
Moldeo subacuático
8
PH Boletín 32 175 Resumen El desarrollo técnico de las herramientas de estudio y la optimización de los tratamientos de conservación tiene una efecto evidente en el conocimiento y la preservación del Patrimonio Histórico Subacuático. El molde a escala 1:1 es un registro tridimensional de los objetos sumergidos que complementa eficazmente el trabajo convencional de documentación in situ realiza- do mediante dibujo y fotografía, pudiendo de este modo completarse un estudio muy preciso de los ob- jetos sin necesidad de ser extraídos. Además, el mol- de supone un sistema de fijación excelente para la re- cuperación de objetos muy debilitados con un riesgo potencial de fractura y desmembración durante su traslado a la superficie. El objeto de este trabajo ha sido el determinar un mé- todo eficaz para el moldeo in situ de los restos mate- riales que constituyen el Patrimonio Arqueológico Su- bacuático. Como resultado se ofrece un método normalizado del moldeo subacuático aplicable al regis- tro arqueológico, patentado en España con el título “Nuevo Procedimiento para la Obtención de Moldes Subacuáticos”. Palabras clave Arqueología subacuática / moldes / elastómero de sili- cona / resina de poliéster / conservación in situ / regis- tro arqueológico / madera sumergida Arqueología Subacuática Moldeo subacuático de objetos arqueológicos Luis Carlos Zambrano Valdivia Centro de Arqueología Subacuática del IAPH
-
Upload
nguyentruc -
Category
Documents
-
view
246 -
download
3
Transcript of Moldeo subacuático

PH Boletín 32 175
Resumen
El desarrollo técnico de las herramientas de estudio yla optimización de los tratamientos de conservacióntiene una efecto evidente en el conocimiento y lapreservación del Patrimonio Histórico Subacuático. Elmolde a escala 1:1 es un registro tridimensional de losobjetos sumergidos que complementa eficazmente eltrabajo convencional de documentación in situ realiza-do mediante dibujo y fotografía, pudiendo de estemodo completarse un estudio muy preciso de los ob-jetos sin necesidad de ser extraídos. Además, el mol-de supone un sistema de fijación excelente para la re-cuperación de objetos muy debilitados con un riesgo
potencial de fractura y desmembración durante sutraslado a la superficie.
El objeto de este trabajo ha sido el determinar un mé-todo eficaz para el moldeo in situ de los restos mate-riales que constituyen el Patrimonio Arqueológico Su-bacuático. Como resultado se ofrece un métodonormalizado del moldeo subacuático aplicable al regis-tro arqueológico, patentado en España con el título“Nuevo Procedimiento para la Obtención de MoldesSubacuáticos”.
Palabras clave
Arqueología subacuática / moldes / elastómero de sili-cona / resina de poliéster / conservación in situ / regis-tro arqueológico / madera sumergida
Arq
ue
olo
gía
Su
ba
cu
áti
ca
Moldeo subacuático de objetos arqueológicos
Luis Carlos Zambrano Valdivia
Centro de Arqueología Subacuática del IAPH

176PH Boletín 32
Introducción
En la investigación de los yacimientos subacuáticos yterrestres se aplica, en esencia, un solo método de co-nocimiento científico, el método arqueológico. Las di-ferencias del medio no exigen la modificación del mé-todo pero sí de la técnica y sus herramientas. Laarqueología subacuática precisa de herramientas espe-cíficas para su ejecución porque el medio donde sedesarrolla dicha actividad condiciona todos los ele-mentos que intervienen en el proceso de investiga-ción. Desde las personas que trabajan con el apoyo desistemas externos para completar su función respira-toria hasta las herramientas diseñadas para desempe-ñar las funciones imprescindibles de la actividad arque-ológica (excavación, dibujo, fotografía, conservación,etc..), toda la infraestructura responde a las caracterís-ticas de un medio adverso. Sin embargo, este mediocada vez resulta mas accesible debido a los adelantostécnicos que la arqueología aprovecha para optimizarsus métodos de investigación y análisis. Así, se ha avan-zado considerablemente en el conocimiento históricode dos tipos de yacimientos: los fondeaderos y losbarcos 1. Estos yacimientos aportan un gran volumende información sobre aspectos poco conocidos de laactividad humana relacionada con el mar. Aunque porotra par te, también presenten problemas de altera-ción muy específicos que todavía no están completa-mente solucionados como es la conservación de lasmaderas empapadas en agua.
