
Manufactura La Real
82
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS CURSO DE ACTUALIZACIÒN MANUFACTURA LA REAL “Textilería”
-
Upload
jean-piere-gallesse-guerra -
Category
Engineering
-
view
1.157 -
download
0
Transcript of Manufactura La Real

Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS
CURSO DE ACTUALIZACIÒN
MANUFACTURA LA REAL “Textilería
”

CURSO DE ACTUALIZACIÓN PROFESIONAL
Asignatura : Ingeniería de Métodos
Docente : MBA Ing. César Enrique Delzo Esteban
TITULO
Integrantes:
INTEGRANTES:
- Chunga Guerrero, Rolando Alberto
- Gamez Gamarra, Luis Antonio
- Gallesse Guerra, Gino Jean Piere
- Salazar Pacsi, Bryan Ceferino
- Suero Romero, Cynthia Patricia
Asesor : Ing. César Delzo
2015Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS
LVII - CURSO
ACTUALIZACIÓN
PROPUESTA DE MEJORA EN EL PROCESO DE TEÑIDO DE LA
EMPRESA “ MANUFACTURA LA REAL”

ÍndiceAsignatura : Ingeniería de Métodos..............................................................................3
Docente : MBA Ing. César Enrique Delzo Esteban.....................................................3
TITULO.......................................................................................................................................3
ANÁLISIS Y DESCRIPCIÓN DE LA EMPRESA...........................................................7
CAPITULO I...............................................................................................................................8
EL PROBLEMA......................................................................................................................8
1.1 PLANTEAMIENTO DEL PROBLEMA.................................................................8
1.2.- JUSTIFICACIÓN......................................................................................................2
1.3.- OBJETIVOS GENERALES....................................................................................2
Generar fidelización de los clientes............................................................................2
La fidelización de los clientes es un factor determinante debido a que hoy en día la satisfacción del consumidor es muy importante, para que la empresa logre diferenciarse frente a las empresas competidoras y así generar una reputación importante en el mercado.....................................................................................................2
Tener un mayor posicionamiento en el mercado textil.............................................2
Ser líder en el mercado................................................................................................3
Alcanzar los resultados esperados y cumplir con los criterios de rentabilidad.....3
1.4 .- OBJETIVOS ESPECIFICOS.............................................................................3
1.5.- CASO DE NEGOCIO..............................................................................................4
GENERALIDADES DE LA EMPRESA...............................................................................5
Nombre.......................................................................................................................5
Jr. Moquegua Nro. 350 Int.106 (Frente a Tottus) Lima 1 –Perú.................................5
Tipo de Empresa........................................................................................................5
Condición....................................................................................................................5
Fecha inicio de actividades......................................................................................5
Actividad Comercial...................................................................................................5
CIIU..............................................................................................................................5
Ubicación Geográfica....................................................................................................6
.............................................................................................................................................7
2.1 Capacidad de la Empresa......................................................................................8
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS

Oficinas Administrativas...........................................................................................8
VISIÓN, MISIÓNY VALORES..............................................................................................9
3.1 Visión...........................................................................................................................9
3.2 Misión......................................................................................................................9
Ser una empresa textil que ofrece telas de calidad y de costos competitivos a sus clientes, generando valor excepcional a los accionistas, colaboradores y proveedores...........................................................................................................................9
3.3 Valores....................................................................................................................9
CAPÍTULO IV...........................................................................................................................11
PLANEAMIENTO ESTRATÉGICO...................................................................................11
...........................................................................................................................................14
4.4 Principales Competidores...................................................................................15
Bahía Trading S.A.................................................................................................................15
Perú Pima................................................................................................................................15
Consorcio La Parcela S.A...................................................................................................15
Agetex S.A.C...........................................................................................................................15
Textil Jordana.........................................................................................................................15
4.5 Mercados que atiende.........................................................................................15
4.6 Principales Clientes.............................................................................................15
CAPÍTULO V............................................................................................................................17
ANÁLISIS ACTUAL.............................................................................................................17
5.1 Cadena de Valor..................................................................................................17
5.2 Portafolio de Productos.......................................................................................19
5.3 Proceso de producción de Tela.........................................................................19
5.4 Parámetros más influyentes en tintorería.........................................................25
5.5 Laboratorio............................................................................................................27
CAPÍTULO VI...........................................................................................................................29
FORMULACIÓN DEL PROBLEMA...................................................................................29
6.1 Descripción y Análisis del proceso de Tintorería.............................................29
6.2 Diagnóstico...........................................................................................................30
6.3 Diagrama de Pareto............................................................................................32
6.4 Diagrama de Proceso de tintorería....................................................................33
6.5 Diagrama de Análisis de Proceso tintorería.....................................................34
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS

6.6 Distribución de Planta.........................................................................................35
Figura 5: Plano de Planta – Manufactura La Real..............................................................36
6.7 Diagrama de Recorrido.......................................................................................37
6.7.1 Enunciado.........................................................................................................38
6.7.2 Análisis..............................................................................................................38
Grafica 8. Índices De Producción Actual.........................................................................39
Grafica 9. Índices De Producción Promedio en kilos Actual.......................................39
Gráfica 11. Capacidad De Producción Mensual- Manufactura La real......................40
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS

ANÁLISIS Y DESCRIPCIÓN DE LA EMPRESA
MANUFACTURA LA REAL; empresa peruana ubicada en Lima, se fundó en
el año 1999. Empresa dedicada a la manufactura de textiles ofrece servicios
de hilandería, lavado y teñido de tela. Se especializa en transformar la tela
cruda en tela teñida y acabada mediante los procesos de tintorería y acabado.
Durante el transcurso del tiempo esta empresa para aumentar su fuerza
productiva logro comprar diferentes elementos importantes en el proceso textil,
tales como: máquinas de termo fijado, barcas, centrifugadoras, hornos
industriales, una caldera y entre otros elementos. Así la empresa fue creciendo
y teniendo un proceso de producción completo. Hoy en día es una mediana
empresa que cuenta con varios puntos de venta en el país, y un punto de venta
en Perú.
Actualmente la empresa Manufactura La Real. Abastece empresas de
confecciones donde cada vez es mayor el grado de exigencia del consumidor y
lo que hace es aprovechar al máximo tales exigencias de los consumidores
para ampliar así su nivel de producción aumentando los estándares de calidad
y competitividad en el mercado.
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS

CAPITULO I
EL PROBLEMA
1.1 PLANTEAMIENTO DEL PROBLEMA
Para el planteamiento del problema requeriremos observar nuestro Mapa de Procesos y entender los servicios prestados por la empresa.
Antes de abordar al análisis del problema planteado en el presente trabajo,
conviene dar un breve repaso al sector textil en Perú y la importancia relativa
del sector en la economía Perú. El complejo industrial textil, está formado por
una cadena de cuatro eslabones como muestra la figura.
Figura 1 Complejo de producción textil
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS

Gráfico N°1: Mapa de Procesos – Manufactura La Real
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS

