Moldeo de Plastcos
26
UNIVERSIDAD TECNOLOGICA DE CIUDAD JUAREZ PROCESOS DE MOLDEO DE LOS MATERIALES PLASTICOS Reporte de visistas didacticas PROFESOR: ANGELA VALTIERRA MATERIA: INGENIERIA DE LOS MATERIALES
-
Upload
christian-a-chavez -
Category
Documents
-
view
31 -
download
1
Transcript of Moldeo de Plastcos

UNIVERSIDAD TECNOLOGICA DE CIUDAD JUAREZ
PROCESOS DE MOLDEO DE LOS MATERIALES PLASTICOS
Reporte de visistas didacticas
PROFESOR:
ANGELA VALTIERRA
MATERIA:
INGENIERIA DE LOS MATERIALES
JESUS MARTINEZ MIW-62

INTRODUCCION:El término plástico en su significación más general, se aplica a las sustancias de similares estructuras que carecen de un punto fijo de evaporación y poseen durante un intervalo de temperaturas propiedades de elasticidad y flexibilidad que permiten moldearlas y adaptarlas a diferentes formas y aplicaciones. Sin embargo, en sentido concreto, nombra ciertos tipos de materiales sintéticos obtenidos mediante fenómenos de polimerización o multiplicación semi-natural de los átomos de carbono en las largas cadenas moleculares de compuestos orgánicos derivados del petróleo y otras sustancias naturales.
La palabra plástico se usó originalmente como adjetivo para denotar un escaso grado de movilidad y facilidad para adquirir cierta forma, sentido que se conserva en el término plasticidad.
Objetos cotidianos de plástico.
Historia
El invento del primer plástico se origina como resultado de un concurso realizado en 1860, cuando el fabricante estadounidense de bolas de billar Phelan and Collarder ofreció una recompensa de 10 000 dólares a quien consiguiera un sustituto del marfil natural, destinado a la fabricación de bolas de billar. Una de las personas que compitieron fue el inventor norteamericano John Wesley Hyatt, quien desarrolló el celuloide disolviendo celulosa (material de origen natural) en una solución de alcanfor y etanol. Si bien Hyatt no ganó el premio, consiguió un producto muy comercial que sería vital para el posterior desarrollo de la industria cinematográfica de finales de siglo XIX.
En 1909 el químico norteamericano de origen belga Leo Hendrik Baekeland sintetizó un polímero de gran interés comercial, a partir de moléculas de fenol y formal de hído. Se bautizó con el nombre de baquelita y fue el primer plástico totalmente sintético de la historia, fue la primera de una serie de resinas sintéticas que revolucionaron la
