
Manuales de interventoría para la fabricación de tanques a ...
145
i.IANUAL DE INTER\TENTORIA PARA LA FAtsRICACION DE TANQUES A PRESION E INTERCAHBIADORES DE CAIPR GUISTAINE PATRICIA ARCE CABANZO I JOSE IGNACIO BI,ANDON GRANADA 1455? 1 *rr¿* ¡r;r4r!'"Fif 1,..i'1 i'l - r= - UNIVERSIDAD ALTTONOMA DE OCCIDENTE F'ACI'ITAD DE INGENIERIA MECANICA SANTIAGO D.E CAII, 1992 lqI u,SiY#,oco rY- illll[|ulü|[!lululülullüllll
Transcript of Manuales de interventoría para la fabricación de tanques a ...
i.IANUAL DE INTER\TENTORIA PARA LA FAtsRICACION
DE TANQUES A PRESION E INTERCAHBIADORES
DE CAIPR
GUISTAINE PATRICIA ARCE CABANZOI
JOSE IGNACIO BI,ANDON GRANADA
1455? 1
*rr¿* ¡r;r4r!'"Fif1,..i'1 i'l -
r= -
UNIVERSIDAD ALTTONOMA DE OCCIDENTE
F'ACI'ITAD DE INGENIERIA MECANICA
SANTIAGO D.E CAII, 1992
lqI u,SiY#,ocorY- illll[|ulü|[!lululülullüllll

}ÍANUALDEINTERVENTORIAPARALAFABRICACI0N
DE TAbTQIIES A PRESION E INTERCAT'IBIADORES
DE CATOR
GUISLAINE PATRICIA AE#E CABANZOtl
JOSE IGNACIO BIANDON GRANADA
TrabaJo de Grado Preeentado comorequlsito Parcial l>ara ol>ta'r aItítulo de Ingeniero Hecánico'
Director : Carlos Julio HolinaI 't'l- ' Docente AdJuntoa Unl-valle -
T'NIVERSIDAD ATITONOHA DE OCCIDENTE
FACT'ITAD DE INGENIERIA }IECANICA
SA}¡TIAGO DE CALI ' 1992

t6J t' c io :Lfr r.( O .. .*n
Nota de Aceptaci.ón
Presidente del iurado
Jurado

AGRADECIMIENTOS
Los autores expresan sus agradecimientos a :
A CARLOS JULIO MOLINA- I.M., Docente adiunto univalle.
A HAROLD AREVALO.I.M.. Jefe de proyectos HOECHST COLOMBIA
NA S. A.
A LEYVER ALZATE. I-M.. Profesor de Transferencia de calor
de 1a Universidad Autónoma de Occidente-
A DANIEL TOBAR. I.M. , Ingeniero Jefe de planta cle
Talleres Metalúrgicos.
A JENNY PATRICIA TALER$. I.M.. Estuclios de Recipientes a
Presion en base a Código ASMb:-
A ECOPETROL S.A.
A CONSTRUCCIONES TISSOT S.A.
A CONSTRU(]CIONES DE ACERÚ LTDA.
A Todas aguellas pereonas que de una u otra lorma
colaboraron en la realización clel presente trabaio.

-!
A Dios, Porque
acompanarme en
Ias cargaÉ que
DEDICATORIA
un dia su iuz nació en mi corazón para
los momentos felices y aún más alivlando
conlleve una etapa como Ia que termlna'
A Camilo, mi esposo quien durante este largo y arduo
camino clemostrÓ todo su gran amor hacla ml' manif es
tandolo en momentoe de soledad y sacrificio pero
entendiendolos con una gran sabiduria; a éI que con su
grannoblezaypacienciasiempreestuvoacomparlandomey
anlmandome a culmlnar esta gran meta'
A mi Padre. A-E-P-D- quién en
éxito y tr>or siempre estará en
mÍ sembró la semilla clel
mi corazón.
¿+
a
mi Madre. una muier tan
enseñado los valores cte
admirable que con su e.]emplo ne
la vida.
A mis n.**"rro*. Hugo. Filar. Marta. Fabricio y t'aola'
Patricia
DEDICAI'ORIA
Alculminarunaetapamasdemivida.e6niobl-i8aciÓrl
otrecer esta tesis de graclo a todas aquelras peraonas que
tanto Ine ayuclaron a Iargo de este duro sendero; erl
especíaI a la Señora |1a- Cristina Palau de Sarmientrr'
tJ-E.P.D- qurén con su rnvaluable cc¡laboracion hizo
posible este gran l-ogro: a mi esposa' porque elra en
forma silenciosa y frecuente' cambio horas de
esparcimiento y compania por horas cle soledadi a mis
padres. hermanos y demas ramj-Iiares: porgue ellos me
hícieron llegar su voz de ayuda y de apclyo en nomentoe
difrciles:anuestrodirectordetésisporguesu
orientacion y experi-encia hicieron posible eI éxito
alcanzaclo con eI provecto: a profescrres y companeros
porgue fueron clnco ailoe de luchas compartidas' que
deiaron en mi enseñanzag y lecciones invaluables; pero en
primera v uitima instancia eI of recimiento cie egte
resultado 1o hago a rlios, gestor y principar artitice de
mis victorias v cierrotas'José Ignacio

\0--
I
\90
I
\0
I
\/*l
?.|¿
\3
"2?
/-l¡
IU
?,vt-
- Lr¡
A
TABI,A DE @NTENIDO
"Páe"
LISTA DE TABLAS- - -.... i " 'x
LISTA DE FIGURAS.-- ""xi11
LISTA DE ANEXOS- -. xvl1
LISTA DE PIANOS. - - 'xix
RESUIÍEN - -xix
OBJETMS DEt TRABAJO " 'xxi
INTRODUCCION .- .. 1
1. TANQT'ES A PRESION SEGI'N @DIGO AS{E SECCION VIII
DrvrsroN 1.... """'21.1 DTSENO """3
l-.1-1 HoJa de datos y especlficaciones" " " "3
L.L.Z Dlseñoe geométrtcog' " " '4
L.L.2.1 Deearrolloe """'it
L.L.2.1.1 Desarrollo deI cuerpo " " '6
t.t.Z.L.Z Fondos torieférlcoe """'6
t-L.2,1.3 Fondoe hemleférlcos """10
t.L.2.L.4 Fondos cónlcoe y torlcónicoe "11
t.L.z.1.5Desarrollodebocasoboqulllas.-..2oL.L-2.2 Dlseño de Juntas " " "32
\
(-)N?-{.A
w'¡]-<
?q\)g.?
t ,il
¿
"?.ti
f,1.3 Dieeño lCecánieo '''41
1 . 1 . 3. 1 F'ormulas para eI cáIculo de esPeeores bal o pre
sión lnterna " '42
L.L.3.2 liormulae pera eI cálcul-o de eetPegoree bajo pre
eión externa " '47
1.1.3.3 Bocas Y refuerzoa- " "61
t. 1.3.4 Fondos y cubiertae Planae ' ' 6'Z
1.1.4 Repreeentaclón de Tanquea a Preelón en planoe .-.67
1. 1.5 Materlalee de conetrucción " ' "i 9
1. l-.6 Certif lcados de t{aterlal ' ' ' ' ' 87
L-L.7 Normas y códigoe conexog" ' "BB
1.1.8 Generalldadee sobre software dieponlblee.. ,.89
L.2 FABRICACION.. ' - '9O
L.Z.t TrabaJc,e de ChaPa ' '91
L.2.L.1 Maneio..- "'gI
t.2.L.2 Trazoe Y desamollos "91
t.2.L.3 Corte "91
L-2.L.4 Curvado.. " '91
L.2.L.5 Embombado v rebordeado de fondoe " " '92
L.z-Z TrabaJo de eoldadura-,- """94
L.2.2-L Calificación de procedimientoa" ' .' "96
L.2.2.2 Callflcaclon de soldadoreB y operanloB... '....1O5
L.2.2.3 Claelflcación de Juntae v exigenclas del Có
digo ""'106
L.2.2.4 Pruebas a las soldaduras'' "'''1Og
L-2-2.4.L Radlograf las v ganmagraf Lae ' ' 114

L.2.2.4.2 Ultnaeonido.. '115
L -2.2.4.3 Liquidoe penetrantes. " ' 116
L.2.2.4-4 Partlculas rnagnétlcas- - 'LL7
t.2.2.4.5 Conrlentee parásltae ""IL7
1.2.2.4.6 Pruebae de Fuga " " 118
L.2.2.4.7 InspecciÓn vieual---- "'118
L.Z.g Preparaclón euPerflcial ""'120
L.2.3.I LlmPleza " 'L22
L.2.3.2 PulldoE'. "131
L .2 .g. 3 Plntura. . " 131
1.3 CONTROL DE CALIDAD ..133
1.3.1 Programae de trabaJo "'138
L.3.2 Revieión de especificaciones- ''''14O
1.3.3 t'lemoria de cálculo--- ''14O
1.3.4 Planoe de fabricaclón-- ""'141
1.3.5 Planos de goldadura--- '141
f .3.6 Callf tcacj-ón de procedimientoe de soldadura. . . . 'L42
1.3.7 Callficación de operarl-oe " 'L44
1.3.8 Certlficado de materialee.- '145
L.3.g Eetampe de materlalee ' 'L47
1.3.10 Revielón de trazos " "149
1.3.11 Rev1elón dlmensLonal de cuerpoa y fondos .-149
1.3.12 Revieión ubicaclón bocas "';""153
1.3. 13 Radj-ograf ias y gammagraf iae " " ' 153
1.3.14 Ultrasonido.- ""154
1.3.15 Liquidoe Penetrantee, '155
1- 3 - lti PartÍcuras magnétlcae ' 158
1.3.1'7 fnspección Vlsual.... '159
1.3.18 Pruebae de fuga "161
1-.3.19 Pruebas hldroetátlcae '162
1.3.20 Prueba neumática... " '164
1.3.21 Documentaclón f1nal " '166
L.3.22 Planoe flnalee '''169
L-3.23 PLaca de ldentiflcaciÓn " "169
L.9.24 EnbalaJe " "f i 1/
1.3.25 Llberaclón pana embarque "'L75'2. INTENCA}IBIAD()NES DE CAISR SE(n'H CODIC¡OS TEUA,/ASUE
2-L DrsENo " "181
2.L-1 HoJa de datoe v eePeciflcacl-onea-. " "181
2.L.2 Dlaeño geométrtco.. " "181
2.I.2.L Dlmenelonamiento y toleranclas genenalee para Ia
Iocallzaclón de boqulllas y eoportee. - '185
2.L.2.2 To|eranclae eetandar de dlvleloneeo placatubos'
cubiertae y bridaa.. ""1862. L .3 Dleeflo mecánlco " ' 188
2.!.3.1Tuboe RCB-3,13-. ""'188
2 -t.3.2 Cuerpos RCB-3. 13 . " " 188
2.t.3.3 Bafles y placa-soporte RCB-4 ' ' 'L9O
2.L.3.4 Conetrucclón de fondos flotantee RCB-5 " '195
2. L.3. 5 Empaquetadura RCB-6 ' '?OL
'¿.L.3.6 P1aca-tuboe RCB-4 " "2O3
2.t.9.7 Cubierta-canal v fondoe abombados RCB-9 "zLL
2. t.3.8 Boquillae ' ''¿L4
2.L.4 Dleeño térmlco por TEICA T-L' " " '2L4
2. L -4. 1 Relación bd,slca de transferencla de cal0r . . . . -2L4
2.L.4.2 Delerminaclón del coeflelente globa] de tranefe
rencla de calon " "2L4
2.L.4.3 Resletencl-a de la pared del tubo T-1' 4" " " "?Lb
2-L.5 Prognamae de Software exletentes" " "2'L6
2.2 FABRICACION. . "zLB
2-2-1 Trabaioe de chaPa 'zt$
2.2.1.1 ManeJo.. "'zt8
2.2-1.2 Corte..- "'ZLg
2-2.1.3 Maqufnado "zLg
2.2.1.4 Perforado "22O
2.2.1.5 Embombado y rebordeado de fondoe " "22L
2.2.2 Tuberfas.. " '223
2.2 -2. I Materlalee '224
2.2.2.2 DLmenelonee eetandar '235
2.2-3 Tnabaio de soldadura-.. " " '238
2.2.3.1 Catificaclón de procedimientoa' ' ' " '238
2.2.3.2 Calif icaeión de operarloe 'Z3A
2-2.3.3 Claslficaclón de Juntas y exigenclae del código"
2.2.3.4 Pruebae a
2.2.4 PreParación
2.2.4.L LlmPleza.
lae soldaduras.
euperfÍcial..... -
238
238
238
238
2442 -Z .4.2 PuLLdo . .
2.2.4.3 Plntura. " '244
2.3 CONTROL DE CALIDATJ ..240
2.g-1 Programae cle trabaJo''' ""'24O
2.g.2 Revlslón de eepeclflcaclonee " " '24O
2.3.3 Memorfas de cálculo " "24O
2.g.4 Planoe de fabricaclón' ' ' " "24O
2.3-5 Planos de soldadura.. ' '24O
2.g.6 CallflcaclÓn de Procedlmlentoe de eoldadura. '. . '24O
2.3.7 Callflcaclón de oPerarloe " -24O
2.g.8 Certfflcado de rnaterlales " '24O
2.3.9 Estampe de materiales. ' " " '24O
2-g.10 Revleión de trazoe " "24O
Z.g.tl Revisión dlmeneional cuerpo y tapas ' -24O
2.3.12 Ubicación de boquillae " " '24O
2.3-13 Radlograffae y ganmagraffae ""'24O
2.9.14 Ultraeonido '24O
2.3. 15 Lf quldoe PenetranteE . ''24O
2.3.16 Particulae magnéticas" " ' -24O
2-g.I7 Inspecclón visuat--.' '24O
2.9-18 Pruebas de fugas '24O
2-3.Lg Prueba hidrostátlca ' - '24Q
2.3.2O Prueba neumática. - " "24O
2.3-21 Documentaclón flnal " 'Z4O
2.3.22 Planoe flnalea--- ""'24O
2.3-23 Placa de identificación " "24O
2-3.24 Enbalaie. " '24O
2.3.'¿5 Lj-beración para embarque ' ' ''¿4O
3- DOCIIIIEbITCISYFOHI{ATOSTrPrCOs--- '"'242
3.1 TANQUES A PRESION SEGUN CODIGO ASME SECCION VIII
DrvrsroN 1.... 24?'/
3.1.1 Formato No. 1 HoJa de datoe Tanques a Preslón"'244t
g.t.2 lrormato No. 2 Especlftcaclón general para dleeño y
congt:rucclón de Tanques a Preelón '245 /
3.1.3 Formato No. 3 Eepeclflcaclón de procedlmlentoe de
eoldadura (wPS).... ?581
3.1.4 Formato No, 4 Callflcaclón de eoldadoree (wPQ). -ZgO r
3.1.5 Formato No. 5 Callflcaclón de procedlmlentoe de/
sc,ldadura (PQR).... 26L/
3.1.6 Formato No. 6 RePorte flnal de Inepección Radiográ
flca 263'
3.t-7 Formato No. 7 Prueba hldroetátlca 2641
3.1.8 Formato No. I Liguldoe Penetrantee' "'265/
3.1.g F'ormato No-9 Certiflcado de materialee'' '''266(
3.1.1O Formato No. 10 Actae de Inspecclón.. -2e71
3.1.11 F'ormato No. 1l Acta de Liberaclón" -'268t
3.L-tZ Formato No. 12 Acta de Recibo Flnal "2É¡9t
3.1.18 Formato No. 13 Ruta de Inepecclón.. .-27O/
3.2 INTERCAMBIADORES DE CALOR SEGUN TEMA,/ASME
3.2-1 Formato No. L4 HoJa de datge Intercanbladores de
caror .. . -272
3-i..2 Formato No. 15 Eepeclflcación general para dleei{o y
fabricaclón de fntereambladoree de Calor " "273

3.2.3 Formato No - 16 Control A1lvio Térmico
Esfuerzos. . . "287
4. CONTRATACION DE FABRICACIONES, ' 2BB
4.1 GENERALIDADES... ...'288
4.1.1 Partee de un contrato "288
4.2 TIPOS DE CONTRATOS DE FABRICACION. ' .... '29L
4.2-L Contrato a tanto alzado (Lump Sum) ... -zgL
4.2.2 Contrato a pnecio máximo garantizado' -295
4-2.3 Contretoe por adminietración (cost-plus). . -295
4.2-4 Contratos llave en mano (Tum Key) " " '299
4.2.5 Contratoe a precioe unftarlos f iJos" '299
4.2.6 Contratos combinados " '3OO
4.2.7 Tipo esPecÍal de contrato (Convertibles)''" ' " '3O1
4.2.8 FactoreÉ para selecclonar un contrato '3OZ
4.3 MATRIZ DE RESPONSABILIDADES .. '304
4,4 OBLIGACIONES, GARANTIAS Y POLIZAS. .3O5
4.5 PROCESO DE LICITACION.. ..308
4.6 PLIEGOS DE CONDICIONES. ..310
4.7 TABULACION DE OFERTAS.. . '3L7
4.8 ADJUDICACION ...3T7
4.9 HINUTA DEL CONTRATO .322//
coNcLUSrONES "329 /t
RECOMENDACIONES ....33L//
BTBLTOGRAFTA. '333y'
ANEXOS ' ' ':335
LIffA DE TABI,AS
"Pag"
TABLA 1. Peetaña recta típica por códlgo ASME para
TABIA 4.
fondos abombadoe... """'9
Dlmenslonee de fondoe " "tz
Volumen de cuerpog cllindrlcoe y fondos
elipt1cos... " 't7
Volumen de cuerpos hemleférlcoe y fondos Por
ASb,tE .-""18
Area de euperficles-- "'-19
lntereecclón de una boqullla en r-rn cuerpo
clllndr1co. . " '27
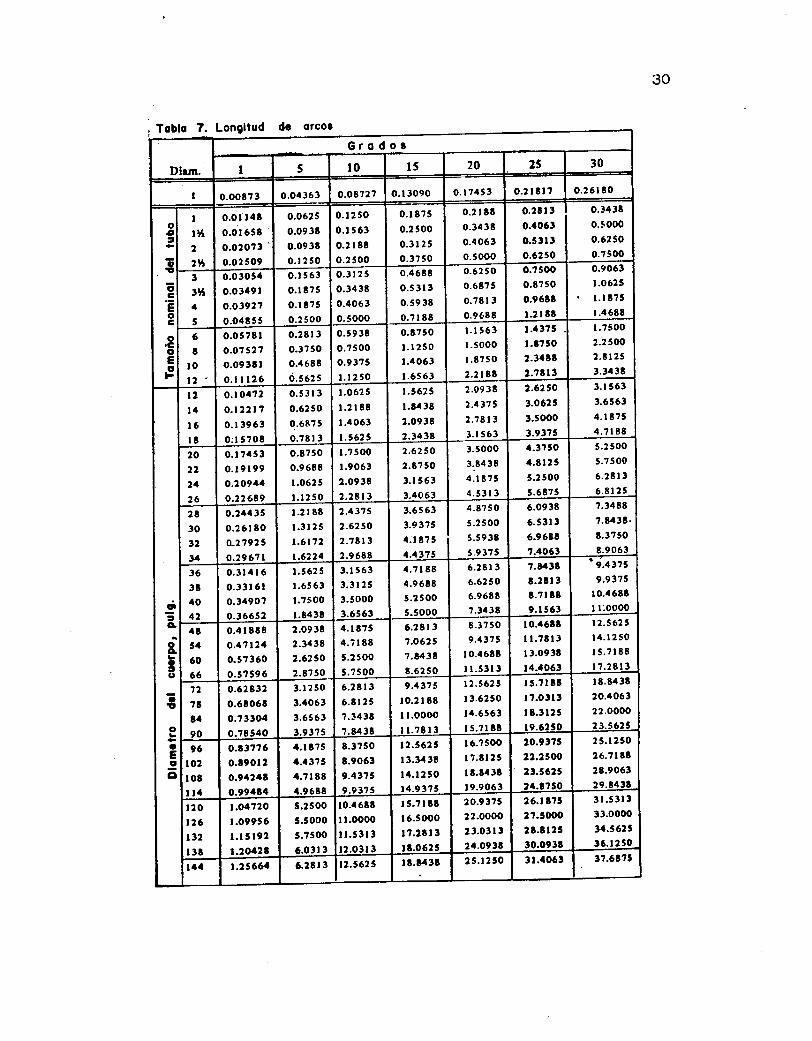
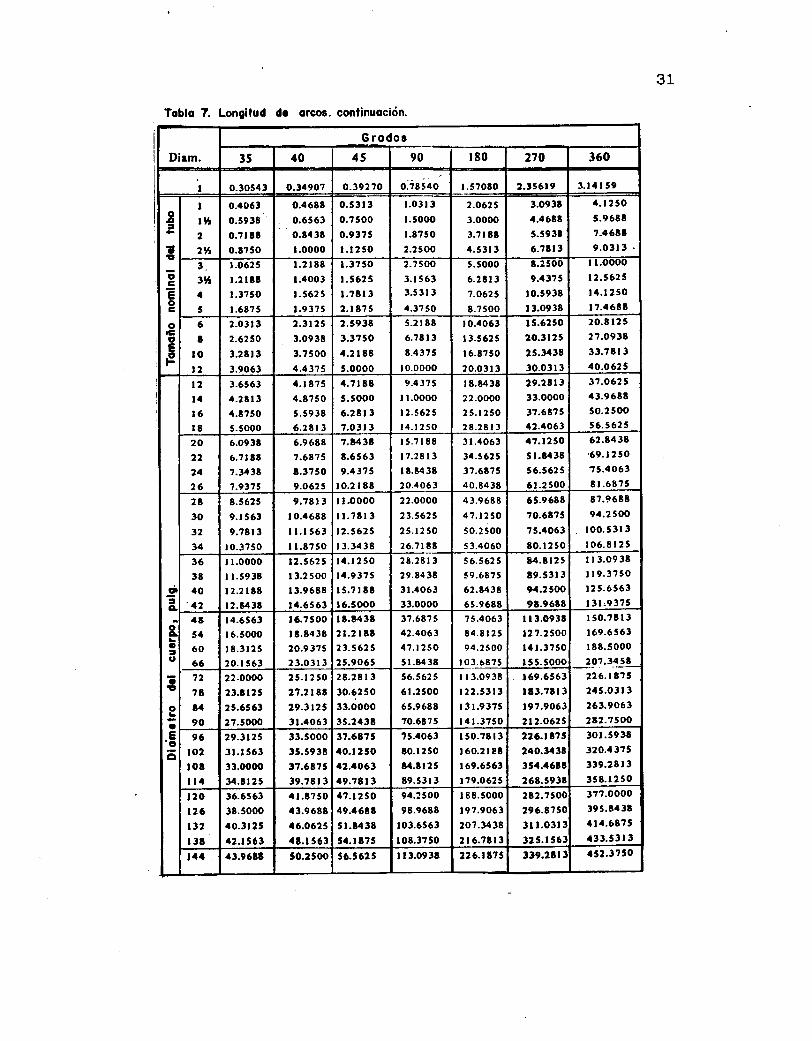
Longltud de areoe " '29
Máxlna admieible eflclencla de una Junta para
soldadurae l>or arco Y gas ' " "36
Requerimlentoe quÍmicoe - ASME SA-283,/SA 283M"
TABLA 2.
TABLA 3.
,.TABLA 5.
TABLA 6.
TABLA 7.
TABI,A 8.
TABIA 9.
TABLA 10- Requerlmlentoe de tenefón - ASME SA-283,/SA 283M
B3
11. Requerlmlentoe qulmlcoe - ASME SA-515,/SA 515t'{. -

B4
TABLA L2. Itequerlmientoe de tenslón - ASME SA-5Lb'/515M'84
TABLA 13. Requerlmientoe qufmicoe - ASICE SA-516/516M" '86
TABLA L4. Requerlmlentoe de tenelón - ASME SA-516'/516M'86
TABLA 15. Mfnlmo espeEor nomlnal para cuerPos R-3.13''189
TABLA 16. Mlnlmo eBpesor nomlnal para cuerpoB cB-3'13'189
TABLA L7 - Diferencla entre eI diÉmetro interior del
cuerpo y eI dirímetro exterlor del bafLe" " '191
TABLA 18. Mínimoe etsPesores requerldoe de baflee trans
verealee y placa-eoporte R-4'41 "192
TABLA 19. Mínimoe eaPeso?es requeridoe de bafles trane
verealee y placa-soporte CB-4'4L" '"'-]-92
TABTA 20. Espaclamlento de bafles y placa-eoporte..'-'193
TABLA 21. Dtámetros de tensores "'195
TABLA 22. Númeroe y tamañoe de teneoree ""'195
TABLA 23. Dlmenelonee tiplcas para emPaques de fondoe
flotantes---- '198
TABLA 24. Máxtma Presión de diseño externa para placa-
tubos flotantes.. ' '2OO
TABLA 25. Formulae Para e} cáIculo de eapegoree de Placa-
tubos eometi-das a flexión" "2O7
TABLA 26. For.mulae para eI CáIculo de eBpeaoree de placa-
tuboe eometldae a corte"' "'ZLz
TABLA2T.Eepesornomlnaldeplacaedlvleoras....2L2
TABLA 28. Dlmenelones y factor B para lae placae
x1
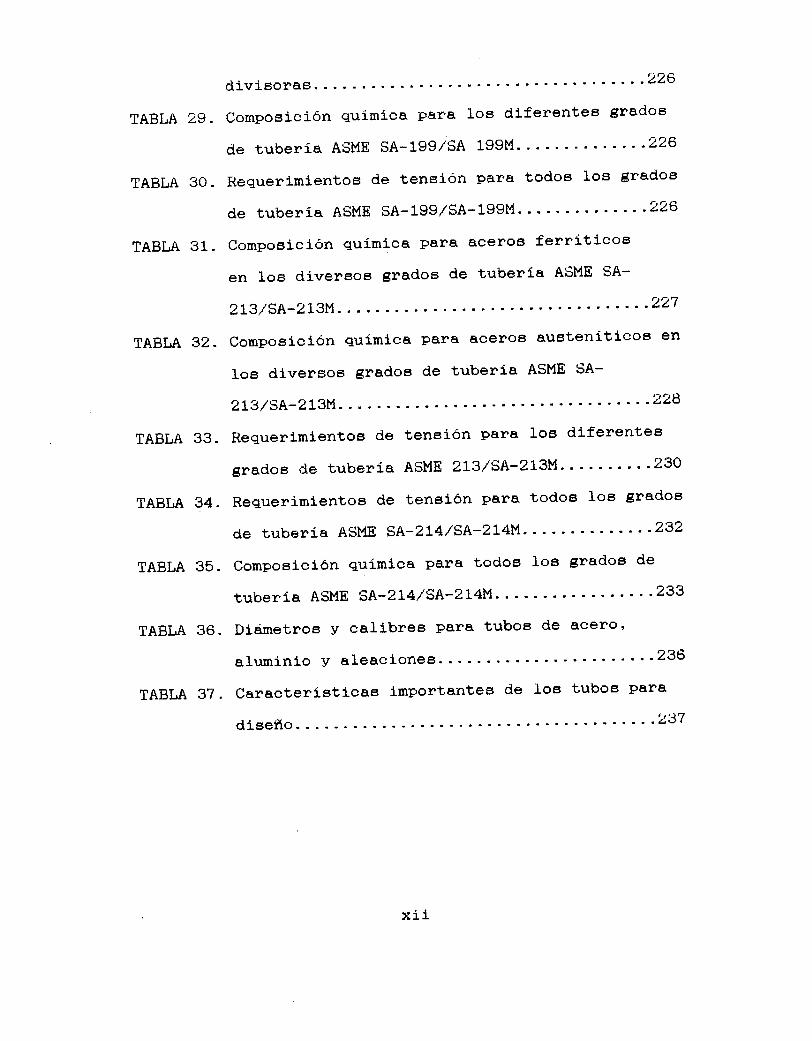
TABLA 29.
TABLA 30.
TABLA 31.
TABLA 32.
TABLA 33.
TABLA 34.
TABLA 35.
TABLA 36.
TABLA 37.
divl-eoras. . . "226
ComposlclÓn quimica pana los diferentee gradoe
de tubería ASI4E SA-199/SA 199M - " 'iZ26
Requerlmlentos de tenslÓn Para todoe los Bradoe
de tubería ASME SA-199,/SA-199M " ' '2?'6
Compoeiclón quirrlca para aceroa ferrftlcos
en loe diversos grados de tuberfa ASME SA-
2t3/SA-213¡'1. .
CompoeiclÓn qufmlca
Ioe dlversog gradoe
2|3/SA-213M. . '228
Requerlmlentoe de tenslón para loe dlferentee
sradoe de tuberfa ASME 2L3/SA-213M" " '230
Requerimlentos de tenelón para todoe loe grados
de tubería ASME SA-2L4/SA-214M " ' '232
Composlclón qufmlca para todoe loe gradoe de
tuberla ASME SA-2L4/SA-2L4\{ "233
Diá¡netroe y callbree para tubos de acero'
aluminlo Y aleacloneg "'236
Caracterfetícae lmportantee de }oe tubos para
dieeño " '237
227
para aceros auetenftlcoe en
de tuberfa ASME SA-
xaa
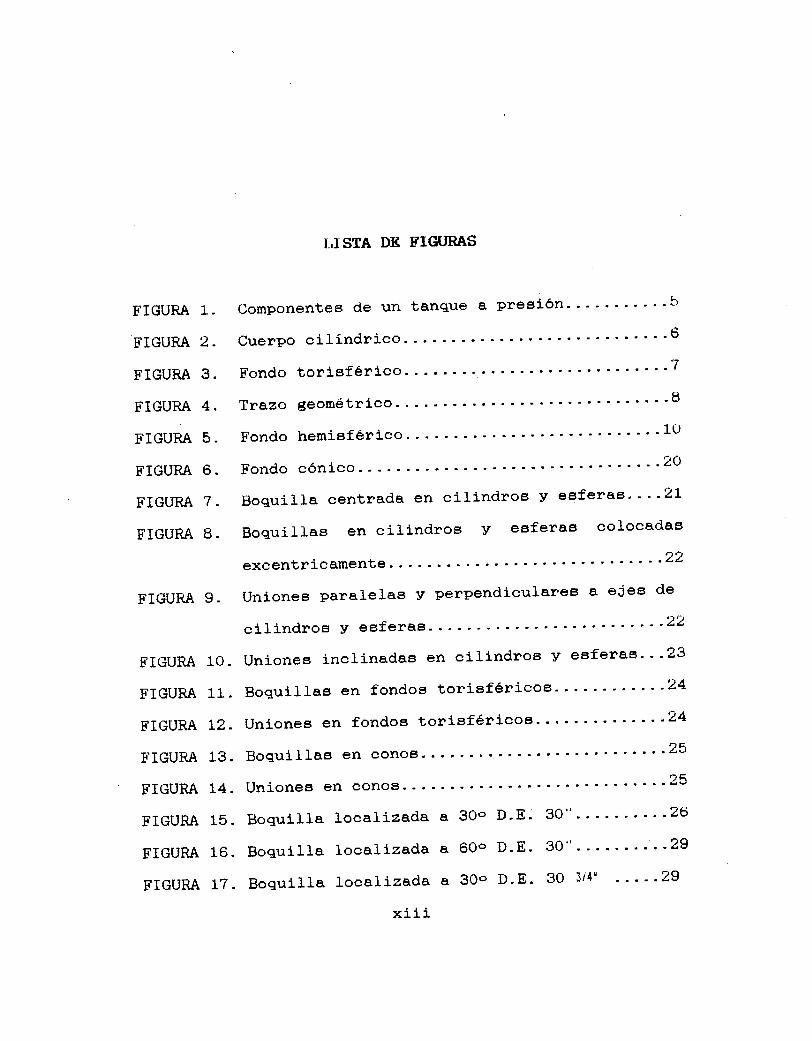
T-,ISTA DE FIGT'RAS
FIGURA 1. Componentes de un tanque a preelón" ' " 'b
FIGURA 2. Cuerpo cilíndrico"
FIGURA 9,
Fondo torlsférlco'. """7
Trazo geométrico-. """'E
F'ondo hemieférico-- ""'1O
Fondo cónlco "2O
Boquilla centrada en cllindros y eeferae" "2l
Boquillas en cilindroe y eeferae colocadae
excentrlcamente " "22
Unlones paralelas y perPendlculareB a eJee de
cilindros Y eeferae¡- ""22
UnÍones lnclinadas en clllndroe y esferac' "23
Boqull,Iag en fondos toriefénlcoe ' '24
Unlonee en fondoe torleférlcoe " "24
Eloqulllae en eonog '"'''?.5
Unionee en conoa tt
Boquilla localfzada a 3Oo D'E' 30" ' " "26
Boqullla locall-zada a 60Ó D'E' 30" ' " "?'9
Boqullla locallzada a 3Oo D'E' 30 3/4" " " '29
FIGURA 3.
FIGURA 4.
FIGURA 5.
FIGURA 6.
FIGURA 7.
FIGURA B.
FIGURA 10.
FIGURA 11.
FIGURA L2.
FIGURA 13.
FIGURA L4.
FIGURA 15.
FTGURA 16.
FIGURA L7.
xili

FIGURA 18.
FIGURA 19.
FTGURA 20.
FIGURA 21.
FIGURA 22.
FIGURA 23.
FIGURA 24.
FIGURA 25.
FIGURA 26.
FIGURA 27.
FIGURA 28.
FIGURA 29.
FIGURA 30.
FIGURA 31.
FIGURA 32.
FIGURA 33.
FIGURA 34.
FIGURA 35.
FIGURA 36.
FIGURA 37.
FIGURA 38.
FIGURA 39.
Boquf 114 locallzada a 22'5o D'E' 30" ' "32
Junta a toPe ein bleel."' ""32
Junta a tope con blse1 en "V" eencllIo" " "33
Junta a tope con bleel en "V" doble " "33
Localizaclón de Juntae soldadas tfplcae PBra
categorlae A,B,C Y D.
Cuerpo clllndrlco a Preeión lnterna " "43
Cuerpo eeférlco a presló i-nterna ' ' 43
Fondo eliPtlco 2=t- ' " "45
Fondo torieférlco.- ""'45
Fondo hemleférlco'- ""'46
b-ondoe y eecclonee cónlcaa"' ""'46
Cuerpoe o tuboe cllindrlcos eln aros
atl-ezadoreg' ' '47
Cuerpo clllndrlco con arog atiezadores' ' ' ' ' '51
Longitud L para secclonee cónlcas" ' " '53
Fondo hemlsférlco-- ""'54
Fondo elfPtico ""'54
Fondo torleférlco.- ""'54
Carta para determinar eI eEpegor de pared para
tanques eometi-doe aI vacio ' ' ' 56
Conoe cuando q < 600. "'58
Conoe cuando q. > 60o- "'58
Boquilla. ". " '63
Formae más comunee de
bridas planas
xlv
fondoe, cublertaa Y
68
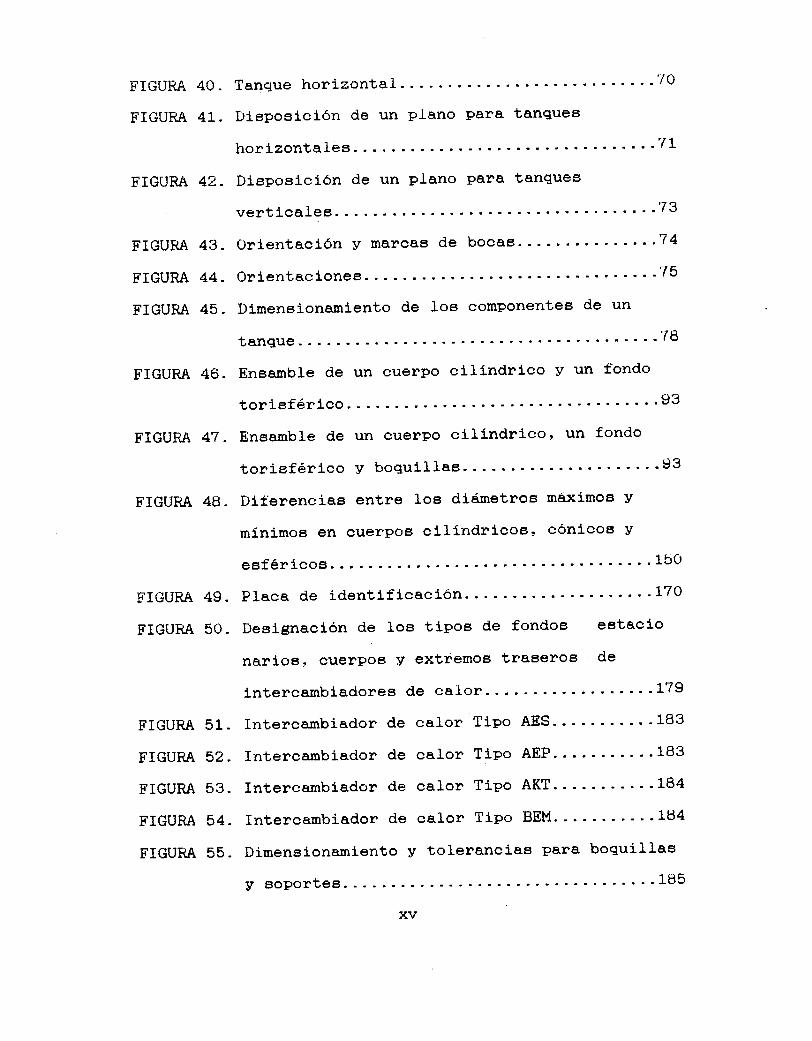
FIGURA 40. Tanque horlzontal-. ""''lO
FIGURA 41. Dleposlclón de un plano Para tangueg
FIGURA 42.
horizontales "'/ t
Dlsposición de un plano para tanques
verticaleg. . ' ''13
Orlentactón y marcas de bocae " " '74
Onlentacl-onee " " "75
Dlmensionamlento de los componentes de un
tanque " '78
Eneamble de un cuerpo cllfndrlco y un fondo
torisférlco.. " " "93
Ensamble de un cuerpo cillndrico, un fondo
torleférico Y boquillas---- "93
Diferenciae entre loe diámetros u¡áximoe y
mfnlmoe en cuerpoe cllfndrLcoe, cónlcoe y
eeférlcos,.. ' 150
Placa de identlflcación ""'170
Deslgnación de loe tipos de fondoe eetaclo
narloe, cuerpoe y extremog tnaeeroe de
lntercambiadores de calor '''179
Intercanbiador de calor Tlpo AES- " " '183
Intercamblador de calor Tlpo AEP' " " '183
Interca:r¡blador de calor Tipo AKT- " " '184
Intercambiador de calor Tlpo BEM. . " "184
Dimensionamlento y toleranclae pe,ra boquillas
y soportea.. '185
xv
FIGURA 46.
F'IGURA 47.
FIGURA 48.
FIGURA 43.
FIGURA 44.
FIGURA 45.
FIGURA 49.
FIGURA 50.
FIGURA 51.
FIGURA 52.
FIGURA 53.
FIGURA 54.
FIGURA 55.

