
· l Rosca UN/UNF, para alojamiento roscado según norma ISO 11926-1 / ANSI/ASME B1.1-1989 l Rosca...
30
www.legris.com
Transcript of · l Rosca UN/UNF, para alojamiento roscado según norma ISO 11926-1 / ANSI/ASME B1.1-1989 l Rosca...

www.legris.com
Racores DIN 2353/ISO 8434-1/4Especificaciones y instalación
1
Generalidades técnicas página
Conformidad con las normas y homologaciones 2
Materiales 3
Presiones 4
Temperaturas 5
Implantaciones roscadas, alojamientos roscados 6 a 9
Juntas tóricas 10
Pares de apriete 12 a 13
Elección de los tubos 14 a 15
Racores DIN 2353 / ISO 8434-1/4 : instalación
Anillo cortante 16 a 17
Preparación del tubo 18
Montaje 19 a 26
Instalación de los tubos 27
Codificación 28
Indice
2
Conformidad con las normasLado del tubolLos racores con anillo cortante se fabrican de conformidad con la norma DIN 2353 (ISO 8434-1). Suscondiciones técnicas de entrega cumplen la norma DIN 3859. Los modelos especiales cumplen tam-bién estas normas.lLos racores roscados con cono de estanqueidad están equipados del lado del cuerpo con un conode estanqueidad conforme con la norma DIN 3865 forma B. Los acopladores cumplen las normasDIN 3942 a DIN3946/ISO 8434-4.lLas espigas para soldar (ISO 8434-4) están compuestas por una espiga y una tuerca conformes conla norma DIN 2353/ISO 8434-1. El anillo cortante es reemplazado por un cono para soldar conformecon la norma DIN 3865 forma A / ISO 8434-4 con junta tórica.lLos racores de tubo abocardado se fabrican para dimensiones de tubo según las normas ISO 8434-2. Están pensados para los tubos abocardados a 37°.lAdaptadores DIN 2353/ tubo abocardado 37°: segun DIN 3949.
Lado de las implantacioneslRosca BSP cilíndrica, para alojamiento roscado según norma ISO 1179-1 / DIN 3852-2 (forma X)lRosca métrica cilíndrica, para alojamiento roscado según norma ISO 9974-1 / DIN 3852-1 (forma X)lRosca UN/UNF, para alojamiento roscado según norma ISO 11926-1 / ANSI/ASME B1.1-1989lRosca métrica con junta tórica, para alojamiento roscado según norma ISO 6149-1lRosca NPT, para alojamiento roscado según norma ANSI/ASME B1.20.1-1983lRosca BSP cónica, para alojamiento roscado según norma DIN 3852-2 (forma Z)lRosca métrica cónica, para alojamiento roscado según norma DIN 3852-1 (forma Z)Nuestros racores cumplen siempre la normativa vigente y son continuamente optimizados. Nosreservamos el derecho de modificar su construcción.
HomologacionesNuestros racores están homologados por diversos organismos a través de ensayos de homologación (copia de los certificados bajo demanda).lGermanischer Lloyd (GL)Los racores con anillo cortante DIN 2353/ISO 8434-1, series L y S, están aprobados para utilizarse encircuitos hidráulicos de hasta 42 mm. Certificado de aprobación n.° 47 049 – 03 HH.
lDet NorskeVeritas (DNV)Los racores con anillo cortante DIN 2353/ISO 8434-1, series L y S, están aprobados para utilizarse encircuitos hidráulicos de hasta 42 mm. Certificado de aprobación n° P-11474.lChina Classification Society(CCS)Los racores con anillo cortante DIN 2353/ISO 8434-1, series L y S, están aprobados para utilizarse encircuitos hidráulicos de hasta 42 mm. Certificado e aprobación n° HBT03170140.lDVGW: n° DG – 4502AS0205
Generalidades técnicas
3
MaterialeslNuestros racores se fabrican en acero estirado o en acero forjado según norma DIN3859-1. Bajo pedido, pueden suministrarse en latón, en acero refractario o resistente alos ácidos (materiales conformes con la norma DIN 3859).
lLas espigas para soldar son de acero soldable por fusión – material C15, St 37-2, segúnnorma DIN 3859-1.lEn los racores de serie, las juntas tóricas y las juntas planas son de NBR; bajo pedido,pueden suministrarse en FPM.
Tratamiento de la superficielLa superficie de los cuerpos y de las tuercas está galvanizada y bicromada en amarillo (A3Cnorma ISO 4042).
lLos anillos cortantes de una arista están zincados y cromados en azul (A3K norma ISO 4042);los anillos de doble arista están zincados y cromados en oliva (A3M norma ISO 4042).
lLos anillos DiNova están protegidos mediante tratamientos de superficie sin cromo 6, deconformidad con las exigencias del sector automovilístico y de la directiva europea para laeliminación del cromo 6. Esto garantiza una resistencia a la aparición de óxido férrico de 400horas.
lLas espigas para soldar están fosfatadas y lubricadas. Los cuerpos y las tuercas vienen galvanizadas y cromadas de serie en amarillo (A3C según ISO 4042). Bajo pedido, la superficie de los cuerpos y de las tuercas puede distribuirse galvanizada y cromada en azul(A3K según ISO 4042) o fosfatada y lubricada. Los componentes de los racores galvanizadoscuentan con un revestimiento incoloro de deslizamiento que reduce el roce y permite evitarlubricados adicionales.
En los racores de serie, las juntas tóricas y las juntas planas son de NBR; bajo pedido, pueden
Resistencia a la corrosiónNuestros racores han sido probados en niebla salina, de conformidad con la norma DIN 50 021 SS. Los tratamientos de superficie con A3C y A3Mgarantizan una resistencia a la aparición de óxido de Zinc de 200 horas y a la apariciónde óxido férrico de 400 horas.
Tabla de compatibilidadLos materiales de los racores y de las juntas deben seleccionarse en función de los fluidos que se van a transportar, los ambientes y temperaturas de utilización. Lasiguiente tabla indica la compatibilidad de los metales y de los elastómeros con los fluidos que se van a transportar para los productos más habituales.
Generalidades técnicas
4
Bar
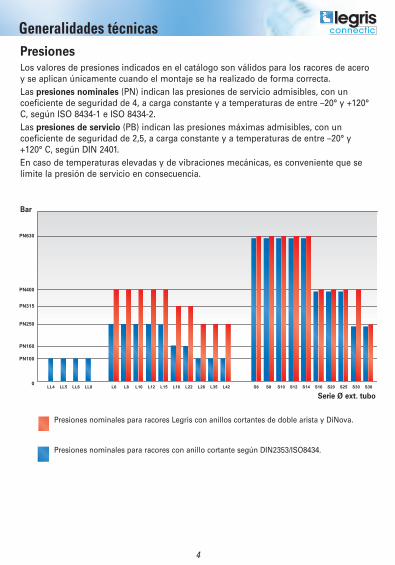
PresionesLos valores de presiones indicados en el catálogo son válidos para los racores de aceroy se aplican únicamente cuando el montaje se ha realizado de forma correcta.Las presiones nominales (PN) indican las presiones de servicio admisibles, con un coeficiente de seguridad de 4, a carga constante y a temperaturas de entre –20° y +120°C, según ISO 8434-1 e ISO 8434-2.Las presiones de servicio (PB) indican las presiones máximas admisibles, con un coeficiente de seguridad de 2,5, a carga constante y a temperaturas de entre –20° y+120° C, según DIN 2401. En caso de temperaturas elevadas y de vibraciones mecánicas, es conveniente que selimite la presión de servicio en consecuencia.
Serie Ø ext. tubo
Presiones nominales para racores Legris con anillos cortantes de doble arista y DiNova.
Presiones nominales para racores con anillo cortante según DIN2353/ISO8434.
Generalidades técnicas
5
Coeficientes de seguridadEn el caso de racores mixtos, la presión que se ha de adoptar corresponde siempre alvalor más bajo. En el caso de racores para roscar, puede ser necesario limitar la presiónsi la contratuerca taladrada no es de acero.Las indicaciones presuponen asimismo que se respetan escrupulosamente nuestras instrucciones de montaje, que los racores rectos se aprietan según el par de apriete indicado y que los roscados se realizan de conformidad con la norma DIN 3852.Los circuitos de tubería deben instalarse de modo que ninguna tensión adicional nivibración pueda ejercer un efecto sobre los racores.
