
MEMORIA 14 15 - cengicana.org
292
288 LOS SISTEMAS DE RIEGO “PIVOTE” EN LA ZONA CAÑERA GUATEMALTECA Otto Castro 1 ; Hector Monterroso 2 1 Especialista en Riegos; 2 Técnico en Riegos CENGICAÑA RESUMEN Dentro de los sistemas mecanizados, el pivote central fijo es el que más se ha ajustado a las exigencias del riego en la zona cañera de Guatemala, debido a su versatilidad tanto en el riego post-corte como pre-corte. Los resultados del censo realizado en la zafra 2,014/15 con el apoyo del Comité de Riego, indican que los sistemas pivotes se agrupan dentro de los sistemas mecanizados (presión baja) y ocupan el 11.5 por ciento del total de los sistemas que se utilizan en la zona cañera guatemalteca. Se registró un total de 61 unidades de sistemas pivote, de los cuales 49 son fijos (80 por ciento) y únicamente 12 son móviles (20 por ciento). En los sistemas fijos el 69 por ciento son sistemas de propulsión electrónica, el resto de propulsión hidráulica. El número de torres de la mayoría de pivotes fluctúan entre 9 a 11 torres, por lo que la longitud fluctúa entre 450 a 550 m (50 m entre torres) sin considerar el largo del voladizo. El 69 por ciento de los pivotes se ubican en el estrato litoral, especialmente, en suelos con predominancia de arena en el perfil del suelo. En el 100 por ciento de los casos, el programa de riego en los pivotes fijos se realiza con frecuencias, láminas y tiempos fijos durante toda la temporada de riego. En promedio se aplica una lámina de 15 mm/riego y con una frecuencia de 3 días. Las producciones de caña obtenidas al utilizar sistemas de pivotes fijos comparado con el sistema de aspersión tipo cañón, en términos generales, fluctúan entre 10 a 30 TCH más,. El costo del riego con pivotes está entre un rango de 0.95 a 1.52 US$/mm/ha. Las recomendaciones están dirigidas a lo siguiente: 1. En la realización del diseño agronómico se debe de considerar la velocidad de infiltración del agua del suelo, el cual tiene que ser mayor o igual que la pluviosidad del sistema pivote en la última torre, esto evitará la escorrentía. 2. Establecimiento de un programa de seguimiento de la calidad del agua, principalmente cationes y aniones, manganeso y hierro. 3. En la planificación de cada una de las temporadas de riego se debe de considerar un plan de evaluación, mantenimiento y mejora del sistema. 4. Uso del balance hídrico en la planificación y ejecución del riego que incluye la medición in situ de la humedad en el suelo. Palabras clave: Pivotes de riego, Balance hídrico, evaluación y mejora del riego ABSTRACT In mechanized systems, the fixed central pivot is the one that best adjusted to the demands of irrigation, because of its versatility in both the post-cutting irrigation and watering the pre-cut. The results of the census conducted in the harvest 2,014 / 15 with the support of the Committee Irrigation systems indicate that pivots are grouped into mechanized systems (low pressure) and occupy 11.5 percent of the systems used in the Guatemalan sugar cane area. A total of 61 units pivot systems, of which 49 are fixed (80 percent) and only 12 of these are mobile systems (20 percent) was recorded. In fixed systems 69 percent are electronic propulsion systems, other hydraulic drive. The number of towers most pivots range from 9 to 11 towers, so that the length ranges from 450 to 550 m (50 m between towers) regardless of the length of the cantilever. 69 percent of the pins are located in the coastal stratum, especially in predominantly sandy soils in the soil profile. In 100 per cent of cases, the watering program at fixed frequencies is done with pins, plates and set times throughout the irrigation season. On average 15 mm sheet / watering is applied and a frequency of 3 days. Cane yields obtained using fixed pivots systems compared to spray gun type system, in general, range from 10-30 TCH more ,. The cost of irrigation pivots is within the range of 0.95 to 1.52 US $ / mm / ha. The recommendations are aimed at the following: 1. In the embodiment of agronomic design should consider the infiltration rate of the soil, which must be greater or equal to the pivot rainfall in the last tower system, this will prevent runoff . 2. Establishment of a monitoring program of water quality, mainly cations and anions, Manganese and Iron. 3. In planning each irrigation seasons should be considered an evaluation plan, maintenance and improvement of the system. 4. Using the water balance in the planning and execution of irrigation including in situ measurement of soil moisture. Apoyo técnico: Sergio López, Madre Tierra; Miguel Rivera, Magdalena; Ronald Pocasangre, Pantaleón- Concepción; Ismael Molina, San Diego-Trinidad; Jorge Calderón, La Unión; Marco Pálala, Santa Ana; Nelson Madrigales, Palo Gordo.
Transcript of MEMORIA 14 15 - cengicana.org

288
LOS SISTEMAS DE RIEGO “PIVOTE” EN LA ZONA CAÑERA GUATEMALTECA
Otto Castro1; Hector Monterroso2 1Especialista en Riegos; 2Técnico en Riegos CENGICAÑA
RESUMEN Dentro de los sistemas mecanizados, el pivote central fijo es el que más se ha ajustado a las exigencias del riego en la zona cañera de Guatemala, debido a su versatilidad tanto en el riego post-corte como pre-corte. Los resultados del censo realizado en la zafra 2,014/15 con el apoyo del Comité de Riego, indican que los sistemas pivotes se agrupan dentro de los sistemas mecanizados (presión baja) y ocupan el 11.5 por ciento del total de los sistemas que se utilizan en la zona cañera guatemalteca. Se registró un total de 61 unidades de sistemas pivote, de los cuales 49 son fijos (80 por ciento) y únicamente 12 son móviles (20 por ciento). En los sistemas fijos el 69 por ciento son sistemas de propulsión electrónica, el resto de propulsión hidráulica. El número de torres de la mayoría de pivotes fluctúan entre 9 a 11 torres, por lo que la longitud fluctúa entre 450 a 550 m (50 m entre torres) sin considerar el largo del voladizo. El 69 por ciento de los pivotes se ubican en el estrato litoral, especialmente, en suelos con predominancia de arena en el perfil del suelo. En el 100 por ciento de los casos, el programa de riego en los pivotes fijos se realiza con frecuencias, láminas y tiempos fijos durante toda la temporada de riego. En promedio se aplica una lámina de 15 mm/riego y con una frecuencia de 3 días. Las producciones de caña obtenidas al utilizar sistemas de pivotes fijos comparado con el sistema de aspersión tipo cañón, en términos generales, fluctúan entre 10 a 30 TCH más,. El costo del riego con pivotes está entre un rango de 0.95 a 1.52 US$/mm/ha. Las recomendaciones están dirigidas a lo siguiente: 1. En la realización del diseño agronómico se debe de considerar la velocidad de infiltración del agua del suelo, el cual tiene que ser mayor o igual que la pluviosidad del sistema pivote en la última torre, esto evitará la escorrentía. 2. Establecimiento de un programa de seguimiento de la calidad del agua, principalmente cationes y aniones, manganeso y hierro. 3. En la planificación de cada una de las temporadas de riego se debe de considerar un plan de evaluación, mantenimiento y mejora del sistema. 4. Uso del balance hídrico en la planificación y ejecución del riego que incluye la medición in situ de la humedad en el suelo. Palabras clave: Pivotes de riego, Balance hídrico, evaluación y mejora del riego
ABSTRACT
In mechanized systems, the fixed central pivot is the one that best adjusted to the demands of irrigation, because of its versatility in both the post-cutting irrigation and watering the pre-cut. The results of the census conducted in the harvest 2,014 / 15 with the support of the Committee Irrigation systems indicate that pivots are grouped into mechanized systems (low pressure) and occupy 11.5 percent of the systems used in the Guatemalan sugar cane area. A total of 61 units pivot systems, of which 49 are fixed (80 percent) and only 12 of these are mobile systems (20 percent) was recorded. In fixed systems 69 percent are electronic propulsion systems, other hydraulic drive. The number of towers most pivots range from 9 to 11 towers, so that the length ranges from 450 to 550 m (50 m between towers) regardless of the length of the cantilever. 69 percent of the pins are located in the coastal stratum, especially in predominantly sandy soils in the soil profile. In 100 per cent of cases, the watering program at fixed frequencies is done with pins, plates and set times throughout the irrigation season. On average 15 mm sheet / watering is applied and a frequency of 3 days. Cane yields obtained using fixed pivots systems compared to spray gun type system, in general, range from 10-30 TCH more ,. The cost of irrigation pivots is within the range of 0.95 to 1.52 US $ / mm / ha. The recommendations are aimed at the following: 1. In the embodiment of agronomic design should consider the infiltration rate of the soil, which must be greater or equal to the pivot rainfall in the last tower system, this will prevent runoff . 2. Establishment of a monitoring program of water quality, mainly cations and anions, Manganese and Iron. 3. In planning each irrigation seasons should be considered an evaluation plan, maintenance and improvement of the system. 4. Using the water balance in the planning and execution of irrigation including in situ measurement of soil moisture. Apoyo técnico: Sergio López, Madre Tierra; Miguel Rivera, Magdalena; Ronald Pocasangre, Pantaleón-Concepción; Ismael Molina, San Diego-Trinidad; Jorge Calderón, La Unión; Marco Pálala, Santa Ana; Nelson Madrigales, Palo Gordo.

289
INTRODUCCIÓN La zona cañera guatemalteca ha estado creciendo en innovaciones tecnológicas, en el caso de la labor del riego, las innovaciones han estado dirigidas a resolver la interrogante ¿El cómo regar?, lo que ha sido la base para buscar métodos que rieguen con alta eficiencia a nivel de parcela y más económicos en el uso de energía. Una de esas innovaciones, ha sido sin lugar a dudas, la introducción de los sistemas pivotes que empezaron a surgir en la zona cañera guatemalteca a inicios de la década del 2,000. El sistema de riego pivote, consiste en una tubería lateral, de acero galvanizado, que gira en torno a un punto fijo en el centro de la parcela regada; de ahí, su denominación de “pivot”, semejante a su denominación inglesa de “Center pivot Laterals” (Santos Pereira, 2010). Shelli Hays, 2010, indicó que el pivote fue patentado con el nombre "Aparato Zybach Autopropulsada Riego por Aspersión", el 22 de julio de 1,952 y su inventor fue un productor de Strasburg, Colorado, EE.UU llamado Frank Zyback. La patente describía un nuevo aparato como una serie de torres móviles que llevaban una tubería alrededor de un pivote, rociadores en la tubería que distribuían el agua directamente al cultivo (The Fence Post Magazine. Retrieved Junio 6, 2012). Según la Sociedad Americana de Ingenieros
Agrícolas y Biológicos (ASABE), reconoce al pivote central de riego como “Un hito histórico de la ingeniería agrícola”. Tharran, 2,015, menciona que Robert Daugherty, el fundador de Valley Manufacturing en Valley, Nebraska, dos años más tarde, adquirió la patente y desarrolló un producto comercial que inicio en 1,954. Según los historiadores en Wessels Living History Farm en York, Nebraska, Valley tuvo el mercado de los pivotes gran parte de la década de 1950 y 1960, hasta que la patente expiró en 1,969. A pesar de las ventajas que un sistema de pivote central ofrecía, era todavía muy pronto para que la industria del pivote central se moviera como un todo en gran parte de ese tiempo. De hecho, sólo siete máquinas de pivote central se construyeron en 1,955. Para 1,960 la producción seguía siendo limitada a unas 50 unidades al año.. Traxco, 2,009, indica que en 1,975 aparecieron los primeros equipos alimentados mediante electricidad. Posteriormente, los tubos se comenzaron a galvanizar en caliente y a finales de los 80 se empezó a pensar en disminuir la presión de trabajo para ahorrar energía. Wikipedia, 2,015, describe los pivotes de la siguiente manera “Los sistemas de pivote central riegan superficies de grandes dimensiones de forma circular. Se emplean en sitios donde el agua es un factor fuertemente limitante. También en campos donde se desea aumentar la eficiencia del riego, aprovechando mejor el agua y aumentando fuertemente los rendimientos de los cultivos. La eficiencia en el riego por pivote es de un 85 por ciento a 90 por ciento. Es un sistema que se adapta a las ondulaciones del terreno(este no necesita ser plano). Dependiendo del fabricante y del diseño del equipo se pueden utilizar en terrenos con hasta un 30 por ciento de pendiente (T-L Irrigation Co www.tlirr.com). La distribución del agua a lo largo de la estructura la realiza el fabricante seleccionando el tamaño y la separación de los aspersores. Los aspersores ubicados cerca del centro del pivote necesitan entregar menor cantidad de agua que aquellos ubicados hacia el final. Con las nuevas tecnologías en aspersores para pivotes, los fabricantes han logrado bajar aún más la presión de operación de los aspersores (hasta 6-10psi =0,42-0,7bar); y con ello, la presión de operación de los pivotes (y el consumo de energía). La mayor proporción del mercado mundial de riego por pivote son de accionamiento eléctrico, ya que existen diversos fabricantes (Irrifrance, Chamsa, RKD, Valley, Pierce, Rokking, Reinke, Bauer). El saldo es de accionamiento hidráulico fabricado por T-L Irrigation Co (Hastings, Nebraska USA)”. En la actualidad de la zona cañera guatemalteca, se observa que el crecimiento y operación de los sistemas pivote en cada uno de los ingenios difiere en cuanto a: Uso de fuentes de agua, marcas comerciales, longitud y características de operación según modalidad (fijo o móvil), sistema de propulsión (electrónicos o hidráulicos) y forma de administrarlos (propios o rentados); entre otros, los criterios de ubicación y las características de la aplicación tecnológica tales como: Los controles en el sistema (caudal y

290
presión). Debido a que los pivotes operan normalmente con láminas entre 8 a 20 mm y frecuencias entre 2 a 8 días, ha marcado una diferencia en cuanto a los incrementos en la producción entre 10 a 30 TCH, si lo comparamos con los sistemas tradicionales, como es el caso de los cañones que utilizan láminas o dosis entre 50 a 60 mm y frecuencias mayores a 15 días. Los resultados obtenidos de la caracterización permitirán establecer recomendaciones técnicas para la aplicación del balance hídrico, así como, acciones para incrementar la eficiencia en el uso del agua y energía, ante todo incrementar la capacidad técnica para la operación del sistema. OBJETIVOS Caracterizar los sistemas de riego “pivote” que operan en la zona cañera guatemalteca. Definir recomendaciones para la implementación de sistemas pivote en la industria azucarera. Establecer recomendaciones técnicas para la utilización del balance hídrico en los sistemas pivote. METODOLOGÍA Para cumplir con el objetivo uno: se realizó un censo en
toda la zona cañera guatemalteca, con la colaboración directa del Comité de Riegos. A través de una hoja de Excel se recopiló la información técnica que se llenó en cada uno de los ingenios sobre el funcionamiento de los pivotes en cuanto a sus características de operación y control. La información solicitada se realizó con los siguientes campos: El crecimiento de los pivotes respecto a otros sistemas de riego Número actual de los sistemas pivote Uso de fuentes de agua y energía Marcas de pivotes Número de torres y longitud de los sistemas Características de operación Modalidad (fijos o móviles). 2. Sistema de propulsión (electrónicos o hidráulicos). 3. Forma de administrarlos (propios o rentados) Formas y criterios de ubicación de los sistemas Características de la aplicación tecnológica en los pivotes Controles en el sistema (caudal y presión) Incrementos en la producción obtenidos por utilizar los sistemas pivote fijo contra sistemas tradicionales Costos de aplicación Desarrollo técnico alcanzado en la operación del sistema. Para cumplir con los objetivos dos y tres las recomendaciones se basaron en los resultados obtenidos de la caracterización. También se utilizaron recomendaciones obtenidas de fuentes especializadas, como: FAO, serie 56, Tarjuelo, 1999 y Santos Pereira, 2010. RESULTADOS Y DISCUSIÓN Caracterización de los pivotes Crecimiento de los pivotes respecto a otros sistemas de riego Según clasificación establecida en la industria azucarera guatemalteca (Castro, 2014), los sistemas pivotes se agrupan dentro de los sistemas mecanizados (presión baja) y ocupan el 11.5 por ciento del total de los sistemas que se utilizan; dentro de esta clasificación, los pivotes fijos ocupan el 2.49 por ciento y los pivotes móviles 1.93 por ciento, el resto lo ocupan los sistemas de desplazamiento frontal, tal como se observa en la Figura 1.

291
15.5
49.3
19.6
11.5
3.6
Sistema de riego
INUNDACION
SURCOS
PRESION ALTA
PRESION MEDIA
PRESION BAJA
GRAV‐ASPERSION
GOTEO Y SUBRRIGACION
2.49
1.93
0.083.34
3.62
SISTEMAS MECANIZADOS (presión baja) ‐ Zafra 2013/14PIVOTE FIJO
PIVOTE MOVIL
DESPLAZAMIENTO FRONTAL UN ALA (NO PIVOTEABLE)
DESPLAZAMIENTO FRONTAL UN ALA ( PIVOTEABLE)
DESPLAZAMIENTO FRONTAL DOS ALAS
Nota: Los sistemas que operan con alta presión (>4 kg/cm2)) incluyen los conocidos como cañones. En el caso de los sistemas de presión media (2.5 a 4 kg/cm2) incluye los denominados mini-aspersión y los sistemas de gravedad-aspersión. En los sistemas de
baja presión (<2.5 kg/cm2) incluye los mecanizados: Pivotes y frontales.
Figura 1. Ubicación porcentual de los pivotes según los sistemas de riego utilizados en la industria azucarera guatemalteca en la zafra 2013/14
2. Número actual de los sistemas pivote Dentro de los sistemas mecanizados, el pivote central fijo es el que más se ha ajustado a las exigencias del riego, debido a su versatilidad tanto en el riego post-corte y pre-corte. Con la incorporación de pozos profundos, como fuente de agua, el sistema en algunas áreas riega los períodos de déficit hídrico que se presentan en todo el ciclo de cultivo. En el censo 2,015, registró un total de 61 unidades de sistemas pivote, de los cuales
49 son fijos (80 por ciento) y únicamente 12 de estos sistemas son móviles (20 por ciento). 3. Uso de fuentes de agua y energía La principal fuente de agua que se utiliza en los pivotes, proviene de pozos mecánicos de 100 a 300 metros de profundidad, actualmente existen 32 pivotes que utilizan esta fuente (52 por ciento), le sigue en orden de importancia, la fuente proveniente de ríos o aguas superficiales, en el cual existen 22 sistemas (36 por ciento), luego las norias (llamados también, pocetas o aguadas) ocupan el 8 por ciento y las aguas provenientes de la fábrica, conocida como agua servida, solo ocupa el 4 por ciento. Desde el punto de vista de riego, el agua de los ríos es de buena calidad, pero es escaza en los períodos de estiaje, mientras que el agua proveniente de pozos mecánicos es un recurso seguro, pero se necesita considerar el control de la calidad del agua y aplicar tratamientos, ante la presencia de hierro, manganeso y bicarbonatos, principalmente. En el caso de la fuente energética, el diesel es utilizado en el 100 por ciento.

292
4. Marcas de pivotes La compra de los sistemas pivote en la zona cañera guatemalteca, en su mayoría, se han realizado a través de casas comerciales que tienen representación de los fabricantes ubicados, principalmente en EE UU. En este sentido, de los 61 pivotes que se encuentran en la industria cañera, 30 pivotes (49 por ciento) son de la marca Zimmatic-Lindsay, 17 pivotes son hidráulicos de la marca TL (28 por ciento), uno de la marca Reinke (1 por ciento), cuatro de la marca Valmont-Valley (7 por ciento) y nueve sistemas de pivotes fijos (15 por ciento) que fueron ensamblados con material de aluminio de segunda mano, traídos de Nicaragua y completados con diferentes accesorios de diferentes marcas, tal es el caso de los pivotes ubicados en el ingenio La Unión.
5. Número de torres y longitud de los sistemas El número de torres de la mayoría de pivotes fluctúan entre 9 a 11 torres, por lo que la longitud fluctúa entre 450 a 550 m (50 m entre torres) sin considerar el largo del voladizo y la cobertura del cañón en algunos casos, sin embargo, el pivote fijo más largo se encuentra en finca Alaska, Magdalena con 14 torres (700 m sin considerar el voladizo), mientras que los pivotes más pequeños se caracterizan por ser móviles y el número de torres fluctúa entre 3 a 4 torres, tal es el caso de los que se ubican en el Ingenio Santa Ana. 6. Características de operación de los pivotes La operación de los pivotes que se ubican en la zona cañera guatemalteca, están definidos por las siguientes características: Modalidad: Fijos con anclaje permanente y móviles con anclaje no permanente, y es transportado a diferentes puntos según el programa de riego definido. Sistema de propulsión: Electrónicos con propulsión normalmente con motores eléctricos, el cual permite regular la velocidad y sentido de avance, así como poder moverse sin necesidad de regar e hidráulicos su propulsión es hidráulica y regula automáticamente la velocidad para cada una de sus torres, por lo cual, todas se encuentran en movimiento en forma simultánea, y a la velocidad requerida. Forma de administración: Propios son sistemas de riego adquiridos con fondos de inversión propios y/o créditos, y administración propia y rentados son sistemas de riego adquiridos bajo contrato y son administrados por la empresa que realiza el servicio, el cobro es por milímetro de agua aplicado.
En la Figura 2, se observan los detalles de las características de operación existentes en los pivotes ubicados en la zona cañera guatemalteca.
61 PIVOTES
FIJOS=48
79%
ELECTRÓNICOS
33 PIVOTES
69%
100%
PROPIOS
33 PIVOTES
3,702 has
HIDRAÚLICOS
15 PIVOTES
31%
37.5% PROPIOS
6 PIVOTES
688 has
62.5% RENTADOS
9 PIVOTES
1,044 has
MOVILES=13
21%
ELECTRONICOS
11 PIVOTES
85%
100% PROPIOS
11 PIVOTES
1,736 has
HIDRAÚLICOS
2 PIVOTE
15% RENTADOS
100% RENTADOS
2 PIVOTES
170 has
39 PIVOTES4,702 has
Fuente: caracterización de sistemas pivote, área de riegos, CENGICAÑA, 2015 Figura 2. Características de funcionabilidad de los sistemas pivote ubicados en la zona cañera guatemalteca

293
7. Formas y criterios de ubicación El principal criterio de ubicación de los sistemas pivote, ha estado determinado por el comportamiento de la lluvia según el estrato altitudinal. En el Cuadro 1, se cuantifica el número de pivotes ubicados según los estratos altitudinales de la zona cañera guatemalteca. Como se observa en el Cuadro 1, la mayor cantidad de pivotes se ubican en el estrato litoral debido
a la mayor cantidad de días de déficit hídrico en el año, luego los estratos bajo y medio, en la actualidad no se ubica ningún sistema pivote en el estrato alto (mayor de 300 msnm), debido a que el déficit hídrico es menor y las probabilidades de lluvias en el período de verano, son mayores. Ya en cada uno de los estratos altitudinales, el segundo criterio en importancia es la textura del suelo, como se observa en la Figura 3, de esta manera, la mayor cantidad de los pivotes los ubican en suelos con predominancia de arena en el perfil. También se considera como tercer criterio de ubicación, la fecha de siembra o corte de la caña de azúcar, sus características se describen en el Cuadro 2.
Cuadro 1. Ubicación de los sistemas pivote según los estratos altitudinales de la zona cañera guatemalteca
Estrato Altitudinal Rango de Altura
(Msnm) No. Días de déficit
Hídrico/Año (P=0.75) No. de Pivotes
Porcentaje (%)
Medio 300-100 156 4 6 Bajo 100-40 181 15 25
Litoral 40-0 191 42 69
NOTA: El déficit hídrico fue calculado con base a la relación lluvia y necesidades hídricas de la caña de azúcar según el estrato altitudinal. Se estimó el déficit hídrico considerando el 75 por ciento (P=0.75) de probabilidades de ocurrencia.
Cuadro 2. Ubicación de los sistemas pivote según tercios de zafra en la zona cañera guatemalteca Tercio de zafra Período No. de pivotes Porcentaje
Primero Del 15 de noviembre al 15 de enero 22
19 electrónicos 03 hidráulicos
36
Segundo Del 16 de enero al 15 de marzo 26
15 electrónicos 11 hidráulicos
43
tercero Del 16 de marzo al 15 de mayo 13
10 electrónicos 03 hidráulicos
21
Figura 3. Ubicación espacial de los pivotes en la zona cañera guatemalteca según estrato altitudinal y textura en el suelo

294
8. Características de la aplicación tecnológica en los pivotes 8.1. Número de riegos, lámina y frecuencia. Normalmente está dirigida a la aplicación a través de un programa que se diseña internamente en el ingenio y se ejecuta para todos los pivotes que se disponen en una zona en particular; de esta manera: La lámina, frecuencia y tiempo de riego es igual en todos los pivotes. Tradicionalmente, el riego se realiza solo en el período de verano, que se presenta de noviembre a mayo de cada año, en este período, el número de riegos está diferenciado por los tercios de zafra, este a su vez, generó la existencia de dos tipos de riego: Post y Pre-corte. En el Cuadro 3 se observa el número total de riegos que se pueden planificar potencialmente en cada uno de los tercios de zafra considerando el número de días de déficit en el año considerado en el Cuadro 1. Es importante indicar que en promedio se aplican 15 mm/riego y con una frecuencia de 3 días. En los casos particulares, los ingenios: La Unión, Madre Tierra y San Diego aplican una lámina de 10 mm/riego con una frecuencia de 2 días (48 horas/vuelta), mientras que Magdalena aplica una lámina de 30 mm/riego con una frecuencia de 6 días, así mismo, Pantaleón utiliza una lámina de 16 mm/riego con una frecuencia de 4 días.
Cuadro 3. Planificación del número de riegos en los sistemas de riego pivote central fijo en función de la época de corte. Zona cañera guatemalteca
Tipo de
riego No días déficit
(P=0.75) Número de
riegos
1/3 ZAFRA
Post corte 191 días 73
2/3 zafra
Post corte 129 50
Pre corte 58 22
3/3 zafra
Post corte 71 27
Pre corte 116 45
Nota: El riego post-corte se aplica a las etapas de iniciación, macollamiento y una parte inicial de la etapa de elongación, mientras el riego pre- corte se realiza en la parte media y final de la etapa de elongación. Para dotar la lámina requerida, se utilizan porcentajes de velocidades en los pivotes que van de 25 a 40 por ciento, los cuales son definidos en cada uno de los sistemas pivote según carta tecnológica del fabricante.
8.2. Controles en el sistema (caudal y presión). Solo el 34 por ciento de los sistemas pivotes utilizan caudalímetros en la entrada del sistema, las marcas más comunes son: Seametric y Arad. Sin embargo, el 92 por ciento, si mide la presión de operación en la entrada y en la última torre, de la misma manera, el 100 por ciento utilizan reguladores de presión en cada uno de los aspersores, con reguladores de 15 psi (1.06 kg/cm2). En todo caso, en los sistemas fijos de propulsión electrónica, el caudal de entrada se relaciona con el número de torres; por ejemplo, los que utilizan 9 torres el caudal promedio es de 750 gpm (47.32 lps), con una presión de operación de 42 psi (2.95 kg/cm2); mientras que el equipo más grande que tiene 14 torres opera con un caudal de 1,950 gpm (123.03 lps) con una presión de operación de 35 psi (2.46 kg/cm2). 8.3 Características de los emisores. La mayoría de los emisores trabajan a bajas presiones clasificados por colores según caudal, el cual riegan a diferentes alturas sobre el suelo según la etapa fenológica de la caña de azúcar. La altura es regulada al enrollar la manguera en el tubo de aluminio principal. Los emisores en la mayoría de pivotes son de la marca Senniger y Nelson con diferentes modelos, destacándose los I-Wob y R 3000 rotator.

295
9. Incrementos en la producción obtenidos por utilizar los sistemas pivote fijo contra sistemas tradicionales Cuando se riega con sistemas pivote regularmente se considera un rendimiento mayor al estimado con otros sistemas de riego. Las estimaciones en la producción en términos generales fluctúa entre 10 a 30 TCH más, comparado con lo obtenido en un sistema de alta presión como el cañón, que normalmente riega entre 15 a 20 días de frecuencia, con tiempos entre 2 a 3 horas y con láminas entre 40 a 60 mm. Con esta comparación se considera que el riego con pivotes fijos se obtiene más tonelaje debido a su frecuencia corta y con un manejo de la humedad residual en el suelo que varía entre 70 a 80 por ciento entre capacidad de campo y punto de marchitez. 10. Costos de aplicación por mm de agua/ha Los costos de aplicación calculados en cada uno de los ingenios, se basa en los gastos de los rubros: Mano de obra y operación (incluye gasto de diesel, depreciación del equipo, mantenimiento, otros). En los costos de aplicación no se consideran los gastos de la inversión. Actualmente se utiliza el parámetro de medición: US$/mm/ha. Este parámetro de medición indica que el riego con pivotes fluctúa entre un rango de 0.95 a 1.52 US$/mm/ha, que significa que diariamente la aplicación de 5 mm con el sistema pivote riega 80 ha, el costo fluctuaría entre US$ 380 a 608/riego.
11. Desarrollo técnico alcanzado en la operación del sistema. El grado tecnológico actual está referido a los avances en el uso de herramientas que permitan tomar la decisión del ¿Cuánto y Cuándo regar?, bajo este contexto, los sistemas de pivotes fijos de propulsión electrónica e hidráulica, en el 100 por ciento de los casos, el programa lo realizan con frecuencias, láminas y tiempos fijos durante toda la temporada de riego que va de noviembre a Mayo en cada zafra. Actualmente muy pocos utilizan el balance hídrico, los que lo han realizado ha sido con el apoyo de CENGICAÑA con el objetivo de ajustar los programas de riego, basado en la utilización de la variable ETo (obtenida de la serie FAO 56) y estimada con las variables de las estaciones meteorológicas ubicadas en la zona cañera. Ya en algunos ingenios, como el caso de: Pantaleón, Madre Tierra y La Unión, se realizan los ajustes en la frecuencia, lámina y la velocidad en el pivote con base al conocimiento de la humedad en el suelo, a través de sensores TDR (Reflectometría de dominio en el tiempo) o FDR (Reflectometría de dominio de frecuencias). Recomendaciones para la implementación de sistemas pivote en la industria azucarera En la zafra 2,013/2,014 se cuantificó un crecimiento de los sistemas que trabajan con baja presión de 11.3 por ciento (Figura 1). Según las tendencias positivas de crecimiento de los sistemas de baja presión, se esperaría que para el 2,020 estos sistemas ocupen entre el 15 a 20 por ciento del área, escenarios analizados y definidos por el Comité de Riegos a través del análisis de la zafra. Dentro de estos sistemas, será de gran relevancia el crecimiento de los sistemas pivotes fijos. Diseño agronómico: Es importante considerar la velocidad de infiltración del suelo, el cual tiene que ser mayor o igual que la pluviosidad del sistema pivote. Con base a lo indicado por Tarjuelo, 1999, se debe de seleccionar la mínima anchura mojada (AM) para que no se produzca escorrentía, que corresponderá normalmente a la mínima presión de funcionamiento, el cual variará con la altura de agua a aplicar (Dba) y la velocidad de rotación del pivote (V). Para seleccionar el emisor más adecuado (aspersor, difusor, tubo transversal con difusores, etc.) que proporcione la mínima AM a lo largo del lateral del pivote puede elaborarse una tabla de valores mínimos de AM aumentando la Dba y disminuyendo la V. Así también, la consideración de no utilizar un aspersor cañón en su extremo, dado a que su uniformidad de reparto es más bajo y más sensible a la acción del viento debido que al necesitar más presión el tamaño de gota es menor. Tarjuelo, 1,999, explica que al disminuir el tamaño de gota con la presión, la distancia de vuelo disminuye. Modalidad y propulsión: Entre las modalidades que se tienen en la zona cañera: Pivotes móviles y fijos, se recomienda que los pivotes

296
a seleccionar sean pivotes fijos; dado a su versatilidad, no se necesita la dependencia para el traslado, la humedad en el suelo se maneja con baja tensión y la gran ventaja de trabajar la operación con balance hídrico en todo el ciclo de cultivo. En el caso de la selección de la propulsión eléctrica e hidráulica, está selección dependerá de los objetivos del inversionista, si su visión es lograr a través de la automatización un control, en este caso, los sistemas de propulsión eléctrica serán los más indicados, ya que los controles de velocidad, lámina, tiempo y frecuencias se programan a través de un panel, con el agregado de poder ser enviado vía telemétrica a una oficina, caso contrario, los sistemas hidráulicos son muy funcionales. Es importante considerar que los sistemas de propulsión eléctrica como hidráulica, ambos con un buen plan de evaluación y mejora pueden alcanzar eficiencias entre 85 a 90 por ciento. Monitoreo y control de la calidad del agua. Cuando se utiliza agua subterránea, se recomienda establecer un programa de monitoreo de manganeso y hierro, principalmente, debido a que estos elementos acumulan sarro en las paredes de la tubería y provocan una reducción de la eficiencia en la conducción del agua en el pivote. En muchos de los casos se han detectado niveles de 0.2 a 1 ppm de manganeso y hierro clasificadas por el PPI 1998 (Castro, 2009) como severidad moderada. También es necesario
cuantificar en áreas del estrato litoral, los aportes del agua en cuanto a cationes (calcio, magnesio, sodio y potasio) y aniones (cloruros, sulfatos, bicarbonatos y carbonatos) en el sistema, para detectar y estudiar los efectos en el suelo por salinidad y/o sodicidad a causa del sodio, especialmente. Evaluación y mejora del sistema. Es importante considerar que cuanto mayor sea la uniformidad del riego en el área aplicada, serán menores las zonas con déficit y con percolación profunda. Por lo que se recomienda monitorear la uniformidad de aplicación del riego, para lograrlo se sugiere elaborar un plan de evaluación y mejora del sistema en cada una de las temporadas de riego. La evaluación permitirá determinar la calidad de la aplicación del riego, a través de las medidas de uniformidad que dan idea de la igualdad con que el agua de riego se reparte en los distintos puntos de la parcela y las medidas de eficiencia que dan idea de la extensión de la parcela en que el riego se ha aplicado correctamente, como lo menciona Tarjuelo, 1999. Uso de herramientas para programación del riego Balance hídrico (BH), se recomienda su aplicación, es una herramienta importante para contabilizar las entradas y salidas del agua en el suelo a través del comportamiento del clima. El modelo del BH utiliza variables de la relación: agua-suelo-caña de azúcar-atmósfera-operación del riego (Allen et al., 2006, FAO, serie 56; Castro, 2013). Medición de humedad en el suelo, es una actividad importante, el objetivo es verificar la humedad in situ según indique el BH. Para tener resultados inmediatos, se pueden utilizar métodos indirectos, entre de ellos, el TDR (reflectometría de dominio del tiempo), FDR (reflectometría de dominio de frecuencias), y bloques de yeso que son los que han tenido más éxito en la industria azucarera guatemalteca (CENGICAÑA, 2012). Recomendaciones técnicas para la utilización del balance hídrico en los sistemas pivote La utilización de sistemas pivote en la industria azucarera guatemalteca ha marcado una evolución importante, no solo en el incremento de la eficiencia del uso del agua a nivel de parcela, sino también, en la versatilidad en el manejo de riego para el riego post-corte y pre-corte, ante tal importancia, la operación del sistema debe ser parte de una integración de procesos que incluyan la planificación, ejecución, evaluación, control y retroalimentación. En la Figura 4 se observa un diagrama que permite visualizar las etapas a considerar en el proceso, así como, los parámetros y productos a obtener en cada una de las etapas, que serán base para la utilización del BH y la realización de un sistema informático, dinámico en el tiempo y espacio. El sistema informatico tendrá como objetivos:

297
Desarrollar una aplicación que permita sistematizar el procedimiento para generar una planificación de la operación del riego.
Implementar una plataforma ajustable a necesidades futuras. Automatizar el procedimiento para validación de la planificación de la operación del riego y así tomar decisiones para realizar ajustes en campo para optimización de recursos.
ETAPA
PLANIFICACIÓN
ETAPA
EJECUCIÓN
ETAPA
RETROALIMENTACIÓN
ETAPA
EVALUACIÓN
PARAMETROS PRODUCTOS
•ETo/ETAPA FENOLÓGICA•ETM/ETAPA FENOLÓGICA•FRECUENCIA•DÓSIS O LÁMINA•TIEMPO DE RIEGO•NÚMERO DE RIEGOS
•ETAPA FENOLÓGICA•CICLO
•BALANCE ENERGÉTICO
SUELO CAÑA
CLIMA SISTEMA DE RIEGO
HISTORICOS EXISTENTES
ETAPAS
Humedad en el suelo
Biometría de la caña
Demanda climática
Operación del sistema
Seguimiento in situ
•BALANCE HIDRICO EN TIEMPO REAL• Ajuste de frecuencias, lámina y tiempo de riego/etapa fenológica
•BALANCE ENERGÉTICO EN TIEMPO REAL•RESPUESTA VARIETAL
Evaluación de capacidad física
del suelo
Evaluación de la respuesta de la caña al
agua
Efectos climáticos
Evaluación de la Calidad del riego
Análisis e interpretación
•OPORTUNIDADES DE MEJORA:•Incremento de capacidad de retención de humedad del suelo•Incremento de capacidades técnicas•Rediseño del sistema de riego•Selección de variedades según respuesta
•CUANTIFICACIÓN DE BENEFICIOS: Técnicos y económicos•CUANTIFICACION DE EFECTOS CLIMÁTICOS
Figura 4. Procesos a cumplir para la aplicación del balance hídrico en caña de azúcar. Zona cañera guatemalteca

298
En la etapa de planificación (Figura 4), el BH no es dinámico, es decir que la época de riego, la lámina o dosis, tiempo de riego y frecuencia, se define a través de una base de información histórica referente al: Suelo [textura, capacidad de retención de humedad en el suelo], clima [demanda climática (ETo) y lluvia efectiva], caña de azúcar [etapa fenológica, coeficientes de cultivo (Kc), profundidad radicular y demanda hídrica del cultivo( ETm=ETo*Kc)], operación [época de corte, estrato altitudinal, características del sistema pivote, código de finca], está planificación ayudará a definir el techo económico base para la programación de los gastos de mano de obra y operación. En la etapa de ejecución (Figura 4), el BH es dinámico, debido al comportamiento en tiempo real de las variables del clima como: demanda climática a través de la ETo que definirán el consumo diario, aunado a los aportes por lluvia se definirá el BH. Este seguimiento tendrá como objetivos, realizar ajustes en la lámina, tiempo y/o frecuencia del riego. En está etapa se tendrá la oportunidad de validar la planificación de la operación del riego y así tomar decisiones para realizar ajustes en campo para optimización de recursos. De esta manera los resultados del BH dinámico ayudará a definir la existencia del ahorro o incremento en el uso del agua y energía, comparado con lo planificado. Las mediciones in situ de la humedad en el suelo, demanda climática a través de la ETo,
biometría de la caña, presión y caudal contra el gasto de energía serán las características de esta etapa. En la etapa de evaluación (Figura 4), la calidad de aplicación del riego se definirá a través de las mediciones de uniformidad y eficiencia del riego, estas evaluaciones se podrán realizar antes, durante y después de la ejecución del riego. Las evaluaciones al sistema previas al inicio y durante la temporada del riego garantizarán que la calidad del riego se efectúe con alta eficiencia. En el caso de las evaluaciones al sistema que se realicen después de la temporada de riego ayudarán a mejorar el sistema, a la vez, contribuirá a establecer ajustes para la siguiente planificación de la temporada de riego. En áreas de suelos muy heterogéneos será importante evaluar en el campo la capacidad de retención de humedad en el suelo, así como, la respuesta de la caña al riego según la capacidad de retención de humedad en el suelo y en los años donde incida el fenómeno ENSO, evaluar sus efectos en la respuesta de la caña al riego. CONCLUSIONES 1. Los sistemas pivotes se agrupan dentro de los sistemas
mecanizados (presión baja) y ocupan el 11.5 por ciento del total de los sistemas que se utilizan en la zona cañera guatemalteca.
2. El censo realizado en la temporada de riego 2,015, registró un total de 61 unidades de sistemas pivote, de los cuales 49 son fijos (80 por ciento) y únicamente 12 de estos sistemas son móviles (20 por ciento). En los sistemas fijos el 69 por ciento son sistemas de propulsión electrónica, el resto de propulsión hidráulica.
3. El número de torres de la mayoría de pivotes fluctúan entre 9 a 11 torres, por lo que la longitud fluctúa entre 450 a 550 m (50 m entre torres) sin considerar el largo del voladizo.
4. El 69 por ciento de los pivotes se ubican en el estrato litoral, especialmente, en suelos con predominancia de arena en el perfil del suelo.
5. Los pivotes fijos en un 79 por ciento son utilizados entre las fechas de corte que se realizan entre el primer y segundo tercio de zafra.
6. Las producciones obtenidas al utilizar sistemas de pivotes fijos, en términos generales fluctúa entre 10 a 30 TCH más, si se compara con lo obtenido en un sistema de alta presión como el cañón.
7. El costo del riego con pivotes fluctúa entre un rango de 0.95 a 1.52 US$/mm/ha, que significa que diariamente la aplicación de 5 mm con el sistema pivote que riega 80 ha, el costo fluctuaría entre US$ 380 a 608/ha.
8. En el 100 por ciento de los casos, el programa de riego en los pivotes fijos se realizan con frecuencias, láminas y tiempos fijos durante toda la temporada de riego que va de noviembre a

299
mayo en cada zafra. Es importante indicar que en promedio se aplica una lámina de 15 mm/riego y con una frecuencia de 3 días.
9. Las recomendaciones están dirigidas a lo siguiente: 1. En la realización del diseño agronómico se debe de considerar la velocidad de infiltración del suelo, el cual debe ser mayor o igual que la pluviosidad del sistema pivote en la última torre, esto evitará la escorrentía. 2. Establecimiento de un programa de seguimiento de la calidad del agua, cuando se cuantifique manganeso y hierro arriba de 0.5 ppm, se deben de considerar medidas de control con el fin de evitar reducir la eficiencia en la conducción del agua en el pivote (Castro, 2009). 3. En la planificación de cada una de las temporadas de riego se debe de considerar un plan de evaluación, mantenimiento y mejora del sistema. 4. Uso del balance hídrico en la planificación y ejecución del riego que incluye la medición in situ de humedad en el suelo.
LITERATURA CITADA Allen, R. et al., 2006. Evapotranspiración del cultivo, guías para la determinación de los requerimientos de agua de los cultivos. Estudio FAO riego y drenaje serie 56. Viale delle Terme di Caracalla, 00100 Roma, Italia. Pag. 323. Castro L., O., 2009. Calidad del agua para riego proveniente de pozos profundos ubicados en el estrato litoral de la zona cañera guatemalteca. Memoria de presentación de resultados 2008/2009. Pags. 207-220 Castro L., O., 2013. El riego oportuno en caña de azúcar con énfasis para los suelos con predominio de arena o arcilla en el perfil del suelo. Estrato litoral. Memoria de presentación de resultados 2012/13, CENGICAÑA. Castro L., O., 2014. Análisis de la zafra 2013/2014. Presentación de resultados en Power Point. Comité de Riegos – CENGICAÑA. CENGICAÑA (Centro Guatemalteco de Investigación y Capacitación de la Caña de Azúcar), 2012. El Cultivo de la Caña de Azúcar en Guatemala. Melgar, M. et al editores. Guatemala 512 p. Santos Pereira, et al., 2,010. El riego y su tecnología. CEER (Centro de Engenharia dos Biossistemas, Instituto Superior de Agronomía. Universidad Tecnológica de Lisboa, Portugal. 2010. Pag 204-215. Shelli Hays, 2,010. Center pivot irrigation revolutionizes agriculture. The Fence post. Artículo Consultado el 3 enero 2015. Disponible en http://www.thefencepost.com/article/20100525/NEWS/100529954 Tarjuelo J.M., 1999. El riego por aspersión y su Tecnología.2ª edición revisada y ampliada. Ediciones Mundi – Prensa. Madrid, España. Pags. 569 Tharran Garnes, 2015. Historia del Pivote. Consultado el 3 de junio 2015. Disponible en http://tlirr.com/news-story/historia-del-pivote/?lang=es Thaxco, 2009. El riego Mecanizado. Consultado el 1 de junio 2015. Disponible en http://www.traxco.es/blog/pivotes-de-riego/riego-mecanizado Wikipedia, 2015. El pivote central. Consultado el 3 de junio 2015. Disponible en http://es.wikipedia.org/wiki/Dispositivos_m%C3%B3viles_de_riego_por_aspersi%C3%B3n#Pivote_central

300
PROCESAMIENTO DE IMÁGENES DE SATELITE LANDSAT 8 PARA ESTIMACIÓN DE NDVI PARA ANÁLISIS MULTITEMPORAL EN EL CULTIVO DE
CAÑA DE AZÚCAR*
Braulio Villatoro1
1Especialista en Sistemas de Información para Agricultura de Precisión de CENGICAÑA
RESUMEN Actualmente en la Agroindustria Azucarera de Guatemala se impulsa el uso de agricultura de precisión como una herramienta para reducir costos, aumentar la producción o una combinación de ambas. El ciclo de agricultura de precisión inicia con la obtención de un mapa de rendimiento; el cual permite establecer la variabilidad existente en los campos de producción, conociendo la causa de la variabilidad se pueden aplicar tecnologías de tasa variable para corregir la variabilidad detectada. Una opción para obtener mapas de rendimiento es la utilización de imágenes de satélite. El servicio geológico de los Estados Unidos (United States Geolocial Survey), tiene disponibles imágenes obtenidas con el satélite Landsat 8; las cuales tienen una resolución espacial de 30 metros y una resolución temporal de 16 días. El objetivo es mostrar cómo se realiza el procesamiento de las imágenes para poder realizar análisis multitemporal. Se están procesando las imágenes, obteniendo los datos de reflectancia en la superficie y quitando el efecto de las nubes; posteriormente se está haciendo el cálculo del Índice de Vegetación de Diferencia Normalizada. (NDVI, Normalized Difference Vegetation Index). Las imágenes procesadas sirven para hacer un seguimiento del crecimiento del cultivo y detectar cambios que el ojo humano por sí solo no es capaz de hacerlo. PALABRAS CLAVE: NDVI, teledetección, sensores remotos, imágenes de satélite, agricultura de precisión, sistemas de información geográfica.
ABSTRACT Currently, the Sugar Agro industry business of Guatemala promotes the use of precision agriculture as a tool to reduce costs, increase production or a combination of both. The precision farming cycle begins with obtaining a yield map; which is used to establish the variability in the fields of production, since this information will result in the use of variable rate technologies than can correct the detected variability. The use of satellite images provides an option to obtain yield maps. The United States Geological Survey provides images obtained with Landsat 8 satellite; which has s 30mtr spatial resolution and 16 days temporal resolution. Our objective is to demonstrate how to process images in order to perform multitemporal analysis. Images are processed, obtaining surface reflectance information and removing the effect of clouds, then calculating the Normalized Difference Vegetation Index (NDVI). The processed images are used to monitor crop growth and detect changes that are not perceived by the human eye. KEY WORDS: NDVI, tele detection, remote sensing, satellite imagery, precision agriculture, GIS. * Trabajo presentado en el XX Congreso de Técnicos Azucareros de Centroamérica, ATALAC y XIII Congreso de Técnicos Azucareros de Guatemala, ATAGUA, Guatemala, 10 al 14 de agosto 2015.

301
INTRODUCCIÓN Actualmente el área de Sistemas de Información para Agricultura de Precisión de CENGICAÑA, está impulsando en la Agroindustria Azucarera de Guatemala el uso de Agricultura de Precisión como una herramienta tecnológica orientada a optimizar el uso de insumos agrícolas en función de la variabilidad espacial y temporal para la reducción de costos, aumento de productividad o una combinación de ambos en la producción de caña de azúcar. Se maneja el concepto de variabilidad espacial como la diferencia que existe en un mismo lote, finca o región; y expresa resultados distintos en la producción. El concepto de variabilidad temporal se describe como: la diferencia que existe en un mismo lote, finca o región; en distintos años de cosecha. Al hablar de agricultura de precisión, muchas veces el usuario se imagina que se trata de tractores que no utilizan piloto, tractores que realizan las labores por sí mismos, que se trata de una persona que maneja el campo desde una computadora donde controla todo, entre otras ideas; todas amarradas a la utilización de tecnología de última generación. Realmente la agricultura de precisión se debe de enfocar como una “concepción ó idea” no como una tecnología como tal; pero que si requiere el uso de tecnología, la cual se encuentra actualmente en el mercado, desarrollada y utilizada en otras partes del mundo desde hace quince o veinte años atrás.
En la teoría para explicar la agricultura de precisión se considera como un ciclo, donde por cada temporada de cultivo se debe de volver a realizar el ciclo nuevamente, hasta alcanzar cualquiera de los objetivos planteados al inicio del proyecto. El ciclo de agricultura de precisión inicia con la obtención de un mapa de rendimiento; el cual permite establecer la variabilidad existente en los campos de producción, conociendo la causa de la variabilidad se pueden aplicar tecnologías de tasa variable para corregir la variabilidad detectada. El objetivo de este trabajo es demostrar cómo se realiza el procesamiento de las imágenes para poder realizar análisis multitemporal. El análisis se hace a través del cálculo del Índice de Vegetación de Diferencia Normalizada. (NDVI, Normalizad Difference Vegetation Index). MATERIALES Y MÉTODOS Materiales Misión Landsat: El proyecto Landsat es una iniciativa conjunta entre el Servicio Geológico de Estados Unidos (USGS por sus siglas en inglés) y la Administración Nacional de la Aeronaútica y del Espacio (NASA por sus siglas en inglés). La misión Landsat es un sistema que tiene la mayor captación y almacenaje de datos prácticamente ininterrumpido en el tiempo (más de 40 años) para todas las partes emergidas de la Tierra. Existen más de 200 satélites y más de 500 sensores en la órbita de la Tierra, de la cual probablemente la misión más completa de observación de la Tierra a nivel temporal y geográfico, una más que interesante resolución espectral, una razonable resolución temporal y calidad radiométrica es la misión Landsat. (Pons, 2014). Las distintas misiones que han existido de satélites Landsat son las siguientes: Landsat 1: 1972-1978; Landsat 2: 1975-1982; Landsat 3: 1978-1983; Landsat 4: 1982-1993. Landsat 5: 1984-funcionando actualmente; Landsat 6: 1995-1995; Landsat 7: 1999-funcionando actualmente y Landsat 8: 2012-funcionando actualmente. (Pons, 2014). El lanzamiento de Landsat 8 a través del proyecto Landsat Data Continuity Mission (LDCM), se produjo el día 11 de febrero de 2013. (USGS, 2015) Satélite Landsat 8: Características de funcionamiento del satélite Landsat 8: Heliosíncrono. Es una órbita geocéntrica combinando altitud e inclinación para lograr que un objeto en esa órbita pase sobre una determinada latitud terrestre a un mismo tiempo solar local. Para el

302
caso de Guatemala el satélite toma las imágenes el día que le toca entre las 10:00 y 11:00 horas. 705 km de altura orbital. Cruce del Ecuador a las 10:00 am ± 15’ en nodo descendente (imágenes diurnas). WRS-2. Sistema de referencia mundial (la zona cañera de Guatemala se encuentra en los códigos o regiones 20-50 y 21-50 de este a oeste) 2 sensores: * OLI (Operational Land Imager) * TIRS (Thermal Infrared Sensor) 170 km cubre una imagen en dirección norte-sur 183 km cubre una imagen en dirección este-oeste Revisita de 16 días en el peor de los casos. (USGS, 2015) Las imágenes están disponibles en los servidores del United States Geological Survey y se pueden descargar del siguiente enlace: www.earthexplorer.usgs.gov Imágenes de Landsat 8
En el Cuadro 1 se presenta la información de las bandas disponibles en las imágenes de Landsat 8 con respecto al número y nombre de banda, la longitud de onda que cubre expresada en micrómetros y la resolución espacial en metros de cada una de las bandas. Los productos proporcionados por LDCM son productos que se encuentran en formato de niveles digitales enteros (DN) con una resolución radiométrica de 16 bits. Estos se pueden convertir a valores de reflectancia en el techo de la Atmósfera (TOA) - (bandas 1-9) o radiación (bandas 1-11) con factores de escala previstas en el producto metadatos. El archivo de salida de las imágenes ocurre en formato L1Gt/L1t, los cuales se encuentran radiométrica y geométricamente corregidos y están disponibles en formato GeoTIFF. Los productos del tipo L1Gt consisten en datos del tipo L1R con correcciones geométricas sistemáticas aplicadas y muestreos para el registro a una proyección cartográfica referenciada a WGS84, G873 o su versión actual. Los productos del tipo L1R consisten en datos de imágenes radiométricamente corregidas. Estos se encuentran derivados de datos L0 y son escalados a valores de radiancia espectral o reflectancia. Los productos de datos L1T consisten en productos de datos L1R con correcciones geométricas sistemáticas aplicadas, utilizando para ello puntos de control terrestre (GCP) o información de posición integrada a bordo para entregar una imagen registrada a una proyección cartográfica, referenciada a WGS84, G873, o a su versión actual. Adicionalmente los datos también contienen una corrección topográfica por el desplazamiento del terreno debido al relieve (Ariza, 2013).
Cuadro 1. Información de las bandas disponibles en las imágenes de Landsat 8
Bandas Longitud de onda
(micrómetros) Resolución espacial
(metros) Banda 1 – Aerosol costal 0.43 – 0.45 30 Banda 2 – Azul 0.45 – 0.51 30 Banda 3 – Verde 0.53 – 0.59 30 Banda 4 – Rojo 0.64 – 0.67 30 Banda 5 – Infrarrojo cercano (NIR) 0.85 – 0.88 30 Banda 6 – SWIR 1 1.57 – 1.65 30 Banda 7 – SWIR 2 2.11 – 2.29 30 Banda 8 – Pancromático 0.50 – 0.68 15 Banda 9 – Cirrus 1.36 – 1.38 30 Banda 10 – Infrarrojo térmico (TIRS) 1 10.60 – 11.19 100 Banda 11 – Infrarrojo térmico (TIRS) 2 11.50 – 12.51 100 Fuente: http://landsat.usgs.gov/band_designations_landsat_satellites.php

303
Procedimiento:
Descarga de imágenes de los servidores de USGS
Se necesita acceder al servidor de USGS donde se encuentran disponibles las imágenes de forma gratuita en el siguiente link: www.earthexplorer.usgs.gov. Se debe de crear una cuenta la cual se puede hacer de forma gratuita. Al crear la cuenta se necesita seguir la siguiente metodología para poder descargar una imagen.
Acceder a la ventana Search Criteria Seleccionar la pestaña Path/Row Selecciona en la pestaña Type el sistema de referencia mundial WRS2 En los campos de los ítems Path (columna) y Row (fila) se deben de introducir los valores correspondientes a la región del mundo de donde se quieren obtener las imágenes. (La zona cañera de Guatemala de la costa sur del país se encuentra ubicada en las columnas 20 y 21 y en la fila 50, las líneas de división se pueden ver en la Figura 1, se debe de considerar el área de interés, en los valores a utilizar. Acceder a la ventana Data Sets Seleccionar en el ítem Landsat Archive el campo L8 OLI/TIRS Presionar el botón Results Seleccionar la imagen que se desea en base a la fecha y proceder a descargarla. Las imágenes tienen un tamaño en disco entre 700 y 1100 MB, por cada fecha disponible.
Figura 1. Regiones donde se encuentra ubicada la zona cañera de Guatemala en el sistema WRS-2

304
Procesamiento de la imagen El análisis de las imágenes se realiza con dos software, la primera parte del proceso se realiza en ENVI 4.7 de Exelis y la segunda parte con ArcMap 10.2 de ArcGIS de ESRI. Las imágenes de Landsat 8 cuentan con corrección geométrica y radiométrica; por lo cual es necesario realizar una corrección atmosférica para poder analizar las imágenes de manera temporal. El proceso de corrección atmosférica se realiza en el software ENVI 4.7. La metodología utilizada para la corrección atmosférica se presenta en la Figura 2. En la Figura 2 se observa que la corrección atmosférica se puede realizar por 2 métodos (existen varios más). DOS (Dark Object Subtraction). (Chavez, 1988) y FLAASH (Fast Line-of-sight Atmospheric Anaysis of Hypercubes) El método DOS descrito por Chavez (1988), hace correcciones de los efectos de la atmósfera al considerar que lugares como el agua deberían de tener valores de reflectancia con cierto comportamiento y al existir el efecto de las nubes, neblina, vapores, aerosoles, rocío entre otros; afectan la calidad del dato obtenido con el satélite. Por este motivo se toman en
cuenta regiones de interés en áreas como agua profunda o sombras muy obscuras en la imagen que se está procesando, para realizar en base en esos datos la corrección atmosférica de la imagen. Es un método muy comúnmente utilizado por los expertos a nivel internacional. El método FLAASH es un componente que se encuentra en el software ENVI desarrollado por Exelis. Es un método que toma en cuenta la ubicación de la imagen, el tipo de sensor, la fecha, la hora en la que se tomó la imagen. También se debe de utilizar la elevación media de la imagen, el tamaño de pixel. Utiliza un modelo atmosférico de acuerdo a la cantidad de vapor de agua y la temperatura de la superficie del aire; valores generalizados de acuerdo a la latitud de la zona de estudio. Para el caso de Guatemala se utiliza el modelo Tropical que tiene 27 grados Celsius de temperatura de la superficie del aire y 4.11 g/cm2 de vapor de agua. Utiliza un modelo de aerosol, el cual depende del tipo de aerosol o neblina que predomina en la imagen; determinado principalmente por el tipo de circunstancias que ocurren en la imagen. Para el caso de Guatemala se considera el modelo Rural; el cual representa áreas que no son afectadas por fuentes de aerosol urbano o generado por industrias, como en el caso de ciudades grandes como el Distrito Federal de México. De acuerdo con Elsaid (2015) para las imágenes Landsat 8, el método con mejores resultados para la corrección atmosférica es el método FLAASH, por lo cual todas las imágenes procesadas por CENGICAÑA, se están realizando con este método. Posteriormente se hace el cálculo del Índice de vegetación de diferencia normalizada (NDVI por sus siglas en ingles). El NDVI es un índice usado para estimar la cantidad, calidad y desarrollo de la vegetación con base a la medición, por medio de sensores remotos instalados comúnmente desde una plataforma espacial, de la intensidad de la radiación de ciertas bandas del espectro electromagnético que la vegetación emite o refleja. Las plantas absorben radiación solar en la región espectral de radiación fotosintética activa, la cual es usada como fuente de energía en el proceso de fotosíntesis. Las células vegetales han evolucionado para dispersar la radiación solar en la región espectral del infrarrojo cercano, la cual lleva aproximadamente la mitad del total de la energía solar, debido a que el nivel de energía por fotón en ese dominio no es suficiente para sintetizar la moléculas orgánicas, una fuerte absorción en este punto sólo causaría en un sobrecalentamiento de la planta que dañaría los tejidos. Debido a lo anterior la vegetación aparece relativamente oscura en la región de radiación fotosintética activa y relativamente brillante en el infrarrojo cercano. Para calcular el índice se utiliza el valor de reflectancia en la banda rojo e infrarrojo. A través de una operación se obtienen valores de NDVI por pixel, tomando valores entre -1 y 1. Todo valor

305
superior a 0 indica presencia de vegetación y entre más cercano es a 1, indica una
mayor cantidad de biomasa por pixel. La forma de calcular el índice y una representación de un índice alto comparado con uno bajo se presenta en la Figura 3.
Figura 2. Proceso para realizar corrección atmosférica de las imágenes Landsat 8. FUENTE: Elsaid, 2015
Figura 3. Cálculo e interpretación de NDVI
Fuente: http://earthobservatory.nasa.gov/Features/MeasuringVegetation/measuring_vegetation_2.php

306
La segunda parte del proceso se está realizando con el software ArcMap 10.2. La metodología se presenta en la Figura 4.
Figura 4. Modelo de Model Builder para concluir el proceso de las imágenes Landsat 8
En la segunda parte del proceso, lo que se hace es utilizar la banda de calidad que poseen las imágenes de Landsat 8 para quitar de la imagen las áreas donde se observan las nubes, las cuales dan un resultado incorrecto. Se utiliza el valor 21000 de número digital de la imagen de calidad para poder quitar las nubes y posteriormente se entregan a los usuarios de la Agroindustria Azucarera las imágenes ya procesadas. RESULTADOS DE IMÁGENES PROCESADAS A julio de 2015, se han procesado 43 imágenes de la región 20-50 y 48 imágenes de la región 21-50, las cuales están disponibles para ser usadas por los técnicos de la Agroindustria
Azucarera. Se pueden obtener a través de los miembros del Comité de Agricultura de Precisión de la Agroindustria Azucarera. En la Figura 5 se puede observar un ejemplo de la imagen de fecha 3 de julio de 2015 de la finca Monte Alegre del ingenio La Unión.
Figura 5. Imagen de NDVI de fecha 3 de julio de 2015 de la finca
Monte Alegre del Ingenio La Unión

307
En la Figura 5 se observa que la parte norte de la finca la cual se corta en noviembre y diciembre, cuyos lotes tienen 8 meses de edad, los valores de NDVI están entre 0.75 y 0.85. Los lotes del sur de la finca que se cortan en abril y mayo, cuyos lotes tienen entre 3 y 4 meses de edad; los valores de NDVI están entre 0.4 y 0.65. Se observa la presencia de vetas de arena, cuyas áreas de rebrote tienen un comportamiento no parejo en todo el lote. Para verificar estas áreas en campo y poder hacer alguna acción correctiva que todavía permite el cañaveral, es útil para los técnicos encargados de producción el uso de las imágenes como una herramienta de gestión de las áreas bajo su administración. CONCLUSIONES Las imágenes del satélite Landsat 8 se pueden utilizar como una herramienta para obtener mapas de productividad de los campos cultivados con caña de azúcar para iniciar procesos de agricultura de precisión. Las imágenes del satélite Landsat 8 se pueden utilizar como una herramienta de gestión por parte de los técnicos
encargados de la producción de caña de azúcar para realizar el seguimiento de los campos bajo su administración. El método de corrección atmosférica FLAASH de ENVI es una buena herramienta para utilizarla en imágenes del satélite Landsat 8. Las acciones a seguir con las imágenes deben de ser las siguientes: entregar cada 16 días la imagen procesada a los ingenios; validar en campo la interpretación de cada color obtenido en el NDVI y realizar investigaciones para obtener aplicaciones a partir del análisis de las imágenes. LITERATURA CITADA
Ariza, A. 2013. Descripción y Corrección de Productos Landsat 8 - LDCM. Centro de Investigación y Desarrollo CIAF. Instituto Geográfico Agustín Codazzi. Colombia. Chavez, Jr. P. 1988. An Improved Dark-Object Subtraction Technique for Atmospheric Scattering Correction of Multispectral Data. Remote sensing of environment 24:459-479. Elsaid, M. 2015. Landsat 8 Image Processing. Egipto. Comunicación vía correo electrónico. Pons, Xavier. 2014. Landsat 8 Novedades y posibilidades. Departament de Geografia. Universitat Autónoma de Barcelona. España. Disponible en la web: https://blogpnt.files.wordpress.com/2009/06/xavierpons_sistema_landsat8.pdf. USGS (United States Geological Survey). 2012. Landsat Data Continuity Mission (LDCM). Mission Data. Data Format Control Book (DFCB). LDCM-DFCB-001. v6. United States. USGS (United States Geological Survey). 2015. Página web: www.landsat.usgs.gov

308
TERCERA APROXIMACIÓN DE MAPAS TEMÁTICOS DE ANÁLISIS FÍSICOS DE SUELOS: HERRAMIENTA DE APOYO PARA EL PROCESO DE RIEGO EN LA
AGROINDUSTRIA AZUCARERA GUATEMALTECA
Braulio Villatoro1; Rodolfo Fuentes2; Wendy de Cano3
1Especialista; 2Técnico en Agricultura de Precisión; 3Jefe de Laboratorio Agronómico, CENGICAÑA
RESUMEN
En la agroindustria azucarera en distintas épocas se ha hecho el esfuerzo por tener mapas de las características de la zona cañera de la costa sur de Guatemala, de forma actualizada, tal es el caso de mapas de fertilidad y texturas. En el caso de mapas de texturas, se han hecho dos aproximaciones desde el año 2005. La primera se entregó en el año 2006, para la cual se planificó realizar un muestreo de suelos. Se determinó elaborar una muestra por cada 60 hectáreas de área administrada, lo cual daba como resultado 2805 muestras. Se realizaron 1809 muestras (64.5 por ciento). Se entregó el mapa de texturas. La segunda aproximación se entregó en el año 2009; se obtuvieron del laboratorio agronómico de CENGICAÑA 1578 muestras, las cuales se agregaron a las 1809 de la primera aproximación y eso permitió tener en total 3387 muestras para la segunda aproximación. Se entregaron mapas de texturas, arena, limo y arcilla. En esta ocasión se realizó la tercera aproximación de mapas de análisis físicos de suelos de la zona cañera de la costa sur de Guatemala; se siguió la siguiente metodología dividida en 7 etapas: a) Recopilación de la base de datos de muestras analizadas en el laboratorio de CENGICAÑA durante los años 2004 al 2014, b) Análisis de la información y depuración de la base de datos, c) Georeferenciación de las muestras, d) Revisión de metodología de interpolación, e) Análisis espacial, f) Edición de mapas y g) Identificación de la distribución espacial de los atributos físicos de suelos. Se obtuvieron del laboratorio un total de 11,087 muestras con información de análisis físicos (porcentaje de arcilla, porcentaje de limo, porcentaje de arena, textura, porcentaje de capacidad de campo, porcentaje de punto de marchitez permanente, densidad aparente «g cc-1» y porcentaje de humedad gravimétrica). Como resultado del análisis y depuración de la base de datos, se obtuvieron 6,324 muestras con resultados de texturas (arena, limo y arcilla) y 3,838 muestras con resultados de capacidad de campo, punto de marchitez permanente y densidad aparente. Se presenta la metodología y el análisis de la distribución espacial de los diferentes atributos físicos (clase textural, porcentaje de arena, porcentaje de limo, porcentaje de arcilla, capacidad de campo, punto de marchitez permanente, densidad aparente y lámina de humedad aprovechable) según la estratificación altitudinal y las zonas de producción de la zona cañera.
PALABRAS CLAVE: Análisis físico de suelos, texturas, SIG.

309
ABSTRACT The sugar industry, in different times, has made the effort to have updated maps of the characteristics of the sugar cane area of the southern coast of Guatemala, as in the case of fertility and texture maps. Two approximations of the texture maps have been elaborated since 2005. The first was completed in 2006, and a soil sample program was initiated, planning to take one sample for every 60 hectares of land under administration, projecting to end up with 2805 samples. At the end, 1809 samples were taken (64.5 per cent) and the texture map finished. The second approximation was given in 2009. Data for 1578 samples was obtained from the Agronomic Lab in CENGICAÑA database plus data from the 1809 samples of the first approximation, giving information for 3387 samples. Maps were elaborated for soil texture and contents of sand, clay and silt. The third approximation of maps for the physical characteristics of soils in the sugar cane in the Guatemalan south coast was completed in this occasion; the methodology was divided in 7 stages: a) collecting the information from the Agronomic Lab in CENGICAÑA for soil samples analyzed between 2004 and 2014; b) analyzing and depurating information from the database; c) georeferencing of samples; d) revising the methodology of interpolation; e) space analysis; f) map editing and g) Identification of the spatial distribution of the physical attributes of soil. Information of analysis for 11087 physical parameters (percentage of clay, silt percentage, percentage of sand, texture, percentage of field capacity, percentage of permanent wilting point, bulk density «g cc-1» and gravimetric moisture percent). The outcome of the analysis and depuration of the database allowed for obtaining results of texture (sand, silt and clay) for 6,324 samples and results of field capacity, wilting point and bulk density for 3,838 samples. Methodology and analysis of the spatial distribution of different physical attributes (texture class, percentage of sand, silt percentage, and percentage of clay, field capacity, wilting point, bulk density and available moisture film) is presented by altitudinal stratification and production areas in the sugarcane area. KEY WORDS: physical analysis of soil, texture, GIS
310
INTRODUCCIÓN En los proyectos donde se utilizan los sistemas de información geográfica, se acostumbra cuando se realiza un proyecto con varias versiones en el tiempo, denominarlos << aproximaciones>>. Debido a que por la naturaleza de la información y el tipo de análisis realizado, no se puede llegar a determinar con 100 por ciento de precisión el comportamiento de una variable en el espacio y tiempo. Con cada nueva aproximación se utiliza nueva información o nuevas metodologías de análisis. Para el caso de la zona cañera de Guatemala, los mapas de fertilidad y texturas, se vienen realizando desde el 2006 por parte del área de Sistemas de Información para Agricultura de Precisión de CENGICAÑA. A la fecha, se han publicado la primera, segunda y tercera aproximación de mapas de fertilidad y la primera y segunda aproximación de mapas de texturas (Suárez y Pérez, 2006), (Villatoro, Pérez, Suárez, De Cano y Del Cid, 2009), (Villatoro, Fuentes y De Cano, 2014). En el 2006 se elaboró la <<Primera aproximación de los mapas temáticos de fertilidad y texturas: Herramientas para la planificación>> (Suárez y Pérez, 2006). En dicho proyecto el Comité de Zonificación Agroecológica planteó una densidad de muestreo para la zona cañera de una muestra por cada 60
hectáreas de terreno unas 2805 muestras; de las programadas se alcanzaron a muestrear 1809 muestras (64.5 por ciento) con información de propiedades físicas. Para la <<Segunda aproximación de mapas temáticos de fertilidad y texturas>> (Villatoro et al., 2009), se contaba con la información geoespacial de las áreas de producción de los diferentes ingenios azucareros de la agroindustria guatemalteca, con lo cual se simplifico la georeferenciación de muestras de suelo. Se recopiló la base de datos de los resultados de análisis de suelo, que el Laboratorio Agronómico de CENGICAÑA realizó del 2002 al 2008 (julio), a cada muestra se le asignó las coordenadas según el lote al que pertenecen; obteniéndose 1,578 muestras con información de texturas, éstas fueron agregadas a las muestras utilizadas en la Primera Aproximación; totalizando 3,387 con información de texturas, con las cuales se generó el mapa de clases texturales, porcentaje de arena, porcentaje de limo y porcentaje de arcilla. Considerando el crecimiento y lo dinámico de la Agroindustria Azucarera de Guatemala, el Comité de Agricultura de Precisión ha solicitado actualizar el mapa de texturas, para que se puedan incluir las nuevas zonas de producción y se pueda detallar de mejor manera los mapas actuales, considerando que ya pasaron seis años desde la última entrega y es probable que en la mayoría de lotes se haya cumplido un ciclo de cultivo y se haya realizado una nueva muestra. Por lo cual en este documento se presenta la metodología utilizada para la elaboración de la Tercera Aproximación de los mapas de análisis físicos y además se agrega el análisis de la distribución espacial de los diferentes atributos físicos (clase textural, porcentaje de arena, porcentaje de limo, porcentaje de arcilla, capacidad de campo, punto de marchitez permanente, densidad aparente y lámina de humedad aprovechable) según la estratificación altitudinal y las zonas de producción de la zona cañera. OBJETIVOS Elaborar la tercera aproximación de mapas temáticos de análisis físicos de suelos (clase textural, porcentaje de arena, porcentaje de limo, porcentaje de arcilla, capacidad de campo <<CC>>, punto de marchitez permanente <<PMP>>, y densidad aparente <<Da>> lámina de humedad aprovechable <<LHA>>) de la zona cañera, a partir de la georeferenciación de información de los análisis físicos de las muestras de suelos realizados por el Laboratorio Agronómico de CENGICAÑA durante el período enero/2004 a diciembre/2014. Analizar el método de interpolación que mejor se adapte a la variación espacial de los atributos físicos de suelos en la zona cañera de la costa sur de Guatemala.

311
Cuantificar la distribución espacial de los atributos físicos de suelos de acuerdo a la estratificación altitudinal y las zonas de producción de la zona cañera de la costa sur de Guatemala. METODOLOGÍA La elaboración de la Tercera Aproximación de los mapas de atributos físicos de suelos, fue realizada en 7 etapas: a) Recopilación de la base de datos de muestras analizadas en el Laboratorio Agronómico de CENGICAÑA de 2004 al 2014, b) Análisis de la información y depuración de la base de datos, c) Georeferenciación de las muestras, d) Revisión de metodología de interpolación, e) Análisis espacial, f) Edición de mapas y g) Identificación de la distribución espacial de los atributos físicos de suelos. Recopilación de la base de datos de muestras analizadas en el Laboratorio Agronómico de CENGICAÑA de 2004 al 2014 Se obtuvo la base de datos del Laboratorio Agronómico de CENGICAÑA de todas las muestras realizadas con resultados de análisis físico de suelos durante el período enero/2004 a diciembre/2014. Los resultados son almacenados en un archivo electrónico por servicio y por año en que se realizó. En cada registro de muestra analizada se tiene al menos el número de
lote, nombre de la finca y nombre del ingenio de donde se obtuvo la muestra. Análisis de la información y depuración de la base de datos Con herramientas de hojas electrónicas se revisó la homogeneidad de los resultados de las muestras de laboratorio, consignando así información consistente para la elaboración de los mapas. La base de datos fue depurada, eliminando muestras que fueron extraídas de estratos sub-superficiales, de áreas de ensayos de investigación, muestras que no tenían identificación de procedencia y muestras de un mismo lote, realizada en diferentes años, utilizándose el criterio de utilizar la muestra más reciente. Georeferenciación de las muestras Utilizando el archivo tipo shapefile que ha sido actualizado por parte de los miembros del Comité de Agricultura de Precisión hacia el área de Agricultura de Precisión, se ubicaron espacialmente las muestras. Se utilizó el sistema de coordenadas UTM zona 15 norte, datum WGS 84. El procedimiento para georeferenciar las muestras de suelo fue el siguiente: a. Se generó un archivo de centroides de todos los lotes
administrados por los ingenios utilizando la herramienta de geoprocesamiento: Data management tools > Features > Features to point.
b. Se obtuvieron las coordenadas de cada centroide utilizando la herramienta de geoprocesamiento: Data management tools > Features > Add XY coordinates.
c. Se unió la información de la base de datos de análisis físicos, con la información de ubicación de los lotes de caña. En este procedimiento se utiliza el campo código de lote, el cual tienen que existir en ambos archivos. En este paso se utiliza la herramienta de geoprocesamiento: Joins and relates > Join > Join attributes from a table.
Revisión de metodología de interpolación En la <<Primera aproximación>> Suárez y Pérez (2006) y en la <<Segunda Aproximación>> (Villatoro et al., 2009) se utilizó la información de materia orgánica para determinar que método de interpolación, de los tres que ofrece el paquete (ArcGIS® (ESRI, 2010) versión 9.2 -Spline, IDW, Kriging-) proporcionaba mejores valores de predicción. Utilizando herramientas del SIG –Zonal Statistics-; se determinó que el método de interpolación IDW muestra valores de materia orgánica similares a los contenidos en la base de datos; recomendando utilizar el método IDW para realizar mapas de fertilidad y texturas en la zona cañera de Guatemala. Sin embargo, en la Tercera aproximación de mapas de fertilidad Villatoro et al., (2014) se utilizó una metodología diferente para la

312
interpolación de los mapas. Se utilizó el método geoestadístico Kriging. El método Kriging se basa en el modelo del semivariograma que mejor explica la distribución espacial de la variable analizada. Los datos del modelo para posteriormente realizar la interpolación que explicará de mejor forma la distribución espacial de cada atributo y se recomendó utilizar dicho método para la realización de mapas de fertilidad. Por tal motivo se revisó la metodología de interpolación a utilizar. Se utilizó el atributo porcentaje de arena para validar la metodología de interpolación.
Análisis espacial La distribución espacial se determinó a través del uso de las herramientas de análisis espacial del software ArcView® (ESRI, 2010), procesando los atributos físicos de suelos a través de los principios de interpolación y extrapolación contenidos en el software. Para el caso del mapa de texturas se elaboraron tres capas GRID, una para cada tipo de partículas del suelo -arcilla, limo y arena- Estas capas fueron la base para determinar los 12 tipos texturales –según el triángulo textural definido por USDA- las cuales fueron obtenidas utilizando álgebra de mapas.
Como mapa base se utilizaron los linderos de las fincas obtenidos a través de los shapefiles de las fincas
administradas por los ingenios, que el Comité de Zonificación Agroecológica ha facilitado al área de SIAP de CENGICAÑA, actualizados hasta julio/2015. Todos los shapefiles se unieron en uno solo a través de la herramienta de geoprocesamiento Analysis Tools > Overlay > Union. Posteriormente se realizó un agrandamiento de los linderos de las fincas a través del uso de la herramienta de geoprocesamiento Analysis Tools > Proximity > Buffer. Para el caso del cálculo de la lámina de humedad aprovechable, se hizo el cálculo en el estrato 0-30 cm a través de la herramienta de geoprocesamiento Raster calculator utilizando la fórmula: LHA=CC-PMP 100-1*Da*/Zr. Edición de mapas Para editar los mapas se procedió a reclasificar las capas GRID elaboradas en la fase de análisis espacial, los criterios de agrupación se presentan en el Cuadro 1. Luego de haber desarrollado la reclasificación de los atributos analizados, se editó un mapa para cada atributo, totalizando un juego de 7 mapas que corresponden a la Tercera Aproximación de mapas de análisis físicos, siendo los siguientes: Clase textural, arena (%), limo (%), arcilla (%), capacidad de campo (%), punto de marchitez permanente (%) y densidad aparente (g/cc). Se elaboraron en formato raster (grid de ArcGIS versión 10.2) con un tamaño de píxel de 25 x 25 metros, equivalentes a 0.0625 hectáreas de superficie. Identificación de la distribución espacial de los atributos de fertilidad Estratos de producción: La información generada en los mapas temáticos de análisis físicos se agruparon dentro de las cuatro estratos altitudinales de la zona cañera: estrato litoral (menor de 40 msnm), estrato bajo (40-100 msnm), estrato medio (100-300 msnm) y estrato alto (mayor de 300 msnm), con el fin de estimar la distribución espacial de cada atributo evaluado. La información se presenta como porcentaje del área de cada estrato de acuerdo a los rangos de clasificación de cada atributo; por lo cual en cada estrato se obtiene el 100 por ciento de distribución en los rangos establecidos. Zonas de producción: La información generada en los mapas temáticos de análisis físicos se agrupó dentro de las 20 zonas de producción de la zona cañera de la costa sur de Guatemala, se obtuvo el valor promedio de cada atributo dentro de cada zona de producción.

313
Cuadro 1. Criterios de agrupación de parámetros de fertilidad y texturas en el estrato 0-30 cm
Arena Limo Categoría % de arena Categoría % de limo
1 0 – 20 1 0 – 20 2 20.1 – 40 2 20.1 – 40 3 40.1 – 60 3 40.1 – 60 4 60.1 – 80 4 60.1 – 80 5 > 80.1 5 > 80.1
Arcilla Densidad aparente Categoría % de arcilla Categoría g/cc
1 0 – 10 1 0 – 0.75 2 10.1 – 20 2 0.76 – 1.00 3 20.1 – 40 3 1.00 – 1.25 4 40.1 – 60 4 1.26 – 1.50 5 > 60.1 5 > 1.51
Capacidad de campo (CC) Punto de marchitez permanente (PMP) Categoría % de CC Categoría % de PMP
1 0 – 10 1 0 – 10 2 10.1 – 20 2 10.1 – 15 3 20.1 – 30 3 15.1 – 20 4 30.1 – 40 4 20.1 – 25 5 > 40.1 5 > 25.1
Textura Lámina de humedad aprovechable (mm) Categoría* Tipo Textural Categoría mm
2 Arenoso 1 0 – 30 3 Franco Arenoso 2 30.1 – 40 4 Arena Franca 3 40.1 – 50 5 Franco 4 50.1 – 60 6 Franco Limoso 5 > 60.1 7 Limoso 8 Franco Arcilloso 9 Franco Arcillo Arenoso
10 Franco Arcillo Limoso 11 Arcillo Arenoso 12 Arcillo Limoso 13 Arcilloso
*La categoría 1 se omite por procesos del SIG RESULTADOS Recopilación de la base de datos de muestras analizadas en el laboratorio de CENGICAÑA durante los años 2004 al 2014 En la elaboración de la tercera aproximación de los mapas de análisis físicos se obtuvieron del Laboratorio Agronómico un total de 11,087 muestras con información de análisis físicos (porcentaje de arcilla, porcentaje
de limo, porcentaje de arena, textura, porcentaje de capacidad de campo, porcentaje de punto de marchitez permanente, densidad aparente <<g cc-
1>> y porcentaje de humedad gravimétrica). Análisis de la información y depuración de la base de datos Como resultado del análisis y depuración de la base de datos, se obtuvieron 6,324 muestras con resultados de texturas (arena, limo y arcilla) y 3,838 muestras con resultados de capacidad de campo, punto de marchitez permanente y densidad aparente. El número de muestras obtenidas y las finalmente utilizadas en los mapas de texturas y en los mapas de CC, PMP y Da se presentan en el Cuadro 2.

314
Cuadro 2. Número de muestras utilizadas en los mapas de texturas y CC, PMP y Da
AÑO MUESTRAS TOTALES MUESTRAS TEXTURAS MUESTRAS CC, PMP y Da
2004 773 91 47
2005 1,023 251 207
2006 336 29 25
2007 1,968 628 92
2008 547 167 59
2009 1,049 532 305
2010 638 399 174
2011 1,293 1,057 120
2012 1,151 969 740
2013 1,413 1,311 1,289
2014 896 890 780
TOTAL 11,087 6,324 3,838
Georeferenciación de las muestras El número de muestras utilizadas para el análisis de texturas y el análisis de CC, PMP y Da por cada ingenio se presenta en el Cuadro 3 y la distribución de las muestras por ingenio se presenta en la Figura 1. Cuadro 3. Número de muestras por ingenio utilizadas en el mapa de texturas y CC, PMP y Da.
INGENIO MUESTRAS TEXTURAS MUESTRAS CC, PMP Y Da
CONCEPCION 870 633 LA UNION 470 400 MADRE TIERRA 328 247 MAGDALENA 290 186 PALO GORDO 526 490 PANTALEON 2,008 1,446 SANTA ANA 1,282 307 SANTA TERESA 4 0 TRINIDAD 258 45 TULULA 288 84 TOTAL 6,324 3,838

315
Figura 1. Ubicación de muestras por ingenio utilizadas en los mapas de texturas Revisión de metodología de interpolación Se realizó la comparación entre los valores obtenidos en el muestreo y los valores obtenidos después del proceso de interpolación de los métodos IDW y Kriging del atributo porcentaje de arena. Los resultados de la comparación de los métodos se presentan en las Figuras 2 y 3. Como resultado de las pruebas se consideró utilizar el método IDW “Inverse Distance Weighted” debido, principalmente, a que el método estima con un peso igual a los valores extremos (máximo y mínimo) de la muestra; en comparación al método Kriging, el cual les da un menor peso y que, por lo tanto, muestra valores extremos más alejados de los datos originales de las muestras. Estos resultados concuerdan con los obtenidos por Suárez y Pérez
(2,006) en base al análisis efectuado en la primera aproximación de mapas temáticos de fertilidad y texturas, donde esté método resulto el adecuado para interpolación de datos de fertilidad. Para el caso de mapas de texturas en las condiciones de la zona cañera de la costa sur de Guatemala se recomienda el método IDW, debido a que los mapas de texturas se obtienen del análisis de las capas arena, limo y arcilla de forma separada.
Figura 2. Comparación de valor de muestreo y valor estimado con el
método IDW del atributo porcentaje de arena

316
Figura 3. Comparación de valor de muestreo y valor estimado con el método Kriging del atributo porcentaje de arena
Edición de mapas Los mapas se entregaron en formato electrónico (CD) el 23 de septiembre de 2015 en reunión del Comité Técnico Asesor. El disco entregado contiene 7 mapas: arena, limo, arcilla, texturas, capacidad de campo, punto de marchitez permanente, densidad aparente y lámina de humedad aprovechable. Los mapas entregados se encuentran en formato PNG (imagen), PDF (para visualización en Acrobat Reader), raster (para su manipulación en ArcGIS o cualquier sistema de información geográfica) y el layer de cada uno, además se entregaron los mapas con la información de la localización de los puntos de las tomas de las muestras utilizadas para el análisis. Además los mapas se encuentran disponibles en la página web de CENGICAÑA www.cengicana.org, en la sección Mapas zona cañera > Suelos > Texturas. En la Figura 4 se puede observar el mapa de Texturas de la zona cañera.
Identificación de la distribución de los parámetros de fertilidad Con base en la información generada en la Tercera Aproximación de los mapas de análisis físicos, se cuantificaron los patrones de distribución de los distintos atributos de la zona cañera de la costa sur, a través de la estimación del porcentaje de área que ocupan dentro de los diferentes estratos altitudinales, en función de los criterios de agrupación mencionados en el Cuadro 1. Los resultados se muestran en los Cuadros 4 al 11.
Figura 4. Tercera Aproximación de mapa de clases texturales de
la zona cañera

317
Cuadro 4. Distribución de los parámetros de fertilidad de acuerdo a la estratificación altitudinal
Estrato A
ren
oso
Fra
nco
are
noso
Are
na
fran
co
Fra
nco
Fra
nco
lim
oso
Lim
oso
Fra
nco
arc
illos
o
Fra
nco
arc
illo
aren
oso
Fra
nco
arc
illo
limos
o
Arc
illo
aren
oso
Arc
illo
limos
o
Arc
illos
o
Alto > 300 msnm
0.1 62.0 35.5 1.9 0.0 0.0 0.1 0.4 0.0 0.0 0.0 0.0
Medio 100-300 msnm
0.2 63.8 10.0 17.0 0.0 0.0 6.6 2.3 0.0 0.0 0.0 0.2
Bajo 40-100 msnm
0.1 53.9 9.9 21.3 0.2 0.0 10.8 2.0 0.0 0.0 0.0 1.8
Litoral < 40 msnm
0.1 33.7 6.3 47.7 3.0 0.0 7.2 0.7 0.4 0.0 0.0 0.9
Cuadro 5. Porcentaje de área del atributo arena en los estratos altitudinales
Porcentaje de arena
ALTO MEDIO BAJO LITORAL
0 – 20 0.0 0.0 0.1 0.8
20.1 – 40 0.1 6.3 12.8 25.6
40.1 – 60 15.0 47.9 45.6 53.8
60.1 – 80 80.7 44.1 40.6 19.0
> 80.1 4.1 1.7 0.9 0.8
Cuadro 6. Porcentaje de área del atributo limo en los estratos altitudinales
Porcentaje
de limo ALTO MEDIO BAJO LITORAL
0 – 20 26.3 8.0 7.8 5.4
20.1 – 40 73.4 91.0 88.4 70.0
40.1 – 60 0.3 1.0 3.8 24.4
60.1 – 80 0.0 0.0 0.0 0.1
> 80.1 0.0 0.0 0.0 0.0
Cuadro 7. Porcentaje de área del atributo arcilla en los estratos altitudinales
% ALTO MEDIO BAJO LITORAL
0 – 10 81.4 28.5 29.4 12.3
10.1 – 20 17.2 56.5 49.4 61.1
20.1 – 40 1.5 14.8 19.4 25.7
40.1 – 60 0.0 0.2 1.8 0.9
> 60.1 0.0 0.0 0.0 0.0

318
Cuadro 8. Porcentaje de área del atributo capacidad de campo en los estratos altitudinales
% ALTO MEDIO BAJO LITORAL
0 – 20 0.9 2.2 4.2 7.1
20.1 – 30 22.9 22.8 44.1 39.2
30.1 – 40 47.1 47.5 43.3 49.4
40.1 – 50 27.0 24.0 7.4 4.2
> 50.1 2.1 3.6 1.0 0.1
Cuadro 9. Porcentaje de área del atributo punto de marchitez permanente en los estratos altitudinales
% ALTO MEDIO BAJO LITORAL
0 – 10 1.3 2.8 7.2 9.3
10.1 – 15 22.5 10.0 32.0 32.5
15.1 – 20 36.4 42.9 43.3 41.5
20.1 – 25 33.3 37.2 16.4 15.5
> 25.1 6.5 7.0 1.1 1.2
Cuadro 10. Porcentaje de área del atributo densidad aparente en los estratos altitudinales
g/cc ALTO MEDIO BAJO LITORAL
0 – 0.75 1.0 0.7 0.1 0.1
0.76 - 1 60.1 39.3 15.3 8.7
1.01 - 1.25 37.7 56.3 75.7 81.0
1.25 - 1.5 1.2 3.5 8.5 9.0
> 1.51 0.0 0.2 0.4 1.2
Cuadro 11. Porcentaje de área del atributo lámina de humedad aprovechable en los estratos altitudinales
cm ALTO MEDIO BAJO LITORAL
0 – 30 0.9 9.9 3.2 3.0
30.1 – 40 12.8 17.9 25.0 20.7
40.1 – 50 35.6 22.4 27.7 37.4
50.1 – 60 40.6 34.0 31.4 30.6
> 60.1 10.2 15.8 12.7 8.3

319
También se obtuvo el valor medio de cada parámetro para las 20 zonas de producción de la estratificación de la zona cañera, los cuales se presentan en los cuadros del 12 al 18. Cuadro 12. Cantidad media de arena (%) en las 20 zonas de producción de la zona cañera
Oeste C-oeste Centro C-este Este
ALTO 56.9 62.7 71.8 63.4 MEDIO 49.1 65.5 60.1 58.1 44.5 BAJO 41.0 59.2 61.4 49.9 39.3
LITORAL 39.9 55.2 55.1 53.1 37.6
Cuadro 13. Cantidad media de limo (%) en las 20 zonas de producción de la zona cañera
Oeste C-oeste Centro C-este Este
ALTO 30.4 27.7 20.6 27.7 MEDIO 29.2 24.0 28.4 29.0 33.0 BAJO 30.2 27.9 27.1 33.3 33.7
LITORAL 33.7 30.4 31.4 32.1 40.9 Cuadro 14. Cantidad media de arcilla (%) en las 20 zonas de producción de la zona cañera
Oeste C-oeste Centro C-este Este
ALTO 12.6 9.5 7.6 8.9 MEDIO 21.8 10.5 11.5 13.0 22.5 BAJO 28.8 12.9 11.5 16.8 27.0
LITORAL 26.3 14.4 13.5 14.9 21.5
Cuadro 15. Cantidad media de capacidad de campo (%) en las 20 zonas de producción de la zona cañera
Oeste C-oeste Centro C-este Este
ALTO 43.7 40.3 31.7 41.3 MEDIO 31.7 30.9 37.7 39.0 23.7 BAJO 29.9 29.5 31.5 33.6 27.9
LITORAL 29.9 25.1 28.6 31.4 32.1
Cuadro 16. Cantidad media de punto de marchitez permanente (%) en las 20 zonas de producción de la zona cañera
Oeste C-oeste Centro C-este Este
ALTO 23.1 19.7 15.8 22.4 MEDIO 20.4 15.9 19.4 21.0 12.1 BAJO 18.6 14.8 15.8 18.0 16.5
LITORAL 18.7 13.4 14.2 16.1 17.6

320
Cuadro 17. Cantidad media de densidad aparente (g/cc) en las 20 zonas de producción de la zona cañera
Oeste C-oeste Centro C-este Este
ALTO 0.89 0.93 1.02 0.91 MEDIO 1.04 1.08 1.01 0.98 1.23 BAJO 1.11 1.10 1.11 1.10 1.16
LITORAL 1.09 1.16 1.15 1.11 1.08 Cuadro 18. Cantidad media de lámina de humedad aprovechable (mm) en las 20 zonas de producción de la zona cañera
Oeste C-oeste Centro C-este Este
ALTO 5.37 5.71 4.78 5.15 MEDIO 3.48 4.79 5.43 5.17 4.31 BAJO 3.76 4.80 5.15 5.01 3.95
LITORAL 3.67 4.03 4.88 5.09 4.67 Identificación de la distribución de las texturas Con base en la información generada en la Tercera Aproximación de los mapas de texturas, se cuantificaron los porcentajes de distribución en la zona cañera de la costa sur, a través de la estimación del porcentaje de área que ocupan dentro de los diferentes estratos altitudinales, en función de los criterios de agrupación mencionados en el cuadro 1. Los resultados se muestran en el Cuadro 19. Las clases texturales que dominan en la zona cañera en los distintos estratos altitudinales son: Franco Arenoso y Franco, ocupando el 78.6% del área (47.1 y 31.5 % respectivamente) La distribución de la clase textural Franco Arenoso se encuentra principalmente en el abanico aluvial de los ríos: Coyolate – Acomé – Achiguate
(zona centro); también se encuentran en la llanura aluvial de los ríos Ícán – Nahualate – Madre Vieja y en los Restos de Superficies Planas Originadas por Sedimentos Fluviales. (zona centro oeste) La clase Franco se encuentra en mayor cantidad en la zona litoral (centro, centro este y este) en la parte distal del Abanico Aluvial de los Ríos Coyolate - Acomé – Achiguate y en la Llanura Aluvial del Río María Linda; la zona litoral al ser una zona de deposición de residuos explica el aumento de la clase Franca en esta zona. Los suelos de clase textural arcillosa que se encuentran en la zona cañera son: Franco Arcilloso y Franco Arcillo Arenoso, los cuales se encuentran en los extremos de la zona cañera (oeste y este). Cuadro 19. Porcentaje de área de cada clase textural en la zona cañera de
la costa sur de Guatemala
Clase Textural % de área Arenoso 0.1
Arena franca 10.0 Franco arenoso 47.1
Franco 31.5 Franco limoso 1.5
Limoso 0.0 Franco arcilloso 7.4
Franco arcillo arenoso 1.3
Franco arcillo limoso 0.2 Arcillo arenoso 0.0 Arcillo limoso 0.0
Arcilloso 0.9

321
RECOMENDACIONES Mejorar la identificación de las muestras que se entregan al laboratorio agronómico de CENGICAÑA para su análisis, incluyendo como mínimo el nombre de las finca y el numero de lote de procedencia de la muestra, ya que de esta manera cuando se requiera elaborar una nueva versión de los mapas de la zona cañera o de algún área específica de la misma sea más fácil la identificación de las muestras por parte del área de SIG de CENGICAÑA. Actualizar la información geográfica de las áreas administradas por los ingenios al área de SIG de CENGICAÑA para que se puedan elaborar mapas de interés por parte de la Agroindustria Azucarera. Establecer un adecuado programa de muestreo de suelos en las nuevas zonas de expansión del cultivo para poder completar la información en estas áreas y poderlas incorporar a la información existente para poder realizar actualizaciones de esta versión de los mapas. Para evitar problemas de incompatibilidad e imprecisión entre sistemas de coordenadas, la información geográfica de la ubicación de las muestras debe de ser estandarizada en un mismo sistema de coordenadas y proyección, siendo el propuesto por CENGICAÑA: UTM zona 15 WGS84.
Al estimar o predecir el comportamiento de una variable edafológica por algún método de interpolación, es importante evaluar la efectividad del método de acuerdo a la naturaleza de la variable. No es recomendable establecer un método de interpolación sin conocer a fondo el comportamiento de la variable dentro de la zona de estudio; es necesario establecer controles para validar la información o referirse a estudios que sugieren procedimientos de evaluación de los métodos. BIBLIOGRAFIA ArcGIS 10. 2014. ArcGIS 10 Help. Understanding a semivariogram: The range, sill, and nugget. Ayuda en línea del software ArcView. ESRI (2010). Los mapas presentados en este trabajo fueron credos utilizando el software ArcGIS de Esri. ArcGIS® y ArcMap ™ son propiedad intelectual de Esri y se utilizan en este documento bajo licencia. Copyright © Esri. Reservados todos los derechos. Para obtener más información sobre el software ESRI®, visite www.esri.com. http://blogs.esri.com/esri/arcgis/2010/12/03/using-and-citing-esri-data/ Suárez JA; Pérez O. 2006. Primera aproximación de mapas de fertilidad y texturas: Herramientas para la planificación. In Memoria: Presentación de resultados de investigación. Zafra 2005-2006. CENGICAÑA. Guatemala. p 224-229. Villatoro, B; Pérez, O; Suárez, A; De Cano, W; Del Cid, J. 2009. Segunda aproximación de mapas temáticos de fertilidad y texturas: Herramienta de apoyo para la Agroindustria Azucarera Guatemalteca. In Memoria: Presentación de resultados de investigación. Zafra 2008-2009. CENGICAÑA. Guatemala. p 240-248. Villatoro, B.; Pérez, O.; Suárez, A.; Castro, O.; Rodríguez, M.; Ufer, C. 2009. Zonificación Agroecológica para el cultivo de caña de azúcar de la costa sur de Guatemala (Primera Aproximación). In Memoria: Presentación de resultados de investigación. Zafra 2008-2009. CENGICAÑA. Guatemala. p. 325-331. Villatoro, B; Fuentes, R; De Cano, W. 2014. Tercera aproximación de mapas de fertilidad de la zona cañera de la costa sur de Guatemala. In Memoria: Presentación de resultados de investigación. Zafra 2013-2014. CENGICAÑA. Guatemala. p 362-376.

