
J Ý a r Ì ä Ø À ² = Ø ( Â á ( ³ Ó > = Ò À · × Ô...
62
工學碩士學位論文 Ni기 초내열 합금에서 응고속도 및 온도구배가 응고조직에 미치는 영향 2003 年 1 月 昌 原 大 學 校 大 學 院 材料工學科 金屬材料專攻 芮 大 喜
Transcript of J Ý a r Ì ä Ø À ² = Ø ( Â á ( ³ Ó > = Ò À · × Ô...

工學碩士學位論文
Ni기 초내열 합금에서 응고속도 및
온도구배가 응고조직에 미치는 향
2003 年 1 月
昌 原 大 學 校 大 學 院
材料工學科 金屬材料專攻
芮 大 喜
工學碩士學位論文
Ni기 초내열 합금에서 응고속도 및
온도구배가 응고조직에 미치는 향
The Influences of Solidification Rates and
Thermal Gradients on the Solidified Structure
in Ni-base Superalloy
指導敎授 李 在 鉉
이 論文을 工學碩士學位論文으로 提出함
2003 年 1 月
昌 原 大 學 校 大 學 院
材料工學科 材料工學專攻
芮 大 喜

芮大喜의 工學碩士學位 論文을 認證함
審査委員長 李 贊 揆 ㊞
審 査 委 員 許 聖 康 ㊞
審 査 委 員 李 在 鉉 ㊞
2003 年 1 月
昌 原 大 學 校 大 學 院

목 차
1. 서론․․․․․․․․․․․․․․․․․․․․․․․․․․․1
2. 이론적 배경․․․․․․․․․․․․․․․․․․․․․․․4
2.1 Ni기 초내열 합금․․․․․․․․․․․․․․․․․4
2.2 상․․․․․․․․․․․․․․․․․․․․․․․․5
2.3 일방향 응고법․․․․․․․․․․․․․․․․․․․7
2.4 온도구배의 변화․․․․․․․․․․․․․․․․․10
3. 연구목적․․․․․․․․․․․․․․․․․․․․․․․․․13
4. 실험 방법․․․․․․․․․․․․․․․․․․․․․․․․14
4.1 시편준비․․․․․․․․․․․․․․․․․․․․․14
4.2 DTA, 일방향 실험, 온도구배 실험․․․․․․․․․15
4.3 미세조직 관찰 및 분석, 분율측정․․․․․․․․․16
5. 결과 및 고찰․․․․․․․․․․․․․․․․․․․․․․․20
5.1 DTA 결과․․․․․․․․․․․․․․․․․․․․20
5.2 IN738LC․․․․․․․․․․․․․․․․․․․․․20
5.2.1 응고계면․․․․․․․․․․․․․․․․․20
5.2.2 응고속도에 따른 온도구배의 변화․․․․․23
5.2.3 응고속도에 따른 탄화물 형상 변화․․․․․26
5.3 GTD111M․․․․․․․․․․․․․․․․․․․․33
5.3.1 응고계면․․․․․․․․․․․․․․․․․33
5.3.2 일방향/다결정 응고조직 형성․․․․․․․36
5.3.3 수지상 간격․․․․․․․․․․․․․․․38
5.3.4 셀 및 수지상 길이․․․․․․․․․․․․43
5.3.5 공정응고 특성․․․․․․․․․․․․․․44
6. 결론․․․․․․․․․․․․․․․․․․․․․․․․․․․48
7. 참고 문헌․․․․․․․․․․․․․․․․․․․․․․․․51
Abstract․․․․․․․․․․․․․․․․․․․․․․․․․․55

- 1 -
1. 서론
항공기 제트 엔진의 개발과 함께 고성능, 고효율화를 위한 새로운
소재의 필요성이 대두되었다[1]. 엔진의 효율을 높이기 위하여 터빈 내부
의 온도를 고온화 하는 것이 절대적인 조건이며 엔진 재료가 고응력, 마
모, 산화, 부식 등이 존재하는 조건에서 어느 정도 견딜 수 있는가는 항공
기의 성능과 바로 직결된다. 따라서 엔진의 성능 향상은 열기관의 설계
와 함께 고온에서 견딜 수 있는 소재의 개발이 수반되어져야 한다. 이렇
게 개발된 초내열 합금은 각 나라들의 고성능 항공기 개발 경쟁으로 합금
개발 및 제조 공정면에서 급격히 발전하 다[2]. 개발 초기에는 진공 유
도 용해, 정 주조의 방법으로 제조하 고, 일방향 응고, 피막 증착기술
등이 개발되었으며 이후 분말 야금과 단결정 응고 방법과 같은 신공정 기
술이 추가로 개발되었다[3]. 이러한 신공정 기술과 합금 원소의 첨가로
새로운 합금이 개발됨으로써 초내열 합금의 기계적 특성이 향상되어 사용
온도가 꾸준히 상승하 다. 항공기 엔진 재료로 시작된 초내열 합금의
개발은 현재 우주산업을 비롯한 선박용 엔진, 발전용 핵반응로, 정유산업
등에 사용되며 부식특성이 우수하여 저온 부식 환경조건에서도 널리 사용
되고 있다[3,4]. 최근 개발된 합금의 경우 약 1300℃까지 이르는 사용온
도를 가진다[5].
초기에 가스 터빈 블레이드 소재로 가장 널리 사용된 것은 Ni기
초내열 합금으로 80Ni-20Cr을 기초로 한 고용강화 합금의 단조품이 주로
사용되었으나 고온강도를 향상시키기 위해 γ′의 체적 분율을 증가시킬
필요성이 대두되었다. 그러나 γ′상의 체적분율 증가는 고온에서 성형
성을 감소시킨다. 따라서 단조 대신 주조법으로 대체되었으며 형상에 대
- 2 -
한 제한이 적고 정 주조 방법으로 터빈 블레이드와 같은 복잡한 형태의
곡면도 성형이 가능하게 되었다. 그림 1에 초내열 합금 소재의 발전 상
황을 나타내었다[2,3].
본 연구에서는 Ni기 초내열 합금 IN738LC와 GTD111M 합금의
일방향 응고 도중 급랭 실험을 이용하여 응고속도와 온도구배의 응고 공
정변수를 변화시켜 그에 따른 탄화물 크기 및 형상과 고/액 계면의 특성
을 관찰하 다. 일방향 응고 과정 응고 공정 조건에 따라 γ, γ′, γ/
γ′공정상, 탄화물 등이 나타난다. GTD111M의 경우γ/γ′과 결합한
MC형 탄화물은 섬유상으로써 일방향 응고시 성장 방향과 평행한 방향으
로 성장하여 고온 기계적 특성을 향상시킨다[6]. 또한 MC-γ/γ′공정
복합상이 형성되었을 경우 단결정으로 성장하 을 때와 가까운 크리프-
파괴 시간을 가진다는 보고도 있다[7].

- 3 -
Fig. 1 Temperature capability of superalloy with year of introduction
- 4 -
2. 이론적 배경
2.1 Ni기 초내열 합금
초내열 합금은 크게 Ni기, Co기, Fe-Ni기로 구분되며, 그 제조 공
정에 따라 단조용 합금과 주조용 합금으로 나뉘어진다. 이러한 초내열
합금 중에서 고온성질이 가장 우수한 Ni기 초내열 합금은 상용되는 다른
종류의 합금보다 높은 사용온도를 가지기 때문에 항공용, 발전용 가스터
빈 부품에 주로 사용되고 있다[3-5]. 가스터빈에서 온도와 응력 환경이
가장 가혹한 조건에서 사용되는 것은 터빈블레이드이며 따라서 터빈블레
이드 소재의 특성이 가스터빈의 성능에 큰 향을 미치는 요인이라 할 수
있다. 특히 항공용 엔진 부품에서 Ni기 초내열 합금은 무게비 50%이상
을 차지하고 있다. Ni기 초내열 합금은 Ni을 기지로 하여 Cr, Co, Mo,
Al, Ti, Ta, W 등의 주요원소와 10여 가지의 미량원소가 첨가된 복합 조
성의 합금으로써 각각의 원소는 γ′및 탄화물 등의 조직을 형성하며 고
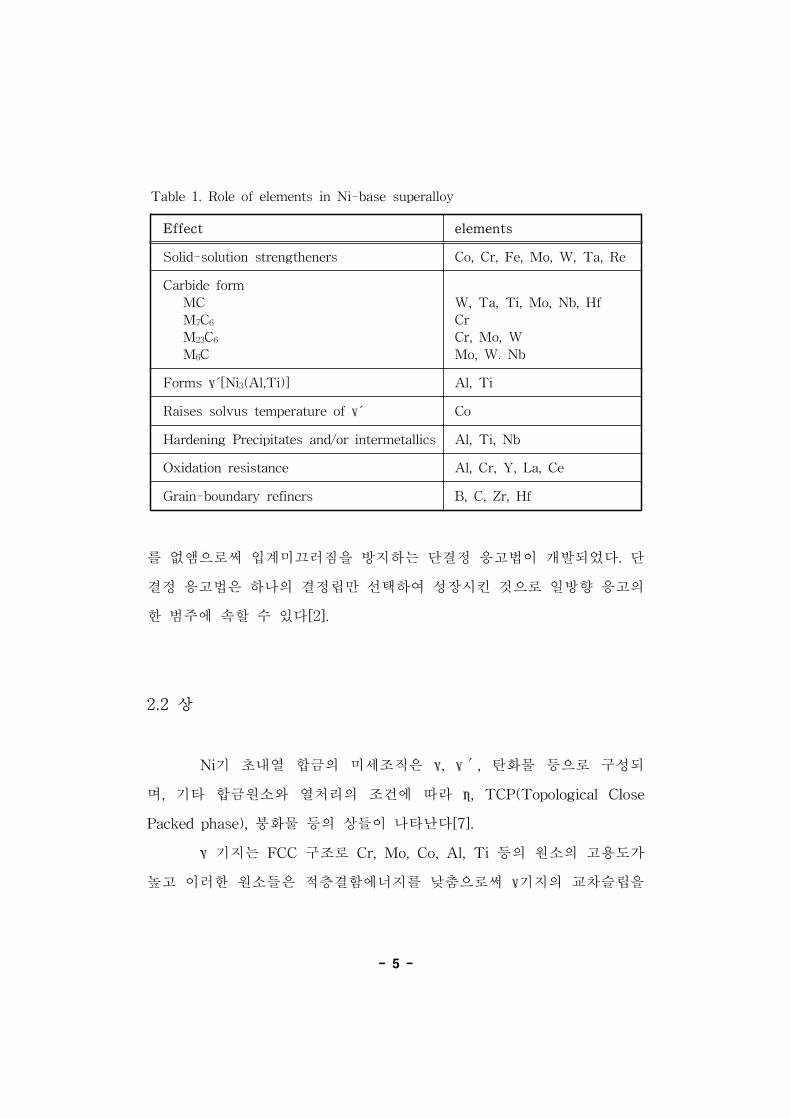
용강화, 석출강화, 입계강화, 내산화성 등의 역할을 한다. 이러한 첨가원
소들의 향을 표 1에 정리하 다[8].
초내열 합금은 개발 초기에는 단조용 합금이 주로 개발되었으나,
가스터빈 부품의 형상이 매우 복잡하고 그 성형이 곤란하여 진공정 주
조법으로 대체되었다. 진공정 주조법으로 개발된 초내열 합금은 다결
정 조직을 가지며 특정 온도 이상에서는 결정입계의 강도가 감소하여 입
계미끄러짐이 발생한다. 이러한 문제점을 보완하기 위하여 응력이 걸리
는 방향과 평행하게 결정립을 성장시키는 일방향 응고법과 아예 결정입계
- 5 -
Table 1. Role of elements in Ni-base superalloy
Effect elements
Solid-solution strengtheners Co, Cr, Fe, Mo, W, Ta, Re
Carbide form
MC
M7C6 M23C6 M6C
W, Ta, Ti, Mo, Nb, Hf
Cr
Cr, Mo, W
Mo, W. Nb
Forms γ´[Ni3(Al,Ti)] Al, Ti
Raises solvus temperature of γ´ Co
Hardening Precipitates and/or intermetallics Al, Ti, Nb
Oxidation resistance Al, Cr, Y, La, Ce
Grain-boundary refiners B, C, Zr, Hf
를 없앰으로써 입계미끄러짐을 방지하는 단결정 응고법이 개발되었다. 단
결정 응고법은 하나의 결정립만 선택하여 성장시킨 것으로 일방향 응고의
한 범주에 속할 수 있다[2].
2.2 상
Ni기 초내열 합금의 미세조직은 γ, γ′, 탄화물 등으로 구성되
며, 기타 합금원소와 열처리의 조건에 따라 η, TCP(Topological Close
Packed phase), 붕화물 등의 상들이 나타난다[7].
γ 기지는 FCC 구조로 Cr, Mo, Co, Al, Ti 등의 원소의 고용도가
높고 이러한 원소들은 적층결함에너지를 낮춤으로써 γ기지의 교차슬립을

