mejora de la calidad en el proceso de fabricación de plasticos ...
12
“MEJORA DE LA CALIDAD EN EL PROCESO DE FABRICACIÓN DE PLASTICOS FLEXIBLES DE LA EMPRESA MARPLAST UTILIZANDO SIX SIGMA BASADO EN LA METODOLOGÌA DMAIC” MOSCOSO CHAPARRO Jesus Elias Martin. Escuela Profesional de Ingeniería Industrial Facultad de Ingeniería y Arquitectura. Universidad de San Martin de Porres-Perú YALAN REYES Adair Jeremy Escuela Profesional de Ingeniería Industrial Facultad de Ingeniería y Arquitectura. Universidad de San Martin de Porres-Perú
Transcript of mejora de la calidad en el proceso de fabricación de plasticos ...

“MEJORA DE LA CALIDAD EN EL PROCESO DEFABRICACIÓN DE PLASTICOS FLEXIBLES DE LA
EMPRESA MARPLAST UTILIZANDO SIX SIGMA BASADOEN LA METODOLOGÌA DMAIC”
MOSCOSO CHAPARRO Jesus Elias Martin.
Escuela Profesional de Ingeniería IndustrialFacultad de Ingeniería y Arquitectura. Universidad de
San Martin de Porres-Perú [email protected]
YALAN REYES Adair Jeremy
Escuela Profesional de Ingeniería IndustrialFacultad de Ingeniería y Arquitectura. Universidad de
San Martin de Porres-Perú[email protected]

Resumen - La empresa INDUSTRIAS PLASTICAS MARPLASTS.A.C. se dedica a la fabricación y comercialización de bolsas deplásticos de alta y baja calidad, en diferentes presentaciones,tamaños y calibres. Actualmente se ha está utilizando laherramienta six sigma basado en la metodología DMAIC paramejorar la calidad en los diferentes procesos tanto operativos comoadministrativos. Al inicio del proyecto la empresa contaba con unnivel sigma de 2.87 el cual mejoró hasta llegar a un nivel de 3.08reduciendo así 29459 defectos por millón de oportunidad. Por otrolado, gracias a la metodología implementada se analizó losdiferentes procesos y se identificó las variables sistemáticas quegeneraban un mayor sesgo en el proceso. Al termino del proyecto seaprecio un aumento en la productividad de 2.51 kg/$ a 2.85 kg/$, elindicador de eficiencia de 51.11% a 77.09% y la eficacia de 27.85%a 54.06% dando asi una efectividad del 41.66%. No obstante, conla finalidad de determinar si el proyecto es viable y rentable para laorganización, se realizó un estudio financiero tomando en cuentalos costos tangibles e intangibles que se tienen que incurrir para larealización del proyecto, en este caso el proyecto es viable deacuerdo al análisis económico y financiero, ya que se obtiene unValor Actual neto de 150 522 soles, una Tasa interna de rendimientode 22.14% y el periodo de retorno de la inversión resulta en el 5tomes del primer año.
Abstract - The company INDUSTRIAS PLASTICAS MARPLASTS.A.C. is engaged in the manufacture and marketing of plastic bagshigh and low quality , in different forms , sizes and gauges .Currently is is using the Six Sigma DMAIC methodology based toimprove quality in the various operational and administrativeprocesses . At the beginning of the project the company had a sigmalevel of 2.87 which improved to reach a level of 3.08 29459reducing defects per million opportunities. Furthermore, themethodology implemented through different processes wereanalyzed and identified variables that generated greater systematicbias in the process. At the end of the project will appreciateincreased productivity of 2.51 kg / $ to 2.85 kg / $, the efficiencyratio of 51.11 % to 77.09 % and 27.85 % efficiency to 54.06 % thusgiving an ERA of 41.66 %. However, in order to determine whetherthe project is viable and profitable for the organization, financialstudy was performed taking into account the tangible and intangiblecosts that must be incurred to completion of the project, in this casethe project is viable according to the economic and financialanalysis , as it yields a net Present Value 150 522 soles, internalrate of return of 22.14 % and payback period of the investment is inthe 5th month of the first year.
Palabras claves – Calidad – Efectividad – DMAIC – MejoraContinua – Nivel Sigma –Plan de calidad – Plan de mantenimiento– Repetibilidad – Reproducibilidad.
Keybord - Quality - Effectiveness - DMAIC - ContinuousImprovement – Sigma level - Quality plan - Maintenance Plan -Repeatability - Repeatability
1. INTRODUCCIÓNEn estos últimos años, uno de los factores clave en labúsqueda de altos niveles de competitividad es la calidad.Para que una empresa logre esta ventaja es necesario que
realicen diferentes actividades interrelacionadas y es asícomo se genera el concepto de mejora continua, el cualrealiza diferentes cambios o modificaciones en los procesosproductivos mejorando así su rendimiento.
“Industrias Plasticas Marplast S.A.C.” es una empresadedicada al rubro de fabricación y comercialización de bolsasplásticas de baja densidad en diferentes presentaciones. Laempresa ha venido operando con una demanda relativamenteestable, pero en los últimos dos años la demanda se ha vistoafectada por el alto índice de productos de mala calidadentregados, lo que ha dado como consecuencia la perdida dealgunos clientes y la baja rentabilidad de la organización.
