
Metalurgia Secundaria + Colada Continua
84
FIUBA – Metalurgia secundaria + Colada Continua Aceración Secundaria + Colada Continua March 14, 2022 INDUSTRIAS I – FIUBA ALEJANDRO GILES
-
Upload
zanonimo-lozano -
Category
Documents
-
view
303 -
download
1
Transcript of Metalurgia Secundaria + Colada Continua

FIUBA – Metalurgia secundaria + Colada Continua
Aceración Secundaria + Colada Continua
April 17, 2023
INDUSTRIAS I – FIUBAALEJANDRO GILES

Metalurgia Secundaria + Colada Continua Alejandro Giles 2
Objetivos
April 17, 2023
Que al finalizar el curso logremos:
Describir las principales etapas y operaciones del proceso de
Aceración Secundaria.
Conocer y entender el funcionamiento de los equipos
involucrados en la Aceración Secundaria.
Aprender sobre los diferentes procesos y correspondientes
diseños de máquinas de colada continua.
Identificar los diferentes tipos de defectos, sus orígenes y las
acciones correctivas posibles.

Metalurgia Secundaria + Colada Continua Alejandro Giles 3
Introducción
April 17, 2023
Aceración Secundaria
¿En qué consiste el proceso de Aceración
Primaria?

Metalurgia Secundaria + Colada Continua Alejandro Giles 4
Introducción
April 17, 2023
Aceración Secundaria
MATERIAS PRIMAS
ACERACIÓN PRIMARIAFusión de la Materia Prima
COLADA CONTINUASolidificación
ACERACIÓN SECUNDARIARefinamiento del acero
Comprende los procesos que se llevan a cabo desde que el acero finaliza su tratamiento en el horno eléctrico.
VENTAJAS
• Mejor calidad del acero.
• Mayor productividad del proceso.
• Mayor flexibilidad de la operación.
• Costos incurridos menores.
PRODUCTO
Metalurgia Secundaria + Colada Continua Alejandro Giles 5
Refinamiento del Acero
¿Qué significa refinar?
Acero líquido crudo
LF-VD TRIMMING•Composición•Temperatura•Limpieza
Acero refinado
Refinar el acero significa ajustar su composición y su grado de limpieza en función de los requerimientos del producto que se esté elaborando.
April 17, 2023

Metalurgia Secundaria + Colada Continua Alejandro Giles 10
Procesos de la Aceración Secundaria
April 17, 2023
Estos procesos se realizan con
el objetivo de ajustar la
composición y el grado de
limpieza del acero
DESOXIDACIÓNDESOXIDACIÓN
DESULFURACIÓNDESULFURACIÓN
AJUSTE DE AJUSTE DE ALEANTESALEANTES
AJUSTE DE AJUSTE DE ALEANTESALEANTES
AJUSTE DE AJUSTE DE TEMPERATURATEMPERATURA
LIMPIEZA DEL LIMPIEZA DEL ACEROACERO
DESGASIFICACIÓNDESGASIFICACIÓN

Metalurgia Secundaria + Colada Continua Alejandro Giles 11
Vista de la burbuja de CO
Procesos de la Aceración SecundariaDesoxidación
Permite eliminar fallas como sopladuras en las barras y, por ende, un producto
poroso.
DesoxidaciónDesulfuración
Ajuste de Aleantes
Ajuste de Temperatura
Limpieza del Acero
Desgasificación
April 17, 2023

Metalurgia Secundaria + Colada Continua Alejandro Giles 12
Fuentes del Oxígeno en el Acero
Desoxidación
INCORPORACIÓN DELIBERADA
•Oxígeno inyectado en el EAF.
INCORPORACIÓN NO DELIBERADA
•Chatarra oxidada.
•Ganga del Hierro esponja.
•Absorción del Oxígeno de la atmósfera.
•Disociación del agua contenida en los agregados (humedad).
•Disociación del agua del ambiente (humedad ambiente).
•Contacto con escoria oxidada.
DesoxidaciónDesulfuración
Ajuste de Aleantes
Ajuste de Temperatura
Limpieza del Acero
Desgasificación
Procesos de la Aceración Secundaria
April 17, 2023

Metalurgia Secundaria + Colada Continua Alejandro Giles 13
Desoxidación
Elementos desoxidantes
Se trata de un desoxidante débil que muy pocas veces es usado como tal. Generalmente se emplea como aleante.
Manganeso
DesoxidaciónDesulfuración
Ajuste de Aleantes
Ajuste de Temperatura
Limpieza del Acero
Desgasificación
En la mayoría de los aceros fabricados en Tenaris, el Silicio se usa como aleante, no como desoxidante.
Silicio
Es un desoxidante fuerte, el más usado para la desoxidación en Tenaris.
Aluminio
El óxido generado al ser un gas no queda en el acero. Es de bajo costo.
Carbono
Se volatiliza fácilmente. Rendimiento bajo y alto costo. Calcio
Procesos de la Aceración Secundaria
April 17, 2023
Metalurgia Secundaria + Colada Continua Alejandro Giles 14
Desulfuración
Especificaciones del Azufre
El Azufre es un elemento no metálico presente en la mayoría de las materias primas que se cargan en los EAF.
El nivel de Azufre requerido dependerá de la aplicación que vaya a dársele al acero que se está elaborando.
Desoxidación
DesulfuraciónAjuste de Aleantes
Ajuste de Temperatura
Limpieza del Acero
Desgasificación
Desulfuración
Proceso de eliminación del Azufre, el cual es altamente nocivo para la calidad óptima del producto final.
Procesos de la Aceración Secundaria
April 17, 2023

Metalurgia Secundaria + Colada Continua Alejandro Giles 15
Desulfuración
¿Cómo desulfuramos?
A fin de satisfacer las especificaciones de una baja concentración de Azufre se necesita eliminarlo del acero
durante el proceso de Aceración Secundaria
El Azufre se elimina mediante reacciones químicas entre la escoria y el metal
líquido y se transfiere desde el acero a la escoria
El Azufre se elimina mediante reacciones químicas entre la escoria y el metal
líquido y se transfiere desde el acero a la escoria
Desoxidación
DesulfuraciónAjuste de Aleantes
Ajuste de Temperatura
Limpieza del Acero
Desgasificación
Procesos de la Aceración Secundaria
April 17, 2023