TemperaturasTemperaturas de utilización admisiblesSegún la naturaleza de los materiales:lRacores:- Acero (DIN 3859): - 40°C a + 200°C (las PN y PB se indican para una gama de tempera-
turas de entre –20° y +120° C. En caso de temperaturas elevadas y de vibracionesmecánicas, es conveniente que se limite la presión de servicio en consecuencia).
lJuntas:- NBR: - 25°C a + 100°C.- FPM: - 15°C a + 200°C. - PTFE: - 100°C a + 250°C.
En el caso de combinaciones de diferentes materiales se tendrán en cuenta el valor másalto de las temperaturas mínimas y el valor más bajo de las temperaturas máximas.
Temperaturas ambienteHasta - 35°C con juntas de NBR, hasta - 25°C con juntas de FPM.
Condiciones de almacenamientoLos racores con juntas de elastómero deben almacenarse de conformidad con la normaDIN 7716. Las piezas deben guardarse en un lugar fresco -temperatura máxima de 25°C-,seco y sin polvo. Deben estar protegidas de la luz directa del sol, de la luz artificialintensa y del ozono.
Generalidades técnicas
6
C h14d3
mind4* d4**
-0,2d5
-0,1d6 d7 min
b1maxa1
M8x1 12 13 8 1M10x1 14 15 16,5 13,9 14,9 15,5 8 1M12x1,5 17 18 20 16,9 17,9 18,5 12 1,5M14x1,5 19 20 21,5 18,9 19,9 20 12 1,5M16x1,5 21 23 24,5 21,9 22,9 23 12 1,5M18x1,5 23 25 27,5 23,9 24,9 26 12 2M20x1,5 25 27 30 25,9 28 14 2M22x1,5 27 28 31,5 26,9 27,9 29 14 2,5M26x1,5 31 33 36,5 31,9 35 16 2,5M27x2 32 33 37,5 31,9 32,9 36 16 2,5M33x2 39 41 45 39,9 40,9 43 18 2,5M42x2 49 51 55 49,9 50,9 53 20 2,5M48x2 55 56 62,5 54,9 55,9 59 22 2,5
C h14d3
mind4* d4**
-0,2d5
-0,1d6 d7 min
b1maxa1
G1/8 14 15 17 13,9 14,9 16 8 1G1/4 18 20 21,5 18,9 19,9 21 12 1,5G3/8 22 23 25,5 21,9 22,9 24 12 2G1/2 26 28 30 26,9 27,9 28,5 14 2,5G3/4 32 33 37 31,9 32,9 35 16 2,5G1 39 41 46 39,9 40,9 45,5 18 2,5G1 1/4 49 51 57 49,9 50,9 52,5 20 2,5G1 1/2 55 56 63,5 54,9 55,9 58,5 22 2,5
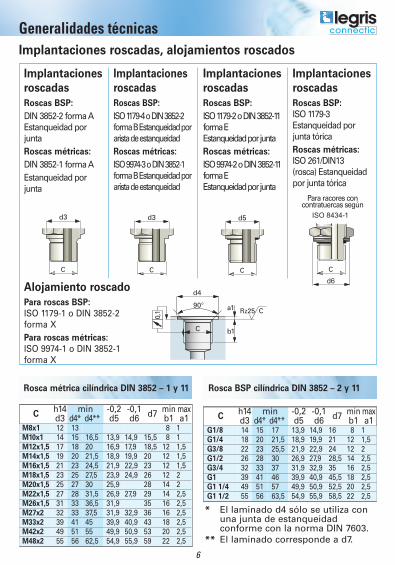
Implantaciones roscadasRoscas BSP:ISO 1179-2 o DIN 3852-11forma E Estanqueidad por juntaRoscas métricas:ISO 9974-2 o DIN 3852-11forma E Estanqueidad por junta
ImplantacionesroscadasRoscas BSP:ISO 1179-3Estanqueidad porjunta tóricaRoscas métricas:ISO 261/DIN13 (rosca) Estanqueidadpor junta tórica
Para racores con contratuercas según
Alojamiento roscadoPara roscas BSP:ISO 1179-1 o DIN 3852-2forma XPara roscas métricas:ISO 9974-1 o DIN 3852-1 forma X
Rosca métrica cilíndrica DIN 3852 – 1 y 11 Rosca BSP cilíndrica DIN 3852 – 2 y 11
* El laminado d4 sólo se utiliza conuna junta de estanqueidadconforme con la norma DIN 7603.
** El laminado corresponde a d7.
Generalidades técnicasImplantaciones roscadas, alojamientos roscados
Implantaciones roscadasRoscas BSP:DIN 3852-2 forma AEstanqueidad porjuntaRoscas métricas:DIN 3852-1 forma AEstanqueidad porjunta
ImplantacionesroscadasRoscas BSP:ISO 1179-4 o DIN 3852-2forma B Estanqueidad porarista de estanqueidadRoscas métricas:ISO 9974-3 o DIN 3852-1forma B Estanqueidad porarista de estanqueidad
7
C ±0,1d10
+/-0,02d11
mind12
+0,1d13 d14 min
b7minb8
+0,4b9
maxa3
±1°a
M10x1 14,5 13,8 20 11,1 14,5 11,5 10 1,6 1 12°M12x1,5 17,5 16,8 23 13,8 17,5 14 11,5 2,4 1,5 15°M14x1,5 19,5 18,8 25 15,8 19,5 14 11,5 2,4 1,5 15°M16x1,5 22,5 21,8 28 17,8 22,5 15,5 13 2,4 1,5 15°M18x1,5 24,5 23,8 30 19,8 24,5 17 14,5 2,4 2 15°M20x1,5 27,5 26,8 32 21,8 25,5 17 14,5 2,4 2 15°M22x1,5 27,5 26,8 34 23,8 27,5 18 15,5 2,4 2 15°M26x1,5 30,9 37 29,05 31 18,5 16 3,1 2 15°M27x2 32,5 31,8 40 29,4 32,5 22 19 3,1 2 15°M33x2 41,5 40,8 49 35,4 41,5 22 19 3,1 2,5 15°M42x2 50,5 49,8 60 44,4 50,5 22,5 19,5 3,1 2,5 15°M48x2 55,5 54,8 66 50,4 55,5 25 22 3,1 2,5 15°
Generalidades técnicasImplantaciones roscadas, alojamientos roscados
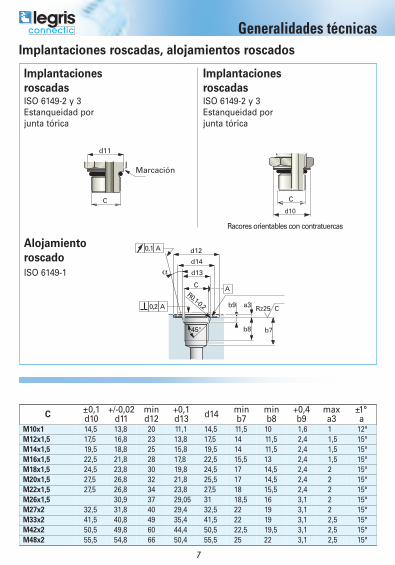
AlojamientoroscadoISO 6149-1
ImplantacionesroscadasISO 6149-2 y 3Estanqueidad porjunta tórica
ImplantacionesroscadasISO 6149-2 y 3Estanqueidad porjunta tórica
Racores orientables con contratuercas
Marcación
8
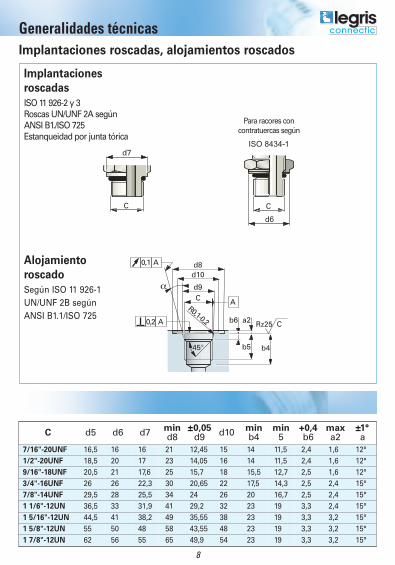
C d5 d6 d7 mind8
±0,05d9 d10 min
b4min
5+0,4b6
maxa2
