea que una vez agarrado el pescado, este puede soltarse a
voluntad del operador si las circunstancias lo requieren.
Puede ser izquierdo para pescar con tubería de rosca izquierda o derecho
para pescar con tubería de rosca derecha.
Tipos de Overshot
Los más usados en reparación de pozos son los siguientes:
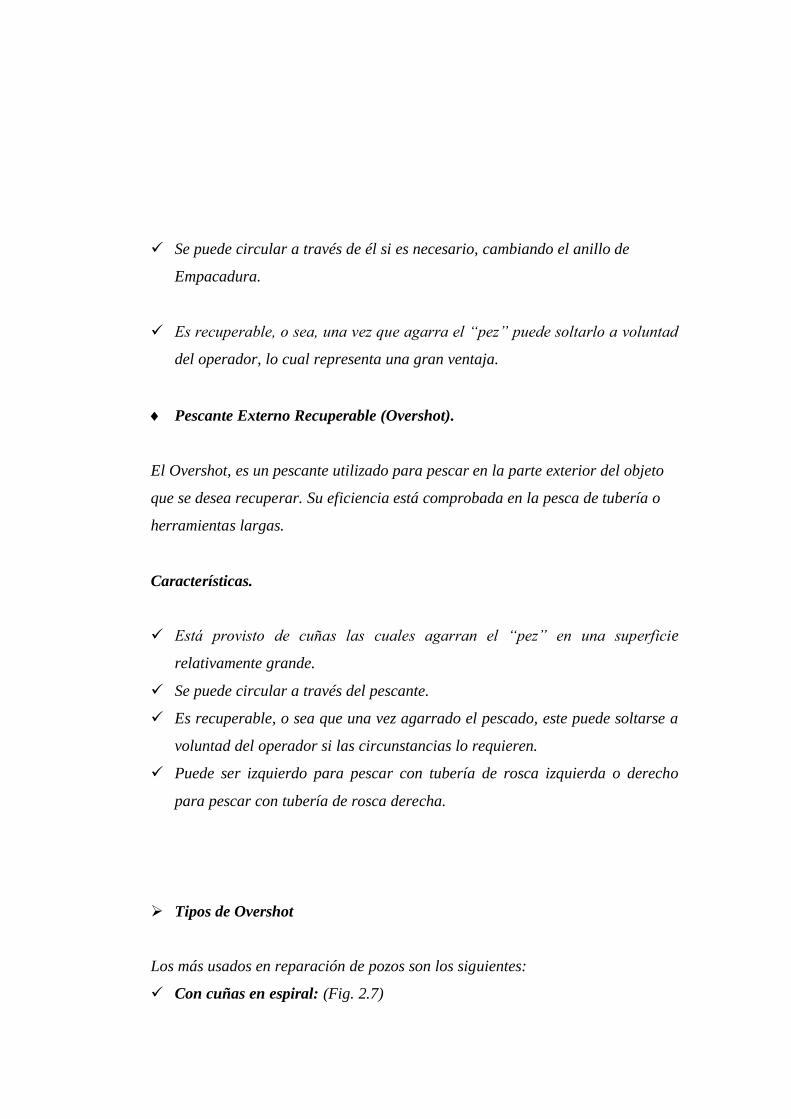
Con cuñas en espiral: (Fig. 2.7)
Fig. 2.6
Se necesitan 3 piezas para armar este pescante, estas son:
Empacadura.
Cuña de espiral.
Guía de control de la cuña espiral.
Estas 3 piezas van colocadas en este mismo orden, de arriba hacia abajo. Las
cuñas pueden ser cambiadas al diámetro requerido, utilizando el mismo cuerpo
del pescante.
Fig. 2.7. Overshot con cuñas en Espiral.
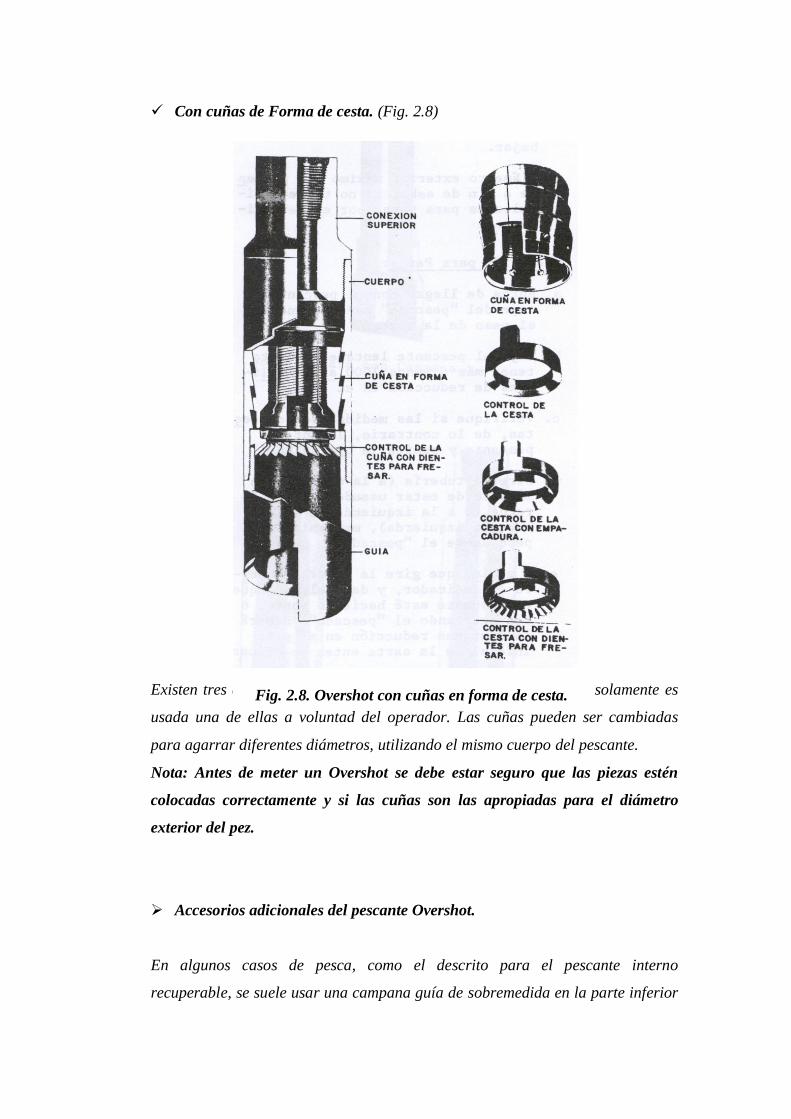
Con cuñas de Forma de cesta. (Fig. 2.8)
Existen tres diferentes tipos de guías de control de las cuñas, pero solamente es
usada una de ellas a voluntad del operador. Las cuñas pueden ser cambiadas
para agarrar diferentes diámetros, utilizando el mismo cuerpo del pescante.
Nota: Antes de meter un Overshot se debe estar seguro que las piezas estén
colocadas correctamente y si las cuñas son las apropiadas para el diámetro
exterior del pez.
Accesorios adicionales del pescante Overshot.
En algunos casos de pesca, como el descrito para el pescante interno
recuperable, se suele usar una campana guía de sobremedida en la parte inferior
Fig. 2.8. Overshot con cuñas en forma de cesta.

del Overshot, a fin de permitir la centralización del pez para que entre en el
pescante. El diámetro exterior de estas campanas, debe seleccionarse de acuerdo
al diámetro permisible (drift) del revestimiento o revestidor donde se va a meter.
Pescante de Tarraja Macho o “Rabo „e Rata”.
El Rabo „e Rata, es una de las herramientas de pesca más antiguas y simples. Es
un cono dentado con su vértice invertido, muy resistente, que al rotarlo abre
surcos y se enrosca internamente en el tope del pez (Fig. 2.9).
Es un pescante utilizado para pescar en la parte interior del objeto que se
requiere recuperar, específicamente tuberías.
Al rabo „e Rata también sele puede adaptar una campana o guía, cuya única
función es centralizar la tubería que quiere pescar, a fin de que el pescante pueda
entrar fácilmente en ella (Fig. 2.10).
Fig. 2.9 Fig. 2.10
Características.
Consta de una tarraja macho en forma de cono dentado, cuyos diámetros son
variables; mayor en su parte superior (base) y menor en su parte inferior
(vértice).
Puede ser izquierdo para pescar con tubería de rosca izquierda o derecho
para pescar con tubería de rosca derecha.
La tarraja puede ser continua o en secciones.
Tiene un agujero a lo largo de su parte interior que permite la circulación a
través de
él.
No es recuperable, o sea, que una vez que agarre el pez no se puede liberar.
Existen dos tipos y son los siguientes:
Con adaptador de campana o guía.
Con adaptador sin campana ni guía.