Actualmente, el patrimonio histórico se considera obje-to tanto de investigación como de conservación. La re-lación entre ambos fines ha sido desigual y como conse-cuencia muchos restos arqueológicos solo perviven enlos anales de la arqueología a través de los datos recogi-dos durante su excavación. Esta realidad, camino de sercompletamente superada, ha privado a los investigado-res contemporáneos de analizar con los medios actua-les aquellos objetos que ya no existen o están comple-tamente arruinados. En este sentido, la conservación noes un freno a la investigación como puede derivarse denoticias como la moratoria de excavación anunciadapor Irlanda en 1988 para los galeones españoles hundi-dos en sus costas 2. Al contrario, es una garantía de per-vivencia para los objetos del patrimonio mantenidos insitu o extraídos a la superficie que pueden seguir siendoestudiados en el tiempo. En este sentido, muchas insti-tuciones de arqueológica subacuática vienen trabajandoen la conservación in situ de restos sumergidos comouna alternativa a la extracción de materiales cuya con-servación está dificultada por cuestiones de índole téc-nica y económica 3. En esta línea están enmarcados lostrabajos de investigación en el moldeo subacuático deobjetos arqueológicos.
Proceso de trabajo
Numerosos ensayos 4 de moldeo subacuático se hanrealizado con resultados dispares que analizados enconjunto constituyen una experiencia acumulada muyútil para abordar el objetivo propuesto en este trabajoque es la definición de un método normalizado de
moldeo subacuático aplicado al registro arqueológico ycon utilidad en la extracción de restos arqueológicosfragilizados.
En este trabajo se ha empleado un método experimen-tal consistente en la revisión crítica de los diferentes sis-temas de moldeo recogidos en la documentación bi-bliográfica anexa y la formulación teórica de técnicaspotencialmente eficaces. En el primer caso, solo se haprofundizado en los ensayos mas recientes y perfeccio-nados obviando técnicas ya superadas con escasa garan-tía de éxito que a priori han sido descartadas. En el se-gundo caso, se realizaron inicialmente numerososexperimentos con planteamientos técnicos y materialesmuy diversos para ir progresivamente definiendo unmétodo mas preciso donde los ensayos solo planteabanmejoras de forma respetando un planteamiento básicoaceptado. Ambos procesos se han yuxtapuesto en eltiempo y complementado en el conocimiento. Todoslos ensayos han sido objeto de una minuciosa docu-mentación que ahora constituye una notable base dedatos experimentales. Finalmente, el resultado de am-bas líneas es la proposición de un sistema inédito demoldeo subacuático, registrado con la PATENTE DE IN-VENCIÓN ES-2 119 649 que presenta sustanciales ven-tajas respecto a los sistemas tradicionalmenteempleados5.
Molde flexible y soporte rígido
El proceso de moldeo consta de dos fases perfecta-mente definidas: el moldeo flexible y el soporte rígido.Ambas son complementarias y se hacen en el ordenexpresado 1) molde flexible y 2) soporte rígido. El pri-mero registra o reproduce todos los detalles del obje-to. Crea un copia en “negativo” del original. Al ser fle-xible puede extraer se con faci l idad sin alterar elsoporte y las copias. Por este cualidad, el molde nece-sita la participación del soporte rígido para conservarla forma del objeto. El soporte se realiza de un modoindependiente sobre la cara no registrada del molde ysu función es mejorar los resultados del primero.