1.2.- JUSTIFICACIÓNPara disminuir la cantidad de reproceso se presenta la siguiente propuesta de
mejora en el área de tintorería y acabado que permitirá optimizar dichas
operaciones, garantizando la reproducibilidad de las propiedades de la tela y la
satisfacción del cliente.
Seguidamente se presentarán los planteamientos generales y específicos
relacionados con el problema presentado en Manufactura la Real S.A
1.3.- OBJETIVOS GENERALES
Incursionar en el mercado extranjero.
Uno de los principales objetivos de la empresa es poder incursionar en el
mercado extranjero con el objetivo de ampliar su mercado y generar una
mayor cantidad de utilidades, ya que por medio de la tecnificación la
productividad de la empresa aumentara y por lo tanto es necesario aumentar
el mercado y las ventas.
Generar fidelización de los clientes.
La fidelización de los clientes es un factor determinante debido a que hoy en
día la satisfacción del consumidor es muy importante, para que la empresa
logre diferenciarse frente a las empresas competidoras y así generar una
reputación importante en el mercado.
Tener un mayor posicionamiento en el mercado textil.Con la calidad de los productos y la satisfacción al cliente se busca que la
empresa logre generar un mayor posicionamiento en el mercado con el fin de
obtener un fuerte posicionamiento del mercado teniendo como objetivos la
rentabilidad perdurabilidad y crecimiento de la empresa.
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS

Ser líder en el mercado.
Mediante las estrategias comerciales y administrativas que tienen como
fundamento la calidad y la optimización de los recursos disponibles, se busca
ser líder en el mercado de textiles, con el fin de ser pionero en la innovación
del mercadeo de textiles, esto fundamentalmente basado en los nuevos
métodos de mercadeo como el E-marketing y las ventas por catálogo.
Alcanzar los resultados esperados y cumplir con los criterios de rentabilidad.
Como toda organización comercial o industrial la empresa busca generar la
mayor cantidad de utilidades al menor costo posible, esto se hace mediante la
optimización de los recursos disponibles, el aumento en ventas y el
fortalecimiento en el mercado textil.
1.4.- OBJETIVOS ESPECIFICOS
Realizar diagramas causa-efecto para hallar la causa raíz de los problemas
detectados en la línea de producción de tintorería.
Plantear las mejoras propuestas con base en las causas raíces en los
departamentos de tintorería.
Formular indicadores de gestión para los departamentos de tintorería.
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS

1.5.- CASO DE NEGOCIO
1. Título
PROPUESTA DE MEJORA EN EL PROCESO DE TEÑIDO DE LA EMPRESA “MANUFACTURA LA REAL”.
2. Caso de Negocio
La empresa cuenta con dos procesos fundamentales para el desarrollo de su
actividad económica, estos son el tejido y el teñido. Se observa que el proceso de
teñido forma un cuello de botella en el sistema productivo de la empresa, ya que la
capacidad de la máquina de teñido no es lo suficientemente grande para procesar
la cantidad de tela en crudo manufacturada por las maquinas circulares. El cual no
permite la satisfacción de la demanda en su totalidad ni en el tiempo requerido por
el consumidor. Por tal motivo la empresa tiene una deficiencia del 21% en su
sistema productivo ya que en el almacenamiento temporal, el stock aumenta con
el transcurso del tiempo generando costos de almacenamiento y reduciendo el
tiempo de respuesta de la empresa con sus clientes.
3. Alcance
1.-Mejorar la comunicación entre el área de laboratorio y el área de almacén rápido en un 20%
2.-Minimizar los reclamos y demoras en la atención de Almacén rápido.
4. Objetivos y Metas
Es ser una empresa con altos índices de calidad y productividad, brindando a
sus clientes un excelente servicio de venta y posventa. La empresa se
fundamenta en el buen funcionamiento de su parte productiva y la buena
coordinación entre el proceso administrativo y productivo.
5. Beneficios Esperados
Incrementar la tecnología de calidad en la producción de textiles, comunicación
entre áreas y aumentar la producción reduciendo demoras en atención. Brindando
así un óptimo servicio al cliente.
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS
CAPITULO II
GENERALIDADES DE LA EMPRESA
NombreMANUFACTURAS LA REAL S.A.
RUC
204301026631
Dirección Legal
Jr. Moquegua Nro. 350 Int.106 (Frente a Tottus) Lima 1 –Perú.
Tipo de EmpresaSociedad Anónima
CondiciónActivo
Fecha inicio de actividades01 / Octubre / 1999
Actividad ComercialFabricación Otros Productos Textiles
CIIU17290
Perfil de Manufacturas la Real S.A.:
Empadronada en el Registro Nacional de Proveedores.
Representantes Legales de Manufacturas la Real S.A.- Director Gerente: Moran Díaz Juan Carlos
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS
Ubicación Geográfica
Manufactura la Real tiene su planta de operaciones en la Jr. Ricardo Treneman
Nro. 911, este local lo adquirieron en Octubre de 1999. En este local
actualmente funcionan 8 áreas:
Gráfico 02: Mapa Ubicación de Manufactura La Real
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS

Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS

Gráfico N°3: Organigrama – Manufactura La Real
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS

2.1 Capacidad de la Empresa
Oficinas Administrativas
Oficina Central ubicada en Jr. Moquegua Nro. 350 Int. 106 – Distrito de Lima.
Personal Administrativo (Nro. De personal administrativo y/o productivo)
Manufactura La Real cuenta aproximadamente con: Empleados.
- Personal Administrativo: 10 personas
- Supervisor de operaciones: 2
- Técnicos: 2
- Auxiliares: 2
- Maquinaria y equipo: 4
- Personal Obrero: 10 personas
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS

CAPITULO III
VISIÓN, MISIÓNY VALORES
3.1 Visión
- Ser una empresa reconocida por su alta confiabilidad, innovación, solidez,
financiera y responsabilidad social.
- Obtener ventas superiores al mercado para este 2015.
- Tener una rentabilidad de 20%.
- Servicio al cliente 95%.
- Posicionamiento del mercado: Tela de exportación de 20%.
- Buscar innovar el desarrollo del producto, puesto que es uno de los
principales factores de éxito en el mercado.
3.2 Misión
Ser una empresa textil que ofrece telas de calidad y de costos competitivos a
sus clientes, generando valor excepcional a los accionistas, colaboradores y
proveedores.
3.3 Valores
Trabajo en equipo Estimular el trabajo participativo, generando actitudes de cooperación,
confianza y comunicación entre todos los miembros de la empresa, haciendo
que los objetivos del conjunto prevalezca sobre los objetivos individuales.
Honestidad
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS

La práctica de ética profesional y moral con sus clientes y colaboradores de
acuerdo a principios y normas establecidas por la sociedad y la empresa.
InnovaciónImplica respaldar la iniciativa y creatividad personal y del equipo, tolerando
errores y buscando la acción permanente. Sin este valor no se aprovecharían
las oportunidades, ya que éstas por definición son inciertas.
LiderazgoSe forja a través de un proceso de sinceramiento y el desarrollo de virtudes. Es
decir lograr hacer que las personas hagan lo que se debe hacer.
Relaciones con proveedores y clientes Exigimos a nuestros proveedores, agentes, subcontratistas y a sus empleados
que demuestren honestidad, integridad, justicia, y que respeten nuestras
normas, las cuales no son negociables.
Gráfico N°4: Competencias Institucionales – Manufactura La Real
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS
LOGROS: Nos com prom etem os a alcanzar los niveles
m ás altos en los logros de nuestro negocio.
Trabajam os duram ente para
superar de form a continua las
expectativas de nuestros clientes,
tanto externos com o internos. COLABORACIÓN:
Trabajam os en un equipo global para m ejorar cada día nuestra form a de hacer negocios.
M antenem os com unicaciones
abiertas y asim ismo responsabilidades al tom ar decisiones, al
identificar problem as y soluciones y al
expandir las oportunidades de
negocio.
INTEGRIDAD: El respeto m utuo y un
com portam iento ético son la base de nuestras relaciones con nuestros com pañeros y nuestros
clientes.