tecnología moderna iniciando la «era del plástico». A lo largo del siglo XX el uso del plástico se hizo extremadamente popular y llegó a sustituir a otros materiales tanto en el ámbito doméstico, como industrial y comercial.
En 1919 se produjo un acontecimiento que marcaría la pauta en el desarrollo de los materiales plásticos. El químico alemán Hermann Staudinger aventuró que éstos se componían en realidad de moléculas gigantes o macromoléculas. Los esfuerzos realizados para probar estas afirmaciones iniciaron numerosas investigaciones científicas que produjeron enormes avances en esta parte de la química.
REPORTE Y MARCO TEORICO:

MOLDEADO DE PLASTICO POR TRANSFERENCIA:
En este proceso, dos materias primas diferentes se inyectan consecutivamente en cavidades diferentes de moldes, a través de boquillas separadas, para producir una parte moldeada individual. En primer término, en una cavidad apropiada se inyecta la primera materia prima, luego ésta es transferida a otra cavidad, donde se inyecta la segunda materia prima. Cumplido este último paso, se evacua el producto terminado del molde. En estos procesos especiales es necesario obtener una coordinación estrecha entre la máquina y el molde, a través del sistema de control, el molde y sus mecanismos determinan el tamaño de la máquina para el proceso. Si existe un mecanismo de transferencia debe especificarse si debe hacerse una rotación en el molde mismo o si con un mecanismo robotizado o un sistema móvil se hace la función de transferencia, otra posibilidad es la de emplear una mesa rotatoria con varios moldes incorporados en ella. Si el molde debe rotar en la máquina, la diagonal del molde debe ser menor que la distancia entre las dos diagonales formadas éntrelas barras de unión de la máquina, si se emplea una mesa rotacional se debe incrementar la altura del molde; En cualquier caso se debe prestar atención especial al diseño del sistema de eyección de las partes moldeadas, es absolutamente necesario que el eyector esté acoplado con el molde a usarse. Los extractores de los centros moldeados y el programa de la secuencia de accionamiento son puntos a considerarse, el arreglo de las unidades de inyección, por otro lado, está determinado por cada aplicación en concreto.1
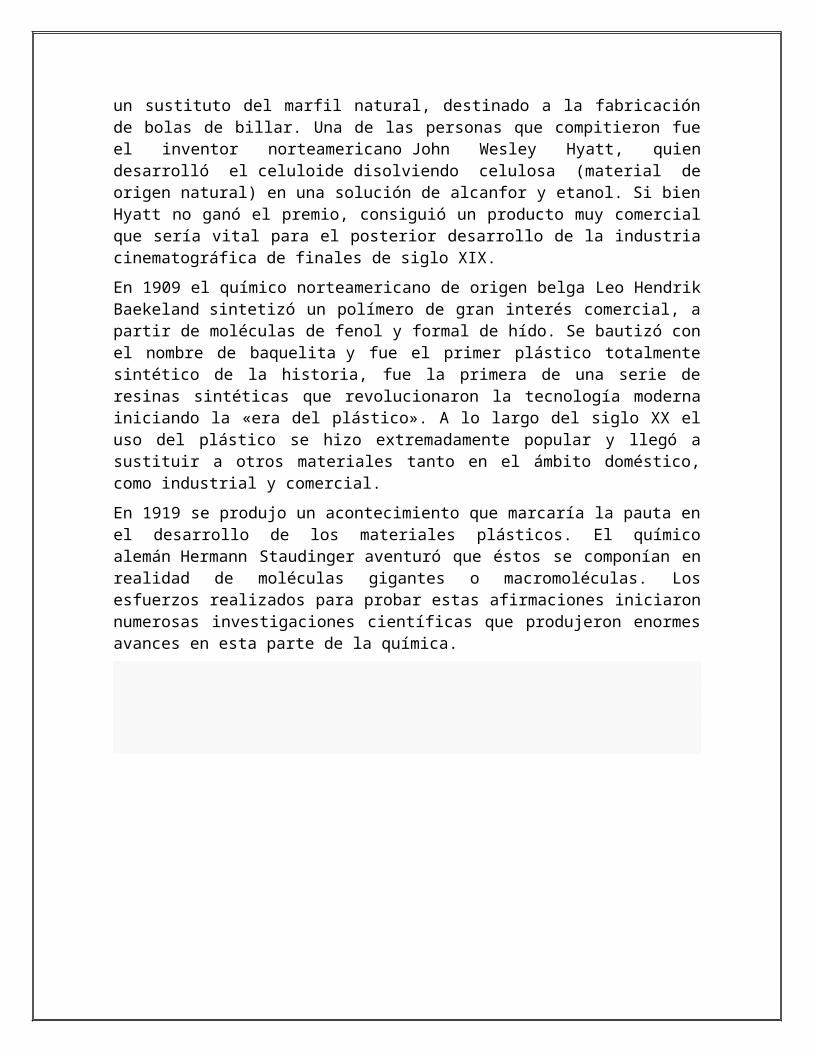
MOLDDEO DE PLASTICO A PRESION:
