Metrología de engranes basada en algoritmos computacionales · Justificación...
110
Versión Definitiva. Incluye cambios sugeridos por revisores. CENTRO DE INVESTIGACIONES EN ÓPTICA A.C. Metrología de engranes basada en algoritmos computacionales Presenta: Ing. Ulises Gabriel Ramírez Alcázar Para obtener el grado de: Maestro en Optomecatrónica Dirigida por: Dr. J. Apolinar Muñoz Rodríguez LEÓN, GUANAJUATO, MÉXICO, DICIEMBRE DE 2013
-
Upload
nguyencong -
Category
Documents
-
view
222 -
download
0
Transcript of Metrología de engranes basada en algoritmos computacionales · Justificación...

Versión Definitiva. Incluye cambios sugeridos por revisores.
CENTRO DE INVESTIGACIONES EN ÓPTICA A.C.
Metrología de engranes basada en algoritmoscomputacionales
Presenta:Ing. Ulises Gabriel Ramírez Alcázar
Para obtener el grado de:Maestro en Optomecatrónica
Dirigida por:Dr. J. Apolinar Muñoz Rodríguez
LEÓN, GUANAJUATO, MÉXICO, DICIEMBRE DE 2013

Agradecimientos
Al creador que siempre me motiva con retos cada vez más grandes,gracias.
A mis padres y hermanos por su apoyo incondicional y soporte, los amo.
A mis amigos por la amistad y gran ayuda que me han brindado siempre.
A mi asesor de tesis Dr. J. Apolinar Muñoz por su conocimiento,experiencia, asesoría y tiempo aportado a la realización de este trabajo.

QUIT MAKING EXCUSES, PUTTING IT OFFCOMPLAINING ABOUT IT, DREAMING ABOUT IT,
WHINING ABOUT IT, CRYING ABOUT IT, BELIEVING YOU CAN’T,WORRYING IF YOU CAN, WAITING UNTIL YOU’RE OLDER, SKINNIER,
RICHER, BRAVER, OR ALL AROUND BETTER, SUCK IT UP,HOLD ON TIGHT, SAY A PRAYER, MAKE A PLAN &
JUST DO IT.
Resumen
La metrología como ciencia de las mediciones es una tarea imprescindible para la industria demanufactura para los procesos de verificación y control de calidad; también está estrechamenterelacionada a la ingeniería y los patrones de referencia. Las mediciones son parte de la vidadiaria y son la base fundamental para la aplicación y el desarrollo de la ciencia y la tecnología,las comunicaciones, la salud, el trasporte y el comercio internacional, entre otros. En mecánicael área de desarrollo y diseño de elementos mecánicos se ocupa de los engranes, desde la medi-ción de geometrías básicas hasta la representación total del engrane. Métodos ópticos como:proyección de franjas, de líneas y haces láser se han utilizado para la medición y reconstrucciónde la geometría de engranes. La mayoría de estos métodos calculan la altura de la superficiepor triangulación óptica y hacen uso de los parámetros de visión. En esta tesis la metodologíapropuesta consiste en calcular la superficie del engrane por medio de una red bezier de aproxi-mación, con lo cual se evita la estimación manual de los parámetros del sistema de visión. Lageometría del engrane es determinada escaneando la proyección de una línea láser sobre la su-perficie completa del engrane y por procesamiento de imágenes. Una red determina la superficiedel engrane por triangulación láser. La superficie del engrane es obtenida computacionalmentey no es necesario medir los parámetros de visión. De esta manera, se mejora la precisión de lasmediciones y el funcionamiento general del sistema. Finalmente la viabilidad de la medición yreconstrucción del engrane es analizada por medio del error rms (root mean squared). Para estecaso en particular, se uso engranes rectos y el perfil teórico del diente objetivo como referencia.La metodología propuesta proporciona resultados con una excelente repetitividad y precisión.
I

Justificación
El hombre siempre ha hecho uso de las herramientas, una categoría de éstas son los mecanismosde transmisión, los cuales son parte fundamental de los elementos de cualquier máquina quenecesite movimiento; se usan en dispositivos mecánicos ya que son los encargados de transmitirpotencia y movimiento entre dos o más elementos dentro de las mismas. En el área de losmecanismos de transmisión, los engranes se diferencian en que se adaptan especialmente dondese requiere una relación exacta de velocidad, o donde la relación entre los miembros motriz ymovido accionado deben de conservar una relación definida de fase. El campo de aplicaciónde los engranajes es prácticamente ilimitado. Se encuentran en las centrales de producciónde energía eléctrica, hidroeléctrica y en los elementos de transporte terrestre: locomotoras,automotores, camiones, automóviles, transporte marítimo en buques de todas clases, aviones,en la industria siderúrgica: laminadores, transportadores, etc., minas y astilleros, fábricas decemento, grúas, montacargas, máquinas-herramientas, maquinaria textil, de alimentación, devestir y calzar, industria química y farmacéutica, etc., hasta los más simples movimientos deaccionamiento manual. Toda esta gran variedad de aplicaciones del engranaje tiene por únicafinalidad la transmisión de la rotación o giro de un eje a otro distinto, reduciendo o aumentandola velocidad del primero. Incluso, algunos engranes coloridos y hechos de plástico son usados enalgunos juguetes educativos. El número casi ilimitado de aplicaciones que alcanzan los engranesexigen calidad en manufactura y procesos de verificación. Se hace necesario tener métodos demetrología de engranes; por esta misma razón dispositivos dedicados a la tarea de diagnóstico einspección de alta precisión de engranes son cada vez más solicitados y requeridos en el ámbitoindustrial. Por lo anterior, en esta tesis se propone medir y reconstruir tridimensionalmentelos perfiles del dentado de un engrane recto por medio de un método óptico. El cual constade dos subsistemas interdependientes para alcanzar el objetivo: un sistema electro-mecánico,el cual es usado para la obtención de imágenes y un sistema computacional o algorítmico, endonde se implementa el sistema de visión y realiza los cálculos para obtener la representacióntridimensional del engrane. La investigación servirá en un futuro, para diseñar un escáner deengranes el cual pueda ser usado en primera instancia para el control de calidad de manufacturade engranes.
II
Objetivos
El principal objetivo de esta tesis es la de la metrología del engrane por medio de un sistema devisión por computadora y metrología láser; atendiendo a las principales normas ISO establecidaspara la medición de los atributos de mayor importancia. Para lograr el objetivo principal, seproponen los siguientes objetivos específicos:
• Aplicar el método por triangulación óptica para la medición del perfil de un engrane recto.
• Aplicar metrología láser mediante algoritmos de óptica computacional.
• Implementar algoritmos computacionales para la obtención automática de los parámetrosde calibración.
• Determinar los parámetros de la geometría de engranes en base a normas estándar.
• Obtención de la geometría por procesamiento de imágenes.
• Reconstruir tridimensionalmente el dentado.
• Estimar el error entre el perfil obtenido contra el perfil teórico del engrane recto objetivo.
• Crear la interfaz de usuario.
III
Prólogo
El material presentado en la tesis está organizado en cinco capítulos. Los cuales se describen dela siguiente manera:
CAPÍTULO 1.- Introducción: Se describe la importancia y uso del engrane, se explica de manerabreve las técnicas de medición usadas en la verificación de engranes, enumera los mecanismosde transmisión, tipos de engranes y manufactura de los engranajes.
CAPÍTULO 2.- Marco teórico: Se realiza una revisión sobre la teoría general de los diversostemas. Comprende conceptos de: metrología de engranes, redes neuronales, librería opencv,librería opengl, control PID, métodos de programación con hilos, así como resolución de losdiferentes algoritmos implementados.
CAPÍTULO 3.- Desarrollo, método y materiales: Se muestra el arreglo óptico, así también comola electrónica y mecánica para este trabajo, del mismo modo en el apartado de software sedescriben las librerías usadas y los algoritmos aplicados.
CAPÍTULO 4.- Resultados: En este capítulo se presentan resultados de las reconstruccionesrealizadas, así como el cálculo de la confiabilidad del sistema puesto en práctico.
CAPÍTULO 5.- Conclusiones y trabajo a futuro: Se exponen las conclusiones realizadas sobrela investigación y se plantean una serie de mejoras que pueden llevarse en un trabajo a futuro.
IV

Índice
RESUMEN I
JUSTIFICACIÓN II
OBJETIVOS III
PRÓLOGO IV
INDICE V
LISTA DE FIGURAS IX
LISTA DE TABLAS XII
LISTA DE PROGRAMAS XIII
1 Teoría de engranes 11.1 Mecanismos de transmisión y engranajes . . . . . . . . . . . . . . . . . . . . . . . 11.2 Mecanismos, transmisiones de potencia y movimiento . . . . . . . . . . . . . . . 21.3 Engranes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71.4 Tipos de engranes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
1.4.1 Ejes paralelos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 81.4.1.1 Cilíndricos de dientes rectos . . . . . . . . . . . . . . . . . . . . 81.4.1.2 Cilíndricos de dientes helicoidales . . . . . . . . . . . . . . . . . 91.4.1.3 Doble helicoidales . . . . . . . . . . . . . . . . . . . . . . . . . . 10
1.4.2 Ejes perpendiculares . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 101.4.2.1 Helicoidales cruzados . . . . . . . . . . . . . . . . . . . . . . . . 101.4.2.2 Cónicos de dientes rectos . . . . . . . . . . . . . . . . . . . . . . 111.4.2.3 Cónicos de dientes helicoidales . . . . . . . . . . . . . . . . . . . 111.4.2.4 Cónicos hipoides . . . . . . . . . . . . . . . . . . . . . . . . . . . 121.4.2.5 De rueda y tornillo sin fin . . . . . . . . . . . . . . . . . . . . . . 13
V
1.4.3 Por la forma de transmitir el movimiento . . . . . . . . . . . . . . . . . . 131.4.3.1 Transmisión simple . . . . . . . . . . . . . . . . . . . . . . . . . 131.4.3.2 Transmisión con engranaje loco . . . . . . . . . . . . . . . . . . 131.4.3.3 Transmisión compuesta o tren de engranajes . . . . . . . . . . . 141.4.3.4 Transmisión mediante cadena o polea dentada . . . . . . . . . . 141.4.3.5 Polea dentada . . . . . . . . . . . . . . . . . . . . . . . . . . . . 141.4.3.6 Mecanismo piñón cadena . . . . . . . . . . . . . . . . . . . . . . 15
1.4.4 Por especialización en sus aplicaciones . . . . . . . . . . . . . . . . . . . . 161.4.4.1 Planetarios . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 161.4.4.2 Interiores . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 161.4.4.3 De cremallera . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
1.4.5 Eficiencia en la transmisión por engranajes . . . . . . . . . . . . . . . . . 171.5 Manufactura de engranes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
1.5.1 Formado de engranes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 181.5.1.1 Formado por fresado de engranes . . . . . . . . . . . . . . . . . . 181.5.1.2 Formado por brochado . . . . . . . . . . . . . . . . . . . . . . . 19
1.5.2 Generado de engranes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 201.5.2.1 Generado por fresa hob . . . . . . . . . . . . . . . . . . . . . . . 211.5.2.2 Generado con piñón cortador . . . . . . . . . . . . . . . . . . . . 231.5.2.3 Generado por rack de cortadores . . . . . . . . . . . . . . . . . . 24
1.5.3 Operaciones finales . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
2 Teoría básica 262.1 Configuración geométrica de detección de superficies y método implementado . . 272.2 Microcontroladores y control PID . . . . . . . . . . . . . . . . . . . . . . . . . . 28
2.2.1 Control PID con microcontroladores . . . . . . . . . . . . . . . . . . . . . 292.3 Software de visión OpenCV, API OpenGL, framework de desarrollo Qt . . . . . 32
2.3.1 Biblioteca OpenCV . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 322.3.2 API OpenGL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 322.3.3 Framework de desarrollo Qt . . . . . . . . . . . . . . . . . . . . . . . . . . 32
2.4 Redes neuronales artificiales . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 332.4.1 Redes de aproximación de Bezier . . . . . . . . . . . . . . . . . . . . . . . 35
2.5 Métodos convencionales en inspección de engranes . . . . . . . . . . . . . . . . . 372.5.1 Inspección de dimensión . . . . . . . . . . . . . . . . . . . . . . . . . . . . 382.5.2 Inspección de excentricidad . . . . . . . . . . . . . . . . . . . . . . . . . . 392.5.3 Inspección de composición . . . . . . . . . . . . . . . . . . . . . . . . . . . 392.5.4 Inspección de perfil . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 402.5.5 Inspección de hélice . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41
VI

2.5.6 Inspección de espaciado o pitch . . . . . . . . . . . . . . . . . . . . . . . . 422.5.7 Inspección de un solo flanco . . . . . . . . . . . . . . . . . . . . . . . . . . 432.5.8 Estándares de verificación de engranes . . . . . . . . . . . . . . . . . . . . 43
2.6 Métodos ópticos en metrología de engranes . . . . . . . . . . . . . . . . . . . . . 442.6.1 Técnica: proyección de franjas . . . . . . . . . . . . . . . . . . . . . . . . 472.6.2 Técnica: proyección de un haz láser . . . . . . . . . . . . . . . . . . . . . 482.6.3 Técnica: proyección línea de luz . . . . . . . . . . . . . . . . . . . . . . . 492.6.4 Método: detección del contorno de una superficie . . . . . . . . . . . . . . 492.6.5 Detección de una línea de luz por procesado de imágenes . . . . . . . . . 50
2.6.5.1 Detección de línea por mínimos cuadrados . . . . . . . . . . . . 512.6.5.2 Detección de línea por curvas de bezier . . . . . . . . . . . . . . 532.6.5.3 Detección de línea por media aritmética . . . . . . . . . . . . . . 54
2.7 Procesamiento de imágenes en programación paralela . . . . . . . . . . . . . . . . 55
3 Descripción del prototipo experimental 573.1 Metodología general . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 573.2 Equipo experimental . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57
3.2.1 Descripción del equipo experimental . . . . . . . . . . . . . . . . . . . . . 583.2.1.1 Mesa rotatoria . . . . . . . . . . . . . . . . . . . . . . . . . . . . 583.2.1.2 Microcontrolador PIC18F4550 . . . . . . . . . . . . . . . . . . . 593.2.1.3 Etapa de potencia, mesa rotatoria . . . . . . . . . . . . . . . . . 603.2.1.4 Integración de hardware . . . . . . . . . . . . . . . . . . . . . . . 613.2.1.5 Software y hardware de adquisición de imágenes . . . . . . . . . 62
3.3 Pruebas preliminares . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 643.4 Metodología . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68
4 Resultados experimentales 704.1 Datos del engrane objetivo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 704.2 Arreglo experimental . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 724.3 Captura de Imágenes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 724.4 Caracterización de la red bezier . . . . . . . . . . . . . . . . . . . . . . . . . . . . 764.5 Visualización 3D . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 794.6 Contorneo del engrane . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 834.7 Captura de imágenes y reconstrucción . . . . . . . . . . . . . . . . . . . . . . . . 844.8 Determinación de repetibilidad, incertidumbre y resolución de las mediciones . . 86
5 Discusiones, conclusiones y trabajo a futuro 885.1 Discusiones . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 885.2 Conclusiones . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 88
VII

5.3 Trabajo a Futuro . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 89
Bibliografía 90
VIII
Lista de figuras
1.1 Metrología de engranes por proyección láser. . . . . . . . . . . . . . . . . . . . . . 21.2 Polea fija, facilita el trabajo pero no amplifica la fuerza. . . . . . . . . . . . . . . 31.3 Sistema de transmisión por poleas móviles. a) Con ángulo entre cuerdas, b) Sin
ángulo entre cuerdas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41.4 Sistema de transmisión: polipasto. . . . . . . . . . . . . . . . . . . . . . . . . . . 41.5 Sistema de transmisión: ruedas de fricción. . . . . . . . . . . . . . . . . . . . . . 51.6 Sistema de transmisión: poleas con correa. . . . . . . . . . . . . . . . . . . . . . . 51.7 Sistema de transmisión: sistema de n poleas. . . . . . . . . . . . . . . . . . . . . 61.8 Sistema de transmisión: engranajes. . . . . . . . . . . . . . . . . . . . . . . . . . 61.9 Sistema de transmisión: tornillo sin fin. . . . . . . . . . . . . . . . . . . . . . . . 71.10 Tipos de engranajes: cilíndrico recto. . . . . . . . . . . . . . . . . . . . . . . . . . 91.11 Tipos de engranajes: cilíndrico helicoidal. . . . . . . . . . . . . . . . . . . . . . . 91.12 Tipos de engranajes: doble helicoidal. . . . . . . . . . . . . . . . . . . . . . . . . 101.13 Tipos de engranajes: helicoidales cruzados. . . . . . . . . . . . . . . . . . . . . . 111.14 Tipos de engranajes: cónicos rectos. . . . . . . . . . . . . . . . . . . . . . . . . . 111.15 Tipos de engranajes: cónicos helicoidales. . . . . . . . . . . . . . . . . . . . . . . 121.16 Tipos de engranajes: cónicos hipoidales. . . . . . . . . . . . . . . . . . . . . . . . 121.17 Tipos de engranajes: mecanismo de engrane loco. . . . . . . . . . . . . . . . . . . 131.18 Tipos de engranajes: tren de engranes compuesto. . . . . . . . . . . . . . . . . . 141.19 Tipos de engranajes: transmisión por polea dentada. . . . . . . . . . . . . . . . . 151.20 Tipos de engranajes: transmisión por piñón y cadena. . . . . . . . . . . . . . . . 151.21 Tipos de engranajes: sistema planetario. . . . . . . . . . . . . . . . . . . . . . . . 161.22 Tipos de engranajes: engrane interior y corona. . . . . . . . . . . . . . . . . . . . 161.23 Tipos de engranajes: piñón y cremallera. . . . . . . . . . . . . . . . . . . . . . . . 171.24 Principio de formado de engranes. . . . . . . . . . . . . . . . . . . . . . . . . . . 181.25 Formado de engranes por fresadora. En la imagen formado de un engrane helicoidal. 191.26 Formado de engranes, a) cortadores, b) cabezal giratorio de fresadora y c) platos
ajustables. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 191.27 Máquina de brochado de engranes. . . . . . . . . . . . . . . . . . . . . . . . . . . 201.28 Generado de engrane por cortador en forma de diente. . . . . . . . . . . . . . . . 21
IX
1.29 Arreglo de manufactura hob. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 221.30 Cinemática del cortador hob sobre engrane objetivo. . . . . . . . . . . . . . . . . 221.31 Máquina tipo CNC para maquinado por hob. . . . . . . . . . . . . . . . . . . . . 231.32 Cortador hob tipo HSS. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 231.33 Formado por piñón cortador. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 241.34 Generado de engranes por cortador tipo rack. . . . . . . . . . . . . . . . . . . . . 24
2.1 Configuración del arreglo experimental. . . . . . . . . . . . . . . . . . . . . . . . 272.2 Geometría de arreglo óptico. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 282.3 Diagrama de un control típico PID. . . . . . . . . . . . . . . . . . . . . . . . . . . 302.4 Esquema de una neurona. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 332.5 Red neuronal de aproximación. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 352.6 Medición del tamaño de un engrane con micrómetro de bolas o barriles. . . . . . 382.7 Medición del tamaño de un un diente con pie de rey. . . . . . . . . . . . . . . . . 382.8 Inspección de excentricidad con bola, barril, o yunque. . . . . . . . . . . . . . . . 392.9 Inspección por composición. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 402.10 Gráfica obtenida por inspección de composición. . . . . . . . . . . . . . . . . . . 402.11 Inspección de perfil con grados absolutos de rotación. . . . . . . . . . . . . . . . 412.12 Gráfica de desviación de hélice. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 412.13 Medición de espaciado usando un comparador de desplazamiento angular. . . . . 422.14 Diferenciara entre simple y doble flanco de inspección. . . . . . . . . . . . . . . . 432.15 Arreglo óptico de proyección de un patrón de franjas. . . . . . . . . . . . . . . . 472.16 Patrón de franjas proyectado sobre un objeto. . . . . . . . . . . . . . . . . . . . . 472.17 Objeto reconstruido mediante proyección de franjas. . . . . . . . . . . . . . . . . 482.18 Arreglo óptico de proyección de un haz láser. . . . . . . . . . . . . . . . . . . . . 482.19 Arreglo óptico del método de proyección de una línea de luz. . . . . . . . . . . . 492.20 Esquema geométrico para la detección del contorno de una superficie. . . . . . . 502.21 Posición de los pixeles en una línea de luz. . . . . . . . . . . . . . . . . . . . . . . 512.22 Detección del máximo de una función Gaussiana por mínimos cuadrados . . . . . 532.23 Algoritmo general, control de hilos y procesos. . . . . . . . . . . . . . . . . . . . 56
3.1 Mesa rotatoria. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 583.2 Placa electrónica de interface entre PC y control de la mesa rotatoria . . . . . . . 593.3 Placa electrónica: Etapa de potencia. . . . . . . . . . . . . . . . . . . . . . . . . . 603.4 Esquema: Conexión de hardware. . . . . . . . . . . . . . . . . . . . . . . . . . . . 613.5 Esquema: Arreglo óptico final. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 613.6 Software EscanEng v1.0. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 633.7 Enfoque de la cámara y el diodo láser. . . . . . . . . . . . . . . . . . . . . . . . . 653.8 Determinación de reflejos de luz. . . . . . . . . . . . . . . . . . . . . . . . . . . . 65
X

3.9 Reflejos de luz. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 663.10 Obtención de los valores hi de una patrón con dimensiones conocidas. . . . . . . 663.11 Entrenamiento de la red bezier en el software EscanEng, obtención de los de-
splazamientos Si. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 67
4.1 Engrane recto objetivo. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 704.2 Perfil teórico del engrane recto objetivo. Las unidades de la imagen son en mm. . 714.3 Esquema: Arreglo óptico experimental con engrane objetivo. . . . . . . . . . . . 724.4 Toma de imágenes del engrane objetivo. . . . . . . . . . . . . . . . . . . . . . . . 724.5 Esquema de captura de imágenes . . . . . . . . . . . . . . . . . . . . . . . . . . . 734.6 Imagen de una línea de luz capturada sin procesar. . . . . . . . . . . . . . . . . . 754.7 Imagen de una línea de luz depurada. . . . . . . . . . . . . . . . . . . . . . . . . 754.8 Variación del MSE contra el número de neuronas. . . . . . . . . . . . . . . . . . . 774.9 Relación entre pixeles y unidades(mm). . . . . . . . . . . . . . . . . . . . . . . . 774.10 Dimensiones finales de una de las imágenes. . . . . . . . . . . . . . . . . . . . . . 784.11 Primeros resultados del perfil de un diente. Unidades en pixeles. . . . . . . . . . 834.12 Zoom de primeros resultados del perfil de un diente. . . . . . . . . . . . . . . . . 844.13 Superficie tridimensional escaneada del engrane. . . . . . . . . . . . . . . . . . . 854.14 Superficie tridimensional escaneada del engrane. . . . . . . . . . . . . . . . . . . 86
XI

Lista de tablas
2.1 Parámetros principales en metrología. . . . . . . . . . . . . . . . . . . . . . . . . 37
4.1 Datos teóricos del engrane. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71
XII

Lista de programas
1 Implementación de control PID por software. . . . . . . . . . . . . . . . . . . . . 312 Mecanismo de captura de imágenes. . . . . . . . . . . . . . . . . . . . . . . . . . 743 Detección de líneas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 764 Cálculo de parámetros para obtener matriz B. . . . . . . . . . . . . . . . . . . . . 785 Cálculo de matriz B. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 796 Conversión de pixeles a mm en la RNA . . . . . . . . . . . . . . . . . . . . . . . 797 Creación de entorno de dibujado en 3D . . . . . . . . . . . . . . . . . . . . . . . 808 Re-dimensionado de ventana OpenGL . . . . . . . . . . . . . . . . . . . . . . . . 809 Mecanismo de selección de modos de color y visualización 3D . . . . . . . . . . . 8110 Creación de vértices e indices de dibujo . . . . . . . . . . . . . . . . . . . . . . . 82
XIII

