
NALCO-Acondicionamiento de Aguas de Calderas
31
1 ACONDICIONAMIENTO DE AGUA PARA CALDERAS MADRID 23 DE ABRIL DE 2013 Julio David Fernández Arias Area Manager de Nalco Española [email protected] m. 607505146
Transcript of NALCO-Acondicionamiento de Aguas de Calderas
1
ACONDICIONAMIENTO DE AGUA PARA
CALDERAS
MADRID23 DE ABRIL DE 2013
Julio David Fernández AriasArea Manager de Nalco Española
[email protected] m. 607505146
2
PRESENTACION DE NALCO
• Nalco es una Compañía lider en el tratamiento de aguas Industriales.
• Fundada en el año 1928 en Naperville, Illinois.
• Es una división de ECOLAB, Inc. Que opera en 160 países con más de 42000 empleados y una facturación de 11.000 millones ( 2011).
• Tiene su fábrica en Celrá ( Gerona) y sus oficinas centrales en Barcelona
• Dispone de una red de ventas en España 42 delegados que atiendentodo el territorio nacional y diferentes usos de agua: Institucional,Procesos de Papel, Petroleo, Industria Pesada, Alimentación y Bebidaasí como diferentes procesos de transformado en los que interviene el agua.
3
TIPOS DE CALDERA
• El diseño de una caldera está condicionada por el combustible a utilizar y las características del agua/vapor a emplear.
Ø Así nos encontramos con:Calderas de sólidos : Carbón, pellets, biomasa.Calderas de líquidos: gasoil, fuel-oilCalderas de gases : butano, metano, gases procesos, cogeneración
Ø Según carecterísticas del agua/vapor a utilizarCalderas de calefacción Calderas de baja presiónCalderas de media presión Calderas de alta presión

4
CALDERA

5
CALDERA
Caldera
Vapor
Agua Alimentación
Purga deCaldera
875,000 #/Día @ 0 ppm TDS
1,000,000 #/Día@ 100 ppm TDS
= 100 #/Día Solidos
8 Ciclos= 800 ppm TDS
12.5% de Alimentación125,000 #/Día @ 800 ppm
= 100 #/Día Solidos

6
DIAGRAMA GENERICO
Agua de Aportación
Filtración Descalcificación
Retorno Condensado
Línea de Vapor
Caldera
Desgasificador
SistemaDosificaciónProductos
Agua Alimentación
Purga
7
EL AGUA DE APORTE A CALDERA
NORMATIVAØ Las características del agua de alimentación a caldera están limitadas por:
- La aplicación del agua o vapor.- Las condiciones de operación de la caldera
Ø Disponemos de diferentes normas que regulan las características del agua de aportación en función de uso y condiciones de operación talescomo : UNE EN 12952-12 ; UNE EN 12953-10 ; ASME CRTD. Vol 34
Ø Por razones de uso del vapor existen regulaciones como la NSF (NationalSanitation Foundation) o la KOSHER ( Judía) que limitan los aditivos
a utilizar.

