La Programación de Un PLC
29
La programación de un PLC se realiza mediante periféricos del autómata, como pueden ser un PC, una consola de programación, un grabador EPROM, etc. El programa que más se ha utilizado hasta ahora ha sido el SYSWIN en sus diferentes versiones, pero se están empezando a utilizar nuevos programas más completos, como el CX-PROGRAMMER. Este último es el que vamos a utilizar en esta página a la hora de programar autómatas, por tanto está en vuestras manos conocer el manejo de este programa para poder practicar. La programación de un autómata comienza con la ejecución de un GRAFCET o DIAGRAMA DE MANDO del proceso a controlar y basándonos en este GRAFCET realizaremos el DIAGRAMA DE RELES o ESQUEMA DE CONTACTOS, que permite una representación lógica de control similar a los sistemas electromecánicos. INSTRUCCIONES DE PROGRAMACION GRAFCET ESQUEMA DE CONTACTOS Presentación El motivo de esta página es acercarte de una manera clara y sencilla al mundo de los autómatas programables industriales. Aquí podrás encontrar solución a tus dudas, conocer lo último del mercado de autómatas, dar un repaso a tus conocimientos de programación mediante esquema de contactos e incluso podrás practicar esta programación mediante una conexión en tiempo real con un autómata programable industrial. Esta última opción puede ser utilizada por los alumnos de la Escuela de Ingeniería Técnica Industrial de Toledo siempre que se pongan en contacto con el profesor que imparta la teoría de autómatas
-
Upload
david-tapia-gualpa -
Category
Documents
-
view
238 -
download
2
description
programcion de plc´s
Transcript of La Programación de Un PLC

La programación de un PLC se realiza mediante periféricos del autómata, como pueden ser un PC, una consola de programación, un grabador EPROM, etc. El programa que más se ha utilizado hasta ahora ha sido el SYSWIN en sus diferentes versiones, pero se están empezando a utilizar nuevos programas más completos, como el CX-PROGRAMMER. Este último es el que vamos a utilizar en esta página a la hora de programar autómatas, por tanto está en vuestras manos conocer el manejo de este programa para poder practicar.
La programación de un autómata comienza con la ejecución de un GRAFCET o DIAGRAMA DE MANDO del proceso a controlar y basándonos en este GRAFCET realizaremos el DIAGRAMA DE RELES o ESQUEMA DE CONTACTOS, que permite una representación lógica de control similar a los sistemas electromecánicos.
INSTRUCCIONES DE PROGRAMACION
GRAFCET
ESQUEMA DE CONTACTOS
Presentación
El motivo de esta página es acercarte de una manera clara y sencilla al mundo de los autómatas programables industriales. Aquí podrás encontrar solución a tus dudas, conocer lo último del mercado de autómatas, dar un repaso a tus conocimientos de programación mediante esquema de contactos e incluso podrás practicar esta programación mediante una conexión en tiempo real con un autómata programable industrial. Esta última opción puede ser utilizada por los alumnos de la Escuela de Ingeniería Técnica Industrial de Toledo siempre que se pongan en contacto con el profesor que imparta la teoría de autómatas para que les facilite la contraseña de acceso a los diferentes ordenadores.
Nos vamos a centrar en la familia de autómatas programables CQM-1 de OMRON, que es la más adaptable a cualquier tipo de máquina a controlar de aplicación media y además es un tipo de autómata sencillo, rápido y flexible.
Si al echar un vistazo a la página te quedas con ganas de profundizar un poco más en el mundo de los autómatas programables y sus aplicaciones industriales, no dudes en visitar la página de OMRON ELECTRONICS: Http://www.omron.es/
Programación
En este apartado veremos las principales instrucciones de este lenguaje de programación. Por supuesto existe un juego amplísimo de instrucciones con muy