Este método consiste en introducir material fundido en un hueco o molde que tenga la forma de la pieza que queremos obtener. El molde está formado por las cavidades en dos piezas llamadas matrices, que se
mantienen unidas entre sí. Al plástico fundido que sale de la boquilla de una extrusora se le obliga a entrar en el molde, a veces directamente y otras veces se vierte en una máquina similar a una jeringuilla de inyección a presión, sobre todo cuando el molde tiene zonas muy estrechas.1
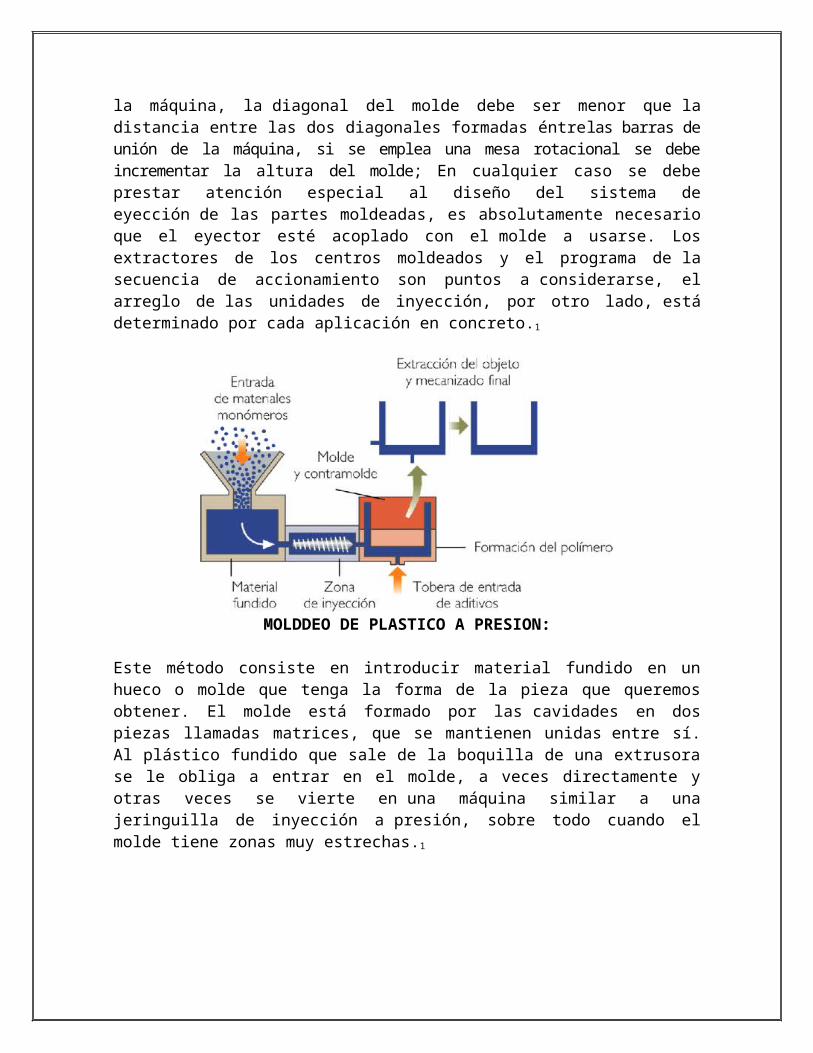
MOLDEADO DE PLASTICO POR INYECCIÓN:
La idea del moldeo de varios materiales para formar un producto único debe precisarse en detalle para que pueda recibir una denominación apropiada. Esto, porque existen varias posibilidades tecnológicas para hacer un producto moldeado por inyección con varios materiales, que hoy en día son consideradas excluyentes entres sí. En términos generales existen los procesos que emplean boquillas múltiples de inyección o estaciones diferentes de moldeo y los procesos que emplean una sola boquilla de inyección con una sola estación de moldeo. A la primera clase corresponden los procesos de moldeo con transferencia de molde o con sobre inyección. Al segundo tipo de proceso pertenecen la coinyección y la inyección tipo "sándwich".1
MOLDEADO DE PLASTICO POR COMPRESIÓN O SANDWICH:
La inyección en sándwich es una variación del proceso de coinyección como se puede observar cuando se compara el proceso descrito en la figura 6, ya mencionada, con el bosquejo del proceso en sándwich de la figura 7. Los dos materiales fundidos se acumulan de una manera consecutiva en un cilindro común y luego se inyectan en un solo paso de inyección en el interior de la cavidad del molde. Debido a la acción de empuje del material central que empuja hacia adelante al material que conforma la piel de producto, se forman automáticamente las capas de piel externa y de material central de una manera intercalada en el molde. El material central es plastificado en el extrusor principal de la máquina inyectora y el material que conforma la piel se plastifica en un extrusor auxiliar que se agrega a la máquina. El material fundido de la piel se introducen el barril del extrusor principal de la máquina haciendo uso de un sistema de dosificación volumétrica o con base en el control de la presión de la resina. Normalmente, la introducción de este material en el barril se hace con poca resistencia de la presión del material central. Esta es la única modificación que se hace con respecto al proceso de moldeo tradicional y por ello es tan simple de aplicar.1