322
RESPUESTA DE VARIEDADES TARDÍAS A LA MADURACIÓN QUÍMICA
Joel Morales1, Gerardo Espinoza1, Kevin López2, Fernando Ramos3, Werner Cruz3 y Luis Tuchan3 1Especialistas en Malezas y Madurantes-CENGICAÑA; 2Técnico en Malezas y Madurantes-CENGICAÑA; 3Investigación Ingenio Magdalena
RESUMEN El trabajo consistió en evaluar la respuesta de cuatro variedades tardías y una intermedia en caña plantía al uso de madurantes químicos: glifosato y trinexapac-etil, estudiando la variabilidad de respuesta a estímulos exógenos, debido al factor genético. Se encontró que para condiciones del tercer tercio (marzo), la variedad CP72-2086 responde al uso de glifosato aumentando su concentración (kg Az TC-1) de azúcar y por tanto las toneladas de azúcar por hectárea (TAH), recomendándose una ventana de cosecha de 7 semanas, cuando se utilizan dosis altas(1.2 L ha-1) y 9 semanas utilizando dosis baja (0.8 L ha-1). Las variedades SP83-2847 y SP71-6161 responden al uso de trinexapac-etil y no así al glifosato. Las variedades SP79-1287 y CG98-10 no responden a ningún madurante químico evaluado. Respecto a afecciones en rebrote en el ciclo siguiente a la aplicación del madurante (primera soca), se valida lo observado en evaluaciones similares, donde los tratamientos de trinexapac-etil presentan mayor número de tallos por metro y mayor verdor o clorofila (SPAD,URC) de follaje a 30 días después de corte (ddc) pero esta se uniformiza a los demás tratamientos (glifosato y maduración natural) 78 ddc, sin embargo la altura de planta es menor incluso a los 78 ddc en los tratamientos de trinexapac-etil comparado con glifosato y maduración natural.
RESPONSE OF CHEMICAL RIPENING ON LATE CULTIVARS
ABSTRACT The work was to evaluate the response of four late cultivars and an intermediate in planting cane to use chemical ripeners: glyphosate and trinexapac-ethyl, studying the variability of response to external stimuli, due to genetic factor. It was found that the third third conditions (March), the cultivar CP72-2086 responds to increasing use of glyphosate concentration (Az kg TC-1) sugar and therefore tons of sugar per hectare (TAH), recommending 7 weeks harvest, when high doses used (1.2 L ha-1) and 9 weeks using low dose (0.8 L ha-1). Those cultivars SP71-6161 and SP83-2847 respond to the use of trinexapac-ethyl and not to glyphosate. Recommended that the SP71-6161 cultivar harvested in seven weeks. The cultivars CG98-10 and SP79-1287 do not responded to chemical ripening. Regarding conditions in regrowth in the next cycle to the application of the chemical ripening, validates that observed in similar evaluations, where treatments of trinexapac-ethyl the highest number of stalks per meter and more chlorophyll (SPAD, URC ) at 30 days after cutting (DDC) but this is evens to the other treatments (glyphosate and natural maturation) 78 ddc, but plant height is less even at 78 ddc in treatments compared trinexapac-ethyl glyphosate and natural ripening. Keyword: chemical ripening, sugarcane, glyphosate, trinexapac-etil.

323
INTRODUCCIÓN La adopción de nuevas variedades exige la generación de tecnologías adaptadas de manejo. El tercer tercio de cosecha en la agroindustria azucarera de Guatemala, se caracteriza por bajos valores de concentración de azúcar (< 105 kg Az TC-1), lo que provoca la exploración de nuevas variedades tardías, generación y adaptación de tecnologías de manejo incluido el uso de madurantes químicos, para maximizar la concentración de azúcar y programar la cosecha. Las respuestas a los madurantes se deben en buena medida a la genética de la variedad, como indica Morgan (2003), pues de 43 variedades evaluadas, la respuesta al madurante no correspondía si estas eran de alto o bajo Pol, de igual forma la genética marca la respuesta a la dosis de madurante como lo indica Rostron (1977) citado por Morgan (2003). En el presente trabajo busca la adaptación de la tecnología de madurante químico, evaluando la respuesta varietal a dos ingredientes activos distintos (glifosato y trinexapac-etil) en dosis altas y bajas. Midiendo el incremento de la pureza de jugo, concentración de azúcar y por lo tanto incremento de la producción de toneladas de azúcar por hectárea (TAH), y evaluando sus consecuencias en el rebrote. METODOLOGIA El experimento se estableció y cosechó (plantía) en el mes de marzo de la zafra 2014-15, en finca Ilusiones del ingenio
Magdalena, en el estrato litoral (<30 msnm). El diseño experimental utilizado fue de franjas divididas con cuatro repeticiones, donde el factor A fue la variedad y el factor B el madurante (tratamiento), la unidad experimental fue de 6 surcos (9m) y 20 m de largo. Los tratamientos fueron aplicados con helicóptero con un volumen de 23L ha-1 en la totalidad de la unidad experimental, y se tomó como parcela útil los 3 surcos centrales. Se tomaron muestras de cada unidad experimental para el análisis de calidad de jugos cada dos semanas después de la aplicación de madurante (12 diciembre 2014) y se llevó registro de las variables climáticas a lo largo del periodo de maduración (Cuadro 1). Cuadro 1. Comportamiento de temperatura mínima y precipitación
en las semanas de maduración a partir de la aplicación del madurante químico. Estación Buganvilias (60msnm) en el estrato bajo
Semanas 1 2 3 4 5 6 7 8 9
T min (°C) 19.0 17.4 17.6 17.7 18.1 18.2 18.4 17.9 15.8Precipitación (mm) 0 0.2 0 0 0 0 0.8 0 0
Los tratamientos evaluados fueron dos dosis de producto comercial (alta 1.5 L ha-1 y baja 1 L ha-1) de Moddus 250 EC (trinexapac-etil) y dos (alta 1.2 L ha-1 y baja 0.8 L ha-1) de RoundUp 36.5 SL (glifosato). Dichos tratamientos fueron evaluados en cuatro variedades tardías de interés al ingenio y una variedad intermedia (CP72-2086 de mayor uso por la agroindustria) como comparador. Se cosechó el total de la parcela y se estimó las toneladas de caña por hectárea (TCH) al igual que las toneladas de azúcar por hectárea (TAH) utilizando los kilogramos de azúcar por tonelada de caña (kg Az TC-1) del momento del corte. A los 30 y 78 días después del corte (ddc) en cada unidad experimental, se midieron altura de planta, población por metro lineal y unidades relativas de clorofila utilizando clorofilometro SPAD 502. RESULTADOS Concentración de azúcar (kg Az TC-1) y ventana de cosecha De acuerdo con Heerden et al (2014) citando a varios autores respecto al uso de maduradores químicos y las ventajas de los mismos, principalmente en la programación de cosecha y el aumento de concentración de azúcar, validando lo observado en la Figura 1, existe incremento en azúcar por uso de madurante, aunque de forma diferenciada en cada variedad respecto al producto y dosis usada, coincidiendo con Morgan (2003) en su trabajo, hace una revisión de las principales agroindustrias azucareras del mundo, indicando que en la mayoría se utiliza la tecnología de madurante químico, principalmente glifosato. Este mismo autor cita a Rostron (1977) respecto a sus trabajos con madurantes en las variedades Nco376, L76, Nco334 y N55/805. Encontrando que la variedad L76

324
presentó mayor concentración de azúcar que la variedad Nco376 con aplicaciones de madurante, a dosis entre 0.5-1 kg ia ha-1(Cletodim) y por el contrario a dosis entre 2-2.8L, la variedad Nco376 presenta mayores concentraciones de azúcar que la L76. Caso idéntico para las variedades Nco334 y N55/805.
La variedad CP72-2086 incrementó concentración de azúcar en los tratamientos de dosis alta y baja de glifosato, en tanto que las variedades SP83-2847 y SP71-6161 no incrementaron azúcar respecto al testigo en los tratamientos glifosato, pero el madurante trinexapac-etil si mostró mayor concentración, con las variantes que la SP83-2847 responde de mejor manera a dosis altas y la SP71-6161 responde con mejor concentración a dosis baja, existiendo diferencias significativas (Figura 1 y Cuadro 2), mejorando la pureza de los jugos (%) y la concentración de azúcar (kg Az TC-1).
Figura 1. Curvas de maduración por variedad. Línea verde indica la semana de mayor valor en
concentración de azúcar (momento óptimo de cosecha) expresando las semanas de cosecha ideal. Líneas solidas son las dosis altas de madurante y líneas punteadas dosis bajas. Líneas azules son glifosato y líneas rojas trinexapac-etil y línea negra testigo (maduración natural)

325
Las variedades CP72-2086 y SP71-6161 muestran sus mayores concentraciones a 7 semanas después de aplicado el madurante y el resto a 9 semanas de aplicado. La respuesta de una variedad al madurante, consiste en el incremento de la concentración de azúcar, mejora de la pureza del jugo y Pol y mantenimiento del peso de biomasa como lo mencionan Heerden, et al. (2014). Basándose en la semana de mayor concentración respecto a las curvas de maduración por variedad (Figura 1), se toma la pureza de jugo y concentración para determinar si existe respuesta de algún tratamiento respecto al testigo absoluto (Cuadro 2), determinando que las variedades SP83-2847 y SP71-
6161 guardan una relación al responder a la aplicación de madurante trinexapac-etil y que tienen características genéticas similares producto del mismo programa. Existen aspectos importantes a considerar en las variedades que presentaron respuesta a la aplicación de algún madurante químico, cuando es comparado con la maduración natural. En la variedad CP72-2086 se observó el deterioro natural (testigo absoluto) a partir de la semana siete de maduración y este efecto fue acelerado cuando se aplicó dosis alta del glifosato, a pesar de ser éste el que presentó mayor concentración de azúcar. La dosis baja presentó menor concentración de azúcar, pero logró incremento de azúcar entre las semanas 7 y 9, contrario a la dosis alta. La variedad SP83-2847 presenta un deterioro o inversión de azúcar en dosis baja de glifosato, a pesar de que la maduración natural no lo presentó, sugiriendo que dicha variedad responde a dosis bajas de glifosato pero cosechada en ventanas de 5 semanas y a dosis altas no responde. La variedad SP71-6161 presentó deterioro en la maduración natural desde la semana 5, por lo que se puede deducir mayor precocidad que la SP83-2847, observándose que dosis altas de glifosato frenan esta tasa de deterioro pero no incrementa azúcar como el trinexapac-etil a dosis altas, cosechándose a la semana 7 después de aplicado, pues de no ser así el deterioro del azúcar se acelera (Figura 1).
Cuadro 2. Coeficiente de variación (CV) y p-valor del análisis de varianza entre tratamientos (madurantes
químicos a distintas dosis y testigo)
Variedad
Semanas de maduración (ventana ideal de cosecha)
9 7 9 7 9
SP83-2847 CP72-2086 SP79-1287 SP71-6161 CG98-10
CV p-valor CV p-valor CV p-valor CV p-valor CV p-valor
Pureza Jugo 6 0.0574 5 0.0130 10 0.9471 5 0.0068 6 0.2440
kg Az TC-1 11 0.2239 10 0.0351 14 0.5735 9 0.0198 11 0.1392 Nota: variables pureza de jugo (%) y concentración de azúcar (kg Az TC-1), con los valores respectivos de la semana de mayor concentración (ventana de cosecha ideal).

326
TCH e incremento en el TAH Al no existir diferencias entre TCH el incremento en el TAH se atribuye en su totalidad al incremento en la concentración de azúcar causado por el madurante que es un efecto aditivo a la genética de la variedad. La variedad CP72-2086 presenta diferencias en TCH (p=0.0441), con menor valor en los tratamientos de trinexapac-etil. El resto de variedades no presentó diferencias significativas en peso (Cuadro 3). La variedad
CP72-2086 es la única que responde a la aplicación de glifosato incrementando su TAH respecto al testigo absoluto con dosis de 0.8 L ha-1, dicho incremento se debió a la interacción de mayor TCH y concentración. No obstante, la dosis mayor de glifosato (1.2 L ha-1) fue la que presentó mayor concentración. Las variedades SP83-2847 y SP71-6161 presentaron respuesta a trinexapac-etil. La SP83-2847 a una dosis de 1.5L ha-1 y la SP71-6161 a 1 L ha-1. Las variedades SP79-1287 y CG98-10 no presentaron respuesta a ningún madurante. Estos resultados concuerdan con la variabilidad de respuestas mencionadas por Morgan (2003), al discutir el trabajo de Rostron (1977) indicando que al evaluar 43 variedades durante dos años, encontró respuesta en la concentración de azúcar por la aplicación de madurantes en variedades de alto y bajo potencial de azúcar (Pol jugo%) o variedades precoces o tardías, indicando que la respuesta es debido a un factor genético netamente o característica intrínseca de la planta.
Cuadro 3. Toneladas de caña por hectárea (TCH) y toneladas de azúcar por hectárea (TAH) por tratamiento
y variedad. Valor-p menor a 0.05 indican significancia estadística entre tratamientos. Valores dentro de paréntesis en los tratamientos expresan dosis en L ha-1 de producto comercial
Tratamientos SP83-2847 CP72-2086 SP79-1287 SP71-6161 CG98-10
TCH TAH TCH TAH TCH TAH TCH TAH TCH TAH
Trinexapac (1.5) 122 19.2 99 12.0 107 13.4 95 12.2 93 13.2
Glifosato (1.2) 97 13.6 100 12.6 101 13.3 98 12.0 91 13.3
Trinexapac (1) 105 14.2 95 11.9 110 13.3 96 13.3 93 13.2
Glifosato (0.8) 107 12.6 122 16.8 95 12.4 90 11.5 93 11.8
Testigo 97 13.6 105 12.7 113 13.5 98 11.9 97 13.6
Valor-p 0.1145 0.0201 0.0441 0.0427 0.1267 0.949 0.9419 0.8612 0.9425 0.8138
CV 14 18 12 18 11 17 17 20 14 18

327
Comportamiento del rebrote Las variedades SP83-2847 y CG98-10 mostraron menor número de tallos por metro a los 78 ddc (Cuadro 4), coincidiendo con lo reportado por Espinoza et al. (2010) en la variedad CP88-1165 al utilizar glifosato en plantía, repercutiendo en mermas en producción hasta del 21 por ciento (TCH) cuando se tienen daños severos en el cultivo. La
sintomatología de afecciones severas en rebrote, debido a la aplicación de madurante (glifosato) en el ciclo anterior, se expresa con hojas cloróticas y/o expresión de efectos násticos en las hojas jóvenes, como también áreas de despoblación, siendo esta razón la principal causa de merma en producción. Al utilizar trinexapac-etil como madurante, existen sintomatologías que falsamente se pueden interpretar como vigor del rebrote y que pueden ser por el contrario un signo de fitotoxicidad, estas pueden ser: mayor número de tallos por metro respecto al testigo absoluto (Figura 2, a los 30ddc), mayor verdor de follaje (SP83-2847, CP72-2086, SP79-1287 y CG98-10 presentan mayor clorofila en dosis alta de trinexapac según Cuadro 4) y un engrosamiento de las primeras hoja.
Cuadro 4. Desarrollo del cultivo en rebrote 78 días después del corte (ciclo siguiente a la aplicación de
madurante), primera soca
Tratamiento SP83-2847 CP72-2086 SP79-1287 SP71-6161 CG98-10
URC Altura Tallos URC Altura Tallos URC Altura Tallos URC Altura Tallos URC Altura Tallos
Trinexapac(1.5) 48 53 23 49 47 17 51 40 15 43 39 19 51 46 20
RoudUp(1.2) 45 67 18 45 57 20 46 77 20 43 70 21 42 62 17
Trinexapac(1) 45 46 20 47 51 18 45 49 18 41 46 18 46 46 22
RoudUp(0.8) 44 61 20 46 54 19 47 68 19 45 58 19 44 59 18
Testigo 47 56 19 45 55 18 46 65 21 44 58 22 45 52 19
Valor-p 0.453 0.455 0.246 0.234 0.607 0.563 0.010 0.038 0.376 0.446 0.056 0.583 0.032 0.615 0.265
CV 7 28 16 6 19 13 5 27 22 6 26 18 8 33 17

328
Todas las variedades presentaron mayor número de tallos por metro en el tratamiento trinexapac (1.5) y en algunos casos trinexapac (1) a los 30 ddc (Figura 2). Pero este efecto desaparece a los 78 ddc, al estabilizarse en todos los tratamientos el número de tallos por metro, a excepción de las variedades SP79-1287 y CG98-10 que no presentaron respuesta a trinexapac pero si sintomatología de afección. La altura a 78 ddc es menor en los tratamientos de dosis alta y baja de trinexapac en todas las
variedades (Figura 2), evidenciándose con diferencias significativas en la SP79-1287 y SP71-6161. Estos resultados coinciden con otros experimentos similares (Figura 1, 2 y 3 del Anexo) sugiriendo que puede haber un retraso en el desarrollo del cultivo, por lo que el uso y dosificación en base a la respuesta de trinexapac-etil es importante respecto a la variedad utilizada. De acuerdo con Espinoza et al. (2010), la principal causa de daño por el uso de glifosato es la despoblación o la germinación desuniforme del cultivo, obligando a que el productor realice labores de resiembra, con altos costos. Por lo que esta puede ser una causa, que a nivel comercial, se observe un diferencial en TCH entre campos madurados en el ciclo anterior con glifosato y trinexapac-etil. Pues a pesar de que este último puede causar un retraso en el desarrollo inicial del cultivo, principalmente en altura, la población que es un factor de mayor importancia para el TCH es homogéneo y sin costos de resiembra, comparado con glifosato.
Figura 2. Comportamiento del altura, tallos por metro y unidades relativas de clorofila (URC), tomado en
dos épocas en el rebrote (rojo 30 después del corte y azul 78 días después del corte) por variedad

329
CONCLUSIONES Existe diferenciación en base a la variedad en la respuesta tanto del madurante químico y la dosis utilizada. La variedad CP72-2086 presentó respuesta al uso de glifosato validando la práctica comercial establecida, con una ventana de cosecha de 7 semanas, si se utiliza dosis altas con los mayores valores de concentración, pureza y TAH. Las variedades SP83-2847 y SP71-6161 presentaron respuesta al uso de trinexapac- etil y no al uso de glifosato, con ventanas de maduración de 9 y 8 semanas respectivamente. Presentando incremento en pureza, concentración de azúcar y TAH. Las variedades SP79-1287 y CG98-10 no presentaron respuesta a ningún madurante químico, al no existir mejoras en pureza, concentración de azúcar ni TAH. El uso de trinexapac-etil presenta sintomatologías de afección en rebrote, caracterizado por mayor número de tallos por metro, mayor verdor de follaje y mayor anchura de la lámina foliar, que desaparecen a media que el cultivo se desarrolla,
pero que están correlacionadas directamente a una menor altura de planta que puede ser más permanente en el tiempo, en variedades que no responden a este madurante. BIBLIOGRAFÍA Cardozo, N. and Sentelhas, P. 2013. Climatic effects on sugarcane ripening under the influence of cultivars and crop age. Sci. Agric. V. 70, n.6. p. 449-456. http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0103-90162013000600011&lang=pt Espinoza, G. Morales, J. Ufer, C. Montepeque, R. y Aguerre, I. 2010. Efecto del glifosato, aplicado como madurante, en el rebrote de caña de azúcar, variedad CP88-1165, evaluada a partir de aplicaciones comerciales. In A. Meneses (ed.). Memoria presentación de resultados de investigación de zafra 2009-2010. CENGICAÑA. Guatemala. p 355-362. Espinoza, G. Corado, M. Martínez, M. Echeverria, C. y Pineda, J. 2013. Efecto de madurantes no herbicidas en el cultivo de la caña de azúcar (Saccharum spp) variedad CP88-1165.. In A. Meneses (ed.) Memoria presentación de resultados de investigación de zafra 2012-2013. CENGICAÑA. Guatemala. p 261-266 Inman-Bamber, N. Bonnett, G. Spillmanc, M. Hewitt, M. Glassop, D. 2010. Sucrose accumulation in sugarcane is influenced by temperature and genotype through the carbon source-sink balance. Crop&pasture Science. Vol.61. p 111-121. http://www.publish.csiro.au/paper/CP09262 Mamet, L. and Galwey, N. 1999. Arelationship between stalk elongation and earliness of ripening in sucarcane. Expl. Agric (1999), volume 35, p. 283-291. Medina, I. Rodés, R. Fuentes, E. Matekaire, T. 2010. Relacion de la sacarosa fosfato sintetasa e invertasas con el momento de maduración en dos cultivares de cala de azúcar. Cultrop vol.31. La Habana jul-set. 2010. http://scielo.sld.cu/scielo.php?script=sci_arttext&pid=S0258-59362010000300005&lang=pt Morgan, T. 2003. Effects of ripeners on early season sugar production in sugarcane. http://researchonline.jcu.edu.au/2139/ Van Heerden, P. Eggleston, G and Donaldson, R. 2014. Ripening and postharvest deterioration. In P. Moore and F. Botha (ed.) Sugarcane physiology biochemistry and functional biology. Wiley Blackwell. p 55-83.

330
ANEXO
Figura 1. Comportamiento de rebrote en ensayo de madurantes. Finca Esperanza Riojas, zafra 2014-15.
Cosechado en el mes de diciembre
Figura 2. Medición de unidades relativas de clorofila, en rebrote 30 días después del corte, después de
cosechado ensayo de madurantes. Zafra 2013-14, finca Nueva Irlanda, Ingenio Palo Gordo, cortado en el mes de abril
Figura 3. Medición de unidades relativas de clorofila, en rebrote 30 días después del corte, después de
cosechado ensayo de madurantes. Zafra 2013-14, finca Nueva Irlanda, Ingenio Palo Gordo, cortado en el mes de abril
CG96-135 CG98-10 CG98-78 CP88-1165
MODDUS TESTIGO
Tratamiento
35
39
44
48
52
UR
C
CG96-135 CG98-10 CG98-78 CP88-1165

331
USO DE BIO-ESTIMULANTES Y NUTRIENTES EN LA FASE DE MADURACIÓN DE LA CAÑA DE AZÚCAR*
Joel Morales1, Gerardo Espinoza1, Christian Ufer2, Rolando Duarte2, Fernando Ramos3, Luis Tuchan3 Manuel Corado4, Luis Ampudia5, Oscar Villagran6, Aristeo Ortiz6, Marco Cancino7 1Especialistas en Malezas y Madurantes-CENGICAÑA, 2Ingenio Pantaleón, 3Ingenio Magdalena, 4Ingenio Madre Tierra, 5Ingenio Palo Gordo, 6Ingenio San Diego,7Ingenio Santa Ana.
RESUMEN
En la agroindustria azucarera de Guatemala a partir del año 1999, se comenzó a incrementar significativamente el uso de glifosato (>50% del área administrada por ingenios) como una tecnología que aumenta el rendimiento de azúcar, previo a la cosecha. Respecto al acervo de experiencias a nivel experimental y comercial, la respuesta de la tecnología es variada a nivel de campo, dependiendo en buena medida si las condiciones ambientales son favorables para que el cultivo no madure naturalmente (primer tercio). Cuando la maduración natural es propicia por condiciones ambientales, se reducen los casos donde se observa una respuesta positiva al madurantes (glifosato). Existen condiciones donde el uso de glifosato a dosis menores puede favorecer a hacer más lento el deterioro del azúcar. Esto último, se observa con mayor frecuencia en condiciones del tercer tercio de cosecha, y en años secos (Niño). Basados en trabajos experimentales de cuatro zafras, se observan respuestas favorables de concentración de azúcar, cuando se usan bio-estimulantes aplicados en la etapa inicial de maduración y el uso de nutrientes relacionados a la concentración de azúcar(P, K, B, Fe, Zn, Si) en mezcla con dosis reducidas de glifosato (25-50% menos de dosis comercial), comparados con el uso de glifosato solo como madurantes y sobre el testigo absoluto, principalmente en condiciones de tercer tercio de cosecha y en zonas de alta producción de biomasa. Por lo que en el presente trabajo se agrupan dichos resultados, que pueden orientar nuevas etapas de investigación, enfocado a tener recomendaciones de uso de dicha tecnología promisoria. Palabras clave: caña de azúcar, bio-estimulantes, maduración.
USE OF BIOSTIMULANTS AND NUTRIENTS IN THE RIPENING PHASE OF SUGARCANE
ABSTRACT
The sugarcane industry of Guatemala since 1999 began to significantly increase the use of glyphosate (> 50% of the area managed by mills) as a technology that increases the performance of sugar, before harvest. The experimental and commercial experience, the answer of sugarcane to technology is diverse, depending if environmental conditions are favorable for ripening naturally (generally it is not the first third). When the natural ripening is product of environmental conditions, the cases where a positive response to the ripeners (glyphosate) decreases. There are conditions where the use of glyphosate at lower doses may favor slow the deterioration of sugar. This most often in of the third third of harvest, and in dry years. The experimental work of four years, It shows favorable sugar concentration increments when used biostimulants applied in the initial stage of ripening and using nutrients related to the concentration of sugar (P, K, B, Fe, Zn, Si) in admixture with low doses of glyphosate (25-50% less commercial dose) compared to the use of glyphosate alone as ripeners and the absolute control, especially in conditions of third third of crop areas and high biomass production. So in this paper these results, which can guide further research stages, have focused on recommendations for use of this promising technology cluster. Key words: sugarcane, biostimulants, ripening. * Trabajo presentado en el XX Congreso de Técnicos Azucareros de Centroamérica, ATALAC y XIII Congreso de Técnicos Azucareros de Guatemala, ATAGUA, Guatemala, 10 al 14 de agosto 2015.
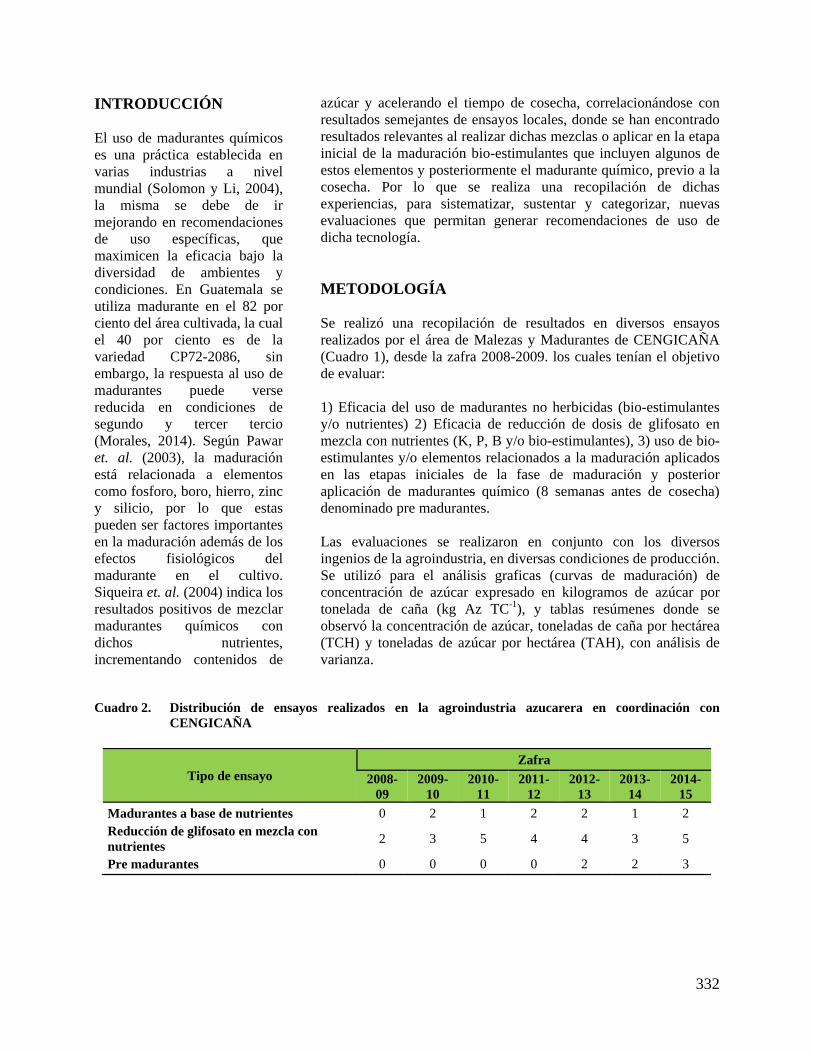
332
INTRODUCCIÓN El uso de madurantes químicos es una práctica establecida en varias industrias a nivel mundial (Solomon y Li, 2004), la misma se debe de ir mejorando en recomendaciones de uso específicas, que maximicen la eficacia bajo la diversidad de ambientes y condiciones. En Guatemala se utiliza madurante en el 82 por ciento del área cultivada, la cual el 40 por ciento es de la variedad CP72-2086, sin embargo, la respuesta al uso de madurantes puede verse reducida en condiciones de segundo y tercer tercio (Morales, 2014). Según Pawar et. al. (2003), la maduración está relacionada a elementos como fosforo, boro, hierro, zinc y silicio, por lo que estas pueden ser factores importantes en la maduración además de los efectos fisiológicos del madurante en el cultivo. Siqueira et. al. (2004) indica los resultados positivos de mezclar madurantes químicos con dichos nutrientes, incrementando contenidos de
azúcar y acelerando el tiempo de cosecha, correlacionándose con resultados semejantes de ensayos locales, donde se han encontrado resultados relevantes al realizar dichas mezclas o aplicar en la etapa inicial de la maduración bio-estimulantes que incluyen algunos de estos elementos y posteriormente el madurante químico, previo a la cosecha. Por lo que se realiza una recopilación de dichas experiencias, para sistematizar, sustentar y categorizar, nuevas evaluaciones que permitan generar recomendaciones de uso de dicha tecnología. METODOLOGÍA Se realizó una recopilación de resultados en diversos ensayos realizados por el área de Malezas y Madurantes de CENGICAÑA (Cuadro 1), desde la zafra 2008-2009. los cuales tenían el objetivo de evaluar: 1) Eficacia del uso de madurantes no herbicidas (bio-estimulantes y/o nutrientes) 2) Eficacia de reducción de dosis de glifosato en mezcla con nutrientes (K, P, B y/o bio-estimulantes), 3) uso de bio-estimulantes y/o elementos relacionados a la maduración aplicados en las etapas iniciales de la fase de maduración y posterior aplicación de madurantes químico (8 semanas antes de cosecha) denominado pre madurantes. Las evaluaciones se realizaron en conjunto con los diversos ingenios de la agroindustria, en diversas condiciones de producción. Se utilizó para el análisis graficas (curvas de maduración) de concentración de azúcar expresado en kilogramos de azúcar por tonelada de caña (kg Az TC-1), y tablas resúmenes donde se observó la concentración de azúcar, toneladas de caña por hectárea (TCH) y toneladas de azúcar por hectárea (TAH), con análisis de varianza.
Cuadro 2. Distribución de ensayos realizados en la agroindustria azucarera en coordinación con
CENGICAÑA
Tipo de ensayo Zafra
2008-09
2009-10
2010-11
2011-12
2012-13
2013-14
2014-15
Madurantes a base de nutrientes 0 2 1 2 2 1 2 Reducción de glifosato en mezcla con nutrientes
2 3 5 4 4 3 5
Pre madurantes 0 0 0 0 2 2 3

333
RESULTADOS Factores de influencia en la respuesta al madurante La respuesta de glifosato utilizado como madurante, está muy relacionado a condiciones de alta humedad en el suelo, propias del primer tercio de cosecha (Morales y Espinoza, 2014). Coincidiendo con lo mencionado por Solomon y Li, (2004) al indicar que el uso de madurantes químicos a nivel mundial, es una práctica establecida que aumenta el contenido de azúcar entre 0.5 y 2.0 por ciento de sacarosa, dependiendo de la interacción variedad-agua-madurante. Existen condiciones donde no se encuentra respuesta a la aplicación de madurantes principalmente en el tercer tercio de cosecha, también mencionado por Banerji et al., (2015) al indicar que en India a pesar de la utilización de variedades tardías mejoradas en el tercer tercio de cosecha, se tienen recuperaciones de azúcar bajas, y ésto puede deberse a varios factores como: deterioro del cultivo, baja eficacia de la aplicación, tolerancia varietal al
ingrediente activo y deficiencias nutricionales. En Guatemala, de acuerdo a Morales y Espinoza (2014) se ha encontrado menor respuesta al madurante (glifosato principalmente), en condiciones del segundo y tercer tercio de cosecha (enero a marzo). Las variedades responden de forma diferenciada a dosis e ingredientes activos (McDonald, 2001), pues hay variedades que acumulan mayor concentración de azúcar a dosis bajas y otras responden a dosis altas (Morgan et al.,2007), y variedades que responden a un madurante determinado, por lo que generar el manejo adecuado y la probabilidad de respuesta de la variedad al madurante es de importancia, pues el madurante no es el único factor que puede contribuir a aumentar la concentración de azúcar. Uso de bio-estimulantes y nutrientes como madurador Existen bio-estimulantes categorizados como hidrolizadores de proteínas y aminoácidos que favorecen el proceso de absorción y aprovechamiento de nutrientes (Calvo et. al., 2014), favoreciendo también la concentración de azucares indicado por Siqueira et. al. (2014). Se han trabajado fuentes principalmente en dosis altas en potasio como maduradores, habiendo encontrado respuestas favorables, principalmente en condiciones de estrés hídrico o de suelos arenosos del segundo y tercer tercio (Cuadro 2) encontrando diferencias en promedio de cuatro zafras en la concentración, pero también encontrando diferencias entre años (p=0.0001) y no en la interacción año y tratamiento (p=0.6876) lo que indica que depende de las condiciones ambientales el nivel de respuesta, estos resultados coinciden con Solomon y Li. (2004), al mencionar que en China se utiliza KH2PO4 como madurador con buenos resultados. Las mejores respuestas se encuentran cuando las ventanas de cosecha son entre 8 y 10 semanas, aunque hay casos donde existen condiciones de suelos arenosos o inicios de deterioro del cultivo, donde la ventana de cosecha debe de considerarse entre 7-8 semanas.

334
Cuadro 3. Evaluación realizada en finca La Paz, ingenio Magdalena, cosechado en abril. Datos de cuatro zafras de producción
Zafra 2011-12 2012-13 2013-14 2014-15 Promedio
Tratamientos kg Az TC
K-fol 132 128 108 110 120 Round Up 35.6 SL 131 132 108 111 121 Round Up 35.6 SL + K-tionic 25 (0.25 l) 139 135 111 110 124 Round Up 35.6 SL + K-tionic 25 (0.50 l) 131 130 110 104 119 Round Up 35.6 SL + Tecnosilix K 129 129 110 112 120 Testigo 126 125 107 104 116
CV 5 6 3 4 5 p-Valor 0.3620 0.6945 0.5000 0.2300 0.1466
TCH K-fol 143 123 97 121 Round Up 35.6 SL 134 118 106 119 Round Up 35.6 SL + K-tionic 25 (0.25 l) 138 122 117 126 Round Up 35.6 SL + K-tionic 25 (0.50 l) 149 119 114 127 Round Up 35.6 SL + Tecnosilix K 135 121 100 119 Testigo 146 123 102 124
CV 6 8 p-Valor 0.9300 0.0600
TAH K-fol 18.2 13.2 10.6 14.0 Round Up 35.6 SL 17.9 12.7 11.8 14.1 Round Up 35.6 SL + K-tionic 25 (0.25 l) 18.4 13.6 12.9 15.0 Round Up 35.6 SL + K-tionic 25 (0.50 l) 20.6 13.2 11.8 15.2 Round Up 35.6 SL + Tecnosilix K 19.9 13.2 11.2 14.8 Testigo 19.7 13.2 10.5 14.5
CV 7 9 p-Valor 0.9200 0.1400
Dosis de glifosato en mezcla con nutrientes La recomendación de dosis (glifosato) se fundamenta en la respuesta de la variedad, condiciones ambientales y estado de madurez del cultivo. Se tienen respuestas positivas a la utilización de dosis reducidas de glifosato entre 25-50 por ciento en mezcla con nutrientes
como boro, potasio o fosforo; aunque en condiciones del primer tercio no es tan evidente (Cuadro 3), como lo es bajo condiciones de segundo y tercer tercio, superando al testigo absoluto y dosis convencional de glifosato, en concentración de azúcar, pureza de jugo y TAH (Cuadros 4 y 5) coincidiendo con lo indicado por Solomon y Li (2004) al reportar el uso comercial de glifosato en mezcla con boro en 20,000 ha en China, con resultados positivos incluso en casos donde existía condiciones de estrés hídrico reduciendo la ventana de cosecha. Se observa que en variedades tardías o que poco responden a glifosato en el tercer tercio, la combinación de potasio con dosis bajas de glifosato, el incrementando de la productividad entre 2-4 TAH (Cuadros 6 y 7).

335
Cuadro 3. Variables de respuesta de productividad. Finca Los Patos, ingenio Palo Gordo. Cosechado en diciembre 2014, variedad CP73-1547
Tratamientos kg Az TC TCH TAH
T1 Round Up+Tecnosilix 163 97 15.8 T2 Round Up Max 168 105 17.6 T3 Round Up + Protektor K. 164 101 16.6 T4 Round Up 172 106 18.3 T5 Testigo Absoluto 143 97 13.7
p-Valor 0.1751 0.807 0.138
CV 10 13 15
Cuadro 4. Concentración y pureza de jugo en las etapas previas al corte. Finca La Encantadora, ingenio
Madre Tierra. Cosechado en abril 2015. Variedad CP72-2086
Tratamiento
Días después de aplicación
34 40 42
kg Az TC Pureza kg Az TC Pureza kg Az TC Pureza Round Up+Protektor K 119 90.9 119 90.9 123 90.8 Round Up 123 90.6 122 90.6 115 90.5 Folcrop Set 115 90.5 122 90.2 119 90.5 Round Up+Moddus 120 90.7 116 89.6 122 90.9 Moddus 119 90.9 116 90.3 118 90.8 ATRium 120 90.6 119 90.2 115 90.8 Testigo 120 91 121 90.6 119 90.7
Valor-p 0.6474 0.3201 0.0767 0.2878 0.4593 0.9409 Cuadro 5. Concentración y pureza de jugo en dos momentos de la ventana de maduración y variables de
respuesta de productividad. Finca Veracruz Contreras, ingenio Palo Gordo, cosechado en mayo 2015. Variedad CP72-2086
Tratamientos Semana 3 Semana 7 Semana 9 (cosecha)
Pureza Kg Az TC Pureza Kg Az TC TCH TAH
Round Up 93 164 92 158 110 16.8 Round Up+ NaturFos 91 161 90 160 114 17.3 Round Up+ Tecnosilix K 93 164 92 163 101 16.2 Testigo 93 157 92 158 105 15.2 Round Up+ K-fol 92 159 94 161 99 15.1 Round Up + Protektor K 92 159 94 166 109 17.3 Curavial 94 166 93 160 104 16.1
CV 3 4 2 5 11 11 p-valor 0.052 0.2391 0.102 0.8361 0.6297 0.4392

336
Cuadro 6. Variables de respuesta de productividad. Finca Nueva Irlanda, ingenio Palo Gordo, cosechado en abril 2014
Tratamiento kgAzTC TCH TAH kgAzTC TCH TAH
CG96-135 CP88-1165 Moddus 176 A 88 A 15.6 A 134 B 91 ABC 12.2 C
Round Up SL 168 A 92 A 15.4 A 161 A 85 C 13.6 BC
Round Up SL + Boron 176 A 78 A 13.7 A 152 AB 115 AB 17.5 AB
Round Up SL + Complesal FoliBor 143 B 99 A 14.0 A 147 AB 96 ABC 14.1 ABC
Round Up SL + TecnosilixK 172 A 79 A 13.5 A 154 AB 119 A 18.4 A
Testigo Absoluto 170 A 86 A 14.6 A 154 AB 111 AB 17.0 AB
p-valor 0.0112 0.1885 0.6497 0.3239 0.0573 0.0516
C.V. 3 14 14 11 16 19
Cuadro 7. Variables de respuesta de productividad. Finca Nueva Irlanda, ingenio Palo Gordo, cosechado en
abril 2014
Tratamiento kg Az TC TCH TAH kg Az TC TCH TAH kg Az TC TCH TAH
CG96-135 CG98-10 CG98-78
Moddus 25 EC 170 A 99 A 16.8 A 148 A 81 AB 12.0 AB 154 A 96 A 15 A
Round Up 36.5 SL 176 A 91 A 15.9 A 146 A 75 B 10.9 B 166 A 89 A 15 A Complexato de Potasio 142 A 91 A 12.8 A 139 A 85 AB 11.9 B 153 A 112 A 17 A
Roundup (-25%) + Wuxal K60 155 A 91 A 14.0 A 142 A 106 A 15.0 A 166 A 110 A 18 A
Curavial 75 SG 156 A 93 A 14.6 A 137 A 103 A 14.1 A 160 A 89 A 14 A
Testigo Absoluto 158 A 102 A 16.1 A 129 A 85 AB 10.9 B 151 A 105 A 16 A
p- valor 0.1655 0.734 0.695 0.2488 0.0915 0.0298 0.9292 0.403 0.7235
C.V. 7 21 21 8 19 18 9 19 22
Uso de pre maduradores El concepto de pre madurador, consiste en la aplicación de bio-estimulantes y fuentes nutricionales, de elementos que están relacionados en los procesos fisiológicos de producción, transporte, concentración y reducción del deterioro del azúcar en la planta. Se han evaluado aplicaciones en las etapas
iniciales de la fase de maduración (8-9 meses), esto dependiendo de la variedad y las condiciones ambientales. Los resultados a nivel experimental, han presentado incrementos entre 0.2-0.7 TAH (Cuadro 8) a pesar de no encontrarse diferencias estadísticas, pero si diferencias (10% significancia) en kg Az TC-1, por efecto de aplicación del pre-madurante y dosis reducidas en un 25 por ciento de glifosato, 8 semanas antes de la cosecha. Lo anterior guardando relación, con lo indicado por Pawar et al., (2003), que encontraron incremento de enzimas involucradas en la acumulación de azúcar, sacarosa sintetasas y sacarosa fosfato sintetasa al aplicar en la etapa de maduración fosforo, boro, hierro, zinc o sílice, y a nivel comercial un incremento en azúcar del 0.79 por ciento por aplicaciones de fosforo.

337
Cuadro 8. Variables de respuesta de productividad. Pre madurante aplicado entre 45-70 días antes de la
aplicación de glifosato (25% menos de dosis convencional). Cosechados entre segundo y tercer tercio
Tratamiento Zafra 2012-13 Zafra 2013-14 Zafra 2014-15
Kg Az TC TCH TAH
Kg Az TC TCH TAH
Kg Az TC TCH TAH
Paso Antonio. Pantaleón. CP88-1165 Biozyme 102 106 10.8 116 177 20.5Fitobolic 110 121 13.5 118 175 20.5Biogib + K-fol 103 132 13.7 117 188 21.9Biofrut + K-fol 113 107 12.1 107 188 20.3Eneroot 110 126 13.8 117 193 22.7Roundup + NeutralBor 94 108 10.1 116 180 20.8Testigo Com (Glifosato) 109 132 14.5 109 190 20.7Testigo Absoluto 103 122 12.6 110 210 22.7
p-Valor 0.072 0.276 0.103 0.28 0.622 0.714CV 12 23 20 12 12 10
Laguna Blanca. San Diego. CP72-2086 Bio forge + Stimulate 156 175 22.6 145 83 12.0Fitobolic 159 163 21.3 141 102 14.4BioGib + K-fol 162 166 22 158 94 14.9Bio Frut + K-fol 158 161 22.1 150 90 13.5
Testigo Com (Trinexapac Etil) 153 152 20.3 156 104 15.9Testigo Com (Glifosato) 144 169 20.4 145 82 11.8Testigo Absoluto 148 156 20.3 148 85 12.6
p-Valor 0.33 0.372 0.686 0.003 0.577 0.473CV 8 7 9 7 18 19
La Giralda. Santa Ana. CP88-1165 Fitobolic 122 123 14.9BioGib+K-fol 117 113 13.1Eneroot 112 113 12.7Testigo Com (Glifosato) 109 108 11.7Testigo Absoluto 111 126 14
p-Valor 0.32 0.52 0.279CV 8 14 15
CONCLUSIONES El uso de nutrientes como potasio, fosforo y boro en mezcla con dosis bajas de glifosato, es una tecnología, que favorece el incremento del contenido de azúcar, en condiciones donde solo el madurante no tiene respuestas satisfactorias.
El uso de bio-estimulante aplicados en la etapa inicial de la maduración (8 meses), es una tecnología promisoria, denominada PRE MADURANTE, que incrementa el contenido de azúcar, con mayor probabilidad de respuesta en condiciones de segundo y tercer tercio de cosecha, incluso en condiciones de estrés hídrico. BIBLIOGRAFIA 1. Banerji, R. Solomon, S. Kumar, R. Kishor, R. Singh, P.
Chandra, A. 2015. Inhibitory effect of pre-harvest foliar aplication of zinc sulphate on sucrose inversión in the

338
harvested sugarcane. Sugar Tech (July-Sept 2015) 17(3):322–324
2. http://link.springer.com/article/10.1007/s12355-014-0344-z
3. Calvo, P. Nelson, L. Kloepper, J. 2014. Agricultural uses of plant biostimulants. Plant Soil.
4. http://link.springer.com/article/10.1007/s11104-014-2131-8
5. Solomon, S. and Li, Y. 2004. Chemical ripening of sugarcane: Global progress and recent developments in China. Sugarcane agriculture. Vol. 6 (4) : 241 - 249.
6. http://link.springer.com/article/10.1007/BF02942504
7. McDonald, L. Morgan, T. Jackson, P. 2001. The effect of ripeners on the CCS of 47 sugarcane varieties in the Burdekin. Pro. Aust. Soc. Sugar cane Technol., 23: 102-108.
8. http://www.assct.com.au/media/pdfs/2001_pa_ag19.pdf 9. Morgan, T. Jackson, P. McDonald, L. Holtum, J. 2007.
Chemical ripeners increase early season sugar content in a range of sugarcane varieties. Australian Journal of Agricultural Research. 58, 233-241.
10. http://www.publish.csiro.au/?paper=AR06018 11. Morales, J. y Espinoza, G. 2014. Inducción química de la
maduración en caña de azúcar, en la costa sur de Guatemala. 12. http://www.cengicana.org/es/publicaciones/memorias/memorias/Memoria-
Presentaci%C3%B3n-de-Resultados-de-Investigaci%C3%B3n-2013-2014/4.-Agronom%C3%ADa/Madurantes/
13. Pawar, M. Joshi, S. Amodkar, V. 2003. Effect of foliar application of phosphorus and micronutrients on enzyme activities and juice quality in sugar cane. Sugar Tech. Vol. 5 (3) : 161 – 165.
14. http://link.springer.com/article/10.1007/BF02943628 15. Siqueira, G. Crusciol, C. Peteira, G. 2014. Maturadores em
cana-de-acúcar: Efeito de misturas de productos. STAB, setembro/outubro. Vol.33.

339
EFECTO DEL USO DE ETHEPHON COMO INHIBIDOR DE LA FLOR EN EL DESARROLLO DE LA CAÑA DE AZÚCAR
Joel Morales1; Gerardo Espinoza1; José Luis Quemé2; Héctor Orozco2; Vinicio Paz3 y Rolando Duarte3 1Especialistas en Malezas y Madurantes-CENGICAÑA; 2Fitomejorador y Coordinador Programa de Variedades-CENGICAÑA; 3Ingenio Pantaleón.
RESUMEN
La inhibición de la flor con ethephon es una práctica establecida en la agroindustria azucarera de Guatemala, bajo el concepto de aumento de toneladas de azúcar por hectárea (TAH). El incremento de toneladas de caña por hectárea (TCH) incrementando altura de planta y reducción de corcho, provocando mayor peso de tallo en las variedades que florecen (precoces) al ser inhibidas, así mismo esto conlleva a la obtención de mayor kilogramos de azúcar por tonelada de caña (kg Az TC-1), reduciendo la inversión de los azucares en la formación y manutención de la flor evitando su posterior deterioro al morir la planta. Para lograr lo anterior es importante considerar algunos factores tanto externos como internos de la planta. Dentro de los internos el factor genotipo es la principal razón de la respuesta fisiológica positiva (en CP88-1165 incremento de 0.8 TAH y ganancias brutas de US$143 ha-1 al ser el porcentaje de flor mayor al 25% como indica Morales, 2014) a la inhibición de la flor. Se encontró que las variedades precoces son la que más responden positivamente incrementando la altura y concentración de azúcar al ser inhibidas y cosechadas de diciembre a abril y variedades intermedias de marzo a abril. No encontrándose ningún efecto favorable al ser inhibida ninguna variedad estudiada cuando estas se cosechan en el mes de noviembre, por lo que no se recomienda la inhibición de ninguna variedad al inicio de zafra.
EFFECT OF USING ETHEPHON TO CONTROL FLOWERING IN THE DEVELOPMENT OF SUGARCANE
ABSTRACT
The control flowering with ethephon is an agricultural practice established in the sugar industry of Guatemala, under the concept of increased tons of sugar per hectare (TAH). Increasing tons of cane per hectare (TCH) ) by tallest plants, lower percentage pith, higher stalk in cultivar with flowering inhibited, and more kilograms of sugar per ton of cane (kg Az TC-1), because not lose sugar by flower formation and subsequent impairment for the death of the plant. To this it is important to consider some factors external and internal plant. Within genotype internal factor is the main reason for the positive physiological response (in CP88-1165 increase of 0.8 TAH and gross proceeds of US $ 143 ha-1 to be the percentage of the flower to 25% as indicated Morales, 2014) inhibition of the flower. Finding that early varieties are the most respond positively by increasing the level and concentration of sugar to be inhibited and harvested in the month of December to April and intermediate varieties of March to April. Not finding any favorable to be inhibited any variety studied when they are harvested in the month of November, so that inhibition of any variety at the beginning of harvest is not recommended effect. Key Word: Saccharum spp., ethephon, sugarcane, flowering control, cane yield

340
INTRODUCCIÓN Las ventajas de la inhibición de la flor son reportadas por varios autores como Araldi et al. (2010), Espinoza (2009), Maniero (2012), Moore y Galwey (2014), entre los que está mayor altura de tallo, reducción del tejido corchoso y mejora en la calidad de los jugos. De forma contraria, Donalson (1996) reporta respuestas varietales negativas (pérdidas de 5 toneladas por hectárea) por el uso de ethephon como inhibidor de la flor. Morales et. al. (2014) reporta una reducción en TCH en la variedad CP88-1165, al inhibir la flor en años donde la incidencia de flor es menor del 25 por ciento coincidiendo con lo reportado con Donaldson et al. (2004) donde menciona que para que la práctica sea eficaz en el incremento del TAH al inhibir la flor, esta debe de ser mayor del 25 por ciento, basado en un análisis de las principales agroindustrias azucareras del mundo. En la Agroindustria Azucarera de Guatemala, el uso de ethephon como inhibidor de flor es una práctica ampliamente utilizada (25,000 ha en la zafra 2012-13) basado en el conocimiento de las variables climáticas como lo indica Castro (2009), principalmente el brillo solar y precipitación en agosto, donde ocurre la inducción floral (Espinoza y Cancino., 2009). La composición varietal de la industria, se basa en recomendaciones de variedades
precoces para noviembre y diciembre, intermedias para enero y febrero y tardías para marzo y abril. Sin embargo es común que variedades precoces se extiendan en cosecha hasta enero y febrero. Por lo que es importante validar la respuesta varietal a la inhibición de flor en los distintos meses de cosecha, determinando si esta práctica, aumenta altura de planta, reduce tejido corchoso y mejora calidad de jugo. METODOLOGÍA Se estableció el ensayo en la finca El Bálsamo, del ingenio Pantaleón, en el estrato medio (280 msnm). Se seleccionaron ocho variedades de interés para la agroindustria, de las cuales tres son tardías, dos intermedias y tres tempranas (precoces). La unidad experimental consistió en dos surcos de 5 metros de largo. Las variedades fueron sembradas en seis bloques, donde cada bloque fue cortado (segunda soca) y cosechado en cada mes de zafra (de noviembre a abril). El 15 de agosto se aplicó a un surco ethephon a dosis de 1.5 Lha-1 (de los dos de cada unidad experimental) con la ayuda de equipo de simulación de aplicación aérea, protegiendo el surco adyacente con dos pantallas de plástico, para evitar deriva del producto. Cuadro 1. Condiciones climáticas de estación El Bálsamo. Datos
para julio y agosto (ventana de inducción floral) del año 2014
Condiciones climáticas Julio Agosto
Brillo Solar (%BS) 44 42 Precipitación (mm) 269 500
De cada parcela correspondiente a cada mes de cosecha de zafra, fueron tomados 10 tallos floreados del surco no aplicado, 10 tallos floreados del surco aplicado (si existiesen) y 10 tallos no floreados del surco aplicado. A estos tallos se les tomó las variables, altura, numero de entre nudos, severidad de corcho (porcentaje del diámetro del tallo con presencia de corcho), incidencia de corcho (porcentaje de entrenudos con corcho del total del tallo), densidad de tallo (con la ayuda de una balanza y una probeta, midiendo el volumen desplazado por el tallo y el peso del mismo), peso del tallo, concentración de azúcar por tonelada de caña (kg Az TC-1) y porcentaje de floración en el surco no aplicado. RESULTADOS Efecto de la inhibición de la flor en el crecimiento y formación de corcho La altura es una variable que está afectada por la emergencia de la flor según Araldi et al. (2010) y que es un indicativo de la

341
maduración (alcanzar la etapa de homogeneidad de concentración de azúcar en todos los entrenudos del tallo), pues Mamet y Galwey (1999) reportan que variedades que alcanzan su mayor altura en menor tiempo, maduran más rápido que variedades que son más lentas en su tasa de crecimiento. De igual forma la flor influye en la presencia de corcho en el tallo Moore (2014). Tanto la severidad y la incidencia del corcho, afecta la densidad del tallo si dichos valores llegan a ser altos como lo indicado por Maniero (2012). Las variedades tardías (no florecen) mostraron respuestas diversas, la CG98-10 presentó un incremento en altura (Cuadro 2) al aplicarse en plantas para cosecharse en noviembre y diciembre, probablemente causando el ethephon un efecto de hormesis (Almeida et al., 2009), pero causando una reducción en altura aplicado en plantas más jóvenes (cosecha marzo y abril) influyendo en una reducción del peso del tallo (p=0.01). La CG98-78 presentó una disminución de altura al ser aplicado con ethephon, coincidiendo por lo descrito por Donalson y Singels (2004), indicando que al estar en una etapa vegetativa la planta, el estrés de la aplicación del inhibidor reduce el tamaño (elongación) de uno a dos entrenudos afectando la altura de la planta. En dicho trabajo se indica que a nivel mundial, el uso comercial de ethephon solo favorece cuando el porcentaje de floración es mayor al 25 por
ciento (Figura 3). Coincidiendo con lo indicado por Morales (2014), donde en la variedad CP88-1165, encontró respuesta al inhibidor en año con un porcentaje de flor de 30 y reducción en la producción entre un 5-6 por ciento en años con porcentajes de floración por debajo del 25 por ciento, con tallos más pequeños en el tratamiento con ethephon que el testigo absoluto. En el Cuadro 2, se observa que existe un incremento de altura por inhibir la flor con ethephon en la variedad CP88-1165 y CP72-2086, entre diciembre y febrero representando un incremento en el peso del tallo del 5-7 por ciento (p=0.0232), y para la variedad CP73-1547 un incremento de noviembre a febrero. Este incremento de altura se debe a una elongación de los entrenudos siguientes al entrenudo afectado por la inhibición y no a la formación de más entrenudos, en el Cuadro 2, se observa que en los meses y variedades donde al inhibirse la flor se tiene mayor altura, el número de entrenudos no es mayor y en muchos casos es menor. Cuadro 2. Altura y número de entrenudos entre aplicado=A y no
aplicado=N (floreado). Color verde indica diferencia significativa con valores mayores en el aplicado y color rojo diferencia significativa con valores mayores en no aplicado
Variedad %
Floración
Altura (cm)
Nov Dic Ene Feb Mar Abr
N A N A N A N A N A N A
PR75-2002 0 269 271 283 301 310 286 276 323 293 272 224 246
CG98-78 0 245 272 276 285 283 274 312 289 284 242 246 211
CG98-10 0 277 288 256 359 307 307 326 312 305 287 261 222
CP72-2086 10 248 211 227 281 272 304 256 310 273 273 235 224
CP88-1165 1 219 251 268 298 258 266 273 262 255 231 197 220
CG98-46 45 228 274 279 292 285 247 272 286 275 222 233 223
CP73-1547 25 254 301 305 322 313 321 269 301 329 213 228 229
CG00-102 35 201 274 261 231 232 202 237 210 220 190 165 198
Número de entrenudos
PR75-2002 0 26 26 31 30 31 27 30 30 25 26 25 27
CG98-78 0 29 29 29 28 30 30 28 27 21 25 26 26
CG98-10 0 27 22 28 26 28 30 28 28 23 23 24 27
CP72-2086 10 27 27 30 28 34 29 33 28 23 24 25 25
CP88-1165 1 23 23 31 29 28 26 25 26 24 24 23 22
CG98-46 45 27 27 28 26 24 24 23 23 21 22 23 22
CP73-1547 25 31 29 30 30 31 26 30 30 26 24 27 29
CG00-102 35 22 25 26 24 24 26 21 24 17 20 19 24

342
A pesar de que en el Cuadro 3, es evidente una reducción tanto de la severidad y la incidencia del corcho en el tallo a causa de la inhibición de la flor, principalmente en las variedades CG00-102 en noviembre, diciembre enero y febrero, la CP73-1547 en diciembre y enero y la CG98-46 en enero. Esto no influye en una mayor densidad del tallo como se podría suponer al no existir diferencias significativas en densidad de tallo (Cuadro 3 y Figura 1 de l Anexo), principalmente debido a que en los entrenudos que presentan corcho, son los entrenudos superiores, contrario a lo indicado por Humbert (1974) indicando que en la variedad Co4213 existen perdidas hasta del 30 por ciento en la producción por efecto de no inhibir con ethephon. Pero si concuerda con lo indicado por Quemé (2012), expresando que el peso del tallo total no se ve afectado por la formación de corcho en algunas variedades estudiadas en el presente trabajo. Densidad de caña inhibida y efecto en el peso de tallo Los valores de corcho en algunas variedades, principalmente las precoces (incidencia y severidad, Cuadro 3), se reducen cuando se aplica inhibidor de flor, pero esta reducción de corcho no significa una mayor densidad de tallo, debido principalmente que el corcho solo influye en un 1.4% en el peso del tallo y la
altura es más significativa en la influencia del peso del tallo en un 36 por ciento (Cuadro 1 del Anexo). Lo anterior hablando en un mismo mes, pero entre meses la densidad si es significativa, disminuyendo en las cañas no aplicadas con presencia de flor, como la CG98-46, pero no así en las variedades CG00-102 Y CP73-1547 , pues en esta última la formación de tejido corchoso es mucho más lento luego de emergida la flor, como lo indica Quemé (2012). Cuadro 3. Porcentaje de severidad e incidencia de corcho por tallo.
N=Tratamiento no aplicado (floreado) A=Tratamiento inhibido con ethephon. Marca amarilla indica donde existe reducción de corcho por aplicación de inhibidor
Severidad (% del diámetro del tallo con corcho)
Variedad Nov Dic Ene Feb Mar Abr
N A N A N A N A N A N A
PR75-2002 0 0 0 0 0 0 0 0 0 0 0 0 CG98-78 0 0 0 0 0 0 0 0 0 0 0 0 CG98-10 0 0 0 0 0 0 0 0 0 0 0 0 CP72-2086 8 13 0 0 0 3 0 0 57 3 15 0 CP88-1165 0 0 0 0 0 0 0 0 0 0 0 0 CG98-46 31 39 49 49 60 32 22 29 31 0 0 32 CP73-1547 7 14 35 15 45 16 49 47 9 30 0 0 CG00-102 31 7 31 0 31 19 70 26 0 33 0 0
Incidencia (% de entrenudos del tallo con corcho)PR75-2002 0 0 0 0 0 0 0 0 0 0 0 0 CG98-78 0 0 0 0 0 0 0 0 0 0 0 0 CG98-10 0 0 0 0 0 0 0 0 0 0 0 0 CP72-2086 5 57 0 0 0 2 0 0 41 0 12 0 CP88-1165 0 0 0 0 0 0 0 0 0 0 0 0 CG98-46 25 24 9 13 20 10 23 20 21 0 0 14 CP73-1547 17 0 8 4 22 10 26 26 6 17 0 0 CG00-102 22 4 17 0 22 19 47 12 0 15 0 0
Figura 3. Comportamiento de la densidad del tallo a lo largo de los
meses de cosecha de variedades precoces (con flor)
CG00-102
CG98-46
CP73-1547
N D E F M A
Mes
1.07
1.09
1.11
1.13
1.15
De
nsi
da
d (
g/c
c)
Cañas no aplicadas (floreadas)
CG00-102
CG98-46
CP73-1547

343
Efecto de la inhibición en concentración de azúcar Varios autores hablan del efecto de la flor sobre la calidad de los jugos y por lo tanto la concentración de azúcar, indicando que la flor es el indicador fisiológico de la maduración (Cardozo y Sentelhas, 2013), la caña expresa su potencial de concentración de azúcar, en las etapas iniciales de la emergencia de la flor. En este estudió se determinó que principalmente las variedades precoces en noviembre, expresan una mayor concentración de azúcar, cuando florecen comparado con inhibirlas (Cuadro 4). De diciembre a abril la CP88-1165, mejoró su concentración por efecto de la inhibición, y las variedades CG98-46 y CP73-1547 en el mes de diciembre de igual forma mejoraron su concentración al inhibirse la flor. De forma general las variedades CP72-2086, CG98-46, CP73-1547 y CG00-102 mejoran el azúcar al ser inhibidas cuando se cosechan en marzo y abril. La variabilidad en el deterioro del azúcar debido a la emergencia de flor entre variedades,
concuerda con lo indicado por Moore (2014) citando a Barredo; Julien & Soopramanien; Long, expresando que el patrón de desarrollo del genotipo es el factor de mayor importancia en la respuesta de deterioro por floración. Moore (2014) al citar a Long, indica la variabilidad entre variedades al reportar perdidas entre 15-12 por ciento en azúcar y en otra variedad entre 14-0.9 por ciento. Cuadro 4. Concentración de azúcar (kg Az TC-1) por tratamiento en
los meses de corte. N=Tratamiento no aplicado (floreado) A=Tratamiento inhibido con ethephon. Marca azules donde existe mayor concentración por no inhibir la flor
VariedadNov Dic Ene Feb Mar Abr
N A N A N A N A N A N A
CP72-2086 135 137 135 135 134 132 144 136 145 154 160 165 CP88-1165 123 112 108 137 115 141 144 130 158 159 148 153 CG98-46 148 142 133 137 154 153 135 108 155 157 159 163 CP73-1547 152 139 126 150 149 150 148 145 143 157 170 166 CG00-102 148 145 144 132 156 146 154 166 155 167 141 176
Eficacia varietal en el control de la flor
El porcentaje de flor está relacionado a varios factores, entre ellos el % brillo solar ocurrido durante el periodo inductivo (mes de agosto) como lo menciona Castro (2009) indicando que condiciones de bajo % de brillo solar y alta precipitación es propicio para altos porcentajes de floración (Cuadro 8, para la CP88-1165 un %brillo <40), esto dependerá también de la precocidad de la variedad, pues las variedades más precoces necesitan menos estímulo del ambiente (% brillo>40 la CP88-1165 florece<25% y la CP73-1547 florece>25%) para iniciar su estado de maduración y por lo tanto la emergencia de la flor como lo menciona Cardozo y Sentelhas (2014). Los resultados confirman la importancia de considerar lo mencionado por Donaldson y Singels (2004) donde se es rentable la inhibición de la flor con ethephon, cuando se cuenta con porcentajes de floración mayores al 25 por ciento. Las variedades florecen con porcentajes distintos al mismo estimulo ambiental (%brillo solar y lluvia), por lo que la toma de decisión de inhibir flor con ethephon, debe de considerar el pronóstico de floración de dicha variedad bajo las condiciones imperantes de cada zafra y estrato.
Cuadro 5. Porcentaje de flor para cada tratamiento y eficacia de control (efic.) de floración por inhibición
con ethephon. N=Tratamiento no aplicado (floreado) A=Tratamiento inhibido con ethephon
Variedad Nov Dic Ene Feb Mar Abr
N A Efic. N A Efic. N A Efic. N A Efic. N A Efic. N A. Efic.CP72-2086 0 0 0 0 0 0 0 0 8 7 0 30 0 100 CP88-1165 0 0 0 0 0 0 0 0 0 0 0 0 CG98-46 38 16 57 29 26 10 37 38 0 30 14 54 41 12 70 40 38 5 CP73-1547 18 12 36 0 0 14 15 0 3 4 0 6 11 0 25 3 87 CG00-102 40 5 87 25 0 100 24 18 24 24 17 31 30 14 52 20 15 22
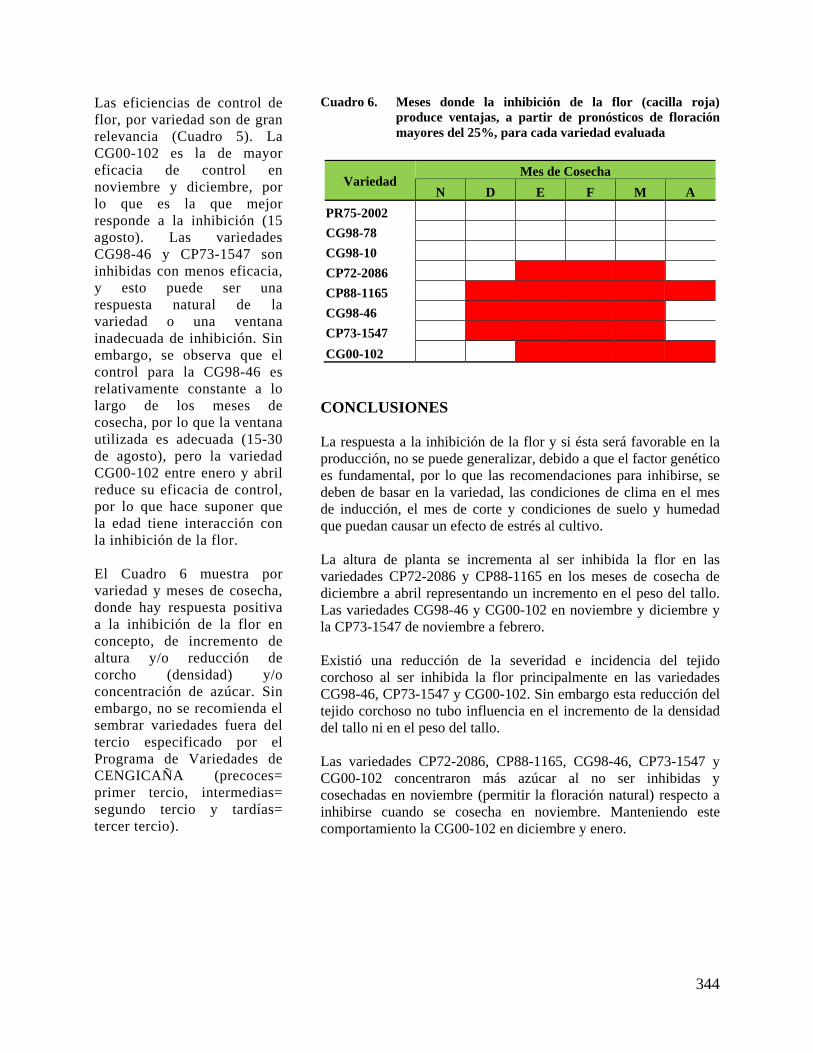
344
Las eficiencias de control de flor, por variedad son de gran relevancia (Cuadro 5). La CG00-102 es la de mayor eficacia de control en noviembre y diciembre, por lo que es la que mejor responde a la inhibición (15 agosto). Las variedades CG98-46 y CP73-1547 son inhibidas con menos eficacia, y esto puede ser una respuesta natural de la variedad o una ventana inadecuada de inhibición. Sin embargo, se observa que el control para la CG98-46 es relativamente constante a lo largo de los meses de cosecha, por lo que la ventana utilizada es adecuada (15-30 de agosto), pero la variedad CG00-102 entre enero y abril reduce su eficacia de control, por lo que hace suponer que la edad tiene interacción con la inhibición de la flor. El Cuadro 6 muestra por variedad y meses de cosecha, donde hay respuesta positiva a la inhibición de la flor en concepto, de incremento de altura y/o reducción de corcho (densidad) y/o concentración de azúcar. Sin embargo, no se recomienda el sembrar variedades fuera del tercio especificado por el Programa de Variedades de CENGICAÑA (precoces= primer tercio, intermedias= segundo tercio y tardías= tercer tercio).
Cuadro 6. Meses donde la inhibición de la flor (cacilla roja) produce ventajas, a partir de pronósticos de floración mayores del 25%, para cada variedad evaluada
Variedad Mes de Cosecha
N D E F M A
PR75-2002
CG98-78
CG98-10
CP72-2086
CP88-1165
CG98-46
CP73-1547
CG00-102 CONCLUSIONES La respuesta a la inhibición de la flor y si ésta será favorable en la producción, no se puede generalizar, debido a que el factor genético es fundamental, por lo que las recomendaciones para inhibirse, se deben de basar en la variedad, las condiciones de clima en el mes de inducción, el mes de corte y condiciones de suelo y humedad que puedan causar un efecto de estrés al cultivo. La altura de planta se incrementa al ser inhibida la flor en las variedades CP72-2086 y CP88-1165 en los meses de cosecha de diciembre a abril representando un incremento en el peso del tallo. Las variedades CG98-46 y CG00-102 en noviembre y diciembre y la CP73-1547 de noviembre a febrero. Existió una reducción de la severidad e incidencia del tejido corchoso al ser inhibida la flor principalmente en las variedades CG98-46, CP73-1547 y CG00-102. Sin embargo esta reducción del tejido corchoso no tubo influencia en el incremento de la densidad del tallo ni en el peso del tallo. Las variedades CP72-2086, CP88-1165, CG98-46, CP73-1547 y CG00-102 concentraron más azúcar al no ser inhibidas y cosechadas en noviembre (permitir la floración natural) respecto a inhibirse cuando se cosecha en noviembre. Manteniendo este comportamiento la CG00-102 en diciembre y enero.

345
BIBLIOGRAFIA Almeida, M. Aragao, N. Almeida, M. Marques, E. Carlin, S. 2009. Efeito hormótico de gliphosate no desenvolvimento inicial de cana de acucar. Bragantia, Campinas, v.68, n.4, p.973-978. Araldi, R. Lima, M. Orika, E. Rodrigues, J. 2010. Florescimento em cana-de-açúcar. Ciencia Rural, Vol. 40, núm. 3. Marzo, 2010, p 694-702. http://www.redalyc.org/articulo.oa?id=33118930036 Cardozo, N. and Sentelhas, P. 2013. Climatic effects on sugarcane ripening under the influence of cultivars and crop age. Sci. Agric. V. 70, n.6. p. 449-456. http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0103-90162013000600011&lang=pt Castro O. 2009. Análisis Climático para la Zona Cañera Guatemalteca lo más relevante de los años 2007, 2008 y 2009 (hasta julio 2009). http://www.cengicana.org/publicaciones/memorias/memorias/2008-2009/es/publicaciones/memorias/memorias/2008-2009/agronomia/An%C3%A1lisis-Clim%C3%A1tico-para-la-Zona-Ca%C3%B1era-Guatemalteca-Lo-m%C3%A1s-relevante-de-los-a%C3%B1os-2007-2008-y-2009-(hasta-julio-2009)/ Donaldson, R. 1996. Efects of ethephon applied to two sugarcane varieties to prevent flowering. Proc S Afr Sug Technol Ass.
http://www.sasta.co.za/wp-content/uploads/Proceedings/1990s/1996_Donaldson-Effects%20Of%20Ethephon%20Applied.pdf Donaldson, R. and Singels, A. 2004. Yields and estimated economic returns from using ethephon to suppress flowering in annually harvested sugarcane. South African Sugar Association Ezperiment Station.http://www.sasta.co.za/wp-content/uploads/Proceedings/2000s/2004_donaldson_YIELDS%20AND%20ESTIMATED%20ECONOMIC.pdf Espinoza, G. y Cancino, M.2009. Estudio Citohistológico en Caña de Azúcar (Saccharum spp), para Determinar la Diferenciación del Meristemo Vegetativo a Floral. http://www.cengicana.org/publicaciones/memorias/memorias/2008-2009/es/publicaciones/memorias/memorias/2008-2009/agronomia/Estudio-Citohistol%C3%B3gico-en-Ca%C3%B1a-de-Az%C3%BAcar-(Saccharum-spp)-para-Determinar-la-Diferenciaci%C3%B3n-del-Meristemo-Vegetativo-a-Floral/ Humbert R. 1974. El cultivo de la caña de azúcar. México. Compañía editorial continental. Cap 8. p 489-508. Li, Y. and Solomon, S. 2003. Ethephon: Aversatile growth regulator for sugar cane industry. Vol. 5(4). P. 213-223. Maniero, M. Silva, L. Stolf, R. Iaia, A. 2012. O florescimento da cana-de-açúcar e suas consequências. Revista ALCOOLbrás, São Paulo, v. XV/136, p. 57 - 58, 2012. Mamet, L. and Galwey, N. 1999. Arelationship between stalk elongation and earliness of ripening in sucarcane. Expl. Agric (1999), volume 35, p. 283-291. Moore, P and Berding, N. 2014. Chapter 14: Flowering. In P. Moore and F. Botha (ed.) Sugarcane physiology biochemistry and functional biology. Wiley Blackwell. p 379-410. Morales, J. Espinoza, J. López, K. Corado, M. Soto, D. Salazar, A. 2014. Efecto de ethephon en mezcla con dióxido de silicio (55%) sobre la floración de caña de azúcar, variedad CP88-1165. http://www.cengicana.org/es/publicaciones/memorias/memorias/Memoria-Presentaci%C3%B3n-de-Resultados-de-Investigaci%C3%B3n-2013-2014/4.-Agronom%C3%ADa/Madurantes/Efecto-de-Ethephon-en-Mezcla-Con-Dioxido-de-Silicio/ Quemé J. L., Orozco H., Castro O., Buc R., Salazar A., Ralda G., Lopez A., Acán J., Natareno E., Rosales E., Coronado M., Rosales R., Solares E., Muñoz L., Balaña P., Villagran O., y Ceron C. 2012. Comportamiento de la floración y otras variables en diferentes estratos y zafras de la zona cañera de Guatemala. CENGICAÑA, Memoria, presentación de resultados de investigación zafra 2011-2012. p 87-99. Rincones, C.; Rodriguez O. 1986. Efectos de la floración Sobre algunos componentes de la producción en 34 variedades de caña de azúcar. Rev. Caña de Azúcar 4(1) : 5-26.

346
ANEXO 1 Figura 1. Comparación de tratamientos y variedades para las variables que influye la inhibición de la flor, en los distintos meses de zafra

347
Cuadro 1. Análisis de varianza de regresión múltiple (variable dependiente=peso de tallo, variables independientes= altura de tallo y severidad de corcho) y porcentaje de variabilidad para cada variable independiente
Figura 2. Adaptación del trabajo de Donaldson, R. and Singels, A. (2004), donde compara las principales
industrias azucareras del mundo, respecto a la inhibición de la flor con ethephon y el efecto de este en el incremento de su productividad en función del porcentaje de floración inhibido (floración natural)
Cuadro 2. Porcentaje de flor de la variedad CP88-1165, en 6 años distintos relacionados a brillo solar y
precipitación. Finca Santa Marta, Ingenio Madre Tierra
Tratamientos 2009 2010 2011 2012 2013 2014
% De floración (no inhibido) 4 30 10 0 4 1 Brillo Solar de agosto (%BS) 58 37 45 43 49 48 Precipitación del mes agosto (mm)
310 481 326 426 581 315
Cuadro de Análisis de la Varianza (SC tipo III)
F.V. SC gl CM F p‐valor
Modelo. 80439515.2 2 40219757.6 331.11 <0.0001
Altura 76780574.6 1 76780574.6 632.09 <0.0001 36.1%
Severidad 2973017.35 1 2973017.35 24.48 <0.0001 1.4%
Error 132159682 1088 121470.3
Total 212599197 1090

348
Cuadro 3. Valores de significancia (p-valor), para la comparación entre lo no inhibido y lo inhibido para
cada variedad y cada mes. Para las variables altura y densidad. Valores menores a 0.05 muestran diferencias significativas
Variedad Nov Dic Ene Feb Mar Abr
Altura
PR75-2002 0.1662 0.4703 0.5889 0.0002 0.5664 0.0072 CG98-78 0.8240 0.8712 0.0009 0.6417 0.8341 0.0024 CG98-10 0.0154 0.0006 0.1375 0.4901 0.0957 <0.0001 CP72-2086 0.1584 0.3132 0.0040 0.0001 0.0266 0.3133 CP88-1165 0.2720 0.0009 0.2339 0.5049 0.1786 0.0171 CG98-46 0.5643 0.1458 0.0581 0.3514 0.4936 0.1543 CP73-1547 0.7918 0.5088 0.0001 0.0029 0.0006 0.9521 CG00-102 0.2380 0.9798 0.0001 0.4022 0.2318 0.0002
Densidad
PR75-2002 0.4955 0.7721 0.0121 0.0794 0.4779 0.5266 CG98-78 0.0523 0.3802 0.4523 0.9510 0.8626 0.0623 CG98-10 0.0241 0.4985 <0.0001 0.7771 0.8540 0.2521 CP72-2086 0.0853 0.0792 0.7227 0.2769 0.1249 0.5718 CP88-1165 0.0004 0.0943 0.3280 0.7468 0.3222 0.0273 CG98-46 0.0001 0.9325 0.3739 0.5310 0.6086 0.8124 CP73-1547 0.0313 0.3643 0.7040 0.2731 0.6327 0.2428 CG00-102 0.7854 0.5430 0.6773 0.6799 0.4155 0.2831

349
ENFOQUE ACTUAL DEL CONTROL DE MALEZAS: IMPLEMENTACIÓN DE TECNOLOGÍAS DE CONTROL DE MALEZAS RENTABLES*
Joel Morales1; Gerardo Espinoza1; Sergio Juarez2; Manuel Corado2; Werner Cruz3; Luis Ampudia4 1Especialistas en Malezas y Madurantes CENGICAÑA; 2Ingenio Madre Tierra; 3Ingenio Magdalena e 4Ingenio Palo Gordo
RESUMEN
El enfoque para la implementación de un programa de control de malezas, debe de tomar varios aspectos en cuenta: rentabilidad, sostenibilidad del cultivo, exigencias del mercado internacional, integración a las demás labores agronómicas. En el presente trabajo se sintetizan los ensayos realizados en conjunto entre CENGICAÑA y los ingenios de la agroindustria en la últimas seis zafras, respecto a las distintas aristas en el control de malezas, como una guía de criterios necesarios para considerar, por parte del técnico, al esquematizar la programación de control de malezas.
IMPLEMENTATION OF ECONOMIC TECHNOLOGIES OF CONTROL WEED
ABSTRACT The approach to the implementation of a weed control program should take into account several aspects: profitability, sustainability culture demands of the international market, integration to other agricultural work. In this paper, the tests conducted jointly by CENGICAÑA and the mills of Guatemala in the last six years, about the different edges in weed control, as a guide of criteria for consideration, by the technician, to outline the weed control program. Key Word: control weed, profitability, phytotoxicity, sustainability. * Trabajo presentado en el XX Congreso de Técnicos Azucareros de Centroamérica, ATALAC y XIII Congreso de Técnicos Azucareros de Guatemala, ATAGUA, Guatemala, 10 al 14 de agosto 2015.