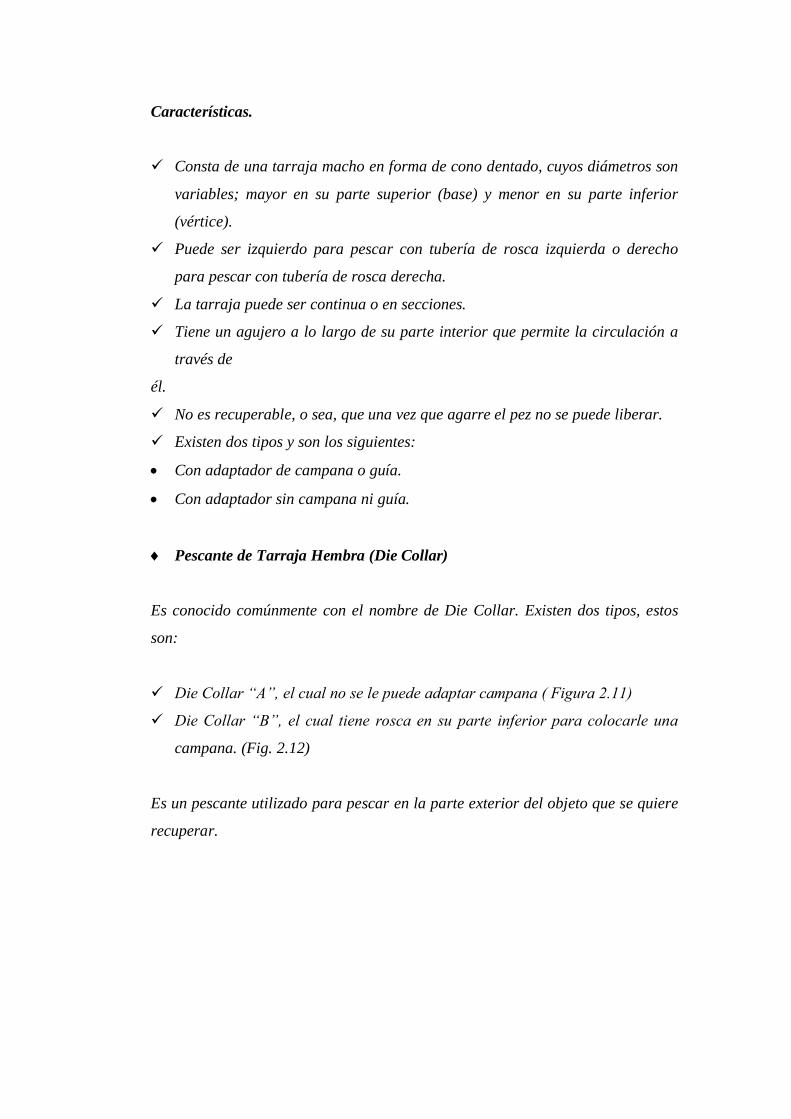
Pescante de Tarraja Hembra (Die Collar)
Es conocido comúnmente con el nombre de Die Collar. Existen dos tipos, estos
son:
Die Collar “A”, el cual no se le puede adaptar campana ( Figura 2.11)
Die Collar “B”, el cual tiene rosca en su parte inferior para colocarle una
campana. (Fig. 2.12)
Es un pescante utilizado para pescar en la parte exterior del objeto que se quiere
recuperar.
Características.
Consta de una tarraja hembra en forma de cono, cuyos diámetros son
variables; menor en su parte superior y mayor en su parte inferior. Puede ser
izquierda para usar con tubería de rosca izquierda o derecha para usar con
tubería de rosca derecha.
Permite circular a través de su interior.
No es recuperable.
Accesorios Adicionales del Pescante de “Tarraja Hembra”
Campana o Guía de Sobremedida.
Este accesorio va colocado en la parte inferior del pescante y su función es igual
que la explicada para los otros pescantes.
Fig. 2.11 Fig.2.12
Guía de pesca.
Este otro accesorio también va colocado en la parte inferior del pescante y se usa
en los casos donde el tope del pez está deformado. Para eliminar la deformación
del tope del pez que impidan la entrada del pescante.
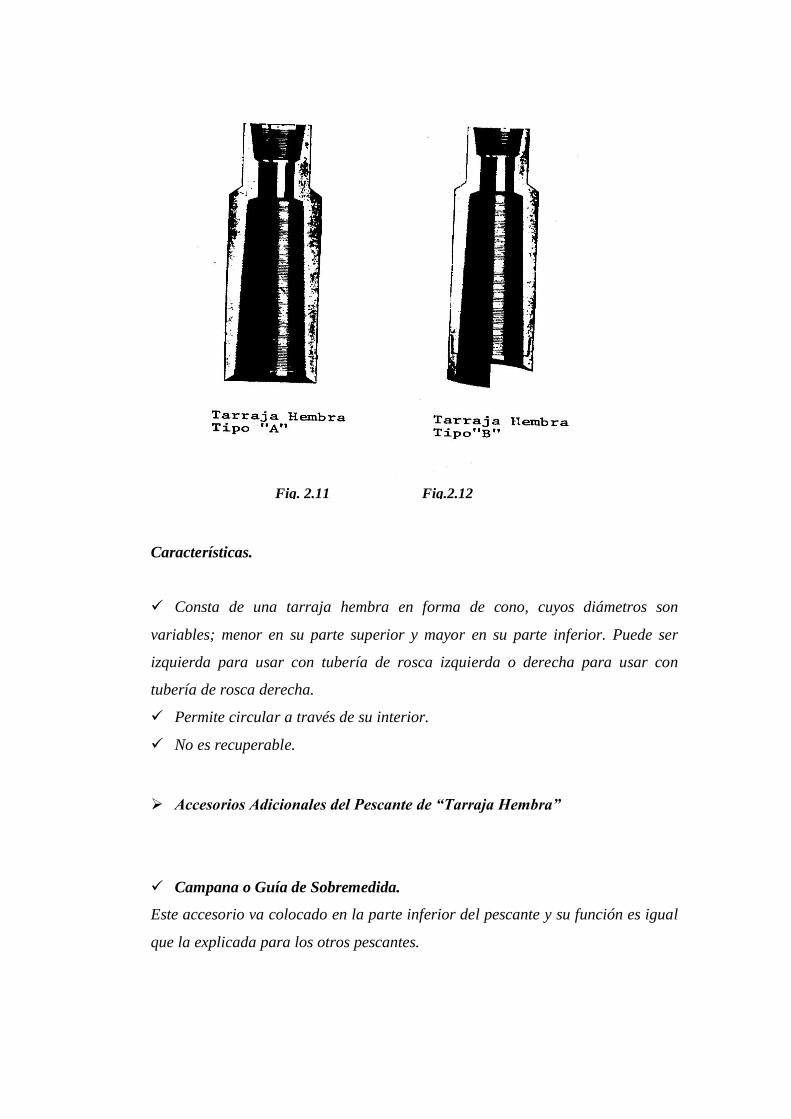
PESCANTE MAGNÉTICO (IMÁN).
El pescante “Imán”, es una pieza circular, imantada en su parte inferior y con
conexión para cable o tubería en su parte superior. Es utilizado para recuperar
objetos pequeños de metal, por medio de atracción magnética.
Características.
Consta de cuatro partes, estas son:
Cuerpo.
Camisa de Acero.
Parte magnética permanente en el interior de la camisa.
Guía de refuerzo en su extremo inferior. (Fig. 2.13)
Fig. 2.13. Pescante Magnético.
Puede ser introducido con cable o tubería. En algunos casos cuando hay
problemas
de arena sobre el pez, es necesario bajar el imán con tubería y circular para
desplazar la arena.
Es recuperable.
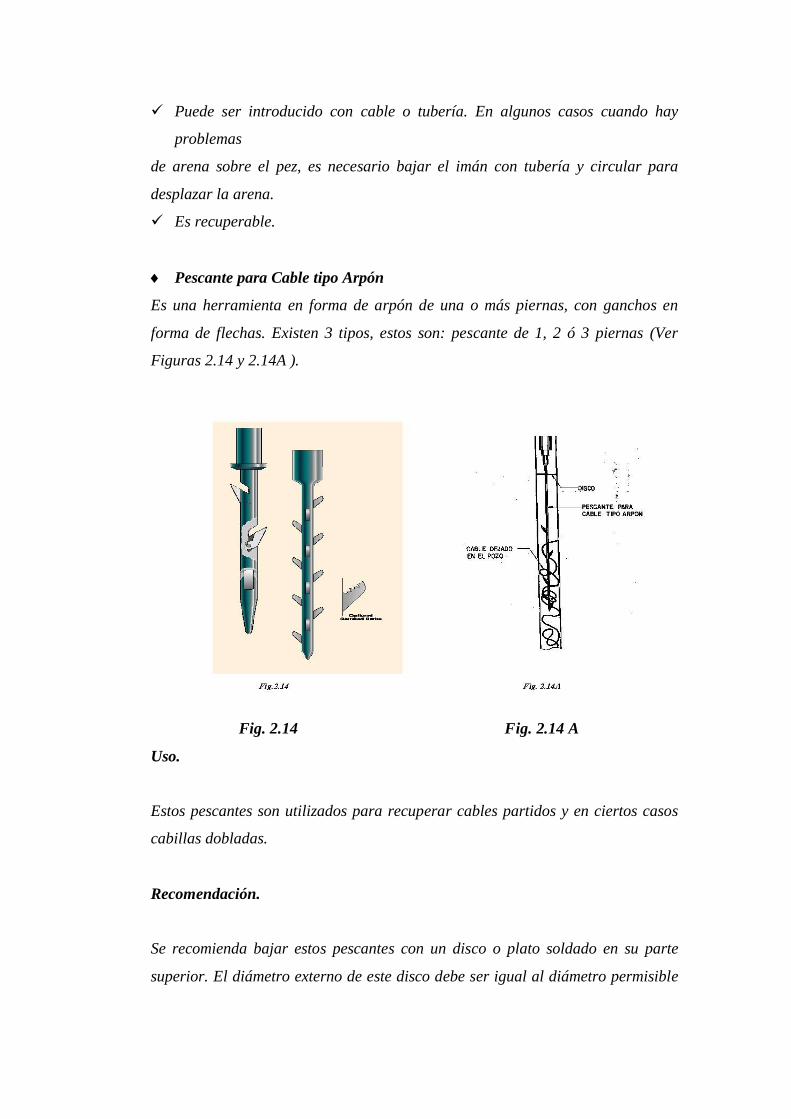
Pescante para Cable tipo Arpón
Es una herramienta en forma de arpón de una o más piernas, con ganchos en
forma de flechas. Existen 3 tipos, estos son: pescante de 1, 2 ó 3 piernas (Ver
Figuras 2.14 y 2.14A ).