±1°a
7/16"-20UNF 16,5 16 16 21 12,45 15 14 11,5 2,4 1,6 12°1/2"-20UNF 18,5 20 17 23 14,05 16 14 11,5 2,4 1,6 12°9/16"-18UNF 20,5 21 17,6 25 15,7 18 15,5 12,7 2,5 1,6 12°3/4"-16UNF 26 26 22,3 30 20,65 22 17,5 14,3 2,5 2,4 15°7/8"-14UNF 29,5 28 25,5 34 24 26 20 16,7 2,5 2,4 15°1 1/6"-12UN 36,5 33 31,9 41 29,2 32 23 19 3,3 2,4 15°1 5/16"-12UN 44,5 41 38,2 49 35,55 38 23 19 3,3 3,2 15°1 5/8"-12UN 55 50 48 58 43,55 48 23 19 3,3 3,2 15°1 7/8"-12UN 62 56 55 65 49,9 54 23 19 3,3 3,2 15°
Generalidades técnicasImplantaciones roscadas, alojamientos roscados
Implantaciones roscadasISO 11 926-2 y 3Roscas UN/UNF 2A segúnANSI B1./ISO 725Estanqueidad por junta tórica
Para racores con contratuercas según
Alojamiento roscadoSegún ISO 11 926-1 UN/UNF 2B segúnANSI B1.1/ISO 725
9
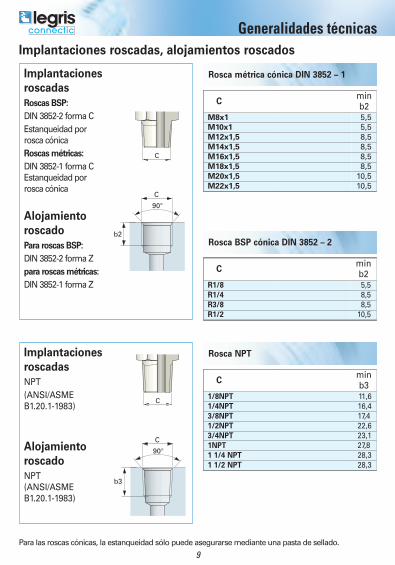
C minb2
M8x1 5,5M10x1 5,5M12x1,5 8,5M14x1,5 8,5M16x1,5 8,5M18x1,5 8,5M20x1,5 10,5M22x1,5 10,5
C minb3
1/8NPT 11,61/4NPT 16,43/8NPT 17,41/2NPT 22,63/4NPT 23,11NPT 27,81 1/4 NPT 28,31 1/2 NPT 28,3
C minb2
R1/8 5,5R1/4 8,5R3/8 8,5R1/2 10,5
Generalidades técnicasImplantaciones roscadas, alojamientos roscados
ImplantacionesroscadasRoscas BSP:DIN 3852-2 forma CEstanqueidad porrosca cónicaRoscas métricas:DIN 3852-1 forma CEstanqueidad porrosca cónica
AlojamientoroscadoPara roscas BSP:DIN 3852-2 forma Zpara roscas métricas:DIN 3852-1 forma Z
ImplantacionesroscadasNPT(ANSI/ASME B1.20.1-1983)
AlojamientoroscadoNPT (ANSI/ASME B1.20.1-1983)
Para las roscas cónicas, la estanqueidad sólo puede asegurarse mediante una pasta de sellado.
Rosca métrica cónica DIN 3852 – 1
Rosca BSP cónica DIN 3852 – 2
Rosca NPT
10
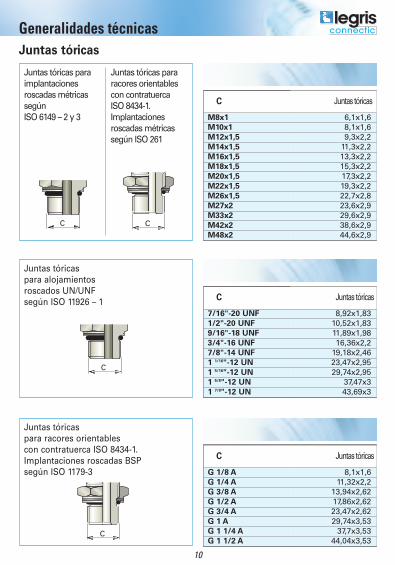
C
M8x1 6,1x1,6M10x1 8,1x1,6M12x1,5 9,3x2,2M14x1,5 11,3x2,2M16x1,5 13,3x2,2M18x1,5 15,3x2,2M20x1,5 17,3x2,2M22x1,5 19,3x2,2M26x1,5 22,7x2,8M27x2 23,6x2,9M33x2 29,6x2,9M42x2 38,6x2,9M48x2 44,6x2,9
C
7/16"-20 UNF 8,92x1,831/2"-20 UNF 10,52x1,839/16"-18 UNF 11,89x1,983/4"-16 UNF 16,36x2,27/8"-14 UNF 19,18x2,461 1/16"-12 UN 23,47x2,951 5/16"-12 UN 29,74x2,951 5/8"-12 UN 37,47x31 7/8"-12 UN 43,69x3
C
G 1/8 A 8,1x1,6G 1/4 A 11,32x2,2G 3/8 A 13,94x2,62G 1/2 A 17,86x2,62G 3/4 A 23,47x2,62G 1 A 29,74x3,53G 1 1/4 A 37,7x3,53G 1 1/2 A 44,04x3,53
Juntas tóricas
Juntas tóricas paraimplantaciones roscadas métricassegún ISO 6149 – 2 y 3
Juntas tóricas pararacores orientables con contratuerca ISO 8434-1.Implantaciones roscadas métricassegún ISO 261
Juntas tóricas
Juntas tóricaspara alojamientosroscados UN/UNFsegún ISO 11926 – 1 Juntas tóricas
Juntas tóricaspara racores orientables con contratuerca ISO 8434-1.Implantaciones roscadas BSP según ISO 1179-3
Juntas tóricas
Generalidades técnicas

11
Una guía técnica con las presentaciones animadas de estos racores.
Descubra en legris.com
Generalidades técnicas
LLG
1/8"
1818
L
G1/
8"18
18G
1/4"
4040
G3/
8"80
80G
1/2"
140
110
G1/
2"11
011
0G
3/4"
180
180
G1"
330
300
G11
/4"
540
470
G11
/2"
630
540
S
G1/
4"55
50G
3/8"
9080
G1/
2"16
012
0G
1/2"
140
120
G3/
4"27
018
0G
1"40
030
0G
11/4
"58
047
0G
11/2
"70
056
0
L
M10
x118
1815
M12
x1,5
3025
25M
14x1
,545
4535
M16
x1,5
6060
40M
18x1
,580
8045
M22
x1,5
150
125
60M
26x1
,519
018
010
0M
27x2
220
100
M33
x230
030
016
0M
42x2
500
450
210
M48
x270
054
026
0
S
M12
x1,5
4035
35M
14x1
,555
5545
M16
x1,5
7070
55M
18x1
,511
090
70M
20x1
,515
012
580
M22
x1,5
170
135
100
M27
x227
018
017
0M
33x2
430
310
310
M42
x254
047
033
0M
48x2
700
580
420
12
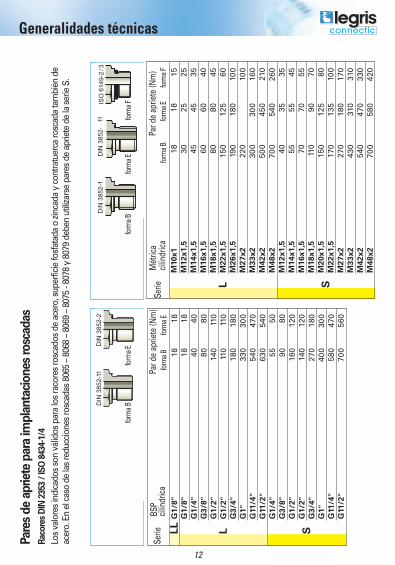
Serie
Pard
eap
riete
(Nm
)BS
Pcil
índr
icafo
rmaB
form
aE
form
aBfo
rmaE
Serie
Mét
rica
cilín
drica
Pard
eap
riete
(Nm
)fo
rmaE
form
aBfo
rmaF
form
aBfo
rmaE
form
aF
Pare
sde
aprie
tepa
raim
plan
taci
ones
rosc
adas
Raco
res
DIN
2353
/ISO
8434
-1/4
Los
valo
res
indi
cado
sso
nvá
lidos
para
los
raco
res
rosc
ados
deac
ero,
supe
rfici
efo
sfat
ada
ozin
cada
yco
ntra
tuer
caro
scad
ata
mbi
énde
acer
o.En
elca
sode
las
redu
ccio
nes
rosc
adas
8065
–80
68–
8069
–80
75-8
078
y80
79de
ben
utili
zars
epa
res
deap
riete
dela
serie
S.
