Bauleo, A. (1987) Interrogantes Surgidos Cuando Se Realiza Una Organización de Servicios (1)

MEMORIA DESCRIPTIVA
ÍNDICE
1. INTRODUCCIÓN. .................................................................................................. 1
2. OBJETO DEL PROYECTO. ................................................................................... 2
3. ANÁLISIS Y FORMULACIÓN DEL PROBLEMA. ............................................. 3
3.1. Directrices del proyecto..................................................................................... 3
3.1.1. Objetivos del Promotor............................................................................... 3
3.1.2. Finalidad del proyecto ................................................................................ 3
3.1.3. Condicionantes del Promotor..................................................................... 4
3.1.4. Condicionantes legales del producto: “productos pesqueros congelados”.5
3.1.5. Criterios de diseño...................................................................................... 7
3.2 Antecedentes socioeconómicos. ......................................................................... 7
4. ALTERNATIVAS DE PROYECTO. .................................................................... 10
4.1. Generación de alternativas. ............................................................................. 10
4.2. Restricciones impuestas a las alternativas....................................................... 11
4.3. Evaluación de las alternativas de proyecto. Solución adoptada..................... 12
4.4. Planteamiento específico del problema técnico. ............................................. 14
5. INGENIERÍA DEL PROYECTO.......................................................................... 15
5.1. Ingeniería del proceso...................................................................................... 15
5.1.1. Características del producto ..................................................................... 15
5.1.3. Proceso productivo. .................................................................................. 16
5.1.3.1. Recepción y almacenamiento. ........................................................... 18
5.1.3.2. Lavado. .............................................................................................. 18

5.1.3.3. Eviscerado. ........................................................................................ 19
5.1.3.4. Corte. ................................................................................................. 19
5.1.3.5. Inspección y retoques del pescado. ................................................... 20
5.1.3.6. Glaseado. ........................................................................................... 21
5.1.3.7. Congelación. ...................................................................................... 21
5.1.3.8. Envasado y embalado. ....................................................................... 23
5.1.3.9. Almacenamiento y expedición. ......................................................... 25
5.1.4. Control de calidad..................................................................................... 25
5.1.5. Necesidades de personal........................................................................... 26
5.2. Ingeniería de las obras. .................................................................................... 29
5.2.1. Introducción.............................................................................................. 29
5.2.2. Diseño de la planta de procesado. ............................................................ 29
5.2.3. Urbanización............................................................................................. 31
5.2.3.1. Equipamientos. .................................................................................. 31
5.2.4. Obra civil. ................................................................................................. 33
5.2.4.1. Características generales. .................................................................. 33
5.2.4.2. Cubierta ............................................................................................. 34
5.2.4.3. Estructura........................................................................................... 35
5.2.4.4. Cimentaciones. .................................................................................. 38
5.2.4.5. Soleras y pavimentos......................................................................... 40
5.2.4.6. Cerramientos exteriores..................................................................... 41
5.2.4.7. Cerramientos interiores. .................................................................... 41
5.2.4.8. Falsos techos...................................................................................... 42
5.2.4.9. Alicatados .......................................................................................... 42
5.2.4.10. Carpintería. ...................................................................................... 42

5.2.4.10.1. Puertas. ..................................................................................... 42
5.2.4.10.2. Ventanas. .................................................................................. 44
5.2.4.11. Pinturas y revestimientos................................................................. 45
5.3. Instalaciones. ................................................................................................... 45
5.3.1. Instalación frigorífica. .............................................................................. 45
5.3.1.1. Aislamiento........................................................................................ 48
5.3.1.2. Compresores. ..................................................................................... 48
5.3.1.3. Evaporadores. .................................................................................... 50
5.3.1.4. Condensadores................................................................................... 50
5.3.2. Instalación eléctrica. ................................................................................. 51
5.3.3. Protección contra incendios...................................................................... 55
5.3.4. Instalación de fontanería........................................................................... 56
5.3.5. Instalación de saneamiento....................................................................... 59
6. SEGURIDAD Y SALUD EN LAS OBRAS.......................................................... 61
7. SEGURIDAD Y SALUD EN EL TRABAJO. ...................................................... 62
7.1. Seguridad y aspectos sanitarios....................................................................... 63
7.2 Higiene y seguridad personal. .......................................................................... 64
8. ESTUDIO MEDIOAMBIENTAL. ........................................................................ 65
9. NORMATIVA LEGAL.......................................................................................... 67
10. EVALUACIÓN FINANCIERA DEL PROYECTO............................................ 70
11. RESUMEN GENERAL DEL PRESUPUESTO.................................................. 72

MEMORIA DESCRIPTIVA
1
1. INTRODUCCIÓN.
El presente proyecto se redacta con carácter de Trabajo Profesional de Fin de
Carrera, para la obtención por parte de quien lo suscribe del título de Ingeniero
Agrónomo y en base al deseo de un Promotor, que ha encargado la redacción de un
“Proyecto de planta de elaboración de pescado blanco, en el Término Municipal de
Córdoba”.
Las motivaciones del Promotor son aprovechar la creciente demanda de
productos pesqueros congelados tras los sucesos acaecidos con los productos
procedentes de los animales de abasto en los últimos años. A la vez, éste pretende
introducirse en el Sector Agroalimentario con un producto consolidado en el
mercado español y que goza de gran prestigio por parte de los consumidores. Para
tal fin desea disponer de una industria de elaboración de filetes y rodajas de pescado
blanco, en el Polígono Industrial “Las Quemadas”, situado en el Término Municipal
de Córdoba, con conexión directa con la carretera Nacional IV.
Es iniciativa del Promotor potenciar la actividad industrial en Córdoba, lo que,
unido a la localización en el entorno de las materias primas necesarias para la
fabricación industrial del producto (puertos pesqueros andaluces y establecimientos
piscícolas), lo llevan a pensar que esta localidad es un lugar apropiado para la
ubicación de la planta objetivo de proyecto.
En los documentos que se presentan a continuación, se recogen todos los
datos y características que han sido obtenidos como resultado de los cálculos
desarrollados en los correspondientes anejos, y que permiten marcar las líneas
directrices para la materialización de las obras e instalaciones que se proyectan.

MEMORIA DESCRIPTIVA
2
El proyecto consta de los documentos siguientes:
-. Memoria
-. Planos
-. Pliego de Condiciones
-. Presupuesto
Objeto de estudio dentro del mismo serán los fundamentos de las sucesivas
operaciones básicas de la línea de elaboración, el diseño de la obra civil y de las
instalaciones e infraestructura, las bases para la redacción del informe
medioambiental e implantación del futuro sistema de Análisis de Peligros y Puntos
de Control Críticos, la presupuestación de las instalaciones, la determinación del plan
para su ejecución y puesta en marcha, así como la evaluación financiera de los
resultados que cabe esperar.
En la redacción y cálculos realizados se tendrán en cuenta las disposiciones y
preceptos contenidos en la legislación vigente y se prestará especial atención al
medio ambiente y al entorno circundante a la planta.
Igualmente, se pretende obtener el mejor equilibrio posible entre la
funcionalidad de las instalaciones proyectadas y su estética, optimizando todos
aquellos factores y agentes que intervienen, con el objetivo de producir un producto
de alta calidad y rentable al mismo tiempo.
2. OBJETO DEL PROYECTO.
El objeto del presente proyecto es, de acuerdo con los condicionantes fijados
por el Promotor, diseñar, proyectar y ejecutar una planta de elaboración de filetes y

MEMORIA DESCRIPTIVA
3
rodajas de pescado blanco, siempre que la rentabilidad económica que se obtenga así
lo aconseje.
Así mismo, el presente proyecto ha de servir como documento administrativo
para su presentación ante los organismos competentes, al objeto de recabar de los
mismos las ayudas financieras necesarias para su ejecución, en lo que respecta a
subvenciones a fondo perdido o a créditos hipotecarios a interés preferencial.
También servirá como base para la ejecución y dirección de las obras.
3. ANÁLISIS Y FORMULACIÓN DEL PROBLEMA.
3.1. Directrices del proyecto.
3.1.1. Objetivos del Promotor.
El promotor pretende incrementar el precio de venta de la materia prima al
incorporarle valor añadido tras su elaboración, obteniendo un producto, filetes y
rodajas de pescado blanco, de alto prestigio y demanda en el mercado español.
3.1.2. Finalidad del proyecto.
La finalidad del presente proyecto es conseguir la transformación de pescado
blanco, principal materia prima, en filetes y rodajas de pescado banco congelado
satisfaciendo los objetivos del Promotor surgidos debido a una serie de
condicionantes citados a continuación:
-. El promotor tiene especial interés en este tipo de industria debido a los
problemas acaecidos con la producción animal (encelopatía espongiforme,
peste porcina, fiebre aftosa, etc.), por esto su idea es introducirse en el
mercado con un producto congelado, el cual goza de enorme confianza por

MEMORIA DESCRIPTIVA
4
los consumidores. Además se trata de un producto que evita la limpieza del
pescado fresco, por lo que cada vez presenta mayor aceptación debido a los
cambios acaecidos en los hábitos de consumo de la sociedad actual.
-. Por otro lado, siendo consciente de los problemas actuales de la flota
pesquera en nuestro País (acuerdos pesqueros, descenso caladeros, etc.) es
idea del promotor introducirse en el mercado con una especie de pescado
que provenga de los principales caladeros actuales, al ser una materia prima
barata en relación a la obtenida por vía piscícola. De este modo, conforme
se vayan reduciendo las capturas máximas permitidas para la especie
seleccionada se irán introduciendo más especies de origen piscícola.
-. La necesidad de abastecer un mercado en crecimiento con productos con
garantía de origen, y que gozan de un alto prestigio entre los consumidores.
-. La posibilidad de disponer de una parcela próxima a las zonas de
explotación de la provincia, bien comunicada con los principales mercados.
-. La creación de alrededor de 25 puestos de trabajo directos, con el
consiguiente beneficio social que conllevaría para la zona en cuestión.
3.1.3. Condicionantes del Promotor.
Los condicionantes impuestos para la realización del proyecto son los
siguientes:
-. Localizar la planta de elaboración en el Polígono Industrial "Las
Quemadas" en el T.M. de Córdoba.
-. La industrialización de filetes y rodajas de pescado blanco, facilitando la
comercialización de los mismos, de manera que satisfaga la demanda del
mercado.
-. La principal materia prima, pescado blanco, provendrá bien de los

MEMORIA DESCRIPTIVA
5
principales puertos andaluces o de establecimientos piscícolas de la zona de
influencia, tratando con ello de contribuir a un mayor desarrollo
agroindustrial de la misma.
-. Mantener una presencia continuada en el mercado.
-. El presupuesto se deberá mantener dentro de unos límites preestablecidos.
-. El principal fin del presente proyecto será la maximización del beneficio
en base a añadir valor al producto actual, y obtener éste al menor coste
posible. Por tanto, el proyecto habrá de buscar la óptima solución
económica que satisfaga estos condicionantes.
3.1.4. Condicionantes legales del producto: “productos pesqueros congelados”.
La “Reglamentación Técnico-Sanitaria para la Manipulación y
Comercialización de Productos Pesqueros” define productos pesqueros congelados
como los productos pesqueros que hayan sido sometidos a congelación hasta
alcanzar una temperatura en su interior de, por lo menos –18ºC, tras su estabilización
térmica.
Productos pesqueros: todos los animales o partes de animales marítimos o de
agua dulce, incluidas sus huevas y lechazas, con exclusión de los mamíferos
acuáticos, ranas y animales acuáticos objeto de otras disposiciones específicas. Se
elaboran a partir de: Pescado blanco.
La normativa legal que afecta a este tipo de productos es la siguiente:
Directiva 91/493/CEE sobre productos pesqueros (aplicación nacional Real
Decreto 1437/92).
Decisión 93/140/CEE sobre control visual para detectar la presencia de
parásitos.
MEMORIA DESCRIPTIVA
6
Decisión 94/356 de autocontroles en productos pesqueros.
Directiva 92/48/CEE normas mínimas de higiene en productos pesqueros
obtenidos a bordo de determinados buques pesqueros.
Decisión 93/25/CEE sobre tratamientos autorizados para inhibir la
proliferación de patógenos en moluscos bivalvos y gasterópodos marinos.
Decisión 93/51/CEE sobre límites microbiológicos en bivalvos y crustáceos
cocidos.
Decisión 93/351/CEE sobre metales pesados (mercurio).
Decisión 95/149/CEE sobre tasas de NBVT.
Decisión 96/77/CEE moluscos bivalvos contaminados por toxinas PSP.
Orden Ministerial del 2/8/91 sobre límites microbiológicos y de metales
pesados en productos pesqueros.
Real Decreto 308/93 Reglamentación Técnico-Sanitaria de comercialización
de moluscos bivalvos vivos.
Real Decreto 345/93 Norma de calidad de las aguas de cría de mariscos.
Real Decreto 1268/1997, de 24 de julio: “Relativo a la indicación en el
etiquetado de determinados productos alimenticios de otras menciones
obligatorias distintas de las previstas en el Real Decreto 212/1992, de 6 de
marzo, y por el que se modifica el artículo 20 de la Norma general de
etiquetado, presentación y publicidad de los productos alimenticios”.
Ley 117/1997 de 24 de abril: “Envases y residuos de envases”.
Real Decreto 3177/1983 de 16 de Noviembre: “Reglamentación Técnico
Sanitaria de Aditivos Alimentarios”.

MEMORIA DESCRIPTIVA
7
3.1.5. Criterios de diseño.
Los criterios seguidos para la realización del presente proyecto se basan en el
estudio de las condiciones actuales del sector y de la producción y explotación de
recursos piscícolas en la zona. Así como de las características y cualidades
tecnológicas de la materia prima y su demanda, enfocándolo hacia un producto de
gran calidad y buscando la flexibilidad y adaptabilidad en el sistema a proyectar.
3.2 Antecedentes socioeconómicos.
En base a la demanda realizada por el promotor se llevan a cabo los
pertinentes estudios de mercado y estudios sobre la situación actual de esta actividad
en nuestro País.
España constituye una gran potencia pesquera dentro de la Unión Europea.
Esta afirmación es válida desde cualquier perspectiva pesquera, pero sobre todo en
cuanto a volumen y valor de la producción, capacidad de las flotas y amplitud de su
mercado interno.
En cuanto al valor de la pesca desembarcada, España es el segundo país
comunitario, siendo superada sólo por Dinamarca, pero superando al Reino Unido,
Francia e Italia. En lo referente al volumen de los desembarcos ocupa el primer
lugar, superando ampliamente a Dinamarca y a los restantes Estados Miembros.
En flotas pesqueras, el nivel español ya se aleja bastante de los países
comunitarios más importantes, como Italia, Francia y Reino Unido. Tomando como
referencia de la dimensión las Toneladas de Registro Bruto (TRB), nuestra flota
equivale a un tercio de las comunitarias, y si consideramos únicamente las de altura y
gran altura (técnicamente mejor equipadas), las españolas por sí solas equivalen a
todas las de la Unión Europea del mismo rango reunidas. En definitiva, España es el
principal país pesquero de la Unión Europea.

MEMORIA DESCRIPTIVA
8
En cuanto al consumo de pescado en nuestro país se tienen las siguientes
cifras:
Carne: 65 Kilos por persona y año; pescado: 31 Kilos por persona y año. El
dato se refiere a España y al año 2000. Si se conociesen las cifras del último año, tal
vez fuese al revés. Inyectados por la crisis de las “vacas locas”, los precios del
pescado suben, las órdenes de gambas y merluza se acumulan en las cocinas de los
principales restaurantes del País mientras el vacuno es dado de lado y empresas de
pescado congelado como Pescanova consiguen duplicar el valor de sus acciones en
Bolsa en semanas. Ha llegado su hora, y, sin embargo, una preocupación empieza a
merodear entre la gente del sector. El pescado que hay es el que hay, los caladeros
están cada vez más esquilmados, las cuotas ahogan la posibilidad de mayores
capturas y las granjas de peces todavía están en pañales. Como se dispare la
demanda no va a haber pescado para todos.
De momento, a falta de datos definitivos, el Ministerio de Agricultura ya prevé
que el consumo de pescado a lo largo del año 2000 pueda haber subido alrededor de
40.000 toneladas. Merluzas, boquerones, mejillones, bacaladillas, salmones, etc. En
el año 2000 España, consumió 1,9 millones de toneladas y ya hubo que recurrir a
500.000 toneladas de importación.
Pero no todo se reduce a una cuestión de cuotas: en el caso concreto de España
no se puede aumentar la explotación de los bancos simplemente porque ya están
secos. No es sólo que las autoridades europeas no dejen capturar más. Es que de los
caladeros españoles ya apenas se puede sacar más. Crecerá la demanda, pero no
habrá de dónde sacar.
Aún hay más, el hecho de que la crisis del vacuno tenga una dimensión
europea no hace sino acentuar el desequilibrio. Hasta ahora, en Europa, según la
FAO, España era líder en consumo de pescado por Kilogramo y año, por encima de

MEMORIA DESCRIPTIVA
9
países como Francia, Alemania o Italia, y tan sólo superados por otros como
Noruega, pero esto tiene visos de ir cambiando.
A medida que los vecinos europeos sustituyan el consumo de proteínas de
vacuno con algo más que cerdo, la demanda mundial de pescado va a ir subiendo sin
que esté muy claro que haya con qué satisfacerla. En los 50 se pescaba en todo el
mundo alrededor de 50 millones de toneladas. El año pasado fueron 120 millones de
toneladas. A más ritmo no se puede, y ya se empieza a pensar en pesca de
profundidad por debajo de los 1.000 metros, una fuente todavía no explotada.
Con este desolador panorama, hace ya años que muchos en el sector tienen
claro por dónde pasa la solución: por la crianza de peces o acuicultura, en
piscifactorías, donde crecen peces de agua dulce, o granjas marinas, de las que salen
los de agua salada. Los estudios afirman que, en el 2015, el 50% del pescado que
llegue a las mesas españolas debería proceder de esta industria si se quiere mantener
el consumo por habitante y año.
En China ya se ha conseguido que el 60% de la ingesta nacional de pescado
proceda de tanques y jaulas. España aún está lejos. Las 200 piscifactorías registradas
por el Ministerio de Agricultura y Pesca llevan todos los días a las pescaderías
lubinas, doradas, rodaballos y truchas, pero una cantidad aún insuficiente. De las
24.000 toneladas de dorada y lubina que se consumieron en 2000, apenas 2.800
procedían de fábricas españolas. La proporción es algo mejor en los casos del
mejillón, la trucha o las almejas, pero aún insuficiente en todo caso.
Incrementar la llegada de estos pescados a los platos requiere previsión a
medio plazo y dinero. Para que un rodaballo alcance el tamaño de ración tienen que
pasar 18 meses. Dieciocho meses a base de piensos, como en el caso del ganado, no
libres de sospecha.

MEMORIA DESCRIPTIVA
10
A quienes las piscifactorías no van a solucionar nada es a las productoras de
pescado congelado (300.000 toneladas vendidas a lo largo de 1999). No se pueden
permitir una materia prima tan cara. De manera que la limitación de las cuotas
pesqueras y los bancos esquilmados también afecta a este tipo de productos. Hasta
Namibia, Sudáfrica, Mozambique, Chile, Brasil o Australia son algunos de los países
a los que acuden estas compañías en busca de merluzas, gambas, langostinos,
emperadores, lenguados y pulpos, que son los productos más consumidos.
A la espera de que la falta de pescado les traiga problemas, aprovechan el
tirón en las ventas que el abandono del vacuno les ha reportado. Aún no han echado
cuentas, pero saben que han hecho más caja en las últimas semanas, como también lo
saben los analistas de Bolsa que han aupado en los últimos días los títulos de estas
empresas.
4. ALTERNATIVAS DE PROYECTO.
4.1. Generación de alternativas.
A la vista de la situación y considerando que la industrialización del producto
es un condicionante del Promotor, se estudian una serie de alternativas, para alcanzar
una situación objetivo lo más idónea posible.
Las posibles alternativas estratégicas que hay que tener en cuenta son las
referidas a la materia prima que se va a procesar, a la capacidad de la planta, su
ubicación, a la tecnología del proyecto y al material de envasado.
-. Respecto a la materia prima a utilizar, las alternativas de proyecto se
refieren a las especies de pescado que se podrían usar en la elaboración de
filetes y rodajas de pescado.
La capacidad de la industria es un factor importante, teniendo tantos
perjuicios un sobredimensionamiento de ésta, como un
MEMORIA DESCRIPTIVA
11
subdimensionamiento. En la actualidad existen tecnologías para procesar
desde volúmenes muy pequeños hasta volúmenes muy grandes.
La presentación del producto es un factor relevante, que puede mejorar en
gran medida el consumo de tales productos.
En cuanto a la tecnología del proceso, para cada una de las fases existen
diversas alternativas, que a continuación se exponen:
Sistema de suministro y descarga de la materia prima: Se puede
realizar a granel o se puede llevar a cabo en cajas, mediante sistemas
específicos de carga y descarga directa de las mismas.
Almacenamiento de la materia prima: El pescado, en las mismas cajas
donde se ha recibido se introduce en la cámara frigorífica para su
almacenamiento. También puede ser procesado directamente.
Lavado: Puede realizarse de una forma húmeda o seca, dependiendo
fundamentalmente de la materia prima que se pretenda lavar.
Eviscerado: Se puede realizar de forma manual, semiautomática o
automática afectando a la calidad final del producto.
Corte: Puede realizarse de forma manual o semiautomática, dependerá
de la materia prima y grado de especialización de los operarios.
Congelación: Existen diferentes sistemas de congelación. La calidad
final del producto dependerá en gran medida del tiempo de realización
de dicha operación.
4.2. Restricciones impuestas a las alternativas.
1. Respecto a la ubicación, ésta viene impuesta por el Promotor, que desea
localizar la planta de elaboración en el Polígono Industrial “Las Quemadas”
en el Término Municipal de Córdoba.

MEMORIA DESCRIPTIVA
12
2. En cuanto a la materia prima:
Se tiene que utilizar una materia prima que permita la producción de
filetes y rodajas de pescado congelado, ofreciéndose así un producto
de alta calidad y que permita la apertura de mercado.
A la vez, la materia prima debe encontrarse en buen estado y darse las
menores variaciones en su calidad.
3. Respecto a la capacidad, hay que considerar la rentabilidad de la
inversión y la moderación del desembolso inicial de la misma. Así, según
las producciones que se desean obtener, se aumentará un porcentaje
determinado en previsión de las acumulaciones en períodos punta que se
puedan producir en el suministro de la materia prima.
4. Deberá elegirse un material de envasado adecuado para el producto a
elaborar y que sea de aceptación en el mercado.
5. Por último hay que emplear una tecnología punta de elaboración, con
todos aquellos procedimientos que posibiliten la consecución de un
producto de alta calidad, capaz de competir en el mercado nacional e
internacional.
4.3. Evaluación de las alternativas de proyecto. Solución adoptada.
Considerando las restricciones anteriormente expuestas y los criterios de
selección o factores más relevantes que deben tenerse en cuenta para analizar las
ventajas e inconvenientes de cada alternativa, se aceptan como óptimas:
1. La Planta de Elaboración de Filetes y Rodajas de Pescado Blanco
congeladas se situará en el Polígono Industrial “Las Quemadas” (Córdoba),
zona en la cual se tiene rápido acceso a las materias primas, además de
aprovechar los terrenos propiedad del Promotor y la no presencia de

MEMORIA DESCRIPTIVA
13
industrias semejantes en el entorno.
2. Se procesará en principio merluza y pescadilla, pudiendo usarse
diferentes especies de pescado siempre que se adapten al proceso de
elaboración. Se selecciona ésta debido a las preferencias del consumidor
por este pescado, además de ser altamente común en los bancos de pesca
cercanos al litoral andaluz.
3. En cuanto a la capacidad, estudiado el mercado del comercio tanto a nivel
español como europeo y teniendo en cuenta el volumen de comercialización
del producto, se obtendrá la capacidad óptima productiva para el procesado
de 1.500-1.600 Kg/h de filetes y rodajas de pescado blanco (50% de cada),
lo que implica una producción de 2.880 t/año de producto congelado.
4. En cuanto a los envases a utilizar, se empleará un sistema de envase
combinado:
Los filetes y rodajas de pescado congelado irán envasados en cajas de cartón
“Kraft” encerado, material que presenta las siguientes ventajas: coste
relativamente bajo; alta impermeabilidad al oxígeno, vapor de agua y gases;
mantiene su resistencia tanto en condiciones húmedas como secas; puede
imprimirse fácilmente; se maneja con facilidad y es un material muy ligero.
Se realizará el envasado en cajas de 2 tamaños: 750 g (150 x 125 x 40 mm)
y 7,5 Kg (400 x 250 x 65).
Los envases primarios serán embalados en cajas de cartón. Se utilizará un
formato de 500 x 400 x 130 mm con capacidad para 4 envases primarios de
7,5 Kg con un peso de 30 Kg y un formato de 300 x 250 x 400 mm con
capacidad para 20 cajas de 750 g con un peso de 15 Kg.
Las cajas se embalan a su vez, para su transporte, en plástico retráctil una
vez se hayan formado los palets.
5. En cuanto a la tecnología del proceso:

MEMORIA DESCRIPTIVA
14
Suministro y descarga de la materia prima: Se considera más favorable
descargar en cajas directamente en la industria, lo que facilita el almacenaje
del pescado, a la vez que evita pérdidas en la calidad de la materia prima.
Almacenamiento de la materia prima: Teniendo en cuenta la alta perecidad
de la materia prima, se opta por almacenarla en cámara frigorífica en las
mismas cajas en las que es recepcionada en espera de su procesamiento.
Por este motivo se prevé un suministro diario de materia prima obteniéndose
de este modo un producto de alta calidad.
Lavado: Por las características de la materia prima, será mucho más eficaz
el lavado húmedo que la limpieza en seco. Además, este tipo de lavado
puede ser combinado con detergentes y sustancias esterilizantes, pero
presenta el inconveniente de generar un gran volumen de efluentes que
pueden llevar en suspensión una elevada concentración de sólidos, que será
preciso filtrar para su separación.
Corte: se opta por realizar el corte del pescado de forma semiautomática
siendo necesario operarios menos cualificados y reduciéndose el tiempo de
la operación.
Eviscerado: se realizará de forma semiautomática ayudándose el operario de
un sistema de cepillos giratorios y duchas, reduciéndose el tiempo de la
operación.
Congelación: se ha seleccionado un congelador criogénico mediante
nitrógeno líquido realizándose la congelación de forma continua y en poco
tiempo obteniendo un producto congelado de gran calidad.
4.4. Planteamiento específico del problema técnico.
El objetivo es diseñar y proyectar un sistema que permita la obtención de un
producto de alta calidad mediante la ordenación e implantación de las actividades

MEMORIA DESCRIPTIVA
15
industriales necesarias, la creación de las construcciones y la instalación de la
infraestructura técnica precisa.
5. INGENIERÍA DEL PROYECTO.
5.1. Ingeniería del proceso.
A continuación se describirán brevemente los aspectos técnicos que
caracterizarán el proceso productivo a desarrollar en la presente instalación.
5.1.1. Características del producto.
Se van a producir 1.600 Kg/h de pescado congelado, de los cuales, 800 Kg/h
serán de filetes y 800 Kg/h de rodajas.
Los requerimientos de materia prima para el trabajo de la planta son:
2.000 Kg/h de pescado.
5.1.2. Plan de producción.
Se diseña una línea de procesado en base a las siguientes consideraciones:
Máximo aprovechamiento de la línea.
Mínimo sobredimensionamiento de la maquinaria.
Máxima continuidad y uniformidad en la elaboración.
La producción será constante a lo largo de todo el año, almacenando aquella
parte de la misma en los momentos en que la demanda disminuya.

MEMORIA DESCRIPTIVA
16
La línea se diseña para funcionar durante todo el año, excepto, los días de
fiesta y el mes de agosto, mes en que la industria permanecerá cerrada para su
limpieza y revisión de maquinaria en profundidad.
La planta procesadora de pescado funcionará 8 horas al día (considerándose
una hora para limpieza), trabajando 5 días a la semana, durante 48 semanas al año.
Las jornadas de trabajo diarias serán de 8 horas con un único turno de trabajo. En
invierno, de 8:00 a.m. a 13:30 p.m. con descanso de 20 minutos y de 15:00 p.m. a
17:30 p.m.. En verano será de 7:00 a.m. a 15:00 p.m. con un descanso de 30
minutos.
Las necesidades diarias y el abastecimiento de las materias primas necesarias
para la elaboración de filetes y rodajas de pescado blanco se recogen en la Tabla 1.
Tabla 1. Plan de suministro de materias primas.
MATERIA PRIMA CONSUMO SUMINISTRO
Pescado 14 t/día Recepción diaria en cajas de plástico de 25 Kg.
Con una producción de 1.600-1.800 Kg/h de pescado, en la planta se prevé
una producción anual de 2.880 t de pescado teniendo aproximadamente la misma
producción de rodajas y filetes (50%).
5.1.3. Proceso productivo.
El esquema de la línea de proceso se muestra a en la figura 1.

MEMORIA DESCRIPTIVA
17
Recepción, almacenamiento materia prima
Lavado, clasificación
Descabezado, eviscerado
Cortado en rodajas
Inspección y retoques
Glaseado
Pesaje-envasado-etiquetado
Congelación
Fileteado
Embalaje y paletizado
Expedición
Despellejado semiautomático
Figura 1. Diagrama del proceso de elaboración de filetes y rodajas de pescado blanco congelado.

MEMORIA DESCRIPTIVA
18
5.1.3.1. Recepción y almacenamiento.
Un camión de la empresa suministradora proveerá diariamente a la industria
de todas las materias primas necesarias para la transformación de cada jornada de
trabajo. Se ha optado por abastecer a la planta de materias primas diariamente
debido a la alta perecidad de este tipo de materias primas. A su entrada a la
industria, las materias primas se someterán a un control de calidad y cantidad.
El pescado se recibirá en cajas de plástico de 25 Kg con abundante hielo
manteniendo de este modo la frescura del producto, dispuestas en palets, los cuales
se descargarán mediante carretillas en la cámara de conservación en estado
refrigerado de la materia prima.
5.1.3.2. Lavado.
El operario conductor de la carretilla abastecerá de materias primas a la línea
de procesado.
Un operario dispone las cajas de pescado en una cinta transportadora que las
dirige hacia la lavadora sobre la cual un sistema automático vuelca las cajas cayendo
el pescado en la lavadora. El pescado tras su lavado es dirigido hacia un
transportador vertical de cangilones que lo incorpora en una mesa de clasificación.
En ésta un operario clasifica por tamaños el pescado dirigiéndolo hacia diferentes
cintas que lo llevan hacia la siguiente etapa del proceso de elaboración de filetes y
rodajas de pescado blanco, el eviscerado.
El pescado de mala calidad o que no tenga el tamaño requerido se retirará a la
cámara de expedición de subproductos o será utilizado en la futura planta de
elaboración de surimi.

MEMORIA DESCRIPTIVA
19
El agua residual del procesado será evacuada a la red de saneamiento del
polígono, previo paso por un separador de grasas y fangos presente en la parcela
donde se ubica la industria que se proyecta.
Además se realizarán análisis del agua residual contrastando que los valores
máximos de la demanda biológica de oxígeno (DBO5), demanda qu de oxígeno,
concentración en sólidos suspendidos y concentración en grasas y aceites no superen
los valores máximos admitidos por la legislación vigente para este tipo de industrias.
En caso de sobrepasar dichos valores se deberá realizar un tratamiento de las
aguas residuales para reducir éstos niveles.
5.1.3.3. Eviscerado.
Tras el lavado y clasificación se retira del pescado las visceras y demás partes
no comestibles. Para ello se disponen tres evisceradores semiautomáticos provistos
de duchas para facilitar la retirada de restos de visceras en el pescado tras la
operación.
Las visceras y restos de producto no comestibles se dirigen hacia la cámara de
expedición de subproductos donde serán almacenados hasta su retirada. Éstos se
destinan a la producción de patés de pescado para animales domésticos y para la
producción de harinas de pescado. Dichos subproductos serán vendidos conforme se
vayan produciendo a empresas dedicadas a estas elaboraciones.
5.1.3.4. Corte.
Una vez eviscerado el producto es llevado mediante cintas transportadoras
hacia la siguiente etapa del proceso de elaboración de filetes y rodajas de pescado.
El corte del pescado se realiza bien en rodajas (pescado de menor tamaño) o bien en

MEMORIA DESCRIPTIVA
20
filetes (pescado de mayor tamaño). Para ello se disponen 2 máquinas fileteadoras
semiautomáticas que con la ayuda de un operario permiten obtener filetes de tamaño
y grosor óptimo, evitando con estas máquinas la operación manual en la que sería
necesario mayor especialización de los operarios y mayor tiempo de operación.
Por otro lado el corte en rodajas se realiza en una sola línea siendo más rápida
la operación, también se dispone una máquina semiautomática de corte.
En la operación de fileteado se originarán migas de pescado que tras una
inspección serán utilizados en la planta de elaboración de surimi anexa a la planta de
elaboración de filetes y rodajas de pescado blanco. Estos subproductos también
podrán ser vendidos a empresas dedicadas a la elaboración de sucedáneos de
pescado.
5.1.3.5. Inspección y retoques del pescado.
Una vez cortado el pescado se lleva mediante cintas transportadoras a las
mesas de inspección donde una serie de operarios revisan filetes y rodajas de
pescado. En una de las líneas de fileteado se dispondrá un despellejador que retira la
piel del pescado. Ésta operación sólo se realizará en los filetes de mayor tamaño al
tener una piel de mayor espesor siendo desagradable para el consumo. Del mismo
modo en esta línea se dispondrá un dosificador de polifosfato (aditivo permitido para
mejorar la conservación del pescado).
La operación de inspección y retoques servirá de control de calidad y
clasificación de los filetes y rodajas de pescado llevándose éstos de forma diferencial
hacia la congelación del pescado.
En esta operación también se producirán subproductos que del mismo modo
serán llevados a la cámara de expedición de subproductos.

MEMORIA DESCRIPTIVA
21
5.1.3.6. Glaseado.
Con la operación de glaseado se persigue proteger al producto durante su
conservación en estado congelado de las oxidaciones mediante la formación de una
capa de hielo formada en la operación de congelación.
Mediante el glaseado el producto final conserva mejor su humedad y
características organolépticas iniciales obteniendo filetes y rodajas de pescado de alta
calidad.
El equipo de glaseado dispone de filtros para poder reutilizar el agua de
glaseado además de un equipo de frío incorporado. Cada cierto tiempo se sustituirá
por agua limpia y el agua residual del glaseado será evacuada a la red de saneamiento
del polígono, previo paso por un separador de grasas y fangos presente en la parcela
donde se ubica la industria que se proyecta.
5.1.3.7. Congelación.
Los filetes y rodajas de pescado son transportados desde el glaseador hacia el
congelador mediante un sistema de cintas transportadoras. La congelación se
realizará en un túnel de congelación criogénico de funcionamiento en sistema
continuo (carga, congelación y descarga de los productos). Este túnel consiste en un
recinto aislado a través del cual circulan los productos mediante un sistema de
transporte. En el último tercio del transportador, unos colectores de pulverización
dispersan sobre el producto nitrógeno líquido (-196ºC) en finísimas gotas. Estos
sistemas disponen de válvulas de regulación de la entrada de nitrógeno según las
necesidades de cada caso. El nitrógeno gaseoso, se dirige por la acción de unos
ventiladores, en contracorriente con el producto, lo que propicia un excelente
rendimiento térmico de la instalación.

MEMORIA DESCRIPTIVA
22
Los túneles criogénicos de nitrógeno pueden utilizarse para enfriar o congelar
cualquier tipo de alimento entero o troceado de más de 6 mm (pescados enteros,
filetes, mariscos, etc.).
Se selecciona un congelador criogénico mediante nitrógeno líquido al tener
grandes ventajas respecto a sistemas más tradicionales de congelación necesitando
una inversión no demasiado elevada. Las principales ventajas de este sistema de
congelación se indican a continuación:
La congelación criogénica con nitrógeno líquido, debido a su rapidez de
enfriamiento permite franquear en las mejores condiciones la banda térmica de
+10ºC a –20ºC, evitando modificaciones de la calidad de tipo bacteriológico y físico:
-. Calidad bacteriológica. Cuanto más rápidamente se efectúa el
descenso de la temperatura del producto, más rápidamente se
detiene el desarrollo de los microorganismos que puedan alterarlo.
-. Calidad física: Si el descenso de la temperatura es rápido, los
cristales de hielo que se forman en el seno del producto serán más
pequeños. Una congelación lenta conduce a la formación de
cristales más gruesos que rompen las fibras. Al descongelar el
producto, quedará blando y habrá perdido gran parte de su jugo, de
su gusto y de su textura.
Además aporta las siguientes ventajas:
-. Interrupción inmediata del desarrollo microbiano y atenuación de
las reacciones químicas. Utilizar nitrógeno líquido significa
seguridad del tratamiento. Esta ventaja tiene singular relieve en el
caso de pescados descongelados y transformados, que por su

MEMORIA DESCRIPTIVA
23
naturaleza, origen y estructura, son particularmente susceptibles de
alteración.
-. Ausencia de pérdidas de peso durante el proceso de la
congelación (agua de sustitución).
-. La rapidez del descenso de la temperatura permite obtener una
microcristalización del agua en los tejidos, lo que preserva su
estructura después de la descongelación y evita los exudados (que
constituyen pérdidas de peso).
Asimismo, la atmósfera inerte producida por el nitrógeno, evita, en
el momento del descenso de temperatura, las oxidaciones
desfavorables, siendo el color y el olor lo más semejantes al de los
productos frescos.
-. Disminución de mano de obra. La automatización del proceso de
congelación permite reducir considerablemente este factor.
-. Inversión reducida. La sencillez de la instalación en obra del
nitrógeno líquido, hace que la inversión sea notoriamente más baja
que si se trata de instalaciones de “frío clásico”.
5.1.3.8. Envasado y embalado.
El envasado se realizará una vez que el producto procesado esté congelado.
Se trata de un envase combinado.
Los filetes y rodajas de pescado congelado irán envasadas en cajas de cartón
“Kraft” encerado, material que presenta las siguientes ventajas: coste relativamente
bajo; alta impermeabilidad al oxígeno, vapor de agua y gases; mantiene su resistencia
tanto en condiciones húmedas como secas; puede imprimirse fácilmente; se maneja
con facilidad y es un material muy ligero. Se realizará el envasado en cajas de 2

MEMORIA DESCRIPTIVA
24
tamaños: 750 g (150 x 125 x 40 mm) y 7,5 Kg (400 x 250 x 65 mm). Un operario
será el encargado de suministrar las cajas sin formar a una formadora automática de
cajas que tiene la posibilidad de cambiar de formato en un período corto de tiempo,
de ésta pasarán a una máquina de envasado-pesado-etiquetado que de forma
automática prepara el producto para pasar a su envasado secundario.
Los envases primarios serán embalados en cajas de cartón. Se utilizará un
formato de 500 x 400 x 130 mm con capacidad para 4 envases primarios de 7,5 Kg
con un peso de 30 Kg y un formato de 300 x 250 x 400 mm con capacidad para 20
cajas de 750 g con un peso de 15 Kg. El mismo operario anterior se encarga de
suministrar las cajas de envasado secundario sin formar a una encartonadora. De
ésta las cajas pasarán a un paletizador que dispone las cajas de forma adecuada para
ser almacenadas en la cámara de conservación en estado congelado.
Finalmente estos envases secundarios son paletizados en dos formatos con las
siguientes características:
-. 1.200 x 1.000 x 780 mm conteniendo un total de 36 envases
secundarios de dimensiones 500 x 400 x 130 mm que originaran un
peso de 1.080 Kg.
-. 1.200 x 1.000 x 800 mm conteniendo un total de 64 envases
secundarios de dimensiones 300 x 250 x 200 mm que originarán un
peso de 960 Kg.
Por último, se procederá al enfardado de los palets para su transporte. Para
ello se empleará una enfardadora con pistón superior automático, el cual se mueve
hacia arriba y hacia abajo automáticamente sujetando el palet durante el ciclo de
enfardado.

MEMORIA DESCRIPTIVA
25
5.1.3.9. Almacenamiento y expedición.
El almacenamiento se realizará mediante el empleo de carretillas elevadoras,
siendo los palets colocados en módulos de 3 palets, hasta llegar a una altura de
3,5 m. Los palets serán agrupados por lotes de las mismas referencias y siguiendo el
orden de elaboración.
Como se cita en el anejo II “Ingeniería del proceso” se prevé que la recogida
de producto elaborado se realice aproximadamente cada 3 semanas llegándose a
almacenar unas 210 toneladas de producto elaborado.
Para reducir tiempos muertos en el cambio de formato de las diferentes
máquinas se prevé trabajar durante una semana con un tamaño de formato
almacenando aproximadamente la mitad de la producción y la siguiente semana hasta
expedición con el otro tipo de formato ya que éstos originan sistemas de paletizado
diferenciados.
Debido a este criterio de trabajo y para diferenciar entre tipos de corte
(fileteado y rodajas) se diseña una cámara tipo F.I.F.O. (First in, First out) al permitir
mayor control sobre los diferentes productos a almacenar.
5.1.4. Control de calidad.
Se desarrollará una metodología que permita el aseguramiento de la calidad
establecida por la industria, de forma que se puedan detectar todos los posibles fallos
antes de que repercutan en el producto final. Ésto se realizará mediante el análisis de
muestras y su control estadístico.

MEMORIA DESCRIPTIVA
26
Se llevará a cabo un control de calidad de las materias primas antes de su
entrada a la línea de elaboración, para lo cual se tomarán muestras de cada una de las
partidas, realizándose los análisis pertinentes.
Se realizará también un análisis de los puntos de control críticos, para lo cual
se ha llevado a cabo un Análisis de Peligros y Puntos de Control Críticos (APPCC),
así como un control de calidad del producto acabado, tras el envasado.
Este control se llevará a cabo por el Departamento de Control de Calidad de la
industria.
5.1.5. Necesidades de personal.
Con objeto de desarrollar las actividades previstas para un funcionamiento
adecuado de la Planta de Elaboración de Filetes y Rodajas de Pescado Blanco
congelados, será necesario el personal laboral que se indica a continuación.
Para las tareas administrativas y directivas:
-. Un técnico gerente.
-. Un auxiliar administrativo.
Para el trabajo de laboratorio:
-. Un técnico de laboratorio y gestión de calidad, responsable de los
análisis para el control de calidad de las materias primas y el producto
elaborado. Además se encargará del control de recepción y llevará a
cabo un primer control cuantitativo y cualitativo de las materias
primas antes de su procesado.

MEMORIA DESCRIPTIVA
27
Para la coordinación y supervisado de los trabajos:
-. Un maestro de fábrica, que controlará al resto de los operarios y
tomará las decisiones oportunas en cuanto al proceso de producción.
Vigilará las temperaturas y los tiempos en los equipos que lo
requieran y dará la alarma en el caso de anomalía en el
funcionamiento de la instalación.
-. Un mecánico encargado del taller. También atenderá el control de
los distintos equipos que componen el proceso de elaboración y de la
instalación frigorífica.
Para las operaciones de recepción y expedición:
-. Un conductor de carretillas que efectuará la descarga de las materias
primas y su almacenamiento en los distintos almacenes, así como de la
recogida de los palets formados, transporte hasta el almacén de
producto elaborado y carga en los camiones de acuerdo con las
indicaciones del encargado de recepción y expedición. También se
encargará del abastecimiento de materia prima a la línea de procesado
y de reponer los materiales de envasado y embalaje en los distintos
equipos.
En la línea de elaboración:

MEMORIA DESCRIPTIVA
28
-. Un operario que se encargará del abastecimiento de materia prima a
la lavadora, retirada y almacenamiento de cajas de plástico hacia el
exterior de la planta de elaboración para su posterior recogida.
-. Un operario que se encargará de la clasificación del pescado a su
salida del elevador de cangilones y lo dispondrá en la línea de
procesado oportuna. A la vez eliminará el pescado de mala calidad
que será almacenado como subproducto.
-. Tres operarios (uno por línea de procesado) encargados del corte de
la cabeza y eviscerado del pescado. A su vez retirarán los
subproductos siendo almacenados temporalmente hasta su retirada.
-. Tres operarios (uno por línea de procesado) encargados del corte en
rodajas y filetes del pescado.
-. Un operario encargado del despellejado de los filetes de mayor
tamaño como se indica en el Anejo II “Ingeniería del proceso”.
-. Ocho operarios (cuatro por mesa de inspección) encargados de la
inspección y retoques del pescado. A la vez eliminarán cualquier
producto que originase una mala calidad del producto final.
-. Un operario encargado de abastecer y controlar los diferentes
equipos que componen el sistema de envasado primario, secundario y
paletizado. A su vez ayudará al conductor de carretillas a la hora de
manipular el producto elaborado.

MEMORIA DESCRIPTIVA
29
Para el mantenimiento de las instalaciones:
-. Un encargado de limpieza y mantenimiento. Se ocupará de la
limpieza de los locales y equipos y del cuidado de la parcela donde se
ubica la fábrica.
A la vista de lo anterior, la demanda de personal laboral asciende a un total de
25 personas.
5.2. Ingeniería de las obras.
5.2.1. Introducción
Para el dimensionamiento de las distintas dependencias de la instalación se
han tenido en cuenta aspectos tales como la densidad de carga óptima de las salas, el
espacio mínimo para desempeñar su función por parte de los empleados de la misma,
la consideración de espacios muertos y pasillos en ellas, el espacio ocupado por la
maquinaria y equipos, etc.
La instalación ha sido diseñada para que los productos sigan un recorrido
lógico desde la recepción de las materias primas hasta la expedición de los mismos
una vez finalizado el proceso, sin que se produzcan “marchas atrás” de los mismos
dentro de la instalación.
En cualquier caso, el diseño general de la planta ha venido condicionado por la
forma y dimensiones de la parcela.
5.2.2. Diseño de la planta de procesado.
La planta ha sido diseñada con el objetivo de conseguir:

MEMORIA DESCRIPTIVA
30
-. Una organización racional del trabajo para minimizar los costes de
operación, de forma que se consiga la máxima operatividad y el menor
tiempo muerto.
-. El cumplimiento de los requisitos higiénicos exigidos a la industria
alimentaria para alcanzar la calidad perseguida en los productos elaborados.
-. Minimizar las distancias a recorrer: los productos seguirán una trayectoria
prácticamente lineal a lo largo de todo el proceso sin retrocesos en su
recorrido, con el máximo aprovechamiento del espacio.
-. Evitar interferencias entre las distintas funciones que se lleven a cabo en
la fábrica.
-. Cumplir lo dispuesto en la “Ley de Prevención de Riesgos Laborales”, de
8 de Noviembre de 1995 (BOE nº 269 de 10 de Noviembre de 1995).
En la planta diseñada se pueden distinguir los siguientes tipos de locales:
-. Local de elaboración: En él se lleva a cabo todo el proceso productivo,
desde que entra la materia prima hasta que es transformada y envasada.
-. Almacenes: cámaras frigoríficas para materias primas, subproductos,
productos elaborados y almacén de envases y embalajes.
-. Locales comunes: zonas de apoyo al proceso productivo como son el
taller, la sala de distribución en baja tensión, el laboratorio, comedor, sala de
descanso y los aseos y vestuarios del personal.
-. Locales de oficinas: recepción, despachos, despacho de dirección, sala de
juntas, y los aseos de oficinas.

MEMORIA DESCRIPTIVA
31
5.2.3. Urbanización.
La nave industrial de procesado se ubicará en un terreno de 6.800 m2 formado
por una parcela situada entre la calle Imprenta y la calle José Gálvez y Aranda del
Polígono Industrial “Las Quemadas” en el Término Municipal de Córdoba en la
Provincia del mismo nombre.
5.2.3.1. Equipamientos.
El Polígono Industrial tiene buenas vías de comunicación y con facilidad de
acceso, permitiendo así rápidas comunicaciones con el resto de Andalucía,
Extremadura y Madrid, en primera instancia.
El Polígono se abastece con una línea eléctrica de AT a la que se conectará el
transformador ubicado en el centro de transformación de la parcela.
El Polígono cuenta con una red de abastecimiento de agua incluyendo dos
arquetas de acometida (IFA-24) en la propia parcela, así como una red de
saneamiento que permite su conexión a través de un pozo de registro (ISS-55).
Se pavimentarán todas las zonas inmediatamente exteriores a la nave, las vías
y áreas de circulación de los vehículos y las zonas de espera de los camiones previa
descarga o expedición. Se empleará un pavimento flexible a base de material
asfáltico.
Para la ejecución del pavimento se compactará la explanación, previamente
nivelada, se extenderá una sub-base de 15 cm de material granular, una base granular
de 20 cm de mayor calidad y una capa de rodadura de mezcla asfáltica constituida
por una primera capa de 7 cm de espesor y una segunda capa de 5 cm, siendo el
espesor total de la capa de 12 cm.

MEMORIA DESCRIPTIVA
32
Se colocará una acera de 1,5 m de anchura bordeando toda la nave, y otra de
1 m de anchura alrededor del centro de transformación. La acera estará formada por
solera de hormigón HM-20/B/20/I de 15 cm bordillo prefabricado de H-400
achaflanado.
Se ha previsto que los vehículos entren por una de las puertas y salgan por la
otra, con recorrido distinto para los vehículos industriales y para los turismos. La
anchura de los viales, 8 m, permite fácilmente realizar maniobras y la doble
circulación en toda la parcela.
Se dispondrá una zona de aparcamientos con aforo suficiente para los
vehículos del personal de la empresa así como vehículos de posibles visitas, de
dimensiones 2,5 x 5 m, y serán señalizadas con pintura duroplástica.
Se diseñará una zona ajardinada en las zonas no pavimentadas que rodee a la
nave, proporcionando a la misma barrera acústica y visual. Las especies vegetales
que se usarán serán arbustivas, arbóreas y tipo césped. Para el riego se han
proyectado bocas de riego, que permiten el acceso a todas las zonas ajardinadas con
ayuda de mangueras y aspersores.
El cerramiento exterior de la parcela se efectuará con fábrica de bloques
huecos de hormigón de 40 x 20 x 20 cm, hasta una altura de 1,20 m, y cerramiento
metálico realizado con perfiles tubulares galvanizados de 50 mm de diámetro,
separados 3 m y malla galvanizada de simple torsión, hasta completar una altura total
de 3 m.
Se colocarán 3 cancelas metálicas de cierre de la parcela. Dos situadas en la
cara norte de la parcela y otra situada en la cara oeste. Una de las cancelas de la cara
norte se dispone exclusivamente para la salida de camiones, para facilitar las
maniobras de éstos. Las dimensiones de las cancelas serán de 8 x 3 m. En las

MEMORIA DESCRIPTIVA
33
proximidades inmediatas de tales cancelas destinadas básicamente a la circulación de
vehículos, existirán puertas para el paso de peatones que estarán señalizadas de
manera claramente visible y permanentemente expeditas.
5.2.4. Obra civil.
5.2.4.1. Características generales.
La única nave de que consta la instalación se desarrolla sobre una planta
rectangular de 60 x 40 m, con su eje longitudinal orientado en la dirección N-S. Está
formada por 12 pórticos con vigas en celosía montadas sobre soportes metálicos,
limitada por sendos muros hastiales.
Se proyecta una estructura metálica a dos aguas formada por vigas en celosía
apoyadas sobre un pilar central originando una altura de coronación de 7 m que
cubrirán una luz total de 40 m.
Dichas vigas estarán dispuestas sobre pilares metálicos de 5 m de alto, y
ancladas en cimentaciones de hormigón en masa. Las cerchas y cubiertas dispondrán
de un ángulo de vertiente de 5,71º.
El acero a emplear en la estructura metálica será del tipo A-37 para las vigas
en celosía y A-42b para los pilares, con limite elástico de 2.400 Kp/cm2 y 2.600
Kp/cm2 respectivamente.
Se emplearán tres tipos de hormigones, en función del elemento de que se
trate. Para la base de las zapatas de cimentación, se empleará HM-20/P/40/I; para las
zapatas-vigas, HA-25/P/20/I; y para las soleras, HM-20/B/20/I.

MEMORIA DESCRIPTIVA
34
Para las armaduras de los zunchos se emplearán barras de acero corrugado
B400S, con un límite elástico de 400 N/mm2.
La industria dispondrá de ventanas en todo el perímetro de la nave,
exceptuando las zonas refrigeradas.
La unión de los pilares a la cimentación se realizará mediante placas de anclaje
metálicas. Las dimensiones de las placas de anclaje serán distintas para cada uno de
los tipos distintos de pozos de cimentación.
De acuerdo con la naturaleza del terreno en la zona en la que se va a llevar a
cabo la instalación, correspondiente a una litología de arcillas de bastante espesor, las
cimentaciones de los elementos principales se efectuará mediante pozos empotrados
hasta el nivel del firme.
Se dispondrán zunchos perimetrales para unir los pozos de cimentación e
impedir el desplazamiento horizontal de éstos, y a la vez, soportar el peso del
cerramiento de la nave, quedando así unidos todos los pozos a lo largo del perímetro.
No se considera necesario disponer zunchos transversales, ya que la edificación se
encuentra ubicada en una zona catalogada como de “sismicidad media-baja”.
5.2.4.2. Cubierta
El material de cubierta empleado será panel sandwich, constituido por dos
chapas de acero perfiladas y un alma de espuma rígida de poliuretano de 40 Kg/m3
de densidad y 110 mm de espesor, especialmente diseñado para cubiertas. Tiene una
anchura útil de 1,15 m y su longitud puede llegar hasta 18 m.
El peso de tal material de cubierta, incluidos todos los elementos auxiliares de
fijación es de 14,6 Kp/m2.

MEMORIA DESCRIPTIVA
35
En la cubierta correspondiente a la estructura anexa del almacén de cajas de
materia prima se dispondrá chapa de acero galvanizado de peso 5 Kg/m2.
5.2.4.3. Estructura.
-. Correas.
La estructura resistente está compuesta por:
Correas de cubierta: tipo CF 120.3, en un número de 11 por vertiente,
separadas 2,01 m en vertiente y 2 m en proyección vertical, consideradas
para el cálculo como vigas continuas de 3 tramos de 5 m cada uno.
Correas de la sala de expedición de producto elaborado: tipo CF 160.3, en
un número de 4 en la única vertiente, separadas 2,01 m en vertiente y
consideradas para el cálculo como vigas continuas de un sólo tramo de 5 m.
Correas en el almacén de cajas de materia prima: tipo CF 140.3, en un
número de 4 en la única vertiente de la cubierta, separadas 1,51 m. Se
considerarán para el cálculo como vigas continuas de dos tramos de 5 m
cada uno.
La sujeción de la cubierta a las correas se hace mediante tornillos de acero
galvanizado que confieren una fijación rígida a la unión panel-correa.
-. Estructura metálica.
Se diseña una estructura formada por 2 vigas en celosía de 1 m de canto
formadas por 20 tramos. Ambas vigas cubren una luz de 20 m uniéndose
rígidamente dando lugar a una altura de coronación de 7 m, cubriendo una luz total
de 40 m, que es la luz a salvar.

MEMORIA DESCRIPTIVA
36
Dicha estructura se diseña con apoyos fijos, trabajando mejor y siendo más
fáciles de materializar que los apoyos móviles en cerchas de grandes luces, que van
sobre pilares de 5 metros de altura.
En la figura 1 se muestra una vista frontal de la nave que se proyecta.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
66
67
68
69
70
71
72
73
74
75
76
77
78
79
80
81
82
83
84
85
Figura 1. Esquema de la vista frontal de la nave.
Dichas barras estarán formadas por perfiles rectangulares conformados, y se
dimensionarán según los diferentes tipos:
Pares: perfil rectangular conformado 120 x 80 x 6.
Tirantes:perfil rectangular conformado 160 x 120 x 8.
Diagonales: perfil rectangular conformado 100 x 80 x 6
-. Pilares.
Como pilares que sustentan las cerchas metálicas, se adoptan perfiles IPE-220,
de 5 m de longitud, sometido a esfuerzo axial y a momento flector.
Estos pilares se diseñan empotrados en la base y fijos en cabeza en el plano
perpendicular a la cercha y libre en cabeza en el plano de la cercha.

MEMORIA DESCRIPTIVA
37
-. Muros hastiales.
Son los muros frontales que cierran la nave en los extremos de su eje
longitudinal. Deben asegurar suficiente estabilidad frente a la acción del viento, para
lo cual se situarán pilares que dividan el cerramiento en paños más pequeños.
Estarán formados por las vigas soporte de las cubiertas, los pilares centrales, y
los pilares en esquina.
La cabeza de los pilares se unirá mediante un perfil metálico IPE-180, que
soportará el peso de la cubierta. Se calculará como una viga de 4 tramos de 5 m de
luz cada uno.
Los pilares estarán sometidos a la reacción de la viga soporte de cubierta y a la
acción del viento. Su longitud irá variando desde los 5 m en las esquinas hasta 7 m
en el pilar central más desfavorable. Estos pilares se calcularán como vigas
empotradas en la base y articuladas en cabeza. Los perfiles empleados serán
IPE-220 en todos los casos.
-. Estructuras anexas.
Se dispondrán 2 estructuras anexas a la estructura de la planta de elaboración
de pescado blanco. Una de ellas se destina como sala de expedición de producto
elaborado estando formada por pilares IPE-220 y dinteles IPE-180. La otra
corresponde al almacén de cajas de materia prima, siendo una estructura abierta
diseñada para albergar las cajas de plástico hasta su retirada. Esta estructura está
formada por pilares IPE-200 y dinteles IPE-180.
En ambas estructuras se utilizan zunchos de atado de la cabeza de los pilares
formados por pilares IPE-120.

MEMORIA DESCRIPTIVA
38
5.2.4.4. Cimentaciones.
-. Placas de anclaje.
Sus dimensiones son distintas en función del tipo de pozo de cimentación.
-. Pozos tipo 1. Las placas de anclaje serán de 400 x 300 x 20 mm, con 4
pernos de 16 mm de diámetros y 600 mm de longitud.
-. Pozos tipo 2. Las placas de anclaje serán de 450 x 350 x 25 mm, con 4
pernos de 18 mm de diámetro y 600 mm de longitud.
-. Pozos de cimentación.
La cimentación se realizará mediante pozos, debido a la poca resistencia del
terreno en superficie.
En el caso de los pilares centrales de la estructura y en los del muro piñón
IPE-220, se dispondrán pozos de cimentación de dimensiones 0,9 x 0,9 m en planta y
2,5 m de profundidad.
En el caso de los pilares laterales de la estructura IPE-220, se dispondrán
pozos de cimentación de dimensiones 0,7 x 0,7 m en planta y 2,5 m de profundidad.
En el caso de los pilares del almacén de cajas de materias primas
IPE-200, se dispondrán pozos de cimentación de dimensiones 0,9 x 0,9 m en planta y
2,5 m de profundidad.

MEMORIA DESCRIPTIVA
39
-. Zunchos de cimentación.
Se dispondrán zunchos perimetrales para unir los pozos de cimentación e
impedir el desplazamiento horizontal de éstos, y a la vez, soportar el peso del
cerramiento de la nave, quedando así unidos todos los pozos a lo largo del perímetro.
Para dotar de estabilidad a la cimentación se realizarán zunchos perimetrales
empleando vigas de hormigón armado de 30 x 30 cm de sección, siendo la armadura
longitudinal 4 redondos de 16 mm de diámetro y la transversal de 5 mm de diámetro
cada 25 cm.
-. Muro de contención.
Para facilitar las operaciones de expedición de producto elaborado se diseña
un muelle de carga que comunica la sala de elaboración con el exterior de la
industria. Al realizarse en una zona climatizada es necesario evitar en lo posible las
pérdidas de calor en la operación de expedición de producto elaborado. Con este fin
se dispone un muelle de carga de 6 m de ancho posibilitando la llegada de 2
camiones.
A su vez se dispondrán 2 puertas de apertura rápida, provistas de receptores de
camiones que reducirán de forma significativa las posibles pérdidas de calor.
El muelle de carga se realizará mediante una explanación de terreno de forma
que quede a igual cota que la superficie de la planta de elaboración de pescado
blanco. Para hacer posible esta disposición se diseña un muro de contención en
ménsula de hormigón armado que deberá soportar tanto los esfuerzos transmitidos
por el terreno como los originados por los equipos utilizados para la expedición de
producto elaborado.

MEMORIA DESCRIPTIVA
40
La armadura que habrá que disponer en las diferentes partes del muro se
indican a continuación:
Armadura de la pantalla.
Sección de la armadura a tracción: Se dispondrán barras de diámetro 12 mm
cada 20 cm.
Cara exterior(vista): armadura vertical constructiva, se utilizarán barras de
diámetro 8 mm separadas 50 cm.
Armadura horizontal: se utilizarán barras de diámetro 8 mm cada 12 cm.
Armadura de la zapata.
Armadura del talón.
Armadura transversal. Sección de la armadura a tracción: se dispondrán
barras de diámetro 12 mm cada 16 cm.
Armadura longitudinal: La función de la armadura longitudinal es
constructiva debiendo ser la cuantía geométrica mayor del 2o/oo, se utilizarán
barras de diámetro 12 mm cada 30 cm.
Armadura de la puntera.
Armadura transversal: se dispondrán redondos de 12 mm cada 16 cm. Del
mismo modo se dispondrá como armadura longitudinal de montaje redondos
de 12 mm cada 30 cm.
5.2.4.5. Soleras y pavimentos.
En las dependencias interiores, la solera está compuesta por los siguientes
materiales:

MEMORIA DESCRIPTIVA
41
-. Grava, con tamaño de árido inferior a 2 cm, formando capa compacta de
20 cm de espesor, extendida sobre suelo limpio y compactado.
-. Arena de río, con tamaño máximo de grano de 0,5 cm, formando una capa
de nivelación de 2 cm de espesor, extendida sobre la capa de grava.
-. Losa de hormigón HM-20/B/20/I de 10 cm de espesor con malla
electrosoldada.
-. Tratamiento superficial antidesgaste, antideslizante y anticorrosivo, con
un pavimento continuo por tratamiento de resinas epoxi.
-. En la zona de oficinas, laboratorio y servicios se colocarán baldosas de
terrazo sobre capa de mortero.
5.2.4.6. Cerramientos exteriores.
Se realizarán con losas aligeradas de hormigón armado de canto constante
igual a 20 cm. Los perfiles laterales de la placa alveolar del cerramiento forman
juntas macho-hembra. Los extremos de las placas quedarán enlazados a los pilares
de la estructura, de modo que puedan transmitirle los esfuerzos. El acabado será liso
en el interior y rugoso en el exterior.
5.2.4.7. Cerramientos interiores.
En las dependencias interiores de dispondrá fábrica de ladrillo de 9 cm de
espesor más 1,5 cm de enfoscado en ambas caras con mortero de cemento P-350 de
dosificación 1:6.
Las paredes, una vez enlucidas, irán pintadas con dos manos de pintura, a
excepción de las correspondientes a las cámaras frigoríficas, cuya composición se
expone en el Anejo Instalación Frigorífica.

MEMORIA DESCRIPTIVA
42
Las separaciones interiores en los aseos se harán con ladrillo hueco de 4 cm de
espesor.
5.2.4.8. Falsos techos.
Se dispondrá un falso techo en la superficie de la nave destinada a usos
comunes, como oficinas, despachos, almacenes, laboratorio, etc.
Tales falsos techos constan de un panel rígido de lana de vidrio aglomerada
con resinas termoendurecidas, con la cara vista recubierta de PVC blanco pegado con
cola ignífuga.
Los diferentes recintos frigoríficos cuentan también con un falso techo, pero
en este caso será a base de panel sandwich con núcleo de espuma de poliuretano
(PUR) como se indicó en el anejo correspondiente.
5.2.4.9. Alicatados
Las paredes irán recubiertas de un alicatado a base de azulejo blanco de
15 x 15 cm en la zona de servicios y en el laboratorio.
5.2.4.10. Carpintería.
5.2.4.10.1. Puertas.
En la instalación aparecen varios tipos diferentes de puertas cuyas
características se indican a continuación:
-. Se dispondrá una puerta metálica de acero de 4 m de ancho y 3,5 m
de alto en la zona de recepción de materia prima y otra de 2,5 x 3 m de

MEMORIA DESCRIPTIVA
43
alto en el almacén de envases y embalajes. Son puertas correderas, y
disponen de guías en los muros para facilitar las operaciones de
apertura y cierre de las mismas.
-. Las puertas de acceso a la sala taller, almacenes, zona de oficinas y
vestuarios desde el exterior serán igualmente de acero, de dimensiones
1,5 x 2,5 m (de 2 hojas) y en la sala taller de 0,9 x 2,5 m (de 1 hoja).
-. Las puertas de las zonas de oficinas, vestuarios y aseos serán de
carpintería de madera, de 0,8 x 2,2 m.
-. En las cámaras y salas refrigeradas, se dispondrán puertas
correderas manuales con acabado lacado, de 2,5 x 3 m y 2 x 3 m como
puede observarse en el plano correspondiente.
-. En la sala de elaboración, envasado y paletizado al ser una zona
refrigerada se dispondrán puertas de apertura rápida montadas sobre
chasis en acero galvanizado y cortina de poliéster de alta resistencia.
Serán necesarias 4 puertas de estas características, disponiéndose 2
puertas de 2,6 x 3 m en la sala de expedición de producto elaborado.
Desde la zona de usos comunes se dispondrán otras 2 puertas de
entrada a la sala de elaboración de dimensiones 1,85 x 3 m y 3 x 3,5 m
respectivamente.
MEMORIA DESCRIPTIVA
44
5.2.4.10.2. Ventanas.
Las ventanas serán correderas, de aluminio anodizado y su número se ha
determinado en base a la necesidad de iluminación que posee la sala de elaboración
para la realización de un trabajo de calidad.
Las ventanas se situarán en el cerramiento exterior en todo el perímetro de la
nave con diferentes medidas y posiciones, exceptuando el cerramiento de las zonas
refrigeradas en el que no se dispondrán ventanas con diferentes medidas y
posiciones.
A continuación se describen las diferentes ventanas que se situarán,
recogiendo las dimensiones y dependencia donde irá situada.
Su ubicación exacta se puede observar en los Planos.
-. En la zona de aseos se colocarán rejillas con cuchillas orientables de
aluminio de 0,5 x 0,5 m que servirán de sistema de ventilación.
-. En la sala de descanso del personal se colocará una ventana de
aluminio de 2,5 x 1 m con luna pulida en el cerramiento exterior y una
de 1,5 x 1 m en el interior, permitiendo la visibilidad del pasillo. En el
comedor se dispondrá otra ventana de 1,5 x 1 m.
-. En las oficinas, en el cerramiento exterior, se colocarán 2 ventanas
de aluminio de 2,5 x 1 m y 1,5 x 1 m con luna pulida y en el
cerramiento interior 2 ventanas de 1,5 x 1 m con luna pulida. En la
sala de juntas, en el cerramiento exterior, otras 2 ventanas de iguales
características.

MEMORIA DESCRIPTIVA
45
-. En la sala de recepción y despachos anexos se colocará una ventana
de 1,5 x 1 m con luna pulida.
-. En el almacén de envases y embalajes y en el de usos varios se
dispondrá una ventana de 1,5 x 1 m con luna pulida.
-. En el laboratorio, se colocarán un par de ventanas de aluminio, en el
cerramiento exterior, de 2,5 x 1 m y 1,5 x 1 m respectivamente con
luna pulida y en el interior una ventana de 1,5 x 1 m de iguales
características.
5.2.4.11. Pinturas y revestimientos.
Los tabiques interiores ejecutados con fábrica de ladrillo llevarán 1,5 cm de
enfoscado con mortero de cemento. Las paredes, después de enfoscadas, irán
pintadas con dos manos de pintura, a excepción de las paredes de los recintos
frigoríficos.
5.3. Instalaciones.
5.3.1. Instalación frigorífica.
Las necesidades frigoríficas en este tipo de industrias vienen impuestas por
unas estrictas limitaciones térmicas, delimitadas por la Reglamentación Técnico-
Sanitaria, y por la naturaleza de los productos que se elaboran. Si se quiere obtener
un producto de alta calidad, es imprescindible mantener la temperatura controlada a
lo largo de todo el proceso de elaboración.

MEMORIA DESCRIPTIVA
46
Se proyectará una instalación de producción de frío por compresión mecánica.
Para ello, se diseñan cuatro ciclos frigoríficos independientes, para alcanzar los
diferentes niveles de temperatura necesarios en cada una de las salas.
Cada uno de los ciclos constará de varios evaporadores, operando a una ó dos
temperaturas diferentes, en los que el refrigerante absorbe calor, vaporizándose. A
continuación, el compresor o grupo de compresores aspira el vapor saturado y lo
comprime adiabáticamente hasta alcanzar la presión de condensación.
Posteriormente se inicia la condensación isobárica, en la que el fluido refrigerante
cede calor a otro que se encontrará a temperatura ambiente. El ciclo se completa con
una expansión isoentálpica por laminado. El primero de los ciclos proyectados será
diferente, ya que para alcanzar la temperatura de congelación se empleará un ciclo de
doble compresión con inyección parcial de refrigerante en el enfriador intermedio.
Como fluidos refrigerantes se usarán el R-507 para el ciclo de doble
compresión y R-134a para los restantes ciclos. Ambos refrigerantes tienen una
producción frigorífica específica aceptable para las condiciones de régimen
impuestas, sumado a su escasa toxicidad.
El R-134a es el sustituto directo de R-12, utilizándose en cámaras frigoríficas
de refrigeración, tanto en instalaciones comerciales como industriales. Es un
refrigerante muy seguro y a la vez, muy eficaz desde el punto de vista energético.
Este refrigerante no presenta toxicidad ni inflamabilidad, con ODP=0 y GWP=0,34.
Es decir, que sigue contribuyendo al efecto invernadero, aunque en menor medida
que los CFC y HCFC. La utilización de este fluido puro constituye una de las
estrategias frío-gas para la sustitución del R-12, tanto en instalaciones nuevas, como
en las ya existentes y para compresores actuales. Además se han diseñado nuevos
aceites (poliésteres), que ya sí son compatibles con el R-134a.

MEMORIA DESCRIPTIVA
47
Para las tuberías se empleará cobre, por su facilidad de montaje, y su gran
resistencia frente a la corrosión. Además se dispondrán una serie de elementos
accesorios y de regulación, cuya función será asegurar el correcto funcionamiento de
la instalación.
La potencia frigorífica demandada en cada sala se determinará mediante la
suma de la necesaria para llevar el producto a la temperatura de régimen de ésta y la
necesaria para compensar las pérdidas existentes.
Se proyectarán 4 instalaciones de producción de frío descentralizadas de
compresión mecánica. A continuación se indican las salas y cámaras que dependen
de cada ciclo:
-. Una primera instalación para la cámara de conservación en estado
congelado a –20ºC y 90% de H.R. con un ciclo de doble compresión
con inyección parcial en enfriador intermedio,
-. Una segunda instalación de compresión simple para la cámara de
conservación en estado refrigerado a 0ºC y 90% de H.R.
-. Una instalación de compresión simple encargada del
acondicionamiento de la sala de elaboración a una temperatura de
16ºC y 75% de H.R.
-. Una instalación de compresión simple para la cámara de expedición
de subproductos a 0ºC y 80% de H.R.

MEMORIA DESCRIPTIVA
48
5.3.1.1. Aislamiento.
Se empleará como único tipo de aislante, en paredes, techo y suelo, la espuma
rígida de poliuretano que proporciona un excelente coeficiente de conductividad
térmica, para una densidad del mismo de 38 Kg/m3, λ = 0,03 Kcal/hmºC a 0ºC.
El aislamiento de las paredes de la cámara frigorífica que dan al exterior de la
nave se realizará con panel de espuma de poliuretano. Tal aislante será incorporado
al cerramiento exterior de la nave.
En el aislamiento de las restantes paredes y techo se empleará un aislante tipo
panel “sandwich”, con núcleo de espuma rígida de poliuretano entre dos chapas de
acero galvanizado y lacado. El poliuretano es un excelente aislante térmico y posee
ventajas con respecto a otros materiales en este tipo de aplicación.
En el suelo, se colocarán planchas de espuma rígida de poliuretano, empleando
como barrera antivapor una lámina bituminosa de 1 mm de espesor en cada lado de
la plancha.
5.3.1.2. Compresores.
La amplia diferencia de necesidades en cuanto a compresión de uno a otro
ciclo frigorífico hace que sea necesario adoptar los diferentes compresores que se
indican a continuación:
a) Ciclo de la cámara de conservación en estado congelado a –20ºC.
Se seleccionan 2 compresores semiherméticos en serie con las siguientes
características:

MEMORIA DESCRIPTIVA
49
-. Compresor de baja presión:
Qo = 9.600 Kcal/h a –25ºC.
Potencia desarrollada: 10 C.V.
-. Compresor de alta:
Qo = 11.640 Kcal/h a 4ºC.
Potencia desarrollada: 5 C.V.
b) Ciclo de la cámara de conservación en estado refrigerado a 0ºC.
Se elige un compresor semihermético con las siguientes características:
Qo = 3.200 Kcal/h a –5ºC.
Potencia desarrollada: 2,5 C.V.
c) Ciclo de la cámara de expedición de subproductos a 0ºC.
Qo = 3.800 Kcal/h a –10ºC.
Potencia desarrollada: 3,5 C.V.
d) Ciclo de la sala a 16ºC.
Se seleccionan 2 compresores semiherméticos idénticos dispuestos en paralelo
con las siguientes características:

MEMORIA DESCRIPTIVA
50
Qo = 120.000 Kcal/h a 16ºC.
Potencia desarrollada: 50 C.V.
5.3.1.3. Evaporadores.
Estarán construidos mediante tubos lisos de cobre con aletas de aluminio. El
método de circulación del aire será mediante convección forzada por ventiladores.
Se calcularán de acuerdo con las características ambientales de cada recinto
refrigerado.
5.3.1.4. Condensadores.
Se toma la decisión de colocar un condensador para cada equipo. En el
exterior del cerramiento de la nave, cercana a cada recinto frigorífico, para evitar la
instalación de una gran longitud de tuberías, y tener que compensar la gran pérdida
de carga que supone tanta longitud mediante la instalación de bombas adicionales en
el camino de las tuberías.
Se seleccionan condensadores helicoidales por aire de características
generales:
-. Batería construida con tubo de cobre ranurado interiormente consiguiendo
alta eficacia de transmisión y aletas de aluminio coarrugado separadas 2,1 mm de
alto rendimiento.
-. Carcasa en acero galvanizado y lacado con resina de poliéster en blanco de
elevada resistencia a la corrosión.

MEMORIA DESCRIPTIVA
51
-. Ventiladores helicoidales con motor externo trifásico 400 V, 50 Hz y 2
velocidades.
5.3.2. Instalación eléctrica.
El abastecimiento de energía eléctrica se realizará a partir de una línea aérea
de alta tensión de 20 KV que abastece al Polígono Industrial. A partir de ella se
derivará una línea de media tensión hasta el centro de transformación, que constituye
el origen de la instalación eléctrica objeto de estudio en el presente proyecto.
Se contratará una tarifa eléctrica 3.1. de utilización normal, aplicable a
suministros en alta tensión, sin límite de potencia, con complemento por energía
reactiva y discriminación horaria tipo 3 de uso general, sin discriminación horaria de
sábados y festivos.
La instalación de enlace entre la red de distribución pública y la instalación
interior estará formada por los siguientes elementos:
-. Línea eléctrica de alta tensión, con sus correspondientes apoyos de
entronque y fin de línea.
-. Centro de transformación de 1.000 KVA y tensión en el secundario
de 380/220 V.
-. Equipo de medida en alta tensión.
La instalación interior en baja tensión arrancará en el embarrado de baja
tensión del cuadro general del centro de transformación, transcurriendo de forma
subterránea hasta llegar al cuadro de distribución general situado la sala de
distribución de baja tensión. A partir de aquí, excepto para algunas zonas de
alumbrado exterior, la instalación discurrirá al aire. Desde el citado cuadro se

MEMORIA DESCRIPTIVA
52
abastecerá a cuatro cuadros de control de motores, cuatro cuadros de tomas de
fuerza, seis cuadros de alumbrado y un cuadro de control de resistencias. Además se
prevé la posibilidad de ampliar la planta de elaboración de pescado blanco mediante
la introducción de una línea de elaboración de surimi diseñando la instalación
eléctrica para posibilitar esta futura ampliación.
La instalación incluye un equipo corrector del factor de potencia formado por
un conjunto de condensadores autorregulables, situado en el centro de
transformación, con el que se consigue una compensación discreta en función del
factor de potencia de la instalación en ese momento.
La red de alumbrado se ha diseñado estimando las necesidades de alumbrado
en base a las recomendaciones procedentes de las normas DIN 5035, NTE-EIE:
“Instalaciones de electricidad. Alumbrado interior” y UNE 72.163-84. Las
luminarias y lámparas que se instalarán serán:
-. Lámparas de vapor de mercurio de color corregido de 400 W montadas
sobre luminarias reflectoras de flujo directo en la sala de elaboración.
-. Lámparas de vapor de mercurio de color corregido de 250 W montadas
sobre luminarias reflectoras de flujo directo en la zona de recepción de
materias primas, almacén de envases y embalajes, almacén de cajas de
materia prima, sala de expedición de producto elaborado, sala taller y
almacén de usos varios.
Lámparas fluorescentes con arranque a baja temperatura de ignición de
40 W, montadas en luminarias de iluminación semidirecta con armadura de
celosías, colocando una lámpara por luminaria en la cámara de expedición
de subproductos.
Lámparas fluorescentes con arranque a baja temperatura de ignición de
65 W, montadas en luminarias de iluminación semidirecta con armadura de

MEMORIA DESCRIPTIVA
53
celosías, colocando una lámpara por luminaria en la cámara de conservación
en estado congelado y cámara de conservación en estado refrigerado
Lámparas fluorescentes de 65 W montadas en luminarias de iluminación
semidirecta con armadura de celosías, colocando dos lámparas por
luminaria, en laboratorio, sala de recepción, despachos, sala de juntas,
comedor, sala de descanso, sala de distribución de baja tensión y archivo.
Lámparas fluorescentes de 65 W montadas en luminarias de iluminación
semidirecta con armadura de celosías, colocando tres lámparas por
luminaria, en oficinas.
Lámparas incandescentes de 100 W montadas con pantalla aislante
hidrófuga en los pasillos.
Lámparas incandescentes de 60 W montadas con pantalla aislante hidrófuga
en los aseos y vestuarios.
Para la iluminación exterior se emplearán lámparas de vapor de mercurio de
250 W de potencia, colocadas sobre brazos murales de fundición a una altura de 5 m.
Se dispondrán linternas asimétricas del tipo “semi cut-off” montadas sobre
brazos murales de 1,5 m de longitud, como se indicó anteriormente.
La instalación de fuerza motriz fija está integrada por los equipos que
constituyen las líneas de elaboración. Para el cálculo de la potencia instalada se ha
supuesto que los motores tienen un factor de potencia de 0,8.
Se han distribuido tomas de fuerza trifásica 16/25A de 7.000 W y tomas de
fuerza monofásica 10/16A de 2.500 W repartidas por toda la nave. Se considerará
que el factor de potencia es de 0,8 para los posibles receptores a conectar.

MEMORIA DESCRIPTIVA
54
Teniendo en cuenta el conjunto de cargas que componen la instalación
eléctrica y considerando la simultaneidad de funcionamiento de los equipos, la
potencia total demandada es:
Las demandas de potencia son:
Alumbrado (90%): 117.152,1 x 0,9 = 105.436,9 VA
Fuerza motriz fija (100%): 524.980 VA
Resistencias de desescarche (60%): 28.980 VA
Tomas de fuerza (50 % para TF trifásicas y 75 % para monofásicas):
56.000 x 0,5 + 112.500 x 0,75 = 112.375 VA
Total: 771.771,9 VA
Para satisfacer la potencia demandada por la industria se optará por un
transformador de 1.000 KVA.
Los conductores que forman la red de distribución en baja tensión serán de
cobre, con una tensión de aislamiento de 1.000 V, y aislados con policloruro de
vinilo en conducciones al aire libre, o con etileno propileno en conducciones
enterradas.
La determinación de las secciones de los conductores se realizará de acuerdo
con los criterios de caída de tensión e intensidad máxima admisible recogidos en el
"Reglamento Electrotécnico para Baja Tensión" e Instrucciones Complementarias.

MEMORIA DESCRIPTIVA
55
En base al estudio de los fallos más frecuentes en las instalaciones eléctricas,
como son los producidos por contacto entre conductores activos y entre éstos y las
masas metálicas, y de acuerdo con las prescripciones reglamentarias sobre las
protecciones en instalaciones de baja tensión y las consideraciones sobre la seguridad
de las personas, se considera una protección térmica contra sobrecargas, magnética
contra cortocircuitos y diferencial contra intensidades de defecto.
La instalación dispondrá de la aparamenta necesaria para asegurar la correcta
maniobra y protección de la misma.
5.3.3. Protección contra incendios
Aunque no existe legislación nacional aplicable a la extinción y protección
contra incendios en la industria, se han tenido en cuenta una serie de criterios para
garantizar una adecuada protección de las personas y los bienes en el supuesto de
producirse un incendio.
Así pues se han contemplado las disposiciones, generales y específicas de las
siguientes Normas y Reglamentaciones:
-. Orden del Mº de Trabajo de 9 de marzo de 1.971. “Ordenanza general de
seguridad e higiene en el trabajo”. B.O.E. 16 y 17 de marzo de 1.971.
Capítulo VII: Prevención y extinción de incendios.
-. Real Decreto 485/1.997, de 14 de abril. “Disposiciones mínimas en
materia de señalización de seguridad y salud en el trabajo”. B.O.E. de 23
de abril de 1.997.
-. Real Decreto 486/1.997, de 14 de abril. “Disposiciones mínimas de
seguridad y salud en los lugares de trabajo”. B.O.E. de 23 de abril de
1.997.

MEMORIA DESCRIPTIVA
56
Se adoptan las siguientes medidas de protección contra incendios:
-. Se dispondrán 14 unidades de extintores de polvo químico polivalente con
una eficacia de 13A/89B, de 6 Kg y con presión incorporada, situados en
lugares fácilmente accesibles tal como se refleja en el Plano “Protección
contra incendios”. En cualquier caso, la distancia real a recorrer desde
cualquier punto del sector de incendio protegido hasta alcanzar el extintor
más próximo no excede de 25 m.
-. En cuanto a bocas de incendio equipadas, se instalarán 7, dispuestas tal
como lo recoge el mismo plano. Estas bocas serán del tipo normalizado, de
diámetro nominal 45 mm, con una manguera de 20 m de longitud provista
de boca de lanza, con un alcance de proyección de 5 m.
-. Para extinguir posibles fuegos en el centro de transformación y en la sala
de distribución de baja tensión, se dispondrán dos extintores de nieve
carbónica, ya que no se permite el uso de espuma química o de agua.
-. Instalación de alumbrado de emergencia constituida por aparatos
autónomos automáticos, que se pondrán en marcha cuando se produzca una
bajada de tensión por debajo del 70% y mantendrán, durante al menos 1
hora una intensidad luminosa mínima de 60 lux.
-. Instrucción adecuada al personal.
Teniendo en cuenta las Normas enumeradas y, según se deduce de su
aplicación en el anejo “Protección contra Incendios” del presente Proyecto, la
Seguridad contra incendios es suficiente.
5.3.4. Instalación de fontanería.
El suministro se realizará a partir de dos arquetas de acometida situadas en la
propia parcela, pertenecientes a la red del Polígono Industrial, que asegura la

MEMORIA DESCRIPTIVA
57
dotación y presión necesaria en las conducciones para el consumo habitual en este
tipo de instalaciones. Una de las arquetas de acometida abastecerá el agua necesaria
para uso industrial, para servicios y usos generales, y para el riego de la parcela,
mientras que la otra arqueta de acometida abastecerá el agua necesaria para la
protección contra incendios.
Las líneas de abastecimiento desde las arquetas de acometida hasta los
contadores generales correspondientes se realizarán mediante conducciones
reforzadas de PVC de 100 mm, ya que transcurren por zonas en las que circulan
vehículos (IFA-12).
En todos los casos, las conducciones correspondientes a la red de
abastecimiento se encontrarán al menos 50 cm por encima de las de saneamiento.
Además, la red interior se dispondrá a una distancia no menor de 30 cm de cualquier
conducción o cuadro eléctrico.
Se consideran dos redes de tuberías, dada la existencia de dos arquetas de
acometida:
-. La Red 1 de fontanería estará constituida por canalizaciones de PVC
enterradas desde la arqueta de acometida correspondiente a dicha red hasta
el primer punto de distribución en el interior de la planta de elaboración de
pescado blanco, donde se diferencian tres líneas cuya misión será abastecer
a la planta de procesado, ampliación planta de surimi y consumos en
servicios y usos generales. En dicho punto la tubería asciende y comienza a
estar constituida por canalizaciones de cobre, que irán empotradas en los
tabiques, tanto para el agua fría como para el agua caliente. Las tuberías de
agua para riego serán por tanto, de PVC e irán enterradas.
-. La Red 2 de fontanería estará constituida por canalizaciones de PVC que
irán enterradas en toda su distribución. Las canalizaciones sólo pasarán a

MEMORIA DESCRIPTIVA
58
ser de acero en los puntos donde asciende para alimentar a las bocas de
incendio equipadas, para evitar que ardan en caso de incendio.
Las tuberías empotradas en la pared se recubrirán suficientemente (> 2 cm), a
fin de evitar cambios de color o agrietamientos en el enfoscado. Las tuberías
empotradas de agua caliente se aislarán de los materiales de construcción con fibras
de vidrio o lana mineral, a fin de no impedir las dilataciones y evitar ruidos. Al
atravesar los paramentos estas tuberías deben poder deslizarse libremente.
En aquellos puntos correspondientes a aparatos sanitarios, grifos de limpieza y
fregaderos se dispondrán “grifos de agua fría”(IFF-30) y monobloc de latón
cromado, según el caso.
La red de agua caliente se ajustará a un sistema de producción individual a
partir de la red de agua fría. Para abastecer de agua caliente a las duchas y lavabos
de los aseos, a los fregaderos y a los grifos de limpieza, se instalará un calentador
acumulador eléctrico (IFC-33) en la sala taller. Tendrá una capacidad de 100 litros.
En la sala de elaboración se dispondrá otro calentador de iguales características que
abastecerá las necesidades de agua caliente de esta zona.
La red de agua caliente estará constituida por canalizaciones de cobre
(IFC-22), desde el calentador hasta los aparatos de consumo, donde se colocarán los
correspondientes grifos de agua caliente. Dicha red de tuberías transcurrirá a una
distancia superior a 4 cm de las conducciones de agua fría, y nunca por debajo de
éstas.
Para asegurar unas condiciones de protección y maniobra adecuadas se
colocarán llaves de paso (IFF-23) siempre que haya derivaciones.

MEMORIA DESCRIPTIVA
59
Se dispondrán dos contadores generales (IFF-17) que permitirán el control del
consumo total de agua de la instalación. Se encuentran en cámaras
impermeabilizadas y con desagüe. El calibre de los contadores será de 65 mm,
mientras que las dimensiones de las cámaras serán de 2,2 x 0,8 x 0,8 m.
Todo lo referente a la instalación de fontanería se recoge con mayor detalle en
el anejo y plano correspondientes.
5.3.5. Instalación de saneamiento.
La instalación de saneamiento estará formada por un sistema unitario que
evacúa todo tipo de aguas por una red única de conductos hasta la acometida en la
red de alcantarillado público presente en el Polígono Industrial.
a) Canalones y bajantes
Las aguas pluviales correspondientes a la cubierta serán recogidas mediante
canalones de chapa y conducidas por medio de bajantes de PVC (ISS-43) hasta la red
horizontal de saneamiento, éstos se protegerán mediante un cajón de chapa de
espesor 2 mm.
Los canalones tendrán una sección rectangular y una pendiente del 1%,
situándose tanto en la parte este como en la parte oeste de la cubierta. Se dispondrán
bajantes de sección circular, separados 15 m entre sí. Las secciones de estos dos
tipos de elementos dependerán de la superficie de cubierta en proyección horizontal
y de la zona pluviométrica en la que se encuentra la instalación.
Se dispondrá una arqueta enterrada a pié de cada bajante (ISS-50), a partir de
la cual pasan dichas aguas a la red enterrada de saneamiento.

MEMORIA DESCRIPTIVA
60
b) Dispositivos de desagüe y red de arquetas sumidero
El desagüe de los inodoros se realizará directamente a arquetas sifónicas. Las
duchas, urinarios, lavabos, piletas de grifos de limpieza y fregaderos desaguarán a
botes sifónicos.
Las aguas residuales procedentes de los equipos de la línea de procesado y de
limpieza de la nave serán vertidas hacia arquetas sumidero (ISS-53), pasando así a la
red de colectores enterrada.
También se colocarán arquetas sumidero alrededor de la nave, para recoger el
agua de lluvia del exterior de la nave.
c) Red horizontal enterrada.
La red horizontal se compone de colectores enterrados de PVC rígido, que irán
siempre por debajo de la red de distribución de agua fría, y con una pendiente no
menor al 1%.
Se dispondrán arquetas en la red enterrada, a pie de bajantes, en los encuentros
de colectores, cambios de dirección o pendiente y en los tramos rectos con un
intervalo máximo de 20 m. La conducción entre éstas se realizará mediante tramos
rectos y pendiente uniforme.
El cálculo de las secciones de los diferentes colectores se realizará según las
indicaciones recogidas en la NTE-ISS-1973: “Instalaciones de Salubridad.
Saneamiento”, en función de la zona pluviométrica de la instalación, de la superficie
de cubierta asociada, del número de aparatos que vierten al colector y de la pendiente
del tramo.

MEMORIA DESCRIPTIVA
61
A la salida de la línea de conductos se colocará un separador de grasas y
fangos (ISS-54) para retener las materias flotantes y sólidos sedimentables que
pudieran ser arrastrados por las aguas de la limpieza de las instalaciones.
La acometida a la red de alcantarillado será llevada a cabo según la
especificación correspondiente de la NTE-ISA, y de acuerdo con las Ordenanzas
Municipales locales.
6. SEGURIDAD Y SALUD EN LAS OBRAS.
En la realización de las diferentes obras e instalaciones de un proyecto, es
necesario garantizar el mantenimiento de la salud, la integridad física y la vida de los
trabajadores de las mismas, cumpliendo con lo que ordena el Real Decreto 1627/97
del 24 de Octubre (B.O.E. de 25/10/97).
En base a esto, resulta obligatorio la redacción de un Estudio de Seguridad y
Salud en las obras, que sirva de base para la elaboración de un Plan de Seguridad y
Salud por parte de las Empresas Constructoras, Contratistas, Subcontratistas y
trabajadores autónomos que participen en las obras.
De acuerdo a dicho Real Decreto y debido a que el presupuesto de ejecución
por contrata supera 75 millones de pesetas, se ha elaborado un Estudio de Seguridad
y Salud en las Obras, en el que se tienen en cuenta los posibles riesgos en las
diferentes unidades de obra, las medidas preventivas generales, las medidas
preventivas específicas de cada unidad de obra, y la legislación, normativas y
convenios que se aplican al estudio.
El estudio consta de los siguientes documentos:
-. Memoria.

MEMORIA DESCRIPTIVA
62
-. Planos.
-. Pliego de Condiciones.
-. Presupuesto.
7. SEGURIDAD Y SALUD EN EL TRABAJO.
Los derechos y obligaciones en materia de seguridad y salud reflejados en la
“Ley de Prevención de Riesgos Laborales” (Ley 31/1995 de 8 de noviembre, BOE
de 10 de noviembre de 1995), deberán ser conocidos por todo el personal directivo,
técnico, operarios y toda aquella persona implicada en la actividad de la empresa.
Del mismo modo, deberá ser conocido lo dispuesto en el título III de dicha Ley que
hace mención a las responsabilidades y posibles sanciones por incumplimiento de los
preceptos de la misma.
Las instalaciones deberán dotarse de una serie de medidas de seguridad e
higiene. Además, los trabajadores deberán observar una serie de precauciones y
normas higiénico-sanitarias.
Todas las dependencias cumplirán con las condiciones mínimas de superficie
y altura.
La industria dispondrá de dos vestuarios independientes provistos de taquillas
individuales con llave y asientos. También tendrá aseos, separados por sexos, con
inodoros, lavabos y duchas.
Toda la persona que realice el trabajo en la industria deberá tomar
precauciones de higiene y seguridad personal. Se adoptarán entre otras, las
siguientes medidas:

MEMORIA DESCRIPTIVA
63
-. Los operarios deberán lavarse las manos antes de comer, beber y fumar, y
realizar estas acciones únicamente en las áreas destinadas para tal fin.
-. El personal será vacunado contra todas las enfermedades que indiquen las
autoridades sanitarias.
-. Los trabajadores dispondrán para trabajar de la indumentaria adecuada.
Con el fin de lograr el cumplimiento de lo anteriormente expuesto, se pondrá a
disposición del personal un ejemplar de dicha Ley. Adicionalmente, antes de que el
personal comience a desempeñar cualquier puesto de trabajo, se le facilitará la
adecuada instrucción acerca de los riesgos y peligros que en el mismo pueden
afectarle; y sobre la forma, métodos y procesos que deben observarse para
prevenirlos o evitarlos.
7.1. Seguridad y aspectos sanitarios.
No se permitirá sacar o trasegar agua para la bebida por medio de vasijas,
barriles, cubos u otros recipientes abiertos o cubiertos provisionalmente. Se prohibe
también beber aplicando los labios directamente sobre los grifos.
Se dispondrá de cuartos de baño, vestuarios y aseos para uso personal,
convenientemente separados para los trabajadores de uno y otro sexo.
Los vestuarios estarán dotados de asientos y taquillas individuales, con llave,
para guardar ropa y calzado.
Los aseos tendrán ventilación exterior.
Las puertas serán opacas, impidiendo la visibilidad desde el exterior y estarán
dotadas de cierre interior y de una percha.

MEMORIA DESCRIPTIVA
64
Los inodoros se instalarán y conservarán en debidas condiciones de
desinfección, desodorización y supresión de emanaciones.
Los suelos y paredes de los servicios, lavabos, duchas y vestuarios serán
continuos, de azulejo claro que permita la limpieza con líquidos desinfectantes o
antisépticos con la frecuencia necesaria.
Las carretillas elevadoras serán eléctricas, para evitar la emanación de gases
tóxicos.
Se habilitarán dos botiquines, uno para cada vestuario, convenientemente
señalizados.
Cada botiquín incluirá como mínimo: alcohol 96º, agua oxigenada,
mercurocromo, tintura de yodo, gasa estéril, amoniaco, algodón hidrófilo, vendas,
esparadrapo, antiespasmódicos, analgésicos y tónicos cardíacos de urgencia,
torniquete, bolsas de goma para agua o hielo, guantes esterilizados, jeringuilla,
hervidor, agujas para inyectables y termómetro clínico. Se revisará mensualmente y
se repondrá inmediatamente lo usado.
7.2 Higiene y seguridad personal.
Se obligará a los trabajadores a usar ropa de trabajo, con el fin de evitar
riesgos para los consumidores de los alimentos elaborados en la planta.
Estarán obligados además a cuidar y mantener su higiene personal, para evitar
enfermedades contagiosas o molestias a sus compañeros de trabajo.
El personal tendrá vigente el carnet sanitario individual.

MEMORIA DESCRIPTIVA
65
El personal no podrá introducir bebidas u otras sustancias no autorizadas en
los centros de trabajo, ni presentarse o permanecer en los mismos en estado de
embriaguez o de cualquier otro género de intoxicación.
Se prohibe el consumo de alimentos o bebidas durante el trabajo.
El personal tendrá tiempo libre en la jornada labora, para proceder al aseo
personal antes de las comidas y al abandonar el trabajo.
8. ESTUDIO MEDIOAMBIENTAL.
La industria objeto del presente proyecto está incluida dentro del Anejo 2º de
la Ley Autonómica 7/1994 del 18 de Mayo, de Protección Ambiental de Andalucía.
Por lo tanto, según se indica en su artículo 8º, requerirá la realización de un informe
ambiental. Éste será obligatorio, vinculante, y tendrá carácter integrador.
Los titulares de las actuaciones al trámite del Informe Ambiental deberán
presentar ante el órgano sustantivo o la comisión interdepartamental la siguiente
documentación mínima:
-. Identificación de la actuación.
-. Descripción de las características básicas de la actuación y de su
previsible incidencia ambiental, haciendo referencia, en su caso, a las
distintas alternativas adoptadas.
-. Descripción de las medidas protectoras y correctoras adoptadas.
-. Cumplimiento de la normativa legal vigente.
-. Programa de seguimiento y control.

MEMORIA DESCRIPTIVA
66
Según el “Reglamento de Actividades Molestas, Insalubres, Nocivas y
Peligrosas”, de 30 de noviembre de 1961, la industria proyectada:
-. No se considera insalubre por no evacuar productos directamente o
indirectamente perjudiciales para la salud humana.
-. No se considera nociva por no dar lugar a residuos, vertidos, emisiones o
cualquier otro elemento derivado de la actividad, tanto en fase de ejecución
de proyecto como en la de producción, que pueda dar lugar a daños en la
riqueza agrícola, forestal, pecuaria o piscícola.
-. Los vertidos líquidos pasarán por un separador de grasas y fangos antes de
ser eliminados a la red de saneamiento del Polígono Industrial, con lo que se
eliminarán los sólidos en suspensión de las aguas residuales de la industria.
-. En cuanto a los residuos sólidos, éstos serán eliminados a través del
Servicio Municipal de Recogida de Basura, conduciéndolos al vertedero
municipal.
-. No se considera peligrosa por no fabricar, manipular, expedir o almacenar
productos susceptibles de originar riesgos graves de explosiones,
combustiones o radiaciones.
-. No se producen olores desagradables.
-. No se considera molesta pues la maquinaria instalada estará provista de
bancadas antivibratorias y los niveles de ruido estarán por debajo de 80 dB.
Teniendo en cuenta todos los impactos posibles, se considera que la industria
objeto del proyecto no afecta de forma significativa al medio perceptual (elementos
paisajísticos singulares y vistas panorámicas), al medio inerte, y al medio biológico
(flora y fauna), ya que se han tomado las medidas correctoras necesarias. Por otro
lado, habrá que tener en cuenta otros factores que producen beneficios económicos y
sociales a la población de la comarca en particular y a toda la provincia cordobesa en

MEMORIA DESCRIPTIVA
67
general. Se trata de la creación de empleo directo e indirecto, mejora de la renta
percápita, favorecimiento de las infraestructuras y, en general, un mayor desarrollo y
aumento del tejido empresarial de la comarca.
9. NORMATIVA LEGAL.
En la redacción y realización del presente proyecto se han tenido en cuenta las
normas que se detallan a continuación:
-. Real Decreto 1.829/1.995, de 10 de noviembre de 1.995. NBE EA-95:
“Estructuras de acero en edificación”.
-. Real Decreto 1.371/1.988, de 11 de noviembre. NBE AE-88: “Acciones
en la edificación”.
-. Real Decreto 2.543/1.994, de 29 de diciembre: “Norma de construcción
sismorresistente. Parte general y edificación (NCSE-94)”.
-. Ley 42/1.975, de 19 de noviembre de 1.975: “Desechos y residuos sólidos
urbanos”.
-. Real Decreto 2661/1998, de 11 de diciembre: “Instrucción de Hormigón
Estructural” (EHE)
-. Decreto 2.431/1973, de 20 de septiembre de 1973: “Reglamento
electrotécnico de Baja Tensión”, así como todas las instrucciones
complementarias publicadas posteriormente.
-. Real Decreto 2.177/96, de 4 de octubre de 1.996: NBE CPI-96:
“Condiciones de protección contra incendios en los edificios”.
-. Orden del Ministerio de Trabajo del 9 de marzo de 1971: “Ordenanza
general de seguridad e higiene en el trabajo”.

MEMORIA DESCRIPTIVA
68
-. Real Decreto 3.099/1977, de 8 de septiembre de 1977: “Reglamento de
Seguridad para Plantas e Instalaciones Frigoríficas”.
-. Real Decreto 754/1981, de 13 de marzo de 1.981, por el que se modifican
los artículos 28, 29 y 30 del “Reglamento de Seguridad para Plantas e
Instalaciones Frigoríficas”.
-. Real Decreto 168/1985 de 6 de febrero de 1985, por el que se aprueba la
“Reglamentación Técnico Sanitaria y Condiciones Generales de
Almacenamiento Frigorífico de Alimentos y Productos Alimentarios”.
-. Real Decreto 1.316/1987: “Reglamento de protección de los trabajadores
frente al ruido en los lugares de trabajo” (Transposición a la legislación
española de la Directiva 86/188/CEE).
-. Ley 31/1995: “Prevención de Riesgos Laborales”.
-. Real Decreto 487/1997: “Disposiciones mínimas de seguridad y salud en
los lugares de trabajo”.
-. Real Decreto 773/1997: “Disposiciones mínimas de seguridad y salud
relativas a la utilización por los trabajadores de equipos de protección
individual”.
-. Real Decreto 1215/1997: “Disposiciones mínimas de seguridad y salud
para la utilización por los trabajadores de equipos de trabajos”.
-. Real Decreto Legislativo 1.302/1986 del Ministerio de Obras Públicas y
Urbanismo, de 28 de junio de 1986: “Evaluación de impacto ambiental”.
-. Real Decreto 1.131/1988 del Ministerio de Obras Públicas y Urbanismo, de
30 de septiembre de 1988, por el que se aprueba el Reglamento para la
ejecución del Real Decreto Legislativo 1.302/1986: “Evaluación de impacto
ambiental”.

MEMORIA DESCRIPTIVA
69
-. Orden del Ministerio de Industria del 9 de diciembre de 1975: “Normas
básicas para las instalaciones interiores de suministro de agua”, y corrección
de errores.
-. Real Decreto 2.207/1995: “Normas de higiene de los productos
alimenticios”.
-. Directiva 92/48/CEE “Normas mínimas de higiene en productos
pesqueros obtenidos a bordo de determinados buques pesqueros”.
-. Decisión 93/25/CEE sobre tratamientos autorizados para inhibir la
proliferación de patógenos en moluscos bivalvos y gasterópodos marinos.
-. Decisión 93/51/CEE sobre límites microbiológicos en bivalvos y
crustáceos cocidos.
-. Decisión 93/351/CEE sobre metales pesados (mercurio).
-. Decisión 95/149/CEE sobre tasas de NBVT.
-. Decisión 96/77/CEE moluscos bivalvos contaminados por toxinas PSP.
-. Orden Ministerial del 2/8/91 sobre límites microbiológicos y de metales
pesados en productos pesqueros.
-. Real Decreto 308/93 RTS de comercialización de moluscos bivalvos
vivos.
-. Real Decreto 345/93 norma de calidad de las aguas de cría de mariscos.
-. Decreto 1324/1972, de 20 de abril, referente a la Norma MV-201/1972 de
“Muros resistentes de Fábrica de Ladrillo”.
-. Norma NTE-RSS/1973. “Revestimientos de suelos. Soleras”.
-. Norma NTE-RTP/1973. “Revestimiento de techos. Placas”.

MEMORIA DESCRIPTIVA
70
-. Norma NTE-RPA/1973. “Revestimiento de paramentos. Alicatados”.
-. Norma NTE-QTG/1976. “Cubiertas. Tejados Galvanizados”.
-. Norma NTE-ISS/1973. “Instalaciones de Salubridad. Saneamiento”.
-. Norma NTE-IFA/1976. “Instalaciones de Fontanería. Abastecimiento”.
-. Norma NTE-IFA/1973. “Instalaciones de Fontanería. Agua fría”.
-. Norma NTE-IFA/1973. “Instalaciones de Fontanería. Agua caliente”.
10. EVALUACIÓN FINANCIERA DEL PROYECTO.
La evaluación financiera del proyecto ha sido realizada en base al criterio de
los flujos de caja, para lo que se han contabilizado los flujos ordinarios (inversión,
cobros y pagos) y los extraordinarios (reinversiones y valores de desecho). La vida
útil de la instalación se ha estimado en 20 años, produciéndose en el año décimo una
renovación de la maquinaria.
Para evaluar la inversión se han tenido en cuenta tres índices de rentabilidad:
V.A.N. (Valor Actual Neto), T.I.R. (Tasa Interna de Rendimiento), y el período de
recuperación.
En el anejo “Evaluación Financiera” se recoge el valor de los distintos índices
de rentabilidad obtenidos con los flujos de caja. Como conclusión significar que el
proyecto resultará rentable para cualquiera de las circunstancias evaluadas.
El estudio de viabilidad contempla el modo de financiación de las inversiones.
Se han analizado una única alternativa de financiación: mixta, con participación
pública y privada, tanto propia como ajena.

MEMORIA DESCRIPTIVA
71
Por último, se ha efectuado un análisis de sensibilidad del nivel de producción
y precio del producto elaborado encontrándose que la rentabilidad se mantiene con
variaciones del precio del producto, siendo mayor su sensibilidad que las variaciones
del nivel de producción.
En la tabla 2 se muestra un resumen del estudio financiero realizado donde
pueden observarse los valores de los índices de rentabilidad citados anteriormente.
Tabla 2. Estudio de rentabilidad del proyecto.
Financiación VAN4% PR4% VAN6% PR6% VAN8% PR8% TIR
AJENA 6.544.037.494 pta 3 años 5.399.696.051 pta 3 años 4.511.090.274 pta 3 años 88,75%
MIXTA 6.657.200.860 pta 1 año 5.521.855.508 pta 1 año 4.641.501.786 pta 1 año 211%

MEMORIA DESCRIPTIVA
72
11. RESUMEN GENERAL DEL PRESUPUESTO.
El presupuesto para la Ejecución del presente proyecto se ha dividido en tres
grupos de inversión:
Presupuesto de ejecución por Contrata de Obra Civil e Instal. 160.212.886 pta
Presupuesto por compra directa de Maquinaria 154.861.525 pta
Presupuesto por compra directa de Mobiliario 3.069.705 pta
318.144.116 pta
16% IVA 50.903.059 pta
TOTAL DEL PRESUPUESTO 369.047.175 pta
= 2.218.018,20 €
Asciende el total del Presupuesto del presente Proyecto de Planta de
Elaboración de Pescado Blanco en el T.M. de Córdoba, a la cantidad de
TRESCIENTOS SESENTA Y NUEVE MILLONES CUARENTA Y SIETE MIL
CIENTO SETENTA Y CINCO pesetas.
Córdoba, Diciembre de 2001
El alumno,
Fdo: José Carlos Mellado Navarro.