Metalurgia Secundaria + Colada Continua Alejandro Giles 16
DesulfuraciónCondiciones para la desulfuración
Analizando la reacción vemos que para desulfurar son necesarias las siguientes condiciones:
•Escoria básica
•Escoria y baño desoxidados
Para favorecer la velocidad de la reacción necesitamos:
•Agitación intensa
•Escoria fluida
•Alta temperatura
Desoxidación
DesulfuraciónAjuste de Aleantes
Ajuste de Temperatura
Limpieza del Acero
Desgasificación
Procesos de la Aceración Secundaria
April 17, 2023

Metalurgia Secundaria + Colada Continua Alejandro Giles 17
Ferroaleaciones: FeSi, FeSiMn, FeMn, FeCr, FeMo, FeV, FeTi, FeB, etc.
Elementos puros: Aluminio, Níquel, Cobre, Carbono, Azufre, etc.
Dependiendo del aleante, los aditivos disponibles en la acería pueden clasificarse en:
Aditivos disponibles
Desoxidación
Desulfuración
Ajuste de Aleantes
Ajuste de Temperatura
Limpieza del Acero
Desgasificación
Procesos de la Aceración Secundaria
April 17, 2023
Ajuste de Aleantes
Metalurgia Secundaria + Colada Continua Alejandro Giles 18
Los principales parámetros que afectan directamente al rendimiento de los materiales son:
El Oxígeno disuelto en el acero líquido.
Los polvos que acompañan a los materiales.
Las pérdidas por el manejo de materiales.
1
2
3
Desoxidación
Desulfuración
Ajuste de Aleantes
Ajuste de Temperatura
Limpieza del Acero
Desgasificación
Rendimiento
Procesos de la Aceración Secundaria
April 17, 2023
Ajuste de Aleantes

Metalurgia Secundaria + Colada Continua Alejandro Giles 19
Ajuste de Aleantes
El momento y el orden de adición de las ferroaleaciones en la etapa de afinación, depende de varios factores:
Desoxidación
Desulfuración
Ajuste de Aleantes
Ajuste de Temperatura
Limpieza del Acero
Desgasificación
¿Cuándo se deben hacer las adiciones?
Punto de fusiónPunto de fusión
Tamaño de la partícula o GranulometríaTamaño de la partícula o Granulometría
Afinidad por el OxígenoAfinidad por el Oxígeno
Las adiciones pueden hacerse desde que comienza el proceso de afinación, es decir en el sangrado/colado, o
durante el tratamiento en el LF.
Procesos de la Aceración Secundaria
April 17, 2023

Metalurgia Secundaria + Colada Continua Alejandro Giles 20
Ajuste de Temperatura
Desoxidación
Desulfuración
Ajuste de Aleantes
Ajuste de TemperaturaLimpieza del Acero
Desgasificación
¿Por qué controlar la temperatura?
Una temperatura incorrecta puede provocar interrupciones de secuencias causando
•Desulfuración•Disolución de agregados•Refractarios•Temperatura del baño de acero
•demoras importantes •pérdidas de producción•defectos en las barras
La temperatura afecta numerosos parámetros de la Aceración Secundaria, entre los que podemos nombrar:
Procesos de la Aceración Secundaria
April 17, 2023

Metalurgia Secundaria + Colada Continua Alejandro Giles 21
Limpieza del Acero
¿Qué entendemos por acero limpio?
Desoxidación
Desulfuración
Ajuste de Aleantes
Ajuste de Temperatura
Limpieza del AceroDesgasificación
Acero limpio es aquel que tiene una baja concentración de inclusiones no metálicas.Acero limpio es aquel que tiene una baja concentración de inclusiones no metálicas.
Las inclusiones son compuestos no metálicos que si no son eliminados antes de la solidificación, quedarán atrapados en el producto final.
Las inclusiones son compuestos no metálicos que si no son eliminados antes de la solidificación, quedarán atrapados en el producto final.
La mayoría de las inclusiones tienen un efecto nocivo en las propiedades, por este motivo tienen que ser eliminadas.
La mayoría de las inclusiones tienen un efecto nocivo en las propiedades, por este motivo tienen que ser eliminadas.
Procesos de la Aceración Secundaria
April 17, 2023
Metalurgia Secundaria + Colada Continua Alejandro Giles 22
Procesos de la Aceración Secundaria Limpieza del Acero
¿De dónde vienen las inclusiones?
Desoxidación
Desulfuración
Ajuste de Aleantes
Ajuste de Temperatura
Limpieza del AceroDesgasificación
April 17, 2023
Son partículas generadas en el interior mismo del baño. Se forman principalmente por las siguientes reacciones químicas:
•Precipitación (sulfuros).•Desoxidación (óxidos).•Reoxidación (óxidos, más gruesas).
Endógenas
ExógenasSon partículas que ingresan al baño y cuyo origen no es el acero. Son más gruesas y no se forman por reacciones, sino por determinadas condiciones físicas:
•Turbulencia: que puede generar atrape de escoria.•Desgaste: materiales refractarios erosionados.
Metalurgia Secundaria + Colada Continua Alejandro Giles 23
Procesos de la Aceración Secundaria Limpieza del Acero
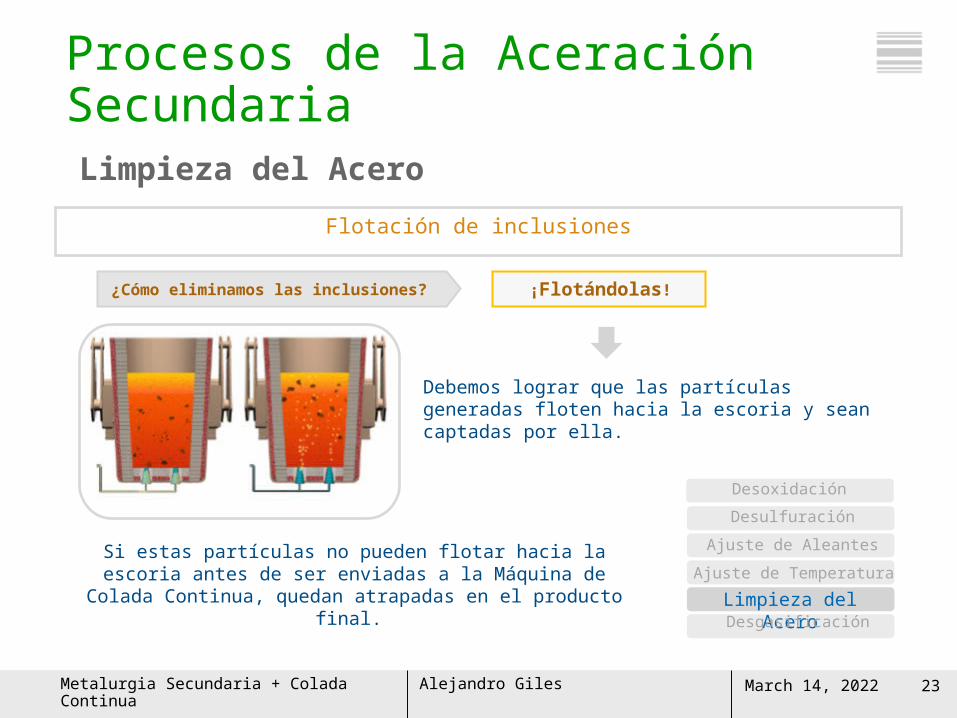
Flotación de inclusiones
Desoxidación
Desulfuración
Ajuste de Aleantes
Ajuste de Temperatura
Limpieza del AceroDesgasificación
¿Cómo eliminamos las inclusiones? ¡Flotándolas!
Debemos lograr que las partículas generadas floten hacia la escoria y sean captadas por ella.
Si estas partículas no pueden flotar hacia la escoria antes de ser enviadas a la Máquina de Colada Continua, quedan
atrapadas en el producto final.
April 17, 2023

