Microsoft Word - TCP-Aprovechamiento integral del Agave 11
7
Click here to load reader
-
Upload
atotomx2000 -
Category
Documents
-
view
169 -
download
2
Transcript of Microsoft Word - TCP-Aprovechamiento integral del Agave 11

Aprovechamiento integral del Agave americana L
Gómez-Ayala Rocío del Carmen1 , Téllez-Luis Simón Josías
1 , Ramírez de León José Alberto
1 ,
Jacques Hernández Cuauhtémoc2 , Vázquez Vázquez, Manuel
1 .
1 UAM - Reynosa-Aztlán –UAT. Reynosa, Tam. 2 Centro de Biotecnología Genómica, IPN. Reynosa, Tam.
e-mail: [email protected]
Palabras clave: agave, inulina, ácido láctico, procesamiento, fructosa. Key words: agave, inulin, lactic acid, processing, fructose RESUMEN El agave, Agave americana L., es un cultivo de suma importancia a nivel agroindustrial en el estado de Tamaulipas, ya que cuenta con una amplia superficie cosechada, donde la mayor parte de las plantas se destinan para la obtención de bebidas alcohólicas con denominación de origen como el tequila y el mezcal, así también, una parte del agave cosechado se destina para la obtención de fibras. El agave tiene una gran cantidad de azúcares fermentables, los cuales usa la planta para el crecimiento de su inflorescencia. Si se obtienen los azúcares de esta planta, se pueden utilizar para la producción de aditivos alimentarios como son los jarabes de fructosa o la inulina, así como la utilización de los jarabes de fructosa como mostos fermentables para la producción de aditivos alimentarios como el ácido láctico o la enzima transglutaminasa. ABSTRACT The agave is of most importance at agro-industrial level in the state of Tamaulipas, since it counts on an ample harvested surface, where most of the plants for the obtaining of alcoholic drinks with denomination of origin as: tequila and mescal, thus also a part of the harvested agave is destined for the fiber obtaining. The agave has a great amount of fermentables sugars, which the plant uses for the growth of its inflorescence. If the sugars of this plant are obtained, the alimentary additive production, as they are the high-fructose liquors or the inuline, as well as the use of high-fructose liquor fermentable as fermentable liquors for the alimentary additive production of the lactic acid or the enzyme transglutaminasa.

INTRODUCCIÓN El agave pertenece a la familia Agavaceae; es una planta con hojas agrupadas en forma de rosetas (García-Mendoza, 1998). El agave es endémico del continente americano, con una distribución que se extiende desde el sur de Estados Unidos hasta Colombia y Venezuela, incluyendo todas las islas del Caribe (García-Mendoza, 2002). El agave ha sido utilizado desde la antigüedad para satisfacer y complementar una serie de necesidades básicas: alimento, forraje, medicamento y construcción, entre otros (Espinosa-Paz et al., 2003). En Tamaulipas se han identificado 20 especies de agave, donde la mayor superficie cosechada es de especies del grupo Americanae. Las especies de agave que forman cadenas productivas en beneficio del sector rural son: Agave lechuguilla y A. fourcroydes para la producción de fibras; A. tequilana para la producción de tequila y A. americana para la producción de mezcal (Jacques-Hernández, 2003). El agave es utilizado actualmente para la elaboración de aguamiel y pulque, además de bebidas alcohólicas destiladas (tequila y mezcal), así como para la obtención de fibras, alimento, ornamentales y en la construcción, entre otros (García-Mendoza, 1998). La producción tradicional de mezcal implica las siguientes operaciones: cosecha del agave, partido de la piña, horneado, picado, molienda, fermentación, destilación, refinado, homogenizado y envasado. Todo esto se realiza bajo los mismos procedimientos empleados desde la época colonial, lo que marca índices de eficiencia muy bajos (Galicia-García et al., 2003). Por lo anterior, se considera que la optimización de los procesos tradicionales de producción de mezcal, puede mejorar e impulsar los niveles de empleo y de pequeñas economías en las regiones donde se produce éste. En el mismo sentido, el mejoramiento de los procesos para generación de productos tradicionales puede permitir el progreso de regiones de alta marginación, cuyo único recurso agrícola son los agaves cultivados (Lemus y Ortiz, 2003). OBJETIVOS El objetivo de este trabajo de investigación es darle un uso alternativo a las especies de Agave, en regiones donde no hay denominación de origen para la producción de bebidas alcohólicas, mediante el diseño de una planta en donde se obtengan jarabes ricos en azúcares (principalmente fructosa y glucosa) mediante hidrólisis ácida. Los jarabes obtenidos mediante este proceso pueden utilizarse para la producción de miel, así como mostos fermentables para la producción de bebidas alcohólicas, o para la obtención de aditivos alimentarios, tales como enzima transglutaminasa por el microorganismo Streptoverticillium ladakanum, o ácido láctico por los microorganismos Lactobacillus helveticus, Lactobacillus coryniformis y Lactobacillus rhamnosus.

