Manejo y programación Punzonado · iii SINUMERIK 802D sl Manejo y programación Punzado (BP-N),...
212
Válidas para Control Versión de software SINUMERIK 802D sl 1 Edición 06/2006 SINUMERIK 802D sl Manejo y programación Punzonado Introducción 1 Conexión, búsqueda del punto de referencia 2 Preparación 3 Funcionamiento con mando manual 4 Modo automático 5 Programación de piezas 6 Sistema 7 Programación 8
Transcript of Manejo y programación Punzonado · iii SINUMERIK 802D sl Manejo y programación Punzado (BP-N),...

Válidas para
Control Versión de softwareSINUMERIK 802D sl 1
Edición 06/2006
SINUMERIK 802D sl
Manejo y programaciónPunzonado
Introducción 1Conexión, búsqueda delpunto de referencia 2
Preparación 3
Funcionamiento con mando manual 4
Modo automático 5
Programación de piezas 6
Sistema 7
Programación 8

Siemens AGAutomation and DrivesPostfach 4848D–90437 NUREMBERGALEMANIA
Copyright (�) Siemens AG 2005.6FC5398-3CP10-0EA0
Siemens AG 2006Sujeto a cambios técnicos sin previo aviso.
Instrucciones de seguridadEl presente manual contiene indicaciones para su seguridad personal, así como para la prevención dedaños materiales. Las indicaciones para la seguridad personal se destacan mediante un triángulo deadvertencia, las referentes solamente a daños materiales figuran sin dicho triángulo. De acuerdo al grado depeligro las consignas se representan, de mayor a menor peligro, como sigue:
!Peligro
Significa que, si no se adoptan las medidas preventivas adecuadas se producirá la muerte, o bien lesionescorporales graves.
!Advertencia
Significa que, si no se adoptan las medidas preventivas adecuadas puede producirse la muerte o bienlesiones corporales graves.
!Precaución
Con triángulo de advertencia significa que puede producirse una lesión leve si no se toman las medidaspreventivas adecuadas.
Precaución
sin triángulo de advertencia significa que si no se adoptan las medidas preventivas adecuadas, puedenproducirse daños materiales.
Atención
Significa que puede producirse un resultado o estado no deseado si no se respeta la indicación deseguridad correspondiente.
Si se dan varios niveles de peligro se usa siempre la consigna de seguridad más estricta en cada caso.Si en una consigna de advertencia con triángulo de advertencia se alerta de posibles daños personales,la misma consigna puede contener también una advertencia sobre posibles daños materiales.
Personal cualificadoEl equipo/sistema correspondiente sólo deberá instalarse y operarse respetando lo especificado en estedocumento. Sólo está autorizado a intervenir en este equipo el personal cualificado. Personal cualificadoen el sentido de las indicaciones técnicas de seguridad de la presente documentación son personasautorizadas para poner en servicio, conectar a tierra e identificar equipos, sistemas y circuitos eléctricosconforme a las normas en materia de seguridad.
Utilización conforme a los fines especificadosRespete lo siguiente:
!Advertencia
El aparato debe ser utilizado únicamente para los casos de aplicación previstos en el catálogo y en ladescripción técnica y únicamente en combinación con equipos y componentes de fabricación ajenarecomendados u homologados por Siemens. El funcionamiento correcto y seguro del producto presuponeun transporte, un almacenamiento, una instalación y un montaje adecuados, así como un manejo y unmantenimiento rigurosos.
MarcasTodos los nombres marcados con ® son marcas registradas de Siemens AG. Los restantes nombres ydesignaciones contenidos en el presente documento pueden ser marcas registradas cuya utilización porterceros para sus propios fines puede violar los derechos de sus titulares.
Exención de responsabilidadHemos verificado la coincidencia entre el contenido de este impreso y el software y hardware descritos.Como siempre se puede deslizar algún error involuntario, no podemos garantizar la absoluta coincidencia.El contenido de esta publicación se revisa periódicamente; si es necesario, las posibles correcciones seincluyen en la siguiente edición.

iiiSINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Prólogo
Documentación SINUMERIK
La documentación SINUMERIK se estructura en 3 niveles:
� Documentación general
� Documentación para el usuario
� Documentación para el fabricante/servicio técnico
Informaciones más detalladas sobre otros impresos acerca del SINUMERIK 802D sl asícomo impresos válidos para todos los controles SINUMERIK (p. ej., interfaz universal, ciclosde medida, ...), le serán facilitados por su distribuidor Siemens.
Una lista de impresos actualizada mensualmente con los idiomas disponibles en cada casose encuentra en Internet bajo:http://www.siemens.com/motioncontrolSiga los puntos de menú “Soporte”/“Documentación técnica”/“Lista de impresos”.
La edición de Internet de DOConCD, la DOConWEB, se encuentra bajo:http://www.automation.siemens.com/doconweb
Destinatario de la documentación
La presente documentación está orientada al fabricante de máquinas herramienta.El manual proporciona toda la información que necesita el fabricante para la puesta enmarcha del control SINUMERIK 802D sl.
Alcance estándar
La presente documentación contiene una descripción de la funcionalidad estándar. Lossuplementos o las modificaciones realizados por el fabricante de la máquina son documen-tadas por el mismo.
En el control pueden ejecutarse otras funciones adicionales no descritas en la presentedocumentación. Sin embargo, no existe derecho a reclamar estas funciones en nuevossuministros o en intervenciones de servicio técnico.
Hotline
En caso de consultas, diríjase a la siguiente hotline:A&D Technical SupportTel.: +49 (0) 180 / 5050 – 222Fax: +49 (0) 180 / 5050 – 223Internet: http://www.siemens.de/automation/support-request
Para cualquier consulta con respecto a la documentación (sugerencias, correcciones),sírvase enviar un fax o un e-mail a la siguiente dirección:
Fax: +49 (0) 9131 / 98 – 63315E-mail: [email protected]
Formulario para fax: ver hoja de revisiones al final de la documentación.

Prólogo
ivSINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Dirección Internet
http://www.siemens.com/motioncontrol

Contenido
vSINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Contenido
1 Introducción 1-11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.1 Distribución de la pantalla 1-11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2 Campos de manejo y niveles de protección 1-14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3 Ayudas de entrada 1-16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1.3.1 Calculadora 1-16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1.3.2 Edición de caracteres chinos 1-17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1.3.3 Hot Keys 1-18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1.3.4 Copiar y pegar ficheros 1-18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4 El sistema de ayuda 1-19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.5 Funcionamiento en red 1-21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1.5.1 Configuración de la conexión de red 1-21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1.5.2 Administración de usuarios 1-22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1.5.3 Iniciar sesión de usuario – RCS log in 1-23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1.5.4 Trabajo con una conexión de red 1-24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1.5.5 Desbloqueo de directorios 1-24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1.5.6 Conectar y separar unidades de red 1-25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.6 Herramienta RCS802 1-27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.7 Sistemas de coordenadas 1-28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 Conexión y búsqueda del punto de referencia 2-31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 Preparación 3-33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 Herramientas de punzonado y troquelado 3-33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.1.1 Lista de herramientas 3-33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.1.2 Crear nueva herramienta 3-38. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2 Introducir/modificar decalaje de origen 3-39. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.3 Parámetros de cálculo R 3-40. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.4 Programar datos de operador 3-41. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.5 Protección de garras 3-44. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.5.1 Zona protegida para dos garras 3-45. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.5.2 Zona protegida para tres garras 3-46. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.5.3 Zona protegida para cuatro garras 3-47. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 Funcionamiento con mando manual 4-49. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1 Modo de operación JOG – campo de manejo Posición 4-50. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.2 Modo de operación MDA (Introducción manual) – campo de manejo Máquina 4-52. . . . . . . . .
5 Modo automático 5-55. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 Seleccionar, iniciar programa de pieza – campo de manejo Máquina 5-59. . . . . . . . . . . . . . . . .
5.2 Búsqueda de número de secuencia – campo de manejo Máquina 5-61. . . . . . . . . . . . . . . . . . .
5.3 Detener, cancelar programa de pieza 5-62. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.4 Rearranque después de una cancelación 5-63. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.5 Reposicionamiento después de una interrupción 5-63. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.6 Ejecución de externo 5-64. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .

Contenido
viSINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
6 Programación de piezas 6-65. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1 Introducir nuevo programa – campo de manejo Programa 6-68. . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 Editar programa de pieza – modo de operación Programa 6-69. . . . . . . . . . . . . . . . . . . . . . . . . .
6.3 Simulación 6-71. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.3.1 Editor de geometría 6-73. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.4 Transmisión de datos a través de interfaz RS232 6-79. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 Sistema 7-81. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1 Crear y emitir o leer archivo de puesta en marcha 7-105. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.2 Leer y emitir proyectos PLC 7-107. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.3 Diagnóstico del PLC en representación de esquema de contactos 7-108. . . . . . . . . . . . . . . . . . . 7.3.1 Distribución de la pantalla 7-108. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7.3.2 Posibilidades de manejo 7-110. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.4 Visualización de alarmas 7-119. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 Programación 8-121. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.1 Bases de la programación CN 8-121. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.1.1 Nombres de programa 8-121. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.1.2 Estructura del programa 8-121. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.1.3 Estructura de la palabra y dirección 8-122. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.1.4 Estructura de la secuencia 8-123. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.1.5 Juego de caracteres 8-124. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.1.6 Vista general de las instrucciones 8-126. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2 Información de recorridos 8-137. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.2.1 Selección de plano: G17 8-137. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.2.2 Cota absoluta/incremental: G90, G91, AC, IC 8-137. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.2.3 Indicación de cotas métricas y en pulgadas: G71, G70, G710, G700 8-139. . . . . . . . . . . . . . . . . 8.2.4 Coordenadas polares, determinación de polos: G110, G111, G112 8-140. . . . . . . . . . . . . . . . . . . 8.2.5 Decalaje de origen programable: TRANS, ATRANS 8-141. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.2.6 Rotación programable: ROT, AROT 8-142. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.2.7 Factor de escala programable: SCALE, ASCALE 8-143. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.2.8 Simetría especular programable: MIRROR, AMIRROR 8-145. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.2.9 Sujeción de piezas – decalaje de origen ajustable: G54 a G59, G500, G53, G153 8-146. . . . . . 8.2.10 Limitación de la zona de trabajo programable: G25, G26, WALIMON, WALIMOF 8-148. . . . . . .
8.3 Movimientos de ejes 8-150. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.3.1 Interpolación lineal con velocidad de desplazamiento rápido: G0 8-150. . . . . . . . . . . . . . . . . . . . . 8.3.2 Interpolación lineal con avance: G1 8-151. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.3.3 Interpolación circular: G2, G3 8-152. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.3.4 Interpolación circular a través de un punto intermedio: CIP 8-156. . . . . . . . . . . . . . . . . . . . . . . . . . 8.3.5 Círculo con transición tangencial: CT 8-157. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.3.6 Desplazamiento a tope fijo: G75 8-158. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.3.7 Búsqueda del punto de referencia: G74 8-158. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.3.8 Desplazamiento a posición codificada: CAC, CIC, CDC, CACP, CACN 8-158. . . . . . . . . . . . . . . . 8.3.9 Control tangencial: TANG, TANGON, TANGOF, TLIFT, TANGDEL 8-160. . . . . . . . . . . . . . . . . . . . 8.3.10 Avance F 8-162. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.3.11 Parada precisa/modo Control por contorneado: G9, G60, G64 8-163. . . . . . . . . . . . . . . . . . . . . . . 8.3.12 Comportamiento en aceleración: BRISK, SOFT 8-165. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.3.13 Corrección porcentual de la aceleración: ACC 8-166. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.3.14 Desplazamiento con mando anticipativo: FFWON, FFWOF 8-167. . . . . . . . . . . . . . . . . . . . . . . . . 8.3.15 3er o 4º eje 8-168. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.3.16 Tiempo de espera: G4 8-168. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.3.17 Arrastre de ejes: TRAILON, TRAILOF 8-169. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.3.18 Activar, desactivar zonas de protección: CPROT 8-171. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.4 Herramienta T 8-172. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.5 Función adicional M 8-173. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .

Contenido
viiSINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
8.6 Función H 8-174. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.7 Parámetro de cálculo R, LUD y variable de PLC 8-175. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.7.1 Parámetros de cálculo R 8-175. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.7.2 Datos de usuario locales (LUD) 8-177. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.7.3 Lectura y escritura de variables de PLC 8-178. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.8 Saltos de programa 8-179. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.8.1 Destino del salto para saltos de programa 8-179. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.8.2 Saltos de programa incondicionales 8-179. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.8.3 Saltos de programa condicionales 8-180. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.8.4 Ejemplo de programa para saltos 8-182. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.9 Uso de subprogramas 8-183. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.10 Reloj y contador de piezas 8-186. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.10.1 Reloj para el tiempo de ejecución 8-186. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.10.2 Contador de piezas 8-187. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.11 Comandos de lenguaje para la vigilancia de herramienta 8-189. . . . . . . . . . . . . . . . . . . . . . . . . . . 8.11.1 Vista general de la vigilancia de herramienta 8-189. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.11.2 Vigilancia de la vida útil de herramienta 8-190. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.11.3 Vigilancia del número de piezas 8-192. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.12 Comandos de lenguaje para punzonado y troquelado 8-194. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.12.1 Ampliación de las funciones de punzonado y troquelado 8-197. . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.12.2 Compatible con sistemas más antiguos 8-199. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.13 División automática en segmentos 8-201. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.13.1 División en ejes de contorneado 8-203. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.13.2 División en ejes individuales 8-205. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .


SINUMERIK 802D sl Definición de teclas
viiiSINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
SINUMERIK 802D sl Definición de teclas
Tecla Recall
Tecla ETC
Tecla Acusar alarma
Sin función
Tecla de información
Tecla Shift
Tecla Control
Tecla Alt
Espacio (SPACE)
Tecla de borrado (Backspace)
Tecla de borrado
Tecla Insertar (INSERT)
Tabulador
ENTER/Tecla de entrada
Tecla de campo de manejo Posición
Tecla de campo de manejo Programa
Tecla de campo de manejo Parámetros
Tecla de campo de manejo Gestor deprogramas
Campo de manejo alarma/sistema(Shift+tecla)
No utilizada
Teclas Pasar página
Teclas de cursor
Tecla de selección/Tecla Toggle
Teclas alfanuméricasDoble asignación en el nivel Shift
Teclas numéricasDoble asignación en el nivel Shift

Panel de mando de máquina externo
ixSINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Panel de mando de máquina externo
0
2
610
2040 60 70
80
120
110
100
90
100
60110
7080 90
120
RESET
PARADA CN
MARCHA CN
PARADA DE EMERGENCIA
% Spindle Speed OverrideCorrección del cabezal (opción)
Tecla definida por el usuario con LED
Tecla definida por el usuario sin LED
INCREMENTCota incremental
JOG
REFERENCE POINTPunto de referencia
AUTOMÁTICO
SINGLE BLOCKSecuencia a secuencia
MANUAL DATAIntroducción manual
SPINDLE START LEFTGiro a la izquierda
SPINDLE STOP
SPINDEL START RIGHTGiro a la derecha
RAPID TRAVERSE OVERLAYCorrección del rápido
Eje X
Eje Z
%Feed Rate OverrideControl del avance

Panel de mando de máquina externo
xSINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Notas

1-11SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Introducción
1.1 Distribución de la pantalla
Campo de estado
Campo de aplicación
Campo de notas
y pulsadores de menú
ÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂÂ
Figura 1-1 Distribución de la pantalla
La pantalla se divide en los siguientes campos principales:
� Campo de estado
� Campo de aplicación
� Campo de notas y pulsadores de menú
1

Introducción
1.1 Distribución de la pantalla
1-12SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Campo de estado
Figura 1-2 Campo de estado
Tabla 1-1 Explicación de los elementos de imagen en el campo de estado
Elemento deimagen
Indicación Descripción
Campo de manejo activo, modo de operación activo
PosiciónPosición
JOG; 1 INC, 10 INC, 100 INC, 1000 INC, VAR INC (evaluación incremental en el modo JOG)JOG REF
1JOG REFMDAAUTOMATICAUTOMATIC
OFFSET PARAM
PROG MANAGER
SYSTEM
ALARM
Línea de alarmas y avisos
S i li lt ti t2
Se visualizan alternativamente:
1. Número de alarma con texto de alarma1. Número de alarma con texto de alarma
2. Texto de aviso
Estado del programa
RESET Programa cancelado/estado inicial3 RUN Programa en marcha
STOP Programa parado
4 Influencia en el programa en el modo AUTOMÁTICO
5Ruta N: – “unidad” interna de CN
D: – tarjeta CF
6 Mensajes de CN
7 Programa de pieza seleccionado (programa principal)

Introducción
1.1 Distribución de la pantalla
1-13SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Campo de notas y pulsadores de menú
Figura 1-3 Campo de notas y pulsadores de menú
Tabla 1-2 Explicación de los elementos de imagen en el campo de notas y de pulsadores demenú
Elemento deimagen
Indicación Descripción
1Símbolo Recall
Pulsando la tecla Recall se vuelve al nivel superior del menú.
2Línea de indicación
Visualización de indicaciones para el usuario
3
Información de estado HMI
ETC es posible (al accionar esta tecla, el menú horizontal de pulsadoresmuestra funciones adicionales).
Notación mixta (mayúsculas/minúsculas) activa
Transmisión de datos en curso
Conexión con la herramienta de puesta en marcha y diagnóstico (p. ej.,la herramienta de programación 802) activa
4 Menú de pulsadores vertical y horizontal

Introducción
1.2 Campos de manejo y niveles de protección
1-14SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Pulsadores de menú estándar
La máscara en pantalla se cierra.
La entrada se cancela y la ventana se cierra.
La entrada se termina y se procede al cálculo.
La entrada se termina y se incorporan los valores introducidos.
1.2 Campos de manejo y niveles de protección
Las funciones del control se pueden ejecutar en los siguientes campos de manejo:
Posición Manejo de la máquina
Decalajes/parámetros Introducción de valores de corrección y datos del operador
Programa Creación de programas de pieza
Gestor de programas Índice de programas de pieza
Sistema Diagnóstico, puesta en marcha
Alarma Lista de alarmas y avisos
El cambio a otro campo de manejo tiene lugar confirmando la correspondiente tecla(hardkey).
Niveles de protección
En SINUMERIK 802D sl existe un esquema de niveles de protección para el acceso a áreasde datos. El control se entrega con códigos de acceso estándar para los niveles de protec-ción 1 a 3.
� Nivel de protección 1 Código de acceso de experto
� Nivel de protección 2 Código de acceso de fabricante
� Nivel de protección 3 Código de acceso de usuario
Estos códigos controlan las distintas autorizaciones de acceso.

Introducción
1.2 Campos de manejo y niveles de protección
1-15SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
La introducción o modificación de datos en los siguientes menús depende del nivel deprotección ajustado:
� Correcciones de herramientas
� Decalajes de origen
� Datos del operador
� Ajuste RS232
� Creación del programa/corrección del programa

Introducción
1.3 Ayudas de entrada
1-16SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
1.3 Ayudas de entrada
1.3.1 Calculadora
La función calculadora se puede activar desde cualquier campo de manejo mediante lacombinación de teclas <SHIFT +=>.
Para el cálculo se pueden utilizar las cuatro operaciones básicas, así como las funcionesSeno, Coseno, Elevación al cuadrado y Raíz cuadrada. Una función de paréntesis permitecalcular expresiones entrelazadas. La profundidad de paréntesis es ilimitada.
Si el campo de entrada ya está ocupado por un valor, la función lo adopta en la línea deintroducción de la calculadora.
<Input> inicia el cálculo. El resultado se visualiza en la calculadora.
El pulsador de menú <Aplicar> introduce el resultado en el campo de entrada o en la posi-ción actual del cursor del programa de pieza y cierra automáticamente la calculadora.
Nota
Si un campo de entrada se encuentra en el modo de edición, la tecla de conmutaciónpermite restablecer el estado original.
Figura 1-4 Calculadora
Caracteres admisibles en la entrada
+, – Operaciones básicas*, /
S Función SenoEl valor (en grados) X delante del cursor de entrada se sustituye por el valor sen(X).
O Función CosenoEl valor (en grados) X delante del cursor de entrada se sustituye por el valor cos(X).

Introducción
1.3 Ayudas de entrada
1-17SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Q Función CuadradoEl valor X delante del cursor de entrada se sustituye por el valor X2.
R Función de raíz cuadradaEl valor X delante del cursor de entrada se sustituye por el valor √X.
( ) Función de paréntesis (X+Y)*Z
Ejemplos de cálculo
Descripción de la tarea Entrada –> Resultado
100 + (67*3) 100+67*3 –> 301
sen(45�) 45 S –> 0.707107
cos(45�) 45 O –> 0.707107
42 4 Q –> 16
√4 4 R –> 2
(34+3*2)*10 (34+3*2)*10 –> 400
Para el cálculo de puntos auxiliares en un contorno, la calculadora ofrece las siguientesfunciones:
� Cálculo de la transición tangencial entre un sector circular y una línea recta
� Desplazar un punto en el plano
� Conversión de coordenadas polares en coordenadas cartesianas
� Completar el segundo punto final de un sector de contorno línea recta – línea rectaestablecida a través de una relación angular
1.3.2 Edición de caracteres chinos
Esta función sólo está disponible en la versión de idioma chino.
El control ofrece una función para editar caracteres chinos en el editor de programa y en eleditor de textos de alarma del PLC. Después de su activación se introduce la transcripciónfonética (alfabeto fonético) del carácter buscado en el campo de entrada. Para este sonido,el editor ofrece distintos caracteres de entre los cuales se puede seleccionar uno introdu-ciendo la cifra 0 a 9.
Figura 1-5 Editor chino
<ALT + S> Conexión/desconexión del editor

Introducción
1.3 Ayudas de entrada
1-18SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
1.3.3 Hot Keys
El componente de manejo ofrece la posibilidad de marcar, copiar, cortar y borrar textos conla ayuda de combinaciones especiales de teclas. Estas funciones están disponibles para eleditor de programas de pieza, así como para los campos de entrada.
<CTRL+C> Copiar
<CTRL+B> Marcar
<CTRL+X> Cortar
<CTRL+V> Pegar
<ALT+L> Conmutación a mayúsculas/minúsculas
<ALT+H> Activación del sistema de ayudao de la tecla de información
1.3.4 Copiar y pegar ficheros
En el área Gestor de programas (apartado 6) y en la función Ficheros PeM (apartado 7.1)se pueden copiar ficheros o directorios con las funciones de pulsador de menú <Copiar> y<Pegar> a otro directorio u otra unidad. La función <Copiar> introduce las remisiones a losficheros o directorios en una lista que es ejecutada a continuación por la función <Insertar>.Esta función asume el proceso de copia propiamente dicho.
La lista se conserva hasta que queda sobrescrita por un nuevo proceso de copia.
Particularidad:Si el puerto RS232 se ha seleccionado como destino de los datos, la función de pulsador demenú <Enviar> sustituye la función <Pegar>. Para leer ficheros (pulsador de menú<Recibir>) no se necesita indicar el destino, dado que el nombre del directorio de destinoestá contenido en el flujo de datos.

Introducción
1.4 El sistema de ayuda
1-19SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
1.4 El sistema de ayuda
El control incluye una amplia ayuda en línea. Temas de ayuda:
� Descripciones breves de todas las funciones de manejo importantes
� Vista general y breve descripción de los comandos de CN
� Explicación de los parámetros de accionamiento
� Explicación de las alarmas de accionamiento
Operaciones
El sistema de ayuda puede abrirse desde cualquier campo de manejo pulsando la tecla Infoo con la combinación de teclas <ALT+H>.
Figura 1-6 Índice sistema de ayuda
Pulsadores de menú
La función abre el tema seleccionado.
Figura 1-7 Descripción del tema de ayuda
Show

Introducción
1.4 El sistema de ayuda
1-20SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
La función permite la selección de referencias cruzadas. Una referencia cruzada está identi-ficada con los caracteres “>>....<<”. Este pulsador de menú sólo está visible si se visualizauna referencia cruzada en el campo de aplicación.
Si selecciona una referencia cruzada, se muestra además el pulsador de menú <Volver altema>. Esta función permite regresar a la pantalla anterior.
Esta función permite la búsqueda de un concepto en el índice. Introduzca el concepto einicie el proceso de búsqueda.
Ayuda en el área del editor de programas
El sistema ofrece una explicación para cada instrucción de CN. Puede llegar directamente altexto de ayuda posicionando el cursor detrás de la instrucción y pulsando la tecla de ayuda.Para este fin, la instrucción CN se tiene que escribir en mayúsculas.
Go totopic
Back totopic
Find
Introducción
1.5 Funcionamiento en red
1-21SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
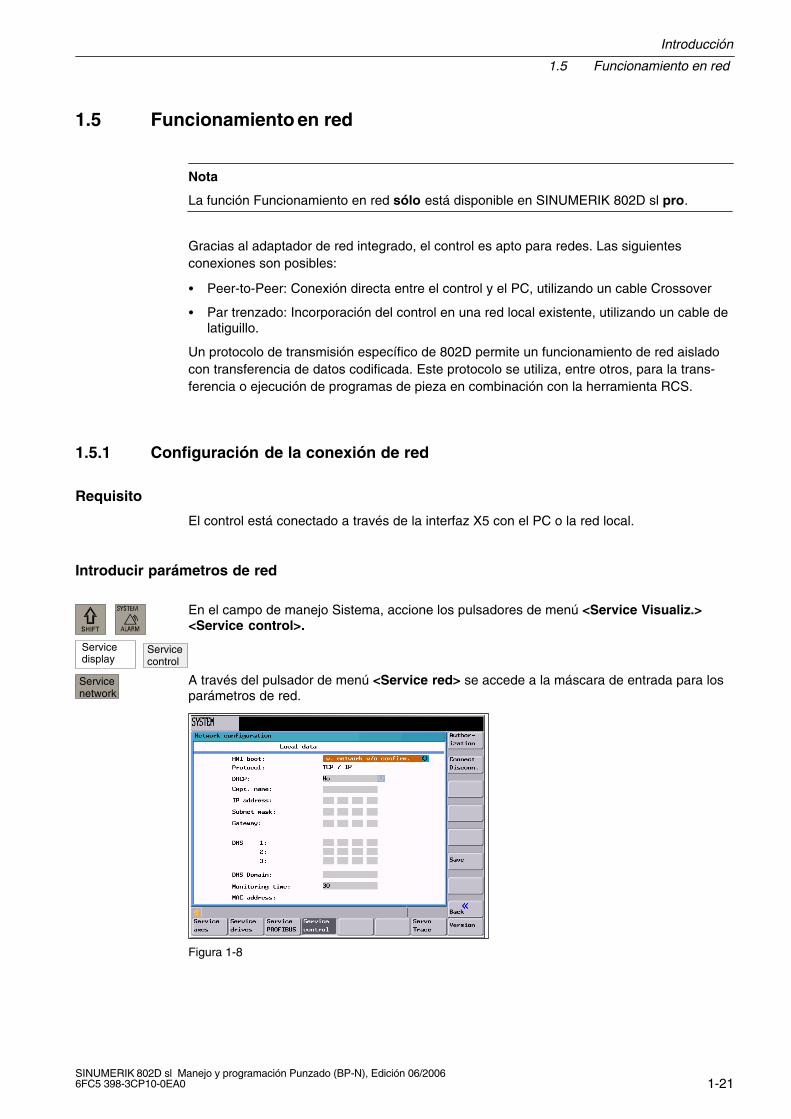
1.5 Funcionamiento en red
Nota
La función Funcionamiento en red sólo está disponible en SINUMERIK 802D sl pro.
Gracias al adaptador de red integrado, el control es apto para redes. Las siguientesconexiones son posibles:
� Peer-to-Peer: Conexión directa entre el control y el PC, utilizando un cable Crossover
� Par trenzado: Incorporación del control en una red local existente, utilizando un cable delatiguillo.
Un protocolo de transmisión específico de 802D permite un funcionamiento de red aisladocon transferencia de datos codificada. Este protocolo se utiliza, entre otros, para la trans-ferencia o ejecución de programas de pieza en combinación con la herramienta RCS.
1.5.1 Configuración de la conexión de red
Requisito
El control está conectado a través de la interfaz X5 con el PC o la red local.
Introducir parámetros de red
En el campo de manejo Sistema, accione los pulsadores de menú <Service Visualiz.><Service control>.
A través del pulsador de menú <Service red> se accede a la máscara de entrada para losparámetros de red.
Figura 1-8
Servicedisplay
Servicecontrol
Servicenetwork

Introducción
1.5 Funcionamiento en red
1-22SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Tabla 1-3 Parámetros de red necesarios
Parámetros Explicación
DHCP Protocolo DHCP: En la red se necesita un servidor DHCP que asigne lasdirecciones IP de forma dinámica.
Con No se realiza una asignación fija de las direcciones de red.
Con Sí se realiza una asignación dinámica de la dirección de red. Los camposde entrada que no se necesitan quedan ocultos.
Nombre de equipo Nombre del control en la red
Dirección IP Dirección del control en la red (p. ej. 192.168.1.1)
Máscara Subnet Detección de la red (p. ej. 255.255.252.0)
Desbloquear puertos de comunicación
A través del pulsador de menú <Service firewall> se pueden bloquear y desbloquear puertosde comunicación.
Para garantizar la máxima seguridad, todos los puertos que no se necesiten deberíanpermanecer cerrados.
Figura 1-9
La red RCS necesita para la comunicación los puertos 80 y 1597.
Para modificar el estado de un puerto, seleccione el puerto correspondiente con el cursor.Al accionar la tecla Input se modifica el estado del puerto.
Los puertos abiertos se representan marcados en la casilla de control.
1.5.2 Administración de usuarios
En el campo de manejo Sistema, accione los pulsadores de menú <Service Visualiz.><Service control>.
Servicefirewall
Servicedisplay
Servicecontrol

Introducción
1.5 Funcionamiento en red
1-23SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
A través del pulsador de menú <Service red > <Autorización> se accede a la máscara deentrada para las cuentas de usuario.
Las cuentas de usuario sirven para guardar los ajustes personales de los usuarios. Paracrear una nueva cuenta, introduzca en los campos de entrada el nombre de usuario y lacontraseña para el inicio de sesión.
La función de pulsador de menú <Crear> inserta un nuevo usuario en la administración deusuarios.
Figura 1-10
La función de pulsador de menú <Borrar> borra el usuario marcado de la administración.
1.5.3 Iniciar sesión de usuario – RCS log in
En el campo de manejo Sistema accione el pulsador de menú <In sesión RCS>.Se abre la máscara de entrada para el inicio de sesión del usuario.
Figura 1-11 Inicio de sesión del usuario
Servicenetwork
Authori-zation
RCSconnect.
Introducción
1.5 Funcionamiento en red
1-24SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Iniciar sesión
Introduzca en los correspondientes campos de entrada el nombre de usuario y la contra-seña y confirme la entrada con el pulsador de menú <Iniciar sesión>.
Una vez que se haya iniciado la sesión con éxito, se muestra el nombre de usuario en lalínea Usuario actual.
La función de pulsador de menú <Volver> cierra el cuadro de diálogo.
Nota
Este inicio de sesión sirve al mismo tiempo como identificación del usuario para conexionesremotas.
Cerrar sesión
Accione el pulsador de menú <Cerrar sesión>. Se cierra la sesión del usuario actual, seguardan los ajustes específicos del usuario y se cancelan todos los desbloqueos conce-didos.
1.5.4 Trabajo con una conexión de red
En el estado de entrega, el acceso remoto (acceso al control desde un PC o una red) alcontrol está bloqueado.
Después de iniciar la sesión de un usuario local, la herramienta RCS dispone de lassiguientes funciones:
� Funciones de puesta en marcha
� Transferencia de datos (transferencia de programas de pieza)
� Manejo remoto del control
Si se quiere permitir el acceso a una parte del sistema de ficheros, se tienen que desblo-quear previamente los correspondientes directorios.
Nota:
Desbloqueando directorios se permite a una estación de red acceder a los ficheros delcontrol. Según la opción de desbloqueo, el usuario puede modificar o borrar datos.
1.5.5 Desbloqueo de directorios
Con esta función se definen los derechos de acceso al sistema de ficheros del control paralos usuarios remotos.
Seleccione en el Gestor de programas el directorio a desbloquear.

Introducción
1.5 Funcionamiento en red
1-25SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
El pulsador de menú <Habilitar> abre la máscara de entrada para el desbloqueo del direc-torio seleccionado.
Figura 1-12 Estado de desbloqueo del directorio
� Seleccione el estado de desbloqueo para el directorio seleccionado:
– No habilitar este directorio El directorio no se desbloquea.
– Habilitar este directorio Se desbloquea el directorio; se tiene queintroducir un nombre de desbloqueo.
� En el campo Nombre habilitación se tiene que introducir un descriptor a través del cualel usuario autorizado puede acceder a los ficheros del directorio.
� A través del pulsador de menú <Añadir> se accede a lista de usuarios. Seleccione elusuario. La función <Añadir> permite introducir datos en el campo Se habilita para.
� Defina los derechos del usuario (Autorizaciones).
– Acceso total El usuario tiene acceso total
– Cambiar El usuario puede modificar
– Leer El usuario puede leer
– Borrar El usuario puede borrar
El pulsador de menú <OK> define las características ajustadas. Los directorios desbloquea-dos se marcan como en Windows con la “mano”.
1.5.6 Conectar y separar unidades de red
En el campo de manejo Sistema, accione los pulsadores de menú <Service Visualiz.><Service control>.
A través de <Service red > <Conectar Desconect> se accede al área de la configuraciónde unidades de red.
Shares
Servicedisplay
Servicecontrol
Servicenetwork
Connect.Disconn.

Introducción
1.5 Funcionamiento en red
1-26SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Figura 1-13
Conectar unidad de red
La función <Conectar > asigna a una unidad de red una letra de unidad local.
Figura 1-14 Configuración de unidades de red
Posicione el cursor en una letra de unidad libre y conmute con la tecla TAB al campo deentrada Ruta. Introduzca la dirección IP del servidor y el nombre de la habilitación.
Ejemplo: \\192.4.5.23\TEST\
La función de pulsador de menú <Conectar> asigna la letra de unidad a la conexión deservidor.
Separar unidad de red
La función <Desconect> anula una conexión de red existente.Coloque el cursor en la letras de unidad correspondiente y accione el pulsador de menú<Desconect>. Se separa la unidad de red.
Connect
Dis-connect

Introducción
1.6 Herramienta RCS802
1-27SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
1.6 Herramienta RCS802
Con la herramienta RCS (Remote Control System) dispone para su PC/PG de una herra-mienta de explorador que le facilitará el trabajo diario con SINUMERIK 802D sl.
La conexión entre el control y el PC/PG se puede realizar a través de un cable RS232 o deuna red local (opción).
Atención
La funcionalidad completa de la herramienta RCS no se tiene hasta que se carga la clavede licencia RCS 802.
Esta clave permite establecer la conexión con el control a través de una red local (sólo enSINUMERIK 802D sl pro) y, con ello, utilizar también la función de control remoto, entreotras.
Sin clave de licencia sólo es posible el desbloqueo de directorios locales (en el PC/PG) parael acceso a través del control.
Figura 1-15 Ventana de explorador de la herramienta RCS
Después de iniciar se encuentra en el modo offline. Esto significa que sólo puede gestionarficheros de su PC. En el modo online dispone adicionalmente del directorio Control 802,que permite el intercambio de ficheros con el control. Adicionalmente existe una función decontrol remoto para la observación del proceso.
Nota
En la herramienta RCS está disponible una ayuda online detallada. Todos los demásprocedimientos, como son el establecimiento de la conexión, la administración deproyectos, etc., se explican en esta ayuda.

Introducción
1.7 Sistemas de coordenadas
1-28SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
1.7 Sistemas de coordenadas
Un sistema de coordenadas se sujeta por lo general a través de tres ejes de coordenadasperpendiculares entre sí. Las direcciones positivas de los ejes de coordenadas se determi-nan por la “regla de los tres dedos de la mano derecha”. El sistema de coordenadas serefiere a la pieza y la programación se realiza independientemente de si la herramienta o lapieza se mueven o no. Durante la programación se parte siempre del hecho de que la herra-mienta se mueve con respecto al sistema de coordenadas de la pieza que se piensa estáparada.
+Z
+Y
+X
90�
+Y
+Z+ X90�
90�
Figura 1-16 Determinación de las direcciones de los ejes entre sí, sistema decoordenadas rectangular
Sistema de coordenadas de máquina (MKS)
La posición del sistema de coordenadas relativa a la máquina depende del tipo de máquinade que se trate. Puede estar girado a varias posiciones.
Las direcciones de los ejes se determinan por la llamada regla de “los tres dedos de lamano derecha”. Situándose delante de la máquina con el dedo corazón de la mano derechaen dirección opuesta a la dirección de penetración del cabezal.
X
Y
C2
C
Figura 1-17 Coordenadas/ejes de máquina

Introducción
1.7 Sistemas de coordenadas
1-29SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
El centro de este sistema de coordenadas es el origen de la máquina.En este caso, todos los ejes tienen la posición Cero. Este punto representa únicamente unpunto de referencia establecido por el fabricante de la máquina. No tiene necesariamenteque poderse llegar a él.
El margen de desplazamiento de los ejes de máquina se puede situar en el margennegativo.
Sistema de coordenadas de pieza (WKS)
El sistema de coordenadas descrito al inicio (ver Fig. 1-16) se utiliza igualmente para ladescripción de la geometría de una pieza en el programa de pieza.El origen de pieza puede ser elegido libremente por el programador. El programador nonecesita conocer las condiciones de movimiento efectivas en la máquina: si se mueve lapieza o la herramienta. Esto puede variar aún en los distintos ejes. Las direcciones estándefinidas siempre de modo que la pieza está parada y la herramienta se mueve.
YÉÉÉÉÉÉ
W
W = Origen de pieza
X
Figura 1-18 Sistema de coordenadas de pieza
Sistema de coordenadas relativo
El control ofrece, además del sistema de coordenadas de máquina y de pieza, un sistemade coordenadas relativo. Este sistema de coordenadas sirve para establecer puntos de refe-rencia de libre elección que no influyen en el sistema de coordenadas de pieza activo. Todoslos desplazamientos de un eje se indican de forma relativa a estos puntos de referencia.

Introducción
1.7 Sistemas de coordenadas
1-30SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Sujeción de la pieza
Para el mecanizado, la pieza se sujeta en la máquina. Por ello, la pieza tiene que seralineada de modo que los ejes del sistema de coordenadas de pieza sean paralelos a los dela máquina. Un decalaje resultante del origen de máquina frente al origen de pieza se deter-mina para cada eje y se introduce en campos de datos previstos para el decalaje de origenajustable. En el programa CN, este decalaje en el ciclo de programa se activa, por ejemplo,con un G54 programado (ver el apartado “Sujeción de pieza – decalaje de origen ajus-table ...”).
Y ÉÉÉÉ
W = Origen de pieza
M
M = Punto de origen de máquina
XMáquina
YMáquina
P. ej.:G54
XW
Figura 1-19 Pieza en la máquina
Sistema de coordenadas de pieza actual
Mediante el decalaje del origen programable TRANS se puede producir un decalaje frente alsistema de coordenadas de pieza. En este caso, se obtiene el sistema de coordenadas depieza actual (ver apartado “Decalaje de origen programable: TRANS”).
Y ÉÉÉÉÉÉ
W
W = Origen de pieza
X
Yactual
Decalaje programable
TRANS
X
Figura 1-20 Coordenadas en la pieza, sistema de coordenadas de pieza actual

2-31SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Conexión y búsqueda del punto de referencia
Nota
Al conectar SINUMERIK 802D sl y la máquina, observe también la documentación relativa aésta, dado que la conexión y la búsqueda del punto de referencia son funcionesdependientes de la máquina.
En esta documentación se parte de un panel de mando de máquina estándar MCP 802D.En caso de que utilizara un MCP distinto, el manejo se puede desviar de esta descripción.
Operaciones
En primer lugar, conecte la tensión de alimentación del CNC y de la máquina. Después delarranque del control, se encuentra en el campo de manejo Posición, modo JOG.
La ventana “Búsqueda del punto de referencia” está activa.
Figura 2-1 Pantalla básica JOG REF
En la ventana Posicionamiento del punto de referencia (Fig. 2-1) se indica si los ejes tienenun punto de referencia o no.
El eje se tiene que referenciar
El eje ha alcanzado el punto de referencia
Pulse las teclas de dirección.
2
...+X
– Z

Conexión y búsqueda del punto de referencia
2-32SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Si elige la dirección de aproximación equivocada, no se produce ningún movimiento.
Busque sucesivamente en cada eje el punto de referencia. La función se termina seleccionando otro modo (MDA, AUTOMÁTICO o JOG).
Nota
“Posicionamiento del punto de referencia” sólo es posible en el modo de operación Jog enla ventana JOG REF.

3-33SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Preparación
3.1 Herramientas de punzonado y troquelado
Funcionalidad
Las herramientas de punzonado y troquelado se definen en función del caso de aplicación.La geometría de las herramientas se crea a partir de las formas geométricas estándarsiguientes:
� Círculo
� Triángulo
� Rectángulo, cuadrado
� Agujero rasgado
� “D” doble
� “D” simple
� “D” largo
� Hexágono u octógono
Las herramientas con varios sellos dentro de la envolvente reciben el nombre de multitools.
3.1.1 Lista de herramientas
Operaciones
Se encuentra en el campo de manejo Decalajes Parámetros.
Con <Lista herram.> se abre la lista de las herramientas creadas. Dentro de esta listapuede navegar con las teclas del cursor y las teclas <Page Up>, <Page Down> (pasarpáginas).
Las correcciones se introducen:
� posicionando la barra del cursor en el campo de entrada a modificar,
� introduciendo el (los) valor(es)
y confirmando con <Input> o un movimiento del cursor.
3
Toollist

Preparación
3.1 Herramientas de punzonado y troquelado
3-34SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Pulsadores de menú
Los datos de corrección de herramienta de todos los filos de la herramienta se borran.
Se muestran todos los parámetros de una herramienta.
Buscar número de herramienta.Introduzca el número de la herramienta a buscar e inicie el proceso de búsqueda con elpulsador de menú <OK>. Si la herramienta buscada existe, el cursor se coloca en la corres-pondiente línea.
Creación de los datos de corrección de herramienta para una nueva herramienta.
Parámetros
Figura 3-1 Lista de herramientas
Tabla 3-1 Parámetros de la lista de herramientas
Campo Descripción
Mapa de bits para identificar una Multitool
T Número de herramienta
Deletetool
Extend
Find
Newtool

Preparación
3.1 Herramientas de punzonado y troquelado
3-35SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Tabla 3-1 Parámetros de la lista de herramientas, continuación
Campo Descripción
Tipo Describe el tipo de geometría de la herramienta:
1 Herramienta redonda2 Herramienta rectangular3 Herramienta triangular4 “D” doble5 “D” simple6 “D” largo7 Agujero rasgado8 Herramienta hexagonal9 Herramienta octogonal99 Geometría libre104 Sello Multitool 4105 Sello Multitool 5106 Sello Multitool 6108 Sello Multitool 8109 Sello Multitool 9110 Sello Multitool 10111 Sello Multitool 11112 Sello Multitool 12
Dimensión 1 Radio o longitud del filo
Dimensión 2 Anchura del filo
Grosor de lámina Máximo grosor de lámina que puede mecanizarse
Si aún no se ha leído la configuración de tecnología de la Toolbox o si se ha leído unaincorrecta, puede que aún no se hayan activado los parámetros de herramienta adicionalespara la configuración Punzonado. El resultado se presenta al usuario.
Figura 3-2 Mensaje en caso de error de configuración
La lista de parámetros completa puede abrirse con <Ampliar>.