Fig. 2.14 Fig. 2.14 A
Uso.
Estos pescantes son utilizados para recuperar cables partidos y en ciertos casos
cabillas dobladas.
Recomendación.
Se recomienda bajar estos pescantes con un disco o plato soldado en su parte
superior. El diámetro externo de este disco debe ser igual al diámetro permisible
(drift) del revestidor donde se va a introducir. Este disco impide que el cable pase
hacia arriba por un lado del pescante y se forme un nudo encima de él, lo que
pueda atascar el pescante al momento de sacarlo.
Herramientas auxiliares de Pesca.
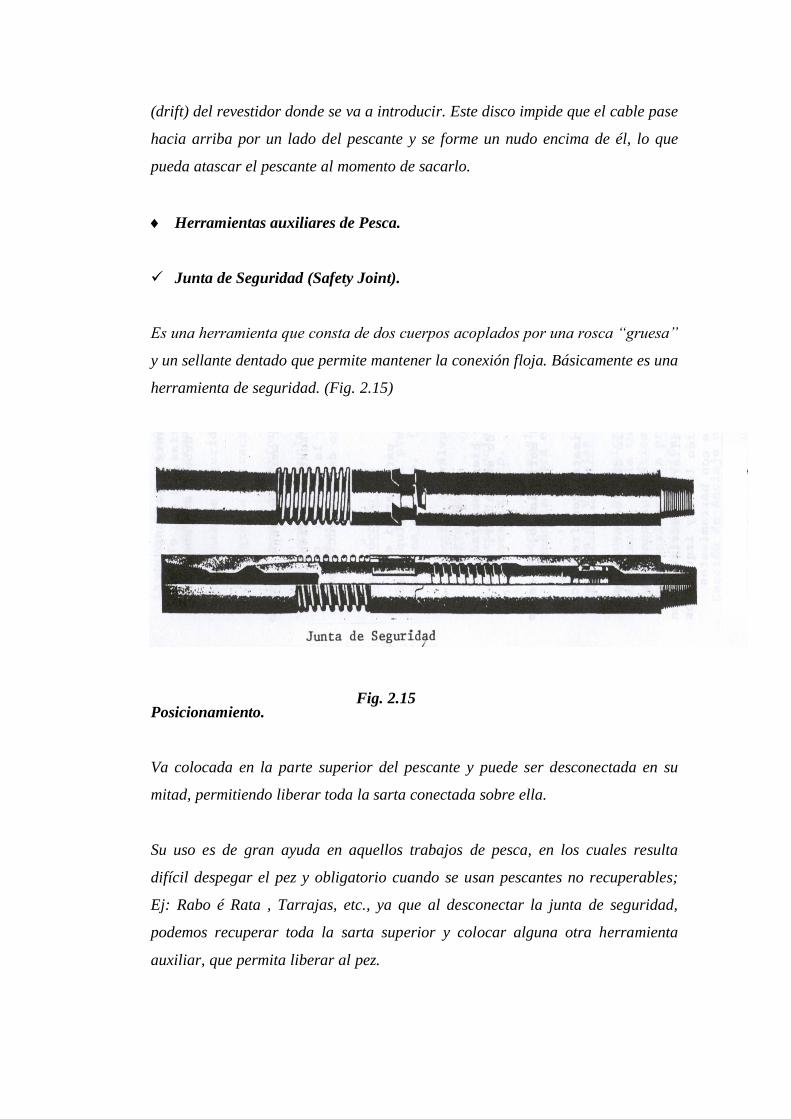
Junta de Seguridad (Safety Joint).
Es una herramienta que consta de dos cuerpos acoplados por una rosca “gruesa”
y un sellante dentado que permite mantener la conexión floja. Básicamente es una
herramienta de seguridad. (Fig. 2.15)
Posicionamiento.
Va colocada en la parte superior del pescante y puede ser desconectada en su
mitad, permitiendo liberar toda la sarta conectada sobre ella.
Su uso es de gran ayuda en aquellos trabajos de pesca, en los cuales resulta
difícil despegar el pez y obligatorio cuando se usan pescantes no recuperables;
Ej: Rabo é Rata , Tarrajas, etc., ya que al desconectar la junta de seguridad,
podemos recuperar toda la sarta superior y colocar alguna otra herramienta
auxiliar, que permita liberar al pez.
Fig. 2.15

Martillos (Martillo Hidráulico).
Los martillos pueden ser hidráulicos o mecánicos, siendo el de más uso el
hidráulico. Es una herramienta que al aplicarle tensión se acciona, originando
fuertes golpes hacia arriba. (Fig. 2.16).
Esta herramienta es utilizada para martillar hacia arriba el pez y facilitar su
extracción en aquellos casos donde por alguna razón esté fuertemente atascado y
sea imposible sacarlo tensionando la tubería.
Posicionamiento.
El martillo, generalmente, se coloca encima del pescante y la Junta de seguridad
y sobre él tantas barras como sean necesarias, ya que el impacto ocasionado por
el accionamiento de la herramienta deberá ser absorbido por las barras y por la
tubería.
Gato hidráulico.
El gato hidráulico se usa en hoyos revestidos y allí se convierte la presión del
fluido en tensión mecánica sobre el pez.
Fig. 2.16

Esta herramienta es utilizada conjuntamente con un pescante interno o externo
como equipo auxiliar, para aplicar fuerza de tensión adicional sobre el pez.
2.11.2. Colocación de la Sarta.
La sarta de pesca se combina de la manera siguiente:
Pescante interno o externo.
Junta de Seguridad.
Gato o Extractor Hidráulico.
Barras de Perforación.
Sección de Anclaje (Sujetadores).
Tubería.
Construcción.
Este equipo está provisto de tres secciones en orden descendente:
Sección de válvula que sostienen la presión que hace funcionar la
herramienta.
Sección de anclaje hidráulico que fija un conjunto de cuñas al revestimiento.
Sección de tensión que convierte la presión de la bomba en tensión mecánica
sobre
el pez.
Sección de Válvulas.
En algunas herramientas, las válvulas pueden abrirse y cerrarse mediante la
rotación de la tubería o dejando caer una “bola”. Otras herramientas funcionan
automáticamente por medio de sistemas hidráulicos o mecánicos que calibran la
presión en la tubería permitiendo que ésta aumente y así aplicar tensión sobre el
pez.
Sección de Anclaje o “Sujetadores”.
Esta sección tiene cuñas que son forzadas contra la pared del revestimiento
cuando la presión hidráulica (de las bombas) acciona el mecanismo hidráulico de
la herramienta. Las cuñas se estabilizan cuando la presión se equilibra en los
espacios anulares.
Sección de tensión.
Esta sección consiste de una serie de cilindros con pistones conectados a un
mandril. Los pistones funcionan de manera similar al gato hidráulico que se usa
para levantar los automóviles. El diámetro y número de pistones determinan la
relación de tensión (Relación libras de tensión por cada libra de presión ejercida
dentro de la misma por las bombas).
Ventajas del gato Hidráulico.
Se puede bajar en el pozo con tubería de producción o perforación y no
requiere de maquinaria pesada o equipo de levantamiento en el piso del
taladro para proporcionar fuerte tensión sobre el pez.
La tensión se aplica en el punto de atascamiento y se puede ejercer una
tensión progresiva y efectiva.
No hay perdida de tensión por fricción contra la pared del pozo, permitiendo
una mayor tensión sobre el pez en pozos desviados o profundos.
2.12. CORTADORES INTERNOS.
Cortador Interno: Sus cortes con precisión de torno, sin vibración ni asperezas,
hacen esta herramienta ideal en todo trabajo de cortar y sacar tuberías de
revestimiento, de perforación o producción. Una acción positiva permite
múltiples cortes sin tener que sacar la herramienta.