350
INTRODUCCIÓN El control de malezas en caña de azúcar, es una práctica agrícola que evita perdidas en producción hasta 70 por ciento según McMahon (2000), y que en la agroindustria guatemalteca, ha evolucionado a la implementación de tecnologías, como el uso de herbicidas pre emergentes, basado en 70 productos comerciales con 28 ingredientes activos (Espinoza et. al., 2013). En la actualidad, la elaboración de un programa de control de malezas y su evaluación de rentabilidad, se basa en el total del monto invertido en la unidad de área, en todo el ciclo de cultivo. Lo anterior, permite la implementación de tecnologías (pre emergente) que reduzcan los montos totales, al reducir otras prácticas como parchoneos y/o arranques manuales, y en el mejor de los casos, controles químicos de cierre. También se toman otros criterios en la selección de las tecnologías a implementar (controles químicos pre emergentes), como la fitotoxicidad al cultivo y la eficacia de control en el periodo de interferencia de la maleza. Por lo que en el presente trabajo, se revisa la información generada por CENGICAÑA y los ingenios de la agroindustria, para ejemplificar los conceptos, de rentabilidad en el control de malezas y como el aumento en la productividad y reducción de costos influyen, tomando dichos criterios como lineamientos generales en la elaboración de un programa de control de malezas.
METODOLOGÍA Se revisaron los resultados y se hace una síntesis de los trabajos hechos en conjunto con CENGICAÑA y los ingenios de la Agroindustria, 58 ensayos de campo en total, los cuales 60 por ciento se han realizado en el estrato litoral, 36 por ciento en el medio y bajo y 4 por ciento en el alto, desde la zafra 2008-09 a 2014-15. También se realizó una revisión y análisis de las tesis realizadas por las universidades San Carlos de Guatemala y Rafael Landívar en el tema de control de maleza en caña de azúcar en la costa sur y temas relacionados, sumando en total 12 de la USAC y 4 de la URL. Integrando esta información, generada localmente, en gráficas y cuadros. Además se revisó literatura de países relacionados con el tema de malezas en caña de azúcar. RESULTADOS Rentabilidad del control de malezas La implementación de un programa de control de malezas se fundamenta en el incremento de la producción (McMahon, 2000) enfocado tradicionalmente en la eliminación de competencia directa de la maleza con en el cultivo (Reyes, 1997), pero se debe entender también como la reducción o minimización del daño directo al cultivo por el método de control (fitotoxicidad en el caso de herbicidas) como se muestra en la Figura 1. Pero no necesariamente solo el aumento de producción debe de ser el objetivo de un programa de control de malezas, si no la rentabilidad de la práctica. Y este último concepto, puede ser alcanzado, considerando el tema de costos y su reducción.
Figura 4. Esquema conceptual de rentabilidad y sus componentes, en
la implementación de un programa de control de malezas Toda práctica agrícola debe de fundamentarse en el concepto de rentabilidad (Reyes, 2001), pues cada labor agrícola como: riego, fertilización, control de malezas, etc, deben de ser pagadas por el incremento en la producción y generar mayor margen de ganancia que la práctica establecida (Cortázar, 1967). La ley de rendimientos

351
marginales decrecientes (Figura 2), ejemplifica conceptualmente, que a partir del punto de máxima ganancia (etapa II) cada unidad de incremento en la producción (TAH) va a ser de mayor costo, considerando que no necesariamente la de mayor rentabilidad nos dará el mayor margen bruto de ganancia mencionado por Conagin (1967), Miller y Meiners (1990).
En condiciones donde existe disponibilidad de capital para inversión, se buscan tecnologías de máxima rentabilidad y de mayor margen bruto de ganancia (diferencial entre el costo de la tecnología y la ganancia bruta), como se ejemplifica en el Cuadro 1A, donde la adopción de la tecnología A, a pesar de ser de mayor costo incrementa el margen bruto de ganancia, incluso al tener la misma rentabilidad que la tecnología C. Por el contrario cuando el capital de inversión es muy limitado (Cuadro 1B), podemos adoptar una tecnología D, que mantenga los márgenes brutos de ganancia, al ser de mayor rentabilidad, pero que puede poner en riesgo la sostenibilidad de la producción en ciclos siguientes. En el caso de control de malezas, puede ejemplificarse al no tener un buen control del banco de semilla, que repercuta en mayores gastos en los ciclos siguientes.
Figura 5. Ejemplificación de la ley de rendimientos marginales decrecientes
Cuadro 4. Ejemplo de rentabilidad, margen bruto de ganancia y costo de control de una tecnología de
control de malezas A
Costo de control Q ha
TCH Ganancia Bruta. Q ha
Margen bruto de ganancia
Rentabilidad
Tecnología A Q 1,100.00 140 Q 1,400.00 Q 300.00 27% Tecnología B Q 800.00 100 Q 1,000.00 Q 200.00 25% Tecnología C Q 630.00 80 Q 800.00 Q 170.00 27% B
Costo de control Q ha
TCH Ganancia Bruta. Q ha
Margen bruto de ganancia
Rentabilidad
Tecnología A Q 1,100.00 140 Q 1,400.00 Q 300.00 27% Tecnología B Q 800.00 100 Q 1,000.00 Q 200.00 25% Tecnología D Q 500.00 80 Q 800.00 Q 300.00 60%

352
Incremento en la productividad Al hablar de incremento de productividad, se integra el impacto del control de malezas en el TAH, de forma positiva como negativa. Pues al enfocarse específicamente en el control químico, el concepto tradicional guía la recomendaciones en base a los días control y costo día control, como indica McMahon (2000) al citar a Bundaberg (1998) indicando que el complejo de malezas puede tener una reducción de hasta 70 por ciento en la producción. Pero lo anterior no toma en cuenta si al utilizar un control químico, existe repercusiones en la producción tanto en biomasa (TCH) como en procesos fisiológicos, afectando directamente o indirectamente
la acumulación de azúcar (kg Az TC-1). Los herbicidas cuyo mecanismo de acción inhiben aminoácidos, pueden tener un efecto más acentuado como lo indica Espinoza et al. (2010) al reportar fitotoxicidad en la variedad CP72-2086 al aplicarse imazapic a los 15 días después del corte, afectando el crecimiento y el peso del tallo y por lo tanto la producción, coincidiendo con lo reportado por Ferreira (2010). En variedades más susceptibles, Espinoza et al. (2014) (2011) reporta reducción hasta del 20 por ciento en el TCH. Sin embargo aplicaciones de herbicidas post emergentes; tempranas y tardías a la caña, pueden afectar también al cultivo, considerando que la mayoría de los productos utilizados en estos controles, tienen un mecanismo de acción, que inhibe la fotosíntesis, interviniendo directamente en la producción de carbohidratos, lo anterior tiene relación con lo reportado por Espinoza et al. (2009) al indicar que la mezclas hexazinona+diuron+2,4-D es una de las que más fitotoxicidad causa, coincidiendo con Morales (1995), pues reporta esta misma mezcla con reducciones del rendimiento en 8 por ciento comparado con limpia manual. Otros trabajos muestran reducción en la clorofila de mezclas aplicadas 8 días después de siembra (Cuadro 2) semejante a lo reportado por Espinoza et al. (2014) pero aplicado 5 días después del corte. Pero Morales (1995) al evaluar 8 mezclas no encontró diferencias significativas en calidad de jugo y concentración de azúcar, esto coincidiendo con evaluaciones recientes (Cuadro 3).
Cuadro 2. Valores de significancia (<a 0.05 existe diferencia significativa entre tratamientos). Evaluación de
fitotoxicidad de controles para coyolillo, finca Pangola, ingenio Madre Tierra. Zafra 2014-15
Variable Días después de la siembra Total
30 60 90 120 150 180 p-valor C.V.
Altura 0.3852 0.7120 0.9593 0.8930 0.2232 0.1528 0.0023 9 Población 0.3080 0.1294 0.0995 0.6739 0.8652 0.1008 0.0259 25 Clorofila 0.0002 0.0212 0.2303 0.9783 0.2168 0.4377 <0.0001 6
Cuadro 3. Resumen de variables de productividad, de evaluaciones de fitotoxicidad de mezclas de cierre.
Ingenio Madre Tierra, Zafra 2013-14. (Aplicado 50 días después de corte)
Tratamientos Finca Camantulul Finca Santa Emilia kg Az TC TCH TAH kg Az TC TCH TAH
T1 (en malezado) 118 128 15.1 T2 (Limpia Manual) 107 122 13.1 90 146 13.2 Diuron + Terbutrina+ (Dicamba 12% + 2,4D 35%) 117 116 13.6 86 142 12 Diuron + (Diuron + Paraquat) + (Dicamba 12% + 2,4D 35%) 122 125 15.2 92 163 14.9 Diuron + Hexazinona+ (Dicamba 12% + 2,4D 35%) 119 104 12.5 91 143 12.9 Diuron + MSMA + (Dicamba 12% + 2,4D 35%) 114 122 13.8 96 141 13.7 Diuron + Terbutrina+ MSMA + (Dicamba 12% + 2,4D 35%) 122 112 13.7 96 151 14.5 Diuron + Ametrina+ (Dicamba 12% + 2,4D 35%) 111 126 14.1 84 138 11.8 Glufosinato + Diuron + (Dicamba 12% + 2,4D 35%) 117 117 13.7 85 144 12.2 Glufosinato + Ametrina + (Dicamba 12% + 2,4D 35%) 123 120 14.8 104 141 15.6 Glufosinato + Terbutrina + (Dicamba 12% + 2,4D 35%) 125 129 16.1 89 143 12.6 p-Valor 0.2445 0.426 0.536 0.992 0.9 0.92
CV 7 10 13 24 14 26

353
Período de interferencia de malezas El periodo de interferencia es la etapa del cultivo donde se tiene mayor impacto en el desarrollo del cultivo, al eliminar la interferencia de la maleza. Para las condiciones de Guatemala, el periodo de interferencia en el estrato alto y medio se encuentra entre los 20 y 80 días después del corte (Reyes, 1997) y en el estrato bajo y litoral entre los 15 y 68 días después del corte (Bran, 2001 y Espinoza, 2010), considerando la tasa de crecimiento del cultivo. Factores de interferencia Las malezas compiten con el cultivo por agua, nutrientes, luz
y espació físico como lo mencionan Espinoza et al. (2013) y McMahon (2000), en el caso de malezas como coyolillo (Ciperus sp.) existe un efecto de alelopatía que inhibe el crecimiento del cultivo, causando reducciones del potencial de producción hasta de 14-22 por ciento dependiendo si es plantía o soca (Cuadro 4). Las pérdidas causadas por las malezas y sus factores de interferencia, van a depender del complejo de malezas que existan y la biología de las mismas. El complejo de malezas para el estrato alto y medio según Solorzano (1995) y Dell (1995) se concentra en las especies Rottboellia cochinchinensis (28%), Leptochloa filiformis (11%), Panicum fasciculatum (8%) y una variabilidad de malezas de hojas anchas (53%) entre las que más destacan: Richardia scabra, Euphorbia hypericifolia, Conmelina diffusa, Ipomoea tilliaceae, Eleusine indica, Sida acuta, Melampodium divaricatum, Croton lobatus, entre otras 13 especies. En condiciones del estrato bajo y zona este de la industria, el complejo de malezas según López (1996) y Smith (1998) está compuesto principalmente por: Rottboellia cochinchinensis, Digitaria sanguinalis, Leptochloa panicoides (32%), Cyperus sp. (41%) y un total de nueve especies de hojas anchas (27%), destacando que lo anterior para plantía y en condiciones de soca el banco de semilla de hojas anchas puede bajar.
Cuadro 4. Pérdidas de producción por interferencia con malezas, en las condiciones de la costa sur de
Guatemala, para el cultivo de la caña de azúcar
Variedad Ciclo Malezas Perdida TCH (%) Estrato Suelo
CP88-1165 Plantía Complejo hojas anchas
20 Alto Franco Leptocloa filiformis
CP88-1165 Semillero Cyperus rotundus 9 a 14 Litoral Franco Arenoso
CP72-2086 Soca Cyperus rotundus 22 Litoral Franco Arenoso
CP72-2086 Soca Complejo hojas anchas
47 Bajo Franco Arenoso Rottboellia cochinchinensis
Mex79-431 Plantía Complejo hojas anchas
43 Bajo Franco Arenoso Rottboellia cochinchinensis
PGM89-968 Plantía Cyperus rotundus 27 Litoral Franco Arenoso

354
Fitotoxicidad de herbicidas al cultivo La fitotoxicidad es un elemento de reducción del potencial de producción dependiendo de: 1) susceptibilidad de la variedad, 2) mal uso del herbicida respecto al momento de aplicación, dosis, tipo de suelo, precipitación (o tipo y lamina de riego) y 3) mecanismo de acción y persistencia del herbicida en la planta: Existen respuestas diferenciadas de las variedades a los distintos herbicidas, debido a tolerancias por posicionamiento del producto (herbicidas pre-emergentes) y tolerancia fisiológica a algunos herbicidas. Por ejemplo Espinoza et al. (2014) reporta a las variedades CP73-1547 y CP00-1101 como susceptibles a la gama de herbicidas usados en la agroindustria guatemalteca, la CP72-2086 y CG98-46 como medianamente tolerantes y la CG01-53 y CG00-102 como altamente tolerantes. En otro trabajo similar el mismo autor (Espinoza et al., 2009) reporta como variedades tolerantes a la CG98-10, CG98-78 y CP72-2086 a siete mezclas de herbicidas. También Hiroko et al. (2007) al citar a Christoffoleti y López-Ovejero (2005) menciona, que algunos productos con alta movilidad en el suelo, causan fitoxicidad, debido a su solubilidad: Terbuthiuron (2500ppm 25°C), Metribuzin (1100ppm 25°C) y Clomazone
(1100ppm 25°C) pueden lixiviarse más en el perfil de suelo, en condiciones de alta humedad (mucha lluvia o altas láminas de riego), afectando al cultivo. Por lo que algunos productos pueden ser selectivos por posicionamiento, dependiendo de las condiciones de suelo y humedad. También dentro de los herbicidas hay unos que a pesar de ser del mismo mecanismo de acción, el cultivo tiene la capacidad de desdoblarlo más fácilmente como indica Zera et al. (2011) al citar a Roman et al. (2007), este es el caso de las triazinas como lo menciona Espinoza et. al. (2014) indicando una menor fitotoxicidad en diversas variedades por Ametrina y mayor afección a Terbutrina, la cual tiene mayor repercusión en producción final también mencionado por Hiroko et al. (2007). Espinoza et al. (2014) indica que los niveles de clorofila se recuperan de forma más rápida cuando se utiliza Ametrina que Terbutrina, lo que hace que la planta tolere más dicho producto. Pero la combinación de productos que tienen el mismo mecanismo de acción en una mezcla, puede incrementar su fitotoxicidad, como indica Cruz y Gurgell (1983) al ser citado por Hiroko et al. (2007), mencionando que herbicidas que inhiben el fotosistema II (FSII) en combinación, como la mezcla: hexazinota+diuron+ otro producto que afecte pigmentos (isoxaflutole o clomazone), pueden tener consecuencias en la producción, coincidiendo por lo indicado con Azania et al. (2005) al reportar mermas en producción por isoxaflutole y con lo encontrado en estudios locales (Figura 3). También existen trabajos que indican que herbicidas que no afectan directamente la clorofila, pueden reducir los niveles de clorofila, como el Acetoclor (Cuadro 5).
Figura 3. Clorofila promedio de evaluación de fitotoxicidad de
mezclas de cierre. Finca Camantulul, ingenio Madre Tierra. Zafra 2013-14

355
Cuadro 5. Efecto de disminución de clorofila en las etapas iniciales del cultivo, por uso de acetoclor. Evaluación de fitotoxicidad de controles para coyolillo, finca Pangola, Ingenio Madre Tierra. Zafra 2014-15
Tratamientos Unidades relativas de clorofila
30dds 60dds
Imazapic + Glifosato + (Dicamba 12% + 2,4D 35%) 40.6 44.1
Imazapic + Glifosato + Metsulfuron Metil 37.6 42.9
Imazapic (genérico) + Glifosato + Acetoclor + (Dicamba 12% + 2,4D 35%) 33.4 40.0
Imazapic + Glifosato + Acetoclor + (Dicamba 12% + 2,4D 35%) 35.3 39.0
Halosulfuron Metil + Acetoclor + (Dicamba 12% + 2,4D 35%) 36.3 40.5
En Malezado 36.4 38.0
Valor-p 0.0002 0.0212
Reducción de costos Cuando se habla de reducción de costos, tiene que entender como la sumatoria de todas las labores y actividades realizadas por unidad de área, en el control de malezas (aplicación química pre emergente y post emergente, parchoneos y/o arranques). De igual forma se debe de contemplar a lo largo de varios ciclos de cultivo (desde plantía hasta 5ta. soca). Esto justifica el incremento del costo de una labor, para reducir los costos de las demás labores, de tal manera que el total de costos por control de malezas se reduzca. De igual forma el manejo que se haga un año debe de abaratar el costo de los siguientes años, principalmente por el control del banco de semillas, justificándose de esta manera un incremento en el control inicial. Eficacia de control Eficacia se refiere a que el herbicida cumple el objetivo del mismo (matar la maleza). Sin embargo para que un herbicida no disminuya su eficacia debe de tomarse en cuenta sus
características y bajo qué condiciones es mayor. En el caso de herbicidas pre emergentes, las propiedades físico químicas y como esta influyen en interacción con el suelo son importantes, pues productos con altos valores de Kow (afinidad al agua), en condiciones de suelos arenosos pueden producir daños al cultivo y perder eficacia de control al ser lixiviados en el perfil del suelo también reduciendo los días control (Christoffoleti et. al., 2009). De igual forma productos con altos valores de Koc (afinidad al aceite), se caracterizan por fijarse fuertemente a los coloides del suelo y a la materia orgánica, por lo que en condiciones de suelos pesados o de alto aporte de materia orgánica, se requiere de mayor dosis de herbicida para que la eficacia no se pierda, y por lo general estos productos son utilizados en condiciones de invierno por ser persistentes en el perfil del suelo al necesitar grandes láminas de agua para lixiviarse. Control del banco de semillas El control del banco de semillas es la finalidad primordial del uso de un herbicida tanto pre y post emergente. La decisión respecto a costos y herramientas a utilizar se deben de fundamentar en buena medida en la reducción del banco de semilla, de tal manera que se disminuya el mismo, los costos del control de malezas en los ciclos de cultivo siguientes serán menores. Estrategias integradas de control Se debe de entender que las labores agrícolas como el control de malezas, son dinámicas y fundamentarse en el conocimiento de las condiciones específicas del área donde se implementaran. La selección de herbicidas y su uso continuado en varios ciclos deben de ser fundamentados en la existencia de malezas. Un herbicida al ir modificando el banco de semilla, la presión de malezas es menor, y por lo tanto se recomienda el uso de herbicidas o mezclas de menor espectro de control y de menor costo. También se debe de considerar que muchos herbicidas pueden causar resistencia a las

356
malezas por estar bajo la presión de selección de biotipos más tolerantes, por lo que la rotación de moléculas entre ciclos de cultivos es de importancia, pues un ejemplo claro es el uso continuado de moléculas como Imazapic, pues este es clasificado como 2/B, lo que indica que es de alta probabilidad de inducción de resistencia como indica Diez (2013). En el Cuadro 6, se observa la eficacia de la mezcla con Imazapic (T3) y la mezcla con
Halosulfuron metil (T10) en el control del banco de semilla de coyolillo, considerando que se es más eficaz en el control del banco de semilla de dicha maleza en plantía, reduciendo el banco de semilla en primera soca, por lo que el uso continuado (ciclos siguientes del mismo lote) de la molécula Imazapic, no es recomendada, con los siguientes objetivos: reducción del costo de mezcla, reducción de probabilidad de inducción de resistencia. La aplicación de herbicidas es una de varias labores que se realizan en los meses iniciales del cultivo, por lo que esta debe ser compatible con labores como fertilización, aporques, control de plagas, riego etc, para maximizar la eficacia de cada labor. En caso de moléculas como Imazapic, tiene la propiedad de posicionarse de nuevo en el perfil del suelo, y ampliar el tiempo de control si se realiza alguna labor que mueva las capas de suelo, como la fertilización.
Cuadro 6. Curvas de control por tratamiento y días control. Evaluación de fitotoxicidad de mezclas en
campos de infestación de coyolillo, finca Rio Lindo, ingenio Madre Tierra. Zafra 2014-15)
Tratamiento TCH CostoDias Control
Costo Dia Control
% Control*
T1 Krismat + Dual Gold + weedmaster 127 Q580 40 Q14.50 40
T2 Plateau + Round Up + Weedmaster 127 Q467 45 Q10.40 60
T3 Plateau + Round Up+ Acetofor + Weedmaster 122 Q651 65 Q10.00 90
T4 Plateau + Round Up + Forza 125 Q452 45 Q10.00 60
T5 Supresor (200 gr/ha) + Round Up + Acetofor + Weedmaster 123 Q552 45 Q12.30 20
T6 Katana + Acetofor + Weedmaster 123 Q697 35 Q19.90 70
T7 Katana + Prowl+ Weedmaster 129 Q689 35 Q19.70 20
T8 Halosulfuron (100 gr/ha) + Acetofor+ Weedmaster 119 Q493 65 Q7.60 70
T9 Halosulfuron (140 gr/ha) + Acetofor + Weedmaster 122 Q609 65 Q9.40 60
T10 Sempra (100 gr/ha) + Acetofor + Weedmaster 127 Q516 65 Q7.90 100
T11 Sempra (140 gr/ha) + Acetofor + Weedmaster 119 Q642 65 Q9.90 60
T12 Katana (150 gr/ha) + Acetofor + Weedmaster (Post) 118 Q674 65 Q10.40 80
T13 Escardio + Sempra 100 gramos/ha Banda (reducida a 60 %) 112 Q529 0 20
p- Valor 0.8814
CV% 9
*Nota: % de control del banco de semilla (control de coquitos o estructuras subterráneas de propagación

357
CONCLUSIONES Un programa de control de malezas, debe de fundamentarse en la selección de tecnologías que aumenten la rentabilidad, al aumentar la producción y reducir costos. El aumento en la producción se debe a la eliminación de la interferencia de la maleza con el cultivo en el periodo crítico y a la minimización de la fitotoxicidad de la tecnología de control (control químico), sin repercusiones finales en la productividad, en marcado en las exigencias del mercado. La reducción de costos, se debe de apreciar como el total de inversión realizado en control de malezas por unidad de área, buscando que practicas más baratas, como el control químico de forma pre emergente, reduzca otras labores como parchoneos y/o arranques y en el mejor de los casos aplicaciones de cierre, aumentando la eficacia de control de dichas aplicaciones pre emergentes, al seleccionar los productos correctos en las condiciones locales. Y de forma integral, la reducción de costos entre ciclos de cultivo, al invertir en tecnologías oportunas, que permitan reducir costos de controles de malezas en los siguientes ciclos, básicamente en la reducción del banco de semilla.
BIBLIOGRAFIA 1. Arantes, M. Silva, M.
Rhein, A. Pincelli,R. Dellabiglia,W. Bassetto,S. 2010. Avaliações fisiológicas em cultivares
de cana de açúcar submetidas a herbicidas selectivos. XXVII Congresso Brasileiro da Ciência das Plantas Daninhas 19 a 23 de julho de 2010 - Centro de Convenções - Ribeirão Preto – SP
2. Azania, C. Casagrande, A. e Rolim, J. 2001. Selectividade de imazapic as soqueiras de cana de açucar (Saccharum spp.) Planta Daninha, Viçosa-MG, v.19, n.3, p.345-350.
3. Bran, G. 2001. Determinación del periodo crítico de interferencia de las malezas en soca de caña de azúcar (Saccharum officinarum L) bajo riego, la Gomera, Escuintla. Tesis Ing. Agr.Guatemala, URL.49p.
4. Christoffoleti, P. López, R. Nicolas, M. Carvalho, S. 2009. Comportamento dos herbicidas, aplicados ao solo na cultura da cana-de-acúcar. Piracicaba. BASF.
5. Conagin, A. 1967. El economista agrícola en la estación experimental: Análisis de un investigador agricola. In Montero, E. (ed.). Investigación económica y experimentación agrícola. IICA-zs. Chile. p 39-42.
6. Cortázar, R. 1967. Qué espera el investigador del economista agrícola. In Montero, E. (ed.). Investigación económica y experimentación agrícola. IICA-zs.Chile. p 29-38.
7. Dell, W. 1995. Estudio taxonómico de malezas en el are cultivada con caña de azúcar (Saccharum officinarum L.) en el municipio de la democracia, Escuintla. Tesis Ing. Agr.Guatemala, USAC.54p.
8. Diez, P. 2013. Manejo de malezas problema: Modo de acción herbicidas. REM – AAPRESID.
9. http://www.roundupreadyplus.com.ar/descarga-contenidos-168/documento1-863f7a3f76314138ccd54cc3d8e7a7be
10. Espinoza, G. Acán, J. Montepeque, R. Pérez, C. Mejia, M. 2011. Evaluación de mezclas de herbicidas para el control de coyolillo en caña de azúcar.
11. http://www.cengicana.org/publicaciones/memorias/memorias/memoria-2010-2011/es/publicaciones/memorias/memorias/memoria-2010-2011/agronomia/Evaluaci%C3%B3n-de-Mezclas-de-Herbicidas-para-el-Control-de-Coyolillo-(Cyperus-Rotundus)-en-Ca%C3%B1a-de-Azucar-(Saccharum-Spp.)/
12. Espinoza, G. Corado, M. Martinez, M. Echeverria, C. Pineda, J. 2010. Fitotoxicidad de moléculas nuevas y concencionales en mezclas de herbicidas y su efecto en la producción en caña de azúcar, variedad CP72-2086.
13. http://www.cengicana.org/publicaciones/memorias/memorias/2009-2010/es/publicaciones/memorias/memorias/2009-2010/agronomia/Fitotoxicidad-de-Mol%C3%A9culas-Nuevas-y-Convencionales-en-Mezclas-de-Herbicidas-y-su-Efecto-en-la-Producci%C3%B3n-en--Ca%C3%B1a-De-Az%C3%BAcar-Variedad-CP72-2086/

358
14. Espinoza, G. Hernández, C. Morales, J. 2013. Manual de malezas y catálogo de herbicidas para el cultivo de caña de azúcar en Guatemala. CENGICAÑA. 97p.
15. Espinoza, G. López, A. Chajil, E. 2009. Evaluacion de la fitotoxicidad en variedades nuevas o promisorias de caña de azúcar (Saccharum spp.) a la aplicación de mezclas de herbicidas en caña plantía.
16. http://www.cengicana.org/es/publicaciones/memorias/func-startdown/189/
17. Espinoza, G. Morales, J. Cruz, W. Tuchan, L. 2014. Respuesta de variedades promisorias de caña de azúcar a distintas mezclas de herbicidas, en la zona cañera de Guatemala.
18. http://www.cengicana.org/es/publicaciones/memorias/func-startdown/717/
19. Ferreira, R. Rodrigues, F. Souza, F. Azevedo, R. Nicolai, M. Pinto, S. Christoffoleti, J. 2010 Tolerancia diferencial de variedades de cana-de-acúcar a estresse por herbicidas. Bragantia, Campinas, v.69, n.2, p.395-404
20. Hiroko, M. Santin, J. Dallacort, R. Silva, A. Carneiro, D. 2007.
Performance of herbicides mixtures in sugar cane (Saccharum officinarum). Revista Brasileira de Herbicidas, v.6, n.2, p.32-41.
21. http://www.rbherbicidas.com.br/index.php/rbh/article/view/50 22. López, S. 1996. Evaluación de diferentes tratamientos para el
control de malezas en el cultivo de caña de azúcar (Saccharum officinarum L.) en segundo corte, en patulul, Suchitepequez. Tesis Ing. Agr.Guatemala, USAC.61p.
23. McMahon, G. Lawrence, P. O´Grady, T. 2000. Weed Control in Sugarcane. Manual of CANEGROWING.
24. http://www.sugarresearch.com.au/icms_docs/166947_Chapter_12_Weed_Control_in_Sugarcane.pdf
25. Miller, R. Meiners, R. 1990. Microeconomia. Tercera edición. McGraw Hill. 701p.
26. Morales, J. 1995. Evaluación de 8 mezclas de herbicidas y su efecto sobre el rendimiento de caña de azúcar (Saccharum officinarum L.) en la finca camantulul, Santa Lucia Cotzumalguapa, Escuintla. Tesis Ing. Agr.Guatemala, USAC.67p.
27. Reyes, E. 1997. Determinación del periodo crítico de interferencia de malezas en el cultivo de caña de azúcar (Saccharum officinarum L.) en plantia, bajo condiciones de la finca el salto, Escuintla. Tesis Ing. Agr.Guatemala, USAC.50p.
28. Reyes, M. 2001. Análisis económico de experimentos agrícolas con presupuestos parciales. FAUSAC.
29. http://www.centrodeinteligenciademercados.com/An%C3%A1lisis%20Econ%C3%B3mico%20de%20Experimentos%20Reense%C3%B1ando.pdf
30. Smith, C. 1998. Determinación del valor de importancia de malezas en tres familias de suelo cultivads con caña de azúcar (Saccharum officinarum L.) (Soca y plantía) en el Ingenio Tulula S.A. Tesis Ing. Agr.Guatemala, USAC.70p.
31. Solorzano, J. 1995. Determinación y cuantificación de las malezas en el cultivo de la caña de azúcar (Saccharum officinarum L.) en la finca el baúl, Santa Lucia Cotzumalguapa, Escuintla. Tesis Ing. Agr.Guatemala, USAC.72p.
32. Zera, F. Azania, C. Schiavetto, A. Lorenzato,C. Anania, A. 2011. Tolerancia de diferentes cultivares de cana de açúcar (Saccharum spp.) a herbicidas. Plantas Daninha,Viçosa-MG, v. 29, n. 3, p. 591-599.

359
COMPORTAMIENTO MORFOFISIOLOGICO Y EFICIENCIA VARIETAL EN LA ACUMULACIÓN DE BIOMASA
Joel Morales1, Gerardo Espinoza1, José Luis Quemé2 y Héctor Orozco3
1Especialista en Malezas y Madurantes-CENGICAÑA; 2Fitomejorador y 3Coordinador del Programa de Variedades CENGICAÑA
RESUMEN
Al ser la precocidad de la variedad un factor importante, para definir la ubicación de cosecha en el periodo de zafra, se estudió un grupo de variedades tempranas (CG00-102, CG98-46, CP73-1547), intermedia (CP72-2086) y tardías (CG98-78, SP79-1287, PR75-2002), con la finalidad de entender el comportamiento de sus índices fisiológicos (TAL, RAF, TCA), y el comportamiento de acumulación de biomasa, validando lo citado por otros autores, respecto a las características de las variedades precoces, con los expresados por las variedades CG00-102, CP73-1547 y CG98-78 esta última categorizada como tarida, pero con alto potencial de producción. Palabras clave: índices fisiológicos, precocidad caña de azúcar.
MORPHOPHYSIOLOGICAL STUDY OF CULTIVARS OF SUGARCANE AND EFFICIENCY IN BIOMASS ACCUMULATION
ABSTRACT
The earliness of the cultivars is an important factor to define the location of crop in the harvest period. A group of cultivars was studied, classified as early (CG00-102, CG98-46, CP73-1547), intermediate (CP72-2086) and late (CG98-78, SP79-1287, PR75-2002), to characterize the behavior of physiological indices (TAL, RAF, TCA), and the biomass accumulation. It was validated what quoted by other authors, regarding the characteristics of early cultivars with those expressed by the CG00-102, CP73-1547 and CG98-78 cultivar latter categorized as late, but with high production potential. Key Word: physiological index, earliness of cultivars.

360
INTRODUCCIÓN La precocidad de las variedades es de importancia para el programa de variedades de CENGICAÑA, fundamentando la recomendación del periodo de siembra en la zafra. Existen autores como Silva et al. (2010), Li (2014) y Mamet y Galwey (1999), que han estudiado índices fisiológicos como: tasa de crecimiento, acumulación de biomasa, hábito de macollamiento y población, para describir la precocidad de las variedades y aptitudes de producción. En el presente trabajo se realizó un primer esfuerzo para conocer los índices fisiológicos y características de acumulación de biomasa y clorofila en la etapa de elongación y la etapa inicial de maduración, relacionando los mismos con los conceptos citados por la literatura, de tal forma que podamos jerarquizar la precocidad de las variedades estudiadas. METODOLOGÍA Se estableció el ensayo en la finca El Bálsamo, del ingenio Pantaleón, en el estrato medio (280 msnm). Se seleccionaron siete variedades de interés para la agroindustria, de las cuales tres son recomendadas como tardías (CG98-78, SP79-1287 y PR75-2002), una intermedia
(CP72-2086) y tres tempranas o precoces (CG00-102, CG98-46 y CP73-1547,). La unidad experimental consistió en dos surcos de 5 metros de largo. Las variedades fueron sembradas en seis bloques, cada bloque correspondiente a un mes de zafra (de noviembre a abril), todos los bloques fueron muestreados en octubre con las siguientes edades: 10,9,8,7,6,5 meses de edad. Tomando un total de 10 tallos por unidad experimental. En cada tallo se tomaron las siguientes variables: clorofila (SPAD) de la hoja bandera y la hoja 3, número de entrenudo, altura de planta (m), peso fresco total. Se dividió la planta por órganos tal y como lo indica Marafon (2012), en hojas secas, hojas verdes, vaina de hoja, tallo, pseudotallo y corona. A cada órgano se tomó el peso fresco y se secó por 3 días en horno a 70°C, tomando el peso seco final de cada órgano. Se realizó análisis de correlación con el programa InfoStat (2014), entre variables, y se realizaron los cálculos de los índices fisiológicos: Tasa de asimilación líquida (TAL), razón de área foliar (RAF) y tasa de crecimiento absoluto (TCA), como lo describe Marafon (2012).
RESULTADOS Acumulación de biomasa y área foliar Las unidades relativas de clorofila (URC), es una forma indirecta de medir la clorofila en la planta, y muy correlacionado a los niveles de nitrogeno como indica Quintero (2003). En la Figura 1 se puede observar la tendencia de campana, con sesgo a la derecha. El comportamiento expresa tres etapas: 1) una alta tasa de crecimiento de clorofila entre los 30-90 dias, asociado a la etapa de macollamiento, donde existe la mayor demanda de nitrogeno por la planta, llegando a los mayores valores en este momento (macollamiento), 2) seguido de un decremento con menor pendiente que la primera etapa, como lo indica Quintero (2003) al mencionar que los niveles de clorofila disminuyen a medida que la edad del cultivo es mayor, correlacionado con los niveles de nitrogeno entre 79-98 por ciento (Coeficiente r de los modelos), enre los 90-270 dias, relacionada a la etapa fenologica de elongación o gran crecimiento, donde la demanda de agua es mayor y la tasa de crecimento se incrementa, acumulandose gran parte de la biomasa en este periodo, 3) y por último un periodo de estabilidad o valle, asociado al inicio de la etapa de maduración (>270), donde altos niveles de nitrogeno son contraproducentes a la acumulación de azucar como lo indica Kingston (2014).

361
Figura 1. Comportamiento promedio de la clorofila (SPAD) en la planta en las distintas etapas fenológicas
La clorofila a pesar de disminuir entre los 150-300 ddc (Figura 2B), y la biomasa incrementarse en el mismo periodo, no se encuentran tan estrechamente relacionadas como lo indica el coeficiente de correlación r=-0.16 (p=0.19). Pero la biomasa del tallo y la biomasa total si, r=0.96 (p=<0.0001), indicando que la biomasa total del cultivo, está concentrada en la producción de la biomasa del tallo, debido al crecimiento o altura de la planta, pues existe correlación entre estas variables, r=0.64 (p=<0.0001). En la Figura 2A, se observa el comportamiento de acumulación de biomasa de las variedades, evidenciándose que la variedad CP73-1547, es la que más biomasa acumula en un mismo periodo de tiempo, seguida de las variedades CG00-102, CG98-78, CG98-46 y las que menos la PR75-2002, CP72-2086 y SP73-1287. Más del 50 por ciento de la biomasa de la CP73-1547, lo
concentra en el tallo y es mínimo lo que concentra en follaje, lo anterior guarda relación con lo mencionado por Silva et al. (2010) al hacer énfasis, que variedades precoces acumulan azúcar anticipadamente, al producir menos biomasa foliar comparado con variedades tardías, sin embargo no necesariamente más biomasa de tallo significa más concentración de azúcar, pues también dependerá del número de tallo de la macolla, pues Li (2014) reporta en su estudio que variedades con 4-7 tallos por macolla y mayor materia seca (70%), presentaron más concentración de azúcar que variedades con más tallos por macolla (9-11) y menor materia seca (60%), bajo el supuesto que más biosíntesis de tejido nuevo necesita mayor gasto en respiración y menos producción de azúcar.
Figura 2. A) Biomas (seca) total (tallo+hojas+vainas+hojas
secas+pseudotallo+cogollo). B) Unidades relativas de clorofila (SPAD) medida en distintas etapas fenológicas

362
Figura 3. Proporción de la biomasa por órgano de la planta, respecto a su biomasa total
Velocidad de elongación y eficiencia fisiológica
En la Figura 4 A, se observa el comportamiento de altura de las variedades por mes, y Mamet y Galwey (1999), indican que múltiples factores inciden en la maduración, pero la tasa de elongación es un indicador más integral de eficiencia fisiológica, para determinar la capacidad de maduración de una variedad, pues variedades que presentan antes el punto de inflexión en la curva de elongación, son más precoces en la concentración de azúcar, coincidiendo con el comportamiento de las variedades CG00-102, CG98-46, SP79-1287 Y CP73-1547 las que presentan su punto de inflexión antes en la línea de tiempo.
Lo anterior guarda relación respecto a variedades como la CG00-102 pues es la que presenta su punto de inflexión primero, y también es la más robusta entre los 150-210 ddc, en la TAL, interpretándose que esta variedad es más eficiente inicialmente en la producción de energía que utiliza para producción de biomasa, parando este proceso rápidamente, y a esto se puede deber que comienza a acumular azúcar precozmente, al igual que la SP79-1287 a pesar de estar clasificada como una variedad tardía.
Eficiencia foliar y precocidad varietal
La variedad CP73-1547 es muy drástica respecto, como desciende en el tiempo el valor del RAF (Figura 5), lo que sugiere que es una variedad que inicia procesos de acumulación de azúcar muy rápido, pues reduce su actividad metabólica, al tener menor área foliar a partir de los 210 ddc, haciendo menor su tasa fotosintética y respiratoria, esto puede estar asociado a las características morfológicas de la hoja de la variedad, la cual es de mayor área respecto a las demás, y lo mismo hace que modifique su área foliar rápidamente, por aspectos de auto sombramiento.
Tanto en la Figura 6 A y B, se observa que las variedades CG00-102, CP73-1587 y la CG98-78 (a pesar de ser tardía) tiene tasas de crecimiento muy altas, coincidiendo con lo expresado en la Figura 4 A, donde se indica que variedades más eficientes fisiológicamente, acumulan biomasa más aceleradamente, iniciando a concentrar azúcar más tempranamente.

363
Figura 4. A) Altura de tallo por variedad en el periodo de estudio. B) Tasa de asimilación líquida (TAL), que representa la producción económica entre lo producido por la fotosíntesis y el gasto en la respiración
Figura 5. RAF este índice expresa el área foliar disponible para fotosíntesis
Figura 6. TCA indica el crecimiento diario absoluto y la eficiencia en producción de biomasa
CG00-102 CG98-46
CG98-78 CP72-2086
CP73-1547 PR75-2002
SP79-1287
150 180 210 240 270 300
DDC
0.01
0.02
0.03
0.03
0.04
Ra
zón
de
Áre
a F
olia
r (c
m2
día
-1)
CG00-102 CG98-46
CG98-78 CP72-2086
CP73-1547 PR75-2002
SP79-1287

364
CONCLUSIONES Se observa una diferenciación entre variedades, basados en los índices fisiológicos que fueron analizados en la etapa de gran crecimiento (150 días hasta 270), permitiendo discriminar las variedades por su precocidad. En base a los índices estudiados ubicamos a las variedades CG00-102, CP73-1547 y la CG98-78, como variedades con un alto potencial de producción, respecto al resto de variedades estudiadas, en términos de biomasa y precocidad de desarrollo, dando indicios de altas aptitudes de concentración de azúcar (se debe de evaluar en futuros trabajos).
BIBLIOGRAFIA Kingston, G. 2014.Mineral Nutrition of Sugarcane. In P. Moore and
F. Botha (ed.) Sugarcane physiology biochemistry and functional biology. Wiley Blackwell. p 55-83.
Li, Y. 2014. Research and Development Priorities for Sugar Industry of China: Recent Research Highlights
http://link.springer.com/article/10.1007%2Fs12355-014-0329-y#page-1 Mamet, L. and Galwey, N. 1999. A Relationship between stalk
elongation and earliness of ripening in sucarcane. Expl. Agric (1999), volume 35, p. 283-291.
Marafon, A. 2012. Análise Quantitativa de Crescimento em Cana-deaçúcar: uma Introdução ao Procedimento Prático. Empresa Brasileira de Pesquisa Agropecuária. http://www.cpatc.embrapa.br/publicacoes_2012/doc_168.pdf
Quintero, R. 2003. Deerminaciones indirectas de clorofila para recomendar nitrógeno. VI congreso colombiano de la asociación de técnicos de la caña de azúcar. Cali, Colombia. Vol 1, p 240-246.
Silveira, L. Oliveira, M. Barbosa, M. Mendes, L. 2010. Crescimento e producao de sacarose por seis variedades de cana. 8ª congreso nacional de STAB. Pernambuco, 2002.

365
COMPARACIÓN DE PRODUCTIVIDAD DE LAS AGROINDUSTRIAS AZUCARERAS DE CENTRO AMÉRICA DE 1979/1980 A 2014/2015 Y SU
RELACIÓN CON EL CLIMA EN LA REGIÓN ENSO 3.4*
Adlai Ademir Meneses Ojeda1; Otto René Castro Loarca2; Wilber Estuardo Posadas1; Mónica Galiego1 1Coordinador y Técnicos de Transferencia de Tecnología y Capacitación, 2Especialista en Riegos, CENGICAÑA
RESUMEN
La presente investigación se hizo con el objetivo de determinar en los países de Centro América los cambios en la productividad de azúcar y caña por hectárea de la zafra 1979/1980 a 2014/2015, la relación de la productividad con la región ENSO 3.4 y las tendencias generales de su productividad. La información fue proporcionada por las diferentes Asociaciones de azúcar de la región Las variables recolectadas y analizadas fueron rendimiento de azúcar, rendimiento de caña y concentración de sacarosa de El Salvador, Honduras, Nicaragua, Costa Rica y Guatemala. La información se estandarizó al Sistema Métrico Decimal y en el caso de concentración de sacarosa en porcentaje comercial. Las cuales fueron analizadas con técnicas estadísticas descriptivas, para lo cual se dividió para su análisis principal en quinquenios, 1979/1980 a 1982/1983; 1983/1984 a 1987/1988; 1988/1989 a 1992/1993; 1993/1994 a 1997/1998; 1998/1999 a 2002/2003; 2003/2004 a 2007/2008; 2008/2009 a 2012/2013 y 2013/2014 a 2014/2015. Para toneladas de azúcar por hectárea (TAH), Guatemala, El Salvador, Honduras, Nicaragua y Costa Rica incrementaron en 4.95 (83%); 2.99 (43%); 3.91 (67%); 3.33 (54%) y 1.37 (23%) las TAH entre 1979/1986 a 2014/2015 respectivamente. Por componente para toneladas de caña por hectárea (TCH), Guatemala, El Salvador, Honduras; Nicaragua y Costa Rica incrementaron en 33.9 (48%); 11.4 (15%); 24.6 (34%); 17.9 (24%) y 7.9 (12%) TCH en el periodo analizado respectivamente. La concentración de sacarosa por tonelada en porcentaje comercial, en el periodo, Guatemala, El Salvador, Honduras, Nicaragua y Costa Rica incrementaron el rendimiento en 1.96 (23%); 2.31 (25%); 2 (25%); 1.9 (22%) y 0.88 (9 %) por ciento de concentración de sacarosa respectivamente. El trabajo incluye el análisis de los cambios por quinquenio dentro y entre países. En cuanto a las variables de clima se hace una relación de cómo influye la luminosidad de agosto en la productividad dentro de la región 3.4 del ENSO. Se encontró que no hay diferencias significativas entre los rendimiento relativos anuales al comparar las variables analizadas de los cinco países. En conclusión, para TAH en el periodo analizado Guatemala, El Salvador, Honduras, Nicaragua y Costa Rica incrementaron en 4.95; 2.99; 3.91; 3.33; y 1.37 las TAH respectivamente; producto del incremento en rendimiento de TCH y % de sacarosa En relación a las variables de clima en la región ENSO 3.4, la luminosidad de agosto influye en la productividad de los 5 países. * Trabajo presentado en el XX Congreso de Técnicos Azucareros de Centroamérica, ATALAC y XIII Congreso de Técnicos Azucareros de Guatemala, ATAGUA, Guatemala, 10 al 14 de agosto 2015.

366
ABSTRACT This research was made with the objective of determining the changes in productivity in sugarcane per ha during season 1979/1980 to 2014/2015, the relationship of productivity and the ENSO 3.4 region and the general tendencies of its productivity. The information presented here was provided by the sugarcane associations of the region. The recollected and analyzed variables were sugar yield, cane yield, sucrose concentration of El Salvador, Honduras, Nicaragua, Costa Rica and Guatemala. The information was standardized to decimal metric system and in the case of sucrose concentration in commercial percentage. Such variables were analyzed with descriptive statistic techniques. With this purpose, information was divided into five-year periods , 1979/1980 a 1982/1983; 1983/1984 a 1987/1988; 1988/1989 a 1992/1993; 1993/1994 a 1997/1998; 1998/1999 a 2002/2003; 2003/2004 a 2007/2008; 2008/2009 a 2012/2013 y 2013/2014 a 2014/2015. For tons of sugar per hectare (TSH), Guatemala, El Salvador, Honduras, Nicaragua y Costa Rica incremented by 4.95 (83%); 2.99 (43%); 3.91 (67%); 3.33 (54%); y 1.37 (23%) between 1979/1986 to 2014/2015 respectively. For tons of cane per hectare (TCH), Guatemala, El Salvador, Honduras, Nicaragua y Costa Rica incremented in 33.9 (48%); 11.4 (15%); 24.6 (34%); 17.9 (24%) y 7.9 (12%) in the analyzed period respectively. Guatemala, El Salvador, Honduras, Nicaragua, and Costa Rica incremented the yield of sucrose concentration per ton in 1.96 (23%); 2.31 (25%); 2 (25%); 1.9 (22%) and 0.88 (9%) respectively. This research includes the analysis of changes per five-year period of each country and between countries. Regarding climate variables, a relationship of how the brightness of August influences productivity within the 3.4 ENSO region was made. It was found that no significant difference between relative annual yield existed when comparing the analyzed variables of the five countries. In conclusion, for TSH in the period analyzed Guatemala, El Salvador, Honduras, Nicaragua and Costa Rica incremented in 4.95; 2.99; 3.91; 3.33; 1.37 respectively; as a result of yield increase in TCH and sucrose percentage. Regarding climate variables in the ENSO 3.4 region, august luminosity influenced productivity in the 5 countries.

367
INTRODUCCIÓN La productividad de las industrias azucareras en el mundo se mide en función de la cantidad de azúcar producida por área. La LMC International, 2008, utiliza el rendimiento de caña en toneladas de caña por hectárea (TCH) para el área agrícola y la recuperación de sacarosa en porcentaje para el caso de fábrica y lo estandariza a producción por año. La LMC hace análisis de productividad de las principales industrias azucareras del mundo, Brasil, Australia, Colombia, Sudáfrica, Estados Unidos, México, Tailandia, Guatemala y otros, y sus comparaciones base para determinar la productividad son las TCH y la recuperación de sacarosa agrupadas en quinquenios. Luna et al., 1995, en el análisis de la productividad de la Agroindustria Azucarera de Colombia en el periodo 1960 a 1995, utiliza como variables principales las toneladas de caña por hectárea (TCH), rendimiento de azúcar en porcentaje y las toneladas de azúcar por hectárea (TAH), y la edad de la caña al corte; así mismo la información para al análisis la agrupa en quinquenios. En Guatemala desde 1996 se viene realizando anualmente el Simposio de Análisis de la zafra de Guatemala. En el Simposio se presentan los resultados de las variables asociadas a la productividad para las áreas de fábrica, cogeneración, transportes y campo, y se seleccionan y
presentan con criterios definidos las mejores prácticas en función de los resultados alcanzados en la zafra, ésto ha permitido al personal de los diferentes ingenios hacer comparaciones iniciales que luego pueden llevar a procesos de Bencmarking de estas mejores prácticas (CENGICAÑA, 2012). Según Watson, 2007, el Benchmarking es una ciencia que fue usada desde los años 1800 por Frederick Taylor, para comparar métodos de trabajo, Taylor determinó que era la mejor manera de mejorar el trabajo. El Benchmarking es una evaluación comparativa estratégica probada y efectiva para mejorar el desempeño global de un negocio examinando las estrategias a largo plazo y las aproximaciones que permiten que las compañías de alto desempeño tengan éxito (Watson, 2007). Esta herramienta ayuda a las empresas a identificar las mejores prácticas con respecto al desarrollo y liberación de un producto, competencias básicas, servicio al cliente, preparación para el cambio y más. Es una manera confiable y exacta para medir la posición en el mercado y el éxito de cualquier negocio. En la Planificación Estratégica de CENGICAÑA el Benchmarking es parte del objetivo estratégico para mejorar la transferencia de tecnología a los ingenios asociados del Centro (CENGICAÑA, 2012). Para los estudios específicos del ENSO y sus efectos del clima en la región de Centro America se ha tomado de base la información océano-Atmosférica que se genera en la región ecuatorial denominada Región Niño 3.4. De la información que se genera en la Región Niño 3.4, la más utilizada ha sido el índice niño conocido como ONI, los cuales indican que cuando estos, son mayores +0.5 en al menos cinco promedios mensuales, indica un período de ENSO cálido (Niño), caso contrario cuando se superan el -0.5 indica un período ENSO frío. Entre +0.5 a -0.5 indica un período de ENSO neutro, (NOAA, 2015). La radiación tiene tres tipos de comportamiento: Una, La cantidad de radiación que llega al límite de la atmósfera (Ra) definida y constante a través de los años, de esta manera, en el período del 18 de abril al 20 de agosto se recibe la máxima cantidad de energía en el año; Dos, la cantidad potencial de radiación solar que puede llegar a la superficie terrestre, con la suposición que se tengan solo días despejados (Rdd); Tres, la cantidad de energía global medida en la superficie terrestre con el Piranómetro (Rg), esta energía, a diferencia de la Ra y Rdd, es muy variable en el año y constituye el principal componente para la definición del balance energético en cada uno de los años. El comportamiento de la Rg, principalmente en agosto de cada año, tiene implicaciones importantes en la producción de caña de azúcar y está sujeto al comportamiento del fenómeno ENSO (nombre científico del fenómeno conocido como el “El Niño”). De esta manera, en un evento ENSO frio, la reducción de la Rg es mayor, mientras que en un evento ENSO cálido, la reducción de la Rg es menor. Las implicaciones del

368
ENSO que incide en agosto son principalmente en el comportamiento de la floración y desarrollo de la caña. En un año ENSO frio, caso del 2010, la Rg se redujo en 41 por ciento en agosto, en estas condiciones implicó en términos generales porcentajes de floración mayores al 20 por ciento, caso contrario en un período de ENSO cálido los porcentajes de floración han sido menores al 20 por ciento, (Castro, 2015). Los objetivos del presente trabajo son recopilar y presentar
información de productividad de azúcar de los países de Centro América, que propicie actividades de Benchmarking; determinar en los países de Centro América los cambios en la productividad de azúcar y caña por hectárea de la zafra 1979/1980 a 2014/2015; establecer las tendencias generales de la productividad de azúcar y caña por hectárea y determinar el efecto de la luminosidad de agosto en la productividad de los países analizados. METODOLOGÍA Recolección de la información Las variables recolectadas fueron rendimiento de caña y concentración de sacarosa de Guatemala, El Salvador, Honduras, Nicaragua y Costa Rica. En el Cuadro 1 se resume la fuente de donde se obtuvo la información, el periodo o zafras y el tipo de información (general y/o por ingenios)
Cuadro 1. Fuente, período y forma de la información de los cinco países de Centro América
PAÍS FUENTE PERÍODO (zafras) Guatemala ‐ Boletín Estadístico Series Históricas Año 16 No.1,
CENGICAÑA http://www.cengicana.org/es/publicaciones/otras-publicaciones/boletines-estadisticos
1979/1980 a 2014/2015
El Salvador ‐ Economic Research Service USDA ‐ Consejo Salvadoreño de la Agroindustria Azucarera
CONSAA ‐ Asociación Azucarera del Salvador ‐ http://azucardeelsalvador.com/estadisticas-de-la-zafra/
1979/1980 a 1996/1997 2004/2005 a 2012/2013 1999/2000 a 2002/2003 2014/2015
Honduras ‐ Economic Research Service USDA ‐ Cuadro Consolidado Industria Azucarera Hondureña APAH
http://azucar.hn/wp/?page_id=12
1979/1980 a 1982/1983 1983/1984 a 2014/2015
Nicaragua ‐ Economic Research Service USDA ‐ Comité Nacional de Productores de Azúcar Nicaragua,
CNPA http://www.cnpa.com.ni/indicadores/
1979/1980 a 1996/1997 1998/1999 a 2014/2015
Costa Rica ‐ Economic Research USDA ‐ Informes Estadísticos, Liga Agrícola Industrial de la Caña de
Azúcar, LAICA http://www.laica.co.cr/cifras.php ‐ Resultados Agroindustriales, LAICA
19791980 a 1982/1983 1983/1984 a 2012/2013 2013/2014 a 2014/2015
Para el caso del porcentaje de brillo solar de agosto, se obtuvo de la estación Mangalito, 2015 en el total de la duración de horas luz, transformando a % de duración, basado en las horas luz potencial.

369
Estandarización de la información Para productividad la información recolectada se estandarizó al Sistema Métrico Decimal; para el área a hectáreas; para el rendimiento de caña a toneladas métricas de caña por hectárea (TCH); para concentración de sacarosa en porcentaje comercial por tonelada métrica de caña; y para rendimiento de azúcar en toneladas métricas de azúcar por hectárea (TAH). La información fue estandarizada para los diferentes periodos recibidos por país. Para efecto de la comparación principal, la información fue agrupada en quinquenios para todos los países; quinquenio 1 de 1979/1980 a 1982/1983; 2 de 1983/1984 a 1987/1988; 3 de 1988/1989 a 1992/1993; 4 de 1993/1994 a 1997/1998; 5 de 1998/1999 a 2002/2003; 6 de 2003/2004 a 2007/2008; 7 de 2008/2009 a 2012/2013 y 8 de 2013/2014 a 2014/2015. Para la radiación los datos de rendimiento de TCH, TAH y % de sacarosa, fueron agrupados en quinquenios a partir de la zafra 1986/1987 a 2014/2015 ya que el valor de la radiación de agosto se tiene a partir de 1986. Dentro de cada quinquenio se obtuvo el rendimiento relativo, asignando 100 al valor de rendimiento más alto y para los otros 4 valores se dividió de valor de rendimiento dentro del valor más alto, para obtener el rendimiento relativo en función del máximo. Esto
permitió hacer comparaciones con valores de magnitud estandarizadas. Análisis de la información. Para la productividad la información fue analizada con técnicas estadísticas descriptivas; para series de tiempo, agrupando la información en quinquenios (Mendelhall, 1998), que es una técnica con la cual se obtienen promedios ponderados en grupos de cinco años. Para comparar los cambios de productividad anuales en el tiempo se utilizó el análisis de números índices (Levín, 1996), para obtener los números índices se hace asignando un año base (100), que en este caso fue la zafra de inicio 1979/1980, luego se obtiene la razón del valor de interés con el año base, esta razón se multiplica por 100 para obtenerlo en porcentaje, y se obtiene un valor relativo porcentual. Para la radiación con los datos estandarizados en rendimiento relativo por quinquenio, se hizo una prueba de medias de T pareadas (Steel y Torrie, 1986) entre los valores de cada país, para las tres variables de rendimiento TCH, TAH y % de sacarosa. Así mismo para determinar la relación entre las variables de rendimiento y el % de brillo solar se hizó pruebas de correlación para cada variable por país y el respectivo valor de % de brillo solar con base al comportamiento del ENSO en la región 3.4 RESULTADOS Y DISCUSIÓN La información estandarizada para el período 1979/1980 a 2014/2015 se presenta en el Cuadro 2. Comparación general Los cambios que se presentan y discuten en este capítulo, son en quinquenios, por lo que pueden cambiar cuando se analizan por zafra, ya que por quinquenios nos indican la tendencia promedio, sin considerar las variaciones debidas a factores como el clima entre otros. En el Cuadro 3 se presenta los resultados de los quinquenios establecidos para cada país. Para los quinquenios de 1979/1980 – 1982/1993 a 2013/2014 – 2014/2015 los cambios en área son positivos para todos los países, ya que aumento del primer al octavo quinquenio. En Guatemala aumentó 197,143 ha (268%); en El Salvador 44,361 ha (158%); Honduras 19,155ha (63%); Nicaragua en 30,735 ha (89%) y en Costa Rica 20,549 ha (57) %. En total hubo un aumento en el periodo de 312,082 ha entre los cinco países.

370
Cuadro 2. Información estandarizada en TCH, sacarosa en %, y TAH, para los cinco países, periodo 1979/1980 a 2014/2015
ZAFRA ÁREA TCH % Sacarosa TAH ÁREA TCH % Sacarosa TAH ÁREA TCH % Sacarosa TAH ÁREA TCH % Sacarosa TAH ÁREA TCH % Sacarosa TAH
1979/80 66,000 70.1 8.59 6.02 27,000 73.7 9.30 6.89 29,000 71.4 8.12 5.80 34,000 72.9 8.60 6.20 34,000 64.4 9.28 5.97
1980/81 78,000 70.3 8.17 5.74 27,000 66.6 10.10 6.70 30,000 72.7 8.53 6.20 34,000 77.8 7.30 5.70 37,000 59.4 9.11 5.41
1981/82 76,964 83.3 8.40 7.00 27,000 71.1 9.70 6.93 31,000 75.2 9.04 6.80 33,000 83.3 8.20 6.80 37,000 59.2 8.84 5.24
1982/83 73,446 75.3 9.61 7.23 31,000 79.4 8.90 7.03 31,000 71.7 9.90 7.10 37,000 75.8 8.00 6.10 37,000 59.2 9.72 5.76
1983/84 76,146 72.7 9.31 6.77 32,000 89.7 8.00 7.18 31,000 74.4 9.90 7.10 38,000 70.0 8.80 6.16 36,500 71.7 9.53 6.84
1984/85 84,000 66.3 9.87 6.55 35,000 84.1 8.60 7.23 31,000 74.4 9.10 6.77 40,000 70.0 7.00 4.90 36,500 67.1 9.94 6.67
1985/86 81,000 70.3 10.35 7.28 38,000 84.7 8.30 7.03 31,000 74.2 9.40 6.97 40,000 70.0 7.60 5.32 32,900 75.5 10.02 7.57
1986/87 88,000 72.9 9.75 7.11 41,000 72.2 9.00 6.50 29,000 83.8 9.10 7.62 40,000 70.0 6.70 4.69 31,500 74.8 9.53 7.13
1987/88 97,000 73.3 9.20 6.75 37,000 62.0 8.20 5.09 26,000 92.3 9.00 8.31 40,000 70.0 5.00 3.50 30,600 81.0 9.42 7.63
1988/89 100,000 70.1 9.60 6.73 30,000 80.4 7.30 5.87 24,000 81.3 8.90 7.23 35,000 71.4 6.30 4.50 30,100 72.9 9.94 7.24
1989/90 110,000 80.3 9.50 7.63 36,000 74.3 7.90 5.87 27,000 68.5 9.90 6.78 40,000 57.5 8.60 4.95 29,500 82.6 9.79 8.08
1990/91 120,000 82.8 9.81 8.12 42,000 77.5 8.30 6.44 29,000 70.7 9.70 6.85 37,000 67.9 8.60 5.84 37,000 71.1 9.80 6.96
1991/92 130,000 80.0 10.33 8.27 45,000 92.2 8.30 7.65 29,000 68.1 9.70 6.61 36,000 64.7 8.30 5.37 38,000 74.7 10.34 7.73
1992/93 135,000 77.9 10.09 7.86 48,000 81.3 8.40 6.83 27,637 72.9 8.94 6.51 39,000 55.9 8.10 4.53 38,700 77.2 9.82 7.58
1993/94 140,000 77.5 10.26 7.95 50,000 64.7 9.90 6.40 26,481 74.8 9.00 6.73 36,000 62.5 8.20 5.13 39,800 75.0 10.48 7.86
1994/95 150,000 86.1 10.01 8.62 48,000 66.4 9.80 6.50 26,930 74.2 8.86 6.58 43,000 62.8 9.30 5.84 42,739 75.7 9.94 7.52
1995/96 165,000 79.0 9.94 7.85 49,000 64.8 10.00 6.48 29,569 82.4 8.99 7.41 43,000 66.3 10.40 6.89 42,830 77.7 9.68 7.52
1996/97 167,702 88.2 10.25 9.04 50,000 66.7 10.00 6.67 32,460 79.4 8.73 6.93 46,000 63.0 10.30 6.49 42,900 71.0 10.01 7.11
1997/98 181,218 97.5 10.15 9.89 34,446 74.3 9.30 6.91 44,200 82.1 9.84 8.09
1998/99 180,000 87.4 10.10 8.83 37,533 78.3 8.52 6.67 46,000 79.8 9.65 7.70
1999/00 180,000 82.8 11.55 9.56 69,746 63.3 10.51 6.65 34,743 71.3 7.77 5.54 46,000 73.1 10.26 7.50
2000/01 179,471 84.6 11.30 9.56 63,556 67.5 10.52 7.13 40,617 84.8 9.38 7.96 51,968 68.0 11.13 0.00 47,200 72.0 10.55 7.60
2001/02 185,000 92.0 11.30 10.40 63,556 61.0 10.46 6.84 42,761 81.9 10.22 8.37 40,230 79.1 10.63 0.00 48,000 72.3 10.20 7.38
2002/03 187,000 88.3 11.30 9.98 61,972 65.1 10.75 7.00 41,067 80.9 10.13 8.20 41,218 76.6 10.70 8.19 48,000 72.1 10.21 7.37
2003/04 194,000 91.9 11.30 10.38 61,972 64.5 11.15 7.50 42,519 74.8 9.67 7.23 43,861 87.1 11.08 9.65 49,000 80.8 10.14 8.19
2004/05 200,000 91.3 11.45 10.45 57,160 85.0 11.57 9.83 42,246 87.2 9.82 8.57 45,103 85.6 11.01 9.43 49,200 77.3 10.33 7.99
2005/06 197,000 89.3 11.25 10.05 54,882 81.2 12.11 9.84 42,463 85.6 10.22 8.75 45,321 81.2 10.94 8.88 49,300 73.3 10.28 7.54
2006/07 210,000 96.3 10.95 10.55 57,290 80.8 11.48 9.27 42,903 86.6 10.23 8.85 50,808 85.4 10.77 9.20 53,300 77.9 9.76 7.60
2007/08 230,000 87.3 10.60 9.25 59,910 78.6 11.92 9.37 44,372 88.8 9.94 8.82 53,503 78.0 10.69 8.34 52,500 67.8 10.17 6.90
2008/09 230,000 91.1 11.00 10.02 60,162 74.9 12.24 9.17 49,631 82.5 9.20 7.59 53,623 76.9 11.35 8.73 49,030 71.2 10.06 7.16
2009/10 230,000 102.4 10.30 10.55 59,815 84.7 11.76 9.96 44,885 85.0 9.14 7.77 54,812 86.9 10.33 8.98 51,850 75.6 9.67 7.31
2010/11 231,505 88.5 10.60 9.38 62,923 75.0 12.17 9.12 44,334 93.8 9.85 9.24 53,944 80.5 10.50 8.45 54,300 61.2 10.38 6.35
2011/12 252,871 99.5 10.35 10.30 67,963 87.0 11.67 10.15 44,912 86.2 10.64 9.17 59,352 88.9 10.47 9.31 53,700 71.2 10.54 7.51
2012/13 263,056 101.7 10.40 10.57 73,146 89.9 11.73 10.55 47,662 93.5 10.73 10.03 67,061 87.7 10.42 9.14 58,980 73.6 10.25 7.55
2013/14 270,178 102.7 10.10 10.57 76,179 84.9 11.11 9.43 54,234 94.4 9.97 9.41 70,781 100.3 9.57 9.59 58,741 76.5 10.34 7.91
2014/15 271,313 104.0 10.55 10.97 79,717 85.1 11.61 9.88 53,931 96.0 10.12 9.71 71,225 90.8 10.50 9.53 59,000 72.2 10.16 7.34
Fuente: Guatemala (1979‐80/2014‐15) Boletín Estadístico Series Históricas Año 14 No.1, CENGICAÑA http://www.cengicana.org/es/publicaciones/otras‐publicaciones/boletines‐
estadisticos; El Salvador(1979/1980 a 1996/1997) Economic Research Service USDA, (2004/2005 a 2012/2013) Consejo Salvadoreño de la Agroindustria Azucarera CONSAA,
(1999/2000 a 2002/2003) Asociación Azucarera del Salvador, (2014/2015) Asociación Azucarera del Salvador http://azucardeelsalvador.com/estadisticas‐de‐la‐zafra/;
Honduras (1979/1980 a 1982/1983), Economic Research Service USDA, (1983/1984 a 2014/2015) Cuadro Consolidado Industria Azucarera Hondureña APAH
http://azucar.hn/wp/?page_id=12 ; Nicaragua (1979/1980 a 1996/1997) Economic Research Service USDA, (1998/1999 a 2014/2015) Comité Nacional de Productores de Azúcar
Nicaragua, CNPA http://www.cnpa.com.ni/indicadores/ ; Costa Rica (19791980 a 1982/1983) Economic Research USDA, (1983/1984 a 2012/2013) Informes Estadísticos, Liga
Agrícola Industrial de la Caña de Azúcar http://www.laica.co.cr/cifras.php , (2013/2014 a 2014/2015) Resultados Agroindustriales, LAICA.
El Salvador Nicaragua Costa Rica
Productividad de Azúcar de los países de Centro América
Zafras 1979/1980 a 2014/2015
Guatemala Honduras

371
Cuadro 3. Quinquenios establecidos por país, para área, TCH, % sacarosa y TAH
PAIS Quinquenio AREA TCH % SACAROSA TAH
Guatemala
79-80/82-83 73,603 74.9 8.68 6.50 83-84/87-88 85,229 71.2 9.68 6.89 88-89/92-93 119,000 78.5 9.90 7.77 93-94/97-98 160,784 86.2 10.12 8.72 98-99/02-03 182,294 87.1 11.11 9.67 03-04/07-08 206,200 91.1 11.09 10.11 08-09/12-13 241,486 96.8 10.51 10.18 13-14/14-15 270,746 103.3 10.33 10.77
El Salvador
79-80/82-83 28,000 72.9 9.45 6.89 83-84/87-88 36,600 78.1 8.43 6.58 88-89/92-93 50,000 81.5 8.11 6.61 93-94/97-98 49,250 65.6 9.93 6.51 98-99/02-03 64,708 64.2 10.56 6.89 03-04/07-08 58,243 77.8 11.64 9.13 08-09/12-13 64,802 82.7 11.88 9.82 13-14/14-15 72,361 85.0 11.37 9.66
Honduras
79-80/82-83 30,250 72.8 8.92 6.49 83-84/87-88 29,600 78.8 9.29 7.32 88-89/92-93 26,481 72.0 9.42 6.78 93-94/97-98 29,977 77.1 8.98 6.92 98-99/02-03 39,344 79.8 9.31 7.43 03-04/07-08 42,901 84.6 9.98 8.45 08-09/12-13 46,285 88.1 9.93 8.75 13-14/14-15 49,405 95.2 10.04 9.56
Nicaragua
79-80/82-83 34,500 77.4 8.02 6.19 83-84/87-88 39,600 70.0 7.00 4.90 88-89/92-93 36,000 63.2 7.96 5.03 93-94/97-98 42,000 63.7 9.63 6.14 98-99/02-03 44,472 74.0 10.83 8.02 03-04/07-08 47,719 83.3 10.89 9.07 08-09/12-13 57,759 84.4 10.58 8.94 13-14/14-15 65,235 95.5 10.01 9.56
Costa Rica
79-80/82-83 36,250 60.5 9.24 5.59 83-84/87-88 33,600 73.7 9.69 7.14 88-89/92-93 39,800 75.5 9.94 7.51 93-94/97-98 42,494 76.4 9.98 7.62 98-99/02-03 47,040 73.8 10.17 7.51 03-04/07-08 50,660 75.4 10.13 7.63 08-09/12-13 53,572 70.5 10.18 7.18 13-14/14-15 59,996 74.3 10.25 7.62
En el Cuadro 3 se observa que para la variable rendimiento de caña (TCH), por quinquenio para Guatemala hubo un aumento de 28.4 TCH entre el primer y octavo quinquenio; de 12.1 TCH para El Salvador; de 22.4 TCH para Honduras; de
18.1 TCH para Nicaragua; y de 13.8 TCH en Costa Rica. Estos valores son diferentes a los obtenidos por año, porque indican la tendencia promedio por quinquenio. Para el porcentaje de sacarosa por tonelada de caña, el porcentaje de sacarosa aumento del primer al octavo quinquenio en 1.65; 1.92; 1.12; 1.99 y 1.01 por ciento para Guatemala, El Salvador, Honduras, Nicaragua y en Costa Rica respectivamente.

372
El rendimiento de azúcar (TAH) aumentó entre el primer y octavo quinquenio, en Guatemala en 4.27 TAH; en El Salvador 2.77; Honduras en 3.07; en Nicaragua en 3.37; y en Costa Rica en 2.03 TAH. En la Figura 1, se observa que los incrementos en TAH entre el primer y octavo quinquenio en Guatemala y Honduras, fue principalmente por la vía del TCH; en El Salvador, Nicaragua y Costa Rica incremento por ambas vías, TCH y % de sacarosa. Análisis de cambios anuales En la Figura 2 se observa que los valores relativos porcentuales de números índices más altos para TCH, para Guatemala y Honduras, fue en la zafra 2014/2015, con un 49 y 34 por ciento más respectivamente; para Nicaragua la zafra 2013/2014 con un 37 por ciento más; Costa Rica en la zafra 1989/1990 con un 28 por ciento más y El Salvador en la zafra 1991/1992 con un 25 por ciento más. Por el contrario las disminuciones relativas porcentuales en TCH fue para Nicaragua en el periodo de 1983/1984 a 2000/2001; El Salvador principalmente en el periodo 1993/1994 a 2003/2004. En general se observa tendencias similares entre los cinco países; principalmente a partir de la zafra 2004/2005 bajos rendimientos relativos porcentuales de TCH en la
zafra 2007/2008 y 2010/2011; mientras que la tendencia al incremento en las zafras 2009/2010 y 2012/2013. Resultados que se asocian al fenómeno del ENSO en relación a la radiación solar de Guatemala en agosto (Castro y Monterroso, 2012).
Figura 1. Isoproductividad periodo 1979/1980 a 2014/2015 por
quinquenios
Figura 2. Comparación de números índices de TCH de los países de
Centro América, periodo 1979/1980 a 2014/2015

373
En la Figura 3, se observa el comportamiento relativo porcentual del rendimiento de azúcar en porcentaje de sacarosa por tonelada de caña considerando como zafra base la 1979/1980 para los cinco países. En general a excepción del periodos 1980/1981 a 1993/1994 para Nicaragua y El Salvador con índices negativos; para el resto de países fueron positivos; para Guatemala en 35% en la zafra 1999/2000; El Salvador y Nicaragua en 2008/2009 con 32%; Honduras 2012/2013 con 32% y Costa Rica 2013/2014 con 16%. Para la productividad en toneladas de azúcar por hectárea, en la Figura 4, se presenta el comportamiento relativo tomando como zafra base 1979/1980. Todos los países mantienen en general una tendencia hacia el incremento siendo la zafra 2014/2015 la de mayor incremento para Guatemala con un 83 por ciento; para Honduras y El Salvador la zafra 2012/2013 con un 73 y 53 por ciento respectivamente. Nicaragua y Costa Rica la zafra 2013/2014 con 55% y 37 % respectivamente.
Figura 3. Comparación de números índices de rendimiento de los
países de Centro América, periodo 1979/1980 a 2014/2015
Figura 4. Comparación de números índices de TAH de los países de
Centro América, periodo 1979/1980 a 2014/2015

374
Análisis de Tendencias de la productividad En el Cuadro 2, se presenta la información para cada país de las zafras 1979/1980 a 2014/2015. Para Guatemala el incremento es de 4.95 TAH en el periodo, incrementos consistentes a partir de la zafra 1990/1991 dados principalmente por la vía del TCH. En la Figura 5.a se observa que para obtener las toneladas de azúcar de la zafra 2014/2015, si no se hubiera mejorado la productividad por área, se necesitarían 495,476
ha, en lugar de las 271,313 ha cosechadas en esa zafra. Para El Salvador el incremento fue de 2.99 TAH en el periodo, con incrementos consistentes a partir de la zafra 1999/2000, por las dos vías TCH y % de sacarosa. En la Figura 5b se observa que para obtener las toneladas de azúcar de la zafra 2014/2015, necesitaría 114,311 ha en lugar de las 79,717 cosechadas. Para Honduras que incrementó en 3.91 TAH en el periodo por las 2 vías, TCH y % de sacarosa; con mejoras consistentes a partir de la zafra 2000/2001. En la Figura 5c se observa que para obtener las toneladas de azúcar de la zafra 2014/2015, necesitaría 90,288 ha, en lugar de las 53,931 cosechadas. Nicaragua aumento en 3.33 las TAH en el periodo, por las 2 vías, TCH y % de sacarosa, principalmente a partir de la zafra 2000/2001. En la Figura 5d se observa que para producir las toneladas de azúcar de la zafra 2014/2015 necesitaría 109,480 ha en lugar de las 71,225 cosechadas. Costa Rica aumento en 1.37 TAH en el periodo por las 2 vías TCH y % de sacarosa. Para producir las toneladas de azúcar de la zafra 2014/2015 necesitaría 77,678 ha en lugar de las 59,000 cosechadas (Figura 5e).
Figura 5. Relación de producción de azúcar y área, por zafra, 5.a Guatemala, 5.b El Salvador, 5.c
Honduras, 5.d Nicaragua y 5.e Costa Rica

375
Relación del clima en la región ENSO 3.4 con la productividad En el Cuadro 4, se presentan los rendimientos relativos
obtenidos por quinquenio a partir de la zafra 1986/1987, para las variables de rendimiento TCH, TAH y % de sacarosa, se observa que los valores guías de 100 normalmente están asociados a valores de % de brillo solar (BS) en agosto superiores a 50% (años normales o Niño) como el TCH del último quinquenio (zafra 2011/2012 a 2014/2015), donde para el 100 de Guatemala y Honduras en la zafra 2014/2015 el % de BS es de 61%; para el 100 de El Salvador en la zafra 2012/2013 el % de BS es de 55%; y para el 100 de Nicaragua y Costa Rica en la en la zafra 2013/2014 el % de BS es de 57%.
Cuadro 4. Valores de rendimiento relativo calculados por quinquenio de TCH, TAH y % de sacarosa para los 5 países y % de brillo solar de agosto
de la estación Mangalito
Guatemala El Salvador Honduras Nicaragua Costa Rica Guatemala El Salvador Honduras Nicaragua Costa Rica Guatemala El Salvador Honduras Nicaragua Costa Rica
1986/87 88.03 89.76 90.74 98.00 90.62 87.47 100.00 91.75 80.26 88.28 99.37 100.00 91.92 77.91 95.90 53
1987/88 88.57 77.15 100.00 98.00 98.12 83.05 78.31 100.00 59.90 94.42 93.76 91.11 90.91 58.14 94.73 58
1988/89 84.62 100.00 88.02 100.00 88.24 82.83 90.36 87.04 77.01 89.64 97.88 81.11 89.90 73.26 100.00 34
1989/90 97.01 92.35 74.23 80.50 100.00 93.88 90.31 81.65 84.63 100.00 96.77 87.78 100.00 100.00 98.44 54
1990/91 100.00 96.45 76.54 95.12 86.05 100.00 99.09 82.50 100.00 86.14 100.00 92.22 97.98 100.00 98.54 55
1991/92 92.93 100.00 82.61 97.65 96.18 95.91 100.00 89.19 77.93 98.33 100.00 83.00 100.00 79.81 98.70 51
1992/93 90.49 88.12 88.42 84.34 99.33 91.22 89.19 87.93 65.69 96.41 97.67 84.00 92.12 77.88 93.70 54
1993/94 89.98 70.13 90.80 94.30 96.54 92.17 83.65 90.93 74.35 100.00 99.25 99.00 92.76 78.85 100.00 44
1994/95 100.00 71.99 90.04 94.74 97.36 100.00 85.00 88.83 84.72 95.71 96.89 98.00 91.38 89.42 94.90 55
1995/96 91.73 70.30 100.00 100.00 100.00 91.02 84.70 100.00 100.00 95.71 96.14 100.00 92.63 100.00 92.40 39
1996/97 90.48 93.60 93.60 92.67 86.48 91.37 93.59 87.10 85.74 87.93 88.74 95.07 93.06 92.52 94.85 57
1997/98 100.00 87.62 100.00 100.00 86.86 100.00 87.88 99.13 93.28 72
1998/99 89.65 92.38 97.14 89.21 83.88 95.22 87.45 90.80 91.44 57
1999/00 84.94 84.13 84.13 89.02 96.65 93.27 69.65 92.79 100.00 99.87 82.79 97.24 53
2000/01 86.82 100.00 100.00 100.00 87.67 96.66 100.00 100.00 100.00 93.98 97.84 100.00 100.00 100.00 100.00 58
2001/02 100.00 93.90 93.90 90.80 89.53 99.45 69.49 95.66 87.14 90.13 98.69 86.35 100.00 95.97 98.78 65
2002/03 96.00 92.81 92.81 87.90 89.27 95.47 71.11 93.76 84.88 89.95 98.69 88.76 99.16 96.56 98.87 65
2003/04 99.88 85.81 85.81 100.00 100.00 99.33 76.27 82.69 100.00 100.00 98.69 92.08 94.60 100.00 98.12 62
2004/05 99.24 100.00 100.00 98.28 95.69 100.00 99.93 97.94 97.65 97.53 100.00 95.50 96.13 99.36 100.00 62
2005/06 97.07 98.11 98.11 93.16 90.77 96.10 100.00 100.00 91.99 92.07 98.25 100.00 100.04 98.75 99.53 55
2006/07 94.05 95.42 92.24 98.30 100.00 99.99 93.14 95.81 100.00 100.00 99.55 93.78 100.00 94.89 94.01 62
2007/08 85.21 92.79 94.59 89.74 87.07 87.70 94.07 95.47 90.66 90.79 96.36 97.39 97.17 94.24 98.04 45
2008/09 88.98 88.51 87.92 88.56 91.42 95.03 92.13 82.15 94.93 94.24 100.00 100.00 89.97 100.00 96.91 55
2009/10 100.00 100.00 90.58 100.00 97.01 100.00 100.00 84.11 97.59 96.14 93.64 96.07 89.40 91.03 93.17 62
2010/11 86.45 88.53 100.00 92.60 78.49 88.96 91.59 100.00 91.82 83.49 96.36 99.39 96.28 92.49 100.00 40
2011/12 95.09 96.75 89.75 88.68 93.10 93.30 96.22 91.46 90.34 94.93 98.10 99.45 99.21 99.71 100.00 50
2012/13 97.15 100.00 97.35 87.47 96.24 95.79 100.00 100.00 88.71 95.42 98.58 100.00 100.00 99.27 97.24 55
2013/14 98.08 94.35 98.82 100.00 100.00 95.79 89.19 94.33 100.00 100.00 95.73 94.72 92.93 97.88 98.07 57
2014/15 100.00 94.60 100.00 90.54 94.41 100.00 93.65 96.86 92.52 92.77 100.00 98.98 94.29 100.00 96.36 61
Rendimiento Relativo ‐ TCH Rendimiento Relativo ‐ TAH Rendimiento Relativo ‐ % Sacarosa
% BS AgostoZafra

376
Las pruebas de T pareadas para comparaciones entre los 5 países indican que no hay diferencias significativas entre los valores de rendimiento relativo de TCH, TAH y % de sacarosa agrupados en quinquenios; y por lo tanto
estos valores de rendimiento relativo son iguales. En el Cuadro 5 se observan los valores α (alpha) y en todos los casos son superiores a α 0.05. Así mismo están los valores de los coeficientes de correlación entre los rendimientos relativos por país y el % de brillo solar para las tres variables. Para TCH van de r = 0.29 en Nicaragua a r = 0.73 en Guatemala; para % de sacarosa de r = 0.32 en Guatemala a r = 0.92 en Honduras y para TAH con r = 0.16 para El Salvador a r = 0.9 en Guatemala.
Cuadro 5. Valores α (alpha) de las comparaciones entre países para TCH, TAH y % de sacarosa y coeficiente
de correlación (r) entre brillo solar de agoto y rendimiento relativo
Variables El Salvador Honduras Nicaragua Costa Rica r
Guatemala
TCH* 0.99 0.99 0.546 0.796 0.73
% Sacarosa 0.1562 0.1411 0.2485 0.8885 0.32
TAH** 0.1082 0.3018 0.0975 0.8986 0.9
El Salvador
TCH* 0.9999 0.5246 0.2242 0.46
% Sacarosa 0.7786 0.3454 0.1671 0.62
TAH** 0.313 0.298 0.35 0.16
Honduras
TCH* 0.5437 0.3459 0.46
% Sacarosa 0.5249 0.1445 0.92
TAH** 0.955 0.945 0.4
Nicaragua
TCH* 0.4712 0.29
% Sacarosa 0.4398 0.43
TAH** 0.973 0.57
Casta Rica
TCH* 0.62
% Sacarosa 0.34
TAH** 0.5
TCH* = Toneladas de caña por hectárea
TAH* = Toneladas de azúcar por hectárea
r= Coeficiente de correlación

377
CONCLUSIONES Se recopiló información de productividad de azúcar de la zafra 1979/1980 a 2014/2015 Guatemala; El Salvador (falta 1997/1998 y 1998/1999); Honduras (falta de la zafra 1997/1998 a 1999/2000); Nicaragua y Costa Rica, información que fue estandarizada al Sistema Métrico Decimal. Los incrementos en el periodo en TAH fueron de 4.95; 2.99; 3.91; 3.33 y 1.43 toneladas de azúcar por hectárea para Guatemala, El Salvador, Honduras, Nicaragua y Costa Rica, representativamente. Guatemala por la vía de incremento en el rendimiento de caña TCH, El Salvador, Honduras, Nicaragua y Costa Rica por la vía del incremento del rendimiento de caña y concentración de sacarosa. Las tendencias en el periodo analizado son de incremento en la productividad, para los 5 países; para Guatemala principalmente a partir de la zafra 1990/1991; El Salvador a partir de la zafra 1999/2000; Honduras y Nicaragua a partir de la zafra 2000/2001; y Costa Rica de la zafra 1997/1998. Para el brillo solar de agosto se estimó una influencia similar en los 5 países para el rendimiento en TCH, TAH y % de sacarosa, ya que las pruebas estadísticas entre países no fueron significativas.
BIBLIOGRAFIA Asociación de Azucareros de Guatemala. 2013. Informe de labores, Agroindustria Azucarera de Guatemala, zafra 2011/2012. ASAZGUA. 73 p Castro, O. 2012. La meteorología en caña de azúcar. En: El cultivo de la caña de azúcar en Guatemala. Guatemala, CENGICAÑA. Pp 448-477 Castro, O.; Monterroso, H. 2012. El uso de la información del fenómeno ENSO como alternativa para desarrollar expectativas de estimados de cosecha a partir de mayo de cada año. En: Memoria de Presentación de resultados de investigación, zafra 2011/2012. Guatemala, CENGICAÑA. pp 296-304 Centro Guatemalteco de Investigación y Capacitación de la Caña de Azúcar. 2012. Plan estratégico 2012-2020. Guatemala. 58 p, Documento de trabajo Centro Guatemalteco de Investigación y Capacitación de la Caña de Azúcar. 2013. Cuadro No. 30, Comparativo de productividad de área administrada, general de los diferentes ingenios de Guatemala, datos acumulados al 19 de mayo de 2013, zafra 2012/2013. Comité Nacional de Productores de Azúcar. 2013. Reporte cortes terminados por ingenio, zafra 2012/2013. Nicaragua Consejo Salvadoreño de la Agroindustria Azucarera. 2013. Informe final de producción, zafra 2012/2013. Estación Mangalito. 2015. Base de datos de horas luz. Guatemala, Pantaleón. Industria Azucarera Hondureña. 2013. Informe semanal de producción por ingenio, zafra 2012/2013 Levin, R. 1996. Estadística aplicada a la administración y economía. Prentice Hall. 940 p Liga Agrícola Industrial de la Caña de Azúcar. 2013. Cifras del Sector y estadísticas. Consultado el 17 de abril de 2013. Disponible en http:// www.laica.co.cr LMC, International Ltd. 1998. Desempeño técnico de las industrias azucareras líderes. Reporte Principal. 381 p

378
Luna, C.; Cock, J.; Palma, A.; Díaz, L.; Moreno, C. 1995. Análisis de la productividad en la agorindustria azucarera de Colombia y perspectivas para aumentarla. En: El cultivo de la caña en la zona azucarera de Colombia. Cali, CENICAÑA. pp 373-394 Mendelhall, C. 1998. Estadística para administradores. McGraw-Hill. 737 p Meneses, A.; Posadas, W. 2015. Series históricas de producción exportación y consumo de azúcar en Guatemala. Boletín Estadístico 16 (1). Guatemala, CENGICAÑA. 8p
NOAA, 2015. Cold & Warn Episodes by Season. National oceanic and Atmospheric Adminsitration changes to the oceanic Nino Indez (ONI) Dispobible en http://www.cpc.ncep.noaa.gov Steel, R.; Torrie, J. 1986. Bioestadística principios y procedimiento. McGraw-Hill. 621p Suarez, N. 1996. The Central American Sugar Industry. Economic Research Service, USADA. pp 15-29 Watson, G. 2007. Strategic Bencmarking reloaded with six sigma. John Wiley and Song, Inc. 318 p. AGRADECIMIENTOS Los autores agradecen a Ericka Xar por su apoyo en el trabajo secretarial realizado al presente trabajo y al Ing. Ovidio Pérez por las sugerencias realizadas en la revisión del artículo.

379
ANÁLISIS DE TECNOLOGÍAS DE AGOTAMIENTO DE CACHAZA PARA DETERMINACIÓN DE PÉRDIDAS DE SACAROSA
Raisa Vega1; Byron López2 Tesista1; Profesional en Tecnología Azucarera2; CENGICAÑA
RESUMEN La investigación consistió en tomar muestras de jugo clarificado, lodo caliente, jugo filtrado y cachaza de filtros rotativos y banda principalmente en tres ingenios; se agregó inmediatamente bactericida a los flujos líquidos, para evitar la fermentación de azúcares. Los análisis realizados a las muestras fueron Brix, Pol, pureza, pH, humedad y ácido láctico, en conjunto con las retenciones de lodos en los filtros de banda y rotativos. Las mediciones realizadas fueron promediadas por día, y conjuntamente a los flujos de las corrientes que cada uno de los ingenios proporcionó, se pudo cuantificar las pérdidas promedio de sacarosa generadas por actividad microbiológica, recirculación de lodos y agotamiento de cachaza. Se encontró un ingenio con problemas con el Pol % cachaza y la retención en ambas tecnologías, pero en los otros ingenios analizados, se llegó a determinar que el filtro prensa-banda, puede representar una ventaja significativa contra los filtros rotativos. Analizando las pérdidas microbianas identificadas por la concentración de ácido láctico en jugo filtrado e inferido en cachaza, se determinó que no representan una pérdida significativa (alrededor de 0.1 kg/TC) y que los filtros prensa-banda generan una cantidad significativamente menor de ácido láctico que los filtros rotativos. No se analizaron las características de los componentes de los sólidos insolubles, como tipo de suelo, en la operación de los filtros de cachaza. Palabras clave: filtración, filtro banda, filtro rotativo, ácido láctico, fermentación láctica, lodo, retención, cachaza.
ABSTRACT The research involved taking samples of clarified juice, mud, filtered juice and filter cake from drum and belt filters of three sugar mills mainly. Bactericide was added immediately to liquid flows, to prevent fermentation of sugars. Tests on the samples were Brix, Pol, purity, pH, moisture and lactic acid, together with mud retention of belt and drum filters. The measurements were averaged per day, and jointly flows currents mills each provided, could be quantified average sucrose losses generated by microbial activity, insoluble solids recirculation and filter cake. A sugar mill with problems Pol % filter cake and solids retention in both technologies was found, but the other mills analyzed, it came to determine that the press-band filter, may represent a significant advantage against drum rotating filters. Analyzing microbial losses identified by the lactic acid concentration in filtered juice and inferred in filter cake, it determined not represent a significant loss (about 0.1 kg / TC) and the press-band filters generate a significantly lower amount of lactic acid than drum filters. The characteristics of the components of the insoluble solids such as soil type, were not analyzed in the operation of the filters of filter cake. Keywords: filter, belt filter, drum filter, lactic acid, lactic fermentation, mud, retention, filter cake.

380
INTRODUCCIÓN En la industria azucarera las tecnologías cambian más lentamente que en otras industrias, este es el caso de las tecnologías de filtración de cachaza, donde el filtro rotativo al vacío es el que se ha utilizado desde hace años mientras que el filtro banda lleva pocos años de ser introducido en algunos ingenios guatemaltecos. El actual estudio surgió con la finalidad confrontar los dos tipos de filtros de cachaza actualmente utilizados en Guatemala, para determinar si uno u otro muestran menores pérdidas de sacarosa causadas por productos microbiológicos, recirculación de lodos y agotamiento de cachaza.
El paradigma actual de pérdidas de sacarosa en los ingenios de Guatemala indica que se reporten las que se analicen en los subproductos y efluentes, mientras que en la literatura, no solo actual sino de los años 60, 70 u 80 como el libro de Peter Honig (1969) o el libro técnico publicado por Huletts Sugar Limited (1975), indican que sí existen y se pueden determinar pérdidas de sacarosa químicas y microbiológicas en distintas áreas del proceso. Diversos estudios han demostrado que existe significativa pérdida de sacarosa en el área de filtración de cachaza, y no está asociada únicamente a un inadecuado agotamiento sino también por una alta actividad microbiológica, donde estas pérdidas pueden ser calculadas por monitoreo de ácido láctico, siendo este uno de los productos finales de la fermentación de sacarosa. En Guatemala, análisis microbiológicos fueron realizados por Osbel Nuñez (2015) durante la zafra 2014-2015, demostraron que la actividad microbiológica en el área de filtración de cachaza era realmente alta, tal y como las bibliografías indicaban. Los resultados fueron demostrados por un conteo de mesófilos y termófilos, ambos grupos representantes de bacterias lácticas, dando como resultado mayor actividad en el filtro rotativo con respecto al banda, especialmente en las bandejas y rebalse del filtro rotativo (Cuadro 1).
Cuadro 1. Recuento de mesófilos y termófilos en el área de filtración de cachaza para dos ingenios
Fuente: Reporte de resultados, Optimisa

381
Reconociendo la alta actividad microbiológica en el área de filtración, determinando el contenido de ácido láctico en las corrientes del área y estableciendo una relación entre sacarosa destruida y ácido láctico formado, se lograron calcular las pérdidas de sacarosa por actividad microbiológica en tres ingenios. Para evaluar la importancia de asegurar la calidad del jugo filtrado, removiendo el mayor porcentaje de sólidos insolubles de los lodos, se realizó una simulación gráfica donde se pudo observar el efecto que generan los sólidos insolubles al ser retornados en la corriente de jugo filtrado (Figura 1).
La Figura 1 muestra como el contenido de sólidos insolubles que maneja el filtro en su alimentación (suponiendo un 10 %) aumenta al disminuir la retención del filtro, este aumento alcanza un valor de 6.66 por ciento para el caso de una retención de 60 por ciento y puede aumentar a medida que las retenciones disminuyen. Dichos aumentos pueden llegar a sobrepasar la capacidad del filtro y generar un mal funcionamiento del mismo, respecto a la calidad del jugo como al agotamiento de cachaza. Esto demuestra que a bajas retenciones de lodos se da un ciclo de concentración dentro del sistema que afectará de varias maneras el proceso. Dentro del estudio se evaluaron las retenciones que cada una de las tecnologías de filtración alcanzan utilizando la metodología que Peter Rein (2012) propone. Actualmente en el área de filtración el producto de análisis e interés ha sido únicamente la cachaza, monitoreando que su contenido de sacarosa sea el más bajo posible y así minimizar las pérdidas. Dentro del presente estudio se analizó dicho factor y se determinó que tecnología de filtración permite un mayor agotamiento de cachaza, mostrando la oportunidad de mejora que cada uno de los ingenios analizados puede lograr respecto a menores pérdidas en cachaza y aumentos en la recuperación.
Fuente: Elaboración propia Figura 1: Efecto que genera la recirculación de sólidos insolubles del lodo
0
2
4
6
8
10
12
14
16
18
1 2 3 4 5 6 7 8 9 1 0 1 1
%SI LODO ALIMEN
TADO
TIEMPO
%S I EN LODOS A RETENC IÓN CONSTANTE
Retención 60% Retención 70%
Retención 80% Retención 90%
Retención 100%
0
1
2
3
4
5
6
7
1 2 3 4 5 6 7 8 9 1 0 1 1
%SI JUGO FILT
TIEMPO
%S I JUGO F I L TRADO A RETENC IÓN CONSTANTE
Retención 60% Retención 70%
Retención 80% Retención 90%
Retención 100%

382
OBJETIVOS General Evaluar las pérdidas de sacarosa para dos tecnologías de filtración de cachaza en ingenios guatemaltecos. Específicos 1. Evaluar las tres tecnologías
de determinación de ácido láctico utilizadas para analizar los flujos del área de clarificación.
2. Determinar las pérdidas de sacarosa por fermentación láctica que generan las dos tecnologías de filtración de cachaza.
3. Evaluar el porcentaje de retención (%p/p) que alcanzan las dos tecnologías de filtración de cachaza.
4. Analizar qué tecnología de filtración permite mayor agotamiento de la cachaza (menor Pol % cachaza).
5. Determinar la pérdida de sacarosa en cachaza que pueden generan las dos tecnologías de filtración.
MATERIALES Y EQUIPOS Cuadro 2. Materiales y equipos utilizados para el estudio de
pérdidas de sacarosa en filtros de cachaza
Reactivos
Agua desmineralizada Octapol
Reactivos de kit “Ácido D-Láctico/L-Láctico - R-Biopharm AG”
Estándar de ácido láctico, pureza ≥ 85%
Equipos Cristalería y materiales
diversos HPLC, marca Agilent serie 1290 Infinity
Beakers de 250 ml
Balanza infrarroja, marca OHAUS Pipeta serológica de 10 ml
Reflectómetro, marca MERCK, Reflectoquant RQflex 10
Pipetas automáticas de [10-100]µL y [10-50]µL
Polarímetro, marca Schmidt+Haensch
Balón aforado de 100 ml
Refractómetro, marca Schmidt+Haensch
Tubos Falcon de 15 ml
Espectofotómetro UV, marca THERMO Scientific, Genesys 10S UV-Vis
Tubos de ensayo de 10 ml
Balanza analítica, marca AND Filtros de 10, 0.45 y 0.2 µm
Potenciómetro, marca ORION Embudos plásticos
Fuente: Elaboración propia

383
Procedimiento experimental La investigación consistió en tomar muestras de jugo clarificado, lodo caliente, jugo filtrado y cachaza de filtros rotativos y banda, agregándoles inmediatamente bactericida (Carbamato) para evitar la proliferación de bacterias. Este procedimiento se realizó en tres ingenios guatemaltecos, con 18 corridas en cada uno, durante la zafra 2014-2015. Los ingenios se denotaron como ingenio 02, 07 y 09, donde los ingenios 02 y 09 cuentan con ambas tecnologías de filtración de cachaza (rotativo y banda) mientras que el ingenio 07 trabaja únicamente con tecnología prensa-banda.
A las muestras recolectadas se le analizaron los siguientes parámetros: Brix, Pol, pH de todas las corrientes, humedad en las dos cachazas y ácido láctico de los jugos y lodo caliente. En conjunto al análisis de dichas muestras, se determinaron las retenciones de lodos en los filtros de banda y rotativo. Las tres tecnologías de determinación de ácido láctico fueron comparadas y evaluadas utilizando la prueba t para muestras pareadas.
Métodos analíticos Los métodos analíticos utilizados para analizar las muestras dentro del laboratorio de cada uno de los ingenios visitados o en el Laboratorio Agronómico de CENGICAÑA se describen en el Cuadro 3. Por último, las mediciones realizadas fueron promediadas por día y en conjunto a una serie de datos de corrientes que cada uno de los ingenios proporcionó; se pudo cuantificar las pérdidas promedio de sacarosa generadas por actividad microbiológica, recirculación de lodos y agotamiento de cachaza.
Cuadro 3. Métodos analíticos utilizados para el estudio de pérdidas de sacarosa en filtros de cachaza
Análisis Método Ingenio analizado
Brix, Pol, pH Metodologías ICUMSA. Ingenio 02, 07 y 09
Humedad Balanza Infrarrojo; Método de finalización automática A60. Ingenio 02, 07 y 09
Ácido Láctico* Método de Espectroscopia Ultravioleta-Visible (UV) - Roche. Para la determinación de ácido D- y L-láctico en alimentos y otros materiales. R-BIOPHARM.
Ingenio 02
Método Reflectométrico - Reflectoquant RQflex10. Para la determinación de ácido láctico total (suma de D y L-láctico). MERCK.
Ingenio 07 y 09
Cromatografía líquida de alta eficacia (HPLC). Columna HPLC para ácidos orgánicos, Hi-Plex H 300 x 7.7 mm.
Ingenio 02 y 07
Retención Metodología propuesta por Peter Rein (2012). Ingenio 02, 07 y 09
Fuente: Elaboración propia * En el caso del análisis del ácido láctico las muestras tuvieron que recibir un pretratamiento adecuado antes de aplicar la metodología correspondiente.