Preparación
3.1 Herramientas de punzonado y troquelado
3-36SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Figura 3-3 Lista de parámetros de una herramienta (ampliada)
Precaución
En la lista de parámetros predeterminada se utilizan los parámetros para la correcciónde herramientas. Por lo tanto, los comandos G41 y G42 no pueden utilizarse en elprograma CN.
Tabla 3-2 Lista de parámetros para el punzonado
Parámetro Campo Descripción
DP4 Longitud 2 Geometría del eje Y
DP5 Longitud 3 Geometría del eje X
DP6 Geometría de la herra-mienta
Describe el tipo de geometría de la herramienta
DP7 Primer nº en multitool Primer número de herramienta que aparece en el sello deuna multitool
DP8 Long. Y del filo Longitud del filo en el eje Y
DP9 Long. X del filo Longitud del filo en el eje X
DP10 Punto muerto inferior Punto muerto inferior de la herramienta
DP11 Punto muerto superior Punto muerto superior de la herramienta
DP12 Escuadra de montaje Ángulo al que está montada la herramienta
DP13 Desgaste longitud 2 Desgaste (correc. fina) eje Y
DP14 Desgaste longitud 3 Desgaste (correc. fina) eje X
DP16 DP16 Libre
DP17 DP17 Libre
DP18 DP18 Libre
DP19 DP19 Libre
DP20 DP20 Libre
DP21 Contador de pasadas Contador de pasadas
DP22 Longitud base 2 Longitud base 2 (adaptador) eje Y
DP23 Longitud base 3 Longitud base 3 (adaptador) eje X
DP24 Diámetro de envolvente Diámetro de la herramienta en el portaherramientas

Preparación
3.1 Herramientas de punzonado y troquelado
3-37SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Tabla 3-2 Lista de parámetros para el punzonado, continuación
Parámetro DescripciónCampo
DP25 Grosor de lámina Grosor actual de lámina
DPC1 Herramienta motorizadapor eje
La orientación de la herramienta puede modificarsemediante el eje de rotación
DPC2 Puesto Puesto de herramienta
DPC3 Grosor máximo de lámina Grosor máximo de lámina
DPC4 Nº de la Multitool Número del portaherramientas
DPC5 DPC5 Libre
DPC6 DPC6 Libre
DPC7 DPC7 Libre
DPC8 DPC8 Libre
DPC9 DPC9 Libre
DPC10 DPC10 Libre
Importante
En relación con la simulación del programa de pieza, el significado de los parámetros DP2,DP6, DP12 y DP24 es el que se establece a continuación:
� DP2 Reservado para la simulación del programa de pieza
� DP6 Geometría de la herramienta
� DP12 Ángulo de orientación de la herramienta
� DP24 Diámetro de envolvente
y no puede modificarse.
Relación entre datos de geometría y parámetros de corte
Los datos de geometría que se necesitan para la simulación de herramientas de troqueladoy punzonado pueden representarse del modo siguiente en los parámetros de corte:
Tabla 3-3 Relación entre datos de geometría y los parámetros de corte
Geometría Geometría de la herramienta Parámetros de corte
Redondo,Hexágono u Octógono,Triángulo,“D” doble,“D” simple,“D” largo,Rectángulo,Cuadrado, Agujero rasgado
Diámetro de envolventeÁngulo de orientación
DP24DP12
Rectángulo, cuadrado Longitud Y filo de herramientaLongitud X filo de herramienta
DP8DP9

Preparación
3.1 Herramientas de punzonado y troquelado
3-38SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
3.1.2 Crear nueva herramienta
Operaciones
Se abre la pantalla de diálogo para crear una nueva herramienta.
Figura 3-4 Nueva herramienta
Introduzca el número de herramienta y la forma de la herramienta en la pantalla de diálogo.
Con <OK> se confirma la entrada. La herramienta aparece en la lista de herramientas.
Figura 3-5 Nueva herramienta Multitool
Si se crea una Multitool, es preciso colocar una marca de verificación en el cuadro deselección “Multitool”, así como introducir el número de sellos en el campo de entrada queaparece. Con <OK> se crea una herramienta para el soporte de sello y el número desubherramientas.
Nota
Puede utilizarse el área de herramienta siguiente: Número de herramienta 1 a 99.Las multitools se crean según la fórmula número de herramienta por 100.
Newtool

Preparación
3.2 Introducir/modificar decalaje de origen
3-39SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
3.2 Introducir/modificar decalaje de origen
Funcionalidad
Después de la búsqueda del punto de referencia, la memoria de valores reales y, con ella,también la visualización posición real, están referidos al origen de máquina. Un programa depieza, en cambio, se refiere al origen de pieza. Este decalaje se tiene que introducir comodecalaje de origen.
Operaciones
Se encuentra en el campo de manejo Decalajes Parámetros.
Al seleccionar <Decalajes de origen> aparece una lista de los decalajes de origen ajusta-bles. La máscara en pantalla contiene los valores del decalaje de origen programado y delos factores de escala activos, la visualización del estado “Simetría especular activa” y lasuma de los decalajes de origen activos.
Figura 3-6 Ventana Decalaje de origen
Posicionar la barra del cursor en el campo de entrada a modificar e
introducir el (los) valor(es). Con un movimiento del cursor o con <Input> se incorporan losvalores en los decalajes de origen.
Workoffset

Preparación
3.3 Parámetros de cálculo R
3-40SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
3.3 Parámetros de cálculo R
Funcionalidad
En la pantalla base Parámetros R se listan todos los parámetros R existentes en el control(ver también apartado 8.7 “Parámetros de cálculo R”).Se pueden modificar en caso de necesidad.
Figura 3-7 Ventana Parámetros R
Operaciones
Se encuentra en el campo de manejo Decalajes Parámetros.A través del pulsador de menú <Parámetros R> se accede al campo de entrada. Sitúe labarra de cursor en el campo de entrada que quiera modificar y, a continuación, introduzca elvalor.
Confirmar con <Input> o un movimiento del cursor. Los valores se aplican.
R vari-able

Preparación
3.4 Programar datos de operador
3-41SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
3.4 Programar datos de operador
Funcionalidad
Con los datos del operador se establecen los ajustes para los estados de funcionamiento.Se pueden modificar en caso de necesidad.
Operaciones
Se encuentra en el campo de manejo Decalajes Parámetros.
Accione el pulsador de menú <Datos operador>. Se abre la pantalla base “Datos opera-dor”. En ella aparecen otras funciones de pulsador de menú que le permiten ajustar distintasopciones de control.
Figura 3-8 Pantalla base Datos del operador
Avance en JOG
Valor del avance en el modo JOGSi el valor del avance es “cero”, el control utiliza el valor consignado en los datos demáquina.
Avance de recorrido de prueba para el modo de prueba (DRY)
El avance que se puede introducir aquí se utiliza en la ejecución del programa en lugardel avance programado en caso de selección de la función Avance de recorrido deprueba en el modo de operación AUTOMÁTICO.
Nota: El resto de datos de operador no es relevante.
Posicionar la barra del cursor en el campo de entrada a modificar e introducir el (los)valor(es).
Confirmar con <Input> o un movimiento del cursor.
Settingdata

Preparación
3.4 Programar datos de operador
3-42SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Pulsadores de menú
La limitación del campo de trabajo surte efecto en la geometría y los ejes adicionales. Intro-duzca los valores para la limitación del campo de trabajo. El pulsador de menú <Activar>activa/desactiva los valores para el eje marcado con el cursor.
Figura 3-9
Contador de tiempo
Figura 3-10
Significado:
� Todas las piezas: Número total de piezas fabricadas (valor real total)
� Piezas pedidas: Número de piezas necesarias (consigna de piezas)
� Cantidad de piezas: En este contador se registra el número de todas las piezas fabrica-das desde el momento del inicio.
� Tiempo total: Tiempo de ejecución total de programas de CN en el modo de operaciónAUTOMÁTICO (en segundos):En el modo de operación AUTOMÁTICO se suman los tiempos de ejecución de todos losprogramas entre Marcha CN y el final de programa/Reset. El reloj se pone a cero concada arranque del control. Tiempo de ejecución del programa de CN seleccionado(en segundos)
Work arealimit.
Time counter

Preparación
3.4 Programar datos de operador
3-43SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
� Tiempo de ejecución del programa: Tiempo de intervención de herramienta (en segun-dos)En el programa de CN seleccionado se mide el tiempo de ejecución entre Marcha CN yel final de programa/Reset. Con el arranque de un nuevo programa de CN se borra eltemporizador.
� Tiempo de corteSe mide el tiempo de movimiento de los ejes de contorneado (sin velocidad de desplaza-miento rápido) en todos los programas de CN entre Marcha CN y final de programa/Reset con la herramienta activa. La medición se interrumpe adicionalmente cuando estáactivo el tiempo de espera.
El temporizador se pone a cero automáticamente durante la fase de “arranque del controlcon valores por defecto”.
La función permite definir zonas protegidas para un máximo de cuatro garras (protección degarras).
La función lista todos los datos del operador que existen en el control. Los datos sedividen en:
� Datos generales
� Datos específicos por eje
� Datos del operador del canal
Figura 3-11
Protect’nzones
Misc.

Preparación
3.5 Protección de garras
3-44SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
3.5 Protección de garras
Se encuentra en el campo de manejo Decalajes Parámetros y ha accionado el pulsador demenú <Datos operador>.
El diálogo permite definir zonas protegidas para un máximo de cuatro garras.
Introduzca los valores en la máscara de entrada y cierre el diálogo con <Aplicar>.El sistema le solicita que pulse Marcha CN.
Si la máscara se cierra sin un mensaje de error del CN, se definen las zonas protegidas.
Precaución
A continuación es preciso utilizar el comando CPROT para activar en el programa CN laszonas protegidas definidas según el número de garras y el plato.
Figura 3-12 Protección de garras
La función de pulsador de menú cambia la disposición de las garras de paralelas al eje X aparalelas al eje Y.
Settingdata
Protect’nzones

Preparación
3.5 Protección de garras
3-45SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Figura 3-13 Definir zonas protegidas
Con el pulsador de menú <Cancelar> se interrumpe la acción.
En función del número de garras deberán cambiarse los datos de máquina CN:DM 28200, DM 28210, DM 28212, DM 18190, DM 18890.
� Número de zonas protegidas utilizadas
2 garras: 3
3 garras: 4
4 garras: 6
� Número de elementos utilizados
2 garras: 12 elementos
3 garras: 16 elementos
4 garras: 24 elementos
3.5.1 Zona protegida para dos garras
Los parámetros se refieren a un punto de referencia definido (origen de la pieza).
Tabla 3-4 Parámetro para dos garras
Parámetro Descripción
x Posición X garra
y Posición Y garra
w Ancho de garra
a Distancia entre garra 1 y 2
e Distancia de seguridad garra
f Distancia de seguridad Plato de garras

Preparación
3.5 Protección de garras
3-46SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Figura 3-14 Pantalla de diálogo para dos garras
Las zonas protegidas se asignan del modo siguiente:
Número de la zona protegida Rango
1 Garra 1
2 Garra 2
3 Plato de garras
3.5.2 Zona protegida para tres garras
Los parámetros se refieren a un punto de referencia definido (origen de la pieza).
Tabla 3-5 Parámetro para tres garras
Parámetro Descripción
x Posición X garra
y Posición Y garra
w Ancho de garra
a Distancia entre garra 1 y 2
b Distancia entre garra 2 y 3
e Distancia de seguridad garra
f Distancia de seguridad Plato de garras
Figura 3-15 Pantalla de diálogo para tres garras

Preparación
3.5 Protección de garras
3-47SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Las zonas protegidas se asignan del modo siguiente:
Número de la zona protegida Rango
1 Garra 1
2 Garra 2
3 Garra 3
4 Plato de garras
3.5.3 Zona protegida para cuatro garras
Los parámetros se refieren a un punto de referencia definido (origen de la pieza).
Tabla 3-6 Parámetro para cuatro garras
Parámetro Descripción
x Posición X garra
y Posición Y garra
w Ancho de garra
a Distancia entre garra 1 y 2
b Distancia entre garra 2 y 3
c Distancia entre garra 3 y 4
e Distancia de seguridad garra
f Distancia de seguridad Plato de garras
Figura 3-16 Pantalla de diálogo para cuatro garras
Las zonas protegidas se asignan del modo siguiente:
Número de la zona protegida Rango
1 Garra 1
2 Garra 2
3 Plato de garras 1
4 Garra 3

Preparación
3.5 Protección de garras
3-48SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Número de la zona protegida Rango
5 Garra 4
6 Plato de garras 2

4-49SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Funcionamiento con mando manual
Nota previa
El modo de mando manual es posible en los modos de operación JOG y MDA.
Settings
Back<<
Switchmm>inch
Figura 4-1 Árbol de menú modo de operación JOG, campo de manejo Posición
4
Funcionamiento con mando manual
4.1 Modo de operación JOG – campo de manejo Posición
4-50SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
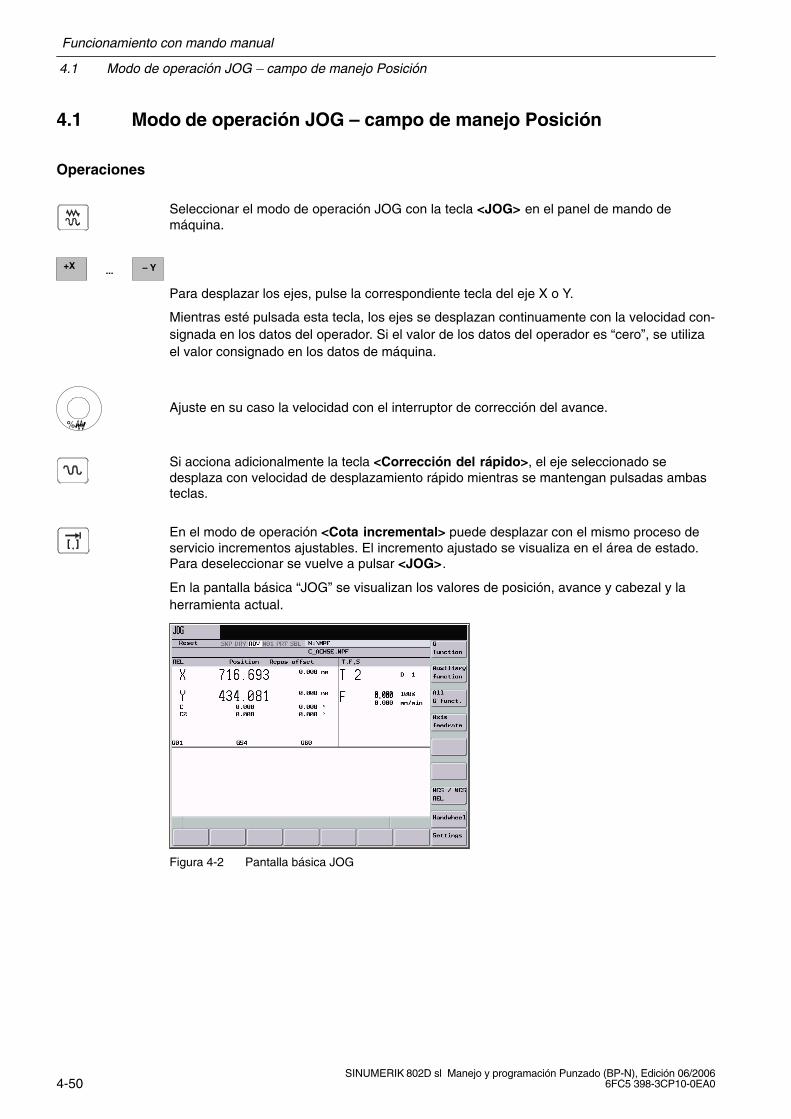
4.1 Modo de operación JOG – campo de manejo Posición
Operaciones
Seleccionar el modo de operación JOG con la tecla <JOG> en el panel de mando demáquina.
+X – Y...
Para desplazar los ejes, pulse la correspondiente tecla del eje X o Y.
Mientras esté pulsada esta tecla, los ejes se desplazan continuamente con la velocidad con-signada en los datos del operador. Si el valor de los datos del operador es “cero”, se utilizael valor consignado en los datos de máquina.
Ajuste en su caso la velocidad con el interruptor de corrección del avance.
Si acciona adicionalmente la tecla <Corrección del rápido>, el eje seleccionado sedesplaza con velocidad de desplazamiento rápido mientras se mantengan pulsadas ambasteclas.
En el modo de operación <Cota incremental> puede desplazar con el mismo proceso deservicio incrementos ajustables. El incremento ajustado se visualiza en el área de estado.Para deseleccionar se vuelve a pulsar <JOG>.
En la pantalla básica “JOG” se visualizan los valores de posición, avance y cabezal y laherramienta actual.
Figura 4-2 Pantalla básica JOG
%
Funcionamiento con mando manual
4.1 Modo de operación JOG – campo de manejo Posición
4-51SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
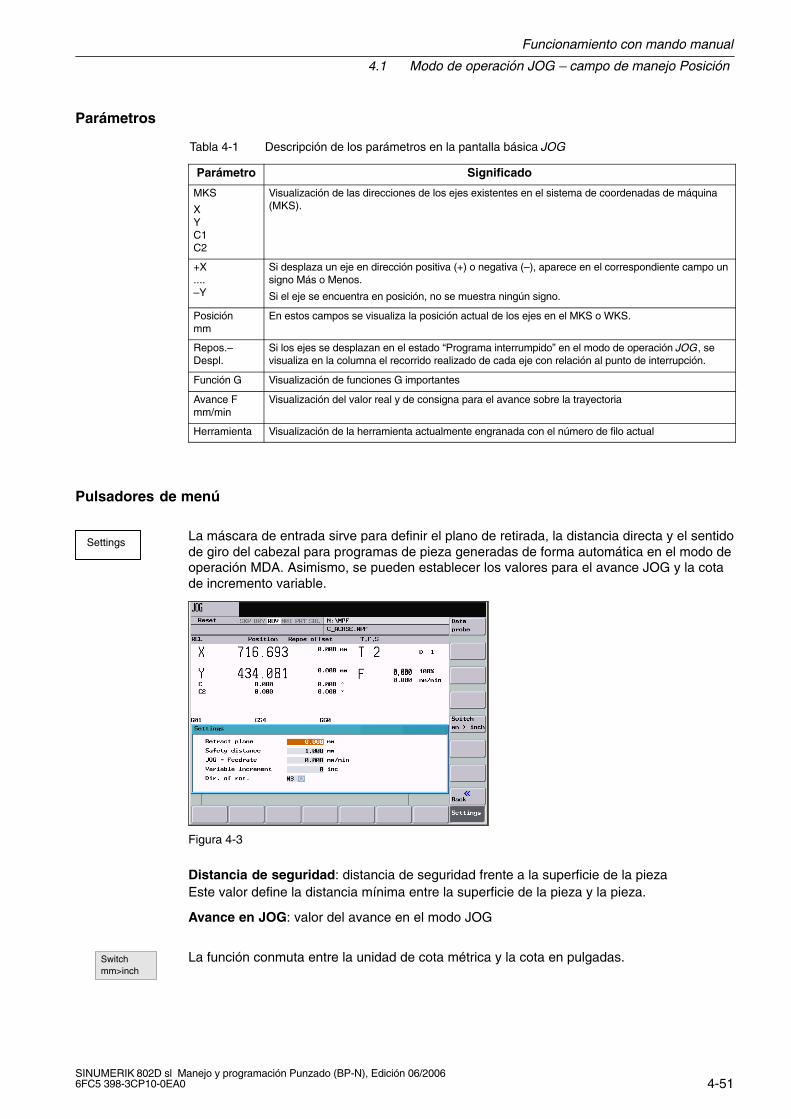
Parámetros
Tabla 4-1 Descripción de los parámetros en la pantalla básica JOG
Parámetro Significado
MKS
XYC1C2
Visualización de las direcciones de los ejes existentes en el sistema de coordenadas de máquina(MKS).
+X....–Y
Si desplaza un eje en dirección positiva (+) o negativa (–), aparece en el correspondiente campo unsigno Más o Menos.
Si el eje se encuentra en posición, no se muestra ningún signo.
Posición mm
En estos campos se visualiza la posición actual de los ejes en el MKS o WKS.
Repos.–Despl.
Si los ejes se desplazan en el estado “Programa interrumpido” en el modo de operación JOG, sevisualiza en la columna el recorrido realizado de cada eje con relación al punto de interrupción.
Función G Visualización de funciones G importantes
Avance Fmm/min
Visualización del valor real y de consigna para el avance sobre la trayectoria
Herramienta Visualización de la herramienta actualmente engranada con el número de filo actual
Pulsadores de menú
La máscara de entrada sirve para definir el plano de retirada, la distancia directa y el sentidode giro del cabezal para programas de pieza generadas de forma automática en el modo deoperación MDA. Asimismo, se pueden establecer los valores para el avance JOG y la cotade incremento variable.
Figura 4-3
Distancia de seguridad: distancia de seguridad frente a la superficie de la piezaEste valor define la distancia mínima entre la superficie de la pieza y la pieza.
Avance en JOG: valor del avance en el modo JOG
La función conmuta entre la unidad de cota métrica y la cota en pulgadas.
Settings
Switchmm>inch

Funcionamiento con mando manual
4.2 Modo de operación MDA (Introducción manual) – campo de manejo Máquina
4-52SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
4.2 Modo de operación MDA (Introducción manual) – campo demanejo Máquina
Funcionalidad
En el modo de operación MDA se puede crear y ejecutar un programa de pieza.
!Precaución
Se utilizan los mismos bloqueos de seguridad que en el funcionamiento totalmenteautomático.
Asimismo, se tienen que cumplir los mismos requisitos que para el modo de operacióntotalmente automático.
Operaciones
Seleccionar el modo de operación MDA con la tecla <MDA> en el panel de mando demáquina.
Figura 4-4 Pantalla básica MDA
Introduzca una o varias secuencias a través del teclado.
Pulsando <MARCHA CN> se inicia el mecanizado. Durante el mecanizado ya no es posibleeditar las secuencias.
Después del mecanizado se mantiene el contenido. Para desplazarse puede pulsarse denuevo Marcha CN.
Funcionamiento con mando manual
4.2 Modo de operación MDA (Introducción manual) – campo de manejo Máquina
4-53SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
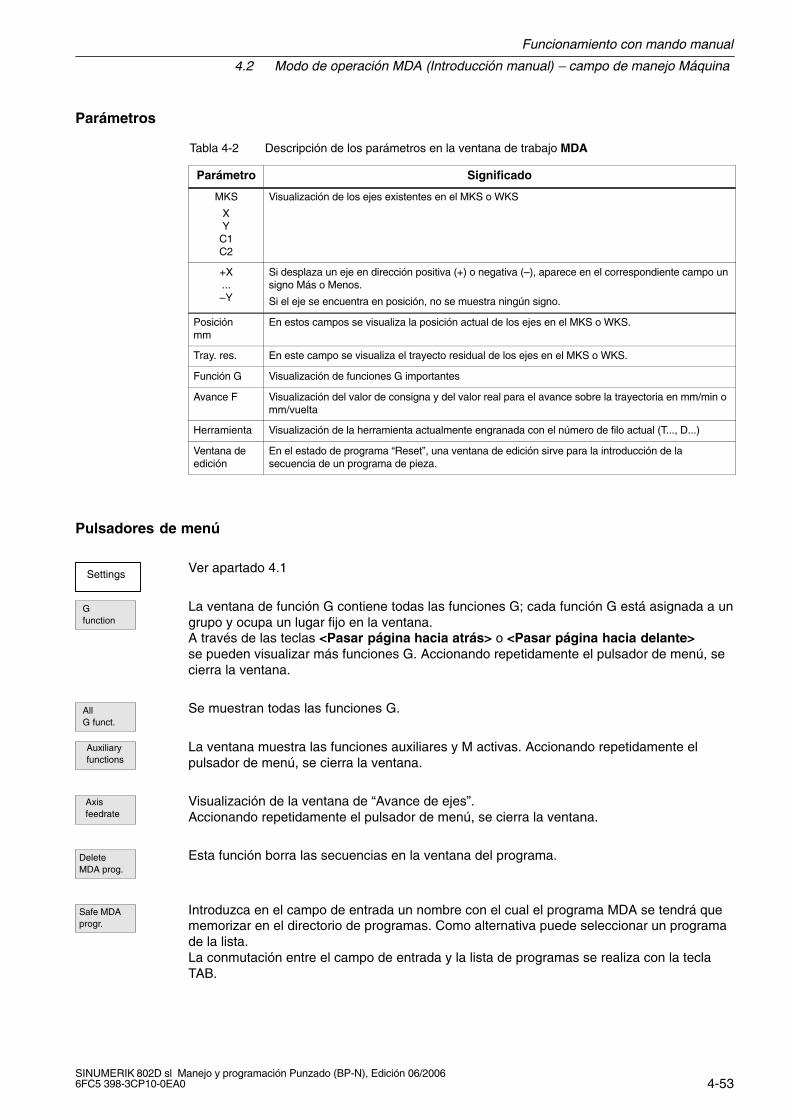
Parámetros
Tabla 4-2 Descripción de los parámetros en la ventana de trabajo MDA
Parámetro Significado
MKS
XY
C1C2
Visualización de los ejes existentes en el MKS o WKS
+X...–Y
Si desplaza un eje en dirección positiva (+) o negativa (–), aparece en el correspondiente campo unsigno Más o Menos.
Si el eje se encuentra en posición, no se muestra ningún signo.
Posición mm
En estos campos se visualiza la posición actual de los ejes en el MKS o WKS.
Tray. res. En este campo se visualiza el trayecto residual de los ejes en el MKS o WKS.
Función G Visualización de funciones G importantes
Avance F Visualización del valor de consigna y del valor real para el avance sobre la trayectoria en mm/min omm/vuelta
Herramienta Visualización de la herramienta actualmente engranada con el número de filo actual (T..., D...)
Ventana deedición
En el estado de programa “Reset”, una ventana de edición sirve para la introducción de lasecuencia de un programa de pieza.
Pulsadores de menú
Ver apartado 4.1
La ventana de función G contiene todas las funciones G; cada función G está asignada a ungrupo y ocupa un lugar fijo en la ventana. A través de las teclas <Pasar página hacia atrás> o <Pasar página hacia delante>se pueden visualizar más funciones G. Accionando repetidamente el pulsador de menú, secierra la ventana.
Se muestran todas las funciones G.
La ventana muestra las funciones auxiliares y M activas. Accionando repetidamente elpulsador de menú, se cierra la ventana.
Visualización de la ventana de “Avance de ejes”.Accionando repetidamente el pulsador de menú, se cierra la ventana.
Esta función borra las secuencias en la ventana del programa.
Introduzca en el campo de entrada un nombre con el cual el programa MDA se tendrá quememorizar en el directorio de programas. Como alternativa puede seleccionar un programade la lista.La conmutación entre el campo de entrada y la lista de programas se realiza con la teclaTAB.
Settings
Gfunction
AllG funct.
Auxiliaryfunctions
Axisfeedrate
DeleteMDA prog.
Safe MDAprogr.

Funcionamiento con mando manual
4.2 Modo de operación MDA (Introducción manual) – campo de manejo Máquina
4-54SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Figura 4-5
La visualización de los valores reales para el modo de servicio MDA tiene lugar en funcióndel sistema de coordenadas seleccionado. La conmutación se realiza con este pulsador demenú.
MCS/WCSREL

5-55SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Modo automático
Condición previa
La máquina está preparada conforme a las especificaciones del fabricante de la máquinapara el modo AUTOMÁTICO.
Operaciones
Seleccionar el modo de operación Automático con la tecla <Automático> en el panel demando de máquina.
Aparece la pantalla base “Automático”, donde se muestran los valores de posición, avance,cabezal, herramienta y la secuencia actual.
Figura 5-1 Pantalla básica AUTOMÁTICO
5
Modo automático
5-56SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Programcontrol
Programtest
Tocontour
Dry runfeedrate
Condit.stop
Skip
SBLfine
ROVactive
Back << Back <<
Find
To endpoint
Withoutcalculat.
Interr.point
Correctprogram
Blocksearch
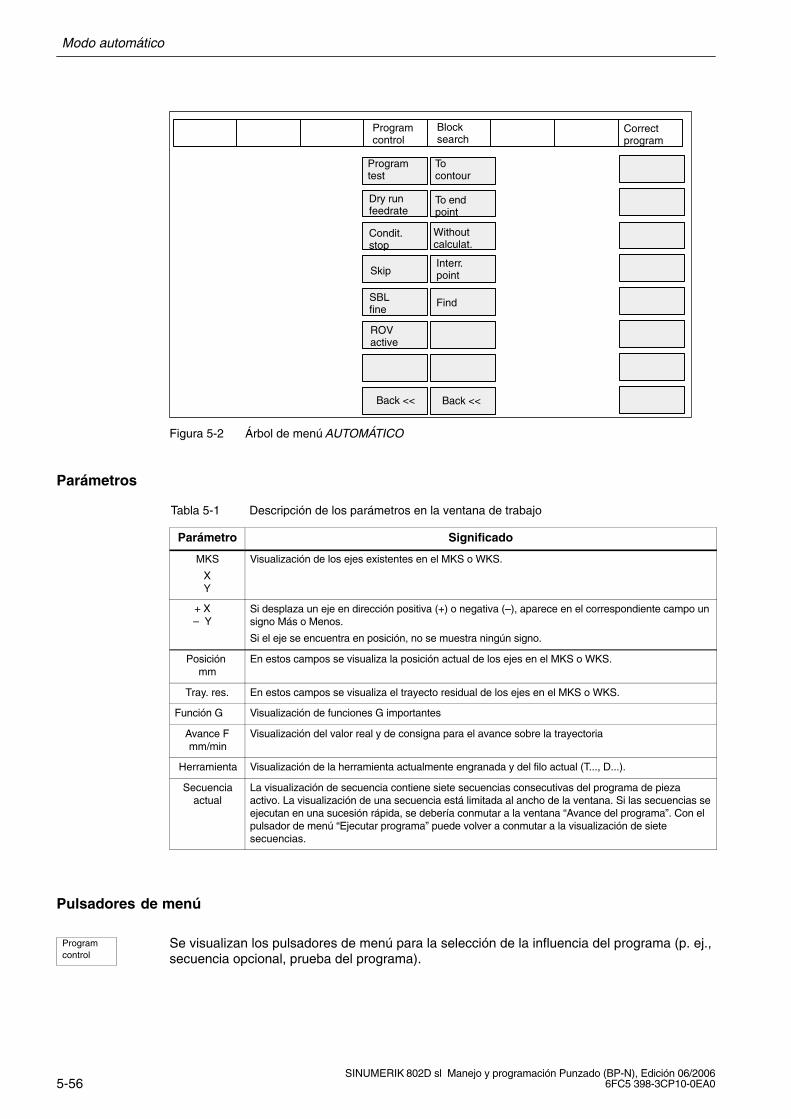
Figura 5-2 Árbol de menú AUTOMÁTICO
Parámetros
Tabla 5-1 Descripción de los parámetros en la ventana de trabajo
Parámetro Significado
MKS
XY
Visualización de los ejes existentes en el MKS o WKS.
+ X– Y
Si desplaza un eje en dirección positiva (+) o negativa (–), aparece en el correspondiente campo unsigno Más o Menos.
Si el eje se encuentra en posición, no se muestra ningún signo.
Posición mm
En estos campos se visualiza la posición actual de los ejes en el MKS o WKS.
Tray. res. En estos campos se visualiza el trayecto residual de los ejes en el MKS o WKS.
Función G Visualización de funciones G importantes
Avance Fmm/min
Visualización del valor real y de consigna para el avance sobre la trayectoria
Herramienta Visualización de la herramienta actualmente engranada y del filo actual (T..., D...).
Secuenciaactual
La visualización de secuencia contiene siete secuencias consecutivas del programa de piezaactivo. La visualización de una secuencia está limitada al ancho de la ventana. Si las secuencias seejecutan en una sucesión rápida, se debería conmutar a la ventana “Avance del programa”. Con elpulsador de menú “Ejecutar programa” puede volver a conmutar a la visualización de sietesecuencias.
Pulsadores de menú
Se visualizan los pulsadores de menú para la selección de la influencia del programa (p. ej.,secuencia opcional, prueba del programa).
Programcontrol

Modo automático
5-57SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
En la prueba del programa (PRT) se bloquea la emisión de valores nominales hacia los ejes.La visualización de valores nominales “simula” el movimiento de desplazamiento.
Los movimientos de desplazamiento se ejecutan con el valor nominal del avance especifi-cado en el dato del operador “Avance de recorrido de prueba”. El avance del recorrido deprueba actúa en lugar de los comandos de movimiento programados.
Cuando esta función está activa, la ejecución del programa se para en las secuencias en lascuales está programada la función adicional M01.
Las secuencias marcadas con una barra anterior al número de secuencia no se tienen encuenta en el arranque del programa (p. ej., “/N100”).
Si la función está activada, las secuencias del programa de pieza se ejecutan como sigue:cada secuencia se descodifica individualmente; en cada secuencia, tiene lugar una parada.Secuencia a secuencia fino sólo se puede seleccionar en el estado RESET.
El selector de corrección para el avance actúa también en el avance en marcha rápida.
La máscara en pantalla se cierra.
Con la búsqueda de número de secuencia se pasa al punto deseado del programa.
Búsqueda de número de secuencia hacia delante con cálculo del punto inicial de lasecuencia.Durante la búsqueda de número de secuencia se realizan los mismos cálculos que en elservicio con programa normal; no obstante, los ejes no se mueven.
Búsqueda de número de secuencia hacia delante con cálculo del fin de la secuencia.Durante la búsqueda de número de secuencia se realizan los mismos cálculos que en elservicio con programa normal; no obstante, los ejes no se mueven.
Búsqueda de número de secuencia hacia delante sin cálculo.Durante la búsqueda de número de secuencia no se efectúan cálculos.
El cursor se coloca en el punto de la interrupción.
El pulsador de menú Find ofrece las funciones Buscar línea, Buscar texto.
Cambios: existe la posibilidad de corregir una parte del programa errónea. Todos loscambios se memorizan inmediatamente.
Abre la ventana de Funciones G para la visualización de todas las funciones G activas.
La ventana de Funciones G contiene todas las funciones G activas; cada función G estáasignada a un grupo y ocupa un lugar fijo en la ventana.
A través de las teclas <Pasar página hacia atrás> o <Pasar página hacia delante> sepueden visualizar más funciones G.
Programtest
Dry runfeedrate
Condit.stop
Skip
SBLfine
ROV active
Back <<
Blocksearch
Tocontour
Toend point
Withoutcalculat.
Interr. point
Find
Correctprogram
Gfunction

Modo automático
5-58SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Figura 5-3 Ventana Funciones G activas
Se muestran todas las funciones G.
La ventana muestra las funciones auxiliares y M activas. Accionando repetidamente el pulsador de menú, se cierra la ventana.
Visualización de la ventana de Avance de ejesAccionando repetidamente el pulsador de menú, se cierra la ventana.
Conmuta de la visualización de siete secuencias a la visualización de tres secuencias.
Se seleccionan los valores del sistema de coordenadas de máquina, de pieza o relativo.
All Gfunctions
Auxiliaryfunction
Axisfeedrate
Programsequence
MCS/WCSREL

Modo automático
5.1 Seleccionar, iniciar programa de pieza – campo de manejo Máquina
5-59SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
5.1 Seleccionar, iniciar programa de pieza – campo de manejoMáquina
Funcionalidad
Antes de arrancar el programa, el control y la máquina tienen que estar ajustados. Para ello,se tienen que observar las indicaciones de seguridad del fabricante de la máquina.
Operaciones
Seleccionar el modo de operación Automático con la tecla <Automático> en el panel demando de máquina.
Se abre el gestor de programas. Con los pulsadores de menú <Director. CN> (selecciónestándar) o <Tarj. CF cliente> se accede a los directorios correspondientes.
Figura 5-4 Imagen básica “Gestor de programas”
Posicione la barra del cursor en el programa deseado.
Con el pulsador de menú <Ejecutar> (directorio CN) o <Ejecutar de ext.> (con tarjeta CF)se selecciona el programa para la ejecución. El nombre de programa seleccionado apareceen la línea de pantalla “Nombre de programa”.
Execute

Modo automático
5.1 Seleccionar, iniciar programa de pieza – campo de manejo Máquina
5-60SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
En caso de necesidad, puede realizar aún definiciones para la ejecución del programa.
Figura 5-5 Influenciación del programa
Con <MARCHA CN> se ejecuta el programa de pieza.
Programcontrol

Modo automático
5.2 Búsqueda de número de secuencia – campo de manejo Máquina
5-61SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
5.2 Búsqueda de número de secuencia – campo de manejo Máquina
Operaciones
Requisitos: ya se ha seleccionado el programa deseado (ver apartado 5.1) y el control seencuentra en estado Reset.
La búsqueda de número de secuencia permite el paso del programa hasta el punto deseadodel programa de pieza. El destino de la búsqueda se ajusta posicionando la barra del cursordirectamente en la secuencia deseada del programa de pieza.
Figura 5-6 Búsqueda de secuencia
Búsqueda de número de secuencia hasta el principio de secuencia.
Búsqueda de número de secuencia hasta el fin de secuencia.
Búsqueda de secuencia sin cálculo.
Se carga el punto de la interrupción.
El pulsador de menú abre un cuadro de diálogo en el cual se tiene que introducir un númerode línea o un concepto de búsqueda.
Blocksearch
To
contour
To end
point
Without
calculat.
Interr.
point
Find

Modo automático
5.3 Detener, cancelar programa de pieza
5-62SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Figura 5-7 Introducir concepto de búsqueda
Con el campo de selección se puede establecer desde qué posición se tiene que buscar elconcepto.
Resultado de la búsqueda
Visualización de la secuencia deseada en la ventana “Secuencia actual”
5.3 Detener, cancelar programa de pieza
Operaciones
Con <PARADA CN> se interrumpe la ejecución de un programa de pieza. El mecanizado interrumpido se puede reanudar con <MARCHA CN>.
Con <RESET> se puede cancelar el programa en curso. Accionando nuevamente <MARCHA CN> se reinicia el programa interrumpido y se vuelve aejecutar desde el principio.