Metalurgia Secundaria + Colada Continua Alejandro Giles 24
Desgasificación
El proceso de desgasificación
Desoxidación
Desulfuración
Ajuste de Aleantes
Ajuste de Temperatura
Limpieza del Acero
Desgasificación
Permite eliminar gases presentes en el acero, que podrían provocar fisuras u otras imperfecciones en el acero sólido. Los principales gases presentes en el acero son:
• Principalmente las cales adicionadas para la formación de escoria, el coque y la humedad de la atmósfera. • También la humedad de los materiales y materias
primas usadas.
• En la chatarra, mediante la adición de coque, de ferroaleaciones.• Por exposición del acero
desoxidado al aire.
Hidrógeno
Nitrógeno
Procesos de la Aceración Secundaria
April 17, 2023

Metalurgia Secundaria + Colada Continua Alejandro Giles 25
Desgasificación
Eliminación de Hidrógeno
Desoxidación
Desulfuración
Ajuste de Aleantes
Ajuste de Temperatura
Limpieza del Acero
Desgasificación
El Hidrógeno disuelto en el acero, se elimina mediante el proceso de desgasificación por vacío, mediante la reacción:
[H] Hidrógeno disuelto en el acero
H2(g) Hidrógeno gaseoso
Eliminación de Nitrógeno
El Nitrógeno disuelto en el acero, se elimina del baño a través de la reacción:
[N] Nitrógeno disuelto en el acero
N2(g) Nitrógeno gaseoso
[H] → ½ H2(g) [N] → ½ N2(g)
Procesos de la Aceración Secundaria
April 17, 2023

Metalurgia Secundaria + Colada Continua Alejandro Giles 26
El Proceso de Aceración Secundaria
April 17, 2023
Introducción
SANGRADO/ COLADO DEL EAF
TRASLADO AL LF
TRATAMIENTO EN LF
ENVÍO A LA CCM
El proceso de Aceración Secundaria comprende básicamente las siguientes etapas:

Metalurgia Secundaria + Colada Continua Alejandro Giles 27
Sangrado/Colado del Horno Eléctrico
El Proceso de Aceración Secundaria
April 17, 2023
OPERACIONES PREVIAS AL SANGRADO/COLADO
OPERACIONES DURANTE EL SANGRADO/COLADO
Preparación de la cuchara/olla.
Preparación de los materiales.
Transferencia de acero del horno a la cuchara/olla.
Agregado de materiales.
Burbujeo con Argón.
Control del pasaje de escoria al horno.

Metalurgia Secundaria + Colada Continua Alejandro Giles 28
Traslado al LFEn la mayor cantidad de las plantas de Tenaris, el traslado del carro de sangrado/colado al carro de LF, se
realiza con grúa.
En otras plantas se dispone de un solo carro porta-cuchara/olla. En este caso
la cuchara/olla se traslada directamente moviendo de posición el
carro.
Éste puede considerarse dividido básicamente en dos etapas:
ZONA DE CALENTAMIENTO Y ADICIONES
ZONA ROJA
Primera etapa: se realizarán casi todas las operaciones necesarias para lograr la
temperatura y composición química deseadas.
Última etapa: está dedicada principalmente a obtener la
limpieza inclusionaria deseada.
El Proceso de Aceración Secundaria
April 17, 2023

Metalurgia Secundaria + Colada Continua Alejandro Giles 29
Tratamiento en el LF
Ubicación de la cuchara/olla y conexión de Argón
Es necesario asegurarse que la cuchara/olla esté centrada bajo la bóveda y que se realicen las conexiones necesarias para la
inyección de Argón.
Inspección visual
Con la cuchara/olla en posición, se debe realizar una inspección visual para verificar si existen bloques de ferroaleaciones o escoria sin fundir.
También hay que verificar el free-board para evitar derrames durante la agitación y calentamiento.
El Proceso de Aceración Secundaria
April 17, 2023

Metalurgia Secundaria + Colada Continua Alejandro Giles 30
Tratamiento en el LF
Tiempo (min)
Burbujeocon Argón
Fuerte
Moderado
Suave
Temp(ºC)
M
M
M M
Desoxidación de la escoria (con granalla +
C)
Inyección Al apuntando
al máx.
Adición de Ferroaleaciones +
C
Último ajuste Al hasta el
máx. + Feo + C
Inyección Ti y B (si
es necesario)
CaSi apuntando a 15 ppm, al menos 10
minutos antes de fin de tratamiento
Zona de Flotación (>10 min)
Zona de calentamiento y adiciones Zona RojaBurbujeo Suave
Comienzo del agitado
Intensidades de Agitación
El Proceso de Aceración Secundaria
April 17, 2023

Metalurgia Secundaria + Colada Continua Alejandro Giles 31
Envío a la Máquina de Colada Continua
Una vez terminadas las operaciones de afinación, se procede a trasladar la cuchara/olla al área donde pueda ser tomada por la grúa. De esta manera, puede ser trasladada a la torreta de la Máquina de Colada Continua.
Previamente, el técnico de LF habrá dado aviso al gruista para que éste último esté esperando la cuchara/olla. El gruista debe colocar la tapa de la cuchara/olla y transportarla hasta la torre de la Máquina de Colada Continua (CCM).
El Proceso de Aceración Secundaria
April 17, 2023

Metalurgia Secundaria + Colada Continua Alejandro Giles 34
Aceración Secundaria: Equipos
Cuchara/OllaLa cuchara/olla está formada, principalmente, por:
1
2
3 4 56
7
8
April 17, 2023

