Laboratorio de Ingenieria de Fabricación: Deformación y Corte (ICAI)
18
LABORATORIO DE FABRICACIÓN Deformación y corte Gema Barrales Alcaín
description
Informe de Laboratorio de la asignatura Ingenieria de Fabricación en la Escuela Tecnica Superior de Ingenieria ICAI
Transcript of Laboratorio de Ingenieria de Fabricación: Deformación y Corte (ICAI)

LABORATORIO DE FABRICACIÓN
Deformación y corte
Gema Barrales AlcaínCarmen Agúndez Lería
Mar Carmona SanzPilar Alfaro Cerezo
3ºC IEM 2014-2015
índice
1 – INTRODUCCIÓN 3
Tipos de prensas y funcionamiento 3
Medidas de seguridad básicas 4
Elementos funcionales de una matriz 4
Cálculo de fuerzas de corte 5
2 - OPERACIONES MÁS HABITUALES DE DEFORMACIÓN Y CORTE DE CHAPA: 6
DOBLADO 6
EMBUTICION 7
CIZALLADO 7
TROQUELADO O ESTAMPADO 7
3- DE LA PRENSA UTILIZADA EN EL LABORATORIO: 9
Tipo de prensa y principales características. 9
Descripción de su funcionamiento. 10
Medidas de seguridad. 10
Elementos auxiliares. 11
Elementos de diseño destinados a realizar una producción automática. 11
4- DE LA MATRIZ UTILIZADA EN EL LABORATORIO (MOSTRADA EN EL MATERIAL COMPLEMENTARIO): 12
Descripción de su funcionamiento 12
Croquis de los principales elementos 12
Cálculo de la fuerza de corte. (Material chapa de acero al 0.1% de C en estado blando). Comparar con las prestaciones de la prensa. 13
Cálculo del punto de aplicación de la fuerza. Comparar con la disposición de la matriz en la prensa. 14

1 – Introducción
Tipos de prensas y funcionamiento
Las prensas son maquinas-herramientas cuya característica es la entrega de grandes cantidades de energía de forma controlada.
Una prensa debe estar equipada con matrices y punzones disenados para ciertas operaciones específicas. La mayoría de operaciones de corte, doblado, embutido o cizallado se pueden realizar con prensas, escogiendo una correcta matriz y distribución de punzones.
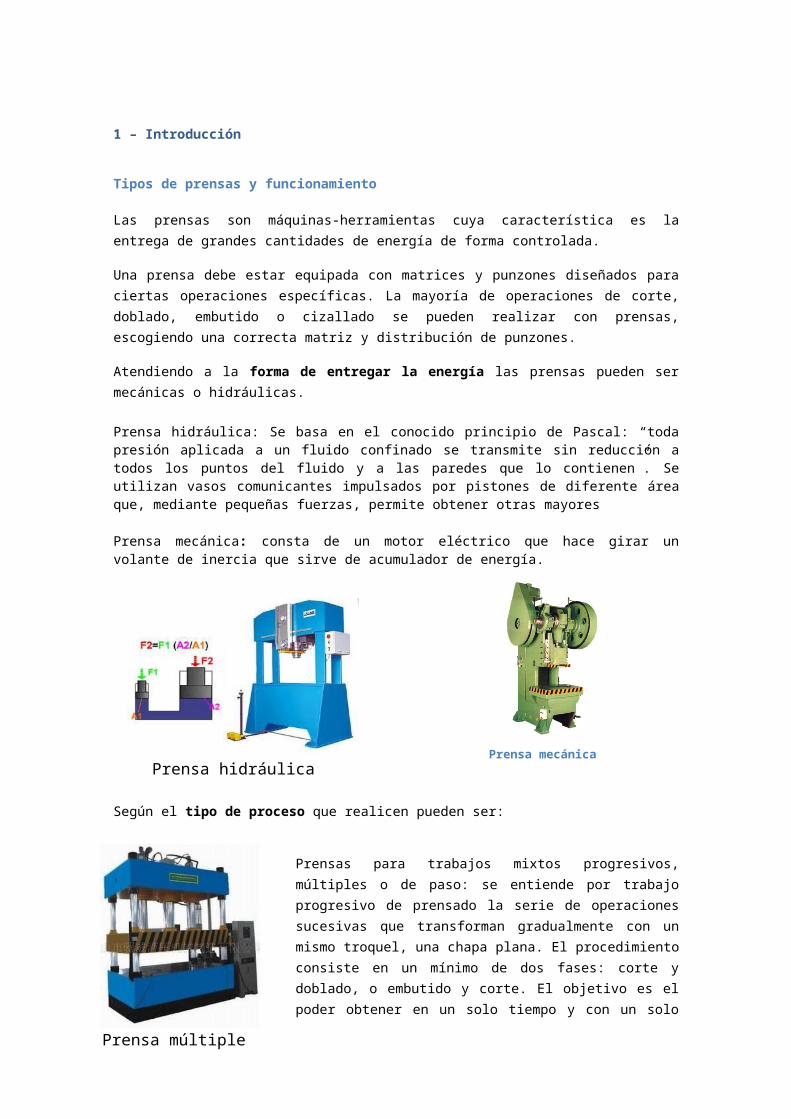
Atendiendo a la forma de entregar la energía las prensas pueden ser mecanicas o hidraulicas.