FIGURA 56. Boquillas Y soportee en
FIGURA 5?, Toleranciae estandar de
FIGURA 58. Toleranclas eetandar de
vlsta longltudlnal - 186
divisloneE.. ..186
placatuboe, cublertae
y brldae 187
FIGURA 59. Toleranclae estandar de
y brldae
placatubos, cubiertae
FIGURA 60. Dlferentee formae de dietribuclón de tuberla"188
187
61- Baflee eegmentadoe' " "19o
62. Baflee eegmentadoe múltiplea " " '190
63. F'ondo flotante ""196
tt4. Fondo con placa divleora para paaos ' ' ' 199
65. Placa-tuboe. '2O4
66, Proceeo de exPansLón a una placa-tubo' ' ' ' ' 'zOb
67. Caltbración de loe aguJeroa deepués de Ia
expansión. "206
68. Cubierta canal-Plana- "2L3
69. Proceso de maquinado " '22O
70. Perforado de una placa-tubo '221'
7L. Fondo abombado " "2'22
72. Rebordeado de un fondo abombado "222
73. Fondo abombado y rebordeado '223
74. Desembarque y ubicación de loe tuboa" ' " "223
75. Montaie de1 haz tubular- " '224
76. Equipo una vez termj'nada la llmpleza "238
77. Interca¡nbiador AKT después del acabado.....239
FIGURA
FIGURA
FIGURA
FIGURA
FIGURA
FIGURA
FIGURA
FIGURA
FlGURA
F'IGURA
FIGURA
FIGURA
FIGURA
FIGURA
FIGURA
FIGURA
FIGURA
xvl

F.IGURA ?8 - Intercambiador BJb{ despuée del acabado ' ' ' ' 239
xvli.
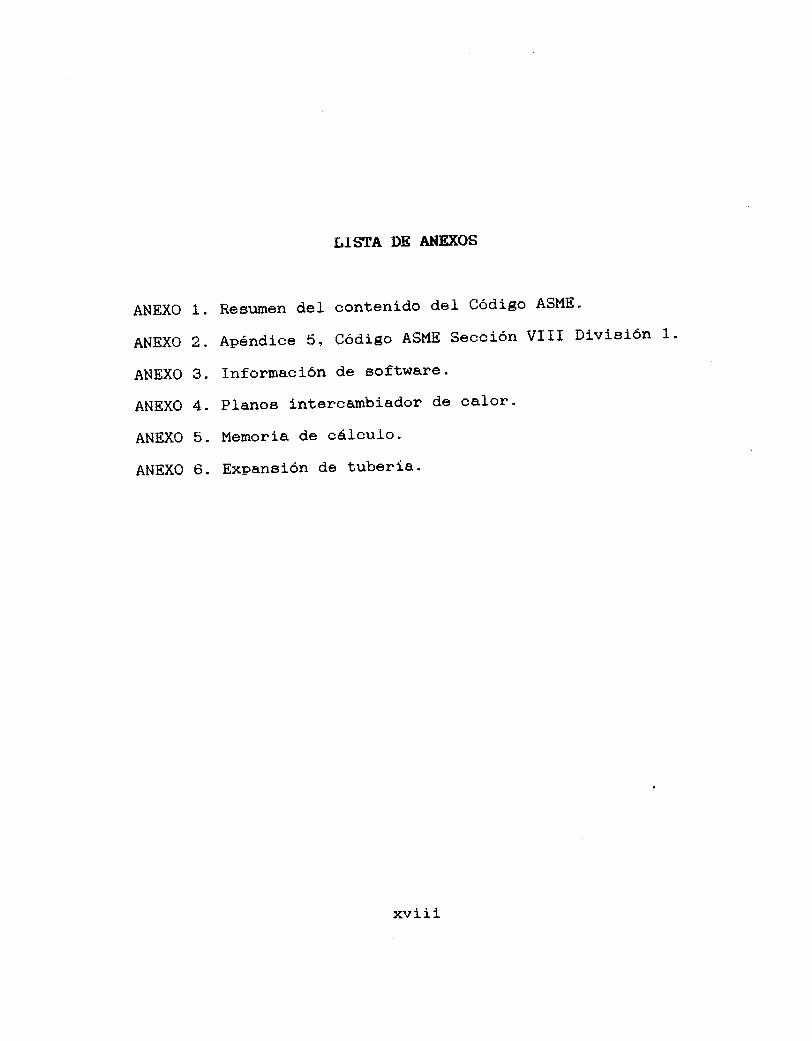
LISTA DE ATIEXOS
ANExol.Resumende}contenidodelCódigoASME.
ANEXO 2. Apéndlce 5, Código ASME Sección VIII Dtvlelón 1'
ANEXO 3, Informaclón de eoftware'
ANEXO 4 - Planoe Lntercarrbi-ador de calor '
ANEXO 5. Memoria de cálcuIo-
ANEXO 6. ExPanelón de tuberla'
xvlil
LIStrA DE PI..ANOS
Plano 0692-00I Secclón general
Plano 0692-002 Cubierta de1 cuerPo
Plano 0692-00g CuerPo
Plano 0692-004 Canal Y cuerPo
Plano O692-0Ob Bridas
Plano 0692-006 Empaquetadura
Plano 0692-007 Placatubos
Plano O692-OO8 Haz de tuboe
Plano 0692-009 Prueba clrcunferenclal
Plano 0692-010 Detalle de eoporte y agarradera
Plano 0692-011 Fondo flotante y aro posterlor
Plano 0692-012 Disposiclón de tubos
P1ano 0692-013 Placa de ldentiflcaclón
xax
ltESLn{E}f
El obJetivo básico de eete trebaJo eE contribuir aI
sectorlnduetrla}enlassolucloneeaproblemaepreeentados en equlpoe sometidos a preelón cono son ros
TanqueeelntercambladoreedeCa}or.Hemoequerldoque
eetassoluclonesEeanalta¡¡enteconfiableeyseguraB'por
esto nuestro trabaJo esta fundamentado en baee a loe
Códlsog ASME Y TE!44.
Este manual lnicia con el capitulo de Tanques a Presión
donde se han conelderado temae como el diseño geométrlco
que tiene que ver con Ia geométrla del eguipo, Iuego el
dlseño mecánlco eI cual inctuye deede eI dl-seño de los
dlferenteefondos,hastaeldiseñode'luntaedesoldadura; ta fabricaclón contempla todoe loe procesos de
manufactura utillzadoe en la fabrlcaclón de eetoe
equl.poe,€ItrabaJodeeoldaduraesabarcadoentodosloscanpos debldo a que eB uno de loe elementos máe
utlltzadoe duarnte Ia fabricaclón'
EI control calldacl que es uno de loe obJetlvos del Bre
sente trabaJo, esta ampllamente desarrollado para

facilltarle al interventor ta audltorla a eetos equipoe
garantizando aej. su trabaJo. EI contro] calldad lnlcla en
Ia elaboraclón de progranas de trabaio y abarca temae
como la callftcación de procedl-mlentoe y operarLoe de
soldadura, revlelón de planoe y trazoe, pruebas antee y
deepués de Ia eoldadura y llberaclón para embarque entre
otroe; cabe anotar gue eI capitulo 2 que eeta dedicado a
Ioe Intercambladoree de Calor abanca los mlsmog temag qlue
para Tanques a Preelón-
EI capltulo 4 termina con todo 1o relaclonado para
adqulelclÓn de un equlpo deede Ia llcltaclón haeta
mlnuta del contrato-
Eeperamos haber logrado con el preeente manual un mayor
deearrolloenelcampolnduetrlal,unmayoryrápido
entendlmlento de loe códlgos asl como aprender y aglli-zar
Ia audltoria a eetoe equlPos.
Ia
Ia
xxl-

ORTEIIVOS DEL ltsABAJO
1- Facltltar a un lngenlero gue no ten8a conocimlento
loe códigos una guía Para la aplicación de los miemoe'
cuantoatanqueeelntercambladoreedecalor.
2. Eete manual puede eer utllizado Poll un interventor
para cualguler actlvidad de lnspeccl-ón deede Ia
Ilcitaclón hasta la liberación para embarque.
3, Debldo al coeto y por ende la eecaeez de los códlgos
en nuestro pale, Ia Pequeña y medlana induetrla Ro pueden
aplicarloB en ta fabrlcaclón de Bus eguipos, PoP eeto
noeotroe contribul-moe con eete manual a suPerar lae
neceeídades gue Ee Presentan en este campo y ael }ograr
que este gremlo Pueda entrar a competlr con lae grandes
industrlas.
de
en
xxii

PROCEDIT{IENTO PARA T}TILIZAR EL T{A}TUAT
1. Tener conocimientos báeicos de
Mecániea.
Ia Ingenleria
2. Enteraree de lae partes del contenldo general de loe
códlgoe ASME y TEICA. Ver anexo 1 para eu ubicaclón dentro
de la Secclón vIII Dlvielón 1 gue abarca reclplentee a
Breelón haeta SOOO P8í.
3. Para el dleeflo y la fabrlcaclón de loe equlPoe es
necesario enterarae de Iae especiflcaciones técnicas
dadae por eI cliente como puede verae en eI formato No 2
y formato No L4-
4- ver eI contenldo de Ia hoJa de datoe donde se
encuentran lae condlci,onee de operaclón del- equipo y
clatoe báeicos Para eI dlseño'
5. Con loe datos básicoe para eI diseño Podemos apllcar
el capitulo 1 y dleeñar lae Partes del equipo'
Éi. una vez digeñadas lae Parte del equiPo y determLnadas
lasJuntaeParaeoldadura6eelaboraránlosprocedl
mlentos detsoldadura para su callflcactón' como ee trata
en e1 numeral L-2-2-
xxli1
,7 . Una vez elaborado el boequeJo general y datoe
técnlcos de diseño, egtos se enviartán al departamento de
dlbuJo para Ia elaboraclón d* pl*nou'
8. Elsborado los planos y califlcados loe procedlmientos
de soldadura y operarios ee procede a la fabrlcación del
eguLpo como se trata en eI numeral t'2'
9. De acuerdo a 1as especiflcaclotles técnicas y al tlpo
de llmpleza exlgida en 1a hoJa de datoe ee reallzará Ia
preparación euperflclal como ee trata en el numeral
1.2.3.
10. A través de todoe loe paeos menclonados ee contará
con Ia preaeneia de control calldad por parte deI
fabrlcante (contnatleta) y de los lnterventoree por pallte
deI cllente y eI aelgnado por ASME sl el equlpo es
estampado.
xxLv

lNTRODUCCION
Los tanques a preslón e intercambtadoree de calor Bon
equlpos que deben fabrlcarse en base a códigos y normas
lnternaclonales para obtener segurldad y Earantfa en su
dieeño, fabrfcaclón y funclonamlento'
Fábricae de atto nivel en eontrol calidad exl8en gue
estos equl-PoÉ¡ erean fabnicadoe baJo eódigos
lnternaclonaleg. En baee & estas necesldadee de l-a
induetrla y a ]a escagez de información referente aI
tema, hemos elaborado rJn manual de loe procedimientoe máe
comunea para el dleeño, fabrlcación, control caLldad'
interventorla y contrataclón de los tanques a preeión e
lntercambladoree de calor, asl como preeentar una gUÍa
para abordar loe códlgoB y facllltar su estudlo.
1. TANÍIUES A PNESIOT¡ Strilfi coDI@ AS}TB SECCIOüI VIII
DIVISIGI 1
un reciplente hermétl-co con un dlfcrenclal de prcelón
entne cI lntenlor y €1' exterlor eB llamado "Tangue a
Prealón" -
EnloeProcéetoetquÍml.coslnduetrlales,clflufdoeEtáamenudo a una gnan presl-ón asl. cono üa¡rblén callente '
lnflanable y noclvo. Debldo a cetae caractenfetlcae de
pellgroeldad es n€cesarlo aJuetar eI diseño, fabrlcaclón
e lnspecclón de estoe equlPoe a un cód13o lnternaclonal
para eI deearrollo de loe mle¡oe, (lüc gara¡rtlce su
geEurldad antc una poelble exploclón y cualqulcr otro
rleego,
La Socledad Amerleana de Ingenleroe Mccánlcoa (Aner{can
soc{etv of Mechanl-calg Enf{neenr) esugr dceanrolló e1
código AS!{E que abanca la conetrucclón de calderas y
TanqueeaPreetón.Elcontenldodcegtccapltuloeerá
baeado en eI Códteo ASME Secclón VIII Dfvlelón I que
lEn adelante noe referlrernoe conAmer'lcana de Ingenleros MecánLco¡'
Ia elgla ASME a Ia Socledad

abanca Tanquea a Preelón. Por Ia
del códlgo trataremos lae fonmaa Y
utlllzadae en nueEtro medlo'
3
nagnltud Y cou¡PleJ ldad
normas más conocldae Y
1.1 DISEffO
Un tanque a Preelón debe gometeree tanto
ténmlco como a un dteeño mecánleo'
a un dlgeño
E1 dlEefto térmlco eetá involucnado con el dlgeflo dc todo
el pnoceso gulrrl'co del cual se encarga un l-n8cnieno
qulml-co, de mancra que al fabrtcante de tanquce Llcgan
todaelacondlcl'onegtéru¡tcaedelequlpoelnclueo
caracterfetlcaa del materlal, fhltdo a contcncr' Gtc' '
que Ée encontrarán conel8nadae en una hoJa de datoe'
Asl puee eI Lngenlero mecánlco fabrlcante del equlpo Be
remlte aI dleeflo mecánlco con baee en la hoJa dc datos y
un egguema gencral-
1.1-1 HoJa de datog y ecEeaifiaacLoneg' Contlene todaa
lae condlcionee y caracte¡rletlcae del equlpo emltldae por
elcomPradorr.LaeePeelftcaclóneaundocrr'nentoqueelcompnador envfa al fabnlcante en eI cuál especlflca Lae
actlvl-dades y loe requerlmÍentoe para Ia fabrlcaclón'
talee como : alcance del Proyecto' materleleg'
fabrlcación, LnePecclón, pruebae, acabado euperflclal'
pollzaE, actas etc..véaee numeral 3.1.1 y nr¡neral 3.L'2'

L.L-Z Dleefioe geornétrlcog' En
lntervLenen doe formae geométrlcae
plana.
Lae formas curvag laa encontramog en
cu€rpo, fondoe Y bocae.
Las formae Planae }ae encontramos
planoe, extremoe de bocae y soportee-
Un tanque a Preel'ón generalmente ectá
elgulentea Partes:
partes como eI
en taPas, fondoe
confonmado Por Ia¡
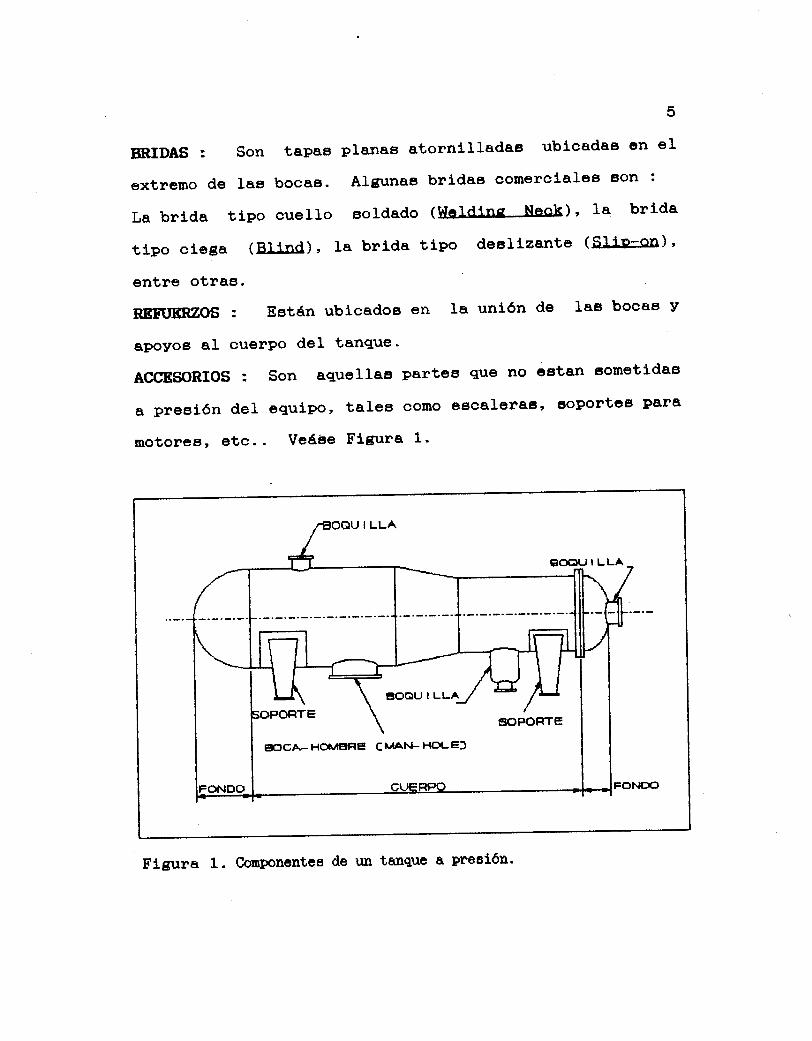
c[tERPO : Cor¡recponde a una de las Partea prlnclpalce, I8
cual puede eter cilfndnlca de uno o más d1ás¡etnosn
conectadoe cetoc Por translcionec cónleas o torlcónlcae'
FONmS : Son loe extnemoe que unldoe al cuenl¡o dan
hermetlcldad aI tanque. Eetoe pueden cer PlanoÉ'
nebordeados, peetafiadoe y bombeados llgena¡nente'
rebordeados y bombeadoe nonmal, torleférlco' bonbeado
elfptlco,hemleférlcoyreborrdeadoybombcadocónfco(torlcónlco).
FCAS : AcceeorLos unidoe aI
elgter¡as en }inea de tuberfa'
tanque para conexión de
A$IJERO-IrcHBRE ( Man-hote ) : Boca Para lnePccclón v
mantenlmlento del tanque lnterLonmente, con acceBo para
una perBona.
AHIJERO-}iA!¡O (Hsnd:haLe) :
mantenlnlento deade eI extcrlor
APOYOS : Basee que eoPortan eI
4
un tanque a Prsslón
: Forma curva Y forma
Boca para lnal¡ecclón Y
dc1 tanque.
tanquc.
5
BRIDAE : Son tapae Planae atornllladae ublcadae cn eI
extreno de lae bocaE' Al8unae bridae comenclalee son :
La brlda tlpo cuello eoldado (!{cldlnc Neok), la bnlda
tlpo clega (Bllnd), la bnlda tlpo deslizante (Slln*n) '
entre otrae.
RBFUmZOS : Eetán ublcadoet en la un1ón de lae bocae y
apoyos al cuerPo de1 tanque.
ACCÍESORIOS : son aquellag partee que no cetan comeüldae
a preelón del equlpo, talee como eEcaleras, aoBortca Dara
motoreE, ete.. Veá6e Flgura 1'
Flgura 1. Con¡pnentee de un tanque a preelón'
6
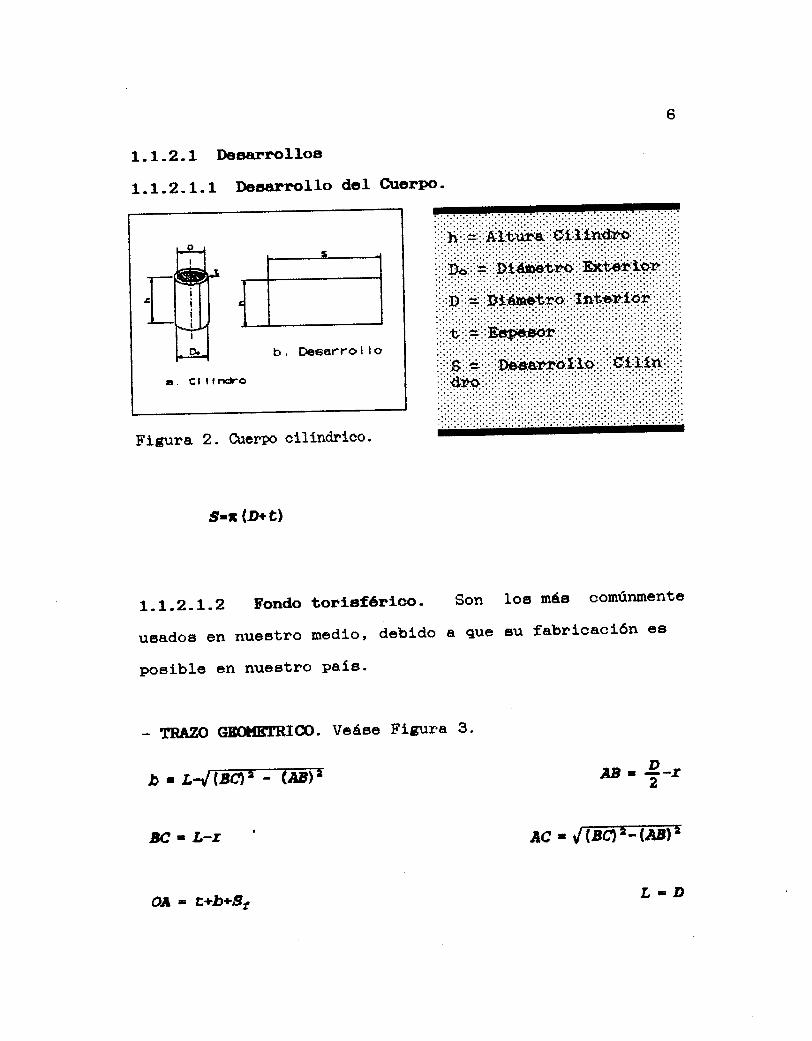
L.L.2-L Dea¡rrrollos
1. 1. 2 -L -L Deaarollo dcll
b, D€sarrol ¡o
a. Clllnfo
FlEura 2. GrerPo cllfndrlco.
g.¡ (.D+ü)
1- 1.T-t-Z Fondo torlsfér1co'
ueadoe en nueetro medlo, debldo
poelble en nueetno Pale.
- lBAzo cisGrHRr@' veáse Flgura 3'
EC- L-r
Son loe más comrlnmente
a que Eu fabnLcaclón ee
AB - +-'
d¡ - t+b+9¡ L-D

7
Fleura 3. Fondo Torlafénlco.
- DESARMÍJO GSO{ETRI@
f)
\-D+t P
C - r¡cEt¡
Fo¡¡ulaa para eI dcearnollo
8t = f)g.da ea t'abla L.
c . rretrr{ff)
I - 9o-¡
+n( ¡rJ¡g
2
180-+r
I
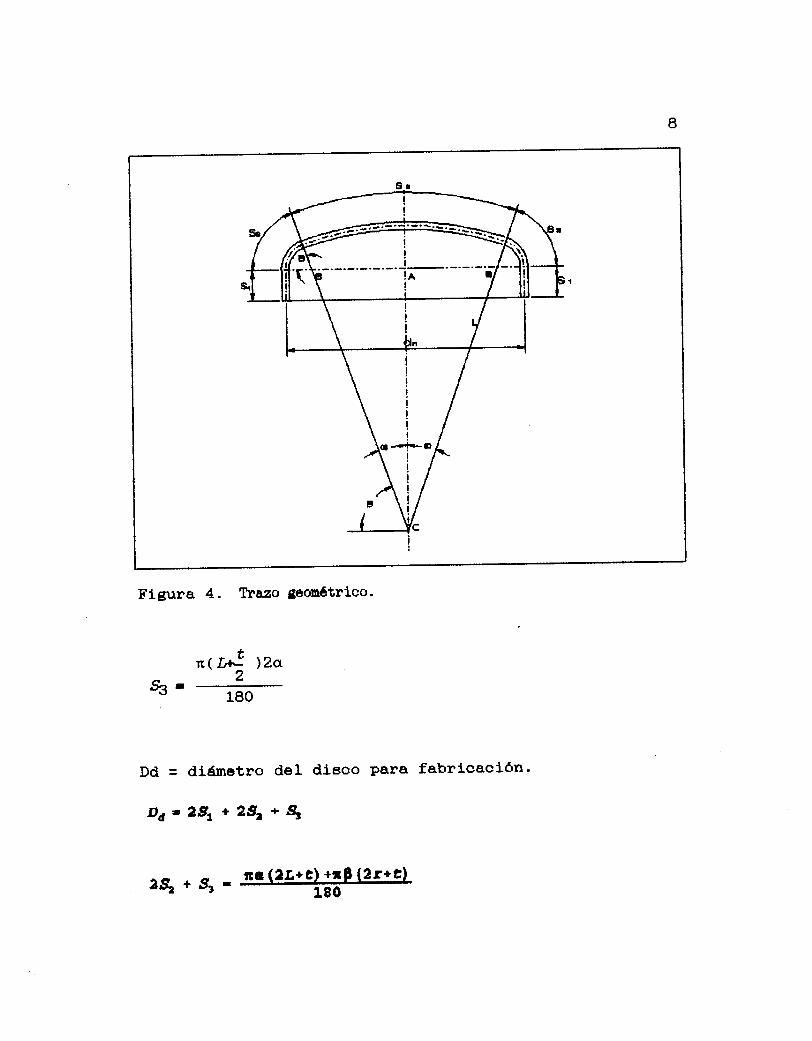
Flgura 4. Traao gedtrlco'
"r4 )zafig r
180
Dd = dlár¡ctno del dleco pana fabnLcaclón,
D¿-28r+29"+9t
3.s.*"r-W

roblo l' Hlll"iÉ*Ji¡rico
dc potcur poro rondor
5" pcro @t F
3' poro @'63" poro 96r + lor O
J' goro t?.d g
4" poro ld -t+c'6
3" poro 156'd
5t' poro l6gt 0
3" poro leor Ó Y moYoro'
2
3
lt/¿4'lz
6
6
6
III6
ft2 - zttt
tl2 - zVt
rrlr - 3
tth- E
lt/, - !t/2
1)/2- stlz
1'12-! tlz
Il"-4I l¿- 4
t l"-ct 12- c '1"
t/,",1,
altc
ttc,/r"
tl"
,c,1
,1"
I
Itt,
fhl"/t
tl"l'/"
l'l+
t74
2
2'lt
2lz
llolo'Dlm¡rrlone¡ cn Pulgodor'
Ii i¡.-..,..,-i
10
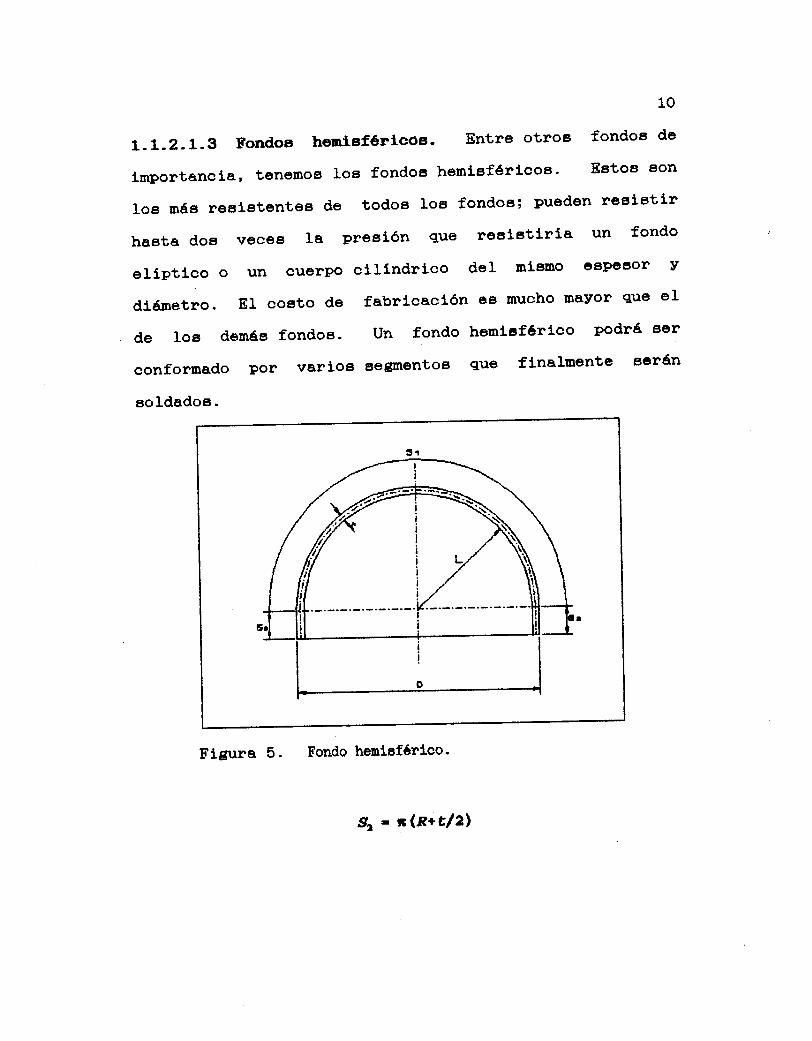
1.1.z.t.gFondoghenlefétl.lcÓs.Entreotroefondoede
lmportancla,tenemosloefondochemiefértcoe'EetoBEon
loe máe ¡resletentee de todoe loe fondoe; Pueden negietlr
haeta doe vecset la Preelón que reeLstlrÍa un fondo
ell,ptlcoouncu€nPoclllndrlcodelnlenocBPee'ory
dLá¡retro. EI costo de fabrlcaclón ee mr¡cho mayor que el
de los demás fondoe. un fondo hemlcférlco podná eer
conformado Por varloe eegmentos que flnalmente eerán
soldadoe.
Flepra 5. Fondo henlefórleo.
gr - r (x+tlz\
11
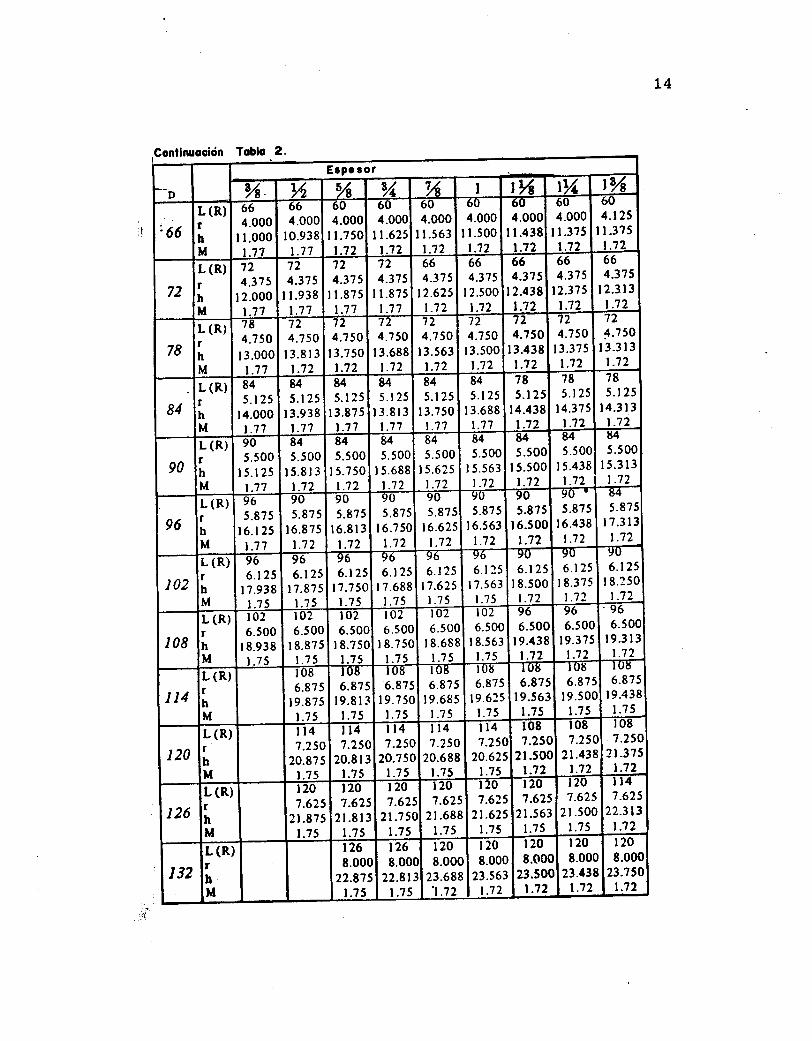
En Ia tabla 2 se encuentran tabuladas dl'nenel0nes de
fondoe torleférlcoe y hemLefértcos cn rangos y tamafloe
aprovechablee.
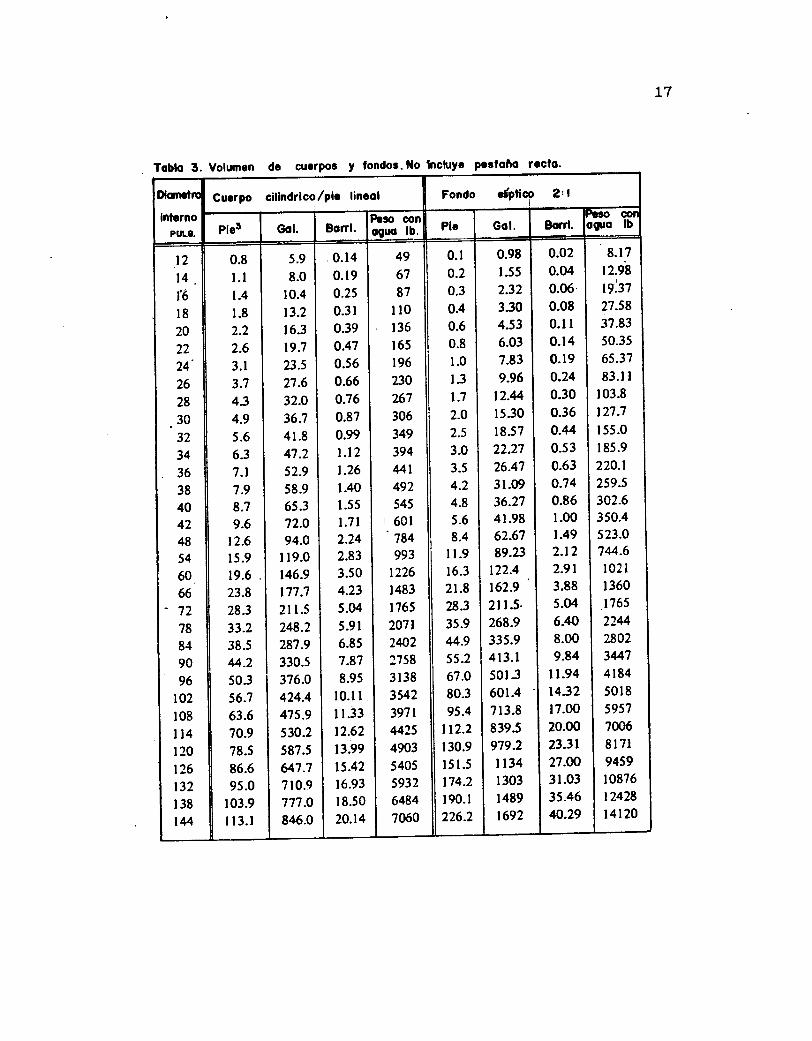
En lae tablae 3 y 4 Ee encuentran tabulados volúmEnes de
cusrpoa ctlfndrtcoB y fondoe torieférlooe y henleférlcoE'
EnlatablaSg6encuentrantabuladaegupcrflclesde
cuerpoB clllndrlcoB y fondos torlefénLco¡, heurlcférlooe y
planos.
t.L-z-L-{. Fondoe cónlcog y torlcónlaog' Son usadog Gn
fondoc Lnferloree para una varledad de equLPog de
proceltoet como evaporadoreg' crtatallzadorea '
pulverizadorce y tanqueet Para eedlnentaclón'
La prlnclpal ventaJa del ueo de fondoe cónlcoe ce Ia
poetbllldad de acumulaclón y nemoclón de Eólldog' otrae
apllcacloneE co!¡lrnGs de gecclones cónlcac lte encucntnan
en loe dlceñoe de columnae Pena deetl'Iaclón' en donde ee
necegarlo hacer cambloe de dlé¡netrog ctn 10E cuerPoa
ollfndrlcoE. Pueden esr conformadoe en }oe equlpoB para
enrrolladonae o curvadoras de cue¡rPos cllfndrlcoe'
Loe fondoe torlcónlcoe eon conformadoE a Partlr de una
placa plana eLmllar a loe fondos torLefénlcog y son máe
costoeos que un elmPle fondo cónl'co' pero Eatlefacen
meJor lag apllcaclones dC tanquec a preción ya que la
locall,zacLón de eefue/y|l¿ol cerca a la Junta del cono y 61
cuerpo con máe unLformente dlEtrlbutdoe en eeccloneÉl

loLL
Toblo 2. Dlnrn¡lom¡ dr foodcr.
Horni¡f¡rlco,
Simboloe u¡odo¡ m lo toblo.
P = Did¡mtro 'ini¡rlor.
l¡ = Profundidod Interm
L(R)= Rodio Inlcrno
f a rodlo Inlerno del codillo.
t E Erpcaor nominol o midrno.
Jlofo' Todo¡ lo¡ dlmen¡ionr¡ on ¡llgodor
Ellpcoldol
-Torl¡fdrlco ASHE
Erprror
D, % % % % % I t16 t%
I4L (R)IhM
t2t.1252.625r.56
t2L5002.7501.46
t2t.8752.9 381.39
16
L (R)tbM
t51.t252.750t.65
l51.5002.8751.54
l41.8753.¡ 881.44
l42.2503.3?5t.36
I8L (R)fhM
r8L l252.875t.75
t61.5003.3r3t.56
t51.E753.563t.46
¡52.2503.7 501.39
t82.6253.625l.4l
20
L (R)f
hM
IEt.2503.500l.ó9
t8t.5003.5ó31.62
l8¡.8753.7501.52
l82.2503.8751.46
l82.6254.063l .4l
l83.0004.250r.36
22
L (R)rbM
2ll.i7s3.ó881.72
201.5003.81 3
t.65
20|.8754.000r.56
202.2504.1E8t.50
202.6254.3131.41
203.0004.500r.39
?03.37 5
4.688L3ó
24
L (R)fh
24
t.5003.875l.?5
241.5003.8¡3I .75
24r.8754.000t.65
242.2504.t88| .58
242.6254.3151.50
243.0004.5ó3t.46
243.37 S
4.8r3l .4l
?4_1.? 505.000r.39