CAPÍTULO IV
PLANEAMIENTO ESTRATÉGICO
4.1 Análisis Interno
Manufactura la Real S.A es una empresa dedicada a la manufactura de
textiles. Esta empresa cuenta con una planta de producción y diferentes
puntos de distribución. Está dividida en diferentes secciones, las cuales son
(administrativas, productivas y comerciales), la primera sección se encarga del
manejo de la empresa, la segunda está compuesta por el personal de planta y
jefes de producción y por última sección es aquella que está encargada de la
comercialización del producto.
4.2 Análisis Externo
Este sector tiene un gran índice de consumidores debido a que los productos
textiles tienen una gran variedad de usos y aplicaciones. Es así como la
empresa Manufactura la Real S.A quiere aprovechar este gran mercado para
obtener oportunidades mediante el posicionamiento textil; además de obtener
ventajas del comercio nacional e internacional.
4.3 Estrategias
Analizar y optimizar el modelo de negocio.
Incrementar su participación en el mercado de la Textilería con énfasis en
el segmento industrial.
Fortalecer la organización y trabajo en equipo.
Consolidar la organización para la administración de proyectos y el plan
maestro de inversiones.

Establecer un vínculo con el cliente, lograr su fidelización con la empresa y
lograr un desarrollo de calidad y productividad en la elaboración de los
productos.
Tener un mayor posicionamiento en el mercado, haciendo que los
productos elaborados por la empresa logren diferenciarse por su calidad
frente a otros productos realizados por la competencia.
Lograr que el cliente este satisfecho con el producto y el servicio prestado
por la empresa.
Cumplimiento de los Programas de Producción.
Figura 2: Formulación de estrategia
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS

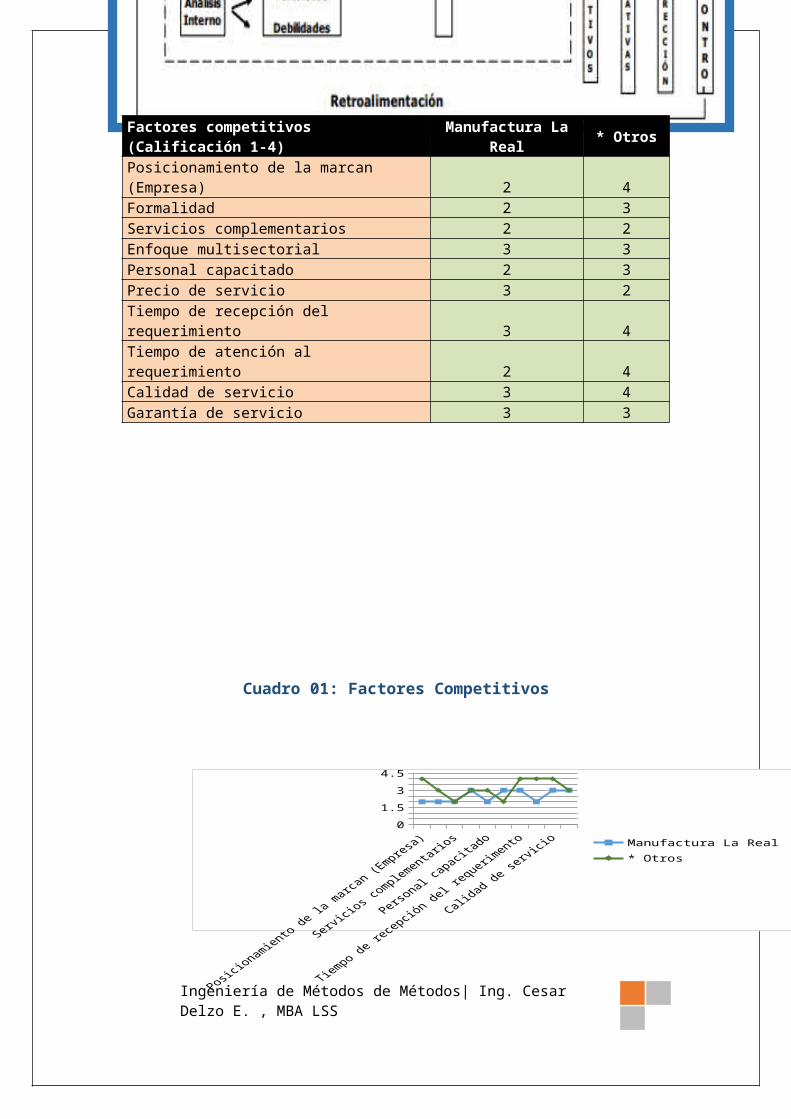
Cuadro 01: Factores Competitivos
Grafico 5: Estrategias Manufactura La Real
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS
01234
Manufactura La Real* Otros
Factores competitivos (Calificación 1-4) Manufactura La Real * OtrosPosicionamiento de la marcan (Empresa) 2 4Formalidad 2 3Servicios complementarios 2 2Enfoque multisectorial 3 3Personal capacitado 2 3Precio de servicio 3 2Tiempo de recepción del requerimiento 3 4Tiempo de atención al requerimiento 2 4Calidad de servicio 3 4Garantía de servicio 3 3

Amenazas Problema con los tiempos de producción de algunos procesos
críticos, los cuales limitan la capacidad de producción y de
respuesta al cliente.
Los tiempos de entrega de materias primas por parte de los
proveedores, afecta el proceso productivo de la empresa ya que
esta puede retrasar su producción por falta de materiales.
Aparición de nuevos competidores en el Mercado.
Velocidad de atención de la competencia del mismo rubro.
Aumento de la competencia informal en el mercado
Debilidades El tiempo de demora en cada proceso de la cadena de valor para
obtener el producto terminado. Esto se debe al cuello de botella que se
presenta en el proceso productivo (teñido de tela), la máquina de teñido
jet no tiene la capacidad suficiente comparado a la producción de las
maquinas circulares.
Integración con los proveedores, hoy en día la empresa corre el riesgo
de quedar sin stock de sus materias primas (hilazas) debido a retrasos
de despachos o eventos fortuitos lo cual implica que el proceso de
producción se retrase y por lo tanto la demanda no sea satisfecha justo a
tiempo.
Falta de equipos adecuados para la variedad de productos especiales
No se tiene suficiente disponibilidad de ingeniería para diseños menores
Débil interrelación entre las áreas operativas y de apoyo.
Fortaleza Cuenta con personal altamente capacitado ya que mantiene un
programa anual y trimestral de capacitación de acuerdo a la
innovación tecnológica presente en cada marca fabricante.
Cuenta con estándares de calidad y competitividad que hacen
de esta una buena alternativa para los mercados.
El gran avance tecnológico que tiene por las máquinas que poseen.
Ubicación estratégica.
La filosofía de mejora continua.
Identificación y compromiso del personal con la empresa.
Oportunidades Apertura de tiendas de atención directa al usuario Rotación continua de aparatos electrónicos de parte del usuario
final Facilidad de obtener tecnología a precio costo – trato directo con
fabricantes La industria textil hoy en día ha venido disminuyendo ya que
muchas empresas generalmente PYMES han cerrado sus industria y han optado por la comercialización de textiles en vez de la producción de los mismo, La empresa puede aprovechar este momento coyuntural para aumentar su producción y aprovechar los diferentes clientes que necesitan nuevos proveedores.
Tener un mayor posicionamiento en el mercado textil. Reutilización de productos residuales e intermedios de los
procesos para reducir costos y mitigar el impacto ambiental. Avance tecnológico a nuestro alcance para garantizar la
productividad y calidad.

