
INSTITUTO POLITÉCNICO NACIONAL - Semantic Scholar · 2018-12-17 · El capítulo 2 y capítulo 3...
90
Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA 1 INSTITUTO POLITÉCNICO NACIONAL Escuela Superior de Ingeniería Mecánica y Eléctrica Sección de Estudios de Posgrados e Investigación “MODELADO Y CONTROL DE SISTEMAS AUTOMATIZADOS DE MANUFACTURA BASADO EN REDES DE PETRI Y ESTÁNDARES INDUSTRIALES” T E S I S PARA OBTENER EL GRADO DE DOCTOR EN CIENCIAS EN INGENIERÍA MECÁNICA Presenta: M. EN C. ERIKA SELENE PUGA VELAZQUEZ Directores de tesis: DR. JESÚS ALBERTO MEDA CAMPAÑA DR. EDUARDO GAMALIEL HERNÁNDEZ MARTÍNEZ México D.F. JULIO 2015
Transcript of INSTITUTO POLITÉCNICO NACIONAL - Semantic Scholar · 2018-12-17 · El capítulo 2 y capítulo 3...

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
1
INSTITUTO POLITÉCNICO NACIONAL
Escuela Superior de Ingeniería Mecánica y Eléctrica
Sección de Estudios de Posgrados e Investigación
“MODELADO Y CONTROL DE SISTEMAS
AUTOMATIZADOS DE MANUFACTURA BASADO EN
REDES DE PETRI Y ESTÁNDARES INDUSTRIALES”
T E S I S
PARA OBTENER EL GRADO DE
DOCTOR EN CIENCIAS EN INGENIERÍA MECÁNICA
Presenta:
M. EN C. ERIKA SELENE PUGA VELAZQUEZ
Directores de tesis:
DR. JESÚS ALBERTO MEDA CAMPAÑA
DR. EDUARDO GAMALIEL HERNÁNDEZ MARTÍNEZ
México D.F. JULIO 2015

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
2

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
3
DEDICATORIAS

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
4
A DIOS por guiarme y encontrarse en cada momento de mi vida, estar a mi lado
brindándome todo su amor. Gracias por darme una preciosa familia, salud y sobre todo la
oportunidad de compartir cada instante con él y mis seres queridos
A mi esposo Sergio Antonio por ser mi amigo y compañero, por apoyarme e impulsarme
en todo lo que realizo, por su paciencia, amor, comprensión y sobre todo por haberme dado
unos hermosos hijos y formar una feliz familia. Sin ti esto no sería posible eres el amor de
mi vida.
A mis hijos Sergio Antonio y Alejandro Angel que son mi orgullo, que han sido pacientes
para que yo lograra esta meta, por ser mi inspiración y ser mi vida. No olviden que todo lo
hago por ustedes y los AMO muchísimo.
A mis Padres, Angel y Aurea cuyo apoyo incondicional ha sido indispensable para todos
mis logros, por su paciencia y amor, por ser y estar en cada paso que doy. Deben saber que
si ahora estoy aquí es gracias a ustedes y les agradezco mucho y los quiero.
A mi hermano Angel, por ser parte de mi vida y apoyarme en todo.
A mi suegra Ma. Del Carmen por apoyarnos y formar parte de nuestros logros.
A mi cuñada Elsa, su esposo Miguel y mis sobrinos Oscar Emmanuel y Carlos Antonio
por apoyarnos y estar presente en nuestras vidas.
A mi amigo y asesor Eduardo Gamaliel Hernández Martínez por alentarme a
tomar este camino y guiarme en él. Gracias por todos los consejos y enseñanzas,
pero sobre todo por ser un gran amigo. Tú, Masiel y Marcos son parte de nuestra
familia gracias a los tres.
A mi asesor Jesús Alberto Meda Campaña por cobijarnos y aceptarnos en su
proyecto, brindándonos todos sus conocimientos, apoyo y consejos. Gracias por
acompañarnos en este camino, guiando nuestros pasos para lograr esta meta.