13
Cmfinuockh Toblo 2.
E¡p¡¡orDIAMETER
D % r/: 6/t % % I lVc lr,¿ rYt
26L(R)Íh.,M
24l.6254.500t.72
24t.6254.438t.72
241.E754.500t.65
242.2504.6EEL56
242.6254.87 5
1.50
243.0005.000t.46
243.3?55.1 E8l.4l
243.?505.3751.39
244.t255.625r.36
28
L (R)rhM
261.7504.8131.72
261.7504.7501.72
26|.8754.750l.69
262.2504.938L60
242.6255.3?5r.50
243.0005.5ó3t.46
243.3755.68El.¡ll
243.? 505.E? 5t.39
244.1256.0631.36
30
L (R)rhM
301.8754.8751.75
301.E754.8131.7 5
301.8754.8t31.75
302.2505.000| .65
302.6255.1 15t.60
303.0005.3751.54
303.37 55.500t.50
303.7 505.750t.46
304.125
'5.9381.44
32
L (R)rhM
302.0005.5631.72
302.0005.5001.72
302.0005.37 5t.72
302.2s05.500| .ó5
302.6755.625t.60
303.0005.8131.54
303.37 5
6.0001.50
303.7 506.1 88t.50
304.t 25ó.3 751.44
34
L (R)fhM
342.r255.5ó3L75
342.r255.500t.75
302.1256.0001.69
302.2506.063r.65
302.6256.t88t.60
303.0006.3t3L54
303.37 56.438r.54
303.7506.6251.46
304,t256.8131.44
36
L (R)¡hM
362.25O5.938L75
362.2505.87 5
1.7 5
362.2505.8r 3
t.75
362.2505.750l.?5
362.6255.9381.69
363.0006.1 2st.62
363.375ó.313r.58
36c3.750ó.500r.52
36.4.r256.ó881.52
38
L (R)rhM
362.37 56.500t.72
362.3't56.438r.72
362.376.37t.12
3ó2.37 5
6.315r.72
362.6?56.438r.69
363.0006.563t.62
363.3756.750r.60
3ó3.? 506.9381.52
364.1 257.t25l.4E
40
L (R)lhM
402.5006.625t.69
402.5006.563t.69
362.5006.9381.69
362.5007.0001.69
362.6257.0001.69
363.0007.t25r.62
363.3157.313l.5E
363.7 507.43E1.52
3ó4.1257.625t.4E
42L(R)rhM
402.6257.1 8Et.72
402.62s7.t25t.72
402.6257.063r.72
402.6257.0001.72
402.6257.000t.72
403.0007.125r.65
363.3757.t25t.56
363.750E.000t.s2
364.1258.r251,48
48
L (R)fhM
423.0008.0001.69
423.000E.7501.69
423.0008.ó88t.69
423.0008.625t.69
423.0008.5ó31.69
423.0008.500t.69
423.3? 58.6251.62
423.7508.8t3l.58
424.1259.000t.54
54
L (R)fhM
543.2508.9381.77
483.2509.?501.12
4E3.2509.7501.72
4E3.2s09.6251.72
483.2509.500t.72
483.2509.315t.72
4E3.3759.438t.69
483.7509.625t.65
484.1259.7501.60
60
L(R)rhv
ó03.625
10.000111
ó03.6259.875111
543.625
r0.688l?t
543.625
t 0.625111
543.625
t 0.563I ?r
543.625
r 0.500111
54?.625
| 0.438117
543.7 50
t 0.438lÁa
544.1250.563rhq
t4
Conflnuocitin Toblo 2.Erpr ror
D Ya. % % s/+ % I ty trÁ IEA
t66L(R)fhM
ó64.000
I1.0001.17
oo4.000
t0.938r.77
ou4.000
I t.?50r7)
óu4.0001.625r.72
604.000
I t.5631.72
OU
4.000l t.500t.72
ou4.000
I ¡.438t.72
óu4.000
I 1.375r.12
ou4.125
I 1.375t1a
72
t (R)fhM
724.37 5
r 2.000r.17
724.37 5
I 1.938t.77
724.37 5
r 1.8751.71
I 2
4.37 5
I 1.875|.77
664.37 5
12.6251.72
664.37 S
| 2.500r.'t2
664.375
r 2.438t.72
664.375
12.31s1.12
664.375
| 2.313r.72
78
L (R)IhM
7ü4.7 50
t 3.000t.77
7 L
4.750I 3.81 3
1.72
724.750
t 3.7s01.72
t¿4.750
t 3.6881.72
1Z4.7 50
t 3.5631.72
724.7 50
r 3.5001.72
t¿4.750
t 3.4381.72
7Z4.750
t3.375t.12
7Z4.?50
l3-3 | 31.72
84
L (R)rhM
E4
5.r2514.000
1.77
845.125
r 3.93 8
1.77
E45.1 25
r 3.8751.71
84s.t25
I 3.8131.77
845.1 25
13.750|.17
845.125
13.688r.77
785.t25
t 4.438r.72
7E
s.tzsI ¡t.3?5
1.72
785.r 25
14.3 t 3t.72
90
L (R)fhM
905.500
r 5.1 251.77
E4
5.500t5.813t.72
E45.500
r 5.750r.12
845.500
t 5.688l.'t2
E4
5.5 0015.625
1.72
E4
5.500r 5.563
t.12
t45.500
t 5.5001.72
E4
5.500r 5.436
1.72
ó45.500
r5.3r31.72
96
L (R)ÍhM
vo5.875
t6.1251.77
yu5.87 5
I ó.8751.72
9U5.875
16.81 3
1.72
vu5.8?5
I 6.? 50
I 't2
9U5.E75
t6.62s1.12
yu5.87 5
r ó.5631.72
905.8?5
t 6.5001.72
5.E?s16.438
1.12
90 ó¿t
5.875l 7.313t.72
102
L (R)rhM
966.t25
I ?.93Er.75
9ó6.125
¡ 7.875l.?5
vo6.125
t ?.7 50t.75
vó6.1 25
t 7.688t.75
vó6.1 25
17.625l.?5
vo6.1 25
t 7.563t.75
yuó.r25
r 8.500t.72
yu6.1 25
r 8.3751.72
yu6.r25
t 8.:50r.12
108
L (R)rhM
1026.500
t 8.938r 7(
¡02ó.500
I E.875l.? 5
l0z6.500
r E.7s0l7q
1026.500
18.750l.?5
I
6.50018.688l.?5
02 lu¿6.500
¡ 8.5ó31.75
966.500
19.438t.72
96ó.500
t 9.3751.72
6.50Ct9.3¡3t.72
114
L (R)fhM
l0E6.875
¡ 9.8751.75
luó6.E75
t9.8r 3
1.75
IUó6.875
19.750¡.75
tu66.875
19.685r.75
IUóó.8?5
19.ó25l.?5
tuó6.E?5
r 9.5ó3l.?5
¡Uóó.E75
t 9.500l.75
IUó6.875
r 9.4381.75
120
L (R)fbM
l147.259
20.875r.75
l147.250
20.8t 3t.75
I I7.250
20.?50l.75
4 l¡47.250
20.688t.?5
l147.250
20.625r.75
luó?.2s0
2r.500t.72
t0t?.2 50
21.438t.72
t0E?.250
2l -3751.72
126
L (R)thM
I 207.625
1t.8751.75
1207.625
2t.El31.75
l2s7.625
2l .7 501.75
l¿u7.625
2 r .688t.75
l¿01.625
21.625l.?5
lz07.625
21.563r.75
lzt)1.625
21.5001.75
¡147.625
22.3t3t.12
132
L (R)¡bM
t268.000
22.875t.75
t268.000
22.8131.75
r208.000
23.688't.12
I
t.00023.5ó3
t.77
20 t208.000
23.500t.72
I8.000
23.¡138t.12
20 t208.000
23.7501.72

15
Conflnuocidn Toblo . 2
D
EtDt3or
r>5 lYe rY+ rYg 2 2yl 2 2r1 3
26L(R)fhM
28
L (R)rhM
30
L (R)rhM
304.500ó.t 251.39
304.8756.375t.3ó
32
L(R)fhM
304.5006.5631.39
304.8',t 56.750t.36
305.2506.9381.34
34
L (R)IhM
304.5007.000r.39
304.87 5
7.¡881.36
305.2507.3751.34
3ó
L (R)fhM
364.5006.875L46
3ó4.8751.063|.44
365.2507.31 3t.4t
365.ó257.500t.39
38L (R)rhM
364.5007.313t.46
364.8757.5001.44
365.2507.E13l.4t
365.6257.875L39
366.0008.063r .36
40
L (R)ÍhM
364.5007.8t31.46
364.87 5E.0001.44
365.2s0E.l2st.4l
365.6258.3r31.39
36ó.0008.500t.36
42
L(R)¡hM
364,500E.3t3t.4ó
364.87 5E.4381.44
3ó5.250E.625t.4t
365.625E.813t.39
3ó6.0008.9381.3ó
48
L (R)thM
424.5009.188r.52
424.8759.250t.48
425.2509.¿138t.46
425.6259.5631.44
42ó.0009.750t.4t
426.7 50
t 0.1 25r.36
127.500
¡ 0.500| 3¿l
51
L (R)thM
484.5009.E?5l.56
484.8? 5
| 0.063l.t4
4E5.250
| 0.t E81.50
485.625
| 0.375L48
48ó.000
| 0.5631.46
4E6.750
r 0.875t.4 |
4E7.500
I r.250l.3e
488.250
I t.6251.3ó
60
L(R)t-h
544.500
t 0.ór8
s41.E75
| 0.tr75
545.250
| |,000
54s.625
I l.l8lt
54ó.000
il.313
54ó.750
I | .61í8
547.5
| 2.0
548.250
t2.315
549.000:.7 50

16
Conthuockín ToHo 2.
D
Erpc rorTRf tuJiE7'a1r{I 2 2% 2y6 L 2%l 3
66
L(R)lhll
OU
4.500I t.500t65
óu4.875
l ¡.688| (\)
óu5.250
l r.&3ts8
ou5.625
t 2.000r{R
6U
6.0002.t25ls¿
ou6.?50
t 2.438r.50
ou7.500
r2.8t3l _46
60E.250
13.r 25| ¿l
óo9.0003.500l?s
72
L(R)¡hM
664.500
12.313|.72
6ó4.E75
t 2.500t.69
665.250
12.625t.65
66s.625
t 2.?501.60
ó6ó.000
| 2.938r.58
666.750
13.250¡.54
667.500
| 3.563t.50
668.250
t3.93Et.46
669.000
t4.3I31.44
78
t (R)fhM
724.7 5
¡ 3.t501.72
724.875
¡ 3.2s01.72
7 2
5.250t 3.438t.69
725.625
I 3.563t.65
a1
6.000I 3.? 50
t.62
11
6.750t 4.0ó3
r.56
727.500
t4.375t.s2
72E.2 50
t 4.750t.48
129.000
r 5.063t.46
84
L (R)fhM
tó5.t 25
¡ 4.2 501.72
tó5.t25
¡4.t 8Et.12
tó5.25C
14.25Ct.72
7ó5.625
t4.3151.69
tó6.000
t4.500| .65
tó6.? 50
t4.8?5r.60
.s007ó7
¡5.¡88t.56
I7
8.:5015.500l.s2
/ü9.000
t 5.E?5t.48
90
L (R)IhM
645.500
t 5.2501.12
ü¡l5.500
r 5.r 8Er.12
500ó¿l
5.
r5.t251.72
E4
5.6251 5.1 88
1.12
ó4
6.0005.3¡3t.69
D4
ó.75015.6:5
1.62
ó¡t?.500
I ó.000r.5E
E4
8.2506.3r31.54
ó49.0006.6:5t.52
96
L (R)fhM
845.875
t 7.250t.69
E4
5.87 st7.125t.69
845.875
17.0631.69
E4
5.8?517.000t.69
84
ó.000I 7.0ó3
I .69
84ó.750
ti.3t3t.62
E47.500
17.ó25r.58
E4
8.150l?.875¡.54
E4
9.000t8.r88
r.52
102
L (R)IhM
vu6.t25
t8.r25t.72
yuó.1 25
¡E.t25111
vu6.t 25
| 8.063r.72
9U
6.1 25r E.000
1.12
9U6.¡25
| ?.938|.11
9U
6.750r8.t25
t.65
9('?.50
t 8.375r.62
YU
E.250¡ 8.6E8r.58
YU
9.0009.000.l .54
108
L (R)ÍhM
966.500
r 9.2 50aa
966.500
t9.t 251.12
vóó.500
r 9.0631.72
9óó.50c
t 9.00ct.'12
966.500
18.936| .72
966.? 50
18.e361.69
9ó?.50c
| 9.r 88
t.65
9ó8.?50
| 9.50016f)
969.000
t9.El3156
114
L (R)fhM
¡08ó.E75
t9.3I3t7s
t0l6.8?5
20. I ?5|,12
lo2ó.87 5
10.0631.72
t0l6.875
20.0001.71
I
I
6.E75t 9.938
02
't2
t0ló.87 5
r9.8r31.72
t027.500
10.000tÁq
to28.:50
10.3 r 2l6)
¡019.000
10.563I .60
120
L(R)ÍhM
t087.250
2r.3r3t.72
OE
7.:502t.2s0
t-12
loE?.15c
2¡.t 8tt.12
t087.2 50
2t.063t.12
I
?.:5020.938t;t2
OE toó7.150
20.8 | -1
t.??
tuü7.500
10.8 t 31.72
loE8.2s0
21. r 251.65
9.0002 | .438
l.6?
ott
126
L (R)thM
l¡47.62 5
22.2 50|.72
I7.625
22.1881.12
4 l14?.635
'tr | ?s
1.12
q
7.62521.063
1.72
ll47.ó25
2 r .938t.72
l147.625
2r.8r31.72
il41.625
2 | .6251.72
ll48.250
21.938|.69
ll49.000
2:. r E81.65
132
L(R)thM
t208.000
23.3 t 3|.72
1208.000
23.250|,12
1208.000
23.t ?5t.72
t208.000
23.0ó3t.72
t108.000
23.0001.12
¡208.000
22.8751.12
1208.000
2:.750t.12
1208.250
72.7501.12
t?o9.000
23.000r.ó5
L7
Toblo 5. Volunen dc cu.rPor y fondoc.l{o fnch.tyc pcrloño ncfo.
clptiT 2,1Guorpo cillndrlco/Pb lincol
hso conoguo lb.
Ll7r 2.9'8
tglst27.5E
37.83s0.35
65.37
83.t I103.8
t27.7t 55.0
| 85.9
220.r259.5302.6350.4523.0?M.6
r 02lr360t7652244
28023447
4184
501E
5957
?00ó
8l 7l9459I 087ó
t2428t 4120
0.020.040.060.080.t l0.140.190.240300.360.440.s30.63o.740.86l.o0t.492.122.9r3.88
5.046.408.009.84
I1.94t432l?.0020.0023.3r27.W31.03
35.46&.29
0.98
r.552.32
3304.53
6.03
7.83
9-96t2.4r5.30r85722.27
26.47
31.0936.2741.9862.6789.23
t22.4t62.9zrts.26E.9
335.9413.1
sOl 3601.4
713.tE395979.2
I 134
1303
I489r692
0.1
0.2
0.3
0.40.6
0.8
1.0
l31.7
2.0
2.5
3.03.5
4.24.85.68.4
I I.916.3
21.8
28.3
35.944.9
55.2
6't.o80.3
95.4
t12.2r30.9¡5t.5t74.2t90.t226.2
49
67
87
ll0136,
r65t96730267
306
349
3944l492545
601' 784993
t2261483
t765207124f227583 ¡38
3542
397 |
4425
4903
5405
5932
648,4
7060
0.14
0.r90-25
0.3r0.39
o.47
0.56
0.66
o.76
0.87
0.99
r.l21.26
1.40
1.55
t.7l2.242.E3
3.504.23
5.04
5.91
6.85
7.87
8.95
t0.l II r.3312.62
13.99
t5.42r6.93r 8.50
20.14
5.9
8.0
t0.4t3.216.3
19.?
23.s
27.6
32.0
36;l41.8
47.2
52.9
58.965.372.O
94.0I19.0t46.9l7?.72r l.s248.22E7.9
330.5
376.O
424.4475.9
530.2
587.5
647;?710.e777.0
846.0
0.8
l.l1.4
t.82.2
2.6
3.r3.7
434.9
5.6
6.37.1
7.98.?9.6
t2.615.9
t9.6 .
23.8
28.333.2
38.54.2503s6.7
63.670.9
78.5
86.6
95.0r03.9r l3.l
l2l4l'6r820
22
24'26
28
.3032
34
3638404248
54
60
66-72
78
84
90
96
t02¡08l14t20t?6t32r38l4

18
Fondo¡Toblo ¡1. Volum¡n dc
Dldmcf.
lnt¡lorPULE.
Fondo Bomb¡odo ASHE Fondo heÍ{cfórlco.
, pl¡E Golr. Borll¡¡hso cof
tg"": Pl¡5 Gol¡. Borrllce¡c¡o con
fff
l'l20
ll
22 ll
24 Il
26 1
nl
il38
1
fil54
@672
78
8490
96
t02r08l14t20r26r32138
l4
0.08 |
0.r2 |
0.t9 |
o.zt I
037 |
050 I
0.65 |
0.82 I
r.r0 |
r3o I
1.64 |
r.88 I
?.ts I
2.7s I
3.0? |
3.ó8 |
s.r2 |
7.30 |
I 10.08 |
I l3J4
I r7.6s
| 22.32
| 28.4?
I rs.ss
lrz.st| 52.14
I oo.so
I zr.oo
ll 84rs
! ,31:l'I rzr.o
| 147.e
0.580.94t.452.U2.E0
3.7E
4.86
6.14
8.2r9.70
t230t4.t0
, r 6.1020.60
23.00
2750383054.6075.N'
r0tr3L167
2r32663¡8390'45655r631
728El3950
| ¡06
0.01
0.020.030.05
0.07
0.09
0.r20.r 5
0.20
0.230.29
0.34
0380.49
0.55
0.6s
0.9tt30r.802.41
3.r43.98
5.076.33
7.57
9.2910.86
l3.r 2r 5.02r?.33r9.3622.62
26.33
4.83' 7.83
r 2.08
17.00
?f333t.4940.49
5 l.r568.¿m
80.81
r02.5
n7.5134.1
171.6
19t.6229.1
319.1
454.9
6?A.2
843.9
I 100
t39lr7752216764.9
3249379945905257
60ó5677379t59214
o.zs I t.96o.oz | 3.¡ to.oz | 4.s0.88 | 6.61
l.2r I e-o7
r.6r I n.o12.oe I r s.6?
2.661 e.szl.r | 24.88
4.0e I 30.60q.so | 37.r4s.ss | 44.s4
z.oz I s2.88
8.3r I 62.tee.7o | 't2.s3
n.22 | 83.e7
16.76 | l2s3zr.so I tza.stz.tt lz+a.a+r.so I szs.ss65s I
423.07r.eo 1s37.88e.80 I 671.7
r ro.4 ltzo.zr34.0 lloo3¡60.8 | l2o3reo.e I l4:8224s | ¡67e26r.8 I tess303.1 | 2267
348.5 I 2607
3e8.2 | zrzs4s2.4 I ssEa
o.os I te.ro.oz | zs.es
o.r I I ra.z+
o.ro I ss.l6o.zz | 7s-66
o.zr I tm.z037 I 130.7
0.47 | t66.2
o.se | 207.6
0.73 | 2ss.4
o.BB I ror-er.oo lrzt.zt.26 | 44t-2
l.4E I s le.0
r.?3 | 6os'3
2.oo | ?00.7
2-e8 | 10+6
4.2s I t+ars.83 | 2013
7.76 | zttsr0.07 I 3530
t 2.80 I +188
r6.00 | sooo
te.67 | 68es
23.87 | 8368
2t.63 | toolz34.00 I I lel439.e8 ll40l246.63 I ¡6343
.s3.98 I lsele62.06 | zttsz?0.9r lz+aso8o.s? | zszet

19
Toblo 5. Areo rupcrficiec
FondoPlon o
o.?83+ ¡ Oe
FondoBombcodo
ASIIEo.918 x Dt
Fon doEllpaoidol
2tll.o9 ¡ o¿
0.79
1.07
t.40t.77
zl82.6,4
3.14
3.69
4.28
4.91
5.58
ó.31
7.07
7.88
8.72
9.62
12.57
15.90
t9.6423.:16
28.27
33.18
38.49
4.1650.27
56.25
63.62
?0.88
78.87
8ó.59
95.03
t02.00
l13.50
t.57
2.14
2,39
3.53
4.36
5.28
6.28
7.08
8.55
9.82
l t.l7l2.lr14.14
t5.75.t7.419.23
25.13
31.81
39.27
47.52
s6.55
66.37
76.97
8837
t00.54
| 13.43
r2'1.25
r4 ¡.78
| 57.08
l?3.20t90.09
201.76
226.22
0.92
r.25
l.&2.07
2.56
3.t03.68
4.37
5.00
5-76
6.53
7.39
8.29
9.21
10.20
1t.25
14.?0
t 8.60
23.60
21.80
33.00
38.8s
45.00
5l .60
58.90
66.25
74.35
83.00
92.00
t00.85
¡ r r.50
121.50
t32.20
1.09
t.4E
t.94
2.45
3.O2
3.64.36
5.12
5.92
ó.81
7.76
8.75
9.82
t0.93
r2.r l1335
r7.47
22.W
27.30
33.r039.20¿16.00
53.40
ót.2069.80
78.80
8E.25
98.25
r09.00
120.r I
t32.00
t44.00
t57.00
3.t43.66
4.t94.71
5.23
5.76
6.28
ó.81
7.32
7.85
8.37
8.90
9.43
9.94
¡0.47
r 1.00
r2.57t4.14r 5.71
11.?3
2r.9923.56
25.20
26.70
28.27
29.85
3 t.5032.99
345636.20
37.70
18.85 q e
20.42-.t'
t2l4l6t820
22
24
26
28
30
32
34
36
38
40
42
4E
54
@ffi72
78
84
90
96
t02
. 108
l14120
126
87138
IM
1
?o
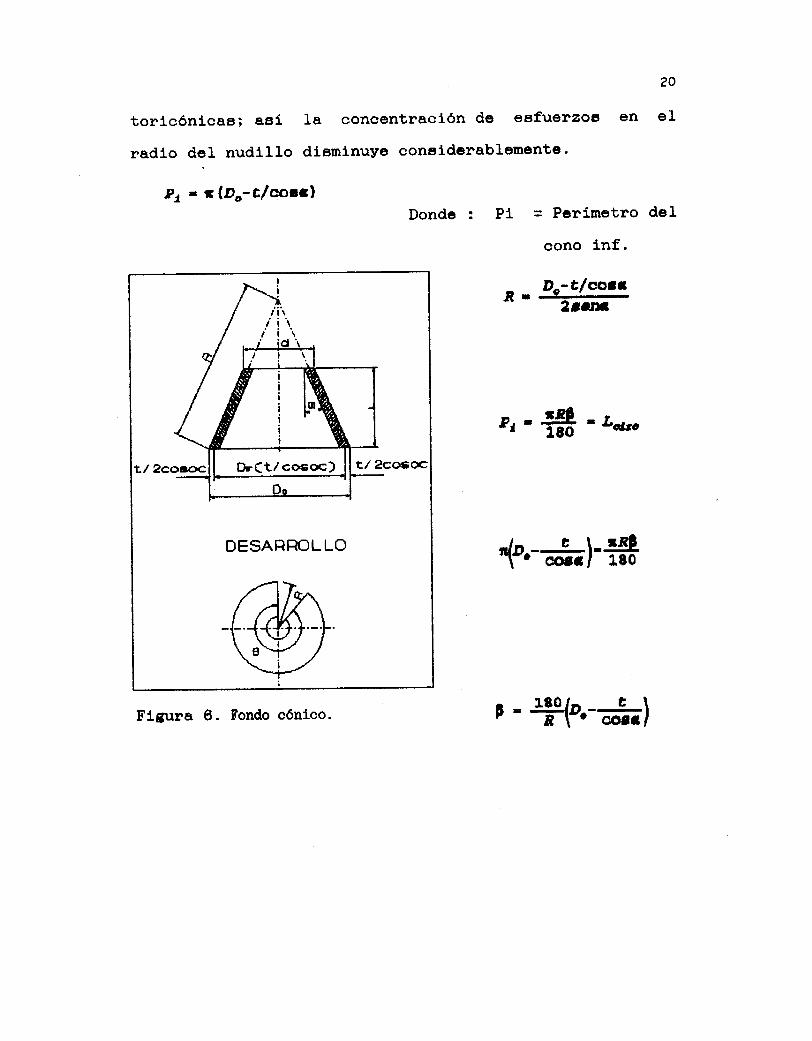
toricónlcaet; ael Ia concentraclón de eefuenzoe en el
radlo del nudlllo dleninuye conelderablemente'
Pt ' t loo-t/eoctlDondc : Pl = Pcnlmetro del
DrCt/coeoc) tl ?coea
DESAFIFIOL LO
Ft¡ura 6. Fondo cónlco'
f,r
rr't# 'L.'m
{"'-zia}-i#
o=#(o.-E#)
cono lnf.
!!"-¿,/aott2tot*