384
RESULTADOS Y DISCUSIÓN La caída de pureza entre el jugo claro y el jugo filtrado es una variable importante que permite establecer el grado de inversión de la sacarosa existente en la operación de filtración de cachaza (Rein, 2012). Por lo tanto, fue uno de los parámetros a los que se le dio seguimiento en los ingenios analizados. La Figura 2 muestra la diferencia de pureza entre jugo claro (JC) y jugo filtrado de ambas tecnologías por día, se puede observar que los valores
fluctúan desde 0.8 hasta 6.7 y que existe un promedio de caída de pureza menor en el ingenio 02 con respecto al ingenio 09. Nótese que en el ingenio 02 la caída de pureza en el jugo filtrado de filtro banda (JFB) es mayor, mostrando un promedio de 2.40 contra 1.75 del jugo filtrado de filtro rotativo (JFR), mientras que en el ingenio 09 la caída de pureza es similar para el filtro banda como para el rotativo, mostrando un promedio de 4.89 en el rotativo y 4.15 en el banda, siendo valores altos. En general, las caídas de pureza en la estación de clarificación y filtración deberían ser menores a la unidad, pero un valor aceptable es no mayor a dos unidades (Rein, 2012). Considerando estos valores podemos notar que la destrucción de sacarosa existente en la estación de filtración es alta y se puede atribuir, en su mayoría, a la actividad microbiológica (Lionnet, 1996). Es importante mencionar que esta diferencia de pureza está asociada con las operaciones llevadas a cabo en la estación de filtros, como también con el tiempo de residencia de los lodos en el clarificador, tan significativo es este último aspecto que se observó en los ingenios 09 y 07 caídas de pureza más grandes entre jugo claro y lodo caliente que entre lodo caliente y jugos filtrados (Figura 3).
Fuente: Elaboración propia
Figura 2. Valor promedio (por día) de la diferencia de pureza entre jugo claro y jugo filtrado para dos ingenios (02 y 09)
Fuente: Elaboración propia
Figura 3. Valor promedio (por día) de la diferencia de pureza entre jugo claro, lodo y jugo filtrado para dos ingenios (09 y 07)
2.68
1.33
1.24
1.35
2.66
2.35
1.48
0.93
5.02 5.55
4.72
4.45
4.20
6.66
3.624.48
3.13 3.65
1.08
2.72
1.60
1.74
0.83
3.89
3.91
4.25 5.12
4.62
2.91
4.36
0.00
1.00
2.00
3.00
4.00
5.00
6.00
7.00
1 2 3 4 5 6 7 8 1 2 3 4 5 6 7
Caida de Pureza
Días
DIFERENCIA DE PUREZA ENTRE JUGO CLARO Y JUGOS FILTRADOS
Caida de pureza Jugo claro y jugo filtrado rotativo Caida de pureza jugo claro y jugo filtrado banda
Ingenio 09Ingenio 02
3.34
2.70
1.51
1.27
2.66 3.23
2.03 2.78 3.28 3.88
4.26
1.69
2.85
3.21
3.19
1.54
3.42
1.59
0.56 1.21
2.74
3.86
1.96
0.00
2.33
1.54
0.31
1.30
0.11
0.00
1.00
2.00
3.00
4.00
5.00
1 2 3 4 5 6 7 1 2 3 4
Caida de Pureza
DÍas
diferencia de purezas entre jugo claro, lodo y jugos filtrados
Caida de Pureza JC y LC Caida de pureza LC y JFR Caida de Pureza LC y JFB
Ingenio 09 Ingenio 07

385
Análisis de ácido láctico en flujos El contenido de ácido láctico es un indicador más sensible y preciso de pérdida de sacarosa por actividad microbiológica que el análisis de caída de pureza (Madaree, 1991). Diversos estudios han demostrado que existe gran pérdida de sacarosa por actividad microbiológica, particularmente en la estación de filtros, y que estas pueden ser calculadas por monitoreo de ácido láctico, siendo este el producto final de la fermentación de sacarosa. Para aplicar tal análisis es necesario conocer valores equivalentes entre sacarosa destruida y ácido láctico formado en los flujos que han estado expuestos a condiciones de actividad microbiológica. Existen referencias bibliográficas que demuestran que la relación de sacarosa destruida respecto a ácido láctico formado es de
aproximadamente 2:1, teniendo valores que fluctúan desde 0.8 hasta 4.4 para condiciones de temperatura de aproximadamente 60-65°C (Ravno, 1975) considerándose esta una temperatura similar a la existente en las estaciones de filtrado, mientras que a condiciones de temperatura más bajas dicha relación puede aumentar hasta valores cercanos a 8.00 (Mackrory, 1984). Para evaluar el efecto de fermentación por actividad láctica se realizó una prueba en el ingenio 09, donde se recolectó una muestra de jugo filtrado rotativo (FR) y se le evaluaron distintos parámetros (Cuadro 4), enfatizando en el análisis de % sacarosa y ppm de ácido láctico. El análisis de la muestra se realizó al momento de tomarla y dos horas después. El Cuadro 4 muestra que la relación sacarosa/ácido láctico en el ingenio 02 es aproximadamente 5:1 en ppm. Se advirtió que la caída de temperatura en las muestras fue de aproximadamente el 36 por ciento, razón por la cual la relación de fermentación encontrada fue más alta que las establecidas a condiciones de temperatura de 60-65°C. La caída de pureza para ambas pruebas estuvo rondando el valor de 5. El promedio del contenido de ácido láctico por día (en ppm) de las corrientes analizadas en los tres ingenios se muestra en la Figura 4, donde se observa en general que el contenido de ácido láctico en las corrientes de jugo claro y lodo es baja, en la corriente de jugo filtrado banda el contenido aumenta aproximadamente el doble con respecto a su alimentación (lodo), mientras que en la corriente de jugo filtrado rotativo este aumento es de aproximadamente 10 veces con respecto al mismo lodo alimentado, mostrando que este último es el que genera mayores pérdidas de sacarosa por fermentación.
Cuadro 4. Resultados de la experimentación de deterioro de jugos filtrados, ingenio 02
HPLC
Día Muestra Tiempo [hrs]
Temp [°C]
pH °Brix % Sac % Glu % FruÁcido láctico [ppm]
Pureza Caída de pureza
Relación Sac/
Ac lac
1
Jugo FR 1 0 52.6 5.77 10.4 8.596 0.291 0.498 577.60 82.65 5.13 5.49
Jugo FR 2 2 34.5 5.79 10.4 8.062 0.321 0.507 1549.62 77.52
2
Jugo FR 1 0 51.7 6.04 10.4 7.974 0.384 0.419 319.16 76.68 5.49 5.64
Jugo FR 2 2 32.5 6.01 10.2 7.261 0.397 0.424 1583.68 71.18 Fuente: Elaboración propia

386
Fuente: Elaboración propia Figura 4. Contenido promedio de ácido láctico (en ppm) por corrientes
Es importante notar que el contenido de ácido láctico en el ingenio 07 es mayor que el encontrado en los otros
ingenios para las mismas corrientes, este fenómeno se cree que puede ser causado por una recirculación de jugo filtrado que realiza el ingenio, información que fue comentada por el jefe de área de tratamiento del ingenio.
0.00
200.00
400.00
600.00
800.00
1,000.00
1,200.00
JC LC J FB J FR JC LC J FB J FR JC LC J FB
PPM ÁCIDO LÁCTICO
CORRIENTES
ÁCIDO LÁCTICO POR CORRIENTES
Dia 1 Dia 2 Dia 3 Dia 4 Dia 5 Dia 6 Día 7 Día 8
490 ‐ 1000 ppm 450 ‐ 1100 ppm
133 ‐ 310 ppm50 ‐ 220 ppm50 ‐ 190 ppm
45 ‐ 100 ppm60 ‐ 190 ppm
80 ‐ 115 ppm
Ingenio 02 Ingenio 09 Ingenio 07

387
Comparación de métodos para análisis de ácido láctico El 50 por ciento de las muestras de jugos de los ingenios se analizaron nuevamente en CENGICAÑA con el equipo de Cromatografía líquida de alta eficiencia HPLC, el cual permite la lectura de muestras con resultados cuantitativos buenos (ɗest<5%). Estos análisis permitieron comparar las dos tecnologías utilizadas en los laboratorios de los ingenios (espectroscopia UV y reflectómetro) con respecto al HPLC mediante la prueba de t pareada. Según la prueba t pareada existe diferencia estadística
significativa entre los valores obtenidos con el método de Espectroscopia UV-Roche y HPLC (que se designó como el valor real), mientras que el método Reflectométrico no mostró diferencia significativa respecto al HPLC. En base al análisis estadístico, se puede establecer que el método más efectivo para el análisis de ácido láctico, entre las dos metodologías aplicables en los laboratorios de los ingenios, es el Reflectométrico (RQflex10-MERCK). Es importante considerar que dicha metodología es más simple, portátil y rápida que el método de Espectroscopia UV-Roche. Estimación de pérdidas de sacarosa por fermentación láctica Investigaciones indican que la tasa de conversión de sacarosa a ácido láctico es de aproximadamente una parte de ácido láctico formada por dos partes de sacarosa destruida a temperaturas altas (Ravno, 1975), siendo esta la propuesta por Peter Rein para el análisis de la estación de filtros. Con dicha relación, los análisis de ácido láctico y los flujos de las corrientes se puede determinar la pérdida de sacarosa en la estación de filtros de cachaza (Cuadro 6).
Cuadro 5. Prueba t pareada (�=0.05) para evaluación de las tecnologías de análisis de ácido láctico
Fuente: Elaboración propia utilizando Infostat. Cuadro 6. Estimación de pérdidas de sacarosa diarias por fermentación láctica en área de filtración de
cachaza para tres ingenios
Porcentaje de alimentación
Código Ingenio
% Lodo Banda
% Lodo Rotativo
kg Ac Lac formados/día
FILTRO BANDA
kg Ac Lac formados/día
FILTRO ROTATIVO
kg Ac Lac total generados/día
en filtros
kg Sac fermentada en
filtros/día ´02 49.94 50.06 44.07 1,017.12 1,061.20 2,122.39 ´09 81.88 18.12 124.09 130.38 254.47 508.94
´07 100.00 - 418.51 - 418.51 837.02 Fuente: Elaboración propia

388
En el ingenio 02, donde el porcentaje de alimentación de lodos que manejaban ambos filtros dio valores similares por balance de ecuaciones (50% c/u), se puede notar que los kg de ácido láctico formados por día en el filtro rotativo son mayores a los formados por los filtros banda mientras que en el ingenio 09, donde el filtro banda maneja el mayor porcentaje de alimentación de lodos (80%), el contenido de ácido láctico aumenta pero aún se mantiene bajo respecto al rotativo. El análisis permitió determinar que la cantidad de sacarosa fermentada por día en la estación de filtros de cachaza es mayor cuando el filtro rotativo tiene mayor participación en relación al manejo de lodos. Sabiendo el contenido de ácido láctico formado por día, para ambas tecnologías de filtración, se puede estimar cuanta sacarosa fermentaría si cada ingenio trabajará con solo un tipo de filtro, y a su vez estimar cuanta recuperación tendrían si optaran por la tecnología que genera menos contenido de ácido láctico (Cuadro 7).
Referencias bibliográficas sugieren controlar el contenido de ácido láctico modificando las condiciones del proceso como lo son las temperaturas de lodos, jugos y agua de lavado (arriba de 80°C), estancamiento o recirculación de lodos, dosificación de bactericida, entre otros; enfatizando el estudio de la corriente de jugo filtrado, para evitar el retorno de ácido láctico a otras corrientes (por la recirculación
de jugo) y dar lugar a mayores pérdidas de sacarosa por fermentación en el proceso. Cuadro 7. Estimación de recuperación de sacarosa por cambio de
filtro rotativo a banda
Código Ingenio
kg sac fermentada/día
(caso 100% BANDA)
kg sac fermentada/día
(caso 100% ROTATIVO)
kg sac a recuperar
en jugos/día (cambio de
filtro) qq de azúcar a
recuperar/Zafra ´02 151.01 2,157.72 907.81 3,643.13 ´09 151.05 725.09 149.87 601.45 ´07 418.51 - - -
Fuente: Elaboración propia Retención de lodos en filtros de cachaza La filtración de la cachaza tiene dos funciones principales: la primera es la recuperación de la máxima cantidad de jugo filtrado arrastrado con los lodos del clarificador, para asegurar que el contenido de sacarosa en cachaza sea el más bajo posible; la segunda es la remoción del mayor porcentaje de sólidos insolubles hacia la cachaza, de forma que su presencia en el jugo filtrado sea mínima (Zapeta, 2008). Lamentablemente en Guatemala el producto de interés del área de filtración ha sido únicamente la cachaza, dejando a un lado la calidad del jugo filtrado en la mayoría de ingenios. El concepto que hace falta manejar para evaluar la calidad del jugo filtrado es el de Retención, este nos cuantifica la capacidad que tiene el filtro de retener los sólidos insolubles de lodo en la torta de cachaza y no permitir que los mismos pasen en el jugo filtrado. Para su determinación la ecuación que se utilizo fue la presentada en Rein (2012):
Ec. 1 (Rein, 2012)
Donde y representan el peso de lodo húmedo sedimentado luego de centrifugación para jugo filtrado y lodo caliente respectivamente; mientras que y representan los valores de sólidos Brix para jugo sobre nadante luego de centrifugación de lodo y jugo filtrado. Esto último como un factor de corrección debido al agua agregada para el agotamiento de la cachaza. La ecuación 1 permite obtener un estimado de retención (%p/p) a partir del centrifugado de una muestra de lodo y jugo filtrado. Dicha ecuación fue aplicada para el análisis de la retención en los tres ingenios.
100 ∗ ∗ 100

389
Fuente: Elaboración propia Figura 5. Retención promedio (por día) para ambas tecnologías de filtración de cachaza La Figura 5 muestra las retenciones encontradas en los tres ingenios para las dos tecnologías de filtración de cachaza. Se observa que ambas tecnologías de filtración pueden alcanzar retenciones altas (arriba del 85%), como indica Birkett (2014), pero de igual forma pueden llegar a tener bajas retenciones (abajo del 85%), si no se manejan las condiciones adecuadas. Esto depende de las condiciones y variables que se le establezcan a los filtros tales como: finura de bagacilllo, % sólidos
insolubles, tiempo de formación de torta, floculante y pH de lodo (Foster, 1954). Durante la experimentación se observó que una de las variables más significativas que afectan la retención en los filtros de cachaza es el porcentaje de sólidos insolubles alimentados. En las bibliografías no se encontró una fórmula que permitiera la determinación de los mismos, por lo que se tuvo la necesidad de realizar una caracterización y balance del lodo centrifugado y así obtener la ecuación que nos permitió determinar el % sólidos insolubles (base seca) del lodo alimentado:
Ecuación López-VegaCG1. 2 Ecuación López-VegaCG2. 3
0.00
20.00
40.00
60.00
80.00
100.00
Ingenio 02 Ingenio 09
Retención (%p/p)
RETENCIÓN DE FILTROS ROTATIVOS
Día 1 Día 2 Día 3 Día 4 Día 5 Día 6 Día 7 Día 8
93.0
66.6
0.00
20.00
40.00
60.00
80.00
100.00
Ingenio 02 Ingenio 09 Ingenio 07
Retención (%p/p)
RETENCIÓN DE FILTROS BANDA
Día 1 Día 2 Día 3 Día 4 Día 5 Día 6 Día 7 Día 8
56.876.3
88.1
%∗
´ ∗´
∗ ´
∗

390
Fuente: Elaboración propia Figura 6. Retención en función de sólidos insolubles para ambas tecnologías de filtración de cachaza Las ecuaciones 2 y 3, fueron aplicadas para el análisis de la retención de ambas tecnologías de filtración en función del porcentaje de sólidos insolubles (Figura 6). El filtro rotativo aumenta su retención significativamente al aumentar el porcentaje de sólidos insolubles, el filtro banda también aumenta su retención al aumentar el porcentaje de sólidos insolubles siempre y cuando este porcentaje se mantenga abajo del 10 por ciento. Para valores de sólidos insolubles mayores al 10 por ciento la retención del filtro banda parece disminuir al aumentar el porcentaje de sólidos insolubles. Análisis de agotamiento de cachaza Como se mencionó anteriormente, la filtración de cachaza tiene como objetivo la extracción de la mayor cantidad de jugo dentro del lodo,
asegurando que el contenido de sacarosa en cachaza sea el más bajo posible. Parte de la investigación consistió en evaluar que tecnología de filtración permite un mayor agotamiento de cachaza y a su vez menores pérdidas en el área. La Figura 7 muestra las lecturas promedio (por día) de Pol % cachaza para ambas tecnologías de filtración en 5 ingenios analizados. Nótese que los ingenio 02 y 09 utilizan las dos tecnologías de filtración, mientras que los ingenios 07, 08 y 01 utilizan únicamente una tecnología. El ingenio 02 muestra valores de Pol % cachaza altos (se tomaron como valores altos, arriba de 2.5) para ambas tipos de filtros, mientras que el ingenio 09 muestra valores altos para el filtro rotativo y valores bajos (menores a 2.5) para el filtro banda. También se analizaron ingenios que tiene solo una tecnología de filtración, en el caso del ingenio 07 que maneja exclusivamente filtros banda se observó que su Pol % cachaza es bajo(en promedio menor a 2), mientras que en los ingenios 08 y 01 que utilizan filtros rotativos se observaron únicamente valores de Pol % cachaza altos, aunque se hicieron pocos análisis. El ingenio 01 confirmo que al hacer muestreos en el conductor de cachaza y no en los filtros, sus valores fueron similares a los obtenidos por CENGICAÑA.
A partir de la Figura 7 se determina que los filtros banda permiten obtener valores más bajos de Pol % cachaza que los rotativos, alcanzando valores inclusive de 1.48 con desviación de 0.75, siempre y cuando se operen adecuadamente; a diferencia de los filtros rotativos, que mostraron valores de Pol % cachaza altos, dando un promedio de 5.89 con desviación de 1.30 y llegándose a obtener en la serie de datos un 3.95 como valor más bajo. Harold
r = 0.5545
0.00
20.00
40.00
60.00
80.00
100.00
6.00 9.00 12.00 15.00 18.00 21.00
RETEN
CIÓN (%P/P)
%SÓLIDOS INSOLUBLES LODO
RETENC IÓN F I LTRO ROTAT IVO VRS SÓL IDOS INSOLUBLES LODO
Ingenio 09 Ingenio 02
r = 0.710
r = ‐ 0.723
0.00
20.00
40.00
60.00
80.00
100.00
3.00 8.00 13.00 18.00
RETEN
CION (%P/P)
%SÓLIDOS INSOLUBLES
RETENC IÓN F I LTRO BANDA VRS SÓL IDOS INSOLUBLES LODO
Ingenio 07 Ingenio 09
r = 0.390

391
Birkett (2014) demuestra en un estudio reciente realizado en ingenios de Louisiana que los
filtros rotativos pueden obtener valores desde 1.00 hasta 6.70 de Pol % cachaza, pero el filtro banda genera valores distanciados aunque los valores más bajos pueden ser inferiores a 1.00.
Fuente: Elaboración propia Figura 7. Análisis de Pol de cachaza (promedio diario) en 5 ingenios
7.76
6.36.53
5.465.5
5.41
6.49
4.23
5.68
4.36 3.95
7.10
3.994.71
6.50
7.26
8.34
6.40
6.01
6.40
8.36
4.70
4.24
6.55
5.06
8.64
7.23
8.07
5.68
7.537.94
7.47
4.78
1.191.02
1.48
2.21
1.61
2.09
1.13
2.151.74
1.70
1.12
0
1
2
3
4
5
6
7
8
9
10
Pol %
cachaza
Dias zafra‐Código ingenio
Pol % Cachaza en Ingenios
Pol%Cachaza ROTATIVO Pol%Cachaza BANDA
Ingenio 09 Ingenio 07 Ingenio 08 Ingenio 01Ingenio 02
Pol % cachaza ROTATIVOPol % cachaza BANDA

392
Lavado de torta de cachaza La cantidad y la distribución de agua de lavado en el área de filtración de cachaza es el factor individual más importante en la reducción del
Pol % cachaza, puesto que la adición de agua es la que permite el desplazamiento del jugo dentro del lodo y a su vez el agotamiento de la cachaza (McGrath, 1971). Evaluando la importancia del agua de lavado, se determinó la relación de agua agregada respecto al lodo alimentado para cada filtro y se analizó en conjunto con el Pol % cachaza y Brix de jugos filtrados promedio de cada día (Figura 8 y 9).
Ingenio 09
Ingenio 02 Fuente: Elaboración propia Figura 8. Análisis de Pol en cachaza y Brix de jugo filtrado respecto a la proporción de agua adicionada al
proceso de filtración, caso filtro rotativo y banda
0.24 0.31 0.63 0.28 0.45 0.36 0.12
0.84 0.87 0.67 0.68 0.80 0.64 0.70
5.68
4.363.95
7.10
3.99
4.71
6.50
1.19 1.021.48
2.211.61
2.09
1.13
1 2 3 4 5 6 7
RELACIÓN ENTRE POL CACHAZA Y AGUA ADICIONADA
Relacion de agua Rotativo Relacion de agua Banda
Pol cachaza Rotativo Pol cachaza Banda
0.24 0.31 0.63 0.28 0.45 0.36 0.12 0.84 0.87 0.67 0.68 0.80 0.64 0.70
11.608.67 7.98
14.00
9.93 9.85 11.93
6.305.23
7.61
9.00
5.15 4.883.13
13.85 13.2014.20
15.0013.55 13.41 14.12
1 2 3 4 5 6 7
RELACIÓN ENTRE BX DE JUGO FILTRADO Y AGUA ADICIONADA
Relacion de agua Rotativo Relacion de agua Banda
Bx jugo filt Rotativo Bx jugo filt banda
Bx Jugo Claro
0.03 0.21 0.04 0.01 0.27 0.13 0.62 0.59
0.05 0.07 0.20 0.13 0.07 0.09 0.20 0.46
12.09
11.5910.57
9.96
10.70 10.57 10.959.1
10.59
12.55 12.31
8.92
13.13
7.4
14.68 14.47 14.2813.29 13.67
12.6013.9
13.15
1 2 3 4 5 6 7 8
RELACIÓN ENTRE BX DE JUGO FILTRADO Y AGUA ADICIONADA
Relacion de agua Rotativo Relacion de agua Banda
Bx jugo filt rotativo Bx jugo filt banda
Bx de jugo claro
0.03 0.21 0.04 0.01 0.27 0.13 0.62 0.59
0.05 0.07 0.20 0.13 0.07 0.09 0.20 0.46
7.76
6.3 6.53
5.46 5.5 5.41
6.49
4.23
8.64
7.238.07
5.68
7.537.94
7.47
4.78
1 2 3 4 5 6 7 8
RELACIÓN ENTRE POL CACHAZA Y AGUA ADICIONADA
Relacion de agua Rotativo Relacion de agua Banda
Pol cachaza Rotativo Pol cachaza Banda
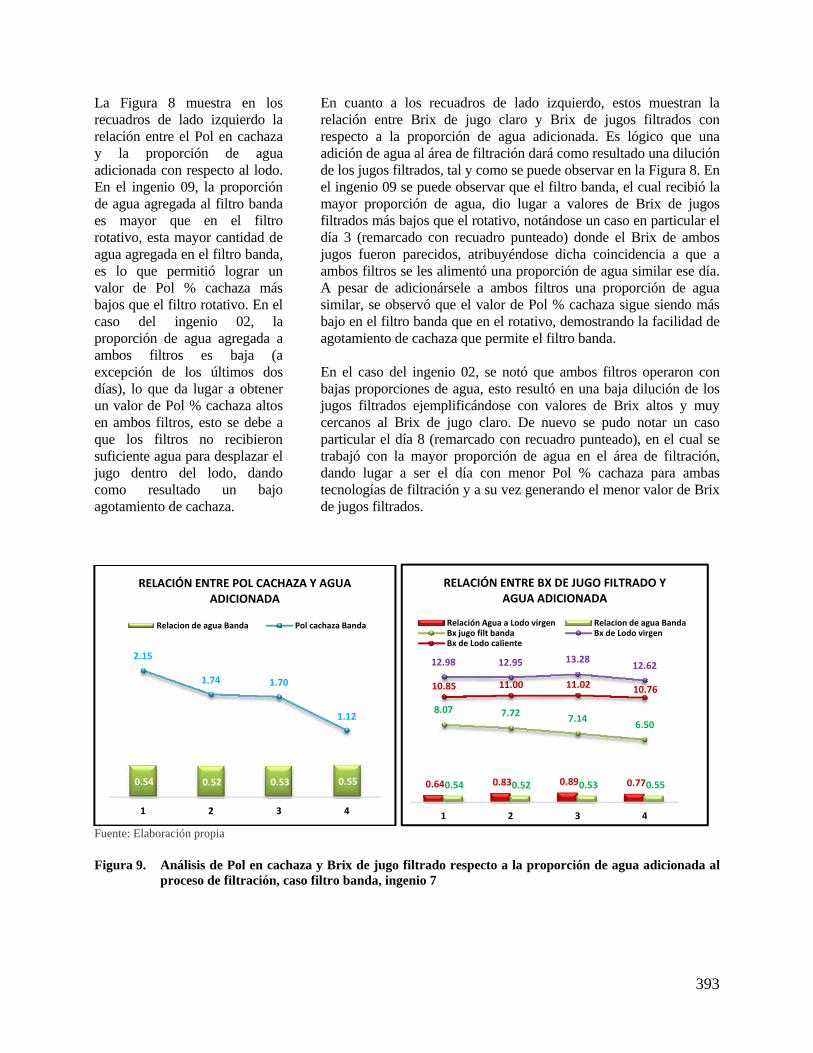
393
La Figura 8 muestra en los recuadros de lado izquierdo la relación entre el Pol en cachaza y la proporción de agua adicionada con respecto al lodo. En el ingenio 09, la proporción de agua agregada al filtro banda es mayor que en el filtro rotativo, esta mayor cantidad de agua agregada en el filtro banda, es lo que permitió lograr un valor de Pol % cachaza más bajos que el filtro rotativo. En el caso del ingenio 02, la proporción de agua agregada a ambos filtros es baja (a excepción de los últimos dos días), lo que da lugar a obtener un valor de Pol % cachaza altos en ambos filtros, esto se debe a que los filtros no recibieron suficiente agua para desplazar el jugo dentro del lodo, dando como resultado un bajo agotamiento de cachaza.
En cuanto a los recuadros de lado izquierdo, estos muestran la relación entre Brix de jugo claro y Brix de jugos filtrados con respecto a la proporción de agua adicionada. Es lógico que una adición de agua al área de filtración dará como resultado una dilución de los jugos filtrados, tal y como se puede observar en la Figura 8. En el ingenio 09 se puede observar que el filtro banda, el cual recibió la mayor proporción de agua, dio lugar a valores de Brix de jugos filtrados más bajos que el rotativo, notándose un caso en particular el día 3 (remarcado con recuadro punteado) donde el Brix de ambos jugos fueron parecidos, atribuyéndose dicha coincidencia a que a ambos filtros se les alimentó una proporción de agua similar ese día. A pesar de adicionársele a ambos filtros una proporción de agua similar, se observó que el valor de Pol % cachaza sigue siendo más bajo en el filtro banda que en el rotativo, demostrando la facilidad de agotamiento de cachaza que permite el filtro banda. En el caso del ingenio 02, se notó que ambos filtros operaron con bajas proporciones de agua, esto resultó en una baja dilución de los jugos filtrados ejemplificándose con valores de Brix altos y muy cercanos al Brix de jugo claro. De nuevo se pudo notar un caso particular el día 8 (remarcado con recuadro punteado), en el cual se trabajó con la mayor proporción de agua en el área de filtración, dando lugar a ser el día con menor Pol % cachaza para ambas tecnologías de filtración y a su vez generando el menor valor de Brix de jugos filtrados.
Fuente: Elaboración propia Figura 9. Análisis de Pol en cachaza y Brix de jugo filtrado respecto a la proporción de agua adicionada al
proceso de filtración, caso filtro banda, ingenio 7
0.54 0.52 0.53 0.55
2.15
1.74 1.70
1.12
1 2 3 4
RELACIÓN ENTRE POL CACHAZA Y AGUA ADICIONADA
Relacion de agua Banda Pol cachaza Banda
0.64 0.83 0.89 0.77 0.54 0.52 0.53 0.55
8.07 7.727.14
6.50
12.98 12.95 13.2812.62
10.85 11.00 11.02 10.76
1 2 3 4
RELACIÓN ENTRE BX DE JUGO FILTRADO Y AGUA ADICIONADA
Relación Agua a Lodo virgen Relacion de agua BandaBx jugo filt banda Bx de Lodo virgenBx de Lodo caliente

394
La Figura 9, muestra nuevamente la relación entre el Pol en cachaza, Brix de jugos y la proporción de agua adicionada, para el caso del ingenio que utiliza únicamente tecnología de filtración banda. Se observa como la relación de agua adicionada al proceso de filtración permite la dilución del jugo en el lodo, permitiendo Brix de jugos bajos y a su vez Pol % cachaza bajos. Este ingenio diluye previamente su lodo virgen para obtener una proporción de sólidos insolubles baja y así permitir
retenciones altas en el filtro, esto se ejemplifica con una caída del Brix entre lodo virgen y lodo de alimentación, luego tratan dicho lodo en el área de filtración adicionándole nuevamente agua para facilitar la extracción en la cachaza, dando lugar a un adecuado agotamiento Notándose la posible relación existente entre el Brix de jugo filtrado y el Pol de cachaza, con respecto a la adición de agua, se procedió a analizar su correlación gráficamente (Figura 10 y 11). La Figura 10 muestra la relación directa existente entre las variables Brix de jugo filtrado y Pol de cachaza para los filtros rotativos. Se pudo observar que la tendencia de aumento y decaimiento de Pol en cachaza a través del tiempo están representados con la misma tendencia respecto al Brix de los jugos filtrados, mostrando así correlaciones altas (mayores a 0.85) entre las variables. Esto último también por tenerse muy aceptables puntos de muestreo.
Fuente: Elaboración propia Figura 10. Relación entre Brix de jugo filtrado y Pol en cachaza, filtros rotativos
12.111.6
10.610.0
10.710.611.0
9.1
11.6
8.78.0
14.0
9.9 9.9
11.9
7.8
6.3
6.5
5.5 5.5 5.4
6.5
4.2
5.7
4.4 4.0
7.1
4.04.7
6.5
0
2
4
6
8
10
12
14
16
DÍAS ZAFRA‐INGENIO
RELACIÓN ENTRE BX DE JUGOS FILTRADOS Y POL DE CACHAZA
Bx Jugo Filtrado Rotativo Pol de Cachaza Rotativo
0246810
8 9 10 11 12 13
Pol %
cachaza
Bx Jugo Filtrado (%)
POL CACHAZA VRS BRIX JUGO FILTRADO ROTATIVO
0
2
4
6
8
7.00 9.00 11.00 13.00 15.00
Pol %
cachaza
Bx Jugo Filtrado (%)
POL CACHAZA VRS BRIX JUGO FILTRADO ROTATIVO
Ingenio 02 Ingenio 09
Ingenio 02
Ingenio 09
r = 0.8952
r = 0.9395

395
En la Figura 11 se muestra nuevamente la relación existente entre las variables Brix de jugo filtrado y Pol de cachaza, pero en este caso para los filtros banda, mostrando la misma relación directa y correlaciones altas entre variables, como en los filtros rotativos. Rainey (2014) hizo un estudio con cuatro tecnologías para
tratar lodos de ingenios e hizo un cuadro con las diferencias tanto operativas como en costo de cada una de ellas, para las condiciones de Australia. Ellos obtuvieron ecuaciones que relacionan el Pol%cachaza con respecto a la cantidad de agua utilizada y la cantidad de lodo que se maneja. La información de la Figura 11 permite establecer que el Brix de jugo filtrado podría ser un dato que permitiera predecir el Pol % cachaza, ya que ambas variables mantienen una proporcionalidad directa, independientemente de la tecnología de filtración de cachaza utilizada.
Fuente: Elaboración propia Figura 11. Relación entre Brix de jugo filtrado y Pol en cachaza, filtros banda
10.59
12.5512.31
8.92
13.13
10.711.15
7.4
6.30
5.23
7.61
9.00
5.154.88
3.13
8.077.72
7.146.508.64
7.23
8.07
5.68
7.53
7.94
7.47
4.78
1.19
1.021.48
2.21
1.61
2.09
1.13
2.15
1.74
1.70
1.120
2
4
6
8
10
12
14
DÍAS
RELACIÓN ENTRE BX DE JUGOS FILTRADOS Y POL DE CACHAZA
Bx Jugo Filtrado Banda Pol de Cachaza Banda
0
2
4
6
8
10
6 8 10 12 14Pol %
cachaza
Bx Jugo Filtrado (%)
POL CACHAZA VRS BRIX JUGO FILTRADO BANDA
0
1
2
3
2.00 4.00 6.00 8.00 10.00
Pol %
cachaza
Bx Jugo Filtrado (%)
POL CACHAZA VRS BRIX JUGO FILTRADO BANDA
Ingenio 09 Ingenio 02 Ingenio 07
Ingenio 02
Ingenio 09
r = 0.9508
r = 0.742
r = 0.501

396
Estimación de pérdidas de sacarosa en cachaza Con datos obtenidos durante la zafra respecto a las toneladas de caña molida reportadas totales y el promedio de Pol % cachaza determinada por CENGICAÑA se realizó el Cuadro 8. El Cuadro 8 presenta una estimación de la pérdida de sacarosa que se genera en cada ingenio, en este se puede observar el Pol % cachaza por
tecnología de filtración y su promedio ponderado (respecto al porcentaje de lodo que maneja cada filtro). En conjunto con el Pol % cachaza se determinó la pérdida de sacarosa en cachaza, se puede observar que los ingenios que utilizan filtros rotativos para el agotamiento de cachaza presentan mayores pérdidas que los ingenios que utilizan filtros de banda. En la última columna se muestra la oportunidad de mejora para los ingenios, dicha mejora se representa como un aumento en la recuperación total de ingenio respecto al menor dato encontrado para el filtro banda (1.5% de Pol en cachaza), esto se puede alcanzar si los ingenios analizados optarán por utilizar únicamente filtros banda y se aseguraran de operarlos adecuadamente. No se analizó la facilidad de agotamiento con respecto a las características físicas de los sólidos insolubles.
Cuadro 8. Estimación de pérdidas de sacarosa en cachaza para 5 ingenios para TCM final
Filtros Rotativo Filtros Banda Promedio
Ingenio Pol Rotativos
(100%)
Pérdida Cachaza (kg/TC)
Pol Banda (100%)
Pérdida Cachaza (kg/TC)
Pol% Cachaza
Pérdida Cachaza (kg/TC)
TM Azúcar pérdidas/
zafra
Aumento de recuperación total/zafra a menor Pol %
cachaza promedio
identificado
´02 5.96 2.62 7.17 3.15 6.46 2.84 13,533.42 1.82
´09 5.18 1.55 1.53 0.46 2.63 0.79 1,341.63 0.13
´07 - - 1.68 0.41 1.68 0.41 1,249.50 -
´08 7.13 2.83 - - 7.13 2.83 5,191.01 1.80
´01 5.14 2.28 - - 5.14 2.28 7,446.42 1.27
Fuente: Elaboración propia

397
CONCLUSIONES 1. Las purezas de los jugos
filtrados son menores a las del lodo y estas a su vez a las de jugo claro, demostrando que la destrucción de sacarosa existente en la estación de clarificación es alta.
2. El contenido de ácido láctico,
en el área de filtración de cachaza, es un indicador más sensible y exacto de la pérdida de la sacarosa, por actividad microbiológica.
3. Existe mayor contenido de
ácido láctico en el jugo filtrado rotativo que en el jugo filtrado banda.
4. El método Reflectoquant de
Merck es muy útil y confiable, además de portátil, para analizar las concentraciones de ácido láctico en las corrientes del área de clarificación y filtración de cachaza.
5. Una alta destrucción de
sacarosa por fermentación láctica, puede indicar erróneamente un alto agotamiento de cachaza.
6. Ambas tecnologías de
filtración de cachaza permiten obtener retenciones superiores a 85 por ciento, dependiendo de las condiciones que se le establezcan en los filtros.
7. Una de las variables más
significativas que afectan la retención de los filtros es el porcentaje de sólidos insolubles alimentados en el lodo.
8. Las dos tecnologías de filtración pueden dar valores altos de Pol % cachaza, si no se operan adecuadamente.
9. El agotamiento de la cachaza tiene una muy alta dependencia
con la cantidad de agua que se utilice en el lavado y el Brix de jugo filtrado puede ser un indicador del valor del Pol % cachaza.
RECOMENDACIONES 1. La medición de pureza en la estación de filtros se debería de
establecer como un parámetro de control y monitoreo constante importante.
2. Implementar el análisis de ácido láctico y retención en los
laboratorios, para monitorear la calidad de los jugos filtrados. 3. Controlar las condiciones del proceso de filtración de cachaza,
especialmente la temperatura del agua de lavado y flujos del área, manteniéndolos arriba de los 80°C, para minimizar el contenido de ácido láctico.
4. Analizar las características (tipo de suelo) de los sólidos
insolubles en los lodos con respecto al agotamiento y retención en los filtros.
5. Monitorear constantemente el Brix de jugo filtrado para poder
predecir el valor de Pol en cachaza. 6. Evaluar en cada ingenio el efecto que tiene la adición de agua al
proceso de filtración de cachaza con respecto al uso de vapor. 7. Se debe revisar el muestreo de cachaza y preferiblemente se
deben tomar las muestras en el conductor de cachaza hacia la disposición final.
BIBLIOGRAFÍA Birkett, H. (2014). Filter Station Operation. Lousiana. Foster, D. H. (1954). Rotary Filter Operation. Twenty-First
Conference, 143-150. Honig, P. (1969). Principios de Tecnología Azucarera. España:
Continental. Huletts, S. L. (1975). Sugar Tecnology. South Africa: Research and
Development.

398
Lionnet, G. (1996). Mud Filtration. Sugar Milling Research Institute.
Mackrory, C. a. (1984). A
comparasion of the microbiological activity associated with milling and cane diffusion. Tongaat-Hulett Sugar Limited Research & Development Mount Edgecornbe, 86-89.
Madaree, M. a. (1991). Lactic
acid formation across a filter station. Tongaat-Hulett Sugar, 135-138.
McGrath, G. J. (1971).
Filtration and washing aspects. Thirty-eigth Conference, 261-268.
Nuñez, O. (2015). Reporte de
resultados CENGICAÑA.
Ravno, L. M. (1975). Sucrose loss in difussion with reference to thermophilic bacteria and acid lactic. Huletts Research and Development, 49-52.
Rein, P. (2003). Reduction losses in the filter station. SugarBulletin,
9-11. Rein, P. (2012). Ingeniería de la caña de azucar. Berlin: Bartens. Rein, P. (2012). Ingeniería de la caña de azucar. Alemania: Bartens. T. J. Rainey, O. P. (2014). Developments in mud filtration
techonology in the sugarcane industry. Brisbane, Australia: Queensland University of Technology.
Zapeta, N. J. (2008). Consideraciones acerca del desempeño
operacional de las estaciones de clarificación y filtración. Carta Trimestral, Cenicaña, 15-19.
AGRADECIMIENTOS Agradecemos a los ingenios de Guatemala que colaboraron en el desarrollo de esta investigación con apoyo de sus técnicos, sus laboratorios y otras instalaciones. Agradecemos también el apoyo de MERCK de Guatemala y al Ing. Hugo Escobar por todo su apoyo para la realización de este trabajo.

399
DETERMINACIÓN DIRECTA DE PÉRDIDAS DE SACAROSA POR ARRASTRES HACIA CONDENSADORES BAROMÉTRICOS
Byron López Profesional en Tecnología Azucarera-CENGICAÑA
RESUMEN Se compartió con los ingenios guatemaltecos, un diseño de toma de muestras de arrastre en tuberías de vapor hacia condensadores barométricos y se hicieron evaluaciones de la cantidad de muestra de arrastre y su concentración por unidad de tiempo en distintos equipos. CENGICAÑA realizó evaluaciones en el ingenio 01 y 07 mientras que las evaluaciones hechas en el ingenio 01, fueron compartidas por los ingenieros de proceso. Se cuantificaron cantidades variables de material azucarado arrastrado por unidad de tiempo en los distintos tomas de muestra instalados, con valores equivalentes de pérdida de sacarosa hasta casi 0.43 kg de sacarosa por tonelada de caña, en donde se determinó la mayor cantidad, mientras que en otros equipos, la pérdida fue nula o muy baja. También se encontró que el nivel alto de operación de los últimos efectos, no influye en que existan más arrastres sino más bien los podría reducir al disminuir la eficiencia del equipo. Con la toma muestras directo para arrastres, se demostró que las gotas de material azucarado transitan en toda la superficie del tubo de vapor hacia el condensador barométrico.
ABSTRACT
It was shared with Guatemalan sugar mills, a design to take samples and know about entrainment in steam pipes to barometric condensers and evaluations of the total amount of entrainment and its concentration per unit of time on different evaporators and vacuum pans were determined. CENGICAÑA conducted assessments in the mill 01 to 07 while the assessments made in the mill 01 were shared by process engineers. Different amounts of sugary material entrained per unit time in the different equipments showed equivalent loss values of sucrose until 0.43 kg per ton of cane where the entrainment was big while in other equipments the sugar loss was null or very low. It was also found that the high level of operation of the latter effects, does not affect the existence of more entrainment but rather could reduce by decreasing the efficiency of the equipment. By taking direct samples for entrainment, it was shown that the drops of sugary materials pass across the whole surface of the steam pipe to the barometric condenser.

400
INTRODUCCIÓN López (2014), publicó una investigación sobre pérdidas de sacarosa por arrastres hacia condensadores barométricos de evaporadores y los cálculos efectuados para determinar dicha pérdida se basaron en concentraciones de sacarosa en ppm, obtenidas por el método de fenol-ácido sulfúrico, para muestras de agua en la cola de los condensadores. Se concluyó que este sistema de cálculo era apropiado para ingenios que utilizan directamente agua proveniente de la fuente de agua fría y no se obtenían valores confiables para los ingenios que contaban con recirculación de agua de inyección. La tendencia de los últimos años, ante la demanda social y ambiental de reducir el consumo de agua en los ingenios, ha sido instalar torres de enfriamiento para agua de inyección con lo que se reduce significativamente el uso y contaminación del agua de los ríos. La contaminación en estos casos se daba por los arrastres que pudieran existir, por los desprendimientos de óxidos de las tuberías y por el aumento de la temperatura del agua. También se observó en la investigación realizada que los arrastres de partículas de jugo, meladura o mieles, eran dependientes de la velocidad del vapor saliendo de los equipos de evaporación o cristalización, tal como lo expresó Lionnet (2015). Lionnet expresa una dependencia incluso exponencial para la
concentración de sacarosa en ppm dependiendo de la velocidad del vapor. En ningún momento se menciona el nivel de operación pero se sabe que la mayor cantidad de evaporación, que es lo que se necesita sobre todo en los evaporadores, se da a determinados porcentajes de nivel y que el pasarlos puede incidir en menores flujos de vapor y por lo tanto indicarían velocidades menores de vapor hacia cabezales o condensadores. Se dejó claro, según la investigación realizada y los archivos técnicos de empresas que venden separadores de arrastres, que el arrastre en un tubo de vapor hacia el condensador cubre toda el área del tubo y no solamente lleva el arrastre la parte inferior del tubo como es la actual creencia de muchos técnicos azucareros. Algunos técnicos que han colocado mamparas internas en la parte inferior de los tubos de vapor, para atrapar y analizar arrastres con una válvula, posiblemente han logrado solo desviar el vapor con el arrastre o demostrar que los retornos de los catch-all están obstruidos, razón por la cual pudieron haber determinado presencia de arrastre. En 2014, el gerente de desarrollo de ventas de Munters compartió con CENGICAÑA un diseño sugerido por ellos para analizar la concentración de arrastres en vapor antes de condensadores barométricos y después de colocar un separador de los que ellos ofrecen. Dicho diseño se sugirió para demostrar si existe el problema y poder hacer un análisis económico que indique que se tiene retorno de la inversión al instalar un separador de arrastres o bien se puede solucionar con mejoras a los separadores propios de los aparatos. En la Figura 1 se muestra una instalación de separadores de arrastre para un caso de estudio en un ingenio de Luisiana y en la cual, los visores de vidrio permiten ver el retorno de material al aparato que está teniendo arrastres en el vapor y ejemplifica que en todos los lugares de producción azucarera, se puede tener este problema y luego de ser analizado, se debe proceder a resolverlo siempre y cuando se justifique económica o ambientalmente.
Fuente: Case of study.Munters Corporation3 Figura 1. Instalación de separadores de arrastres y visores de
retorno al aparato

401
El objetivo de este estudio fueron: apoyar a los ingenios con presentar un diseño de instalación de un muestreador directo en la tubería de vapor para conocer si existe arrastres de materiales azucarados, evaluar la cantidad de material azucarado por unidad de tiempo, cuantificar el efecto de este arrastre en el rendimiento o la recuperación y comprobar la relación entre la cantidad de material azucarado en el arrastre y el nivel de operación de los equipos. MATERIALES Y MÉTODOS Sistema para muestreo, frecuencia y método utilizado Para conocer directamente la cantidad de arrastre en vapor hacia condensadores barométricos, se necesita un sistema de muestreo como el que se muestra en la Figura 2. En este, la superficie expuesta de recepción debe presentarse perpendicular al flujo de vapor, principalmente en un tramo horizontal de tubería para que se pueda hacer una relación de áreas para conocer la cantidad total probable de azúcares que se arrastran. La frecuencia de muestreo para conocer si la cantidad de azúcares arrastradas es significativa depende de hacer pruebas para ver en cuanto tiempo se llena el depósito de recepción. En el ingenio donde se llevó a cabo un muestreo, se tomaron 30 minutos de tiempo en la
toma muestras de un evaporador mientras que en otro se tuvieron que tomar 10 minutos. No puede haber un tiempo sugerido. En la toma de muestras donde CENGICAÑA hizo la contabilización del arrastre, se determinó que 30 minutos era el tiempo apropiado para conocer el valor por unidad de tiempo. Se utilizó el método ICUMSA utilizado para determinar el valor de Pol de las muestras fue el método de peso normal utilizado por los ingenios y basado en el método ICUMSA GS2/3-1(1994).
Fuente: Cortesía de Munters Brasil. Figura 2. Toma muestras directo para arrastres de azúcar en vapor
tipo Munters MATERIALES Botes plásticos de 1 litro y de 1 galón. Cronómetro-temporizador Balanza semi-analítica Balones aforados de 200 ml Cápsula inoxidable Beaker de 250 ml Octapol Papel filtro Whatman 91 Embudo plástico Polarímetro Refractómetro Agua desmineralizada

402
RESULTADOS Y DISCUSIÓN Como se comentó, la toma muestra consta de un depósito que tiene dos válvulas para poder descargarlo en sistemas que trabajan con presión de vacío, manteniendo cerrada la válvula inferior, para poder abrir la válvula superior para que se recoja la muestra en el tiempo estipulado. Luego se cierra la válvula superior y se abre la inferior para recolectar la muestra y proceder a pesarla y analizarla. En la Figura 3 se muestra una secuencia de fotos de la toma muestra instalada en un último efecto del ingenio 01 en los que se está recolectando la muestra de arrastre, la cual para este caso resultó ser meladura, aparentemente sin ningún tipo de dilución. En las fotos de la Figura 3 se está
tomando muestra en un recipiente de un galón de capacidad mientras que en los inferiores, se está utilizando muestra de un litro. En el muestreador de arrastres instalado en el ingenio 01, se hicieron corridas durante tres días, donde en la mayoría se dejaron 30 minutos de por medio para cuantificar la cantidad de muestra recolectada. La cantidad recolectada en media hora o tiempo aproximado, se multiplicó por la relación de áreas entre la abertura del toma muestras que recibía el flujo de vapor con gotas de arrastre y el área total del tubo donde estaba instalado dicho toma muestra (relación de áreas fue 66). Estos resultados expresados en lb de arrastre por día se muestran en la figura 4. En la misma figura se notan dos corridas con la barra en color rojo y representan la cantidad que se atrapó cuando el ingenio había bajado su molienda por problemas no especificados. El valor promedio de Brix para las muestras obtenidas en las corridas, fue de 65.82, con un valor de Pol de 54.69 y pureza de 83.08. Por sus valores muy próximos a los del reporte final del ingenio 01 se consideró que la muestra obtenida no tenía dilución y era meladura. En dicha muestra es muy poco probable que exista inversión y se tuvo la ventaja de poder analizar con polarimetría. Estos valores totales de arrastre de meladura hacia el condensador del melador 3 del ingenio 01, multiplicado por la proporción de Pol en las muestras, registró en promedio un arrastre diario de Pol (Azúcar aparente) de 4,714.60 kg Pol/día (10,395.71 lb Pol/día).
Fuente: Elaboración propia Figura 3. Fotos de secuencia de toma de muestra de arrastre recolectado por muestreador tipo Munters en
Ingenio 01

403
En el ingenio 01, también se había colocado una toma muestras de arrastre en el tubo de vapor hacia un tacho de refinería, el cual no registró ningún tipo de arrastre. En la Figura 5 se muestran las cantidades de Pol/día que se
determinaron como arrastre, según los muestreos realizados hacia los condensadores barométricos para dos meladores del ingenio 01. Si el ingenio tiene en línea dos evaporadores como último efecto, el arrastre de azúcar al condensador puede significar un valor de rendimiento menos en 0.43 kg Pol/TC (0.98 lb/TC) y 0.39 por ciento de la recuperación total (según las mediciones de recuperación de este ingenio). Al existir los medios para minimizar dicho arrastre, se cree que dichos valores podría integrarse a rendimiento y recuperación respectivamente.
Fuente: Elaboración propia Figura 4. Cantidad de arrastre a condensador de melador 3 en valor de lb/día para corridas realizadas en
Ingenio 01
Fuente: Elaboración propia Figura 5. Lb Pol/día arrastradas hacia condensadores de meladores 1 y 3 de ingenio 01
19425.35
27952.09
11143.7813503.94
23735.90
17461.53
11896.53
7256.796045.37
1441.44
10870.37
30966.51
38776.3237009.82
23600.9121741.43
13919.92
24257.24
18912.27
11645.8413182.32
02000400060008000
1000012000140001600018000200002200024000260002800030000320003400036000380004000042000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21lb/día de arrastre con factor de correción por
área
Corrida
Cantidad total muestra recolectada multiplicada por la corrección por relación de áreas (lb/dia) en melador 1. Ingenio 01
Cuadros en rojo representan el arrastre cuando hubo una reduccióndel 45% de la molienda por un paro de un tándem.
11,290
15,474
6,3127,546
12,457
8,891
6,346
3,904 3,301
849
5,779
17,155
21,76120,814
12,14011,849
7,728
13,031
10,145
6,540 6,918
10,057
6,1918,000 7,605
10,814
13,134
8,875
12,074
5,1095,986
0
5000
10000
15000
20000
25000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21
lb de Pol/día arrastradas a condensadores de meladores 1 y 3 para corridas realizadas. Ingenio 01.
lb Pol/día pol a condensador melador 3 lb Pol/día a condensador melador 1

404
En el ingenio 02 se instalaron 4 equipos para tomar muestra según la Figura 2, aunque se tuvo la dificultad de existir en los mismos pocos tramos horizontales lo suficientemente largos. En este ingenio se lograron determinar arrastres hacia los condensadores de magnitud muy baja comparados con los observados en los equipos del ingenio 01. Dichos valores en unidades de toneladas métricas de azúcar (Pol) se pueden observar en la Figura 6. Se observa que los picos más altos para algunas corridas apenas sobrepasan valores
equivalentes de 220 TM/zafra. El equipo que presentó en este caso mayor pérdida de rendimiento en kg de azúcar/TM fue el tacho para HTM con 0.009 kg/TM. Por los muestreos realizados, no se observa en el ingenio 02 como un grave problema el arrastre hacia condensadores. Todos los ingenios pueden tener distintos problemas de arrastres hacia condensadores o a los mismos condensados y nunca se puede generalizar, si no se mide. En el ingenio 07, donde tienen instalados separadores de arrastre independientes al separador propio del evaporador de último efecto, se tuvo un muestreo directo con un líquido muy claro con traza leve representando 80 ppm de traza de azúcar, cantidad extremadamente pequeña. En ingenio 05 se colocó una toma de muestras y aunque quedó demasiada cerca del condensador barométrico no se recolectó mayor cantidad de muestra. A pesar de eso, este ingenio reporta una alta carga de carbohidratos en efluentes y puede haber problemas en otros equipos.
Fuente: Ingenio 02 Figura 6. Arrastres para 4 equipos de ingenio 02 en valor de TM de azúcar por zafra
0
50
100
150
200
250
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37
TM de azúcar/zafra
Corridas
Toneladas de azúcar/zafra para corridas de arrastres hacia condensadores de equipos de ingenio 02
Melador 1
HTM
Melador 4
Tacho Refinería

405
Relación de las pérdidas por arrastre con el nivel de operación Se conoce en todos los textos y por experiencia en operación de evaporadores que el valor de nivel al tercio de calandria o llegando a un máximo de 40 por ciento genera una mayor cantidad de evaporación por unidad de tiempo. Para el caso de los arrastres, se sabe que los mismos dependen de la velocidad del vapor, el cual
acarrea las pequeñas gotas de material azucarado que deben detener los separadores del evaporador o bien, irse hacia los condensados o los condensadores barométricos. En todo caso, la velocidad del vapor la da el volumen de vapor en m3 o pie3 por unidad de tiempo dividiendo este flujo volumétrico entre el área por donde sale el vapor. A una mayor cantidad de agua evaporada, habrá una mayor velocidad del vapor. La Figura 7 representa la relación entre la cantidad arrastrada en 30 minutos hacia la toma muestras contra el nivel del evaporador para un equipo del ingenio 01. Se notan disminuciones en la cantidad de muestra de arrastre en algunos puntos conforme el nivel aumenta a partir de la corrida cinco representada en el gráfico. Se piensa que el aumento de nivel entonces, disminuye la eficiencia del evaporador, lo que disminuiría la cantidad de vapor generado y por lo tanto la velocidad del mismo al mantenerse constante el área.
Fuente: Elaboración propia Figura 7. Nivel de operación de melador 3 de ingenio 01 contra la cantidad de muestra de arrastre
recolectada en 30 minutos
0
5
10
15
20
25
30
35
40
45
50
0
1000
2000
3000
4000
5000
6000
1 2 3 4 5 6 7 8 9 10
Nivel de m
elador(%)
gram
os recolectad
os de m
uestra/30 m
in
Corrida
Relación entre cantidad de arrastre recolectado en 30 minutos en muestreador y nivel de operación de melador 3. Ingenio 01.
gramos de muestra recopilada/30 min
Nivel de melador 3

406
CONCLUSIONES El muestreador directo de arrastres de diseño Munters demostró ser eficaz para identificar y cuantificar la probable cantidad de pérdida de material azucarado hacia condensadores barométricos. La cantidad de material azucarado arrastrado con el vapor depende de las características físicas o condiciones operacionales del equipo y los ingenios pueden tener arrastres significativos o no dependiendo de esto. Se observó que el nivel puede afectar la cantidad de material azucarado arrastrado, disminuyéndolo si el evaporador reduce su eficiencia de evaporación (lo cual no se desea) al subirse el nivel. Si el flujo de vapor con gotas de arrastre corre perpendicular al área de recepción del muestreador, se puede conocer la cantidad total arrastrada con una relación entre el área total del tubo y el área de recepción de muestra. El arrastre de material azucarado corre en la superficie completa del tubo de vapor en vista que el muestreador se coloca con la abertura de recepción centrada horizontal y verticalmente. RECOMENDACIONES Instalar toma muestras diseño Munters para conocer arrastres en tubería de vapor hacia
condensadores barométricos y si se puede mejorar el diseño, se sugiere que sean desmontables e intercambiables entre equipos. Si se detecta una cantidad considerable de pérdida por arrastre, colocar separadores de arrastre independientes al del evaporador o tacho en base a análisis de costo-beneficio. Colocar los toma muestras diseño Munters en partes horizontales de tubería para hacer válida la relación de áreas. Colocar válvulas de fácil apertura y cierre. No considerar la toma muestras un equipo de recuperación de material azucarado. Medir la concentración de azúcares en condensados de evaporadores y tachos. BIBLIOGRAFÍA 1. Lionnet, Raoul. 2015. The Blackboard- Entrainment- basic
concepts. International Sugar Journal March 2015 Volume CXVII Issue No. 1395.
2. López, Byron. 2014. Determinación de pérdidas de azúcar por
arrastre en condensadores barométricos de evaporadores. Memoria de Presentación de Resultados 2013-2014. CENCIGAÑA.
3. Munters. Mist elimination increases profits and reduces sugar
losses. Munters Corporation.
AGRADECIMIENTOS Se agradece el apoyo de los ingenieros y personal operativo de los ingenios 01, 02, 05 y 07, quienes fabricaron e instalaron los muestreadores diseño Munters para poder realizar la evaluación. También se agradece al señor Scott Thron de Munters Corporation por compartir el diseño del muestreador de arrastres y al Ingeniero Orlando Pinzón por haber dado a conocer que el problema existía y hacer los contactos necesarios con el personal de Munters Corporation.

407
ANÁLISIS DE TRAZAS DE SACAROSA EN EFLUENTES: ALCANCE DE LA POLARIMETRÍA Y APLICACIÓN DEL NUEVO MÉTODO DE DETERMINACIÓN DE
CARBOHIDRATOS CON ÁCIDO SULFÚRICO
Byron López Especialista en Recuperación de Sacarosa -CENGICAÑA
RESUMEN
Se utilizaron los métodos, polarimetría y el nuevo método rápido de ácido sulfúrico para determinación de carbohidratos, para determinación de sacarosa en efluentes de ingenio, como métodos alternos a los actualmente utilizados de HPLC, fenol-ácido sulfúrico(método de DuBois), Antrona y Heptamolibdato de Amonio. Se realizaron gráficas con muestras conocidas de sacarosa, para obtener una ecuación que identificara los valores de sacarosa en partes por millón, a partir de lecturas de absorbancia; dicha gráfica se realizó con un rango de aplicación de 0 a 80 partes por millón. Se hicieron muestreos de efluentes de ingenio y se contrastaron los dos métodos, para observar similitudes en las determinaciones, a partir de un análisis de traza de sacarosa con alfa naftol, se determinó si era necesaria una dilución para llevar la solución al rango del método de ácido sulfúrico. Se determinó que el método rápido nuevo con ácido sulfúrico para determinación de carbohidratos y la polarimetría, son funcionales, para determinar concentraciones de sacarosa o azúcares en efluentes. El nuevo método rápido con ácido sulfúrico resultó ser un método que en alrededor de 5 minutos, luego de la adición de ácido sulfúrico, puede ser introducida la muestra en el espectrofotómetro para obtener la absorbancia. Se comprobó con el alfa naftol disponible que los valores de traza leve se tienen hasta 200 ppm de azúcares, y a 300 ppm ya se comienza a calificar como traza fuerte, aunque ésto puede ser diferente en distintos laboratorios. Los valores de trazas luego del lavado de caña, son superiores a 500 partes por millón y pueden ser determinados usando polarimetría, lo cual indica que se pueden realizar una cantidad significativa de muestreos y análisis diarios. Es extremadamente necesario, conocer los caudales para poder determinar pérdidas de sacarosa o azúcares en valores diarios.
ABSTRACT The methods, polarimetry and the new rapid method for determining carbohydrates using sulfuric acid, for determination of sucrose in mill effluents, as alternative to currently used methods of HPLC, phenol-sulfuric acid (DuBois method), Anthrone and ammonium heptamolybdate. Graphics were performed with sucrose known samples, to obtain an equation to identify sucrose values in parts per million from absorbance readings; It said graphic was performed with a range of application from 0 to 80 parts per million. Mill effluent samples were analyzed and the two methods were compared for similarities observed in determinations. Trace analysis with alpha naphthol, to determine presence of sucrose were made to determine whether a dilution was necessary to bring the solution to the range of the method of sulfuric acid. It was determined that the rapid new method with sulfuric acid for determination of carbohydrates and polarimetry, are functional, to determine concentrations of sucrose sugars on effluents. The new rapid method with sulfuric acid proved to be a method that in less than 5 minutes after the addition of sulfuric acid, the sample could be introduced in the spectrophotometer to determine the absorbance. It was found with alpha naphthol available which values have slight trace of sugars to 200 ppm and 300 ppm and begins to trace qualify as strong, but this may be different in different laboratories. The values of traces after washing cane, are above 500 parts per million and can be determined using polarimetry, indicating that you can perform a significant amount of sampling and analysis daily. It is extremely necessary to know the flow to determine losses of sucrose or sugar in daily values.

408
INTRODUCCIÓN Las pérdidas indeterminadas de sacarosa, actualmente se obtienen por una simple sustracción entre la sacarosa que entra con la caña, menos la sacarosa que se produce como cristal y las pérdidas en subproductos, determinadas con polarimetría o cromatografía líquida. En los últimos años, se ha estado poniendo mayor énfasis en conocer si dicha diferencia se debe a errores de medición o si se deben a que la sacarosa sufrió alguna transformación química o biológica; pero también se ha visto que las fugas o arrastres de sacarosa hacia condensados, que se han analizado durante tantos años, de forma cualitativa utilizando alfa-naftol, podían representar una medida considerable de sacarosa en base al extensivo uso de agua externa, utilizada en los condensadores barométricos y el lavado de caña. Love (2001) define las pérdidas de sacarosa en efluentes como pérdidas físicas, y Rein (2012) en el capítulo 25, menciona problemas y síntomas de pérdidas indeterminadas, mencionando los arrastres. Existe complicación en determinar el flujo de agua en los efluentes, debido a que corren en canales abiertos luego de haber sido usados, por ejemplo, en las mesas de caña o por ser un flujo tan grande, se manejan en tuberías de diámetros considerables (superiores a 500 mm). En Guatemala, últimamente se han estado haciendo análisis
para determinar cuantitativamente la sacarosa o carbohidratos, suponiéndolos principalmente como sacarosa, entre ellos: Método de Du Bois, llamado también de Fenol-ácido sulfúrico, el método con reactivo de Antrona , el método de hepta-molibdato de amonio y cromatografía líquida. Para los primeros dos, luego de adicionar los reactivos y hacer el procedimiento previo, se hacen lecturas en espectrofotómetro, para concentraciones conocidas de sacarosa u otros carbohidratos, entre valores menores de 100 ppm y se determina una ecuación que represente los datos obtenidos, luego, para muestras de efluentes, se determinan por medio de alfa-naftol, si el contenido de sacarosa o carbohidratos indica que se tiene una traza leve o una traza fuerte, y si es leve, se hace el procedimiento con los reactivos y la lectura espectrofotométrica, introduciendo ésta en la ecuación e indicándose el valor en ppm del contenido de carbohidratos. Si la traza se determina como traza fuerte, se hace una dilución 1:100 y se le hace el mismo procedimiento, aunque el valor obtenido por la ecuación, se multiplicará por 100. Los métodos de Du Bois y Antrona, utilizan ácido sulfúrico, que al reaccionar con los carbohidratos, producen furfural y derivados de este, los cuales con los reactivos fenol y Antrona sufren una coloración que puede ser leída a cierta longitud de onda, variando esta en base a la concentración de furfural en la muestra. Aparte, siempre se hacen blancos que deben ser leídos también y su lectura debe ser restada. En 2013, Albalasmeh, Berhe y Ghezzehei, publicaron un artículo titulado A new method for rapid determination of carbohidrate and total carbon concentrations using UV spectrophotometry, el cual también utiliza ácido sulfúrico para producir furfural y derivados, pero con la variante de no utilizar ningún reactivo que genere color como el fenol, sino haciendo lecturas en espectrofotómetro a 315 nm. Aparte de haber obtenido una mejor exactitud en las determinaciones, se obtuvo un análisis mucho más corto comparado con Du Bois y con menores peligros para el analista y para el ambiente. Los métodos que involucran el uso de ácido sulfúrico para transformar los carbohidratos a furfural y derivados utilizan ecuaciones válidas en rangos de 0 a 90 ppm de carbohidratos. Cuando se cree que las concentraciones son muy superiores se hacen diluciones. En estos casos, se sabe que la polarimetría tiene un valor mínimo de lectura de 200 ppm (manual sacarímetro Schmidt and Haensch) aunque, para hacer la corrección de la lectura sacarimétrica a un valor de Pol, se deba hacer sin hacer diluciones. Los refractómetros, en pruebas, pueden leer un equivalente de 300 ppm y por lo tanto, se utilizaría la ecuación 1 de abajo en el caso que los sólidos Brix de la muestra sean superiores a 0.03 (300 ppm): Pol = Lectura Sacarimétrica*(0.2605-0.0009882Bx) Ec. 1

409
Algo que queda claro totalmente, es que no vale tanto la pena conocer la concentración de sacarosa u otros carbohidratos en efluentes, si no conocemos el flujo que se está estudiando, puesto que lo importante es conocer el valor de kilogramos, libras o toneladas de sacarosa por unidad de tiempo. OBJETIVOS DEL ESTUDIO
1. Validar los resultados del
nuevo método con ácido sulfúrico, con concentraciones conocidas de sacarosa y hacer ecuaciones para aplicación.
2. Comparar muestras reales de proceso y conocidas, con polarimetría y con el nuevo método de ácido sulfúrico para conocer los valores de trazas de sacarosa.
MATERIALES Y MÉTODOS Reactivos y equipos: Ácido sulfúrico concentrado al 95-98% Azúcar refinada Hielo Agua desmineralizada Octapol Papel filtro Whatman 91 Beaker de vidrio de 250 ml Bureta de 50 ml Tubos de ensayo de vidrio de 15 ml Alfa naftol Espectrofotómetro UV Polarímetro marca Schmidt and Haensch Refractómetro Balanza analítica Pipeta automática de 1 ml
Métodos analíticos Nuevo método de ácido sulfúrico y lectura de absorbancia a 315 nm. El nuevo método de determinación de carbohidratos con ácido sulfúrico concentrado es relativamente sencillo. Si se tiene la muestra conocida y está en el rango de la ecuación para el método (0 a 90 ppm) se procede directamente al método nuevo de ácido sulfúrico. Las determinaciones con alfa naftol para azúcar, demuestran si la muestra debe ser diluida o se hace el análisis directo. Consiste en tomar 1 ml de muestra, agregarlo en un tubo de ensayo de vidrio, adicionar 3 ml de ácido sulfúrico concentrado y luego colocar en agua con hielo para contrarrestar el aumento de temperatura por las reacciones químicas que se dan. Se pueden utilizar 2 y 6 ml respectivamente también, para hacer repeticiones. Luego, se introduce la muestra en la celda de 1 cm y se lee en el espectrofotómetro a 315 nm. La lectura de absorbancia, se introduce en la ecuación de la curva para el método y se determinan las ppm de sacarosa o carbohidratos, que es lo que se menciona que determina el método. Trazas de sacarosa por polarimetría Se toma la muestra de efluente o muestra sospechosa de contener sacarosa Se hace pasar por papel filtro Whatman 91 para obtener una muestra clara. Si la muestra pasa demasiado turbia, se debe agregar una pequeña cantidad de octapol. Se hace pasar la muestra limpia por el polarímetro para obtener la lectura sacarimétrica. La lectura sacarimétrica, se multiplica por 2600 (Birkett:”A direct pol reading of 0.01 using the 200 mm polariscope tube represents 26 ppm of sucrose”) para obtener las ppm de sacarosa o carbohidratos. RESULTADOS Y DISCUSIÓN En pláticas con el Ingeniero Rodrigo Paz (jefe de laboratorio de Ingenio Santa Ana) acerca de los análisis de efluentes, se indicó que el lavado de caña siempre genera, de salida de las mesas de caña valores superiores a los 500 ppm de sacarosa, midiendo esta con polarimetría, siempre y cuando se le diera el cero al

410
polarímetro. Al ser usados los métodos alternativos, como los mencionados en la introducción, siempre tienen que entrar las muestras al rango de la ecuación, por lo que se tienen que diluir. Cabe mencionar que algunos ingenios han utilizado cromatografía líquida para hacer determinaciones de
trazas, aunque por razones de calibración y costos, han preferidos los métodos alternativos. En la Figura 1, se muestran las curvas que fueron realizadas con el nuevo método de ácido sulfúrico para carbohidratos y a pesar que el blanco no arrancó en cero como en el estudio de referencia, las curvas tuvieron muy poca variación. A partir de las tres curvas realizadas, se tomaron los valores promedio para obtener una curva promedio. Estas curvas deben ser realizadas por cada laboratorio interesado pues, las absorbancias de los blancos, pueden ser distintas.
Figura 1. Curvas de absorbancia y ppm de sacarosa para nuevo método de análisis de trazas de
carbohidratos con ácido sulfúrico Fuente: elaboración propia.
0
10
20
30
40
50
60
70
80
90
0 0.5 1 1.5 2
PPM de sacarosa
Absorbancia
Curvas de absorbancia para distintos ppm de sacarosa determinadas con el nuevo método de ácido sulfúrico
Curva 1 H2SO4
Curva 2 H2SO4
Curva 3 H2SO4
Curva promedio H2SO4

411
Para la curva promedio, mostrada en la Figura 2, se obtuvieron las ecuaciones que relacionan la absorbancia leída y las ppm de sacarosa(o carbohidratos), la ecuación 3 se utilizó para las muestras cuando fueron diluidas, quedando las ecuaciones de la siguiente manera: PPM carbohidratos = 62.597*Absorbancia – 23.761 Ec. 2 PPM carbohidratos= (62.597*Absorbancia -23.761)*Factor de dilución Ec 3 Como se menciona, esta ecuación debe ser obtenida por cada laboratorio o para cada espectrofotómetro que se desee utilizar.
Figura 2. Curva para hallar los valores de ppm de sacarosa a partir de lectura de absorbancia a 315 nm
Fuente: Elaboración propia
Se realizaron pruebas con muestras conocidas de sacarosa, partiendo de una solución madre de 1000 ppm y
se efectuaron las diluciones necesarias para entrar a la curva de la ecuación 1, para proceder inmediatamente a analizar la absorbancia y conocer el valor en ppm luego del uso de la ecuación.
y = 62,597x - 23,761R² = 0,9985
0
10
20
30
40
50
60
70
80
90
0.000 0.500 1.000 1.500 2.000
PP
M
Absorbancia
Promedio de Curva Àcido Sulfurico
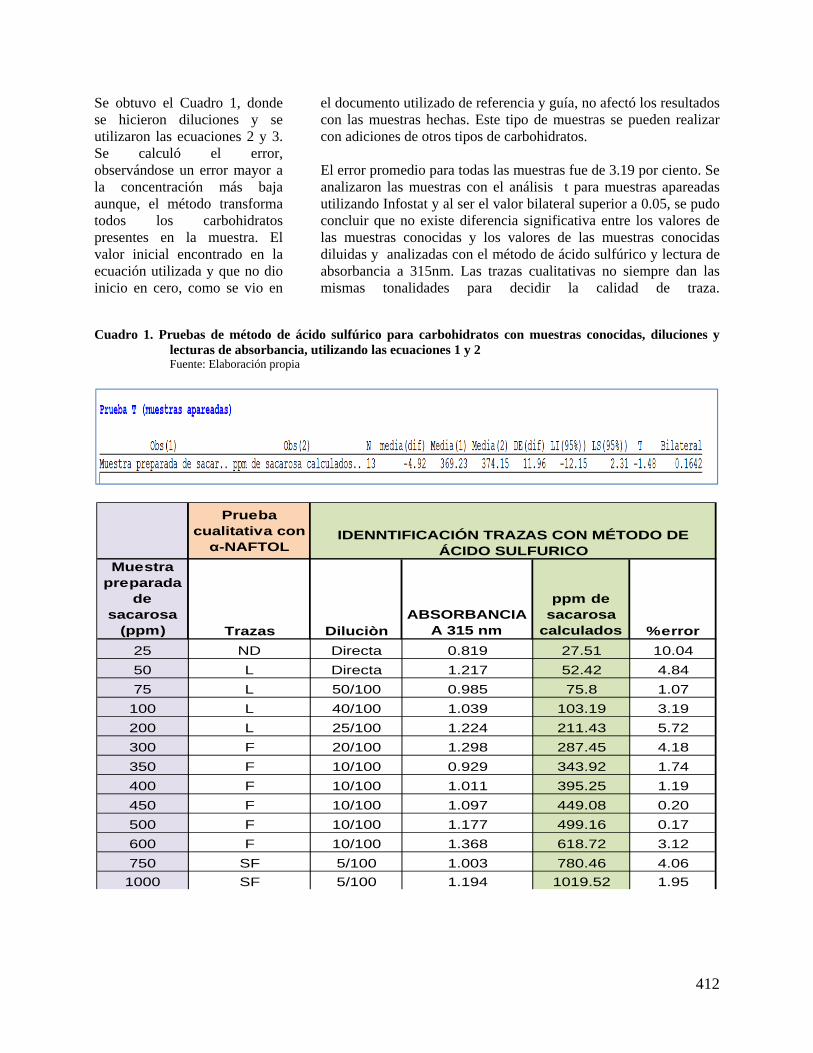
412
Se obtuvo el Cuadro 1, donde se hicieron diluciones y se utilizaron las ecuaciones 2 y 3. Se calculó el error, observándose un error mayor a la concentración más baja aunque, el método transforma todos los carbohidratos presentes en la muestra. El valor inicial encontrado en la ecuación utilizada y que no dio inicio en cero, como se vio en
el documento utilizado de referencia y guía, no afectó los resultados con las muestras hechas. Este tipo de muestras se pueden realizar con adiciones de otros tipos de carbohidratos. El error promedio para todas las muestras fue de 3.19 por ciento. Se analizaron las muestras con el análisis t para muestras apareadas utilizando Infostat y al ser el valor bilateral superior a 0.05, se pudo concluir que no existe diferencia significativa entre los valores de las muestras conocidas y los valores de las muestras conocidas diluidas y analizadas con el método de ácido sulfúrico y lectura de absorbancia a 315nm. Las trazas cualitativas no siempre dan las mismas tonalidades para decidir la calidad de traza.
Cuadro 1. Pruebas de método de ácido sulfúrico para carbohidratos con muestras conocidas, diluciones y
lecturas de absorbancia, utilizando las ecuaciones 1 y 2 Fuente: Elaboración propia
Prueba cualitativa con α-NAFTOL
Muestra preparada
de sacarosa
(ppm) Trazas DiluciònABSORBANCIA
A 315 nm
ppm de sacarosa
calculados %error
25 ND Directa 0.819 27.51 10.04
50 L Directa 1.217 52.42 4.84
75 L 50/100 0.985 75.8 1.07
100 L 40/100 1.039 103.19 3.19
200 L 25/100 1.224 211.43 5.72
300 F 20/100 1.298 287.45 4.18
350 F 10/100 0.929 343.92 1.74
400 F 10/100 1.011 395.25 1.19
450 F 10/100 1.097 449.08 0.20
500 F 10/100 1.177 499.16 0.17
600 F 10/100 1.368 618.72 3.12
750 SF 5/100 1.003 780.46 4.06
1000 SF 5/100 1.194 1019.52 1.95
IDENNTIFICACIÓN TRAZAS CON MÉTODO DE ÁCIDO SULFURICO

413
Como se mencionó, los polarímetros correctamente calibrados y asegurándose que da un valor cero de lectura sacarimétrica con agua, puede leer con seguridad valores desde 200 ppm de sacarosa. Se tomaron muestras de distintos efluentes, y en algunos, se analizaron con polarimetría y con el método de ácido sulfúrico como se muestra en el Cuadro 2. Se observan muestras donde se detectó y donde no se detectó traza de azúcar. Los datos de la corrida 2 y corrida 3, se lograron hacer con polarimetría y ácido sulfúrico y a pesar que en la muestra de efluente detrás de
Refinería, se nota cierta diferencia, debemos recordar que en una muestra real, el ácido sulfúrico reacciona con todos los carbohidratos presentes, por lo que se puede esperar dicho resultado, sin embargo los valores son comparables y se puede confiar tanto en la polarimetría como en el método de ácido sulfúrico. Se analizaron los efluentes de las piernas barométricas del tacho continuo del ingenio en el que se realizó el estudio, obteniéndose los valores del Cuadro 3, realizados igualmente con polarimetría según alcance y método de ácido sulfúrico con diluciones utilizando las ecuaciones 1, 2 y 3. Se observan valores muy similares en las columnas que indican ppm por los dos métodos utilizados. Las muestras 6, 8 y 10 presentaron valores distintos, pero para muestras con traza leve, no se recomienda utilizar polarimetría y en otros casos, al ir otros azúcares no detectables por la polarimetría, pueden dar valores distintos. Para los valores de polarimetría y ante la dificultad de conocer en algunas ocasiones valores de Brix tan bajos, se tuvieron datos muy parecidos al utilizar la lectura sacarimétrica multiplicada por 2600, para obtener el valor en ppm de sacarosa o azúcares.
Cuadro 2. Análisis de efluentes utilizando polarimetría con factor de lectura sacarimétrica y Brix, lectura
sacarimétrica multiplicada por 2600 y nuevo método de ácido sulfúrico Fuente: Elaboración propia
Cuadro 3. Análisis de agua de pierna barométrica de tacho contínuo de ingenio donde se realizó el método
nuevo de ácido sulfúrico y polarimetría Fuente: Elaboración propia
α-NAFTOL
TRAZA BRIX LECTURA
POL
POL CORREGI
DA PPMLECTURA
POL PPMDILUCIÓN en
100 ml LECTURA PPM
Melador 1 ND - - - - - - Directa 1.043 41.53
Melador 2 L - - - - - - 25 0.68 75.22
Melador 1 L 0.02 0.02 0.00524 52.43 0.02 52 50 0.794 51.88
Melador 2 ND 0.02 0.02 0.00524 52.43 0.02 52 Directa 1.178 49.98
Tanque general ND - - - - - - Directa 0.732 22.06
Tanque sello cachaza ND - - - - - - Directa 0.573 12.11
Efluente detrás de Refineria F 0.29 1.03 0.26971 2697.09 1.03 2678 2 1.179 2502.04
Efluente detrás de Calderas L - - - - - - 25 1.158 194.91
Efluente de Centrifugas F 0.24 0.71 0.18596 1859.57 0.71 1846 - - -
Melador 2 ND - - - - - - 25 0.902 32.70
MUESTRA
POLARIMETRIA MÉTODO DE ÁCIDO SULFÚRICO
LECTURA SACARIMÉTRICA x
2600
2
3
4
1
CORRIDA
Brix Pol Pol Correg. ppm Lectura ppm1 - L 0 0 0.00 0.00 12.5 8 0.42 20.242 - L 0.02 0.03 0.01 78.14 50 2 1.034 81.933 - F 0.09 0.13 0.03 338.53 25 4 1.768 347.644 - L 0.04 0.05 0.01 130.23 25 4 0.902 130.815 09:15 L 0.03 0.06 0.02 156.28 25 4 1.007 157.106 09:45 L 0.02 0.04 0.01 104.19 25 4 0.916 134.317 10:20 L 0.06 0.09 0.02 234.40 12.5 8 0.874 247.598 10:50 F 0.03 0.03 0.01 78.14 25 4 0.74 90.249 11:50 L 0.06 0.08 0.02 208.35 25 4 1.217 209.68
10 10:09 ND 0.01 0.01 0.00 26.05 1.143 47.7911 10:39 L 0.02 0.03 0.01 78.14 50 2 1.023 80.5512 11:10 L 0.03 0.04 0.01 104.19 25 4 0.799 105.0213 11:45 L 0.04 0.04 0.01 104.18 25 4 0.816 109.2714 12:20 F 0.06 0.08 0.02 208.35 25 4 1.248 217.4415 - L 0.03 0.06 0.02 156.28 50 2 1.613 154.42
Fecha Muestraα-
NAFTOL POLARIMETRIA ÁCIDO SULFURICO
100 /Diluciòn
11/03/2015
12/03/2015
Hora Inicial
Directa
13/03/2015

414
CONCLUSIONES El método nuevo de ácido
sulfúrico con lecturas de absorbancia a 315 nm, representado en las ecuaciones 2 y 3, es confiable para analizar muestras con trazas de azúcar siempre y cuando estén en rango o se diluyan a los valores para las ecuaciones (0 a 80 ppm).
Los resultados de muestras preparadas y reales, analizadas con polarimetría y el nuevo método de ácido sulfúrico para carbohidratos, mostraron valores muy similares por los que se pueden utilizar siempre y cuando los ingenios hagan sus propias ecuaciones.
El valor de lectura sacarimétrica de un efluente pasado por papel filtro y multiplicado por 2600, genera el valor de la traza de sacarosa o azúcares en partes por millón, con lo cual, al dividir entre 10,000 genera los valores en porcentaje.
Las pruebas cualitativas con Alfa naftol pueden variar, dependiendo de cada ingenio.
Las muestras de efluentes de lavado de caña están en rangos para ser medidos por polarimetría (Anexo 1, Cuadro 1).
RECOMENDACIONES
Utilizar un método rápido, fiable, de bajo costo y amigable con el ambiente y el analista, para dar seguimiento a pérdidas de sacarosa en efluentes de ingenio.
Se puede utilizar polarimetría como un método rápido y confiable para muestra de efluentes donde se conoce que los valores pueden estar en un valor mayor a 200 ppm, siempre y cuando la lectura sacarimétrica con agua destilada, lea cero.
Se deben tener áreas apropiadas para conocer los flujos de efluentes, para que se pueda contabilizar la pérdida de sacarosa.
Las trazas leves pueden contener una cantidad significativa de sacarosa, si el flujo es grande.
BIBLIOGRAFÍA 1. Albalasmeh, Ammar A., Berhe, Asmeret A., Ghezzehei,
Teamrat A. 2013. A new method for rapid determination of carbohydrate and total carbon concentrations using UV spectrophotometry. Carbohydrate polymers,Elsevier. University of California,United States. Pages 253-261.
2. Birkett, H. S. and Jennie Stein. Cane washing losses. Audubon Sugar Institute. Louisiana, United States.
3. Love, David J. 2001. “Undetermined loss” as a tool for minimizing sucrose loss : a south African perspective. Proceedings of the International Society of Sugar Cane Technologists 2001. South Africa.Páges 402-403.
4. Rein, Peter. 2012. Ingeniería de la Caña de Azúcar. Bartens. Berlin, Alemania. Capítulo 25
AGRADECIMIENTOS Agradecemos al Ingeniero Rodrigo Paz por habernos provisto del material bibliográfico y de su laboratorio y equipo para poder llevar a cabo el montaje del método de ácido sulfúrico para carbohidratos.

415
ANEXO 1 Cuadro 1. Análisis de trazas realizados con polarimetría para efluentes de mesas de caña para ingenio con
código 07. Fuente: Elaboración propia
FECHA CORRIDA NOMBRE DE LA MUESTRALECTURA
SACARIMÉTRICA
TRAZA AZUCAR
(PPM)
TRAZA AZUCAR (%)
MESA GRANDE 0.42 1092 0.1092
MESA PEQUEÑA 0.3 780 0.078
MESA GRANDE 0.48 1248 0.1248
MESA PEQUEÑA 0.17 442 0.0442
CONDUCTOR DE CAÑA 2.76 7176 0.7176
MESA GRANDE 1.19 3094 0.3094
MESA PEQUEÑA 0.06 156 0.0156
CONDUCTOR DE CAÑA 2.08 5408 0.5408
MESA GRANDE 0.36 936 0.0936
MESA PEQUEÑA 0.06 156 0.0156
CONDUCTOR DE CAÑA 1.33 3458 0.3458
08-may 4
07-may 1
07-may 2
08-may 3

416
CARACTERIZACIÓN DE LODO CALIENTE DE CLARIFICADORES PARA CONOCER LAS CANTIDADES DE SÓLIDOS INSOLUBLES Y LA RETENCIÓN DE
LODOS DE LOS FILTROS DE CACHAZA
Byron López1; Raisa Vega2 1Especialista en Recuperación de Sacarosa –CENGICAÑA; 2Tesista USAC
RESUMEN Se desarrollaron fórmulas y metodologías para poder determinar el porcentaje de sólidos insolubles en base seca a partir de lodos calientes provenientes de los clarificadores y también para conocer la retención de lodos en los filtros de cachaza en base a la ecuación 11.7 de Rein (2012). Se utilizó una centrífuga de laboratorio para ser utilizada con tubos plásticos de 15 ml y se hicieron separaciones de componentes líquidos y sedimentos para el desarrollo de dichas fórmulas. Se hicieron determinaciones en varios ingenios para sólidos insolubles y retención, observándose distintas estrategias con respecto al porcentaje de sólidos insolubles para buscar resultados deseados. Se lograron observar diferencias en las retenciones de lodos en filtros de cachaza en varios ingenios y bajo la aprobación de los usuarios e interesados de las áreas, se espera que puedan ser metodologías que ayuden a tomar decisiones que incrementen el agotamiento de la cachaza y la calidad del jugo filtrado. Palabras clave: Retención de lodos, sólidos insolubles, cachaza, lodo caliente.
ABSTRACT Formulas and methodologies to determine percent dry basis insoluble solids from clarifiers mud and also to calculate mud retention in mud filters based on equation 11.7 Rein (2012) were developed. A laboratory centrifuge for use with plastic tubes of 15 ml and separation of liquid components and sediments for developing these formulas were used. Determinations were made in various mills for insoluble solids and retention, different strategies were observed with respect to the percentage of insoluble solids to search desired results. Differences were observed too in the retention of mud in filters in various mills and under the approval of the users and stakeholders of the areas, it can be expected to methodologies that help to make decisions that increase the exhaustion of filter cake and quality of filtrate. Key words: Mud retention, insoluble solids, filter cake, mud.

417
INTRODUCCIÓN El trabajo del área de clarificación de un ingenio, es de suma importancia, debido a que allí, es donde se hará una gran parte de la labor de purificación del jugo de caña, que influirá en la alta calidad del producto final, el azúcar. El jugo claro, como su nombre lo indica, debe ser un jugo que no presente sólidos suspendidos, que sea brillante y de un color amarillo claro. Efectos de calidad de caña, falta o exceso de alcalización o temperatura, pueden darle otro tono de color o provocarle una apariencia turbia. En el clarificador, el jugo claro se separa de los sólidos insolubles del jugo de caña, de algunos sólidos solubles que precipitan y de parte de jugo, formando todos en conjunto un lodo caliente, del que se tendrá que recuperar el jugo claro incluido, para devolverlo al proceso. Entonces, este lodo caliente que sale de la parte inferior de los clarificadores o de la parte inferior de las bandejas de los mismos, contendrá sólidos insolubles, sólidos solubles (Brix) y agua, y por lo tanto será, una suspensión de jugo claro con sólidos insolubles. El lodo caliente es enviado a la sección de filtros de cachaza, pero por distintas razones, siempre se ha tenido muy poca curiosidad por caracterizarlo para conocer qué es lo que contiene y en qué proporciones. Personas con experiencia en
operación, muchas veces creen que la cantidad de insolubles que porta el lodo es significativa o simplemente ni se la imaginan. El caracterizarlo por medio de centrifugación tiene dos propósitos: 1) saber cuánta sacarosa lleva y se le debe tratar de extraer y 2) Conocer cuántos sólidos insolubles lleva y cuántos de estos regresan con el jugo filtrado. En este último punto se tienen dos objetivos en la operación de filtros de cachaza: 1) tener la menor pérdida posible en la torta de cachaza y 2) tener un jugo filtrado con la menor cantidad posible de sólidos insolubles. Estos dos objetivos están relacionados y deben ser considerados de suma importancia por implicaciones de pérdida de sacarosa y calidad. OBJETIVOS DEL ESTUDIO 1. Desarrollar fórmulas con datos que se obtienen con poca
dificultad en un ingenio para conocer los sólidos insolubles base seca presentes en el lodo caliente proveniente de clarificadores.
2. Desarrollar un procedimiento para conocer la retención de lodos
en los filtros de cachaza. Alcance: Esta metodología de análisis y cálculo está hecha para hacer determinaciones de sólidos insolubles de lodos, los cuales preferentemente no deben tener la adición de bagacillo o floculante. Preferiblemente es para lodos vírgenes. Para retención se utiliza la centrifugación, y si existe bagacillo en la muestra, se deberá cuantificar la proporción de éste o trabajar con el error en peso que generaría la presencia de bagacillo. METODOLOGÍA Este método tiene el objetivo de dar a conocer la parte física y de cálculo del método para conocer los sólidos insolubles en porcentaje en el lodo caliente y el porcentaje de lodos o sólidos insolubles retenidos por los filtros de cachaza. Equipo: Centrifuga de mesa EBA 20 marca Hettich de 4 000 rpm Balanza analítica. Tubos de ensayo plásticos de 15 ml con rosca y tapadera. Pipetas plásticas de transferencia desechables Refractómetro Balanza de infrarrojo MV45 Porcelanas de aluminio desechables 4 beakers plásticos de 50 ml

418
1 beaker plástico de 250 Procedimiento para determinación de porcentaje de sólidos insoluble en lodo caliente 1. La muestra de lodo caliente,
luego de ser tomada en un recipiente cerrado, se debe homogenizar, antes de ser transferida una porción a un beaker plástico de 50 ml. Nota: se debe tener mucho cuidado cuando se homogenice el lodo caliente, pues, puede generarse presión en el recipiente y rebalsar o abrir violentamente la tapadera del recipiente. Se debe tratar de liberar la presión desenroscando ligeramente la tapa.
2. Se deben pesar cantidades
exactas de lodo en dos tubos de ensayo plásticos cónicos (previamente conociendo el
peso de estos) y se deben colocar a 180° uno del otro dentro de la centrífuga para mantenerla balanceada. Nota: Los tubos de 15 ml no se deben llenar completamente, pues no lograrían sedimentar los lodos. Preferiblemente, debe ser una cantidad alrededor de 10 gramos.
3. Ya colocados los tubos de ensayo con el lodo, se procede a
accionar la centrifuga durante 15 a 20 minutos a una velocidad mínima de 3500 rpm.
4. Al cumplirse el tiempo establecido, se procede a sacar los tubos
con lodo sedimentado. 5. Se lee el valor de Brix del jugo sobre nadante utilizando una
pipeta plástica desechable. 6. Se descarta el jugo sobre nadante y se pesa el tubo de ensayo
conteniendo el lodo sedimentado. 7. Se extrae lodo sedimentado y se le analiza humedad en la
balanza de infrarrojo (con muestra de 1 a 2 gramos). 8. Se registran los valores en un formato digital o en papel. El lodo caliente y el lodo caliente centrifugado, se observan de la siguiente manera:
Lodo caliente Lodo centrifugado Figura 1. Procedimiento para caracterización del lodo caliente para conocer sólidos insolubles y retención
de lodos en filtros de cachaza

419
Fuente: Realizada por Raisa A. Vega.
Se observa y se hacen las siguientes asunciones: El jugo sobre nadante no
contiene sólidos insolubles Los tubos de ensayo y sus
tapaderas pueden tener pesos diferentes por lo que se deben identificar correctamente.
Si se deja algún tiempo el lodo centrifugado sin hacer las determinaciones, se pueden volver a mezclar los sólidos insolubles con el
lodo por lo que se debe, preferiblemente volver a accionar la centrífuga.
Se asume que las propiedades del jugo sobre nadante son similares a las del jugo contenido en el lodo sedimentado (Brix, Pol).
Después de la centrifugación, los análisis a realizar y los datos recabados son:
Análisis Datos Dimensional Humedad de lodo HL % Brix de jugo Bxj % Masa Total (jugo y lodo) MT g Masa de Lodo ML g
Determinación de sólidos insolubles base seca del lodo caliente A partir del balance del lodo:
% % % % Dónde: % ó % % % % % % % Despejando % :
% % % % . 1 Términos buscados en función de valores conocidos:
Porcentaje de lodo sedimentado
% ∗ 100 . 2
Humedad del lodo
% ∗% . 3
Sustituyendo la ecuación 2 en la ecuación 3:
%100
∗ ∗ 100
%∗
. 4

420
Brix del lodo
Por la definición de Brix:
∗ 100 . 5
Dónde: : ó
Suponiendo una relación proporcional entre el Brix del jugo ( ) y Brix del jugo en el lodo ( ´ :
100 ´
´∗
. 6
Sabemos que:
´ ∗ 100
Despejando : ´ ∗ ∗ 100
´ ∗ ´ ∗ ∗ 100 ´ ∗ ∗ 100 ´ ∗ ∗ ´ 100 ´ ∗
´ ∗´ 100
´ ∗100 ´
Tomando en cuenta que la humedad del lodo lo tenemos porcentual:
´ ∗ /
´ . 7
Sustituyendo la ecuación 7 en la ecuación 5:
´ ∗ /100100 ´
∗ 100
´ ∗
100 ´ ∗ . 8
Sabemos que el porcentaje de Brix en el lodo es:
%100
∗ % . 9

421
Sustituyendo la ecuación 2 y 8 en la ecuación 9:
%
´ ∗100 ´ ∗
100∗ ∗ 100
%´ ∗
100 ´ ∗ . 10
Regresando a la ecuación 1 y sustituyendo en ella las ecuaciones 2, 4 y 10:
% ∗ 100´ ∗
100 ´ ∗∗
%∗
´ ∗´
∗ Ec. 11
El lodo y su composición, no deben ser tomados a la ligera, puesto que solo podemos llegar a obtener la composición de sólidos insolubles en el lodo en base seca, luego de centrifugar y tener los valores preliminares para poder conocerlos por medio de las ecuaciones 6 y 11. Estos valores se deben conocer para saber que tanto trabajo deben efectuar los filtros de cachaza y si habrán ocasiones en las que el agotamiento es más dificultoso. Es difícil hallar una forma de conocer la verdadera eficiencia de los filtros de cachaza y solo el estudio y caracterización de los componentes de dicho proceso, lo permitirán. Como ejemplo, para el uso de las ecuaciones 6 y 11, se tienen los siguientes valores del lodo luego de ser centrifugado y secado el lodo:
Análisis Datos Dimensional Humedad de lodo 75 % Brix de jugo sobre nadante 13 % Masa Total (jugo y lodo) 10 g Masa de Lodo 5 g
De:
´∗
100 . 6
´ 13 ∗ 5 ∗ / 100 13
´ . De 11:
%∗
. ∗. ∗
% . % de sólidos insolubles base seca en lodo caliente.

422
Determinación de la retención de lodos en los filtros de cachaza
Una de las partes más importantes de la operación de filtros de cachaza, es evitar que una alta proporción de lodos retornen al proceso, por sus implicaciones en la calidad, como por la actividad bacteriana, que se da en dicho procesos (Govender, 1996). Según el libro publicado por Hulletts(1975), una baja retención de lodos en los filtros de cachaza, provoca una acumulación de lodos dentro de los clarificadores que va a dificultar el proceso de purificación del jugo, aparte de que este lodo recirculado, incrementará la cantidad de lodos y complicará el trabajo de agotamiento de los filtros de cachaza. La retención de sólidos de lodo la define Rein (2012) como “el porcentaje del total de sólidos de lodo en la alimentación del filtro (excluyendo la fibra) retenida en la torta de cachaza”. En base a esta definición y ante la dificultad de conocer la cantidad de fibra que se adicionó al lodo caliente o que tiene la torta de cachaza, se desarrolló un procedimiento para poder utilizar la ecuación 11.7 del libro de Rein (2012) y conocer el porcentaje de retención de lodos, haciendo uso de una centrífuga de laboratorio como la descrita en equipo.
ó ∗ ∗
Ec. 1(Ec. 11.7 Rein, 2012) Dónde: W pesodelsedimentodeljugo iltrado W pesodelsedimentodellodo Bx LecturadeBrixdellodo Bx LecturadeBrixdeljugo iltrado Procedimiento 1. Pesar los tubos de ensayo (con tapadera) y anotar su peso. Nota:
No se deben confundir las tapaderas de los tubos de ensayo, pues pueden tener pesos distintos.
2. Se da tara cero al tubo de ensayo plástico sin tapadera. Esto preferiblemente usando una gradilla u otro recipiente.
3. Agregar a los tubos, con ayuda del gotero, aproximadamente 10 g de muestra (tomar en cuenta que el mismo peso de muestra deben llevar todos los tubos, por el balance de la centrífuga).
4. Colocar la tapadera a los tubos y centrifugar por 20 min a 3,500 rpm. Nota: Se puede dar mayor velocidad si la centrífuga lo permite y con respecto al tiempo, lo importante es que los sólidos insolubles, se sedimenten y compacten.
5. Al terminar la centrifugación, leer el Brix de la fase líquida sobre nadante, eliminar el líquido sobre nadante y pesar nuevamente los tubos con solamente el sedimento. Anotar los datos. Nota: el pesaje con el sedimento, debe hacerse con la tapadera correspondiente colocada.
Toma de muestras: Las muestras de lodo de los filtros de banda fueron tomadas en la entrada de lodo al filtro. Para el filtro rotativo, las muestras deben ser tomadas en un punto anterior al tanque de cachaza, para que no tenga la dilución por el agua que cae al tanque, ni tenga bagacillo. En el caso de la falta de toma muestras antes del tanque de cachaza se puede tomar a la entrada a los filtros; se tendrá cierto error por el bagacillo agregado. Para este caso, las muestras se tomaron de las salidas de los clarificadores en algunos ingenios y en otros en puntos de mezcla de los lodos de varios clarificadores. Era ideal tratar de tener las muestras tomando en cuenta el tiempo, pero se siguió simplemente un orden, tomando la muestra de lodo y luego la muestra de jugo filtrado.

