LAS HERRAMIENTAS BÁSICAS DE CALIDAD 2 MODULO CALIDAD EN SERIE.
Upload
nestor-villanueva-gutierrezCategory
view
38download
6
CB&I Global Impact Project
1
CALIDAD EN TUBERIAS

CB&I Global Impact Project
2
INTRODUCCION La calidad es un aspecto muy importante en los deberes de un fabricador de tuberías. Muchos códigos, estándares y especificaciones controlan las actividades de fabricación e instalación tanto de la(s) línea(s) de tubería que transportan la(s) materia(s) prima(s) desde su fuente de origen hasta las plantas de proceso, asi como las diversas tuberías que conforman las diferentes líneas de procesos y servicios dentro de una planta de procesamiento.
CALIDAD EN TUBERIAS

CB&I Global Impact Project
3
Que son los Códigos, Estándares y Especificaciones?
• Requerimientos obligatorios, prohibiciones específicas, y guías no - obligatorias.
• Los Códigos & Estándares son voluntarios, pero se hacen legalmente unidos “a” cuando el gobierno les hace referencia en las regulaciones, o cuando son citados en un contrato.
CALIDAD EN TUBERIAS

CB&I Global Impact Project
4
CALIDAD EN TUBERIASLos códigos, estándares y especificaciones nos dan reglas
para:
• Diseño• Materiales• Procesos Aceptables• Mano de Obra• Inspección & Ensayos• Reportes• Calificaciones de Personal y Certificación• Calificación de Procedimientos• Reglas de Conducta• Calificación de Soldaduras y Soldadores.

CB&I Global Impact Project
5
CALIDAD EN TUBERIAS
ORGANIZACIONES QUE EMITEN CODIGOS / ESTANDARES
• American Petroleum Institute (API)
Instituto Americano del Petroleo
• American Water Works Association (AWWA) Sociedad Americana de Trabajos con Agua
• American Welding Society (AWS) Sociedad Americana de Soldadura
• American Society of Mechanical Engineers (ASME) Sociedad Americana de Ingenieros Mecánicos
• American Society for Testing and Materials (ASTM) Sociedad Americana de Ensayos de Materiales
• American Society for Nondestructive Testing (ASNT) Sociedad Americana de Ensayos No Destructivos
• Gobierno US & Estados

CB&I Global Impact Project
6
CALIDAD EN TUBERIASTipos de Códigos / Estándares• Construcción Nueva• Reparación & Alteración• SoportesQue es un Estándar• Es un documento técnico que ha sido desarrollado y
establecido dentro de un proceso de consenso (riguroso debido a los procedimientos de procesos que son seguidos).
Ejemplos de Estándares• ASTM (materiales típicos)• ANSI (materiales)• ASNT (SNT-TC-1A)(como nosotros calificamos personal de
END)• Estándares Rojos de CBI

CB&I Global Impact Project
7
CALIDAD EN TUBERIAS
Quien Escribe los Códigos / Estándares?
• Fabricantes
• Dueños / Usuarios
• Agencias Reguladoras

CB&I Global Impact Project
8
CALIDAD EN TUBERIAS
CODIGOS QUE RIGEN LA FABRICACION DE TUBERIAS
Los Principales códigos que rigen los procesos de fabricación son:
- Instituto Americano del Petróleo (API)
- Sociedad Americana de Ingenieros Mecánicos (ASME)
- Sociedad Americana de Trabajos con Agua (AWWA)

CB&I Global Impact Project
9
CALIDAD EN TUBERIAS Códigos que Rigen la Fabricación de Tuberías
Sociedad Americana de Ingenieros Mecánicos (ASME)Consiste en nueve secciones y cada sección indica los requerimientos mínimos para el diseño, materiales, fabricación, construcción, pruebas e inspección de sistemas particulares de tuberías. - ASME B31.1 Tuberías de Potencia- ASME B31.3 Tuberías de Proceso- ASME B31.4 Líneas de Tubería para el Transporte de Hidrocarburos y otros Líquidos- ASME B31.5 Tubería de Refrigeración- ASME B31.8 Sistemas de Tubería para Distribución y Transporte de Gas- ASME B31.8S. Dirección de Sistemas de Integridad de Tuberías de Gas- ASME B31.9 Tubería para Servicios de Edificios- ASME B31.11 Sistemas de Tubería para el Transporte de Compuestos Pastosos- ASME B31G, 1999 Manual para Determinar el Esfuerzo Remanente en Tuberías con Corrosion.