Capítulo 1
Teoría de engranes
1.1 Mecanismos de transmisión y engranajes
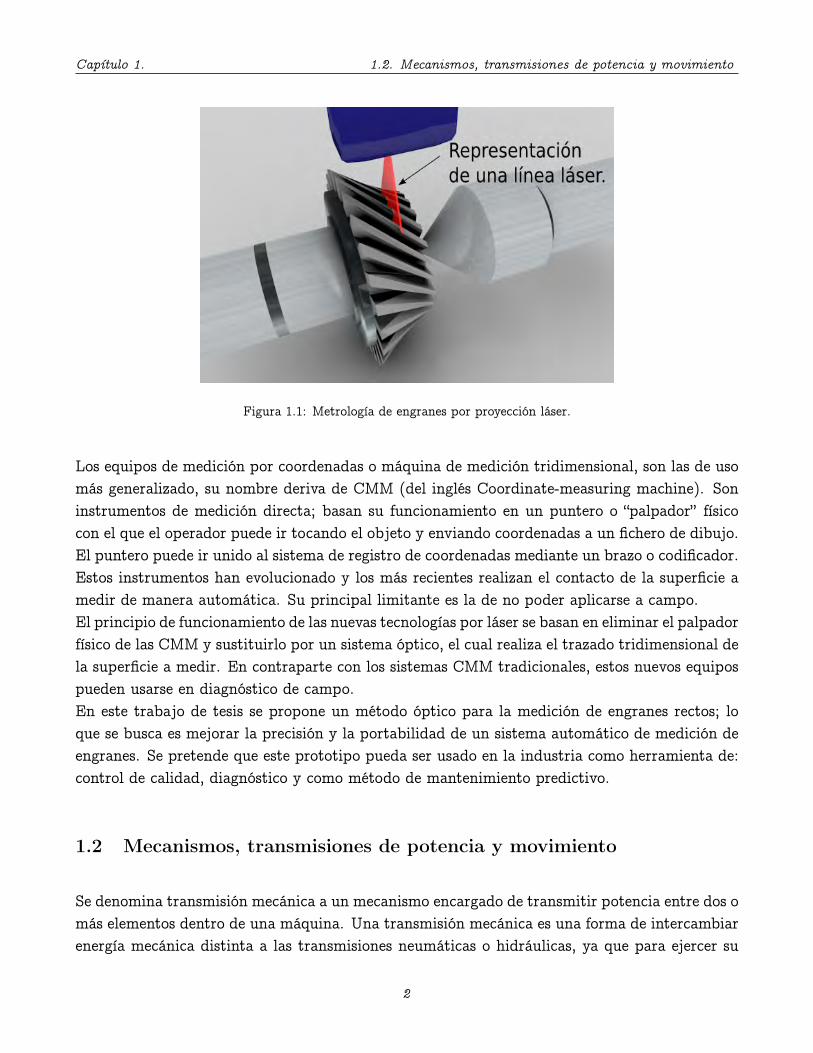
Uno de los problemas principales de la ingeniería mecánica es la transmisión de movimiento entreun conjunto motor y máquinas conducidas. Desde épocas muy remotas se han utilizado cuerdas yelementos fabricados de madera para solucionar los problemas de transporte, impulsión, elevacióny movimiento. La forma más básica de un engrane es una pareja de ruedas, una de ellasprovistas de barras cilíndricas y la otra formada por dos ruedas unidas por barras cilíndricas.En la actualidad los engranes han tomado una posición relevante en la vida diaria del hombremoderno, ya que su uso es prácticamente ilimitado, del lado industrial la carencia de este simplemecanismo hace impensable sus actividades diarias.Debido al gran uso de los engranes y engranajes es importante que los métodos de fabricaciónsean optimizados por medio de diseños que sean capaces de afrontar las demandas de reducciónde tiempo, costo de manufactura y producción; del mismo modo brindando la calidad y eficacianecesarios para la realización de estos procesos. Conforme se ha dado el avance de la tecnología,ha aumentado también la complejidad de los engranes, se requieren de mayor capacidad detrabajo y menor ruido. La metrología juega un papel fundamental dentro de este rubro, elcontrol que implementa en los procesos de fabricación y verificación de unidas son esenciales enmétodos de control de calidad.Existen diferentes máquinas especializadas para el control dimensional de engranes, tales como:máquinas de medición por coordenadas, máquinas de control numérico y recientemente se hancomenzado a utilizar tecnologías basadas en proyección de un haz láser como el que se observaen la figura 1.1.
1
Capítulo 1. 1.2. Mecanismos, transmisiones de potencia y movimiento
Figura 1.1: Metrología de engranes por proyección láser.
Los equipos de medición por coordenadas o máquina de medición tridimensional, son las de usomás generalizado, su nombre deriva de CMM (del inglés Coordinate-measuring machine). Soninstrumentos de medición directa; basan su funcionamiento en un puntero o “palpador” físicocon el que el operador puede ir tocando el objeto y enviando coordenadas a un fichero de dibujo.El puntero puede ir unido al sistema de registro de coordenadas mediante un brazo o codificador.Estos instrumentos han evolucionado y los más recientes realizan el contacto de la superficie amedir de manera automática. Su principal limitante es la de no poder aplicarse a campo.El principio de funcionamiento de las nuevas tecnologías por láser se basan en eliminar el palpadorfísico de las CMM y sustituirlo por un sistema óptico, el cual realiza el trazado tridimensional dela superficie a medir. En contraparte con los sistemas CMM tradicionales, estos nuevos equipospueden usarse en diagnóstico de campo.En este trabajo de tesis se propone un método óptico para la medición de engranes rectos; loque se busca es mejorar la precisión y la portabilidad de un sistema automático de medición deengranes. Se pretende que este prototipo pueda ser usado en la industria como herramienta de:control de calidad, diagnóstico y como método de mantenimiento predictivo.
1.2 Mecanismos, transmisiones de potencia y movimiento
Se denomina transmisión mecánica a un mecanismo encargado de transmitir potencia entre dos omás elementos dentro de una máquina. Una transmisión mecánica es una forma de intercambiarenergía mecánica distinta a las transmisiones neumáticas o hidráulicas, ya que para ejercer su
2
Capítulo 1. 1.2. Mecanismos, transmisiones de potencia y movimiento
función emplea el movimiento de cuerpos sólidos, como lo son los engranajes y las correas detransmisión. Generalmente, las transmisiones cambian la velocidad de rotación de un eje deentrada, lo que resulta en una velocidad de salida diferente. Los mecanismos se clasifican en dosgrandes grupos:
• Mecanismos de transmisión circular: en este caso, el elemento de entrada y el elemento desalida tienen movimiento circular; ejemplo: los sistemas de engranajes.
• Mecanismos de transmisión lineal: en donde el elemento de entrada y el elemento de salidatienen movimiento lineal; ejemplo: la palanca.
En la gran mayoría de los casos, estas transmisiones se realizan a través de elementos rodantes, yaque la transmisión de energía por rotación ocupa mucho menos espacio que aquella por traslación.Las transmisiones se emplean en una gran variedad de aplicaciones como son: reductores yengranajes, molinos de viento(en la antigüedad), máquinas de vapor, tareas de bombeo, moliendao elevación (norias), transmisiones de los automóviles, equipamiento naval, agrícola, industrial,de construcciones y de minería. Los mecanismos de transmisión comúnmente usados se enumerana continuación:
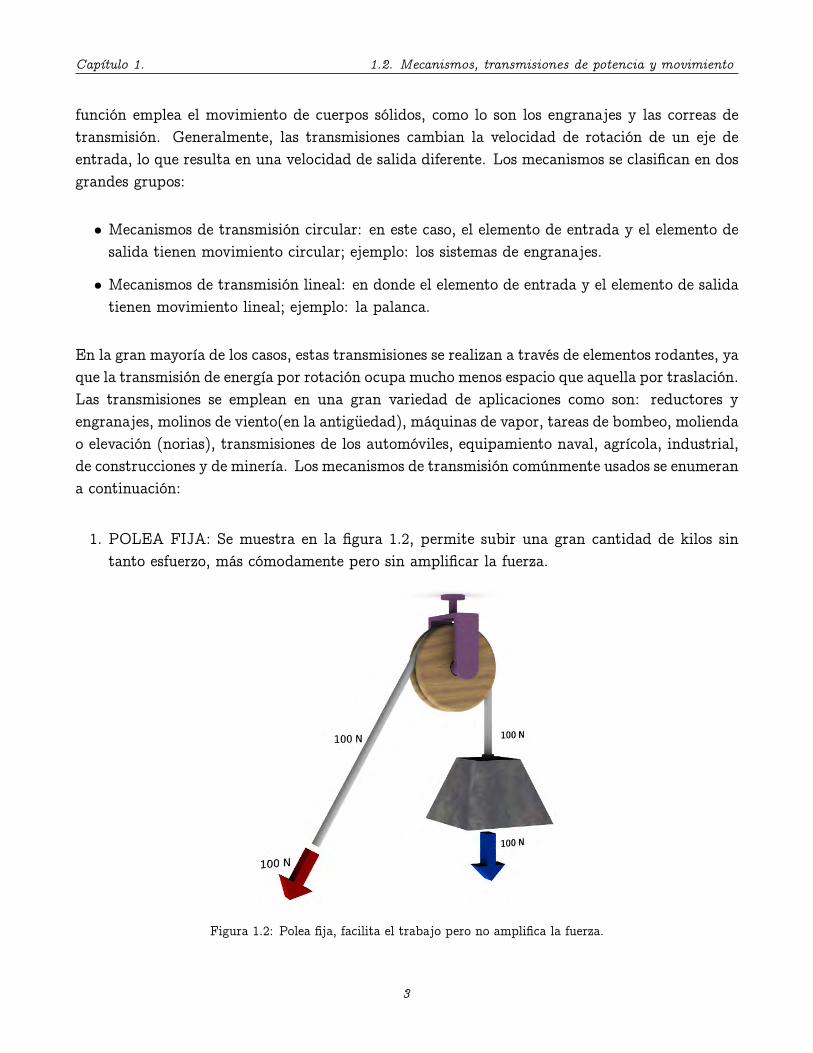
1. POLEA FIJA: Se muestra en la figura 1.2, permite subir una gran cantidad de kilos sintanto esfuerzo, más cómodamente pero sin amplificar la fuerza.
Figura 1.2: Polea fija, facilita el trabajo pero no amplifica la fuerza.
3

Capítulo 1. 1.2. Mecanismos, transmisiones de potencia y movimiento
2. POLEA MÓVIL: Es una polea de gancho que tiene una parte sujeta y la otra conectadaa un mecanismo que permite que se mueva. La descomposición de fuerzas dependerá delángulo de las cuerdas y la inclinación de las mismas, se muestra en la figura 1.3.
(a) (b)
Figura 1.3: Sistema de transmisión por poleas móviles. a) Con ángulo entre cuerdas, b) Sin ángulo entre cuerdas.
3. POLIPASTO: Es un mecanismo formado por varias poleas, que reduce la fuerza necesariapara levantar el peso, pero a su vez, necesita que se tire más de la cuerda, se aprecia en lafigura 1.4.
Figura 1.4: Sistema de transmisión: polipasto.
4

Capítulo 1. 1.2. Mecanismos, transmisiones de potencia y movimiento
4. RUEDAS DE FRICCIÓN: Es el sistema por el cual dos ruedas crean movimiento medianterozamiento. El gran inconveniente es el que no pueden realizar grandes esfuerzos, se puedenpatinar o averiar fácilmente, se ilustra en la figura 1.5.
Figura 1.5: Sistema de transmisión: ruedas de fricción.
5. TRANSMISIÓN DE POLEAS CON CORREA: Es un tipo de transmisión mecánica queune a dos o más ruedas que giran a través de una cinta. Se muestra en la figura 1.6.
Figura 1.6: Sistema de transmisión: poleas con correa.
5

Capítulo 1. 1.2. Mecanismos, transmisiones de potencia y movimiento
6. TRANSMISIÓN ENTRE VARIAS POLEAS: Consta de la unión de ruedas por una cintao una cadena, esto puede aumentar o disminuir la velocidad dependiendo de la colocaciónde las ruedas y de los diferentes mecanismos de cada máquina, se muestra en la figura 1.7.
Figura 1.7: Sistema de transmisión: sistema de n poleas.
7. SISTEMAS DE TRANSMISIÓN POR ENGRANAJES: Sistema formado por dos ruedasdentadas y unidas, la que conduce es la rueda motriz(piñón) que suele ser de menor tamañoque la rueda conducida. Se denomina piñón a la rueda motriz y conducida a la pieza unidaal piñón. (Figura 1.8).
Figura 1.8: Sistema de transmisión: engranajes.
8. TORNILLO SIN-FIN: Es un engranaje dentando unido a otro engranaje lineal pero que sumovimiento también es circular; transforma un movimiento circular en otro circular pero
6

Capítulo 1. 1.3. Engranes
en distinto sentido, este mecanismo se muestra en la figura 1.9.
Figura 1.9: Sistema de transmisión: tornillo sin fin.
Dentro de los mecanismos de transmisiones que se centra esta tesis es el engrane, por lo cual enlas siguientes secciones se describirá este mecanismo.
1.3 Engranes
Se denomina engranaje o ruedas dentadas al mecanismo utilizado para transmitir potencia deun componente a otro dentro de una máquina. Los engranajes están formados por dos ruedasdentadas, de las cuales la mayor se denomina corona y la menor piñón. Un engranaje sirve paratransmitir movimiento circular mediante contacto de ruedas dentadas. Una de las aplicacionesmás importantes de los engranajes es la transmisión del movimiento desde el eje de una fuentede energía, como puede ser un motor de combustión interna o un motor eléctrico, hasta otro ejesituado a cierta distancia y que ha de realizar un trabajo. De manera que una de las ruedas estáconectada por la fuente de energía y es conocida como engranaje motor y la otra está conectadaal eje que debe recibir el movimiento del eje motor y que se denomina engranaje conducido[1]. Siel sistema está compuesto de más de un par de ruedas dentadas, se denomina tren. La principalventaja que tienen las transmisiones por engranaje respecto de la transmisión por poleas es queno patinan como las poleas, con lo que se obtiene exactitud en la relación de transmisión.
7
Capítulo 1. 1.4.1. Ejes paralelos
1.4 Tipos de engranes
La principal clasificación de los engranajes se efectúa según la disposición de sus ejes de rotación ysegún los tipos de dentado. De acuerdo a estos criterios existen los siguientes tipos de engranajes:
1. Ejes paralelos.
2. Ejes perpendiculares.
3. Por la forma de transmitir el movimiento.
4. Por especialización en sus aplicaciones.
Los cuales se describen a continuación:
1.4.1 Ejes paralelos
Dentro de esta categoría se encuentran tres principales:
• Cilíndricos de dientes rectos.
• Cilíndricos de dientes helicoidales.
• Doble helicoidales.
1.4.1.1 Cilíndricos de dientes rectos
Los engranajes cilíndricos rectos son el tipo de engranaje más simple y de uso común que existe.Se utilizan generalmente para velocidades pequeñas y medias; a grandes velocidades, si no sonrectificados, o ha sido corregido su tallado, producen ruido cuyo nivel depende de la velocidadde giro que tengan. La figura 1.10 muestra la forma de un engrane recto.
8

Capítulo 1. 1.4.1. Ejes paralelos
Figura 1.10: Tipos de engranajes: cilíndrico recto.
• Ventajas: Son simples y con bajos costes de fabricación y mantenimiento.
• Inconvenientes: Funcionamiento ruidoso.
1.4.1.2 Cilíndricos de dientes helicoidales
Los engranajes cilíndricos de dentado helicoidal(en forma de hélice) están caracterizados por sudentado oblicuo con relación al eje de rotación. En estos engranajes el movimiento se transmitede modo igual que en los cilíndricos de dentado recto, pero con mayores ventajas. Los ejes de losengranajes helicoidales pueden ser paralelos o cruzarse, generalmente a 90°. Como se muestraen la figura 1.11.
Figura 1.11: Tipos de engranajes: cilíndrico helicoidal.
• Ventajas: Al producirse el engranaje de forma progresiva su funcionamiento es más suave ysilencioso. También transmite más carga que los engranajes rectos de iguales dimensiones,debido a la forma ligeramente más gruesa del diente en una plano perpendicular al derotación.
9

Capítulo 1. 1.4.2. Ejes perpendiculares
• Inconvenientes: Son más caros, y al estar inclinados, generan cargas axiales y momentosflectores, por lo que se necesitan cojinetes de empuje axial.
1.4.1.3 Doble helicoidales
Este tipo de engranajes llamados también bihelicoidales, de espina de arenque o espina depescado, la componente transversal de carga se anula por simetría, pero son más caros y difícilesde fabricar, por lo que sólo se emplean en aplicaciones de gran potencia de transmisión. Lafigura 1.12 muestra este tipo de engranes.
Figura 1.12: Tipos de engranajes: doble helicoidal.
1.4.2 Ejes perpendiculares
Los engranajes de este categoría basan su geometría de tal forma que permiten transmitirmovimiento entre ejes que se cortan. Son útiles no solo para transmitir movimiento entre ejes a90°, sino que se diseñan también para otros ángulos de acoplamiento.
1.4.2.1 Helicoidales cruzados
Son muy similares a los engranes helicoidales convencionales, pero su principal diferencia es quetienen menor capacidad de carga, esto es debido a que tienen un área de contacto entre dientesmuy reducida. La figura 1.13 muestra este tipo de engranes.
10

Capítulo 1. 1.4.2. Ejes perpendiculares
Figura 1.13: Tipos de engranajes: helicoidales cruzados.
1.4.2.2 Cónicos de dientes rectos
Efectúan la transmisión de movimiento de ejes que se cortan en un mismo plano, generalmenteen ángulo recto aunque no es el único ángulo, estos pueden variar el ángulo como por ejemplo45, 60, 70, etc., por medio de superficies cónicas dentadas. Los dientes convergen en el puntode intersección de los ejes. Son utilizados para efectuar reducción de velocidad con ejes en 90°.Estos engranajes generan más ruido que los engranajes cónicos helicoidales. En la actualidad seusan muy poco. Este tipo de engranes se muestran en la figura 1.14.
Figura 1.14: Tipos de engranajes: cónicos rectos.
1.4.2.3 Cónicos de dientes helicoidales
Son utilizados para efectuar una reducción de velocidad con ejes a 90°, se diferencian de loscónicos rectos en que los dientes no recorren un sentido radial al centro del eje del engranaje.Presentan una mayor superficie de contacto entre piñón y corona ya que más de un diente
11

Capítulo 1. 1.4.2. Ejes perpendiculares
hace contacto a la vez. Esto ultimo resulta en un funcionamiento relativamente silencioso. Sontambién más caros, debido a que son muy sensibles a errores de contacto en los dientes. Semuestran en la figura 1.15.
Figura 1.15: Tipos de engranajes: cónicos helicoidales.
1.4.2.4 Cónicos hipoides
También llamados hiperbólicos o hipoidales, se ilustran en figura 1.16. Una característica deéstos, es que los piñones hipoidales son más fuertes que los piñones cónicos espirales, debidoa que se pueden diseñar de tal manera que el ángulo espiral del piñón sea mayor que el de lacorona, lo que a su vez produce un mayor diámetro del piñón y más fuerte como resultado queen el piñón cónico correspondiente. Los engranajes hipoidales actúan más silenciosamente yse pueden empleare en relaciones mayores de velocidades que los engranajes cónicos espirales;aparte de que los engranajes hipoidales pueden ser esmerilados perfectamente.
Figura 1.16: Tipos de engranajes: cónicos hipoidales.
12

Capítulo 1. 1.4.3. Por forma de transmisión de movimiento
1.4.2.5 De rueda y tornillo sin fin
El tornillo sin-fin, que se muestra en la figura 1.9, es un mecanismo de transmisión circular com-puesto por dos elementos: el tornillo (sinfín), que actúa como elemento de entrada (o motriz) y larueda dentada, que actúa como elemento de salida (o conducido). La rosca del tornillo engranacon los dientes de la rueda de modo que los ejes de transmisión de ambos son perpendicularesentre sí. Este sistema posee una relación de transmisión muy baja, por lo que es un excelentereductor de velocidad y, por lo tanto, posee elevada ganancia mecánica. Además, el espacio queocupa es reducido. El tornillo es considerado una rueda dentada con un solo diente que ha sidotallado helicoidalmente.
1.4.3 Por la forma de transmitir el movimiento
1.4.3.1 Transmisión simple
Esta categoría es descrita como aquellos mecanismos de engranes, en los que unicamente inter-fieren un engrane piñón y un engrane conducido; el sistema puede ser por formado por cualquiertipo de engrane, ya sea recto, cónico, helicoidal, etc.
1.4.3.2 Transmisión con engranaje loco
Muchas veces, en las máquinas es necesario que dos ejes conectados giren en el mismo sentido.Para conseguir este objetivo se intercalan entre los dos engranajes un tercer engranaje que giralibre en un eje, y que lo único que hace es invertir el sentido de giro del eje conducido, porquela relación de transmisión no se altera en absoluto. Esta rueda intermedia hace las veces demotora y conducida y por lo tanto no altera la relación de transmisión. Este tipo de transmisiónse muestra en la figura 1.17.
Figura 1.17: Tipos de engranajes: mecanismo de engrane loco.
13
Capítulo 1. 1.4.3. Por forma de transmisión de movimiento
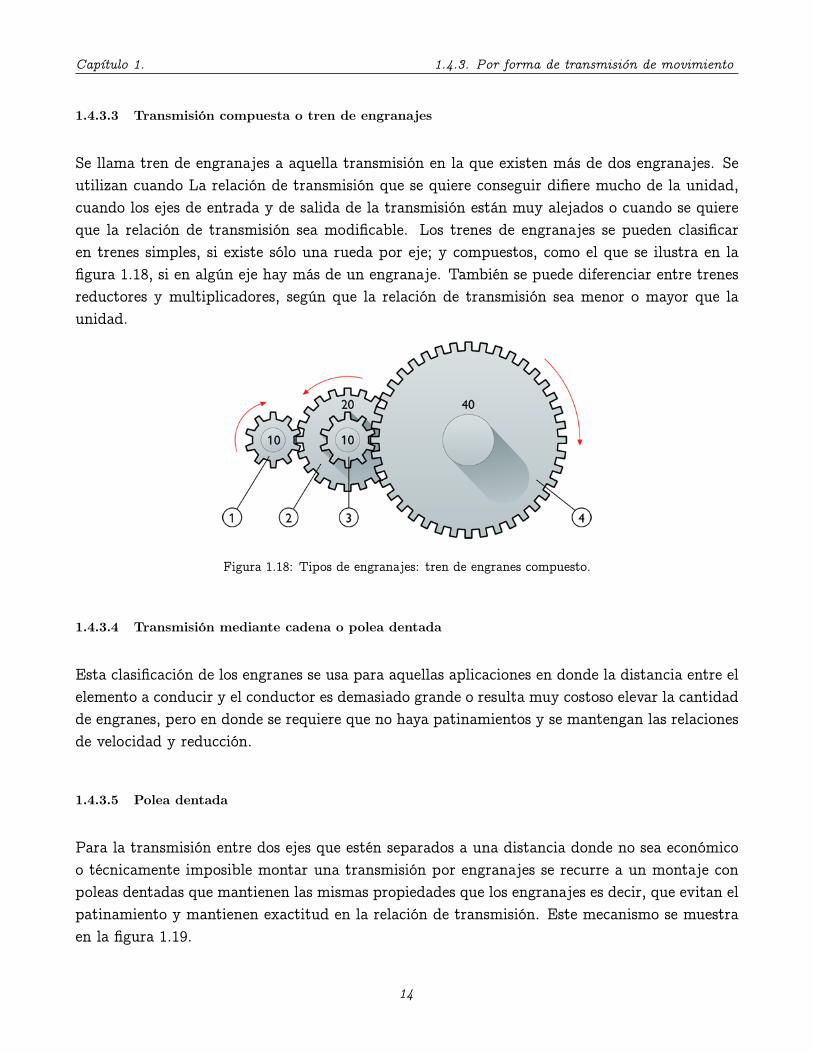
1.4.3.3 Transmisión compuesta o tren de engranajes
Se llama tren de engranajes a aquella transmisión en la que existen más de dos engranajes. Seutilizan cuando La relación de transmisión que se quiere conseguir difiere mucho de la unidad,cuando los ejes de entrada y de salida de la transmisión están muy alejados o cuando se quiereque la relación de transmisión sea modificable. Los trenes de engranajes se pueden clasificaren trenes simples, si existe sólo una rueda por eje; y compuestos, como el que se ilustra en lafigura 1.18, si en algún eje hay más de un engranaje. También se puede diferenciar entre trenesreductores y multiplicadores, según que la relación de transmisión sea menor o mayor que launidad.
Figura 1.18: Tipos de engranajes: tren de engranes compuesto.
1.4.3.4 Transmisión mediante cadena o polea dentada
Esta clasificación de los engranes se usa para aquellas aplicaciones en donde la distancia entre elelemento a conducir y el conductor es demasiado grande o resulta muy costoso elevar la cantidadde engranes, pero en donde se requiere que no haya patinamientos y se mantengan las relacionesde velocidad y reducción.
1.4.3.5 Polea dentada
Para la transmisión entre dos ejes que estén separados a una distancia donde no sea económicoo técnicamente imposible montar una transmisión por engranajes se recurre a un montaje conpoleas dentadas que mantienen las mismas propiedades que los engranajes es decir, que evitan elpatinamiento y mantienen exactitud en la relación de transmisión. Este mecanismo se muestraen la figura 1.19.
14

Capítulo 1. 1.4.3. Por forma de transmisión de movimiento
Figura 1.19: Tipos de engranajes: transmisión por polea dentada.
1.4.3.6 Mecanismo piñón cadena
El mecanismo piñón-cadena, es un método de transmisión, para transferir un movimiento gi-ratorio entre dos ejes paralelos que estén separados. También se emplea en sustitución de losreductores de velocidad por poleas cuando es importante evitar el deslizamiento entre la ruedaconductora y el mecanismo de transmisión (en este caso una cadena). El mecanismo se ilustraen la figura 1.20. Este mecanismo se compone de tres elementos: dos piñones, uno en cada unode los ejes, y una cadena cerrada. Los dientes de los piñones engranan de manera muy precisa enlos eslabones de la cadena, transmitiéndose así el movimiento. Comparado con el sistema correa-polea, el mecanismo piñón-cadena presenta la ventaja de poder transmitir grandes potencias conun buen rendimiento energético si bien es más ruidoso y necesita lubricantes.
Figura 1.20: Tipos de engranajes: transmisión por piñón y cadena.
15

Capítulo 1. 1.4.4. Por especialización en sus aplicaciones
1.4.4 Por especialización en sus aplicaciones
1.4.4.1 Planetarios
Un engranaje planetario o engranaje epicicloidal es un sistema de engranajes, o tren de en-granajes, consistente en uno o más engranajes externos o planetas que rotan sobre un engranajecentral o sol. Típicamente, los planetas se montan sobre un brazo móvil o porta-planetas que asu vez puede rotar en relación al sol. Los sistemas de engranajes planetarios pueden incorporartambién el uso de un engranaje anular externo o corona, que engrana con los planetas. Tal comose muestra en la figura 1.21.
Figura 1.21: Tipos de engranajes: sistema planetario.
1.4.4.2 Interiores
Los engranajes interiores o anulares son variaciones del engranaje recto en los que los dientesestán tallados en la parte interior de un anillo o de una rueda con reborde, en vez del exterior.Los engranajes interiores suelen ser impulsados por un piñón, un engranaje pequeño con pocosdientes. La cremallera (barra dentada plana que avanza en línea recta) funciona como una ruedadentada de radio infinito y puede emplearse para transformar el giro de un piñón en movimientoalternativo o viceversa. Se ilustra en la figura 1.22.
Figura 1.22: Tipos de engranajes: engrane interior y corona.
16
Capítulo 1. 1.5. Manufactura de engranes
1.4.4.3 De cremallera
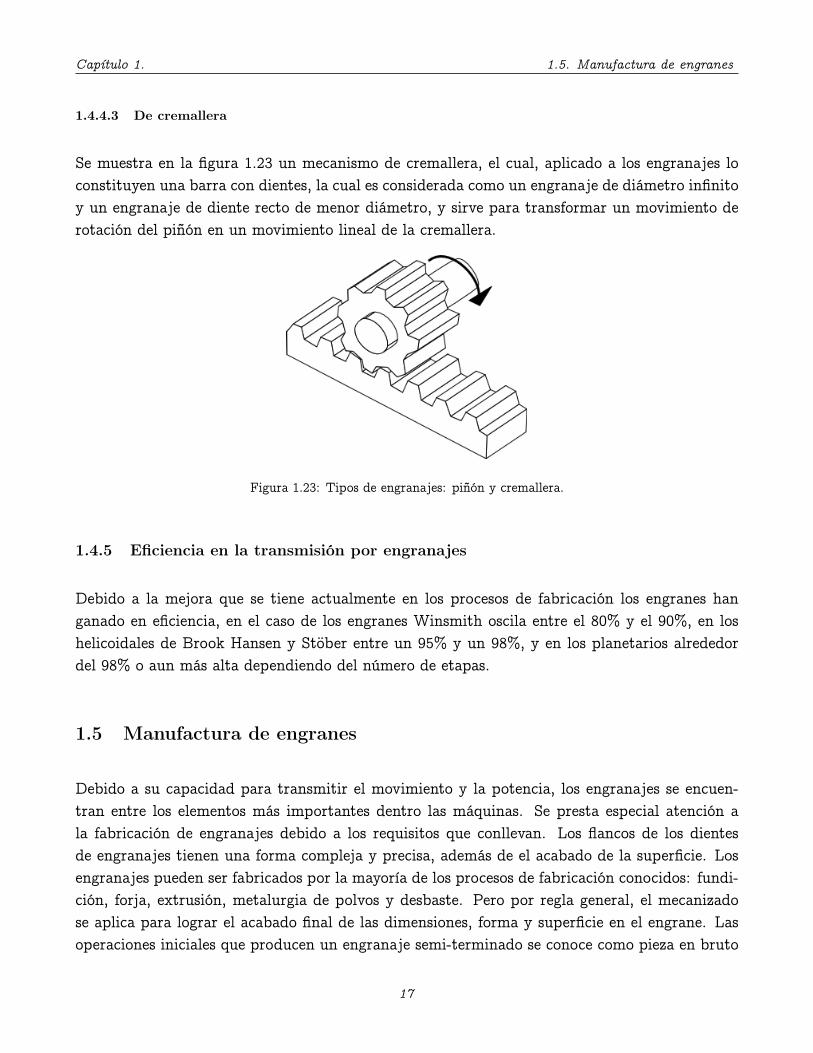
Se muestra en la figura 1.23 un mecanismo de cremallera, el cual, aplicado a los engranajes loconstituyen una barra con dientes, la cual es considerada como un engranaje de diámetro infinitoy un engranaje de diente recto de menor diámetro, y sirve para transformar un movimiento derotación del piñón en un movimiento lineal de la cremallera.
Figura 1.23: Tipos de engranajes: piñón y cremallera.
1.4.5 Eficiencia en la transmisión por engranajes
Debido a la mejora que se tiene actualmente en los procesos de fabricación los engranes hanganado en eficiencia, en el caso de los engranes Winsmith oscila entre el 80% y el 90%, en loshelicoidales de Brook Hansen y Stöber entre un 95% y un 98%, y en los planetarios alrededordel 98% o aun más alta dependiendo del número de etapas.
1.5 Manufactura de engranes
Debido a su capacidad para transmitir el movimiento y la potencia, los engranajes se encuen-tran entre los elementos más importantes dentro las máquinas. Se presta especial atención ala fabricación de engranajes debido a los requisitos que conllevan. Los flancos de los dientesde engranajes tienen una forma compleja y precisa, además de el acabado de la superficie. Losengranajes pueden ser fabricados por la mayoría de los procesos de fabricación conocidos: fundi-ción, forja, extrusión, metalurgia de polvos y desbaste. Pero por regla general, el mecanizadose aplica para lograr el acabado final de las dimensiones, forma y superficie en el engrane. Lasoperaciones iniciales que producen un engranaje semi-terminado se conoce como pieza en bruto
17