8
EL AGUA DE APORTE A CALDERA
PROBLEMATICAØ El agua en la Naturaleza ( ríos, embalses, pozos) contiene sales disueltas,
gases y sólidos en suspensión que pueden deteriorar los equipos de caldera.
Ø La presencia de Oxígeno en el agua de alimentación provoca corrosiónen los economizadores y tubos de caldera por la reacción con el Hierro
Fe +1/2 O2 + H2O Fe 2+ + 2 (OH)-
2 Fe2+ + 1/2 O2 + H2O 2 Fe(OH)3
9
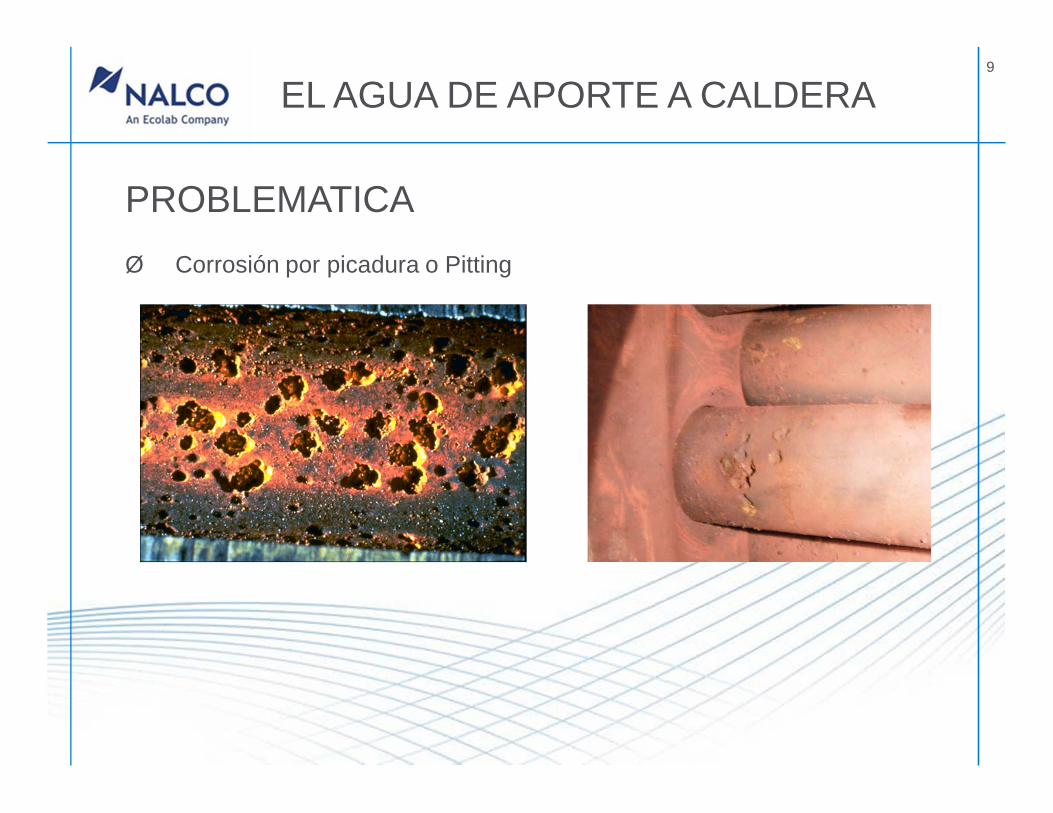
EL AGUA DE APORTE A CALDERA
PROBLEMATICAØ Corrosión por picadura o Pitting
10
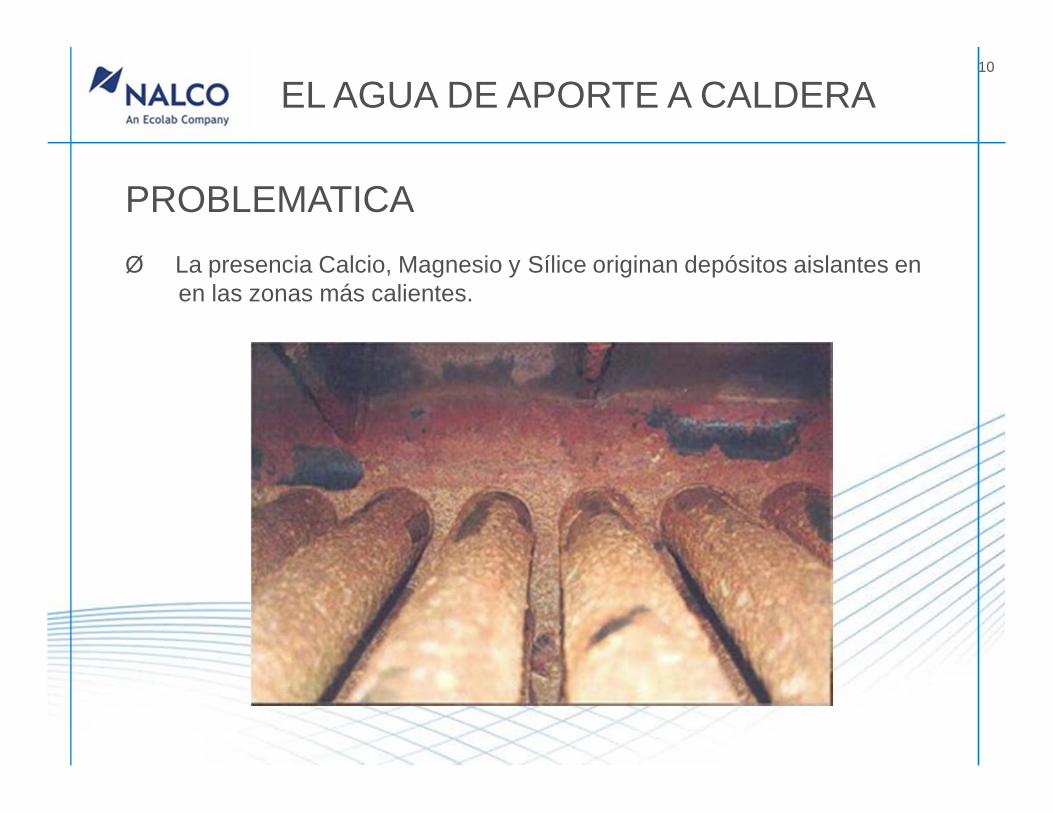
EL AGUA DE APORTE A CALDERA
PROBLEMATICAØ La presencia Calcio, Magnesio y Sílice originan depósitos aislantes en
en las zonas más calientes.