ANEJO II. INGENIERíA DEL PROCESO
ÍNDICE
1. INTRODUCCIÓN. ............................................................................................................1
2. PRINCIPIOS GENERALES DE LA ACTIVIDAD INDUSTRIAL. ................................1
3. INGENIERÍA DEL PROCESO DE ELABORACIÓN DE MERLUZA...........................2
3.1. Recepción y almacenamiento de la materia prima.................................................5
3.2. Vaciado, lavado y recirculación de las cajas de pescado.......................................6
3.3. Acumulación y alimentación automática a granel del pescado. ............................6
3.4. Clasificación del pescado.......................................................................................8
3.5. Descabezado y eviscerado de la materia prima. ....................................................9
3.7. Corte de la materia prima.....................................................................................10
3.8. Inspección y retoques del pescado.......................................................................13
3.9. Glaseado...............................................................................................................14
3.10. Congelación. ......................................................................................................14
3.11. Envasado primario. ............................................................................................19
3.12. Envasado secundario y terciario. .......................................................................21
3.13. Conservación en estado congelado. ...................................................................23
3.14. Expedición. ........................................................................................................24
4. CONDICIONES GENERALES DE FUNCIONAMIENTO DE LA INSTALACIÓN. .24
5. NECESIDADES DE PERSONAL. ..................................................................................25
5.1. Departamento de producción. ..............................................................................25
5.1.1. Descarga de materia prima...........................................................................25
5.1.2. Abastecimiento de materia prima a la línea de elaboración. ........................26
5.1.3. Clasificación del pescado.............................................................................26

5.1.4. Descabezado y eviscerado............................................................................27
5.1.5. Corte del pescado. ........................................................................................27
5.1.6. Inspección y retoques del pescado. ..............................................................27
5.1.7. Glaseado y congelación................................................................................28
5.1.8. Envasado primario........................................................................................28
5.1.9. Envasado, embalaje y paletizado. ................................................................28
5.1.10. Conservación en estado congelado. ...........................................................28
5.2. Dirección-Administración....................................................................................29
5.3. Control de Calidad. ..............................................................................................29
5.4. Mantenimiento, limpieza y seguridad..................................................................29
6. ELABORACIÓN DE SURIMI. .......................................................................................29

ANEJO II. INGENIERÍA DEL PROCESO
1
1. INTRODUCCIÓN.
En el siguiente anejo se realizará una descripción de las operaciones básicas de las
líneas de proceso, desde la recepción de materias primas hasta la expedición del producto
final, indicándose las características de los equipos utilizados en cada fase del proceso de
elaboración de merluza. A su vez se desarrollará el régimen de funcionamiento de la
industria, turnos de trabajo y número de operarios.
El diseño de las líneas de elaboración se realizará en base a las siguientes
consideraciones:
-. Máximo aprovechamiento de las mismas.
-. Mínimo sobredimensionamiento de las máquinas.
-. Máxima continuidad y uniformidad en la elaboración de los distintos
productos.
2. PRINCIPIOS GENERALES DE LA ACTIVIDAD INDUSTRIAL.
En este tipo de industrias se desarrollan normalmente las etapas comentadas a
continuación:
1. Recepción, control y almacenamiento de las materias primas.
A la entrada de la materia prima en la industria se debe realizar un control de calidad
para garantizar la calidad del producto final. Este control será contemplado de forma
detallada en el anejo correspondiente.
En la industria a proyectar, no será necesario realizar un control de la cantidad de
materia prima base (merluza) para el abono de la misma, ya que ésta llegará en cajas con

ANEJO II. INGENIERÍA DEL PROCESO
2
peso constante. En cuanto al abastecimiento de la merluza se presupone que no existirán
problemas.
2. Tránsito de dichas materias primas a través de la maquinaria que interviene en el
proceso industrial.
Durante esta etapa se va a realizar la transformación total de las materias primas en
productos elaborados. La capacidad de la maquinaria ha de establecerse en función de la
naturaleza de la materia prima base.
3. Almacenamiento de los productos elaborados con los controles de calidad necesarios y
pertinentes.
La permanencia de los productos elaborados es, en cierto modo, recíproca a la de
materias primas.
A la salida de la industria se realizarán controles de cantidad y calidad, necesarios
para facturar el cargamento y asegurar una garantía hacia el consumidor.
3. INGENIERÍA DEL PROCESO DE ELABORACIÓN DE MERLUZA.
A continuación se describirá el proceso de elaboración de merluza, detallándose la
maquinaria seleccionada en cada operación.
Las líneas de elaboración en la industria a proyectar son:
-. Producción de filetes de merluza, envasados en cajas de 0,750 Kg de
peso.
-. Producción de bloques de filetes de merluza, de 7,5 Kg de peso.

ANEJO II. INGENIERÍA DEL PROCESO
3
-. Producción de rodajas de merluza, envasadas en cajas de 0,750 Kg de
peso.
-. Producción de bloques de rodajas de merluza de 7,5 Kg de peso.
En la figura 1 se recoge el diagrama de flujo del proceso productivo.

ANEJO II. INGENIERÍA DEL PROCESO
4
Recepción, almacenamiento materia prima
Control de calidad
Lavado, clasificación
Descabezado, eviscerado
Cortado en rodajas
Inspección y retoques
Glaseado
Pesaje-envasado-Etiquetado
Congelación
Fileteado
Embalaje y paletizado
Expedición
Despellejado semiautomático
Figura 1. Diagrama de flujo del proceso de elaboración de merluza.
ANEJO II. INGENIERÍA DEL PROCESO
5
La operación de despellejado aparece únicamente en las líneas de elaboración de
filetes de merluza, realizándose sólo en los pescados de mayor tamaño.
3.1. Recepción y almacenamiento de la materia prima.
Una vez adquirida la materia prima, bien por contratación con barcos de arrastre o
por contratación con establecimientos piscícolas es llevada en cajas de plástico de 25 Kg
de peso (20 Kg de pescado y 5 Kg de hielo), a las cuales se les adiciona abundante hielo
con el objeto de mantener la frescura del pescado. La materia prima es transportada en
camiones frigoríficos hasta la planta de elaboración donde es descargada en muelle y
almacenada en las mismas cajas en una cámara frigorífica a una temperatura de 0ºC y
humedad relativa del 90%. Para esta operación se empleará una carretilla elevadora.
Se proyecta una cámara frigorífica con capacidad suficiente para almacenar un
volumen de pescado para un día de procesado (14 toneladas). El almacenamiento de la
materia prima en espera de su elaboración no será superior a un día debido a la alta pérdida
de calidad de este tipo de materias.
A su vez, para permitir un buen almacenamiento se utilizará un sistema de
paletizado (1.200 x 1.000 mm) sobre el que se dispondrán las cajas de plástico de
dimensiones 500 x 400 x 200 mm. Este sistema también será utilizado para su transporte
en camiones, facilitando así su manipulación y reduciendo los posibles tiempos de
exposición de la materia prima a condiciones de temperatura adversas.
La materia prima recibida en la planta de elaboración será sometida a un riguroso
control de calidad con el objeto de verificar su frescura. Este análisis se realizará a través
de un examen físico-organoléptico en el que se contemplan parámetros como la textura, el
color y el olor de la materia prima. Una vez realizado este control se mantiene en una
cámara frigorífica, en las condiciones citadas anteriormente, a la espera de su
procesamiento.

ANEJO II. INGENIERÍA DEL PROCESO
6
Las cajas de plástico en las que llega la materia prima son lavadas y almacenadas
hasta su recogida por el mismo camión de abastecimiento de la materia prima.
3.2. Vaciado, lavado y recirculación de las cajas de pescado.
Las cajas de pescado son retiradas de la cámara frigorífica al ritmo del proceso de
elaboración, depositándose en un sistema de transporte que las dirige hacia una lavadora de
pescado donde son vaciadas de forma automática.
Las cajas serán lavadas y recirculadas hacia el exterior de la planta de elaboración
donde serán almacenadas hasta su posterior utilización. Éstas se sacarán por medio de
unas cintas móviles de 500 mm de anchura total y 1.200 mm de altura total.
3.3. Acumulación y alimentación automática a granel del pescado.
El pescado es vaciado y acumulado en una lavadora de donde se llevará a la zona de
clasificación por medio de un elevador de cangilones. Previamente el pescado será lavado,
teniendo esta operación las siguientes características:
El lavado es la operación en la que el alimento se libera de sustancias diversas que lo
contaminan, dejando su superficie en condiciones adecuadas para su elaboración posterior.
Debe realizarse lo antes posible para evitar daños por materiales extraños (piedras, huesos
u objetos metálicos) y pérdidas posteriores producidas por la proliferación de
microorganismos. Mejora la rentabilidad y supone una protección adicional para la salud
del consumidor. Es por tanto una operación necesaria en esta industria para:
-. Separar materiales extraños de los alimentos.
-. Reducir la carga bacteriana que está presente de forma natural en los
alimentos y evitar posteriores pérdidas producidas por la proliferación de
microorganismos.

ANEJO II. INGENIERÍA DEL PROCESO
7
Existen dos tipos fundamentales de lavado, que son limpieza en seco y lavado
húmedo. En la industria a proyectar, por las características de la materia prima, será
mucho más eficaz el lavado húmedo que la limpieza en seco. Además, este tipo de lavado
puede ser combinado con detergentes y sustancias esterilizantes, pero presenta el
inconveniente de generar un gran volumen de efluentes que pueden llevar en suspensión
una elevada concentración de sólidos, que será preciso filtrar para su separación.
El lavado se realizará mediante una lavadora de tambor horizontal, fabricada en
chapa de acero inoxidable y dotada de cepillos y duchas. El avance del producto se
consigue mediante una ligera inclinación de la máquina.
La máquina está dotada con un tanque de recogida de agua bajo el tambor. Esta
agua es recirculada en un 50% por una bomba de 0,5 CV, tras pasar por una criba para
reducir el consumo y hacer más eficaz el tratamiento del vertido procedente del lavado.
Las características de la lavadora proyectada son:
Lavadora:
-. Longitud total: 5.000 mm.
-. Altura total: 1.500 mm.
-. Anchura total: 2.500 mm.
-. Altura de alimentación: 1.400 mm.
-. Altura de evacuación: 900 mm.
-. Capacidad máxima: 3.000-5.000 Kg/h.
-. Consumo de agua: 1 litro/s.
-. Potencia consumida: 1,1 CV.

ANEJO II. INGENIERÍA DEL PROCESO
8
El pescado acumulado en la lavadora es llevado a la zona de elaboración por medio
de un transportador de cangilones con las siguientes características:
Transportador de cangilones:
-. Longitud total: 3.300 mm.
-. Anchura total: 1.500 mm.
-. Altura máxima: 1.600 mm.
-. Capacidad máxima: 2.000-5.000 Kg/h
-. Potencia consumida: 1,1 a 1,5 CV.
El elevador de cangilones presenta la ventaja de tener una elevada capacidad de
trabajo y poderse utilizar grandes pendientes sin que se produzca deslizamiento del
pescado, posee armazón y guías de cadenas elaboradas en acero inoxidable así como
cangilones de material plástico.
3.4. Clasificación del pescado.
Una vez llevada la materia prima desde la lavadora a la zona de elaboración por
medio del transportador de cangilones es clasificada manualmente en tres tamaños
disponiéndose una cinta transportadora para cada clasificación, la cual llevará el producto
hacia las tres líneas de elaboración disponibles. Se dispone de una cinta más que servirá
para transportar el pescado de mala calidad o aquel con daños que puedan originar un
producto de mala calidad. Este pescado irá destinado a la cámara de subproductos o a la
línea de elaboración de surimi cuando se amplíe la planta diseñada.
El pescado de mayor tamaño (dos clasificaciones) se destinará a filetes y el de
menor tamaño a rodajas.

ANEJO II. INGENIERÍA DEL PROCESO
9
La clasificación se realizará en una mesa de 1.100 mm de anchura total y será
realizada manualmente.
Como se citó anteriormente el pescado clasificado es dispuesto sobre cintas de
transporte diferenciales que llevarán el producto clasificado por tamaños hacia las
máquinas de filetear.
Se utilizarán cintas de transporte de 300 mm de anchura, que en conjunto formarán
un sistema de cintas de 1.200 mm de anchura total, transportando cada una, una
clasificación de la materia prima.
3.5. Descabezado y eviscerado de la materia prima.
Es importante cortar pronto la cabeza y eviscerar el pescado, ya que estas
operaciones tienen varios efectos beneficiosos:
-. Se desangra el pescado al producirse el corte de los vasos sanguíneos.
-. Se evita la proliferación microbiana al separar las vísceras.
-. Se conserva mucho mejor el pescado descabezado y eviscerado.
La operación de descabezado se realiza de forma semiautomática utilizándose un
sistema de tijera que deja el esófago intacto. Después el pescado es eviscerado de forma
manual, el operario tira del esófago y va sacando las vísceras al principio lentamente,
aumentando progresivamente la velocidad. Se evita así la ruptura del intestino,
consecuencia típica de los tirones bruscos.
A su vez, se procede a la limpieza de la cavidad abdominal. Ésta se realiza con
ayuda de un cepillo rotativo en combinación con un chorro de agua limpia.

ANEJO II. INGENIERÍA DEL PROCESO
10
Las características del equipo seleccionado son:
Maquina evisceradora.
-. Longitud total: 2.700 mm.
-. Anchura total: 1.000mm
-. Altura total: 1.500 mm.
-. Potencia: 0,75 KW.
-. Consumo de agua: 0,2 litro/s.
3.7. Corte de la materia prima.
En esta operación se incluye el corte del pescado, tanto en forma de filetes como en
forma de rodajas. Ambos sistemas prácticamente se basan en el mismo principio, corte del
pescado mediante cuchillas.
En ambos casos se utilizarán máquinas fileteadoras, debido a que, el fileteado
manual del pescado es una operación muy laboriosa que se debe realizar por personal con
mucha práctica. Aunque el rendimiento del fileteado manual es quizás mayor que el
fileteado mecánico, se han desarrollado máquinas fileteadoras muy precisas, controladas
por ordenador, que son capaces de conseguir filetes de calidad uniforme y de buen
rendimiento, con un mínimo de desperdicios. Además una misma máquina puede servir
para distintas dimensiones de corte, y para diversas especies, tales como la merluza,
bacalao, salmón, trucha, etc. El funcionamiento de dichas máquinas se comenta a
continuación:
El pescado descabezado y eviscerado, se coloca con la cola hacia delante, sobre
transportadores que lo llevan sobre dos cadenas rotativas hacia el interior de la máquina.

ANEJO II. INGENIERÍA DEL PROCESO
11
Para facilitar el suministro de pescado a la máquina y para que el operario lo tenga
siempre a mano, una cinta de transporte lento lo conduce hasta un punto próximo al lugar
de introducción. El operario puede trabajar en una postura muy cómoda, sin necesidad de
inclinarse. La velocidad de la máquina puede regularse de 24 a 40 pescados por minuto,
con el fin de adaptarla a la habilidad del operario y a las características del pescado.
El pescado que ya se ha introducido en la máquina, es sujetado y colocado en la
posición correcta para ser fileteado. Dos pares de cuchillas cortan los filetes de la espina
dorsal, de arriba y abajo, comenzando por la raíz de la cola. Las cuchillas están sujetas a
una presión axial de muelles, por lo que se acercan a las espinas y son guiadas en el corte
por su resistencia variable. Es decir, se consigue un corte muy pegado a las espinas lo que
supone unas pérdidas mínimas. El principio de las cuchillas con soporte elástico funciona
con precisión automática en todos los tamaños de pescados ya citados (desde 27-30 cm
hasta 70 cm).
A las cuchillas les siguen los útiles raspadores para liberar los filetes de las espinas
laterales y eliminar al mismo tiempo la piel negra ventral. Durante la fase de trabajo, los
filetes están aún unidos entre sí en toda su extensión. El pescado es arrastrado por encima
de las cuchillas raspadoras, montadas en posición inclinada, con lo que se consiguen unas
pérdidas muy reducidas en la liberación de las espinas laterales. La cuchilla raspadora está
sujeta a la presión de un muelle.
Con el fin de tratar adecuadamente las diferentes partidas de pescado, variables en
cuanto a la consistencia de su carne, puede ajustarse la carga del soporte del muelle.
El tratamiento posterior de los filetes para que queden enteramente libres de espinas,
requiere también la eliminación de las espinas atravesadas. Después del paso del pescado
por el raspador, los filetes son separados definitivamente de la espina dorsal mediante dos
cuchillas circulares. También estas cuchillas están bajo presión por un muelle con objeto
de adaptarse a la resistencia de la espina. Los filetes pasan ahora con la piel hacia abajo, a

ANEJO II. INGENIERÍA DEL PROCESO
12
la estación de desollado. Unos dispositivos especiales alinean los filetes exactamente para
que funcione correctamente el desollado. Esta sección consta de:
-. Cinta de abastecimiento.
-. Rodillo de arrastre.
-. Cuchilla desolladora.
Los filetes son desollados sin pérdida de incisión, una ventaja que reporta
beneficios, sobre todo en los filetes pequeños. Sólo se quita la piel, mientras que
permanece en el filete el denominado “espejo de plata”.
En el corte del pescado en rodajas, la máquina utilizada es más simple ya que no es
necesario quitar la raspa ni eliminar la piel. Esta máquina posee un sistema de cuchillas
que cortan el pescado transversalmente, siendo regulables según la longitud del pescado
que llega.
Las máquinas proyectadas tienen las siguientes características:
Máquina fileteadora:
-. Longitud total: 1.300 mm.
-. Anchura total: 1.000 mm.
-. Altura máxima: 1.800 mm
-. Capacidad máxima: 2.400 pescados/h.
-. Potencia consumida: 20 CV.
Máquina de corte en rodajas:
-. Longitud total: 1.300 mm.

ANEJO II. INGENIERÍA DEL PROCESO
13
-. Anchura total: 900 mm.
-. Altura máxima: 1.500 mm.
-. Capacidad máxima: 4.000 pescados/h.
-. Potencia consumida: 20 CV.
Máquina desolladora:
-. Longitud total: 700 mm.
-. Anchura total: 1.000 mm.
-. Altura máxima: 1.500 mm.
-. Capacidad máxima: 2.000 – 4.000 pecados/h
-. Potencia consumida: 15 – 20 CV.
3.8. Inspección y retoques del pescado.
Una vez cortado el pescado, tanto en rodajas como en filetes, es llevado mediante
cintas transportadoras a las mesas de inspección.
Los filetes con piel (de menor tamaño) y rodajas son inspeccionados bajo una luz
intensa, mientras que los filetes sin piel son inspeccionados sobre mesas iluminadas, que
consisten en unas placas translúcidas iluminadas desde abajo, con el fin de detectar y
eliminar parásitos nemátodos visibles, particularmente de la región de la nuca, a su vez
serán eliminados restos de raspas y partes del producto con mala presencia.
Características de las mesas de inspección:
-. Longitud total: 3.800 mm.

ANEJO II. INGENIERÍA DEL PROCESO
14
-. Anchura total: 2.400 mm.
-. Altura máxima: 1.800 mm.
A su vez, las mesas de inspección dispondrán de cintas de transporte diferenciales
permitiendo separar el producto inspeccionado de los subproductos que serán llevado hacia
cajones de popipropileno donde serán almacenados en cámara refrigerada hasta su
expedición.
Los subproductos no serán almacenados más de dos días, utilizándose
posteriormente para la fabricación de cremas de pescado y alimentos para animales
domésticos.
Los filetes y rodajas ambos clasificados son llevados por medio de cintas
transportadoras hacia la siguiente operación del proceso de elaboración, el glaseado.
3.9. Glaseado.
Los principales objetivos de esta operación son proteger al producto frente a la
oxidación y conseguir un buen aspecto externo del producto. Mediante el glaseado por
cortina de agua se obtiene la protección exterior del producto evitando la pérdida de
humedad y modificaciones en la textura y sabor del producto. De este modo obtenemos
unos productos congelados unitarios de alta calidad, sin apelotamientos.
Las características del glaseador seleccionado son las siguientes:
Glaseador:
-. Longitud total: 2.900 mm.
-. Anchura total: 1.500 mm.

ANEJO II. INGENIERÍA DEL PROCESO
15
-. Altura total: 2.300 mm.
-. Potencia: 2 KW.
-. Consumo de agua: 0,2 litros/s.
-. Glaseado por cortina de agua.
-. Equipo de frío incorporado.
-. Sistema de filtrado de agua por filtro hermético extraíble de acero
inoxidable.
-. Limitador de nivel de agua y visor esférico de temperatura.
3.10. Congelación.
La congelación se realizará en un túnel de congelación criogénico de
funcionamiento en sistema continuo (carga, congelación y descarga de los productos).
Este túnel consiste en un recinto aislado a través del cual circulan los productos mediante
un sistema de transporte. En el último tercio del transportador, unos colectores de
pulverización dispersan sobre el producto nitrógeno líquido (-196ºC) en finísimas gotas.
Estos sistemas disponen de válvulas de regulación de la entrada de nitrógeno según las
necesidades de cada caso. El gas frío resultante de la vaporización del nitrógeno, se dirige
por la acción de unos ventiladores, en contracorriente con el producto, lo que propicia un
excelente rendimiento térmico de la instalación.
Los túneles criogénicos de nitrógeno pueden utilizarse para enfriar o congelar
cualquier tipo de alimento entero o troceado de más de 6 mm (pescados enteros, filetes,
mariscos, etc.).
El funcionamiento y la regulación de este tipo de túneles es muy sencillo, bastando
con controlar dos factores:

ANEJO II. INGENIERÍA DEL PROCESO
16
1. La velocidad de transporte del producto en el interior del túnel, que
será función de las dimensiones y características del alimento. En
general basta un paso de 3 a 7 minutos para conseguir su congelación
o refrigeración, según sea el caso.
2. El caudal de nitrógeno líquido suministrado, que también será
función de la masa de producto y de su temperatura a la entrada y
salida del túnel. La regulación automática del caudal de nitrógeno
líquido es función de la temperatura que marque la sonda colocada en
el interior del túnel.
Al comienzo del ciclo de producción, se necesitará un tiempo de enfriamiento de
unos 10 minutos hasta que se alcanza la temperatura de trabajo.
La velocidad de la cinta transportadora suele ser de 3 a 8 metros/minuto y el tiempo
de retención puede oscilar entre 30 segundos y una hora, aunque lo normal es que sea de
unos pocos minutos (3 a 10).
En el funcionamiento del túnel seleccionado se pueden distinguir tres etapas:
1ª Etapa. Los productos se van cargando a granel en una cinta
transportadora, conforme llegan del glaseado previo, que se desliza
rápidamente evitándose así que las diferentes piezas de producto se
peguen entre sí.
2ª Etapa. Los productos van avanzando por el interior del aparato
iniciándose la congelación.
3ª Etapa. Conforme va avanzando el producto por el sistema de
transporte en espiral continua la congelación hasta el centro del producto.

ANEJO II. INGENIERÍA DEL PROCESO
17
Gracias a la gran potencia frigorífica del túnel criogénico seleccionado, las pérdidas
de peso por deshidratación y las deformaciones de los productos son prácticamente
inexistentes. Las estructuras celulares quedan muy bien preservadas y los fenómenos de
alteración enzimática bacteriana son mínimos.
En el intercambio térmico entre el producto y el nitrógeno líquido dentro del túnel se
pueden distinguir tres zonas:
1ª Zona. Intercambio frigorífico gas-producto. Esta zona constituye el
tramo más largo del túnel. Cerca de la entrada del producto, el nitrógeno
gaseoso circula en contracorriente con aquél, gracias a un sistema de
ventilación. La extracción y salida al exterior del nitrógeno gaseoso se
hace mediante una chimenea colocada en la zona de entrada del
producto.
2ª Zona. Pulverización. Aquí es donde tiene lugar la inyección de
nitrógeno líquido sobre el producto, para lo que se dispone de un
dispositivo líquido que se debe inyectar, se puede efectuar con dos
electroválvulas colocadas en paralelo y mandadas por una sonda de
medida de temperatura.
3ª Zona. Estabilización. Esta parte es muy corta. La estabilización
rápida de la temperatura del producto se consigue con la ayuda de
ventiladores. A continuación se produce la salida del producto.
La congelación criogénica con nitrógeno líquido, debido a su rapidez de
enfriamiento permite franquear en las mejores condiciones la banda térmica de +10º a
–20ºC, evitando modificaciones de la calidad de tipo bacteriológico y físico:
-. Calidad bacteriológica. Cuando más rápidamente se efectúa el
descenso de la temperatura del producto, más rápidamente se detiene el
desarrollo de los microorganismos que puedan alterarlo.

ANEJO II. INGENIERÍA DEL PROCESO
18
-. Calidad física: Si el descenso de la temperatura es rápido, los cristales
de hielo que se forman en el seno del producto serán más pequeños. Una
congelación lenta conduce a la formación de cristales más gruesos que
rompen las fibras. Al descongelar el producto, quedará blando y habrá
perdido gran parte de su jugo, de su gusto y de su textura.
Además aporta las siguientes ventajas:
-. Interrupción inmediata del desarrollo microbiano y atenuación de las
reacciones químicas. Utilizar nitrógeno líquido significa seguridad del
tratamiento. Esta ventaja tiene singular relieve en el caso de pescados
descongelados y transformados, que por su naturaleza, origen y
estructura, son particularmente susceptibles de alteración.
-. Ausencia de pérdidas de peso durante el proceso de la congelación
(agua de sustitución).
-. La rapidez del descenso de la temperatura permite obtener una
microcristalización del agua en los tejidos, lo que preserva su estructura
después de la descongelación y evita los exudados (que constituyen
pérdidas de peso).
Asimismo, la atmósfera inerte producida por el nitrógeno, evita, en el
momento del descenso de temperatura, las oxidaciones desfavorables,
siendo el color y el olor lo más semejantes al de los productos frescos.
-. Disminución de mano de obra. La automatización del proceso de
congelación permite reducir considerablemente este factor.
-. Inversión reducida. La sencillez de la puesta en obra del nitrógeno
líquido, hace que la inversión sea notoriamente más baja que si se trata
de instalaciones de “frío clásico”.

ANEJO II. INGENIERÍA DEL PROCESO
19
Las principales características del túnel seleccionado son:
-. Túnel en espiral.
-. Longitud total: 6.700 mm.
-. Anchura total: 3.500 mm.
-. Altura total: 3.400 mm.
-. Capacidad máxima: 2.000 Kg/h.
-. Temperatura entrada de producto: 3ºC.
-. Temperatura salida de producto. –20ºC.
-. Potencia eléctrica: 25 KW.
-. Potencia frigorífica: 130.000 Kcal/h.
-. Producto: filetes y rodajas de pescado blanco.
-. Consumo de agua: 0,2 litros/s.
3.11. Envasado primario.
La siguiente etapa del proceso de elaboración es el envasado primario en cajas de
cartón encerado cuyas propiedades fueron definidas en el anejo “Materias Primas”. Para el
envasado primario se utilizarán dos formatos de cajas:
-. Formato de 7,5 Kg de dimensiones: 400 x 250 x 65 mm, siendo el formato
de envase de pescado más comúnmente comercializado internacionalmente.
-. Formato de 0,750 Kg de dimensiones: 150 x 125 x 40 mm.

ANEJO II. INGENIERÍA DEL PROCESO
20
El formato de mayor dimensiones será utilizado para el envasado de filetes y rodajas
de merluza conocidos con el nombre de bloques. Éstos serán dirigidos a la venta al por
mayor. Generalmente, estos productos serán utilizados con posterioridad para
restauración, elaboración de platos precocinados, surimi, etc.
Por otro lado, el formato de menor dimensiones será utilizado para el envasado de
filetes y rodajas de merluza. Estos formatos irán dirigidos a la venta al por menor y al
catering o a la restauración. En estos formatos se envasarán los productos de mayor
calidad elaborados en la industria.
Ambos formatos irán provistos de etiquetas, en las que se deberá incluir la siguientes
información:
-. Marca registrada, nombre o razón social y domicilio de la Entidad
Productora.
-. Denominación del producto.
-. Peso neto.
-. Número de registro de la industria en el Ministerio de Sanidad.
-. Categoría comercial del producto.
-. Lista cualitativa en orden decreciente de proporciones de todos los
ingredientes y aditivos.
-. Fecha de envasado y de embalaje.
-. Identificación del lote en envases y embalaje.
La operación de envasado se realizará de forma automática utilizando para ello una
máquina formadora de envases, pesadora-envasadora-etiquetadora disponiendo los

ANEJO II. INGENIERÍA DEL PROCESO
21
formatos llenos en cintas transportadoras que los llevarán hacia la siguiente fase de la
elaboración, la congelación.
Las principales características de las máquinas seleccionadas son las siguientes:
Formadora de cajas.
-. Longitud total: 1.500 mm.
-. Anchura total: 2.300 mm.
-. Altura total: 2.000 mm.
-. Potencia: 2 KW.
-. Capacidad: 10 cajas/minuto.
Pesadora-envasadora-etiquetadora.
-. Longitud total: 2.000mm.
-. Anchura total: 2.300 mm.
-. Altura total: 2.100 mm.
-. Potencia: 12,5 KW.
3.12. Envasado secundario y terciario.
Una vez realizado el envasado primario y etiquetado se procede al envasado
secundario y terciario de los productos elaborados. Se procede de esta forma para mejorar
la conservación de los productos y facilitar las posteriores operaciones.
Para esta operación se utilizarán encartonadoras, paletizadoras automáticas y
enfardadoras que irán agrupando los envases primarios y formando envases secundarios y

ANEJO II. INGENIERÍA DEL PROCESO
22
terciarios de forma continua. Las máquinas utilizadas tienen la posibilidad de modificar
las dimensiones de los formatos que desarrollan.
La encartonadora automática formará envases secundarios de dimensiones:
-. 300 x 250 x 200 mm, teniendo un peso de 15 Kg conteniendo 20 envases
primarios de dimensiones 150 x 125 x 40 de 0,750 Kg de peso.
-. 500 x 400 x 130 mm, teniendo un peso de 30 Kg conteniendo 4 envases
primarios de dimensiones 400 x 250 x 65 mm de 7,5 Kg de peso.
La paletizadora formará grupos de envases secundarios de dimensiones:
-. 1.200 x 1.000 x 800 mm conteniendo un total de 64 envases secundarios
de dimensiones 300 x 250 x 200 mm que originarán un peso de 960 Kg.
-. 1.200 x 1.000 x 780 mm conteniendo un total de 36 envases secundarios
de dimensiones 500 x 400 x 130 mm que originarán un peso de 1.080 Kg.
Las principales características de las máquinas proyectadas son:
Encartonadora automática:
-. Longitud total: 3.000 mm.
-. Anchura total: 1.600 mm.
-. Altura total: 1.450 mm.
-. Capacidad: 12 cajas/min.
-. Potencia instalada: 5 KW.
-. Consumo de aire: 170 NL/min. 6 bar.
-. Peso: 1.300 Kg.

ANEJO II. INGENIERÍA DEL PROCESO
23
Paletizador semiautomático.
-. Longitud total: 1.500 mm.
-. Anchura total: 2.000 mm.
-. Altura total: 1.200 mm.
-. Capacidad: 5 – 10 palets/min.
-. Potencia instalada: 5 KW.
-. Consumo de aire: 110 NL/min. 6 bar.
-. Peso: 1.000 Kg.
Enfardadora.
-. Longitud total: 2.300 mm.
-. Anchura total: 1.500 mm.
-. Altura total: 2.600 mm.
-. Potencia: 1,5 KW.
-. Capacidad: 40 unidades/h.
-. Peso: 650 Kg.
3.13. Conservación en estado congelado.
Una realizada la operación de congelación y empaquetados los productos en
formatos se llevan hacia cámaras de conservación en estado congelado donde
permanecerán hasta su expedición. Los productos elaborados serán almacenados en dicha
cámara con ayuda de una carretilla elevadora.

ANEJO II. INGENIERÍA DEL PROCESO
24
Se proyectará una cámara de conservación en estado congelado para almacenar la
producción de dos semanas (120 toneladas) con una temperatura de –20ºC y humedad
relativa del 90%.
3.14. Expedición.
Se estima que la expedición de productos elaborados no será superior a 3 semanas.
En el momento determinado se realizará la operación de carga de camiones con ayuda de
carretillas elevadoras reduciéndose el tiempo de exposición del producto elaborado a
condiciones adversas de temperatura que pudieran reducir la calidad de los productos
elaborados.
4. CONDICIONES GENERALES DE FUNCIONAMIENTO DE LAINSTALACIÓN.
Se proyecta una planta de elaboración con una capacidad de 2 t/h para merluza y
pescadilla, separándose la materia prima en cuatro tamaños, utilizándose las de mayor
tamaño para fileteado y las de menor para rodajas de pescado. La planta de procesado
constará de una cámara de refrigeración y conservación de la materia prima, a una
temperatura de 0ºC y humedad relativa del 90%, hasta su procesado y una cámara de
conservación en estado congelado, a una temperatura de –20ºC y humedad relativa del
90%, para el producto final.
La planta procesadora de merluza funcionará 8 h al día (considerándose una hora
para limpieza), trabajando 5 días a la semana, durante 48 semanas al año. Las jornadas de
trabajo diarias serán de 8 horas con un único turno de trabajo. En invierno, de 8:00 a.m. a
13:30 p.m. con descanso de 20 minutos y de 15:00 p.m. a 17:30 p.m.. En verano será de
7:00 a.m. a 15:00 p.m. con un descanso de 30 minutos.
Para lo cual será necesario un abastecimiento total de materias primas de 3.360 t/año
que se adquirirán por contratación con barcos de arrastre de las principales lonjas de

ANEJO II. INGENIERÍA DEL PROCESO
25
Andalucía (Huelva, Almería, Cádiz y Málaga) o por contratación con establecimientos
piscícolas cada vez más consolidados en nuestro país. A su vez, en la planta de
elaboración proyectada se podrá utilizar otro tipo de materia prima de similares
características, como por ejemplo, siluro estriado (Ictalurus punctatus) que puede ser
criado en instalaciones piscícolas.
La ubicación de la planta de procesado será en el Término Municipal de Córdoba,
aprovechando su mayor proximidad a las zonas de abastecimiento de materias primas y su
situación estratégica para la venta del producto acabado.
5. NECESIDADES DE PERSONAL.
5.1. Departamento de producción.
5.1.1. Descarga de materia prima.
El abastecimiento de materia prima a la industria tendrá una frecuencia diaria. La
descarga de pescado se hace desde el camión de abastecimiento directamente hasta el
almacén de conservación de materia prima, mediante carretillas elevadoras, ya que las
cajas de pescado llegarán dispuestas en contenedores paletizables.
Utilizando palets de 1.200 x 1.000 mm se pueden disponer 6 cajas de
500 x 400 x 200 mm en su planta, estimando que los palets de cajas apilables tengan una
altura de 5 cajas, cada palet podrá transportar 30 cajas. Las cajas vendrán de las zonas de
abastecimiento con 25 Kg de los cuales 20 Kg serán de pescado y el resto de hielo usado
para mantener la frescura del pescado. Por tanto, en cada palet se transportarán unos
600 Kg de pescado, siendo necesarios unos 24 palets para transportar la materia prima
necesaria para un día de elaboración.

ANEJO II. INGENIERÍA DEL PROCESO
26
Será necesaria 1 persona para esta operación: el operador de la carretilla elevadora.
Estimando que serán necesarios unos 7 minutos para descargar cada palet, usándose sólo
una carretilla elevadora. Así, será necesario el trabajo de esta persona durante 2,2 horas
para el descargue completo del pescado que llega en un día, se espera que dicha operación
comience antes del inicio del proceso de elaboración.
Es necesario no hacer coincidir el período de admisión de materia prima con el
inicio de la actividad en la planta de elaboración, siendo necesario que la descarga de la
materia prima se haya realizado antes de su comienzo ya que su abastecimiento será diario.
Por esto se prevé que dicha operación comience antes de las operaciones de elaboración.
En resumen, será una persona la que trabaje en la descarga, durante los 5 días de la
semana, durante un tiempo aproximado de 2,2 horas. El resto de la jornada lo dedicará al
abastecimiento de materia prima a la línea de elaboración.
5.1.2. Abastecimiento de materia prima a la línea de elaboración.
En esta operación serán necesarios 2 operarios. Uno de ellos será el mismo operario
que se encargaba de la recepción de materia prima. Con la ayuda de una carretilla
elevadora, transportará los contenedores apilables desde la cámara de conservación de
materia prima hasta la línea de elaboración. Este mismo operario, con ayuda de un
segundo irá depositando las cajas de pescado en la cinta de transporte que abastecen a la
lavadora. A su vez ambos operarios estarán encargados del lavado y recirculación de cajas
vacías hacia el exterior de la nave, así como de su almacenamiento.
5.1.3. Clasificación del pescado.
El pescado irá desde la lavadora a la zona de clasificación mediante un transportador
de cangilones que podrá ser accionado por la persona encargada de la clasificación,
regulándose así con mayor facilidad el volumen de pescado a clasificar. Una vez en esta

ANEJO II. INGENIERÍA DEL PROCESO
27
zona el pescado es clasificado manualmente por un operario, ayudado cuando sea
necesario por uno de los operarios encargados del abastecimiento de la materia prima.
El pescado es clasificado en cuatro tamaños y dispuesto sobre cintas que lo llevan
hacia la siguiente operación. La operación se deberá desarrollar a un ritmo suficiente para
permitir un procesado de 2 t/h de pescado.
5.1.4. Descabezado y eviscerado.
En la planta de elaboración se dispondrán tres líneas de trabajo, una para cada
clasificación de pescado. En cada línea será necesaria una persona encargada del
descabezado y eviscerado del pescado. Ambas operaciones se realizarán de forma
semiautomática como se citó anteriormente. Considerando un peso medio de 2 Kg por
pescado, a la hora pasarán por cada línea unos 330 pescados.
5.1.5. Corte del pescado.
Una vez descabezados y eviscerados los pescados se llevan hasta la etapa de corte
por medio de cintas transportadoras. Para esta operación será necesaria una persona por
línea ayudándose de las máquinas de corte citadas anteriormente.
La operación de despellejado sólo es realizada en una de las dos líneas de fileteado,
siendo una operación semiautomática necesitando un operario en esta máquina.
5.1.6. Inspección y retoques del pescado.
En esta etapa las tres líneas de elaboración pasan a dos, utilizándose transportadores
de cintas para llevar la merluza cortada hacia las mesas de inspección. Se disponen
entonces dos líneas; una para filetes y otra para rodajas, necesitándose en cada línea 4
operarios que se encargarán de la inspección, retoques y clasificado. Por medio de cintas

ANEJO II. INGENIERÍA DEL PROCESO
28
transportadoras se lleva el pescado listo para las siguiente operaciones, glaseado y
congelación. De esta operación también se obtendrán subproductos que se llevarán hacia
contenedores donde se conservarán hasta su expedición.
5.1.7. Glaseado y congelación.
En esta operación se destinará un operario ocupándose de la supervisión de estas
operaciones.
5.1.8. Envasado primario.
Una vez congelado el producto pasa a la zona de pesaje-envasado-etiquetado que se
realiza de forma automática. Los equipos seleccionados tienen versatilidad para diferentes
tamaños de envases siendo la operación de cambio de gran sencillez. El operario anterior
se encargará de suministrar los envases primarios a la máquina formadora de cajas y
supervisará que estas operaciones se realicen sin ningún problema al ser de vital
importancia para obtener un producto de alta calidad.
5.1.9. Envasado, embalaje y paletizado.
Estas operaciones se realizan de forma automática aunque se destinará un operario
para supervisar todo el proceso. Además este operario se encargará de suministrar los
materiales necesarios a estos equipos (cartón, palets, film, etc.) e introducir los palets de
producto elaborado en la cámara de conservación en estado congelado con la ayuda de una
carretilla elevadora.
5.1.10. Conservación en estado congelado.
Una vez realizado de forma automática el envasado terciario (formación de palets),
un operario se encarga de su almacenamiento en la cámara de conservación en estado

ANEJO II. INGENIERÍA DEL PROCESO
29
congelado con ayuda de una carretilla elevadora. Este mismo operario se encargará de la
expedición del producto elaborado hacia los camiones de recogida en el momento
requerido.
5.2. Dirección-Administración.
En esta sección serán necesarios los siguientes empleados:
-. GERENTE: es el encargado de coordinar y dirigir los distintos
departamentos de la industria.
-. DIRECTOR ADMINISTRATIVO: responsable de la gestión económica
de la empresa y de los temas relacionados con el personal de la misma.
-. JEFE DE VENTAS: se encarga del área de ventas.
5.3. Control de Calidad.
En el laboratorio trabajará un titulado superior para el control de los ensayos de
materias primas y productos, así como el estado higiénico sanitario del proceso en todos
sus puntos.
5.4. Mantenimiento, limpieza y seguridad.
Para la limpieza y mantenimiento se contará con dos técnicos especialistas en la
plantilla, mientras que la seguridad se contratará con una empresa especializada.
6. ELABORACIÓN DE SURIMI.
Para la elaboración industrial de surimi se siguen las siguientes etapas:
-. Lavado.

ANEJO II. INGENIERÍA DEL PROCESO
30
-. Eviscerado.
-. Lavado.
-. Deshuesado.
-. Lavado.
-. Tamizado.
-. Lavado.
-. Tamizado.
-. Lavado.
-. Tamizado.
-. Purificación.
-. Deshidratación.
-. Mezclado con aditivos.
-. Congelación.
-. Envasado.
-. Congelación en estado congelado.
En primer lugar se somete la materia prima a lavado con o sin la adición de sal.
Después se procede a la separación de las vísceras y de la cabeza. En las vísceras existen
enzimas proteasas que son capaces de desnaturalizar rápidamente las proteínas. Por ello es
importante la evisceración del pescado. Se procede entonces a otro lavado. En estos
lavados previos se separa gran parte de la sangre, se eliminan olores desagradables y se
evita la desnaturalización y las pérdidas de actomiosina.
Mediante una deshuesadora se procede a la separación del músculo blanco de las
escamas, espinas, trozos de piel, tejido oscuro, etc. Para ello se realiza un tamizado

ANEJO II. INGENIERÍA DEL PROCESO
31
(agujeros de 3 a 4 mm), en atmósfera refrigerada, ya que por rozamiento y fricción se
produce un aumento de temperatura del producto de unos 3-4ºC.
A continuación se realizan una serie de lavados (tres normalmente) de una duración
de 9-10 minutos cada uno, con una proporción de agua/materia prima de 3:1.
El agua utilizada debe ser potable y refrigerada, con un pH neutro o ligeramente
ácido. De esta forma se evita desnaturalización de la proteína del músculo blanco que
estamos lavando. El último lavado (el 3º), se efectúa con agua que contenga una pequeña
proporción de sal (0,1-0,2%) ya que ello facilita la deshidratación posterior.
Durante los citados lavados se pierden sobre todo sales minerales, grasa y proteínas
solubles.
Las aguas residuales resultantes son ricas en grasas, sales, proteínas, etc. por lo que
se pueden tratar (usando una decantadora centrífuga) hasta obtener harinas de pescado.
La fase de purificación se realiza en unos cilindros rotatorios perforados donde se
quita el exceso de agua del surimi, a la vez que se eliminan las últimas fracciones de
sangre, piel, tejidos oscuros, etc. En la deshidratadora o prensa de tornillos se hace una
eliminación final de agua del surimi, obteniéndose una pasta débilmente coloreada que
pasa a la siguiente fase de mezclado donde se le añaden productos crioprotectores, es decir,
sustancias que ayudan a mantener la calidad del surimi congelado durante su
almacenamiento.
Al surimi se le suelen añadir en esta fase los siguiente productos:
-. Azúcares diversos, sobre todo sacarosa y sorbitol, en una proporción del
3-5%.

ANEJO II. INGENIERÍA DEL PROCESO
32
-. Polifosfatos en una proporción del 0,2 al 0,5%, que evitan la
desnaturalización proteínica del surimi.
-. Sal en una proporción variable pero pequeña (del 0 al 2,5%).
Después se procederá a la congelación, utilizándose el túnel de congelado criogénico
del proceso de elaboración de filetes y rodajas de pescado blanco.

ANEJO III. CONTROL DE CALIDAD
ÍNDICE
1. GENERALIDADES SOBRE EL CONTROL DE CALIDAD..........................................1
1.1. Introducción. ..........................................................................................................1
1.2. Definición y concepto de calidad...........................................................................1
1.3. Concepto de Análisis de Peligros y Puntos de Control Crítico. ............................2
1.4. Sistema APPCC. ....................................................................................................2
1.5. Antecedentes y legislación.....................................................................................2
1.6. Constitución de un sistema de APPCC.................................................................5
1.7. Necesidad del control de calidad. ..........................................................................6
1.8. Responsabilidades del Departamento de control de calidad..................................6
2. FACTORES INFLUYENTES SOBRE LA CALIDAD. ...................................................7
3. ASPECTOS DE CALIDAD DURANTE EL PROCESO DE FABRICACIÓN. ..............8
3.1. Materias primas......................................................................................................9
3.2. Procesado. ............................................................................................................10
3.3. Producto final. Envasado y etiquetado.................................................................10
3.4. Clasificación comercial de la merluza congelada................................................12
3.4.1. Pruebas de calidad........................................................................................12
3.4.2. Valoración del tratamiento...........................................................................13
3.4.2.1. Temperatura de almacenamiento..........................................................13
3.4.2.2. Control de otros datos determinantes del tratamiento. .........................13
3.4.3. Calificación del cargamento.........................................................................14
4. ANÁLISIS DE PELIGROS Y PUNTOS DE CONTROL CRÍTICO..............................15

4.1. Enfoque del sistema APPCC para controlar la calidad e inocuidad de losalimentos. ....................................................................................................................16
4.2. Definición de los términos y componentes del sistema APPCC. ........................17
4.2.1. Identificación de los riesgos o peligros y valoración de su gravedad y de laprobabilidad de presentación (análisis de riesgos), asociados a la producción,distribución y empleo de materias primas y de productos alimenticios.................17
4.2.2. Determinación de los puntos críticos de control (PCC) en los cuales secontrolarán los riesgos o peligros identificados. ....................................................18
4.2.3. Especificación de los criterios que indican si una operación está bajocontrol en un determinado PCC. ............................................................................18
4.2.4. Establecimiento y aplicación de procedimientos para comprobar que cadaPCC a controlar funciona correctamente. ..............................................................19
4.2.5. Aplicar la acción correctora que sea necesaria cuando los resultados de lacomprobación indiquen que un determinado PCC no se encuentra bajo control...19
4.2.6. Verificación o confirmación, es decir, el empleo de informaciónsuplementaria para asegurar que funciona correctamente el sistema APPCC.......19
4.3. Aplicación del sistema APPCC. ..........................................................................20
5. APLICACIÓN DEL SISTEMA APPCC A LA “INDUSTRIA DE ELABORACIÓN DEFILETES Y RODAJAS DE MERLUZA”. ..........................................................................20
5.1. Descripción de los productos y utilización esperada. ..........................................21
5.2. Análisis de riesgos. ..............................................................................................21
5.2.1. Factores relacionados con la contaminación. ...............................................21
5.2.2. Factores relacionados con la proliferación microbiana................................22
5.3. Diagrama de fabricación. Determinación de los PCCs.......................................22
5.4. Selección de criterios de control. Medidas de comprobación, vigilancia ymonitorización. Grupo de medidas correctoras. ........................................................24
5.5. Control del suministro de agua potable y no potable...........................................29
5.6. Programa de limpieza y desinfección. .................................................................29
5.7. Higiene personal. ................................................................................................30
5.8. Programa de mantenimiento de instalaciones y equipos. ....................................31

5.9. Plan de formación del personal. ...........................................................................32
5.10. Plan de desinsectación y desratización. .............................................................32
6. DOCUMENTACIÓN.......................................................................................................33
7. LABORATORIO. ............................................................................................................34
7.1 Equipos y materiales de laboratorio......................................................................34
7.2 Ensayos que se deben realizar...............................................................................35

ANEJO III. CONTROL DE CALIDAD
1
1. GENERALIDADES SOBRE EL CONTROL DE CALIDAD.
1.1. Introducción.
La calidad es un factor básico a la hora de conseguir una adecuada comercialización
de un producto. Es norma general en cualquier proceso de fabricación el tratar de obtener
un producto de máxima calidad, siendo este factor una de las mayores bazas en la
diferenciación del producto con respecto a los productos similares existentes en el
mercado.
Este factor de la calidad es tanto más importante cuanto más desarrollado esté el
País en el cual se pretende comercializar el producto pues mayores serán las exigencias de
los consumidores. A su vez, esta calidad debe ser uniforme y mantenerse homogénea en
todas las partidas de producto a lo largo del tiempo.
De lo anteriormente expuesto se deduce la necesidad de buscar un proceso de
elaboración, que permita la obtención de un producto de alta calidad, intentando que ésta
sea como mínimo igual o si es posible más elevada que la de otros productos ya existentes
en la competencia.
1.2. Definición y concepto de calidad.
La calidad se define según la norma ISO 8.402 como el “conjunto de características
de un producto o servicio que le confieren la aptitud para satisfacer las necesidades
establecidas e implícitas”. Con lo cual un producto es de calidad cuando satisface al
cliente.
La calidad es un concepto basado en apreciaciones subjetivas del consumidor, que
no se refiere sólo al sabor, sino también al hábito, deseo, exigencia, aprecio, etc., de las
personas que van a consumirlo.

ANEJO III. CONTROL DE CALIDAD
2
Un producto alimenticio tendrá más calidad para un consumidor cuantas más
cualidades de éste le impresionen favorablemente, tanto cualidades intrínsecas debidas al
producto en sí, como extrínsecas debidas al envase, presentación, técnicas de marketing,
etc. También es un punto que forma parte del concepto de calidad de un producto el factor
sanitario, el cual, deberá de cuidarse mediante análisis microbiológicos, nutricionales y
análisis bioquímicos periódicos y sistemáticos de muestras de producto.
Por lo dicho anteriormente un producto de calidad se realiza cuando en el
planteamiento inicial de producción se tiene en cuenta las necesidades del cliente al que se
dirige y se busca satisfacerlas.
1.3. Concepto de Análisis de Peligros y Puntos de Control Crítico.
El Análisis de Peligros y Puntos de Control Crítico (APPCC) es un sistema
preventivo de control de alimentos cuyo objetivo es la seguridad e inocuidad alimentaria.
Un APPCC tiene también un enfoque documentado y verificable para la identificación de
los riesgos o peligros, las medidas preventivas y los puntos críticos de control.
1.4. Sistema APPCC.
Es una metodología de trabajo, una herramienta cuya implantación permite mantener
bajo control nuestros procesos y productos, estableciendo mecanismos que prevengan su
contaminación o deterioro para su aptitud allí donde la probabilidad o la gravedad de que
ello suceda sean más elevados.
1.5. Antecedentes y legislación.
La primera aparición del sistema APPCC en un documento legislativo tuvo lugar en
el Codex Alimentario, el cual recomendaba armonizar a nivel internacional las definiciones
y elementos del sistema e introducirlo dentro de las actividades de control oficial por parte
de las Administraciones.

ANEJO III. CONTROL DE CALIDAD
3
La Comisión de las Comunidades Europeas, aunque muy sensible con los aspectos
físico-químicos y de producción de los alimentos, poco ha legislado sobre la higiene
alimentaria, por lo que la legislación existente al respecto es básicamente vertical.
La Directiva 93/43 del 19 de Julio de 1993 trata de la higiene de los productos
alimenticios. Complementa a la Directiva 89/397 en las normas encaminadas a mejorar el
nivel de la higiene de los alimentos en el ámbito comunitario. Su transposición al
ordenamiento jurídico español es el Real Decreto 2207/95 del 28 de Diciembre de 1995, en
el que su artículo 3º indica que las empresas tanto elaboradoras como distribuidoras
velarán por que se definan, pongan en marcha, se cumplan y se actualicen métodos
eficaces de control, de acuerdo con los principios en los que se basa el sistema APPCC que
son:
-. Análisis de riesgos alimentarios potenciales.
-. Localización en el espacio y tiempo de los puntos a lo largo del proceso
en los que pueden producirse los riesgos alimentarios identificados.
-. Determinación de entre los puntos de riesgos, los que pueden ser
decisivos para garantizar la seguridad y salubridad de los productos.
-. Definición y aplicación de procedimientos eficaces de control y
seguimiento de los puntos críticos.
-. Verificación periódica de los riesgos.
En el sector de productos de la pesca, el sistema de autocontrol por parte de las
industrias aparece en legislaciones de tipo vertical (normas sanitarias para la producción
y/o comercialización de productos frescos), como son:
Directiva 91/493 sobre productos pesqueros (aplicación nacional Real
Decreto 1437/92)

ANEJO III. CONTROL DE CALIDAD
4
Decisión 93/140/CEE sobre control visual para detectar la presencia de
parásitos.
Decisión 94/356 de autocontroles en productos pesqueros.
De toda esta legislación hay que destacar diversos puntos:
Los autocontroles, basados en el sistema APPCC, deben garantizar que los
productos pesqueros cumplan los requisitos legales de comercialización.
El personal que participa en el APPC debe estar suficientemente formado.
La toma de muestras o datos para el control analítico se dirige a confirmar
que el ARCPC funciona, y se enfoca a comprobar la calidad sanitaria de las
materias primas y la eficacia de procesos en vez de analizar el producto
final.
La documentación o registro debe incluir dos tipos de información:
documentación sobre estructura del ARCPC y documentación sobre las
observaciones y actuaciones realizadas.
Otra Normativa relevante que afecta al sector de la pesca en materia sanitaria:
Directiva 92/48/CEE normas mínimas de higiene en prod. pesqueros
obtenidos a bordo de determinados buques pesqueros
Decisión 93/25/CEE sobre tratamientos autorizados para inhibir la
proliferación de patógenos en moluscos bivalvos y gasterópodos marinos
Decisión 93/51/CEE sobre límites microbiológicos en bivalvos y crustáceos
cocidos
Decisión 93/351/CEE sobre metales pesados (mercurio)
Decisión 95/149/CEE sobre tasas de NBVT

ANEJO III. CONTROL DE CALIDAD
5
Decisión 96/77/CEE moluscos bivalvos contaminados por toxinas PSP
Orden Ministerial del 2/8/91 sobre límites microbiológicos y de metales
pesados en prod. pesqueros
Real Decreto 308/93 RTS de comercialización de moluscos bivalvos vivos
Real Decreto 345/93 norma de calidad de las aguas de cría de mariscos
1.6. Constitución de un sistema de APPCC.
Las Comunidades Autónomas, en coordinación con el Ministerio de Sanidad y
Consumo, y con la ayuda de asociaciones comerciales, han elaborado propuestas y
dossieres de actuaciones comunes sobre la aplicación práctica de sistemas de autocontrol
basados en el APPCC.
Para cumplir con la nueva legalidad vigente, la empresa deberá aportar, junto a la
documentación de solicitud para la obtención del Registro Sanitario, un modelo teórico del
sistema que incluya los siguientes puntos.
-. Fichas técnicas de los productos.
-. Planos de las redes de distribución de agua potable y saneamiento.
-. Circulación de la fabricación de los productos en el plano.
-. Programas de limpieza, desinfección y desinsectación.
-. Programa de mantenimiento de las instalaciones y equipos.
-. Enumeración de los peligros que pueden aparecer en cada una de las fases
de la fabricación, definiendo las medidas de control previstas.
-. Identificación de los puntos críticos de control (PCC), estableciendo sus
límites críticos de variación.

ANEJO III. CONTROL DE CALIDAD
6
-. Medidas correctoras de cada PCC.
-. Procedimiento de verificación del sistema.
-. Plan de formación de los trabajadores.
Además adquirirá el compromiso de que a los tres meses del inicio de la actividad se
realizará la verificación del sistema para, posteriormente, llevar a cabo la verificación y
validación por los inspectores sanitarios del distrito.
1.7. Necesidad del control de calidad.
Un adecuado programa de control de calidad comenzará con la selección y
evaluación de todas las materias primas y materiales de envasado, continuará durante todo
el proceso de elaboración y terminará cuando el producto sea consumido.
Este control de calidad afectará tanto al personal, la maquinaria y las salas de
elaboración como los almacenes, cámaras frigoríficas y vehículos de distribución. Todos
estos factores influyen en la calidad final del alimento en el momento de la adquisición y
consumo.
Todo el personal debe contribuir a establecer y mantener los valores normales de
calidad. Una distracción puede dar origen a contaminación con un cuerpo extraño,
mientras que una descuidada higiene personal puede dar lugar a nefastas consecuencias,
tanto peores cuanto a más rango de población vaya destinado el alimento. Es por tanto
muy deseable realizar programas de formación permanente en los trabajadores para
motivarlos y prepararlos en su trabajo, y establecer de una forma clara los procedimientos
para mantener los niveles de calidad. Con tal fin se tratará de llevar a cabo un Análisis de
Riesgos e Identificación y Control de Puntos Críticos (APPCC).
1.8. Responsabilidades del Departamento de control de calidad.

ANEJO III. CONTROL DE CALIDAD
7
Entre las responsabilidades del departamento de control se encuentran las siguientes
tareas:
a) Elaboración de especificaciones y estándares.
b) Desarrollo y adquisición de las herramientas necesarias para la toma de
muestras y análisis de materias primas, control de puntos críticos durante el
procesado y en la producción final. Pueden usarse métodos químicos,
físicos y biológicos, así como pruebas de análisis sensorial.
c) Proporcionar asesoramiento científico en la selección de materias primas
y procesos de fabricación, detectando errores para su rápida corrección y
prevención futura.
d) Colaboración con los funcionarios inspectores de la Administración
Pública.
e) Obtención de información sobre modificaciones y nuevos avances en el
proceso de fabricación.
f) Desarrollo de programas de mantenimiento, limpieza, desinfección y
desinsectación.
g) Establecimiento de programas de formación de los trabajadores.
2. FACTORES INFLUYENTES SOBRE LA CALIDAD.
El sistema APPCC puede ayudar a resolver muchos de los problemas públicos de
higiene de los alimentos cuyo principal objetivo es la prevención de riesgos.
Existe una regla general sobre la fabricación de alimentos seguros: que ésta sea
rápida, limpia y se realice un control de temperatura del proceso.

ANEJO III. CONTROL DE CALIDAD
8
La rapidez es muy importante en la fabricación de alimentos. Todas las etapas del
proceso de elaboración deben realizarse tan rápidamente como sea posible. Cuanto más
rápido se procesen, menor es el riesgo de alteración. Si durante la fabricación, se produce
algún tipo de interrupción del proceso, es conveniente evitar la exposición al aire de los
alimentos parcialmente elaborados.
La limpieza es otro factor importante. La suciedad aporta gran cantidad de
bacterias, y la falta de higiene personal de los manipuladores puede causar la
contaminación de los alimentos. Por otra parte, las zonas sucias en los locales de trabajo
atraen moscas y parásitos, y la maquinaria e instrumentos de trabajo sucios pueden
transportar microorganismos de un alimento contaminado a otro sano. Se debe realizar una
limpieza sistemática tanto de los equipos y herramientas como de las salas de elaboración.
El control de temperatura es asimismo importante, que servirá de freno a la
alteración microbiana. Se realizará un control sistemático y automatizado en todas las
salas y dependencias de trabajo.
3. ASPECTOS DE CALIDAD DURANTE EL PROCESO DE FABRICACIÓN.
La puesta en funcionamiento de un programa de control de calidad se debe basar en
el establecimiento de unos puntos de control para cada una de las fases importantes del
procesado. Los puntos que se deben abordar son:
-. Materias primas
-. Proceso de elaboración y fabricación del producto
-. Control de las operaciones finales, tales como envasado y etiquetado
-. Control del producto terminado

ANEJO III. CONTROL DE CALIDAD
9
3.1. Materias primas.
El personal del Control de Calidad participará en la selección y valoración de los
proveedores adecuados. En la planta proyectada se realizará un control de la materia prima
que es recepcionada y de las condiciones de los envases. Será necesario evaluar la calidad
de las muestras adquiridas y comprobar si el material cumple las especificaciones y
corresponde a lo esperado de él. Si es posible, se comprobará que los proveedores elegidos
posean un sistema adecuado de control de calidad y a ser posible se les exigirá que sean
certificados.
Los envíos deben ser inspeccionados tomando una muestra y haciéndole un rápido
análisis antes de que la partida sea descargada. Posteriormente se realizará un análisis más
detallado de la misma. Cada partida debe ser claramente identificada con el fin de
relacionarla con las muestras tomadas para el análisis y con los documentos aportados por
el proveedor.
Además será necesario controlar:
-. Ficha de compra en zonas de abastecimiento.
-. Temperatura de llegada a la instalación.
-. Fecha de fabricación y estado sanitario de los envases.
El encargado de los almacenes de materias primas y el técnico de laboratorio deben
realizar un completo examen de las existencias, asegurando una rotación adecuada de las
mismas, eliminando los materiales deteriorados o caducos y procediendo, en su caso, a
devolver las partidas inadecuadas. En ningún caso se incluirán en el proceso de
fabricación materias primas que no cumplan las especificaciones exigidas.

ANEJO III. CONTROL DE CALIDAD
10
3.2. Procesado.
El encargado del control de calidad es el responsable de evaluar aquellos puntos
críticos en las operaciones de procesado para determinar si se encuentran bajo control.
Tendrá que identificar qué partes del proceso pueden ser controladas directamente por los
trabajadores y en cuáles será necesaria la toma de muestras para una evaluación más
detallada en el laboratorio.
El control del procesado se hará lo mas cerca posible de la línea de elaboración para
asegurar una rápida aplicación de la información. Para conseguirlo será necesario un cierto
grado de formación de los trabajadores.
Se comprobarán parámetros tales como color, aspecto, sabor, temperatura, pH,
contaminación microbiológica (recuento de totales en placa), concentración de especias y
aditivos, porcentaje de humedad, etc.
3.3. Producto final. Envasado y etiquetado.
El envase cumplirá varias funciones: contener el producto desde el productor al
consumidor, mejorar la conservación de las cualidades y la vida útil del producto en tanto
en cuanto es el principal conservador del nivel de atmósfera modificada, proporcionar una
apariencia atractiva que ayuda en la venta del producto, servir de información
promocional, etc. Además de estas funciones, el material debe interaccionar
satisfactoriamente con el equipo de producción, tanto mecánico como humano, en base al
coste real y sin causar una excesiva pérdida de tiempo, dar origen a residuos o afectar a la
integridad final del producto.
Debe subrayarse la necesidad de definir las especificaciones del material de
envasado así como el cumplimiento de las mismas a su recepción. En muchos casos, el
comportamiento del material de envasado y la forma en que se pone en contacto con el

ANEJO III. CONTROL DE CALIDAD
11
alimento durante la operación de fabricación, son muy importantes para la seguridad del
producto.
Después del envasado es más difícil tomar una muestra representativa. Sin
embargo, será necesario comprobar que el producto cumple con los estándares de calidad
preestablecidos, ya que el éxito del producto ante el consumidor dependerá en gran medida
del nivel de calidad que tenga el producto en esta fase.
En cada una de las etiquetas que acompañan al producto terminado habrá que
registrar un código que se relacionará con el número de lote de producción, guardándose
los oportunos registros. De esta forma, cualquier producto que sea devuelto podrá
relacionarse con una determinada partida de materias primas, o con algún problema en la
línea de elaboración.
Esta etiqueta, según los requisitos de la Orden de 13 de febrero de 1.984 cada envase
deberá llevar marcados con caracteres suficientemente claros, legibles e indelebles,
constando todos ellos en idioma español y/o cualquier otro u otros, según el mercado al
que se destine la partida, las siguientes leyendas:
-. Identificación de la empresa: nombre o razón social o denominación del
fabricante.
-. Denominación del producto: denominación comercial y nombre de la
variedad (facultativo).
-. Composición del producto: ingredientes en lista decreciente respecto a sus
pesos, con mención especial de los aditivos en las formas autorizadas por la
legislación de los mismos y el código alimentario. Irán precedidos por la
leyenda “ingredientes”.
-. Categoría comercial: si no figura ninguna se considerará segunda.

ANEJO III. CONTROL DE CALIDAD
12
-. Contenido neto: para los productos alimenticios sólidos envasados con
líquido de cobertura o de gobierno deberá indicarse, además del contenido
neto, el peso escurrido. Ambas indicaciones irán precedidas,
respectivamente por las leyendas “Peso neto” y “Peso escurrido”. Si el
líquido de gobierno no se consume bastará con figurar el peso neto
escurrido.
-. País de origen y denominación (si existe).
-. Fecha de fabricación o envasado.
-. Identificación del lote de fabricación.
-. Registro sanitario.
3.4. Clasificación comercial de la merluza congelada.
Una vez terminado el proceso de elaboración se realizará un nuevo control para
determinar la clasificación comercial del producto terminado. Dicha clasificación
dependerá en gran medida de la calidad de la materia prima adquirida, por lo que será muy
importante realizar el control antes y después de la elaboración.
A continuación se expone el principio de la clasificación para este tipo de producto:
3.4.1. Pruebas de calidad.
Mediante muestreo, procedente de distintas zonas de la cámara de conservación en
estado congelado, se examinará el estado del producto elaborado, efectuándose las
siguientes pruebas:
a) Troceado del pescado en estado de congelación, el corte debe presentar
una apariencia compacta, no apreciándose a simple vista cristales o
agujas de hielo, hematomas ni color distinto del normal.

ANEJO III. CONTROL DE CALIDAD
13
b) Descongelado, debe presentar una consistencia firme y elástica.
c) Su aspecto y olor deben ser los propios del pescado fresco, no
percibiéndose ningún síntoma de rancidez o recongelación.
d) Triturado un trozo de su músculo, una vez descongelado, el exudado
que se produzca debe ser el propio del pescado congelado bien tratado.
3.4.2. Valoración del tratamiento.
3.4.2.1. Temperatura de almacenamiento.
a) Si la temperatura en cámaras de conservación en estado congelado
durante su almacenamiento no ha sido en ningún momento superior a
–20ºC, ni la temperatura en espina superior a –18ºC, se calificará con
cuatro puntos.
b) Si la temperatura en dichas cámaras no ha sido superior a –20ºC en
2ºC más de seis horas y la de su espina no ha superado la de –15ºC, se
calificará con tres puntos.
c) Cuando la temperatura en las cámaras de conservación no haya sido
superior a la de –15ºC y la temperatura en espinas no haya sido superior a
–14ºC, se calificará con dos puntos.
d) El producto que no reúna las condiciones mínimas antes señaladas
tendrá la calificación de un punto.
3.4.2.2. Control de otros datos determinantes del tratamiento.
a) Se asignarán cuatro puntos al producto que reúna todas y cada una de
las condiciones siguientes:

ANEJO III. CONTROL DE CALIDAD
14
-. No haber sufrido transbordo y, en su caso, que el producto esté
convenientemente envasado y que el aumento máximo de su
temperatura en el exterior no sea superior a 3ºC al concluir la
operación del transbordo.
-. Estar debidamente faenado y correctamente empaquetado.
Haberse iniciado su congelación dentro de las dos horas siguientes a
su captura.
b) Se asignarán tres puntos al producto que reúna todas y cada una de las
condiciones siguientes:
-. No haber sido transbordado sin estar convenientemente envasado.
-. Haberse iniciado la congelación dentro de las cuatro horas
siguientes a su captura.
c) Se clasificará con dos puntos al producto cuya congelación se haya
iniciado dentro de las seis horas siguientes a su captura.
d) Se asignará un punto al que haya iniciado su congelación después de
haber transcurrido más de seis horas desde su captura.
3.4.3. Calificación del cargamento.
Una vez realizadas las comprobaciones de carácter general, se calificará el producto
según el promedio de las puntuaciones que obtenga en las “Pruebas de Calidad” y en las de
“Valoración del tratamiento”.
En las “Pruebas de Calidad” se asignará al producto una puntuación máxima de
cuatro puntos y una mínima de un punto, según que del resultado de las mismas se deduzca
una óptima calidad o que ésta no la haga apta para el consumo humano.

ANEJO III. CONTROL DE CALIDAD
15
La puntuación que se asigne por “valoración del tratamiento” será el resultado de
sumar la puntuación correspondiente al apartado 3.4.2.1. afectada del coeficiente 0,7 y la
del 3.4.2.2. del coeficiente 0,3.
De los promedios obtenidos se calificará el cargamento con arreglo a los valores de
la tabla 1.
Tabla 1. Valores para la calificación de merluza.
Promedio. Calificación.De 3,5 a 4. “Extra”.
De 2,5 a menos de 3,5. “Primera”.De 1,5 a menos de 2,5. “Segunda”.
Inferior a 1,5. “No apto para el consumo humano”.
La calificación de “No apto para el consumo humano” en la “Prueba de calidad”
llevará consigo la descalificación del pescado, no sometiéndolo a las restantes pruebas.
Estos productos serán decomisados e inutilizados o destinado, previa desnaturalización, a
la elaboración de subproductos.
El producto calificado como de “Segunda” podrá destinarse a consumo humano
inmediato en un plazo máximo de un mes. Transcurrido dicho plazo, pasará
automáticamente a la calificación de “No apto”.
En la industria proyectada se persigue conseguir un producto basado en una alta
calidad, intentando obtener siempre una calificación de “extra” para los productos
procesados y elaborados.
4. ANÁLISIS DE PELIGROS Y PUNTOS DE CONTROL CRÍTICO.
El Análisis de Peligros y Puntos de Control Crítico (APPCC) es un sistema que ha
contribuido de forma importante a la evaluación de riesgos de tipo microbiológico y
constituye la base de control preventivo de todo tipo de peligros asociados en los

ANEJO III. CONTROL DE CALIDAD
16
alimentos. Puede aplicarse con la misma eficacia tanto a problemas microbiológicos como
de otro tipo, y por tanto, se considera un instrumento muy útil en el control de calidad en
general.
Un aspecto fundamental del sistema es que concentra todos sus esfuerzos en corregir
primero los defectos o fallos más importantes (aquellos que son causa de alteración de los
alimentos y de enfermedad del consumidor), relegando a un segundo plano aquellos
aspectos más relacionados con lo accesorio o estético.
En el proceso de escaldado y esterilización habrá que poner un especial cuidado en
el control de la temperatura, para realizar una correcta eliminación microbiológica y evitar
la contaminación no deseada del producto. La presencia de estos microorganismos no
deseables puede ser la causa de la intoxicación del consumidor o de la alteración del
producto.
4.1. Enfoque del sistema APPCC para controlar la calidad e inocuidad de losalimentos.
Para comprobar si el proceso al que es sometido un alimento cumple con los
requisitos comerciales y con las normas legales vigentes, el responsable máximo del
control de calidad y los inspectores públicos tendrán que comprobar si en las distintas
operaciones son seguidas unas “Buenas Prácticas de Elaboración” (BPE), y tomar muestras
del producto final para su análisis en el laboratorio.
El sistema APPCC supone un planteamiento sistemático para la identificación,
valoración y control de los riesgos, centrando su interés en aquellos factores que influyen
directamente en la inocuidad pública y en la calidad de un alimento, eliminando el empleo
inútil de recursos. Al dirigir directamente la atención al control de los factores clave que
intervienen en la sanidad y calidad de toda la cadena alimentaria, los inspectores, el
fabricante y el usuario final pueden estar seguros. Si se determina que un alimento ha sido

ANEJO III. CONTROL DE CALIDAD
17
producido, transformado y utilizado de acuerdo con el sistema APPCC, existe un elevado
grado de seguridad sobre su inocuidad microbiológica y su calidad.
4.2. Definición de los términos y componentes del sistema APPCC.
El sistema APPCC comprende las siguientes etapas secuenciales:
4.2.1. Identificación de los riesgos o peligros y valoración de su gravedad y de la
probabilidad de presentación (análisis de riesgos), asociados a la producción, distribución y
empleo de materias primas y de productos alimenticios.
-. Riesgo o peligro (hazard) representa la contaminación inaceptable, el
crecimiento inaceptable y/o la supervivencia inaceptable de
microorganismos que influyan en la inocuidad o en la alteración, y/o la
producción o persistencia inaceptable en los alimentos de productos
derivados del metabolismo microbiano.
-. Gravedad (severity) es la magnitud del riesgo o peligro.
-. Riesgo (risk) es una estimación de la probabilidad de que exista un riesgo
o peligro.
Esta fase se divide a su vez en 2 subfases:
-. Identificación de riesgos, basado en evidencias epidemiológicas y en
informaciones técnicas sobre todos los aspectos relativos a la producción,
procesado, almacenamiento, distribución y empleo de un determinado
alimento que pudiera constituir un riesgo.
-. Valoración del riesgo o peligro, en base a la probabilidad de presentación
y gravedad.

ANEJO III. CONTROL DE CALIDAD
18
4.2.2. Determinación de los puntos críticos de control (PCC) en los cuales se controlarán
los riesgos o peligros identificados.
Un PCC es un lugar, práctica, procedimiento o etapa de un proceso en el que puede
ejercerse control sobre uno o más factores. Es importante que aquellos puntos designados
como críticos, sean seleccionados cuidadosamente en base la gravedad estimada del riesgo
o de los riesgos que es necesario controlar y/o de la probable frecuencia de su presentación
y de su magnitud si no se ejerce el control. Deben ser puntos en los que puede ejercerse el
control y el mismo resulta necesario. Si es necesario controlar más de un riesgo, el control
se aplicará primero normalmente al riesgo más importante.
Se definen 2 tipos de PCC:
-. PCC1, en el que se asegurará el control de un riesgo.
-. PCC2, en el que se minimizará el riesgo, aunque no lo controla
totalmente.
Ambos tipos de PCC son importantes y deben de ser controlados.
4.2.3. Especificación de los criterios que indican si una operación está bajo control en un
determinado PCC.
Los criterios son los límites especificados de características de naturaleza física
(tiempo, temperatura, etc.), química (pH, acidez, aw), o biológica (sensorial o
microbiológica).
Todos estos criterios deben ser documentados de forma clara y nada ambigua o
como especificaciones en los manuales de trabajo, incluyendo, cuando se crea conveniente,
tolerancias. La elección de las opciones de control dependerá de su utilidad, coste y
capacidad de la empresa alimentaria en particular para aplicar la opción de control.

ANEJO III. CONTROL DE CALIDAD
19
4.2.4. Establecimiento y aplicación de procedimientos para comprobar que cada PCC a
controlar funciona correctamente.
La comprobación, vigilancia o monitorización consiste en determinar que el
tratamiento o proceso e manipulación en un determinado PCC se encuentra bajo control.
Al igual que con el análisis de riesgos y la determinación de los PCCs, la implantación de
unos procedimientos eficaces de vigilancia o monitorización requiere disponer de
experiencia técnica. La comprobación será capaz de detectar tiempo de que pueda
establecerse una acción correctora que permita volver a controlar el proceso cualquier
desviación de la especificación (pérdida de control) y aportar esta información a antes de
que sea necesario rechazar el producto.
Se utilizan cuatro tipos principales de comprobación: observación visual, valoración
sensorial, determinaciones físicas/químicas, y examen microbiológico.
Una vez establecidos métodos simples y rápidos de comprobación y vigilancia de
los PCCs, y criterios que indiquen si la operación se encuentra o no bajo control, es
necesario especificar la frecuencia de la comprobación y el plan de muestreo que ha de
seguirse. Estos aspectos serán determinados en relación con la posibilidad de presentación
y la gravedad del riesgo que debe ser controlado en un determinado PCC. El
mantenimiento de un registro es una parte integral de la comprobación o monitorización y
será tan simple como sea posible en un programa de comprobación correctamente
diseñado.
4.2.5. Aplicar la acción correctora que sea necesaria cuando los resultados de la
comprobación indiquen que un determinado PCC no se encuentra bajo control.
4.2.6. Verificación o confirmación, es decir, el empleo de información suplementaria para
asegurar que funciona correctamente el sistema APPCC.

ANEJO III. CONTROL DE CALIDAD
20
Esto se usa cuando un sistema de control basado en el APPCC se introduce por
primera vez en un proceso nuevo, o como parte de la necesaria revisión continuada del
rendimiento de un programa APPCC establecido.
4.3. Aplicación del sistema APPCC.
El fundamento es sencillo, en un principio se requiere la identificación del área o
áreas donde pueden surgir problemas, seguido de un estudio crítico y profundo de los
acontecimientos que se producen en esa zona. La información detallada de ese estudio,
sometida a un tratamiento estadístico, sirve para identificar los puntos de mayor riesgo y
aplican entonces los mecanismos más apropiados de control.
De forma grosera, la primera etapa consiste en identificar y cuantificar los riesgos
microbiológicos asociados al proceso de fabricación del alimento, y la posibilidad de
aparición. Después se realiza la valoración de los riesgos, de acuerdo a lo indicado
anteriormente.
La etapa final consiste en la selección de los requisitos de comprobación y control,
según su utilidad y posibilidad de aplicación.
5. APLICACIÓN DEL SISTEMA APPCC A LA “INDUSTRIA DE ELABORACIÓNDE FILETES Y RODAJAS DE MERLUZA”.
El sistema APPCC, cuyos fundamentos se han visto en el apartado anterior, se
contempla actualmente como una de las herramientas preventivas y de control de higiene
alimentaria más eficaz y eficiente. Todas las instituciones supranacionales de carácter
sanitario contemplan este sistema en sus programas, recomendando su utilización, no
solamente para la industria, sino a través de toda la cadena alimentaria desde el productor
primario hasta el consumidor final.
ANEJO III. CONTROL DE CALIDAD
21
5.1. Descripción de los productos y utilización esperada.
En la planta se elaborará filetes y rodajas de merluza envasados en cajas de cartón
encerado.
Las instalaciones y equipos habituales de esta línea de producto son: zona de
recepción-selección, cámara de almacenamiento, lavado, zona de elaboración
(clasificación, corte, inspección y retoques), zona de envasado y etiquetado, almacén de
aditivos, almacén de productos auxiliares para el envasado, almacén de conservación de
productos acabados, vestuarios y servicios del personal y locales auxiliares.
5.2. Análisis de riesgos.
A continuación se analizarán los principales peligros que se pueden presentar en la
industria objeto del proyecto.
5.2.1. Factores relacionados con la contaminación.
-. El personal puede transmitir enfermedades y servir como vector para la
propagación.
-. Hay que prestar una especial atención a la contaminación cruzada. Se
evitará en todo momento, el contacto de los productos crudos con otros ya
terminados.
-. Limpieza insuficiente del equipo y falta de higiene de los operarios.
-. Uso de aditivos e ingredientes en cantidades superiores a las permitidas o
en mal estado.

ANEJO III. CONTROL DE CALIDAD
22
5.2.2. Factores relacionados con la proliferación microbiana.
-. Refrigeración incorrecta.
-. Lavado deficiente.
-. Equipos y manipuladores.
-. Material de envases y embalajes.
-. Congelación incorrecta.
5.3. Diagrama de fabricación. Determinación de los PCCs.
En la figura 1 se muestran las principales etapas del proceso de elaboración de
merluza señalando los puntos críticos de control.

ANEJO III. CONTROL DE CALIDAD
23
Figura 1. Diagrama de flujo del proceso de elaboración de filetes y rodajas de merluza.
Recepción, almacenamiento materia prima PCC2
Lavado, clasificación PCC2
Eviscerado, descabezado y fileteado PCC2
Retoques e inspección PCC2
Recepción y almacenamiento de envases y embalajes PCC2
Glaseado PCC2
Etiquetado, embajaje PCC2
Almacenamiento del producto terminado PCC2
Congelación PCC2

ANEJO III. CONTROL DE CALIDAD
24
5.4. Selección de criterios de control. Medidas de comprobación, vigilancia ymonitorización. Grupo de medidas correctoras.
Estos factores se verán conjuntamente, en el sinóptico de aplicación del cuadro 1.

ANEJO III. CONTROL DE CALIDAD
25
FASE RIESGOSMEDIDAS
PREVENTIVASPCC LÍMITE CRÍTICO VIGILANCIA
MEDIDAS
CORRECTORASREGISTROS
Almacenamiento y
Recepción de materias
primas e ingredientes.
Suministro de agua
• Materias primas
deterioradas.
• Almacenamiento en
buenas condiciones.
• Seguimiento de las
condiciones fijadas
para el
almacenamiento.
2
• Cumplir requisitos
de agua potable
(R.D. 1138/1990)
• Cumplir
especificaciones.
• Control de cada
partida: Tª y
características
organolépticas
• Control del medio de
transporte (Tª,
higiene)
• Cumplir
especificaciones de
compra
• Análisis
microbiológico y
físico-químico del
agua y control de
cloro
• Rechazo de materia
no apta.
• Retirar
homologación de
proveedores
• Adición de cloro en
caso de ser necesario
• Inutilizar punto de
toma de muestras de
agua
• Medidas correctoras
• Resultados de
análisis de agua
• Entradas y control de
cada partida
• Registro de Tª y
condiciones de
transporte
Lavado del producto. • pH elevado en el
producto que puede
incidir en la
esterilización.
• Crecimiento carga
microbiana por
equipos y
manipuladores.
• Control de pH sobre
producto.
• Seguimiento de
buenas prácticas de
manipulación.
• Mantenimiento
higiénico del equipo.
2
• pH<9 • Control periódico de
pH.
• Corregir operaciones
de Lavado.
• Rechazo de materia
no apta
• Registro de medidas
correctoras
• Registro de pH.

ANEJO III. CONTROL DE CALIDAD
26
Eviscerado, descabezado,
fileteado y clasificación.
• Crecimiento de la
carga microbiana.
• Contaminación
microbiana por
equipos y
manipuladores.
• Parásitos.
• Fijación tiempo.
• Determinación
visual de parásitos.
• Seguimiento de
buenas prácticas de
manipulación.
• Mantenimiento
higiénico del equipo.
2
• Tiempo menor
posible.
• Límites presencia de
parásitos, según
legislación vigente.
• Control tiempo.
• Control parásitos.
• Acelerar el proceso.
• Rechazar el
producto.
• Medidas correctoras.
Recepción y
almacenamiento de
envases y embalajes.
• Calidad no higiénica
de los envases.
• Contaminación por
suciedad, polvo y
humedad.
• Calidad concertada
con los proveedores.
• Protección y
condiciones
adecuadas de
envases en su
recepción y
almacenamiento.
2
• Material adecuado
de envases.
• Buenas condiciones
de almacenamiento
de los envases.
• Buenas condiciones
de los locales de
almacenamiento.
• Control de envases:
-. Recepción.
-. Almacenamiento.
• Cambiar de
proveedor.
• Rectificar las
condiciones de
almacenamiento y de
los locales.
• Medidas correctoras.
• Identificación del
proveedor.
Glaseado. • Contaminación
microbiana por
equipos y
manipuladores.
• Seguimiento de
buenas prácticas de
manipulación.
• Manteniemiento
higiénico del equipo.
2
• Glaseo rápido.
• Temperatura igual o
inferior a 0ºC.
• Control de la
relación tiempo/Tª y
buen funcionamiento
de los equipos.
• Reprocesar el
producto si no se
puede alcanzar el
límite crítico
• Medidas correctoras.

ANEJO III. CONTROL DE CALIDAD
27
Congelación. • Crecimiento de la
carga microbiana.
• Contaminación
microbiana por
equipos.
• Parásitos.
• Relación tiempo/Tª
adecuada.
• Mantenimiento
higiénico del equipo.
• Congelación2
• Temperatura igual o
superior a -
18ºC.
• Congelación rápida.
• Control de la
relación tiempo/Tª y
buen funcionamiento
de los equipos.
• Acelerar el proceso
de congelación.
• Reenfriar para no
superar el nivel
objetivo.
• Temperatura.
• Medidas correctoras.
Envasado y embalado. • Contaminación
microbiológica por
equipo o
manipuladores.
• Aporte de materias
extrañas por envase.
• Crecimiento de la
carga microbiana.
• Estado correcto de
limpieza y
desinfección de
equipos.
• Instrucciones de
higiene.
• Establecer las
condiciones del
envase.
• Envasado rápido.
2
• Proceso de envasado
rápido.
• Cierre correcto del
envase.
• Control periódico de
superficie y prácticas
de manipulación.
• Control del tiempo y
cierre de los envases.
• Modificar sistema de
limpieza y
desinfección.
• Formación sanitaria
al personal.
• Devolución de
envases.
• Acelerar el proceso.
• Reenvasar el
producto.
• Registro limpieza y
desinfección.
• Periodicidad y
método empleado.
• Registro de medidas
correctoras.
Almacenamiento. • Crecimiento de
carga microbiana.
• Fijación de la
temperatura. 2
• Temperatura igual o
inferior
– 20ºC.
• Control de la
temperatura.
• Reenfriar producto.
• Rechazar producto.
• Temperatura.
• Medidas correctoras.


ANEJO III. CONTROL DE CALIDAD
29
5.5. Control del suministro de agua potable y no potable.
Las cuestiones relativas al abastecimiento de agua potable, así como evacuación de
aguas residuales, se recogen en los anejos correspondientes.
Se deberán realizar análisis microbiológicos y físico-químicos del agua que utiliza,
para asegurarse de la idoneidad de la misma. Los análisis microbiológicos del agua
deberán realizarse con una frecuencia variable en función de la fuente de abastecimiento.
Si de los resultados de dichos análisis se detectaran desviaciones con respecto a los
valores de referencia establecidos en la legislación, deberán tomarse las medidas
correctoras oportunas y repetirse los análisis para confirmar la corrección del defecto
detectado.
Para asegurar la potabilidad se tomará una muestra de agua antes del contador
general de la instalación. Además se tomarán muestras específicas en las salas de
atemperado, despiece, sala de elaboración y sala de envasado-etiquetado.
5.6. Programa de limpieza y desinfección.
El programa de limpieza y desinfección será aplicable a todos los recintos, equipos
principales y auxiliares, utensilios, etc., utilizados en la elaboración, y que guarden
relación con la higiene y salubridad de los productos que fabrica
La limpieza se iniciará al terminar las labores de producción, para evitar que los
residuos se sequen y se adhieran más a la superficie, pudiendo realizar otras limpiezas
parciales con arreglos a necesidades de producción.
De modo grosero, deberá seguir los siguientes pasos:

ANEJO III. CONTROL DE CALIDAD
30
-. Barrido de residuos sólidos.
-. Enjuague inicial (barrido con agua).
-. Aplicación del detergente a las superficies a limpiar y durante el tiempo
de contacto se profundizará en la limpieza manual con estropajo y cepillo.
-. Enjuague abundante con agua potable cuidando de evitar la proyección de
residuos al ambiente.
5.7. Higiene personal.
Se establecerán medidas higiénicas, de obligado cumplimiento para todo el personal
manipulador, con el fin de evitar riesgos sanitarios en los productos y prevenir accidentes y
otros riesgos durante su trabajo.
Todos los empleados dispondrán de: uniforme adecuado, cubrecabezas, calzado con
suela antideslizante y guantes desechables. Esta vestimenta estará suficientemente limpia
al comienzo de la jornada laboral y se cambiará por otra limpia cuando se ensucie, tantas
veces como sea necesario.
Como ejemplo de medidas generales de higiene:
-. Cuidar la higiene personal diariamente antes de incorporarse al trabajo.
-. Llevar toda la ropa puesta antes de acceder al puesto de trabajo.
-. Lavarse las manos con agua caliente y jabón, aclarándolas y secarlas con
toallas desechables, al comienzo de la jornada laboral, después de haber ido
a los aseos, después de las pausas y al cambiar de tareas.
-. No comer, fumar, beber o mascar chicle en el puesto de trabajo.
-. No toser o estornudar sobre los alimentos.

ANEJO III. CONTROL DE CALIDAD
31
-. No secarse el sudor con las manos, el brazo o el uniforme.
-. No escupir en el puesto de trabajo
-. No llevar anillos, pulseras u objetos de adorno en brazos y manos.
-. Llevar las uñas cortas y limpias.
-. No usar vendajes en brazos y manos.
-. No tirar al suelo productos o residuos.
-. Informar al responsable cuando haya síntomas de enfermedades.
-. Abandonar el puesto de trabajo todo trabajador con indicios de ser
portador de microorganismos patógenos.
-. No introducir animales ni personas no autorizadas en la empresa.
5.8. Programa de mantenimiento de instalaciones y equipos.
Todos los artículos, instalaciones y equipos que entren en contacto con la materia
prima a elaborar deberán estar limpios, en buen estado de conservación y se limpiarán y
desinfectarán de acuerdo con lo establecido en el programa correspondiente. Su
construcción y composición reducirán al mínimo el riesgo de contaminación de las
materias primas.
Todas las superficies donde se manipulen tanto materias primas como productos
intermedios o elaborados, serán impermeables y de materiales fáciles de limpiar. Los
utensilios no tendrán elementos de madera.
Todas las estructuras de apoyo (mesa, bandejas, carros, etc.) se conservarán en
perfecto estado y se inspeccionarán y limpiarán de forma periódica. Será importante que

ANEJO III. CONTROL DE CALIDAD
32
toda superficie que esté en contacto directo con alimentos se haya limpiado y secado antes
de utilizarla.
5.9. Plan de formación del personal.
El plan de formación establecerá las acciones necesarias para asegurar que el
personal de la empresa cuenta con la formación necesaria para realizar y mejorar su trabajo
desde el punto de vista higiénico-sanitario.
Quedarán sometidos al plan de formación todo personal de la empresa, en la medida
en que cada uno realice actividades relacionadas con la higiene y salubridad alimenticia.
Las necesidades de formación serán propuestas por el responsable del sistema
APPCC, en colaboración con el resto de las secciones o departamentos, y aprobadas por la
Gerencia. Las acciones de formación podrán ser:
-. Externas, a través de asociaciones sectoriales principalmente.
-. Internas, mediante charlas o cursos desarrollados e impartidos por
personal de la empresa.
-. Visitas a instalaciones de empresas del sector y proveedores.
5.10. Plan de desinsectación y desratización.
La lucha antivectorial se establecerá con carácter preventivo, mediante
procedimientos pasivos y evitando además la acumulación de desperdicios o la falta de
higiene adecuada.
Los tratamientos se realizarán de forma mensual con la salvedad de focos intensos,
en cuyo caso se duplican a dos tratamientos mensuales. Antes y después de cada
tratamiento se realizarán los controles pertinentes que permitan verificar la eficacia de los

ANEJO III. CONTROL DE CALIDAD
33
mismos. Dichos controles serán en cada caso los más complicados y factibles de realizar,
consistiendo en estimaciones de las poblaciones de vectores a reducir antes y después del
tratamiento realizado, o en la simple constatación del consumo de los productos utilizados.
Las actuaciones en la lucha antivectorial las realizarán empresas dedicada a esta
actividad, que estén correctamente registradas como empresas de Servicios en las
diferentes Consejerías.
En la observación visual del entorno se examinarán: roedores vivos, huellas frescas,
roedores muertos, nidos, pelos, excrementos, bocas y cebos comidos.
La industria dispondrá también de telas mosquiteras y cortinas para evitar el paso de
moscas y mosquitos. Cuando el sistema falle, los insectos serán capturados mediante
aparatos eléctricos matainsectos distribuidos por la fábrica, garantizando el buen
funcionamiento del sistema.
6. DOCUMENTACIÓN.
El sistema APPCC es también un sistema documentado y verificable para la
identificación de los riesgos o peligros, las medidas preventivas y los puntos críticos de
control, y para la puesta en práctica de un sistema de monitorización o vigilancia. Todo
esto nos obliga a registrar y archivar las actuaciones, tanto a nivel de procedimientos
técnicos como para la verificación y confirmación del sistema.
De igual manera, se tendrán registros también de la analítica del agua, de la
eliminación de residuos, de la verificación de instrumentos de medida, de la limpieza y
desinfección y de otros documentos de importancia.

ANEJO III. CONTROL DE CALIDAD
34
7. LABORATORIO.
El laboratorio de control de calidad debe estar equipado adecuadamente y disponer
de personal cualificado capaz de llevar a cabo los análisis necesarios y proporcionar los
servicios con la rapidez y previsión necesarias. En caso necesario, podrá recurrirse a
análisis de laboratorios privados o al servicio de otros expertos.
La revisión del laboratorio debe realizarse al menos cada tres meses controlándose
los siguientes puntos:
-. La selección de los métodos analíticos para comprobar que los métodos
utilizados son los adecuados para usarse en el laboratorio, que éstos hayan
sido controlados adecuadamente y que se dispone del equipamiento idóneo.
-. El ensayo de nuevos métodos para conseguir un laboratorio puesto al día
y con un coste adecuado y que no impliquen modificaciones de los métodos
estándar.
-. Que los métodos designados se siguen fielmente sin la supresión de pasos
y de modificaciones no autorizadas.
-. Que se siguen los procedimientos establecidos de recepción de la muestra,
manipulación y los sistemas de información.
-. Que se obtienen unos resultados detallados mediante una selección
cuidadosa de las muestras y puntos de muestreo y por el análisis de la
información disponible.
7.1 Equipos y materiales de laboratorio.
A continuación se indica el equipo mínimo con el que deberá contar el laboratorio
de la industria:

ANEJO III. CONTROL DE CALIDAD
35
-. Buretas, pipetas y probetas.
-. Embudos y matraces.
-. Balanza electrónica con precisión de 0,1 mg.
-. pH-metros.
-. Tubos de ensayo
-. Vasos de precipitado
-. Estufa isoterma de calefacción eléctrica.
-. Desecador provisto de un deshidratante eficaz.
-. Varillas de vidrio con una extremidad aplanada.
-. Crisoles.
-. Reactivos necesarios.
-. Espectrofotómetro, etc.
7.2 Ensayos que se deben realizar.
-. Análisis de aguas.
-. Análisis de contaminación microbiológica del producto.

ANEJO III. CONTROL DE CALIDAD
ÍNDICE
1. GENERALIDADES SOBRE EL CONTROL DE CALIDAD..........................................1
1.1. Introducción. ..........................................................................................................1
1.2. Definición y concepto de calidad...........................................................................1
1.3. Concepto de Análisis de Peligros y Puntos de Control Crítico. ............................2
1.4. Sistema APPCC. ....................................................................................................2
1.5. Antecedentes y legislación.....................................................................................2
1.6. Constitución de un sistema de APPCC.................................................................5
1.7. Necesidad del control de calidad. ..........................................................................6
1.8. Responsabilidades del Departamento de control de calidad..................................6
2. FACTORES INFLUYENTES SOBRE LA CALIDAD. ...................................................7
3. ASPECTOS DE CALIDAD DURANTE EL PROCESO DE FABRICACIÓN. ..............8
3.1. Materias primas......................................................................................................9
3.2. Procesado. ............................................................................................................10
3.3. Producto final. Envasado y etiquetado.................................................................10
3.4. Clasificación comercial de la merluza congelada................................................12
3.4.1. Pruebas de calidad........................................................................................12
3.4.2. Valoración del tratamiento...........................................................................13
3.4.2.1. Temperatura de almacenamiento..........................................................13
3.4.2.2. Control de otros datos determinantes del tratamiento. .........................13
3.4.3. Calificación del cargamento.........................................................................14
4. ANÁLISIS DE PELIGROS Y PUNTOS DE CONTROL CRÍTICO..............................15
4.1. Enfoque del sistema APPCC para controlar la calidad e inocuidad de losalimentos. ....................................................................................................................16
4.2. Definición de los términos y componentes del sistema APPCC. ........................17
4.2.1. Identificación de los riesgos o peligros y valoración de su gravedad y de laprobabilidad de presentación (análisis de riesgos), asociados a la producción,distribución y empleo de materias primas y de productos alimenticios.................17
4.2.2. Determinación de los puntos críticos de control (PCC) en los cuales secontrolarán los riesgos o peligros identificados. ....................................................18
4.2.3. Especificación de los criterios que indican si una operación está bajocontrol en un determinado PCC. ............................................................................18
4.2.4. Establecimiento y aplicación de procedimientos para comprobar que cadaPCC a controlar funciona correctamente. ..............................................................19
4.2.5. Aplicar la acción correctora que sea necesaria cuando los resultados de lacomprobación indiquen que un determinado PCC no se encuentra bajo control...19
4.2.6. Verificación o confirmación, es decir, el empleo de informaciónsuplementaria para asegurar que funciona correctamente el sistema APPCC.......19
4.3. Aplicación del sistema APPCC. ..........................................................................20
5. APLICACIÓN DEL SISTEMA APPCC A LA “INDUSTRIA DE ELABORACIÓN DEFILETES Y RODAJAS DE MERLUZA”. ..........................................................................20
5.1. Descripción de los productos y utilización esperada. ..........................................21
5.2. Análisis de riesgos. ..............................................................................................21
5.2.1. Factores relacionados con la contaminación. ...............................................21
5.2.2. Factores relacionados con la proliferación microbiana................................22
5.3. Diagrama de fabricación. Determinación de los PCCs.......................................22
5.4. Selección de criterios de control. Medidas de comprobación, vigilancia ymonitorización. Grupo de medidas correctoras. ........................................................24
5.5. Control del suministro de agua potable y no potable...........................................29
5.6. Programa de limpieza y desinfección. .................................................................29
5.7. Higiene personal. ................................................................................................30
5.8. Programa de mantenimiento de instalaciones y equipos. ....................................31

5.9. Plan de formación del personal. ...........................................................................32
5.10. Plan de desinsectación y desratización. .............................................................32
6. DOCUMENTACIÓN.......................................................................................................33
7. LABORATORIO. ............................................................................................................34
7.1 Equipos y materiales de laboratorio......................................................................34
7.2 Ensayos que se deben realizar...............................................................................35

ANEJO III. CONTROL DE CALIDAD
1
1. GENERALIDADES SOBRE EL CONTROL DE CALIDAD.
1.1. Introducción.
La calidad es un factor básico a la hora de conseguir una adecuada comercialización
de un producto. Es norma general en cualquier proceso de fabricación el tratar de obtener
un producto de máxima calidad, siendo este factor una de las mayores bazas en la
diferenciación del producto con respecto a los productos similares existentes en el
mercado.
Este factor de la calidad es tanto más importante cuanto más desarrollado esté el
País en el cual se pretende comercializar el producto pues mayores serán las exigencias de
los consumidores. A su vez, esta calidad debe ser uniforme y mantenerse homogénea en
todas las partidas de producto a lo largo del tiempo.
De lo anteriormente expuesto se deduce la necesidad de buscar un proceso de
elaboración, que permita la obtención de un producto de alta calidad, intentando que ésta
sea como mínimo igual o si es posible más elevada que la de otros productos ya existentes
en la competencia.
1.2. Definición y concepto de calidad.
La calidad se define según la norma ISO 8.402 como el “conjunto de características
de un producto o servicio que le confieren la aptitud para satisfacer las necesidades
establecidas e implícitas”. Con lo cual un producto es de calidad cuando satisface al
cliente.
La calidad es un concepto basado en apreciaciones subjetivas del consumidor, que
no se refiere sólo al sabor, sino también al hábito, deseo, exigencia, aprecio, etc., de las
personas que van a consumirlo.

ANEJO III. CONTROL DE CALIDAD
2
Un producto alimenticio tendrá más calidad para un consumidor cuantas más
cualidades de éste le impresionen favorablemente, tanto cualidades intrínsecas debidas al
producto en sí, como extrínsecas debidas al envase, presentación, técnicas de marketing,
etc. También es un punto que forma parte del concepto de calidad de un producto el factor
sanitario, el cual, deberá de cuidarse mediante análisis microbiológicos, nutricionales y
análisis bioquímicos periódicos y sistemáticos de muestras de producto.
Por lo dicho anteriormente un producto de calidad se realiza cuando en el
planteamiento inicial de producción se tiene en cuenta las necesidades del cliente al que se
dirige y se busca satisfacerlas.
1.3. Concepto de Análisis de Peligros y Puntos de Control Crítico.
El Análisis de Peligros y Puntos de Control Crítico (APPCC) es un sistema
preventivo de control de alimentos cuyo objetivo es la seguridad e inocuidad alimentaria.
Un APPCC tiene también un enfoque documentado y verificable para la identificación de
los riesgos o peligros, las medidas preventivas y los puntos críticos de control.
1.4. Sistema APPCC.
Es una metodología de trabajo, una herramienta cuya implantación permite mantener
bajo control nuestros procesos y productos, estableciendo mecanismos que prevengan su
contaminación o deterioro para su aptitud allí donde la probabilidad o la gravedad de que
ello suceda sean más elevados.
1.5. Antecedentes y legislación.
La primera aparición del sistema APPCC en un documento legislativo tuvo lugar en
el Codex Alimentario, el cual recomendaba armonizar a nivel internacional las definiciones
y elementos del sistema e introducirlo dentro de las actividades de control oficial por parte
de las Administraciones.

ANEJO III. CONTROL DE CALIDAD
3
La Comisión de las Comunidades Europeas, aunque muy sensible con los aspectos
físico-químicos y de producción de los alimentos, poco ha legislado sobre la higiene
alimentaria, por lo que la legislación existente al respecto es básicamente vertical.
La Directiva 93/43 del 19 de Julio de 1993 trata de la higiene de los productos
alimenticios. Complementa a la Directiva 89/397 en las normas encaminadas a mejorar el
nivel de la higiene de los alimentos en el ámbito comunitario. Su transposición al
ordenamiento jurídico español es el Real Decreto 2207/95 del 28 de Diciembre de 1995, en
el que su artículo 3º indica que las empresas tanto elaboradoras como distribuidoras
velarán por que se definan, pongan en marcha, se cumplan y se actualicen métodos
eficaces de control, de acuerdo con los principios en los que se basa el sistema APPCC que
son:
-. Análisis de riesgos alimentarios potenciales.
-. Localización en el espacio y tiempo de los puntos a lo largo del proceso
en los que pueden producirse los riesgos alimentarios identificados.
-. Determinación de entre los puntos de riesgos, los que pueden ser
decisivos para garantizar la seguridad y salubridad de los productos.
-. Definición y aplicación de procedimientos eficaces de control y
seguimiento de los puntos críticos.
-. Verificación periódica de los riesgos.
En el sector de productos de la pesca, el sistema de autocontrol por parte de las
industrias aparece en legislaciones de tipo vertical (normas sanitarias para la producción
y/o comercialización de productos frescos), como son:
Directiva 91/493 sobre productos pesqueros (aplicación nacional Real
Decreto 1437/92)

ANEJO III. CONTROL DE CALIDAD
4
Decisión 93/140/CEE sobre control visual para detectar la presencia de
parásitos.
Decisión 94/356 de autocontroles en productos pesqueros.
De toda esta legislación hay que destacar diversos puntos:
Los autocontroles, basados en el sistema APPCC, deben garantizar que los
productos pesqueros cumplan los requisitos legales de comercialización.
El personal que participa en el APPC debe estar suficientemente formado.
La toma de muestras o datos para el control analítico se dirige a confirmar
que el ARCPC funciona, y se enfoca a comprobar la calidad sanitaria de las
materias primas y la eficacia de procesos en vez de analizar el producto
final.
La documentación o registro debe incluir dos tipos de información:
documentación sobre estructura del ARCPC y documentación sobre las
observaciones y actuaciones realizadas.
Otra Normativa relevante que afecta al sector de la pesca en materia sanitaria:
Directiva 92/48/CEE normas mínimas de higiene en prod. pesqueros
obtenidos a bordo de determinados buques pesqueros
Decisión 93/25/CEE sobre tratamientos autorizados para inhibir la
proliferación de patógenos en moluscos bivalvos y gasterópodos marinos
Decisión 93/51/CEE sobre límites microbiológicos en bivalvos y crustáceos
cocidos
Decisión 93/351/CEE sobre metales pesados (mercurio)
Decisión 95/149/CEE sobre tasas de NBVT

ANEJO III. CONTROL DE CALIDAD
5
Decisión 96/77/CEE moluscos bivalvos contaminados por toxinas PSP
Orden Ministerial del 2/8/91 sobre límites microbiológicos y de metales
pesados en prod. pesqueros
Real Decreto 308/93 RTS de comercialización de moluscos bivalvos vivos
Real Decreto 345/93 norma de calidad de las aguas de cría de mariscos
1.6. Constitución de un sistema de APPCC.
Las Comunidades Autónomas, en coordinación con el Ministerio de Sanidad y
Consumo, y con la ayuda de asociaciones comerciales, han elaborado propuestas y
dossieres de actuaciones comunes sobre la aplicación práctica de sistemas de autocontrol
basados en el APPCC.
Para cumplir con la nueva legalidad vigente, la empresa deberá aportar, junto a la
documentación de solicitud para la obtención del Registro Sanitario, un modelo teórico del
sistema que incluya los siguientes puntos.
-. Fichas técnicas de los productos.
-. Planos de las redes de distribución de agua potable y saneamiento.
-. Circulación de la fabricación de los productos en el plano.
-. Programas de limpieza, desinfección y desinsectación.
-. Programa de mantenimiento de las instalaciones y equipos.
-. Enumeración de los peligros que pueden aparecer en cada una de las fases
de la fabricación, definiendo las medidas de control previstas.
-. Identificación de los puntos críticos de control (PCC), estableciendo sus
límites críticos de variación.

ANEJO III. CONTROL DE CALIDAD
6
-. Medidas correctoras de cada PCC.
-. Procedimiento de verificación del sistema.
-. Plan de formación de los trabajadores.
Además adquirirá el compromiso de que a los tres meses del inicio de la actividad se
realizará la verificación del sistema para, posteriormente, llevar a cabo la verificación y
validación por los inspectores sanitarios del distrito.
1.7. Necesidad del control de calidad.
Un adecuado programa de control de calidad comenzará con la selección y
evaluación de todas las materias primas y materiales de envasado, continuará durante todo
el proceso de elaboración y terminará cuando el producto sea consumido.
Este control de calidad afectará tanto al personal, la maquinaria y las salas de
elaboración como los almacenes, cámaras frigoríficas y vehículos de distribución. Todos
estos factores influyen en la calidad final del alimento en el momento de la adquisición y
consumo.
Todo el personal debe contribuir a establecer y mantener los valores normales de
calidad. Una distracción puede dar origen a contaminación con un cuerpo extraño,
mientras que una descuidada higiene personal puede dar lugar a nefastas consecuencias,
tanto peores cuanto a más rango de población vaya destinado el alimento. Es por tanto
muy deseable realizar programas de formación permanente en los trabajadores para
motivarlos y prepararlos en su trabajo, y establecer de una forma clara los procedimientos
para mantener los niveles de calidad. Con tal fin se tratará de llevar a cabo un Análisis de
Riesgos e Identificación y Control de Puntos Críticos (APPCC).
1.8. Responsabilidades del Departamento de control de calidad.

ANEJO III. CONTROL DE CALIDAD
7
Entre las responsabilidades del departamento de control se encuentran las siguientes
tareas:
a) Elaboración de especificaciones y estándares.
b) Desarrollo y adquisición de las herramientas necesarias para la toma de
muestras y análisis de materias primas, control de puntos críticos durante el
procesado y en la producción final. Pueden usarse métodos químicos,
físicos y biológicos, así como pruebas de análisis sensorial.
c) Proporcionar asesoramiento científico en la selección de materias primas
y procesos de fabricación, detectando errores para su rápida corrección y
prevención futura.
d) Colaboración con los funcionarios inspectores de la Administración
Pública.
e) Obtención de información sobre modificaciones y nuevos avances en el
proceso de fabricación.
f) Desarrollo de programas de mantenimiento, limpieza, desinfección y
desinsectación.
g) Establecimiento de programas de formación de los trabajadores.
2. FACTORES INFLUYENTES SOBRE LA CALIDAD.
El sistema APPCC puede ayudar a resolver muchos de los problemas públicos de
higiene de los alimentos cuyo principal objetivo es la prevención de riesgos.
Existe una regla general sobre la fabricación de alimentos seguros: que ésta sea
rápida, limpia y se realice un control de temperatura del proceso.