Durante el primer semestre del año 2013 se ha evaluado lasactividades de la empresa utilizando diferentes herramientascomo el diagrama causa-efecto y pareto. En estos análisis seencontró como problema central la baja calidad en lafabricación de sus productos y entre las diferentes causas quelo provocan esta el deficiente planeamiento de producción,deficiencia en la calibración de las maquinas y equipos, labaja eficiencia de los operarios y el inadecuado sistema decontrol de calidad en los procesos.
Luego de determinar el problema principal de la empresa ysus causas potenciales se dispuso implementar unametodología que beneficie a la organización, es por ello, queluego de una evaluación, se decidió ejecutar un proyecto demejora continua mediante seis sigma basada en lametodología DMAIC. El beneficio de esta es el uso dediferentes herramientas estadísticas y el pensamientosistemático en la administración de las operaciones, a fin demejorar conceptual y metodológicamente el proceso actual.
Durante la aplicación de la metodología se pudo realizardiferentes herramientas como la casa de la calidad en dondese encontraron los métodos adecuados de control de atributosque generan las características de las partes del productoterminado que son los atributos principales que realizan laempresa para que los productos satisfagan las necesidades delcliente. También se desarrollaron una variedad de graficas decontrol y análisis de capacidad de proceso con la finalidad deencontrar el estado actual de la empresa; también sedesarrollo el diseño de experimento y superficie de respuestaen donde se simularon diferentes situaciones hasta encontrarel óptimo valor para minimiza la cantidad de productosdefectuosos. Por otro lado, se utilizaron diferentesevaluaciones complementarias como el análisis de climalaboral y la implementación de la metodología de las 5s quetienen como finalidad crear estándares de orden y limpiezadentro de la organización.
Para concluir el análisis previo se realizó el planeamientoestratégico de la empresa validando así la misión, visión yvalores, creando la matriz FLOR con la cual se generaron losobjetivos estratégicos que la empresa debe de realizar para supropio beneficio. De igual manera, la cadena de valor segeneró con respecto a las diferentes áreas de la empresavalidando la confiabilidad de los indicadores que posee cadauno de ellas.

El propósito de este proyecto es mejorar el sistema decalidad, reduciendo sus mermas y productos defectuosos,produciendo así la satisfacción de los clientes que genera unmayor beneficio a la empresa reflejado en la rentabilidad deesta y para ello se implementó los diferentes planes y/oprogramas para poder disminuir o erradicar el problemacentral de la empresa. Esta mejora se verá reflejada en losdiferentes indicadores de los procesos, especialmente en elnivel sigma de la empresa que al crecer este, disminuye lavariabilidad del proceso.
2. JUSTIFICACIÓN Industrias Plásticas Marplast S.A.C. contaba con un altoíndice de mermas, productos defectuosos, reclamos por partede los clientes y consumidores los cuales generaban un bajorendimiento en sus operaciones que se vea reflejado en larentabilidad de la organización. Las características antesmencionadas se pueden observar en los indicadores degestión y los indicadores KPI que posee la organización loscuales reflejan la necesidad de implementar un sistema demejora continua para el control y planificación de estosindicadores y de esa manera cumplir los objetivos a corto ylargo plazo que la organización se plantea. Las mejoras quese desean implementar se verían involucradas las diferentesáreas tanto operacionales y administrativa, debido a laintegración que todas las áreas de la organización deben detener para satisfacer las necesidades del cliente.
3. MARCO TEORICO 3.1. Calidad
Respecto a calidad existen varias definiciones; por ejemplopara Juran (1990): “Calidad es que un producto sea adecuadopara su uso. Así, la calidad consiste en ausencia dedeficiencias en aquellas características que satisfacen alcliente”. Por su parte, la American Society for Quality (ASQ)señala: “Calidad es un término subjetivo para el que cadapersona o sector tiene su propia definición. En un sentidotécnico, la calidad puede tener dos significados: 1) son lascaracterísticas de un producto o de un servicio que influyenen su capacidad de satisfacer necesidades implícitas oespecíficas; 2) Es un producto o un servicio libre dedeficiencias.” Por su parte, la norma ISO 2009:2005 define lacalidad como “la totalidad de las características de unaentidad que le confieren la aptitud para satisfacer lasnecesidades establecidas e implícitas”. (Humberto Gutierrez,2010).
3.2. Control de calidad“El término de control de calidad se refiere a un sistemadentro de una planta de fabricación u organización, pormedio el cual se busca que los productos fabricados seanconformes con los parámetros específicos que definen lacalidad del producto o servicio”. (Norbert Lloyd, 1989) .