Modo automático
5.4 Rearranque después de una cancelación
5-63SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
5.4 Rearranque después de una cancelación
Después de una cancelación del programa (RESET) puede retirar la herramienta en modomanual (JOG) del contorno.
Operaciones
Seleccionar el modo de operación AUTOMÁTICO.
Abrir la ventana “Búsqueda” para cargar el punto de la interrupción.
Se carga el punto de la interrupción.
La búsqueda del punto de la interrupción se inicia. Se efectúa el ajuste a la posición inicialde la secuencia interrumpida.
Continuar el mecanizado con <MARCHA CN>.
5.5 Reposicionamiento después de una interrupción
Después de una interrupción del programa (PARADA CN) puede retirar la herramienta enmodo manual (JOG) del contorno. Entonces, el mando memoriza las coordenadas del puntode interrupción. Las diferencias de recorrido de los ejes se visualizan.
Operaciones
Seleccionar el modo de operación AUTOMÁTICO.
Continuar el mecanizado con <MARCHA CN>.
Precaución
En el reposicionamiento en el punto de la interrupción se desplazan todos los ejes a lavez. Se tiene que asegurar de que el margen de desplazamiento esté libre.
Blocksearch
Interr.point
Tocontour

Modo automático
5.6 Ejecución de externo
5-64SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
5.6 Ejecución de externo
Funcionalidad
Un programa externo se transmite a través de la tarjeta CF al control y se ejecuta inmedia-tamente con <MARCHA CN>.
Durante la ejecución del contenido de la memora intermedia se efectúa una recargaautomática.
Operación Ejecución desde la tarjeta CF
Requisitos: el control se encuentra en el estado Reset.
Seleccionar el modo Automático y el gestor de programas a través de las teclas del panelde mando de máquina.
Accionar el pulsador de menú y seleccionar con el cursor el programa que debe ejecutarse.
Accionar pulsador de menú
El programa seleccionado para ejecución se transmite a la memoria intermedia y se selec-ciona y visualiza automáticamente en la selección de programa.
El mecanizado empieza con <MARCHA CN>. El programa se recarga continuamente.
Al final del programa o con RESET, el programa es eliminado automáticamente del control.
CustomerCF card
Ext.execution

6-65SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Programación de piezas
Operaciones
Con la tecla <Gestor de programas> se accede al gestor de programas.
Figura 6-1 Pantalla base Gestor de programas
Con la tecla del cursor es posible navegar en el índice de programas. Para la localizaciónrápida de programas se introduce la primera letra del nombre de programa. El control posi-ciona el cursor automáticamente en un programa en el cual se encontró una coincidencia delos caracteres.
6

Programación de piezas
6-66SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Pulsadores de menú
La función muestra los directorios del CN.
La función selecciona el programa marcado con el cursor para la ejecución. Entonces, elcontrol conmuta a la visualización de la posición. Con la siguiente MARCHA CN se iniciaeste programa.
Con el pulsador de menú Nuevo se puede crear un nuevo programa.
El fichero marcado con el cursor se abre para la edición.
La función marca todos los ficheros para operaciones posteriores. La marca se puedecancelar accionando repetidamente el pulsador de menú.
Nota
Marcar ficheros individuales:
Posicionar el cursor en el fichero correspondiente y accionar la tecla Select. La líneamarcada se resalta de color. El accionamiento repetido de Select vuelve a cancelar lamarca.
La función introduce uno o varios ficheros en una lista de ficheros a copiar (denominadoportapapeles o clipboard).
La función inserta ficheros o directorios desde el portapapeles al directorio actual.
El fichero marcado con el cursor se borra tras una consulta de seguridad. Si se hanmarcado varios ficheros, la función borra todos los ficheros previa consulta.
Con el pulsador de menú OK se ejecuta la tarea de borrado; con Cancelar se desecha.
Con el pulsador de menú se ramifica hacia otras funciones.
Con el pulsador de menú Cambiar nombre se abre una ventana en la cual se puederenombrar el programa marcado previamente con el cursor.
Tras la introducción del nuevo nombre, confirme la tarea con OK o cancele con Cancelar.
La función abre una ventana en la cual se muestran las siete primeras líneas de un ficherosi el cursor se mantiene durante un cierto tiempo encima del nombre del programa.
NCdirectory
Execute
New
Open
Markall
Copy
Paste
Delete
More...
Rename
Previewwindow

Programación de piezas
6-67SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Se ofrecen las funciones para emitir/leer ficheros a través de la tarjeta CF y la funciónProcesar de externo. Al seleccionar la función se visualizan los directorios de la tarjeta CF.
La función selecciona el programa marcado con el cursor para la ejecución. Si está selec-cionada la tarjeta CF, el programa se ejecuta como programa externo desde el CN. Esteprograma no debe contener llamadas de programas de pieza que no estén guardados en eldirectorio del CN.
Se ofrecen las funciones para emitir/leer ficheros a través de la interfaz RS232 y la funciónProcesar de externo.
La función envía ficheros del clipboard a un PC conectado a RS232.
Cargar ficheros a través de la interfaz RS232.
El ajuste de la interfaz figura en el campo de manejo Sistema (apartado 7). La transferenciade programas de piezas se tiene que realizar en formato de texto.
Lista de errores
CustomerCF card
Ext.execution
RCSconnect.
RS232
Send
Receive
Errorlog
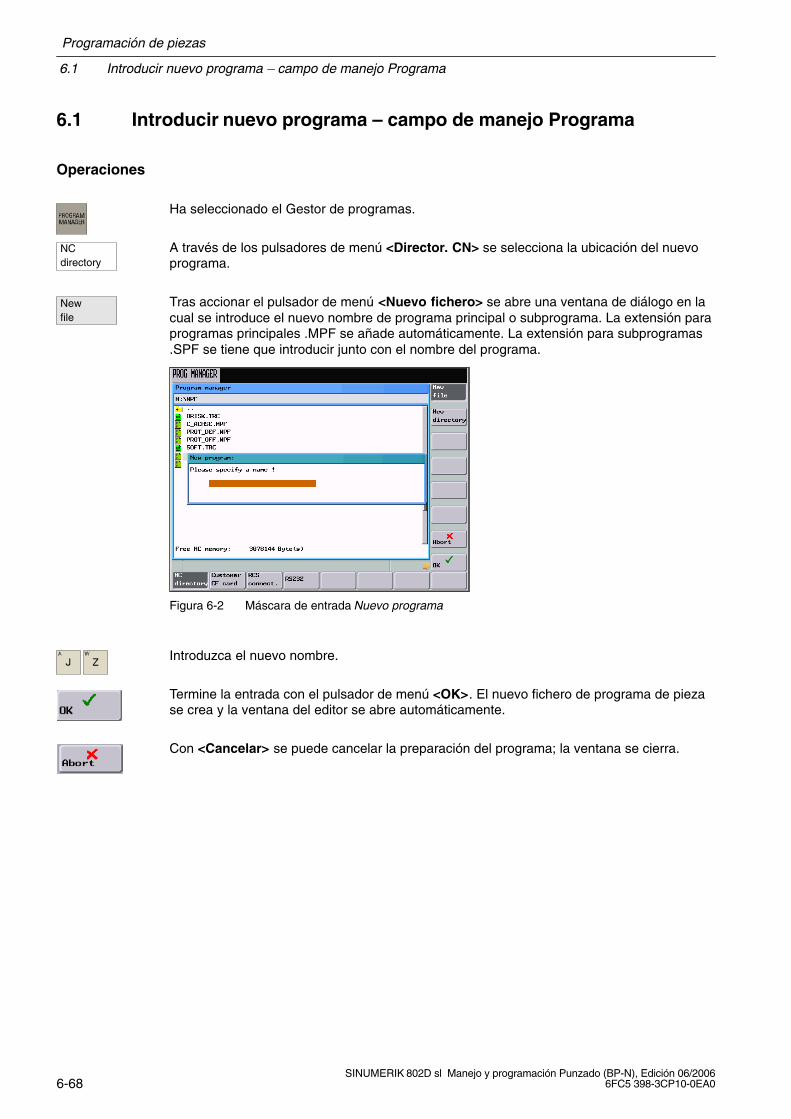
Programación de piezas
6.1 Introducir nuevo programa – campo de manejo Programa
6-68SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
6.1 Introducir nuevo programa – campo de manejo Programa
Operaciones
Ha seleccionado el Gestor de programas.
A través de los pulsadores de menú <Director. CN> se selecciona la ubicación del nuevoprograma.
Tras accionar el pulsador de menú <Nuevo fichero> se abre una ventana de diálogo en lacual se introduce el nuevo nombre de programa principal o subprograma. La extensión paraprogramas principales .MPF se añade automáticamente. La extensión para subprogramas.SPF se tiene que introducir junto con el nombre del programa.
Figura 6-2 Máscara de entrada Nuevo programa
Introduzca el nuevo nombre.
Termine la entrada con el pulsador de menú <OK>. El nuevo fichero de programa de piezase crea y la ventana del editor se abre automáticamente.
Con <Cancelar> se puede cancelar la preparación del programa; la ventana se cierra.
NCdirectory
New file

Programación de piezas
6.2 Editar programa de pieza – modo de operación Programa
6-69SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
6.2 Editar programa de pieza – modo de operación Programa
Funcionalidad
Un programa de pieza o secciones de un programa de pieza sólo se puede editar si éste nose encuentra en ejecución.
Todos los cambios se memorizan inmediatamente en el programa de pieza.
Figura 6-3 Pantalla base editor de programa
Árbol de menú
Edit
Markblock
Copyblock
Insertblock
Deleteblock
Zoom +
Zoom –
Toorigin
Deletewindow
Cursorcrs./fine
Toolgeometry
Re-compile
Execute
Find
Renumber
Simu-lation
Figura 6-4 Árbol de menú Programa

Programación de piezas
6.2 Editar programa de pieza – modo de operación Programa
6-70SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Pulsadores de menú
Función para la edición de apartados de texto.
El fichero seleccionado se ejecuta.
La función marca un segmento de texto a partir de la posición actual del cursor. Esto sehace con las teclas de dirección.
Esta función copia un texto marcado al portapapeles.
Esta función inserta un texto del portapapeles en la posición actual del cursor.
Esta función borra un texto marcado.
Con el pulsador de menú Find se puede buscar una cadena de caracteres en el archivo deprograma indicado.
Introduzca el concepto de búsqueda en la línea de entrada e inicie el proceso de búsquedacon el pulsador de menú <OK>.
Con Abort se cierra la ventana de diálogo sin iniciar el proceso de búsqueda.
La función sustituye los números de secuencia desde la posición actual del cursor hasta elfinal de programa.
La simulación se describe en el apartado 6.3.
Para la decompilación, el cursor se tiene que encontrar en la línea de llamada de ciclo detrabajo en el programa. La función descodifica el nombre de ciclo y prepara la máscara enpantalla con los correspondientes parámetros. Si los parámetros se sitúan fuera del ámbitode validez, la función emplea automáticamente valores por defecto. Al cerrar la máscara enpantalla, el bloque de parámetros original queda sustituido por el corregido.
Nota: sólo se pueden decompilar bloques/secuencias generados de forma automática.
Edit
Execute
Markblock
Copyblock
Insertblock
Deleteblock
Find
Renumber
Simu-lation
Re-compile

Programación de piezas
6.3 Simulación
6-71SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
6.3 Simulación
Funcionalidad
Por lo general, simulación se refiere al uso de una línea punteada para seguir la trayectoriaprogramada de la herramienta en el programa seleccionado.
En la tecnología Punzonado varía el comportamiento de representación de la simulación delprograma de pieza. En lugar de movimientos de desplazamiento, la simulación muestra laszonas de protección de garras, así como las carreras realizadas con el perfil correspon-diente de la herramienta. La representación gráfica sólo tiene lugar cuando se la ha selec-cionado la activación de carrera.
Atención
Si se ha predefinido una zona protegida a través del programa CN activo, ésta no serepresenta en la simulación.
Operaciones
Se encuentra en el modo de operación AUTOMÁTICO y ha seleccionado un programa parasu ejecución (ver apartado 5.1).
Simu-lation Se abre la pantalla base.
Figura 6-5 Pantalla base Simulación
Con <Marcha CN> se inicia la simulación del programa de pieza seleccionado.
Pulsadores de menú
Se utiliza el ajuste base de la escala gráfica.Toorigin

Programación de piezas
6.3 Simulación
6-72SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Esta función relaciona todas las herramientas que existen en el control. Se muestran laforma geométrica y la orientación de la herramienta marcada con el cursor. Las herramien-tas recién configuradas adoptan automáticamente una forma redonda.
Figura 6-6 Visualización de la geometría de la herramienta
Se abre el editor de geometría.
Amplía el sector de la imagen.
Reduce el sector de la imagen.
Se borra la imagen visible.
Se modifica la amplitud de paso del cursor.
Toolgeometry
Geometryeditor
Zoom +
Zoom –
Deletewindow
Cursorcrs./fine

Programación de piezas
6.3 Simulación
6-73SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
6.3.1 Editor de geometría
Funcionalidad
Con ayuda del editor de geometría puede definirse la forma de sello de una herramienta.Para ello es preciso seleccionar la forma geométrica a través de las funciones de pulsadorde menú ofrecidas.
El control ofrece las siguientes geometrías estándar:
� Rectángulo
� Círculo
� Triángulo
� Hexágono
� Octógono
� Agujero rasgado
� “D” doble
� “D” largo
A continuación, es posible modificar el tamaño de sello con los campos de entrada corres-pondientes. La forma geométrica resultante puede verse tras finalizar la introducción de losdatos en el lado derecho de la pantalla de diálogo. Todos los sellos se representan rotacio-nalmente simétricos.
El campo Diámetro de envolvente muestra el valor correspondiente de la envolvente.
La orientación de la herramienta puede definirse con el campo de entrada Ángulo.
Figura 6-7 Modificar la orientación de la herramienta
Si el portaherramientas está acoplado con un eje de rotación, a este eje de rotación se lepuede asignar una herramienta. Es preciso activar la casilla de verificación Herramientamotorizada y seleccionar el descriptor de eje.

Programación de piezas
6.3 Simulación
6-74SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Figura 6-8 Asignar eje de rotación a la herramienta
La función de pulsador de menú <OK> adopta los datos y regresa a la lista de geometría dela herramienta.
Forma de sello Rectángulo
Los campos de entrada Longitud y Ancho permiten definir la dimensión del rectángulo.
Figura 6-9 Forma de sello Rectángulo

Programación de piezas
6.3 Simulación
6-75SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Forma de sello Redondo
El campo de entrada Radio permite modificar el diámetro del sello.
Figura 6-10 Forma de sello Redondo
Forma de sello Triángulo
El campo de entrada Ángulo define el ángulo de apertura del triángulo. El campo Alturadetermina la altura de triángulo. El triángulo resultante se centra en el punto central de laenvolvente.
Figura 6-11 Forma de sello Triángulo

Programación de piezas
6.3 Simulación
6-76SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Forma de sello Hexágono
El campo de entrada Radio permite modificar el diámetro del sello.
Figura 6-12 Forma de sello Hexágono
Forma de sello Octógono
El campo de entrada Radio permite modificar el diámetro del sello.
Figura 6-13 Forma de sello Octógono

Programación de piezas
6.3 Simulación
6-77SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Forma de sello Agujero rasgado
Los campos de entrada Longitud y Ancho permiten definir la dimensión del agujerorasgado.
El radio de redondeo se obtiene de la relación entre longitud y ancho.
Figura 6-14 Forma de sello Agujero rasgado
Forma de sello “D” doble
El campo de entrada Ancho permite definir la dimensión de la forma de sello “D” doble.
El radio de redondeo corresponde siempre al radio de envolvente.
Figura 6-15 Forma de sello “D” doble

Programación de piezas
6.3 Simulación
6-78SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Forma de sello “D” largo
El campo de entrada Ancho permite definir el ancho de la forma de sello “D” largo.
La longitud se determina mediante el diámetro de envolvente.
Figura 6-16 Forma de sello “D” largo

Programación de piezas
6.4 Transmisión de datos a través de interfaz RS232
6-79SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
6.4 Transmisión de datos a través de interfaz RS232
Funcionalidad
A través de la interfaz RS232 del control se pueden emitir datos (p. ej., programas depiezas) a un equipo de almacenamiento de datos externo o leerlos desde allí. La interfazRS232 y su equipo de almacenamiento de datos tienen que estar adaptados el uno al otro.
Operaciones
Ha seleccionado el campo de manejo Gestor de programas y se encuentra en la vistageneral de los programas de CN que ya se han creado.
Seleccione los datos que deben transmitirse con el cursor o con <Marcar todo>
y cópielos al portapapeles.
Accione el pulsador de menú <RS232> y seleccione el modo de transmisión deseado.
Figura 6-17 Emitir programa
Con <Enviar> se inicia la transmisión de datos. Se transmiten todos los ficheros copiados alportapapeles.
Copy
RS232
Send

Programación de piezas
6.4 Transmisión de datos a través de interfaz RS232
6-80SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Otros pulsadores de menú
Cargar ficheros a través de la interfaz RS232.
Protocolo de transmisiónSe listan todos los archivos transmitidos con información de estado.
� Para los ficheros a emitir:– El nombre de fichero– Una confirmación de error
� Para ficheros a introducir:– El nombre de fichero y la indicación de la ruta– Una confirmación de error
Mensajes de transmisión:
Aceptar Transmisión terminada sin errores
ERR EOF Se ha recibido el carácter de fin de texto, pero el fichero de archivo no estácompleto.
Time Out El control de tiempo comunica una interrupción de la transmisión.
User Abort Transmisión terminada con el pulsador de menú <Parar>
Error Com Error en el puerto COM 1
NC / PLC Error Aviso de error del CN
Error Data Error de datos
1. Ficheros leídos con/sin caracteres previos
o bien
2. Ficheros en formato de cinta perforada transmitidos sin nombre
Error File Name El nombre de fichero no corresponde a la convención de nombres del CN.
Receive
Errorlog

7-81SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Sistema
Funcionalidad
El campo de manejo Sistema contiene todas las funciones necesarias para la parametriza-ción y el análisis de NCK y PLC.
Figura 7-1 Pantalla base Sistema
Dependiendo de la función seleccionada se modifican los menús de pulsadores horizontal yvertical. En el siguiente árbol de menú sólo se representan las funciones horizontales.
Start-up PLCServicedisplay
Machinedata
NC
PLC
GeneralMD
AxisMD
ChanMD
DriveMD
DisplayMD
Serviceaxes
Servicedrives
ServicePROFIBUS
VersionEdit PLCalarm txt
Step 7connect
PLC status
Status list
802Ddata
CustomerCF card
Servotrace
Servotrace
PLC program
Program list
Servicecontrol
Start-upfiles
RS232
Figura 7-2 Árbol de menú Sistema (sólo profundidad de estructuración horizontal)
7

Sistema
7-82SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Pulsador de menú
Definir clave
En el control se distingue entre tres niveles de código que permiten distintas autorizacionesde acceso:
� Código de acceso de sistema
� Código de acceso del fabricante
� Código de acceso del usuario
Conforme al nivel de acceso seleccionado es posible modificar determinados datos.
Si no conoce el código de acceso no se le concede ninguna autorización de acceso.
Nota para el lector
Ver también: SINUMERIK 802D sl “Listas”
Figura 7-3 Introducir la contraseña
Después de accionar el pulsador de menú <OK> el código de acceso queda ajustado. Con <Cancelar> se vuelve sin acción a la pantalla base Sistema.
Setpassword
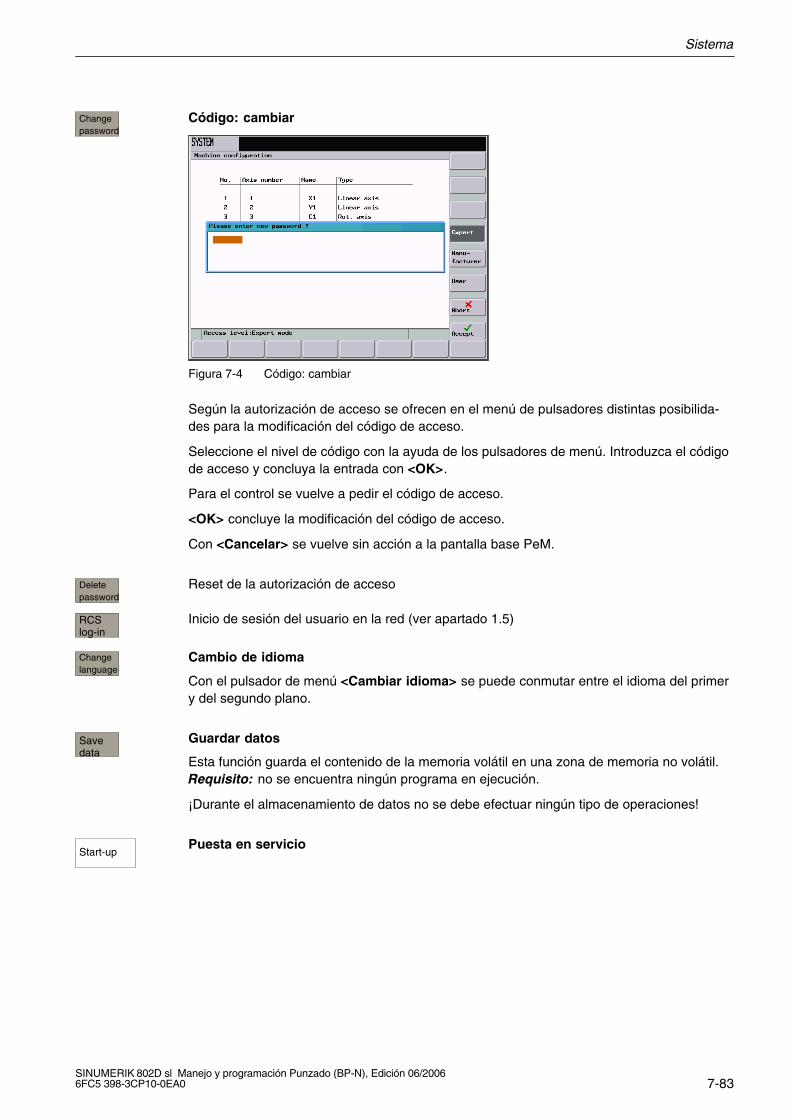
Sistema
7-83SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Código: cambiar
Figura 7-4 Código: cambiar
Según la autorización de acceso se ofrecen en el menú de pulsadores distintas posibilida-des para la modificación del código de acceso.
Seleccione el nivel de código con la ayuda de los pulsadores de menú. Introduzca el códigode acceso y concluya la entrada con <OK>.
Para el control se vuelve a pedir el código de acceso.
<OK> concluye la modificación del código de acceso.
Con <Cancelar> se vuelve sin acción a la pantalla base PeM.
Reset de la autorización de acceso
Inicio de sesión del usuario en la red (ver apartado 1.5)
Cambio de idioma
Con el pulsador de menú <Cambiar idioma> se puede conmutar entre el idioma del primery del segundo plano.
Guardar datos
Esta función guarda el contenido de la memoria volátil en una zona de memoria no volátil.Requisito: no se encuentra ningún programa en ejecución.
¡Durante el almacenamiento de datos no se debe efectuar ningún tipo de operaciones!
Puesta en servicio
Changepassword
Deletepassword
RCSlog-in
Changelanguage
Savedata
Start-up

Sistema
7-84SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Selección del modo de arranque del CN.Seleccione el modo deseado con el cursor.
� Normal power-upEl sistema se arranca de nuevo
� Power-up with default dataRearranque con valores por defecto (establece el estado inicial de entrega)
� Power-up with saved dataRearranque con los últimos datos salvados (ver Salvar datos)
El PLC se puede arrancar en los siguientes modos:
� Restart Rearranque
� Overall reset Borrado general
Además, es posible combinar el arranque con el posterior modo Debug.
Con <OK> se produce un RESET del control con posterior rearranque en el modoseleccionado.
Con <Cancelar> se vuelve sin acción a la pantalla base.
Datos de máquina
Las modificaciones en los datos de máquina tienen una influencia esencial en la máquina.
Número DM Nombre Valor Unidad Efecto
Figura 7-5 Estructura de una línea de datos de máquina
Efecto so efecto inmediato
cf con confirmación
re Reset
po Power on
!Precaución
Una parametrización incorrecta puede causar la destrucción de la máquina.
Los datos de máquina se dividen en los grupos que se describen a continuación.
Datos de máquina generales
Abra la ventana “Datos de máquina generales”. Con las teclas Pasar página puede hojearhacia delante y hacia atrás.
NC
PLC
OK
Machinedata
GeneralMD

Sistema
7-85SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Figura 7-6 Pantalla base Datos máquina
Datos de máquina específicos de eje
Abra la ventana “Datos de máquina específicos de eje”. El menú de pulsadores se completacon los pulsadores de menú <Eje +> y <Eje –>.
Figura 7-7 Datos de máquina por eje
Se muestran los datos del eje 1.
Con <Eje +> o <Eje –> se conmuta al área de datos de máquina del eje siguiente o anterior.
Buscar
Introduzca el número o el nombre (o parte del nombre) del dato de máquina deseado ypulse <OK>.
El cursor salta al dato buscado.
Se busca la próxima coincidencia con el concepto de búsqueda.
AxisMD
Axis +
Axis –
Find
Continuefind

Sistema
7-86SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Esta función ofrece la posibilidad de seleccionar distintos filtros de indicación para el grupoactivo de datos de máquina. Están disponibles pulsadores de menú adicionales:Pulsador de menú <Experto>: la función selecciona todos los grupos de datos en el modode experto para su visualización.
Pulsador de menú <Filtro activo>: la función activa los grupos de datos seleccionados.Tras abandonar la ventana, sólo están visibles los datos seleccionados en la pantalla dedatos de máquina.
Pulsador de menú <Escoger todo>: la función selecciona todos los grupos de datos parasu visualización.
Pulsador de menú <Anular todo>: se deseleccionan todos los grupos de datos.
Figura 7-8 Filtros de indicación
Datos de máquina específicos de canal
Abra la ventana “Datos de máquina específ. de canal”. Con las teclas “Pasar página” puedehojear hacia delante y hacia atrás.
Datos máquina de accionamiento SINAMICS
Abrir el diálogo Datos máquina de accionamiento.
La primera ventana de diálogo muestra la configuración actual, así como los estados de launidad de control y de alimentación y de las unidades de accionamiento.
Figura 7-9 Vista de conjunto configuración
Selectgroup
ChanMD
DriveMD

Sistema
7-87SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Para listar los parámetros, posicione el cursor en la unidad deseada y accione el pulsadorde menú <Mostrar parámetro>. La descripción de los parámetros se encuentra en la docu-mentación de los accionamientos SINAMICS.
Figura 7-10 Lista de parámetros
Visualización de datos máquina
Abra la ventana “Visualización de datos máquina”. Con las teclas “Pasar página” puedehojear hacia delante y hacia atrás.
Nota para el lector
Encontrará una descripción de los datos de máquina en el manual SINUMERIK 802D sl “Listas”.
Con la ayuda de las funciones <Color pulsadors> y <Color ventana> se pueden realizarajustes de color personalizados. El color indicado consta de los componentes rojo, verde yazul.La ventana “Cambiar colores” indica en los campos de entrada los valores actualmenteajustados. Modificando estos valores se puede crear el color deseado. Adicionalmente esposible cambiar el brillo.
Al finalizar una entrada se indica temporalmente la nueva proporción de mezcla. Entre loscampos de entrada se conmuta con las teclas del cursor.
El pulsador de menú <OK> incorpora el ajuste realizado y cierra el diálogo. El pulsador demenú <Cancelar> cierra el diálogo sin incorporar los valores modificados.
La función permite modificar los colores del área de indicación y de pulsadores de menú.
DisplayMD
Changecolors
Colorsoftkey
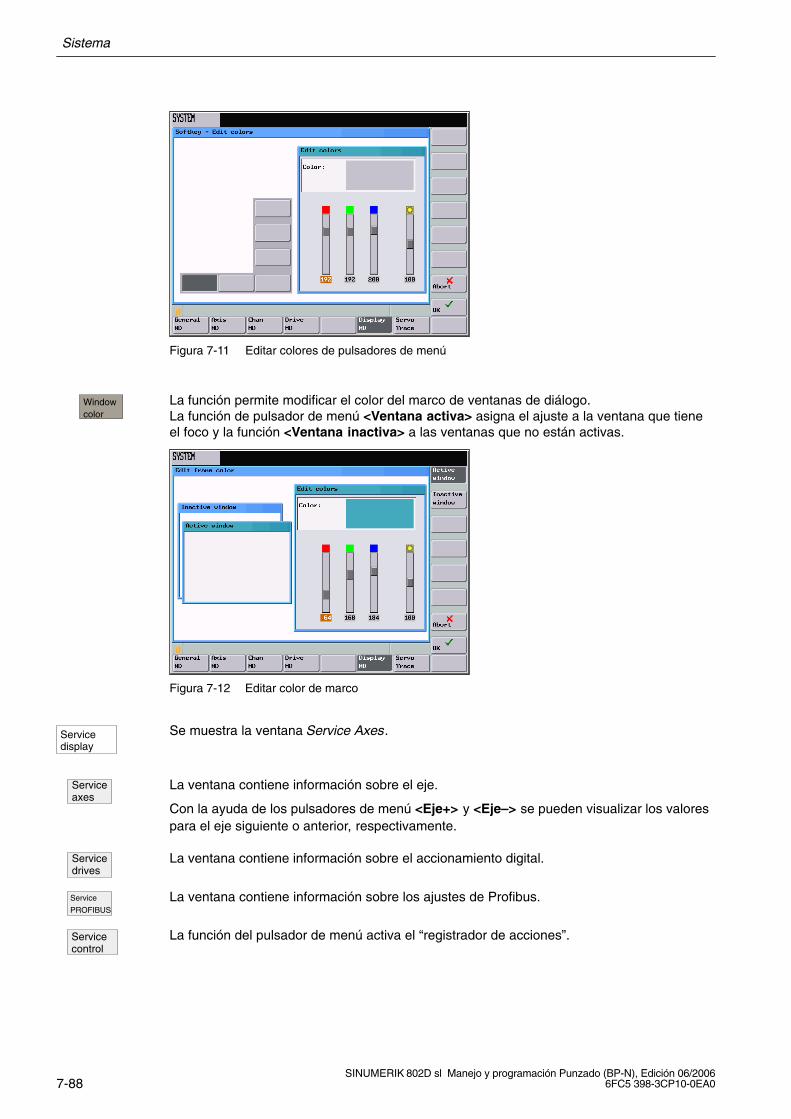
Sistema
7-88SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Figura 7-11 Editar colores de pulsadores de menú
La función permite modificar el color del marco de ventanas de diálogo. La función de pulsador de menú <Ventana activa> asigna el ajuste a la ventana que tieneel foco y la función <Ventana inactiva> a las ventanas que no están activas.
Figura 7-12 Editar color de marco
Se muestra la ventana Service Axes.
La ventana contiene información sobre el eje.
Con la ayuda de los pulsadores de menú <Eje+> y <Eje–> se pueden visualizar los valorespara el eje siguiente o anterior, respectivamente.
La ventana contiene información sobre el accionamiento digital.
La ventana contiene información sobre los ajustes de Profibus.
La función del pulsador de menú activa el “registrador de acciones”.
Windowcolor
Servicedisplay
Serviceaxes
Servicedrives
Service
PROFIBUS
Servicecontrol
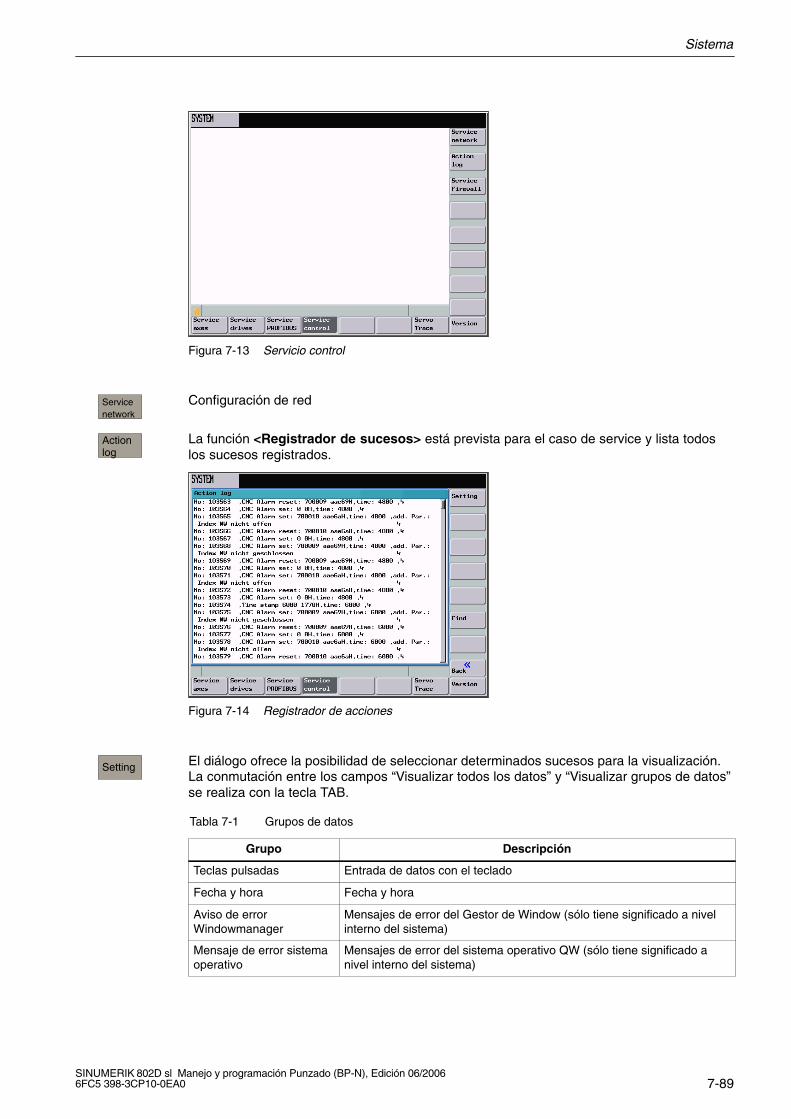
Sistema
7-89SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Figura 7-13 Servicio control
Configuración de red
La función <Registrador de sucesos> está prevista para el caso de service y lista todoslos sucesos registrados.
Figura 7-14 Registrador de acciones
El diálogo ofrece la posibilidad de seleccionar determinados sucesos para la visualización. La conmutación entre los campos “Visualizar todos los datos” y “Visualizar grupos de datos”se realiza con la tecla TAB.
Tabla 7-1 Grupos de datos
Grupo Descripción
Teclas pulsadas Entrada de datos con el teclado
Fecha y hora Fecha y hora
Aviso de errorWindowmanager
Mensajes de error del Gestor de Window (sólo tiene significado a nivelinterno del sistema)
Mensaje de error sistemaoperativo
Mensajes de error del sistema operativo QW (sólo tiene significado anivel interno del sistema)
Servicenetwork
Actionlog
Setting

Sistema
7-90SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Tabla 7-1 Grupos de datos, continuación
Grupo Descripción
Aviso de error TKS Mensajes de error Object request broker (sólo tiene significado a nivelinterno del sistema)
Cambio del modo de ope-ración
Modo ajustado
Estado del canal Estado del canal
Interruptor corrección IPO Valor de corrección ajustado
MCP Panel de mando de máquina
Aviso de alarma entrante Alarmas de CN/PLC
Aviso de alarma borrado Alarmas de CN/PLC borradas
Figura 7-15
La función busca el término buscado introducido en la lista de sucesos.La búsqueda se puede iniciar desde la posición actual del cursor o desde el principiode la lista.
Figura 7-16
Configuración del firewall (ver apartado 1.5).
Find
Servicefirewall

Sistema
7-91SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Para optimizar los accionamientos está disponible una función de oscilógrafo que permite lavisualización gráfica de
� la consigna de velocidad
� la desviación del contorno
� el error de seguimiento
� la posición real
� la consigna de posición
� la parada precisa gruesa/fina.
El modo de registro se puede vincular con distintos criterios que permiten el registro sincro-nizado con estados internos del control. El ajuste se tiene que realizar con la función“<Elegir señal>”.
Para el análisis del resultado están disponibles las siguientes funciones:
� Modificar la graduación de los ejes de abscisas y ordenadas
� Medir un valor con la ayuda del marcador horizontal o vertical
� Medir valores de abscisa y ordenada como diferencia entre dos posiciones de marca
� Memorizar como archivo en el índice de programas de pieza. A continuación existe laposibilidad de leer el archivo con RCS802 o tarjeta CF y editar los datos con MS Excel.
Figura 7-17 Pantalla base Servo trace
La línea de título del diagrama contiene la división actual de la abscisa y el valor diferencialde la marca horizontal.
El diagrama visualizado se puede desplazar en la zona visible de la pantalla mediante lasteclas del cursor.
Servotrace

Sistema
7-92SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Base detiempo
Tiempopos. marca
Dif. temporal entre marca 1 yla posición actual de la marca
Figura 7-18 Significado de los campos
Este menú sirve para parametrizar el canal de medición.
Figura 7-19
� Selección del eje: la selección del eje tiene lugar en el campo de selección “Eje”.
� Tipo de señal: Error de seguimientoDiferencia del reguladorDesviación del contornoPosición realVelocidad realConsigna de velocidadValor de compensaciónSecuencia de parámetrosConsigna de posición entrada de reguladorConsigna de velocidad entrada de reguladorConsigna de aceleración entrada de reguladorValor de mando anticipativo de velocidadSeñal parada precisa finaSeñal parada precisa gruesa
� Estado: On El registro se realiza en este canalOff El canal está inactivo
En la mitad inferior de la pantalla se pueden ajustar los parámetros Tiempo de medición yTipo de trigger para el canal 1. Todos los demás canales asumen este ajuste.
� Determinación del tiempo de medición: el tiempo de medición se introduce en msdirectamente en el campo de entrada Duración de medición. Es válido para todos loscanales de trace.
Selectsignal

Sistema
7-93SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
� Selección de la condición de disparo: coloque el cursor en el campo Condición dedisparo y seleccione mediante la tecla de selección la condición.
– Sin disparo; es decir, la medición se inicia directamente al accionar el pulsador demenú Marcha.
– Flanco positivo
– Flanco negativo
– Parada precisa fina alcanzada
– Parada precisa somera alcanzada
Con los pulsadores de menú <Marca CON>/<Marca DES> se activan y desactivan laslíneas auxiliares.
Con la ayuda de las marcas se pueden determinar diferencias en dirección horizontal overtical. Para ello, es preciso colocar la marca en el punto inicial y accionar el pulsador demenú <Marca H fija> o <Marca T fija>. En la línea de estado se visualiza entonces ladiferencia entre la posición inicial y la posición actual de la marca. El rótulo de pulsador demenú cambia a “<Marca H libre>” o “<Marca T libre>”.
Esta función abre un nuevo nivel de menú que ofrece pulsadores (de menú) para visualizar/ocultar los diagramas. Si un pulsador de menú aparece sobre fondo negro, se visualiza eldiagrama para el canal Trace seleccionado.
Con la ayuda de esta función se puede ampliar o reducir la base de tiempo.
Con la ayuda de esta función se aumenta o reduce la precisión de resolución (amplitud).
Con la ayuda de esta función se pueden definir las amplitudes de paso de las marcas.
Figura 7-20
V markOFF
T markOFF
FixV mark
FixT mark
Tracedisplay
Timescale +
Timescale –
Verticalscale +
Verticalscale –
Markersteps

Sistema
7-94SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
El movimiento de las marcas tiene lugar con el ancho de paso de un incremento mediantelas teclas del cursor. Mayores anchos de paso se pueden ajustar con la ayuda de los cam-pos de entrada. El valor indica en cuántas unidades de retículo por <SHIFT> + movimientodel cursor se tiene que desplazar la marca. Si una marca alcanza el borde del diagrama,se visualiza automáticamente el siguiente retículo en dirección horizontal o vertical.
La función sirve para salvar o cargar datos Trace.
Figura 7-21
En el campo Nombre de fichero se introduce el nombre de fichero deseado sin extensión.
El pulsador de menú <Salvar> guarda los datos bajo el nombre indicado en el directorio deprograma de pieza. A continuación, el archivo se puede emitir y los datos se pueden editarcon MS Excel.
El pulsador de menú <Cargar >carga el fichero indicado y muestra los datos en forma degráfico.
La ventana contiene los números de versión y la fecha de creación de los distintos compo-nentes de CNC.
El área de menú <Detalles HMI> está prevista para el caso de service y accesible con elnivel de contraseña de usuario. Se listan todos los programas del componente de manejocon sus respectivos números de versión. Como consecuencia de la recarga de componen-tes de software, los números de versión pueden diferir entre sí.
File
Version
HMIdetails

Sistema
7-95SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Figura 7-22 Área de menú HMI Version
La función lista la asignación de los hardkeys (teclas de función máquina, Offset,Program, ...) a los programas a iniciar. El significado de las distintas columnas se indicaen la siguiente tabla.
Figura 7-23
Tabla 7-2 Significado de las entradas en [DLL arrangement]
Denominación Descripción
Pulsador de menú SK1 a SK7 asignación de hardkeys 1 a 7
DLL-Name Nombre el programa a ejecutar
Class-Name La columna define el descriptor para la recepción de mensajes
Start-Method Número de función que se ejecuta después de iniciar el programa
Execute-Flag (kind of executing)
0 – La administración del programa se realiza a través del sistema base
1 – El sistema base inicia el programa y entrega el control alprograma cargado
Text file name Nombre del archivo de texto (sin extensión)
Softkey text-ID(SK ID)
reservado
Registrydetails

Sistema
7-96SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Tabla 7-2 Significado de las entradas en [DLL arrangement], continuación
Denominación Descripción
password level La ejecución del programa depende del nivel de contraseña.
Class SK reservado
SK-File reservado
La función lista los datos de los juegos de caracteres cargados.
Figura 7-24
Determinar programa inicial
Después del arranque del sistema, el control inicia automáticamente el campo de manejoMáquina (pulsador de menú 1). Si se utiliza otro comportamiento inicial, esta función permitedefinir otro programa inicial.
Se tiene que introducir el número del programa (columna “Softkey”) que se tendrá queiniciar después del arranque del sistema.
Figura 7-25 Modificar Start-Up DLL
Fontdetails
Changestart DLL

Sistema
7-97SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
El pulsador de menú ofrece funciones adicionales para el diagnóstico y la puesta en marchadel PLC.
Este pulsador de menú abre el diálogo de configuración para los parámetros de interfaz dela conexión STEP 7.
Si la interfaz RS232 ya está ocupada por la transmisión de datos, el control sólo se puedeacoplar con el paquete de programación una vez que la transferencia esté terminada.
Al activar la conexión se produce una inicialización de la interfaz RS232.
Figura 7-26 Activar/desactivar RS232 para la herramienta de programación
El ajuste de la velocidad de transmisión se realiza a través del campo de alternancia.Los siguientes valores son posibles: 9600/19200/38400/57600/115200.
Esta función activa la conexión entre el control y el PC/PG. Se espera la llamada delProgramming Tool. En este estado no se pueden realizar modificaciones en los ajustes.El rótulo de pulsador de menú cambia a <Desactiv. conexión>.Accionando <Desactiv. conexión> la transferencia se puede cancelar en cualquier puntodesde el control. Entonces, se pueden volver a realizar cambios en los ajustes.
El estado activo o inactivo se mantiene más allá del Power On (excepto en el arranque condatos por defecto). Una conexión activa se indica mediante un símbolo en la barra deestado (ver tabla 1-2).
El menú se abandona con <RECALL>.
Con esta función se pueden visualizar y modificar los estados actuales de las zonas dememoria listadas en la tabla 7-3.
Existe la posibilidad de visualizar 16 operandos a la vez.
Tabla 7-3 Áreas de memoria
Entradas I Byte de entrada (IBx), palabra de entrada (Iwx), palabra doble de entrada (IDx)
Salidas Q Byte de salida (Qbx), palabra de salida (Qwx), palabra doble de salida (QDx)
Marcas M Byte de marcas (Mx), palabra de marca (Mw), palabra doble de marca (MDx)
Temporiza-dores
T Tiempo (Tx)
PLC
STEP 7connect
ConnectON
ConnectOFF
PLCstatus

Sistema
7-98SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Tabla 7-3 Áreas de memoria, continuación
Numerador C Contador (Zx)
Datos V Byte de datos (Vbx), palabra de datos (Vwx), palabra doble de datos (VDx)
Formato B
H
D
binario
hexadecimal
decimal
La representación binaria no es posible en palabras dobles. Los contadores y lostemporizadores se representan en forma decimal.
Figura 7-27 Visualización del estado PLC
La dirección del operando aumenta cada vez en 1.
La dirección del operando indica el valor reducido en 1.
Todos los operandos se borran.
La actualización cíclica de los valores se interrumpe. A continuación, puede modificar losvalores de los operandos.
Con la función <Lista de estado> se pueden visualizar y modificar señales PLC.
Se ofrecen 3 listas:
� Entradas (ajuste base) lista izquierda
� Marcas (ajuste base) lista central
� Salidas (ajuste base) lista derecha
� Variable
Operand+
Operand–
Delete
Change
Statuslist

Sistema
7-99SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Figura 7-28 Pantalla base Lista de estado PLC
La modificación de los ajustes es posible con la función <Editar bloque>.
Este pulsador de menú permite modificar el valor de las variables marcadas. La modifica-ción se incorpora accionando el pulsador de menú <Aplicar>.
A la columna activa se le asigna un área nueva. Para este fin, la pantalla de diálogo ofrecelas cuatro áreas de selección. Para cada columna se puede asignar una dirección inicial quese tiene que introducir en el correspondiente campo de entrada. Al abandonar la máscarade entrada, el control memoriza estos ajustes.
Figura 7-29 Máscara de selección Tipo de datos
Para navegar en y entre las columnas sirven las teclas del cursor y Page Up/Page Down
Diagnóstico del PLC en representación de esquema de contactos (ver apartado 7.3).
Puede seleccionar y ejecutar programas de piezas a través del PLC. Para este fin, el pro-grama de usuario del PLC escribe un número de programa en la interfaz PLC, que se con-vierte a continuación, con la ayuda de una lista de referencia, en un nombre de programa.Se puede gestionar un máximo de 255 programas.
Change
Editpad
PLCprogram
Programlist

Sistema
7-100SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Figura 7-30
El diálogo lista todos los archivos del directorio MPF y la asignación en la lista de referencia(PLCPROG.LST). Con la tecla TAB se puede conmutar entre las dos columnas. Las fun-ciones de pulsador de menú Copiar, Pegar y Borrar se ofrecen de forma contextual. Si elcursor se encuentra en el lado izquierdo, sólo está disponible la función Copiar. En el ladoderecho, la lista de referencia se puede modificar con las funciones Pegar y Borrar.
Guarda el nombre de fichero marcado en el portapapeles
Pega el nombre de archivo en la posición actual del cursor
Borra el nombre de fichero marcado de la lista de asignación
Estructura de la lista de referencia (archivo PLCPROG.LST)
Se divide en 3 áreas:
Número Rango Nivel de protección
1 a 100 Área del usuario Usuario
101 a 200 Fabricante de la máquina Fabricante de la máquina
201 a 255 Siemens Siemens
La notación para cada programa se realiza por líneas. Por cada línea se han previsto doscolumnas que se tienen que separar por TAB, carácter de espacio o el signo “|”. En laprimera columna se tiene que indicar el número de referencia del PLC y en la segunda elnombre del archivo.
Ejemplo: 1 | Eje.mpf2 | Cono.mpf
Esta función permite insertar o modificar textos de alarma de usuario del PLC. Seleccione elnúmero de alarma deseado con el cursor. El texto actualmente válido se muestrasimultáneamente en la línea de introducción.
Copy
Paste
Delete
Edit PLCalarm txt