2.13. CORTADORES EXTERNOS.
Son herramientas de mecanismo hidráulico, provistas de cuchillas rotativas que
efectúan un corte seguro y preciso. Algunos modelos usan un sistema de cierre
hidráulico que les permite efectuar el corte y recuperar la sección cortada.
2.14. CORTADORES HIDRÁULICOS.
Son similares a los ampliadores (no usan cuñas). Un resorte mantiene las
cuchillas cerradas hasta que se use la bomba. Al pasar el fluido a través de un
obturador que se encuentra encima del soporte, aumenta la presión hasta vencer
la resistencia del mismo, obligando a las cuchillas a abrirse mientras la tubería
gira para efectuar el corte.
2.15. CORTADORES QUÍMICOS.
Se bajan generalmente con guaya y utilizan una carga química, la cual es forzada
contra la tubería. Cuando es exitoso da lugar a un corte limpio.
Este cortador debe tener un fluido presente y no se puede trabajar en pozos con
fluidos de densidad mayores a 15 Lpg. El agente corrosivo que actúa en los
cortadores químicos es el Tricloruro de bromuro (BrCl3) el cual se congela a 48
°F y ebulle a 257 °F.

2.16. FRESAS.
Se llama fresa a aquella herramienta que se usa para moler o dar forma a una
pieza de metal. Las fresas se fabrican en todas las variedades de formas y
tamaños (cónicas, planas, hexagonales, etc), de acuerdo con el trabajo que se va
a ejecutar. (Ver Figuras 2.17 y 2.18).
Se usan a menudo para moler desperdicios metálicos en el hueco. Las fresas se
usan también para limpiar por encima del tope de un pez y permitir que los
pescantes realicen el trabajo sin dificultad. También se utilizan para abrir
ventanas en el revestimiento o reparar daños menores en el mismo.
Anteriormente, todas las fresas se hacían de acero templado. No obstante, como
el acero es apenas más duro que los desperdicios dentro del hueco, las mismas se
desgastaban mas rápidamente y el fresado era en general un proceso bastante
retardado. Sin embargo, se ha venido utilizando el CARBURO DE
TUNGSTENO para revestirlas y esto ha acelerado tremendamente la velocidad
Fig. 2.17 Fig. 2.18

de las operaciones de fresado. Por ejemplo, un revestimiento de 7”, 23 Lb/pie, J-
55, puede ser fresado completamente a una velocidad de 4 pph. Esto a su vez no
solamente mejora las operaciones de reparación y servicio de pozos, sino que
abre nuevas posibilidades en los métodos de terminación original.
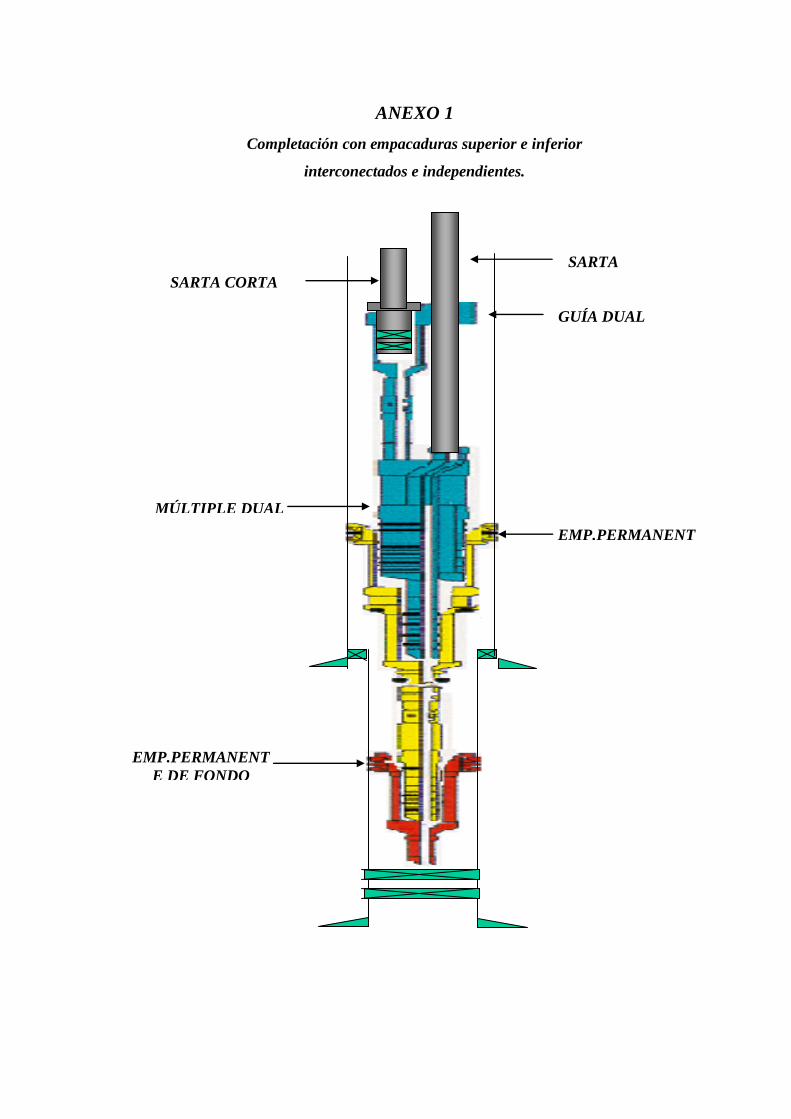
ANEXO 1
Completación con empacaduras superior e inferior
interconectados e independientes.
EMP.PERMANENT
E DE FONDO
SARTA CORTA
SARTA
LARGA
MÚLTIPLE DUAL
GUÍA DUAL
EMP.PERMANENT
E
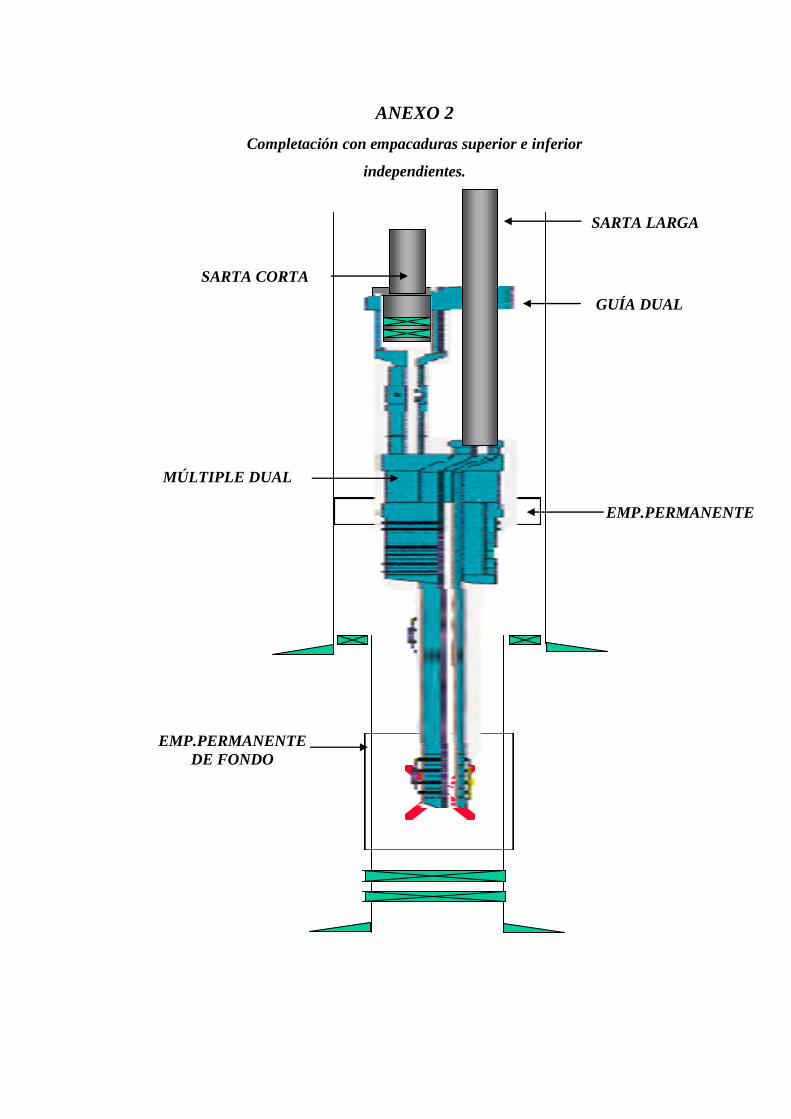
ANEXO 2
Completación con empacaduras superior e inferior
independientes.
