LISTA DE UNIDADES DE MEDIDA FRECUENTES EN SISTEMA ...
19
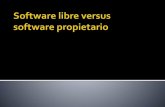
153 Información técnica LISTA DE UNIDADES DE MEDIDA FRECUENTES EN SISTEMA INTERNACIONAL Espacio y tiempo Ángulo plano Longitud Área Volumen Tiempo Periodicidad Frecuencia Frecuencia rotacional Mecánica Masa Densidad Momento de inercia Fuerza Momento de fuerza o torque Presión y esfuerzo Energía, trabajo Potencia Esfuerzo de impacto Calor Temperatura Coef. de expansión li- neal Cantidad de calor Conductividad térmica Difusibilidad térmica Capacidad de calor específica Electricidad y magne- tismo Corriente eléctrica Potencial eléctrico Densidad de corriente CANTIDAD UNIDAD SÍMBOLO OTRAS UNIDADES Radián Metro Metro cuadrado Metro cúbico Segundo Hertz Rev. por segundo Kilogramo Kilogramo por metro cúbico Kilogramo metro cuadrado Newton Newton-Metro Pascal Joule Watt Joule Kelvin Metro por metro - Kelvin Joule Watt por Metro-Kelvin Metro cuadrado por segundo Joule por Kilogramo- Kelvin Ampere Volt Ampere por metro cuadrado rad m m 2 m 3 s Hz s -1 kg kg/m 3 kg˙m 2 N N˙m Pa J W J K K -1 J W/(m˙K) m 2 /s J/(kg˙k) A V A/m 2 Grados(˚) Litro (L) sólo para líquidos Minuto (min)), Hora (h), Día (d), Semana y año Revoluciones por segundo (r/s) Revoluciones por minuto (r/m) Pa = N/m 2 Kilowatt-Hora (kW˙h) Grado Celsius(˚C) W/(m˙˚C) J/(kg˙˚C) 21 22
Transcript of LISTA DE UNIDADES DE MEDIDA FRECUENTES EN SISTEMA ...

153 Info
rmac
ión t
écni
ca
LISTA DE UNIDADES DE MEDIDA FRECUENTES EN SISTEMAINTERNACIONAL
Espacio y tiempoÁngulo planoLongitudÁreaVolumen
Tiempo
PeriodicidadFrecuencia
Frecuencia rotacional
MecánicaMasaDensidad
Momento de inercia
FuerzaMomento de fuerza otorquePresión y esfuerzoEnergía, trabajo
PotenciaEsfuerzo de impacto
CalorTemperaturaCoef. de expansión li-neal
Cantidad de calorConductividad térmicaDifusibilidad térmica
Capacidad de calorespecífica
Electricidad y magne-tismoCorriente eléctricaPotencial eléctricoDensidad de corriente
CANTIDAD UNIDAD SÍMBOLO OTRASUNIDADES
RadiánMetroMetro cuadradoMetro cúbico
Segundo
Hertz
Rev. por segundo
KilogramoKilogramo por metrocúbicoKilogramo metrocuadradoNewton
Newton-MetroPascalJoule
WattJoule
Kelvin
Metro por metro -KelvinJouleWatt por Metro-KelvinMetro cuadrado porsegundo
Joule por Kilogramo-Kelvin
AmpereVoltAmpere por metrocuadrado
radmm2
m3
s
Hz
s-1
kg
kg/m3
kg˙m2
N
N˙mPaJ
WJ
K
K-1
JW/(m˙K)
m2/s
J/(kg˙k)
AV
A/m2
Grados(˚)
Litro (L) sólopara líquidosMinuto (min)),Hora (h), Día (d),Semana y año
Revoluciones porsegundo (r/s)Revoluciones porminuto (r/m)
Pa = N/m2
Kilowatt-Hora(kW˙h)
Grado Celsius(̊ C)
W/(m˙˚C)
J/(kg˙˚C)
2122