Artículos Termoplásticos
Procedimientos De Elaboración
A partir de los polímeros y de acuerdo con el tipo de artículo que se desea confeccionar se emplean distintos procedimientos, siendo los principales:
1. Moldeo por inyección
2. Moldeo por extrusión
3. Moldeo por soplado
4. Moldeo por vacío
5. Calandrado
1) Moldeo por inyección
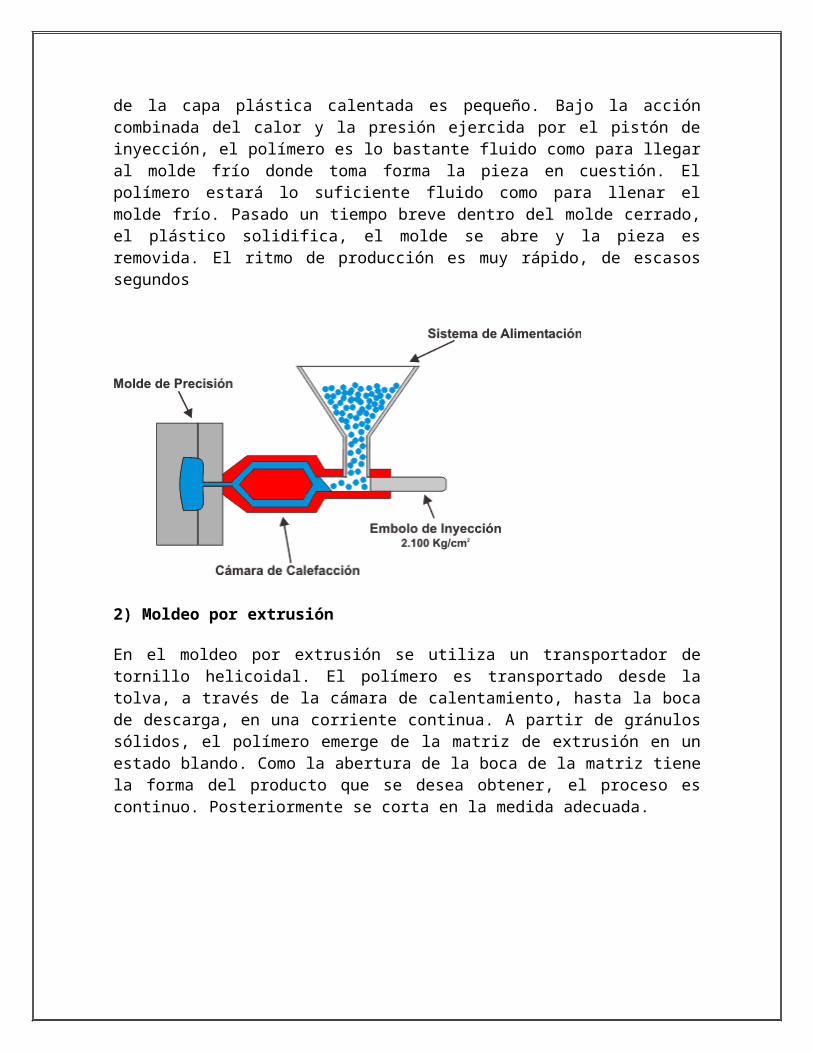
Un émbolo o pistón de inyección se mueve rápidamente hacia adelante y hacia atrás para empujar el plástico ablandado por el calor a través del espacio existente entre las paredes del cilindro y una pieza recalentada y situada en el centro de aquél. Esta pieza central se emplea, dada la pequeña conductividad térmica de los plásticos, de forma que la superficie de calefacción del cilindro es grande y el espesor de la capa plástica calentada es pequeño. Bajo la acción combinada del calor y la presión ejercida por el pistón de inyección, el polímero es lo bastante fluido como para llegar al molde frío donde toma forma la pieza en cuestión. El polímero estará lo suficiente fluido como para llenar el molde frío. Pasado un tiempo breve dentro del molde cerrado, el plástico solidifica, el molde se abre y la pieza es removida. El ritmo de producción es muy rápido, de escasos segundos

2) Moldeo por extrusión
En el moldeo por extrusión se utiliza un transportador de tornillo helicoidal. El polímero es transportado desde la tolva, a través de la cámara de calentamiento, hasta la boca de descarga, en una corriente continua. A partir de gránulos sólidos, el polímero emerge de la matriz de extrusión en un estado blando. Como la abertura de la boca de la ma-triz tiene la forma del producto que se desea obtener, el proceso es continuo. Posteriormente se corta en la medida adecuada.
Extrusión de film tubular
En esto proceso se funde polietileno de baja densidad. El fundido es extruido a través de una matriz anular. Se introduce aire inflando el tubo del polímero extruido para formar una burbuja del diámetro requerido, la que es enfriada por una corriente de aire. El film es arrastrado por un par de rodillos que aplastan la burbuja manteniendo así el aire empleado para inflar la burbuja dentro de ella.