Metalurgia Secundaria + Colada Continua Alejandro Giles 35
Tanque Degasificador
Cuchara/olla
Pantallaprotectora
A sistema de vacíoPuerta inspecciónTolva adiciones
Entrada ArCámara de vacío
Tapones
1. Carro porta-Tanque
2. Tanque
3. Tapa del tanque
4. Sistema de vacío
5. Sistema de enfriamiento
6. Sistema de inyección de gases
7. Sistema de carga de materiales
8. Equipos para mediciones y muestreos
9. Sistema de inyección de alambres
10. Cabina de control
Aceración Secundaria: Equipos
April 17, 2023

Metalurgia Secundaria + Colada Continua Alejandro Giles 36
La Máquina de Colada La Máquina de Colada ContinuaContinua
Apr 17, 2023 8
Metalurgia Secundaria + Colada Continua Alejandro Giles 37
Introducción
Una MCC es un de set de componentes y
sistemas adecuadamente integrados, con el
propósito de transformar acero líquido en
barras sólidas con la geometría, dimensiones y
calidad requerida por el laminador.
Apr 17, 2023 10

Metalurgia Secundaria + Colada Continua Alejandro Giles 38
Introducción
Las diferencias entre las MCC son :
•El perfil del producto.
•La capacidad de producción.
•El diseño mecánico.
•El diseño metalúrgico.
•El diseño operacional.
Apr 17, 2023 11

Metalurgia Secundaria + Colada Continua Alejandro Giles 39
Introducción
Inicialmente podemos clasificar a las MCC según el tipo de:
Recto
Curvo
Horizontal
Vertical
Realizado con la barra parcialmente solidificada
Realizado con la barra totalmente solidificada
MoldePosición
del molde
Doblado ⁄ Enderezado
Apr 17, 2023 12
Metalurgia Secundaria + Colada Continua Alejandro Giles 40
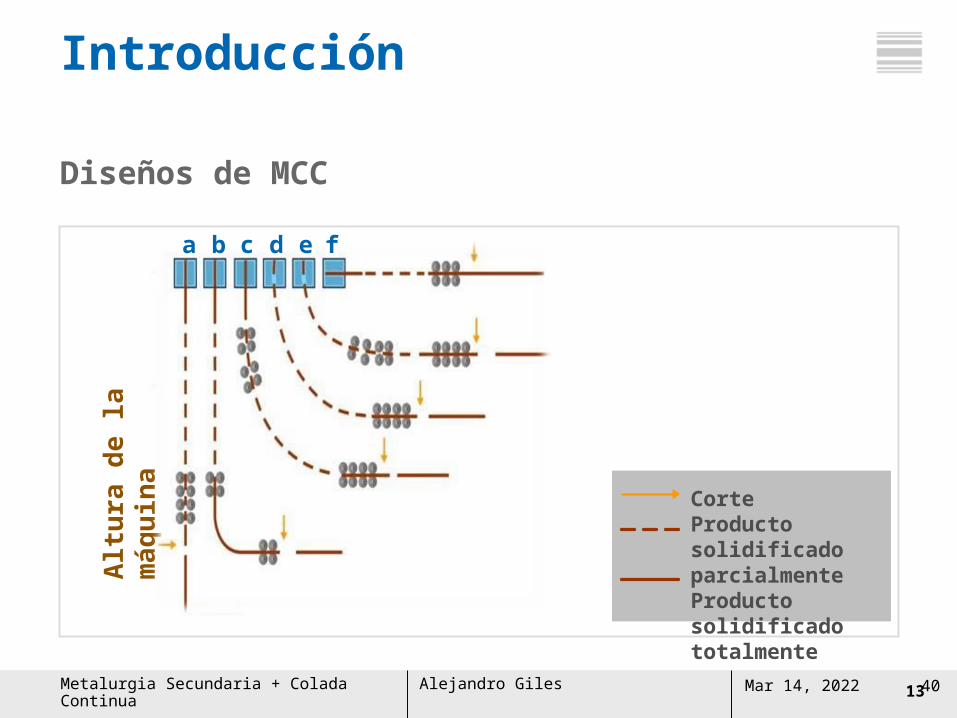
Introducción
Diseños de MCC
Apr 17, 2023 13
Alt
ura
de la
máq
uin
a
CorteProducto solidificado parcialmenteProducto solidificado totalmente
a b c d e f

Metalurgia Secundaria + Colada Continua Alejandro Giles 41
Introducción
Tipos de MCC operadas en las acerías de Tenaris
Apr 17, 2023 14
Tipo Curva Tipo vertical

Metalurgia Secundaria + Colada Continua Alejandro Giles 42
Diferencias entre máquinas curvas operadas en Tenaris
Introducción
Apr 17, 2023 16
PosiciónTenarisDalmin
e CC2(mm)
Tenaris-Donasid
(mm)
TenarisTamsa
(mm)
TenarisSiderca CC3(mm)
Diámetro de la barra colada, mmRadio de la máquina, m
Posición de la torcha del carro de corte
Constante de solidificación KDiámetro de barra para el cálculo Deformación total en el
primer punto de enderezado
Deformación en cada punto de
enderezado
R1-1er enderezad
oR2-2do enderezad
oR3-3er enderezad
o
145 - 200 - 240
9,4 - 33,1- 49,9
23
29 29 29 29
25 36 24
150- 180 280
215 - 270 - 310
330 - 370
215 - 254 - 290
10 - 20
13 - 16 - 26
10,5 - 21
240
254
260
280
254
280
215
330
215
290
1,27
1,37
1,4 1,51
1,21
1,41
0,82
1,28
1 1,4
0,7
0,7
0,50,5
0,24
0,410,63
0,150,270,4
0,7
0,7
0,60,6
1,091,010,98
0,910,120,24
0,25
0,13
0,26
0,14
0,140,28

Metalurgia Secundaria + Colada Continua Alejandro Giles 43
Introducción
Apr 17, 2023 18

Metalurgia Secundaria + Colada Continua Alejandro Giles 44
Introducción
1
El acero fabricado en el LF/TS/VD es transportado de la cuchara/olla a la torreta de colada continua, la cual gira y posiciona la cuchara/olla en la posición de colada, sobre el tundish.
Apr 17, 2023 19

Metalurgia Secundaria + Colada Continua Alejandro Giles 45
Introducción
Cuando la cuchara/olla está sobre el tundish, el tubo protector de chorro es montado y la válvula de cuchara/olla abierta. El acero fluye adentro del tundish hasta que alcanza un determinado tonelaje.
2
Apr 17, 2023 20