MATERIALES Y MÉTODOS Se usaron muestras de Agave americana cosechado de forma natural en el municipio de San Carlos, Tam. Se obtuvieron dos piñas de Agave, las cuales fueron cortadas con hachas para poder procesarlas y se determinó humedad y se realizó una hidrólisis ácida cuantitativa para determinar porcentaje de lignina, glucanos y fructanos en el agave. Así mismo, se llevó a cabo una hidrólisis química a las muestras de agave para la obtención de jarabes de fructosa. Se realizó un estudio de optimización con ácido fosfórico, mediante un diseño factorial fraccionado combinado con el análisis de superficie de respuesta, en el cual se estudiaron las variables: concentración de ácido, temperatura y tiempo de hidrólisis. Se utilizó ácido fosfórico en concentraciones de 0, 0.5 y 1%. Las temperaturas fueron de 80, 100 y 120 °C. El tiempo de hidrólisis que se utilizó fue de 30, 90 y 150 min. La hidrólisis se realizó con 10 g de materia prima y 50 g de liquido (agua, ácido), manteniéndose la relación líquido/sólido de 5/1 (Gómez-Ayala, 2004). Este estudio permitió establecer las condiciones óptimas de hidrólisis que se emplearon en este estudio para extracción de la inulina y que fueron las siguientes de ácido fosfórico de 1%, a 80 °C por 2 h de hidrólisis. Los hidrolizados se obtuvieron con 10 g de materia prima (agave) y 50 mL de solución (agua, ácido). Como parte del procedimiento, se toma una alícuota de los hidrolizados obtenidos en las condiciones expuestas anteriormente y se filtra a través de membranas de 0.45 micrómetros de diámetro de poro. El filtrado se diluye y analiza por Cromatografía Líquida de Alta Eficacia (CLAE) buscando inulina, fructosa, glucosa y otros azúcares, en un cromatógrafo de líquidos Hewlett Packard serie 1100, con una columna de intercambio iónico para separación de polisacáridos y ácidos orgánicos Transgenomic ICSepICE-ION-300 y detector de índice de refracción. Otra alícuota se utilizó para determinar su absorbancia en el UV a 280 nm para determinar furfural y otros inhibidores. Los resultados obtenidos experimentalmente fueron utilizados para determinar la rentabilidad para la producción de de jarabes ricos en fructosa a partir de Agave sp., así como para la producción de inulina. Estos cálculos se obtuvieron diseñando la planta productora con el simulador Superpro Designer 5.1 (www.inteligen.com). RESULTADOS Y DISCUSIÓN La composición química de las muestras de Agave americana se muestra en el Cuadro 1. El agave presentó un alto contenido de sólidos (32.8%). Los fructanos representaron aproximadamente el 70% de los sólidos solubles. Estos compuestos representan el polímero de interés para el presente estudio, los cuales fueron tratados por hidrólisis química para la obtención de jarabes ricos en fructosa.