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
5
Índice
Índice de Figuras ................................................................................................................................. 7
Índice de Tablas ................................................................................................................................... 8
Resumen: ............................................................................................................................................. 9
Abstract: ............................................................................................................................................ 10
Introducción ...................................................................................................................................... 11
Justificación ....................................................................................................................................... 12
Objetivo General ............................................................................................................................... 13
Objetivos Específicos ......................................................................................................................... 13
Metodología ...................................................................................................................................... 14
CAPÍTULO 1 ....................................................................................................................................... 16
Estado del Arte .................................................................................................................................. 16
1.1 Contribuciones ........................................................................................................................ 18
CAPÍTULO 2 ....................................................................................................................................... 20
Conceptos Básicos ............................................................................................................................. 20
2.1 Redes de Petri ......................................................................................................................... 20
A. Métodos de análisis de propiedades dinámicas ............................................................... 27
B. Áreas de aplicación del modelado con PN ........................................................................ 28
CAPÍTULO 3 ....................................................................................................................................... 30
Estándares industriales para sistemas de automatización ............................................................... 30
3.1 Los estándares ISA-88 e ISA-95 ............................................................................................... 34
CAPÍTULO 4 ....................................................................................................................................... 40
Estrategias de modelado basado en ISA ........................................................................................... 40
CAPÍTULO 5 .................................................................................................................................... 44
Definición de los modelos básicos PN .............................................................................................. 44
5.1 Modelo de equipo (E) ........................................................................................................ 44
5.2 Modelo de almacén (A) ..................................................................................................... 45
5.3 Precedencias lógicas (DL) .................................................................................................. 46
Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
6
5.4 Tareas de proceso (PT) ...................................................................................................... 49
CAPÍTULO 6 .................................................................................................................................... 51
Traducción de la red de Petri a software de supervisión ................................................................... 51
6.1 Generación del archivo .PNF ......................................................................................... 53
6.2 Algoritmo de construcción de la matriz de incidencia .................................................. 56
6.3 Gestor de habilitación y disparo de transiciones .......................................................... 60
6.4 Proceso del AMS/Comunicación ................................................................................... 62
CAPÍTULO 7 .................................................................................................................................... 63
Casos de estudio ................................................................................................................................ 63
7.1 AMS Industrial ................................................................................................................... 63
A. Descripción de AMS industrial .......................................................................................... 63
B. Definición de tareas y precedencias lógicas utilizando los estándares ISA ...................... 65
C. Modelos PN del AMS ......................................................................................................... 67
7.2 Celda modular de procesos ............................................................................................... 71
Conclusiones ..................................................................................................................................... 82
Trabajos Futuros................................................................................................................................ 84
Referencias ........................................................................................................................................ 85
Publicaciones en Revista ................................................................................................................... 89
Congresos .......................................................................................................................................... 89
Anexos............................................................................................................................................... 90