3.3. Metodología Seis SigmaSeis Sigma es una metodología la cual nos ayuda a enfocar,perfeccionar y poder llegar cerca de la perfección enproductos y servicios. La palabra Sigma es un término
estadístico que nos permite medir que tanto se desvía nuestroproceso de la perfección. La idea central detrás de seis sigmaes que si se puede medir cuantos defectos se tiene en elproceso se puede estimar sistemáticamente como eliminarlosy llevarlos lo más cercano posible a los defectos. Seis sigmaes un proceso que nos ayuda a tomar decisiones basadas endatos (información) y ofrece una metodología estructuradapara alcanzar rápidamente mejoras mediante el usosistemático de herramientas estadísticas, que identificancausas de raíz y llevan a la reducción de la variabilidad denuestros productos y procesos.
La metodología Seis sigma ayuda en procesos industrialespara prevenir el costo de baja calidad y con ello tenerprocesos, productos y servicios eficientes.
La misión del Seis sigma es proporcionar la informaciónadecuada para ayudar a la implementación de la máximacalidad del producto o servicio en cualquier actividad, asícomo crear la confianza y comunicación entre todos losparticipantes, debido a que la actividad del negocio parte dela información, las ideas y la experiencia, y esto ayuda aelevar la calidad y el manejo administrativo.
El Seis sigma es un programa que se define en dos niveles:operacional y gerencial. En el nivel operacional se utilizanherramientas estadísticas para elaborar la medición devariables de los procesos industriales con el fin de detectarlos defectos. El nivel gerencial analiza los procesos utilizadospor los empleados para aumentar la calidad de los productos,procesos y servicios.
El proceso de la mejora del programa Seis sigma, consiste enla ejecución constante de proyectos siguiendo la metodologíaconocida como DMAIC. Esta metodología consta de cincopasos (ver Figura 1), los cuales definiremos a continuación:
Figura .- Circulo de la metodología DMAIC
Fuente:http://mgifilscti.wordpress.com/2010/09/28/circulo-de-demin
g/
3.4. Casa de la Calidad (QFD)“El QFD es, ante todo, un principio que sitúa la satisfaccióndel cliente en primer lugar respecto al resto de laspreocupaciones de la empresa. Ello significa que cualquieractividad, y en especial el desarrollo de un nuevo producto,debe necesariamente, partir de las expectativas del cliente porun lado y, por otro, llevarse a cabo con el objetivo desatisfacer al cliente y no de explotar una tecnologíadisponible, para cumplir los deseos de un director o explotar

la idea “genial” de un ingeniero brillante. Ello implica que laempresa debe, en primer lugar, identificar a sus clientes,escucharlos y comprenderlos, y después decidir que productoponer a su disposición, y no a la inversa como todavía sucedecon demasiada frecuencia”. (Zaidi, 2007).
3.5. Balance Score Card (BSC)También llamado Cuadro de Mando Integral. Francisco Amo(2010) lo define como una metodología o técnica de gestión,que ayuda a las organizaciones a transformar su estrategia enobjetivos operativos mediables y relacionados entre si,facilitando que los comportamientos de las personas clave dela organización y sus recursos se encuentren estratégicamentealineados. De una forma más sintética podemos definir comola dirección estratégica focalizada a la creación de valor.
3.6. Capacidad del procesoSegún Bertrand L. Hansen (2008), el análisis de la capacidaddel proceso “es un paso básico dentro de cualquier programade control de calidad. Su objetivo es tratar de analizar hastaqué punto pueden resultar conformes al proyecto los artículosproducidos mediante un proceso.” Este análisis proporcionauna estimación de mayor nivel de calidad que puede lograr elproceso tal como se preparó. El análisis de capacidad decalidad se suele denominar capacidad de procesos o demaquinaria. Esta última es de carácter más restringido, ya quesolo se refiere a la capacidad de la maquinaria, mientras queel término proceso incluyendo las personas. El objetivo delanálisis de capacidad es determinar la variación natural de unproceso cuando se han minimizado los efectos de todos losfactores ajenos que no contribuyen al mismo.
3.7. Evaluación económica“Para que un proyecto industrial sea satisfactorio debe estarampliamente justificado desde los puntos de vista empresarialy social. Es decir, debe preverse una rentabilidad atractivaque justifique la canalización de recursos hacia el mismo, obien debe existir una justificación muy clara de los beneficiossociales esperados frente a los costos de inversión y deoperación del proyecto.” (Fernández, Mayagoitia Barragan,& Quintero Miranda, 2010).
Desde el punto de vista de los futuros inversionistas losméritos de un proyecto se valúan esencialmente en función dela proporción entre las utilidades previstas y el monto de losrecursos que es necesario invertir para llevar a cabo elproyecto. A esta relación se le denomina rentabilidadesperada de la inversión y generalmente se expresa enporciento.
3.7.1. Método de la tasa interna de rendimientoEn este método se determina la rentabilidad de un proyectocon base en el valor presente neto de los flujos de efectivocalculados a diversas tasas de rentabilidad. La tasa derentabilidad que aplicada a los flujos de efectivo anualesdurante el periodo considerado permite igualar la suma de losflujos de efectivo actualizados con la inversión prevista es latasa de rendimiento del proyecto, o sea el interés esperable
sobre la inversión no recuperada a través de los flujos deefectivo anuales.