Prensa hidraulica: Se basa en el conocido principio de Pascal: “toda presión aplicada a un fluido confinado se transmite sin reducción a todos los puntos del fluido y a las paredes que lo contienen”. Se utilizan vasos comunicantes impulsados por pistones de diferente area que, mediante pequenas fuerzas, permite obtener otras mayores
Prensa mecanica: consta de un motor electrico que hace girar un volante de inercia que sirve de acumulador de energía.
Según el tipo de proceso que realicen pueden ser:
Prensas para trabajos mixtos progresivos, múltiples o de paso: se entiende por trabajo progresivo de prensado la serie de operaciones sucesivas que transforman gradualmente con un mismo troquel, una chapa plana. El procedimiento consiste en un mínimo de dos fases: corte y doblado, o embutido y corte. El objetivo es el poder obtener en un solo tiempo y con un solo troquel una serie de operaciones sucesivas. Es necesario que los punzones esten paralelos entre si y actúen sincronizados
Prensas combinadas (de bloque) : Son prensas que por tener acción mixta, tienen sus útiles combinados (no en línea), realizando el proceso en una sola operación. Las operaciones que combinan pueden ser de corte, embutido, doblado, punzonado…
Otras clasificaciones de prensas: por su sistema de transmisión, su estructura, su velocidad…
Prensa hidráulica
Prensa mecánica
Prensa múltiple

Medidas de seguridad básicas
1. Los interruptores, pulsadores y mandos de embrague de las prensas se han de asegurar para que no sean accionados involuntariamente. Concretamente en las prensas de accionamiento por pedal, este debe protegerse contra el accionamiento fortuito. 3. Los elementos de transmisión y los volantes de la prensa deben estar debidamente protegidos por cubiertas o carcasas.4. El circuito electrico de la prensa debe estar conectado a tierra. El cuadro electrico al que este conectado la maquina debe estar provisto de un interruptor diferencial de sensibilidad adecuada. 5. Es conveniente que las carcasas de protección de los elementos de transmisión vayan provistas de interruptores que impidan la puesta en marcha de la prensa cuando las protecciones no estan cerradas.
6. Manejando la prensa no debe uno distraerse en ningún momento.7. Todas las operaciones de ajuste, lubricación, limpieza, comprobación, colocación y ajuste de troqueles etc., deben realizarse con la prensa totalmente parada y con sus órganos móviles debidamente anclados.