ANEJO III. CONTROL DE CALIDAD
8
La rapidez es muy importante en la fabricación de alimentos. Todas las etapas del
proceso de elaboración deben realizarse tan rápidamente como sea posible. Cuanto más
rápido se procesen, menor es el riesgo de alteración. Si durante la fabricación, se produce
algún tipo de interrupción del proceso, es conveniente evitar la exposición al aire de los
alimentos parcialmente elaborados.
La limpieza es otro factor importante. La suciedad aporta gran cantidad de
bacterias, y la falta de higiene personal de los manipuladores puede causar la
contaminación de los alimentos. Por otra parte, las zonas sucias en los locales de trabajo
atraen moscas y parásitos, y la maquinaria e instrumentos de trabajo sucios pueden
transportar microorganismos de un alimento contaminado a otro sano. Se debe realizar una
limpieza sistemática tanto de los equipos y herramientas como de las salas de elaboración.
El control de temperatura es asimismo importante, que servirá de freno a la
alteración microbiana. Se realizará un control sistemático y automatizado en todas las
salas y dependencias de trabajo.
3. ASPECTOS DE CALIDAD DURANTE EL PROCESO DE FABRICACIÓN.
La puesta en funcionamiento de un programa de control de calidad se debe basar en
el establecimiento de unos puntos de control para cada una de las fases importantes del
procesado. Los puntos que se deben abordar son:
-. Materias primas
-. Proceso de elaboración y fabricación del producto
-. Control de las operaciones finales, tales como envasado y etiquetado
-. Control del producto terminado

ANEJO III. CONTROL DE CALIDAD
9
3.1. Materias primas.
El personal del Control de Calidad participará en la selección y valoración de los
proveedores adecuados. En la planta proyectada se realizará un control de la materia prima
que es recepcionada y de las condiciones de los envases. Será necesario evaluar la calidad
de las muestras adquiridas y comprobar si el material cumple las especificaciones y
corresponde a lo esperado de él. Si es posible, se comprobará que los proveedores elegidos
posean un sistema adecuado de control de calidad y a ser posible se les exigirá que sean
certificados.
Los envíos deben ser inspeccionados tomando una muestra y haciéndole un rápido
análisis antes de que la partida sea descargada. Posteriormente se realizará un análisis más
detallado de la misma. Cada partida debe ser claramente identificada con el fin de
relacionarla con las muestras tomadas para el análisis y con los documentos aportados por
el proveedor.
Además será necesario controlar:
-. Ficha de compra en zonas de abastecimiento.
-. Temperatura de llegada a la instalación.
-. Fecha de fabricación y estado sanitario de los envases.
El encargado de los almacenes de materias primas y el técnico de laboratorio deben
realizar un completo examen de las existencias, asegurando una rotación adecuada de las
mismas, eliminando los materiales deteriorados o caducos y procediendo, en su caso, a
devolver las partidas inadecuadas. En ningún caso se incluirán en el proceso de
fabricación materias primas que no cumplan las especificaciones exigidas.

ANEJO III. CONTROL DE CALIDAD
10
3.2. Procesado.
El encargado del control de calidad es el responsable de evaluar aquellos puntos
críticos en las operaciones de procesado para determinar si se encuentran bajo control.
Tendrá que identificar qué partes del proceso pueden ser controladas directamente por los
trabajadores y en cuáles será necesaria la toma de muestras para una evaluación más
detallada en el laboratorio.
El control del procesado se hará lo mas cerca posible de la línea de elaboración para
asegurar una rápida aplicación de la información. Para conseguirlo será necesario un cierto
grado de formación de los trabajadores.
Se comprobarán parámetros tales como color, aspecto, sabor, temperatura, pH,
contaminación microbiológica (recuento de totales en placa), concentración de especias y
aditivos, porcentaje de humedad, etc.
3.3. Producto final. Envasado y etiquetado.
El envase cumplirá varias funciones: contener el producto desde el productor al
consumidor, mejorar la conservación de las cualidades y la vida útil del producto en tanto
en cuanto es el principal conservador del nivel de atmósfera modificada, proporcionar una
apariencia atractiva que ayuda en la venta del producto, servir de información
promocional, etc. Además de estas funciones, el material debe interaccionar
satisfactoriamente con el equipo de producción, tanto mecánico como humano, en base al
coste real y sin causar una excesiva pérdida de tiempo, dar origen a residuos o afectar a la
integridad final del producto.
Debe subrayarse la necesidad de definir las especificaciones del material de
envasado así como el cumplimiento de las mismas a su recepción. En muchos casos, el
comportamiento del material de envasado y la forma en que se pone en contacto con el

ANEJO III. CONTROL DE CALIDAD
11
alimento durante la operación de fabricación, son muy importantes para la seguridad del
producto.
Después del envasado es más difícil tomar una muestra representativa. Sin
embargo, será necesario comprobar que el producto cumple con los estándares de calidad
preestablecidos, ya que el éxito del producto ante el consumidor dependerá en gran medida
del nivel de calidad que tenga el producto en esta fase.
En cada una de las etiquetas que acompañan al producto terminado habrá que
registrar un código que se relacionará con el número de lote de producción, guardándose
los oportunos registros. De esta forma, cualquier producto que sea devuelto podrá
relacionarse con una determinada partida de materias primas, o con algún problema en la
línea de elaboración.
Esta etiqueta, según los requisitos de la Orden de 13 de febrero de 1.984 cada envase
deberá llevar marcados con caracteres suficientemente claros, legibles e indelebles,
constando todos ellos en idioma español y/o cualquier otro u otros, según el mercado al
que se destine la partida, las siguientes leyendas:
-. Identificación de la empresa: nombre o razón social o denominación del
fabricante.
-. Denominación del producto: denominación comercial y nombre de la
variedad (facultativo).
-. Composición del producto: ingredientes en lista decreciente respecto a sus
pesos, con mención especial de los aditivos en las formas autorizadas por la
legislación de los mismos y el código alimentario. Irán precedidos por la
leyenda “ingredientes”.
-. Categoría comercial: si no figura ninguna se considerará segunda.

ANEJO III. CONTROL DE CALIDAD
12
-. Contenido neto: para los productos alimenticios sólidos envasados con
líquido de cobertura o de gobierno deberá indicarse, además del contenido
neto, el peso escurrido. Ambas indicaciones irán precedidas,
respectivamente por las leyendas “Peso neto” y “Peso escurrido”. Si el
líquido de gobierno no se consume bastará con figurar el peso neto
escurrido.
-. País de origen y denominación (si existe).
-. Fecha de fabricación o envasado.
-. Identificación del lote de fabricación.
-. Registro sanitario.
3.4. Clasificación comercial de la merluza congelada.
Una vez terminado el proceso de elaboración se realizará un nuevo control para
determinar la clasificación comercial del producto terminado. Dicha clasificación
dependerá en gran medida de la calidad de la materia prima adquirida, por lo que será muy
importante realizar el control antes y después de la elaboración.
A continuación se expone el principio de la clasificación para este tipo de producto:
3.4.1. Pruebas de calidad.
Mediante muestreo, procedente de distintas zonas de la cámara de conservación en
estado congelado, se examinará el estado del producto elaborado, efectuándose las
siguientes pruebas:
a) Troceado del pescado en estado de congelación, el corte debe presentar
una apariencia compacta, no apreciándose a simple vista cristales o
agujas de hielo, hematomas ni color distinto del normal.

ANEJO III. CONTROL DE CALIDAD
13
b) Descongelado, debe presentar una consistencia firme y elástica.
c) Su aspecto y olor deben ser los propios del pescado fresco, no
percibiéndose ningún síntoma de rancidez o recongelación.
d) Triturado un trozo de su músculo, una vez descongelado, el exudado
que se produzca debe ser el propio del pescado congelado bien tratado.
3.4.2. Valoración del tratamiento.
3.4.2.1. Temperatura de almacenamiento.
a) Si la temperatura en cámaras de conservación en estado congelado
durante su almacenamiento no ha sido en ningún momento superior a
–20ºC, ni la temperatura en espina superior a –18ºC, se calificará con
cuatro puntos.
b) Si la temperatura en dichas cámaras no ha sido superior a –20ºC en
2ºC más de seis horas y la de su espina no ha superado la de –15ºC, se
calificará con tres puntos.
c) Cuando la temperatura en las cámaras de conservación no haya sido
superior a la de –15ºC y la temperatura en espinas no haya sido superior a
–14ºC, se calificará con dos puntos.
d) El producto que no reúna las condiciones mínimas antes señaladas
tendrá la calificación de un punto.
3.4.2.2. Control de otros datos determinantes del tratamiento.
a) Se asignarán cuatro puntos al producto que reúna todas y cada una de
las condiciones siguientes:

ANEJO III. CONTROL DE CALIDAD
14
-. No haber sufrido transbordo y, en su caso, que el producto esté
convenientemente envasado y que el aumento máximo de su
temperatura en el exterior no sea superior a 3ºC al concluir la
operación del transbordo.
-. Estar debidamente faenado y correctamente empaquetado.
Haberse iniciado su congelación dentro de las dos horas siguientes a
su captura.
b) Se asignarán tres puntos al producto que reúna todas y cada una de las
condiciones siguientes:
-. No haber sido transbordado sin estar convenientemente envasado.
-. Haberse iniciado la congelación dentro de las cuatro horas
siguientes a su captura.
c) Se clasificará con dos puntos al producto cuya congelación se haya
iniciado dentro de las seis horas siguientes a su captura.
d) Se asignará un punto al que haya iniciado su congelación después de
haber transcurrido más de seis horas desde su captura.
3.4.3. Calificación del cargamento.
Una vez realizadas las comprobaciones de carácter general, se calificará el producto
según el promedio de las puntuaciones que obtenga en las “Pruebas de Calidad” y en las de
“Valoración del tratamiento”.
En las “Pruebas de Calidad” se asignará al producto una puntuación máxima de
cuatro puntos y una mínima de un punto, según que del resultado de las mismas se deduzca
una óptima calidad o que ésta no la haga apta para el consumo humano.

ANEJO III. CONTROL DE CALIDAD
15
La puntuación que se asigne por “valoración del tratamiento” será el resultado de
sumar la puntuación correspondiente al apartado 3.4.2.1. afectada del coeficiente 0,7 y la
del 3.4.2.2. del coeficiente 0,3.
De los promedios obtenidos se calificará el cargamento con arreglo a los valores de
la tabla 1.
Tabla 1. Valores para la calificación de merluza.
Promedio. Calificación.De 3,5 a 4. “Extra”.
De 2,5 a menos de 3,5. “Primera”.De 1,5 a menos de 2,5. “Segunda”.
Inferior a 1,5. “No apto para el consumo humano”.
La calificación de “No apto para el consumo humano” en la “Prueba de calidad”
llevará consigo la descalificación del pescado, no sometiéndolo a las restantes pruebas.
Estos productos serán decomisados e inutilizados o destinado, previa desnaturalización, a
la elaboración de subproductos.
El producto calificado como de “Segunda” podrá destinarse a consumo humano
inmediato en un plazo máximo de un mes. Transcurrido dicho plazo, pasará
automáticamente a la calificación de “No apto”.
En la industria proyectada se persigue conseguir un producto basado en una alta
calidad, intentando obtener siempre una calificación de “extra” para los productos
procesados y elaborados.
4. ANÁLISIS DE PELIGROS Y PUNTOS DE CONTROL CRÍTICO.
El Análisis de Peligros y Puntos de Control Crítico (APPCC) es un sistema que ha
contribuido de forma importante a la evaluación de riesgos de tipo microbiológico y
constituye la base de control preventivo de todo tipo de peligros asociados en los
ANEJO III. CONTROL DE CALIDAD
16
alimentos. Puede aplicarse con la misma eficacia tanto a problemas microbiológicos como
de otro tipo, y por tanto, se considera un instrumento muy útil en el control de calidad en
general.
Un aspecto fundamental del sistema es que concentra todos sus esfuerzos en corregir
primero los defectos o fallos más importantes (aquellos que son causa de alteración de los
alimentos y de enfermedad del consumidor), relegando a un segundo plano aquellos
aspectos más relacionados con lo accesorio o estético.
En el proceso de escaldado y esterilización habrá que poner un especial cuidado en
el control de la temperatura, para realizar una correcta eliminación microbiológica y evitar
la contaminación no deseada del producto. La presencia de estos microorganismos no
deseables puede ser la causa de la intoxicación del consumidor o de la alteración del
producto.
4.1. Enfoque del sistema APPCC para controlar la calidad e inocuidad de losalimentos.
Para comprobar si el proceso al que es sometido un alimento cumple con los
requisitos comerciales y con las normas legales vigentes, el responsable máximo del
control de calidad y los inspectores públicos tendrán que comprobar si en las distintas
operaciones son seguidas unas “Buenas Prácticas de Elaboración” (BPE), y tomar muestras
del producto final para su análisis en el laboratorio.
El sistema APPCC supone un planteamiento sistemático para la identificación,
valoración y control de los riesgos, centrando su interés en aquellos factores que influyen
directamente en la inocuidad pública y en la calidad de un alimento, eliminando el empleo
inútil de recursos. Al dirigir directamente la atención al control de los factores clave que
intervienen en la sanidad y calidad de toda la cadena alimentaria, los inspectores, el
fabricante y el usuario final pueden estar seguros. Si se determina que un alimento ha sido

ANEJO III. CONTROL DE CALIDAD
17
producido, transformado y utilizado de acuerdo con el sistema APPCC, existe un elevado
grado de seguridad sobre su inocuidad microbiológica y su calidad.
4.2. Definición de los términos y componentes del sistema APPCC.
El sistema APPCC comprende las siguientes etapas secuenciales:
4.2.1. Identificación de los riesgos o peligros y valoración de su gravedad y de la
probabilidad de presentación (análisis de riesgos), asociados a la producción, distribución y
empleo de materias primas y de productos alimenticios.
-. Riesgo o peligro (hazard) representa la contaminación inaceptable, el
crecimiento inaceptable y/o la supervivencia inaceptable de
microorganismos que influyan en la inocuidad o en la alteración, y/o la
producción o persistencia inaceptable en los alimentos de productos
derivados del metabolismo microbiano.
-. Gravedad (severity) es la magnitud del riesgo o peligro.
-. Riesgo (risk) es una estimación de la probabilidad de que exista un riesgo
o peligro.
Esta fase se divide a su vez en 2 subfases:
-. Identificación de riesgos, basado en evidencias epidemiológicas y en
informaciones técnicas sobre todos los aspectos relativos a la producción,
procesado, almacenamiento, distribución y empleo de un determinado
alimento que pudiera constituir un riesgo.
-. Valoración del riesgo o peligro, en base a la probabilidad de presentación
y gravedad.

ANEJO III. CONTROL DE CALIDAD
18
4.2.2. Determinación de los puntos críticos de control (PCC) en los cuales se controlarán
los riesgos o peligros identificados.
Un PCC es un lugar, práctica, procedimiento o etapa de un proceso en el que puede
ejercerse control sobre uno o más factores. Es importante que aquellos puntos designados
como críticos, sean seleccionados cuidadosamente en base la gravedad estimada del riesgo
o de los riesgos que es necesario controlar y/o de la probable frecuencia de su presentación
y de su magnitud si no se ejerce el control. Deben ser puntos en los que puede ejercerse el
control y el mismo resulta necesario. Si es necesario controlar más de un riesgo, el control
se aplicará primero normalmente al riesgo más importante.
Se definen 2 tipos de PCC:
-. PCC1, en el que se asegurará el control de un riesgo.
-. PCC2, en el que se minimizará el riesgo, aunque no lo controla
totalmente.
Ambos tipos de PCC son importantes y deben de ser controlados.
4.2.3. Especificación de los criterios que indican si una operación está bajo control en un
determinado PCC.
Los criterios son los límites especificados de características de naturaleza física
(tiempo, temperatura, etc.), química (pH, acidez, aw), o biológica (sensorial o
microbiológica).
Todos estos criterios deben ser documentados de forma clara y nada ambigua o
como especificaciones en los manuales de trabajo, incluyendo, cuando se crea conveniente,
tolerancias. La elección de las opciones de control dependerá de su utilidad, coste y
capacidad de la empresa alimentaria en particular para aplicar la opción de control.

ANEJO III. CONTROL DE CALIDAD
19
4.2.4. Establecimiento y aplicación de procedimientos para comprobar que cada PCC a
controlar funciona correctamente.
La comprobación, vigilancia o monitorización consiste en determinar que el
tratamiento o proceso e manipulación en un determinado PCC se encuentra bajo control.
Al igual que con el análisis de riesgos y la determinación de los PCCs, la implantación de
unos procedimientos eficaces de vigilancia o monitorización requiere disponer de
experiencia técnica. La comprobación será capaz de detectar tiempo de que pueda
establecerse una acción correctora que permita volver a controlar el proceso cualquier
desviación de la especificación (pérdida de control) y aportar esta información a antes de
que sea necesario rechazar el producto.
Se utilizan cuatro tipos principales de comprobación: observación visual, valoración
sensorial, determinaciones físicas/químicas, y examen microbiológico.
Una vez establecidos métodos simples y rápidos de comprobación y vigilancia de
los PCCs, y criterios que indiquen si la operación se encuentra o no bajo control, es
necesario especificar la frecuencia de la comprobación y el plan de muestreo que ha de
seguirse. Estos aspectos serán determinados en relación con la posibilidad de presentación
y la gravedad del riesgo que debe ser controlado en un determinado PCC. El
mantenimiento de un registro es una parte integral de la comprobación o monitorización y
será tan simple como sea posible en un programa de comprobación correctamente
diseñado.
4.2.5. Aplicar la acción correctora que sea necesaria cuando los resultados de la
comprobación indiquen que un determinado PCC no se encuentra bajo control.
4.2.6. Verificación o confirmación, es decir, el empleo de información suplementaria para
asegurar que funciona correctamente el sistema APPCC.

ANEJO III. CONTROL DE CALIDAD
20
Esto se usa cuando un sistema de control basado en el APPCC se introduce por
primera vez en un proceso nuevo, o como parte de la necesaria revisión continuada del
rendimiento de un programa APPCC establecido.
4.3. Aplicación del sistema APPCC.
El fundamento es sencillo, en un principio se requiere la identificación del área o
áreas donde pueden surgir problemas, seguido de un estudio crítico y profundo de los
acontecimientos que se producen en esa zona. La información detallada de ese estudio,
sometida a un tratamiento estadístico, sirve para identificar los puntos de mayor riesgo y
aplican entonces los mecanismos más apropiados de control.
De forma grosera, la primera etapa consiste en identificar y cuantificar los riesgos
microbiológicos asociados al proceso de fabricación del alimento, y la posibilidad de
aparición. Después se realiza la valoración de los riesgos, de acuerdo a lo indicado
anteriormente.
La etapa final consiste en la selección de los requisitos de comprobación y control,
según su utilidad y posibilidad de aplicación.
5. APLICACIÓN DEL SISTEMA APPCC A LA “INDUSTRIA DE ELABORACIÓNDE FILETES Y RODAJAS DE MERLUZA”.
El sistema APPCC, cuyos fundamentos se han visto en el apartado anterior, se
contempla actualmente como una de las herramientas preventivas y de control de higiene
alimentaria más eficaz y eficiente. Todas las instituciones supranacionales de carácter
sanitario contemplan este sistema en sus programas, recomendando su utilización, no
solamente para la industria, sino a través de toda la cadena alimentaria desde el productor
primario hasta el consumidor final.

ANEJO III. CONTROL DE CALIDAD
21
5.1. Descripción de los productos y utilización esperada.
En la planta se elaborará filetes y rodajas de merluza envasados en cajas de cartón
encerado.
Las instalaciones y equipos habituales de esta línea de producto son: zona de
recepción-selección, cámara de almacenamiento, lavado, zona de elaboración
(clasificación, corte, inspección y retoques), zona de envasado y etiquetado, almacén de
aditivos, almacén de productos auxiliares para el envasado, almacén de conservación de
productos acabados, vestuarios y servicios del personal y locales auxiliares.
5.2. Análisis de riesgos.
A continuación se analizarán los principales peligros que se pueden presentar en la
industria objeto del proyecto.
5.2.1. Factores relacionados con la contaminación.
-. El personal puede transmitir enfermedades y servir como vector para la
propagación.
-. Hay que prestar una especial atención a la contaminación cruzada. Se
evitará en todo momento, el contacto de los productos crudos con otros ya
terminados.
-. Limpieza insuficiente del equipo y falta de higiene de los operarios.
-. Uso de aditivos e ingredientes en cantidades superiores a las permitidas o
en mal estado.

ANEJO III. CONTROL DE CALIDAD
22
5.2.2. Factores relacionados con la proliferación microbiana.
-. Refrigeración incorrecta.
-. Lavado deficiente.
-. Equipos y manipuladores.
-. Material de envases y embalajes.
-. Congelación incorrecta.
5.3. Diagrama de fabricación. Determinación de los PCCs.
En la figura 1 se muestran las principales etapas del proceso de elaboración de
merluza señalando los puntos críticos de control.

ANEJO III. CONTROL DE CALIDAD
23
Figura 1. Diagrama de flujo del proceso de elaboración de filetes y rodajas de merluza.
Recepción, almacenamiento materia prima PCC2
Lavado, clasificación PCC2
Eviscerado, descabezado y fileteado PCC2
Retoques e inspección PCC2
Recepción y almacenamiento de envases y embalajes PCC2
Glaseado PCC2
Etiquetado, embajaje PCC2
Almacenamiento del producto terminado PCC2
Congelación PCC2

ANEJO III. CONTROL DE CALIDAD
24
5.4. Selección de criterios de control. Medidas de comprobación, vigilancia ymonitorización. Grupo de medidas correctoras.
Estos factores se verán conjuntamente, en el sinóptico de aplicación del cuadro 1.

ANEJO III. CONTROL DE CALIDAD
25
FASE RIESGOSMEDIDAS
PREVENTIVASPCC LÍMITE CRÍTICO VIGILANCIA
MEDIDAS
CORRECTORASREGISTROS
Almacenamiento y
Recepción de materias
primas e ingredientes.
Suministro de agua
• Materias primas
deterioradas.
• Almacenamiento en
buenas condiciones.
• Seguimiento de las
condiciones fijadas
para el
almacenamiento.
2
• Cumplir requisitos
de agua potable
(R.D. 1138/1990)
• Cumplir
especificaciones.
• Control de cada
partida: Tª y
características
organolépticas
• Control del medio de
transporte (Tª,
higiene)
• Cumplir
especificaciones de
compra
• Análisis
microbiológico y
físico-químico del
agua y control de
cloro
• Rechazo de materia
no apta.
• Retirar
homologación de
proveedores
• Adición de cloro en
caso de ser necesario
• Inutilizar punto de
toma de muestras de
agua
• Medidas correctoras
• Resultados de
análisis de agua
• Entradas y control de
cada partida
• Registro de Tª y
condiciones de
transporte
Lavado del producto. • pH elevado en el
producto que puede
incidir en la
esterilización.
• Crecimiento carga
microbiana por
equipos y
manipuladores.
• Control de pH sobre
producto.
• Seguimiento de
buenas prácticas de
manipulación.
• Mantenimiento
higiénico del equipo.
2
• pH<9 • Control periódico de
pH.
• Corregir operaciones
de Lavado.
• Rechazo de materia
no apta
• Registro de medidas
correctoras
• Registro de pH.

ANEJO III. CONTROL DE CALIDAD
26
Eviscerado, descabezado,
fileteado y clasificación.
• Crecimiento de la
carga microbiana.
• Contaminación
microbiana por
equipos y
manipuladores.
• Parásitos.
• Fijación tiempo.
• Determinación
visual de parásitos.
• Seguimiento de
buenas prácticas de
manipulación.
• Mantenimiento
higiénico del equipo.
2
• Tiempo menor
posible.
• Límites presencia de
parásitos, según
legislación vigente.
• Control tiempo.
• Control parásitos.
• Acelerar el proceso.
• Rechazar el
producto.
• Medidas correctoras.
Recepción y
almacenamiento de
envases y embalajes.
• Calidad no higiénica
de los envases.
• Contaminación por
suciedad, polvo y
humedad.
• Calidad concertada
con los proveedores.
• Protección y
condiciones
adecuadas de
envases en su
recepción y
almacenamiento.
2
• Material adecuado
de envases.
• Buenas condiciones
de almacenamiento
de los envases.
• Buenas condiciones
de los locales de
almacenamiento.
• Control de envases:
-. Recepción.
-. Almacenamiento.
• Cambiar de
proveedor.
• Rectificar las
condiciones de
almacenamiento y de
los locales.
• Medidas correctoras.
• Identificación del
proveedor.
Glaseado. • Contaminación
microbiana por
equipos y
manipuladores.
• Seguimiento de
buenas prácticas de
manipulación.
• Manteniemiento
higiénico del equipo.
2
• Glaseo rápido.
• Temperatura igual o
inferior a 0ºC.
• Control de la
relación tiempo/Tª y
buen funcionamiento
de los equipos.
• Reprocesar el
producto si no se
puede alcanzar el
límite crítico
• Medidas correctoras.

ANEJO III. CONTROL DE CALIDAD
27
Congelación. • Crecimiento de la
carga microbiana.
• Contaminación
microbiana por
equipos.
• Parásitos.
• Relación tiempo/Tª
adecuada.
• Mantenimiento
higiénico del equipo.
• Congelación2
• Temperatura igual o
superior a -
18ºC.
• Congelación rápida.
• Control de la
relación tiempo/Tª y
buen funcionamiento
de los equipos.
• Acelerar el proceso
de congelación.
• Reenfriar para no
superar el nivel
objetivo.
• Temperatura.
• Medidas correctoras.
Envasado y embalado. • Contaminación
microbiológica por
equipo o
manipuladores.
• Aporte de materias
extrañas por envase.
• Crecimiento de la
carga microbiana.
• Estado correcto de
limpieza y
desinfección de
equipos.
• Instrucciones de
higiene.
• Establecer las
condiciones del
envase.
• Envasado rápido.
2
• Proceso de envasado
rápido.
• Cierre correcto del
envase.
• Control periódico de
superficie y prácticas
de manipulación.
• Control del tiempo y
cierre de los envases.
• Modificar sistema de
limpieza y
desinfección.
• Formación sanitaria
al personal.
• Devolución de
envases.
• Acelerar el proceso.
• Reenvasar el
producto.
• Registro limpieza y
desinfección.
• Periodicidad y
método empleado.
• Registro de medidas
correctoras.
Almacenamiento. • Crecimiento de
carga microbiana.
• Fijación de la
temperatura. 2
• Temperatura igual o
inferior
– 20ºC.
• Control de la
temperatura.
• Reenfriar producto.
• Rechazar producto.
• Temperatura.
• Medidas correctoras.


ANEJO III. CONTROL DE CALIDAD
29
5.5. Control del suministro de agua potable y no potable.
Las cuestiones relativas al abastecimiento de agua potable, así como evacuación de
aguas residuales, se recogen en los anejos correspondientes.
Se deberán realizar análisis microbiológicos y físico-químicos del agua que utiliza,
para asegurarse de la idoneidad de la misma. Los análisis microbiológicos del agua
deberán realizarse con una frecuencia variable en función de la fuente de abastecimiento.
Si de los resultados de dichos análisis se detectaran desviaciones con respecto a los
valores de referencia establecidos en la legislación, deberán tomarse las medidas
correctoras oportunas y repetirse los análisis para confirmar la corrección del defecto
detectado.
Para asegurar la potabilidad se tomará una muestra de agua antes del contador
general de la instalación. Además se tomarán muestras específicas en las salas de
atemperado, despiece, sala de elaboración y sala de envasado-etiquetado.
5.6. Programa de limpieza y desinfección.
El programa de limpieza y desinfección será aplicable a todos los recintos, equipos
principales y auxiliares, utensilios, etc., utilizados en la elaboración, y que guarden
relación con la higiene y salubridad de los productos que fabrica
La limpieza se iniciará al terminar las labores de producción, para evitar que los
residuos se sequen y se adhieran más a la superficie, pudiendo realizar otras limpiezas
parciales con arreglos a necesidades de producción.
De modo grosero, deberá seguir los siguientes pasos:

ANEJO III. CONTROL DE CALIDAD
30
-. Barrido de residuos sólidos.
-. Enjuague inicial (barrido con agua).
-. Aplicación del detergente a las superficies a limpiar y durante el tiempo
de contacto se profundizará en la limpieza manual con estropajo y cepillo.
-. Enjuague abundante con agua potable cuidando de evitar la proyección de
residuos al ambiente.
5.7. Higiene personal.
Se establecerán medidas higiénicas, de obligado cumplimiento para todo el personal
manipulador, con el fin de evitar riesgos sanitarios en los productos y prevenir accidentes y
otros riesgos durante su trabajo.
Todos los empleados dispondrán de: uniforme adecuado, cubrecabezas, calzado con
suela antideslizante y guantes desechables. Esta vestimenta estará suficientemente limpia
al comienzo de la jornada laboral y se cambiará por otra limpia cuando se ensucie, tantas
veces como sea necesario.
Como ejemplo de medidas generales de higiene:
-. Cuidar la higiene personal diariamente antes de incorporarse al trabajo.
-. Llevar toda la ropa puesta antes de acceder al puesto de trabajo.
-. Lavarse las manos con agua caliente y jabón, aclarándolas y secarlas con
toallas desechables, al comienzo de la jornada laboral, después de haber ido
a los aseos, después de las pausas y al cambiar de tareas.
-. No comer, fumar, beber o mascar chicle en el puesto de trabajo.
-. No toser o estornudar sobre los alimentos.

ANEJO III. CONTROL DE CALIDAD
31
-. No secarse el sudor con las manos, el brazo o el uniforme.
-. No escupir en el puesto de trabajo
-. No llevar anillos, pulseras u objetos de adorno en brazos y manos.
-. Llevar las uñas cortas y limpias.
-. No usar vendajes en brazos y manos.
-. No tirar al suelo productos o residuos.
-. Informar al responsable cuando haya síntomas de enfermedades.
-. Abandonar el puesto de trabajo todo trabajador con indicios de ser
portador de microorganismos patógenos.
-. No introducir animales ni personas no autorizadas en la empresa.
5.8. Programa de mantenimiento de instalaciones y equipos.
Todos los artículos, instalaciones y equipos que entren en contacto con la materia
prima a elaborar deberán estar limpios, en buen estado de conservación y se limpiarán y
desinfectarán de acuerdo con lo establecido en el programa correspondiente. Su
construcción y composición reducirán al mínimo el riesgo de contaminación de las
materias primas.
Todas las superficies donde se manipulen tanto materias primas como productos
intermedios o elaborados, serán impermeables y de materiales fáciles de limpiar. Los
utensilios no tendrán elementos de madera.
Todas las estructuras de apoyo (mesa, bandejas, carros, etc.) se conservarán en
perfecto estado y se inspeccionarán y limpiarán de forma periódica. Será importante que

ANEJO III. CONTROL DE CALIDAD
32
toda superficie que esté en contacto directo con alimentos se haya limpiado y secado antes
de utilizarla.
5.9. Plan de formación del personal.
El plan de formación establecerá las acciones necesarias para asegurar que el
personal de la empresa cuenta con la formación necesaria para realizar y mejorar su trabajo
desde el punto de vista higiénico-sanitario.
Quedarán sometidos al plan de formación todo personal de la empresa, en la medida
en que cada uno realice actividades relacionadas con la higiene y salubridad alimenticia.
Las necesidades de formación serán propuestas por el responsable del sistema
APPCC, en colaboración con el resto de las secciones o departamentos, y aprobadas por la
Gerencia. Las acciones de formación podrán ser:
-. Externas, a través de asociaciones sectoriales principalmente.
-. Internas, mediante charlas o cursos desarrollados e impartidos por
personal de la empresa.
-. Visitas a instalaciones de empresas del sector y proveedores.
5.10. Plan de desinsectación y desratización.
La lucha antivectorial se establecerá con carácter preventivo, mediante
procedimientos pasivos y evitando además la acumulación de desperdicios o la falta de
higiene adecuada.
Los tratamientos se realizarán de forma mensual con la salvedad de focos intensos,
en cuyo caso se duplican a dos tratamientos mensuales. Antes y después de cada
tratamiento se realizarán los controles pertinentes que permitan verificar la eficacia de los
ANEJO III. CONTROL DE CALIDAD
33
mismos. Dichos controles serán en cada caso los más complicados y factibles de realizar,
consistiendo en estimaciones de las poblaciones de vectores a reducir antes y después del
tratamiento realizado, o en la simple constatación del consumo de los productos utilizados.
Las actuaciones en la lucha antivectorial las realizarán empresas dedicada a esta
actividad, que estén correctamente registradas como empresas de Servicios en las
diferentes Consejerías.
En la observación visual del entorno se examinarán: roedores vivos, huellas frescas,
roedores muertos, nidos, pelos, excrementos, bocas y cebos comidos.
La industria dispondrá también de telas mosquiteras y cortinas para evitar el paso de
moscas y mosquitos. Cuando el sistema falle, los insectos serán capturados mediante
aparatos eléctricos matainsectos distribuidos por la fábrica, garantizando el buen
funcionamiento del sistema.
6. DOCUMENTACIÓN.
El sistema APPCC es también un sistema documentado y verificable para la
identificación de los riesgos o peligros, las medidas preventivas y los puntos críticos de
control, y para la puesta en práctica de un sistema de monitorización o vigilancia. Todo
esto nos obliga a registrar y archivar las actuaciones, tanto a nivel de procedimientos
técnicos como para la verificación y confirmación del sistema.
De igual manera, se tendrán registros también de la analítica del agua, de la
eliminación de residuos, de la verificación de instrumentos de medida, de la limpieza y
desinfección y de otros documentos de importancia.

ANEJO III. CONTROL DE CALIDAD
34
7. LABORATORIO.
El laboratorio de control de calidad debe estar equipado adecuadamente y disponer
de personal cualificado capaz de llevar a cabo los análisis necesarios y proporcionar los
servicios con la rapidez y previsión necesarias. En caso necesario, podrá recurrirse a
análisis de laboratorios privados o al servicio de otros expertos.
La revisión del laboratorio debe realizarse al menos cada tres meses controlándose
los siguientes puntos:
-. La selección de los métodos analíticos para comprobar que los métodos
utilizados son los adecuados para usarse en el laboratorio, que éstos hayan
sido controlados adecuadamente y que se dispone del equipamiento idóneo.
-. El ensayo de nuevos métodos para conseguir un laboratorio puesto al día
y con un coste adecuado y que no impliquen modificaciones de los métodos
estándar.
-. Que los métodos designados se siguen fielmente sin la supresión de pasos
y de modificaciones no autorizadas.
-. Que se siguen los procedimientos establecidos de recepción de la muestra,
manipulación y los sistemas de información.
-. Que se obtienen unos resultados detallados mediante una selección
cuidadosa de las muestras y puntos de muestreo y por el análisis de la
información disponible.
7.1 Equipos y materiales de laboratorio.
A continuación se indica el equipo mínimo con el que deberá contar el laboratorio
de la industria:

ANEJO III. CONTROL DE CALIDAD
35
-. Buretas, pipetas y probetas.
-. Embudos y matraces.
-. Balanza electrónica con precisión de 0,1 mg.
-. pH-metros.
-. Tubos de ensayo
-. Vasos de precipitado
-. Estufa isoterma de calefacción eléctrica.
-. Desecador provisto de un deshidratante eficaz.
-. Varillas de vidrio con una extremidad aplanada.
-. Crisoles.
-. Reactivos necesarios.
-. Espectrofotómetro, etc.
7.2 Ensayos que se deben realizar.
-. Análisis de aguas.
-. Análisis de contaminación microbiológica del producto.

ANEJO V. INSTALACIÓN FRIGORÍFICA
ÍNDICE
1. CONSIDERACIONES GENERALES. .............................................................................1
1.1. Introducción. ..........................................................................................................1
1.1. Necesidades frigoríficas.........................................................................................1
1.2. Descripción general de la instalación.....................................................................3
2. DIMENSIONAMIENTO DE LAS DEPENDENCIAS. ....................................................3
2.1. Cámara de recepción de materias primas...............................................................3
2.2. Cámara de expedición de subproductos.................................................................6
2.3. Sala de elaboración, envasado y paletizado...........................................................7
2.4. Sala de conservación en estado congelado. ...........................................................8
3. DESCRIPCIÓN DE LOS MATERIALES AISLANTES................................................12
3.1. Cerramientos y cubierta. ......................................................................................12
3.1.1. Cerramientos exteriores................................................................................12
3.1.2. Cubierta. .......................................................................................................13
3.2. Suelos...................................................................................................................14
4. CRITERIOS DE CÁLCULO. ..........................................................................................14
5. CÁLCULO DE ESPESORES. .........................................................................................18
5.1. Cerramientos verticales........................................................................................18
5.1.1. Sala de elaboración, envasado y paletizado. ................................................19
5.1.2. Cámara de conservación en estado refrigerado............................................22
5.1.3. Cámara de conservación en estado congelado. ............................................25
5.1.4. Cámara de conservación de subproductos. ..................................................28

5.2. Suelo.....................................................................................................................31
5.2.1.Sala de elaboración, envasado y paletizado. .................................................32
5.2.2.Cámara de conservación en estado refrigerado.............................................33
5.2.3. Cámara de expedición de subproductos.......................................................33
5.2.4. Cámara de conservación en estado congelado. ............................................33
6. ELECCIÓN DE LOS ESPESORES COMERCIALES. ..................................................33
7. ESTIMACIÓN DE LA POTENCIA FRIGORÍFICA. .....................................................34
7.1. Criterios de cálculo. .............................................................................................34
7.2. Cámara de conservación en estado refrigerado....................................................40
7.3. Cámara de expedición de subproductos...............................................................43
7.4. Cámara de conservación en estado congelado.....................................................46
7.5. Sala de elaboración, envasado y paletizado.........................................................49
8. MAQUINARIA FRIGORÍFICA. .....................................................................................52
8.1. Generalidades.......................................................................................................53
8.1.1. Potencias frigoríficas....................................................................................53
8.1.2. Tipo de instalación. ......................................................................................54
8.1.3. Refrigerante y condiciones del ciclo frigorífico...........................................54
8.2. Ciclos frigoríficos. ...............................................................................................56
8.2.1. Ciclo frigorífico que abastece a la cámara de conservación en estadocongelado a –20ºC. ................................................................................................56
8.2.1.1. Dimensionamiento del enfriador intermedio........................................60
8.2.2. Ciclo frigorífico a 0ºC (cámara de conservación en estado refrigerado ycámara de expedición de subproductos).................................................................61
8.2.2.1. Cámara de conservación en estado refrigerado. ...................................61
8.2.2.2. Cámara de expedición de subproductos. ..............................................64
8.2.3. Sala de elaboración, envasado y paletizado. ................................................67

9. DIMENSIONAMIENTO DE EQUIPOS.........................................................................69
9.1. Compresores.........................................................................................................69
9.1.1. Compresor del ciclo frigorífico de la cámara a –20ºC.................................70
9.1.1.1. Compresor de baja presión. ..................................................................70
9.1.1.2. Compresor de alta presión. ...................................................................71
9.1.2. Compresor del ciclo frigorífico de las cámaras a 0 ºC................................72
9.1.2.1. Cámara de conservación en estado refrigerado. ...................................72
9.1.2.2 Compresor cámara de expedición de subproductos. .............................73
9.1.3. Compresor del ciclo frigorífico de la sala a 16ºC........................................74
9.2. Elección comercial del compresor. ......................................................................75
9.2.1. Ciclo de la cámara de conservación en estado congelado a –20ºC..............75
9.2.2. Ciclo de la cámara de conservación en estado refriegado a 0ºC..................76
9.2.3. Ciclo de la cámara de expedición de subproductos a 0ºC. ..........................76
9.2.4. Ciclo de la sala a 16 ºC. ...............................................................................77
9.3. Evaporadores........................................................................................................77
9.3.1. Cámara de conservación en estado congelado. ............................................79
9.2.2. Cámara de conservación en estado refrigerado............................................79
9.2.3. Cámara de expedición de subproductos.......................................................80
9.2.4. Sala de elaboración.......................................................................................81
9.3. Elección comercial de evaporadores....................................................................82
9.3.1. Cámara de conservación en estado congelado. ............................................82
9.3.2. Cámara de expedición de subproductos.......................................................83
9.3.3. Cámara de conservación en estado refrigerado............................................83
9.3.4. Sala de elaboración.......................................................................................84
9.4. Condensadores. ....................................................................................................84

9.4.1. Condensador del ciclo frigorífico de la cámara de conservación en estadocongelado a –20ºC. ................................................................................................86
9.4.2. Condensador del ciclo frigorífico de la cámara de conservación en estadorefrigerado y expedición de subproductos a 0 ºC. .................................................87
9.4.2.1. Cámara de conservación en estado refrigerado. ...................................87
9.4.2.2. Cámara de expedición de subproductos. ..............................................87
9.4.3. Condensador del ciclo frigorífico de la sala a 16 ºC....................................88
9.5. Elección comercial de los condensadores............................................................88
9.5.1. Condensador del ciclo frigorífico de la cámara de congelados a –20ºC......89
9.5.2. Condensador.................................................................................................89
del ciclo frigorífico de la sala a 16ºC.....................................................................89
9.5.3. Condensador del ciclo frigorífico de la cámara de conservación en estadorefrigerado. .............................................................................................................90
9.5.4. Condensador del ciclo de la cámara de expedición de subproductos. .........90
9.6. Elementos accesorios y de regulación. ................................................................91
9.6.1. Elementos accesorios. ..................................................................................91
9.6.1.1. Recipiente de líquido............................................................................91
9.6.1.2. Separador de aceite...............................................................................91
9.6.1.3. Deshidratador. ......................................................................................92
9.6.1.4. Visores de líquido.................................................................................93
9.6.2. Elementos de regulación. .............................................................................93
9.6.2.1. Válvulas de expansión electrónica. ......................................................93
9.6.2.2. Válvula solenoide. ................................................................................93
9.6.2.3. Reguladores de presión de evaporación. ..............................................93
9.6.2.4. Reguladores de presión en aspiración. .................................................94
9.6.2.5. Presostatos combinados de alta y baja presión. ....................................94

9.6.2.6. Presostatos diferenciales de aceite........................................................95
9.6.2.7. Equipos de medida. ..............................................................................95
9.7. Tuberías de refrigerante. ......................................................................................95
9.7.1. Criterios de cálculo.......................................................................................95
9.7.2. Tuberías de aspiración..................................................................................96
9.7.2.1. Instalación frigorífica de la cámara de conservación en estadocongelado a –20ºC.............................................................................................97
9.7.2.2. Instalación frigorífica de la cámara de conservación en estadorefrigerado. ........................................................................................................99
9.7.2.3. Instalación frigorífica de la cámara de expedición de subproductos a0ºC...................................................................................................................100
9.7.2.4. Instalación frigorífica de la sala de elaboración a 16ºC.....................101
9.7.3. Tubería de descarga....................................................................................103
9.7.4. Tubería de líquido. .....................................................................................104
9.7.4.1. Instalación frigorífica de la cámara de conservación en estadocongelado a -20ºC...........................................................................................104
9.7.4.2. Instalación frigorífica de la cámara de conservación en estadorefrigerado. ......................................................................................................105
9.7.4.3. Instalación frigorífica de la cámara de expedición de subproductos a0ºC...................................................................................................................105
9.7.4.4. Instalación frigorífica de la sala de elaboración. ................................105

ANEJO V. INSTALACIÓN FRIGORÍFICA
1
1. CONSIDERACIONES GENERALES.
1.1. Introducción.
En este anejo se procederá al diseño y dimensionamiento de la instalación
frigorífica, esencial en este caso para obtener un producto con la mayor garantía de calidad.
El anejo constará de varias partes bien diferenciadas:
-. Dimensionamiento de las dependencias.
-. Cálculo del aislamiento térmico necesario para las dependencias en
función del régimen de funcionamiento de las mismas.
-. Cálculo de la potencia frigorífica.
-. Cálculo de la maquinaria necesaria y al dimensionamiento de los equipos.
Así como el establecimiento de los elementos de control y regulación
necesarios para el funcionamiento de las instalaciones.
1.1. Necesidades frigoríficas.
Las necesidades frigoríficas en este tipo de industrias vienen impuestas por unas
estrictas limitaciones térmicas, delimitadas por la Reglamentación Técnico-Sanitaria, y por
la naturaleza de la materia prima debido a su alta perecidad.
En efecto, si se quiere obtener un producto de alta calidad, es imprescindible
mantener la temperatura y la humedad relativa en cada una de las cámaras y salas en los
valores que se indican a continuación:

ANEJO V. INSTALACIÓN FRIGORÍFICA
2
a) Cámara de conservación en estado refrigerado.
En esta cámara se dispondrá la materia prima en espera de ser procesada, en unas
condiciones de régimen de la cámara de 0ºC y 90% de H.R..
b) Sala de conservación en estado refrigerado de subproductos.
En esta sala se dispondrán los subproductos procedentes del eviscerado, limpieza y
retoques del pescado que serán destinados a la fabricación de harinas y patés de pescado, a
la espera de su retirada diaria. Las condiciones de régimen de la cámara serán de 0ºC y
una H.R. de 80%.
c) Sala de elaboración, envasado y paletizado.
Esta operación se realizará en la sala refrigerada a 16ºC y 75% de H.R. para proteger
al producto de posibles degradaciones debidas a temperaturas elevadas.
d) Cámara de conservación en estado congelado.
Una vez elaborado el producto es conservado en la planta de elaboración hasta su
expedición, las condiciones de esta cámara según recomienda la bibliografía consultada
son de –20ºC y 90% de H.R., obteniendo un período óptimo de conservación de 6 meses.
En la tabla 1 se presentan las necesidades frigoríficas de la instalación proyectada.

ANEJO V. INSTALACIÓN FRIGORÍFICA
3
Tabla 1. Necesidades frigoríficas de la industria.
ÁREA REFRIGERADA TEMPERATURA H.R.
Conservación en estado refrigerado 0ºC 90%Conservación de subproductos 0ºC 80%
Elaboración, envasado y paletizado 16ºC 75%Conservación en estado congelado -20ºC 90%
1.2. Descripción general de la instalación.
Como se cita en el anejo II “Ingeniería del proceso” será necesario un suministro
diario de materias primas de 14 toneladas obteniendo unas 12 toneladas de producto
elaborado y 2 toneladas de subproductos. Por lo que se dimensionan recintos frigoríficos
para estas necesidades.
Además será necesario aclimatar la zona de elaboración y la zona de expedición del
producto elaborado para reducir la diferencia de temperatura de estas zonas con respecto a
las óptimas del producto a fin de evitar posibles alteraciones en la calidad del mismo.
Se proyectará una instalación frigorífica que asegure los distintos niveles térmicos
requeridos, de acuerdo con el proceso de elaboración llevado a cabo. De acuerdo a esto, se
optará por varias instalaciones independientes de producción de frío por compresión
mecánica.
2. DIMENSIONAMIENTO DE LAS DEPENDENCIAS.
2.1. Cámara de recepción de materias primas.
La industria necesita un suministro diario de 14 toneladas de pescado. Teniendo en
cuenta que el aporte de esta materia prima se realizará de forma diaria, la cámara de
conservación en estado refrigerado será dimensionada para hacer frente a tales
requerimientos.

ANEJO V. INSTALACIÓN FRIGORÍFICA
4
Como se indica en el anejo antes citado, se exigirá al proveedor que la materia prima
llegue en cajas de plástico de dimensiones 500 x 400 x 200 mm con abundante hielo,
manteniendo la temperatura y calidad del producto. A su vez, se consigue un mayor
control de la calidad microbiológica del pescado, evitando posibles contaminaciones.
Debido a las causas anteriormente citadas, la materia prima se almacenará en las
mismas cajas que se usan para su transporte. Dichas cajas vendrán distribuidas sobre
Europalets (P10) de dimensiones 1.200 x 1.000 mm reduciéndose el tiempo de manejo y
exposición de la materia prima a condiciones desfavorables para su calidad. La
distribución se hará tal y como se observa en la figura 1.
Figura 1. Distribución en planta de las cajas de materia prima en Europalets (P10).
Así, en cada palet podrán ir 6 cajas en planta y 5 en altura, teniendo un total de 30
cajas de pescado de 25 Kg (20 Kg de pescado y 5 Kg de hielo). A su vez, se dispondrán 3
palets en altura, formando bloques de 90 cajas.
A partir de estos datos, se determinará el número de palets necesarios:
KgKgcajaspaletdelPeso 7502530)30( =×=

ANEJO V. INSTALACIÓN FRIGORÍFICA
5
Sobredimensionando, para evitar problemas en previsión de futuras ampliaciones, se
dispondrán aproximadamente 8 bloques de palets, en columnas de 3 palets apilados, para
evitar problemas de manejo y de circulación de aire. La bibliografía consultada también
recomienda una altura de 3 palets por columna en el caso de necesidad de gran
accesibilidad a los palets. No se tendrá en cuenta el criterio F.I.F.O. (First in, First Out),
debido a que la materia prima que llega diariamente es elaborada ese mismo día.
KgbloquedelPeso 250.22590 =×=
Lo que supone un total de 1.800 Kg de pescado por bloque. Siendo necesarios un
total de bloques de pescado de:
Como se indica en los anteriores cálculos, no se supera la carga máxima por
columna que se recomienda en la bibliografía, que es de 2400 Kg/m2.
La columna de 3 contenedores alcanzará entonces una altura de 4 metros,
considerando que la base del palet tiene una altura de 0,15 m y que se dejan 0,5 m entre la
última caja y el techo de la cámara. Los 8 palets en planta se distribuirán como se indica
en la figura 2.
Figura 2. Distribución de palets en la cámara de recepción de materia prima.
Como se aprecia en la figura se disponen 3 filas de bloques dejando espacio frente a
la puerta de entrada de materia prima para facilitar el trabajo de las carretillas. En caso de
necesitarse se puede introducir un bloque más en el espacio libre.
8800.1000.14 ≈=
KgKg
bloquesdeNúmero

ANEJO V. INSTALACIÓN FRIGORÍFICA
6
Teniendo en cuenta una distancia entre contenedor y contenedor de 0,1 m y una
distancia entre contenedor y pared de 0,6 m.
-. Longitud =1,2 x 3 + 0,1 x 2 + 0,6 x 2 = 5 m.
-. Anchura = 1 x 3 + 0,1 x 2 + 0,6 x 2 = 4,5 m.
-. Altura = 1 x 3 + 0,15 x 3 + 0,5 = 4 m.
Así, esta cámara tendrá unas dimensiones interiores de 5 x 4,5 x 4 m.
2.2. Cámara de expedición de subproductos.
Se considera un rendimiento aproximado de la materia prima del 85%, obteniéndose
diariamente unos 2.000 Kg de subproductos, que se depositarán en esta cámara conforme
se vayan produciendo, no estando almacenados un periodo de tiempo superior a 2 días.
Estos subproductos se destinan a la fabricación de cremas de pescado y alimentos para
animales domésticos siendo almacenados en contenedores apilables de características:
-. Dimensiones exteriores: 600 x 500 x 400 mm.
-. Dimensiones interiores: 542 x 442 x 392 mm.
-. Volumen: 95 litros.
-. Material: polipropileno.
-. Apilables: 7.
Las condiciones de la cámara son 0ºC y 80% de H.R., y tendrá unas dimensiones de
5 x 2,5 x 3 m.

ANEJO V. INSTALACIÓN FRIGORÍFICA
7
2.3. Sala de elaboración, envasado y paletizado.
De acuerdo con los criterios expuestos en el anejo II “Ingeniería del proceso”, en la
sala de elaboración se llevarán a cabo todas las operaciones necesarias para la obtención
del producto, no separándose en diferentes salas las distintas operaciones.
Para determinar la superficie de recinto necesaria, se considera 2 m alrededor de
cada elemento de trabajo y 1,5 m alrededor de la mesa de trabajo. Este espacio permitirá a
los operarios trabajar con comodidad.
En la tabla 2 se presenta una estimación de la superficie asociada a cada equipo del
proceso de elaboración.
Tabla 2. Superficie asociada a cada uno de los equipos de elaboración.
EQUIPO SUPERFICIE SUP. DE TRABAJO
Lavadora 15 m2 60 m2
Sistema clasificación 15 m2 80 m2
Descabezado/evisciscerado 10 m2 100 m2
Despellejadora 2 m2 12 m2
Cortadora 8 m2 70 m2
Mesas inspección 20 m2 100 m2
Glaseador 20 m2 40 m2
Congelador 30 m2 80 m2
Formadora envases 10 m2 30 m2
Pesadora-envasadora 10 m2 40 m2
Encartonadora 10 m2 30 m2
Paletizadora 10 m2 30 m2
Enfardadora 15 m2 40 m2
Se dispondrán además los elementos complementarios de la sala, como lavamanos
accionados con pedal y cintas transportadoras para el transporte de pescado. A su vez en

ANEJO V. INSTALACIÓN FRIGORÍFICA
8
esta sala se ubicarán las diferentes cámaras de conservación de materia prima, productos y
subproductos.
Según estos criterios, serían necesarios 800 m2. Finalmente las dimensiones de esta
sala serán de 60 x 20 m, para evitar espacios muertos, contemplar la circulación de
carretillas y operarios, abastecimiento de envases y posibilidades de ampliación.
2.4. Sala de conservación en estado congelado.
Como se ha indicado en el anejo II “Ingeniería del proceso”, se procederá al
envasado diferenciando tamaño del envase y tipo de corte (filetes y rodajas de producto
elaborado).
Los dos tipos de formatos utilizados son los siguientes:
-. Formato de 7,5 Kg de dimensiones: 400 x 250 x 65 mm.
-. Formato de 0,75 Kg de dimensiones: 150 x 125 x 40 mm.
Estos envases, a su vez, serán dispuestos en envases secundarios de dimensiones:
-. 500 x 400 x 130 mm, teniendo un peso de 30 Kg conteniendo 4 envases
primarios de dimensiones 400 x 250 x 65 mm de 7,5 Kg de peso.
-. 300 x 250 x 200 mm, teniendo un peso de 15 Kg conteniendo 20 envases
primarios de dimensiones 150 x 125 x 40 mm de 0,75 Kg de peso.
En la figura 3 se muestra la distribución en planta de envases primarios en los
envases secundarios.

ANEJO V. INSTALACIÓN FRIGORÍFICA
9
Figura 3. Distribución en planta de envases primarios en secundarios.
Finalmente estos envases secundarios son paletizados en dos formatos con las
siguientes características:
-. 1.200 x 1.000 x 780 mm conteniendo un total de 36 envases secundarios
de dimensiones 500 x 400 x 130 mm que originaran un peso de 1.080 Kg.
-. 1.200 x 1.000 x 800 mm conteniendo un total de 64 envases secundarios
de dimensiones 300 x 250 x 200 mm que originarán un peso de 960 Kg.
En la figura 4 se muestra la distribución en planta de envases secundarios en el
sistema de paletizado utilizado.

ANEJO V. INSTALACIÓN FRIGORÍFICA
10
Figura 4. Distribución en planta de envases secundarios en Europalet P10
Como se cita en el anejo II “Ingeniería del proceso” se prevé que la recogida de
producto elaborado se realice aproximadamente cada 3 semanas llegándose a almacenar
unas 210 toneladas de producto elaborado.
Para reducir tiempos muertos en el cambio de formato de las diferentes máquinas se
prevé trabajar durante una semana con un tamaño de formato almacenando
aproximadamente la mitad de la producción y la siguiente semana hasta expedición con el
otro tipo de formato ya que éstos originan sistemas de paletizado diferenciados.
Debido a este criterio de trabajo y para diferenciar entre tipos de corte (fileteado y
rodajas) se diseña una cámara tipo F.I.F.O. (First in, First out) al permitir mayor control
sobre los diferentes productos a almacenar.
Los criterios de diseño de la cámara de conservación en estado congelado son los
siguientes:

ANEJO V. INSTALACIÓN FRIGORÍFICA
11
-. Como se citó anteriormente la producción diaria de la planta de
elaboración es de 12.000 Kg siendo el peso aproximado de los palets de
1.000 Kg por lo que al día se obtendrán 12 palets.
-. Al prever recogida de productos elaborados cada 3 semanas serán
necesarios 210 palets que se dispondrán a 3 alturas formando en planta 70
bloques. Siguiendo el criterio F.I.F.O. se dispondrá un pasillo de 2,8 metros
de anchura facilitando la retirada de productos de forma diferenciada.
La distribución en planta de los bloques de palets en la cámara de conservación en
estado congelado se muestra en la figura 5.
Figura 5. Distribución en planta de bloques de palets en cámara de conservación en estado congelado.
Para facilitar la circulación de aire entre bloques se dejarán 0,1-0,15 m entre
bloques, 0,5 m entre paredes y bloques y 0,6 m entre techo y últimas cajas. El sistema de
paletizado tiene una altura de 0,15 m. Considerando estos criterios las dimensiones de la
cámara de conservación en estado congelado son las siguientes:
-. Longitud: (7 x 1 + 0,5 + 6 x 0,1) x 2 + 2,8 = 19 m.
-. Anchura: 1,2 x 5 + 0,5 x 2 + 4 x 0,1 = 7,5 m.
-. Altura: 3 x 0,8 + 3 x 0,15 + 0,6 = 3,5 m.

ANEJO V. INSTALACIÓN FRIGORÍFICA
12
Así se obtendrá una cámara de conservación en estado congelado de dimensiones:
19 x 7,5 x 3,5 m. A continuación se comprueba que la densidad de almacenamiento
obtenida sea inferior a la máxima aconsejada para este tipo de productos:
-. Volumen útil de la cámara: 17 x 7,5 x 3,5 = 446,25 m3.
-. Densidad de almacenamiento máxima: 350 Kg/m3.
-. Densidad de almacenamiento: 120.000 Kg/446,25 m3 = 268,9 Kg/m3
menor a la máxima aconsejada por lo que el diseño es óptimo.
3. DESCRIPCIÓN DE LOS MATERIALES AISLANTES.
3.1. Cerramientos y cubierta.
3.1.1. Cerramientos exteriores.
Como se citó en el anejo IV “Cálculos Constructivos” el cerramiento de la planta
procesadora se realizará con placas aligeradas de hormigón pretensado autoportantes de
20 cm de espesor, con acabado liso en el interior y rugoso en el exterior.
Las características principales de estas placas son las siguientes:
-. Facilidad de ensamblaje.
-. Peso reducido.
-. Adaptabilidad a cualquier tipo de estructura.
-. Buena protección contra el fuego y ambientes agresivos.
-. No presentan necesidades de mantenimiento.
-. No precisan revestimiento, pudiéndose dejar vistas o pintadas
directamente.

ANEJO V. INSTALACIÓN FRIGORÍFICA
13
-. Conductividad térmica: 0,38 Kcal/mhºC.
-. Densidad aparente: 1.000 Kg/m3.
Se emplearán paneles prefabricados con los que se consiguen conjuntos altamente
resistentes y que son fácilmente instalados, de forma que la disposición de estos paneles
sustituye a los cerramientos de obra de fábrica y sus características finales no dependen en
tanta medida de la mano de obra, resultando un cerramiento perfectamente sellado y con
buena resistencia mecánica.
Los diferentes recintos frigoríficos, así como la sala de elaboración, envasado y
paletizado, estarán formados por paneles de iguales características a los anteriores.
3.1.2. Cubierta.
Como material de cubierta de la planta de procesado se ha seleccionado panel
pefrabicado de tipo “sandwich” formado por un núcleo central de espuma rígida de
poliuretano situado entre dos chapas de acero galvanizado y acabado superficial lacado.
Estas chapas son las que aseguran la resistencia mecánica y además actúan como barrera
antivapor.
En la sala de elaboración que debe ir refrigerada además del cerramiento con placas
aligeradas de hormigón se disponen interiormente paneles de tipo “sandwich”.
El poliuretano proporciona un excelente coeficiente de conductividad térmica, para
una densidad del mismo de 38 Kg/m3, λ= 0,03 Kcal/hmºC a 0ºC.

ANEJO V. INSTALACIÓN FRIGORÍFICA
14
3.2. Suelos.
Para el aislamiento de los suelos se emplearán igualmente planchas de poliuretano,
ya que debido a su estructura proporciona una buena resistencia mecánica que lo hacen
especialmente recomendable para suelos cargados y presenta unas buenas condiciones
como aislante (para una densidad dispuesta de 38 Kg/m3, se tomará idéntica conductividad
térmica: λ= 0,03 Kcal/hmºC).
4. CRITERIOS DE CÁLCULO.
La transmisión de calor por conducción y convección a través de las paredes y techo
se considera en régimen permanente, y el flujo de calor viene determinado por la
expresión:
TSUQ G ∆××=
siendo:
-. UG: Coeficiente global de transmisión de calor (Kcal/hm2ºC).
-. S: Superficie exterior (m2).
-. ∆T: Diferencia de temperatura entre la temperatura exterior de proyecto y
la interior de trabajo (ºC).
Con vistas al cálculo del espesor del aislante en cada orientación, se suele tomar
para el conjunto UG·∆T el valor de 8 Kcal/m2h, que se denomina “pérdida máxima
económica” (q), que es el valor que limita el flujo máximo de calor permisible en el caso
de las cámaras de refrigeración y el valor de 6 Kcal/m2h en el caso de las cámaras de
congelación.

ANEJO V. INSTALACIÓN FRIGORÍFICA
15
Por otra parte, el coeficiente global de transmisión de calor UG, depende de las
características (coeficiente de conductividad) de los aislantes y/o materiales, y de los
coeficientes de convección o de película de las superficies interior y exterior, según la
expresión:
int
111αλα
++= ∑i i
i
extG
eU
siendo:
-. aext: Coeficiente de convección entre aire y superficie exterior,
determinado en función del tipo de material que constituye la superficie del
cerramiento y la velocidad media del aire. Sus unidades son Kcal/hm2ºC.
-. ei: Espesor de cada una de las capas que constituyen el cerramiento (m).
-. li: Coeficiente de conductividad de cada material (Kcal/hmºC).
-. aint: Coeficiente de convección entre la superficie interior y el aire
(Kcal/m2hºC). Para su determinación también habrá que tener en cuenta si
el aire está en reposo o en movimiento.
Para determinar estos coeficientes de convección, se hace uso de tablas
recomendadas por la bibliografía que expresan el valor del coeficiente en función de las
condiciones atmosféricas (viento), posición de la superficie y dirección del flujo térmico.
En la tabla 3 se muestran los criterios seguidos para estimar los distintos coeficientes de
convección.

ANEJO V. INSTALACIÓN FRIGORÍFICA
16
Tabla 3. Coeficientes de convección para algunos casos particulares.
Condiciones Posición de la superficie Flujo térmico Coeficiente de convección(Kcal/m2hºC)
Aire en calma
HorizontalInclinada 45º
VerticalInclinada 45ºHorizontal
AscendenteAscendenteHorizontal
DescendenteDescendente
887
6,55
Viento de 12 Km/h Cualquier posición En cualquier dirección 20
Viento de 24 Km/h Cualquier posición En cualquier dirección 29
Como pérdida máxima admisible se ha tomado 9,28 W/m2, que corresponde con las
8 Kcal/hm2, tal y como se indicó antes para las cámaras de refrigeración y 6,96 W/m2
(6 Kcal/hm2) en el caso de las cámaras de congelación.
Para el cálculo de ∆T (salto térmico en una superficie), hay que conocer la ti
(temperatura interior, que será la de régimen de la cámara) y la temperatura exterior de
proyecto, que vendrá dada en función de la temperatura exterior característica de la zona
en cuestión (tc), que obedece a la expresión:
maxmedc ttt ×+×= 6,04,0
siendo:
-. tmed: Temperatura media del mes más cálido de funcionamiento de la
instalación, ºC.
-. tmax: Temperatura media máxima del mes más cálido de funcionamiento
de la instalación, ºC.

ANEJO V. INSTALACIÓN FRIGORÍFICA
17
En la zona de implantación de la industria a proyectar (Córdoba), estas condiciones
son las siguientes:
-. tmed = 24ºC. -. tmax = 39ºC.
Obteniendo una temperatura exterior de cálculo de:
tc = 0,4 x 24 + 0,6 x 39 = 33ºC.
Para las temperaturas exteriores a la planta de procesado se han seguido los
siguientes criterios:
-. Temperatura exterior de la pared Norte:
tn = 0,6·tc = 0,6 x 33 = 20ºC.
-. Temperatura exterior de la pared Sur:
ts= tc = 33 ºC.
-. Temperatura exterior de la pared Este:
te = 0,8·tc = 0,8 x 33 = 26,5ºC.
-. Temperatura exterior de la pared Oeste:
to = 0,9·tc = 0,9 x 33 = 30ºC.
-. Temperatura de pasillo (áreas no refrigeradas):
Se toma una temperatura de 22ºC.
-. Temperatura de paredes comunes a dos áreas refrigeradas:

ANEJO V. INSTALACIÓN FRIGORÍFICA
18
Se toma como temperatura exterior de proyecto la temperatura media entre
la tmed y la temperatura régimen de la cámara, lo cual equivale a suponer la
cámara exterior vacía.
-. Temperatura de suelo:
De acuerdo con la bibliografía recomendada se seguirá la siguiente
expresión para obtener la temperatura del suelo:
ts = (tc + 15)/2 = (33 + 15)/2 = 24ºC.
-. Temperatura de la cubierta:
tt = tc + 12ºC = 45ºC al no disponerse un falsotecho.
5. CÁLCULO DE ESPESORES.
5.1. Cerramientos verticales.
Las diferentes cámaras instaladas en la planta de procesado irán ubicadas en la sala
de elaboración que a su vez está refrigerada y protegida del exterior por medio del
cerramiento exterior de placas aligeradas de hormigón pretensado, de esta forma los saltos
térmicos a salvar serán menores, siendo menores los espesores de aislante necesarios.
Dado el pequeño espesor de las chapas de acero galvanizado (0,6 mm) y su alta
conductividad térmica, no se considerarán éstas a la hora de estudiar las pérdidas a través
de los cerramientos verticales y sólo se tendrá en cuenta el núcleo central de espuma de
poliuretano.
De acuerdo a las expresiones anteriores:

ANEJO V. INSTALACIÓN FRIGORÍFICA
19
2
int
·8
11 mhkcal
eeT
q
H
H
ext
=+++
∆=
αλλα
TUq G ∆×=
TSUQ G ∆××=
Despejando el espesor del aislante de la expresión anterior, se obtiene:
−−−
∆×=
int
118 αλα
λH
H
ext
eTe
Se procede al cálculo de los espesores teóricos necesarios.
5.1.1. Sala de elaboración, envasado y paletizado.
En la industria en proyecto se diseña una única sala donde se llevarán acabo todas
las operaciones para el procesado de este tipo de productos. De este modo todas las
cámaras se ubicarán dentro de un recinto refrigerado según aconseja la Reglamentación
Técnico-Sanitaria vigente para los productos pesqueros. Como se citó anteriormente la
industria se cerrará con planchas de hormigón pretensado que a su vez servirán de aislante
complementario al necesario para salvar los saltos térmicos en la industria.
a) Pared Norte que limita con el exterior.
A su vez esta pared limita con la cámara de conservación en estado congelado por lo
que se calcula el espesor de aislante para la zona de la sala no ocupada por dicha cámara.
Siguiendo las expresiones anteriores:
−−−
∆×=
int
118 αλα
λH
H
ext
eTe

ANEJO V. INSTALACIÓN FRIGORÍFICA
20
siendo:
-. l= 0,03 Kcal/hmºC.
-. lH=0,38 Kcal/hmºC.
-. eH= 0,2 m.
-. ti = 16ºC.
-. ai = 12 Kcal/hm2ºC.
-. te = 0,6 x 33= 19,8ºC.
-. aext = 20 Kcal/hm2ºC.
mme 54,500554,0121
38,02,0
201
88,3
03,0 ==
−−−×=
b) Pared Sur que limita con el exterior.
−−−
∆×=
ntH
H
ext
eTe
αλαλ
118
siendo:
-. l= 0,03 Kcal/hmºC.
-. lH=0,38 Kcal/hmºC.
-. eH= 0,2 m.
-. ti = 16ºC.
-. ai = 12 Kcal/hm2ºC.
-. te = 33ºC.
-. aext = 20 Kcal/hm2ºC.

ANEJO V. INSTALACIÓN FRIGORÍFICA
21
mme 44044,0121
38,02,0
201
817
03,0 ==
−−−×=
c) Pared Este que limita con el exterior.
−−−
∆×=
int
118 αλα
λH
H
ext
eTe
siendo:
-. l= 0,03 Kcal/hmºC.
-. lH=0,38 Kcal/hmºC.
-. eH= 0,2 m.
-. ti = 16ºC.
-. ai = 12 Kcal/hm2ºC.
-. te = 0,8 x 33= 26,4ºC.
-. aext = 20 Kcal/hm2ºC.
mme 2,190192,0121
38,02,0
201
84,10
03,0 ==
−−−×=
d) Pared Oeste que limita con el pasillo.
−−
∆×=
int
118 αα
λext
Te
siendo:
-. l= 0,03 Kcal/hmºC.

ANEJO V. INSTALACIÓN FRIGORÍFICA
22
-. ti = 16ºC.
-. te = (22 + 16)/2= 19ºC.
-. ai = 12 Kcal/hm2ºC.
-. aext = 12 Kcal/hm2ºC.
mme 25,600625,0121
121
83
03,0 ==
−−×=
e) Cubierta.
−−
∆×=
int
118 αα
λext
Te
siendo:
-. l= 0,03 Kcal/hmºC.
-. ti = 16ºC.
-. te = 33 + 12ºC= 45ºC.
-. ai = 12 Kcal/hm2ºC.
-. aext = 20 Kcal/hm2ºC.
mme 75,10410475,0121
201
829
03,0 ==
−−×=
5.1.2. Cámara de conservación en estado refrigerado.
a) Pared Norte que limita con el interior de la sala de elaboración.

ANEJO V. INSTALACIÓN FRIGORÍFICA
23
−−
∆×=
int
118 αα
λext
Te
siendo:
-. l= 0,03 Kcal/hmºC.
-. ti = 0ºC.
-. ai = 8 Kcal/hm2ºC.
-. te = 16ºC.
-. ae = 12 Kcal/hm2ºC.
mme 75,530537,081
121
816
03,0 ==
−−×=
b) Pared Sur que limita con el exterior:
−−−
∆×=
int
118 αλα
λH
H
ext
eTe
siendo:
-. l= 0,03 Kcal/hmºC.
-. lH=0,38 Kcal/hmºC.
-. eH= 0,2 m.
-. ti = 0ºC.
-. ai = 8 Kcal/hm2ºC.
-. te = 33ºC.

ANEJO V. INSTALACIÓN FRIGORÍFICA
24
-. aext = 20 Kcal/hm2ºC.
mme 1031027,081
38,02,0
201
833
03,0 ==
−−−×=
c) Pared Este que limita con el interior de la sala de elaboración.
−−
∆×=
int
118 αα
λext
Te
siendo:
-. l= 0,03 Kcal/hmºC.
-. ti = 0ºC.
-. ai = 8 Kcal/hm2ºC.
-. te = 16ºC.
-. ae = 12 Kcal/hm2ºC.
mme 75,530537,081
121
816
03,0 ==
−−×=
c) Pared Oeste que limita con el pasillo.
−−
∆×=
int
118 αα
λext
Te
siendo:
-. l= 0,03 Kcal/hmºC.
-. ti = 0ºC.

ANEJO V. INSTALACIÓN FRIGORÍFICA
25
-. ai = 8 Kcal/hm2ºC.
-. te = (22 + 16)/2= 19ºC.
-. ae = 12 Kcal/hm2ºC.
mme 65065,081
121
819
03,0 ==
−−×=
e) Techo que limita con el interior de la sala de elaboración.
−−
∆×=
int
118 αα
λext
Te
siendo:
-. l= 0,03 Kcal/hmºC.
-. ti = 0ºC.
-. ai = 8 Kcal/hm2ºC.
-. te = 16ºC.
-. ae = 12 Kcal/hm2ºC.
mme 75,530537,081
121
816
03,0 ==
−−×=
5.1.3. Cámara de conservación en estado congelado.
a) Pared Norte que limita con el exterior.
−−−
∆×=
int
116 αλα
λH
H
ext
eTe

ANEJO V. INSTALACIÓN FRIGORÍFICA
26
siendo:
-. l= 0,03 Kcal/hmºC.
-. lH= 0,38 Kcal/hmºC.
-. eH= 0,2 m.
-. ti = -20ºC.
-. ai = 8 Kcal/hm2ºC.
-. te = 0,6 x 33= 19,8ºC.
-. aext = 20 Kcal/hm2ºC.
mme 178178,081
38,02,0
201
68,39
03,0 ==
−−−×=
b) Pared Sur que limita con el interior de la sala de elaboración.
−−
∆×=
int
118 αα
λext
Te
siendo:
-. l= 0,03 Kcal/hmºC.
-. ti = -20ºC.
-. ai = 8 Kcal/hm2ºC.
-. te = 16ºC.
-. ae = 12 Kcal/hm2ºC.
mme 75,17317375,081
121
636
03,0 ==
−−×=

ANEJO V. INSTALACIÓN FRIGORÍFICA
27
b) Pared Este que limita con el exterior.
−−−
∆×=
int
116 αλα
λH
H
ext
eTe
siendo:
-. l= 0,03 Kcal/hmºC.
-. lH=0,38 Kcal/hmºC.
-. eH= 0,2 m.
-. ti = -20ºC.
-. ai = 8 Kcal/hm2ºC.
-. te = 0,8 x 33= 26,4ºC.
mme 211211,081
38,02,0
201
64,46
03,0 ==
−−−×=
c) Pared Oeste que limita con el pasillo.
−−
∆×=
int
118 αα
λext
Te
siendo:
-. l= 0,03 Kcal/hmºC.
-. ti = -20ºC.
-. ai = 8 Kcal/hm2ºC.
-. te = (22 + 16)/2= 19ºC.

ANEJO V. INSTALACIÓN FRIGORÍFICA
28
-. ae = 12 Kcal/hm2ºC.
mme 188188,081
121
639
03,0 ==
−−×=
e) Techo que limita con el interior de la sala de elaboración.
−−
∆×=
int
116 αα
λext
Te
siendo:
-. l= 0,03 Kcal/hmºC.
-. ti = -20ºC.
-. ai = 8 Kcal/hm2ºC.
-. te = 16ºC.
-. ae = 12 Kcal/hm2ºC.
mme 173173,081
121
636
03,0 ==
−−×=
5.1.4. Cámara de conservación de subproductos.
a) Pared Norte que limita con la sala de elaboración.
−−
∆×=
int
118 αα
λext
Te
siendo:
-. l= 0,03 Kcal/hmºC.

ANEJO V. INSTALACIÓN FRIGORÍFICA
29
-. ti = 0ºC.
-. ai = 8 Kcal/hm2ºC.
-. te = 16ºC.
-. ae = 12 Kcal/hm2ºC.
mme 75,5305375,081
121
816
03,0 ==
−−×=
b) Pared Sur que limita con el interior de la sala de elaboración.
−−
∆×=
int
118 αα
λext
Te
siendo:
-. l= 0,03 Kcal/hmºC.
-. ti = 0ºC.
-. ai = 8 Kcal/hm2ºC.
-. te = 16ºC.
-. ae = 12 Kcal/hm2ºC.
mme 75,5305375,081
121
816
03,0 ==
−−×=
c) Pared Este que limita con el exterior.
−−−
∆×=
int
118 αλα
λH
H
ext
eTe
siendo:

ANEJO V. INSTALACIÓN FRIGORÍFICA
30
-. l= 0,03 Kcal/hmºC.
-. lH=0,38 Kcal/hmºC.
-. eH= 0,2 m.
-. ti = 0ºC.
-. ai = 8 Kcal/hm2ºC.
-. te = 0,8 x 33= 26,4ºC.
mme 78078,081
38,02,0
201
84,26
03,0 ==
−−−×=
d) Pared Oeste que limita con el interior de la sala de elaboración.
−−
∆×=
int
118 αα
λext
Te
siendo:
-. l= 0,03 Kcal/hmºC.
-. ti = 0ºC.
-. ai = 8 Kcal/hm2ºC.
-. te = 16ºC.
-. ae = 12 Kcal/hm2ºC.
mme 75,5305375,081
121
816
03,0 ==
−−×=
e) Techo que limita con el interior de la sala de elaboración.

ANEJO V. INSTALACIÓN FRIGORÍFICA
31
−−
∆×=
int
118 αα
λext
Te
siendo:
-. l= 0,03 Kcal/hmºC.
-. ti = 0ºC.
-. ai = 8 Kcal/hm2ºC.
-. te = 16ºC.
-. ae = 12 Kcal/hm2ºC.
5.2. Suelo.
La solera propuesta está formada desde abajo hacia arriba por:
-. Capa de grava y arena apisonada, con un espesor de 0,15 m sobre la capa
de suelo.
-. Hormigón armado, con un espesor de 0,05 m.
-. Lámina bituminosa empleada como barrera antivapor.
-. Planchas de poliuretano con una densidad de 38 Kg/m3.
-. Una segunda lámina bituminosa como barrera antivapor.
-. Hormigón armado, con un espesor de 0,15 m.
El procedimiento de cálculo será idéntico al empleado en paredes y techos, con la
salvedad de que en éstos el núcleo de poliuretano era el único material aislante mientras
mme 75,5305375,081
121
816
03,0 ==
−−×=

ANEJO V. INSTALACIÓN FRIGORÍFICA
32
que en el suelo son varios los aislantes dispuestos, con conductividades térmicas y
espesores conocidos, siendo la incógnita el espesor de la capa de poliuretano.
Según lo indicado, el espesor de la capa de aislante a disponer se determina
mediante la expresión, despreciando las barreras antivapor:
−−−−−∆×=
intgra
gra 118 αλλλα
λHarmado
Harmado
Harmado
Harmado
va
va
ext
eeeTe
En la tabla 4 se indican los valores del espesor y conductividad de las distintas capas
que forman la solera:
Tabla 4. Solera de las áreas refrigeradas.
CAPA DE LA SOLERA ESPESOR(m)
ll (Kcal/hmºC)
Grava + arena 0,15 1,5
Hormigón armado 0,05 1,5
Lámina bituminosa 0,001 -
Poliuretano e 0,03
Lámina bituminosa 0,001 -
Hormigón armado 0,15 1,5
La temperatura exterior de cálculo será, según se determinó antes, de 24ºC.
5.2.1.Sala de elaboración, envasado y paletizado.
-. ∆T = 8ºC.
-. aint = 15 Kcal/hm2ºC.
-. aext = 2 Kcal/ hm2ºC.
mme 6006,0151
5,115,0
5,105,0
5,115,0
21
88
03,0 ==
−−−−−×=

ANEJO V. INSTALACIÓN FRIGORÍFICA
33
5.2.2.Cámara de conservación en estado refrigerado.
-.∆T = 24ºC.
-. aint = 8 Kcal/hm2ºC.
-. aext = 2 Kcal/hm2ºC.
mme 25,6406425,081
5,115,0
5,105,0
5,115,0
21
824
03,0 ==
−−−−−×=
5.2.3. Cámara de expedición de subproductos.
-.∆T = 24ºC.
-. aint = 8 Kcal/hm2ºC.
-. aext = 2 Kcal/hm2ºC.
mme 25,6406425,081
5,115,0
5,105,0
5,115,0
21
824
03,0 ==
−−−−−×=
5.2.4. Cámara de conservación en estado congelado.
-.∆T = 44ºC.
-. aint = 8 Kcal/hm2ºC.
-. aext = 2 Kcal/hm2ºC.
mme 25,19419425,081
5,115,0
5,105,0
5,115,0
21
644
03,0 ==
−−−−−×=
6. ELECCIÓN DE LOS ESPESORES COMERCIALES.

ANEJO V. INSTALACIÓN FRIGORÍFICA
34
Consultando diversos catálogos comerciales se seleccionan los espesores de
aislantes en función de los determinados anteriormente en los cálculos, conforme a un
criterio de simplicidad (tratando de seleccionar el menor número de espesores diferentes).
En la tabla 5 se muestran los espesores obtenidos mediante los cálculos anteriores y
los espesores comerciales seleccionados para los diferentes paramentos.
Tabla 5. Espesor de aislante en los diferentes paramentos de la planta de procesado.
RECINTO ESPESOR PARED(mm)
ESPESOR COMERCIAL(mm)
Norte Sur Este Oeste Techo Suelo Norte Sur Este Oeste Techo Suelo
Sala elaboración,envasado ypaletizado
5,54 44 19,2 6,25 104,7 6 50 50 50 50 125 50
Cámaraconservación en
estado refrigerado53,75 103 53,75 65 53,75 64,25 70 125 70 70 70 70
Cámara expediciónsubproductos 53,75 53,75 78 53,75 53,75 64,25 80 80 80 80 80 80
Cámaraconservación enestado congelado
178 173,8 211 188 173 194,3 200 200 220 200 200 200
7. ESTIMACIÓN DE LA POTENCIA FRIGORÍFICA.
7.1. Criterios de cálculo.
ANEJO V. INSTALACIÓN FRIGORÍFICA
35
La carga frigorífica total de cada sala (Qt) se calculará mediante la estimación o
cálculo de una serie de sumandos:
-. Q1: Carga térmica por pérdidas a través de paredes, techo y suelo.
-. Q2: Carga térmica por renovaciones del aire de la cámara.
-. Q3: Carga térmica debida a las pérdidas por refrigeración, congelación y/o
congelación del producto y envase.
-. Q4: Carga térmica debida al calor desprendidos por los ventiladores de los
evaporadores.
-. Q5: Carga térmica debida al calor desprendido por la circulación de
operarios en el almacén frigorífico.
-. Q6: Carga térmica debida al calor desprendido por las necesidades de
iluminación.
QT´: Q1+ Q2 + Q3 + Q4 + Q5 + Q6
A la vez se deben considerarse las pérdidas de humedad del producto, tuberías,
carretillas, desescarches, etc. obteniendo la expresión:
Q7=10% QT´
∑=
=7
1iiT QQ
A la vez se debe considerar el horario de funcionamiento de las diferentes salas y
cámaras. Las zonas de trabajo deberán encontrarse en las condiciones adecuadas al
comienzo del día, y mantenerse así durante la jornada laboral.
Por otro lado, las cámaras frigoríficas deberán funcionar durante todo el día, para no
perjudicar la conservación de los productos de su interior.

ANEJO V. INSTALACIÓN FRIGORÍFICA
36
Para determinar las horas de funcionamiento de las determinadas salas, se tiene en
cuenta que según el R.D. 2204/1995 del 28 de Diciembre, en Andalucía, la distribución de
horas valle, llano y punta son:
-. Invierno:
Valle: 0:00 – 8:00.
Llano: 8:00 – 18:00 y 22:00 – 24:00.
Punta: 18:00 – 22:00.
-. Verano:
Valle: 0:00 – 8:00.
Llano: 8:00 – 10:00 y 14:00 – 24:00.
Punta: 10:00 – 14:00.
Para minimizar los costes de energía eléctrica:
-. Las cámaras frigoríficas se dispondrán funcionando durante 16 h al día,
con paros intermedios para desescarche y para no sobrecargar compresores.
-. Las zonas de trabajo empezarán a enfriarse aproximadamente 2 horas
antes del comienzo de la jornada de trabajo y funcionarán durante 10 horas.
Se seguirá este funcionamiento para que al comienzo de la jornada de
trabajo estén a la temperatura adecuada.
Por todo lo dispuesto, en la sala de elaboración, envasado y paletizado,
acondicionadas a 16ºC y 75% de H.R. se estimarán las distintas carga térmicas,
incorporándose las procedentes del funcionamiento de los equipos de la línea de proceso y
personal.

ANEJO V. INSTALACIÓN FRIGORÍFICA
37
Q1: Carga térmica por pérdidas a través de paredes, techo y suelo.
Este tipo de carga térmica se estimará mediante la expresión:
Q1 = UG· A · ∆t = q · A
Esta expresión se aplica a cada una de las paredes, así como al techo y al suelo, con
los valores de espesores comerciales expuestos en el anterior apartado.
Q2: Carga térmica por renovaciones del aire de la cámara.
Esta carga térmica se estimará mediante la expresión:
Q2 = maire · ( he – hi )
donde:
maire = Vcamara · ρm · (1/d)
Siendo:
-. he y hi: entalpías del aire a las condiciones exteriores e interiores
respectivamente.
-. ρm: densidad específica media del aire exterior e interior.
-. 1/d: renovaciones de aire diarias, que se pueden dividir en 2 términos:
renovaciones de aire técnicas y renovaciones de aire debido a la apertura de
puertas, que dependen del volumen de la sala a refrigerar.
Q3: Carga térmica debido a las pérdidas por refrigeración y/o congelación del
producto y envase.

ANEJO V. INSTALACIÓN FRIGORÍFICA
38
Esta carga térmica se estimará con la expresión:
Q3 = mproducto · Cp · ∆t
Siendo:
-. mproducto: entrada de producto a enfriar, incrementado en un 15% debido al
peso del envase, que también debe ser enfriado (Kg/día).
-. Cp: la capacidad calorífica del producto (Kcal/KgºC).
-. ∆t: salto térmico, en ºC.
Q4 : Carga térmica debida al calor desprendido por los ventiladores del evaporador.
Esta carga térmica se estimará como el 5% de la suma de las siguientes cargas.
Q4 = 0,05 · ( Q1 + Q2 + Q3 )
Q5: Carga térmica debida al calor desprendido por circulación de operarios en el
almacén frigorífico.
Esta carga térmica se suele estimar conjuntamente con el calor desprendido por las
necesidades de iluminación considerándose ambas como un 3% de la suma de las cargas
térmicas 1, 2 y 3.
Q5 + Q6 = 0,03 · ( Q1 + Q2 + Q3 )
Sin embargo, en el caso de la sala de elaboración, envasado y paletizado a 16ºC y
75% de H.R., se deben considerar ambos sumandos por separado debido al gran número de
operarios que se encontrarán durante toda la jornada de trabajo.

ANEJO V. INSTALACIÓN FRIGORÍFICA
39
Como la presencia del personal tendrá aquí una mayor importancia se debe de
estimar con una mayor precisión.
Q5: carga térmica debida al personal en las salas de trabajo.
Q5 = n · qp · t
-. n: número de personas trabajando en la sala
-. qp: potencia calorífica liberada por una persona en las condiciones de la
cámara.
-. t: horas de trabajo al día.
La carga térmica producida por una persona trabajando depende en gran medida del
nivel térmico del área de trabajo. En la tabla 6 se indica la variación de la potencia
calorífica liberada por persona en función de este nivel térmico.

ANEJO V. INSTALACIÓN FRIGORÍFICA
40
Tabla 6. Potencia frigorífica liberada por persona.
TEMPERATURA DEL RECINTO (ºC) POTENCIA CALORÍFICA LIBERADA PORPERSONA (Kcal/h)
16 15010 1805 2060 232-5 258
-10 283-15 309-20 325-25 362
De acuerdo a estos valores se estimará la carga térmica producida por el personal
con la expresión anterior:
Q5 = n · qp · t
Q7: carga térmica debida al calor desprendido por las necesidades de iluminación.
QT´: Q1+ Q2 + Q3 + Q4 + Q5 + Q6
A la vez se deben considerarse las pérdidas de humedad del producto, tuberías,
carretillas, desescarches, etc. obteniendo la expresión:
Q7=10% QT´
∑=
=7
1iiT QQ
En cada sala se procederá a la estimación de esta carga térmica en función de la
potencia consumida por el equipo y su forma y tiempo de funcionamiento.
7.2. Cámara de conservación en estado refrigerado.
Dimensiones y condiciones:
Longitud: 5 m.
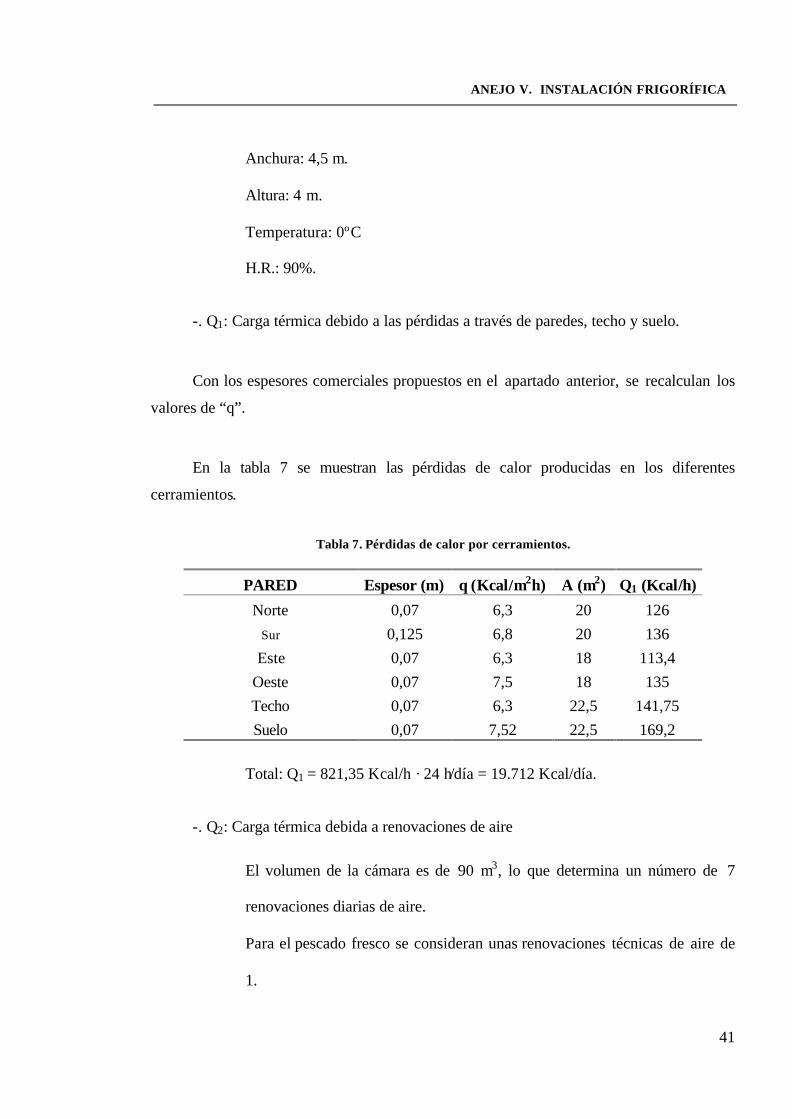
ANEJO V. INSTALACIÓN FRIGORÍFICA
41
Anchura: 4,5 m.
Altura: 4 m.
Temperatura: 0ºC
H.R.: 90%.
-. Q1: Carga térmica debido a las pérdidas a través de paredes, techo y suelo.
Con los espesores comerciales propuestos en el apartado anterior, se recalculan los
valores de “q”.
En la tabla 7 se muestran las pérdidas de calor producidas en los diferentes
cerramientos.
Tabla 7. Pérdidas de calor por cerramientos.
PARED Espesor (m) q (Kcal/m2h) A (m2) Q1 (Kcal/h)
Norte 0,07 6,3 20 126
Sur 0,125 6,8 20 136
Este 0,07 6,3 18 113,4
Oeste 0,07 7,5 18 135
Techo 0,07 6,3 22,5 141,75
Suelo 0,07 7,52 22,5 169,2
Total: Q1 = 821,35 Kcal/h · 24 h/día = 19.712 Kcal/día.
-. Q2: Carga térmica debida a renovaciones de aire
El volumen de la cámara es de 90 m3, lo que determina un número de 7
renovaciones diarias de aire.
Para el pescado fresco se consideran unas renovaciones técnicas de aire de
1.

ANEJO V. INSTALACIÓN FRIGORÍFICA
42
Con la ayuda del diagrama psicrométrico, se determinan las condiciones del
aire exterior e interior:
text = 16ºC, H.R.: 75%: hext = 9,5 Kcal/Kg a.s.
ve = 0,835 m3/Kg a.s.
ρext = 1,197 Kg a.s./m3
tint = 0ºC, H.R.: 90%: hint = 2,1 Kcal/Kg a.s.
ve = 0,780 m3/Kg a.s.
ρint = 1,282 Kg a.s./m3
El calor debido a todas las renovaciones de aire (renovaciones técnicas y debidas a
apertura de puertas), responde a la expresión:
Q2 = Q21 + Q22 = maire · (hext - hint)= Vcamara · ρm · (1/d + n)·(hext - hint).
Q2 = 90 · 1,2395 · (7 + 1) · (9,5-2,1) = 6.604 Kcal/día.
-. Q3: Carga térmica debida a las pérdidas por refrigeración y/o congelación del
producto y envase.
La materia prima llega en camión ya refrigerada por lo que se supone que
no aumentará su temperatura durante el proceso de descarga, por lo que no
se contabilizará esta carga térmica.
Q3 = 0 Kcal/día.
-. Q4: Carga térmica debida al calor desprendido por ventiladores.
Q4 = 0,05 · (Q1 + Q2 + Q3) = 0,05 · (19.712 + 6.604 + 0) = 1.316 Kcal/día

ANEJO V. INSTALACIÓN FRIGORÍFICA
43
-. Q5 + Q6: Carga térmica debida a personal + iluminación.
Q5 + Q6 =0,03 · (Q1 + Q2 + Q3) = 0,03 · (19.712 + 6.604 + 0) = 790 Kcal/día.
-. Q7 : Carga térmica debida al calor de desescarche, carretillas, tuberías, etc.
QT´: Q1+ Q2 + Q3 + Q4 + Q5 + Q6 = 0,1 · (19.712 + 6.604 + 0 + 1.316 + 790)
= 2.842 Kcal/día
díaKcal
QQi
iT 264.31842.2790316.10604.6712.197
1
=+++++== ∑=
La instalación funcionará 16 horas al día, teniendo una potencia frigorífica de
1.954 Kcal/h.
7.3. Cámara de expedición de subproductos.
Dimensiones y condiciones:
Longitud: 5 m.
Anchura: 2,5 m.
Altura: 3 m.
Temperatura: 0ºC.
H.R.: 80%.
-. Q1: Carga térmica debida a las pérdidas a través de paredes, techo y suelo.
Con los espesores comerciales propuestos en el anejo anterior, se recalculan los
valores de “q” mostrados en la tabla 8.

ANEJO V. INSTALACIÓN FRIGORÍFICA
44
Tabla 8. Pérdidas de calor por cerramientos.
PARED Espesor (m) q (Kcal/m2h) A (m2) Q1 (Kcal/h)
Norte 0,08 4,75 7,5 35,625
Sur 0,08 4,75 7,5 35,625
Este 0,08 7,84 12,5 98
Oeste 0,08 4,75 12,5 59,375
Techo 0,08 4,75 15 71,25
Suelo 0,08 6,8 15 102
Total: Q1 = 401,875 Kcal/h · 24 h / día = 9.645 Kcal/día
-. Q2: Carga térmica debida a renovaciones de aire
El volumen de la cámara es de 37,5 m3, lo que determina un número de 12
renovaciones diarias de aire.
Para los subproductos no se consideran renovaciones técnicas de aire.
Con la ayuda del diagrama psicrométrico, se determinan las condiciones del
aire exterior e interior:
text = 16ºC, H.R.: 75%: hext = 9,5 Kcal/Kg a.s.
ve = 0,835 m3/Kg a.s.
ρext = 1,197 Kg a.s./m3
tint = 0ºC, H.R.: 80%: hint = 1,5 Kcal/Kg a.s.
ve = 0,778 m3/Kg a.s.
ρint = 1,285 Kg a.s./m3

ANEJO V. INSTALACIÓN FRIGORÍFICA
45
El calor debido a todas las renovaciones de aire (renovaciones técnicas y debidas a
apertura de puertas) responde a la expresión:
Q2 = Q21 + Q22 = maire · (hext - hint)= Vcamara · ρm · (1/d + n)·(hext - hint).
Q2 = 37,5 · 1,241 · (12 + 0) · (9,5-1,5) = 4.468 Kcal/día.
-. Q3: Carga térmica debida a las pérdidas por refrigeración y/o congelación del
producto y envase.
Q3 = Q31 + Q32 = mproducto · Cp · ∆t + menvase · Cp · ∆t
Los subproductos llegan a esta cámara de la línea de elaboración
introducidos en contenedores apilables a una temperatura aproximada de
16ºC.
Q31 = mproducto · Cp · ∆t = 2.000 · 0,82 · (16-0) = 26.240 Kcal/día.
Q32 = menvase · Cp · ∆t = 0,15 · (2.000 · 0,82 · (16-0)) = 3.936 Kcal/día.
Q3 = 30.176 Kcal/día.
-. Q4: Carga térmica debida al calor desprendido por ventiladores.
Q4 = 0,05 · (Q1 + Q2 + Q3) = 0,05 · (9.645 + 4.468 + 30.176) = 2.214
Kcal/día.
-. Q5 + Q6: Carga térmica debida a personal + iluminación.
Q5 + Q6 = 0,03 · (Q1 + Q2 + Q3) = 0,03 · (9.645 + 4.468 + 30.176) =
1.328 Kcal/día.
-. Q7 : Carga térmica debida al calor de desescarche, carretillas, tuberías, etc.

ANEJO V. INSTALACIÓN FRIGORÍFICA
46
QT´: Q1+ Q2 + Q3 + Q4 + Q5 + Q6 = 0,1 · (9.645 + 4.468 + 30.176 + 2.214 +
1.328) = 4.783 Kcal/día.
díaKcal
QQi
iT 613.52 4.782 1.328 2.214 30.176 4.468 9.6457
1
=+++++== ∑=
La instalación funcionará 16 horas al día, teniendo una potencia frigorífica de
3.288 Kcal/h.
7.4. Cámara de conservación en estado congelado.
Dimensiones y condiciones:
Longitud: 19,2 m.
Anchura: 7,5 m.
Altura: 3,5 m.
Temperatura: -20ºC.
H.R.: 90%.
-. Q1: Carga térmica debido a las pérdidas a través de paredes, techo y suelo.
Con los espesores comerciales propuestos en el anejo anterior, se recalculan los
valores de “q”. En la tabla 9 se muestran las pérdidas de calor obtenidas en los distintos
cerramientos.

ANEJO V. INSTALACIÓN FRIGORÍFICA
47
Tabla 9. Pérdidas de calor por cerramientos.
PARED Espesor (m) q (Kcal/m2h) A (m2) Q1 (Kcal/h)
Norte 0,2 5,4 67,2 362,9
Sur 0,2 5,23 67,2 351,45
Este 0,22 5,77 26,25 151,46
Oeste 0,2 5,67 26,25 148,84
Techo 0,2 5,23 144 753,12
Suelo 0,2 7,44 144 74,46Total: Q1 = 1.842,23 Kcal/h · 24 h / día = 44.213 Kcal/día.
-. Q2: Carga térmica debida a renovaciones de aire.
El volumen de la cámara es de 504 m3, lo que determina un número de 3
renovaciones diarias de aire.
Para el pescado congelado se consideran unas renovaciones técnicas de aire
de 2.
Con la ayuda del diagrama psicrométrico, se determinan las condiciones del
aire exterior e interior:
text = 16ºC, H.R.: 75%: hext = 9,5 Kcal/Kg a.s.
ve = 0,835 m3/Kg a.s.
ρext = 1,197 Kg a.s./m3
tint = -20ºC, H.R.: 90%:hint = -5,5 Kcal/Kg a.s.
ve = 0,720 m3/Kg a.s.
ρint = 1,388 Kg a.s./m3
El calor debido a todas las renovaciones de aire (renovaciones técnicas y debidas a
apertura de puertas) responde a la expresión:

ANEJO V. INSTALACIÓN FRIGORÍFICA
48
Q2 = Q21 + Q22 = maire · (hext - hint)= Vcamara · ρm · (1/d + n)·(hext - hint).
Q2 = 504 · 1,2925 · (3 + 2) · (9,5+5,5) = 48.856 Kcal/día.
-. Q3: Carga térmica debida a las pérdidas por refrigeración y/o congelación del
producto y envase.
Q3 = Q31 + Q32 = mproducto · Cp · ∆t + menvase · Cp · ∆t
El producto elaborado llega a esta cámara de la línea de elaboración ya
congelado y paletizado. Se considera un aumento de la temperatura del
producto de 4ºC durante el proceso de envasado y paletizado hasta su
introducción en la cámara de conservación en estado congelado.
Q31 = mproducto · Cp · ∆t = 12.000 · 0,34· (-16 + 20) = 16.320 Kcal/día.
Q32 = menvase · Cp · ∆t = 0,15 · (12.000 · 0,34 · (-16 + 20)) = 2.448
Kcal/día.
Q3 = 18.768 Kcal/día.
-. Q4: Carga térmica debida al calor desprendido por ventiladores.
Q4 = 0,05 · (Q1 + Q2 + Q3) = 0,05 · (44.213 + 48.856 + 18.768) =
5.592 Kcal/día.
-. Q5 + Q6: Carga térmica debida a personal + iluminación.
Q5 + Q6 = 0,03 · (Q1 + Q2 + Q3) = 0,03 · (44.213 + 48.856 + 18.768) =
3.355 Kcal/día.
-. Q7 : Carga térmica debida al calor de desescarche, carretillas, tuberías, etc.

ANEJO V. INSTALACIÓN FRIGORÍFICA
49
QT´: Q1+ Q2 + Q3 + Q4 + Q5 + Q6 = 0,1 · (44.213 + 48.856 + 18.768+ 2.592
+ 3.355) = 11.778 Kcal/día.
díaKcal
QQi
iT 572.129 11.7783.355 2.592 18.768 48.856 44.2137
1
=+++++== ∑=
La instalación funcionará 16 horas al día, teniendo una potencia frigorífica de:
8.100 Kcal/h.
7.5. Sala de elaboración, envasado y paletizado.
En esta sala se ubican los equipos de la línea de elaboración, debiendo considerarse
en los cálculos. A su vez se tendrá en cuenta el número de personas que trabajarán
diariamente en la planta de elaboración.
Dimensiones y condiciones:
Longitud: 60 m.
Anchura: 20 m.
Altura: 5-7 m.
Temperatura: 16ºC.
H.R.: 75%.
-. Q1: Carga térmica debido a las pérdidas a través de paredes, techo y suelo.
Con los espesores comerciales propuestos en el anejo anterior, se recalculan los
valores de “q” mostrados en la tabla 10.

ANEJO V. INSTALACIÓN FRIGORÍFICA
50
Tabla 10. Pérdidas de calor por cerramientos.
PARED Espesor (m) q (Kcal/m2h) A (m2) Q1 (Kcal/h)
Norte 0,05 1,6 50 80
Sur 0,05 7,18 100 718
Este 0,05 4,4 258,75 1.138,5
Oeste 0,05 1,6 375,75 601,2
Techo 0,125 6,68 1.206 8.056,1
Suelo 0,05 3,17 1.015 3.217,55
Total: Q1 = 13.811,35 Kcal/h · 10 h / día = 138.113 Kcal/día.
-. Q2: Carga térmica debida a renovaciones de aire.
El volumen de la cámara es de 6.568,5 m3, una vez eliminado el volumen
ocupado por los diferentes recintos que alberga. Para este tipo de recintos
no se consideran renovaciones técnicas de aire. Las condiciones de
funcionamiento son las siguientes:
text = 33ºC, H.R.: 45%: hext = 16,5 Kcal/Kg a.s.
ve = 0,880 m3/Kg a.s.
ρext = 1,136 Kg a.s./m3
tint = 16ºC, H.R.: 75%: hint = 9,5 Kcal/Kg a.s.
ve = 0,835 m3/Kg a.s.
ρint = 1,197 Kg a.s./m3
El calor debido a todas las renovaciones de aire (renovaciones técnicas y debidas a
apertura de puertas) responde a la expresión:

ANEJO V. INSTALACIÓN FRIGORÍFICA
51
Q2 = Q21 + Q22 = maire · (hext - hint)= Vcamara · ρm · (1/d + n)·(hext - hint).
Q2 = 6.568,5 · 1,1665 · (1 + 0) · (16,5-9,5) = 53.635 Kcal/día.
-. Q3: Carga térmica debida a las pérdidas por refrigeración y/o congelación del
producto y envase.
Q3 = Q31 + Q32 = mproducto · Cp · ∆t + menvase · Cp · ∆t
En esta sala no se considera este tipo de pérdidas.
Q3 = 0 Kcal/día.
-. Q4: Carga térmica debida al calor desprendido por ventiladores.
Q4 = 0,05 · (Q1 + Q2 + Q3) = 0,05 · (138.113 + 53.635 + 0) = 9.587 Kcal/día.
-. Q5 : Carga térmica debida a personal.
En esta sala llegan a trabajar simultáneamente hasta 20 operarios durante 8 horas:
Q5 = n · qp = 20 · 150 Kcal/h · 8h/día = 24.000 Kcal/día.
-. Q6 : Carga térmica debida a iluminación.
Q6 = 0,03 · (Q1 + Q2 + Q3) = 0,03 · (138.113 + 53.635 + 0) = 5.752 Kcal/día.
-. Q7 : Carga térmica debida al calor de desprendido por los equipos.
En esta sala funcionan varios equipos totalmente mecánicos, con lo que se considera
que la totalidad de la potencia consumida será emitida en forma de calor al ambiente,
mediante rozamientos con la materia prima o bien con el aire.
-. Lavadora :1,1 CV= 825 W · 0,86 Kcal/h / W = 709,5 Kcal/h.

ANEJO V. INSTALACIÓN FRIGORÍFICA
52
-. Elevador de cangilones: 1,5 CV=1.125 W · 0,86 Kcal/h / W = 967,5
Kcal/h.
-. Fileteadora: 20 CV = 15.000 W · 0,86 Kcal/h / W = 12.900 Kcal/h.
-. Cortadora: 10 CV = 7.500 W · 0,86 Kcal/h / W = 6.450 Kcal/h.
-. Desolladora: 15 – 20 CV = 15.000 W · 0,86 Kcal/h / W = 12.900 Kcal/h.
-. Glaseadora: 10.000 W · 0,86 Kcal/h / W = 8.600 Kcal/h.
-. Congelador: 25.000W · 0,86 Kcal/h / W = 21.500 Kcal/h.
-. Formadora de cajas: 2.000 W · 0,86 Kcal/h / W = 1.720 Kcal/h.
-. Envasadora: 12.500 W · 0,86 Kcal/h / W = 10.750 Kcal/h.
-. Encartonadora: 5.000 W · 0,86 Kcal/h / W = 4.300 Kcal/h.
-. Paletizadora: 5.000 W · 0,86 Kcal/h / W= 4.300 Kcal/h.
-. Enfardadora: 1.500 W · 0,86 Kcal/h / W = 1.290 Kcal/h.
Total: Q7 = 112.187 Kcal/h · 8 h/día = 897.496 Kcal/día
QT´: Q1+ Q2 + Q3 + Q4 + Q5 + Q6 = 0,1 · (138.113 + 53.635 + 9.587 +
24.000 + 5.752 + 897.496) = 112.858 Kcal/día
díaKcal
QQi
iT 441.241.1 112.858897.496 5.752 24.000 9.587 53.635 138.1137
1
=++++++== ∑=
La instalación funcionará 10 horas al día, teniendo una potencia frigorífica de:
124.144 Kcal/hora.

ANEJO V. INSTALACIÓN FRIGORÍFICA
53
8
8. MAQUINARIA FRIGORÍFICA.
8.1. Generalidades.
La instalación frigorífica se diseñará en función del proceso de elaboración llevado a
cabo en la industria, el cual determina las necesidades de frío en cada una de las
dependencias de la misma.
Con objeto de mantener la cadena de frío a lo largo del proceso, se dispondrán
diferentes niveles térmicos en cada una de las áreas refrigeradas.
Las potencias frigoríficas estimadas para cada recinto son las indicadas en la tabla
11.
Tabla 11. Niveles térmicos y potencias frigoríficas.
SALA T (ºC) Qo (Kcal/h)
Sala de elaboración, envasado y paletizado 16 124.144
Cámara de conservación en estado refrigerado 0 1.954
Cámara de expedición de subproductos 0 3.288
Cámara de conservación en estado congelado -20 8.100
ANEJO V. INSTALACIÓN FRIGORÍFICA
54
8.1.2. Tipo de instalación.
Se proyectarán 4 instalaciones de producción de frío descentralizadas de compresión
mecánica con las siguientes características:
-. Una primera instalación para la cámara a –20ºC y 90% de H.R. con un
ciclo de doble compresión con inyección parcial en enfriador intermedio.
-. Una segunda instalación de compresión simple para la cámara de
conservación en estado refrigerado a 0ºC y 90% de H.R..
-. Una instalación de compresión simple encargada del acondicionamiento
de la sala de elaboración a una temperatura de 16ºC y 75% de H.R..
-. Una instalación de compresión simple para la cámara de expedición de
subproductos a 0ºC y 80% de H.R..
Todas estos ciclos frigoríficos llevarán su compresión mediante compresores
alternativos.
Los evaporadores se calcularán de acuerdo con las características de cada recinto
refrigerado.
La condensación de los vapores se realizará mediante aire debido a la distancia
existente entre los diferentes equipos frigoríficos de la planta de procesado.
8.1.3. Refrigerante y condiciones del ciclo frigorífico.
Como fluidos refrigerantes se emplearán R-507 para la sala de conservación en
estado congelado y R-134a en las salas de refrigeración, que se adaptan perfectamente a
las diferentes temperaturas de evaporación que se darán en las diferentes salas.