Metalurgia Secundaria + Colada Continua Alejandro Giles 46
Introducción
En este punto, el sistema de control de flujo es abierto y el acero fluye dentro de los moldes de cobre en donde se produce la solidificación. Ésta comienza en las paredes del molde y gradualmente progresa hacia el centro.
3
Apr 17, 2023 21

Metalurgia Secundaria + Colada Continua Alejandro Giles 47
Introducción
Después que el molde ha sido llenado hasta un nivel preseteado, el mismo comienza a oscilar y labarra falsa comienza a extraer la barra de acero lentamente.
4
Apr 17, 2023 22
Metalurgia Secundaria + Colada Continua Alejandro Giles 48
Introducción
La barra formada (piel sólida con corazón líquido) ligada a la barra falsa, sale del molde y entra en el área de enfriamiento secundario donde es enfriada directamente por agua a través de picos.
Al final del enfriamiento secundario, la barra entra en distintas unidades según el tipo de MCC:
Tipo curva Tipo vertical
5
6
Apr 17, 2023 23

Metalurgia Secundaria + Colada Continua Alejandro Giles 49
Introducción
Una vez que la junta de la barra falsa y la barra continua caliente han pasado las unidades de extracción, el sistema de oxicorte separa ambas secciones. Luego, la barra falsa se mueve más rápido que la línea y se guarda en el área de barra falsa.
7
Apr 17, 2023 24

Metalurgia Secundaria + Colada Continua Alejandro Giles 50
Introducción
Después que la barra ha sido cortada a un largo preseteado, se traslada hacia el final adonde se identifica por un sistema de punzonado.
8
Apr 17, 2023 25

Metalurgia Secundaria + Colada Continua Alejandro Giles 51
Introducción
Las barras son rotadas moviéndose a través de una cama de “Vigas Caminantes” (Walking Beam) hacia el final del recorrido, donde alcanzan una temperatura menor a 500ºC para poder ser levantadas con electroimanes y transportadas fuera de la MCC.Finalmente, las barras se dejan en bancos en el área de inspección.
9
Apr 17, 2023 26

Metalurgia Secundaria + Colada Continua Alejandro Giles 54
Componentes
Apr 17, 2023 29
1. Carro porta-tundish.
2. Cuchara/olla de colada.
3. Torreta de cuchara/olla.
4. Tundish (repartidor/distribuidor).
5. Molde de cobre y soporte de molde.
6. Enfriamiento primario y secundario.
7. Unidades extractoras y
enderezadoras.
8. Unidades de corte de barras.
9. Mesa de salida.
10. Cama o mesa de enfriamiento.
11. Barras falsas.
12. Componentes auxiliares.
Componentes Mecánicos de la MCC

Metalurgia Secundaria + Colada Continua Alejandro Giles 55
Componentes
Carro Porta – Tundish
Apr 17, 2023 30
• Precalentado y/o calentamiento
hasta la temperatura de
operación.
• Colada de todas las coladas de
la secuencia.
• Movimiento del tundish desde el
área de calentamiento hasta la
posición de colada y viceversa.
• Extracción del tundish al final
de la secuencia.

Metalurgia Secundaria + Colada Continua Alejandro Giles 56
Componentes
Cuchara/Olla de colada
Apr 17, 2023 31
Acero líquido

Metalurgia Secundaria + Colada Continua Alejandro Giles 57
Componentes
Válvula deslizantePermite el control automático
del flujo de acero entre la cuchara/olla y el tundish.
El objetivo es mantener un nivel constante de acero en el tundish.
Cilindro hidráulicoAgujero de la placaPlaca
inferior móvil
Placa colectora
Placas refractarias
Placa superior fija
Buza interna
Bloque portabuza
Apr 17, 2023 32

Metalurgia Secundaria + Colada Continua Alejandro Giles 58
Componentes
Torreta de Cuchara/OllaSu propósito es mover la cuchara/olla desde la posición de carga hasta la posición de colada en un período de tiempo corto.
Apr 17, 2023 33

Metalurgia Secundaria + Colada Continua Alejandro Giles 59
Componentes
Tundish
Apr 17, 2023 34
Acero
líquido
Es un recipiente dentro del cual la cuchara/olla cuela el acero líquido a través de un protector de chorro. El acero pasa hacia los moldes a través de “buzas sumergidas”.
Canal de rebalse
Paredes separadoras (dams)
Barra taponadora
Revestimiento aislante y de
seguridad (paredes y fondo)
Placa de impacto
Buzas de tundish bicerámicas
Revestimiento de trabajo

Metalurgia Secundaria + Colada Continua Alejandro Giles 60
Componentes
Molde de Cobre
Apr 17, 2023 60
Membrana
Biela de oscilación
Cilindro
Membrana
Tubo baffle
Agitado electromagnéti
co
Tubo de cobre
Segmento rodillos pie de
molde
Lado aceroLado agua
El molde de cobre tiene una doble función:•Comenzar con la solidificación del acero.•Conformar al acero solidificado en una forma determinada.

Metalurgia Secundaria + Colada Continua Alejandro Giles 61
Componentes
Enfriamiento Primario y Secundario
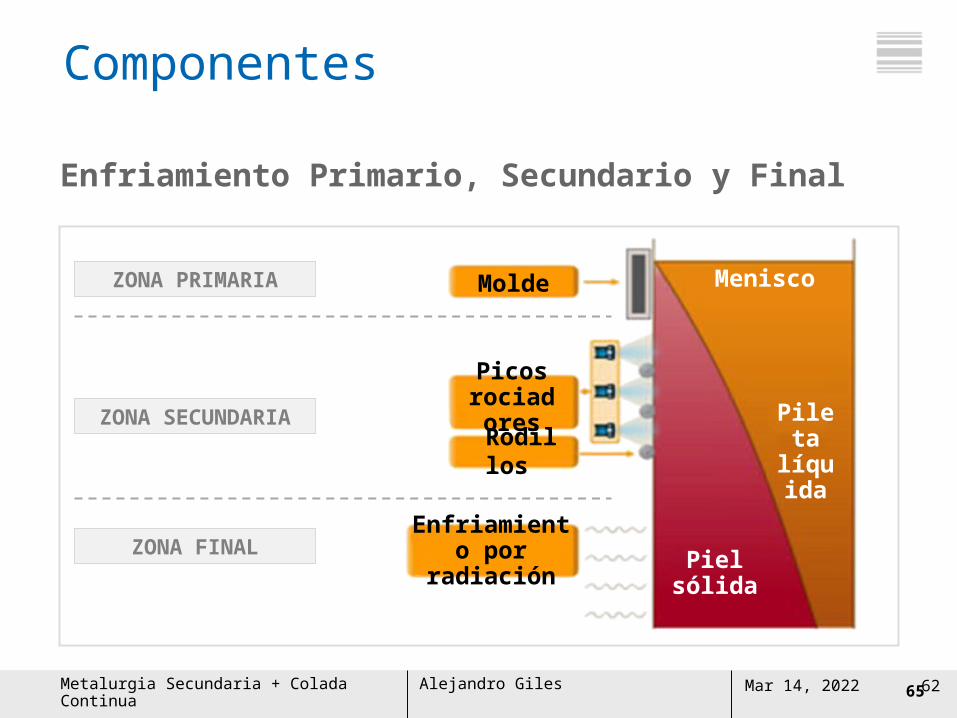
El enfriamiento de la barra se realiza a lo largo de tres zonas:
Zona
Primaria FinalSecundaria
MoldeCama de
enfriamiento
Sprays y rodillos refrigerados
Apr 17, 2023 64
Metalurgia Secundaria + Colada Continua Alejandro Giles 62
Componentes
Enfriamiento Primario, Secundario y Final
Molde
Picos rociadoresRodillos
Enfriamiento por
radiación
Menisco
Pileta
líquida
Piel sólida
ZONA PRIMARIA
ZONA SECUNDARIA
ZONA FINAL
Apr 17, 2023 65