Sistema
7-101SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Figura 7-31 Edición del texto de alarma de PLC
Introduzca el nuevo texto en la línea de introducción. La entrada se tiene que terminar con<Input> y almacenar con <Salvar>.
La notación de los textos se indica en las instrucciones de servicio.
La función permite crear, emitir y leer archivos de puesta en marcha y proyectos de PLC(ver también apartado 7.1).La ventana muestra el contenido de la unidad seleccionada en una estructura de árbol. Lospulsadores de menú horizontales listan las unidades disponibles para la selección. Lospulsadores de menú verticales contienen las funciones de control admisibles para la unidad.
Las asignaciones ajustadas de forma fija son:
� Datos 802D Datos de puesta en marcha
� Tarj. CF cliente Datos de cliente en la tarjeta CF
� RS232 Puerto serie
El manejo de todos los datos tiene lugar según el principio “Copiar y pegar”.
Figura 7-32
Start-upfiles

Sistema
7-102SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Los distintos grupos de datos en el sector “Datos 802D” tienen el siguiente significado.
� Data: Machine data (Datos de máquina)Setting data (Datos operador)Tool data (Datos de herramienta)R variables (Parámetros R)Work offset (Decalaje de origen)Compensation: Leadscrew error (SSFK)Global user data (Datos usuario)
Estos datos son datos de inicialización especiales y se transportan como fichero ASCII.
� Archivo de puesta en marcha (CN/PLC): NC data (Datos CN)NC directories (Directorios CN)Display machine data (Datos de máquina de visualización)Compensation: Leadscrew errorPLC user alarm texts (Textos de alarma de usuario PLC)PLC project (Proyecto PLC)Drive machine data (Datos de máquina de accionamiento)
Estos datos forman un fichero de puesta en marcha para datos CN y PLC y se transpor-tan de forma binaria en el formato de archivo HMI.
� Archivo de puesta de en marcha (HMI) User cycles (Ciclos usuario)User directories (Directorios de usuario)Language files SP1 (Ficheros de idioma SP1)Language files SP2 (Ficheros de idioma SP2)Start screen (Pantalla inicial)Online help (Ayuda online)HMI bitmaps
Estos datos forman un fichero de puesta en marcha para datos HMI y se transportan deforma binaria en el formato de archivo HMI.
� Proyecto PLC (PT802D *.PTE)
El soporte del manejo de un proyecto PLC en formato de exportación Programing Toolpermite el intercambio directo entre el control y la herramienta de programación sinnecesidad de conversión.
Al seleccionar la función se visualiza el contenido de la tarjeta CF. Las funciones disponiblesson:
Esta función permite renombrar un fichero previamente seleccionado con el cursor.
Crea un nuevo directorio en la tarjeta CF
Copia uno o varios ficheros al portapapeles.
Los ficheros o directorios se insertan del portapapeles en el directorio actual.
Borra el nombre de archivo marcado de la lista de asignación.
Todos los ficheros se marcan para operaciones posteriores.
802Ddata
CustomerCF card
Rename
New dir.
Copy
Paste
Delete
Markall

Sistema
7-103SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Esta función permite leer y emitir datos a través del puerto RS232.
Esta función permite visualizar y modificar los parámetros de interfaz. Las modificaciones enlos ajustes surten efecto de forma inmediata.
La función de pulsador de menú <Memorizar> salva los ajustes seleccionados más allá delmomento de la desconexión.
El pulsador de menú <Config. estándar> devuelve todos los ajustes al ajuste base.
Figura 7-33 Parámetros del puerto RS232
Parámetros de interfaz
Tabla 7-4 Parámetros de interfaz
Parámetro Descripción
Clase deequipo
RTS/CTSLa señal RTS (Request to Send) controla la función de transmisión del equipo detransmisión de datos.Activo: se tienen que transmitir datos.Pasivo: el modo de transmisión sólo se debe abandonar cuando todos los datosentregados se han transmitido.
La señal CTS indica como señal de confirmación para RTS la disposición a latransmisión del equipo de transmisión de datos.
Velocidadde trans-ferencia
Ajuste de la velocidad de la interfaz.300 baudios600 baudios1200 baudios2400 baudios4800 baudios9600 baudios19200 baudios38400 baudios57600 baudios115200 baudios
Bits deparada
Número de bits de parada en la transmisión asincrónica.
Entrada:1 bit de parada (ajuste previo)2 bits de parada
RS232
Settings

Sistema
7-104SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Tabla 7-4 Parámetros de interfaz, continuación
Parámetro Descripción
Paridad Los bits de paridad se utilizan para la detección de errores. Se añaden al caráctercodificado para convertir el número de posiciones ajustadas a “1” en un número imparo un número par.
Entrada:Sin paridad (ajuste previo)Paridad parParidad impar
Bits dedatos
Número de bits de datos en la transmisión asincrónica.Entrada:7 bits de datos8 bits de datos (ajuste previo)
Sobrescribircon confir-mación
Y: Al leer se comprueba si el fichero ya existe en el CN.
N: Los ficheros se sobrescriben sin consulta previa
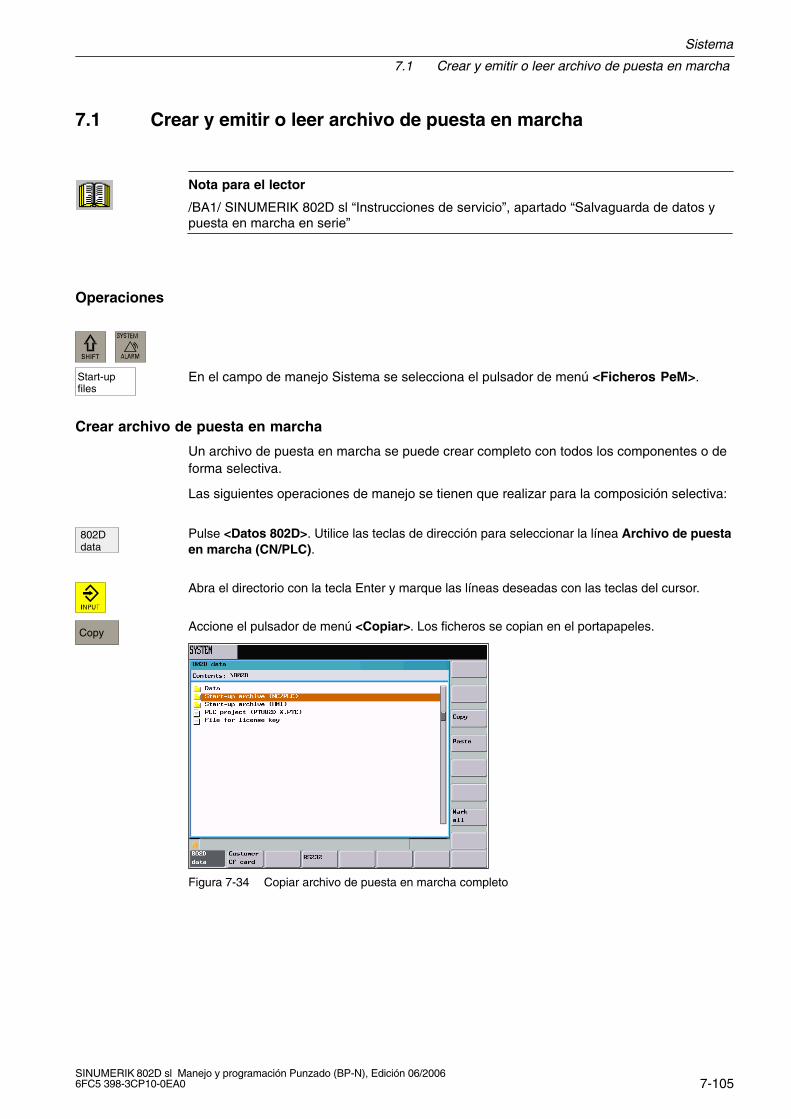
Sistema
7.1 Crear y emitir o leer archivo de puesta en marcha
7-105SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
7.1 Crear y emitir o leer archivo de puesta en marcha
Nota para el lector
/BA1/ SINUMERIK 802D sl “Instrucciones de servicio”, apartado “Salvaguarda de datos ypuesta en marcha en serie”
Operaciones
En el campo de manejo Sistema se selecciona el pulsador de menú <Ficheros PeM>.
Crear archivo de puesta en marcha
Un archivo de puesta en marcha se puede crear completo con todos los componentes o deforma selectiva.
Las siguientes operaciones de manejo se tienen que realizar para la composición selectiva:
Pulse <Datos 802D>. Utilice las teclas de dirección para seleccionar la línea Archivo de puestaen marcha (CN/PLC).
Abra el directorio con la tecla Enter y marque las líneas deseadas con las teclas del cursor.
Accione el pulsador de menú <Copiar>. Los ficheros se copian en el portapapeles.
Figura 7-34 Copiar archivo de puesta en marcha completo
Start-upfiles
802Ddata
Copy

Sistema
7.1 Crear y emitir o leer archivo de puesta en marcha
7-106SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Figura 7-35 Composición del archivo de puesta en marcha
Escribir archivo de puesta en marcha en la tarjeta CF
Requisitos: La tarjeta CF está enchufada y el archivo de puesta en marcha se ha copiadoal portapapeles.
Operaciones:
Accione el pulsador de menú <Tarj. CF cliente>. En el directorio seleccione el lugar de almace-namiento.
Con el pulsador de menú <Pegar> se inicia la escritura del archivo de puesta en marcha.
En el diálogo que aparece a continuación, confirme el nombre ofrecido o introduzca unnombre nuevo. Accionando repetidamente <OK>, se cierra el diálogo.
Figura 7-36
CustomerCF card
Paste

Sistema
7.2 Leer y emitir proyectos PLC
7-107SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Leer el archivo de puesta en marcha de la tarjeta CF
Para leer un archivo de puesta en marcha se tienen que ejecutar las siguientes operacionesde manejo:
1. Enchufar la tarjeta CF.
2. Accione el pulsador de menú <Tarj. CF cliente> y seleccione la línea con el fichero dearchivo deseado.
3. Accione el pulsador de menú <Copiar> y se copiará el fichero en el portapapeles.
4. Seleccione el pulsador de menú <Datos 802D> y posicione el cursor en la línea Archivode puesta en marcha (NC/PLC).
5. Accione el pulsador de menú <Pegar>; se inicia la puesta en marcha.
6. Confirmar el diálogo de inicio en el control.
7.2 Leer y emitir proyectos PLC
Al leer un proyecto, éste se transmite al sistema de ficheros del PLC y se activa a continua-ción. Para terminar la activación se efectúa un arranque en caliente del control.
Leer proyecto de la tarjeta CF
Para leer un proyecto PLC se tienen que ejecutar las siguientes operaciones de manejo:
1. Enchufar la tarjeta CF.
2. Accione el pulsador de menú <Tarj. CF cliente> y seleccione la línea con el archivo deproyecto deseado en formato PTE.
3. Accione el pulsador de menú <Copiar> y se copiará el fichero en el portapapeles.
4. Seleccione el pulsador de menú <Datos 802D> y posicione el cursor en la líneaProyecto PLC (PT802D *.PTE).
5. El pulsador de menú <Pegar> inicia la lectura y activación.
Escribir proyecto en la tarjeta CF
Se tienen que realizar las siguientes operaciones de manejo:
1. Enchufar la tarjeta CF.
2. Accione el pulsador de menú <Datos 802D> y seleccione la línea Proyecto PLC(PT802D *.PTE) con las teclas de dirección.
3. Accione el pulsador de menú <Copiar> y se copiará el fichero en el portapapeles.
4. Accione el pulsador de menú <Tarj. CF cliente> y seleccione el lugar de almacena-miento para el fichero.
5. El pulsador de menú <Pegar> inicia el proceso de escritura.

Sistema
7.3 Diagnóstico del PLC en representación de esquema de contactos
7-108SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
7.3 Diagnóstico del PLC en representación de esquema de contactos
Funcionalidad
Un programa de usuario del PLC se compone en gran parte de combinaciones lógicas parala realización de funciones de seguridad y el soporte de procesos. Se enlaza un grannúmero de los contactos y relés más diversos. El fallo de un contacto o relé individualproduce generalmente un fallo en la instalación.
Para localizar las causas de fallos o un error del programa se dispone de funciones dediagnóstico en el campo de manejo Sistema.
Nota
La edición del programa no es posible en este punto.
Operaciones
En el campo de manejo Sistema se selecciona el pulsador de menú <PLC>.
Se abre el proyecto que se encuentra en la memoria permanente.
PLC
PLCprogram

Sistema
7.3 Diagnóstico del PLC en representación de esquema de contactos
7-109SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
7.3.1 Distribución de la pantalla
La división de la pantalla en las áreas principales corresponde a la descrita en elapartado 1.1. Las desviaciones y los complementos para el diagnóstico del PLC sedescribirán a continuación.
Figura 7-37 Distribución de la pantalla
Elemento deimagen
Indicación Descripción
1 Campo de aplicación
2 Lenguaje de programa PLC soportado
3Nombre del bloque activo
Representación: Nombre simbólico (nombre absoluto)
Estado del programa
RUN Programa en marcha
4STOP Programa parado
4Estado del campo de aplicación
sym Representación simbólica
abs Representación absoluta
5 Visualización de las teclas activas
6FocoAsume las funciones del cursor
7Línea de indicación
Visualización de indicaciones en la “Búsqueda”

Sistema
7.3 Diagnóstico del PLC en representación de esquema de contactos
7-110SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
7.3.2 Posibilidades de manejo
Además de los pulsadores de menú y las teclas de navegación se dispone en este campode otras combinaciones de teclas.
Combinaciones de teclas
Las teclas del cursor desplazan el foco por el programa de usuario del PLC. Al alcanzar loslímites de la ventana se efectúa automáticamente un scrolling.
Tabla 7-5 Combinaciones de teclas
Combinación de teclas Acción
o bienA la primera columna de la fila
o bienA la última columna de la fila
Subir una pantalla
Bajar una pantalla
Un campo hacia la izquierda
Un campo hacia la derecha
Un campo hacia arriba
Un campo hacia abajo
o bienAl primer campo de la primera red
o bienAl último campo de la primera red
Abrir el siguiente bloque de programa en la misma ventana
Abrir el bloque de programa anterior en la misma ventana
La función de la tecla Select depende de la posición del foco deentrada.
� Fila de tabla: visualización de la línea de texto completa
� Título de la red: visualización del comentario de la red
� Comando: visualización completa de los operandos
Si el foco de entrada se sitúa en un comando, se muestran todoslos operandos, incluyendo los comentarios.

Sistema
7.3 Diagnóstico del PLC en representación de esquema de contactos
7-111SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Pulsadores de menú
El menú “PLC Info” informa sobre el modelo del PLC, la versión del sistema PLC, el tiempode ciclo y el tiempo de ejecución del programa de usuario del PLC.
Figura 7-38 PLC-Info
Con el pulsador de menú se actualizan los datos en la ventana.
En el estado de PLC es posible la observación y modificación durante la ejecución delprograma.
Figura 7-39 Visualización del estado PLC
Con la función <Lista de estado> se pueden visualizar y modificar señales PLC.
PLCinfo
Resetpro. time
PLCstatus
Statuslist

Sistema
7.3 Diagnóstico del PLC en representación de esquema de contactos
7-112SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Figura 7-40 Lista de estado
En la ventana se representa toda la información lógica y gráfica del programa de PLC en elcorrespondiente módulo de programa. La lógica en el sistema KOP (esquema de contactos)está dividida en secciones de programa claramente diferenciadas y rutas de corriente, deno-minadas redes. Básicamente, los programas KOP representan el flujo de corriente eléctricaa través de una serie de enlaces lógicos.
Figura 7-41 Ventana 1
En este menú se puede conmutar entre la representación simbólica y absoluta deloperando. Las secciones de programa se pueden representar en distintos niveles deampliación, y una función de búsqueda permite la localización rápida de operandos.
Con este pulsador de menú se puede seleccionar la lista de los módulos de programa PLC.Las teclas de dirección y Hojear permiten seleccionar el módulo de programa PLC que sedebe abrir. El módulo de programa actual resulta de la línea de información de la ventana delistas.
Window 1xxxx
Window 2xxxx
Programblock

Sistema
7.3 Diagnóstico del PLC en representación de esquema de contactos
7-113SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Figura 7-42 Selección de módulos PLC
Con este pulsador de menú se muestra la descripción del módulo de programa seleccio-nado que se consignó en la creación del proyecto de PLC.
Figura 7-43 Características del módulo de programa PLC seleccionado
Con el pulsador de menú se muestra la tabla de variables local del módulo de programaseleccionado.
Existen dos tipos de módulos de programa
� OB1 sólo variable local temporal
� SBRxx variable local temporal
Para cada módulo de programa existe una tabla de variables.
Proper-ties
Localvariables
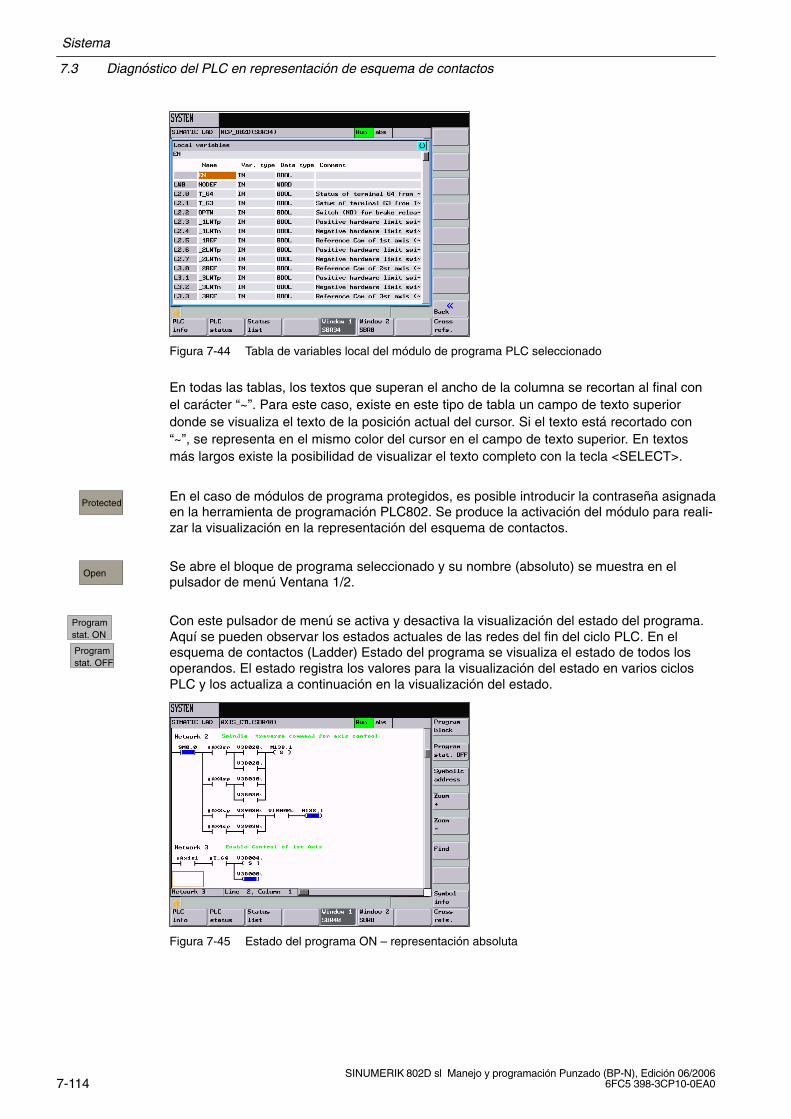
Sistema
7.3 Diagnóstico del PLC en representación de esquema de contactos
7-114SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Figura 7-44 Tabla de variables local del módulo de programa PLC seleccionado
En todas las tablas, los textos que superan el ancho de la columna se recortan al final conel carácter “~”. Para este caso, existe en este tipo de tabla un campo de texto superiordonde se visualiza el texto de la posición actual del cursor. Si el texto está recortado con“~”, se representa en el mismo color del cursor en el campo de texto superior. En textosmás largos existe la posibilidad de visualizar el texto completo con la tecla <SELECT>.
En el caso de módulos de programa protegidos, es posible introducir la contraseña asignadaen la herramienta de programación PLC802. Se produce la activación del módulo para reali-zar la visualización en la representación del esquema de contactos.
Se abre el bloque de programa seleccionado y su nombre (absoluto) se muestra en elpulsador de menú Ventana 1/2.
Con este pulsador de menú se activa y desactiva la visualización del estado del programa.Aquí se pueden observar los estados actuales de las redes del fin del ciclo PLC. En elesquema de contactos (Ladder) Estado del programa se visualiza el estado de todos losoperandos. El estado registra los valores para la visualización del estado en varios ciclosPLC y los actualiza a continuación en la visualización del estado.
Figura 7-45 Estado del programa ON – representación absoluta
Protected
Open
Programstat. ON
Programstat. OFF

Sistema
7.3 Diagnóstico del PLC en representación de esquema de contactos
7-115SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Figura 7-46 Estado del programa ON – representación simbólica
Con este pulsador de menú se realiza la conmutación entre la representación absoluta osimbólica de los operandos. En función del modo de representación seleccionado, losoperandos se muestran con descriptores absolutos o simbólicos.
Si, para una variable, no existe ningún símbolo, ésta se muestra automáticamente en formaabsoluta.
La representación en el área de aplicación se puede ampliar o reducir paso a paso. Estándisponibles los siguientes niveles de zoom:
20% (visualización estándar), 60%, 100% y 300%
Búsqueda de operandos en representación simbólica o absoluta
Se muestra un cuadro de diálogo en el cual se pueden seleccionar distintos criterios debúsqueda. Con la ayuda del pulsador de menú <Dirección absoluta/Direcció. simbólico>se puede buscar el operando determinado según este criterio en las dos ventanas de PLC.En la búsqueda se ignoran mayúsculas y minúsculas.
Selección en el campo de selección superior:
� Búsqueda de operandos absolutos o simbólicos
� Ir al número de red
� Buscar comando SBR
Otros criterios de búsqueda:
� Dirección de búsqueda hacia abajo (a partir de la posición actual del cursor)
� Total (desde el inicio)
� En un módulo de programa
� En todos los módulos de programa
Los operandos y las constantes se pueden buscar como palabra entera (descriptor).
Según el ajuste de la visualización, se pueden buscar operandos simbólicos o absolutos.
Symbolicaddress
Absoluteaddress
Zoom+
Zoom–
Find
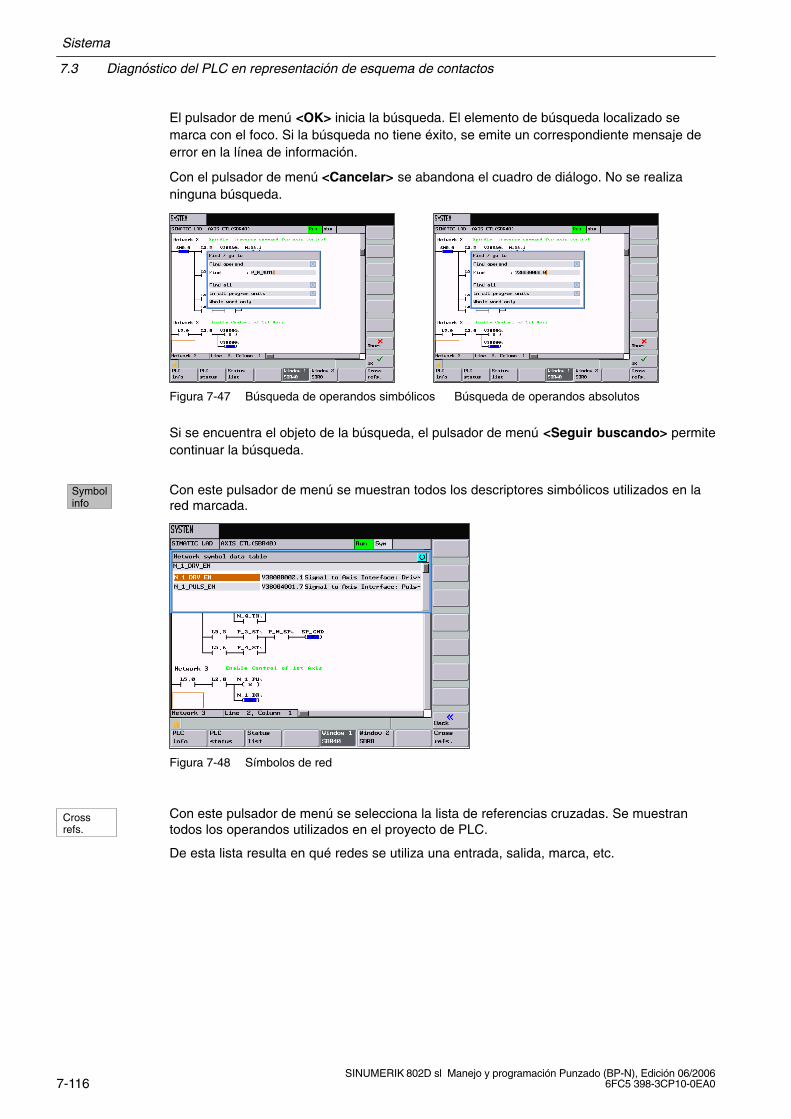
Sistema
7.3 Diagnóstico del PLC en representación de esquema de contactos
7-116SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
El pulsador de menú <OK> inicia la búsqueda. El elemento de búsqueda localizado semarca con el foco. Si la búsqueda no tiene éxito, se emite un correspondiente mensaje deerror en la línea de información.
Con el pulsador de menú <Cancelar> se abandona el cuadro de diálogo. No se realizaninguna búsqueda.
Figura 7-47 Búsqueda de operandos simbólicos Búsqueda de operandos absolutos
Si se encuentra el objeto de la búsqueda, el pulsador de menú <Seguir buscando> permitecontinuar la búsqueda.
Con este pulsador de menú se muestran todos los descriptores simbólicos utilizados en lared marcada.
Figura 7-48 Símbolos de red
Con este pulsador de menú se selecciona la lista de referencias cruzadas. Se muestrantodos los operandos utilizados en el proyecto de PLC.
De esta lista resulta en qué redes se utiliza una entrada, salida, marca, etc.
Symbolinfo
Crossrefs.

Sistema
7.3 Diagnóstico del PLC en representación de esquema de contactos
7-117SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Figura 7-49 Menú principal Referenc. cruzad. (simbólico) (absoluto)
El correspondiente punto del programa se puede abrir directamente con la función <Abriren ventana 1/2> en la ventana 1/2.
En función del modo de representación activa, los elementos se muestran con descriptoresabsolutos o simbólicos.
Si no existe ningún símbolo para un descriptor, la descripción es automáticamente absoluta.
La forma de representación de descriptores se visualiza en la línea de estado. El ajustebase es la representación absoluta de descriptores.
El operando seleccionado en la lista de referencias cruzadas se abre en la correspondienteventana.
Ejemplo:
Se tiene que visualizar la relación lógica del operando absoluto M251.0 en la red 1 en elmódulo de programa OB1.
Después de seleccionar el operando en la lista de referencias cruzadas y accionar el pulsa-dor de menú <Abrir en ventana 1>, se muestra la correspondiente sección de programa enla ventana 1.
Figura 7-50 Cursor M251.0 en OB1 red 2 M251.0 en OB1 red 2 en la ventana 1
Symbolicaddress
Absoluteaddress
Open inwindow 1
Open inwindow 2

Sistema
7.3 Diagnóstico del PLC en representación de esquema de contactos
7-118SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Búsqueda de operandos en la lista de referencias cruzadas
Los operandos se pueden buscar como palabra entera (descriptor). En la búsqueda seignoran mayúsculas y minúsculas.
Posibilidades de búsqueda:
� Búsqueda de operandos absolutos o simbólicos
� Ir a la línea
Criterios de búsqueda:
� Hacia abajo (a partir de la posición actual del cursor)
� Total (desde el inicio)
Figura 7-51 Búsqueda de operandos en referencias cruzadas
El texto a buscar se visualiza en la línea de información. Si no se encuentra el texto, seemite un correspondiente mensaje de error que se tiene que confirmar con <OK>.
Si se encuentra el objeto de la búsqueda, el pulsador de menú <Seguir buscando> permitecontinuar la búsqueda.
Find

Sistema
7.4 Visualización de alarmas
7-119SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
7.4 Visualización de alarmas
Operaciones
Se abre la ventana de alarmas. Con los pulsadores de menú se pueden clasificar lasalarmas de CN. Las alarmas de PLC no se clasifican.
Figura 7-52 Ventana de alarmas
Pulsadores de menú
Las alarmas se muestran ordenadas por prioridad. La alarma con la prioridad más alta sesitúa al principio de la lista.
Las alarmas se muestran en orden cronológico. La alarma más reciente se sitúa al principiode la lista.
Las alarmas se muestran en orden cronológico. La alarma más antigua se sitúa al principiode la lista.
Highestpriority
Most rec.alarm
Oldestalarm

Sistema
7.4 Visualización de alarmas
7-120SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Notas

8-121SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Programación
8.1 Bases de la programación CN
8.1.1 Nombres de programa
Cada programa tiene su propio nombre. El nombre se elige al crear el programa, conside-rando las condiciones siguientes:
� Los dos primeros caracteres deberían ser letras
� Utilizar únicamente letras, cifras o signos de subrayado
� No utilizar caracteres de separación (ver apartado “Juego de caracteres”)
� La coma decimal sólo se debe utilizar para la identificación de la extensión del archivo
� Utilizar un máximo de 25 caracteres
Ejemplo: MARCO52
8.1.2 Estructura del programa
Estructura y contenido
El programa de CN se compone de una sucesión de secuencias (ver tabla 8-1).
Cada secuencia representa una operación de mecanizado.
En una secuencia se escriben instrucciones en forma palabras.
La última secuencia en el orden de ejecución contiene una palabra especial para el fin delprograma: M2.
Tabla 8-1 Estructura del programa de CN
Sec. Pala-bra
Pala-bra
Pala-bra
... ;Comentario
Sec. N10 G0 X20 ... ; 1ª secuencia de programa
Sec. N20 G2 Z37 ... ; 2ª secuencia de programa
Sec. N30 G91 ... ... ; ...
Sec. N40 ... ... ...
Sec. N50 M2 ; Fin del programa
8

Programación
8.1 Bases de la programación CN
8-122SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
8.1.3 Estructura de la palabra y dirección
Funcionalidad/estructura
La palabra es un elemento de una secuencia y representa principalmente una instrucción decontrol. La palabra se compone de:
� Carácter de dirección: en general una letra
� Valor numérico: una serie de números que puede estar completada, en determinadasdirecciones, con un signo previo y una coma decimal.
El signo positivo (+) se puede omitir.
Palabra
Direc. Valor
Ejemplo: G1
Palabra
Direc. Valor
X–20.1
Palabra
Direc. Valor
F300
Aclaración: Desplazamientocon interpolaciónlineal
Trayecto o posiciónfinal para el eje X:–20.1mm
Avance:300 mm/min
Figura 8-1 Ejemplo de la estructura de la palabra
Varios caracteres de dirección
Una palabra puede contener también varios caracteres de dirección. Sin embargo, en estecaso, el valor numérico se tiene que asignar a través del carácter intercalado “=”.Ejemplo: CR=5.23
Adicionalmente, también es posible asignar funciones G a través de un nombre simbólico(ver también apartado “Vista general de las instrucciones”).Ejemplo: SCALE ; activar el factor de escala
Dirección extendida
En las direccionesR Parámetro de cálculoH Función HI, J, K Parámetro de interpolación/punto de interpolación
la dirección se amplía de 1 a 4 cifras para obtener un mayor número de direcciones. En estecaso, la asignación de valor se tiene que realizar a través de signos de igualdad “=”(ver también apartado “Vista general de las instrucciones”).Ejemplo: R10=6.234 H5=12.1 I1=32.67

Programación
8.1 Bases de la programación CN
8-123SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
8.1.4 Estructura de la secuencia
Funcionalidad
Una secuencia debería contener todos los datos para la ejecución de una operación demecanizado.
La secuencia se compone, en general, de varias palabras y se termina siempre con elcarácter de fin de secuencia “LF” (nueva línea). Se genera automáticamente al escribircuando se acciona el cambio de línea o la tecla de entrada.
/N... Pal.1 Pal.2 ... Pal.n ;Comentario LF
Carácter de fin desecuencia
Sólo en caso de necesidad, se sitúa al final, separado con “ ; ”del resto de la secuencia.
Espacio Espacio Espacio Espacio
Instrucciones de la secuencia
Número de secuencia: se pone delante de instrucciones;sólo en caso de necesidad, en lugar de N, se pone en secuencias
principales el carácter “ : ” (dos puntos)
Supresión de secuencia, sólo en caso necesario, se sitúa al principio.
(BLANK)
Total de caracteres en una secuencia: 512 caracteres
Figura 8-2 Esquema de la estructura de la secuencia
Orden de las palabras
Si hay varias instrucciones en una secuencia, se recomienda el orden siguiente:N... G... X... Y... Z... F... S... T... D... M... H...
Indicación sobre números de secuencia
Seleccione primero los números de secuencia en saltos de 5 ó 10. Esto le permite insertarmás tarde secuencias y mantener, a pesar de todo, el orden ascendente de los números desecuencia.
Supresión de secuencia
Las secuencias de un programa que no se deben ejecutar en cada ejecución del programase pueden marcar especialmente mediante el carácter “ / ” (barra) delante de la palabra delnúmero de secuencia. La supresión de secuencia propiamente dicha se activa a través delmanejo (influencia del programa “SKP”) o del control de interconexión PLC (señal). Unasección se puede suprimir mediante varias secuencias consecutivas con “ / ”.Si, durante la ejecución del programa, está activa una supresión de secuencia, todos losbloques marcados con “ / ” no se ejecutan. Todas las instrucciones contenidas en lassecuencias en cuestión no se tienen en cuenta. El programa continúa con la siguientesecuencia sin marcación.

Programación
8.1 Bases de la programación CN
8-124SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Comentario, anotación
Las instrucciones en las secuencias de un programa se pueden explicar mediante comen-tarios (anotaciones). Un comentario empieza con el signo “ ; ” y termina con el fin desecuencia.Los comentarios se visualizan junto con el contenido del resto de la secuencia en la visuali-zación de secuencia actual.
Mensajes
Los avisos se programan aparte en la secuencia. Un aviso se muestra en un campo espe-cial y se conserva hasta el final de programa o la ejecución de una secuencia con un nuevoaviso. Se pueden visualizar un máx. de 65 caracteres como texto de aviso.Un aviso sin texto borra a un aviso anterior.MSG(“ESTE ES EL TEXTO DE AVISO”)
Ejemplo de programación
N10 ; Empresa G&S nº pedido 12A71 N20 ; Pieza de bomba 17, nº de plano: 123 677N30 ; Programa creado por H. Adam, sección TV 4 N40 MSG(“Nº DE PLANO”):50 G17 G54 G94 F470 S20 D2 M3 ; Secuencia principal N60 G0 G90 X100 Y200N70 G1 Y185.6N80 X112/N90 X118 Y180 ; La secuencia se puede suprimirN100 X118 Y120N110 G0 G90 X200N120 M2 ; Fin del programa
8.1.5 Juego de caracteres
Los siguientes caracteres pueden ser utilizados para la programación y se interpretanconforme a los convenios.
Letras, números
A, B, C, D, E, F, G, H, I, J, K, L, M, N,O, P, Q, R, S, T, U, V, W X, Y, Z0, 1, 2, 3, 4, 5, 6, 7, 8, 9 No se distingue entre mayúsculas y minúsculas.
Caracteres especiales imprimibles
( abrir paréntesis ” comillas ) cerrar paréntesis _ guión bajo (perteneciente a letras)[ abrir corchetes . coma decimal] cerrar corchetes , coma, carácter de separación< menor ; inicio del comentario

Programación
8.1 Bases de la programación CN
8-125SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
> mayor % reservado, no utilizar: secuencia principal, fin etiqueta (lábel) & reservado, no utilizar= asignación, parte de igualdad ’ reservado, no utilizar/ división, supresión de secuencia $ identif. de variable propia del sistema* multiplicación ? reservado, no utilizar+ suma, signo positivo ! reservado, no utilizar– resta, signo negativo
Caracteres especiales no imprimibles
LF Carácter de fin de secuenciaBlank Carácter de separación entre las palabras, carácter de espacioTabulador Reservado, no utilizar

Programación
8-126SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Pro
gra
mac
ión
8.1.
6V
ista
gen
eral
de
las
inst
rucc
ion
es
¡Fun
cion
es d
ispo
nibl
es e
n S
INU
ME
RIK
802
D s
l plu
s y
pro!
Dir
ec-
ció
nD
escr
ipci
ón
Asi
gn
ació
n d
eva
lore
sIn
form
ació
nP
rog
ram
ació
n
DN
úmer
o de
cor
recc
ión
de h
erra
mie
nta
0 ...
9, s
ólo
núm
eros
ente
ros,
sin
sig
nos
Con
tiene
dat
os d
e co
rrec
ción
par
a un
a he
rram
ient
aco
ncre
ta T
...; D
0–>v
alor
es d
e la
cor
recc
ión
= 0,
máx
. 9 n
úmer
os D
par
a ca
da h
erra
mie
nta.
D...
FA
vanc
e0.
001
... 9
9 99
9.99
9V
eloc
idad
sob
re la
tray
ecto
ria h
erra
mie
nta/
piez
a,un
idad
de
med
ida
en m
m/m
in o
mm
/vue
ltaen
func
ión
de G
94 ó
G95
.
F...
FTi
empo
de
espe
ra e
n la
secu
enci
a co
n G
40.
001
... 9
9 99
9.99
9Ti
empo
de
espe
ra e
n se
gund
osG
4 F.
..; s
ecue
ncia
pro
pia
GF
unci
ón G
(Con
dici
ón d
ede
spla
zam
ient
o)
Sól
o va
lore
s en
tero
spr
edef
inid
osLa
s fu
ncio
nes
G e
stán
div
idid
as e
n gr
upos
G. E
n un
ase
cuen
cia
sólo
se
pued
e es
crib
ir un
a fu
nció
n G
. U
na fu
nció
n G
pue
de a
ctua
r m
odal
men
te (
hast
a qu
ese
a an
ulad
a po
r ot
ra fu
nció
n de
l mis
mo
grup
o), o
sól
opa
ra la
sec
uenc
ia e
n la
cua
l se
encu
entr
a.
G...
o no
mbr
e si
mbó
lico,
por
eje
mpl
o,
CIP
G0
Inte
rpol
ació
n lin
eal c
on v
eloc
idad
de
desp
laza
mie
nto
rápi
doG
rup
o G
1:
Com
ando
s de
mov
imie
nto
(mod
o de
in
terp
olac
ión)
mod
alm
ente
act
iva
G0
X...
Y...
; c
arte
sian
o
en c
oord
enad
as p
olar
es:
G0
AP
=...
RP
=...
o co
n un
eje
adi
cion
al:
G0
AP
=...
RP
=...
C...
; p. e
j.: c
on G
17 e
je C
G1
*In
terp
olac
ión
linea
l con
ava
nce
G1
X...
Y...
C...
F...
en c
oord
enad
as p
olar
es:
G1
AP
=...
RP
=...
F...
o co
n un
eje
adi
cion
al:
G1
AP
=...
RP
=...
F...
; p. e
j.: c
on G
17 e
je C
G2
Inte
rpol
ació
n ci
rcul
ar e
n se
ntid
o ho
rario
(en
com
bina
ción
con
un
3er
eje
y T
UR
N=.
.. ta
mbi
énin
terp
olac
ión
helic
oida
l –>v
er e
n T
UR
N)
G
2 X
... Y
... I.
.. J.
.. F.
..; c
entr
o y
punt
o fin
alG
2 X
... Y
... C
R=.
.. F.
..; r
adio
y p
unto
fina
lG
2 A
R=.
.. I..
. J...
F...
; á
ngul
o en
el v
értic
e y
cent
roG
2 A
R=.
.. X
... Y
... F
...; á
ngul
o en
el v
értic
e y
punt
o fin
al
en c
oord
enad
as p
olar
es:
G2
AP
=...
RP
=...
F...
o co
n un
eje
adi
cion
al:
G2
AP
=...
RP
=...C
... F
...; p
. ej.:
con
G17
eje
C
G3
Inte
rpol
ació
n ci
rcul
ar e
n se
ntid
o an
tihor
ario
G3.
.. ; s
i no,
com
o co
n G
2
CIP
Inte
rpol
ació
n ci
rcul
ar a
trav
és d
e pu
nto
inte
rmed
ioC
IP X
... Y
... I1
=...
J1=.
.. F.
..