variadas e interesantes utilidades, pero nos vamos a limitar a conocer las más básicas y utilizadas, lo que nos basta para realizar algunos ejemplos sencillos. En cualquier manual de programación de autómatas podrás encontrar todas las instrucciones existentes para todo tipo de autómatas.
INSTRUCCIONES DE DIAGRAMA DE RELES
Vamos a referenciar las instrucciones por sus nemónicos. La mayoría de las instrucciones tienen asociados uno o más operandos que indican o suministran los datos sobre los que se ha de ejecutar cada instrucción, Estos suelen ser direcciones de canales o valores constantes, toda instrucción necesita uno o más canales de memoria.
La mayoría de las instrucciones están disponibles en forma diferenciada y en forma no diferenciada, distinguiéndose las primeras por un símbolo de arroba (@) delante del nemónico de la instrucción. Una instrucción no diferenciada se ejecuta cada vez que es escaneada siempre que su condición de ejecución sea ON, mientras que una instrucción diferenciada se ejecuta sólo una vez después de que su condición de ejecución pase de OFF a ON. Si la condición de ejecución no ha cambiado o ha cambiado de ON a OFF desde la última vez que fue escaneada la instrucción, ésta no se ejecutará.
Estas seis instrucciones básicas corresponden a las condiciones de ejecución en un diagrama de relés. Cada una de estas instrucciones y cada dirección de bit se pueden utilizar tantas veces como sea necesario, no existe un número limitado ni restricciones

en el orden en el que se deben utilizar mientras no se exceda la capacidad del PLC. Las combinaciones de estas condiciones determinan la ejecución o no de las siguientes instrucciones:
OUT y OUT NOT se utilizan para controlar el estado del bit designado de acuerdo con la condición de ejecución. OUT pone a ON el bit designado A para una condición de ejecución ON y lo pone a OFF para una condición de ejecución OFF. OUT NOT pone a ON el bit designado para una condición de ejecución OFF y lo pone a OFF para una condición de ejecución ON.
SET pone el bit operando a ON cuando la condición de ejecución es ON y no afecta al estado del bit operando cuando la condición es OFF. RESET pone a OFF el bit operando cuando la condición de ejecución es ON y no afecta al estado del bit operando cuando la ejecución es OFF.
DIFU y DIFD se utilizan para poner a ON el bit designado durante sólo un ciclo de scan. Estas instrucciones se utilizan cuando no hay disponibles instrucciones diferenciadas y se desea la ejecución de una instrucción sólo en un scan. (El programa se ejecuta continuamente ya que es cíclico. Un scan es una sola pasada a ese programa). Son útiles a la hora de simplificar la programación. Llevan un contacto asociado que se pone a ON durante solo un scan.

IL se utiliza siempre junto a ILC para crear enclavamientos en el programa. Si la condición de ejecución de IL es ON el programa se ejecutará como está escrito, con una condición de ejecución ON para cada instrucción que haya entre IL e ILC. Si la condición de ejecución de IL es OFF no se ejecutarán las instrucciones que hay entre IL e ILC.
El rango de V es de 000.0 a 999.9, sin escribir el punto decimal y N define el número de contador. Un temporizador se activa cuando su condición de ejecución se pone a ON y se resetea de nuevo al valor V cuando la condición de ejecución se pone a OFF. Existe un contacto asociado que se pone a ON cuando el temporizador termina la cuenta y este contacto asociado será condición de ejecución de cualquier otra instrucción. Los temporizadores se resetean cuando están enclavados entre IL e ILC.
CNT se utiliza para descontar a partir del valor V cuando su condición de ejecución pasa de ON a OFF. Se resetea cuando su contacto de reset se pone a ON. También tiene un contacto asociado que se pone a ON cuando el contador termina de contar el valor V que sirve de condición de ejecución para cualquier otra instrucción. Los contadores no se resetean cuando se encuentran enclavados entre IL e ILC.