ANEJO V. INSTALACIÓN FRIGORÍFICA
55
Están catalogados como “refrigerantes de alta seguridad” por el Reglamento de
Seguridad para plantas e Instalaciones Frigoríficas.
El R-507 se compone de pentafluoretano (R-125) y 1,1,1-trifluoretano (R-134a) en
una proporción 1:1 en peso y no se le suponen efectos perjudiciales para el medio ambiente
(su coeficiente de potencial destructor del ozono ODP es 0), por lo que se permite su uso
por la legislación vigente.
Este refrigerante ha surgido como alternativa al R-502 en la mayoría de sus
aplicaciones sin ninguna limitación, ya que sus propiedades físicas y termodinámicas son
muy parecidas. En ocasiones se necesitará la optimización de algunas piezas, en el caso de
readaptar alguna instalación frigorífica.
En cuanto al recalentamiento y subenfriamiento se llevará acabo en los
correspondientes equipos y no mediante un cambiador de calor, especificándose en cada
caso el valor de éstos en función de las condiciones de funcionamiento de las diferentes
instalaciones..
En cuanto a los evaporadores, se toma un salto térmico en función de la humedad
relativa deseada en cada recinto. En la tabla 12 se muestra el salto térmico en función de la
humedad relativa y del tipo de evaporador.
Tabla 12. Saltos térmicos recomendados.
Humedad relativa deseada
Tipo de evaporador 75% 80% 85% 90%
Tubos lisos 9-10 7 5 3DT
Tubos con aletas 10-13 8-10 6-8 4-6
En las tuberías se empleará cobre, por su facilidad de montaje y su gran resistencia
frente a la corrosión.

ANEJO V. INSTALACIÓN FRIGORÍFICA
56
La temperatura de condensación se ha tomado en 40ºC, como se justificará
posteriormente.
8.2. Ciclos frigoríficos.
8.2.1. Ciclo frigorífico que abastece a la cámara de conservación en estado congelado a
–20ºC.
-. Condiciones de la cámara: –20ºC y H.R.: 90%.
-. Qo = 8.100 Kcal/h.
-. Refrigerante: R-507.
-. Diferencia de temperatura (D.T.): 5ºC.
-. Temperatura de evaporación = -25ºC. Pe = 2,6 bar.
-. Temperatura de condensación = 40ºC. Pc = 19,8 bar.
Pc / Pe = 7,62, y por lo tanto, es necesario utilizar un sistema de doble salto
directo.
Se opta por un ciclo de doble compresión con inyección parcial en enfriador
intermedio.
Es necesario el doble salto en la compresión por un lado para evitar la sobrecarga de
trabajo del compresor, así como un equipo de grandes dimensiones, caro y de difícil ajuste,
y por otro lado, para evitar el exceso de temperatura a la salida del compresor, que llevaría
a la descomposición de los aceites lubricantes del mismo.
La mayoría de los autores coinciden en la importancia de establecer en el enfriador
intermedio una presión tal que lleve a dimensionar ambos compresores (de baja y alta
presión) más ó menos de la misma magnitud, lo que resulta a su vez más económico.

ANEJO V. INSTALACIÓN FRIGORÍFICA
57
Este requisito se puede lograr determinando la presión del enfriador intermedio con
la expresión:
.18,78,19·6,2· barPPP cei ===
Esta presión en el enfriador intermedio coincide con una temperatura de
4ºC.
Se estima una temperatura de subenfriamiento de 25ºC.
En la figura 6 se muestra el ciclo frigorífico de la cámara de conservación en estado
congelado.
Figura 6. Ciclo frigorífico de la cámara de conservación en estado congelado.
En este caso, como se indica, no se considera subenfriamiento.
Del diagrama de Mollier del refrigerante, se obtienen las entalpías correspondientes.
- 25 §C
8
6
P
7
25 §C
5
h
G
G'
1 1'
G+ G'
4§C
40 §C
3 2
4

ANEJO V. INSTALACIÓN FRIGORÍFICA
58
h1 = 350 KJ/Kg
h1’ = 355 KJ/Kg.
h2 = 372 KJ/Kg.
h3 = 362 KJ/Kg.
h4 = 381 KJ/Kg.
h5 = h6 = 255 KJ/Kg.
h7 = h8 = 239 KJ/Kg.
La producción frigorífica específica es:
qo = h1’ – h8 = 355 – 239 = 116 KJ/Kg = 27,75 Kcal/Kg
Se calcula el caudal másico:
hKgqQ
Go
o /29275,27
100.8 ===
Se efectúa un balance de calor en el enfriador intermedio para calcular el caudal
másico que pasa por dicho enfriador intermedio.
G · (h5 - h7) + G · (h2 - h3) = G’ · (h3 - h6)
292 · (255 - 239) + 292 · (372 - 362) = G’ · (362 - 255)
G’ = 71 Kg/h.
G + G’ = 363 Kg/h.
Vesp 1’ = 0,075 m3/Kg.
Vesp 3 = 0,027 m3/Kg.
Con estos datos, se puede calcular los volúmenes teóricos que moverán los
compresores.

ANEJO V. INSTALACIÓN FRIGORÍFICA
59
V1’ = G · Vesp 1’ = 292 · 0,075 = 21,9 m3/h.
V3 = (G + G’) · Vesp 3 = 363 · 0,027 = 9,8 m3/h.
Los trabajos de compresión son:
∆τCB = G · (h2 – h1’) = 292 · (372 – 355) = 4.964 KJ/h = 1.187,6 Kcal/h.
∆τCA = (G + G’) · (h4 – h3) = 363 · (381 – 362) = 6.897 KJ/h = 1.650 Kcal/h.
Se calcula el rendimiento:
85,2650.16,187.1
100.8 =+
=∆+∆
=CACB
oQττ
ε
Se compara con el ciclo de Carnot:
81,3248313
248 =−
=−
=ec
ec TT
Tε
7,075,081,385,2 >===
cεεµ
Se indica entonces que el rendimiento económico es admisible.
Potencia frigorífica indicada teórica global:
KWQ
N oti 3,3
85,2860100.8
860, =×
=×
=ε
Potencia frigorífica indicada teórica del compresor de baja presión:
KWN CBti BC
38,1860
1.187,6860,, ==∆= τ
Potencia frigorífica indicada teórica del compresor de alta presión:

ANEJO V. INSTALACIÓN FRIGORÍFICA
60
KWN CAti AC
92,1860
1.650860,, ==∆= τ
Calor a evacuar en el condensador:
Qc = (G + G’) · (h4 – h5) = 363 · (381 – 255) = 45.738 KJ/h = 10.492 Kcal/h.
8.2.1.1. Dimensionamiento del enfriador intermedio.
Para el dimensionamiento del enfriador intermedio se deben tener en cuenta una
serie de hipótesis:
El vapor no ha de sobrepasar la velocidad de 0,5 – 1 m/s dentro del mismo.
El vapor está 2 segundos en el enfriador intermedio.
La altura del enfriador es como mínimo, 4 veces su diámetro.
Esta altura debe ser inferior a 2,5 m.
El volumen del enfriador intermedio se puede calcular con la expresión:
V = A · v
24,2 id
v ⋅=
Siendo:
V = caudal volumétrico del compresor de alta presión en m3 /h.
v = velocidad del vapor, en m/s.
A = superficie de la sección del refrigerador intermedio, en m2.
di = diámetro interior, expresado en m en la fórmula de la velocidad.
)(6,66 3 mmVd i ⋅=

ANEJO V. INSTALACIÓN FRIGORÍFICA
61
Combinando estas expresiones, queda:
Para este caso, el volumen aspirado por el compresor de alta presión es 9,8
m3/h.
mmd i 52,1428,96,66 3 =⋅=
Se calcula la altura:
h = 4 · di = 4 · 142,52 = 570 mm = 0,57 m.
La toma de vapor (aspiración) para la compresión de alta se da a una altura de 2,4 ·
di sobre el nivel del líquido.
Toma de vapor = 2,4 · 142,52 = 342 mm = 0,342 m.
8.2.2. Ciclo frigorífico a 0ºC (cámara de conservación en estado refrigerado y cámara de
expedición de subproductos).
Condiciones de las cámaras:
-. Refrigerante: R-134a.
-. Pescado refrigerado: 0ºC y H.R. = 90%.
-. Q0 = 1.954 Kcal/h.
-. Expedición de subproductos: 0ºC y H.R. = 80%.
-. Q0 = 3.258 Kcal/h.
8.2.2.1. Cámara de conservación en estado refrigerado.
-. Condiciones de la cámara: 0ºC y H.R.: 90%.
-. Qo = 1.954 Kcal/h.

ANEJO V. INSTALACIÓN FRIGORÍFICA
62
-. Diferencia de temperatura (D.T.): 5ºC.
-. Temperatura de evaporación = -5ºC Pe = 2,5 bar.
-. Temperatura de condensación = 40ºC Pc = 10 bar.
Pc / Pe = 4, en este caso no es necesario utilizar un sistema de doble salto
directo.
Se opta por un ciclo de simple compresión, tomándose 3ºC de recalentamiento en el
evaporador y 5ºC de subenfriamiento en el condensador.
En la figura 6 se muestra el ciclo frigorífico para la cámara de conservación en
estado refrigerado.
Figura 6. Ciclo frigorífico de la cámara conservación en estado refrigerado.
Mediante el diagrama de Mollier del refrigerante, se toman las entalpías
correspondientes.
h1 = 295 KJ/Kg.
h1’ = 300 KJ/Kg.
4
P
3'3
h
- 5 §C1'1
40 §C 2

ANEJO V. INSTALACIÓN FRIGORÍFICA
63
h2 = 332 KJ/Kg.
h3’ = h4 = 145 KJ/Kg.
La producción frigorífica específica es:
qo = h1’ – h4 = 300 – 145 = 155 KJ/Kg = 37,08 Kcal/h
Se calcula el caudal másico:
hKg
Go
o 7,5208,37
954.1 ===
Vesp 1’ = 0,085 m3/Kg
Con estos datos, se puede calcular el volumen teórico que moverá el compresor.
V1’ = G · Vesp 1’ = 52,7 · 0,085 = 4,48 m3/h
El trabajo específico de compresión es:
∆τ = h2 – h1’ = 332 – 300 = 32 KJ/Kg = 7,65 Kcal/Kg.
Se calcula el rendimiento:
85,465,708,37 ==
∆=
τε oq
Se compara con el ciclo de Carnot:
95,5268313
268 =−
=−
=ec
ec TT
Tε
7,081,095,585,4 >===
cεεµ

ANEJO V. INSTALACIÓN FRIGORÍFICA
64
Siendo el rendimiento económico admisible.
Potencia frigorífica indicada teórica:
KWQ
N oti 468,0
85,4860954.1
860, =×
=×
=ε
Calor a evacuar en el condensador:
Qc = G · (h2 – h3’) = 52,7 · (332 – 145) = 9.855 KJ/h = 2.358 Kcal/h.
8.2.2.2. Cámara de expedición de subproductos.
-. Condiciones de la cámara: 0ºC y H.R.: 80%.
-. Qo = 3.258 Kcal/h.
-. Diferencia de temperatura (D.T.): 10ºC.
-. Temperatura de evaporación = -10ºC Pe = 2 bar.
-. Temperatura de condensación = 40ºC Pc = 10 bar.
Pc / Pe = 5, en este caso no es necesario utilizar un sistema de doble salto
directo.
Se opta por un ciclo de simple compresión, tomándose 5ºC de recalentamiento y
5ºC de subenfriamiento.
En la figura 7 se muestra el ciclo frigorífico para la cámara de conservación en
estado refrigerado.

ANEJO V. INSTALACIÓN FRIGORÍFICA
65
Figura 7. Ciclo frigorífico cámara expedición de subproductos.
Mediante el diagrama de Mollier del refrigerante, se toman las entalpías
correspondientes.
h1 = 290 KJ/Kg.
h1’ = 295 KJ/Kg.
h2 = 330 KJ/Kg.
h3’ = h4 = 145 KJ/Kg.
La producción frigorífica específica es:
qo = h1’ – h4 = 295 – 145 = 150 KJ/Kg = 35,88 Kcal/h.
Se calcula el caudal másico:
hKg
Go
o 9188,35
258.3 ===
4
P
3'3
h
- 10 §C1'1
40 §C 2

ANEJO V. INSTALACIÓN FRIGORÍFICA
66
Vesp 1’ = 0,11 m3/Kg.
El volumen teórico que moverá el compresor será de:
V1’ = G · Vesp 1’ = 90,8 · 0,11 = 10 m3/h.
El trabajo específico de compresión es:
∆τ = h2 – h1’ = 330 – 295 = 35 KJ/Kg = 8,37 Kcal/Kg.
Rendimiento:
28,437,888,35 ==
∆=
τε oq
Se compara con el ciclo de Carnot:
26,5263313
263 =−
=−
=ec
ec TT
Tε
7,081,026,528,4 >===
cεεµ
siendo el rendimiento económico admisible.
Potencia frigorífica indicada teórica:
KWQ
N oti 88,0
28,4860258.3
860, =×
=×
=ε
Calor a evacuar en el condensador:
Qc = G · (h2 – h3’) = 90,8 · (330 – 145) = 16.798 KJ/h = 4.019 Kcal/h.

ANEJO V. INSTALACIÓN FRIGORÍFICA
67
8.2.3. Sala de elaboración, envasado y paletizado.
-. Condiciones de la sala: 16ºC y H.R. = 75%
-. Refrigerante: R-134a.
-. Q0 = 124.144 Kcal/h.
-. Diferencia de temperatura (D.T.) = 12ºC.
-. Temperatura de evaporación = 4ºC Pe = 3,5 bar.
-. Temperatura de condensación = 40ºC Pc = 10 bar.
-. Pc/Pe =2,85, y no es necesario un ciclo de doble compresión.
Como se indica en el diagrama de Mollier, se trata de un ciclo de
compresión simple. Se toma un recalentamiento de 10ºC y un
subenfriamiento en el condensador de 5ºC.
En la figura 8 se muestra el ciclo frigorífico de la sala de elaboración.
Figura 8. Ciclo frigorífico de la sala de elaboración, envasado y paletizado.
Del diagrama de Mollier del refrigerante, se obtienen las entalpías correspondientes.
4
P
3'3
h
4§C
1 1'
40 §C 2

ANEJO V. INSTALACIÓN FRIGORÍFICA
68
h1 = 305 KJ/Kg.
h1’ = 310 KJ/Kg.
h2 = 336 KJ/Kg.
h3’ = h4 = 145 KJ/Kg.
La producción frigorífica específica es:
qo = h1’ – h4 = 310 – 145 = 165 KJ/Kg = 39,48 Kcal/h.
Caudal másico:
hKg
Go
5,144.348,39144.1240 ===
Vesp 1’ = 0,065 m3/Kg.
Con estos datos, se puede calcular el volumen teórico que moverá el compresor.
V1’ = G · Vesp 1’ = 3.144,5 · 0,065 = 204,4 m3/h.
El trabajo específico de compresión es:
∆τ = h2 – h1’ = 336 – 310 = 26 KJ/Kg = 6,22 Kcal/Kg.
Se calcula el rendimiento:
35,622,648,39 ==
∆=
τε oq
Se compara con el ciclo de Carnot:
69,7277313
277 =−
=−
=ec
ec TT
Tε

ANEJO V. INSTALACIÓN FRIGORÍFICA
69
7,082,069,735,6 >===
cεεµ
Se indica entonces que el rendimiento económico es admisible.
Potencia frigorífica indicada teórica:
KWQ
N oti 7,22
35,6860144.124
860, =×
=×
=ε
Calor a evacuar en el condensador:
Qc = G · (h2 – h3’) = 3.144,5 · (336 – 145) = 600.560 KJ/h = 143.468 Kcal/h.
9. DIMENSIONAMIENTO DE EQUIPOS.
9.1. Compresores.
Se dispondrán compresores de tipo alternativo, ya sea simples en el caso de que no
sea necesario más de uno, o bien en paralelo, en el caso de que sea necesario.
Se intentará en el diseño que haya el mínimo número de tipos diferentes de
compresores, para que haya menos equipos de repuesto.
Para todos los compresores, se supondrán una serie de valores:
-. Espacio perjudicial: ε = 4%.
-. Rendimiento volumétrico: ηv = 0,8.
-. Rendimiento indicado: ηi = 0,75.
-. Rendimiento mecánico: ηm = 0,8.

ANEJO V. INSTALACIÓN FRIGORÍFICA
70
-. Rendimiento de la transmisión: ηt = 0,9.
-. Rendimiento eléctrico: ηe = 0,9.
Para los compresores alternativos, el volumen real corresponde a la expresión:
604
2
×××××= nNLD
Vr
π
Siendo:
-. D: diámetro del pistón en m.
-. L: carrera del émbolo en m.
-. N: nº de cilindros.
-. n: revoluciones por minuto.
La velocidad del pistón corresponde a la expresión:
30Ln
c×=
donde:
n: revoluciones por minuto.
L: carrera del émbolo en m.
y debe de estar comprendida entre 3 y 3,5 m/s.
9.1.1. Compresor del ciclo frigorífico de la cámara a –20ºC.
9.1.1.1. Compresor de baja presión.

ANEJO V. INSTALACIÓN FRIGORÍFICA
71
El volumen teórico de compresor es:
VtB = 21,9 m3/h.
Su volumen real es:
hmV
Vv
tBrB
3
38,278,09,21 ===
η
Sabiendo que es un compresor alternativo:
604
2
×××××= nNLD
Vr
π
Se toman una serie de condiciones de diseño, como que el compresor sea cuadrado
(D = L), de un solo cilindro, ya que es muy poco el caudal a circular por él (N = 1) y
determinar el nº de revoluciones de funcionamiento (n = 1.500 r.p.m.) ya que el pistón
tendrá conexión directa con el motor.
60500.114
38,273
××××= Dπ
D = 0,07289 m = 72,89 mm = L.
Se calcula la potencia eléctrica:
KWN
Neltmi
tiel 84,2
9,09,08,075,038,1, =
×××=
×××=
ηηηη
9.1.1.2. Compresor de alta presión.
El volumen teórico del compresor es:
VtA = 9,8 m3/h.

ANEJO V. INSTALACIÓN FRIGORÍFICA
72
Su volumen real es:
hmV
Vv
tArA
3
25,128,08,9 ===
η
Sabiendo que es un compresor alternativo:
Se tienen en cuenta las mismas decisiones que en el caso anterior.
604
2
×××××= nNLD
Vr
π
D = 0,05575 m = 55,75 mm = L.
Se calcula la potencia eléctrica:
KWN
Neltmi
tiel 95,3
9,09,08,075,092,1, =
×××=
×××=
ηηηη
La potencia global del conjunto de compresores será:
KWN
Neltmi
tiel 8,6
9,09,08,075,03,3, =
×××=
×××=
ηηηη
9.1.2. Compresor del ciclo frigorífico de la s cámaras a 0 ºC.
9.1.2.1. Cámara de conservación en estado refrigerado.
El volumen teórico de compresor es:
Vt = 4,48 m3/h.
Su volumen real es:

ANEJO V. INSTALACIÓN FRIGORÍFICA
73
hmV
Vv
tr
3
6,58,048,4 ===
η
Sabiendo que es un compresor alternativo:
604
2
×××××= nNLD
Vr
π
Se toma el compresor cuadrado (D = L), de un solo cilindro, ya que es muy poco el
caudal a circular por él (N = 1) y se toma como nº de revoluciones 1.500 r.p.m., ya que el
pistón tendrá conexión directa con el motor.
D = 0,04294 m = 42,94 mm = L.
Se calcula la potencia eléctrica:
9.1.2.2 Compresor cámara de expedición de subproductos.
El volumen teórico de compresor es:
Vt = 10 m3/h.
Su volumen real es:
hmV
Vv
tr
3
5,128,0
10 ===η
60500.114
6,53
××××= Dπ
KWN
Neltmi
tiel 963,0
9,09,08,075,0468,0, =
×××=
×××=
ηηηη

ANEJO V. INSTALACIÓN FRIGORÍFICA
74
Sabiendo que es un compresor alternativo:
Se toma el compresor cuadrado (D = L), con un solo cilindro, ya que es muy poco el
caudal a circular por él (N = 1) y se toma como nº de revoluciones 1.500 r.p.m., ya que el
pistón tendrá conexión directa con el motor.
D = 0,05612 m = 56,12mm L.
La potencia eléctrica será:
KWN
Neltmi
tiel 81,1
9,09,08,075,088,0, =
×××=
×××=
ηηηη
9.1.3. Compresor del ciclo frigorífico de la sala a 16ºC.
El volumen teórico de compresor es:
Vt = 204,4 m3/h.
Su volumen real es:
hmV
Vv
tr
3
5,2558,04,204 ===
η
Sabiendo que se trata de un compresor alternativo:
604
2
×××××= nNLD
Vr
π
604
2
×××××= nNLD
Vr
π
60500.114
5,123
××××
=Dπ

ANEJO V. INSTALACIÓN FRIGORÍFICA
75
Se toma el compresor cuadrado (D = L), el nº de revoluciones se toma como 1.500
r.p.m. y sabiendo que la velocidad lineal del pistón “c” debe estar entre 3 y 3,5 m/s será
necesario un compresor con 8 cilindros. Teniendo en cuenta estos criterios se calcula el
diámetro del pistón obteniendo:
D = 0,0767 m = 767 mm = L.
La potencia eléctrica será:
KWN
Neltmi
tiel 7,46
9,09,08,075,07,22, =
×××=
×××=
ηηηη
9.2. Elección comercial del compresor.
La amplia diferencia de necesidades en cuanto a compresión de uno a otro ciclo
frigorífico hace que sea necesario adoptar diferentes compresores.
9.2.1. Ciclo de la cámara de conservación en estado congelado a –20ºC.
Se seleccionan 2 compresores semiherméticos en serie con las siguientes
características:
-. Compresor de baja presión:
Desplazamiento: 28,9 m3/h.
Nº cilindros: 1.
Qo = 9.600 Kcal/h a –25ºC.
Tensión: 220/240 ∆/380-415 Υ/3/50 Hz.
Potencia desarrollada: 10 C.V.

ANEJO V. INSTALACIÓN FRIGORÍFICA
76
-. Compresor de alta:
Desplazamiento: 14,5 m3/h.
Nº cilindros: 1.
Qo = 11.640 Kcal/h a 4ºC.
Tensión: 220/240 ∆/380-415 Υ/3/50 Hz.
Potencia desarrollada: 5 C.V.
9.2.2. Ciclo de la cámara de conservación en estado refriegado a 0ºC.
Se elige un compresor semihermético con las siguientes características:
Desplazamiento: 6,83 m3/h.
Nº cilindros: 1.
Qo = 3.200 Kcal/h a –5ºC.
Tensión: 220/240 ∆/380-415 Υ/3/50 Hz.
Potencia desarrollada: 2,5 C.V.
9.2.3.Ciclo de la cámara de expedición de subproductos a 0ºC.
Desplazamiento: 10 m3/h.
Nº cilindros: 1.
Qo = 3.800 Kcal/h a –10ºC.
Tensión: 220/240 ∆/380-415 Υ/3/50 Hz.
Potencia desarrollada: 3,5 C.V.

ANEJO V. INSTALACIÓN FRIGORÍFICA
77
9.2.4. Ciclo de la sala a 16 ºC.
Se seleccionan 2 compresores semiherméticos idénticos dispuestos en paralelo con
las siguientes características:
Desplazamiento: 181 m3/h.
Nº cilindros: 1.
Qo = 120.000 Kcal/h a 16ºC.
Tensión: 220/240 ∆/380-415 Υ/3/50 Hz.
Potencia desarrollada: 50 C.V.
9.3. Evaporadores.
Las características comunes a todos los evaporadores:
-. Fabricados a base de tubos lisos de cobre, con aletas de aluminio.
-. Circulación de aire se efectuará mediante convección forzada por
ventiladores.
En cuanto a las bases de cálculo, los evaporadores se diseñarán para cada cámara o
sala refrigeradas, y responderán a la expresión:
Qo = UG · S · ∆tml
Siendo:
-. S: superficie total de evaporador, m2.
-. UG: coeficiente global de transmisión de calor, Kcal/m2hºC.
-. ∆tml: incremento térmico medio logarítmico, ºC.

ANEJO V. INSTALACIÓN FRIGORÍFICA
78
El coeficiente UG, según la bibliografía para evaporadores de tubos lisos con aletas,
se tomará en 15 Kcal/hm2ºC.
El incremento térmico medio logarítmico responde a la expresión:
( ) ( )( )( )eas
eae
easeaeml
tttt
ttttt
−−
−−−=∆ln
Siendo:
-. tae: temperatura de entrada al evaporador, que se toma igual a la
temperatura de régimen de la cámara, ºC.
-. tas: temperatura de salida del aire del evaporador, ºC.
-. tas = tae – 4ºC.
-. te: temperatura de evaporación, ºC.
El caudal de aire que circula por el evaporador responderá a la expresión:
medse
oaire v
hhQ
V ×−
=
Siendo:
-. he y hs las entalpías del aire correspondientes a la entrada y a la salida del
evaporador, Kcal/Kg.
-. vmed el volumen específico medio de los volúmenes específicos del aire a
la entrada y salida del evaporador, m3/Kg.

ANEJO V. INSTALACIÓN FRIGORÍFICA
79
9.3.1. Cámara de conservación en estado congelado.
Qe = 8.100 Kcal/h.
Qe = UG · S · ∆tml
En esta cámara los valores de temperaturas son:
te = -25ºC.
tae = -20ºC.
tas = -23ºC.
( ) ( )[ ] ( ) ( )[ ]( ) ( )[ ]( ) ( )[ ]
Ctml º27,3
25232520ln
25232520 =
−−−−−−
−−−−−−−=∆
8.100 = 15 · S · 3,27
S = 165,14 m2
Según las condiciones de aire a la entrada y a la salida del evaporador, y con la
ayuda del diagrama psicrométrico se obtienen los siguientes datos del aire:
tae = -20ºC, H.R. = 90% he = -3,5 Kcal/Kg ve = 0,710 m3/Kg
tas = -23ºC, H.R. = 92% hs = -5,8 Kcal/Kg vs = 0,705 m3/Kg
vmed = 0,7075 m3/Kg
hm
Vaire
3
6,491.27075,0)8,55,3(
100.8 =×+−
=
9.2.2. Cámara de conservación en estado refrigerado.
Qe = 1.954 Kcal/h.
Qe = UG · S ·∆tml

ANEJO V. INSTALACIÓN FRIGORÍFICA
80
En esta cámara, los valores de temperaturas son:
te = -5ºC.
tae = 0ºC.
tas = -3ºC.
( )[ ] ( ) ( )[ ]( )[ ]
( ) ( )[ ]Ctml º27,3
5350ln
5350 =
−−−−−
−−−−−−=∆
1.954 = 15 · S · 3,27
S = 39,84 m2.
Según las condiciones de aire a la entrada y a la salida del evaporador, y con la
ayuda del diagrama psicrométrico se obtienen los siguientes datos del aire:
tae = 0ºC, H.R. = 90% he = 2 Kcal/Kg ve = 0,776 m3/Kg
tas = -3ºC, H.R. = 92% hs = 0,55 Kcal/Kg vs = 0,765 m3/Kg
vmed = 0,7705 m3/Kg
hm
Vaire
3
32,038.17705,0)55,02(
954.1 =×−
=
9.2.3. Cámara de expedición de subproductos.
Qe = 3.258 Kcal/h.
Qe = UG · S · ∆tml
En esta cámara los valores de temperatura son:
te = -10ºC.
tae = 0ºC.

ANEJO V. INSTALACIÓN FRIGORÍFICA
81
tas = -4ºC.
∆tml = 7,83ºC.
3.258 = 15 · S · 7,83
S = 27,74 m2.
Según las condiciones de aire a la entrada y a la salida del evaporador, y con la
ayuda del diagrama psicrométrico, se obtienen los siguientes datos del aire:
tae = 0ºC, H.R. = 80% he = 1,7 Kcal/Kg ve = 0,7775 m3/Kg
tas = -4ºC, H.R. = 82% hs = 0,3 Kcal/Kg vs = 0,765 m3/Kg
vmed = 0,7712 m3/Kg
hm
Vaire
3
7,794.17712,0)3,07,1(
258.3 =×−
=
9.2.4. Sala de elaboración.
Qe = 124.144 Kcal/h.
Qe = UG · S · ∆tml
te = 4ºC.
tae = 16ºC.
tas = 12ºC.
∆tml = 9,86ºC.
124.325,77 = 15 · S · 9,86
S = 840,6 m2.
tae = 16ºC, H.R. = 75% he = 9,1 Kcal/Kg ve = 0,830 m3/Kg

ANEJO V. INSTALACIÓN FRIGORÍFICA
82
tas = 12ºC, H.R. = 77% hs = 6,9 Kcal/Kg vs = 0,815 m3/Kg
vmed = 0,8225 m3/Kg
hm
Vaire
3
93,412.468225,0)9,61,9(
144.124 =×−
=
9.3. Elección comercial de evaporadores.
La elección comercial de evaporadores también se llevará a cabo
independientemente, según las particularidades de cada sala. Las salas que necesiten más
de un evaporador, llevarán los mismos modelos.
9.3.1. Cámara de conservación en estado congelado.
Se escoge un evaporador de las siguientes características:
-. Separación de aletas: 4,2 mm.
-. Qo = 43.309,6 Kcal/h a –20ºC.
-. Tensión: 230/400 V-3 (50 Hz).
-. Superficie: 259 m2.
-. Caudal de aire: 19.080 m3/h.
-. Proyección de aire: 23 m.
-. 3 ventiladores ∅ 400 mm P = 2.910 W cada uno.
-. Resistencias desescarche: 27.000 W.
-. Dimensiones: 3.400 x 660 x 450 mm.

ANEJO V. INSTALACIÓN FRIGORÍFICA
83
9.3.2. Cámara de expedición de subproductos.
Se escoge un evaporador de las siguientes características:
-. Separación de aletas: 4,5 mm.
-. Qo = 6.450 Kcal/h a 0ºC.
-. Tensión: 230/400 V-3 (50 Hz).
-. Superficie: 22,9 m2.
-. Caudal de aire: 2.920 m3/h.
-. Proyección de aire: 10 m.
-. 2 ventilador ∅ 400 mm P = 180 W.
-. Resistencias desescarche: 5.100 W.
-. Dimensiones: 1.160 x 624 x 450 mm.
9.3.3. Cámara de conservación en estado refrigerado.
Se escoge un evaporador de las siguientes características:
-. Separación de aletas: 2,8 mm.
-. Qo = 17.070 Kcal/h a 0ºC.
-. Tensión: 230/400 V-3 (50 Hz).
-. Superficie: 65 m2.
-. Caudal de aire: 6.700 m3/h.
-. Proyección de aire: 14 m.
-. 2 ventilador ∅ 400 mm P = 970 W.
-. Resistencias desescarche: 9.000 W.

ANEJO V. INSTALACIÓN FRIGORÍFICA
84
-. Dimensiones: 1.400 x 770 x 450 mm.
9.3.4. Sala de elaboración.
Se escogen 2 evaporadores de las siguientes características:
-. Separación de aletas: 4,2 mm.
-. Qo = 118.950 Kcal/h a 16ºC.
-. Tensión: 230/400 V-3 (50 Hz).
-. Superficie: 500 m2.
-. Caudal de aire: 28.960 m3/h.
-. Proyección de aire: 35 m.
-. 4 ventiladores ∅ 560 mm P = 3.600 W cada uno.
-. Resistencias desescarche: 3.600 W.
-. Dimensiones: 3.400 x 730 x 1.010 mm.
9.4. Condensadores.
La condensación de los vapores de refrigerante se llevará a cabo en todos los casos
mediante aire, debido a la distancia existente entre las diferentes cámaras de refrigeración
que dificulta la instalación de un sistema común para el enfriamiento mediante agua en el
caso de utilizar este tipo de condensador.
El condensador será un cambiador de calor que utiliza el calor sensible del aire para
enfriar los vapores del fluído refrigerante y, una vez completada esta primera etapa,
realizar su condensación. Después, se continúa el enfriamiento de este refrigerante hasta
5ºC por debajo de la temperatura de condensación, en los casos indicados.
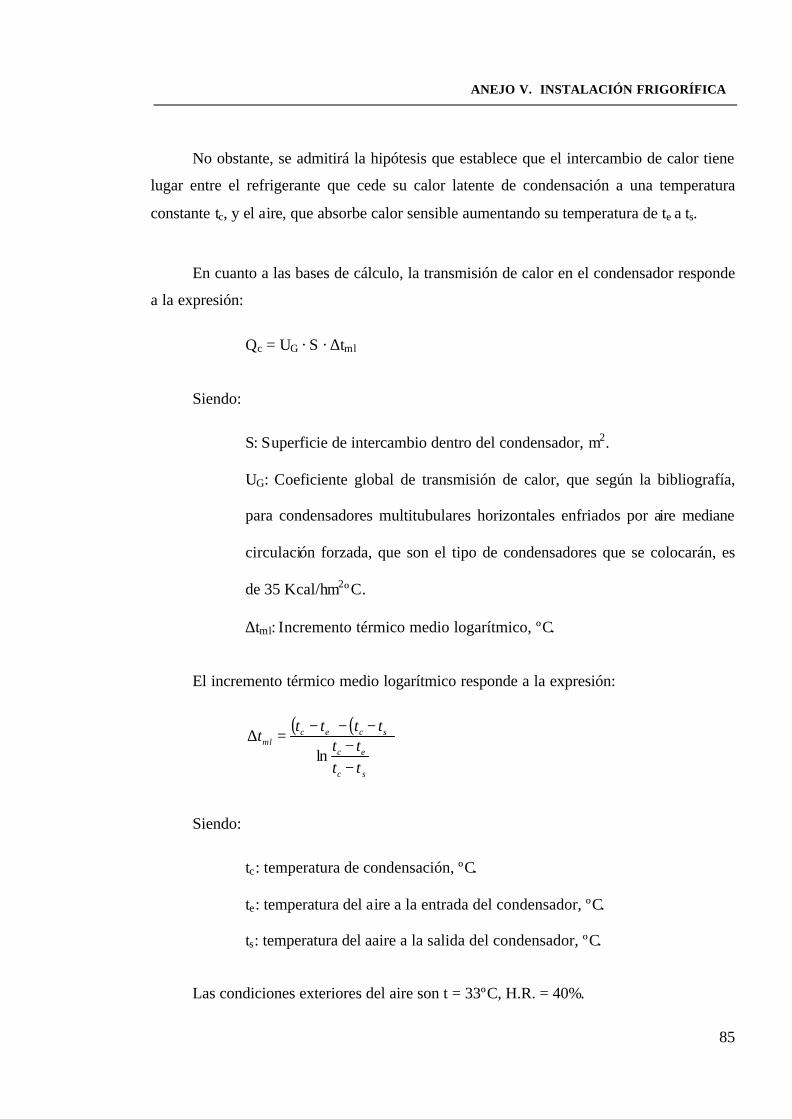
ANEJO V. INSTALACIÓN FRIGORÍFICA
85
No obstante, se admitirá la hipótesis que establece que el intercambio de calor tiene
lugar entre el refrigerante que cede su calor latente de condensación a una temperatura
constante tc, y el aire, que absorbe calor sensible aumentando su temperatura de te a ts.
En cuanto a las bases de cálculo, la transmisión de calor en el condensador responde
a la expresión:
Qc = UG · S · ∆tml
Siendo:
S: Superficie de intercambio dentro del condensador, m2.
UG: Coeficiente global de transmisión de calor, que según la bibliografía,
para condensadores multitubulares horizontales enfriados por aire mediane
circulación forzada, que son el tipo de condensadores que se colocarán, es
de 35 Kcal/hm2ºC.
∆tml: Incremento térmico medio logarítmico, ºC.
El incremento térmico medio logarítmico responde a la expresión:
( ) ( )
sc
ec
scecml
tttt
ttttt
−−
−−−=∆ln
Siendo:
tc: temperatura de condensación, ºC.
te: temperatura del aire a la entrada del condensador, ºC.
ts: temperatura del aaire a la salida del condensador, ºC.
Las condiciones exteriores del aire son t = 33ºC, H.R. = 40%.

ANEJO V. INSTALACIÓN FRIGORÍFICA
86
Estimando, se tiene una temperatura de entrada del aire al condensador (te) de 33ºC,
una temperatura de salida del condensador (ts) de 38ºC, ya que el salto térmico dentro de
un condensador refrigerado por aire suele ser entre 4 y 5ºC, y una temperatura de
condensación de 40ºC.
Así, en el cálculo de todos los condensadores, se tendrá un incremento térmico
medio logarítmico de:
( ) ( ) ( ) ( )C
tttt
ttttt
sc
ec
scecml º99,3
27
ln
27
38403340
ln
38403340
ln=−=
−−
−−−=
−−
−−−=∆
A la vez es importante conocer el caudal de aire que será necesario mover para conseguir
la condensación que se obtiene con la siguiente expresión:
9.4.1. Condensador del ciclo frigorífico de la cámara de conservación en estado congelado
a –20ºC.
)(ºº
)/()/(
CtCkg
kcalC
hkcalQhkgm
p
c
∆×
×
=
Qc = 10.492 Kcal/h
Temperatura condensación = 40ºC
Temperatura entrada aire al condensador = 33ºC
Temperatura salida agua del condensador = 38ºC
Qc = UG · S · ∆tml
10.492 = 35 · S · 3,99
S = 75,15 m2
El caudal de aire necesario expresado en m3/h será de:

ANEJO V. INSTALACIÓN FRIGORÍFICA
87
hm
hKg
maire
3
13,694.73,743.85·24,0
492.10 ===
9.4.2. Condensador del ciclo frigorífico de la cámara de conservación en estado refrigerado
y expedición de subproductos a 0 ºC.
9.4.2.1. Cámara de conservación en estado refrigerado.
Qc = 2.358 Kcal/h
Temperatura condensación = 40 ºC
Temperatura entrada aire al condensador = 33 ºC
Temperatura salida aire del condensador = 38 ºC
Qc = UG · S · ∆tml
2.358 = 35 · S · 3,99
S = 16,88 m2
En cuanto al caudal de aire:
hm
hKg
maire
3
729.1965.1524,0
358.2 ==×
=
9.4.2.2. Cámara de expedición de subproductos.
Qc = 4.019 Kcal/h
Temperatura condensación = 40 ºC
Temperatura entrada aire al condensador = 33 ºC
Temperatura salida aire del condensador = 38 ºC
Qc = UG · S · ∆tml

ANEJO V. INSTALACIÓN FRIGORÍFICA
88
4.019 = 35 · S · 3,99
S = 28,78 m2
En cuanto al caudal de aire:
hm
hKg
maire
3
947.2350.35·24,0
019.4 ===
9.4.3. Condensador del ciclo frigorífico de la sala a 16 ºC.
Qc = 143.468 Kcal/h
Temperatura condensación = 40ºC
Temperatura entrada aire al condensador = 33ºC
Temperatura salida aire del condensador = 38ºC
Qc = UG · S · ∆tml
143.468 = 35 · S · 3,99
S = 1.027,4 m2
En cuanto al caudal de aire:
hm
hKg
maire
3
001.1014,774.1145·24,0
468.143 ===
9.5. Elección comercial de los condensadores.
Se toma la decisión de colocar un condensador para cada equipo. En el exterior del
cerramiento de la nave, cercana a cada recinto frigorífico, para evitar la instalación de una
gran longitud de tuberías, y tener que compensar la gran pérdida de carga que supone tanta
longitud mediante la instalación de bombas adicionales en el camino de las tuberías.

ANEJO V. INSTALACIÓN FRIGORÍFICA
89
Se seleccionan condensadores helicoidales por aire de características generales:
-. Batería construida con tubo de cobre ranurado interiormente consiguiendo
alta eficacia de transmisión y aletas de aluminio coarrugado separadas 2,1
mm de alto rendimiento.
-. Carcasa en acero galvanizado y lacado con resina de poliester en blanco
de elevada resistencia a la corrosión.
-. Ventiladores helicoidales con motor externo trifásico 400 V, 50 Hz y 2
velocidades.
9.5.1. Condensador del ciclo frigorífico de la cámara de congelados a –20ºC.
Se selecciona un condensador helicoidal con las siguientes características:
-. Potencia: 39,6/32,7 KW.
-. Superficie: 91 m2.
-. Ventiladores: 3 de ∅ 500 mm.
-. maire= 10.050/8.100 m3/h.
-. Nivel sonoro: 36/32 dB.
-. Dimensiones:2.290 x 790 x 856 mm.
-. Peso: 127 Kg.
9.5.2. Condensador del ciclo frigorífico de la sala a 16ºC.
Se selecciona un condensador helicoidal con las siguientes características:
-. Potencia: 556/457 KW.
-. Superficie: 1.591 m2.

ANEJO V. INSTALACIÓN FRIGORÍFICA
90
-. Ventiladores: 8 de ∅ 800 mm.
-. maire= 150.050/120.100 m3/h.
-. Nivel sonoro: 32/18,4 dB.
-. Dimensiones: 6.190 x 2.180 x 1.230 mm.
-. Peso: 1.196 Kg
9.5.3. Condensador del ciclo frigorífico de la cámara de conservación en estado
refrigerado.
Se selecciona un condensador helicoidal con las siguientes características:
-. Potencia: 13,2/10,9 KW.
-. Superficie: 30 m2.
-. Ventiladores: 1 de ∅ 500 mm.
-. maire= 3.350/2.700 m3/h.
-. Nivel sonoro: 31/27 dB.
-. Dimensiones: 890 x 790 x 855 mm.
-. Peso: 50 Kg.
9.5.4. Condensador del ciclo de la cámara de expedición de subproductos.
Se selecciona un condensador helicoidal con las siguientes características:
-. Potencia: 13,2/10,9 KW.
-. Superficie: 30 m2.
-. Ventiladores: 1 de ∅ 500 mm.
-. maire= 3.350/2.700 m3/h.

ANEJO V. INSTALACIÓN FRIGORÍFICA
91
-. Nivel sonoro: 31/27 dB.
-. Dimensiones: 890 x 790 x 855 mm.
-. Peso: 50 Kg.
9.6. Elementos accesorios y de regulación.
Los elementos accesorios y de regulación son necesarios en toda instalación
frigorífica, para asegurar el correcto funcionamiento de todos los equipos.
9.6.1. Elementos accesorios.
9.6.1.1. Recipiente de líquido.
Se colocará a continuación del condensador de cada ciclo frigorífico, para recibir el
refrigerante condensado, almacenarlo y alimentar continuamente a los evaporadores.
Así mismo, permitirá amortiguar las fluctuaciones de ajuste en la carga del
refrigerante y mantendrá el condensador purgado de líquido.
Su capacidad debe ser suficiente para almacenar la totalidad de líquido de cada
instalación, por lo que se sobredimensionará en un 20%, y estára provisto de válvulas de
paso manuales en las conexiones de entrada y salida, así como un pequeño visor de
líquido.
9.6.1.2. Separador de aceite.
Para evitar en lo posible el arrastre de aceite por parte de los gases comprimidos, se
instalará un separador de aceite en la tubería de descarga. Con ello se tratará de minimizar

ANEJO V. INSTALACIÓN FRIGORÍFICA
92
la concentración de aceite en el fluido refrigerante, ya que merma la capacidad del
evaporador y del condensador.
No consiste en un separador simple, sino que es un sistema de separación formado
por los siguientes elementos:
-. Separador de aceite: se colocará uno por cada grupo de compresores, y su
función es enviar el aceite al recipiente de aceite.
-. Recipiente de aceite: también se colocará uno por cada grupo de
compresores, y se colocará en posición superior a los reguladores de nivel,
para que sean alimentados por gravedad.
-. Reguladores de nivel con visor regulador: se coloca uno por compresor.
Mantiene el nivel de aceite en el cárter, asegurando una correcta
lubricación.
-. Filtro de aceite: también se coloca uno por compresor.
9.6.1.3. Deshidratador.
Se empleará un deshidratador para retener la humedad que pueda aparecer en el
circuito frigorífico, la cual perjudica el funcionamiento de las válvulas de expansión y
puede provocar la descomposición del aceite lubricante.
El deshidratador es del tipo de adsorción, formado por un cartucho con relleno de
gel de sílice.

ANEJO V. INSTALACIÓN FRIGORÍFICA
93
9.6.1.4. Visores de líquido.
Se dispondrá uno a continuación del deshidratador para detectar si el sistema tiene
suficiente carga de refrigerante y el estado del mismo.
9.6.2. Elementos de regulación.
9.6.2.1. Válvulas de expansión electrónica.
Su función principal consiste en controlar el suministro de líquido a los
evaporadores. Este abastecimiento vendrá controlado por medio de tres sensores, de los
cuales, dos controlan la diferencia de temperatura a la salida y a la entrada del evaporador,
ajustando el recalentamiento en función del régimen de funcionamiento en cada momento,
y el tercero control la temperatura en el retorno del aire.
9.6.2.2. Válvula solenoide.
Permite el paso de refrigerante por la tubería de líquido hacia el evaporador,
únicamente cuando el compresor funcione.
Es un tipo de válvula “todo ó nada”, formada por un bobinado de cobre y un núcleo
de hierro, que regularán el paso de refrigerante, en condiciones de excitación de la bobina.
Se sitúa al final de la tubería de líquido, antes de la válvula de expansión electrónica.
9.6.2.3. Reguladores de presión de evaporación.
Previene que la presión del evaporador disminuya y por lo tanto, la temperatura del
evaporador caiga por debajo de un valor determinado independientemente de cómo

ANEJO V. INSTALACIÓN FRIGORÍFICA
94
disminuye la presión en la tubería de aspiración debido a la acción del compresor. Hay
que tener en cuenta que no mantiene la presión constante, sino que limita la mínima
presión disponible en el evaporador.
Se situarán en la salida de los evaporadores, al principio de la tubería de aspiración.
9.6.2.4. Reguladores de presión en aspiración.
Limitan la presión de aspiración a un máximo determinado, aunque aumente la
carga del sistema, y por tanto, la presión de los evaporadores.
Se situarán a la entrada de los compresores para proteger los motores contra
sobrecargas y, en general, ante fluctuaciones en la presión de aspiración.
9.6.2.5. Presostatos combinados de alta y baja presión.
Se instalará un presostato combinado en cada uno de los compresores, cumpliendo
funciones de regulación y protección.
El presostato de baja se conecta a la tubería de aspiración, y asegura la marcha
automática de la instalación en función de la presión de evaporación y, además, detiene el
compresor cuando la presión de aspiración está por debajo de un límite. Por su parte, el
presostato de alta se conecta a la tubería de descarga, y desconecta el compresor en caso de
aumento anormal de la presión de descarga. En ambos casos, vuelve a ponerse en marcha
el compresor cuando se han restablecido las condiciones normales de funcionamiento.

ANEJO V. INSTALACIÓN FRIGORÍFICA
95
9.6.2.6. Presostatos diferenciales de aceite.
Cada compresor se protegerá, además, con un presostato diferencial de aceite que lo
detiene en caso de reducción de la presión de aceite debido a una lubricación defectuosa.
9.6.2.7. Equipos de medida.
Se dispondrán manómetros de alta y baja presión conectados a los presostatos de los
compresores.
Asimismo, se situarán termómetros e higrómetros para el control de la temperatura y
humedad en cada uno de los recintos refrigerados.
9.7. Tuberías de refrigerante.
9.7.1. Criterios de cálculo.
Las tuberías que componen el circuito frigorífico serán de cobre, ya que es
compatible con refrigerantes HFC y su montaje es sencillo, además de ser resistente a la
corrosión.
Sus dimensiones están normalizadas, expresándose el diámetro nominal interior en
pulgadas.
El criterio para el dimensionamiento de las tuberías consiste en no superar unas
determinadas pérdidas de carga, de forma que se limite la disminución de potencia
frigorífica y se mantenga el funcionamiento correcto de la instalación.

ANEJO V. INSTALACIÓN FRIGORÍFICA
96
Estas pérdidas de carga se limitan en los 3 tipos de tubería a 1ºC. En función del
tipo de tubería, esta pérdida de carga en ºC se traducirá en una determinada pérdida de
presión:
-. Tuberías de aspiración: ∆p es variable en función de la temperatura de
evaporación, por lo que se indicará en cada caso.
-. Tuberías de descarga: ∆p ≤ 0,14 bar.
-. Tuberías de líquido: ∆p ≤ 0,35 bar.
Se emplean unos ábacos para determinar los diámetros de los distintos tramos de
tubería en función de las potencias frigoríficas y de las pérdidas de carga admisibles, así
como las temperaturas de evaporación y condensación.
Para el empleo de estos ábacos, se debe establecer el valor de la pérdida de carga en
30 m, ya que éste es el parámetro de entrada en los mismos.
Para considerar el efecto sobre las pérdidas de carga debido a accidentes del camino
(válvulas, codos, etc.), la longitud de cada tramo se aumenta en un 30%.
En cuanto al aislamiento, se dispondrá un aislamiento de las tuberías de líquido con
coquillas de espuma elastomérica, de 9 mm de espesor y un coeficiente de transmisión del
calor de λ = 0,029 Kcal/hmºC.
9.7.2. Tuberías de aspiración.
Estas tuberías conectan las salidas de los evaporadores con las entradas a los
compresores.

ANEJO V. INSTALACIÓN FRIGORÍFICA
97
No solamente son las tuberías que deben presentar las pérdidas más bajas, sino
también, valores variables en relación con las condiciones de funcionamiento, ya que una
determinada caída de presión en la aspiración no corresponde a la misma caída en la
temperatura equivalente de evaporación. Así pues, esta conversión de pérdidas de carga en
caída equivalente de temperatura permite determinar, en función de la temperatura de
evaporación, la pérdida de carga admisible en la tubería de aspiración.
Como se indicó anteriormente, se toma un valor de pérdida de carga correspondiente
a un ∆t = 1ºC. Esto dará una determinada pérdida de carga en función de la temperatura de
evaporación y del refrigerante empleado (R-507 y R- 134a en este caso).
En el caso de que existan varios ramales, se determinará el diámetro limitando la
caída de presión en el ramal de mayor longitud.
9.7.2.1. Instalación frigorífica de la cámara de conservación en estado congelado
a –20ºC.
En las distintas cámaras se ha optado por ubicar los diferentes equipos (compresores
y condensadores) en el exterior de los cerramientos disponiéndose lo más cerca posible de
cada recinto. De este modo se ahorra en espacio y se reducen las dimensiones de los
equipos al no ser necesario disponer tramos de tuberías excesivamente largos.
En la figura 9 se presenta un esquema de las tuberías de aspiración en el que se
especifican las longitudes de los distintos tramos y la potencia frigorífica del evaporador en
la cámara de conservación en estado congelado.

ANEJO V. INSTALACIÓN FRIGORÍFICA
98
Figura 9. Esquema de la tubería de aspiración de la cámara de conservación en estado congelado.
Las pérdidas se consideran que se producen de forma lineal tal que la pérdida
máxima citada se produce en la tubería de mayor longitud.
∆T = 1ºC.
Con este dato, la temperatura de evaporación y los ábacos para el refrigerante
R-507, se tiene que el ∆P máximo es de 0,0478 bar.
∆P = 0,0478 bar.
La longitud máxima corresponde al ramal EC.
L = 9 m.
Lequi = 1,3 · 9 = 11,7 m.
barP m 122,07,11
300478,030 =×=∆

ANEJO V. INSTALACIÓN FRIGORÍFICA
99
Utilizando el ábaco para tubos de cobre y como refrigerante R-507, se determina un
diámetro entre 7/8’’ y 1 1/8’’. Se toma el diámetro comercial 1 1/8’’, con lo que la pérdida
de carga total será de:
∆P30m = 0,046 bar.
∆P = 0,0363 bar < 0,0478 bar.
9.7.2.2. Instalación frigorífica de la cámara de conservación en estado refrigerado.
En la figura 10 se muestra un esquema de la tubería de aspiración en el que se
especifica las longitudes de los distintos tramos.
Las pérdidas se consideran que se producen de forma lineal tal que la pérdida
máxima citada se produce en la tubería de mayor longitud.
∆T = 1 ºC.
Con este dato, la temperatura de evaporación y los ábacos para el refrigerante
R-134a, se tiene que el ∆P máximo es de 0,1272 bar.
∆P = 0,1272 bar.
La longitud máxima corresponde al ramal EC.
L = 8,5 m.
Lequi = 1,3 · 8,5= 11,05 m.
barP m 345,005,11
301272,030 =×=∆

ANEJO V. INSTALACIÓN FRIGORÍFICA
100
Utilizando el ábaco para tubos de cobre el refrigerante R-134a, se determina un
diámetro entre 1-1/8’’ y 1-3/8’’. Se toma el diámetro comercial 1-3/8’’, con lo que
tendremos una pérdida de carga de:
∆P30m = 0,3 bar.
∆P = 0,1105 bar < 0,1272 bar.
9.7.2.3. Instalación frigorífica de la cámara de expedición de subproductos a 0ºC.
En la figura 11 se presenta un esquema de las tubería de aspiración en el que se
especifican las longitudes de los distintos tramos.
Las pérdidas se consideran que se producen de forma lineal tal que la pérdida
máxima citada se produce en la tubería de mayor longitud.
∆T = 1 ºC.
Con este dato, la temperatura de evaporación y los ábacos para el refrigerante R-
134a, se tiene que el ∆P máximo es de 0,1272 bar.
Figura 11. Esquema de la tubería de aspiración de la cámara de expedición de subproductos.

ANEJO V. INSTALACIÓN FRIGORÍFICA
101
∆P = 0,1272 bar.
La longitud máxima corresponde al ramal EC.
L = 7 m.
Lequi = 1,3 · 7 = 9,1 m.
Utilizando el ábaco para tubos de cobre el refrigerante R-134a, se determina un
diámetro entre 1-1/8’’ y 1-3/8’’. Se toma el diámetro comercial 1-3/8’’, con lo que
tendremos una pérdida de carga de:
∆P30m = 0,35 bar.
∆P = 0,106 bar < 0,1272 bar.
9.7.2.4. Instalación frigorífica de la sala de elaboración a 16ºC.
En esta instalación se disponen 2 evaporadores y 2 compresores para suministrar la
potencia frigorífica necesaria para este recinto. Al ser semejantes los esquemas de la
tubería de aspiración.
En la figura 12 se muestra uno de los dos esquemas de la tubería de aspiración que
va desde un evaporador hasta su respectivo compresor en el que se especifican las
longitudes de los distintos tramos.
barP m 4193,01,9
301272,030 =×=∆

ANEJO V. INSTALACIÓN FRIGORÍFICA
102
Figura 12. Esquema de la tubería de aspiración de la sala de elaboración.
Las pérdidas se consideran que se producen de forma lineal tal que la pérdida
máxima citada se produce en la tubería de mayor longitud.
∆T = 1 ºC.
Con este dato, la temperatura de evaporación y los ábacos para el refrigerante R-
134a, se tiene que el ∆P máximo es de 0,1772 bar.
∆P = 0,1772 bar.
La longitud máxima corresponde al ramal EC.
L = 17 m.
Lequi = 1,3 · 17 = 22,1 m.
barP m 24,01,22
301772,030 =×=∆

ANEJO V. INSTALACIÓN FRIGORÍFICA
103
Utilizando el ábaco para tubos de cobre para el refrigerante R-134a, se determina un
diámetro entre 3-1/8’’ y 3-5/8’’. Se toma el diámetro comercial 3-5/8’’, con lo que
tendremos una pérdida de carga de:
∆P30m = 0,1 bar.
∆P = 0,056 bar < 0,1772 bar.
9.7.3. Tubería de descarga.
Las tuberías de descarga conectan la salida de los compresores con la entrada al
condensador del correspondiente ciclo. Como se citó anteriormente compresores y
condensadores se disponen exteriormente a los cerramientos de la industria.
Las tuberías de descarga están localizadas junto a estos equipos y su longitud es
prácticamente igual para todos los ciclos.
Como se indicó anteriormente, se dimensionarán para una pérdida de carga de 0,15
bar.
L = 1,5 m.
Lequiv = 1,3 · 1,5 = 1,95 m.
Se dimensiona para el conjunto de compresores más desfavorable, que es el que
suministra potencia frigorífica a la sala de elaboración a 16 ºC.
Con los ábacos para tuberías de cobre para el refrigerante R-134a, se obtiene un
diámetro comprendido entre 2-1/8’’ y 2-5/8’’. Se toma el diámetro comercial 2-5/8’’, con
lo que se obtiene una pérdida de carga de :
barP m 3,295,130
15,030 =×=∆

ANEJO V. INSTALACIÓN FRIGORÍFICA
104
∆P30m = 0,12 bar.
∆P = 0,0078 bar < 0,15 bar.
9.7.4. Tubería de líquido.
Las tuberías de líquido conectan el condensador con los evaporadores. En este tipo
de tuberías se limitará la caída de presión para evitar una vaporización parcial del
refrigerante líquido antes de llegar a las válvulas de expansión.
No obstante, en este caso, la limitación de la pérdida de carga no sería tan crítica, ya
que se dispone de los 5ºC de subenfriamiento, exceptuando la instalación frigorífica con el
doble salto en la compresión.
9.7.4.1. Instalación frigorífica de la cámara de conservación en estado congelado a
-20ºC.
Las tuberías de líquido siguen una distribución semejante a las tuberías de aspiración
representadas en las figuras anteriores por lo que no se vuelven a representar.
∆P = 0,35 bar.
L = 9 m.
Lequiv = 1,3 · 9 = 11,7 m.
Con los ábacos, se decide tomar el diámetro mínimo comercial: 7/8’’, con lo que la
pérdida de carga se sitúa en:
∆P30m = 0,26 bar.
∆P = 0,078 bar < 0,35 bar.
barP m 89,07,11
3035,030 =×=∆

ANEJO V. INSTALACIÓN FRIGORÍFICA
105
9.7.4.2. Instalación frigorífica de la cámara de conservación en estado refrigerado.
∆P = 0,35 bar.
L = 8,5 m.
Lequiv = 1,3 · 8,5 = 11,05 m.
Con los ábacos, se obtiene un diámetro comprendido entre 3/8’’ y 1/2’’. Se decide
tomar el diámetro comercial de 1/2’’, con lo que la pérdida de carga se sitúa en:
∆P30m = 0,45 bar.
∆P = 0,165 bar < 0,35 bar.
9.7.4.3. Instalación frigorífica de la cámara de expedición de subproductos a 0ºC.
∆P = 0,35 bar.
L = 8 m.
Lequiv = 1,3 · 8 = 10,4 m.
barP m 01,14,10
3035,030 =×=∆
Con los ábacos, se obtiene un diámetro comprendido entre 3/8’’ y 1/2’’. Se decide
tomar el diámetro comercial de 1/2’’, con lo que la pérdida de carga se sitúa en:
∆P30m = 0,45 bar.
∆P = 0,12 bar < 0,35 bar.
9.7.4.4. Instalación frigorífica de la sala de elaboración.
∆P = 0,35 bar.
barP m 9502,005,11
3035,030 =×=∆

ANEJO V. INSTALACIÓN FRIGORÍFICA
106
L = 17 m.
Lequiv = 1,3 · 17 = 22,1 m.
barP m 475,01,22
3035,030 =×=∆
Con los ábacos, se obtiene un diámetro comprendido entre 1-3/8’’ y 1-5/8’’. Se
decide tomar el diámetro comercial de 1-5/8’’, con lo que la pérdida de carga se sitúa en:
∆P30m = 0,32 bar.
∆P = 0,23 bar < 0,35 bar.

ANEJO VI. INSTALACIÓN ELÉCTRICA
ÍNDICE
1. INTRODUCCIÓN. ............................................................................................................1
2. SUMINISTRO DE ENERGÍA ELÉCTRICA. ...................................................................1
3. DESCRIPCIÓN DE LA INSTALACIÓN. ........................................................................3
4. INSTALACIÓN ELÉCTRICA. .........................................................................................4
4.1. Instalación de alumbrado. ......................................................................................4
4.2. Necesidades de alumbrado.....................................................................................6
4.2.1. Iluminación interior........................................................................................6
4.2.1.1. Criterios de cálculo.................................................................................6
4.2.2. Cálculo de la iluminación necesaria.............................................................15
4.2.2.1. Sala de elaboración. ..............................................................................15
4.2.2.2. Cámara de conservación en estado refrigerado. ...................................17
4.2.2.3. Cámara de expedición de subproductos. ..............................................19
4.2.2.4. Cámara de conservación en estado congelado. ....................................21
4.2.2.5. Almacén de envases y embalajes. ........................................................22
4.2.2.6. Almacén de usos varios........................................................................24
4.2.2.7. Sala de distribución de baja tensión. ....................................................26
4.2.2.8. Sala de oficinas.....................................................................................27
4.2.2.9. Pasillos..................................................................................................29
4.2.2.10. Taller...................................................................................................31
4.2.2. 11. Recepción. .........................................................................................33
4.2.2.12. Archivo. ..............................................................................................34
4.2.2.13. Aseos y vestuarios. .............................................................................36

4.2.2.14. Comedor. ............................................................................................38
4.2.2.15. Sala de descanso. ................................................................................40
4.2.2.16. Laboratorio. ........................................................................................41
4.2.2.17. Despachos...........................................................................................43
4.2.2.18. Aseos de oficinas................................................................................45
4.2.2.19. Sala de juntas......................................................................................45
4.2.2.19. Zona de carga de materias primas. .....................................................47
4.2.2.20. Sala de expedición de producto elaborado. ........................................49
4.2.2.21. Almacén de cajas de materia prima....................................................50
4.2.2.22. Zona reservada a la planta de surimi. .................................................52
4.3. Iluminación exterior.............................................................................................54
4.3.1. Criterios de cálculo.......................................................................................54
4.3.2. Cálculo de la iluminación exterior necesaria. ..............................................57
4.3.2.1. Iluminación de las fachadas..................................................................57
4.3.2.2. Aparcamientos......................................................................................58
4.3.2.3. Puertas principales................................................................................59
4.3.3. Alumbrado de emergencia. ..........................................................................59
4.3.4. Diseño de la instalación de alumbrado.........................................................60
4.3.4.1. Criterios de cálculo...............................................................................60
4.3.4.2. Cuadro de alumbrado 1 (CA1). ............................................................63
4.3.4.2.1. Línea CA1.1 (Fase R + N)............................................................63
4.3.4.2.2. Línea CA1.2 (Fase S + N). ...........................................................65
4.3.4.2.3. Línea A1.3 (Fase T + N)...............................................................66
4.3.4.3. Cuadro de alumbrado 2 (CA 2). ...........................................................68
4.3.4.3.1. Línea A2.1 (Fase R + N)...............................................................68

4.3.4.3.2. Línea A2.2 (Fase S + N)...............................................................69
4.3.4.3.3. Línea A2.3 (Fase T + N)...............................................................70
4.3.4.4. Cuadro de alumbrado 3 (CA 3). ...........................................................72
4.3.4.4.1. Línea A3.1 (Fase R + N)...............................................................72
4.3.4.4.2. Línea A3.2 (Fase S + N)...............................................................73
4.3.4.4.3. Línea A3.3 (Fase T + N)...............................................................74
4.3.4.5. Cuadro de alumbrado 4 (CA4). ............................................................76
4.3.4.5.1. Línea A4.1 (Fase R + N)...............................................................76
4.3.4.4.2. Línea A4.2 (Fase S + N)...............................................................77
4.3.4.4.3. Línea A4.3 (Fase T + N)...............................................................78
4.3.4.5. Cuadro de alumbrado 5 (CA5). ............................................................80
4.3.4.6. Cuadro de alumbrado 6 (CA6). ............................................................80
4.3.4.6.1. Línea A6.1 (Fase R + N)...............................................................80
4.3.4.6.2. Línea A6.2 (Fase S + N)...............................................................81
4.3.4.6.3. Línea A6.3 (Fase T + N)...............................................................82
4.3.4.7. Reparto de cargas .................................................................................83
4.3.4.8. Líneas de enlace de los cuadros de alumbrado con el Cuadro Generalde Alumbrado. ...................................................................................................84
4.3.4.8.1. Línea CGA – CA1. .......................................................................85
4.3.4.8.2. Línea CGA – CA2. .......................................................................85
4.3.4.8.3. Línea CGA – CA3. .......................................................................86
4.3.4.8.4. Línea CGA – CA4. .......................................................................87
4.3.4.8.5. Línea CGA – CA5. .......................................................................88
4.3.4.8.6. Línea CGA – CA6. .......................................................................88
4.3.4.9. Resumen de los conductores de la instalación de alumbrado...............89

4.4. Instalación de fuerza motriz fija...........................................................................91
4.4.1. Relación de equipos. ....................................................................................91
4.4.2. Consideraciones generales de cálculo..........................................................93
4.4.2.1. Criterios de cálculo...............................................................................93
4.4.2.3. Dimensionamiento de los conductores.................................................95
4.4.2.4 Cuadro de control de resistencias..........................................................97
4.4.3. Líneas de enlace con los cuadros de control de motores y resistencias. ......98
4.5. Instalación de tomas de fuerza.............................................................................99
4.5.1. Necesidades de tomas de fuerza...................................................................99
4.5.2. Cálculo de la instalación de tomas de fuerza. ............................................101
4.5.2.1. Consideraciones de cálculo. ...............................................................101
4.5.2.2. Cuadro de toma de fuerza 1 (CTF1)...................................................103
4.5.2.3. Cuadro de toma de fuerza 2 (CTF2)...................................................105
4.5.2.4. Cuadro de toma de fuerza 3 (CTF3)...................................................107
4.5.2.5. Cuadro de toma de fuerza 4 (CTF4)...................................................108
4.5.2.6. Reparto de cargas. ..............................................................................109
4.5.2.7. Líneas de enlace del Cuadro General de Toma de Fuerza con loscuadros de toma de fuerza. ..............................................................................110
4.5.2.7.1. Línea CGTF – CTF1...................................................................110
4.5.2.7.2. Línea CGTF – CTF2...................................................................111
4.5.2.7.3. Línea CGTF – CTF3...................................................................112
4.5.2.7.4. Línea CGTF – CTF4...................................................................112
4.5.2.8. Resumen de los conductores. .............................................................113
4.6. Líneas de enlace del cuadro de distribución del centro de transformación con loscuadros generales de la sala de distribución de baja tensión. ...................................115
4.6.1. Línea Cuadro de Distribución – Cuadro General de Alumbrado...............115

4.6.2. Línea Cuadro de distribución – Cuadro General de Motores.....................116
4.6.3. Línea Cuadro de distribución – Cuadro General de Resistencias dedesescarche...........................................................................................................117
4.6.4. Línea Cuadro de distribución – Cuadro General de Toma de Fuerza........118
4.6.5. Línea de enlace TRAFO – CD. ..................................................................119
4.6.6. Comprobación de la caída de tensión.........................................................120
4.6.5.1. Caída de tensión en la instalación de alumbrado................................120
4.6.5.2. Caída de tensión en la instalación de fuerza motriz fija.....................120
4.6.5.3. Caída de tensión en la instalación de resistencias de desescarche. ....121
4.6.5.4. Caída de tensión en la instalación de tomas de fuerza. ......................121
5. CORRECCIÓN DEL FACTOR DE POTENCIA..........................................................121
5.1. Causas de un factor de potencia bajo.................................................................122
5.2. Ventajas de un buen factor de potencia. ............................................................123
5.3. Mejora del factor de potencia.............................................................................124
5.4. Instalación de las baterías de condensadores. ....................................................126
5.5. Protección de la batería de condensadores.........................................................128
5.6. Elección de una batería de condensadores.........................................................129
5.7. Potencia de la batería de condensadores............................................................130
6. CENTRO DE TRANSFORMACIÓN. ..........................................................................132
6.1. Introducción. ......................................................................................................132
6.1.1. Reglamentación y disposiciones oficiales..................................................132
6.2. Características generales centro de transformación. ..........................................133
6.2.1. Características celdas SM6.........................................................................133
6.3. Programa de necesidades y potencia instalada en KVA. ...................................134
6.4. Descripción de la instalación. ............................................................................135

6.4.1. Obra Civil...................................................................................................135
6.4.1.1. Local. ..................................................................................................135
6.4.1.2. Características del local......................................................................135
6.4.2. Instalación Eléctrica. ..................................................................................138
6.4.2.1. Características de la Red de Alimentación. ........................................138
6.4.2.2. Características de la Aparamenta de Alta Tensión. ............................138
6.4.2.3. Características material vario de Alta Tensión...................................143
6.4.3. Medida de la Energía Eléctrica. .................................................................143
6.4.4. Puesta a Tierra............................................................................................144
6.4.4.1. Tierra de Protección. ..........................................................................144
6.4.4.2. Tierra de Servicio. ..............................................................................144
6.4.4.3. Tierras interiores.................................................................................144
6.4.5. Instalaciones Secundarias...........................................................................145
6.4.5.1. Alumbrado..........................................................................................145
6.4.5.2. Protección contra Incendios. ..............................................................145
6.4.5.3. Ventilación. ........................................................................................146
6.4.5.4. Medidas de Seguridad. .......................................................................146
6.5. Cálculos justificativos........................................................................................147
6.5.1. Intensidad de alta tensión. ..........................................................................147
6.5.2. Intensidad de baja tensión. .........................................................................148
6.5.3. Cortocircuitos.............................................................................................148
6.5.3.1. Observaciones.....................................................................................148
6.5.3.2. Cálculo de las Corrientes de Cortocircuito.........................................149
6.5.3.3. Cortocircuito en el lado de Alta Tensión............................................150
6.5.3.4. Cortocircuito en el lado de Baja Tensión. ..........................................150

6.5.4. Dimensionado del embarrado.....................................................................150
6.5.4.1. Comprobación por densidad de corriente...........................................151
6.5.4.2. Comprobación por solicitación electrodinámica................................152
6.5.4.3 Cálculo por solicitación térmica. Sobreintensidad térmica admisible.154
6.5.5. Selección de las protecciones de alta y baja tensión. .................................155
6.5.6. Dimensionado de la ventilación del C.T. ...................................................155
6.5.7. Dimensiones del pozo apagafuegos ...........................................................156
6.5.8. Cálculo de las insalaciones de puesta a tierra. ...........................................157
6.5.8.1. Investigación de las características del suelo. ....................................157
6.5.8.2. Determinación de las corrientes máximas de puesta a tierra y tiempomáximo correspondiente de eliminación de defecto. ......................................157
6.5.8.3. Diseño preliminar de la instalación de tierra......................................158
6.5.8.4. Cálculo de la resistencia del sistema de tierras. .................................160
6.5.8.5. Cálculo de las tensiones en el exterior de la instalación. ...................162
6.5.8.7. Cálculo de las tensiones aplicadas......................................................163
6.5.8.8. Investigación de tensiones transferibles al exterior............................164
6.5.8.9. Corrección y ajuste del diseño inicial estableciendo el definitivo. ....165
7. PROTECCIÓN DE LA INSTALACIÓN ELÉCTRICA. ..............................................165
8. INSTALACIÓN DE PUESTA A TIERRA. ..................................................................172
8.1. Toma de tierra. ...................................................................................................173
8.2. Línea principal de tierra. ....................................................................................173
8.3. Derivaciones de la línea principal de tierra........................................................173
8.4. Cálculos..............................................................................................................174

ANEJO VI. INSTALACIÓN ELÉCTRICA
1
1. INTRODUCCIÓN.
En el presente anejo se proyecta la instalación eléctrica de fuerza y alumbrado, de
acuerdo con las necesidades requeridas por la industria para su funcionamiento.
Se estudiarán, en principio, las necesidades eléctricas de la industria, con el fin de
diseñar las protecciones necesarias y se describirá el centro de transformación y la línea
aérea de media tensión.
Los criterios de cálculo, las características de los conductores, y el diseño en general
de la instalación, se fijarán de acuerdo con el vigente “Reglamento Electrotécnico para
Baja Tensión” (Decreto 2.413/1.973 del 20 de septiembre; BOE 9 de octubre) y las
“Instrucciones Complementarias” MIE-BT (Orden del 31 de octubre de 1.973; BOE 27,
28, 29 y 31 de diciembre).
2. SUMINISTRO DE ENERGÍA ELÉCTRICA.
El suministro de energía eléctrica se hará en alta tensión desde la línea eléctrica que
abastece al Polígono Industrial, la cual tiene una tensión de 20 KV. A partir de ella se
derivará una línea de media tensión hasta el centro de transformación situado dentro de la
parcela, y que constituye el origen de la línea cuyo cálculo es la finalidad de este anejo.
En el centro de transformación, la alta tensión se transformará en baja tensión, a la
cual se efectuará el tendido de la instalación de la fábrica.
Para el suministro de la energía eléctrica en la nave, se deberá hacer un contrato con
la Compañía Suministradora, la cual comunicará en su momento el lugar de ubicación de
la acometida, la potencia de la que se va a disponer, tensión de servicio, etc.

ANEJO VI. INSTALACIÓN ELÉCTRICA
2
El establecimiento de los horarios de funcionamiento de los equipos se llevará a
cabo ajustando las necesidades propias de la industria a un sistema de discriminación
horaria de la tarifa eléctrica, con tarifa múltiple, con objeto de minimizar el consumo de
energía.
La contratación se planificará atendiendo a lo publicado en el R.D. 3.073 del 26 de
diciembre de 1997 (BOE 27-12-97). Se contratará la siguiente tarifa y complementos
tarifarios:
-. Tarifa eléctrica 3.1., de utilización normal, aplicable a suministros en alta
tensión (1 KV < U < 36 KV), sin límite de potencia, con complementos por
energía reactiva y discriminación horaria, pero no por estacionalidad ni
interrumpibilidad.
-. Discriminación horaria tipo 3 de uso general, con contador de triple tarifa,
sin discriminación horaria de sábados y festivos, cuyos coeficientes de
recargo o descuento se especifican en la tabla 1.
Tabla 1. Discriminación horaria tipo 3.
PERIODO HORARIO DURACIÓN RECARGO O DESCUENTO
PUNTA 4 h/día +70
LLANO 12 h/día -
VALLE 8 h/día -43
A efectos de discriminación horaria, la distribución de horas valle, llano y punta a lo
largo del día en Andalucía es la que se indica en la tabla 2.

ANEJO VI. INSTALACIÓN ELÉCTRICA
3
TABLA 2. Discriminación horaria en Andalucía (zona 4).
INVIERNO VERANO
Punta Llano Valle Punta Llano Valle
18:00-22:008:00-18:00
22:00-24:000:00-8:00 10:00-14:00
8:00-10:00
14:00-24:000:00-8:00
El complemento por energía reactiva, aplicado sobre la facturación básica, viene
dado por el valor porcentual K, según la expresión:
De ella se deduce que se penalizarán las instalaciones con un cos θ < 0,9; por tanto,
con objeto de reducir el complemento por energía reactiva, se dispondrá un equipo
corrector del factor de potencia constituido por una batería de condensadores.
3. DESCRIPCIÓN DE LA INSTALACIÓN.
La instalación que se va a dimensionar partirá del Centro de Transformación (CT),
ubicado en una caseta prefabricada de hormigón armado y vibrado.
Desde el Cuadro de Distribución de Baja Tensión parten unos conductores
subterráneos hasta la Sala de Baja Tensión, situada en la nave, que alimentará al Cuadro
General de Alumbrado (CGA), al Cuadro General de Motores (CGM), al Cuadro General
de Resistencias de desescarche y al Cuadro General de Tomas de Fuerza (CGTF). Desde
tales cuadros, se alimentará a los distintos cuadros de alumbrado (CA), cuadros de control
de motores (CCM), cuadro de control de resistencia(CCR) y cuadros de tomas de fuerza
(CTF). Por último, de cada uno de los cuadros de motores, tomas de fuerza y alumbrado
partirán los conductores apropiados, que alimentarán a cada uno de los receptores.
Como se apuntó en el apartado anterior, la instalación incluye un equipo de
corrección del factor de potencia, situado en el Cuadro de Distribución de Baja Tensión,
21ècos
17K 2 −=

ANEJO VI. INSTALACIÓN ELÉCTRICA
4
con el que se consigue una compensación global de la energía reactiva. En la figura 1 se
representa un esquema de la instalación electrica de la planta de elaboración de pescado
blanco.
ALUMBRADO 6MOTORES 3
GENERALMOTORES
GENERAL
RESISTENCIAS
RESISTENCIAS
C.C.
CUADRO
MOTORES 1
C.C.
MOTORES 2
C.C.
CUADRO
C. FACTOR
POTENCIA
ALUMBRADO 1
FUERZA 1C. TOMA C. TOMA
FUERZA 2C. TOMAFUERZA 4
C. TOMAFUERZA 3
TOMA FUERZA
CUADRO
GENERAL
CUADRO DE DISTRIBUCIÓN
MOTORES 4
C.C.C.C. C.
ALUMBRADO 4
ALUMBRADO
ALUMBRADO 2
C.
ALUMBRADO 3
C.
C. GENERAL
C.
ALUMBRADO 5
C. C.
Figura 1. Esquemma de la instalación eléctrica.
4. INSTALACIÓN ELÉCTRICA.
4.1. Instalación de alumbrado.
Se proyectará el alumbrado tanto interior como exterior de modo que satisfagan en
todo momento las necesidades de iluminación de las diferentes dependencias de que consta
la planta de elaboración, así como de sus exteriores.
Estas necesidades de alumbrado se estimarán en base a la Norma NTE-IEI:
“Instalaciones de Electricidad. Alumbrado interior” y a las Normas UNE 72.163-84 y
DIN 5035.

ANEJO VI. INSTALACIÓN ELÉCTRICA
5
La instalación de alumbrado partirá del Cuadro General de Alumbrado, desde donde
se alimentará a los diferentes cuadros de alumbrado por medio de líneas trifásicas. De los
cuadros de alumbrado surgirán los circuitos monofásicos que se derivarán alimentando a
los aparatos de alumbrado.
Los cuadros de alumbrado que se proyectarán serán:
-. CA1. Se encuentra ubicado en la sala reservada para recepción de visitas
y alimenta las lámparas de los siguientes locales: sala de distribución de
baja tensión, despachos, sala de juntas, pasillos, oficinas, archivo, almacenes
de envases y embalajes y de usos varios, aseos de oficinas y sala taller.
-. CA2. Se encuentra ubicado en la sala de elaboración y alimenta a las
lámparas de ésta sala y de los diferentes recintos frigoríficos ubicados en
dicha sala y a la zona de recepción de materias primas.
-. CA3. El cuadro de alumbrado 3 se situará en la sala de elaboración y
alimentará lucernarias de la sala de elaboración, cámara de conservación en
estado refrigerado, zona de recepción de materia prima y almacén de cajas
de materia prima.
-. CA4. El cuadro de alumbrado 4 se encuentra ubicado en el pasillo de
aseos y vestuarios y abastece a las lámparas de los locales: comedor, sala de
descanso, pasillos, aseos y vestuarios y laboratorio.
-. CA5. El cuadro de alumbrado 5 se situará en la zona reservada para la
futura planta de elaboración de surimi. Se estima que la potencia máxima
para cubrir las necesidades de alumbrado serán de 27.000 VA.
-. CA6. El cuadro de alumbrado 6 se encuentra situado en el pasillo general
y alimentará a las lucernarias que componen la instalación de alumbrado
exterior de la planta de elaboración de pescado blanco.

ANEJO VI. INSTALACIÓN ELÉCTRICA
6
4.2. Necesidades de alumbrado.
4.2.1. Iluminación interior.
La iluminación, como factor de productividad, tiene por objeto facilitar la
visualización de las cosas dentro de las áreas de trabajo para que éste se efectúe en
condiciones aceptables.
La iluminación de las zonas de trabajo se adaptará a las características de la
actividad que se efectúa en ellas, teniendo en cuenta los riesgos para la seguridad y salud
dependientes de las condiciones de visibilidad y las exigencias visuales de las tareas
desarrolladas.
La iluminación interior ha de cumplir las siguientes condiciones:
-. Suministrar cantidad de luz suficiente.
-. Eliminar todas las causas de deslumbramiento.
-. Prever aparatos de alumbrado apropiados para cada caso particular.
-. Utilizar fuentes luminosas que aseguren, para cada caso, una satisfactoria
distribución de colores.
4.2.1.1. Criterios de cálculo.
a) Determinación del nivel de iluminación.
El nivel de iluminancia a adoptar depende de varios aspectos como son la magnitud
de los detalles y objetos a observar, distancia de los objetos al ojo del observador, factores
de reflexión, tiempo a emplear en la observación, etc.

ANEJO VI. INSTALACIÓN ELÉCTRICA
7
Para la elección de los niveles a disponer en cada sala se tendrán en cuenta las
recomendaciones al respecto de la Comisión Electrotécnica Internacional (C.E.I.), que
cumplen las condiciones fijadas por la Ley 31/95 del 8 de noviembre sobre “Prevención de
Riesgos Laborales” y por el Título II de la “Ordenanza General de Seguridad e Higiene en
el Trabajo” del 9 de Marzo de 1.971, parcialmente modificada por el R.D. 486 del 14 de
abril de 1.997.
b) Elección del tipo de lámpara.
Esa elección vendrá en función del nivel de iluminancia a conseguir, el rendimiento
luminoso de las lámparas y la vida útil de las mismas.
Los diferentes tipos de lámparas a utilizar y sus características son:
Lámparas fluorescentes.
Se dispondrán en los recintos donde la intensidad luminosa requerida sea mayor o
igual a 200 lux y que están funcionando un elevado número de horas al año (2.000 horas o
más), tales como oficinas, laboratorio, etc. Se utilizarán lámparas fluorescentes de
tonalidad “blanco normal”, de dos tipos:
Potencia = 40 W Flujo luminoso = 2.000 lúmenes
Potencia = 65 W Flujo luminoso = 3.300 lúmenes
Para el caso de la cámara frigorífica, donde el encendido ha de realizarse a baja
temperatura, se utilizarán lámparas fluorescentes especiales con arranque a baja
temperatura de ignición. Aquí, los receptores de alumbrado tendrán sus piezas metálicas
bajo tensión protegidas contra las proyecciones de agua. La cubierta de los portalámparas
será en su totalidad de materia aislante hidrófuga.

ANEJO VI. INSTALACIÓN ELÉCTRICA
8
Lámparas de vapor de mercurio de color corregido de alta presión.
Se dispondrán en zonas como la sala de elaboración y los almacenes. Son
indicadas para alumbrado directo, con aparatos de alumbrado suspendidos a gran altura y
resultan muy económicas por su elevado rendimiento luminoso y por su larga duración. Se
emplearán lámparas de 250 W, 400 W y 700 W, que proporcionan, para una tensión
nominal de 220 V, unos flujos luminosos de 11.500, 20.500 y 36.000 lúmenes
respectivamente.
Lámparas incandescentes.
Se dispondrán en los recintos en los que la intensidad luminosa requerida sea
inferior a 200 lux y el número de horas de uso sea bajo, tales como aseos, pasillos, etc.
Este tipo de lámparas tienen bajo rendimiento luminoso, pero son económicas y existen
gran variedad de tipos, tamaños y formas, de ahí su utilización aconsejada en locales que
no requieran muchas horas de iluminación artificial. Se utilizarán lámparas incandescentes
de tipo estándar, con acabado mate y potencias de 60 y 100 W, que para una tensión
nominal de 220 V proporcionan un flujo luminoso de 730 y 1.380 lúmenes
respectivamente.
c) Elección del sistema de iluminación y de los aparatos de alumbrado.
Se podrá optar entre los siguientes sistemas de iluminación: Directa, semidirecta,
difusa, semiindirecta e indirecta. La elección dependerá del local que se quiera iluminar y
de coste económico de cada uno de ellos:
-. Para locales de gran altura, será más adecuado el sistema de iluminación
directa, ya que no existe deslumbramiento y además es el sistema más
económico.
-. Para locales con techos no muy altos, se utilizará el sistema de
iluminación semidirecta. En este sistema de iluminación se hace intervenir

ANEJO VI. INSTALACIÓN ELÉCTRICA
9
la reflexión sobre el techo de una buena parte de la luz emitida por los
aparatos de alumbrado.
-. El sistema de iluminación difusa da importancia creciente a la reflexión de
la luz sobre techo y paredes. Desaparecen casi por completo las sombras.
-. En los sistemas de iluminación semidirecta e indirecta, los manantiales
luminosos secundarios, a que equivalen las paredes y techos del local, tienen
un efecto preponderante sobre los manantiales luminosos primarios, que en
estos casos son las lámparas eléctricas. Las sombras y el deslumbramiento
directo desaparecen.
En cuanto a los tipos de luminarias utilizadas:
-. Las lámparas de vapor de mercurio de color corregido se montarán sobre
luminarias reflectoras de flujo directo.
-. Los tubos fluorescentes se montarán en luminarias de iluminación
semidirecta con armadura de celosías, colocando una o dos lámparas por
luminaria.
-. Las lámparas incandescentes se montarán con pantalla aislante hidrófuga.
Respecto al número de aparatos de alumbrado, se consultarán catálogos comerciales
para ver cuál es el más apropiado, según sus características constructivas y su curva de
distribución luminosa.
d) Elección de la altura de suspensión de los aparatos de alumbrado.
La altura de suspensión de los aparatos de alumbrado es una característica
fundamental de todo proyecto de iluminación interior.

ANEJO VI. INSTALACIÓN ELÉCTRICA
10
-. Iluminación directa: d = 2/3 h
-. Iluminación semidirecta: d = 3/4 h
-. Iluminación difusa: d = 4/5 h
-. Iluminación indirecta: d’ = h/4
siendo:
d: Distancia vertical de los aparatos de alumbrado al plano útil de trabajo,
situado a 0,85 m del suelo
d’: Distancia vertical de los aparatos de alumbrado al techo.
h : Altura desde el techo a dicho plano útil de trabajo.
La tendencia actual es situar los aparatos de alumbrado tan altos como sea posible.
Así se disminuye considerablemente el riesgo de deslumbramiento, de forma que pueden
separarse los focos luminosos, lo que permite disminuir también el número de dichos
focos.
e) Distribución de aparatos de alumbrado.
La uniformidad de iluminación depende de la forma en que se cortan los haces
luminosos de los aparatos de alumbrado, lo cual depende de la abertura de dichos aparatos
(extensivos, concentrantes, etc.) y de la altura de suspensión. Esta uniformidad es, por
tanto, función de la relación e/d, siendo “e” la distancia horizontal entre dos focos
contiguos y “d” es la distancia vertical de los focos al plano útil de trabajo.
Los aparatos de alumbrado se sitúan formando hileras paralelas al eje mayor o al eje
menor.
Se deberán tener en cuenta las siguientes consideraciones:

ANEJO VI. INSTALACIÓN ELÉCTRICA
11
a) Iluminación directa. Para este sistema de iluminación, llamaremos ö a la fracción
del flujo luminoso total del aparato de alumbrado radiada en un cono luminoso de 80º de
abertura, dirigido hacia abajo y teniendo como eje vertical el del aparato de alumbrado.
Locales con altura hasta 4 m: Aparatos extensivos: ö < 0,4
e/d ≤ 1,6
Locales con altura entre 4 y 6 m: Aparatos semiextensivos: 0,4 < ö < 0,45
e/d ≤ 1,5
Locales con altura entre 6 y 10 m: Aparatos semiintensivos: 0,4 < ö < 0,45
e/d ≤ 1,5
Locales con altura mayor de 10 m: Aparatos intensivos: 0,45 < ö ≤ 0,50
e/d ≤ 1,2
b) Iluminación semidirecta. Se llamará d’ a la distancia vertical de los aparatos de
alumbrado al techo y se cumplirá:
e/d ≤ 1,5
En todos los sistemas de iluminación (directa, indirecta, etc.), para determinar la
distancia desde los aparatos de alumbrado a los muros o paredes, se utilizará la siguiente
expresión:
2'
ee =
siendo:

ANEJO VI. INSTALACIÓN ELÉCTRICA
12
e’: Distancia horizontal desde los aparatos extremos de una fila al muro
perpendicular a esta fila.
f) Número mínimo de aparatos de alumbrado.
Se calculará con las siguientes expresiones:
Nmin = n x n’
siendo:
n: Número mínimo de aparatos según la longitud:
eeeL
n'2−+=
n’: Número mínimo de aparatos según la anchura:
eeeA
n'2−+=′
siendo:
L : Longitud total del local a iluminar (m).
A: Anchura total del local a iluminar (m).
La determinación del número mínimo total de aparatos de alumbrado es, sobre todo
indispensable cuando se utilicen lámparas de incandescencia.
g) Flujo luminoso necesario.

ANEJO VI. INSTALACIÓN ELÉCTRICA
13
Para el cálculo del flujo luminoso necesario en cada recinto, además de los niveles
de iluminación, se tendrán en cuenta las características geométricas del local, los factores
de reflexión de los cerramientos y un factor de depreciación que hace referencia a las
condiciones de mantenimiento del mismo.
Se calcula un índice total del local (K) con la siguiente expresión:
H 10 8 2 AL
K+=
siendo:
L: Longitud del local (m).
A: Anchura del local (m).
H: Distancia vertical entre los aparatos de alumbrado y la superficie útil de
trabajo (d) en distribuciones para iluminación directa, semidirecta y
difusa.
Los factores de reflexión para el techo y las paredes (ρT, ρP) serán los
correspondientes a paredes y techos blancos o muy claros, tanto en las áreas en las que se
presentan éstos pintados, como en las que son de material aislante: ρT = 0,7, ρP = 0,5. Para
el caso de la sala de elaboración al no disponer falsotecho y ser una superficie inclinada se
considerará: ρT = 0,3, ρP = 0,5
Entrando con estos valores en la tabla correspondiente, se obtiene el factor de
utilización µ.
El flujo luminoso teórico necesario (lúmenes), se calcula con la siguiente expresión:
ìä S E
'0 =φ

ANEJO VI. INSTALACIÓN ELÉCTRICA
14
siendo:
E: Nivel de iluminación (lux).
S: Superficie del local (m2).
δ: Factor de depreciación. Es función del ensuciamiento y de la frecuencia
de la limpieza.
Así pues el flujo luminoso que han de proporcionar las lámparas (lúmenes), se
calculará con la siguiente expresión:
a
00 ç
'φφ =
siendo:
ηa: Rendimiento del aparato de alumbrado variará en función del tipo de
lámpara y del tipo de luminaria.
h) Distribución del número definitivo de los aparatos de alumbrado.
Conociendo el tipo y número de lámparas, se procederá a situarlos sobre el plano del
local, respetando las proporciones elegidas previamente en lo que se refiere a la distancia
entre los aparatos de alumbrado y entre los aparatos extremos y paredes.
i) Nivel de iluminación sobre el plano de trabajo.
El nivel de iluminación sobre el plano de trabajo (lux), se calculará a partir de la
siguiente expresión:
ä Sçì
E anφ=

ANEJO VI. INSTALACIÓN ELÉCTRICA
15
siendo:
φn: Flujo luminoso que proporcionarán los aparatos de alumbrado
seleccionados (lúmenes).
Se procederá así para cada una de los compartimentos de la industria.
4.2.2. Cálculo de la iluminación necesaria.
4.2.2.1. Sala de elaboración.
-. Dimensiones.
Longitud máxima del local: 52 m.
Anchura máxima del local: 20 m.
Altura del local: 5-7 m (se considera una altura de cálculo de 5 m).
Superficie total: 1.040 m2.
-. Nivel de iluminación aconsejado = 200 lux.
-. Tipo de lámpara.
Se utilizarán lámparas de vapor de mercurio de color corregido, ya que
resultan más económicas por su gran potencia luminosa y su larga duración
útil.
-. Sistema de iluminación y aparatos de alumbrado.
Se utilizará iluminación directa al ser apropiada para la obtención
económica de altos niveles de iluminación sobre los puestos de trabajo y

ANEJO VI. INSTALACIÓN ELÉCTRICA
16
para evitar deslumbramientos. Los aparatos de alumbrado serán
semiextensivos (local con altura comprendida entre 4 y 6 m).
-. Altura de suspensión de los aparatos de alumbrado.
h = H = 5 – 1 = 4 m.
d = 2/3 h = 2,66 m.
d’ = h – d = 1,33 m.
-. Distribución de los aparatos de alumbrado.
Para iluminación directa y aparatos semiextensivos se deberá cumplir:
e ≤ 1,5 d = 4 m.
La distancia horizontal desde los aparatos extremos de una fila al muro
perpendicular a tal fila será:
e’ = e/2 = 2 m
-. Número mínimo de aparatos de alumbrado.
Al ser un local de distribución rectangular en planta, la ubicación de los
aparatos se realizará uniformemente como puede verse en el plano
correspondiente. El número mínimo de aparatos a instalar será de
65 lámparas.
-. Flujo total que se ha de producir.
Índice del local: K = 6,4.
Factor de depreciación: δ = 2,15.
Factor de utilización: µ = 0,42.

ANEJO VI. INSTALACIÓN ELÉCTRICA
17
Rendimiento del aparato de alumbrado: ηa = 0,8.
Flujo luminoso teórico necesario: φ0’ = 1.064.762 lúmenes.
Flujo luminoso: φ0 = 1.330.952,5 lúmenes.
-. Distribución del número definitivo de aparatos de alumbrado.
Se colocarán 67 lámparas de vapor de mercurio tipo HPL 400 W, que
proporcionarán un flujo luminoso de 1.373.500 lúmenes. La potencia instalada será de
26.800 W.
4.2.2.2. Cámara de conservación en estado refrigerado.
-. Dimensiones.
Longitud máxima del local: 5 m.
Anchura máxima del local: 4,5 m.
Altura del local: 4 m.
Superficie total: 22,5 m2.
-. Nivel de iluminación: 50 lux.
-. Tipo de lámpara.
Lámparas fluorescentes con arranque a baja temperatura de ignición.
-. Sistema de iluminación y aparatos de alumbrado.
Iluminación semidirecta mediante lámparas fluorescentes con armadura de
celosías.

ANEJO VI. INSTALACIÓN ELÉCTRICA
18
-. Altura de suspensión de los aparatos de alumbrado.
h = H = 3,15 m.
d = 3/4 h = 2,3625 m.
d’ = h – d = 0,7875 m.
-. Distribución de los aparatos de alumbrado.
Para iluminación semidirecta: e ≤ 1,5 d = 3,54 m.
La distancia horizontal desde los aparatos extremos de una fila al muro
perpendicular a tal fila será:
e’ = e/2 = 1,77 m.
-. Número mínimo de aparatos de alumbrado: N = 2.
- Flujo total que se ha de producir:
Índice del local: K = 1,46.
Factor de depreciación: δ = 1,4.
Factor de utilización: µ = 0,39.
Rendimiento del aparato de alumbrado: Para iluminación semidirecta con
armadura de celosías: ηa = 0,63, pero debido a que las lámparas
fluorescentes con arranque a baja temperatura de ignición tienen un
rendimiento luminoso inferior en un 20% a las normales, por tanto se
considera un rendimiento de ηa = 0,5.
Flujo luminoso teórico necesario: φ0’ = 4.038,5 lúmenes.
Flujo luminoso: φ0 = 8.077 lúmenes.

ANEJO VI. INSTALACIÓN ELÉCTRICA
19
-. Distribución del número definitivo de aparatos de alumbrado.
Se colocarán 4 aparatos con 1 lámpara fluorescente en cada uno de 65 W,
que proporcionarán un flujo luminoso de 13.200 lúmenes. La potencia
instalada será de 195 W.
4.2.2.3. Cámara de expedición de subproductos.
-. Dimensiones.
Longitud máxima del local: 5 m.
Anchura máxima del local: 2,5 m
Altura del local: 3 m.
Superficie total: 12,5 m2.
-. Nivel de iluminación: 50 lux.
-. Tipo de lámpara.
Lámparas fluorescentes con arranque a baja temperatura de ignición.
-. Sistema de iluminación y aparatos de alumbrado.
Iluminación semidirecta mediante lámparas fluorescentes con armadura de
celosías.
-. Altura de suspensión de los aparatos de alumbrado.
h = H = 2,15 m.
d = 2/3 h = 1,43 m.
d’ = h – d = 0,72 m.

ANEJO VI. INSTALACIÓN ELÉCTRICA
20
-. Distribución de los aparatos de alumbrado.
Para iluminación directa y aparatos extensivos se deberá cumplir:
e ≤ 1,5 d = 2,15 m.
La distancia horizontal desde los aparatos extremos de una fila al muro
perpendicular a tal fila será:
e’ = e/2 = 1,075
-. Número mínimo de aparatos de alumbrado: N = 3.
-. Flujo total que se ha de producir.
Índice del local: K = 1,4.
Factor de depreciación: δ = 1,4.
Factor de utilización: µ = 0,38.
Rendimiento del aparato de alumbrado: ηa = 0,5.
Flujo luminoso teórico necesario: φ0’ = 2.302,6 lúmenes.
Flujo luminoso: φ0 = 4.605,2 lúmenes.
-. Distribución del número definitivo de aparatos de alumbrado.
Se colocarán 3 aparatos con una lámpara fluorescente en cada uno de 40 W,
que proporcionarán un flujo luminoso de 6.000 lúmenes. La potencia
instalada será de 120 W.

ANEJO VI. INSTALACIÓN ELÉCTRICA
21
4.2.2.4. Cámara de conservación en estado congelado.
-. Dimensiones.
Longitud máxima del local: 19 m.
Anchura máxima del local: 7,5 m.
Altura del local: 3,5 m.
Superficie total: 142,5 m2.
-. Nivel de iluminación: 50 lux.
-. Tipo de lámpara.
Lámparas fluorescentes con arranque a baja temperatura de ignición.
-. Sistema de iluminación y aparatos de alumbrado.
Iluminación semidirecta mediante lámparas fluorescentes con armadura de
celosías.
-. Altura de suspensión de los aparatos de alumbrado.
h = H = 2,65 m.
d = 2/3 h = 1,76 m.
d’ = h – d = 0,89 m.
-. Distribución de los aparatos de alumbrado.
Para iluminación semidirecta:
e ≤ 1,5 d = 2,64 m.

ANEJO VI. INSTALACIÓN ELÉCTRICA
22
La distancia horizontal desde los aparatos extremos de una fila al muro
perpendicular a tal fila será:
e’ = e/2 = 1,32 m.
-. Número mínimo de aparatos de alumbrado: N = 21.
-. Distribución de los aparatos de alumbrado.
-. Flujo total que se ha de producir.
Índice del local: K = 2.
Factor de depreciación: δ = 1,40.
Factor de utilización: µ = 0,4.
Rendimiento del aparato de alumbrado: ηa = 0,5.
Flujo luminoso teórico necesario: φ0’ = 24.937,5 lúmenes.
Flujo luminoso: φ0 = 49.785 lúmenes.
-. Distribución del número definitivo de aparatos de alumbrado.
Se colocarán 24 aparatos con 1 lámparas fluorescente en cada uno de 65 W,
que proporcionarán un flujo luminoso de 79.200 lúmenes. La potencia
instalada es de 1.560 W.
4.2.2.5. Almacén de envases y embalajes.
-. Dimensiones.
Longitud máxima del local: 10 m.
Anchura máxima del local: 7,7 m.

ANEJO VI. INSTALACIÓN ELÉCTRICA
23
Altura del local: 3,5 m.
Superficie total: 77 m2.
-. Nivel de iluminación: 150 lux.
-. Tipo de lámpara.
Lámparas de vapor de mercurio de color corregido.
-. Sistema de iluminación y aparatos de alumbrado.
Iluminación directa y aparatos extensivos.
-. Altura de suspensión de los aparatos de alumbrado.
h = H = 2,65 m.
d = 2/3 h = 1,76 m.
d’ = h – d = 0,89 m.
-. Distribución de los aparatos de alumbrado.
Para iluminación directa y aparatos extensivos se deberá cumplir:
e ≤ 1,6 d = 2,816 m.
-. Número mínimo de aparatos de alumbrado: N = 10.
-. Flujo total que se ha de producir.
Índice del local: K = 3,1.
Factor de depreciación: δ = 1,65.
Factor de utilización: µ = 0,34.

ANEJO VI. INSTALACIÓN ELÉCTRICA
24
Rendimiento del aparato de alumbrado: ηa = 0,8.
Flujo luminoso teórico necesario: φ0’ = 56.05154 lúmenes.
Flujo luminoso: φ0 = 70.064,3 lúmenes.
-. Distribución del número definitivo de aparatos de alumbrado.
Se colocarán 12 lámparas de vapor de mercurio tipo HPL 250 W, que
proporcionarán un flujo luminoso de 138.000 lúmenes. La potencia
instalada será de 3.000 W.
4.2.2.6. Almacén de usos varios.
-. Dimensiones.
Longitud máxima del local: 7,45 m.
Anchura máxima del local: 2,8 m.
Altura del local: 3,5 m.
Superficie total: 20,86 m2.
-. Nivel de iluminación: 150 lux
-. Tipo de lámpara.
Lámparas de vapor de mercurio de color corregido.
-. Sistema de iluminación y aparatos de alumbrado.
Iluminación directa y aparatos extensivos (H = 4 m).
-. Altura de suspensión de los aparatos de alumbrado.

ANEJO VI. INSTALACIÓN ELÉCTRICA
25
h = H = 2,65 m.
d = 2/3 h = 1,76 m.
d’ = h – d = 0,89 m.
-. Distribución de los aparatos de alumbrado.
Para iluminación directa y aparatos extensivos se deberá cumplir:
e ≤ 1,6 d = 2,816 m.
La distancia horizontal desde los aparatos extremos de una fila al muro
perpendicular a tal fila será: e’ = e/2 = 1,408
-. Número mínimo de aparatos de alumbrado: N = 3.
-. Flujo total que se ha de producir.
Índice del local: K = 1,4.
Factor de depreciación: δ = 1,65.
Factor de utilización: µ = 0,32.
Rendimiento del aparato de alumbrado: ηa = 0,8.
Flujo luminoso teórico necesario: φ0’ = 16.134 lúmenes.
Flujo luminoso: φ0 = 20.167,5 lúmenes.
-. Distribución del número definitivo de aparatos de alumbrado.
Se colocarán 3 lámparas de vapor de mercurio tipo HPL 250 W, que
proporcionarán un flujo luminoso de 34.500 lúmenes. La potencia instalada
será de 750 W.

ANEJO VI. INSTALACIÓN ELÉCTRICA
26
4.2.2.7. Sala de distribución de baja tensión.
-. Dimensiones.
Longitud máxima del local: 3,3 m.
Anchura máxima del local: 2,8 m.
Altura del local: 3,5 m.
Superficie total: 9,24 m2.
-. Nivel de iluminación: 150 lux.
-. Tipo de lámpara.
Lámparas fluorescentes.
-. Sistema de iluminación y aparatos de alumbrado.
Iluminación semidirecta. Las lámparas van montadas con armadura de
celosías.
-. Altura de suspensión de los aparatos de alumbrado.
h = H = 2,65 m.
d = 3/4 h = 1,9875 m.
d’ = h – d = 0,6625 m.
-. Distribución de los aparatos de alumbrado.
Para iluminación semidirecta y aparatos semiextensivos se deberá cumplir:
e ≤ 1,5 d = 2,98 m.

ANEJO VI. INSTALACIÓN ELÉCTRICA
27
La distancia horizontal desde los aparatos extremos de una fila al muro
perpendicular a tal fila será: e’ = e/2 = 1,49 m.
-. Número mínimo de aparatos de alumbrado: N = 2.
-. Flujo total que se ha de producir.
Índice del local: K = 0,92.
Factor de depreciación: δ = 1,40.
Factor de utilización: µ = 0,28.
Rendimiento del aparato de alumbrado: ηa = 0,63.
Flujo luminoso teórico necesario: φ0’ = 6.930 lúmenes.
Flujo luminoso: φ0 = 11.000 lúmenes.
-. Distribución del número definitivo de aparatos de alumbrado.
Se colocarán 2 aparatos con 2 lámparas fluorescentes cada uno de 65 W,
que proporcionarán un flujo luminoso de 13.200 lúmenes. La potencia
instalada será de 260 W.
4.2.2.8. Sala de oficinas.
-. Dimensiones.
Longitud máxima del local: 7,7 m.
Anchura máxima del local: 7,2 m.
Altura del local: 3,5 m.
Superficie total: 55,44 m2.

ANEJO VI. INSTALACIÓN ELÉCTRICA
28
-. Nivel de iluminación: 300 lux.
-. Tipo de lámpara.
Lámparas fluorescentes.
-. Sistema de iluminación y aparatos de alumbrado.
Iluminación semidirecta. Las lámparas van montadas con armadura de
celosías.
-. Altura de suspensión de los aparatos de alumbrado.
h = H = 2,65 m.
d = 3/4 h = 1,9875 m.
d’ = h – d = 0,6625 m.
-. Distribución de los aparatos de alumbrado.
Para iluminación directa y aparatos semiextensivos se deberá cumplir:
e ≤ 1,5 d = 2,98 m.
La distancia horizontal desde los aparatos extremos de una fila al muro
perpendicular a tal fila será:
e’ = e/2 = 1,49 m.
-. Número mínimo de aparatos de alumbrado: N = 7.
-. Flujo total que se ha de producir.
Índice del local: K = 2,75.

ANEJO VI. INSTALACIÓN ELÉCTRICA
29
Factor de depreciación: δ = 1,40.
Factor de utilización: µ = 0,45.
Rendimiento del aparato de alumbrado: ηa = 0,63.
Flujo luminoso teórico necesario: φ0’ = 51.744 lúmenes.
Flujo luminoso: φ0 = 82.133,5 lúmenes.
-. Distribución del número definitivo de aparatos de alumbrado.
Se dispondrán 9 aparatos con 3 lámparas cada uno de 65 W, que
proporcionarán un flujo luminoso de 89.1000 lúmenes. La potencia
instalada será de 1.755 W.
4.2.2.9. Pasillos.
-. Dimensiones.
Longitud máxima del local: 60 m.
Anchura máxima del local: 2 m.
Altura del local: 3,5 m.
Superficie total: 120 m2.
-. Nivel de iluminación: 70 lux.
-. Tipo de lámpara.
Lámparas incandescentes.
-. Sistema de iluminación y aparatos de alumbrado.
Iluminación semidirecta.

ANEJO VI. INSTALACIÓN ELÉCTRICA
30
-. Altura de suspensión de los aparatos de alumbrado.
h = H = 2,65 m.
d = 3/4 h = 1,9875 m.
d’ = h – d = 0,6625 m.
-. Distribución de los aparatos de alumbrado.
Para iluminación semidirecta se deberá cumplir:
e 1,5 d = 2,98 m.
La distancia horizontal desde los aparatos extremos de una fila al muro
perpendicular a tal fila será:
e’ = e/2 = 1,49 m.
-. Número mínimo de aparatos de alumbrado: N = 14.
-. Flujo total que se ha de producir.
Índice del local: K = 5,14.
Factor de depreciación: δ = 1,45.
Factor de utilización: µ = 0,65.
Rendimiento del aparato de alumbrado: ηa = 0,68.
Flujo luminoso teórico necesario: φ0’ = 18.738,5 lúmenes.
Flujo luminoso: φ0 = 27.556,6 lúmenes.
-. Distribución del número definitivo de aparatos de alumbrado.