Metalurgia Secundaria + Colada Continua Alejandro Giles 63
Componentes
Enfriamiento Primario - Molde
Molde de cobreCamisa de acero
ENTRADA
SALIDA
Bastidor de molde
Para empezar la solidificación del acero en el molde, es necesaria una importante extracción de calor del acero.
Apr 17, 2023 66
Metalurgia Secundaria + Colada Continua Alejandro Giles 64
Componentes
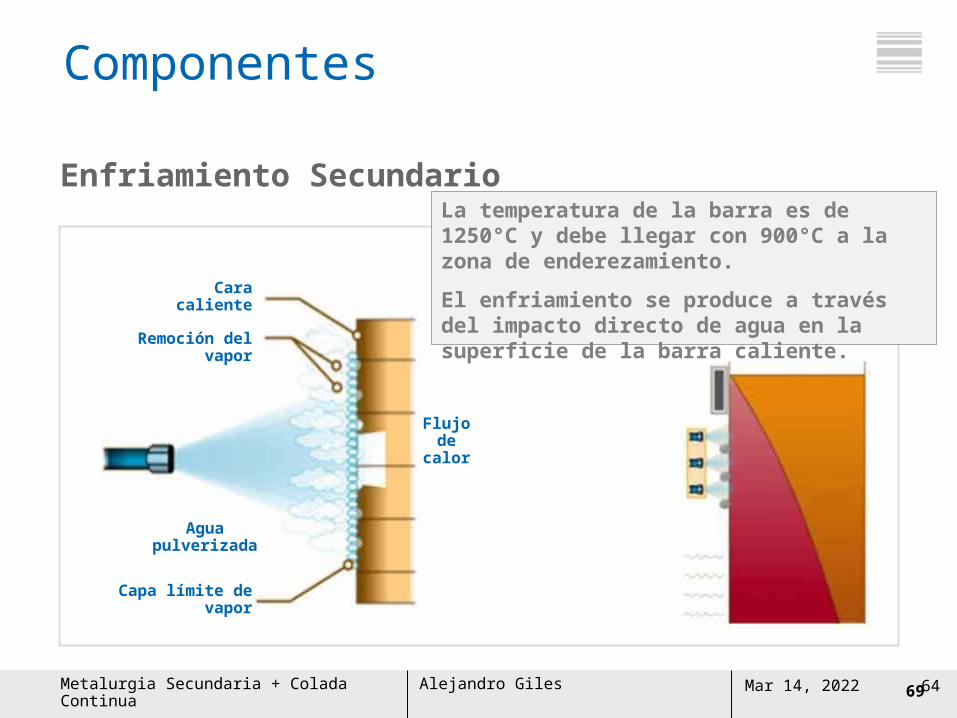
Enfriamiento Secundario
Flujo de
calor
Capa límite de vapor
Cara caliente
Remoción del vapor
Agua pulverizada
La temperatura de la barra es de 1250°C y debe llegar con 900°C a la zona de enderezamiento.
El enfriamiento se produce a través del impacto directo de agua en la superficie de la barra caliente.
Apr 17, 2023 69
Metalurgia Secundaria + Colada Continua Alejandro Giles 65
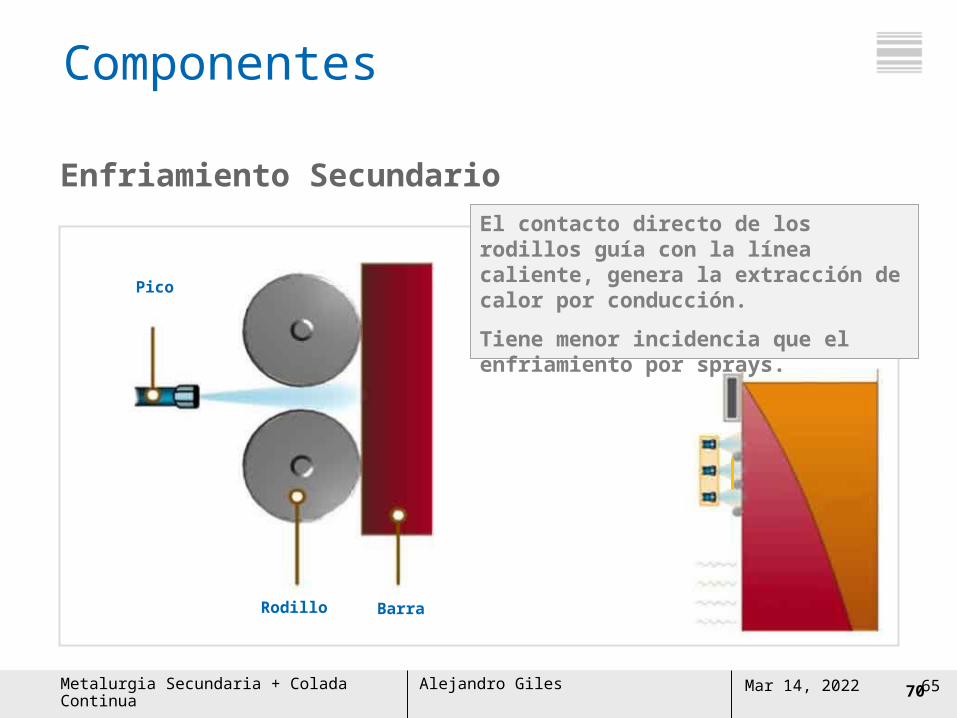
Componentes
Enfriamiento SecundarioEl contacto directo de los rodillos guía con la línea caliente, genera la extracción de calor por conducción.
Tiene menor incidencia que el enfriamiento por sprays.
Rodillo Barra
Pico
Apr 17, 2023 70