Capítulo 1. 1.5.1. Formado de engranes
de engranaje. Hay dos métodos principales de fabricación de engranajes:
• Formado de engranes.
• Generado de engranes.
Cada método incluye una serie de procesos de mecanizado, los cuales se describen a continuación.
1.5.1 Formado de engranes
En el proceso de formado de engranajes, la herramienta de corte tiene una forma idéntica alespacio entre los dientes de los engranajes. La figura 1.24 muestra este proceso.
Figura 1.24: Principio de formado de engranes.
Existen dos operaciones de mecanizado en esta categoría, el proceso de fresado y el proceso debrochado.
1.5.1.1 Formado por fresado de engranes
En este proceso la herramienta de corte o fresa tiene la forma especifica para un tipo de diente.Para cortar se desplaza axialmente a lo largo de la longitud del engranaje objetivo a profundidadapropiada para producir el diente de engranaje. Después de que cada diente se corta, el cortadorse retira, el engrane objetivo gira, y el cortador procede a cortar otro diente. El proceso continúahasta que se cortan todos los dientes, este proceso se muestra en la figura 1.25.
18

Capítulo 1. 1.5.1. Formado de engranes
Figura 1.25: Formado de engranes por fresadora. En la imagen formado de un engrane helicoidal.
Cada cortador es diseñado para cortar en un rango limitado de dientes. La precisión del perfilfinal del engrane cortado dependerá de la exactitud de la herramienta de corte y de la alineacióny rectitud de la fresadora. En el formado por fresadora, es requerido girar el engrane objetivocada vez que se finaliza un diente, este proceso es llevado a cabo por el cabezal giratorio, semuestra en la figura 1.26, el cual es calculado para generar la cantidad de dientes requeridas.
Figura 1.26: Formado de engranes, a) cortadores, b) cabezal giratorio de fresadora y c) platos ajustables.
Los platos ajustables para el cabezal giratorio, contienen graduaciones para controlar el giro delengrane objetivo.
1.5.1.2 Formado por brochado
El proceso de brochado para producir engranes es generalmente usado en dientes internos. Elproceso es muy rápido y produce piezas con gran precisión. Sin embargo es de muy alto costo
19
Capítulo 1. 1.5.2. Generado de engranes
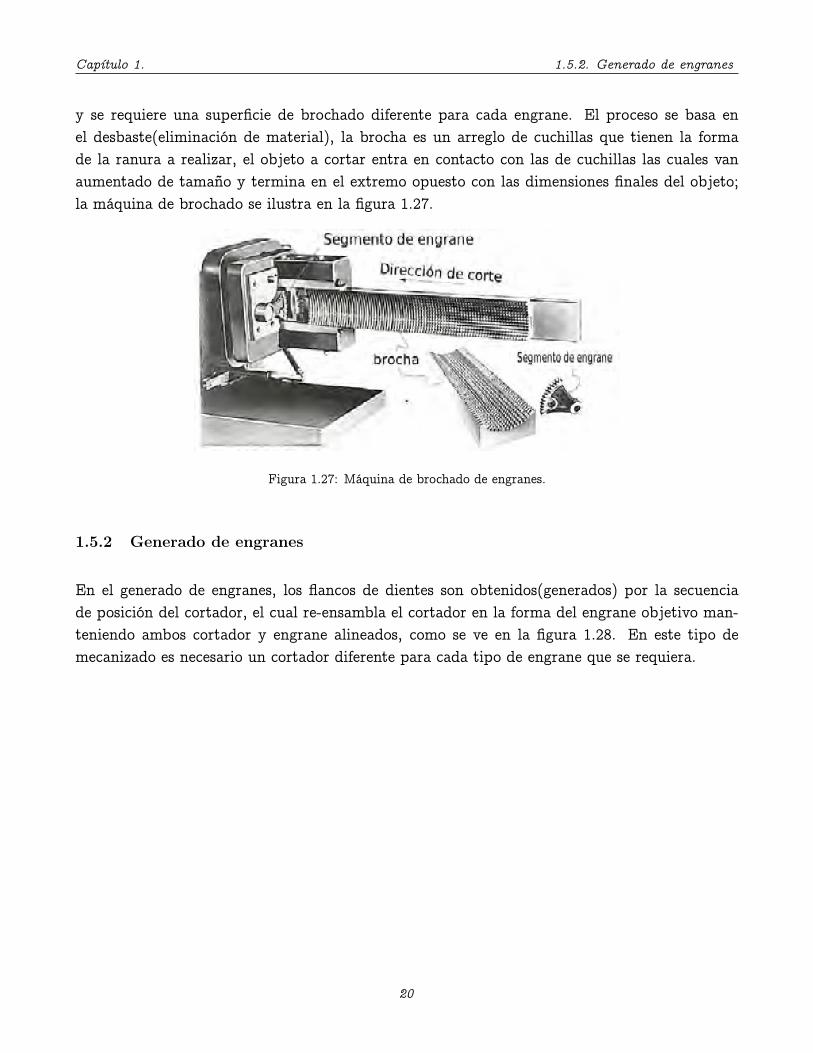
y se requiere una superficie de brochado diferente para cada engrane. El proceso se basa enel desbaste(eliminación de material), la brocha es un arreglo de cuchillas que tienen la formade la ranura a realizar, el objeto a cortar entra en contacto con las de cuchillas las cuales vanaumentado de tamaño y termina en el extremo opuesto con las dimensiones finales del objeto;la máquina de brochado se ilustra en la figura 1.27.
Figura 1.27: Máquina de brochado de engranes.
1.5.2 Generado de engranes
En el generado de engranes, los flancos de dientes son obtenidos(generados) por la secuenciade posición del cortador, el cual re-ensambla el cortador en la forma del engrane objetivo man-teniendo ambos cortador y engrane alineados, como se ve en la figura 1.28. En este tipo demecanizado es necesario un cortador diferente para cada tipo de engrane que se requiera.
20

Capítulo 1. 1.5.2. Generado de engranes
Figura 1.28: Generado de engrane por cortador en forma de diente.
En el generado de engranes, dos mecanizados son empleados, el de formado o shaping y fresado.En los cuales hay varias modificaciones del proceso para las diferentes herramientas de corte.
• Fresado con hob.
• Formado con piñón cortador.
• Formado con arreglo o rack de cortadores
El cortador y el engrane objetivo rotan al mismo tiempo manteniendo una relación estrecha envelocidad. El generado de engranes es usado en producción de alta calidad y para el finalizadode engranes.
1.5.2.1 Generado por fresa hob
Generado por hob o hobbing es un proceso de maquinado en el cual los dientes del engrane sonprogresivamente generados por una serie de cortes con un cortador curvo o hub. Ese proceso semuestra en la figura 1.29.
21

Capítulo 1. 1.5.2. Generado de engranes
Figura 1.29: Arreglo de manufactura hob.
Todos los movimientos del hob son rotatorios, y el engrane y el hob giran continuamente, en-samblados como dos engranes hasta que todos los dientes son cortados. En el proceso de cortadoel ángulo del hob y el engrane objetivo es de 90°menos el ángulo de referencia en los hilos delhob. Para engranes helicoidales, el hob es colocado de tal manera que el ángulo de la hélice seaparalelo a la dirección de los dientes a cortar. En adición un movimiento a lo largo de los dienteses necesario para cortar la totalidad del diente. La acción del hob es mostrado en la figura 1.30.
Figura 1.30: Cinemática del cortador hob sobre engrane objetivo.
El cortado del engrane por hob es una operación continua. El engrane objetivo y el hob sonconectados por un engranaje especifico con el cual giran. Para comenzar a cortar, el hob que semantiene girando es alimentado hasta que la profundidad del engrane es alcanzado. El procesode cortado continua hasta terminar el engrane. Máquinas tipo CNC son usualmente usadas enestos procesos debido a que alcanzan gran precisión y mantienen controladas variables como la
22

Capítulo 1. 1.5.2. Generado de engranes
temperatura; los cuales pueden influir en deformaciones. (Figura 1.31).
Figura 1.31: Máquina tipo CNC para maquinado por hob.
El engrane hob o cortador hob es formado por dientes dispuestos en un arreglo hélice como loshilos de un tornillo. Estos dientes están afilados para conseguir las caras requeridas. Figura1.32.
Figura 1.32: Cortador hob tipo HSS.
1.5.2.2 Generado con piñón cortador
Esta modificación de formado de engrane es definida por el proceso de generar dientes porrotación de un engrane reciproco afilado, la figura 1.33 muestra el proceso. El eje del cortador esparalelo al eje del engrane. El cortador rota a baja velocidad de igual manera el engrane objetivo,con un movimiento axial reciproco, para producir el dentado final. Un tren de engranajes provee
23

Capítulo 1. 1.5.2. Generado de engranes
la relación de velocidad apropiada entre el cortador y el engrane objetivo. El proceso de cortadopuede ser en un sentido o en otro. Debido a que el espacio requerido por el cortador es pequeño,el formado del engrane puede ser realizado cerca de la obstrucción del radio base del engrane.El generado de engranes es de las operaciones más versátiles usados para producir engranesinternos, engranes externos, y arreglos engrane piñón. Las ventajas de este proceso son que sepueden conseguir gran exactitud y herramientas de bajo costo. Este proceso es aplicado parafinalizar operaciones en todos los tipos de producción.
Figura 1.33: Formado por piñón cortador.
1.5.2.3 Generado por rack de cortadores
El generado por rack ser realiza mediante un cortador que en el proceso de cortado se encuentraparalelo al eje del engrane. El movimiento de corte es lento y lineal a la misma velocidad que girael engrane objetivo. El cortador rack es parecido a un segmento de cremallera afilada. Debidoa que no es practico mover más de 6 o 12 dientes en un cortador rack, es necesario retornarel cortador a su posición de inicio mientras el engrane objetivo se mantiene fijo. La ventajaprincipal de este método es la herramienta de corte de muy bajo costo junto a la alta precisiónen piezas de grandes dimensiones. El cortador rack se ilustra en la figura 1.34.
Figura 1.34: Generado de engranes por cortador tipo rack.
24

Capítulo 1. 1.5.3. Operaciones finales
1.5.3 Operaciones finales
En todos los procesos descritos, la superficie conseguida y el acabado dimensional pueden enmuchas ocasiones no ser suficientes para ciertas aplicaciones; por lo que aveces es necesariooperaciones extras incluyendo abrasivas, u hornos y procesos de esmerilados.
25

Capítulo 2
Teoría básica
En este capitulo se describe el arreglo óptico implementado para la detección de la superficiede un engrane recto, de igual modo se describe el proceso de reconstrucción tridimensional delperfil del engrane. Las secciones descritas a continuación también se detallan en este capitulo.
Microcontroladores, se usa como control e interface electrónica entre la mesa rotatoria(parte delarreglo óptico) y el software de el sistema. Control pid(proporcional-integral-derivativo), es elmétodo utilizado para el control de la posición y velocidad de rotación de la mesa, este es progra-mado en el microcontrolador. Software de visión, se mencionan las principales herramientas dedesarrollo usadas para este trabajo de tesis, como OpenCV y OpenGL. Redes neuronales y redde aproximación bezier, se usa una red neuronal artificial para la obtención de las dimensionesdel engrane. Métodos convencionales de inspección de engranes, se hace una enumeración y de-scripción de los métodos de inspección no ópticos. Métodos ópticos en metrología de engranes,se mencionan métodos ópticos de inspección de engranes y sus características. Detección delínea de luz por procesamiento de imágenes, se describe el método por el cual se detecta unalínea de luz mediante procesamiento de imágenes. Procesamiento de imágenes en programaciónparalela, el procesamiento paralelo facilita y agiliza el procesamiento de imágenes debido a laseparación de tareas en los cálculos, en este trabajo de tesis se uso para tareas de captura yprocesamiento de las imágenes.
26

Capítulo 2. 2.1.0. Configuración geométrica de detección de superficies y método implementado
2.1 Configuración geométrica de detección de superficies y método im-plementado
Existen tres principales configuraciones geométricas para la detección de la superficie de unobjeto en proyección de línea láser:
1. Cámara y proyector alineados a cierto un ángulo.
2. Proyector fijo perpendicularmente a la superficie del objeto y cámara alineada a un ángulo.
3. Cámara perpendicular al objeto y proyector alineado a un ángulo.
En el arreglo propuesto para la presente tesis, la línea se proyecta perpendicularmente a la su-perficie del objeto y la cámara se alinea a un ángulo. En la figura 2.1, se muestra la configuracióndel arreglo experimental usada. En este arreglo, el objeto se coloca en una plataforma que rotasobre su eje. Una línea de luz vertical se proyecta sobre el objeto para barrer su superficie.En cada rotación angular, la línea de luz sufre deformaciones de acuerdo con la topografía delobjeto. Cada línea de luz se captura por medio de una cámara CCD.
Figura 2.1: Configuración del arreglo experimental.
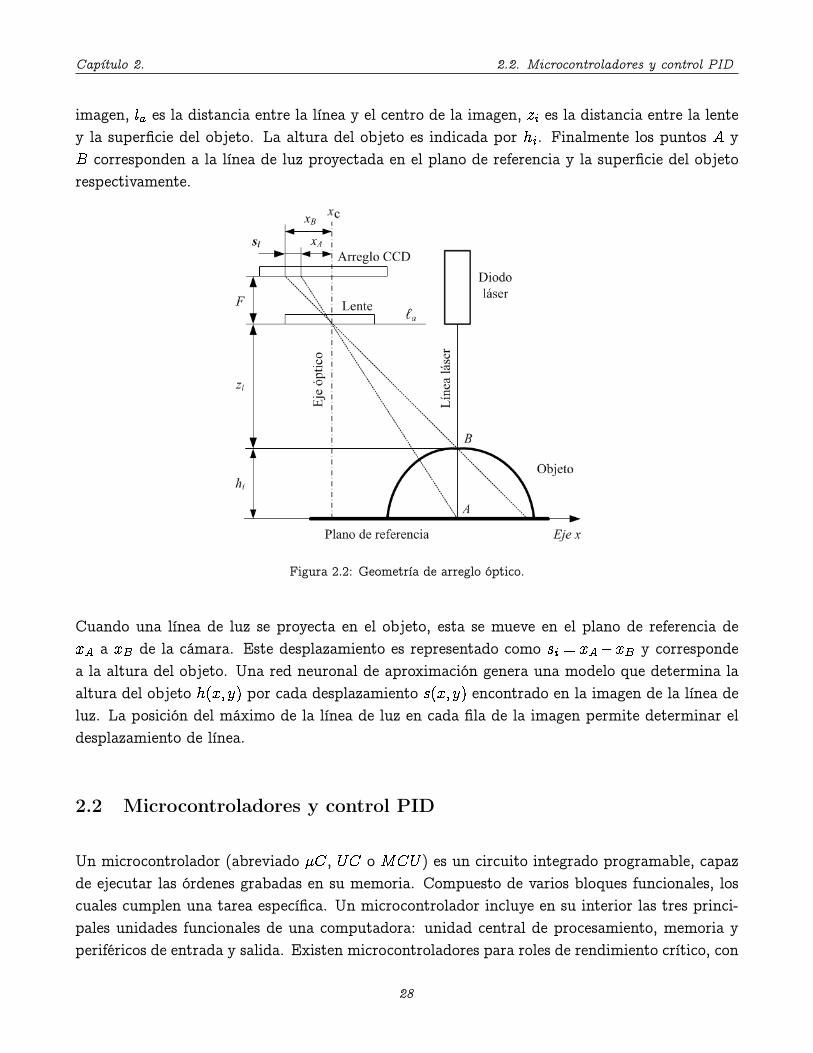
La altura de la superficie del objeto tiene proporción directa con la posición de a línea de luzen el plano de la imagen. Mediante una red neuronal de aproximación se obtiene un modelomatemático, el cual determina la topografía del objeto. La información producida por la redcorresponde a una sección transversal del objeto con las dimensiones reales del objeto. Estassecciones transversales son usadas para obtener la forma completa del objeto. La relación entreel desplazamiento de la línea de luz y la altura del objeto, se observa en la geometría del arregloóptico, la cual se muestra en la figura 2.2. Donde F es la longitud focal, xc el centro de la
27
Capítulo 2. 2.2. Microcontroladores y control PID
imagen, la es la distancia entre la línea y el centro de la imagen, zi es la distancia entre la lentey la superficie del objeto. La altura del objeto es indicada por hi. Finalmente los puntos A yB corresponden a la línea de luz proyectada en el plano de referencia y la superficie del objetorespectivamente.
Figura 2.2: Geometría de arreglo óptico.
Cuando una línea de luz se proyecta en el objeto, esta se mueve en el plano de referencia dexA a xB de la cámara. Este desplazamiento es representado como si = xA�xB y correspondea la altura del objeto. Una red neuronal de aproximación genera una modelo que determina laaltura del objeto h(x;y) por cada desplazamiento s(x;y) encontrado en la imagen de la línea deluz. La posición del máximo de la línea de luz en cada fila de la imagen permite determinar eldesplazamiento de línea.
2.2 Microcontroladores y control PID
Un microcontrolador (abreviado �C, UC o MCU) es un circuito integrado programable, capazde ejecutar las órdenes grabadas en su memoria. Compuesto de varios bloques funcionales, loscuales cumplen una tarea específica. Un microcontrolador incluye en su interior las tres princi-pales unidades funcionales de una computadora: unidad central de procesamiento, memoria yperiféricos de entrada y salida. Existen microcontroladores para roles de rendimiento crítico, con
28

Capítulo 2. 2.2.1. Control PID con microcontroladores
velocidades de reloj y consumo de energía más altos. Cuando el microcontrolador es fabricado,el microcontrolador no contiene datos en la memoria ROM . Para que pueda controlar algúnproceso es necesario generar y luego grabar en la EEPROM o equivalente del microcontroladoralgún programa, el cual puede ser escrito en lenguaje ensamblador, lenguaje C, C++ u otrolenguaje para microcontroladores; pero, para que el programa pueda ser grabado en la memoriadel microcontrolador, debe ser codificado en sistema numérico hexadecimal que es finalmenteel sistema que hace trabajar al microcontrolador cuando éste es alimentado con el voltaje ade-cuado y asociado a dispositivos analógicos y discretos para su funcionamiento. La principalcaracterística de los microcontroladores es que son diseñados para reducir el costo económico yel consumo de energía de un sistema en particular. Las características de la unidad central deprocesamiento, la cantidad de memoria y los periféricos incluidos dependerán de la aplicación.El control de un electrodoméstico sencillo como una batidora utilizará un procesador de (4 u 8bits) porque sustituirá a un autómata finito. En cambio, aplicaciones más avanzadas como unreproductor de música y/o vídeo digital (MP3 o MP4) requerirá de un procesador de 32 bits ode 64 bits y de uno o más códecs de señal digital (audio y/o vídeo). El control de un sistema defrenos ABS (Antilock Brake System) se basa normalmente en un microcontrolador de 16 bits,al igual que el sistema de control electrónico del motor en un automóvil.
2.2.1 Control PID con microcontroladores
Un PID es un mecanismo de control por realimentación que calcula la desviación o error entreun valor medido y el valor que se quiere obtener, para aplicar una acción correctora que ajusteel proceso. El algoritmo de cálculo del control PID se da en tres parámetros: el proporcional,el integral, y el derivativo. El valor Proporcional determina la reacción del error actual. ElIntegral genera una corrección proporcional a la integral del error, esto asegura que aplicandoun esfuerzo de control suficiente, el error de seguimiento se reduce a cero. El Derivativo determinala reacción del tiempo en el que el error se produce. La suma de estas tres acciones es usadapara ajustar un proceso en que se necesite controlar una o varias variables. La respuesta delcontrolador puede ser descrita en términos de respuesta del control ante un error, el grado elcual el controlador llega al "set point" o punto requerido, y el grado de oscilación del sistema.En muchas aplicaciones el uso del PID para control no garantiza control óptimo del sistema o laestabilidad del mismo. Algunas aplicaciones pueden solo requerir de uno o dos modos de los queprovee este sistema de control. Un controlador PID puede ser llamado también PI, PD, P o I enla ausencia de las acciones de control respectivas. Los controladores PI son los más comunes, yaque la acción derivativa es muy sensible al ruido, y la ausencia del proceso integral puede evitarque se alcance al valor deseado debido a la acción de control. La implementación de un controlPID requiere del sensado de una magnitud física a controlar y un actuador por el cual llevar a
29

Capítulo 2. 2.2.1. Control PID con microcontroladores
cabo el control. Para implementar control PID en software son necesario ciertas estructuras dedatos, las cuales se pueden diseñar a partir del diagrama de un sistema de control PID general;la figura 2.3 muestra un control PID en sus partes esenciales.
Figura 2.3: Diagrama de un control típico PID.
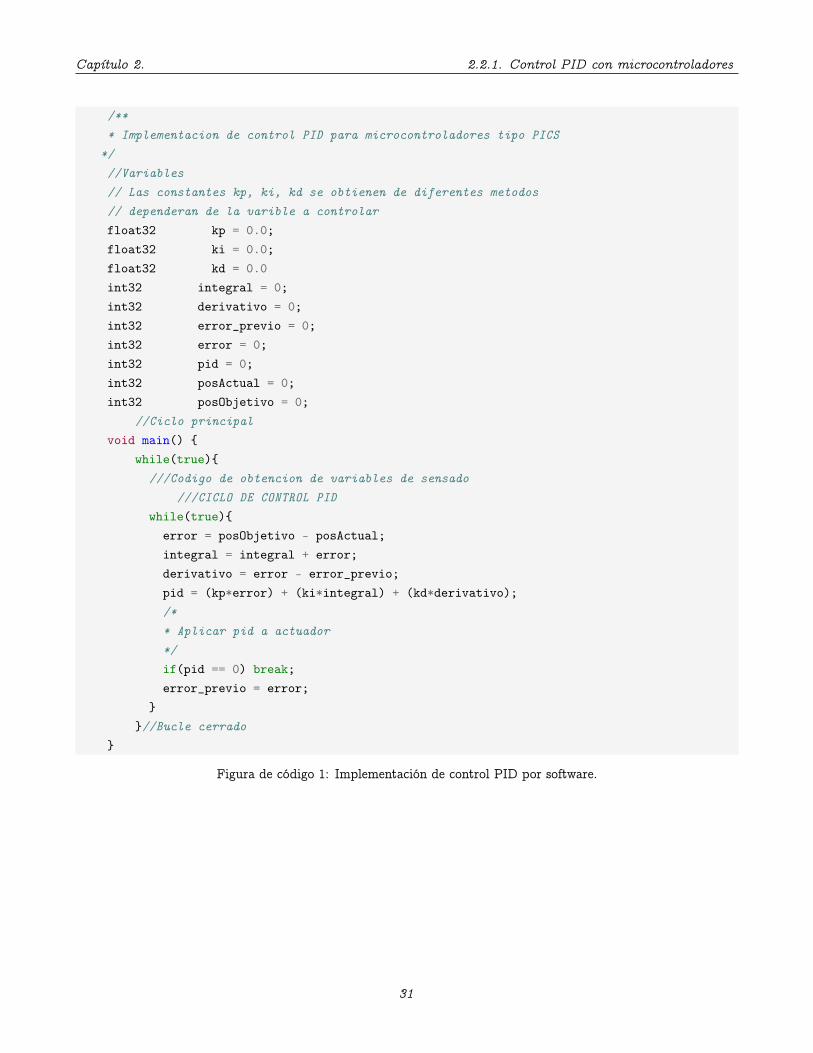
El recuadro denominado planta en la figura 2.3 representa la variable a la cual se quiere controlar,u(t) es el punto al cual se requiere que el sistema converja, e(t) es el error o la diferencia entreu(t) y el valor en el que se encuentra el sistema y(t); con estos datos es posible implementar unalgoritmo en lenguaje C++ para microcontroladores en el cual sea posible controlar un sistema.El programa de la figura 1 muestra como se define un sistema PID para microcontroladores enlenguaje C++.
30
Capítulo 2. 2.2.1. Control PID con microcontroladores
/*** Implementacion de control PID para microcontroladores tipo PICS
*///Variables// Las constantes kp, ki, kd se obtienen de diferentes metodos// dependeran de la varible a controlarfloat32 kp = 0.0;float32 ki = 0.0;float32 kd = 0.0int32 integral = 0;int32 derivativo = 0;int32 error_previo = 0;int32 error = 0;int32 pid = 0;int32 posActual = 0;int32 posObjetivo = 0;
//Ciclo principalvoid main() {
while(true){///Codigo de obtencion de variables de sensado
///CICLO DE CONTROL PIDwhile(true){
error = posObjetivo - posActual;integral = integral + error;derivativo = error - error_previo;pid = (kp*error) + (ki*integral) + (kd*derivativo);/** Aplicar pid a actuador*/if(pid == 0) break;error_previo = error;
}}//Bucle cerrado
}
Figura de código 1: Implementación de control PID por software.
31