Generalidades técnicas
L
M10
x115
M12
x1,5
25M
14x1
,535
M16
x1,5
40M
18x1
,545
M22
x1,5
60M
27x2
100
M33
x216
0M
42x2
210
M48
x226
0
S
M12
x1,5
20M
14x1
,545
M16
x1,5
55M
18x1
,570
M22
x1,5
100
M27
x217
0M
33x2
310
M42
x233
0M
48x2
420
L
M10
x118
M12
x1,5
35M
14x1
,555
M16
x1,5
80M
18x1
,510
5M
22x1
,512
5M
27x2
220
M33
x237
0M
42x2
500
M48
x260
0
S
M12
x1,5
35M
14x1
,555
M16
x1,5
80M
18x1
,510
5M
22x1
,512
5M
27x2
220
M33
x237
0M
42x2
500
M48
x260
0
L
G1/
8A25
G1/
4A35
G3/
8A80
G1/
2A10
5G
3/4A
220
G1A
370
G1"
1/4A
500
G1"
1/2A
600
S
G1/
4A35
G3/
8A80
G1/
2A10
5G
3/4A
220
G1A
370
G1"
1/4A
500
G1"
1/2A
600
L
7/16
" -20U
NF
191/
2"-2
0UN
F25
9/16
" -18U
NF
403/
4"-1
6UN
F60
7/8"-1
4UN
F80
11/16
" -12U
N11
015/
16" -1
2UN
160
15/8"-1
2UN
300
17/8"-1
2UN
340
S
7/16
" -20U
NF
211/
2"-2
0UN
F25
9/16
" -18U
NF
503/
4"-1
6UN
F80
7/8"-1
4UN
F14
011/
16" -1
2UN
190
15/16
" -12U
N16
015/
8"-1
2UN
350
17/8"-1
2UN
430
13
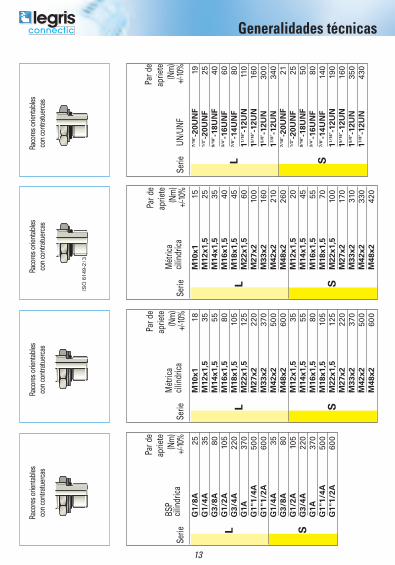
Raco
reso
rient
ables
con
cont
ratu
erca
sRa
core
sorie
ntab
lesco
nco
ntra
tuer
cas
Raco
reso
rient
ables
con
cont
ratu
erca
sRa
core
sorie
ntab
lesco
nco
ntra
tuer
cas
Serie
Pard
eap
riete
(Nm
)+/-
10%
BSP
cilín
drica
Serie
Pard
eap
riete
(Nm
)+/-
10%
Mét
rica
cilín
drica
Serie
Pard
eap
riete
(Nm
)+/-
10%
Mét
rica
cilín
drica
Serie
Pard
eap
riete
(Nm
)+/-
10%
UN/U
NF
Generalidades técnicas
14
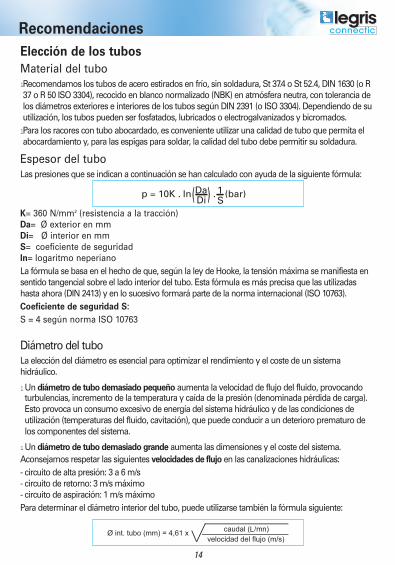
Elección de los tubosMaterial del tubolRecomendamos los tubos de acero estirados en frío, sin soldadura, St 37.4 o St 52.4, DIN 1630 (o R37 o R 50 ISO 3304), recocido en blanco normalizado (NBK) en atmósfera neutra, con tolerancia delos diámetros exteriores e interiores de los tubos según DIN 2391 (o ISO 3304). Dependiendo de suutilización, los tubos pueden ser fosfatados, lubricados o electrogalvanizados y bicromados.lPara los racores con tubo abocardado, es conveniente utilizar una calidad de tubo que permita elabocardamiento y, para las espigas para soldar, la calidad del tubo debe permitir su soldadura.
Espesor del tuboLas presiones que se indican a continuación se han calculado con ayuda de la siguiente fórmula:
K= 360 N/mm2 (resistencia a la tracción)Da= Ø exterior en mmDi= Ø interior en mmS= coeficiente de seguridadln= logaritmo neperianoLa fórmula se basa en el hecho de que, según la ley de Hooke, la tensión máxima se manifiesta ensentido tangencial sobre el lado interior del tubo. Esta fórmula es más precisa que las utilizadashasta ahora (DIN 2413) y en lo sucesivo formará parte de la norma internacional (ISO 10763).Coeficiente de seguridad S:S = 4 según norma ISO 10763
Diámetro del tuboLa elección del diámetro es esencial para optimizar el rendimiento y el coste de un sistema hidráulico.
lUn diámetro de tubo demasiado pequeño aumenta la velocidad de flujo del fluido, provocandoturbulencias, incremento de la temperatura y caída de la presión (denominada pérdida de carga).Esto provoca un consumo excesivo de energía del sistema hidráulico y de las condiciones de utilización (temperaturas del fluido, cavitación), que puede conducir a un deterioro prematuro delos componentes del sistema.