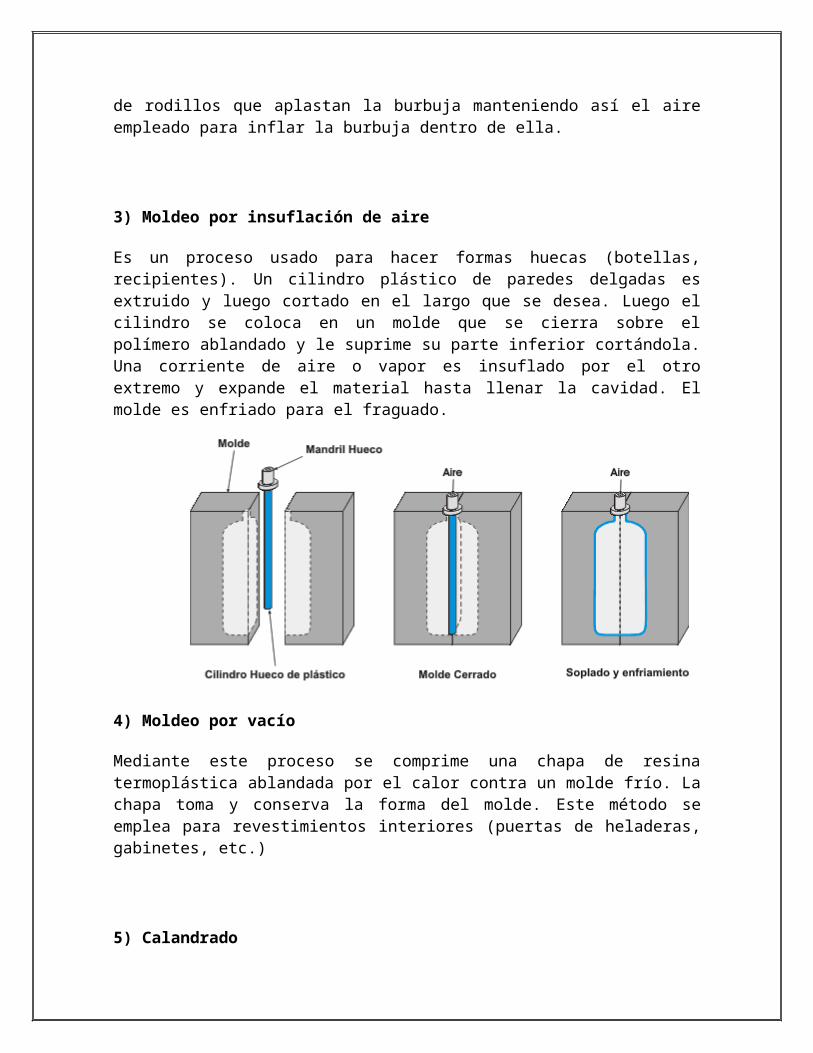
3) Moldeo por insuflación de aire
Es un proceso usado para hacer formas huecas (botellas, recipientes). Un cilindro plástico de paredes delgadas es extruido y luego cortado en el largo que se desea. Luego el cilindro se coloca en un molde que se cierra sobre el polímero ablandado y le suprime su parte inferior cortándola. Una corriente de aire o vapor es insuflado por el otro extremo y expande el material hasta llenar la cavidad. El molde es enfriado para el fraguado.
4) Moldeo por vacío
Mediante este proceso se comprime una chapa de resina termoplástica ablandada por el calor contra un molde frío. La chapa toma y conserva la forma del molde. Este método se emplea para revestimientos interiores (puertas de heladeras, gabinetes, etc.)

5) Calandrado
El proceso se emplea para la fabricación de chapas y películas plásticas. Consiste en pasar un polímero convertido en una masa blanda entre una serie de rodillos calentados. A medida que el polímero pasa a través de los rodillos se forma" un producto uniforme. El último par do rodillos se ajustan para dar el espesor deseado. El sistema de rodillos de enfriamiento da a las chapas o películas su estructura molecular permanente.
Artículos Termo rígidos:
1) Moldeo por compresión
Se emplean polímeros termo rígido. Una vez comenzado el calentamiento, un plástico termo rígido continúa endureciéndose. En el moldeado por compresión, el material se coloca en el molde abierto. Un taco calentado aplica suficiente calor y presión para ablandar el polímero termo rígido y llenar la cavidad del molde. La temperatura del taco y de la cavidad del molde puede ser de hasta 149 C y la presión de Las cadenas del polímero se entrecruzan rápidamente y el plástico se endurece tomando su forma permanente, pudiendo ser retirado del molde.
2) Modelado de laminados
El modelado para chapas se emplea para los laminados empleándose telas u otros materiales impregnados. El material se impregna en la resina, se calienta y se hace entrar a presión en el molde. Mantenidos en posición bajo la acción del calor y la presión, los materiales se funden formando una densa y sólida masa en forma de lámina.
Proceso de Fundición
En este proceso no se requiere calor ni presión.
El plástico fluido se vierte en un molde, o el polímero sólido que puede ser licuado mediante solventes o catalizadores.
En la fundición, el polímero se coloca en un molde y se solidifica por una reacción química llamada Vulcanización. Si el plástico se solidifica por el añadido de ciertos catalizadores, se dice que está vulcanizado.
El equipo y los moldes necesarios para el proceso son de bajo costo.
Proceso de Lecho fluidificado Luego tenemos un interesante proceso, particularmente útil para cubrir una gran variedad de artículos con una capa o envoltura de plástico de grosor bastante uniforme. La pieza metálica a cubrir se calienta en un horno a temperatura superior al punto de fusión del polímero que se va a aplicar. Una vez calentada, se sumerge de inmediato en un recipiente lleno de partículas de polímero en polvo que se tornan, "fluidas" mediante el aire introducido por un soplete o fuelle desde la parte inferior del recipiente.