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
7
Índice de Figuras
Figura 2.1. PN con 3 sitios, 2 transiciones, 4 arcos dirigido de peso uno y 1 arco dirigido de peso 2
....................................................................................................................................................... 17
Figura 2.1Representacion grafica de las Reglas de Transición para las redes de Petri .................... 19
Figura 2.3 Diagrama que representa el árbol de alcanzabilidad utilizado para analizar las PN ....... 23
Figura 3.1. Modelo físico utilizado para describir los activos físicos de una empresa. ................... 32
Figura 3.2. Estructura jerárquica del modelo de Control de Procedimiento para modelar la
estrategia de ejecución de tareas. .................................................................................................. 32
Figura 3.3. Estructura del Modelo de Actividades de Control para observar el flujo de información.
....................................................................................................................................................... 33
Figura 3.3. Estructura jerárquica del modelo del Modelo de proceso donde se ejecutan las acciones
de control ....................................................................................................................................... 33
Figura 3.4. Modelo de referencia ISA-88 and ISA-95 ..................................................................... 34
Figura 4.2. Modelo general PN propuesto para AMS basado en estándares industriales. ............... 38
Figura 5.1. Modelo PN que representa los equipos del AMS ......................................................... 41
Figura 5.2. Modelo PN que representa los almacenes .................................................................... 42
Figura 5.3. Modelo PN que representa una DL-directa ................................................................... 43
Figura 5.4. Modelo PN que representa una DL-inversa .................................................................. 43
Figura 5.5. Precedencias lógicas para el caso de múltiples tareas ................................................... 44
Figura 5.6. Modelo PN de una tarea de proceso .............................................................................. 46
Figura 6.1. Esquema general del software ....................................................................................... 49
Figura 6.2. Conformación de matriz de incidencia I en Software .................................................... 53
Figura 6.3. Reglas para el llenado de matriz de incidencia I............................................................ 54
Figura 6.4. Estructura de la matriz KM ............................................................................................ 55
Figura 6.5. Reglas de llenado de matriz KM .................................................................................... 55
Figura 6.6. Presentación interfaz de usuario en GUI ....................................................................... 56
Figura 6.7. Diagrama de espacio-fase de disparo de transiciones .................................................... 57
Figura 6.8. Esquema de comunicación para entrada y salida de datos. ........................................... 58
Figura 7.1. Foto y esquema del AMS .............................................................................................. 60
Figura 7.2. Controladores de red ...................................................................................................... 61
Figura 7.3. Descomposición de tareas utilizando el estándar ISA ................................................... 61
Figura 7.4. Esquema con trayectorias del AMS ............................................................................... 62
Figura 7.5. Diagrama de precedencias logias del AMS ................................................................... 63
Figura 7.6. Modelo PN general del AMS ........................................................................................ 65
Figura 7.7. Diagrama de comportamiento de la PN al disparo de transiciones ............................... 66
Figura 7.8. La Estación de recepción y distribución Neumática ...................................................... 68
Figura 7.9. Estación de transporte y procesos .................................................................................. 69
Figura 7.10. Estación de revisión y clasificación ............................................................................. 70
Figura 7.11. Estación Robótica de manipulación de materiales ....................................................... 71
Figura 7.12. Foto y esquema de la celda modular con división de equipos ..................................... 72
Figura 7.13. Esquema distribución de componentes en equipos y distribución de tareas. ............... 73
Figura 7.14. Diagrama de precedencias lógicas de la celda de procesos ......................................... 75
Figura 7.15. Modelo PN general ...................................................................................................... 76
Figura 7.16. Diagrama espacio-fase de evolución de tareas ............................................................ 77

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
8
Índice de Tablas
Tabla 1. Relaciona los M0 (DL), K(DL) y pesos de las precedencias propuestas ............................... 49
Tabla 2 Definición de equipos para archivo PNF ............................................................................... 54
Tabla 3. Definición de almacenes ...................................................................................................... 54
Tabla 4 Definición de Precedencias Lógicas .................................................................................... 55
Tabla 5. Descomposición de tareas de acuerdo con el estándar ISA ................................................ 68
Tabla 6. Descomposición de tareas de acuerdo con el estándar ISA ................................................ 78

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
9
Modelado y Control de Sistemas
Automatizados de Manufactura basado en
Redes de Petri y Estándares Industriales ISA
Resumen:
Este trabajo presenta una metodología sistemática para modelar sistemas de fabricación
automatizados que utilizan redes de Petri. La estrategia de modelado consiste en la definición
y la interconexión de algunos modelos de red de Petri genéricos aplicados al comportamiento
dinámico de eventos discretos de los equipos y sus procedimientos. Se basa en los estándares
industriales ISA-88 e ISA-95, donde se sugiere la clasificación de los equipos y la definición
de sus tareas de proceso genérico, independiente de las recetas de fabricación de productos.
El enfoque proporciona una metodología formal y ordenada para estudiar sistemas
automatizados industriales donde la disponibilidad de los equipos, limitaciones de
almacenamiento, compartición de recursos y precedencias lógicas entre las tareas de proceso
aparecen en el modelo de Petri. Los modelos propuestos son utilizados para generar un
software que se desarrolla en Matlab, utilizando la GUI (interfaz gráfica de usuario). Se
presentan dos casos de estudio completos con trabajo experimental. El primero consiste en
una célula automatizada industrial que incluye una red de PLC´s y robots, el segundo es una
celda prototipo de entrenamiento de sistemas automatizados.