lUn diámetro de tubo demasiado grande aumenta las dimensiones y el coste del sistema.Aconsejamos respetar las siguientes velocidades de flujo en las canalizaciones hidráulicas:- circuito de alta presión: 3 a 6 m/s- circuito de retorno: 3 m/s máximo- circuito de aspiración: 1 m/s máximoPara determinar el diámetro interior del tubo, puede utilizarse también la fórmula siguiente:
Recomendaciones
15
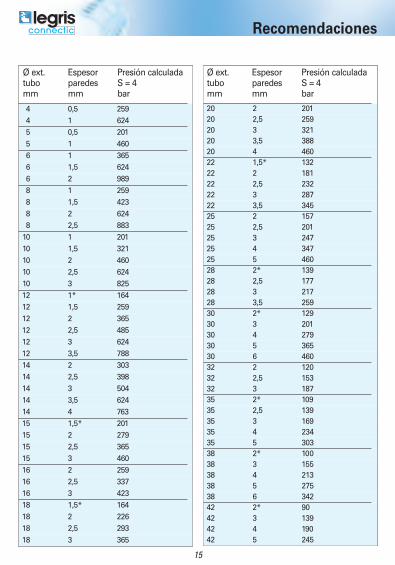
4 0,5 2594 1 6245 0,5 2015 1 4606 1 3656 1,5 6246 2 9898 1 2598 1,5 4238 2 6248 2,5 883
10 1 20110 1,5 32110 2 46010 2,5 62410 3 82512 1* 16412 1,5 25912 2 36512 2,5 48512 3 62412 3,5 78814 2 30314 2,5 39814 3 50414 3,5 62414 4 76315 1,5* 20115 2 27915 2,5 36515 3 46016 2 25916 2,5 33716 3 42318 1,5* 16418 2 22618 2,5 29318 3 365
20 2 20120 2,5 25920 3 32120 3,5 38820 4 46022 1,5* 13222 2 18122 2,5 23222 3 28722 3,5 34525 2 15725 2,5 20125 3 24725 4 34725 5 46028 2* 13928 2,5 17728 3 21728 3,5 25930 2* 12930 3 20130 4 27930 5 36530 6 46032 2 12032 2,5 15332 3 18735 2* 10935 2,5 13935 3 16935 4 23435 5 30338 2* 10038 3 15538 4 21338 5 27538 6 34242 2* 9042 3 13942 4 19042 5 245
Ø ext. tubomm
Espesorparedesmm
Presión calculadaS = 4bar
Ø ext. tubomm
Espesorparedesmm
Presión calculadaS = 4bar
Recomendaciones
16
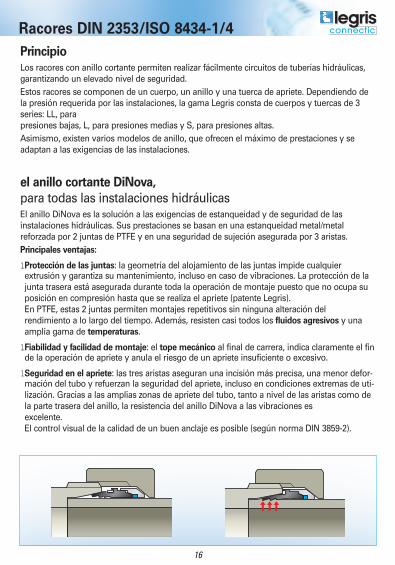
Racores DIN 2353/ISO 8434-1/4PrincipioLos racores con anillo cortante permiten realizar fácilmente circuitos de tuberías hidráulicas,garantizando un elevado nivel de seguridad.Estos racores se componen de un cuerpo, un anillo y una tuerca de apriete. Dependiendo dela presión requerida por las instalaciones, la gama Legris consta de cuerpos y tuercas de 3series: LL, para presiones bajas, L, para presiones medias y S, para presiones altas. Asimismo, existen varios modelos de anillo, que ofrecen el máximo de prestaciones y seadaptan a las exigencias de las instalaciones.
el anillo cortante DiNova,para todas las instalaciones hidráulicasEl anillo DiNova es la solución a las exigencias de estanqueidad y de seguridad de las instalaciones hidráulicas. Sus prestaciones se basan en una estanqueidad metal/metal reforzada por 2 juntas de PTFE y en una seguridad de sujeción asegurada por 3 aristas.Principales ventajas:
lProtección de las juntas: la geometría del alojamiento de las juntas impide cualquier extrusión y garantiza su mantenimiento, incluso en caso de vibraciones. La protección de lajunta trasera está asegurada durante toda la operación de montaje puesto que no ocupa suposición en compresión hasta que se realiza el apriete (patente Legris).En PTFE, estas 2 juntas permiten montajes repetitivos sin ninguna alteración del rendimiento a lo largo del tiempo. Además, resisten casi todos los fluidos agresivos y unaamplia gama de temperaturas.
lFiabilidad y facilidad de montaje: el tope mecánico al final de carrera, indica claramente el finde la operación de apriete y anula el riesgo de un apriete insuficiente o excesivo.
lSeguridad en el apriete: las tres aristas aseguran una incisión más precisa, una menor defor-mación del tubo y refuerzan la seguridad del apriete, incluso en condiciones extremas de uti-lización. Gracias a las amplias zonas de apriete del tubo, tanto a nivel de las aristas como dela parte trasera del anillo, la resistencia del anillo DiNova a las vibraciones es excelente. El control visual de la calidad de un buen anclaje es posible (según norma DIN 3859-2).
17
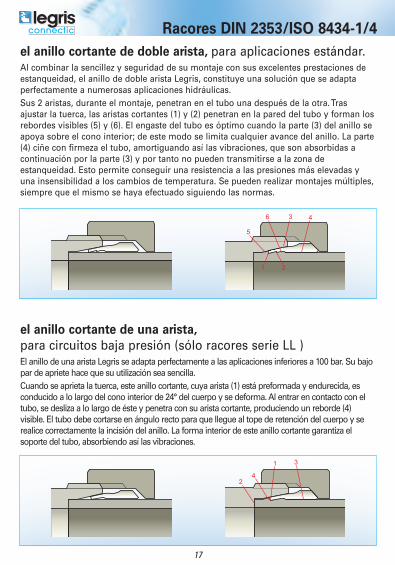
Racores DIN 2353/ISO 8434-1/4el anillo cortante de doble arista, para aplicaciones estándar.Al combinar la sencillez y seguridad de su montaje con sus excelentes prestaciones deestanqueidad, el anillo de doble arista Legris, constituye una solución que se adapta perfectamente a numerosas aplicaciones hidráulicas.Sus 2 aristas, durante el montaje, penetran en el tubo una después de la otra. Tras ajustar la tuerca, las aristas cortantes (1) y (2) penetran en la pared del tubo y forman losrebordes visibles (5) y (6). El engaste del tubo es óptimo cuando la parte (3) del anillo seapoya sobre el cono interior; de este modo se limita cualquier avance del anillo. La parte(4) ciñe con firmeza el tubo, amortiguando así las vibraciones, que son absorbidas a continuación por la parte (3) y por tanto no pueden transmitirse a la zona de estanqueidad. Esto permite conseguir una resistencia a las presiones más elevadas yuna insensibilidad a los cambios de temperatura. Se pueden realizar montajes múltiples,siempre que el mismo se haya efectuado siguiendo las normas.
el anillo cortante de una arista,para circuitos baja presión (sólo racores serie LL )El anillo de una arista Legris se adapta perfectamente a las aplicaciones inferiores a 100 bar. Su bajopar de apriete hace que su utilización sea sencilla. Cuando se aprieta la tuerca, este anillo cortante, cuya arista (1) está preformada y endurecida, esconducido a lo largo del cono interior de 24° del cuerpo y se deforma. Al entrar en contacto con eltubo, se desliza a lo largo de éste y penetra con su arista cortante, produciendo un reborde (4) visible. El tubo debe cortarse en ángulo recto para que llegue al tope de retención del cuerpo y serealice correctamente la incisión del anillo. La forma interior de este anillo cortante garantiza elsoporte del tubo, absorbiendo así las vibraciones.
18
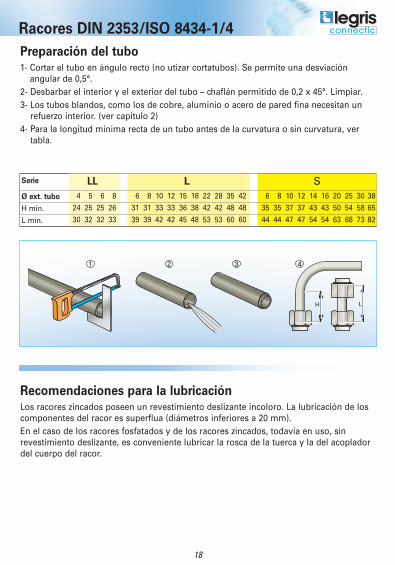
LL L S4 5 6 8 6 8 10 12 15 18 22 28 35 42 6 8 10 12 14 16 20 25 30 38
24 25 25 26 31 31 33 33 36 38 42 42 48 48 35 35 37 37 43 43 50 54 58 6530 32 32 33 39 39 42 42 45 48 53 53 60 60 44 44 47 47 54 54 63 68 73 82
Recomendaciones para la lubricaciónLos racores zincados poseen un revestimiento deslizante incoloro. La lubricación de loscomponentes del racor es superflua (diámetros inferiores a 20 mm). En el caso de los racores fosfatados y de los racores zincados, todavía en uso, sin revestimiento deslizante, es conveniente lubricar la rosca de la tuerca y la del acopladordel cuerpo del racor.
Serie
Ø ext. tubo
H min.
L min.