Como la temperatura del metal es superior al punto de fusión del plástico, enseguida empieza a formarse una capa sobre el metal caliente. El grosor de esa capa está determinado por el tiempo durante el cual la parte metálica queda sumergida en la masa esponjosa de polvo. Cuando se ha obtenido el grosor que se desea, la pieza se retira y luego se hace pasar por un horno para la fusión final del polímero.
El secreto de obtener una buena capa fluidificada es el chorro de aire a baja presión dirigido hacia arriba a través del polímero pulverizado, para

conservar al material en estado esponjoso. Con la debida presión de aire, la masa esponjosa de polvo se comporta como un líquido, facilitando la inmersión del metal calentado en el lecho fluidificado y obteniendo así una capa uniforme.
Muchos tipos de objetos metálicos reciben capas de plástico uniformes y completas sumergiéndolas a temperaturas superiores al punto de fusión del plástico. Artículos como canastos de alambre para lavaplatos, carritos para hacer compras, complejas chapas metálicas estampadas, quedan totalmente cubiertas y embellecidas por el proceso de Lecho fluidificado. La capa obtenida queda libre de gotas o imperfecciones similares y rincones no cubiertos, como sucede comúnmente cuando se pintan.
PROCESO DE FRABRICACION DE PLATSTICOS POR EXTRUSION
MAQUINARIA UTILIZADA PARA EL PROCESO DE MOLDEO A PRESION
MATERIA PRIMA Y RESULTADOS
ROTOMOLDEO

Conocido también como moldeo rotacional o roto casting, es un proceso utilizado para la fabricación de productos plásticos huecos. Aunque compite con el moldeo por soplado, termo conformado, y moldeo por inyección para la fabricación de productos huecos, el moldeo rotacional tiene ventajas particulares en términos de niveles relativamente bajos de tensiones residuales y moldes de bajo costo. El roto moldeo también tiene pocos competidores para la producción de grandes objetos huecos (más de 2 metros cúbicos) en una sola pieza. El moldeo rotacional es principalmente conocido por su utilización en la fabricación de tanques, pero también puede ser utilizado para hacer productos médicos complejos, juguetes, embarcaciones recreacionales, y productos altamente estéticos.
En la actualidad, la industria del roto moldeo se encuentra en una emocionante etapa de su desarrollo. En los últimos años ha sido testigo de importantes avances técnicos, y nuevos tipos de máquinas, moldes y materiales disponibles. La industria ha atraído la atención de muchos de los principales proveedores y esto se ha traducido en una inversión significativa. Importantes nuevos sectores del mercado se abren a medida que el roto moldeo es capaz de ofrecer piezas de alta calidad a precios competitivos. Más que nunca las universidades se están interesando en el proceso, y foros técnicos de todo el mundo una oportunidad para moldeo rotacional para ocupar su lugar junto a los otros métodos de fabricación más importantes para los plásticos.
El roto moldeo se desarrolló por primera vez a principios del siglo 20. Pero no fue hasta la década de 1960, cuando Equistar Chemicals reemplazado resinas de vinilo de plastisol por resinas de poliolefina, que el roto moldeo ganó una amplia aceptación.
En pocos años, el desarrollo de polietileno de baja y alta densidad diseñado específicamente para roto moldeo permitió a los moldeadores rotacionales entrar en los mercados donde las piezas y los procesos de vinilo no podían competir. En la década de 1970, llegaron el polietileno entrecruzado y polietileno de grados modificados al mercado de moldeo rotacional. Estas nuevas resinas abrieron nuevas áreas de mercado, especialmente la producción de tanques de gran tamaño.
El polietileno lineal de baja densidad para roto moldeo fue desarrollado a finales de 1970, mientras que la década de 1980 trajo un aumento de las resinas no-polietilénicas, como el nylon, polipropileno y policarbonato para roto moldeo.