Estas son las llamadas instrucciones de transferencia de datos más importantes:
MOV copia el contenido del canal S al canal D cuando su condición de ejecución es ON. S puede ser un canal ó un direccionamiento inmediato (un valor precedido del símbolo #).
XFER copia los contenidos de los canales S, S+1, S+2,..., S+N a los canales D, D+1, D+2,..., D+N. N tiene que estar en código BCD.
BSET copia el contenido del canal S a todos los canales existentes entre St y E. S también puede ser un direccionamiento inmediato.
XCHG intercambia el contenido de los canales S y T.
GRAFCET
INTRODUCCIÓN
El GRAFCET surge en Francia a mediados de los años 70, debido a la colaboración de algunos fabricantes de autómatas, como Telemecanique y Aper con dos organismos oficiales: AFCET (Asociación francesa para la cibernética, economía y técnica) y ADEPA (Agencia nacional para el desarrollo de la producción automatizada).
Actualmente es una herramienta imprescindible cuando se trata de automatizar procesos secuenciales de cierta complejidad con autómatas programables.
El GRAFCET es un diagrama funcional que describe la evolución del proceso que se quiere automatizar. Está definido por unos elementos gráficos y unas reglas de evolución que reflejan la dinámica del comportamiento del sistema.

Todo automatismo secuencial o concurrente se puede estructurar en una serie de etapas que representan estados o sub-estados del sistema en los cuales se realiza una o más acciones, así como transiciones, que son las condiciones que deben darse para pasar de una etapa a otra.
ELEMENTOS GRAFICOS
Las etapas
Las etapas representan cada uno de los estados del sistema. El símbolo empleado para representar una etapa es un cuadrado con un número o símbolo en su interior que la identifica. Las etapas iniciales se representan por un cuadrado de doble línea. Cuando se recorre el gráfico de evolución por cualquier camino posible, deben alternarse siempre una etapa y una transición.
Las acciones que llevan asociadas las etapas se representan con un rectángulo donde se indica el tipo de acción a realizar. Una etapa puede llevar asociadas varias acciones.

Las líneas de evolución
Las líneas de evolución unen entre sí las etapas que representan acciones consecutivas. Las líneas se entenderán siempre orientadas de arriba abajo, a menos que se represente una flecha en sentido contrario. Dos líneas de evolución que se crucen deben de interpretarse que no están unidas.
Las transiciones
Las transiciones representan las condiciones lógicas necesarias para que finalice la acción o acciones asociadas a una etapa y se inicien las de la etapa o etapas inmediatamente consecutivas. Gráficamente se representan por una línea cruzada sobre las líneas de evolución.
REGLAS DE EVOLUCION
·El proceso se descompone en etapas, que serán activadas de forma secuencial.

·Una o varias acciones se asocian a cada etapa. Estas acciones sólo estarán activas cuando la etapa esté activa.
·Una etapa se hace activa cuando la precedente lo está y la condición de transición entre ambas etapas ha sido activada.
·La activación de una condición de transición implica la activación de la etapa siguiente y la desactivación de la etapa precedente.
·La etapa inicial tiene que ser activada antes de que se inicie el ciclo del GRAFCET. Un ciclo está formado por todas las etapas posteriores a la etapa inicial.
ESTRUCTURAS DEL GRAFCET
Existen procesos que requieren estructuras más complejas en las que se representan bucles, tomas de decisiones o tareas simultáneas que deben sincronizarse. Para estos casos el GRAFCET dispone de otras estructuras básicas a partir de las cuales pueden generarse los diagramas de dichos procesos.
Secuencia lineal
La secuencia lineal es la estructura más simple posible y consiste en una sucesión de etapas unidas consecutivamente por las líneas de evolución y condiciones de transición.
Dentro de un tramo de secuencia lineal solamente una etapa debe estar activa en un instante determinado.
Se activa una etapa cuando se encuentra activada la anterior y se cumplan las condiciones de transición entre ambas.
La activación de una etapa implica la desactivación de la anterior.
Una secuencia lineal puede formar parte de una estructura más compleja.