Racores DIN 2353/ISO 8434-1/4Preparación del tubo1- Cortar el tubo en ángulo recto (no utizar cortatubos). Se permite una desviación
angular de 0,5°.2- Desbarbar el interior y el exterior del tubo – chaflán permitido de 0,2 x 45°. Limpiar.3- Los tubos blandos, como los de cobre, aluminio o acero de pared fina necesitan un
refuerzo interior. (ver capitulo 2)4- Para la longitud mínima recta de un tubo antes de la curvatura o sin curvatura, ver
tabla.
19
6 8 10 12 14 15 16 18 20 22 25 28 30 35 38 42
1-2
1-2,5
1-3
1-3,5
2-4
1,5-3
2-3
1,5-3
2-4
1,5-3,5
22,5-5
2-3,5
2-4
5-6
22,5-5
2-3
4-6
23-5
25 30 35 40 45 45 55 55 70 70 90 80 110 100 135 125
25 25 25 45 45 45 55 55 70 80 90 130 80 130 160 130 160 130 170 130 170
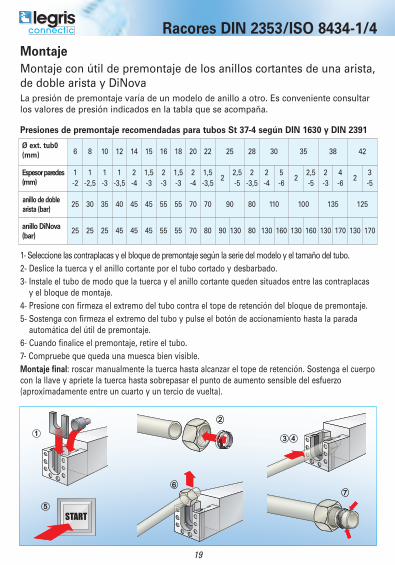
1- Seleccione las contraplacas y el bloque de premontaje según la serie del modelo y el tamaño del tubo.2- Deslice la tuerca y el anillo cortante por el tubo cortado y desbarbado.3- Instale el tubo de modo que la tuerca y el anillo cortante queden situados entre las contraplacas
y el bloque de montaje.4- Presione con firmeza el extremo del tubo contra el tope de retención del bloque de premontaje.5- Sostenga con firmeza el extremo del tubo y pulse el botón de accionamiento hasta la parada
automática del útil de premontaje.6- Cuando finalice el premontaje, retire el tubo.7- Compruebe que queda una muesca bien visible.Montaje final: roscar manualmente la tuerca hasta alcanzar el tope de retención. Sostenga el cuerpocon la llave y apriete la tuerca hasta sobrepasar el punto de aumento sensible del esfuerzo (aproximadamente entre un cuarto y un tercio de vuelta).
MontajeMontaje con útil de premontaje de los anillos cortantes de una arista,de doble arista y DiNovaLa presión de premontaje varía de un modelo de anillo a otro. Es conveniente consultarlos valores de presión indicados en la tabla que se acompaña.
Presiones de premontaje recomendadas para tubos St 37-4 según DIN 1630 y DIN 2391
Ø ext. tub0 (mm)
Espesor paredes(mm)
anillo de doblearista (bar)
anillo DiNova (bar)
Racores DIN 2353/ISO 8434-1/4
20
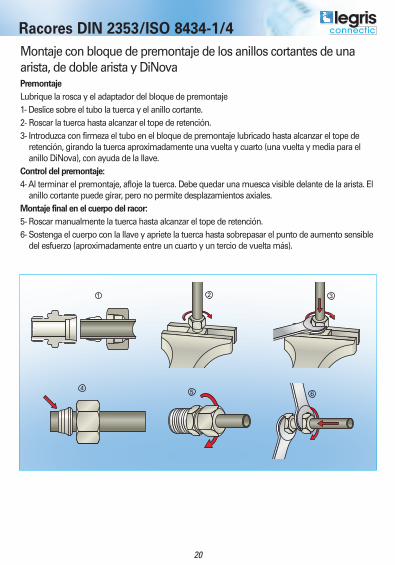
Racores DIN 2353/ISO 8434-1/4Montaje con bloque de premontaje de los anillos cortantes de unaarista, de doble arista y DiNovaPremontajeLubrique la rosca y el adaptador del bloque de premontaje1- Deslice sobre el tubo la tuerca y el anillo cortante.2- Roscar la tuerca hasta alcanzar el tope de retención.3- Introduzca con firmeza el tubo en el bloque de premontaje lubricado hasta alcanzar el tope de
retención, girando la tuerca aproximadamente una vuelta y cuarto (una vuelta y media para elanillo DiNova), con ayuda de la llave.
Control del premontaje:4- Al terminar el premontaje, afloje la tuerca. Debe quedar una muesca visible delante de la arista. El
anillo cortante puede girar, pero no permite desplazamientos axiales.Montaje final en el cuerpo del racor:5- Roscar manualmente la tuerca hasta alcanzar el tope de retención. 6- Sostenga el cuerpo con la llave y apriete la tuerca hasta sobrepasar el punto de aumento sensible
del esfuerzo (aproximadamente entre un cuarto y un tercio de vuelta más).
21
Racores DIN 2353/ISO 8434-1/4
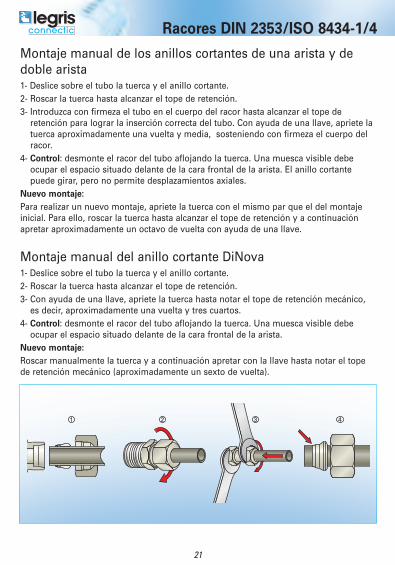
Montaje manual de los anillos cortantes de una arista y dedoble arista1- Deslice sobre el tubo la tuerca y el anillo cortante.2- Roscar la tuerca hasta alcanzar el tope de retención.3- Introduzca con firmeza el tubo en el cuerpo del racor hasta alcanzar el tope de
retención para lograr la inserción correcta del tubo. Con ayuda de una llave, apriete latuerca aproximadamente una vuelta y media, sosteniendo con firmeza el cuerpo delracor.
4- Control: desmonte el racor del tubo aflojando la tuerca. Una muesca visible debe ocupar el espacio situado delante de la cara frontal de la arista. El anillo cortantepuede girar, pero no permite desplazamientos axiales.
Nuevo montaje:Para realizar un nuevo montaje, apriete la tuerca con el mismo par que el del montajeinicial. Para ello, roscar la tuerca hasta alcanzar el tope de retención y a continuaciónapretar aproximadamente un octavo de vuelta con ayuda de una llave.
Montaje manual del anillo cortante DiNova1- Deslice sobre el tubo la tuerca y el anillo cortante.2- Roscar la tuerca hasta alcanzar el tope de retención.3- Con ayuda de una llave, apriete la tuerca hasta notar el tope de retención mecánico,
es decir, aproximadamente una vuelta y tres cuartos.4- Control: desmonte el racor del tubo aflojando la tuerca. Una muesca visible debe
ocupar el espacio situado delante de la cara frontal de la arista. Nuevo montaje:Roscar manualmente la tuerca y a continuación apretar con la llave hasta notar el topede retención mecánico (aproximadamente un sexto de vuelta).
22
L S8 10 12 15 18 22 28 35 42 8 10 12 14 16 20 25 30 38
23 28 40 50 65 100 110 170 260 23 28 40 55 65 100 140 170 260
25 35 45 60 85 110 130 215 330 40 50 60 75 80 120 170 250 350
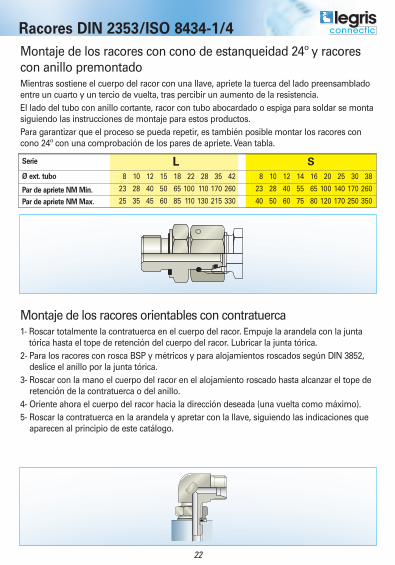
Montaje de los racores orientables con contratuerca1- Roscar totalmente la contratuerca en el cuerpo del racor. Empuje la arandela con la junta
tórica hasta el tope de retención del cuerpo del racor. Lubricar la junta tórica.2- Para los racores con rosca BSP y métricos y para alojamientos roscados según DIN 3852,
deslice el anillo por la junta tórica.3- Roscar con la mano el cuerpo del racor en el alojamiento roscado hasta alcanzar el tope de
retención de la contratuerca o del anillo.4- Oriente ahora el cuerpo del racor hacia la dirección deseada (una vuelta como máximo).5- Roscar la contratuerca en la arandela y apretar con la llave, siguiendo las indicaciones que
aparecen al principio de este catálogo.