ANEJO VI. INSTALACIÓN ELÉCTRICA
31
Se colocarán 21 lámparas incandescentes de 100 W, que proporcionarán un
flujo luminoso de 28.980 lúmenes. La potencia instalada será de 2.100 W.
La iluminación en los restantes pasillos se realizará con el mismo tipo de
aparatos y sistema de iluminación, siendo necesario un total de 10 lámparas
(2 pasillo almacén de usos varios, 8 pasillo acceso a aseos y vestuarios) de
iguales características. La potencia instalada será de 1.000 W.
4.2.2.10. Taller.
-. Dimensiones.
Longitud máxima del local: 7,7 m.
Anchura máxima del local: 4,9 m.
Altura del local: 3,5 m.
Superficie total: 37,73 m2.
-. Nivel de iluminación: 300 lux.
-. Tipo de lámpara.
Lámparas de vapor de mercurio de color corregido.
-. Sistema de iluminación y aparatos de alumbrado.
Iluminación semidirecta.
-. Altura de suspensión de los aparatos de alumbrado.
h = H = 2,65 m.
d = 3/4 h = 1,9875 m.

ANEJO VI. INSTALACIÓN ELÉCTRICA
32
d’ = h – d = 0,6625 m.
-. Distribución de los aparatos de alumbrado.
Para iluminación semidirecta se deberá cumplir:
e ≤ 1,5 d = 2,98 m.
La distancia horizontal desde los aparatos extremos de una fila al muro
perpendicular a tal fila será:
e’ = e/2 = 1,49
-. Número mínimo de aparatos de alumbrado: N = 5.
-. Flujo total que se ha de producir.
Índice del local: K = 2,1.
Factor de depreciación: δ = 1,45.
Factor de utilización: µ = 0,35.
Rendimiento del aparato de alumbrado: ηa = 0,8.
Flujo luminoso teórico necesario: φ0’ = 48.510 lúmenes.
Flujo luminoso: φ0 = 60.637,5 lúmenes.
-. Distribución del número definitivo de aparatos de alumbrado.
Se colocarán 6 lámparas de vapor de mercurio tipo HPL 250 W, que
proporcionarán un flujo luminoso de 69.000 lúmenes. La potencia instalada
será de 1.500 W.

ANEJO VI. INSTALACIÓN ELÉCTRICA
33
4.2.2. 11. Recepción.
-. Dimensiones.
Longitud máxima del local: 3,9 m.
Anchura máxima del local: 2,8 m.
Altura del local: 3,5 m.
Superficie total: 10,92 m2.
-. Nivel de iluminación.
Valor recomendado: 150 lux.
-. Tipo de lámpara.
Lámparas fluorescentes.
-. Sistema de iluminación y aparatos de alumbrado.
Iluminación semidirecta, las lámparas van montadas en armaduras de
celosías.
-. Altura de suspensión de los aparatos de alumbrado.
h = H = 2,65 m.
d = 3/4 h = 1,9875 m.
d’ = h – d = 0,6625 m.
-. Distribución de los aparatos de alumbrado.
Para iluminación semidirecta se deberá cumplir:
e ≤ 1,5 d = 2,98 m.

ANEJO VI. INSTALACIÓN ELÉCTRICA
34
La distancia horizontal desde los aparatos extremos de una fila al muro
perpendicular a tal fila será: e’ = e/2.
-. Número mínimo de aparatos de alumbrado: N = 2.
-. Flujo total que se ha de producir.
Índice del local: K = 1,14.
Factor de depreciación: δ = 1,4.
Factor de utilización: µ = 0,29.
Rendimiento del aparato de alumbrado: ηa = 0,63.
Flujo luminoso teórico necesario: φ0’ = 7.908 lúmenes.
Flujo luminoso: φ0 = 12.552,4 lúmenes.
-. Distribución del número definitivo de aparatos de alumbrado.
Se colocarán 2 aparatos con 2 lámparas fluorescentes cada uno de 65 W,
que proporcionarán un flujo luminoso de 13.200 lúmenes. La potencia
instalada será de 260 W.
4.2.2.12. Archivo.
-. Dimensiones.
Longitud máxima del local: 5,37 m.
Anchura máxima del local: 2,81 m.
Altura del local: 3,5 m.
Superficie total: 15,01 m2.

ANEJO VI. INSTALACIÓN ELÉCTRICA
35
-. Nivel de iluminación: 200 lux.
-. Tipo de lámpara.
Lámparas fluorescentes.
-. Sistema de iluminación y aparatos de alumbrado.
Iluminación semidirecta. Las lámparas van montadas con armadura de
celosías.
-. Altura de suspensión de los aparatos de alumbrado.
h = H = 2,65 m.
d = 3/4 h = 1,9875 m.
d’ = h – d = 0,6625 m.
-. Distribución de los aparatos de alumbrado.
Para iluminación semidirecta se deberá cumplir:
e ≤ 1,5 d = 2,98 m.
La distancia horizontal desde los aparatos extremos de una fila al muro
perpendicular a tal fila será:
e’ = e/2 = 1,49 m.
-. Número mínimo de aparatos de alumbrado: N = 2.
-. Flujo total que se ha de producir.
Índice del local: K = 1,25.

ANEJO VI. INSTALACIÓN ELÉCTRICA
36
Factor de depreciación: δ = 1,45.
Factor de utilización: µ = 0,32.
Rendimiento del aparato de alumbrado: ηa = 0,63.
Flujo luminoso teórico necesario: φ0’ = 13.675,1 lúmenes.
Flujo luminoso: φ0 = 21.706,4 lúmenes.
-. Distribución del número definitivo de aparatos de alumbrado.
Se colocarán 4 aparatos con 2 lámparas fluorescentes cada uno de 65 W,
que proporcionarán un flujo luminoso de 26.400 lúmenes. La potencia
instalada será de 416 W.
4.2.2.13. Aseos y vestuarios.
-. Dimensiones.
Longitud máxima del local: 13,75 m.
Anchura máxima del local: 6,2 m.
Altura del local: 3,5 m.
Superficie total: 85,25 m2.
-. Nivel de iluminación: 70 lux.
-. Tipo de lámpara.
Lámparas incandescentes.
-. Sistema de iluminación y aparatos de alumbrado.
Iluminación semidirecta.

ANEJO VI. INSTALACIÓN ELÉCTRICA
37
-. Altura de suspensión de los aparatos de alumbrado.
h = H = 2,65 m.
d = 3/4 h = 1,9875 m.
d’ = h – d = 0,6625 m.
-. Distribución de los aparatos de alumbrado.
Para iluminación semidirecta se deberá cumplir:
e 1,5 d = 2,98 m.
La distancia horizontal desde los aparatos extremos de una fila al muro
perpendicular a tal fila será:
e’ = e/2 = 1,49 m.
-. Número mínimo de aparatos de alumbrado: N = 10.
-. Flujo total que se ha de producir.
Índice del local: K = 2,9.
Factor de depreciación: δ = 1,45.
Factor de utilización: µ = 0,54.
Rendimiento del aparato de alumbrado: ηa = 0,68.
Flujo luminoso teórico necesario: φ0’ = 16.023,85 lúmenes.
Flujo luminoso: φ0 = 23.564,5 lúmenes.
-. Distribución del número definitivo de aparatos de alumbrado.

ANEJO VI. INSTALACIÓN ELÉCTRICA
38
De este modo, se colocarán un total de 27 lámparas, 12 lámparas
incandescentes de 60 W en aseos individuales, más 15 lámparas
incandescentes de 100 W en zonas comunes, que proporcionarán un flujo
luminoso de 29.460 lúmenes. La potencia instalada será de 2.220 W.
4.2.2.14. Comedor.
-. Dimensiones.
Longitud máxima del local: 7,7 m.
Anchura máxima del local: 5,43 m.
Altura del local: 3,5 m.
Superficie total: 41,81 m2.
-. Nivel de iluminación: 200 lux.
-. Tipo de lámpara.
Lámparas fluorescentes.
-. Sistema de iluminación y aparatos de alumbrado.
Iluminación semidirecta, las lámparas van montadas en armadura de
celosías.
-. Altura de suspensión de los aparatos de alumbrado.
h = H = 2,65 m.
d = 3/4 h = 1,9875 m.
d’ = h – d = 0,6625 m.

ANEJO VI. INSTALACIÓN ELÉCTRICA
39
-. Distribución de los aparatos de alumbrado.
Para iluminación semidirecta se deberá cumplir:
e ≤ 1,5 d = 2,98 m.
La distancia horizontal desde los aparatos extremos de una fila al muro
perpendicular a tal fila será:
e’ = e/2.
-. Número mínimo de aparatos de alumbrado: N = 5.
-. Flujo total que se ha de producir.
Índice del local: K = 2,2.
Factor de depreciación: δ = 1,4.
Factor de utilización: µ = 0,42.
Rendimiento del aparato de alumbrado: ηa = 0,63.
Flujo luminoso teórico necesario: φ0’ = 27.874 lúmenes.
Flujo luminoso: φ0 = 44.244,4 lúmenes.
-. Distribución del número definitivo de aparatos de alumbrado.
Se colocarán 9 aparatos con 2 lámparas fluorescentes de 65 W en cada uno,
que proporcionarán un flujo luminoso de 59.400 lúmenes. La potencia
instalada será de 1.170 W.

ANEJO VI. INSTALACIÓN ELÉCTRICA
40
4.2.2.15. Sala de descanso.
-. Dimensiones.
Longitud máxima del local: 7,7 m.
Anchura máxima del local: 3,3 m.
Altura del local: 3,5 m.
Superficie total: 25,48 m2.
-. Nivel de iluminación: 200 lux.
-. Tipo de lámpara.
Lámparas fluorescentes.
-. Sistema de iluminación y aparatos de alumbrado.
Iluminación semidirecta, las lámparas van montadas en armadura de
celosías.
-. Altura de suspensión de los aparatos de alumbrado.
h = H = 2,65 m.
d = 3/4 h = 1,9875 m.
d’ = h – d = 0,6625 m.
-. Distribución de los aparatos de alumbrado.
Para iluminación semidirecta se deberá cumplir:
e ≤ 1,5 d = 2,98 m.

ANEJO VI. INSTALACIÓN ELÉCTRICA
41
La distancia horizontal desde los aparatos extremos de una fila al muro
perpendicular a tal fila será: e’ = e/2 = 1,49 m.
-. Número mínimo de aparatos de alumbrado: N = 3.
-. Flujo total que se ha de producir.
Índice del local: K = 1,53.
Factor de depreciación: δ = 1,4.
Factor de utilización: µ = 0,38.
Rendimiento del aparato de alumbrado: ηa = 0,63.
Flujo luminoso teórico necesario: φ0’ = 18.723,2 lúmenes.
Flujo luminoso: φ0 = 29.719,3 lúmenes.
-. Distribución del número definitivo de aparatos de alumbrado.
Se colocarán 6 aparatos con 2 lámparas fluorescentes de 65 W en cada uno,
que proporcionarán un flujo luminoso de 39.600 lúmenes. La potencia
instalada será de 780 W.
4.2.2.16. Laboratorio.
-. Dimensiones.
Longitud máxima del local: 7,7 m.
Anchura máxima del local: 4,8 m.
Altura del local: 3,5 m.
Superficie total: 36,96 m2.

ANEJO VI. INSTALACIÓN ELÉCTRICA
42
-. Nivel de iluminación: 300 lux.
-. Tipo de lámpara.
Lámparas fluorescentes.
-. Sistema de iluminación y aparatos de alumbrado.
Iluminación semidirecta, las lámparas van montadas en armadura de
celosías.
-. Altura de suspensión de los aparatos de alumbrado.
h = H = 2,65 m.
d = 3/4 h = 1,9875 m.
d’ = h – d = 0,6625
-. Distribución de los aparatos de alumbrado.
Para iluminación semidirecta se deberá cumplir:
e ≤ 1,5 d = 2,98.
La distancia horizontal desde los aparatos extremos de una fila al muro
perpendicular a tal fila será:
e’ = e/2 = 1,49 m.
-. Número mínimo de aparatos de alumbrado: N = 5.
-. Flujo total que se ha de producir.
Índice del local: K = 2,1.

ANEJO VI. INSTALACIÓN ELÉCTRICA
43
Factor de depreciación: δ = 1,4.
Factor de utilización: µ = 0,42.
Rendimiento del aparato de alumbrado: ηa = 0,63.
Flujo luminoso teórico necesario: φ0’ = 36.960 lúmenes.
Flujo luminoso: φ0 = 58.666,7 lúmenes.
-. Distribución del número definitivo de aparatos de alumbrado.
Se colocarán 9 aparatos con 2 lámparas fluorescentes de 65 W en cada uno,
que proporcionarán un flujo luminoso de 59.400 lúmenes. La potencia
instalada será de 1.560 W.
4.2.2.17. Despachos.
-. Dimensiones.
Longitud máxima del local: 3,45 m.
Anchura máxima del local: 2,4 m.
Altura del local: 3,5 m.
Superficie total: 8,28 m2.
-. Nivel de iluminación: 300 lux.
-. Tipo de lámpara.
Lámparas fluorescentes.
-. Sistema de iluminación y aparatos de alumbrado.

ANEJO VI. INSTALACIÓN ELÉCTRICA
44
Iluminación semidirecta, las lámparas van montadas en armadura de
celosías.
-. Altura de suspensión de los aparatos de alumbrado.
h = H = 2,65 m.
d = 3/4 h = 1,9875 m.
d’ = h – d = 0,6625 m.
-. Distribución de los aparatos de alumbrado.
Para iluminación semidirecta se deberá cumplir:
e ≤ 1,5 d = 2,98 m.
La distancia horizontal desde los aparatos extremos de una fila al muro
perpendicular a tal fila será: e’ = e/2.
-. Número mínimo de aparatos de alumbrado: N = 1.
-. Flujo total que se ha de producir.
Índice del local: K = 1.
Factor de depreciación: δ = 1,4.
Factor de utilización: µ = 0,24.
Rendimiento del aparato de alumbrado: ηa = 0,63.
Flujo luminoso teórico necesario: φ0’ = 14.490 lúmenes.
Flujo luminoso: φ0 = 23.000 lúmenes.

ANEJO VI. INSTALACIÓN ELÉCTRICA
45
-. Distribución del número definitivo de aparatos de alumbrado.
Se colocarán 4 aparatos con 2 lámparas fluorescentes cada uno de 65 W,
que proporcionarán un flujo luminoso de 26.400 lúmenes. La potencia
instalada será de 520 W.
4.2.2.18. Aseos de oficinas.
Se colocará 1 lámpara incandescente de 60 W en cada aseo, como puede apreciarse
en el plano correspondiente.
4.2.2.19. Sala de juntas.
-. Dimensiones.
Longitud máxima del local: 7 m.
Anchura máxima del local: 4,7 m.
Altura del local: 3,5 m.
Superficie total: 32,9 m2.
-. Nivel de iluminación: 300 lux.
-. Tipo de lámpara.
Lámparas fluorescentes.
-. Sistema de iluminación y aparatos de alumbrado.
Iluminación semidirecta, las lámparas van montadas en armadura de
celosías.

ANEJO VI. INSTALACIÓN ELÉCTRICA
46
-. Altura de suspensión de los aparatos de alumbrado.
h = H = 2,65 m.
d = 3/4 h = 1,9875 m.
d’ = h – d = 0,6625 m.
-. Distribución de los aparatos de alumbrado.
Para iluminación semidirecta se deberá cumplir:
e ≤ 1,5 d = 2,98 m.
La distancia horizontal desde los aparatos extremos de una fila al muro
perpendicular a tal fila será: e’ = e/2.
-. Número mínimo de aparatos de alumbrado: N = 4.
-. Flujo total que se ha de producir.
Índice del local: K = 1,95.
Factor de depreciación: δ = 1,4.
Factor de utilización: µ = 0,38.
Rendimiento del aparato de alumbrado: ηa = 0,63.
Flujo luminoso teórico necesario: φ0’ = 36.363,2 lúmenes.
Flujo luminoso: φ0 = 57.719,4 lúmenes.
-. Distribución del número definitivo de aparatos de alumbrado.

ANEJO VI. INSTALACIÓN ELÉCTRICA
47
Se colocarán 9 aparatos con 2 lámparas fluorescentes de 65 W en cada uno,
que proporcionarán un flujo luminoso de 59.400 lúmenes. La potencia
instalada será de 1.170 W.
4.2.2.19. Zona de carga de materias primas.
-. Dimensiones.
Longitud máxima del local: 10 m.
Anchura máxima del local: 9,34 m.
Altura del local: 5 m.
Superficie total: 93,4 m2.
-. Nivel de iluminación aconsejado = 150 lux.
-. Tipo de lámpara.
Se utilizarán lámparas de vapor de mercurio de color corregido, ya que
resultan más económicas por su gran potencia luminosa y su larga duración
útil.
-. Sistema de iluminación y aparatos de alumbrado.
Se utilizará iluminación directa al ser apropiada para la obtención
económica de altos niveles de iluminación sobre los puestos de trabajo y
para evitar deslumbramientos. Los aparatos de alumbrado serán
semiextensivos (local con altura comprendida entre 4 y 6 m).
-. Altura de suspensión de los aparatos de alumbrado.

ANEJO VI. INSTALACIÓN ELÉCTRICA
48
h = H = 5 – 1 = 4 m.
d = 2/3 h = 2,66 m.
d’ = h – d = 1,33 m.
-. Distribución de los aparatos de alumbrado.
Para iluminación directa y aparatos semiextensivos se deberá cumplir:
e ≤ 1,5 d = 4 m.
La distancia horizontal desde los aparatos extremos de una fila al muro
perpendicular a tal fila será:
e’ = e/2 = 2 m
-. Número mínimo de aparatos de alumbrado: N = 6.
-. Flujo total que se ha de producir.
Índice del local: K = 2,4.
Factor de depreciación: δ = 2,15.
Factor de utilización: µ = 0,42.
Rendimiento del aparato de alumbrado: ηa = 0,8.
Flujo luminoso teórico necesario: φ0’ = 71.717,86 lúmenes.
Flujo luminoso: φ0 = 89.647,4 lúmenes.
-. Distribución del número definitivo de aparatos de alumbrado.
Se colocarán 9 lámparas de vapor de mercurio tipo HPL 250 W, que proporcionarán
un flujo luminoso de 103.500 lúmenes. La potencia instalada será de 2.400 W.

ANEJO VI. INSTALACIÓN ELÉCTRICA
49
4.2.2.20. Sala de expedición de producto elaborado.
-. Dimensiones.
Longitud máxima del local: 7,75 m.
Anchura máxima del local: 4 m.
Altura del local: 4-5 m (se considera una altura de cálculo de 4 m).
Superficie total: 37,2 m2.
-. Nivel de iluminación aconsejado = 200 lux.
-. Tipo de lámpara.
Lámparas de vapor de mercurio de color corregido.
-. Sistema de iluminación y aparatos de alumbrado.
Iluminación semidirecta.
-. Altura de suspensión de los aparatos de alumbrado.
h = H = 3,15 m.
d = 3/4 h = 2,36 m.
d’ = h – d = 0,79 m.
-. Distribución de los aparatos de alumbrado.
Para iluminación semidirecta se deberá cumplir:
e ≤ 1,5 d = 3,54 m.
La distancia horizontal desde los aparatos extremos de una fila al muro
perpendicular a tal fila será:

ANEJO VI. INSTALACIÓN ELÉCTRICA
50
e’ = e/2 = 1,77
-. Número mínimo de aparatos de alumbrado: N = 3.
-. Flujo total que se ha de producir.
Índice del local: K = 1,71.
Factor de depreciación: δ = 1,45.
Factor de utilización: µ = 0,32.
Rendimiento del aparato de alumbrado: ηa = 0,8.
Flujo luminoso teórico necesario: φ0’ = 33.712,5 lúmenes.
Flujo luminoso: φ0 = 42.140,7 lúmenes.
-. Distribución del número definitivo de aparatos de alumbrado.
Se colocarán 4 lámparas de vapor de mercurio tipo HPL 250 W, que
proporcionarán un flujo luminoso de 46.000 lúmenes. La potencia instalada
será de 1.000 W.
4.2.2.21. Almacén de cajas de materia prima.
-. Dimensiones.
Longitud máxima del local: 10 m.
Anchura máxima del local: 5 m.
Altura del local: 4 m.
Superficie total: 50 m2.
-. Nivel de iluminación: 150 lux.

ANEJO VI. INSTALACIÓN ELÉCTRICA
51
-. Tipo de lámpara.
Lámparas de vapor de mercurio de color corregido.
-. Sistema de iluminación y aparatos de alumbrado.
Iluminación semidirecta.
-. Altura de suspensión de los aparatos de alumbrado.
h = H = 3,15 m.
d = 3/4 h = 2,36 m.
d’ = h – d = 0,79 m.
-. Distribución de los aparatos de alumbrado.
Para iluminación semidirecta se deberá cumplir:
e ≤ 1,5 d = 3,54 m.
La distancia horizontal desde los aparatos extremos de una fila al muro
perpendicular a tal fila será:
e’ = e/2 = 1,77
-. Número mínimo de aparatos de alumbrado: N = 4.
-. Flujo total que se ha de producir.
Índice del local: K = 1,9.
Factor de depreciación: δ = 1,9.
Factor de utilización: µ = 0,32.
Rendimiento del aparato de alumbrado: ηa = 0,8.

ANEJO VI. INSTALACIÓN ELÉCTRICA
52
Flujo luminoso teórico necesario: φ0’ = 44.531,25 lúmenes.
Flujo luminoso: φ0 = 55.664,1 lúmenes.
-. Distribución del número definitivo de aparatos de alumbrado.
Se colocarán 6 lámparas de vapor de mercurio tipo HPL 250 W, que
proporcionarán un flujo luminoso de 69.000 lúmenes. La potencia instalada
será de 1.500 W.
4.2.2.22. Zona reservada a la planta de surimi.
-. Dimensiones.
Longitud máxima del local: 40 m.
Anchura máxima del local: 9,8 m.
Altura del local: 5-7 m (se considera una altura de cálculo de 5 m).
Superficie total: 392 m2.
-. Nivel de iluminación aconsejado = 200 lux.
-. Tipo de lámpara.
Lámparas de vapor de mercurio de color corregido.
-. Sistema de iluminación y aparatos de alumbrado.
Se utilizará iluminación directa al ser apropiada para la obtención
económica de altos niveles de iluminación sobre los puestos de trabajo y
para evitar deslumbramientos. Los aparatos de alumbrado serán
semiextensivos (local con altura comprendida entre 4 y 6 m).

ANEJO VI. INSTALACIÓN ELÉCTRICA
53
-. Altura de suspensión de los aparatos de alumbrado.
h = H = 5 – 1 = 4 m.
d = 2/3 h = 2,66 m.
d’ = h – d = 1,33 m.
-. Distribución de los aparatos de alumbrado.
Para iluminación directa y aparatos semiextensivos se deberá cumplir:
e ≤ 1,5 d = 4 m.
La distancia horizontal desde los aparatos extremos de una fila al muro
perpendicular a tal fila será:
e’ = e/2 = 2 m
-. Número mínimo de aparatos de alumbrado: N = 25.
-. Flujo total que se ha de producir.
Índice del local: K = 4.
Factor de depreciación: δ = 2,15.
Factor de utilización: µ = 0,4.
Rendimiento del aparato de alumbrado: ηa = 0,8.
Flujo luminoso teórico necesario: φ0’ = 421.1400 lúmenes.
Flujo luminoso: φ0 = 526.750 lúmenes.
-. Distribución del número definitivo de aparatos de alumbrado.

ANEJO VI. INSTALACIÓN ELÉCTRICA
54
Se colocarán 26 lámparas de vapor de mercurio tipo HPL 400 W, que
proporcionarán un flujo luminoso de 20.500 lúmenes. La potencia instalada será de
10.400 W.
4.3. Iluminación exterior.
En el presente apartado se van a detallar las instalaciones necesarias para la
iluminación de la periferia de la planta de elaboración de pescado blanco.
En su redacción se han tenido en cuenta las normas contenidas en el vigente
“Reglamento Electrotécnico de Baja Tensión”.
4.3.1. Criterios de cálculo.
a) Nivel de iluminancia.
Se recomienda una iluminancia de 50 lux, en una franja de 6 metros de anchura, en
las siguientes zonas:
-. Perímetro de la nave
-. Aparcamientos
-. Puertas de entrada principales
b) Tipo de lámpara.
Ambos tipos de alumbrado exterior se materializará mediante lámpara de vapor de
mercurio de 250 W de potencia, colocadas sobre brazos murales de fundición a una altura
de 5 m.

ANEJO VI. INSTALACIÓN ELÉCTRICA
55
Este tipo de lámparas tiene un flujo luminoso unitario φu = 54 lúmenes/W, con lo
que cada lámpara aporta 13.500 lúmenes.
c) Tipo de luminaria.
Se dispondrán linternas asimétricas del tipo “semi cut-off” montadas sobre brazos
murales de 1,5 m de longitud, como se indicó anteriormente.
En estas luminarias “semi cut-off” la intensidad luminosa en la dirección horizontal
no podrá ser superior al 30% de la máxima y la intensidad luminosa para un ángulo de 80º
con la vertical será inferior a 100 candelas por cada 1.000 lúmenes.
En este tipo de luminarias se eliminan totalmente los rayos luminosos emitidos por
encima de un ángulo de 80-85º respecto de la vertical. A igualdad de flujo luminoso
proporcionan mayores luminancias y de mayor uniformidad en pavimentos mates que las
luminarias del tipo “cut-off”.
En la elección de las luminarias se han tenido en cuenta:
-. Fuentes de luz empleadas y sus características fotométricas.
-. Hermeticidad y ventilación si son abiertas.
-. Resistencia a agentes atmosféricos.
-. Facilidad de instalación y mantenimiento.
-. Estética.
-. Precio.
Además, la luminaria deberá satisfacer una serie de condiciones como son:
-. Ser fáciles de montar y desmontar.

ANEJO VI. INSTALACIÓN ELÉCTRICA
56
-. Facilidad de reposición de lámparas.
-. Permitir fácil acceso a los equipos complementarios (reactancia,
condensador, etc.) en el supuesto de que se instalen en su interior.
-. Asegurar un adecuado funcionamiento de la lámpara así como una buena
refrigeración o una buena protección contra el frío y el calor.
-. Proteger las lámparas de la humedad, del polvo y de cualquier efecto
mecánico.
-. Permitir un buen rendimiento de la potencia luminosa instalada.
La carcasa de las luminarias consta de un cuerpo central de perfil de aluminio
extruído cerrado por sus extremos por dos piezas de fundición de aluminio inyectado a
presión.
El bloque óptico se compone de varios reflectores y de un sistema móvil de reglaje y
tiraje de portalámparas. Los reflectores suelen estar fabricados de chapa de aluminio de
gran pureza, abrillantados electrolíticamente y oxidados anódicamente.
El cierre del aparato se hará mediante protectores de polimetacrilato de metilo o de
policarbonato con una absorción de luz que no llega al 10%. El cierre se asegurará con una
junta de policloropreno.
Dichos aparatos irán atornillados a los pilares en el caso de la iluminación perimetral
y en aparcamientos y puerta de entrada principal en el extremo de unos postes de 6 m de
altura.
d) Flujo luminoso necesario.
Para la determinación del flujo necesario se empleará la expresión:

ANEJO VI. INSTALACIÓN ELÉCTRICA
57
uSE
t
δφ ··=
siendo:
E: iluminancia deseada (lux)
S: superficie a iluminar (m2)
δ: factor de depreciación, que se toma como 1,25, al tratarse de lámparas
exteriores herméticas y con un nivel de mantenimiento medio.
u: factor de utilización, que es variable en función de la disposición a
adoptar por las lámparas. Aquí se tomará como 0,31 para todos los casos.
4.3.2. Cálculo de la iluminación exterior necesaria.
4.3.2.1. Iluminación de las fachadas.
a) Fachadas Norte y Sur.
La longitud de cada una de ellas es 40 m, y por tanto la superficie a iluminar en
ambos casos es:
S = 40 · 5 = 200 m2
El flujo total necesario es:
lúmenest 6,322.4031,0
25,1·200·50 ==φ
El número de luminarias necesario para proporcionar este flujo luminoso es:
luminariasN e 3500.13
6,322.40 ≈=

ANEJO VI. INSTALACIÓN ELÉCTRICA
58
b) Fachadas Este y Oeste.
La longitud de cada una de ellas es 60 m, y por tanto la superficie a iluminar en
ambos casos es:
S = 60 · 5 = m2
El flujo total necesario es:
lúmenest 484.6031,0
25,1·300·50 ==φ
El número de luminarias necesario para proporcionar este flujo luminoso es:
luminariasN e 513500
484.60 ≈=
4.3.2.2. Aparcamientos.
Los aparcamientos se encuentran en la cara oeste de la parcela siendo su longitud
total de 86 m, siendo la superficie a iluminar de:
S = 86 · 5,5 = 473 m2
El flujo total necesario es:
lúmenest 9,362.9531,0
25,1·473·50 ==φ
El número de luminarias necesario para proporcionar este flujo luminoso es:
luminariasN e 7500.13
9,362.95 ≈=

ANEJO VI. INSTALACIÓN ELÉCTRICA
59
4.3.2.3. Puertas principales.
En este caso se colocarán 2 luminarias en los extremos de cada una de las puertas
principales de la parcela.
4.3.3. Alumbrado de emergencia.
Se proyecta un alumbrado de emergencia que permita iluminación suficiente para la
evacuación eficiente de las personas que se encuentren en el interior de la industria en el
momento de producirse un fallo en el alumbrado general. Deberá poder funcionar durante
un tiempo mínimo de 1 hora. Estará previsto para entrar a funcionar automáticamente al
producirse el fallo de los alumbrados generales o cuando la tensión de éstos baje a menos
del 70 % de su valor nominal.
El local donde se instala el Cuadro Principal de Distribución estará provisto de
alumbrado de emergencia, para el que se emplearán lámparas de fluorescencia con
dispositivo de encendido instantáneo.
Las líneas que alimentan directamente los circuitos de lámparas de emergencia
estarán protegidas por interruptores automáticos con una intensidad nominal de 10 A como
máximo.
Una misma línea no podrá alimentar a más de diez puntos de luz. Las
canalizaciones que alimentan este alumbrado se dispondrán sobre las paredes a 5 cm de
separación mínima con respecto a otras canalizaciones eléctricas.
La fuente propia de alimentación de estas líneas de alumbrado de emergencia estará
formada por baterías de acumuladores.

ANEJO VI. INSTALACIÓN ELÉCTRICA
60
4.3.4. Diseño de la instalación de alumbrado.
4.3.4.1. Criterios de cálculo.
Se realizará en este apartado el cálculo de las secciones de los conductores y de las
caídas de tensión en los puntos más desfavorables, a efectos de comprobar que la caída de
tensión máxima en la instalación no supere el 3 % de la tensión nominal, equivalente a
6,6 V, y que las intensidades sean siempre inferiores a las admisibles, cumpliendo así con
lo dispuesto en las instrucciones MI BT 004, MI BT 007 y MI BT 017.
El material conductor utilizado en toda la instalación será el cobre y los conductores
no serán desnudos, sino que llevarán una cubierta de policloruro de vinilo. Tales cubiertas
tendrán una tensión de aislamiento de 1.000 V.
Los conductores se canalizarán bajo tubo protector. El diámetro nominal de los
tubos se seleccionará de modo tal que sólo quede ocupada, como máximo, un 40 % de su
sección, para permitir una ventilación adecuada.
Los conductores bajo tubo podrán ir al aire, sujetos con abrazaderas a paredes o
suelos, o bien irán enterrados en zanjas de modo que quedarán a 60 cm de profundidad.
De acuerdo con el REBT, para líneas interiores de alumbrado, la sección mínima
será de 1 mm, pero para las líneas de fuerza de alto grado de electrificación, la sección
mínima será de 2,5 mm2.
Cuando el conductor se encuentre enterrado, la sección será mayor de 6 mm2 según
MI BT 007.

ANEJO VI. INSTALACIÓN ELÉCTRICA
61
Según la MI BT 032, los conductores de conexión que alimentan lámparas de
descarga se dimensionarán para transportar una carga en voltios amperios igual a 1,8 veces
la potencia en vatios de los receptores. Es decir:
Lámparas fluorescentes: S = 1,8 P
Lámparas incandescentes: S = P
La intensidad que consumirá cada tipo de receptor se determinará por la expresión:
VS
I =
siendo:
S: Potencia del receptor (VA)
V: Tensión nominal: V = 220 V
Por tanto y según lo indicado, las intensidades a considerar para cada tipo de
receptor son:
-. Lámparas de vapor de mercurio de 250 W:
A 05,2220
2508,1 =⋅=I
-. Lámparas de vapor de mercurio de 400 W:
A 3,27220
4001,8I =⋅=
-. Lámparas incandescentes de 60 W:
A 0,2722060
I ==

ANEJO VI. INSTALACIÓN ELÉCTRICA
62
-. Lámparas incandescentes de 100 W:
A 0,45220100
I ==
-. Lámpara fluorescente de 40 W:
A 0,33220
401,8I =⋅=
-. Grupo de dos lámparas fluorescentes de 40 W:
50,6220
4021,8I =⋅⋅=
-. Lámpara fluorescente de 65 W:
A 0,53220
651,8I =⋅=
-. Grupo de dos lámparas fluorescentes de 65 W:
A 1,06220
6521,8I =⋅⋅=
La caída de tensión que se produce en cada tramo de sección constante se calcula en
base a la expresión:
∑= ii L·i·s
è ñ·cos·2v
siendo:
ñ: Resistividad del cobre (0,018 mm2 m-1).
s: Sección de cada tramo de conductor (mm2).

ANEJO VI. INSTALACIÓN ELÉCTRICA
63
i: Intensidad absorbida por cada lámpara o grupo de ellas (A).
L: Longitud del conductor desde el origen hasta el punto donde actúa la
carga.
cos è: Factor de potencia
Para el cálculo de la caída de tensión en conductores que alimentan lámparas o tubos
de descarga, se tendrá en cuenta un factor de potencia cos è = 0,85, mientras que para las
lámparas incandescentes se considerará un cos è = 1.
En cumplimiento con la MI BT 009, para que se mantenga el mayor equilibrio
posible en la carga de los conductores que forman parte de la instalación de alumbrado, se
procurará que tales cargas queden repartidas entre sus fases o conductores polares.
En los siguientes apartados se mostrarán los cálculos necesarios para el
dimensionamiento de las líneas de alumbrado, donde se relacionarán las cargas que
soportan y se mostrará un esquema unifilar que indique el recorrido desde el origen en
cada cuadro de alumbrado hasta el punto de luz más desfavorable a efectos de caída de
tensión.
4.3.4.2. Cuadro de alumbrado 1 (CA1).
4.3.4.2.1. Línea CA1.1 (Fase R + N).
El cuadro de alumbrado 1 estará situado en la sala de recepción y alimentará a las
siguientes dependencias: sala de distribución de baja tensión, recepción de visitas,
despachos, sala de juntas, oficinas, archivo, pasillos y almacenes de envases y embalajes y
usos varios y sala taller.
En la tabla 3 se muestran las dependencias que alimentará la línea 1 del cuadro de
alumbrado 1.

ANEJO VI. INSTALACIÓN ELÉCTRICA
64
Tabla 3. Dependencias abastecidas por CA1.1.
Recinto Nº luminarias P (W) S (VA) I (A)Sala de recepción de visitas 2 2 x 65 468 1,06
Sala de distribución de baja tensión 2 2 x 65 468 1,06Sala de juntas 9 2 x 65 2.106 1,06
Despacho 4 2 x 65 936 1,06Despacho 4 2 x 65 936 1,06
Pasillo 13 100 1.300 0,45
La potencia a instalar será:
P = 13 x 100 + 42 x 65 = 4.030 W.
S = 1,8 x (42 x 65) + 1 x (13 x 100) = 6.214 VA.
En la figura 2 se representa el esquema unifilar que corresponde a la fase R del CA1.
Figura 2. Esquema unifilar de la línea CA1.1 (Fase R).
A continuación se indican las secciones empleadas en los distintos tramos:
SOO’ = 16 mm2 SO’A = 2,5 mm2 SO’B = 4 mm2
SB’C = 2,5 mm2 SB’D = 2,5 mm2 SB’E = 2,5 mm2

ANEJO VI. INSTALACIÓN ELÉCTRICA
65
SBF = 2,5 mm2 SFG = 2,5 mm2 SGH = 2,5 mm2
SGI = 2,5 mm2 SFF’ = 2,5 mm2 SF’J = 2,5 mm2
SF’K = 2,5 mm2 SOL = 2,5 mm2 SLN = 2,5 mm2
SNO = 2,5 mm2 SNP = 2,5 mm2
El valor de la máxima caída de tensión que se producirá en la línea es:
VTOTAL = V0O’ + VO’B + VBB’ + VB’E = 0,86 + 0,8 + 0,58 + 0,24 = 2,09 V.
4.3.4.2.2. Línea CA1.2 (Fase S + N).
Alimentará a las dependencias indicadas en la tabla 4.
Tabla 4. Dependencias abastecidas por CA1.2.
Recinto Nº luminarias P (W) S (VA) I (A)Oficinas 9 3 x 65 3.159 1,59Archivo 4 2 x 65 936 1,06
Aseos de oficinas 2 60 120 0,27Almacén de usos varios 3 250 1.350 2,05
Pasillo almacén usos varios 2 100 200 0,45
La potencia a instalar será:
P = 3 x 250 + 2 x 100 + 2 x 60 + 43 x 65 = 3.345 W
S = 1,8 x (3 x 250 + 35 x 65) + 2 x 100 + 2 x 60 = 5.765 VA
El esquema unifilar que corresponde a la fase S es el de la figura 3.

ANEJO VI. INSTALACIÓN ELÉCTRICA
66
Figura 3. Esquema unifilar de la línea CA1.2 (Fase S).
Se utilizará una única sección de 2,5 mm2.
La caída de tensión máxima corresponde al tramo OL, siendo para cada uno de los
subtramos:
VTOTAL = V0A + VAF + VFH + VHL = 0,88 + 0,29 +0,52 + 0,24 = 1,93 V.
4.3.4.2.3. Línea A1.3 (Fase T + N).
Alimentará a las dependencias indicadas en la tabla 5.
Tabla 5. Dependencias abastecidas por CA1.3.
Recinto Nº luminarias P (W) S (VA) I (A)Almacén de envases y embalajes 12 250 5.400 2,05
Sala taller 6 250 2.700 2,05
La potencia a instalar será:
P = 18 x 250 = 4.500 W

ANEJO VI. INSTALACIÓN ELÉCTRICA
67
S = 1,8 (18 x 250) = 8.100 VA
El esquema unifilar que corresponde a la fase T es el de la figura 4.
Figura 4. Esquema unifilar de la línea CA1.3 (fase T).
A continuación se indican las secciones empleadas en los distintos tramos:
SOA = 16 mm2 SAB = 4 mm2 SBC = 2,5 mm2
SBC’ = 2,5 mm2 SCD = 2,5 mm2 SCE = 2,5 mm2
SC’F = 2,5 mm2 SC’G = 2,5 mm2 SAB’ = 2,5 mm2
SB’H = 2,5 mm2 SB’I = 2,5 mm2
El valor de la máxima caída de tensión que se producirá en la línea es:
VTOTAL = V0A + VAB + VBC + VCD = 1,21 + 0,3 + 0,34 + 0,24 = 2,09 V.

ANEJO VI. INSTALACIÓN ELÉCTRICA
68
4.3.4.3. Cuadro de alumbrado 2 (CA 2).
4.3.4.3.1. Línea A2.1 (Fase R + N).
Alimentará a las dependencias indicadas en la tabla 6.
Tabla 6. Dependencias abastecidas por CA2.1.
Recinto Nºluminarias
P (W) S (VA) I (A)
Sala de elaboración 10 400 4.000 3,27Cámara de conservación en estado congelado 24 65 1.560 0,53
La potencia a instalar será:
P = 10 x 400 + 24 x 65 = 5.560 W
S = 1,8 x ( 10 x 400 + 24 x 65) = 10.008 VA
El esquema unifilar que corresponde a la fase R del CA 2 es el de la figura 5.
Figura 5. Esquema unifilar de la línea CA2.1 (fase R).
A continuación se indican las secciones empleadas en los distintos tramos:
S0A = 16 mm2 SAB = 4 mm2 SAC = 4 mm2
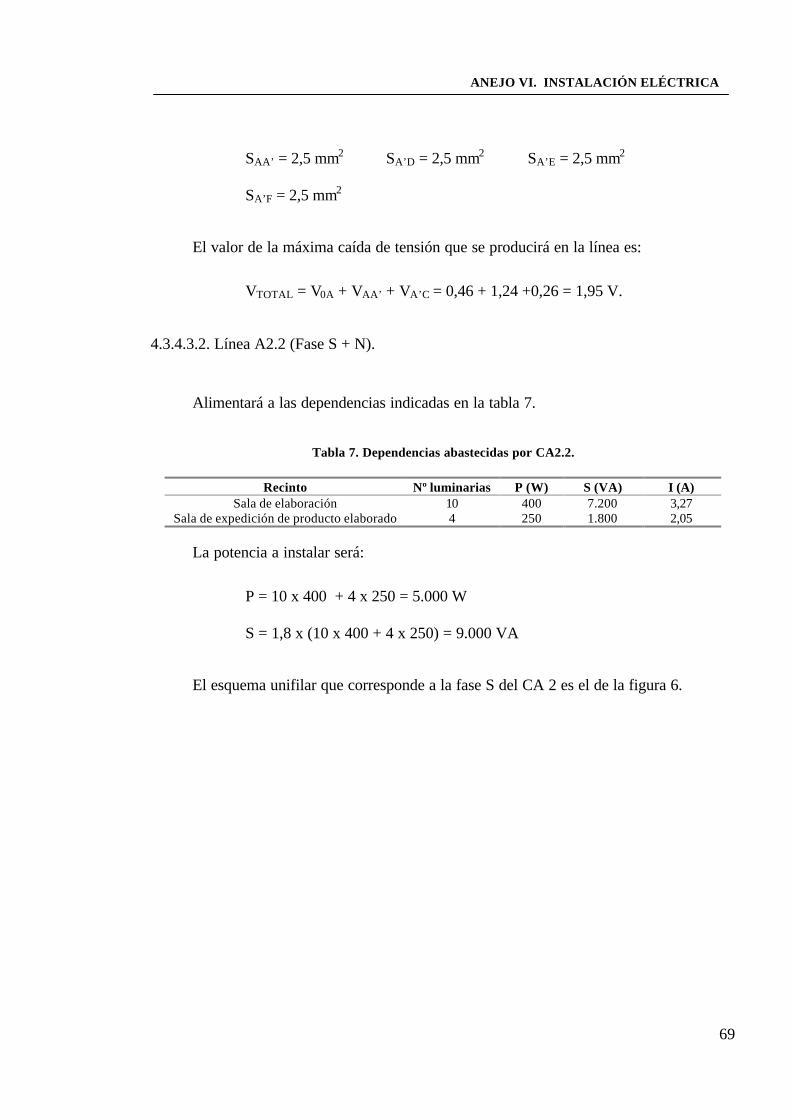
ANEJO VI. INSTALACIÓN ELÉCTRICA
69
SAA’ = 2,5 mm2 SA’D = 2,5 mm2 SA’E = 2,5 mm2
SA’F = 2,5 mm2
El valor de la máxima caída de tensión que se producirá en la línea es:
VTOTAL = V0A + VAA’ + VA’C = 0,46 + 1,24 +0,26 = 1,95 V.
4.3.4.3.2. Línea A2.2 (Fase S + N).
Alimentará a las dependencias indicadas en la tabla 7.
Tabla 7. Dependencias abastecidas por CA2.2.
Recinto Nº luminarias P (W) S (VA) I (A)Sala de elaboración 10 400 7.200 3,27
Sala de expedición de producto elaborado 4 250 1.800 2,05
La potencia a instalar será:
P = 10 x 400 + 4 x 250 = 5.000 W
S = 1,8 x (10 x 400 + 4 x 250) = 9.000 VA
El esquema unifilar que corresponde a la fase S del CA 2 es el de la figura 6.

ANEJO VI. INSTALACIÓN ELÉCTRICA
70
Figura 6. Esquema unifilar de la línea CA2.2 (fase S).
A continuación se indican las secciones empleadas en los distintos tramos:
S0A = 10 mm2 SAB = 4 mm2 SAC = 6 mm2
SCD = 2,5 mm2 SCE = 2,5 mm2
El valor de la máxima caída de tensión que se producirá en la línea es:
VTOTAL = V0A + VAC + VCD = 0,3 + 1,66 +0,3 = 2,26 V.
4.3.4.3.3. Línea A2.3 (Fase T + N).
Alimentará a las dependencias indicadas en la tabla 8.

ANEJO VI. INSTALACIÓN ELÉCTRICA
71
Tabla 8. Dependencias abastecidas por CA2.3.
Recinto Nº luminarias P (W) S (VA) I (A)Sala de elaboración 13 400 9.360 3,27
Cámara de expedición de subproductos 3 40 120 0,33
La potencia a instalar será:
P = 13 x 400 + 3 x 40 = 5.320 W
S = 1,8 x (13 x 400) + 3 x 40 = 9.480 VA
El esquema unifilar que corresponde a la fase T del CA 2 es el de la figura 7.
Figura 7. Esquema unifilar de la línea A2.3 (faseT).
A continuación se indican las secciones empleadas en los distintos tramos:
S0A = 16 mm2 SAB = 4 mm2 SAC = 4 mm2
SAD = 4 mm2
El valor de la máxima caída de tensión que se producirá en la línea es:
VTOTAL = V0A + VAD = 0,82 + 2,25 = 3,08 V.

ANEJO VI. INSTALACIÓN ELÉCTRICA
72
4.3.4.4. Cuadro de alumbrado 3 (CA 3).
El cuadro de alumbrado 3 se situará en la sala de elaboración y alimentará
lucernarias de la sala de elaboración, cámara de conservación en estado refrigerado, zona
de recepción de materia prima y almacén de cajas de materia prima.
4.3.4.4.1. Línea A3.1 (Fase R + N).
Alimentará a las dependencias indicadas en la tabla 9.
Tabla 9. Dependencias abastecidas por CA3.1.
Recinto Nº luminarias P (W) S (VA) I (A)Sala de elaboración 15 400 10.800 3,27
La potencia a instalar será:
P = 15 x 400 = 6.000 W
S = 1,8 x (13 x 400) = 10.800 VA
El esquema unifilar que corresponde a la fase T del CA3 es el de la figura 8.
A continuación se indican las secciones empleadas en los distintos tramos:
S0A = 16 mm2 SAB = 4 mm2 SAC = 4 mm2
SAD = 4 mm2
El valor de la máxima caída de tensión que se producirá en la línea es:
VTOTAL = V0A + VAD = 0,14 + 1,5 = 1,64 V.

ANEJO VI. INSTALACIÓN ELÉCTRICA
73
Figura 8. Esquema unifilar de la ínea A3.1 (faseR).
4.3.4.4.2. Línea A3.2 (Fase S + N).
Alimentará a las dependencias indicadas en la tabla 10.
Tabla 10. Dependencias abastecidas por CA3.2.
Recinto Nº luminarias P (W) S (VA) I (A)Sala de elaboración 15 400 10.800 3,27
La potencia a instalar será:
P = 15 x 400 = 6.000 W
S = 1,8 x (13 x 400) = 10.800 VA
El esquema unifilar que corresponde a la fase S del CA 3 es el de la figura 9.

ANEJO VI. INSTALACIÓN ELÉCTRICA
74
Figura 9. Esquema unifilar de la línea A3.2 (fase S).
A continuación se indican las secciones empleadas en los distintos tramos:
S0A = 16 mm2 SAB = 4 mm2 SAC = 4 mm2
SAD = 4 mm2
El valor de la máxima caída de tensión que se producirá en la línea es:
VTOTAL = V0A + VAD = 1,11 + 1,5 = 2,61 V.
4.3.4.4.3. Línea A3.3 (Fase T + N).
Alimentará a las dependencias indicadas en la tabla 11.
Tabla 11. Dependencias abastecidas por CA3.3.
Recinto Nº luminarias P (W) S (VA) I (A)Sala de elaboración 4 400 2.880 3,27
Cámara de conservación en estado refrigerado 4 65 468 0,53Almacén de cajas de materia prima 6 250 2.700 2,05Sala de recepción de materia prima 9 250 4.050 2,05
La potencia a instalar será:

ANEJO VI. INSTALACIÓN ELÉCTRICA
75
P = 4 x 400 + 15 x 250 + 4 x 65 = 5.610 W
S = 1,8 x (4 x 400 + 15 x 250 + 4 x 65) = 10.098 VA
El esquema unifilar que corresponde a la fase T del CA3 es el de la figura 10.
Figura 10. Esquema unifilar de la línea A3.3 (faseT).
A continuación se indican las secciones empleadas en los distintos tramos:
S0A = 16 mm2 SAA’ = 4 mm2 SA’B = 2,5 mm2
SA’C = 4 mm2 SCD = 2,5 mm2 SCD = 2,5 mm2
SAF = 2,5 mm2 SFG = 2,5 mm2 SFH = 2,5 mm2
SAI = 4 mm2 SIJ = 2,5 mm2 SIK = 2,5 mm2
SIL = 2,5 mm2
El valor de la máxima caída de tensión que se producirá en la línea es:
VTOTAL = V0A + VAA’ + VAB = 1,49 + 0,2 + 1,2 = 2,89 V.

ANEJO VI. INSTALACIÓN ELÉCTRICA
76
4.3.4.5. Cuadro de alumbrado 4 (CA4).
4.3.4.5.1. Línea A4.1 (Fase R + N).
El cuadro de alumbrado 4 se encuentra ubicado en el pasillo de aseos y vestuarios y
abastece a las lámparas de los locales: comedor, sala de descanso, pasillos, aseos y
vestuarios y laboratorio.
La línea CA4.1 alimentará las lucernarias de las dependencias indicadas en la
tabla 11.
Tabla 12. Dependencias abastecidas por CA4.1.
Recinto Nº luminarias P (W) S (VA) I (A)Aseos y vestuarios 12 60 720 0,27Aseos y vestuarios 15 100 1.500 0,45
La potencia a instalar será:
P = 12 x 60 + 18 x 100 = 2.520 W
S = 2.520 VA
El esquema unifilar que corresponde a la fase R del CA4 es el de la figura 11.
A continuación se indican las secciones empleadas en los distintos tramos:
S0A = 2,5 mm2 SAA’ = 2,5 mm2 SA’B = 2,5 mm2
SA’C = 2,5 mm2 SA’D = 2,5 mm2 SA’’E = 2,5 mm2
SA’’F = 2,5 mm2 SA’’G = 2,5 mm2
El valor de la máxima caída de tensión que se producirá en la línea es:
VTOTAL = V0A + VAA’ + VA’B = 0,21 + 0,16 + 0,18 = 0,55 V.

ANEJO VI. INSTALACIÓN ELÉCTRICA
77
Figura 11. Esquema unifilar línea A4.1 (faseR).
4.3.4.4.2. Línea A4.2 (Fase S + N).
Alimentará a las dependencias indicadas en la tabla 13.
Tabla 13. Dependencias abastecidas por CA4.2.
Recinto Nº luminarias P (W) S (VA) I (A)Pasillo 6 100 600 0,45
Comedor 9 2 x 65 2.106 1,06Sala de descanso 6 2 x 65 1.404 1,06
La potencia a instalar será:
P = 18 x 65 + 12 x 65 + 6 x 100 = 2.550 W
S = 1,8 x (18 x 65 + 12 x 65) + 6 x 100 = 3.306 VA
El esquema unifilar que corresponde a la fase S del CA4 es el de la figura 12.
A continuación se indican las secciones empleadas en los distintos tramos:
S0A = 2,5 mm2 SAB = 2,5 mm2 SAA’ = 2,5 mm2
SA’C = 2,5 mm2 SA’F = 2,5 mm2 SCD = 2,5 mm2

ANEJO VI. INSTALACIÓN ELÉCTRICA
78
SCE = 2,5 mm2 SFG = 2,5 mm2 SFH = 2,5 mm2
SFI = 2,5 mm2
El valor de la máxima caída de tensión que se producirá en la línea es:
VTOTAL = V0A + VAA’ + VA’F + VFI = 1,38 + 1,22 + 0,55 + 0,1 = 3,25 V.
Figura 12. Esquema unifilar de la línea A4.2 (faseS).
4.3.4.4.3. Línea A4.3 (Fase T + N).
Alimentará a las dependencias indicadas en la tabla 12.
Tabla 14. Dependencias abastecidas por CA4.3.
Recinto Nº luminarias P (W) S (VA) I (A)Pasillo aseos 8 100 800 0,45
Pasillo laboratorio 6 100 600 0,45Laboratorio 9 2 x 65 2.106 1,06
La potencia a instalar será:
P = 18 x 65 + 8 x 100 + 6 x 100 = 2.570 W

ANEJO VI. INSTALACIÓN ELÉCTRICA
79
S = 1,8 x (18 x 65) + 14 x 100 = 3.506 VA
El esquema unifilar que corresponde a la fase T del CA4 es el de la figura 13.
Figura 13. Esquema unifilar de la línea A4.3 (faseT).
A continuación se indican las secciones empleadas en los distintos tramos:
S0A = 2,5 mm2 SAB = 2,5 mm2 SAD = 2,5 mm2
SAG = 2,5 mm2 SBC = 2,5 mm2 SBD = 2,5 mm2
SDE = 2,5 mm2 SDF = 2,5 mm2 SGH = 2,5 mm2
SGI = 2,5 mm2 SGJ = 2,5 mm2
El valor de la máxima caída de tensión que se producirá en la línea es:
VTOTAL = V0A + VAG + VGJ = 0,72 + 0,73 + 0,15 = 1,6 V.

ANEJO VI. INSTALACIÓN ELÉCTRICA
80
4.3.4.5. Cuadro de alumbrado 5 (CA5).
El cuadro de alumbrado 5 se situará en la zona reservada para la futura planta de
elaboración de surimi. Se estima que la potencia máxima para cubrir las necesidades de
alumbrado serán de 27.000 VA.
4.3.4.6. Cuadro de alumbrado 6 (CA6).
4.3.4.6.1. Línea A6.1 (Fase R + N).
El cuadro de alumbrado 6 se encuentra situado en el pasillo general y alimentará a
las lucernarias que componen la instalación de alumbrado exterior de la planta de
elaboración de pescado blanco.
La fase R del CA6 abastece a 9 lámparas de vapor de mercurio de 250 W de
potencia, colocadas sobre brazos murales de fundición a una altura de 5 m, situadas en el
exterior de la nave, 5 de ellas en la fachada norte y las restantes iluminando las puertas de
entrada a la parcela en la cara norte.
La potencia a instalar será:
P = 9 x 250 = 2.250 W
S = 1,8 x 2.250 = 4.050 VA
El esquema unifilar que corresponde a la fase R del CA6 es el de la figura 14.

ANEJO VI. INSTALACIÓN ELÉCTRICA
81
Figura 14. Esquema unifilar de la línea A6.1 (faseR).
A continuación se indican las secciones empleadas en los distintos tramos:
S0A = 4 mm2 SAB = 4 mm2 SAC = 4 mm2
El valor de la máxima caída de tensión que se producirá en la línea es:
VTOTAL = V0A + VAB = 0,1 + 2,1 = 2,2 V.
4.3.4.6.2. Línea A6.2 (Fase S + N).
Abastece a 11 lámparas de vapor de mercurio de 250 W de potencia, colocadas
sobre brazos murales de fundición a una altura de 5 m, situadas en el exterior de la nave.
La potencia a instalar será:
P = 11 x 250 = 2.750 W
S = 1,8 x 2.750 = 4.950 VA

ANEJO VI. INSTALACIÓN ELÉCTRICA
82
El esquema unifilar que corresponde a la fase S del CA6 es el de la figura 15.
Figura 15. Esquema unifilar de la línea A6.2 (faseS).
A continuación se indican las secciones empleadas en los distintos tramos:
S0A = 16 mm2 SAB = 16 mm2 SAC = 16 mm2
El valor de la máxima caída de tensión que se producirá en la línea es:
VTOTAL = V0A + VAB = 0,07 + 1,06 = 1,13 V.
4.3.4.6.3. Línea A6.3 (Fase T + N).
Abastece a 9 lámparas de vapor de mercurio de 250 W de potencia, colocadas sobre
brazos murales de fundición a una altura de 5 m, situadas en la zona de apracamientos y
puerta de acceso a la industria de la cara oeste.
La potencia a instalar será:
P = 9 x 250 = 2.250 W

ANEJO VI. INSTALACIÓN ELÉCTRICA
83
S = 1,8 x 4.050 = 4.050 VA
En la figura 16 se muestra el esquema unifilar de la fase T del CA.6
Figura 16. Esquema unifilar de la línea A6.3 (faseT).
Se utilizará una única sección de:
S0A = 16 mm2
El valor de la máxima caída de tensión que se producirá en la línea es:
VTOTAL = V0A = 2,3 V.
4.3.4.7. Reparto de cargas
Se ha de comprobar el reparto de cargas entre las tres fases para ver si se ha logrado
mantener un equilibrio aceptable como se recomienda en la MI BT 017. Puede verse tal
reparto en la tabla 15.

ANEJO VI. INSTALACIÓN ELÉCTRICA
84
Tabla 15. Reparto de la potencia (S) en las distintas fases.
CUADRO DE ALUMBRADOFASE R FASE S
S (VA)FASE T
CA1 6.214 5.765 8.100CA2 10.008 9.000 9.480CA3 10.800 10.800 10.098CA4 2.520 3.306 3.506CA5 9.000 9.000 9.000CA6 4.050 4.950 4.050
TOTAL 42.592 42.821 44.234
4.3.4.8. Líneas de enlace de los cuadros de alumbrado con el Cuadro General de
Alumbrado.
Las conexiones de los diferentes cuadros de alumbrado con el Cuadro General de
Alumbrado se realizarán usando cables trifásicos de cuatro hilos de idéntica sección, la
cual se calculará en base a la intensidad total que abastece tal cuadro de alumbrado. Se
comprobará que esta intensidad sea inferior a la máxima admisible.
è cosV3
SI
××=
siendo:
I: Intensidad máxima (A).
S: Potencia total que abastece el cuadro de alumbrado (VA).
V: Tensión nominal (380 V).
cos è: Factor de potencia.
La caída de tensión en una línea trifásica se obtiene de la expresión:
sè cosLIñ3
v××××=

ANEJO VI. INSTALACIÓN ELÉCTRICA
85
Cada conducción trifásica que une un cuadro de alumbrado con el CGA tendrá como
mínimo la sección del conductor mayor que se utiliza en las derivaciones monofásicas que
alimenta tal cuadro de alumbrado. En cada uno de los apartados siguientes se comprobará
que tal sección es correcta desde el punto de vista de caída de tensión.
4.3.4.8.1. Línea CGA – CA1.
La potencia total que abastece el cuadro de alumbrado 1 es:
S = 6.214 + 5.765 + 8.100 = 20.079 VA.
La intensidad máxima será:
A 14,388,03803
20.079I =
××=
Esta línea abastece a derivaciones monofásicas con conductores de sección máxima
16 mm2, por lo que se adoptará esta como la sección para la conducción trifásica.
La longitud de la línea es 4 m, por lo que la caída de tensión es:
V 18,016
0,8414,300,0183V =××××=
La máxima caída de tensión en las lámparas que dependan del cuadro CA1,
incluyendo la línea trifásica es:
V 3,8 0,18 2,093V =+×=
4.3.4.8.2. Línea CGA – CA2.
La potencia total que abastece el cuadro de alumbrado 2 es:

ANEJO VI. INSTALACIÓN ELÉCTRICA
86
S = 10.800 + 9.000 + 9.480 = 29.280 VA
La intensidad máxima será:
A 6,558,03803
29.280I =
××=
Esta línea abastece a derivaciones monofásicas con conductores de sección máxima
16 mm2, por lo que se adoptará ésta como la sección para la conducción trifásica.
La longitud de la línea es 25 m, por lo que la caída de tensión es:
V 16,216
0,8256,550,0183v =××××=
La máxima caída de tensión en las lámparas que dependan del cuadro CA2,
incluyendo la línea trifásica es:
V7,52,163,083V =+×=
4.3.4.8.3. Línea CGA – CA3.
La potencia total que abastece el cuadro de alumbrado 3 es:
S = 10.800 + 10.800 + 10.098 = 31.698 VA
La intensidad máxima será:
A 60,28,03803
31.698I =
××=
Esta línea abastece a derivaciones monofásicas con conductores de sección máxima
16 mm2, pero se adoptará 25 mm2 como la sección para la conducción trifásica.

ANEJO VI. INSTALACIÓN ELÉCTRICA
87
La longitud de la línea es 45 m, por lo que la caída de tensión es:
V 2,725
0,85460,20,0183v =××××=
La máxima caída de tensión en las lámparas que dependan del cuadro CA3,
incluyendo la línea trifásica es:
V 7,7 2,7 2,893V =+×=
4.3.4.8.4. Línea CGA – CA4.
La potencia total que abastece el cuadro de alumbrado 4 es:
S = 2.250 + 3.306 + 3.506 = 9.062 VA
La intensidad máxima será:
A 17,228,03803
9.062I =
××=
Esta línea abastece a derivaciones monofásicas con conductores de sección máxima
2,5 mm2, se adoptará una sección de 16 mm2 para la conducción trifásica.
La longitud de la línea es 45 m, por lo que la caída de tensión es:
V 1,216
0,84522,170,0183v =××××=
La máxima caída de tensión en las lámparas que dependan del cuadro CA4,
incluyendo la línea trifásica es:
V 6,83 1,2 3,253V =+×=

ANEJO VI. INSTALACIÓN ELÉCTRICA
88
4.3.4.8.5. Línea CGA – CA5.
El cuadro de alumbrado 5 abastecerá la futura planta de elaboración de surimi, se
estima un unos requerimientos de potencia de:
S = 9.000 + 9.000 + 9.000 = 27.000 VA
La intensidad máxima será:
A 51,38,03803
27.000I =
××=
Esta línea abastecerá a derivaciones monofásicas con conductores de sección
máxima 4 mm2, se adoptará una sección de 25 mm2 para la conducción trifásica.
La longitud de la línea es 15 m, por lo que la caída de tensión es:
V 76,025
0,81551,30,0183V =××××=
Por tanto la máxima caída de tensión en la línea que abastecerá la planta de surimi
no sobrepasará los valores máximos admisibles.
4.3.4.8.6. Línea CGA – CA6.
El cuadro de alumbrado 6 abastece las líneas de iluminación exterior teniendo unos
requerimientos de potencia de:
S = 4.050 + 4.950 + 4.050 = 13.050 VA
La intensidad máxima será:

ANEJO VI. INSTALACIÓN ELÉCTRICA
89
A 24,88,03803
13.050I =
××=
Esta línea abastece a derivaciones monofásicas con conductores de sección máxima
16 mm2, se adoptará una sección de 16 mm2 para la conducción trifásica.
La longitud de la línea es 3 m, por lo que la caída de tensión es:
V 0,1416
0,838,270,0183v =××××=
La máxima caída de tensión en las lámparas que dependan del cuadro CA6,
incluyendo la línea trifásica es:
V 4,13 0,14 2,33V =+×=
4.3.4.9. Resumen de los conductores de la instalación de alumbrado.
En las tablas 16 y 17 se muestran las diferentes secciones de los conductores
obtenidas en la instalación de alumbrado.

ANEJO VI. INSTALACIÓN ELÉCTRICA
90
Tabla 16. Líneas monofásicas desde los cuadros de alumbrado hasta las lámparas.
CUADRO DE ALUMBRADO LÍNEA DE ALUMBRADO FASE SECCIÓN (MM2)
CA1A1.1A1.2A1.3
RST
162,516
CA2A2.1A2.2A2.3
RST
161016
CA3A3.1A3.2A3.3
RST
161616
CA4A4.1A4.2A4.3
RST
2,52,52,5
CA5A5.1A5.2A5.3
RST
---
CA6A5.1A5.2A5.3
RST
41616
Tabla 17. Líneas trifásicas desde el CGA hasta cada cuadro de alumbrado.
LÍNEA DE ALUMBRADO SECCIÓN (MM2)
CGA – CA1 4 X 16
CGA – CA2 4 X 16
CGA – CA3 4 X 25
CGA – CA4 4 X 16
CGA – CA5 4 X 25
CGA – CA6 4 X 16

ANEJO VI. INSTALACIÓN ELÉCTRICA
91
4.4. Instalación de fuerza motriz fija.
4.4.1. Relación de equipos.
La distribución de la red de fuerza motriz fija se realiza tendiendo líneas desde el
Cuadro General de Motores hasta cada uno de los cuadros de control de motores que se
ubiquen en la fábrica. De éstos últimos saldrá un cableado hacia los diferentes equipos.
El sistema de arranque de los motores se realizará teniendo en cuenta la Instrucción
MI BT 034 que recomienda la utilización de dispositivos de arranque para evitar puntas de
intensidad. En consecuencia, se dispondrán dispositivos de arranque estrella – triángulo en
motores de potencia superior a 6,2 CV. El arranque de motores de menor potencia se hará
de forma directa.
Se considera un factor de potencia de los motores igual a 0,8.
A continuación se exponen en la tabla 18 los motores a instalar y la potencia que
demandan cada uno de ellos, además de indicar el equipo al que pertenece, el cuadro de
motores que lo alimenta y el tipo de arranque.
Tabla 18. Motores de la instalación eléctrica.
NÚMERO CUADRO EQUIPO POTENCIA (W) ARRANQUE
1 1 Puerta automática 3.400 D
2 1 Evaporador: 2 ventiladores ∅ 400 mm 2 x 970 D
3 1 Compresor 1.875 D
R1 - Resistencia desescarche 9.000 -
4 1 Condensador 13.200 E/T
5 1 Lavadora 825 D
6 1 Elevador de cangilones 1.125 D

ANEJO VI. INSTALACIÓN ELÉCTRICA
92
7 1 Cintas transportadoras 1.500 D
8 1 Cinta transportadora de cajas 1.500
9 1 Evisceradora 750 D
10 1 Evisceradora 750 D
11 1 Evisceradora 750 D
12 2 Fileteadora 15.000 E/T
13 2 Fileteadora 15.000 E/T
14 2 Cortadora 7.500 E/T
15 2 Desolladora 2.000 D
16 2 Cinta transportadora 750 D
17 2 Cinta transportadora 750 D
18 2 Cinta transportadora 750 D
19 2 Cinta transportadora 750 D
20 2 Cinta transportadora 750 D
21 2 Glaseador 2.000 D
22 2 Congelador 25.000 E/T
23 2 Puerta automática 3.400 D
24 3 Máquina formadora de cajas 2.000 D
25 3 Máquina pesadora-etiquetadora 12.500 E/T
26 3 Encartonadora 5.000 E/T
27 3 Paletizadora 5.000 E/T
28 3 Enfardadora 1.500 D
29 3 Evaporador:2 ventiladores ∅ 400 mm 2 x 180 D
R2 - Resistencia desescarche 5.100 -
30 3 Compresor 2.625 D
31 3 Condensador 13.200 E/T
32 3 Evaporador: 3 ventiladores ∅ 400 mm 3 x 2.910 E/T

ANEJO VI. INSTALACIÓN ELÉCTRICA
93
R3 3 Resistencia desecarche 27.000 -
33 3 Compresor baja presión 7.500 E/T
34 3 Compresor alta presión 3.750 D
35 3 Condensador 39.600 E/T
36 3 Puerta automática 3.400 D
37 3 Puerta automática 3.400 D
38 4 Evaporador: 4ventiladores ∅ 560 mm 4 x 3.600 E/T
R4 - Resistencias desescarche 3.600 -
39 4 Evaporador: 4 ventiladores ∅ 560 mm 4 x 3.600 E/T
R5 - Resistencias desescarche 3.600 -
40 4 Compresor 37.500 E/T
41 4 Compresor 37.500 E/T
42 4 Condensador 27.800 E/T
43 4 Condensador 27.800 E/T
4.4.2. Consideraciones generales de cálculo.
4.4.2.1. Criterios de cálculo.
Según la MI BT 017, la caída de tensión entre el origen de la instalación y cualquier
punto de utilización de la misma será inferior al 5% de la tensión nominal, lo cual
equivale:
vmax = 0,05 x 380 = 19 V
Las intensidades máximas admisibles en servicio permanente se fijarán a partir de
los valores indicados en la MI BT 004. Se aplicará un factor de corrección igual a 0,85
considerando la agrupación de cables y la temperatura ambiente.

ANEJO VI. INSTALACIÓN ELÉCTRICA
94
La intensidad nominal, IN, se calculará mediante la expresión:
ηϕ×××=
cos3 U
PI N
siendo:
P: potencia del receptor (W)
U: tensión nominal (380 V)
cos ϕ = factor de potencia (0,8 para motores y 1 para resistencias)
η = rendimiento eléctrico (0,8 para motores y resistencias)
Según se establece en la MI BT 034, los conductores de conexión que alimentan a
un solo motor se dimensionarán en base a una intensidad igual al 125% de la intensidad a
plena carga del motor, es decir:
I* = 1,25 · IN
En el supuesto de cables que alimentan a otros receptores, se tomará una intensidad
de cálculo igual a la intensidad de carga del receptor en cuestión.
Para la arteria general de fuerza, se considerará una intensidad igual a la suma de las
intensidades I* del cuadro más cargado y las intensidades nominales establecidas para el
resto de los cuadros de control de motores, cumpliendo lo dispuesto en la MI BT 034.
La caída de tensión en líneas distribuidoras y derivaciones a motores de arranque
directo, vi se obtendrá por la expresión siguiente:
sLI
v i
ϕρ cos3 * ××××=
siendo:

ANEJO VI. INSTALACIÓN ELÉCTRICA
95
ρ: resistividad del cobre (0,018 Ω · mm2/m)
I*: intensidad de cálculo (A)
L: longitud del tramo (m)
s: sección del conductor (mm2)
En las derivaciones a motores cuyo arranque se efectúe en estrella – triángulo, se
considerará una caída de tensión que viene dada por la siguiente expresión:
s
LIs
LIv LF
×××××=××××=
3
cos2cos2 ϕρϕρ
siendo:
IF: intensidad que recorre cada una de las fases
L: longitud del tramo CCM – motor
IL: intensidad de línea
4.4.2.3. Dimensionamiento de los conductores.
Siguiendo las consideraciones expuestas para el cálculo de las secciones de los
conductores, así como para obtener la máxima caída de tensión en cada equipo, se obtienen
los resultados que aparecen tabulados en las tablas 19, 20 y 21.
El CCM1 se encuentra situado en la sala de elaboración y alimenta a los motores
indicados en la tabla 19.

ANEJO VI. INSTALACIÓN ELÉCTRICA
96
Tabla 19. Cuadro de motores 1.
Línea P (W) IL (A) IL* (A) IF (A) IF
* (A) L (m) S (mm2) Iadm (A) v (V)M1 3.400 8,07 10,08 - - 4 2,5 17,85 0,5M2 1.940 4,6 5,75 - - 12 2,5 17,85 1,18M3 1.875 4,45 5,56 - - 15 2,5 17,85 0,83M4 13.200 31,33 39,18 18,08 22,61 15 10 42,5 0,52M5 825 1,95 2,45 - - 23 2,5 17,85 0,56M6 1.125 2,67 3,34 - - 22 2,5 17,85 0,73M7 1.500 3,56 4,45 - - 20 2,5 17,85 0,88M8 1.500 3,56 4,45 - - 24 2,5 17,85 1,06M9 750 1,78 2,225 - - 15 2,5 17,85 0,33M10 750 1,78 2,225 - - 10 2,5 17,85 0,22M11 750 1,78 2,225 - - 7 2,5 17,85 0,15
El cuadro de motores 2 se encuentra situado en la sala de elaboración. Las
características de las líneas que alimenta se muestran en la tabla 20.
Tabla 20. Cuadro de motores 2.
Línea P (W) IL (A) IL* (A) IF (A) IF
* (A) L (m) S (mm2) Iadm (A) v (V)M12 15.000 35,6 44,52 20,55 25,7 15 16 55,25 0,69M13 15.000 35,6 44,52 20,55 25,7 12 16 55,25 0,55M14 7.500 17,8 22,25 10,28 12,85 20 16 55,25 0,37M15 2.000 4,75 5,94 - - 10 2,5 17,85 0,24M16 750 1,78 2,22 - - 20 2,5 17,85 0,44M17 750 1,78 2,22 - - 15 2,5 17,85 0,33M18 750 1,78 2,22 - - 12 2,5 17,85 0,26M19 750 1,78 2,22 - - 18 2,5 17,85 0,39M20 750 1,78 2,22 - - 22 2,5 17,85 0,48M21 2.000 4,75 5,94 - - 10 2,5 17,85 0,24M22 25.000 59,35 74,18 34,26 42,83 7 50 110,5 0,17M23 3.400 80,8 10,09 - - 10 16 55,25 0,15
El cuadro de motores 3 se encuentra situado en la sala de elaboración y alimenta a
los motores indicados en la tabla 21.

ANEJO VI. INSTALACIÓN ELÉCTRICA
97
Tabla 21. Cuadro de motores 3.
Línea P (W) IL (A) IL* (A) IF (A) IF
* (A) L (m) S (mm2) Iadm (A) v (V)M24 2.000 4,74 5,94 - - 15 2,5 17,85 0,71M25 12.500 29,67 37,1 17,13 21,41 17 16 55,25 0,65M26 5.000 11,87 14,84 6,85 8,57 20 16 55,25 0,31M27 5.000 11,87 14,84 6,85 8,57 23 16 55,25 0,35M28 1.500 3,56 4,45 - - 28 10 42,5 0,31M29 360 0,85 1,06 - - 5 2,5 17,85 0,06M30 2.625 6,23 7,79 - - 7 2,5 17,85 0,54M31 13.200 31,33 39,17 18,1 22,62 10 16 55,25 0,40M32 8.730 20,72 25,9 11,96 14,95 22 16 55,25 0,59M33 7.500 17,8 22,26 10,28 12,85 20 16 55,25 0,46M34 3.750 8,9 11,12 - - 20 16 55,25 0,34M35 39.600 94,01 117,51 54,27 67,85 25 150 267,75 0,32M36 3.400 6,54 8,1 - - 20 2,5 17,85 0,20M37 3.400 6,54 8,1 - - 25 2,5 17,85 0,25
En la tabla 22 se muestran los motores alimentados por el cuadro de motores 4
situado en la sala de elaboración.
Tabla 22. Cuadro de motores 4.
Línea P (W) IL (A) IL* (A) IF (A) IF
* (A) L (m) S (mm2) Iadm (A) v (V)M38 14.400 38,18 42,74 19,74 24,67 20 50 110,5 0,28M39 14.400 38,18 42,74 19,74 24,67 24 50 110,5 0,34M40 37.500 89,03 111,28 51,4 64,25 5 150 267,75 0,07M41 37.500 89,03 111,28 51,4 64,25 7 150 267,75 0,09M42 27.800 66 82,5 38,1 47,63 15 50 110,5 0,42M43 27.800 66 82,5 38,1 47,63 15 50 110,5 0,42
4.4.2.4 Cuadro de control de resistencias.
Aquí en este caso, sólo se diseñará un solo cuadro de distribución, dado que
únicamente habrá 5 resistencias de desescarche. En la tabla 23 se muestran las secciones
de los diferentes conductores y la caída de tensión que se producirá en cada línea.
Tabla 23. Cuadro de resistencias de desescarche.
Línea P (W) IL (A) L (m) S (mm2) Iadm (A) v (V)R1 9.000 17,09 60 50 110,5 0,63R2 5.100 9,68 10 16 55,25 0,3R3 27.000 51,27 8 50 110,5 0,25R4 3.600 6,84 20 16 55,25 0,26R5 3.600 6,84 20 16 55,25 0,26

ANEJO VI. INSTALACIÓN ELÉCTRICA
98
4.4.3. Líneas de enlace con los cuadros de control de motores y resistencias.
En el caso de conductores que alimentan a varios motores, se tomará una intensidad
de cálculo igual a la suma del 125% de la intensidad a plena carga del motor de mayor
potencia, más la intensidad a plena carga del resto de motores. En el caso de conductores
que alimentan a varias resistencias, se tomará una intensidad de cálculo igual a la
intensidad total a plena carga requerida por las resistencias, según la MI BT 034.
Estos conductores irán en el interior de tubos aislantes rígidos normales curvados en
caliente.
El diámetro interior de estos tubos se hallará mediante la tabla IV de la MI BT 019.
Para la colocación de tubos se tendrán en cuenta las siguientes prescripciones:
-. El trazado de las canalizaciones se hará perpendicularmente a paredes y
techos.
-. Las curvas practicadas a los tubos serán continuas y no experimentarán
cambios de sección.
-. Será posible la fácil introducción y retirada de los conductores en los
tubos después de colocados y fijados éstos y sus accesorios. Se dispondrán
registros suficientes: en tramos rectos no se separan más de 15 m y el
número de curvas entre 2 registros consecutivos no será superior a 3.
-. Las conexiones entre conductores se harán mediante bornes de conexión y
en el interior de cajas apropiadas de material aislante.
-. Los tubos se fijan a paredes y techos mediante bridas. La distancia
máxima entre éstas será de 0,8 m. También se dispondrán de fijaciones a
ambos lados de los cambios de dirección.

ANEJO VI. INSTALACIÓN ELÉCTRICA
99
-. El nuevo valor del factor corrector (fc) es de 0,8.
En las tablas 24 y 25 se determinan las distintas secciones a disponer en las líneas de
enlace CD-CCM y CD-CR1, así como las caídas de tensión en los mismos.
Tabla 24. Líneas de enlace desde la sala de distribución de baja tensión a cuadros de motores.
CONDUCTOR L (m) In (A) In* (A) S (mm2) Iadm (A) v (V)
CGM-CCM1 70 81,935 102,42 150 267,75 1,92CGM-CCM2 40 174,84 218,55 150 267,75 1,45CGM-CCM3 50 254,63 318,287 300 452 1,65CGM-CCM4 70 390,42 488,025 350 890 1,21
Tabla 25. Línea de enlace desde CD a resistencias de desescarche..
CONDUCTOR L (m) In (A) S (mm2) v (V)CGR-CR1 40 91,72 50 0,76
4.5. Instalación de tomas de fuerza.
4.5.1. Necesidades de tomas de fuerza.
Se dispondrán una serie de tomas de fuerza distribuidas en toda la nave, para
prevenir una casual conexión de equipos no contemplados en la instalación de fuerza
motriz fija, cuya disposición se puede observar en el Plano de la Instalación de tomas de
fuerza.
Habrán de colocarse de forma abundante en zonas como sala de elaboración, taller,
laboratorio, aseos y vestuarios, lugares donde se colocarán posteriormente termos
eléctricos y otros receptores. También se ubicarán en zona de oficinas y almacenes.
La ubicación de las mismas ha de realizarse en lugares accesibles. Debido a que las
condiciones son húmedas en muchos locales, las tomas deberán presentar el grado de

ANEJO VI. INSTALACIÓN ELÉCTRICA
100
protección correspondiente a la caída vertical de gotas de agua, y sus cubiertas y las partes
accesibles a los órganos de accionamiento no serán metálicos.
El factor de potencia de los receptores que se conecten a dichas tomas de fuerza se
considerará 0,8.
Se utilizarán tomas de corriente monofásicas de 10/16 A de 2.500 W y tomas de
corriente trifásica de 16/25 A de 7.000 W.
En la tabla 26 se indica el local que posee tomas de fuerza monofásica o trifásica,
cuántas y su potencia total.
Tabla 26. Tomas de fuerza.
MONOFÁSICAS TRIFÁSICASLOCAL
Nº P (W) Nº P (W)Recepción 1 2.500 - -
Sala de distribución baja tensión 1 2.500 - -Sala de juntas 3 7.500 - -
Despacho 2 5.000 - -Despacho 2 5.000 - -Oficinas 6 15.000
Pasillo oficinas 1 2.500 - -Archivo 1 2.500
Aseo femenino oficinas 1 2.500 - -Aseo masculino oficinas 1 2.500 - -Almacén de usos varios 2 5.000 - -
Pasillo almacén usos varios 1 2.500 - -Almacén de envases y embalajes 1 2.500 1 7.000
Taller 2 5.000 1 7.000Comedor 4 10.000 - -
Sala de descanso 2 5.000 - -Aseos y vestuarios masculinos 3 7.500 - -Aseos y vestuarios femeninos 3 7.500 - -
Pasillo vestuarios 2 5.000 - -Laboratorio 4 10.000 - -
Recepción de materias primas 1 2.500 1 7.000Zona de elaboración 8 20.000 7 49.000
Planta de surimi 3 7.500 3 21.000Expedición de producto elaborado 1 2.500 - -Almacén cajas de materia prima 1 2.500 1 7.000

ANEJO VI. INSTALACIÓN ELÉCTRICA
101
4.5.2. Cálculo de la instalación de tomas de fuerza.
4.5.2.1. Consideraciones de cálculo.
El cálculo de las secciones de los conductores se realiza en base a la intensidad
máxima admisible, haciendo además la comprobación de que la caída de tensión desde el
origen de la instalación no supere el 5% de la tensión nominal (5% de 380V = 19 V).
El tipo de conductor a emplear es el de cobre aislado con policloruro de vinilo, de
1.000 V de tensión nominal de aislamiento, colocado en tubos protectores.
Tanto las líneas monofásicas como las trifásicas serán líneas abiertas alimentadas
por un extremo, de cargas concentradas y sección variable. Se determina el volumen de
conductor mínimo que permite realizar la distribución con una caída de tensión máxima de
10 V para las líneas trifásicas y de 8 V para las monofásicas. Se toman estos valores
menores que la caída de tensión máxima de la MI BT 034 para un mejor funcionamiento
de la instalación.
La intensidad que absorbe cada toma de fuerza monofásica se obtiene por la
expresión:
è cosVP
I×
=
siendo:
P: Potencia del receptor (W).
V: Tensión nominal (220 V).
cos ϕ: Factor de potencia (0,8).

ANEJO VI. INSTALACIÓN ELÉCTRICA
102
Por tanto, para las tomas de fuerza monofásicas de 10/16 A consideradas, la
intensidad es:
A 14,20,8220
2.500I M =
×=
En cuanto a las tomas de fuerza trifásicas, la expresión con que se obtiene la
intensidad es:
è cosV3
PIT ××
=
Como la tensión nominal es V = 380 V,
A 13,290,83803
7.000IT =
××=
En cuanto a la caída de tensión en tramos de sección constante en derivaciones
monofásicas, se obtiene según la expresión:
∑ ××××= ii Lis
è cosñ2v
siendo:
ρ: Resistividad del cobre (ρ = 0,018 Ùmm2/m).
s: Sección de cada tramo de conductor (mm2).
i: Intensidad absorbida por cada receptor (A).
L: Longitud del conductor desde el origen al punto donde actúa la carga
(m).
cos ϕ: Factor de potencia.

ANEJO VI. INSTALACIÓN ELÉCTRICA
103
Cuando se trate de derivaciones trifásicas:
∑ ××××= ii Lis
cosèñ3v
4.5.2.2. Cuadro de toma de fuerza 1 (CTF1)
Abastece a 25 tomas de corriente monofásica y se encuentra ubicado en la sala de
recepción de visitas.
Las tomas de corriente se reparten entre las tres fases de modo que queden lo más
equilibradas posible:
TF1.1 (Fase R): 9 tomas monofásicas.
TF1.2 (Fase S): 8 tomas monofásicas.
TF1.3 (Fase T): 8 tomas monofásicas.
El esquema unifilar de la fase R se muestra en la figura 17.
Figura 17. Esquema unifilar de la línea CTF1.1 (fase R).
Se utilizará una única sección de 10 mm2, siendo la máxima caída de tensión
producida:
VOA = 1,28 V

ANEJO VI. INSTALACIÓN ELÉCTRICA
104
La fase S abastece a 8 tomas de fuerza monofásicas. En la figura 18 se muestra el
esquema unifilar de la fase S.
Figura 18. Esquema unifilar de la línea CTF1.2 (fase S).
Se utilizará una única sección de 10 mm2, siendo la máxima caída de tensión
producida:
VOA = 1,76 V
En la figura 18 se muestra el esquema unifilar de la línea CTF1.3 que alimenta a un
total de 8 tomas monofásicas.
Figura 18. Esquema unifilar de la línea CTF1.3 (fase T).
La caída de tensión máxima producida en esta línea es de:
VT = 0,85 V
La caída de tensión compuesta en las diferentes líneas es de:

ANEJO VI. INSTALACIÓN ELÉCTRICA
105
TF3.1 Fase R: V 2,071,283VOA =×=
TF3.2 Fase S: V 3,051,763VOA =×=
TF3.3 Fase T: V 1,480,853VOA =×=
4.5.2.3. Cuadro de toma de fuerza 2 (CTF2).
Abastece a 18 tomas de corriente monofásica y 2 tomas de corriente trifásica.
-. Tomas de corriente trifásica (TF2.1).
La línea TF2.1 abastece a 2 tomas de fuerza trifásicas. Se tratará de una línea
trifásica (3F + N) de 6 mm2 de sección.
La máxima caída de tensión producida es:
( ) V 2,65301813,296
0,80,0183v =+××××=
-. Tomas de corriente monofásica.
Las tomas de corriente se reparten entre las tres fases de modo que queden lo más
equilibradas posible:
TF2.2 (Fase R): 6 tomas monofásicas.
TF2.3 (Fase S): 6 tomas monofásicas.
TF2.4 (Fase T): 6 tomas monofásicas.
El esquema unifilar de la línea TF2.2, que abastece a 6 tomas de fuerza monofásicas
se muestra en la figura 19.
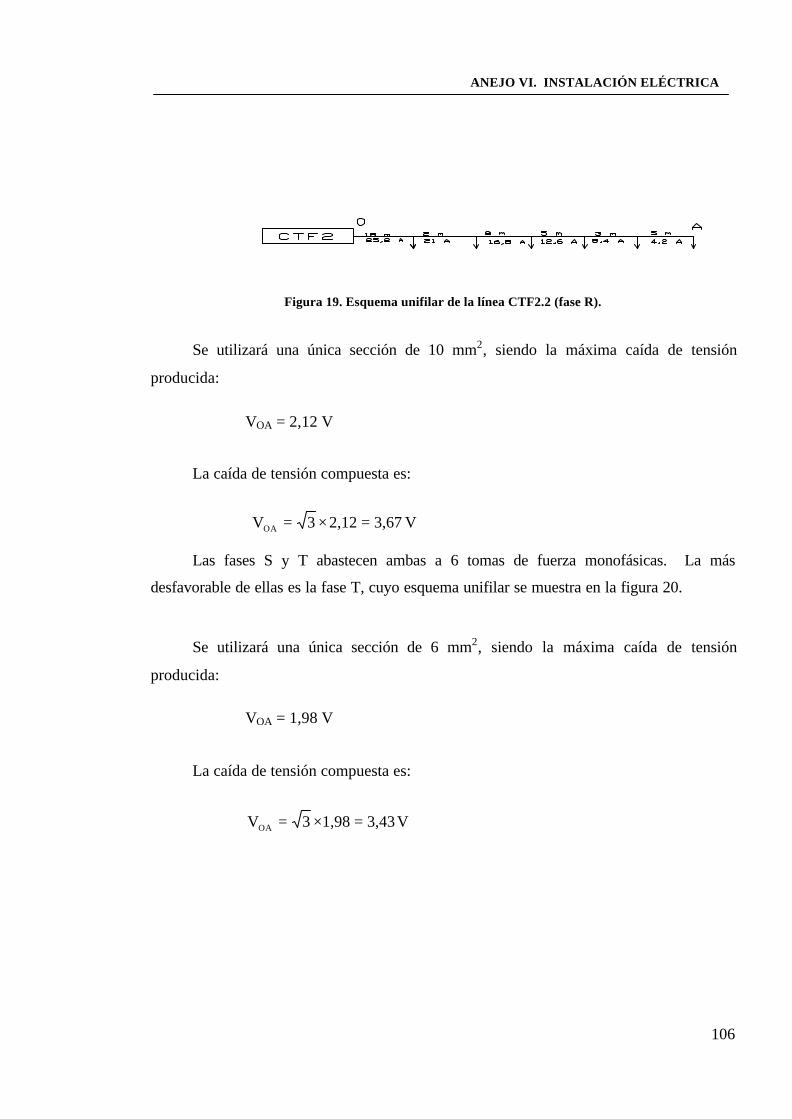
ANEJO VI. INSTALACIÓN ELÉCTRICA
106
Figura 19. Esquema unifilar de la línea CTF2.2 (fase R).
Se utilizará una única sección de 10 mm2, siendo la máxima caída de tensión
producida:
VOA = 2,12 V
La caída de tensión compuesta es:
Las fases S y T abastecen ambas a 6 tomas de fuerza monofásicas. La más
desfavorable de ellas es la fase T, cuyo esquema unifilar se muestra en la figura 20.
Se utilizará una única sección de 6 mm2, siendo la máxima caída de tensión
producida:
VOA = 1,98 V
La caída de tensión compuesta es:
V 3,672,123VOA =×=
V 3,431,983VOA =×=

ANEJO VI. INSTALACIÓN ELÉCTRICA
107
Figura 20. Esquema unifilar de la línea CTF2.4 (fase T).
4.5.2.4. Cuadro de toma de fuerza 3 (CTF3).
Abastece a 6 tomas de corriente monofásica y 6 trifásica.
-. Tomas de corriente monofásica.
Las tomas de corriente se reparten entre las tres fases de modo que queden lo más
equilibradas posible.
TF3.1 (Fase R): 2 tomas monofásicas.
TF3.2 (Fase S): 2 toma monofásicas.
TF3.3 (Fase T): 2 toma monofásicas.
En las fases R y S se utilizará una única sección de 2,5 mm2, siendo la máxima caída
de tensión producida:
TF3.1 Fase R: VOA = 1,64 V
TF3.2 Fase S: VOA = 1,3 V
En el caso de la fase T se dispondrá una sección de 4 mm2

ANEJO VI. INSTALACIÓN ELÉCTRICA
108
TF3.3 Fase T: VOA = 1,8 V
La caída de tensión compuesta es:
TF3.1 Fase R: V 2,841,643VOA =×=
TF3.2 Fase S: V 2,511,33VOA =×=
TF3.3 Fase T: V 3,111,83VOA =×=
-. Tomas de corriente trifásica.
Se disponen tres líneas de forma que cada una alimente a 2 tomas de corriente
trifásica.
Se utilizará una sección de 6 mm2 para las líneas TF3.4 y TF3.5 y 10 mm2 para la
línea TF3.6 siendo la máxima caída de tensión producida:
TF3.4 VOA = 1, 96 V
TF3.5 VOA = 1,49 V
TF3.6 VOA = 2,48 V
4.5.2.5. Cuadro de toma de fuerza 4 (CTF4).
Abastece a 5 tomas de corriente monofásica y 4 tomas de corriente trifásica.
-. Tomas de corriente monofásica.
Las tomas de corriente se reparten entre las tres fases de modo que queden lo más
equilibradas posible.
TF4.1 (Fase R): 2 tomas monofásicas.

ANEJO VI. INSTALACIÓN ELÉCTRICA
109
TF4.2 (Fase S): 2 toma monofásicas.
TF4.3 (Fase T): 1 toma monofásicas.
Se utilizará una única sección de 2,5 mm2, siendo la caída de tensión producida:
TF4.1 Fase R: VOA = 0,53V
TF4.2 Fase S: VOA = 1,81 V
TF3.3 Fase T: VOA = 0,48 V
La caída de tensión compuesta es:
TF4.1 Fase R: V 0,920,533VOA =×=
TF4.2 Fase S: V 3,131,813VOA =×=
TF4.3 Fase T: V 0,830,483VOA =×=
-. Tomas de corriente trifásica.
Se disponen 2 líneas de forma que cada una alimente a 2 tomas de corriente trifásica.
Se utilizará una sección de 10 mm2 para las líneas TF4.4 y TF4.5 siendo la máxima
caída de tensión producida:
TF4.4 VOA = 2,48 V
TF4.5 VOA = 1,32 V
4.5.2.6. Reparto de cargas.
El reparto de cargas que se ha efectuado para conseguir un equilibrio entre fases se
recoge en la tabla 27.

ANEJO VI. INSTALACIÓN ELÉCTRICA
110
Tabla 27. Reparto de la potencia S en fases.
POTENCIA S (VA)CUADRO DE TOMA
DE FUERZAFASE R FASE S FASE T
CTF1 22.500 20.000 20.000
CTF2 15.000 15.000 15.000
CTF3 5.000 5.000 5.000
CTF4 5.000 5.000 2.500
TOTAL 47.500 45.000 42.500
4.5.2.7. Líneas de enlace del Cuadro General de Toma de Fuerza con los cuadros de toma
de fuerza.
Para la conexión del Cuadro General de Toma de Fuerza con los distintos cuadros de
toma de fuerza se emplearán líneas trifásicas de cuatro cables (3F + N).
El cálculo de la sección de los conductores se realizará a partir de la intensidad total
que alimenta el cuadro de toma de fuerza en cuestión. Se comprobará que dicha intensidad
sea inferior a la máxima admisible.
La caída de tensión en una línea trifásica se obtiene de la expresión:
scosèLIñ3
v××××=
4.5.2.7.1. Línea CGTF – CTF1
La potencia que alimenta el CTF1 es:

ANEJO VI. INSTALACIÓN ELÉCTRICA
111
P = 25 x 2.500 = 62.500 W
La intensidad máxima será:
A118,70,83803
62.500I =
××=
Se adoptará una sección para la conducción s = 50 mm2. La longitud de la línea es
7 m, por lo que la caída de tensión es:
V 0,4150
0,87118,70,0183v =××××=
La máxima caída de tensión en los receptores que dependan del cuadro CTF1,
incluyendo la línea trifásica es:
V = 3,05 + 0,41 = 3,46 V
4.5.2.7.2. Línea CGTF – CTF2.
La potencia que alimenta el CTF2 es:
P = 18 x 2.500 + 2 x 7.000 = 59.000 W
La intensidad máxima será:
A112,060,83803
59.000I =
××=
Se adoptará una sección para la conducción s = 50 mm2. La longitud de la línea es
52 m, por lo que la caída de tensión es:
V 2,950
0,852112,060,0183v =××××=

ANEJO VI. INSTALACIÓN ELÉCTRICA
112
La máxima caída de tensión en los receptores que dependan del cuadro CTF2,
incluyendo la línea trifásica es:
V = 3,67 + 2,9 = 6,6 V
4.5.2.7.3. Línea CGTF – CTF3.
El CTF3 alimenta a la siguiente demanda de potencia:
P = 6 x 2.500 + 6 x 7.000 = 57.000 W
La intensidad máxima será:
A108,250,83803
57.000I =
××=
Se adoptará una sección para la conducción s = 50 mm2. La longitud de la línea es
37 m, por lo que la caída de tensión es:
V66,050
0,837108,250,0183v =××××=
La máxima caída de tensión en los receptores que dependan del cuadro CTF3,
incluyendo la línea trifásica es:
V = 3,11 + 0,66 = 3,77 V
4.3.2.7.4. Línea CGTF – CTF4.
El CTF4 abastece a una demanda de potencia:
P = 5 x 2.500 + 4 x 7.000 = 40.500 W
La intensidad máxima será:

ANEJO VI. INSTALACIÓN ELÉCTRICA
113
A76,920,83803
40.500I =
××=
Se adoptará una sección para la conducción s = 35 mm2. La longitud de la línea es
64 m, por lo que la caída de tensión es:
V 3,5635
0,86476,920,0183v =××××=
La máxima caída de tensión en los receptores que dependan del cuadro CTF4,
incluyendo la línea trifásica es:
V = 3,13 + 3,56 = 6,69 V
4.5.2.8. Resumen de los conductores.
En las tablas 28, 29 y 30 se recogen las secciones de los conductores de la
instalación de toma de fuerza.
Tabla 28. Líneas de CGTF a cada cuadro de toma de fuerza.
LÍNEA DE TOMA DEFUERZA SECCIÓN (mm2)
CGTF- CTF1 4 x 50
CGTF- CTF2 4 x 50
CGTF- CTF3 4 x 50
CGTF- CTF4 4 x 35
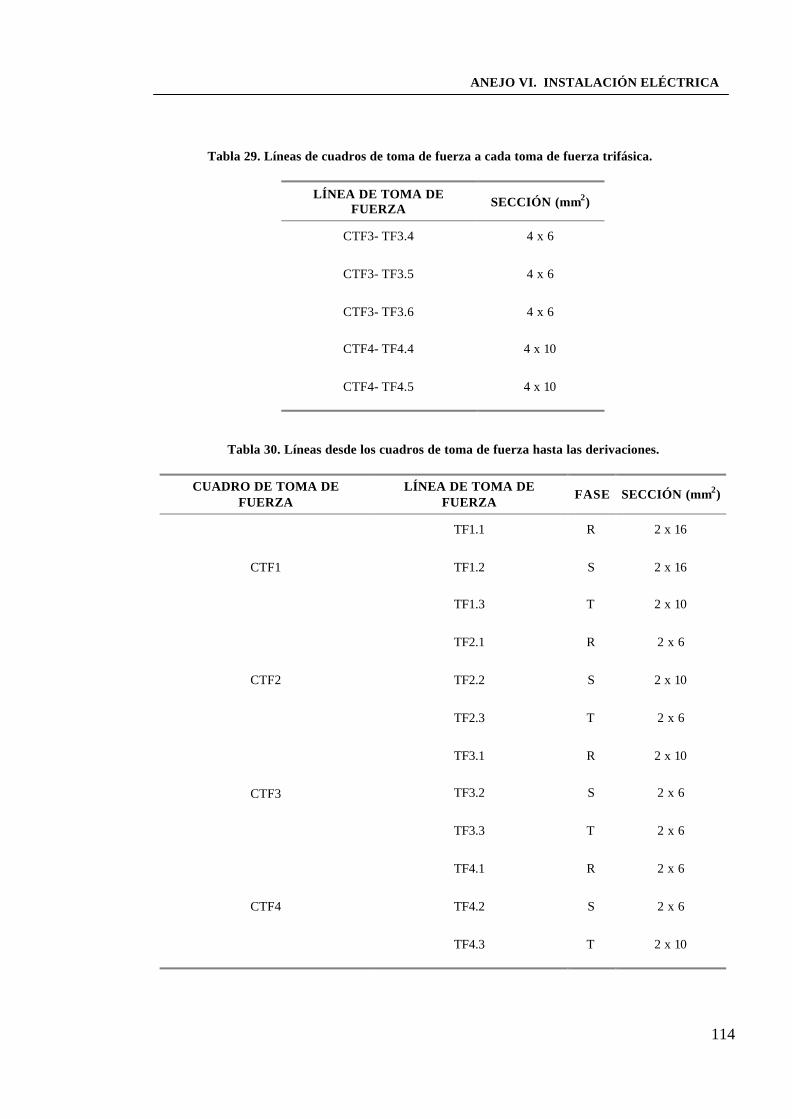
ANEJO VI. INSTALACIÓN ELÉCTRICA
114
Tabla 29. Líneas de cuadros de toma de fuerza a cada toma de fuerza trifásica.
LÍNEA DE TOMA DEFUERZA SECCIÓN (mm2)
CTF3- TF3.4 4 x 6
CTF3- TF3.5 4 x 6
CTF3- TF3.6 4 x 6
CTF4- TF4.4 4 x 10
CTF4- TF4.5 4 x 10
Tabla 30. Líneas desde los cuadros de toma de fuerza hasta las derivaciones.
CUADRO DE TOMA DEFUERZA
LÍNEA DE TOMA DEFUERZA
FASE SECCIÓN (mm2)
TF1.1 R 2 x 16
TF1.2 S 2 x 16CTF1
TF1.3 T 2 x 10
TF2.1 R 2 x 6
TF2.2 S 2 x 10CTF2
TF2.3 T 2 x 6
TF3.1 R 2 x 10
TF3.2 S 2 x 6CTF3
TF3.3 T 2 x 6
TF4.1 R 2 x 6
TF4.2 S 2 x 6CTF4
TF4.3 T 2 x 10

ANEJO VI. INSTALACIÓN ELÉCTRICA
115
4.6. Líneas de enlace del cuadro de distribución del centro de transformación con los
cuadros generales de la sala de distribución de baja tensión.
La unión de los diferentes cuadros generales con el cuadro de distribución situado en
el centro de transformación se realizará por medio de líneas subterráneas.
Para el cálculo de la sección de estos conductores subterráneos, se determina la
potencia que soporta cada cuadro, así como la caída de tensión para toda la instalación.
4.6.1. Línea Cuadro de Distribución – Cuadro General de Alumbrado.
La potencia total que abastece el cuadro general de alumbrado es:
S = 20.079 + 29.280 + 31.698 + 9.062 + 27.000 + 13.050 = 130.169 VA
Para la instalación de alumbrado se puede considerar un coeficiente de
simultaneidad igual a 0,9, por lo que:
S = 0,9 x 130.169 = 117.152,1 VA
La intensidad que circula será:
A 5,2220,83803
117.152,1
cosèV3
SI =
××=
××=
La sección adoptada para esta línea será: s = 150mm2
Conductor: (3x1x150 + 1x100) mm2
La longitud de la línea es de 40 m, por lo que la caída de tensión será:

ANEJO VI. INSTALACIÓN ELÉCTRICA
116
V 1,48150
0,8 x 40 x 222,5 x 0,018 x 3v ==
4.6.2. Línea Cuadro de distribución – Cuadro General de Motores.
La potencia total que abastece el cuadro general de motores es igual a la suma de las
potencias individuales de cada uno de ellos. Además se debe prever los requerimientos de
potencia de la futura planta de ampliación de surimi, estimándose en 150 KW.
P = 25.365 + 73.650 + 108.565 + 159.400 + 150.000 = 516.980 W
Para la instalación de fuerza motriz fija se puede considerar un coeficiente de
simultaneidad igual a 1, es decir, simultaneidad total, ya que se trata de un proceso
continuo.
S = 1 x 516.980 = 516.980 VA
La intensidad que circula será:
A 981,840,83803
516.980
cosèV3
SI =
××=
××=
La sección adoptada para esta línea será: s = 400 mm2
Conductor: (3x1x400 + 1x350) mm2
Las intensidades máximas admisibles en servicio permanente se fijarán a partir de
los valores indicados en la MIE BT 007. El coeficiente de corrección general empleado
será 0,8. Con todo esto resulta:
Iadm = 1.656 A > 981,84 A
La longitud de la línea es de 40 m, por lo que la caída de tensión será:

ANEJO VI. INSTALACIÓN ELÉCTRICA
117
V 2,45400
0,840981,840,0183v =××××=
4.6.3. Línea Cuadro de distribución – Cuadro General de Resistencias de desescarche.
La potencia total que abastece el cuadro general de resistencias es igual a la suma de
las potencias individuales de cada una de ellas.
P = 9.000 + 5.100 + 27.000 + 3.600 + 3.600 = 48.300 W
Para la instalación de fuerza motriz fija se puede considerar un coeficiente de
simultaneidad igual a 1, es decir, simultaneidad total, ya que se trata de un proceso
continuo.
S = 1 x 48.300 = 48.300 VA
La intensidad que circula será:
A 91,70,83803
48.300
cosèV3
SI =
××=
××=
La sección adoptada para esta línea será: s = 50 mm2
Conductor: (3x1x50 + 1x35) mm2
La longitud de la línea es de 40 m, por lo que la caída de tensión será:
V 1,8350
0,84091,70,0183v =××××=

ANEJO VI. INSTALACIÓN ELÉCTRICA
118
4.6.4. Línea Cuadro de distribución – Cuadro General de Toma de Fuerza.
Para poder determinar el valor de la potencia total S, se consideran por separado
tomas de fuerza monofásicas y trifásicas.
-. Tomas de fuerza trifásica.
Se disponen un total de 12 tomas de fuerza trifásica de 7.000 W cada una. Además
se considera que en la futura planta de surimi se dispondrán 4 tomas de idénticas
características, haciendo un total de:
P = 16 x 7.000 = 112.000 W
Se puede considerar un coeficiente de simultaneidad igual a 0,5, por lo que:
P = 0,5 x 112.000 = 56.000 W
-. Tomas de fuerza monofásica.
Hay 54 tomas de fuerza monofásica de 2.500 W cada una. Además se estima que en
la futura planta de surimi se dispondrán un total de 6 tomas de fuerza de idénticas
características, haciendo un total de:
P = 60 x 2.500 = 150.000 W
Se puede considerar un coeficiente de simultaneidad igual a 0,75, por lo que:
P = 0,75 x 150.000 = 112.500 W
La potencia total que soporta el CGTF es la suma de la potencia total soportada por
las tomas de fuerza monofásicas y trifásicas:
Pt = 56.000 + 112.500 = 168.500 W

ANEJO VI. INSTALACIÓN ELÉCTRICA
119
Si se considera un factor de potencia para los receptores de las tomas de fuerza igual
a 0,8:
La intensidad que circula será:
A 320,020,83803
168.500
cosèV3
SI =
××=
××=
La sección adoptada para esta línea será: s = 150 mm2
Conductor: (3x1x150 + 1x100) mm2
La longitud de la línea es de 40 m, por lo que la caída de tensión será:
V 1,3150
0,840320,020,0183v =××××=
4.6.5. Línea de enlace TRAFO – CD.
La conexión se hará mediante cable subterráneo de 5 m de longitud. Se
dimensionará para una intensidad que será la suma de la requerida por los distintos
cuadros. En la tabla 31 se muestra un resumen de las diferentes intensidades que pasan por
las líneas que componen la instalación eléctrica.
Tabla 31. Intensidades de las deferentes líneas de la instalación eléctrica.
Línea I (A)Líneas de enlace CD – CGA 222,5Líneas de enlace CD – CGM 981,84Líneas de enlace CD – CGR 91,7Líneas de enlace CD – CGTF 320,02
TOTAL 1.616,06
Se dispondrán 3 cables unipolares de cobre por fase, de 400 mm2 cada uno, y
aislados con etileno-propileno. Las intensidades máximas admisibles en servicio
ANEJO VI. INSTALACIÓN ELÉCTRICA
120
permanente se fijarán a partir de los valores indicados en la MIE BT 007. El coefciente de
corrección general empleado será 0,8. Con todo esto resulta:
Iadm = 1.656 A > 1.616,06 A
Considerando un factor de potencia para el conjunto de la instalación, corregido, de
0,96, la caída de tensión en este tramo es:
VS
lIv CDTRAFO 2,0
200.196,0506,616.1018,03cos3 =⋅⋅⋅⋅=⋅⋅⋅⋅=−
ϕρ
4.6.6. Comprobación de la caída de tensión.
Conocidas las secciones de los conductores que componen todas las líneas de la
instalación, se ha de comprobar si la caída de tensión cumple las limitaciones de la
MI BT 017.
4.6.5.1. Caída de tensión en la instalación de alumbrado.
La máxima caída de tensión se produce desde el Cuadro de Distribución del Centro
de Transformación hasta la línea A3.3 del cuadro de alumbrado 3.
V = VCD – CGA + V CGA – CA3 + VCA3 – A3.3
V 11,4 V 9,18 2,89 x 3 2,7 1,48 V <=++=
Como se aprecia, la caída de tensión en la línea de alumbrado es inferior al 3% del
valor de tensión nominal, por lo que el dimensionamiento se acepta.
4.6.5.2. Caída de tensión en la instalación de fuerza motriz fija.
La máxima caída de tensión se produce desde el Cuadro de Distribución del Centro
de Transformación hasta el motor receptor M2 del CCM1.