Divergencia y convergencia en “o”
La divergencia y convergencia en “o”, a las que llamaremos conjuntamente bifurcación en “o”, forman una estructura en la que existen los siguientes elementos:
·Una divergencia en “o” en la que se inician varios caminos o subprocesos alternativos posibles.
·Una serie de caminos alternativos con una macro estructura lineal, aunque pueden tener otras estructuras más complejas.
·Una o más convergencias en “o” de dichos caminos alternativos, de tal forma que la macro-estructura debe ser globalmente cerrada.
Las propiedades básicas que cumple la estructura de bifurcación en “o” son las siguientes:
·A partir del punto de divergencia el proceso podrá evolucionar por distintos caminos alternativos, cada uno de ellos con su propia condición de transición.
·Las condiciones de transición de los diversos caminos de divergencia han de ser excluyentes entre sí, de forma que el proceso sólo podrá progresar por uno de ellos.
·A nivel de gráfico global, los distintos caminos iniciados como divergencia en “o” deben confluir en uno o más puntos de convergencia en “o”. Dicho de otra forma, la estructura debe ser totalmente cerrada y no pueden existir caminos abiertos, ya que esto provocaría situaciones sin posible salida.

Divergencia y convergencia en “y”
La divergencia y convergencia en “y”, a la que llamaremos conjuntamente bifurcación en “y”, forman una estructura en la que existen los siguientes elementos:
·Una divergencia en “y” en la que se inician varios caminos o subprocesos que deben iniciarse simultáneamente cuando se cumpla una determinada condición de transición común
·Una serie de caminos simultáneos con una macroestructura lineal, aunque pueden contener otras estructuras mas complejas.
·Una o mas convergencias en “y” de dichos caminos, de manera que la macroestructura debe ser globalmente cerrada.
Las propiedades que cumplen las bifurcaciones en “y” son las siguientes:
·A partir del punto de divergencia el proceso evolucionará por varios caminos a la vez ejecutando varias tareas simultáneamente.
·La condición de transición para iniciar las tareas simultáneas es única y común para todas ellas.
·La convergencia en “y” impone de por sí una condición de transición: Todas las tareas que confluyan deben haber terminado para que el proceso pueda continuar.

ESQUEMA DE CONTACTOS
El segundo paso en la programación de un autómata es la elaboración de un esquema de contactos del proceso a controlar basándonos en el grafcet antes realizado. Un diagrama de relés ó esquema de contactos consiste en una línea vertical a la izquierda que se llama BARRA DE BUS y de líneas paralelas que parten de ella denominadas LINEAS DE INSTRUCCIÓN. En las líneas de instrucción se colocan los relés ó contactos, que pueden corresponder con estados del sistema ó con condiciones de ejecución. Las combinaciones lógicas de estos contactos determinan cuándo y cómo se ejecutan las instrucciones del esquema, situadas al final de las líneas de instrucción. Todos los contactos, a efectos de programación, llevan asignados una dirección de bit, ( ej: 000.04) a excepción de los contactos que representan los estados del sistema, que llevan asignados una dirección de canal (ej: HR0.00).
Toda contacto del diagrama de relés está ON u OFF dependiendo del estado del bit operando asignado. Una CONDICIÓN NORMALMENTE ABIERTA está en ON si el bit asignado está en ON, y en OFF si el bit asignado está en OFF. Una CONDICION NORMALMENTE CERRADA está en ON si el bit asignado está en OFF, y en OFF si el bit asignado está en ON. Generalizando, se utiliza una condición normalmente abierta si se desea hacer algo cuando un bit esté en ON y se utiliza una condición normalmente cerrada si se desea hacer algo cuando un bit esté en OFF. Ejemplo:

La primera línea representa una condición normalmente abierta donde la instrucción se ejecuta cuando A está en ON. La segunda representa una condición normalmente cerrada, donde la instrucción se ejecuta cuando B está en OFF.
El diagrama se va realizando siguiendo las etapas del GRAFCET. Vamos a ver cómo sería el paso del GRAFCET al ESQUEMA DE CONTACTOS en diferentes situaciones:
Esta inicialización hay que realizarla siempre al comienzo de un esquema de contactos.