CB&I Global Impact Project
10
CALIDAD EN TUBERIAS
Instituto Americano del Petróleo (API)
Publica documentos relacionados con todas las áreas de producción de petróleo. El API 1104 es la norma para la fabricación y soldadura de líneas de tubería y facilidades relacionadas. Aplica a la soldadura por arco y oxicorte a gas de tuberías, bombeo, transmisión y distribución de sistemas de petróleo. Posee sus propios métodos para la calificación de soldadores, procedimientos de soldadura, materiales y equipos. Tiene su propio sistema para asegurar la calidad de la fabricación y soldadura.

CB&I Global Impact Project
11
CALIDAD EN TUBERIAS
ASME B-31.3 FABRICACION y ENSAMBLAJEPreparación de Tubos y Accesorios para la Soldadura- LimpiezaLa superficie interna y externa a ser cortada por métodos
térmicos o soldada debe estar limpia y libre de pintura, aceite, oxido, escamas y otros materiales que puedan causar perjuicio en la soldadura o al material base cuando el calor sea aplicado.
A. Preparación de los ExtremosLa preparación de los extremos es aceptable solo si la
superficie es razonablemente lisa y nivelada y la escoria del corte con oxigeno o el arco es removida desde la superficie cortada térmicamente.

CB&I Global Impact Project
12
CALIDAD EN TUBERIAS
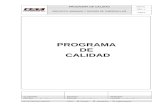
A.1 Preparación de los Extremos GeneralLa preparación de los extremos para juntas soldadas
estará en función de lo indicado en los planos y la Especificación del Procedimiento de Soldadura. (WPS ó EPS).
Sin embargo en términos generales los extremos del tubo y/o accesorios a ser soldados deben tener un bisel a un ángulo de 35º ± 5º, una cara de raíz entre 0 a 1/8” y las dos partes a soldar pueden tener una abertura de raíz entre 0 a 1/8”.

CB&I Global Impact Project
13
CALIDAD EN TUBERIAS

CB&I Global Impact Project
14
CALIDAD EN TUBERIAS
Soldaduras Circunferenciales- Para corregir el desalineamiento interno, se puede rebajar la
parte interna del tubo sin reducir el espesor final mínimo requerido de la pared de dicho tubo (tm)

CB&I Global Impact Project
15
CALIDAD EN TUBERIAS
- Es permitido dar a los extremos de los tubos el mismo tamaño nominal de pared, para mejorar la alineación, si el espesor requerido es mantenido.
- Donde sea necesario, puede ser depositado material soldado en la parte interna o externa del componente para permitir la alineación o suministrar por maquinado un asiento para asegurar satisfactoriamente un anillo ó backing de respaldo.
- Accesorios soldados a tope fabricados de acuerdo con ASME B16.9, pueden ser rebajados para producir una compensación de unión angular en las conexiones al tubo u a otro accesorio soldado a tope sin exceder en mas de 3 grados la unión entre las partes.

CB&I Global Impact Project
16
CALIDAD EN TUBERIAS
Alineación• Soldaduras Circunferenciales 1) La superficie interna del extremo de los componentes a ser
unidos en toda su circunferencia o soldadura de juntas mitradas deben ser alineadas dentro del limite dimensional del WPS y la ingeniería de diseño.
2) Si la superficie externa de los componentes no esta alineada, la soldadura debe ser de transición suave entre los materiales.
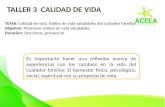
• Conexiones de Ramales - Las conexiones de ramales pueden estar unidas al tubo a
través de dos formas principales: Forma A: unión del accesorio sobre la pared del tubo y las
soldaduras conformadas por uniones biseladas que cumplan con los requerimientos del WPS. Ver la figura siguiente para la preparación de la junta de soldadura.