?1
1-1-2-1-5 Deearrollo de bocae o boquillag' Lae bocaet en
los tanqueÉ¡ a preelón pueden eer cl-rculanee o ellptlcag'
Genenalmente estan eonformadae por un tubo o una boqullla
clrcular eoldado aI cuerpo o al fondo y en gu extnemo
opueeto una bnlda.
CuandoeleJedelabocanoeÉ'¡¡erpendlculanalaPared
del cuerpo o fondo, Eerá consldenada como una boca
elfptlca para flnee de dlseño.
Entre la bocae Podemoe lncluir eI (Man-hote) y eI (Hand-
hole ) .
DISffi GEO}IEffiICO DE BOCI¡ILIAS Y 11'BOS PARA MCAS.
BOQUILTAS CENTRADAS EN CILINDROS Y ESFERAS
s-4-liw
EJ: Rrl= 10" n=6"
Entoncee C=
Flgura 7.
22
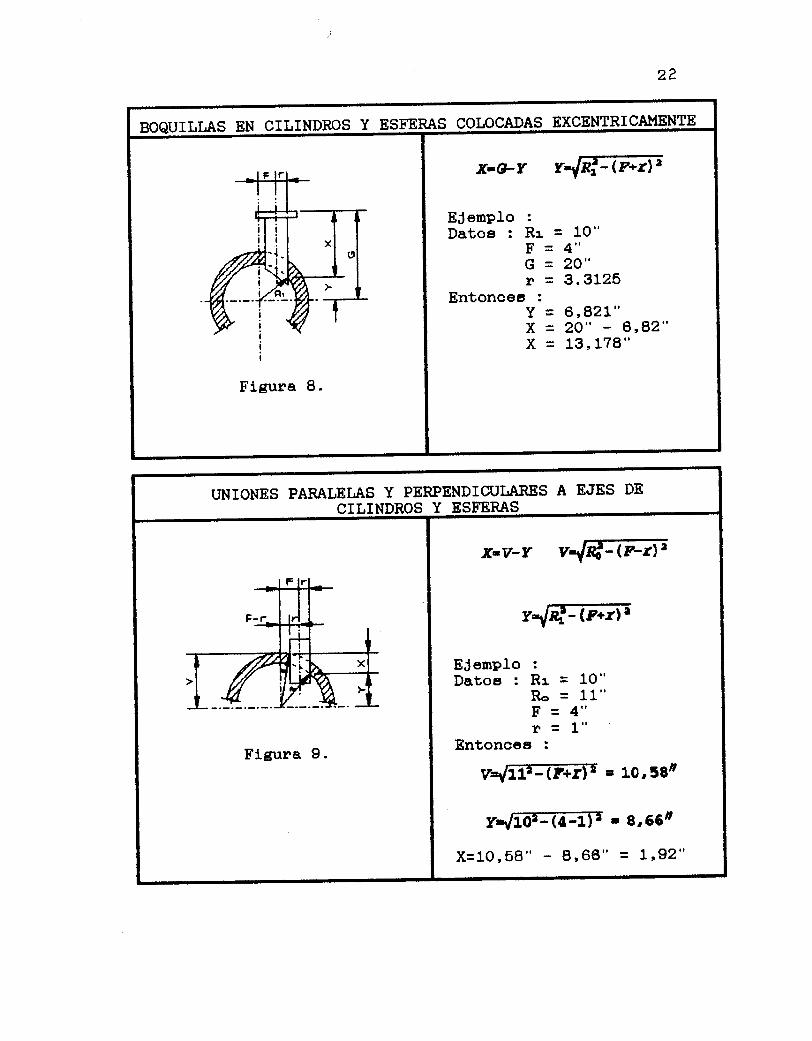
BOQUILT,AS EN CILINDROS Y ESFERAS COIOCADAS EXCE¡¡IItrCAl',lEllTE
X-Gl-Y
EJenplo :Datoe : Rr
f'=ñ-|J-
r=Entonceg :
l=[=[=
= 10"4"20"3.3126
6,821 "20" 6,82"13, 1?8"
Flgura 8.
UNIONES PARAI,ET,AS Y PERPENDIC\TI,ARES A EJES DE
CILINDROS Y ESFERAS
X-V-Y
F lgura 9.
EJenplo :Datos:Rr-E10"
Ro = 11"f,'= 4"tr = 1"
Entonceg :
'10,58f
. Nr55n
= 1,92"X=10,68" - 8,69"
23
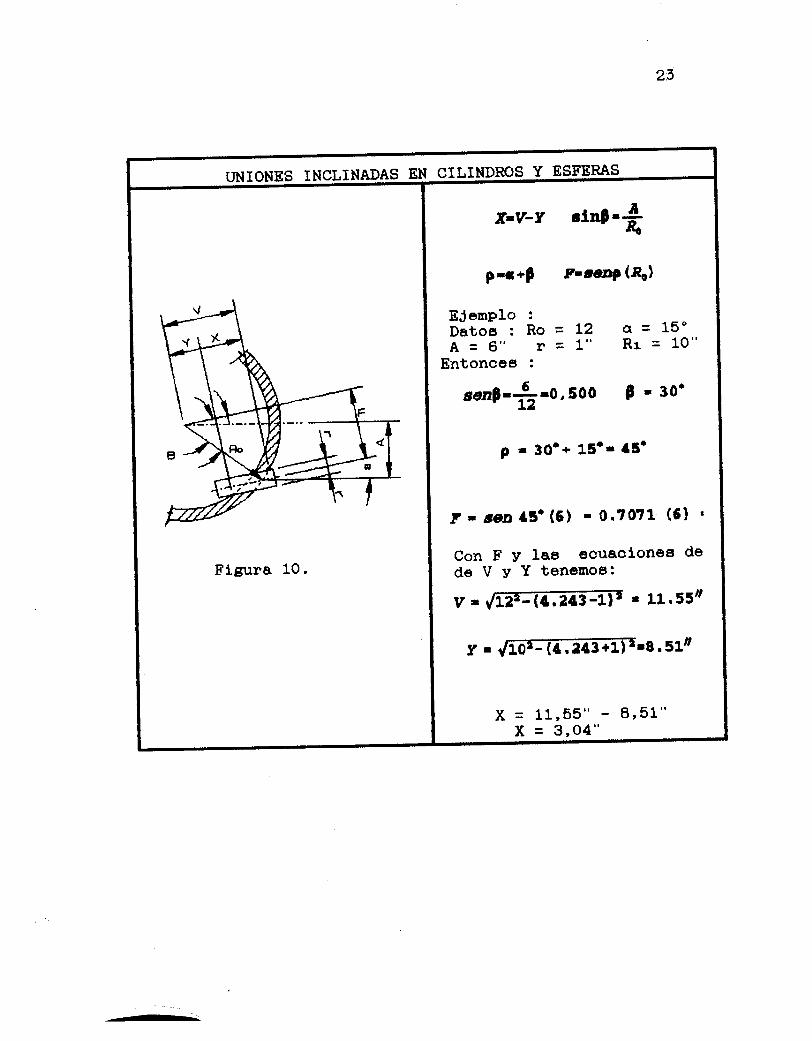
['NIoNEsINCLINADASENCILINDRoSYESFERAS
E-V-! tlnt. 4&
P'¡+l
EJenplo :Datoe : Ro[= n
EntonceE :
F-¡aap (ao)
=Lz=1"
q=16"Rr = 10"
9 '30'oen}-L-6,500
p - 3O'+ lSt- ll'
Flgura 10.
lt
Conde
l/r
ren t5'(6) . 0.?071 (6) '
F y }as ecuaolonee deV y Y tenemoe:
r 11.55r
f '@r8.51'l
[=x
11,65" 8,51"= 3,04"
rimuEral
24
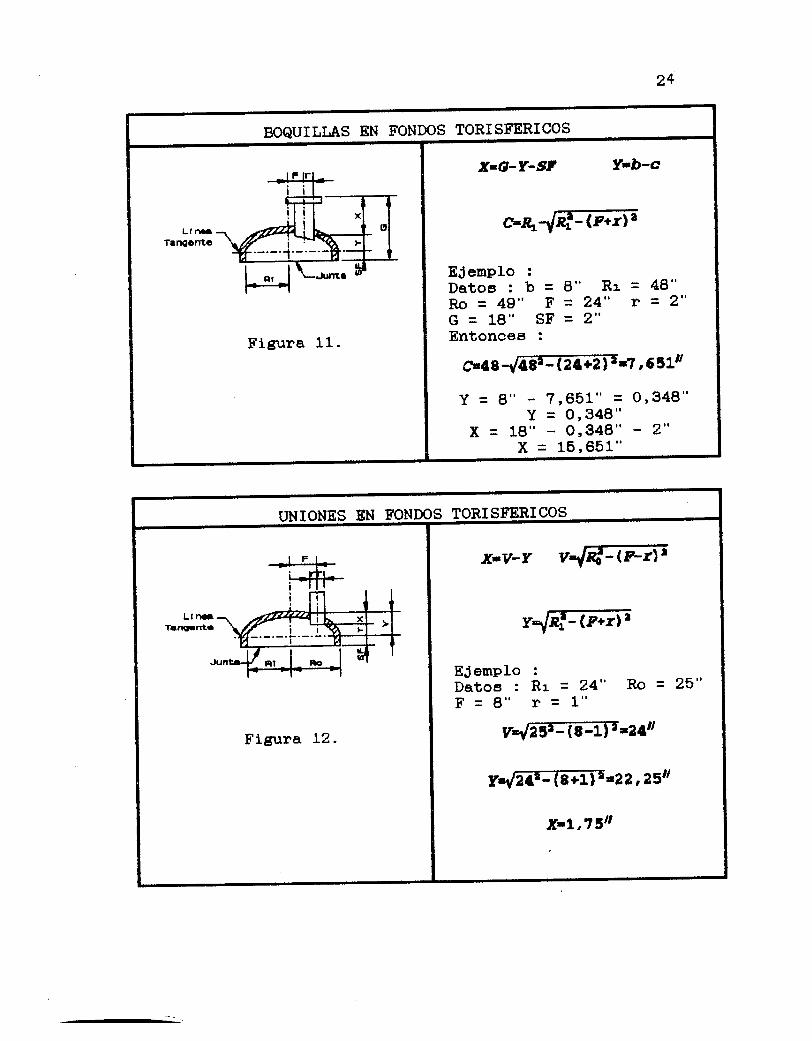
BOQUILI.AS EN FONDOS TORISFERICOS
X.O-F-9F f'b-c
Llr,nfrn0cfac
C'-Ra
Figura 11.
EJenplo :Datos:b=8" Rr=48"Ro= 49" F=24" ?=2"Q=18" SF=2"Entoncee :
c"{s..@[mzTr-7 ,6ULtl
Y=8"-7,951"=O,348"y = 0,348"f,=18"-0,348"
[ = 16'661"
UNIONES EN TONDOS TORISFERICOS
J6-Y-Y V
Llr1|tTanqañta 11@
EJemplo :Datos : Rr = ?4" Ro =F=8" r=1"
Flgura L2. ,21'l
r.ú¡r-TFlT-22,25'l
¡-!,75tt
25
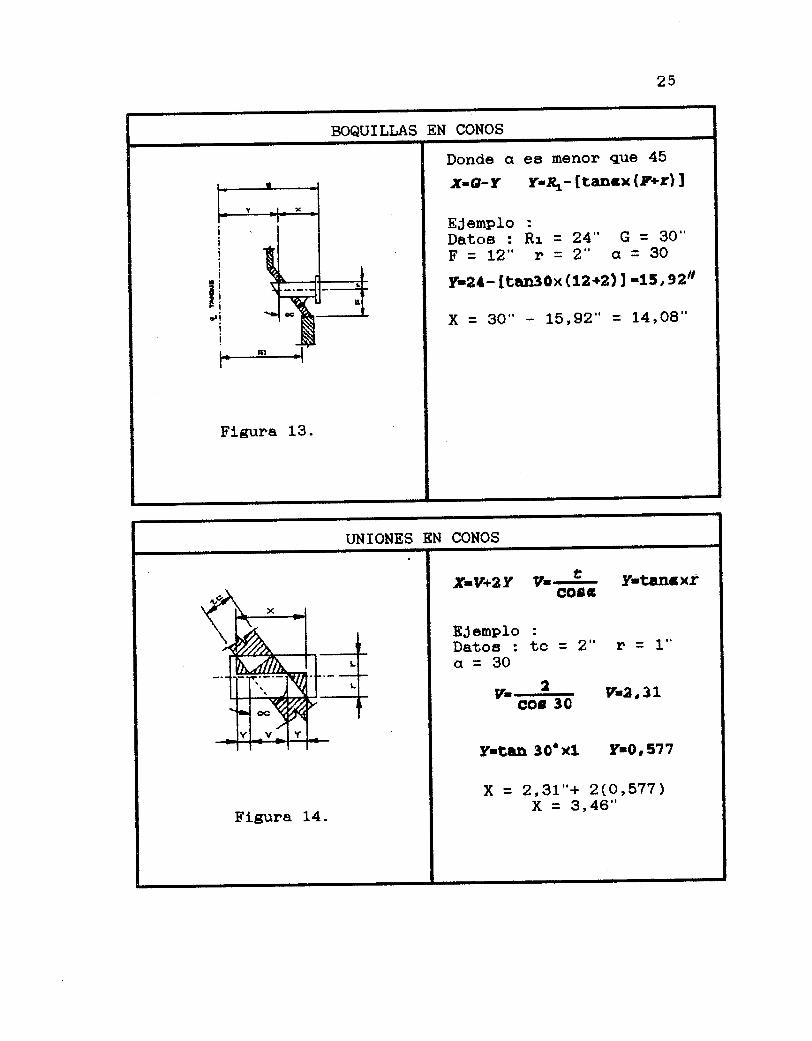
BOQUILTAS EN CONOS
Donde q eB menon que 45
X-O-t l1-n1- lta¡cx (f+r] J
EJenplo :Datoe:Rr=?4" Q=30"!'=L2" n=2" cr=30Y-21-[ban30x (1r2+21I -15 ,92tt
X = 30" 15,92" = 14'08"
Flgura 13.
UNIONES
-EN CONOS
?X-V.ZY llt-L
coSc
EJer¡pIo :Datoe:tc=2"a=3O
v-L- co¡ 30
f.tan¡xr
r=l
V.2,?t
Flgura t4.
Y.Ean 30'Xl ltQ1577
X = 2,31"+ 2(0,577)X = 3,46"

En los elgiulentee eJemPloe
arcoÉt máe comunes Palra loe
de tanqucg náe usados-
26
En la tabla 6 ee encuentran tabuladae Ia dlmenelón de Ia
Lntereeceión de una boqullla en un cllfndno Para cuerPoE
desde L2" hasta L44" y dlánetroE de tuboe deede 1f" hagta
30".
IÍINGITT'DBS DE ANCC}S EII f,A T'BIcIACIOI¡ DB BOCIT'IÍJA8
En Ia construcclón de tanquel a preclón es neceearlo
conocer la longltud de arco Para orlentactón y ublcaclón
de boqulllae.moetraremoE la¡r longl'tudae de
tanafioe de tuboe Y dfamctroe
270 -
1 BO'
FlÉuna 15-
D.E = 30Boqullla loaallzada a 3O'Bn Ia tabla 7 la longltudde1 arco correePondlentees lgua1 a 7 ,8438 Pulgadae.

2T
Toblo 6. Inier¡eccldn dc uno boqulllo cn un cuerpo'
Profundidod cn lo intcracccirín dc uno boqulllo
rn un cutrPo'
Dim¡r¡ion dr Pulgodor.
Dlóm.
lnlcrno
Dióm¡f ro nomlnol dd lubo
t0 t2 l4 ló l8 20 22 21 26 30
t2
l4tóIt
3.O625
2.5000
2.0625
t.? 500
4.t250
3.rE?5
2.625O
?.000
¿¡.12 50
3.3? 50
t.ooo
4.t?50 9.OOOO
20
22
24
26
¡.só25
I .37 50
¡.2500
t.t8?5
7.3125
2.O625
r.E¡23
t.6E? 5
2.87 50
2 5000
2.2 500
2.0 62 S
¡1.OOOO
3.437S
3.O62S
2.1SOO
s.62 50
4.óE75
4.Oó23
3.ó2 50
o.oooo
6.4t75
5.3? sO
4.68? 5
I ¡.0000
?.¡E?s
6.o62 5
2.OOOO
E.OOO0 3.OOOO
2t30
32
34
t.oó2 5
t.oooo
o.9 37 5
o.t? s0
1.5000
t .{ 3?5
r.3¡25
1.2500
r.E7 50
t .7 500
¡ .62 50
t.sooo
2.5(}00
2.3r23
?.r250
2.OOO0
3.2500
3.OOOO
2.?500
2.362s
4.¡ t?5
3.8r25
3.5000
3.2 500
s.3r 25
a.tt:54.3? 50
4.062 5
6.t125
ó.oooo
5.¡t3?3
4.t123
t.9125
?.5(rc0
ó.6E?5
6.Oó23
| 5.OOOO
t o.43?5
9.(Xloo
3ó
3E
¡lo
42
o.Er25
o.7soo
0.7 5 00
o.óE7S
o.tr2s
t.t 250
t.oó25
r.ooo0
1.43?5
t.3r25
t.2 500
t.t250
t.t750
t.?500
l.ó875
1.5ó?5
2.1t15
2.2500
2.l2SO
2.OO00
3.Oó2 5
2.t? 50
2.6875
2.5625
3.7500
3.5000
3.3r25
3.r2s0
4.5625
4.2500
a.ooo0
3.?500
-5.562 S
5:! 250
a.E l2 5
¿1.5000
t.t2SO
?.3t23
ó.?500
6.3125
4E
5a
óo
66
o.3t25
o.5ó2 5
o.4 37 5
o.4 3? 5
0.t75
o.?500
o.óE?5
0.ó2 50
t.o625
0.9 3? 5
0.t125
o.? 500
t.lt?5l.lt?5t.oó2 5
t.oooo
t.?500
r.562 5
t.3? 50
r.2 500
2.t E7S
l.9375
LóE75
1.362 S
2.6t? 5
2.3 ¡ 25
2.¡ 250
¡.t?50
3.r t?5
2-Er23
2.5000
2.2500
3.t125
3.3r25
2.9375
2.6t7s
5.2500
.1-5625
4.OOOO
3.6250
12
1A
t490
o.3750
o.3? 50
o.3? 50
o.3125
0.3 62 5
0.5000
0.sooo
0.4 3?5
o.ó87 5
o.ó2 50
o.562 5
o.5ó2 S
o.t?50
o.tr25o.?5()0
0.óE?5
l. r 2SO
t.oó2 5
r.oo00
o.4375
1.4 3? 5
1.3r25
¡.1t75
t.t250
I.7SOt
r.s62 !
t.a3?!
t.3? 5(
2.0625
t.t? 50
t.?500
l.t?30
2.4375
2.2300
2.O625
¡.93? 5
3.25('0
3.OOOO
2.?5()(,
2-5625
96
t02
loE
t l¿l
o.3¡ 2 5
o.3125
o.2500
o.2500
0.4 375
0,3?50
0.3?50
0.r E?5
o.5000
o.s000
0.4 3?5
o.4 375
o.ót?5
o.ó2 so
o.ó250
o.562 5
o.t750
o.Er25
o.7500
0.6E75
¡.o625
r.oooo
o.93?S
o.t?50
r .2 500
l. I 8?!
t.t 25(
1.o62.
t.3000
r.43?5
t.3?¡O
t.2300
r.tl2s1.6175
t.562 5
r.3000
2.37s0
2.2300
2. t 250
2.OOO0
120
126
r32
¡lt
0.2500
o.2500
o.2 500
0.rE2s
o. r t75
0.3t 2 3
0.3 ¡ 25
0.3¡25
o.¡13 ? 5
o.3?50
o.3750
o.3?50
o.562 5
0.5000
0.t(}00
0.¿r3?5
o.ót?5
o.62 30
o.6250
o.3ó2 5
o.tr25
0.t125
d.?500
o.?5(x)
¡.o00(
0.937!
0.93?!
0,t?3(
t.t t?t¡.1250
t.r250
r.oó25
l.a3?5
¡.3?50
t.3t 25
r.2500
t.E750
¡.t ¡ 2tl.?500
1.6150
o.562 5 o.6E?5 0.t75( t.oo00 t.tE?S t,3625l4a o.t t!3 0.3t25 o.3r23 0.a3?5

28
Contin¡oclcin Toblo 6. Infü{cckin d¡ uno boquillo on m cnrPo.
Profundidod cn lo Intcr¡rcckín dc . um boqrdllo
n un cutrPo
Dimrn¡idn d, pulgodoe.
Dlórn
nlrnDlómlrc nomlnol dcl lubo
lr/t trt 2 2r5 3 3rt 4 5 6 8
t,.la
tó
It
o.o62 5
0.o625
0.062 5
0.o62 5
o,oó25
0.o62 3
o.oó2s
0.o62 5
o.t250
o.t 250
o.oó2 5
o.oó2 5
o.tE75
0, | 250
0,t250
0.t2so
o,2500
o.2500
o.tE75
o.tE?5
o.3?50
0.3r 25
0.2 5 00
0.2 500
o.4 375
o.3750
o.3t25
0.3r25
o.6E?5
o.5 62 5
o.booo
0.43?5
t.oooo
o.tr 25
0.ót?3
o.ó2 50
r.t ¡ 2s
t.sooo
t.2 500
t.l 250
20
22
2a
26
0.0ó2 5 o.oó25
o.0ó25
0.062 3
0.o625
o.oó2 5
o.o62 5
o.oó25
o.oó2 5
o.t250
o.t 2s0
0.062 5
o.oó2 5
o. I 250
o.r250
o. r 250
o.¡250
0. I E75
o. I t?5
o. ¡ E75
0. ¡ 2so
0.2 5 00
0.2 500
o.tt?5
o.tE?5
0.3?50
0.3730
o.3l 25
0.3 | 25
0.5ó2 5
o.5000
0.4375
0.43 ?5
t.ooo0
o.t?50
0.t t 2J
o.?500
,t30
32
34
0.o625 0.o62 s
o.o625
0:O62 5
o.o62 5
0,o625
o.o625
0.062 5
0.0ó2 5
o. r 250
o,t250
o.1250
o.062 5
0.r250
o. I 250
0.r250
0.r250
o. ¡ 875
0. | 875
o.r250
0.r250
o.3r23
o.2so0
0.2500
0.2500
0.3?50
0.37SO
0.3750
0.3r23
o.óE75
o. ó:5 0
0.5 ó2 5
0.5 62 5
3ó
36
¡lO
12
o.o62 5
o.oó2 5
0.oó2 s
o.o625
0.o62 5
0.0ó2 5
0.oó25
0.o62 5
0.0ó25
o.062 5
o.o623
o.oó2 5
0.¡250
o. r 250
0.r250
o. r 250
o. I ?50
0.r250
o.¡250
0.t250
0.1500
o. I t75
o.¡ t?5
o.tE?5
0.3r 25
0.3r25
0.2500
0.2so0
0.5000
o.5000
o.3flro
o.¡13?3
4E
54
60
ó6
o.oó2
o.oó2
o.o62
0.o62
o.0623
0,o62 5
o.oó2 5
o.oó2 s
0.0ó2 5
0.062 5
0.062 5
0.062 5
0.r250
o.t2s0
o.oó2 5
o.o62 5
0. r E?5
o.r2so
0. I 250
0. r2so
0.2500
o. I E?5
0. r E75
0. I t?5
o.3?50
o.3?so
0.3 t 25
o.3r23
72
?E
E4
90
o.oó25
o.o62 s
o.oó2 5
o.oó2 3
0.062 5
0.062 5
o.o62 5
0.062 5
0.062 5
o.oó25
0.062 5
o.o6:5
o.r250
o.t230
o.¡2so
o.o623
0.t250
0.¡250
o.r2so
o.t250
o.2 500
o.2500
o.2 soo
o.tE?5
96
r02
lottla
o.oó25 o.062 5
0.0ó2 5
0.062 s
0.062 5
o.oó: I
o.o62 |
0.o61!
o.o62 !
0.oó25
o.oó25
o.oó23
0.o625
o.r250
o.¡250
0.r250
o.r250
o. I E?S
o. I E75
o. I E?5
o. ! t?5
t20
¡26
t32
t3tt ¿14
o.oó2:
0.o62 |
0.0ó2!
0.o62 !
o.062!
o.oó2t
0.062 5
0.o625
o.oó25
o.o623
0.062 5
o.o625
0.0623
o.oó2 s
o.oó23
0.¡2so
o.t 250
o.t 250
o.t250
o. I t50

23
2?82
Flgura 16.
D.E. = 30"Boqulila locallzada a 6OoEn la tabla ? la longltud delarco conreBPondlente es lEua1a 15,708 pulgadaE.
2-70'
FlEura L7.
D.I = 30" ; Eepceor: 3/8"D-E = 30 3/4"Boqullla locallzada a 3Oo-En Ia tabla 7 la longltud dearco para un dlánetno dc 6!tleual a O,2618i la longltuddel arco = (0,2818)x(22,6) =6,89 pulgadas.
!,
1EO'
30
Toblo 7. Longltud dc orcor
GrodocDl¡¡¡. I 5 t0 l5 20 25 30
I o.ooE73 o,o43ó3 0.oE72 ? o. | 3090 o.t?451 o.2ttl7 o.26¡E0
oot
o!
6CEoco.C0Eo
IIN2
2+l
o.or l4lo.ot ó5E
o.o20?3 "
o,o2 509
0.0ó2 5
0.09 3E
o.o9 38
o, I 250
0. r 2500.t 563
o.2 | EE
o.2 500
0.t E75
0.23000.3 r 25
o.37 50
o.2l El0.34 3 E
0.¡t063o.3000
o.2Er 3
0.40ó3o.5tr to.6230
o.343E
0.5000
o.ó250o.?500
t3lta
5
o.0305{o.o349lo.0392?0.o4ts5
o.t 563
o.r E7 S
o.t t75o.2 500
o.3r 25
o.34 3E
o.4063o.5000
0.4688
0.53r3o.59 3E
o.7 r EE
0.62 50
o.6t? 5
o.7E t 3
o.9óEt
o.?500o.t?500.9óEtt.2 I tE
o.9063
¡.0625r. I t?5I .4 6tt
6t
tot2
o.o5?tlo.o1S27o.o93t¡o.t I 126
o.281 3
o.3?50o.¿t6Et
ó.soz s
0.59 3E
o.?500o.93?5r.t250
o.t?50t.r 250
t.4063r.65 63
t.t 363
r.5000t.t7 so2.2 t tt
¡.¿13?3
l.t7lo2.3¿r8t
2.?ll3
1.75 00
2.73002.t 123
3.34 3l
Ittooe-(,a!
ooEC,
o
t2t4l6rt
o.t 04?2o.r72l7o.t 39630:t 5?Ot
o.5 313
0.6250o.ó875
o.?E r 3
¡.062 5
t .21 tEt.4063t.562 5
1.5675
t.E/t 3t2.093t2.34 3 t
2.09 3t7.4t152.?t I 33.t s63
2.62 50
3.0ó25
3.sooo3.93?3
3.t 563
3.65634. I E?5
4.7t 8E
20
22
21
26
o.t?a53o.r9r99o.20944o.72689
o.6?500.96tEt,062Sl.t250
t.?soot,90632.O93t2.2t13
2,625O
2.6? 50
3.¡ S63
3.4063
3.5000
3.84 3E
4.1 E75
4.53r 3
¡r.3?50
¡r,Et25
s.2 500
3.6t75
5.2 500
5.7 5 00
6.28t 3
6.Et25
2t30
t,4
0.244350.26t EO
o-27923o t0Á?l
t.2 ¡ tEt.3t25t.6t72r.6224
2.43752.62502.?tr 3
2.968E
3.6S 63
3.93754.tt?51.a375
4.t750s.2 5 00
5.593t5.9 3? 5
6.093E
6.531 3
6.9ó8t1.406t
?.34Et?.84 3t.t,3?508.9063
3ó3t¡10
42
o.3t ¿l I 6
o.33r 6l0.349070.3óó52
L5ó2 5
t.ó5 63
t.75001.843t
3. t 563
3,3t253.30003.6563
4.? t tE4.968t5.2500s.3000
6.2t13ó.62 50
6.9ótt?.34 3E
?.&rtEt.2lt 3
t.? ¡ tB9. I s63
' 9.e 3zs
9.e37Sr0.4óEt¡ t:oooo
4t5¿l
60
66
o.¿l t ttto,47l2ao.57360o.s1s96
2.O93E
2,34 3t2.625O
2.A7 50
¡¡.1t75
4.7 t Ets.23005.? 500
ó.26r 3
7.06257.t43Et.62 50
t.37 50
9.¡t375
I O.¡róttr r.53r 3
I o.¿¡óttll.?tt3t 3.o93tt4.¿r063
t7,s67sr4.¡290ts.?¡tEt?.2tr3
72
7;E¿I
oo
o.62E32o.6t06to.733040.?E540
3.t 2 50
3.¡1063
3.6s 63
3.93?5
ó.28r36.Er 25
?.34 3t?.t43t
9.¡l3? 5
ro.2 ¡ EE
I t.ooool r.7tt 3
r 2.5ó25
t 3.ó250
t a.6563ts.?tEt
r5.?rtEI ?.O313
¡ t.312 5r c_62 to
t t.t43l20.406322.0O002 3-3623
96t02totI l¡t
o.t3776o.t90t2o.9¿l2ato.99¡114
¡l.l t75a.1175¡1.? f tEa.96tt
t.3?50t.90639.¡13? j9.9175
t2.s623r 3.!f3Eta.r25014.9375
l6?300I 7.tt 2s
I t.t¡l3tt 9.9063
20.93?5
22.23002t.362S2a.t?50
2 S.1 250
26.118¿2t.90ótre-84 3l
r20t26rt2Itl
l.o¡¡720r.o9956t.l 3 l9't.20a2t
3.2SOO
' s.sooo5.75006.Oil 3
r0.4ótlI l.oooor t.331 3
r2.0313
r5.?¡EEr6.5000¡?.2t I 3
rt.o623
20.9 3?5
22.0000t3.03¡ 3
2..093t
26.rtts2?.30002t.t¡2530.o93E
3t.331333.OOOO
3¡t.5ó2336.r2t0
l¿la 1.23661 6.2E I 3 t 2.362 3 te.utt 23.r230 3¡.a0ót 37.61?5
31
Toblo 7. Longllud dl orcoo. confinuoclón,
Dirm.
G rodo¡35 40 4S 90 r80 270 360
I 0.30543 o.3{90? o.392 70 o.?8s40 I .570E0 2.!3ó¡9 3.tat59
tt¡!
oCEoco
rC0EÉ
Ir|l2
2tt
0.4061
o.593to.?t Eto.t730
o.46EE
o.ó5ó3o.t43Et.o000
0.J3t to,?500o.9t7sl.r2so
LO3t 3
r.5000l.t?502.2Sü)
2.O62 5
3.OOOO
3.?t tE4.53r 3
t.093ta.¡¡6Et5.593t6.?E t 3
a.¡250s.96tt7.4óEt9.O3r 3
3.rlta5
r .062 5
¡.2 t EE
r.3750t.ót? 5
t.2 I Ett.4003r.562 5
1.937 5
¡,37 50
t.s62st.7tt 3
2.t8?5
2.75(X)
3.¡ 5633-53r 3
¡1.37 50
5.5000
6.2tr37.0625
t.7 soo
1.2500
9.a375to.593tI 3.O93t
I t.oooot 2.só23ta.t 250
17.4óEt
6
ttor2
2.03t32.62 50
3.281 3
3.9063
2.3r253.093t3.? 500
4.4375
2.593t3.37504.2 ¡ Et( oooo
5.2 r Etó.76 t 3
E.4 37 5
t 0.0000
| 0.4063
I 3.5ó25
r ó.t?5020.03t3
t 3.ó250
20.t12525.343E
30.03¡ 3
20.tr252?.O93t33.7tr 3
40.o625
otc
g
otl,
a!
oaE-o6
r2tat6rt
3.6S63
a.2lr 3
¿1.t750
5.5000
a.¡ E75
4.E?50
3. S93E
6.28r 3
¡1.? I EE
3.5(X)O
6.2tr3?.o3 t 3
9.¡1.3 7 5
I t.0000t2.5625t¡1.t250
I8.E¿3E22.O(X)O
25.t2S028.2Er3
29.2tr 3
33.O000
!7.6E?9a2.40ó3
37.Oó2 5
¡t3.96EE
so.2soosó.5 62 S
2022
2426
6.O9lt6.? ¡ tt?.3¿l3t
?.93?5
ó.96EE
7.6t15t.37509.O625
?.043tt.65639.43?3
r0.2rEE
ts.TrEtt?.2t13I r.t4 3E
20.4063
3l.ao6334.3 ó2 5
3?.ót?s40.84 3t
¿t7. t 2 50
5 t.t{3E3ó.562 S
ót.2 s00
ó2.84 3E.69. ¡ 2 50
?5.40ó3E t .ó8?5
2E
30
32
34
t.56259.r 563
9.7Et 3
r 0.3? 50
9.7E I 3
I O.¡16EE
I t.t 563
I t.E?so
t I JOOO
I t.?E¡ 3t2.5625t 3.34 3E
22.0000
21.5525
25.r25026.? r 8t
4 3.96Et47.l2SO
s0.2 500
_( 3.4060
ó3.9óEt70.ót75?s.¿¡063
E0.r2S0
E7.9óEE
94.25(X,
too.53r3t06.E125
363t¡tO
'42
,l.ooo0I r.593tt2.2tttr 2.E43t
¡2.S62 S
t 3.2 soot 3.96t8t¡1.6S ó3
t¿1.t250
I ¡1.9 37 S
t5.7tttI 6.3OOO
2t.2t | 3
29.t4 38
3t..06333,OOOO
5 6.562 5
5 9.ót?562.t4 3t65.96Et
t4.t¡ 2 5
t9.s3 r 3
9¡¡.250O
9t.9ólE
t r 3.09 3tr t 9.37 50
r25.ó563I 3l:9 3?5
4t5aóoó6
t¡r.6só3| 6.5000
It.3r2l20. r 3ó3
t 6.?500I t.t4 3E
20.9 3?5
23.03r3
t c.&{3t2t.2¡EE23.562J25.9065
3?.6t? S
42.406341.t2SO
5 t.t¡¡ 3t
? 5.4063
E4.tr2594.2 500
I o 3.ót75
t r t.o93tI 2 ?.2500ta t.3?50r s s.3000
t 50.?tl3I 69.ó Só3
¡ tt.5000?9?.3.1J-!.226.tt?52¡t5.O313
263.90ó32t2.750{)
12
?E
t490
22.OO00
23.t ¡ 25
2 3.6363
27.SO0o
2S.t2502?.2 r Et29.31253 ¡.4063
2E.2tt 3
30.ó25033.OOO0
ls.243t
s6.s62 5
6t.250063.9ótE70.6t ? s
r 3.09 3t22.33 I 3
31.93?34 t.3750
t 69.ó563I t3.?t r 3
t97.90632 I 2.Oó2 3
96r02toEtla
29.t123tt.t 563
33.OO00
¡4.1t 25
33.JOOO
35.593rlt.6E7539.?Et 3
t7.6173¿10.¡ 2 50
a2.¿loó3
a9.7Er 3
?5.a063
t0.¡ 250
t¡¡.1t25t9.33 r 3
50.7E ¡ 3
ó0.2 t tt69.óSó3?9.0ó25
226.tE75240.3.3E35{.¿lótE2ót.39ll
30t.593E320.1313339.2t I 3
3lE. ¡ 2 50
t20t2ór32ttE
3ó.ó56ttE.5000a0.l¡25at.t 563
¿l I .t? 50
a3.96tE¿16.0625
.lt.l S63
¿l?.t 25049,¡l6tt3 r.t4 38
5a. t E?S
9¿t.:500
9t.e6EE
t 03.6s6tI 0t.3? 50
r 8E.SOO0
t 9 7,90ó3
20?.!f3t2 t ó.?E¡ t
2t2.?50c296.E75t3r LO3r:32 3. I 5ó:
37?.OOO0
39 5.8¡13t¿¡ t4.ó8?5a33. J3 | t
l¿ta ¡¡3.9ólt 30.2500 5ó.Só23 r I 3.O93t 226.t t?5 It9.2ll: a31.3750

oF!I
,$¡/Ii
z?
32
Juntas para
corrun€E de
270'
F lgura 18.
D.E. = 30"Boqul11a lo'callzada a 22'50-En Ia tabla 7 }a longltud dearco pana 1 y dlámctro exterlor de 30"; la longltud dclarco = (0,2618rx(22'6) = 5,89"
L-L.T-Z Dlscño dc Jr¡ntaa- En el dleeño de
tanquee a preelón encontranos tnee fonmaa
blselee.
a. Junta a tope ein bieel
18ft
F'lÉuna 19.