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
10
Abstract:
This work presents a systematic methodology for modeling automated manufacturing
systems using Petri nets. The modeling consists in defining and interconnecting some Petri
net models applied to generic discrete event dynamic behavior of equipment and procedures.
It is based on the industry standards ISA-88 and ISA-95, where the classification of the
equipment and the definition of generic tasks, independent of the recipes product
manufacturing process are suggested. The approach provides a formal and orderly approach
to studying industrial automated systems where the availability of equipment, storage
limitations, resource sharing and logical precedence between processing tasks appear in the
model of Petri. The proposed models are used to generate software that is developed in
Matlab, using the GUI (graphical user interface). Two cases of complete study with
experimental work are presented. The first is an industrial automated cell including a network
of PLCs and robots, the second is a training cell prototype automated systems.

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
11
Introducción
Este trabajo se encuentra organizado de la siguiente forma:
El capítulo 1 analiza el estado del arte que hace referencia a las principales obras
literarias e investigaciones asociadas al modelado de Sistemas de eventos discretos
(DES) con Redes de Petri (PN) y su orientación hacia los Sistemas automatizados de
manufactura (AMS) contemplando también los estándares industriales que rigen el
comportamiento de procesos automáticos industriales.
El capítulo 2 y capítulo 3 fundamentan los principales conceptos de las redes de Petri
y los estándares industriales vigentes en sistemas de automatización.
El capítulo 4 presenta el modelo principal de PN basado en las características
generales de un AMS y obedeciendo a los estándares ISA-88 e ISA-95.
El capítulo 5 define diferentes conjuntos de equipos y componentes generales de un
AMS en modelos básicos y perite definir su interconexión de arcos y pesos, así como
marcados iniciales y restricciones de capacidad.
El capítulo 6 detalla la realización de un software supervisor realizado con la finalidad
de interpretar un AMS general y traducir de acuerdo a la interconexión de modelos
básicos en el modelo general PN a la dinámica de evolución de la matriz de
incidencia. El software muestra la evolución de tareas, historial y graficas de máxima
concurrencia, para su posterior análisis.
El capítulo 7 presenta la aplicación integral de casos de estudio en donde se
implementa el software de supervisión y se valida su ejecución con dos casos de AMS
con equipos industriales.
Finalmente se presentan conclusiones, las referencias, publicaciones derivadas de
este trabajo y los trabajos futuros que estableces las perspectivas de esta tesis.