Los primeros ensayos destacados para obtener mol-des flexibles subacuáticos son obra de L. y T. del WetSites Conservation Laboratory 6. Emplearon un cauchode polisulfuro como agente de moldeo subacuático.Se trata de un elastómero bicomponente que cura enpresencia de humedad. En ensayos de laboratorio em-plearon el elastómero fluido, aplicado en “colada” so-bre modelos de tamaño reducido. plantearon el mol-deo de volúmenes exentos (por ejemplo, un cilindro)y espacios huecos (por ejemplo, una grieta). Los regis-tros o reproducciones fueron buenos pero sin controldirecto en la aplicación del elastómero. El caucho depolisulfuro es un fluido mas denso que el agua y tiendea ocupar los espacios inferiores. En la práctica, el cau-cho fluido resbala por la superficie del objeto a repro-ducir. Para retener al fluido es necesario encerrarloentorno al modelo con algún sistema de contención.La confección de un dique de contención propuestopor Murdock y Daley plantea innumerables proble-
Arq
ue
olo
gía
Su
ba
cu
áti
ca

PH Boletín 32 177
mas técnicos añadidos. Básicamente se condiciona laviabilidad del molde subacuático a la posibilidad decrear un dique contenedor del producto en estadofluido. El moldeo de una gran superficie (3-4 m2) haceinviable el procedimiento de colada aplicado en el la-boratorio por Murdock y Daley. El sistema obliga a re-llenar con elastómero el espacio comprendido entrelas cotas mayor y menor de la superficie a reproducir.Por este motivo, en superficies muy accidentadas, sellega a un excesivo gasto de material siguiendo dichoprocedimiento.
Ejemplo: Para reproducir el casco interior de un barcode 7 metros de eslora total y 1,5 metros de manga enel medio con una diferencia de cotas entre la línea deborda y el ensamble de la quilla de 1,5 metros, tene-mos un volumen interior aproximado de 6 metros cú-bicos. La superficie a reproducir es de 18 metros cua-drados y se necesitarían por tanto unos 6.000 litros deelastómero. La descripción esquemática de la técnicase puede ver en la imagen nº 2
Otra solución técnica diferente fue planteada por losmismos Murdock y Daley en 1983 sobre los restos delballenero vasco San Juan, hundido en 1565 a 10 me-tros de profundidad frente a la costa de Canadá. Setrata del sistema que se ha denominado “en compre-sa” debido al procedimiento de aplicación del cauchopara el moldeo. Básicamente se trata de embadurnarun trozo de tejido con el elastómero y posteriormen-te aplicarlo sobre la superficie a reproducir. El opera-dor presiona la compresa de tejido y caucho sobre elmodelo obteniendo un mayor control sobre el proce-so de moldeo.
El sistema de compresa aumenta notablemente el con-trol de aplicación y reduce el gasto de material peropresenta graves inconvenientes.
1. El caucho resulta muy adherente y el traslado de lacompresa hasta el punto de aplicación requiere lautilización de complicados ar tilugios de transportecomo bastidores o bandejas de aprehensión.
2. La adaptación de la compresa al sustrato del modelono es buena cuando la superficie es accidentada. Eltejido carece de plasticidad para adaptarse y el ope-rador no controla visualmente el grosor del moldeque aplica.
3. El molde resultante presenta zonas con registro insu-ficiente, puntos de adelgazamiento o ausencia totalde elastómero.
Otras variaciones de los sistemas de colada y compre-sa han sido empleados por G. Brocot en el Centro deInvestigaciones Arqueológicas Submarinas de Franciaen 1987. Brocot utiliza elastómeros de silicona RTV–Room Temperature Vulcanization- con los ya conoci-dos métodos de “colada” y “compresa”. Estos ensayosno ofrecen ventajas destacables sobre el sistema origi-nal de Murdock y Daley ya que mantienen el plantea-miento básico de operatividad con la variante del ma-terial de moldeo.
Soporte rígido
Para la obtención de soportes rígidos subacuáticos seha venido empleando sistemáticamente la escayola quese prepara en superficie del modo convencional y setransporta bajo el agua hasta el lugar de aplicación. Sinembargo, este material presenta serios inconvenientesque lo hacen desaconsejable.
1. El transporte y manipulación subacuática genera unamolesta nube blanquecina de polvo en suspensiónque dificulta la visibilidad subacuática ya reducida porla falta de luz.
2. Se aplica en estado fluido con problemas de manipu-lación similares a los descritos para los productos demoldeo flexible aunque no existe la posibilidad deaplicación en compresa.
3. La escayola fraguada bajo agua no endurece porcompleto. El producto resultante es blando y escasa-mente homogéneo.
4. Se precisa un grosor muy elevado en relación a la su-perficie para garantizar la firmeza del soporte. Porejemplo, un soporte rígido fabricado en escayola pa-ra una superficie de 1 metro cuadrado precisa ungrosor aproximado de 30 a 40 centímetros, lo quesupone un gasto de 30 a 40 litros de escayola líquida.