4.4 Principales Competidores
En la localidad se tienen como principales competidores a:
Cuadro 2: competidores de la EmpresaEMPRESA DIRECCIÓN
Bahía Trading S.A Av. Los Cisnes Mz. E-2 Lote. 18 - Lurigancho
Perú Pima Av. Argentina N° 2747 – El cercado - Lima
Consorcio La Parcela S.A Av. Nicolás Ayllon N° 2610 – Ate Lima - Lima
Agetex S.A.C Ca. Boulevard N°162 Of. 901 – Santiago de Surco
Textil Jordana Av. Las Torres N° 495 – Ate Vitarte - Lima
4.5 Mercados que atiende
Manufactura La Real da servicios y productos a nivel nacional en las ciudades de:
Arequipa Puno Desaguadero Lima
Gamarra ( Posee dos tiendas) Tacna ( Posee dos tiendas) Chiclayo ( Posee una tienda) Piura ( Posee una tienda)
Los servicios y producto que ofrece: Telas en fardos, Servicio de teñido,
Hilandería, Termo fijado y Compactado.
4.6 Principales Clientes
CLIENTES R.U.C. DIRECCIÒN FISCAL % VENTAS
1 ACSARAYA VILCA EDWIN JOHNNY 10435057581 Av. José Mariátegui N° 524 P.J.
Independencia - Arequipa 14%
2 SALDA S.A. 20204697494 Jr. Sebastián Barranca N° 1441 Int. 322 - La Victoria 6%
3 MECANICA FINA TEXTIL EIRL 20255382935 Ca. Ignacio Cossío N° 1390 – La Victoria 2.20%
4 CONFETEXAR S.R.L. 20454366914 Av. Cayma N° 506 – Arequipa 21%
5 PUNTO PIMAX S.A.C 20509844608 Jr. Luis Giribaldi N° 805 – La Victoria 14%
6 PRIMO TEXTILES E.I.R.L. 20512742701 Ca. América N° 318 Int. 202 – La Victoria 9%
7 CONFETEX PERU S.R.L 20544241754 Jr. Agustín Gamarra N° 518 Dpto. J. La Victoria 10%
8 M.L.R. E.I.R.L 20171374929 Av. Nicolás Arriola N° 985 Dpto. 204 Urb. Sta. Catalina – La Victoria 23%

14% 6%
2%
21%14%9%
10%
23%
% VENTAS
ACSARAYA VILCA EDWIN JOHNNYSALDA S.A.MECANICA FINA TEXTIL EIRLCONFETEXAR S.R.L.PUNTO PIMAX S.A.CPRIMO TEXTILES E.I.R.L.CONFETEX PERU S.R.LM.L.R. E.I.R.L
Grafico 6: Porcentaje de ventas de los principales clientes
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS
CAPÍTULO V
ANÁLISIS ACTUAL
Para realizar el diagnóstico de la situación actual del proceso productivo de la
empresa Manufactura la Real S.A se utilizaron herramientas y diagramas con
el fin de obtener un análisis detallado del proceso de manufactura que tiene la
empresa, esto se realiza con el fin de obtener una información verídica sobre
los procesos críticos y actividades a mejorar dentro del proceso productivo.
5.1 Cadena de Valor
Esta nos va permitir identificar las actividades que generan valor en la
organización, por medio de esta herramienta se puede analizar y mejorar los
procesos de las empresas.
Hoy en día es necesario optimizar constantemente los procesos de las
organizaciones, desde su abastecimiento hasta el servicio al cliente, por
medio de la mejora de procesos críticos se logra evolucionar y ser más
competitivo, consiguiendo una diferenciación frente a sus competidores y un
mayor posicionamiento en el mercado donde desarrolla su actividad
económica.
En la cadena de Valor la empresa Manufactura “LA REAL”, cuenta con 4
actividades primarias el cual son: Logística de entrada, Operaciones, Logística
de salida, marketing – Ventas y servicio de Post Venta el cual genera valor a
nuestro producto hasta llegar a nuestros clientes. A su vez estas actividades
son soportadas por tres actividades de soporte que son: RRHH,
Abastecimiento e Infraestructura.
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS

Imagen 1: Cadena de Valor - Manufactura La Real

Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS

5.2 Portafolio de Productos
Manufactura la Real es una empresa perteneciente al sector secundario ya
que se dedica a la transformación de recursos industriales. Empresa
dedicada a la transformación de insumos básicos como la del hilo. Dentro de
su producción tenemos:
Jersey 20/1 Jersey 30/1 Full Licra 30/1
FransTerry 30/1 Jersey Licra Gamuza 50/1
5.3
Proceso de producción de Tela
La tela es teñida bajo un tratamiento químico mediante las JET o máquinas
de teñido. El proceso de teñido se realiza en varias etapas importantes, que
son controladas en tiempo y temperatura, y se describen a continuación:
• Tejido de Tela
Este es el proceso en el cual las maquinas circulares realizan la
transformación de la materia prima en tela cruda. Esta hilacion no excede los
30 o 35 kilos dependiendo del producto y la maquina en que se realiza el

proceso. Teniendo finalmente tela en crudo.
Foto 1: Hilo
Foto 2: Maquina Circular
Retiro del producto de la máquina Circular:
Este paso consiste en la extracción del rollo de tela en crudo de la máquina
circular una vez se retira pasa a ser marcado y pesado. Luego se llevara a la
zona de almacenamiento de producto sin terminar.
Foto 3: Maquina Circular
Desmineralizado:
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS

En esta etapa se pretende eliminar las impurezas del algodón (cascarilla) y las
posibles manchas de aceite provenientes de las máquinas de tejeduría.
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS

Foto 4: Secadora Foto 5: Tela apilada
Preblanqueo:
Consiste en limpiar la fibra y preparar la tela para la mejor absorción de los
productos químicos que se añadirán más adelante.
En la etapa del preblanqueo se añade agua oxigenada para eliminar el color
amarillento de la tela cruda, y después se tiñe del color requerido. Para
obtener el color blanco es necesario añadir un blanqueador óptico luego del
preblanqueo, que le da el blanco final, en lugar de los colorantes en la etapa
de teñido.
Foto 6: En proceso Foto 7: Tela cruda Teñido:
Se coloca el antiespumante junto con los productos llamados secuestrantes
que diluyan los iones de hierro y las impurezas del agua. Luego se procede a
colocar colorantes por dosis para obtener un teñido progresivo y uniforme.
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS

Foto 8: Maquina de Teñido
Fijación del color:
Se agregan los químicos necesarios para fijar los colorantes en la tela.
Foto 9: Compactadora Foto 10: Secadora
Neutralizado 2:
Se realizan lavados consecutivos con agua para neutralizar el color fijado en
la tela.
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS

Foto 11: Proceso de Teñido
Jabonado:
Se añade jabón para eliminar los restos de los químicos, auxiliares y
colorantes utilizados.
Foto 12: Aprendiendo el manejo de la Maquina de Teñido
Se añade suavizante que le da una textura suave a la tela luego de culminado el proceso.
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS

Foto 13: Midiendo Tiempo del Proceso de Teñido
Secado
Secar la tela en su totalidad para que el proceso de teñido no se vea afectado.
Se debe realizar el proceso de secado en orden de llegada de la tela. (first in
first off). Se debe controlar la temperatura regularmente, para evitar daños en la
tela. Una vez iniciado el proceso de secado se debe controlar regularmente la
temperatura del horno. Terminado el proceso, se embolsa la tela nuevamente
para ser llevada a al proceso de termo fijado.
Foto 14: Maquina de secado
Enrollado
Enrollar la tela termo fijada y empacarla para su distribución y comercialización.
Se debe registrar en la planilla el metraje, el peso, promedio, color y referencia
de la pieza.
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS

Foto 16: Tela Cruda Foto 17: Tela Terminada
-
5.4 Parámetros más influyentes en tintorería
La tonalidad es la característica más
influyente relacionada con la tintorería y
las propiedades de los auxiliares y
químicos son altamente responsables
en el color que adquirirá la tela, debido
a que la fibra debe prepararse para que
sea capaz de absorber fácilmente y de manera progresiva el colorante. Los
auxiliares de tintorería se utilizan para limpiar las fibras (cascarillas de
algodón) en la tela provenientes de la tejeduría, controlar el exceso de
espuma dentro de la máquina de teñir, eliminar las manchas de aceite y
ayudar a diluir los iones de hierro del agua, es decir, disminuir la dureza del
agua, proceso similar en toda industria del ramo.
Los químicos ayudan al proceso de preblanqueo y otros a neutralizar los
efectos del preblanqueo. La preparación con exactitud de los productos según
la receta, evita los desperdicios y errores en el teñido que ocasionan
reprocesos y por ende un encarecimiento en los costos. El éxito del teñido por
su parte sufrirá modificaciones perniciosas si alguno de los productos no
cumplen con el PH y la viscosidad requerida. Un color acorde con lo
planificado dependerá por tanto de los químicos y auxiliares utilizados.
El tipo de fibra a teñir y su grado de solidez marcarán la señal para la elección
del colorante. La absorción del colorante por parte de la fibra requiere tiempo,
un tiempo de asimilación molecular, razón por la cual el colorante debe
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS

dosificarse a una temperatura que favorezca la impregnación y adhesión
del pigmento. El tiempo necesario de exposición depende de la velocidad del
giro de la tela y la longitud de la cuerda en la máquina de teñido
correspondiente.
Foto 18:
5.5 Laboratorio
En el laboratorio se realizan todas las pruebas de tono de los colorantes, se
analizan los auxiliares y químicos nuevos suministrados por los proveedores
y se verifican las recetas o fórmulas de cada teñido antes de pasar los lotes
de tela cruda a las máquinas de teñido denominadas máquinas JET. El
principal inconveniente generado en el laboratorio es un lote de tela teñido
que presenta un tono distinto al requerido por los estándares de colores
suministrado por Manufactura La Real. Otros efectos causados por fallas en
el laboratorio son el color distribuido de manera no uniforme en la tela y
manchas de colorante en un lote de tela.
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS

Los casos en que hay variación de tono entre el estándar y el lote teñido son
los más costosos de reprocesar y son causados generalmente por fallas
humanas del laboratorista. Existen dos pruebas esenciales que debe realizar
el laboratorista para garantizar un teñido dentro del rango de tonalidad
requerida, la primera es la medición de PH, y la segunda es la prueba de
densidad de sulfato de sodio (fijador de colorante). En el caso de la medición
del PH, ocurren dos fallas: el instrumento para medir el PH no es sumergido
correctamente en la muestra o está mal calibrado. Ambos fallas dan una
lectura errónea del PH y son causadas por una falta de procedimientos
estandarizados.
Los tonos resultan de la mezcla de distintos colorantes a porcentajes fijados
por el proveedor, laboratorista, o el cliente. Si el laboratorista no realiza las
pruebas respetando los porcentajes indicados por las fórmulas o transcribe
mal los porcentajes en la receta, lo más probable es que existe una variación
del tono del estándar y del producto terminado. Cabe destacar que la
comparación del tono de la tela teñido con el estándar se realiza utilizando un
instrumento para medir colores por reflexión llamado espectrofotómetro, el
cual proporciona un valor delta DMC. Si los estándares no son actualizados
en la base de datos, el valor puede estar correcto pero se estaría comparando
con un estándar inadecuado.
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS

Cuadro2: Receta Preparación De Receta De Teñido
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS

CAPÍTULO VI
FORMULACIÓN DEL PROBLEMA
6.1 Descripción y Análisis del proceso de Tintorería
La finalidad es describir y analizar los procesos que se llevan a cabo desde que
se produce la tela cruda proveniente de Tejeduría. Para comprender las causas
que originan los problemas ocasionados en los procesos productivos de esta
planta, se presenta un diagrama Ishikawa para la etapa de tintorería, junto con
la descripción de aquellas actividades, procedimientos y situaciones en las
cuales se pueden generar mejoras y recomendaciones sobre la base de los
objetivos planteados. En la siguiente figura se ilustran los procesos productivos
que realiza la empresa.
Figura 3: Proceso productivo de Manufactura La Real
A continuación se presenta una gráfica que ilustran los procesos productivos
objeto de estudio.
Figura 4: Etapas del Proceso de elaboración de tela

6.2 Diagnóstico
Las principales causas por las cuales la empresa no logra satisfacer la
demanda en su totalidad y tiene una deficiencia del 21% son: Recursos
Humanos (14%), Tecnología (33%), Tiempos (25%), almacenamiento (8%),
materias primas (5%) y mantenimiento de maquinaria (15%), siendo el recurso
tecnológico y los tiempos de producción las variables críticas en el
proceso de la planta.
La empresa cuanta con un buen volumen de órdenes de compra pero su
capacidad productiva está limitada por ciertos factores como almacenamientos
temporales y cuellos de botella que son susceptibles de mejora con el fin de
optimizar las utilidades y generar un aumento en la productividad de la planta.
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS

Diagrama 1: Diagrama De Ishikawa – Manufactura La Real

6.3 Diagrama de Pareto
Como se puede observar en el Diagrama N°1 basado en el esquema de
espina de pescado elaborado anteriormente, se puede inferir que los
principales problemas de Manufactura La Real para no satisfacer la demanda
en su totalidad son la tecnología y los tiempos en el sistema de producción.
Los problemas que menos afectan el rendimiento productivo son las materias
primas y el almacenamiento.
Cuadro N° 3 Diagrama de Pareto
DIAGRAMA DE PARETORecursos Humanos 14Tecnología 33tiempos 25Almacenamiento 8Insumos 5Mantenimiento Maquinaria 15
Grafico 7: Diagrama de Pareto
6.4 Diagrama
de Proceso de tintorería
Se mostrará a continuación la gráfica de flujo de proceso de tintorería para
05
101520253035
14
33
25
85
15
DIAGRAMA DE PARETO
Recursos Humanos Tecnología tiemposAlmacenamiento Insumos Mantenimiento Maquinaria
Axis Title
PORC
ENTA
JE

ayudar a comprender una secuencia de eventos que le van agregando valor a
la materia prima junto con las especificaciones de aquellos puntos que son
importantes resaltar.
Diagrama 2: Diagrama De Operaciones De ProcesoDel Área De Tintorería – Manufactura La Real
6.5 Diagrama de Análisis
de Proceso tintorería
Diagrama 3: Diagrama
De Analisis De ProcesoDel Área De
Tintorería – Manufactura La Real
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS

6.5.1 Enunciado
Contiene la mayor parte de la información relacionada al proceso de
manufacturación, con esta información es posible obtener medidas de tiempos
distancias y demoras que se presentan en el procesos de manufactura.
Mediante el análisis de estos datos es posible generar nuevos métodos y
estrategias para la optimización del proceso de producción.
6.5.2 Análisis
Mediante este diagrama se puede observar que el proceso de manufactura de
textiles no es un proceso lineal, el recorrido que tiene la materia prima
(hilazas) y sus varios estados dentro del proceso productivo, es muy variable.
Se puede observar que existen varias etapas del proceso de producción de
telas, como almacenamiento, trasportes operaciones e inspecciones. En el
diagrama de Tejicolor se tiene 1 demora, 2 almacenamientos, 9 operaciones,
3 transportes y 3 inspecciones.
6.6 Distribución de Planta
En la figura N° 5 mostraremos la distribución de planta
Figura 5: Plano de Planta – Manufactura La Real