Racores DIN 2353/ISO 8434-1/4Montaje de los racores con cono de estanqueidad 24º y racorescon anillo premontadoMientras sostiene el cuerpo del racor con una llave, apriete la tuerca del lado preensambladoentre un cuarto y un tercio de vuelta, tras percibir un aumento de la resistencia. El lado del tubo con anillo cortante, racor con tubo abocardado o espiga para soldar se montasiguiendo las instrucciones de montaje para estos productos. Para garantizar que el proceso se pueda repetir, es también posible montar los racores concono 24º con una comprobación de los pares de apriete. Vean tabla.
Par de apriete NM Min.
Ø ext. tubo
Serie
Par de apriete NM Max.
23
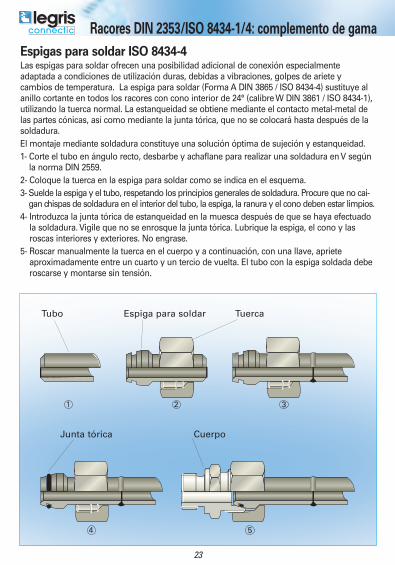
TuercaEspiga para soldarTubo
CuerpoJunta tórica
Espigas para soldar ISO 8434-4Las espigas para soldar ofrecen una posibilidad adicional de conexión especialmente adaptada a condiciones de utilización duras, debidas a vibraciones, golpes de ariete y cambios de temperatura. La espiga para soldar (Forma A DIN 3865 / ISO 8434-4) sustituye alanillo cortante en todos los racores con cono interior de 24° (calibre W DIN 3861 / ISO 8434-1), utilizando la tuerca normal. La estanqueidad se obtiene mediante el contacto metal-metal delas partes cónicas, así como mediante la junta tórica, que no se colocará hasta después de lasoldadura. El montaje mediante soldadura constituye una solución óptima de sujeción y estanqueidad.1- Corte el tubo en ángulo recto, desbarbe y achaflane para realizar una soldadura en V según
la norma DIN 2559.2- Coloque la tuerca en la espiga para soldar como se indica en el esquema.3- Suelde la espiga y el tubo, respetando los principios generales de soldadura. Procure que no cai-
gan chispas de soldadura en el interior del tubo, la espiga, la ranura y el cono deben estar limpios.4- Introduzca la junta tórica de estanqueidad en la muesca después de que se haya efectuado
la soldadura. Vigile que no se enrosque la junta tórica. Lubrique la espiga, el cono y las roscas interiores y exteriores. No engrase.
5- Roscar manualmente la tuerca en el cuerpo y a continuación, con una llave, apriete aproximadamente entre un cuarto y un tercio de vuelta. El tubo con la espiga soldada deberoscarse y montarse sin tensión.
Racores DIN 2353/ISO 8434-1/4: complemento de gama
24
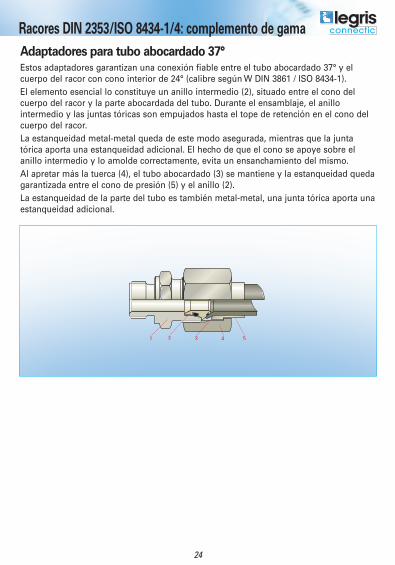
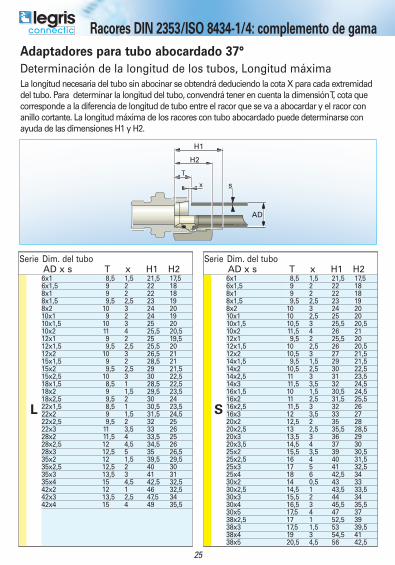
Racores DIN 2353/ISO 8434-1/4: complemento de gamaAdaptadores para tubo abocardado 37°Estos adaptadores garantizan una conexión fiable entre el tubo abocardado 37° y elcuerpo del racor con cono interior de 24° (calibre según W DIN 3861 / ISO 8434-1). El elemento esencial lo constituye un anillo intermedio (2), situado entre el cono delcuerpo del racor y la parte abocardada del tubo. Durante el ensamblaje, el anillo intermedio y las juntas tóricas son empujados hasta el tope de retención en el cono delcuerpo del racor. La estanqueidad metal-metal queda de este modo asegurada, mientras que la juntatórica aporta una estanqueidad adicional. El hecho de que el cono se apoye sobre elanillo intermedio y lo amolde correctamente, evita un ensanchamiento del mismo. Al apretar más la tuerca (4), el tubo abocardado (3) se mantiene y la estanqueidad quedagarantizada entre el cono de presión (5) y el anillo (2).La estanqueidad de la parte del tubo es también metal-metal, una junta tórica aporta unaestanqueidad adicional.
25
S
6x1 8,5 1,5 21,5 17,56x1,5 9 2 22 188x1 9 2 22 188x1,5 9,5 2,5 23 198x2 10 3 24 2010x1 10 2,5 25 2010x1,5 10,5 3 25,5 20,510x2 11,5 4 26 2112x1 9,5 2 25,5 2012x1,5 10 2,5 26 20,512x2 10,5 3 27 21,514x1,5 9,5 1,5 29 21,514x2 10,5 2,5 30 22,514x2,5 11 3 31 23,514x3 11,5 3,5 32 24,516x1,5 10 1,5 30,5 24,516x2 11 2,5 31,5 25,516x2,5 11,5 3 32 2616x3 12 3,5 33 2720x2 12,5 2 35 2820x2,5 13 2,5 35,5 28,520x3 13,5 3 36 2920x3,5 14,5 4 37 3025x2 15,5 3,5 39 30,525x2,5 16 4 40 31,525x3 17 5 41 32,525x4 18 6 42,5 3430x2 14 0,5 43 3330x2,5 14,5 1 43,5 33,530x3 15,5 2 44 3430x4 16,5 3 45,5 35,530x5 17,5 4 47 3738x2,5 17 1 52,5 3938x3 17,5 1,5 53 39,538x4 19 3 54,5 4138x5 20,5 4,5 56 42,5
L
6x1 8,5 1,5 21,5 17,56x1,5 9 2 22 188x1 9 2 22 188x1,5 9,5 2,5 23 198x2 10 3 24 2010x1 9 2 24 1910x1,5 10 3 25 2010x2 11 4 25,5 20,512x1 9 2 25 19,512x1,5 9,5 2,5 25,5 2012x2 10 3 26,5 2115x1,5 9 2 28,5 2115x2 9,5 2,5 29 21,515x2,5 10 3 30 22,518x1,5 8,5 1 28,5 22,518x2 9 1,5 29,5 23,518x2,5 9,5 2 30 2422x1,5 8,5 1 30,5 23,522x2 9 1,5 31,5 24,522x2,5 9,5 2 32 2522x3 11 3,5 33 2628x2 11,5 4 33,5 2528x2,5 12 4,5 34,5 2628x3 12,5 5 35 26,535x2 12 1,5 39,5 29,535x2,5 12,5 2 40 3035x3 13,5 3 41 3135x4 15 4,5 42,5 32,542x2 12 1 46 32,542x3 13,5 2,5 47,5 3442x4 15 4 49 35,5
AD x s T x H1 H2 AD x s T x H1 H2
Racores DIN 2353/ISO 8434-1/4: complemento de gama
Serie Dim. del tubo Serie Dim. del tubo
Adaptadores para tubo abocardado 37°Determinación de la longitud de los tubos, Longitud máximaLa longitud necesaria del tubo sin abocinar se obtendrá deduciendo la cota X para cada extremidaddel tubo. Para determinar la longitud del tubo, convendrá tener en cuenta la dimensión T, cota quecorresponde a la diferencia de longitud de tubo entre el racor que se va a abocardar y el racor conanillo cortante. La longitud máxima de los racores con tubo abocardado puede determinarse conayuda de las dimensiones H1 y H2.