Metalurgia Secundaria + Colada Continua Alejandro Giles 66
Componentes
Enfriamiento Total
La refrigeración total debe ser balanceada con el objetivo de alcanzar la adecuada longitud metalúrgica y minimizar los defectos causados por la falta o el exceso de remoción del calor.
Longitud Metalúrgica
Apr 17, 2023 75

Metalurgia Secundaria + Colada Continua Alejandro Giles 67
Componentes
Unidades Extractoras-Enderezadoras
Apr 17, 2023 78
Su función es levantar la barra
falsa y controlar su velocidad durante
el arranque de colada de la Colada
Continua.Además, enderezar
la barra de la forma curva a la
forma recta.

Metalurgia Secundaria + Colada Continua Alejandro Giles 68
Componentes
Barra Falsa
Apr 17, 2023 83
Su función es comenzar con la colada. Se compone de
varias unidades articuladas.

Metalurgia Secundaria + Colada Continua Alejandro Giles 69
Sistemas
Sistema de oscilación de molde
Oscilador Electromecánico
Molde
Agua para refrigeración de molde
Excéntrica
Motor eléctrico
Caja de transmisión
Bielas para la transmisión del movimiento
Bastidor de molde Agitado
electro magnéti
co
Tubo bafle
Tubo de
cobre
Segmento rodillos pie de molde
Membrana
Cilindro hidráulico
Leva oscilante
Membrana
Oscilador Hidráulico - Vibromold
Apr 17, 2023 124

Metalurgia Secundaria + Colada Continua Alejandro Giles 70
Introducción
La Colada Continua puede producir coladas:
Del mismo grado, en una secuencia (usando el
mismo tundish).
De diferentes grados de acero (Intermix) en una
secuencia (usando el mismo tundish).
Del mismo o diferentes grados de acero con cambio
de tundish (Fly-Tundish, cambio del mismo sin re-
arrancar la máquina de Colada Continua con la barra
falsa).
Apr 17, 2023 133

Metalurgia Secundaria + Colada Continua Alejandro Giles 71
DefectologíaDefectología
205Apr 17, 2023

Metalurgia Secundaria + Colada Continua Alejandro Giles 72
Defectos SuperficialesDefectos Sub-Superficiales¿Cómo son detectados?
207Apr 17, 2023
Estos defectos son generalmente detectados por inspección visual bajo una adecuada iluminación.La longitud y la profundidad determinan la severidad del defecto.

Metalurgia Secundaria + Colada Continua Alejandro Giles 73
Defectos SuperficialesDefectos Sub-Superficiales¿Cuáles son?
• Grietas Longitudinales y Depresiones (BDE)
• Grietas Transversales (BTC)
• Marcas de Oscilación Profundas (BOD)
• Atrapes de Escoria en la Barra (BEN)
• Marcas de Interrupción de Colada Continua (BCI)
• Marcas de Torcha de Corte y Rebabas (BCT)
• Poros Superficiales (BPO)
208Apr 17, 2023

Metalurgia Secundaria + Colada Continua Alejandro Giles 74
Defectos SuperficialesDefectos Sub-SuperficialesGrietas longitudinales y Depresiones
209Apr 17, 2023
Marcas de rodillo
Grieta longitudin
al

Metalurgia Secundaria + Colada Continua Alejandro Giles 75
Defectos SuperficialesDefectos Sub-SuperficialesGrietas Transversales
Grieta transversal
Marca de oscilación
210Apr 17, 2023

Metalurgia Secundaria + Colada Continua Alejandro Giles 76
Defectos SuperficialesDefectos Sub-SuperficialesMarcas de Oscilación Profunda
Marca de oscilación
211Apr 17, 2023
Metalurgia Secundaria + Colada Continua Alejandro Giles 77
Defectos SuperficialesDefectos Sub-SuperficialesAtrapes en la Escoria en la Barra
Discontinuidades superficiales con formas irregulares y en diferentes tamaños y profundidades.
•Atrapamientos de polvo colador.
•Fluctuación excesiva del nivel de acero en el molde.
•Variaciones o fluctuaciones rápidas de la velocidad de colada.
•Parámetros de oscilación inadecuados.
•Especificación incorrecta del polvo colador.
•Polvo colador mojado.
•Comportamiento inadecuado del polvo colador (saturado con alúmina).
•Inmersión baja de la buza sumergida.
Cau
sa y
lu
gar
de
gen
era
ció
n
212Apr 17, 2023

Metalurgia Secundaria + Colada Continua Alejandro Giles 78
Defectos SuperficialesDefectos Sub-SuperficialesMarcas de Interrupción de Colada Continua
Interrupción de colado
213Apr 17, 2023

Metalurgia Secundaria + Colada Continua Alejandro Giles 79
Defectos SuperficialesDefectos Sub-SuperficialesMarcas de Torcha de Corte y Rebabas
Marca soplete cortador
214Apr 17, 2023