En otras palabras, este es un método de ensayo y error, ya quese van poniendo diversas tasas de rentabilidad y calculandolos valores presentes netos correspondientes, hasta que seencuentra una rentabilidad que da lugar a un valor presenteneto igual a cero. Dicha rentabilidad corresponde a la tasa derendimiento del proyecto.
3.7.2. Valor Actual NetoEl valor actual neto, también conocido como valoractualizado neto o valor presente neto es un procedimientoque permite calcular el valor presente de un determinadonúmero de flujos de caja futuros, originados por unainversión. La metodología consiste en descontar al momentoactual (es decir, actualizar mediante una tasa) todos los flujosde caja futuros del proyecto. A este valor se le resta lainversión inicial, de tal modo que el valor obtenido es el valoractual neto del proyecto.
El método de valor presente es uno de los criterioseconómicos más ampliamente utilizados en la evaluación deproyectos de inversión. Consiste en determinar laequivalencia en el tiempo 0 de los flujos de efectivo futurosque genera un proyecto y comparar esta equivalencia con eldesembolso inicial. Cuando dicha equivalencia es mayor queel desembolso inicial, entonces, es recomendable que elproyecto sea aceptado.

4. METODOLOGÍA 4.1. Definir
En esta etapa se definio el problema teniendo en cuenta seis factores diferentes.
Medio ambienteRespecto al ambiente de trabajo se observó que existía pocaconcientización en lo que es la seguridad y salud en eltrabajo, ya que los operarios trabajaban sin contar con elequipo de protección necesario exponiéndose a los fuertesolores provenientes del área de impresión y a lacontaminación sonora que experimenta la planta por el ruidoque generan las diferentes maquinas del proceso,principalmente las extrusoras.
Mano de ObraLa empresa inicialmente no contaba con un plan decapacitación para el personal que opera las diferentesmáquinas del proceso de producción, y estos se veíanobligados a recurrir a su experiencia para desarrollar lasdiferentes actividades asignadas a cada uno de ellos, teniendocomo consecuencia malos manejos de los equipos que seveían reflejados a la obtención de productos defectuosos.
MaterialEn relación al material usado para la fabricación de losplásticos flexibles existía un problema en el área deimpresión por la adquisición de tintas de mala calidad queadquiría la empresa, lo cual repercutía en la calidad de losplásticos impresos que salían de ésta área. Otro problema quese presentaba era la mala gestión de abastecimiento demateria prima ya que no se planifica bien la compra de lamisma, teniendo como resultado el retraso en la producciónde plásticos flexibles.
MediciónEn este factor se observó que existían productos terminadosque se encontraban fuera de los límites de especificación quedemandaban los clientes y que presentaba como consecuenciaperdida de material o reclamos de los clientes posterior a suentrega.
MaquinariaLa empresa no tenía un adecuado plan de mantenimiento yaque se esperaba la avería de la maquinaria para poderarreglarla, teniendo como consecuencias la para de laproducción y la reducción de la vida útil de la maquinaria.Otro problema encontrado fue que por el hecho de no poseerun plan de mantenimiento adecuado, las máquinas seencontraban en malas condiciones para operar y ocasionabanproblemas en la calibración de las características de losproductos a producir.
MétodosLa empresa no contaba con manuales, procedimientos oinstructivos que ayuden a tener un mejor conocimiento de lasactividades a realizar dentro del área de producción, teniendocomo resultado un desorden en los procedimientos querealizan. Otro problema, en relación a la verificación de lacalidad de los productos, fue que no se presentaba unprocedimiento estandarizado para la correcta toma demuestras que se realizan durante las inspecciones para tomar
posibles acciones preventivas y /o correctivas ante unasituación de riesgo.
4.2. Medir4.2.1. Nivel Sigma
Para calcular el nivel sigma inicial se utilizaron los datos dela cantidad de productos disconformes, obteniendo lossiguientes datos:
• Factores críticos de calidad (FCC): 4
• Unidades producidas (UP): 26,606 bolsas de plástico.
• Total de fallos detectados (TFD): 9,721Para poder hallar el DPMO se utilizaron las siguientesformulas:Total de defectos factibles (TDF) = FCC / UPDefectos por oportunidad (DPO) = TFD / TDFDefectos por millón de oportunidad (DPMO) = DPO x1,000,000Por lo tanto se procedió a reemplazar los datos recolectadosen las ecuaciones antes mencionadas:TDF = 106,424DPO = 0.091342DPMO = 91,342Con esa cantidad de DPMO, el nivel sigma inicial es de 2.87.
4.2.2. Gráfica de control “P”
Para un mayor control de las actividades de la empresa sedetermino la grafica de control “P” la cual mide variablesdicotómicas, previo a esta gráfica se debe de tener en cuentaque los datos proporcionados cumplen una distribuciónnormal mediante la prueba de “Anderson Darling”. Como seaprecia en la siguiente grafica, se presenta todas las variablesaleatorias y las variables significativas las cuales muestran lapresencia de un alto sesgo, es por ello que se concluye que elproceso se encuentra fuera de control de estadístico.