5. El peso de la escayola endurecida junto al gran volu-men necesario hacen del soporte rígido de escayolaun elemento de costosa manipulación dentro y fueradel agua.
Arq
ue
olo
gía
Su
ba
cu
áti
ca
Imagen 1
Imagen 2
Imagen 3
178PH Boletín 32
6. La escayola debe reforzarse en su aplicación suba-cuática para el reparto homogéneo de tensiones yaumento de resistencia.
Para obviar estos inconvenientes Brocot 8 ha ensaya-do los sopor tes rígidos sobre moldes subacuáticosen resina de poliéster cuyos resultados no han sidosatisfactorios por carecer de adherencia siendo final-mente recomendando el clásico sistema de escayolaen colada.
Sistema combinado con silicona y resina depoliéster (2-10)
Con el fin de mejorar el sistema de obtención de mol-des subacuáticos respecto a los sistemas conocidos seha desarrollado un nuevo procedimiento que presentanotables ventajas sobre los anteriores. La novedad delprocedimiento reside en el sistema de aplicación de losproductos empleados, elastómero de silicona RTV yresina de poliéster. Así como en la combinación especí-fica de los mismos.
Frente a los anteriores métodos de aplicación en “cola-da” -producto fluido- o en “compresa” –producto estra-tificado- aquí se propone un sistema de aplicación con-trolada que a partir de ahora se llamará en “adición”.
Los productos usados para la obtención del molde fle-xible son: un elastómero de silicona tipo RTV, un catali-zador de silicato de etilo como agente de curado y unaditivo tixotrópico convencional. Pueden usarse distin-tos tipos de catalizadores de silicato de etilo en funcióndel tiempo de curado que se estime adecuado. El tipo“estandar” tiene un tiempo de curado máximo de has-ta 24 horas. Hay un catalizador “rápido” con un tiempode curado entre 3 y 4 horas y un catalizador “muy rá-pido” efectivo entre 1 y 2 horas.
Siempre que el tiempo de curado no sea un condicio-nante inexcusable del trabajo se recomienda usar elagente de curado tipo “estandar” ya que se obtienemejor calidad en el registro.
Elaboración del molde flexible
El método de preparación de la masilla para fabricar elmolde flexible es el siguiente:
1. Se mezcla la base del elastómero de silicona con elagente de curado en la proporción de 3 a 5 % envolumen de este respecto de la silicona.
2. Se baten enérgicamente los dos productos durante3 minutos hasta obtener una mezcla homogénea.
3. Se añade el aditivo tixotrópico en proporción de 10% en volumen sobre el volumen inicial de la base desilicona.
4. Se bate enérgicamente la mezcla durante 3 minutoshasta lograr una masa densa que no descuelgue enposición vertical.
La masilla así preparada está lista para su aplicación in-mediata. Recién preparada tiene un “tiempo de trabajoóptimo” de 35 minutos aproximadamente para su em-pleo dentro del agua. Debe evitarse el contacto con elproducto fuera del agua por ser muy adherente y difícilde eliminar hasta su completo curado. Todos los pro-ductos usados en la mezcla son sensibles a la humedadpor lo que deben extremarse el cuidado en evitar elagua ante el riesgo de inhibición.