- 6 -
더욱 어렵게 하여 전위의 이동을 방해함으로써 고용강화 역할을 한다.
초내열 합금에서 석출물에 의한 강화 효과도 크지만 기지의 고용강화 효
과도 크다.
γ′상은 기지와 정합의 관계를 유지하는 FCC의 구조이며 A3B형
의 금속간 화합물이다. 일반적으로 A는 Ni, Co, B는 Al, Ti, Ta, Nb 등
이고 Cr, Mo, W 등은 A, B 어느 쪽으로 치환되며 결정격자의 각 면에
A의 원자, 각 모서리에 B의 원자가 위치하게 된다. 기지와 γ′석출상은
구조뿐만 아니라 두상간에 격자상수의 차이도 거의 없으며 전위가 γ′상
을 통과하면 역상위관계(APB:Anti-Phase Boundary)가 형성되어 강화가
일어난다[9-11]. 이러한 γ′상의 형태는 γ기지와의 격자 불일치도에
따라 그 형상이 달라지는데, 0∼0.2% 불일치도(misfit)에서는 구형, 0.5∼
1.0%에서는 입방형, 1.25%이상에서는 판상형이 나타난다. 초내열 합금이
일반적인 합금과 달리 900℃정도 온도까지 상승할 때 강도가 증가하는 것
은 고온에서 γ′상의 특이한 거동에 의한 것이며 γ′상의 부피 분율이
높을수록 고온강도가 증가하게 된다[12-15].
Ni기 초내열 합금에서 나타나는 탄화물은 일반적으로 MC, M23C6,
M6C로 나타나며 MC형은 주로 주조시 응고중 나타나며 그 외의 탄화물
은 열처리 혹은 사용중에 나타난다[16-18]. MC형의 탄화물은 기지조직
과 같은 FCC 구조를 가지며 TiC, TaC, HfC, NbC 등이 주로 이루고 있
으며 그 형태는 덩어리(blocky)형, 문자(script)형, 입자(spotty)형의 형태
로 생성되며 성장방향이 일정하지 않다[19]. M23C6는 760∼980℃의 온도
범위에서 열처리하거나 실제 사용 중에 형성되며, MC의 분해 또는 기지
의 잔존 탄소에 의해서 Cr과 결합하여 결정입계에서 석출되어 크리프 저
항성을 증가시키는 역할을 한다. M6C는 주로 Mo, W을 다량 함유한 금
속에서 815∼980℃의 온도에서 형성되며 단조용 합금에서 결정립 제어에
- 7 -
도움을 준다[19]. 이러한 여러 탄화물들은 초내열 합금의 사용조건인 고
온, 고응력 환경에서 입계미끄럼을 억제하여 크립 저항성을 증가시킨다
[20]. 하지만 단결정 초내열 합금에서는 입계가 존재하지 않기 때문에 입
계강화 효과와는 무관하며 특히 탄화물이 존재할 경우 균열이 탄화물에서
시작되어 파단 수명을 감소시킬 수가 있으므로, 단결정 초내열 합금의 경
우 탄소 함량을 낮추어 탄화물 형성을 억제시킨다[6].
마지막으로 TCP상은 조성이 적절하지 못한 Ni기 초내열 합금의
열처리 및 사용 중에 형성되는 유해상으로 η, σ, μ 그리고 Laves 등의
상이 있다. 이들은 BCT 형태로 2차원적으로 조 하게 형성되어 있고 주
로 판상 또는 침상의 형태로 석출되며 매우 취약하다[21-22]. η상은 공
정상과 수지상간 역의 γ′상이 Ti를 많이 함유하게 되어 700∼900℃
온도에서 장시간 유지하거나 지속적인 응력을 받는 경우 FCC구조의
γ′(Ni3(Al,Ti))상에서 HCP 구조의 η(Ni3Ti)상으로 변태되면서 생성된
다[23-24]. σ상은 M23C6 탄화물이 석출하는 온도에서 장시간 유지하면
Cr23C6 탄화물의 Cr과 기지의 Ni가 결합하여 (Cr,Mo)X(Ni,Co)Y 조성으로
한 형태로 결정입계와 기지에서 침상으로 석출되며, 석출물과 기지사이의
계면 결합력을 감소시켜 고온 기계적 성질을 저하시킨다[25].
2.3 일방향 응고법
일방향 응고법은 결정성장 방향을 임의적으로 선택하여 성장시키
방법으로 사용상 응력 방향에 수직한 결정입계를 제거하여 입계 균열의
시발점을 제거함으로써 재료의 수명을 연장시키는 기술이다[2]. 초내열 합
금에서 일방향 응고법으로 제조된 소재는 크리프 강도와 피로저항성이 크

- 8 -
게 향상되며, 일반주조법에 의한 소재보다 열피로(8배), 파괴수명(2배) 파
괴연성(4배) 등 뛰어난 기계적 특성과 단결정 소재에 근접한 기계적 특성
을 가지는 것으로 보고가 있다[7,26]. 또한 일방향 응고법은 단결정 성장
기술의 기본 원리이며, 일방향 응고 도중 급냉법은 응고중 고/액 계면 및
응고조직을 그대로 보존하여 합금의 응고과정을 연구하는데 널리 응용되
고 있다[27].
그림 2.1에 응고 잠열의 방출을 한 방향으로 하는 기본적인 일방
향 응고장치의 개략도를 나타내었다. 열원인 로를 상부에 위치하고 고상
부 형성을 위한 냉각대를 아래쪽에 그리고 열원과 냉각대 사이에 열을 차
단시키는 절연부로 구성되어 있다. 용융된 소재는 가열로와 냉각대를 상
승시킴으로써 응고가 시작되며 그때 열 흐름이 아래 방향으로 균일하게
형성된다. 이때 냉각대의 소재 또는 물질에 따라 온도구배의 양이 변화
시킬 수 있고 로의 이동 속도에 따라 응고속도를 제어할 수 있다.
일방향 열흐름 가정할 때 고/액 계면에서 열흐름 평형식은 다음과
같이 나타낼 수 있다.
KSGS - KLGL = LV -------- ( 식 1 )
여기서 KS , KL은 고상과 액상의 열전도도이고 GS , GL은 고상과 액
상에서의 온도구배이며 L은 단위체적당 응고잠열 그리고 V는 응고속도
이다. KSGS 값이 증가하면 응고시 고상쪽으로 열이 방출되는 양이 많아
지고 응고잠열이 액상에서 고상쪽으로 이동하게 되어 일방향 응고가 발생
하게 된다. 일방향 응고시 발생하는 온도구배는 일방향 응고 장비에 의해

- 9 -
Temperature
Dis
tanc
e
GS
GL
FurnaceSuper
Kanthal
Alumina Tube
Water-cooled
chamber
Insulation
Solid
Liq
uid
Fixed Specimen
Withdrawal Chamber
Temperature
Dis
tanc
e
GS
GL
Temperature
Dis
tanc
e
GS
GL
FurnaceSuper
Kanthal
Alumina Tube
Water-cooled
chamber
Insulation
Solid
Liq
uid
Fixed Specimen
Withdrawal Chamber
FurnaceSuper
Kanthal
Alumina Tube
Water-cooled
chamber
Insulation
Solid
Liq
uid
Solid
Liq
uid
Fixed Specimen
Withdrawal Chamber
Fig. 2.1 Schematic drawing of DS process

- 10 -
결정되는 온도구배 뿐만아니라 재료의 고상 및 액상의 열전도도에 의해
향을 받으며 응고 속도에 따라 온도구배가 변할 수도 있다. 따라서 각
응고 속도와 그에 따른 고상 및 액상의 온도구배를 측정하여 외삽의 방법
으로 열전도도비( KS / KL )을 구하여 액상에서의 물성 측정이 가능하다
[28].
2.4 응고방식에 따른 온도구배
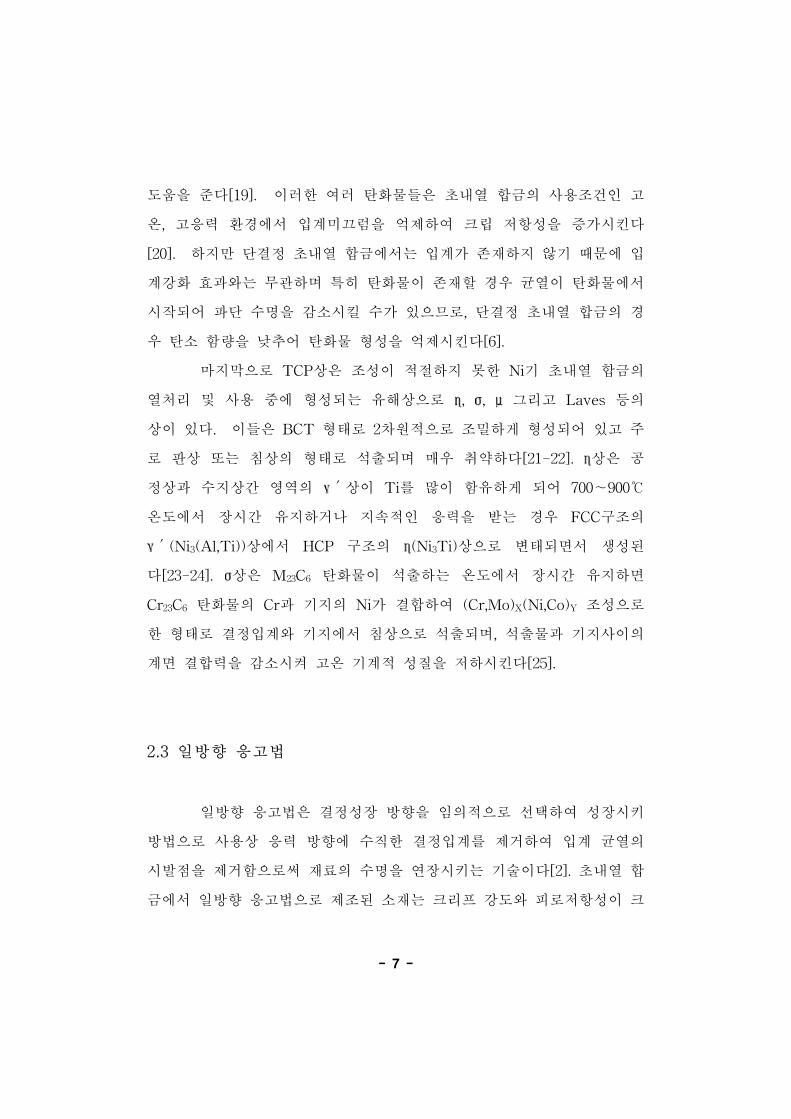
일방향 응고 및 단결정 제조 방법에는 bridgeman법과 액상금속냉
각법(Liquid Metal Cooling:LMC) 법이 있다. Bridgeman법의 경우 방향
성 성장에 따른 응고계면으로부터 열방출이 수냉식 구리 냉각대로의 열전
도와 진공으로의 열복사에 의해 일어난다. 이러한 수냉식 구리 냉각대에
의한 열방출 효과는 단결정성장 초기의 경우 효과적으로 진행되지만 어느
정도의 성장이 이루어지면 구리 냉각대로의 열전도 효과는 거의 소멸되고
열복사에 의한 냉각이 일어난다(그림 2.2.(a)). 이러한 열방출 효과의 감
소는 단결정의 성장 최대 길이를 제한하는 한계점을 지니고 있다. 기존의
bridgeman법의 냉각방법은 그 온도구배의 크기가 10℃/㎜넘지 않으며 이
러한 한계점을 극복하기 위한 방법으로 액상금속냉각법이 대두되었다
[3,5].
액상금속냉각법의 경우에도 단결정 제조 과정에서 초내열 합금이
채워져 있는 주형에서 가열로가 천천히 하강하면서 아래 부분으로 열방출
이 일어나 성장하는 bridgeman법과 동일한 원리이다. 하지만 기존의
bridgeman법과는 차이점은 수냉 냉각대를 사용하는 대신 저융점 액상 금
속을 냉매로 사용하여 열방출을 열전도에 의해서 일어나게 하는 것이다