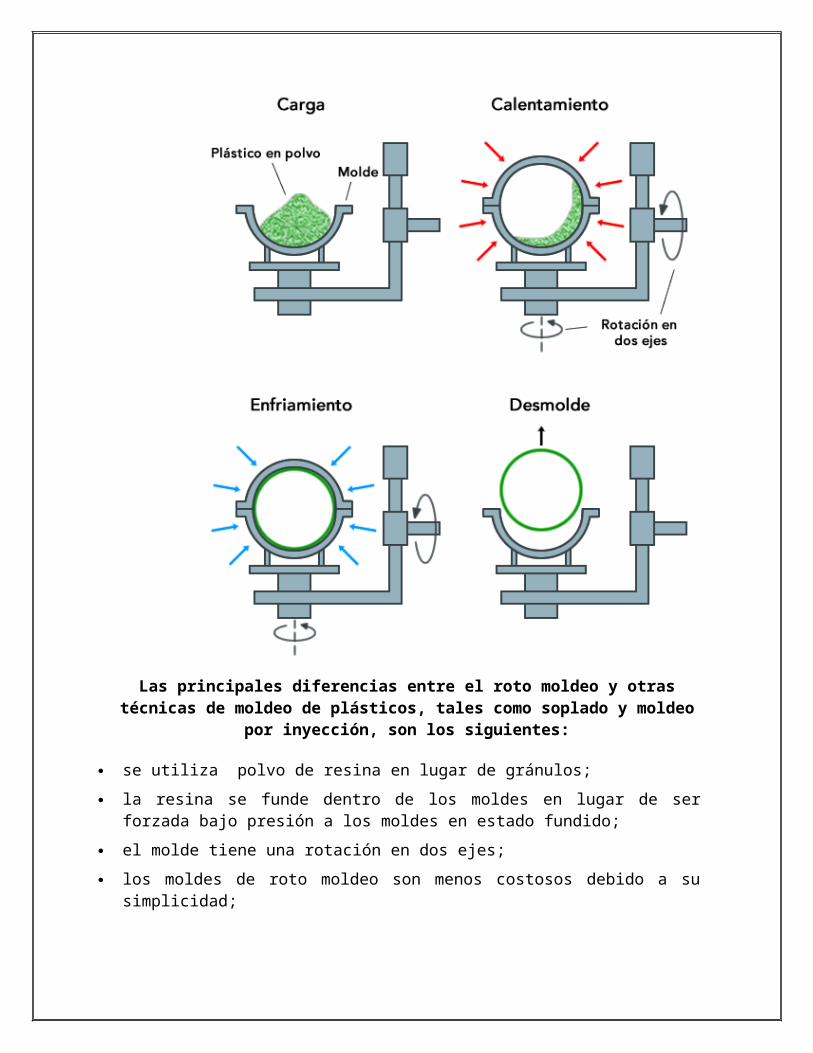
El proceso de roto moldeo

El principio de roto moldeo de plásticos es muy simple. El proceso básicamente consiste en introducir una cantidad conocida de plástico en forma de polvo, granular, o líquido viscoso en un molde hueco. El molde se hace girar y/o agitado alrededor de dos ejes principales a velocidades relativamente bajas al mismo tiempo que se lo calienta de manera que el plástico encerrado en el molde se adhiere a la superficie del molde y forme una capa monolítica. La rotación del molde continúa durante la fase de enfriamiento de modo que el plástico conserve su forma deseada hasta que se solidifica. Cuando el plástico es lo suficientemente rígido, el enfriamiento y la rotación del molde se detiene para permitir retirar el producto de plástico del molde. En esta etapa se puede repetir el ciclo del proceso.

Las principales diferencias entre el roto moldeo y otras técnicas de moldeo de plásticos, tales como soplado y moldeo por
inyección, son los siguientes:
se utiliza polvo de resina en lugar de gránulos;
la resina se funde dentro de los moldes en lugar de ser forzada bajo presión a los moldes en estado fundido;
el molde tiene una rotación en dos ejes;
los moldes de roto moldeo son menos costosos debido a su simplicidad;
las presiones de operación son relativamente bajas, lo que permite que los moldes estén hechos de materiales menos costosos.
En el roto moldeo, material plástico pulverizado forma cuerpos rígidos, elásticos y huecos dentro de moldes que son calentados mientras que al mismo tiempo se hacen girar simultáneamente en dos planos perpendiculares entre sí.
Las partículas de plástico hacen contacto con las superficies internas de los moldes calientes y se funden en capas hasta que todo el polvo se funde y se obtiene el producto final con el espesor de pared deseado. El espesor de pared se controla mediante la cantidad de polvo colocado dentro del molde.
Una de las ventajas del moldeo rotacional es que las piezas están libre de estrés a excepción de las fuerzas de contracción leves, debido a que las piezas se producen sin ningún tipo de presión externa. Además, en el roto moldeo prácticamente no hay desperdicios.
La uniformidad de espesor de pared se puede mantener con una precisión de ± 10 por ciento, que es mejor que la que normalmente se puede alcanzar con el proceso de moldeo por soplado. El espesor de pared puede variar desde 1/32 de pulgada a 1 pulgada (0,8 mm a 25 mm). La mayoría de las resinas utilizadas en el roto moldeo se muelen en polvos de malla 35 y con un diámetro de entre 74 micras y 2.000 micras.
Aplicaciones del proceso de roto moldeo

El roto moldeo permite la producción de un sinnúmero de artículos generalmente huecos que pueden ser total o parcialmente cerrados, con paredes sencillas o múltiples. La versatilidad en el diseño de piezas roto moldeadas es casi ilimitada.
La rigidez o flexibilidad de un elemento es controlado por las propiedades de la resina utilizada y por el espesor de la pared.