EMP.PERMANENTE
DE FONDO
SARTA CORTA
MÚLTIPLE DUAL
GUÍA DUAL
SARTA LARGA
EMP.PERMANENTE
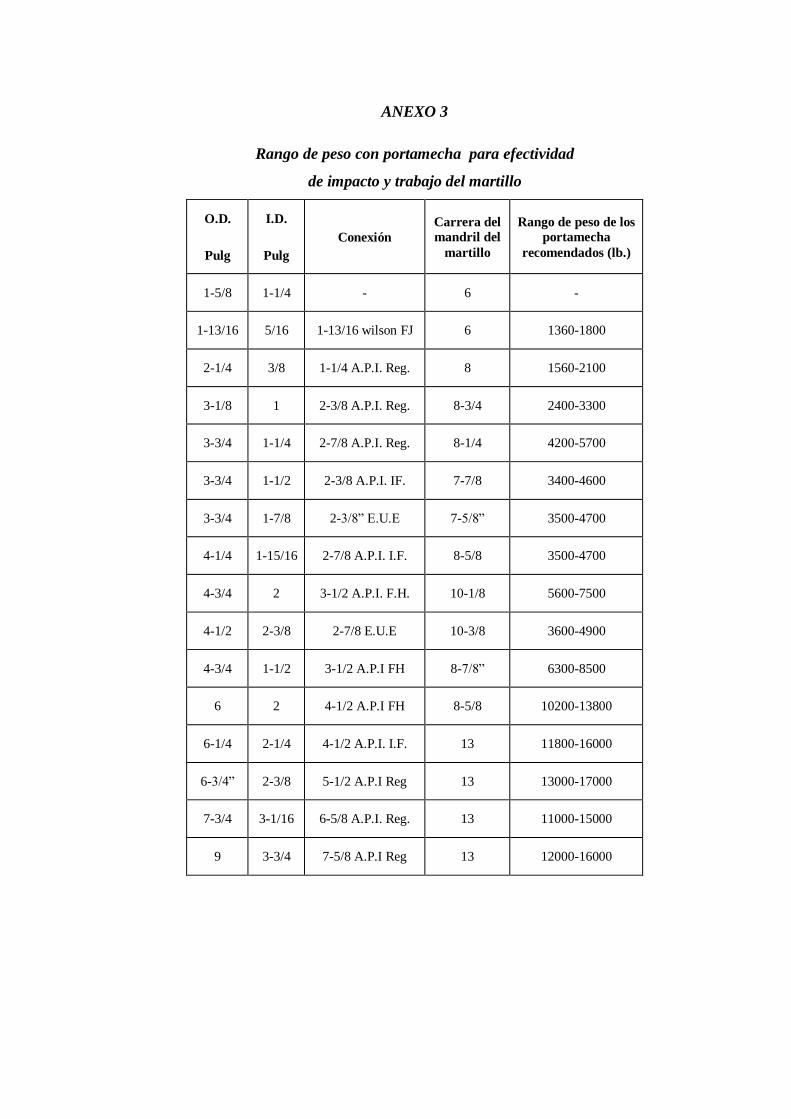
ANEXO 3
Rango de peso con portamecha para efectividad
de impacto y trabajo del martillo
O.D.
Pulg
I.D.
Pulg
Conexión
Carrera del
mandril del
martillo
Rango de peso de los
portamecha
recomendados (lb.)
1-5/8 1-1/4 - 6 -
1-13/16 5/16 1-13/16 wilson FJ 6 1360-1800
2-1/4 3/8 1-1/4 A.P.I. Reg. 8 1560-2100
3-1/8 1 2-3/8 A.P.I. Reg. 8-3/4 2400-3300
3-3/4 1-1/4 2-7/8 A.P.I. Reg. 8-1/4 4200-5700
3-3/4 1-1/2 2-3/8 A.P.I. IF. 7-7/8 3400-4600
3-3/4 1-7/8 2-3/8” E.U.E 7-5/8” 3500-4700
4-1/4 1-15/16 2-7/8 A.P.I. I.F. 8-5/8 3500-4700
4-3/4 2 3-1/2 A.P.I. F.H. 10-1/8 5600-7500
4-1/2 2-3/8 2-7/8 E.U.E 10-3/8 3600-4900
4-3/4 1-1/2 3-1/2 A.P.I FH 8-7/8” 6300-8500
6 2 4-1/2 A.P.I FH 8-5/8 10200-13800
6-1/4 2-1/4 4-1/2 A.P.I. I.F. 13 11800-16000
6-3/4” 2-3/8 5-1/2 A.P.I Reg 13 13000-17000
7-3/4 3-1/16 6-5/8 A.P.I. Reg. 13 11000-15000
9 3-3/4 7-5/8 A.P.I Reg 13 12000-16000
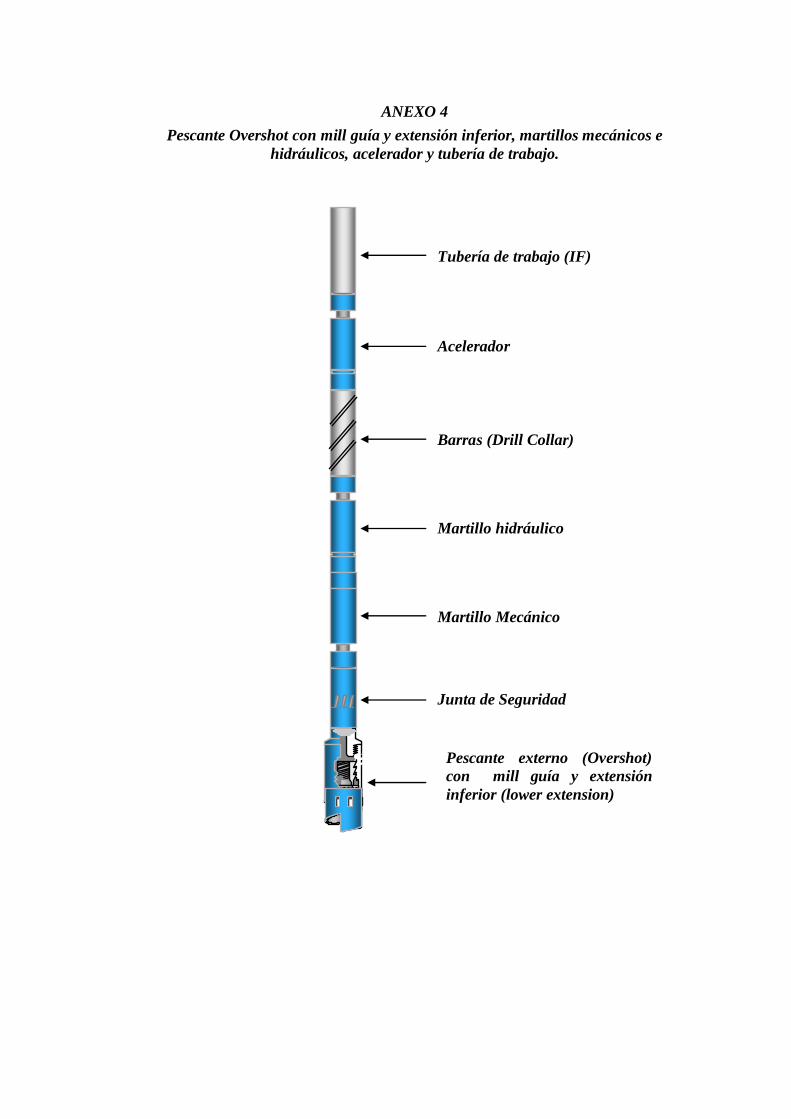
ANEXO 4
Pescante Overshot con mill guía y extensión inferior, martillos mecánicos e
hidráulicos, acelerador y tubería de trabajo.
Tubería de trabajo (IF)
Barras (Drill Collar)
Martillo hidráulico
Acelerador
Martillo Mecánico
Junta de Seguridad
Pescante externo (Overshot)
con mill guía y extensión
inferior (lower extension)
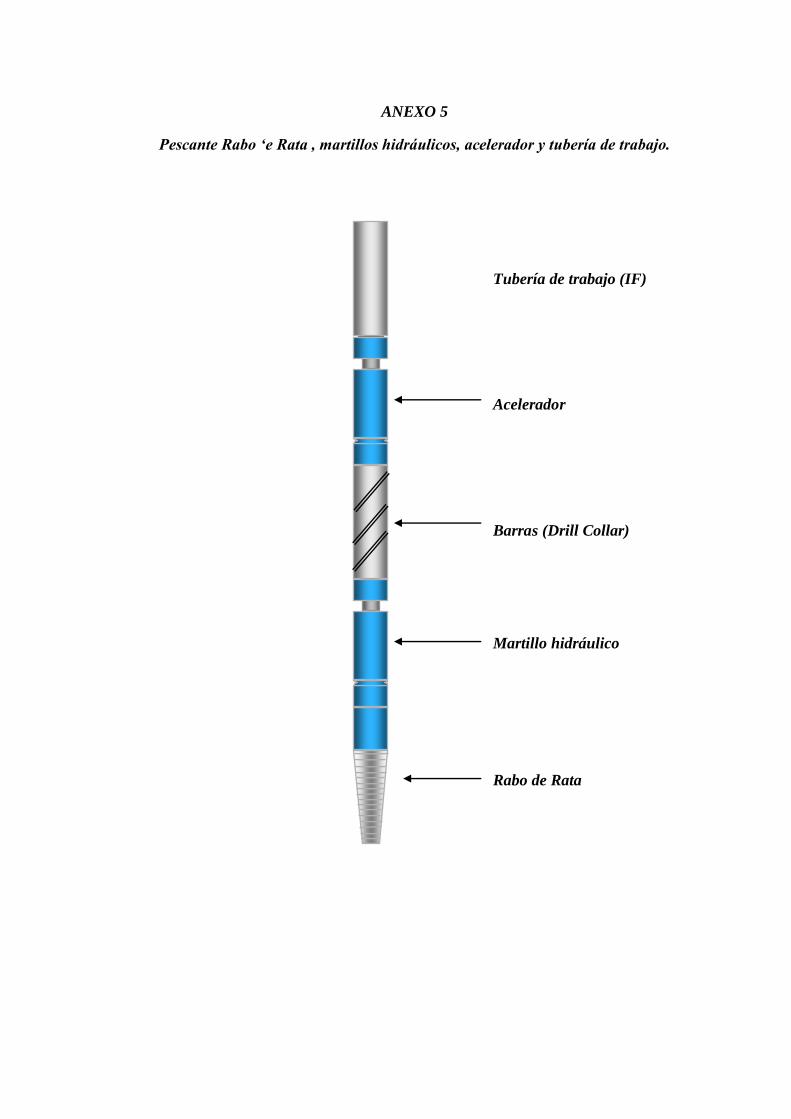
ANEXO 5
Pescante Rabo „e Rata , martillos hidráulicos, acelerador y tubería de trabajo.