CB&I Global Impact Project
17
CALIDAD EN TUBERIAS
Forma B: soldadura del accesorio a el tubo con uniones biseladas ensamblando el accesorio lo mas profundo dentro de la pared del tubo. Ver figura siguiente.
Figura A

CB&I Global Impact Project
18
CALIDAD EN TUBERIAS
- Las aberturas sobre el tubo para las conexiones de ramales no se deben desviar del contorno requerido mas que la dimensión m de la Fig. A. En ningún caso la desviación de la forma de la abertura debe causar que el espacio de la raíz exceda el limite de tolerancia del WPS.
Figura B

CB&I Global Impact Project
19
CALIDAD EN TUBERIAS• Separación La abertura de raíz de la junta debe estar dentro de los limites de
tolerancia indicados en el WPS.
A CONTINUACION UNA TRADUCCION PARCIAL NO OFICIAL DE LA ESPECIFICACION QUE RIGE PARA EL
PROYECTO PARA LA FABRICACION DE TUBERIA.
CUALQUIER DUDA O ACLARATORIA NECESARIA FAVOR REMITIRSE A LA ESPECIFICACION ORIGINAL LA CUAL
PREVALECE EN TODO MOMENTO

CB&I Global Impact Project
20
CALIDAD EN TUBERIASAlgunos Requerimientos Técnicos y Practicas de Trabajo para la
Fabricación e Instalación de Tuberías en el Proyecto Perú Planta LNG.
MATERIALES• Transferencia de Identificación de Material Un numero de identificación único debe ser asignado y físicamente
marcado en los elementos recibidos. Este sistema de numeración debe ser traceable con los certificados de calidad.
Este único numero de identificación debe ser mantenido a través del proceso de fabricación. Las marcas originales de fabricación en componentes de tubería también deben ser mantenidos a través del proceso de fabricación, incluida la transferencia del código de colores donde aplique.
Antes del corte, todas las marcas deben ser transferidas a cada pieza. La marca de estampado en tuberías debe ser aplicada entre los 50 mm
y 300 mm desde la línea de corte y debe ser visiblemente resaltada por

CB&I Global Impact Project
21
CALIDAD EN TUBERIAS un marco de color blanco.• Técnica de Marcado Las marcas no son permitidas en biseles de soldadura, caras de flanges,
superficies que van a estar ocultas seguidas a la fabricación o en cualquier superficie a ser soldada.
Las marcas pueden ser hechas por puntos de bajos esfuerzos ó estampas de bajo relieve.
El electro grabado puede ser realizado en las partes de acero inoxidable después del tratamiento térmico.
Cuando se utilicen estampas, se debe tener mucho cuidado de no causar abolladuras, marcas planas, grietas o reducir el espesor de pared del componente por debajo del mínimo permitido.
Estampas de acero al carbón no deben ser utilizadas en materiales de acero inoxidable.
Pinturas que contengan pigmentos metálicos como el zinc o aluminio no deben ser usadas en aceros inoxidables y en materiales no ferrosos.

CB&I Global Impact Project
22
CALIDAD EN TUBERIAS FABRICACION• Limpieza de Componentes Antes de la fabricación de los spools de tubería, cada componente debe
ser chequeado internamente para verificar que no existan escombros, desperdicios, sucio ó bloqueos evidentes presentes. Los tubos y accesorios mayores a 40” de diámetro deben ser internamente inspeccionados por una persona que entre a través del tubo. Tubos y accesorios de diámetro pequeño pueden ser inspeccionados con una fuente de luz intensa. Todos los escombros, desperdicios, sucios ó bloqueos deben ser removidos antes de iniciar la fabricación.
Todo recubrimiento de protección interna en tubos y accesorios si es del tipo pintura o tipo grasa debe ser completamente removido por cualquier medio disponible antes de iniciar la fabricación.
• Contaminación Cruzada Acero al Carbón / Acero Inoxidable Para prevenir la contaminación cruzada, corrosión y manchado de la
tubería de acero al carbón y el acero inoxidable deben ser provistas áreas de almacenamiento y fabricación completamente separadas.

CB&I Global Impact Project
23
CALIDAD EN TUBERIAS Herramientas, especialmente discos de esmeril y cepillos de alambre
usados en el acero al carbón no deben ser usados en el acero inoxidable y asi mismo herramientas y otros, usados en el acero inoxidable no deben ser usados en el acero al carbón.
Para el levantamiento de tubos de acero inoxidable y spools de tubería fabricados se deben utilizar eslingas no metálicas para sujetar directamente al tubo. Ganchos metálicos, sujetadores de plancha, mordazas, cadenas o eslingas de alambre no deben ser utilizadas.
Tubos y spools fabricados de acero al carbón ó inoxidable no deben estar almacenados sobre barreras metálicas, deben ser usadas barreras de madera.
• Corte y Preparación de los Extremos Todos lo tubos, accesorios y flanges que tengan recubrimiento de
protección del propietario, debe removerse como mínimo 50 mm desde el extremo de corte del tubo antes de soldarlo.
El corte del tubo puede ser realizado usando cualquier método normal conveniente del taller de fabricación.