423
Inicio
MUESTRA
Masa de la
muestraBrix
Masa de
sedimento
Humedad
del lodoBx´L
% solidos
insolubles
Lodo Virgen 10.04 13.00 5.40 72.23 10.79 14.07
Lodo Virgen 10.05 12.90 5.59 74.45 11.03 13.29
Lodo Virgen 10.05 13.10 5.59 76.28 11.50 12.21
Lodo Virgen 10.03 13.20 5.37 74.42 11.32 12.75
Lodo Virgen 10.06 13.10 5.77 73.25 11.04 14.44
Lodo banda 10.04 9.60 2.95 77.99 8.28 5.77
Lodo banda 10.00 13.60 3.31 70.87 11.16 8.75
Lodo banda 10.03 16.40 2.12 71.27 13.98 4.92
Lodo banda 10.07 15.30 2.69 71.43 12.90 6.58
Lodo banda 10.04 12.40 3.23 72.23 10.22 8.11
PORCENTAJE DE SÓLIDOS INSOLUBLES EN LODOS DE INGENIO 07 ZAFRA 14‐15
Final
RESULTADOS Y DISCUSIÓN Se hicieron análisis en tres ingenios guatemaltecos, dos de los cuales contaban con dos tecnologías de filtración (filtros rotativos y de banda) y se analizaron los lodos ingresando a cada una de las tecnologías. El tercer ingenio, solo cuenta con filtros de banda y en ese caso, por contar con un mezclador especial antes de los filtros, las características de fluidez de los lodos, se notó que era distinta y se analizaron: los lodos saliendo de los clarificadores y los lodos saliendo del mezclador dinámico. En el Cuadro 1, se observan los valores obtenidos para lodos que se alimentan a filtros de banda y rotativos en el ingenio 04. En este caso es importante conocer estos valores debido a que según Huletts (1975), hay dependencia de los sólidos insolubles en la operación de agotamiento y retención de lodos de los filtros rotativos, por lo tanto este valor se debería conocer y manipular en vías a obtener los mejores resultados. El Cuadro 2, representa los valores para el ingenio 07, la casi totalidad de su operación la realiza con filtros de banda, tiene una diferencia significativa entre los sólidos insolubles de los lodos que salen del clarificador y los que alimentan los filtros, luego de haber pasado por un mezclador dinámico. El controlar la
operación en este caso, necesita, conocer estos parámetros para que se puedan hasta automatizar los procesos. Cuadro 1. Sólidos insolubles en % para lodos de filtros banda y
rotativos de ingenio 04
Fuente: Elaboración propia
Cuadro 2. Sólidos insolubles en % para lodos vírgenes y de
alimentación a filtros de banda de ingenio 07 Fuente: elaboración propia
La retención de lodos por parte de los filtros de cachaza, presentó los valores de la Figura 2, para los tres ingenios donde se realizaron estudios de operación de filtros de cachaza. Se reportan distintos comportamientos para el mismo tipo de tecnología, considerando que pueden incidir factores operativos, como características de los lodos, en el poder obtener una mayor o menor retención. Rein (2012) indica los efectos de una baja retención de lodos entre los cuales citó los siguientes: mayor uso de bagacillo, aumento de pérdida de Pol por incremento de cachaza, mayor flujo a filtros y requerimiento de floculante u otros químicos.
Inicio
MUESTRA
Masa de la
muestraBrix
Masa de
sedimento
Humedad
del lodoBx´L
% solidos
insolubles
Lodo Banda 10.03 14.10 6.34 77.40 12.70 13.16
Lodo Banda 10.58 14.30 6.23 78.90 13.17 11.29
Lodo Banda 10.03 9.20 3.59 76.54 7.76 7.76
Lodo Banda 10.02 9.20 3.99 80.84 8.19 6.91
Lodo Banda 10.00 9.90 4.52 80.56 8.85 8.00
Lodo Rotativo 10.03 14.00 6.34 73.37 11.94 15.84
Lodo Rotativo 10.58 14.10 5.82 74.76 12.27 12.90
Lodo Rotativo 10.03 13.50 5.87 74.26 11.59 14.09
Lodo Rotativo 10.02 13.20 6.13 75.28 11.45 14.15
Lodo Rotativo 10.00 13.40 5.08 75.41 11.67 11.50
Final
PORCENTAJE DE SÓLIDOS INSOLUBLES EN LODOS DE INGENIO 09 ZAFRA 14‐15

424
Fuente: Elaboración propia
Figura 2. Retención de lodos en filtros rotativos y prensa-banda para ingenios 02, 07 y 09, zafra 2014-2015 Birkett (2013) encontró en Louisiana que los filtros rotativos podían alcanzar retenciones de lodos superiores a 85 por ciento, descartando que fuera característica exclusiva de los filtros prensa-banda. El estudio de CENGICAÑA, como se observa, valores distintos por tecnología como se indicó pero los valores más estables de retención de lodos en filtros rotativos, se dieron en el ingenio 02 y para los filtros prensa-banda, en el ingenio 07. En Huletts (1975) y Rein (2012) se concuerda en el aumento de la carga a los clarificadores por la baja retención y se puede observar en el apéndice, dos cuadros con cálculos hipotéticos de la carga extra de lodos en base seca cuando se tiene una retención de lodos de 60 por ciento y cuando es variable de 60 a 50 por ciento.
CONCLUSIONES 1. Luego de revisiones, sobre lo que se asumió para caracterizar el
lodo caliente proveniente de clarificadores, se estableció que el uso de las ecuaciones 6 y 11 pueden expresar el porcentaje de sólidos insolubles en lodo caliente.
2. La centrifugación de lodos y jugos filtrados y el seguimiento del
procedimiento descrito, permiten utilizar la ecuación 11.7 del libro de Peter Rein para poder conocer de una forma rápida la retención de lodos por parte de los filtros de cachaza, siempre y cuando se cuente con lodos sin bagacillo y se asuma que no pasa bagacillo al jugo filtrado.
3. El método de centrifugación de líquidos con sólidos insolubles
que decanten, puede ser útil para otras aplicaciones como: suelos, jugos de core sampler, jugos diluidos, etc.
RECOMENDACIONES 1. Es muy valioso conocer la retención de lodos en los filtros de
cachaza para modificar los parámetros que permitan el obtener jugos filtrados con la menor cantidad de sólidos insolubles.
2. Es necesario caracterizar los lodos calientes para tener idea de
que cantidades de agua se deben agregar para disminuir las pérdidas en el área de filtración.

425
3. Verificar la matemática utilizada para el desarrollo de las ecuaciones 6 y 11 de este documento.
4. Probar el tiempo óptimo de
sedimentación de los sólidos insolubles para que el análisis sea lo más rápido posible.
5. Caracterizar químicamente
los sólidos insolubles en el lodo caliente para relacionarlos con los parámetros de agotamiento.
BIBLIOGRAFÍA
1. Birkett, H. and Jeanie Stein. 2014. Filter Station Operations 2012 & 2013. LSU Ag Center, Audubon Sugar Institute. Louisiana, USA.
2. Govender, K., and A Williamson. 1996. An investigation into
undetermined loss at Komati mill. Proceedings of South African Sugarcane Technologists Association(1996). South Africa. Pages 177-178.
3. Huletts Sugar Limited. 1975. Sugar Technology. South Africa. 4. Rein, Peter. 2012. Ingeniería de la Caña de azúcar. Bartens.
Berlin, Alemania. Capítulo 11.

426
APÉNDICE I
Cálculo de acumulación de sólidos insolubles por retención constante a 60% y variable entre 50 y 60%
Figura 3. Cálculo de carga de sólidos insolubles en lodo para 60% de retención de lodos en filtros de
cachaza.(Base: 100 kg lodo, con 10% de sólidos insolubles)
Fuente: Elaboración propia
Figura 4. Cálculo de carga de sólidos insolubles en lodo para retención de lodos variable entre 50 y 60% en
filtros de cachaza(Base: 100 kg lodo, con 10% de sólidos insolubles)
Fuente: Elaboración propia
Base 100 kg lodo 10% SI lodo
Escala
temporal
Sólidos
insolubles
en
lodo(kg)
Retención
(%)
Sólidos
Insolubles en
Jugo filtrado
(kg)
Sólidos
Insolubles
en torta de
cachaza(kg)0 10 60 4.00 6.00
1 14.00 60 5.60 8.40
2 15.60 60 6.24 9.36
3 16.24 60 6.50 9.74
4 16.50 60 6.60 9.90
5 16.60 60 6.64 9.96
6 16.64 60 6.66 9.98
7 16.66 60 6.66 9.99
8 16.66 60 6.66 10.00
9 16.66 60 6.67 10.00
10 16.67 60 6.67 10.00
Base 100 kg lodo 10% SI lodo
Escala
temporal
Sólidos
insolubles
en
lodo(kg)
Retencion(
%)
Sólidos
Insolubles
en Jugo
filtrado
Sólidos
Insolubles en
torta de
cachaza(kg)0 10 60 4.00 6.00
1 14.00 59 5.74 8.26
2 15.74 58 6.61 9.13
3 16.61 57 7.14 9.47
4 17.14 56 7.54 9.60
5 17.54 55 7.89 9.65
6 17.89 54 8.23 9.66
7 18.23 53 8.57 9.66
8 18.57 52 8.91 9.66
9 18.91 51 9.27 9.65
10 19.27 50 9.63 9.63

427
BALANCE DE CENIZAS CONDUCTIMÉTRICAS COMO HERRAMIENTA PARA CONOCER LA RECUPERACIÓN DE SACAROSA EN REFINERÍAS DE AZÚCAR
Byron López1; Raisa Vega2 Profesional en Recuperación de sacarosa1, Tesista2
RESUMEN Siguiendo la sugerencia de profesores de Cane Sugar Refiners´ Institute de Louisiana y del autor Peter Rein en la sección de refinería del libro publicado en 2012, se procedió a desarrollar un balance de materiales para centrífugas de refinería y se hicieron los análisis necesarios para poder encontrar las relaciones peso/peso para azúcar con respecto a masa, recobrado de sacarosa, agua/masa cocida, cantidad de azúcar a partir de análisis de flujos y volumen de templa. Se hicieron muestreos en refinerías con sistema de 4 templas principalmente y con templa única (back boiling), y se aplicaron las ecuaciones desarrolladas. Se observaron comportamientos distintos para las templas con respecto a recobrado y cantidad de agua utilizada. Palabras clave: Cenizas conductimétricas, Brix, masa cocida, balance de materiales, templa.
ABSTRACT Following the suggestion of teachers Refiners' Sugar Cane Institute of Louisiana and author Peter Rein in the refinery section of the book published in 2012, proceeded to develop a material balance for a centrifugal of refinery and necessary analyzes were performed to find relationships w/w for sugar recovered from massecuite, sucrose recovered (sucrose yield), water/massecuite ratio, quantity of sugar from flow analysis and strike volume. Samplings were made in two refineries, one of them with straight boiling system and the other with back boiling system, and equations were developed applied. Different behaviors were observed regarding recovering of sucrose and quantity of wash water used.
Keywords: conductimetric ash, Brix, massecuite, mass balance, strike.

428
INTRODUCCIÓN En Guatemala operan actualmente cinco refinerías de azúcar, las cuales para la zafra 2014-2015 llegaron a producir 1,018,643 toneladas métricas de azúcar refino, siendo la mayoría de esta para exportación. Esta cantidad de azúcar representó casi el 35 por ciento del azúcar total producido, y aparte de los altos requerimientos de eficiencia que se exige a las refinerías, también se debe cumplir con altas exigencias en la calidad. Las refinerías operan con alimentación de azúcar previamente cristalizada. Azúcar crudo de bajo color o con azúcar estándar, son alimentadas dependiendo los equipos de decoloración con los que se cuente. Las polarizaciones de los azúcares utilizados son superiores a 99° y aunque no se utiliza comúnmente el término, las purezas de dichos azúcares y de los licores disueltos que forman tienen purezas superiores a 99 por ciento también. Los procesos de decoloración y eliminación de impurezas permiten obtener licores con colores en rangos entre 95 y 300 UI y purezas cercanas o superiores a 99.5 por ciento, lo cual indica que el proceso de cristalización debería permitir recuperaciones totales de proceso superiores a 90 por ciento en base a las pocas impurezas que se manejan. Algunas refinerías, cuentan con básculas para azúcar de alimentación y jarabe de retorno a fábrica mientras que otros
utilizan solamente medidores de flujo, incluyendo los de tipo coriolis. También, cada refinería cuenta con su metodología de cristalización en la que utilizan distintas cantidades de núcleos de azúcar (semilla), dependiendo de la capacidad del tacho, o el tipo de templa y en los reportes de producción es difícil hallar un valor que reporte la recuperación de cristales en peso con respecto a los sólidos de sacarosa totales en las templas. No se observa tampoco que existan valores de cantidad de azúcar producida por cada pie o metro cúbico de masa. En Rein (2012) se encuentra la fórmula 15.27 como la fórmula SJM, que en base a purezas de los flujos indica el recobrado de sacarosa. Esta fórmula, se expresa para un recobrado total si se parte de jugo o meladura y se tienen como flujos de salida el azúcar y la miel final. La ventaja en este caso, de utilizar purezas es precisamente que no se requiere conocer la cantidad de agua utilizada en el proceso, al verse modificados tanto el Brix como el Pol por la adición de agua. Esta ecuación según menciona Rein debería utilizarse con purezas reales para que sea precisa aunque en la mayoría de casos se utiliza con purezas aparentes. También, se supone que no hay destrucción de azúcares en el proceso, lo cual es difícil que no suceda, sobre todo en masas terceras por reacciones de Maillard. Si se hace un balance en una centrífuga donde se requiere conocer la cantidad de sacarosa que se obtuvo en forma de cristales y cuanta se mantuvo disuelta en el licor madre, generalmente se utiliza también la fórmula SJM, aunque al utilizar purezas, nunca se sabe cuánta agua fue utilizada para lavar los cristales en la centrífuga, ya sea continua o por lotes. La determinación del rendimiento de cristales para los tachos de refinería tiene su complicación, primero, que los valores de pureza entre los distintos componentes de la separación (masa cocida, jarabe y azúcar) son muy cercanos y se debe contar tanto con equipos muy exactos de medición, como con cristalería calibrada para obtener los resultados con la mayor exactitud posible. Hay casos en los que una cristalería deficiente puede hacer que los polarímetros den valores de polarización superiores a 100 y se deba recurrir a factores de corrección (Tabla 1 de Método GS2/3-1(1994), ICUMSA 2005). Se esperaría hacer un balance de color para predecir la recuperación, aunque se ha visto en otros estudios (López, 2014) que puede existir aumento de color dentro del tacho lo cual no permitirá realizar cálculos de recuperación. En el curso Cane Sugar Refiners’ Institute, impartido en Nicholls State University, los profesores Pete Maraia y Fred Goodrow comentaron acerca de un balance de cenizas para conocer la forma en que se recuperan sólidos de sacarosa en la operación de cristalización de azúcar refinado. Los comentarios se referían a que las cenizas

429
conductimétricas en general no deberían de alterar su valor global e indicarían si más o menos sacarosa pasó hacia el jarabe o hacia los cristales. La ventaja mencionada para las cenizas es que al no ser los valores tan cercanos, como con la pureza, permiten hacer un balance parecido al SJM o al de rendimiento de cristales, utilizado para la cristalización de azúcar crudo o blanco sulfitado. Rein (2012) menciona esa dificultad con respecto a determinar el rendimiento en kg de cristal/100 kg de sólidos disueltos utilizando purezas e indica que se utilicen las cenizas de los flujos para la ecuación 22.5 de dicho libro. Chung, 2000 en el libro Handbook of Sugar Refining, en el capítulo 13, muestra balances de materiales donde, se debería de tener un rendimiento de cristales del 60 por ciento p/p. Ese valor al no conocerse en las refinerías de Guatemala, no permite conocer si se podría mejorar la calidad del azúcar al recircular menos azúcar en los jarabes hacia un nuevo cocimiento o si se está realizando un buen trabajo. La falta de mediciones no permiten conocer si hay oportunidades de mejora en el proceso. Este estudio tuvo como objetivos: Hacer balances de materiales en centrífugas de refinería con mediciones de Brix y cenizas; analizar muestras de masa en centrífugas, jarabe y azúcar húmeda con el método GS2/3-
17(2002); comparar los resultados de rendimiento de balances considerando el agua de lavado aplicada y sin agua de lavado en centrífugas; comparar ingenios con sistema de 4 templas(straight boiling) e ingenios con templa única(back boiling). Materiales y métodos Equipo y cristalería Refractómetro Conductímetro Balanza de infra-rojo Balanza semianalítica Beakers de 250 ml Balones aforados de 100 ml Cápsula de acero inoxidable Agitadores magnéticos Toma muestras de arguto Muestreo Para el caso de los dos ingenios donde se analizaron los flujos de refinería, se tomó muestra de masa cuando el mezclador había desalojado aproximadamente la mitad de la templa descargada. Y las muestras se identificaron para análisis por el tipo de muestra o el número asignado a la misma y el tacho de donde se descargó. La muestra de jarabe y de azúcar se tomaba en un rango de tiempo durante la purga de la templa. Se tomaron muestras del agua de lavado de centrífugas. Se usaron toma muestras diferentes para las muestras de masa, jarabe y de azúcar. En el ingenio con sistema de cuatro templas, se buscó tomar muestras de las 4 templas con énfasis en la templa mayoritaria, la primera. BALANCE DE MASA PARA CENTRIFUGA En la Figura 1 se muestra el esquema de los flujos que participan en la alimentación y descarga de una centrífuga para masa cocida. Tanto las centrífugas de tipo por lotes, como las centrífugas continuas siempre utilizan agua para disminuir la viscosidad de la capa de licor madre y para lavar los cristales, tratando que la menor capa de licor madre rodee a los cristales. Medir la cantidad de agua utilizada por centrífuga, es complicado y de la misma forma para el conjunto de centrífugas, puesto que el flujo a usar en determinado momento es muy diferente a otro momento cercano.

430
Figura 1. Esquema de flujos de entrada y salida en una centrífuga de refinería. A partir de la Figura 1, se procedió a hacer un sistema de ecuaciones con el objetivo de obtener relaciones de sólidos entre las distintas corrientes, necesitándose saber principalmente: La cantidad de sólidos de azúcar(S)/sólidos en masa cocida (M); Sólidos en Jarabe (J)/Sólidos en masa cocida (M); relación peso de agua(W)/peso de masa cocida(M).
ECUACIONES DEL SISTEMA DE CENTRÍFUGA:
ó 1
∗ ∗ ∗ ∗ ó 2
∗ ∗ ∗ ∗ ó 3
Donde:
M Cantidad de Masa cocida en kg
J Cantidad de Jarabe en kg
S Cantidad de Azúcar húmeda en kg
W Cantidad de Agua de lavado en kg
BxM Brix de masa (%)
BxW Brix del agua (%)
BxS Brix del azúcar húmeda (%)
Agua Jarabe (J)
Azúcar (S)
Masa (M)
Balance de corrientes Balance de Brix Balance de Cenizas

431
BxJ Brix de jarabe (%)
CzM Cenizas conductimétricas en masa (%)
CzW Cenizas conductimétricas en agua de lavado (%)
CzS Cenizas conductimétricas en azúcar húmeda (%)
CzJ Cenizas conductimétricas en jarabe (%)
RELACIÓN S/M SIN CONSIDERAR EL AGUA EN CENTRÍFUGA:
Si no se considera el flujo de agua a la centrífuga, la ecuación 1 queda:
Ecuación 4
Ecuación 5
Despejando J de ecuación 4
Ecuación 6
Al incluir Ecuación 6 entre ecuación 5 y operar para S/M,
Ecuación 7
RELACIÓN S/M CONSIDERANDO EL AGUA DE LAVADO EN CENTRÍFUGA:
Despejando W de la ecuación 1:
Sustituyendo la ecuación 8 en la ecuación 2 y despeja J:
∗ ∗ ∗ ∗
ó 9
De la misma forma se determina J de la ecuación 3:
Ecuación8
Ecuación10

432
Igualando la ecuación 9 y 10 para determinar la razón S/M:
Considerando despreciable los valores de Brix y Cenizas del agua:
∗ ∗ ∗ ∗
∗ ∗ ∗ ∗
RELACIÓN J/M
A partir de la ecuación 9 despejamos S:
De igual forma despejamos S a partir de la ecuación 10:
Igualando la ecuación 9 y 10 para determinar la relación J/M:
Ecuación11
Ecuación13
Ecuación14
Ecuación12

433
Considerando despreciable el Brix y las cenizas del agua:
Eliminando términos de cenizas y Brix de agua condensadas de lavado
∗ ∗
∗ ∗
∗ ∗ ∗ ∗
Los valores de S/M y J/M están relacionando las razones peso/peso de azúcar y jarabe, que se están obteniendo por cada unidad en peso de masa que se alimenta a la centrífuga. Para conocer la relación en porcentaje, se debe multiplicar por 100 los numeradores de las ecuaciones 7, 11, 12, 15 y 16.
RELACIÓN W/M
De la ecuación 1 podemos determinar la relación W/M en función de las otras relaciones:
1
La importancia de las ecuaciones 12, 15 y 16 es que las relaciones pueden ser obtenidas al conocer los valores de Brix y cenizas e introducirlos en las fórmulas.
Al ser la definición de Brix, el porcentaje de sólidos disueltos en una solución, se hizo una aproximación para obtener el valor de Brix del azúcar húmeda, por medio de la siguiente ecuación:
– Ecuación 18
Donde
HS Humedad de azúcar(%)
Ecuación15
Ecuación16
Ecuación17

434
Relación de contenido de cristales en azúcar con contenido de cristales en masa cocida
La relación que interesa conocer cuando es purgada una templa, es el recobrado de sacarosa. La ecuación SJM de Rein (2012) con numeral 15.27, la identifica en términos de la pureza de flujos de meladura, azúcar producida y melaza. En el caso expuesto en el presente trabajo, se quiere conocer cuántos sólidos en la masa, quedaron en el azúcar y cuántos siguieron hacia el jarabe y serán sometidos a otro cocimiento para tratar de recuperarlos. En las condiciones de las masas cocidas de refinería, donde las purezas son muy altas (cercanas a 100) se puede hacer la aproximación de conocer el valor en términos de °Brix al utilizar la siguiente ecuación:
Contenido de sólidos en masa cocida = BxM x M/100 Ecuación 19
Contenido de sólidos en azúcar = S(100- HS)/100 Ecuación 20
La relación entre el contenido de sólidos en azúcar y los sólidos en masa cocida que se expresaría como el recobrado de sólidos, daría la siguiente relación:
Recobrado de sólidos en azúcar = /
∗ / Ecuación 21
Y simplificando
Recobrado de sólidos de Azúcar = ∗
Ecuación 22
Y en vista que la ecuación S/M aparece en dicha ecuación, se puede sustituir la parte derecha de la ecuación 12 en la ecuación 22 para conocer la relación entre los sólidos que están en el azúcar con respecto a los que están en la masa cocida y al ser la pureza muy cercana a 100 se puede tomar como el recobrado de sacarosa, al multiplicar por 100 dicho valor, se tendrá el recobrado en porcentaje:
∗∗ ∗
∗ ∗ Ecuación 23
La ecuación 7, donde no se incluye el agua de lavado en el balance, constaría de la fracción de la izquierda de la ecuación 23 para poder obtenerse el recobrado de sacarosa.
Para conocer el peso de una templa en kg/m3, se puede utilizar la siguiente ecuación, obtenida de la tabla 19 (páginas 1023 a 1029) del libro de Chen y Chou(1993):

435
∗ ∗ . . Ecuación 24
Donde
Volumen de la templa en m3
De acuerdo a la ecuación 24 y sustituyendo en la ecuación 12, podemos conocer por medio de análisis y el volumen de templa, la cantidad de azúcar que se esperaría haber obtenido de la misma, obteniéndose la siguiente ecuación:
∗∗ ∗
∗ ∗ ∗ ∗ . . Ecuación 25
Con respecto a esta ecuación, se expresa que lo mejor para determinar este valor sería el conocer la cantidad física de azúcar que se produjo con su humedad final pero, algunas veces por ser los sistemas cerrados y contínuos, es difícil conocer este valor y no se sabe al final si el trabajo de agotamiento y centrifugación es constante en base a los parámetros que se manejan y a la recuperación.
Un valor que muchas veces se desea conocer también y no se logra ha logrado expresar en los reportes es la cantidad de azúcar que se recupera por cada pie cúbico de masa descargado, lo cual es importante debido a que un área donde se desconoce la posible pérdida de azúcar, es el secado y enfriado de la misma, operaciones que son posteriores a la centrifugación y anteriores al envasado. En esta área, generalmente se utilizan sistemas de secadoras y enfriadoras rotativas, unas más modernas que otras pero en todos los casos se tienen sistemas de secado y enfriado con aire circulando a contra-corriente que acarrean granos de azúcar, no se sabe bien de que granulometrías, y llegan por lo general a tanques de disolución. En el 2014, en un trabajo realizado en una refinería y utilizando flujos de agua medidos a la secadora-enfriadora, se determinó una recirculación superior al 3 por ciento del azúcar total que se producía. No se pudo confirmar si los flujos eran correctos pero sí dejó la duda sobre cuánta azúcar se separa y si toda es de granulometría no deseada.
La ecuación 25 daría el dato, por medio de análisis en valor de kg de azúcar producida a la humedad que sale de la centrífuga y se esperaría que el azúcar seca y fría envasada fuera una cantidad menor debido a la pérdida de agua y al azúcar arrastrada con el aire utilizado, lo cual puede abrir una línea de investigación para conocer si dicha cantidad es significativa.
La siguiente ecuación, proveniente también de las ecuaciones anteriores, indicaría la cantidad de kilogramos de azúcar en base húmeda que se obtendrían por cada m3 de masa de la templa:
∗∗ ∗
∗ ∗ ∗ . . [kg/m3] Ecuación 26

436
RESULTADOS Y DISCUSIÓN En el Cuadro 1 se presentan algunos valores para los muestreos hechos en el ingenio que trabaja con cuatro templas y luego hace mezclas sólidas. Se incluyeron los valores de Brix y Cenizas conductimétricas para los flujos de masa, jarabe, azúcar húmeda y agua. Se decidió analizar el agua de lavado en vista que por ser agua condensada, proviniendo de vapor de
evaporadores, podía contener algún tipo de sólidos disueltos, lo que efectivamente se comprobó aunque los valores fueron muy bajos. El Brix del azúcar se obtuvo con la Ecuación 18, basada en la humedad de la misma medida con el uso de una balanza de infrarrojo, utilizada a 105°C hasta alcanzar peso constante. Se obtuvo también la Figura 2 con los datos para las templas analizadas y en las cuales se comparan los valores de S/M, que es la relación peso/peso entre el azúcar húmedo y la masa cocida. Se observa una alta variación en la relación y también que el no considerar el agua entre el balance de materiales, identifica recuperaciones menores en todas las corridas efectuadas excepto la número 15 para una masa primera. La identificación de las templas indica como primer número y letras el tipo de templa, seguido por el tacho de donde se descargó la templa (Ej: Masa 1RA4, Masa primera de tacho 4).
Fuente: Elaboración propia Figura 2. Relación S/M utilizando las ecuaciones 7, 11 y 12
25
30
35
40
45
50
55
60
MASA
1RA4
MASA
1RA2
MASA
1RA3
MASA
2DA2
MASA
3RA1
MASA
4TA
3
MASA
2DA3 …
MASA
2DA3 …
MASA
1RA …
MASA
1RA 11 …
MASA
3RA 3
MASA
1RA 2
MASA
4TA
1
MASA
1RA4
MASA
1RA1
MASA
2DA2
MASA
1RA3
MASA
3RA2
MASA
1RA4
MASA
4TA
3
S/M (%)
Tipo de templa
Valores de S/M para templas de refinería de ingenio con sistema de 4 templas, según ecuaciones 7, 11 y 12.
S/M sin agua
S/M con agua sin Bx y Czas
S/M con agua con Bx y Czas

437
Cuadro 1. Datos de muestreos hechos en templas de refinería de ingenio con sistema de cuatro templas
Fecha Muestra Flujos Lect
Cenizas Lect
Corregida %Cenizas
Humedad de Azúcar(%)
Brix
24/04/2015 Masa 230.9 228.17 0.743 88.25 Masa 3ra Azúcar 8.04 5.31 0.017 99.64 Jarabe 382 379.27 1.235 74.46
24/04/2015
Masa 66.9 64.7 0.211 90.21 Jarabe 164.2 162 0.527 74.61 Masa 1ra Licor 8.04 5.31 0.017 78.08 Azúcar 2.93 0.73 0.002 99.57
27/04/2015 Masa 1ra4
Masa 85.8 83.41 0.272 89.50 Jarabe 168.3 165.91 0.540 74.93 Azúcar 3.67 1.28 0.004 0.260 99.74 Agua 25.94 23.55 0.076 0.18
27/04/2015 Masa 1ra2
Masa 89.8 87.6 0.285 88.75 Jarabe 149.9 147.7 0.481 75.50 azúcar 2.42 0.22 0.001 0.150 99.85 Agua 22.28 20.08 0.065 0.21
27/04/2015 Masa 1ra3
Masa 80.7 78.48 0.256 88.00 Jarabe 143.9 141.68 0.461 75.21 Azúcar 2.78 0.56 0.002 0.210 99.79 Agua 23.92 21.7 0.070 0.18
27/04/2015 Masa 2da2
Masa 141.1 138.87 0.452 88.50 Jarabe 243.8 241.57 0.786 75.14 Azúcar 3.94 1.71 0.006 0.320 99.68 Agua 25.72 23.49 0.076 0.18
27/04/2015 Masa 3ra1
Masa 247.3 244.84 0.798 87.71 Jarabe 393 390.54 1.271 75.57 Azúcar 8.58 6.12 0.020 0.250 99.75 Agua 26.22 23.76 0.077 0.21
27/04/2015 Masa 4ta3
Masa 357 354.57 1.155 88.71 Jarabe 640 637.57 2.075 69.11 Azúcar 8.3 5.87 0.019 0.210 99.79 Agua 24.7 22.27 0.072 0.21
Fuente: Elaboración propia Las relaciones S/M a partir de las ecuaciones 11 y 12 se sometieron a la prueba de ANDEVA de un factor, para conocer estadísticamente si los valores de las mismas eran muy diferentes entre sí. Se
obtuvo el Cuadro 2 para la prueba y por los resultados obtenidos para F, se determinó que no existe diferencia entre utilizar las dos ecuaciones. La diferencia de dichas ecuaciones, era el incluir en la ecuación 11 los valores de Brix y cenizas para el agua, en vista que por ser agua condensada de proceso, da valores de conductividad y sólidos Brix. Al ser más sencilla de utilizar la ecuación 12, se preferiría ante la ecuación 11.

438
Cuadro 2. ANOVA para valores dados por Ec. 11 y 12 graficadas en Figura 2
RESUMEN Grupos Cuenta Suma Promedio Varianza
S/M sin CZAS W 20 934.84 46.74 19.54S/M con CZAS W 20 931.08 46.55 19.92
ANÁLISIS DE VARIANZA
Origen de las variaciones Suma de cuadrados
Grados de libertad
Promedio de los
cuadrados F Probabilidad
Valor crítico para F
Entre grupos 0.35 1 0.35 0.018 0.894 4.098Dentro de los grupos 749.66 38 19.73
Total 750.01 39 Fuente: Elaboración propia La ecuación 23 se empleó para conocer qué valor se obtendría para el recobrado de sacarosa a partir de la ecuación 7 y de la ecuación 23 y los resultados se graficaron en la Figura 3, que muestra los valores para las distintas masas analizadas y los promedios por cada una de las masas.
Fuente: Elaboración propia Figura 3. Recobrado de sacarosa sin agua y con agua para utilizando la ecuación 23 y aplicando el factor
de corrección para la ecuación 7
30.00
35.00
40.00
45.00
50.00
55.00
60.00
65.00
MASA
1RA …
MASA
1RA 2
MASA
1RA …
MASA
1RA1
MASA
1RA2
MASA
1RA3
MASA
1RA3
MASA
1RA4
MASA
1RA4
MASA
1RA4
Promed
io …
MASA
2DA2
MASA
2DA2
MASA
2DA3 …
MASA
2DA3 …
Promed
io …
MASA
3RA 3
MASA
3RA1
MASA
3RA2
Promed
io …
MASA
4TA
1
MASA
4TA
3
MASA
4TA
3
Promed
io …
% Recobrado de sacarosa para templas de
refinería
Tipo de masa de refinería
Recobrado de sacarosa(%) para templas de refinería utilizando la ecuación 23.
RECOBRADO DE SACAROSA SIN AGUA
RECOBRADO DE SACAROSA CON AGUA

439
En la Figura 3 se observan distintas tendencias como por ejemplo: La disminución del recobrado según aumenta el tipo de templa; en los datos para masa primera, se notó que para el tacho 4 (Masa 1RA4) se tuvieron valores muy cercanos de recobrado de sacarosa para templas con horas o días de diferencia y también la similitud en recobrado en los análisis de masa segunda con
muestras tomadas en dos centrífugas distintas (Masa 2DA3 Cent2 y Masa 2DA3 Cent6), la pequeña diferencia se podría deber a la cantidad de carga, en vista que la centrífuga 2 llenaba completamente la canasta mientras la centrífuga 6 no. La Figura 4 representa los valores de recobrado para templas con sistema back boiling. En este sistema, se hacen mezclas de licor y jarabe para obtener templas similares en calidad, lo cual permite poder incrementar la cantidad de masa a descargar. Los valores obtenidos, dieron un promedio muy cercano al 50 por ciento de recobrado en peso de sacarosa entre masa y azúcar húmeda. Se observa el valor de la tercer corrida como el valor de recobrado más bajo según la ecuación 23.
Fuente: Elaboración propia Figura 4. Recobrado de sacarosa (%) y relación W/M para refinería con sistema de templas back boiling
50.5154.01
40.43
50.66 50.6354.55
2.4 2.0 2.4 1.74.0 2.3
0.00
10.00
20.00
30.00
40.00
50.00
60.00
4980T3 4981T2 4982T1 4985T1 4986T2 4987T3
NÚMERO DE TEMPLA
RECOBRADO DE SACAROSA(%) PARA TEMPLAS DE SISTEMA BACK BOILING PARA ECUACIONES 7(CON FACTOR) Y 23.
RECOBRADO DE SACAROSA SIN AGUA EN BALANCE
RECOBRADO DE SACAROSA CON AGUA EN BALANCE
W/M

440
Cantidad de agua agregada para lavado en centrífugas La relación W/M representa la relación en peso entre la cantidad de agua que se agrega en una centrífuga con respecto a la cantidad de masa que se alimenta a la misma. Se conoce que el lavado de las centrífugas debe ser medido y debe ser aplicado eficientemente para evitar que los cristales sean sobre lavados y se disuelva parte de ellos, sumando sacarosa que ya era cristal a la fase de jarabe. En el ingenio con sistema de cuatro templas analizado, se conoció que los
tiempos de los lavados de las centrífugas aumentan con respecto al aumento de grado de la templa, así, las templas de masa primera tienen lavados de 4-4 segundos por ejemplo y los tiempos de lavado de las masas de cuarta se lavan con tiempo de 7-7 segundos. Las cantidades de agua que estos tiempos de apertura del spray introducen, no se conocen y es difícil medirlos por su alta variación y restricciones de los equipos de medición (experiencia propia). La relación W/M a partir del balance de materiales y de la ecuación 17, generó los datos representados en la Figura 5. Se observa un comportamiento tendiendo a elevar el índice W/M conforme aumenta el grado de la templa y en la templa de cuarta sí se observan valores superiores a 5 por ciento para las muestras realizadas, concordando con que a dicha masa es a la que se le aplica una mayor cantidad de agua. En la Figura 4, se observa la relación W/M para las templas del ingenio con refinería con sistema back boiling y se hallaron valores entre 1.7 y 4 por ciento para dicha relación.
Fuente: Elaboración propia Figura 5. Relación agua/masa cocida para centrífugas de refinería de ingenio con sistema de 4 templas
0
2
4
6
8
10
12
MASA
1RA 11 am
MASA
1RA 2
MASA
1RA ANTES
11
MASA
1RA2
MASA
1RA3
MASA
1RA3
MASA
1RA4
MASA
1RA4
MASA
1RA4
MASA
2DA2
MASA
2DA2
MASA
2DA3 CEN
T 2
MASA
2DA3 CEN
T 6
MASA
3RA 3
MASA
3RA1
MASA
3RA2
MASA
4TA
1
MASA
4TA
3
MASA
4TA
3
RELACIÓN W
/M (%)
TIPO DE TEMPLA
RELACIÓN W/M (%) PARA TEMPLAS DE REFINERÍA EN SISTEMA DE 4 TEMPLAS.
W/M

441
CONCLUSIONES El balance realizado presenta ecuaciones desarrolladas para poder ser aplicadas con análisis sencillos de Brix y cenizas para los componentes de entrada y salida de una centrífuga de refinería. Dicho balance incluyó el agua de lavado, con lo cual no se podían utilizar solo dos variables para conocer los parámetros de recobrado requeridos. Con el uso y la validación necesaria, estas ecuaciones puede ser una herramienta útil para mejorar el recobrado de sacarosa en las templas de refinería. El valor obtenido por la ecuación 23 representa el valor en kg de azúcar húmeda purgada por cada kg de azúcar en la masa cocida. La ecuación 25 puede llegar a determinar la cantidad de kg de azúcar a producir a partir de análisis de componentes en una centrífuga
y el volumen de masa descargado. La ecuación 26 puede permitir obtener la cantidad de kg de azúcar recuperada en base húmeda por cada m3 de masa descargada. RECOMENDACIONES Validar las ecuaciones 17, 23 y 25, al confrontarlas contra la producción física por templa. Considerar el balance sugerido para conocer la cantidad que se recobra en base húmeda y compararla con la cantidad de azúcar seca envasada. Tener la certeza con respecto a las cantidades de masa descargadas. BIBLIOGRAFÍA Chen, James C. P., Chi Chou Chung. 1993. Cane Sugar Handbook, 12 th Edition. John Wiley & Sons.United States of America. Pages 475-476, 960-961. Chung Chi Chou. 2000. Handbook of Sugar Refining. John Wiley & Sons. United States of America. Chapter 13. Rein, Peter. 2012. Ingeniería de la caña de azúcar. Bartens. Berlín, Alemania. Capítulo 22.

442
IDENTIFICACIÓN DE BACTERIAS EN JUGOS PRIMARIOS Y DILUIDOS DE CUATRO INGENIOS GUATEMALTECOS MEDIANTE ANÁLISIS DE SECUENCIAS
DE ADN*
Luis Molina1; Carlos Maddaleno2; Victoriano Sut2; Byron López3 1Biotecnólogo, 2Técnicos en Biotecnología; 3Especialista en Recuperación de Sacarosa CENGICAÑA
RESUMEN Se realizó un muestreo de jugos en cuatro ingenios azucareros de Guatemala, con el objetivo de adaptar una metodología basada en el análisis de secuencias genómicas, para la identificación de bacterias presentes en jugos primarios y diluidos de caña de azúcar. Los ingenios en los cuales se tomaron muestras fueron Magdalena, Madre Tierra, Concepción y Pantaleón. Los jugos obtenidos se diluyeron con agua en relaciones que variaron desde 1:1 hasta 1:512, siendo seleccionada la dilución 1:32 para realizar el aislamiento de cepas, dada la mayor diversidad observada visualmente en base a criterios de textura y color. El medio de cultivo YEP resultó adecuado para el desarrollo de bacterias y aislamiento de cepas a partir de la inoculación de jugos. La extracción de ADN mostró concentraciones y pureza aceptables, lográndose amplificar un fragmento del gen 16S en 23 aislamientos de bacterias. La secuenciación de los fragmentos genómicos y su comparación mediante la herramienta BLAST del NCBI mostró altos niveles de homología con Leuconostoc mesenteroides, Leuconostoc lactis, Lactococcus lactis y Kosakonia sp. Estos resultados difieren de reportes anteriores que utilizaron similar metodología. Se concluyó que la metodología utilizada fue útil para la identificación de bacterias contenidas en jugos primarios y diluidos de caña de azúcar. Palabras clave: bacterias, jugo primario, jugo diluido, ADN, caña de azúcar
ABSTRACT Juice sampling was performed in four sugar mills in Guatemala, with the aim of adapting a methodology based on the analysis of genomic sequences for identification of bacteria present in primary and diluted sugarcane juices. The mills in which samples were taken were Magdalena, Madre Tierra, Concepción and Pantaleon. The juices obtained were diluted with water in ratios ranging from 1: 1 to 1: 512; 1:32 dilution being selected for the isolation of strains, given the greater diversity visually observed based on criteria of texture and color. The YEP medium was suitable for the growth of bacteria and isolation of strains from inoculation juices. DNA extraction showed acceptable concentrations and purity, achieving amplify a fragment of the 16S gene in 23 bacterial isolates. Sequencing of genomic fragments and comparison using the BLAST tool of the NCBI showed high homology with Leuconostoc mesenteroides, Leuconostoc lactis, Lactococcus lactis and Kosakonia sp. These results differ from earlier reports that used similar methodology. It was concluded that the methodology was useful for the identification of bacteria in primary and diluted sugarcane juices. Key words: Bacteria, primary juice, diluted juice, DNA, sugarcane. * Trabajo presentado en el XX Congreso de Técnicos Azucareros de Centroamérica, ATALAC y XIII Congreso de Técnicos Azucareros de Guatemala, ATAGUA, Guatemala, 10 al 14 de agosto 2015.

443
INTRODUCCIÓN Se han hecho numerosos estudios para determinar el grado de acción de los microorganismos en el proceso azucarero, responsabilizándolos de pérdidas de sacarosa y de la aparición de diferentes productos debido a sus acciones. Estudiosos como Eggleston (2009) o Larrahondo (2013), han identificado grupos bacterianos en el proceso de recepción, molienda o filtración de cachaza. Se ha determinado que la acción bacteriana, como principales productos de degradación de sacarosa, reporta dextrana, manitol, ácido láctico, ácido acético, fructosa, alcohol y otros compuestos. Los jugos de caña, son sustratos muy apetecidos por los microorganismos por su alto contenido de carbohidratos y en las proporciones y condiciones de temperatura deseadas para que ellos actúen y se multipliquen (Purchase, 2001). La acción bacteriana puede ocurrir desde que la caña está en pie y su corteza ha sido dañada por plagas, enfermedades o procesos fisiológicos (Purchase, 2001). Por esto, los jugos entrando
al ingenio, podrían ser portadores de microorganismos y de sus productos. Los equipos de transporte de caña también son fuente de desarrollo microbiano y en los ingenios donde se lava la caña en las mesas de caña, el agua utilizada siempre es agua proveniente de algún rio, generalmente contaminado y que permite ingresar mucha de su microbiota como Leuconostoc y otros (Mutton, 2004), infectando además todo el equipo de transporte y preparación de la caña; es así que se ha medido de parte de CENGICAÑA, concentración de ácido láctico en jugos primarios, con probabilidad que dicho ácido láctico, producto de acción bacteriana, hubiera venido en la caña o se hubiera producido en la etapa de preparación de caña. De acuerdo con Mutton(2004), el patio es un área de formación de dextrana. En Guatemala y específicamente en jugos de caña de azúcar, Nuñez et al. (2013), reportaron una caracterización microbiológica utilizando análisis de secuencias genómicas en la que identificaron como bacteria predominante a Weissella confusa, como microorganismo dextranogénico, no hallando en ninguna de las muestras, la presencia de Leuconostoc mesenteroides u otros bacilos lácticos. El presente trabajo se realizó con el objetivo de adaptar en el Área de Biotecnología de CENGICAÑA, una metodología basada en el análisis de secuencias genómicas, para la identificación de bacterias presentes en jugos obtenidos de caña de azúcar durante el proceso de extracción. MATERIALES Y MÉTODOS Toma de muestra Se tomaron nueve muestras de jugo, cinco de jugo primario y cuatro de jugo diluido provenientes de cuatro ingenios. Se utilizaron los instrumentos que utilizan los laboratorios de los ingenios para tomar muestras de jugo primario y diluido, haciendo dos tomas y descartes de muestra. La tercera toma se colocó en un recipiente esterilizado. En los ingenios con más de un tándem de molinos, se tomó muestra por tándem como se muestra en el Cuadro 1.
Cuadro 1. Muestras de jugo analizadas por ingenio
Ingenio Magdalena Ingenio Madre Tierra Ingenio Concepción Ingenio Pantaleón Jugo primario tándem A Jugo primario Jugo primario Jugo diluido tándem A
Jugo primario tándem B Jugo diluido Jugo diluido Jugo diluido tándem B
Jugo primario tándem C - - -

444
Inoculación Para cada muestra de jugo se prepararon diluciones 1:1; 1:2; 1:8; 1:16; 1:32; 1:64, 1:128; 1:256 y 1:512 usando agua ultrapura. De cada dilución se tomó 50 µl que se dispersaron sobre placas petri con medio YEP (Sambrook, et al., 1989). El medio YEP se preparó disolviendo en 500 ml de agua desmineralizada 5 g de peptona, 5 g de extracto de levadura, 2.5 g de Cloruro de Sodio y 7.5 g de agar. Se prepararon cuatro cajas petri por cada dilución. Las cajas petri se incubaron durante 48 horas a temperatura ambiente y luego se almacenaron a 4oC. El crecimiento de colonias bacterianas se evaluó diariamente. Aislamiento de cepas bacterianas En base a criterios de color y textura se seleccionaron las cepas, aislándolas con un asa estéril. Cada aislamiento fue trasladado a una caja petri con medio YEP fresco donde se cultivó durante 24 horas a temperatura ambiente y seis días a 4oC. De cada cepa aislada se tomó una muestra con asa estéril y se colocó en un tubo de ensayo con 25 ml de medio YEP líquido, en agitación constante durante 48 horas a temperatura ambiente. Luego,
el medio se centrifugó a 4400 rpm durante 15 minutos y se retiró el sobrenadante para después resuspender el pellet en 5 ml de agua ultrapura. Esta muestra se distribuyó en tubos de 1.5 ml a razón de 500 µl por tubo para proceder con la extracción de ADN. Extracción y amplificación de ADN El procedimiento de extracción se realizó según el protocolo de lisis alcalina descrito por Feliciello et al., 1993. Se tomó una lectura de espectrofotometría de las muestras para cuantificar el ADN a 260 y 280 nm, finalmente se diluyó cada una a 25 ng/µl. La pureza del ADN extraído se determinó mediante la relación de absorbancias 260 nm/280 nm. La reacción en cadena de la polimerasa(PCR) para la amplificación del fragmento 16S se preparó mezclando 16 µl de Amplitaq Gold (Applied Biosystems) con 2 µl de cada uno de los primers 16S0027F y 16S1492R a una concentración final de 0.3 uM y 100 ng de ADN (Frank et al., 2008.) El producto de amplificación esperado fue de aproximadamente 1.4 kbp. El programa del termociclador fue el siguiente: Desnaturalización inicial de 94°C por 10 minutos seguido de 35 ciclos de 94°C por 45 segundos, 58°C por 45 segundos y 72°C por 45 segundos y una extensión final a 72°C por 5 minutos. La electroforesis de los productos de PCR se realizó en geles de agarosa al 1.5% teñidos con 1 ul de Gel Red y la visualización de los fragmentos en un transiluminador de luz ultravioleta Secuenciación Las muestras en las cuales se logró la amplificación del producto esperado, fueron enviadas para su secuenciación al laboratorio Macrogen en Seúl (Corea). Identificación de especies Se analizaron los cromatogramas de las secuenciaciones y se cortaron las regiones con alta resolución. Las secuencias río abajo y río arriba se alinearon utilizando el software MEGA6 (Tamura et al., 2013). Luego esas regiones fueron analizadas con la herramienta BLAST (Altschul et al., 1990) del NCBI para la búsqueda de especies con secuencias homólogas.

445
RESULTADOS Y DISCUSIÓN El crecimiento y desarrollo de las cepas bacterianas varió en las diferentes diluciones de los jugos. En las muestras poco diluidas se observó un crecimiento agresivo de un solo
fenotipo bacterial, mientras que, en diluciones mayores a 1:16 se observó mayor diversidad fenotípica de cepas. En la Figura 1 se observa el crecimiento bacterial obtenido con diferentes diluciones de los jugos recolectados. Se realizaron 23 aislamientos de igual número de colonias. La cantidad de ADN obtenida de los aislamientos bacterianos varió desde 270 hasta 6180 ng/µl y la pureza promedio de las muestras mostró una relación aceptable de 1.8 (Cuadro 1).
Figura 1. Crecimiento y desarrollo de cepas bacterianas en función de la dilución de los jugos recolectados Cuadro 1. Pureza y concentración del ADN obtenido de las cepas aisladas
Ingenio Jugo Tándem Pureza Concentracion
1 Magdalena Primario A 1.78 840
2 Magdalena Primario A 1.50 300
3 Magdalena Primario B 1.06 6180
4 Magdalena Primario B 1.73 1020
5 Magdalena Primario C 1.56 1320
6 Magdalena Primario C 1.70 1020
7 Magdalena Primario C 1.65 870
8 Magdalena Primario C 2.06 960
9 Magdalena Primario C 1.86 360
10 Madre Tierra Primario ‐ 1.90 510
11 Madre Tierra Primario ‐ 1.67 270
12 Madre Tierra Diluido ‐ 1.78 870
13 Madre Tierra Diluido ‐ 1.92 750
14 Madre Tierra Diluido ‐ 1.90 540
15 Concepción Primario ‐ 1.90 570
16 Concepción Primario ‐ 1.86 360
17 Concepción Diluido ‐ 2.00 450
18 Concepción Diluido ‐ 1.91 600
19 Pantaleón Diluido A 1.86 390
20 Pantaleón Diluido A 2.00 480
21 Pantaleón Diluido B 1.94 1020
22 Pantaleón Diluido B 1.82 810
23 Pantaleón Diluido B 2.00 360
Muestra No.

446
La electroforesis mostró que
12 de las 23 muestras
amplificaron un fragmento de
ADN de aproximadamente 1.4
kbp. La Figura 2 muestra
el resultado de la electroforesis en 11 de las muestras analizadas.
La comparación de las secuencias obtenidas mediante la herramienta BLAST mostró diferentes niveles de cobertura y homología con cuatro diferentes especies de bacterias como se muestra en el Cuadro 2.
Figura 2. Resultado de la electroforesis de ADN de 11 cepas aisladas en el cual se muestra el producto de
amplificación de aproximadamente 1.4 kbp Cuadro 2. Bacterias identificadas mediante la comparación de secuencias de ADN
Ingenio Procedencia Organismo identificado No.
Bases Cobertura
E valor
Homología Accesión
Magdalena
Jugo primario Tándem A
Leuconostoc lactis 418 68% 3.00E-
171 93% FJ861116.1
Lactococcus lactis 521 100% 0 99% KM585700.1
Jugo primario Tándem C Lactococcus lactis 998 99% 0 98% JQ712020.1
Madre Tierra Jugo primario
Lactococcus lactis 950 99% 0 80% KF623100.1
Kosakonia sp. 623 99% 0 88% KM253162.1
Jugo diluido Lactococcus lactis 1054 100% 0 95% JQ712020.1
Concepción Jugo primario
Lactococcus lactis 1148 97% 0 97% FJ851688.1
Leuconostoc mesenteroides 761 100% 0 98% HM218044.1
Jugo diluido Lactococcus lactis 868 99% 0 90% GU994763.1
Pantaleón Jugo diluido Tándem A Leuconostoc lactis 835 96% 0 99% KJ095665.1

447
La cobertura representa el porcentaje de bases secuenciadas en el presente trabajo que tiene comparación
con el organismo al que se más se asemeja. La homología se refiere al porcentaje de bases que la secuencia de cobertura tiene en común con la secuencia del organismo de comparación (Figura 3).
Figura 3. Comparación de la secuencia de cobertura de 761 bases obtenida en el presente trabajo (Query)
con la secuencia obtenida en el GeneBank por la herramienta BLAST (Sbjct) perteneciente a Leuconostoc mesenteroides en la que se observa 98% de homología

448
Los porcentajes de cobertura y de homología resultantes demuestran un alto nivel de certeza en la identificación de bacterias provenientes de jugos primarios y diluidos de caña de azúcar, lo cual se confirma con el valor, que representa la probabilidad de que una secuencia de un organismo tomado al azar, coincida con la secuencia utilizada para realizar la comparación. La especie encontrada con mayor frecuencia fue Lactococcus lactis en seis de siete tándem analizados, con homologías que van desde 80 a 98 por ciento. Con menor frecuencia se encontró Leuconostoc lactis en dos tándem de siete analizados. Por último Leuconostoc mesenteroides y una bacteria del género Kosakonia sp. en un tándem. Las especies de bacterias identificadas de los géneros Leuconostoc y Lactococcus, tienen la capacidad de degradar azúcares para producir dextrano o ácido láctico (Axelsson, 2004). Mientras que algunas especies del género Kosakonia que se localizan en las raíces de algunas gramíneas, se relacionan con fijación biológica de nitrógeno (Chen et al., 2014). Los resultados obtenidos difieren de los reportados por Nuñez et al. (2013), quienes utilizando una metodología similar identificaron las especies Weisella confusa, Enterobacter cloacae, Bacillus cereus, Staphylococcuss ciuri,
Bacillus pumilos y otras, ninguna de las cuales se identificó en el presente trabajo. CONCLUSIONES La metodología utilizada resultó útil para la identificación de bacterias presentes en jugos primarios y diluidos de caña de azúcar. Mediante la secuenciación de fragmentos de ADN del gen 16S y su comparación mediante la herramienta BLAST del NCBI se logró la identificación de Leuconostoc mesenteroides, Leuconostoc lactis, Lactococcus lactis y Kosakonia sp. Los resultados obtenidos difieren de los reportados con anterioridad usando una metodología basada en el análisis de secuencias genómicas. LITERATURA CITADA Altschul, S.F., Gish, W., Miller, W., Myers, E.W. &Lipman, D.J. (1990) Basic local alignment search tool. J. Mol. Biol. 215:403-410. Axelsson, L T. (2004). Lactic Acid Bacteria: Clasification and physiology. En: Salmines, S., Von Wright, A., Ouwehand, A. (Eds.), Lactic Acid Bacteria: microbiological an funcional aspects . 3rd rev. and exp. Ed. Marcel Dekker, Inc., New york, pp. 1-66. Chen, M., Zhu, B., Lin, L., Yang, L., Li, Y., An, Q. (2014) Complete genome sequence of Kosakonia sacchari type strain SP1T Standards in Genomic Sciences 9:1311-1318 Eggleston, G. (2009).Analyisis of mannitol, as tracer of bacterial infections in cane and beet sugar factories. 16° Symposium Association AVH. France. Feliciello I., Chinali G., 1993, A Modified Alkaline Lysis Method for the Preparation of Highly Purified Plasmid DNA from Escherichia coli, Univ Naples, FacMed&Chirurg 2, Ctr Ingn Genet, Dipartimento Biochim & Biotecnologie. Frank J., Reich C., Sharma S.,Weisbaum J., Wilson B, y Olsen G. (2008). Critical Evaluation of Two Primers Commonly Used for Amplification of Bacterial 16S rRNA Genes, Applied and Environmental Microbiology, American Society for Microbiology. Vol 74, No. 8. Larrahondo, J. (2013). Calidad de la caña y su impacto en el proceso fabril. Curso Taller “Calidad de la Caña y Procesos de Fábrica para Obtención del Azúcar”, CENGICAÑA. Guatemala.

449
Mutton, M. (2004). Influencia de la calidad de la materia prima en el proceso industrial. Seminario de recuperación de sacarosa, CENGICAÑA, 2004. Guatemala. Nuñez, O., Fabián, C., Espinosa, R. (2013). Caracterización microbiológica preliminar de los jugos mezclados en seis ingenios de Guatemala. En: Memoria Presentación de resultados de investigación zafra 2012-2013. CENGICAÑA. Disponible en: http://www.cengicana.org/es/publicaciones/memorias/memoria
s/Memoria-Presentaci%C3%B3n-de-Resultados-de-Investigaci%C3%B3n-2012-2013/6--F%C3%A1brica/Recuperaci%C3%B3n-de-Sacarosa/Caracterizaci%C3%B3n-Microbiol%C3%B3gica-Preliminar-de-los-Jugos-Mezclados-en-Seis-Ingenios-de-Guatemala/ Purchase, B.S. (2001). Losses caused by micro-organisms. Proceedings of the International Society of Sugar Cane Technologists 2001. Sugar Milling Research Institute, Natal, South Africa. Sambrook, J.; Fritsch, E.F.; Maniatis, T. 1989. Molecular Cloning: A Laboratory Manual. 2nd ed. N.Y.: Cold Spring Harbor Press.
Tamura K, Stecher G, Peterson D, Filipski A, and Kumar S (2013) MEGA6: Molecular Evolutionary Genetics Analysis Version 6.0. Molecular Biology and Evolution 30: 2725-2729.

450
GUÍA PARA DETERMINAR Y REDUCIR PÉRDIDAS DE ENERGÍA EN GENERADORES DE VAPOR (Calderas acuotubulares)
Mario Muñoz Profesional de Eficiencia Energética - CENGICAÑA
RESUMEN Esta guía es una descripción del proceso de generación de vapor de un ingenio azucarero. Se pretende que los que la adopten conozcan dicho proceso y también los factores más importantes que intervienen en la transferencia de energía contenida en el combustible. En toda máquina térmica y en todo equipo donde se lleva a cabo una combustión controlada de combustible y comburante, se presentan pérdidas de energía durante las etapas de transferencia de calor. Dichas pérdidas se reflejan en pérdida del poder calorífico. En esta guía se estudian las pérdidas por gases calientes a la atmósfera, pérdidas por impurezas en el combustible (humedad y cenizas), pérdidas por radiación, pérdidas por mala combustión y pérdidas por estrategias operativas tales como la pérdida de bagazo por el soplado de hollín. Se pone a disposición del lector una serie de fórmulas que facilitan el cálculo práctico de las pérdidas mencionadas. El contar con dichas determinaciones, le dará evidencias para establecer oportunidades de mejora y controles para aumentar la eficiencia de combustión y la eficiencia global de las calderas.
ABSTRACT This guide is a description of the process steam generation of a sugar mill. It is intended that the adoption process and also know that the most important factors involved in the transfer of energy contained in the fuel. In every heat engine that performs a controlled combustion of fuel and combustion energy losses occur during the heat transfer stages. These losses are reflected in loss of calorific value. This guide it includes hot gases losses to the atmosphere, impurities in the fuel (moisture and ash), radiation losses, losses due to poor combustion and operational strategies losses such as loss of bagasse by soot blowing. It offers the reader a series of formulas that facilitate the practical calculation of the losses mentioned. Having such determinations will give evidence to establish opportunities for improvement and controls to increase combustion efficiency and the overall efficiency of the boilers.

451
2. ANTECEDENTES En el medio nacional existe literatura extensa sobre ingenios azucareros y el proceso de fabricación de azúcar, algunos libros describen de manera muy general el proceso de generación de vapor, dicha literatura no está basada en las plantas de generación del país sino son experiencia de otros lugares y de épocas anteriores. No existe un libro, una guía o un manual, que basado en las experiencias y procesos de los ingenios de Guatemala, presente información sobre las pérdidas de energía térmica que se dan en el proceso de generación de vapor, ni tampoco una metodología de cálculo de las mismas, ni mucho menos recomendaciones prácticas para su reducción. 3. JUSTIFICACIÓN La Guía para determinar y reducir pérdidas de energía en Generadores de vapor, se ha realizado para proveer a las plantas de generación de energía de los ingenios azucareros una herramienta escrita, elemental y práctica, la cual sirva de fuente de consulta para el personal que necesite determinar las pérdidas térmicas en su proceso y que las pueda calcular y reducir, logrando aumentar así la eficiencia global de la generación de energía. Reducir las pérdidas de energía tendrá como efecto el superávit de combustible, el cual permitirá aumentar la generación y venta de electricidad, por lo tanto, representa aumento de la rentabilidad de las empresas. 4. GENERALIDADES DE LA GENERACIÓN DE VAPOR 4.1 Proceso de generación de vapor Generalmente en un ingenio azucarero del país, la generación de vapor representa el proceso donde se inician las transformaciones y transferencias de la energía. La generación de vapor se realiza con el fin primordial de suministrar energía para los propios procesos de fabricación de edulcorantes y sus derivados, si existen excedentes de dicha energía éstos se venden en el mercado exterior en forma de energía eléctrica. En la Figura 1, se ilustra cómo el proceso industrial suministra combustibles a la generación de vapor, el principal combustible, generalmente es el bagazo, el cual es coproducto resultante del proceso de extracción de jugo de la caña. La generación de vapor se realiza en calderas acuotubulares que van desde 200 psig hasta 1500 psig, esto depende del grado de desarrollo tecnológico que cada ingenio presenta.

452
Figura 1. Típico proceso de generación de energía en un ingenio
4.1.1 Descripción del proceso La caldera es el equipo central donde se origina la energía térmica en forma de vapor, fluido que se utiliza para dar movimiento rotativo a turbinas de vapor acopladas a generadores, en dichos generadores es donde se genera la energía eléctrica; tanto la electricidad como el vapor de escape en las turbinas es utilizado para consumo interno y para la venta externa. Al proceso brevemente descrito anteriormente se le conoce como Cogeneración, ya que la energía interna contenida en el bagazo se libera a través de la combustión, el calor que es energía en tránsito se transfiere al agua dentro de los tubos de la caldera donde se vaporiza y es conducido hasta la turbina donde la energía de velocidad realiza un trabajo en el eje de la turbina y del generador, la energía mecánica se transforma en las bobinas del generador y se traduce en corriente eléctrica, a su vez la turbina descarga vapor aún con un considerable contenido calórico, el cual es utilizado por el proceso industrial del azúcar. Por lo tanto, la cogeneración de los ingenios es un proceso de calor - energía eléctrica - calor, todos a partir de la misma fuente de energía. Los ingenios obtienen su energía eléctrica y térmica operando sus plantas de potencia en dos ciclos termodinámicos basados en el ciclo de Rankine simple y Rankine con Recuperación de calor, los dos ciclos se presentan con diversas combinaciones de capacidades y parámetros de operación pero ambos con los mismos fines. Ciclo de contrapresión El ciclo de contrapresión es el más utilizado, especialmente en la época de zafra ya que lo utilizan aquellas plantas que operan para abastecer energía a su respectiva fábrica de azúcar. Por lo tanto, la mayoría de estas plantas no operan en época de no zafra ya que al no estar dichas fábricas en línea, no hay sumidero de calor, es decir, que el vapor de escape de las turbinas no puede utilizarse por lo que la operación de este tipo de ciclos sería de muy poca rentabilidad y muchas pérdidas de calor.

453
Figura 2. Ciclo de vapor tipo contrapresión (escape) En la Figura 2, se ilustra una planta de ingenio que opera con un típico ciclo de contrapresión, también llamado de escape. El ciclo se compone de un generador de vapor (caldera), en su mayoría acuotubular, el cual genera vapor sobrecalentado. En la mayoría de los casos el vapor sobrecalentado que producen estas plantas es para uso exclusivo de turbogeneradores que producirán energía eléctrica. Existe un pequeño número de equipos que aún utilizan vapor sobrecalentado como fuerza motriz, tales como ventiladores inducidos, bombas de agua, picadoras y molinos. Los turbogeneradores que producen energía eléctrica aprovechan entre el 25-40 por ciento de la energía entálpica del vapor, la que es transformada en trabajo mecánico del eje de la turbina, el cual es transmitido también al generador eléctrico. Todo el vapor de escape que estos turbogeneradores descargan se envía exclusivamente a la fábrica de azúcar donde es utilizado en su mayoría en evaporadores de jugo tipo Roberts, en los cuales el vapor se condensa al transferir su calor al jugo de caña. Dicho jugo aumenta su concentración debido a la evaporación de parte del agua contenida en el mismo. El jugo sigue su proceso industrial hasta convertirse en cristales de azúcar y el condensado en parte vuelve a calderas mezclado en la mayoría de los casos con vapor contenido en el jugo (vapor vegetal). Los condensados de escape y algunos condensados de los primeros efectos del tren de evaporadores regresan mezclados a los tanques de agua de alimentación de las calderas, bombas multietapas bombean el agua de alimentación nuevamente hacia el domo de las calderas donde el ciclo se inicia de nuevo. Las calderas cuentan con un intercambiador de calor que recupera parte del calor de los gases de la combustión de bagazo y lo utilizan para transferirlo al gua de alimentación antes de que ésta entre al domo, a este recuperador se le conoce como economizador. Aproximadamente el 70 por ciento de la entalpía contenida en el vapor de escape (20-25 psig y 250-270 °F) se utiliza en los evaporadores de jugo de las fábricas. En este tipo de plantas, la mayoría de las pérdidas están asociadas a su utilización eficiente en el tren de evaporadores, todo vapor de escape mal utilizado en fábrica representa combustible (bagazo) gastado que pudo usarse en una planta de mayor eficiencia, tal como las plantas que operan en otro ciclo termodinámico, plantas que también existen en los ingenios.

454
Las desventajas más importantes de estas plantas es que operan dependientemente de los evaporadores de las fábricas, por lo que su crecimiento, desarrollo y rentabilidad están limitados por los requerimientos de dichas fábricas. Otra desventaja es que el ciclo se inicia con agua de alimentación de poco contenido entálpico lo que supone mayor gasto de bagazo para producir vapor sobrecalentado. Por lo tanto, la temperatura del agua de alimentación antes del economizador es un valor crítico de la eficiencia de este ciclo. Finalmente las turbinas de contrapresión son menos eficientes ya que agotan el vapor a un límite dado por los requerimientos de entalpía del vapor de escape. Ciclo de condensación El ciclo de condensación, a diferencia del de contrapresión, no necesita que las fábricas de azúcar estén operando, ya que su sumidero de calor está compuesto por condensadores donde el vapor de descarga de las turbinas es convertido nuevamente en condensado. Estas turbinas son más eficientes porque agotan mucho más el vapor, incluso a valores negativos de presión. Las turbinas que operan en estos ciclos generalmente tienen extracciones de vapor que se utiliza para recuperar calor calentando el agua de alimentación en uno o más calentadores (máximo 7). En la Figura 3 se ve un ciclo de condensación en donde el condensador provee el 100 por ciento del condensado necesario para la caldera, la recuperación de calor disminuye el consumo de combustible necesario para evaporar nuevamente el agua dentro de la caldera. El ciclo de condensación es una planta complementaria en los ingenios ya que su objetivo primordial es producir energía eléctrica en cualquier época del año, utilizando para ello combustible excedente con mejores eficiencias y mayor flexibilidad.
Figura 3. Ciclo de vapor tipo condensación La desventaja de este tipo de ciclo es que no puede ser integrado térmicamente al balance energético de las fábricas, salvo algunas excepciones que utilizan alguna extracción de la turbina para dar vapor a fábrica, sin embargo, estos usos exigen evaporadores especiales ya que los condensados de retorno no pueden contaminarse con jugo azucarado.

455
Las plantas que operan con este ciclo generalmente lo hacen a mayores presiones y temperaturas que las de contrapresión. Finalmente otra ventaja importante de este tipo de plantas es su rápida adaptación y operación con otro tipo de combustibles fósiles para épocas de no zafra. 4.1.2 Descripción de la operación y los equipos El proceso de generación de vapor en una caldera acuotubular se ilustra en la Figura 4, en donde se puede ver el esquema de una de estas calderas. La mayoría de las calderas que operan en el país, tienen un horno, un economizador (calentador de agua) y un precalentador de aire, todos sometidos a un vacío equilibrado para mantener constante la combustión del bagazo y extraer los gases hacia la atmósfera; mientras el calor generado por la combustión y el calor contenido en los gases es transferido al agua por medio de radiación y convección.
Figura 4. Producción de vapor en un generador acuotubular
Horno: El horno de una caldera acuotubular es básicamente un recinto cerrado, cuyas paredes están formadas por tuberías apiladas en paralelo. Estas tuberías están llenas de agua, exteriormente reciben el calor de la combustión del bagazo, cuando el agua dentro de los tubos alcanza la temperatura de vaporización se convierte en vapor y por diferencia de presión y densidades es conducido desde la caldera hasta la turbina donde efectúa un trabajo isoentrópico de expansión. El piso del horno también llamado “parrilla”, está formada por un grupo de planchas perforadas, en los agujeros de las planchas entra el aire primario que suministra el oxígeno necesario para la combustión (oxidación) del carbono e hidrógeno del combustible. En la Figura 5, se ilustra el horno de una caldera con los principales fluidos que intervienen en la combustión y transferencia de calor. El agua entra al domo y circula hacia las paredes formadas por tubos llenos de ésta. El agua se evapora por el calor que le es transferido y es generado por la oxidación provocada por las reacciones entre el bagazo y el aire que entra por debajo de la parrilla. Los gases o productos de la combustión en su camino hacia la chimenea juegan un papel termodinámico fundamental al transferir calor por convección a las paredes, tuberías y recuperadores internos de la caldera. Para que la caldera opere normalmente los cinco fluidos representados en la figura 5 deben consumirse y producirse

456
equilibradamente y de manera constante, cualquier variación de uno de ellos representará pérdida de eficiencia y mala operación.
Figura 5. Generador de vapor acuotubular
En la parte inferior del horno, inmediatamente después de la parrilla se ingresa el combustible (bagazo) el cual al combinarse con el aire primario entra en reacción y se oxida desprendiendo calor. Para que las reacciones de oxidación de los componentes del bagazo sean posibles y además eficientes, es necesario que dentro del horno exista una correcta mezcla de bagazo y aire, por lo tanto, la mezcla debe darse dentro de una permanente turbulencia. También es fundamental que la mezcla de combustible y comburente (aire) se lleve a cabo bajo una temperatura lo más alta posible, los hornos donde se quema bagazo en promedio se encuentran a 732 °C (1350 °F), para obtener mayores eficiencias, la literatura sugiere mantener temperaturas mínimas arriba de 870 °C (1598 °F), con un límite máximo establecido por el diseño de las tuberías de agua y de los materiales del sobrecalentador de vapor. La Figura 6, ilustra una porción de la parrilla de la caldera, el bagazo que no siempre se quema rápidamente en suspensión, se acumula sobre la parrilla, el bagazo que queda sobre la misma recibe calor bajo tres mecanismos de transferencia. El primero es por radiación, el calor del horno es radiado hacia afuera del centro de llama encontrándose con el bagazo sobre la parrilla, dicho calor contribuye al secado y combustión del mismo. El segundo mecanismo de transferencia es la conducción que se presenta a través de las diferentes capas de temperatura que hay en las pilas de bagazo, las exteriores que están reaccionando (quemándose) transfieren su calor a las capas internas, cuando la capa superior se termina y se convierte en ceniza entonces resbala y queda al descubierto la segunda capa y así es como continúa el proceso de reacción hasta terminarse la pila de bagazo. El tercer mecanismo y el más importante es la convección de calor que se da entre el aire primario entrando debajo de la parrilla y las capas superiores de la pila de bagazo. Mientras mayor sea la temperatura del aire primario más rápida será la velocidad de combustión, lo que provocará menor cantidad de pilas de bagazo sin quemar. Por lo tanto, a menor temperatura de aire primario más lenta se tornará la combustión y la posibilidad de pérdidas por combustible mal quemado se incrementará.
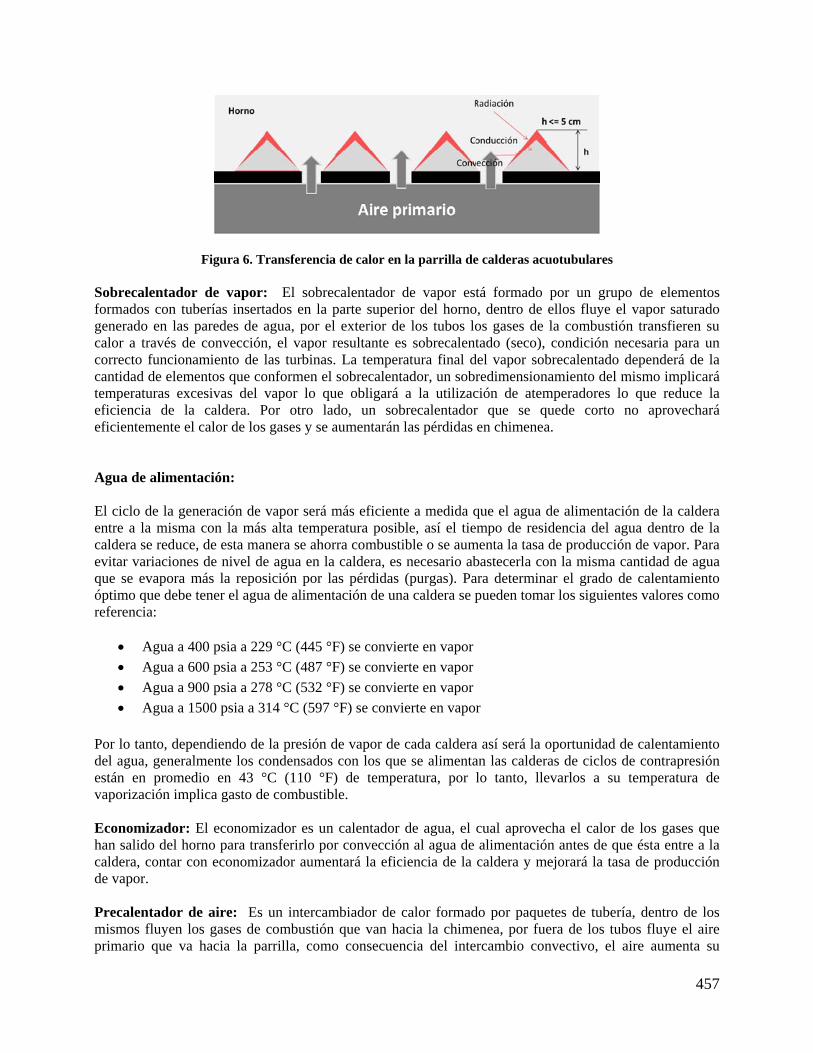
457
Figura 6. Transferencia de calor en la parrilla de calderas acuotubulares Sobrecalentador de vapor: El sobrecalentador de vapor está formado por un grupo de elementos formados con tuberías insertados en la parte superior del horno, dentro de ellos fluye el vapor saturado generado en las paredes de agua, por el exterior de los tubos los gases de la combustión transfieren su calor a través de convección, el vapor resultante es sobrecalentado (seco), condición necesaria para un correcto funcionamiento de las turbinas. La temperatura final del vapor sobrecalentado dependerá de la cantidad de elementos que conformen el sobrecalentador, un sobredimensionamiento del mismo implicará temperaturas excesivas del vapor lo que obligará a la utilización de atemperadores lo que reduce la eficiencia de la caldera. Por otro lado, un sobrecalentador que se quede corto no aprovechará eficientemente el calor de los gases y se aumentarán las pérdidas en chimenea. Agua de alimentación: El ciclo de la generación de vapor será más eficiente a medida que el agua de alimentación de la caldera entre a la misma con la más alta temperatura posible, así el tiempo de residencia del agua dentro de la caldera se reduce, de esta manera se ahorra combustible o se aumenta la tasa de producción de vapor. Para evitar variaciones de nivel de agua en la caldera, es necesario abastecerla con la misma cantidad de agua que se evapora más la reposición por las pérdidas (purgas). Para determinar el grado de calentamiento óptimo que debe tener el agua de alimentación de una caldera se pueden tomar los siguientes valores como referencia:
Agua a 400 psia a 229 °C (445 °F) se convierte en vapor
Agua a 600 psia a 253 °C (487 °F) se convierte en vapor
Agua a 900 psia a 278 °C (532 °F) se convierte en vapor
Agua a 1500 psia a 314 °C (597 °F) se convierte en vapor Por lo tanto, dependiendo de la presión de vapor de cada caldera así será la oportunidad de calentamiento del agua, generalmente los condensados con los que se alimentan las calderas de ciclos de contrapresión están en promedio en 43 °C (110 °F) de temperatura, por lo tanto, llevarlos a su temperatura de vaporización implica gasto de combustible. Economizador: El economizador es un calentador de agua, el cual aprovecha el calor de los gases que han salido del horno para transferirlo por convección al agua de alimentación antes de que ésta entre a la caldera, contar con economizador aumentará la eficiencia de la caldera y mejorará la tasa de producción de vapor. Precalentador de aire: Es un intercambiador de calor formado por paquetes de tubería, dentro de los mismos fluyen los gases de combustión que van hacia la chimenea, por fuera de los tubos fluye el aire primario que va hacia la parrilla, como consecuencia del intercambio convectivo, el aire aumenta su

458
temperatura favoreciendo la velocidad de combustión en el horno, por otro lado, los gases salen aún más agotados por la chimenea (más fríos) se aumenta así la eficiencia global de la caldera. El precalentador de aire puede estar ubicado posteriormente al economizador o puede estar antes del mismo. La estrategia de colocarlo antes del economizador obedece a la necesidad de mejorar la combustión mientras que colocarlo después del economizador será cuando se necesite mejorar la producción de vapor. La existencia de ambos reduce el consumo de bagazo. Reactivos para la combustión: El bagazo representa un biocombustible con excelentes características; ante todo porque es un subproducto del proceso de elaboración de azúcar. Para su combustión se necesitan entre 4-5 unidades de aire por cada unidad de bagazo, ambos deben entrar al horno con la mayor temperatura posible y deben ser mezclados íntimamente para que la velocidad de combustión sea rápida y permita que las reacciones de oxidación se completen. El bagazo tiene el inconveniente de tener una variabilidad sujeta al tipo de caña, corte y alce. El factor que más limita el poder calorífico del bagazo es la humedad la que se mantiene en un valor promedio del 50 por ciento en peso. En cuanto al suministro del aire, la turbulencia dentro del horno y la extracción adecuada de gases, se debe tomar en cuenta la capacidad de los ventiladores de la caldera y el diseño de ductos de aire primario y secundario. El aire primario es el aire que ingresa por las perforaciones de la parrilla del horno y debe aportar el 100 por ciento del oxígeno estequiométrico necesario para la combustión, mientras que el aire secundario es todo flujo de aire que entra a la caldera para esparcir el bagazo, para crear turbulencia y para contribuir con la quema de volátiles en la parte superior del horno, por lo tanto, el aire secundario representa el exceso de aire para la combustión. Desechos de la caldera: Como producto de la combustión del bagazo siempre se generan desechos y/o residuos los cuales deben removerse de la caldera, estos desechos pueden representar pérdidas bajo los siguientes elementos:
Cenizas de la combustión
Arena del campo
Combustible no quemado
Gases
Radiación Las cenizas (hollín) se generan por la combustión de los componentes orgánicos del bagazo (C, H, O), y por los componentes minerales provenientes de la caña de azúcar que no reaccionan ante la presencia del oxígeno del aire. La arena del campo es básicamente sílice (SiO2) de los suelos que ha sido arrastrada, trasegada y transportada a los ingenios, producto de las labores agrícolas necesarias para llevar la caña desde el campo. Este componente disminuye en los hornos de las calderas a medida que la caña se limpia, por lo tanto, aumenta si la caña no se limpia ni se lava antes de ser molida. El combustible no quemado presente en los residuos de caldera es una importante pérdida de energía y evidencia una inadecuada mezcla de combustible y comburante (aire) dentro del horno. Este combustible es arrastrado junto con las cenizas y la arena hacia los drenajes de las calderas y en ningún ingenio del medio se recupera. Estos residuos sólidos en su conjunto también representan una pérdida por la temperatura a la que se encuentran ya que al ser sacados de la caldera se genera una pérdida de calor, aunque es una pérdida pequeña el considerarla puede ayudar a mejorar las operaciones de limpieza y drenado de los ceniceros.

459
Los gases de combustión representan la pérdida más grande de calor en una caldera, está entre un 60-90 por cientode las pérdidas totales. La pérdida de calor se da porque el aire primario ingresa a la caldera con una temperatura entre 27-35 °C (80-95 °F) y los gases salen con una temperatura en promedio arriba de los 150 °C (302 °F). Por otro lado, la radiación no constituye un desecho de caldera, sin embargo, se menciona porque es una pérdida de caldera entre 1-4 por ciento que es evitable en la mayoría de los casos con la implementación de un buen aislamiento térmico en el cuerpo de la caldera, especialmente en las áreas de más alta temperatura y donde fluye más aire ambiental. El aislamiento del horno y del domo es fundamental para minimizar esta pérdida. 4.2 La combustión 4.2.1 Descripción de la combustión La combustión consiste en una serie de reacciones químicas de oxidación en la que diversos elementos combustibles, principalmente carbono (C), hidrógeno (H2) y azufre (S), se combinan con el oxígeno (O2). La reacción se lleva a cabo con un desprendimiento de energía en forma de calor y luz. La combustión también se entiende como la conversión de energía química contenida en combustibles tales como carbón, petróleo, madera, bagazo, etc., en calor a través de un proceso de oxidación. Por lo tanto, la combustión es el término técnico para la reacción química del oxígeno con los componentes de los combustibles, incluyendo la emisión de energía. Los procesos de combustión se realizan a temperaturas elevadas de hasta 1000 °C (1832 °F). El oxígeno necesario se suministra a través del aire de combustión para el proceso. Después de la combustión, junto al volumen de gases, se genera una cierta cantidad de residuos sólidos tales como cenizas, hollín, no quemados y escorias. Los combustibles sólidos, tales como el carbón duro, carbón bituminoso, turba, madera, paja y bagazo, contienen esencialmente carbono (C), hidrógeno (H2), oxígeno (O2), pequeñas cantidades de azufre (S), nitrógeno (N2) y agua (H2O).
Carbono: C + O2 ↔ CO2 + >>calor Carbono: C + (1/2)O2 ↔ 2CO + >calor
Hidrógeno: H2 + (1/2)O2 ↔ 2H2O + >>>calor Azufre: S + O2 ↔ SO2 + calor
Nitrógeno: N2 ↔ N2 Nitrógeno: N2 + O2 ↔ NOx + calor
Agua: H2O + calor ↔ H2O Argón: Ar ↔ Ar
Figura 7. Reacciones de combustión del bagazo húmedo
En la Figura 7, aparecen las principales reacciones y productos que se generan y desprenden de la combustión del bagazo húmedo, la combustión del hidrógeno desprende más calor que todos los demás componentes, sin embargo, por su bajo contenido dentro del bagazo, no representa el potencial del mismo. Es el carbono el elemento que influye en mayor medida en el potencial de calor que se genera en la combustión del bagazo. Puede apreciarse que se genera menos calor cuando el monóxido de carbono se genera a costa del dióxido de carbono, por lo anterior el monóxido de carbono es un producto indeseado en una caldera eficiente. Por otra parte, el nitrógeno, el argón y el agua no reaccionan y se constituyen en secuestradores de calor, en mayor medida el agua al evaporarse dentro del horno por su mayor capacidad calorífica arrastrará mayor cantidad de calor hacia la chimenea. Por otra parte los NOx se producen a temperaturas de horno mayores a 1204 °C (2200 °F) y además cuando luego se enfrían hasta 150 °C
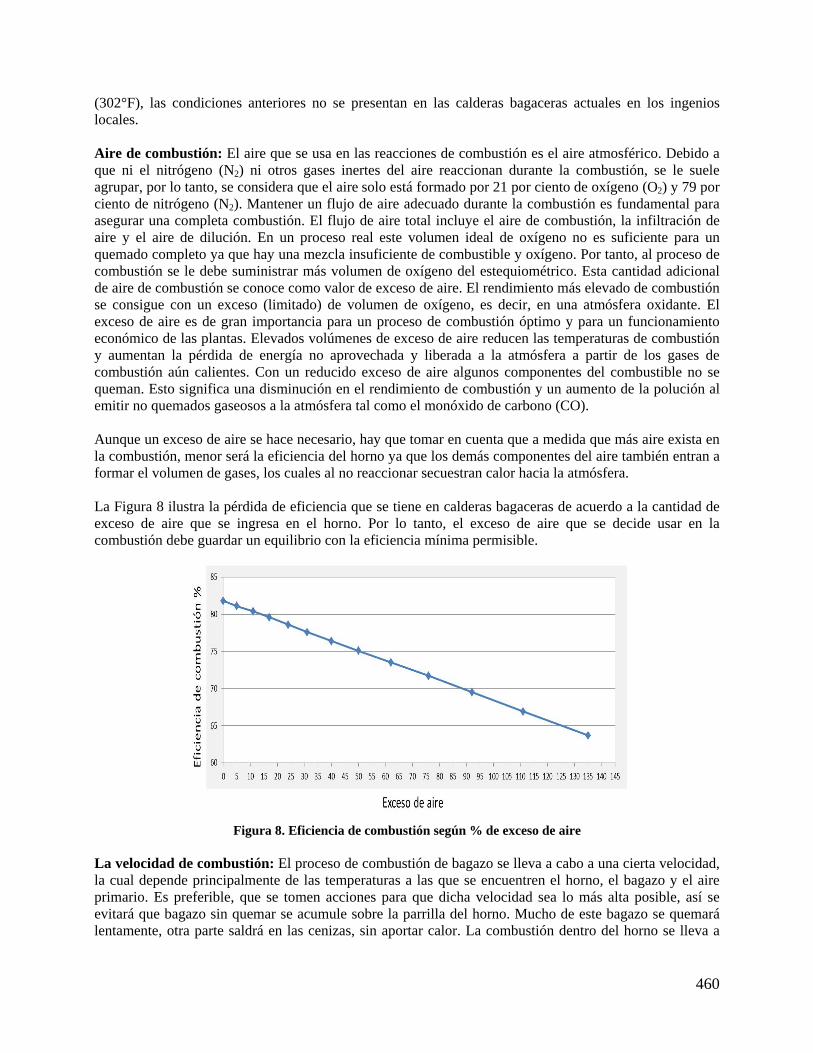
460
(302°F), las condiciones anteriores no se presentan en las calderas bagaceras actuales en los ingenios locales. Aire de combustión: El aire que se usa en las reacciones de combustión es el aire atmosférico. Debido a que ni el nitrógeno (N2) ni otros gases inertes del aire reaccionan durante la combustión, se le suele agrupar, por lo tanto, se considera que el aire solo está formado por 21 por ciento de oxígeno (O2) y 79 por ciento de nitrógeno (N2). Mantener un flujo de aire adecuado durante la combustión es fundamental para asegurar una completa combustión. El flujo de aire total incluye el aire de combustión, la infiltración de aire y el aire de dilución. En un proceso real este volumen ideal de oxígeno no es suficiente para un quemado completo ya que hay una mezcla insuficiente de combustible y oxígeno. Por tanto, al proceso de combustión se le debe suministrar más volumen de oxígeno del estequiométrico. Esta cantidad adicional de aire de combustión se conoce como valor de exceso de aire. El rendimiento más elevado de combustión se consigue con un exceso (limitado) de volumen de oxígeno, es decir, en una atmósfera oxidante. El exceso de aire es de gran importancia para un proceso de combustión óptimo y para un funcionamiento económico de las plantas. Elevados volúmenes de exceso de aire reducen las temperaturas de combustión y aumentan la pérdida de energía no aprovechada y liberada a la atmósfera a partir de los gases de combustión aún calientes. Con un reducido exceso de aire algunos componentes del combustible no se queman. Esto significa una disminución en el rendimiento de combustión y un aumento de la polución al emitir no quemados gaseosos a la atmósfera tal como el monóxido de carbono (CO). Aunque un exceso de aire se hace necesario, hay que tomar en cuenta que a medida que más aire exista en la combustión, menor será la eficiencia del horno ya que los demás componentes del aire también entran a formar el volumen de gases, los cuales al no reaccionar secuestran calor hacia la atmósfera. La Figura 8 ilustra la pérdida de eficiencia que se tiene en calderas bagaceras de acuerdo a la cantidad de exceso de aire que se ingresa en el horno. Por lo tanto, el exceso de aire que se decide usar en la combustión debe guardar un equilibrio con la eficiencia mínima permisible.
Figura 8. Eficiencia de combustión según % de exceso de aire
La velocidad de combustión: El proceso de combustión de bagazo se lleva a cabo a una cierta velocidad, la cual depende principalmente de las temperaturas a las que se encuentren el horno, el bagazo y el aire primario. Es preferible, que se tomen acciones para que dicha velocidad sea lo más alta posible, así se evitará que bagazo sin quemar se acumule sobre la parrilla del horno. Mucho de este bagazo se quemará lentamente, otra parte saldrá en las cenizas, sin aportar calor. La combustión dentro del horno se lleva a

461
cabo al completarse secuencialmente varias etapas, algunas de las cuales consumen energía y otras ceden energía (calor). En la Figura 9, se ven gráficamente las etapas de la combustión, las temperaturas promedio a la que se presentan y los procesos a los que el bagazo se somete desde que entra al horno, hasta que se oxida totalmente. El bagazo ingresa al horno con una temperatura entre 38 - 60 °C (100 y 140 °F), dependerá de si viene directamente de molinos o si procede del sistema de almacenaje y manejo interno (bagacera). Si viene de molinos dependerá de la temperatura del agua de imbibición.
Figura 9. Proceso de combustión de bagazo (Sánchez 2013)
La primera etapa que sufre el bagazo dentro del horno es la etapa de secado, el agua líquida contenida en el bagazo se deberá evaporar, para que esto suceda, al bagazo se le debe aumentar la temperatura más allá de 100 °C (212°F), se ha observado en el horno que en 121 °C (250 °F) empieza a darse de manera constante la evaporación. En 200 °C (392 °F) la humedad se ha evaporado totalmente, una segunda etapa se inicia donde el carbono y el hidrógeno de la fibra, siguen calentándose hasta que los componentes volátiles empiezan a formarse y se expanden en forma de gases. En estas primeras etapas, el bagazo consume calor por lo que son etapas endotérmicas y constituyen una pérdida de calor, aunque estas etapas son inevitables, sí pueden minimizarse reduciendo el tiempo en que se llevan a cabo. Algunas estrategias para reducir dicho tiempo y así aumentar la velocidad de combustión son:
Aumentar la temperatura del bagazo, aumentando la temperatura del agua de imbibición.
Aumentar la temperatura del aire primario, esto reduce el tiempo de secado notablemente
Disminuir la humedad del bagazo
Distribuir y dispersar correctamente el bagazo sobre la parrilla perforada
Aumentar la temperatura del horno Las siguientes dos etapas del proceso de combustión son exotérmicas, es decir, que generan calor, la primera de estas es la ignición de los volátiles generados y los sólidos combustibles secos, estos entran en reacción con el oxígeno presente en el horno. Durante la etapa de ignición 400 °C (752 °F) se presentan todos los posibles productos de la combustión, tales como dióxido de carbono, monóxido de carbono, vapor de agua, metano, hidrógeno, etc. Estos se producirán media vez la temperatura del horno se

462
encuentre aproximadamente entre 400 - 593 °C (752 - 1100 °F), si el horno se encuentra entre 593 - 870 °C (1100 - 1598 °F) es muy probable que los únicos productos de la combustión sean el dióxido, monóxido de carbono y vapor de agua, esta etapa se considera de oxidación pura. Arriba de 870 °C (1600 °F) el bagazo se oxidará perfectamente y si el exceso de aire es el adecuado solo se obtendrá dióxido de carbono y vapor de agua, esta etapa es la ideal y debiera ser uniforme y constante en toda la superficie del horno. La última etapa es considerada endotérmica, es el calentamiento de las cenizas. Todo el material que no entró en reacción, tales como arena, bagazo que no se calentó arriba de 400 °C (752 °F) y todas las cenizas del carbono sólido que sí entró en combustión, forman cenizas y se depositan en el horno y en los ceniceros de la caldera, cuando éstos son retirados calientes, se presenta una pérdida de calor que va al drenaje. De lo anterior puede concluirse que una temperatura mínima eficiente en el horno debiera ser de 593 °C (1100 °F) mientras que arriba de 870 °C (1598 °F) representa una operación óptima. Un horno por debajo de 400°C (752 °F) estará prácticamente apagándose, mientras que en un horno debajo de 200 °C (392 °F) la combustión no es ni siquiera sostenible. El aire primario sirve de comburente pero también ayuda a secar y calentar el bagazo, para colaborar efectivamente con la reducción de la velocidad de combustión, especialmente de las etapas endotérmicas, su temperatura mínima debiera estar por encima de los 200 °C (392 °F). 4.2.2. Análisis de los gases de Combustión Productos de la combustión: Los gases generados en éste proceso se denominan gases de combustión o gases de chimenea. Su composición depende del tipo de combustible, de las condiciones en el horno y de la proporción de aire utilizado. Los principales productos de la combustión son: Nitrógeno (N2): Es el principal componente del aire. Este gas incoloro, inodoro y sin sabor, alimenta a la combustión como parte del aire de combustión pero no interviene directamente en el proceso de combustión. Actúa como un material de lastre y como transporte del calor de los residuos y se libera nuevamente a la atmósfera. No obstante, cantidades pequeñas de este aire de combustión son responsables de la formación de óxidos de nitrógeno peligrosos. Valores típicos en los gases de combustión del bagazo: 50– 70 por ciento. Dióxido de carbono CO2: Es un gas incoloro, inodoro con un ligero sabor agrio. Se produce en todos los procesos de combustión incluyendo la respiración. Contribuye considerablemente al efecto invernadero gracias a su capacidad de filtrar la radiación de calor. Valores típicos en los gases de combustión del bagazo son de 8 – 14 por ciento. Representa la correcta oxidación del carbono del combustible. Vapor de agua H2O: El hidrógeno contenido en el combustible reaccionará con el oxígeno y formará agua. Esta agua, junto con el contenido de agua del combustible y del aire de combustión, a elevadas temperaturas se convierte en vapor y es contenido en los gases de combustión los cuales salen por la chimenea transportando calor. Los valores típicos son de 25 – 30 por ciento. Oxígeno (O2): La parte de oxígeno que no se consume en el proceso de combustión permanece como parte de los gases de combustión y es una medida para el rendimiento de la combustión. Se utiliza para determinar los parámetros de combustión y también actúa como valor de referencia. Valores típicos en los gases de combustión en instalaciones modernas están entre 2 – 8 por ciento. Monóxido de carbono (CO): Es un gas incoloro, inodoro y tóxico. En la mayoría de ocasiones se forma durante una combustión incompleta del carbono y otros materiales que contienen carbón. Al aire libre el

463
CO no es muy peligroso para las personas ya que reacciona rápidamente con el oxígeno y pasa a ser CO2. No obstante, en espacios cerrados o interiores debe considerarse como muy peligroso, ya que en concentraciones de tan sólo 700 ppm en el aire que respiramos puede conducir a la muerte en pocas horas. Valores típicos para combustibles sólidos van entre 200-4000 ppm. Óxidos de nitrógeno (NOX): A altas temperaturas, el nitrógeno del combustible y también del aire de combustión reacciona con el oxígeno y forma monóxido de nitrógeno (NO). Este al enfriarse con el oxígeno acumulado o en la atmósfera forma el muy peligroso dióxido de nitrógeno (NO2). Dióxido de azufre (SO2): Es un gas tóxico, incoloro y con un olor muy fuerte. Se forma a partir de la oxidación del azufre que está presente en el combustible. El valor límite en el lugar de trabajo es de 5 ppm. Junto con agua o condensados forma el ácido sulfuroso (H2SO3) y el ácido sulfúrico (H2S04), ambos son muy dañinos. Valor típico en los gases de combustión de las instalaciones de combustión de petróleo está entre 180-220 ppm. En la combustión de bagazo la concentración de este gas es despreciable. Sulfuro de hidrógeno (H2S): Es un gas tóxico, tiene un olor muy fuerte y característico. Es un componente del crudo de petróleo y del gas natural y por tanto está presente en refinerías y plantas de gas natural pero también se genera durante otros procesos industriales. En la combustión de bagazo la concentración de este gas es despreciable. Sólidos: Los sólidos en los gases de combustión (hollín, polvo, partículas) se originan a partir de componentes incombustibles de los combustibles sólidos o líquidos. Estos incluyen óxidos de sílice, aluminio, calcio, sulfatos. Las partículas de polvo pueden estar recubiertas por sustancias tóxicas y/o cancerígenas. El hollín está compuesto casi exclusivamente por carbono puro y se produce por la combustión incompleta. Diagnóstico a través del análisis de los gases de combustión: Mediante el análisis de combustión, las cantidades y concentraciones de los gases se miden precisamente con el fin de mantener las condiciones más seguras y eficientes. El primer paso en un análisis de gases de combustión es la medición de la temperatura de los gases y las concentraciones de los gases de combustión. Estas mediciones se realizan mediante la inserción de una sonda en los ductos después del horno y se toma una muestra de gas. Un termopar cuidadosamente colocado mide la temperatura de los gases de escape y del aire de combustión. Las concentraciones de los gases se pueden medir utilizando diferentes tipos de métodos tales como celdas electroquímicas y sensores infrarrojos colocados en los modernos analizadores de gases. En la Figura 10, puede verse a la izquierda, las curvas que representan la concentración de cada gas presente en la combustión del bagazo, a medida que el exceso de aire se inicia e incrementa, el porcentaje de oxígeno siempre aumentará, esto permite mayor contenido de oxígeno para reaccionar y por lo tanto la concentración del monóxido de carbono disminuye. Por otra parte, el dióxido de carbono empieza a disminuir de manera más suavizada de forma inversamente proporcional al crecimiento del oxígeno, esto se debe a que el oxígeno no entra puro en el horno sino mezclado con nitrógeno (aire), por lo tanto, el sobre exceso de aire aumenta la probabilidad de que el carbono se encuentre con nitrógeno en vez de oxígeno, el nitrógeno al ser un gas inerte no reacciona, entonces el carbono saldrá sin quemarse del horno. La eficiencia de la combustión en buena medida está basada en la concentración de CO2. En un medidor de gases, lecturas de entre 13-20 por ciento de CO2 evidencian una buena combustión de bagazo. En la parte derecha de la Figura 10 se muestra cómo en la parte del exceso de aire la concentración de CO2 depende totalmente de la concentración de O2.