33
b. Junta a tope con blsel en "V" eencLllo
Flgura 2O
Junta a toPe con blsel "V" doble
F'lguna 21.
c.
Lae Juntae eoldadae de
bladoree de calor eetán
en cuatro categonlae:
definen la locallzacLón
tanqucsaPneslón€lntcroasl
claeLfleadas seg:ún eue esfuerzoe
A, B, Q, Y D. Eetae categorfae
de una Junta, Pero no eI tlPo.
CATECNRIA A
1. Juntas
recá¡r¡arag
boqulIlae.
longltudÍnaIespara conexlón,
ublcadae en :
dlánetroe
cuerpo prlnclPal'
en tnaneiclón Y
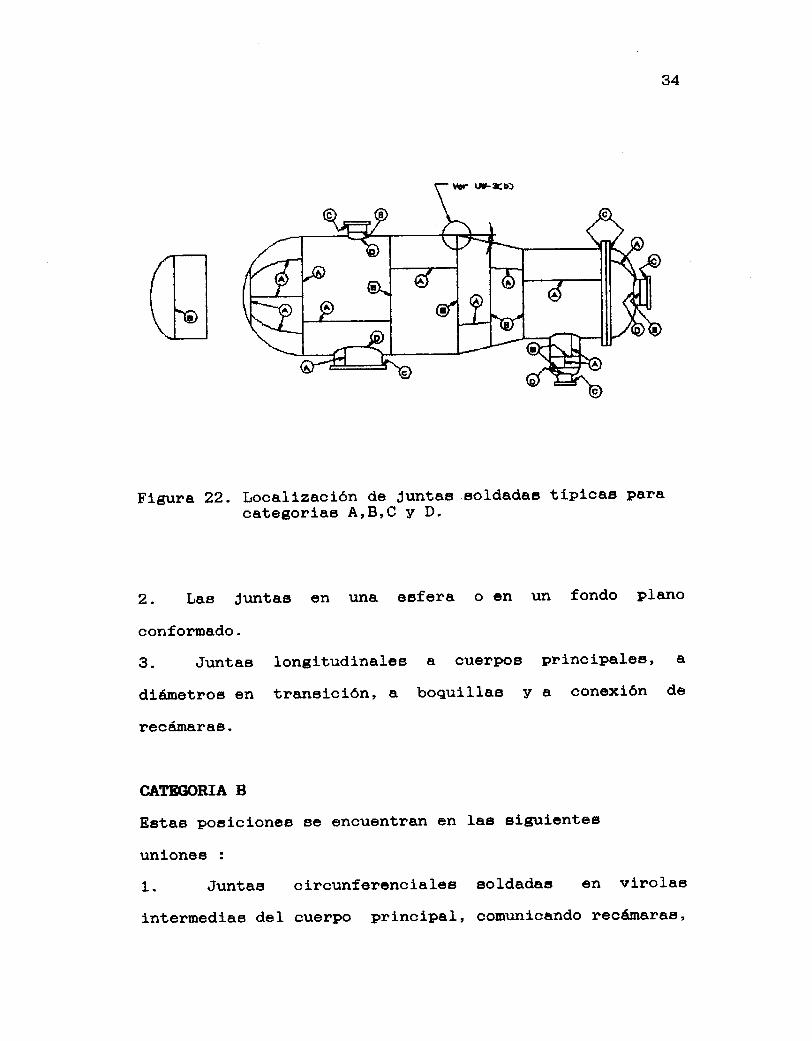
34
F1Érura 22. tocallzaclón de Juntaecatego¡riae A,B,C Y D'
eoldadac tfplcas Para
2. Lae Juntas
conformado.
3. Juntae prlnclpales,
a conexlón
longltudÍnaIes
tranelción, a
a cuerpoa
boqulllas y
en una eefera o en un fondo Plano
a
ded1á¡netnoE en
recánaras.
CATEI¡ORIA B
Elrtae l¡oeLciones ae encuentran en
uniones :
1. Juntas clrcunferenclalee
Íntermediae del cu€ttpo pnlnclpal'
Iae eiguLentee
eoldadac €n vlnolae
comunlcando necámaras,

boquillae, dlámetroe
entne la tranElclón Y
menor extremo.
2. Juntae clrcunferenclales
conformadoe (dlferentee a
prlnelpaleen a dlémetroa €n
comunLcaclón de necénarag.
35
tranelclón lncluyendo Juntas
clllndro tanto en el mayor o
soldadas conectando fondoe
hemleférlcos) a cuerPos
tranclci.ón, a bogulllag' Y e
en
un
CATEGPRIA C
Incluye las eLgulentes poelclonee :
1. Juntae eoldadas conectando brldae, placa tuboe, hddg
Van Stone (montada), fondoe planoe a cuerPoe pnlnclDalee'
a fondoe eonfonnados, a dlánetnoa en tranglción' a
boqulllae, a comunlcacÍón de reo¡Ámaras.
2- Una Junta eoldada que conecta una brlda con eI cucrPo
prlnclpal o una brlda que se conecta con un fondo
conformado.
CATEG¡ORIA D
Eetas pogl,clonee consleten cn :
1. Juntas soldadae que conectan recánanas, boqulllae a
cuerpog princLpales, a gefenae, a dlá¡¡etros en
tnanelclón, a fondoe o a extremoe planoE (bnldae) del
reclplente o nccámaraet.
En loe cálculoe Para el dleeño eE neceeanlo conocer Ia
efl.ciencia de lae JuntaE que dePende dcl tt¡¡o y del grado
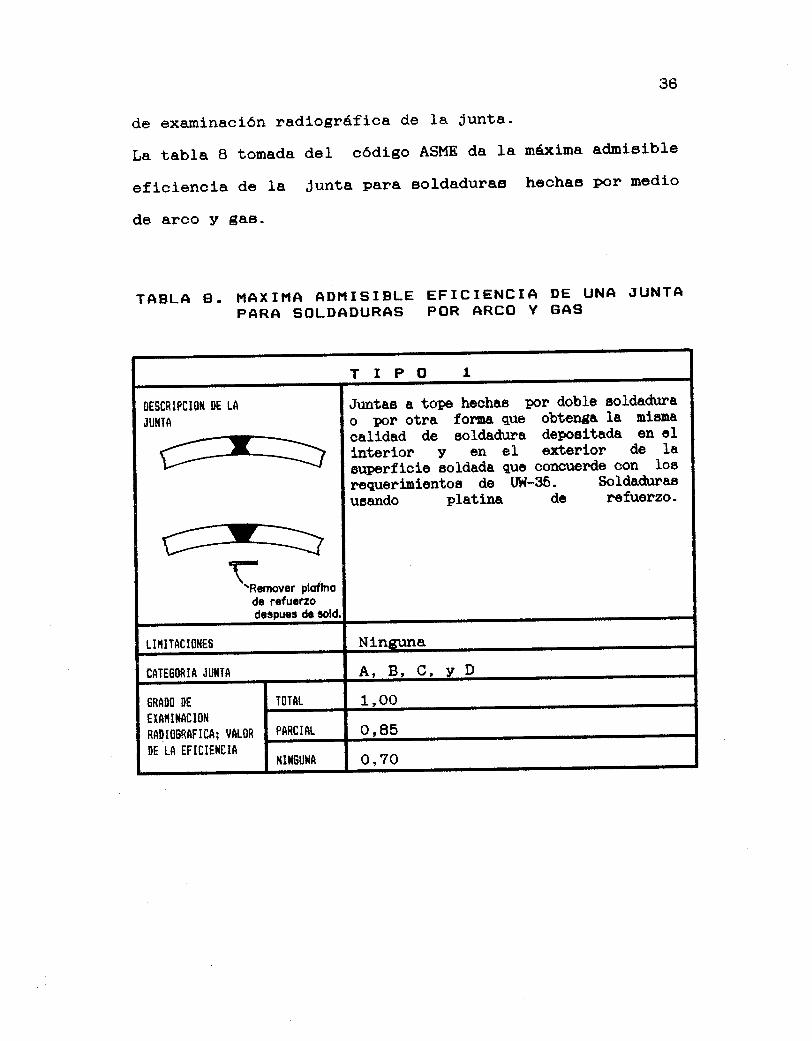
36
de examl-nación radLográfica de la Junta'
La tabla I tomada del códlgo ASME da la náxlma adnl-elble
eflclencla de Ia Junta para aoldadunae hechas I¡or medlo
de arco y gag.
TABLA g. I'IAXI}IA ADI'IISIBLE EFICIENCIAPARA SOLDADURASi PT]R ARCIT V
DEEAg
UNA JUNTA
Jr¡ntae a tol¡e heohas por doble soldadunao l¡or otra forma que obtenga Ia nleúacalldad de eoldadlra depoeltada en eIlnterlor y en el e¡rterlon de Ian¡¡¡erftclc eoldada quc constrerde con loenequerlnlentos de tlt-35. Soldaduraaugando Platlna dc refuerzo'
\"toro ptqfnode refucrzo
LInlTACI0ll€5
CATEE(¡ftIA JUIITR
ERADO OE
ErAn¡r{AcI0ll
RADI0EfifiFI[A; Vf,t0R
DE Lñ EFICIEI{IIA

37
Junta a to¡n-eotdadr¡ra e1ür¡le con platlnade reñrenzo en la Parte lnferlor olnterna.
DESTRIPCIOI DE LA
JIJiIIA
a. Nlnguna excePto bb. Junta a tolp clncunferenclal con unaplatlna egulvalente vcn Wf'13(c) y F1gurat W-13.1(k) del códlso Agtfi.
L¡ItITACItlIiES
a. A, B, C y DCATEG{¡RIA JUIITA
a.b.
o,o,
9090ERAI}{] OE
EtAtilt{AcI0llRADIOEfiAFICñ; VALÍH
DE LA EFICIENIIA
a. O,8Ob. o,80
a. O, 65b. 0,65
TIPO s
DE5[RlPCIt]ll
JUt{TA
LA Jr¡nta a torP con eoldad¡ra einP1eeln platlna de neñrerzo.
tI}ÍITACIOüIES Soto Jr¡nta a toBe clrcunfererclal atopc, con esp€songg no nayorst dc 5,/8" yno navonee de 24" de dlánctro exterlor-
CATE@RIA flN¡TA A" B y c
ÉRA¡}fl DE
ETAITIITACIOH
RADIOTRAFICA; VAL{}R
DE LA EFICIEI{CIA
Tt}TAL Nlnguna
PANCIAT Nlnguna
IIIffiUI{A o,60

38
Jr¡nta tranelaFda doble fllete totalDESCRIPCIOiI DE
LA JUI¡TA
a. Jr¡nta longltudlnal con cBrEEoreB nonalroreB dc 3,/8".b. Jr¡nta clrc"r¡nferenclal con cgl¡econütno nayoree de 5,/8".
üIHITACIO$SS
6RADO OE
ETAITIHACIBI¡
RAIIOEffAF ICA;
VALI]R I}E LA
EFICIEIICIA a. O ,55b. o,5
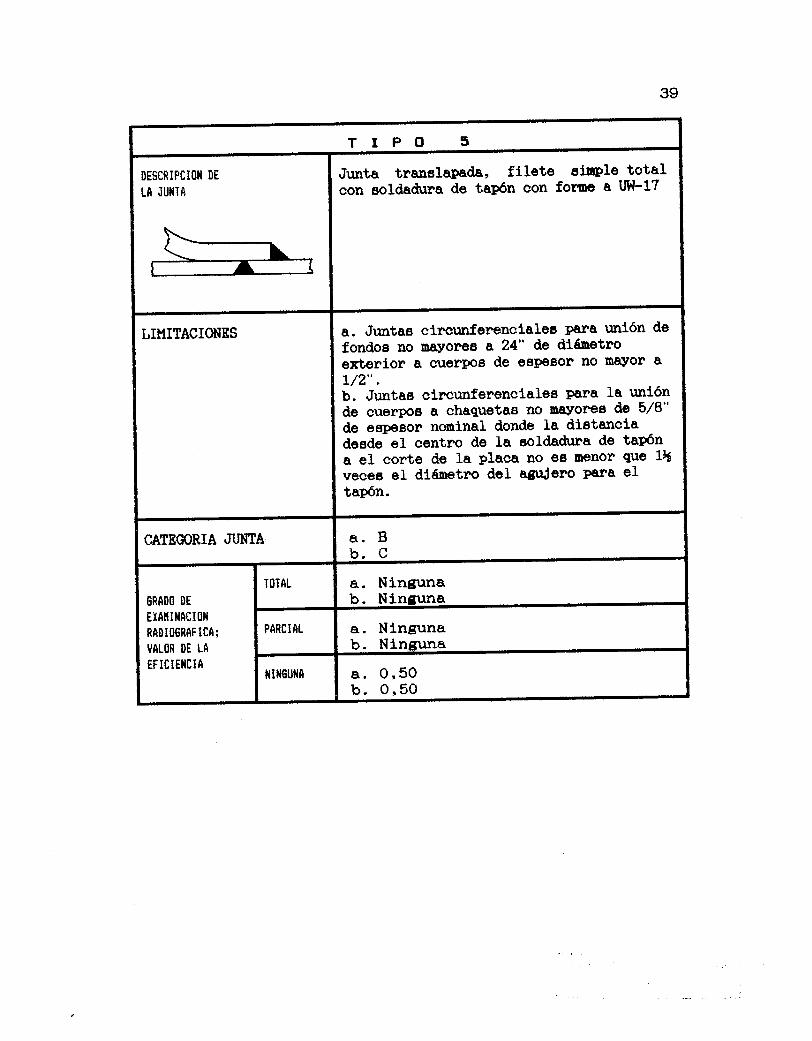
39
Jrmta tranelapada, fllete slwle totalcon soldaó¡ra de ta¡Én con foroe a Wf-17
OESCf,IPCIOII DE
LA JUIITA
a. Juntaa clrgunferenclalea ¡nra r¡nlón de
fondoe no nayorles a 24" de dlánetroexterlor a c'rrerlpg de eerrgsor no Bayor at/2".b. Jr¡ntae clncr¡nfer-encla1ee Inra Ia wtlónde cuerl¡oE a chaquetae no ntyoreg de 5,28"
de eel¡esor nonlnal donde Ia dletancladeEde el centro de Ia goldaü¡ra de ta¡Sna eI corte de la placa no es Denor que 1lÉ
veces eI dtáretro del aguJero l¡ara eltapón,
a. Bb. c
CATEGORIA JU$TA
a.b.6RA00 ¡)E
ETflIIXACItlH
RAI}Itl6RAFICA;
||AL{]R I}E LA
EFICIEI{CTA
a.b.
a. O, 50b- o,50
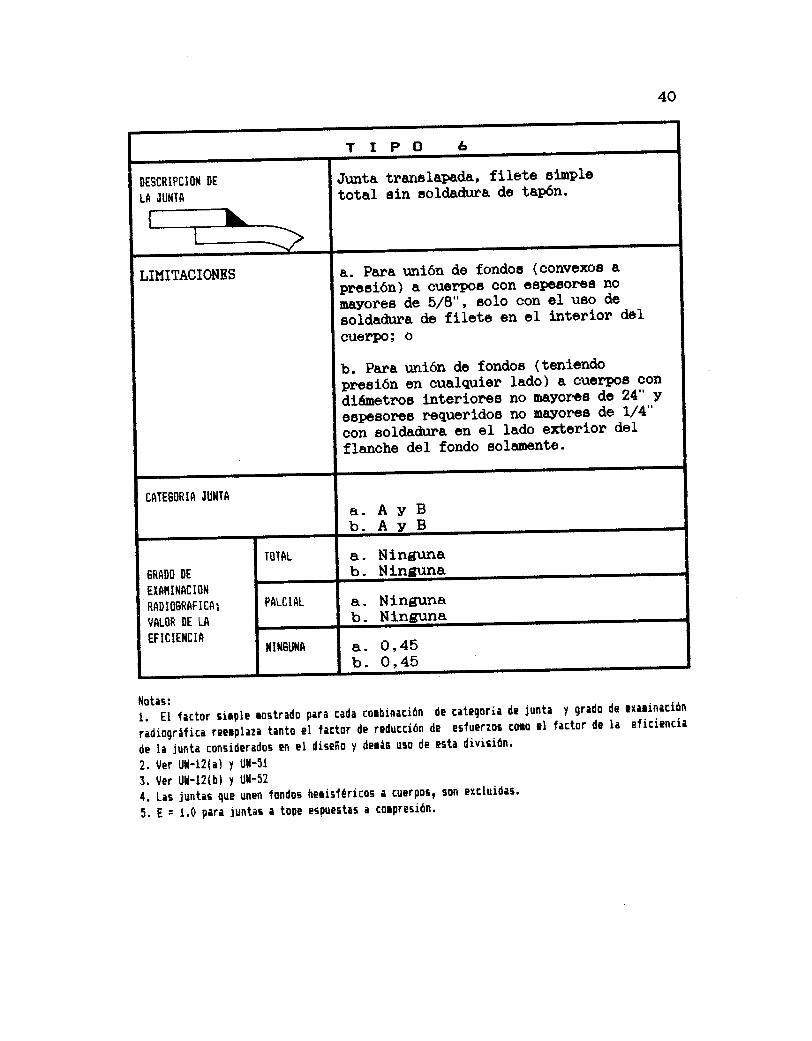
Junta tranclaltada, fllete elüPletotal ein coldadl¡ra de talÉn.DESCRIPCItIII DE
LA JUI{TA
a. Para unlóu de fondos (convexoe apreelón) a cuerPos con cgpcaongs no
il":¡oo"" de 6,/8", 6o10 con el ueo dc
ráid"Aoot de fllete en el lnterlor delcuerpo; o
b. Para r¡nlón de fondoe (tenlendopneslón en cualguler lado) a cuGrItoa con-Cfi6""t*" lnterloreg no Dayorce de 24" yespegores requerldog no üa¡¡onee de 1,/4"
con soldadura en el lado extcrlor delflanche del fondo solarente'
IAIETtlRIfi JUI¡TA
a.b,GftADO DE
EtAnlttAcl0l{
RADIB6RAFICAi
VALOR IlE LA
EFICIEIICIA
a.b-
a. 0,45b. 0,45
40
l{ot¡s:t. El f¡ctor rirple rostrado prra cad¡ corbineciún de categorir dr juntr y grrdo de rxerinrción
radiogrllica reerplaza t¡nto ei f¡ctor de reducción de esfuerzo¡ coro el fector de le eficiencia
de l¡ junta considerados en el diseño y derás uso de esta diviEién'
2. Ver ül-12ta! y üfl-St
3. Uer ul-I2(bl I Ufl-52
4. Las junteg que unen fondos he¡isfÉricos ¡ cuerpoBt son exrluid¡c'
3. E = 1.0 prra juntar r tope espuestre a corprcsión'
4L
1-1-3 Dleeño l{ecánleo- Loe reclPlentee a PreeLón eetán
cublertoe por el códlgo ASME Secclón VIII Dlvlelón 1 v
para eu dlseño eE neceeanlo tener en cusnta :
La preelón de dieefio interna y extenna a la quc eetará
eometldo.
La tempcratura má:<lma Y mfnlma a
preelón de dLseño.
Condlclonee de corroeión interna y
Requerlmlento de Pruebae de
la que eetaná a Ia
temperatura.
Adl-cionalncnte todas lae carEae congLderadac en uG-22
talee eomo peso de1 neci-picnte, peso del f luldo
contenLdo, peero de elementos como motonec, máqulnag;
tuberfa, plataformaa y accesorlos'
Ee neeesarlo hacer una dlstlnclón en loc reolpLentes a
preelón de elensntoa que 'eetán sometldog a Preslón y
elementos que no eetán eometldoE a Preslón a¡l :
Elementoe sonetidoe a pneelón serán : FOndOe' CUerPo'
traneicl-oneE, bocag, brLdae y refuarzoe.'
Elementoe'quenoeetáneomettdoeapneElón
extcrna.
lmpacto Por baJa
: baeee,
egcalgnaB 'eoportee ¡)ara motor' plataformaa,
rlgldLzadoree, etc..
Freolón de Dleeflo UG-21 : La Preelón usada cn sI dleeño
de un t,anque tanto para el cuerpo como PArA eUs partes'
ae pecomlenda toman Ia má:<lma pnealón de oPeración' Se
conelderará Ia preeión del fluldo y de otroe contenLdoe'

42
Tenf¡eratura de Dloeño UG-ZO : En la temperatura de
dlseflo Ee dletlngue entre una máxl-ma y una mfnima
tempenatura de operaclón.
Tenl¡eratuna t{áxt-E¡r de Dlactlo : Ee Ia máx1ma temPeratura
que se eaPera euceda en Ia operaelón de un tanque'
TeuI¡eratura l{fnl-na de Disefro : Ee Ia mínlma temperatura
que Be espera euceda en Ia operaclÓn de un tanque'
1.1.3.1Fo¡uulagl¡araelcálculode('tElBgorFcgbaJopreetón lnterna- fW27
Notaclón :
t = EePeeor mlnimo requerldo de1 cucnPo' Pu18'
P=Pneelóndedleeñol'nternaomáxlmaadrrlslblepreelón de trabaJo (Lb,/Pulf )'
R = Radlo lnterno del cuerpo (pu1g).
S = Eefue?zo máxlmo admlslblc (f,brzputg! )
E = Efictencia de Ia Junta para lag unlones en cuerpoEt
cllfndrlcoB o eeféricog y en las bocae cualqulera
que aea ]a menor'
=Paralaeunfonge'enlasbocaE,ugelaeflclcnclacalculada Por lae reglaa conoctdac en UG-53'

CIIERFO A PRESI$ ffiImüA ÜtrZlc
Eefuerzo clrcunferEnclalJunta longltudlnal
¡R'-ñ.ap
P- ('gBt)--ft-¡f7Ef
Para egpeeloreg menores q€
O.5i o P menon de 0'386S8'
Flgura 23. Eefuerzo longltudlnal :
Junta clrcunfenenclal.PR'-ñ.lp
2gg¿- R-0.¿g
Para eEp€etoree menoresO.5R o P menor de 1'2558'
c¡¡trrc [slRr@ a PRBEIü rmfrta rxt-?ft
I c-Vgfu
2ga¿'- R+0.2ü
Nota: Se debe cumPlln ParqrectPlcntes totalmente esferlcoe Y que cI eepeeor noexceda de 0,356R o P menorde 0,66658.
Flgura 24-
44
Preetón del lado concavo : Preglón lnterna
NOTACION :
t = Eepeeor mfnlmo requerldo del fondo deePuée de
conformado, pule.
P = Preelón de Dleeño lnterna o má:<lma adnlglble
preeión de tnabaJo, Lb,/PuId
D = Dlámetro lnterl-or de la basc del fondo '
= longitud lnterna del eJe mayor de un fondo
elfptico.
=81diégretrolntenlordeunfondocónl.coenclpunto baJo conelderacLón, calculado penpendlcu
lan al eJe longltudlnal-
r = Radlo Lntenlor del codlllo, pulg
S = Esfuenzo má:<lmo adnlelble tbs,/Pulf '
E = La menor eflctencl,a de una Junta cn eI fondo ;
: para fondoe henisférl,cog ee Lncluye Ia unlón del
fondo aI cuenpo,
: para tanquee eoldadoe use la eflciencla especl
flcada en UW-12-
L = Radl-o Interlor de le corona o la pante ccférlca'
a = AnÉiu1o medio del cono reepccto de Ia ventleal o
eJe longltudlnal, Enadoe-
Do = Dlámetro exterior de la base del fondo'

4E
ffim mrmlm 2:1 tXF$(d
.PDt-+affi-o,2P
2^98ü- D+O ,2t
Nota: Para fondos con nelaclonee 2zL o aProxlmadamenteconL=O.9Dyn=O.17D
Fteura 25.
fiTIn TInISTBI(I) c
0.885P¿E'=EE6:E
,gBü- 0 . gg5.L+0.1ü
Nota:yL=
SeDo
cr¡mpllná r = O.O6R
Flguna 26.
II
ID
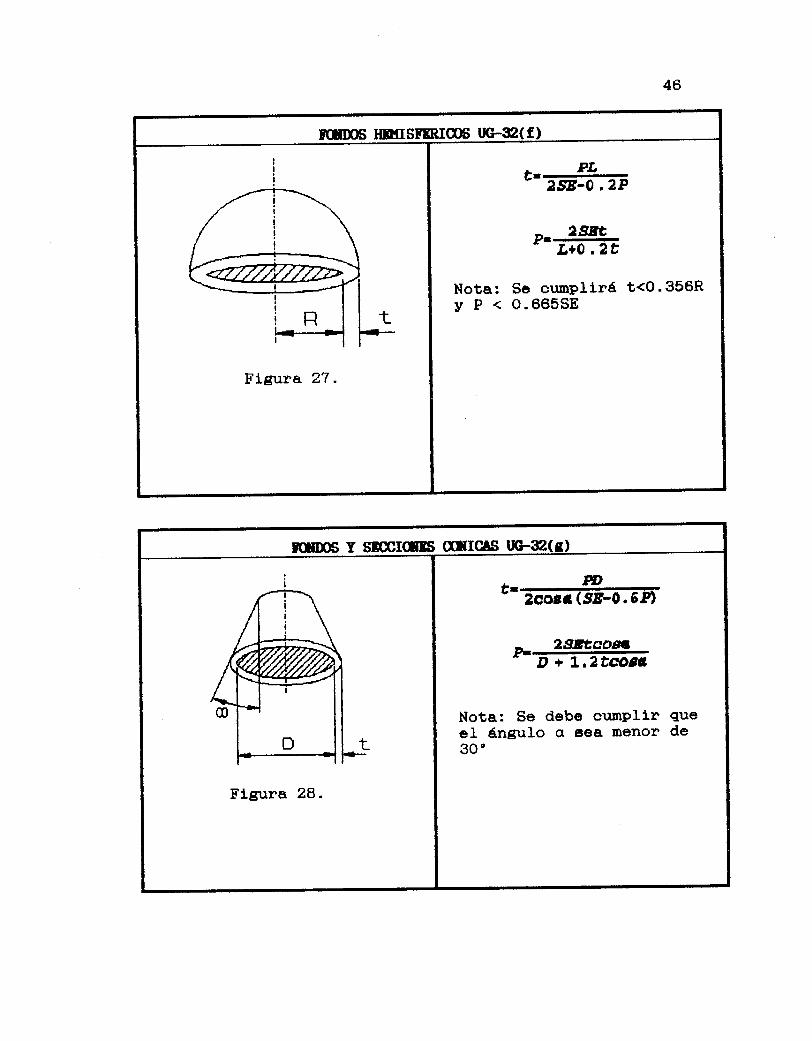
46
FUIIffi HEÍISFRIq}S f
?,.-L25g-0 ,2P
2SE¿,hr--' L+0 ,2E
Nota: Se cumPllná t<0.356Ry P < O.665SE
Flgura 27.
ruD0s Y stffitüBs (xf,rcas
.H'e'm
' D + 1.2d&tr
Nota: Se debe cur¡P}lrel ánEulo q Eea nenor300
quede
Flgura 28.
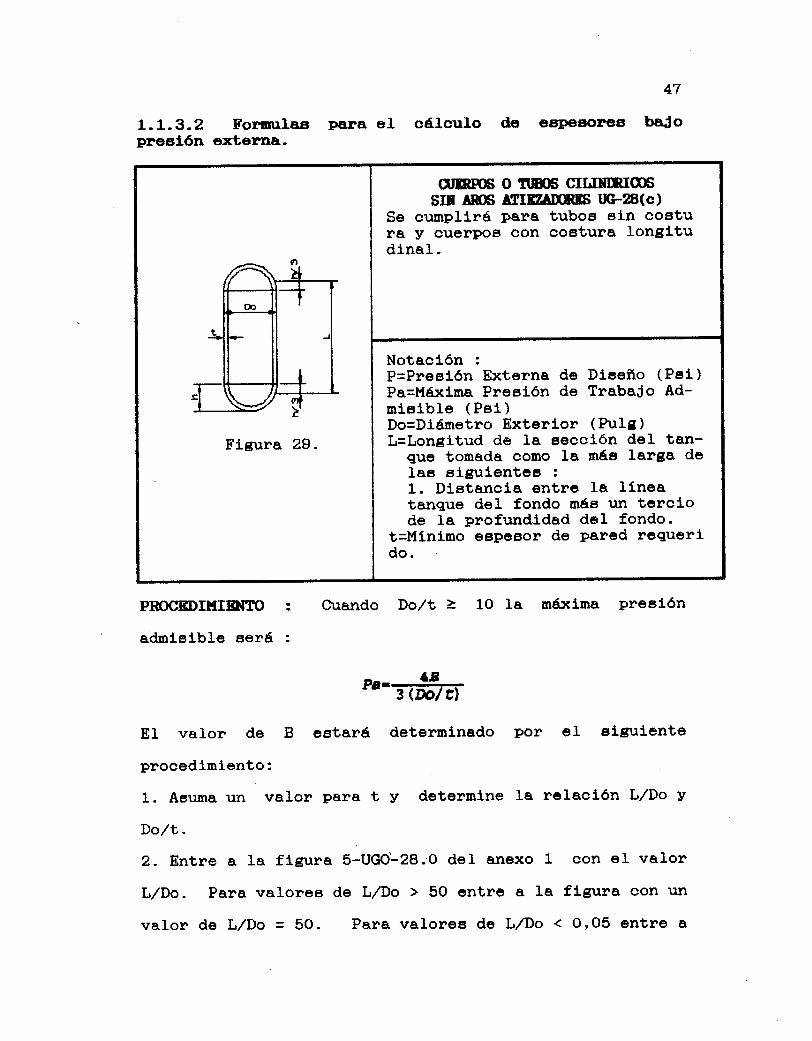
L -L.3 -Z Foruulaepreelón exüerna.
47
¡¡ara eI c6.Iculo de egpesor,ea ba.lo
PMC@I}IIBfIO :
admlElble eerá :
Cuando Do/t > 10 Ia máxlma preeslón
El valon de B estará detenmlnado por er elgulente
pnocedlmlento:
1. Aeuma un valor para t y determlne la rclaclón L,/Do y
Do/i
2- Entre a la flgura 5-UGO:28.0 de1 anexo 1 con el valor
L/Do. Para valoree de L/Do > 50 entre a Ia flgura con un
valon de L,/Do = 5O. Para valoree de L/Do ( O,O5 entne a
CT'T8FO$ O NH}S CIIJHIruffiSIX Áffi AffiEU¡IXXXS UG-28(c)
Se cumpllrá para tuboe eln costura y cuerllog con coetura longltudlnal.
Ftzura 29.
Notaclón :P=Preefón Externa de Diseño (Psi)Pa=Má:<lma Preelón de TnabaJo Ad-nlelble (Pet)Do=Dlámetno Extenlor (PUIS)L=Longltud de Ia eecclón de1 tan-
que tomada como Ia mÉ,e larga delas Eigulentec :
1. DlEtancla entre la llneatanque del fondo náe un tcrclode la profundldad del fondo.
t=Mfnlmo esp€tc on de Pared nequerÍdo.
48
Ia fLgura con un valor d" L/Do=0'O5.
3. tfuevaEe horlzontalmente en la lfnea Para valones Do/t'
Deedeelpuntodelntereecclónmuevaaevertl.calmentcpara
determlnar eI valor de1 factor A.
4. Use eI valor de A calculado en el Punto 3 y entre a Ia
flgura 5-UCS-28.2 del anexo 1 con el matenLal
conelderado. Muevaee vertlcalmente haeta lntcrcePtar la
lÍnea materlal,/temperatura para Ia temperatura de dleefto.
(ver UG-ZO).
En caso, donde el valor de A llegue haeta cI flnal a Ia
derecha de Ia llnea s¡aterl-al,/tcmPeratura' aE'ume una
lntereecclón con la Proyeccl-ón honLzontal dcl uráe alto
extremo de la llnea materlal/tem¡¡eratura' Para valonee
de A que lleguen a la Lzqulerda cn Ia lfnea
material,/temperatura el valor de Pa puede cen calculado
Por la elgulente fornula :
5. Deede la intensecctón obtenida en el Paso antErlor
(paeo 4. muevase horlzontalmente a Ia derccha y lea eI
facton B.
6. Usando eI valor de B, calcule el valor de }a má¡<lma
preelón externa admletble Pa con }a elgulente fónnula :
2.aE
7. Compane eI valor calculado de Pa Con el ValOr de ]a

49
preglón de dleeño externa. 51 PacP an¡nente eI eep€eor y
neplta el pnocedlmlento de dleeño haeta quc PalP.
NOTA : Cuando Do,/t<10 se seguLrá eI Procedlmlento del
códlgo en uG-28(c) (2). Este procedlmlento no se
eepeclflca debldo a que es Poco comtln'
CgerI¡oe Eoférlcos : EI mlnlmo eEtpesor requenldo de un
cuenpo esférLco baJo pneelón externa construido ya Bea
eln costura o eoldado con iuntag a tope será dete¡mlnado
pon e1 procediml-ento deecrtto poBterlonmcnte para fondoe
henlefénlcoe.
CT'ERPOS CILIT{DRI@S coN AAOS ATIEZADONtsS UO-29(A)
NOTACION :
A = Factor determLnado en lac Gráflcae del ancxo 1,
para eI materlal usado en eI ano atlezador'
A¡ = Area de la eecclón del Aro Attezador (puld )
Do = Dlémetno extenlor de1 cuenpo (pu}6' )
E = Módulo de elasticldad del matenlal a Ia temlrcra
tuna de dleeño, Lb,/pulgr . Para dlgeflo a
prestón extenna ee ueanán lae gráfLcas del
anexo 1'
Ir = Momento de inercla requerl-do de la eecclón del
Ano Atiezadoneg reepecto a Bu eJe neutral
paralelo al eJe de1 cuerpon PulB''
I.¡ = Momento de Inercla reguc'rLdo de Ia eecclón
tranevereal dcl aro eon e} cuerPo resPecto a au
eJe nEutnal Para1elo aI eJe de1 euenBo, pulg4-
50
El ancho de Ia eección del cuerpo eel :
L.=|$deladletanclaentrelaelfneagcentrodedosarog atlezadoree contlguos máe 'l
de la dletancla
decdelallneaeentrodelaroatiezadonala
lfneaeentrodelpróximoaroatlezadoroenotro
caao (con fondo confo¡rmado) a la llnea en el
Puntodetangenclaentreelcuenpoclllndrlcoyla curva conformada'
P = Pneelón de dteeño extenna, Lb,zpulf '
t = EePeeor mfnLrro requerl'do del euerpo o tubo
clllndrlco (pu1e- )
Elmomentodelnercl'arequetrldoParaunaroatlezador
eerá detcrmlnado por una de lae el8ulentee fórmulae :
,,"-ünr(::u zrle10, g
,r. oltrltllrl 4, n
Elmomentodel.nercfadeunAroatlezadorgerádeternlnado por el Elgulente proccdl.mlento :
1. Selecclone un Aro Atlezador y detenrnLne ct árca
eeccional (As) y GI momento de lnereia (I)'
Calcule el factor B t .t pD^\B'Íl-lI t+-+ |\ L.)
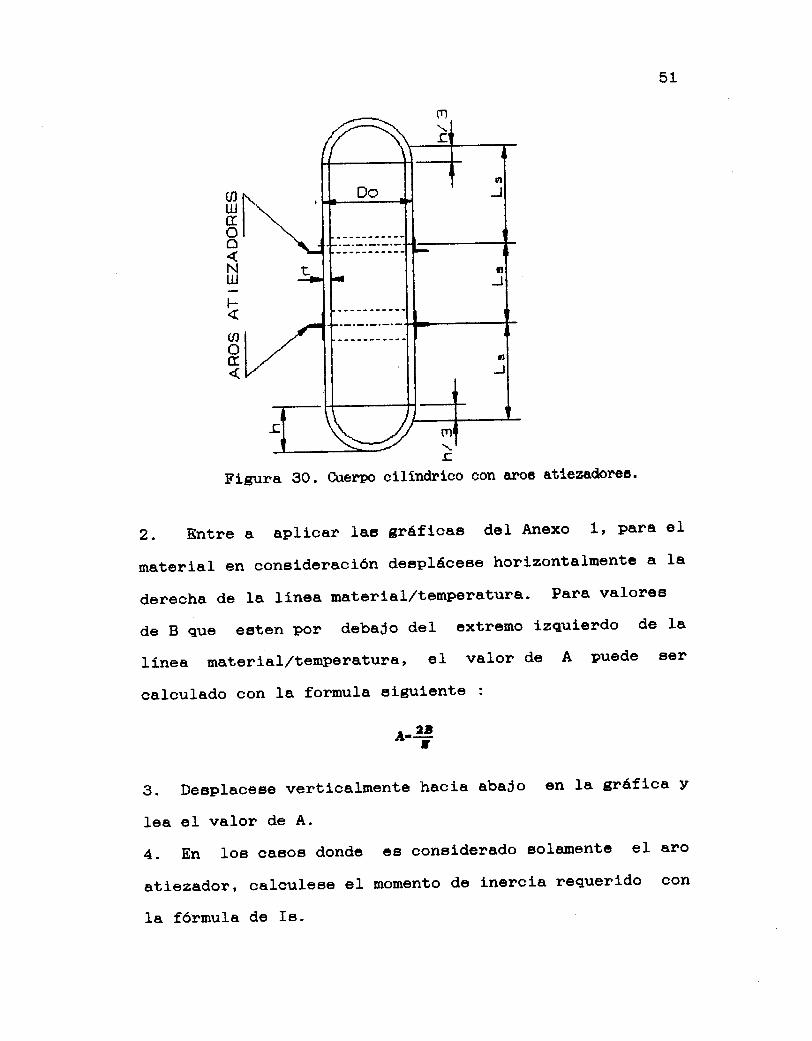
-c
r-\J;Do
oJa
+tl
I\t-_-/
51
{r)
aI.IJ
trooNgF
rnotr
f-
Ftfrura 30. Chrerpo ctllndrlco con aros atlezadoreg'
2. Entne a apllcar lae gráflcae de1 Anexo 1' Para el
materLal en coneLderación deepláceee horlzontalnentc a la
derecha de Ia Ifnea materlal,/tempenatura' Para valoree
de B que esten por debaJo del extreno lzqul-endo de Ia
llnea materlal,/temperatura, €1 valon de A puede eler
carcurado con la formula elgulente :
r-3!'a
3. DesplaceEe vertlcalmente hacla abaJo en la gráflca y
lea eI valor de A.
4- En 1oe casoe donde
atlezador, calculeee el
la fórmula de Ie.
ce conelderado solanentc eI aro
momento de lnencla nequenldo con
5?,
5. En loe Caetos donde ee coneLderada la comblnacj-ón de
aro atlezador y cuerpo, calcúlesc el momento de lnercla
reguenldo con Ia fÓrnu1a I's'
6. En loe caeoe dOnde es coneiderado solamcnte el aro
atlezador, calculese el momento de inercta aprovechable
con la fórmula de I.
7. En 10s caEoe donde ee coneLderada Ia comblnaclón de
ano atlezador y cuerPo, calcúIeee el momento de lnercla
apnovechable con 1a fónmula I"
E.Stelmomentodelnenclarequerldocgmayorgueel
momento de rnereLa requerrdo aprovechabre para la secclón
eeleccl,onada ee deberá redleefian con una nueva eeccLón en
Ia que Bu momento de lnercla sea mayor'
Ste}momentodeinerclaapnovechadolól.deIa
eecclón de un aro o de la comblnaclón de un aro con un
cuerpoeBmayonqueelnomentodelnerclanequenl.dol,eóIEParalaeecclóndeunaroodelacomblancl-óndeun
aro con un cuerpo, entoncee eI atlezador del o'L*po "teatlefactorlo. slendo la comParaclón de otra manera se
eeleccl0nará un aro atlezador con un nomento de lnercfa
mayor o Ee Lncnementará el n{rmero de aroE '
FONDoS BA^IO PRESION EKIffiI¡A: PBtsSIOil DET.¡ Tl|M @üTVEXO
ttc-3f|
NOTACION :
P = PreeLón de dleeño externa Lb,/pulgt '
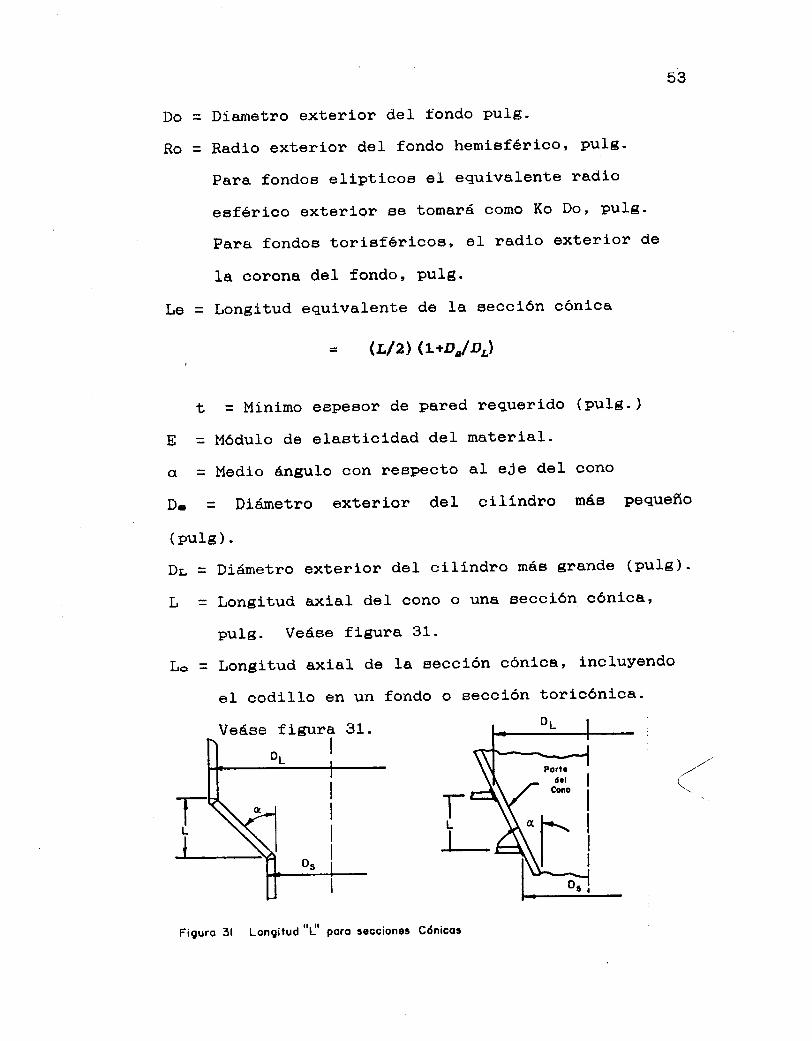
53
Do=
Ro=
Dfarnetro exterlor deI fondo pulg-
Radto exterl-or del fondo hemleférlco, pulg'
Para fondoe ellptlcos el equlvalente radlo
eeférlco exterlqr ee tomará como Ko Do, PUIE'
Para fondoe torlsférlcoe, €1 radlo exterlor de
la corona del fondo, PUIB.
Le = Longitud equivalente de Ia eeccLón cónÍca
= (L/zl í+nJ orl
t = Mfnimo eEPeBon de Pared requerLdo (pulg' )
E = Módulo de elaeticidad del materiaL'
cr = Medlo ángulo con resPecto aI eJe del cono
D. = Dfámetro exterior del clllndro máe Pequeño
(pulg).
D¿ = Diár¡etro exterlor del cllfndro máe grande (pulg).
L = Longltud axial del cono o una eecclón cónlca'
PulB. Veáee flgura 31.
Lo = Longitud axlal de la eecclón cónlca, lncluyendo
eI codlllo en un fondo o secclón toricónLca'
\
Veáee flgura 3L.
Figuro 3l Longitud "tJt po.o sccciones Cónicos
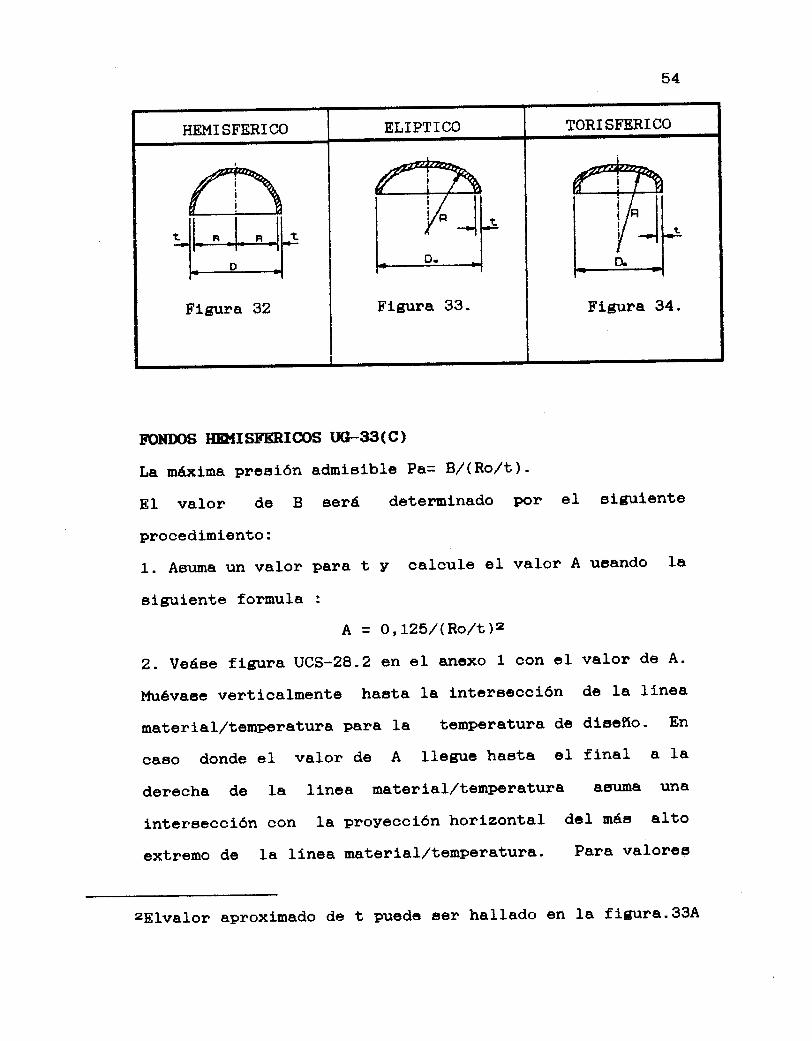
54
HM{ISFERICO ELIPTICO TORISFERICO
Flgura 32 Flgura 33. F teura 34.
Foilms HE{ISFRTCOS IXF33(C)
La máxlma preetón admlelble Pa= B/ (Ro/+'l '
El valor de B sená deterlolnado por eI elgulente
procedi.mlento:
1. Aeuma un valor para t y calcule eI valor A usando la
slgulente fonmula :
A = O,tZí/(Ro/t),
2.VeáeeflÉunaUcs-zB.Zene}anÜxolcone}valondeA.
Huévase verticalmente haeta la lntcneecclón de Ia llnea
matenlal,/temperatuna para Ia tenPeratura de dlecflo. En
caso donde eI valor de A llegue haeta eI flnal a la
derecha de la llnea materlal,/tenpenatura asuma una
lntersecclón con Ia proyEcclón honlzontal dcl más alto
extremo de Ia lfnea matenlal,/tem¡¡eratura' Pana valores
aElvalor aproximado de t ¡¡ueds eer hallado en la flgUra.SSA