Capítulo 2. 2.3.3. Framework de desarrollo Qt
2.3 Software de visión OpenCV, API OpenGL, framework de desarrolloQt
2.3.1 Biblioteca OpenCV
OpenCV (Open Source Computer Vision Library) es una biblioteca libre de visión artificialoriginalmente desarrollada por Intel. Su uso va desde sistemas de seguridad con detecciónde movimiento, hasta aplicativos de control de procesos donde se requiere reconocimiento deobjetos. Esto se debe a que su publicación se da bajo licencia BSD, que permite que sea usadalibremente para propósitos comerciales y de investigación con las condiciones en ella expresadas.Open CV es multiplataforma, existiendo versiones para GNU/Linux, Mac OS X y Windows.Contiene más de 500 funciones que abarcan una gran gama de áreas en el proceso de visión,como reconocimiento de objetos (reconocimiento facial), calibración de cámaras, visión estéreoy visión robótica. Los responsables del proyecto proporcionan un entorno de desarrollo fácil deutilizar y altamente eficiente. Esto se ha logrado, realizando su programación en código C y C++optimizados, aprovechando además las capacidades que proveen los procesadores multinúcleo.OpenCV puede además utilizar el sistema de primitivas de rendimiento integradas de Intel, unconjunto de rutinas de bajo nivel específicas para procesadores Intel (IPP).
2.3.2 API OpenGL
OpenGL (Open Graphics Library) es una especificación estándar que define una API multilen-guaje y multiplataforma para escribir aplicaciones que produzcan gráficos 2D y 3D. La interfazconsiste en más de 250 funciones diferentes que pueden usarse para dibujar escenas tridimension-ales complejas a partir de primitivas geométricas simples, tales como puntos, líneas y triángulos.Fue desarrollada originalmente por Silicon Graphics Inc. (SGI) en 1992 y se usa ampliamenteen CAD, realidad virtual, representación científica, visualización de información y simulación devuelo. También se usa en desarrollo de videojuegos y muchas otras áreas.
2.3.3 Framework de desarrollo Qt
Qt es una biblioteca multiplataforma ampliamente usada para desarrollar aplicaciones con in-terfaz gráfica de usuario, así como también para el desarrollo de programas sin interfaz gráfica,como herramientas para la línea de comandos y consolas para servidores. Qt es desarrolladacomo un software libre y de código abierto a través de Qt Project, donde participa tanto lacomunidad, como desarrolladores de Nokia, Digia y otras empresas. Qt utiliza el lenguaje de
32
Capítulo 2. 2.4. Redes neuronales artificiales
programación C++ de forma nativa, adicionalmente puede ser utilizado en varios otros lenguajesde programación a través de bindings. También es usada en sistemas informáticos empotradospara automoción, aeronavegación y aparatos domésticos como frigoríficos. Funciona en todas lasprincipales plataformas, y tiene un amplio apoyo. El API de la biblioteca cuenta con métodospara acceder a bases de datos mediante SQL, así como uso de XML, gestión de hilos, soportede red, una API multiplataforma unificada para la manipulación de archivos y una multitudde otros para el manejo de ficheros, además de estructuras de datos tradicionales. Qt soportaintegración con OpenCV y OpenGL. Ya que es multiplataforma es decir puede ser usado enWindows, Linux y Mac, un programa escrito en una plataforma solo sera necesario recompilarel código fuente para otra plataforma para usarse.
2.4 Redes neuronales artificiales
Las redes de neuronas artificiales(RNA) son un paradigma de aprendizaje y procesamiento au-tomático inspirado en la forma en que funciona el sistema nervioso de los animales. Se tratade un sistema de interconexión de neuronas que colaboran entre sí para producir un estímulode salida. En inteligencia artificial es frecuente referirse a ellas como redes de neuronas o redesneuronales. Las RNA son una representación de un cerebro humano que intenta simular suproceso de aprendizaje. Son artificiales debido a que son programadas e implementadas en unordenador. Existen diferentes tipos de configuraciones de RNA y también áreas de aplicaciónespecíficas como: reconocimiento de patrones, clasificación de datos, control entre otras. LasRNA se basan en la estructura biológica de una neurona humana. En la figura 2.4 se muestra elesquema de una neurona.
Figura 2.4: Esquema de una neurona.
Actualmente no se conoce a fondo como funciona el cerebro humano, las tareas de aprendizaje,resolución de problemas y memorización, son aun un tema de investigación, sin embargo lacomputación conexionista o las RNA, buscan la simulación abstracta de estos sistemas nerviosos
33

Capítulo 2. 2.4. Redes neuronales artificiales
biológicos, en el cual conjuntos de neuronas son conectadas entre si; principalmente imitanla conexión entre dendritas y axones. La implementación de las RNA toma característicasesenciales de las neuronas, estas pueden ser descritas como cajas de negras, que aceptan datos oseñales de entrada(estímulos) y producen patrones de salida. El modelo de una neurona artificialse caracteriza por una función de activación que convierte la entrada total recibida de otrasunidades en un valor de salida, el cual hace la función de la tasa de disparo de la neurona. Lasconexiones entre neuronas determinan si es posible que una unidad influya sobre otra, los pesosdefinen la intensidad de la influencia. Una unidad de proceso recibe varias entradas procedentesde las salidas de otras unidades de proceso. La entrada total de una neurona se calcula como lasuma de todas las entradas ponderadas, es decir, multiplicadas por el peso de la conexión. Estasuniones o conexiones sinápticas son simuladas por conexiones ponderadas; A mayor peso mejorsinapsis simulada. El efecto de las sinápsis usa pesos negativos o positivos, dependiendo del pesode las conexiones entre los nodos, la red puede reconocer un patrón previamente presentado,o se entrena en el conocimiento de un nuevo patrón para utilizarlo posteriormente. Existendiferentes clasificaciones de las RNA, estas se basan en sus algoritmos, redes de pesos fijos, redesde entrenamiento no supervisado y supervisado. Las redes de aproximación son una clasificaciónespecial de las RNA, las cuales tienen las siguientes características:
• Tienen dos capas de neuronas.
• Cada neurona de la primera capa responde a una entrada de muestra m en particular.
• Los pesos entre las dos capas se ajustan de manera que cada salida de las neuronas de lasegunda capa sea exactamente la salida deseada de cada entrada muestra m.
Además, el entrenamiento de las redes de aproximación son casi directas, el método es el sigu-iente:
1. Para cada muestra se crea un nodo centrado en la muestra.
2. Se tiene una ecuación por cada entrada de muestra, la cual se consigue de la siguientemanera:
(a) Se calculan las distancias entre las muestras y centros.
(b) Se calcula la función de la forma de la neurona a cada distancia del centro.
(c) Se multiplica cada función por el correspondiente peso.
(d) Se iguala la salida de la muestra con la suma de las neuronas ponderadas.
3. Finalmente se resuelven las ecuaciones para los pesos.
34
Capítulo 2. 2.4.1. Redes de aproximación de Bezier
2.4.1 Redes de aproximación de Bezier
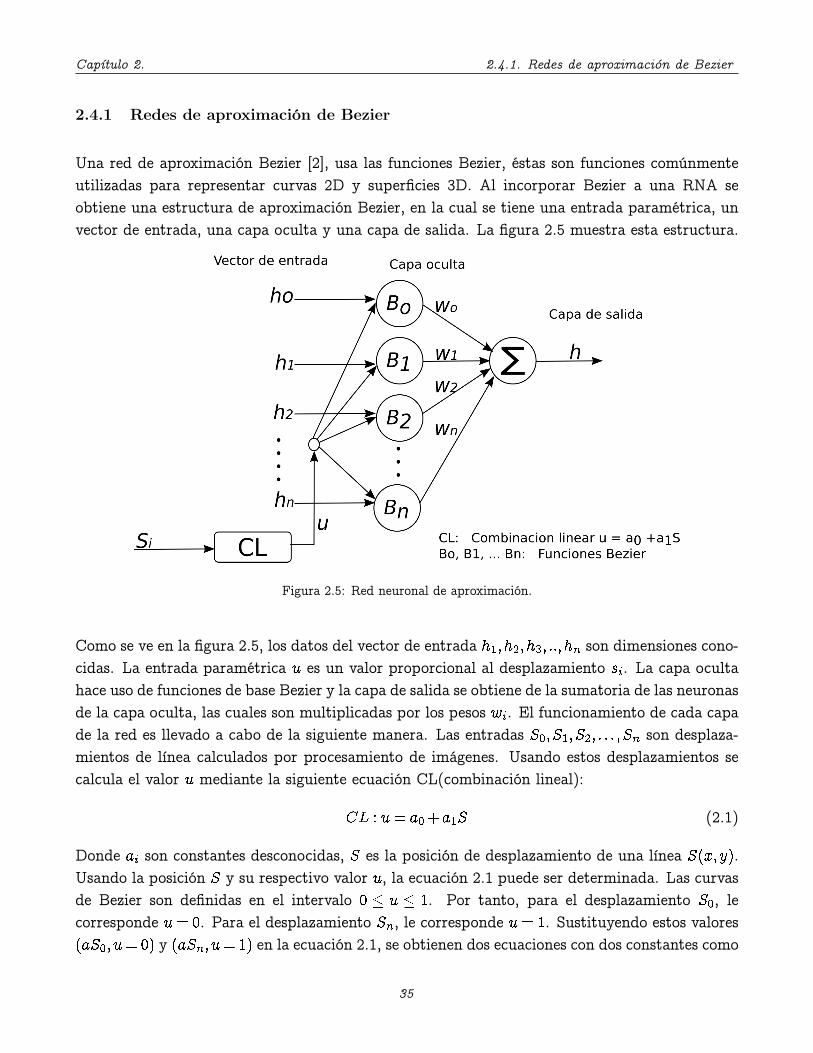
Una red de aproximación Bezier [2], usa las funciones Bezier, éstas son funciones comúnmenteutilizadas para representar curvas 2D y superficies 3D. Al incorporar Bezier a una RNA seobtiene una estructura de aproximación Bezier, en la cual se tiene una entrada paramétrica, unvector de entrada, una capa oculta y una capa de salida. La figura 2.5 muestra esta estructura.
Figura 2.5: Red neuronal de aproximación.
Como se ve en la figura 2.5, los datos del vector de entrada h1;h2;h3; ::;hn son dimensiones cono-cidas. La entrada paramétrica u es un valor proporcional al desplazamiento si. La capa ocultahace uso de funciones de base Bezier y la capa de salida se obtiene de la sumatoria de las neuronasde la capa oculta, las cuales son multiplicadas por los pesos wi. El funcionamiento de cada capade la red es llevado a cabo de la siguiente manera. Las entradas S0;S1;S2; : : : ;Sn son desplaza-mientos de línea calculados por procesamiento de imágenes. Usando estos desplazamientos secalcula el valor u mediante la siguiente ecuación CL(combinación lineal):
CL : u= a0+a1S (2.1)
Donde ai son constantes desconocidas, S es la posición de desplazamiento de una línea S(x;y).Usando la posición S y su respectivo valor u, la ecuación 2.1 puede ser determinada. Las curvasde Bezier son definidas en el intervalo 0 � u � 1. Por tanto, para el desplazamiento S0, lecorresponde u= 0. Para el desplazamiento Sn, le corresponde u= 1. Sustituyendo estos valores(aS0;u=0) y (aSn;u=1) en la ecuación 2.1, se obtienen dos ecuaciones con dos constantes como
35

Capítulo 2. 2.4.1. Redes de aproximación de Bezier
incógnitas. Resolviendo estas ecuaciones, a0 y a1 son determinadas, y se satisface la ecuación 2.1.De esta manera, para un particular desplazamiento Si un valor u es calculado mediante 2.1. Lasentradas h1;h2;h3; ::;hn son obtenidas por medición de un objeto patrón, es decir, se conocenlos desplazamientos Si para cada entrada h1;h2;h3; ::;hn. Las neuronas de la capa oculta sonfunciones Bezier, las cuales son de la forma:
Bi(u) =
n
i
!ui1�un�1; 0� u� 1 (2.2)
Para la ecuación 2.2, el termino combinatorio es de la siguiente forma: n
i
!=
n!
i!(n� i)! (2.3)
La respuesta de salida es la dimensión del objeto aproximada por la RNA, estas dimensiones seobtienen con la siguiente ecuación:
h(u) =nXi=0
wiBi(u)hi; 0� u� 1 (2.4)
Donde wi son pesos que modifican los valores de cada neurona de la capa oculta. Así el pro-cedimiento descrito permite obtener un valor de salida hi para un desplazamiento de línea Si.Para tener la RNA completamente descrita es necesario el calculo de los pesos. El computode los pesos w0;w1;w2; : : : ;wn se consigue forzando a la red a producir las salidas conocidash1;h2;h3; ::;hn. Esto se lleva a cabo mediante un mecanismo de ajuste, este mecanismo usa laecuación 2.4. Para cada entrada ui, se tiene una salida hi, de esta manera se consigue el siguientesistema de ecuaciones:
h0 = w0
�n0
�(1�u)nu0h0 + w1
�n1
�(1�u)n�1u1h1 + � � � + wn
�nn
�(1�u)0unhn
h1 = w0
�n0
�(1�u)nu0h0 + w1
�n1
�(1�u)n�1u1h1 + � � � + wn
�nn
�(1�u)0unhn
......
... . . . ...hn = w0
�n0
�(1�u)nu0h0 + w1
�n1
�(1�u)n�1u1h1 + � � � + wn
�nn
�(1�u)0unhn
donde 0� u� 1
(2.5)
El sistema de ecuaciones 2.5, se puede representar de la forma:
h1 = w1�1;1 + w2�1;2 + � � � + wn�1;n
h2 = w1�2;1 + w2�2;2 + � � � + wn�2;n...
...... . . . ...
hn = w1�n;1 + w2�n;2 + � � � + wn�n;n
(2.6)
En la ecuación 2.6 se usa � en lugar de B, para diferenciar el proceso de entrenamiento de la red.
36

Capítulo 2. 2.5. Métodos convencionales en inspección de engranes
Para un mejor manejo, el sistema de ecuaciones 2.6, se puede representar de forma matricial�W =H, con la siguiente expresión:
2666664
�0;0 �0;1 � � � �0;n
�1;0 �1;1 � � � �1;n...
... . . . ...�n;0 �n;1 � � � �n;n
3777775
2666664
w0
w1
...wn
3777775=
2666664
h0
h1...hn
3777775 (2.7)
Al resolver el sistema de ecuaciones 2.7, los pesos wi para la RNA de aproximación son directa-mente obtenidos, con lo cual el entrenamiento es “casi” directo. El resultado de esta red es unafunción continua; para efectos de este trabajo, esta RNA de aproximación describe la superficiede un objeto. Para cada desplazamiento si, se calcula una hi resolviendo la ecuación 2.7.
2.5 Métodos convencionales en inspección de engranes
Los procesos de metrología de engranes son de las operaciones más comunes realizadas en lasindustrias de manufactura y laboratorios de inspección de calidad. En un proceso de manufacturaalgunas o todos los procedimientos de inspección son necesarios para mantener los requerimientode calidad.
Parámetros de inspecciónDimensiones de engranes Precisión de la herramienta de corteCalidad de engranes Montaje de la herramienta de corteGrado de fijación en las maquinas Formas correctas de herramientas de corteInstalación Procesos de tratamiento térmicoCalidad de holguras Condiciones de equipo de producción
Tabla 2.1: Parámetros principales en metrología.
La tabla 2.1, muestra los parámetros de inspección en metrología de engranes comúnmenteutilizados [3]. Los siguientes temas describen los procedimientos convencionales de metrologíade engranes. Los siguientes procedimientos de inspección se encuentran dentro de la categoría deinspección por contacto, donde el contacto físico se hace entre el objeto a ser inspeccionado, y eldispositivo de medición. Típicamente el contacto se consigue utilizando una sonda mecánica o deotro dispositivo que toca el elemento, y permite que el procedimiento de inspección se produzca.Por su naturaleza, la inspección de contacto se refiere a una dimensión física de la pieza, ypor lo tanto los métodos de contacto se utilizan ampliamente en las industrias de fabricación yproducción para evaluar las piezas de metal.
37

Capítulo 2. 2.5.1. Inspección de dimensión
2.5.1 Inspección de dimensión
Uno de los métodos tradicionales de la inspección de un engranaje para la obtención de susdimensiones es la medición sobre pasadores(barriles) o bolas con un micrómetro[4][6], tal comose ilustra en la figura 2.6. El uso de barriles de medición proporciona un método preciso yconveniente de determinar el espesor de diente de un engranaje de cualquier diámetro dentro dela capacidad de los micrómetros disponibles.
Figura 2.6: Medición del tamaño de un engrane con micrómetro de bolas o barriles.
Para engranajes de mayor diámetro, la medición con bernier se usa comúnmente, este método seve en la figura 2.7. La inspección de composición también proporciona una medición de tamañode los dientes de engranajes. La medida del tamaño o dimensiones se utiliza para proporcionarla holgura correcta del engranaje cuando este se monte con otro engranaje de acoplamiento encondiciones de operación.
Figura 2.7: Medición del tamaño de un un diente con pie de rey.
38
Capítulo 2. 2.5.3. Inspección de composición
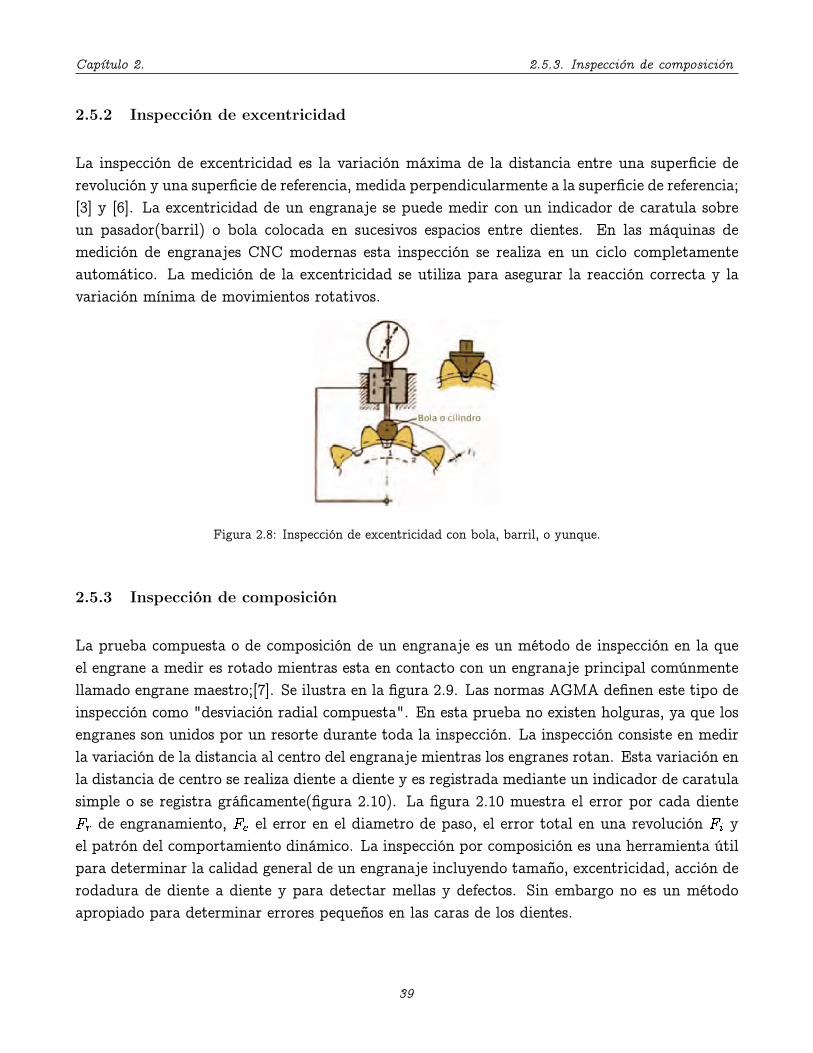
2.5.2 Inspección de excentricidad
La inspección de excentricidad es la variación máxima de la distancia entre una superficie derevolución y una superficie de referencia, medida perpendicularmente a la superficie de referencia;[3] y [6]. La excentricidad de un engranaje se puede medir con un indicador de caratula sobreun pasador(barril) o bola colocada en sucesivos espacios entre dientes. En las máquinas demedición de engranajes CNC modernas esta inspección se realiza en un ciclo completamenteautomático. La medición de la excentricidad se utiliza para asegurar la reacción correcta y lavariación mínima de movimientos rotativos.
Figura 2.8: Inspección de excentricidad con bola, barril, o yunque.
2.5.3 Inspección de composición
La prueba compuesta o de composición de un engranaje es un método de inspección en la queel engrane a medir es rotado mientras esta en contacto con un engranaje principal comúnmentellamado engrane maestro;[7]. Se ilustra en la figura 2.9. Las normas AGMA definen este tipo deinspección como "desviación radial compuesta". En esta prueba no existen holguras, ya que losengranes son unidos por un resorte durante toda la inspección. La inspección consiste en medirla variación de la distancia al centro del engranaje mientras los engranes rotan. Esta variación enla distancia de centro se realiza diente a diente y es registrada mediante un indicador de caratulasimple o se registra gráficamente(figura 2.10). La figura 2.10 muestra el error por cada dienteFr de engranamiento, Fe el error en el diametro de paso, el error total en una revolución Fi yel patrón del comportamiento dinámico. La inspección por composición es una herramienta útilpara determinar la calidad general de un engranaje incluyendo tamaño, excentricidad, acción derodadura de diente a diente y para detectar mellas y defectos. Sin embargo no es un métodoapropiado para determinar errores pequeños en las caras de los dientes.
39
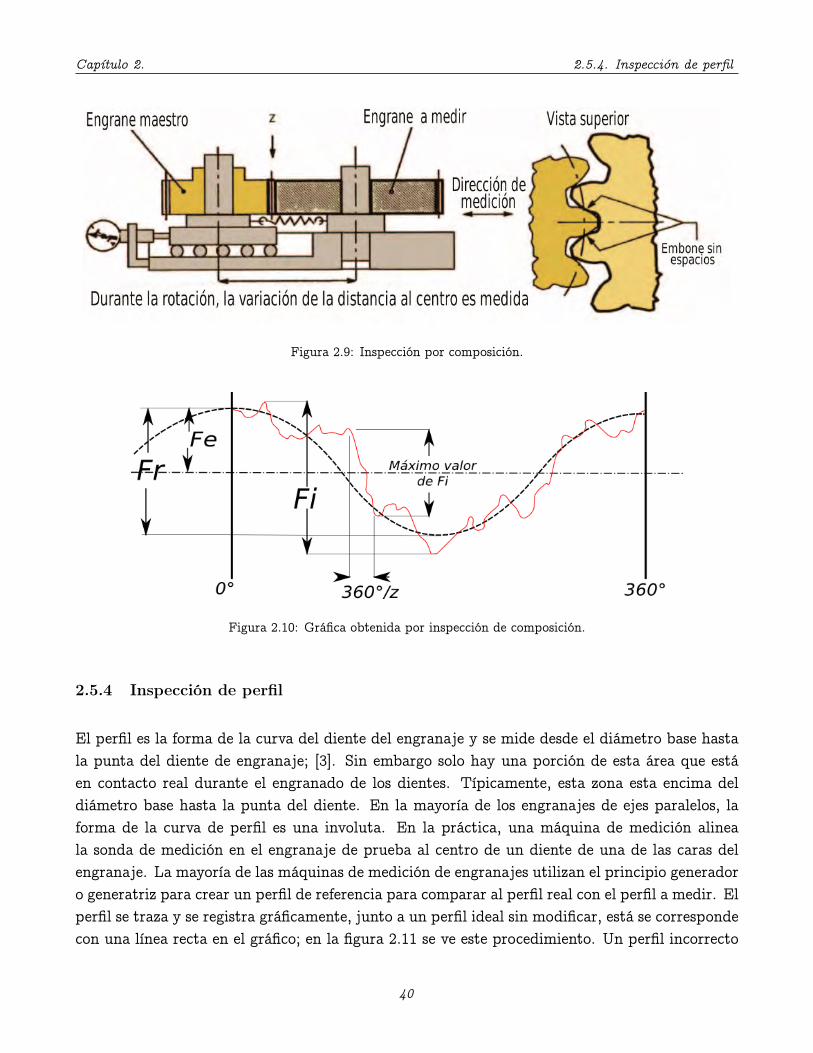
Capítulo 2. 2.5.4. Inspección de perfil
Figura 2.9: Inspección por composición.
Figura 2.10: Gráfica obtenida por inspección de composición.
2.5.4 Inspección de perfil
El perfil es la forma de la curva del diente del engranaje y se mide desde el diámetro base hastala punta del diente de engranaje; [3]. Sin embargo solo hay una porción de esta área que estáen contacto real durante el engranado de los dientes. Típicamente, esta zona esta encima deldiámetro base hasta la punta del diente. En la mayoría de los engranajes de ejes paralelos, laforma de la curva de perfil es una involuta. En la práctica, una máquina de medición alineala sonda de medición en el engranaje de prueba al centro de un diente de una de las caras delengranaje. La mayoría de las máquinas de medición de engranajes utilizan el principio generadoro generatriz para crear un perfil de referencia para comparar al perfil real con el perfil a medir. Elperfil se traza y se registra gráficamente, junto a un perfil ideal sin modificar, está se correspondecon una línea recta en el gráfico; en la figura 2.11 se ve este procedimiento. Un perfil incorrecto
40