Programación
8-127SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
CT
Inte
rpol
ació
n ci
rcul
ar, t
rans
ició
n ta
ngen
cial
N10
...
N20
CT
X...
Y...
F...
; cír
culo
, tra
ns. t
ange
ncia
l hac
ia l
a se
cció
n de
tray
ecto
ria a
nter
ior
G4
Tiem
po d
e es
pera
Gru
po
G 2
:m
ovim
ient
os e
spec
iale
s,
activ
idad
por
sec
uenc
ia
G4
F...
; sec
uenc
ia p
ropi
a, F
: tie
mpo
en
segu
ndos
o
G
4 S
....
; s
ecue
ncia
pro
pia,
S: e
n vu
elta
s de
l cab
ezal
G74
Bús
qued
a de
l pun
to d
e re
fere
ncia
G74
X1=
0 Y
1=0
Z1=
0; s
ecue
ncia
pro
pia,
(de
scrip
tor
de e
je d
e m
áqui
na)
G75
Des
plaz
amie
nto
a to
pe fi
joG
75 X
1=0
Y1=
0 Z
1=0
; sec
uenc
ia p
ropi
a, (
desc
ripto
r de
eje
de
máq
uina
)
TR
AN
SD
ecal
aje
prog
ram
able
Gru
po
G 3
:es
crib
ir m
emor
iaT
RA
NS
X...
Y...
; s
ecue
ncia
pro
pia
RO
TR
otac
ión
prog
ram
able
activ
idad
por
sec
uenc
iaR
OT
RP
L=...
; rot
ació
n en
el p
lano
act
ual
G17
a G
19, s
ecue
ncia
pro
pia
SC
ALE
Fac
tor
de e
scal
a pr
ogra
mab
leS
CA
LE X
... Y
...
; fac
tor
de e
scal
a en
dire
cció
n de
l e
je in
dica
do,
sec
uenc
ia p
ropi
a
MIR
RO
RS
imet
ría
prog
ram
able
MIR
RO
R X
0 ; e
je d
e co
orde
nada
s cu
ya d
irecc
ión
se c
ambi
a, s
ecue
ncia
pro
pia
AT
RA
NS
Dec
alaj
e ad
itivo
pro
gram
able
AT
RA
NS
X...
Y...
; s
ecue
ncia
pro
pia
AR
OT
Rot
ació
n pr
ogra
mab
le a
ditiv
aA
RO
T R
PL=
...; r
otac
ión
aditi
va e
n el
pla
no a
ctua
l G17
, sec
uenc
ia p
ropi
a
AS
CA
LEF
acto
r de
esc
ala
aditi
vo p
rogr
amab
leA
SC
ALE
X...
Y...
; f
acto
r de
esc
ala
en d
irecc
ión
del
eje
indi
cado
, s
ecue
ncia
pro
pia
AM
IRR
OR
Sim
etrí
a pr
ogra
mab
le a
ditiv
aA
MIR
RO
R X
0 ; e
je d
e co
orde
nada
s cu
ya d
irecc
ión
se c
ambi
a, s
ecue
ncia
pro
pia
G11
0In
dica
ción
del
pol
o re
lativ
a a
la ú
ltim
a po
sici
ón n
omin
al p
rogr
amad
aG
110
X...
Y...
; ind
icac
ión
del p
olo,
car
tesi
ano,
p
. ej.:
con
G17
G11
0 R
P=.
.. A
P=.
..; i
ndic
ació
n de
l pol
o, p
olar
sec
uenc
ia p
ropi
a
G11
1In
dica
ción
del
pol
o,
rela
tiva
al o
rigen
del
sis
tem
a de
coo
rden
adas
de
piez
aac
tual
G11
1 X
... Y
...; i
ndic
ació
n de
l pol
o, c
arte
sian
o,
p. e
j.: c
on G
17G
111
RP
=...
AP
=...
; ind
icac
ión
del p
olo,
pol
ar s
ecue
ncia
pro
pia
G11
2In
dica
ción
del
pol
o,
rela
tiva
al ú
ltim
o po
lo v
álid
oG
112
X...
Y...
; ind
icac
ión
del p
olo,
car
tesi
ano,
p
. ej.:
con
G17
G11
2 R
P=.
.. A
P=.
..; i
ndic
ació
n de
l pol
o, p
olar
sec
uenc
ia p
ropi
a

Programación
8-128SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
G17
*P
lano
X/Y
Gru
po
G 6
:se
lecc
ión
de p
lano
sG
17...
. ; e
l eje
ver
tical
sob
re e
ste
pla
no e
s un
eje
de
corr
ecci
ón
de
long
itud
de la
her
ram
ient
a
G50
0 *
Dec
alaj
e de
orig
en a
just
able
DE
SG
rup
o G
8:
deca
laje
de
orig
en a
just
able
G54
*1e
r de
cala
je d
e or
igen
aju
stab
lem
odal
men
te a
ctiv
a
G55
2º d
ecal
aje
de o
rigen
aju
stab
le
G56
3er
deca
laje
de
orig
en a
just
able
G57
4º d
ecal
aje
de o
rigen
aju
stab
le
G58
5º d
ecal
aje
de o
rigen
aju
stab
le
G59
6º d
ecal
aje
de o
rigen
aju
stab
le
G53
Sup
resi
ón p
or s
ecue
ncia
s de
l dec
alaj
e de
orig
enaj
usta
ble
Gru
po
G 9
:su
pres
ión
del d
ecal
aje
de o
rigen
aj
usta
ble
tiid
di
G15
3S
upre
sión
por
sec
uenc
ias
del d
ecal
aje
de o
rigen
ajus
tabl
e, in
cluy
endo
fram
e bá
sico
activ
idad
por
sec
uenc
ia
G60
*P
arad
a pr
ecis
aG
rup
o G
10:
apro
xim
ació
n a
dest
ino
G64
Mod
o de
con
torn
eado
mod
alm
ente
act
iva
G9
Par
ada
prec
isa
por
secu
enci
asG
rup
o G
11:
para
da p
reci
sa p
or s
ecue
ncia
s;ac
tivid
ad p
or s
ecue
ncia
G60
1 *
Ven
tana
de
para
da p
reci
sa fi
na c
on G
60, G
9G
rup
o G
12:
vent
ana
de p
arad
a pr
ecis
a
dl
iG
602
Ven
tana
de
para
da p
reci
sa s
omer
a co
n G
60, G
9m
odal
men
te a
ctiv
a
G60
3P
arad
a pr
ecis
a al
fin
de la
inte
rpol
ació
n
G70
Cot
a en
pul
gada
sG
rup
o G
13:
indi
caci
ón d
e m
edid
as e
n m
etro
s y
en
pulg
adas
G71
*C
ota
mét
rica
pulg
adas
mod
alm
ente
act
iva
G70
0C
ota
en p
ulga
das,
tam
bién
par
a el
ava
nce
F
G71
0C
ota
mét
rica,
tam
bién
par
a el
ava
nce
F
G90
*A
cota
do a
bsol
uto
Gru
po
G 1
4:co
ta a
bsol
uta/
incr
emen
tal
G91
Cot
as in
crem
enta
les
mod
alm
ente
act
iva
G94
*A
vanc
e F
en
mm
/min
Gru
po
G 1
5:av
ance
/cab
ezal
mod
alm
ente
act
iva
CF
C *
Cor
recc
ión
del a
vanc
e co
n cí
rcul
o C
ON
Gru
po
G 1
6:co
rrec
ción
del
ava
nce
CF
TC
PC
orre
cció
n de
l ava
nce
DE
Sm
odal
men
te a
ctiv
a

Programación
8-129SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
G45
0 *
Circ
unfe
renc
ia d
e tr
ansi
ción
Gru
po
G 1
8:ca
ract
erís
ticas
ang
ular
es c
on
corr
ecci
ón d
e ra
dio
de h
erra
mie
nta
G45
1P
unto
de
inte
rsec
ción
corr
ecci
ón d
e ra
dio
de h
erra
mie
nta
mod
alm
ente
act
iva
BR
ISK
*A
cele
raci
ón d
e co
ntor
nead
o de
form
a es
calo
nada
Gru
po
G 2
1:pe
rfil
de a
cele
raci
ón
SO
FT
Ace
lera
ción
sin
tiro
nes
en la
tray
ecto
riam
odal
men
te a
ctiv
a
FF
WO
F *
Man
do a
ntic
ipat
ivo
DE
SG
rup
o G
24:
man
do a
ntic
ipat
ivo
FF
WO
NM
ando
ant
icip
ativ
o C
ON
mod
alm
ente
act
iva
WA
LIM
ON
*Li
mita
ción
del
cam
po d
e tr
abaj
o C
ON
Gru
po
G 2
8:lim
itaci
ón d
e la
zon
a tr
abaj
o
mod
alm
ente
act
iva
válid
a pa
ra to
dos
los
ejes
act
ivad
os c
on d
ato
del o
pera
dor,
valo
res
fijad
os s
egún
G25
, G26
WA
LIM
OF
Lim
itaci
ón d
el c
ampo
de
trab
ajo
DE
S
G29
0 *
Mod
o S
IEM
EN
SG
rup
o G
47:
leng
uaje
s C
N e
xter
nos
mod
alm
ente
act
iva
Las
func
ione
s m
arca
das
con
* es
tán
activ
as a
l ini
cio
del p
rogr
ama
(var
iant
e de
con
trol
par
a la
tecn
olog
ía “
Pun
zona
do”)
, si n
ose
ha
prog
ram
ado
otra
cos
a y
el fa
bric
ante
de
la m
áqui
na h
a co
nser
vado
el a
just
e es
tánd
ar.
Dir
ecci
ón
Des
crip
ció
nA
sig
nac
ión
de
valo
res
Info
rmac
ión
Pro
gra
mac
ión
H H0=
a H99
99=
Fun
ción
H�
0.0
0000
01 ..
.
9
999
9999
(8
núm
eros
dec
imal
es)
oco
n in
dica
ción
del
exp
on.:
� (
10–3
00 ..
. 10+
300
)
Tran
smis
ión
de v
alor
es a
l PLC
,de
term
inac
ión
del s
igni
ficad
o po
r el
fabr
ican
te d
e la
máq
uina
H0=
...
H99
99=.
..
p. e
j.: H
7=23
.456
IP
arám
etro
de
inte
rpol
ació
n�
0.00
1 ...
99
999.
999
Per
tene
cien
te a
l eje
X, s
igni
ficad
o en
func
ión
deG
2,G
3 –>
cen
tro
del c
írcu
love
r G
2, G
3
JP
arám
etro
de
inte
rpol
ació
n�
0.00
1 ...
99
999.
999
Per
tene
cien
te a
l eje
Y, p
or lo
dem
ás c
omo
I.ve
r G
2, G
3
I1=
Pun
to in
term
edio
par
ain
terp
olac
ión
circ
ular
�0.
001
... 9
9 99
9.99
9P
erte
neci
ente
al e
je X
, ind
icac
ión
en la
inte
rpol
ació
nci
rcul
ar c
on C
IPV
er C
IP
J1=
Pun
to in
term
edio
par
ain
terp
olac
ión
circ
ular
�0.
001
... 9
9 99
9.99
9P
erte
neci
ente
al e
je Y
, ind
icac
ión
en la
inte
rpol
ació
nci
rcul
ar c
on C
IPV
er C
IP
LS
ubpr
ogra
ma,
nom
bre
ylla
mad
a7
núm
eros
dec
imal
es,
sólo
núm
eros
ent
eros
,si
n si
gnos
En
luga
r de
un
nom
bre
libre
se
pued
e el
egir
tam
bién
L1 ..
.L99
9999
9. D
e es
te m
odo,
el s
ubpr
ogra
ma
(SP
)se
llam
a ta
mbi
én e
n un
a se
cuen
cia
prop
ia.
Obs
erve
: L00
01 n
o es
igua
l a L
1¡E
l nom
bre
“LL6
” es
tá r
eser
vado
par
a S
P d
e ca
mbi
ode
her
ram
ient
a!
L781
; sec
uenc
ia p
ropi
a

Programación
8-130SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Dir
ecci
ón
Pro
gra
mac
ión
Info
rmac
ión
Asi
gn
ació
n d
eva
lore
sD
escr
ipci
ón
MF
unci
ón a
dici
onal
0 ...
99
sólo
núm
eros
ent
eros
,si
n si
gnos
P. e
j., p
ara
activ
ar p
roce
sos
de c
onm
utac
ión,
com
o“R
efrig
eran
te C
ON
”, c
omo
máx
. 5 fu
ncio
nes
M e
nun
a se
cuen
cia
M...
M0
Par
ada
prog
ram
ada
Al f
inal
de
la s
ecue
ncia
con
M0
se d
etie
ne e
lm
ecan
izad
o; la
con
tinua
ción
del
pro
ceso
tien
e lu
gar
con
un n
uevo
“M
arch
a C
N”.
M1
Par
ada
opci
onal
Com
o M
0, p
ero
la p
arad
a só
lo s
e pr
oduc
e si
est
ápr
esen
te u
na s
eñal
esp
ecia
l (in
fl. d
el p
rogr
ama
“M01
”)
M2
Fin
del
pro
gram
aS
e en
cuen
tra
en la
últi
ma
sec.
del
ord
en d
e ej
ecuc
ión.
M30
–R
eser
vado
, no
utili
zar.
M17
–R
eser
vado
, no
utili
zar.
M6
Rec
tific
ado
Sól
o si
est
á ac
tivad
o a
trav
és d
el d
ato
de m
áqui
na c
onM
6; d
e lo
con
trar
io, c
ambi
o di
rect
amen
te c
onco
man
do T
.
M70
, M19
–R
eser
vado
, no
utili
zar.
M...
Res
tant
es fu
ncio
nes
MLa
func
iona
lidad
no
está
est
able
cida
por
el l
ado
del
man
do, c
on lo
cua
l est
á di
spon
ible
par
a el
fabr
ican
tede
la m
áqui
na.
NN
úmer
o de
sec
uenc
ia –
Sec
uenc
ia a
uxili
ar0
... 9
999
9999
sólo
núm
eros
ent
eros
,si
n si
gnos
Se
usa
para
iden
tific
ar la
sec
uenc
ia c
on u
n nú
mer
o;
se e
scrib
e al
inic
io d
e se
cuen
cia.
N20
...
:N
úmer
o de
sec
uenc
ia –
Sec
uenc
ia p
rinci
pal
0 ...
999
9 99
99só
lo n
úmer
os e
nter
os,
sin
sign
os
Mar
caci
ón e
spec
ial d
e se
cuen
cias
; en
luga
r de
N...
,es
ta s
ecue
ncia
deb
ería
con
tene
r to
das
las
inst
rucc
ione
s pa
ra e
l com
plet
o pr
oces
ado
del
segm
ento
pos
terio
r.
:20
...
PN
úmer
o de
cic
los
desu
bpro
gram
a1
... 9
999
sólo
núm
eros
ent
eros
,si
n si
gnos
Se
encu
entr
a, e
n ca
so d
e ej
ecuc
ión
múl
tiple
del
subp
rogr
ama,
en
la m
ism
a se
cuen
cia
de la
llam
ada.
N10
L78
1 P.
..; s
ecue
ncia
pro
pia
N10
L87
1 P
3 ; e
jecu
ción
trip
le
R0
a R29
9
Par
ámet
ro d
e cá
lcul
o�
0.0
0000
01 ..
.
9
999
9999
(8
núm
eros
dec
imal
es)
oco
n in
dica
ción
del
exp
on.:
� (
10–3
00 ..
. 10+
300
)
R1=
7.94
31 R
2=4
con
indi
caci
ón d
el e
xpon
.:R
1=–1
.987
6EX
9; R
1=–1
987
600
000
Fun
cion
es d
e cá
lcul
oA
dem
ás d
e la
s 4
oper
acio
nes
fund
amen
tale
s co
n lo
sop
erad
ores
+ –
* /
exis
ten
las
sigu
ient
es fu
ncio
nes
aritm
étic
as:
SIN
( )
Sen
oIn
dica
ción
de
grad
os
R1=
SIN
(17.
35)
CO
S(
)C
osen
oIn
dica
ción
de
grad
os
R
2=C
OS
(R3)

Programación
8-131SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Dir
ecci
ón
Pro
gra
mac
ión
Info
rmac
ión
Asi
gn
ació
n d
eva
lore
sD
escr
ipci
ón
TAN
( )
Tang
ente
Indi
caci
ón d
e gr
ados
R4=
TAN
(R5)
AS
IN(
)A
rco
seno
R
10=
AS
IN(0
.35)
; R10
: 20,
487
grad
os
AC
OS
( )
Arc
o co
seno
R
20=
AC
OS
(R2)
; R20
: ...
grad
os
ATA
N2(
, )
Arc
o ta
ngen
te 2
Se
calc
ula
el á
ngul
o re
spec
to a
l orig
en d
el v
ecto
rfo
rmad
o po
r do
s co
mpo
nent
es v
ecto
riale
s or
ient
ados
a lo
larg
o de
los
ejes
de
coor
dena
das.
La
refe
renc
iaan
gula
r es
sie
mpr
e el
2º
vect
or in
dica
do.
Res
ulta
do e
n el
mar
gen
de: –
180
a +1
80 g
rado
s
R
40=
ATA
N2(
30.5
,80.
1); R
40: 2
0,84
55 g
rado
s
SQ
RT
( )
Raí
z cu
adra
da
R6=
SQ
RT
(R7)
PO
T(
)C
uadr
ado
R
12=
PO
T(R
13)
AB
S(
)V
alor
abs
olut
o
R8=
AB
S(R
9)
TR
UN
C(
)P
arte
ent
era
R10
=T
RU
NC
(R11
)
LN(
)Lo
garit
mo
nepe
riano
(loga
ritm
o na
tura
l)
R
12=
LN(R
9)
EX
P(
)E
xpon
enci
al
R13
=E
XP
(R1)
RE
TF
in d
e ru
tina
Uso
en
luga
r de
M2
– pa
ra m
ante
ner
el tr
abaj
o co
nco
ntro
l de
cont
orne
ado
RE
T; s
ecue
ncia
pro
pia
STi
empo
de
espe
ra
en la
sec
uenc
ia c
on G
40.
001
... 9
9 99
9.99
9Ti
empo
de
espe
ra e
n vu
elta
s de
l cab
ezal
G4
S...
; sec
uenc
ia p
ropi
a
TN
úmer
o de
her
ram
ient
a1
... 3
2 00
0só
lo n
úmer
os e
nter
os,
sin
sign
os
El c
ambi
o de
her
ram
ient
a se
pue
de r
ealiz
ardi
rect
amen
te c
on e
l com
ando
T o
tan
sólo
con
M6.
Est
o se
pue
de a
just
ar e
n el
dat
o de
máq
uina
.
T...
XE
je�
0.00
1 ...
99
999.
999
Info
rmac
ión
de r
ecor
rido
X...
YE
je�
0.00
1 ...
99
999.
999
Info
rmac
ión
de r
ecor
rido
Y...
AC
Coo
rden
ada
abso
luta
–P
ara
un d
eter
min
ado
eje
se p
uede
indi
car
secu
enci
a a
secu
enci
a la
cot
a pa
ra e
l pun
to fi
nal o
el c
entr
o,di
stin
ta d
e G
91.
N10
G91
X10
Z=A
C(2
0); X
– m
edid
a in
crem
enta
l, Z
– a
bsol
uto
AC
C[E
je]
Cor
recc
ión
porc
entu
al d
ela
ace
lera
ción
1 ...
200
, núm
eros
ent
eros
Cor
recc
ión
de a
cele
raci
ón p
ara
un e
je, i
ndic
ació
n en
porc
enta
jeN
10 A
CC
[X]=
80
; 80%
par
a el
eje
X
AC
PC
oord
enad
a ab
solu
ta,
desp
laz.
a la
pos
ició
n en
dire
cció
n po
sitiv
a (p
ara
eje
gira
torio
)
–P
ara
un e
je g
irato
rio s
e pu
ede
indi
car
secu
enci
a a
secu
enci
a la
cot
a pa
ra e
l pun
to fi
nal c
on A
CP
(...)
dist
inta
de
G90
/G91
N10
A=A
CP
(45.
3); d
espl
azam
ient
o a
la p
osic
ión
abs
olut
a de
l eje
A e
n di
recc
ión
pos
itiva

Programación
8-132SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Dir
ecci
ón
Pro
gra
mac
ión
Info
rmac
ión
Asi
gn
ació
n d
eva
lore
sD
escr
ipci
ón
AC
NC
oord
enad
a ab
solu
ta,
desp
laz.
a la
pos
ició
n en
dire
cció
n ne
gativ
a (p
ara
eje
gira
torio
)
–P
ara
un e
je g
irato
rio s
e pu
ede
indi
car
secu
enci
a a
secu
enci
a la
cot
a pa
ra e
l pun
to fi
nal c
on A
CN
(...)
dist
inta
de
G90
/G91
N10
A=A
CN
(45.
3); d
espl
azam
ient
o a
la p
osic
ión
abs
olut
a de
l eje
A e
n di
recc
ión
neg
ativ
a
AN
GÁ
ngul
o pa
ra la
indi
caci
ónde
la r
ecta
en
la s
uces
ión
de e
lem
ento
s de
con
torn
o
�0.
0000
1 ...
359
.999
99In
dica
ción
en
grad
os,
una
posi
bilid
ad p
ara
la in
dica
ción
de
rect
as e
n G
0 ó
G1,
sól
o se
con
oce
una
coor
dena
da d
el p
unto
fina
l del
plan
o o
en c
onto
rnos
a lo
larg
o de
var
ias
secu
enci
as s
ede
scon
oce
todo
el p
unto
fina
l.
N10
G1
G17
X...
Y...
. N
11 X
... A
NG
=...
o co
ntor
no a
lo la
rgo
de v
aria
s se
cuen
cias
:N
10 G
1 G
17 X
... Y
....
N11
AN
G=.
..N
12 X
... Y
... A
NG
=...
AP
Áng
ulo
pola
r0
... �
359.
9999
9In
dica
ción
en
grad
os, d
espl
az. e
n co
ord.
pol
ares
,de
term
inac
ión
del p
olo;
al r
espe
cto:
Rad
io p
olar
RP.
Ver
G0,
G1,
G2,
G3,
G11
0, G
111,
G11
2
AR
Áng
ulo
en e
l vér
tice
para
inte
rpol
ació
n ci
rcul
ar0.
0000
1 ...
359
.999
99In
dica
ción
en
grad
os, u
na p
osib
ilida
d pa
ra la
def
inic
ión
de c
írcu
los
con
G2/
G3.
Ver
G2,
G3
CA
LLLl
amad
a in
dire
cta
cicl
o–
Form
a es
peci
al d
e la
llam
ada
de c
iclo
, sin
tran
sfer
enci
ade
par
ám.,
nom
bre
del c
iclo
dep
osita
do e
n va
riabl
e,pr
evis
ta ú
nica
men
te p
ara
el u
so in
tern
o en
cic
los.
N10
CA
LL V
AR
NA
ME
; nom
bre
de v
aria
ble
CR
Rad
io p
ara
inte
rpol
ació
nci
rcul
ar0.
010
... 9
9 99
9.99
9si
gno
nega
tivo
– pa
ra la
sele
cció
n de
l cír
culo
:m
ayor
a s
emic
írcu
lo
Una
pos
ibili
dad
para
la d
efin
ició
n de
cír
culo
s co
nG
2/G
3V
er G
2, G
3
DC
Coo
rden
ada
abso
luta
,de
spla
zam
ient
o di
rect
o a
la p
osic
ión
(par
a ej
egi
rato
rio, c
abez
al)
–P
ara
un e
je g
irato
rio s
e pu
ede
indi
car
secu
enci
a a
secu
enci
a la
cot
a pa
ra e
l pun
to fi
nal c
on D
C(.
..)di
stin
ta d
e G
90/G
91
N10
A=D
C(4
5.3)
; des
plaz
amie
nto
dire
cto
a la
p
osic
ión
eje
A
DE
FIn
stru
cció
n de
def
inic
ión
Def
inir
varia
ble
de u
suar
io d
el ti
poB
OO
L, C
HA
R, I
NT,
RE
AL,
ST
RIN
G[n
],di
rect
amen
te a
l ini
cio
del p
rogr
ama
DE
F IN
T V
AR
I1=2
4, V
AR
I2; 2
var
iabl
es d
el ti
po IN
T; n
ombr
e es
tabl
ecid
o po
r el
u
suar
ioD
EF
ST
RIN
G[1
2] V
AR
S3=
“HE
LLO
” ;
máx
. 12
cara
cter
es
GO
TOB
Inst
rucc
ión
de s
alto
hac
iaat
rás
–E
n co
mbi
naci
ón c
on u
na e
tique
ta s
e sa
lta a
lase
cuen
cia
mar
cada
; el d
estin
o de
l sal
to s
e si
túa
endi
recc
ión
al in
icio
del
pro
gram
a.
N10
LA
BE
L1: .
..... N
100
GO
TOB
LA
BE
L1
GO
TOF
Inst
rucc
ión
de s
alto
hac
iade
lant
e–
En
com
bina
ción
con
una
etiq
ueta
se
salta
a la
secu
enci
a m
arca
da; e
l des
tino
del s
alto
se
sitú
a en
dire
cció
n al
fin
del p
rogr
ama.
N10
GO
TOF
LA
BE
L2... N
130
LAB
EL2
: ...
ICC
oord
enad
a en
la c
ota
incr
emen
tal
–P
ara
un d
eter
min
ado
eje
se p
uede
indi
car
secu
enci
a a
secu
enci
a la
cot
a de
l pun
to fi
nal d
istin
ta d
e G
90.
N10
G90
X10
Y=I
C(2
0); c
ota
incr
emen
tal Y
, c
ota
abso
luta
X

Programación
8-133SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Dir
ecci
ón
Pro
gra
mac
ión
Info
rmac
ión
Asi
gn
ació
n d
eva
lore
sD
escr
ipci
ón
IFC
ondi
ción
de
salto
–S
i se
cum
ple
la c
ondi
ción
de
salto
se
prod
uce
el s
alto
a la
sec
uenc
ia c
on lá
bel:;
si n
o, s
igui
ente
inst
rucc
ión/
secu
enci
a, s
on p
osib
les
varia
s in
stru
ccio
nes
IF e
n un
ase
cuen
cia.
Op
erad
ore
s d
e co
mp
arac
ión
:=
=ig
ual,
<
>di
stin
to>
may
or,
<
men
or>
=m
ayor
o ig
ual
<=
men
or o
igua
l
N10
IF R
1>5
GO
TOF
LA
BE
L3... N
80 L
AB
EL3
: ...
$A_D
BB
[n]
$A_D
BW
[n]
$A_D
BD
[n]
$A_D
BR
[n]
Byt
e de
dat
osP
alab
ra d
e da
tos
Pal
abra
dob
le d
e da
tos
Dat
os r
eale
s
Lect
ura
y es
critu
ra d
e va
riabl
es d
e P
LCN
10 $
A_D
BR
[5]=
16.3
; esc
ritur
a de
las
varia
bles
rea
les
con
posi
ción
de
dec
alaj
e 5
; (po
sici
ón, t
ipo
y si
gnifi
cado
aco
rdad
os e
ntre
CN
y
PLC
)
$A_M
ON
I-FA
CT
Fac
tor
para
con
trol
de
tiem
po r
eman
ente
> 0.
0V
alor
de
inic
ializ
ació
n: 1
.0N
10 $
A_M
ON
IFA
CT
=5.
0; f
inal
izac
ión
5 ve
ces
más
ráp
ida
de la
vid
a út
il
$AA
_MM
[ej
e]R
esul
tado
de
la m
edic
ión
de u
n ej
e en
el s
iste
ma
de
coo
rden
adas
de
máq
uin
a
–E
je: i
dent
ifica
dor
de u
n ej
e de
spla
zado
en
la m
edic
ión
(X, Y
...)
N10
R1=
$AA
_MM
[X]
$AA
_MW
[eje
]R
esul
tado
de
la m
edic
ión
de u
n ej
e en
el s
iste
ma
de
coo
rden
adas
de
pie
za
–E
je: i
dent
ifica
dor
de u
n ej
e de
spla
zado
en
la m
edic
ión
(X, Y
...)
N10
R2=
$AA
_MW
[X]
$A...
_..._
TIM
E
Rel
oj p
ara
tiem
po e
jec.
:$A
N_S
ET
UP
_TIM
E$A
N_P
OW
ER
ON
_TIM
E$A
C_O
PE
RAT
ING
_TIM
E$A
C_C
YC
LE_T
IME
$AC
_CU
TT
ING
_TIM
E
0.0
... 1
0+30
0 m
in (
valo
r só
lo le
ctur
a) m
in (
valo
r só
lo le
ctur
a) s s s
Var
iabl
e de
l sis
tem
a:Ti
empo
des
de e
l últi
mo
arra
nque
del
con
trol
Tiem
po d
esde
el ú
ltim
o ar
ranq
ue n
orm
alTi
empo
de
ejec
ució
n to
tal d
e to
dos
los
prog
r. de
CN
T. d
e ej
ecuc
ión
prog
ram
a de
CN
(só
lo e
l sel
ecci
onad
o)Ti
empo
de
inte
rven
ción
de
herr
amie
nta
N10
IF $
AC
_CY
CLE
_TIM
E==
50.5
....
$AC
_..._
PA
RT
S
Con
tado
r de
pie
zas:
$AC
_TO
TAL_
PAR
TS
$AC
_RE
QU
IRE
D _
PA
RT
S$A
C_A
CT
UA
L_PA
RT
S$A
C_S
PE
CIA
L_PA
RT
S
0 ...
999
999
999
, nú
mer
o en
tero
Var
iabl
e de
l sis
tem
a:To
tal r
eal
Con
sign
a pi
ezas
Act
ual r
eal
Núm
ero
de p
ieza
s –
espe
cific
ado
por
el u
suar
ioN
10 IF
$A
C_A
CT
UA
L_P
AR
TS
==15
....
$P_
TOO
LNO
Núm
ero
de la
her
ram
ient
aac
tiva
T–
Sól
o le
ctur
aN
10 IF
$P
_TO
OLN
O==
12 G
OTO
F ..
..
$P_T
OO
LN
úmer
o D
act
ivo
de la
herr
amie
nta
activ
a–
Sól
o le
ctur
aN
10 IF
$P
_TO
OL=
=1 G
OTO
F ..
..
$TC
_MO
P1[
t,d]
Lím
ite d
e pr
eavi
so v
ida
útil
0.0
...E
n m
inut
os, e
scrib
ir o
leer
val
ores
para
her
ram
ient
a t,
núm
ero
D d
N10
IF $
TC
_MO
P1[
13,1
]<15
.8 G
OTO
F ..
..

Programación
8-134SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Dir
ecci
ón
Pro
gra
mac
ión
Info
rmac
ión
Asi
gn
ació
n d
eva
lore
sD
escr
ipci
ón
$TC
_MO
P2[
t,d]
Vid
a út
il re
sidu
al0.
0 ...
En
min
utos
, esc
ribir
o le
er v
alor
espa
ra h
erra
mie
nta
t, nú
mer
o D
dN
10 IF
$T
C_M
OP
2[13
,1]<
15.8
GO
TOF
....
$TC
_MO
P3[
t,d]
Lím
ite d
e pr
eavi
sonú
mer
o de
pie
zas
0 ...
999
999
999
, nú
mer
o en
tero
Esc
ribir
o le
er v
alor
espa
ra h
erra
mie
nta
t, nú
mer
o D
dN
10 IF
$T
C_M
OP
3[13
,1]<
15 G
OTO
F ..
..
$TC
_MO
P4[
t,d]
Núm
ero
de p
ieza
sre
man
ente
0 ...
999
999
999
, nú
mer
o en
tero
Esc
ribir
o le
er v
alor
espa
ra h
erra
mie
nta
t, nú
mer
o D
dN
10 IF
$T
C_M
OP
4[13
,1]<
8 G
OTO
F ..
..
$TC
_MO
P11
[t,d
]C
onsi
gna
de v
ida
útil
0.0
...E
n m
inut
os, e
scrib
ir o
leer
val
ores
para
her
ram
ient
a t,
núm
ero
D d
N10
$T
C_M
OP
11[1
3,1]
=24
7.5
$TC
_MO
P13
[t,d
]C
onsi
gna
de n
úmer
o de
piez
as0
... 9
99 9
99 9
99,
núm
ero
ente
roE
scrib
ir o
leer
val
ores
para
her
ram
ient
a t,
núm
ero
D d
N10
$T
C_M
OP
13[1
3,1]
=715
$TC
_TP
8[t]
Est
ado
de la
her
ram
ient
a–
Est
ado
de e
ntre
ga –
cod
ifica
ción
por
bits
pa
ra h
erra
mie
nta
t, (B
it 0
a B
it 4)
N10
IF $
TC
_TP
8[1]
==1
GO
TOF
....
$TC
_TP
9[t]
Tipo
de
vigi
lanc
ia d
e la
herr
amie
nta
0 ...
2Ti
po d
e vi
gila
ncia
par
a la
her
ram
ient
a t,
escr
itura
ole
ctur
a0:
sin
vig
ilanc
ia, 1
: vid
a út
il, 2
: núm
ero
de p
ieza
s
N10
$T
C_T
P9[
1]=2
; sel
ecci
onar
vig
ilanc
ia d
el
núm
ero
de p
ieza
s
MC
ALL
Llam
ada
de s
ubpr
ogra
ma
mod
al–
El s
ubpr
ogra
ma
en la
sec
uenc
ia c
on M
CA
LL s
e lla
ma
auto
mát
icam
ente
des
pués
de
cada
sec
uenc
iapo
ster
ior
con
un m
ovim
ient
o in
terp
olad
o. L
a lla
mad
ape
rman
ece
activ
a ha
sta
el s
igui
ente
MC
ALL
.E
jem
plo
de a
plic
ació
n: T
alad
rar
figur
a de
agu
jero
s.
N10
MC
ALL
CY
CLE
82(.
..); s
ecue
ncia
pro
pia,
cic
lo d
e t
alad
rado
N20
HO
LES
1(...
); f
ila d
e ag
ujer
osN
30 M
CA
LL; s
ecue
ncia
pro
pia,
mod
al
; lla
mad
a de
CY
CLE
82(.
..)
; ter
min
ada
MS
G (
)A
viso
Has
ta u
n m
áxim
o de
65 c
arac
tere
sM
ensa
je e
ntre
com
illas
N10
MS
G(“
ME
LDE
TE
XT
”); s
ecue
ncia
pro
pia
... N15
0 M
SG
()
; bor
rar
men
saje
ant
erio
r
RP
Rad
io p
olar
0.00
1 ...
99
999.
999
Des
plaz
amie
nto
en c
oord
enad
as p
olar
es,
dete
rmin
ació
n de
l pol
o; a
l res
pect
o: á
ngul
o po
lar
AP
Ver
G0,
G1,
G2,
G3
G
110,
G11
1, G
112
RP
LÁ
ngul
o de
rot
ació
n co
nR
OT,
AR
OT
�0.
0000
1 ...
359
.999
9In
dica
ción
en
grad
os, á
ngul
o pa
ra u
na r
otac
ión
prog
ram
able
en
el p
lano
act
ual G
17 a
G19
.V
er R
OT,
AR
OT
PO
NTr
oque
lado
CO
NA
ctiv
a la
func
ión
de tr
oque
lado
y d
esac
tiva
SO
N;
la c
arre
ra n
o se
act
iva
hast
a el
fin
de la
sec
uenc
ia
PO
NS
Troq
uela
do C
ON
,ac
tivac
ión
en e
l reg
ulad
orde
pos
ició
n
Com
o P
ON
, per
o la
act
ivac
ión
se r
ealiz
a en
lafr
ecue
ncia
de
regu
laci
ón d
e po
sici
ón
PD
ELA
YO
NR
etar
do e
n el
troq
uela
doC
ON
PD
ELA
YO
F *
Ret
ardo
en
el tr
oque
lado
DE
S

Programación
8-135SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Dir
ecci
ón
Pro
gra
mac
ión
Info
rmac
ión
Asi
gn
ació
n d
eva
lore
sD
escr
ipci
ón
SO
NP
unzo
nado
CO
NA
ctiv
a la
func
ión
de p
unzo
nado
y d
esac
tiva
PO
N; l
apr
imer
a ca
rrer
a se
rea
liza
en e
l pun
to in
icia
l de
lase
cuen
cia
activ
ada
SO
NS
Pun
zona
do C
ON
,ac
tivac
ión
en e
l reg
ulad
orde
pos
ició
n
Se
com
port
a co
mo
SO
N, p
ero
la a
ctiv
ació
n se
rea
liza
en la
frec
uenc
ia d
e re
gula
ción
de
posi
ción
SP
IF1
*La
prim
era
inte
rfaz
de
troq
uela
do e
stá
activ
aE
ntra
das
y sa
lidas
NC
K r
ápid
as p
ara
troq
uela
do/p
unzo
nado
byt
e 1
SP
OF
*Tr
oque
lado
/pun
zona
doD
ES
CO
NF
inal
iza
toda
s la
s fu
ncio
nes
de tr
oque
lado
ypu
nzon
ado
SP
NC
antid
ad d
e se
gmen
tos
por
secu
enci
a(s
trok
e/pu
nch
num
ber)
Dis
trib
ució
n au
tom
átic
a de
los
segm
ento
s en
laca
ntid
ad p
rogr
amad
a de
seg
men
tos
parc
iale
s
SP
PLo
ngitu
d de
un
segm
ento
(str
oke/
punc
h pa
th)
Div
ide
el r
ecor
rido
tota
l pro
gram
ado
de fo
rma
auto
mát
ica,
de
acue
rdo
con
el r
ecor
rido
prog
ram
ado,
en s
egm
ento
s de
l mis
mo
tam
año
SE
T(
, , ,
)
RE
P()
Fija
r va
lore
s pa
ra
cam
pos
de v
aria
bles
SE
T:V
alor
es d
istin
tos,
a p
artir
del
ele
men
to in
dica
do
hast
a: c
onfo
rme
al n
úmer
o de
val
ores
RE
P:
Val
or id
éntic
o, a
par
tir d
el e
lem
ento
indi
cado
ha
sta
:fina
l del
cam
po
DE
F R
EA
L V
AR
2[12
]=R
EP
(4.5
); t
odos
los
elem
ento
s va
lor
4.5
N10
R10
=SE
T(1
.1,2
.3,4
.4)
; R10
=1.1
, R11
=2.3
, R4=
4.4
STO
PF
IFO
Par
ada
del p
roce
sado
rápi
do d
e un
seg
men
to–
Fun
ción
esp
ecia
l,lle
nado
de
la m
emor
ia d
e pr
etra
tam
ient
o ha
sta
que
seen
cuen
tre
STA
RT
FIF
O, s
e ha
ya ll
enad
o la
mem
oria
de p
retr
atam
ient
o o
se e
ncue
ntre
el f
inal
del
pro
gram
a.
STO
PF
IFO
; sec
uenc
ia p
ropi
a, in
icio
l
lena
doN
10 X
...N
20 X
...
STA
RT
FIF
O *
Inic
io d
e pr
oces
ado
rápi
do d
e un
seg
men
to–
Fun
ción
esp
ecia
l, pa
rale
lam
ente
llen
ado
de la
mem
oria
de
pret
rata
mie
nto.
N30
X...
STA
RT
FIF
O; s
ecue
ncia
pro
pia,
fin
llena
do
STO
PR
EP
arad
a de
dec
odifi
caci
ónpr
evia
–F
unci
ón e
spec
ial;
la s
igui
ente
sec
uenc
ia ta
n só
lo s
ede
scod
ifica
una
vez
que
la s
ecue
ncia
ant
erio
r a
STO
PR
E e
sté
term
inad
a.
STO
PR
E; s
ecue
ncia
pro
pia
TAN
G(F
o,Le
1,Le
2 ,..
.)C
ontr
ol ta
ngen
cial
, de
finic
ión
–F
o: N
ombr
e de
l eje
esc
lavo
(ej
e gi
rato
rio)
Le1:
Nom
bre
del e
je m
aest
ro 1
Le2:
Nom
bre
del e
je m
aest
ro 2
Otr
os p
arám
etro
s op
cion
ales
¡La
func
ión
sólo
est
á di
spon
ible
en
SIN
UM
ER
IK 8
02D
sl p
ro!
TAN
G(C
,X,Y
); s
ecue
ncia
pro
pia
TAN
G(C
,X,Y
,1“W
”,“P
”); n
úmer
o m
áx. d
e pa
rám
etro
s
TAN
GO
N(F
o,...
)C
onec
tar
cont
rol t
ange
ncia
l–
Fo:
Nom
bre
del e
je e
scla
vo (
eje
gira
torio
)
¡La
func
ión
sólo
est
á di
spon
ible
en
SIN
UM
ER
IK 8
02D
sl p
ro!
TAN
GO
N(C
); s
ecue
ncia
pro
pia
TAN
GO
N(C
,Áng
ulo,
Dis
t,Tol
Ang
); n
úmer
o m
áx. d
e pa
rám
etro
s

Programación
8-136SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Dir
ecci
ón
Pro
gra
mac
ión
Info
rmac
ión
Asi
gn
ació
n d
eva
lore
sD
escr
ipci
ón
TAN
GO
F(F
o)D
esco
nect
ar
cont
rol t
ange
ncia
l–
Fo:
Nom
bre
del e
je e
scla
vo (
eje
gira
torio
)¡L
a fu
nció
n só
lo e
stá
disp
onib
le e
n S
INU
ME
RIK
802
Dsl
pro
!
TAN
GO
F(C
); s
ecue
ncia
pro
pia
TAN
GD
EL
(Fo)
Con
trol
tang
enci
al,
borr
ar d
efin
ició
n–
Fo:
Nom
bre
del e
je e
scla
vo (
eje
gira
torio
)¡L
a fu
nció
n só
lo e
stá
disp
onib
le e
n S
INU
ME
RIK
802
Dsl
pro
!
TAN
GD
EL(
C)
; sec
uenc
ia p
ropi
a
TLI
FT
(Fo)
Con
trol
tang
enci
al,
inse
rtar
sec
uenc
iain
term
edia
–F
o: N
ombr
e de
l eje
esc
lavo
(ej
e gi
rato
rio)
¡La
func
ión
sólo
est
á di
spon
ible
en
SIN
UM
ER
IK 8
02D
sl p
ro!
TLI
FT
(C)
; sec
uenc
ia p
ropi
a
TR
AIL
ON
Act
ivar
arr
astr
eD
efin
ir y
cone
ctar
con
junt
o de
eje
sT
RA
ILO
N(V
,Y,K
); V
=eje
arr
astr
ado,
Y=e
je m
aest
ro K
=fac
tor
de a
copl
amie
nto
TR
AIL
OF
Des
activ
ar a
rras
tre
Des
activ
ació
n de
un
conj
unto
de
ejes
mae
stro
-esc
lavo
sT
RA
ILO
F(V
,Y)
PU
NC
HA
CC
Ace
lera
ción
dep
endi
ente
del r
ecor
rido
Def
inic
ión
de u
na c
arac
terí
stic
a de
pend
ient
e de
lre
corr
ido
dura
nte
la fu
nció
n de
pun
zona
do/tr
oque
lado
PU
NC
HA
CC
(Sm
ín, A
mín
, Sm
áx, A
máx
)
CP
RO
TA
ctiv
ar z
onas
pro
tegi
das
Las
zona
s pr
oteg
idas
deb
en d
efin
irse
ante
s de
laac
tivac
ión
CP
RO
T(1
,2)
; act
ivar
zon
a pr
oteg
ida
1C
PR
OT
(1,0
); d
esac
tivar
zon
a pr
oteg
ida
1
CA
CD
espl
azam
ient
o a
una
posi
ción
abs
olut
aE
l val
or c
odifi
cado
es
índi
ce d
e ta
bla;
des
plaz
amie
nto
al v
alor
de
tabl
a
CA
CN
Se
apro
xim
a a
un v
alor
mem
oriz
ado
en la
tabl
ade
form
a ab
solu
ta e
nse
ntid
o ne
gativ
o.
Adm
isib
le p
ara
la p
rogr
amac
ión
de e
jes
gira
torio
sco
mo
ejes
de
posi
cion
amie
nto
CA
CP
Se
apro
xim
a a
un v
alor
mem
oriz
ado
en la
tabl
ade
form
a ab
solu
ta e
nse
ntid
o po
sitiv
o.
CD
CD
espl
azam
ient
o di
rect
o a
una
posi
ción
CIC
Des
plaz
amie
nto
a un
apo
sici
ón in
crem
enta
l

Programación
8.2 Información de recorridos
8-137SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Programación8.2 Información de recorridos
8.2.1 Selección de plano: G17
Funcionalidad
A partir de los ejes X e Y se forma un plano que recibe el nombre de plano G17. Éste es elúnico que es relevante en el punzonado (preasignación estándar).
La selección de plano se describe en las distintas funciones.
Los distintos planos sirven igualmente para la definición del sentido de giro del círculopara la interpolación circular en sentido horario o antihorario. En el plano en el cual seejecuta el círculo están definidas la abscisa y la ordenada, con lo cual se aplica igualmenteel sentido de rotación.
X Y
Figura 8-3 Asignación de planos y ejes en el punzonado
Ejemplo de programación
N10 G17 T... M... ; plano X/Y seleccionadoN20 ... X... Y...
8.2.2 Cota absoluta/incremental: G90, G91, AC, IC
Funcionalidad
Con las instrucciones G90/G91, los datos de recorrido escritos X, Y, ... se evalúan comopunto final de coordenadas (G90) o como recorrido de eje a efectuar (G91). G90/G91 esválido para todos los ejes.A diferencia del ajuste G90/G91, una determinada información de recorrido se puede indicarsecuencia a secuencia con AC/IC en cota absoluta/incremental.
Estas instrucciones no determinan la trayectoria en la cual se alcanzan los puntos finales.Para este fin existe un grupo G (G0, G1, G2, G3, ... ver apartado 8.3 “Movimientos de ejes”).

