Inyeccion y devanado de plasticos termoestables
3
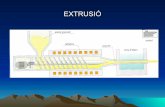
Inyección de termoestables El moldeo por inyección es un proceso semicontinuo que consiste en inyectar un polímero, en estado fundido a un molde cerrado a presión y frío, a través de un orificio pequeño llamado compuerta, en ese molde el material se solidifica, comenzando a cristalizar en polímeros semicristalinos. La inyección de termoestables requiere una seria de modificaciones en los ciclos y en los equipos respecto al moldeo de termoplásticos Los termoestables inician su reticulacion a temperaturas relativamente bajas. Al aumentar la temperatura hay inicialmente una disminución de la viscosidad de estos compuestos, y un posterior aumento de la misma como consecuencia del proceso de reticulacion. La disminución de viscosidad inicial debe producirse en el cilindro de plastificación, que suele situarse entre 60 y 120°C, donde el material adquiere la fluidez suficiente para ser transportado al molde. El molde se encuentra a temperaturas mucho más altas, entre 150 y 180 °C y es allí donde el material retícula y adquiere una forma determinada. El control de temperatura, por tanto, debe ser mucho más estricto que en el moldeo de termoplásticos Materiales El moldeo de inyección de plástico utiliza resinas plásticas en forma granular o aglomerado, la principal resina usada para este proceso es la Resina de melanina Se obtienen a partir de la melamínaformaldehido. Propiedades similares a los de las PF y UF, pero con la ventaja de que estas exentas de olor y sabor y podían estar en contacto con alimentos Aplicación
-
Upload
jose-alvaro-garcia-ramallo -
Category
Documents
-
view
8 -
download
4
description
proceso de transformacion por inyeccion y devanado de plasticos termoestables
Transcript of Inyeccion y devanado de plasticos termoestables
Inyeccin de termoestablesEl moldeo por inyeccin es un proceso semicontinuo que consiste en inyectar un polmero, en estado fundido a un molde cerrado a presin y fro, a travs de un orificio pequeo llamado compuerta, en ese molde el material se solidifica, comenzando a cristalizar en polmeros semicristalinos.La inyeccin de termoestables requiere una seria de modificaciones en los ciclos y en los equipos respecto al moldeo de termoplsticosLos termoestables inician su reticulacion a temperaturas relativamente bajas. Al aumentar la temperatura hay inicialmente una disminucin de la viscosidad de estos compuestos, y un posterior aumento de la misma como consecuencia del proceso de reticulacion. La disminucin de viscosidad inicial debe producirse en el cilindro de plastificacin, que suele situarse entre 60 y 120C, donde el material adquiere la fluidez suficiente para ser transportado al molde. El molde se encuentra a temperaturas mucho ms altas, entre 150 y 180 C y es all donde el material retcula y adquiere una forma determinada. El control de temperatura, por tanto, debe ser mucho ms estricto que en el moldeo de termoplsticos
MaterialesEl moldeo de inyeccin de plstico utiliza resinas plsticas en forma granular o aglomerado, la principal resina usada para este proceso es la Resina de melaninaSe obtienen a partir de la melamnaformaldehido. Propiedades similares a los de las PF y UF, pero con la ventaja de que estas exentas de olor y sabor y podan estar en contacto con alimentos
AplicacinSus aplicaciones reemplazas a las resinas fenlicas (PF) y a las resinas de urea (UF) all donde el color y sus propiedades son fundamentalesProductosMaterial sanitario, vajillas, juguetes, material domstico, cuberteras, telfonos, material elctrico, etc.
Extrusin de termoestablesLas resinas termoestables no pueden ser utilizadas como materia prima para realizar productos por extrusinSoplado de termoestablesEl mtodo Gussoni es muy empleado por la industria y utiliza una mesa rotatoria horizontal, alrededor de la cual se monta la parte positiva del molde del precursor. En la primera estacin, la parte negativa del molde del precursor se cierra sobre la positiva, y los precursores son inyectados por una mquina de inyeccin convencional. El molde de inyeccin se abre y el precursor se traslada sobre la barra central hasta la siguiente estacin, donde el molde de soplado se cierra alrededor del precursor caliente, y se sopla a travs de la abertura que hay en la barra central. Despus del enfriamiento, los artculos soplados se retiran del molde.MaterialesEl moldeo por soplado utiliza resinas de polisterAplicacin Son transparentes, por lo que pueden adquirir el color deseado agregndoles pigmentos Resisten a los cidos, aceites y humedad. Se refuerzan con fibra de vidrio, obtenindose as plsticos reforzados muy resistentes a la fatigaProductoEmbarcaciones deportivas, carrocera de automviles, planchas onduladas para claraboyas, revestimientos, estructura y fuselaje de aviacin, muebles de electrodomsticos, artculos para la pesca y para sanitarios
Devanado de termoestables
El bobinado, devanado o enrollamiento de filamento es una tcnica de fabricacin para la creacin de estructuras de material compuesto. El proceso consiste en enrollar filamentos y/o cintas tensados, impregnados con una resina termoestable, sobre un molde macho cilndrico o mandril. El mandril gira, mientras que un carro se mueve en sentido horizontal, el cual establece las fibras en el patrn deseado, el movimiento de rotacin del mandril se combina con el movimiento de traslacin longitudinal del cabezal de impregnacinMaterialesLa operacin de devanado usa una mezcla de resinas epoxi y las resinas de polisterAplicacinSe las utiliza comnmente en estructuras que requieren una alta resistencia y propiedades fsicas elevadas ProductosLos productos que actualmente se producen con esta tcnica son palos de golf, tubos, remos, horquillas de bicicleta, postes de transmisin, alumbrado y energa elctrica, recipientes de alta presin, cubiertas de misiles, fuselaje de aviones y mstiles de yates