Tubería de trabajo (IF)
Barras (Drill Collar)
Martillo hidráulico
Acelerador
Rabo de Rata
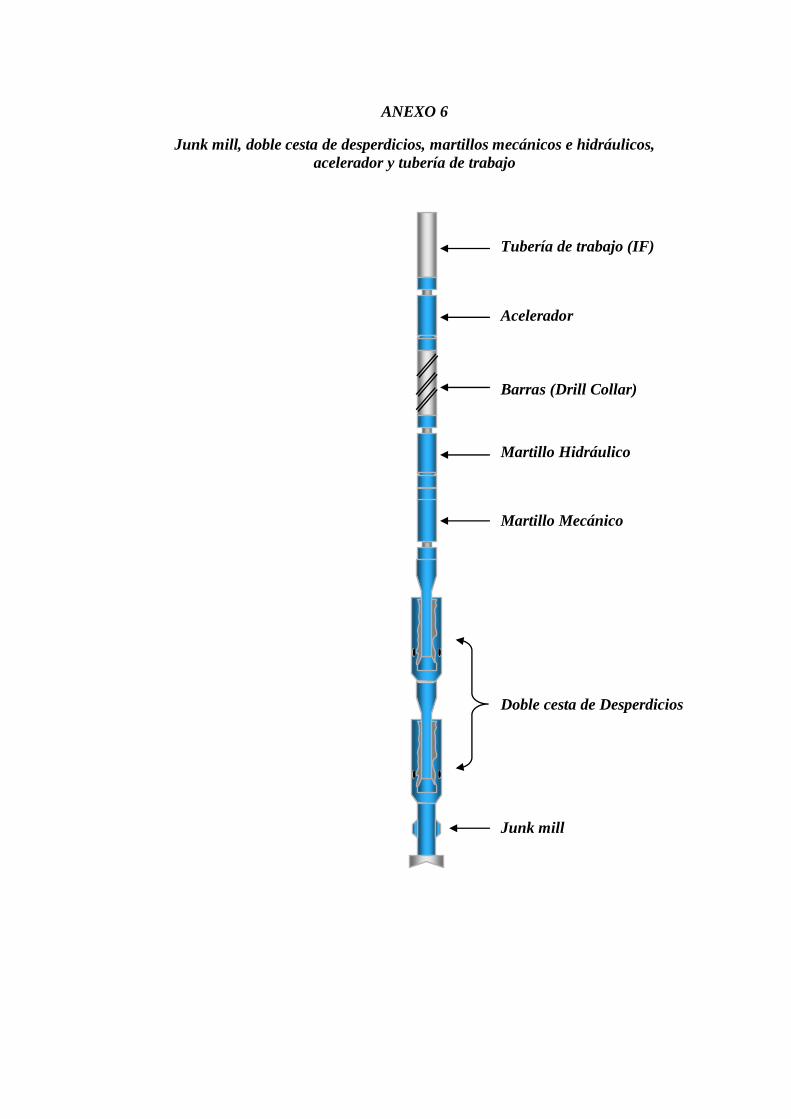
ANEXO 6
Junk mill, doble cesta de desperdicios, martillos mecánicos e hidráulicos,
acelerador y tubería de trabajo
Tubería de trabajo (IF)
Barras (Drill Collar)
Martillo Hidráulico
Acelerador
Martillo Mecánico
Doble cesta de Desperdicios
Junk mill
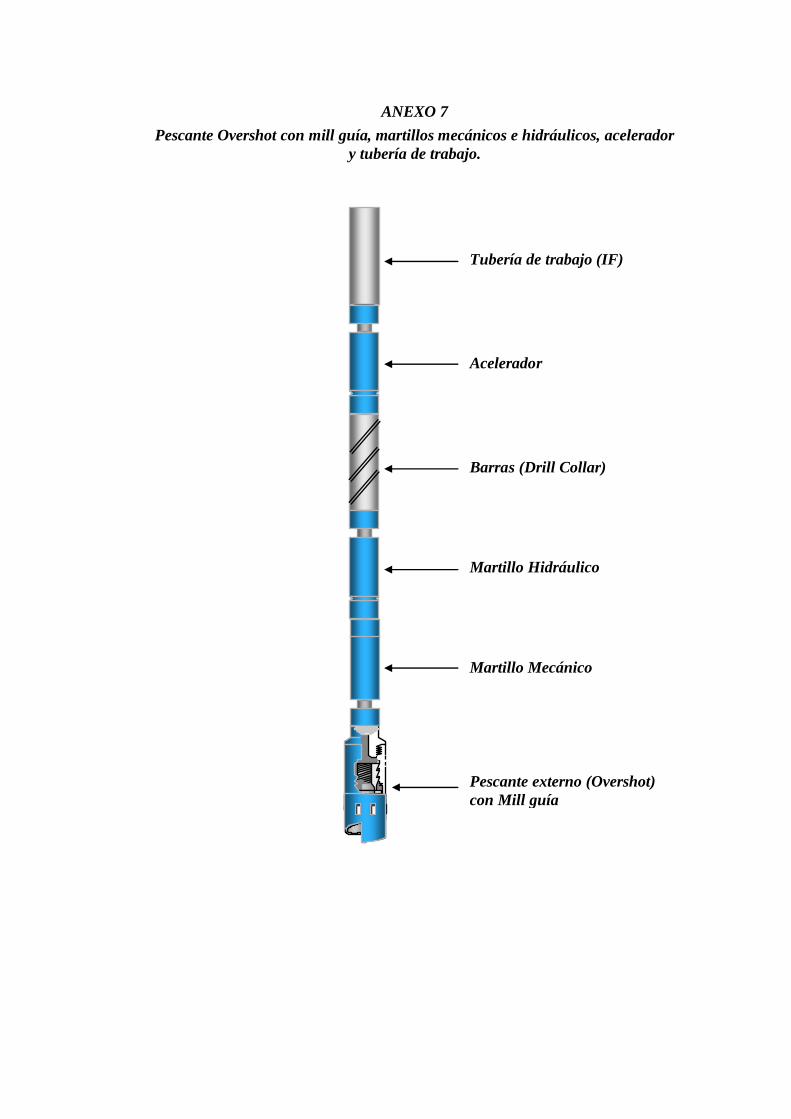
ANEXO 7
Pescante Overshot con mill guía, martillos mecánicos e hidráulicos, acelerador
y tubería de trabajo.
Tubería de trabajo (IF)
Barras (Drill Collar)
Martillo Hidráulico
Acelerador
Martillo Mecánico
Pescante externo (Overshot)
con Mill guía

ANEXO 8
Pescante interno Spear, junta de seguridad, martillos mecánicos e hidráulicos,
acelerador y tubería de trabajo.