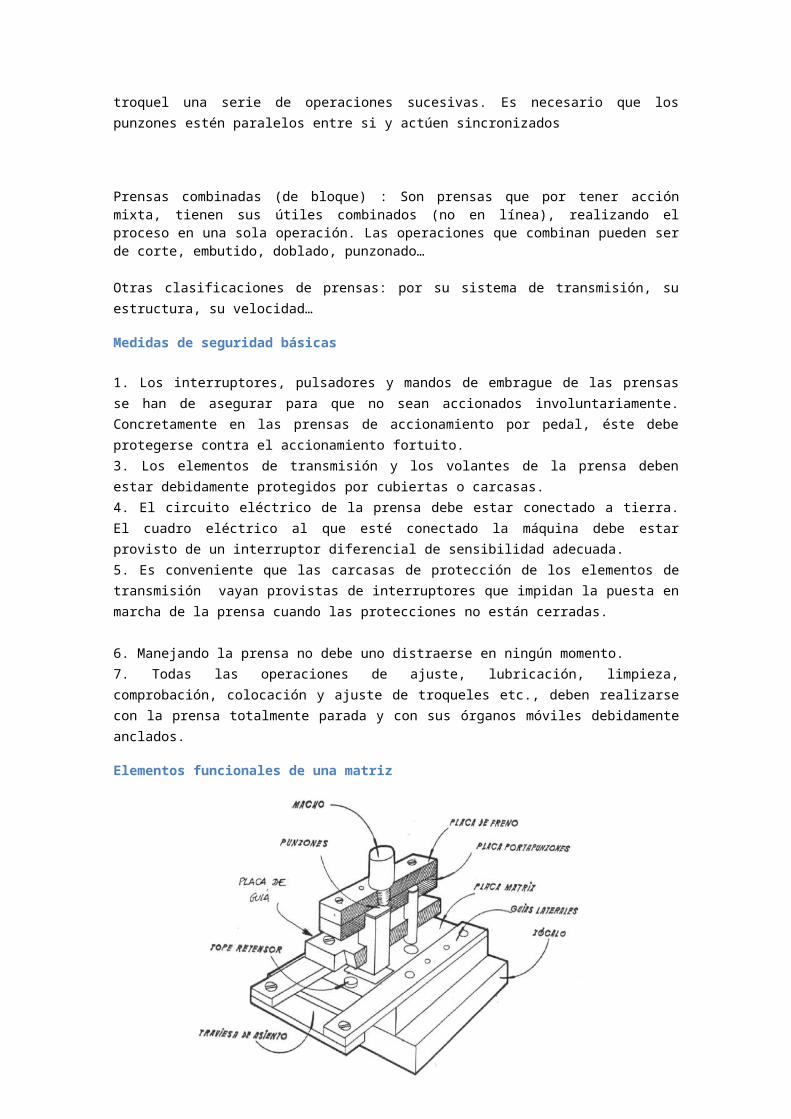
Elementos funcionales de una matriz
Placa matriz: placa en la que encajan los punzones al bajar y que depende del proceso a realizar. es una de las piezas esenciales del troquel, soporta grandes esfuerzos debido a los impactos. Tiene la forma negativa de la pieza y se apoya sobre la placa inferior
Placa portapunzones: da alojamiento y sostiene a los punzones
Punzones: Son las partes móviles del troquel que se acoplan al carro de la prensa mediante el portapunzones y tienen la figura total o parcial de la pieza que se quiere obtener
Guías laterales: forman la calle para el paso de la banda de material Macho: sirve de enlace directo entre la prensa y el propio útil.
Cálculo de fuerzas de corte
En el contacto con la chapa, el punzón comprime y luego corta. La dilatación del material produce contra las paredes de la matriz rozamiento durante el corte, y por tanto se necesita un mayor esfuerzo.
La fuerza necesaria para que la prensa corte el metal viene dada por la siguiente ecuación:
F=P·s· SS
Dónde:
P = perímetro de la figura que se va a cortar
s = Espesor de la chapa que se va a cortar
Ss = Esfuerzo maximo que resiste el material a cortadura
El esfuerzo a cortadura Ss, se puede obtener por la siguiente ecuación:
Ss=(0' 6∼0'75 )· Su
Siendo el valor de Su el esfuerzo maximo a tracción, que se puede encontrar en las tablas de la AISI o SAE
2 - Operaciones más habituales de deformación y corte de chapa:
Antes de determinar las características que diferencian unos procedimientos de otros, sera preciso senalar en que consiste cada una de las operaciones. Se pueden categorizar en función si se trata de un proceso de conformación o de corte.
Cada operación se realiza con una maquina diferente, que a continuación se tendran en cuenta las utilizadas para esta practica.
DEFORMACION
DOBLADO
Modificar una chapa en dos o mas planos distintos formando un determinado angulo. Suele realizarse entre punzón y matriz y comúnmente se emplean prensas plegadoras específicas.
Para operaciones de doblado es necesario tener en cuenta tanto el radio de curvatura como la elasticidad del material. Durante el proceso las fibras exteriores del metal se alargan, interiores se comprimen y las de la zona media (fibra neutra) cambian de forma pero no de longitud. Hay ocasiones en las que la pieza tiende a volver a su forma primitiva, esto depende del espesor y el radio de doblado.