154Info
rmac
ión t
écni
caFACTORES DE CONVERSIÓN USADOS COMUNMENTE
CANTIDAD PARA A MULTIPLICAR PORCONVERTIR DE
Ángulo planoLongitud
Área
Volumen
Masa
Fuerza
Torque
Presión, esfuerzo
Energía, trabajo, calor
Temperatura
Gradosinftyd
in2
ft2
yd2
in3
ft3
Galón U.S.Litros
lbmton
kgflbf
kgf˙mlbf˙inlbf˙ft
kgf/m2
lbf/ft2
lbf/in2 (psi)kips/in2 (ksi)bar
BTUlbf˙ftCaloríaWatt hora
˚C˚F˚F
radmmm
m2
m2
m2
m3
m3
m3
m3
kgkg
NN
N˙mN˙mN˙m
PaPaPaPaPa
JJJJ
KK˚C
1.745329 x 10-2
2.54 x 10-1
3.048 x 10-1
9.144 x 10-1
6.4516 X 10-4
9.290304 X 10-2
8.361274 X 10-1
1.638706 X10-5
2.831685 X 10-2
3.785412 X 10-3
1.745329 X 10-2
4.535924 X 10-1
1.000 X 103
9.806654.448222
9.806651.129848 X 10-1
1.355818
9.806654.788026 X 101
6.89457 X 103
6.894757 X 106
1.0 X 105
1.055056 X 103
1.3558184.1840003.600 X 103
tk = tc + 273.15tk = (tf + 459.67)/1.8tc = (tf - 32)/1.8

155 Info
rmac
ión t
écni
ca
22
MILIMETROS
0,3970,7641,191
1,5881,9842,381
2,7783,1753,572
3,9694,3664,763
5,1595,5565,953
6,3506,7477,144
7,5417,9388,334
8,7319,1289,525
9,92210,31910,716
11,11311,50911,906
12,30312,700
FRACCIONESDE PULGADAS
1/641/32
3/64
1/165/64
3/32
7/641/18
9/64
5/3211/64
3/16
13/647/32
15/64
1/417/64
9/32
19/645/16
21/64
11/3223/64
3/8
25/6413/32
27/64
7/1629/64
15/32
31/641/2
DECIMALES DEPULGADAS
0,015620,031250,04687
0,062500,078120,09375
0,109370,125000,14062
0,156250,171870,18750
0,203120,218750,23437
0,250000,265620,28125
0,296870,312500,32812
0,343750,359370,37500
0,390620,406250,42187
0,437500,453120,46875
0,484370,50000
MILIMETROS
13,09713,46413,891
14,28814,68415,081
15,47815,87516,272
16,66917,06617,463
17,85918,25618,653
19,05019,44719,844
20,24120,63821,034
21,43121,82822,225
22,62223,01923,416
23,81323,20724,207
25,00325,400
FRACCIONESDE PULGADAS
33/6417/32
35/64
9/1637/64
19/32
39/645/8
41/64
21/3243/64
11/16
45/6423/32
47/64
3/449/64
25/32
51/6413/16
53/64
27/3255/64
7/8
57/6429/32
59/64
15/1661/64
31/32
63/64
DECIMALES DEPULGADAS
0,515620,531250,54687
0,562500,578170,59375
0,609370,625000,64062
0,656250,671870,68750
0,703120,718750,73437
0,750000,765620,78125
0,796870,812500,82812
0,843750,859370,87500
0,890620,906250,92187
0,937500,953120,96875
0,984371,0000
TABLA DE EQUIVALENCIAS PULGADAS-MILÍMETROS

156
TABLA DE PROPIEDADES DE LOS METALESDATOS TÉCNICOS DE ALGUNAS ALEACIONES
1140
- 15
0013
50 -
1400
1200
- 14
0011
30 -
1200
1200
- 14
00
ca.9
00
ca.9
0013
00 -
1350
Acer
oAc
ero
inox
idab
le18
/825
/20
188
+ M
o
Acer
o fu
ndid
oFi
erro
fund
ido
Fier
ro fu
ndid
om
aleab
le
Lató
n
Bron
ceM
onel
Fe +
C
Cr 1
8%Ni
8%
Cr 2
5%Ni
8%
Cr 1
8%Ni
8%
Mo
2,5%
Fe +
CFe
+ C
Fe +
C
Cu +
Zn
Cu +
Sn
Cui +
Ni
7,8
7,8
- 7,9
7,6
- 7,8
7,0
- 7,3
7,2
- 7,4
8,5
8,5
- 8,9
8,5
- 9,0
- 0,04 - 0,11 - 0,30
0,10
0,06
40 -
8060
40 -
8015
- 50
35 -
45
30 -
50
15 -
2050
- 60
0,18
0,39 - -
0,45
9
0,06
4 - 0
,84
0,13
5 - 0
,180
0,48
120
- 250
140
- 170
120
- 180
170
- 220
110
- 220
70 -
140
100
- 200
100
- 150
PUNT
ODE
FUS
IÓN
˚CAL
EACI
ONES
SÍM
BOLO
QUÍM
ICO
PESO
ESPE
CÍFI
CO
COND
UCTI
BILI
-DA
D TÉ
RMIC
A(c
al/c
m2 )
RESI
STEN
CIA
A LA
TRA
CCIÓ
Nkg
/mm
2
RESI
STEN
CIA
ELÉC
TRIC
Am
m2 /m
DURE
ZABR
INEL
Lkp
mm
2
Info
rmac
ión t
écni
ca