La aplicación del producto se realiza del siguiente modo:
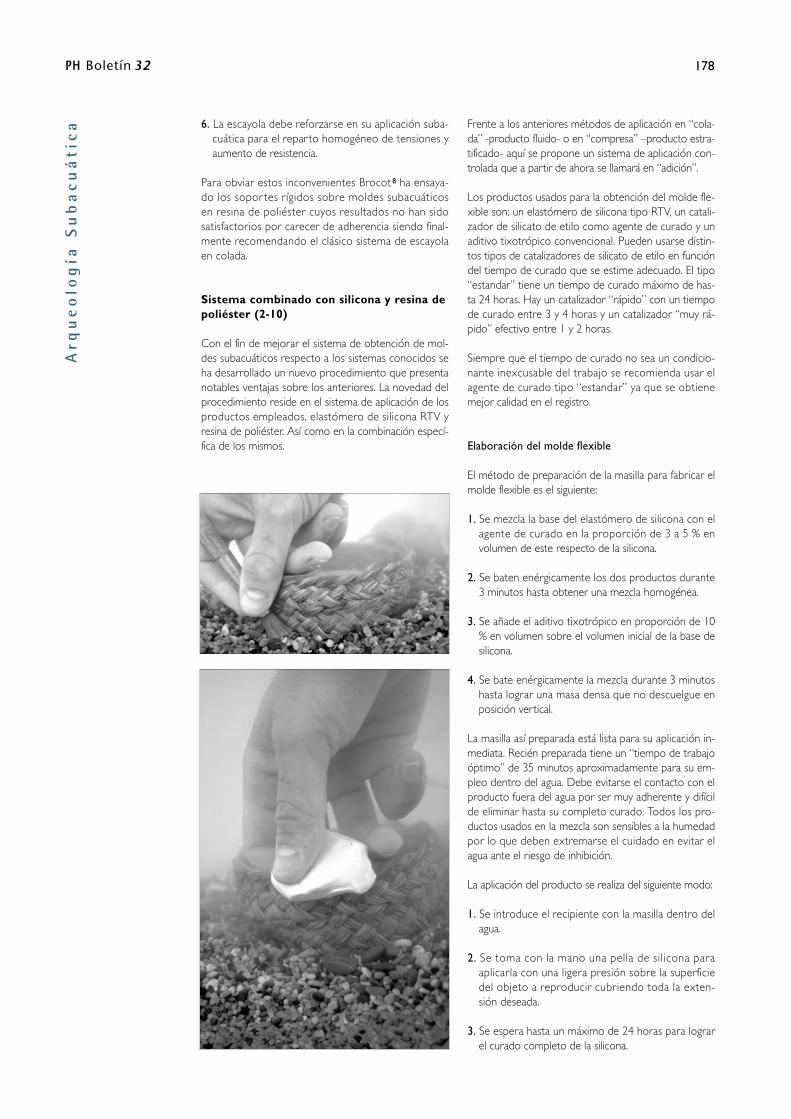
1. Se introduce el recipiente con la masilla dentro delagua.
2. Se toma con la mano una pella de silicona paraaplicarla con una ligera presión sobre la superficiedel objeto a reproducir cubriendo toda la exten-sión deseada.
3. Se espera hasta un máximo de 24 horas para lograrel curado completo de la silicona.
Arq
ue
olo
gía
Su
ba
cu
áti
ca

PH Boletín 32 179
Deben tenerse en cuenta las siguientes advertencias:
1. La calidad de registro obtenida con la silicona aplica-da tras el “tiempo óptimo de trabajo” disminuyeproporcionalmente al tiempo de sobrepaso.
2. Superando excesivamente el “tiempo óptimo detrabajo” la silicona deja de ser manipulable.
3. El molde obtenido es tanto mas flexible cuanto me-nor sea el grosor de la capa de silicona aplicada.
4. La adición manual de silicona permite el ahorro deproducto y una capa excesivamente gruesa no me-jora la calidad del registro.
5. En zonas complicadas (detalles minuciosos y pe-queñas cavidades) debe insistirse con ligeras pre-siones digitales para lograr una mejor adaptacióndel producto.
Elaboración del soporte rígido
El soporte rígido se prepara a base de resina de poliés-ter modificada con cargas inorgánicas. Se aplica sobreel molde de silicona ya curado adaptándose a la super-ficie exterior del mismo. Los productos empleados pa-ra la obtención de la masilla de poliéster para uso su-bacuático son: una resina de poliéster tixotrópica ypreacelerada como base, sílice coloidal pirogenada co-mo carga, y peróxido de metiletilcetona como cataliza-dor de la reacción.
El método de preparación de la masilla de poliéster pa-ra la obtención del soporte rígido es el siguiente:
1. Se mezcla la resina de poliéster tixotrópica con sílicecoloidal en polvo en proporción volumétrica 1:2 (1vol. de resina x 2 vol. de sílice).
2. Se agita enérgicamente la mezcla hasta obtener unamasilla de aspecto untuoso.
3. Se mezcla la masa obtenida con el peróxido de me-tiletílcetona en proporción de 4 % en volumen deeste con respecto a la masa agitando enérgicamentehasta lograr un reparto homogéneo.