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
12
Justificación
En un sistema automatizado de manufactura (AMS) es habitual que existan fuertes y
complejas interacciones entre sus variables y que éstas respondan a eventos discretos. El
modelamiento de AMS en eventos discretos está generalmente asociado con algunos
formalismos populares como Autómatas de Estado Finito, Redes de Petri, Grafos de Eventos,
entre otros. La teoría de control para sistemas a eventos discretos modelada como máquinas
de estado finito, se ha desarrollado en relación de diversas situaciones fundamentales de
control. Sin embargo, el modelado de máquinas de estados finito tiene la debilidad de la
explosión de estados que hace inadecuado para muchas aplicaciones prácticas. En esta línea
otro de los métodos ampliamente difundidos para modelar y controlar DES, son los basados
en las denominadas Redes de Petri (PN) son una generalización de la teoría de autómatas.
Las PN tienen una representación matemática sencilla empleando álgebra lineal y teoría de
conjuntos, lo que las hace particularmente útiles para modelar sincronización, concurrencia,
etc. que son características que se presentan en los AMS por lo que se fueron utilizando para
representar su comportamiento dinámico con mucho éxito, desafortunadamente todos los
modelos, han sido ejemplificados y aplicados a sistemas teóricos que resultan en redes
seguras y ordinarias las cuales no representan un AMS real y utilizado en nivel industrial.
Por lo que aquí se propone un modelo utilizando PN y contemple los estándares industriales
ISA-88 e ISA-95 que proponen la coordinación de AMS a través de la clasificación jerárquica
de los equipos y la definición genérica de tareas de procesos con la finalidad que este modelo
puede utilizarse de forma real, en un AMS totalmente industrial para cumplir los requisitos
de la industrial y al mismo tiempo se genera un software que obedezca este modelado
logrando la coordinación y supervisión del comportamiento del sistema y así maximizar la
concurrencia de eventos en el mismo.
Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
13
Objetivo General
Desarrollar una metodología de modelado sistemático, genérico y escalable de AMS
utilizando redes de Petri (PN) y estándares industriales para que pueda ser implementada en
sistemas de supervisión y control de sistemas automatizados.
Objetivos Específicos
Analizar el flujo de proceso de sistemas de manufactura considerando las sugerencias
de estándares industriales relacionados con la automatización de sistemas para si
obtener un esquema general PN que permita el modelado de procesos.
Definir modelos básicos basados en redes de Petri, partiendo de la definición de
conjuntos de equipos y componentes pertenecientes a los AMS generales, para
representar el comportamiento dinámico de los componentes básicos de un sistema
automatizado de manufactura incluyendo restricciones de capacidad de equipo,
compartición de recursos y dependencias lógicas de flujos de procesos.
Realizar la adaptación del modelado en redes de Petri al software de supervisión y
control de sistemas automatizados, estableciendo estrategias de acomodos matriciales
y algoritmos de traducción, con un método sistemático para la interconexión de los
modelos propuestos en el punto anterior para crear un modelo general de red de Petri
aplicable y escalable a cualquier sistema de manufactura.
Implementar la metodología y software de supervisión utilizando AMS´s con
componentes industriales para validar el sistema propuesto en un sistema industrial.
Aplicación de la metodología para la supervisión de sistemas AMS reales utilizando
sistemas de control y supervisión industrial.
Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
14
Metodología
Para la realización de esta tesis se empleó la siguiente metodología
Realizar el estudio de las investigaciones previas y la literatura asociada a los sistemas
automáticos de manufactura, los sistemas dinámicos de eventos discretos en específico con
redes de Petri, el enfoque mixto del modelado de AMS con PN y el estudio de los estándares
industriales que normalmente son subestimados dentro de las investigaciones que proponen
modelados industriales.
Establecer los fundamentos de la teoría de redes de Petri, tales como definición formal de
conjuntos de reglas de habilitación, evolución y métodos de análisis dinámicos y finalmente
áreas de aplicación de modelados PN.
Establecer los fundamentos de los estándares industriales empleados en sistemas de
automatización industrial enfatizando en los estándares ISA-88 e ISA-95 de primordial
importancia en este trabajo.
Proponer un esquema genera de PN basado en los equipos y componentes principales de un
AMS.
Establecer una definición formal de PN basada en los cojuntos propuestos que obedezca a la
definición establecida de PN. Construir un modelo general a partir de los estándares ISA y la
interconexión de conjuntos de equipos, tareas, almacenes y precedencias lógicas.
Definir cada uno de los conjuntos propuestos en modelos básicos de PN contemplando las
relaciones de arcos y pesos de entrada y salida, la capacidad de los sitios y e marcado inicial
de acuerdo a las condiciones inherentes de cada conjunto.
Construir un software de supervisión, basado en Matlab-Simulink, capaz de realizar
automáticamente la matriz de incidencia de acuerdo al modelo PN propuesto, partiendo de
un archivo con la información básica de los elementos y componentes de un AMS en
cuestión.
Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
15
Realizar algoritmos que indiquen detalladamente la generación del archivo de texto *.PNF y
la construcción de la matriz de incidencia y la estructura de las matrices de capacidad y
marcado inicial, lo anterior permitirá reproducir el software aplicado a otro tipo de
controladores.
Realizar análisis de evolución dinámica del sistema y estudio de concurrencia de tareas
basado en AMS´s de tipo industrial utilizando la interface (interface user guide GUI) del
software propuesto como supervisor de tareas.