Capítulo 2. 2.5.5. Inspección de hélice
provocará una rotación no uniforme de la rueda dentada, lo que ocasiona un error grande dediente a diente, carga desigual y problemas de ruido. En casos extremos, se puede producir unfallo prematuro del engranaje.
Figura 2.11: Inspección de perfil con grados absolutos de rotación.
2.5.5 Inspección de hélice
Las normas de inspección AGMA definen la desviación de hélice(variación de la alineación delos dientes) como la diferencia entre los hélices medidos a los hélices de diseño;[6], este tipo deinspección se muestra en la figura 2.12. En la práctica, una máquina de medición alinea la sondao palpador de medición en el engrane de pruebas en el diámetro primitivo, el cual es rastreadoy registrado gráficamente, se compara usando una hélice teórica, la cual corresponde a una línearecta en el gráfico. La inspección de hélice se utiliza para determinar el correcto contacto cara acara entre los engranajes de acoplamiento. Una hélice incorrecta creará carga desigual y ruido.
Figura 2.12: Gráfica de desviación de hélice.
41
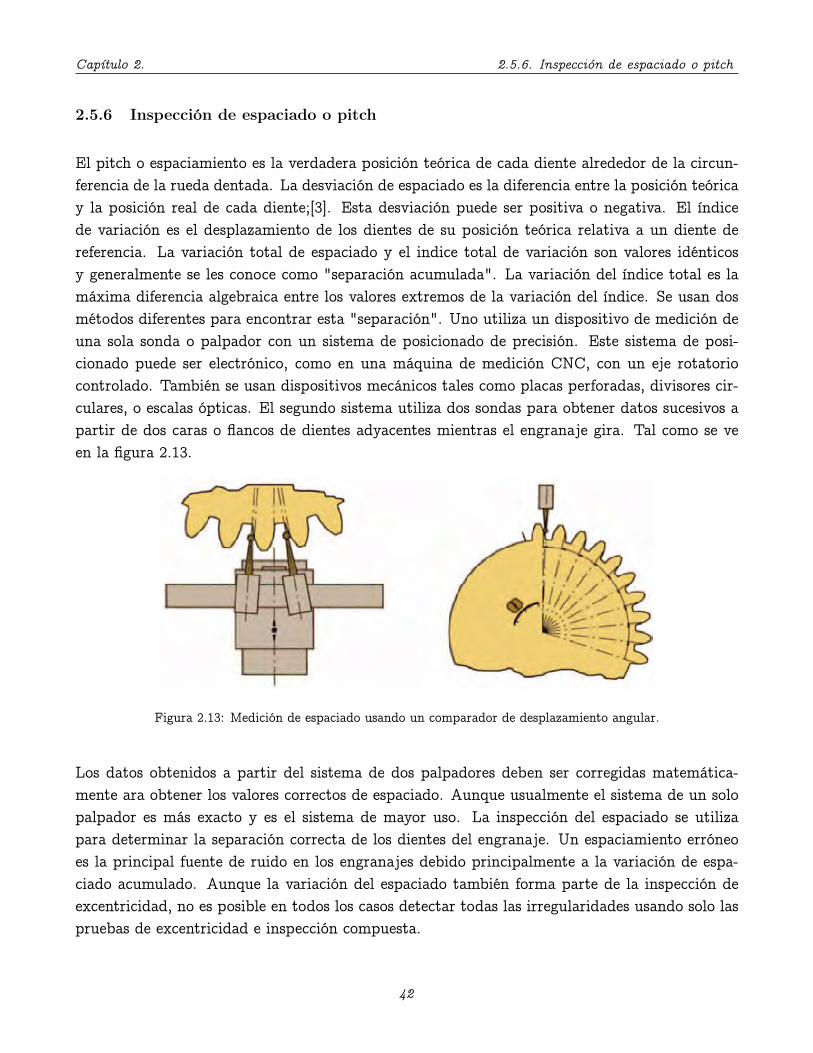
Capítulo 2. 2.5.6. Inspección de espaciado o pitch
2.5.6 Inspección de espaciado o pitch
El pitch o espaciamiento es la verdadera posición teórica de cada diente alrededor de la circun-ferencia de la rueda dentada. La desviación de espaciado es la diferencia entre la posición teóricay la posición real de cada diente;[3]. Esta desviación puede ser positiva o negativa. El índicede variación es el desplazamiento de los dientes de su posición teórica relativa a un diente dereferencia. La variación total de espaciado y el indice total de variación son valores idénticosy generalmente se les conoce como "separación acumulada". La variación del índice total es lamáxima diferencia algebraica entre los valores extremos de la variación del índice. Se usan dosmétodos diferentes para encontrar esta "separación". Uno utiliza un dispositivo de medición deuna sola sonda o palpador con un sistema de posicionado de precisión. Este sistema de posi-cionado puede ser electrónico, como en una máquina de medición CNC, con un eje rotatoriocontrolado. También se usan dispositivos mecánicos tales como placas perforadas, divisores cir-culares, o escalas ópticas. El segundo sistema utiliza dos sondas para obtener datos sucesivos apartir de dos caras o flancos de dientes adyacentes mientras el engranaje gira. Tal como se veen la figura 2.13.
Figura 2.13: Medición de espaciado usando un comparador de desplazamiento angular.
Los datos obtenidos a partir del sistema de dos palpadores deben ser corregidas matemática-mente ara obtener los valores correctos de espaciado. Aunque usualmente el sistema de un solopalpador es más exacto y es el sistema de mayor uso. La inspección del espaciado se utilizapara determinar la separación correcta de los dientes del engranaje. Un espaciamiento erróneoes la principal fuente de ruido en los engranajes debido principalmente a la variación de espa-ciado acumulado. Aunque la variación del espaciado también forma parte de la inspección deexcentricidad, no es posible en todos los casos detectar todas las irregularidades usando solo laspruebas de excentricidad e inspección compuesta.
42

Capítulo 2. 2.5.8.Estándares de verificación de engranes
2.5.7 Inspección de un solo flanco
La verificación de un solo flanco, ilustrada en la figura 2.14, es similar a la inspección de composi-ción y de doble flanco pero se diferencia debido al hecho de que el engrane de prueba es acopladoa un engrane maestro a la distancia de trabajo a la cual fue diseñado el engrane de prueba; [5][6].Esto simula el funcionamiento de la marcha real. Con lo cual un único instrumento de inspecciónutiliza codificadores en los dos ejes de rotación, estos pueden ser unidades fijas o portátiles. Losdatos de rotación de cada codificador a continuación, se procesan electrónicamente, y las fasesresultantes se comparan entre sí para producir un diferencial de fase. Esto indicará errores delmovimiento rotativo y de la velocidad angular entre los engranajes acoplados. Con lo cual se ob-tiene una velocidad real de fase y una velocidad ideal de fase. Los resultados de estas diferenciasde fase se registran gráficamente con una forma similar a la gráfica de inspección compuesta.El aspecto más importante de la inspección de único flanco es su capacidad para medir el perfilen conjugación. Los datos también se relaciona con la variación de perfil, variación de paso,excentricidad, y variación espaciado acumulada. La inspección de un solo flanco no elimina lanecesidad de una inspección analítica de desviación hélice, y no es una prueba confiable conengranajes helicoidales.
Figura 2.14: Diferenciara entre simple y doble flanco de inspección.
2.5.8 Estándares de verificación de engranes
En inspección de engranajes por métodos convencionales, las normas AGMA [6], son en laactualidad las normas que implementan los protocolos y técnicas de mayor precisión con re-conocimiento a nivel mundial. Las normas AGMA están muy relacionadas con las normas ANSI
43

Capítulo 2. 2.6. Métodos ópticos en metrología
e ISO. Existen otras especificaciones como el estándar alemán DIN, la norma británica, BS, yel estándar japonés, JIS. Existen también normas independientes basadas en las experiencias delos distintos fabricantes. Wenzel Geartec, M & M Precision Systems, Klingelnberg; Actualmenteexisten compañías que ofrecen modernas máquinas de inspección de engranajes CNC para mediry registrar los errores de engranajes. Cada una de las máquinas de estas compañías son del tipoCNC y ofrecen capacidades adicionales para medir otros parámetros de las piezas, así como lasherramientas de corte y acabado que producen los dientes de los engranajes. Las máquinasCNC también ofrecen la posibilidad de vincular los datos medidos a un sistema informático parasu interpretación automática. Las normas de inspección para engranajes sirven también paraestablecer criterios entre un proveedores y fabricantes; sin embargo debido a la alta especialidadde los diseñadores y requerimientos de los engranajes, estas normas muy a menudo tienen varia-ciones para cada diseñador por lo que se hace cada vez más complicado desarrollar máquinasCNC de inspección, que puedan usarse en todos los tipos de engranajes, actualmente estasmáquinas por su naturaleza son imposibles llevarlas a campo o hacerlas portátiles y universales.
2.6 Métodos ópticos en metrología de engranes
Los métodos ópticos en inspección se encuentran dentro de la categoría de técnicas de inspecciónsin contacto. Estas técnicas de inspección usan sensores en lugar de una sonda mecanizada usadosen la inspección por contacto. Para medir o evaluar las características deseadas del objeto elsensor está situado a una cierta distancia del objeto a ser inspeccionado. Existen dos categoríasde tecnologías de inspección sin contacto:
Tecnologías de inspección óptica: utiliza luz para llevar a cabo las mediciones.
Tecnologías de inspección no ópticas: utilizan campos eléctricos, campos magnéticos, ra-diación y ultra sonido.
Las principales ventajas de inspección sin contacto son: evitan posibles daños a la superficie aanalizar a diferencia de los métodos por contacto si pueden provocar; ciclos de inspección hasta100 veces más rápidos debido a que evitan reposicionamientos como en las sondas de contacto;la cantidad de piezas a manipular es menor y no requiere de ajustes especiales con lo cual esposible la inspección de forma totalmente automatizada. Debido a estas ventajas en los métodosde inspección sin contacto y a las demandas en funcionalidad y eficiencia de producción, losmétodos ópticos en el campo de la visión artificial están tomando terreno en la inspección deengranes, las técnicas basadas en el principio de triangulación óptica ofrecen gran precisióny velocidad en el escaneo de engranes, con la potencialidad de poder desarrollar dispositivos
44
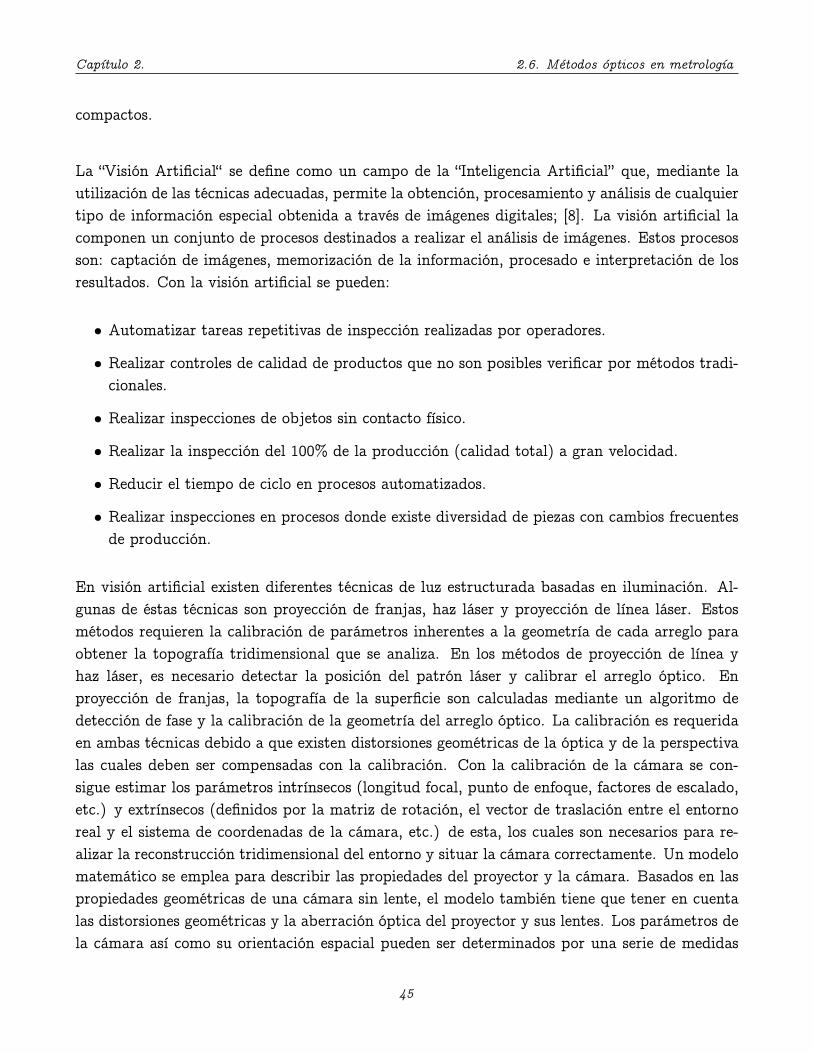
Capítulo 2. 2.6. Métodos ópticos en metrología
compactos.
La “Visión Artificial“ se define como un campo de la “Inteligencia Artificial” que, mediante lautilización de las técnicas adecuadas, permite la obtención, procesamiento y análisis de cualquiertipo de información especial obtenida a través de imágenes digitales; [8]. La visión artificial lacomponen un conjunto de procesos destinados a realizar el análisis de imágenes. Estos procesosson: captación de imágenes, memorización de la información, procesado e interpretación de losresultados. Con la visión artificial se pueden:
• Automatizar tareas repetitivas de inspección realizadas por operadores.
• Realizar controles de calidad de productos que no son posibles verificar por métodos tradi-cionales.
• Realizar inspecciones de objetos sin contacto físico.
• Realizar la inspección del 100% de la producción (calidad total) a gran velocidad.
• Reducir el tiempo de ciclo en procesos automatizados.
• Realizar inspecciones en procesos donde existe diversidad de piezas con cambios frecuentesde producción.
En visión artificial existen diferentes técnicas de luz estructurada basadas en iluminación. Al-gunas de éstas técnicas son proyección de franjas, haz láser y proyección de línea láser. Estosmétodos requieren la calibración de parámetros inherentes a la geometría de cada arreglo paraobtener la topografía tridimensional que se analiza. En los métodos de proyección de línea yhaz láser, es necesario detectar la posición del patrón láser y calibrar el arreglo óptico. Enproyección de franjas, la topografía de la superficie son calculadas mediante un algoritmo dedetección de fase y la calibración de la geometría del arreglo óptico. La calibración es requeridaen ambas técnicas debido a que existen distorsiones geométricas de la óptica y de la perspectivalas cuales deben ser compensadas con la calibración. Con la calibración de la cámara se con-sigue estimar los parámetros intrínsecos (longitud focal, punto de enfoque, factores de escalado,etc.) y extrínsecos (definidos por la matriz de rotación, el vector de traslación entre el entornoreal y el sistema de coordenadas de la cámara, etc.) de esta, los cuales son necesarios para re-alizar la reconstrucción tridimensional del entorno y situar la cámara correctamente. Un modelomatemático se emplea para describir las propiedades del proyector y la cámara. Basados en laspropiedades geométricas de una cámara sin lente, el modelo también tiene que tener en cuentalas distorsiones geométricas y la aberración óptica del proyector y sus lentes. Los parámetros dela cámara así como su orientación espacial pueden ser determinados por una serie de medidas
45

Capítulo 2. 2.6. Métodos ópticos en metrología
de calibración.La calibración es un proceso necesario para estos sistemas, sin embargo esta tarea se realiza deforma separada al sistema de visión y reconstrucción. Los siguientes métodos describen técnicasde calibración de investigaciones realizadas con anterioridad.
En visión estéreo, detección de una línea de un patrón de franjas [9]. En este método,los parámetros de visión se calculan mediante una matriz de transformación. Este proced-imiento se realiza mediante la detección de la línea y la geometría epipolar.
Método de brocha de pintura [10]. En este método, obtiene la calibración mediante unalínea láser proyectada sobre dos planos de referencia, se detecta la línea láser sobre los dosplanos de referencia y los parámetros de visión se calculan mediante el método de mínimoscuadrados.
Transformación de coordenadas de una imagen de línea láser [11][12]. Método en dondela topografía es recuperada por proyección de línea láser y una matriz de transformacióncalcula las coordenadas.
Uso de plano de referencia con orientación desconocida [13] [14]. En este método, unalínea láser se detecta en puntos característicos desde diferentes vistas. En este proced-imiento, los parámetros de visión se calculan mediante proyección de perspectiva.
Proyección de línea láser y dos cámaras [15]. En este método, una línea láser se proyectasobre un plano de referencia con rectángulos en blanco y negro. Detectando la línea láseren estos rectángulos, se calculan las coordenadas tridimensionales.
Método de cruce de radios [16]En este método, se realiza la calibración proyectando unalínea sobre un plano de referencia con rectángulos, posteriormente una matriz calcula losparámetros de visión en función de la línea detectada en los rectángulos.
Proyección de línea láser sobre marcas calibradas [17]. En este método, la línea es detec-tada en las marcas calibradas y una matriz calcula los parámetros de visión.
Método zigzag [18] [19]. En este método, se proyecta una línea láser, luego la línea es detectadaen puntos calibrados y una matriz calcula los parámetros de visión.
A pesar de la existencia de éstos métodos de calibración existe una tendencia al desarrollo desistemas de calibración automáticos, en los que la calibración se realice de manera automática yno se requiera de un proceso por separado para llevarlo a cabo; [8]. Los métodos de iluminación,entre ellos, el método de proyección de un patrón de franjas, proyección de línea y el de unhaz de luz; son los métodos de mayor uso debido a que no requieren de una óptica demasiadocompleja.
46

Capítulo 2. 2.6.1. Proyección de franjas
2.6.1 Técnica: proyección de franjas
g(x;y) = a(x;y)+ b(x;y)cos [2�f0x+�(x;y)] (2.8)
La ecuación 2.8 describe un patrón de franjas el cual es usado en la técnica de proyección defranjas. El termino a(x;y) describe la iluminación de fondo, b(x;y) describe el contraste deiluminación, f0 es la frecuencia espacial del patrón de franjas y �(x;y) es la fase de deformacióndel patrón de franjas, es decir, la fase contiene la información de la topografía del objeto. Latécnica se basa en proyectar franjas sobre la superficie del objeto a estudiar, posteriormente conla detección de la fase se reconstruye la forma del objeto. La imagen del patrón sobre el objetoes capturado por una cámara CCD y digitalizada en un ordenador, la figura 2.15 muestra lodescrito.
Figura 2.15: Arreglo óptico de proyección de un patrón de franjas.
La imagen obtenida contiene el patrón de líneas con información de la topografía del objetodebida a las deformaciones impuestas por superficie del objeto. figura 2.16.
Figura 2.16: Patrón de franjas proyectado sobre un objeto.
47
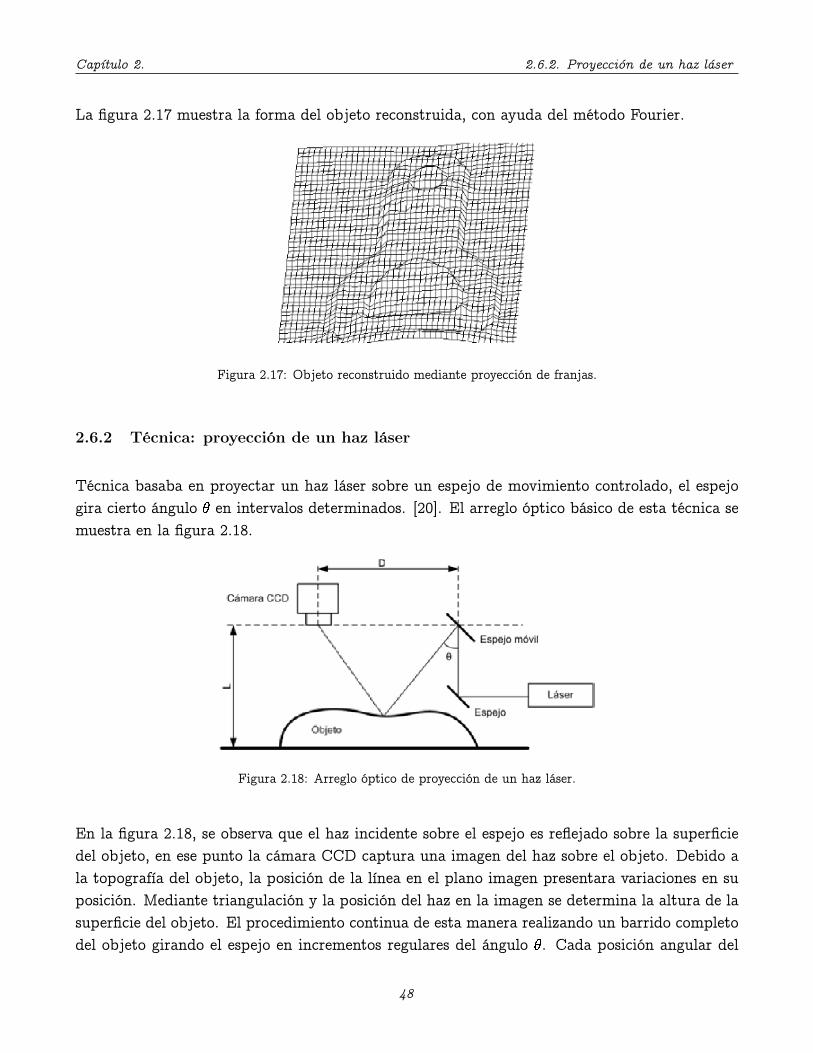
Capítulo 2. 2.6.2. Proyección de un haz láser
La figura 2.17 muestra la forma del objeto reconstruida, con ayuda del método Fourier.
Figura 2.17: Objeto reconstruido mediante proyección de franjas.
2.6.2 Técnica: proyección de un haz láser
Técnica basaba en proyectar un haz láser sobre un espejo de movimiento controlado, el espejogira cierto ángulo � en intervalos determinados. [20]. El arreglo óptico básico de esta técnica semuestra en la figura 2.18.
Figura 2.18: Arreglo óptico de proyección de un haz láser.
En la figura 2.18, se observa que el haz incidente sobre el espejo es reflejado sobre la superficiedel objeto, en ese punto la cámara CCD captura una imagen del haz sobre el objeto. Debido ala topografía del objeto, la posición de la línea en el plano imagen presentara variaciones en suposición. Mediante triangulación y la posición del haz en la imagen se determina la altura de lasuperficie del objeto. El procedimiento continua de esta manera realizando un barrido completodel objeto girando el espejo en incrementos regulares del ángulo �. Cada posición angular del
48
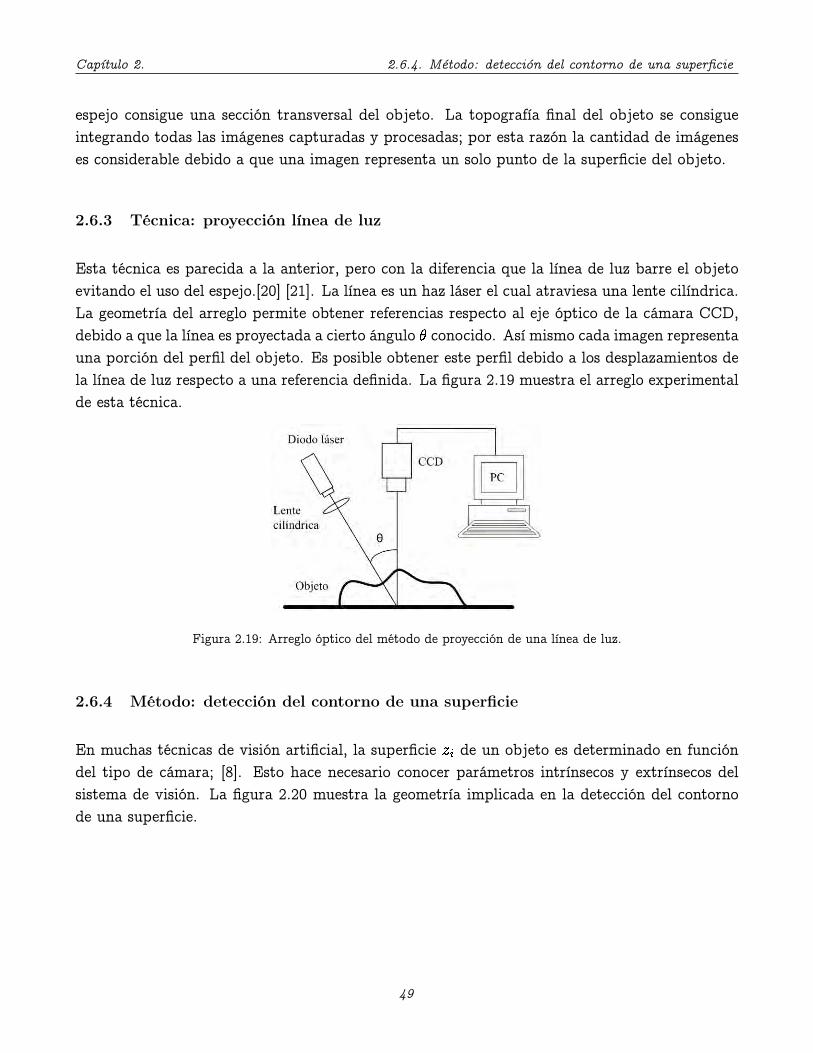
Capítulo 2. 2.6.4. Método: detección del contorno de una superficie
espejo consigue una sección transversal del objeto. La topografía final del objeto se consigueintegrando todas las imágenes capturadas y procesadas; por esta razón la cantidad de imágeneses considerable debido a que una imagen representa un solo punto de la superficie del objeto.
2.6.3 Técnica: proyección línea de luz
Esta técnica es parecida a la anterior, pero con la diferencia que la línea de luz barre el objetoevitando el uso del espejo.[20] [21]. La línea es un haz láser el cual atraviesa una lente cilíndrica.La geometría del arreglo permite obtener referencias respecto al eje óptico de la cámara CCD,debido a que la línea es proyectada a cierto ángulo � conocido. Así mismo cada imagen representauna porción del perfil del objeto. Es posible obtener este perfil debido a los desplazamientos dela línea de luz respecto a una referencia definida. La figura 2.19 muestra el arreglo experimentalde esta técnica.
Figura 2.19: Arreglo óptico del método de proyección de una línea de luz.
2.6.4 Método: detección del contorno de una superficie
En muchas técnicas de visión artificial, la superficie zi de un objeto es determinado en funcióndel tipo de cámara; [8]. Esto hace necesario conocer parámetros intrínsecos y extrínsecos delsistema de visión. La figura 2.20 muestra la geometría implicada en la detección del contornode una superficie.
49
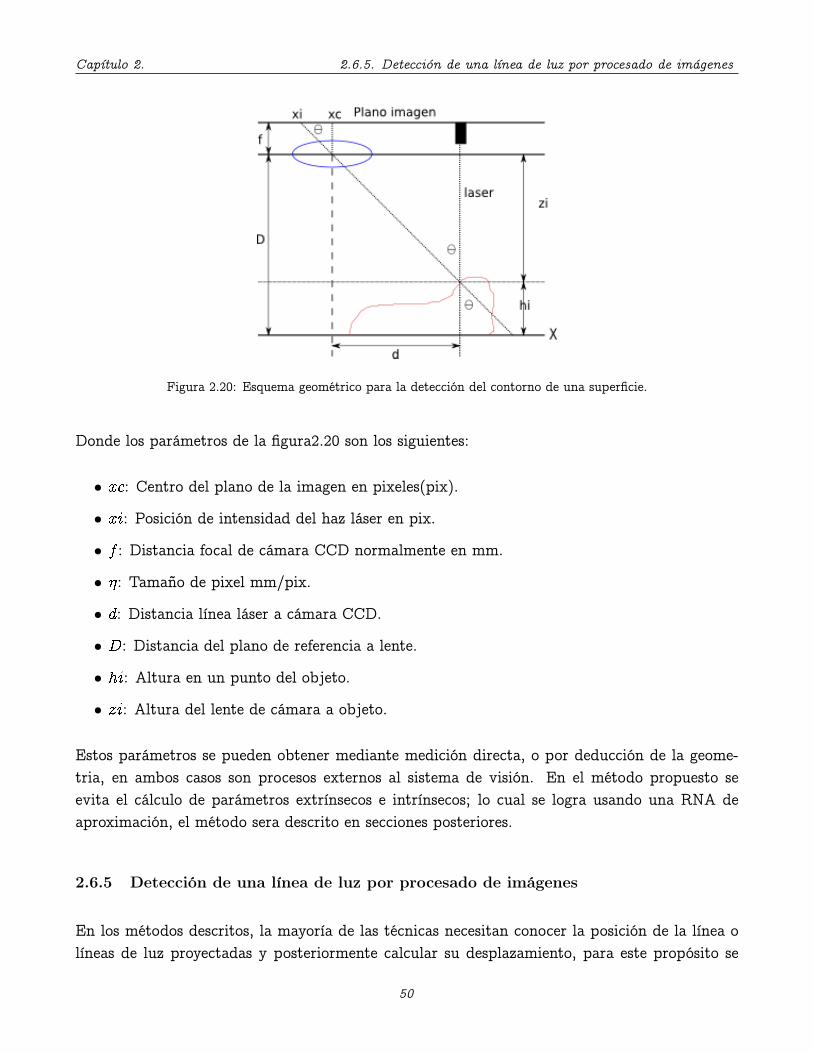
Capítulo 2. 2.6.5. Detección de una línea de luz por procesado de imágenes
Figura 2.20: Esquema geométrico para la detección del contorno de una superficie.
Donde los parámetros de la figura2.20 son los siguientes:
• xc: Centro del plano de la imagen en pixeles(pix).
• xi: Posición de intensidad del haz láser en pix.
• f : Distancia focal de cámara CCD normalmente en mm.
• �: Tamaño de pixel mm/pix.
• d: Distancia línea láser a cámara CCD.
• D: Distancia del plano de referencia a lente.
• hi: Altura en un punto del objeto.
• zi: Altura del lente de cámara a objeto.
Estos parámetros se pueden obtener mediante medición directa, o por deducción de la geome-tria, en ambos casos son procesos externos al sistema de visión. En el método propuesto seevita el cálculo de parámetros extrínsecos e intrínsecos; lo cual se logra usando una RNA deaproximación, el método sera descrito en secciones posteriores.
2.6.5 Detección de una línea de luz por procesado de imágenes
En los métodos descritos, la mayoría de las técnicas necesitan conocer la posición de la línea olíneas de luz proyectadas y posteriormente calcular su desplazamiento, para este propósito se
50