- 11 -
(그림 2.2.(b)). 이러한 액상금속냉각법은 단결정 성장 최종단계까지 효과
적인 열전달이 진행되어 열방출 효과가 성장 전부분에 걸쳐 균일하게
향을 미칠 수 있다는 것이 장점이다[29]. 액상금속냉각법의 냉매로는 주
로 알루미늄과 주석이 사용되고 초내열 합금의 용탕이 주로 1500℃라 가
정하면 알루미늄과 주석 각각의 융점 660℃, 231℃이므로 온도차이가 84
0℃와 1269℃ 정도이므로 이러한 온도차이로 인해 응고계면에서 온도구배
가 현저히 증가하여 가열로의 인출 속도를 증가시켜 응고속도를 증가시켜
도 단결정이 안정하게 성장시킬 수 있다. 액상금속냉각법의 냉각방법 사
용된 장비의 온도구배는 약 20℃/㎜ 정도로 bridgeman 방법의 냉각방식
에 비해 2배 이상의 효과를 얻을 수 있다.
본 연구에 사용되는 일방향 장비는 bridgeman형 응고장비는 기존
의 형식에서 개량시켜 수냉 구리 냉각대를 변형 가능하도록 고안된 장치
이다. 냉각대를 가열로와 직접 접하는 부분에 위치시켜 약 7℃/㎜의 온
도구배 효과를 얻을 수 있었으며 냉각대를 가열로과 거리를 두어 설치하
을 경우 4℃/㎜ 정도의 낮은 온도구배가 나타났으며 냉각대의 크기를
크게 하여 연절달 효과를 응고 최종시까지 유지시켜 열방출 효과를 유지
시키면 20℃/㎜ 이상의 높은 온도구배 효과를 얻을 수 있었다. 20℃/㎜의
온도구배 효과는 액상금속 냉각법에 의한 방법과 동일한 효과이다.
- 12 -
Solid So
lid
Liq
uid
Liq
uid
Furnace
HeatingZones
CeramicMold
Cold FingerWater-
cooled line
Insulation
Liquid Metal Bath
(a) (b)
Solid So
lid
Liq
uid
Liq
uid
Furnace
HeatingZones
CeramicMold
Cold FingerWater-
cooled line
Insulation
Liquid Metal BathSo
lid Solid
Liq
uid
Liq
uid
Furnace
HeatingZones
CeramicMold
Cold FingerWater-
cooled line
Insulation
Liquid Metal Bath
(a) (b)
Fig. 2.2 Schematic drawing of (a) DS and (b) LMC

- 13 -
3. 연구목적
항공․우주산업의 발달로 터빈블레이드 등의 고온, 고압에서의 사
용조건을 만족시키는 소재의 개발이 더욱 더 요구되어 초내열 합금의 연
구가 급격히 이루어져 왔다. 이러한 초내열 합금은 제2의 반도체 산업으
로 불리어질 만큼 부가가치가 높고 초내열 합금의 개발 기술은 그 나라의
과학기술의 우수성을 증명하는 자료가 된다. 그러므로 초내열합금 개발
의 대부분의 기술은 특허 등으로 묶여 있고 사용시 상당한 사용료를 지불
해야 하고 공개조차 되지 않는 경우가 대부분이다. 현재 우리나라의 초
내열합금의 합금제조 및 개발 기술은 선진국에 비해 수십년간 뒤쳐져 있
으며 새로운 합금 개발뿐만 아니라 기존에 개발되어 있는 합금에 대한 기
초자료의 data도 미흡한 실정이다. 기초자료의 부족은 연구 개발에 있어
서 상당한 애로점으로 대두되고 필요성이 상당히 인식되고 있다.
그러므로 본 연구는 기존에 개발된 소재를 사용하여 응고공정 조
건을 변화시켜 초내열합금의 제조시 필요한 온도구배 및 응고속도 등의
조건을 확립하고 응고공정조건에 따른 조직 특성을 관찰하여 기초자료를
확보하고자 한다. 또한 이러한 결과를 바탕으로 기존에 보고된 타 합금
과의 비교로 그 타당성을 고찰하 다.

- 14 -
4. 실험 방법
4.1 시편 준비
본 연구에서 사용한 모재는 Cannon-Muskegon사에서 제조한
IN738LC, GTD111M의 소재를 사용하 다. IN738LC는 주조성의 향상과
탄화물의 안정성, 연성 향상 등의 목적으로 IN738 합금으로부터 C의 함
량을 약 50%정도 낮춘 합금이며, GTD111M 합금으로 GTD111 합금을
기본으로 하여 미량의 고온 원소가 첨가된 합금으로 일방향 합금으로 개
발되어 방향성 응고에 사용되고 있다[30]. 모합금의 조성은 표 2에 나타
내었다. 일방향 응고 실험과 온도구배 실험을 위하여 길이 80㎜, 직경 4.7
㎜로 가공하 으며, DTA 실험을 위해 직경 3㎜, 두께 1㎜로 가공하 다.
Table 2. Chemical compositon of IN738LC and GTD111M superalloy (wt%)
Ni Cr Co Al Ti C Ta
IN738LC Bal. 15.89 8.3 3.45 3.45 0.1 1.9
GTD111M Bal. 14.00 9.5 3.00 4.90 0.1 2.8
Mo W B Nb Fe Zr Hf
IN738LC 1.77 2.63 0.11 0.92 0.11 0.031 <0.05
GTD111M 1.55 3.80 0.017 <0.15

- 15 -
4.2 DTA, 일방향 실험, 온도구배 측정
DTA 실험은 복사열을 이용한 열용량과 엔탈피를 분석할 수 있는
NETZSCH사 15000℃급의 고온 DSC를 사용하 으며(그림 4.1) 승온속도
를 20℃/min로 하고 1500℃에서 10분 유지후 냉각 속도 -20℃/min로 설
정하 다. 이때 승온시의 data를 추출하여 액상선 온도, 고상선 온도 및
MC 탄화물 형성온도, 공정온도 등을 예측하 다[31].
본 연구에서 사용된 일방향 응고 장비는 개량형 bridgeman 방식
으로 응고 속도와 온도구배를 변화시킬 수 있도록 한 응고로를 사용하
다. 발열체는 super kanthal이며 응고방식은 cold finger 방식을 선택하
고 그 아래 수냉에 의한 급냉이 가능하도록 실린더형 수조를 갖추었다.
그림 4.2.(a)에 일방향 응고 장비의 계락도를 나타내었고 그림 4.2.(b)에
본 연구에 사용된 실제 일방향 응고장비와 컨트롤러를 나타내었다. 모재
로부터 길이 80㎜, 직경 4.7㎜로 가공된 시편의 표면을 연마하여 산화 스
케일을 제거하고 길이 700㎜ 외경 8㎜, 내경 5㎜의 알루미나 튜브에 장입
하여 로 내부에 설치하 다. 진공펌퍼를 통해 진공상태를 만든후 Ar 가
스를 분위기(0.2atm 가압) 하에서 승온하 다. 1차 목표온도까지 15℃
/min 속도로 가열하고 30분간 유지하고 2차 목표온도까지는 5℃/min로
승온시켜 60분 유지하여 안정화시킨 후 일방향 응고를 시작하 다. 일방
향 응고시 응고 속도의 효과를 알아보기 위하여 0.5에서 100㎛/sec까지
다양하게 변화시켜 실험하 고, 온도구배 변화에 따른 응고거동 변화를
관찰하기 위하여 용해후 일방향 응고 시작시 초기 온도를 1500, 1530,
1600, 1650℃로 하 다. 일정하게 조절된 응고속도로 약 45㎜ 성장후 냉
각대(cold finger) 아래에 설치된 수냉 실린더수조에 낙하시켜 급냉시켰다.

- 16 -
Fig. 4.1 DTA device

- 17 -
Insulation
Furnace
Vacuum HeadVacuum System
O-ring
Alumina Tube
Super KanthalHeating Element
Liquid
Water In
DirectionallySolidified Solid
Water Out
Carriage
Cold Finger
Tube Holder
Water Flow Path(Screw Path)
Insulation
Furnace
Vacuum HeadVacuum System
O-ring
Alumina Tube
Super KanthalHeating Element
Liquid
Water In
DirectionallySolidified Solid
Water Out
Carriage
Cold Finger
Tube Holder
Water Flow Path(Screw Path)
Fig. 4.2.(a) Schematic drawing of directional solidification apparatus
(b) Directional solidification device

- 18 -
온도구배 실험은 실제 일방향 실험과 조건을 동일하게 하여 준비
한후 시편이 완전 용해후 일방향 응고 시작전 열전대를 용탕 속에 수직으
로 직접 장입하여 초기 고/액 계면에서 약 10㎜ 상부에 위치시킨후 응고
로를 작동시킨다. 이때 열전대가 장입되어 있는 알루미나 튜브는 고정되
어 있으며 로의 움직임으로 인해 시편의 아랫부분부터 서서히 응고가 진
행된다. 즉, 열이 냉각대 쪽으로 방출되고 응고 계면이 윗방향으로 성장
하여 열전대는 액상, 고/액 공존 역, 고상을 연속적으로 지나게 되어 온
도구배 결과를 얻을 수 있다. 그림 4.3는 온도구배 측정에 사용된 열전의
개략도이다. 온도구배 실험의 온도 측정은 직경 0.2㎜의 B-type(Pt-6%
Rh/Pt-30%Rh) 열전대를 사용하 으며 열전대 외부에 직경 1.5㎜의 알루
미나 튜브를 사용하여 절연하 다.
4.3 미세조직 관찰 및 분석, 분율 측정
일방향 응고 도중 급냉의 방법을 사용하여 고/액 계면에서 형성된
고상의 미세조직을 그대로 보존하여 연속적인 응고 과정과 각 상들의 생
성 공정을 조사하기 위하여 먼저 각 일방향 응고된 시료의 중심을 성장방
향과 평행하게 절단하여 한 부분을 종단면으로 연마하여 수지상의 길이
및 2차 수지상의 간격 그리고 조직을 관찰하 으며, 남은 시료 절반을 다
시 성장방향에 수직하게 절단하여 각각의 속도별로 수지상 간격 등의 수
지상 형상 및 편석의 정도를 관찰하 다. 수지상 형상 및 조직 관찰시
Kalling(2g CuCl2, 40㎖ HCl, 60㎖ ethanol)액으로 부식시켜 광학 현미경
과 주사전자현미경(JEOL JSM5800)을 이용하여 미세조직을 분석하 으
며, 각 상들을 EDS(Energy Dispersive Spectrometer)로 분석하 다. 탄
화물의 입체적인 형상을 알아보기 위해 Cr산 용액으로 과전해부식 시켜
주사전자 현미경으로 그 형태를 관찰하 다.