Figura 2.- Grafica de control P
Fuente: Minitab Statistical Software
4.2.3. Sistema de medición R&R
Con la finalidad de determinar si el método de medición es elcorrecto, el instrumento a utilizar es el adecuado y/o losoperarios que realizan estás funciones lo realizan de lamanera adecuada. Para realizar correctamente estaherramienta estadística se debe de hacer una análisis ANOVAde las simulaciones recolectadas, en esta oportunidad se

concluyo que los operarios realizan correctamente susfunciones y el instrumento de medición es el correcto.
4.3. Analizar4.3.1. Planeamiento Estratégico
Con el apoyo de las macros de V & B Consultores se realizóel planeamiento estratégico en donde se valido la misión,visión y valores de la organización para luego realizar elanálisis FLOR en donde se determino las Fortalezas,Limitaciones, Oportunidades y Riesgos de la organizaciónpara que de esta manera poder plantear los objetivosestratégicos que se deben de realizar para beneficio de laspartes interesadas.
4.3.2. Gestión de talento Humano
Con la finalidad de cumplir correctamente la misión, visión,los valores y los objetivos estratégicos de la empresa se debede identificar las competencias o habilidad no técnicas que laorganización y los puestos que esta conforma deben de tener.Posterior a esta identificación, la organización debe deevaluar al personal, tanto administrativo como operativo, conla finalidad de conocer en que grado se encuentra sucompetencia. Al término de esta evaluación y al momento dedeterminar la brecha entre la competencia que posee elpersonal y la competencia que debe de tener el puesto, laorganización debe de plantear capacitaciones para beneficiosde la organización.
4.3.3. Balace Score Card
Para el correcto cumplimiento de los objetivos estratégicosque la empresa se ha planteado para su propio beneficio, seha desarrollado el balace score card el cual esta planteadadesde cuatro perspectivas; Finanzas, Clientes, Procesos yAprendizaje. De esta manera se puede plantear cual es la rutapor la cual se debe de empezar y seguir avanzando para podercumplir todos los objetivos estratégicos planteados.
Con la finalidad de dar un mayor seguimiento a los objetivosestratégicos se plantearon diferentes indicadores para podermedirlos, los cuales van de la mano con un inductor paralograr las metas trazadas y para ellos se realizaron iniciativasque son programas que se deben de cumplir para beneficio dela empresa.
4.3.4. Diseño de experimento
Con la finalidad de determinar los efectos de las variables ysus interrelaciones, se realizaron diferentes simulaciones parareducir los productos defectuosos teniendo en cuenta tresdiferentes factores en dos niveles. Esta simulación se diopresencia en el área de impresión. Para realizar correctamente
estos experimentos, los datos recolectados deben de cumplirtres requisitos fundamentales; Varianza constante,Aleatoriedad y Normalidad.
4.3.5. Taguchi
Al igual que el diseño de experimento, el método taguchi nos muestra los efectos que tienen las variables agregando una variable adicional, la variable de ruido que no es posible de controlar debido a que no depende de la empresa sino a factores inherentes.
4.3.6. Superficie de Respuesta
Posterior a las simulaciones, se utilizó esta herramienta paradeterminar los valores exactos con los que la organizacióndebe de trabajar para minimizar los productos defectuosos,posterior a este análisis se determina la grafica de superficiecon respecto a los factores. Mediante la grafica antesmencionada, se logra obtener la grafica de contorno en dondese puede apreciar las zonas en donde se maximiza o minimizala variable de respuesta, que en este caso es productosdefectuosos producidos.
Figura 4.- Gráfica de contorno
Fuente.- Minitab Statistical Software
Para determinar exactamente los valores en los que deben detrabajar los factores, se determina la grafica de optimizaciónde respuesta para hallar estos valores maximizan o minimizanresultados.
Figura 5.- Gráfica de optimización de respuesta
Fuente.- Minitab Statistical Software
4.3.7. Cadena de ValorEn la cadena de valor se evaluaron los indicadores de cadaárea que pertenece a la organización y poder determinar laconfiabilidad de estos y su beneficio a la organización.

4.4. Mejorar4.4.1. Implementación de 5’s
Con la finalidad de mejorar el ambiente laboral, seimplemento la metodología 5’s para mayor orden y limpiezade la organización. Esta metodología se divide en cincoetapas que la empresa ha desarrollado y sigue ejecutándolo,teniendo en cuenta la clasificación, el orden, la limpieza, lanormalización y mantener disciplina. Para esto la empresaformo grupos en diferentes áreas que supervisan y mantienenla correcta ejecución de las actividades.
4.4.2. Estandarización de procesos
La empresa ha estado teniendo problemas respecto a ladocumentación correspondiente a los diferentes procesos deproducción, ya que no poseía una estandarización de losmismos, ocasionando problemas en los planes de producción(en los cuatro procesos productivos), confusiones entre lasactividades que realizan los operarios, error a la hora deexplicar alguna acción o actividad que se tenía quedesarrollar con respecto a un evento, etc.; para lo cual se vionecesario realizar e implementar un proceso deestandarización de los documentos de la empresa, comoformatos, instructivos y las fichas de procesos.