ANEJO VI. INSTALACIÓN ELÉCTRICA
121
v = vCD – CGM + v CGM – CCM1 + vCCM1 – M2
V 19 V 5,18 1,18 1,92 2,48 v <=++=
La caída de tensión en la línea de alumbrado es inferior al 5% del valor de tensión
nominal, por lo que el dimensionamiento se acepta.
4.6.5.3. Caída de tensión en la instalación de resistencias de desescarche.
La máxima caída de tensión se produce desde el Cuadro de Distribución del Centro
de Transformación hasta la resistencia R1 del CCR.
v = vCD – CGM + v CGR – CCR + vCCR – R1
V 19 V 5,18 0,63 0,76 1,43 v <=++=
La caída de tensión en la línea de alumbrado es inferior al 5% del valor de tensión
nominal, por lo que el dimensionamiento se acepta.
4.6.5.4. Caída de tensión en la instalación de tomas de fuerza.
La máxima caída de tensión se produce desde el Cuadro de Distribución del Centro
de Transformación hasta la línea monofásica TF2.1 que depende del CTF2.
v = vCD – CGTF + v CGTF – CTF2 + vCTF2 – TF2.1
V 19 V 8,92 2,12 x 3 3,95 1,3 v <=++=
La caída de tensión en la línea de alumbrado es inferior al 5% del valor de tensión
nominal, por lo que el dimensionamiento se acepta.
5. CORRECCIÓN DEL FACTOR DE POTENCIA.

ANEJO VI. INSTALACIÓN ELÉCTRICA
122
Para una misma potencia activa solicitada de la compañía suministradora, la
potencia aparente absorbida será tanto mayor cuanto menor sea el factor de potencia de la
instalación, con el consiguiente aumento de la corriente que circula por la línea de
suministro. Esto obliga a la compañía a aumentar la sección de las líneas de distribución y
transporte, además de sobredimensionar los transformadores, resultando económicamente
caro; de ahí la conveniencia de limitar el valor mínimo del cosϕ, e intentar elevarlo cuanto
sea posible, cercano a la unidad sería el ideal funcionamiento.
5.1. Causas de un factor de potencia bajo.
Los motores de inducción, los transformadores, los hornos de inducción, los
rectificadores, las lámparas fluorescentes no compensadas, los aparatos de soldadura
eléctrica y en general todos los aparatos alimentados en corriente alterna que se pueden
encontrar en la industria, tienen, en mayor o en menor grado, un factor de potencia que
deja mucho que desear.
Es evidente que algunos de ellos, tales como los aparatos de soldadura, los hornos de
inducción y las lámparas fluorescentes, que funcionan sobre la base de un cortocircuito
controlado, absorben una corriente muy desfasada en retraso. Otros aparatos, basados en la
inducción electromagnética, tales como los motores y los transformadores, absorben una
corriente menos desfasada pero debido a su gran número y a su carga a menudo variable
también ejercen un resultado desfavorable sobre el factor de potencia global.
El motor de inducción, por ejemplo, absorbe una corriente desmagnetizante
desfasada 90º en retraso respecto a la tensión. Esta corriente es prácticamente constante
cualquiera que sea la carga del motor, de ello se deduce que la relación entre la corriente
útil y la magnetizante decrece con la carga, disminuyendo también el factor de potencia.
Por otro lado, a igualdad de potencia, los motores de velocidad baja necesitan más
corriente desmagnetizante que los motores de velocidad alta, y por ello los primeros
tendrán un factor de potencia más bajo que los segundos.

ANEJO VI. INSTALACIÓN ELÉCTRICA
123
Todas estas consideraciones son también válidas para los transformadores, pero en
menor medida.
Es indispensable conocer el comportamiento de los receptores, conocer el factor de
potencia con el que trabajan, para luego aplicar las soluciones oportunas.
5.2. Ventajas de un buen factor de potencia.
De lo anteriormente dicho se deduce que para una instalación determinada y a
potencia útil constante si se mejora el factor de potencia, la corriente total disminuye. Así
pues las pérdidas por efecto Joule y las caídas de tensión en la línea disminuyen.
Si las pérdidas por efecto Joule en la línea son constantes y se mejora el factor de
potencia, la potencia útil disponible aumenta pudiéndose aumentar la carga. Por el
contrario si el cosϕ se deteriora, la potencia útil disponible disminuye. Por lo tanto hay
que tener en cuenta todas estas consideraciones, no sólo en los proyectos de ampliación
sino también para nuevos proyectos.
La mejora del factor de potencia puede reportar las ventajas siguientes tanto para la
producción como para la utilización de la energía eléctrica:
-. Disminución de la corriente de línea y por lo tanto de las pérdidas por
efecto Joule cuyo valor no es despreciable.
-. Mejora del plan de tensión.
-. Disminución de la sección de los conductores debido a menor corriente de
línea.
-. Supresión de penalidades por consumo excesivo de energía reactiva.

ANEJO VI. INSTALACIÓN ELÉCTRICA
124
Con respecto a este último punto decir, que las Compañías Suministradoras aplican
tarifas especiales a aquéllos abonados cuyas instalaciones tengan un cosϕ bajo. Todos los
abonados exceptuando a aquéllos incluidos en las tarifas 1.0 y 2.0 están sujetos a una
penalización (recargo) ó a una bonificación, atendiendo al consumo de energía reactiva.
El recargo viene dado por la fórmula :
K%cos
= −17
212 ϕ
El factor de potencia se calcula mediante las lecturas de los contadores de energía
activa y reactiva, obteniéndose dos cifras decimales. El redondeo se hará por defecto o
exceso según que la tercera cifra despreciada sea o no menor que 5. No se aplicarán
recargos superiores al 47% ni descuentos mayores al 4%.
El complemento por energía reactiva afecta en la factura tanto al término de potencia
como al de energía.
Para potencias contratadas inferiores a 50 KW, los abonados pueden instalar por su
cuenta, si lo desean, el contador de energía reactiva, pero si no quieren disponer de él, la
Compañía Suministradora les aplicará un factor de potencia fijo. Para potencias
contratadas superiores a 50 KW, es obligatorio para los abonados la instalación de
contadores de energía reactiva.
5.3. Mejora del factor de potencia.
Como el cosϕ de un receptor es una característica imposible de modificar, por ser
propia de éste, luego para que una instalación pueda trabajar en su conjunto con un mejor
factor de potencia, habrá que modificar las condiciones externas de los receptores. Una
posibilidad es introduciendo cargas óhmicas, ya que a la potencia activa del receptor ó

ANEJO VI. INSTALACIÓN ELÉCTRICA
125
receptores se le suma la citada carga. Esta solución no es muy práctica, ya que mejoramos
el factor de potencia a costa de aumentar la potencia activa consumida.
Existen otros dos aparatos eléctricos capaces de mejorar el factor de potencia, las
máquinas rotativas como el compensador síncrono y los condensadores estáticos. Las
primeras comportan, además de los capitales invertidos y espacios relativamente grandes,
unos gastos de mantenimiento. Estas máquinas sólo se utilizan en instalaciones
importantes y su efecto cesa cuando las máquinas están paradas.
El condensador estático representa la solución ideal al problema de la compensación
de la energía reactiva. Cuando se le aplica una tensión alterna, posee la propiedad de
absorber una corriente desfasada 90º en adelante sobre la tensión, salvo las pérdidas.
En la práctica, no es ni recomendable ni económico efectuar una compensación por
condensadores de valor fijo hasta la unidad. En efecto, la batería de condensadores
desarrolla una energía reactiva constante, cuando casi siempre, la carga es variable en
potencia y desfase. Puede resultar en ciertas circunstancias y en el caso de una batería de
gran capacidad, que quede conectada a una carga pequeña con un buen cosϕ, siendo
entonces el factor de potencia del conjunto capacitivo de resultados tan malos como en el
caso de ser muy inductivos. Este problema se solventa colocando una batería de
condensadores que sigue automáticamente las variaciones del cosϕ poniendo en servicio
sólo el número de escalones necesarios para aumentar o disminuir en cada instante el cosϕ
a un valor de referencia igual o próximo a la unidad. Económicamente es aconsejable
efectuar esta corrección hasta valores de 0,9-0,96. Para un factor de potencia en la
instalación de 0,96 se obtendría una bonificación del 2,55% en la factura de energía
eléctrica.
ANEJO VI. INSTALACIÓN ELÉCTRICA
126
5.4. Instalación de las baterías de condensadores.
El objetivo final de la corrección del factor de potencia es reducir o suprimir la
penalidad por energía reactiva en la facturación, por ello los condensadores deben
conectarse en el lado de utilización y después de los contadores. Pueden ser instalados en
varios lugares de la línea de distribución de una fábrica pudiendo distinguirse cuatro tipos
de compensación:
-. Compensación individual.
-. Compensación de grupo.
-. Compensación central.
-. Compensación combinada.
Compensación individual.
Este caso se aplica particularmente a los motores de inducción y presenta las
siguientes ventajas:
-. Instalando los condensadores cerca de la carga, las líneas de alimentación
al motor quedan aligeradas.
-. El arrancador del motor puede servir también para conectar
simultáneamente los condensadores lo que elimina el gasto de un aparato de
maniobra propio para el condensador.
-. La puesta en servicio por el arrancador constituye un control
semiautomático de los condensadores; no es necesario un control
suplementario.
-. Los condensadores no se ponen en servicio hasta que el motor no se pone
en marcha.
-. Resulta prohibitivo económicamente.

ANEJO VI. INSTALACIÓN ELÉCTRICA
127
-. Se utiliza en el alumbrado mediante la instalación de condensadores en
cada luminaria.
Compensación de grupo.
Este tipo de compensación es aconsejable cuando los motores se ponen en marcha
por grupos, por ejemplo, trabajo por equipo de ciertas líneas. Las ventajas son las
siguientes:
-. Cada grupo está formado de tal forma que todos los motores funcionan
simultáneamente y por ello una batería de condensadores por grupo está
comprobado que es más económica que condensadores individuales; y
además lo será también comparativamente a una batería general si existen
varios grupos que no funcionan al mismo tiempo.
-. Si hay muchos motores pequeños que funcionan simultáneamente, el
empleo de condensadores más potentes que compensen todo el grupo son
más económicos que muchos condensadores individuales pequeños.
Compensación central.
Es el sistema más utilizado en la práctica y consiste en agrupar los condensadores en
baterías; se facilita su mantenimiento y se mejora la utilización de su potencia tanto más
cuanto más automática sea la compensación.
Compensación combinada.
Se trata de una combinación de los tres tipos de compensación indicados. Se aplica
a instalaciones complejas que desde el punto de vista de compensación pueden ser
consideradas como instalaciones separadas.

ANEJO VI. INSTALACIÓN ELÉCTRICA
128
Se va a instalar un sistema de compensación automática centralizada a la salida en
B.T. del transformador. Las luminarias se compensarán individualmente con
condensadores ( según NTE-IEE y NTE-IEI ), economizando en las secciones de
conductores.
5.5. Protección de la batería de condensadores.
Los condensadores deben quedar protegidos contra las posibles maniobras que
pudieran sufrir durante sus conexiones y desconexiones, así como de sus posibles fallos:
Cargas residuales.
Según MIBT 035 “los condensadores que pudieran poner en peligro a las personas,
llevarán un dispositivo automático de descarga o se colocará una inscripción que advierta
de su peligro “.
Ésto se consigue mediante reactancias de descarga conectadas en paralelo con la
batería de condensadores. Las reactancias de conectan cuando la batería quede fuera de
servicio. Se suelen utilizar para pequeñas potencias resistencias, que al ser pequeñas,
quedan conectadas continuamente.
Sobreintensidades.
Durante la conexión de los condensadores debido al transitorio. Se utilizan
reactancias de choque o se fracciona la puesta en tensión.
Conexión en vacío.
Los condensadores quedan en servicio con bajos niveles de consumo en la
instalación. En bancos de cierta importancia se utilizan bobinas de subtensión sobre los
interrruptores automáticos.

ANEJO VI. INSTALACIÓN ELÉCTRICA
129
Sobreintensidades por perforación del dieléctrico.
Se utilizan fusibles individuales en serie con cada condensador del banco. Se
dimensionan con suficiente margen ( de 1,5 a 2,5 veces la intensidad nominal ) con objeto
de que puedan soportar sin fundirse la sobreintensidad en la conexión.
5.6. Elección de una batería de condensadores.
Las baterías de condensadores de tipo automático de potencia variable ofrecen una
solución adaptable a las necesidades. Su funcionamiento consiste en la adaptación
automática de la potencia reactiva abastecida por las baterías de condensadores en función:
-. De la carga reactiva de la instalación y de sus fluctuaciones.
-. De un cosϕ deseado e impuesto por el distribuidor de energía (se debe
regular el factor de potencia para que nunca se aporte energía a la red, cos ϕ
en adelanto).
Se suelen utilizar en los bornes de los cuadros generales de baja tensión,
instalándose en los centros de transformación gracias a sus configuraciones tipo armario.
La batería se determina básicamente por las siguientes características :
-. La potencia reactiva a suministrar
-. Escalones de potencia, es decir, la forma en que está fraccionada la
potencia reactiva dentro de la batería.
-. La tensión de funcionamiento.
-. La instalación de filtro antiarmónicos.

ANEJO VI. INSTALACIÓN ELÉCTRICA
130
5.7. Potencia de la batería de condensadores
El método más exacto para la determinación de la batería de condensadores a
montar sería el estudio de las facturas de electricidad durante un periodo de
funcionamiento significativo en la industria o instrumentos de medición y registro en el
tiempo. De esta manera se tendría unas cifras reales de los consumos de reactiva.
En el Cuadro de Distribución de BT se ubica un equipo de corrección del factor de
potencia, consiguiéndose con él una compensación global de la potencia reactiva.
La regulación se efectúa en base a un factor de potencia inicial de valor 0,8, el cual
se corregirá hasta 0,96.
Potencia total = 117.152,1 + 516.980 + 48.300 + 168.500 = 850.932,1 W ≈ 860 KW
Qr inicial = 860 x tg èi = 532,98 KVAr
Qr final = 860 x tg èf = 250,83 KVAr
La potencia a compensar por parte de la batería de condensadores valdrá
282,16 KVAr.
La capacidad global de la batería de condensadores conectados en estrella valdrá:
ìF6,68ùV
)tgè(tgèPC
221 =
⋅−⋅=
Se dispondrá un equipo de condensadores con las siguientes características:
Potencia nominal: 300 KVAr
Nº Escalones del regulador: 6
Composición: 6 x 50(nº esc x pot. Esc)

ANEJO VI. INSTALACIÓN ELÉCTRICA
131
Potencia mínima del salto: 50 KVAr
Nº Acometidas: 1
Dimensiones: 1.710 x 690 x 440 mm
El equipo para la corrección automática del factor de potencia está compuesto por:
-. Condensadores ‘ESTA’, serie PhMKP, en ejecución tubular, con
dispositivo de desconexión por sobrepresión interna, que garantiza la
protección total de la unidad, dieléctrico de film de polipropileno metalizado
de bajas pérdidas (menos de 0,25 W/KVAr) y autocurable.
-. Regulador electrónico Dr. Masing tipo MH, con microprocesador,
conexión circular de escalones, medidor digital de coseno de PHI, medida
de la corriente de secundario del T.I., alarma por falta de compensación,
retardo de conexión programable, etc.
-. Contactores previstos para maniobra de condensadores, capaces de resistir
elevadas puntas de conexión.
-. Base de fusibles tipo Neozed para protección por escalón con fusibles
Icc = 50 KA.
-. Montado en armario de chapa de acero, debidamente tratada y acabado
con pintura epoxi color gris claro RAL-7032 texturizado. Montaje sobre
suelo.
Se calcula a continuación la sección del conductor que une el cuadro de distribución
de baja tensión con el equipo de corrección del factor de potencia:
La potencia nominal de la batería de condensadores es de 300 KVAr, luego la
intensidad máxima que pasará por el conductor es:

ANEJO VI. INSTALACIÓN ELÉCTRICA
132
A474,80,963803
300.000
cosèV3
SI =
××=
××=
Se utilizará una sección de 300 mm2, siendo el conductor: Cu (3x300 + 1x250) mm2.
La caída de tensión desde el cuadro de distribución de baja tensión del centro de
transformación hasta el equipo de corrección del factor de potencia:
V0,11300
0,9628,4780,0183s
cosèLIñ3V =××××=××××=
6. CENTRO DE TRANSFORMACIÓN.
6.1. Introducción.
En este apartado se especificarán las condiciones técnicas, de ejecución y
económicas de un centro de transformación de características normalizadas cuyo fin es
suministrar energía eléctrica en baja tensión.
6.1.1. Reglamentación y disposiciones oficiales.
Para la elaboración del proyecto se ha tenido en cuenta la siguiente normativa:
-. “Reglamento sobre las Condiciones Técnicas y Garantías de Seguridad en
Centrales Eléctricas, Subestaciones y Centros de Transformación e
Instrucciones Técnicas Complementarias”.
-. “Reglamento Electrotécnico de Baja Tensión e Instrucciones Técnicas
Complementarias”.

ANEJO VI. INSTALACIÓN ELÉCTRICA
133
-. “Reglamento de Verificaciones Eléctricas y Regularidad en el Suministro
de Energía Eléctrica”.
-. Normas UNE y Recomendaciones UNESA que sean de aplicación.
-. Normas particulares de SEVILLANA-ENDESA.
-. Condiciones impuestas por las entidades públicas afectadas.
6.2. Características generales centro de transformación.
El centro de transformación objeto del presente proyecto será de tipo interior,
empleando para su aparellaje celdas prefabricadas bajo envolvente metálica según norma
UNE-20.099.
La acometida al mismo será subterránea, se alimentará en punta de la red de Media
Tensión, y el suministro de energía se efectuará a una tensión de servicio de 20 KV y una
frecuencia de 50 Hz, siendo la Compañía Eléctrica suministradora
SEVILLANA-ENDESA.
6.2.1. Características celdas SM6.
Las celdas a emplear serán de la serie SM6 de Merlin Gerin, celdas modulares de
aislamiento en aire equipadas de aparellaje fijo que utiliza el hexafluoruro de azufre como
elemento de corte y extinción de arco.
Responderán en su concepción y fabricación a la definición de aparamenta bajo
envolvente metálica compartimentada de acuerdo con la norma UNE 20099.
Los compartimentos diferenciados serán los siguientes:
a) Compartimento de aparellaje.

ANEJO VI. INSTALACIÓN ELÉCTRICA
134
b) Compartimento del juego de barras.
c) Compartimento de conexión de cables.
d) Compartimento de mando.
e) Compartimento de control.
6.3. Programa de necesidades y potencia instalada en KVA.
Partiendo de las necesidades de energía eléctrica y teniendo en cuenta la
simultaneidad, se determina la potencia que ha de proporcionar el centro de
transformación.
Las demandas de potencia son:
Alumbrado: 117.152,1 VA
Fuerza motriz fija: 524.980 VA
Resistencias desescarche: 48.300 VA
Tomas de fuerza: 56.000 + 112.500 = 168.500 VA
Aplicando coeficientes de simultaneidad:
Alumbrado (90%): 117.152,1 x 0,9 = 105.436,9 VA
Fuerza motriz fija (100%): 524.980 VA
Resistencias de desescarche (60%): 28.980 VA
Tomas de fuerza (50 % para TF trifásicas y 75 % para monofásicas):
56.000 x 0,5 + 112.500 x 0,75 = 112.375 VA
Total: 771.771,9 VA

ANEJO VI. INSTALACIÓN ELÉCTRICA
135
Para satisfacer la potencia demandada por la industria se optará por un
transformador de 1.000 KVA.
6.4. Descripción de la instalación.
6.4.1. Obra Civil
6.4.1.1. Local.
El Centro estará ubicado en una caseta independiente destinada únicamente a esta
finalidad.
La caseta será de construcción prefabricada de hormigón tipo EHC-3T1D con una
puerta peatonal de Merlin Gerin, de dimensiones 3.760 x 2.500 y altura útil 2.535 mm.,
cuyas características se describen en el siguiente apartado de esta memoria.
El acceso al C.T. estará restringido al personal de la Cía Eléctrica suministradora y
al personal de mantenimiento especialmente autorizado. Se dispondrá de una puerta
peatonal cuyo sistema de cierre permitirá el acceso a ambos tipos de personal, teniendo en
cuenta que el primero lo hará con la llave normalizada por la Cía Eléctrica.
6.4.1.2. Características del local.
Se tratará de una construcción prefabricada de hormigón COMPACTO modelo EHC
de Merlin Gerin, cuyas características más destacadas serán:
-. Compacidad: Esta serie de prefabricados se montarán enteramente en
fábrica. Realizar el montaje en la propia fábrica supondrá obtener:
Calidad en origen,
Reducción del tiempo de instalación,

ANEJO VI. INSTALACIÓN ELÉCTRICA
136
Posibilidad de posteriores traslados.
-. Facilidad de instalación: La innecesaria cimentación y el montaje en
fábrica permitirán asegurar una cómoda y fácil instalación.
-. Material: El material empleado en la fabricación de las piezas (bases,
paredes y techos) es hormigón armado. Con la justa dosificación y el
vibrado adecuado se conseguirán unas características óptimas de resistencia
característica (superior a 25 N/mm² a los 28 días de su fabricación) y una
perfecta impermeabilización.
-. Equipotencialidad: La propia armadura de mallazo electrosoldado
garantizará la perfecta equipotencialidad de todo el prefabricado. Como se
indica en la RU 1303A, las puertas y rejillas de ventilación no estarán
conectadas al sistema de equipotencial. Entre la armadura equipotencial,
embebida en el hormigón, y las puertas y rejillas existirá una resistencia
eléctrica superior a 10.000 ohmnios (RU 1303A). Ningún elemento
metálico unido al sistema equipotencial será accesible desde el exterior.
-. Impermeabilidad: Los techos estarán diseñados de tal forma que se
impidan las filtraciones y la acumulación de agua sobre éstos, desaguando
directamente al exterior desde su perímetro.
-. Grados de protección: Serán conformes a la UNE 20324/89 de tal forma
que la parte exterior del edificio prefabricado será de IP239, excepto las
rejillas de ventilación donde el grado de protección será de IP339.
Los componentes principales que formarán el edificio prefabricado son los que se
indican a continuación:

ANEJO VI. INSTALACIÓN ELÉCTRICA
137
Envolvente.
La envolvente (base, paredes y techos) de hormigón armado se fabricará de tal
manera que se cargará sobre camión como un solo bloque en la fábrica.
La envolvente estará diseñada de tal forma que se garantizará una total
impermeabilidad y equipotencialidad del conjunto, así como una elevada resistencia
mecánica.
En la base de la envolvente irán dispuestos, tanto en el lateral como en la solera, los
orificios para la entrada de cables de Alta y Baja Tensión. Estos orificios son partes
debilitadas del hormigón que se deberán romper (desde el interior del prefabricado) para
realizar la acometida de cables.
Suelos.
Estarán constituidos por elementos planos prefabricados de hormigón armado
apoyados en un extremo sobre unos soportes metálicos en forma de U, los cuales
constituirán los huecos que permitirán la conexión de cables en las celdas. Los huecos que
no queden cubiertos por las celdas o cuadros eléctricos se taparán con unas placas
fabricadas para tal efecto. En la parte frontal se dispondrán unas placas de peso reducido
que permitirán el acceso de personas a la parte inferior del prefabricado a fin de facilitar las
operaciones de conexión de los cables.
Cuba de recogida de aceite.
La cuba de recogida de aceite se integrará en el propio diseño del hormigón. Tendrá
una capacidad de 760 litros, estando así diseñada para recoger en su interior todo el aceite
del transformador sin que éste se derrame por la base.

ANEJO VI. INSTALACIÓN ELÉCTRICA
138
En la parte superior irá dispuesta una bandeja apagafuegos de acero galvanizado
perforada y cubierta por grava.
Puertas y rejillas de ventilación.
Estarán construidas en chapa de acero galvanizado recubierta con pintura epoxi. Esta
doble protección, galvanizado más pintura, las hará muy resistentes a la corrosión causada
por los agentes atmosféricos.
Las puertas estarán abisagradas para que se puedan abatir 180º hacia el exterior, y se
podrán mantener en la posición de 90º con un retenedor metálico.
6.4.2. Instalación Eléctrica.
6.4.2.1. Características de la Red de Alimentación.
La red de alimentación al centro de transformación será de tipo subterráneo a una
tensión de 20 KV y 50 Hz de frecuencia.
La potencia de cortocircuito máxima de la red de alimentación será de 500 MVA,
según datos proporcionados por la Compañía suministradora.
6.4.2.2. Características de la Aparamenta de Alta Tensión.
Características generales celdas SM6.
-. Tensión asignada: 24 KV.
-. Tensión soportada entre fases, y entre fases y tierra:
a frecuencia industrial (50 Hz), 1 minuto: 50 KV ef.
a impulso tipo rayo: 125 KV cresta.

ANEJO VI. INSTALACIÓN ELÉCTRICA
139
-. Intensidad asignada en funciones de línea: 400 A.
-. Intensidad asignada en interrup. automat.: 400 A.
-. Intensidad asignada en ruptofusibles.: 200 A.
-. Intensidad nominal admisible de corta duración:
durante un segundo: 16 KA ef.
-. Valor de cresta de la intensidad nominal admisible:
40 KA cresta, es decir, 2,5 veces la intensidad nominal admisible de
corta duración.
-. Grado de protección de la envolvente: IP307 según UNE 20324-94.
-. Puesta a tierra. El conductor de puesta a tierra estará dispuesto a todo lo
largo de las celdas según UNE 20.099, y estará dimensionado para soportar
la intensidad admisible de corta duración.
-. Embarrado. El embarrado estará sobredimensionado para soportar sin
deformaciones permanentes los esfuerzos dinámicos que en un cortocircuito
se puedan presentar y que se detallan en el apartado de cálculos.
-. Celda de remonte de cables modelo SM6, tipo SGAME16, de
dimensiones: 375 mm. de anchura, 940 mm. de profundidad, 1.600 mm. de
altura, y conteniendo:
-. Juego de barras interior tripolar In = 400 A.
-. Remonte de barras de 400 A para conexión superior con otra celda.
-. Preparación para conexión inferior con cable seco unipolar.
-. Embarrado de puesta a tierra.

ANEJO VI. INSTALACIÓN ELÉCTRICA
140
Celda de protección del transformador.
Celda de protección con interruptor automático modelo SM6, tipo SDM1DY16, de
dimensiones: 750 mm. de anchura, 1.220 mm. de profundidad, 1.600 mm. de altura, y
conteniendo: Celda de protección con interruptor y fusibles combinados modelo SM6,
tipo SQMB16, de dimensiones: 375 mm. de anchura, 940 mm. de profundidad, 1.600 mm.
de altura, y conteniendo:
-. Interruptor-seccionador en SF6, 400 A, 24 KV, equipado con bobina de
disparo a emisión de tensión a 220 V 50 Hz..
-. Tres cortacircuitos fusibles de alto poder de ruptura y baja disipación
térmica tipo FUSARC CF, de 24KV, y calibre 63 A.
-. Señalización mecánica fusión fusible.
-. Embarrado de puesta a tierra.
-. Preparada para salida lateral inferior por barrón.
-. Enclavamiento por cerradura tipo C4 impidiendo el paso a la posición de
tierra del interruptor y el acceso a los fusibles en tanto que el disyuntor
general B.T. no esté abierto y enclavado. Dicho enclavamiento impedirá
además el acceso al transformador si el interruptor de la celda QMB no se
ha puesto en posición de tierra previamente.
El disyuntor irá equipado con una unidad de control VIP 200, sin ninguna
alimentación auxiliar, constituida por un relé electrónico y un disparador Mitop instalados
en el bloque de mando del disyuntor, y unos transformadores o captadores de intensidad.
Sus funciones serán:
-. Protección contra sobrecargas, cortocircuitos y defecto homopolar
(2 umbrales): 50-51/50N-51N.

ANEJO VI. INSTALACIÓN ELÉCTRICA
141
-. Tipo de curvas: a tiempo constante e inverso.
-. Autovigilancia.
-. Reset de los indicadores.
-. Señalización de disparo mediante indicador mecánico.
-. Enclavamiento por cerradura tipo E11 impidiendo maniobrar en carga el
seccionador de la celda DM1-D e impidiendo acceder a la celda de trafo sin
abrir el circuito.
-. Celda de medida
-. Celda modelo SM6, tipo SGBCC3316, medida de tensión e intensidad
con entrada inferior lateral por barras y salida inferior lateral por cables, de
dimensiones: 750 mm de anchura, 1.020 mm. de profundidad, 1.600 mm. de
altura, y conteniendo:
-. Juegos de barras tripolar In = 400 A.
-. 3 Transformadores de intensidad de relación 15-30/5A, 15VA CL.0.5,
Ith = 200In y aislamiento 24KV.
-. 3 Transformadores de tensión, unipolares, de relación 22.000:V3/110:V3,
50VA, CL0.5, Ft = 1.9 Un y aislamiento 24KV.
-. Embarrado de puesta a tierra.
Transformador.
Será una máquina trifásica reductora de tensión, siendo la tensión entre fases a la
entrada de 20 KV y la tensión a la salida en carga de 380V entre fases y 220V entre fases y
neutro.

ANEJO VI. INSTALACIÓN ELÉCTRICA
142
El transformador a instalar tendrá el neutro accesible en baja tensión y refrigeración
natural, marca Merlin Gerin Cevelsa, en baño de aceite mineral.
La tecnología empleada será la de llenado integral a fin de conseguir una mínima
degradación del aceite por oxidación y absorción de humedad, así como unas dimensiones
reducidas de la máquina y un mantenimiento mínimo.
Sus características mecánicas y eléctricas se ajustarán a la Norma UNE 20138 y a
las normas particulares de la compañía suministradora, siendo las siguientes:
-. Potencia nominal: 1.000 KVA.
-. Tensión nominal primaria: 20.000 V.
-. Regulación en el primario: +/-2,5% +/-5%.
-. Tensión nominal secundaria en vacío: 400 V.
-. Tensión de cortocircuito: 6 %.
-. Grupo de conexión: Dyn11.
Nivel de aislamiento.
-. Tensión de ensayo a onda de choque 1,2/50 s 125 KV.
-. Tensión de ensayo a 50 Hz 1 min 50 KV.
Conexión en el lado de alta tensión.
-. Juego de puentes III de cables AT unipolares de aislamiento seco RHZ1,
aislamiento 12/20 KV, de 95 mm2 en Al con sus correspondientes elementos
de conexión.
Conexión en el lado de baja tensión.

ANEJO VI. INSTALACIÓN ELÉCTRICA
143
-. Juego de puentes III de cables BT unipolares de aislamiento seco
termoestable de polietileno reticulado, aislamiento 0,6/1 KV, de
4 x 240 mm2 Al para las fases y de 3 x 240 mm2 Al para el neutro.
6.4.2.3. Características material vario de Alta Tensión.
Embarrado general celdas SM6.
El embarrado general de las celdas SM6 se construye con tres barras aisladas de
cobre dispuestas en paralelo.
Piezas de conexión celdas SM6.
La conexión del embarrado se efectúa sobre los bornes superiores de la envolvente
del interruptor-seccionador con la ayuda de repartidores de campo con tornillos
imperdibles integrados de cabeza allen de M8. El par de apriete será de 2.8 m.da.N.
6.4.3. Medida de la Energía Eléctrica.
La medida de energía se realizará mediante un cuadro de contadores conectado al
secundario de los transformadores de intensidad y de tensión de la celda de medida.
El cuadro de contadores estará formado por un armario de doble aislamiento de
HIMEL modelo SE-1000AT de dimensiones 540mm de alto x 720mm de largo y 230mm
de fondo, equipado de los siguientes elementos:
-. Regleta de verificación normalizada por la Compañía Suministradora.
-. Contador de energía activa de simple tarifa CL 1 con emisor de impulsos.
-. Contador de Energía Reactiva con emisor de impulsos, de simple tarifa,
CL 3.

ANEJO VI. INSTALACIÓN ELÉCTRICA
144
-. Módulo electrónico de tarificación.
6.4.4. Puesta a Tierra.
6.4.4.1. Tierra de Protección.
Se conectarán a tierra los elementos metálicos de la instalación que no estén en
tensión normalmente, pero que puedan estarlo a causa de averías o circunstancias externas.
Las celdas dispondrán de una pletina de tierra que las interconectará, constituyendo
el colector de tierras de protección.
6.4.4.2. Tierra de Servicio.
Se conectarán a tierra el neutro del transformador y los circuitos de baja tensión de
los transformadores del equipo de medida, según se indica en el apartado de "Cálculo de la
instalación de puesta a tierra" del apartado 6.5.
6.4.4.3. Tierras interiores.
Las tierras interiores del centro de transformación tendrán la misión de poner en
continuidad eléctrica todos los elementos que deban estar conectados a tierra con sus
correspondientes tierras exteriores.
La tierra interior de protección se realizará con cable de 50 mm2 de cobre desnudo
formando un anillo. Este cable conectará a tierra los elementos indicados en el apartado
6.4.4.1. e irá sujeto a las paredes mediante bridas de sujeción y conexión, conectando el
anillo al final a una caja de seccionamiento con un grado de protección IP545.
La tierra interior de servicio se realizará con cable de 50 mm2 de cobre aislado
formando un anillo. Este cable conectará a tierra los elementos indicados en el apartado

ANEJO VI. INSTALACIÓN ELÉCTRICA
145
6.4.4.2. e irá sujeto a las paredes mediante bridas de sujeción y conexión, conectando el
anillo al final a una caja de seccionamiento con un grado de protección IP545.
Las cajas de seccionamiento de la tierra de servicio y protección estarán separadas
por una distancia mínima de 1m.
6.4.5. Instalaciones Secundarias.
6.4.5.1. Alumbrado.
En el interior del centro de transformación se instalará un mínimo de dos puntos de
luz capaces de proporcionar un nivel de iluminación suficiente para la comprobación y
maniobra de los elementos del mismo. El nivel medio será como mínimo de 150 lux.
Los focos luminosos estarán colocados sobre soportes rígidos y dispuestos de tal
forma que se mantenga la máxima uniformidad posible en la iluminación. Además, se
deberá poder efectuar la sustitución de lámparas sin peligro de contacto con otros
elementos en tensión.
Se dispondrá también un punto de luz de emergencia de carácter autónomo que
señalizará los accesos al centro de transformación.
6.4.5.2. Protección contra Incendios.
De acuerdo con la instrucción MIERAT 14, se dispondrá como mínimo de un
extintor de eficacia equivalente 89 B.

ANEJO VI. INSTALACIÓN ELÉCTRICA
146
6.4.5.3. Ventilación.
La ventilación del centro de transformación se realizará de modo natural mediante
las rejas de entrada y salida de aire dispuestas para tal efecto, siendo la superficie mínima
de la reja de entrada de aire en función de la potencia del mismo según se relaciona.
Estas rejas se construirán de modo que impidan el paso de pequeños animales, la
entrada de agua de lluvia y los contactos accidentales con partes en tensión si se
introdujeran elementos metálicos por las mismas.
Potencia del transformador: 1.000 KVA
Superficie de la reja mínima: 1,03 m2
Los cálculos de sección de la superficie mínima de la reja se encuentran en el
apartado 6.5.6.
6.4.5.4. Medidas de Seguridad.
Seguridad en celdas SM6.
Las celdas tipo SM6 dispondrán de una serie de enclavamientos funcionales que
responden a los definidos por la Norma UNE 20.099, y que serán los siguientes:
-. Sólo será posible cerrar el interruptor con el seccionador de tierra abierto
y con el panel de acceso cerrado.
-. El cierre del seccionador de puesta a tierra sólo será posible con el
interruptor abierto.
-. La apertura del panel de acceso al compartimento de cables sólo será
posible con el seccionador de puesta a tierra cerrado.

ANEJO VI. INSTALACIÓN ELÉCTRICA
147
-. Con el panel delantero retirado, será posible abrir el seccionador de puesta
a tierra para realizar el ensayo de cables, pero no será posible cerrar el
interruptor.
Además de los enclavamientos funcionales ya definidos, algunas de las distintas
funciones se enclavarán entre ellas mediante cerraduras según se indica en el apartado
4.2.2.
6.5. Cálculos justificativos.
6.5.1. Intensidad de alta tensión.
En un sistema trifásico, la intensidad primaria Ip viene determinada por la
expresión:
U3
SI p ×
=
siendo:
U: Tensión compuesta primaria en KV = 20 KV.
S: Potencia del transformador en KVA.
Ip: Intensidad primaria en Amperios.
Sustituyendo valores, tendremos:
Potencia del transformador: 1.000 KVA.
Ip = 28,86 A.
siendo la intensidad total primaria de 28,86 Amperios.
ANEJO VI. INSTALACIÓN ELÉCTRICA
148
6.5.2. Intensidad de baja tensión.
En un sistema trifásico la intensidad secundaria Is viene determinada por la
expresión:
U3
WcuWfeSI s ×
−−=
siendo:
S: Potencia del transformador en KVA.
Wfe: Pérdidas en el hierro.
Wcu: Pérdidas en los arrollamientos.
U: Tensión compuesta en carga del secundario en Kilovoltios = 0,38 KV.
Is: Intensidad secundaria en Amperios.
Sustituyendo valores, tendremos:
Potencia del transformador = 1.000 KVA.
Is = 1.500,81 A.
6.5.3. Cortocircuitos.
6.5.3.1. Observaciones.
Para el cálculo de la intensidad de cortocircuito se determina una potencia de
cortocircuito de 500 MVA en la red de distribución, dato proporcionado por la Compañía
suministradora.

ANEJO VI. INSTALACIÓN ELÉCTRICA
149
6.5.3.2. Cálculo de las Corrientes de Cortocircuito.
Para la realización del cálculo de las corrientes de cortocircuito utilizaremos las
expresiones:
Intensidad primaria para cortocircuito en el lado de alta tensión:
U3
SccIccp ×
=
siendo:
Scc: Potencia de cortocircuito de la red en MVA.
U: Tensión primaria en KV.
Iccp: Intensidad de cortocircuito primaria en KA.
Intensidad primaria para cortocircuito en el lado de baja tensión: No la vamos a
calcular ya que será menor que la calculada en el punto anterior.
Intensidad secundaria para cortocircuito en el lado de baja tensión (despreciando la
impedancia de la red de alta tensión):
Us100Ucc
3
SI ccs
××=
siendo:
S: Potencia del transformador en KVA.
Ucc: Tensión porcentual de cortocircuito del transformador.
Us: Tensión secundaria en carga en voltios.

ANEJO VI. INSTALACIÓN ELÉCTRICA
150
Iccs: Intensidad de cortocircuito secundaria en KA.
6.5.3.3. Cortocircuito en el lado de Alta Tensión.
Utilizando la fórmula expuesta anteriormente con:
Scc = 500 MVA.
U = 20 KV.
Sustituyendo los valores anteriores tendremos una intensidad primaria máxima para
un cortocircuito en el lado de A.T. de:
Iccp = 14.43 KA.
6.5.3.4. Cortocircuito en el lado de Baja Tensión.
Utilizando las expresiones citadas anteriormente y sustituyendo valores, tendremos:
Potencia del transformador = 1.000 KVA.
Ucc = 6 %.
Iccs = 25,32 KA.
siendo:
Ucc: Tensión de cortocircuito del transformador en tanto por ciento.
Iccs: Intensidad secundaria máxima para un cortocircuito en el lado de baja
tensión.
6.5.4. Dimensionado del embarrado.
El embarrado de las celdas SM6 está constituido por tramos rectos de tubo de cobre
recubiertas de aislamiento termorretráctil.

ANEJO VI. INSTALACIÓN ELÉCTRICA
151
Las barras se fijan a las conexiones al efecto existentes en la parte superior del cárter
del aparato funcional (interruptor-seccionador o seccionador en SF6). La fijación de barras
se realiza con tornillos M8.
La separación entre las sujeciones de una misma fase y correspondientes a dos
celdas contiguas es de 375 mm. La separación entre barras (separación entre fases) es de
200 mm.
Características del embarrado:
-. Intensidad nominal: 400 A.
-. Límite térmico 1 seg.: 16 KA ef.
-. Límite electrodinámico: 40 KA cresta.
Por tanto, hay que asegurar que el límite térmico es superior al valor eficaz máximo
que puede alcanzar la intensidad de cortocircuito en el lado de Alta Tensión.
6.5.4.1. Comprobación por densidad de corriente.
Para la intensidad nominal de 400 A el embarrado de las celdas SM6 es de tubo de
cobre de diámetro exterior de 24 mm y con un espesor de 3 mm, lo que equivale a una
sección de 198 mm².
La densidad de corriente es:
2A/mm2,02198400
d ==
Según normativa DIN se tiene que para una temperatura ambiente de 35ºC y del
embarrado a 65ºC, la intensidad máxima admisible es de 548 A para un diámetro de
20 mm. y de 818 A para diámetro de 32 mm, lo cual corresponde a las densidades

ANEJO VI. INSTALACIÓN ELÉCTRICA
152
máximas de 3,42 y 2,99 A/mm² respectivamente. Con estos valores se obtendría una
densidad máxima admisible de 3,29 A/mm² para el embarrado de diámetro de 24, valor
superior al calculado (2,02 A/mm²). Con estos datos se garantiza el embarrado de 400 A y
un calentamiento de 30ºC sobre la temperatura ambiente.
6.5.4.2. Comprobación por solicitación electrodinámica.
Para el cálculo consideramos un cortocircuito trifásico de 16 KA eficaces y 40 KA
cresta.
El esfuerzo mayor se produce sobre el conductor de la fase central, conforme a la
siguiente expresión:
−+×××××= −
Ld
Ld
1Ld
Iccf1013,85F 2
227
siendo:
F: Fuerza resultante en NW.
f: coeficiente en función de cos è, siendo f = 1 para cos è = 0.
Icc: Intensidad máxima de cortocircuito = 16.000 A eficaces.
D: Separación entre fases = 0,2 metros.
L: Longitud tramos embarrado = 375 mm.
y sustituyendo, F = 399 NW.
Esta fuerza está uniformemente repartida en toda la longitud del embarrado, siendo
la carga:
kg/mm0,108LF
q ==

ANEJO VI. INSTALACIÓN ELÉCTRICA
153
Cada barra equivale a una viga empotrada en ambos extremos, con carga
uniformemente repartida.
El momento flector máximo se produce en los extremos, siendo:
mmkg1.27212
LqMmáx
2
=×=
El embarrado tiene un diámetro exterior D = 24 mm. y un diámetro interior
d = 18 mm.
El módulo resistente de la barra es:
34444
mm92724
182432Ð
DdD
32Ð
W =
−×=
−×=
La fatiga máxima es:
2máx kg/mm1,37
9271.272
WMmáx
r ===
Para la barra de cobre deformada en frío tenemos:
r = 19 Kg/mm². >> r máx.
y por lo tanto, existe un gran margen de seguridad.
El momento flector en los extremos debe ser soportado por tornillos M8, con un par
de apriete de 2,8 m.Kg., superior al par máximo (Mmáx).

ANEJO VI. INSTALACIÓN ELÉCTRICA
154
6.5.4.3 Cálculo por solicitación térmica. Sobreintensidad térmica admisible.
La sobreintensidad máxima admisible durante un segundo se determina de acuerdo
con CEI 298 de 1981 por la expresión:
äÈt
á1
S ×=
siendo:
S: Sección de cobre en mm² = 198 mm².
á = 13 para el cobre.
t: Tiempo de duración del cortocircuito en segundos.
I: Intensidad eficaz en Amperios.
ä È = 180° para conductores inicialmente a tª ambiente.
Si reducimos este valor en 30°C por considerar que el cortocircuito se produce
después del paso permanente de la intensidad nominal, y para I = 16 KA:
2
IáS
äÈt
150ºäÈ
××=
=
y sustituyendo:
s3,8816.000
13198150t
2
=
××=
Por lo tanto, y según este criterio, el embarrado podría soportar una intensidad de
16 KA eficaces durante más de un segundo.

ANEJO VI. INSTALACIÓN ELÉCTRICA
155
6.5.5. Selección de las protecciones de alta y baja tensión.
Alta tensión.
No se instalarán fusibles de alta tensión al utilizar como interruptor de protección un
disyuntor en atmósfera de hexafluoruro de azufre, y ser éste el aparato destinado a
interrumpir las corrientes de cortocircuito cuando se produzcan.
Baja tensión.
Los elementos de protección de las salidas de Baja Tensión del C.T. no serán objeto
de este apartado, sino del apartado de las instalaciones eléctricas de Baja Tensión.
6.5.6. Dimensionado de la ventilación del C.T.
Para calcular la superficie de la reja de entrada de aire utilizaremos la siguiente
expresión:
3ÄthK0,24
WfeWcuSr
×××
+=
siendo:
Wcu: Pérdidas en cortocircuito del transformador en KW.
Wfe: Pérdidas en vacío del transformador en KW.
h: Distancia vertical entre centros de rejas = 2 m.
Ät: Diferencia de temperatura entre el aire de salida y el de entrada,
considerándose en este caso un valor de 15°C.
K: Coeficiente en función de la reja de entrada de aire, considerándose su
valor como 0,6.

ANEJO VI. INSTALACIÓN ELÉCTRICA
156
Sr: Superficie mínima de la reja de entrada de ventilación del
transformador.
Sustituyendo valores tendremos:
Potencia del transformador: 1.000 KVA.
Pérdidas Wcu + Wfe = 12,2 KW.
Sr mínima: 1,03 m2.
Se dispondrá de 2 rejillas de ventilación para la entrada de aire situadas en la parte
lateral inferior, de dimensiones 960 x 707 mm cada una, consiguiendo así una superficie
total de ventilación de 1,34 m². Para la evacuación del aire se dispondrá de una rejilla
frontal superior, otra posterior superior y 2 rejillas laterales superiores tal y como puede
verse en el plano correspondiente. Las rejillas de entrada y salida de aire irán situadas en
las paredes a diferente altura, siendo la distancia medida verticalmente de separación entre
los puntos medios de dichas rejillas de 2 m, tal como ya se ha tenido en cuenta en el
cálculo anterior.
6.5.7. Dimensiones del pozo apagafuegos
El foso de recogida de aceite tiene que ser capaz de alojar la totalidad del volumen
de agente refrigerante que contiene el transformador en caso de su vaciamiento total.
Potencia del transformador: 1.000 KVA.
Volumen mínimo del foso: 567 litros.
Dado que el foso de recogida de aceite del prefabricado será de 760 litros para cada
transformador, no habrá ninguna limitación en este sentido.

ANEJO VI. INSTALACIÓN ELÉCTRICA
157
6.5.8. Cálculo de las insalaciones de puesta a tierra.
6.5.8.1. Investigación de las características del suelo.
Según la investigación previa del terreno donde se instalará este Centro de
Transformación, se determina una resistividad media superficial = 200 Ùm.
6.5.8.2. Determinación de las corrientes máximas de puesta a tierra y tiempo máximo
correspondiente de eliminación de defecto.
Según los datos de la red proporcionados por la compañía suministradora
(SEVILLANA-ENDESA), el tiempo máximo de eliminación del defecto es de 1 s. Los
valores de K y n para calcular la tensión máxima de contacto aplicada según MIE-RAT 13
en el tiempo de defecto proporcionado por la Compañía son:
K = 78,5 y n = 0,18
Por otra parte, los valores de la impedancia de puesta a tierra del neutro,
corresponden a:
Rn = 40 Ù y Xn = 0 Ù.
22 XnRnZn +=
La intensidad máxima de defecto se producirá en el caso hipotético de que la
resistencia de puesta a tierra del Centro de Transformación sea nula. Dicha intensidad será,
por tanto igual a:
( )Zn3
V20.000máxId
×=
Con lo que el valor obtenido es Id = 288.68 A.

ANEJO VI. INSTALACIÓN ELÉCTRICA
158
6.5.8.3. Diseño preliminar de la instalación de tierra.
Tierra de protección.
Se conectarán a este sistema las partes metálicas de la instalación que no estén en
tensión normalmente pero puedan estarlo a consecuencia de averías o causas fortuitas, tales
como los chasis y los bastidores de los aparatos de maniobra, envolventes metálicas de las
cabinas prefabricadas y carcasas de los transformadores.
Para los cálculos a realizar emplearemos las expresiones y procedimientos según el
"Método de cálculo y proyecto de instalaciones de puesta a tierra para centros de
transformación de tercera categoría", editado por UNESA, conforme a las características
del centro de transformación objeto del presente cálculo, siendo, entre otras, las siguientes:
Para la tierra de protección optaremos por un sistema de las características que se
indican a continuación:
Identificación: código 5/62 del método de cálculo de tierras de UNESA.
Parámetros característicos:
Kr = 0,073 Ù/(Ù m).
Kp = 0,012 V/(Ù m A).ç
Descripción:
Estará constituida por 6 picas en hilera unidas por un conductor horizontal de cobre
desnudo de 50 mm² de sección.
Las picas tendrán un diámetro de 14 mm y una longitud de 2 m. Se enterrarán
verticalmente a una profundidad de 0,5 m. y la separación entre cada pica y la siguiente

ANEJO VI. INSTALACIÓN ELÉCTRICA
159
será de 3 m. Con esta configuración, la longitud de conductor desde la primera pica a la
última será de 15 m., dimensión que tendrá que haber disponible en el terreno.
Nota: se pueden utilizar otras configuraciones siempre y cuando los parámetros Kr y
Kp de la configuración escogida sean inferiores o iguales a los indicados en el párrafo
anterior.
La conexión desde el Centro hasta la primera pica se realizará con cable de cobre
aislado de 0,6/1 KV protegido contra daños mecánicos.
Tierra de servicio.
Se conectarán a este sistema el neutro del transformador, así como la tierra de los
secundarios de los transformadores de tensión e intensidad de la celda de medida.
Las características de las picas serán las mismas que las indicadas para la tierra de
protección. La configuración escogida se describe a continuación:
Identificación: código 5/62 del método de cálculo de tierras de UNESA.
Parámetros característicos:
Kr = 0.073 Ù/( Ù m).
Kp = 0.012 V/( Ù m A).
Descripción:
Estará constituida por 6 picas en hilera unidas por un conductor horizontal de cobre
desnudo de 50 mm² de sección.
Las picas tendrán un diámetro de 14 mm. y una longitud de 2 m. Se enterrarán
verticalmente a una profundidad de 0,5 m. y la separación entre cada pica y la siguiente

ANEJO VI. INSTALACIÓN ELÉCTRICA
160
será de 3 m. Con esta configuración, la longitud de conductor desde la primera pica a la
última será de 15 m., dimensión que tendrá que haber disponible en el terreno.
Nota: se pueden utilizar otras configuraciones siempre y cuando los parámetros Kr y
Kp de la configuración escogida sean inferiores o iguales a los indicados en el párrafo
anterior.
La conexión desde el Centro hasta la primera pica se realizará con cable de cobre
aislado de 0,6/1 KV protegido contra daños mecánicos.
El valor de la resistencia de puesta a tierra de este electrodo deberá ser inferior a
37 Ù. Con este criterio se consigue que un defecto a tierra en una instalación de Baja
Tensión protegida contra contactos indirectos por un interruptor diferencial de sensibilidad
650 mA, no ocasione en el electrodo de puesta a tierra una tensión superior a 24 Voltios
(=37 x 0,650).
Existirá una separación mínima entre las picas de la tierra de protección y las picas
de la tierra de servicio a fin de evitar la posible transferencia de tensiones elevadas a la red
de Baja Tensión. Dicha separación está calculada en el apartado 6.5.8.8.
6.5.8.4. Cálculo de la resistencia del sistema de tierras.
Tierra de protección.
Para el cálculo de la resistencia de la puesta a tierra de las masas del Centro (Rt),
intensidad y tensión de defecto correspondientes (Id, Ud), utilizaremos las siguientes
fórmulas:
Resistencia del sistema de puesta a tierra, Rt:
Rt = Kr x σ .

ANEJO VI. INSTALACIÓN ELÉCTRICA
161
Intensidad de defecto, Id:
Tensión de defecto, Ud: Ud = Id x Rt .
( ) 22 XnRtRn3
V20.000Id
++×=
siendo:
σ = 200 Ù m.Ù
Kr = 0,073 /(Ù m).
Se obtienen los siguientes resultados:
Rt = 14,6 Ù
Id = 394,13 A.
Ud = 3087,66 V.
El aislamiento de las instalaciones de baja tensión del C.T. deberá ser mayor o igual
que la tensión máxima de defecto calculada (Ud), por lo que deberá ser como mínimo de
4.000 Voltios.
De esta manera se evitará que las sobretensiones que aparezcan al producirse un
defecto en la parte de Alta Tensión deterioren los elementos de Baja Tensión del centro, y
por ende no afecten a la red de Baja Tensión.
Comprobamos asimismo que la intensidad de defecto calculada es superior a 100 A,
lo que permitirá que pueda ser detectada por las protecciones normales.
Tierra de servicio

ANEJO VI. INSTALACIÓN ELÉCTRICA
162
Rt = Kr x σ = 0,073 x 200 = 14,6 Ù
que vemos que es inferior a 37 Ù.
6.5.8.5. Cálculo de las tensiones en el exterior de la instalación.
Con el fin de evitar la aparición de tensiones de contacto elevadas en el exterior de
la instalación, las puertas y rejas de ventilación metálicas que dan al exterior del centro no
tendrán contacto eléctrico alguno con masas conductoras que, a causa de defectos o
averías, sean susceptibles de quedar sometidas a tensión.
Con estas medidas de seguridad, no será necesario calcular las tensiones de contacto
en el exterior, ya que éstas serán prácticamente nulas.
Por otra parte, la tensión de paso en el exterior vendrá determinada por las
características del electrodo y de la resistividad del terreno, por la expresión:
Up = Kp x σ x Id = 0 ,012 x 200 x 211,48 = 507.56 V.
6.5.8.6. Cálculo de las tensiones en el interior de la instalación
El piso del Centro estará constituido por un mallazo electrosoldado con redondos de
diámetro no inferior a 4 mm formando una retícula no superior a 0,30 x 0,30 m. Este
mallazo se conectará como mínimo en dos puntos preferentemente opuestos a la puesta a
tierra de protección del Centro. Con esta disposición se consigue que la persona que deba
acceder a una parte que pueda quedar en tensión, de forma eventual, está sobre una
superficie equipotencial, con lo que desaparece el riesgo inherente a la tensión de contacto
y de paso interior. Este mallazo se cubrirá con una capa de hormigón de 10 cm de espesor
como mínimo.
El edifico prefabricado de hormigón EHC estará construido de tal manera que, una
vez fabricado, su interior sea una superficie equipotencial. Todas las varillas metálicas

ANEJO VI. INSTALACIÓN ELÉCTRICA
163
embebidas en el hormigón que constituyan la armadura del sistema equipotencial estarán
unidas entre sí mediante soldadura eléctrica.
Esta armadura equipotencial se conectará al sistema de tierras de protección
(excepto puertas y rejillas, que como ya se ha indicado no tendrán contacto eléctrico con el
sistema equipotencial; debiendo estar aisladas de la armadura con una resistencia igual o
superior a 10.000 ohmios a los 28 días de fabricación de las paredes).
Así pues, no será necesario el cálculo de las tensiones de paso y contacto en el
interior de la instalación, puesto que su valor será prácticamente nulo.
No obstante, y según el método de cálculo empleado, la existencia de una malla
equipotencial conectada al electrodo de tierra implica que la tensión de paso de acceso es
equivalente al valor de la tensión de defecto, que se obtiene mediante la expresión:
Up acceso = Ud = Rt x Id = 14.6 x 211.48 = 3087.66 V.
6.5.8.7. Cálculo de las tensiones aplicadas.
Para la determinación de los valores máximos admisibles de la tensión de paso en el
exterior, y en el acceso al Centro, emplearemos las siguientes expresiones:
( )
( )
×+×+××=
×+××=
1.000óh3ó3
1tK
10accesoUp
1.000ó6
1tK
10exteriorUp
n
n
siendo:
Up = Tensiones de paso en Voltios.
K = 78,5.
n = 0,18.

ANEJO VI. INSTALACIÓN ELÉCTRICA
164
t = Duración de la falta en segundos: 1 s.
σ = Resistividad del terreno.
σ h = Resistividad del hormigón = 3.000 Ω.m.
Obtenemos los siguientes resultados:
Up(exterior) = 1.727 V.
Up(acceso) = 8.321 V.
Así pues, comprobamos que los valores calculados son inferiores a los máximos
admisibles.
-. En el exterior:
Up = 507,56 V. < Up(exterior) = 1.727 V.
-. En el acceso al C.T.:
Ud = 3.087,66 V < Up(acceso) = 8.321 V.
6.5.8.8. Investigación de tensiones transferibles al exterior.
Al no existir medios de transferencia de tensiones al exterior no se considera
necesario un estudio previo para su reducción o eliminación.
No obstante, con el objeto de garantizar que el sistema de puesta a tierra de servicio
no alcance tensiones elevadas cuando se produce un defecto, existirá una distancia de
separación mínima Dmín, entre los electrodos de los sistemas de puesta a tierra de
protección y de servicio, determinada por la expresión:
ð2.000Idó
Dmín×
×=

ANEJO VI. INSTALACIÓN ELÉCTRICA
165
con:
σ = 200 Ù m.
Id = 211,48 A.
obtenemos el valor de dicha distancia:
Dmín = 6,73 m.
6.5.8.9. Corrección y ajuste del diseño inicial estableciendo el definitivo.
No se considera necesario la corrección del sistema proyectado. No obstante, si el
valor medido de las tomas de tierra resultara elevado y pudiera dar lugar a tensiones de
paso o contacto excesivas, se corregirían estas mediante la disposición de una alfombra
aislante en el suelo del Centro, o cualquier otro medio que asegure la no peligrosidad de
estas tensiones.
7. PROTECCIÓN DE LA INSTALACIÓN ELÉCTRICA.
Para prevenir los fallos más frecuentes en las instalaciones eléctricas, se ha de
proyectar un sistema de protección de las mismas en caso de ocurrencia. Algunos de estos
posibles defectos son los producidos por contacto entre conductores activos o entre
conductor activo y masa metálica.
Los aparatos de seguridad que se deberán instalar se establecerán en base al estudio
de estos posibles defectos junto con las prescripciones reglamentarias sobre las
protecciones en las instalaciones de BT (Instrucciones MI BT 008 y 020) y las
consideraciones sobre la seguridad de personas (Instrucción MI BT 021). Estos aparatos
de protección serán:
-. Aparatos de protección magnética, que actúan en cortocircuitos.
-. Aparatos de protección térmica, que actúan en sobrecargas.

ANEJO VI. INSTALACIÓN ELÉCTRICA
166
-. Elementos de protección diferenciales, contra intensidades de defecto.
Se describen a continuación los aparatos de protección que se han dispuesto.
Ubicación: Centro de transformación.
Interruptor automático magnetotérmico tetrapolar con relé diferencial de
sensibilidad (In = 1.800 A, Poder de corte = 40 KA, Is = 300 mA): en el
cuadro de distribución de baja tensión, en la línea que luego se divide en 4
líneas dirigidas a CGM, CGA, CGTF y CGR. La máxima intensidad que
circulará por esta línea será de 1.616,16 A, quedando así protegida con el
dispositivo adoptado.
Interruptor automático magnetotérmico tetrapolar con relé diferencial de
sensibilidad (In = 1.000 A, Poder de corte = 40 KA, Is = 300 mA): dentro
del cuadro de distribución de baja tensión del centro de transformación, en
cabeza de la línea dirigida hacia el CGM. Este tipo de dispositivos
protegerán, además de las líneas mencionadas, los posibles contactos de los
usuarios, en caso de derivaciones de corriente en la cubierta de las
máquinas.
Interruptor automático magnetotérmico tetrapolar con relé diferencial de
sensibilidad (In = 300 A, Poder de corte = 35 KA, Is = 300 mA): dentro del
cuadro de distribución de baja tensión del centro de transformación, en
cabeza de la línea dirigida hacia el CGA.
Interruptor automático magnetotérmico tetrapolar con relé diferencial de
sensibilidad (In = 400 A, Poder de corte = 35 KA, Is = 300 mA): dentro del
cuadro de distribución de baja tensión del centro de transformación, en
cabeza de la línea dirigida hacia el CGTF.
Interruptor automático magnetotérmico tetrapolar con relé diferencial de
sensibilidad (In = 150 A, Poder de corte = 35 KA, Is = 300 mA): dentro del

ANEJO VI. INSTALACIÓN ELÉCTRICA
167
cuadro de distribución de baja tensión del centro de transformación, en
cabeza de la línea dirigida hacia el CGR. La intensidad máxima que
circulará por esta línea es de 91,7 A, quedado así asegurada la protección
con el dispositivo adoptado.
Ubicación: Cuadro general de motores
Interruptor automático magnetotérmico tetrapolar (In = 1.000 A, Poder de
corte = 35 KA). En la línea que después se divide en 4 líneas dirigidas hacia
los 4 cuadros de control de motores. La intensidad máxima que circulará
por está línea es de 981,84 A, quedando, por tanto, protegida.
Interruptor automático magnetotérmico tetrapolar con relé diferencial de
sensibilidad (In = 150 A, Poder de corte = 30 KA, Is = 300 mA). En cabeza
de la línea dirigida hacia el CCM1. Dado que la intensidad máxima en esta
línea será de 102,42 A, la línea quedará perfectamente protegida.
Interruptor automático magnetotérmico tetrapolar con relé diferencial de
sensibilidad (In = 400 A, Poder de corte = 30 KA, Is = 300 mA). En cabeza
de la línea dirigida hacia el CCM2. La corriente máxima que circulará por
esta línea es de 174,84 A, por lo que la protección es la adecuada.
Interruptor automático magnetotérmico tetrapolar con relé diferencial de
sensibilidad (In = 400 A, Poder de corte = 30 KA, Is = 300 mA). En cabeza
de la línea dirigida hacia el CCM3. La corriente máxima que circulará por
esta línea es de 318,287 A, inferior a la intensidad nominal del dispositivo
de corte adoptado.
Interruptor automático magnetotérmico tetrapolar con relé diferencial de
sensibilidad (In = 500 A, Poder de corte = 30 KA, Is = 300 mA). En cabeza
de la línea dirigida hacia el CCM4. La corriente máxima que circulará por
esta línea es de 488,025 A, inferior a la intensidad nominal del dispositivo
de corte adoptado.

ANEJO VI. INSTALACIÓN ELÉCTRICA
168
Ubicación: Cuadros de control de motores (CCM1, CCM2, CCM3 y CCM4).
Para la protección de las líneas a motores, se usarán conjuntos guardamotor,
compuestos por un disyuntor y un contactor de características indicadas en la tabla 32, en
función de la potencia del motor que protegen. La misión fundamental de este dispositivo
de corte es la de mando, control y protección de los motores.
Tabla 32. Protecciones a motores.
POTENCIAKW
CONTACTORCalibre (A)
DISYUNTORCalibre (A)
0,75 9 0,6/11,5 9 1/1,62 9 2,5/4
2,5 9 2,5/43 9 2,5/4
3,5 9 4/64 9 4/6
4,5 9 4/65 9 4/6
5,5 9 5,5/86 12 7/12
7,5 15 10/158,5 20 10/2012,5 30 25/3015 40 35/4025 50 45/50
27,8 60 55/6037,5 80 75/8040 90 85/90
Ubicación: Cuadro general de alumbrado.
Interruptor automático magnetotérmico tetrapolar (In = 100 A. Poder de
corte = 35 KA). En la línea que después se divide en 6 líneas dirigidas a los
6 cuadros de alumbrado. La máxima corriente que circulará por esta línea
es de 60,2 A, asegurándose así la protección.
Interruptor automático magnetotérmico tetrapolar (In = 80 A. Poder de
corte = 20 KA). Seis interruptores en cabeza de cada una de las líneas
dirigidas a los 6 cuadros de alumbrado. (CA1, CA2, CA3, CA4, CA5 y
CA6). Las intensidades que circulan por estas líneas son, respectivamente,

ANEJO VI. INSTALACIÓN ELÉCTRICA
169
38,14, 55,6, 60,2 17,22 y 51,3 A, inferiores todas a la intensidad nominal
del dispositivo adoptado.
Ubicación: Cuadro de alumbrado 1 (CA1).
Interruptor diferencial tetrapolar de 60 A, con sensibilidad de 50 mA
(60 / 4 / 50). En la línea que después se divide en las tres líneas dirigidas a
cada una de las fases de este cuadro de alumbrado. La misión fundamental
de estos dispositivos de corte es la de proteger personas. La intensidad
máxima que circulará por esta línea será de 38,14 A (< 60 A), quedando, por
tanto, protegida.
Interruptor unipolar automático magnetotérmico (In = 40 A) 3 interruptores
en cabeza de las tres líneas que se dirigen a cada una de las tres fases (R+N,
S+N, T+N) del cuadro de alumbrado 1. Las corrientes máximas que
circularán por estas fases (28,11, 22,79 y 36,9 A respectivamente) serán
inferiores a la intensidad nominal del interruptor, asegurándose la
protección.
Ubicación: Cuadro de alumbrado 2 (CA2).
Interruptor diferencial tetrapolar de 60 A, con sensibilidad de
50 mA (60 / 4 / 30). En la línea que después se divide en las tres líneas
dirigidas a cada una de las fases de este cuadro de alumbrado. La intensidad
máxima que circulará por esta línea será de 55,6 A (< 60 A), quedando, por
tanto, protegida.
Interruptor unipolar automático magnetotérmico (In = 50 A) 3 interruptores
en cabeza de las tres líneas que se dirigen a cada una de las tres fases (R+N,
S+N, T+N) del cuadro de alumbrado 2. Las corrientes máximas que
circularán por estas fases (45,42, 40,9 y 43,23 A respectivamente) serán
inferiores a la intensidad nominal del interruptor, asegurándose la
protección.

ANEJO VI. INSTALACIÓN ELÉCTRICA
170
Ubicación: Cuadro de alumbrado 3 (CA3).
Interruptor diferencial tetrapolar de 80 A, con sensibilidad de
70 mA. (80 / 4 / 70). En la línea que después se divide en las tres líneas
dirigidas a cada una de las fases de este cuadro de alumbrado. La intensidad
máxima que circulará por esta línea será de 60,2 A (< 70 A), quedando, por
tanto, protegida.
Interruptor unipolar automático magnetotérmico (In = 60 A) 3 interruptores
en cabeza de las tres líneas que se dirigen a cada una de las tres fases (R+N,
S+N, T+N) del cuadro de alumbrado 3. Las corrientes máximas que
circularán por estas fases (50,85, 49,05, y 45,95 A respectivamente) serán
inferiores a la intensidad nominal del interruptor, asegurándose la
protección.
Ubicación: Cuadro de alumbrado 4 (CA4).
Interruptor diferencial tetrapolar de 40 A, con sensibilidad de
30 mA (40 / 4 / 30). En la línea que después se divide en las tres líneas
dirigidas a cada una de las fases de este cuadro de alumbrado. La intensidad
máxima que circulará por esta línea será de 17,22 A (< 40 A), quedando, por
tanto, protegida.
Interruptor unipolar automático magnetotérmico (In = 25 A) 3 interruptores
en cabeza de las tres líneas que se dirigen a cada una de las tres fases
(R+N, S+N, T+N) del cuadro de alumbrado 4. Las corrientes máximas que
circularán por estas fases (9,99, 21,3, y 15,84 A respectivamente) serán
inferiores a la intensidad nominal del interruptor, asegurándose la
protección.

ANEJO VI. INSTALACIÓN ELÉCTRICA
171
Ubicación: Cuadro de alumbrado 5 (CA5).
Línea que alimentará las lámparas de la futura planta de elaboración de
surimi por lo que sólo se dispondrá en un principio de: Interruptor
diferencial tetrapolar de 60 A, con sensibilidad de 50 mA (60 / 4 / 30). En
la línea que después se dividirá en las tres líneas dirigidas a cada una de las
fases de este cuadro de alumbrado.
Ubicación: Cuadro de alumbrado 6 (CA6).
Interruptor diferencial tetrapolar de 40 A, con sensibilidad de
30 mA (40 / 4 / 30). En la línea que después se divide en las tres líneas
dirigidas a cada una de las fases de este cuadro de alumbrado. La intensidad
máxima que circulará por esta línea será de 24,8 A (< 40 A), quedando, por
tanto, protegida.
Interruptor unipolar automático magnetotérmico (In = 25 A) 3 interruptores
en cabeza de las tres líneas que se dirigen a cada una de las tres fases
(R+N, S+N, T+N) del cuadro de alumbrado 3. Las corrientes máximas que
circularán por estas fases (18,45, 22,55 y 18,45 A respectivamente) serán
inferiores a la intensidad nominal del interruptor, asegurándose la
protección.
Ubicación: Cuadro general de toma de fuerza.
Interruptor automático magnetotérmico tetrapolar (In = 250 A, Poder de
corte = 35 KA). En la línea que después se divide en cuatro líneas dirigidas
a los cuatro cuadros de toma de fuerza. La intensidad máxima que circula
por esta línea es de 151,94 A, asegurándose la protección.
Interruptor automático magnetotérmico tetrapolar con relé diferencial de
sensibilidad (In = 150 A, Poder de corte = 25 KA, Is = 30 mA). En cabeza

ANEJO VI. INSTALACIÓN ELÉCTRICA
172
de la línea que va dirigida al CTF1. La intensidad máxima que circula por
esta línea es de 118,7 A, asegurándose la protección.
Interruptor automático magnetotérmico tetrapolar con relé diferencial de
sensibilidad (In = 160 A, Poder de corte = 25 KA, Is = 30 mA). En cabeza
de la línea que va dirigida al CTF2. La intensidad máxima que circula por
esta línea es de 151,94 A, asegurándose la protección.
Interruptor automático magnetotérmico tetrapolar con relé diferencial de
sensibilidad (In = 125 A, Poder de corte = 25 KA, Is = 30 mA). Dos
interruptores en cabeza de cada una de las líneas que van dirigidas a CTF3 y
CTF4. La intensidad máxima que circula por estas líneas es de 108,25 A,
asegurándose la protección.
Ubicación: Cuadros de toma de fuerza CTFi (i = 1, 2, 3, 4).
Interruptor automático magnetotérmico tetrapolar (In = 100 A). 6
interruptores en cabeza de cada una de las líneas TFi.j que alimentan a
tomas de fuerza trifásicas. La intensidad máxima que circula por estas
líneas es de 40 A, asegurándose la protección.
Interruptor unipolar automático magnetotérmico (In = 100 A). 12
interruptores en cabeza de cada una de las líneas TFi.j que alimentan a
tomas de fuerza monofásicas. La intensidad máxima que circula por estas
líneas es de 26,58 A, asegurándose la protección.
8. INSTALACIÓN DE PUESTA A TIERRA.
La instalación de puesta a tierra estará formada por:
Tomas de tierra.
Línea principal de tierra.

ANEJO VI. INSTALACIÓN ELÉCTRICA
173
Derivaciones de la línea principal de tierra.
8.1. Toma de tierra.
Estará constituida por los siguientes elementos:
Electrodo. Formado por un conjunto de 8 picas verticales de acero de 16
mm de diámetro recubiertas por una capa protectora de cobre.
Línea de enlace con tierra. Conductor de cobre desnudo de 35 mm2 de
sección, que une los electrodos.
Punto de puesta a tierra. Este punto unirá la línea de enlace a tierra con la
línea principal de tierra. Estará formado por una arqueta de registro en la
que irá conectada la línea principal de tierra. A su vez, servirá como punto
de prueba para medir la resistencia de puesta a tierra.
8.2. Línea principal de tierra.
Son los diferentes conductores que llevan la puesta a tierra a los cuadros eléctricos.
Estos conductores son de cobre aislado, con secciones:
Para conductores de fase hasta 16 mm2, se empleará la misma.
Para conductores de fase superior a 16 mm2, se empleará la mitad.
8.3. Derivaciones de la línea principal de tierra.
Son los diferentes conductores que llevan la puesta a tierra a los receptores
eléctricos. Estos conductores son de cobre aislado, con secciones:
Para conductores de fase hasta 16 mm2, se empleará la misma.
Para conductores de fase superior a 16 mm2, se empleará la mitad.

ANEJO VI. INSTALACIÓN ELÉCTRICA
174
8.4. Cálculos.
Se tomará una resistividad para el cálculo de 200 Ω x m. Por tanto, si tenemos 8
picas de 2 m de longitud, contaremos pues, con 16 m efectivos.
La resistencia se calculará en base a la siguiente expresión:
R = ρ/ L = 200/16 = 12,5 Ω
Dado que este valor es inferior al establecido por el reglamento (< 20 Ω), lo
tomaremos como válido.

ANEJO VII. INSTALACIÓN DE FONTANERÍA
ÍNDICE
1. INTRODUCCIÓN. ............................................................................................................1
2. NECESIDADES DE AGUA. .............................................................................................2
2.1. Abastecimiento.......................................................................................................3
2.2. Consumo de agua en servicios y usos generales....................................................3
2.3. Consumo de agua para uso industrial. ...................................................................3
2.4. Consumo de agua en la protección contra incendios. ............................................5
2.5. Consumo de agua de las bocas de riego.................................................................5
2.6. Necesidades totales de agua en la industria. ..........................................................5
3. ABASTECIMIENTO DE AGUA. .....................................................................................7
4. RED DE DISTRIBUCIÓN DE AGUA FRÍA....................................................................7
4.1. Cálculo del diámetro de las tuberías. .....................................................................8
5. RED DE DISTRIBUCIÓN DE AGUA CALIENTE. ......................................................13
5.1. Cálculo del diámetro de las tuberías. ...................................................................14
6. LLAVES DE PASO Y CONTADORES GENERALES. ................................................16
ANEJO VII. INSTALACIÓN DE FONTANERÍA
1
1. INTRODUCCIÓN.
El objetivo del presente anejo es el diseño y cálculo de la red de abastecimiento de
agua potable, tanto fría como caliente, en los distintos puntos de demanda de la instalación
objeto del presente proyecto. Es fundamental en la industria el estudio del consumo de
agua en las operaciones del proceso productivo así como en la limpieza de las
instalaciones, en los servicios y en otras instalaciones auxiliares.
En este anejo se hará un estudio de las necesidades totales de agua en la planta a
proyectar para realizar a continuación el cálculo y el diseño de la instalación para el
abastecimiento y distribución del agua en la industria, atendiendo a los siguientes criterios
de diseño:
-. La línea de abastecimiento conducirá el agua desde la red pública del Polígono
Industrial hasta dos arquetas de acometida situadas en el interior de la parcela.
Una de las arquetas de acometida abastecerá el agua necesaria para uso industrial,
para servicios y usos generales, y para el riego de la parcela, mientras que la otra
arqueta de acometida, abastecerá el agua necesaria para la protección de
incendios. Se realizará conforme a lo dispuesto en la NTE-IFA (1976):
“Instalaciones de Fontanería. Abastecimiento” .
-. La red interior de agua fría se ajustará a un sistema de contador único y las
líneas de distribución horizontal para abastecer a las distintas zonas de consumo.
Se realizará conforme a lo dispuesto en la NTE-IFF (1973): “Instalaciones de
Fontanería. Agua Fría” .
-. La red de distribución de agua caliente se ajustará a un sistema de producción
individual a partir de la red de agua fría. Se realizará conforme a lo dispuesto en
la NTE-IFC (1973): “Instalaciones de Fontanería. Agua Caliente” .

ANEJO VII. INSTALACIÓN DE FONTANERÍA
2
-. La conducción que abastece el agua quedará por encima de la red de
saneamiento y ambas separadas 50 cm al menos en dirección vertical.
-. La conducción de agua caliente se dispondrá a una distancia superior a 4 cm de
la del agua fría, y siempre por encima de ésta.
-. La red de agua se mantendrá siempre a una distancia mayor de 30 cm de toda
conducción o cuadro eléctrico.
2. NECESIDADES DE AGUA.
El consumo de agua se producirá en:
-. Servicios y usos generales. Incluirá los distintos puntos de consumo de aseos y
vestuarios, así como aquéllos que estén repartidos por la instalación para, uso de
los operarios.
-. Línea de procesado. Este apartado se referirá a las distintas tomas de agua
necesarias para el correcto funcionamiento de la maquinaria industrial empleada
en el proceso de transformación e instalación frigorífica.
-. Limpieza. Para esta tarea se dispondrán tomas de agua fría provistas de
mangueras en los diferentes recintos en los que se considere necesario.
-. Bocas de riego. Para satisfacer las necesidades de riego de la zona ajardinada
ubicada en el perímetro de la parcela.

ANEJO VII. INSTALACIÓN DE FONTANERÍA
3
2.1. Abastecimiento.
La línea de abastecimiento desde la arqueta de acometida hasta el contador general
se realizará mediante una conducción reforzada de PVC (IFA-12), ya que se transcurre por
una zona en la que circulan vehículos. Su ejecución y maniobra serán exclusivos de la
compañía suministradora. El suministro de agua se realizará desde la red mallada del
Polígono mediante una tubería de PVC reforzada (IFA-12) de 160 mm de diámetro que
abastecerá a dos arquetas de acometida (IFA-24), situadas dentro de la parcela y a partir de
las cuales comienza la red de la industria.
El tramo desde la red de abastecimiento hasta la acometida interior de la parcela será
de ejecución y maniobra exclusiva de la compañía suministradora.
2.2. Consumo de agua en servicios y usos generales.
Existen diversos elementos dentro de este apartado que consumen un caudal de agua
diferente. Se detalla a continuación el consumo de estos elementos.
Lavabos: 0,1 litros/s
Inodoros: 0,1 litros/s
Urinarios: 0, 1 litros/s
Duchas: 0,2 litros/s
Calentador: 7,8 litros/s
Fregaderos: 0,2 litros/s
Grifos de limpieza: 1 litros/s
2.3. Consumo de agua para uso industrial.
Dentro de este apartado tenemos varios conceptos:

ANEJO VII. INSTALACIÓN DE FONTANERÍA
4
-. Línea de elaboración
-. Instalación de limpieza
Línea de elaboración.
Como se puede comprobar en el Anejo de Ingeniería del Proceso, las operaciones
que necesitan un aporte directo de agua son:
-. Lavado, tras vaciar las cajas de materia prima sobre la lavadora. El
consumo de agua en esta operación es de 1 litros/s.
-. Eviscerado, esta operación se mejora mediante la aplicación de un chorro
de agua. El consumo de agua en esta operación es de 0,2 litros/s.
-. Inspección y retoques del pescado. Las mesas de inspección llevan
incorporadas 4 duchas para facilitar dicha operación. El consumo de agua
en esta operación es de 0,2 litros/s.
-. Glaseado y congelación, estos equipos llevan tomas de agua para realizar
el lavado automático de dichos equipos. El consumo de agua de cada uno
de estos equipos es de 0,2 litros/s.
Instalación de limpieza.
Para esta tarea se dispondrán tomas de agua fría con un caudal de 1 litro/s, provistas
de mangueras, y situadas en los siguientes puntos de la instalación:
-. Zona de recepción de materia prima.
-. Cámara de conservación en estado refrigerado.
-. Sala de elaboración, envasado y paletizado.

ANEJO VII. INSTALACIÓN DE FONTANERÍA
5
-. Cámara de conservación en estado congelado.
-. Cámara de expedición de subproductos.
-. Almacenes y sala taller.
Para la futura ampliación de la planta de surimi se dejará una toma de agua fría en
previsión de los posibles consumos de agua para uso industrial considerándose que será
necesario un caudal de 10 l/s.
2.4. Consumo de agua en la protección contra incendios.
El sistema de protección contra incendios que se instalará en la planta contará con
bombas de incendio equipadas (BIE) tanto en el interior como en el exterior de la nave. El
consumo de agua de una BIE es de 2 litros/s.
2.5. Consumo de agua de las bocas de riego.
Se disponen 10 bocas de riego uniformemente repartidas a lo largo del perímetro
exterior de la nave, colocadas en la zona verde del jardín y próximas a la calzada. Se
considera un caudal unitario por boca de riego de 1 litro/s.
2.6. Necesidades totales de agua en la industria.
Como se puede apreciar en el Plano Instalación de Agua de Riego, se han dispuesto
tres líneas independientes para el abastecimiento de agua, con objeto de tener un mayor
control en el caso de averías, sin dejar desabastecidas otras dependencias de la industria.
En la tabla 1 se resumen las necesidades totales de agua de la industria dependiendo
de la zona en cuestión.
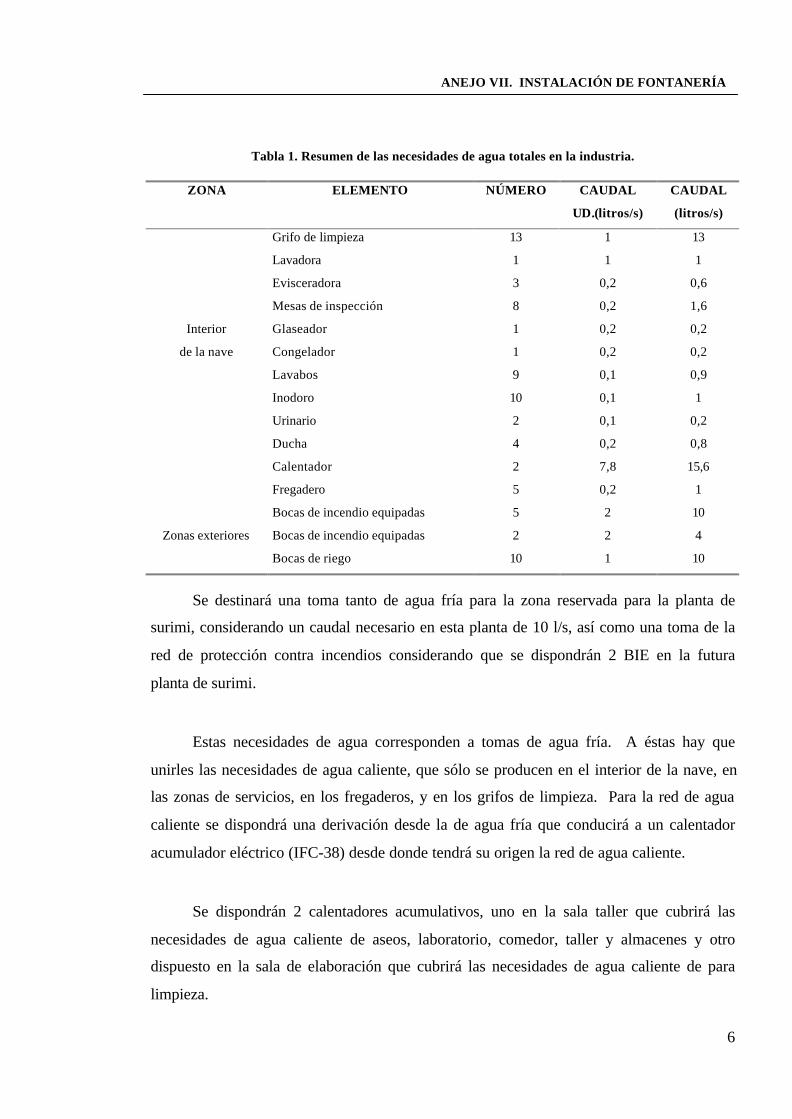
ANEJO VII. INSTALACIÓN DE FONTANERÍA
6
Tabla 1. Resumen de las necesidades de agua totales en la industria.
ZONA ELEMENTO NÚMERO CAUDAL
UD.(litros/s)
CAUDAL
(litros/s)
Grifo de limpieza 13 1 13
Lavadora 1 1 1
Evisceradora 3 0,2 0,6
Mesas de inspección 8 0,2 1,6
Glaseador 1 0,2 0,2
Congelador 1 0,2 0,2
Lavabos 9 0,1 0,9
Inodoro 10 0,1 1
Urinario 2 0,1 0,2
Ducha 4 0,2 0,8
Calentador 2 7,8 15,6
Fregadero 5 0,2 1
Interior
de la nave
Bocas de incendio equipadas 5 2 10
Bocas de incendio equipadas 2 2 4Zonas exteriores
Bocas de riego 10 1 10
Se destinará una toma tanto de agua fría para la zona reservada para la planta de
surimi, considerando un caudal necesario en esta planta de 10 l/s, así como una toma de la
red de protección contra incendios considerando que se dispondrán 2 BIE en la futura
planta de surimi.
Estas necesidades de agua corresponden a tomas de agua fría. A éstas hay que
unirles las necesidades de agua caliente, que sólo se producen en el interior de la nave, en
las zonas de servicios, en los fregaderos, y en los grifos de limpieza. Para la red de agua
caliente se dispondrá una derivación desde la de agua fría que conducirá a un calentador
acumulador eléctrico (IFC-38) desde donde tendrá su origen la red de agua caliente.
Se dispondrán 2 calentadores acumulativos, uno en la sala taller que cubrirá las
necesidades de agua caliente de aseos, laboratorio, comedor, taller y almacenes y otro
dispuesto en la sala de elaboración que cubrirá las necesidades de agua caliente de para
limpieza.

ANEJO VII. INSTALACIÓN DE FONTANERÍA
7
Los requerimientos de agua caliente se muestran en la tabla 2.
Tabla 2. Requerimientos de agua caliente en la industria.
ELEMENTO NÚMERO CAUDAL UD. (litros/s) CAUDAL (litros/s)Duchas 4 0,2 0,8Lavabo 9 0,1 0,9
Fregadero 5 0,2 1Grifo de limpieza 10 1 10
3. ABASTECIMIENTO DE AGUA.
Dado que el suministro de agua potable es suficiente en cuanto a caudal y presión y
no se producen cortes, no será necesario tener en cuenta medidas correctoras.
4. RED DE DISTRIBUCIÓN DE AGUA FRÍA.
La red de distribución de agua fría estará constituida por canalizaciones de tres
tipos:
-. PVC presión
-. Cobre
-. Acero
Se considerarán dos redes de tuberías, dada la existencia de dos arquetas de
acometida. Se considerará la Red 1 de fontanería la correspondiente a la arqueta que
abastece el agua de uso industrial, de servicios y usos generales y de riego. Se considerará
la Red 2 de fontanería la correspondiente a la arqueta que abastece el agua de protección
contra incendios.
La Red 1 de fontanería estará constituida por canalizaciones de PVC enterradas
desde la arqueta de acometida correspondiente a dicha red hasta el primer punto de

ANEJO VII. INSTALACIÓN DE FONTANERÍA
8
distribución en el interior de la planta de elaboración de pescado blanco, donde se
diferencian tres líneas cuya misión será abastecer a la planta de procesado, ampliación
planta de surimi y consumos en servicios y usos generales. En dicho punto la tubería
asciende y comienza a estar constituida por canalizaciones de cobre, que irán empotradas
en los tabiques, tanto para el agua fría como para el agua caliente. Las tuberías de agua
para riego serán por tanto, de PVC e irán enterradas.
La Red 2 de fontanería estará constituida por canalizaciones de PVC que irán
enterradas en toda su distribución. Las canalizaciones sólo pasarán a ser de acero en los
puntos donde asciende para alimentar a las bocas de incendio equipadas, para evitar que
ardan en caso de incendio.
Las tuberías empotradas en la pared se recubrirán suficientemente (> 2 cm), a fin de
evitar cambios de color o agrietamientos en el revoque. Las tuberías empotradas de agua
caliente se aislarán de los materiales de construcción con fibras de vidrio o lana mineral, a
fin de no impedir las dilataciones y evitar ruidos. Al atravesar los paramentos estas
tuberías deben poder deslizarse libremente.
En aquellos puntos correspondientes a aparatos sanitarios, grifos de limpieza y
fregaderos se dispondrán “grifos de agua fría”(IFF-30).
4.1. Cálculo del diámetro de las tuberías.
El cálculo de las tuberías se realizará según la NTE-IFF, “Instalaciones de
fontanería. Agua fría”, a partir del número de grifos servidos por cada tramo, teniendo en
cuenta el uso del edificio (público) y el tipo de tubería y considerando, además, que el
caudal para cada grifo es de 0,1 litros/s.
El cálculo de los diámetros se puede resumir en las tablas 3, 4 y 5.

ANEJO VII. INSTALACIÓN DE FONTANERÍA
9
Tabla 3. Caudal y diámetros en los tramos de la Red 1 de fontanería.
LÍNEA TRAMO LONGITUD
(m)
CAUDAL
(litros/s)Nº GRIFOS TIPO DE
TUBERÍA
DIÁMETRO
(mm)Común Arqueta1-A 2,3 57,1 571 PVC 100
LR A-Bocas R. 8,3 10 100 PVC 40
Común AB 25,5 47,1 471 PVC 100
L1 BB’ 15 16,7 167 PVC 60
L2 BC 0,5 30,4 30,4 PVC 100
L3 CD 3 10 100 PVC 60
L2 CC’ 1,5 20,4 204 PVC 80
L2 C’D’ 12 1 10 Cobre 20
L2 C’F 19,2 19,4 194 PVC 80
L2 FF’ 2,5 1 10 Cobre 20
L2 FG 10,7 18,4 184 PVC 80
L2 GG’ 2,5 1 10 Cobre 20
L2 GH 9 17,4 164 PVC 80
L2 HH’ 8,5 0,4 4 Cobre 15
L2 H’H’’ 2 0,2 2 Cobre 10
L2 H’’H’’’ 3 0,2 2 Cobre 10
L2 HI 1 17 170 PVC 80
L2 II’ 2,5 1 10 Cobre 20
L2 IJ 11 15 150 PVC 80
L2 JJ’ 7 1,6 16 PVC 20
L2 J’J’’ 0,5 0,8 8 Cobre 15
L2 J’J’’’ 6,2 0,8 8 Cobre 15
L2 JK 1,25 14,4 144 PVC 60
L2 KK’ 2,5 7,8 78 Cobre 40
L2 KL 5,4 6,6 66 PVC 40
L2 LL’ 2,5 1 10 Cobre 20
L2 LM 4,2 5,6 56 PVC 30
L2 MM1 6,9 1,6 16 PVC 20
L2 M1M1’ 2,5 0,2 2 Cobre 10
L2 M1M2 4,5 1,4 14 PVC 20
L2 M2M2’ 2,5 0,2 2 Cobre 10
L2 M2M3 4,5 1,2 12 PVC 20
L2 M3M3’ 2,5 0,2 2 Cobre 10
L2 M3M4 3,8 1 10 Cobre 15

ANEJO VII. INSTALACIÓN DE FONTANERÍA
10
L2 MN 9,6 4 40 PVC 30
L2 NN’ 2,5 1 10 Cobre 15
L2 NO 10 3 30 PVC 30
L2 OO’ 2,5 1 10 Cobre 15
L2 OP 6,2 2 20 PVC 30
L2 PP’ 2,5 1 10 Cobre 15
L2 PQ 10 1 10 Cobre 15
Tabla 4. Caudal y diámetros en los tramos de la Red 1 de fontanería.
LÍNEA TRAMO LONGITUD
(m)
CAUDAL
(litros/s)Nº GRIFOS TIPO DE
TUBERÍA
DIÁMETRO
(mm)L1 BB’ 15 16,7 167 PVC 60
L1 B’1 4,5 0,4 4 Cobre 15
L1 11’ 0,5 0,1 1 Cobre 10
L1 12 0,5 0,3 3 Cobre 15
L1 22’ 0,5 0,1 1 Cobre 10
L1 23 1 0,2 2 Cobre 10
L1 33’ 1,5 0,1 1 Cobre 10
L1 33’’ 1,5 0,1 1 Cobre 10
L1 B’C 4,9 16,3 163 PVC 80
L1 C1 7,5 2 20 Cobre 20
L1 11’ 2,5 1 10 Cobre 15
L1 11’’ 2 1 10 Cobre 15
L1 CD 15 14,3 143 PVC 60
L1 D1 0,5 9,2 92 PVC 60
L1 11’ 6,4 1 10 Cobre 20
L1 12 2 8,2 82 PVC 80
L1 22’ 0,3 7,8 78 Cobre 60
L1 23 5 0,4 4 Cobre 15
L1 33’ 0,1 0,2 2 Cobre 10
L1 34 2,8 0,2 2 Cobre 10
L1 DE 17,5 5,1 61 PVC 40
L1 E1 2,8 3,5 56 PVC 40
L1 12 6 1,3 13 Cobre 20
L1 22’ 0,1 0,1 1 PVC 10
L1 23 1,1 1,2 12 PVC 20
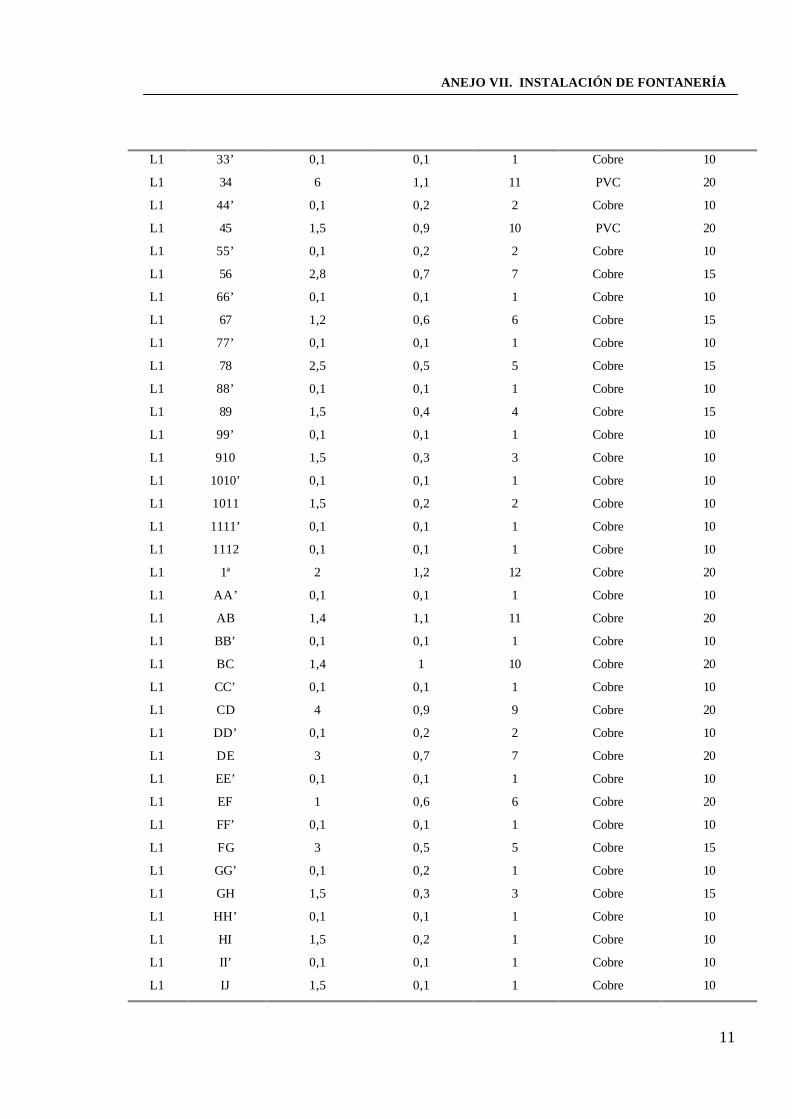
ANEJO VII. INSTALACIÓN DE FONTANERÍA
11
L1 33’ 0,1 0,1 1 Cobre 10
L1 34 6 1,1 11 PVC 20
L1 44’ 0,1 0,2 2 Cobre 10
L1 45 1,5 0,9 10 PVC 20
L1 55’ 0,1 0,2 2 Cobre 10
L1 56 2,8 0,7 7 Cobre 15
L1 66’ 0,1 0,1 1 Cobre 10
L1 67 1,2 0,6 6 Cobre 15
L1 77’ 0,1 0,1 1 Cobre 10
L1 78 2,5 0,5 5 Cobre 15
L1 88’ 0,1 0,1 1 Cobre 10
L1 89 1,5 0,4 4 Cobre 15
L1 99’ 0,1 0,1 1 Cobre 10
L1 910 1,5 0,3 3 Cobre 10
L1 1010’ 0,1 0,1 1 Cobre 10
L1 1011 1,5 0,2 2 Cobre 10
L1 1111’ 0,1 0,1 1 Cobre 10
L1 1112 0,1 0,1 1 Cobre 10
L1 1ª 2 1,2 12 Cobre 20
L1 AA’ 0,1 0,1 1 Cobre 10
L1 AB 1,4 1,1 11 Cobre 20
L1 BB’ 0,1 0,1 1 Cobre 10
L1 BC 1,4 1 10 Cobre 20
L1 CC’ 0,1 0,1 1 Cobre 10
L1 CD 4 0,9 9 Cobre 20
L1 DD’ 0,1 0,2 2 Cobre 10
L1 DE 3 0,7 7 Cobre 20
L1 EE’ 0,1 0,1 1 Cobre 10
L1 EF 1 0,6 6 Cobre 20
L1 FF’ 0,1 0,1 1 Cobre 10
L1 FG 3 0,5 5 Cobre 15
L1 GG’ 0,1 0,2 1 Cobre 10
L1 GH 1,5 0,3 3 Cobre 15
L1 HH’ 0,1 0,1 1 Cobre 10
L1 HI 1,5 0,2 1 Cobre 10
L1 II’ 0,1 0,1 1 Cobre 10
L1 IJ 1,5 0,1 1 Cobre 10

ANEJO VII. INSTALACIÓN DE FONTANERÍA
12
L1 EM 9 1,6 16 Cobre 30
L1 MM’ 0,5 0,6 6 Cobre 20
L1 M’1 3 0,2 2 Cobre 10
L1 M’2 2 0,4 4 Cobre 15
L1 22’ 0,1 0,2 2 Cobre 10
L1 23 5 0,2 2 Cobre 10
L1 MN 8 1 2 Cobre 20
Tabla 5. Caudal y diámetros en los tramos de la Red 2 de fontanería (protección contra incendios).
TRAMOLONGITUD
(m)
CAUDAL
(litros/s)Nº GRIFOS
TIPO DE
TUBERÍA
DIÁMETRO
(mm)
Arqueta2-A 20 18 180 PVC 80
AB 8 2 20 PVC 30
BB’ 1,5 2 20 Acero 32
AC 8 16 160 PVC 80
CC’ 30 8 80 PVC 60
C’F 8 2 20 PVC 30
FF’ 1,5 2 20 Acero 32
C’G 2 6 60 PVC 40
GG’ 1,5 2 20 Acero 32
GH 30 4 40 PVC 30
HH’ 1,5 2 20 Acero 32
HI 22 2 20 PVC 30
II’ 1,5 2 20 Acero 32
CD 0,5 8 80 PVC 60
DE 2 4 40 PVC 30
DD’ 3 4 40 PVC 30
EJ 25 4 40 PVC 30
JJ’ 1,5 2 20 Acero 32
JJ’ 1,5 2 20 Acero 32
EK 31 2 20 PVC 30
KK’ 1,5 2 20 Acero 32
Las derivaciones desde los tramos calculados hacia las distintas tomas de agua se
realizarán con tuberías de diámetros distintos en función de la toma correspondiente.

ANEJO VII. INSTALACIÓN DE FONTANERÍA
13
Bocas de incendio equipadas: 20 grifos = 32 mm de diámetro (Tubería de
acero).
Lavabos: 1 grifo = 10 mm de diámetro (Tubería de cobre).
Duchas: 2 grifos = 10 mm de diámetro (Tubería de cobre).
Inodoros: 1grifo = 10 mm de diámetro (Tubería de cobre).
Urinarios: 1 grifo = 10 mm de diámetro (Tubería de cobre).
Fregaderos: 2 grifos = 10 mm de diámetro (Tubería de cobre).
Grifos de limpieza: 10 grifos = 20 mm de diámetro (Tubería de cobre).
Calentador: 78 grifos = 40 mm de diámetro (Tubería de cobre).
Lavadora: 1 grifo = 10 mm de diámetro (Tubería de cobre).
Evisceradora: 2 grifos = 10 mm de diámetro (Tubería de cobre).
Mesas inspección: 4 grifos = 15 mm de diámetro (Tubería de cobre).
Glaseador: 2grifos = 10 mm de diámetro (Tubería de cobre).
Congelador: 2 grifos = 10 mm de diámetro (Tubería de cobre).
5. RED DE DISTRIBUCIÓN DE AGUA CALIENTE.
Para abastecer de agua caliente a las duchas y lavabos de los aseos, a los fregaderos
y a los grifos de limpieza, se instalará un calentador acumulador eléctrico (IFC-33) en la
sala taller. Tendrá una capacidad de 100 litros. En la sala de elaboración se dispondrá otro
calentador de iguales características que abastecerá las necesidades de agua caliente de esta
zona.
La red de agua caliente estará constituida por canalizaciones de cobre (IFC-22),
desde el calentador hasta los aparatos de consumo, donde se colocarán los
correspondientes grifos de agua caliente.

ANEJO VII. INSTALACIÓN DE FONTANERÍA
14
5.1. Cálculo del diámetro de las tuberías.
El cálculo del diámetro de las tuberías se realizará según la NTE-IFC, “Instalaciones
de Fontanería. Agua caliente”, considerando el tipo de instalación (individual), el uso del
edificio (público) y el tipo de tubería (cobre).
El cálculo de los diámetros se puede resumir en las tablas 6 y 7.
Tabla 6. Caudal y diámetros en los tramos de la red de agua caliente (sala de elaboración).
LÍNEA TRAMO LONGITUD
(m)
CAUDAL
(litros/s)Nº GRIFOS TIPO DE
TUBERÍA
DIÁMETRO
(mm)L2 T’T 0,5 6 60 Cobre 40
L2 TL 5,5 4 40 Cobre 30
L2 LL’ 0,1 1 10 Cobre 20
L2 LM4 24 1 10 Cobre 20
L2 LO 19 2 20 Cobre 30
L2 OO’ 0,5 1 10 Cobre 20
L2 OP 6,2 1 10 Cobre 10
L2 TG 20 2 20 Cobre 30
L2 GG’ 0,5 1 10 Cobre 20
L2 GD’ 30 1 10 Cobre 20
Tabla 7. Caudal y diámetros en los tramos de la red de agua caliente (zonas comunes).
LÍNEA TRAMO LONGITUD
(m)
CAUDAL
(litros/s)Nº GRIFOS TIPO DE
TUBERÍA
DIÁMETRO
(mm)L1 T’T 0,5 7,7 77 Cobre 50
L1 T3 6 0,4 4 Cobre 15
L1 33’ 0,1 0,2 2 Cobre 10
L1 34 4 0,2 2 Cobre 10
L1 T1 1 7,3 73 Cobre 40
L1 11’ 3 1 10 Cobre 20
L1 1D 0,5 6,3 63 Cobre 40
L1 DC 15 2,2 22 Cobre 30
L1 C1 7,8 2 20 Cobre 30

ANEJO VII. INSTALACIÓN DE FONTANERÍA
15
L1 11’ 0,5 1 10 Cobre 20
L1 12 4 1 10 Cobre 20
L1 CB’ 5 0,2 2 Cobre 15
L1 B’3 2,5 0,2 2 Cobre 15
L1 33’ 2 0,1 1 Cobre 10
L1 33’’ 2 0,1 1 Cobre 10
L1 DE 18 4,1 41 Cobre 30
L1 E1 3 1 10 Cobre 20
L1 1A 2,5 0,7 6 Cobre 20
L1 AA’ 0,1 0,1 1 Cobre 10
L1 AB 1 0,6 5 Cobre 15
L1 BB’ 0,1 0,1 1 Cobre 10
L1 BC 1 0,5 5 Cobre 15
L1 CC’ 0,1 1 1 Cobre 10
L1 CD 2,5 0,4 4 Cobre 15
L1 DD’ 0,1 0,2 2 Cobre 10
L1 DG’ 3,5 0,2 2 Cobre 10
L1 12 4,5 0,8 8 Cobre 20
L1 22’ 0,1 0,1 1 Cobre 10
L1 23 1 0,7 7 Cobre 20
L1 33’ 0,1 0,1 1 Cobre 10
L1 34 3 0,6 6 Cobre 20
L1 44’ 0,1 0,2 2 Cobre 10
L1 45 1,5 0,4 4 Cobre 15
L1 55’ 0,1 0,2 2 Cobre 10
L1 56 3,5 0,2 2 Cobre 10
L1 66’ 0,1 0,1 1 Cobre 10
L1 67 1,5 0,1 1 Cobre 10
L1 EM 8,2 1,6 16 Cobre 30
L1 MM’ 0,5 0,6 6 Cobre 20
L1 M’1 2,5 0,2 2 Cobre 10
L1 M’2 2 0,4 4 Cobre 15
L1 22’ 0,1 0,2 2 Cobre 10
L1 23 6 0,2 2 Cobre 10
L1 MN 7 1 10 Cobre 20

ANEJO VII. INSTALACIÓN DE FONTANERÍA
16
La derivación desde la red calculada hacia la toma de agua correspondiente al
calentador se realizará con una tubería de cobre del diámetro siguiente:
Calentador: 78 grifos = 50 mm de diámetro.
6. LLAVES DE PASO Y CONTADORES GENERALES.
Se colocarán llaves de paso (IFF-23) siempre que haya derivaciones, como se puede
comprobar en el plano correspondiente.
El diámetro de las llaves de paso se determinará según la NTE-IFF, a partir del
diámetro de la tubería en la que se instale.
En la tabla 8 se muestra el diámetro de las llaves de paso en función del tramo donde
se ubican.
Tabla 8. Diámetro de las llaves de paso.
LLAVE DIÁMETRO TRAMO (mm) DIÁMETRO LLAVE (mm)
1 A-Boca R. 40 50
2 BB’ 60 80
3 D-Surimi 60 80
4 CC’ 80 100
5 C’D’ 20 25
6 FF’ 20 25
7 GG’ 20 25
8 HH’ 15 20
9 H’-congelador 10 15
10 H’-glaseador 10 15
11 II’ 20 25
12 JJ’ 20 25
13 J’J’’ 15 25
14 J’’’-inspección 15 25
15 K-termo 40 50

ANEJO VII. INSTALACIÓN DE FONTANERÍA
17
16 LL’ 20 25
17 MM1 20 25
18 M1M1’ 10 15
19 M2M2’ 10 15
20 M3M3’ 10 15
21 N-lavadora 20 25
22 OO’ 20 25
23 PP’ 20 25
24 QQ’ 20 25
25 B’-aseos 20 25
26 C1 20 25
27 D1 60 80
28 E1 40 50
29 12 20 25
30 1A 20 25
31 MM’ 20 25
Se dispondrán dos contadores generales para controlar el consumo total de agua de
la instalación.
Se calculan los contadores según la norma NTE-IFF.
Para ambas redes, 1 y 2, la línea de entrada tiene un diámetro de 100 mm, por lo que
se instalarán sendos contadores generales (IFF-17) con un calibre de 65 mm.
Como en ambos casos el diámetro es superior a 40 mm, se colocarán los contadores
en una cámara impermeabilizada y con desagüe en el lugar señalado en los planos. En el
interior de la cámara irá alojada una llave de paso general de 100 mm.
Las dimensiones de la cámara serán las siguientes:
Longitud: 2.200 mm
Anchura: 800 mm
Altura: 800 mm

ANEJO VII. INSTALACIÓN DE FONTANERÍA
ÍNDICE
1. INTRODUCCIÓN. ............................................................................................................1
2. NECESIDADES DE AGUA. .............................................................................................2
2.1. Abastecimiento.......................................................................................................3
2.2. Consumo de agua en servicios y usos generales....................................................3
2.3. Consumo de agua para uso industrial. ...................................................................3
2.4. Consumo de agua en la protección contra incendios. ............................................5
2.5. Consumo de agua de las bocas de riego.................................................................5
2.6. Necesidades totales de agua en la industria. ..........................................................5
3. ABASTECIMIENTO DE AGUA. .....................................................................................7
4. RED DE DISTRIBUCIÓN DE AGUA FRÍA....................................................................7
4.1. Cálculo del diámetro de las tuberías. .....................................................................8
5. RED DE DISTRIBUCIÓN DE AGUA CALIENTE. ......................................................13
5.1. Cálculo del diámetro de las tuberías. ...................................................................14
6. LLAVES DE PASO Y CONTADORES GENERALES. ................................................16

ANEJO VII. INSTALACIÓN DE FONTANERÍA
1
1. INTRODUCCIÓN.
El objetivo del presente anejo es el diseño y cálculo de la red de abastecimiento de
agua potable, tanto fría como caliente, en los distintos puntos de demanda de la instalación
objeto del presente proyecto. Es fundamental en la industria el estudio del consumo de
agua en las operaciones del proceso productivo así como en la limpieza de las
instalaciones, en los servicios y en otras instalaciones auxiliares.
En este anejo se hará un estudio de las necesidades totales de agua en la planta a
proyectar para realizar a continuación el cálculo y el diseño de la instalación para el
abastecimiento y distribución del agua en la industria, atendiendo a los siguientes criterios
de diseño:
-. La línea de abastecimiento conducirá el agua desde la red pública del Polígono
Industrial hasta dos arquetas de acometida situadas en el interior de la parcela.
Una de las arquetas de acometida abastecerá el agua necesaria para uso industrial,
para servicios y usos generales, y para el riego de la parcela, mientras que la otra
arqueta de acometida, abastecerá el agua necesaria para la protección de
incendios. Se realizará conforme a lo dispuesto en la NTE-IFA (1976):
“Instalaciones de Fontanería. Abastecimiento” .
-. La red interior de agua fría se ajustará a un sistema de contador único y las
líneas de distribución horizontal para abastecer a las distintas zonas de consumo.
Se realizará conforme a lo dispuesto en la NTE-IFF (1973): “Instalaciones de
Fontanería. Agua Fría” .
-. La red de distribución de agua caliente se ajustará a un sistema de producción
individual a partir de la red de agua fría. Se realizará conforme a lo dispuesto en
la NTE-IFC (1973): “Instalaciones de Fontanería. Agua Caliente” .