11
LINEA DE CONDENSADOS
PROBLEMATICAØ La presencia de Oxígeno y/o CO2 en la línea de condensados provoca
severa corrosión de la línea y aportación de Hierro a la alimentación.
12
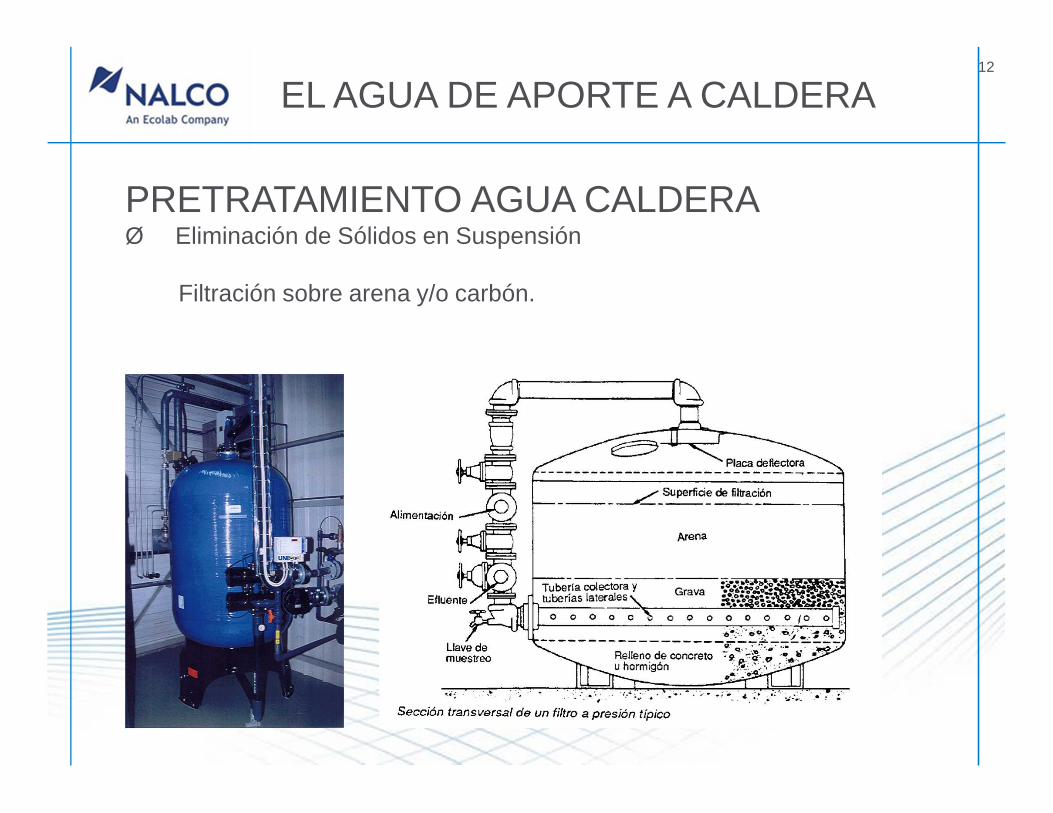
EL AGUA DE APORTE A CALDERA
PRETRATAMIENTO AGUA CALDERAØ Eliminación de Sólidos en Suspensión
Filtración sobre arena y/o carbón.

13
EL AGUA DE APORTE A CALDERA
PRETRATAMIENTO AGUA CALDERAØ Eliminación de iones Calcio y Magnesio
Descalcificación: Se sustituye los iones Calcio y Magnesio por Sodio

14
EL AGUA DE APORTE A CALDERA
PRETRATAMIENTO AGUA CALDERAØ Desmineralización : Eliminación total de sales
Resina tipo gelSon translúcidas, parecen de cristalcuando son nuevasEl color oscila entre marrón yblanquecino en función del tipoy el fabricante
Resina macroporosaSon opacasEl color puede ser blanco o marrón

15
EL AGUA DE APORTE A CALDERA
PRETRATAMIENTO AGUA CALDERAØ Osmosis Inversa : Eliminación mayoritaria de sales ( 98 %)
Osmosis Inversa
H2O
H2O
H2O
P2
AguaSolución
Concentrada