Dentro del doblado existen algunas operaciones particulares tales como curvado, enrollado, engrapado y perfilado. El plegado es un proceso de ensamblaje mecanico probado, en el que se unen por forma piezas de carrocería, entre otros elementos. Este proceso se aplica en la industria automovilística, por ejemplo, en la producción de piezas montadas.
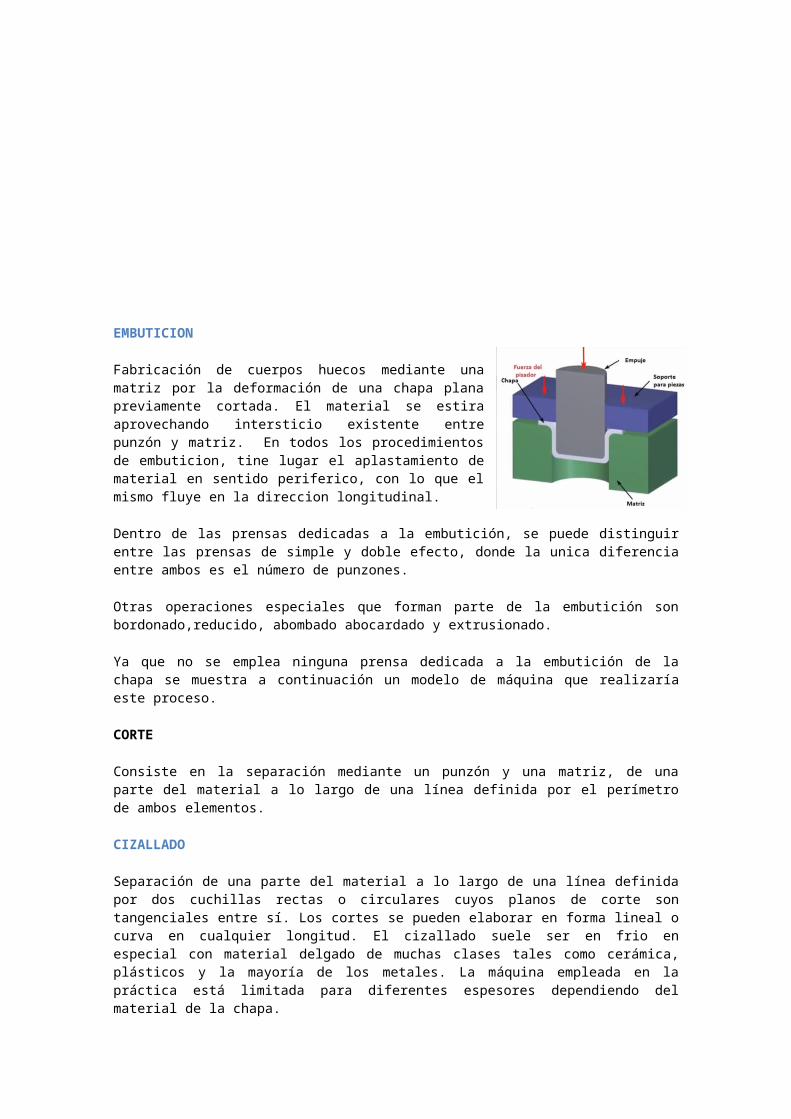
EMBUTICION
Fabricación de cuerpos huecos mediante una matriz por la deformación de una chapa plana previamente cortada. El material se estira aprovechando intersticio existente entre punzón y matriz. En todos los procedimientos de embuticion, tine lugar el aplastamiento de material en sentido periferico, con lo que el mismo fluye en la direccion longitudinal.
Dentro de las prensas dedicadas a la embutición, se puede distinguir entre las prensas de simple y doble efecto, donde la unica diferencia entre ambos es el número de punzones.
Otras operaciones especiales que forman parte de la embutición son bordonado,reducido, abombado abocardado y extrusionado.
Ya que no se emplea ninguna prensa dedicada a la embutición de la chapa se muestra a continuación un modelo de maquina que realizaría este proceso.
CORTE
Consiste en la separación mediante un punzón y una matriz, de una parte del material a lo largo de una línea definida por el perímetro de ambos elementos.