Programación
8.2 Información de recorridos
8-138SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Programación
G90 ; Cota absolutaG91 ; Cota incrementalX=AC(..) ; Cota absoluta para un determinado eje (aquí: eje X), secuencia a secuenciaX=IC(..) ; Cota incremental para un determinado eje (aquí: eje X), secuencia a secuencia
Acotado absoluto Acotado incremental
X
P1
P2
Y
P3
X
P1
P2
Y
P3
Figura 8-4 Cotas distintas en el plano
Cota absoluta G90
En la cota absoluta, la medida está referida al origen del sistema de coordenadas actual-mente activo (sistema de coordenadas de herramienta o de pieza actual o sistema de coor-denadas de máquina). Esto depende de los decalajes que están activos en este momento:decalajes programables, ajustables o sin decalajes.
Al iniciar el programa, G90 está activo para todos los ejes y permanece activo hasta quese deselecciona en una secuencia posterior con G91 (introducción de cota incremental),(modalmente activo).
Cota incremental G91
En la cota incremental, el valor numérico del dato de posición corresponde al recorrido deleje a realizar. El signo indica la dirección de desplazamiento.
G91 es válido para todos los ejes y se puede deseleccionar en una secuencia posterior conG90 (cota absoluta).
Indicación con =AC(...), =IC(...)
Después de la coordenada del punto final se tiene que escribir un signo de igualdad. El valorse tiene que indicar entre paréntesis.También para centros de círculo se pueden definir cotas absolutas con =AC(...). De lo con-trario, el punto de referencia para el centro del círculo es el punto inicial del círculo.
Ejemplo de programación
N10 G90 X20 Y90 ; Cota absolutaN20 X75 Y=IC(–32) ; Cota X sigue siendo absoluta, cota incremental Y...N180 G91 X40 Y20 ; Conmutación a cota incrementalN190 X–12 Y=AC(17) ; X sigue siendo cota incremental, Y absoluta

Programación
8.2 Información de recorridos
8-139SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
8.2.3 Indicación de cotas métricas y en pulgadas: G71, G70, G710, G700
Funcionalidad
Si hay cotas de piezas que difieren del ajuste básico del sistema del control (pulgadaso mm), las cotas se pueden introducir directamente en el programa. El control asume losnecesarios trabajos de conversión al sistema básico.
Programación
G70 ; Cota en pulgadasG71 ; Cota métrica
G700 ; Cota en pulgadas, también para el avance FG710 ; Cota métrica, también para el avance F
Ejemplo de programación
N10 G70 X10 Y30 ; Cota en pulgadas N20 X40 Y50 ; G70 sigue activo...N80 G71 X19 Y17.3 ; Cota métrica a partir de aquí
Información
Según el ajuste básico, el control interpreta todos los valores geométricos como indicacio-nes de cotas métricas o en pulgadas. Como valores geométricos se consideran también lascorrecciones de herramienta y los decalajes de origen ajustables, incluyendo la indicación;así como el avance F en mm/min o en pulgadas/min. El ajuste básico se puede realizar através de un dato de máquina.Todos los ejemplos citados en estas instrucciones parten del supuesto de un ajuste básicométrico.
En consecuencia, G70 ó G71 evalúan todos los datos geométricos que se refieren directa-mente a la pieza como cotas en pulgadas o cotas métricas, p. ej.:
� Información de recorrido X, Y en G0, G1, G2, G3, G33, CIP, CT
� Parámetros de interpolación I, J (también paso de rosca)
� Radio del círculo CR
� Decalaje de origen programable (TRANS, ATRANS)
� Radio polar RP
Todos los demás datos geométricos que no sean datos directos sobre la pieza, tales comoavances, correcciones de herramienta, decalajes de origen ajustables, etc. no se venafectados por G70/G71.En cambio, G700/G710 influye adicionalmente en el avance F (pulgadas/min, pulgadas/vuelta o mm/min, mm/vuelta).

Programación
8.2 Información de recorridos
8-140SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
8.2.4 Coordenadas polares, determinación de polos: G110, G111, G112
Funcionalidad
Además de la indicación usual en coordenadas cartesianas (X, Y), los puntos de una piezase pueden indicar también en coordenadas polares. El uso de coordenadas polares es conveniente si una pieza o una parte de ella está acotadacon un radio y ángulo desde un punto central (polo).
Plano
Las coordenadas polares se refieren al plano determinado con G17.El 3er eje, situado verticalmente en este plano, se puede indicar adicionalmente. Estopermite programar parámetros en una tercera dimensión para definir posiciones comocoordenadas cilíndricas.
Radio polar RP=...
El radio polar indica la distancia del punto frente al polo. Permanece memorizado y sólo senecesita volver a escribir en las secuencias en las cuales se modifica, después de uncambio de polo o al conmutar el plano.
Ángulo polar AP=...
La referencia angular se relaciona siempre con el eje horizontal (abscisa) del plano(p. ej., con G17: eje X). Se pueden realizar indicaciones de ángulo positivas y negativas.El ángulo polar permanece memorizado y sólo se necesita volver a escribir en las secuen-cias en las cuales se modifica, después de un cambio de polo o al conmutar el plano.
RP=...
AP=...
Polo
Punto,determinado por RP, APY
XG17: Plano X/Y
+
Figura 8-5 Radio polar y ángulo polar con definición de la dirección positiva

Programación
8.2 Información de recorridos
8-141SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Determinación de polos, programación
G110 ; Indicación de polo, relativa a la última consigna de posición programada (en el plano, p. ej., con G17: X/Y)
G111 ; Indicación de polo, relativa al origen del sistema de coordenadas de pieza actual (en el plano, p. ej., con G17: X/Y)
G112 ; Indicación de polo, relativa al último polo válido, conservar el plano
Observaciones
� Las determinaciones de polos también se pueden realizar en coordenadas polares. Estoresulta conveniente si ya existe un polo.
� Si no se define ningún polo, el origen del sistema de coordenadas de pieza actual actúacomo polo.
Ejemplo de programación
N10 G17 ; Plano X/YN20 G111 X17 Y36 ; Coordenadas polares en el sistema de coordenadas de pieza
actual...N80 G112 AP=45 RP=27.8 ; Nuevo polo, relativo al último polo como coordenada polarN90 ... .. AP=12.5 RP=47.679 ; Coordenadas polares
Desplazamiento en coordenadas polares
Las posiciones programadas en coordenadas polares se pueden desplazar, al igual que lasposiciones indicadas en coordenadas cartesianas, con:
� G0 – Interpolación lineal con velocidad de desplazamiento rápido
� G1 – Interpolación lineal con avance
� G2 – Interpolación circular en sentido horario
� G3 – Interpolación circular en sentido antihorario
(Ver al respecto apartado 8.3 “Movimientos de ejes”).
8.2.5 Decalaje de origen programable: TRANS, ATRANS
Funcionalidad
En caso de formas/disposiciones recurrentes en distintas posiciones en una pieza o simple-mente al elegir un nuevo punto de referencia para la cota se puede utilizar el decalaje deorigen programable. De este modo, se obtiene el sistema de coordenadas de piezaactual. A éste se refieren las nuevas indicaciones de cotas escritas.El decalaje es posible en todos los ejes.

Programación
8.2 Información de recorridos
8-142SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Programación
TRANS X... Y... ; Decalaje programable, borra las instrucciones antiguas de decalaje, giro, factor de escala, imagen simétrica
ATRANS X... Y... ; Decalaje programable, aditivo a instrucciones existentes
TRANS ; Sin valores: borra instrucciones antiguas del decalaje, giro, factor de escala, imagen simétrica
Las instrucciones con TRANS, ATRANS exigen (cada una) una secuencia propia.
XW
X
Y
Y
TRANS X...
TRANS Y...
L10
Figura 8-6 Ejemplo de un decalaje programable
Ejemplo de programación
N20 TRANS X20 Y15 ; Decalaje programableN30 L10 ; Llamada de subprograma, contiene la geometría a desplazar...N70 TRANS ; Decalaje borrado
Llamada a subprograma: ver apartado 8.9 “Con subprogramas”.
8.2.6 Rotación programable: ROT, AROT
Funcionalidad
La rotación se ejecuta en el plano actual G17 con el valor de RPL=... en grados.
Programación
ROT RPL=... ; Rotación programable, borra las instrucciones antiguas de decalaje, giro, factor de escala, imagen simétrica
AROT RPL=... ; Rotación programable, aditivo a instrucciones existentesROT ; Sin valores: borra instrucciones antiguas de decalaje,
giro, factor de escala, imagen simétrica Las instrucciones con ROT, AROT exigen (cada una) una secuencia propia.

Programación
8.2 Información de recorridos
8-143SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Y
X
RPL=
G17
Sistema girado
+
Figura 8-7 Definición de la dirección positiva del ángulo de giro
XW
X
Y
Y
X
Y
45o
2030
L10
L10(N30)
(N60)
10
26
Figura 8-8 Ejemplo de programación para decalaje programable y rotación
Ejemplo de programación
N10 G17 ... ; Plano X/YN20 TRANS X20 Y10 ; Decalaje programableN30 L10 ; Llamada de subprograma, contiene la geometría a desplazarN40 TRANS X30 Y26 ; Nuevo decalajeN50 AROT RPL=45 ; Rotación aditiva en 45 gradosN60 L10 ; Llamada de subprogramaN70 TRANS ; Decalaje y rotación borrados...
Llamada a subprograma: ver apartado 8.9 “Con subprogramas”.
8.2.7 Factor de escala programable: SCALE, ASCALE
Funcionalidad
Con SCALE, ASCALE se puede programar un factor de escala para todos los ejes. Coneste factor se aumenta o reduce el recorrido en el eje indicado. Como referencia para el cambio de escala se utiliza el sistema de coordenadas actual.

Programación
8.2 Información de recorridos
8-144SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Programación
SCALE X... Y... ; Factor de escala programable, borra las instrucciones antiguas de decalaje, giro, factor de escala, imagen simétrica
ASCALE X... Y... ; Factor de escala programable, aditivo a instrucciones existentes
SCALE ; Sin valores: borra instrucciones antiguas de decalaje, giro, factor de escala, simetría especular
Las instrucciones con SCALE, ASCALE precisan siempre una secuencia propia.
Observaciones
� En círculos se debería utilizar en ambos ejes el mismo factor.
� Si, con SCALE/ASCALE activo, se programa un ATRANS, se escalan también estosvalores de decalaje.
Y
X
Pieza
Pieza
ATRANS X... Y...36
5
SCALE X2 Y2
N40Original
N60
W
Figura 8-9 Ejemplo de escala y decalaje
Ejemplo de programación
N10 G17 ; Plano X/Y N20 L10 ; Contorno original programado N30 SCALE X2 Y2 ; Contorno ampliado por dos veces en X e YN40 L10N50 ATRANS X2.5 Y18 ; ¡Los valores están también escalados! N60 L10 ; Contorno ampliado y decalaje Llamada de subprograma: ver apartado 8.9 “Con subprogramas”.
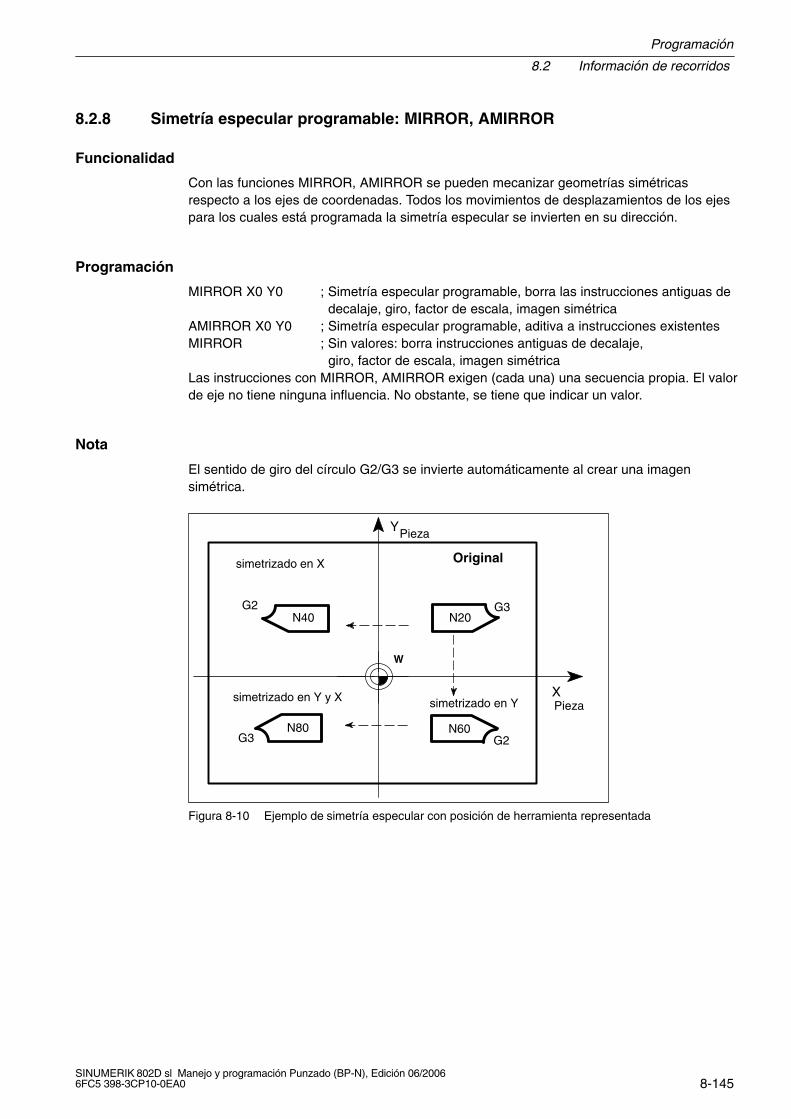
Programación
8.2 Información de recorridos
8-145SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
8.2.8 Simetría especular programable: MIRROR, AMIRROR
Funcionalidad
Con las funciones MIRROR, AMIRROR se pueden mecanizar geometrías simétricasrespecto a los ejes de coordenadas. Todos los movimientos de desplazamientos de los ejespara los cuales está programada la simetría especular se invierten en su dirección.
Programación
MIRROR X0 Y0 ; Simetría especular programable, borra las instrucciones antiguas de decalaje, giro, factor de escala, imagen simétrica
AMIRROR X0 Y0 ; Simetría especular programable, aditiva a instrucciones existentesMIRROR ; Sin valores: borra instrucciones antiguas de decalaje,
giro, factor de escala, imagen simétrica Las instrucciones con MIRROR, AMIRROR exigen (cada una) una secuencia propia. El valorde eje no tiene ninguna influencia. No obstante, se tiene que indicar un valor.
Nota
El sentido de giro del círculo G2/G3 se invierte automáticamente al crear una imagensimétrica.
Y
X
Pieza
Pieza
N20G3
Originalsimetrizado en X
G2
G2
N40
N60
simetrizado en Y
N80G3
simetrizado en Y y X
W
Figura 8-10 Ejemplo de simetría especular con posición de herramienta representada

Programación
8.2 Información de recorridos
8-146SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Ejemplo de programación
Simetría especular en distintos ejes de coordenadas con influencia a una corrección del radio deherramienta activada y G2/G3:...N10 G17 ; Plano X/Y N20 L10 ; Contorno programado N30 MIRROR X0 ; En X se invierte la dirección N40 L10 ; Contorno simetrizado N50 MIRROR Y0 ; En Y se invierte la dirección N60 L10 N70 AMIRROR X0 ; Nueva simetría especular, esta vez en X N80 L10 ; Contorno simetrizado dos veces N90 MIRROR ; Desactivar simetría especular....
Llamada a subprograma: ver apartado 8.9 “Con subprogramas”.
8.2.9 Sujeción de piezas – decalaje de origen ajustable:G54 a G59, G500, G53, G153
Funcionalidad
El decalaje de origen ajustable indica la posición del origen de pieza en la máquina (deca-laje del origen de pieza con respecto al origen de máquina). Este decalaje se determina alsujetar la pieza en la máquina y se tiene que introducir en el campo de datos previstomediante el manejo. El valor es activado por el programa al seleccionar seis gruposposibles: G54 a G59.
Nota: una sujeción oblicua de la pieza es posible introduciendo los ángulos de rotaciónalrededor de los ejes de máquina. Estas proporciones de rotación se activan al mismotiempo con el decalaje G54 a G59.
Manejo: ver apartado “Introducir/modificar decalaje de origen”.
Programación
G54 ; 1er decalaje de origen ajustableG55 ; 2º decalaje de origen ajustableG56 ; 3er decalaje de origen ajustableG57 ; 4º decalaje de origen ajustableG58 ; 5º decalaje de origen ajustableG59 ; 6º decalaje de origen ajustableG500 ; Decalaje de origen ajustable DES – modal
G53 ; Decalaje de origen ajustable DES – secuencia a secuencia, ; suprime también el decalaje programable
G153 ; Como G53, suprime adicionalmente el frame básico
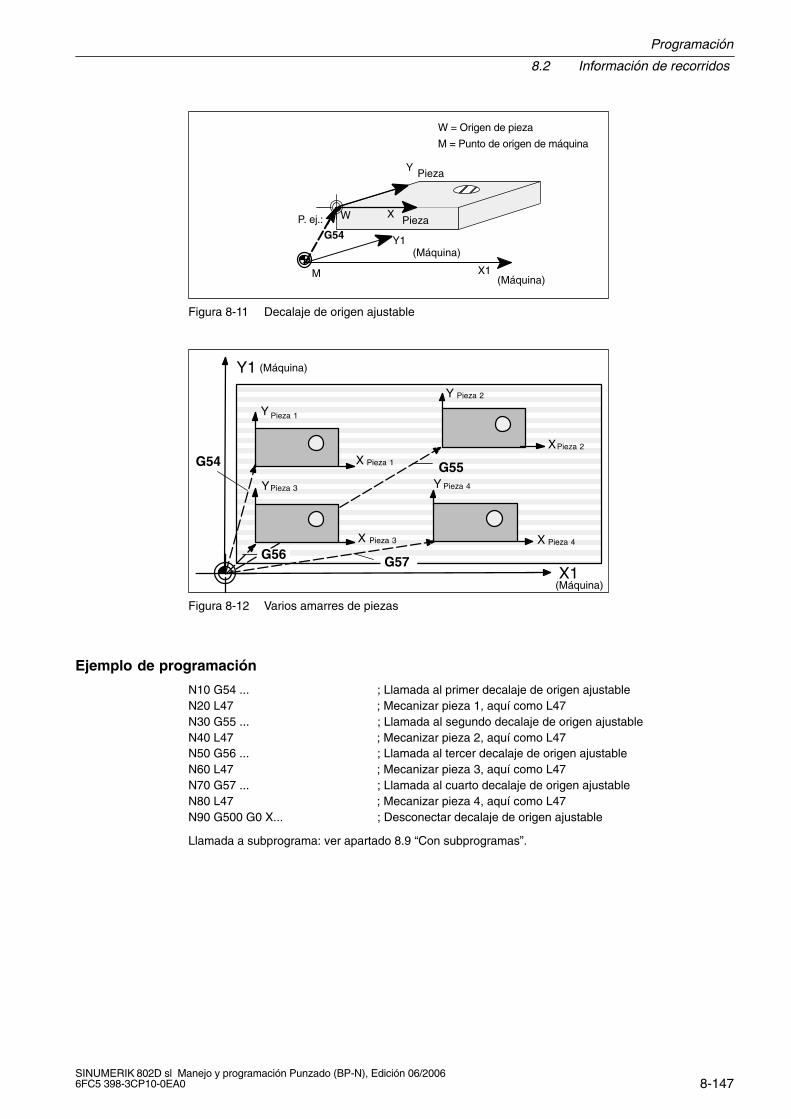
Programación
8.2 Información de recorridos
8-147SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
XÉÉ
W = Origen de pieza
M
M = Punto de origen de máquina
X1(Máquina)
Y1
P. ej.:
G54
W Pieza
Pieza
(Máquina)
Y
X
Figura 8-11 Decalaje de origen ajustable
ÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊ
Y1
X1
Y Pieza 1
Y Pieza 2
YPieza 3 Y Pieza 4
X Pieza 1
XPieza 2
X X Pieza 4
G54
Pieza 3
(Máquina)
G55
G56 G57
(Máquina)
Figura 8-12 Varios amarres de piezas
Ejemplo de programación
N10 G54 ... ; Llamada al primer decalaje de origen ajustableN20 L47 ; Mecanizar pieza 1, aquí como L47N30 G55 ... ; Llamada al segundo decalaje de origen ajustableN40 L47 ; Mecanizar pieza 2, aquí como L47N50 G56 ... ; Llamada al tercer decalaje de origen ajustableN60 L47 ; Mecanizar pieza 3, aquí como L47N70 G57 ... ; Llamada al cuarto decalaje de origen ajustableN80 L47 ; Mecanizar pieza 4, aquí como L47N90 G500 G0 X... ; Desconectar decalaje de origen ajustable
Llamada a subprograma: ver apartado 8.9 “Con subprogramas”.

Programación
8.2 Información de recorridos
8-148SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
8.2.10 Limitación de la zona de trabajo programable: G25, G26, WALIMON,WALIMOF
Funcionalidad
Con la limitación de la zona de trabajo se define el área de trabajo para todos los ejes. Sólose puede realizar un desplazamiento en esta área. Los datos de coordenadas estánasociados a la máquina.
Para poder utilizar la limitación de la zona de trabajo, es preciso activarla para el eje encuestión. Esto se realiza a través de la máscara de entrada, en <Decalajes parámetros><Datos operador> <Lim. zona trabajo>.
Existen dos posibilidades para definir la zona de trabajo:
� Introducción de los valores a través de la máscara de entrada del control de <Decalajesparámetros> <Datos operador> <Lim. zona trabajo.>De este modo, la limitación de la zona de trabajo también está activa en el modo JOG.
� Programación con G25/G26En el programa de piezas es posible modificar los valores de los diferentes ejes. Losvalores introducidos en la máscara de entrada (<Decalajes parámetros> <Datosoperador> <Lim. zona trabajo>) se sobrescriben.
Con WALIMON/WALIMOF se activa/desactiva la limitación de la zona de trabajo en elprograma.
Programación
G25 X... Y... ; Limitación inferior de la zona de trabajoG26 X... Y... ; Limitación superior de la zona de trabajo
WALIMON ; Limitación de la zona de trabajo CONWALIMOF ; Limitación de la zona de trabajo DES
Y
YCampo de trabajo
X1
X G25 X G26G25
G26
Y1
M
(Máquina)
(Máquina)
Figura 8-13 Limitación de la zona de trabajo programable con el ejemplo bidimensional

Programación
8.2 Información de recorridos
8-149SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Observaciones
� En G25, G26 se tiene que utilizar el descriptor de eje de canal del dato de máquina 20080: AXCONF_CHANAX_NAME_TAB. Éstos pueden diferir de los descriptores de ejegeométrico en DM 20060: AXCONF_GEOAX_NAME_TAB.
� Una limitación del campo de trabajo sólo se puede activar si se ha efectuado el despla-zamiento al punto de referencia para los ejes en cuestión.
Ejemplo de programación
N10 G25 X10 Y–20 ; Valores limitación inferior de la zona de trabajoN20 G26 X100 Y110 Z300 ; Valores limitación superior de la zona de trabajoN30 T1 M6N40 G0 X90 Y100N50 WALIMON ; Limitación de la zona de trabajo CON... ; Únicamente dentro de la limitaciónN90 WALIMOF ; Limitación de la zona de trabajo DES

Programación
8.3 Movimientos de ejes
8-150SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
8.3 Movimientos de ejes
8.3.1 Interpolación lineal con velocidad de desplazamiento rápido: G0
Funcionalidad
El movimiento en velocidad de desplazamiento rápido G0 se utiliza para el posicionadorápido de la herramienta, pero no para el mecanizado directo de la pieza.Se pueden desplazar todos los ejes a la vez en una trayectoria recta.
Para cada eje está establecida la velocidad máxima (velocidad de desplazamiento rápido)en datos máquina. Si sólo se desplaza un eje, lo hace con su velocidad de desplazamientorápido. Si se desplazan dos o tres ejes a la vez, la velocidad sobre la trayectoria (p. ej.,velocidad resultante en la punta de la herramienta) se elige de modo que se obtenga lamáxima velocidad sobre la trayectoria posible en todos los ejes participantes.
Un avance programado (palabra F) no tiene ningún significado para G0. G0 permaneceactivo hasta su revocación por otra instrucción de este grupo G (G1, G2, G3, ...).
Programación
G0 X... Y.. ; Coordenadas cartesianasG0 AP=... RP=... ; Coordenadas polaresG0 AP=... RP=... ; Coordenadas cilíndricas (3 dimensiones)
Nota: otra posibilidad para la programación de rectas se obtiene con la indicación deángulo ANG=...
X
Y P1
P2
Trayectoria recta
Figura 8-14 Interpolación lineal con velocidad de desplazamiento rápido de punto P1 a P2
Ejemplo de programación
N10 G0 X100 Y150 Z65 ; Coordenada cartesiana...N50 G0 RP=16.78 AP=45 ; Coordenada polar
Información
Para el posicionamiento existe un grupo de funciones G (ver apartado 8.3.11 “Paradaprecisa/trabajo con control de contorneado: G60, G64”). Con G60 – Parada precisa se puede elegir con otro grupo G una ventana con distintasprecisiones. ¡Para la parada precisa existe, como alternativa, una instrucción que actúa porsecuencias: G9.Para la adaptación a sus tareas de posicionamiento debería observar estas posibilidades.

Programación
8.3 Movimientos de ejes
8-151SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
8.3.2 Interpolación lineal con avance: G1
Funcionalidad
La herramienta se mueve de la posición inicial al punto final en una trayectoria en línearecta. Para la velocidad sobre la trayectoria es determinante la palabra F programada.Se pueden desplazar todos los ejes a la vez.G1 permanece activo hasta su revocación por otra instrucción de este grupo G(G0, G2, G3, ...).
Programación
G1 X... Y... F... ; Coordenadas cartesianasG1 AP=... RP=... F... ; Coordenadas polares
Nota: otra posibilidad para la programación de rectas se obtiene con la indicación deángulo ANG=...
Y
20
40
P2
P1
X
18
48
Figura 8-15 Interpolación lineal en tres ejes en el ejemplo de una ranura
Ejemplo de programación
N05 G0 G90 X40 Y48 ; La herramienta marcha con velocidad de desplazamiento rápido ; a P1, 3 ejes al mismo tiempo,
N10 G1 F100 ; Avance 100 mm/min N15 X20 Y18 ; La herramienta se aproxima sobre una recta en el espacio a P2 N20 X–20 Y80 N30 M2 ; Fin del programa

Programación
8.3 Movimientos de ejes
8-152SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
8.3.3 Interpolación circular: G2, G3
Funcionalidad
La herramienta se mueve de la posición inicial al punto final circular. La dirección es deter-minada por la función G:G2 ; En sentido horarioG3 ; En sentido antihorario
Y
X
G2
G3
Figura 8-16 Definición del sentido de giro circular G2/G3
La descripción del círculo deseado se puede indicar de distintas maneras:
G2/G3 e indicación del centro (+punto final): G2/G3 e indicación del radio (+punto final):
G2/G3 e indicación del ángulo en el vértice
Punto final X, Y
Posición inicial X, Y Centro I, J
X
YPunto final X, Y
Posición inicial X, Y
X
Y
CR
p. ej. G2 X...Y... I... J... p. ej., G2 X...Y...CR=...
Posición inicial X, Y
X
Y
p. ej. G2 AR=... I... J...
ARÁngulo
(+centro):
Radio del círculo
Centro I, J
G2/G3 e indicación del ángulo en el vértice
Posición inicial X, Y
X
Y
p. ej. G2 AR=... X...Y...
ARÁngulo
(+punto final):
Punto final X, Y
Figura 8-17 Posibilidades de la programación de círculos con G2/G3 en el ejemplo de los ejes X/Y y G2
G2/G3 permanece activo hasta su revocación por otra instrucción de este grupo G (G0, G1, ...).Para la velocidad sobre la trayectoria es determinante la palabra F programada.

Programación
8.3 Movimientos de ejes
8-153SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Programación
G2/G3 X... Y... I... J... ; Centro y punto finalG2/G3 CR=... X... Y... ; Radio y punto finalG2/G3 AR=... I... J... ; Ángulo en el vértice y centroG2/G3 AR=... X... Y... ; Ángulo en el vértice y punto finalG2/G3 AP=... RP=... ; Coordenadas polares, círculo alrededor del polo
Nota
Otras posibilidades para la programación de círculos se obtienen con:CT – círculo con transición tangencialCIP – círculo con punto intermedio (ver los siguientes apartados).
Tolerancias de entrada para círculo
El control acepta los círculos únicamente con una cierta tolerancia dimensional. Se com-paran el radio del círculo en el punto inicial y final. Si la diferencia se sitúa dentro de la tole-rancia, el centro se ajusta exactamente a nivel interno. De lo contrario, se emite un mensajede alarma.
El valor de tolerancia se ajusta a través de un dato de máquina (ver “Instrucciones deservicio” 802D sl).
Información
¡Circunferencias en una secuencia sólo son posibles con indicación del centro y del puntofinal!
En círculos con indicación del radio, signo en CR=... sirve para la selección correcta delcírculo. Con la misma posición inicial, el mismo punto final, el mismo radio y la misma direc-ción existen 2 círculos posibles. El signo negativo en CR=–... determina el círculo cuyosegmento circular es mayor que un semicírculo; de lo contrario, el círculo se determina conel segmento circular más pequeño o igual al semicírculo:
Y
X
MP1
G2
MP2
Punto final
Posición inicial
Círculo más grande que semicírculo
Círculo más pequeño o igual a semicírculo
G2
MP1 – Centro círculo 1MP2 – Centro círculo 2
Figura 8-18 Selección del círculo de entre dos círculos posibles con indicación del radioa través del signo de CR=

Programación
8.3 Movimientos de ejes
8-154SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Ejemplo de programación: Indicación de centro y punto final
4030
J
X
Y
Punto finalPosición inicial
50
33
40
I
Centro
Figura 8-19 Ejemplo para indicación de centro y punto final
N5 G90 X30 Y40 ; Posición inicial círculo para N10 N10 G2 X50 Y40 I10 J–7 ; Punto final y centro
Nota: ¡Los valores de centro se refieren al punto inicial de la circunferencia!
Ejemplo de programación: Indicación de punto final y radio
30X
Y
Punto final
(¿Centro?)
Posición inicial
50
40
Figura 8-20 Ejemplo para indicación de punto final y radio
N5 G90 X30 Y40 ; Posición inicial círculo para N10 N10 G2 X50 Y40 CR=12.207 ; Punto final y radio
Nota: Con un signo negativo del valor en CR=–... se elige un segmento circular mayor queun semicírculo.

Programación
8.3 Movimientos de ejes
8-155SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Ejemplo de programación: Indicación de punto final y ángulo en el vértice
30X
Y
Punto final
(¿Centro?)
Posición inicial
50
1050
40
Figura 8-21 Ejemplo para la indicación de punto final y ángulo en el vértice
N5 G90 X30 Y40 ; Posición inicial círculo para N10 N10 G2 X50 Y40 AR=105 ; Punto final y ángulo en el vértice
Ejemplo de programación: Indicación de centro y ángulo en el vértice
30X
Y
(¿Punto final?)Posición inicial
40
1050J
I
33
40
Centro
Figura 8-22 Ejemplo para la indicación de centro y ángulo en el vértice
N5 G90 X30 Y40 ; Posición inicial círculo para N10 N10 G2 I10 J–7 AR=105 ; Centro y ángulo en el vértice
Nota: ¡Los valores de centro se refieren al punto inicial de la circunferencia!

Programación
8.3 Movimientos de ejes
8-156SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Ejemplo de programación: Coordenadas polares
4030
X
Y
Centro = polo
Posición inicial
33
AP=40
Figura 8-23 Ejemplo de un círculo con coordenadas polares
N1 G17 ; Plano X/YN5 G90 G0 X30 Y40 ; Posición inicial círculo para N10N10 G111 X40 Y33 ; Polo = centro del círculo N20 G2 RP=12.207 AP=21 ; Indicaciones del polo
8.3.4 Interpolación circular a través de un punto intermedio: CIP
Funcionalidad
Si conoce tres puntos de contorno del círculo en lugar del centro o radio o ángulo en elvértice, conviene utilizar la función CIP.
La dirección del círculo resulta en este caso de la posición del punto intermedio (entre elpunto inicial y final). El punto intermedio se escribe conforme a la asignación de ejes I1=... para el eje X, J1=... para el eje Y.
CIP permanece activo hasta su revocación por otra instrucción de este grupo G(G0, G1, G2...).
Nota: ¡La indicación de medida ajustada G90 ó G91 es válida para el punto final y el puntointermedio!

Programación
8.3 Movimientos de ejes
8-157SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
30X
Y
Punto finalPosición inicial
5040
Punto intermedio I1=... J1=...
4045
Figura 8-24 Círculo con indicación de punto final y punto de interpolación en el ejemplo de G90
Ejemplo de programación
N5 G90 X30 Y40 ; Posición inicial círculo para N10 N10 CIP X50 Y40 I1=40 J1=45 ; Punto final y punto intermedio
8.3.5 Círculo con transición tangencial: CT
Funcionalidad
Con CT y el punto final programado en el plano actual G17 se crea un círculo con transicióntangencial hacia la sección de trayectoria anterior (círculo o línea recta) en este plano. En este caso, el radio y el centro del círculo quedan determinados a partir de las condicio-nes geométricas de la sección de trayectoria anterior y el punto final del círculo programado.
Y
X
N10 G1 X... Y...
N20 CT X... Y...
P. ej.: G17 Punto final círculo
Figura 8-25 Círculo con transición tangencial hacia la sección de trayectoria anterior
Ejemplo de programación
N10 G1 X20 F300 ; Línea recta N20 CT X... Y... ; Círculo con conexión tangencial

Programación
8.3 Movimientos de ejes
8-158SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
8.3.6 Desplazamiento a tope fijo: G75
Funcionalidad
Con G75 es posible desplazarse a un punto fijo de la máquina, p. ej., el punto de cambio deherramienta. La posición está consignada de forma fija para todos los ejes en datosmáquina. No se aplica ningún decalaje. La velocidad de cada eje es su velocidad de despla-zamiento rápido. G75 exige una secuencia propia y actúa por secuencias. ¡Se tiene que programar eldescriptor de eje de máquina! En la secuencia después de G75, el comando G anterior del grupo “Modo de interpolación”(G0, G1,G2, ...) vuelve a estar activo.
Ejemplo de programación
N10 G75 X1=0 Y1=0
Observación: los valores de posición programados para X1, Y1 (aquí se ha elegido aleato-riamente = 0) se ignoran, pero se tienen que escribir.
8.3.7 Búsqueda del punto de referencia: G74
Funcionalidad
La función G74 permite buscar el punto de referencia dentro del programa de pieza.La dirección y la velocidad de cada eje están consignados en datos máquina. G74 exige una secuencia propia y actúa por secuencias. ¡Se tiene que programar eldescriptor de eje de máquina! En la secuencia después de G74, el comando G anterior del grupo “Modo de interpolación”(G0, G1, G2, ...) vuelve a estar activo.
Ejemplo de programación
N10 G74 X1=0 Y1=0
Observación: los valores de posición programados para X1, Y1 (aquí se ha elegido aleato-riamente = 0) se ignoran, pero se tienen que escribir.
8.3.8 Desplazamiento a posición codificada: CAC, CIC, CDC, CACP, CACN
Funcionamiento
Mediante datos de máquina se pueden definir para dos ejes un máximo de 60 posiciones(0 a 59). Las posiciones se introducen en una tabla.
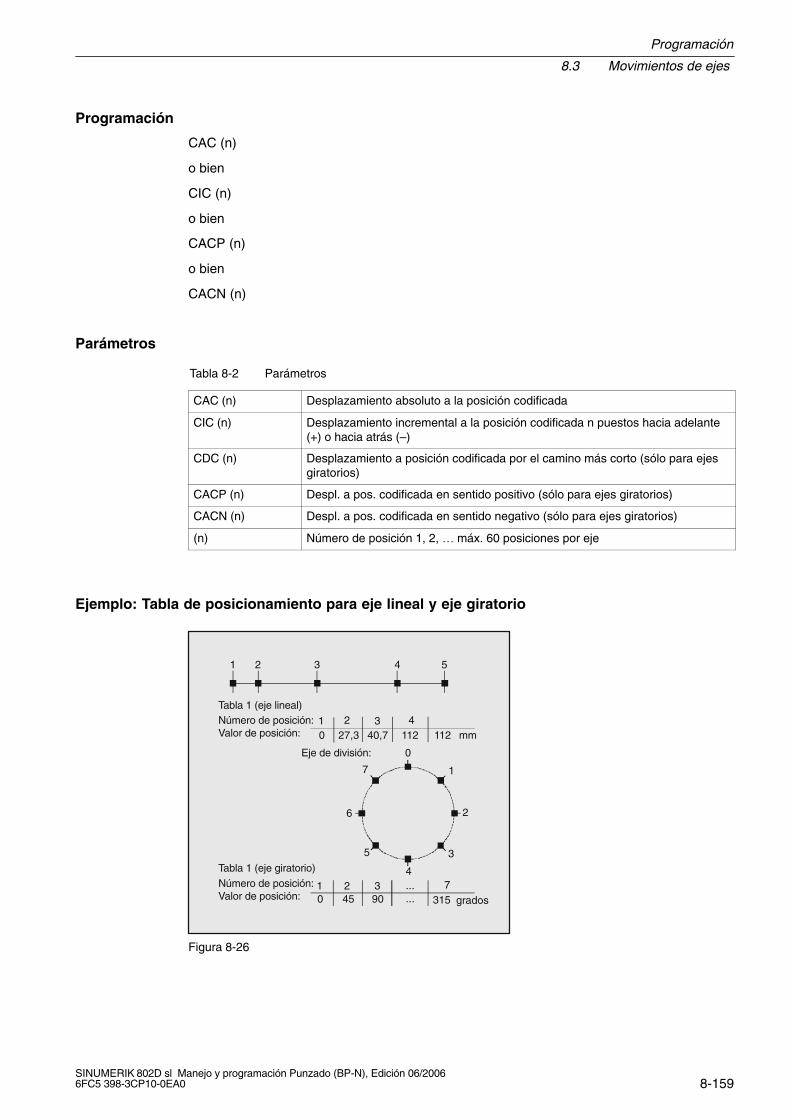
Programación
8.3 Movimientos de ejes
8-159SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Programación
CAC (n)
o bien
CIC (n)
o bien
CACP (n)
o bien
CACN (n)
Parámetros
Tabla 8-2 Parámetros
CAC (n) Desplazamiento absoluto a la posición codificada
CIC (n) Desplazamiento incremental a la posición codificada n puestos hacia adelante(+) o hacia atrás (–)
CDC (n) Desplazamiento a posición codificada por el camino más corto (sólo para ejesgiratorios)
CACP (n) Despl. a pos. codificada en sentido positivo (sólo para ejes giratorios)
CACN (n) Despl. a pos. codificada en sentido negativo (sólo para ejes giratorios)
(n) Número de posición 1, 2, … máx. 60 posiciones por eje
Ejemplo: Tabla de posicionamiento para eje lineal y eje giratorio
315
0
7
3 7......
90245
10
5
4
mm1124
1123
40,72
27,310
1 2 3 4 5
3
2
1
6
Tabla 1 (eje giratorio)
Tabla 1 (eje lineal)
Número de posición:Valor de posición:
Eje de división:
Número de posición:Valor de posición:
grados
Figura 8-26

Programación
8.3 Movimientos de ejes
8-160SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Nota
Si un eje se encuentra entre dos posiciones, no se efectúa el desplazamiento con indicaciónincremental con CIC(0). Es aconsejable utilizar para el primer comando de desplazamientosiempre una posición de forma absoluta.
Ejemplo 2
N10 FA[B]= 300 ; Avance para eje de posición BN20 POS[B]=CAC(10) ; Desplazamiento a posición codificada 10 (absoluta)N30 POS[B]=CIC(–4) ; Retroceso 4 puestos desde la posición actual
8.3.9 Control tangencial: TANG, TANGON, TANGOF, TLIFT, TANGDEL
FuncionalidadEsta función sólo está disponible en SINUMERIK 802D sl pro.
El control tangencial se utiliza cuando, por ejemplo, una herramienta debe desplazarse en ladirección de la tangente (tangencialmente) al contorno desplazado de la pieza.
Con la función TANG( ) se define un acoplamiento de eje con un factor de acoplamiento. Elacoplamiento de eje define un eje esclavo (eje giratorio) y dos ejes maestros (ejes del planode mecanizado). El eje esclavo se conduce según la tangente a la trayectoria recorrida porlos ejes maestros. Con TANGON( ) se activa el acoplamiento, con TANGOF( ) se desactiva.Mediante un ángulo programado en TANGON( ) se puede indicar un ángulo de decalaje deleje esclavo (eje giratorio). La instrucción TANGDEL( ) permite borrar un acoplamiento defi-nido en estado desconectado. Con las distintas funciones se tienen que transferir parámetros o valores definidos al efecto.Si todos los parámetros después de los ejes carecen de valores, no se necesitan escribir.
Programación
TANG (FEje,LEje1,LEje2,Acoplamiento,KS,Opt) ; Definición del acoplamiento tangencialTANGON(FEje,Ángulo, Dist, TolAng) ; Activar control tangencialTANGOF(FEje) ; Desactivar control tangencialTLIFT(FEje) ; Insertar secuencia intermedia en
esquinas del contornoTANGDEL(FEje) ; Borrar el acoplamiento tangencial

Programación
8.3 Movimientos de ejes
8-161SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Explicación de los parámetros
FEje – Eje esclavo (eje giratorio con seguimiento tangencial)LEje1, LEje2 – Eje maestro 1 y 2 (ejes de contorneado a partir de los cuales se
determina la tangente para el seguimiento del eje esclavo.)Acoplamiento – Factor de acoplamiento (relación entre la variación angular de la
tangente y del eje arrastrado.) Indicación opcional, ajuste previo = 1
KS – Letra de identificación para el sistema de coordenadas, indicación opcional: “B” = sistema de coordenadas básico (ajuste previo)
Opt – Optimización: “S” = estándar (valor por defecto) o “P” = adaptación automática del desarrollo en el tiempo de ejes esclavos y maestros
Ángulo – Ángulo de decalaje del eje esclavoDist – Recorrido de matado de esquinas del eje esclavo, necesario con
Opt = “P”TolAng – Tolerancia angular del eje esclavo, indicación opcional,
(evaluación sólo con Opt = “P”)
Información
Con Opt = “P”, se considera la dinámica del eje esclavo en la limitación de velocidad de losejes maestro.
Los parámetros Dist y TolAng limitan de forma controlada el error entre el eje esclavo y latangente de los ejes maestros. Saltos de velocidad del eje esclavo como consecuencia desaltos en el contorno de eje maestro se redondean o alisan con (Dist y TolAng). El ejeesclavo se guía por anticipado para mantener la desviación lo más reducida posible.
Insertar secuencia intermedia en las esquinas del contorno: TLIFT( ).La tangente al contorno cambia bruscamente en las esquinas y por lo tanto el valor deconsigna del eje en seguimiento también sufre un salto. El eje intenta generalmente corregirdicho salto de consigna con su máxima velocidad. Por ello se produce una diferencia con elajuste tangencial deseado en el tramo del contorno que sucede a la esquina. Cuando estono es tecnológicamente aceptable, se puede indicar al control numérico, mediante lainstrucción TLIFT( ), que se detenga en las esquinas y que genere automáticamente unasecuencia intermedia para que el eje esclavo realice un giro siguiendo la nueva dirección dela tangente. La variación angular, a partir de la cual se introduce una secuencia intermediaautomática, se puede configurar a través del dato de máquina.