16
EL AGUA DE APORTE A CALDERA
PRETRATAMIENTO AGUA CALDERAØ Osmosis Inversa : Eliminación mayoritaria de sales ( 98 %)
Modulo de una Osmosis Planta de ósmosis
17
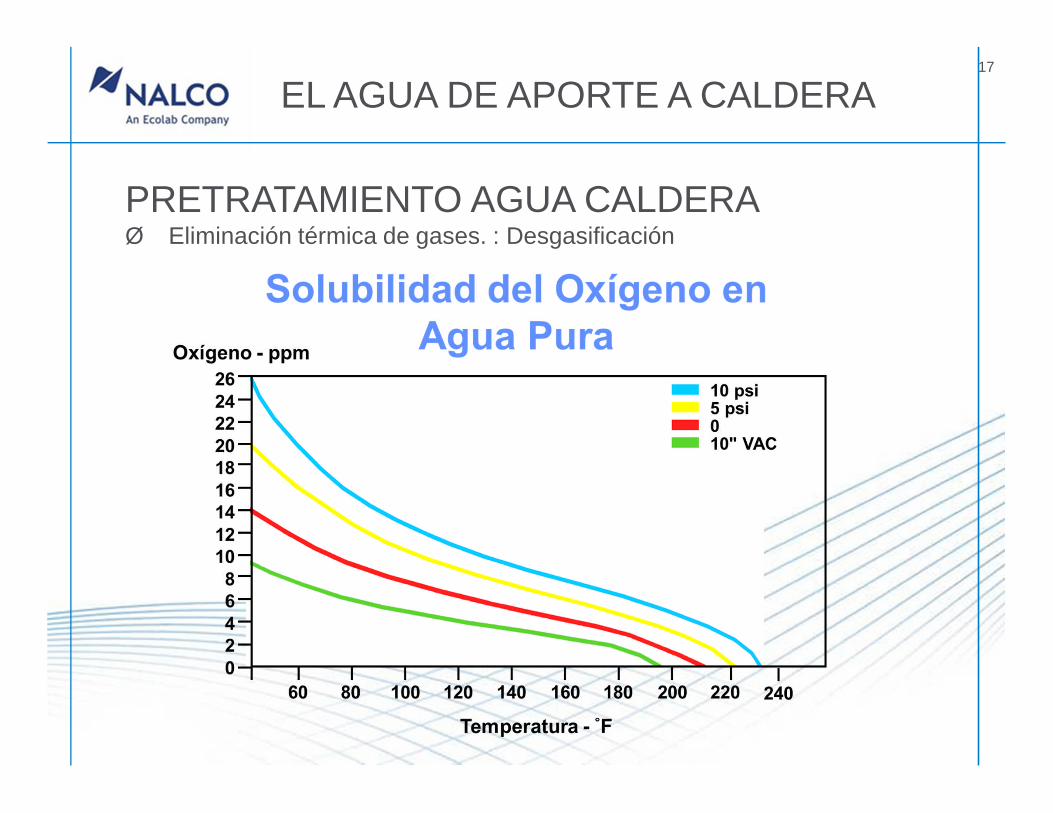
EL AGUA DE APORTE A CALDERA
PRETRATAMIENTO AGUA CALDERAØ Eliminación térmica de gases. : Desgasificación

18
EL AGUA DE APORTE A CALDERA
PRETRATAMIENTO AGUA CALDERAØ Eliminación térmica de gases. : Desgasificación
19
TRATAMIENTO AGUA CALDERA
Propósito Los tratamientos del agua de caldera están orientados a :
Ø Evitar las corrosiones de los metales presentes en el sistemaØ Evitar incrustaciones sobre las superficies de transferenciaØ Mantener limpio el sistema
Beneficio Ø Alargar la vida del equipo Ø Evitar pérdidas de rendimientoØ Minimizar las operaciones de mantenimiento y limpiezaØ Fiabilidad en los controles ( sondas de nivel, presión, temperatura).Ø Evitar paradas no programadas. Fiabilidad de la caldera.

20
TRATAMIENTO AGUA CALDERA
Cómo hacerlo ?: 1) Limpieza y pasivado Inicial de la Caldera
2) Tratamiento químico que evite la corrosión, incrustación y lodos
3) Monitorización de los parámetros críticos de operación.
4) Conservación de la caldera fuera de servicio.