CIZALLADO
Separación de una parte del material a lo largo de una línea definida por dos cuchillas rectas o circulares cuyos planos de corte son tangenciales entre sí. Los cortes se pueden elaborar en forma lineal o curva en cualquier longitud. El cizallado suele ser en frio en especial con material delgado de muchas clases tales como ceramica, plasticos y la mayoría de los metales. La maquina empleada en la practica esta limitada para diferentes espesores dependiendo del material de la chapa.
TROQUELADO O ESTAMPADO
Proceso mediante el cual, gracias a la herramienta adecuada que, montada en una prensa permite realizar operaciones diversas tales como (cizallado, doblado, picado, estampado, embutido.. etc). Algunos ejemplos de troquelado son los mostrados en la siguiente tabla junto con un ejemplo de prensa mecanica de estampación . En esta practica se utilizara la prensa excentrica explicada en al apartado 1 y 2 de este informe. A continuación se muestra otro tipo de prensa dedicada a este proceso.

Finalmente se puede concluir que la principal diferencia entre los cuatro procesos propuesto es que tanto el troquelado como el cizallado se agrupan dentro del conformado por corte, mientras que el proceso de embutición junto con el doblado forman parte del conformado por deformación. Por un lado la conformación por corte elimina parte de la pieza por medio de un golpe de un punzón el cual es accionado por una prensa, por otro lado la conformación por deformación altera la forma de la chapa o pieza pero la cantidad de material sigue siendo el mismo.

3- De la prensa utilizada en el laboratorio:
Tipo de prensa y principales características.
Hemos usado en esta practica la Prensa excentrica, MIOS T40 FV. De su ficha tecnica podemos sacar la siguiente información: http://www.miospresse.com/catalogo.pdf
Características Técnicas T40 FVPresión maxima 400 Kn
Golpes por minuto 140 n.Golpes por minuto variables 70-200 n.
Potencia motor 4 KwCarrera regulable 5-75 mm
Regulacion corredera 50 mmDistancia mesa-corredera 330 mm
Profundidad de cuello de cisne 205 mmPaso entre montantes 245 mm
Dimensiones mesa 405x670 mmEspesor mesa supletoria 60 mm
Agujero en la mesa 120 mmDimensiones corredera 155x315 mmAgujero en la corredera 38 mm
Peso neto 2100 kgAngulo de inclinación 18º
A: 2180 mmB: 1250 mmC: 1370 mm D: 1160 mmE: 845 mm F: 810 mmG: 60 mm H: 330 mmL: 405 mmM: 670 mmN: 205 mmO: 245 mm R: 155 mmS: 315 mm
La prensa, de potencia de cuatro toneladas esta formada por un motor electrico, que es la que la pone en funcionamiento; un sistema neumatico, que facilita la introducción de la chapa en la prensadora y finalmente una bobina de chapa. En nuestro caso, el material de la chapa era acero inoxidable, (que
contiene cinc y níquel) por lo que el espesor de la chapa era de 1.5mm. Si hubiesemos usado otro tipo de acero, el espesor hubiese variado.
Descripción de su funcionamiento.
La maquina esta contiene un volante. Este volante al girar almacena energía cinetica que va a ser la energía empleada en el proceso de fabricación, la necesaria para subir y bajar los punzones de la matriz.
Para que este volante comience a girar necesitamos del motor electrico explicado en el apartado previo. Este motor usa la energía electrica de la red y la transforma en un par mecanico que es el causante del giro del volante. Debido a que la fuente de alimentación es electrica, lo primero que debemos comprobar antes de accionar la maquina es si estamos conectados a la red.
Ademas, la maquina cuenta con un sistema neumatico que regula la entrada de chapa en la matriz. Este sistema tiene dos mordazas, una que traslada la chapa y otra que abre o cierra. Este sistema, necesita de un compresor de aire. El segundo paso que hay que hacer antes de accionar la maquina sería comprobar si esta encendido.
Es conveniente antes de accionar la prensa, hacer una prueba en vacío, para comprobar y observar el correcto funcionamiento de los punzones de subida y bajada.
Una vez comprobado estos terminos encendemos el alimentador de chapa y comenzamos el proceso de fabricación. La prensa tiene la posibilidad de hacer una fabricación en serie o hacer una fabricación puntual. En ambos casos el proceso es el mimo. La chapa es regulada por las mordazas, que van a alimentando al mismo ritmo que los machos suben y bajan.