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
16
CAPÍTULO 1
Estado del Arte
Cada vez se hace más notable el crecimiento exponencial de la automatización en los
procesos de manufactura de grandes empresas a nivel mundial. Esta automatización trae a
dichas empresas significativas reducciones en costos de producción, costos de materiales y
otros costos administrativos y, al mismo tiempo, eleva los niveles de productividad y
eficiencia de los procesos, y permite un control más estricto y preciso de las variables que
afectan el proceso. Todas estas ventajas dan como resultado la aplicación de la
automatización en los sistemas de manufactura para la concepción y desarrollo de un
producto.
En el análisis del control de los sistemas automatizados de manufactura (AMS), juegan un
papel primordial los modelos matemáticos. Un modelo matemático de un sistema dinámico
es una ecuación o sistema de ecuaciones, de un determinado tipo, que lo representa, y cuya
evolución en el tiempo corresponde con la del sistema. La clasificación de estos sistemas se
realiza respecto a su evolución en el tiempo quedando:
• Sistemas de tiempo continuo
• Sistemas de tiempo discreto
• Sistemas de eventos discretos
Esta clasificación sirve tanto para el estudio matemático, análisis y modelado del control de
los sistemas automatizado de manufactura como para su diseño y realización utilizando
diferentes tecnologías.
Los primeros modelos (aun hoy utilizados) de los sistemas de eventos discretos fueron las
máquinas de estados y sus correspondientes diagramas estado-transición o diagramas de
estado. Estos diagramas son grafos dirigidos cuyos nodos denotan estados y cuyas flechas
denotan transiciones. Sin embargo, los diagramas de estado no son adecuados para modelar
sistemas complejos debido a la gran cantidad, exponencialmente creciente, de estados que
precisan. Además los estados están agrupados de una forma no estratificada. Por todo esto,
el diagrama de estado de sistema de mediana complejidad resulta desestructurado, de gran

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
17
dimensión y de difícil manejo [1]. Las redes de Petri (PN), son los modelos matemáticos más
formales. El formalismo PN tiene la ventaja de una descripción gráfica clara y soporte
matemático para representar las dependencias lógicas, proceso de sincronización, la
asignación de recursos, etc; evitando de esta manera, el crecimiento exponencial de los
estados de los autómatas de estado finito (FSA) en el modelado de las propiedades de AMS
reales [2], [3] .
El modelado de AMS basado en sistemas de eventos discretos (DES) es comúnmente dirigido
en dos niveles de control. El bajo nivel trata con el diseño de rutinas de dispositivos
neumáticos, hidráulicos y eléctricos y su traducción a los lenguajes de programación de
controladores locales como PLC, por ejemplo, [4], [5]. Por otra parte, el alto nivel estudia el
caso de los equipos y los módulos de coordinación de AMS, donde la concurrencia, el
bloqueo, las detecciones de fallas [6], la optimización de rutinas y de computadoras basadas
en la supervisión aparecen en el modelo DES para facilitar la manufactura de productos
diferentes y concurrentes [1], [7] .
A pesar de los avances matemáticos en la dinámica de los formalismos originales y
modificados de PN aplicados a los AMS [8], la mayoría de los enfoques no proporcionan la
claridad para los ingenieros de automatización para visualizar las ventajas de un modelo DES
en un verdadero AMS [9] y el uso de su análisis matemático para la mejora de la
productividad [10]. En este sentido, un reciente interés en la comunidad DES se centra en el
modelado y la traducción de los modelos PN a los controladores locales del AMS atendiendo
a las restricciones y sugerencias de los estándares industriales [11]. Por lo tanto, la
implementación de control se extrapola desde el análisis matemático al contexto de la
automatización industrial [12]. Dos de estos estándares son el ISA-88 [13] y el ISA-95 [14],
que proponen la coordinación de AMS a través de la clasificación jerárquica de los equipos
y la definición genérica de tareas de procesos.
Por lo tanto, la manufactura de los productos se reduce a una receta compuesta por una serie
u órdenes concurrentes de las tareas de proceso que obedecen precedencias lógicas, las
limitaciones de almacenamiento y la disponibilidad de los recursos humanos y materiales.
Este modelo basado en tareas es adecuado para el caso de AMS flexibles, donde las
condiciones del mercado, los requisitos de los clientes y los tiempos de entrega exigen la