157 Info
rmac
ión t
écni
ca
DATOS TÉCNICOS DE ALGUNOS METALES
1535
1083
658
650
327
420
232
321
1452
1800
3400
1720
2622
1242
1495
1800
1415
961
1063
1773
•Fier
ro•C
obre
•Alu
min
io•M
agne
sio•P
lom
o•Z
inc
•Esta
ño•C
adm
io•N
íque
l•C
rom
o•T
ungs
teno
•Van
adio
•Mol
ibde
no•M
anga
neso
•Cob
alto
•Tita
nio
•Sili
cio•P
lata
•Oro
•Plat
ino
Fe Cu Al Mg Pb Zn Sn Cd Ni Cr W V Mo
Mn Co Ti Si Ag Au Pt
7,8
8,5
- 8,9
2,7
1,85
11,4
8,9
7,3
8,6
8,9
7,1
19,1
6,0
10,2
7,3
8,9
4,5
2,3
10,5
19,3
21,4
2740
2600
2060
1110
1740
906
2270
765
2730
2500
5900
3400
4800
2150
2900 -
2300
2210
2970
4410
45 -
8060
- 80
25 -
4030
- 40
4 - 7
40 -
5010
- 15
20 -
3015
0 - 2
2080
0 - 1
100
650
- 800
-15
0 - 2
503
- 513
0 - 1
80- -
25 -
3525
-30
35 -
40
0,18
0,94
0,53
0,38
0,80
0,27
0,16
0,22
0,22
0,16
0,48 - 0,35 - 0,16
0,20 1,0
0,71
0,17
0,10
00,
017
0,02
80,
044
0,20
00,
059
0,11
50,
0068
0,06
80,
130
0,05
00,
260
0,05
11,
850
0,06
20,
800
0,10
00,
016
0,02
20,
100
PUNT
ODE
FUS
IÓN
˚CAL
EACI
ONES
SÍM
BOLO
QUÍM
ICO
PESO
ESPE
CÍFI
CO
PUNT
O DE
EBUL
LICI
ÓN˚C
RESI
STEN
CIA
A LA
TRA
CCIÓ
Nkg
/mm
2
RESI
STEN
CIA
ELÉC
TRIC
Am
m2 /m
DURE
ZABR
INEL
Lkp
mm
2
COND
UC-
TIBI
LIDA
DTÉ
RMIC
A(c
al/c
m2 )
/ s/
˚C
45 -
8060
- 80
25 -
4030
- 40
4 - 7
40 -
5010
- 15
20 -
3015
0 - 2
2080
0 - 1
100
650
- 800
-15
0 - X
250
3 - 5
130
- 180
- -25
- 35
25 -3
035
- 40
22

158Info
rmac
ión t
écni
caCOMPOSICION DE ALEACIONES
CON ALTO PORCENTAJE DE NÍQUEL

159 Info
rmac
ión t
écni
ca
TABLA DE PRECALENTAMIENTO DE METALES
22

160
TABLA DE PRECALENTAMIENTO DE METALESIn
form
ació
n téc
nica

161 Info
rmac
ión t
écni
ca
TABLA DE PRECALENTAMIENTO DE METALES
NOTA: Para piezas de hierro colado, se deberá precalentar y mantener unrango de temperatura de 100˚F - 120˚F (mientras suelda), y despuésdejar enfriar lo más lentamente posible.
22