21
LIMPIEZA Y PASIVADO DE CALDERA
Ø Las calderas tanto de calefacción como de vapor que se construyen en acero al carbono, contienen restos de los aceites de laminación y posiblesvirutas del mecanizado, soldadura o mandrinado.
Ø La limpieza se puede realizar mediante la circulación de agua de alimentación a caldera convenientemente tratada.
Ø El pasivado consiste en un hervido alcalino a base de compuestos defosfato que saponifican los aceites y grasas a la vez que realiza unfosfatado de las superficies metálicas. De esta forma se eliminan conta-minantes del generador y se pasiva la superficie del acero, evitando lacorrosión «flash».
22
TRATAMIENTO QUIMICO
Ø En la etapa de pretratamiento hemos eliminado la mayor parte de los gasesy sales que son perjudiciales para la caldera.
Ø En la etapa de tratamiento eliminaremos los restos de Oxígeno y Durezamediante productos químicos. Al mismo tiempo generaremos condicionesfavorables al pasivado del acero o de otros metales presentes.,
Ø Eliminación del Oxigeno :
En Calderas de uso Alimentario : Sulfito Sódico; SurgardEn Calderas de uso Industrial : Hidracina, Precursores de Hidracina, DEHA.En Calderas de Calefacción : Taninos, evitar el uso de Sulfito Sódico

23
TRATAMIENTO QUIMICO
ØEliminación del Oxigeno :
En Calderas de uso Alimentario : Sulfito Sódico; Surgar
2 SO=3 + O2 2 SO=
4
En Calderas de uso Industrial : Precursores de Hidracina, DEHA , etc.
N2 H4 + O2 2 H2O + N2
En Calderas de Calefacción : Taninos. Evitar el uso de Sulfito Sódico
24
TRATAMIENTO QUIMICO
Ø Control de Incrustaciones:Desde la aplicación de la fécula de patata como antiincrustante de calderasde vapor de ferrocarril, hasta nuestros días se han desarrollado diferentesproductos que reaccionan con las sales de Calcio y Magnesio evitando sucristalización ( o incrustación).Agentes quelantes como el AEDT, Polifosfatos y polímeros carboxílicoshan sido utilizados durante los últimos treinta años para combatir lasincrustaciones.
Ø Las tendencias de los últimos años se basan en la utilización combinada depolímeros carboxílicos de alta estabilidad térmica y que interfieren en la redde cristalización de las sales de Calcio, Magnesio y Hierro.
Ø También nos podremos encontrar con formulados multifuncionales queincorporan secuestrantes de oxígeno y neutralizantes de CO2 para la líneade condensados.Nalco dispone de una familia de productos denominados NEXGUARDTM
que incorpora una molécula trazadora para el seguimiento continuo dela dosificación.

25
TRATAMIENTO QUIMICO
ØNEXGUARD
Formulación avanzada§ Tiene un mejor comportamiento ante incrementos puntuales de
dureza y mayor capacidad de dispersión§Mayor estabilidad térmica§Mayor estabilidad frente a Oxígeno§ Desarrollado bajo tecnología TRASAR® § El trazador cumple con la FDA
26
Monitorización de parámetros
Ø ManualPara verificar el cumplimiento de los standards de trabajo ( pH, SiO2, etc)se tiene que tomar una muestra representativa del agua o vapor.Es un requisito un equipo de muestreo.El seguimiento es discontinuo y setoman acciones correctivas tras elanálisis de los datos analíticos porparte del responsable de planta.
Las acciones correctivas tienen undesfase respecto a la variable decontrol.

27
Monitorización de parámetros
Ø AutomáticaLa unidad 3DTrasar Boiler:Detecta los parámetros críticos del agua dealimentación o de interior de caldera.Dosifica los productos en cantidad adecuadaa la necesidad puntual.Registra e Informa de las variaciones enla calidad de agua de alimentación o decaldera.

28
CONSERVACION EN PARADA
Para evitar corrosiones en la caldera durante las paradas se recomiendan dosMétodos.
Ø En seco. Se recomienda en paradas prolongadas. El objetivoes mantener los metales libres de humedad y Oxígeno.Con Nitrogeno: Mantener presurizada la caldera con Nitrógeno trassecar y ventear el oxígeno.Con Secantes : Utilizando Silica Gel o Cloruro Cálcico en bandejasSe debe vigilar el estado del secante.
29
CONSERVACION EN PARADA
Para evitar corrosiones en la caldera durante las paradas se recomiendan dosMétodos.
Ø Por Vía Humeda. Se recomienda en paradas cortas.Consiste en inundar la caldera con agua tratada con:Secuestrantes de Oxígeno.Alcalinizantes : de fase acuosa (fosfatos) y fase vapor ( aminas)Antiincrustantes/dispersantes: Polímeros carboxílicos.
30ACONDICIONAMIENTO AGUA DE CALDERAS
31ACONDICIONAMIENTO AGUA DE CALDERAS


















