La HIDRÓLISIS TÉRMICA como pretratamiento de la Digestión...
22
Cambi AS Solbraaveien 10 N-1383 Asker Norway WWW.CAMBI.COM E-mail: [email protected] Tel: +47 66 77 98 00 Fax: +47 66 77 98 20 III Jornadas Técnicas, Tratamiento y valorización de lodos Barcelona, 17-18 Octubre 2007 Degrémont SA Ibarrecolanda 19 48015 Bilbao www.degremont.com Tel: 94 476 38 00 Fax: 94 476 38 04 La HIDRÓLISIS TÉRMICA como pretratamiento de la Digestión de fangos de una EDAR: Una Alternativa Madura
Transcript of La HIDRÓLISIS TÉRMICA como pretratamiento de la Digestión...

Cambi AS Solbraaveien 10 N-1383 Asker NorwayWWW.CAMBI.COM E-mail: [email protected]: +47 66 77 98 00 Fax: +47 66 77 98 20
III Jornadas Técnicas,Tratamiento y valorización de lodos Barcelona, 17-18 Octubre 2007
Degrémont SA Ibarrecolanda 19 48015 Bilbaowww.degremont.com Tel: 94 476 38 00Fax: 94 476 38 04
La HIDRÓLISIS TÉRMICA como pretratamiento de la Digestión de fangos de una EDAR:Una Alternativa Madura

¿QUE ES HIDROLISIS TERMICA?
DISOLVER MATERIA ORGANICA
UTILIZANDO PRESIÓN Y TEMPERATURA
165 °C – 6 bar
20 – 30 min.

Reducir fangos finales
Mejorar la deshidratación
Aumentar la biodegrabilidad
Asegurar pasteurización
Más producción de energía
...fertilizante eficiente
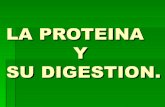
Rotura de una colonia de células debido al stress – 200 x aumentos
HIDROLYSIS TERMICA – ¿PARA QUE?

FLASH TANK
REACTOR
PULPER
Fangopre-calentado
FangoHidrolizado
Vapor
Fango fresco Vapor reciclado
Gases de proceso (a digestor)
A digestión
¿COMO FUNCIONA LA HIDROLISIS TERMICA?C
ircul
ació
n

¿DONDE SE INTEGRA LA HIDROLISIS TERMICA?
TRATAMIENTO DE FANGOS PREVIO A DIGESTIÓN

THP CAMBI: 3-D

EFECTOS DIRECTOS DE LA HIDROLISIS TERMICA (1)RETENCIÓN EN EL REACTOR: 20 – 30 MIN. A 165°C – 6 bar g.
1.- SOLUBILIZA MATERIA ORGÁNICA
MÁS VELOCIDAD, ESTABILIDAD Y RENDIMIENTO DE LA DIGESTIÓN ANAEROBIA
2.- DESNATURALIZA LAS PROTEINAS
MEJORA LAS PROPIEDADES PARA SER DIGERIDO Y DESHIDRATADO
3.- REDUCE LA VISCOSIDAD DEL FANGO:
ALIMENTACIÓN DIGESTORES 10-12% MS, VOLUMEN DE DIGESTIÓN 2-3 VECES MENOR

EFECTOS DIRECTOS DE LA HIDROLISIS TERMICA (2)DESPRESURIZACIÓN REACTOR - FLASH TANK: 3 A 1,2 BAR – 15 MIN.
1.- DESTRUYE LAS ESTRUCTRURAS MACROMOLECULARES
2.- ABRE LA PARED CELULAR
Fango digerido con THPFango digerido sin THPFango biológico: Hidrófilo

CLAVES DEL PROCESO THP – 165 °C / 20-30 MIN.1.- ALIMENTACION A ALTAS CONCENTRACIONES %MS
OPTIMIZA CONSUMO DE ENERGIA
2.- INYECCION DIRECTA DE VAPOR VIVO Y VAPOR FLASH
MANTENIMIENTO REDUCIDO (SIN INTERCAMBIADORES)
3.- RECICLADO DE VAPOR AL PULPER
SALTO TERMICO FINAL COMO SI FUERA A 102°C, FACILITA LA PUESTA EN MARCHA DEL PROCESO Y DA ESTABILIDAD EN LA OPERACIÓN
4.- GESTIÓN DE GASES DE PROCESO/SIN FUGAS DE OLORES
SISTEMA CERRADO A DIGESTIÓN BIODEGRADACION
SIN PERDIDAS DE ENERGIA / SIN FUGAS DE OLORES