- 19 -
B- type (Pt-6%Rh / Pt-30%Rh)Assembled OD : 1.5 mm
High Temp. Cement
3×4 ×800mmSTS tube
0.1mm dia.B-type wire
0.2mm 2bore1mm ×4oommAlumina insulator
1.5 ×1.2 ×400mmAlumina tube
Bead
S
L
WorkBenchRecording
Shuttle
Furnace Withdrawal with various Rates
B- type (Pt-6%Rh / Pt-30%Rh)Assembled OD : 1.5 mm
High Temp. Cement
3×4 ×800mmSTS tube
0.1mm dia.B-type wire
0.2mm 2bore1mm ×4oommAlumina insulator
1.5 ×1.2 ×400mmAlumina tube
Bead
B- type (Pt-6%Rh / Pt-30%Rh)Assembled OD : 1.5 mm
High Temp. Cement
3×4 ×800mmSTS tube
0.1mm dia.B-type wire
0.2mm 2bore1mm ×4oommAlumina insulator
1.5 ×1.2 ×400mmAlumina tube
Bead
High Temp. Cement
3×4 ×800mmSTS tube
0.1mm dia.B-type wire
0.2mm 2bore1mm ×4oommAlumina insulator
1.5 ×1.2 ×400mmAlumina tube
Bead
High Temp. Cement
3×4 ×800mmSTS tube
0.1mm dia.B-type wire
0.2mm 2bore1mm ×4oommAlumina insulator
1.5 ×1.2 ×400mmAlumina tube
Bead
S
L
WorkBenchRecording
Shuttle
Furnace Withdrawal with various RatesS
L
WorkBenchRecording
Shuttle
S
L
WorkBenchRecording
Shuttle
Furnace Withdrawal with various Rates
Fig. 4.3 Schematic drawing of thermal gradient device

- 20 -
5. 결과 및 고찰
5.1 DTA 결과
고온 DSC 장비를 사용하여 20℃/min의 승온속도로 DTA 실험을
하 다. IN738LC와 GTD111M 합금의 결과를 그림 5.1.(a)와 그림 5.1.(b)
에 각각 나타내었다. GTD111M 합금의 상 변화 온도가 IN738LC 합금에
비해 약 10℃ 정도 낮았으며 고/액 공존 구역의 온도 범위는 약 47℃로
유사한 결과를 얻을 수 있었다. 이러한 실험결과는 승온시 결과로서 실제
금속의 응고시에 나타나는 고상선과 액상선과는 차이가 날 것이다. 그러
나 DTA 결과를 참고로하여 온도구배 실험에서 고상선, 액상선의 대략적
인 예측이 가능하다.
5.2. IN738LC
5.2.1 응고 계면
일방향 응고중 급랭으로 얻어진 합금 조직은 액상으로부터 응고
한 미세한 등축정 부분, 고/액 공존구간, 전형적인 일방향 조직을 가지는
완전 고상부 세 부분으로 구분할 수 있다. 낮은 응고속도인 1㎛/sec에서
빠른 응고 속도 100㎛/sec까지의 일방향 실험에 의해 얻어지는 고/액 계
면은 응고 속도가 증가할수록 평면상에서 수지상의 형태로 변하 다(그림
5.2). 그러나 본 소재에서 나타나지 않는 셀 형상의 계면조직은 1㎛/sec
에서 5㎛/sec의 응고 속도사이에서 나타남을 예상할 수 있고 응고 계면의
형상 변화는 다음의 조성적 과냉 조건으로 잘 설명된다[32].

- 21 -
600 800 1000 1200 1400 1600-0.4
-0.3
-0.2
-0.1
0.0(a)
TMC = 1322.6 oC TL = 1331.2 oC
TS = 1284.9oC
mW
/mg
Temperature (oC)
800 1000 1200 1400 1600-0.7
-0.6
-0.5
-0.4
-0.3
-0.2
-0.1
0.0(b)
TMC = 1316.7 oC TL = 1324.4 oC
TS = 1277.1 oC
mW
/mg
Temperature (OC)
Fig. 5.1 DTA results of a) IN738LC and b) GTD111M

- 22 -
500 ㎛
a)a) b)b)
c)c) d)d)
e)e)
500 ㎛500 ㎛
a)a) b)b)
c)c) d)d)
e)e)
Fig. 5.2 The solid/liquid interface morphologies with solidification rate of
a) 1, b) 5, c) 25, d) 50, e) 100 ㎛/sec in IN738LC
- 23 -
( G / V ) = ( ΔT / D ) ------- ( 식 2 )
여기서 G는 온도구배, V은 응고속도, ΔT는 액상선 온도와 고상선 온
도까지의 응고구간, D는 액상에서의 용질 확산계수이다. 응고속도가 느
리거나 온도구배가 클 경우 평면형 계면 형상이 형성됨을 잘 보여주는 식
으로 알 수 있다[33].
5㎛/sec의 응고속도에서는 1차 수지상의 길이와 간격이 각각
1.542㎜, 0.23㎜ 으며, 속도가 빨라질수록 길이는 길어지고 간격은 좁아져
100㎛/sec의 속도에서는 각각 4.429㎜, 0.141㎜로 나타났다. 50㎛/sec에서
나타나는 3차 수지상이 응고 속도가 두배 빠른 100㎛/sec에서는 나타나지
않았다. 이것은 속도가 빨라질수록 1차, 2차 수지상 간격이 좁아져 3차
수지상이 생성되기전 2차 수지상이 근접되어 생성, 성장할 수 있는 공간
이 불충분하기 때문이라 생각된다. 각 속도에 대한 고/액 계면의 특성을
표 3에 나타내었다.
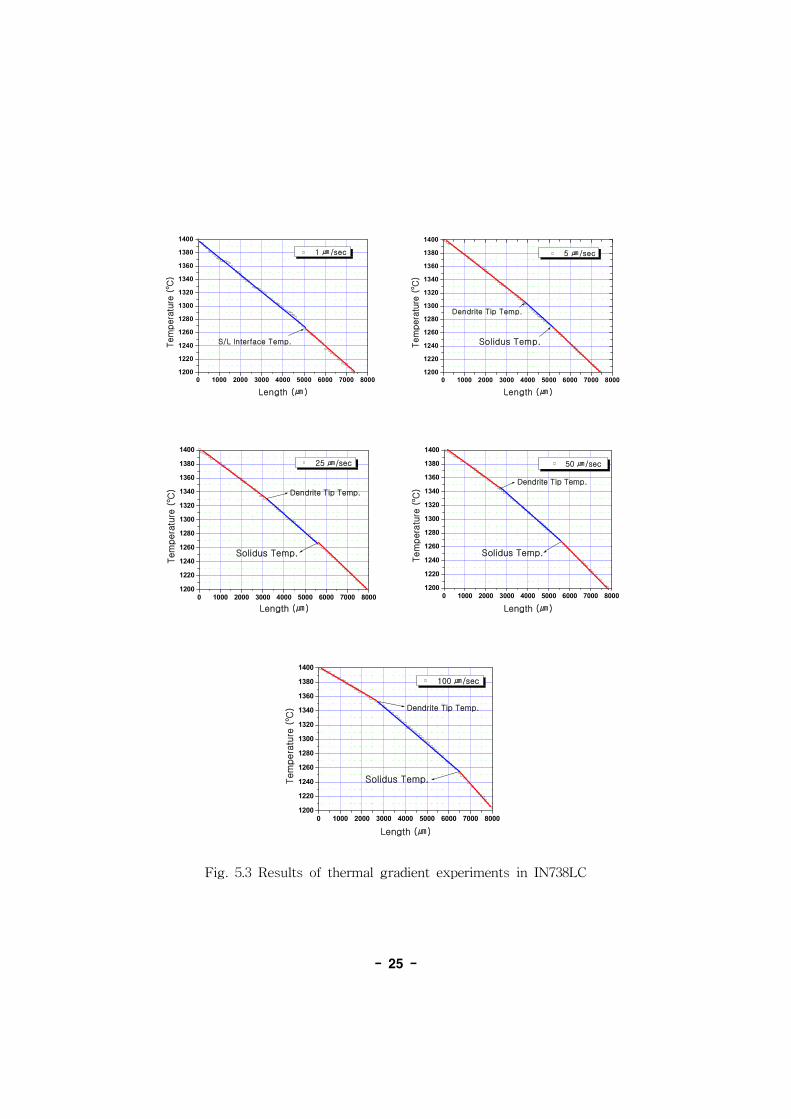
5.2.2 응고속도에 따른 온도구배의 변화
합금의 응고시 시편의 상태와 응고속도에 따라 온도구배가 다르
게 나타나는데 액상 - 고/액 공존 구간 - 고상구간을 지나는 온도구배를
각 응고 속도에 따라 그림 5.3에 나타내었다. 온도구배 곡선의 변곡점은
수지상 첨단과 완전 고상부를 나타내고 응고속도가 느린 것보다 상대적으
로 빠른 응고속도에서 보다 더 명확한 변곡점이 나타나는데 이것은 응고
속도에 의존하는 잠열방출의 양 때문이며 온도구배와 응고속도는 깊은 관
련이 있음을 보여준다.

- 24 -
Table 3. Microstructure of solid/liquid interface in IN738LC
Solidification
Rate
(㎛/sec)
Morphology of
the S/L interface
Length of
mushy Zone
( ㎜ )
PDAS
( ㎜ )
SDAS
( ㎜ )
1 Planer - - -
5 Dendrite with secondary
dendrite1.542 0.23 0.067
25 Dendrite with developed
secondary dendrite2.156 0.212 0.037
50 Dendrite with third
dendrite3.018 0.156 0.026
100 Dendrite with developed
fine secondary dendrite4.429 0.141 0.022
Table 4. Dendrite tip and solidus temperature,
Temperature gradient of each state
Solidification
Rate(㎛/sec)TTip(℃) TSolidus(℃) GL(℃/㎝) GM(℃/㎝) GS(℃/㎝)
1 - 1267 259.2 - 287.2
5 1305 1267 259.6 279.9 292.0
25 1330 1267 225.9 262.3 292.9
50 1347 1267 214.2 266.0 305.8
100 1355 1253 174.7 258.5 354.5
- 25 -
0 1000 2000 3000 4000 5000 6000 7000 80001200
1220
1240
1260
1280
1300
1320
1340
1360
1380
1400
S/L Interface Temp.
Tem
pera
ture
(oC
)
Length (㎛)
1 ㎛/sec
0 1000 2000 3000 4000 5000 6000 7000 80001200
1220
1240
1260
1280
1300
1320
1340
1360
1380
1400
Dendrite Tip Temp.
Solidus Temp.
Tem
pera
ture
(oC
)
Length (㎛)
5 ㎛/sec
0 1000 2000 3000 4000 5000 6000 7000 80001200
1220
1240
1260
1280
1300
1320
1340
1360
1380
1400
Dendrite Tip Temp.
Solidus Temp.
Tem
pera
ture
(oC
)
Length (㎛)
25 ㎛/sec
0 1000 2000 3000 4000 5000 6000 7000 80001200
1220
1240
1260
1280
1300
1320
1340
1360
1380
1400
Solidus Temp.
Dendrite Tip Temp.
Tem
pera
ture
(oC
)
Length (㎛)
50 ㎛/sec
0 1000 2000 3000 4000 5000 6000 7000 80001200
1220
1240
1260
1280
1300
1320
1340
1360
1380
1400
Solidus Temp.
Dendrite Tip Temp.
Tem
pera
ture
(oC
)
Length (㎛)
100 ㎛/sec
Fig. 5.3 Results of thermal gradient experiments in IN738LC
- 26 -
수지상 첨단의 온도가 1305∼1355℃이며 고상선 온도는 1267℃로
거의 일정하게 나타났다(표 4). 고상선 액상선 온도의 차이가 38℃에서
100℃ 가까이 차이가 나는 것은 고상과 액상이 공존하는 온도범위가 크다
는 것을 의미하며 수지상 길이가 길다는 것을 알 수 있다. 액상 및 고/
액 공존 구간의 온도구배는 응고속도가 증가할수록 감소하는 반면 고상의
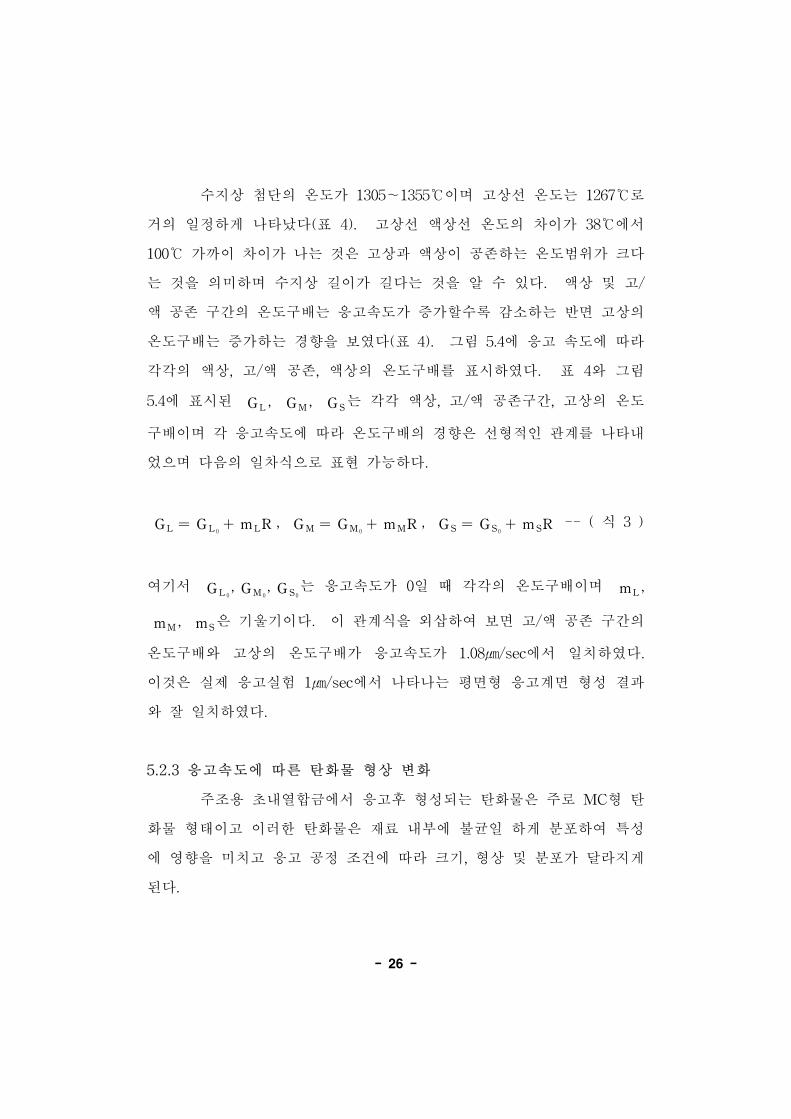
온도구배는 증가하는 경향을 보 다(표 4). 그림 5.4에 응고 속도에 따라
각각의 액상, 고/액 공존, 액상의 온도구배를 표시하 다. 표 4와 그림
5.4에 표시된 GL , GM , GS는 각각 액상, 고/액 공존구간, 고상의 온도
구배이며 각 응고속도에 따라 온도구배의 경향은 선형적인 관계를 나타내
었으며 다음의 일차식으로 표현 가능하다.
GL = GL0 + mLR , GM = GM0+ mMR , GS = GS0 + mSR -- ( 식 3 )
여기서 GL0 , GM0, GS0는 응고속도가 0일 때 각각의 온도구배이며 mL ,
mM , mS은 기울기이다. 이 관계식을 외삽하여 보면 고/액 공존 구간의
온도구배와 고상의 온도구배가 응고속도가 1.08㎛/sec에서 일치하 다.
이것은 실제 응고실험 1㎛/sec에서 나타나는 평면형 응고계면 형성 결과
와 잘 일치하 다.
5.2.3 응고속도에 따른 탄화물 형상 변화
주조용 초내열합금에서 응고후 형성되는 탄화물은 주로 MC형 탄
화물 형태이고 이러한 탄화물은 재료 내부에 불균일 하게 분포하여 특성
에 향을 미치고 응고 공정 조건에 따라 크기, 형상 및 분포가 달라지게
된다.
- 27 -
0 20 40 60 80 100160
200
240
280
320
360
Tem
pera
ture
Gra
die
nt (o
C/c
m)
Solidification Rate (㎛/sec)
Solid Mushyzone Liquid
Fig. 5.4 Thermal gradient changes according to the solidification rate
Table 5. Microstructure of solid/liquid interface in IN738LC
Solidification
Rate
(㎛/sec)
Carbide shapeCarbide
number.
Average
size ( ㎛ )
Fraction
( % )
1 Blocky 41 277.497 0.8745
5 Blocky, script 177 74.855 1.0206
25 Script 876 16.886 1.1251
50 Fine script, bone 2712 6.541 1.3636
100 Fine bone, spotty 4968 4.169 1.5919