ANEJO VII. INSTALACIÓN DE FONTANERÍA
2
-. La conducción que abastece el agua quedará por encima de la red de
saneamiento y ambas separadas 50 cm al menos en dirección vertical.
-. La conducción de agua caliente se dispondrá a una distancia superior a 4 cm de
la del agua fría, y siempre por encima de ésta.
-. La red de agua se mantendrá siempre a una distancia mayor de 30 cm de toda
conducción o cuadro eléctrico.
2. NECESIDADES DE AGUA.
El consumo de agua se producirá en:
-. Servicios y usos generales. Incluirá los distintos puntos de consumo de aseos y
vestuarios, así como aquéllos que estén repartidos por la instalación para, uso de
los operarios.
-. Línea de procesado. Este apartado se referirá a las distintas tomas de agua
necesarias para el correcto funcionamiento de la maquinaria industrial empleada
en el proceso de transformación e instalación frigorífica.
-. Limpieza. Para esta tarea se dispondrán tomas de agua fría provistas de
mangueras en los diferentes recintos en los que se considere necesario.
-. Bocas de riego. Para satisfacer las necesidades de riego de la zona ajardinada
ubicada en el perímetro de la parcela.

ANEJO VII. INSTALACIÓN DE FONTANERÍA
3
2.1. Abastecimiento.
La línea de abastecimiento desde la arqueta de acometida hasta el contador general
se realizará mediante una conducción reforzada de PVC (IFA-12), ya que se transcurre por
una zona en la que circulan vehículos. Su ejecución y maniobra serán exclusivos de la
compañía suministradora. El suministro de agua se realizará desde la red mallada del
Polígono mediante una tubería de PVC reforzada (IFA-12) de 160 mm de diámetro que
abastecerá a dos arquetas de acometida (IFA-24), situadas dentro de la parcela y a partir de
las cuales comienza la red de la industria.
El tramo desde la red de abastecimiento hasta la acometida interior de la parcela será
de ejecución y maniobra exclusiva de la compañía suministradora.
2.2. Consumo de agua en servicios y usos generales.
Existen diversos elementos dentro de este apartado que consumen un caudal de agua
diferente. Se detalla a continuación el consumo de estos elementos.
Lavabos: 0,1 litros/s
Inodoros: 0,1 litros/s
Urinarios: 0, 1 litros/s
Duchas: 0,2 litros/s
Calentador: 7,8 litros/s
Fregaderos: 0,2 litros/s
Grifos de limpieza: 1 litros/s
2.3. Consumo de agua para uso industrial.
Dentro de este apartado tenemos varios conceptos:
ANEJO VII. INSTALACIÓN DE FONTANERÍA
4
-. Línea de elaboración
-. Instalación de limpieza
Línea de elaboración.
Como se puede comprobar en el Anejo de Ingeniería del Proceso, las operaciones
que necesitan un aporte directo de agua son:
-. Lavado, tras vaciar las cajas de materia prima sobre la lavadora. El
consumo de agua en esta operación es de 1 litros/s.
-. Eviscerado, esta operación se mejora mediante la aplicación de un chorro
de agua. El consumo de agua en esta operación es de 0,2 litros/s.
-. Inspección y retoques del pescado. Las mesas de inspección llevan
incorporadas 4 duchas para facilitar dicha operación. El consumo de agua
en esta operación es de 0,2 litros/s.
-. Glaseado y congelación, estos equipos llevan tomas de agua para realizar
el lavado automático de dichos equipos. El consumo de agua de cada uno
de estos equipos es de 0,2 litros/s.
Instalación de limpieza.
Para esta tarea se dispondrán tomas de agua fría con un caudal de 1 litro/s, provistas
de mangueras, y situadas en los siguientes puntos de la instalación:
-. Zona de recepción de materia prima.
-. Cámara de conservación en estado refrigerado.
-. Sala de elaboración, envasado y paletizado.

ANEJO VII. INSTALACIÓN DE FONTANERÍA
5
-. Cámara de conservación en estado congelado.
-. Cámara de expedición de subproductos.
-. Almacenes y sala taller.
Para la futura ampliación de la planta de surimi se dejará una toma de agua fría en
previsión de los posibles consumos de agua para uso industrial considerándose que será
necesario un caudal de 10 l/s.
2.4. Consumo de agua en la protección contra incendios.
El sistema de protección contra incendios que se instalará en la planta contará con
bombas de incendio equipadas (BIE) tanto en el interior como en el exterior de la nave. El
consumo de agua de una BIE es de 2 litros/s.
2.5. Consumo de agua de las bocas de riego.
Se disponen 10 bocas de riego uniformemente repartidas a lo largo del perímetro
exterior de la nave, colocadas en la zona verde del jardín y próximas a la calzada. Se
considera un caudal unitario por boca de riego de 1 litro/s.
2.6. Necesidades totales de agua en la industria.
Como se puede apreciar en el Plano Instalación de Agua de Riego, se han dispuesto
tres líneas independientes para el abastecimiento de agua, con objeto de tener un mayor
control en el caso de averías, sin dejar desabastecidas otras dependencias de la industria.
En la tabla 1 se resumen las necesidades totales de agua de la industria dependiendo
de la zona en cuestión.

ANEJO VII. INSTALACIÓN DE FONTANERÍA
6
Tabla 1. Resumen de las necesidades de agua totales en la industria.
ZONA ELEMENTO NÚMERO CAUDAL
UD.(litros/s)
CAUDAL
(litros/s)
Grifo de limpieza 13 1 13
Lavadora 1 1 1
Evisceradora 3 0,2 0,6
Mesas de inspección 8 0,2 1,6
Glaseador 1 0,2 0,2
Congelador 1 0,2 0,2
Lavabos 9 0,1 0,9
Inodoro 10 0,1 1
Urinario 2 0,1 0,2
Ducha 4 0,2 0,8
Calentador 2 7,8 15,6
Fregadero 5 0,2 1
Interior
de la nave
Bocas de incendio equipadas 5 2 10
Bocas de incendio equipadas 2 2 4Zonas exteriores
Bocas de riego 10 1 10
Se destinará una toma tanto de agua fría para la zona reservada para la planta de
surimi, considerando un caudal necesario en esta planta de 10 l/s, así como una toma de la
red de protección contra incendios considerando que se dispondrán 2 BIE en la futura
planta de surimi.
Estas necesidades de agua corresponden a tomas de agua fría. A éstas hay que
unirles las necesidades de agua caliente, que sólo se producen en el interior de la nave, en
las zonas de servicios, en los fregaderos, y en los grifos de limpieza. Para la red de agua
caliente se dispondrá una derivación desde la de agua fría que conducirá a un calentador
acumulador eléctrico (IFC-38) desde donde tendrá su origen la red de agua caliente.
Se dispondrán 2 calentadores acumulativos, uno en la sala taller que cubrirá las
necesidades de agua caliente de aseos, laboratorio, comedor, taller y almacenes y otro
dispuesto en la sala de elaboración que cubrirá las necesidades de agua caliente de para
limpieza.

ANEJO VII. INSTALACIÓN DE FONTANERÍA
7
Los requerimientos de agua caliente se muestran en la tabla 2.
Tabla 2. Requerimientos de agua caliente en la industria.
ELEMENTO NÚMERO CAUDAL UD. (litros/s) CAUDAL (litros/s)Duchas 4 0,2 0,8Lavabo 9 0,1 0,9
Fregadero 5 0,2 1Grifo de limpieza 10 1 10
3. ABASTECIMIENTO DE AGUA.
Dado que el suministro de agua potable es suficiente en cuanto a caudal y presión y
no se producen cortes, no será necesario tener en cuenta medidas correctoras.
4. RED DE DISTRIBUCIÓN DE AGUA FRÍA.
La red de distribución de agua fría estará constituida por canalizaciones de tres
tipos:
-. PVC presión
-. Cobre
-. Acero
Se considerarán dos redes de tuberías, dada la existencia de dos arquetas de
acometida. Se considerará la Red 1 de fontanería la correspondiente a la arqueta que
abastece el agua de uso industrial, de servicios y usos generales y de riego. Se considerará
la Red 2 de fontanería la correspondiente a la arqueta que abastece el agua de protección
contra incendios.
La Red 1 de fontanería estará constituida por canalizaciones de PVC enterradas
desde la arqueta de acometida correspondiente a dicha red hasta el primer punto de

ANEJO VII. INSTALACIÓN DE FONTANERÍA
8
distribución en el interior de la planta de elaboración de pescado blanco, donde se
diferencian tres líneas cuya misión será abastecer a la planta de procesado, ampliación
planta de surimi y consumos en servicios y usos generales. En dicho punto la tubería
asciende y comienza a estar constituida por canalizaciones de cobre, que irán empotradas
en los tabiques, tanto para el agua fría como para el agua caliente. Las tuberías de agua
para riego serán por tanto, de PVC e irán enterradas.
La Red 2 de fontanería estará constituida por canalizaciones de PVC que irán
enterradas en toda su distribución. Las canalizaciones sólo pasarán a ser de acero en los
puntos donde asciende para alimentar a las bocas de incendio equipadas, para evitar que
ardan en caso de incendio.
Las tuberías empotradas en la pared se recubrirán suficientemente (> 2 cm), a fin de
evitar cambios de color o agrietamientos en el revoque. Las tuberías empotradas de agua
caliente se aislarán de los materiales de construcción con fibras de vidrio o lana mineral, a
fin de no impedir las dilataciones y evitar ruidos. Al atravesar los paramentos estas
tuberías deben poder deslizarse libremente.
En aquellos puntos correspondientes a aparatos sanitarios, grifos de limpieza y
fregaderos se dispondrán “grifos de agua fría”(IFF-30).
4.1. Cálculo del diámetro de las tuberías.
El cálculo de las tuberías se realizará según la NTE-IFF, “Instalaciones de
fontanería. Agua fría”, a partir del número de grifos servidos por cada tramo, teniendo en
cuenta el uso del edificio (público) y el tipo de tubería y considerando, además, que el
caudal para cada grifo es de 0,1 litros/s.
El cálculo de los diámetros se puede resumir en las tablas 3, 4 y 5.

ANEJO VII. INSTALACIÓN DE FONTANERÍA
9
Tabla 3. Caudal y diámetros en los tramos de la Red 1 de fontanería.
LÍNEA TRAMO LONGITUD
(m)
CAUDAL
(litros/s)Nº GRIFOS TIPO DE
TUBERÍA
DIÁMETRO
(mm)Común Arqueta1-A 2,3 57,1 571 PVC 100
LR A-Bocas R. 8,3 10 100 PVC 40
Común AB 25,5 47,1 471 PVC 100
L1 BB’ 15 16,7 167 PVC 60
L2 BC 0,5 30,4 30,4 PVC 100
L3 CD 3 10 100 PVC 60
L2 CC’ 1,5 20,4 204 PVC 80
L2 C’D’ 12 1 10 Cobre 20
L2 C’F 19,2 19,4 194 PVC 80
L2 FF’ 2,5 1 10 Cobre 20
L2 FG 10,7 18,4 184 PVC 80
L2 GG’ 2,5 1 10 Cobre 20
L2 GH 9 17,4 164 PVC 80
L2 HH’ 8,5 0,4 4 Cobre 15
L2 H’H’’ 2 0,2 2 Cobre 10
L2 H’’H’’’ 3 0,2 2 Cobre 10
L2 HI 1 17 170 PVC 80
L2 II’ 2,5 1 10 Cobre 20
L2 IJ 11 15 150 PVC 80
L2 JJ’ 7 1,6 16 PVC 20
L2 J’J’’ 0,5 0,8 8 Cobre 15
L2 J’J’’’ 6,2 0,8 8 Cobre 15
L2 JK 1,25 14,4 144 PVC 60
L2 KK’ 2,5 7,8 78 Cobre 40
L2 KL 5,4 6,6 66 PVC 40
L2 LL’ 2,5 1 10 Cobre 20
L2 LM 4,2 5,6 56 PVC 30
L2 MM1 6,9 1,6 16 PVC 20
L2 M1M1’ 2,5 0,2 2 Cobre 10
L2 M1M2 4,5 1,4 14 PVC 20
L2 M2M2’ 2,5 0,2 2 Cobre 10
L2 M2M3 4,5 1,2 12 PVC 20
L2 M3M3’ 2,5 0,2 2 Cobre 10
L2 M3M4 3,8 1 10 Cobre 15

ANEJO VII. INSTALACIÓN DE FONTANERÍA
10
L2 MN 9,6 4 40 PVC 30
L2 NN’ 2,5 1 10 Cobre 15
L2 NO 10 3 30 PVC 30
L2 OO’ 2,5 1 10 Cobre 15
L2 OP 6,2 2 20 PVC 30
L2 PP’ 2,5 1 10 Cobre 15
L2 PQ 10 1 10 Cobre 15
Tabla 4. Caudal y diámetros en los tramos de la Red 1 de fontanería.
LÍNEA TRAMO LONGITUD
(m)
CAUDAL
(litros/s)Nº GRIFOS TIPO DE
TUBERÍA
DIÁMETRO
(mm)L1 BB’ 15 16,7 167 PVC 60
L1 B’1 4,5 0,4 4 Cobre 15
L1 11’ 0,5 0,1 1 Cobre 10
L1 12 0,5 0,3 3 Cobre 15
L1 22’ 0,5 0,1 1 Cobre 10
L1 23 1 0,2 2 Cobre 10
L1 33’ 1,5 0,1 1 Cobre 10
L1 33’’ 1,5 0,1 1 Cobre 10
L1 B’C 4,9 16,3 163 PVC 80
L1 C1 7,5 2 20 Cobre 20
L1 11’ 2,5 1 10 Cobre 15
L1 11’’ 2 1 10 Cobre 15
L1 CD 15 14,3 143 PVC 60
L1 D1 0,5 9,2 92 PVC 60
L1 11’ 6,4 1 10 Cobre 20
L1 12 2 8,2 82 PVC 80
L1 22’ 0,3 7,8 78 Cobre 60
L1 23 5 0,4 4 Cobre 15
L1 33’ 0,1 0,2 2 Cobre 10
L1 34 2,8 0,2 2 Cobre 10
L1 DE 17,5 5,1 61 PVC 40
L1 E1 2,8 3,5 56 PVC 40
L1 12 6 1,3 13 Cobre 20
L1 22’ 0,1 0,1 1 PVC 10
L1 23 1,1 1,2 12 PVC 20

ANEJO VII. INSTALACIÓN DE FONTANERÍA
11
L1 33’ 0,1 0,1 1 Cobre 10
L1 34 6 1,1 11 PVC 20
L1 44’ 0,1 0,2 2 Cobre 10
L1 45 1,5 0,9 10 PVC 20
L1 55’ 0,1 0,2 2 Cobre 10
L1 56 2,8 0,7 7 Cobre 15
L1 66’ 0,1 0,1 1 Cobre 10
L1 67 1,2 0,6 6 Cobre 15
L1 77’ 0,1 0,1 1 Cobre 10
L1 78 2,5 0,5 5 Cobre 15
L1 88’ 0,1 0,1 1 Cobre 10
L1 89 1,5 0,4 4 Cobre 15
L1 99’ 0,1 0,1 1 Cobre 10
L1 910 1,5 0,3 3 Cobre 10
L1 1010’ 0,1 0,1 1 Cobre 10
L1 1011 1,5 0,2 2 Cobre 10
L1 1111’ 0,1 0,1 1 Cobre 10
L1 1112 0,1 0,1 1 Cobre 10
L1 1ª 2 1,2 12 Cobre 20
L1 AA’ 0,1 0,1 1 Cobre 10
L1 AB 1,4 1,1 11 Cobre 20
L1 BB’ 0,1 0,1 1 Cobre 10
L1 BC 1,4 1 10 Cobre 20
L1 CC’ 0,1 0,1 1 Cobre 10
L1 CD 4 0,9 9 Cobre 20
L1 DD’ 0,1 0,2 2 Cobre 10
L1 DE 3 0,7 7 Cobre 20
L1 EE’ 0,1 0,1 1 Cobre 10
L1 EF 1 0,6 6 Cobre 20
L1 FF’ 0,1 0,1 1 Cobre 10
L1 FG 3 0,5 5 Cobre 15
L1 GG’ 0,1 0,2 1 Cobre 10
L1 GH 1,5 0,3 3 Cobre 15
L1 HH’ 0,1 0,1 1 Cobre 10
L1 HI 1,5 0,2 1 Cobre 10
L1 II’ 0,1 0,1 1 Cobre 10
L1 IJ 1,5 0,1 1 Cobre 10

ANEJO VII. INSTALACIÓN DE FONTANERÍA
12
L1 EM 9 1,6 16 Cobre 30
L1 MM’ 0,5 0,6 6 Cobre 20
L1 M’1 3 0,2 2 Cobre 10
L1 M’2 2 0,4 4 Cobre 15
L1 22’ 0,1 0,2 2 Cobre 10
L1 23 5 0,2 2 Cobre 10
L1 MN 8 1 2 Cobre 20
Tabla 5. Caudal y diámetros en los tramos de la Red 2 de fontanería (protección contra incendios).
TRAMOLONGITUD
(m)
CAUDAL
(litros/s)Nº GRIFOS
TIPO DE
TUBERÍA
DIÁMETRO
(mm)
Arqueta2-A 20 18 180 PVC 80
AB 8 2 20 PVC 30
BB’ 1,5 2 20 Acero 32
AC 8 16 160 PVC 80
CC’ 30 8 80 PVC 60
C’F 8 2 20 PVC 30
FF’ 1,5 2 20 Acero 32
C’G 2 6 60 PVC 40
GG’ 1,5 2 20 Acero 32
GH 30 4 40 PVC 30
HH’ 1,5 2 20 Acero 32
HI 22 2 20 PVC 30
II’ 1,5 2 20 Acero 32
CD 0,5 8 80 PVC 60
DE 2 4 40 PVC 30
DD’ 3 4 40 PVC 30
EJ 25 4 40 PVC 30
JJ’ 1,5 2 20 Acero 32
JJ’ 1,5 2 20 Acero 32
EK 31 2 20 PVC 30
KK’ 1,5 2 20 Acero 32
Las derivaciones desde los tramos calculados hacia las distintas tomas de agua se
realizarán con tuberías de diámetros distintos en función de la toma correspondiente.

ANEJO VII. INSTALACIÓN DE FONTANERÍA
13
Bocas de incendio equipadas: 20 grifos = 32 mm de diámetro (Tubería de
acero).
Lavabos: 1 grifo = 10 mm de diámetro (Tubería de cobre).
Duchas: 2 grifos = 10 mm de diámetro (Tubería de cobre).
Inodoros: 1grifo = 10 mm de diámetro (Tubería de cobre).
Urinarios: 1 grifo = 10 mm de diámetro (Tubería de cobre).
Fregaderos: 2 grifos = 10 mm de diámetro (Tubería de cobre).
Grifos de limpieza: 10 grifos = 20 mm de diámetro (Tubería de cobre).
Calentador: 78 grifos = 40 mm de diámetro (Tubería de cobre).
Lavadora: 1 grifo = 10 mm de diámetro (Tubería de cobre).
Evisceradora: 2 grifos = 10 mm de diámetro (Tubería de cobre).
Mesas inspección: 4 grifos = 15 mm de diámetro (Tubería de cobre).
Glaseador: 2grifos = 10 mm de diámetro (Tubería de cobre).
Congelador: 2 grifos = 10 mm de diámetro (Tubería de cobre).
5. RED DE DISTRIBUCIÓN DE AGUA CALIENTE.
Para abastecer de agua caliente a las duchas y lavabos de los aseos, a los fregaderos
y a los grifos de limpieza, se instalará un calentador acumulador eléctrico (IFC-33) en la
sala taller. Tendrá una capacidad de 100 litros. En la sala de elaboración se dispondrá otro
calentador de iguales características que abastecerá las necesidades de agua caliente de esta
zona.
La red de agua caliente estará constituida por canalizaciones de cobre (IFC-22),
desde el calentador hasta los aparatos de consumo, donde se colocarán los
correspondientes grifos de agua caliente.

ANEJO VII. INSTALACIÓN DE FONTANERÍA
14
5.1. Cálculo del diámetro de las tuberías.
El cálculo del diámetro de las tuberías se realizará según la NTE-IFC, “Instalaciones
de Fontanería. Agua caliente”, considerando el tipo de instalación (individual), el uso del
edificio (público) y el tipo de tubería (cobre).
El cálculo de los diámetros se puede resumir en las tablas 6 y 7.
Tabla 6. Caudal y diámetros en los tramos de la red de agua caliente (sala de elaboración).
LÍNEA TRAMO LONGITUD
(m)
CAUDAL
(litros/s)Nº GRIFOS TIPO DE
TUBERÍA
DIÁMETRO
(mm)L2 T’T 0,5 6 60 Cobre 40
L2 TL 5,5 4 40 Cobre 30
L2 LL’ 0,1 1 10 Cobre 20
L2 LM4 24 1 10 Cobre 20
L2 LO 19 2 20 Cobre 30
L2 OO’ 0,5 1 10 Cobre 20
L2 OP 6,2 1 10 Cobre 10
L2 TG 20 2 20 Cobre 30
L2 GG’ 0,5 1 10 Cobre 20
L2 GD’ 30 1 10 Cobre 20
Tabla 7. Caudal y diámetros en los tramos de la red de agua caliente (zonas comunes).
LÍNEA TRAMO LONGITUD
(m)
CAUDAL
(litros/s)Nº GRIFOS TIPO DE
TUBERÍA
DIÁMETRO
(mm)L1 T’T 0,5 7,7 77 Cobre 50
L1 T3 6 0,4 4 Cobre 15
L1 33’ 0,1 0,2 2 Cobre 10
L1 34 4 0,2 2 Cobre 10
L1 T1 1 7,3 73 Cobre 40
L1 11’ 3 1 10 Cobre 20
L1 1D 0,5 6,3 63 Cobre 40
L1 DC 15 2,2 22 Cobre 30
L1 C1 7,8 2 20 Cobre 30

ANEJO VII. INSTALACIÓN DE FONTANERÍA
15
L1 11’ 0,5 1 10 Cobre 20
L1 12 4 1 10 Cobre 20
L1 CB’ 5 0,2 2 Cobre 15
L1 B’3 2,5 0,2 2 Cobre 15
L1 33’ 2 0,1 1 Cobre 10
L1 33’’ 2 0,1 1 Cobre 10
L1 DE 18 4,1 41 Cobre 30
L1 E1 3 1 10 Cobre 20
L1 1A 2,5 0,7 6 Cobre 20
L1 AA’ 0,1 0,1 1 Cobre 10
L1 AB 1 0,6 5 Cobre 15
L1 BB’ 0,1 0,1 1 Cobre 10
L1 BC 1 0,5 5 Cobre 15
L1 CC’ 0,1 1 1 Cobre 10
L1 CD 2,5 0,4 4 Cobre 15
L1 DD’ 0,1 0,2 2 Cobre 10
L1 DG’ 3,5 0,2 2 Cobre 10
L1 12 4,5 0,8 8 Cobre 20
L1 22’ 0,1 0,1 1 Cobre 10
L1 23 1 0,7 7 Cobre 20
L1 33’ 0,1 0,1 1 Cobre 10
L1 34 3 0,6 6 Cobre 20
L1 44’ 0,1 0,2 2 Cobre 10
L1 45 1,5 0,4 4 Cobre 15
L1 55’ 0,1 0,2 2 Cobre 10
L1 56 3,5 0,2 2 Cobre 10
L1 66’ 0,1 0,1 1 Cobre 10
L1 67 1,5 0,1 1 Cobre 10
L1 EM 8,2 1,6 16 Cobre 30
L1 MM’ 0,5 0,6 6 Cobre 20
L1 M’1 2,5 0,2 2 Cobre 10
L1 M’2 2 0,4 4 Cobre 15
L1 22’ 0,1 0,2 2 Cobre 10
L1 23 6 0,2 2 Cobre 10
L1 MN 7 1 10 Cobre 20

ANEJO VII. INSTALACIÓN DE FONTANERÍA
16
La derivación desde la red calculada hacia la toma de agua correspondiente al
calentador se realizará con una tubería de cobre del diámetro siguiente:
Calentador: 78 grifos = 50 mm de diámetro.
6. LLAVES DE PASO Y CONTADORES GENERALES.
Se colocarán llaves de paso (IFF-23) siempre que haya derivaciones, como se puede
comprobar en el plano correspondiente.
El diámetro de las llaves de paso se determinará según la NTE-IFF, a partir del
diámetro de la tubería en la que se instale.
En la tabla 8 se muestra el diámetro de las llaves de paso en función del tramo donde
se ubican.
Tabla 8. Diámetro de las llaves de paso.
LLAVE DIÁMETRO TRAMO (mm) DIÁMETRO LLAVE (mm)
1 A-Boca R. 40 50
2 BB’ 60 80
3 D-Surimi 60 80
4 CC’ 80 100
5 C’D’ 20 25
6 FF’ 20 25
7 GG’ 20 25
8 HH’ 15 20
9 H’-congelador 10 15
10 H’-glaseador 10 15
11 II’ 20 25
12 JJ’ 20 25
13 J’J’’ 15 25
14 J’’’-inspección 15 25
15 K-termo 40 50

ANEJO VII. INSTALACIÓN DE FONTANERÍA
17
16 LL’ 20 25
17 MM1 20 25
18 M1M1’ 10 15
19 M2M2’ 10 15
20 M3M3’ 10 15
21 N-lavadora 20 25
22 OO’ 20 25
23 PP’ 20 25
24 QQ’ 20 25
25 B’-aseos 20 25
26 C1 20 25
27 D1 60 80
28 E1 40 50
29 12 20 25
30 1A 20 25
31 MM’ 20 25
Se dispondrán dos contadores generales para controlar el consumo total de agua de
la instalación.
Se calculan los contadores según la norma NTE-IFF.
Para ambas redes, 1 y 2, la línea de entrada tiene un diámetro de 100 mm, por lo que
se instalarán sendos contadores generales (IFF-17) con un calibre de 65 mm.
Como en ambos casos el diámetro es superior a 40 mm, se colocarán los contadores
en una cámara impermeabilizada y con desagüe en el lugar señalado en los planos. En el
interior de la cámara irá alojada una llave de paso general de 100 mm.
Las dimensiones de la cámara serán las siguientes:
Longitud: 2.200 mm
Anchura: 800 mm
Altura: 800 mm

ANEJO VIII. INSTALACIÓN DE SANEAMIENTO
ÍNDICE
1. INTRODUCCIÓN. ............................................................................................................1
2. RED DE AGUAS PLUVIALES. .......................................................................................3
2.1. Canalones...............................................................................................................3
2.2. Bajantes..................................................................................................................4
3. DESCRIPCIÓN DE LA RED HORIZONTAL DE SANEAMIENTO. ............................4
4. CÁLCULO DE LAS SECCIONES DE LOS COLECTORES..........................................5
5. DIMENSIONAMIENTO DE ARQUETAS.......................................................................7

ANEJO VIII. INSTALACIÓN DE SANEAMIENTO
1
1. INTRODUCCIÓN.
En el presente anejo se realizará el diseño y cálculo de la red de saneamiento que
permita la evacuación de las aguas residuales, tanto las procedentes de consumo industrial
y humano, como las de origen pluvial.
El sistema proyectado para la evacuación de aguas pluviales y residuales será un
sistema unitario, es decir, se utilizarán varias líneas de conductos pero llevarán cada una de
ellas todo tipo de aguas hasta la red de alcantarillado público existente en el Polígono
Industrial en el que se ubica la parcela.
Las ventajas de este sistema unitario de evacuación son, por un lado, la reducción de
costes frente al sistema separativo, y, por otro lado, que cada vez que llueva con cierta
intensidad, se produce la limpieza de todas las conducciones.
Para su realización se tendrán en cuenta los siguientes criterios:
-. Se diseñará un sistema unitario de evacuación de todo tipo de agua por una sola
red, hasta la acometida de la red de alcantarillado público.
-. Los fregaderos irán provistos de sifón individual, mientras que los lavabos y las
duchas no lo llevarán, por lo que sus aguas residuales serán recogidas en botes
sifónicos. Por último, los inodoros verterán directamente hacia arquetas sifónicas,
que a su vez recogerán el agua proveniente de los botes sifónicos.
-. Las aguas residuales procedentes de los equipos de la línea de procesado y de
limpieza de la nave serán vertidas hacia arquetas sumidero, pasando así a la red de
colectores enterrada.

ANEJO VIII. INSTALACIÓN DE SANEAMIENTO
2
-. La red horizontal estará constituida por colectores enterrados de PVC rígido,
que irán siempre por debajo de la red de distribución de agua fría y tendrán una
pendiente no menor del 1%. Igualmente, los tramos que discurren por el interior
de las instalaciones serán de PVC rígido.
-. La recogida y evacuación de las aguas pluviales de la cubierta se hará por medio
de canalones y bajantes. El resto de las aguas pluviales se eliminarán a través de
las distintas arquetas sumidero dispuestas en la planta industrial, las cuales
recogerán las aguas de las zonas no edificadas, ya que las soleras de las mismas se
construirán de forma que conduzcan el agua hacia ellas.
-. Las aguas residuales procedentes de los diferentes equipos empleados en el
proceso, así como las aguas de limpieza de los distintos recintos, serán vertidas a
la Red Pública de Alcantarillado, sin sobrepasar los niveles de contaminación
autorizados. Para ello, se dispondrá, antes de la salida de la línea de conductos,
un separador de grasas y fangos (ISS-54, según NTE), para retener las materias
flotantes y sólidos sedimentables que puedan arrastrar las aguas de limpieza de las
instalaciones.
-. Se dispondrán arquetas en la red enterrada, a pie de bajantes, en los encuentros
de colectores, en los cambios de dirección o pendiente, y en los tramos rectos con
un intervalo máximo de 20 metros. La conducción entre arquetas será de tramos
rectos y pendiente uniforme.
-. La acometida a la red de alcantarillado se realizará según la NTE-ISA (1.973):
“Instalaciones de Salubridad. Alcantarillado”, y de acuerdo con las Ordenanzas
Municipales locales.
-. Los elementos que forman la red de saneamiento cumplirán las especificaciones
recogidas por la NTE-ISS (1.973): “Instalaciones de Salubridad. Saneamiento”.

ANEJO VIII. INSTALACIÓN DE SANEAMIENTO
3
2. RED DE AGUAS PLUVIALES.
Las aguas pluviales acumuladas sobre la cubierta se recogerán por medio de
canalones que las conducirán hasta los bajantes para su evacuación a la red horizontal de
saneamiento. Las aguas pluviales que llegan a los viales y a las zonas verdes son
evacuadas mediante arquetas sumidero, distribuidas convenientemente en el exterior de la
industria.
El dimensionamiento de los canalones y los bajantes se realizará a partir de las
tablas contenidas en la NTE-ISS, en función de la zona pluviométrica, la superficie de
cubierta evacuada por cada conducto y la pendiente de cada tramo.
2.1. Canalones.
Para la recogida de aguas pluviales de cubierta se dispondrán canalones de chapa de
sección rectangular con una pendiente del 1%.
El desarrollo del canalón, expresado en cm, se determina en función de la superficie
de cubierta, expresada en m2, que vierte a un mismo tramo de canalón comprendido entre
su bajante y el punto de cambio de pendiente, y considerando la zona pluviométrica.
Para el proyecto que nos ocupa, la zona pluviométrica correspondiente a la zona
geográfica donde se ubica la industria es la zona Y, según la NTE-ISS (1.973).
Se dispondrán bajantes cada 15 m, asociados a los pilares de la nave, como queda
reflejado en los planos correspondientes. Los bajantes laterales tienen asociada una
superficie menor que los centrales, pero para diseñarlos todos de forma homogénea se
considera el caso más desfavorable, es decir, el de los bajantes centrales. Por tanto, la
superficie que vierte a un mismo tramo de canalón es:
S = 20,1 x 15 = 301,5 m2

ANEJO VIII. INSTALACIÓN DE SANEAMIENTO
4
Según la superficie de cubierta asociada, la zona pluviométrica (Y) y la pendiente
del canalón (pte. = 1%), el desarrollo del canalón es de 36 cm. Las dimensiones de su
sección son:
2.2. Bajantes.
Para la conducción vertical de las aguas pluviales se emplearán bajantes de PVC
(especificación ISS-43, según NTE), protegidas mediante un cajón de chapa de espesor 2
mm.
Se dispondrán 5 bajantes en cada faldón, con una separación de 15 m.
Para un bajante con una superficie asociada de 301,5 m2, se obtiene un diámetro:
D = 90 mm
Los bajantes tendrán en su tramo final un codo de 45º para conducirlos a la arqueta.
3. DESCRIPCIÓN DE LA RED HORIZONTAL DE SANEAMIENTO.
Como se mencionó anteriormente, la recogida de aguas pluviales y residuales se
realizará sobre una red de saneamiento unitaria, que no distingue entre unas y otras.
La red horizontal de evacuación de aguas pluviales y residuales estará constituida
por colectores de PVC rígido (ISS-6), formando tramos rectos con una pendiente mínima
del 1%, interrumpidos por arquetas en los encuentros de colectores, cambios de dirección y
en tramos de más de 20 m.
10cm
16 cm

ANEJO VIII. INSTALACIÓN DE SANEAMIENTO
5
Para el cálculo de la red de saneamiento, se admitirán los diámetros expuestos en la
Tabla 1, para desagües de PVC.
De igual forma, en el exterior de la nave se dispondrán arquetas sumidero para
Tabla 1. Diámetros de los distintos aparatos sanitarios.
TIPO DE DESAGÜE DIÁMETRO (mm)
ISS-22. Desagüe de lavabo a bote sifónico. 40
ISS-28. Desagüe de ducha a bote sifónico. 40
ISS-34. Desagüe de inodoros con cisterna. 110
ISS-25. Desagüe de fregadero de dos senos. 40
ISS-31. Desagüe de urinarios de pared. 40
ISS-36. Sumidero sifónico para locales húmedos. 40
4. CÁLCULO DE LAS SECCIONES DE LOS COLECTORES.
El cálculo de las secciones de los diferentes colectores que constituyen la red de
saneamiento proyectada se realizará según las indicaciones recogidas en la
NTE-ISS-1.973: “Instalaciones de Salubridad. Saneamiento”.
El diámetro de cada colector se elegirá en función de la zona pluviométrica de la
instalación, de los m2 de cubierta asociados, del número de aparatos que vierten a él y de la
pendiente del tramo, que debe ser mayor del 1% en todos los casos.
En el caso de los desagües de equipos de procesado, se tomará un número
equivalente de aparatos sanitarios, no inodoros, de modo que la suma de estos sea
aproximadamente el caudal de desagüe de aquellos.
En la tabla 2 se muestran los diámetros obtenidos para los diferentes colectores de la
industria.

ANEJO VIII. INSTALACIÓN DE SANEAMIENTO
6
Tabla 2. Dimensionamiento de los colectores.
Tramo Zona Superficie Nº aparatos Nº inodoros DiámetroS1-P1 Y 300 0 0 160P1-P2 Y 0 0 0 160S12-P2 Y 300 0 0 160B9-P2 Y 157,5 0 0 125P2-P3 Y 0 0 0 160B8-P3 Y 315 0 0 125P3-P4 Y 0 0 0 200S11-P4 Y 300 0 0 160B7-P4 Y 315 0 0 125S9’-P4 Y 0 1 0 90P4-P5 Y 0 0 0 200B6-P5 Y 315 0 0 125S8’-P5 Y 120 0 0 160P5-SF1 Y 0 0 0 200S10-SF1 Y 400 0 0 200SF1-PR3 Y 0 0 0 250B5-PR3 Y 157,5 0 0 125S9-PR3 Y 400 0 0 200
PR3-S.G.A Y 0 0 0 250S2-P17 Y 400 0 0 200
P17-P16 Y 0 0 0 160S3-P16 Y 400 0 0 160
P15-P16 Y 0 0 0 200B1-P15 Y 157,2 0 0 125S4-P15 Y 400 0 0 200F3-P15 Y 0 1 0 40
P15-SF2 Y 0 0 0 200SF2-P14’’ Y 0 6 3 200SF2-P14’ Y 315 7 5 200SF2-P13 Y 0 0 0 250S5-P13 Y 400 0 0 200B2-P13 Y 315 0 0 160P13-P12 Y 0 0 0 250B3-P12 Y 315 0 0 160F4-P12 Y 0 1 0 40
P12-P11 Y 0 0 0 250S6-P11 Y 400 0 0 200
P11-P10 Y 0 0 0 250B4-P10 Y 157,5 0 0 160P10-P9 Y 0 0 0 250S7-P9 Y 450 0 0 200P9-P10 Y 0 0 0 250P9-AS Y 0 0 0 250AS-P8 Y 0 0 0 250
P8-S.G.A Y 0 0 0 250S.G.A-PR Y 0 0 1 300
F1-P1’ Y 0 1 0 40F1’-P1’ Y 0 1 0 40S9´-P1’ Y 100 10 0 125P1’-P2’ Y 0 1 0 160

ANEJO VIII. INSTALACIÓN DE SANEAMIENTO
7
S10’-P2’ Y 100 10 0 160P2’-P3’ Y 0 0 0 200P3’-P4’ Y 0 0 0 200S11’-P3’ Y 100 10 0 160S12’-P4’’ Y 100 10 0 160S13’-P5’ Y 100 10 0 160P4’-P5’ Y 100 10 0 200L7-P5’ Y 0 1 0 40
W10-P5’ Y 0 0 1 110W9-P5’ Y 0 0 1 110L8-P5’ Y 0 1 0 40P5’-AS Y 0 2 2 200S1’-P1’’ Y 25 10 0 160S2’-P1’’ Y 240 10 0 160L-P1’’ Y 0 10 0 90
P1’’-S3’ Y 0 0 0 160S3’-P2’’ Y 240 10 0 200E1-P2’’ Y 0 3 0 50E2-P2’’ Y 0 3 0 50E3-P2’’ Y 0 3 0 50P2’’-S4’ Y 0 0 0 200S4’-P3’’ Y 240 10 0 200I1-P3’’ Y 0 10 0 90I2-P3’’ Y 0 10 0 90G-P3’’ Y 0 3 0 50C-P3’’ Y 0 3 0 50
P3’’-S5’’ Y 0 0 0 200S5’-S6’ Y 240 10 0 250S6’-PR2 Y 240 10 0 250S7’-PR2 Y 150 10 0 160
P-P6 Y 0 0 0 250
5. DIMENSIONAMIENTO DE ARQUETAS.
Se dispondrán arquetas a pie de bajante (ISS-50), para el registro al pie de los
bajantes pluviales, arquetas de paso (ISS-51) para el registro de la red enterrada en los
cambios de dirección y encuentro de varios colectores. Las arquetas sumidero (ISS-53),
recogerán las aguas en el interior de la nave y en los viales exteriores.
En algunos puntos las arquetas serán sustituidas por pozos de registro (ISS-55) de
0,8 m de ancho, que permitirán examinar la instalación cada cierta longitud para establecer
puntos de rotura o avería. En las arquetas, la distancia entre el fondo y la entrada del
colector será de 30 cm, y en los pozos de registro, tal distancia será de 40 cm. Se dispondrá
otro pozo de registro en el punto de acometida a la red de alcantarillado.

ANEJO VIII. INSTALACIÓN DE SANEAMIENTO
8
El dimensionamiento de las arquetas sumidero, arquetas de paso, arquetas sifónicas
y arquetas a pie de bajantes se realizará teniendo en cuenta el diámetro del colector de
salida de las mismas, según las indicaciones recogidas en la NTE-ISS (1973).
En las tablas 3, 4, 5 y 6 se resumen las dimensiones de todos los tipos de arquetas
dispuestos en la industria proyectada.
Tabla 3. Arquetas a pie de bajantes (ISS-50).
ARQUETADIÁMETRO DEL COLECTOR DE SALIDA
(mm)
DIMENSIONES
A x B (cm)
B1 160 51 x 51
B2 160 51 x 51
B3 160 51 x 51
B4 160 51 x 51
B5 160 51 x 51
B6 160 51 x 51
B7 160 51 x 51
B8 160 51 x 51
B9 160 51 x 51
Tabla 4. Arquetas sumidero (ISS-53)
ARQUETADIÁMETRO DEL COLECTOR DE SALIDA
(mm)
DIMENSIONES
A x B (cm)
S1 160 51 x 51
S2 160 51 x 51
S3 160 51 x 51
S4 160 51 x 51
S5 160 51 x 51
S6 160 51 x 51
S7 200 51 x 51
S8 200 51 x 51
S9 200 51 x 51
S10 160 51 x 51
S11 160 51 x 51

ANEJO VIII. INSTALACIÓN DE SANEAMIENTO
9
S12 160 51 x 51
S1’ 125 51 x 51
S2’ 160 51 x 51
S3’ 200 51 x 51
S4’ 200 51 x 51
S5’ 250 51 x 51
S6’ 250 51 x 51
S7’ 160 51 x 51
S8’ 160 51 x 51
S9’ 160 51 x 51
S10’ 160 51 x 51
S11’ 160 51 x 51
S12’ 160 51 x 51
S13’ 160 51 x 51
Tabla 5. Arquetas sifónicas (ISS-52)
ARQUETASDIÁMETRO DEL COLECTOR DE SALIDA
(mm)
DIMENSIÓN
A x B (cm)
SF1 250 63 x 51
SF2 250 63 x 51
SF3 250 63 x 51
Tabla 6. Arquetas de paso (ISS-51)
ARQUETAS DIÁMETRO DEL COLECTOR DE SALIDA (mm)DIMENSIÓN
A x B (cm)
P=PR2 250 63 x 51
P1 160 51 x 51
P2 160 51 x 51
P3 200 51 x 51
P4 200 51 x 51
P5 200 51 x 51
P7=PR3 250 63 x 51
P8 250 63 x 51

ANEJO VIII. INSTALACIÓN DE SANEAMIENTO
10
P9 250 63 x 51
P10 250 63 x 51
P11 250 63 x 51
P12 250 63 x 51
P13=PR1 250 63 x 51
P15 200 51 x 51
P16 200 51 x 51
P17 160 51 x 51
P1’ 160 51 x 51
P2’ 200 51 x 51
P3’ 200 51 x 51
P4’ 200 51 x 51
P5’ 200 51 x 51
P1’’ 160 51 x 51
P2’’ 200 51 x 51
P3’’ 200 51 x 51
Los pozos de registro de la red de saneamientos son los denominados: PR1, PR2,
PR3.

ANEJO VIII. INSTALACIÓN DE SANEAMIENTO
11

ANEJO X. IMPACTO AMBIENTAL
ÍNDICE
1. INTRODUCCIÓN. ............................................................................................................1
2. TERMINOLOGÍA BÁSICA. .............................................................................................3
3. INFORME AMBIENTAL..................................................................................................6
3.1. Órgano ambiental. ..................................................................................................7
3.2. Documentación mínima. ........................................................................................7
4. BASES PARA LA REDACCIÓN DEL INFORME AMBIENTAL. ................................9
4.1. Identificación de la actuación. ...............................................................................9
4.2. Localización de las instalaciones proyectadas.......................................................9
4.3. Características básicas de la actuación y su incidencia ambiental.........................9
4.3.1. Construcción...................................................................................................9
4.3.2. Procesos tecnológicos y de fabricación........................................................10
4.3.3. Materiales empleados...................................................................................10
4.3.4. Descripción de los residuos, vertidos y ruidos.............................................12
4.3.5. Examen de las distintas alternativas. Justificación de la solución adoptada.13
3.5. Identificación de la incidencia ambiental de la actuación....................................14
3.5.1. Estado del lugar antes de la realización de las obras....................................14
3.5.2. Acciones impactantes a tener en cuenta en la ejecución del presenteproyecto y medidas correctoras..............................................................................15
3.5.2.1. Fase de construcción.............................................................................15
3.5.2.2. Fase de funcionamiento........................................................................17
3.6. Programa de seguimiento y control. ....................................................................18
4. CONCLUSIÓN. ...............................................................................................................18


ANEJO X. IMPACTO AMBIENTAL
1
1. INTRODUCCIÓN.
El hecho de provocar una determinada acción o modificación de un territorio supone
una utilización de recursos del mismo, una modificación de algunos elementos del medio
y, frecuentemente, unas emisiones que repercuten igualmente sobre dicho medio.
Impacto ambiental es cualquier alteración favorable o desfavorable en algún
elemento del medio, ocasionada por la implantación o desarrollo de una actividad en el
mismo.
En este concepto interviene por una parte el medio y, por otra, la actuación sobre el
mismo. Tanto una como otra están constituidas por variados elementos, tipos y procesos,
de tal manera que la valoración puede ser muy diferente según los casos y las
circunstancias. Una misma acción puede producir efectos beneficiosos sobre algunos
factores ambientales y perjudiciales sobre otros y, de la misma forma, un mismo elemento
del medio puede ser afectado de forma favorable por una acción y desfavorable por otra.
Cuando se observa el medio ambiente en su conjunto, el efecto puede ser positivo,
negativo o indiferente.
Puede definirse, pues, impacto ambiental como la diferencia entre el valor del medio
ambiente en la situación futura generada por una actuación sobre él y el valor que dicho
medio tendría igualmente en el futuro si hubiese evolucionado normalmente en ausencia de
dicha actuación. Como se ha apuntado, el valor del impacto ambiental global se obtendría
como sumatoria de los impactos ambientales individuales ocasionados a cada elemento o
proceso.
Aunque el impacto ambiental puede ser positivo en algunas ocasiones, casi siempre
se identifica este concepto con significación negativa, especialmente sobre el medio natural
físico.
ANEJO X. IMPACTO AMBIENTAL
2
La necesidad de detener el deterioro del medio ambiente por la actividad humana y
proceder a su protección a través de la regulación de las actividades que puedan dañarlo
impulsaron la redacción del Real Decreto 1.131/88 del 30 de Septiembre de 1988 por el
que se aprobó el “Reglamento para la ejecución del Real Decreto Legislativo 1302/86 de
28 de Junio de 1986, de evaluación de impacto ambiental”.
El citado Decreto adapta el derecho interno español de la Directiva 85/377/CEE,
sobre Evaluación de los Impactos sobre el Medio Ambiente de Ciertas Obras Públicas y
Privadas.
Por parte de la Junta de Andalucía, la Ley 7/1994, del 18 de Mayo, de Protección
Ambiental, complementa los anteriores decretos y la directiva comunitaria. Esta Ley
responde a la doble competencia de tutela ambiental y de asignación de objetivos de
calidad del medio ambiente para el desarrollo económico y social de Andalucía. El texto
legal, configura, por tanto, un instrumento necesario para la acción pública en la defensa de
un bien colectivo del que depende la mejora del sistema productivo mediante su
adecuación a parámetros de calidad ambiental, así como la conservación de un patrimonio
natural de interés y valor tanto para generaciones actuales como futuras. Como se indica
en su artículo 1º, tiene un doble objeto: por un lado “prevenir, minimizar, corregir o
impedir los efectos que determinadas actuaciones pueden tener sobre el medio ambiente”;
por otro, “definir un marco normativo y de actuación de la Comunidad Autónoma de
Andalucía en materia de protección atmosférica, residuos en general y calidad de aguas”.
En su artículo 8º, la citada Ley establece tres procedimientos de actuación:
-. Evaluación de impacto ambiental (Cap. II, Título II de la Ley 7/1994.
Desarrollado en el Decreto 292/1995, del 12 de Diciembre, por el que se aprueba
el Reglamento de Evaluación de Impacto Ambiental de la Comunidad Autónoma
de Andalucía). Se aplicará a las actividades incluidas en el anejo I de la anterior
Ley. Se basa en la figura establecida por la normativa europea y estatal, y se
encuentra reservada a los supuestos de mayor trascendencia.

ANEJO X. IMPACTO AMBIENTAL
3
-. Informe ambiental (Cap. III, Título II, de la Ley 7/1994. Desarrollado en el
Decreto 153/1996, del 30 de Abril, por el que se aprueba el Reglamento de
Informe Ambiental). Se aplicará a las actividades incluidas en el anejo II de la
Ley 7/1994 con la intención de prevenir los posibles efectos ambientales de
actuaciones cuya trascendencia supere normalmente el ámbito puramente local y
cuyas características aconsejan la intervención de la Administración Autónoma,
pero que no precisa la complejidad documental y procedimental del trámite
exigido para la Evaluación de Impacto Ambiental.
-. Calificación ambiental (Cap IV, Título II, de la Ley 7/1994. Desarrollado en el
Decreto 297/1995, del 19 de Diciembre, por el que se aprueba el Reglamento de
Calificación Ambiental). Se aplicará a las actividades incluidas en el anejo III de
la anterior ley. Se destinará a las actividades de menor incidencia y cuya
trascendencia se limita al ámbito local. Se basa en la experiencia acumulada con
la aplicación del Reglamento de Actividades Molestas, Insalubre, Nocivas y
Peligrosas (R.A.M.I.N.P.).
Por último, reseñar que también habrá que cumplir con todo lo dispuesto para tal fin
en las Normas de Planeamiento que se han desarrollado para el Término Municipal de
Córdoba, ya que es allí donde se encuentra ubicada la presente instalación.
2. TERMINOLOGÍA BÁSICA.
Factores ambientales.
Son los diversos componentes del medio ambiente sobre los cuales se desarrolla la
vida en nuestro planeta. Son, por tanto, el soporte de toda actividad humana.
Son susceptibles de ser modificados por los humanos y estas modificaciones pueden
ser grandes y ocasionar graves problemas, generalmente difíciles de valorar ya que suelen

ANEJO X. IMPACTO AMBIENTAL
4
ser a medio o largo plazo, o menores, y fácilmente soportables. Los factores ambientales
considerados por los organismos competentes europeos son:
-. El hombre, la flora y la fauna
-. El suelo, el agua, el aire, el clima y el paisaje
-. Las interacciones entre los anteriores
-. Los bienes materiales y el patrimonio cultural
Promotor o titular del proyecto.
Es la persona física o jurídica que solicita una autorización o aprobación definitiva
relativa a un proyecto privado, como a la autoridad pública que toma la iniciativa respecto
a la aprobación o puesta en marcha de un proyecto.
Órgano con competencia sustantiva.
Es la que, conforme a la legislación aplicable al proyecto de que se trate, ha de
conceder la autorización, aprobación, licencia o concesión para su realización.
Órgano ambiental.
Es la que, conforme la Normativa vigente, ostenta la competencia para formular
cualquiera de las medidas de prevención ambiental previstas por la legislación autonómica
(evaluación de impacto ambiental, informe ambiental y calificación ambiental).
Impacto Ambiental.
Se produce cuando una actividad produce una alteración favorable o desfavorable en
el medio o en alguno de sus componentes. Un impacto no implica necesariamente
negatividad, ya que puede ser positivo. El impacto de un proyecto es la diferencia entre la
situación del medio ambiente futuro modificado, tal y como se manifiesta tras la

ANEJO X. IMPACTO AMBIENTAL
5
consecución del proyecto, y la situación del mismo en el futuro, tal y como habría
evolucionado normalmente sin tal actuación.
Evaluación de Impacto Ambiental.
Procedimiento de recogida de información, análisis y predicción destinado a
anticipar, corregir y prevenir los posibles efectos que una actuación de las enumeradas en
el anejo I puede tener sobre el medio ambiente.
Estudio de Impacto Ambiental.
Es el conjunto de documentos que deben presentar los titulares de planes,
programas, proyectos de construcción, instalaciones y obras públicas o privadas que se
determinen reglamentariamente para cada uno de ellos, en los que se recoja y analice la
información necesaria para evaluar las consecuencias ambientales de la actuación que,
entre las relacionadas en el anejo I, se pretenden ejecutar.
Declaración de Impacto Ambiental.
Es el pronunciamiento del organismo o autoridad competente en materia de medio
ambiente, en base al E.I.A. y otras comunicaciones en el que se determina, respecto a los
efectos ambientales previsibles, si la evaluación resulta favorable o desfavorable.
También especifica las actuaciones que garanticen la integridad ambiental y
minimicen los efectos sobre el medio ambiente y recursos naturales de las actuaciones
relacionadas en el anejo I.
Informe ambiental.
Valorará las repercusiones ambientales de cada propuesta de actuación y
determinará la conveniencia o no de ejecutar la misma, especificando si la actuación

ANEJO X. IMPACTO AMBIENTAL
6
propuesta se ajusta o no a la normativa ambiental en vigor y, en caso negativo, se indicarán
los preceptos legales o reglamentarios que se incumplan.
3. INFORME AMBIENTAL.
La industria objeto del presente proyecto está incluida en el anejo II de la Ley
7/1994, del 18 de Mayo, de Protección Ambiental. Por lo tanto, según se indica en su
artículo 8º, requerirá un informe ambiental. Éste será obligatorio, vinculante y tendrá
carácter integrador.
El cumplimiento del trámite del Informe Ambiental no eximirá la obtención de
autorizaciones, concesiones, licencias, informes u otros requisitos, que a efectos distintos
de los ambientales, sean exigibles con arreglo al ordenamiento jurídico.
La industria a proyectar se puede considerar como:
-. No nociva, ya que no evacúa productos que puedan ocasionar daños a la riqueza
agropecuaria.
-. No peligrosa, pues en ella no se fabrican, almacenan, manipulan o expiden
productos susceptibles de originar riesgos graves de explosiones, combustiones o
radiaciones.
-. No insalubre, ya que no da lugar a la evacuación de productos que puedan
resultar directa o indirectamente perjudiciales para la salud humana. Además sus
aguas residuales son sometidas a un proceso de depuración para reducir la carga
contaminante del efluente.
-. Molesta, ya que puede producir ruido, aunque nunca se alcanzarán niveles
elevados de incomodidad y no molestará a zonas residenciales próximas, pues se

ANEJO X. IMPACTO AMBIENTAL
7
encuentra aislada en un polígono industrial. Además se tomarán medidas
oportunas, separando la zona de oficinas y descanso de las zonas de trabajo,
usando bancadas de soporte donde se requieran y proporcionando protecciones
para los oídos de los trabajadores si fuese necesario. Por último, indicar que
podría existir algún problema de olores, aunque al estar separada de zonas
residenciales, su incidencia será escasa. Además, en todo caso, el nivel de olores
desagradables será escaso.
3.1. Órgano ambiental.
Debido a que la actuación objeto del proyecto no supera el ámbito provincial, la
tramitación y emisión del Informe Ambiental corresponderá a las Comisiones
Interdepartamentales Provinciales de la Consejería de Medio ambiente. La composición de
dicha comisión queda recogida en el artículo 13 del Reglamento de Informe Ambiental.
3.2. Documentación mínima.
Según se indica en el artículo 15 del anterior Reglamento, los titulares de las
actuaciones sujetas al trámite de Informe Ambiental presentarán ante el órgano sustantivo,
en el supuesto de que la actuación precise licencia, autorización o concesión
administrativa, o ante la Comisión Interdepartamental Provincial, en el caso de que la
actuación no precise licencia, la siguiente documentación mínima:
1. Identificación de la actuación
a) Objeto y características generales de la actuación.
b) Plano del perímetro ocupado a una escala, como mínimo, 1:5.000
2. Descripción de las características básicas de la actuación y su previsible
incidencia ambiental, haciendo referencia, en su caso, a las diferentes alternativas
estudiadas. Se deberán aportar, al menos, datos relativos a:

ANEJO X. IMPACTO AMBIENTAL
8
a) Localización. Plano de situación a escala adecuada indicando las
distancias a edificios, instalaciones o recursos que pueden verse afectados
por la actuación.
b) Afecciones derivadas de la actuación. Excavaciones, desmontes,
rellenos, obra civil, vertederos, consumo de materia prima, afectación a
recursos naturales y cualquier otra afectación relacionada con la ejecución y
funcionamiento de la actividad.
c) Análisis de residuos, vertidos, emisiones o cualquier otro elemento
derivado de la actuación.
3. Identificación de la incidencia ambiental de la actuación, con descripción de las
medidas protectoras y correctoras adecuadas. Esta descripción deberá considerar:
a) Incidencia sobre el entorno territorial (suelo, patrimonio cultural, flora,
fauna y gestión de residuos).
b) Incidencia sobre el medio atmosférico (humos, ruidos, vibraciones).
c) Incidencia sobre el medio hídrico (recursos superficiales, subterráneos,
contaminación de acuíferos).
4. Cumplimiento de la normativa legal vigente.
5. Programa de seguimiento y control.
6. Otros:
a) Resumen no técnico de la información aportada.

ANEJO X. IMPACTO AMBIENTAL
9
b) Identificación y titulación de los responsables de la elaboración del
proyecto.
4. BASES PARA LA REDACCIÓN DEL INFORME AMBIENTAL.
4.1. Identificación de la actuación.
En el presente proyecto se describen y dimensionan las obras e instalaciones de una
industria de elaboración de pescado blanco, empleando como materia prima diferentes
especies de este tipo de pescado de origen marítimo y piscícola (merluza, pescadilla, siluro
estriado, etc.).
4.2. Localización de las instalaciones proyectadas.
La parcela se encuentra en el Polígono Industrial “Las Quemadas” (Córdoba), junto
a la carretera N-IV, como se muestra en el plano correspondiente. La industria se
encuentra ubicada en la parcela 49a del mismo.
4.3. Características básicas de la actuación y su incidencia ambiental.
4.3.1. Construcción.
Las obras proyectadas son las siguientes:
-. Explanación y urbanización de la zona. No es objeto del proyecto, puesto que
la parcela ya se encuentra preparada para la ubicación de la industria. En todo
caso, se trata de una zona con superficie natural muy plana y casi horizontal, en la
que no se han debido realizar grandes movimientos de tierras, y por tanto con
volúmenes de desmonte y terraplén muy similares.

ANEJO X. IMPACTO AMBIENTAL
10
El hecho de ser ubicada la industria en el polígono industria tiene la ventaja de
tener en sus proximidades todas las infraestructuras básicas: punto de enganche
con una línea de alta tensión de 20 KV, punto de acometida de agua potable con
caudal y presión suficientes, y punto de vertido del efluente sometido a un
tratamiento de depuración previo.
-. Construcción de un edificio que ocupará 60 x 40 m de superficie y albergará las
cámaras de conservación de materias primas, salas de atemperado y despiece,
zona de elaboración y cámaras de conservación de productos. Igualmente incluirá
una zona de oficina y de servicios complementarios.
-. Centro de transformación de 1.000 KVA, capaz de abastecer las necesidades
estimadas. Será prefabricado y cumplirá con todos los requisitos de seguridad
exigibles.
4.3.2. Procesos tecnológicos y de fabricación.
Una vez recibida la materia prima es almacenada en una sala de conservación en
estado refrigerado en espera de su procesado. De ésta es llevada a la sala de elaboración
que se encuentra aclimatada reduciendo las pérdidas de calidad del producto en su
elaboración.
Los procesos a seguir en esta zona, así como las previsiones de capacidad de
producción de la industria, han sido descritos en los anejos correspondientes.
4.3.3. Materiales empleados.
Los materiales a utilizar en la construcción de los edificios proyectados se describen
más ampliamente en el proyecto de ejecución, pero básicamente son los siguientes:

ANEJO X. IMPACTO AMBIENTAL
11
-. Estructura metálica a base de perfiles de acero laminado y conformado
electrosoldados, A-42b y A-37 (denominación según la NBE-EA 95).
-. Hormigón de 200 Kp/cm2, en la cimentación.
-. Paneles prefabricados “tipo sandwich” ininflamables.
-. Los cerramientos exteriores serán a base de placas de hormigón aligerado de
20 cm, de superficie lisa en el interior y rugosa en el exterior.
-. Los cerramientos interiores serán de dos tipos: en la zona industria y de
fabricación se emplearán paneles “tipo sandwich”, con un espesor de aislante
variable determinado en el anejo correspondiente, en la zona de oficinas y aseos
se empleará fábrica de ladrillo, guarnecido y enlucido por ambas caras.
-. La solera de las zonas interiores estará formada por las siguientes capas: grava,
arena de río, lámina bituminosa (sólo en zonas refrigeradas), espuma de
poliuretano (en zonas refrigeradas), losa de hormigón H-200 y baldosas de terrazo
de 30 x 30 cm (en zonas de aseos y oficinas) o bien pavimento antideslizante a
base de resinas epoxi (en zonas de fabricación).
-. La pavimentación en exteriores (aparcamientos y calzada perimetral) estará
formada por una capa de zahorra dispuesta sobre el terreno limpio y compactado y
otra de aglomerado en caliente que sirve como capa de rodadura.
-. El cerramiento exterior de la parcela se efectuará con fábrica de bloques huecos
de hormigón de 40 x 20 x 20 cm, hasta una altura de 1,20 m, y cerramiento
metálico realizado con perfiles tubulares galvanizados de 50 mm de diámetro,
separados 3 m y malla galvanizada de simple torsión, hasta completar una altura
total de 3 m.

ANEJO X. IMPACTO AMBIENTAL
12
4.3.4. Descripción de los residuos, vertidos y ruidos.
Los posibles focos contaminantes producidos por la industria serán:
1. Residuos de los procesos tecnológicos.
-. Lavado: agua de limpieza.
-. Corte de cabeza y eviscerado: agua de limpieza y subproductos.
-. Despellejado: subproductos.
Los distintos subproductos, sin valor comercial directo, producidos en la instalación
(visceras, partes no comestibles, etc.) serán expedidos a otras industrias para la fabricación
de harinas, piensos y patés de pescado.
Las materias primas decomisadas por cuestiones sanitarias serán evacuadas de forma
inmediata de la industria. Mientras tanto, permanecerán encerrados en recipientes
herméticos en la sala de expedición de subproductos.
2. Residuos procedentes de los servicios destinados al personal de la industria.
Estos residuos pasarán directamente a la red de evacuación de fecales.
3. Ruidos.
Su nivel durante la fase de funcionamiento es pequeño. Además se tomarán
las pertinentes medidas correctoras. El nivel emitido al exterior será menor
de 30 dB.
4. Olores.

ANEJO X. IMPACTO AMBIENTAL
13
Su producción será escasa y se deberá fundamentalmente a las materias
primas.
5. Humos.
El agua caliente procederá de calentadores eléctricos, que no producen
ningún tipo de emisión gaseosa.
4.3.5. Examen de las distintas alternativas. Justificación de la solución adoptada.
El deseo del promotor es la elaboración y comercialización de filetes y rodajas de
pescado blanco congelado de diferentes especies de este tipo de pescado. Para ello se
proyecta la construcción de la planta de elaboración, que incluye cámaras de conservación
en estado refrigerado, en estado congelado y cámara de expedición de subproductos, y el
resto de zona de elaboración, adaptadas todas ellas a la normativa legal vigente en materia
de seguridad, sanidad y protección medioambiental.
Las principales alternativas planteadas son: ubicación de la nueva planta, presencia o
no de una industria similar, grado de mecanización de la planta, nivel de calidad de los
productos a obtener y qué mercado se pretende conquistar. La elección final adoptada se
ha basado en los siguientes puntos:
-. La industria se localiza situada estratégicamente respecto a los principales
puertos pesqueros andaluces, y se encuentra muy fácilmente accesible para la
compra de materia prima de origen piscícola que comienzan a proliferar en la
citada región.
-. Además se pretende la ampliación de la industria proyectada que albergará una
planta de elaboración de surimi, producto de alto valor económico muy

ANEJO X. IMPACTO AMBIENTAL
14
consumido actualmente. Por otro lado, éste permitirá aprovechar determinados
subproductos de la planta de elaboración de pescado blanco.
-. Se adopta la elección de emplear un alto grado de mecanización y control de los
factores ambientales, para reducir el tiempo de manipulación y la posibilidad de
contaminación. Con ésto se conseguirá un producto de elevada calidad y gran
uniformidad.
-. La producción se dirige básicamente al mercado nacional, aunque no se descarta
una posible exportación en función de estudios de mercado.
3.5. Identificación de la incidencia ambiental de la actuación.
3.5.1. Estado del lugar antes de la realización de las obras.
Por su situación, la instalación se encuentra en la zona sudeste de la provincia, en el
límite de la zona de campiña.
Debido a su situación al Sur del valle del río, las precipitaciones son algo menores a
las existentes en éste y en la zona del Sur de la provincia, en torno a 600-800 mm anuales.
En cuanto a sus características agroclimáticas, la zona se encuadra dentro de una
zona con clima mediterráneo continental. La zona está ocupada por las sucesivas terrazas
del río, con una vegetación muy humanizada y dedicada al cultivo, siendo el álamo la
especie característica de la misma y, por tanto, sin especial valor desde un punto de vista
ecológico.

ANEJO X. IMPACTO AMBIENTAL
15
3.5.2. Acciones impactantes a tener en cuenta en la ejecución del presente proyecto y
medidas correctoras.
3.5.2.1. Fase de construcción.
a) Medio inerte
-. Eliminación de unos 12.000 m2 de cubierta vegetal para la construcción
de las edificaciones e infraestructuras necesarias. Se podrá producir erosión
de la parte desprovista de vegetación. El efecto tiene lugar durante un
tiempo restringido (mientras duren las obras). Posteriormente la incidencia
será prácticamente nula, ya que el agua de lluvia será evacuada por el
sistema de alcantarillado. En la zona libre de edificaciones se conservará la
vegetación natural a base de pasto autóctono. De esta forma, no se agredirá
a la vegetación autóctona de las zonas circundantes.
-. Aumento del número de vehículos.
-. Presencia de maquinaria pesada.
-. Emisión de polvo.
-. Movimientos de tierra escasos, gracias a la adecuada topografía de la
parcela. Se procurará que por motivos estéticos, ecológicos y económicos
sean mínimos.
-. Los movimientos de tierra irán seguidos de la compactación y posterior
urbanización. Esto eliminará la posterior erosión de la zona desbrozada.
b) Flora.

ANEJO X. IMPACTO AMBIENTAL
16
-. Reducción de la estabilidad y biodiversidad del ecosistema. El impacto
producido será reducido, ya que no afecta a especies protegidas. El efecto
será irreversible; no obstante, se conservará, e incluso se cuidará la
vegetación natural de la zona de la parcela no afectada por las obras.
c) Fauna.
-. Destrucción de hábitat de la fauna asociada a la parcela. Para minimizar
esta actuación, la eliminación de la materia vegetal se realizará en una época
que minimice los impactos sobre la fauna. Además, aunque el impacto es
permanente, al ser pequeña la superficie afectada, se puede considerar como
un efecto poco importante.
d) Impacto visual.
-. Junto con todo el polígono industrial, se introducen las edificaciones
como elementos discordantes, que pueden ser observados por las personas
que accedan a la zona. Es otro impacto permanente e irreversible, aunque
en la planificación del polígono industrial se procuró elegir una zona que
careciese de una especial riqueza paisajística.
e) Medio social
-. No existe ningún impacto notable.
f) Medio económico

ANEJO X. IMPACTO AMBIENTAL
17
-. Empleo. Se necesitarán una serie de personas que realicen las obras. Esta
creación de empleo es muy importante para los habitantes de la zona, ya que
la tasa de paro es elevada.
-. Aumento de inversión en la comarca.
3.5.2.2. Fase de funcionamiento.
a) Medio inerte
-. Residuos industriales con altas concentraciones de materia orgánica. En
un principio podría tratarse de un efecto altamente impactante, pero queda
prácticamente eliminado con el diseño de una red de saneamiento adecuada
que evita el paso de estas sustancias al terreno.
-. Ruidos. Con las medidas tomadas, el nivel de ruidos es bajo y no causa
impacto.
-. Olores. Son producido principalmente por las grasas producidas y son
poco significativos.
b) Medio biótico (flora y fauna).
-. No existe ningún impacto significativo. La parcela se encuentra protegida
por una cerca metálica que impide la entrada de animales.
c) Medio social.
-. Se favorecerá a las explotaciones piscícolas de las zonas próximas.
También se favorecerá la creación de industrias auxiliares y de nuevas
infraestructuras.

ANEJO X. IMPACTO AMBIENTAL
18
d) Medio económico.
-. Se favorecerá la creación de empleo, tanto puestos de trabajo directos
como indirectos.
-. Se aumentará la renta percápita de los habitantes de la zona.
3.6. Programa de seguimiento y control.
Durante toda la fase de explotación se medirán los niveles de ruido en las
inmediaciones.
También se llevarán a cabo estrictos controles sanitarios, estudiándose y
corrigiéndose cualquier otro impacto que no estuviese contemplado en el presente estudio.
4. CONCLUSIÓN.
Teniendo en cuenta todos los impactos posibles, recogidos en el presente informe
ambiental, se considera que la industria objeto del proyecto no afecta de forma
significativa al medio perceptual (elementos paisajísticos singulares y vistas panorámicas),
al medio inerte, y al medio biológico (flora y fauna), ya que se han tomado las medidas
correctoras necesarias. Por otro lado, habrá de tener en cuenta otros factores que producen
beneficios económicos y sociales a la población de la provincia donde se ubica la industria
en general. Se trata de la creación de empleo directo e indirecto, mejora de la renta
percápita, favorecimiento de las infraestructuras, y en general, un mayor desarrollo y
aumento del tejido empresarial de la provincia.

ANEJO X. IMPACTO AMBIENTAL
19

ANEJO XI. SEGURIDAD Y SALUD EN EL TRABAJO
ÍNDICE
1. INTRODUCCIÓN. ............................................................................................................1
2. TRABAJADORES EN LA INDUSTRIA. FUNCIÓN Y CUALIFICACIÓN..................1
3. SEGURIDAD Y SALUD EN LOS LUGARES DE TRABAJO.......................................4
3.1. Seguridad estructural..............................................................................................5
3.2. Espacios de trabajo y zonas peligrosas. .................................................................5
3.2.1. Superficie y cubicación. .................................................................................5
3.2.2. Condiciones ergonómicas. .............................................................................6
3.2.3. Seguridad en zonas peligrosas........................................................................6
3.3. Suelos, aberturas y desniveles................................................................................7
3.3.1. Suelos. ............................................................................................................7
3.3.2. Aberturas y desniveles. ..................................................................................7
3.4. Tabiques, ventanas, techos y paredes.....................................................................8
3.4.1. Tabiques. ........................................................................................................8
3.4.2. Ventanas.........................................................................................................8
3.4.3. Paredes. ..........................................................................................................8
3.5. Vías de circulación.................................................................................................8
3.6. Puertas y portones. .................................................................................................9
3.7. Salidas y vías de evacuación. ...............................................................................11
3.8. Condiciones de protección contra incendios........................................................11
3.9. Instalación eléctrica..............................................................................................12
4. MOTORES, TRANSMISIONES Y MÁQUINAS. .........................................................13

5. ELEVACIÓN Y TRANSPORTE.....................................................................................13
6. FRÍO INDUSTRIAL. .......................................................................................................14
7. ORDEN, LIMPIEZA Y MANTENIMIENTO.................................................................15
7.1. Orden....................................................................................................................15
7.2. Limpieza y mantenimiento...................................................................................15
9. CONDICIONES AMBIENTALES DE LOS LUGARES DE TRABAJO......................16
9.1. Temperatura. ........................................................................................................17
9.2. Humedad. .............................................................................................................17
9.3. Ventilación. ..........................................................................................................17
9.4. Ruido y vibraciones. ............................................................................................18
10. ILUMINACIÓN DE LOS LOCALES DE TRABAJO..................................................19
10.1 Características de la iluminación. .......................................................................19
10.1.1. Iluminación natural. ...................................................................................19
10.1.2. Iluminación artificial..................................................................................19
10.2. Intensidad de la iluminación. .............................................................................20
10.3. Distribución y características.............................................................................21
11. CONDICIONES GENERALES DE HIGIENE. ............................................................21
11.1. Condiciones generales de higiene aplicables a los locales y materiales............21
11.1.1. Agua potable. .............................................................................................22
11.1.2. Vestuarios, duchas, lavabos y retretes........................................................22
11.1.2.1. Vestuarios. ..........................................................................................23
11.1.2.2 Locales de aseo....................................................................................23
11.1.2.3. Retretes. ..............................................................................................23
11.1.3. Locales de descanso. ..................................................................................24
11.2. Condiciones generales de higiene aplicables al personal. .................................24

12. MATERIAL Y LOCALES DE PRIMEROS AUXILIOS. ............................................26
12.1. Material de primeros auxilios. ...........................................................................26
13. CONDICIONES ESPECIALES PARA LA MANIPULACIÓN DE PRODUCTOSPESQUEROS EN LOS ESTABLECIMIENTOS DE TIERRA. .........................................27
13.1. Requisitos especiales para los productos frescos...............................................27
13.2. Requisitos especiales para los productos congelados. .......................................28

ANEJO XI. SEGURIDAD Y SALUD EN EL TRABAJO
1
1. INTRODUCCIÓN.
En este anejo se describen las medidas de seguridad y salud de las que deberán
dotarse las instalaciones en proyecto. Así como las normas higiénico-sanitarias a que
estará sometido el personal que participe en cualquier actividad que se desarrolle en las
mismas, con el fin de prevenir enfermedades y accidentes profesionales y conseguir las
mejores condiciones de higiene y bienestar en los centros y puestos de trabajo en que
dichas personas desarrollen sus actividades.
El personal directivo y el técnico, los mandos intermedios y los operarios y restantes
individuos implicados en la actividad de la empresa, conocerán los derechos y obligaciones
en materia de seguridad e higiene reflejados en la “Ley de Prevención de Riesgos
Laborales” (Ley 31/1.995 de 8 de Noviembre, BOE de 10 de Noviembre de 1.995).
Igualmente conocerán lo dispuesto en tal Ley referente a responsabilidades y posibles
sanciones por incumplimiento de los preceptos de la misma.
Para que lo expuesto se cumpla, se pondrá a disposición del personal un ejemplar de
la “Ley de Prevención de Riesgos Laborales”. Adicionalmente, antes de que el personal
comience a desempeñar cualquier puesto de trabajo, se le instruirá adecuadamente acerca
de los riesgos y peligros que en el mismo puedan afectarle, y sobre la forma, métodos y
procesos que deben observarse para prevenirlos o evitarlos.
2. TRABAJADORES EN LA INDUSTRIA. FUNCIÓN Y CUALIFICACIÓN.
Para un buen desarrollo de las actividades previstas para la puesta en marcha y
funcionamiento de la Planta de Elaboración de Pescado Blanco, será necesario el personal
laboral que se indica a continuación:
Para las tareas administrativas y directivas:

ANEJO XI. SEGURIDAD Y SALUD EN EL TRABAJO
2
-. Un técnico gerente.
-. Un auxiliar administrativo.
Para el trabajo de laboratorio:
-. Un técnico de laboratorio y gestión de calidad, responsable de los análisis
para el control de calidad de las materias primas y el producto elaborado.
Además se encargará del control de recepción y llevará a cabo un primer
control cuantitativo y cualitativo de las materias primas antes de su
procesado.
Para la coordinación y supervisado de los trabajos:
-. Un maestro de fábrica, que controlará al resto de los operarios y tomará
las decisiones oportunas en cuanto al proceso de producción. Vigilará las
temperaturas y los tiempos en los equipos que lo requieran y dará la alarma
en el caso de anomalía en el funcionamiento de la instalación.
-. Un mecánico encargado del taller. También atenderá el control de los
distintos equipos que componen el proceso de elaboración y de la
instalación frigorífica.
Para las operaciones de recepción y expedición:
-. Un conductor de carretillas que efectuará la descarga de las materias
primas y su almacenamiento en los distintos almacenes, así como de la
recogida de los palets formados, transporte hasta el almacén de producto
elaborado y carga en los camiones de acuerdo con las indicaciones del

ANEJO XI. SEGURIDAD Y SALUD EN EL TRABAJO
3
encargado de recepción y expedición. También se encargará del
abastecimiento de materia prima a la línea de procesado y de reponer los
materiales de envasado y embalaje en los distintos equipos.
En la línea de elaboración:
-. Un operario que se encargará del abastecimiento de materia prima a la
lavadora, retirada y almacenamiento de cajas de plástico hacia el exterior de
la planta de elaboración para su posterior recogida.
-. Un operario que se encargará de la clasificación del pescado a su salida
del elevador de cangilones y lo dispondrá en la línea de procesado oportuna.
A la vez eliminará el pescado de mala calidad que será almacenado como
subproducto.
-. Tres operarios (uno por línea de procesado) encargados del corte de la
cabeza y eviscerado del pescado. A su vez retirarán los subproductos siendo
almacenados temporalmente hasta su retirada.
-. Tres operarios (uno por línea de procesado) encargados del corte en
rodajas y filetes del pescado.
-. Un operario encargado del despellejado de los filetes de mayor tamaño
como se indica en el Anejo II “Ingeniería del proceso”.
-. Ocho operarios (cuatro por mesa de inspección) encargados de la
inspección y retoques del pescado. A la vez eliminarán cualquier producto
que originase una mala calidad del producto final.
-. Un operario encargado de abastecer y controlar los diferentes equipos que
componen el sistema de envasado primario, secundario y paletizado. A Su

ANEJO XI. SEGURIDAD Y SALUD EN EL TRABAJO
4
vez ayudará al conductor de carretillas a la hora de manipular el producto
elaborado.
Para el mantenimiento de las instalaciones:
-. Un encargado de limpieza y mantenimiento. Se ocupará de la limpieza de
los locales y equipos y del cuidado de la parcela donde se ubica la fábrica
A la vista de lo anterior, la demanda de personal laboral asciende a un total de 25
personas.
3. SEGURIDAD Y SALUD EN LOS LUGARES DE TRABAJO.
La Ley 31/1.995, de 8 de noviembre, de “Prevención de Riesgos Laborales”,
además de determinar el cuerpo básico de garantías y responsabilidades, contempla en el
art. 6 las materias que serán objeto de desarrollo reglamentario tendentes a la concreción
en los distintos sectores en que se divide la acción preventiva.
Al respecto, dentro del marco de la Comunidad Europea, la Directiva 89/654/CEE,
de 30 de noviembre, ha dictado las disposiciones mínimas de seguridad y de salud en los
lugares de trabajo. El Estado, en virtud de sus obligaciones comunitarias, ha procedido,
mediante el R.D. 486/1.997, de 14 de abril, por el que se establecen las disposiciones
mínimas de seguridad y salud en los lugares de trabajo, a la transposición de la citada
Directiva.
Las características constructivas de los lugares de trabajo han de contemplarse en el
diseño y proyecto, orientado ello al control de los riesgos de caídas al mismo nivel, a
distinto nivel, riesgos por choques o golpes contra objetos, sin olvidar que ha de tenerse
especial cuidado en el control de las situaciones de emergencia y evacuación de
trabajadores en caso de incendio.

ANEJO XI. SEGURIDAD Y SALUD EN EL TRABAJO
5
Se exponen, a continuación, las condiciones generales de seguridad en los lugares de
trabajo.
3.1. Seguridad estructural.
La seguridad estructural del edificio está garantizada de acuerdo con los cálculos
realizados en el Anejo “Cálculos Constructivos”, según el cual todos los elementos,
estructurales o de servicio, reúnen las siguientes condiciones:
-. Tener la solidez y resistencia necesarias para soportar las cargas o
esfuerzos a que sean sometidos.
-. Disponer de un sistema de armado, sujeción o apoyo que asegure su
estabilidad.
3.2. Espacios de trabajo y zonas peligrosas.
Los espacios de trabajo han de ser tales que sea posible un trabajo seguro y en
condiciones ergonómicas aceptables. Para ello, se consideran en este apartado las
dimensiones mínimas, así como la protección de los trabajadores ubicados en zonas
peligrosas.
3.2.1. Superficie y cubicación.
Los locales de trabajo reúnen las siguientes condiciones respecto a su superficie y
cubicación:
-. La altura desde el piso al techo es de 3,5 m en el área de oficinas,
laboratorio, aseos y vestuarios, zonas de descanso y comedor-cafetería. Esta
altura es de 5-7 m en las sala de elaboración y envasado-etiquetado, así
como en las zonas de entrada de materias primas y salida de productos

ANEJO XI. SEGURIDAD Y SALUD EN EL TRABAJO
6
elaborados. La cámara de conservación en estado refrigerado tiene una
altura de 4 m, la cámara de expedición de subproductos de 3 m y la cámara
de conservación en estado congelado de 3,5 m. El resto de almacenes y sala
taller tendrán una altura de 5 m.
-. La superficie por cada trabajador es superior a 2 m2.
-. El volumen por cada trabajador es superior a 10 m3.
3.2.2. Condiciones ergonómicas.
El espacio en el que trabaja el operario es holgado y suficiente, habida cuenta la
distribución y separación entre los elementos materiales del puesto de trabajo. Así se
consiguen unas condiciones de seguridad, salud y bienestar aceptables.
3.2.3. Seguridad en zonas peligrosas.
Se prestará protección especial a los trabajadores autorizados a acceder a zonas
peligrosas:
-. Mediante la adopción de medidas que evitan el riesgo de caída, caída de
objetos, y contacto o exposición a elementos agresivos.
-. Mediante el establecimiento de un sistema que impide que los
trabajadores no autorizados puedan acceder a dichas zonas.
-. Mediante la señalización de las zonas de trabajo expuestas a dichos
riesgos.
ANEJO XI. SEGURIDAD Y SALUD EN EL TRABAJO
7
3.3. Suelos, aberturas y desniveles.
3.3.1. Suelos.
El pavimento es un conjunto homogéneo, llano y liso, y de fácil limpieza, así como
las paredes y paneles “sandwich” que son lisos y blancos y de limpieza rápida.
El suelo de la sala de elaboración estará, además, acondicionado con pendientes y
sumideros de recogida que impiden la acumulación de líquidos vertidos y permiten su fácil
salida.
3.3.2. Aberturas y desniveles.
Se tiene la obligación de proteger con barandillas u otro sistema de seguridad, de
eficacia equivalente, las aberturas o desniveles en sus distintas situaciones que supongan
riesgo de caída de personas.
Así, se protegerá el desnivel provocado por la realización del muelle de expedición
de productos elaborados con barandillas a una altura de 90 cm.
La barandilla es de material rígido y resistente y dispone de una barra o listón
intermedio que impide el paso o deslizamiento por debajo de la misma. Cuenta con
rodapiés para evitar la caída de objetos sobre personas. El rodapiés medirá 0,15 m desde el
piso.

ANEJO XI. SEGURIDAD Y SALUD EN EL TRABAJO
8
3.4. Tabiques, ventanas, techos y paredes.
3.4.1. Tabiques.
Los tabiques acristalados situados en las proximidades de los puestos de trabajo y en
las vías de circulación estan claramente señalizados y fabricados con materiales seguros.
3.4.2. Ventanas.
Las ventanas generan riesgos de caídas de altura, por ello se adoptarán las medidas
adecuadas para que los trabajadores lleven a cabo, de forma segura, las operaciones de
abertura, cierre, ajuste o fijación y las labores de limpieza de las ventanas sin riesgo
alguno.
3.4.3. Paredes.
Las paredes son un conjunto homogéneo y liso, y de fácil limpieza. Así como las
paredes de la sala de elaboración formadas por paneles “sandwich” que son lisos y blancos
y de limpieza rápida. Las paredes de las zonas de servicios y laboratorio están alicatadas
hasta el techo con azulejo.
3.5. Vías de circulación.
Nos referimos en este apartado a las vías de circulación, tanto las situadas en el
exterior de los edificios y locales, como en el interior de los mismos, y tanto a las
utilizadas por los peatones, como por los vehículos. Las condiciones de seguridad que
tendrán las vías de comunicación son las siguientes:
-. Las puertas y pasillos se utilizarán en función del uso previsto.

ANEJO XI. SEGURIDAD Y SALUD EN EL TRABAJO
9
-. El número, situación, dimensiones y condiciones constructivas de las vías de
circulación de personas o materiales son adecuados al número potencial de
usuarios y a las características de la actividad y del lugar de trabajo.
-. Las puertas exteriores tienen una anchura mínima de 80 cm.
-. Los pasillos tienen una anchura superior a la mínima establecida, siendo ésta de
1,20 m para los pasillos principales, y de 1 m para los pasillos secundarios.
-. La separación entre las máquinas y los pasillos es suficiente para que los
trabajadores puedan ejecutar su labor cómodamente y sin riesgo. Nunca es menor
de 0,80 m, contándose esta distancia a partir del punto más saliente del recorrido
de los órganos móviles de cada máquina.
-. Las vías habilitadas para la circulación de medios de transporte y de peatones
simultáneamente son lo suficientemente amplias para que eviten el riesgo de
atropellos.
-. Las vías de circulación exclusivamente de vehículos pasan a una distancia de
seguridad suficiente de las puertas, portones y zonas de circulación de peatones.
-. Las esquinas de las vías de circulación de vehículos están libres de obstáculos,
de forma que sean visualizadas por el conductor.
-. Las vías de circulación están claramente señalizadas.
3.6. Puertas y portones.
-. Las salidas y puertas exteriores de los centros de trabajo, cuyo acceso es visible,
son suficientes en número y anchura, para que todos los trabajadores ocupados en

ANEJO XI. SEGURIDAD Y SALUD EN EL TRABAJO
10
los mismos puedan abandonarlos con rapidez y seguridad. Las puertas de
comunicación en el interior de los centros de trabajo reúnen las mismas
condiciones.
-. En los accesos a los locales de trabajo no se permitirán obstáculos que
interfieran la salida normal de los trabajadores, evitando en todo caso las
aglomeraciones.
-. La distancia máxima entre las puertas de salida al exterior no excede de 45 m y
la anchura de las mismas es mayor de 1,20 m.
-. Las puertas se abren hacia el exterior, en el sentido de la evacuación.
-. Ninguna puerta de acceso a los puestos de trabajo o a sus plantas permanecerá
cerrada de manera que impida la salida durante los periodos de trabajo.
-. Las puertas y portones mecánicos disponen de dispositivos de parada de
emergencia fácilmente identificables y de fácil acceso, siendo posible abrirlas
también de forma manual.
-. En las proximidades inmediatas de los portones destinados básicamente a la
circulación de vehículos existen puertas para el paso de lo peatones
permanentemente expeditas.
-. En estas salidas se dispondrán medios de iluminación de emergencia capaces de
mantener al menos una hora de intensidad de 5 lux.

ANEJO XI. SEGURIDAD Y SALUD EN EL TRABAJO
11
3.7. Salidas y vías de evacuación.
-. Las vías y salidas de evacuación desembocan lo más directamente posible en el
exterior o en una zona de seguridad y permanecerán expeditas y libres de
obstáculos.
-. Las vías y salidas de evacuación permitirán que los trabajadores evacuen los
lugares de trabajo lo más rápidamente posible y en condiciones de máxima
seguridad.
-. Las puertas de emergencia se abren hacia el exterior y no se cerrarán con llave,
para que cualquier persona pueda abrirlas fácil e inmediatamente. Tales puertas
no son correderas ni giratorias.
-. Las vías y salidas de evacuación están equipadas con iluminación de seguridad
de suficiente intensidad, por si se produce avería en la iluminación.
3.8. Condiciones de protección contra incendios.
La actual norma de Condiciones de Protección contra Incendios en los edificios,
NBE CPI-96, excluye en el ámbito de aplicación, art. 2, los usos industriales. Por otra
parte, existe en la Ordenanza General de Seguridad e Higiene en el Trabajo una serie de
artículos (Capítulo VII) en los que se recogen las medidas de prevención y extinción
mínimas necesarias.
No obstante, los lugares de trabajo satisfacen las siguientes condiciones generales:
-. Están equipados con dispositivos adecuados para combatir los incendios.

ANEJO XI. SEGURIDAD Y SALUD EN EL TRABAJO
12
-. Los dispositivos no automáticos de lucha contra incendios son de fácil acceso y
manipulación y están señalizados conforme a lo dispuesto en el R.D. 485/1.997 de
14 de abril.
3.9. Instalación eléctrica.
Los aspectos relacionados con la seguridad referentes a electricidad se indican en el
Anejo “Instalación Eléctrica”, donde se incluye un estudio de los elementos de protección
tanto de personas como de la propia instalación. En dicho anejo se detallan, entre otras, las
siguientes medidas de prevención:
-. Puesta a tierra de las masas metálicas.
-. Interruptores automáticos para la protección de la instalación frente a
sobreintensidades y cortocircuitos.
-. Interruptores diferenciales para la protección de las personas frente a las
corrientes de defecto.
Se cumplirá la normativa vigente en esta materia recogida en el Reglamento
Electrotécnico para Baja Tensión y sus Instrucciones Técnicas Complementarias MIBT.
No obstante, se señalan a continuación las condiciones generales que reúne:
-. La instalación eléctrica no entraña riesgos de incendio o explosión. Los
trabajadores están debidamente protegidos contra los riesgos de accidente
causados por contactos directos o indirectos.
-. En el diseño de la instalación eléctrica y los dispositivos de protección se ha
tenido en cuenta la tensión, los factores externos condicionantes y la competencia
de las personas que tengan acceso a partes de la instalación.

ANEJO XI. SEGURIDAD Y SALUD EN EL TRABAJO
13
4. MOTORES, TRANSMISIONES Y MÁQUINAS.
Los motores de los compresores, junto al resto de la maquinaria frigorífica, se
emplazan en el interior de la industria situados junto a cada recinto frigorífico a 2 m del
cerramiento exterior. Se realizará una sala de máquinas cerrada lateralmente por malla
electrosoldada hasta una altura de 2m. Se prohibirá el acceso a la misma del personal ajeno
a su servicio.
Las protecciones para evitar los peligros de los elementos agresivos de las máquinas
son las adecuadas al riesgo específico de cada máquina y las operaciones de reparación,
engrase y limpieza se realizarán mediante la detención del motor, salvo en sus partes
totalmente protegidas.
5. ELEVACIÓN Y TRANSPORTE.
La máxima carga útil en Kilogramos de cada aparato para izar se marca en el mismo
de forma destacada y fácilmente legible, prohibiéndose cargarlas con pesos superiores. La
manipulación de las cargas se hará lentamente, evitando toda arrancada y parada brusca y
se hará, siempre que sea posible, en sentido vertical para evitar el balanceo.
El personal encargado de la manipulación de los aparatos de elevación y transporte
será instruido para desarrollar su función y serán los encargados de su revisión y
mantenimiento diarios.
Las cintas transportadoras son de PVC alimentario, montadas sobre marco de acero
inoxidable AISI 304, y tienen suficiente resistencia para soportar, de forma segura, las
cargas que hayan de ser transportadas.

ANEJO XI. SEGURIDAD Y SALUD EN EL TRABAJO
14
6. FRÍO INDUSTRIAL.
Las características de la cámara frigorífica y de los equipos frigoríficos se recogen
en el Anejo “Instalación Frigorífica”, cumpliéndose las prescripciones señaladas en el
“Reglamento de Seguridad e Higiene para Plantas e Instalaciones Frigoríficas”, y sus
Instrucciones Técnicas Complementarias, MI-IF, así como lo dispuesto en la “Ley de
Prevención de Riesgos Laborales”.
Los usuarios de la instalación cuidarán su estado de funcionamiento y contratarán el
mantenimiento de la instalación con un Conservador Frigorista Autorizado por la D.P. del
Mº de Industria y Energía; conservando el libro de registro de la instalación legalizado por
la misma Delegación donde figuran las características de la instalación, su puesta en
funcionamiento y revisiones periódicas.
El control y mantenimiento diario de la instalación frigorífica estarán a cargo de una
persona debidamente instruida. Al cese de la jornada de trabajo, dicha persona deberá
comprobar que nadie se ha quedado encerrado en la cámara frigorífica.
En la sala de máquinas figura la placa de características de la instalación y un cartel
con las instrucciones en caso de emergencia.
Según la MI IF 002, los refrigerantes, R-507 y R-134a, pertenecen al grupo 1º:
refrigerantes de alta seguridad. Para la conducción del mismo se utilizan tuberías de cobre,
las cuales no corren riesgo de corrosión por parte de este fluido.
Los accesorios de la maquinaria frigorífica se representan en el Plano Esquema de la
Instalación Frigorífica y cumplen lo dispuesto en la MI IF 006.
La puerta isoterma de la cámara frigorífica lleva un dispositivo de cierre que permita
su apertura tanto desde fuera como desde dentro.

ANEJO XI. SEGURIDAD Y SALUD EN EL TRABAJO
15
El almacenamiento del líquido refrigerante no será superior al 20% de la carga de la
instalación, sin exceder de 150 Kg, y siempre en botellas reglamentarias para el transporte
de gases licuados a presión.
El personal que deba permanecer prolongadamente en los locales con temperaturas
bajas se proveerá con prendas de abrigo adecuadas.
7. ORDEN, LIMPIEZA Y MANTENIMIENTO.
7.1. Orden.
Los centros de trabajo han de estar ordenados y sobre todo las zonas de paso, salidas
y vías de circulación y, en especial aquellas previstas para la evacuación en caso de
emergencia; por ello han de permanecer libres de obstáculos para no entorpecer el tránsito
por ellas.
7.2. Limpieza y mantenimiento.
Se mantendrá siempre limpio el local de trabajo, y deberá hacerse por lo menos
media hora antes de empezar a trabajar.
La maquinaria y utensilios utilizados en las manipulaciones previas a la elaboración,
se limpiarán diariamente al final de cada jornada de trabajo. La limpieza de las máquinas
se realizará con agua y después con una solución de detergente seguida de un aclarado
eficaz.
Se eliminarán los residuos de materias primas o de fabricación de las máquinas,
acumulándolos en recipientes adecuados.

ANEJO XI. SEGURIDAD Y SALUD EN EL TRABAJO
16
Los suelos, paredes y techos de la zona de servicios serán continuos, lisos e
impermeables, enlucidos en tonos claros y con materiales que permitan el fácil lavado.
Los lugares de trabajo, así como los equipos e instalaciones, serán limpiados
periódicamente para mantener unas condiciones higiénicas adecuadas. Se realizará al
menos una limpieza semanal en el centro de trabajo. En los lugares más delicados, como
los aseos, la limpieza será diaria. Además, los operarios encargados del manejo de
aparatos, máquinas e instalaciones, los mantendrán siempre en buen estado de limpieza.
Las características constructivas de los suelos, paredes y techos son tales que
permiten su limpieza y mantenimiento.
Los desperdicios, manchas de grasa, y demás productos residuales serán eliminados
con rapidez para evitar accidentes o la contaminación del ambiente. Se evacuarán los
residuos generados por la industria, acumulándolos en recipientes adecuados.
Las operaciones de limpieza no constituirán un riesgo por sí mismas para el
limpiador o para terceros.
Las instalaciones y los lugares de trabajo recibirán un mantenimiento periódico para
conservar las condiciones de funcionamiento según proyecto y para subsanar con rapidez
las deficiencias en materia de seguridad y salud de los trabajadores.
9. CONDICIONES AMBIENTALES DE LOS LUGARES DE TRABAJO.
Se refiere este apartado a las condiciones que deben reunir los locales de trabajo
respecto a la temperatura, humedad, ventilación y nivel de ruido. En general:
ANEJO XI. SEGURIDAD Y SALUD EN EL TRABAJO
17
-. La exposición a las condiciones ambientales no supondrá un riesgo para la
seguridad y salud de los trabajadores, ni serán una fuente de incomodidad o
molestia para los mismos.
-. Para ello, se evitarán las temperaturas y humedades extremas, los cambios
bruscos de temperatura, las corrientes de aire molestas, los olores desagradables y
la irradiación excesiva.
9.1. Temperatura.
La temperatura en los locales donde se realicen trabajos sedentarios tales como
oficinas, laboratorio, etc., oscilará entre 17 y 27 ºC. La temperatura en los locales aislados
será la indicada en el Anejo V “Instalación frigorífica” adecuada a la actividad desarrollada
en dichos locales.
9.2. Humedad.
La humedad relativa estará comprendida en general entre el 30% y el 70%. En las
diferentes salas aisladas la humedad relativa será acorde con las actividades desarrolladas
en cada sala.
9.3. Ventilación.
En todos los recintos se garantizan buenas condiciones de ventilación, gracias al
gran número de ventanas dispuestas que permiten una eficaz ventilación. En los diferentes
recintos aislados la ventilación adecuada está asegurada con los equipos necesarios
dispuestos en cada sala.
Se cuidarán estas condiciones de ventilación fundamentalmente durante las horas de
trabajo, para lo cual los recintos se ventilarán de manera natural, evitando el aire viciado,
exceso de calor o frío, humedad o sequía y olores desagradables.

ANEJO XI. SEGURIDAD Y SALUD EN EL TRABAJO
18
Para evitar un aumento muy acusado de temperatura por radiación solar sobre las
cubiertas, éstas están constituidas por paneles “sándwich”, los cuales cuentan con una capa
aislante.
Los trabajadores no estarán expuestos a corrientes de aire. Para evitar el estrés en
exposiciones de calor intensas, las corrientes de aire serán las adecuadas.
La renovación mínima de aire en los locales de trabajo será de 3 m3 de aire limpio
por hora y trabajador en trabajos sedentarios en ambientes no calurosos no contaminados
por humo de tabaco. En los restantes trabajos, la renovación mínima de aire será de 50 m3
de aire limpio por hora y trabajador.
9.4. Ruido y vibraciones.
Los ruidos y vibraciones se reducen en lo posible en su foco de origen. Los
compresores están anclados en una bancada adecuada.
Las máquinas están separadas más de 1 m de las paredes exteriores en los locales de
trabajo y más de 0,7 m de los tabiques medianeros.
Se efectuarán evaluaciones periódicas del nivel de ruido continuo equivalente, de
acuerdo con el R.D. 1.316/1.989, de 27 de Octubre, sobre protección de los trabajadores
frente a los riesgos derivados de la exposición al ruido durante el trabajo, y en caso de que
fueren necesarios, si el nivel de ruido superase los 80 dB, se distribuirán equipos de
protección personal a los trabajadores afectados.

ANEJO XI. SEGURIDAD Y SALUD EN EL TRABAJO
19
10. ILUMINACIÓN DE LOS LOCALES DE TRABAJO.
Las características de la iluminación artificial se recogen en el Anejo VI “Instalación
Eléctrica”, donde se indican los sistemas de iluminación, tipos de lámparas y distribución
de luminarias en cada recinto.
Para la adaptación de la iluminación en cada zona de trabajo a las características de
la actividad que se desarrolla en ella se han tenido en cuenta los riesgos para la seguridad y
salud dependientes de las condiciones de visibilidad y las exigencias visuales de las tareas
desarrolladas.
10.1 Características de la iluminación.
Tanto la iluminación natural como la artificial proporcionan en la medida que
corresponde un trabajo seguro y sano.
10.1.1. Iluminación natural.
Su intensidad es uniforme, evitando en lo posible los deslumbramientos, reflejos y
sombras.
10.1.2. Iluminación artificial.
Se empleará la iluminación artificial en los centros de trabajo cuando no haya
iluminación natural o ésta sea insuficiente o cuando a través de la iluminación natural se
proyecten sombras que dificulten la realización del trabajo.
Las condiciones generales que reúne la iluminación artificial son:

ANEJO XI. SEGURIDAD Y SALUD EN EL TRABAJO
20
-. La relación entre valores mínimos y máximos de iluminación, medida en lux, no
es inferior a 0,80, asegurando así la uniformidad de la iluminación por todas las
zonas de trabajo.
-. La instalación es correcta y técnicamente adecuada para evitar los contrastes
fuertes de luz y sombras.
-. No se emplean fuentes de luz que produzcan oscilaciones en la emisión de flujo
luminoso.
-. La iluminación artificial no vicia la atmósfera del local ni representa un riesgo
de incendio y explosión.
Para evitar los deslumbramientos, se han tomado las siguientes medidas:
-. En ningún caso se emplean lámparas desnudas a menos de 5 m del suelo.
-. El ángulo formado por el rayo luminoso procedente de una lámpara descubierta
con la horizontal del ojo trabajador no es inferior a 30 grados.
10.2. Intensidad de la iluminación.
Los niveles mínimos de iluminación de los lugares de trabajo son los establecidos en
el Anexo IV del R.D. 486/1.997, de 14 de abril.
Estos niveles mínimos se duplican cuando existen riesgos apreciables de caídas,
choques u otros accidentes en los locales de uso general y en las vías de comunicación;
cuando, debido a un error visual, es posible la aparición de riesgos para el trabajador que
ejecuta las tareas o para terceros; o cuando el contraste de luminancias o de color entre el
objeto a visualizar y el fondo sobre el que se encuentra es muy débil.

ANEJO XI. SEGURIDAD Y SALUD EN EL TRABAJO
21
10.3. Distribución y características.
La distribución de los niveles de iluminación es uniforme, evitando variaciones
bruscas de luminancia y deslumbramientos directos e indirectos. No se utilizan sistemas o
fuentes de luz que perjudiquen la percepción de los contrastes, de la profundidad o de la
distancia entre objetos en la zona de trabajo.
Se ha instalado alumbrado de emergencia de evacuación y de seguridad en los
lugares en los que un fallo del alumbrado normal supone riesgo para la seguridad.
Los sistemas de iluminación utilizados no originan riesgos eléctricos, de incendio o
de explosión.
11. CONDICIONES GENERALES DE HIGIENE.
11.1. Condiciones generales de higiene aplicables a los locales y materiales.
Los suelos, paredes, techos, tabiques de los locales y el material e instrumentos
utilizados para trabajar con productos pesqueros deberán mantenerse en buen estado de
limpieza y funcionamiento de manera que no constituyan un foco de contaminación para
dichos productos.
Se deberá exterminar sistemáticamente todo roedor, insecto o cualquier otro parásito
en los locales o en los materiales. Los raticidas, insecticidas, desinfectantes y demás
sustancias potencialmente tóxicas almacenarse en habitaciones o armarios cerrados con
llave, se utilizarán de forma que no exista riesgo de contaminación de los productos.
Los locales, útiles y material de trabajo deberán utilizarse únicamente para la
manipulación de productos pesqueros. No obstante, previa autorización de la autoridad

ANEJO XI. SEGURIDAD Y SALUD EN EL TRABAJO
22
competente, podrán emplearse simultáneamente o no, para la preparación de otros
productos alimenticios.
Los detergentes, desinfectantes y sustancias similares deberán ser autorizados por la
autoridad competente y utilizarse de forma que los equipos, el material y los productos no
se vean afectados por ellos.
11.1.1. Agua potable.
Se utilizará agua potable tal como se establece en la Reglamentación Técnico
Sanitaria para el abastecimiento y control de calidad de las aguas potables de consumo
público aprobada por el Real Decreto 1138/1990, de 14 de septiembre, o agua de mar
limpia para todos los fines. No obstante, con carácter excepcional, podrá autorizarse la
utilización de agua no potable para combatir incendios o refrigerar las máquinas, siempre
que las conducciones instaladas a tal efecto no permitan el uso de dicha agua con otros
fines ni presenten riesgo de contaminación para los productos.
Los lugares de trabajo disponen de agua potable en cantidad suficiente y fácilmente
accesible.
Se evitará toda circunstancia que posibilite la contaminación del agua potable. No
se permite sacar o trasegar agua para la bebida por medio de vasijas, barriles, cubos o otros
recipientes abiertos o cubiertos provisionalmente. Se prohíbe igualmente beber aplicando
directamente los labios a los grifos.
11.1.2. Vestuarios, duchas, lavabos y retretes.
Tales elementos son de fácil limpieza y acceso, además de ser adecuados a su uso.
Están separados para hombres y mujeres. Las paredes de tales elementos son continuos, de

ANEJO XI. SEGURIDAD Y SALUD EN EL TRABAJO
23
azulejo claro, permitiendo el lavado con líquidos desinfectantes o antisépticos con la
frecuencia necesaria.
11.1.2.1. Vestuarios.
Los vestuarios están provistos de asientos y de taquillas individuales con llave. Dado
que la ropa estará afectada por suciedad y humedad provocadas por el trabajo, las taquillas
individuales cuentan con dos compartimentos separados para guardar la ropa de calle y de
trabajo.
11.1.2.2 Locales de aseo.
Están ubicados en las proximidades de los puestos de trabajo y en el mismo
habitáculo que los vestuarios. Cuentan con:
-. Espejos.
-. Lavabos con agua corriente y caliente.
-. Jabón y un aparato secador para las manos.
-. Duchas con agua caliente y fría.
-. En el local de aseo masculino también se dispondrán urinarios.
11.1.2.3. Retretes.
Están situados en las proximidades de los puestos de trabajo, y en el mismo
habitáculo que los vestuarios y los locales de aseo.
-. Disponen de descarga automática de agua y de papel higiénico.
-. En los retretes utilizados por mujeres hay recipientes especiales y
cerrados.