Capítulo 2. 2.6.5. Detección de una línea de luz por procesado de imágenes
mide la posición del máximo de intensidad de la línea en la imagen. La intensidad proyectadapor un diodo láser es una distribución Gaussiana; [22]. Los valores de los pixeles generalmente serepresentan por: (x1;z1), (x2;z2), (x3;z3),: : :,(xn;zn), donde xi es la posición y zi la intensidaddel pixel. La siguiente ecuación representa la intensidad de una línea de luz:
f(x) =Ni
�p2�
e�12(
x��� )
2
(2.9)
La ecuación 2.9, describe una función f(x) de intensidad continua, donde Ni es el área bajo lacurva, � es la media y � es la desviación estándar. Para determinar la posición de la línea secalcula la media �, la cual representa el centro de la función. La media se calcula con la siguienteexpresión:
�=
Pni=1 zixiPni=1 zi
(2.10)
Para encontrar la posición de la línea de luz se calcula �. La ecuación 2.10, se usa para sustituirlas variables xi, zi, junto a el factorNi y la desviación estándar � en la ecuación 2.9 para encontrarla posición de la línea en la distribución Gaussiana. La figura 2.21 muestra el conjunto de pixelesque representan un renglón de una línea láser.
Figura 2.21: Posición de los pixeles en una línea de luz.
2.6.5.1 Detección de línea por mínimos cuadrados
Un método utilizado para detectar la posición de la línea de luz es el método de mínimoscuadrados. Donde la intensidad de los pixeles se representa con una función polinomial. Paraobtener el máximo de la función se calcula la primera y segunda derivada, con esto, es posible
51

Capítulo 2. 2.6.5. Detección de una línea de luz por procesado de imágenes
ajustar los datos a un polinomio de grado n de la forma siguiente:
y = a0+a1x+a2x2+a3x
3 : : : anxn (2.11)
Con lo cual la suma de los cuadrados del error es S, ecuación 2.12.
S =nXi=1
e2i =nXi=1
�yi�a0�a1x1�a2x2i � : : : �anx2i
�2(2.12)
Para obtener un error mínimo, las derivadas parciales respecto a las constantes se iguala a cero:
�S
�a0= 0;
�S
�a1= 0;
�S
�a2= 0; : : :
�S
�an= 0; (2.13)
Con esto, es posible reordenar cada sumatoria en el siguiente sistema de ecuaciones:
a0N + a1Pxi + a2
Px2i + � � � + d
Pxmi =
Pzi
a0Pxi + a1
Px2i + a2
Px3i + � � � + d
Pxm+2
i =Pzixi
a0Px2i + a1
Px3i + a2
Px4i + � � � + d
Pxm+2
i =Pzix
2i
......
......
......
a0Pxmi + a1
Pxm+1
i + a2Pxm+2
i + � � � + dPx2mi =
Pzix
ni
(2.14)
Las constantes a1;a2;a3; :::;an son obtenidas al resolver el sistema 2.14, con estas, es posibleresolver la ecuación 2.11, con lo cual es posible determinar una curva suavizada que representa laintensidad de los pixeles. En las técnicas de visión, para la detección de la intensidad proyectadapor un diodo láser se utilizan polinomios de tercer grado. El algoritmo es el siguiente:
1. Se evalúa un polinomio de la forma f(x) = a+ bx+ cx2+dx3, en el intervalo x1 � x� x12.
2. Se obtiene la curva suavizada del paso 1.
3. Se calcula la primera derivada igualada a cero de la curva obtenida, y se aplica la segundaderivada para conocer si es un máximo o mínimo local.
4. Si f(x)00 > 0 en el intervalo x1 � x� x12, el máximo se calcula solo con la primera derivada.Donde la posición del máximo x� se calcula con f 0(x) = 0.
5. El valor de la raíz x� se encuentra por Bisección, el cual consiste en iniciar con valores queconverjan a la raíz:
(a) Se inicia con los límites de la función xs y xi donde x� es el punto medio de xs y xi.
(b) Para f(x), los límites son xi = x1 y xs = x12 inferior y superior respectivamente.
(c) Si f 0(x) evaluada en x= x� es positiva, xs = x�.
(d) Si f 0(x) evaluada en x= x� es negativa, xi = x�.
52

Capítulo 2. 2.6.5. Detección de una línea de luz por procesado de imágenes
(e) Se actualizan los valores de xi y xs para calcular el siguiente valor del punto medio x�.
(f) Repetir hasta que x� converja a la raíz de f 0(x) = 0.
A modo de muestra, en la figura 2.22 se observa la detección del máximo de una función Gaus-siana por medio de mínimos cuadrados, se aplicó una parábola como polinomio.
Figura 2.22: Detección del máximo de una función Gaussiana por mínimos cuadrados
2.6.5.2 Detección de línea por curvas de bezier
Otra manera de aproximar la distribución de intensidad de una línea de luz, es mediante curvas debezier donde se tiene una curva continua por medio de un polinomio de grado n. La descripciónes la siguiente, si se tiene un polinomio de n-ésimo grado, este es determinado por n+1 puntos.En el sentido de detección de la línea estos puntos son el número de pixeles, representados por:(x0;z0), (x1;z1), (x2;z2), (x3;z3), :::, (xn;zn), Este conjunto se representa de forma paramétricaecuación por:
Pi =
x(u)
z(u)
!; 0� u� 1 (2.15)
53

Capítulo 2. 2.6.5. Detección de una línea de luz por procesado de imágenes
Para generar un polinomio de grado n-ésimo por curvas de bezier se usa:
P (u) =nXi=1
n
i
!(1�u)n�1u1Pi; 0� u� 1 (2.16)
Donde el factor combinatorio es descrito como: n
i
!=
n!
i!(n�1)!(2.17)
Como se vio en el método anterior en la figura 2.21; si a este conjunto de pixeles se le aplica laecuación 2.14, se hallan puntos p0, p1, p2, :::, p11, descritos por:
P (u) = (1�u)11p0+11(1�u)10up1+55(1�u)9u2p2+165(1�u)8u3p3+330(1�u)7u4p4+462(1�u)6u5p5+462(1�u)5u6p6+330(1�u)4u7p7+165(1�u)3u8p8+55(1�u)2u9p9+11(1�u)u10p10+u11p11
donde 0� u� 1
(2.18)
La descomposición de la ecuación 2.18, conduce a dos ecuaciones, las cuales son:
x(u) = (1�u)11x0+11(1�u)10ux1+55(1�u)9u2x2+165(1�u)8u3x3+330(1�u)7u4x4+462(1�u)6u5x5+462(1�u)5u6x6+330(1�u)4u7x7+165(1�u)3u8x8+55(1�u)2u9x9+11(1�u)u10x10+u11x11
donde 0� u� 1
(2.19)
z(u) = (1�u)11z0+11(1�u)10uz1+55(1�u)9u2z2+165(1�u)8u3z3+330(1�u)7u4z4+462(1�u)6u5z5+462(1�u)5u6z6+330(1�u)4u7z7+165(1�u)3u8z8+55(1�u)2u9z9+11(1�u)u10z10+u11z11
donde 0� u� 1
(2.20)
La posición de los pixeles x0, x1 x2, :::, x11 en la ecuación 2.19 y la intensidad de los pixeles z0,z1 z2, :::, z11 en la ecuación 2.20, evaluadas de 0 a 1 obtienen una curva continua, con la cual seextrae la posición de la línea de luz mediante su máximo. El procedimiento a seguir es el mismoempleado en el método anterior de la Bisección.
2.6.5.3 Detección de línea por media aritmética
La forma más simple de detectar la línea es por el centro de la función Gaussiana. Este cálculose obtiene con la media aritmética. Por tanto la posición siempre sera el punto medio. Aunquedebido a que en la práctica muy a menudo la cámara o el diodo láser se colocan a cierto ángulo,
54

Capítulo 2. 2.7. Procesamiento de imágenes en programación paralela
la posición del máximo puede hallarse en otra posición. Para resolver este problema, se usa lamedia aritmética pesada, la cual asigna pesos a cada punto, este peso dependerá de la intensidaddel pixel, es decir a mayor intensidad mayor peso y mayor importancia al pixel.
2.7 Procesamiento de imágenes en programación paralela
En la actualidad, con el avance de la informática, existen variedad de técnicas y herramientaspara la programación paralela, en los campos más especializados se tiene en cuenta hardwareespecialmente diseñado para este tipo de tareas, pero son costosas; del lado del software existentécnicas que permiten aprovechar la ventaja que ofrecen los procesadores modernos multinúcleo,con ventajas de costos, así también, bibliotecas de desarrollo como openCV y openGL cuentancon funciones internas diseñadas para aprovechar las ventajas de computadoras de un núcleoo multinúcleo y obtener mejor rendimiento. En el procesamiento de imágenes es vital que lamayoría de los procesos se realicen en tiempo real, ya que así se acerca más a la filosofía de visiónartificial. El framework de desarrollo Qt cuenta con herramientas en lenguaje C++ para trabajarcon procesamiento paralelo, las herramientas principales son procesos e hilos; en el caso de losprocesos se refiere a crear un programa que internamente este corriendo dos procesos, es decir,dos programas completamente diferentes con mecanismos para compartir información entre ellos,la principal desventaja es que si el algoritmo de control falla se tendrá en memoria duplicadosde cada programa, lo que lleva a un rendimiento peor que si se hiciera un solo programa. En elcaso de procesamiento por hilos, se aprovecha la ventaja de los procesadores actuales que puedencorrer hilos en cada proceso, por lo tanto se tendrá un solo proceso o programa principal y almismo tiempo hilos que realicen tareas totalmente diferentes sin que haya copias de variables yprocedimientos; la desventaja es que requiere de un control más eficiente para compartir variablesen información entre los hilos y el programa principal. En este trabajo de tesis se usa Qthreadsque son los hilos implementados en C++ mediante Qt, se usan 3 hilos, un hilo controla la cámara,un segundo hilo realiza el procesamiento de imágenes y el tercero es el encargado de la interfazde usuario, a continuación se muestra un diagrama que describe el algoritmo implementado enla figura 2.23:
55

Capítulo 2. 2.7. Procesamiento de imágenes en programación paralela
Figura 2.23: Algoritmo general, control de hilos y procesos.
Debido a los hilos, el programa funciona de manera fluida y la cámara esta todo el tiempocapturando imágenes, la emulación de tiempo real se logra debido a que el procesamiento sehace inmediatamente después de obtener las imágenes.
56

Capítulo 3
Descripción del prototipo experimental
3.1 Metodología general
En el presente trabajo de tesis se utilizo la siguiente metodología general para la reconstruccióndel perfil de un engrane recto.
• Definición general del problema.
• Búsqueda y análisis de información.
• Planteamiento de la hipótesis.
• Selección de las herramientas de desarrollo.
• Selección del principio óptico para la medición de un diente de engrane recto.
• Prueba de la hipótesis.
• Obtención de resultados.
3.2 Equipo experimental
Los materiales y equipo experimental que se utilizaron en la realización de pruebas son lossiguientes:
• Mesa rotatoria, con resolución máxima de 0.1°, controlado por microcontrolador y PC.
57

Capítulo 3. 3.2.1. Descripción del equipo experimental
• Software de adquisición de imágenes, creado con openCV versión 2.4.5.
• Software de visualización de datos, creado con openGL.
• Diodo láser de 5mW con proyección de línea.
• Cámara CCD, resolución de 1080x720 pixeles, a color.
• Soporte y accesorios para en montaje de la cámara y el láser.
• GCC C++.
• Qt framework.
3.2.1 Descripción del equipo experimental
3.2.1.1 Mesa rotatoria
En este trabajo se utiliza una mesa rotatoria de la marca DYNETIC, con velocidad máximade 2150rpm, y torque nominal de 1:44kg � cm. Esta mesa rotatoria presenta gran estabilidadmecánica. A pesar de ser accionada por un motor de corriente directa, su principal ventaja esque cuenta con un sensor de posición. Este sensor de posición es utilizado tanto para controlar laposición angular como la velocidad de giro. La mesa rotatoria cuenta con hardware y software decontrol que proporciona la empresa que los comercializa. Sin embargo, el hardware y software dela empresa, implica control limitado de la mesa; No se tiene sincronía adecuada entre el softwarede reconstrucción y el control de la mesa. Por lo cual se hizo necesario diseñar una etapa decontrol y una etapa de potencia para el accionamiento de la mesa. La mesa rotatoria se muestraen la figura 3.1.
Figura 3.1: Mesa rotatoria.
58

Capítulo 3. 3.2.1. Descripción del equipo experimental
La descripción de las partes corresponde a la siguiente enumeración:
1. Mesa de rotación principal.
2. Eje de referencia.
3. Motor.
4. Conectores de alimentación.
5. Conectores de sensor de posición.
3.2.1.2 Microcontrolador PIC18F4550
Para tener control de la mesa rotatoria y el software de visión, es necesario tener una interface decomunicación entre ambos, en este trabajo se usa el microcontrolador PIC18F4550 de microchip;se eligió este chip debido a que cuenta con el protocolo USB, con lo cual puede ser conectado auna PC y recibir ordenes desde el software de visión. Una descripción de la placa y el diagramaelectrónico de esta etapa se muestran en la figura 3.2.
Figura 3.2: Placa electrónica de interface entre PC y control de la mesa rotatoria
La enumeración de la figura 3.2 corresponde a la siguiente descripción:
1. Microcontrolador pic18f4550.
2. Conector USB.
3. Puertos de entrada y salida.
59

Capítulo 3. 3.2.1. Descripción del equipo experimental
4. Fuentes de 5Volts.
5. Botón de reinicio.
6. Puerto de programación.
7. Led, indicación de voltaje.
La placa electrónica que se muestra en la figura 3.2, se diseño de manera genérica, esto con elobjetivo de tener la mayor cantidad de puertos disponibles y poder ampliar la funcionalidad encaso de ser necesario.
3.2.1.3 Etapa de potencia, mesa rotatoria
La etapa de potencia es necesaria para hacer llegar el voltaje y corriente necesaria al motorde la mesa rotatoria, el circuito LMD18200 es el componente medular, el diagrama y la placaelectrónica se muestran en la figura 3.3.
Figura 3.3: Placa electrónica: Etapa de potencia.
La enumeración de la figura 3.3 corresponde a la siguiente descripción:
1. Circuito integrado LMD18200.
2. Pines de dirección, activación y freno.
3. Salidas al motor.
4. Conector de Voltaje.
60

Capítulo 3. 3.2.1. Descripción del equipo experimental
3.2.1.4 Integración de hardware
La conexión de las etapas descritas anteriormente se efectuó de acuerdo al siguiente esquema,que se muestra en la figura 3.4.
Figura 3.4: Esquema: Conexión de hardware.
Como se ve en la figura 3.4, también se cuenta con una pantalla LCD, esta pantalla se uso conpropósitos de depurado del software del microcontrolador y visualización de los parámetros decontrol. La apariencia final del arreglo óptico y todos los módulos implementados se ve en lafigura 3.5.
Figura 3.5: Esquema: Arreglo óptico final.
La enumeración de la figura 3.5 corresponde a la siguiente descripción:
61
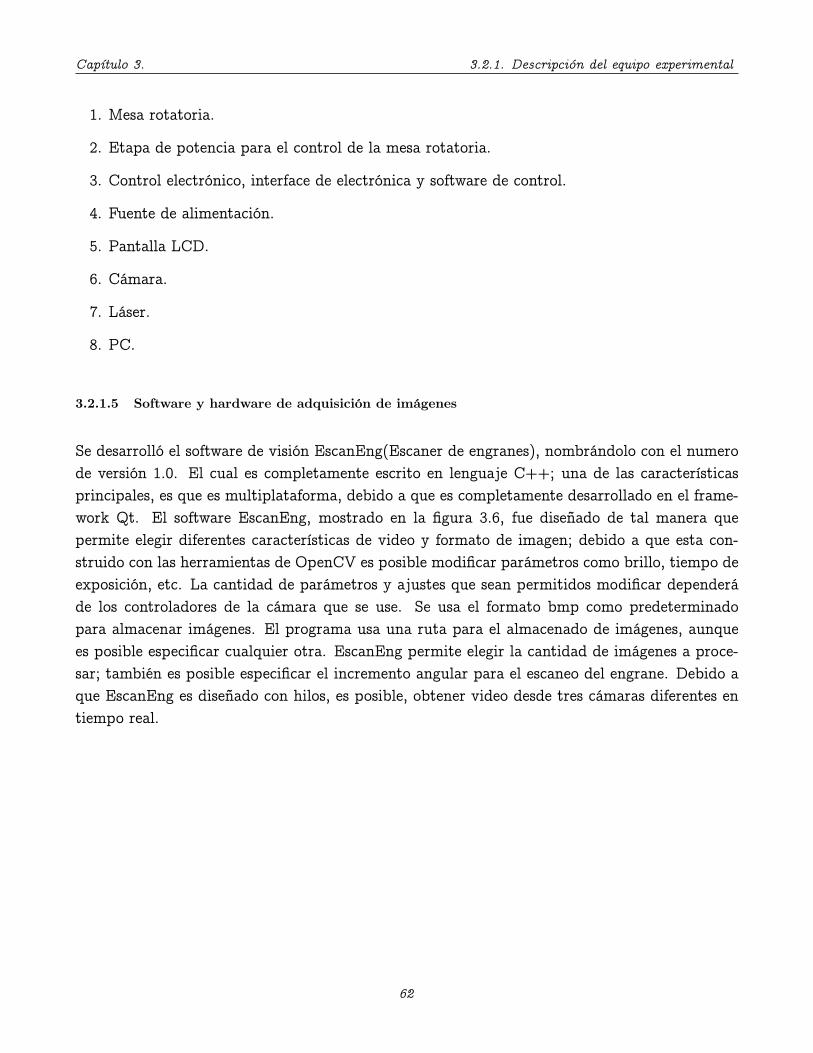
Capítulo 3. 3.2.1. Descripción del equipo experimental
1. Mesa rotatoria.
2. Etapa de potencia para el control de la mesa rotatoria.
3. Control electrónico, interface de electrónica y software de control.
4. Fuente de alimentación.
5. Pantalla LCD.
6. Cámara.
7. Láser.
8. PC.
3.2.1.5 Software y hardware de adquisición de imágenes
Se desarrolló el software de visión EscanEng(Escaner de engranes), nombrándolo con el numerode versión 1.0. El cual es completamente escrito en lenguaje C++; una de las característicasprincipales, es que es multiplataforma, debido a que es completamente desarrollado en el frame-work Qt. El software EscanEng, mostrado en la figura 3.6, fue diseñado de tal manera quepermite elegir diferentes características de video y formato de imagen; debido a que esta con-struido con las herramientas de OpenCV es posible modificar parámetros como brillo, tiempo deexposición, etc. La cantidad de parámetros y ajustes que sean permitidos modificar dependeráde los controladores de la cámara que se use. Se usa el formato bmp como predeterminadopara almacenar imágenes. El programa usa una ruta para el almacenado de imágenes, aunquees posible especificar cualquier otra. EscanEng permite elegir la cantidad de imágenes a proce-sar; también es posible especificar el incremento angular para el escaneo del engrane. Debido aque EscanEng es diseñado con hilos, es posible, obtener video desde tres cámaras diferentes entiempo real.
62
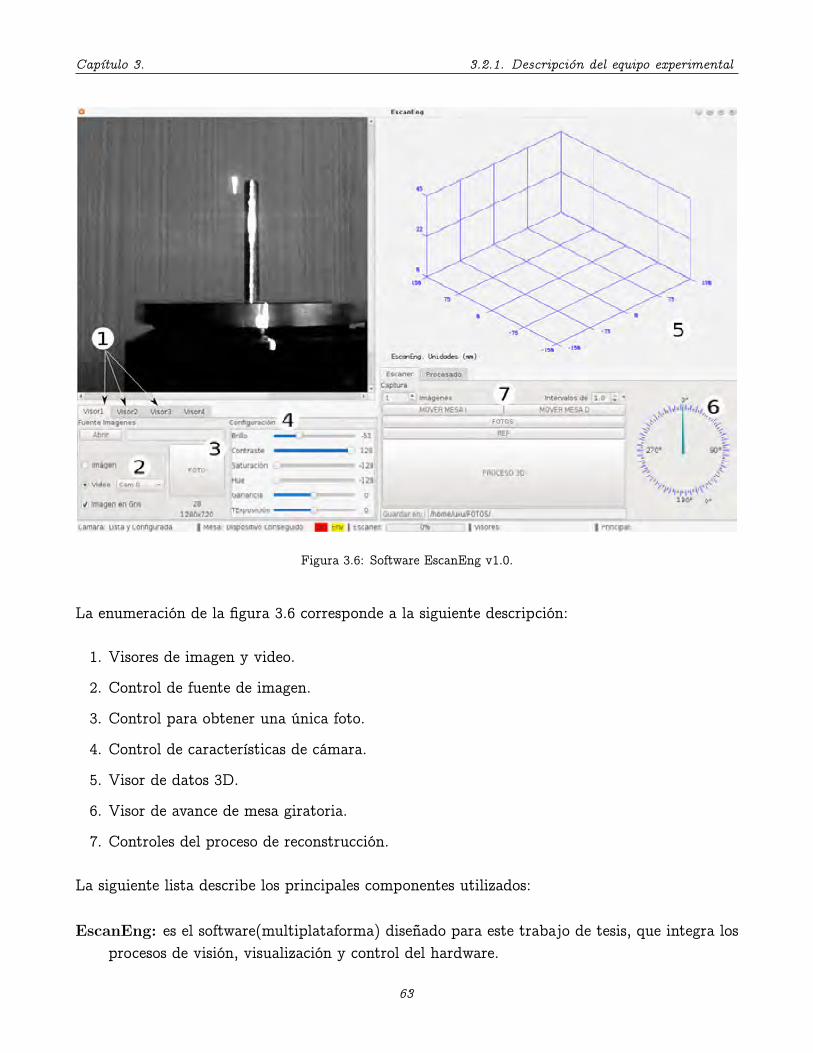
Capítulo 3. 3.2.1. Descripción del equipo experimental
Figura 3.6: Software EscanEng v1.0.
La enumeración de la figura 3.6 corresponde a la siguiente descripción:
1. Visores de imagen y video.
2. Control de fuente de imagen.
3. Control para obtener una única foto.
4. Control de características de cámara.
5. Visor de datos 3D.
6. Visor de avance de mesa giratoria.
7. Controles del proceso de reconstrucción.
La siguiente lista describe los principales componentes utilizados:
EscanEng: es el software(multiplataforma) diseñado para este trabajo de tesis, que integra losprocesos de visión, visualización y control del hardware.
63
Capítulo 3. 3.3Pruebas preliminares
Diodo láser: se uso un diodo láser de 5mW, el cual proyecta una línea recta, con longitud deonda entre 633nm.
Cámara CCD: se utilizo una cámara web, con resolución de 1080x720 pixeles.
Soportes: se utilizaron soportes para fijar el diodo láser y la cámara en las posiciones adecuadas.
GCC: es el compilador utilizado para todos los programas creados para este trabajo de tesis,en el lenguaje C++.
QT: es el framework de desarrollo utilizado para crear la interface de usuario e integrar todoslos programas.
OpenCV: es la principal biblioteca de desarrollo para realizar el procesamiento de imágenes.
OpenGL: herramienta de visualización de gráficos tridimensionales para reconstrucción del en-grane.
3.3 Pruebas preliminares
Uno de los objetivos de este trabajo de tesis, es la automatización del proceso de escaneo deun engrane recto, para llegar a este punto, se hizo necesario, en primera instancia determinar elajuste adecuado para cada componente del arreglo, esto se hizo de la siguiente manera:
• Ajuste de la geometria óptica del prototipo.
• Eliminación de reflejos de luz mediante filtrado.
• Caracterización de la red aproximación.
• Pruebas de validación de los resultados.
La metodología usada se describe en detalle a continuación:
Ajuste: La cámara y el diodo láser se colocaron de tal manera que enfocaran a la mesa rotatoriay al eje de referencia, tal como se ve en la figura 3.7.
64

Capítulo 3. 3.3Pruebas preliminares
Figura 3.7: Enfoque de la cámara y el diodo láser.
En la figura 3.8 se observa un esquema de las distintas posiciones que puede tomar la cámararespecto al diodo láser. Se aprecia que no todas las posiciones de cámara respecto al láserconsiguen la línea del haz láser sobre el plano de imagen de la cámara. Esto debido a lageometria intrínseca del engrane y del arreglo óptico. Para evitar que la línea de luz quedefuera del plano de imagen de la cámara se tienen dos opciones: acercar la cámara al diodoláser, o alejar la cámara del engrane. Se eligió acercar la cámara al diodo láser. Esto noafecta la geometria del arreglo óptico.
Figura 3.8: Determinación de reflejos de luz.
65

Capítulo 3. 3.3Pruebas preliminares
Eliminación de reflejos: Los metales y sus aleaciones son los materiales comunes con el cualse fabrican los engranes, debido a esto se presentaron reflejos no deseados mientras seescaneaba, un ejemplo de estos reflejos se observa en la figura 3.9.
Figura 3.9: Reflejos de luz.
Aunque en un principio los reflejos, mostrados en la figura 3.9, dificulta la adquisiciónde puntos por triangulación, estos reflejos de luz se eliminan por procesado de imágenes,esta tarea se realiza antes de la adquisición de los puntos. Para solventar los reflejos seconsideraron dos opciones: la primera consiste en binarizar la imagen para eliminar valoresde pixeles por debajo de cierto valor, los reflejos tienen valores de intensidad más bajos quela línea de interés; la segunda opción consiste en procesar las imágenes en las zonas dondesolo existe la línea de interés y se descarta la zona de los reflejos no deseados. Se trabajóprincipalmente con la segunda opción.
Entrenamiento de la red bezier: Tal como se describió en la sección 2.4.1. Para obtener lospesos de la red neuronal se efectúa el proceso de entrenamiento. El primer paso para efectuareste proceso, es calcular las posiciones de cada línea de luz de un patrón y ajustarlas con elvector (h1;h2;h3; ::;hn) de dimensiones conocidas. Estas dimensiones se optienen midiendodirectamente el patrón. La figura 3.10 muestra la obtención de estas dimensiones.
Figura 3.10: Obtención de los valores hi de una patrón con dimensiones conocidas.
66