- 28 -
모든 응고속도에서 급냉된 부분의 조직에서는 미세한 등축정 탄
화물이 관찰되었지만 일방향 응고 도중의 고/액 공존 역과 고상 역에
서의 탄화물은 응고속도에 따라 큰 차이를 보 다(표 5). 등축정 탄화물
입자들은 물에 의한 급냉이 될 때 생성된 탄화물로 사료되며 계면 상부의
액상부와 5㎛/sec이상의 모든 응고속도에서 수지상간 역의 잔류액상이
급냉될 때 형성된다. 1㎛/sec의 응고속도에서는 덩어리(blocky) 형태의
탄화물이 발견되었고 5∼50㎛의 응고속도가 증가할수록 문자형(script),
뼈형상(bone) 탄화물이 주로 수지상 입계에서 존재하 으며 작은 덩어리
형태의 탄화물도 발견되었고 100㎛/sec에서는 미세한 입자형(spotty) 탄화
물로 형상이 변화하 다. 그림 5.5.(a)는 모든 속도에서 동일하게 나타나
는 수지상간 잔류 액상의 급냉시 나타나는 등축정 탄화물 형상이다. 1㎛
/sec의 응고속도에서 성장한 탄화물은 대부분 그림 5.5.(b)와 같이 2차원
적으로 사각형태 및 삼각, 육면체 형상을 가지고 있다. 그림 5.5.(c)는 5
㎛/sec의 응고속도에서 생성된 탄화물 형상으로 덩어리의 모서리 부분에
서 성장한 형태의 탄화물로써 탄화물 가지가 성장하여 이웃 가지와 만나
γ상과 결합 구조를 가지는 표면이 불규칙한 탄화물도 관찰할 수 있다.
그리고 25㎛/sec로 응고속도에서는 모재 탄화물에서 성장한 탄화물 가지
는 길어졌다(그림 5.5.(d)). 50㎛/sec의 속도에서는 그다지 크게 성장하지
않고 뼈형태의 탄화물성장이 대부분이었고 γ상과 결합구조를 가지는 탄
화물은 5, 25㎛/sec 응고속도에 비해 줄었다. 응고속도가 가장 빠른 100㎛
/sec에서도 문자상 형태의 탄화물이 발견되지만 거의 모두 입자형의 탄화
물이 생성되었다(그림 5.5.(e)). 이것은 응고속도가 증가할수록 탄화물이
성장할 수 있는 시간이 줄어들며 γ 기지상 및 고상에서의 탄화물 형성원
소들의 배출과 확산이 억제되기 때문이라 사료된다. 그리고 모든 응고속
도 구간에서 형성되는 탄화물 중 크기가 큰 덩어리형, 문자형 탄화물의

- 29 -
중심부에 Al2O3, MgO 등의 고온 산화물 입자들이 존재하 다. 이는 Mg,
Al 원소들이 불순원소로서 존재하거나 잉고트의 제조시 도가니 또는 실
험중 알루미나 튜브에서 떨어져 나온 것이라 생각되며 이러한 Mg, Al 원
소는 타 원소에 비해 산소와 친화력이 높기 때문에 산화물 형성이 매우
쉽다. 응고시 미량의 산소가 Mg와 Al과 우선 결합하여 탄화물 핵생성
사이트 역할을 하는 것으로 사료된다(그림 5.6).
빠른 응고속도에서의 수지상 간격과 길이의 생성과 성장에 따라
방출되는 탄화물 형성원소는 수지상간 역에서 국부적으로 편석되어 탄
화물이 형성되고 일부 포획된 탄화물들의 성장이 일어난 것으로 관찰되었
다. 낮은 응고속도에서는 응고속도가 느리므로 적당히 성장할 수 있는
반면 체적 분율이 낮지만 높은 응고속도에서는 수지상에 의해 포획되는
빈도의 증가로 평균크기는 작지만 체적 분율이 큰 경향을 보인다. 이러
한 응고속도와 탄화물의 관계는 Bhambri, Liu 등이 발견하 으며[34-35],
그림 5.7.(a), (b)에서 보는 바와 같이 응고속도가 증가할수록 평균크기는
작아지고 체적 분율을 증가하지만 그 변화폭이 완만해 졌다. 종횡비는
응고속도가 증가할수록 증가하는데 이는 덩어리 형상의 모서리에서 긴 탄
화물 형태로 성장하여 뼈상, 문자상으로 변화하 기 때문이지만 그림
5.7.(c)에서 보는 바와 같이 100㎛/sec의 빠른 응고속도에서는 종횡비가
약간 감소하는데 문자상 탄화물 등으로 성장하기보다는 다수의 위치에서
미세한 입자형태의 탄화물이 생성되었기 때문이다.

- 30 -
20 µm
20 µm
20 µm
20 µm
10 µm
20 µm
a)a) b)b)
c)c) d)d)
e)e) f)f)
20 µm20 µm
20 µm20 µm
20 µm20 µm
20 µm20 µm
10 µm10 µm
20 µm20 µm
a)a) b)b)
c)c) d)d)
e)e) f)f)
Fig. 5.5 Carbide morphologies according to solidification rate
a) residual liquid b) 1, c) 5, d) 25, e) 50, f) 100 ㎛/sec

- 31 -
10 µm
A B
▷▶♤
10 µm10 µm10 µm
A B
▷▶♤
A B
▷▶♤
♤
▷
▶ ▷
A B
♤
▷
▶ ▷
A B
Fig. 5.6 Line analysis of blocky type carbide by EDS

- 32 -
0 20 40 60 80 100
0
50
100
150
200
250
300
Ave
rage
siz
e (µ
m)
Solidification rate (µm/s)
0 20 40 60 80 1000.8
0.9
1.0
1.1
1.2
1.3
1.4
1.5
1.6
1.7
Volu
me
fract
ion
(%)
Solidification rate (µm /s)
0 20 40 60 80 100
2.0
2.1
2.2
2.3
2.4
2.5
2.6
2.7
2.8
2.9
Aspe
ct ra
tio
Solidification rate (µm/s)
Fig. 5.7 MC carbide (a) average size (b) volume fraction (c) aspect ratio
at various solidification rate