Cuadro1. Composición de las muestras de A americana (Hidrólisis ácida cuantitativa)
Componente %
Humedad (H%) 67.25±0.3 Sustancia seca (SS%) 32.78±0.3 Celulosa (Glucano) 36.20±4.29* Fructano 69.75±1.24* Lignina de Klason 17.02±1.12*
* Porcentaje en peso de materia seca.
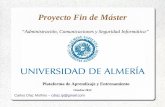
Experimentalmente, se determinó que la concentración más alta de fructosa (11.22 g/L) se obtiene a 80° C, 1% de ácido fosfórico y 90 min de hidrólisis. Con el modelo matemático propuesto, las condiciones óptimas para la producción de fructosa se establecieron como 1% de ácido fosfórico, en 123.8 min y 80 °C, las cuales aumentan la concentración a 11.46 g de fructosa/L. Con la ayuda del simulador Superpro Designer 5.1 se diseñó una planta procesadora de Agave sp para el aprovechamiento integral de esta planta donde varios municipios del Estado de Tamaulipas cuentan con una amplia superficie cosechada con una variedad de 20 a 26 especies de agave. El proceso para la elaboración de los jarabes ricos en fructosa se lleva a cabo mediante una hidrólisis ácida a 80 ºC con ácido fosfórico al 1% en un tiempo de hidrólisis de 2 h, de acuerdo a las mejores condiciones obtenidas en el diseño antes mencionado. Todo el proceso mencionado tiene un tiempo total de 9.04 h (Figura 1). El agave que entra es pasado por una cortadora, después a un tanque de almacenamiento donde se lleva a cabo una reacción de hidrólisis con ácido fosfórico, seguida de una reacción de neutralización con hidróxido de sodio 1 N; enseguida es pasado a una centrífuga para separar los sólidos. El líquido es pasado a una columna de carbón activado para la eliminación de los compuestos indeseables, y el líquido resultante es pasado a un tanque de almacenamiento para ser concentrado y bombeado a una máquina llenadora.

DISEÑO DE UNA PLANTA PRODUCTORA DE JARABES RICOS EN AZÚCARES A PARTIR DE AGAVE SP.
P-1 / SR-101
Cortadora
S-101
P-2 / V-101
Reación y neutralización
S-102
S-103 P-4 / DC-101
Separación por centrifugación
S-107
P-10 / FL-101
Llenado
DS-101DS-102
P-3 / GAC-101
absorción por GAC
S-112
S-114
S-115
S-105
S-104
P-6 / DDR-101
Evaporador
S-108
S-110
S-106
S-111
S-109
Figura 1. Esquema del diseño de una planta productora de jarabes de fructosa. La rentabilidad del proceso de producción de jarabes ricos en fructosa a partir de Agave sp se obtuvo con el simulador Superpro Designer 5.1. Como parte de los datos obtenidos se presenta el Resumen Ejecutivo (Cuadro 2), que arroja algunos de los costos de producción de esta planta. Este cuadro nos indica el Capital Total Invertido para la realización de la planta productora de jarabes ricos en fructosa a partir de Agave sp, el cual es de 717,000.00 dólares, con un Costo de Operación por año de 743,000.00 dólares. La producción por año es de 1,160,502 botellas de jarabe de 500 mL, donde el Costo Unitario por Producto, por botella, sería de 0.64 dólares y el precio de venta de 2.00 dólares. Los Ingresos Totales por año serían de 2,321,000.00 dólares, con un Margen Bruto de 67.98 % y un Retorno de la Inversión de 140.20 %, en un Tiempo de Recuperación de 0.71 años.
Cuadro 2. Resumen Ejecutivo de la planta productora de jarabes de fructosa a partir de Agave sp en el simulador Superpro.
CONCEPTO
COSTO U.S.$/ DESCRIPCIÓN * Capital total invertido 717,000.00 Costo de operación 743,000.00 /año Producción 1,160,502 Botellas /año Costo unitario de producto 0.64 /botella Jarabe 500 mL Ingresos totales 2,321,000.00 /año Margen bruto 67.98 % Retorno de la inversión 140.20 % Tiempo de recuperación 0.71 años Índice de tarifa interna 96.33 %
*Datos para el año 2006