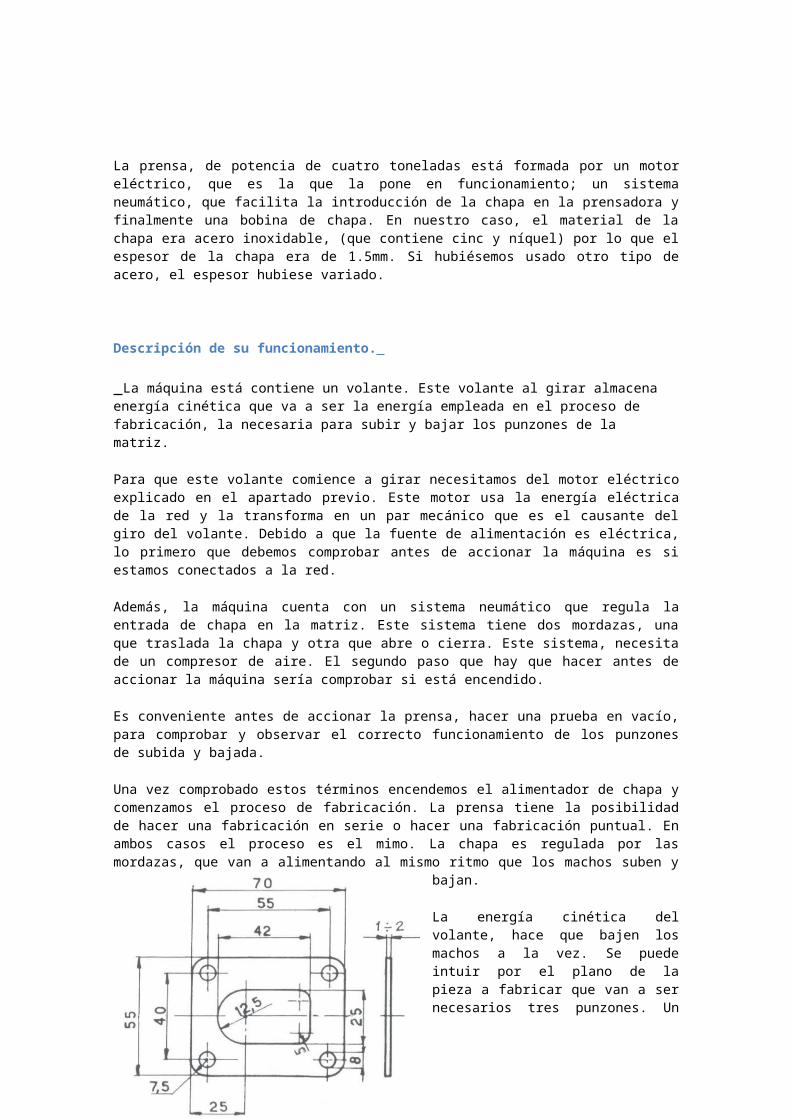
La energía cinetica del volante, hace que bajen los machos a la vez. Se puede intuir por el plano de la pieza a fabricar que van a ser necesarios tres punzones. Un punzón que produzca los cuatro orificios de los vertices, otro para el agujero central y otro finalmente que nos separe la figura que queremos del resto de la placa mecanica.
Medidas de seguridad. El mayor peligro de las maquinas de prensa es que en un movimiento de sube-baja no estampen contra una placa sino contra alguna parte del cuerpo humano. Las mas susceptibles a este aplastamiento serían las manos.
La primera medida de seguridad que tiene la prensa es una ventanilla protectora alrededor de la matriz. La maquina no puede funcionar con esta ventanilla abierta.
En la foto adjunta a la derecha no se puede ver esta ventanilla, ya que es una medida de protección puesta a posteriori.
La ventanilla protectora se sitúa
ahí

En segundo lugar, la maquina se acciona con dos botones. Estos botones estan dispuestos de tal manera que requieran el uso de las dos manos para pulsarlos, ademas que la pulsación tiene que ser durante un tiempo largo. Otra de las medidas de seguridad que hay que aplicar en el laboratorio es el uso de guantes para mover la bobina de chapa de acero, ya que puede cortar.
Elementos auxiliares. Como elementos auxiliares, ya hemos comentado el sistema neumatico y la bobina de chapa. Se han descrito en otros apartados tanto físicamente como su funcionamiento.