162Info
rmac
ión t
écni
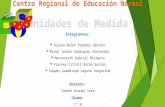
caDIAGRAMA DE SCHAEFFLER Y LONG-DELONG
Este diagrama ha sido utilizado para auxiliar la selección apropiada del usode materiales de aporte austeníticos y para predecir la micro estructura ypropiedades. Se usa estimar la cantidad de ferrita delta en los depósitos desoldadura.Las cordenadas del diagrama son: Cromo equivalente y Níquel equivalente.Esta selección permite correlacionar los efectos de los formadores de austeni-ta (Ni, Mn, C, etc.) y los formadores de ferrita (Cr, Mo, etc.) en la micro estruc-tura final.Long y De Long hicieron cambios a este diagrama, alterando las lineas paramejorar la habilidad para predecir el contenido de ferrita.Para aceros inoxidables, como 309, 316 y 316L el diagrama de Schaefflerpierde precisión, sin embargo, el diagrama Long De Long es mas precisopara estos aceros inoxidables de mayor aleación.Para aceros como el 308, 308L ambos diagramas son esencialmente iguales.Ejemplo: Considérese un acero inoxidable 308-16
Composición Química% C = 0.08, % Mn = 2, % Ni = 10, % Si = 1
Calculo de cromo equivalenteCr eq = % Cr + % Mot 1.5 (%Si) + 0.5 - % Cb)Cr eq = 19 % + 0 + 1.5 (1%) + 0.5 (0 %) = 20.5%
Cálculo de níquel equivalenteNi eq = % Ni + 30 (%C) + (%Mn)Ni eq = 10% + 30 (0.08%) + 0.5 (2%) = 13.4%
Con estos datos busque en las cordenadas los valores correspondientes eintersecte ambos valores. Lea en las líneas de ferrita a que porcentaje co-rresponde.Del diagrama de Schaeffler el porcentaje de ferrita 5%Del diagrama de Long De Long el porcentaje de ferrita es: 7.6 %Note que el diagrama Long De Long es más preciso para este caso.Estos diagramas solo deben utilizar para aceros inoxidables.
Consúltenos para mayor información.

163 Info
rmac
ión t
écni
ca
DIAGRAMA DE SCHAEFFLER
DIAGRAMA DE LONG Y DELONG
CROMO EQUIVALENTE (Cr + Mo + 1.5 Si + 0.5 Cb)
CROMO EQUIVALENTE (Cr + Mo + 1.5 Si + 0.5 Cb)
22

164Info
rmac
ión t
écni
caTABLA DE TEMPERATURAS

165
TABLA COMPARATIVA GRADOS CENTIGRADOS - GRADOS FARENHEIT
ECUACION GENERAL °C=( °F- 32)/1.8
°C °F °C °F °C °F °C °F
0102030405060708090
==========
32506886104122140158176194
100150200250300350400450500550
==========
2123023924825725627528429321022
6006507007508008509009501001050
==========
1112120212921382147215621652174218321922
110011501200125013001350140014501500
==========
201221022192228223722462255226422732
Info
rmac
ión t
écni
ca
°F=(1.8˚C)+32
22

166Info
rmac
ión t
écni
caTABLA DE DUREZAS
NOTA: Las tablas de conversión de dureza son aproximadas.