Con estos sencillos pasos podemos elaborar cualquier tipo de diagrama. Dos últimas consideraciones a tener en cuenta:
·Las instrucciones de salida no pueden representarse más de una vez en el esquema de contactos, por lo que si tenemos varios estados que realizan la misma acción, realizaremos una “o” con los contactos asociados que activen esa salida.
·Los esquemas de contactos siempre deben acabar con la instrucción “END“
CONTROL DE UN PLC
INTRODUCCION
El PLC ( Progammable Logic Controller ) es un equipo electrónico programable diseñado para controlar en tiempo real y en ambiente industrial un proceso secuencial. Se produce una reacción a la información recibida por los captadores del sistema automatizado (finales de carrera, células fotoeléctricas, sensores, encoders, teclados,

etc ) y se actúa sobre los accionadores de la instalación ( motores, electroválvulas, indicadores luminosos, etc ).
En definitiva, se trata de un lazo cerrado entre un dispositivo que controla (PLC) y la instalación en general.
El avance de la automatización ha ido invariablemente unido al avance de los sistemas eléctricos y electrónicos. A medida que se han ido mejorando los sistemas informáticos y reduciendo el tamaño de los componentes electrónicos se han podido construir autómatas con mayor capacidad de control sobre los sistemas, se ha reducido su tamaño y se han aumentado sus posibilidades.
Estas posibilidades suelen estar condicionadas por el número de terminales entrada/salida que posea el autómata. Según esto, los autómatas se pueden clasificar en:
üGrandes.- Con más de 512 terminales de E/S
üMedianos.- Hasta 512 terminales de E/S
üPequeños.- Hasta 128 terminales de E/S
El "núcleo" o "cerebro" del autómata es la CPU, en torno a la cual se añaden los distintos módulos que completan la característica fisonomía de "caja" del autómata.
Existen muchísimos módulos diferentes adaptables para cada familia de autómatas, siendo los más comunes los módulos de E/S analógicas y digitales, el módulo de la fuente de tensión e intensidad, entradas de interrupción, módulos de contadores, de puertos...

ESTRUCTURA DEL AUTOMATA CQM-1 DE OMRON
MEMORIA DEL PLC. CONTROL DEL AUTOMATA CQM-1 DE OMRON
La memoria del procesador del autómata se halla dividida en varias áreas:
Área de programa.- Puede ser de tipo RAM con batería, EPROM o EEPROM. Esta es el área donde el programador escribe el programa que ha realizado para el PLC. Esto puede realizarse con consolas de programación o mediante un PC utilizando múltiples programas informáticos creados para tal efecto, como el SYSWIN o el CX-PROGRAMMER.
Área interna.- Es el área dedicada a los recursos del autómata, como son los registros de entrada y salida y los diversos canales especiales.
Área de datos.- Normalmente es de tipo RAM con batería. Es el área dedicada a memorias de datos y registros permanentes del autómata.
Dentro de cada área nos podemos encontrar varias zonas, como la DM, HR, IR, LR, SR etc. En cualquier manual de programación de PLC´s se puede encontrar esta información bien detallada. Para los ejemplos resueltos de esta página basta con decir que utilizaremos las zonas DM y HR, direccionables de la siguiente manera como bit ó como canal:
XXX.YY
Siendo:
- XXX.- Número de canal ( registro )
- YY.- Número de bit ( relé ), entre 00 y 15
Ejemplo: 100.01.- Canal 100, bit 01

Centrándonos en el autómata CQM-1 de OMRON, éste tiene una capacidad de memoria de hasta 15Kw para memoria de programa y de hasta 6Kw para memoria de datos. Tiene además las siguientes características:
Formato modular pequeño Hasta 512 contactores de entrada/salida Hasta 11 tarjetas especiales 12000 registros de datos 16 entradas digitales 4 entradas de interrupción 1 contador de 5Khz 1 o 2 puertos
Debido a la gran funcionabilidad de esta familia de autómatas se pueden acoplar gran cantidad de módulos especiales, como módulos de E/S analógicas, controladores de temperatura, cableados de larga distancia...
Las aplicaciones de este autómata son muy variables, como pueden ser el telecontrol, bombeo, escaleras mecánicas, envase y embalaje, ascensores, etc.
EJEMPLOS DE PROGRAMACIÓN
En esta sección presentamos algunos ejemplos sencillos y resueltos de programación de autómatas así como una serie de automatismos sin resolver para que puedas crear tus propios programas. Todos los ejemplos tienen la misma disposición:
üDefinición de las entradas, salidas y estados del sistema
üRealización del GRAFCET del sistema
üRealización del DIAGRAMA DE RELES o ESQUEMA DE CONTACTOS