- 33 -
5.3 GTD111M
5.3.1 응고계면
GTD111M 합금에서 일방향 응고 도중 급냉에 의해 얻어진 시편
은 일방향 응고가 진행된 고상부분, 고/액 공존구간 그리고 액상상태에서
급냉된 미세한 등축정 구간으로 IN738LC 합금과 동일하게 나타났다.
GTD111M 합금의 실험은 IN738LC 합금의 실험과 달리 다양한 온도구배
를 얻기 위해 초기 로의 온도를 1450℃의 낮은 온도에서 1650℃의 높은
온도로 변화시켰으며 각각의 온도에서 0.5∼100㎛/sec까지의 응고속도를
변화시켰다. 로의 온도의 변화와 냉각대 설치 조건의 변화로 4.8℃/㎜에
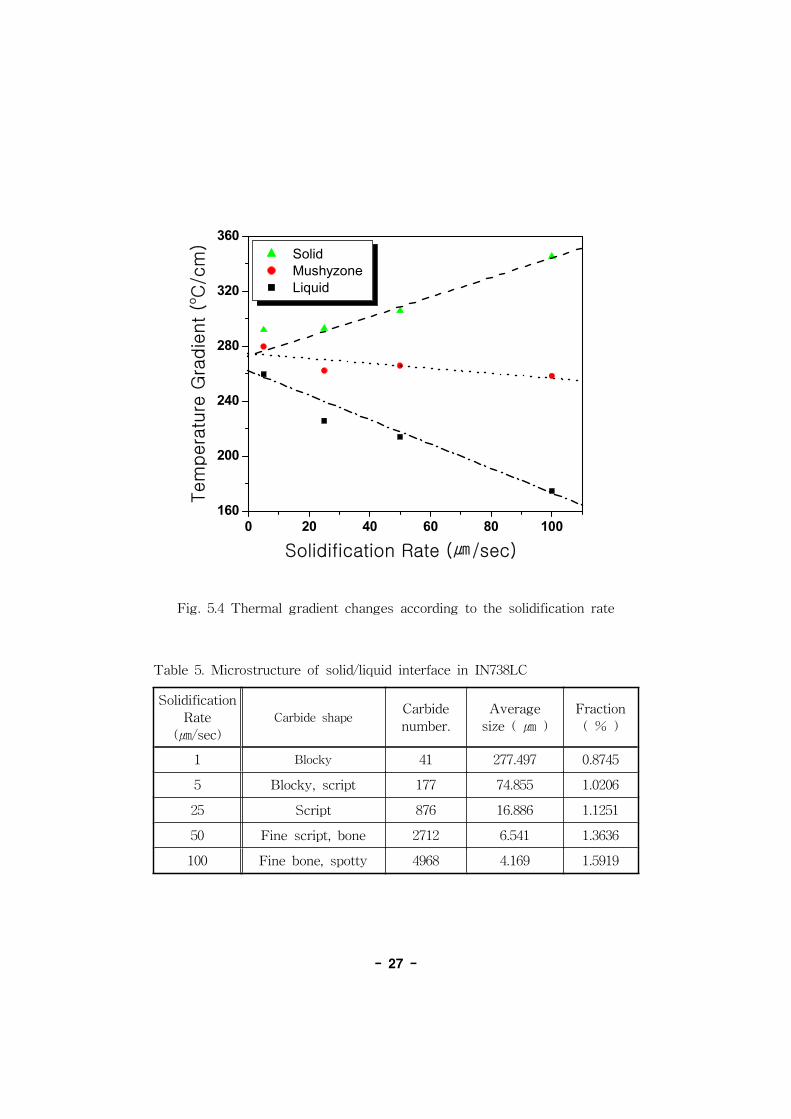
서 17℃/㎜ 까지의 높은 온도구배를 얻을 수 있었다. 표 6에 각 응고공
정 조건에 따라 일방향 응고된 시편의 고/액 계면 형상 및 응고조직을 나
타내었다. 로의 온도를 증가시킴에 따라 온도구배가 증가하고 응고속도
를 증가시킴에 따라 온도구배는 감소하 다. 응고속도가 증가함에 따라
평면, 셀, 수지상 형상으로 변화하 고(그림 5.8) 본 실험의 GTD111M의
평면형 계면 형성 조건을 위한 응고속도는 표 6과 같이 1650℃ 로 온도조
건에서 1∼2.5㎛/sec로 관찰되었으며 조성적 과냉 조건식(식 2)에 의한 계
산된 임계속도는 1.8㎛/sec로서 실험치 범위내에 있다. 임계속도의 계산
에 사용된 온도구배(17℃/㎜)는 일방향 응고장치에서 직접 측정한 값이며
D는 초내열 합금 및 고온합금에서 보고된 5×10-5㎝2/sec이며[2], ΔT는
그림 4.1의 시차열분석(DTA) 실험을 통하여 얻어진 47.3℃를 사용하 다.
또한 로의 온도조건 1630℃일 때 평면 계면은 0.5∼5㎛/sec에서 관찰되었
으며 이 온도구배 조건에서 계산된 임계속도는 0.9㎛/sec로서 이는 실험
적 임계속도 범위내에 있음을 확인할 수 있다. 응고계면의 안정화는 응
고속도와 함께 온도구배의 함수로서 식 2에서 알 수 있는 바와 같이 G/V
- 34 -
Table 6. Characteristics of solid/liquid interface with solidification condition
Furnacetemp.(℃)
V (㎛/s)
G (℃/㎜)
G/Vx103
(℃s/㎜2)
S/L interfacemorphology
Mushy zone length
ℓ ( ㎜ )
PDAS( ㎛ )
SDAS( ㎛ )
ΔTfreezingby ℓ (℃)
ΔTtip by
GD/V (℃)
1650*
1 17 17.0 Eut. planar - - - - -
2.5 17 7.2 γdend./Cell 1.4 251 - 23.8 36.0
5 16 4.0 γdendrite 2.6 243 65.0 41.6 20.0
25 15 0.88 γdendrite 4.0 183 41.2 60.0 4.4
50 15 0.46 γdendrite 4.3 175 36.8 64.5 2.3
1630
0.5 8.5 17.0 Eut. planar - - - - -
5 8.4 1.68 γdendrite 3.4 345 69.4 28.6 8.4
25 8.2 0.33 γdendrite 5.2 232 47.4 42.6 1.7
50 8.0 0.16 γdendrite 5.9 208 35.1 47.2 0.8
1500
5 6.6 1.32 γdendrite 4.0 375 86.6 26.4 6.6
50 6.0 0.12 γdendrite 6.8 225 40.1 40.8 0.6
100 5.1 0.05 γdend./Equi. - 210 36.5 - -
1450
5 6.1 1.34 γdendrite 4.3 390 - 26.2 6.7
50 5.5 0.11 γdendrite 6.9 235 - 38.0 0.6
100 4.8 0.05 γdend./Equi. - 227 33.8 - -
* High temperature gradient condition
- 35 -
500 ㎛
a)a) b)b)
c)c) d)d)
500 ㎛500 ㎛
a)a) b)b)
c)c) d)d)
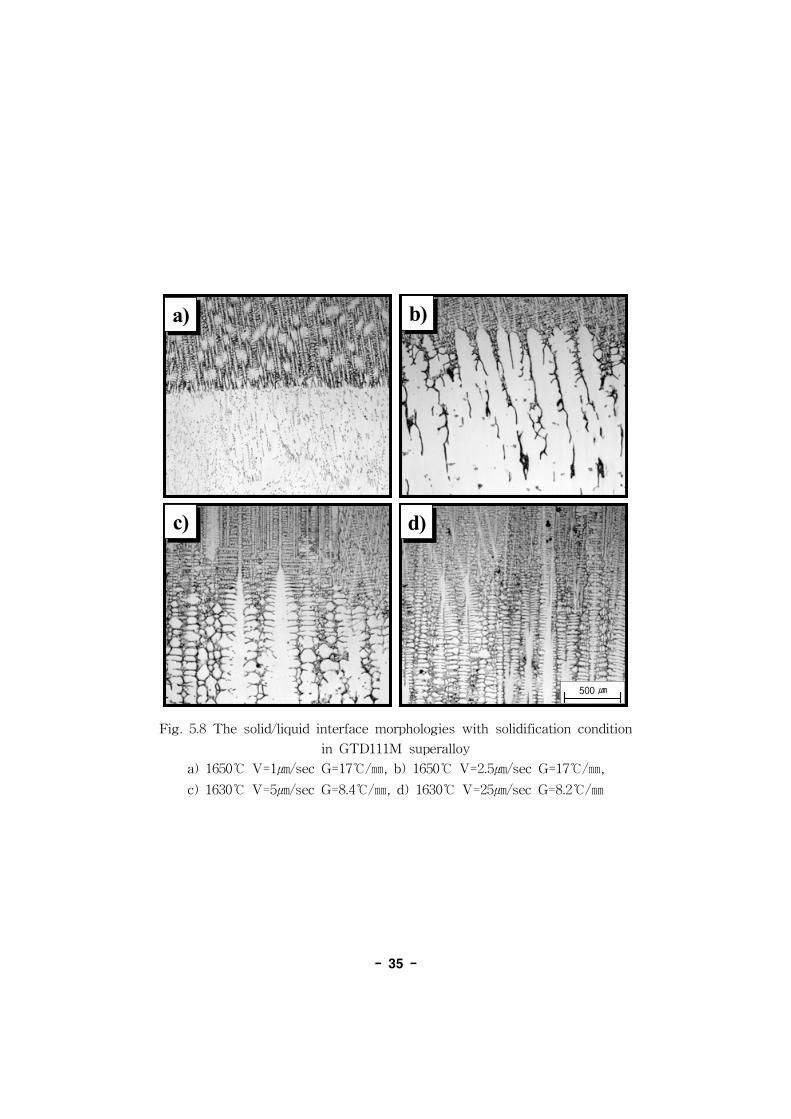
Fig. 5.8 The solid/liquid interface morphologies with solidification condition
in GTD111M superalloy
a) 1650℃ V=1㎛/sec G=17℃/㎜, b) 1650℃ V=2.5㎛/sec G=17℃/㎜,
c) 1630℃ V=5㎛/sec G=8.4℃/㎜, d) 1630℃ V=25㎛/sec G=8.2℃/㎜

- 36 -
에 따라 수지상/평면 응고 계면을 결정하게 된다. 표 6에서 보는 바와
같이 1650℃와 1630℃의 로 온도조건에서 G/V가 17×103℃s/㎜2 이상일
때 평면형 계면을 형성하 다.
5.3.2 일방향/다결정 응고조직 형성
GTD111M 합금의 일방향 응고시 응고조직은 그림 5.8과 같이 일
방향 응고된 평면, 셀, 수지상 응고조직을 보여주고 있다. 낮은 온도구배
조건의 빠른 응고 속도에서는 일방향 응고조직에서 다결정 조직으로 변함
을 관찰할 수 있었다. 그림 5.9에서 노의 온도가 1450oC의 낮은 온도구배
조건에서 100㎛/s의 빠른 응고속도에서 일방향 응고 초기 일방향 조직에
서 다결정 조직으로 바뀌는 현상을 보여주고 있다. 이와 같은 다결정 응
고조건을 식으로 나타내면 다음과 같다[33].
GS/V < ΔH/KS ------- ( 식 4 )
여기서 GS는 고상의 온도구배, V는 응고속도, ΔH는 응고잠열, KS는
고상의 열전도도이다. 일방향 응고 중 다결정 형성은 응고속도가 빨라짐
에 따라 응고계면에서 많은 응고잠열이 발생하게 되고 이 잠열이 고상으
로 일방향 열전달 능력인 GS를 능가할 때 일방향 응고에서 다결정 응고
조직이 형성된다. 이와 같이 일방향/다결정 조직 전환도 위 절의 수지상/
평면 응고계면과 같이 G/V의 함수로서 낮은 G/V 조건인 0.05×103℃s/
㎜2이하에서 일방향 응고/다결정 조직으로 변하 다. 따라서 미세한 수지
상 조직을 얻을 수 있도록 보다 더 빠른 응고속도에서 일방향 응고를 하

- 37 -
200 µm200 µm200 µm
Fig. 5.9 Transformation of dendritci/equiaxed microstructure
(low G/V condition,
G=4.8 ℃/mm, V=100 m/sec, Furnace Temperature=1450℃)

- 38 -
- 39 -
기 위해서는 높은 온도구배가 요구된다.
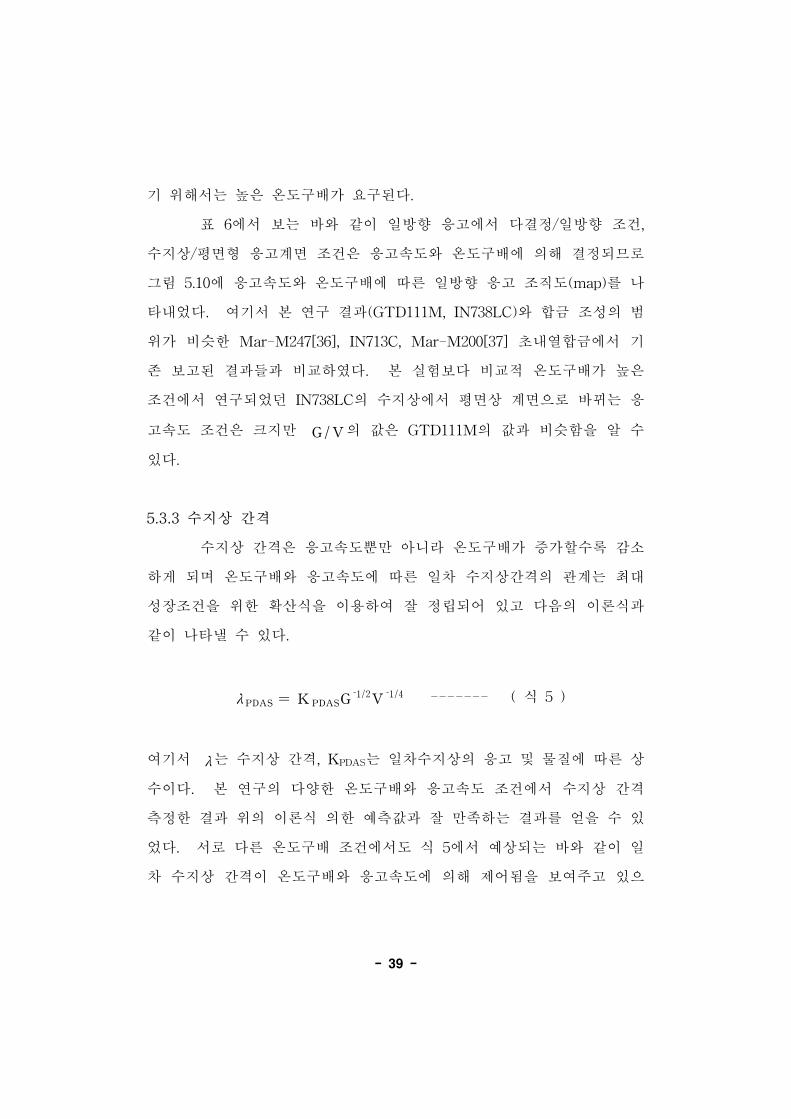
표 6에서 보는 바와 같이 일방향 응고에서 다결정/일방향 조건,
수지상/평면형 응고계면 조건은 응고속도와 온도구배에 의해 결정되므로
그림 5.10에 응고속도와 온도구배에 따른 일방향 응고 조직도(map)를 나
타내었다. 여기서 본 연구 결과(GTD111M, IN738LC)와 합금 조성의 범
위가 비슷한 Mar-M247[36], IN713C, Mar-M200[37] 초내열합금에서 기
존 보고된 결과들과 비교하 다. 본 실험보다 비교적 온도구배가 높은
조건에서 연구되었던 IN738LC의 수지상에서 평면상 계면으로 바뀌는 응
고속도 조건은 크지만 G/V의 값은 GTD111M의 값과 비슷함을 알 수
있다.
5.3.3 수지상 간격
수지상 간격은 응고속도뿐만 아니라 온도구배가 증가할수록 감소
하게 되며 온도구배와 응고속도에 따른 일차 수지상간격의 관계는 최대
성장조건을 위한 확산식을 이용하여 잘 정립되어 있고 다음의 이론식과
같이 나타낼 수 있다.
λ PDAS = K PDASG1/2V1/4 ------- ( 식 5 )
여기서 λ는 수지상 간격, KPDAS는 일차수지상의 응고 및 물질에 따른 상
수이다. 본 연구의 다양한 온도구배와 응고속도 조건에서 수지상 간격
측정한 결과 위의 이론식 의한 예측값과 잘 만족하는 결과를 얻을 수 있
었다. 서로 다른 온도구배 조건에서도 식 5에서 예상되는 바와 같이 일
차 수지상 간격이 온도구배와 응고속도에 의해 제어됨을 보여주고 있으