464
Figura 10. Concentración de gases contra exceso de aire
Los sensores de gases utilizados para diagnosticar la combustión deberán medir como mínimo la concentración de CO y de O2; para conocer las otras variables de la combustión pueden utilizarse las fórmulas siguientes:
% % %%
Donde: %CO2 = Concentración de dióxido de carbono en gases secos CO2max = Dióxido máximo que generaría la combustión perfecta de todo el carbono en el bagazo (20.6) %O2max = Oxígeno máximo contenido en el aire (20.9) %O2 = Concentración de oxígeno medido con analizador en gases secos
% 2% 2 % 2
Donde: EA = Exceso de aire
é ∗2
% 2 % 2
Donde: Pérdidas = Pérdida de eficiencia de combustión Tg = Temperatura de gases al salir del horno Ta = Temperatura de aire al entrar debajo de la parrilla A2 = Constante de combustibles de biomasas y residuos (0.7) B = Constante de combustibles de biomasas y residuos (0.012)
100 é Donde: Eficiencia = Eficiencia de combustión.

465
4.2.3 Otros factores que afectan la combustión La turbulencia: El proceso de combustión es extremadamente dependiente del tiempo, la temperatura y la turbulencia. Es importante el tiempo en que las partículas de combustible están en contacto con partículas de aire a la mayor temperatura posible, un tiempo corto puede ser inadecuado porque queda en el horno combustible sin quemar, por lo tanto, una cantidad significativa de energía se pierde. Con un equilibrio correcto de tiempo y mezcla turbulenta de aire-combustible, se conseguirá una combustión completa. Además, un control adecuado de la temperatura del hogar ofrecerá la más alta eficiencia. La combustión será perfecta a medida que dentro del horno cada carbono (C) encuentre dos oxígenos (O2), dado que tanto el bagazo como el aire entran por separado, se hace necesario mezclarlos íntimamente dentro del horno, para esto es necesario que exista una suficiente cantidad de flujo turbulento de bagazo y aire. En la Figura 11, aparecen los flujos de aire más utilizados en las calderas bagaceras, el aire primario es el encargado de proveer oxígeno para las reacciones químicas, es fundamental para secar el bagazo y también para mantener limpios los orificios de la parrilla. Algunas calderas cuentan con entradas de aire por detrás del horno, este aire ingresa con el fin de levantar el bagazo de la superficie de las pilas sobre la parrilla y dar la fuerza inferior a un torbellino de mezcla que circule por el área de llama más caliente del horno. También existen entradas de aire adelante del horno, el cual tiene dos funciones, primero lanzar el bagazo que entra al horno para que presente una trayectoria de tiro parabólico y así las partículas más pequeñas tengan suficiente tiempo para arder en el aire; segundo, dar la fuerza al torbellino de mezcla que circula por el área de la llama más caliente.
Figura 11. Flujos de aire en el horno para crear turbulencia
Existe otro tipo de aire que se hace ingresar arriba de la zona de llama del horno, a este flujo de aire se le conoce como aire sobre fuego (overfire), pocas calderas del medio cuentan con este flujo, este se utiliza para ofrecer una cortina de aire la cual permite a las moléculas de CO “atrapar” un oxígeno más y convertirse en CO2. El aire sobre fuego también se utiliza como medio de retención de partículas sólidas de bagazo en suspensión, por efecto del aire cruzado de sobre fuego quedan atrapadas y regresan al área de llama del horno, de otra forma, atraídas por el vacío del ventilador inducido podrían salir del horno. Por

466
lo tanto, el aire de sobre fuego ayuda a minimizar las pérdidas por combustión incompleta tanto gaseosas como sólidas. Todo el aire que no es aire primario debe calcularse en base al exceso de aire que necesite la combustión, de esta manera se asegura que el aire secundario no provoque una pérdida por arrastre de calor. La turbulencia es el estado de movimiento del fluido que se caracteriza por la aleatoria y caótica vorticidad tridimensional. Cuando la turbulencia está presente, domina todos los demás fenómenos de flujo y los resultados en la disipación de energía, mayor mezcla, transferencia de calor y la fricción. Si no hay vorticidad tridimensional, no hay ninguna turbulencia real. Para que exista turbulencia dentro del horno de una caldera debe haber cruce de trayectorias de C y O2. El cruce de trayectorias se presenta debido a que:
El tamaño de partícula respecto del remolino: Si la partícula de bagazo es lo suficientemente pequeña no se saldrá del remolino de mezcla, lo que le permitirá oxidarse dentro de él. Por otra parte si es demasiado grande, el remolino de aire no podrá contenerla y se separarán, dando como resultado una partícula que caerá sobre la parrilla.
La cantidad de partículas por remolino: Si las partículas de bagazo están muy compactadas entre sí, un remolino de mezcla no podrá contenerlas, si existe un solo remolino para pocas partículas aumentará la probabilidad que se oxiden, por ello es tan importante la atomización del bagazo.
El oxígeno disponible en remolino: En cada remolino de aire debe haber la mayor cantidad de oxígeno posible, el sobre-exceso de aire en un remolino de mezcla también será exceso de nitrógeno el cual es inerte.
El efecto de la gravedad: Las partículas de bagazo que no son atrapadas por remolinos de mezcla, son rápidamente depositadas sobre la parrilla por el efecto de la gravedad, un aire primario uniforme y estable entrando en la parrilla retarda el efecto de dicha gravedad.
La inercia de la partícula: La velocidad y ángulo de las partículas de bagazo entrando al horno deben ser controlados para evitar que la misma inercia de la partícula favorezca romper con los remolinos.
Otras fuerzas externas: El vacío del hogar, el efecto de materia extraña más pesada en el bagazo y la geometría del horno y de las toberas de aire secundario pueden ser otros factores a tomar en cuenta para mantener la turbulencia.
Alimentación de bagazo/aire: Para mantener un flujo de bagazo bien atomizado y una proporción correcta de bagazo y aire dentro del horno es importante contar con los equipos adecuados para la alimentación de dichos elementos. Así el alimentador de bagazo debe dejar ingresar la misma cantidad de bagazo en cada revolución, debe poder trabajar enlazado al control automático y debe servir de desapelmazador y atomizador del bagazo. Existen varios tipos de alimentadores de bagazo, actualmente los más utilizados son los de un solo rodo y los de dos rodos paralelos.
En la Figura 12, aparece un alimentador de bagazo de un solo rodo, hay algunos ingenios que aún los utilizan, sin embargo, este tipo de alimentador presenta desventajas que aumentan la posibilidad de pérdidas de eficiencia:

467
Figura 12. Alimentador de un rodo
La tolva entra de manera descentrada en el cuerpo del alimentador, esto implica dos áreas
diferentes a cada lado de la rotación del mismo, por lo tanto, si el alimentador gira en un sentido ingresa más o menos cantidad de bagazo que en el otro sentido, por lo tanto, la alimentación no es uniforme. Dado que el control no sabe en qué sentido gira el alimentador en un momento determinado entonces el lazo del control opera fuera de la realidad. Al ingresar más bagazo del que contabiliza el control, este no tendrá el aire justo para quemarse.
La tolva antes del alimentador es muy corta, al haber desabastecimiento de bagazo en un cortotiempo, el stock del alimentador se queda vacío, esto provoca entradas de aire frío al horno y lo deja sin combustible.
Estos alimentadores cuentan con compuertas manuales, las cuales pueden ser estranguladas por los operadores, de esta manera la cantidad de bagazo entrando tampoco es uniforme y estable, nuevamente es dañino para el control automático del alimentador.
Mayores juntas atornilladas, esto aumenta la probabilidad de que los empaques fallen y hayan entradas de aire frío al horno.
Mayor mantenimiento por su volumen y complejidad. Por otra parte, está el alimentador de dos rodos paralelos que se ve en la Figura 13, este alimentador consiste en dos pequeños rodos que desmenuzan el bagazo y permiten el ingreso en una cantidad constante. Este alimentador cuenta con una mejor posibilidad de control ya que gira en un mayor rango de velocidades (rpm) lo que ofrece más suavidad de respuesta ante variaciones de demanda. Además, al necesitar menos altura ofrece mayor longitud de tolva lo que aumenta el stock en cada alimentador, lo anterior disminuye las entradas de aire frío al horno en eventuales des-abastecimientos de bagazo.
Figura 13. Alimentador de dos rodos paralelos

468
Este alimentador está unido directamente al conductor de bagazo y solo puede girar en un sentido, esto ofrece al control de la caldera más autonomía ante el criterio del operador. Los rodos deben instalarse paralelos a la caldera (no es el caso de los de la Figura 13), para que el bagazo que pase por ellos ocupe todo el ancho de la tolva (chifle) que va hacia el horno, esto mejora la dispersión del bagazo al entrar. Existe un tercer tipo de alimentador que es una mezcla de los anteriores, el cual utiliza dos rodos para dispersar el combustible y un rodo inferior para realizar la dosificación, este alimentador tiene un uso justificado con la alimentación de carbón ya que la granulometría y humedad del mismo podrían permitir que entre los rodos paralelos se colara una cantidad indeseada de carbón, en el bagazo no se presenta dicho fenómeno por la forma de la fibra y humedad del mismo. 4.3 El bagazo como combustible El bagazo de caña es un subproducto proveniente del proceso de la molienda de la misma. Es un compuesto orgánico fibroso con alto contenido de agua y un considerable poder calorífico. 4.3.1 Propiedades combustibles del bagazo En el Cuadro 1 se ve su composición física y química. Es un compuesto lignocelulósico ya que contiene en su mayoría celulosa, hemicelulosa y lignina, estos compuestos en su mayoría están formados por carbono, oxígeno y una cantidad pequeña de hidrógeno. Estos tres elementos químicos en la presencia de calor y oxígeno pueden oxidarse y generar más calor. Precisamente esa energía interna representada como el poder calorífico del bagazo es lo que lo hace atractivo como biocombustible.
Cuadro1. Composición promedio del bagazo de caña
Una de las desventajas del bagazo como biocombustible es su alto contenido de humedad (50%) la cual es la resultante de la sustitución del jugo de la caña por agua común, esta agua no se puede extraer posteriormente si no es a costa de una alta inversión que podría no ser rentable. Por lo tanto, la humedad es un factor con el que se debe convivir pero eso no implica que no deban tomarse acciones para minimizarla. En cada zafra, la fibra seca contenida en la caña está entre un 12-14 por ciento de su volumen, esto representa una oportunidad latente anual para generar energía con esta biomasa. El rendimiento del bagazo como biocombustible depende del poder calorífico disponible aprovechable dentro del horno de cada generador de vapor. Poder calorífico del bagazo: El poder calorífico del bagazo local está en promedio en 17352 kJ/kg (7424 BTU/libra), este poder calorífico es el de un bagazo totalmente seco, es decir, del que se podría disponer si se secara totalmente el bagazo y si el bagazo estuviera totalmente libre de impurezas.
Celulosa 25-40% Carbono 23%Hemicelulosa 10-25% Hidrógeno 3%
Lignina 15-30% Oxígeno 22%Pol 2.50% Cenizas 2%
Agua 50% H2O 50%
FÍSICA QUÍMICA

469
Figura 14. Poder calorífico superior de bagazo seco de 7 ingenios locales
Sin embargo, en la realidad el bagazo contiene humedad, cenizas (arena) provenientes del campo y azúcar, esta última es la que no pudo extraerse totalmente en el proceso de molienda. Por lo tanto, el poder calorífico realmente disponible para la combustión es menor. En la Figura 15, se ilustra cómo el poder calorífico del bagazo varía de acuerdo al porcentaje de humedad presente en el mismo, en el eje X se representa la humedad, y cada línea inclinada de un color representa el poder calorífico disponible según la cantidad de cenizas presentes, a medida que la humedad se incrementa el poder calorífico disminuye y a medida que la ceniza aumenta también el poder calorífico disminuye aunque en menor proporción. Así puede comprobarse que a partir de una mezcla de 62 por ciento de humedad o más y combinado con 7-15 por ciento de ceniza, el poder calorífico neto del bagazo es nulo porque la energía disponible no alcanza ni para evaporar la humedad del mismo. Por otra parte a medida que la humedad decrece por ejemplo a 38 por ciento el poder calorífico disponible aumenta a 4908 kJ/kg (2100 BTU/lb) y si la ceniza baja a 0 por ciento el poder calorífico disponible aumenta otros 3506 kJ/kg (1500 BTU/lb). Como referencia rápida, en el Cuadro 2, aparecen los valores estimados para el poder calorífico disponible según la cantidad de humedad y cenizas presentes en el bagazo. Puede verse como a diferentes combinaciones de los factores anteriores, los valores de poder calorífico disponible pueden ser similares.
Figura 15. Variación poder calorífico de bagazo de acuerdo a contenido de cenizas

470
Cuadro 2. Valores esperados para el poder calorífico disponible del bagazo según humedad y cenizas
Humedad %
W 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
38 3420 3335 3251 3167 3083 2998 2914 2830 2745 2661 2577 2493 2408 2324 2240 215538.5 3375 3291 3207 3122 3038 2954 2869 2785 2701 2617 2532 2448 2364 2279 2195 211139 3331 3246 3162 3078 2993 2909 2825 2741 2656 2572 2488 2403 2319 2235 2150 2066
39.5 3286 3202 3117 3033 2949 2864 2780 2696 2612 2527 2443 2359 2274 2190 2106 202240 3241 3157 3073 2988 2904 2820 2736 2651 2567 2483 2398 2314 2230 2146 2061 1977
40.5 3197 3112 3028 2944 2859 2775 2691 2607 2522 2438 2354 2269 2185 2101 2017 193241 3152 3068 2983 2899 2815 2731 2646 2562 2478 2393 2309 2225 2141 2056 1972 1888
41.5 3107 3023 2939 2855 2770 2686 2602 2517 2433 2349 2265 2180 2096 2012 1927 184342 3063 2978 2894 2810 2726 2641 2557 2473 2388 2304 2220 2136 2051 1967 1883 1798
42.5 3018 2934 2850 2765 2681 2597 2512 2428 2344 2260 2175 2091 2007 1922 1838 175443 2974 2889 2805 2721 2636 2552 2468 2384 2299 2215 2131 2046 1962 1878 1793 1709
43.5 2929 2845 2760 2676 2592 2507 2423 2339 2255 2170 2086 2002 1917 1833 1749 166544 2884 2800 2716 2631 2547 2463 2379 2294 2210 2126 2041 1957 1873 1789 1704 1620
44.5 2840 2755 2671 2587 2502 2418 2334 2250 2165 2081 1997 1912 1828 1744 1660 157545 2795 2711 2626 2542 2458 2374 2289 2205 2121 2036 1952 1868 1784 1699 1615 1531
45.5 2750 2666 2582 2498 2413 2329 2245 2160 2076 1992 1908 1823 1739 1655 1570 148646 2706 2621 2537 2453 2369 2284 2200 2116 2031 1947 1863 1779 1694 1610 1526 1441
46.5 2661 2577 2493 2408 2324 2240 2155 2071 1987 1903 1818 1734 1650 1565 1481 139747 2617 2532 2448 2364 2279 2195 2111 2027 1942 1858 1774 1689 1605 1521 1436 1352
47.5 2572 2488 2403 2319 2235 2150 2066 1982 1898 1813 1729 1645 1560 1476 1392 130848 2527 2443 2359 2274 2190 2106 2022 1937 1853 1769 1684 1600 1516 1432 1347 1263
48.5 2483 2398 2314 2230 2145 2061 1977 1893 1808 1724 1640 1555 1471 1387 1303 121849 2438 2354 2269 2185 2101 2017 1932 1848 1764 1679 1595 1511 1427 1342 1258 1174
49.5 2393 2309 2225 2141 2056 1972 1888 1803 1719 1635 1551 1466 1382 1298 1213 112950 2349 2264 2180 2096 2012 1927 1843 1759 1674 1590 1506 1422 1337 1253 1169 1084
50.5 2304 2220 2136 2051 1967 1883 1798 1714 1630 1546 1461 1377 1293 1208 1124 104051 2260 2175 2091 2007 1922 1838 1754 1670 1585 1501 1417 1332 1248 1164 1079 995
51.5 2215 2131 2046 1962 1878 1793 1709 1625 1541 1456 1372 1288 1203 1119 1035 95152 2170 2086 2002 1917 1833 1749 1665 1580 1496 1412 1327 1243 1159 1075 990 906
52.5 2126 2041 1957 1873 1789 1704 1620 1536 1451 1367 1283 1198 1114 1030 946 86153 2081 1997 1912 1828 1744 1660 1575 1491 1407 1322 1238 1154 1070 985 901 817
53.5 2036 1952 1868 1784 1699 1615 1531 1446 1362 1278 1194 1109 1025 941 856 77254 1992 1907 1823 1739 1655 1570 1486 1402 1317 1233 1149 1065 980 896 812 727
54.5 1947 1863 1779 1694 1610 1526 1441 1357 1273 1189 1104 1020 936 851 767 68355 1903 1818 1734 1650 1565 1481 1397 1313 1228 1144 1060 975 891 807 722 638
55.5 1858 1774 1689 1605 1521 1436 1352 1268 1184 1099 1015 931 846 762 678 59456 1813 1729 1645 1560 1476 1392 1308 1223 1139 1055 970 886 802 718 633 549
56.5 1769 1684 1600 1516 1432 1347 1263 1179 1094 1010 926 841 757 673 589 50457 1724 1640 1555 1471 1387 1303 1218 1134 1050 965 881 797 713 628 544 460
57.5 1679 1595 1511 1427 1342 1258 1174 1089 1005 921 837 752 668 584 499 41558 1635 1550 1466 1382 1298 1213 1129 1045 960 876 792 708 623 539 455 370
58.5 1590 1506 1422 1337 1253 1169 1084 1000 916 832 747 663 579 494 410 32659 1546 1461 1377 1293 1208 1124 1040 956 871 787 703 618 534 450 365 281
59.5 1501 1417 1332 1248 1164 1079 995 911 827 742 658 574 489 405 321 23760 1456 1372 1288 1203 1119 1035 951 866 782 698 613 529 445 361 276 192
60.5 1412 1327 1243 1159 1075 990 906 822 737 653 569 484 400 316 232 14761 1367 1283 1198 1114 1030 946 861 777 693 608 524 440 356 271 187 103
61.5 1322 1238 1154 1070 985 901 817 732 648 564 480 395 311 227 142 5862 1278 1194 1109 1025 941 856 772 688 603 519 435 351 266 182 98 13
62.5 1233 1149 1065 980 896 812 727 643 559 475 390 306 222 137 53 063 1189 1104 1020 936 851 767 683 599 514 430 346 261 177 93 8 0
63.5 1144 1060 975 891 807 722 638 554 470 385 301 217 132 48 0 064 1099 1015 931 846 762 678 594 509 425 341 256 172 88 4 0 0
64.5 1055 970 886 802 718 633 549 465 380 296 212 127 43 0 0 065 1010 926 841 757 673 589 504 420 336 251 167 83 0 0 0 0
65.5 965 881 797 713 628 544 460 375 291 207 123 38 0 0 0 066 921 837 752 668 584 499 415 331 246 162 78 0 0 0 0 0
66.5 876 792 708 623 539 455 370 286 202 118 33 0 0 0 0 067 832 747 663 579 494 410 326 242 157 73 0 0 0 0 0 0
67.5 787 703 618 534 450 365 281 197 113 28 0 0 0 0 0 068 742 658 574 489 405 321 237 152 68 0 0 0 0 0 0 0
68.5 698 613 529 445 361 276 192 108 23 0 0 0 0 0 0 069 653 569 484 400 316 232 147 63 0 0 0 0 0 0 0 0
69.5 608 524 440 356 271 187 103 18 0 0 0 0 0 0 0 070 564 480 395 311 227 142 58 0 0 0 0 0 0 0 0 0
% de ceniza

471
En la medida que se comprenda la magnitud en que se afecta el poder calorífico disponible dentro el horno debido a humedad y cenizas se podrán tomar acciones correctivas en el proceso que permitan un mayor aprovechamiento de la energía contenida en el bagazo. Granulometría: La granulometría del bagazo es muy importante cuando se pretende aprovechar al máximo su energía y cuando se quiere reducir la velocidad de combustión dentro del horno. Estudios realizados en el bagazo local han evidenciado diferentes tamaños de la fibra de bagazo. En la Figura 16 se observa a la izquierda, los diferentes tamaños de partícula que se presentan en el bagazo, así pueden distinguirse partículas de más de 2.00 mm de largo y también partículas más pequeñas incluso menores a 0.25 mm de largo. A la derecha se muestra que en seis ingenios, en promedio, las partículas grandes (> 2 mm) comprenden el 42.5 por ciento del volumen disponible y el restante 57.5 por ciento lo componen partículas pequeñas (< 2 mm). Aunque hay algunas diferencias entre ingenios puede verse una tendencia a manejar estos dos tipos de tamaños y formas.
Figura 16. Granulometría del bagazo local
Una granulometría fina o pequeña no implica mayor poder calorífico, la Figura 17 muestra análisis efectuados a bagazos de diferente granulometría donde se evidencia que el poder calorífico no es significativamente diferente.
Figura 17. Poder calorífico de fibra grande y pequeña de dos ingenios
Sin embargo, una granulometría fina sí es un factor que mejora la eficiencia de combustión, las ventajas de contar con un bagazo de partícula pequeña son las siguientes:
Mayor velocidad de combustión: El calor seca más rápidamente el interior de una partícula pequeña.

472
Mejor cruce de trayectorias: Una partícula pequeña tiene mayor probabilidad de entrar y ser parte de un remolino de mezcla (aire-bagazo).
Menor peso: Una partícula pequeña es menos pesada por lo que es arrastrada más tiempo por el aire secundario, al haber un mayor tiempo de vuelo en el remolino de circulación de mezcla del horno aumenta la posibilidad de oxidación.
Mayor probabilidad de reacción: Mientras más elemental es la partícula mejor contacto tendrá con sus comburantes también elementales (moléculas finas de aire).
No obstruyen la parrilla: Las partículas pequeñas no cubren las perforaciones de la parrilla, debido a que son fácilmente levantadas por el aire primario.
Distribuyen la humedad: Exponen el agua a más área abierta para recibir calor y evaporarse. 4.3.2 Reactivos y productos de la combustión del bagazo Los reactivos más comunes que entran con el bagazo al momento de la combustión son el carbono, el hidrógeno, el oxígeno, agua líquida y pequeñas cantidades de azufre que pueden considerarse despreciables. El aire aporta nitrógeno, argón y agua los cuales son inertes, éstos y el vapor de agua consumen energía al calentarse pero no generan productos químicos. La humedad retarda la combustión debido a que se hace necesario evaporarla y para ello se consume calor generado por la fibra seca. En la Figura 18 se ilustran las reacciones y productos que se generan a partir de las reacciones de bagazo y aire.
Figura 18. Combustión del bagazo húmedo, reactivos y productos más comunes
Los productos de la combustión más comunes son: el CO2 por oxidación del carbono, CO por mala mezcla, O2 sin reaccionar, H2O en forma de vapor proveniente de la humedad del bagazo, humedad del aire y agua generada en la combustión del hidrógeno. El nitrógeno en los gases de una caldera bagacera bien afinada puede estar cerca del 58 por ciento mientras que el vapor de agua suele estar cerca de 28 por ciento. Finalmente el producto aprovechado de la combustión es el calor, el que no se transfiere dentro de la caldera se pierde en los gases de chimenea, en la radiación por mal aislamiento del horno y en las cenizas calientes que se extraen de la caldera. El horno de la caldera debe estar diseñado de manera que la mayor cantidad de calor se transfiera al agua dentro de las paredes de tubos. Aunque las calderas tienen equipos de recuperación de calor, la estrategia más eficiente es siempre la de agotar el calor de los gases en el horno.

473
4.3.3 Propiedades del bagazo almacenado Poder calorífico: Almacenar bagazo puede resultar beneficioso para contar con combustible para arranques y eventualidades. Se ha determinado que el poder calorífico del bagazo almacenado por seis meses es menor que el bagazo fresco de la molienda. Esto es debido a la actividad microbiana y a la descomposición de los azúcares y celulosas. Si el almacenaje de bagazo se hace en un ambiente de poco oxígeno el deterioro del poder calorífico es mayor, ver Figura 19. Si se pretende guardar bagazo este debe ser removido constantemente para no permitir que en la capa más profunda de las pilas de bagazo se guarde humedad y se presente actividad de bacterias especialmente anaeróbicas.
Figura 19. Poder calorífico inferior del bagazo almacenado según apilamiento (BTU/lb)
Humedad: Por otra parte se ha evidenciado que la humedad del bagazo almacenado bajo techo, disminuye con respecto al bagazo fresco, esto es debido al contacto con aire ambiental (secado natural) y al escurrimiento del agua hacia las capas inferiores de las pilas. Nuevamente se considera que remover las pilas de bagazo en las bagaceras es una buena estrategia para reducir la humedad uniformemente, véase la Figura 20 que muestra el porcentaje de humedad de bagazo recién llegado a bodega, bagazo guardado en la superficie de la pila y la humedad del bagazo guardado a dos metros de profundidad.
Figura 20. Porcentaje de humedad del bagazo almacenado y bagazo fresco
Contar con el bagazo y la caldera en condiciones óptimas hará que se maximice la eficiencia, sin embargo, como todo proceso termodinámico siempre se genera entropía y existen pérdidas de energía inherentes al proceso de la combustión de bagazo húmedo. Por lo tanto, se deben conocer los mecanismos de pérdidas en una caldera y buscar las acciones que las disminuyan.

474
5. Pérdidas de energía en generadores de vapor Las pérdidas de energía que pueden presentarse en una caldera se asocian con el calor que no puede ser transferido en su totalidad, calor que se pierde en los fluidos que salen de la caldera. Las pérdidas pueden minimizarse, y la eficiencia mantenerse óptima a medida que se conozca la manera en que cada una de las pérdidas se manifiesta, la determinación de las mismas dará evidencias para tomar acciones correctivas. 5.1 Pérdidas, conceptos y generalidades 5.1.1 Perdida en los gases de combustión En la Figura 21, se ilustra el horno de una típica caldera en la que entra bagazo a 60 °C (140 °F) y aire precalentado a 150 °C (302 °F): Dentro del horno la combustión genera gases que arrastran calor a la atmósfera. Las pérdidas en los gases de combustión son la mayor pérdida que se presenta en los generadores de vapor acuotubulares, entre un 70 – 80 por ciento del total de las pérdidas. Estas pérdidas se presentan porque los gases deben abandonar el hogar de la caldera, de lo contrario el volumen de los mismos quedaría atrapado en el horno y apagaría el fuego. Los gases se extraen de la caldera por la acción de un ventilador inducido el cual con una presión negativa succiona a los gases y los lanza a la chimenea para su descarga a la atmósfera, este volumen de gases cede su lugar al bagazo y aire frescos para sostener la combustión.
Figura 21. Gases de combustión dentro de un horno acuotubular
Cuando los gases son expulsados llevan cierta temperatura (mayor a la del aire y bagazo entrantes) por lo que esa entalpía se pierde. En las calderas existen recuperadores de calor tales como economizadores y precalentadores pero aun así una importante cantidad de calor se descarga a la atmósfera.

475
Cuadro 3. Calor específico y conductividad térmica de los gases
En el Cuadro 3, se muestran los valores del calor específico de cada gas el cual representa la capacidad de cada uno de los mismos de almacenar calor. Mientras que la conductividad térmica se refiere a la capacidad de cada gas de conducir y transferir calor. La tabla está estimada para una libra de gases a 370 °C (698 °F), de bagazo al 50 por ciento de humedad y un 40 por ciento de exceso de aire. Puede observarse que para una caldera típica de los ingenios locales, los gases secuestran 813 kJ (348 BTU/lb) por cada kilogramo de gases que se producen, siendo el nitrógeno y el vapor de agua los que mayormente contribuyen con esa pérdida. Por otra parte, con excepción del CO2 los demás gases tienen similar capacidad de transferir y conducir calor. Los gases de la combustión representan pérdidas de la siguiente manera:
El dióxido de carbono (CO2) representa carbono que ha entregado todo su calor en el horno. El 10.5 por ciento de los gases húmedos de una caldera bagacera es CO2 y solo el 6 por ciento del calor sale arrastrado del horno en este gas. El CO2 es el que menos calor transfiere en las áreas convectivas y de recuperación.
El monóxido de carbono (CO) representa carbono que no ha entregado todo su calor en el horno. Esta pérdida por mala reacción se discutirá más adelante. Se estima que menos del 1.0 por ciento de los gases húmedos de una caldera bagacera es CO y solo el 0.8 por ciento del calor sale arrastrado del horno en este gas.
El oxígeno (O2) que no reaccionó dentro del horno, representa un 4.47 por ciento de los gases húmedos de una caldera bagacera, el 3.0 por ciento del calor sale arrastrado del horno en este gas.
El nitrógeno (N2) que es inerte y no reacciona en el horno es el 58.1 por ciento de los gases húmedos de una caldera bagacera, el 48.6 por ciento del calor sale arrastrado del horno en este gas.
El argón (Ar) que es inerte y no reacciona en el horno es el 0.69 por ciento de los gases húmedos de una caldera bagacera, el calor que sale arrastrado del horno en este gas es despreciable.
El vapor de agua (H2O) proviene de la humedad del bagazo, del aire y de la oxidación del hidrógeno. El 26.2 por ciento de los gases húmedos de una caldera bagacera es H2O, el 40.5 por ciento del calor sale arrastrado del horno en este gas.
Para determinar los gases de combustión en una caldera bagacera es necesario contar con la composición elemental del bagazo en base seca, la humedad del bagazo, el exceso de aire, etc. En el Cuadro 4, aparecen sobre fondo gris, los datos que deben recopilarse. El CO y el O2 pueden obtenerse directamente en una lectura de gases con un analizador portátil.
Temperatura
gas
Calor
almacenado
Conductividad
térmica
J/kg‐K BTU/lb‐R Rankine BTU BTU/h‐pie‐°F
Vapor de H2O 1930 0.461 0.26230 1170 141 0.0137
CO 1050 0.251 0.01000 1170 3 0.0135
N2 1040 0.248 0.58120 1170 169 0.0140
O2 918 0.219 0.04470 1170 11 0.0142
CO2 839 0.200 0.09500 1170 22 0.0085
Ar 540 0.129 0.00690 1170 1
1 348
Calor específicoGas % gas/lb

476
Cuadro 4. Datos necesarios para calcular composición de gases de caldera
En el Cuadro 5, se observa el tipo de gases, las cantidades generadas y el origen de los mismos, estimados en base horaria y de una zafra de 3600 horas de duración.
Cuadro 5. Composición de gases de combustión de una típica caldera bagacera
Se observa que el CO2 tiene dos fuentes, el que se produce por la oxidación del carbono con el oxígeno y el CO2 ambiental que ingresa al horno junto con el aire primario, se estima que el 0.03 por ciento en volumen del aire fresco es CO2. En ciudades muy contaminadas se tendrá que verificar esta medición, para los campos donde se encuentran los ingenios el valor anterior puede ser aceptado. El vapor de agua se produce por la humedad que trae el bagazo (57%), por la humedad del aire primario (10%) y por la humedad que genera la combustión del bagazo (33%) el tres por ciento de bagazo húmedo es hidrógeno, cuando éste reacciona con el oxígeno se genera agua que luego se evapora. El oxígeno también tiene varias fuentes: El oxígeno del aire primario y secundario (81%), el oxígeno que se consume en el horno (-76.5%), el cual es negativo y el oxígeno contenido en el bagazo húmedo (19%). El nitrógeno y el argón entran con el aire para la combustión. Finalmente si se presenta CO en el analizador de gases éste deberá restarse del CO2.
HUMEDAD DEL BAGAZO 50.00%%
CO2 en el aire 0.03% % en volumenTemperatura de gases
en la chimenea150 °C
Consumo de bagazo en
el horno50 ton métrica /h
Poder calorífico inferior
del bagazo7540 kJ/kg
Carbono 47.00% %
Temperatura de gases de
combustión al salir del
horno
400 °C CO en los gases 1000 ppm
Hidrógeno 6.50% %Presión de saturación del
vapor de agua a 30°C42.42 mbar
Flujo de vapor de
caldera250000 lbs/h
Oxígeno 44.00% %Humedad relativa del
aire80.0% %
Temperatura de los
residuos de cenicero300 °C
Otros (cenizas) 2.50% %Temperatura promedio
del ambiente30 °C
Horas de
operación/zafra3600 h
Humedad 0.00% Exceso de aire (1.X) 1.4
TOTAL (Debe sumar 100%) 100.0%
COMPOSICIÓN DEL BAGAZO EN BASE SECA
kg/kgbagazo m3/kgbagazo kg/h m
3/h kg‐zafra m
3‐zafra
CO2 de la combustión 0.86 0.44 43052 21785 154987200 78424200
CO2 del aire 0.002 0.001 80 46 288389 167227
CO2 total 0.86 0.44 43120 21810 155232000 78516000
Vapor de H2O de la
combustión0.29 0.36 14528 18065 52299000 65034450
Vapor de H2O del aire 0.09 0.11 4331 5431 15591616 19550570
Vapor de H2O del bagazo 0.50 0.62 25000 31075 90000000 111870000
Vapor de H2O total 0.88 1.09 43859 54550 157890616 196380000
O2 de la combustión ‐0.88 ‐0.62 ‐44200 ‐30925 ‐159120000 ‐111330000
O2 del aire 0.93 0.65 46480 32515 167328000 117054000
O2 del bagazo 0.22 0.15 11000 7700 39600000 27720000
O2 total 0.27 0.19 13280 9290 47808000 33444000
CO por mala combustión 0.002 0.004 106 209 381109 750768
N2 del aire 3.02 2.42 151165 120855 544194000 435078000
Ar del aire 0.05 0.03 2555 1435 9198000 5166000

477
5.1.2 Pérdida en las cenizas de combustión (residuos de cenicero) La pérdida en las cenizas de combustión se refiere al combustible que se pierde porque no entra en las reacciones de combustión dentro del horno o lo hace pero parcialmente. Este combustible generalmente se expulsa de la caldera por tres mecanismos:
Soplado de hollín y parrilla: Consiste en soplar con vapor de baja presión, las tuberías internas de la caldera (área de convección, sobrecalentador, economizador y precalentador) para desprender partículas adheridas a dichos equipos, mucho de este particulado es hollín pero también bagazo sin quemar o parcialmente quemado. También la parrilla del horno suele soplarse periódicamente con vapor, parte del bagazo y cenizas que están sobre las toberas de soplado vuelan. La mayoría de las partículas que se suspenden dentro de la caldera por efecto del soplado con vapor, son extraídas de la caldera por el efecto del ventilador inducido (vacío) y son expulsados a la atmósfera.
Limpieza de parrilla: En los hornos tipo pin hole, al menos tres veces diarias, la parrilla de la caldera suele ser limpiada con azadón, las calderas con parrilla móvil a través de su rotación continua se auto limpian, para los dos casos la ceniza que se arrastra hacia el cenicero frontal de la caldera lleva gran cantidad de bagazo sin quemar.
Limpieza de ceniceros: Las calderas cuentan con varios ceniceros provistos en puntos donde el flujo normal de gases pasa depositando cenizas, éstas cenizas se extraen generalmente con un flujo de agua que las arrastra continuamente hasta drenajes exteriores donde fluye para su tratamiento posterior. Estos residuos de cenicero también llevan gran cantidad de bagazo sin quemar.
En la Figura 22 se observa una muestra de residuos de cenicero en los cuales se observa bagazo sin quemar conjuntamente con cenizas y arena.
Figura 22. Material no quemado presente en los residuos de ceniceros
Las razones más importantes para que se presente una cantidad considerable de bagazo sin quemar en los residuos de cenicero son las siguientes y todas están relacionadas con una baja velocidad de combustión: Alta humedad de bagazo: La humedad del bagazo retarda la combustión porque se necesita un mayor tiempo de secado y calentamiento, esto provoca acumulación de bagazo húmedo el cual al quedar atrapado en pilas de bagazo sobre la parrilla no se quema y queda mezclado con la ceniza y arena que luego debe extraerse del horno ya que es imposible la separación de estos componentes dentro del horno.

478
Baja temperatura de aire primario: Si el aire primario no cuenta con la suficiente temperatura no secará el bagazo y este se acumulará en las pilas que luego se extraen del horno. Poca turbulencia: El bagazo que no logra encontrar remolinos de aire para reaccionar, inevitablemente cae sobre la parrilla acumulándose en las pilas. Se considera que una pila de más de 0.05 m (5 cm) de alto contendrá bagazo que no se quemará. Tamaño grande de partícula: Las partículas de mayor tamaño (2.5 cm o más) necesitan más tiempo para secarse, calentarse y combustionar, por lo tanto la probabilidad de que en el momento de la limpieza aún una parte de ellas no haya reaccionado es alta. Poca presión del aire primario: Si la presión del aire entrando en las perforaciones en la parrilla es baja, dichos agujeros se tapan y el bagazo no se seca ni tiene oxígeno para reaccionar. Excesivo vacío en el horno: La partículas en suspensión son arrastradas hacia afuera de la caldera antes de secarse y reaccionar. Excesiva cantidad de ciclos de limpieza: Cada vez que la caldera es limpiada inevitablemente se pierde material sin quemar, muchas veces el operador las realiza para evitarse la limpieza manual con azadón. Alta presión de vapor en limpieza de parrilla: Si el vapor con el que sopla la parrilla es demasiado alta, el bagazo que está por quemarse sube y es tomado por el vacío del inducido y luego expulsado a la atmósfera o queda depositado en algún cenicero. Arena presente en el bagazo: La arena vuelve impermeable y menos porosa la pila de bagazo sobre la parrilla por lo que la radiación del horno llega con mayor dificultad al interior de las pilas acumuladas. Sellos de cuerpo de caldera defectuosos: Cada vez que el horno de la calderas queda con presión positiva (forzado<inducido) esta sopla y si la caldera no cuenta con los adecuados sellos en registros, paredes, uniones, etc; el bagazo sin quemar saldrá por estas fugas y será una pérdida, además de arrastrar contaminantes al ambiente de trabajo. Diseño de parrilla: Parrillas con pocas perforaciones, de diámetro pequeño y área sin perforaciones provocan pilas de bagazo. Falta de aire sobre fuego: Al no existir aire de sobre fuego las partículas que son succionadas por el inducido hacia afuera del horno no son atrapadas ni reaccionan. De haber una cortina de aire rico en oxígeno las partículas sin quemar se quedarán recirculando en suspensión dentro del horno hasta quemarse. Baja temperatura de hogar: Esta es una consecuencia de las anteriores pero una menor temperatura de horno provoca que menos radiación llegue hacia las pilas de bagazo. En el cuadro 6 se observa un análisis realizado en los residuos de cenicero de varias calderas, la pérdida promedio según peso de las muestras extraídas de dichos ceniceros es de 37.31 por ciento.

479
Cuadro 6. Determinación de cenizas en residuos de cenicero (por incineración)
Mayores pérdidas en los ceniceros traseros e intermedios evidencian problemas asociados con el vacío del horno y la falta de aire sobre fuego, mientras que mayores pérdidas en los ceniceros frontales se pueden identificar mayormente problemas de combustión dentro del horno. En el Cuadro 7 aparecen los valores del poder calorífico que se calculó para el bagazo sin quemar presente en los residuos de cenicero, el 75 por ciento del poder calorífico del bagazo fresco aún se mantiene en el bagazo que no se quema, parte de los volátiles de dicho bagazo ya se han desprendido por calentamiento sufrido en el horno y por esto el poder calorífico es inferior.
Cuadro 7. Potencial energético del bagazo sin quemar en residuos
5.1.3 Pérdida por soplado de hollín La pérdida de energía asociada con los sopladores de hollín se da esencialmente por el vapor que se consume para el efecto. El soplado de hollín es una operación que consume vapor y que casi en todos los casos se efectúa una vez por turno, cada vez que un soplador es activado gran cantidad de vapor es soplado hacia el interior de la caldera y luego sale por la chimenea, esa es la causa por la que a veces no se es consciente del gasto ya que fuera de la caldera no se escucha ruido ni se ve el escape de vapor. Este gasto de vapor redunda en gasto de bagazo.
Figura 23. Soplador de hollín típico de calderas bagaceras
Cenizas reales
Combustible en residuos
material analizado
crisol y bolsa
Antes de calcinar
Después calcinar
Sobrante
1 28-feb-14 Caldera 5 trasero F37 0.01011 0.04064 0.05075 0.04191 0.00127 13% 88.40%2 28-feb-14 Caldera 4 trasero F36 0.01006 0.03771 0.04777 0.03975 0.00204 20% 80.20%3 28-feb-14 Caldera 7 intermedio F38 0.01001 0.04172 0.05173 0.04656 0.00484 48% 51.70%4 28-feb-14 Caldera 5 frontal F40 0.01047 0.04104 0.05151 0.04903 0.00799 80% 24.80%5 28-feb-14 Caldera 7 frontal F34 0.01006 0.03702 0.04708 0.04523 0.00821 82% 18.50%6 28-feb-14 Caldera 4 frontal F35 0.01043 0.04062 0.05105 0.04946 0.00884 88% 15.90%7 28-feb-14 Caldera 6 frontal F39 0.01054 0.04045 0.05099 0.04982 0.00937 94% 11.70%8 28-feb-14 Caldera 6 intermedio F41 0.01030 0.03895 0.04925 0.04852 0.00957 96% 7.30%
37.31%pérdida promedio
Pesos del análisis (kg)
%
Muestra Fecha análisis Caldera CeniceroCódigo muestra
Cenizas en bagazo
BTU/lb kJ/kg %1 28-feb-14 Caldera 5 F37 6819 15860 53.642 28-feb-14 Caldera 5 F37A 4357 10130 66.623 28-feb-14 Caldera 4 F36 6508 15140 46.974 28-feb-14 Caldera 4 F36A 6562 15260 38.785 28-feb-14 Caldera 7 F38 3436 7990 70.576 28-feb-14 Promedio F50A 6013 13990 40.15
Promedio 5616 13062 52.79
# Fecha análisis Caldera MuestraPoder calorífico

480
Para producir 1 kg de vapor de soplado en promedio se gastan 0.5 kg de bagazo por lo que la pérdida de vapor es fácilmente traducible a pérdida de bagazo. La pérdida de agua y la pérdida de presión en la caldera por soplado de hollín no se tomarán en cuenta en esta guía. En el Cuadro 8, aparecen las variables que intervienen para calcular el consumo del gasto de bagazo en un soplador de hollín. Hay dos tipos de sopladores, los retráctiles que generalmente se utilizan para limpieza de los sobrecalentadores de vapor y en algunos casos para economizadores y precalentadores de aire y los sopladores que están fijos dentro de la caldera, los cuales se utilizan para limpieza de áreas convectivas de la caldera. Los sopladores retráctiles generalmente son de soplado lento y constituyen la mayor pérdida en el soplado.
Cuadro 8. Variables que intervienen en el consumo de vapor
El diámetro del soplador y la presión del vapor de soplado determinan el flujo de vapor en cada soplador. Por lo que la decisión de diseño de estos dos parámetros es fundamental para gastar la menor cantidad posible de vapor en cada soplado. Finalmente la frecuencia de soplado es otro parámetro muy importante para un adecuado y eficiente soplado. 5.1.4 Pérdida por limpieza de parrilla La limpieza de la parrilla (piso del horno) también es una operación que genera pérdidas de bagazo y vapor. Consiste en el barrido de cenizas depositadas en el horno y que deben conducirse hasta el cenicero frontal para su extracción posterior. Dicho barrido se realiza con vapor, muchas veces con el mismo vapor de la línea del soplado de hollín. En la Figura 24 aparece un tren de válvulas para soplado de hollín automático, a las cuales se les programa un tiempo específico para permanecer abiertas y en una secuencia determinada de atrás para adelante.
Soplador unidad
Tipo
Diámetro interno del tubo plg
Presión de vapor de soplado lbs/plg2
Temperatura de vapor °C
Volumen específico m3/kg
Área del tubo m2
Velocidad del vapor m/s
Flujo de vapor / soplador m3/s
Flujo de vapor / soplador kg/s
Tiempo de soplado s
Flujo de vapor / soplado kgvapor
Gasto de bagazo/soplado kgbagazo
Frecuencia/día veces/día
Días de operación días/zafra
Gasto de bagazo/soplador kg/zafra
Gasto de bagazo/soplador t/zafra

481
Figura 24. Válvulas automáticas para soplado de parrilla
Cuadro 9. Parámetros para estimación de gasto de bagazo en soplado parrilla
5.1.5 Pérdida por radiación Las pérdidas por radiación están determinadas por el calor que se pierde especialmente en el horno y que es radiado a través de las paredes del mismo. Se aumentan a medida que el horno presente un inadecuado aislamiento y tenga fallas de su hermeticidad por rajaduras, aberturas, agujeros, pegas, registros, etc., lo cual provoca mal aislamiento. Las pérdidas por radiación en una caldera con mal aislamiento pueden llegar hasta un 2.5 por ciento del poder calorífico del combustible. De manera práctica las pérdidas por radiación para calderas modernas y bien aisladas se consideran bajas, dependen del flujo de vapor de la misma (vapor principal). A mayor flujo menor es el porcentaje de la pérdida por radiación. Para calcular la pérdida se puede utilizar la siguiente estimación:
Cuadro 10. Pérdida por radiación (Baloh 1995)
Válvulas de soplado unidad 1
Tipo Manual
Diámetro interno del tubo plg 2
Presión de vapor de soplado lbs/plg2
100
Temperatura de vapor °C 221.11
Volumen específico m3/kg 0.278079
Área del tubo m2
0.0020
Velocidad del vapor m/s 619.32
Flujo de vapor / soplador m3/s 1.26
Flujo de vapor / soplador kg/s 4.51
Tiempo de soplado s 5.00
Flujo de vapor / soplado kgvapor 22.57
Gasto de bagazo/soplado kgbagazo 11.29
Frecuencia/día veces/día 6
Días de operación días/zafra 150
Gasto de bagazo/soplador kg/zafra 10157
Gasto de bagazo/soplado t/zafra 10
Si el flujo de vapor es Ej: lbs/h % pérdida
flujo <= 55000 50000 1.2%
55001 < flujo < 100000 100000 1.0%
100001 < flujo < 155000 155000 0.8%
155001 < flujo < 225000 225000 0.7%
225001 < flujo < 500000 500000 0.5%
flujo >500001 550000 0.4%

482
5.1.6 Pérdida por generación de monóxido de carbono (CO) La pérdida por monóxido de carbono se genera cuando el exceso de aire es bajo, dentro del horno no existe suficiente oxígeno para combinarse con el carbono de la fibra de bagazo. A este fenómeno se le conoce como combustión incompleta ya que la reacción necesaria para formar CO libera menos calor que la reacción que forma el CO2. Por lo tanto, el CO contiene una cantidad considerable de energía que sale en los gases de combustión. Además, el CO en espacios cerrados es altamente tóxico, véase la sección 4.2.2.
El CO y la temperatura de gases: En la Figura 25 se observa que la temperatura de gases se mantiene baja cuando la concentración de CO es baja, es decir, menor a 1000 ppm. Mientras que para altas concentraciones de CO, generalmente la temperatura de gases es alta. Por lo anterior es recomendable no confiar en que la alta temperatura de gases es evidencia de una correcta combustión del carbono, se debe recurrir a periódicos análisis de gases para estar seguros que el CO esté bajo control.
Figura 25. Temperatura de gases y concentración de monóxido de carbono (CO) Para determinar la pérdida generada por monóxido de carbono presente en los gases, se debe realizar periódicamente un análisis de gases en los ductos de la caldera utilizando medidores con celdas que censan el CO. La medición de CO debe ser analizada conjuntamente con la medición de concentración de O2, una alta concentración de CO (>1000 ppm) forzosamente debe de indicar una baja concentración de O2. Si la medición de O2 también es alta, entonces implica que dentro de la combustión hay defecto de aire pero que además, hay entradas de aire exterior que alteran la medición de O2. Indudablemente una alta concentración de CO implica que a la caldera le falta aire primario. En el Cuadro 11 aparece la pérdida de poder calorífico que se tiene de acuerdo al exceso de aire y a la concentración de CO. La pérdida es mínima cuando se mantiene el exceso de aire por debajo de 50 por ciento y el CO debajo de 500 ppm. Las pérdidas son mayores cuando el CO está cercano a 5000 ppm, incluso si el exceso de aire es bajo, si dicho aire está entre 20-50 por ciento la pérdida estará entre los 173 – 210 kJ/kg (74-90 BTU/lb).

483
Cuadro 11. Pérdida por CO según el exceso de aire
5.1.7 Pérdida por comburente (presencia de nitrógeno) La cantidad de nitrógeno en el horno depende directamente de la cantidad de exceso de aire que se esté utilizando para la combustión. Algunos efectos negativos del nitrógeno que causan pérdida de energía son:
Disminuye la probabilidad de reacción entre C y O, ya que aumenta la probabilidad de que los C se encuentren con N2.
Arrastra calor hacia afuera del horno, esta es la mayor causa de pérdida de energía por nitrógeno ya que al ser un gas inerte no reacciona sino solo se calienta, llevándose consigo el calor hacia afuera de la caldera.
Enriquece los remolinos de mezcla con N2 y C pero no necesariamente con O2 (en el aire hay mayor concentración de N2 que de O2).
Todos los gases arrastran calor hacia afuera de la caldera, como puede verse en el cuadro 12, a mayor exceso de aire mayor proporción de nitrógeno en los mismos, siempre a costa de una reducción en la concentración de CO2, sin importar la humedad del bagazo, la cantidad de N2 siempre será mayor al 50 por ciento en los gases totales.
Cuadro 12. Concentración de N2 en los gases de combustión según el exceso de aire
ppm CO Exceso de aire Pérdida kJ/kg Pérdida BTU/lb
500 20 17 7
500 30 18 8
500 40 19 8
500 50 21 9
1000 20 33 14
1000 30 36 16
1000 40 39 17
1000 50 42 18
3000 20 100 43
3000 30 108 47
3000 40 117 503000 50 125 54
5000 20 166 72
5000 30 180 78
5000 40 194 84
5000 50 208 90
Exceso CO2 CO2
de aire gases húmedos gases secos
1.0 53.2% 13.4% 20.0%
1.1 54.7% 12.6% 18.1%
1.2 56.0% 11.8% 16.6%
1.3 57.1% 11.1% 15.3%
1.4 58.1% 10.5% 14.2%
1.5 59.0% 9.9% 13.3%
N2

484
5.1.8 Pérdida por humedad del combustible La pérdida de energía por humedad del combustible (bagazo) se presenta debido a que el agua contenida en el mismo, debe consumir calor para evaporarse, calor que se genera en la combustión de la fibra, calor que al ser utilizado ya no se podrá aprovechar en la transferencia dentro del horno. La humedad total se compone de la humedad del bagazo, la humedad del aire y la humedad del agua que se produjo en la reacción del H2. Se considera que en una caldera operando con bagazo al 50 por ciento de humedad y un 40 por ciento de exceso de aire, el vapor de agua en los gases está constituido por un 57 por ciento de humedad proveniente del bagazo, un 33 por ciento de humedad proveniente por la reacción del hidrógeno y un 10 por ciento por humedad del aire primario. Según la fórmula de eficiencia de caldera, para mantener constante la eficiencia a medida que se aumenta el porcentaje de humedad del bagazo, deberá incrementarse el flujo de bagazo en el horno, por lo tanto, el aumento de la humedad del bagazo implica mayor consumo de combustible. Por otra parte, la velocidad de combustión también se reduce con la humedad aportando así un factor causante de mala combustión.
∗∗ 207.63 ∗ 196.09 ∗ 31.14 ∗
Donde: η = Eficiencia de caldera Fv = Flujo de vapor hv = Entalpía del vapor sobrecalentado ha = Entalpía del agua de alimentación Fb = Flujo de bagazo PCI = Poder calorífico inferior del bagazo W = % de humedad Z = % de ceniza S = % de azúcar Un aumento de humedad en el bagazo también aumenta la concentración de vapor en los gases lo que representará pérdidas por arrastre de calor hacia la atmósfera. Alta humedad de bagazo ha demostrado ser una causa de pérdida de energía, bagazos con 50 por ciento de humedad representan pérdidas de poder calorífico de aproximadamente 10,000 kJ/kg, por cada 1 por ciento que aumente la humedad se perderán 207 kJ/kg (90 BTU/lb). Además de las pérdidas de poder calorífico, debido a la variabilidad en la magnitud de la humedad, también existen pérdidas por mala operación del horno de la caldera. En la Figura 26 puede verse a la izquierda, la variabilidad del control de la humedad en bagazo que se suele tener en algunos ingenios locales, puede verse como se opera con una humedad que va entre 43 – 52 por ciento o más.

485
Figura 26. Control y monitoreo de la humedad
Por lo anterior, se considera perjudicial la alta humedad en sí, pero también lo es la falta de control que se tiene en dicha variable a lo largo de la zafra. En la Figura 26 a la derecha se observa cómo la humedad en los ingenios locales varía mucho en algunos y en otros esta variable se tiene bajo control. Así las barras amarillas y la gris claro representan ingenios que tienen un mayor control sobre la humedad, es decir cuentan con una mejor operación de las calderas gracias a una buena operación en molinos. En la Figura 27 se ilustra cómo la humedad (eje X) es la variable que más afecta al poder calorífico del bagazo (eje Y), seguido de las cenizas (láminas). Puede verse que la pérdida por Pol (eje Z) es despreciable. También se observa la dispersión de muestras de bagazo analizadas en los ingenios locales y cómo están operando normalmente alrededor del 51 por ciento de humedad.
Figura 27. Variación poder calorífico de bagazo de acuerdo a contenido de humedad
5.1.9 Pérdida por sólidos y arena (ceniza) en el combustible Esta pérdida se genera por todo el material extraño no fibroso ni combustible que entra al horno junto con el bagazo. Este material generalmente está formado por arena, tierra y sólidos no volátiles que no reaccionan con el aire caliente.
Estas cenizas generalmente se acumulan en los ceniceros de las calderas de donde se extraen periódicamente. La mayoría de estas cenizas son sílice, es decir arena la cual fue arrastrada de los campos cañeros junto con la caña. En el Cuadro 13, aparecen los minerales y metales que suelen aparecer en las cenizas de calderas y que no son sílice:

486
Cuadro 13. Composición elemental de las cenizas de residuos de ocho ceniceros de cinco calderas bagaceras
Dentro de estas cenizas hay minerales que son nutrientes de los suelos y las plantas, mientras que los metales son mayormente propios de los suelos. Estos elementos no combustionan dentro de los hornos por lo que generalmente quedan atrapados en los ceniceros, las temperaturas del horno por debajo de los 1093 °C (200 °F) no representan riesgos de que estos elementos se solidifiquen incrustando las partes internas de dichos hornos, sin embargo, hornos con mayores temperaturas sí deben poner especial atención a estas escorias que pueden incrustarse al fundirse sobre las superficies de transferencia de calor. La arena y sólidos dentro del bagazo provocan una pérdida del poder calorífico porque crean una película que impermeabiliza las pilas de bagazo sobre la parrilla del horno, por lo tanto, el calor de llama y del aire primario no llega a las partículas fibrosas, esto provoca que la humedad no se evapore, al no haber secado de las fibras del bagazo o al presentarse un secado lento, se ralentiza toda la velocidad de combustión provocando pérdidas de eficiencia. Además, mucho del combustible no se quema y queda atrapado en estas cenizas que luego son removidas.
En la Figura 28 se evidencia que en el bagazo, las cenizas son la segunda pérdida de poder calorífico más importante luego de la humedad y que son significativas.
Figura 28. Pérdida de poder calorífico por cenizas (eje Z)
En la Figura 29 puede verse que las cenizas se adhieren más a las partículas pequeñas de bagazo por lo que se justifica el filtrado de los residuos de cenicero como una técnica para recuperación de combustible mal quemado o como una estrategia de limpieza de bagazo fresco, evitando así la arena en los hornos.
Ca Mg K P Cu Zn Fe Mn1 0.26 0.17 2.74 0.24 9.77 11.86 639.73 63.132 0.15 0.11 1.30 0.20 9.39 18.58 532.05 52.853 0.15 0.07 0.42 0.14 8.37 8.80 973.58 57.744 0.20 0.04 0.27 0.16 6.92 6.77 875.57 59.335 0.14 0.05 0.31 0.14 6.59 7.55 1202.87 46.146 0.13 0.03 0.32 0.14 24.93 944.95 1132.76 71.277 0.18 0.05 0.27 0.15 6.74 6.58 827.94 64.358 0.07 0.02 0.13 0.04 10.22 11.77 673.47 28.61
0.16 0.07 0.72 0.15 10.37 127.11 857.25 55.43
Minerales (%)#
Metales (ppm)

487
Figura 29. Contenido de cenizas en bagazo según tamaño de fibra
En esta guía se excluye la pérdida por abrasión de arena sobre los metales de los equipos tales como ductos y ventiladores. 5.2 Procedimiento para el cálculo de pérdidas 5.2.1 Cálculo de pérdida por gases calientes El cálculo de gases exige inicialmente un cálculo basado en la estequiometria del proceso de combustión del bagazo, como un análisis químico no es parte de los alcances de esta guía, entonces se han incluido fórmulas de uso práctico. A continuación el procedimiento de cálculo de la cantidad específica de gases de combustión en kggas/kgbagazo y el porcentaje de cada gas respecto del volumen de gases totales. Al final está la estimación de la pérdida de calor por gases calientes a la atmósfera en kJ/kgbag.
Cantidad específica de gases (kggas/kgbag)
CO2 por la combustión del Carbono
CO2 3.664 ∗ 0.47 ∗ 1 Wb Donde: Wb = Porcentaje de humedad del bagazo. CO2 presente en el aire atmosférico
CO2 0.0004 ∗ 5.772 ∗ 1 Wb ∗ EA Donde: EA = Exceso de aire sobre una base decimal (Ej. 1.2, 1.4, etc.) CO2 total es la suma de los dos anteriores.

488
Vapor de agua de la combustión de hidrógeno
H2O 8.94 ∗ 0.065 ∗ 1 Wb Vapor del aire primario
H2O Wa ∗ 5.722 ∗ 1 Wb ∗ EA Donde: Wa = Humedad del aire Humedad del aire
Wa 0.622 ∗Psva
Patmwr Psva
Donde: Wa = humedad del aire Psva = presión de saturación del vapor de agua a 30°C Patm = presión atmosférica Wr = humedad relativa del aire Vapor del bagazo = Wb Oxígeno consumido en la combustión
O2 1.768 ∗ 1 Wb Oxígeno aportado por el aire
O2 1.328 ∗ 1 Wb ∗ EA Oxígeno aportado por el bagazo
O2 0.44 ∗ 1 Wb Nitrógeno del aire
N2 4.319 ∗ 1 Wb ∗ EA Argón del aire
Ar 0.073 ∗ 1 Wb ∗ EA
Porcentajes en el volumen de gases totales %CO2
%Dióxido CO2total/Vgh Donde: Vgh = Volumen de gases húmedos
Vgh 5.243 4 ∗ Wb 4.579 ∗ 1 Wb ∗ EA 1 %O2
%oxígeno 0.929 ∗ 1 Wb ∗ EA 1 /Vgh

489
%N2 %Nitrógeno 3.453 ∗ 1 Wb ∗ EA /Vgh
%Ar
%Argón 0.041 ∗ 1 Wb ∗ EA /Vgh %H2O
%Vapor 1 Wb ∗ 0.722 0.155 ∗ EA 1.243 ∗ Wb /Vgh
Pérdida en gases en kJ/kgbag
PG 1 Wb ∗ 5.86 ∗ EA 0.54 2.09 ∗ Tgch
Donde: PG = Pérdida de calor en gases de combustión Tgch = Temperatura de gases en la chimenea (antes del lavador de gases) 5.2.2 Cálculo de pérdida por combustible no quemado Para determinar las pérdidas por cenizas deberá tomarse muestras periódicas de los residuos de cada cenicero de la caldera, recolectar al menos 0.7 kg (700 gramos) en cada muestra, se sugiere tomarlas en un momento en que la caldera esté operando normalmente, Las muestras se enfrían al ambiente y se guardan en bolsas con cierre hermético. Calcinar en un horno de convección. De esta manera se determinará el peso total de cenizas y el combustible sin quemar presentes en cada muestra de residuo. Parte de cada una de las muestras de residuo debe filtrarse para separar la arena de la parte fibrosa, quedando como resultado el material “sin quemar”. Determinar poder calorífico y el porcentaje de cenizas propias de la fibra. Luego del pesaje y calcinación de las muestras de residuo se determina en promedio el por ciento restante que será fibra y material oxidable (bagazo sin quemar).
Pérdida en cenizas en kJ/kgresiduos
% ∗ ∗ /
Donde: PI = Pérdida en ceniceros por combustible sin quemar %bag/r = Porcentaje de bagazo no quemado en los residuos mr = flujo extraído del cenicero en residuos, kg/h PCbsq = Poder calorífico del bagazo sin quemar extraído de los residuos en kJ/kg Fb = Flujo de bagazo Las cenizas que se extraen de la caldera a veces llevan consigo bagazo sin quemar totalmente, por lo que en el momento de su extracción de la caldera se presenta una pérdida, también existe una pérdida asociada a la temperatura que se pierde al sacar del horno y los ceniceros un material que estaba caliente, por lo tanto, también hay una pérdida de calor que depende de la temperatura de las cenizas en el momento de su extracción.

490
Para fines prácticos se considera que las pérdidas de calor por la temperatura de las cenizas extraídas de la caldera son del 0.1 por ciento del poder calorífico si las cenizas llevan más de 300 °C (572 °F) (Baloh, 1995)
0.001 ∗ Donde: PcZ = Pérdida de calor por calor de las cenizas PCI = Poder calorífico inferior del bagazo en kJ/kg 5.2.3 Cálculo de pérdida de bagazo por soplado de hollín Para calcular el vapor que se gasta en el soplado de hollín en un soplador específico, primero debe calcularse el área del tubo del soplador por donde fluirá el vapor:
2^2
Donde: A = Área del tubo del soplador (m2) D = Diámetro interno del tubo (m) Para calcular la velocidad a la que fluirá el vapor en el tubo del soplador se utiliza la ecuación siguiente:
2 ∗ ∗ ^1/2 Donde: P = Presión de vapor en el soplador v = Volumen específico del vapor sobrecalentado o saturado Dependiendo de donde se extrae el vapor para el soplado, debe preferirse vapor sobrecalentado para evitar fluidos corrosivos sobre la tubería a limpiar dentro de la caldera. El caudal de vapor está dado por:
∗ Donde: Q = Flujo de vapor V = Velocidad del vapor dentro del tubo del soplador El flujo másico de vapor entrando por el soplador es:
∗ Donde: m = Masa de vapor en un ciclo de soplado t = Tiempo de soplado en un soplador El flujo de bagazo depende entonces también del tiempo de soplado, la mayoría de sopladores se accionan manualmente por operarios por lo que se hace fundamental estandarizar el tiempo de soplado, la motorización y automatización de los sopladores es una estrategia que permite reducir el consumo de vapor.

491
Donde: B = Flujo de bagazo en un ciclo de soplado R = Razón de producción de vapor por bagazo (kgvapor/kgbagazo) El gasto de bagazo se debe estimar en base al rendimiento de cada caldera, un promedio aceptable para calderas antiguas es de 2 kg vapor / kg de bagazo. La pérdida final será lógicamente influenciada por el número de días de la zafra.
∗ ∗ Donde: Bs = Gasto de bagazo por soplador por zafra f = Frecuencia de soplado por día d = Número de días de operación por zafra. El costo por consumo de cada soplador será influenciado por el costo que cada ingenio le asigne a su bagazo.
∗ Donde: Cs = Costo total de soplado por soplador /zafra Cb = Costo de una tonelada de bagazo. Finalmente el costo de soplado será la suma del costo de soplado de cada uno de los sopladores utilizados en todas las calderas del ingenio.
1 2 3 . . Donde: CT = Costo total de soplado por zafra n = Número de sopladores evaluados 5.2.4 Cálculo de pérdida de bagazo por soplado de parrilla El procedimiento para estimar el gasto de bagazo por soplado en un tren de válvulas de soplado de parrilla es el mismo que para los sopladores de hollín: Para calcular el vapor que se gasta en el soplado de parrilla en una sola válvula, primero debe calcularse el área del tubo de la válvula ON/OFF por donde fluirá el vapor:
2^2
Donde: A = Área del tubo del soplador (m2) D = Diámetro interno del tubo (m)

492
Para calcular la velocidad a la que fluirá el vapor en la válvula se utiliza la ecuación siguiente:
2 ∗ ∗ ^1/2 Donde: P = Presión de vapor en la válvula v = Volumen específico del vapor sobrecalentado o saturado Dependiendo de donde se extrae el vapor para el soplado, debe preferirse vapor sobrecalentado para evitar fluidos corrosivos sobre la parrilla. El caudal de vapor está dado por:
∗ Donde: Q = Flujo de vapor V = Velocidad del vapor dentro de la válvula El flujo másico de vapor entrando por el soplador es:
∗ Donde: m = Masa de vapor en un ciclo de soplado t = Tiempo de apertura de una válvula ON/OFF El flujo de bagazo depende entonces también del tiempo de soplado, la mayoría de sopladores se accionan manualmente por operarios por lo que se hace fundamental estandarizar el tiempo de soplado. La motorización y automatización de los sopladores es una estrategia que permite reducir el consumo de vapor.
Donde: B = Flujo de bagazo en un ciclo de soplado R = Razón de producción de vapor por bagazo (kgvapor/kgbagazo) El gasto de bagazo se debe estimar en base al rendimiento de cada caldera, un promedio aceptable para calderas antiguas es de 2 kg vapor / kg de bagazo. La pérdida final será lógicamente influenciada por el número de días de la zafra.
∗ ∗ Donde: Bp = Gasto de bagazo por soplador por zafra f = Frecuencia de soplado por día d = Número de días de operación por zafra. El costo por consumo en cada válvula será influenciado por el costo que cada ingenio le asigne a su bagazo.
∗

493
Donde: Cs = Costo total de soplado por válvula /zafra Cb = Costo de una tonelada de bagazo. Finalmente el costo de soplado será la suma del costo de soplado de cada una de las válvulas utilizadas en todas las calderas del ingenio.
1 2 3 . . Donde: CT = Costo total de soplado por zafra n = Número de válvulas evaluadas 5.2.5 Cálculo de pérdida de calor por radiación Se multiplica el poder calorífico del bagazo (7424 BTU/lb) por el porcentaje de pérdida correspondiente al flujo de la caldera según el Cuadro 14.
Pérdida por radiación en kJ/kgbagazo ∗ % é
Donde: PR = Pérdida de calor por radiación PCb = Poder calorífico del bagazo (7424 BTU/lb) %pérdida = Valor de Cuadro 10 según flujo de vapor de la caldera
La pérdida de calor por radiación aumenta a medida que la caldera entrega menos vapor, mientras que la pérdida se diluye mientras mayor es el flujo de la caldera, esto se debe a que el calor radiado tiene mayor oportunidad de ser transferido al agua, con menor flujo de vapor fluyendo por las paredes de la caldera sobra calor y aumenta la probabilidad de pérdida al ambiente.
Cuadro 14. Pérdida de calor por radiación según flujo de vapor
5.2.6 Cálculo de pérdida por formación de monóxido de carbono Para el cálculo de las pérdidas se utiliza el concepto de volumen de gases secos:
4.424 ∗ 0.058 ∗ 1 %
kJ/kg BTU/lb
flujo <= 55000 1.2% 89 38
55001 < flujo < 100000 1.0% 74 32
100001 < flujo < 155000 0.8% 59 26
155001 < flujo < 225000 0.7% 52 22
225001 < flujo < 500000 0.5% 37 16
flujo >500000 0.4% 30 13
Pérdida de energía% pérdidaSi el flujo de vapor es

494
Donde: VGS = Volumen da gases secos EA = Exceso de aire %Wb = % de humedad del bagazo
Pérdida por CO en kJ/kgbagazo
2358000 ∗ ∗ %∗ 186.51 0.94295 ∗ %
Donde: PC = Pérdida de energía por combustión incompleta (CO) PCb = Poder calorífico del bagazo (7424 kJ/kg) %CO = % de CO en gases medido en ducto después del horno Para fines prácticos pude utilizarse la siguiente fórmula, la cual representa la pérdida que en los gases de combustión puede atribuirse al CO, esta pérdida es diferente a la pérdida por combustión incompleta anterior.
0.03 ∗ 1 ∗ 5.86 ∗ 0.54 2.09 ∗ )
Donde: PGCO = Pérdida de calor en gases por monóxido de carbono Tgch = Temperatura de gases en la chimenea (antes del lavador de gases) Wb = % de humedad de bagazo EA = Exceso de aire 5.2.7 Cálculo de pérdida por nitrógeno en el comburente Según la información del Cuadro 3, el nitrógeno arrastra el 48 por ciento del calor contenido en los gases, por lo tanto el 48 por ciento de las pérdidas en los gases de combustión se pueden atribuir al nitrógeno presente, véase la sección 5.1.1. Para fines prácticos pude utilizarse la siguiente fórmula, la cual representa la pérdida que en los gases de combustión puede atribuirse al N2.
Pérdida en gases por nitrógeno en kJ/kgbag
0.48 ∗ 1 ∗ 5.86 ∗ 0.54 2.09 ∗ )
Donde: PGN = Pérdida de calor en gases por nitrógeno Tgch = Temperatura de gases en la chimenea (antes del lavador de gases) Wb = % de humedad de bagazo EA = Exceso de aire 5.2.8 Cálculo de pérdida por humedad del combustible Para fines prácticos la pérdida por humedad se calcula en base a la pérdida de poder calorífico del bagazo con la siguiente ecuación, la cual es aplicable solo si el poder calorífico inferior del bagazo está entre 17000 - 17500 kJoule/kg.

495
207.63 ∗
Donde: PW = Pérdida de energía por humedad de bagazo (kJ/kg) PCI = Poder calorífico inferior del bagazo en kJ/kg Wb = % de humedad de bagazo Para fines prácticos pude utilizarse la siguiente fórmula, la cual representa la pérdida que en los gases de combustión puede atribuirse al agua. Esta pérdida es diferente a la calculada por pérdida de poder calorífico.
0.40 ∗ 1 ∗ 5.86 ∗ 0.54 2.09 ∗ )
Donde: PGA = Pérdida de calor en gases por vapor de gua Tgch = Temperatura de gases en la chimenea (antes del lavador de gases) Wb = % de humedad de bagazo EA = Exceso de aire Cálculo de porcentaje de cenizas en bagazo
Poner a secar la cápsula de porcelana en el horno durante aproximadamente 30 minutos y dejar enfriar, pesar la cápsula de porcelana vacía y anotar el peso Pv.
En la cápsula de porcelana colocar la muestra la cual pesa aproximadamente 10 gramos.
Llevar la cápsula a la mufla y calcinarla durante aprox. 4 horas, 1 hora a 600 °C, y 3 horas a 800 oC. (La mufla debe estar programada previamente). Verificar el aspecto de las cenizas que debe ser de un color claro uniforme. No deben aparecer partículas de carbón, en caso contrario introducir de nuevo en la mufla.
Liberar la temperatura de la mufla abriendo una mínima parte la puerta por aproximadamente 1 hora.
Enfriar la muestra a temperatura ambiente durante 30 minutos aproximadamente.
Pesar la cápsula de porcelana y anotar como Ps.
10∗ 100
Donde: Z = % de cenizas en bagazo Ps = Peso de la cápsula con las cenizas. Pv = Peso de la cápsula vacía. 5.2.9 Cálculo de pérdidas por cenizas contenidas en el combustible

496
Para fines prácticos la pérdida por cenizas se calcula en base a la pérdida de poder calorífico del bagazo con la siguiente ecuación, la cual es aplicable solo si el poder calorífico inferior del bagazo está entre 17000 - 17500 kJoule/kg.
196.09 ∗ Donde: PZ = Pérdida de energía por cenizas en bagazo (kJ/kg) Z = % de cenizas en bagazo 5.3 Recomendaciones para la reducción de pérdidas En el Cuadro 15 aparecen los parámetros con los que se debe contar para poder hacer estimaciones de las pérdidas térmicas en calderas bagaceras, en el cuadro aparecen también los datos típicos de una planta promedio que opera en condiciones normales. Los parámetros citados son los factores que deben evaluarse para disminuir las pérdidas térmicas de una caldera bagacera. Factores negativos del combustible: Fundamentalmente la humedad, la cantidad de cenizas minerales presentes y que provienen del campo. Factores negativos de la operación: El exceso de aire definido en el control de la caldera, las horas de operación de la caldera y la frecuencia y la duración del soplado de hollín, soplado de parrilla y limpieza de ceniceros. Factores negativos del diseño: La eficiencia de la recuperación de calor, consumo de combustible y la razón de producción de vapor.
Cuadro 15. Parámetros necesarios para calcular pérdidas en calderas
En el Cuadro 16, aparecen las ocho pérdidas más importantes que se presentan en una caldera bagacera, la mayor pérdida se da debido a la humedad asociada especialmente al combustible (84.5%), seguida de la pérdida en los gases de combustión que salen por la chimenea hacia la atmósfera (7.2%) y también son de magnitud considerable las pérdidas por las cenizas presentes en el combustible (6.4%). Dentro de las
Parámetros para cálculo de pérdidas UDM Ejemplo
Humedad del combustible % 50
Exceso aire 1.xx 1.4
Tgases °C 150
Tcenizas °C 300
Bagazo no quemado en los residuos % 38
Flujo de residuos kg/h 100
Poder calorífico inferior del combustible kJ/kg 17231
Poder calorífico del combustible en residuos kJ/kg 12924
Horas de operación al año h 3600
Consumo de combustible por hora kg/h 50000
Frecuencia de soplado de hollín veces/día 3
Consumo de bagazo por un soplador kg 82
Consumo de bagazo en un soplado parrilla kg 20
Razón de producción de vapor kbvapor/kgbagazo 2
Cenizas en bagazo % 4
Concentración de CO ppm 1000
Volumen de gases secos m3/kg 3.07

497
pérdidas por los gases calientes a la atmósfera, la mayor pérdida es la asociada al calor arrastrado por el nitrógeno del aire y al vapor de agua, este último consecuencia de la humedad del combustible. Las pérdidas por soplado de hollín y parrilla se asocian con la pérdida de bagazo, al multiplicar la pérdida de bagazo por el poder calorífico del mismo se obtiene la pérdida energética por soplador y por zafra la que puede ser bastante considerable. Las pérdidas menores son las asociadas con la radiación (1.4%), bagazo no quemado (0.1%), mala combustión (0.3%) y calor de cenizas extraídas (0.1%).
Cuadro 16. Pérdidas en calderas
5.3.1 Recomendaciones para la reducción de la pérdida en gases Para reducir las pérdidas de calor en los gases de combustión existen tres vías de acción, como puede verse en la fórmula respectiva, las pérdidas dependen de tres factores, la humedad del bagazo, el exceso de aire y la temperatura a la que salen los gases de la caldera después de los recuperadores. Disminuir la humedad del bagazo (vapor de agua): En las gráficas de la Figura 30, para cuatro diferentes cantidades de exceso de aire, se ilustra como varían las pérdidas de calor en los gases, de acuerdo a la humedad del bagazo y la temperatura de dichos gases a la salida de los recuperadores. Para cualquier exceso de aire, si el porcentaje de humedad del bagazo aumenta se tiene una reducción de las pérdidas, la explicación de este fenómeno se debe a que la proporción de nitrógeno presente en el aire disminuye, dado que el nitrógeno es el mayor secuestrador de calor, al bajar también bajan las pérdidas
Fórmula
1 Pérdida en los gases 843 kJ/kggases 363 BTU/lb 7.3%
En el CO 25 kJ/kggases 11 BTU/lb 0.2%
En el N2 405 kJ/kggases 174 BTU/lb 3.5%
EN el Vapor 337 kJ/kggases 145 BTU/lb 2.9%
En el O2, CO2 y Ar PG‐PGCO‐PGN‐PGA 76 kJ/kggases 33 BTU/lb 0.7%
2Pérdida en las cenizas de caldera
0.2%
Por inquemados 8 kJ/kgbagazo 3 BTU/lb 0.1%
Por calor en cenizas 17 kJ/kgbagazo 7 BTU/lb 0.1%
3 Pérdida por radiación 172 kJ/kgbagazo 74 BTU/lb 1.5% 1.5%
4Pérdida por generación de CO
108 kJ/kgbagazo 47 BTU/lb 0.9% 0.9%
5 Pérdida por humedad 9966 kJ/kgbagazo 4294 BTU/lb 85.9% 85.9%
6Pérdida por ceniza en combustible
490 kJ/kgbagazo 211 BTU/lb 4.2% 4.2%
total 11605 kJ/kgbagazo 5000 BTU/lb 100.0% 100%
7Pérdida por soplado de hollín
36900kgbagazo/soplador‐
zafra15898 Lb/zafra
8Pérdida por limpieza de parrilla
9000kgbagazo/soplador‐
zafra3878 Lb/zafra
Pérdida Cálculos
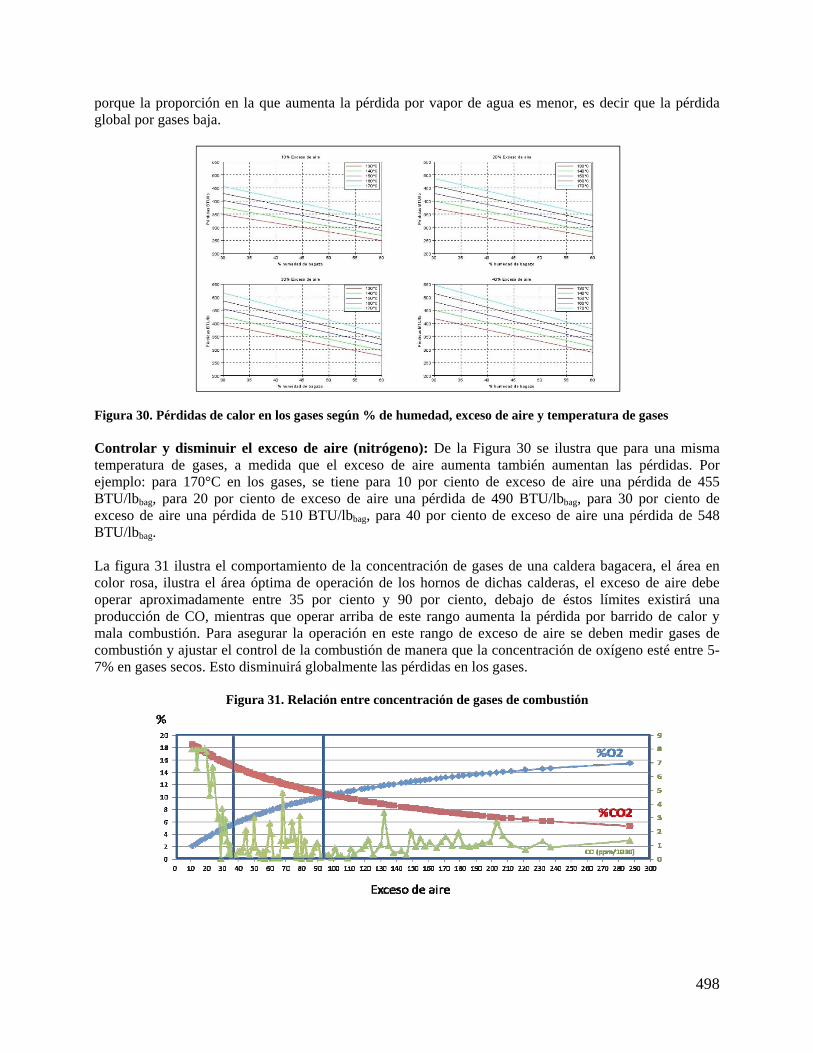
498
porque la proporción en la que aumenta la pérdida por vapor de agua es menor, es decir que la pérdida global por gases baja.
Figura 30. Pérdidas de calor en los gases según % de humedad, exceso de aire y temperatura de gases Controlar y disminuir el exceso de aire (nitrógeno): De la Figura 30 se ilustra que para una misma temperatura de gases, a medida que el exceso de aire aumenta también aumentan las pérdidas. Por ejemplo: para 170°C en los gases, se tiene para 10 por ciento de exceso de aire una pérdida de 455 BTU/lbbag, para 20 por ciento de exceso de aire una pérdida de 490 BTU/lbbag, para 30 por ciento de exceso de aire una pérdida de 510 BTU/lbbag, para 40 por ciento de exceso de aire una pérdida de 548 BTU/lbbag. La figura 31 ilustra el comportamiento de la concentración de gases de una caldera bagacera, el área en color rosa, ilustra el área óptima de operación de los hornos de dichas calderas, el exceso de aire debe operar aproximadamente entre 35 por ciento y 90 por ciento, debajo de éstos límites existirá una producción de CO, mientras que operar arriba de este rango aumenta la pérdida por barrido de calor y mala combustión. Para asegurar la operación en este rango de exceso de aire se deben medir gases de combustión y ajustar el control de la combustión de manera que la concentración de oxígeno esté entre 5-7% en gases secos. Esto disminuirá globalmente las pérdidas en los gases.
Figura 31. Relación entre concentración de gases de combustión
499
Procedimiento para realizar un análisis de gases en sitio: El procedimiento que se recomienda para tomar muestras de gas y analizarlas en un analizador portátil es el siguiente:
Esperar a que la caldera tenga una operación estable y normal
Durante las mediciones no soplar hollín ni realizar actividades de limpieza en la parrilla
No abrir registros de la caldera para evitar entradas de aire exterior
Ingresar la sonda del medidor portátil en los puntos de muestreo del ducto de gases, de preferencia inmediatamente después del horno antes del economizador y precalentador, es deseable que existan varios agujeros para tomar muestras de gas a lo ancho del ducto y luego hacer un promedio de los valores medidos
Registrar la concentración de gases hasta que las medidas en pantalla permanezcan sin variaciones relevantes
Cuidar de que no hayan entradas de aire cerca del punto de muestreo y que en el final de la sonda donde hace contacto con la caldera tenga un sello en toda la periferia
Asegurarse que el medidor de gases tenga un filtro libre de impurezas y que la trampa de condensado esté vacía, procurar que dicha trampa opere siempre en vertical
Guardar las mediciones en las memorias internas del aparato medidor para su descarga y análisis posterior
Repetir el proceso todas las veces que la operación lo permita hasta tener un mínimo de 20 medidas por caldera, puede esperarse 2 minutos entre mediciones
Repetir periódicamente los análisis, especialmente si han cambiado las condiciones de operación de la caldera
Llevar registros escritos de la concentración promedio de cada gas por caldera, ver formato de la Figura 32.
Figura 32. Registro de concentración de gases por caldera
Disminuir la temperatura de gases (Recuperación de calor): En cada gráfica de la Figura 31, se observa en las curvas, sin importar el valor de exceso de aire, que a medida que baja la temperatura de los gases la pérdida disminuye. Por ejemplo: para 30 por ciento de exceso de aire y 50 por ciento de humedad, a 170°C la pérdida es de 420 BTU/lb, mientras que para 130°C es de 320 BTU/lb. La temperatura de gases está influenciada por la humedad del bagazo, por el exceso de aire, por la temperatura de aire primario y secundario, turbulencia de la mezcla y por los equipos de recuperación de
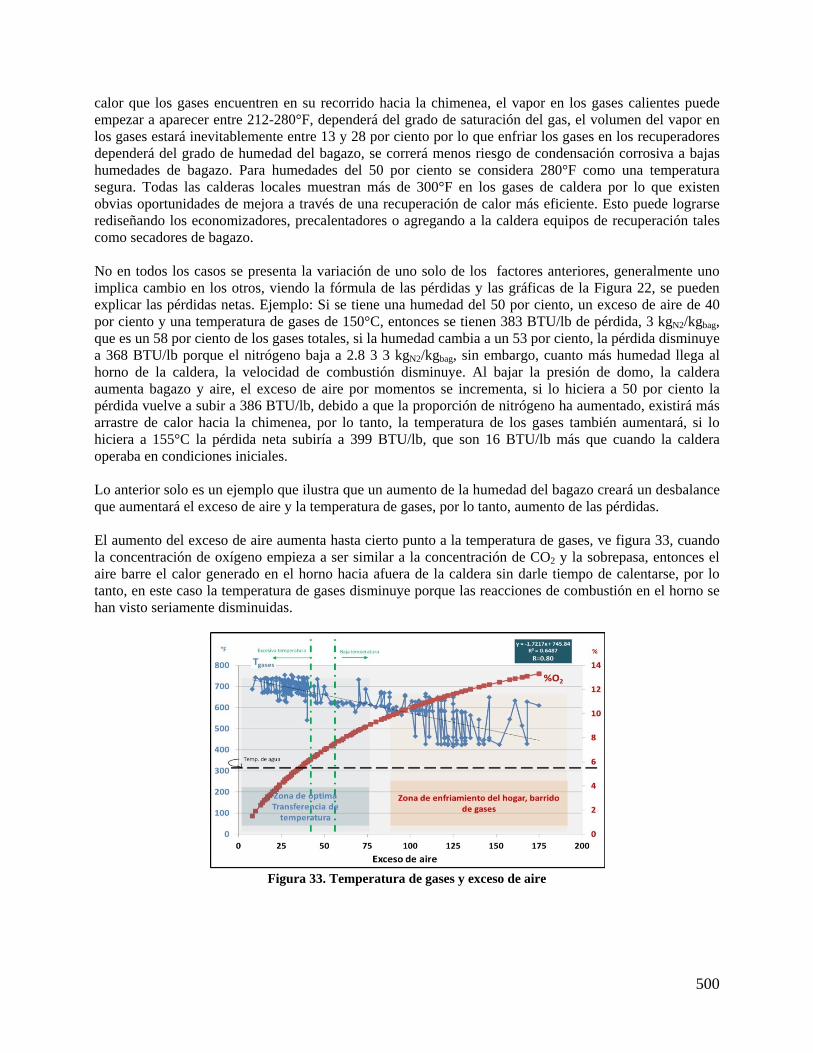
500
calor que los gases encuentren en su recorrido hacia la chimenea, el vapor en los gases calientes puede empezar a aparecer entre 212-280°F, dependerá del grado de saturación del gas, el volumen del vapor en los gases estará inevitablemente entre 13 y 28 por ciento por lo que enfriar los gases en los recuperadores dependerá del grado de humedad del bagazo, se correrá menos riesgo de condensación corrosiva a bajas humedades de bagazo. Para humedades del 50 por ciento se considera 280°F como una temperatura segura. Todas las calderas locales muestran más de 300°F en los gases de caldera por lo que existen obvias oportunidades de mejora a través de una recuperación de calor más eficiente. Esto puede lograrse rediseñando los economizadores, precalentadores o agregando a la caldera equipos de recuperación tales como secadores de bagazo. No en todos los casos se presenta la variación de uno solo de los factores anteriores, generalmente uno implica cambio en los otros, viendo la fórmula de las pérdidas y las gráficas de la Figura 22, se pueden explicar las pérdidas netas. Ejemplo: Si se tiene una humedad del 50 por ciento, un exceso de aire de 40 por ciento y una temperatura de gases de 150°C, entonces se tienen 383 BTU/lb de pérdida, 3 kgN2/kgbag, que es un 58 por ciento de los gases totales, si la humedad cambia a un 53 por ciento, la pérdida disminuye a 368 BTU/lb porque el nitrógeno baja a 2.8 3 3 kgN2/kgbag, sin embargo, cuanto más humedad llega al horno de la caldera, la velocidad de combustión disminuye. Al bajar la presión de domo, la caldera aumenta bagazo y aire, el exceso de aire por momentos se incrementa, si lo hiciera a 50 por ciento la pérdida vuelve a subir a 386 BTU/lb, debido a que la proporción de nitrógeno ha aumentado, existirá más arrastre de calor hacia la chimenea, por lo tanto, la temperatura de los gases también aumentará, si lo hiciera a 155°C la pérdida neta subiría a 399 BTU/lb, que son 16 BTU/lb más que cuando la caldera operaba en condiciones iniciales. Lo anterior solo es un ejemplo que ilustra que un aumento de la humedad del bagazo creará un desbalance que aumentará el exceso de aire y la temperatura de gases, por lo tanto, aumento de las pérdidas. El aumento del exceso de aire aumenta hasta cierto punto a la temperatura de gases, ve figura 33, cuando la concentración de oxígeno empieza a ser similar a la concentración de CO2 y la sobrepasa, entonces el aire barre el calor generado en el horno hacia afuera de la caldera sin darle tiempo de calentarse, por lo tanto, en este caso la temperatura de gases disminuye porque las reacciones de combustión en el horno se han visto seriamente disminuidas.
Figura 33. Temperatura de gases y exceso de aire

501
5.3.2 Recomendaciones para la reducción de pérdidas por combustible sin quemar Para reducir las pérdidas por bagazo sin quemar en los residuos de la caldera, hay tres fundamentales vías de acción, las cuales aumentan el tiempo de residencia de las partículas y aceleran las reacciones de la biomasa en el horno. Es importante hacer muestreos periódicos de los residuos de cada cenicero para establecer la pérdida en cada uno de ellos. Implementar aire sobre fuego (overfire): En muchas calderas de bagazo no existe en el sistema de aire secundario un flujo de aire caliente dirigido hacia la zona inmediatamente arriba de la combustión del horno, comúnmente llamado overfire. Este flujo de aire debe existir en todos los hornos con combustibles sólidos, generalmente debe ser instalado abajo del área más delgada del horno de manera que los gases aún no hayan acelerado en su recorrido hacia la chimenea. De esta manera se logrará contar con una fina cortina enriquecida de oxígeno la cual favorece la combustión completa de las partículas de CO pero también de partículas sólidas en proceso de volatización. Una cortina de aire en esta zona del horno también favorece que las partículas sólidas suspendidas se queden atrapadas en el remolino turbulento del horno en donde finalmente deben combustionar por completo. El aire de sobre fuego no debe ser calculado de manera arbitraria, el flujo de aire sobre fuego debe de representar el exceso de aire estimado para la correcta combustión. Para una caldera con bagazo al 50 por ciento de humedad y un 35 por ciento de exceso de aire el flujo para sobre fuego no debiera exceder 1 kgaire/kgbagazo. Se prefiere que el aire sobre fuego sea tomado de la atmósfera y sea calentado en el precalentador de aire de manera independiente al aire primario, esto permitirá dar una mayor flexibilidad a la operación de los ventiladores de la caldera. La temperatura del aire sobre fuego puede ser más fría que la temperatura del aire primario, de manera que no se sacrifique superficie en el precalentador para el aire primario pero que tampoco el aire sobre fuego enfríe los gases que transferirán su calor en las áreas convectivas de la caldera. Hogares muy negativos: Un mal control de la presión del hogar y operar con los ventiladores inducidos manuales, provocará que los gases capturen sólidos sin quemar y éstos sean arrastrados hacia los ceniceros intermedios y traseros así como a la chimenea directamente, este fenómeno podría incrementarse si la caldera no cuenta con aire sobre fuego. Se han evidenciado calderas operando con ventiladores con vacíos mayores a –1.0 plgH2O, esto indudablemente provoca también pérdidas de calor. Por lo anterior se recomienda manejar los hornos de las calderas lo menos negativos posibles, se han observado, calderas con buena combustión en valores cercanos a -0.4 plgH2O, aunque si la caldera no “sopla” pueden usarse presiones aún menos negativas. No debe esperarse a que bagazo sin quemar salga por la chimenea para regular la presión del horno, si los muestreos de los residuos del cenicero intermedio de la caldera demuestran cantidades considerables de bagazo sin quemar entonces se deben tomar acciones correctivas en el set del vacío del hogar. Aire primario inadecuado: Las pérdidas evidenciadas en el cenicero frontal de la caldera se pueden reducir principalmente efectuando limpiezas de parrilla controlando la frecuencia, el tiempo y la presión de las mismas. Se debe tomar en cuenta que en las calderas que son limpiadas manualmente por los operadores existe una tendencia a ahorrarse trabajo manual, a través de sobre-soplar las parrillas, además. El aire forzado debajo de la parrilla es el encargado de secar velozmente el bagazo, si éste no está lo suficientemente caliente, el secado será lento y muchas partículas sin quemar se quedarán en los azadones en la limpieza manual. Debe aumentarse todo lo posible la temperatura del aire primario para que las pilas de bagazo sobre la parrilla sean de poca altura y se quemen rápidamente. Debe verificarse que toda la superficie donde se estén formando las pilas de bagazo cuente con perforaciones para el aire primario, de otra manera el bagazo terminará en el cenicero frontal antes de quemarse.