CB&I Global Impact Project
24
CALIDAD EN TUBERIAS La preparación de los extremos de los tubos y accesorios para soldar
preferiblemente deben ser formados por maquinado. El fabricante puede usar otros métodos tales como el corte térmico o por esmeril, siempre que se obtengan superficies correctamente conformadas y lisas, libre de gotas, escorias o escamas y un extremo apropiado para soldar.
• Longitud de Fabricación Longitudes cortas de tubo no deben ser soldadas juntas para formar una
longitud larga si la nueva longitud requerida es menor de 3 metros, a menos que no exista otra opción.
El numero de soldaduras circunferenciales en el recorrido de un tubo recto deben mantenerse en el mínimo.
La mínima distancia entre las puntas de dos soldaduras circunferenciales adyacentes en tubos rectos debe ser 50 mm o 6 veces el espesor de la pared mas gruesa, cualquiera sea la mayor.
• Alternado y Separación entre Soldaduras Las costuras de soldaduras longitudinales en longitudes de tubos
contiguos, tee fabricadas y curvas deben estar en partes alternas preferiblemente 180º y ser posicionadas 45º desde la línea central normal.

CB&I Global Impact Project
25
CALIDAD EN TUBERIAS
Alternancia de 90º también puede ser usada para permitir las uniones soldadas de ramales. Donde esto no sea posible en orden de permitir la unión del ramal soldado, una distancia mínima de 75 mm entre la línea central de las soldaduras longitudinales medido circunferencialmente es aceptable.
• Corte para la Preparación en Campo El corte para la preparación de uniones en campo señalada en los
isométricos indica que el tubo debe tener una sobre longitud a la indicada en el plano de 150 mm para su ajuste en sitio.
• Flanges Todos los huecos para los tornillos de los flanges en tuberías
verticales deben estar a horcajadas con la línea central norte – sur de la planta y todos los huecos para los tornillos de los flanges en tuberías horizontales deben estar a horcajadas con la línea central horizontal, al menos que otra especificación sea indicada en el isométrico.

CB&I Global Impact Project
26
CALIDAD EN TUBERIAS• Refuerzos de los Ramales de Conexión La plancha de refuerzo de los ramales de conexión deben ser hechos del
mismo material del tubo y debe ser exactamente conformado al contorno del tubo. Cada refuerzo o segmento debe ser soldado completamente y debe ser provisto de un orificio de ¼” NPT en el cual debe ser colocado un tapón de acero. El orificio debe ser posicionado en el centro de la plancha y debe ser taladrado y roscado antes de ser unido al tubo.
• Preparación y Alineación Todas las sujeciones temporales deben ser de la misma composición del
material original y soldados estos al tubo por soldadores calificados. Para su remoción deben ser cortados dejando 3 mm sobre la superficie y a continuación esmerilado al ras. El área debe ser chequeada para confirmar la ausencia de defectos.
Los extremos del tubo y tubería de los componentes a ser soldados deben ser cuidadosamente alineados de acuerdo con los requerimientos del ASME B31.3, El máximo desalineamiento interno en el diámetro debe ser 1.5 mm.

CB&I Global Impact Project
27
CALIDAD EN TUBERIAS Tubos con un espesor de pared menor a 6 mm, no deben tener un
desalineamiento interno mayor que el 12,5% del espesor de la pared. Donde resulta un desalineamiento en la parte interna mayor al permitido
anteriormente, este debe ser corregido por un ensanchamiento, cilindrado o mandrilado de acuerdo con ASME B31.3. Hay que tener cuidado que después del alineamiento el espesor de pared no es reducido por debajo del espesor de pared mínimo incluida la corrosión permitida indicada en las Especificaciones del material de Tubería.
• Roscas Donde sean especificados flanges roscados, el tubo debe terminar 1.5 mm
mas corto que la cara del flange. Aquellas juntas roscadas que deban ser ‘selladas con soldadura’ deben
estar completamente secas (sin compuesto de roscas o cinta) El uso de dientes desgastados o dañados en los cortadores de roscas no
esta permitido, roscas por debajo de la medida o dañadas deben ser rechazadas.