Los ejemplos que te presentamos están dispuestos de menor a mayor complejidad y deben ser suficientes para poder resolver los ejemplos sin resolver.
En el apartado de prácticas podrás comprobar y ejecutar los programas que realices.
Ejemplo 1: Sistema que realiza dos acciones
SISTEMA QUE REALIZA DOS ACCIONES
Queremos que un sistema realice dos acciones A y B. Hay un pulsador de MARCHA que inicia el proceso. Si MARCHA está pulsada durante más de un segundo el sistema realiza la acción A y si está pulsada un segundo o menos el sistema realiza la acción B. A dura un mínimo de 10 segundos y B un mínimo de 15 segundos. El pulsador de PARO devuelve al sistema al estado inicial.
ENTRADAS
- MARCHA Canal 000.00 Normalmente Abierto
- PARO Canal 000.01 NA
SALIDAS
- Acción A Canal 100.00 NA
- Acción B Canal 100.01 NA
ESTADOS
- E0 Canal HR0.00
- E1 Canal HR0.01
:
- E5 Canal HR0.05
GRAFCET

ESQUEMA DE CONTACTOS

Ejemplo 2: Automatización de una puerta de garaje
AUTOMATIZACION DE UNA PUERTA DE GARAJE
Cuando accionamos el pulsador de MARCHA se acciona un motor que mediante un sistema de engranajes hace que la puerta suba. Existe un dispositivo de final de carrera superior (FCS) que indica cuando la puerta ha terminado de abrirse. Se establece un retardo suficiente para que el vehículo pueda traspasar la puerta y una vez transcurrido el motor se acciona en sentido contrario para que la puerta baje. La puerta continúa bajando hasta que acciona un dispositivo de final de carrera inferior (FCI) que indica que se ha cerrado y en cuyo caso se retorna al estado inicial, o hasta que se activa una célula fotoeléctrica (CF) que indica la presencia de otro vehículo y en cuyo caso, tras un retardo, la puerta sube de nuevo.
ENTRADAS
- MARCHA Canal 000.00 NA
- FCS Canal 000.01 Normalmente Cerrado
- FCI Canal 000.02 NC
- CF Canal 000.03 NC
SALIDAS
- Motor Sube Canal 100.00
- Motor Baja Canal 100.01
ESTADOS
- E0 Canal HR0.00
- E1 Canal HR0.01
:
- E5 Canal HR0.05
GRAFCET

ESQUEMA DE CONTACTOS

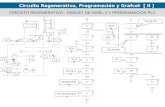
Ejemplo 3: Automatización de un puente-grúa
AUTOMATIZACION DE UN PUENTE GRUA
Queremos automatizar un puente – grúa de una fábrica como el que indica la figura:

Con un pulsador de MARCHA se inicia el sistema. Con un pulsador de INICIO se detiene el sistema sea cual sea su estado y vuelve al origen. Hay un pulsador de EMERGENCIA que detiene el proceso en el momento en que se pulsa y para recuperarlo hay que pulsar MARCHA o INICIO.
ENTRADAS
- MARCHA Canal 000.00 NA
- INICIO Canal 000.01 NA
- EMERGENCIA Canal 000.02 NC
- FCD Canal 000.03 NC
- FCI Canal 000.04 NC
- FC SUP 1 Canal 000.05 NC
- FC SUP 2 Canal 000.06 NC
- FC INF 1 Canal 000.07 NC
- FC INF 2 Canal 000.08 NC
SALIDAS
- Motor Sube Canal 100.00
- Motor Baja Canal 100.01
- Motor Derecha Canal 100.02
- Motor Izqda. Canal 100.03

ESTADOS
- E0 Canal HR0.00
- E1 Canal HR0.01
:
- E15 Canal HR0.15
- E16 Canal HR1.00
- E17 Canal HR1.01
.
- E19 Canal HR1.03
GRAFCET
ESQUEMA DE CONTACTOS