0
1
2
3
4
5
0% 20% 40% 60% 80%
Primario
Mezcla lodos
Biológico municipal
Biológico industrial
GradoDQO = DQOdis/(DQOdis+ DQOsusp)
THP: GRADO DE HIDROLISIS (∼170oC) SEGUN TIPO DE FANGOS

1.- COSTES ELEVADOS/DIFICULTAD GESTION BIOSOLIDOS35 – 50 % REDUCCIÓN VOLUMEN BIOSOLIDOS
2.- MEJORAR LA DESHIDRATACION / SECADO FINALAUMENTO DE 10 PUNTOS % MS
3.- AUMENTAR LA CAPACIDAD DE DIGESTION 3 – 6 kgVS/m3dia : 8 - 12% MS ALIMENTACION
4.- ESPACIO LIMITADO / COSTE ELEVADO CONSTRUCCION1/3 - 1/2 VOLUMEN DIGESTION CONVENCIONAL
5.- ALTA COMPENSACION - ENERGIA RENOVABLE35 – 45 % MAS BIOGAS
6.- REQUERIMIENTO BIOSOLIDOS CLASE A GARANTIZADO LIBRE DE PATOGENOS
CUANDO UTILIZAR HIDROLISIS TERMICA:

CAMBI THP + DIGESTION ANAEROBIA

PRODUCTO FINAL DE CAMBI THP, 30 – 40% MS
Aberdeen, Escocia, 32% MSFiltro banda
Bydgoszcz, Polonia, 31-33% MS, centrífuga

12 PLANTAS EN OPERACIÓN + 6 EN CONSTRUCCIÓN
EUROPE
Norway
Poland
DenmarkUK
Ireland
GermanyBelgium
Japan
ASIA
AUSTRALIA

CAMBI THP
LA EDAR DE RINGSEND, DUBLIN, IRLANDA

LA EDAR DE RINGSEND: LAS CIFRAS
Puesta en marcha 2002 – 2 X 4 ReactoresCapacidad 37 000 ton MS/año
Tipo de fango Municipal e Industrial (Papelera, cervecera), mezcla de primario y secundario
Uso del biogás Electricidad y calor de procesoUso del biosólido Parte secado térmico / parte sin secar – ambos a la agricultura
Digestión Convencional
DigestiónCambi THP
MS% alimentación: 5% 12%Volumen digestor: 30 500 m3 12 750 m3VS destrucción (15 días HRT*): 42% 62%MS% biosólido deshidratado: 25% 32%*Producción biosólidos (ton.): 92,300 54,200Ton. Agua Evap. (t WE)/hora 11,2 t WE 5,7 t WE
MW eléctricos (biogás): 2.9 4.0

THP EN LA EDAR DE RINGSEND, IRLANDA

El proceso generamás energía que
consume*
El proceso generamás energía que
consume*
COGENERACION EN LA EDAR DE RINGSEND, IRLANDA
• 37,000 toneladas MS/año• 80% sólidos volátiles (VS)• 60% VS conversión a biogás
* sería aún mejor con economizador en la caldera

EDAR KAPUSCISKA, BYDGOSZCZ, POLAND

CAMBI THP – POLONIA, 50% REDUCCIÓN BIOSÓLIDOS
Capacidad: 7 650 ton. MS/año. Tipo de lodo: Municipal, mezcla primario y secundario. Uso biogás: CHP, (Electricidad / calor para proceso / calor para uso interno) Uso biosólidos: Biosólido deshidratado a agricultura y recultivado
Antes de Cambi THP
Con Cambi THP
Producción biosólidos (ton/año): 19 600 9 500 MS% biosólido deshidratado: 21 % 33 %
Sistema THP de 1x2 reactores instalado en la EDAR de Kapusciska, Bydgoszcz, Polonia.Puesta en Servicio: 2006

EDAR KAPUSCISKA, BIOSÓLIDOS DESHIDRATADOS

THP CAMBI– CONCLUSIONESLa Tecnología de la Hidrólisis Térmica permite:
• Reducir el volumen final de biosólidos producidos por:– Mayor destrucción de sólidos volátiles– Mayor sequedad del producto final
• Mejorar el rendimiento energético de una EDAR: mayor producción de Biogás
• Obtener biosólidos exentos de Patógenos, Clase A
• Reducir el volumen de la Digestión y de todos los equipos posteriores (deshidratación, secado térmico/solar, almacenamiento,........)
• Mejorar la estabilidad del proceso de Digestión con una planta Compacta y Automatizada
11 años de experiencia y 12 plantas en servicio permiten asegurar que el proceso THP Cambi es: Maduro, Robusto y Fiable