Formatos
• Listado de proveedores
• Matriz de control de documentos
• Evaluación de proveedores
• Descripción general de los puestos
• Lista de asistenciaInstructivos
• Elaboración y codificación de documentos
• Instructivo de productos defectuososFichas de procesos
• Elaboración de documentos
• Evaluación de proveedores
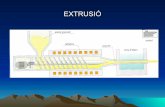
• Proceso de extrusión
• Proceso de impresión
• Proceso de doblado
• Proceso de corte y sellado
4.4.3. Costos de CalidadPara determinar los costos de calidad de la empresa se utilizóel método mediante la realización de encuestas a lostrabajadores de la empresa, y el método mediante el
seguimiento de los costos incurridos durante el últimoperiodo de evaluación.
En la primera evaluación, el porcentaje de costos de calidadcon respecto a las ventas brutas se determina 13.18% y con elsegundo método 12.91% de costos de calidad.
4.4.4. Clima Laboral
Con motivo de analizar el factor de clima laboral se utilizóuna herramienta (macros) proporcionada por V & Bconsultores, la cual cuantifica el clima laboral dividiéndoloen cinco factores importantes como, los jefes, loscolaboradores, orgullo y lealtad, imparcialidad en el trabajo y,por último, compañerismo.
El primero muestra el orgullo y la lealtad de la organizaciónen la actualidad, la cual cuenta con una brecha del 45%,disminuyendo en un 46% a la brecha que se presentaba alinicio del proyecto; además, el índice de clima laboralpresenta una brecha de 45%, disminuyendo el índice inicialen 34%, gracias a los incentivos recibidos por el personal, elmayor caso que se le presta al personal operativo, etc.
4.5. Controlar
4.5.1. Capacidad de proceso Con la finalidad de determinar el índice de capacidad deproceso se tomo diferentes muestras de espesores de bolsasde plásticos los cuales se tenía como límite de especificacióninferior de 0.02 in y limite de especificación superior de 0.05in, por otro lado, también se toma en cuenta un valor objetivoo target de 0.03 in que es el valor deseado por laorganización.
Figura 6.- Capacidad de proceso
Fuente.- Minitab Statistical Software
Se parecía que, asumiendo que los datos recolectados sonhomogéneos, es decir que las desviaciones estándares soniguales se puede determinar que teniendo en cuenta que lavariabilidad de los datos, el procesos es inherentemente capazy operacionalmente capaz; teniendo en cuenta la variabilidadde los datos y su localización, el procesos también es
5.04.54.03.53.02.52.0
LEI Objetivo LES
LEI 2Objetivo 3LES 5Media de la muestra 3,34077Número de muestra 26Desv.Est. (Dentro) 0,407794Desv.Est. (General) 0,39157
Procesar datos
Cp 1.23CPL 1.10CPU 1.36Cpk 1.10
Pp 1.28PPL 1.14PPU 1.41Ppk 1.14Cpm 0.64
Capacidad general
Capacidad (dentro) del potencial
PPM < LEI 0.00PPM > LES 0.00PPM Total 0.00
Desempeño observadoPPM < LEI 504.77PPM > LES 23.63PPM Total 528.39
Exp. Dentro del rendimientoPPM < LEI 308.44PPM > LES 11.31PPM Total 319.75
Exp. Rendimiento general
Dentro deGeneral
Capacidad de proceso de Promedio

inherentemente capaz y operacionalmente capaz; teniendo encuenta la variabilidad de los datos, la localización y lascercanía de los datos con respecto al valor objetivo o al targetdefinido por la empresa, el proceso es inherentementeincapaz y operacionalmente incapaz.

4.5.2. Indicadores de gestión
Para poder identificar la situación actual de la empresa luegode haber realizado la implementación de la metodología SixSigma, se utilizó se utilizo una herramienta (macros)proporcionada por V & B consultores, con el cual secalcularon los indicadores de gestión actuales, mostrado surendimiento según la semaforización elaborada.
Figura 7.- Indicadores de gestión.
Fuente.- Elaboración propia utilizando macros V & B
consultores
4.5.3. ROI de capacitación
Posterior a las capacitaciones dictadas por la organización, setomo en cuenta la rentabilidad que la empresa tiene laempresa debido a la inversión que se realiza a favor delpersonal operativo y administrativo. En esta oportunidad, esteindicador nos muestra un valor 49.76% con un periodo derecuperación de 21 días.
Figura 7.- Indicadores de gestión.
Fuente.- Elaboración propia utilizando macros V & B
consultores
4.5.4. Financiamiento
Para poder evaluar la viabilidad del proyecto, fue necesarioanalizar el flujo de caja económico y flujo de ahorros (costo –beneficio) en los próximos tres años, los cuales nos sirvieronpara obtener los indicadores de evaluación que nos ayudó aidentificar si el proyecto resultaba viable o no; es por ello quelos indicadores que se calcularon fueron el Valor Actual Neto(VAN), la Tasa Interna de Rendimiento (TIR) y el Periodo deRetorno de la Inversión (PRI).