167 Info
rmac
ión t
écni
ca
TABLA DE DUREZAS
22

168Info
rmac
ión t
écni
caTABLA GENERAL DE ACEROS INOXIDABLES

169 Info
rmac
ión t
écni
ca
TABLA GENERAL DE ACEROS INOXIDABLES
22

170
1- 1000 Amps. repartidos en 4 salidas de 250 amps. c/u2- 1500 Amps. repartidos en 6 salidas de 250 amps. c/uNOTA:Ver abreviaturas en la página siguiente
GRUPO
C.A.
1F
CA/CD1F
CDCC1F
CD CC VC 3F
CDCC3F
CD, CC3F Sistema
Multi Operador
CA/CDA.F.1F Doble Proceso
C.D.VC1F
C.D.
VC3F
Plas. IFIF3F
MODELO
MI 80MI 225 LTH 225TH 300
TH 225/150TH 300/200MI 2-300 CA/CDMI 250 L- CA/CD
Arctron 130Arctron 160MI 250 L-CDMI 2-300 CD
Opus 2K 355 Opus 560Multiarc 452Multiarc 652
MI -3-375MI-3-475MI -3-575SRH 444
MOS-250-4
MOS-250-6
MI 150 HFMI 2-300 CA/CD/AFAlpha Tig 252Alpha Tig 352
MM 130MM 175MM 201MM 252MM 261
CP 303Deltamig 352Deltamig 452Deltamig 652
Hot point 437Hot point 750Hot point 1500
SW
PERNOS
PUNTOS
MIG
FCAW TIG
CONTROL
DE SALIDA
AMPERAJE
NOMINAL
CA
PSPPSPPSPPSP
Arv/TimArv/TimArv/TimArv/Tim
TIM/BTIM/BTIM/BTIM/B
TIM/B
TIM/BTIM/B
2 Taps
Mecánico
Mecánico
Mecánico
Mecánico
Mecánico
Mecánico
Mecánico
Electrónico
Electrónico
Mecánico
Mecánico
Electrónico
Electrónico
Electrónico
Electrónico
Mecánico
Mecánico
Mecánico
Eléctrico
Eléctrico
Eléctrico
Mecánico
MecánicoElectrónicoElectrónico
5 Taps6 Taps5 Taps10 Taps10 Taps
MecánicoElectrónicoElectrónicoElectrónico
ElectrónicoRangos
Electrónico
80100/155
225100/300
230
300
300
250
150
250
250
350
Info
rmac
ión t
écni
caMÁQUINAS SOLDADORAS ESTÁTICAS TIPO TRANSFORMADOR
RECTIFICADOR

171
CONTROL
DE SALIDA
AMPERAJE
NOMINAL
CA CD
AMPERAJE
MAXIMO
VOLTS
CA
PRIMARIO
CICLO
DE
TRABAJO
KVA
POTENCIA
APARENTE
KW
POTENCIA
REAL
2 Taps
Mecánico
Mecánico
Mecánico
Mecánico
Mecánico
Mecánico
Mecánico
Electrónico
Electrónico
Mecánico
Mecánico
Electrónico
Electrónico
Electrónico
Electrónico
Mecánico
Mecánico
Mecánico
Eléctrico
Eléctrico
Eléctrico
Mecánico
MecánicoElectrónicoElectrónico
5 Taps6 Taps5 Taps10 Taps10 Taps
MecánicoElectrónicoElectrónicoElectrónico
ElectrónicoRangos
Electrónico
80100/155
225100/300
230
300
300
250
150
250
250
350
150
200
300
250
130
160
250
275
300
450450650
300
400
500
400
250
250
150
250
250
350
100
130
200
250
250
300
350
450
650
25
55
80
80
230
250
300
300
600
400
500
600
550
1- 1000
2- 1500
130
170
235
250
250
120
127/220
127/220
127/220
127/220
127/220
220/440220
120
220
220
220/440
220/440
220/440
220/440
220/440
220/440
220/440
220/440
220/440
240/440
240/440
220/440
220/440
220/440
220/440
120
220
220
220/
220/440
220/440
220/440
220/440
220/440
120/220
220/440
220/440
10%
20%
20%
20%
20%
20%
50%
30%
35%
35%
30%
50%
60%100%100%100%
60%
60%
60%
60%
60%
60%
50%
50%
50%
50%
30%
30%
40%
40%
60%
100%
100%
100%
100%
40%
60%
100%
4.45
9.9
12.8
15.4
12.8
15.4
18.4
18.4
4.3
6.3
18.4
18.4
12.2
21.1
35.819
22.8
30.4
41.9
32.0
73.2
109
13.2
18.4
30.8
30.8
3.48
3.96
7.9
11.5
11.5
13.7
20.5
27.8
44.8
3.8
12.3
25
2.85
5.4
8.3
10.5
8.3
10.5
12
12
3.9
5.7
12.0
12
11.519
23.721.1
15.0
21.2
28.6
21.6
48
72
8.6
12.0
20
20.8
3.10
3.56
6.4
10.3
10.3
12.3
14.4
22.2
36.2
3.1
8.5
13
Info
rmac
ión t
écni
ca
MÁQUINAS SOLDADORAS ESTÁTICAS TIPO TRANSFORMADORRECTIFICADOR
22