55
peratura el valor de Pa puede aer calculado Por la
elgulente formula :
3. Desde la lntensección obtenida en eI Punto doe muevaee
horlzontalmente a la derecha y lea eI valon de B.
4. Con loe datos obtenldos y conocl-doe calculanoE Ia
máxlma pneslón de trabaJo admielblc extenna Pr.
5. Conpane Pa obtenLdo Con Ia preelón cxterna de dlseño.
si PacP eelecelone un valor mayor Pana t y replta el
p¡rocedLmlcnto de dlseflo hasta que eI valor de PrlP.
F()t{DoS g,IPtI@S 2:1 UG-3Íl(d)
Loe espe6oreE requerldoe de un fondo elfptlco con coetura
o eln coetura eometldoe a Pneelón extenna cenán
calculadoe ael :
1. Aeufilr un valor de t y calcular eI valor del facton A
con Ia etguiente fónmu1a :
2- usando er valor calcurado de A eeguir er mÍÜmo
procedlmlento de dleeño para el cálculo dE fondos
hemlsférfcoe nealLzadoe anterl-ormente. Use el valor
apnopladopanaR=0,9Do
n".0,,05?fl
t+l
- 0,12sa.ab
&¿
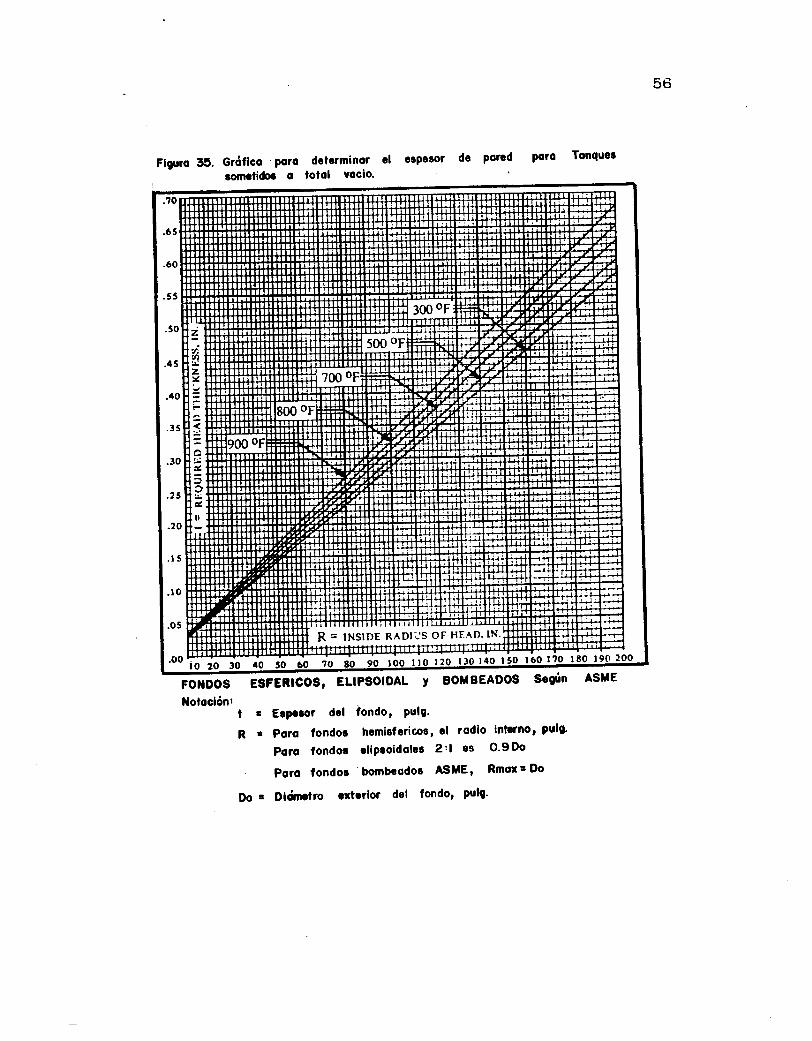
56
Flguro 3tl. Gróflco 'poro detcrminor cl caperor de porcd Poro Tonquer
¡om¡tido¡ o lolol vocio'
FOIIDOS ESFERICOS, ELIPSOIDAL v BOITBEADOS segrin ASUE
llotoclón¡I s E¡p¡¡or dcl fondo, Pulg.
R t Poro londos hcmiefericoe, cl rodio Intrrno, 9ul9'
Pors fondo¡ dlprotdotca 2'l ee O'9Do
Poro fondoo bombcodo¡ ASME' Rmo¡eDo
Do " Dlúmfro ¡¡trrlor del fondo, pulg'
.?o
.ó5
.óo
.55
.50
.45
.40
.3S
.30
.25
.20
.15
.ro
.os
.oo -to

57
FONDOS TORISFRI@S UG-3fXe)
Loe eepeeoreg requerldoe pana un
costura o eLn costuna eometldoe a
calculadoe Por el Procedlmlento
ellptlcoe. Uee el valor aProplado
fondo torLsfénlco con
pneelón extenna senán
descnlto Para fondoe
para R = Do
FONms Y sccroltEs coNrcAs uc-3fxf)
Loe eepesoreg requeridoB para fondoe o geccionee cónlcas
concoaturaoelncoetura'eometldogapreslónenel
exterlon, 8erán determlnadog pon loc ElEuientes procedl
mlentos :
Curndo a I 60 i
a. Corros con Dorlt¿l0
a.1 Aeumlr un valor Para t y determlnan IE/DL v DL/t'e'
a.2 Entre a Ia flguna 5 UGO-28'O del anexo 1 con eI
valor de L/Do como Le/DL. Para valoree de Le'¿DL>6O entne
a la f lgura con un valor de Le,/DL = 5O '
a.3 Deeplaeeee horlzontalnente en la llnca para valoree
de Dolt equlvalente a eI valor de DL/re determinado en
a.1 En eI punto lntencePtado muevaae vertlcalmente hacla
abaJo Para determlnar eI factor A'
a.4UeandolosvaloresdglfactorAentrealanexolpara eI material baJo conelderacl-ón' Mucvase
ventlcalmente haeta 1a Lntersecclón de }a lf'nea
materlal,/temperatura para Ia tempenatuna de dleeño' En
caao donde el valor de A llegue a Ia derecha de la lfnea
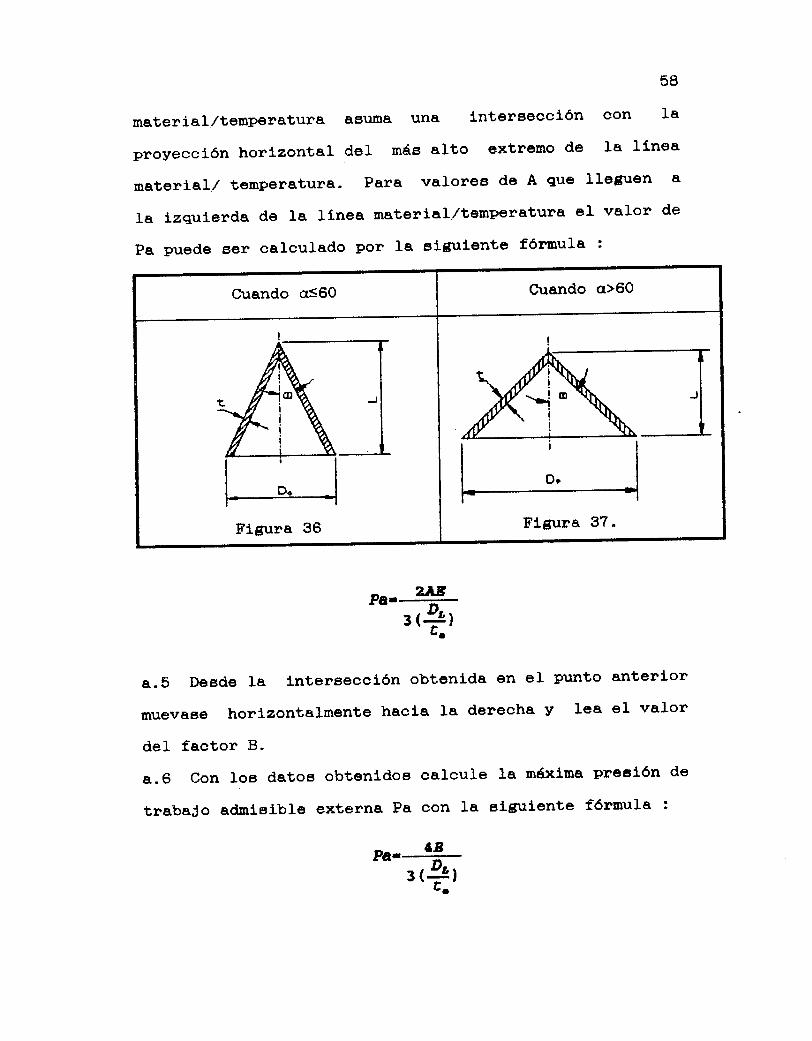
58
materialltempenatura aauma una lntensecctÓn con la
proyeceión horLzontal del más alto extremo de la llnea
materlal,/ temperatura- Pa¡ra valores de A que lleguen a
laizqul-errdadelalfneamatenl.al,/temperatunae}valondePa Puede eer calculado por Ia elEulente fórmula :
pa- ztf3(=)c.
a.5 DeEde la lntereecclón obtenlda en eI punto antenlor
muevase horlzontak¡ente hacLa Ia derecha y lea el valor
de1 factor B.
a.6 Con loE datoe obtenidoe calcule Ia máxlma Preslón de
trabaJo admielble externa Pa con }a elE;1¡lente fórnula :
p¿'.JL.3(+l
Cuando qS6O Cuando a>60
Flgura 36 Flgura 37.
flt\__i ,
I
5g
a.7 Conpare eI valon calculado de Pa, COn CI Valon de Ia
preelón externa de dleeño P. Sf PacP eelecclone un mayor
valon de t y repita eI procedlmtento de dleeflo haeta que
PalP.
b. Conoe con Do,/t<lo
b.1 Usar el Procedl¡nlento anterior (a.1 hasta a'5) Pana
determlnar eI valor de B. Para valonec de Do,/t<4 el
valor del factor A sená calculado por Ia sl-gulente
ecuaclón :
¡'jL(o¿lt.lz
Para valoree de A>0,10 uee un valor de O'10'
b-2 ueando el val0r de B calculc eI val0r dc Prr con Ia
el8uiente fórmuIa :
b-3 Catcule Prz ueando la eigulente fórnula :
Donde S = EI menor de doe veceet eI valon del ezfuerzo
méxlmo adnistble a Ia temPeratura de dlgeño del
metal(tabla apllcable en eubeeceLón C) o 0'9
veceer la fuerza producida en el matcnlal a la
temPeratura de dleeño, Pel'
*,1ffi*,os.'r
**+l'-ÉlEL üJ

Procedlmiento para determinar eI valor del
fluencla, Ia cual ee obtenlda deede Ia
preelón externa :
1. Para una curva de temPeratuna conoclda
valor de B, gü€ corneaponde a }a derecha'
60
eefuerzo de
gráflca para
dctermlne
termlnando
curva.
2. La fuerza produelda eE doe vecce el valor de B
obtenldo en I (paeo anterl-or).
b.4 EI menor valor de Prr y Prz calculadoe eerá ueado
como Ia máxima pneelón adnlelble de trabaJo externa Pa'
compare Pa con P, sl Pa<P eeleccfone un mayor valor de t
y replta el pnocedlmlento dc dlseño haeta quc PalP'
Curndo a
EI eepesor del cono será el mlemo espesor requcrido para
un fondo plano baJo preElón externa aeufilendo Para loe
cáIculoe el mayor dla.metno deI cono.
NOTAS :
EI eetpegor de un cono excéntrlco aerá tonado cono el
mayon de loe doe espeeroncg obtenldoe ueando tanto el
menor como eI mayor ángulo q para loE cáIcu1os'
EI cáIculo de loe esPesolreg para fondoe torLcónlcoe
soportando presión en el lado convexo sé encuentran en
UG-33(g). Eetoe Por eler poco ueadoe en nuectro mcdio
debldo a au fabrlcación no serán tnatadoe aqul'
cI
Ia

61
1-1.3-3 Bocas y Refuerzof'. Lae bocaB eton elementos que
efrven para conectar e} tanque a elgtemaB en lfnea para
asf ser integrado a un procego qufmlco genenalmente,
Seg¡1n el eódigo lae formas de lae bocas Pueden scr
clrcularee, elfptlcas o alargadas ; loe tamafioe de bocag'
para cuerpoB clnculareer gue abarcan en e} dlsefto Por
Códlgo (UG-36 a UG-43), cornesponden a :
D1énetnoa menoree de 8O tendnán booag dc tÉ D Pero no
mayoreg de 20".
Dlámetros mayoree de 60" tendrán bocae de t/3 D Pcro
no mayoree de 40".
Para fondoe conformadoe y cuenPos esférlcoE no hay
llmlteE de tamaño.
Cr¡ando en eI extremo de un tanque la boca tlene máe de Ia
nltad del dlá¡netro ee usanán neducclonee uG-36(e).
Todae lae bocae eenán reforzadae excePto como en
UG-36(c)(3). ael :
Bocag elmPles en tanques no suJetoe a fluctuaclonee
rápldae a preelón.
Bocas no mayores que :
a. 3t6" de dl-á¡netro en cuerPot de tanquect o fondog haeta
de 3/8" de eePeeores menoreg-
b. 2-3/8" de d1ámetro en cuerPoE de tanques o fondoe
mayorea de 3/8" de eEPesor-
Bocae a través de Juntas eoldadae están dadae en UW-14.
Loe nefuerzoE requerldoe Para bocaE en cuerpos y fondos

62
conformados (UG-37) ee dlseñaran baJo preelón lntenna y
baJo preeión externa. Eete dleeño, E€ baea en reGmPlazar
eI área elinlnada a} perforar eI tanque Para }a ublcaclón
de la boca.
El códlgo trata tamblén
fondoe confonmados UG-38'
en fondoe P1anoa UG-39'
fuerzag en los nefuerzoe
bocas VA-42 -
bocae embutldag cn tanques Y
rofuerzos nequenldoe pa¡la bocas
IfmlteE de refucrzoe UG-4O,
UG-41 y nefuerzoe de ntlltlPlce
EJeluplo :
una boqullla de 6" DI y 3/4" espesor con un esfuenzo
adnlelble de 15.000 Psl ec Eoldada a un tanque con un
dlámetro Lnterl-on de 30" y un esPGEor en el cuerPo de
g/8,'. EI materlal del cuerpo tlene un eetfuerzo admlslble
de 13.7OO pet a una tenperatura dc 2OOoF. No Ee lncluye
}a connoelón admlelble, Ia Junta longltudlnal eerá
examlnada parclalmente eeg¡ln 1o requerldo en ul¡¡-52. La
boca no paeará a travée de un tanque con Junta
categorla A. No ee harán soldaduras a toPe en la
boqullta . Revlee Ia conetnucclón Para una penetraclón
total con eoldadura en ranura y Para un fllete de
eoldadura que cubra 3/8" como ec muegtra en Ia flgUra 38'
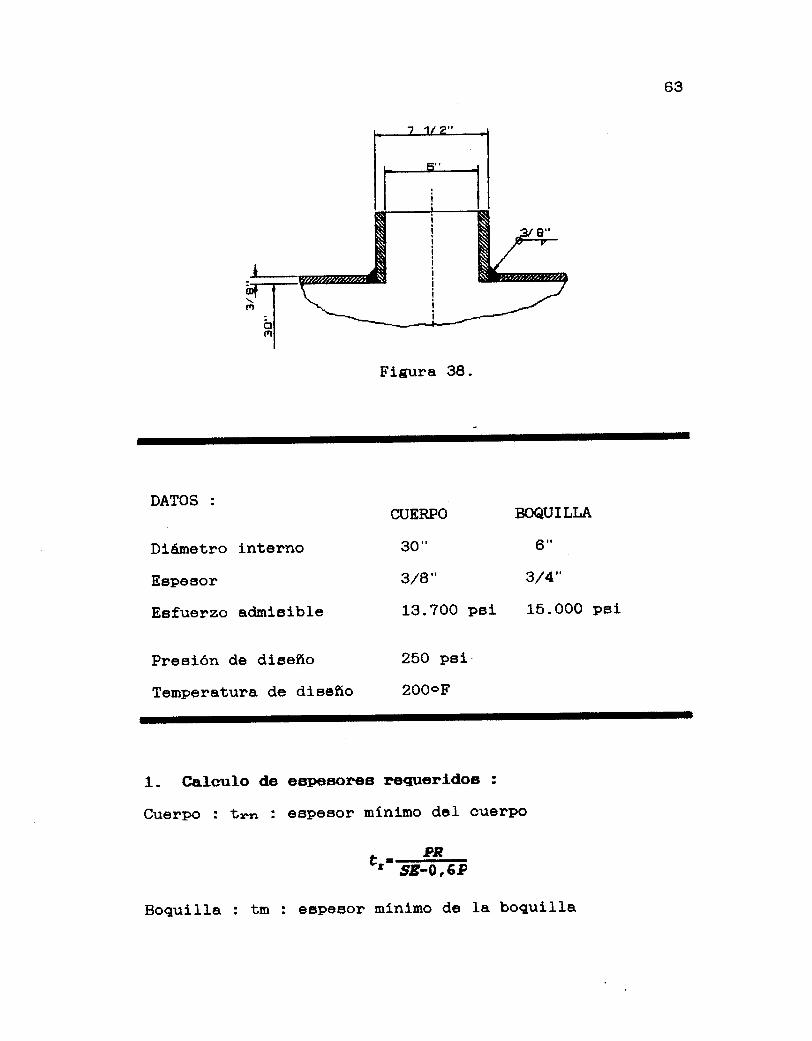
63
Flgura 38.
DATOS :
Dl6metro lnterno
Espesor
Esfuerzo adnlelble
Preelón de dleeffo
Temperatura de dlgeño
CI'ERPO
30"
3/8"
13,700 pel
25O pel
2OOoF
B@UILI.,A
3/4"
15.OOO pel
1- Calq¡lo de
Cuerpo : trn :
esr¡sBorleg ¡r'squeridoe :
especor mfnlno dcl cuerPo
¡--jL.-¡ sE-$,5P
espeeor mlnlmo de la boqulllaBoqul1la : tm :
64
250x15tr=L3.7 00x1.0 - 0,5x250
üt- 0' 277tt
- 2s0Y3-aE 15.000x1,0 - 0,5x250
ü-' 0r 050/
2- Tanafto de la ooldadr¡ra Llcquerldo f¡or [fi|-16(c) Flg-
rFl-16.1 dtb- (d) -
tc = No eerá menoE de 0,7 t mln. 6 X"
donde : tmln = EI menor de 3/4" 6 3/4"
entoncee : tc(mlnlmo) = Con un tnl-n = 3/E" tenemoe que :
tc 0,7(3/8")=O'263"
ó tc ,4" - O,25O"
tc(nfnlmo) - o'25o"
tc(actual) = 0,7(0n375") = 0,263"
0,263" > 0,260"
EI fllete de eoldadura de 3/8" ee eatlafactonfo.
3- Clllculo de fuerztrs Dara eold¡rdr¡raa-
No eron requenldoe pana eete tipo Fle. UW-18.1(d) y aegún
UW-15(b) del códlso ASME :
fr = Sn/Sv, patra Ia pared de la boqullla que lntereePte a

66
travée de la pared del tanque. No eerá mayor ds 1'o
Sn = esfuerzo adnlelbte en Ia boqullla, Pel
Sv = esfuerzo adnleible en eI tanque, psl
f .-8-f,E999-l.o95-tz w 13700
Como 1,095
fnr = fre
4' Area de refirerzo nequ{tnlda'
A-d tx p + Zto ür P(].-frr)
[ = (6)(0,277)(1,0)
A. = 1,662 pulgadae
donde : F = factor de cornecclón quc comp€nÉta Ia
varLaclón de eefuerzoe de preelón cn
dlfenentes Planos con respecto aI eJe de un
plano = 1,O
d =6"tr = 0,277"
tn = Eepeeor nomlnal de la parcd de Ia boqullla
= g/4"
5. Arca de reñrerzo aProvechada-
A = la mayor de lae elgulentee :
ü-d(qt-Ftt, -zti(4rt-tr 1 (r-frr)
ó
66
\-21 ¿+ü,,l ln¡-r-r) -2 t,(et ü-Fü¡.) (r-f"l
donde : El = I Junta a toPe categorfa B
t, = 3/4" eEPeEor cuerPo
Entoncee loe valoree .dc Ar eenén :
Ar = 6(1 x 0,3?5 - 1x 0,277) - O 3 0,588 pulgr
ó
Ar: 2(0,3?5 + O,?5O)(1 x 0,375 - 1x O,27'l)=O'22opulgf
Eecogemoe eI valon de : Ar - 0,588 zulgf
Entoncee loE valoree de Az eerán :
Az = 5(tn - trn) frz t
ó
Ae = 5(t- - trn) frz tn
donde : tt n = eetPesor nequcrldo de la pared de una
boqullla e1n costura.
Ahora :
Az = 5(0,75O - O,O5O)(1,OO)x(O,375) = L,3LZ PuI¡¡t
6
Az = 5(O,750 - O,O5O)(1,0O)x(0,750) = 2,626 puld
Eacogemos eI valon de : Ae = L,3LZ PuIgÍ
A¿r = área eoldadura
A¿r = 2 x O,5 x (0,375)'(1,O) = 0,141 ¡vulgg
Area total : Ar + Az + A¿r
A¡ = 0,588 + t,3L2 * 0,141 = 2,O4L Pulgr
Comparando At, con eI aPea ncquerl'da :
z -o4L
a7
Concluimog que Ia boca no neceglta platl-na de refuenzo'
1-1-3.4 Fondog y cublsrtas Planas. Loe cálculoa del
mínLmo eEpeaor deecrltog en eI paráErafo UG-34 ee aPlLcan
a fondoe, cubientas y brldas ciegae planas dc formaa
tanto cincularea como no clnculares.
Las formae máe conocldae y utillzadaet en nueetro medlo
rae observa'noB en Ia f lEura 38 '
Notactón Flgura 38.
te = ecpsetor del cuenpo efectlvo, pu1g.
t = mfnimo eBperon requerldo dE un fondo o cublerta
plana, I¡uIg.
tr = espesor nequerldo dc un cuerpo eln cogtura a
preelón, pulg.
1-1.4 RcpresentaoLón de Tanques a Pnealón nn Planor¡'
Exlsten métodoE generaleet para Ia elaboraclón de Planog
que contengan tanquee a prcsLón, loe cuales darán como
neeultado economfa en Ia producclón de Epandeg Proyectos
y una dlemlnuclón de Poalbles errores que ee pudlesen
cometen en Ia fabrlcaclón-
Los slgr¡ientee métodoe recomendadoe
generalnente acePtadoe :
ton Práetlcoe Y
a. selecclone una eceala aproPlada de acuendo a lae
dlmenelonee generales de} reclPlente, Iae vletae y loe
detallee ql¡e conEldene neceeanlo rspregentar aef como eI
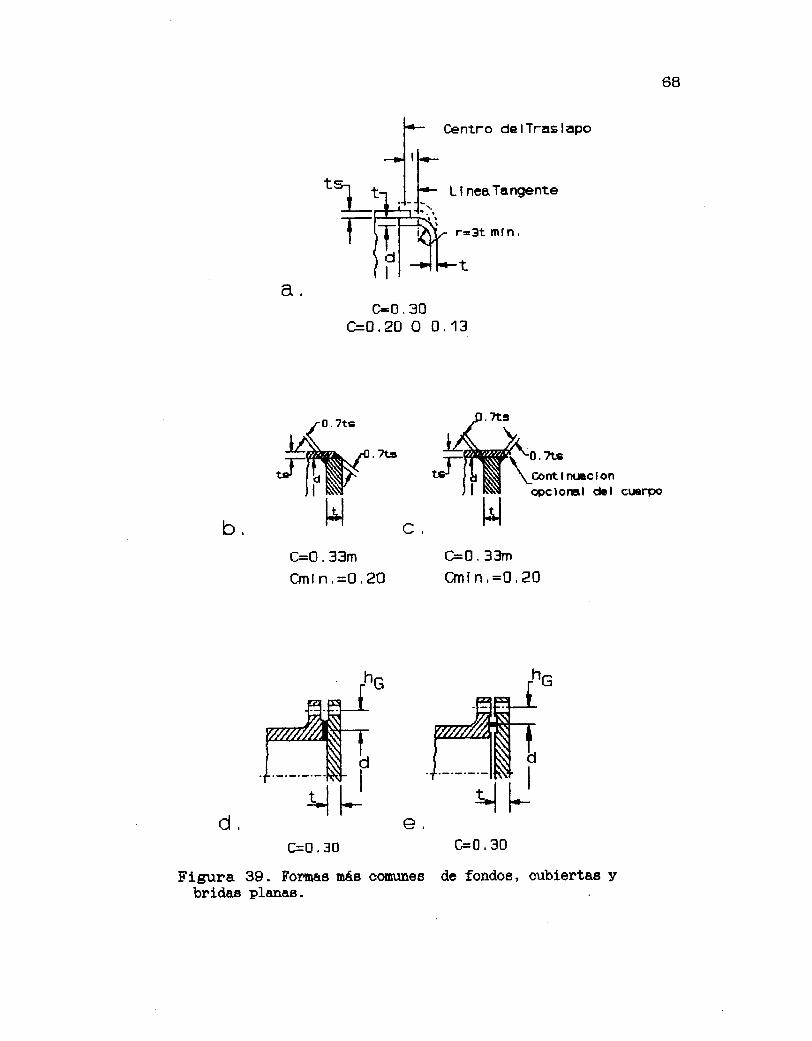
68
ts1 rl_:
Centro IT
Llnea
rs3t
t
s lapo
e
te I lra
rnsent
n,
Ta
mfl}TIlrlC*0
0.20
a.30o 0,13
e.
to'*\bfftlfit-fcf on
opcloml del c¡¡rpo
b,C=0, 33nGni n, =0,20
rl IF0,30
ffii'-tll.rl
C=O,33mCrnln, =0,2O
C=O,30
Flgura 39. Fortaa n6e conunea de fondoe, cublertae ybridas planae
89
tamaño del Plano, para que Eea elano y no se preBenten
confuelonee de un dlbuJo con otro'
b. Muestre la vleta poetenlor, eolo sl eB nececanlo
aclarar nuÍIeroEtas conexl0nee en loe fondos. veáee
Flgura 40.
c. Muestre loe apoyoe (baeee que eoPortan el reclplente
aI pleo) eeparadamente de Ia vleta fnontal ei en eeta ee
preerenta confuelón. En la elevaclón mueetre una
representaclón slmple de ]os apoyoe y BuE llneae de
centros.
d. Localtzar soporte 8rúa (Dlsposltlvo ublcado En la
parte euperLor del recLplente para levantar elementog) '
e. Locallzar }a placa de tdentlf lcaclón en un el-tlo
vlstble del reclpl-ente -
f. Localtee en la vleta de elevaclón lae costuras
deepuée de ubicar lae boqulllas' agarradenaE y elllctas'
Lae eoeturag deben de quedar llbres de cualqulen
elemento.
A. Hueetre en Ia vleta de elevaclón y la vleta Postenlor
una elmple reprceentaclón de las bocag y Pantee lnternae'
etc. y Bl eB neeeeario agnegue dctslleg Por scParado Para
mayor clarldad.
h- Dlmenelon€s. en Ia vL¡tta de clevaclón veáee figura 419.
Lae cotae eerán tomadae deede Ia lfnea de referencla' La
dletancl-a degde }a lfnea de referencla ecrá moEtrada para
un eolo apoyo; el otro aPoyo sená locallzado moEtrando Ia
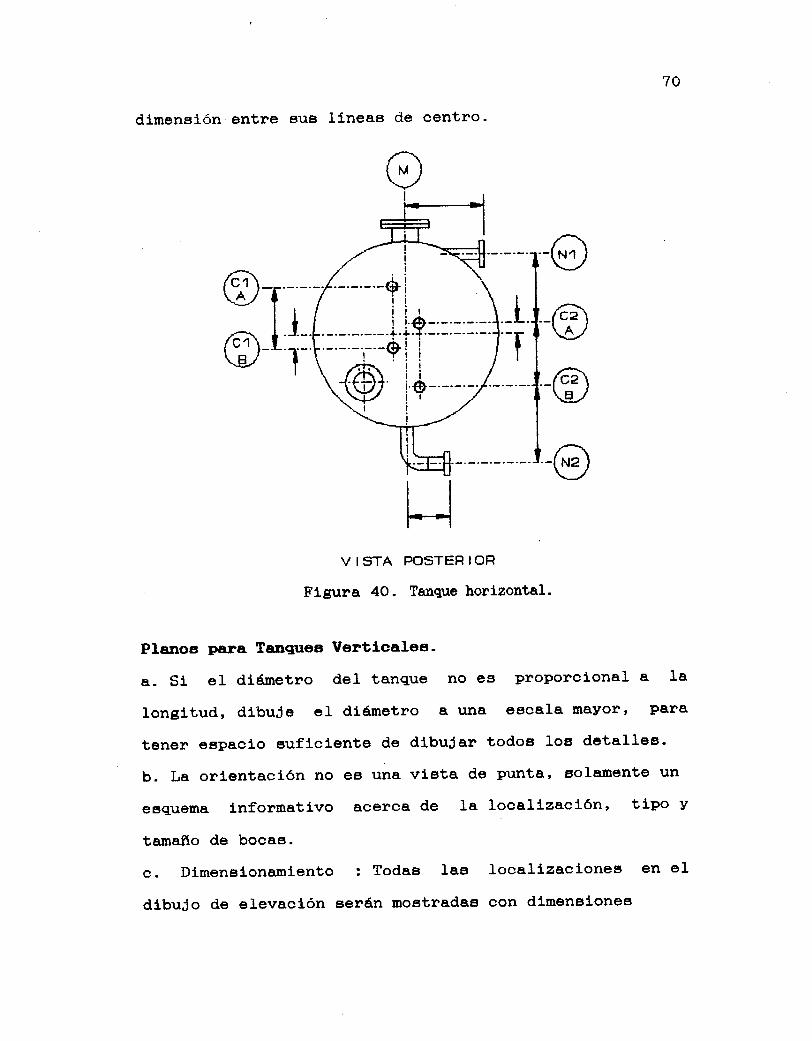
70
dLmenslón entre etug lÍneae de eentro.
.-/'a\EI
@
V I STA POSTEFI IOR
Flgura 4O. Tanque horlzontal.
Planos para Tanqueg Verticaleg-
a. st eI dlánetro del tanque no eE ProPorclonal a la
tongitud, dlbuJe el d|á4etro a una eecala nayor' para
tener espacl,o suflclente de dtbuJar todoe loe dctalles.
b. La orientaclón no es una vleta de Punta, solamente un
e¡rquema lnformatlvo acerca de 1a locallzaclón, tlpo y
tanaño de bocae.
c. DlmensLonamlento : Todae lae locallzaclones en el
dtbuJo de elevaclón serán moetradaet con dlmenelones
,/i,/ .i/ - --- -+i
!!ltl
-----i.ig---i-Ei i,{i}. i i\ //t\\ i ¡
\197 ie\i

7L
ü;gú+JcoILocUIofoco+)
6Ldoocgocf{)oc
'9(J
oo,oa(]
r\r
úLlItL
oJlFp
üaztuu¡JJFZFCItuüo
{nIUJfruJztuU
n{l-IUJJ
v)IIJzoO{ITL
OtuttnUJ
Io(J1lc
o6LoocF
oJtG
II
t
Tá
lfifrñ
{=F I-L
nlxI
'oTL
/ñ-{-'i'-'f 'V
A\-/
!I
iIi.i
iI¡
iI
!!!I!I!!!'I!!I

72
calculadae deede la lfnea de referencla. ver Flgura 42'
d. sltuar las eoeturaE longltudlnalee en el plano de
elevactóndesPuéedeublcartodos}osacceeorloE.
e. Marcar en el tanque lae llneae eJee Para gnadoe o",
9oo, 18o" , 27o" y utllizarlae como neferencla Para ubl
caclón de boquLllae y demáe accesonloa en todae lae
orlentaclonee' ver Ftgura 43'
f.NoeaneceE'ariomostnaninternamenteuntanqueen
orl-entaclón el- Eue Poelclonee eon clarae dcade eI dibuJo
de detalles o. en otrae vletae conunes'
g. DlbuJe eeParadanente orfentaclonee Para moetrar
detallee lnternoe (placaE eeparadoralt' bandeJag'
eerpentlnes), agarraderae, etc' , cl' eI eePaclo no cE
suflclente para moetrar todoe 1oe acceeorloe cn lü'ra eola
vieta' ven Flgura 44'
h. Pana tanqueE con secclonee cónlcas mueetre doe
orLentacloneg el eB necegarlo, una Para Ia secclón
superlor y otra Para la sección inferlor'
k. sl Ele tlenen bandeJae dletrlbutdoras, placae
eepanadorEgr etc., lnterlormente en e} recLPlente mueetre
enlaorlentacl-ónIadínecclóndeldesnl-veI.