502
5.3.3 Recomendaciones para la reducción de pérdidas por soplado de hollín Para reducir el vapor consumido en las operaciones de soplado de hollín debe ponerse atención a las siguientes recomendaciones: Atender las instrucciones del fabricante de la caldera y del soplador. Reducir la presión de soplado, calibrar antes de cada zafra los sopladores de hollín a la presión de fabricante, si no existe ese dato soplar con vapor de 100 psig. Evaluar si la velocidad de los sopladores retráctiles no puede ser más rápida, probar su efectividad con velocidades mayores. Motorizar y automatizar la operación de soplado de hollín. Soplar con menos frecuencia la caldera, utilizar la temperatura de gases después del horno o en su defecto después del precalentador y economizador. Cuando la temperatura disminuya un grado centígrado deberá soplarse, de lo contrario no hay ninguna evidencia que la superficie de transferencia de la caldera está sucia. Evitar el soplado por rutina. Utilizar vapor sobrecalentado especialmente vapor de la misma caldera para así evitar condensación en las tuberías de vapor, dentro de los sopladores y dentro de la caldera. Verificar que el número de perforaciones a lo largo del tubo de cada soplador esté teniendo un efecto de limpieza efectiva en las superficies sucias de la caldera. 5.3.4 Recomendaciones para la reducción de pérdidas por soplado de parrilla Para reducir la pérdida de vapor por soplado de parrilla se deben adoptar las siguientes estrategias: Debe tratarse de automatizar la apertura de válvulas de soplado, de manera que siempre consuman vapor en una cantidad fija de tiempo. Determinar la frecuencia óptima de soplado, cualquier soplado de parrilla fuera de la frecuencia estimada deberá ser con autorización de un jefe superior. No se debe dejar a criterio solo del calderista la frecuencia de soplado porque se podría caer en el hábito de soplar más de la cuenta la parrilla con el objetivo de ahorrarse trabajo manual en la limpieza con azadón. La presión máxima de soplado la determina al fabricante de las toberas y parrilla, se recomienda utilizar la menor presión posible. Soplar siempre de atrás para adelante para favorecer el barrido de cenizas hasta el cenicero frontal. Utilizar siempre trampas de vapor en las líneas de soplado para evitar choques térmicos durante el soplado. No soplar con más de una válvula a la vez para evitar pérdidas de presión en la línea principal de la caldera.

503
5.3.5 Recomendaciones para la reducción de pérdidas por radiación Para reducir la energía (calor) por radiación, se recomiendan las siguientes estrategias: Aislar adecuadamente el cuerpo de la caldera, especialmente la parte correspondiente al horno. Mejorar aislamiento en registros, sellos, mirillas, ductos, etc., y todo lo que pudiera representar superficies no aisladas a lo largo del horno. Mantener un adecuado aislamiento en las partes convectivas de la caldera. Operar la caldera con el flujo de vapor lo más cercano al flujo nominal de la caldera. 5.3.6 Recomendaciones para la reducción de CO Para mantener bajo control el CO se debe mantener bajo control la concentración de O2, es decir que el exceso de aire debe de aportarse en la medida que ambos muestren valores bajos. Una óptima combustión se presenta: Para calderas antiguas el exceso de aire debe manejarse de manera que la concentración de oxígeno en los gases de combustión esté entre 5-7 por ciento, medido con un medidor de gases secos (tipo Bacharach). Para calderas nuevas el exceso de aire debe manejarse de manera que la concentración de oxígeno en los gases de combustión esté entre 4-5 por ciento, medido con un medidor de gases secos (tipo Bacharach). La evidencia de las recomendaciones anteriores se da en base a los resultados de más de 300 muestras de gases analizadas. En la Figura 34 aparece la distribución de muchas mediciones de gases realizadas en calderas bagaceras. De acuerdo al exceso de aire reportado por el medidor, se graficó la curva correspondiente a cada gas, % de O2 en azul, % de CO2 en rojo y las ppm de CO/1000 en verde. El CO2 es la medida que indica una correcta transformación del carbono de la fibra del bagazo en energía, ya que mide la oxidación completa con la suficiente cantidad de oxígeno. En la Figura, a lo largo de todo el eje de exceso de aire, se pueden delimitar tres áreas: la primera (de izquierda a derecha) implica la mayor conversión de energía, ya que hay una alta concentración de CO2, sin embargo, en la práctica, algunas calderas han mostrado altos índices de concentración de CO, lo que indica que se debe sacrificar eficiencia de combustión a cambio de no permitir emisiones nocivas para el ambiente ni temperaturas muy altas en los gases de combustión. La segunda área, muestra una depresión de la curva de CO2 y también bajos niveles de CO, lo que sugiere que es el área de operación más eficiente. La tercera área, demuestra como la concentración del O2 está por encima del CO2, lo que evidencia enfriamiento del hogar y sobre exceso de aire, es decir, que se está barriendo el combustible sólido, debido al volumen de aire (nitrógeno + oxígeno) que entra, el bagazo no reacciona y va hacia la chimenea junto con parte del calor que debiera transferirse al agua de alimentación. Dentro de la segunda área se puede identificar un punto óptimo donde se encuentra un equilibrio y buen balance de la concentración de gases. El punto que se sugiere como el óptimo es alrededor de 7.2 por ciento de O2 que en la Figura corresponde a un 54 por ciento de exceso de aire y un 13.3 por ciento de CO2. Se eligió éste punto por las siguientes razones:
1. Se aleja lo suficiente de la frontera de operación en donde con un pequeño cambio en las condiciones del bagazo y/o la presión de domo, que a su vez produzca una desaceleración en el ventilador de aire forzado, se eleva drásticamente la concentración de CO.

504
2. Mantiene un valor aceptable de CO2, que indica máxima conversión del carbono del bagazo, sin riesgo de generación de CO ante ligeras variaciones del control del aire forzado, se mantienen altas la eficiencia de combustión, la temperatura media de gases de combustión y baja la concentración de CO.
3. Concentración óptima de oxígeno, asegurando operar la caldera lejos del área de pérdida de calor por barrido del volumen extra de aire (nitrógeno + oxígeno) en el horno.
En el Cuadro 17, aparecen las concentraciones promedio de cada una de las calderas analizadas y en la Figura 34 se ven los puntos de operación promedio de cada una de las mismas. La caldera D y J operan en un área donde hay pérdidas de energía por combustible gaseoso (alto CO) y emiten mayor cantidad de CO a la atmósfera. La caldera E opera muy cercana al área de desbalance y riesgo de disparos del valor de CO, las calderas F y A son las calderas que mejor operan aunque aún tienen una oportunidad de mejora. La caldera B opera en un área satisfactoria aunque presenta valores de CO2 debajo de 12.5 por ciento lo que ya representa pérdidas de conversión de energía, las calderas H, K y G, opera muy cerca de la frontera donde con ligeras variaciones y aumentos del caudal de aire podrían estar operando con valores de CO2 menores a 10 por ciento lo que reduce significativamente la conversión de energía porque solo la mitad del posible carbono en el combustible está reaccionando, finalmente las calderas C, I y L operan con drástico sobre-exceso de aire, lo que aumenta el combustible sólido sin quemarse en los gases de chimenea, ceniceros y parrilla. Además, existe barrido de calor del horno a través del aire que el inducido saca de la caldera junto con los gases de combustión, esto se agudiza debido a que el control busca mantener una presión negativa en el hogar, sin importar la temperatura del horno.
Cuadro 17. Concentración promedio de gases de cada caldera analizada
Figura 34. Puntos de operación promedio de cada una de las calderas analizadas
Una caldera nunca opera en un punto determinado ya que el bagazo siempre está cambiando de acuerdo a humedad, poder calorífico y granulometría. Sin embargo, el valor óptimo propuesto es una referencia
A B C D E F G H I J K L
Exceso de aire EA % 49 65 117 21 41 46 81 69 163 37 73 179
Monóxido de carbono CO ppm 3117 363 291 6824 206 283 1653 409 2151 1434 49 1189
Oxígeno O2 % 6.6 7.9 10.9 3.5 6.0 6.4 9.0 8.0 12.7 5.6 8.7 13.3
Dióxido de carbono CO2 % 14.1 12.8 9.8 17.2 14.7 9.1 11.7 12.7 4.6 15.1 12.0 7.5
GasCaldera

505
central para que el control de las calderas busque estar siempre lo más cerca a éste punto en operación normal y así se asegure la mejor combustión bajo esas características del combustible. 5.3.7 Recomendaciones para la reducción de pérdidas por nitrógeno en comburente Para reducir el nitrógeno presente en la combustión solo hay un camino, reducir el exceso de aire y mantener dicho exceso por debajo de 50 por ciento. 5.3.8 Recomendaciones para la reducción de pérdidas por humedad El primer paso para reducir la pérdida por humedad es monitorear constantemente la humedad del combustible, los medidores de humedad en línea son los más recomendables ya que aportan suficientes datos para poder tomar acciones correctivas. La humedad del bagazo depende fundamentalmente de la operación de los molinos de caña, en donde el flujo de agua de imbibición y la calidad mecánica de los equipos y la operación determinan la poca o mucha agua que llegará al bagazo. Medidores de humedad: En la Figura 35 se ilustra un medidor de humedad en línea.
Fuente: www.moistTech.com
Figura 35. Medidor de humedad en línea
Al tener la humedad perfectamente monitoreada se pueden tomar acciones correctivas conjuntamente con los departamentos de extracción y/o molinos. 5.3.9 Recomendaciones para la reducción de pérdidas por ceniza en el combustible Para reducir la cantidad de arena presente en el bagazo se recomienda lo siguiente: El control de las cenizas (arena) en el bagazo debe empezar por mejorar las prácticas de alce y transporte para evitar que se traslade arena del campo hacia las fábricas. En fábrica limpiar la caña es fundamental, no importa si la limpieza es en seco o si la caña es lavada con agua, lo importante es remover la mayor cantidad de arena que haya entrado conjuntamente con la caña,

506
debe tratarse de que la arena no ingrese al proceso de molienda porque no solo afectará al bagazo sino también al jugo. Filtrar el bagazo: Si la arena y otras impurezas logran quedar en el bagazo aún puede filtrarse de manera que las partículas más finas como la arena queden atrapadas y sean separadas del bagazo que entrará en calderas. 6. Indicadores para medir la eficiencia A continuación se presenta una serie de índices e indicadores fundamentales para medir el desempeño de las operaciones y la eficiencia de una planta de Generación de energía en un ingenio azucarero. Muchos de estos índices aplican a la generación de vapor por lo que es de suma importancia su evaluación. Índice de eficiencia energética (IEE): Representa la energía aprovechada proveniente en los combustibles, es la relación entre la energía generada en caldera o turbina entre la energía contenida en los combustibles.
IEE=Ev/Eb*100Donde: Ev = Energía generada en la caldera o en la turbina por hora (Joules, kWh, BTU, kcal) Eb = Energía contenida en el combustible quemado por hora, ya sea bagazo, carbón o bunker (Joules, kWh, BTU, kcal) IEE = % de eficiencia energética. Índice de consumo fábrica (ICF): Es el consumo específico de vapor en el proceso de fabricación de azúcar de acuerdo a una cantidad específica de caña molida. Si disminuye el consumo de vapor en el proceso, se tendrán mayores excedentes de bagazo y se amplía el rango de fechas operativas de la planta generadora de energía.
ICF=mv/cmDonde: mv = Consumo de vapor en fábrica (kg/h) cm = Cantidad de caña molida (kg/h) ICF = kgvapor /kgcaña
Índice de consumo generación (ICG): Es el consumo específico de vapor en las turbinas del proceso de generación de energía de acuerdo a una cantidad específica de caña molida. Con mayor eficiencia de turbina se disminuye el consumo de vapor en el proceso, se tendrán mayores excedentes de bagazo.
ICG=mg/cmDonde: mg = Consumo de vapor en las turbinas (kg/h) cm = Cantidad de caña molida (kg/h) ICG = kgvapor /kgcaña

507
Índice de generación de electricidad excedente (IGE): Representa la energía eléctrica excedente y disponible para la venta u otros usos (de la generación total se resta el consumo interno) por la cantidad de caña molida. A mayor excedente de energía eléctrica mayores ingresos por aumento del volumen de venta a la red eléctrica nacional.
IGE=Ee/cmDonde: Ee = Energía generada menos consumo interno (kWh) cm = Cantidad de caña molida (kg/h) IGE = Energía excedente disponible por hora (kWh/kgcaña) Índice de generación de electricidad total (IGT): Representa la energía eléctrica generada por la cantidad de caña molida. Representa una medida de la capacidad tecnológica utilizada.
IGT=ET/cmDonde: ET = energía generada total (kWh) cm = cantidad de caña molida (kg/h) IGT = energía total generada por hora (kWh/kgcaña) Índice de generación de electricidad teórico (IGTE): Representa el potencial de energía eléctrica que se podría llegar a generar si se utilizara toda la capacidad instalada por la cantidad de caña molida. Representa el potencial tecnológico - energético instalado de la planta.
IGTE=Ei/cmi Donde: Ei = Energía según capacidad instalada (kWh) cmi = Cantidad de caña molida según capacidad instalada (kg/h) IGTE = Energía generable instalada por hora (kWh/kgcaña) Índice de generación de vapor con bagazo (IGVb): Representa la cantidad de vapor generado en calderas por la cantidad de bagazo utilizado como combustible. Representa el rendimiento del generador de vapor (caldera), a menor consumo de bagazo mayor excedente de combustible y mejor aprovechamiento de los recursos, también representa el rendimiento de caldera. Este índice se mide por caldera o por todo el conjunto de calderas operando con bagazo.
IGVb=mv/mb Donde: mv = Cantidad de vapor generado en caldera (s), kgv/h mb = Cantidad de bagazo quemado en caldera (s) kgb/h IGVb = (kgv/kgb) Índice de generación de vapor con bunker (IGVk): Representa la cantidad de vapor generado en calderas por la cantidad de bunker utilizado como combustible. Representa el rendimiento del generador de vapor (caldera), a menor consumo de bunker mayor excedente de combustible y mejor aprovechamiento de los recursos, también representa el rendimiento de caldera. Este índice se mide por caldera o por todo el conjunto de calderas operando con bunker.
IGVk=mv/mk

508
Donde: mv = Cantidad de vapor generado en caldera (s), kgv/h mk = Cantidad de bunker quemado en caldera (s) kgk/h IGVk = (kgv/kgk) Índice de generación de vapor con carbón (IGVcb): Representa la cantidad de vapor generado en calderas por la cantidad de carbón utilizado como combustible. Representa el rendimiento del generador de vapor (caldera), a menor consumo de carbón mayor excedente de combustible y mejor aprovechamiento de los recursos, también representa el rendimiento de caldera. Este índice se mide por caldera o por todo el conjunto de calderas operando con carbón.
IGVcb=mv/mcb Donde: mv = Cantidad de vapor generado en caldera (s), kgv/h mcb = Cantidad de bunker quemado en caldera (s) kgcb/h IGVcb = (kgv/kgcb) Índice de productividad del personal (IPPT): Representa la energía generada en una zafra, de acuerdo al recurso humano utilizado. Representa el aprovechamiento del recurso humano y la eficiencia en la logística de operaciones.
IPPT=E/z/#P Donde: E/z = Energía generada total durante la zafra (kWh/zafra) #P = Cantidad de recurso humano involucrado en los subprocesos de generación de energía (personas u horas-hombre) IPPT = Energía según el consumo de mano de obra (kWh/persona o kWh/h-hombre) Índice de productividad del personal en vapor (IPPV): Representa la cantidad de vapor generado, de acuerdo al recurso humano utilizado. Representa el aprovechamiento del recurso humano y la eficiencia en la logística de generación de vapor.
IPPV=mv/#P Donde: mv = Cantidad de vapor generado en caldera (s), kgv/zafra #P = Cantidad de recurso humano involucrado en generación de vapor (horas-hombre) IPPV = (kgv/h-hombre) Índice de productividad del personal en generación (IPPG): Representa la cantidad de energía eléctrica generada, de acuerdo al recurso humano utilizado. Representa el aprovechamiento del recurso humano y la eficiencia en la logística de generación de electricidad.
IPPG=E/#P

509
Donde: E = Cantidad de energía eléctrica generada, kWh/zafra #P = Cantidad de recurso humano involucrado en turbogeneradores de escape y condensación (horas-hombre) IPPG = (kWh/h-hombre) Rendimiento global (RG): Representa la manera en que es utilizada la energía eléctrica generada, ya sea consumida o vendida en un año, en los ciclos de generación escape y condensación.
RGT=CT/ET*100;VT/ET*100RGe=Ce/Ee*100;Ve/Ee*100
RGcg=Ccg/Ecg*100;Vcg/Ecg*100
Donde: RGT = Rendimiento total del ingenio (%; %) RGe = Rendimiento por escape (%; %) RGcg = Rendimiento por condensación (%; %) CT = Consumo interno total ingenio/año, ET = Energía total generada/año, VT = Venta total de energía/año. Ce = Consumo interno por escape/año, Ee = Energía total generada por escape/año, Ve = Venta total de energía por escape/año. Ccg = Consumo interno total por condensación/año, Ecg = Energía total generada por condensación/año, Vcg = Venta total por condensación/año. Índice de aprovechamiento de la capacidad (IAC): Representa el grado de utilización de la potencia instalada. Este índice puede usarse global o individualmente por cada turbogenerador instalado.
1 ∗ 100
Donde: Poti = Potencia eléctrica instalada (kW) Potg = Potencia eléctrica generada (kW) IAC = % de utilización de potencia Índice de aprovechamiento de la capacidad de vapor (IAV): Representa el grado de utilización de la capacidad de generación de vapor instalada. Este índice puede usarse global o individualmente para cada caldera.
1 ∗ 100
Donde: Vi = Capacidad de generación de vapor instalada (kgv/h) Vg = Capacidad de generación de vapor generada (kgv/h) IAV= % de utilización de vapor Rendimiento de beneficios (RB): Representa el grado de recuperación en ingresos por cada unidad monetaria utilizada en las operaciones del proceso de generación de energía. Un mayor RB puede ser generado aumentando las ventas o disminuyendo los costos.
RB=(Qv/Qc)*100

510
Donde: Qv = Ingresos monetarios por concepto de venta de energía y potencia al año (Quetzales/año) Qc =Costos monetarios (fijos y variables) por concepto de gestión, operación y mantenimiento del proceso de generación de energía (Quetzales/año) RB = % de beneficios. Eficiencia de Inversiones (EI): Representa el grado de recuperación en ingresos por cada unidad monetaria invertida en equipos e instalaciones nuevas cada año.
EI=(Qv/Qaf)*100 Donde: Qv = Ingresos monetarios por concepto de venta de energía y potencia al año (Quetzales/año) Qaf = Valor monetario de los activos fijos del proceso (Quetzales) EI = % de eficiencia financiera de lo invertido en activos fijos. Índice de disponibilidad (ID): Representa el tiempo que se generó energía bajo condiciones eficientes, normales y estables. Además, el tiempo que se cumplió con los contratos respectivos.
24 24 ∗ 100
Donde: to = Días de operación (zafra eléctrica) tp = Horas acumuladas en la zafra en las que no se generó tb = Horas acumuladas en la zafra en las que se generó menos de lo planeado o contratado ID = % de disponibilidad Tasa de estabilidad del rendimiento (TE): Representa el grado de estabilidad del proceso de generación de energía.
TE=(Gx/Gs)*100 Donde: Gx = Generación real de energía eléctrica / día (kWh) Gs = Generación estándar de energía eléctrica / día (kWh) TE = % de estabilidad Índice de generación (TG): Representa la energía generada por unidad de tiempo.
TG=E/t*100 Donde: E = Energía generada/mes (kWh) t = Días de operación/mes (día) TG = kWh/día

511
7. BIBLIOGRAFÍA 1. Administrador del Mercado Mayorista. 2011. Informe Estadístico 2010. Guatemala. 32 p. 2. Agüero A., Pisa J., Agüero C. y A. Torres. Poder calorífico del bagazo de caña de azúcar. Argentina.
6 p. 3. Agüero C., Pisa J. y R. Andina. 2006. Consideraciones sobre el aprovechamiento racional del
bagazo de caña como combustible. Argentina. 27: pp 8. 4. Anthony L. Kohan. 2000. Manual de Calderas. McGraw Hill. V1. España. 745 p. 5. Arzola De La Peña N. 2007. Determinación experimental del coeficiente de rigidez del bagazo.
Colombia. 27(2): pp 10. 6. Baloh Tone and Enrique Wittwer. 1995. Energy Manual for sugar factories. 2nd. Edición. Bartens.
Alemania. 200 p. 7. Barroso Jorge, Barrera Félix, Amavedac Hippolyte and Antonio Lozano. 2003. On the optimization
of boiler efficiency using bagasse as fuel. 13 p. 8. Bátres Luis. 2008. Beneficios económicos de instalar una planta cogeneradora de energía en
Guatemala. España. 89 p. 9. Bergmann James. 2005. Combustion analysis. 52 p. 10. Brito A., Beaton P., Ballester J. and C. Dopazo. Efficiency analysis of a boiler for suspension burning
of sugar cane. Cuba. 5 p. 11. Brizuela E. y S.D. Romano. Combustión, conceptos básicos. 12 p. 12. Burgess H. Jennings y Samuel R. Lewis. 1991. Aire acondicionado y refrigeración. CECSA. México.
799 p. 13. Calle L. Jorge y Santiago Ulloa A. 2008. Sistema de generación de energía eléctrica mediante
bagazo de caña de azúcar aplicado al vale de Yunguilla. 17 p. 14. Castillo Leonidas. 2010. Resultados zafra 2009-2010. Presentación de la Asociación de
cogeneradores independientes. Guatemala. 15. Chu Hsin. Stoichiometric calculations. 47 p. 16. Colaboradores de Wikipedia. 2014. Wikipedia, La enciclopedia libre. 8 de mayo del 2014, 17:22
UTC. Fecha de consulta: 12 de mayo del 2014, 20:44 UTC. http://es.wikipedia.org/. Códigos de versión: 74280765, 74320917, 74075445, 73567151, 74285272, 74155353, 74303731, 74319450.
17. Conae. 2007. Eficiencia en calderas y combustión. 21 p.

512
18. Deirdre A. Belle Oudry and David C. Dayton. Analysis of combustion products from the cofiring of coal and biomass fuels. 5 p.
19. Díaz R. 2008. Caracterización energética del bagazo de caña de azúcar del Ingenio Valdez. Ecuador,
4 p. 20. Diez Oscar, Cárdenas G. y Luis F. Mentz. 2010. Poder calorífico superior de bagazo, médula y sus
mezclas, provenientes de la caña de azúcar de Tucumán. Argentina. 87: pp 29-38. 21. Forero C. y Gordillo G. Gasificación adiabática del bagazo de caña de azúcar usando aire y vapor. 22. Gallimore. Spectrographic analysis of combustion products. 13 p. 23. Garcés Rosa y Sandra Martínez. Estudio del poder calorífico del bagazo de caña en la industria
azucarera de la zona de Risaralda. Colombia. 57 p. 24. García Ricardo. 2001. Combustión y combustibles. 23 p. 25. Geankoplis C.J. 1998. Procesos de transporte y operaciones unitarias. CECSA. 3ra. edición. USA.
1024 p. 26. Giraldo A., Oliva M. y R. Escalada. 2004. Combustión del bagazo en lecho fluidizado. 6 p. 27. Gómez Tomás. 2004. Mezclas reactivas y combustión. 19 p. 28. Hourigan Richard. 1999. Boiler combustion analysis. 2 p. 29. Huang Francis. 1987. Ingeniería Termodinámica. CECSA, México. 362 p. 30. Hugot Eugene. 1963. Manual para Ingenieros Azucareros. México. Continental S.A. de C.V. 804 p. 31. International Commission for Uniform Methods of Sugar Analysis (ICUMSA). 2006. Libro de
métodos. Bartens. Alemania. 32. Jiménez O., Aguilar E., Martínez B., Rangel D. y A. Gordillo. 2007. Evaluación de almidón
moldeado por inyección mediante impacto de baja energía. Perú. 9 p. 33. Kalra Yash. 1998. Handbook of reference methods for plant analysis I. CRC Press. Taylor & Francis
Group, USA. 34. Kenneth Wark, Jr. 1996. Termodinámica. Quinta Edición. Editorial McGRAW-HILL. Página (s): pp
783 - 787. 35. Khurshid Ali, Noor Ul Amin and Mohammad T. S. 2009. Physicochemical Study of bagasse and
bagasse ash from the sugar industries of NWFP. Pakistan. pp 375- 378.

513
36. Logan Christel. 2008. Régimen jurídico aplicable a la actividad de generación de energía eléctrica en el ordenamiento jurídico guatemalteco. Guatemala. 134 p.
37. Loroño Iñaki. Evacuación de humos de calderas individuales. 9 p. 38. Muñoz Mario. 2012. Análisis comparativo de gases de combustión de calderas bagaceras. Memoria
anual de resultados 2012. CENGICAÑA. Guatemala. 7 p. 39. Muñoz Mario. 2012. Caracterización del bagazo de cuatro ingenios azucareros de Guatemala.
Memoria anual de resultados 2012. CENGICAÑA. Guatemala. 6 p. 40. Muñoz Mario. 2013. Determinación de la concentración óptima de oxígeno en gases de combustión
de una caldera que utiliza bagazo como combustible. Memoria anual de resultados 2013. CENGICAÑA. Guatemala. 8 p.
41. Núñez Osvaldo. 2005. Análisis teórico de las calderas bagaceras. Tecnología química. 42. Osorio Salvador. Recursos energéticos de la biomasa y su aplicación industrial. España. 19 p. 43. Rendón José. 2006. Ahorro energético controlando la combustión. 6 p. 44. Robertson Archie. 2009. Oxy combustion boiler material development. 19 p. 45. Sánchez Inocencio. 2006. Índices Financieros. España. 9 p. 46. Sánchez Z., P. Gauthier and H. Escalante. 2013. Effect of particle size and humidity on sugarcane
bagasse combustion in a fixed bed furnace. CEIAM. Colombia. 13 p. 47. Severns. Producción de energía mediante aire, vapor o gas. Reverté. España. 454 p. 48. Sosa J. H. and S.A. Nebra. 2011. Two proposals to determine the efficiency of bagasse boiler. 49. Spiewak Scott A. 1987. Cogeneration & Small power production manual. USA. The Fairmont Press,
INC. 642 p. 50. Testo. 2010. Constituyentes de los gases de combustión. 3 p. 51. Testo. Análisis de gases de combustión en la industria. 52. TSI. 2004. Combustion analysis basics. 35 p. 53. Tyler G. Hicks. 1998. Manual de cálculos para las ingenierías. McGraw Hill. México. 3ra. edición.
Tomo II. 591 p. 54. Vargas Luis y F. La Fuente. 2000. Cogeneración en Chile, potencialidad y desafíos. Revista Chilena
de energía. Volumen 430. pp 1-4.

514
55. Villanueva Arturo. 1985. Los indicadores energéticos y su evolución en el país Vasco en relación con los económicos. España. 13 p.
56. Wiltsee G. 2000. Lessons learned from existing biomass power plants. 149 p. GLOSARIO Agotados Flujos de material con bajo contenido de energía debido a que ya la ha cedido al medio que lo rodea. Agua de alimentación Agua tratada, con muy bajo contenido de sales, la cual se alimenta en la caldera para convertirla en vapor, el cual será conducido a una turbina para generar electricidad. Agua de imbibición Agua con la que se sustituye en la caña molida al jugo azucarado, necesaria para la extracción del azúcar y la que origina la alta humedad del bagazo. Aire primario Aire atmosférico que se ingresa por debajo del horno para proveer oxígeno y provocar secado y combustión del bagazo caliente. Alimentador de bagazo Equipo que al rotar alimenta combustible al horno de la caldera, su velocidad de rotación obedece a un lazo de control automático que acciona de acuerdo a las condiciones operativas de la caldera y el horno. Bagazo Subproducto fibroso vegetal sobrante de la molida de la caña de azúcar. BiomasaCombustible de origen biológico, con considerable contenido de carbono e hidrógeno. BTU Unidad térmica británica, unidad de medida inglesa utilizada para medir la energía térmica (calor). Calcinar Proceso por el cual se somete una sustancia a alta temperatura con el fin de volatilizar y separar todos los componentes reactivos con el oxígeno. Caldera Equipo que se utiliza para evaporar agua aprovechando el calor de un fluido caliente. Calderas acuotubulares Calderas que se componen de tubos llenos de agua, por el exterior de los tubos fluye una sustancia más caliente que el agua, evaporándola. Calderista Persona encargada de realizar labores manuales en la caldera. Ceniceros Tolvas donde se depositan las cenizas y residuos provenientes de la combustión. Cenizas Residuos minerales y vegetales que quedan luego de la combustión de los componentes volátiles y reactivos de un combustible. Chifle Tolva que alimenta combustible desde el alimentador hasta el horno. Chimenea Ducto donde salen los gases calientes provenientes del horno.

515
CO Monóxido de carbono gaseoso. CO2 Dióxido de carbono gaseoso. Comburente Sustancia que aporta oxígeno a las reacciones de combustión. Combustible no quemado Bagazo que no se quema en el horno y que se pierde dentro de las cenizas. Coproducto En una actividad fabril, es el producto alternativo que puede elaborarse con las mismas materias primas o con materiales de desecho del producto principal. Domo Recipiente a presión en donde se almacena el agua que alimenta a la caldera. Economizador Intercambiador de calor cuya finalidad es calentar el agua que va para el domo. Edulcorantes Productos que “endulzan” y que provienen de la caña de azúcar. Endotérmica Que consume energía en forma de calor. Entalpía Medida de la energía interna que tienen los cuerpos asociada a su masa. Escape Vapor que descargan las turbinas luego de haber generado electricidad. Estequiométrico Que es en base a las rigurosas reacciones químicas. Fibra Contenido vegetal del bagazo. Gases Sustancias que se originan por la combustión del bagazo y el aire. Granulometría Tamaño y forma de las partículas de combustible. H2 Fórmula del hidrógeno Hermeticidad Que no deja entrar ni salir aire del exterior. Hollín Mezcla de cenizas y carbono sólido sin combustionar. Isoentrópico De entropía constante. La turbulencia Es el estado de movimiento de un fluido que se caracteriza por la aleatoria y caótica vorticidad tridimensional. La velocidad de combustión Velocidad a la que el combustible se seca, volatiliza y reacciona con el aire dentro del horno de una caldera. Molinos Molinos donde se separa el bagazo del jugo azucarado. Mufla Horno usado en laboratorio. N2 Símbolo del nitrógeno atmosférico contenido en el aire.

516
O2 Símbolo del oxígeno atmosférico contenido en el aire. Overfire Denominación del ventilador que forza aire arriba de la zona de llama del horno. Parrilla Piso del horno de una caldera acuotubular. Pila Combustible que se deposita sobre la parrilla del horno. PPM Partes por millón. Radiación Transferencia de calor desde el horno hacia el exterior del mismo. Recuperadores Equipos dentro de la caldera que aprovechan el calor excedente de los gases generados en la combustión. Soplador Equipo que sopla vapor sobre los tubos de la caldera para evitar incrustaciones y pérdidas en la capacidad de transferencia de calor. Turbinas de vapor Máquina que aprovechan la presión, temperatura y velocidad del vapor producido en las calderas para generar energía eléctrica. Válvula ON/OFF Válvula con dos posiciones de operación, toda abierta o toda cerrada. Zafra Periodo del año en que se procesa la caña de azúcar y se obtiene bagazo para ser utilizado como combustible. Generalmente de noviembre a mayo.

517
ESTUDIO DE CONSUMO ELÉCTRICO POR TRANSPORTE INTERNO DE BAGAZO Mario Muñoz Especialista en Eficiencia Energética, CENGICAÑA
RESUMEN En la optimización de las operaciones de una actividad fabril, se debe tratar de contar con el mínimo de operaciones de transporte, almacenaje y demoras o esperas. Estas operaciones no agregan valor al producto. En este estudio se analizó el sistema de transporte interno de bagazo en seis ingenios locales. En 150 días los ingenios consumen eléctricamente 4,341,600 kWh en esta operación. Aún existen muchos conductores de tablillas y en algunos casos hay conductores subutilizados transportando poco volumen y con motores consumiendo muy poca carga, todas estas condiciones presentan oportunidades de mejora y de aumento de la eficiencia. Algunas de estas mejoras fueron evaluadas y son recomendadas ya que representan un posible ahorro del 12 por ciento del consumo eléctrico actual.
Palabras claves: Electricidad, consumo, bagazo, conductores, eficiencia, ingenios, energía, biomasa.
ABSTRACT In optimizing the operations of a manufacturing business, you should try to have the minimum of transport, storage and delays or waiting operations. These operations do not add value to the product. In this study the internal transport system bagasse was analyzed in six local sugar mills. In 150 days in this operation, the six mills consumed 4,341,600 kWh. There are still many conveyors of tablets and in some cases there conveyors transporting low volume and electric motors consuming low load, all these conditions present opportunities for improvement. Some of these improvements were evaluated and are recommended as they represent a potential savings of 12% of current electricity consumption.

518
OBJETIVO Determinar el consumo energético de los conductores de bagazo de cada ingenio y recomendar opciones de mejora que permitan reducir dicho consumo. METODOLOGÍA En cada ingenio participante se hicieron mediciones de tamaño de conductores, se estimaron cargas de bagazo y se calculó peso y volumen trasegado a lo largo y ancho de cada conductor. Se midió el amperaje en cada motor y se calculó la potencia y energía eléctrica que está consumiendo en operación normal cada conductor. Para fines comparativos se estimó una zafra de 150 días y un costo promedio de $0.08/ kWh, esto permitió calcular el costo “eléctrico” por zafra al transportar bagazo en cada ingenio. RESULTADOS OBTENIDOS En los seis ingenios participantes se evaluaron 63 conductores de bagazo, 28 de tablillas y 35 fajas o bandas de hule. Para determinar la eficiencia en el consumo eléctrico se calcularon dos indicadores, el primero es el costo por zafra dado en $/zafra y el segundo es el consumo de potencia por unidad de masa transportada, dado en Watts/kg. Para demostrar eficiencia
ambos indicadores deben ser de una magnitud la más baja posible ya que el primero significa el costo de oportunidad del transporte y el segundo la eficiencia por transporte. Cuadro 1. Indicadores de consumo eléctrico en el sistema de
transporte de bagazo
En el Cuadro 1, aparecen los indicadores de consumo, en cuanto a costo total por zafra ingenio Pantaleón cuenta con el mayor costo $85,952/zafra e ingenio Tululá cuenta con los menores costos $42,115/zafra, sin embargo, cuando se analiza por peso trasegado el Ingenio Tululá es el menos eficiente con 14 Watts/kg y La Unión es el más eficiente con 8 Watts/kg. Los indicadores anteriores se ven afectados por los siguientes aspectos: Número de conductores, cada conductor representa un motor
más. Peso trasegado, a mayor volumen de bagazo mayor torque y
potencia requerida en la transmisión. Tamaño de los conductores, la longitud de cada conductor
define la cantidad de bagazo trasegado en tiempo real. Tipo de conductores, los conductores de tablillas consumen
mayor potencia porque tienen mayor peso y deben vencer la fricción de la cadena y tablillas sobre los pisos de los mismos. Los conductores de tablillas tienen costos ocultos tales como el mantenimiento y el cambio constante por desgaste de cadenas, tablillas y láminas.
El tamaño del motor, los motores son más ineficientes a medida que trabajan muy por debajo de su capacidad nominal, están mal utilizados todos los motores que consumen menos del 50 por ciento del consumo para el que fueron diseñados.
Días de zafra, a mayor número de horas operadas, mayor consumo eléctrico.
A continuación el análisis de cada ingenio:
Ingenio Conductores De tablillas Fajas kW Watts/kg $/zafra
Tululá 7 7 0 146 14 $42,115Trinidad 10 4 6 131 9 $37,619La Unión 12 5 7 266 8 $76,530Palo Gordo 11 5 6 196 10 $56,536Concepción 9 4 5 168 10 $48,453Pantaleón 14 3 11 298 11 $85,952
63 28 35 1206 $347,206

519
Ingenio Tululá Incluyendo la mesa de bagazo, en este ingenio existen 7 conductores, todos los conductores son de tablillas, comparativamente este ingenio cuenta con los conductores más anchos. Los conductores no llevan sobrecarga a excepción del transversal que siempre va “topado”.
Los motores del conductor horizontal, el retorno, el de la caldera 6 y la mesa están al límite de la eficiencia ya que aproximadamente consumen menos o igual al 50 por ciento de la capacidad nominal. En cuanto a la potencia consumida se ve que el conductor inclinado es el menos eficiente con 29.88 Watts/kg, seguido del transversal y el principal de la caldera 5. Mientras que el horizontal es el más eficiente con 7.84 Watts/kg. En cuanto al costo total por zafra, el conductor inclinado, horizontal y retorno son los de mayor aporte con más de $7 mil cada uno.
Figura 1. Sistema actual de transporte de bagazo ingenio Tululá Cuadro 2. Análisis consumo eléctrico ingenio Tululá
Largo AnchoAltura de
bagazoBagazo
totalCorriente nominal
Corriente real
Voltaje Energía EnergíaCosto
unitarioCosto total
m % m3kg kg Voltios Watts Watts/kg kWh-día kWh-zafra $/kWh $/zafra
Inclinado 85 29.1 1.83 0.69 0.25 50 0.16 19.4 825 50 29.7 480 24663 29.88 592 150 88786 0.08 $7,103Horizontal 95 32.8 1.83 0.69 0.33 70 0.29 35.6 3380 65 31.9 480 26490 7.84 636 150 95363 0.08 $7,629Retorno 115 39.7 1.83 0.69 0.33 70 0.29 35.6 2046 60 30.2 480 25078 12.26 602 150 90281 0.08 $7,222Principal C5 79 27.3 1.83 0.69 0.33 60 0.25 30.5 1205 52 24.6 480 20428 16.96 490 150 73540 0.08 $5,883Transversal 28 9.7 1.83 0.69 0.36 100 0.45 54.7 766 23.5 15.1 480 12539 16.36 301 150 45141 0.08 $3,611principal C6 76 26.2 1.83 0.69 0.36 60 0.27 32.8 1248 46.9 21.1 480 17521 14.04 421 150 63077 0.08 $5,046Mesa 1000 21 9.5 480 7889 7.89 189 150 28400 0.08 $2,272Nivelador 20 14 480 11626 279 150 41852 0.08 $3,348
7 478 10471 146233 3510 526440 $42,115
Días de zafra
Conductor Tablillas
m
Distancia entre
tablillas o idlers
A
Bagazo entre tablillas Potencia

520
Ingenio Trinidad Incluyendo la mesa de bagazo 1, en este ingenio existen 10 conductores, se excluyó la faja 7 por ser una faja de uso externo. Se tienen cuatro conductores de tablillas. Los conductores no llevan sobrecarga. La faja 6 está subutilizada con apenas un 10 por ciento de carga y el conductor X
(distribuidor) con un 50 por ciento, se asume que este último incrementará su carga cuando entre en operación la caldera 4. No se recolectó el dato sobre corriente nominal de cada motor para establecer la eficiencia de los mismos, es decir evaluar cuales consumen menos del 50 por ciento de la capacidad nominal. En cuanto a la potencia consumida se ve que la faja 6 es la menos eficiente con 64.73 Watts/kg, seguido de la faja 10 con 21.74 Watts/kg. Mientras que la faja 5 es la más eficiente con 7.06 Watts/kg. En cuanto al costo total por zafra, el conductor 2 y 3 de tablillas son los de mayor aporte con más de $5,500 cada uno.
Figura 2. Sistema actual de transporte de bagazo ingenio Trinidad
Cuadro 3. Análisis consumo eléctrico ingenio Trinidad
Largo AnchoAltura de
bagazoBagazo
totalCorriente nominal
Corriente real
Voltaje Energía EnergíaCosto
unitarioCosto total
m % m3kg kg Voltios Watts Watts/kg kWh-día kWh-zafra $/kWh $/zafra
Conductor 2 108 41.1 1.68 0.76 0.41 50 0.26 31.6 1709 23.2 480 19265 11.27 462 150 69355 0.08 $5,548Conductor 3 70 26.6 1.68 0.76 0.36 85 0.39 47.1 1647 26.8 480 22255 13.51 534 150 80117 0.08 $6,409Faja 4 75.4 1.27 0.23 75 2003 21 480 17438 8.71 419 150 62778 0.08 $5,022Faja 5 28.8 1.12 0.33 80 1035 8.8 480 7308 7.06 175 150 26307 0.08 $2,105Faja 6 160.1 0.91 0.08 10 136 10.6 480 8802 64.73 211 150 31688 0.08 $2,535Faja 9 106.0 1.27 0.25 80 3335 0 480 0 0.00 0 150 0 0.08 $0Faja 10 17.7 1.63 0.19 80 535 14 480 11626 21.74 279 150 41852 0.08 $3,348Faja 11 52.6 1.47 0.25 60 1439 16 480 13286 9.23 319 150 47831 0.08 $3,826Conductor X 13.6 2.36 0.61 50 1193 21 480 17438 14.62 419 150 62778 0.08 $5,022Mesa 1 1000 7.7 480 6394 6.39 153 150 23019 0.08 $1,841Nivelador 1 8.2 480 6809 163 150 24513 0.08 $1,961
10 178 14031 130622 3135 470239 $37,619
Conductor Tablillas
Distancia entre
tablillas o idlers
Días de zafra
m A
Bagazo entre tablillas Potencia

521
Ingenio La Unión Incluyendo la mesa de bagazo 1, en este ingenio existen 12 conductores, se excluyeron los conductores de la caldera 6 ya que dicha caldera ha estado parada. Se tienen cuatro conductores de tablillas. Ninguno de los conductores presenta sobrecarga. Los
motores del conductor 5, 6 faja 11 y la mesa 1 están al límite de la eficiencia ya que aproximadamente consumen menos o igual al 50 por ciento de la capacidad nominal. En cuanto a la potencia consumida se ve que el conductor 1, la faja 9 y 10 y el conductor 5 son los menos eficientes con 19.15, 20.04, 18.79 y 17.34 Watts/kg respectivamente, mientras que la faja 11 y 4 son las más eficientes con 1.35 y 4.99 Watts/kg respectivamente. En cuanto al costo total por zafra, los conductores 6, 3 y 1 que son de tablillas son los de mayor aporte con más de $10 mil cada uno.
Figura 3. Sistema actual de transporte de bagazo ingenio La Unión
Cuadro 4. Análisis consumo eléctrico ingenio La Unión
Largo AnchoAltura de
bagazoBagazo
totalCorriente nominal
Corriente real
Voltaje Energía EnergíaCosto
unitarioCosto total
m % m3kg kg Voltios Watts Watts/kg kWh-día kWh-zafra $/kWh $/zafra
Conductor 1 70 30.2 1.78 0.84 0.41 70 0.42 51.8 1865 43 480 35707 19.15 857 150 128546 0.08 $10,284Faja 2 67.1 1.37 0.36 75 2991 20 480 16608 5.55 399 150 59789 0.08 $4,783Conductor 3 108 46.2 1.68 0.84 0.46 75 0.48 58.9 6476 88 48 480 39859 6.16 957 150 143493 0.08 $11,479Faja 4 45.0 1.47 0.36 80 2328 26 14 480 11626 4.99 279 150 41852 0.08 $3,348Conductor 5 44 17.5 2.08 0.76 0.46 80 0.58 70.8 1628 89 34 480 28234 17.34 678 150 101641 0.08 $8,131Conductor 6 89 38.1 1.68 0.84 0.46 80 0.51 62.7 5702 120 58 480 48163 8.45 1156 150 173388 0.08 $13,871Faja 7 137.8 1.47 0.13 75 2357 21 480 17438 7.40 419 150 62778 0.08 $5,022Faja 9 51.2 1.52 0.20 60 1160 28 480 23251 20.04 558 150 83704 0.08 $6,696Faja 10 39.0 0.91 0.15 80 530 13 12 480 9964.8 18.79 239 150 35873 0.08 $2,870Mesa 1 1000 19 9 480 7473.6 179 150 26905 0.08 $2,152Faja 11 99.5 1.52 0.46 80 6760 30 11 480 9134.4 1.35 219 150 32884 0.08 $2,631Faja 12 27.9 1.52 0.46 80 1899 18.5 22 480 18269 9.62 438 150 65768 0.08 $5,261
12 311 34695 265728 6377 956621 $76,530
Conductor Tablillas
Distancia entre
tablillas o idlers
Días de zafra
m A
Bagazo entre tablillas Potencia

522
Ingenio Palo Gordo Incluyendo la mesa de bagazo, en este ingenio existen 11 conductores. Se tienen cinco conductores de tablillas. Ninguno de los conductores presenta sobrecarga. La faja 6 y la faja 7 están subutilizadas con
muy poca carga. El motor de la faja 10 está al límite de la eficiencia ya que consumen el 50 por ciento de la capacidad nominal. En cuanto a la potencia consumida se ve que la faja 7, la faja 6 y el Retorno son los menos eficientes con 1528, 104, 21.42 Watts/kg respectivamente, mientras que la faja 10 y el conductor 9 son las más eficientes con 4.25 y 5.3 Watts/kg respectivamente. En cuanto al costo total por zafra, los conductores 4, retorno, y la faja 8 son los de mayor aporte con más de $6 mil cada uno.
Figura 4. Sistema actual de transporte de bagazo ingenio Palo Gordo
Cuadro 5. Análisis consumo eléctrico ingenio Palo Gordo
Largo AnchoAltura de
bagazoBagazo
totalCorriente nominal
Corriente real
Voltaje Energía EnergíaCosto
unitarioCosto total
m % m3kg kg Voltios Watts Watts/kg kWh-día kWh-zafra $/kWh $/zafra
Conductor 1 44 16.4 1.68 0.71 0.46 80 0.44 53.2 1223 22 480 18269 14.94 438 150 65768 0.08 $5,261Faja 2 40.2 1.57 1.22 0.30 60 1413 15 480 12456 8.82 299 150 44842 0.08 $3,587Conductor 4 175 65.2 2.18 0.74 0.15 45 0.11 13.5 2381 55 480 45672 19.18 1096 150 164419 0.08 $13,154Retorno 121 40.6 1.42 0.66 0.33 80 0.25 30.3 1861 48 480 39859 21.42 957 150 143493 0.08 $11,479Faja 6 31.5 0.91 1.0 0.10 20 71 9 480 7474 104.75 179 150 26905 0.08 $2,152Faja 7 16.3 0.86 1.0 0.03 5 2 4 480 3322 1528.07 80 150 11958 0.08 $957Faja 8 94.9 1.27 1.1 0.30 50 2240 36.5 27 480 22421 10.01 538 150 80715 0.08 $6,457Conductor 9 36 28.0 2.18 1.5 0.48 85 1.32 160.9 6116 57 39 480 32386 5.30 777 150 116588 0.08 $9,327Faja 10 114.6 1.07 1.2 0.15 80 1817 17.9 9.3 480 7723 4.25 185 150 27802 0.08 $2,224Mesa 1 1000 480 0 0.00 0 150 0 0.08 $0Faja 11 32.9 1.17 1.2 0.30 70 1001 17.9 8.1 480 6726.2 6.72 161 150 24214 0.08 $1,937
11 376 19125 196307 4711 706704 $56,536
Conductor Tablillas
Distancia entre
tablillas o idlers
Días de zafra
m A
Bagazo entre tablillas Potencia

523
Ingenio Concepción En este ingenio existen 9 conductores, cuenta con cuatro conductores de tablillas. Las fajas 1, 4, 5 y 7 van “topadas”, mientras que el conductor 8 y 9 están siendo subutilizadas. Los motores del conductor 8, faja 4 y faja 9 del retorno están al límite de la eficiencia ya que
aproximadamente consumen menos del 50 por ciento de la capacidad nominal. En cuanto a la potencia consumida se ve que el conductor 8, faja 4 y faja 9 también son los menos eficientes con 139.51, 54.54 y 36.48 Watts/kg respectivamente, mientras que el conductor 2 es el más eficiente con 5.43 Watts/kg.
En cuanto al costo total por zafra, los conductores 2 y 3 que son de tablillas son los de mayor aporte con más de $12 mil cada uno.
Figura 5. Sistema actual de transporte de bagazo ingenio Concepción
Cuadro 6. Análisis consumo eléctrico ingenio Concepción
Largo AnchoAltura de
bagazoBagazo
totalCorriente nominal
Corriente real
Voltaje Energía EnergíaCosto
unitarioCosto total
m % m3kg kg Voltios Watts Watts/kg kWh-día kWh-zafra $/kWh $/zafra
Faja 1 21.2 1.47 1.24 0.15 100 579 25 16 480 13286 22.94 319 150 47831 0.08 $3,826Conductor 2 186 71.6 1.57 0.76 0.46 90 0.49 60.2 11318 85 74 480 61450 5.43 1475 150 221219 0.08 $17,697Conductor 3 119 33.8 1.37 0.56 0.41 90 0.28 34.2 2068 77 52 480 43181 20.88 1036 150 155451 0.08 $12,436Faja 4 4.7 1.37 0.10 100 81 13.8 5.3 480 4401 54.54 106 150 15844 0.08 $1,268Faja 5 68.7 0.74 1.3 0.15 100 940 12.9 480 10712 11.40 257 150 38564 0.08 $3,085Conductor 6 62 21.1 1.27 0.7 0.41 75 0.26 31.2 997 17 480 14117 14.15 339 150 50820 0.08 $4,066Faja 7 79.2 0.71 1.5 0.13 100 873 9.7 480 8054.9 9.23 193 150 28998 0.08 $2,320Conductor 8 55 20.3 1.42 0.7 0.10 20 0.02 2.5 71 28.3 12 480 9964.8 139.51 239 150 35873 0.08 $2,870Faja 9 39.4 0.86 1.6 0.10 20 84 13.9 3.7 480 3072 36.48 74 150 11061 0.08 $885
9 422 17011 168239 4038 605661 $48,453
Conductor Tablillas
Distancia entre
tablillas o idlers
Días de zafra
m A
Bagazo entre tablillas Potencia

524
Ingenio Pantaleón En este ingenio existen 14 conductores, tres conductores son de tablillas, comparativamente este ingenio cuenta con los conductores más largos. Los conductores que siempre van “topado” son el inclinado A y el inclinado B, por otra parte
la salida 2, salida 3 y la banda de 84 son los menos cargados. Los motores del conductor inclinado A, inclinado B, Banda 84, Tablillas 2, Reclamo 7, Salida 3 y Reclamo 8, están al límite de la eficiencia ya que aproximadamente consumen menos del 50 por ciento de la capacidad nominal. En cuanto a la potencia consumida, la salida 2 es la menos eficiente con 293.98 Watts/kg, seguido por la salida 3, salida 1 y banda 84. Mientras que tablillas 1 es el más eficiente con 6.1 Watts/kg. En cuanto al costo total por zafra, los conductores tablillas 2 y 1 son los de mayor aporte con más de $14 mil cada uno.
Figura 6. Sistema actual de transporte de bagazo ingenio Pantaleón
Cuadro 7. Análisis consumo eléctrico ingenio Pantaleón
Largo AnchoAltura de
bagazoBagazo
totalCorriente nominal
Corriente real
Voltaje Energía EnergíaCosto
unitarioCosto total
m % m3kg kg Voltios Watts Watts/kg kWh-día kWh-zafra $/kWh $/zafra
Inclinado B 25.6 1.42 1.22 0.20 100 902 35 13.2 480 10961 12.15 263 150 39461 0.08 $3,157Inclinado A 23.5 1.42 1.07 0.20 100 827 83 18 480 14947 18.07 359 150 53810 0.08 $4,305Banda 84 54.2 2.13 1.32 0.30 30 1288 70 36 480 29894 23.21 717 150 107620 0.08 $8,610Tablillas 2 137 58.3 1.57 0.84 0.56 70 0.52 63.0 8750 171 70 480 58128 6.64 1395 150 209261 0.08 $16,741Reclamo 7 19.5 1.22 1.2 0.30 90 795 29.6 13.6 480 11293 14.20 271 150 40656 0.08 $3,253Reclamo 2 67.8 1.27 1.2 0.25 70 1866 48.0 28 480 23251 12.46 558 150 83704 0.08 $6,696
Salida 2 38.4 1.22 1.4 0.08 10 44 26 15.4 480 12788 293.98 307 150 46037 0.08 $3,683Salida 3 42.1 1.22 1.2 0.13 20 159 30 11.7 480 9715.7 61.18 233 150 34976 0.08 $2,798Salida 1 47.1 1.17 1.5 0.13 50 426 38 19 480 15778 37.00 379 150 56799 0.08 $4,544
Transversal 10.1 1.07 1.1 0.25 90 299 19.4 10.2 480 8470.1 28.32 203 150 30492 0.08 $2,439Tablillas 1 102 43.6 1.57 0.8 0.61 80 0.64 78.5 8162 115 60 480 49824 6.10 1196 150 179366 0.08 $14,349Reclamo 1 64.6 1.12 1.2 0.25 60 1342 46 29 480 24082 17.95 578 150 86694 0.08 $6,936Reclamo 8 25.4 0.91 1.3 0.30 90 777 29.6 14.3 480 11875 15.29 285 150 42749 0.08 $3,420Tablillas 3 17.1 1.57 0.9 0.46 60 902 34.41 21 480 17438 19.34 419 150 62778 0.08 $5,022
14 239 26539 298446 7163 1074405 $85,952
Conductor Tablillas
Distancia entre
tablillas o idlers
Días de zafra
m A
Bagazo entre tablillas Potencia

525
Una propuesta de mejora Para mejorar la eficiencia en el consumo eléctrico de los sistemas de transporte se sugieren las siguientes acciones generales: Reducir el número de
conductores. Reducir el largo de los
conductores. Sustituir con fajas a los
conductores de tablillas que no proporcionen bagazo directamente a los alimentadores en cada caldera. Una faja de los sistemas analizados consume en promedio 1.45 Amperios/m3 de bagazo trasegado, mientras que un conductor de tablilla consume en promedio 2.25 Amperios/m3 de bagazo trasegado.
Aumentar en la medida de lo posible la distancia entre idlers y tablillas, de esta manera se reducen los elementos friccionantes y el peso respectivamente.
Dimensionar los conductores para que transporten al menos el 75 de la carga real.
Parar los conductores mientras no se estén utilizando.
Redimensionar y sustituir los motores para que no se presenten consumos menores al 50 por ciento de la capacidad nominal.
Utilizar motores de alta eficiencia
Lubricar periódicamente tanto cadenas de carga como cadenas de transmisión de potencia.
Utilizar en la medida de lo posible transmisiones de un solo paso, es decir, motor-reductor-conductor.
Utilizar reductores planetarios, debido a que la transmisión de potencia es lineal.
Aprovechar los procesos de benchmarking, se debe explorar cuál es la mejor práctica de operación, mantenimiento y diseño. Si un ingenio tiene conductores de similares dimensiones que otros y consumen menos energía transportando similares cantidades de bagazo, entonces hay algo que aprender e imitar.
Acciones sugeridas: En el Cuadro 8 aparecen los indicadores de eficiencia que tendría el sistema de transporte de bagazo al implementar las propuestas que se detallan a continuación. Un ahorro total de energía del 12 por ciento. Cuadro 8. Indicadores de consumo eléctrico con la propuesta de
mejora
Tululá: Sustituir tres conductores de tablillas por conductores tipo fajas. El conductor inclinado, el retorno y el transversal. Trinidad: Parar o eliminar la faja 5 y desviar todo el sobrante de bagazo por la faja 6 que actualmente está subutilizada, evaluar hacer caídas de bagazo de la faja 6 hacia la mesa 1 y hacia el conductor X. Fuera de propuesta se considera que a largo plazo se podría sustituir el conductor X por un sistema de fajas y caídas por gravedad. La Unión: Parar la faja 4 y enviar todo el bagazo por el conductor 3, sustituir el conductor 1 de tablillas por un conductor tipo faja. Fuera de la propuesta se considera que cuando las calderas 1, 2 y 3 ya no trabajen se coloque la faja 4 en el lugar del conductor de tablillas 3. A largo plazo sustituir el conductor 5 por un conductor de faja. Palo Gordo: Sustituir el conductor de tablillas 1 y el conductor de tablillas “retorno” por conductores tipo faja. Eliminar la subutilizada faja 7.
kW Watts/kg $/zafra kW Watts/kg $/zafra
Tululá 146 14.0 $42,115 120 11.4 $34,510Trinidad 131 9.3 $37,619 123 9.5 $35,515La Unión 266 7.7 $76,530 237 7.3 $68,159Palo Gordo 196 10.3 $56,536 166 8.7 $47,688Concepción 168 9.9 $48,453 132 7.8 $38,097Pantaleón 298 11.2 $85,952 289 10.9 $83,154
1206 $347,206 1066 $307,123
IngenioActual Propuesta

526
Concepción: Sustituir el conductor de tablillas 3 por un conductor tipo faja, hacerlo más largo de manera que por gravedad pueda alimentar el bagazo al conductor 2, de esta manera ya no sería necesaria la faja 4. Sustituir el conductor de tablillas 8 por una faja. Fuera de la propuesta se considera que si el secador de bagazo operara por batch independientemente al sistema continuo de bagazo se podrían eliminar los conductores 8 y 9. Pantaleón: Se considera que la salida 3 puede ser eliminada colocando arados en la salidas 2 o 4 para alimentar bagazo hacia la bagacera. Fuera de la propuesta se considera que si el conductor tablillas 1 pudiera bajarse de altura podría el conductor tablillas 2 alimentar su sobrante hacia el T1 y podrían eliminarse las salidas 2, 3 y 4. Si los reclamos 7 y 8 fueran más anchos, habría menor necesidad de utilizar el reclamo 5 y 6 y podrían encenderse solo en paradas y tramos vacíos. En el Apéndice aparecen los cuadros con los cálculos para la propuesta de cada ingenio.
CONCLUSIÓN Si se realizan las sustituciones y cambios sugeridos es posible ahorrar hasta un 12 por ciento de energía eléctrica en los sistemas de transporte de bagazo de los ingenios analizados. La rentabilidad de realizar los cambios dependerá de la fuerza laboral y capacidad de montaje que se tenga en cada ingenio así como de la disponibilidad de materiales, equipos y repuestos con los que cuenten, además, de los años que se consideren para el retorno de la inversión. Es ideal que los análisis de los sistemas de transporte se realicen antes que los proyectos se lleven a cabo. Cuando los sistemas ya existen es muy difícil realizar cambios debido a la complejidad que presentan, los ingenios que cuentan con muchos conductores tienen pocas opciones de mejora por el alto costo de implementarlas, por lo tanto, los diseños de transporte de materiales en los ingenios deben ser minuciosamente analizados porque dicha operación no agrega valor a los productos finales. RECOMENDACIÓN Implementar las acciones sugeridas y evaluar las acciones a largo plazo que se recomiendan fuera del análisis. El transporte de materiales no agrega valor al producto por lo que todas las operaciones relacionadas con ello deben ser las más económicas y las más eficientes. AGRADECIMIENTO Francisco Méndez, CENGICAÑA. Por tomar mediciones en calderas. Ing. Salomón González, TULULÁ. Ing. Marino Mendoza, Ing. Víctor Mena. PALO GORDO. Ing. Selvyn Rodas. PANTALEÓN. Ing. Edwin Gamboa. Ing. Yuri Brol. LA UNIÓN. Ing. Carlos López. Ing. Erick Chávez. TRINIDAD. Ing. Sergio Sánchez. Ing. Mario Blanco. CONCEPCIÓN. Por permitir y/o coordinar la medición de corriente eléctrica en los motores de los conductores de bagazo.

527
APÉNDICE
Sistemas propuestos con cambios a corto plazo Tululá
Trinidad
La Unión
Palo Gordo
Tablillas Largo AnchoDistancia
entre tablillas
Altura de bagazo
Bagazo total
Corriente nominal
Corriente real
Voltaje EnergíaDías de
zafraEnergía
Costo unitario
Costo total
un o idlers m % m3kg kg A A Voltios Watts Watts/kg kWh-día kWh-zafra $/kWh $/zafra
Faja inclinada 85 29.1 1.83 0.69 0.25 50 0.16 19.4 825 50 9.8 480 8137.92 9.86 195 150 29297 0.08 $2,344Horizontal 95 32.8 1.83 0.69 0.33 70 0.29 35.6 3380 65 31.9 480 26489.8 7.84 636 150 95363 0.08 $7,629Retorno faja 115 39.7 1.83 0.69 0.33 70 0.29 35.6 2046 60 24.3 480 20178.7 9.86 484 150 72643 0.08 $5,811Principal C5 79 27.3 1.83 0.69 0.33 60 0.25 30.5 1205 52 24.6 480 20427.8 16.96 490 150 73540 0.08 $5,883Faja Transv. 28 9.7 1.83 0.69 0.36 100 0.45 54.7 766 23.5 9.1 480 7556.64 9.86 181 150 27204 0.08 $2,176principal C6 76 26.2 1.83 0.69 0.36 60 0.27 32.8 1248 46.9 21.1 480 17521.4 14.04 421 150 63077 0.08 $5,046Mesa 1000 21 9.5 480 7889 7.89 189 150 28400 0.08 $2,272Nivelador 20 14 480 11625.6 279 150 41852 0.08 $3,348
7 478 10471 119827 2876 431376 $34,510
Conductor
m
Bagazo entre tablillas Potencia
Tablillas Largo AnchoDistancia
entre tablillas
Altura de bagazo
Bagazo total
Corriente nominal
Corriente real
Voltaje EnergíaDías de
zafraEnergía
Costo unitario
Costo total
un o idlers m % m3kg kg A A Voltios Watts Watts/kg kWh-día kWh-zafra $/kWh $/zafra
Conductor 2 108 41.1 1.68 0.76 0.41 50 0.26 31.6 1709 23.2 480 19265.3 11.27 462 150 69355 0.08 $5,548Conductor 3 70 26.6 1.68 0.76 0.36 85 0.39 47.1 1647 26.8 480 22254.7 13.51 534 150 80117 0.08 $6,409Faja 4 75.4 1.27 0.23 75 2003 21 480 17438.4 8.71 419 150 62778 0.08 $5,022Faja 6 160.1 0.91 0.08 10 136 10.6 480 8802 64.73 211 150 31688 0.08 $2,535Faja 9 106.0 1.27 0.25 80 3335 0 480 0 0.00 0 150 0 0.08 $0Faja 10 17.7 1.63 0.19 80 535 14 480 11625.6 21.74 279 150 41852 0.08 $3,348Faja 11 52.6 1.47 0.25 60 1439 16 480 13286.4 9.23 319 150 47831 0.08 $3,826Conductor X 13.6 2.36 0.61 50 1193 21 480 17438.4 14.62 419 150 62778 0.08 $5,022Mesa 1 1000 7.7 480 6394 6.39 153 150 23019 0.08 $1,841Nivelador 1 8.2 480 6809 163 150 24513 0.08 $1,961
9 178 12996 123314 2960 443932 $35,515
Bagazo entre tablillas PotenciaConductor
m
Tablillas Largo AnchoDistancia
entre tablillas
Altura de bagazo
Bagazo total
Corriente nominal
Corriente real
Voltaje EnergíaDías de
zafraEnergía
Costo unitario
Costo total
un o idlers m % m3kg kg A A Voltios Watts Watts/kg kWh-día kWh-zafra $/kWh $/zafra
Faja 1 70 30.2 1.78 0.84 0.41 70 0.42 51.8 1865 22 480 18268.8 9.80 438 150 65768 0.08 $5,261Faja 2 67.1 1.37 0.36 75 2991 20 480 16608 5.55 399 150 59789 0.08 $4,783Conductor 3 108 46.2 1.68 0.84 0.46 75 0.48 58.9 6476 88 48 480 39859.2 6.16 957 150 143493 0.08 $11,479Conductor 5 44 17.5 2.08 0.76 0.46 80 0.58 70.8 1628 89 34 480 28234 17.34 678 150 101641 0.08 $8,131Conductor 6 89 38.1 1.68 0.84 0.46 80 0.51 62.7 5702 120 58 480 48163.2 8.45 1156 150 173388 0.08 $13,871Faja 7 137.8 1.47 0.13 75 2357 21 480 17438.4 7.40 419 150 62778 0.08 $5,022Faja 9 51.2 1.52 0.20 60 1160 28 480 23251.2 20.04 558 150 83704 0.08 $6,696Faja 10 39.0 0.91 0.15 80 530 13 12 480 9964.8 18.79 239 150 35873 0.08 $2,870Mesa 1 1000 19 9 480 7473.6 179 150 26905 0.08 $2,152Faja 11 99.5 1.52 0.46 80 6760 30 11 480 9134.4 1.35 219 150 32884 0.08 $2,631Faja 12 27.9 1.52 0.46 80 1899 18.5 22 480 18268.8 9.62 438 150 65768 0.08 $5,261
11 311 32368 236664 5680 851990 $68,159
Conductor
m
Bagazo entre tablillas Potencia
Tablillas Largo AnchoDistancia
entre tablillas
Altura de bagazo
Bagazo total
Corriente nominal
Corriente real
Voltaje EnergíaDías de
zafraEnergía
Costo unitario
Costo total
un o idlers m % m3kg kg A A Voltios Watts Watts/kg kWh-día kWh-zafra $/kWh $/zafra
Faja 1 44 16.4 1.68 0.71 0.46 80 0.44 53.2 1223 15 480 12456 10.19 299 150 44842 0.08 $3,587Faja 2 40.2 1.57 1.22 0.30 60 1413 15 480 12456 8.82 299 150 44842 0.08 $3,587Conductor 4 175 65.2 2.18 0.74 0.15 45 0.11 13.5 2381 55 480 45672 19.18 1096 150 164419 0.08 $13,154Retorno Faja 121 40.6 1.42 0.66 0.33 80 0.25 30.3 1861 22 480 18269 9.82 438 150 65768 0.08 $5,261Faja 6 31.5 0.91 1.0 0.10 20 71 9 480 7474 104.75 179 150 26905 0.08 $2,152Faja 8 94.9 1.27 1.1 0.30 50 2240 36.5 27 480 22420.8 10.01 538 150 80715 0.08 $6,457Conductor 9 36 28.0 2.18 1.5 0.48 85 1.32 160.9 6116 57 39 480 32385.6 5.30 777 150 116588 0.08 $9,327Faja 10 114.6 1.07 1.2 0.15 80 1817 17.9 9.3 480 7723 4.25 185 150 27802 0.08 $2,224Mesa 1 1000 480 0 0.00 0 150 0 0.08 $0Faja 11 32.9 1.17 1.2 0.30 70 1001 17.9 8.1 480 6726.24 6.72 161 150 24214 0.08 $1,937
10 376 19123 165582 3974 596094 $47,688
Conductor
m
Bagazo entre tablillas Potencia

528
Concepción
Pantaleón
Tablillas Largo AnchoDistancia
entre tablillas
Altura de bagazo
Bagazo total
Corriente nominal
Corriente real
Voltaje EnergíaDías de
zafraEnergía
Costo unitario
Costo total
un o idlers m % m3kg kg A A Voltios Watts Watts/kg kWh-día kWh-zafra $/kWh $/zafra
Faja 1 21.2 1.47 1.24 0.15 100 579 25 16 480 13286.4 22.94 319 150 47831 0.08 $3,826Conductor 2 186 71.6 1.57 0.76 0.46 90 0.49 60.2 11318 85 74 480 61449.6 5.43 1475 150 221219 0.08 $17,697Faja 3 122 34.6 1.37 0.56 0.41 90 0.28 34.2 2119 77 25 480 20760 9.80 498 150 74736 0.08 $5,979Faja 5 68.7 0.74 1.3 0.15 100 940 12.9 480 10712 11.40 257 150 38564 0.08 $3,085Conductor 6 62 21.1 1.27 0.7 0.41 75 0.26 31.2 997 17 480 14117 14.15 339 150 50820 0.08 $4,066Faja 7 79.2 0.71 1.5 0.13 100 873 9.7 480 8054.88 9.23 193 150 28998 0.08 $2,320Faja 8 55 20.3 1.42 0.7 0.10 20 0.02 2.5 71 28.3 1 480 830.4 11.63 20 150 2989 0.08 $239Faja 9 39.4 0.86 1.6 0.10 20 84 13.9 3.7 480 3072 36.48 74 150 11061 0.08 $885
8 425 16982 132283 3175 476218 $38,097
Conductor
m
Bagazo entre tablillas Potencia
Tablillas Largo AnchoDistancia
entre tablillas
Altura de bagazo
Bagazo total
Corriente nominal
Corriente real
Voltaje EnergíaDías de
zafraEnergía
Costo unitario
Costo total
un o idlers m % m3kg kg A A Voltios Watts Watts/kg kWh-día kWh-zafra $/kWh $/zafra
Inclinado B 25.6 1.42 1.22 0.20 100 902 35 13.2 480 10961.3 12.15 263 150 39461 0.08 $3,157Inclinado A 23.5 1.42 1.07 0.20 100 827 83 18 480 14947.2 18.07 359 150 53810 0.08 $4,305Banda 84 54.2 2.13 1.32 0.30 30 1288 70 36 480 29894.4 23.21 717 150 107620 0.08 $8,610Tablillas 2 137 58.3 1.57 0.84 0.56 70 0.52 63.0 8750 171 70 480 58128 6.64 1395 150 209261 0.08 $16,741Reclamo 7 19.5 1.22 1.2 0.30 90 795 29.6 13.6 480 11293 14.20 271 150 40656 0.08 $3,253Reclamo 2 67.8 1.27 1.2 0.25 70 1866 48.0 28 480 23251 12.46 558 150 83704 0.08 $6,696Salida 2 38.4 1.22 1.4 0.08 10 44 26 15.4 480 12788.2 293.98 307 150 46037 0.08 $3,683Salida 1 47.1 1.17 1.5 0.13 50 426 38 19 480 15777.6 37.00 379 150 56799 0.08 $4,544Transversal 10.1 1.07 1.1 0.25 90 299 19.4 10.2 480 8470.08 28.32 203 150 30492 0.08 $2,439Tablillas 1 102 43.6 1.57 0.8 0.61 80 0.64 78.5 8162 115 60 480 49824 6.10 1196 150 179366 0.08 $14,349Reclamo 1 64.6 1.12 1.2 0.25 60 1342 46 29 480 24081.6 17.95 578 150 86694 0.08 $6,936Reclamo 8 25.4 0.91 1.3 0.30 90 777 29.6 14.3 480 11874.7 15.29 285 150 42749 0.08 $3,420Tablillas 3 17.1 1.57 0.9 0.46 60 902 34.41 21 480 17438 19.34 419 150 62778 0.08 $5,022
13 239 26380 288730 6930 1039428 $83,154
Conductor
m
Bagazo entre tablillas Potencia

529
SECADO DE BAGAZO, UNA ALTERNATIVA PARA AHORRO DE COMBUSTIBLE
Mario Roberto Muñoz Solares Especialista en Eficiencia Energética, CENGICAÑA
RESUMEN El secado de bagazo representa una alternativa para que los ingenios azucareros ahorren combustible dentro de sus calderas, consecuentemente podrán generar una mayor cantidad de energía eléctrica a partir de dicho combustible. Debido a la poca experiencia de las industrias locales en el tema del secado, es necesario inicialmente analizar el comportamiento que el bagazo presenta cuando se somete a un proceso de remoción de humedad. En este estudio se secó bagazo a nivel de laboratorio; variando la granulometría, la temperatura del fluido secante y el tiempo de residencia, ésto permitió determinar las relaciones que existen entre estos parámetros y su impacto en un secado eficiente. Además, se investigaron y se presentan las posibles tecnologías que pudieran utilizarse para secar el bagazo, se recomienda hacer pruebas con secadores piloto antes de transferir las conclusiones a un diseño real. Palabras claves: bagazo, calderas, eficiencia, ingenios, energía, biomasa, secado, humedad, combustión.
ABSTRACT Bagasse drying is an alternative to sugar mills to save fuel in their boilers, and consequently generate a greater amount of electrical energy from the fuel. Due to the limited experience of local industries in the drying it is necessary to analyze the behavior bagasse presents when subjected to a process of removing moisture. In this study bagasse dried by varying the particle size, drying fluid temperature and residence time, allowing determine the relationship between these parameters and their impact on efficient drying. Were investigated the possible technologies that could be used to dry bagasse, we recommend testing with hairdryers pilots before transferring the findings to an actual design.

530
OBJETIVOS Evaluar el comportamiento
del bagazo cuando se somete a un proceso de secado y determinar los parámetros que más inciden en la eficiencia de un secador de bagazo.
Evaluar y recomendar posibles tecnologías que puedan ajustarse a las necesidades de secado de bagazo en los ingenios.
1. SECADO DE BAGAZO (PRUEBAS DE LABORATORIO) Descripción general Secar el bagazo de caña que se utiliza en los ingenios azucareros como combustible, representa una estrategia que aumentaría la eficiencia del proceso de generación de energía. En la Figura 1, se observa el poder calorífico disponible en el bagazo de acuerdo al porcentaje de humedad y cenizas presentes en el mismo. El bagazo que contiene entre 0 – 8 por ciento de cenizas puede perder hasta un máximo de 935 kJ/kg (400 BTU/lb) de su poder calorífico, mientras si contiene entre 0 – 50 por ciento de humedad puede perder hasta un máximo de 10050 kJ/kg (4300 BTU/lb). Por lo tanto, la humedad es el factor más importante que influye en las
pérdidas de energía contenida en dicho combustible. Reducir la humedad del bagazo no solo representa aumento del poder calorífico del mismo, sino que también representa mejoras sustanciales en la eficiencia de los hornos durante la combustión. En la Figura 2, se observa las fases de la combustión del bagazo y se aprecia cómo las fases de calentamiento y secado de bagazo son las fases que más calor consumen dentro del horno, por lo tanto, son las fases que alargan la velocidad de combustión y atrasan las reacciones químicas, provocando pérdidas de eficiencia y pérdidas por combustible sin quemar.
Figura 1. Pérdida de poder calorífico del bagazo por humedad y
cenizas
Figura 2. Curva de combustión del bagazo (Sánchez, 2013)

531
Lograr reducciones de la humedad del bagazo previamente a su ingreso a los hornos, constituye una base fundamental para reducir pérdidas y mejorar la eficiencia de combustión. Cuando el bagazo tiene cerca de 50 por ciento de humedad, el vapor de agua contenido en los gases de combustión es cerca del 25 por ciento del volumen de los mismos, al secar el bagazo previamente se reducirá el volumen total de gases, los ventiladores inducidos consumen menos energía eléctrica, se reduce la probabilidad de corrosión de los ductos metálicos y disminuye la pérdida de calor por arrastre de calor y combustible a la atmósfera. ANTECEDENTES Solo existe un ingenio azucarero en el país que ha implementado y tiene en operación un secador de bagazo, el cual se utiliza para secar parte del flujo que va a una caldera. En dicho secador el bagazo se seca un promedio de 4.68 por ciento. Debido a la escaza experiencia de los ingenios en el tema del secado, se hace necesario proveer información que provea elementos técnicos para la toma de decisiones e implementaciones tecnológicas que permitan la disminución de la humedad. METODOLOGÍA El presente estudio se realizó sobre 28 muestras de bagazo de
un ingenio. Las muestras fueron sometidas a secado con aire frío y/o caliente en un secador de laboratorio esquematizado en la Figura 3. En este secador para cada una de las muestras se variaron la velocidad del aire, temperatura del aire, el tiempo de secado, se midieron los siguientes parámetros: Velocidad del aire a la entrada (Ve), flujo del aire (Fe), temperatura inicial del aire (Te), velocidad del aire a la salida (Vs), flujo a la salida (Fs), temperatura inicial (Ti) y final del bagazo (Ts), humedad inicial del bagazo (Wi), humedad final del bagazo (Wf) y presiones inicial y final del aire (Pf,Pi). Ver en el Apéndice las tablas de resultados. Los equipos básicos utilizados fueron un anemómetro Mannix CFM master II DCFM 8906, un termómetro infrarrojo Raytek Minitemp FS y una balanza infrarroja OHAUS MB35. Véase la Figura 4.
Figura 3. Secador de laboratorio
Figura 4. Equipos de medición: Termómetro infrarrojo, anemómetro,
balanza infrarroja
Para el secado con aire caliente se utilizó aire a dos velocidades y temperaturas diferentes. En el Cuadro 1 se ven las condiciones del aire de los ensayos. Cuadro 1. Parámetros del fluido secante (aire)
udm Baja Alta udm Baja Alta
pies/min 250 500 °F 135 180
m/s 1.27 2.54 °C 57 82
Velocidad del aire
Temperatura del aire

532
RESULTADOS OBTENIDOS Por tipo de bagazo: En el primer ensayo se determinó cuál granulometría de bagazo pierde más humedad cuando se somete a secado con aire de idénticas condiciones (1.27 m/s – 57 °C) y con el mismo tiempo de residencia (120 s). Se ensayó el bagazo crudo original, fibra grande y partícula fina.
En la Figura 5 se observan los resultados obtenidos, puede verse que la fibra pierde más humedad, el bagazo original o crudo (tal como se extrajo la muestra de los conductores) y las muestras de partículas fueron las que menos humedad perdieron. La reducción promedio de humedad fue de 32 por ciento, 26 por ciento y 24 por ciento respectivamente.
Para determinar porqué la fibra se seca mejor, se confrontó la densidad de cada una de las muestras. En la Figura 6 se observa que menores humedades finales corresponden a menores densidades. Lo anterior sugiere que las muestras de fibra presentaron mayor porosidad y mayor permeabilidad lo que permitió al aire pasar entre las mismas y arrastrar de mejor manera el agua contenida entre las fibras y también aumentó la transferencia de calor entre el aire y el bagazo.
Figura 5. Humedad antes y después de secado según granulometría de bagazo
Figura 6. Densidad de las muestras según humedad final alcanzada en el secado

533
Por velocidad del aire: En el siguiente ensayo se varió la velocidad del aire para determinar cómo se relaciona con la taza de secado. Para esto se utilizaron dos velocidades de aire: 1.27 m/s y 2.54 m/s. En la Figura 7 aparece el porcentaje de reducción de humedad logrado con ambas velocidades. Se observa que a 2.54 m/s la reducción de humedad fue de
32 por ciento mientras que a 1.27 m/s fue de 26 por ciento. Por tiempo de residencia: Se realizó un ensayo variando el tiempo de residencia del bagazo (0 a 540 s) dentro del secador manteniendo constante los parámetros del aire. En la Figura 8 se puede comprobar que ha mayor tiempo de residencia del bagazo dentro del secador menor humedad final se presentó en el mismo. Este ensayo se repitió dos veces con aire a 57 °C y una vez con aire frío a 31 °C, en los tres casos la humedad se reduce más a mayor tiempo de residencia. También se ilustra que a mayor temperatura del aire más rápido se logra el secado hasta coincidir en un punto en el que el aire se satura y sin importar la temperatura a la que se encuentre ya no remueve humedad.
Figura 7. Humedad final en el bagazo a dos velocidades diferentes de aire
Figura 8. Humedad final del bagazo de acuerdo al tiempo de residencia en el secador

534
La Figura 9 demuestra que la temperatura del bagazo aumenta mientras aumenta el tiempo de residencia y que dicho aumento de temperatura es mayor cuando la humedad libre presente en el bagazo (superficialmente) ya ha sido removida. Véase en la Figura 8 a los 360 segundos la humedad
se vuelve más o menos constante y en la Figura 9 se ve que a los mismos 360 s la temperatura del bagazo se dispara. Velocidad de secado: La velocidad promedio de secado fue de 5 por ciento/minuto con aire caliente (57 °C) y de 2.5 por ciento/minuto con aire frío (31°C), ver Figura 10. Es evidente que el fluido secante a mayor temperatura necesita menos tiempo de residencia del bagazo dentro del secador para una humedad final objetivo. También se observa que el aire a temperatura ambiente tiene capacidad (aunque menor) de secar el bagazo.
Figura 9. Aumento de temperatura del bagazo según el tiempo de residencia dentro del secador
Figura 10. Humedad promedio extraída por cada minuto en el secador

535
2. TECNOLOGÍA DEL SECADO DE BAGAZO Marco Teórico “Se aplica el término de secado, a la transferencia de un líquido desde un sólido húmedo hasta
una fase gaseosa no saturada. Es la separación de pequeñas cantidades de un líquido que contiene un sólido”. (Rodríguez, 2004) En el caso del secado de bagazo, la humedad puede retirarse de las fibras a través de la evaporación o el arrastre del líquido por contacto con un fluido gaseoso no saturado (vaporización), el cual puede ser aire caliente o gases de combustión, Figura 11.
Figura 11. Balance de masa y energía del secado de bagazo con aire caliente Para evaporar el agua en el bagazo es necesario aumentar la temperatura del mismo, la energía o calor necesario para subir la temperatura de bagazo queda definido en la siguiente ecuación:
∗ ∗ Donde: Qet = Calor necesario para elevar la temperatura del bagazo en kJ/h m = Flujo másico de bagazo en kg/h Cpb = Calor específico del bagazo en kJ/kg -°C Te = Temperatura de evaporación del agua ~ 105 °C Ti = Temperatura inicial del bagazo a secar en °C El agua no reacciona igual que las fibras de bagazo por lo que hay que calcular el calor necesario para calentar el agua:
∗ Donde: Qca = Calor necesario para calentar el agua en kJ/h ω = Flujo másico de agua en el bagazo entrando al secador en kg/h Te = Temperatura de evaporación del agua ~ 105 °C Tia = Temperatura inicial del agua en el bagazo en °C
Bagazo
Aire o gases
Q
21
T1 T2Aire o gases calientes (mO1)
Bagazo húmedo (mz3) Bagazo seco (mz4)
3
T3
Aire o gases fríos (mO2)
T4
4
T55 Agua (ma5)

536
Luego de calentar el agua, hay que suministrar más calor al agua para que se evapore a temperatura constante. Este calor se calcula de la siguiente manera:
∗ Donde: Qea = Calor necesario para evaporar el agua en kJ/h λ = Calor latente de evaporación del agua ~ 2263 kJ/kg Si se conoce el calor a transferir, debe también calcularse el calor que puede suministrar el fluido con el que se pretende secar el bagazo. La siguiente ecuación calcula dicha energía.
∗ Donde: Qfs = Calor suministrado por el fluido secante en kJ/h G = Flujo másico del fluido secante en kg/h Hs = Entalpía del fluido a la salida del secador en kJ/kg He = Entalpía del fluido a la entrada del secador en kJ/kg En un secador de contacto directo, la transferencia de calor del fluido secante hacia el bagazo es por conducción, convección y radiación, sin embargo, el mayor aporte en la transferencia es por convección. El calor transferido por convección puede calcularse con la ecuación siguiente:
∗ ∗ Donde: Qc = Calor transferido por convección en kJ/kg hc = Coeficiente de transferencia de calor convectivo en kJ/h-m2-°C A = Área normal al flujo de calor en m2. Ts = Temperatura superficial del bagazo en °C. Tf = Temperatura del fluido secante en °C Parámetros teóricos que influyen en el secado de bagazo Humedad en el bagazo: De la humedad inicial que el bagazo tenga antes de entrar al bagazo dependerá la humedad de salida del mismo, ya que una vez diseñado el secador, este bajará de manera constante la misma cantidad de puntos de humedad, por lo tanto, mientras menos humedad entre en el secador menor humedad residual se tendrá. La energía entregada en el secador deberá ser constante sin importar la humedad inicial del bagazo.
Flujo de bagazo: Los secadores se diseñan para un volumen máximo de bagazo, a menor cantidad de bagazo menor humedad de salida se presentará en el mismo, sin embargo, el secador se sub-utiliza. A mayor cantidad de bagazo la humedad residual será mayor porque el fluido secante no logra entrar en contacto con todo el volumen de partículas presente. Temperatura inicial del bagazo: A mayor temperatura de bagazo, cada partícula del mismo necesitará menos calor para calentarse y menor tiempo se necesitará para que el agua sea evaporada. En caso contrario más energía se tendrá que aportar en el secador para calentar el bagazo y el agua del mismo. Por lo tanto la humedad final del bagazo disminuye si el mismo entra más frío que lo acostumbrado. Si el bagazo a secar proviene de molinos, una alta temperatura de agua de imbibición puede ser una ventaja para el eficiente funcionamiento del secador. Velocidad de fluido secante: A mayor velocidad del fluido secante se presenta mayor arrastre de partículas de agua, sin embargo, dicha

537
velocidad no debe ser tal que el fluido secante arrastre partículas de bagazo fuera del secador, posiblemente estas tampoco no sean atrapadas en los ciclones posteriores que generalmente se colocan después de las cámaras de secado. Dentro de los secadores es deseable un flujo turbulento donde se mezclen las partículas de bagazo con las del fluido secante, mejorando la transferencia de calor y el arrastre de humedad.
Temperatura de fluido secante: Mientras mayor sea la temperatura del fluido secante a la entrada del secador, menor tiempo llevará evaporar una cantidad específica de vapor de agua contenida en el bagazo. Esto debido a que hay un mayor gradiente de temperatura entre el bagazo y el fluido secante, lo que aumenta la transferencia de calor. Un fluido con mayor temperatura también aumenta su temperatura de rocío lo que permite mayores cantidades de agua arrastradas antes de llegar a la saturación y condensación.
Humedad de fluido secante: El fluido secante debe estar lo más seco posible (baja humedad) ya que al ganar humedad y saturarse, ya no podrá extraer más humedad independientemente de la temperatura a la que se encuentre. Por esto a medida que el fluido secante circula por el secador pierde capacidad de extraer humedad y las mejores tazas de secado se dan en la superficie inicial de los secadores.
Flujo de fluido secante: Al aumentar el flujo de fluido secante, también se aumenta la cantidad de calor dentro del secador lo que provoca un tiempo menor para secado. Tiempo de residencia: Tiempo de residencia se le denomina al tiempo que el bagazo permanece dentro del secador, estando sometido al calor por más tiempo se garantiza una reducción mayor de la humedad. Po lo contrario, el tiempo de residencia para el fluido secante debe ser lo más bajo posible para evitar su saturación, a mayor temperatura del mismo más tiempo de residencia podrá tener. Tipo de secador: Hay secadores para bajo volumen de bagazo y grandes tazas de secado y alto volumen de bagazo pero bajas tazas de secado, dependiendo del tipo de secador así será el resultado a la salida del mismo. Además cada secador distribuye el bagazo de manera diferente en el área normal al flujo de calor.
Secadores de bagazo El secado de bagazo tiene las mismas características que tiene el secado de biomasa. El secado puede hacerse con dos fuentes de calor: Con aire caliente (frío) y con gases de combustión. En las fábricas de los ingenios se cuenta con una considerable cantidad de gases calientes provenientes de las calderas que queman el bagazo, estos gases salen hacia la atmósfera con temperaturas comprendidas entre 148 - 204°C (300 - 400 °F) por lo que aún se tiene la entalpía necesaria para transferir calor al bagazo y bajar así la humedad de los mismos. Los gases calientes de combustión pueden utilizarse para calentar aire que luego se forzaría dentro de los secadores de bagazo, esta estrategia de secado contempla un paso más en el que se pierde energía ya que en la transferencia de calor hacia el aire existirán pérdidas, la ventaja de hacerlo con aire es que el aire contiene una menor cantidad de agua en forma de vapor por lo que la saturación del aire será más lenta que la de los gases. Los gases de combustión de caldera bagacera contienen en promedio 25 por ciento de vapor proveniente de la humedad del bagazo. La ventaja de usar los gases directamente sobre el bagazo es termodinámica, es decir mayor entalpía y menos perdidas de calor, sin embargo, utilizar directamente los gases sobre el bagazo también tiene otra desventaja y es la de que el bagazo se contaminará con partículas de hollín y otras cenizas presentes en dichos gases. De cualquier manera, al existir gran cantidad de gases de caldera disponibles, utilizarlos para secar el bagazo es la estrategia que apunta ser la más práctica y eficiente. Ya sea que el secado se efectúe con aire caliente o gases, se necesitará equipo adicional, entre los cuales están un cuerpo secador, ventiladores eléctricos para impulsar el aire y /o los gases y transportadores del bagazo. La tecnología a utilizar dependerá de la cantidad de bagazo a procesar

538
y el tiempo necesario para hacerlo, si se cuenta con suficiente tiempo se podrá llegar a secar el bagazo a la humedad que se requiera, si no, se tendrá que balancear el flujo de bagazo con humedades límites permisibles. Los parámetros más importantes a la hora de elegir un secador es el volumen de bagazo a secar por hora, la temperatura de gases disponible, la ideal es la mayor posible, el tiempo de residencia del bagazo dentro del secador y el tipo de secador según las necesidades y los recursos existentes en cada fábrica. Aunque la teoría de secado indica que los contraflujos son mejores, cuando se está secando bagazo se recomienda que los flujos sean paralelos porque esto ayuda a que la temperatura final del bagazo sea menor y se reduce por tanto el riesgo de incendios, explosiones o combustiones espontáneas. Por alta humedad inicial del bagazo, el volumen del mismo y los flujos calientes existentes en las fábricas de los ingenios, no todos los secadores de
biomasa pueden adaptarse al bagazo. A continuación los secadores que pueden utilizarse dependiendo de las necesidades de cada ingenio. Secador rotativo El secador rotativo consiste en un cilindro hueco de cerca de 20 metros de largo y 1.5 metros de diámetro, montado diagonalmente sobre su base el cual es alimentado por bagazo húmedo en su extremo superior (25 - 45°C), y en el mismo extremo pero por debajo del bagazo entran los gases calientes (150°C), el cilindro gira lentamente para revolver el bagazo y permitir que todas las partículas entren en contacto con los gases calientes, el bagazo avanza con el movimiento del cilindro, según el grado de inclinación (5 - 15°) del mismo, al final el bagazo seco sale expulsado por gravedad a una banda que lo transporta para su almacenaje o utilización. Por otro lado los gases entran, viajan y salen del secador impulsados por un ventilador de tiro forzado, el cual toma los gases del ducto de gases de la caldera, los hace pasar por el interior del cilindro y luego salen hacia un ciclón colector de polvo, en el cual se desprenden partículas de bagazo que pudieran haber escapado junto con ellos, luego los gases salen a la atmósfera o son ingresados nuevamente al ducto de la caldera, aguas arriba de donde fueron tomados. Los ventiladores inducidos de la caldera no aumentan considerablemente el consumo de energía eléctrica por el aumento de vapor en los gases provenientes de los secadores. En la Figura 12 aparecen dos imágenes de secadores rotativos. Estos secadores manejan grandes volúmenes de hasta 15 t/h de material. Una posibilidad en este tipo de secadores es que el bagazo que sale puede ser ingresado nuevamente al secador, es decir, que el bagazo puede tener varios pasos por el secador hasta lograr la humedad deseada. Este tipo de estrategias son ideales para cuando el bagazo pretende almacenarse. Cuando el bagazo es para uso inmediato, es decir, para ser utilizado en línea, se contará solo con un paso y no deberá excederse el volumen de bagazo de diseño.
Figura 12. Secadores rotativos
Fuente: http://www.directindustry.es/prod/comessa/secadores-rotativas-8160-449799.html y http://sc.quebarato.com.br/criciuma/vende-se-secadores-rotativos__315565.html

539
Secador de banda
Con el secador de banda, ver la Figura 13, se logran mayores reducciones de humedad que los secadores rotativos, sin embargo, el volumen de bagazo que puede ser admitido es mucho menor, esto se debe a que el bagazo debe cruzar por el secador en forma de una delgada capa y a una velocidad relativamente más baja que en el rotativo. En este secador el bagazo ingresa en un extremo del secador en forma de una delgada capa, es transportado por una banda perforada y sale por el otro extremo de dicha banda. Los gases de combustión impulsados
también por un ventilador forzado entran perpendicularmente a la banda perforada y la traspasan, secando así el bagazo. En este tipo de secador se recomienda contar con dos pasos para los gases, es decir, que el gas luego de pasar por la parte superior final de la banda es forzado a entrar nuevamente en la parte superior de la parte inicial de la banda. Para mejorar la eficiencia de estos secadores se puede hacer pasar al bagazo nuevamente por la banda hasta lograr la humedad deseada, también se puede ralentizar la velocidad de la banda de manera que se aumente el tiempo de residencia de bagazo.
En este tipo de secador se consiguen mayores o similares disminuciones de la humedad que los rotativos, sin embargo su tamaño suele ser bastante más voluminoso. En la figura 14 hay dos imágenes de secadores de banda industriales de gran escala. Los gases que salen de este tipo de secadores pueden lanzarse a la atmósfera o ir nuevamente al ducto de la chimenea de la caldera de donde salieron. En este tipo de secador no es necesario el montaje de un ciclón colector.
Figura 13. Secador de banda.
Fuente: www.otersu.es
Figura 14. Secadores de banda
Fuente: www.stela.de

540
Secador de lecho fluidizado El secador de lecho fluidizado es un secador semicontinuo o de batch, este secador simula el secado y calentamiento que un combustible sólido tiene dentro del horno de una caldera antes de combustionar, consiste en un horno, en la parte de abajo ingresa aire o gases calientes los cuáles son ingresados con un ventilador forzado o succionados por un ventilador inducido, dentro del horno el bagazo descansa sobre una parrilla perforada por donde fluyen los gases calientes, las partículas que van perdiendo humedad y por lo tanto peso, tienden a fluir hacia arriba y son arrastradas hacia un ciclón colector en donde es separado el bagazo seco de los gases. En la Figura 15 se ilustra este tipo de secador, el cual es muy eficiente, sin embargo, su diseño debe ser cuidadosamente realizado ya que la partícula debe ser de una granulometría relativamente constante de lo contrario la velocidad de escape de las partículas secas hacia el ciclón puede ser variable y generar variación en el proceso. Por lo anterior se aconseja que este tipo de secador esté fuera de la línea de alimentación de combustible a la caldera. Este secador no puede ser de dos o más pasos porque está diseñado para que a un solo valor de humedad las partículas floten y salgan del secador. Dentro del secador debe tratarse que no existan considerables cantidades de oxígeno porque existe riesgo de que las partículas secas entren en combustión dentro del ciclón.
Se concluye entonces que para este secador se debe tratar de usar solo gases de combustión.
Figura 15. Secador de lecho fluidizado Fuente: www.empresaeficiente.com y www.chinapharm-equipment.es
Secador vortiginoso Este secador maneja menores cantidades de bagazo pero es de una muy buena eficiencia de secado, consiste en alimentar en un jet de aire o gases calientes una pequeña cantidad de bagazo los cuales fluyen conjuntamente a alta velocidad dentro de una tubería en donde el bagazo es secado, el flujo mixto entra luego a un ciclón en donde se separan las partículas, Figura 16. Algunos de estos secadores cuentan antes del ciclón con un cilindro que crea un movimiento vortiginoso en donde las partículas entregan su humedad al gas.
Figura 16. Secador vortiginoso (Bombino, 2012)
Este secador, debido al bajo volumen de bagazo que maneja debe instalarse en grupos o varios secadores en paralelo para así conseguir mayor volumen de bagazo seco por hora. Cada uno de los secadores deberá contar con su propio ventilador para lanzar bagazo, para un alto volumen de bagazo requerido puede ser una desventaja energética. En este tipo de secador el parámetro de calidad radica en la velocidad del chorro de gases. No podrán hacerse multi-pasos ya que existe mayor riesgo de explosiones internas.