La masilla obtenida según este procedimiento permiteun rápido fraguado. Puede aplicarse manualmente. Pre-senta unas buenas condiciones de dureza y consisten-cia post-curado. Ofrece un buen rendimiento y un bajocoste económico. Es necesario proteger la piel, los ojosy las vías respiratorias cuando se manipulan los compo-nentes de la masilla de poliéster. Recién preparada tie-ne un 2tiempo óptimo de trabajo” de 15 minutos parasu empleo dentro del agua.
La aplicación de la resina de poliéster para el soporterígido se realiza del siguiente modo:
1. Se introduce el recipiente con la masila dentro delagua.
2. Se toma con la mano una pella de masilla para apli-carla manualmente.
3. Se reparte la masilla modelando según las necesida-des del trabajo.
4. Se espera hasta un máximo de 15 horas para garan-tizar un endurecimiento completo del producto. Alcabo de 1 hora ha adquirido aproximadamente el75 % de la consistencia final.
Deben tenerse en cuenta las siguientes advertencias:
1. Si se sobrepasa el “tiempo óptimo de trabajo”, 15minutos, la masilla deja de ser manipulable.
2. La manipulación por encima del tiempo recomenda-do, 15 minutos, merma las características de resis-tencia del producto terminado.
3. Los tiempos señalados en la preparación del soporterígido y el molde flexible son indicativos y aproxima-dos. Se basan en experiencias de laboratorio y camporealizadas en condiciones particulares. Consecuente-mente, los tiempos pueden verse afectados por la va-riación en las condiciones del medio o cualquier alte-ración sustancial del método de trabajo establecido.
Arq
ue
olo
gía
Su
ba
cu
áti
ca

180PH Boletín 32
Una vez completados el molde flexible y el soporte rí-gido se procede a su extracción y posterior montaje.Para la reproducción del objeto moldeado existen infi-nidad de productos en el mercado. En el caso de lamadera es muy aconsejable el empleo de resinasepoxy con cargas celulósicas. En el proceso de repro-ducción o “positivado” el molde flexible y el soporterígido forman una sola unidad donde el primero aportala precisión del detalle y el segundo mantiene la formadel objeto sumergido.
A título meramente ilustrativo, y sin que ello signifiqueninguna limitación en el procedimiento, se expone acontinuación un ejemplo descriptivo de su ejecución.
La técnica desarrollada permite un control directo enla aplicación del producto, elastómero RTV o resina depoliéster. Esta cualidad del método aporta ventajas in-teresantes sobre los anteriores procedimientos en: ma-nipulación (gráfico nº 1), adaptación al objeto (gráficonº 2), desmoldeo (gráfico nº 3), elementos auxiliares(gráfico nº 4), elaboración modular (gráfico nº 5), con-sumo de producto (gráfico nº 6) y calidad de registro(gráfico nº 7).
Valoración del método
Ejemplo práctico
Se describe la preparación subacuática del molde flexi-ble y el soporte rígido del casco interior de un barcosumergido en el mar a 10 metros de profundidad. Elbarco tiene unas dimensiones de 7 metros de esloramáxima, 1,5 metros de eslora en el fuer te, un puntalde 1,5 metros y un volumen total interior de 6 metroscúbicos con una superficie total a reproducir de 18metros cuadrados.
Para la planificación correcta del trabajo debe realizarseun cálculo muy aproximado de los materiales necesariosen la ejecución del proyecto. En la preparación del mol-de flexible se considera suficiente un espesor de 2 centí-metros. Como se trabaja por etapas, formando el mol-de por la conjunción de diversos módulos que permitenmantenerse en el “tiempo óptimo de trabajo”, debecontemplarse aproximadamente un consumo de masilladel 10 % por encima de la estrictamente necesaria parala superficie calculada. En este proyecto se precisan 20litros de elastómero por cada metro cuadrado de su-perficie. De lo cual de deduce un gasto de 360 litros pa-ra la superficie y 36 litros para el solapamiento de losmódulos. El consumo total aproximado de elastómerode silicona para el molde flexible es, pues, de 396 litros.
En la preparación del soporte rígido, el espesor del so-porte adecuado es de 3 centímetros. Cada metro desuperficie a cubrir requiere 30 litros de masilla de po-liéster. Para construir un sistema modular hay que aña-dir un 10 % mas de la masilla total de superficie. Conello obtenemos los siguientes números: 540 litros demasilla de poliéster y 54 litros para el solapamiento demódulos. Esto hace un total de 594 litros de consumode masilla de poliéster.