CB&I Global Impact Project
28
CALIDAD EN TUBERIAS Se debe tener cuidado de asegurar que el correcto numero de roscas entre
en cada accesorio y que el accesorio no profundice en el final del tubo o que arrastre el hilo de la rosca.
Los componentes de unión o pastas selladoras de roscas deben ser a base de PTFE y las limitaciones de temperatura del fabricante para estos productos deben ser consideradas.
La cinta de PTFE no debe ser usada en uniones roscadas. Cualquier marca excesiva de llave sobre el tubo o el accesorio para
realizar la junta debe ser causa para el rechazo a criterio del contratista. Roscas de tubo expuestas y marcas de llaves aceptables en tubos y
accesorios pre – galvanizados, deben ser reparados usando galvanizado en frió.
• Soldaduras de Filete, Socket y Sello Las soldaduras de filete deben ser usadas para la unión de flanges del tipo
Slip-on, fijar la conexión de ramales, planchas de refuerzos y unir estructuras al tubo. Estas soldaduras deben estar de acuerdo con los planos de diseño y los requerimientos de soldadura.

CB&I Global Impact Project
29
CALIDAD EN TUBERIAS
Todas las soldaduras de filete deben ser continuas y la superficie debe estar libre de irregularidades marcadas, ademas los puntos de parada / re-inicio deben estar solapados como mínimo 10 mm.
Hay que tener cuidado en el ensamblaje de las juntas de soldadura socket y asegurarse que existe una separación de 1.5 mm entre el fondo del accesorio socket y el extremo del tubo.
Donde se requiera soldadura de sello en uniones roscadas de acuerdo a la Especificacion de Tubería y Válvulas, esta debe ser realizada por soldadores calificados usando procedimientos aprobados por el contratista. No deben ser usados componentes para roscas o lubricantes cuando se ensamblen estas juntas.

CB&I Global Impact Project
30
CALIDAD EN TUBERIAS• Requerimientos de Fabricación Adicionales Todas las superficies y extremos de los aceros inoxidables austeniticos
deben ser calentados para cualquier propósito, como ejemplo corte, formado o soldadura, deben estar libre de trazas de contaminante tales como pintura, grasa, jabón, componentes que contengan sulfuros, etc. y metales de bajo punto de fusión incluido el zinc, plomo y estaño. Estos también deben estar libre de manchas de oxido causadas por estar este en contacto con acero al carbón.
La limpieza debe estar acompañada por un ligero esmerilado, cepillado con alambre y/o limpieza con solvente. Para evitar la contaminación separe (claramente definida) los juegos de limpieza y equipos de esmeril estos deben ser mantenidos para el acero inoxidable austenitico. Nota: herramientas usadas en el acero inoxidable no deben ser usadas en ningún momento en los trabajos de acero al carbono.
El acero inoxidable austenitico caliente no debe llegar a estar en contacto con materiales carbonaceos, aceite o grasa.
Los esmeriles deben portar discos de resinas adheridas de aluminio o carburos de silicón. Discos con resinas de goma o que contengan sulfuro

CB&I Global Impact Project
31
CALIDAD EN TUBERIAS no deben ser usados. Discos usados en aceros duplex o ferriticos no
deben ser utilizados en aceros inoxidables austeniticos. Cepillos de alambre usados en materiales de acero inoxidable deben tener
cerdas de acero inoxidable. Cepillos usados previamente en acero al carbón no son permitidos.
Las superficies internas o externas deben limpiarse como mínimo 25 mm de la cara de fusión.
El corte con oxicombustible no esta permitido en los aceros inoxidables austeniticos. La tubería de trabajo debe ser cortada y biselada con maquinado o arco de corte por plasma.
Cuando se corte con arco de plasma toda la superficie de la zona afectada por el calor adyacente al corte debe ser limpiada antes del corte con un desengrasante, esmerilado ligero o cepillo de alambre hasta metal brillante. Inmediatamente antes de la soldadura la superficie preparada debe ser limpiada mas lejos con un desengrasante adecuado.

CB&I Global Impact Project
32
CALIDAD EN TUBERIAS