Programación
8.3 Movimientos de ejes
8-162SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
ÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉÉ
Y
X
C
C
Sección de troquelado
Herramienta de troquelado
Trayectoria programada de la herramienta
Figura 8-27 Control tangencial tomando como ejemplo una herramienta de troquelado: X, Y=ejemaestro, C=eje esclavo
Ejemplo de programación
N10 TANG(C, X, Y,1) ; Definir acoplamiento del control tangencialN20 ... , Desplazamiento al punto inicialN30 TANGON(C,0) ; Activar acoplamiento, orientación de eje C 0 gradosN40 G1 F800 X10 Y20 ; Recorrer contorno en X, Y...N100 TANGOF(C) ; Desactivar acoplamiento...N200 M2
8.3.10 Avance F
FuncionalidadEl avance F es la velocidad sobre la trayectoria y representa la magnitud de la sumageométrica de los componentes de velocidad de todos los ejes afectados. Las velocidadesde eje resultan, por lo tanto, de la proporción del recorrido del eje en la trayectoria.
El avance F actúa en los modos de interpolación G1, G2, G3, CIP, CT y se mantiene hastaque se escriba una nueva palabra F.
Programación
F...
Nota: Con valores en números enteros se puede prescindir de la indicación del punto decimal,p. ej., F300.

Programación
8.3 Movimientos de ejes
8-163SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Unidad de medida para F con G94
La unidad de medida de la palabra F queda determinada por funciones G:
G94 F como avance en mm/min
Nota: Esta unidad de medida es válida para cotas métricas. Conforme al apartado “Cotas métricasy en pulgadas” también es posible un ajuste con cotas en pulgadas.
8.3.11 Parada precisa/modo Control por contorneado: G9, G60, G64
Funcionalidad
Para el ajuste del comportamiento de desplazamiento en los límites de secuencia y para laconmutación de secuencia existen funciones G que permiten la adaptación óptima a distin-tos requisitos. Ejemplo: quiere efectuar un posicionamiento rápido con los ejes o mecanizar contornos dela trayectoria a lo largo de varias secuencias.
Programación
G60 ; Parada precisa – modalmente activaG64 ; Modo Control por contorneado
G9 ; Parada precisa – activa por secuencias
G601 ; Ventana de parada precisa finaG602 ; Ventana de parada precisa somera
Parada precisa G60, G9
Si la función Parada precisa (G60 ó G9) está activa, la velocidad se frena hasta cero al finalde la secuencia para alcanzar la posición de destino exacta.
En este caso, se puede ajustar con otro grupo G activo modalmente cuándo el movimientode desplazamiento de esta secuencia se considera como terminado y se conmuta a lasiguiente secuencia.
� G601 ; Ventana de parada precisa finaLa conmutación de secuencia tiene lugar cuando todos los ejes han alcanzado la“Ventana de parada precisa fina” (valor en el dato de máquina).
� G602 ; Ventana de parada precisa someraLa conmutación de secuencia tiene lugar cuando todos los ejes han alcanzado la“Ventana de parada precisa somera” (valor en el dato de máquina).
La elección de la ventana de parada precisa influye de forma básica en el tiempo total si seejecutan muchos procesos de posicionamiento. Los ajustes más finos necesitan mástiempo.

Programación
8.3 Movimientos de ejes
8-164SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Y
X
G601
G602
(fino)
(somero)
Conmutación de secuenciaen “somero”/en “fino”
Figura 8-28 Ventana de parada precisa somera o fina, activa con G60/G9, representación ampliadade las ventanas
Ejemplo de programación
N5 G602 ; Ventana de parada precisa bastaN10 G0 G60 X... ; Para precisa modalN20 X... Y... ; G60 sigue activo...N50 G1 G601 ... ; Ventana de parada precisa finaN80 G64 X... ; Conmutación a modo de contorneado...N100 G0 G9 X... ; Parada precisa sólo activa para esta secuenciaN111 ... ; Otra vez modo de contorneado
Observación: El comando G9 genera una parada precisa únicamente para la secuencia enla cual se encuentra; G60, en cambio, hasta su revocación por G64.
Modo Control por contorneado G64
La finalidad del modo Control por contorneado es evitar un frenado en los límites de secuen-cia y pasar, a ser posible, con la misma velocidad sobre la trayectoria (en pasos tangen-ciales) a la siguiente secuencia. La función trabaja con control anticipativo de la veloci-dad a lo largo de varias secuencias (LookAhead).
En transiciones no tangenciales (esquinas), la velocidad se puede reducir tan deprisa quelos ejes están sujetos a una variación relativamente grande de la velocidad en poco tiempo.Esto puede producir un importante tirón (variación de la aceleración). La activación de lafunción SOFT permite limitar así la magnitud de la sacudida.

Programación
8.3 Movimientos de ejes
8-165SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Ejemplo de programación
N10 G64 G1 X... F... ; Modo de contorneadoN20 Y.. ; Continúa con control por contorneado...N180 G60 ... ; Conmutación a parada precisa
Control anticipativo de la velocidad (LookAhead)
En el modo control por contorneado con G64 el CN optimiza la velocidad considerando losdesplazamientos programados en las siguientes secuencias. De este modo, se puede ace-lerar o frenar al concatenar varias secuencias si las transiciones con aproximadamente tan-genciales. En trayectorias compuestas de recorridos cortos en las secuencias de CN sepueden alcanzar velocidades más altas que sin Look Ahead.
Avance
Avance programado FF1
N1
G60 – Parada exacta
N2 N3 N5 N6 N7 N8 N9 N10 N11 N12 Recorridosecuencia
G64 – Modo Control por contorneado con Look Ahead
N4
Figura 8-29 Comparación del comportamiento de velocidad G60 y G64 con recorridos cortos en lassecuencias
8.3.12 Comportamiento en aceleración: BRISK, SOFT
BRISKLos ejes de la máquina modifican su velocidad con el máximo valor admisible para la acele-ración hasta alcanzar la velocidad final. BRISK permite el trabajo optimizado en el tiempo.La velocidad nominal se alcanza en poco tiempo. Sin embargo, se producen saltos en lacaracterística de aceleración.

Programación
8.3 Movimientos de ejes
8-166SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
SOFTLos ejes de la máquina aceleran con una curva no lineal continua hasta alcanzar la veloci-dad final. Gracias a esta aceleración sin sacudidas, SOFT permite reducir el esfuerzomecánico. El mismo comportamiento se produce también en procesos de frenado.
Tiempo
Velocidad(trayectoria) BRISK
(optimizado en el tiempo)
SOFT
(suave para la mecánica)
Valor deconsigna
t1 t2
Figura 8-30 Desarrollo de principio de la velocidad de contorneado con BRISK/SOFT
ProgramaciónBRISK ; Aceleración escalonada en la trayectoriaSOFT ; Aceleración en la trayectoria con limitación de tirones
Ejemplo de programación
N10 SOFT G1 X30 Y84 F650 ; Aceleración en la trayectoria con limitación de tirones ...N90 BRISK X87 Y104 ; Continuar con aceleración escalonada en la trayectoria ...
8.3.13 Corrección porcentual de la aceleración: ACC
Funcionalidad
En secciones de programa puede ser necesario modificar la aceleración de ejes ajustada através de datos de máquina de forma programable. Esta aceleración programable es unacorrección porcentual de la aceleración.
Para cada eje es posible programar un valor porcentual > 0% y � 200%. Entonces, la inter-polación de eje se realiza con esta aceleración proporcional. El valor de referencia (100%)es el valor válido de dato de máquina para la aceleración.
ProgramaciónACC[nombre de eje] = valor porcentual; para eje

Programación
8.3 Movimientos de ejes
8-167SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Ejemplo de programación
N10 ACC[X]=80 ; 80% aceleración para el eje X...N100 ACC[X]=100 ; Desconexión de la corrección para el eje X
Efecto
La limitación actúa en todos los modos de interpolación de los modos de operaciónAUTOMÁTICO y MDA, pero no en el modo JOG ni en los posicionamientos de referencia.
Con la asignación de valor ACC[...] = 100 se desactiva la corrección; lo mismo ocurre conRESET y final de programa.
El valor de la corrección programado también está activo en el avance de recorrido deprueba.
Precaución
Un valor superior al 100% sólo se debe programar si esta solicitación es admisible para elsistema mecánico de la máquina y los accionamientos disponen de las correspondientesreservas. En caso de incumplimiento se pueden producir daños en la mecánica y/o avisosde error.
8.3.14 Desplazamiento con mando anticipativo: FFWON, FFWOF
Funcionalidad
Mediante el mando anticipativo, el error de seguimiento en la trayectoria recorrida se reducehacia cero. Desplazamientos con mando anticipativo permiten una mayor precisión y por lo tantomejores acabados.
Programación
FFWON ; Mando anticipativo CONFFWOF ; Mando anticipativo DES
Ejemplo de programación
N10 FFWON ; Mando anticipativo CONN20 G1 X... Y... F900 ...N80 FFWOF ; Mando anticipativo DES

Programación
8.3 Movimientos de ejes
8-168SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
8.3.15 3er o 4º eje
Funcionalidad
Según la versión de la máquina puede ser necesario un 3er o 4º eje. Estos ejes se puedenejecutar como ejes lineales o giratorios (por ejemplo, eje giratorio para almacén de herra-mientas). El descriptor de estos ejes viene establecido por el fabricante de la máquina(p. ej., U, C o A).
En ejes giratorios el margen de desplazamiento debe proyectarse entre 0 y < 360 grados(comportamiento del módulo).
El 4º eje debe poder desplazarse linealmente con el resto de ejes con un diseño correspon-diente de la máquina. Si el eje se desplaza en una secuencia con G1 ó G2/G3 junto con losdemás ejes (X, Y), no recibe ningún componente del avance F. Su velocidad se ajusta altiempo de trayectoria de los ejes X, Y. Su movimiento “lineal” empieza y termina con losdemás ejes de contorneado. No obstante, la velocidad no puede ser superior al valor límitedeterminado. Si, en una secuencia, sólo se programa este 4º eje, el eje se desplaza con G1 con elavance F activo. Si se trata de un eje giratorio, la unidad de medida para F es, en conse-cuencia, grados/min con G94. Para este eje se pueden igualmente ajustar (G54 a G59) y programar (TRANS, ATRANS)decalajes.
Ejemplo de programación
Suponiendo que el 4º eje es un eje giratorio y tiene el identificador de eje A:N5 G94 ; F en mm/min o grados/minN10 G0 X10 Y20 A45 ; Desplazamiento en la trayectoria X–Z con velocidad de
desplazamiento rápido, A simultáneamenteN20 G1 X12 Y21 A60 F400 ; Desplazamiento en la trayectoria X–Y con 400 mm/min,
A simultáneamenteN30 G1 A90 F3000 ; El eje A se desplaza por sí solo a la posición 90 grados con
una velocidad de 3000 grados/min
Instrucciones especiales para ejes giratorios: DC, ACP, ACN
P. ej., para eje giratorio A:A=DC(...) ; Cota absoluta, posicionamiento directo (por el recorrido más corto)A=ACP(...) ; Cota absoluta, posicionar en dirección positivaA=ACN(...) ; Cota absoluta, posicionar en dirección negativaEjemplo:N10 A=ACP(55.7) ; Desplazamiento a la posición absoluta 55,7 grados en dirección
positiva
8.3.16 Tiempo de espera: G4
Funcionalidad
Entre dos secuencias de CN, el mecanizado se puede interrumpir durante un tiempodefinido insertando una secuencia propia con G4; p. ej., para sacar la herramienta. Las palabras con F... se utilizan únicamente en esta secuencia para los datos de tiempo.El avance F previamente programado se conserva.

Programación
8.3 Movimientos de ejes
8-169SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Programación
G4 F... ; Tiempo de espera en segundosG4 S... ; Tiempo de espera en vueltas del cabezal
Ejemplo de programación
N5 G1 F200 ; Avance F, N10 G4 F2.5 ; Tiempo de espera 2,5 sN20 Z70N30 G4 ; y 100%, corrección de velocidad: t=0,1 minN40 X... ; El avance sigue activo
8.3.17 Arrastre de ejes: TRAILON, TRAILOF
Nota
Esta función está disponible en SINUMERIK 802D sl pro.
Funcionamiento
Cuando se desplaza un eje definido como maestro, los ejes arrastrados (ejes esclavos)asignados al conjunto de ejes arrastrados se desplazan siguiendo los desplazamientosdescritos por el eje maestro, teniendo en cuenta el factor de acoplamiento.
El eje maestro y los esclavos o arrastrados componen un conjunto de ejes maestro-esclavos.
X
Y
C2
C
Figura 8-31 Eje arrastrado (eje maestro C, eje arrastrado C2)
Programación
8.3 Movimientos de ejes
8-170SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Campo de aplicación
Desplazamiento de un eje mediante un eje ficticio. El eje maestro es un eje ficticio, el ejearrastrado es un eje real. De esta manera se puede desplazar el eje real teniendo en cuentael factor de acoplamiento.
Eje maestro CEje arrastrado C2
Programación
TRAILON(FEje, LEje, acoplamiento)
o bien
TRAILOF(FEje, LEje, LEje2)
o desconexión sin indicar el eje maestro
TRAILOF(FEje)
TRAILON y TRAILOF son de tipo modal.
Parámetros
TRAILON Definición y activación de un conjunto de ejes maestro-esclavos
Ejemplo: C2 = eje arrastrado, C = eje maestro
TRAILON(C2,C)
TRAILOF Desactivación de un conjunto de ejes maestro-esclavos
TRAILOF(C2,C) Desconexión del acoplamiento al eje maestro C.
TRAILOF(C2) Desconexión del acoplamiento sin indicar el eje maestro.FEje Nombre del eje arrastrado (esclavo)
Un eje arrastrado también puede actuar como eje maestro para otros ejesarrastrados. De esta forma se pueden definir diferentes configuraciones paraconjuntos de ejes maestro-esclavos.
LEje Nombre del eje maestro.Acoplamiento Factor de acoplamiento = relación de recorridos entre el eje arrastrado/eje
maestro
Valor por defecto = 1.
Nota
La función “eje arrastrado” se activa en el sistema de coordenadas de máquina (MKS).
La cantidad máxima de conjuntos de ejes maestro-esclavos activables simultáneamenteestá limitada únicamente por las posibilidades de combinación de los ejes de la máquina.

Programación
8.3 Movimientos de ejes
8-171SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
8.3.18 Activar, desactivar zonas de protección: CPROT
Funcionamiento
Activar o preactivar zonas protegidas para la vigilancia de colisión o desactivar zonasprotegidas activas.
El número máximo de zonas protegidas activas simultáneamente en un canal se establecea través de un dato de máquina.
Si no está activa ninguna zona protegida relativa a la pieza, la trayectoria de la herramientase comprueba con las zonas protegidas relativas a la pieza.
Nota
Si no está activa ninguna zona protegida relativa a la pieza, no tiene lugar ninguna vigilanciade zonas protegidas.
Programación
CPROT (n, state, xMov, yMov)
Parámetros
CPROT Llamada a zona de protección específica del canaln Número de la zona protegidastate Indicación de estado
0 = Desactivar zona de protección1 = Preactivar zona de protección2 = Activar zona de protección3 = Preactivar zona de protección con parada condicionada
xMove, yMove Desplazar una zona protegida definida en los ejes geométricos

Programación
8.4 Herramienta T
8-172SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
8.4 Herramienta T
Funcionalidad
Con la programación de la palabra T tiene lugar la elección de la herramienta. En el dato demáquina se define si se trata de un cambio de herramienta o tan sólo de una selección:
� El cambio de herramienta (llamada de herramienta) se realiza directamente con lapalabra T o bien
� el cambio tiene lugar según la selección con la llamada de herramienta a través de lainstrucción adicional M6 (ver también apartado 8.5 “Funciones adicionales M”).
Observe:Si se ha activado una determinada herramienta, ésta permanece memorizada como herra-mienta activa incluso más allá del final de programa y la desconexión/reconexión del control.Si cambia una herramienta de forma manual, introduzca el cambio también en el controlpara que éste conozca la herramienta correcta. Por ejemplo, puede iniciar una secuenciacon la nueva palabra T en el modo de operación MDA.
Programación
T... ; Número de herramienta: 1 ... 32 000, T0 –ninguna herramienta
Nota
Como máximo, en la memoria del control se pueden guardar a la vez:
� SINUMERIK 802D sl plus: 64 herramientas
� SINUMERIK 802D sl pro: 128 herramientas
Ejemplo de programación
; Cambio de herramienta sin M6:N10 T1 ; Herramienta 1 ...N70 T588 ; Herramienta 588
; Cambio de herramienta con M6:N10 T14 ... ; Seleccionar previamente herramienta 14...N15 M6 ; Realizar el cambio de herramienta; a continuación, T14 está activo

Programación
8.5 Función adicional M
8-173SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
8.5 Función adicional M
Funcionalidad
Con la función adicional M se pueden iniciar, p. ej., acciones de conmutación, tales como“Refrigerante CON/DES” y otras funcionalidades.
El fabricante del control ha asignado una funcionalidad fija a una pequeña parte de lasfunciones M. El resto está a disposición del fabricante de la máquina.
Nota:Una vista de conjunto de las funciones M adicionales utilizadas en el control y reservadas seencuentra en el apartado 8.1.6 “Vista general de las instrucciones”.
Programación
M... ; Como máx. 5 funciones M en una secuencia
Efecto
Efecto en secuencias con desplazamientos de ejes:Si las funciones M0, M1, M2 se encuentran en una secuencia con movimientos de despla-zamiento de los ejes, estas funciones M surten efecto después de los movimientos dedesplazamiento.
En las demás funciones M se produce una salida al PLC con los movimientos de desplaza-miento.
Si quiere programar una función M de forma concreta antes o después de un desplaza-miento de un eje, inserte una secuencia propia con esta función M. Tenga en cuenta:¡Esta secuencia interrumpe un trabajo con control de contorneado G64 y produce unaparada precisa!
Ejemplo de programación
N10 ...N20 X... ; Función M en la secuencia con desplazamiento de un ejeN180 M78 M67 M10 M12 M37 ; Como máx. 5 funciones M en la secuencia
Nota
Además de las funciones M y H, también se pueden transmitir funciones T y D al PLC(mando de interconexión). En total, es posible un máximo de 10 de estas salidas de funciónen una secuencia.

Programación
8.6 Función H
8-174SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
8.6 Función H
Funcionalidad
Con funciones H se pueden transmitir datos con coma flotante desde el programa al PLC(tipo de datos REAL – como en los parámetros de cálculo, ver apartado “Parámetros decálculo R”).El significado de los valores para una determinada función H es establecido por el fabricantede la máquina.
Programación
H0=... a H9999=... ; Como máx. 3 funciones H por secuencia
Ejemplo de programación
N10 H1=1.987 H2=978.123 H3=4 ; 3 funciones H en la secuenciaN20 G0 X71.3 H99=–8978.234 ; Con desplazamientos de ejes en la secuenciaN30 H5 ; Corresponde a: H0=5.0
Nota
Además de las funciones M y H, también se pueden transmitir funciones T y D al PLC(mando de interconexión). En total, es posible un máximo de 10 de estas salidas de funciónen una secuencia.

Programación
8.7 Parámetro de cálculo R, LUD y variable de PLC
8-175SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
8.7 Parámetro de cálculo R, LUD y variable de PLC
8.7.1 Parámetros de cálculo R
Funcionalidad
Si un programa CN no sólo debe ser válido para los valores ajustados una vez, o si es nece-sario calcular valores, se utilizan a tal efecto parámetros de cálculo. Los valores requeridospueden ser calculados o ajustados por el control durante la ejecución del programa. Otra posibilidad consiste en ajustar los valores de los parámetros de cálculo a través delmanejo. Si los parámetros de cálculo están ocupados con valores, se pueden asignar al pro-grama otras direcciones CN que deben ser de valor variable.
Programación
R0=... a R299=... ; Asignar valores a los parámetros de cálculoR[R0]=... ; Programación indirecta: Asignar un valor al parámetro de
cálculo R cuyo número se encuentro, p. ej., en R0X=R0 ; Asignar parámetros de cálculo a las direcciones CN, p. ej. al eje X
Asignación de valores
A los parámetros de cálculo se le pueden asignar valores en el rango siguiente:
�(0.000 0001 ... 9999 9999) (8 caracteres decimales y signo y coma decimal).
En los números enteros se puede prescindir del punto decimal. Se puede prescindir siempredel signo positivo.
Ejemplo:R0=3.5678 R1=–37.3 R2=2 R3=–7 R4=–45678.123
Con la notación exponencial se puede asignar un rango numérico ampliado:
� ( 10–300 ... 10+300 ).
El valor del exponente se escribe después del signo EX; número máximo de dígitos: 10(incluyendo los signos y la coma decimal)Gama de valores de EX: –300 a +300
Ejemplo:R0=–0.1EX–5 ; Significado: R0 = –0,000 001R1=1.874EX8 ; Significado: R1 = 187 400 000
Observación: Una secuencia puede tener varias asignaciones, incluyendo expresiones decálculo.

Programación
8.7 Parámetro de cálculo R, LUD y variable de PLC
8-176SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Asignaciones a otras direcciones
La flexibilidad de un programa CN se obtiene porque a otras direcciones de CN se lespueden asignar estos parámetros de cálculo o expresiones con parámetros de cálculo.Se pueden asignar valores, expresiones de cálculo o parámetros de cálculo a todas lasdirecciones; excepción: Dirección N,G y L.
Para la asignación se escribe tras el carácter de dirección el carácter “=”. No es posibleefectuar una asignación con signo negativo.
Si se realizan asignaciones a direcciones de ejes (comandos de desplazamiento), entoncesse requiere una secuencia propia.
Ejemplo:N10 G0 X=R2 ; Asignación al eje X
Operaciones y funciones de cálculo
Para los operadores y funciones de cálculo rige la notación matemática usual. La prioridadde ejecución se define a través de paréntesis. Por lo demás, rigen las reglas de laaritmética.Para las funciones trigonométricas rige la indicación en grados.Funciones aritméticas admisibles: ver apartado Vista general de las instrucciones”.
Ejemplo de programación: Cálculo con parámetros R
N10 R1= R1+1 ; El nuevo R1 resulta del R 1 antiguo más 1 N20 R1=R2+R3 R4=R5–R6 R7=R8* R9 R10=R11/R12 N30 R13=SIN(25.3) ; R13 produce un seno de 25,3 grados N40 R14=R1*R2+R3 ; Rigen las reglas de la aritmética R14=(R1*R2)+R3 N50 R14=R3+R2*R1 ; Resultado, como secuencia N40
N60 R15=SQRT(R1*R1+R2*R2) R12 + R22Significado: R15 =;
N70 R1= –R1 ; El nuevo R1 es el R1 negativo antiguo
Ejemplo de programación: Asignar parámetros R a los ejes
N10 G1 G91 X=R1 Y=R2 F300 ; Secuencias propias (secuencias de desplazamiento)N20 Y=R3N30 X= –R4N40 Y= SIN(25.3)–R5 ; Con operaciones de cálculo...
Ejemplo de programación: Programación indirecta
N10 R1=5 ; Asignación directa a R1 del valor 5 (entero)...N100 R[R1]=27.123 ; Asignación indirecta a R5 del valor 27,123

Programación
8.7 Parámetro de cálculo R, LUD y variable de PLC
8-177SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
8.7.2 Datos de usuario locales (LUD)
Funcionalidad
El usuario/programador puede definir en un programa variables propias de distintos tipos dedatos (LUD = Local User Data). Estas variables sólo existen en el programa en el cual sehan definido. La definición se realiza inmediatamente al principio del programa y puedeestar ligada al mismo tiempo a una asignación de valor. Por lo demás, el valor inicial escero.El mismo programador puede definir el nombre de una variable. La creación del nombreestá sujeta a las siguientes reglas:
� Como máx. 32 caracteres
� Los dos primeros caracteres deben ser letras (el resto: letras, carácter de subrayado onúmeros)
� No se deben utilizar nombres que ya se usan en el control (direcciones CN, palabrasreservadas, nombres de programas, subprogramas, etc.)
Programación/tipos de datos
DEF BOOL varname1 ; Tipo Bool, valores: TRUE (=1), FALSE (=0)DEF CHAR varname2 ; Tipo Char, 1 carácter en código ASCII: “a”, “b”, ...
; Valor numérico de código: 0 ... 255DEF INT varname3 ; Tipo Integer, valores en números enteros, gama de valores de
32 bits: ; –2 147 483 648 a +2 147 483 648 (decimal)
DEF REAL varname4 ; Tipo Real, número natural (como parámetro de cálculo R),; Gama de valores: �(0.000 0001 ... 9999 9999) ; (8 decimales y signo y coma decimal) o; notación exponencial: � (10–300 ... 10+300
)DEF STRING[LongitudString] varname41; Tipo STRING, [LongitudString]: Máx. caracteres
Cada tipo de datos exige una línea de programa propia. Sin embargo, se pueden definirdistintas variables del mismo tipo en una línea.
Ejemplo:DEF INT PVAR1, PVAR2, PVAR3=12, PVAR4 ; 4 variables del tipo INT
Ejemplo del tipo STRING con asignación:DEF STRING[12] PVAR=“Hola” ; Definir variable PVAR con máx. 12 caracteres
y asignar secuencia de caracteres Hola
Matrices
Además de variables individuales se pueden definir matrices uni o bidimensionales devariables de estos tipos de datos:DEF INT PVAR5[n] ; Matriz unidimensional del tipo INT, n: número enteroDEF INT PVAR6[n,m] ; Matriz bidimensional del tipo INT, n, m: número entero
Ejemplo:DEF INT PVAR7[3] ; Matriz con 3 elementos del tipo INT
Programación
8.7 Parámetro de cálculo R, LUD y variable de PLC
8-178SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
En el programa se alcanzan los distintos elementos de matriz a través del índice de matriz yse pueden tratar como variables individuales. El índice de matriz se extiende a partir de 0hasta alcanzar una cifra inferior al número de elementos.
Ejemplo:N10 PVAR7[2]=24 ; El tercer elemento de matriz (con el index 2) tiene el valor 24.
Asignación de valor para matrices con instrucción SET:N20 PVAR5[2]=SET(1,2,3) ; A partir del 3er elemento de matriz se asignan valores distintos.
Asignación de valor para matrices con instrucción REP:N20 PVAR7[4]=REP(2) ; A partir del elemento de matriz [4] reciben todos el mismo valor,
aquí 2.
8.7.3 Lectura y escritura de variables de PLC
Funcionalidad
Para permitir el intercambio de datos rápido entre el CN y el PLC, existe un campo de datosespecial en la interfase del usuario del PLC con una longitud de 512 bytes. En este área, sehan acordado datos PLC en tipo de datos y decalaje de posición. En el programa de CN sepueden leer o escribir estas variables de PLC acordadas. Para este fin existen variables de sistema especiales:
$A_DBB[n] ; Byte de datos (Valor de 8 bits)$A_DBW[n] ; Palabra de datos (Valor de 16 bits)$A_DBD[n] ; Palabra doble de datos (Valor de 32 bits)$A_DBR[n] ; Datos REAL (Valor de 32 bits)
n representa aquí el decalaje de posición (inicio del campo de datos a inicio variable) en bytes
Ejemplo:R1=$A_DBR[5] ; Lectura de un valor REAL, decalajes 5 (empieza en el byte 5 del área)
Observaciones
� La lectura de variables produce una parada de decodificación previa (STOPRE interno).
� Se pueden escribir como máx. 3 variables a la vez (en una secuencia).

Programación
8.8 Saltos de programa
8-179SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
8.8 Saltos de programa
8.8.1 Destino del salto para saltos de programa
Funcionalidad
Un lábel o un número de secuencia sirven para la caracterización de secuencias comodestino del salto en saltos de programa. Con saltos de programa es posible ramificar laejecución del programa.
Las etiquetas se pueden elegir libremente, pero contienen como mín. 2 y como máx.8 letras o números; los dos primeros caracteres deben ser letras o guiones bajos.
En una secuencia que sirve como destino del salto, las etiquetas se terminan con dospuntos. Siempre se sitúan al inicio de la secuencia. Si existe adicionalmente un númerode secuencia, la etiqueta se sitúa después del número de secuencia.
Las etiquetas deben ser unívocas dentro de un programa.
Ejemplo de programación
N10 LABEL1: G1 X20 ; LABEL1 es el lábel, destino del salto...TR789: G0 X10 Z20 ; TR789 es el lábel, destino del salto
– ningún número de secuencia existenteN100 ... ; el número de secuencia puede ser el destino del salto...
8.8.2 Saltos de programa incondicionales
Funcionalidad
Los programas de CN ejecutan sus secuencias en el orden en que éstas se disponen alescribirlas.
El orden de la ejecución se puede modificar insertando saltos de programa.
El destino del salto puede ser una secuencia con un lábel o con un número de secuencia.Esta secuencia se tiene que situar dentro del programa.
La instrucción de salto incondicional exige una secuencia propia.
Programación
GOTOF Lábel ; Salto hacia delante (en dirección a la última secuencia del programa)GOTOB Lábel ; Salto hacia atrás (en dirección a la primera secuencia del programa)
Etiqueta (lábel) ; Cadena de caracteres elegida para el lábel (meta de salto) o el número de secuencia

Programación
8.8 Saltos de programa
8-180SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
N10......
N20 GOTOF LABEL0......
...
...
...N50 LABEL0: R1 = R2+R3
; Salto al lábel LABEL1N51......
; Salto al lábel LABEL0
GOTOF LABEL1
G0 X... Y...Ejecución del programa
...
LABEL2: X... Y...N100 M2 ; Fin del programaLABEL1: X... Y...
; Salto al lábel LABEL2N150 GOTOB LABEL2
Figura 8-32 Saltos incondicionales en el ejemplo
8.8.3 Saltos de programa condicionales
Funcionalidad
Después de la instrucción IF se formulan condiciones de salto. Si se cumple la condiciónde salto (valor no cero), se suprime el salto. El destino del salto puede ser una secuencia con un lábel o con un número de secuencia.Esta secuencia se tiene que situar dentro del programa.
Las instrucciones de salto incondicional exigen una secuencia propia. Se pueden encontrarvarias instrucciones de saltos condicionados en una secuencia.
Usando saltos de programa condicionados se puede conseguir, en su caso, acortar conside-rablemente el programa.
Programación
IF Condición GOTOF Lábel ; Salto hacia delanteIF Condición GOTOB Lábel ; Salto hacia atrás
GOTOF ; Dirección de salto hacia delante (en dirección a la última secuencia del programa)
GOTOB ; Dirección de salto hacia atrás (en dirección a la primera secuencia del programa)
Lábel ; Secuencia de caracteres elegida para el lábel (meta de salto) o el número de secuencia
IF ; Inicio de la condición de saltoCondición ; Parámetro de cálculo, expresión de cálculo para la formulación de la
condición

Programación
8.8 Saltos de programa
8-181SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Operaciones de comparación
Operadores Descripción
= = Igual que
< > Distinto
> Mayor que
< Menor que
> = Mayor o igual
< = Menor o igual
Las operaciones de comparación apoyan la formulación de una condición de salto.También se pueden comparar expresiones aritméticas.
El resultado de operaciones de comparación es “cumplido” o “no cumplido”. “No cumplido”equivale al valor cero.
Ejemplo de programación para operadores de comparación
R1>1 ; R1 mayor que 11 < R1 ; 1 menor que R1R1<R2+R3 ; R1 menor que R2 más R3R6>=SIN( R7*R7) ; R6 mayor o igual a SIN (R7)2
Ejemplo de programación
N10 IF R1 GOTOF LABEL1 ; si R1 no es cero, saltar a la secuencia con LABEL1...N90 LABEL1: ...N100 IF R1>1 GOTOF LABEL2 ; si R1 es mayor que 1, saltar a la secuencia con LABEL2...N150 LABEL2: ......N800 LABEL3: ......N1000 IF R45==R7+1 GOTOB LABEL3 ; si R45 es igual a R7 más 1, saltar a secuencia con
LABEL3...
Varios saltos condicionados en la secuenciaN10 MA1: ......N20 IF R1==1 GOTOB MA1 IF R1==2 GOTOF MA2 ......N50 MA2: ...
Observación: En la primera condición que se cumple se efectúa el salto.

Programación
8.8 Saltos de programa
8-182SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
8.8.4 Ejemplo de programa para saltos
Descripción de la tarea
Posicionamiento de puntos en un segmento circular:Premisas: Ángulo inicial: 30° en R1
Radio del círculo: 32 mm en R2Distancia entre posiciones: 10° en R3Número de puntos: 11 en R4Posición centro círculo en Z: 50 mm en R5Posición centro círculo en X: 20 mm en R6
R3
R5
20
50
R4 = 11 (número de puntos)Y
X
Pto. 1
R1
Pto. 2
Pto. 11 R3
Pto. 10
R3
Pto. 3
R6
...
Figura 8-33 Posicionamiento lineal de puntos en un segmento circular
Ejemplo de programación
N10 R1=30 R2=32 R3=10 R4=11 R5=50 R6=20 ; Asignación de los valores inicialesN20 MA1: G0 X=R2 *COS (R1)+R5 Y=R2*SIN(R1)+R6 ; Cálculo y asignación a direcciones de ejesN30 R1=R1+R3 R4= R4–1 N40 IF R4 > 0 GOTOB MA1 N50 M2
Significado
En la secuencia N10, se asignan las condiciones iniciales a los correspondientes paráme-tros de cálculo. En N20 se producen el cálculo de las coordenadas en X e Y y la ejecución.
En la secuencia N30, R1 aumenta en el ángulo de distancia R3; R4 se reduce en 1.Si R4 es > 0, se vuelve a ejecutar N20; de lo contrario, N50 con el fin del programa.

Programación
8.9 Uso de subprogramas
8-183SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
8.9 Uso de subprogramas
Aplicación
Básicamente no existen diferencias entre un programa principal y un subprograma.
En subprogramas se guardan secuencias de mecanizado que se repiten frecuentemente,p. ej., determinadas formas de contorno. En el programa principal, este subprograma sellama en los puntos necesarios, con lo cual se ejecuta.
Una forma del subprograma es el ciclo de mecanizado. Los ciclos de mecanizado con-tienen casos de mecanizado con validez general. Mediante la asignación de valores a travésde parámetros de transferencia previstos se puede conseguir una adaptación a su caso deaplicación concreto.
Subprograma
Figura 8-34 Ejemplo de uso cuádruple de un subprograma en una pieza
Diseño
La configuración de un subprograma es exactamente igual a la de un programa principal(ver apartado 8.1.2 “Estructura del programa”). Al igual que los programas principales, lossubprogramas se dotan en la última secuencia de la ejecución del programa de Fin de pro-grama M2. Esto implica que el retorno tiene lugar al nivel de programa donde se efectúa lallamada.
Fin del programa
En lugar del fin de programa M2, en el subprograma se puede utilizar también la instrucciónde fin RET.
RET requiere una secuencia propia.
La instrucción RET se utilizará cuando el modo de contorneado G64 no deba ser interrum-pido por el retorno. Con M2 se interrumpe G64 y se genera parada precisa.

Programación
8.9 Uso de subprogramas
8-184SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
M2
M2
N20 X...Y...
N10 R1=34 ...
L10
N20 L10 ;Llamada
N80 L10 ;Llamada
N21 ...
Programa principal
Subprograma
Retorno
Retorno
MAIN123
...
...
...
...
...
...
...
...
...
...
...
Proceso
Figura 8-35 Ejemplo de secuencia en caso de llamar dos veces un subprograma
Nombre de subprograma
Para poder seleccionar un subprograma determinado a partir de varios, se le asigna unnombre propio al programa. El nombre se puede elegir libremente al crear el programa,observando algunas reglas.
Rigen las mismas reglas que para la asignación de nombres de programas principales.
Ejemplo: LRAHMEN7
En los subprogramas existe además la posibilidad de utilizar la palabra de dirección L....Para el valor se admiten 7 cifras (sólo enteros).
Atención: En la dirección L, los ceros a la izquierda tienen significado para la diferenciación.
Ejemplo: ¡L128 no es L0128 ó L00128!Se trata de 3 subprogramas distintos.
Llamada a un subprograma
Los subprogramas se llaman en un programa (programa principal o subprograma) con sunombre. Para este fin, se precisa una secuencia propia.
Ejemplo:N10 L785 ; Llamada al subprograma L785N20 LRAHMEN7 ; Llamada al subprograma LRAHMEN7
Repetición de programa P...
Para ejecutar un subprograma varias veces seguidas, escriba en la secuencia de la llamadadespués del nombre del subprograma en la Dirección P el número de ciclos. Comomáximo, se permiten 9999 ciclos (P1 ... P9999).

Programación
8.9 Uso de subprogramas
8-185SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Ejemplo:N10 L785 P3 ; Llamada al subprograma L785, 3 ciclos
Profundidad de imbricado
Los subprogramas no sólo se pueden llamar desde el programa principal, sino tambiéndesde un subprograma. Para este tipo de llamadas imbricadas se dispone de un total de8 niveles de programación; incluyendo el nivel de programación del programa principal.
ÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊ
ÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊ
ÊÊÊÊÊÊÊÊÊÊÊÊ
ÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊ
1er nivel 2º nivel 3er nivel 8º nivel
Programa principal
SubprogramaSubprograma
Subprograma
...
...
Figura 8-36 Secuencia con 8 niveles de programa
Información
En el subprograma se pueden modificar funciones G modalmente activas, p. ej., G90 –>G91. Al volver al programa desde el cual se ha efectuado la llamada, preste atención a quetodas las funciones modalmente activas estén ajustadas tal y como las necesita.
Lo mismo se aplica en el caso de los parámetros de cálculo R. Preste atención a que susparámetros de cálculo utilizados en los niveles superiores del programa no sean modifica-dos accidentalmente en sus valores en los niveles de programa inferiores.
Programación
8.10 Reloj y contador de piezas
8-186SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
8.10 Reloj y contador de piezas
8.10.1 Reloj para el tiempo de ejecución
Funcionalidad
Se ofrecen relojes (temporizadores) como variable de sistema ($A...) que se pueden utilizarpara la vigilancia de procesos tecnológicos en el programa o también tan sólo en la pantalla.Para estos relojes existen únicamente accesos “sólo lectura”. Existen relojes que estánsiempre activos. Otros se pueden desactivar a través de datos de máquina.
Relojes – siempre activos
� $AN_SETUP_TIME – Tiempo desde el último “arranque del control con valores de ajuste estándar” (en minutos)
Se pone automáticamente a cero con “arranque del control con valores de ajusteestándar”.
� $AN_POWERON_TIME – Tiempo desde el último arranque del control (en minutos)
Se pone automáticamente a cero en cada arranque del control.
Relojes – desactivables
Los siguientes relojes están activados a través de un dato de máquina (ajuste por defecto). El inicio es específico del reloj. Cada medición activa del tiempo de ejecución se interrumpeautomáticamente con el estado de programa parado o con corrección del avance cero.El comportamiento de las mediciones de tiempo activadas con el avance de recorrido deprueba activo y la prueba del programa se puede establecer mediante datos de máquina.
� $AC_OPERATING_TIME – Tiempo de ejecución total de programas de CN en el modo de operación AUTOMÁTICO (en segundos)
En el modo de operación AUTOMÁTICO se suman los tiempos de ejecución de todos losprogramas entre Marcha CN y final de programa/Reset. El reloj se pone a cero con cadaarranque del control.
� $AC_CYCLE_TIME – Tiempo de ejecución del programa de CN seleccionado (en segundos)
En el programa de CN seleccionado se mide el tiempo de ejecución entre Marcha CN yfinal de programa/Reset. Con el arranque de un nuevo programa CN se borra el tempori-zador.
� $AC_CUTTING_TIME – Tiempo de intervención de herramienta (en segundos)
Se mide el tiempo de movimiento de los ejes de contorneado (sin velocidad de desplaza-miento rápido) en todos los programas de CN entre Marcha CN y final de programa/Reset con la herramienta activa (ajuste estándar).La medición se interrumpe adicionalmente cuando está activo el tiempo de espera.El temporizador se pone automáticamente a cero en cada arranque del control.

Programación
8.10 Reloj y contador de piezas
8-187SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Ejemplo de programación
N10 IF $AC_CUTTING_TIME>=R10 GOTOF WZZEIT ; Tiempo de intervención herramienta valor límite
...N80 WZZEIT:N90 MSG(“Tiempo de intervención herramienta: valor límite alcanzado”)N100 M0
Indicación
El contenido de las variables de sistema activas se presenta en la pantalla en<DECALAJES PARÁMETROS> <Datos operador > <Tiempos/Contadores>:
Tiempo de ejecución total = $AC_OPERATING_TIMETiempo de ejecución del programa = $AC_CYCLE_TIMETiempo de corte = $AC_CUTTING_TIMEDesde arranque frío = $AN_SETUP_TIMEDesde arranque caliente = $AN_POWERON_TIME
“Tiempo ejecución programa” está visible adicionalmente en el modo de operaciónAUTOMÁTICO, en la línea de avisos del campo de manejo “Posición”.
8.10.2 Contador de piezas
Funcionalidad
La función “Contador de piezas” permite preparar los contadores que se pueden utilizar paracontar las piezas.Los contadores existen como variable del sistema con acceso de lectura y escritura desdeel programa o mediante el manejo (tenga en cuenta el nivel de protección para la escritura).Los datos de la máquina permiten influir en la activación de los contadores, el momento depuesta a cero y el algoritmo de recuento.
Numerador
� $AC_REQUIRED_PARTS – Número de piezas necesarias (valor nominal de piezas) En este contador se puede definir el número de piezas que al ser alcanzadas hacen quese ponga a cero el número de piezas actual $AC_ACTUAL_PARTS. A través de un dato de máquina se puede activar la generación de la alarma de pantalla21800 “Valor nominal piezas alcanzado”.
� $AC_TOTAL_PARTS – Número de piezas producidas en total (Total real)
El contador indica el número de todas las piezas producidas desde el momento dearranque. El contador se pone automáticamente a cero con cada arranque del control.
� $AC_ACTUAL_PARTS – Número de las piezas actuales (Actual real). En este contador se registra el número de todas las piezas producidas desde el mo-mento de arranque. Al alcanzar el valor nominal de piezas ($AC_REQUIRED_PARTS,valor mayor que cero), el contador se pone automáticamente a cero.

Programación
8.10 Reloj y contador de piezas
8-188SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
� $AC_SPECIAL_PARTS – Número de piezas especificado por el usuarioEste contador permite al usuario un recuento de piezas según su propia definición.Se puede definir una emisión de alarma en caso de identidad con$AC_REQUIRED_PARTS (valor nominal de piezas). El mismo usuario tiene que realizarla puesta a cero del contador.
Ejemplo de programación
N10 IF $AC_TOTAL_PARTS==R15 GOTOF SIST ; ¿Número de piezas alcanzado?...N80 SIST:N90 MSG(“Valor nominal de piezas alcanzado”)N100 M0
Indicación
El contenido de las variables de sistema activas se presenta en la pantalla en<DECALAJES PARÁMETROS> <Datos operador > <Tiempos/Contadores>:
Todas las piezas = $AC_TOTAL_PARTSPiezas pedidas = $AC_REQUIRED_PARTSCantidad de piezas = $AC_ACTUAL_PARTS
$AC_SPECIAL_PARTS no disponibles en la visualización
“Cantidad de piezas” está visible adicionalmente en el modo de operación AUTOMÁTICO,en la línea de avisos del campo de manejo “Posición”.