En el Cuadro 3 se muestra el Análisis de Rentabilidad para la producción de jarabes ricos en fructosa a partir de Agave sp, donde se observa que necesitamos un Capital Directo Fijo de 611,000.00 dólares, con un Capital de Trabajo de 75,000.00 dólares, teniendo un Costo de Arranque que asciende a 31,000.00 dólares, dando así un Total Invertido de 717,000.00 dólares.
Cuadro 3. Análisis de Rentabilidad de la planta productora de jarabes de fructosa
a partir de Agave sp en el simulador Superpro.
CONCEPTO
Costo U.S.$/Descripción *
Capital directo fijo
611,000.00
Capital de trabajo (Capital circulante) 75,000.00 Costo de arranque 31,000.00 Total invertido 717,000.00 Productividad (botellas llenas/año) 1,160,502 Botellas/año Costo unitario de producción 0.64 Precio de venta 2.00 Ingresos (por año) 2,321,000.00 Costo anual de producción 743,000.00 Beneficio bruto 1,578,000.00 Impuestos (40 %) 631,000.00 Beneficio neto 1,005,000.00 Margen bruto 67.98 % Retorno de la inversión 140.20 % Tiempo de recuperación 0.71 años
*Datos para el año 2006 La productividad sería de 1,106,502 botellas llenas/año, con un Costo Unitario de Producción de 0.64 dólares y un Precio de Venta de 2.00 dólares, dando un total de Ingresos por año de 2,321,000.00 dólares con un Costo Anual de Producción (producto) de 743,000.00 dólares. Obteniéndose un Beneficio Bruto de 1,578,000.00 dólares y pagando un total de Impuestos (40%) que serían 631,000.00 dólares, obteniendo en total un Beneficio Neto de 1,005,000.00 dólares. Dándonos un Margen Bruto de 67.98 %, a un Tiempo de Recuperación de 0.71 años, con un Retorno de Inversión de 140.20 %. CONCLUSIONES De acuerdo con los datos obtenidos en esta investigación se demostró que la obtención de jarabes ricos en fructosa, mediante la implementación de la planta diseñada para la producción de los mismos, es una actividad es rentable. Los jarabes obtenidos tienen una alta concentración de azúcares fermentables, los cuales pueden ser utilizados para la producción de aditivos alimentarios, de manera biotecnológica, dando un uso alternativo a la producción de agave en Tamaulipas. Los resultados de este estudio permiten concluir que es factible técnica y económicamente diseñar una planta de

procesamiento integral para procesar el Agave americana, obteniendo industrialmente jarabes ricos en fructosa, inulina y mostos fermentecibles para la producción de aditivos alimentarios, además de la fermentación etanólica. REFERENCIAS BIBLIOGRÁFICAS Espinosa Paz, H.; Arredondo Velázquez, C.; Cano García, M. A.; Vázquez Quintana, F.; Canseco López, A. M.; 2003, Banco de germoplasma de Mezcal mezcalero (Agave sp). Reporte de programa de estudio apoyado por la coordinación General de Posgrado e Investigación del Instituto Politécnico Nacional, México.
Galicia García, D.; Villa y Rabasa, G.; Hernández Gómez, L. H.; Diego Nava, F.; Silva Santos, L.; Hidalgo Reyes, M.; Pozos Osorio, J.; 2003, Diseño de una picadora de gajos de Agave angustifolia Haw. Reporte de programa de estudio apoyado por la coordinación General de Posgrado e Investigación del Instituto Politécnico Nacional, México.
García Mendoza, A.; 1998, Con sabor a maguey: Guía de la colección nacional de
agaváceas y nolináceas del jardín botánico, Instituto de biología UNAM, México. García Mendoza, A.; 2002, Distribution of Agave (Agavaceae) en México. Cactus and Succulent Journal (USA), Vol. 74, No. 4, 177-187.
Gómez Ayala, R. C.; 2004, Optimización del proceso de extracción de la inulina de
Agave americana y de su hidrólisis para la obtención de azúcares fermentecibles. Tesis de Licenciatura.
Gómez Ayala, R. C.; Ramírez de León, J. A.; Jacques Hernández, C; Vázquez Vázquez, M.; 2004a Hidrólisis ácida de la inulina del Agave americana para la obtención de mostos fermentables ricos en fructosa, Encuentro Académico de Biotecnología, Reynosa, Tamaulipas.
Jacques Hernández, C.; 2003, Estudio de factibilidad ecosistémica y justificación
socioeconómica para el cultivo de agave mezcalero en el Estado de Tamaulipas, Reporte de programa de estudio apoyado por la coordinación General de Posgrado e Investigación del Instituto Politécnico Nacional, México.
Lemus Fuentes, E.; Ortiz Bravo, E. G.; 2003, Estudio preliminar del proceso artesanal
para la elaborar mezcal. Reporte de programa de estudio apoyado por la coordinación General de Posgrado e Investigación del Instituto Politécnico Nacional, México.