Capítulo 3. 3.3Pruebas preliminares
Con las posiciones de cada línea es preciso calcular los desplazamientos Si y el valor uasociado a cada desplazamiento. El conjunto de pares de datos obtenidos correspondena (s1;h1);(s2;h2);(s3;h3); ::::;(sm;hm) [2]. Donde si es el desplazamiento de la línea deluz para una dimensión hi conocida. Estos datos son los requeridos para encontrar lospesos wi con los cuales se multiplicara la capa oculta de neuronas. La adquisición de losdesplazamientos Si se realizo en el mismo software creado para este trabajo de tesis. Lafigura 3.11 muestra la pirámide escalonada capturada en EscanEng, también se muestra dosdesplazamientos Si. Se exagera el grosor de las líneas de referencia y las distintas posicionespara mejorar la visualización.
Figura 3.11: Entrenamiento de la red bezier en el software EscanEng, obtención de los desplazamientos Si.
En este proceso se define el número de neuronas, forma, ancho y los pesos. El número deneuronas quedó definido por el numero de dimensiones conocidas obtenidas; en este caso,11 neuronas, que son el numero de escalones que tiene el patrón utilizado. La forma de laneurona es definida por las funciones de base Bezier. El ancho de la neurona es definidopara el intervalo de 0 � u � 1. Los pesos son obtenidos utilizando estas mediciones y através de la solución del sistema Bezier, este proceso se describió en la sección 2.4.1.
Validación de resultados: Para estimar el error de las mediciones se calcula el valor rms(rootmean squared). [23]. Este valor rms se obtiene de acuerdo a los datos de la superficie que semide, en este caso la del engrane, los datos son proporcionados por la red de aproximacióny la mesa rotatoria. La ecuación para calcular el valor rms es la siguiente:
rms=
vuut 1
n
nXi=1
(h0�hc)2 (3.1)
Donde h0 es la altura teórica del objeto o medida con el arreglo usando la mesa rotatoria,hc es la altura del objeto calculada por la red neuronal de aproximación y n el número de
67

Capítulo 3. 3.4Metodología
datos. El valor típico del número de datos n depende de las dimensiones de la superficiedel objeto. Este valor n es el principal parámetro para comparar el nivel de confianzarespecto a la precisión del error calculado. Cuando se usa el valor promedio de los valoresde las dimensiones de una superficie, el valor rms se presenta como porcentaje. El nivel deconfianza z� [25], se usa para determinar si el valor de n es de acuerdo a la precisión delerror deseado. El número de datos n basados en el nivel de confianza deseada se describemediante la relación:
n= z��x
e(3.2)
Donde e es el error expresado en porcentaje, �x es la desviación estándar y z� es la confianzadeseada. Por lo tanto, el nivel de confianza de acuerdo al número de datos n se describe deacuerdo a la siguiente ecuación:
z� =e
�x
pn (3.3)
3.4 Metodología
Como se menciona en la sección anterior, uno de los objetivos de este trabajo de tesis, es laautomatización del proceso de escaneo de un engrane recto, es por eso que el software diseñado,implementa control casi en totalidad de todo el proceso de medición, reconstrucción y la comu-nicación con el hardware; la metodología para el escaneo de un engrane recto, se resume a lossiguientes pasos:
1. Colocar el engrane recto sobre la mesa giratoria, de tal manera que este lo más centradoposible respecto al eje de referencia de la mesa giratoria. Sin embargo colocarlo fuera decentro no afecta en la reconstrucción.
2. Verificar la conexión de la cámara y el control de la mesa hacia la PC.
3. Encender la fuente de alimentación de la mesa rotatoria.
4. Iniciar el programa EscanEng y ajustar los parámetros de la cámara en donde se obtengala mejor calidad de imagen de la línea de luz.
5. Indicar el número de imágenes y el intervalo de grados entre imágenes.
6. Iniciar el proceso de reconstrucción y esperar resultados.
Sin embargo, la metodología en el software EscanEng es más complicada debido a que controlatodos los procesos, EscanEng realiza lo siguiente:
68

Capítulo 3. 3.4Metodología
1. Iniciar EscanEng.
2. Verifica si existen cámaras conectas al pc y obtiene los parámetros que puede modificardependiendo del controlador de las cámaras.
3. Verifica que el control de la mesa giratoria este conectado, si no esta conectado los controlesde escaneo quedan bloqueados.
4. Después de las verificaciones y el proceso de escaneo se da inicio, EscanEng obtiene losdatos de número de imágenes e intervalo entre ellas.
5. Envía la orden de alcanzar las sucesivas posiciones al control de la mesa rotatoria y esperaconfirmaciones, para cada confirmación EscanEng indicara a la cámara la toma de fotos yposteriormente el procesado de la imagen, enseguida el resultado es procesado para poderser visualizado.
6. El proceso se repite hasta alcanzar en número de imágenes indicado por el usuario.
7. Una vez alcanzado el límite de fotos el programa presenta resultados de las mediciones engráficas y la reconstrucción del engrane puede ser obtenida como imagen, debido a que elproceso de reconstrucción se ve a cada paso que se obtiene cada imagen la reconstruccióndel engrane se considera en tiempo real.
69

Capítulo 4
Resultados experimentales
4.1 Datos del engrane objetivo
En este trabajo se uso un engrane recto de 52 dientes y módulo normal de 3mm. Como semenciono en el capitulo 1, este tipo de engranes no cumplen totalmente con los estándares, conlo cual el perfil teórico no esta en total concordancia con éste. El engrane se muestra en la figura4.1.
Figura 4.1: Engrane recto objetivo.
En la tabla 4.1 se listan los datos de diseño del engrane. Para el presente trabajo de tesis,solo interesan los datos básicos para determinar la geometría, por lo que las características delmaterial y tratamiento térmico realizados en su mecanizado se omiten.
70
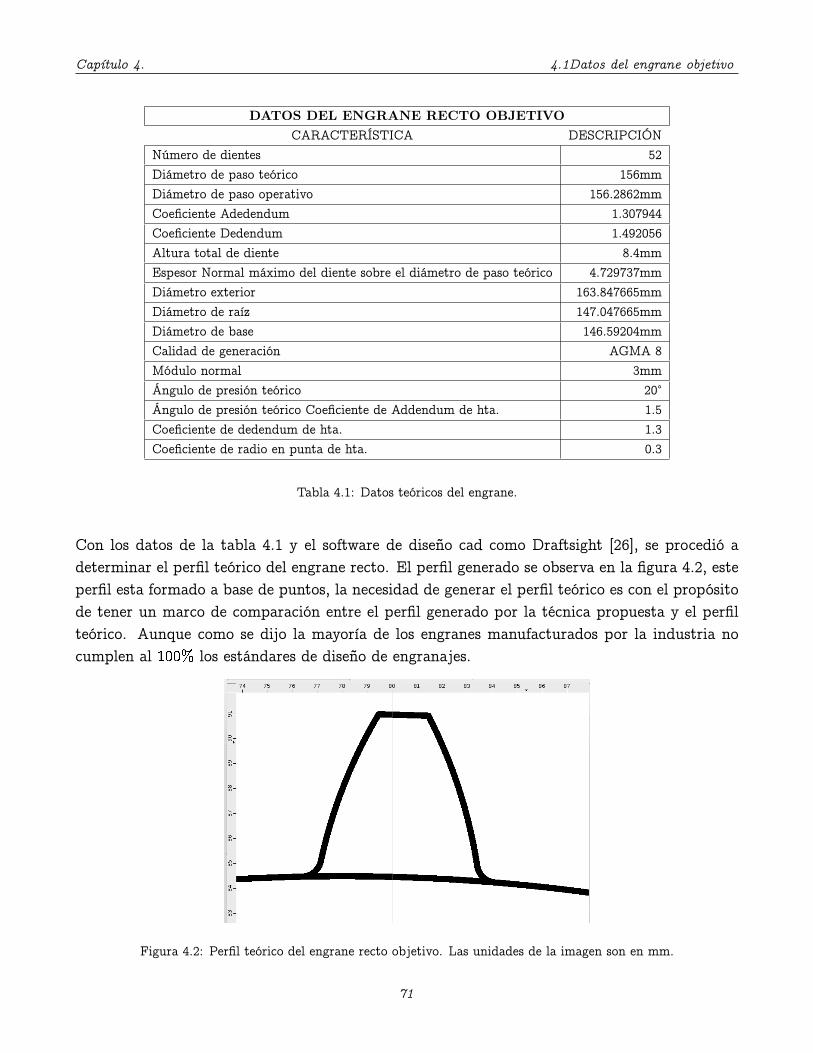
Capítulo 4. 4.1Datos del engrane objetivo
DATOS DEL ENGRANE RECTO OBJETIVOCARACTERÍSTICA DESCRIPCIÓN
Número de dientes 52Diámetro de paso teórico 156mmDiámetro de paso operativo 156.2862mmCoeficiente Adedendum 1.307944Coeficiente Dedendum 1.492056Altura total de diente 8.4mmEspesor Normal máximo del diente sobre el diámetro de paso teórico 4.729737mmDiámetro exterior 163.847665mmDiámetro de raíz 147.047665mmDiámetro de base 146.59204mmCalidad de generación AGMA 8Módulo normal 3mmÁngulo de presión teórico 20°Ángulo de presión teórico Coeficiente de Addendum de hta. 1.5Coeficiente de dedendum de hta. 1.3Coeficiente de radio en punta de hta. 0.3
Tabla 4.1: Datos teóricos del engrane.
Con los datos de la tabla 4.1 y el software de diseño cad como Draftsight [26], se procedió adeterminar el perfil teórico del engrane recto. El perfil generado se observa en la figura 4.2, esteperfil esta formado a base de puntos, la necesidad de generar el perfil teórico es con el propósitode tener un marco de comparación entre el perfil generado por la técnica propuesta y el perfilteórico. Aunque como se dijo la mayoría de los engranes manufacturados por la industria nocumplen al 100% los estándares de diseño de engranajes.
Figura 4.2: Perfil teórico del engrane recto objetivo. Las unidades de la imagen son en mm.
71

Capítulo 4. 4.3Captura de Imágenes
4.2 Arreglo experimental
En el capitulo 3 en la figura 3.5, se presentó el arreglo óptico; a manera de esquema el arreglofinal con el cual se trabajó el engrane objetivo se muestra en la figura 4.3.
Figura 4.3: Esquema: Arreglo óptico experimental con engrane objetivo.
4.3 Captura de Imágenes
De acuerdo al arreglo experimental y el software EscanEng desarrollado para el arreglo, esposible especificar la cantidad de imágenes que se desea capturar. La toma de imágenes se haceautomáticamente mediante EscanEng. En la figura 4.4 se puede apreciar el engrane objetivo yla línea láser proyectada sobre este para la obtención de las imágenes.
Figura 4.4: Toma de imágenes del engrane objetivo.
72

Capítulo 4. 4.3Captura de Imágenes
En el apartado del software el proceso de captura de imágenes se diseñó mediante “signals" y“slots”. Este mecanismo de programación deriva del software Qt; se basa en emitir mensajes“signals” y ejecutar porciones de código “slots” entre diferentes objetos, estos objetos puedenestar en diferentes hilos de ejecución y es posible establecer prioridad de ejecución. Por tanto enel diseño de EscanEng la cámara esta en un hilo de ejecución y envía constantemente imágenesal programa principal(interface) para su visualización; en donde cada posición alcanzada porla mesa rotatoria es una señal para capturar o procesar esa imagen. Con lo cual se consiguela correcta comunicación entre cámara, interface y procesado de las imágenes. La figura 4.5muestra el diagrama del algoritmo de posicionado de la mesa rotatoria y la captura de imágenes.
Figura 4.5: Esquema de captura de imágenes
73

Capítulo 4. 4.3Captura de Imágenes
El esquema de la figura 4.5 se implemento en lenguaje C++ dentro de EscanEng. En el listadode la figura 2 se muestra el código.
//PORCION DE CODIGO DE ENVIO DE IMAGENES DE LA CAMARA(OBJETO CAMARA)forever{
captura >> cuadroImagen; //Obtiene fotograma de la camaraemit EnviaCuadro(cuadroImagen);//Envia imagen a programa principalif(termina){//Reconfigura pero no cierra camara
if(reconfigura){reconfigura = false;termina = false;break; }
else{captura.release(); //Termina Capturaemit InfoCamara("Camara " + QString::number(numCamara) + "
cierra");//Envia informe de camara cerradareturn;}}}
//PORCION DE CODIGO DE CAPTURA DE IMAGENES PROGRAMA PRINCIPALif(guardaMat){
imwrite( foto , IMAGEN); //Guarda imagenes en discocuentaFotos++;N = QString::number(cuentaFotos).toStdString();foto = directorioDeFotos + N + ".bmp";if(cuentaFotos>=totalFotos){
guardaMat = false;ui->tab_EscanerProce->setEnabled(true);
}else Mueve_Mesa(); } // Mesa emite signal de guardado//PORCION DE CODIGO CONEXIONES DE SIGNALS Y SLOTSconnect(MesaRotatoria, &MesaG::DatoBanderaRecibido,this,
&VentanaPrincipal::Sincroniza_Mesa_Escaner, Qt::DirectConnection);//coneccion entre Mesa y Principal
connect(MesaRotatoria, &MesaG::DatoBanderaRecibido,this,&VentanaPrincipal::Sincroniza_Guardar_Mat, Qt::DirectConnection);//coneccion Mesa y Principal(Guardar Imagen)
connect(&Escan, &Escaner::SiguienteM, this,&VentanaPrincipal::Mueve_Mesa);//coneccion procesado de imagenes y Mesa
Figura de código 2: Mecanismo de captura de imágenes.
Después de capturar las imágenes, EscanEng internamente procesa las imágenes por medio dealgoritmos computacionales. Una imagen antes de ser procesada se muestra en la figura 4.6.
74

Capítulo 4. 4.3Captura de Imágenes
Figura 4.6: Imagen de una línea de luz capturada sin procesar.
La imagen mostrada en la figura 4.7 es una imagen después de aplicar filtros.
Figura 4.7: Imagen de una línea de luz depurada.
Como se aprecia en la figura 4.7, las imágenes con las que trabaja EscanEng son más limpias ypresentan mejor definición, por lo cual quedan preparadas para los procesos siguientes. Ademásen la figura 4.7 del lado derecho se aprecia la porción real (marco color naranja) en dondeEscanEng trabaja. El código usado para la detección de la línea se muestra en el listado de lafigura 3. El funcionamiento del código es recorrer la porción de la imagen en donde se encuentrala línea láser; cada vez que encuentra un valor de intensidad mayor a un valor previo actualizala variable maxIntes. Debido a que puede haber sitios en donde los máximos de intensidad soniguales y adyacentes, se hace necesario calcular la posición media entre todos esos máximos; lavariable contaIgu se usa para este fin.
75

Capítulo 4. 4.4Caracterización de la red bezier
//CODIGO IMPLEMENTADO PARA LA DETECCION DE LINEA LASERfor(int i=f1; i<=f2; i++){ //Para cada fila
contaIgu = 0; maxIntes = 0;for(int j=c1; j<=c2; j++){ //Para cada columIma
if(Im.at<uchar>(i,j) > maxIntes){maxIntes = Im.at<uchar>(i,j);posMaxim = j; //Almacenar posicion del maximocontaIgu = 0; //Evita que maximo sea primer pixel
} if(Im.at<uchar>(i,j) == maxIntes) ++contaIgu;}if(contaIgu < 5 ) contaIgu = 5; //usa caja de 5pixelsposMaxim2 = posMaxim + contaIgu/2.0;sumZX = sumZ = 0;izqInten = posMaxim2 - contaIgu;derInten = posMaxim2 + contaIgu;if(maxIntes>0 && columIma>derInten && izqInten>contaIgu)
for(int jj=izqInten; jj<=derInten; jj++){sumZX += jj*Im.at<uchar>(i,jj);sumZ += Im.at<uchar>(i,jj); //Obtiene posicion maximo
}realpos = sumZX/sumZ; //Poscion real en subpixel
}
Figura de código 3: Detección de líneas.
4.4 Caracterización de la red bezier
Como se menciono, se usa una red neuronal con base Bezier. El proceso de entrenamiento deesta red se efectúa resolviendo la matriz del sistema de ecuaciones. En este proceso se define elnúmero de neuronas, la forma, el ancho y los pesos. La forma es definida por las funciones debase Bezier, la cual es multiplicada por el dato de entrada (hi;si). Con el ancho definido para elintervalo de 0� u� 1. El número de neuronas en la capa oculta es determinado por el criterioMSE(MSE: Mean Squared Error) [23] [24], el cual provee información del error cuadrático mediode la respuesta de salida generada por la red con respecto a la respuesta de salida que se desea;de acuerdo a este criterio el error es mínimo a partir de 10 neuronas, como se ve en la figura 4.8.
76

Capítulo 4. 4.4Caracterización de la red bezier
Figura 4.8: Variación del MSE contra el número de neuronas.
De esta manera, se completa la red, la cual se construye con 11 neuronas y los pesos wi. En lafigura 4.9, se muestra la red neuronal de funciones de base Bezier. En la misma figura se observala curva BNN(Bezier Neural Network) que es la red neuronal de funciones de base Bezier.
Figura 4.9: Relación entre pixeles y unidades(mm).
Como se ve en la figura 4.9 es claro que la relación no es directamente proporcional. Con lasredes de aproximación determinadas, se obtiene la gráfica de calibración con la equivalencia entreel valor de los pixeles y las dimensiones reales del engrane en milímetros. Por tanto, se está encondiciones de graficar el perfil correspondiente a una imagen analizada. Los resultados puedenapreciarse en la figura 4.10. El procedimiento se repite de la misma manera para cada una de lasimágenes restantes. Al final se obtiene el arreglo tridimensional de la superficie de los perfiles delos dientes del engrane, que en este caso es graficado y unido a cada imagen para representarloen 3D.
77

Capítulo 4. 4.4Caracterización de la red bezier
Figura 4.10: Dimensiones finales de una de las imágenes.
EL ajuste y caracterización de la red Bezier es lo que permite la transformación de pixeles aunidades reales, en este caso mm. Para la implementación en código, se requiere de antemanoel cálculo del vector si, el vector u y la toma de mediciones para el vector hi, el código usadopara la obtención de estos parámetros es mostrado el listado 4.
//CODIGO PARA OBTENER PARAMETROS DE B/// Vector de desplazamientos pixelesMatd si = (Matd(11,1) << 11,22,33,44,55,66,77,88,99,110,121);///Calculo de valores de UMatd u = Mat::zeros(11, 1, CV_64F);double a1 = 1.0/(si[10][0] - si[0][0]);double a0 = -1.0 * a1 * si[0][0];// Asegura 0� u � 1
for(int i=0; i<11; i++)u[i][0] = a0 + a1 * si[i][0]; //u= a0+a1Si
///Valores de medicion por contactoMatd h = (Matd(11,1) << 15,35,55,75,95,115,135,155,175,195, 215);
Figura de código 4: Cálculo de parámetros para obtener matriz B.
Con los parámetros obtenidos, se esta en condiciones de calcular el sistema de ecuaciones de lamatriz Bezier y poder calcular el vector wi, con lo cual la red neuronal queda entrenada. Laimplementación se muestra en el listado 5.
78

Capítulo 4. 4.5Visualización 3D
//CODIGO PARA OBTENER EL SISTEMA Bijint n = 10;Matd Bij = Mat::zeros(11, 11, CV_64F);for(int i=0; i<11; i++)
for(int j=0; j<11; j++){double facNI = factorial(n)/(factorial(j)*factorial(n-j));Bij[i][j] = facNI * pow( 1.0 - u[i][0], n-j ) *
pow( u[i][0], j ) * h[j][0] ;}
///Obtencion de los pesos de red por choleskyMatd W = Mat::zeros(11, 1, CV_64F);solve(Bij, h, W, DECOMP_CHOLESKY); // � W = H
//VECTOR W CONTIENE LOS PESOS ENCONTRADOS DEL SISTEMA
Figura de código 5: Cálculo de matriz B.
Con la red neuronal entrenada, y los pesos wi encontrados; para cada desplazamiento si, secalcula el valor real en mm, Esto se realiza mediante la capa de neuronas y el vector de pesos,la implementación se ve en listado 6.
//CODIGO CONVERSION DE PIXELES A mmMatd B = Mat::zeros(1, 11, CV_64F); //neuronas//Para cada desplazamiento si, se obtiene u= a0+a1Si
//Cada neurona dado por: Bi(u) =�ni
�ui(1�u)
n�1
//donde�ni
�= n!
i!(n�i !
// para 0� u � 1
for(int i=0; i<11; i++){double facNI = factorial(n)/(factorial(i)*factorial(n-i));B[0][i] = facNI * pow( 1.0 - U, n-i )* pow(U, i) * h[i][0];
}//Capa de neuronas encontradodouble alturaReal = B*W; //h(u) =
Pni=0 wiBi(u)hi
//alturaReal contiene el valor en milimetros//Esto se realiza para cada desplazamiento en pixeles
Figura de código 6: Conversión de pixeles a mm en la RNA
4.5 Visualización 3D
El proceso de visualización en 3D se realiza después de obtener los puntos de cada línea y obtenersu equivalencia en mm. Con OpenGL se creo un entorno de dibujo en perspectiva ortogonal, ellistado 7 muestra su implementación.
79

Capítulo 4. 4.5Visualización 3D
//FUNCION INICIALIZA ENTORNO OPENGLvoid VisorGL::initializeGL(){
makeCurrent();//Considera la ventana unico entorno OpenGL///color limpia buffer, color de fondoglClearColor(.95, .95, .95, 1.0);
///Otras opciones de dibujado, transparencias, modo de color, etc.///espacio de trabajo 3D Crea cubo virtual de trabajoglOrtho(pO_Izq, pO_Der, pO_Aba, pO_Arr, pO_Cer, pO_Lej);//proyeccionOrtogonal_Izquierda, etc
glFlush(); //Fuerza la ejecucion de todos los comandos en tiempo//finito
doneCurrent();//Cierra entorno Opengl}
Figura de código 7: Creación de entorno de dibujado en 3D
Sin embargo, cada vez que se re-dimensiona la ventana es necesario re-dibujar los parámetrosiniciales y adaptarlos al nuevo tamaño de ventana, el listado 8 muestra el código necesario paraesta tarea.
//SE EJECUTA CADA VEZ QUE SE REDIMENSIONA LA VENTANAvoid VisorGL::resizeGL(int ancho, int alto){
makeCurrent();glViewport(0, 0, (GLint)ancho, (GLint)alto);//Tamano de ventana//Encuentra relacion de aspectoGLdouble aspect = (GLdouble)ancho/(GLdouble)alto;//Carga matriz de proyeccionglMatrixMode(GL_PROJECTION);glLoadIdentity();//Matriz identidadif(ancho <= alto)//Mantiene proporcion
glOrtho(pO_Izq,pO_Der,pO_Aba/aspect,pO_Arr/aspect,pO_Cer,pO_Lej);else
glOrtho(pO_Izq*aspect,pO_Der*aspect, pO_Aba,pO_Arr,pO_Cer,pO_Lej);//Recrea el espacio de trabajo cubo virtual 3DglFlush(); doneCurrent();
}
Figura de código 8: Re-dimensionado de ventana OpenGL
El mecanismo de dibujado de OpenGL es mediante vértices, cada vértice corresponde a un puntode línea procesado. Es preciso indicar como unir estos vértices, esta tarea se realiza medianteindices, los cuales son arreglos de memoria adyacentes con la posición de cada vértice. Seimplemento la unión por líneas y por “quads” que son polígonos formados por cuatro vértices.
80

Capítulo 4. 4.5Visualización 3D
Con esto es posible cambiar el color y modo de dibujo. Para EscanEng se crearon varios modos devisualización y color. El listado 9 muestra como fue escrito el acceso a cada modo de visualización.Cada modo es ejecutado mediante el teclado. La creación de cada vértice e indice se realiza enotra porción de código.
//PORCION DE CODIGO DE TAREAS DE DIBUJO, VENTANA OPENGLvoid VisorGL::paintGL(){
makeCurrent();glClear(GL_COLOR_BUFFER_BIT | GL_DEPTH_BUFFER_BIT);glMatrixMode(GL_MODELVIEW); glLoadIdentity();glTranslatef(0,-0.6,0);///traslacion inicialglRotatef(-60,1,0,0); glRotatef(44,0,0,1);///rotacion inicialglRotatef(angX,1,0,0); ///rotacion por mouseglRotatef(angY,0,1,0); glRotatef(angZ,0,0,1);//Modo de dibujo tipo de transparenciamodoDibujo ? glDepthFunc(GL_LEQUAL) : glDepthFunc(GL_ALWAYS);glPushMatrix();//Matriz de transformacionmEngrane.CambiaTransparencia(transparencia);glLineWidth(grosorLinea);switch(modoColor){//Modos de color
case 0://Color BlancoCuadros y NegrasLineas//Dibujo mediante arrays vertices y colorglEnableClientState( GL_VERTEX_ARRAY );glDisableClientState(GL_COLOR_ARRAY);finI = mEngrane.vvertices.size();//dimension de los verticesfor(i=0; i<finI; i++){
glVertexPointer(3,GL_DOUBLE,0,mEngrane.vvertices[i].data());//Carga VerticesglColor4f(0, 0, 0, 1); //color de los vertices//Dibuja lineas de unionglDrawElements(GL_LINES,mEngrane.iindiLineas[i].size(),GL_UNSIGNED_BYTE,mEngrane.iindiLineas[i].data());//Dibuja los poligonos quadsglColor4f(0.95,.95,.95,transparencia);glDrawElements(GL_QUADS,mEngrane.iindiQuads[i].size(),GL_UNSIGNED_BYTE,mEngrane.iindiQuads[i].data());}break;
//Otras opciones de dibujado
Figura de código 9: Mecanismo de selección de modos de color y visualización 3D
Para obtener la reconstrucción del engrane es necesario indicar el ángulo de giro de cada línea,es decir se obtiene el vértice, se aplica la rotación tridimensional a ese vértice y se agrega a la
81