- 40 -
며, 미세한 일차 수지상 간격을 얻기 위해서는 응고속도의 향보다 온도
구배의 향이 큰 것을 알 수 있다. 본 연구의 IN738LC, GTD111M과
기존에 보고된 Mar-M247LC, Mar-M246 등의 자료와 비교해 보면 동일
하게 직선적인 특성을 가질 뿐만 아니라 기울기인 KPDAS도 거의 유사한
값을 가짐을 알 수 있다(그림 5.11).
이차 수지상도 마찬가지로 용질확산에 의한 것이며 냉각속도
( GV )가 중요한 인자임이 보고되어 있으며 McLean[2]에 의해 이차 수
지상 간격과 온도구배 및 응고속도와의 관계에서 Ostwald ripening 모델,
Secondary arm retract 모델, Pinch-off 모델 등 3가지 모델을 제시하 고
이 모델에서 모두 이차 수지상 간격은 다음 식과 같이 냉각속도( GV ) 비
례함을 보여주었다.
logλSDAS = KSDAS log GV ------- ( 식 6 )
여기서 KSDAS는 이차수지상의 응고 및 물질에 따른 상수이다. 그림 5.12
는 냉각속도에 따른 이차 수지상 간격의 변화를 타 초내열합금과 비교하
다. 이차수지상 간격이 냉각속도의 함수임을 보여주었다.
- 41 -
102 103 104 10510-7
10-6
1x10-5
1x10-4
10-3
square : GTD111M rhombus : IN738LC circle : Mar M 247LC triangle : IN713C pentagon : Mar M 200
Solid
ifica
tion
rate
(m/s
)
Thermal gradient (oC/s)
Planar D/S Cellular D/S Dendritic Equiaxed
Equiaxed
Dendritic
Cellular
Planar
102 103 104 10510-7
10-6
1x10-5
1x10-4
10-3
square : GTD111M rhombus : IN738LC circle : Mar M 247LC triangle : IN713C pentagon : Mar M 200
Solid
ifica
tion
rate
(m/s
)
Thermal gradient (oC/s)
Planar D/S Cellular D/S Dendritic Equiaxed
Equiaxed
Dendritic
Cellular
Planar
Fig. 5.10 Solidification microstructure map with solidification rates
and temperature gradients

- 42 -
0.00 0.05 0.10 0.15 0.20 0.25 0.30 0.35 0.40 0.450
100
200
300
400
500
600
PDAS
(µm
)
G -1/2 V-1/4 (m 1/4 s1/4 K -1/2)
GTD111M IN738LC Mar-M 247LC Mar-M 246 Mar-M 200
Fig. 5.11 Primary dendrite arm spacings with solidification rates
and temperature gradient

- 43 -
0.01 0.1 1 10 10010
100
SDA
S (µ
m)
GV (K/s)
G TD 111M IN738LC M ar-M 247LC M ar-M 246
Fig. 5.12 Secondary dendrite arm spacing with cooling rates(GV)

- 44 -
5.3.4. 셀 및 수지상 길이
수지상 길이(ℓ)는 응고속도(V), 온도구배(G), 응고구간(ΔTfreezing)
의 함수로서 응고계면에서 온도구배에 따른 수지상 길이의 관계식은 다음
과 같다.
ℓ=Δ T freezing/G ------- ( 식 7 )
위 식 7로부터 관찰된 수지상 길이 및 측정된 온도구배를 이용하여 응고
구간을 표 6에 구하 다. 이 식에서 예상되는 바와 같이 수지상 길이는
온도구배가 증가할수록 짧아짐을 보여주었다. 또한 응고속도가 증가할수
록 수지상 길이는 길어졌는데 이는 식 2의 조성적 과냉에서 예측할 수 있
는 바와 같이 느린 응고 속도의 셀형 계면에서 빠른 응고속도의 수지상
계면이 형성되며 수지상 길이가 길어지게 된다. 표 6에서 수지상 길이로
부터 응고구간의 계산치는 빠른 응고속도인 50㎛/s에서 온도구배 조건에
따라 38℃에서 64.5℃로서 열시차분석(DTA)에서 측정된 응고구간인 47.
3℃와 비슷한 결과를 보여 주었다.
셀 및 수지상 응고시 이들 끝(tip)까지 과냉 온도(ΔTtip)는 다음
식과 같이 조성적 과냉에 의한 계면 안정(stability)항, 수지상 및 셀 끝에
서 조성에 의한 과냉 항, 수지상 및 셀 끝의 반경에 따른 표면에너지 항
으로 나타낼 수 있다.
Δ T tip=GDV-kΔT I v (p)A-
2ΓR ------- ( 식 8 )
A= 11-(1-k) I v (p)

- 45 -
여기서 I v(p)는 Ivantosov function, p는 Peclet number, R은 수지상 및
셀의 끝 반경, k는 평형분배 계수, Γ는 Gibbs-Thomson 상수이다. 표
6에서 느린 응고속도에서 주요 셀 및 수지상 끝의 과냉도를 결정하는
GD/V (식 8의 우변 첫항)를 구하 다. 본 연구에서 일방향 수지상이
관찰된 가장 빠른 응고속도인 50㎛/sec에서 GD/V는 온도구배 조건에
따라 0.6℃에서 2.3℃이고, 25㎛/sec 응고속도에서는 1.7℃에서 4.4℃로서
응고속도가 25㎛/sec 이상의 응고속도에서 수지상 끝의 온도가 액상선 온
도로부터 작은 과냉도 내에 있음을 알 수 있다. 그림 5.8의 응고계면 형
상에서도 25㎛/sec 이상의 응고속도에서 잘 발달된 수지상 형상을 보여
주었다. 따라서 50㎛/sec의 응고속도에서 수지상 끝 온도는 액상선 온도
에 거의 근접된 온도로 예상된다.
5.3.5. 공정 응고 특성
1650℃의 노 온도 및 1㎛/sec의 응고조건에서 평면계면 응고로
MC(탄화물)-γ의 공정 일방향 응고조직을 보여주었다. 공정조직의 급냉
된 응고계면 형상은 그림 5.8.(a)에서 보여 주었고, 응고방향의 90o 방향
(cross section)의 조직이 그림 5.13에 보여주고 있다. 응고 시작 부위에서
부터 20㎜까지(fs=0.25)는 γ 평면상으로 성장 후, MC/γ 공정상이 50㎜
(fs=0.6)까지 성장하며 공정 계면이 급냉되었다. 공정 조직은 rod 형 공정
조직으로 γ 기지 조직에 rod 형태의 MC 탄화물로서 응고 초기 γ상의
응고가 진행되면서 탄화물 형성 원소를 액상 방향으로 편석시키며, 공정
조직을 형성시킬 정도로 편석된 후 rod-MC/γ의 공정조직을 형성하게
된다. 이때 기지조직인 γ상은 상 형성 후 온도감소에 따라 γ′석출하여
- 46 -
MC-γ/γ′의 복합조직이 나타난다.
그림 5.13의 공정조직에서 rod형의 탄화물 이외에 고상의 전구간
에 불규칙적으로 조대화 된 MC 탄화물이 관찰되었다. 이와 같이 크기가
큰 덩어리(blocky) 형태의 MC 탄화물은 IN738LC와 마찬가지로 그 중심
에 MgO, Al2O3 로 판단되는 산화물이 존재함을 확인 할 수 있었다(그림
5.14).

- 47 -
50㎛50㎛50㎛
Fig. 5.13 Transverse section view of the γ/MC eutectic microstructure

- 48 -
50µm
a)a)
5 µm
c)c)
A B
d)d)
10µm
b)b)
A
B
50µm
a)a)
50µm50µm
a)a)
5 µm
c)c)
5 µm5 µm
c)c)
A B
d)d)
A BA B
d)d)
10µm
b)b)
A
B
10µm10µm
b)b)
A
B
Fig. 5.14 Abnormally grown MC carbide in the γ/MC eutectic
a) Low magnification view of the carbide,
b) A nucleation at the center of the abnormally grown carbide,
c) Rod-MC carbide morphology by deep etching,
d) Composition line profile across the large carbide
- 49 -
6. 결론
Ni기 초내열 합금 IN738LC와 GTD111M 합금을 일방향 응고 방
법으로 가열로의 인출속도 변화에 의한 응고속도 변화와 초기 용탕 온도
제어 및 냉각대의 조건을 변화 시켜 다양한 온도구배 조건을 얻을 수 있
었고 일방향 응고 도중 급냉에 의한 고/액 계면 및 탄화물의 형성거동,
형상의 변화 등을 관찰하여 응고속도 및 온도구배에 따른 응고 특성을 고
찰하 다.
1) 승온속도 20℃/min DTA 실험결과 IN738LC 합금은 TL = 1331.2℃,
TS = 1284.9℃이고 GTD111M 합금은 TL = 1324.4℃, TS = 1277.1℃로
고/액 공존 구역 온도범위가 약 47℃로 유사한 값을 나타내었다.
2) 다양한 온도구배 조건을 얻기 위하여 개량형 Bridgeman 형태의 응고
로의 로 초기온도와 냉각대의 위치 및 크기를 변화시켜 4.8℃/㎜에서 2
0℃/㎜의 온도구배 결과를 얻을 수 있었고 높은 온도구배 결과는 LMC
응고법과 유사한 온도구배 조건임을 알 수 있다.
3) 응고속도가 증가함에 따라 고/액 계면의 형상은 평면형에서 셀형, 수지
상형으로 변화하 고 1차 및 2차 수지상 간격이 미세하게 변화하 다.
이러한 수지상 길이와 간격은 응고공정 변수인 온도구배와 응고속도에
따라 결정되었다.
4) IN738LC합금을 다양하게 응고속도를 변화시켜 각 응고속도에 따른 액
- 50 -
상, 고/액 공존구역, 고상의 연속적인 온도구배 측정을 통해 일정한 경
향을 가지는 결과를 얻을 수 있었다. 응고속도가 증가할수록 고상에서는
온도구배가 감소하는 반면 고/액 공존 구역과 액상은 증가하 고 이러
한 각각의 온도구배는 G = G0+mR의 선형적인 경향을 나타내었다.
GL= 262.24259 - 0.8917×R , GM= 262.24259 - 0.8917×R
GS= 262.24259 - 0.8917×R의 결과를 얻었고 응고속도( R )이 1.08일
때 GM , GS가 일치하게 되며 이 때 평면형 게면 형성조건임을 알수
있고 실제 실험 결과 1㎛/sec의 응고속도에서 평면형 계면형성을 확인
할 수 있었다.
5) 탄화물의 형상은 응고속도가 증가할수록 덩어리 형태에서 덩어리 형태
의 모서리 부분에서 가지가 성장한 문자형, 입자형으로 변화하 다. 이
러한 응고속도에 의한 변화는 평균크기를 감소시키지만 부피 분율은 증
가하 고 종횡비는 50㎛/sec 이상의 속도에서는 약간 감소하는 경향을
보 다. 그리고 탄화물의 형상은 응고속도뿐만 아니라 온도구배에 향
을 받아서 온도구배가 커질수록 탄화물의 크기가 감소하 다. 따라서 탄
화물의 크기는 냉각속도 G⋅V에 의해 결정됨을 알 수 있다.
6) GTD111M의 합금에서 낮은 G/V 조건인 0.05×103℃s/㎜2에서 일방
향/다결정 조직으로 바뀌었고 높은 G/V 조건인 17×103℃s/㎜
2에서 평
면형 계면을 얻을 수 있었다. G와 V에 따른 응고조직도표(map)을 작
성한 결과 본 연구의 IN738LC, GTD111M과 기존에 보고된 Ni기 초내
열합금 Mar-M247LC, IN713C, Mar-M200과 잘 일치함을 알 수 있다.
- 51 -
7) 탄화물 형성원소 Ti, Ta, W가 상대적으로 적은 IN738LC의 응고조직
에서는 γ상과 MC의 공정조직이 나타나지 않았지만 GTD111M의 경우
높은 G/V 조건인 17×103℃s/㎜
2의 평면형 응고조직에서 γ/rad-MC
의 공정조직을 얻었다. 응고 초기 γ상의 평면형 응고로 시작하여 응고
가 진행됨에 따라 탄화물 형성원소의 편석이 발생하여 공정조직이 형성
되었다. 그리고 IN738LC, GTD111M 합금 모두 크기가 큰 덩어리 형태
의 탄화물 중심에서 MgO, Al2O3 등으로 판단되는 산화물이 발견되었으
며 이는 잉고트 제조 초기에 불순물 원소로 존재하거나 용해 도가니 및
알루미나 튜브에서 떨어져 나온 것으로 응고시 용탕내 미량 포함되어
있는 산소와 반응하거나 입자로서 존재하여 응고시 핵생성 사이트 역할
을 하여 탄화물 형성원소가 응집되어 우선 성장하는 것으로 예상된다.