Tubería de trabajo (IF)
Acelerador
Barras (Drill Collar)
Martillo Hidráulico
Martillo Mecánico
Junta de Seguridad
Pescante interno (Spear)
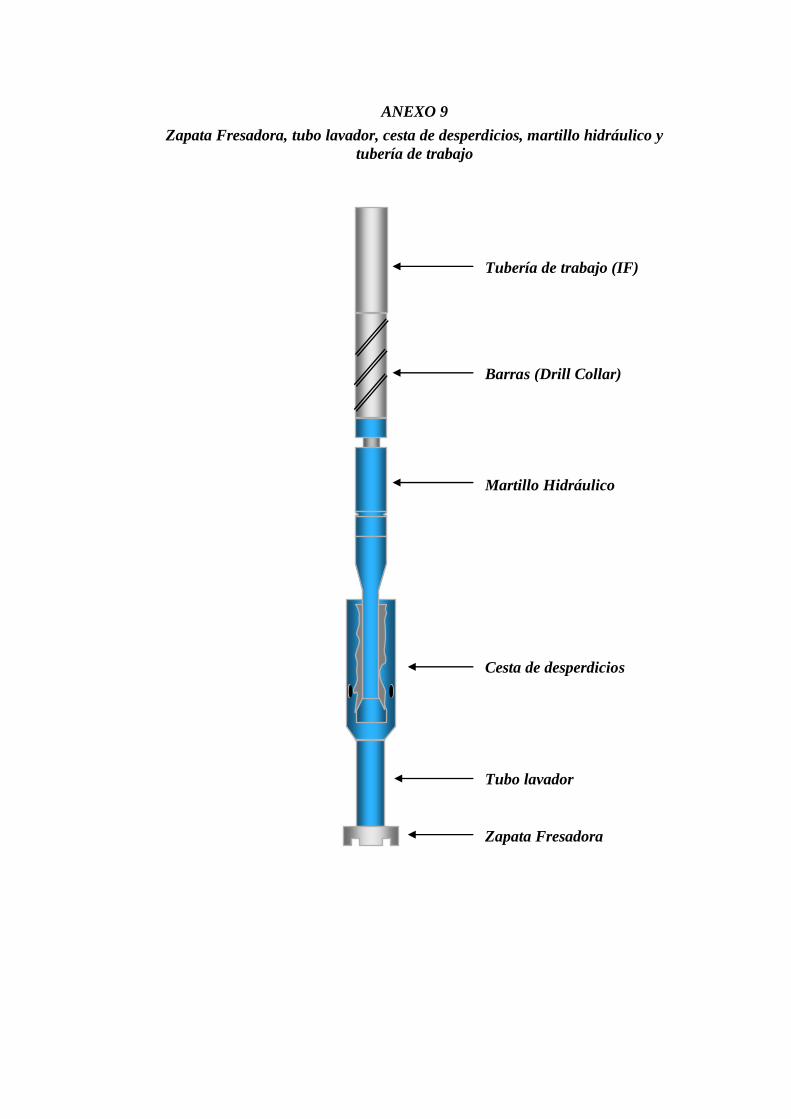
ANEXO 9
Zapata Fresadora, tubo lavador, cesta de desperdicios, martillo hidráulico y
tubería de trabajo
Tubería de trabajo (IF)
Barras (Drill Collar)
Martillo Hidráulico
Tubo lavador
Zapata Fresadora
Cesta de desperdicios
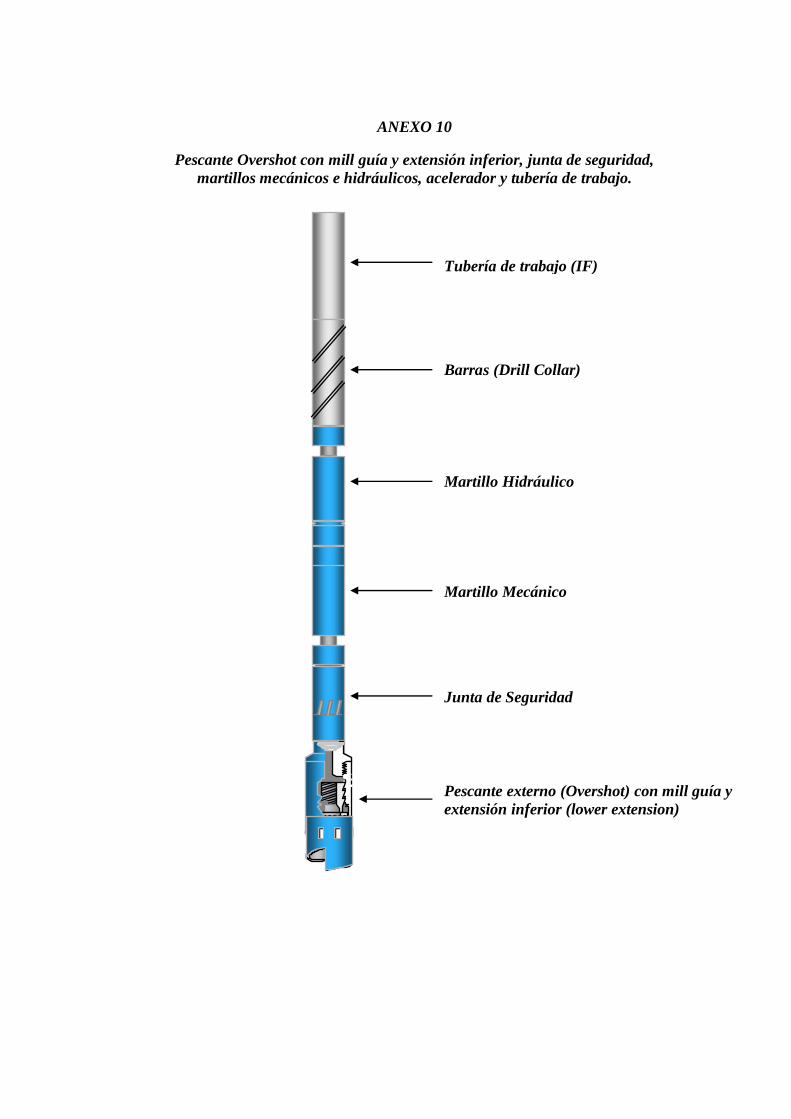
ANEXO 10
Pescante Overshot con mill guía y extensión inferior, junta de seguridad,
martillos mecánicos e hidráulicos, acelerador y tubería de trabajo.
Tubería de trabajo (IF)
Barras (Drill Collar)
Martillo Hidráulico
Martillo Mecánico
Junta de Seguridad
Pescante externo (Overshot) con mill guía y
extensión inferior (lower extension)
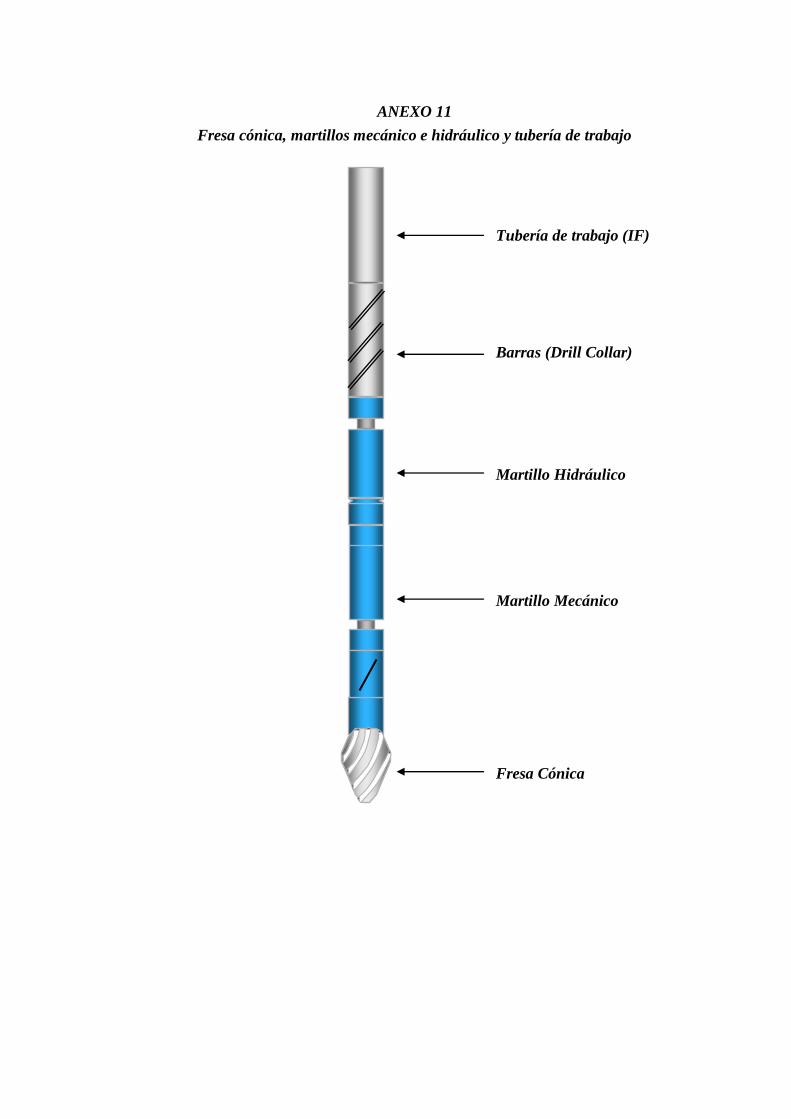
ANEXO 11
Fresa cónica, martillos mecánico e hidráulico y tubería de trabajo
Tubería de trabajo (IF)
Barras (Drill Collar)
Martillo Hidráulico
Martillo Mecánico
Fresa Cónica
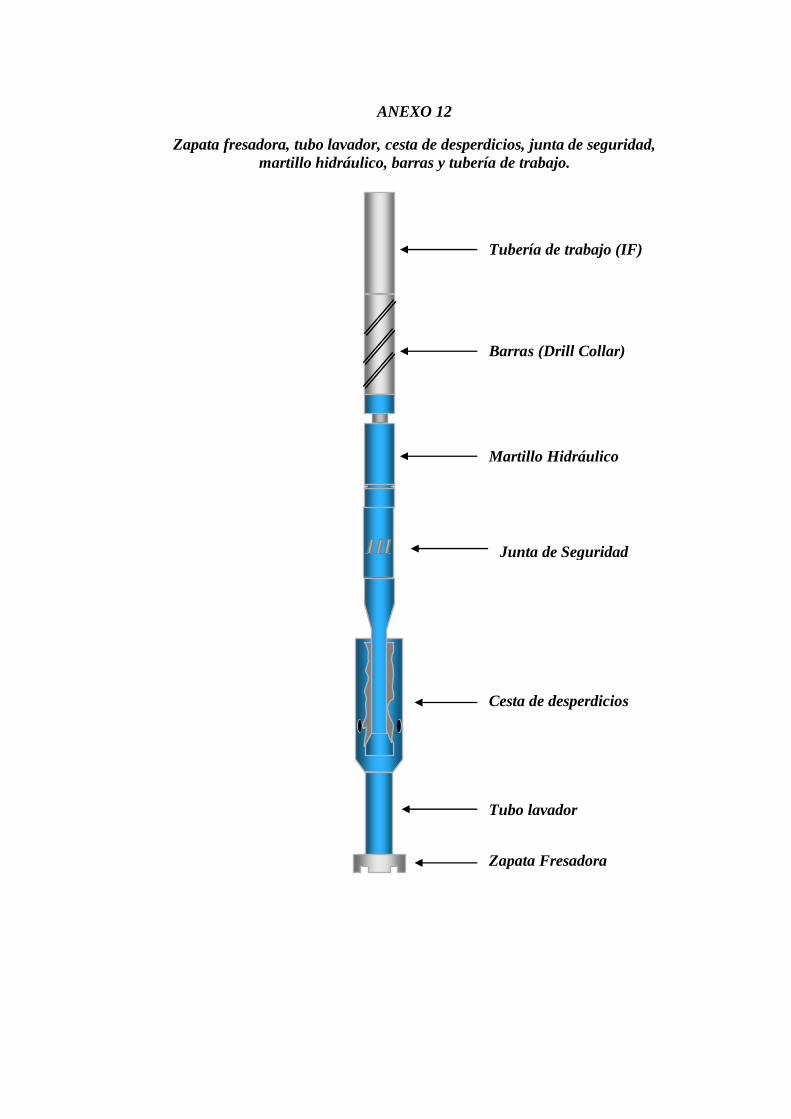
ANEXO 12
Zapata fresadora, tubo lavador, cesta de desperdicios, junta de seguridad,
martillo hidráulico, barras y tubería de trabajo.