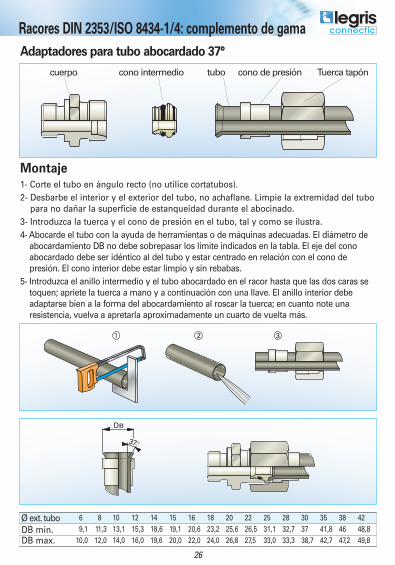
6 8 10 12 14 15 16 18 20 22 25 28 30 35 38 429,1 11,3 13,1 15,3 18,6 19,1 20,6 23,2 25,6 26,5 31,1 32,7 37 41,8 46 48,8
10,0 12,0 14,0 16,0 19,6 20,0 22,0 24,0 26,8 27,5 33,0 33,3 38,7 42,7 47,2 49,8DB min.DB max.
26
Tuerca tapóncono de presióntubocuerpo cono intermedio
Racores DIN 2353/ISO 8434-1/4: complemento de gamaAdaptadores para tubo abocardado 37°
Montaje1- Corte el tubo en ángulo recto (no utilice cortatubos).2- Desbarbe el interior y el exterior del tubo, no achaflane. Limpie la extremidad del tubo
para no dañar la superficie de estanqueidad durante el abocinado.3- Introduzca la tuerca y el cono de presión en el tubo, tal y como se ilustra.4- Abocarde el tubo con la ayuda de herramientas o de máquinas adecuadas. El diámetro de
abocardamiento DB no debe sobrepasar los límite indicados en la tabla. El eje del conoabocardado debe ser idéntico al del tubo y estar centrado en relación con el cono de presión. El cono interior debe estar limpio y sin rebabas.
5- Introduzca el anillo intermedio y el tubo abocardado en el racor hasta que las dos caras setoquen; apriete la tuerca a mano y a continuación con una llave. El anillo interior debeadaptarse bien a la forma del abocardamiento al roscar la tuerca; en cuanto note una resistencia, vuelva a apretarla aproximadamente un cuarto de vuelta más.
Ø ext. tubo
27
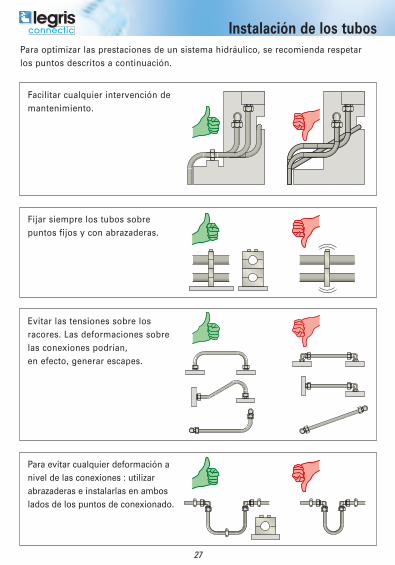
Facilitar cualquier intervención demantenimiento.
Para optimizar las prestaciones de un sistema hidráulico, se recomienda respetarlos puntos descritos a continuación.
Instalación de los tubos
Fijar siempre los tubos sobrepuntos fijos y con abrazaderas.
Evitar las tensiones sobre losracores. Las deformaciones sobrelas conexiones podrían, en efecto, generar escapes.
Para evitar cualquier deformación anivel de las conexiones : utilizarabrazaderas e instalarlas en amboslados de los puntos de conexionado.
28
E
L
S
012345
4 045 056 06 1/4" 568 08 5/16" 58
10 10 3/8" 6012 12 1/2" 6214 1415 1516 16 5/8" 6618 18 3/4" 6920 2022 2225 25 1" 7528 2830 3035 35 1"1/4 8238 38 1"1/2 8842 42
M6x1 52M8x1 56M10x1 60M12x1 65M12x1,5 67M14x1 69M14x1,5 71M16x1,5 75M18x1,5 78M20x1,5 80M22x1,5 82M24x1,5 83M26x1,5 89M27x2 86M33x2 91M36x2 93M42x2 96M48x2 98
1/8 101/4 133/8 171/2 213/4 271" 341"1/4 421"1/2 49
7/16-20 1031/2-20 1049/16-18 1053/4-16 1077/8-14 1081 1/16-12 1531 5/16-12 1571 5/8-12 1621 7/8-12 166
1/8 111/4 143/8 181/2 223/4 281" 351"1/4 431"1/2 50
Rosca
Rosca UN/UNF código
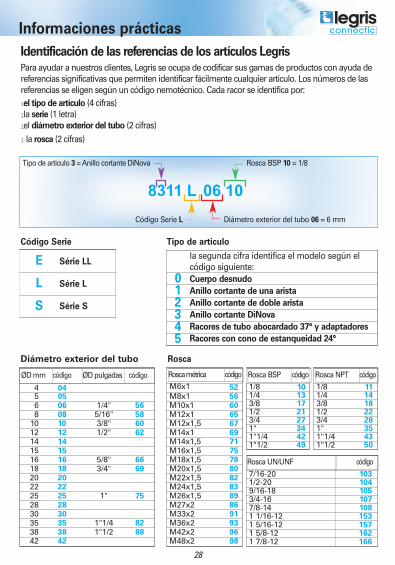
Rosca métrica código Rosca BSP código Rosca NPT códigoØD mm código ØD pulgadas código
Rosca BSP 10 = 1/8
Diámetro exterior del tubo 06 = 6 mmCódigo Serie L
Tipo de articulo 3 = Anillo cortante DiNova
Informaciones prácticasIdentificación de las referencias de los artículos LegrisPara ayudar a nuestros clientes, Legris se ocupa de codificar sus gamas de productos con ayuda dereferencias significativas que permiten identificar fácilmente cualquier artículo. Los números de lasreferencias se eligen según un código nemotécnico. Cada racor se identifica por:lel tipo de artículo (4 cifras) lla serie (1 letra)lel diámetro exterior del tubo (2 cifras)l la rosca (2 cifras)
Tipo de articuloCódigo Serie
Diámetro exterior del tubo
Série LL
Série L
Série S
la segunda cifra identifica el modelo según elcódigo siguiente:Cuerpo desnudoAnillo cortante de una aristaAnillo cortante de doble aristaAnillo cortante DiNovaRacores de tubo abocardado 37° y adaptadoresRacores con cono de estanqueidad 24°


