- 52 -
7. 참고 문헌
[1] T. Khan, P. Caron and Y. G. Nakagawa, JOM, (1986.7) p.17
[2] M. McLean, “Directionally solidified material for high temperature
service”, The Metals Society, (1983) p.5-9
[3] E. F. Bradley, “Superalloy A techical guide”, ASM, (1988) p.1-8
[4] M. J. Donachie, JR, "Superalloy source book", ASM, (1984)
p.3-15
[5] W. F. Smith, McGraw-Hill, "Sturcture and properties of
engineering alloys", (1981), p.470
[6] C. T. Sims, N. S. Stoloff, W. C. Hagel, Awiley-interscience
publication superalloy Ⅱ, (1987) p97-117
[7] C. R. Brooks, "Heat Treatment Structure and Properties of
Nonferrous Alloy", ASM (1982) p.199-221
[8] Metal Handbook - "Properties and selection : Nonferrous alloys
and special-purpose Material", vol.2 (ed.10) (1990)
[9] M. V. Nathal, R. D. Maier and L. J. Ebert, Metall. Trans. A.
13A, (1982) p.1775
[10] D. P. Pope and S. S. Ezz, Inter. Met. Res., vol.29, No.3
[11] P. A. Flinn, Trans. Met. Soc. AIME, 218, (1960) p.145
[12] R. G. Davis and N. S. Stoloff, Trans. TMS-AIME, vol.233,
(1965) p.714
[13] P. H. Thormton, R. G. Davis and T. L. Johnston, Met. Trans.,
vol.1 (1970) p.207
[14] P. Berdmore, R. G. Davis and T. L. Johnston, Trans

- 53 -
TMS-AIME, vol.245, (1969) p.1537
[15] A. Yang, Y. Xiong, L. Liu, "Effect of cooling rate on the
morphology of γ′precipitates in a nickel-base superalloy under
directional solidification", Sci. & Tech. of Adv. Mat. 2, (2001)
p.105-107
[16] L. Lin, F. Sommer and H. Z. Fu, "Effect of solidification
condition on MC carbide in nickel-base superalloy IN738LC",
Scripta Met. et Mater., vol.30 p.587-591
[17] W. R. Sun, J. H. Lee, S. M. Seo etc, "The eutectic characteristic
of MC-type carbide precipitation in a DS neckel-base superalloy",
Mater. Sci. & Eng. A, (1999)
[18] J. Chen, J. H. Lee, C. Y. Ho, S. J. Choe and Y. T. Lee, "MC
carbide formation in directionally solidified MarM247LC", Mat. Sci.
& Eng. A247, (1998) p.113-125
[19] Y. S. Yoo, S. J. Choe, "Microstructural Evolution in Nickel-base
superalloy", J. of the Korean Inst. of Met. & Mater. 7th Phase
Transformation symposium (1997.11)
[20] C. Yuan, J. T. Guo, H. C. Yang and S. H. Wang, "Deformation
mechanism for high temperature creep of a directionally solidified
nickel-base superalloy", Scripa Materialia vol.39(7) (1998) p.991-997
[21] J. R. Mihalism, C. G. Biever and R. T. Grant, Trans.
TMS-AIME, vol.242, (1968) p.2399
[22] G. K. Bouse, "Eta and platelet phases in investment cast
superalloys", The Minerals Metals and Materials Society, (1996)
[23] G. W. Meetham, "The development of Gas Turbine Materials",
- 54 -
Applied Science Publishers, (1980) p.92
[24] S. M. Seo, J. H. Lee etc, "Effects of η phase precipitation on
the mechanical properties of superalloy IN792+Hf", J. of the Korean
Inst. of Met. & Mater., vol.35 (1997) p.1311-1317
[25] C. T. Sims, W. C. Hagel, Superalloy Ⅱ, (1986) p.111-117
[26] F. L. Versnyder, "Superalloy Technology - Today and
Tomorrow", High Temperature Alloys of Gas Turbines, (1982) p.9
[27] X. Hung, Y. Zhang, Z. Hu, H. Deng and Y. Liu, "Effict of
solidification rate on the microstructure of a Ni-base superalloy",
Mater. Trans., vol.38 (1997) p.1016-1021
[28] H. C. Kim, J. H. Lee, S. M. Seo, D. H. Kim and C. Y. Jo,
"Estimation of liquid physical properties of Mar-M247LC superalloy
by directional solidification", Kor. J. of Mat. Res., vol.11 (2001)
p.721-726
[29] D. H. Kim, I. S. Kim, Y. S. Yoo, B. G. Choi, S. J. Choe and C.
Y. Jo, "Microstructural evolution of Ni-base superalloy single
crystal by the liquid metal cooling process", The Kor. Inst. Mil.
Sci. and Tech., (2000) p.648-654
[30] S. A. Sajjadi, S. Nategh, R. I. L. Guthrie, "Study of
mirostructure and mechanical properties of high performance
Ni-base superalloy GTD111", Mat. Sci. & Eng. A, (2002) p.484-489
[31] S. R Dharwadkar, K. Hilpert, F. Schubert, V. Venugopal,
"Determination of solidus, solvus, and liquidus temperature for γ
′-hardened Nickel base alloys", Zeitschrift fur Metallkunde,
(1992.8) p.744-749

- 55 -
[32] R. Trivedi, "Principles of Solidification and Materials Processing
(ed. R. Trivedi, J. A. Sekhar, J. Mazumdar)", Trans Tech
Publications, (1990)
[33] J. D. Verhoeven, Fundamentals of Physical Metallurgy, (1987)
[34] A. K. Bhambri, T. Z. Kattamis and J. E. Morral, Met. Trans. B,
6 (1972) p.453
[35] J. H. Lee, C. Y. Jo, S. M. Seo, D. H. Kim, S. J. Choe, J. Korea.
Inst. Mat & Mater., vol.37, (1999) p.301
[36] J. S. Bae, J. H. Lee, S. M. Seo, D. H. Kim, C. Y. Jo, S. J. Choe,
"Prediction of morphology and size of the MC carbide in
Mar-M247LC superalloy castings", J. Korea. Inst. Mat & Mater.,
vol.38, (2000) p.78-83
[37] M. McLean, "Directionally Solidified Materials for High
Temperature Service", The Metals Society, (1983)

- 56 -
Abastract
The Influences of Solidification Rates and
Thermal Gradients on the Solidified Struture in
Ni-base Superalloy
Dea Hee Ye
Department of Materials Science and Engineering,
Graduated School, Changwon University.
Morphological evolution and growth mechanism of solidification
interface during solidification were investigated in the Ni-base
superalloy[IN738LC, GTD111M] by directional soldification and
quenching(DSQ) technique. The experiments were conducted with
changing solidification rate(V) and thermal gradient(G) which are
major solidification process. High thermal gradient condition could be
obtained not only increasing the furnace temperature but also closely
attaching the heating and cooling zones in Bridgeman type furnace.

- 57 -
Three types of the solidified structure were identified as solidified
part(directional solidification), mushyzone part(dendrite) and liquid
part(quenched equiax). The width of a mushyzone was narrowed when
solidification rate increased from 5㎛/sec to 100㎛/sec. The
dendritic/equiaxed transition was found in the condition of G/V value
lower than 0.05×103℃s/㎜
2, and the planar interface of the MC-γ
eutectic was found under 17×103℃s/㎜
2. It was confirmed that the
dendrite spacing depending on the cooling rate(GV), and the primary
spacing were affected by the thermal gradient more than solidification
rate. The dendrite lengths were decreased as increasing the thermal
gradient, and the dendrite tip temperature was close to the liquidus
temperature at 50㎛/s. The carbide morphologies were affected by
solidification rate and thermal gradient, they formed into blocky-type,
rod-type[GTD111M] in the planar interface and do script-type,
spotty-type in the dendrite interface.













![2020 2022...]Ú T¢ G 2-101 TEL.076-238-1411 FAX.076-238-1412 ±ï®À ¼ ³ã ç Ü ±ï®À Êy0³ã ç Ü ±ï®À GU³ã ç Ü ±ï®À ñ,³ã ç Ü ±ï®À F³ã ç Ü ±ï®ÀÚ](https://static.fdocuments.ec/doc/165x107/60d69f6e5496bc10940f3b40/2020-2022-t-g-2-101-tel076-238-1411-fax076-238-1412-.jpg)
![� ] �8��.����?�9�npCW� o���zI](https://static.fdocuments.ec/doc/165x107/6169fc4d11a7b741a34d8dbb/-89npcw.jpg)
![(53 6LVWHPD GH 3ODQLILFDFLyQ GH UHFXUVRV ...d o } À Z _ µ o } t' ^d/ME ^ Zs/ /K^ ] y } o ( o À ] ] } ï ð d o } À Z _ µ o } t' ^d/ME 'ZhW : ^ ï ñ d o } À Z _ µ o } t' ^d/ME](https://static.fdocuments.ec/doc/165x107/5ecbbe6505a88e62d61df9ea/53-6lvwhpd-gh-3odqlilfdflyq-gh-uhfxuvrv-d-o-z-o-t-dme-zs.jpg)
![¸ n¾ îDáeÊW ò'ß´ D°]à ² ï ³Ö^](https://static.fdocuments.ec/doc/165x107/62bfaab528a8f54afd0c4db5/-n-dew-d.jpg)
![> À } D > í ó ð ì ìW ì ì - DENEK> À } D > í ó ð ì ìW ì ì ' µ _ } u } v v ] ] v ï ï ò í ô õ ï ñ õ ï' ì ì í ^KWKZd >Kt K ï ï õ ï î ï í î ó õW](https://static.fdocuments.ec/doc/165x107/5e96c93e28ebf37cdb5b0c5c/-d-w-d-w-.jpg)