Para determinar los indicadores de evaluación fue necesarioprimero calcular los costos necesarios para la realización delproyecto como inversión inicial; los cuales se distribuyeronen la implementación de las 5 S’s, la adquisición demaquinaria y equipos para la planta de producción, costos deEPP para los operarios, reparaciones civiles en la planta y elcosto del desarrollo de la metodología DMAIC.
Luego de calcular la inversión necesaria para el proyecto seprocedió a hallar los costos de fabricación de la empresaproyectados con la implementación del proyecto y sin ella,para poder calcular posteriormente el flujo de ahorros y poderdeterminar cuánto se ahorra mensualmente en la empresagracias a dicha implementación, la cual resultó de S/. 20,000mensuales aproximadamente. Es preciso acotar que este flujose calcula tomando en cuenta los tres escenarios posibles enla que puede encontrarse la empresa en un futuro (Pesimista,Normal y Optimista).
Luego de haber calculado el flujo de ahorros se procedió acalcular el flujo económico del proyecto, incluyendo en éltodos los gastos de la empresa proyectados en los próximostres años, con el fin de hallar los indicadores de evaluaciónantes mencionados, en los cuales se pudo demostrar que elproyecto resulta viable, ya que se obtiene un Valor Actualneto de S/. 65, 464 en la peor situación que puede encontrarsela empresa, una Tasa interna de rendimiento de 18.35 % y elperiodo de retorno de la inversión resulta en el sexto mes delprimer año.

CONCLUSIONES
Al implementar la metodología 5s se ha logrado obtenerun ambiente de trabajo limpio y ordenadoconcientizando a los trabajadores para que se sientancomprometidos con las actividades que realizan lograndoasí un aumento en la evaluación de esta metodología enun 62.00%
Posterior a la mejora de las actividades relacionadas a lametodología 5s se obtuvo un ambiente de trabajoadecuado para realizar las actividades, esto se vereflejado en el incremento del índice de clima laboralque aumento en un 35% con respecto al evaluado elsemestre anterior.
Las competencias del personal se desarrollaron para quese pueda cumplir los objetivos estratégicos de laempresa, para esto también se desarrollo el balance scorecard que nos muestra la ruta metodológica para dar aconocer las acciones que se deben de desarrollar paralograr las metas establecidas, actualmente elcumplimiento de los objetivos se encuentran en un 25%lo que nos indica que se debe de seguir trabajando parael beneficio de la empresa.
Posterior a las capacitaciones se realizó la evaluación delindicador ROI de capacitación de toda la organización, elcual nos muestra que la capacitación realizada nosmuestra una rentabilidad del 49.76% y un repago de lainversión de capacitación de 21 días.
Gracias a las mejoras implementadas de la empresa se halogrado un aumento del nivel sigma de la empresa de2.87 a 3.08 lo cual indica que se ha reducido 29450defectos por millón de oportunidad siendo esta unamuestra significativa para el beneficio de laorganización.
Los costos de calidad de la empresa han disminuido un6.00% de los cuales se aprecian en los costos de malacalidad por fallas internas y fallas externas, este valor noha tenido mayor decrecimiento por la inversión que laempresa está realizando para los costos de evaluación yprevención.
El índice de capacidad de proceso ha mostrado una granalza gracias al conocimiento que ahora poseen losoperarios al tener documentos que los ayude y a lascapacitaciones que amplían sus conocimientos, esteíndice es de 1.10 lo que indica que los procesos soncapaces de cumplir con las especificaciones delproducto.
Los indicadores de gestión han sufrido un aumentorelativos teniendo un aumento en la productividad de2.51 kg/$ a 2.85 kg/$, el indicador de eficiencia de51.11% a 77.09% y la eficacia de 27.85% a 54.05%dando una efectividad del 41.66%.
El proyecto es viable de acuerdo al análisis económico yfinanciero, ya que se obtiene un Valor Actual neto de 150522 soles, una Tasa interna de rendimiento de 22.14% yel periodo de retorno de la inversión resulta en el 5to mesdel primer año.
RECOMENDACIONES
La empresa debe de continuar con las capacitacionespara el personal administrativo y operativo ya que conestas se podrá mejorar las habilidades no técnicas deellos y así lograr los objetivos estratégicos de laorganización.
Para mejorar la empresa debe de implementar y cumplirel plan de mantenimiento preventivo que generaráreducción en los tiempos de maquina parada por fallasdurante el proceso.
Es necesario la ejecución de una lista de verificación porparte del jefe de producción es necesaria para controlarla adecuada ejecución de las actividades de los operariosdurante sus operaciones.
Las actividades de orden y limpieza de la empresa debede convertirse en rutinarias para que no desaparezcaestas importantes acciones que benefician y satisfacen alpersonal interno de la empresa.
Se debe de controlar los factores de ruido y vaporestóxicos de la empresa para la comodidad y seguridad delos empleados durante las operaciones.
Los dueños de procesos deben de realizar lascapacitaciones a su personal a cargo con respecto a losprocesos estandarizados y ejecutarlos de manera óptima.
Para la selección del personal, la empresa debe deutilizar las descripción general de puesto, el cual es unregistro que cada dueño de proceso desarrolló paraestandarizar el perfil del puesto, así como sus funciones,responsabilidad, conocimientos, habilidades técnicas yhabilidades no técnicas que debe de tener la persona paradesarrollar correctamente las funciones del puesto.