Tubería de trabajo (IF)
Barras (Drill Collar)
Martillo Hidráulico
Junta de Seguridad
Tubo lavador
Zapata Fresadora
Cesta de desperdicios
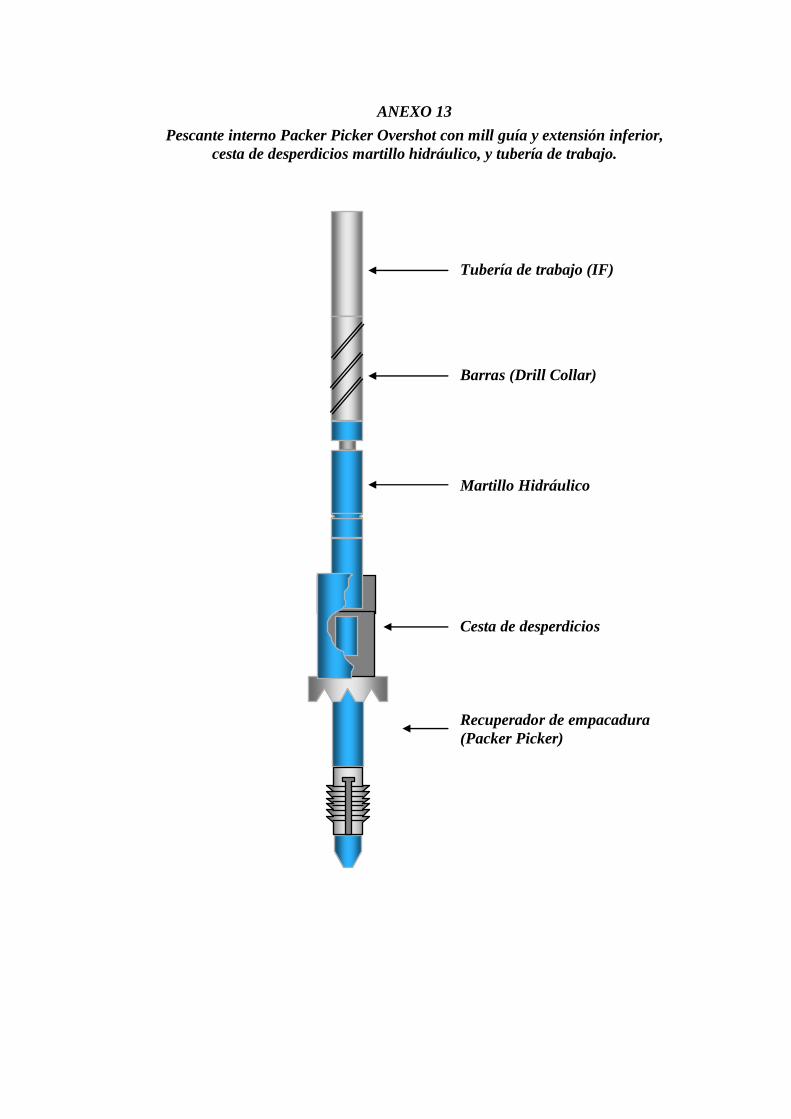
ANEXO 13
Pescante interno Packer Picker Overshot con mill guía y extensión inferior,
cesta de desperdicios martillo hidráulico, y tubería de trabajo.
Tubería de trabajo (IF)
Barras (Drill Collar)
Martillo Hidráulico
Cesta de desperdicios
Recuperador de empacadura
(Packer Picker)
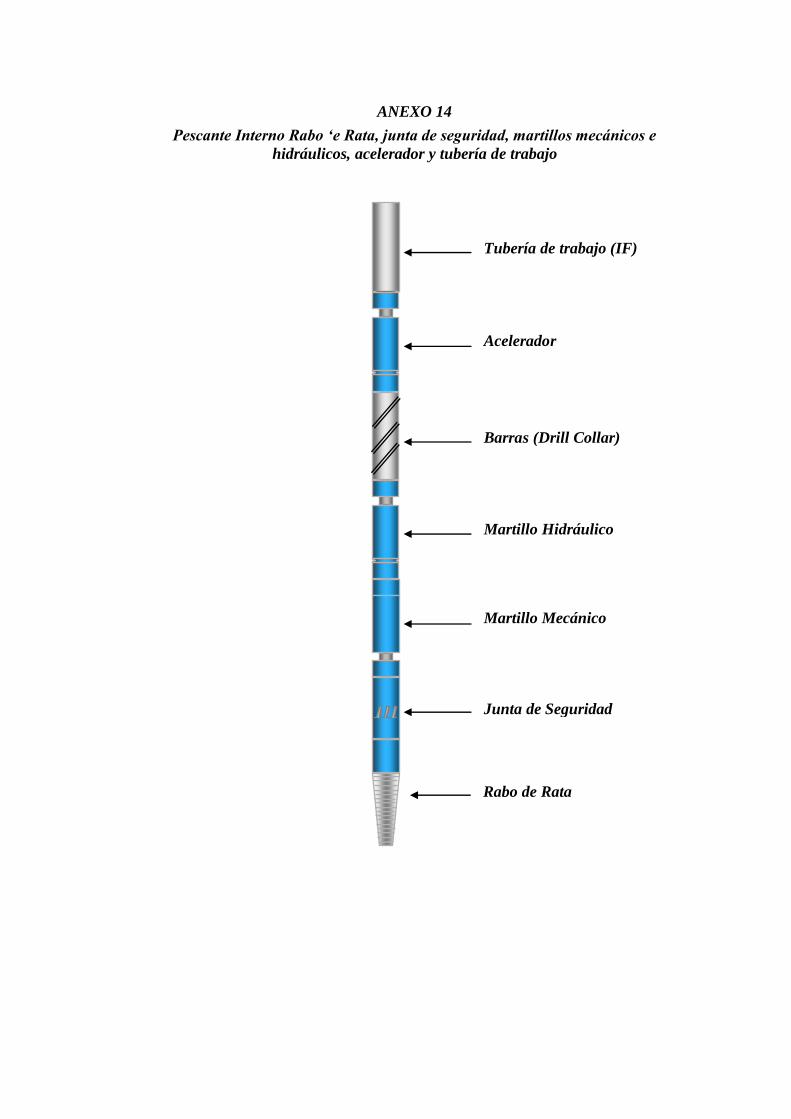
ANEXO 14
Pescante Interno Rabo „e Rata, junta de seguridad, martillos mecánicos e
hidráulicos, acelerador y tubería de trabajo
Tubería de trabajo (IF)
Barras (Drill Collar)
Martillo Hidráulico
Acelerador
Martillo Mecánico
Junta de Seguridad
Rabo de Rata


