Elementos de diseño destinados a realizar una producción automática.
La prensa, como comentamos al comienzo de este punto, tiene distintos modos de funcionamiento. Uno de ellos es la de producción en serie. Esta producción sistematizada permite la fabricación de infinidad de elementos en un periodo de tiempo muy corto. Para esto es de gran importancia ver la capacidad de realiacion de golpes que tiene la prensa por minuto.

4- De la matriz utilizada en el laboratorio (mostrada en el material complementario):
Descripción de su funcionamientoLa chapa se corta sometiendola a esfuerzos cortantes. La forma que adquiere la pieza viene determinada por la forma del punzón y la matriz. Como se ha visto en teoría, el punzón protagoniza el corte en dos fases principales:
Ejerce presión sobre la chapa que origina una compresión del material provocando deformación plastica de la chapa que tiende a levantarse. Se origina una zona cóncava.
El punzón encuentra libre el camino en la matriz y ocasiona una expansión lateral del medio plastico. El esfuerzo de compresión se iguala a la resistencia de cortadura del material y se produce un brusco desgarro. Entonces, el trozo de plancha sujeto al punzón se separa del resto. La superficie lisa que aparece en la pieza es consecuencia del frotamiento del borde del cizallado con las paredes del punzón y de la matriz.
Croquis de los principales elementos
Macho- PunzónMango
Placa base superior
Placa porta machos
Placa sujetadora extractora
Placa porta matrices
Guías de banda
Tornillos y otros accesorios
Columnas
Elementos elásticos
MatrizChapa

Cálculo de la fuerza de corte. (Material chapa de acero al 0.1% de C en estado blando). Comparar con las prestaciones de la prensa.
Calcularemos la fuerza de corte de acuerdo con la siguiente fórmula:
Ps=F*KsK=Resistencia al cizallamientoF=Superficie de corte en mm2
El valor de la resistencia al cizallamiento se obtiene por medio de tablas. En este caso, para acero al 0.1% de C y espesor 1.5mm, K=34Kg/mm2. Por otro lado, el valor de F se debera calcular a partir de la geometría de la pieza multiplicando el perímetro de las zonas punzonadas por su espesor.
Perímetro (L1) punzones circulares:L1=Π*8*4=100.53mmF1=L1*1.5= 150.79mm2
Perímetro (L2) punzón central:L2= 2*24.5+12.5*Π+15+Π*5=118.98mmF2=L2*1.5=178.47mm2
Perímetro (L3) exterior:L3= 2*70+2*55-8*7.5+2*Π*7.5=237.123mmF3=L3*1.5=355.69mm2
P=(F1+F2+F3)*k=23288.15kg,que considerando g=10m/s2 equivalen a una fuerza de 232.881 kN.
Puesto que la prensa admite una fuerza maxima de 400 kN se podrían realizar punzonados de mayor perímetro en placas de mayor espesor.
Cálculo del punto de aplicación de la fuerza. Comparar con la disposición de la matriz en la prensa.
A continuación vamos a calcular el centro de gravedad de la pieza pues es el punto donde se aplica la resultante de las fuerzas que se ejercen sobre la misma. Si no se aplicasen en este punto, aparecería un momento flector que obligaría al carro de la prensa cuando esta bajo la carga P, a tomar una directriz de deslizamiento oblicua según un determinado angulo, aumentando el juego de deslizamiento por una parte y anulandolo por la otra.
Para el calculo de dicho centro utilizamos el Teorema de Varignon:
Puesto que las cargas no se aplicaron simultaneamente, es necesario calcular distintos centros de gravedad para cada una:
1. Para las perforaciones iniciales (4 agujeros circulares de diametro 8 mm), el cdg se encuentra en el centro de la pieza, por simetría. XG=35mm y YG=27.5mm. Si bien hay que tener en cuenta que cada punzón debe aplicarse exactamente en el centro de cada futura perforación.
2. Para la perforación central:Tiene simetría en el eje Y luego YG= 27.5 mm. No obstante, el calculo de XG es algo mas complejo:
Cdg(x)= ∑ P∗x
∑ P =
39.269∗17.04+49∗37.25+30.71∗52.34739.269+49+30.71
= 34.476mm
El esquema que se ha usado para calcularlo es el siguiente: (todas las cotas en mm)