REFERENCIAS
Amo Baraybar,Francisco (2010). El cuadro de mandointegral “Balanced Scorecard”. ESIC editorial.
Soin, S. S. (1997). Sistema de Bibliotecas USMP.Adaptado de e-libro. (G. M. Staines, Trad.) Recuperadoel 09 de Agosto de 2013, de Control de calidad total:claves, metodologías y administración para el éxito:http://site.ebrary.com/lib/bibliotecafmhsp/docDetail.action?docID=10472782&p00=phva
Zavala Trías, Sylvia. (Marzo de 2012). Guia a laredacción en el estilo APA, 6ta edición. (B. d.Metropolitana, Editor) Recuperado el 012 de Agosto de2013,dehttp://www.suagm.edu/umet/biblioteca/pdf/GuiaRevMarzo2012APA6taEd.pdf

ANEXO
Anexo 1.- Generalidades de la empresa
Menciona datos de la empresa como giro de negocios, ubicación geográfica,organigrama, productos que ofrece, etc.
Anexo 2.- Elección de metodología
Evaluación de las diferentes metodologías y su ponderación para seleccionarla adecuada para el proyecto.
Anexo 3.- Indicadores de gestión (situación inicial)
Indicadores de productividad, eficiencia, eficacia y efectividad al inicio delproyecto
Anexo 4.- Check list de las 5 S’s
Encuestas con las se verifica la situación actual y la necesidad de laimplementación de la metodología 5’S
Anexo 5.- Evaluación de áreas de la empresa (5 S’s)
Método de evaluación de las diferentes áreas de la empresa para definir endonde se realizará la implementación de esta metodología.
Anexo 6.- Inspección de anomalías en áreas primordiales de la empresa
Imágenes de las inspecciones visuales de las anomalías de las diferentesáreas.
Anexo 7.- Tarjeta Roja y Amarilla
Las tarjetas rojas y amarillas que se utilizaron dentro de la organización.
Anexo 8.- Clasificación (5 S’s)
Cuadro de clasificación de los artículos para el desarrollo de las 5’s.
Anexo 9.- Cuestionario de estimación de costos de calidad (actual)
Cuestionario para determinar el porcentaje de los costos de calidad.
Anexo 10.- Productos disconformes en el proceso de producción
Datos recolectados de productos disconformes.
Anexo 11.- Kilogramos de pérdida en cada proceso de producción
Muestra representativa de kilogramos perdidos en cada proceso de laempresa.
Anexo 12.- Elaboración de las casa de la calidad (QFD)
Pasos realizados para elaborar las casas de calidad
Anexo 13.- Planeamiento estratégico
Pasos a realizar para hacer el planeamiento estratégico y determinar losobjetivos estratégicos.
Anexo 14.- Clima laboral
Encuesta de clima laboral antes de la mejora.
Anexo 15.- Plan de mejoras
Planes desarrollados para mejorar los procesos (plan de calidad, plan demantenimiento, plan de abastecimiento, plan de gestión de competencia, plande capacitación, plan de seguridad)
Anexo 16.- Evaluación del programa 5 S’s (final)
Evaluación y encuestas de 5S’s después de la mejora.
Anexo 17.- Indicadores KPI
Tabla de gestión de indicadores KPI de la empresa con semaforización.
Anexo 18.- Cuestionario de estimación de costos de calidad (actual)
Encuestas desarrolladas para determinar los costos de calidad actual.
Anexo 19.- Clima laboral actual
Encuestas para determinar el clima laboral actual de la empresa.
Anexo 20.- BSC
Ficha de objetivos, ficha de indicadores, fichas de iniciativas y fichas deinductores para el desarrollo del BSC.
Anexo 21.- Gestión de talento humano (GTH)
Evaluación de cada personal de la empresa para la gestión de competencias.
Anexo 22.- Capacitaciones
Diapositivas de las capacitaciones dictadas en la organización.
Anexo 23.- Evaluación ROI
Evaluación individual de la mejora de las competencias del personaladministrativo y operativo de la empresa para determinar el indicador ROI.
Anexo 24.- Valoración de intangibles
Encuestas y brechas de la valoración de los intangibles de la empresa.
Anexo 25.- Worshop Gestión de Talento Humano
Competencias seleccionadas y el grado en que es necesario estas para laempresa.
Anexo 26.- Worshop Intangibles
Encuestas presentadas al personal encuestados para determinar la valoraciónde los intangibles.
Anexo 27.- Registro de asistencias de capación
Registro de asistencia del personal que participo en las capacitacionesdictadas en la empresa.
Anexo 28.- Descripción general del puesto
Descripción del puesto del personal administrativo y operativo teniendo encuenta sus funciones, responsabilidad, conocimiento, habilidad técnicas yhabilidades no técnicas.
Anexo 29.- Estandarización de procesos
Fichas de procesos, instructivos y formatos desarrollados dentro de laempresa para estandarizar los procedimientos.

Lima, noviembre del 2013