541
Ciclones Un ciclón es un equipo que se coloca inmediatamente después de un secador de bagazo para que las partículas de fibra que han sido arrastradas junto con el fluido secante se separen por la acción centrífuga y la pérdida de velocidad, de manera que las partículas sólidas se depositen en el fondo, el gas o aire junto con la humedad removida del bagazo son enviados hacia una chimenea y se expulsan a la atmósfera sin generar polvos al ambiente. Un ciclón se coloca esencialmente para reducir las pérdidas de bagazo por arrastre. En la Figura 17 se observa un ciclón los cuales pueden colocarse en paralelo o en serie. En estos equipos debe monitorearse el tiempo de residencia de la mezcla que entra para que permanezca el mayor tiempo posible en rotación mientras se logra la separación de materiales.
Figura 17. Esquema de un ciclón – separador CONCLUSIONES Debido a que las muestras
de fibra son menos densas, es decir que permiten más
intersticios entre dichas fibras, el aire (gas) fluye a través de ellas de mejor manera abarcando más superficie de contacto. Esto permite una mejor transferencia de calor entre aire-fibra. Por lo tanto, filtrar el bagazo y secar solo la fibra grande puede ser una estrategia efectiva para secar el bagazo.
A mayor velocidad del fluido secante menor es la humedad final
en el bagazo, la mayor velocidad del aire en la misma área aumenta el flujo del mismo pasando a través del bagazo lo que permite mayor transferencia de calor y disminuye la humedad, mayores velocidades del aire aseguran que el mismo no se saturará.
A mayor tiempo de residencia del bagazo dentro del secador
mayor es el porcentaje de secado, hasta alcanzar un valor en donde la velocidad de secado disminuye debido a que el bagazo alcanza similar temperatura al aire y la humedad restante en el bagazo ya es de difícil extracción.
A mayor temperatura del fluido secante, para este caso el aire,
menos tiempo de residencia se necesita para secar un volumen específico de bagazo lo que permite diseños más pequeños de secador o mayores capacidades de bagazo a secar.
La temperatura del bagazo aumenta con el tiempo de residencia
dentro del secador, dicho aumento es más grande cuando la velocidad de secado se reduce bruscamente y se mantiene más o menos constante. De esta manera la temperatura del bagazo es un importante punto de control especialmente para un secador batch porque indica cuándo la humedad se extraerá a un mayor gasto de fluido secante que podría no ser eficiente.
El secador a utilizar dependerá de las necesidades de cada
ingenio. Los secadores rotativos se prefieren cuando el secado debe ser contínuo, el secador de banda también alimenta de manera continua pero el caudal a secar por superficie de transferencia de calor es mucho menor al rotativo. El secador de vórtice ofrece mayores disminuciones de humedad, sin embargo, el flujo de bagazo capaz de manejar es el más bajo de todos. Por último el secador de lecho fluidizado que es una mezcla de secador continuo y de batch es un secador muy eficiente pero forzosamente debe estar montado en serie con el horno de la caldera, para el caso de bagazo esto es particularmente complicado porque en estos secadores el tamaño de partícula debe ser muy uniforme y los más pequeña posible.
RECOMENDACIÓN Se recomienda continuar con pruebas experimentales dentro de los ingenios, especialmente con secadores a escala piloto para validar

542
he implementar el mejor diseño de acuerdo a las estrategias de cada planta en particular. BIBLIOGRAFÍA 1. Bombino, E, G. Roca, J.
Marín, L. Barbosa, y L. Brito. 2012. Movimiento de vórtice aplicado a partículas de bagazo de la caña de azúcar. Brasil. 11 pp.
2. Bombino Eugenio, Guillermo Roca y Jorge Marín. 2013. Modelación del secado neumático vortiginoso del bagazo de la caña de azúcar. Ingeniería Mecánica. Brasil. Vol. 16. No. 3. 194-201 p.
3. Bunyawanichakul P., M.P. Kirkpatrick, J.E. Sargison, and G.J. Walker. 2006. A three dimensional simulation of a cyclone dryer. Heat and mass transfer. Australia. 6 pp.
4. Chen C.H. and H.C. Tso. 2007. Bagasse drying system force 65 boiler. Taiwan. 7 pp.
5. Correa J.L. 2004. The cyclonic dryer. Brazilian Journal of Chemical Engineering. Brasil. Vol. 21. No. 1. 10 pp.
6. Correia Luis. 2007. Individual bagasse drying system. Brasil. 12 pp.
7. Correia Luis. 2007. Seven years of experience with bagasse dryers. Brasil. 8 pp.
8. De Dios Carlos A. Secado de granos y secadoras.
1996. Organización de las naciones unidas para la agricultura y la alimentación, oficina regional para américa latina y el caribe. Chile. 332 pp.
9. Ghosh S.K. 1977. Bagasse drying, a comparison with other methods of waste heat utilization. In Proceedings of the International Society of Sugar Cane Technologists. India. 2363-2372 p.
10. Gómez Jefferson. 2004. Cyclone as a sugar cane bagasse dryer. Brasil. 5 pp.
11. Keenliside B. A 1983. Comparison of air pre-heaters and bagasse drying systems for energy efficiency. In Congress of the international society of sugar cane technologists, USA. 1508-1517 p.
12. Paz Dora y Gerónimo Cárdenas. 1999. Secadero de bagazo o economizador: análisis comparativo de su influencia en el rendimiento energético neto de una caldera bagacera. Revista industrial y agrícola de Tucumán. Argentina. 11 pp.
13. Quintana P., P. Aguilar, G. Martínez y A. Castro. 2006. Escalamiento del proceso de secado de bagazo de caña. Revista Mexicana de Ingeniería Química. Volumen 5. Suplemento 1. México. 57-66 p.
14. Rodríguez H. Miguel A. 2004. Secado de bagazo. Universidad autónoma metropolitana. México. 45 pp.
15. Roos Carolyn J. 2008. CHP Northwest, and Application Center. Biomass drying and dewatering for clean heat & power. Northwest CHP Application Center. USA. 35 pp.
16. Sánchez Z., P. Gauthier and H. Escalante. 2013. Effect of particle size and humidity on sugarcane bagasse combustion in a fixed bed furnace. CEIAM. Colombia. 13 p.
17. Sosa Juan. 2004. Sugar cane bagasse drying a review. Brasil. 8 pp.
18. Sosa Juan. 2009. Drying technology. Brasil. 9 pp. 19. Sosa Juan, Correa, L.G. Jefferson, María Silva, Silvia Nebra.
2006. Sugar cane bagasse drying a review. International sugar journal. Brasil. 5 pp.
20. Wade Amos. 1998. Report on biomass drying technology. NREL. USA. 35 pp.
21. Worley Matt. 2011. Biomass drying technology update. Biopro Expo Marketplace Atlanta, USA. 36 pp.
AGRADECIMIENTO A Francisco Méndez (CENGICAÑA) por recolección de muestras y pruebas de secado. Wendy Bocaletti (CENGICAÑA) por análisis de humedad y facilitar las instalaciones del laboratorio técnico. Yuri Brol (Ingenio La Unión) por la donación de muestras de bagazo.

543
APÉNDICE Resultados obtenidos en los ensayos realizados. Por tamaño de partícula
Por tiempo de residencia, prueba 1
Tiempo de secado
Inicial Final Inicial Final Inicial Final Inicial Final Inicial Final entrada salida entrada salida
2C-7105-04-15, C-7131-04-15 Fibra 0.00410 0.00266 0.0000579 0.0000386 71 69 44.84 9.20 29.40 37.00 120 1.27 1.02 57 37
5C-7102-04-15, C-7128-04-15 Fibra 0.00449 0.00305 0.0000579 0.0000386 78 79 44.91 13.38 29.40 40.00 120 1.27 1.68 57 41
8C-7110-04-15, C-7111-04-15 Fibra 0.00399 0.00264 0.0000579 0.0000386 69 68 44.9 11.60 29.20 38.20 120 1.27 1.65 57 38
11C-7098-04-15, C-7120-04-15 Fibra 0.00535 0.00292 0.0000579 0.0000386 92 76 43.91 20.18 30.60 37.60 120 1.27 1.47 57 40
14C-7109-04-15, C-7116-04-15 Fibra 0.00454 0.00246 0.0000579 0.0000386 78 64 43.39 6.61 30.40 38.00 120 1.27 1.77 57 52
17C-7100-04-15, C-7132-04-15 Fibra 0.00429 0.00297 0.0000579 0.0000386 74 77 43.96 13.00 29.60 35.20 120 1.27 1.67 57 51
Promedio 0.00446 0.00278 0.00006 0.00004 77 72 44 12.33 30 38 120 1 2 57 43
0.13380
3C-7106-04-15, C-7138-04-15 Bagazo 0.00634 0.00500 0.0000579 0.0000482 109 104 47.61 25.95 30.20 36.00 120 1.27 1.79 57 43
6C-7104-04-15, C-7119-04-15 Bagazo 0.00724 0.00460 0.0000579 0.0000482 125 95 47.23 24.78 21.20 38.50 120 1.27 1.78 57 38
9C-7108-04-15, C-7121-04-15 Bagazo 0.00684 0.00470 0.0000579 0.0000482 118 98 47.37 18.71 32.80 38.00 120 1.27 1.67 57 41
12C-7097-04-15, C-7115-04-15 Bagazo 0.00694 0.00460 0.0000579 0.0000482 120 95 53.31 21.01 30.80 41.00 120 1.27 1.78 57 38
15C-7103-04-15, C-7117-04-15 Bagazo 0.00612 0.00510 0.0000579 0.0000482 106 106 47.24 20.79 31.20 42.00 120 1.27 1.67 57 40
18C-7096-04-15, C-7134-04-15 Bagazo 0.00794 0.00540 0.0000579 0.0000482 137 112 46.59 21.14 31.80 43.00 120 1.27 1.69 57 41
Promedio 0.00690 0.00490 0.00006 0.00005 119 102 48 22.06 30 40 120 1 2 57 40
1C-7095-04-15, C-7137-04-15 Partícula 0.00634 0.00480 0.0000579 0.0000482 109 100 45.78 27.59 31.60 38.60 120 1.27 1.60 57 44
4C-7101-04-15, C-7123-04-15 Partícula 0.00634 0.00450 0.0000579 0.0000482 109 93 45.57 20.23 31.20 38.80 120 1.27 1.74 57 45
7C-7094-04-15, C-7112-04-15 Partícula 0.00654 0.00480 0.0000579 0.0000482 113 100 44.83 22.35 30.60 38.20 120 1.27 1.62 57 44
10C-7093-04-15, C-7124-04-15 Partícula 0.00744 0.00520 0.0000579 0.0000482 128 108 42.53 15.82 31.00 39.60 120 1.27 1.66 57 43
13C-7107-04-15, C-7126-04-15 Partícula 0.00714 0.00510 0.0000579 0.0000482 123 106 45.08 21.31 31.40 39.60 120 1.27 1.74 57 44
16C-7099-04-15, C-7114-04-15 Partícula 0.00784 0.00520 0.0000579 0.0000482 135 108 44.79 16.83 31.60 36.60 120 1.27 1.74 57 42Promedio 0.00694 0.00493 0.00006 0.00005 120 102 45 21 31 39 120 1 2 57 44
0.00610 0.183033 30 39
Muestra TipoCódigo LAB
Volumen Peso
m3 %
Temperatura bagazoHumedad
segkg/m3kg
Densidad
°C °C
Temperatura aireVelocidad del aire
m/s
Tiempo de secado
Peso muestra
Velocidad secado
Inicial Final dif Inicial Final difm/s °C
19 0 0.01 40.55 40.55 0.00
20 C-7125-04-15 60 0.01 40.55 29.41 11.14 0.19 32.4 37.2 4.8 1.27 57
21 C-7129-04-15 120 0.01 40.55 29.34 11.21 0.09 34.4 35.8 1.4 1.27 57
22 C-7118-04-15 180 0.01 40.55 20.15 20.40 0.11 31.0 39.0 8.0 1.27 57
23 C-7122-04-15 240 0.01 40.55 9.07 31.48 0.13 34.4 38.0 3.6 1.27 57
24 C-7113-04-15 300 0.01 40.55 14.32 26.23 0.09 32.4 41.0 8.6 1.27 57
25 C-7130-04-15 360 0.01 40.55 3.14 37.41 0.10 32.0 65.0 33.0 1.27 57
26 C-7135-04-15 420 0.01 40.55 9.13 31.42 0.07 31.5 50.0 18.5 1.27 57
27 C-7127-04-15 480 0.01 40.55 2.65 37.90 0.08 33.0 62.0 29.0 1.27 57
28 C-7136-04-15 540 0.01 40.55 4.21 36.34 0.07 31.0 68.0 37.0 1.27 57
promedio 0.01 40.55 0.10 32.5 48.4 16.0 1.27 57
Velocidad del aire
Temperatura aire
s %/sMuestra Código LAB
kg
Humedad Temperatura bagazo
% °C

544
Por tiempo de residencia, prueba 2
Por temperatura de aire frío (ambiente)
Por velocidad y temperatura de aire caliente
Tiempo de secado
Peso muestra
Velocidad secado
Inicial Final dif Inicial Final difm/s °C
29 0 0 0.01 44.78 44.78 0.00
30 1 60 0.01 44.78 38.01 6.77 0.11 30.56 34.44 3.88 1.27 57
31 2 120 0.01 44.78 32.77 12.01 0.10 28.89 38.33 9.44 1.27 57
32 3 180 0.01 44.78 31.64 13.14 0.07 30.00 38.61 8.61 1.27 57
33 4 240 0.01 44.78 27.08 17.70 0.07 29.44 43.33 13.89 1.27 57
34 5 300 0.01 44.78 24.3 20.48 0.07 30.00 42.22 12.22 1.27 57
35 6 360 0.01 44.78 7.53 37.25 0.10 31.94 56.11 24.17 1.27 57
36 7 420 0.01 44.78 6.27 38.51 0.09 30.00 73.33 43.33 1.27 57
37 8 480 0.01 44.78 8.86 35.92 0.07 30.56 66.67 36.11 1.27 57
38 9 540 0.01 44.78 5.25 39.53 0.07 31.11 67.22 36.11 1.27 57
0 44.78 0.09 30 51 21 1 57
Velocidad del aire
Temperatura aire
%/s% °C
Promedio
Humedad Temperatura bagazo
seg kg
MuestraCódigo
LAB
Tiempo de secado
Peso muestra
Velocidad secado
Velocidad del aire
Temperatura aire
Inicial Final dif Inicial Final dif
39 0 0.01 44.65 44.65 0.00
40 C-7125-04-15 120 0.01 44.65 36.91 7.74 0.06 32.4 37.2 4.8 1.27 31
41 C-7129-04-15 300 0.01 44.65 33.73 10.92 0.04 34.4 35.8 1.4 1.27 31
42 C-7118-04-15 420 0.01 44.65 30.27 14.38 0.03 31.0 39.0 8.0 1.27 31
43 C-7122-04-15 540 0.01 44.65 23.84 20.81 0.04 34.4 38.0 3.6 1.27 31
promedio 0.01 44.65 0.04 33.1 37.5 4.5 1.27 31
°CMuestra
°C
Temperatura bagazo
%/skgsCódigo LAB
m/s
Humedad
%
Peso Tiempo de
secadoVelocidad
del aireTemperatura
aire
Inicial Inicial Final dif
kg m/s °C
muestra 1a B1i, B1f Bagazo 0.01 47.64 18.65 28.99 120 2.54 82
muestra 2a B2i, B2f Bagazo 0.01 42.63 12.45 30.18 120 2.54 82
muestra 3a B3i, B3f Bagazo 0.01 44.67 8.81 35.86 120 2.54 82
muestra 4a B4i, B4f Bagazo 0.01 44.12 7.69 36.43 120 2.54 82
muestra 5a B5i, B5f Bagazo 0.01 45.03 13.89 31.14 120 2.54 82
muestra 6a B6i, B6f Bagazo 0.01 44.49 14.99 29.50 120 2.54 82
Promedio 0.01 44.76 12.75 32.02 120 2.54 82
%
entradaTipoMuestra Código LAB
seg
Humedad

545
OPTIMIZACIÓN DEL SOPLADO DE HOLLÍN, UNA ESTRATEGIA PARA AHORRO ENERGÉTICO
Mario Muñoz Especialista en Eficiencia Energética, CENGICAÑA
RESUMEN Casi 300 sopladores de hollín están operando en las calderas de seis ingenios azucareros guatemaltecos, la mayoría de dichos sopladores operan tres veces por día, el consumo de bagazo para generar el vapor con que estos equipos funcionan es de aproximadamente 94000 toneladas por zafra. Se ha calculado que si se reduce la frecuencia de soplado a dos veces por día, una vez por día o cada dos días, el ahorro de bagazo por zafra sería de un 32 por ciento, 63 por ciento y 83 por ciento respectivamente. Basados en los posibles ahorros de combustible se ha recomendado a los ingenios que evalúen soplar hollín solo cuando la caldera lo requiera. La temperatura de gases en una caldera que mantiene una constante producción de vapor debe ser también constante, cuando esta temperatura aumenta evidencia una necesidad de soplado. La frecuencia de soplado disminuirá a medida que los ingenios establezcan este tipo de monitoreo y control. Palabras claves: bagazo, calderas, eficiencia, ingenios, energía, biomasa, hollín, limpieza.
ABSTRACT Nearly 300 soot blowers are operating in boilers of six Guatemalan sugar mills, most of these blowers operate three times a day, consumption of bagasse to generate steam with these soot blowers work is about 94000 tons per harvest. It has been estimated that if the blown frequency is reduced to twice a day, once a day or every two days, the savings of bagasse per harvest would by 32%, 63% and 83% respectively. Based on the potential fuel savings has been recommended to the mills to evaluate soot blowing the boiler only when required. Temperature fuel gases in a boiler that maintains a constant steam production must also be constant, when the temperature increases it evidences a need for blowing. The frequency of blowing decrease as the mills establish such monitoring and control.

546
OBJETIVO Determinar el consumo de vapor y bagazo que se presenta por el soplado de hollín en las calderas de los ingenios participantes. Esto permitirá comparar entre ingenios, calderas, y sopladores, luego proponer una estrategia para determinar la frecuencia óptima del soplado de hollín que implique ahorro de energía (bagazo) sin sacrificar la limpieza interna de las calderas. MARCO TEÓRICO La pérdida de energía asociada con los sopladores de hollín se da esencialmente por el vapor que se consume para el efecto. El soplado de hollín es una operación que consume vapor y que casi en todos los casos se efectúa una vez por turno, cada vez que un soplador es activado gran cantidad de vapor es soplado hacia el interior de la caldera y luego sale por la chimenea, esa es la causa por la que a veces no se es consciente del gasto ya que por fuera de la caldera no se escucha ruido ni se ve el escape de vapor. Este gasto de vapor redunda directamente en gasto de bagazo. Para producir 1.0 kg de vapor de soplado en promedio se gastan 0.5 kg de bagazo por lo que la pérdida de vapor es fácilmente traducible a pérdida de bagazo. La pérdida de agua
y la pérdida de presión en la caldera por soplado de hollín no se tomarán en cuenta en este artículo. Hay dos tipos de sopladores, los retráctiles que generalmente se utilizan para limpieza de los sobre-calentadores de vapor y en algunos casos para economizadores de agua y pre-calentadores de aire y los sopladores que están colocados fijos dentro de la caldera, son los que se utilizan para limpieza de las áreas convectivas de la misma. Los sopladores retráctiles generalmente son de soplado lento y constituyen el mayor consumo de energía en el soplado. El diámetro del tubo del soplador y la presión del vapor de soplado determinan el flujo de vapor en cada soplador. Por lo anterior, la decisión en el diseño y operación de estos dos parámetros es fundamental para gastar la menor cantidad posible de vapor en cada soplado. La frecuencia de soplado es otro parámetro muy importante para un adecuado y eficiente soplado, debido a que es el más rápido y fácil parámetro de modificar lo que permite ahorros directos de bagazo. En el Cuadro 1, aparecen las variables que intervienen para calcular el gasto de bagazo en un soplador de hollín. El contar con una medición de cada una de ellas permite calcular el bagazo que por cada soplador se gasta en una zafra. Cuadro 1. Variables a medir para calcular el consumo de bagazo por
soplado
Soplador unidad
Tipo
Diámetro interno del tubo plg
Presión de vapor de soplado lbs/plg2
Temperatura de vapor °C
Volumen específico m3/kg
Área del tubo m2
Velocidad del vapor m/s
Flujo de vapor / soplador m3/s
Flujo de vapor / soplador kg/s
Tiempo de soplado s
Flujo de vapor / soplado kgvapor
Gasto de bagazo/soplado kgbagazo
Frecuencia/día veces/día
Días de operación días/zafra
Gasto de bagazo/soplador kg/zafra
Gasto de bagazo/soplador t/zafra

547
Procedimiento de cálculo: Para calcular el vapor que se gasta en el soplado de hollín en un soplador específico, primero debe calcularse el área del tubo del soplador por donde fluirá el vapor:
2^2
Donde: A es el área del tubo del soplador (m2) D es el diámetro interno del tubo (m)
Para calcular la velocidad a la que fluirá el vapor en el tubo del soplador se utiliza la ecuación siguiente:
2 ∗ ∗ ^1/2 Donde: P es la presión de vapor en el soplador v es el volumen específico del vapor sobrecalentado o saturado
Dependiendo de donde se extrae el vapor para el soplado, debe preferirse vapor sobrecalentado para evitar fluidos corrosivos sobre la tubería a limpiar dentro de la caldera. El caudal de vapor está dado por:
∗ Donde Q es el flujo de vapor V es la velocidad del vapor dentro del tubo del soplador
El flujo másico de vapor entrando por el soplador es:
∗ Donde m es la masa de vapor en un ciclo de soplado t es el tiempo de soplado en un soplador
El flujo de bagazo depende entonces también del tiempo de soplado, la mayoría de sopladores se accionan manualmente por operarios por lo que se hace fundamental
estandarizar el tiempo de soplado, la motorización y automatización de los sopladores es una estrategia que permite reducir el consumo de vapor.
Donde. B es el flujo de bagazo en un ciclo de soplado R es la razón de producción de vapor por bagazo (kgvapor/kgbagazo)
El gasto de bagazo se debe estimar en base al rendimiento de cada caldera, un promedio aceptable para calderas antiguas es de 2 kg vapor / kg de bagazo. La pérdida final será lógicamente influenciada por el número de días de la zafra.
∗ ∗ Donde. Bs es el gasto de bagazo por soplador por zafra f es la frecuencia de soplado por día d es el número de días de operación por zafra.
El costo por consumo de cada soplador será influenciado por el costo que cada ingenio le asigne a su bagazo.
∗ Donde Cs es el costo total de soplado por soplador /zafra Cb es el costo de una tonelada de bagazo.
Finalmente el costo de soplado será la suma del costo de soplado de cada uno de los sopladores utilizados en todas las calderas del ingenio.
1 2 3 . . Donde CT es el costo total de soplado por zafra n es el número de sopladores evaluados
Supuestos Los resultados del estudio se basan en mediciones efectuadas en seis ingenios, 24 calderas y 283 sopladores, para poder calcular el bagazo consumido por cada soplador se tomaron en cuenta los siguientes supuestos: Costo del bagazo US$5.00 por tonelada. Se utilizó el diámetro exterior del tubo de cada soplador. Se utilizó la presión de vapor de la línea de soplado, solo en los
sopladores que están calibrados se utilizó la presión de calibración en cada soplador.
Se utilizó la temperatura de vapor sobrecalentado a la temperatura de domo en el caso que la línea de soplado sale del domo, si es una línea de vapor independiente se utilizó la temperatura del vapor en condiciones de saturación.
En el caso de sopladores manuales se utilizó como tiempo de soplado el que el operador se lleva al soplar.

548
Se producen en promedio 2 lb de vapor por lb de bagazo.
Los operadores indicaron la frecuencia de soplado al día, se asume que esto lo respetan todos los turnos.
Días promedio de duración de la zafra: 150 días con fines comparativos.
En el Cuadro 2 se ilustra un ejemplo de la información tabulada para el cálculo del consumo de bagazo de cada soplador en una caldera específica. El mismo cálculo se hizo para cada una de las 24 calderas analizadas.
RESULTADOS OBTENIDOS Situación actual: El mayor consumo lo presentan los sopladores retráctiles que utilizan mayores presiones de vapor y tiempos de soplado más prolongados. Hay que hacer notar que en ningún ingenio se mostró evidencia técnica que el soplado deba hacerse con la frecuencia con la que actualmente soplan hollín. La mayoría de los ingenios soplan una vez por turno. También se evidenció que en la mayoría de calderas soplan manualmente por lo que el tiempo de soplado queda a discreción del operador. Se presentan los resultados obtenidos soplando hollín con la frecuencia y presión que actualmente se hace, se gastan en promedio 94315 toneladas de bagazo en una zafra, cada ingenio conoce el valor de su tonelada de bagazo, sin embargo, con fines comparativos se utilizó un valor de US$5/tonelada. En la Figura 1, puede verse el consumo de bagazo de cada ingenio por zafra asociado al soplado de hollín.
Cuadro 2. Ejemplo de cálculo de gasto de bagazo por soplador en una caldera
Figura 1. Consumo de bagazo / zafra por soplar hollín
INGENIO XX
CALDERA Y
Soplador unidad 1 2 3 4 5 6 7 8 9
Tipo Retráctil Retráctil Retráctil Retráctil Retráctil Retráctil Retráctil Retráctil Retráctil
Diámetro interno del tubo plg 3 3 3 3 3 3 3 3 3
Presión de vapor de soplado lbs/plg2
327 327 327 327 327 327 327 327 327
Temperatura de vapor °C 345 345 345 345 345 345 345 345 345
Volumen específico m3/kg 0.115718 0.115718 0.115718 0.115718 0.115718 0.115718 0.115718 0.115718 0.115718
Área del tubo m2
0.0046 0.0046 0.0046 0.0046 0.0046 0.0046 0.0046 0.0046 0.0046
Velocidad del vapor m/s 722.35 722.35 722.35 722.35 722.35 722.35 722.35 722.35 722.35
Flujo de vapor / soplador m3/s 3.29 3.29 3.29 3.29 3.29 3.29 3.29 3.29 3.29
Flujo de vapor / soplador kg/s 28.47 28.47 28.47 28.47 28.47 28.47 28.47 28.47 28.47
Tiempo de soplado s 318.00 318.00 318.00 318.00 318.00 318.00 318.00 300.00 300.00
Flujo de vapor / soplado kgvapor 9052.63 9052.63 9052.63 9052.63 9052.63 9052.63 9052.63 8540.21 8540.21
Gasto de bagazo/soplado kgbagazo 4526.31 4526.31 4526.31 4526.31 4526.31 4526.31 4526.31 4270.11 4270.11
Frecuencia/día veces/día 3 3 3 3 3 3 3 3 3
Días de operación días/zafra 150 150 150 150 150 150 150 150 150
Gasto de bagazo/soplador kg/zafra 2036841 2036841 2036841 2036841 2036841 2036841 2036841 1921548 1921548
Gasto de bagazo/soplador t/zafra 2037 2037 2037 2037 2037 2037 2037 1922 1922

549
En la Figura 2 se ve un comparativo del número de sopladores con los que cada ingenio está soplando actualmente, puede verse que no necesariamente el que más sopladores tiene es el ingenio
que mayor consumo muestra. La frecuencia y el tiempo de soplado son fundamentales para reducir el consumo. Si se divide el costo por consumo de bagazo por soplado entre el número de sopladores se tiene un índice por soplador que sí es un indicador de la eficiencia tecnológica en cada ingenio. Ver Figura 3.
Figura 2. Número de sopladores en operación en cada ingenio
Figura 3. Costo por zafra por soplador

550
En el Cuadro 3, para cada ingenio se puede ver cuales calderas representan mayor gasto de bagazo por soplado.
Cuadro 3. Consumo de bagazo y costo por zafra por soplado de hollín, situación actual.
SopladoresConsumo de
bagazoCosto del bagazo
Costo/zafra Costo/soplador
unidad t/zafra $/t $/zafra $/soplador
TULULÁ 17 3804 $19,019 $1,119
Caldera 5 11 670 5 $3,352 $305
Caldera 6 6 3133 5 $15,667 $2,611
PALO GORDO 29 19632 $98,160 $3,385
Caldera 5 16 1224 5 $6,120 $382
Caldera 8 4 307 5 $1,536 $384Caldera 9 9 18101 5 $90,505 $10,056
LA UNIÓN 62 13386 $66,929 $1,080
Caldera 3 10 2523 5 $12,615 $1,261
Caldera 4 10 2474 5 $12,371 $1,237
Caldera 5 10 2474 5 $12,371 $1,237
Caldera 6 20 2572 5 $12,861 $643
Caldera 7 12 3342 5 $16,710 $1,393
PANTALEÓN 71 41894 $209,469 $2,950Caldera 1 10 237 5 $1,186 $119Caldera 2 8 237 5 $1,186 $148
Caldera 3 11 296 5 $1,482 $135
Caldera 5 16 1344 5 $6,719 $420
Caldera 6 12 830 5 $4,150 $346
Caldera 7 14 38949 5 $194,747 $13,910
CONCEPCIÓN 78 7226 $36,130 $463
Caldera 1 14 1057 5 $5,287 $378
Caldera 2 18 1275 5 $6,373 $354
Caldera 3 20 1051 5 $5,254 $263Caldera 4 18 769 5 $3,846 $214Caldera 6 8 3074 5 $15,369 $1,921
TRINIDAD 26 8374 $41,869 $1,610Caldera 1 12 2742 5 $13,711 $1,143Caldera 2 8 178 5 $891 $111Caldera 3 6 5453 5 $27,266 $4,544
TOTAL 283 94315 $471,576 $1,666
Ingenio /caldera

551
Simulación con diferentes frecuencias de soplado: Se realizaron los mismos cálculos anteriores pero asumiendo que la frecuencia de soplado cambia en tres casos diferentes: Soplar dos veces por día
Soplar una vez por día
Soplar un día sí y un día no La simulación teórica que representan los tres casos puestos a consideración se basa en que se observó que en las calderas con producción de vapor constante, la temperatura de gases no cambia antes y después del soplado, lo que significa que el soplado cada turno está siendo prematuro. Cuando la temperatura de gases no ha cambiado implica que la suciedad en las tuberías no es significativa. Es decir, si la temperatura de los gases no se incrementa después de ocho horas, entonces no se justifica un soplado por turno. Luego de evaluar en cada ingenio el tiempo que tome incrementar la temperatura de gases en al menos un grado centígrado (1.8°F), entonces se debe adoptar para todas las calderas la estrategia de soplado que cada caso mejor represente. En el Cuadro 4 aparecen los resultados para cada caso analizado, en todos los casos hay claros ahorros de bagazo cuando se compara con la estrategia actual de soplado. (Ver en el Anexo los cuadros detallados para cado caso).
Cuadro 4. Consumo y costo por zafra por soplar según cada caso
CONCLUSIÓN Actualmente el soplado de hollín, en la mayoría de los ingenios se realiza cada turno de 8 horas, aparentemente bajo una estrategia logística y no técnica. El soplar hollín de esta manera puede provocar gastos de bagazo en una zafra de poco más de 94000 toneladas. Si en una caldera con producción de vapor estable y constante, la temperatura de gases no se incrementa después de ocho horas, entonces no se justifica el soplado de hollín una vez por turno (3 turnos/día). Si la temperatura se incrementa en al menos un grado centígrado (1.8 °F) entonces existe evidencia que podría haber suciedad en la tubería y hay pérdidas por calor mal transferido. Cada ingenio deberá establecer el incremento de grados de temperatura de gases permisible antes de soplar hollín. El control debe hacerse en una caldera con producción de vapor muy estable. Si se reduce la frecuencia de soplado a dos veces por día, una vez por día o cada dos días, el ahorro de bagazo por zafra sería de un 32, 63 y 83 por ciento respectivamente.
RECOMENDACIONES Reducir la frecuencia del soplado de hollín, para dicho soplado
tomar como base el incremento de la temperatura de los gases de la caldera con producción de vapor más estable. El incremento de temperatura de gases deberá ser de al menos un grado centígrado (1.8 °F). Al necesitar soplado de hollín en esa caldera deberán soplarse también las demás calderas del ingenio.
Reducir la presión de soplado. Calibrar la presión de vapor de cada soplador para evitar pérdida de energía por sobre presiones innecesarias. Seguir recomendaciones de calibración del fabricante del soplador.
Realizar pruebas en los sopladores retráctiles para evaluar la efectividad del soplado a mayores velocidades lineales del soplador, carreras más rápidas reducen el vapor utilizado.
Estandarizar la velocidad de soplado manual, en la medida de lo posible motorizar los sopladores de hollín de manera que se pueda asegurar que bajo criterio de los operadores no habrán tiempos excesivos de soplado.
Tecnología t/zafra $/zafra3 veces/día 94315 $471,5762 veces/día 64195 $320,9751 veces/día 32112 $160,5601 día sí 1 día no 16054 $80,270

552
En la medida de lo posible soplar con vapor sobrecalentado, esto reduce la posibilidad de agua líquida sobre las tuberías de la caldera y reduce los choques térmicos.
Colocar trampas de vapor en las líneas de soplado de hollín.
Verificar que el número de perforaciones a lo largo del tubo de cada soplador esté aportando una limpieza efectiva en las superficies de los tubos sucios de la caldera.
Verificar el correcto funcionamiento y montaje de los medidores de temperatura de gases.
BIBLIOGRAFÍA Anthony L. Kohan. 2000. Manual de calderas. McGraw Hill.
España. Volumen 2. 747 p.
Burgess H. Jennings y Samuel R. Lewis. 1991. Aire acondicionado y refrigeración. CECSA. México. 799 p.
Tyler G. Hicks. 1998. Manual de cálculos para las ingenierías. McGraw Hill. México. 3ra. edición. Tomo II. 591 p.
AGRADECIMIENTO A Francisco Méndez, CENGICAÑA. Por tomar mediciones en calderas. Ing. Salomón González, TULULÁ. Ing. Marino Mendoza, PALO GORDO. Ing. Selvyn Rodas. PANTALEÓN. Ing. Edwin Gamboa. LA UNIÓN. Ing. Erick Chávez. TRINIDAD. Ing. Sergio Sánchez. CONCEPCIÓN. Por permitir tomar tiempos y medidas en el sistema de soplado de las calderas del ingenio.

553
ANEXO Consumo de bagazo y costo de soplado por caldera Caso 1: Soplar dos veces al día
Cuadro 1. Consumo de bagazo y costo por zafra por soplado de hollín, caso 1.
SopladoresConsumo de
bagazoCosto del bagazo
Costo/zafra Costo/soplador
unidad t/zafra $/t $/zafra $/soplador
TULULÁ 17 2536 $12,680 $746Caldera 5 11 447 5 $2,235 $203Caldera 6 6 2089 5 $10,445 $1,741
PALO GORDO 29 13088 $65,440 $2,257Caldera 5 16 816 5 $4,080 $255Caldera 8 4 205 5 $1,025 $256Caldera 9 9 12067 5 $60,335 $6,704
LA UNIÓN 62 8925 $44,625 $720Caldera 3 10 1682 5 $8,410 $841Caldera 4 10 1650 5 $8,250 $825Caldera 5 10 1650 5 $8,250 $825Caldera 6 20 1715 5 $8,575 $429Caldera 7 12 2228 5 $11,140 $928
PANTALEÓN 71 29246 $146,230 $2,060Caldera 1 10 158 5 $790 $79Caldera 2 8 158 5 $790 $99Caldera 3 11 198 5 $990 $90Caldera 5 16 2213 5 $11,065 $692Caldera 6 12 553 5 $2,765 $230Caldera 7 14 25966 5 $129,830 $9,274
CONCEPCIÓN 78 4818 $24,090 $309Caldera 1 14 705 5 $3,525 $252Caldera 2 18 850 5 $4,250 $236Caldera 3 20 701 5 $3,505 $175Caldera 4 18 513 5 $2,565 $143Caldera 6 8 2049 5 $10,245 $1,281
TRINIDAD 26 5582 $27,910 $1,073Caldera 1 12 1828 5 $9,140 $762Caldera 2 8 119 5 $595 $74Caldera 3 6 3635 5 $18,175 $3,029
TOTAL 283 64195 $320,975 $1,134
Ingenio /caldera

554
Caso 2: Soplar una vez al día
Cuadro 2. Consumo de bagazo y costo por zafra por soplado de hollín, caso 2.
SopladoresConsumo de
bagazoCosto del bagazo
Costo/zafra Costo/soplador
unidad t/zafra $/t $/zafra $/soplador
TULULÁ 17 1283 $6,415 $377Caldera 5 11 239 5 $1,195 $109Caldera 6 6 1044 5 $5,220 $870
PALO GORDO 29 6544 $32,720 $1,128Caldera 5 16 408 5 $2,040 $128Caldera 8 4 102 5 $510 $128Caldera 9 9 6034 5 $30,170 $3,352
LA UNIÓN 62 4462 $22,310 $360Caldera 3 10 841 5 $4,205 $421Caldera 4 10 825 5 $4,125 $413Caldera 5 10 825 5 $4,125 $413Caldera 6 20 857 5 $4,285 $214Caldera 7 12 1114 5 $5,570 $464
PANTALEÓN 71 14624 $73,120 $1,030Caldera 1 10 79 5 $395 $40Caldera 2 8 79 5 $395 $49Caldera 3 11 99 5 $495 $45Caldera 5 16 1107 5 $5,535 $346Caldera 6 12 277 5 $1,385 $115Caldera 7 14 12983 5 $64,915 $4,637
CONCEPCIÓN 78 2408 $12,040 $154Caldera 1 14 352 5 $1,760 $126Caldera 2 18 425 5 $2,125 $118Caldera 3 20 350 5 $1,750 $88Caldera 4 18 256 5 $1,280 $71Caldera 6 8 1025 5 $5,125 $641
TRINIDAD 26 2791 $13,955 $537Caldera 1 12 914 5 $4,570 $381Caldera 2 8 59 5 $295 $37Caldera 3 6 1818 5 $9,090 $1,515
TOTAL 283 32112 $160,560 $567
Ingenio /caldera

555
Caso 3: Soplar un día sí y un día no
Cuadro 3. Consumo de bagazo y costo por zafra por soplado de hollín, caso 3.
SopladoresConsumo de
bagazoCosto del bagazo
Costo/zafra Costo/soplador
unidad t/zafra $/t $/zafra $/soplador
TULULÁ 17 641 $3,205 $189Caldera 5 11 119 5 $595 $54Caldera 6 6 522 5 $2,610 $435
PALO GORDO 29 3272 $16,360 $564Caldera 5 16 204 5 $1,020 $64Caldera 8 4 51 5 $255 $64Caldera 9 9 3017 5 $15,085 $1,676
LA UNIÓN 62 2230 $11,150 $180Caldera 3 10 420 5 $2,100 $210Caldera 4 10 412 5 $2,060 $206Caldera 5 10 412 5 $2,060 $206Caldera 6 20 429 5 $2,145 $107Caldera 7 12 557 5 $2,785 $232
PANTALEÓN 71 7312 $36,560 $515Caldera 1 10 40 5 $200 $20Caldera 2 8 40 5 $200 $25Caldera 3 11 49 5 $245 $22Caldera 5 16 553 5 $2,765 $173Caldera 6 12 138 5 $690 $58Caldera 7 14 6492 5 $32,460 $2,319
CONCEPCIÓN 78 1203 $6,015 $77Caldera 1 14 176 5 $880 $63Caldera 2 18 212 5 $1,060 $59Caldera 3 20 175 5 $875 $44Caldera 4 18 128 5 $640 $36Caldera 6 8 512 5 $2,560 $320
TRINIDAD 26 1396 $6,980 $268Caldera 1 12 457 5 $2,285 $190Caldera 2 8 30 5 $150 $19Caldera 3 6 909 5 $4,545 $758
TOTAL 283 16054 $80,270 $284
Ingenio /caldera

556
UN DISEÑO ALTERNATIVO PARA EL PRECALENTAMIENTO DE AIRE DE UNA CALDERA BAGACERA, CASO CALDERA 6 DE INGENIO LA UNIÓN
Mario Muñoz1, Raisa Vega2; Sergio Teni3 1Especialista Eficiencia Energética CENGICAÑA; 2Tesista USAC; 3Ingenio La Unión
RESUMEN La recuperación del calor de los gases de combustión en una caldera bagacera se lleva a cabo principalmente en un economizador y un pre-calentador, este último equipo calienta el aire que es forzado desde la atmósfera hasta el horno. Este aire forzado después del pre-calentador se divide en dos flujos: el aire primario que entra por debajo de la parrilla, es el encargado de proveer de oxígeno a la combustión y el aire secundario quien se encarga de crear turbulencia y atomización de las partículas de bagazo dentro del horno. La velocidad de combustión de las partículas del bagazo depende en gran medida de la temperatura del medio en que se encuentra, medio influenciado fuertemente por la temperatura del aire primario. Por lo tanto, a mayor temperatura de dicho aire mayor será la velocidad de combustión y se presentarán menores pérdidas por combustible sin quemar. Este trabajo evalúa la opción de que los flujos de aire primario y secundario entren independientes desde la atmósfera y pasen separadamente por el pre-calentador, de manera que se puedan modificar las áreas de transferencia de calor para cada flujo y así aumentar la temperatura del aire primario. Se ha concluido que sí es posible mejorar dicha temperatura con el re-diseño propuesto. Palabras claves: pre-calentador, calor, bagazo, aire, calderas, eficiencia, ingenios, energía, biomasa, gases, combustión.
ABSTRACT
Heat recovery from the flue gases in a bagasse boiler takes place mainly in an economizer and pre-heater, the pre-heater hot up the air which is forced from the atmosphere to the furnace. This forced air, after the pre-heater is divided into two flows; the primary air entering under the grill and is responsible for providing oxygen to the combustion and the secondary air is responsible for creating turbulence and atomization of bagasse particles inside the furnace. The burning rate of the particles bagasse depends largely of the temperature of the medium, which is strongly influenced by the temperature of primary air. Therefore, has greater temperature of primary air will could generate greater burn rate and less unburned fuel losses will be presented. This study evaluated flows of primary and secondary air entering independent from the atmosphere and separately pass through the pre-heater, so to modify the heat transfer areas for each flow and thus increase the temperature of primary air. It has been concluded that it is possible to improve this temperature with the proposed re-design.

557
DESCRIPCIÓN DEL PROBLEMA No se cuenta con suficiente calor en el aire primario de la caldera 6 que garantice una adecuada velocidad de combustión y un rápido secado del bagazo dentro del horno, lo cual reduciría las pérdidas por bagazo sin quemar y mejoraría las condiciones operativas de dicha caldera. HIPÓTESIS Es posible aumentar el calor disponible en el aire de combustión a través de la independencia total de los flujos de aire primario y secundario, alimentándolos en áreas separadas dentro del pre-calentador. OBJETIVOS Proponer una estrategia de
alimentación de aire a la caldera, que permita mayor flexibilidad operativa de los ventiladores y flujos de aire.
Evaluar la separación de los
flujos de aire primario y secundario, que al pasar independientes por secciones distintas del pre-calentador permitan el aumento de la temperatura del aire primario, de manera que dentro del horno la velocidad de combustión sea mayor y el aprovechamiento de la energía contenida en los gases sea más eficiente.
DESCRICPIÓN GENERAL La caldera 6 del ingenio La Unión, es una caldera bagacera que recupera parte del calor de los gases de combustión, primero a través de un calentador de agua (economizador) y luego en un calentador de aire (pre-calentador). El aire se calienta a un promedio de 189 °C (372 °F), entra en el horno para reaccionar con el carbono e hidrógeno del bagazo y así provocar una combustión sostenida.
Figura 1. Pre-calentador de aire, caldera 6
El pre-calentador de aire de esta caldera es un intercambiador de tubos de un solo paso a contraflujo. Por el lado de la coraza (fuera de los tubos) entra aire a temperatura ambiente y por el otro lado entran los gases (dentro de los tubos) provenientes del horno y del economizador, luego de ceder su calor son conducidos hacia la chimenea (Figura 1). Durante la operación, en la parrilla de la caldera siempre se mantiene una considerable cantidad de bagazo sin quemar y en los residuos del cenicero frontal se han calculado pérdidas por bagazo sin quemar por un 11.7 por ciento en peso. El bagazo que tiene una humedad del 50 por ciento y entra a una temperatura aproximada de 45 °C no se está quemando rápidamente. La lentitud en el proceso de quemado de bagazo en la parrilla se debe principalmente a dos factores: el primero es la temperatura del hogar que se mantiene en promedio en 773 °C (1423 °F) con picos mínimos de hasta 623 °C (1154 °F). El segundo de los factores es la temperatura del aire pre-calentado el cual entra a 189 °C (372 °F). Ambas temperaturas favorecen un lento secado y calentado del bagazo. Mientras más alta sea la diferencia de la temperatura del medio que rodea el bagazo en la parrilla y el bagazo mismo, mejor transferencia de calor se presentará.

558
En la Figura 2, se aprecian los procesos que se presentan dentro del bagazo sobre la parrilla y los diferentes rangos de temperaturas en los cuales dichos procesos se dan. El tiempo que tomen en llevarse a cabo determina la velocidad de combustión; a menor velocidad mayores pérdidas.
En la mayoría de los casos, el bagazo entra al horno a una temperatura de entre 35 - 45 °C (100 - 113 °F). El secado de bagazo se inicia a 120 °C (250 °F), temperatura que deberá aumentarse a casi 200 °C (390 °F) para asegurar el arrastre y evaporación total de la humedad. Dada esta condición, el bagazo sigue calentándose y no es hasta alcanzados los 400 °C (752 °F) que se inicia la
generación de volátiles y las reacciones de combustión, las cuales se presentan de manera óptima arriba de los 871 °C (1600 °F). Como puede observarse la temperatura del aire de combustión o aire primario, es fundamental que sea lo más alta posible, de manera que provea una mayor cantidad de calor a las etapas de pre-calentamiento, secado y calentamiento del bagazo. Si estas etapas se llevan a cabo rápidamente, la velocidad de combustión será mayor y existirá menos bagazo sobre la parrilla, aumentará la temperatura del hogar y por lo tanto la transferencia de calor, lo que aumentará también la eficiencia del horno y de la caldera. El aire de combustión que pasa 100 por ciento por el pre-calentador, es forzado dentro de la caldera por dos ventiladores, luego del pre-calentador, el flujo de aire es dividido en dos tipos de flujos, el aire primario y el aire secundario, el primario sigue su trayectoria hasta ingresar por debajo de la parrilla, este aire provee el oxígeno necesario para la oxidación del carbono e hidrógeno. El aire secundario es tomado separadamente por otros dos ventiladores que lo fuerzan por ductos destinados para crear turbulencia dentro del hogar. Se considera que el aire primario debe ser el 100 por ciento del aire teórico necesario para la combustión y el aire secundario debe aportar el exceso de aire teórico.
Figura 2. Fases y temperaturas de la combustión (Sánchez, 2013)

559
METODOLOGÍA Muestreo y análisis de datos Para analizar la caldera y la operación actual del pre-calentador de aire se tomaron datos operativos de la zafra 2013/2014, se recolectaron 3 datos diarios, uno cada 8 horas, generando un total de 559 observaciones. Los cálculos siguientes se basaron en los promedios anuales calculados a partir de dicha data. En el Cuadro 1, se observan los datos operativos promedio de la caldera 6, incluyendo los relacionados con la operación del pre-calentador de aire. Se observa que los gases después del pre-calentador
llevan en promedio 142 °C (287 °F). Dichos gases llevan en volumen un 29 por ciento de vapor de agua, por esto, cercanos a 100 °C (212 °F) podrían presentar condensación del mismo. Sin embargo, se cuenta con un potencial de calor en los gases evidenciado en los 42 °C (108 °F) de diferencia, lo anterior significa que aún se les puede extraer más calor. Por otra parte, el aire después del pre-calentador muestra en promedio 189 °C (373 °C), de la Figura 2 se concluye que la temperatura ideal del aire de combustión debe estar por encima de los 200 °C (390 °F), por lo tanto, existe una oportunidad de mejora si se logra aumentar la temperatura actual de dicho aire. Se analizaron algunos parámetros operativos de la caldera para evidenciar si la temperatura de aire está influenciada fuertemente por alguno de los mismos.
En las Figuras 3, 4 y 5, se observa que la temperatura del aire de combustión no se ve directamente influenciada por el flujo de vapor, la presión de vapor o la temperatura del hogar de la caldera. Esto evidencia de que operativamente puede hacerse muy poco para aumentar la temperatura del aire. Por lo tanto, deben hacerse modificaciones al diseño del pre-calentador.
Cuadro 1. Datos operativos promedio de caldera 6
Figura 3. Temperatura del aire contra presión de vapor
Temperatura del hogar
Flujo de Vapor
Temperatura de aire antes del precalentador
Temperatura de aire después
del precalentador
Diferencia temperatura
aire
Temperatura de gases antes del precalentador
Temperatura de gases
después del precalentador
Diferencia temperatura
gases
Presión del
hogar
Presión caja del forzado
Presión de Domo
°F klb/h psig
Media 1423 228 94 373 279 492 287 -205 -0.29 1.50 872Min 1154 125 79 273 194 430 233 -197 -0.55 1.10 800Max 1769 258 113 396 283 524 318 -206 -0.02 2.20 892Rango 615 133 34 123 94 85 -9 0.53 1.10 92Desviación 68 19 9 13 13 11 0.10 0.19 10Coef.Var. 5 8 10 3 3 4
Presión ducto total 1.46 inH2O
Presión secundario 7.5 inH2O
°F "H2O
Parámetro

560
Figura 4. Temperatura del aire contra temperatura del hogar
Figura 5. Temperatura del aire contra flujo de vapor Procedimiento de diagnóstico inicial Para poder rediseñar un pre-calentador lo primero que debe calcularse es el coeficiente de transferencia de calor, el cual indica la capacidad que tiene cada unidad de superficie del pre-calentador para transferir calor. El procedimiento con el que se calculó dicho coeficiente es el siguiente (Jaramillo 2007):
Primero se procede a medir el área transversal de los ductos del aire total, primario y secundario.
∗ El flujo de aire en cada ducto es igual a la multiplicación del área anterior por la velocidad de dicho flujo.
∗
Donde A es el área transversal al flujo y v es la velocidad del fluido. Se miden las presiones del ducto donde fluye la totalidad de los gases y los ductos de aire secundario, con esta presión y la densidad

561
del aire se puede calcular la velocidad y el flujo volumétrico respectivo.
2 ∗/
∗ 2 ∗/
Donde P es la presión dentro del ducto, ρ es la densidad del fluido y Fa es el flujo volumétrico dentro del ducto. La densidad del aire depende únicamente de la temperatura a la que se encuentre en el momento de la medición, se utilizó la siguiente ecuación que define la densidad en función de la temperatura (Wikipedia 2014).
0.00002 ∗ 0.0048
∗ 1.2926 Donde Tadp es la temperatura del aire después del pre-calentador. El flujo másico (Fma) es por tanto igual al producto del flujo volumétrico por la densidad.
∗
Para determinar el calor transferido al aire dentro del pre-calentador es necesario determinar la diferencia de temperatura entre la entrada y la salida del mismo (ΔTa):
Donde Tae es la temperatura de aire a la entrada del pre-calentador.
Por lo tanto, el calor transferido ya sea al aire o por los gases es:
∗ ∗ ∗ ∗
Donde Fma y Fmg es el flujo másico de aire y de gases respectivamente. Cpa y Cpg son los calores específicos de aire y gases, y ΔTa, ΔTg son los diferenciales de temperatura en el aire o en los gases. El primero es un valor positivo y en el segundo es negativo porque el gas es el que cede calor. El área de transferencia de calor está definida por el diseño estructural del pre-calentador, básicamente por las dimensiones y el material del paquete de tubos. El área de transferencia queda definida con la siguiente ecuación:
2 ∗ ∗ ∗ ∗ Donde At es el área de transferencia de calor, r es el radio promedio de cada tubo, L es el largo de los tubos y n es el total de tubos expuestos a los gases. Cuando se realizan cálculos de transferencia de calor en intercambiadores, es importante el concepto de temperatura media logarítmica (LMTD), la cual indica la temperatura promedio que se da dentro del pre-calentador a lo largo de la trayectoria de los flujos. Para un pre-calentador de tubos de un solo paso con flujos a contra-corriente, la LMTD se calcula así:
Donde Teg y Tsg son la temperatura de gases a la entrada y salida del pre-calentador respectivamente. Finalmente el coeficiente de transferencia de calor del pre-calentador de la caldera 6 viene dado por la siguiente ecuación:
μ∗
Donde µ es el coeficiente de transferencia de calor, Q es el calor transferido, At el área de transferencia y LMTD la temperatura media logarítmica.

562
Propuesta de re-diseño Actualmente el diseño de la caldera separa el aire primario y secundario luego de que ya han pasado por el pre-calentador. El re-diseño a evaluar se basa
en alimentar a la caldera con el aire primario y secundario totalmente independientes, es decir, que cada uno de los flujos entren desde la condición atmosférica, que pasen separados por el pre-calentador y luego sean utilizados en el horno; de tal manera que, el área de transferencia destinada para calentar el aire primario permita aumentar la temperatura del mismo a costa de contar con aire secundario menos caliente.
Figura 6. Re-diseño propuesto, aire primario y dos secundarios por separado dentro del pre-calentador

563
Para calcular el efecto en la temperatura de salida tanto del aire como del gas del re-diseño propuesto se utilizaron las siguientes ecuaciones (Cengel 2007): Primero se procede a calcular la razón de transferencia de cada fluido, en cuyas razones existe una máxima y una mínima dependiendo de su magnitud.
∗
∗ Donde Cmax es la razón de transferencia de los gases y es igual al producto del calor específico del gas por el flujo másico del gas. Cmin es la razón de transferencia del aire y se calcula multiplicando el calor específico del aire por el flujo másico del aire. El cambio máximo teórico de temperatura que puede darse en el pre-calentador está dado por la diferencia entra la máxima temperatura que es la de entrada del gas y la mínima temperatura que es la de entrada del aire.
Entonces, el calor máximo transferible en un pre-calentador está dado por la mínima razón de transferencia por el cambio máximo posible de temperatura.
∗
Despejándolo de la ecuación general de calor se pueden obtener las temperaturas teóricas finales de ambos fluidos.
Las unidades de calor (NTU) que pueden transferirse en este pre-calentador, se calculan de acuerdo a un área específica que en éste caso son las nuevas áreas de re-diseño.
μ ∗ / /
La eficiencia del pre-calentador puede estar en función de las unidades de calor transferidas y el coeficiente C calculado anteriormente:
1 еxp
1 ∗ exp
La eficiencia permite calcular el calor real transferido,
∗ Finalmente las temperaturas reales de salida de cada fluido de acuerdo a las nuevas áreas seleccionadas se calculan con las siguientes ecuaciones:
Donde Trsa y Trsg son las temperaturas finales del aire y los gases respectivamente.
Si la temperatura del aire del re-diseño es mayor que la actual y la temperatura de los gases es menor pero no llega a la temperatura de condensación del vapor de agua contenido en los gases, entonces es un re-diseño válido y más eficiente.

564
RESULTADOS OBTENIDOS Al aplicar el conjunto de ecuaciones anteriores a la operación actual del pre-calentador se obtuvieron los datos del Cuadro 2, los cuales permiten hacer un análisis de la situación actual. Según la estequiometria de la combustión del bagazo, el flujo másico de aire primario de la
caldera es considerablemente mayor que lo necesario, por lo que el re-diseño debe incluir una disminución de dicho flujo. El coeficiente de transferencia de calor para este pre-calentador es de 411 kJ/h por cada m2 y cada grado centígrado a transferir. La presión en los ductos de aire secundario es 5.13 veces mayor que la presión del ducto principal, lo que provoca que el 83 por ciento del flujo de aire precalentado sea primario y el 17 por ciento del flujo total se dirija a los secundarios (overfires). El flujo de aire es directamente proporcional al flujo de calor. Por otro lado, la velocidad en los ductos de los secundarios es el doble que el ducto de aire primario.
Cuadro 2. Parámetros del pre-calentador actual
Parámetros de diseño actual UDM ValorAncho del ducto m 11.43Grosor del ducto m 0.53
Área del ducto después del precalentador m2 6.10
Presión del aire después del precalentador inH2O 1.46
Temperatura del aire después del precalentador °C 189
Densidad del aire después del precalentador kg/m3 1.10
Flujo volumétrico de aire m3/h 564419Flujo másico de aire kg/h 620760Calor específico del aire kJ/kg-°C 1.005Temperatura del aire antes precalentador °C 34Ganancia de temperatura en el precalentador °C 155Calor transferido al aire en el precalentador kJ/h 96692308Diámetro medio de cada tubo del precalentador m 0.062Longitud de cada tubo del precalentador m 6.10Número de tubos en el precalentador un 2308
Área de transferencia de calor m2 2741Temperatura gases antes del precalentador °C 256Temperatura gases después del precalentador °C 142Temperatura media en el precalentador °C 86
Coeficiente de transferencia de calor kJ/(h-m2-°C) 411
Presión ducto de aire secundario inH2O 7.5
Área transversal del ducto de aire secundario m2 0.25Flujo de aire de un secundario (overfire) kg/h 52930Flujo de dos secundarios (overfire) kg/h 105860Flujo de aire primario debajo de la parrilla kg/h 514900

565
En el Cuadro 3, se observa la densidad y el calor específico de los gases según las proporciones calculadas en los gases de chimenea de la caldera 6, así para un gas húmedo el 55.49 por ciento es nitrógeno y el 29.71 por ciento es vapor de agua, estos dos elementos son los que condicionan el valor de Cp de
los gases y del flujo másico de los mismos. Comparativo de pre-calentador actual y el re-diseño propuesto En el Cuadro 4 se observan los resultados obtenidos al re-diseñar teóricamente el pre-calentador. El diseño propuesto consiste en separar internamente el pre-calentador en tres partes una para el aire primario y las otras dos para el aire secundario, una parte para cada ventilador llamado overfire en la caldera 6.
Cuadro 3. Propiedades de los gases de combustión (*Baloh 1995, **Cengel 2007)
Cuadro 4. Parámetros de re-diseño
Gases udm CO2 O2 CO N2 H2O Ar
Densidad a 0°C* kg//m3 1.9770 1.4290 1.2514 1.2505 0.8190 1.7539
Densidad a 256 °C kg//m3 1.0205 0.7376 0.6460 0.6455 0.4228 0.9054Proporción de gases (%) % 11.7600 2.0600 0.7400 55.4900 29.7100 0.6600
0.1200 0.0152 0.0048 0.3582 0.1256 0.00600.6298
Cp de los gases** kJ/kg-K 0.93 0.94 1.04 1.04 1.89 0.52
Proporción de gases (%) % 11.76 2.06 0.74 55.49 29.71 0.660.1098 0.0193 0.0077 0.5766 0.5621 0.00341.2790
kg//m3
kJ/kg-K
Densidad total de gases
Cp de los gases
Primario Secundarios 1 Secundario Primario Secundarios 1 Secundario Primario Secundarios 1 SecundarioProporción de área de transferencia % 0.87 0.13 0.07
Area de ducto de flujo de aire precalentado m2 5.31 0.79 0.40Temperatura de gases a la entrada prec. °C 256 256 256Temperatura de aire a la entrada prec. °C 34 34 34Calor específico de gases kJ/kg-°C 1.28 1.28 1.28Calor específico de aire kJ/kg-°C 1.01 1.01 1.01Flujo másico de gases kg/h 576930 86208 43104Flujo másico de aire kg/h 514900 105860 52930 453154 105860 52930 -61745 0 0Razón de capacidad calorífica del gas kJ/h-°C 737894 110260 55130Razón de capacidad calorífica del aire kJ/h-°C 455420 106389 53195Cambio máximo de temperatura °C 222 222 222Calor máximo transferible kJ/h 101103293 23618425 11809212Temperatura de salida esperada para el gas °C 119 42 42 26 -51 -51Temperatura de salida esperada para el aire °C 256 256 256
Área de transferencia de calor m2 2385 356 178# de tubos del precalentador asignados un 2008 300 150Coeficiente de transferencia de calor kJ/(h-m
2-°C) 411 411 411
Unidades de transferencia de calor (NTU) un 2.15 1.38 1.38 0.35 -0.42 -0.42Relación de capacidades % 0.62 0.96 0.96 -0.12 0.22 0.22Efectividad de la transferencia de calor % 0.77 0.58 0.58 0.06 -0.12 -0.12Calor real transferido kJ/h 77802974 13816694 6908347Temperatura real de salida de gases °C 151 131 131 9 -11 -11Temperatura real de salida del aire °C 205 164 164 16 -25 -25
Flujo volumétrico de aire m3/s 114 27 13Velocidad del aire m/s 24 58 58 22 34 34 -2 -24 -24
-16
-137759440
0
189
157
Diferencia
23084111.80
0.74
00
0.00
256
34
1.28
-5074678
0
142
0
96694346
623863
222
138497661
93
256
2741
0
0.70
Parámetro de diseño
0.00
0.000
-62053
PropuestoActual
6.10
1.00
1.01663138
848154
00.00

566
Las áreas en las que el pre-calentador queda dividido, tanto en el lado gases como el lado aire son el 87 por ciento destinado para el aire primario y el 13 por ciento para el aire secundario. Actualmente el flujo de aire está dividido en una proporción de 83-17 por ciento. El flujo másico del aire primario baja un 12 por ciento y el flujo de aire de los secundarios se mantiene constante. Esto permitirá aumentar la temperatura del aire y bajar el exceso de aire ajustándolo al cálculo estequiométrico sin alterar el flujo de aire para turbulencia. Se asumen condiciones operativas constantes, especialmente las mismas temperaturas de entrada de gases/aire y que el pre-calentador está aislado adiabáticamente. Entonces la temperatura de aire precalentado de re-diseño es de 205 °C (401 °F) para el aire primario, esto implica un aumento de la temperatura promedio de 16 °C (29 °F). Por otra parte, el aire secundario saldrá del pre-calentador a una temperatura de 164 °C (327 °F) lo que implica aire menos caliente que el primario pero aún con una temperatura aceptable. Por otro lado la temperatura de los gases bajará de 142 °C (288 °F) a 133 °C (271 °F), esta disminución de la temperatura implica mayor extracción de energía a los gases sin llegar a la temperatura de condensación
del vapor presente en dichos gases. Por lo tanto, la operación se mantiene segura para el pre-calentador. La velocidad del aire primario baja de 24 a 22 m/s y la velocidad del secundario baja de 58 a 34 m/s, siendo en el ducto (después del pre-calentador ) de cada secundario (overfire) donde deberá hacerse una reducción del área para aumentar la velocidad ya que el flujo de mantiene constante. La efectividad del pre-calentador sube de un valor global de 70 por ciento a un 77 por ciento en la parte del primario y baja a un 58 por ciento en el secundario, siendo este el precio técnico que hay que pagar para mejorar el aire primario. El número de tubos del pre-calentador son 2308, 2008 tubos se deben destinar para calentar el aire primario y 300 tubos para calentar el aire secundario, por lo tanto, para cada uno de los ventiladores secundarios la cantidad de tubos es de 150 tubos/ventilador. CONCLUSIÓN Es posible aumentar la temperatura del aire de combustión de una caldera bagacera a través de independizar los flujos de aire primario y secundario, asignando en el pre-calentador al flujo del aire primario un área de transferencia mayor que la equivalente en el diseño original. Esto será posible a costa de enfriar el aire secundario, sin embargo, los análisis de combustión recomiendan una mayor concentración de energía en el flujo de aire que interviene en las reacciones químicas del bagazo y no en el aire de los procesos secundarios de turbulencia y atomización. En el caso estudiado se logra aumentar 16 °C (29 °F) la temperatura del aire primario, sin embargo, esta mejora deberá compensar la inversión en la separación interna del pre-calentador y los nuevos ductos del aire secundario, estas consideraciones quedan fuera del alcance de éste análisis. RECOMENDACIÓN Evaluar la inversión que implica la separación de los ductos de aire primario y secundario, de ser factible implementar la independencia de los mismos, esta mejora en la tecnología de intercambio de calor hará posible contar con un flujo de aire primario más caliente que reducirá la velocidad de combustión y disminuirá las pérdidas por combustible sin quemar. Además, mejorará la transferencia de calor dentro del horno y dará mayor flexibilidad operativa de los ventiladores forzados y secundarios, lo que permitirá mejores ajustes al exceso de aire necesario.

567
REFERENCIAS 1. Baloh Tone y Enrique
Wittwer. 1995. Energy manual for sugar factories. 2da. edición. Bartens. Alemania. 200 p.
2. Cengel Yunus A. 2007.
Transferencia de calor y masa. 3ra. edición. McGraw Hill. México. 932 p.
3. Jaramillo O.A. 2007.
Intercambiadores de calor. Centro de investigación en energía. UNAM. México. 33 p.
4. Sánchez C. Zamir, Paola G. Maradei y Humberto Escalante H. 2013. Effect of particle size and humidity on sugarcane bagasse combustion in a fixed bed furnace. Centro de Estudios e Investigaciones Ambientales (CEIAM). Universidad Industrial de Santander (UIS), Cr 27 Calle 9, Bucaramanga, Colombia. 13 p.
5. Wikipedia. 2014. Air density vs temperature de Rouge - Data from https: // en.wikipedia.org/ wiki/ Density#Air, own work. Disponible bajo la licencia CCBYSA3.0 vía Wikimedia Commons. https://commons.wikimedia.org/ wiki/File: Air density vs temperature.jpg #/ media/ File: Air density vs temperatu.jpg
AGRADECIMIENTO A Raisa Vega de CENGICAÑA y Sergio Teni de ingenio La Unión, por sus fundamentales y valiosos aportes a ésta investigación. A Ing. Edwin Gamboa de ingenio La Unión, por la autorización del presente estudio en ese ingenio.

568
POTENCIAL ENERGÉTICO DE LA VINAZA PARA SU UTILIZACIÓN COMO BIOCOMBUSTIBLE
Mario Muñoz Profesional de Eficiencia Energética - CENGICAÑA
RESUMEN La agroindustria azucarera guatemalteca cuenta con importantes coproductos que pueden utilizarse como biocombustibles para la generación de vapor y electricidad. Entre estos se encuentra el bagazo de la caña, los residuos agrícolas de la cosecha, la melaza (etanol) y la vinaza. El bagazo es el único que actualmente se utiliza en las calderas de los procesos de Generación de energía de los ingenios. Este trabajo es un “análisis de laboratorio” sobre el potencial que la vinaza tiene para constituirse un biocombustible líquido capaz de adaptarse a los hornos existentes. Además de ahorrar combustibles fósiles, el quemado de la vinaza tiene las ventajas de aprovechar comercialmente las cenizas ricas en minerales y metales y de reducir las emisiones de metano (CH4) al medio ambiente, ya que al quemarse produciría CO2 que también es un gas de efecto invernadero pero de menor impacto que el metano que las vinazas producen al descomponerse naturalmente. La vinaza sí puede utilizarse como biocombustible siempre y cuando se queme en pequeñas proporciones dentro de mezclas de otros combustibles de mayor poder calorífico. Palabras claves: Biocombustible, vinaza, azúcar, coproductos, calderas, eficiencia, ingenios, energía, biomasa, combustión.
ABSTRACT The Guatemalan sugar industry has significant byproducts that can be used as biofuels to generate steam and electricity. Among these is the cane bagasse, agricultural crop residues, molasses (Ethanol) and vinasses. The bagasse is the only one currently used in the boilers of the power generation process of the mills. This work is a "lab tests" on the potential of vinasse has to constitute a liquid biofuel that can adapt to existing furnaces. In addition to saving fossil fuels, the burning of vinasse has commercially exploit the advantages of ashes rich in minerals and metals and to reduce emissions of methane (CH4) into the environment, because when burned produce CO2 which is a greenhouse gas, but of low impact of the methane, which it is generated in the natural decomposition of vinasse. The vinasse can be used as biofuel but it must burn in conjunction with a high calorific value fuel.

569
DESCRIPCIÓN DEL PROBLEMA No se tiene evidencia que asegure que la vinaza puede utilizarse como un combustible capaz de integrarse técnicamente a las tecnologías de combustión de las calderas bagaceras actuales. HIPÓTESIS Es posible utilizar la vinaza proveniente del proceso de producción de etanol como un biocombustible, a través del aprovechamiento del poder calorífico de la misma. OBJETIVOS
Determinar si la vinaza posee las características combustibles básicas que hagan factible su utilización como un biocombustible.
Evaluar y proponer una tecnología apropiada para la utilización de la vinaza como combustible en las calderas bagaceras.
DESCRIPCIÓN GENERAL En la Figura 1, aparece un diagrama del proceso de producción de etanol a partir de melaza de caña de azúcar (miel final), se ilustra como en la etapa de destilación, de los fondos de las columnas destiladoras (8) se extrae un líquido residual llamado vinaza. Dicho líquido sale del proceso como un producto de desecho. Sin embargo, por su contenido rico en sustancias de importancia económica puede aprovecharse en otros procesos industriales, esto convierte a la vinaza en un subproducto importante de la agroindustria azucarera. “Dependiendo de cuánta vinaza pueda recircularse durante el proceso de etanol, se producen entre 5 y 10 litros de vinaza por cada litro de etanol. La vinaza ya no es considerada un desperdicio, sino un subproducto valioso, que lleva consigo calor aprovechable, proteína y vitaminas contenidas en la levadura. Puede recuperarse para alimentación animal, sales minerales y orgánicas provenientes de la caña y estas a la vez pueden devolverse al campo mediante fertirrigación, carbohidratos residuales y otros compuestos biodegradables que servirán de sustrato para fermentación anaeróbica y producción de metano, combustible aprovechable en el ingenio o en la misma destilería.” (Espinosa y Ovando 2012)
Figura 1. Proceso de producción de etanol y vinaza (Espinosa, 2014)

570
Figura 2. Muestras de vinaza concentrada al 60%
“Igualmente, el agua puede recuperarse mediante evaporación o filtración y los sólidos residuales pueden manejarse como compost, por su alto contenido de nutrientes, devolverse al campo como fertilizante” (Espinosa y Ovando, 2012) “Dependiendo de las condiciones particulares de cada empresa y de sus respectivos análisis técnico-económicos, se adopta la mejor combinación de los procesos mencionados con el doble propósito de aprovechar el subproducto del etanol, como para preservar el medio ambiente.” (Espinosa y Ovando 2012) En la Figura 3, se ve la forma en que es procesada la vinaza en una destilería de ingenio,
debido a su temperatura, la vinaza que proviene de la etapa de destilación se aprovecha para calentar agua de proceso y luego se enfría previamente a su neutralización, oxidación y evaporación para producir metano, ya concentrada puede ser utilizada para compost.
Figura 3. Disposición de vinazas (Espinosa y Ovando, 2012)

571
Usos frecuentes de la vinaza “El compostaje es una técnica centenaria que aplica para residuos secos y fibrosos. No es aplicable a la vinaza líquida ni concentrada en sí, pero las Vinazas pueden ser añadidas al proceso de compostaje de otros residuos (co-compostaje). Una tecnología similar se utiliza para lodos de depuradoras, así como para los lodos de la industria petrolera. La cachaza de los ingenios azucareros es un sustrato ideal para compostaje. El compostaje de la cachaza permite reducir su humedad, volumen y peso, y en consecuencia reducir sus costos de transporte y de aplicación. Por esta razón este compostaje suele justificarse económicamente, con y sin adición de vinazas.” (Conil, 2008)
“La metanización o degradación anaerobia de los efluentes, es una tecnología muy eficiente para remover la carga de las vinazas. Permite remover más de 90 por ciento de su DBO, aunque solo un 70 por ciento de su DQO (Demanda Química de Oxígeno), pues una parte de la DQO está en forma “dura” (no biodegradable); esta fracción es muy baja cuando la materia prima es jugo de caña, muy alta cuando es melaza, e intermedia cuando se utiliza miel A o miel B. La metanización genera biogás como subproducto. Este biogás de Vinazas puede tener altas concentraciones de H2S (componente corrosivo, tóxico y oloroso) cuando la proporción de melaza es alta en la materia prima, pues la melaza tiene altas concentraciones de sulfatos, provenientes del proceso de sulfitación del jugo, que se reducen a sulfuros en el proceso anaerobio.
También puede generar olores, por escapes de biogás no captado, o por descargas del efluente con biogás disuelto. Este riesgo nuevamente es alto cuando se trata de Vinaza de melaza y es más bajo cuando se trata de vinaza de jugo de caña.” (Conil, 2008)
“Otra posibilidad a ser considerada es la combustión de la vinaza aprovechando su poder calorífico para la generación de energía térmica y eléctrica. Es preciso concentrar la vinaza hasta que contenga un 65 por ciento de sólido y que adquiera un poder calorífico suficiente para su combustión. También es necesario un combustible soporte que garantice la combustión correcta y total, existiendo experiencias con fuelóleo y gas natural” (Moreno, 2014).
Figura 4. Integración de la vinaza como biocombustible en el proceso industrial de un ingenio

572
Este trabajo evalúa el potencial que tiene la vinaza para ser integrado a un ingenio azucarero en la producción de energía, siendo utilizado como un combustible complementario en las calderas o en secadores de bagazo. En la Figura 4, se ve cómo la vinaza podría utilizarse directamente como un combustible que junto con otros como el bunker, el gas y el bagazo podrían aportar poder calorífico para producir vapor y luego electricidad. METODOLOGÍA En el proceso de producción de etanol y generación de vinaza de ingenio Pantaleón (Bioetanol), se tomaron 15 muestras de vinaza (1.0 l/muestra) a lo largo de la zafra 2014-2015. Dichas muestras fueron utilizadas para determinar la composición, algunos factores físicos y características “combustibles” tales como el poder calorífico, densidad, punto de inflamabilidad, facilidad de quemado, etc. De esta manera se tiene la evidencia del posible potencial que presenta la vinaza como biocombustible para ser quemado en las calderas de dicho ingenio. En Pantaleón (Bioetanol) se producen 123793 m3/zafra de vinaza proveniente de melaza. La planta tiene una razón de producción de vinaza de 3.28 litros por cada litro de etanol equivalentes a 885 litros por cada tonelada de melaza que entra al proceso. La vinaza concentrada producida en el proceso de producción de
etanol se mezcla con una fuente nitrogenada para ser utilizada como fertilizante líquido. Se suele almacenar alrededor de 2500 m3 de vinaza concentrada por aproximadamente 2 meses y medio. Según datos de Bioetanol, la concentración promedio a la que la vinaza es desechada del proceso está entre 35 – 55 °Brix, su apariencia es de un color marrón obscuro, con pH de 4 – 5.5, DBO: 100000 a 200000 mg/l, DQO: 400000 a 1000000 mg/l, densidad de 1200 kg/m3, nitrógeno 1134 mg/, fósforo 720 mg/lw y potasio 41938 mg/l. Además de los análisis efectuados en las muestras de vinaza, también se evaluó la tecnología existente en la literatura que pudiera implementarse en calderas bagaceras para recomendarla y así aprovechar el potencial estimado de dicha vinaza. La información acá presentada fue determinada a nivel de laboratorio (en banco) por lo que se hará necesaria una validación futura en un quemador experimental. Las determinaciones fueron realizadas en el Laboratorio Analítico del Centro Guatemalteco de Investigación y Capacitación de la Caña de Azúcar, el Laboratorio Técnico del Ministerio de Energía y Minas y el Laboratorio de INLASA. S.A. RESULTADOS OBTENIDOS Parámetros físicos La vinaza analizada presentó una humedad promedio de 54.68 por ciento con un rango de 16.17 por ciento, 41.06 grados Brix que es una medida de la concentración de sólidos, una densidad promedio de 1230 kg/m3 y un pH promedio de 4.99. La humedad puede ser considerada una desventaja si piensa utilizarse la vinaza como un combustible sólido ya que primero debe secarse, esto aumentaría los costos de producción. Por otra parte, si la vinaza se utiliza líquida entonces el alto porcentaje de humedad puede ser una ventaja ya que el agua servirá como un vehículo para poder atomizar la vinaza a través de un quemador.
El pH promedio es de 4.99, es decir ácido, esta es una característica no deseada para un biocombustible que se usará en hornos con superficies metálicas expuestas a la llama, las incrustaciones de vinaza líquida pueden llegar a ser corrosivas. Entonces el pH es un factor limitante en la estrategia de utilizar vinaza pura en un horno o quemador, por esta razón es fundamental quemar la vinaza estrictamente mezclada en pequeña proporción con otros combustibles líquidos de preferencia de mayor poder calorífico. El pH de la vinaza define a la misma como un posible biocombustible de aporte, es decir, que puede utilizarse media vez sea en menores proporciones y complementarias a un combustible líquido estándar.

573
En el Cuadro 1, aparecen los valores de acidez, concentración, humedad y densidad de la vinaza analizada, las muestras de la 7 a la 15 muestran más densidad y menos humedad pero más acidez que las otras muestras, lo que evidencia la relación entre cada una de estas variables. Muestras de vinaza fueron sometidas a secado, incineración y absorción atómica para luego determinar composición de las cenizas y así determinar los componentes combustibles y no combustibles de la misma. En el Cuadro 2 se
observan los resultados, el 50.5 por ciento del peso promedio de cada muestra es carbono susceptible de entrar en combustión con oxígeno y aportar calor en la reacción de formación de CO2 y CO. Una ventaja de las cenizas de la vinaza contra la ceniza de otros combustibles, es que son ricas en minerales y materiales que pueden recolectarse de los ceniceros de las calderas y aprovecharse en otros subprocesos industriales de importancia económica. El 13.2 por ciento es ceniza que está formada por metales y minerales, estos últimos en mayor proporción. Los minerales son el potasio con 7 por ciento, calcio 0.9 por ciento, magnesio 0.2 por ciento y fósforo 0.04 por ciento, se observa que las vinazas son relativamente ricas en potasio (K). En cuanto a metales se tiene en mayor proporción al hierro con 85 ppm, luego el zinc 9.2 ppm, manganeso 7.8 ppm y cobre 7.7 pm. En análisis independiente se determinó un 0.8 por ciento de nitrógeno. El resto de la vinaza está compuesta por agua, ácidos volátiles, compuestos azufrados y alcoholes.
Cuadro 1. Características físicas de la vinaza
Cuadro 2. Composición química de la vinaza
# muestra pH ⁰BrixHumedad
%
Densidad
kg/m3
1 CEE1501-1 5.19 38.20 63.21 1166.242 CEE1501-2 5.20 38.20 63.92 1166.24
3 CEE1501-3 5.20 38.25 63.36 1166.50
4 CEE1501-4 5.24 38.25 63.71 1166.50
5 CEE1501-5 5.24 38.40 63.29 1167.26
6 CEE1501-6 5.23 38.25 63.54 1166.50
7 CEE1501-7 4.83 42.70 48.07 1291.108 CEE1501-8 4.84 43.01 48.41 1291.209 CEE1501-9 4.83 42.80 49.52 1291.20
10 CEE1501-10 4.83 42.91 49.01 1121.0011 CEE1501-11 4.83 43.10 49.44 1291.3012 CEE1501-12 4.83 42.85 49.27 1291.2013 CEE1501-13 4.83 43.05 49.21 1291.20
14 CEE1501-14 4.83 42.80 48.42 1291.30
15 CEE1501-15 4.84 43.10 47.75 1291.30
4.99 41.06 54.68 1230.00Promedio
N Ca Mg K P Cu Zn Fe Mn Ceniza Carbono
CEE1501‐7 Pantaleón F‐69‐02‐15 0.5 0.9 0.2 6.7 0.04 7.2 9.9 88.3 7.9 12.9 50.6
CEE1501‐8 Pantaleón F‐70‐02‐15 0.8 1.0 0.1 6.9 0.04 7.5 8.6 87.8 8.1 13.1 50.5
CEE1501‐9 Pantaleón F‐71‐02‐15 1.1 0.9 0.2 7.4 0.04 8.3 9.0 78.9 7.5 13.5 50.3
Promedio 0.8 0.9 0.2 7.0 0.04 7.7 9.2 85.0 7.8 13.2 50.5
%Muestra Ingenio No.Lab.
ppm%

574
Características combustibles Para la combustión, el mayor poder calorífico lo aporta el carbono proveniente de la materia orgánica presente en la vinaza (50.5%), aunque también los alcoholes podrían llegar a aumentar dicho poder calorífico. Las muestras de vinaza fueron analizadas para determinar el poder calorífico disponible, véase el Cuadro 3. Las muestras líquidas mostraron un promedio de 13920kJ/kg (5984 BTU/lb), mientras que las muestras sólidas secas mostraron 10770 kJ/kg (4629 BTU/lb). Las
cenizas de combustión fueron de 7.34% para la vinaza líquida y de 39.37% para la vinaza sólida. La magnitud del poder calorífico es relativamente baja, lo que define a la vinaza como un biocombustible de bajo poder calorífico. En volumen, el poder calorífico de la vinaza líquida es de 17121.6 MJ/m3 o 17.12 MJ/litro. Este valor es 2.5 veces menor que el del bunker. Además del poder calorífico, se analizaron otras características combustibles de la vinaza, tal como el punto de ebullición y el punto de inflamabilidad, en el cuadro 4 se ve que el promedio del punto de ebullición de la vinaza es de 203 °F (95°C). EL punto de ebullición es el correspondiente a la temperatura a la que el agua empieza a evaporarse dentro de la vinaza. La importancia del punto de ebullición radica en que debe ser mayor al punto de inflamabilidad, de lo contrario se corre el riesgo que ante una elevación de la temperatura, se formen vapores de agua dentro de las tuberías de vinaza.
Cuadro 3. Poder calorífico, humedad y % de cenizas de la vinaza
Cuadro 4. Punto de ebullición de la vinaza
El punto de inflamabilidad es la temperatura a la cual en un combustible se empiezan a desprender los compuestos volátiles combustibles y seguidamente empiezan a reaccionar con el oxígeno. El punto de inflamabilidad de la vinaza se determinó en promedio 106.4 °F (41°C).
Cuadro 5. Punto de inflamabilidad de la vinaza - MEM - Norma ASTM D93
Código Humedad Ceniza
MEM % % kJ/kg BTU/lb
41806 Vinaza líquida Pantaleón CEE1501-01 1172-14 59.72 7.62 13820 594041806 Vinaza líquida Pantaleón CEE1501-02 1174 -14 59.97 7.00 14070 6048
41806 Vinaza líquida Pantaleón CEE1501-03 1173-14 59.98 7.40 13870 5963
59.89 7.34 13920 5984
Vinaza en polvo Pantaleón CEE1501-16 0.00 39.37 10770 4629
Fecha Combustible Ingenio MuestraPoder calorífico
P R O M E D I O
# muestra °F
1 CEE1501-1A 2032 CEE1501-2A 2033 CEE1501-3A 203
203promedio
# muestraT. inflamabilidad
°F4 CEE1501-1B 109.4
5 CEE1501-2B 109.4
6 CEE1501-3B 100.4
106.4promedio

575
En el Cuadro 5 se observan los resultados de inflamabilidad. Debido a que el punto de ebullición es mayor que el punto de inflamabilidad se asegura que los volátiles no se verán afectados por vapores de agua dentro de las tuberías de los quemadores de vinaza. Por otra parte, el punto de inflamabilidad determina el rango de calentamiento que debe dársele a la vinaza antes de ingresar al horno para su combustión. Dado que 106 °F es el punto de inflamabilidad, entonces se estima que un rango de calentamiento seguro y eficiente para la vinaza es de 100-105 °F (38°C - 41°C). El punto de ignición de la vinaza es de 896 °F (García
2008), este punto indica la temperatura a la cual la vinaza arderá sin necesidad de una fuente externa de calor, por lo tanto, la vinaza necesita quemarse en un horno con una temperatura igual o mayor a dicho punto de ignición y junto a un combustible que garantice una llama con una temperatura mayor a él, solo de esta manera puede asegurarse que la vinaza arderá en su totalidad. La vinaza seca (en polvo) arde con ayuda de una flama externa, pero tiene un menor poder calorífico, también se hace necesario secarla y pulverizarla lo que reduce la rentabilidad de esta estrategia. Por lo anterior, la vinaza se quemará de una mejor manera si es atomizada de forma líquida. La desventaja de quemarla líquida radica en que se necesitan instalaciones con tanques, calentadores, bombas y quemadores. Sin embargo, debido al punto de calentamiento de la vinaza, las instalaciones de bunker que ya existen en los ingenios, podrían adaptarse a este combustible. Se realizaron pruebas de banco (laboratorio) para atomizar vinaza al 60 por ciento de concentración sobre una llama provocada por diésel, la Figura 5 evidencia la combustión de la vinaza atomizada en finas gotas precalentadas a 140 °F (60 °C) que al pasar por la fuente de calor entraban en combustión.
Figura 5. Combustión de vinaza calentada a 140 °F (60 °C) y atomizada sobre una fuente de calor

576
Tecnologías de aprovechamiento Existen en el mercado equipos (quemadores) para quemar combustibles líquidos de bajo poder calorífico (<10 MJ/kg) tales como grasas animales, glicerinas, aceites, aceite de fusel, vinazas, etc. La empresa Alemana Saacke, ha desarrollado una solución para el uso de sustancias residuales de este tipo: El quemador tipo SSB-LCL o quemador de turbulencia. Según Saacke, después de concentrar la vinaza al menos a 50% de sustancia seca, con vapor de baja presión, la vinaza podría ser utilizada como
combustible en calderas. Con la tecnología descrita a continuación, se necesitan del 10 – 30 por ciento de combustibles estándar (por ejemplo, gas natural, fuelóleo, el biogás, etanol) para la combustión estable y completa. El porcentaje de combustible de estabilización depende del valor de poder calorífico disponible en las vinazas. La reducción al mínimo de combustible de apoyo tiene un límite, la viscosidad cinemática debe ser inferior a 15 cSt para garantizar una óptima atomización de la vinaza. “El SSB-LCL de la Figura 6, quema líquidos con un poder calorífico inferior promedio de 10 MJ/kg sólo con un apoyo mínimo para el encendido. El combustible líquido se inyecta en el horno de combustión a través de una lanza de atomización. Este especial diseño permite la utilización de sustancias supuestamente no tan aptas para la combustión tales como melaza o vinaza. Altas tazas de nitrógeno en el combustible o viscosidades mayores de 20 cSt, 10 por ciento de cenizas y 50 por ciento de agua no representan problemas para el SSB-LCL. El quemador puede incluso ser modificado para mezclar un combustible líquido o un gas junto con la vinaza. Estos quemadores pueden proveer de 2-50 MW de calor con líquidos de poderes caloríficos de entre 5-15 MJ/kg” (Schopf, 2013).
Figura 6. Quemador SSB – LCL desarrollado por Saacke para líquidos de bajo poder calorífico (Schopf, 2013)

577
Ventajas de un quemador para líquidos de bajo poder calorífico. (Schopf 2013) Es segura la utilización de
líquidos, gases y polvos de un bajo poder calorífico con un combustible de apoyo.
Ahorro de combustibles estándar caros, como el gas natural y el bunker.
Llama corta y estable, el largo de la llama puede ajustarse en el dispersador de turbulencia.
Operación con bajo y sobre exceso de aire. Amplio rango de control. Confiabilidad por debajo de los límites de emisión con
combustibles especiales. Bajo mantenimiento, gracias a la tecnología de quemador de
turbulencia.
Figura 7. Quemador de líquidos de bajo poder calorífico + un combustible estándar. (Schopf 2013)

578
CONCLUSIONES Es posible la utilización de
la vinaza proveniente de melaza de caña de azúcar como un combustible líquido de bajo poder calorífico, lo que obliga a que su combustión sea estrictamente en mezclas con otros combustibles conservando baja la proporción de la vinaza. Esto también aseguraría el menor nivel de riesgo de corrosión en las superficies de los hornos de las calderas.
Es posible un mejor
aprovechamiento de la vinaza en otro tipo de hornos tal como secadores o incineradores, en donde su proporción en la mezcla de combustibles podría aumentarse, por lo que posibles daños por corrosión no representarían altos costos de mantenimiento.
Existen en el mercado,
quemadores de combustibles de bajo poder calorífico que pueden adaptarse a la utilización de vinazas mezcladas con otros combustibles gaseosos o líquidos.
Las cenizas de la melaza son
ricas en minerales y metales de importancia económica, por lo que utilizar la vinaza como combustible podría tener un valor agregado al recolectar las cenizas y aprovecharlas comercialmente.
Las pruebas efectuadas con y sobre la vinaza se consideran de carácter experimental y de laboratorio, por lo que se hace necesaria la validación en quemadores y hornos reales. De esta manera se determinaría la correcta operación de los equipos para su quemado y además podrían medirse la taza de corrosión en los metales y los gases de combustión generados al ambiente.
RECOMENDACIÓN Evaluar la vinaza como un biocombustible de bajo poder calorífico, realizar las pruebas de corrosión y combustión pertinentes antes de utilizar dicha tecnología. REFERENCIAS 6. Conil Philippe. 2008. Manejo de Vinazas: Metanización y
Compostaje. Aplicaciones Industriales. En Revista TECNICAÑA. Diciembre. Colombia. p. 26-30.
7. Espinosa, R., Ovando C. 2012. Producción de Etanol. En El
cultivo de la caña de azúcar en Guatemala. Artemis y Edinter. Guatemala. CENGICAÑA. p. 382- 419.
8. García Álvaro y Carlos Rojas. 2008. Posibilidades de Uso de
la Vinaza en la Agricultura de Acuerdo con su Modo de Acción en los Suelos. En Revista TECNICAÑA. Diciembre. Colombia. p. 3-13.
9. Moreno Manuel y Suani Teixeira Coelho. 2014. En Bionergy
international No.22. AVEBIOM. España. p. 38-39. 10. Schopf N. and P. Erbino. 2013. Alternative fuels: Energetic
use of liquid by products from sugar and soy processing. In Proc. Int. Soc. Sugar Cane Technol. Vol. 28. 9 pp.
AGRADECIMIENTO A Ing. Víctor Alvarado e Inga. Cecilia Girón de Bioetanol (Ingenio Pantaleón), por autorizar, coordinar y facilitar la información y las muestras de Vinaza.
Inga. Wendy Bocaletti, Francisco Méndez y Abel Danilo Palma de CENGICAÑA por el procesamiento de las muestras y las determinaciones en laboratorio.

579
Criterios de Autoría de Publicaciones Técnicas y Científicas: CENGICAÑA tiene definido los siguientes criterios para definir autorías: 1. Concepción y diseño de la investigación. 2. Ejecución de experimentos y recolección de datos. 3. Análisis e interpretación de datos. 4. Elaboración del borrador del artículo. 5. Revisión crítica del contenido intelectual del artículo. 6. Aprobación final de la versión para publicación. Para ser coautor de alguna publicación, el profesional o técnico debe participar en por lo menos 2 de las primeras 5 categorías. Morillo, Aníbal. 2001. Conceptos sobre autoría. Revista Colombiana de
Radiología. 12 (3): 944-948. Gisbert, J.; Piqué, J. 2009. Hablemos de… Autoría de las publicaciones
científicas. España. GH, continuada, 8 (1): 53-62.
CENTRO GUATEMALTECO DE INVESTIGACIÓN Y CAPACITACIÓN DE LA CAÑA DE AZÚCAR
- CENGICAÑA - 5ª Avenida 5-55 Zona 14, Europlaza, Torre 3, Nivel 18 Guatemala, C.A. Tel.: (502) 2386 2201 Fax: (502) 2386 2205
Estación ExperimentalFinca Camantulul, Km. 92.5
Santa Lucía Cotzumalguapa, EscuintlaTel./Fax: (502) 7828 1000
E-MAIL:
[email protected] / [email protected]
http://www.cengicana.org


