6.7 Diagrama de Recorrido
Figura 6: Diagrama de Recorrido – Manufactura La Real

6.7.1 Enunciado
Este diagrama es la representación gráfica del diagrama anterior en un plano,
donde se indica el recorrido que tiene el producto. Este diagrama además
permite ver la distribución de la planta que elementos y herramientas la
componen.
6.7.2 Análisis
En el plano o layout se puede apreciar la planta de producción de textiles de
Tejicolor, esta planta está compuesta por 12 máquinas circulares, un jet
(máquina de teñido), una centrifugadora industrial, un horno industrial, una
caldera, y 3 máquinas de supervisión y enrolladlo.
La planta está compuesta por 4 secciones distribuidas según el proceso que
se efectúa la manufactura de telas, la primera sección está el almacenamiento
de materia prima y las maquinas circulares, en la segunda sección está el
almacenamiento temporal y el laboratorio donde se realizan las fórmulas de
teñido, en la tercera sección está el jet (máquina de teñido), la caldera y
barcas de teñido, finalmente se encuentra la sección de terminado donde está
el horno
la centrifugadora, las máquinas de inspección y enrolladlo.
En la siguiente grafica el recorrido está representado por la línea roja y el
recorrido del producto dentro de la planta esta enumerado. Además se puede
ver las Secciones de producción anteriormente nombradas y las máquinas y
elementos que la componen.
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS

ÍNDICE DE PRODUCCIÓN ACTUALPRODUCCIÓN
PROMEDIO TIEMPO MIN CAPACIDAD KGS No MÁQUINASTOTAL
EJECUCIONES EN 24 HORAS
MAQUINAS CIRCULARES 1440 95 12 1
JET (MAQUINA DE TEÑIDO) 240 150 1 6
CENTRIFUGADORA 30 60 1 48
HORNO 120 55 2 12
ENROLLADORAS 60 25 3 8
Cuadro 5. Índices De Producción Actual
Cuadro 6. Índices De Producción Promedio en kilos Actual
Mediante el cálculo de los tiempos y de la capacidad de producción de las
máquinas de la planta, los índices de producción son los que se muestran en la
anterior gráfica. La planta tiene capacidad de producir 1140 kilos diarios (24
horas) de tela en crudo, el jet (máquina de teñido) procesa 900 kilos diarios,
mientras que la centrifugadora procesa 2880 kilos, el horno 1320 kilos y las
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS
PRODUCCIÓN PROMEDIO KILOS DIARIOS (24 HORAS)
MAQUINAS CIRCULARES 1440JET (MAQUINA DE TEÑIDO) 900CENTRIFUGADORA 2880HORNO 1320ENROLLADORAS 600

máquinas de enrollado 600 kilos. Es necesario aclarar que unos procesos son
más complejos que otros y por lo tanto requieren una mayor cantidad de tiempo,
en este caso en específico los procesos de tejido y teñido son las operaciones
que toman una mayor cantidad de tiempo en todo el proceso productivo de la
empresa.
A continuación se muestra la capacidad real de la planta mensualmente.
CAPACIDAD DE PRODUCCIÓN DE PLANTA (TEJEDURIA)CAPACIDAD DE PLANTA 6912 HORAS
Horas reales (24Horas x 30 Días ) 720 HorasNo de máquinas en planta 12 UnidadesCapacidad total de planta 8640 Horas(-) Domingos (4 Días x 24 Horas X 12 Maquinas) -1152 Horas
(-)Reparaciones (24 Horas X 12 Maquinas) -288 Horas(-)Ocio, y otros (24 Horas X 12 Maquinas) -288 Horas
Capacidad de planta 6912 Horas
Cuadro 7. Capacidad De Producción Planta Manufactura La real.
Cuadro 9. Capacidad De Producción Mensual- Manufactura La real.PRODUCCIÓN
KILOS PROMEDIO X MAQUINA
N° MAQUINAS
HORAS TRABAJADAS
TOTAL PRODUCCIÓNDIARIA
TOTAL PRODUCCIÓN
MENSUALDIAS REALES
TRABAJADOS PROMEDIO
95 12 6912 1140 27360 24
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS

Cuadro 10. Capacidad De Producción Planta (Teñido) Manufactura La real.
Cuadro 11. Total Producción Diaria Manufactura La real.
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS

CAPÍTULO VII
PROPUESTA DE MEJORA Y RECOMENDACIONES
7.1 Propuestas
Teniendo en cuenta los recursos de la organización y el interés de sus dueños
por realizar una tecnificación de su proceso productivo.
7.1.1 Adquisición máquina de Teñido (JET)
Se propone a la empresa evaluar el cambio de la máquina de teñido (jet), ya
que esta es el principal elemento que retrasa el cumplimiento de los objetivos
de la organización debido a su baja capacidad en comparación a la demás
maquinaria existente.
La máquina analizada es una maquina Italiana marca Brassoli, esta máquina
cuenta con una capacidad de 200 kilos y su tiempo de producción está en
promedio en 3.2 y 4 horas aproximadamente. Esta máquina de teñido además
de tener una mayor capacidad de producción, reduce costos de
funcionamiento ya que requiere una menor cantidad de operarios para su
funcionamiento y de fuentes de energía como el combustible (crudo) y energía
eléctrica.
Con la adquisición de esta nueva máquina de teñido la empresa lograría
eliminar la restricción que tendría en su proceso productivo, lo cual permitiría
cumplir con los objetivos de rendimiento y abastecer la demanda del mercado
a tiempo y en su totalidad.
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS

7.1.2 Eliminación de Operaciones
Con el fin de optimizar tiempos y distancias, se propone eliminar operaciones
como el alistamiento del jet, la orden de teñido, y el almacenamiento de
producto semiterminado. La primera de las operaciones anteriormente
nombradas el alistamiento del jet seria eliminado debido a que la nueva
máquina tiene un sistema automatizado mediante el cual carga por si sola los
rollos de tela cruda al interior del jet, la orden de teñido ya no se haría
manualmente ya que por medio de un sistema el jet está programado desde
que se prende con la información de teñido de toda la jornada laboral y
finalmente el almacenamiento de producto semi terminado se reduciría
notablemente ya que el stock de materia en proceso sería muy bajo.
Con este nuevo modelo de producción el tiempo seria de 6726 minutos y el
recorrido hecho seria de 40 mts, lo cual reduce 45 minutos del tiempo de
manufactura total aproximadamente y en más de un 50% en el recorrido
comparado al anterior diagrama de flujo.
En la propuesta de mejoramiento de la planta debido a la adquisición de la
nueva máquina los trasportes y almacenamientos temporales disminuyeron
drásticamente debido a que los productos no se están acumulando dentro de
la planta, si no por el contrario están rotando frecuentemente hasta que es
almacenado en productos terminados.
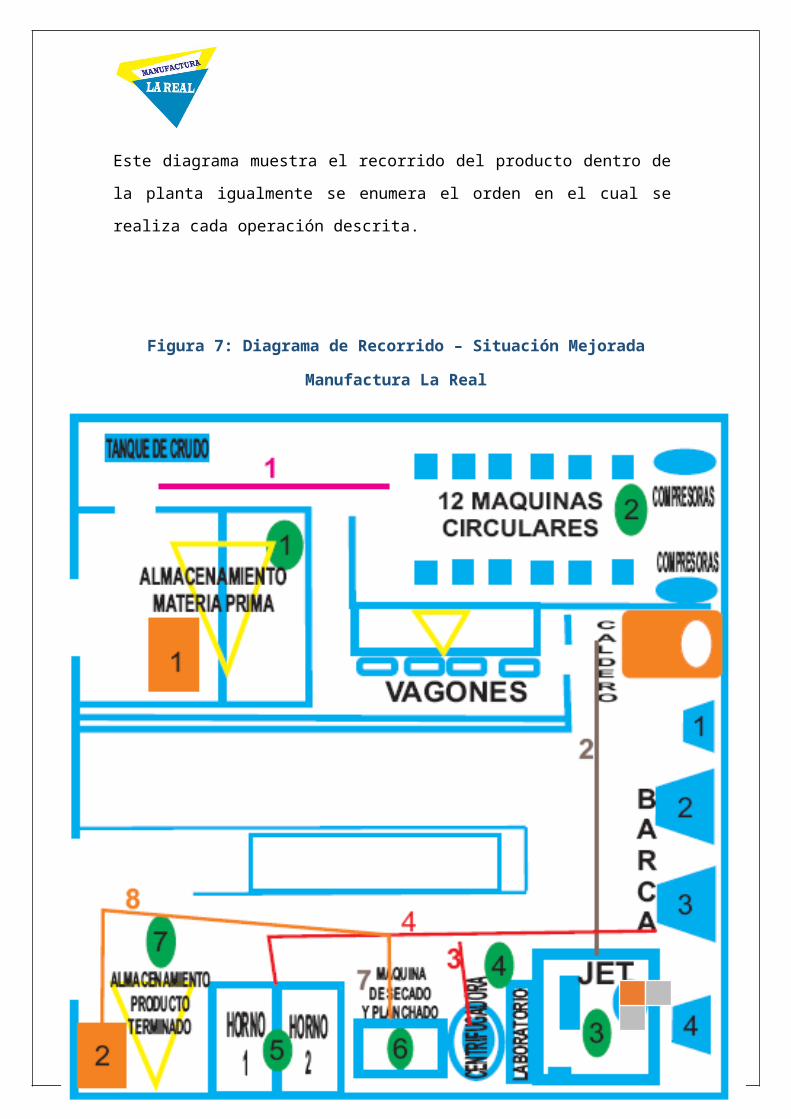
Este diagrama muestra el recorrido del producto dentro de la planta
igualmente se enumera el orden en el cual se realiza cada operación descrita.
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS

Figura 7: Diagrama de Recorrido – Situación Mejorada
Manufactura La Real
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS

7.2 Propuesta mejora tecnología
Hoy en día la tecnología es fundamental en una organización, y más en una
organización que tiene procesos tan complejos, por lo tanto se promueve la
idea de implementar el uso de tecnología y de renovación a los equipos y
sistemas que ya tiene la organización.
Como se propuso anteriormente uno de los factores claves para reducir la
ineficiencia y más específicamente la no satisfacción de la demanda en su
totalidad, tiene que ver con la tecnificación de la planta de producción, ya que
la empresa hoy en día cuenta con una restricción de capacidad y esto está
perjudicando el desarrollo y competitividad de la empresa.
Es esencial tener sistemas de información que nos permitan saber el estado y
las necesidades de la empresa; hoy en día existen múltiples software que nos
permiten conocer de manera instantánea datos que nos son de gran ayuda en
la toma de decisiones. Actualmente la empresa que tiene la información
adecuada en el momento adecuado es aquella que logra esa ventaja
competitiva frente los competidores.
La compra de máquinas de última tecnología permite que la empresa
aumente su fuerza de trabajo, debido a que esta maquinaria cada día mejora
con el fin de ser herramientas de alto rendimiento que fabrican productos de
calidad en forma masiva.
El método propuesto para la mejora en la producción con el fin de eliminar el
cuello de botella que actualmente existe en la empresa de textiles objeto de
estudio de este trabajo, es el método Kaizen, este método consiste en ser
competitivo mediante el mejoramiento de la productividad de la empresa,
ayudando a reducir costos por medio de la tecnificación y el mejoramiento de la
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS

competitividad de la organización.
Para tal objetivo se plantea que la empresa, adquiera una nueva máquina de
teñido marca Brassoli con el fin de eliminar el cuello de botella y aumentar su
índice de producción significativamente.
Con el fin de sustentar la compra de la nueva máquina se hizo un análisis de
una máquina que tiene características similares y está instalada en la empresa
Manufactura la Real.
Actualmente la máquina de teñido cumple su función a cabalidad, debido al
mantenimiento que se le realiza periódicamente en la empresa la maquina está
en muy buen estado pero los índices de stock de producto semiterminado está
aumentando los costes de almacenamiento, además de disminuir la producción
total diaria ya que el jet actual no puede teñir la totalidad de tela en crudo
manufacturada por las maquinas circulares.
7.3 Análisis Costo – Beneficio
7.3.1 Costos
• Máquina de teñido, jet Brassoli: capacidad de teñido, 1200 kilos en 24
horas. $118.000.000
• Mantenimiento cada 6 meses, valor mano de obra $ 50.000 hora, tiempo de
mantenimiento 3,5 horas. $350.000
• Total costos: $118.350.000
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS

7.3.2 Beneficios
• Aumento de la productividad en 300 kilos diarios (24 horas).
• Disminución de producto semiterminado en stock temporal dentro de la
planta de producción.
• El tiempo de respuesta al cliente disminuirá en 4 horas.
• Disminución de tiempo de recorrido dentro de la empresa en un 50%.
• Eliminación del proceso alistamiento del jet, ya que la nueva máquina
no necesita un operario para cargar la maquina manualmente.
Análisis costo beneficio Jet BRASOLLI.
Cuadro 12. Relación en el tiempo Beneficio costo Manufactura La real
Como se puede ver en los anteriores datos la inversión alcanzaría su punto de
equilibrio al cabo de 2 años y siete meses aproximadamente , si la adquisición
de la maquina se hace en efectivo como lo quiere la gerencia de Manufactura
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS

La Real, los beneficios a partir del 3 año van a ser muy favorables para la
organización, además de aumentar la rentabilidad su proceso será menos
costos y su capacidad máxima de producción aumentara a los 1140 kilos
aproximadamente y su nivel de stock de producto semiterminado quedaría en
un nivel muy inferior en comparación al nivel actual de inventario temporal.
Cuadro 13. Relación en el tiempo Beneficio- costo – 5 años Manufactura La real
En cuanto la relación beneficio costo de la empresa en cuanto ingresos, Se
toma una muestra de uno de los textiles de mayor producción y consumo , este
textil es uno de los más comprados por parte de los cliente de Tejicolor. Para
hacer el análisis beneficio costo se tomaron los tiempos de producción del
Polar, desde que se alistan las maquinas circulares hasta que el textil queda
termofijado, listo para los procesos finales de empaque y posterior distribución.
Aproximadamente el tiempo de producción de 900 kilos de este textil es de 24
horas, actualmente las maquinas circulares tienen una mayor cantidad de
producción pero la máquina de teñido no puede procesar esta cantidad en las
mismas 24 horas de tejido por lo tanto existe una restricción en la producción
de la planta.
A continuación se puede observar en la tabla la relación beneficio costo que
actualmente tiene la empresa, tomando como referencia el ejemplo
anteriormente enunciado.
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS

Análisis costo beneficio ingresos vs egresos sin mejoras.
Cuadro 14: Relación en el tiempo Beneficio costo Manufactura La real
Actualmente la relación beneficio costo respecto a ingresos y egresos, es
beneficioso para la organización ya que el resultado es mayor a 1 , de lo cual
se concluye que la empresa tiene una mayor cantidad de ingresos respecto a
sus egresos, esto es índice de rentabilidad.
Aunque actualmente la empresa no está dando perdidas, el índice de
producción no es el rendimiento óptimo de la organización, ya que mediante el
análisis de los diagramas de recorrido de flujo e índices de productividad se
evidencia un cuello de botella en el proceso de teñido del jet. Para analizar el
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS

impacto que tendría la tecnificación del jet, se tomó el mismo ejemplo anterior
para analizar la relación beneficio costo con nueva tecnología en la planta.
Análisis Costo Beneficio Ingresos Vs Egresos con Mejoras
Cuadro 15. Análisis costo beneficio – Tecnología mejorada Manufactura La real
Como se puede observar en la anterior tabla, el índice de rentabilidad o de
beneficio aumenta considerablemente ya que la empresa lograría aumentar sus
ganancias en más de un 50%, esto es causa de la eliminación de stock
temporal y además de suprimir algunos proceso manuales que ahorran tiempo
de producción y hacen que la empresa tenga una mayor productividad y a su
vez una mayor cantidad de ingresos, mejorando su flujo de caja y capacidad
financiera.
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS

CAPÍTULO VIII
CONCLUSIONES Y RECOMENDACIONES
• Se concluye que a través de la detección de los cuellos de botella en la
organización, se debe aprovechar la oportunidad para actualizar la planta
y su maquinaria en especial la máquina de teñido jet. Debido a que la
producción de las maquinas circulares es mayor a la máquina de teñido,
actualmente las maquinas circulares producen diariamente alrededor de
1140 kilos, esta cantidad excede la capacidad de la maquina jet que tiene
una capacidad máxima de 900 kilos, este factor hace que la empresa
tenga en uno de sus principales procesos un cuello de botella lo cual es
un obstáculo para aprovechar la productividad máxima de las máquinas
de tejido.
• Mediante el análisis de la situación actual y la situación del sector textil, se
puede concluir que este problema de satisfacción de la demanda, puede
ser una oportunidad para el crecimiento de la empresa ya que el
consumidor y el mercado demandan una mayor cantidad de productos.
• Actualmente el sector textil ha reducido su productividad debido a que
muchas empresas han cerrado y otras están en el proceso de liquidación,
este problema coyuntural hace que la empresa Tejicolor tenga una mayor
demanda de sus productos, debido al aumento de posibles consumidores
que no tienen proveedores ya bien sea porque estos cerraron sus fábricas
o están en el proceso anteriormente nombrados. Desde el año 2000 hasta
el año 2009 el porcentaje de producción de textiles se ha disminuido en
1,8%, este factor para el sector en general es negativo, pero para Tejicolor
se convierte en una posibilidad de adquirir más clientes y generar una
mejor y mayor posición en el mercado frente a sus competidores que hoy
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS

en día no están optando por seguir en la producción de telas.
Los sistemas de información son esenciales para que el sistema productivo
de la empresa sea más eficiente y logre reducir tiempos y costos de
producción, con la mejora en los sistemas de información de la empresa,
Tejicolor lograra obtener una información de mayor calidad y confianza ya
que hoy en día.
La dirección estratégica es fundamental para la organización, mediante el
planteamiento de objetivos y el uso eficiente de los recursos la empresa
tendrá unas metas y objetivos tangibles y medibles en el tiempo.
Los tiempos de producción disminuyeron al igual que los almacenamientos
temporales y algunas operaciones se eliminarían debido a la tecnificación
de la maquinaria. Por medio de la tecnificación del jet la empresa lograra
aumentar en 300 kilos su producción diaria lo cual disminuiría el tiempo de
respuesta al cliente en 4 horas diarias, ya que la producción del producto
semi terminado no tendría que estar en un stock temporal dentro de la
planta de producción.
Cuadro 16. Análisis costo beneficio – Tecnología mejoradaManufactura La real
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS
TIEMPO DE PRODUCCIÓNACTUAL MEJORA CANTIDAD
ACTUALCANTIDAD
CON MEJORA24 24 900 1140
PORCENTAJE 75% 95%

Se puede concluir que la mejor opción de la empresa es tecnificar su
fuerza productiva ya que en el mercado tiene la cantidad suficiente de
clientes para comercializar sus productos, sin temer que se acumule stock
de productos terminados. Hoy en día la capacidad de respuesta de la
empresa está limitada por el cuello de botella que existe dentro de la planta
de producción ya que si diariamente se producen 1140 kilos de tela en
crudo con el transcurso del tiempo se va ir acumulando 240 kilos diarios en
stock lo cual hace que la rentabilidad disminuya y a su vez el tiempo de
respuesta al consumidor.
Cuadro 17. Tiempo de Respuesta de 10 toneladas Manufactura La real
TIEMPO DE RESPUESTA DE 10 TONELADA
ACTUAL CON MEJORAHORAS
DIFERENCIA
266.6667 210.5263158 56.1403509
Se concluye que si la empresa tiene como objetivo incursionar en nuevos
mercados extranjeros y nacionales, es necesario realizar una
estandarización del proceso productivo donde sean aprovechados al
máximo la maquinaria y los recursos disponibles.
10
100
200
300
266.666666667210.5263158
TIEMPO DE RESPUESTA DE 10 TONELADA
ACTUAL CON MEJORA
TIEM
PO
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS

Grafico 8: Tiempo de respuesta de 10 Toneladas
Finalmente se concluye que mediante la medición de tiempos y de la
capacidad de producción de la planta, el desarrollo de diagramas de flujo
y de recorrido se puede analizar las deficiencias de la planta y mediante la
identificación de los diferentes procesos críticos, desarrollar planes de
mejora como el efectuado en este trabajo.
ACTUAL CON MEJORA DIFERENCIA0
50
100
150
200
250
300266.666666667
210.5263158
56.140350867
TIEMPO DE RESPUESTA DE 10 TONE-LADAS
Grafico 9: Tiempo de respuesta de 10 ToneladasManufactura La real
En el anterior grafico se puede observar la mejora más significativa de la
empresa en cuanto a la producción, ya que por medio de la tecnificación de la
maquinaria y de la eliminación del cuello de botella en el proceso de teñido
que es uno de los principales procesos, se puede ver concluir que mediante
la adaptación de un jet de mayor capacidad el tiempo de respuesta y de la
cantidad de producción aumenta significativamente. Tomando una muestra de
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS

10 toneladas el ahorro y optimización del tiempo seria de aproximadamente 56
horas y además se aumentaría la producción aproximadamente en 250 kilos.
ANEXOS
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS

Gracias al apoyo del Ing. José Alvarado Catedrático De La
Universidad Federico Villarreal por su tiempo y buena predisposición en
darnos las pautas necesarias para el mejoramiento del trabajo.
DIRECTOR DEL INSTITUTO DE INVESTIGACIÓN –U.N.F.V.
Ing. José Orlando Alvarado Alvarado
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS
Gracias al apoyo del Supervisor de Planta Carlos Nivardo Reyes Paucar por su tiempo disponible y la buena predisposición en
enseñarnos el manejo integro de la planta de una manera pausada y
didáctica.
SUPERVISOR DE PLANTA – MANUFACTURA LA REAL
Tc. Carlos Nivardo Reyes Paucar
Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS

Ingeniería de Métodos de Métodos| Ing. Cesar Delzo E. , MBA LSS


