73
;u
+JLo
CIfügfÚ
+J
rúLúootrgotrf
0,trcIItlooul
0
NtrúLf0)
TL
oJlFoTI
autzoó4u lfltrunLJ.JZUl(Jtr Jllt ul Fn 7 Z Fiñ iii o tllüü oo
tunm
zIU{
tIJ
-JIU
zqU
FztU
tto
Allsl I
¡rft'\_/
I
--J---

74
0dUoooEorÚULdE
oL+Jr0)t)(ú0)cJ
>.
cIu(t+JtrIIo
ffltrúLfIIL
bF'
o-l'-PtI
b(o
5@
t\,/| "\/"$; a'?-1 r
úf,o0)PLoooa
R [co|f+rOazB
dcUOú-
()t]- d
(-)o-LF{J_C{JocOO
1)o-(uc(l)-oJ

Boquf I la
75
A{!rr.c-üO EÉIIfü
It
180
Flgura 44. Orlentaclonee'
Cotas tle<:orendadas Itara loa cqtonnntse de1 ta¡rque
a. Dletrlbulr los Pernoe de anclaJe con reetp€cto a loe
eJee pnLnciPaleg, en una vl-sta inferlor'
b. La boqullla de acceeo al faldón dcbe ublcaree máxlmo
a B'-OO" del nlvel infenlor de Ia baee Para anclaJeE'
c. En el faldón, log aguJeros pana reePl'nade¡ro a€
locallzarán 1o más alto Poelble'
d. La placa de ldenttftcacÍón ee colocará eobre la boca-
hombre (Uen:hg.Le) o Eobre eI control dc nlvel dc llguldo'
sl no tlene boca-hombre ae l0callzará a 5'-00" sobre la
76
baee del reclPlente-
e- Agarraderas. Sl eI
dimenslón E es lÉua] a
tanque. Ver Flgura 45-
peso del tanque ee unlfonme la
O,2O'7 veceg Ia longltud total del
f. EI aguJero de acceeo (Man-hole) eená locallzado de tal
uranera que una Persona tenga Ia facllldad de entrar aI
tangue, eetando ublcado en Ia plataforma'
g. Aroe pana al-ela¡nlento ele colocarán llbree de laA
coeturae clreunferenclalee y se contarán pana dcJar
llbnee boqulllae, válrnr1as, etc' '
h. EI eepaclamlento entre ar-oe de alslanlento será de 8 a
LZ plee eegún e1 tamafio de lae lánlnae Para eI
alelanlento.
J. Las coeturae clrcunferenclalee eEtarán llbree de
boqulllae, aganradellas' etc. '
k. En las coeturag longltudlnalee no Ee sltua¡lán bocaBn
agarraderag, nl tubos baJantee' Lae coeturae
longltudlnalee deberán Eer locallzadas para que la
Lnepecclón vleual zueda eer hecha lntenLornentc por una
peraona eLn E'er lnterrr¡mPida Por bafles, bandeJas
dletrlbuldorae, etc.. Lae coaturae longltudlnalee se
ubLcarán glradae cada 12Oo con el fln de que no queden en
llnea una con otra.
1. Ubicar eecalerse y platafonmae'
m. Le bleagra del asuJeno de acceso sená locallzada aI
lado derecho de eeta o de Ia manera gu€ quede máe

77
aeceglbl,e a la boca-
n. Loe peldafios de Ia eecalera eerán nivelados con Ia
euperflcledelpl'eodelaPlataforma.taalturaentnepeldaffoe eerá mlnimo de 6" y máximo 1'-6"'
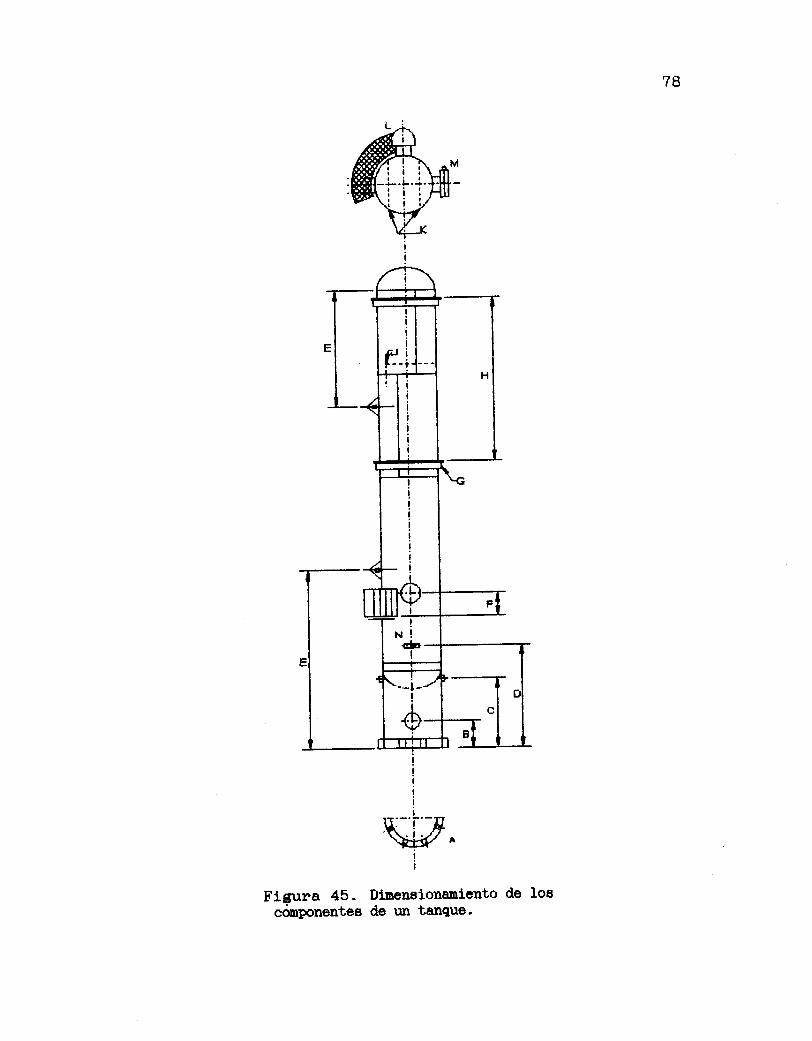
7B
I
\>;¡-all A
iI
Flguna 45. D1¡oenslonanlcnto de loecón¡pnentes de un tanque-

79
1- 1-5 l{aterla}ea de conetrucclón' En el dleeño de
equlPosparaelmaneJoylafabrlcacl.óndequfmlco8''ee'neceearloconelderarfactorescuyagbaEgeteórlcas
eetanán en Ia qulnfca, la fíeica y Ia economla'
La elecclón de materialee uÉadoet en Ia fabrlcaclón de una
plezaenunequtPoeetánprfmordia}rrcntebaeadoEPor
conElderaclones talee como, Ia resÍetencla a lae
reaccloneg qufmlcas, la reeLgtencla a cargaB y esfuerzos
y a} coeto nelatlvo de 2 o máe natenlales lEualmcnte
aceptadoe.
Con Ia lngenLeria qufnlca es poelble Ia cvaluación
cuantitatlva del meJor nedtó anblente, la energfa
neceEarla para una reacclón y como reeultado lae
condlclonee de operaclón de los tanques' Ee eeenclal que
las reacclonee no afecten cl equlpo Pon cornoelón y que
l-mpunezae dentro de esté pnovoquen efectoE catalftlcos
poco deeeadoe-
De los muchos materiales dc' construcción, loe metales eon
logmáeueadoe.EneldlsefiodetanquceeElnportantequetodoeloematerlalesqueloconformanleanconsle
tentee.
Las fuerzas conBl-deradae en r-In equlpo son Ia pnopledad
ffslcarráElnportantepara}aelecclóndcunmaterlal;se deben tener en cuenta carrgaB pl'co, egfuetzo8l
unlformee, contlnuos y altennatlvoe' Loe eefuerzog eerán
eonocLdoer para un determlnado materfal a la teml¡eratuna
80
de operaclón lnvolucrada.
Laexpangl.óndematerl.alesdurantelaapllcaclóndc
eefuerzogocarrbloedetemPeraturageráconelderado;
eepeclalmente cuando dOA metalee eetan en contacto
tenlendo cada uno un coeflclente dc cxpanelón térml-ca
dÍferente.
La conductlvldad
ffeicae tenidas en
del material.
La dureza y ducttlldad Eon p¡ropledadee de alguna
dtftcultad para deflnlr Pero que eB lsrx¡ontante tener en
cuenta en la práctlca de todo equlPo donde Ia cnoslón y
abraetón son esenclales.
Es neceearlo tener en cuenta Ia r¡aqulnablltdad dcl
materlal aef como tasrblén Ia neceeldad y conetecuencia de
algfrn trata¡nÍento térmlco apllcado al equlpo'
Regl-gtsncla a Ia corroclón y atlet.ot reelatentes a'l
calor : EI cromo es una fmportante aleaclón dc metal,
porque de lae propiedadee eapecfftcaB y dcsarrolladae por
eI mlamo y por otroe clementoe de aleacLón, Ioe aceroa
reeletentes aI calon y s Ia cornoelón con claslflcadoe de
acuendo con el contenLdo de Cromo (Cn) ' Algunae
comblnaclonee lmpllcan aceros con Un Contenldo de cnomo
(cr) de 4 a 1OX y con elementoe como sÍIlclo (sl)'
Mollbdeno (Mo), Nlguel (Nr) y Azufne (z). EÉtoe aceroet
eon loe máe reeletentes a Ia corroelón y a} calor que
térmlca y eléctrLca son proPledades
cuenta frecuentemente en eI cáIculo
81
elmllareB acerog de baJa aleación y reeletentes a Ia
oxldación y reducldae atmóeferae haeta de 1'1OO'F' Por
eeton son de prlmer ueto para equlpoe en Ia refinenla del
aceite, cá.narae catallzadoraE, váIrmlag, etc' n dOnde Bon
encontradae altae temPenaturae' EI Cromo (Cr) tlenc Ia
propl-edad eepeclflca de reduclr ataquee por hldrógcno y
aef pudlendoee extender loe rangoe de teml¡eratura eobre
eI cual los aceros Pueden eter usadog en atmóefcra con
contenldoe de hldrógeno'
Aceroe con nás de] 1oX de Cromo (Cr) y náxlmo de 2% de
otros elementoE anotadoe fonman un lmPortante Srupo' Aul
los aceros lnoxldablee con un LZ a 18Í de Cromo (Cr) '
nenoet del O.14X de Carbono (C) y pequefiae cantldadca de
Mollbdeno (Mo) y otroe elementoe aon ueadoE Para
válnr1ae, plgtonee, alabes de tunbinas' etc"
Paraunaexcelenterceletencl.aalacorrogl.ónaaltae
temperaturag' aceros con contenldoe de 20 a 3Ol[ de Cromo
(Cr¡yconcantldadeedeCarbono(c)alnededordelo.S%
Bon los más aprovechadog'
El códlgo ASME remlte su capltulo de materl-aleE pana
fabrlcaclón a lae eepeclflcaclonee de ta AMERICAN SOCIEIY
F'OR TESTING AND MATERIAf.S ASTMg para que eI fabrlcante
loe requentmlentoe tanto
materlal Y aef tener unade} materlal de cumPllmlento de
qufmlcos como de resLetencla del
3 En adelante nosAnerlcana Pare Pruebas
referlmoet cony Materlales,
la g161a ASTM a Ia Sociedad

82
garantfa sobre el mlBmo'
Los materialeg máe comunee E¡on :
ASME SA-283,/SA-283M ldenttftcado con ASTM A 28,3/A 283M-88
ASME SA-515,/SA-515M ldentlflcado con ASTM A 515/A 515M-82
ASME 5A-516,/5A-516H tdenttflcado con ASTM A 516'/A 516M-86
La eepeciflcaclón ASHE SA-283,/SA-283M cubr'e cuatro Írados
(A,B,C y D) de Iámlnae de aceno aI carbono de calldad
eetructural para aplicacloneg generales; eB reconocfdo
como un acero con eefuerzoe a Ia teneión baJoB e
Lntermedloe. Obeenvar la tabla I que contLene
10 quc contlenerequerlmientoe quÍmicoe Y Ia
requerÍmientoe de tenelón'
Algunoe de los requerLmlentoe euPlementarlos y neceEanlos
que ee deben tener en cuenta aI momento de }a comPna con:
a. Análtele gulmico del Producto
b. Pruebas mecánicaE para la elnulacLón del trata¡nlento
ténmtco Poeterlor a Ia aoldadura'
c. Prueba de Lmpacto CharPY V
d. Prueba ultraeonldo
e. Pruebae de doblez
f. Reducclón de área
tabla

PorcentaJs de AnáIleleGrado Á Grado B Gnado C Grado D
Elementoe
Máxlmo CarbonoMáxlmo ManganeeoMáxlmo FóeforoMdximo AzufreSl}lclo :
Léminae ¿ tl"Lé.urlnaa 5 L'6"
Cobre :Mfnlmo % cuandoeB egPeclflcado
o,14 0,17o,9o o'9O0,04 o,o4o,o5 o'05
0,40 0'40o,15 o,15aA
o,4O o,4o
o,20 0,20
o,24 o,27o,go o'9oo,o4 o'o4o,o5 0,05
o,4o o,4o0,15 0,15
AAo,40 0'40
o,2O o'20
TABLA 9.
TABIA 10.
rlmÍentoe sqlnlcos
rlmlentoe de tenslón
B3
trrn¡versal.
{20 llPal P¡ra
l{ot¡s :
A.Parelárin¡¡de2|.deancho,lrpruebrerpecificadrestor¡daenladireccÍÓnVer orient¡ción b¡jo las pruebas de tensión m h especific¡ción AtlA6ll'
B. Los tírite¡ sup.riiies a 75 [si {51Í llPal deberá ser increrent¡do por 3 [si
rateriales de erpesorer reyoreE de lt''C. Ver ó.2
0. Para espelores nor¡n¡leg lenBre5 de l/lÉ' una deducción desde los porcent¡ies de elongacién
esoecificados en I' pueden ser hechog decreciendolor para lor espegores norinaleg ¡enore¡ d¡
5/16'. Ver especilicacÍÜn A 6ia 6ll'
E. para e5pes'rer no.ii.i., ray6res de 3,5' una deducciün de¡de lm Porcenteie¡ de elonqrción
e¡necificados en 2' pueden ser hechos para increrentos de el espeEor norinal de 3'3" Ver
especilicación fi6/Aált' ientos de elongrción ¡on reducidos do¡ {Zl puntor de
F. P¡ra lárina¡ de ?f' de anchor los reguer¡r
Titttit"neclfLcactón ASME sA 51b,/sA-515M cubre r¡lacae de
acero aI Carbono-Slllclo prlnclpalmente para el Eervlclo
de altae e lnternedlaE temperatulraE en calderas y tanquce
Grado A Grado B Grado C Gnado D
EsfuerzoE
Punto derrfnlmo :
de tenelón'Kel 45-60MPa 310-415
fluencla,
50-65345-450
27185
25
55-70380-485
60-75415-515x
33230
ZO
ver notag 0,EtF'

a Preal-ón.
Son aprovechadoe en cuatro gradoe
egfuerzoa. Loe egpegores máxlmos
solamente l>or la caPacidad de la
encontrar Ia propledad específica'
84
con dlferentes
estan Ilmltadoe
compoelclón Para
de Ia tablaDebe crrrrpllr con los requerimlentos qulnlcoe
11 y con reguenLmlentoe de tenglón tabla 12'
Tabla 11. Ree
Ver especificacién
Tabla t2. rlmlentoe de tenElón
PorcentaJe de comPoelclónGra.55 Gra-60 Gra'65 Gna'7OElementos
l{axt-rc carbono¡<1 "1a2"2a4"4a8"¿8"
t{á¡8. DanganegoAnáIists coladaAnéIlele Productot{áxt-Eo fósforol{á:rtúo az¡rfreAnáI1els de colada
Anállete Producto
0.20 a.24 0-28o .22 Q .27 0, 31o -24 0.29 0.330.26 0.31 0.33o.28 0.31 0.33
o.go 0.90 0-900.98 0.98 0.98o.35 0.35 0-35o.o4 0.o4 0-o4
o.15 0.16aaa
0.40 0.40 0-40o.13 0.13 0.13aaa
0.310.33o.350.35o.35
L.201.300.35o. 04
o. 15a
o.400.13
a0.45
0. 15
o.45 0.45 0-45
Elementoe Gr'55 Gr'6O Gn'65 Gr'7O
Esfuerzos tenelón'Kal
Punto fluencla'mfnlmo Kel
Elongaclón en 8" "
mfnlmo 96
Elongaclón en 2" 'mfnlmo X
55-75
30
23
2"1^
60-80
32
2L^
25
65-86
36
194
23
70-90
38
L7^
2L
A. Uer especific¡ciÓn S20/A 20lt
85
A}gunosdeloereguerlmlentoenecegarl.oEalmomentode
reallzar Ia compra aon :
a. Tratanlento aI vaclo
b. AnálLele qufml'co de1 Producto
c. Pruebae mecánLcas para Ia eLmulaclón del trata¡nlento
térrrlco poeterlor a la eoldadura'
d. Prueba de tensl.ón adiclot"f
B. Prueba de fmPacto charPY V
f. Prueba de tenelón a alta tenperatura
g. Prueba de ultraeonldo
h- Pnueba de partfculae ma8nétrcae
1. Prueba de doblez
Entne otrac encontradae en ra eepeeiflcacLón A2o/A2ol4
oflclal emltlda Por ASTM
La eepecÍflcación ASME SA 516,/SA-516M cubre placae de
aceroalcarbónconeervlclogentanqueeaprgElón
eoldadoe.
PlacasbaJocetaeepeclflcaclóneonútlleeencuatrogradoe lgual como ee muestra en lae tablas 13 y L4' Se
debe c'mprlr igualmente con loe requerÍmientoe quÍnicoe
tabla 13 y requerimlentoe de tenslón tabla 14'
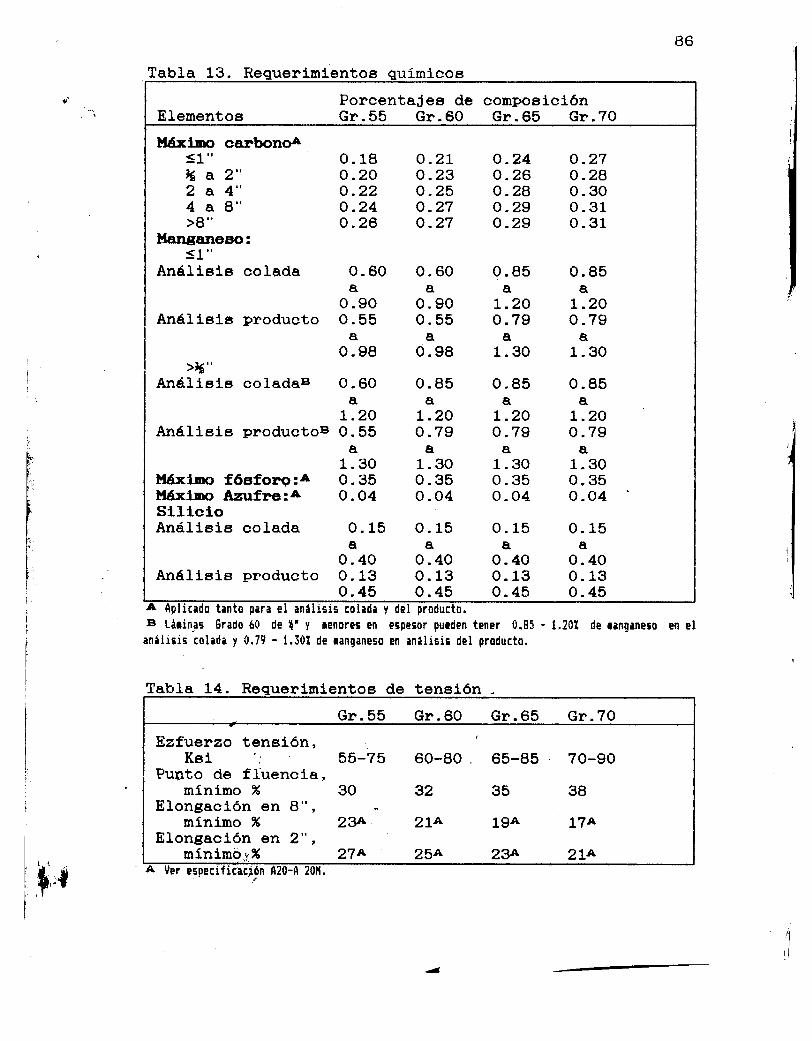
86
Tabla 13. Requenimlentoe químtcoe
Elementoe
t{áxl¡no carbonoa<1 ",áa2"2a4"4a8">8"
t{anganeso:<1 "
Aná1lele colada
Ané.Ilele producto
>N"AnéIlele coladaB
t{áxt-rc fóeforg:Al{áxt-no Azufre:lSlIlcloAnáI1siE colada
Aná}lele producto
PorcentaJee de conpoelclónGr.55 Gr.60 Gn.65 Gr.7O
AnéI1ele pr.oduetoB 0.55
o. 18o.20o.22o.24o.26
0.60a
o.90o-55
ao. s8
o.60a
L.20
a1.30o.350. 04
o. 15a
o.40o. 130.45
a -2to.23o.25o.274.27
0,60a
0.900.55
a0.98
o.85a
t.20o-79
a1.30o.36o. 04
0.15a
o.40o. 130.45
o.240.26o.28o.29o.2g
0.85a
L.200.79
a1.30
o.85a
L.200.79
a1.30o.35o. 04
0.15a
0.40o. 130.45
o.27o.280,30o.31o.31
o.85a
L.20o.79
a1.30
o.86a
L.20o,79
a1.300.35o. 04
o. 15a
o.400.130.45
¡A Aplic¡do trnto p:ra el enúlisis colada y del producto.B Lárints 6redo 60 de [' y renores en egppsor purden tener 0.8i - 1,?01 de mngrneto m elenlli¡is colrdr y 0.79 - 1.30I de ranganeso en ¡náliEis del producto.
Tabla 14. Requerlml-entoe de tenslón -
especific¡.ción
Gr.55 Gr..6O Gr.65 Gn.70
Ezfuerzo tenelón,Kel '; 56-75 60-80. 65-85 70-90
Punto de fluencLa,mfnlmo X 30 32 36 38
Elongaclón en 8",mfnlmo ñ 2V 2L 19A t7^
Elongaclón en 2",mlnlmti-yÍ 27^ 254 23 2L
a7
Algunos de }os requerlmlentos que Ee dcben exiglr en
certlflcados para control y prueba eon :
a. Trata¡nlento al vacfo
b. Pruebae de teneLón adiclonalce o eeP€cLalee
c. Pruebae de lmpacto
d. Pruebae no deetnuctlvae
e. AnÉllele qufmlco de1 Pnodueto
f. Prueba de tenslón a alta temperatuna
g. Pnueba ultraeonido
h- Prueba Partfeulae mag¡létlcas
1. Prueba de doblez
Ael como tambl-en requeriml-entoe de compra cepectflcadoe
en el eetandan ASTM A2O/A2OL4'
Ilocrrcntoe de referencla. Para lae eepeclf lcacloneg
traüadae se remLte a loe elSulentee estandarce dc ASTt'l :
- A 6,/A 6M : EePeclflcaclón dlnenslonal '
- A 2O/A 2Ot4 : EePectflcaclón de pruebae'
- A 4g5/A 435M : Eepeclflcaclón de eneayo ultnagonido'
1.1-6 CertlfLcadoe de naterlal (DfIR')' Ee un docr¡mento
emltido por el fabrlcante del matertal, en el que se
eepeclflcan dLmenelones, €l anállsle qufmlco, Pnucbae de
lmpacto, dureza y tenelón gcneralmente, del materlal en
bruto.
Ver certlflcado de matenlalee, numcnal 3'1'9 de la
compañ1a Trameaeta Stee1 Jcreev LLm{ted'
88
L-L.7 Normae y códlgog cone:roa- EI códlgo ASME tlene
relación con otroe códlgoet que tfenen nollma8 en cua¡Eo a
materlalee, soldadura, tuberÍa y nuchae otrae partes de
tanques a Preelón.
Los códlgos Y
ANSI
Contlcne normas de tubenfa para 3á4, petróIeo'
refrlgenaclón, giEtemae de dlEtrtbucl-ón, válvulas y
efmbolos para eI dlbuJo de tuberfa'
CEA Canadl-an StandaPds Aeeoclatton : Conetrucclón e
Lnspecclón de calderae y tanqueg a Pneslón'
API Aneri.can tretroler¡rr Inetltute : Tanquee vertl
calee, tanquee de acelro eoldadoe, lnePecclón y reParaclÓn
de tanques de almacenanl-ento, tuberfas para conducclón de
petró1eo y denLvadoe, tanquea atornllladoü'
eepeclflcaclonee Para acelte.
aIñlA A¡rer-ican blater wonke A¡qeocLatlon : Estándanee
parla torree de acero eoldadae, col1¡mrtae de allmentaclón y
r€ererva de agua, tubenlae para conducclón de agua
potable.
A9IS ArnerLcan weldl-na soctetv : soldadura, métodos
Estandaree para pruebae mecánlcaE, procedl-mlcntos y
callflcaclón de eoldadores, metal aporte'
BSI RnLtLeh Standarde InetLtutl-on : TanqueÉt a Pre
elón eoldados Para eI uao en la lnduetria qufmlca'
normas mág conuneB gon :
Anerlcan National Standa¡ds fnetitute
89
petrólera y Blmilares.
1 ' 1 ' 8 Genenalldadee eobre eoftvarc dlgr¡onlbres '
La McGnaw-hl-l] , Publlca Ia nevleta mengual Ingenl'erfa
QuimLca "Chemical Enslneerl-ne" en la que ae cneuentra aI
eoftware de divensoe tema6 en fngenlgnfa de procesoÉt. Ee
poslble remltlree a log productones de software para
obtenen máe lnformaclón acerca del tena de lnterés.
Entre los progra¡nas de comPutadon Para tanqueg tenemog :
Pneeeulle Veseel Softwa'ne
Dlseño
Estlmaclón de coetoe
DlbuJo automátloo
Veeeelpak
Transferencla de calor en eI dlscflo de reactoreg'
procesos de tanques en fBM compatlblee.
Detalle de coeflclentee de transfenencla de calor
Temperatuna vet Tlempo en tanques
Rango de chaquetas Y agitadoreet
Base de datoe proptedades de loe fluidos
Manual de 8O páglnas con todae lae ecuaclonec
Steampak
Baee de datos y cáIculos Para vapor
Loe paquetcs anterloree pucden aer eollcltados a :
MADISON TECHNTCAL SOHNi¡ARE. INC

\
90
P.O. Bo.X, 4t8424 Indlana¡¡olie, Indlana 4824L
tel : (317)885-1763
En eI Bnexo 3 ee encuentna lnfornaclón adlcional sobre
loe paquetes de eoftwane ¡¡edldos a 1ae productoras-
L -2 FABRICACION
En eete capftulo Be tratará acerca de los Procesoet de
manufactura por los que debe Pasar un equll¡o deftde Ia
adqulelclón de la lámlna en bruto, haeta gu forma flna}
como parte indlepeneable de eetoe equlpos.
L-z-L lbabaJos de ctrapa. Trataná de loc Pnocedlnientos
por los cualee atravLeza la }ánlna dcede su llegada a lae
lnstalaclones del fabnlcante, Baeando pon dlfcrentce
pnocegog de manufactura obtenlendo como resultado las
formae tlplcae de loe clllndroe y loe fondos-
L-?.L-L FlaneJo, InicLalmente el fabrlcante hará un
pedldo de la lánlna a la acería, referenclando muy blen
la eepeclficaclón exigida por ASME y gug dlmenelones-
Una vez llegue Ia lémlna a Ia fábrlca se Procede a
realLzar un control de caltdad que sc baga En tomarle lae
dlnenslonee a Ia 1ámlna y obeenvar que etu egtamPe gea
elaro y conrecponda aI certl,flcado de materlalee que ha
sido emltldo pon Ia acenfa, si el eetanpe dc la lÉ.mlna no
ee claro e¡e procede a toman una mueBtna pana realLzar un
análiele qufmlco el cual dcbe correerPonder exaetamentc al