Debe tenerse en cuenta que el grosor del molde y delsoporte puede ser conveniente variarlos en función delas circunstancias y según diversos criterios. En otroscasos deberán recalcularse las cantidades de materialnecesario.
Una vez a punto los productos necesarios, se procedea la preparación de la masilla de silicona para obtenerel molde flexible. Para ello se mezclan los materialesantes citados, en las proporciones señaladas, rellenandorecipiente de 5 litros correspondientes a las tareas deaplicación según el “tiempo óptimo de trabajo”.
Arq
ue
olo
gía
Su
ba
cu
áti
ca

PH Boletín 32 181
A continuación se sumerge el operador con el reci-piente procediendo a la aplicación manual de su conte-nido sobre unos 25 centímetros cuadrados de superfi-cie. El operador controla el grosor y la distribución delproducto. No debe tardarse mas de 40 minutos en laaplicación de un recipiente.
La superficie de los módulos no corresponde necesa-riamente a la obtenida con el volumen de un recipien-te de preparación. El elastómero “mordiente” adhierebien sobre el “curado” pudiendo aumentar la superfi-cie de un módulo a voluntad.
Arq
ue
olo
gía
Su
ba
cu
áti
ca
Colada: Penetración enexceso, daño del objeto.
Compresa: Adaptación in-suficiente, irregular.
Adición: Adaptación con-trolada, homogénea.
COLA
DA
COM
PRES
A
ADIC
IÓN
Colada: Muy adherente.
Compresa: Adherente.
Adición: Poco o nadaadherente.
COLA
DA
COM
PRES
A
ADIC
IÓN
Colada: Penetración ex-cesiva del producto.
Compresa: Interferenciadel tejido.
Adición: Control manualde la operación
COLA
DA
COM
PRES
A
ADIC
IÓN
Colada: Grosor y pene-tración excesiva.
Compresa: Flexibilidadexcelente.
Adición: Adaptación y fle-xibilidad excelente.
Colada: Se precisa mate-rial de contención.
Compresa: Se precisamaterial de sujección.
Adición: No se precisaningún tipo de material.
COLA
DA
COM
PRES
A
ADIC
IÓN
Colada: Se precisa adap-tación inter-modular.
Compresa: Se precisaadaptación inter-modular.
Adición: Se precisa adap-tación inter-modular.
COLA
DA
COM
PRES
A
ADIC
IÓN
COLA
DA
COM
PRES
A
ADIC
IÓN
Colada: Gasto excesivopor el grosor del molde.
Compresa: Gasto reduci-do, molde en capa fina.
Adición: Gasto reducido,molde en capa fina.
COLA
DA
COM
PRES
A
ADIC
IÓN
Gráfico 1. Manipulación
Gráfico 3. Desmoldeo
Gráfico 5. Elaboración modular
Gráfico 7. Calidad de registro
Gráfico 6. Consumo de producto
Gráfico 4. Elementos auxiliares
Gráfico 2.Adaptación al objeto
182PH Boletín 32
En el caso concreto del ejemplo se ha empleado el ca-talizador tipo “estandar” y el desmoldeo puede reali-zarse con facilidad transcurridas 10 horas.
Para la preparación del soporte rígido se mezcla en su-perficie la masilla de poliéster con la sílice pirogenada yel peróxido de metiletílcetona en el modo y propor-ciones anteriormente indicados. El volumen preparadose ajusta a la previsión de trabajo en un tiempo “ópti-mo” de 15 minutos. A continuación se sumerge el reci-piente y el operador aplica manualmente el productosobre el reverso del molde flexible controlando el gro-sor y la distribución del producto.
El sistema de aplicación modular para el poliéster esidéntico al empleado para el elastómero de silicona.Puede hacerse el solapamiento de módulos cuyaextensión y forma es completamente arbitraria. Alcabo de 6 horas, en este caso, el soporte de poliés-ter es manipulable y puede extraerse a la superficie.Se retira el elastómero transpor tándolo de formaindependiente.