A continuación se listan algunas aplicaciones en las cuales el proceso de roto moldeo es particularmente adecuado:
Tanques
Tanques sépticos
Tanques de almacenamiento de productos químicos
Tanques de aceite
Tanques de combustible
Tanques de tratamiento de agua
Tanques de transporte
Tanques para agricultura
Industria automotriz
Apoyabrazos de las puertas
Tableros de instrumentos
Señales de tránsito y barreras
Conductos
Tanques de combustible
Contenedores
Contenedores reutilizables de transporte
Jardineras
Contenedores de avión
Tambores o barriles
Cajas refrigeradas
Juguetes y ocio
Casas de juegos
Muebles de jardín

Pelotas
Caballos de juguete
Juguetes y carritos montables
Cabezas y piezas del cuerpo de muñecas
Mesas de pool
Tablas de surf
Manejo de Materiales
Pallets
Contenedores de pescado
Botes de basura
Embalaje
Maletines de transporte para paramédicos
Industria Naval
Flotadores de muelles
Embarcaciones recreativas/ barcos
Cubiertas de piscinas
Kayaks
Defensas
Chalecos salvavidas
Misceláneos
Tapas de alcantarillas
Cajas de herramientas
Carcasas para equipos de limpieza
Sillones dentales
Publicidad en puntos de venta
Maniquíes
Casi todos los productos comerciales fabricados utilizando el proceso de roto moldeo están hechos de materiales termoplásticos, aunque también se puede utilizar materiales termoestables. La mayoría de los termoplásticos procesados mediante moldeo rotacional son semicristalinos, y las poliolefinas dominan el mercado mundial.
Materiales para el roto moldeo
Para obtener el producto final deseado con moldeo rotacional, es esencial la elección de una resina en polvo de calidad. La principal razón es que las altas temperaturas usadas aumentan el riesgo de degradación química en un producto baja calidad.
Actualmente polietileno, en sus diversas formas, representa alrededor del 85% al 90% de todos los polímeros que son rotomoldeados. El polietileno reticulado también es utilizado frecuentemente en el moldeo rotacional. Los plastisoles de PVC constituyen aproximadamente el 12% del consumo mundial, y el policarbonato, nylon, polipropileno, poliésteres insaturados, ABS, poliacetal, acrílicos, celulósicos, epoxis, fluorocarbonos, fenólicos, polibutilenos, poliestirenos, poliuretanos, y siliconas conforman el resto de los materiales utilizados en la industria del roto moldeo.
Productos que utilizan materiales de alto rendimiento como la fibra de nylon reforzado y los conductos para aviones de PEEK muestran el potencial de la tecnología de roto moldeo, aunque realmente los productos realizados con estos materiales representan una fracción muy pequeña de la industria. También existen intentos de incluir fibras en las

piezas roto moldeadas pero hasta el momento esto no se ha realizado comercialmente.
Aunque el proceso de roto moldeo tiene numerosas características atractivas, también está limitado en muchos aspectos. La limitación más importante es la escasez de materiales adecuados. Esto se debe principalmente a la severa exigencia de tiempo-temperatura a la que se somete al polímero, y también debido a la existencia de un mercado relativamente pequeño para las no-poliolefinas. Las resinas especialmente desarrolladas para roto moldeo disponibles en el mercado poseen precios relativamente altos, debido a que los costos de desarrollo se trasladan al usuario. Además se debe considerar el costo adicional de la molienda de pequeña escala de los gránulos de plástico a polvo y que las características inherentes térmicas y económicas de la producción favorecen el proceso de pocas piezas pero relativamente grandes y voluminosas tales como tanques químicos.
BIBLIOGRAFIA ELECTRONICA:
http://www.kalipedia.com/tecnologia/tema/materiales/moldeo-transferencia.html? x=20070822klpingtcn_42.Kes&ap=5
http://www.textoscientificos.com/polimeros/rotomoldeo http://www.textoscientificos.com/polimeros/moldeado https://www.google.com.mx/search?
q=tipos+de+moldeo+de+plasticos&hl=es&prmd=imvns&source=lnms&tbm=isch&sa=X&ei=qm_uT5eLL5KY8gSa7sz0DA&ved=0CEUQ_AUoAQ&biw=1440&bih=799#hl=es&tbm=isch&sa=1&q=moldeo+de+plasticos+por+extrusion&oq=MOLDEO+DE+PLASTICOS+POR+EX&gs_l=img.1.0.0i24.137085.147023.4.149567.68.23.1.17.18.10.927.4447.0j15j2j2j6-1.22.0...1.0.gqmHUmlWepg&pbx=1&fp=1&biw=1440&bih=799&bav=on.2,or.r_gc.r_pw.r_qf.,cf.osb&cad=b