ANEJO XI. SEGURIDAD Y SALUD EN EL TRABAJO
24
-. Las cabinas están provistas de una puerta con cierre interior y de una
percha.
11.1.3. Locales de descanso.
Existe en la planta a proyectar un local de descanso de fácil acceso, dotado de mesas
y asientos con respaldo, con dimensiones adecuadas al número de trabajadores que lo
usarán. Se dispone, asimismo, un comedor que reune las condiciones necesarias de
seguridad y salud para permitir la alimentación de los trabajadores en las condiciones
adecuadas.
Las trabajadoras embarazadas y madres lactantes deben tener la posibilidad de
descansar tumbadas.
Se tomarán las medidas adecuadas para la protección de los no fumadores contra las
molestias originadas por el humo del tabaco.
11.2. Condiciones generales de higiene aplicables al personal.
Se exigirá del personal el máximo estado de limpieza posible. En particular:
-. El personal deberá vestir ropa de trabajo adecuada y limpia y llevar un gorro
limpio que cubra totalmente el cabello. Sobre todo cuando se trate de personas
que manipulen productos pesqueros que puedan contaminarse.
-. El personal encargado de la manipulación y preparación de dichos productos
deberá lavarse las manos, por lo menos, cada vez que reanude el trabajo, las
heridas en las manos deberán cubrirse con un vendaje estanco.

ANEJO XI. SEGURIDAD Y SALUD EN EL TRABAJO
25
-. Estará prohibido fumar, escupir, beber y comer en los locales de trabajo y de
almacenamiento de los productos pesqueros.
El empresario tomará todas las medidas necesarias para evitar que trabajen y
manipulen los productos pesqueros, aquellas personas susceptibles de contaminarlos hasta
que se demuestre su aptitud para hacerlo sin peligro.
En el momento de la contratación, toda persona que vaya a trabajar con productos
pesqueros o a manipular tales productos deberá acreditar mediante certificación médica
que no existen contraindicaciones de ningún tipo para que sea destinada a esas tareas. Los
controles de dichas personas se regirán por lo dispuesto en el Reglamento de Manipulación
de Alimentos, aprobado por el Real Decreto 2505/1983, de 4 de agosto.
Dado que las actividades que se realizan no necesitan de protección personal, sólo se
considera necesaria la inclusión de ropa de trabajo adecuada para cada función.
Junto con la ropa específica se dará a los operarios encargados de la limpieza
guantes y demás útiles.
Los trabajadores estarán obligados a mantener su higiene personal, con el fin de
evitar enfermedades contagiosas o molestias a sus compañeros de trabajo.
El personal no podrá introducir bebidas u otras sustancias no autorizadas en los
centros de trabajo, ni presentarse o permanecer en los mismos en estado de embriaguez o
de cualquier otro género de intoxicación.
Se prohíbe el consumo de alimentos y bebidas durante el trabajo.
El personal tendrá tiempo libre en la jornada laboral, para proceder al aseo personal
antes de las comidas y al abandonar el trabajo.

ANEJO XI. SEGURIDAD Y SALUD EN EL TRABAJO
26
Cualesquiera otras condiciones técnicas, sanitarias, higiénicas y laborales
establecidas o que se establezcan en sus respectivas competencias por los Organismos de la
Administración Pública serán igualmente aplicables.
12. MATERIAL Y LOCALES DE PRIMEROS AUXILIOS.
En todo centro de trabajo deben existir instalaciones sanitarias en las que se lleve a
cabo la dispensación de los primeros auxilios y la asistencia y protección como
consecuencia de los accidentes de trabajo y enfermedades profesionales.
12.1. Material de primeros auxilios.
-. Es suficiente y adecuado al número de trabajadores, los riesgos a que estén
expuestos y las facilidades de acceso al centro de asistencia médica más próximo.
-. La situación y emplazamiento del material de primeros auxilios garantiza una
prestación rápida y eficaz. Se dispone de dos botiquines, uno en cada vestuario,
convenientemente señalizados.
-. El centro de trabajo cuenta con un botiquín portátil que contiene desinfectantes
y antisépticos autorizados, gasas estériles, algodón hidrófilo, venda, esparadrapo,
apósitos adhesivos, tijeras, pinzas y guantes desechables.
-. El material de primeros auxilios deberá ser revisado periódicamente y repuesto
puntualmente.

ANEJO XI. SEGURIDAD Y SALUD EN EL TRABAJO
27
13. CONDICIONES ESPECIALES PARA LA MANIPULACIÓN DE PRODUCTOS
PESQUEROS EN LOS ESTABLECIMIENTOS DE TIERRA.
13.1. Requisitos especiales para los productos frescos.
Si los productos refrigerados sin acondicionar no se distribuyen, despachan o
transforman inmediatamente después de su llegada al establecimiento, deberán
almacenarse o exponerse con hielo en cámaras frigoríficas para productos refrigerados del
establecimiento. Se añadirá hielo tantas veces como sea necesario, el hielo utilizado, con o
sin sal deberá proceder de agua potable o agua de mar limpia y se depositarán en
condiciones higiénicas satisfactorias dentro de recipientes destinados a tal efecto, dichos
recipientes se mantendrán limpios y en buen estado. Los productos frescos preenvasados
deberán refrigerarse con hielo o mediante un sistema mecánico que mantenga una
temperatura similar.
Las operaciones tales como el eviscerado y el descabezado deberán llevarse a cabo
de manera higiénica y los productos serán lavados con abundante agua potable o agua de
mar limpia inmediatamente después de esas operaciones.
Las operaciones tales como el fileteado y corte en rodajas se llevarán a cabo de
manera que evite cualquier contaminación o suciedad debidas, especialmente, a las
operaciones de descabezado y eviscerado, y se efectuarán en un lugar distinto, los filetes y
rodajas no podrán permanecer en las mesas de trabajo más tiempo del necesario para su
preparación y los que se vendan frescos deberán refrigerarse lo antes posible una vez
preparados.
Las vísceras y las partes que puedan constituir un riesgo para la salud pública se
separarán y apartarán de los productos destinados al consumo humano.

ANEJO XI. SEGURIDAD Y SALUD EN EL TRABAJO
28
Los recipientes utilizados para despachar o almacenar productos pesqueros frescos
deberán estar diseñados de manera que los protejan de toda contaminación, los conserven
en condiciones higiénicas satisfactorias y permitan evacuar con facilidad el agua de fusión.
A menos que se dispongan de instalaciones para su eliminación constante, los
desechos se depositarán en recipientes estancos provistos de una tapa y fáciles de limpiar y
desinfectar. Los desechos no deberán acumularse en los lugares de trabajo. Se evacuarán,
bien en forma continua cada vez que se llenen los recipientes o, como mínimo, al final de
cada jornada de trabajo. Los recipientes y/o locales destinados a los desechos se limpiarán
cuidadosamente y, en caso de necesidad, se desinfectarán después de cada uso. Los
desechos almacenados no deberán constituir un foco de contaminación para el
establecimiento ni de molestias para su entorno.
13.2. Requisitos especiales para los productos congelados.
Los establecimientos deberán disponer de:
-. Un equipo de refrigeración suficientemente potente para someter los productos
a una rápida reducción de la temperatura que permita obtener las temperaturas
establecidas en las presentes normas.
-. Un equipo de refrigeración suficientemente potente para mantener los productos
en los lugares de almacenamiento a una temperatura que no sea superior a la que
se ha establecido en las presentes normas, independientemente de la temperatura
exterior.
Las cámaras de almacenamiento deberán estar equipadas con sistemas de registro de
temperatura de fácil lectura. El sensor de temperatura deberá colocarse en la zona en que
la temperatura sea más elevada.

ANEJO XI. SEGURIDAD Y SALUD EN EL TRABAJO
29
Los gráficos de las temperaturas registradas estarán a disposición de las autoridades
encargadas del control durante el período de conservación de los productos como mínimo.

ANEJO XII. URBANIZACIÓN
ÍNDICE
1. INTRODUCCIÓN. ............................................................................................................1
2. DIMENSIONES DE LA PARCELA. ................................................................................2
3. ACERAS Y PAVIMENTOS..............................................................................................2
4. APARCAMIENTOS..........................................................................................................4
5. VIALES..............................................................................................................................4
6. AJARDINAMIENTO. .......................................................................................................5
7. ILUMINACIÓN.................................................................................................................6
8. VARIOS. ............................................................................................................................7

ANEJO XII. URBANIZACIÓN
1
1. INTRODUCCIÓN.
La industria proyectada se ubicará en el Polígono Industrial “Las
Quemadas”(Córdoba). La elección de la ubicación de la planta de elaboración de pescado
blanco se ha efectuado en base a los siguientes criterios:
-. Buena comunicación, con facilidad de acceso.
-. El Polígono Industrial cuenta con una red de abastecimiento de agua que
incluye una arqueta de acometida en la propia parcela, así como una red de
saneamiento que permite su conexión a través de un pozo de registro.
-. El Polígono se abastece con una línea eléctrica de alta tensión a la que se
conectará el transformador ubicado en el centro de transformación de la parcela.
-. El terreno donde se ubica la parcela presenta características adecuadas ya que
no es encharcable y la capa freática se localiza a una profundidad suficiente para
no interferir en la ejecución y buena marcha del proyecto.
La elección del solar para la ubicación de la industria se ha realizado de manera que
la superficie del mismo sea suficiente para la ubicación del edificio e instalaciones, y para
la maniobra y estacionamiento de vehículos de transporte de materias primas y producto
elaborado.
El citado Polígono Industrial tiene conexión directa con la Nacional IV. Ésto sitúa
las posibilidades de transporte por carretera en torno a las 3 horas de los principales
puertos de abastecimiento de materia prima de la planta de elaboración de pescado blanco.
Además de facilitar el transporte hasta los principales puntos de consumo del producto
elaborado.

ANEJO XII. URBANIZACIÓN
2
2. DIMENSIONES DE LA PARCELA.
La parcela es de forma rectangular, con su esquina noroeste achatada, siendo sus
dimensiones de 70 x 100 m, pero debido a la superficie que falta en la esquina, la
superficie de la parcela es de 6.800 m2.
El cerramiento exterior de la parcela se efectuará con fábrica de bloques huecos de
hormigón de 40 x 20 x 20 cm, hasta una altura de 1,20 m, y cerramiento metálico realizado
con perfiles tubulares galvanizados de 50 mm de diámetro, separados 3 m y malla
galvanizada de simple torsión, hasta completar una altura total de 3 m.
Se colocarán 3 cancelas metálicas de cierre de la parcela. Dos situadas en la cara
norte de la parcela y la restante situada en la cara oeste de la misma. Una de las puertas
situadas en la cara norte se utilizará como entrada d evehículos, mientras que la otra cancel
asituada en esta cara se utilizará para facilitar las operaciones de expedición de producto
elaborado de la planta de elaboración de pescado blanco. La cancela situada en la cara
oeste será utilizada para la salida de vehículos. Las dimensiones de las cancelas serán de
8 x 3 m. En las proximidades inmediatas de la citadas cancelas destinadas básicamente a
la circulación de vehículos, existirán puertas para el paso de peatones que estarán
señalizadas de manera claramente visible y permanentemente expeditas.
La topografía del terreno se ajustará mediante los movimientos necesarios a las
rasantes de los viales perimetrales.
3. ACERAS Y PAVIMENTOS.
Se colocará una acera de 1,5 m de anchura bordeando toda la nave, y también se
colocará una acera de 1 m de anchura alrededor del centro de transformación como se
aprecia en el Plano General de la Parcela. La acera estará formada por solera de hormigón

ANEJO XII. URBANIZACIÓN
3
HM-20/P/20/I de 15 cm sobre la que se instalará, mediante mortero de cemento M-80, un
bordillo prefabricado de H-400 achaflanado.
Además de las zonas aceradas anteriormente descritas, se incluyen dentro de la
parcela otras zonas pavimentadas y otras sin pavimentar dedicadas al ajardinamiento.
Se pavimentarán las vías de circulación de los vehículos, los aparcamientos para
turismos y la zona de espera de los camiones previa descarga o expedición. Se empleará
un pavimento flexible a base de material asfáltico.
En las zonas no pavimentadas se plantarán árboles y se diseñarán jardines.
El tráfico que con mayor profusión entrará y saldrá del recinto de la industria serán
camiones con capacidad de carga entre 20 y 30 tn, por lo que se encuadra bajo la
denominación medio-alto, T2. Dado que se empleará un asfalto de calidad media, E2, para
conseguir un pavimentado de buenas características, se dispondrá lo siguiente:
-. Sub-base de 15 cm de material granular.
-. Base granular de 20 cm de mayor calidad.
-. Capa de rodadura de mezcla asfáltica constituida por una primera capa de
7 cm de espesor y una segunda capa de 5 cm, siendo el espesor total de la
capa de 12 cm.
A la hora de realizar las distintas soleras, se tendrá en cuenta que habrán de
interrumpirse para respetar la junta de dilatación. Posteriormente estas juntas deberán ser
selladas.
Las soleras de hormigón contarán con una pendiente del 1% e irán orientadas de
modo que dirijan el agua de lluvia hacia los sumideros. A la hora de realizar las distintas

ANEJO XII. URBANIZACIÓN
4
soleras, se tendrá en cuenta que habrán de interrumpirse para respetar la junta de
dilatación. Posteriormente estas juntas deberán ser selladas.
En las zonas no pavimentadas se plantarán árboles y se diseñarán jardines.
4. APARCAMIENTOS.
Se ha previsto la inclusión de aparcamientos para turismos que tendrán capacidad
suficiente para todos los trabajadores de la empresa además de las posibles visitas. Se
dispondrán 24 plazas de aparcamiento en el lateral oeste de la parcela.
Cada una de las plazas citadas tendrá unas dimensiones de 2,5 x 5 m y se señalizará
mediante pintura duroplástica resistente a rayos ultravioleta a base de resinas de
poliuretano.
Se dispondrán además zonas de espera de camiones situadas junto a la zona de
recepción de materias primas y expedición de producto elaborado.
5. VIALES.
Para el establecimiento de la distribución de viales y su anchura necesaria se ha
estudiado el movimiento de los vehículos de modo que no interfieran en el desarrollo del
proceso productivo.
Se ha previsto que los vehículos entren por una de las cancelas y salgan por la otra,
con recorrido distinto para los vehículos industriales y para los turismos. La anchura de los
viales, 8 m, permite fácilmente realizar maniobras y la doble circulación en toda la parcela.
ANEJO XII. URBANIZACIÓN
5
6. AJARDINAMIENTO.
En los alrededores de la parcela habrá una zona ajardinada que servirá no sólo como
decoración de la misma, sino también como barrera acústica y visual e incluso para
sombrear las zonas expuestas al sol.
En las paterras se podrán plantar árboles, arbustos u otras especies herbáceas que no
precisen gran mantenimiento, ya que supondría un gasto adicional para la empresa.
Entre las especies recomendadas se encuentran:
Especies de hoja caduca para dar sombra:
Populus albus
Populus nigra
Platanus sp.
Celtis australis
Especies para cortinas o pantallas:
Cupressus arizonica
Cupressus sempervirens
Ligustrum japonicum
Especies de hoja perenne:
Cedrus deodara
Pinus sp.
Especies bajas para paterras:

ANEJO XII. URBANIZACIÓN
6
Carpobructus aderlis (uña de león)
Especies de borde de paterras:
Boj
Romero
Para el riego se han proyectado bocas de riego que permiten el acceso a todas las
zonas ajardinadas con la ayuda de mangueras y aspersores.
7. ILUMINACIÓN.
Se recomienda una iluminancia de 50 lux, en una franja de 6 metros de anchura, en
las siguientes zonas:
-. Perímetro de la nave
-. Aparcamientos
-. Puertas de entrada principales
El alumbrado exterior se materializará mediante lámparas de vapor de mercurio de
250 W de potencia, colocadas sobre brazos murales de fundición a una altura de 5 m.
Se dispondrán linternas asimétricas del tipo “semi cut-off” montadas sobre brazos
murales de 1,5 m de longitud.
En estas luminarias “semi cut-off” la intensidad luminosa en la dirección horizontal
no podrá ser superior al 30% de la máxima y la intensidad luminosa para un ángulo de 80º
con la vertical será inferior a 100 candelas por cada 1.000 lúmenes.

ANEJO XII. URBANIZACIÓN
7
En este tipo de luminarias se eliminan totalmente los rayos luminosos emitidos por
encima de un ángulo de 80-85º respecto de la vertical. A igualdad de flujo luminoso
proporcionan mayores luminancias y de mayor uniformidad en pavimentos mates que las
luminarias del tipo “cut-off”.
Para la iluminación del perímetro de la parcela se dispondrán las luminarias
correspondientes, fijadas a la fachada de la nave, a una altura de 4,5 m.
Para la iluminación de los accesos a la parcela se montarán las luminarias
correspondientes sobre columnas de 4 m de altura. Tales columnas irán fijadas al suelo
mediante un macizado de hormigón en masa al que se unirán mediante pernos de anclaje.
El número y disposición de las lámparas se observa en el plano Instalación de
Alumbrado, estando su cálculo recogido en el Anejo de Instalación Eléctrica.
8. VARIOS.
Se situarán las correspondientes señales de información, prohibición y riesgo en los
lugares donde sean necesarias, según lo dispuesto en la “Ley de Prevención de Riesgos
Laborales” (Ley 31/1.995 de 8 de Noviembre, BOE de 10 de Noviembre de 1.995).
Se situarán papeleras, repartidas a lo largo de la parcela, sobre todo en los lugares de
mayor acceso del personal.

ANEJO XIII. JUSTIFICACIÓN DE PRECIOS
ÍNDICE
1. INTRODUCCIÓN. ............................................................................................................1
2. PRECIOS BÁSICOS. ........................................................................................................1
2.1. Materiales...............................................................................................................1
2.1.1. Precios de adquisición. ...................................................................................2
2.1.2. Precios a pie de obra.......................................................................................2
2.2. Maquinaria. ............................................................................................................3
2.3. Mano de obra. ........................................................................................................3
3. PRECIOS AUXILIARES...................................................................................................3
3.1. Determinación de los precios de las unidades de obra. .........................................4

ANEJO XIII. JUSTIFICACIÓN DE PRECIOS
1
1. INTRODUCCIÓN.
Este anejo tiene por finalidad la determinación de los precios básicos y auxiliares
que interviene en la formación de las distintas unidades de obra utilizadas en la redacción
del presente proyecto. El anejo está compuesto por:
Precios básicos
Precios auxiliares
Precios de las unidades de obra
2. PRECIOS BÁSICOS.
A continuación se relacionan los precios unitarios de los distintos factores que
intervienen en la ejecución de las unidades de obra que forman el proyecto:
-. Materiales a pie de obra
-. Maquinaria
-. Mano de obra
2.1. Materiales.
Cabe distinguir entre aquellos que quedan incorporados a las unidades de obra de la
que forman parte y aquellos otros que, siendo necesarios para su ejecución, no quedan
integrados en las mismas. Entre estos últimos se puede considerar dos casos distintos:
-. Materiales cuyo empleo implica su destrucción, como explosivos.
-. Materiales que pueden utilizarse para la ejecución sucesiva de varias
unidades o varias obras, como andamios, puntales, encofrados, etc. En este

ANEJO XIII. JUSTIFICACIÓN DE PRECIOS
2
caso de utilización múltiple habrá que tener en cuenta el posible valor
residual.
2.1.1. Precios de adquisición.
En éstos se considerarán incluidos todos los gastos producidos en el taller así como
el coste de la mano de obra necesaria para la confección o elaboración del elemento.
También se incluirá en este concepto la mano de obra requerida para croquización y toma
de datos, así como para reparar o ajustar en obra las distintas piezas de un elemento que
por sus manipulaciones pudiera sufrir deterioros.
2.1.2. Precios a pie de obra.
Los precios elementales, además del coste de adquisición del material, comprenden
los relativos a la mano de obra que interviene en su descarga, apilado, almacenaje,
movimientos horizontales y verticales, y en general la correspondiente a todas las
manipulaciones que sufra el material desde su recepción, excepto la puesta en obra. Se
incluyen así mismo las pérdidas globales producidas en toda la obra y por todos los
conceptos.
En los precios de todos los materiales que intervienen en la composición de
hormigones en masa y armados, así como en aquellos que les viene exigido por normas de
obligado cumplimiento, se ha incluido la parte proporcional de los costes de ejecución de
los ensayos preceptivos.
Los precios elementales no llevan incluido el Impuesto sobre el Valor Añadido
(IVA).
ANEJO XIII. JUSTIFICACIÓN DE PRECIOS
3
2.2. Maquinaria.
Se incluyen en este apartado las máquinas que intervienen directamente en la
ejecución de unidades concretas, siendo su coste claramente imputable a las mismas.
En el coste horario de la maquinaria se consideran incluidos los gastos relativos a
amortización, combustible, consumo energético, mantenimiento, entretenimiento y
conservación, transporte y descarga, repercusión del servidor u operario que la manipula y,
las obras auxiliares que pudieran necesitarse para su instalación.
2.3. Mano de obra.
Forma parte de este concepto aquella mano de obra que lleva a cabo de una manera
directa la ejecución de la unidad de obra. Los costes horarios de la mano de obra, en sus
distintas categorías, son los resultantes del Convenio Colectivo de la Construcción y Obras
Públicas para la provincia de Córdoba, suscrito entre la Asociación Provincial de
Empresarios de la Construcción y las Centrales Sindicales.
3. PRECIOS AUXILIARES.
Son aquellos utilizados en la descomposición de los precios de las unidades de obra
que conforman el proyecto. Todos los precios auxiliares de materiales se refieren a costes
de elaboración o confección de la unidad, independientemente de los procedimientos
seguidos para ello, siendo aplicables cualquiera que sea la tecnología utilizada, y aunque se
elaboren en la obra o fuera de ella.
En definitiva, son unidades de obra que por su frecuente utilización en la confección
de otras unidades de obra, se introducen en ella como si fueran un precio básico más.
Normalmente los precios auxiliares se refieren a morteros, hormigones y cuadrillas de
trabajo.

ANEJO XIII. JUSTIFICACIÓN DE PRECIOS
4
3.1. Determinación de los precios de las unidades de obra.
Los precios de todas las unidades de obra que intervienen en el proyecto se obtienen
a partir de los costes directos e indirectos y de los precios auxiliares que componen dicha
unidad.
Los costes directos proceden de los precios básicos, o precios de los factores que
intervienen en la ejecución de una unidad determinada. Es decir:
-. Coste horario de la mano de obra
-. Coste horario de la maquinaria
-. Coste de los materiales a pie de obra
Los costes indirectos proceden de los gastos que origina la ejecución de las distintas
unidades de obra. Se suele reflejar como un tanto por ciento del precio de los costes
directos de la unidad. Pueden ser debidos a:
-. Mano de obra indirecta
-. Medios auxiliares
-. Gastos generales de obra
Se consideran gastos indirectos todos aquellos que son de difícil imputación a
unidades concretas. Se engloban todos los conceptos que, o no intervienen de un modo
directo en la ejecución de unidades determinadas, o son de difícil asignación a las mismas.
La determinación de los distintos porcentajes de los conceptos que forman parte de los
costes indirectos y concretamente el resultado final, responden al tipo y características
específicas de la obra, a la organización interna de la empresa y al plazo de ejecución de
las obras que se refiere el proyecto. A continuación se realiza un desglose en porcentajes
de los costes indirectos.

ANEJO XIII. JUSTIFICACIÓN DE PRECIOS
5
Desglose de los porcentajes de los costes indirectos
• Mano de obra indirecta..................................................................................2,0%
Capataces
Personal de descarga de medios auxiliares
Personal de limpieza general
• Medios auxiliares........................................................................................1,2%
Útiles y herramientas
Andamios
Herramientas (excepto las de mano de los oficiales)
Maquinaria auxiliar
Medios de elevación
Hormigoneras
Cortadoras
Otras máquinas de utilización múltiple
• Gastos generales de obra...........................................................................2,3%
Instalaciones
Casetas de obra
Acometidas provisionales
Tendidos provisionales de agua y electricidad
Acondicionamiento de accesos y viales
Localizaciones y replanteos

ANEJO XIII. JUSTIFICACIÓN DE PRECIOS
6
Personal
Técnicos adscritos permanentemente a la obra
Encargados adscritos permanentemente a la obra
Guardas
Almaceneros
Otros
Medicina preventiva y primeros auxilios
Formación específica en materia de seguridad e higiene
Cascos y guantes de uso normal
Imprevistos
TOTAL DE COSTES INDIRECTOS..................................................................5,5%

MATERIALES VALORADOS
Planta de elaboración de pescado blanco
Código Cantidad Ud Descripción PTA ImpPTA EURO
ImpEURO
27 de Noviembre de 2001 Precios en euros a efectos informativos Página
%000004 97.908,382 % Medios auxiliares...(s/total) 3 293.725 0,02 1.765,32Grupo %0000................... 293.725 1.765,32
%0100000 103.709,430 % Medios auxiliares...(s/total) 1 103.709 0,01 623,31%0100001 112.351,799 % Costes indirectos 6 674.111 0,04 4.051,49
Grupo %0100................... 777.820 4.674,79
%0117 85.699,460 % Costes indirectos 0 0 0,00 0,00Grupo %0117................... 0 0,00
%0200001 105.880,008 % Medios auxiliares...(s/total) 2 211.760 0,01 1.272,70Grupo %0200................... 211.760 1.272,70
%0300002 50.217,669 % Medios auxiliares...(s/total) 3 150.653 0,02 905,44Grupo %0300................... 150.653 905,44
%0400006 157.001,067 % Medios auxiliares...(s/total) 4 628.004 0,02 3.774,38Grupo %0400................... 628.004 3.774,38
%CDP.5 23.950,126 % Carga, descarga y perdidas 5 119.751 0,03 719,72Grupo %CDP................... 119.751 719,72
%CMA.4 1.872,138 % Carga y manipulación, almacén 4 7.489 0,02 45,01Grupo %CMA................... 7.489 45,01
%J5 178.865,593 % Cos tes indirectos 6 1.073.194 0,04 6.450,02Grupo %J5 ....................... 1.073.194 6.450,02
%MA..2 31.862,430 % Medios auxil.y protecc.personales 2 63.725 0,01 382,99ordinarias
Grupo %MA...................... 63.725 382,99
%MRP.5 21.326,778 % Mantenimiento y reposiciones de 5 106.634 0,03 640,88protecciones
Grupo %MRP................... 106.634 640,88
%MRP15 1.175,415 % Mato.reposiciones,protecciones y 15 17.631 0,09 105,97med.auxiliar
Grupo %MRP1................. 17.631 105,97
%O 64,836 % Costes indirectos 6 389 0,04 2,34Grupo %O......................... 389 2,34
00000001 2.398,540 H Montaje estruct. metal 2.150 5.156.860 12,92 30.993,3500000002 47.970,790 Kg Acero laminado A-37 87 4.173.459 0,52 25.082,9900000003 479,708 L. Minio electrolítico 956 458.601 5,75 2.756,25
Grupo 00000.................... 9.788.919 58.832,59
AH.860 14,000 Ud Base enchufe III+T 25 A, c/placa 529 7.406 3,18 44,51Grupo AH.86.................... 7.406 44,51
AI.20 14,000 Ud Cajillo universal enlazable 25 350 0,15 2,10Grupo AI.20...................... 350 2,10
AIFA.2AB 0,250 M2 Lámina Polietileno. 319 80 1,92 0,48Grupo AIFA...................... 80 0,48
AIFP.1AA 1,000 ud Puerta Corredera luz 2600x2200mm. 477.405 477.405 2.869,26 2.869,26AIFP.1AG 1,000 ud Cortina laminas PVC 206.876 206.876 1.243,35 1.243,35
2600x2200mm.AIFP.1AH 1,000 ud Automatismo puerta corredera. 371.315 371.315 2.231,65 2.231,65
Grupo AIFP. ..................... 1.055.596 6.344,26
BELB.2AADD 98,000 MlConductor0.6/1Kv. 4x6(Cu) 42741.846 2,57251,50
Grupo BELB..................... 41.846 251,50
BEPA.1BA. 2,000 ud Arrancador estrella triángulo. 22.238 44.476 133,65 267,31BEPA.2AA 2,000 ud Arrancador estrella triángulo, sin 26.873 53.746 161,51 323,02
seccionador, para conBEPA.2BB 1,000 ud Arrancador estrella triángulo. 29.273 29.273 175,93 175,93BEPA.2CB 7,000 ud Arrancador estrella triángulo. 37.471 262.297 225,21 1.576,44BEPA.2EA 3,000 ud Arrancador estrella triángulo. 67.105 201.315 403,31 1.209,93BEPA.2FA 3,000 ud Arrancador estrella triángulo. 86.592 259.776 520,43 1.561,29

MATERIALES VALORADOS
Planta de elaboración de pescado blanco
Código Cantidad Ud Descripción PTA ImpPTA EURO
ImpEURO
27 de Noviembre de 2001 Precios en euros a efectos informativos Página
Grupo BEPA. ................... 850.883 5.113,91
CPK.35 108,800 ud Riego, carga/descarga d<= 3 km 437 47.546 2,63 285,75Grupo CPK.3.................... 47.546 285,75
CY..10 7,795 t Cemento CEM-I (pie de obra). 11.195 87.268 67,28 524,49CY..16 6.314,153 kg Yeso blanco (pie de obra) 9 56.827 0,05 341,54
Grupo CY..1 ..................... 144.095 866,03
CY..20 34,299 m3 Arena lavada (en cantera) 1.737 59.578 10,44 358,07Grupo CY..2 ..................... 59.578 358,07
ET.240 34,299 m3 Transp.mat.sueltos(obra),camión 170 5.831 1,02 35,04bascul.D<=3km
Grupo ET.24..................... 5.831 35,04
ET.255d 27.200,000 Kmm3 (Var. dis.) Transp.material suelto 18 489.600 0,112.942,56
(buenas condiciones)ET.255f 1.360,000 m3 Transp.material suelto (buenas 103 140.080 0,62 841,90
condiciones)Grupo ET.25..................... 629.680 3.784,45
EY..10 234,546 kg Explosivos (pie de obra) 560 131.346 3,37 789,40Grupo EY..1...................... 131.346 789,40
EY..20 1.172,730 m Mecha (pie de obra) 53 62.155 0,32 373,56Grupo EY..2...................... 62.155 373,56
EY..30 1.172,730 ud Detonador (pie de obra) 10 11.727 0,06 70,48Grupo EY..3...................... 11.727 70,48
M0407 24,964 H Motoniveladora 4.500 112.338 27,05 675,16Grupo M0407................... 112.338 675,16
M0408 93,615 H Rulo vibratorio 3.500 327.653 21,04 1.969,23Grupo M0408................... 327.653 1.969,23
M0409 77,859 H Camión basculante 3.000 233.577 18,03 1.403,83Grupo M0409................... 233.577 1.403,83
M0414 31,205 H Bituminadora/extendedora 3.900 121.700 23,44 731,43Grupo M0414................... 121.700 731,43
MER.2.1 76,000 Ml M. obra tubo PVC s/sol. D = 40/90 1.071 81.396 6,44 489,20MER.2.2 67,200 Ml Tub. PVC sanitario D = 40 912 61.286 5,48 368,34
Grupo MER.2 ................... 142.682 857,54
MOOE.8A 44,929 h Oficial 1ª electricidad. 1.860 83.568 11,18 502,25Grupo MOOE. .................. 83.568 502,25
MQ..85 199,294 h Retrocargo 71/100 CV, 0,9-0,18 m3 4.364 869.718 26,23 5.227,11Grupo MQ..8..................... 869.718 5.227,11
MQ.125 23,967 h Pala cargadora ruedas 131/160 CV 6.600 158.184 39,67 950,71Grupo MQ.12 ................... 158.184 950,71
MQ.135 130,560 h Motoniveladora 131/160 CV 7.116 929.065 42,77 5.583,79Grupo MQ.13 ................... 929.065 5.583,79
MQ.216 20,400 h Compactador vibro 131/160 CV 5.810 118.524 34,92 712,34Grupo MQ.21 ................... 118.524 712,34
MQ.375 23,455 h Equipo móvil mach/criba, 100 tn/h 26.184 614.135 157,37 3.691,03Grupo MQ.37 ................... 614.135 3.691,03
MQ.510 58,637 h Compresor 31/70 CV, 2 martillos, 802 47.026 4,82 282,63s/MO
Grupo MQ.51 ................... 47.026 282,63
MQ.615 23,455 h Grupo electrógeno 161/190 CV, s/MO 2.325 54.532 13,97 327,74Grupo MQ.61 ................... 54.532 327,74
Mer.25 336,700 Ml Tub. PVC 40 mm / 4 atm. 102 34.343 0,61 206,41Mer.26 76,300 Ml Tub. PVC 30 mm / 4 atm. 102 7.783 0,61 46,77Mer.27 96,000 Ml Tub. PVC 25 mm / 4 atm. 83 7.968 0,50 47,89

MATERIALES VALORADOS
Planta de elaboración de pescado blanco
Código Cantidad Ud Descripción PTA ImpPTA EURO
ImpEURO
27 de Noviembre de 2001 Precios en euros a efectos informativos Página
Grupo Mer.2 ..................... 50.094 301,07
Mer.41 0,000 Ud Perno D = 16 mm L = 400 mm 260 0 1,56 0,00Grupo Mer.4 ..................... 0 0,00
O0107 2,250 H Oficial 1ª Fontanero 1.808 4.068 10,87 24,45Grupo O0107................... 4.068 24,45
O0111 103,950 H Oficial 1ª Carpintería 1.808 187.942 10,87 1.129,55Grupo O0111................... 187.942 1.129,55
OY..30 150,000 h Maquinista 1ª u Oficial 1ª 2.120 318.000 12,74 1.911,22Grupo OY..3 ..................... 318.000 1.911,22
OY..40 131,692 h Maquinista 2ª u Of icial 2ª 1.860 244.947 11,18 1.472,16Grupo OY..4 ..................... 244.947 1.472,16
OY..70 117,273 h Peón Especializado Régimen 1.528 179.193 9,18 1.076,97General
Grupo OY..7 ..................... 179.193 1.076,97
OY..80 337,714 h Peón Régimen General 1.257 424.507 7,55 2.551,34OY..85 553,463 h Cuadrilla de albañilería 3.649 2.019.586 21,93 12.137,95
Grupo OY..8 ..................... 2.444.093 14.689,29
P0118 18.728,000 Ud Pequeño material 35 655.480 0,21 3.939,51Grupo P0118.................... 655.480 3.939,51
P0119 6,000 Ud Material compl./piezas espec. 80 480 0,48 2,88Grupo P0119.................... 480 2,88
P0312 780,125 M3 Zahorra artificial 1.300 1.014.163 7,81 6.095,24Grupo P0312.................... 1.014.163 6.095,24
P0317 780,125 M3 Albero en rama 1.100 858.138 6,61 5.157,51Grupo P0317.................... 858.138 5.157,51
P0512 3,500 Kg Acero perf soportes simples 63 221 0,38 1,33Grupo P0512.................... 221 1,33
P0618 33,400 Ml Tapa hormigón armado c/cerco 3.950 131.930 23,74 792,92Grupo P0618.................... 131.930 792,92
P0628 1,000 Ud Acometida alcntar. s/normas 75.000 75.000 450,76 450,76Grupo P0628.................... 75.000 450,76
P0708 6,958 MI Ladrillo perforado p/revestir 8.500 59.143 51,09 355,46Grupo P0708.................... 59.143 355,46
P0727 5.385,000 Ud Bl. lig. horm. 19x19x39 cm. 101 543.885 0,61 3.268,81Grupo P0727.................... 543.885 3.268,81
P1017 840,000 Ml C.cobre 1*1.5mm2/750V,antihum 18 15.120 0,11 90,87Grupo P1017.................... 15.120 90,87
P1019 46,494 Kg Cable de cobre desnudo 673 31.290 4,04 188,06Grupo P1019.................... 31.290 188,06
P1025 56,000 Ud Base ench.II+T 10/16A,c/placa 334 18.704 2,01 112,41Grupo P1025.................... 18.704 112,41
P1033 56,000 Ud Cajillo universal enlazable 21 1.176 0,13 7,07Grupo P1033.................... 1.176 7,07
P1058 8,000 Ud Pica acero cobriz. (2m),grada 1.325 10.600 7,96 63,71Grupo P1058.................... 10.600 63,71
P1059 1,000 Ud Punto de puesta a tierra 1.214 1.214 7,30 7,30Grupo P1059.................... 1.214 7,30
P1133 4,000 Ud LLave de paso D. 100 mm 9.500 38.000 57,10 228,38Grupo P1133.................... 38.000 228,38
P1256 5,000 Ud Juego tornill.fijación crom. 193 965 1,16 5,80Grupo P1256.................... 965 5,80
P1294 5,000 Ud Pileta verted.porc.Blanc. 0,5 m 7.974 39.870 47,92 239,62

MATERIALES VALORADOS
Planta de elaboración de pescado blanco
Código Cantidad Ud Descripción PTA ImpPTA EURO
ImpEURO
27 de Noviembre de 2001 Precios en euros a efectos informativos Página
Grupo P1294.................... 39.870 239,62
P1295 5,000 Ud Reja cromada y alumbradilla 4.401 22.005 26,45 132,25Grupo P1295.................... 22.005 132,25
P1916 11,700 M2 Puerta ab.ac.t:A-37B,40mm,acr 12.895 150.872 77,50 906,76Grupo P1916.................... 150.872 906,76
P1930 5,040 Ud Cerradura de llave plana 1.049 5.287 6,30 31,78Grupo P1930.................... 5.287 31,78
P2002 141,125 Ml Listón pino Flandes 70*30 373 52.639 2,24 316,37Grupo P2002.................... 52.639 316,37
P2004 138,600 Ml Cerco Flandes 70*40 565 78.309 3,40 470,65Grupo P2004.................... 78.309 470,65
P2008 282,150 Ml Tapajuntas Flandes 60*15 134 37.808 0,81 227,23Grupo P2008.................... 37.808 227,23
P2011 27,720 Ud Hoja normalizada 35mm Okume 2.679 74.262 16,10 446,32Grupo P2011.................... 74.262 446,32
P2019 84,150 Ud Pernios de latón 11cm 350 29.453 2,10 177,01Grupo P2019.................... 29.453 177,01
P2029 27,720 Ud Picaporte de resbalón 391 10.839 2,35 65,14Grupo P2029.................... 10.839 65,14
P2038 0,050 M3 Madera de pino Flandes 50.886 2.519 305,83 15,14Grupo P2038.................... 2.519 15,14
P2083 27,720 Ud Juego de pomos/m aniv. de lat. 1.131 31.351 6,80 188,43Grupo P2083.................... 31.351 188,43
P2502 28,000 Ud Tubo fluorescente 65W 394 11.032 2,37 66,30Grupo P2502.................... 11.032 66,30
P2504 56,000 Ud Reactancia y cebador 65W 1.942 108.752 11,67 653,61Grupo P2504.................... 108.752 653,61
P2512 8,000 Ud Tapa interior y cadenilla 820 6.560 4,93 39,43Grupo P2512.................... 6.560 39,43
P2590 203,660 Ml Bordillo hormigón 10*20*40 254 51.730 1,53 310,90Grupo P2590.................... 51.730 310,90
P2610 358,858 M3 Aglomerado asfáltico tipo III 5.950 2.135.202 35,76 12.832,82Grupo P2610.................... 2.135.202 12.832,82
P2611 224,676 M3 Aglomerado asfáltico tipo IV 6.100 1.370.524 36,66 8.237,01Grupo P2611.................... 1.370.524 8.237,01
P2613 297,660 M2 Baldosa chino lavado 40*40 870 258.964 5,23 1.556,41Grupo P2613.................... 258.964 1.556,41
P2658 649,200 M2 Malla metálica galvan.sim.tor 335 217.482 2,01 1.307,09Grupo P2658.................... 217.482 1.307,09
P2659 259,680 Ml Poste metál.D.50mm galvaniz. 550 142.824 3,31 858,39Grupo P2659.................... 142.824 858,39
P280063 67,000 Ud Reactancia y condensador 400 w 3.512 235.304 21,11 1.414,21Grupo P2800.................... 235.304 1.414,21
P2802 123,000 Ud Lámpara incandescente 100 W 196 24.108 1,18 144,89P28021 98,000 Ud Tubo fluorescente 65 W 394 38.612 2,37 232,06P28022 98,000 Ud Reactancia y cebador 65W 1.942 190.316 11,67 1.143,82P28024 68,000 Ud Plafón d:25 cm sup. completo 1.679 114.172 10,09 686,19P28025 69,000 Ud Lámp. vap. mercurio cc HPL 250w 2.452 169.188 14,74 1.016,84P28026 136,000 Ud Luminaria reflectora 12.657 1.721.352 76,07 10.345,53P280261 69,000 Ud Reactancia y condensador 250 w 2.887 199.203 17,35 1.197,23P28027 67,000 Ud Lámp.vap.mercurio ccHPL 400w 3.255 218.085 19,56 1.310,72
Grupo P2802.................... 2.675.036 16.077,29
P2804 55,000 Ud Reactancia y cebador 40W 1.100 60.500 6,61 363,61

MATERIALES VALORADOS
Planta de elaboración de pescado blanco
Código Cantidad Ud Descripción PTA ImpPTA EURO
ImpEURO
27 de Noviembre de 2001 Precios en euros a efectos informativos Página
Grupo P2804.................... 60.500 363,61
P2813 106,000 Ud Lum. armad. celosías 4.200 445.200 25,24 2.675,71Grupo P2813.................... 445.200 2.675,71
P3016 25,200 Ml Junta de sellado 210 5.292 1,26 31,81Grupo P3016.................... 5.292 31,81
SHY..5 10,000 ud Ropa de trabajo 1.525 15.250 9,17 91,65Grupo SHY....................... 15.250 91,65
SHY.10 10,000 ud Traje impermeable 922 9.220 5,54 55,41Grupo SHY.1 .................... 9.220 55,41
SHY.20 1,000 par Manoplas para soldador 579 579 3,48 3,48SHY.25 1,000 par Polainas para soldador 700 700 4,21 4,21
Grupo SHY.2 .................... 1.279 7,69
SHY.30 1,000 par Guantes para soldador 844 844 5,07 5,07SHY.35 3,000 par Guantes protección riesgo eléctrico 3.885 11.655 23,35 70,05
BTGrupo SHY.3 .................... 12.499 75,12
SHY.45 20,000 par Guantes cuero 304 6.080 1,83 36,54Grupo SHY.4 .................... 6.080 36,54
SHY.50 3,000 par Botas impermeables 1.448 4.344 8,70 26,11SHY.55 10,000 par Botas de seguridad 2.751 27.510 16,53 165,34
Grupo SHY.5 .................... 31.854 191,45
SHY.65 3,000 par Botas material aislante eléctrico 4.439 13.317 26,68 80,04Grupo SHY.6 .................... 13.317 80,04
SHY.90 5,000 ud Cinturón de seguridad de sujeción 2.509 12.545 15,08 75,40Grupo SHY.9 .................... 12.545 75,40
SHY100 5,000 ud Cinturón seguridad anticaidas 11.581 57.905 69,60 348,02Grupo SHY10................... 57.905 348,02
SHY130 10,000 ud Casco de seguridad 236 2.360 1,42 14,18Grupo SHY13................... 2.360 14,18
SHY140 10,000 ud Gafas contra impacto 1.255 12.550 7,54 75,43SHY145 1,000 ud Gafa seguridad para oxicorte 676 676 4,06 4,06
Grupo SHY14................... 13.226 79,49
SHY195 1,000 ud Calienta comidas, 10 servicios, 5 28.953 28.953 174,01 174,01personas
Grupo SHY19................... 28.953 174,01
SHY266 1,000 ud Mesa madera capacidad 10 8.338 8.338 50,11 50,11personas
SHY267 2,000 ud Banco de madera capacidad 5 2.293 4.586 13,78 27,56personas
SHY268 1,000 ud Recipiente recogida basura 3.127 3.127 18,79 18,79SHY269 5,000 ud Percha para duchas o inodoros 121 605 0,73 3,64
Grupo SHY26................... 16.656 100,10
SHY270 3,330 ud Taquilla metálica, individual 6.659 22.174 40,02 133,27Grupo SHY27................... 22.174 133,27
SHY280 0,500 ud Radiador infrarrojos 1000 W 8.493 4.247 51,04 25,52SHY285 1,000 ud Extintor portátil anhídrido carbónico 17.425 17.425 104,73 104,73
Grupo SHY28................... 21.672 130,25
SHY320 300,000 ud Anclaje acero red a estructura 63 18.900 0,38 113,59Grupo SHY32................... 18.900 113,59
SHY350 6,000 ud Estaca para hincar en tierra 145 870 0,87 5,23Grupo SHY35................... 870 5,23
SHY375 660,000 m2 Mallazo metálico para 2 usos, 10x10 179 118.140 1,08 710,04Grupo SHY37................... 118.140 710,04
SHY395 450,000 m2 Red poliamida malla 50x50 mm 391 175.950 2,35 1.057,48

MATERIALES VALORADOS
Planta de elaboración de pescado blanco
Código Cantidad Ud Descripción PTA ImpPTA EURO
ImpEURO
27 de Noviembre de 2001 Precios en euros a efectos informativos Página
Grupo SHY39................... 175.950 1.057,48
SHY405 150,000 m Rollizo madera 3 m altura 2 usos 174 26.100 1,05 156,86Grupo SHY40................... 26.100 156,86
SHY410 3,030 ud Soporte para barandilla tipo 2.220 6.727 13,34 40,43sargento,10 usos
Grupo SHY41................... 6.727 40,43
SHY420 2,000 ud Soporte extintor 222 444 1,33 2,67Grupo SHY42................... 444 2,67
SHY440 121,200 m Tablón 20x7 cm 290 35.148 1,74 211,24Grupo SHY44................... 35.148 211,24
SHY470 2,000 ud Baliza luminosa intermitente 8.324 16.648 50,03 100,06Grupo SHY47................... 16.648 100,06
SHY485 10,000 ud Cono de plástico 2.765 27.650 16,62 166,18Grupo SHY48................... 27.650 166,18
SHY565 5,000 ud Botiquín portátil de obra 5.212 26.060 31,32 156,62Grupo SHY56................... 26.060 156,62
SHY595 10,000 ud Reconocimiento médico 6.756 67.560 40,60 406,04Grupo SHY59................... 67.560 406,04
SHY610 256,000 h Mano de obra en limpieza y 1.257 321.792 7,55 1.934,01conservación
Grupo SHY61................... 321.792 1.934,01
SHY635 10,000 h Formación en Seguridad e Higiene 1.852 18.520 11,13 111,31Grupo SHY63................... 18.520 111,31
SHY680 1,000 ud Acometida agua y energía eléctrica 19.302 19.302 116,01 116,01SHY685 2,000 ud Ducha instalada agua fría y caliente 20.508 41.016 123,26 246,51
Grupo SHY68................... 60.318 362,52
U%10 159,500 % Amortización y otros gastos 10 1.595 0,06 9,59Grupo U%10..................... 1.595 9,59
U01AA007 448,761 H. Oficial primera 2.020 906.497 12,14 5.448,16U01AA008 5,400 H. Oficial segunda 1.955 10.557 11,75 63,45U01AA009 194,250 H. Ayudante 1.730 336.053 10,40 2.019,72U01AA010 486,005 H. Peón especializado 1.700 826.209 10,22 4.965,61U01AA011 1.123,276 H. Peón ordinario 1.665 1.870.254 10,01 11.240,45U01AA015 0,356 H. Maquinista o conductor 1.865 663 11,21 3,98U01AA501 317,352 H. Cuadrilla A 4.583 1.454.424 27,54 8.741,27U01AA502 1.127,588 H. Cuadrilla B 4.488 5.060.613 26,97 30.414,90U01AA505 3,642 H. Cuadrilla E 3.685 13.421 22,15 80,66
Grupo U01AA.................. 10.478.690 62.978,20
U01FA201 90,534 H. Oficial 1ª ferralla 2.175 196.911 13,07 1.183,46U01FA204 101,334 H. Ayudante ferralla 1.990 201.654 11,96 1.211,97
Grupo U01FA ................... 398.566 2.395,43
U01FE033 196,850 Ml M.obra tubo PVC s/sol.D=110/160 1.238 243.700 7,44 1.464,67U01FE034 301,500 Ml M.obra tubo PVC s/sol.200/315 1.405 423.608 8,44 2.545,93
Grupo U01FE................... 667.308 4.010,60
U01FG405 200,275 H. Montaje estruc.metal. 2.225 445.611 13,37 2.678,18Grupo U01FG................... 445.611 2.678,18
U01FL001 89,600 M2 M.o.coloc.tabique L.H.S. 880 78.848 5,29 473,89U01FL003 656,930 M2 M.o.coloc.tabicón L.H.D. 1.020 670.069 6,13 4.027,19
Grupo U01FL ................... 748.917 4.501,08
U01FO343 2.438,700 M2 M.o.coloc.cub.panel ch+aisl+ch 590 1.438.833 3,55 8.647,56Grupo U01FO................... 1.438.833 8.647,56
U01FR005 3,000 H. Jardinero especialista 2.080 6.240 12,50 37,50U01FR009 97,300 H. Jardinero 1.930 187.789 11,60 1.128,63U01FR011 1,250 H. Peón especializado jardinero 1.650 2.063 9,92 12,40U01FR013 136,850 H. Peón ordinario jardinero 1.560 213.486 9,38 1.283,08
Grupo U01FR ................... 409.578 2.461,61

MATERIALES VALORADOS
Planta de elaboración de pescado blanco
Código Cantidad Ud Descripción PTA ImpPTA EURO
ImpEURO
27 de Noviembre de 2001 Precios en euros a efectos informativos Página
U01FS005 555,000 M2 Mano obra solado terrazo 1.175 652.125 7,06 3.919,35U01FS225 555,000 Ml Mano obra rodapié terrazo 325 180.375 1,95 1.084,08
Grupo U01FS ................... 832.500 5.003,43
U01FU005 529,800 M2 Mano de obra colocación azulejo 1.250 662.250 7,51 3.980,20Grupo U01FU ................... 662.250 3.980,20
U01FX003 12,300 H. Ayudante cerrajería 1.890 23.247 11,36 139,72Grupo U01FX ................... 23.247 139,72
U01FY110 60,700 H. Ayudante fontanero 2.015 122.311 12,11 735,10U01FY205 53,776 H. Oficial 1ª fontanero 2.250 120.996 13,52 727,20U01FY208 53,776 H. Ayudante fontanero 2.015 108.359 12,11 651,25U01FY635 857,994 H. Ayudante electricista 1.900 1.630.189 11,42 9.797,63
Grupo U01FY................... 1.981.854 11.911,18
U01FZ101 212,872 H. Oficial 1ª pintor 2.500 532.180 15,03 3.198,47U01FZ105 212,872 H. Ayudante pintor 1.800 383.170 10,82 2.302,90
Grupo U01FZ ................... 915.350 5.501,36
U02FK005 0,356 H. Retro-Pala excavadora 3.600 1.280 21,64 7,69Grupo U02FK ................... 1.280 7,69
U02LA201 65,201 H. Hormigonera 250 l. 225 14.670 1,35 88,17Grupo U02LA................... 14.670 88,17
U02OA010 24,921 H. Pluma grua de 30 mts. 575 14.330 3,46 86,12Grupo U02OA .................. 14.330 86,12
U04AA001 254,376 M3 Arena de río (0-5mm) 1.964 499.595 11,80 3.002,63U04AA005 30,338 M3 Arena de miga cribada 1.789 54.275 10,75 326,20U04AA101 66,473 Tm Arena de río (0-5mm) 1.207 80.232 7,25 482,21
Grupo U04AA.................. 634.102 3.811,03
U04AF101 393,140 M3 Gravilla 20 mm. 1.913 752.077 11,50 4.520,07U04AF150 121,039 Tm Gravilla 20/40 mm. 1.199 145.125 7,21 872,22
Grupo U04AF................... 897.202 5.392,29
U04CA001 37,945 Tm Cemento CEM II-A/P 32,5R 11.485 435.797 69,03 2.619,19Grupo U04CA.................. 435.797 2.619,19
U04CF005 1,085 Tm Cemento blanco BL-II/ 42,5R 19.380 21.023 116,48 126,35Grupo U04CF................... 21.023 126,35
U04GA005 0,051 Tm Yeso negro 7.500 383 45,08 2,30Grupo U04GA .................. 383 2,30
U04MA201 1,000 M3 Hormigón HM-12,5/P/20 central 9.361 9.361 56,26 56,26U04MA401 0,030 M3 Hormigón HM-17,5/P/20 central 10.043 301 60,36 1,81U04MA510 95,050 M3 Hormigón HM-20/P/40 central 10.263 975.498 61,68 5.862,86U04MA511 240,877 M3 Hormigón HM-20/B/20 central 10.461 2.519.814 62,87 15.144,39U04MA701 83,070 M3 Hormigón HM-25/P/20 central 10.648 884.529 64,00 5.316,13
Grupo U04MA.................. 4.389.504 26.381,45
U04PY001 178,005 M3 Agua 92 16.376 0,55 98,42Grupo U04PY................... 16.376 98,42
U05AG001 75,100 Ml Tubería PVC sanitario D=90 766 57.527 4,60 345,74U05AG002 14,993 Ml Tubería PVC sanitario D=110 1.111 16.657 6,68 100,11U05AG003 45,675 Ml Tubería PVC sanitario D=125 1.309 59.789 7,87 359,34U05AG004 147,525 Ml Tubería PVC sanitario D=160 1.338 197.388 8,04 1.186,33U05AG005 171,360 Ml Tubería PVC sanitario D=200 1.879 321.985 11,29 1.935,17U05AG011 5,000 Ud Codo PVC 87,5° D=110 630 3.150 3,79 18,93U05AG014 118,965 Ml Tubería saneam.PVC D=250 3.058 363.795 18,38 2.186,45U05AG015 26,250 Ml Tubería saneam.PVC D=315 4.466 117.233 26,84 704,58U05AG030 35,000 Ud Abrazadera tubo PVC D=90 100 3.500 0,60 21,04U05AG040 8,169 Kg Pegamento PVC 2.500 20.423 15,03 122,74
Grupo U05AG.................. 1.161.446 6.980,43
U05DA060 9,000 Ud Tapa H-A y cerco metálic 60x60x6 1.620 14.580 9,74 87,63Grupo U05DA.................. 14.580 87,63
U05DC020 9,000 Ud Pate 16x33 cm. D=2,5 mm. 1.234 11.106 7,42 66,75Grupo U05DC.................. 11.106 66,75

MATERIALES VALORADOS
Planta de elaboración de pescado blanco
Código Cantidad Ud Descripción PTA ImpPTA EURO
ImpEURO
27 de Noviembre de 2001 Precios en euros a efectos informativos Página
U06AA001 17,605 Kg Alambre atar 1,3 mm. 200 3.521 1,20 21,16Grupo U06AA.................. 3.521 21,16
U06GA001 4.709,401 Kg Acero corrugado B 400-S 65 306.111 0,39 1.839,76Grupo U06GA .................. 306.111 1.839,76
U06GD010 40,264 Kg Acero corru.elabor.y colocado 105 4.228 0,63 25,41Grupo U06GD .................. 4.228 25,41
U06JA001 10.130,230 Kg Acero laminado A-42b 87 881.330 0,52 5.296,90Grupo U06JA................... 881.330 5.296,90
U06OA001 348,000 Kg Pletina 8-20 mm. 95 33.060 0,57 198,69U06OA015 1.000,000 Kg Pletina 8-20 mm. 110 110.000 0,66 661,11
Grupo U06OA .................. 143.060 859,81
U10DA001 2.426,800 Ud Ladrillo cerámico 24x12x7 19 46.109 0,11 277,12Grupo U10DA.................. 46.109 277,12
U10DG001 3.136,000 Ud Ladrillo h. sencillo 25x12x4 11 34.496 0,07 207,33U10DG003 21.798,690 Ud Ladrillo h. doble 25x12x9 20 435.974 0,12 2.620,26
Grupo U10DG.................. 470.470 2.827,58
U12CZ015 6.096,750 Ud Torn.autorrosc.corr.met y mad. 30 182.903 0,18 1.099,27Grupo U12CZ................... 182.903 1.099,27
U12NA061 2.556,960 M2 Ch.galv. 0,6mm ACERAL. PL-30/209 962 2.459.796 5,78 14.783,67Grupo U12NA.................. 2.459.796 14.783,67
U12NC520 975,480 Ml Remat.prel. 0,7mm desar=333mm 545 531.637 3,28 3.195,20U12NC540 487,740 Ml Remat.prel. 0,7mm desar=666mm 1.085 529.198 6,52 3.180,54
Grupo U12NC.................. 1.060.835 6.375,74
U12NI030 2.463,087 M2 Panel lac/galv. 120 mm ACERALIA T. 5.285 13.017.415 31,76 78.236,24Grupo U12NI .................... 13.017.415 78.236,24
U14AP401 91,750 Ml Perfil de techo continuo T-60 232 21.286 1,39 127,93Grupo U14AP................... 21.286 127,93
U15AF020 610,500 M2 Panel techo DIN-40 1.255 766.178 7,54 4.604,82Grupo U15AF................... 766.178 4.604,82
U15AM520 166,170 Ml Coquilla SH/ARMAFLEX 9-12 mm 221 36.724 1,33 220,71Grupo U15AM .................. 36.724 220,71
U15ND505 555,000 M2 P.P. de perfil lacado visto u oc 310 172.050 1,86 1.034,04Grupo U15ND.................. 172.050 1.034,04
U18AA600 556,290 M2 Azulejo blanco.Hasta 20x20cm 836 465.058 5,02 2.795,06Grupo U18AA.................. 465.058 2.795,06
U18DA505 582,750 M2 Baldos.terrazo 30x30 Ch/media 816 475.524 4,90 2.857,96Grupo U18DA.................. 475.524 2.857,96
U18DJ005 638,250 Ml Rodapie Terrazo Ch/media 7 cm 245 156.371 1,47 939,81Grupo U18DJ ................... 156.371 939,81
U18WA020 1.782,200 Kg Mastertop 1210-HALESA 1.140 2.031.708 6,85 12.210,81Grupo U18WA................. 2.031.708 12.210,81
U20AA005 49,250 M2 Carp.alum.anod.vent.corredera 13.542 666.944 81,39 4.008,41Grupo U20AA.................. 666.944 4.008,41
U20SA155 44,688 M2 Pers.enrollable alum. térmico 3.960 176.963 23,80 1.063,57Grupo U20SA................... 176.963 1.063,57
U22AA108 72,000 M2 Puerta abatible cuarterones 12.028 866.016 72,29 5.204,86U22AA135 6,000 M2 Puerta abatible artística 21.564 129.384 129,60 777,61
Grupo U22AA.................. 995.400 5.982,47
U23AA001 2,240 M2 Luna incolora 4 mm. 2.028 4.543 12,19 27,30Grupo U23AA.................. 4.543 27,30
U23GC010 31,950 M2 Climalit 6/6,8 ó 12/6 4.883 156.012 29,35 937,65Grupo U23GC .................. 156.012 937,65

MATERIALES VALORADOS
Planta de elaboración de pescado blanco
Código Cantidad Ud Descripción PTA ImpPTA EURO
ImpEURO
27 de Noviembre de 2001 Precios en euros a efectos informativos Página
U24HA006 12,000 Ml Tubo acero galvan.1 1/2"DN 40 996 11.952 5,99 71,83Grupo U24HA.................. 11.952 71,83
U24HD016 16,800 Ud Codo acero galv. 90º 1 1/2" 617 10.366 3,71 62,30U24HD107 0,240 Ud Manguito acero galv. 3/4" 146 35 0,88 0,21U24HD116 0,480 Ud Manguito acero galv. 1 1/2" 464 223 2,79 1,34U24HD216 9,600 Ud Té acero galvanizado 1 1/2" 902 8.659 5,42 52,04
Grupo U24HD.................. 19.283 115,89
U24LA006 101,290 Ml Tubería de cobre de 20*22 mm. 282 28.564 1,69 171,67U24LA007 146,000 Ml Tubería de cobre de 26*28 mm. 382 55.772 2,30 335,20U24LA008 24,550 Ml Tubería de cobre de 33*35 mm. 511 12.545 3,07 75,40
Grupo U24LA................... 96.881 582,27
U24LD010 110,748 Ud Codo cobre de 22 mm. 222 24.586 1,33 147,77U24LD013 155,400 Ud Codo cobre de 28 mm. 393 61.072 2,36 367,05U24LD015 29,460 Ud Codo cobre de 35 mm. 567 16.704 3,41 100,39U24LD210 64,603 Ud Te cobre de 22 mm. UNE 37 193 12.468 1,16 74,94U24LD213 90,650 Ud Te cobre de 28 mm. UNE 37 395 35.807 2,37 215,20U24LD216 17,185 Ud Te cobre de 35 mm. UNE 37 1.164 20.003 7,00 120,22
Grupo U24LD................... 170.641 1.025,57
U24XA002 92,290 Ml Tubo corrugado D=23 mm. 56 5.168 0,34 31,06U24XA003 129,500 Ml Tubo corrugado D=29 mm. 73 9.454 0,44 56,82U24XA004 31,915 Ml Tubo corrugado D=35 mm. 127 4.053 0,76 24,36
Grupo U24XA................... 18.675 112,24
U25AA005 7,000 Ml Tub. PVC evac.90 mm.UNE 53114 561 3.927 3,37 23,60Grupo U25AA.................. 3.927 23,60
U25AD005 54,000 Ml Tuberia PVC-F pluv. 90 mm. 779 42.066 4,68 252,82Grupo U25AD.................. 42.066 252,82
U25DA006 10,800 Ud Codo-87 m-h PVC evac. 90 mm. 425 4.590 2,55 27,59Grupo U25DA.................. 4.590 27,59
U25DD005 10,000 Ud Empalme simple PVC evac. 90mm 460 4.600 2,76 27,65U25DD006 10,800 Ud Empalme simple PVC evac. 90 mm 557 6.016 3,35 36,15
Grupo U25DD.................. 10.616 63,80
U25LH001 144,000 Ml Canalón chapa galvaniz. 36 cm 579 83.376 3,48 501,10U25LH101 120,000 Ud Soporte a. galv. 30x5mm D=100 494 59.280 2,97 356,28
Grupo U25LH................... 142.656 857,38
U25XC002 10,000 Ud Valv.recta freg.acero 2 senos 741 7.410 4,45 44,53U25XC101 9,000 Ud Valv.recta lavado/bide c/tap. 347 3.123 2,09 18,77U25XC201 4,000 Ud Válvula recta para ducha 441 1.764 2,65 10,60U25XC401 9,000 Ud Sifón tubular s/horizontal 313 2.817 1,88 16,93U25XC402 5,000 Ud Sifón tubular s/vertical 502 2.510 3,02 15,09
Grupo U25XC................... 17.624 105,92
U25XH007 27,000 Ud Sujección bajantes PVC 90 mm 240 6.480 1,44 38,95Grupo U25XH................... 6.480 38,95
U26AG001 38,000 Ud Llave de escuadra 1/2" cromad 325 12.350 1,95 74,22Grupo U26AG.................. 12.350 74,22
U26GB005 9,000 Ud Monomando lavabo LID Sanitana 4.611 41.499 27,71 249,41Grupo U26GB .................. 41.499 249,41
U26GD201 4,000 Ud Batería baño-ducha Yes Marina 11.515 46.060 69,21 276,83Grupo U26GD .................. 46.060 276,83
U26GG151 5,000 Ud Grifo fregadero Ducal 10.250 51.250 61,60 308,02Grupo U26GG.................. 51.250 308,02
U26GP211 2,000 Ud Fluxor Dal 762.03 4.650 9.300 27,95 55,89Grupo U26GP .................. 9.300 55,89
U26XA011 9,000 Ud Florón cadenilla tapón 349 3.141 2,10 18,88U26XA031 8,000 Ud Excéntrica 1/2" M-M 243 1.944 1,46 11,68
Grupo U26XA................... 5.085 30,56
U27DA002 4,000 Ud Plato ducha chapa 0,70 blanco 8.665 34.660 52,08 208,31

MATERIALES VALORADOS
Planta de elaboración de pescado blanco
Código Cantidad Ud Descripción PTA ImpPTA EURO
ImpEURO
27 de Noviembre de 2001 Precios en euros a efectos informativos Página 10
Grupo U27DA.................. 34.660 208,31
U27FD005 9,000 Ud Lav. Munich 55 cm. ped. blanco. 6.375 57.375 38,31 344,83Grupo U27FD ................... 57.375 344,83
U27LD015 10,000 Ud Inodoro Munich t. bajo blanco 16.431 164.310 98,75 987,52Grupo U27LD................... 164.310 987,52
U27NA001 2,000 Ud Urinario Urito 2.715 5.430 16,32 32,63Grupo U27NA.................. 5.430 32,63
U27PD601 5,000 Ud Fregad. acero 80x50 2 senos 14.000 70.000 84,14 420,71Grupo U27PD................... 70.000 420,71
U27SA060 2,000 Ud Term.eléctr.100l HS100 JUNKERS 44.414 88.828 266,93 533,87Grupo U27SA................... 88.828 533,87
U28AF202 12,520 Ml Tubería cobre rigido 16/18 285 3.568 1,71 21,45U28AF203 77,650 Ml Tubería cobre rígido 10/12 280 21.742 1,68 130,67U28AF205 73,500 Ml Cobre rígido 30/33 mm 610 44.835 3,67 269,46U28AF206 2,000 Ml Tubería cobre rígido 40/42 740 1.480 4,45 8,89U28AF207 0,500 Ml Tubería cobre rígido 50/52 1.250 625 7,51 3,76
Grupo U28AF................... 72.250 434,23
U28AJ103 4,382 Ud Codo cobre 18 mm.M/H 152 666 0,91 4,00U28AJ104 27,178 Ud Codo cobre 12 mm.M/H 150 4.077 0,90 24,50U28AJ106 25,725 Ud Codo cobre 33 mm.M/H 1.683 43.295 10,12 260,21U28AJ107 0,700 Ud Codo cobre 42 mm.M/H 2.689 1.882 16,16 11,31U28AJ108 0,175 Ud Codo cobre562 mm.M/H 4.634 811 27,85 4,87U28AJ203 1,502 Ud Te cobre 18 mm.H 164 246 0,99 1,48U28AJ204 9,318 Ud Te cobre 12 mm.H 215 2.003 1,29 12,04U28AJ206 8,820 Ud Te cobre 33 mm.H 1.608 14.183 9,66 85,24U28AJ207 0,240 Ud Te cobre 42 mm.H 3.092 742 18,58 4,46U28AJ208 0,060 Ud Te cobre 52 mm.H 5.117 307 30,75 1,85
Grupo U28AJ ................... 68.213 409,97
U30EC003 1.238,660 Ml. Conductor 0,6/1 kv. 2x2,5 (Cu) 99 122.627 0,60 737,01U30EC005 69,000 Ml Conductor 0,6/1Kv. 2x6 (Cu) 151 10.419 0,91 62,62U30EC008 74,500 Ml Conductor 0,6/1Kv. 2x10 (Cu) 249 18.551 1,50 111,49U30EC010 402,700 Ml Conductor 0,6/1Kv. 2x16 (Cu) 375 151.013 2,25 907,60
Grupo U30EC................... 302.609 1.818,72
U30EF004 402,540 Ml Conductor 0,6/1Kv. 4x2,5 (Cu) 82 33.008 0,49 198,38Grupo U30EF................... 33.008 198,38
U30EG001 164,000 Ml Conductor 0,6/1Kv. 4x10 (Cu) 443 72.652 2,66 436,65Grupo U30EG................... 72.652 436,65
U30EH001 324,000 Ml Conductor 0,6/1Kv.4x16 (Cu) 618 200.232 3,71 1.203,42Grupo U30EH................... 200.232 1.203,42
U30EI001 60,000 Ml Conductor 0,6/1Kv.4x25 (Cu) 991 59.460 5,96 357,36Grupo U30EI .................... 59.460 357,36
U30EK001 287,000 Ml Conductor 0,6/1Kv.4x50 (Cu) 1.811 519.757 10,88 3.123,80Grupo U30EK................... 519.757 3.123,80
U30EM001 40,000 Ml Conductor 0,6/1Kv.3,5x50 (Cu) 3.234 129.360 19,44 777,47Grupo U30EM .................. 129.360 777,47
U30EN001 80,000 Ml Conductor 0,6/1Kv.3,5x150(Cu) 7.818 625.440 46,99 3.758,97Grupo U30EN................... 625.440 3.758,97
U30JW120 1.204,360 Ml Tubo PVC corrugado D=13 30 36.131 0,18 217,15U30JW121 543,800 Ml Tubo PVC corrugado D=16 41 22.296 0,25 134,00U30JW122 1.145,240 Ml Tubo PVC corrugado D=23 64 73.295 0,38 440,51U30JW123 347,000 Ml Tubo PVC corrugado D=29 89 30.883 0,53 185,61
Grupo U30JW.................. 162.605 977,28
U31AO005 20,000 Ud Emerg.40LM DAISALUX N 1S 4.007 80.140 24,08 481,65U31AO010 8,000 Ud Emerg.74LM DAISALUX N 2S 5.380 43.040 32,33 258,68U31AO015 11,000 Ud Emerg.142LM DAISALUX N 3S 7.000 77.000 42,07 462,78U31AO050 39,000 Ud Cjto. etiquetas y peg.material 510 19.890 3,07 119,54
Grupo U31AO .................. 220.070 1.322,65

MATERIALES VALORADOS
Planta de elaboración de pescado blanco
Código Cantidad Ud Descripción PTA ImpPTA EURO
ImpEURO
27 de Noviembre de 2001 Precios en euros a efectos informativos Página 11
U31EG506 14,000 Ud Brazo mural saliente 1,5 m 5.610 78.540 33,72 472,03U31EG900 14,000 Ud Luminaria 250 W SAP 26.316 368.424 158,16 2.214,27
Grupo U31EG................... 446.964 2.686,31
U31XY300 14,000 Ud Lámp.mercurio HSE 250 w 3.672 51.408 22,07 308,97Grupo U31XY................... 51.408 308,97
U35AA006 14,000 Ud Extintor polvo ABC 6 Kg. 7.700 107.800 46,28 647,89U35AA305 1,000 Ud Extint.nieve carbónica 2Kg. 12.200 12.200 73,32 73,32
Grupo U35AA.................. 120.000 721,21
U35AI015 7,000 Ud Armario completo-manguera 20m 37.600 263.200 225,98 1.581,86Grupo U35AI .................... 263.200 1.581,86
U36CA020 670,452 Kg Pint.plást.blanca mate P.jum.pl. 409 274.215 2,46 1.648,06Grupo U36CA.................. 274.215 1.648,06
U36GA030 8,990 L. Bar. sinte.procobar filt.10 1.580 14.204 9,50 85,37U36GA540 8,990 L. Tapaporos 700 6.293 4,21 37,82
Grupo U36GA .................. 20.497 123,19
U36GC050 2,574 L. Esmalte satinado 1.400 3.604 8,41 21,66Grupo U36GC .................. 3.604 21,66
U36IA010 102,009 L. Minio electrolítico 1.052 107.314 6,32 644,97Grupo U36IA .................... 107.314 644,97
U37OC005 50,250 Ml Tub.PVC 60mm, 4Atm. 126 6.332 0,76 38,05U37OC009 108,700 Ml Tub.PVC 100mm, 4Atm. 201 21.849 1,21 131,31
Grupo U37OC .................. 28.180 169,37
U40AF110 10,000 Ud Boca riego acople rápido 3/4" 5.318 53.180 31,96 319,62Grupo U40AF................... 53.180 319,62
U40BD005 9,000 M3 Mantillo 3.098 27.882 18,62 167,57Grupo U40BD.................. 27.882 167,57
U40GA008 8,000 Ud Cupressus semp. 2,5-3,0 m. cont. 5.250 42.000 31,55 252,43U40GA235 10,000 Ud Platanus ori. 14-16 cm.raiz 3.150 31.500 18,93 189,32
Grupo U40GA .................. 73.500 441,74
U40IA410 10,000 Ud Ligustrum jap. 0,6-0,8 m. cep. 575 5.750 3,46 34,56Grupo U40IA .................... 5.750 34,56
U40MA600 54,000 Kg Semilla combinada para césped 882 47.628 5,30 286,25Grupo U40MA.................. 47.628 286,25
Resumen final
Mano de obra ...................................................... 28.110.641 168.948,36Maquinaria ........................................................... 4.299.788 25.842,24Materiales ............................................................. 57.004.138 342.601,77Medios auxiliares ................................................ 3.452.369 20.749,16
TOTAL .................................................................. 92.866.936 558.141,53

ANEJO XIV. EVALUACIÓN FINANCIERA
ÍNDICE
1. INTRODUCCIÓN. ............................................................................................................1
2. CRITERIOS DE EVALUACIÓN DE LA INVERSIÓN. .................................................1
3. PAGOS DE INVERSIÓN..................................................................................................3
3.1. Pagos preliminares.......................................................................................................3
3.2. Adquisición de terrenos...............................................................................................4
3.3. Ejecución del proyecto. ...............................................................................................4
3.4. Pagos de establecimiento.............................................................................................5
3.5. Resumen de los pagos de inversión. ............................................................................5
4. PAGOS DE EXPLOTACIÓN ORDINARIOS..................................................................5
4.1. Materias primas y suministros.....................................................................................5
4.2. Agua. ...........................................................................................................................6
4.3. Energía eléctrica ..........................................................................................................6
4.3.1. Facturación básica. ...............................................................................................7
4.3.2. Complemento por energía reactiva.......................................................................8
4.3.3. Facturación final...................................................................................................8
4.4. Nitrógeno.....................................................................................................................9
4.5. Envases y embalajes. ...................................................................................................9
4.6. Materiales auxiliares....................................................................................................9
4.7. Personal. ....................................................................................................................10
4.8. Mantenimiento y reparaciones. .................................................................................11
4.9. Seguros. .....................................................................................................................12

4.10. Impuestos y contribuciones. ....................................................................................12
4.11. Gestión empresarial e imprevistos...........................................................................12
4.12. Comercialización. ....................................................................................................12
4.13. Resumen de pagos de explotación...........................................................................13
5. INGRESOS ORDINARIOS.............................................................................................14
6. FLUJOS DE CAJA EXTRAORDINARIOS. ..................................................................15
6.1. Vida útil. ....................................................................................................................15
6.2. Valores residuales......................................................................................................16
6.3. Reinversiones. ...........................................................................................................17
7. EVALUACIÓN FINANCIERA DEL PROYECTO........................................................18
7.1. Flujos de caja.............................................................................................................18
7.2. Índices de rentabilidad...............................................................................................19
7.2.1. Valor Actual Neto (V.A.N.). ..............................................................................19
7.2.2. Tasa Interna de Rendimiento (T.I.R.).................................................................20
7.2.3. Periodo de recuperación. ....................................................................................20
7.2.4 Conclusión. ..........................................................................................................21
8. VIABILIDAD...................................................................................................................21
9. ANÁLISIS DE SENSIBILIDAD. ....................................................................................24
9.1. Volumen de producción. ...........................................................................................24
9.2. Precio del producto elaborado. ..................................................................................25

ANEJO XIV. EVALUACIÓN FINANCIERA
1
1. INTRODUCCIÓN.
El presente anejo tiene por objeto la evaluación financiera de la inversión requerida
para la ejecución y explotación de la instalación proyectada.
En todo proyecto de inversión se distinguen tres parámetros básicos:
-. Pago de inversión (K), que se define como el número de unidades que el
inversor debe desembolsar para conseguir que el proyecto comience a funcionar
como tal. Se calcula a partir del presupuesto.
-. Flujos de caja (Fh) generados por el proyecto a lo largo de su explotación. Se
estimarán como la diferencia entre los cobros y pagos generados por la inversión,
para cada uno de los años de su vida útil.
-. Vida útil del proyecto (n) que es el número de años durante los cuales la
inversión estará funcionando y generando rendimientos positivos. Se tomará para
este flujo un valor de 20 años.
2. CRITERIOS DE EVALUACIÓN DE LA INVERSIÓN.
Se realizará, en primera instancia, una evaluación que permita conocer los méritos
propios del proyecto, independientemente de las fuentes de financiación ajena que se
puedan presentar y sin tener en cuenta ningún tipo de ayudas, para lo cual se emplearán los
siguientes índices:
-. V.A.N.: Valor Actual Neto.
-. T.I.R.: Tasa Interna de Rendimiento.
-. Periodo de recuperación o “Pay-bacK”.

ANEJO XIV. EVALUACIÓN FINANCIERA
2
Posteriormente, se realizará un análisis de la rentabilidad de la inversión desde el
punto de vista de la financiación ajena que se pueda conseguir. En éste se recogerá el
supuesto de financiación mixta (con subvenciones, ayudas, créditos y aporte de capital
propio).
Cabría un segundo supuesto que sería analizar la rentabilidad de la inversión en el
caso en que la financiación sea totalmente ajena, es decir, que la cantidad necesaria para
llevar a cabo el proyecto se obtenga a partir de un crédito. Esta opción se descarta ya que
desde un punto de vista empresarial ningún promotor se arriesgaría a una inversión de este
tipo.
Finalmente se efectuará un análisis de sensibilidad, que contemplará reducciones en
el nivel de producción y en el precio del producto elaborado, así como posibles
fluctuaciones de la tasa de actualización de referencia.
Para realizar el análisis de inversiones se van a utilizar los siguientes supuestos:
-. Los cobros y pagos se producen en un mismo instante. Se tomará como
referencia el año natural o agrícola y todos los flujos se contabilizarán al final de
dicho año.
-. Los valores futuros que tomen los tres parámetros definidos con anterioridad
(K, Fh, n) van a coincidir con los valores previamente estimados, considerándolos
totalmente ciertos. Ésto es lo que se conoce como condición de certidumbre.
-. Las tendencias inflacionistas o deflacionistas afectan de igual manera a cobros y
pagos.

ANEJO XIV. EVALUACIÓN FINANCIERA
3
3. PAGOS DE INVERSIÓN.
Son flujos negativos que se realizarán en el momento inicial. En el presente
proyecto se supone que tanto la ejecución como la realización de los pagos por obras,
maquinaria e instalaciones se realizarán en el momento inicial.
3.1. Pagos preliminares.
Los honorarios que se pagarán por la elaboración del proyecto se determinan a partir
de las tarifas establecidas por el Consejo General de Colegios Oficiales de Ingenieros
Agrónomos.
A continuación se indican los pagos en concepto de ejecución que se calculan
considerando los coeficientes aplicables a las obras e instalaciones que los componen:
Honorarios mínimos 23.800 pta
Ejecución por contrata de Obra civil e instalaciones 160.212.886 pta
Porcentaje (4%)
Coeficiente reductor (0,708)
Importe 4.537.228 pta
Equipos 157.931.230 pta
Porcentaje (4%)
Coeficiente reductor (0,249)
Importe 1.572.995 pta
TOTAL 6.110.223 pta

ANEJO XIV. EVALUACIÓN FINANCIERA
4
Legalización (4% total) 244.408 pta
Por lo tanto, asciende el total de la minuta (sin IVA) a la cantidad de 6.354.632 pta
(38.192,1 €) en concepto de redacción del presente proyecto y a la misma cantidad a
percibir por la dirección de la obra.
Por tanto, los pagos preliminares ascienden a un total de 12.709.264 pta
(76.384,2 €).
3.2. Adquisición de terrenos.
La parcela donde se ubicará la planta objeto del presente proyecto tiene una
superficie total de 6.800 m2 y está situada en el Polígono Industrial “Las Quemadas”, en
suelo de uso industrial. Considerando que el precio del suelo industrial en el T.M. de
Córdoba es de 10.000 pta/m2, el pago por adquisición del terreno será:
3.3. Ejecución del proyecto.
Según se recoge en el Resumen General del Presupuesto, el importe total de
ejecución asciende a la cantidad de 318.144.116 pta (1.915.803,74 €) que se obtiene como
resultado de los siguientes componentes de inversión:
Presup. Ejecución por Contrata de Obra Civil e Instalaciones: 160.212.886 pta
Presup. Compra directa de Mobiliario: 3.069.705pta
Presup. Compra directa de Maquinaria: 154.861.525 pta
) 88,23ptas(408.6000.000.68mpta
10.000m6.8002
2 ∈=×

ANEJO XIV. EVALUACIÓN FINANCIERA
5
3.4. Pagos de establecimiento.
Son los pagos realizados para la obtención de los permisos y licencias, creación de
la red de ventas y primera publicidad, contratación y selección de personal, etc. Para tal
fin se prevé un 2% del Presupuesto de Ejecución por Contrata de Obra Civil e
Instalaciones. Por lo tanto, el pago de establecimiento asciende a la cantidad de:
0,02 x 160.212.886 = 3.204.258 pta (19.257,98 €)
3.5. Resumen de los pagos de inversión.
La inversión en el momento inicial (K) ascenderá a la cantidad de :
Pagos preliminares: 12.709.264 pta (76.384,2 €)
Adquisición de terrenos: 68.000.000 pta (408.688,23 €)
Ejecución del proyecto: 318.144.116 pta (1.912.084,65 €)
Pagos de establecimiento: 3.204.258 pta (19.257,98 €)
Total pagos inversión: 402.057.638 pta (2.416.415,06 €)
4. PAGOS DE EXPLOTACIÓN ORDINARIOS.
Para el correcto funcionamiento de la planta industrial proyectada, será necesario
realizar cada año una serie de pagos cuya demanda está justificada en los correspondientes
Anejos a la Memoria, y son los que se muestran a continuación.
4.1. Materias primas y suministros.
El precio medio estimado de cada uno de los ingredientes utilizados en la
elaboración de filetes y rodajas de pescado blanco y el gasto anual que se supone, se
recogen en la tabla 1.

ANEJO XIV. EVALUACIÓN FINANCIERA
6
Tabla 1. Gasto anual correspondiente a cada uno de los ingredientes.
INGREDIENTE CANTIDAD PRECIOGASTO
(PTA/AÑO)
Merluza 3.360.000 Kg/año 240 pta/Kg 806.400.000
El coste anual relativo a materias primas supone 806.400.000 pta (484.656,16 €).
4.2. Agua.
El gasto estimado de agua se cifra en:
Uso industrial ...........................................................................10.500 m3 /año
Riego...........................................................................................5.185 m3 /año
Servicios y usos generales...........................................................1.800 m3/año
Limpieza......................................................................................5.180 m3/año
La facturación de agua para consumo industrial en Córdoba está definida por
bloques:
- Bloque 1: hasta 30 m3/trimestre 32,75 pta/m3
- Bloque 2: más de 30 m3/trimestre 57,34 pta/m3
Atendiendo a estos precios, el pago anual por este concepto ascenderá a
1.299.611 pta (7.810,81 €).
4.3. Energía eléctrica
En la estimación de este pago se tendrá en cuenta un término de facturación de
potencia, en función de la potencia contratada, otro de facturación de energía, en función
de los consumos estimados y una serie de recargos o descuentos.

ANEJO XIV. EVALUACIÓN FINANCIERA
7
Tal y como se indicó en el Anejo “Instalación Eléctrica”, se contratará una tarifa
general de alta tensión 3.1, de utilización normal, sin límite de potencia, con complemento
por energía reactiva y discriminación horaria tipo 3. El pago será mensual.
4.3.1. Facturación básica.
La facturación básica se obtiene de la expresión:
FB = Pf x Tp + Ee x Te
siendo:
FB: Facturación básica (pts/mes).
Pf: Potencia a facturar (KW).
Tp : Término de potencia (pts/KW mes): cantidad fija a pagar en función de
la potencia contratada.
Ee: Energía consumida (KWh/mes).
Te: Término de energía (pts/KWh): cantidad a pagar por la electricidad
consumida.
La potencia demandada por la planta es aproximadamente de 860 KW, pero
teniendo en cuenta la simultaneidad, se considerará un consumo de 678 KW. La potencia
contratada será de 680 KW. La energía consumida mensualmente se estima, considerando
una media de 22 días trabajados al mes, en 119.680 KWh. Los precios de los términos de
potencia y energía, según los datos de la compañía suministradora (SEVILLANA-
ENDESA) son:
Tp = 224 pta/KW mes
Te = 13,10 pta/KW h

ANEJO XIV. EVALUACIÓN FINANCIERA
8
Entonces, la facturación básica (FB), resulta ser:
FB = 680 x 224 + 119.680 x 13,10 = 1.720.128 pta/mes.
4.3.2. Complemento por energía reactiva.
El complemento por energía reactiva, aplicado sobre la facturación básica, viene
dado por el valor porcentual Kr, contemplado en el Anejo de Instalación Eléctrica, según la
expresión:
siendo:
Kr: Complemento por energía reactiva (%)
cos θ: Factor de potencia
Con el equipo de condensadores proyectado se prevé una corrección del factor de
potencia hasta 0,96, consiguiendo de esta forma un descuento por energía reactiva del
2,55%.
4.3.3. Facturación final.
Se obtendrá aplicando el complemento por energía reactiva a la facturación básica.
Así, se obtiene:
1.720.128 x (1 – 0,0255) = 1.676.265 pta/mes
El total de pagos anuales por el concepto de energía eléctrica se pueden estimar en
20.115.180 pta (120.894,66 €).
21ècos
17K
2r −=

ANEJO XIV. EVALUACIÓN FINANCIERA
9
4.4. Nitrógeno.
Se utilizará nitrógeno líquido para la congelación del pescado. El consumo de esta
máquina es de 1,5 Kg de nitrógeno por Kg de producto. El precio del nitrogeno líquido en
el mercado se encuentra en torno a las 30 ptas/Kg. Así para la máxima producción diaria
se tendría un gasto de 360.000 ptas/día(2.163,65 €)
4.5. Envases y embalajes.
Estimando el peso de envase en un 11% del peso producto terminado (12.000 Kg),
se necesitarían aproximadamente 1.320 Kg de material de embalaje diarios.
Es necesario igualmente estimar en 90 ptas/Kg el precio medio del total de
envasado, comprendiendo como envase primario: caja de cartón Kraft encerado, como
envase secundario: caja de cartón y como envase terciario plástico retráctil para el
enfardado de los palets.
De esa forma, el gasto diario en embalaje sería:
1.390 Kg x 90 ptas/Kg = 118.800 ptas
Así, el pago anual en concepto de embalaje sería 28.512.000 pta (171.360,58 €).
4.6. Materiales auxiliares.
Material de laboratorio: Por este gasto se prevé un gasto anual de
250.000 pta/año(1.502,53 €/año).
Material de limpieza: Estos gastos se estiman en 500.000 pta/año(3.005,06€/año).
Material de oficina: Se dispondrá una partida de 200.000 pta/año(1.202,02 €/año).

ANEJO XIV. EVALUACIÓN FINANCIERA
10
4.7. Personal.
Se recogen a continuación las retribuciones de los empleados en función de su
categoría profesional:
1 Técnico gerente ...………………………………………………… 3.450.000 pta
1 Técnico de laboratorio y gestión de calidad……………………… 2.750.000 pta
1 Maestro de fábrica.....................................……............…………... 2.100.000 pta
1 Encargado del control de recepción y expedición...................…..... 1.860.000 pta
1 Auxiliar administrativo ……........................................…………... 1.790.000 pta
1 Encargado de limpieza y mantenimiento …………………............ 1.720.000 pta
1 Conductor de carretillas ….…………...............................……...... 1.720.000 pta
1 Mecánico encargado de los diferentes equipos de la línea de elaboración,
instalación frigorífica y taller.............................................................. 1.860.000 pta
1 Operario para el abastecimiento de materia prima a la línea de
procesado............................................................................................. 1.720.000 pta
1 Operario para la clasificación del pescado....................................... 1.720.000 pta
3 Operarios para eviscerado del pescado............................................ 1.720.000 pta
3 Operarios encargados del corte del pescado.................................... 1.720.000 pta
1 Operario encargado del despellejado de filetes................................ 1.720.000 pta
8 Operarios encargados de la inspección y retoques del pescado....... 1.720.000 pta

ANEJO XIV. EVALUACIÓN FINANCIERA
11
Al coste de los salarios es necesario añadir las cargas sociales que debe pagar la
empresa por cada trabajador, que serán:
Contingencias comunes ........................................................................ 24,0%
Desempleo............................................................................................... 5,2%
Fondo de garantía social....................................................................... 0,4%
Formación profesional ............................................................................ 0,6%
Enfermedades profesionales y accidentes .............................................. 5,4%
Total ...................................................................................................... 35,6%
Asciende el total a pagar por la empresa por personal laboral, incluidos salarios y
cargas sociales a la cantidad de 63.040.440 pta/año (378.880,68 €/año).
4.8. Mantenimiento y reparaciones.
Para la conservación del edificio, se destinará un 2% del presupuesto de la obra civil
e instalaciones, mientras que para mantenimiento de la maquinaria y los equipos se
destinará un 5% del presupuesto por compra directa de maquinaria e infraestructura básica.
Presup. Ejecución por contrata de Obra Civil e Instalaciones:
............................................................................................... 160.212.886pta.
Presup. Maquinaria y equipos: ..............................................157.931.230 pta
Conservación edificio (2%) .......................................................3.204.257 pta
Mantenimiento maquinaria y equipos (5%) ..............................7.896.561 pta
En concepto de mantenimiento y reparaciones se empleará un cantidad igual a
11.100.818 pta (66.717,26 €).

ANEJO XIV. EVALUACIÓN FINANCIERA
12
4.9. Seguros.
Se estima que el valor de los seguros que cubren tanto a las instalaciones
como a la maquinaria y equipos ascienden al 1% del total de la inversión,
por lo que la cantidad a pagar es: 4.020.576 pta (24.164,15 €)
4.10. Impuestos y contribuciones.
Se valorará el gasto por este concepto en un 2% de la inversión final, ascendiendo a
la cantidad de 8.041.152 pta (48.328,30 €).
4.11. Gestión empresarial e imprevistos.
En este apartado se incluirán los gastos de teléfono, correo, etc., así como los
imprevistos que puedan surgir, destinándose para ello un total de 2.000.000 pta
(12.020,25 €).
4.12. Comercialización.
Al ser un producto altamente consumido y tener un mercado liderado por grandes
empresas, se pretende introducir el producto en principio como marca blanca y venta a
grandes consumidores como restaurantes, comedores, etc. Por tanto, será determinante en
los primeros años de vida del producto, la presencia de una fuerte campaña publicitaria,
encaminada sobre todo a resaltar las virtudes del origen de la materia prima del producto,
así como indicar el beneficio obtenido por un consumo de este tipo de pescado en la dieta.
El primer año de producción de la industria, se destinarán 15.000.000 ptas
(90.151,82 €) en campaña de publicidad y 10.000.000 ptas (60101,21 €) en las campañas
siguientes.

ANEJO XIV. EVALUACIÓN FINANCIERA
13
4.13. Resumen de pagos de explotación.
Se presenta a continuación un resumen de los pagos de explotación establecidos en
función de la capacidad de producción, los cuales se ajustarán cada año al plan de puesta
en marcha de la industria. Así, los pagos por adquisición de materias primas, envases y
embalajes serán directamente proporcionales al volumen de producción. Para el resto de
conceptos se han considerado unos pagos constantes, bien por no verse afectados por el
proceso productivo, o bien por recibir una influencia indirecta, sin que ello suponga una
desviación significativa en el total de pagos de explotación.
Tabla 2. Pagos de explotación del proyecto.
CAPACIDAD DE PRODUCCIÓNCONCEPTO
50% 75% 100%
Materias primas 403.200.000 604.800.000 806.400.000
Agua 649.805 974.708 1.299.611
Energía eléctrica 10.057.590 15.086.385 20.115.180
Nitrógeno 43.200.000 64.800.000 86.400.000
Envases 14.256.000 21.384.000 28.512.000
Material auxiliar 950.000
Personal 63.040.440
Mant/reparaciones 11.100.818
Seguros 4.020.576
Impuestos 8.041.152
Gestión empresarial 2.000.000
Comercialización 15.000.000 10.000.000 10.000.000
TOTAL 575.516.381 806.198.079 1.041.879.777

ANEJO XIV. EVALUACIÓN FINANCIERA
14
5. INGRESOS ORDINARIOS.
Igualmente a lo ocurrido con las materias primas, el precio de venta de los productos
elaborados también puede ser muy variable, fruto de las fluctuaciones que se den en el
mercado durante la vida útil del proyecto. Al mismo tiempo se debe considerar la
introducción en el mercado de una nueva marca de producto, al necesitar de un período de
adaptación durante el que el consumidor prueba y acepta o rechaza el producto. Por estos
motivos se ha previsto un plan de producción variable al inicio de la vida del proyecto.
Los ingresos ordinarios serán proporcionales al volumen de la producción y se
ajustarán al plan de puesta en marcha y explotación previsto en el apartado de pagos de
explotación, es decir, el primer año la capacidad de la industria se limita al 50%, el
segundo año se llega al 75%, y a partir del tercer año, se llega al 100% de la capacidad.
La producción anual es de 2.880.000 Kg de filetes y rodajas de pescado blanco (50%
de filetes congelados y 50% de rodajas). Se estima en 550 pta/Kg su precio de venta.
Se obtienen ingresos adicionales derivados de la venta de los subproductos
originados en el procesado de pescado blanco:
Los subproductos de pescado originados (visceras, cabezas, pescado de baja calidad,
etc) se destinan a la producción de patés de pescado para animales domésticos y para la
producción de harinas de pescado. Dichos subproductos serán vendidos conforme se
vayan produciendo a empresas dedicadas a estas elaboraciones.
Los ingresos derivados de tales residuos se detallan en la tabla 3.

ANEJO XIV. EVALUACIÓN FINANCIERA
15
Tabla 3. Ingresos debidos a venta de subproductos.
Subproducto Cantidad Precio Ingreso (pta/año)
Pescado 480.000 Kg/año 20 pta/Kg 9.600.000
Se obtienen los ingresos en función del volumen de producción recogidos en la tabla
4.
Tabla 4. Ingresos ordinarios en función de la producción.
CAPACIDAD DE PRODUCCIÓNCONCEPTO
50% 75% 100%
Filetes y rodajas de pescado
blanco
792.000.000. 1.188.000.000 1.584.000.000
Subproductos 4.800.000 7.200.000 9.600.000
TOTAL 796.800.000 1.195.200.000 1.593.600.000
6. FLUJOS DE CAJA EXTRAORDINARIOS.
A lo largo del período de explotación del proyecto, estimado en 25 años, se
producirá una depreciación del inmovilizado que dará lugar a unos flujos de caja
extraordinarios. Por un lado habrá que realizar una serie de pagos en concepto de
renovación del inmovilizado, cuando su vida útil sea inferior a la del proyecto. Por otro
habrá unos cobros correspondientes a los valores residuales al finalizar el período de
explotación.
6.1. Vida útil.
Al principio de este anejo se estimó la vida útil de la instalación en 20 años. Ésta
será también la vida útil estimada para las obras e instalaciones.

ANEJO XIV. EVALUACIÓN FINANCIERA
16
Se considera que la vida útil de la maquinaria va a ser de 10 años, por lo que en los
décimo quinto año habrá que realizar una reinversión.
6.2. Valores residuales.
El valor de desecho de los inmovilizados, (Vd), se considera en todos los casos igual
al 10% de su valor inicial, es decir:
Vd = 0,1 x Vo
Así, la depreciación anual puede expresarse como:
u
o
u
doa V
V0,9
V)V(V
d ×=−=
Y el valor residual al final de la vida del proyecto será:
ou
ouoauor V0,1
VV
0,9VVdVVV ×=××−=×−=
siendo:
Vd: Valor de desecho (pta)
Vo: Valor inicial (pta)
da: Depreciación anual (pta/año)
Vu: Vida útil del inmovilizado (años)
Vr : Valor residual (pta)
Aplicando las expresiones anteriores a cada uno de los grupos de inversión, se
obtiene:

ANEJO XIV. EVALUACIÓN FINANCIERA
17
-. Obra civil e instalaciones
Vo = 160.212.886 pta
Vd = 16.021.288 pta
Vr = 16.021.288 pta
Vu = 20 años
da = 7.209.580 pta/año (43.330,45 €)
-. Maquinaria
Vo = 154.861.525 pta.
Vd = 15.486.152 pta
Vr = 15.486.152 pta
Vu = 10 años
da = 13.937.537 pta/año (83.766,29 €)
-. Mobiliario
Vo = 3.069.705pta.
Vd = 306.970 pta
Vr = 306.970 pta
Vu = 20 años
da = 138.136,73 pta/año (830.21 €)
6.3. Reinversiones.
Puesto que se ha considerado una vida útil de la maquinaria inferior a la del
proyecto, en el año 10 se deberá realizar su completa renovación, lo que supondrá una
reinversión igual a:

ANEJO XIV. EVALUACIÓN FINANCIERA
18
Vo – Vd = 154.861.525 – 15.486.525 = 139.375.000 pta (837.660,62 €)
La vida útil de los restantes grupos de inversión se ha estimado que será igual a la
vida útil del proyecto. Por lo tanto no habrá que hacer ningún desembolso económico en
concepto de reinversión. Sí se obtendrán unos ingresos extraordinarios al finalizar la vida
útil del proyecto, que serán iguales a su valor residual.
7. EVALUACIÓN FINANCIERA DEL PROYECTO.
7.1. Flujos de caja.
Los flujos de caja que se derivan de la ejecución y explotación del proyecto se
muestran en la tabla 5.
Tabla 5. Flujos de caja derivados del proyecto.
Año InversiónPagos
Explotación Reinversión CobrosValor
Residual Flujo
0 402.057.638 - - - - -402.057.638
1 575.516.381 - 796.800.000 - 224.283.619
2 806.198.079 - 1.195.200.000 - 389.001.921
3 - 1.041.879.777 - 1.593.600.000 - 551.720.223
4 - 1.041.879.777 - 1.593.600.000 - 551.720.223
5 - 1.041.879.777 -1.593.600.000
- 551.720.223
6 - 1.041.879.777 - 1.593.600.000 - 551.720.223
7 - 1.041.879.777 - 1.593.600.000 - 551.720.223
8 - 1.041.879.777 - 1.593.600.000 - 551.720.223
9 - 1.041.879.777 - 1.593.600.000 - 551.720.223
10 - 1.041.879.777 154.816.525 1.593.600.000 15.481.652 412.385.350
11 - 1.041.879.777 - 1.593.600.000 - 551.720.223
12 - 1.041.879.777 - 1.593.600.000 - 551.720.223
13 - 1.041.879.777 -1.593.600.000
- 551.720.223

ANEJO XIV. EVALUACIÓN FINANCIERA
19
14 - 1.041.879.777 - 1.593.600.000 - 551.720.223
14 - 1.041.879.777 - 1.593.600.000 - 551.720.223
16 - 1.041.879.777 - 1.593.600.000 - 551.720.223
17 - 1.041.879.777 -1.593.600.000
- 551.720.223
18 - 1.041.879.777 - 1.593.600.000 - 551.720.223
19 - 1.041.879.777 - 1.593.600.000 - 551.720.223
20 - 1.041.879.777 - 1.593.600.000 16.328.258 568.048.481
7.2. Índices de rentabilidad.
7.2.1. Valor Actual Neto (V.A.N.).
El valor actual neto se obtiene sumando los flujos de caja actualizados:
∑= +
+−=20
1hh
h
r)(1F
K V.A.N.
siendo:
K: Pagos de inversión (pta)
Fh: Flujo de caja en el año h (pta)
R: Tasa de actualización
Para una tasa de actualización del 4% se tiene: VAN 4% = 6.544.037.494 pta
Para una tasa de actualización del 6%, se tiene: VAN 6% = 5.399.696.051 pta
Para una tasa de actualización del 8% se tiene: VAN 8% = 4.511.090.274 pta
Para una tasa de actualización del 10% se tiene: VAN 10% = 3.811.607.527 pta.

ANEJO XIV. EVALUACIÓN FINANCIERA
20
El valor del V.A.N. representa la ganancia neta generada por un proyecto y
alternativa concretos. El proyecto o alternativa resultará viable siempre que este índice sea
positivo, siendo éste el caso de la industria que se proyecta.
7.2.2. Tasa Interna de Rendimiento (T.I.R.).
Se obtiene igualando el pago de inversión a la suma de los valores de los flujos de
caja actualizados al momento presente.
∑= +
=20
1hh
h
r)(1
FI
Para que se cumpla la igualdad anterior r = 88,75 %
7.2.3. Periodo de recuperación.
Es un índice parcial que indica a partir de qué año se recupera la inversión. En
proyectos con elevado riesgo interesará que sea corto, mientras que si el riesgo es pequeño,
la importancia de este índice es menor.
En la industria objeto del presente proyecto se puede considerar que el riesgo es
medio. Los valores de estos índices para las distintas tasas de actualización consideradas
son:
Periodo de recuperación (r = 4%) = 2-3 años
Periodo de recuperación (r = 6%) = 2-3 años
Periodo de recuperación (r = 8%) = 2-3 años
Periodo de recuperación (r = 10%) = 2-3 años
ANEJO XIV. EVALUACIÓN FINANCIERA
21
En la industria objeto del presente proyecto se puede considerar que el riesgo es
medio. El valor de este índice es de 2 años en las 4 tasas de actualización, con lo que se
puede decir que la inversión se recupera rápidamente.
7.2.4 Conclusión.
A la vista de los resultados obtenidos, puede concluirse que el proyecto tiene una
excelente rentabilidad.
Para una tasa de actualización media del 10%, la ganancia neta de la inversión es de
3.811.607.527 ptas, la inversión se recupera en 2 años y el nivel de rentabilidad se
mantiene en el 50%.
8. VIABILIDAD.
La ejecución del proyecto va a ser financiada por capital social propio, subvenciones
y créditos, es decir, se va a llevar a cabo una financiación mixta.
Se contemplan las siguientes fuentes de financiación:
-. Subvención de la Junta de Andalucía a través del Instituto de Fomento Andaluz
a proyectos de desarrollo industrial y modernización tecnológica, según lo
dispuesto en el Decreto 271/1995 y en la Orden de 24 de enero de 1996, por la
que se desarrolla el anterior Decreto. El importe de esta subvención podría
alcanzar hasta el 45% del coste total de la inversión subvencionable aprobada, con
un límite máximo de 50.000.000 ptas. No obstante, tal y como se indica en el
artículo 8 de la anterior Orden, la concesión de ayudas estará sujeta a la
disponibilidad presupuestaria en cada ejercicio económico. Por lo tanto, se estima
que se va a recibir una subvención de 50.000.000 ptas a fondo perdido, que se
cobrará al final de año cero.

ANEJO XIV. EVALUACIÓN FINANCIERA
22
-. Subvención de hasta un 20% a fondo perdido, referido a los activos que se
solicitan de los Organismos:
Incentivos económicos regionales del Ministerio de Economía y Hacienda
para inversiones mayores de 75.000.000 ptas.
Reglamento 866/90 de la UE referente a fomento de industria de productos
agrarios y pesqueros, en la misma línea de actuación que los Decretos de la
Junta de Andalucía.
Si se consigue la subvención, se ingresarán 80.411.527 ptas.
-. Préstamo del Banco de Crédito Agrícola de 150.000.000 ptas. La amortización
del préstamo se realizará en 5 años con una amortización por anualidades
constantes a un 8% de interés anual.
-. Aportación de capital propio de 121.646.111 ptas hasta completar la inversión.
Los pagos financieros para la amortización del préstamo se calculan:
1i)(1i)(1i
Can
n
−++××=
siendo:
C: Capital prestado (pta)
i: Interés del préstamo (%)
n: Número de años para devolver el préstamo
Así, resulta:
ptasa 468.568.371)08,01()08,01(08,0
000.000.1505
5
=−+
+⋅⋅=

ANEJO XIV. EVALUACIÓN FINANCIERA
23
Con estos condicionantes, la viabilidad desde la perspectiva empresarial es la que se
observa en la tabla 6, donde se determina el margen empresarial que genera anualmente el
proyecto.
Tabla 6. Financiación mixta.
Año Flujo Subvención Préstamo Amortización Margen
0 -402.057.638 130.411.527 150.000.000 -121.646.111
1 224.283.619 37.568.468 186.715.151
2 389.001.921 37.568.468 351.433.435
3 551.720.223 37.568.468 514.151.755
4 551.720.223 37.568.468 514.151.755
5 551.720.223 37.568.468 514.151.755
6 551.720.223 551.720.223
7 551.720.223 551.720.223
8 551.720.223 551.720.223
9 551.720.223 551.720.223
10 412.385.350 412.385.350
11 551.720.223 551.720.223
12 551.720.223 551.720.223
13 551.720.223 551.720.223
14 551.720.223 551.720.223
15 551.720.223 551.720.223
16 551.720.223 551.720.223
17 551.720.223 551.720.223
18 551.720.223 551.720.223
19 551.720.223 551.720.223
20 568.048.481 568.048.481
Los índices de rentabilidad que se obtienen en el caso de la financiación mixta
anteriormente citada son:

ANEJO XIV. EVALUACIÓN FINANCIERA
24
VAN 4% = 6.657.200.860 pta Periodo recuperación (r = 4%) = 1 año
VAN 6% = 5.521.855.508pta Periodo recuperación (r = 6%) = 1 año
VAN 8% = 4.641.501.786 pta Periodo recuperación (r = 8%) = 1 año
VAN 10% = 3.949.604.987 pta Periodo recuperación (r = 10%) = 1 año
TIR = 211%
Se observa que la rentabilidad del proyecto es muy superior en el caso de
financiación mixta con respecto al caso de financiación propia.
9. ANÁLISIS DE SENSIBILIDAD.
Con objeto de minimizar el contexto de incertidumbre sobre el que se lleva a cabo la
evaluación de la inversión, se analizarán las variables que pueden afectar mayormente a la
rentabilidad del proyecto. Los parámetros que pueden tener un mayor rango de
incertidumbre son el volumen de producción y el precio de los productos elaborados, cuyas
variaciones repercutirán en gran medida en los índices de rentabilidad.
Debido a que el proyecto, según el análisis realizado, se ha mostrado rentable, el
análisis de sensibilidad se va a enfocar para determinar las condiciones que reduzcan esta
rentabilidad. De este modo se pueden plantear las siguientes hipótesis:
-. Disminución del volumen de producción vendido.
-. Disminución del precio del producto elaborado.
9.1. Volumen de producción.
Por problemas de aprovisionamiento o por dificultades del mercado para absorber la
oferta, se puede presentar el caso de que no se alcance el nivel de producción esperado. Se

ANEJO XIV. EVALUACIÓN FINANCIERA
25
estudian los índices de rentabilidad suponiendo una reducción del volumen de producción
de modo que las cantidades ofertadas van desde el 75% hasta el 30%.
Tabla 7. Índices de rentabilidad cuando disminuye la producción.
Prod. VAN4% PR4% VAN6% PR6% VAN8% PR8% TIR
75% 4.797.900.665 pta 3 años 3.987.028.706 pta 3 años 3.356.166.170 pta 4 años 97,5%
50% 2.518.554.207 pta 3 años 2.063.312.995 pta 4 años 1.709.483.158 pta 5 años 52,5%
40% 1.997.009.179 pta 5 años 1.623.141.050 pta 6 años 1.332.700.009 pta 8 años 35%
30% 613.666.1691 pta 455.631.533 pta 333.322.566 pta
9.2. Precio del producto elaborado.
Se estudian los índices de rentabilidad cuando se reduce el precio de venta de los
filetes y rodajas de pescado blanco congelado.
Tabla 8. Índices de rentabilidad cuando bajan los precios de venta del producto.
Precio VAN4% PR4% VAN6% PR6% VAN8% PR8% TIR
-10% 4.843.541.085 pta 4 años 4.025.548.165pta 5 años 3.389.138.474 pta 6 años 92,5%
-20% 2.781.303.896 pta 5 años 2.281.650.380pta 6 años 1.892.865.276 pta 7 años 56,5%
-30% 784.685.036 - 622.739.666 - 494.861.377 - -
Como conclusión de este análisis de sensibilidad se deduce:
El proyecto seguirá siendo rentable cuando la producción baje hasta el 50%, dejando
de serlo si ésta baja a un 40%.
El precio de los productos elaborados puede reducirse hasta un 20% manteniendo la
rentabilidad de las inversiones.