Productos y marcas comerciales
Base Silastic 34181 de DOW CORNING®. Especifi-caciones técnicas aportadas por el fabricante –DOWCORNING. PRODUCT SAFETY DATA SHEET,30/08/94-: caracterización técnica = elastómero de si-licona, nombre = silicato de zirconio, color = blanco,viscosidad = 4000 máximo mPa.s, RTV = 7,10 r.p.m.después de 8 minutos, cambio de viscosidad = 20 al
60 %, peso específico del producto preparado en ho-ja de 2 milímetros y curado durante 7 días a 22 ºC,50 % de humedad relativa = 1,17 – 1,23, durezaSHORE A = 16 – 26, resistencia a la rotura, mPa =3,7 mínimo, alargamiento a la rotura, % = 400 míni-mo, resistencia al desgarro, KN/m = 18 mínimo.
Agente de curado Silastic 81 de DOW CORNING®.Especificaciones técnicas aportadas por el fabricante–DOW CORNING. PRODUCT SAFETY DATA SHE-ET, 01/07/94-: caracterización química = compuestoorgánico, nombre = tetraetil silicato, forma = líquido,color = transparente, peso específico = 0,95, viscosi-dad = 30 mPa, volatilidad = < 40 %.
Aditivo tixotrópico Silastic de DOW CORNING®.Especificaciones técnicas aportadas por el fabricante–DOW CORNING. PRODUCT SAFETY DATA SHE-ET, 12/07/94-: caracterización química = silicona, for-ma = líquido, color = ambar, viscosidad = 310 cst,peso específico = 1,04, volatilidad = 10 %.
Resina de poliéster RESIPOL tixotrópica (BH-719).Especificaciones técnicas generales : nombre = poli(1-fenil-etileno), temperatura de vitrificación = 80 ºC,índice de refracción a temperatura ambiente (20-25ºC) = 1,59, módulo de elasticidad = 3500, estabilidad= C (20 años – 6 meses).
Sílice coloidal pirogenada LO-VEL 27. Especificacionestécnicas: nombre = bióxido de silicio puro (SiO2),presentación = polvo blanco finísimo, superficie =150 m2/gr., tamaño de partícula primaria = 21 nanó-metros, pH = 6,5 a 25 ºC.
1. MARTINEZ, B.; TOLEDO, E.: Moldes de silicona para piezas demadera procedentes de barcos sumergidos. “Pátina”, Vol. 8,1993, pp. 183-188.
2. FLORIAN, Mary-Lou E.: Scope and History of ArchaeologicalWood. Advances in Chemistry Series. Archaeological Wood:properties, chemistry and preservation. Washington, 1990, pp.3-34.
3. CRONYN, J.M.: The Elements of Archaeological Conservation.4ª ed. London: Routledge, 1990, 360 pp. 0-415-01207-4. pp. 57.
4. Se citan los trabajos mas relevantes: MURDOCK, L.D.; DALEY, T.: Progress report on the use ofFMC polysulfide rubber compounds for recording archaeologi-cal ships´ features in a marine environment. “The InternationalJournal of Nautical Archaeology and Underwater Exploration”,Vol. 11, nº 4, 1982, pp. 349-353. MURDOCK, L.D.; DALEY, T.: Polysulfide rubber and its applica-tion for recording archaeological ship features in a marine envi-
ronment. “The International Journal of Nautical Archaeologyand Underwater Exploration”, Vol. 10, nº 4, 1981, pp. 337-342.MARTINEZ, B.; TOLEDO, E.: Moldes de silicona para piezas demadera procedentes de barcos sumergidos. “Pátina”, Vol. 8,1993, pp. 183-188.
5. ZAMBRANO, Luis Carlos. Nuevo procedimiento para laobtención de moldes subacuáticos. Inventor: el mismo solici-tante. ES-2 119 649. España. Patente de invención. 9501565.1995.08.95.
6. op. cit.: MURDOCK, L.D.; DALEY, T (1981) ref. 4
7. DAVID, R.; DESCLAUX, M.: Le moulage subaquatique. Pourcopie conforme. Paris: Serre, 1988. pp. 315-316.
8. op. cit.: DAVID, R.; DESCLAUX, M. (1988) ref. 6
9. HORIE, C.V.: Materials for Conservation. Organic consolidants,adhesives and coatings. 2ª ed.. Kent: Butterworths, 1987, 281pp. 0-408-01531-4. pp. 183.
Arq
ue
olo
gía
Su
ba
cu
áti
ca
Notas


