91
BE
L-2-L-2 Trazos y Deaa¡3olloc. Pnocedemoe a trazar Ia
lánlna eegún loe planoe de dletnlbuclón de lánlna hechoe
por e} departamento de dlbuJo evltando conelderar los
bordes ya que genenalmente eetoe vlenen defectuoeos y
desalineadoe, luego éete trazo eerá revlsado por eI
departanento de
corte.
control calldad Para evltan errores de
de] certlflcado de matenlalee;
rechazará la lém1na.
Degpuée del control calldad de
Iámlna con eI códlgo Lnterno del
para Ia cual se va a utlIlzan.
en caeo contranlo
la 1ánina ee marca Ia
contratleta dc Ia obra
trazada
de loe
equlpo
dc Ia
cortee
acuerdo aI
menoB una
L-2-1.3- Corte. Deepués de tenen Ia lámlna
procedemoe a nealLzan el corte con algunoe
elgulentee equlpos; tenlendo en cuenta que cada
eetá relaclonado con eI eelleEon y dlmenelonee
lámfna eJ:
Lár¡lna con egPegoree s tÉ" se usa Ia cLzaIla.
Lámina con ecIlegoreg haeta 6" Ee usa eI plrotomo.
Tamblén ce uca eI equlPo de oxlcorte Pana
circularea con eetpeEoree baeta 6".
t-2-L-4 Cr¡nrado- fra lámlna dlmenelonada
plano ae lIeva a Ia prensa para ser pLcada
de
aI
92,
zong de 2OO a 250 trung. en arrbos extnemog por donde ae
lnlcla y tenmlna eI curvado.
El proceeo de ptcado conslete en un predoblez para dar
facllldad a }a lnlciación de }a operacfón de curvado y
para que aI flnallzar eete, loe extrcmoa a unln de Ia
}ám1na no queden rectoe, alno como una contlnuaclón dc la
cunvatura.
1.2. 1- 5 hboubado y Robordeado de fondo¡- Eeta
operaclón consLete en un BPoceEo de deformaclón pláetlca
del naterlal en frfo haeta danle forma €n sucetlvoe PaEot
por !a prenea para obtener una fonma de batea. Veásc
FlgUra 7L SegUldanente Ee eomete aI procéeto de
nebordeado por medÍo de una náqulna que dcforma
utlllzando una matrfz y gfu'ando en eentldo dlanetral
obtenlendo aei eI radio de} codlllo y eI reborde. Veáse
Flgura 72.
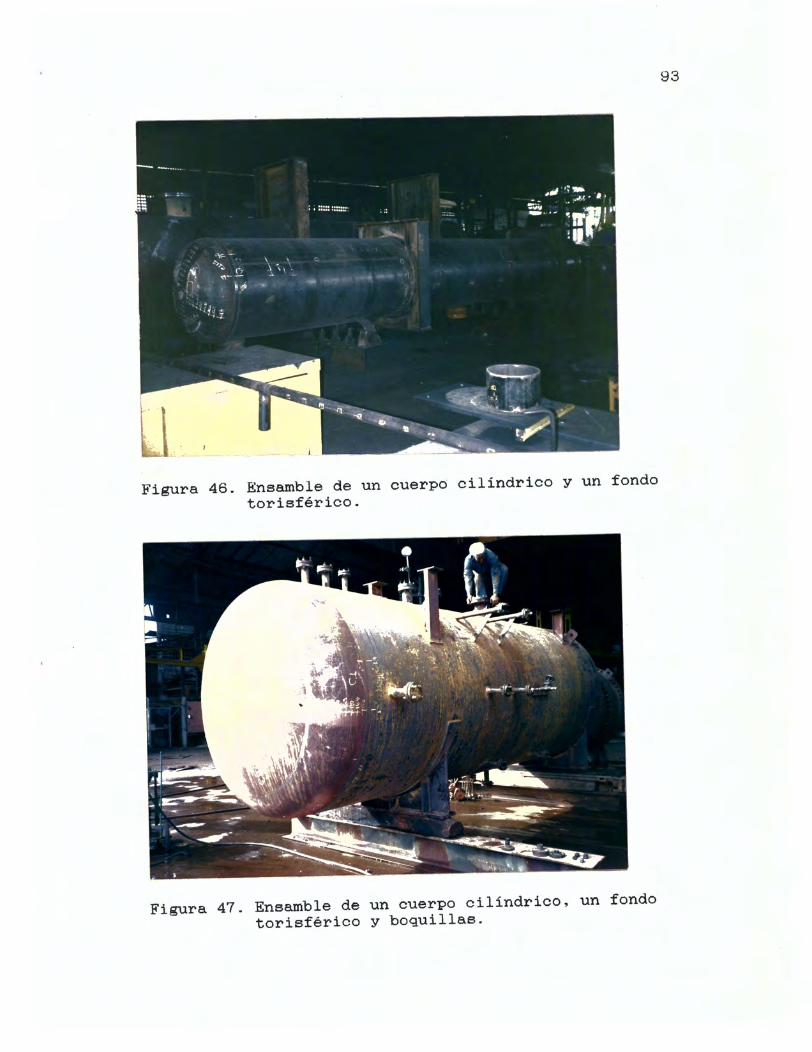
93
FiÉura 46' Eneamble detorisférlco '
un cuerpo cillndrlco Y un fondo
un cuenBo cilíndrieo'y boquillae-
Ensamble detorleférlco
Flgura 47- un fondo
94
L-Z-Z TrabaJo de soldadura-
La eoldadura ee utlllza casl que unlvergalmcnte en la
fabrlcaeión de equlpoe a preElÓn' A veceg se ugar]
equlpos forJadoe para preslonee elevadas, donde e1
eepesor de Ia chapa ee hace demaelado Srande para Ia
conetrucclón de Ptacae eoldadas o lanlnadae'
Eete capftulo dedlcado a Ia soldadura GB de gran
l-ml¡ortancla, ya que es neceearlo verLf l-car gue la
eoldadura empleada en }a fabrlcaclón de equll¡oe a
preslón, sea eJecutada de acuerdo a Procedl'mlentoe de
eoldadura califlcadoe y eoldadonee callflcadoe baJo
códlgo.
A contlnuación ee deecnlben de nanera muy cuperflclal loE
diferentee procegos de eoldadura y etu apllcaclón mÁe
corrlente, ya que la eoldadura que máe se emPlea Gn Ia
fabrlcaclón de equLpos a Preelón eet Ia de arco cléctrlco'
que se puede reallzar de forma manual o autonátlca.
Cuando ee tlene cordonee de eoldadura longltudlnales y
clrcunferencl-alee de grandee ta'mañoe, El€ enplean máqulnas
de eoldaduras automátLcag obtenlcndo gran eflclencla'
Para cordonee de eoldadura longltudlnales ee tLene e}
ellfndno a eoldar flJo y eI arco e¡G deeplaza. Para
condonee de eoldadura clrcunferencLales Ee elgue el
pnocedlnlento contrarlo.
A continuaclón menclonaremos algunoe de loe pnoceeoc de
soldadura por arco eléctrlco máe utillzadoe; aI menclonar
95
cada proceso, éste ee tltulará con eu nombng en españoI
al lgual que su nombre y Ia s131a cn lnglée'
a. Soldaduna pon arco eléctrlco con metal de aPorte y gas
de protecclón (Gae Metal Anc-Werdin¡r) (GMAW)'
b. Soldadura Por arco eIéctrtco eunergldo (Sunerqed Anc-
Weldl-nq)(SAW).
c. Soldadura por arco eIéctrlco con
autoprotegldo con fundente en eu nucleo
Arc-9Jeldl-ng) (FCAW) .
d. Soldadura por arco e}éctrico con eléctnodo revestldo
( Shl el ded Metal-Arc-Weldr n¡l) ( SMAW) .
La soldaduna oxlacetilénica se emPlea Pana muchoe flnes
en la fabrlcaclón de equlpoe de baJa PreELón, eobne todo
para soldar placae de poco eetpsgor y Pequeftae Blezaa;
otroe usoa dadog son el enduneclml-ento dc Pequeflae Partes
medlante el calentanlento de 1a llana' para realLzar
cortes.
Otno proceEo de eoldadura emPleado ee eI de gag con
Iatón,9ü€congleteenlaunlóndenetalcEnofennoeoeglnquesellegueafundlnelrretalbáelco'Hayotnoc
pnocedLmlentos de eoldadura Pana trabaJos espccialee'
cono el de eoldadura Bor Hldrógeno atómleo, Eoldadura
slumÍnotérmlca, eoldaduna de latón por reel'stencia'
soldadura Por exPulslón y de arco sumergldo entrc otroe'
Generalmente la eoldaduna de eguLPoE a prealón nequlene
de varloe cordonee de eoldaduna etupstrpucstoe. Decpuée de
electrodo
( F lux-Cored
96
apllcarge eI prlmer cordón de soldadura, debe llmplarse
la superflcte a examl-nar cufdadoenrqente antee de apll-car
el ae8undo cordón de eoldadura qu€ va superpueeto; para
aaeguraree de que halla buena penetnaclón, hay que evl-tar
ademáe que se pneaenten gnletae e lnclueLonce dc egcorLa
que puedan debllltan la unlón eoldada. Por debaJo de un
buen cordón de soldadura de pneeentaclón o flnal podrá
ocultaree una falla del cordón lnfenior de la eoldaduna'
t-2-2-L Callflcaclón de PnocedLnlentos. La callficaclón
de un pnocedlnlento de soldadura de acuerdo con la
eeccLón IX del códlgo ASME, BB treall,zar una
eEpeclflcaclón del procedlmlento de Soldadura (WPS) ' asÍ
como tamblén un certlflcado de la callflcaclÓn deI
procedlmlento (PQR) ' para hacer una apllcaclón cornecta
de la eoldadura.
EI WPS Indlca Ia forma y condlclonee para reallzar una
eoldadura, eI PQR elrve para conglgnar loe datos que se
obtlenen en lae pruebae de callfleaclón del p¡rocedlmlento
de eoldadura cuando han eldo eatlefactonlae ee8¡1n eI
códlgo. La callflcaclón de 1a habllldad dsl goldador
pana efectuan eoldadurae o Juntas canaa y llbreE de
defectos, aef como la habllldad Para oPerar un equlpo de
eoldadura Ee hace elgUiendo un pnocédimlento callflcadon
eon una probeta de Pnueba y sonetléndola a pruebae
eepecfflcae de callflcaclón como Io egtablece eI cód18o
97
ASME en au eección IX; IaS r.eglae eetableeldae en eeta
Eecclón eon Para la apllcaclón de eoldadura manual y con
egulpos automátlcoet.
Todo fabrlcante deberá gometer a la aprobaclón del
cllentey,/oE'urepreBentantetodoeloedoerrmentoedesoldadura. El fabrlcante ee regponÉtable por Ia eoldadura
hecha por enr organlzación y debe dlrtglr loe engayoer
requenldos en eeta eecclón para Ia callflcaclón del
procedLmLento de soldadura y Ia callflcaclón de
Eoldadoree y ope¡rarloe de equÍpos' Ademáe eada
fabrlcante debe mantener un regl-Btro de loe WPS' PQR y
WPQ de acuerdo a los formatoe QW-48O' Eetoc regletroe
deben eer certlflcsdoe por el fabnlcante y deben egtar aI
alcance deI lnePector.
Loe ensayoe Pana determfnar lae ProPicdadee mecánlcae
usadas en la callflcación del Procedlmlcnto y en Ia
call-fieactón de eoldadoree, Ee encuentran ectablecidae en
Ioe parágrafos QW-110 at Qll-190. La eepeclflcaclón del
procedlmlento de eoldadura (WPS), dcbe Ber prcParada por
eI departamento de eoldadura y Por perBonal a cango de Ia
soldadura, antee del lnlclo de Ia mlEma Pana dcmoetnar
que con eete procedimlento se Puede eJecutar eoldadurae
con propledadee mecánicas apropladac.
Cada fabnlcante debe prepalrar por escrlto eI WPS que está
deflnldo por :
9B
1- Eer¡eciflcaclón del procedinlento de eoldadl¡ra (I|PS¡.
Ee un eecnlto del pnocedlnlento de soldadura PreParado
para prol>orclonar orlentación aI eoldador o a un
operador de equlpo y producln una unlón soldada dc
acuerdo a lae eepeclflcacloneB del ASHE. EI WPS debe
contener lae varlablee que son egcnclalee, sgenclaleg
euplementarlae y no esenclaleB al proceso de soldadura
e¡npleado en un proeedlmlento. Loe WPS debcn estar a
dlEpoalclón de loa inspectoreet; lae varlables en un
proceso de eoldadura descrltae en eI artfculo IV de la
parte Ql,l de Ia eecclón IX se dlvlden cn :
a, Varlables eeenclales, lae hay de doe tlPoe :
a.1 Varlable seenclaleg del proccdlnlento : Son aquelloe
canbioe en una condLclón de soldadura quo Puedan
afectar lae propledadee mecánl-cas del conJunto
eoldado (por eJemplo, ür¡ eanblo en eI nrlmero P,
proceeo de eoldadura, metal dc aponte o ds electrodo,
pne¡calentamlento o tratarrlento ténmlco PosterLor a Ia
aoldadura etc - ) - EI nrlme¡ro P es una deelgnación gue
ae le ha dado al materlal baee con el pno¡¡óeito de
neduclr eI ntlmero de calLflcaclones de procedlmlentoa
de eoldaduna, tenlendo en cuenta canaetenfetleae
semeJantee de loe metales bagen talce eomo la
eompoelclón qufmiea, Ia eoldabllldad y lae
propledadee necÉnlcas, donde eetas l¡ueden eer dadas-
99
EI matenlal baee no puede ser euetltuldo
lndleenlmlnadanente pon un metal baee que haya Eldo
enpleado en loe eneayoe de callflcaclón, eln
consfderar el Punto de vleta metalúrglco, tnaternlento
ténmlco, dlseflo y condLclonee de eervlclo'
a-2 Variablee eeencf-ales de eJeegclón (en Ia callflcaclón
de eoldadoree y ol¡erarloe de equltrce) : aon las
var|ables que cambLan lae condiciones de eoldadura
que afectan ]a habllldad del operadon o de1 soldador
para dePoeitar una soldaduna Eana (por eJcmplo un
cambio en Ia técnlca o procego de soldadura'
ell-mlnaclón de la platlna de refuetzo, camblo en el
n{rneno F del eléctnodo, etc. ) . EI ntimero F de1
e]éctrodo, ee ha deelgnado Para neducln e1 nrlneno de
callf lcactonee del procedi-miento, de soldadonee y
operarlog de eoldadura; loe eléctrodos sc han
agrupado con eI núrmero F que tl-ene cn cuenta lae
earacterfeticas de maneJo y recubnlmlento. En Ia
parte Qt^¡-43O ee deecrlben loe dlfcnentee tl¡¡os de
nirneroe F. El nrlnero A ee una ldanttflcaclón del
metal de eoldaduna tenlendo en euenta Ia comPoelelón
qulmlca, €fr el parágnafo Qw-442 se claelflcan loe
,númeroe A. Un pnocedlnlento de eoldaduna debe ser
re-callflcado como una nueva cepaclflcaclón de
procedl_mlento, cuando Be hace cualqulera de los
cambloe de lae varLablee esenciales-
100
b- Varlablee esenclalee ggPlementariae de procedLalonto :
son aquellae varlableÉ que afectan cn Ia eoldadura Ia
reeletencla aI lmpacto (pon eJemPlon canbioE €n eI
proceeo de soldadura, varlación de teml¡eratl¡ra' aponte
decalon'precalentanlentoot¡ratamlentotérmlcopoeterLon a Ia eoldaduna, etc.).
c- Var1ablea no eeenclales :
Sontodaeaquellaevarlableeotodosaquellosca¡rbloaque no afectan lae propledadee mecánicag del conJunto
eoldado (talee como eI método de llnpleza, dleeño de
El listado de vanlables PaPa Ia
procedlmientoe de eoldadulra Ee
panágrafo QW-250. Cr¡alquien otno
canbio difenente a loe lndtcadoe para cada Proceeo'
que no Ee encuentre como vanfable eeenclal, Puede 86r
hecho en el WPS eLn que ac necealte modlficar o
y cuando eI WPS eea nevieado
2. Contenldo de Ia ee¡¡eclficaclón de procedLnleato de
ooldaü¡ra. Loe WPS deben ltetar las dl-ferentee
variablee de callflcación de los Procedimlcntoe de
eoldadura como lndtca en Ia Secclón IX en eI artlculo
IV de Ia parte QW, eetas varlablee Eon : metal base'
metal de aporte, Poalclón, Juntae, técnlca,
Junta, etc. ).
califlcaclón de
encuentra en eI
recallflcar, eiemPre
moetrando eI canblo.
101
precalentamlento, tratamlento térr¡lco, 88E¡,
caracterlstlcae y eEpetsor. En la tabla QW-415 se
encuentran negumidae lae vanlablee de eoldadura de IoÉ
diferenteg procesog.
3- Formatos del HPS. Loa WPS deben contenen lnfonnacLón
eobne lae variables de eoldaduna ya menclonadas. En
e1 formato QW-482 se encuentran trecoPLladoe los
detalles máe lnpontantes que deben llevar loe WPS'
éete formato ee apllcable Pana loe procectott SAf{' SMAW'
GNAIAI y GTAW. Algunae modlflcaclonee puedcn E€r
necesariaet en eI WPS para aJustaree a las nsceeldadee
de] proceeo de eoldadura. La lnfornaclón de loe WPS
puede ae¡ pnesentada en cualquier formato eecrlto, de
acuerdo a lae neceeldadee de cada fabnLcante'
tndlcando lae varl-ables eeenclalee, eeenciales
euplementanlas ( cuando Be rcquiera), y las no
eEenclalee. En loe WPS Ee pueden eecrlblr
lndlcacloneet y eepeclflcacionee eEPecialee para el
eoldador y operador del equLPo de eoldadura- Una vcz
elaborado eMPS, éete ea revieado, comcntado y
aprobado, luego Be pasa a callflcaclón en el taller
por eI fabnlcante en prggencla de loe lnepectorcs-
Loe WPS realizadoe por loa fabrlcantee deben llevar
examencg gue lo neePalden; pana ta] fln Ec reallza una
eallfLcaclón deI procedlmlento de eoldadura y el loe
datoe eon satle factorloa ae conelgnan en los PQR.
4.
LOz
certl_fl_cado de Ia calLftcación del procedlnlento de
soldadura (PGIR)
En éete documento se reglstran loe enEayog y
reeultados obtenldoe en }a Prueba de callflcaclón de
10e WPS. Tanto el fabricante como el ell-ente debcn
centlflcar eI PQR.
El reglstro de la callflcaclón del procedlnlento es
una lleta que eet uEada en Ia callfl'cac16n del WPS y
loe reeultadoe de lae Pruebas de loe engayoa Bon
reglstrados en }oe PQR.
El formato para llenar los PQR es eI QW-483 y aI
leual que loe 9¡PS, eI PQR requlere de lae mlemae
revislonee, modlfleaclones o canbloe, de acuerdo a
1ae variablee de eoldadura. LoE PQR deben een de
fácll acceeto a ros rnsr¡ectores ' ar iguar que
cualqulen documento de eoldaduna eollcltado.
En loe PQR ee puede lncluin lnformaclón adlclonal que
pueda eer úttl para eI fabrlcante, como son lae
varlablee eeenclalee y no esenclales.
Loe negtetroe de Ia calificaclón de ProcedLnlentoe
(PQR), consta de :
a- Califlcación del Procedl¡lento. [.os ncnultadoe
de Ia callficaclón deI procedlmlento de eoldaduna Be
debe registrar en un doeunento conocldo como PQR. En
eI PQR se lncluyen todas las variablee del WPS ueado
en Ia eoldadura del materlal de Prueba. La
103
ldentlflcacLón del WPS debe eeta¡ Incluida en eI PQR'
lncluyendo fecha y número de revlslón' Loe
documentos de loe PQR dcben 1r resPaldadoe por loe
reportee de pruebas exlgldoe en el código, eomo son
el reglatro de prueba de tenelón, certLficado de
prueba de doblez gulado y otroe certlflcados
necesanlog Para neepaldar Ia callflcacLón-
Lae pruebaE para callflcar loe procedlmLentoe de
eoldadura eetén de acuerdo al códlgo ASI'18, Secclón
IX, artfculo I, y eton las stguLentee :
Enoayo de Ten^elón (Q$-15O) : Las Pruebae de
tenelón con ueadas Para determlnar Ia náxima
reelEtencl-a a la tenel,ón de lae Juntae eoldadae
con preparaclón de bleel- En éete parágrafo Ee
expllca Ia, nanera como debe Eer realLzado eI
ensayo y loe crlterloe de aceptacLón para un tubo
y una platlna.
Eneayo de doblez guLado (QÍf-16O) : esta Pnueba se
reallza pana determlnar eI gnado de resietencla y
la ductllldad de la unión eoldada. La cana de Ia
soldadura eet la pa¡'te eupenfLclal más ancha, y la
rafz Ia parte Poeterlor a 1a cara. Lae probetae
de doblez deben eer PreParadact por conte de 1a
platlna para fonnar una mUeetra de secclón
tnaneveneal rectan8ular aPnoxLmadamente' Lae
euperflctee de corte son deelgnadac como loe lados
104
supcrflcLeE como Ia
de doblez Eon det
sl eI eJo de la
(Iado, cara o rafz) eetá eobne
paralelo al eJe
y que eupenficle
el lado convexo
(extenlor) de Ia Probeta doblada.
Eneayo de lsl¡acto (Qtl-1?O ) : Eete ennayo eE
neallzado cuando otras secelonee del códlgo Io
requleran, eepeclalnentc cuando el recLPlente egté
deEtinado a trabaJar a baJas temperaturas'
Eneayo dc eoldadura de fllete (QS-18O) : Indlca
loe requerlmlentoe neceearloE Para realLzar eI
enaayo tenlendo en euenta eI Procedlmlento y
eJecuclón pana Ia callflcaclón de la nuestra, €I
ensayo de fractura que se produce én 1a soldadura
de fllete eLrve para determlnan eI grado de
reeletencl-a v de ducttlldad de éete tlpo de Junta'
otroe enaayoB (Qtf-190) : EI examcn nadlográflco EtG
rcallza con eI obJeto de detcctar dcfectoe
lnternoe, Ein embargo estos Bnsayoct Pucden Eer
euetltuLdoe Por ene¡ayoet mecánlcoe.
b. Roglstro de Ia callflaaclón del pnoacdlnlcnto
(PCIR). Un mlemo PQR puede ser eI eol¡onte de varl-os
wPs. un l,lPS puede reguerln de Ia Ju;tlflcaclón de
máe de un PQR, mLentraer que un PQR pugde Juetlflcar
de Ia probeta, Y lae otras doe
cara y la nafz. Loe enEayocl
clneo tlpoe, dePendlendo de
eoldadura eE transvereal o
longltudlnal de 1a Probeta'

varl-os WPS. Un
o eeenclal
recallflcaclón
105
cambio de eualquler varlable eeencial
euplementaria debe requenlr una
que debe sen reglatrada en un PQR
nuevo.
c. Contenido de loo PCIR-
EI PQR debe reglBtrar lae verdaderae varlablee
utlllzadae dentro de los lfmltee de su rango de
apllcaclón. se puede lnclulr Lnfornaclón adfclonal
en 10e PQR el e1 fabrlcante 10 coneldera neceearl0.
L.2-2-2 . CallfLcaclón de eoldadores y oP€rarloc- Esta
califlcaclón se reallza Para loe eoldadonee y ol¡enarioe
de equl-poe de soldaduna, eonducl-endo a deternlnar Ia
habllldad de éete Pereonal. En lae pnuebas de
callflcaclón del procedlmlento de eoldaduna Be establecen
Ias propledadee de la unlón eoldada y no la habtlldad del
soldadoryoperarloedeequlpoe.EnelformatoQl{-4848€lndlcan loe eneayoE a realizar a un soldador u operarfo
de equipo de goldadura y Be regletran loe resultadoe de
los eneayoe Y de Ia callflcacÍón.
Lae varlables eeencialeet Para callficall a un soldadon Éts
deecrLben para cada proceEo en QW-35O y ae encuentran
tabuladas en QW-416. Un soldador debe ser recallflcado
cuando ocurra un earrblo en una de lae vanlablee
eeenclalee.
Loe eepesoreÉt llmltes pana ta callflcaclón de la apllca
106
c1ón de eoldadura, Ee encuentran en lae tablas QW-452'
Lae varlablee de loe openadores de soldadura se
encuentran en eI parfigrafo QW-36O, €D donde lae varlablee
eeencialee de un operador eon en eepeclal loe cambioe de
un equlpo manual automático. tae variablee eeenclales de
loe eoldadoree no son aplleableg Pana la callflcacLón de
operadorea de egulpos dc goldadura y vlceversa'
L-2,.2-g Claelfl-caclón de Jr¡nta¡¡ y exlgeff'las dcl aód18o.
I¡aa Juntae eoldadae eon deflnldae y claelflcadac en el
parágrafo ut{-3 por categonfae, que Ee refleren a Ia
localLzaclón de Ia Junta en eI equlPo y no aI tlpo de
Junta empleadar V se deelg¡ra por letras que se
diferenclan por Bu PoalcLón, elementos de conexlón y
comunlcación entre otroet.
Ver Flgura 22.
Exlgenolae de} códlgo- Loe equipoe a preelón soldedoe
gue ee coneLderan en Ia parte USI de Ia Subsecclón B de Ia
seceLón $III, Divlelón 1, se pueden fabnlcan de
cualquLera de los materialcs aprobadoe cn eI códlgo' y
que ae dernreetre tlenen buenae cualfdades de eoldadura.
EI procedimiento de soldadura puede eetablecerge de
conformidad con Ia Seccl-ón IX, en dondc ademáe se exlge
que cada eoldadot' paae pruebas de competencla pana csda
tipo dado de eoldadura o el maneJo de cualquLer máqulna
eoldadora que vaya a utl}lzar. Por Io común, los aceroel
LO7
con menoa de O -95% de carbono Be pueden aol'dan sin
diflcultadee. Se requlene un trata¡rlento térmlco
poeterlor a Ia eoldadura (por 1o común de allvlo de
esfuerzoe), para algunae condiclones, talee como placag
g1rueeraan eerviclo a baJas temperaturas, eontenidoe
elevadoe de carbono y de productoB tóxlcos'
Lae reglaE de Ia parte UW son aPlleablee a la
conetrucclón de equÍPoe a preslón fabrlcadoe Por
eoldadura; deben uaarg€ en conJunto con loe
requerlmfentoe de la eubeeccLón A y C de la Sección VIII '
Dlvlelón 1, correerpondlentee aI dlgeño y uao de
naterialee. La parte UW contlene reetrlcclonec Para eI
eervLcio, 9ü€ van eeI¡eciflcadae de acuerdo a lae
euetaneiae lfquldae o gaseogas que vayan a contcner loe
equlpoe, como es e1 caeo de lae Euetancias letalee que
requleren de una lnePección ¡¡áe rlgUroea' como ta¡¡b|én ee
ha de tener en cuenta la teml¡eratuna de oPenaclón Por
debaJo de -zO"F, Ia preelón de trabaJo de lae caldenae de
vapor gue excedan loe 5O psl; al lgual que loe equl-pos a
preelón o partes expuegtae al fuego-
En el parágnafo ttW-s ee conslderan loe matenlales, Para
partee de pneelón, Partee de no prealón, V se tienen en
cuenta lae dlferentee espeelflcaclonee de los materlalee
y la compoelclón qufmfca para la determlnacÍón de Ia
categorfa de la Junta a utlllzar'
81 dleefio es conelderado en loe Parágrafoe UVI-$ aI UW-19'
108
neferldo al dleeño de Ia Junta Eoldada, trata'mlento
térmleo deepuée de Ia eoldadura, examfnaclón, eflcÍencla
delaeJuntae,deta}ledeaccegoriog,conexioneg
eoldadae, etc..
En 1a tabla I "Eflclenclas máxlmae permlglbles para
Juntas aoldadas con gas y con arco", efl dondc la
eflclencla de una eoldadura es la relaclón entre el
esfuenzo permlBlble en la soldaduna y eI csfuerzo
penmlelble para la placa adyacente. Eeta eficlencla no
depende eolo deI ttpo de eoldadura, slno tarrblén del
grado de examen radiográfico.
Los requerlmientoe para }a fabnlcaclón en }oe Darágrafoe
del uw-26 al tl!r|-53, 8€ apllcan Para reel-plentee a precfón
y pantee de presl-ón. EI fabricante ee por 1o gencral eI
responsable de Ia calidad de la soldadura, y debe
preparar loe WPS, PQR v glPQ de acuerdo a Ia Secclón Ix
del códlgo ASME. El códlgo en egta parte no permlte que
se haga ninguna soldadura cuando eI metal eete pon debaJo
deo"Fy32"F,8€debecalentarelmetaladyacenteala
soldadura al mcnog $O'F, antee de reallzar Ia eoldadura
prol¡inmente dteha. Recomienda que no ee haga nlnguna
eoldadura cuando lae superf l-clee eetén hnmedae o
cubl-ertae de hle]o, cae nleve o se exPone a vlentoe
fuertes, a menos que el trabaJo eete Protegldo
adecuada¡nente. La ll,mpLeza y pneParaclón de lae
euperf lcLee a €ter eoldadae debe Ber 1a meJor; Iae
109
superflclee deben eetas limplae y ll.bnes de coBtrae'
moho, aceites o graera y otnoe materlales extraños
perJudicialee pon Io menoe a una dletancLa nfnima de 2
pulgadae para materlales no fernoeoe, y L/2 p]u,Lgada para
materLalee fernoeoe; loe óxldoe perJudlclatee deben eer
removldoe del ánea de contacto del metal baee eoldado'
Cr¡ando eI metal soldado es de¡roeltado cobne una
superficie prevlanente soldada, toda la eeconla debe Ber
removlda con una herramienta adecuada,
La Inepección y pruebas, parágrafoe del UW-46 al UW-63'
indlca que los procedlmlentos de eoldaduna deben ser
eJeeutadoe de aeuerdo a Ia Secclón IX del ASME' y en
preeencla del inepector copeEpondlente para que coordlne
los procedimlentoe.
La Lnspeeción de la callficaclón de eoldadonec Y
operarioe de eoldadulsa debe haceree tenLendo en cuenta Ia
secclón IX. Un factor a tener en cuenta pon el lnePeetor
ee eI tlempo emPleado en !a eallftcaclón' para detenrrlnar
Ia agllldad de loe soldadorea y operarlos'
En }a Lnepecclón del trata¡lento térmlco posterlon a la
eoldadura debe veriflcarse que loe regiBtroE de
temperatura eeten de acuerdo a loe requemlentoE'
L-2-?,-4 Pruebae a las soldaürral. Terr¡lnada Ia
apllcaclón de }a eoldadura cte realiza doe tlpos báelcoe
de eneayos o Pruebae :
1. Eneayoe no deetructivoe
110
2. Ensayos deetructlvoe
1- Ensayoe no deetrrrctlvoe. Loe eneayoa no deetructlvoe'
END, tÍenen como pnopóelto eI deterolnar y evaluar
poeiblee defectoe pneeentes en loe materlalec y
determLnar }a poslclón, dletnlbuclón, tlpo y ntlmero de
diecontlnuldadee que reduzcan vlntualmente eu vLda útl}'
EI nombre de estoe enÉtayog impllca que no Be produclrá
deterLoro eobre eI materlal a lngPeccl-onar, Io que loe
dlferencla de Ios ensayos destructlvoe-
Loe END se vienen empLeando en l-ngenlerfa con gran éxlto
deede hace varlae décadae en donde se han tenldo gnandee
avanceE tecnológlcoe en equiPoe y técnicas para nevelar
defeetoe lnternos o euperflclalee, aef como Ia neceeldad
de agillzar la lnepecclón, eI reduclr loe coetoc de
operaclón y facllltar el tnanEporte de los equLpoe de
Lnepecclón, han Permlttdo un a¡rplio deearrollo da lae
dletlntae técnlcas de loe END-
Dentro de los obJettvoE de loe END tcnemoe cI de PrevenÍr
accLdentee, eI de traen benefleloe económÍcoe' sge8urar
la calldad y Ia conflabllldad de los materlalee, aef como
contrLbuir aI desanrollo de eetoe-
tae técnlcae de loe END más empleadas y conocLdar¡ son :
1. Radlograffa induetnlal (X y ganma)
2- Ultragonldo
3. LÍquldos penetranteg

111
4. Partfculae magnétlcae
5. Corrlentes l¡aráeitae
6. Pnuebas de fuga
7. Inepecclón vleual
8. Otraá técnLcae
Loe crlterioe de elecclón entre técnlcae eetan
relaclonadoe con Ia senElblltdad, costo' Iocallzaclón de
defeetoe' accego y orlentaclón de loe defcctoe'
El personal encargado de rcallzar loe dlferentes cngayoet
no deetructlvoe debe ser califlcado' Eeneralnente eete
pereonal ee callfLca de acuerdo a nlveleai ee ael como
loe operanlos deben conocer las reglaa y proccdlmlentoe
para Ia realizaclón de loe END, aI tgUa} que el Pgrsonal
a eargo de Ia lnterpnetaclón de reeultados debe Eer
callflcado, pana hacer un anáIlEle eobne negultadoe
obtenldosyevaluarloedefectoequepuedanPrgsentargg
en eI materLal, PoP medlo de la lnterpretaclón de
reeultados en patronee de comParaclón y acePtaclón.
Exleten mecanlsmos efectLvoe pana }a callflcación de
pe:reonal y de procedlmlentoe de Lnspecclón pon medlo de
los END. Loe docur¡entoe deben de contenen detallee
eepeclf lcoet para cada s¡étodo y pnocedlmiento ' Pasog .a
seguir, adJuntando Ioe crlterlos de aceptaclón y normaE
de acuerdo a la funclón flnal' para lograr el obJetlvo
de1 eneayo.
LLz
Cuando loe END son reallzadots poll subcontnatistas' €sto6
deben hacerse eon peretonal callflcado y con procedlmLen
tos aprobados. Los operarloE deben demoetnan capacldad
teórlca y técntca para realLzar END-
EI código ASME en Ia gecclón V llanada pruebae no
deetructlvae, eontiene los requerlmientoe y métodoe de
END deetlnadoe a la locallzaclón de defectoe lnternos y
de euperflcle que se presentan en loa materlalEe, lae
eoldadunas y denás componentee o partes fabrlcadas.
Eeta eección contiene doe eubdivlelonee, la l¡rLmera la A
descrlbe }oe métodos de END y Ia subdivlelón B contlene
los pará¡rietroe y modeloe de aplicaelón. Cabc anotar que
en otnag gecclones del Códlgo ASME te refleren a Ia
Secclón V. toe END eue ere lndlcan en Ia Sccelón V
elon para encontnar defectoe geométnlcoe en loe materlalee
baJo condicloneE normalee de fabrlcaclón-
La subdlvleión A de la Secclón V del Códtgo ASME, llanada
métodoe de lnepeccfón no destructlva, coneta de loe
elgulentes artfculoe :
Antlculo 1. Requieltog gencrales
Antlcuto 2. Exa.men radlognáflco
Artfculo 4. Hétodoe de exanlnaclón ultragónlca para
lnepeccionets en eenviclo.
Artfculo 5. Métodos de exa¡nlnaeión ultraeónlco para
matenlalee y dunante }a fabrlcaclón-

113
Artfculo 6. Exnmen pon llquidos penetrantes,
Artlculo 7. Examen por partlculas magnétlcae.
Artfculo 8. Examen por corrlentee panáeltac para
productoe tubulareE¡.
Artlculo 9. Examen vlsual.
Antfculo 10. Pruebae de fuga.
Antfculo 11. Examinaclón por enialón ao{rstLca de
reciplentes p}áetlcos con flbra de vldnlo.
La subdlvlelón B contl-ene loe documentos adoPtados Por la
eeeclón V y coneta de loe elgiulentes antfculos.
Artfculo 22. Nonmae para nadlograffa.
Artfculo 23. Normae para ultrasontdo.
AntLculo 24. Normae para lfquldoe penetrantes.
Artfculo 25. Normae para pantfculaE magnétlcae.
Artlculo 26. Nornae para corulentee paráeltag.
Antfculo 2?. NonmaE papa pnuebae de fuga.
Artfculo 28 - Nonmae para lnElrccclón visual.
Lae técnlcaE comúnmentc usadaa para la lnePoeclón Pueden
ser eonvenLentemente dlvtdtdas en aquclloe métodoe ueadoe
pninclpalmente para Ia deteeción de dl-econtlnuldadee en
Iae euperflcles y aquelloe métodoe concennlentes
pr'lncipalmente con 1a detecclón de dlecontlnuLdadee
Lnternae, como elgue :
IneI¡ecclón gul¡erflcl-al :
- ExaninacLón vieual
tL4
Pantfculaa magnétlcae
Llquldoe penetrantee
Corrlentes pa¡ráeltas
Ing¡xrcclón Lnterna :
Radlograffae y Banmagnaffae
- Ultraeonldo
- Pruebas de fuBa
- Corrlentee l>aráeltae
t-2-2-4-L Radlograflao y gamagraffae' ta radlograffa
eer un método de enÉtayo no degtnuctivo que muestra Ia
presencla y eI tlpo de defectos Lnternoe en lqe
eoldadurae. Loe métodoe nadlográflcoe Pueden emplear una
fuente de rayos X o rayoe gam¡04 ( ganrragraffas ) ' los rayos
X son generadoe por un tubo de rayos catódlcos de
carácter electromagnético y en loa que lalt longltudee de
onda máe conta Bon ldéntlcae a lae longltudes de onda máe
larga de los rayog ga¡nma, Po? 1o tanto lae doe
radLaclones no se Pueden dife¡renclar.
En el caso de loe Rayoe Gemma se tlenen nadlaclones
electromagnétlcaa que se desPlazan a la velocldad de }a
luz y difleren de ella en Ia frecuencla' Eon emltldoe por
un núe}eo en eetado de excltactón lla¡ado Leotopo talee
como el Cobalto 60, el Iridlo tg?, eI Ceslo 137' etc.
Loe rayos Garma se difenencLan de log rayoet X en su
115
frecuencla, Iongltud de onda y Ia forma de genenaclón.
Para detenerlos ae neceeltan gruegaE caPaet de matErlales
densoe como eI plomo Y eI concreto.
En la toma de nadiograffae para obtener una bucna calldad
de pellcula, deben tenerse en ouentA varloct factoree para
hacer una buena lnterpnetaclón de resultados. Ee
lmportante Ia preParaclón de la suPerflcle a
lnspecefonar, €¡ donde ae debe evl-tar }a exeeglva
rugoeldad que pueda lntenferlr eobne Ia eenslbllldad y
dlflcultar la lnterPretaclón de reeultadoe-
Para cuantlflear y anallzan la calldad radlognáflca ee
debe emplear un lndlcador de ealldad de L¡nagen o un
penetrámetno deI mlemo naterlal a lnsPecclonar y eonvLene
colocaree eete Penetr.ámetno en regÍonee de máxlmo eaPGsor
o seccl$n y en Ia mayor dletancla poslble d€ Ia pe}fcula.
Extsten dlferentee dleeños de lndlcadorea de calldad de
L6agen gue son elaborados ¡¡or dlferentee orggnizaglones'
elendo unos en forma de alambre y otroa en fonma de
aguJero.
L.2-2-4.2,- Ultraeonldo. Ee un método nápldo que deI¡ende
de la habllldad del operador de1 equlpo- Sirve para
detectar defectoe de superflcle e inte¡'noe. Con el
ultraeonl-do ee tlene Ia poelbtlldad de probar sln deJar
dañoe a Ia eoldadura, medln defectos de }ac eoldaduras y

del netal base. EI ultrasonido requiersn de
altamente exPerimentado .
116
pereonal
EI nétodo de ultrasonido coneiete en lntroduclr en loe
materLalea ondas eononae de alta frecuencla, pnoducldae
electnónLcanente y que penetran metalec, lfquldoe y
muchos otros materlalee a velocldades de varloe mllee de
plee por segpndo. Las ondas ultraeónlcae pasan por eI
materlal que esta elendo engayado y otras ondas aon
ref leJadae Por alg¡in car¡blo de deneldad o Por los
defectoe. se emplean tree tlpoe báelcos de ondae
ultraeónlcae : ondae ultraeónlcas tranevergaleÉ,
enpleadae Para lnepecclonar eoldaduras eePeclalmente;
ondae longltudlnalee' PArA detectar defectoe
superficlalea y defectoe lnternos, asf como para medir
eapesoreg; ondae euperficlaleE, para condlclonee
eepeciales de lnspecclón en Ia euperfleie'
t-2.2-4-3 Lfquldos t¡enetnarrtes- Método empleado para la
localLzaclón de defectoe de euPerfl-cle en cualquler tlpo
de materlal; loe métodoe máe emPleadoe aon el de
penetrante coloreados y penetrante fluoreecentes.
Penetrantes coloreadoe : La euperf lcie a e¡er
lnepeccionada debe eetar llmpia para poder rocLar un
penetrante coloreado, generalmente de color roJo Para
produclr buen contragte, eete l¡enetnante entna en las


