Programación
8.11 Comandos de lenguaje para la vigilancia de herramienta
8-189SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
8.11 Comandos de lenguaje para la vigilancia de herramienta
8.11.1 Vista general de la vigilancia de herramienta
Funcionalidad
Esta función esta disponible en SINUMERIK 802D sl plus y 802D sl pro.
La vigilancia de herramienta se activa a través de datos de máquina. Son posibles los siguientes modos de vigilancia del filo activo de la herramienta activa:
� Vigilancia de la vida útil
� Vigilancia del número de piezas
Para una herramienta (WZ) se pueden activar simultáneamente las citadas vigilancias.
El control/la introducción de datos de la vigilancia de herramienta se realiza de preferenciaa través del manejo. Además, las funciones también se pueden programar.
Contador de vigilancia
Para cada tipo de vigilancia existen contadores de vigilancia.Los contadores de vigilancia cuentan desde un valor ajustado > 0 hacia cero. Cuando uncontador de vigilancia alcanza un valor < 0, se considera que se ha alcanzado el valorlímite. Se emite un correspondiente mensaje de alarma.
Variable de sistema para el tipo y estado de la vigilancia
� $TC_TP8[t] ; Estado de la herramienta con el número t: Bit 0 =1: La herramienta está activa
=0: Herramienta no activa
Bit 1 =1: La herramienta está habilitada=0: No habilitada
Bit 2 =1: La herramienta está bloqueada=0: No bloqueada
Bit 3 : Reservada
Bit 4 =1: Límite de preaviso alcanzado=0: No alcanzado
� $TC_TP9[t] ; Tipo de función de vigilancia para la herramienta con el número t: = 0: Sin vigilancia
= 1: Tiempo (vida útil) de la herramienta vigilada= 2: Número de piezas de la herramienta vigilada
Estas variables de sistema se pueden leer/escribir en el programa de CN.
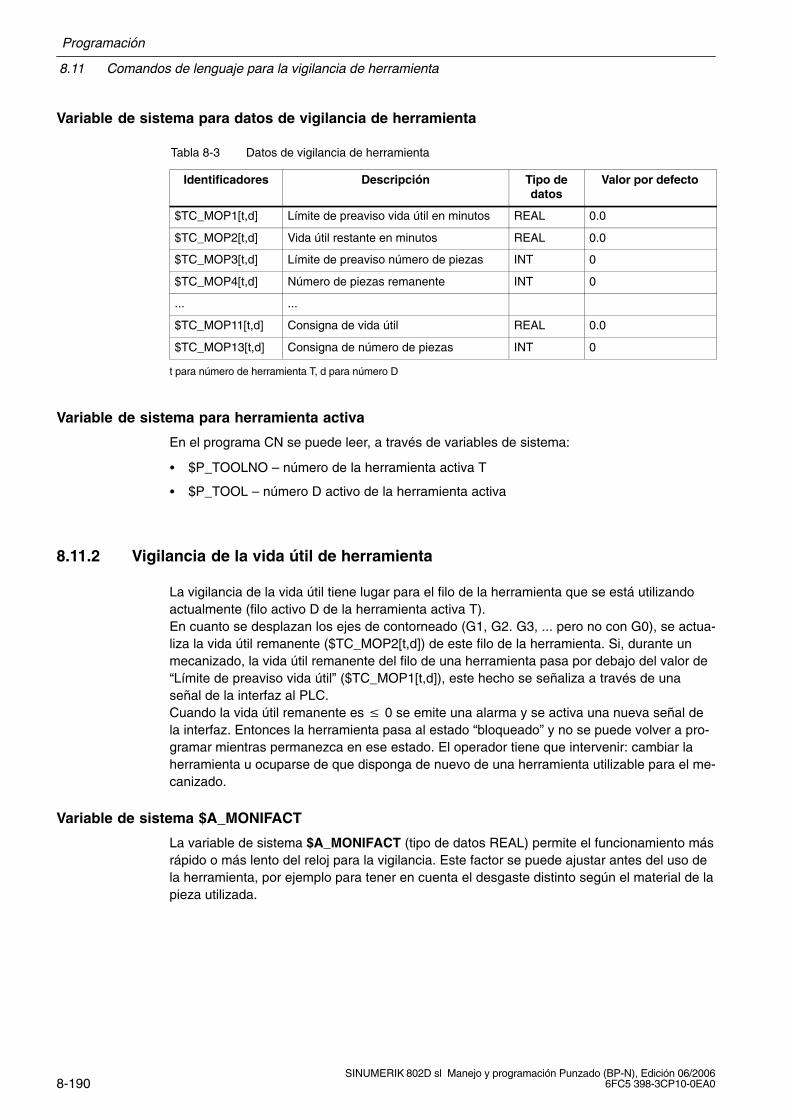
Programación
8.11 Comandos de lenguaje para la vigilancia de herramienta
8-190SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Variable de sistema para datos de vigilancia de herramienta
Tabla 8-3 Datos de vigilancia de herramienta
Identificadores Descripción Tipo dedatos
Valor por defecto
$TC_MOP1[t,d] Límite de preaviso vida útil en minutos REAL 0.0
$TC_MOP2[t,d] Vida útil restante en minutos REAL 0.0
$TC_MOP3[t,d] Límite de preaviso número de piezas INT 0
$TC_MOP4[t,d] Número de piezas remanente INT 0
... ...
$TC_MOP11[t,d] Consigna de vida útil REAL 0.0
$TC_MOP13[t,d] Consigna de número de piezas INT 0
t para número de herramienta T, d para número D
Variable de sistema para herramienta activa
En el programa CN se puede leer, a través de variables de sistema:
� $P_TOOLNO – número de la herramienta activa T
� $P_TOOL – número D activo de la herramienta activa
8.11.2 Vigilancia de la vida útil de herramienta
La vigilancia de la vida útil tiene lugar para el filo de la herramienta que se está utilizandoactualmente (filo activo D de la herramienta activa T).En cuanto se desplazan los ejes de contorneado (G1, G2. G3, ... pero no con G0), se actua-liza la vida útil remanente ($TC_MOP2[t,d]) de este filo de la herramienta. Si, durante unmecanizado, la vida útil remanente del filo de una herramienta pasa por debajo del valor de“Límite de preaviso vida útil” ($TC_MOP1[t,d]), este hecho se señaliza a través de unaseñal de la interfaz al PLC.Cuando la vida útil remanente es � 0 se emite una alarma y se activa una nueva señal dela interfaz. Entonces la herramienta pasa al estado “bloqueado” y no se puede volver a pro-gramar mientras permanezca en ese estado. El operador tiene que intervenir: cambiar laherramienta u ocuparse de que disponga de nuevo de una herramienta utilizable para el me-canizado.
Variable de sistema $A_MONIFACT
La variable de sistema $A_MONIFACT (tipo de datos REAL) permite el funcionamiento másrápido o más lento del reloj para la vigilancia. Este factor se puede ajustar antes del uso dela herramienta, por ejemplo para tener en cuenta el desgaste distinto según el material de lapieza utilizada.

Programación
8.11 Comandos de lenguaje para la vigilancia de herramienta
8-191SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Después del arranque del control y el reset/final de programa, el factor $A_MONIFACT tieneel valor 1.0. Actúa en tiempo real.Ejemplos para el cálculo: $A_MONIFACT=1 1 minuto de tiempo real = 1 minuto menos de vida útil $A_MONIFACT=0.1 1 minuto de tiempo real = 0,1 minutos menos de vida útil $A_MONIFACT=5 1 minuto de tiempo real = 5 minutos menos de vida útil
Actualización de la consigna con RESETMON( )
La función RESETMON(state, t, d, mon) fija el valor real al valor de consigna: – Para todos los filos o únicamente para un filo determinado de una herramienta determinada– Para todos los modos de vigilancia o únicamente para un modo determinado
Parámetro de transferencia: INT state Estado de la ejecución del comando:
= 0 Ejecución sin errores= –1 El filo con el número D (d) indicado no existe. = –2 La herramienta con el número T (t) indicado no existe.= –3 La herramienta indicada t no tiene ninguna función de vigilancia definida.= –4 La función de vigilancia no está activada, es decir que el comando no se ejecuta.
INT t Número T interno: = 0 para todas las herramientas<> 0 para esta herramienta (t < 0: cálculo del valor |t|)
INT d opcional: Número D de la herramienta con el número t:> 0 para este número Dsin d / = 0 todos los filos de la herramienta t
INT mon opcional: Parámetro con codificación por bits para el modo de vigilancia (valores análogos a $TC_TP9):
= 1: Vida útil= 2: Número de piezas sin mon o = 0: Todos los valores reales de las vigilancias activas para la herramienta
t se ajustan a las consignas.
Notas:
– RESETMON( ) no actúa cuando está activa la “prueba del programa”.
– La variable para el acuse de recibo de estado state se tiene que definir al inicio delprograma mediante una instrucción DEF: DEF INT stateTambién se puede definir otro nombre para la variable (en lugar de state, pero con unmáx. de 15 caracteres, empezando por 2 letras). La variable sólo está disponible enel programa en que se haya definido.Lo mismo se aplica para la variable del tipo de vigilancia mon. Si es preciso introduciralgún dato, puede pasarse directamente como número (1 ó 2).

Programación
8.11 Comandos de lenguaje para la vigilancia de herramienta
8-192SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
8.11.3 Vigilancia del número de piezas
La vigilancia del número de piezas se refiere al filo activo de la herramienta activa. La vigilancia del número de piezas abarca todos los filos de herramienta que se utilizan parala fabricación de una pieza. Si el número de piezas varía por causa de nuevas especifica-ciones, se adaptan los datos de vigilancia de todos los filos de herramienta activados desdeel último recuento de piezas.
Actualización del número de piezas a través de manejo o SETPIECE( )
La actualización del número de piezas se puede realizar con la HMI o a través del comandode lenguaje SETPIECE( ) en el programa CN.
A través de la función SETPIECE, el programador puede actualizar los datos de vigilanciadel número de piezas de las herramientas que participan en el proceso de mecanizado. Si se ha programado SETPIECE(n), se busca en la memoria Setpiece interna. Si se haactivado esta “memoria” para el filo de una herramienta, la cantidad (cantidad restante–$TC_MOP4) del filo correspondiente se va reduciendo en el valor indicado y se borra la“memoria” (memoria Setpiece) correspondiente.
SETPIECE(n) n : = 0... 32000 Número de piezas producidas desde la última ejecución de la función
SETPIECE. El estado del contador para el número de piezas remanente($TC_MOP4[t,d])
se reduce en este valor.
Ejemplo de programación
N10 G0 X100N20 ...N30 T1N40 M6N50 D1... ; Mecanizado con T1, D1N60 SETPIECE(1) ; $TC_MOP4[1,1 ] (T1,D1) se decrementa en 1N90 T2N100 M6N110 D2... ; Mecanizado con T2, D2N200 SETPIECE(1) ; $TC_MOP4[2,2 ] (T2,D2) se decrementa en 1...N300 M2
Notas:
� El comando SETPIECE( ) no actúa en la búsqueda de secuencia.
� La definición directa de $TC_MOP4[t,d] sólo se recomienda en el caso más sencillo.Para este fin se precisa una secuencia posterior con el comando STOPRE.
Actualización de consignas
La actualización de consignas, el ajuste de los contadores de piezas remanentes($TC_MOP4[t,d]) al número de piezas nominal ($TC_MOP13[t,d]), se realiza habitualmentea través de un manejo (HMI). Sin embargo, al igual que lo descrito para la vigilancia de lavida útil de la herramienta, también se puede realizar a través de la función RESETMON(state, t, d, mon).

Programación
8.11 Comandos de lenguaje para la vigilancia de herramienta
8-193SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Ejemplo: DEF INT state ; Al inicio del programa, definir la variable para el acuse de
recibo de estado...N100 RESETMON(state,12,1,2) ; Actualización de consigna del contador de piezas para T12, D1,
consigna 2...
Ejemplo de programación
DEF INT state ; Definir variable para el acuse de recibo de estado de RESETMON()
;G0 X... ; RetirarT7 ; Cambiar nueva herramienta, ev. con M6$TC_MOP3[$P_TOOLNO,$P_TOOL]=100 ; Límite de preaviso 100 unidades$TC_MOP4[$P_TOOLNO,$P_TOOL]=700 ; Número de piezas remanente$TC_MOP13[$P_TOOLNO,$P_TOOL]=700 ; Consigna de número de piezas; Activación después del ajuste:$TC_TP9[$P_TOOLNO,$P_TOOL]=2 ; Activación Vigilancia del número de piezas,
herramienta activaSTOPREANF:BEARBEIT ; Subprograma para el mecanizado de piezasSETPIECE(1) ; Actualizar contadorM0 ; Pieza siguiente, continuar con Marcha CNIF ($TC_MOP4[$P_TOOLNO,$P_TOOL]]>1) GOTOB ANFMSG(“Herramienta T7 desgastada – Cambiar”)M0 ; Después del cambio de herramienta, continuar
con Marcha CNRESETMON(state,7,1,2) ; Actualización de consigna contador de piezasIF (state<>0) GOTOF ALARMGOTOB ANF ALARM: ; Visualizar error:MSG(“Error RESETMON: ” <<state) M0M2
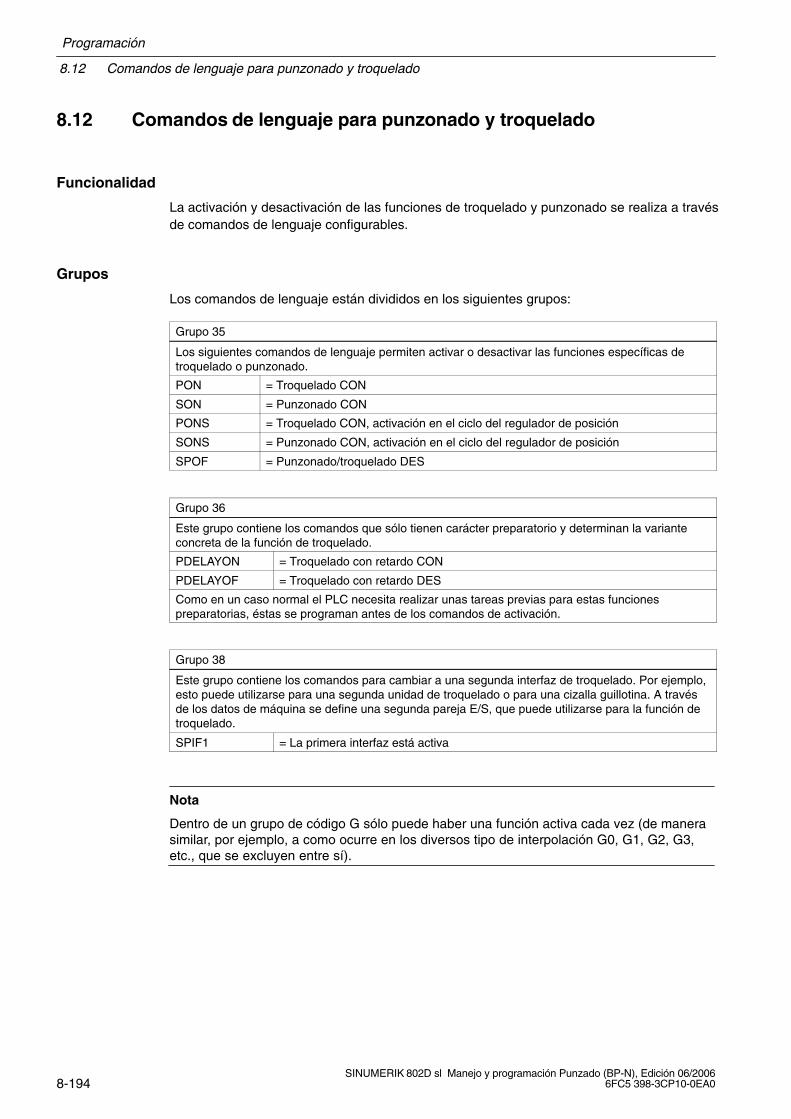
Programación
8.12 Comandos de lenguaje para punzonado y troquelado
8-194SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
8.12 Comandos de lenguaje para punzonado y troquelado
Funcionalidad
La activación y desactivación de las funciones de troquelado y punzonado se realiza a travésde comandos de lenguaje configurables.
Grupos
Los comandos de lenguaje están divididos en los siguientes grupos:
Grupo 35
Los siguientes comandos de lenguaje permiten activar o desactivar las funciones específicas detroquelado o punzonado.
PON = Troquelado CON
SON = Punzonado CON
PONS = Troquelado CON, activación en el ciclo del regulador de posición
SONS = Punzonado CON, activación en el ciclo del regulador de posición
SPOF = Punzonado/troquelado DES
Grupo 36
Este grupo contiene los comandos que sólo tienen carácter preparatorio y determinan la varianteconcreta de la función de troquelado.
PDELAYON = Troquelado con retardo CON
PDELAYOF = Troquelado con retardo DES
Como en un caso normal el PLC necesita realizar unas tareas previas para estas funcionespreparatorias, éstas se programan antes de los comandos de activación.
Grupo 38
Este grupo contiene los comandos para cambiar a una segunda interfaz de troquelado. Por ejemplo,esto puede utilizarse para una segunda unidad de troquelado o para una cizalla guillotina. A travésde los datos de máquina se define una segunda pareja E/S, que puede utilizarse para la función detroquelado.
SPIF1 = La primera interfaz está activa
Nota
Dentro de un grupo de código G sólo puede haber una función activa cada vez (de manerasimilar, por ejemplo, a como ocurre en los diversos tipo de interpolación G0, G1, G2, G3,etc., que se excluyen entre sí).

Programación
8.12 Comandos de lenguaje para punzonado y troquelado
8-195SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
SPOF Punzonado y troquelado DES
La función SPOF finaliza todas las funciones de troquelado y punzonado En este estado elCN no reacciona ni a la señal “Carrera activa” ni a las señales PLC específicas de punzo-nado y troquelado.
Si SPOF se programa conjuntamente con un comando de desplazamiento en una secuencia(y en todas las siguientes, si el punzonado o el troquelado no se han activado con SON oPON), la máquina se desplazará a la posición programada sin activar el troquelado. SPOFdeselecciona SON, SONS, PON y PONS y corresponde al estado Reset.
Ejemplo de programación SPOF
N20 G90 X100 SON ; Activar troquelado N25 X50 SPOF ; Desactivar troquelado, posicionar sin activar la carrera
SON Punzonado CON
SON conecta la función de punzonado y deselecciona las otras funciones del grupo G 35(p. ej. PON).
Al contrario de lo que ocurre con el troquelado, la primera carrera se realiza en el punto deinicio de la secuencia de activación, es decir, antes del primer movimiento de la máquina.
SON surte efecto de forma modal, es decir, permanece activa hasta que se programa SPOFo PON o hasta que se alcanza el final del programa.
En secuencias sin información de desplazamiento respecto a los ejes identificados comoejes de troquelado o punzonado (típicamente, los del plano activo), se suprime la activaciónde la carrera. Si aun así es preciso activar una carrera, debe programarse de forma explícitaun eje de troquelado o punzonado con el recorrido 0. Si la primera secuencia con SON esuna secuencia sin información de desplazamiento en el sentido mencionado, en estasecuencia sólo se realiza una carrera, pues el punto inicial y el final coinciden.
Ejemplo de programación SON
;N70 X50 SPOF ; Posicionamiento sin activación de troqueladoN80 X100 SON ; Activar punzonado, activación de una carrera antes del
movimiento (X=50) y al final del movimiento programado (X=100)
SONS Punzonado CON (en la frecuencia de regulación de posición)
SONS se comporta como SON. La activación se realiza en la frecuencia de regulación deposición De este modo puede conseguirse una optimización temporal de la activación de lacarrera y un aumento de los índices de troquelado por minuto.
PON Troquelado CON
PON activa la función de troquelado y desactiva SON.
PON también tiene efecto modal como SON.

Programación
8.12 Comandos de lenguaje para punzonado y troquelado
8-196SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Sin embargo, a diferencia de SON, no se realiza una carrera hasta el punto final de lasecuencia o, en el caso de una distribución automática del recorrido, al final de cadasección. En secuencias sin información de desplazamiento el comportamiento es idéntico alque se observa en el caso de SON.
Ejemplo de programación PON
;N100 Y30 SPOF ; Posicionamiento sin activación de troqueladoN110 X100 PON ; Activar troquelado, Activación de troquelado al final del
proceso de posicionamiento (X=100)
PONS Troquelado CON (en el ciclo del regulador de posición)
PONS se comporta como PON. Para ver la explicación, ver SONS.
PDELAYON Troquelado con retardo
PDELAYON es una función preparatoria. Esto significa que PDELAYON es programado porPON. Tras alcanzar la posición final programada, la carrera de troquelado se realiza conretraso.
El tiempo de retardo puede definirse en segundos mediante el siguiente dato de operador:DO42400 PUNCH_DWELLTIME.
Si el valor definido no es un número entero que pueda dividirse en el ciclo de interpolación,se redondea al valor divisible más cercano.
La función tiene efecto modal.
PDELAYOF Troquelado con retardo DES
PDELAYOF desconecta el troquelado con retardo, es decir, se sigue troquelando de formanormal. PDELAYON y PDELAYOF forman un grupo de código C.
Ejemplo de programación PDELAYOF
;N170 PDELAYON X100 SPOF ; Posicionamiento sin activación de troquelado, activación del
; troquelado con retardo;N180 X800 PON ; Activar troquelado. Tras alcanzar la posición final
; se realiza la carrera de troquelado con retardo ;N190 PDELAYOF X700 ; Desactivar troquelado con retardo, activación normal
; de troquelado. Fin del movimiento programado
SPIF1 Activación de la primera interfaz de troquelado
SPIF1 activa la primera interfaz de troquelado. Es decir, el control de la carrera se realizaa través de la primera pareja de la E/S rápida (ver datos de máquina:DM26004[0] NIBBLE_PUNCH_OUTMASK,DM26006[0] NIBBLE_PUNCH_INMASK).
Después de un Reset o de un arranque del control siempre está activa la interfaz detroquelado. Si sólo se utiliza una interfaz, ésta no tiene que programarse.

Programación
8.12 Comandos de lenguaje para punzonado y troquelado
8-197SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
8.12.1 Ampliación de las funciones de punzonado y troquelado
Tiempo previo de disparo activable automáticamente
Los tiempos muertos debidos al tiempo de reacción de la unidad de troquelado puedenminimizarse cuando la carrera puede activarse antes de alcanzar la ventana de interpolaciónde los ejes. El punto de referencia a tal fin es el final de la interpolación. La activación de lacarrera se activa automáticamente con G603 y se retarda el valor ajustado respecto almomento en el que se alcanza el fin de la interpolación.
A través del dato de máquina: DM26018 NIBBLE_PRE_START_TIME es un tiempo de re-tardo equivalente en segundos que puede ajustarse para la activación de la carrera.
Un valor de 0,018 s se selecciona cuando, por ejemplo, en un ciclo IPO de 9 ms, es precisoactivar una carrera 2 ciclos después de alcanzar el final de la interpolación.
Además, también puede ajustarse el tiempo previo de disparo en el dato de operador:DO42402 NIBPUNCH_PRE_START_TIME.
Este ajuste sólo tiene efecto si se ha introducido el siguiente dato de máquina: DM26018 NIBBLE_PRE_START_TIME = 0
De este modo el tiempo previo de disparo de DM26018 tiene la prioridad más alta.
Vigilancia de la señal de entrada
Cuando la señal “Carrera activa” varía debido, por ejemplo, a sobreoscilaciones del vástagoentre las carreras, además de la parada de la interpolación se emite el mensaje “Señal detroquelado no limpia”.
Este mensaje se crea en función del dato de máquina DM26020 NIBBLE_SIGNAL_CHECK:
DM26020 NIBBLE_SIGNAL_CHECK = 0 � Sin alarma
Tiempo mínimo entre dos carreras
El dato de operador DO42404 MINTIME_BETWEEN_STROKES permite ajustar unadistancia temporal mínima entre dos carreras consecutivas.
Si, por ejemplo, entre dos activaciones de carrera debe haber al menos 1,3 segundos,independientemente de la distancia espacial, se ajusta DO42404 MINTIME_BET-WEEN_STROKES=1,3.
Si se ha programado además un tiempo de espera de troquelado (PDELAYON), los dostiempos se aplican de forma aditiva. Si se ha ajustado un tiempo previo de activación enG603, éste sólo surtirá efecto si se alcanza el final de la interpolación después de la finaliza-ción de DO42404.
El tiempo programado se aplica de inmediato. En función del tamaño de la memoria tampónde la secuencia, las carreras programadas anteriormente podrán ejecutarse o no con estadistancia mínima. Esto puede evitarse con la siguiente programación (ejemplo):
N..N100 STOPREN110 $SC_MINTIME_BETWEEN_STOKES=1,3
Para DO42404 = 0 la función no está activa.

Programación
8.12 Comandos de lenguaje para punzonado y troquelado
8-198SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Aceleración dependiente del recorrido
El comando de lenguaje PUNCHACC(Smín, Amín, Smáx, Amáx) permite definir una carac-terística de aceleración. De este modo es posible definir diferentes aceleraciones en funciónde la distancia entre taladros.
Ejemplo 1
Figura 8-37 Aumento proporcional de la aceleración del 50% al 100% con una distancia entretaladros de 2 a 10 mm
La característica de la imagen superior define la aceleración siguiente:
� Distancias entre taladros inferiores a 2 mm: El desplazamiento se efectúa con unaaceleración del 50% de la aceleración máxima.
� Distancias entre taladros de 2 mm a 10 mm: La aceleración aumenta proporcionalmentea la distancia al 100%.
� Distancias entre taladros superiores a 10 mm: El desplazamiento se efectúa con unaaceleración del 100%.
Ejemplo 2
Figura 8-38 Reducción proporcional de la aceleración del 75% al 25% con una distancia entretaladros de 3 a 8 mm

Programación
8.12 Comandos de lenguaje para punzonado y troquelado
8-199SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
La característica de la imagen superior define la aceleración siguiente:
� Distancias entre taladros inferiores a 3 mm: El desplazamiento se efectúa con unaaceleración del 75% de la aceleración máxima.
� Distancias entre taladros inferiores de 3 mm a 8 mm: La aceleración disminuyeproporcionalmente a la distancia al 25%.
� Distancias entre taladros superiores a 8 mm: El desplazamiento se efectúa con unaaceleración del 25%.
Si se ha programado anteriormente una aceleración reducida a través de ACC, las acelera-ciones límite definidas a través de PUNCHACC se refieren a la aceleración reducida.
La función se cancela a través de:
Smín = Smáx = 0
La programación de aceleración que se ha realizado antes a través de ACC permaneceactiva.
8.12.2 Compatible con sistemas más antiguos
Uso de funciones M
Gracias a la macrotécnica sigue siendo posible, como hasta ahora, utilizar funciones Mespeciales en lugar de comandos de lenguaje (compatibilidad).
Tabla 8-4 Compatibilidad entre las funciones M y los comandos de lenguaje
Función M Comando de lenguaje
M20, M23 SPOF
M22 SON
M25 PON
M26 PDELAYON
Nota
Las funciones M pueden configurarse a través de los datos de máquina.
Si las funciones M se asignan a los comandos de lenguaje, es preciso tener en cuenta ladistribución de las funciones M en grupos de funciones auxiliares.
Ejemplos
DEFINE M20 AS SPOF ; Troquelado/punzonado DESo bienDEFINE M20 AS SPOF M=20 ; Troquelado con emisión de funciones auxiliares
DEFINE M20 AS SPOF PDELAYOF ; Troquelado/punzonado DES y troquelado con retardo DES
DEFINE M22 AS SON ; Punzonado CONo bienDEFINE M22 AS SON M=22 ; Punzonado CON con emisión de funciones auxiliares

Programación
8.12 Comandos de lenguaje para punzonado y troquelado
8-200SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
DEFINE M25 AS PON ; Troquelado CONo bienDEFINE M25 AS PON M=25 ; Troquelado CON con emisión de funciones auxiliares
DEFINE M26 AS PDELAYON ; Troquelado con retardoo bienDEFINE M26 AS PDELAYON M=26 ; Troquelado y emisión de funciones auxiliares
Ejemplo de programación
:N100 X100 M20 ; Posicionamiento sin activación de troqueladoN110 X120 M22 ; Activar punzonado antes y después del movimiento de activación
de carrera:N120 X150 Y150 M25 ; Activar troquelado, activación de la carrera al final el movimiento

Programación
8.13 División automática en segmentos
8-201SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
8.13 División automática en segmentos
Funcionalidad
División en segmentos
Cuando están activadas las funciones de troquelado, o bien, punzonado, SPP y SPN reali-zan una división programada en segmentos equidistantes. Internamente, para el control,cada segmento equivale a una secuencia.
Número de carreras
En troquelado, la primera carrera del punzón se realiza al final del primer segmento, al con-trario que en punzonado, donde la primera carrera del punzón se realiza al inicio del primersegmento. A lo largo de toda la trayectoria se realiza el siguiente número de carreras delpunzón:
Troquelado: Número de carreras = Número de segmentos
Punzonado: Número de carreras = Número de segmentos + 1
Funciones auxiliares
Las funciones auxiliares se ejecutan en el primero de los juegos generados.
Programación
SPP=
o bien
SPN=
Parámetros
Tabla 8-5
SPP Tamaño de los segmentos (distancia máxima entre punzonados), válido deforma modal
SPN Número de segmentos por secuencia, válido por secuencia

Programación
8.13 División automática en segmentos
8-202SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Ejemplo 1
Las trayectorias de punzonado definidas se deben dividir automáticamente en segmentosequidistantes.
62.5
<=3
210
365525
62.5
125
75 75
250
Y
X4 1
3 2
<=3<=4
130
Figura 8-39
N100 G90 X130 Y75 F60 SPOF ; Posicionamiento en el punto inicial 1 N110 G91 Y125 SPP=4 SON ; Punzonado CON; Longitud máxima de segmento
; para la división automática de la trayectoria: 4 mmN120 G90 Y250 SPOF ; Punzonado DES; Posicionamiento en el punto inicial 2N130 X365 SON ; Punzonado CON; Longitud máxima de segmento
; para la división automática de la trayectoria: 4 mmN140 X525 SPOF ; Punzonado DES; Posicionamiento en el punto inicial 3N150 X210 Y75 SPP=3 SON ; Punzonado CON; Longitud máxima de segmento
; para la división automática de la trayectoria: 3 mmN160 X525 SPOF ; Punzonado DES; Posicionamiento en el punto inicial 4N170 G02 X–62.5 Y62.5 I J62.5 SPP=3 SON ; Punzonado CON; Longitud máxima de segmento
; para la división automática de la trayectoria: 3 mmN180 G00 G90 Y300 SPOF ; Punzonado DES

Programación
8.13 División automática en segmentos
8-203SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Ejemplo 2
Para las siguientes sucesiones de agujeros se debe realizar una división automática de latrayectoria. Para la división se indica correspondientemente la máxima longitud de seg-mento introducida (valor SPP).
25
45 150 75375
37.79275
125
15075Y
X
160
1
2
3
Figura 8-40
N100 G90 X75 Y75 F60 PON ; Posicionamiento en el punto inicial 1; ; Troquelado CON, troquelar taladro individual
N110 G91 Y125 SPP=25 ; Longitud máxima de segmento ; para la división automática de la trayectoria: 25 mm
N120 G90 Y150 SPOF ; Troquelado DES; Posicionamiento en el punto inicial 2N130 X375 SPP=45 PON ; Troquelado CON; Longitud máxima de segmento
; para la división automática de la trayectoria: 45 mmN140 X275 Y160 SPOF ; Troquelado DES; Posicionamiento en el punto inicial 3N150 X150 Y75 SPP=40 PON ; Troquelado CON, en lugar de la longitud de segmento
; programada de 40 mm se utiliza la longitud de segmento; calculada de 37,79 mm.
N160 G00 Y300 SPOF ; Troquelado DES; Posicionamiento
8.13.1 División en ejes de contorneado
Longitud de los segmentos SPP
Con SPP se indica la distancia máxima entre punzonados y, en consecuencia, la longitudmáxima de los segmentos en los cuales se dividirá el recorrido total. La desactivación de lafunción se realiza mediante SPOF o bien SPP=0.
Ejemplo:
N10 SON X0 Y0N20 SPP=2 X10

Programación
8.13 División automática en segmentos
8-204SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
El recorrido total de 10 mm se divide en 5 segmentos de 2 mm cada uno (SPP=2).
Nota
La división en segmentos con SPP se realiza siempre de forma equidistante: todos lossegmentos tienen la misma longitud. Es decir, solamente es válido el valor de longitudprogramado para los segmentos cuando el cociente entre el trayecto total programado y elvalor SPP es un número entero. En caso contrario se reduce internamente el número desegmentos, de manera que dicho cociente resulte un número entero.
Recorrido programado (secuencia de punzonado o troquelado)
Y2
X2
E1
E1
Y
X
E1’E1
X2/Y2Longitud de segmento programadaLongitud de segmento redondeada automáticamente
Figura 8-41
Ejemplo:
N10 G1 G91 SON X10 Y10N20 SPP=3.5 X15 Y15
En un trayecto de 15 mm con una longitud de segmentos de 3,5 mm, el cociente es de 4,28.Como consecuencia se realiza una reducción de forma automática del valor SPP hasta elcociente de un número entero. En este caso, se obtiene una longitud para los segmentos de3 mm.
Número de segmentos SPN
Con la función SPP se define el número de segmentos en los que se desea dividir la trayec-toria programada. La longitud de los segmentos se calcula de forma automática. La funciónSPP es válida de forma secuencial, por lo cual se debe activar antes de troquelar o punzo-nar con PON o SON.

Programación
8.13 División automática en segmentos
8-205SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Aplicación de SPP y SPN en una misma secuencia
En el caso de que se programe en una misma secuencia la longitud de los segmentos(SPP) y la cantidad de éstos (SPN), se tendrá en cuenta para dicha secuencia la funciónSPN y, para el resto de secuencias, la función SPP. Si se encuentra activa la función SPPantes de programar SPN, tras ejecutar dicha secuencia, vuelve a ser válida SPN.
Recorrido programadoSegmento calculado automáticamente en XSegmento calculado automáticamente en Y
Y1
Y2
X1
Y
XX2
Y1X1X2/Y2
Figura 8-42
Nota
Si las funciones de punzonado y troquelado están incluidas dentro de la funcionalidadbásica del control, es posible programar dichas funciones de división en segmentos conSPN o bien SPP independientemente de la utilización de dichas tecnologías.
8.13.2 División en ejes individuales
Si se han definido como ejes de punzonado/troquelado ejes individuales adicionalmente alos ejes de la trayectoria, también se puede utilizar para éstos la división automática ensegmentos.
Comportamiento de ejes individuales con la función SPP
La longitud programada para los segmentos (SPP) se refiere a los ejes de la trayectoria.Por lo tanto, se ignora la función SPP en una secuencia en la que, adicionalmente al des-plazamiento del eje individual y el valor SPP, no se haya programado ningún eje de latrayectoria.

Programación
8.13 División automática en segmentos
8-206SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Si se programan ejes de contorneado conjuntamente con ejes individuales en una mismasecuencia, el comportamiento del eje individual se determina por el ajuste realizado en loscorrespondientes datos de máquina.
1. Ajuste estándar
La trayectoria del eje individual se divide uniformemente mediante las secuencias inter-medias generadas por la función SPP.
Ejemplo:
N10 G1 SON X10 A0N20 SPP=3 X25 A100
Debido a que los segmentos se han definido de 3 mm, se realizarán en total 5 secuen-cias a lo largo del desplazamiento total de 15 mm en el eje X (eje de trayectoria).
El eje A realiza así un giro de 20° por secuencia.
100 8060
40
20
100
1 2
Figura 8-43
2. Eje individual sin división en segmentos
El eje individual realiza su recorrido total en la primera secuencia generada.
3. División en segmentos diferente
El comportamiento del eje individual depende de la interpolación de los ejes de contor-neado:
– Interpolación circular: con división de la trayectoria
– Interpolación lineal: sin división de la trayectoria.
Comportamiento con SPN
El número de segmentos programado también es válido cuando no se ha programadosimultáneamente un eje de contorneado.
Requisitos: el eje individual se ha definido como eje de punzonado/troquelado.

Indice alfabético
Índice-207SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
Indice alfabéticoNúmeros3er o 4º eje, 8-168
AAC, 8-137ACC, 8-166Acoplamiento, 8-170Acotado absoluto, 8-137Administración de usuarios, 1-22AMIRROR, 8-145AROT, 8-142Arrastre de ejes, 8-169ASCALE, 8-143ATRANS, 8-141Avance F, 8-162Ayudas de entrada, 1-16
BBases de la programación CN, 8-121BRISK, 8-165Búsqueda de secuencia, 5-61Búsqueda del punto de referencia, 8-158
CCAC, 8-159CAC, CIC, CDC, CACP, CACN, 8-158CACN, 8-159CACP, 8-159Calculadora, 1-16Campo de manejo Máquina, 4-50Campo de manejo Parámetros, 3-33Campos de manejo, 1-14Caracteres especiales imprimibles, 8-124Caracteres especiales no imprimibles, 8-125Característica de aceleración, 8-198CDC, 8-159CIC, 8-159CIP, 8-156Círculo con transición tangencial, 8-157Comportamiento en aceleración, 8-165Con división de la trayectoria, automático, 8-201Conectar unidad de red, 1-26Conexión de red, 1-21Conjunto de ejes, 8-170Contador de piezas, 8-187Control tangencial, 8-160Coordenadas polares, 8-140
Corrección de la aceleración, 8-166Cotas incrementales, 8-137CPROT, 8-171CT, 8-157
DDatos de operador, 3-41Datos de usuario locales (LUD), 8-177Decalaje de origen programable, 8-141Decalaje del origen, 3-39
ajustable, 8-146Desbloquear puertos de comunicación, 1-22Desbloqueo de directorios, 1-24Desplazamiento a posición codificada, 8-158Desplazamiento a posiciones codificadas, 8-158Desplazamiento a tope fijo, 8-158Desplazamiento del eje individual, 8-205Determinación de polos, 8-140Dirección, 8-122Distancia mínima entre dos entre dos carreras
consecutivas, 8-197Distribución de la pantalla, 1-11División automática en segmentos, 8-201División de trayectoria, 8-201División en ejes de contorneado, 8-203DM26004, 8-196DM26006, 8-196DM26018, 8-197DM26020, 8-197DO42400, 8-196DO42402, 8-197DO42404, 8-197
EEje arrastrado, 8-170Eje maestro, 8-170Estructura de la palabra, 8-122Estructura de la secuencia, 8-123
FFactor de escala programable, 8-143FEje, 8-170FFWON, FFWOF, 8-167Ficheros
copiar, 1-18pegar, 1-18
Función adicional M, 8-173

Indice alfabético
Índice-208SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Función H, 8-174Funcionamiento en red, 1-21Funciones auxiliares, 8-201
GG0, 8-150G1, 8-151G110, 8-140G111, 8-140G112, 8-140G153, 8-146G17, 8-137G2, G3, 8-152G25, 8-148G26, 8-148G4, 8-168G500, 8-146G53, 8-146G54 a G59, 8-146G60, 8-163G64, 8-163G70, 8-139G700, 8-139G71, 8-139G710, 8-139G74, 8-158G75, 8-158G9, 8-163G90, 8-137G91, 8-137
HHerramienta RCS802, 1-27Herramienta T, 8-172Hot Keys, 1-18
IIC, 8-137Información de recorridos, 8-137Inicio de sesión del usuario, 1-23Interfaz V24, 5-79Interpolación circular, 8-152
a través de un punto intermedio, 8-156Interpolación lineal
con avance, 8-151con velocidad de desplazamiento rápido, 8-150
Introducción de programa manual, 4-52Introducir parámetros de red, 1-21
JJog, 4-50Juego de caracteres, 8-124
LLEje, 8-170Limitación de la zona de trabajo programable, 8-148Longitud de los segmentos SPP, 8-203LUD, 8-177
MMIRROR, 8-145Modo de contorneado, 8-163Modo de operación JOG, 4-50Modo de operación MDA, 4-52Movimientos de ejes, 8-150
NNiveles de protección, 1-14Número de segmentos SPN, 8-204
OOrigen de herramienta, 3-39Origen de máquina, 3-39
PParada precisa, 8-163Parámetro de cálculo, 3-40Parámetros de cálculo R, 8-175Parámetros de interfaz, 7-103PDELAYOF, 8-196PDELAYON, 8-196PON, 8-195, 8-204PONS, 8-196Programa de pieza
detener, cancelar, 5-62seleccionar, iniciar, 5-59
Protección de garras, 3-44

Indice alfabético
Índice-209SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/20066FC5 398-3CP10-0EA0
RRCS log in, 1-23Rearranque después de una cancelación, 5-63Reposicionamiento después de una interrupción, 5-63Reloj, 8-186ROT, 8-142Rotación programable, 8-142
SSaltos de programa, 8-179SCALE, 8-143Selección de planos, 8-137Separar unidad de red, 1-26Simetría especular programable, 8-145Sistema de ayuda, 1-19SOFT, 8-165SON, 8-195, 8-204SONS, 8-195SPIF1, 8-196SPN, 8-201SPOF, 8-195SPP, 8-201
TTamaño de los segmentos, 8-201TANG, TANGON, TANGOF, TLIFT, TANGDEL, 8-160Tiempo de espera, 8-168Tiempo previo de disparo activable automáticamente,
8-197
TLIFT, 8-160TRAILOF, 8-170TRAILON, 8-170TRAILON, TRAILOF, 8-169TRANS, 8-141Transferencia de datos, 5-79Troquelado y punzonado, comandos de lenguaje,
8-194
UUnidades de red, 1-25Uso de subprogramas, 8-183
VVariable de PLC, 8-178Vigilancia de herramienta, 8-189Vigilancia de la señal de entrada, 8-197Vigilancia de la vida útil de herramienta, 8-190Vigilancia del número de piezas, 8-192
WWALIMOF, 8-148WALIMON, 8-148
ZZonas protegidas, activar, desactivar, 8-171

Indice alfabético
Índice-210SINUMERIK 802D sl Manejo y programación Punzado (BP-N), Edición 06/2006
6FC5 398-3CP10-0EA0
Notas

Remitente
Nombre
Empresa/Dpto.
Calle
C.P. Localidad:
Teléfono: /
Propuestas
Correcciones
Para el manual:
SINUMERIK 802D sl
Documentación para el usuario
Manejo y programaciónPunzonadoReferencia: 6FC5398-3CP10-0EA0Edición: 06/2006
Si durante la lectura de este documentoencuentra algún error de imprenta,rogamos nos lo comunique rellenandoeste formulario.Asimismo, agradeceríamos sussugerencias y propuestas de mejora.
SIEMENS AG
A&D MC BMSPostfach 3180
D–91050 Erlangen(Tel. +49 (0) 180 5050 – 222 [Hotline]Fax +49 (0) 9131 98 –63315 [Documentación]E–mail: [email protected])
Fax: /
Sugerencias y/o correcciones