Metalurgia Secundaria + Colada Continua Alejandro Giles 80
Defectos SuperficialesDefectos Sub-SuperficialesPoros Superficiales
215Apr 17, 2023
Poros Superficiales
Metalurgia Secundaria + Colada Continua Alejandro Giles 81
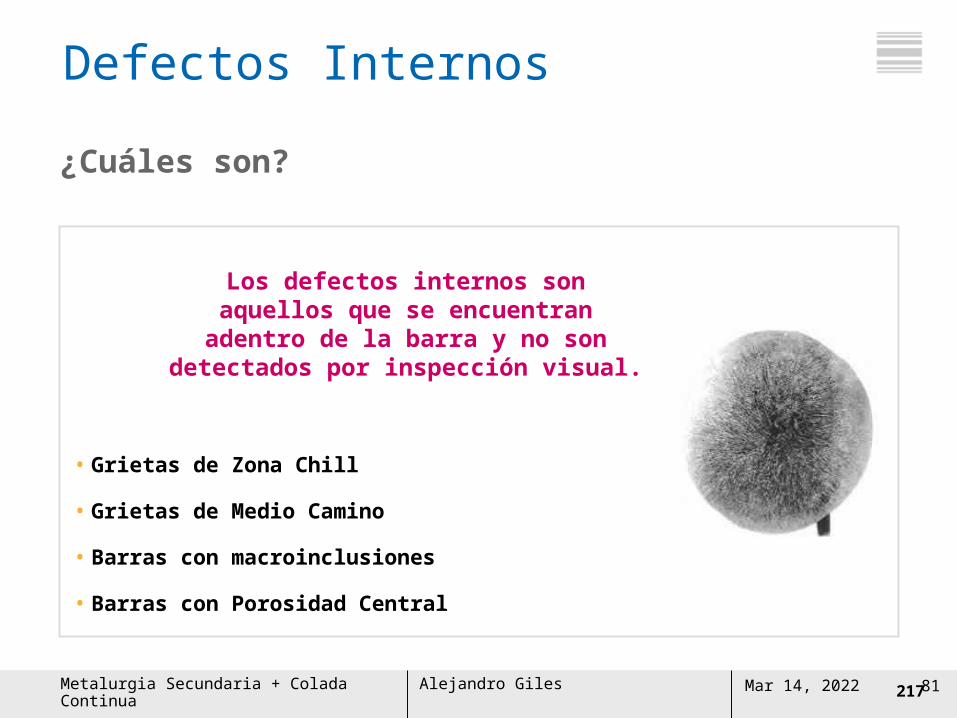
Defectos Internos
¿Cuáles son?
217Apr 17, 2023
• Grietas de Zona Chill
• Grietas de Medio Camino
• Barras con macroinclusiones
• Barras con Porosidad Central
Los defectos internos son aquellos que se encuentran adentro de la
barra y no son detectados por inspección visual.

Metalurgia Secundaria + Colada Continua Alejandro Giles 82
Defectos Internos
Porosidad central
Barra con Porosidad Central
218Apr 17, 2023

Metalurgia Secundaria + Colada Continua Alejandro Giles 83
Defectos Internos
Grietas Zona Chill y de Medio Camino (Halfway)
219Apr 17, 2023
GrietaGrieta

Metalurgia Secundaria + Colada Continua Alejandro Giles 84
Defectos Internos
Barras con Grietas de Centro o Centrales
Fisura central
220Apr 17, 2023

Metalurgia Secundaria + Colada Continua Alejandro Giles 85
Defectos Internos
Barras con Macroinclusiones
Zona del radio interior
Macroinclusiones
221Apr 17, 2023

Metalurgia Secundaria + Colada Continua Alejandro Giles 86
Defectos Dimensionales
¿Cuáles son?
• Ovalización
• Barras con Marcas de Rodillos Extractores
• Barras con Largo fuera de Especificación
• Barra Rotada o Torcida
• Barras con Diámetros fuera de especificación
Son aquellos que cambian las dimensiones estándar y la forma de un tamaño específico de barra que no cumplen
con la especificación requerida.
224Apr 17, 2023

Metalurgia Secundaria + Colada Continua Alejandro Giles 87
Defectos Dimensionales
Ovalización
225Apr 17, 2023
Metalurgia Secundaria + Colada Continua Alejandro Giles 88
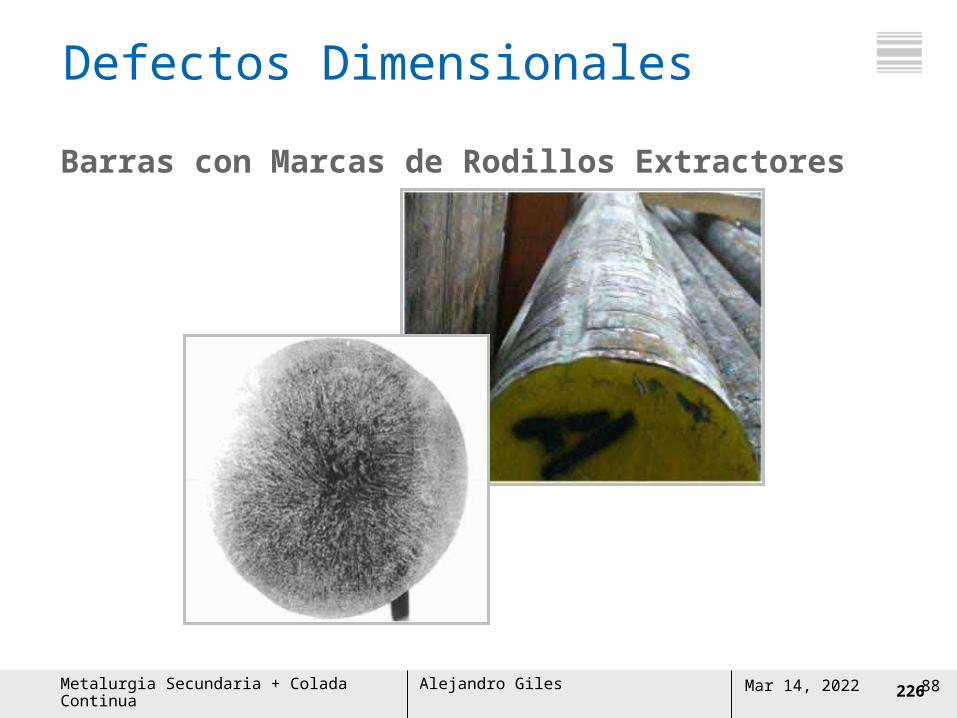
Defectos Dimensionales
Barras con Marcas de Rodillos Extractores
226Apr 17, 2023
Metalurgia Secundaria + Colada Continua Alejandro Giles 89
Defectos Dimensionales
Barras con Largo fuera de Especificación
Son barras que son más largas o más cortas que lo especificado (de acuerdo con el largo requerido por laminación).
Este defecto es más severo si el largo es inaceptable para múltiples cortes de acuerdo a lo especificado por laminación.
227Apr 17, 2023

Metalurgia Secundaria + Colada Continua Alejandro Giles 90
Defectos Dimensionales
Barras Rotadas o Torcidas
228Apr 17, 2023
Metalurgia Secundaria + Colada Continua Alejandro Giles 91
Defectos Dimensionales
Barras con Diámetros fuera de Especificación
Descripción
Barras cuyo diámetro es más grande o más pequeño que el especificado por el laminador.
Causa y lugar de generación
• Excesivo desgaste de molde.• Deformación en el molde.• Error en la especificación del tamaño de molde.• Error en la consideración del coeficiente de contracción
líquido a sólido.
229Apr 17, 2023

Metalurgia Secundaria + Colada Continua Alejandro Giles 92Apr 17, 2023
¡Muchas gracias!
234


