Capítulo 4. 4.5Visualización 3D
lista o array de vértices; aunado a esto, es necesario crear los indices de dibujado a medida quese crea cada vértice. La implementación de esta tarea se observa en la figura del listado 10.
bool MatEngra::AgregaLinea(const Mat &M){//M contiene una linea procesadafilas = M.rows; colum = M.cols;if(filas<=1 || colum >1) return false; //M debe ser nx1//Conversion de matriz a tipo doubleif(M.type() == 6) pM = M.ptr<double>(0);//Apuntador a Melse{M.convertTo(m,CV_64F); pM = m.ptr<double>(0);}//Variablestotal = (colum)*(filas); if(total>255) return false;stotal = total-1; y = 0; //Coordenada y//Vertices e indices solo columna 0if(columnas == 0){
for(k=0; k<total; k++){//Recorre Mx = *(pM+k); ////Coordenada x, valor de intensidad de 0 a 1indiColor = x*255;//Obtiene indice Color//Agrega vertices de colorvvertColorJet[index].push_back(Rjet[indiColor] );vvertColorJet[index].push_back( Gjet[indiColor] );vvertColorJet[index].push_back( Bjet[indiColor] );vvertColorJet[index].push_back( 1 );z = 1.0 - (GLdouble)(k)/(GLdouble)(filas-1);//Coordenada z
//z escalado 0 a 1.0 y colocado alrevezR = RotaVerticeZ(x, y, z, angulo); //Agrega verticesvvertices[index].push_back( R.at<GLdouble>(0,0) );vvertices[index].push_back( R.at<GLdouble>(0,1) );vvertices[index].push_back( R.at<GLdouble>(0,2) );if(k<stotal){//Agrega indices de lineas
iindiLineas[index].push_back( indicee );iindiLineas[index].push_back( indicee+1 );indicee++; }}}//Se hace lo mismo para:
//Vertices e indices de columna 1 hasta N//Vertices 1 a N son cerrados con anteriores
indicee++; columnas++; angulo += rota;return true;
}
Figura de código 10: Creación de vértices e indices de dibujo
El código mostrado en el listado 10 muestra en general la tarea de agregar una línea a su repre-sentación 3D, se omitió código de cerrado de “quads” y líneas para su mejor visualización. Comose ve también es necesario agregar indices de colores. OpenGL es unicamente de tratamiento
82
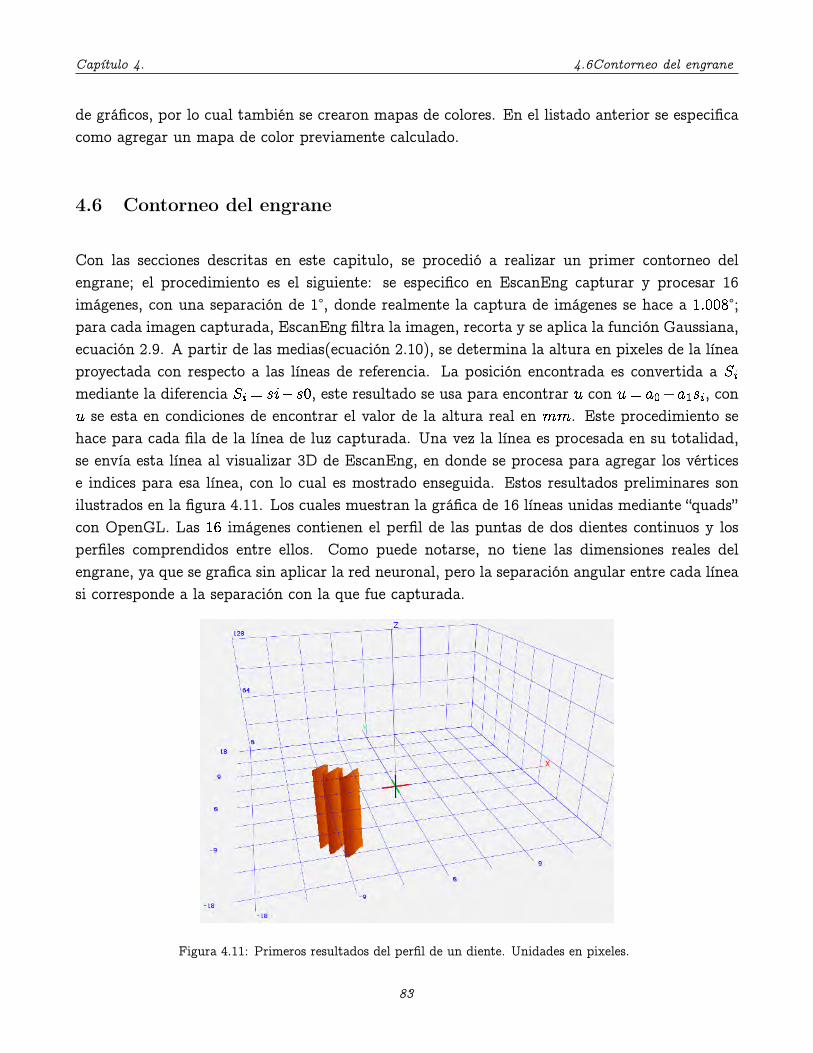
Capítulo 4. 4.6Contorneo del engrane
de gráficos, por lo cual también se crearon mapas de colores. En el listado anterior se especificacomo agregar un mapa de color previamente calculado.
4.6 Contorneo del engrane
Con las secciones descritas en este capitulo, se procedió a realizar un primer contorneo delengrane; el procedimiento es el siguiente: se especifico en EscanEng capturar y procesar 16imágenes, con una separación de 1°, donde realmente la captura de imágenes se hace a 1:008°;para cada imagen capturada, EscanEng filtra la imagen, recorta y se aplica la función Gaussiana,ecuación 2.9. A partir de las medias(ecuación 2.10), se determina la altura en pixeles de la líneaproyectada con respecto a las líneas de referencia. La posición encontrada es convertida a Si
mediante la diferencia Si = si�s0, este resultado se usa para encontrar u con u= a0+a1si, conu se esta en condiciones de encontrar el valor de la altura real en mm. Este procedimiento sehace para cada fila de la línea de luz capturada. Una vez la línea es procesada en su totalidad,se envía esta línea al visualizar 3D de EscanEng, en donde se procesa para agregar los vérticese indices para esa línea, con lo cual es mostrado enseguida. Estos resultados preliminares sonilustrados en la figura 4.11. Los cuales muestran la gráfica de 16 líneas unidas mediante “quads”con OpenGL. Las 16 imágenes contienen el perfil de las puntas de dos dientes continuos y losperfiles comprendidos entre ellos. Como puede notarse, no tiene las dimensiones reales delengrane, ya que se grafica sin aplicar la red neuronal, pero la separación angular entre cada líneasi corresponde a la separación con la que fue capturada.
Figura 4.11: Primeros resultados del perfil de un diente. Unidades en pixeles.
83

Capítulo 4. 4.7Captura de imágenes y reconstrucción
En la figura 4.12 se realizo un acercamiento a la figura 4.11, se recorto, se cambio el color de lamalla y se engrosaron las líneas, esto con el objetivo de mejorar los detalles.
Figura 4.12: Zoom de primeros resultados del perfil de un diente.
Aunque en la figura el diente escaneado no tiene la proporción real, es decir esta dado en pixeles,es posible hacer un escalamiento y obtener una vista superior para obtener el perfil del dienteescaneado.
4.7 Captura de imágenes y reconstrucción
A continuación se muestran los resultados de la extracción de la topografía de los perfiles delengrane recto. Para realizar este procedimiento, se determina un perfil del objeto correspondientea una línea de luz como se explicó en el capítulo 2 y 3. Posteriormente, el perfil del objeto que seextrajo de manera independiente de cada una de las líneas se guarda en un arreglo de memoriapara construir la topografía completa del objeto. Cada una de las imágenes tiene una resoluciónde dimensiones de 1080x720 pixeles. La línea de luz proviene de un diodo láser no polarizado.Para esta reconstrucción se procesaron 360 imágenes con una separación de 1°, las cuales seobtuvieron en el barrido de la línea sobre el engrane en rotación. Aunque es posible indicar aEscanEng realizar el proceso de reconstrucción del engrane sin guardar las imágenes en el discoduro de la computadora, se indico la captura de las 360 imágenes, todas las imágenes se capturanen formato bmp.
84

Capítulo 4. 4.7Captura de imágenes y reconstrucción
Figura 4.13: Superficie tridimensional escaneada del engrane.
En la figura 4.13, se observa el engrane totalmente reconstruido, esta geometría se obtuvo rotandocada línea procesada sobre el eje z virtual en la gráfica, esto fue programado en EscanEng, amedida que se capturaba las imágenes, se procesan y se grafican, el ángulo de rotación se obtienede la misma interface de EscanEng. Todo el proceso de la nube de puntos obtenida es tratado yprogramado en OpenGL para su visualización. De la misma manera que se hizo la reconstruccióncon 360 imágenes, se hizo la reconstrucción con 720 imágenes con una separación de 0:5 gradoscada una. La reconstrucción final se observa en la figura 4.14.
85

Capítulo 4. 4.8Determinación de repetibilidad, incertidumbre y resolución de las mediciones
Figura 4.14: Superficie tridimensional escaneada del engrane.
Como se ve en la figura 4.14 a medida que disminuye el ángulo de rotación y se aumenta lacantidad de imágenes, el nivel de detalle conseguido aumenta considerablemente. Sin embargo,es posible observar que también aumenta el ruido.
4.8 Determinación de repetibilidad, incertidumbre y resolución de lasmediciones
Para realizar el procesamiento de cada línea se utilizó una PC Core Duo a 1:6GHz. El tiempopromedio que emplea la PC en procesar una línea de luz es de 0:0121segundos. El tiempopara procesar todo el engrane es de aproximadamente 56segundos. el calculo de la repetibilidadde la mesa rotatoria se encontró una desviación estándar de � = 0:20, a partir de 56 imágenescapturadas. Con la ecuación 4.1 se obtiene el error de repetibilidad.
Erep=
vuut nXi=1
(xi�xm)2 (4.1)
86

Capítulo 4. 4.8Determinación de repetibilidad, incertidumbre y resolución de las mediciones
Donde xm es el valor promedio en pixeles, tomando en cuenta que 1mm es aproximadamenteigual a 30pixeles se obtiene para cada medición un valor de �67x10�3mm; expresado en por-centaje mediante la ecuación 4.2 se obtuvo una repetibilidad del 99:96% para los desplazamientosangulares de la mesa rotatoria.
%rep= (100)xm��xm
(4.2)
Usando la ecuación 3.3 y para un nivel de confianza del 98% corresponde una z� = 2:054 deacuerdo a la tabla de confianza [27]. Se obtiene una n= 45:1, por lo cual los resultados poseenuna confiabilidad mayor al 98%. La evaluación del error de la red bezier se calcula mediantela ecuación 3.1. Para un nivel de confianza de 98%, Si el error es e = 0:102 y una desviaciónestándar de � = 7:62 se requiere una muestra de n= 153:4, para alcanzar un nivel de confianzade 98%. Con esto se calcula el rms relativo con la ecuación rms= 100rms
hm, donde hm= 4:2 es la
altura media promedio del diente, el cual se tomo de las diferentes reconstrucciones realizadas.El valor rms relativo conseguido fue de 2:42%. Debido a que el valor de altura es conseguidomediante la red Bezier, la incertidumbre de estas mediciones es calculado mediante la ecuación4.3.
U2y =
@y
@x1(Ux1)
!2+
@y
@x2(Ux2)
!2+
@y
@x3(Ux3)
!2+ � � �+
@y
@xn(Uxn)
!2(4.3)
Donde Uy es la incertidumbre total del sistema y x1;x2; : : : ;xn son variables independientes.Debido a que en las mediciones solo se toma el valor de una única variable la altura, y lasmediciones se obtienen de la función de altura h(x) de bezier, se tiene: Uh = @h
@XUx, donde u es
la variable independiente, la transformación de x a u es:
Uh =@h
@uUu (4.4)
La cual se convierte en:Uu =
@u
@XUx (4.5)
Donde para encontrar Ux se utiliza la desviación estándar calculada previamente. Tomando estosvalores en la ecuación 4.5 se obtiene la incertidumbre de u como: Uu= 1
Xmax�Xmin(0:20)= 0:0124,
sustituyendo estos valores en la ecuación 4.4 se obtiene una incertidumbre de Uh = @h@u
(0:0124) =
0:158mm, con lo cual se tiene un valor de incertidumbre de décimas de milímetro, se diceque el sistema es confiable en ese rango. La resolución es el mínimo cambio apreciable, y eldoble de la incertidumbre nos da el valor de resolución, por tanto se tiene una resolución iguala resol = 0:316mm, tomando en cuenta que es un prototipo experimental y que se realizo elcontrol de posición de la mesa rotatoria, es un valor altamente aceptable y confiable para estetrabajo de tesis.
87
Capítulo 5
Discusiones, conclusiones y trabajo a futuro
5.1 Discusiones
Actualmente el uso de dispositivos ópticos en metrología de engranes es muy limitado. Lametrología de engranes en la industria se enfoca en tareas de control de calidad, donde se limita elanálisis a pequeñas muestras de decenas de engranes por lote de fabricación; esto es debido a quese usan principalmente maquinas CNC con palpadores mecánicos. Con estas máquinas de controlnumérico, se obtienen mediciones de gran precisión, pero uno de los grandes inconvenientes deestos equipos es el tiempo empleado para la evaluación de un engrane, que varia en función deltamaño del engrane, con tiempos desde 4 hasta a 12 minutos por diente. Además solo evalúan4 dientes como máximo por engrane. Otro punto a considerar, son las dimensiones de estasmaquinas, donde pensarlas como maquinas para medición en tareas de campo es prácticamenteimposible. El valor de el método presentado en este trabajo de tesis se ve principalmente enla velocidad de escaneo del engrane completo, el cual esta cerca de 1 min, y la posibilidad dediseñar un instrumento portátil y con aplicaciones en campo.
5.2 Conclusiones
Se presento un método óptico para la reconstrucción tridimensional del perfil de un engrane recto.Tal como se describió, los parámetros del arreglo experimental se obtienen automáticamentemediante un proceso de cómputo y redes neuronales de aproximación. De esta forma, se mejorala exactitud de los resultados ya que no existen errores de medición que afecten al sistema.Además, se ha logrado medir la línea láser proyectada con una resolución de subpixel en pocas
88

Capítulo 5. 5.3Trabajo a Futuro
operaciones. El software creado para este trabajo de tesis demuestra que todo el proceso decálculo y visualización de resultados es automatizado y puede ampliarse para tareas especificasde metrología. La geometría obtenida con la aplicación de las redes neuronales de aproximacióny curvas de Bezier, reproduce con excelente precisión las características de la superficie delengrane. La representación tridimensional del engrane se obtuvo con relativa facilidad y rapidezdespués de la caracterización del arreglo experimental. Este sistema es una herramienta muyvaliosa para el diseño asistido por computadora de engranes, así como para la reconstrucciónde piezas mecánicas. Usando el arreglo óptico-computacional se logró una buena repetitividaden cada medición. Los resultados experimentales mostraron un nivel de confianza del errorcalculado de 98%. que permite concluir que el método óptico aplicado en la presente tesis esuna herramienta válida para metrología de engranes.
5.3 Trabajo a Futuro
Es posible mejorar la precisión de los resultados utilizando un láser que mediante el agregadode una lente adecuada proyecte una línea más delgada, también el uso de una cámara de mayorresolución de las imágenes. Una aplicación del método óptico, es la creación del arreglo ópticode tal manera que la mesa, el láser, la cámara y el sistema de control electrónico se fusionen enun mismo soporte; con esto, se puede considerar el diseño de un sistema portátil especializadoen medición de engranes. Para el caso de engranes de gran tamaño, se pueden utilizar diversostipos de cámaras en función del campo de visión requerido. En aplicaciones de campo es difícilencontrar planos de referencia natural y se deberán considerar las condiciones impredecibles ypoca accesibilidad. Una opción a considerar es implementar el eje de referencia en el mismosistema tal como se uso en este trabajo de tesis; sin embargo esto limitaría el alcance del equipoa mediciones con propósitos de inspección de calidad. En el software, la mejora inmediata seriael desarrollo de rutinas que obtengan mediciones de carácter estadístico y presenten los reportesen un formato adecuado para su análisis y uso en tareas de control de calidad. Asimismo esimpredecible mejorar la presentación de los datos en 3D, se necesita implementar funcionesbásicas, como zoom, visualización desde diferentes planos y tipo de proyección. También sepuede implementar el modelado de superficies de engranes.
89

Bibliografía
[1] Varios autores, “Enciclopedia de Ciencia y Técnica”, Salvat Editores S.A. 1985, Tomo 5Engranaje. 1.3
[2] Mortenson, M. E., “Geometric Modeling”, USA, Willey, Second edition, 1997. 2.4.1, 3.3
[3] Dennis Gimpert, “Gear Inspection”, Gear Solutions, June, 2005. 2.5, 2.5.2, 2.5.4, 2.5.6
[4] Robert E. Lee Greene III, “Robotic gear processing”, Octubre, 2009. 2.5.1
[5] A. kapelevich, Y. Shekhtman, “Tooth fillet profile optimization for gears with symetric andasymmetric teeth”, Septiembre, 2009 2.5.7
[6] GearTechnology, “A new standard in gear inspection”, AGMA, Octubre, 2010. 2.5.1, 2.5.2,2.5.5, 2.5.7, 2.5.8
[7] Dennis Traynor, “Gear Quality inspeccion”, GearTechnology, June, Julio 2012. 2.5.3
[8] R. Klette, et. all, “Computer vision: Three-dimensional data from images:” Springer, Sin-gapore, 1998. 2.6, 2.6.4
[9] L. M. Song, D. N. Wang, “A novel grating matching method for 3D reconstruction”, NDT& International, 2006. Vol. 39, pp. 282-288. 2.6
[10] L. Zagorchev, A. Goshtasby, “A paintbrush laser range scanner”, Comput. Vis. Image Un-derst, 2006. Vol. 10, pp. 65-86. 2.6
[11] Limei Song, Xinghua Qu, Opt., “Application of structured lighting sensor for on line mea-surement”, Lasers Eng, 2005. Vol. 43 p. 1118-1126. 2.6
[12] A, J. Shang, A. Djordjevich, “Study on laser stripe sensor: Sensors and Actuators” Physical,1999. Vol. 72 p.224-228. 2.6
[13] F. Zhou, G. Zhang, J. Jiang, “Constructing feature points for calibration a structured lightvision sensor by viewing a plane from unknown orientation”, Opt. Lasers Eng., 2005. Vol.43 p. 1056-1070. 2.6
90

Capítulo 5. BIBLIOGRAFÍA
[14] F. Zhou, G. Zhang, “Complete calibration of a structured light stripe vision sensor troughplane target of unknown orientation”, Image and vision computing, 2005. Vol. 23 p. 59-67.2.6
[15] J. L. Vilaca, J. C. Fonceca, A. M. Pinho, “Calibration procedure for 3D measurement systemusing two cameras and a laser line”, Opt. Lasers Eng., 2009. Vol. 41 p. 112-119. 2.6
[16] Z. Wei, G. Zhang, Y. Xu, “Calibration approach for structured-light-stripe vision sensorbased on the invariance of double cross-ratio”, Opt. Eng., 2003. Vol. 42, p. 2956-2966. 2.6
[17] Mclvor, A. M., “Nonlinear calibration of a laser stripe profiler”, Opt. Eng., 2002. Vol.41, p.205-212. 2.6
[18] Huuynh, D. Q., Int. J., “Calibration a structured light stripe system: a novel approach”,Comput. Vis., 1999. Vol. 33, p. 73-86. 2.6
[19] F. Liu, F. Duan, S.Ye, “A new method for calibration of line structured light sensor usingzigzag target”, Measurement Technology, 1999. Vol.7, p. 3-6. 2.6
[20] F. Remondino, S. El-Hakim, “Image-based 3D modelling: a review”, The photogrametricrecord, 2006. Vol. 21 No. 115, p. 269-291. 2.6.2, 2.6.3
[21] J. A. Muñoz Rodríguez, R. Rodríguez-Vera, J., “Evaluation of the light line displacementlocation for object shape detection”, Mod. Optic., 2003. Vol. 50 No.1, p. 137-154. 2.6.3
[22] W. D. Herzog, M. S. Unlu, “Beam divergence and waist measurement of laser diodes bynear field scanning optical microscopy”, B. B. Goldberg, G. H. Rhodes, Appl. Phys., Lett.,1997. Vol. 70 No.6, 688-690. 2.6.5
[23] H. Leung, N. Dubash y N. Xie, “Transactions on Aerospa-ce and Electronic Systems”, IEEE,38, (2002) 98. 3.3, 4.4
[24] J.A. Muñoz Rodríguez, A. Asundi, R. Rodriguez Vera, “Aplicación de redes neuronales deaproximación a una linea de luz para reconstruction 3d de objetos”, Centro de Investiga-ciones en Optica A.C. octubre, 2004. 4.4
[25] D.C. Montgomery, G. C. Runger, “Applied statistics and probability for engineers”, U.S.A.,Mc Graw Hill, 2001. 3.3
[26] DraftSight: programa gratuito propietario de dibujo CAD 2D (diseño asistido por orde-nador) para ingenieros, arquitectos, diseñadores, estudiantes y educadores. Desarrolladopor Dassault Systèmes; permite crear, editar y visualizar archivos DWG y DXF. 4.1
[27] D.C. Montgomery, G. C. Runger, “Applied statistics and probability for engineers”, U.S.A.,Mc Graw Hill, 2001. 4.8
91
Capítulo 5. BIBLIOGRAFÍA
[28] Gonzalo Pajares y Jesus M. de la Cruz, “Visión por Computador”, Editorial AlfaomegaRa-Ma, México, 2002.
[29] X. X. Cheng, X.Y. Su, L.R. Guo, “Automated measurement method for 360 profilometry of3-D diffuse objects”, S.l. : Appl. Optics, 1991. Vol. 30 No.10, 1274-1278.
[30] L. P. Thomas, R. Gratton, B. M. Marino, J. M. Simon, “Measurements of free surfaceprofiles in transient flow by a simple light slicing method”, Appl. Optics, 1994. Vol. 33 No.13, 2455-2458.
[31] M. Chang, W. Ch. Tai, “360-deg profile non contact measurement using a neural network”,Opt. Eng., 1995. Vol. 34 No.12, 3572-3576.
[32] W. Ch. Tai, M. Chang, “Non contact profilometric measurement of large form parts”, Opt.Eng., 1996. Vol. 35 No. 9, 2730-2735.
[33] S. R. Marokkey, Ch. J. Tay, H. M. Shang, A. K. Asundi, “Time Delay an integration imagingfor inspection and profilometry of moving objects”, Opt. Eng., 1997. Vol. 36 No.9, 2573-2578.
[34] M. Baba, T. Konishi, N. Kobayashi, “A novel fast rangefinder with non-mechanical opera-tion”, Journal of Optics, 1998. Vol. 29 p. 241-249.
[35] M. A. Younes, A. M. Khalil and M. N. Damir, “Automatic measurement of spur gear di-mensions using laser light, part 2: measurement of flank profile”, Optical Engineering, Vol.44 No. 10, pag. 103603 (2005).
[36] Masters, T., “Practical Neural Networks Recipes in C++”, U.S.A., Academic Press, 1993.
[37] Brandt, S., “Data analysis statical and computationals methods for scientits and engineers”,U.S.A., Springer, 1999.
[38] Ramesh Singh, “Gear Metrology”, M 338: Manufacturing Processes II. 2004.
[39] Anke Guenther, Karin Kniel, Frank H., Ingo Lindner, “Introduction of a new bevel gearmeasurement standard” CIRP Annals - Manufacturing Technology, 62, 2013.
[40] A. Guenther, “Evaluation of Runout Deviation at Bevel Gears based on Pitch Measure-ments”, Hexagon Metrology GmbH, Wetzlar, Germany, Submitted by R. Hocken (1), UNCCharlotte, NC, USA.
[41] A. Guenther, “Interpretation of bevel gear topographymeasurements”, Department of Re-search and Development, The Gleason Works, Rochester, NY, USA, CIRP Annals - Manu-facturing Technology, 60, 2011.
92
Capítulo 5. BIBLIOGRAFÍA
[42] Yohan Kondo , Sonko Osawa , Osamu Sato , Masaharu Komori , Toshiyuki Takatsuji, “Eval-uation of instruments for pitch measurement using a sphere artifact”, Precision Engineering36 (2012).
[43] Yohan Kondo , Koshi Kondo , Sonko Osawa , Osamu Sato , Masaharu Komori, Fumi Takeoka, Aizo Kubo , Kazuhiko Okamoto , Kazuyuki Sasajima, “Evaluation of instruments for helixmeasurement using wedge artifact”, Precision Engineering 34 (2010).
[44] Paulo Cauchick-Miguel, Tim Kinga, Jim Davis, “CMM verification: a survey”, MeasurementVol. 17, No. 1, pp. 1 16. 1996.
[45] Salim Boukebbab, Hichem Bouchenitfa, Hamlaoui Boughouas, Jean Marc Linares, “Appliediterative closest point algorithm to automated inspection of gear box tooth”, Computers &Industrial Engineering 52 (2007) 162–173.
[46] J.H. Kang , K.O. Lee , J.S. Je , S.S. Kang, “Spur gear forging tool manufacturing methodconsidering elastic deformation due to shrink fitting”, Journal of Materials Processing Tech-nology 187–188 (2007) 14–18.
[47] C. Baudouin, R. Bigot, S. Leleu, N. Muller, P. Martin, “Gear geometric control software:Approach by entities”, Noviembre, 2012.
[48] Naser Amini, B.G. Rosrn, and H. Westberg, “Optimization of Gear Tooth Surfaces”, Int. J.Mach. Tools Manufact. Vol. 38, Nos 5 6, pp. 425-435, 1998.
[49] CHUNG-YUNNLIN and CHUNG-BIAUTSAY, “MATHEMATICAL MODEL OF SPI-RAL BEVEL AND HYPOID GEARS MANUFACTURED BY THE MODIFIED ROLLMETHOD”, Mech. Mach. Theory Vol.32, No. 2, pp. 121-136,1997.
[50] C.H. Gao · K. Cheng · D. Webb, “Investigation on sampling size optimisation in gear toothsurface measurement using a CMM”, Int J Adv Manuf Technol (2004).
[51] Chung-Yunn Lina, Chung-Biau Tsaya, Zhang-Hua Fongb, “Computer-aided manufacturingof spiral bevel and hypoid gears by applying optimization techniques”, Journal of MaterialsProcessing Technology 114 (2001).
[52] Chanat Ratanasumawong, Shigeki Matsumura and Haruo Houjoh, “Inspection of tooth sur-face geometry by means of vibration measurement (Assessment of tooth surface undulationfrom synchronous averaged signal and aplication of frequency response function)”, JSMEInternational Journal, Vol, 48, 2005.
[53] Gary Sroka and Lane Winkelmann, “Superfinishing Gears-The State of the Art”, Gear Tech-nology November-December, 2003.
93
Capítulo 5. BIBLIOGRAFÍA
[54] Dr. Alexander L. Kapelevich, “Measurement of directly designed gears with symmetric andasymmetric teeth”, AKGears, LLC, Shoreview, MN, USA, 2000.
[55] Ramiro Martins, Cristiano Locatelli, Jorge Seabra, “Evolution of tooth flank roughnessgearmicropitting tests during”, Industrial Lubricant and Tribology, 2011.
[56] E.S. Gadelmawla, “Computer vision algorithms for measurement and inspection of spurgears”, E.S. Gadelmawla Mechanical Engineering Department, 2011.
[57] Young Wang, “Optimized tooth profile based on identified gear dynamic model”, School ofMechanical Engineering, Shandong University, February, 2006.
[58] Michael Moles, “Portable Phased Array Applications”, Middle East Nondestructive TestingConference & Exhibition - 27-30 Nov 2005.
[59] Kevin B. Smith, Yuan F. Zheng, “Optimal Path Planning for Helical Gear Profile Inspectionwith Point Laser Triangulation Probes”, ASME, February 2001.
[60] SHI Zhaoyao, LIN Hu, LIN Jiachun, ZHANG Bai, “Current Status and Trends of LargeGears Metrology”, College of Mechanical Engineering and Applied Electronics Technology,Journal of Mechanical engineering, 2013,
[61] Y. Kotlyar, G.A. Acosta, S. Mleczko, Navistar, Inc. and M. Guerra, “A Field Case Study of“Whining” Gear Noise in Diesel Engines”, AGMA Technical Paper, Octuber 2012.
[62] Salvator Nigarura, Rajesh Parameswaran and Juan R. L. Trasorras, “Bending Fatigue ofSurface Densified Gears: Effect of Root Densification Depth and Tooth Loading Mode onFatigue Life”, Advances in Powder Metallurgy & Particulate Materials 2006.
94