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
18
fabricación de diferentes productos dentro del mismo día. Así que la coordinación de los
equipos del AMS debe permitir la concurrencia máxima y el menor tiempo de
reprogramación de los controladores locales para los cambios de producto.
Trabajos recientes sobre la mezcla de estándares industriales y DES son [15], [16], [11]
donde algunos marcos de modelado están orientados a servicios y permiten la integración de
los modelos de PN en las herramientas de software 2D/3D digital. En [17], [18] se aplica la
norma IEC61499 al diseño de control de supervisión de AMS. En [19] se presentan sistemas
de Ejecución de Manufactura (MES) para generar especificaciones de la PN, mientras que
en [20] se aplican sistemas de toma de desiciones al diseño de PN en un proceso de
desensamble de productos electrónicos. Específicamente, para el caso de las normas de ISA-
88 y ISA-95, el enfoque dado en [21], define parcialmente algunos modelos de ISA-88 para
las actividades de producción por lotes. Note que todos los trabajos anteriores se limitan a
casos específicos de AMS. Algunos ejemplos de marcos de modelado generales de AMS y
viabilidad del producto utilizando estándares de ISA, fueron previamente estudiados en
trabajos anteriores [22], [23], pero para el caso de FSA solamente, con las limitaciones
inherentes de explosión de estados antes mencionadas.
1.1 Contribuciones
De acuerdo con los antecedentes anteriormente mencionados, a continuación se analizan las
principales contribuciones de este trabajo partiendo de considerar tres principales vertientes:
1) Se propone un marco general de modelado de AMS basado en PN
a) Para AMS de tipo general, considerando la diversidad de equipos, almacenes y
dependencias lógicas.
b) Se fundamenta en estándares industriales y mas en especifico en el estándar ISA-95
de división de tareas y el estándar ISA-88 de producción discreta por lotes.
c) Se establecen modelos individuales basados en definiciones de conjuntos de equipos
y elementos de AMS y su traducción a PN, así como sus interconexiones con el marco
general PN.
2) Traducción del marco de trabajo a software de supervisión

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
19
a) Aplicable a cualquier configuración de AMS considerando las estrategias y
algoritmos de traducción propuestos.
b) Habilitación de distintas recetas de productos
c) Lógica de software transferible a controladores de tipo industrial
d) Comunicación hacia redes de controladores industriales
3) Validación de la estrategia de supervisión y control
a) AMS
b) Celda de proceso con componentes industriales
c) Análisis dinámico y de máxima concurrencia de tareas.

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
20
CAPÍTULO 2
Conceptos Básicos
En este capítulo se presentan los fundamentos de redes de Petri, incluyendo la definición,
terminología básica, reglas de disparo de transiciones, propiedades y métodos de análisis.
Por otro lado, se introducen las principales nociones de los estándares industriales ISA 88 e
ISA 95.
2.1 Redes de Petri
Las redes de Petri (PN) fueron introducidas en la literatura en la tesis doctoral de Carl Adam
Petri [24]. Las Redes de Petri son una herramienta gráfica y matemática de modelado [25].
Éstas son una herramienta para simular las propiedades dinámicas de sistemas complejos
mediante modelos gráficos de procesos concurrentes. Se ha demostrado que las PN son un
instrumento adecuado para la representación y análisis de ciertos sistemas, ya que tienen la
habilidad de representar y analizar de una forma fácil la sincronización y la concurrencia,
donde varios procesos que evolucionan simultáneamente son parcialmente independientes
[26].
El modelado con redes de Petri tiene dos características principales interesantes. Primero, es
posible visualizar su comportamiento como concurrencia, paralelismo, sincronización y
recursos compartidos. Segundo, existen varios métodos para el análisis de redes de Petri.
Definición Formal y Fundamentos
Las PN clásicas se conciben como un grafo bipartido, que posee dos tipos de nodos
principales (los sitios representados por círculos y las transiciones representadas por barras
rectangulares). Entre los nodos se ubican los arcos dirigidos, los cuales se encargan de unir
las transiciones con sitios y viceversa. Cada arco dirigido poseé un número que indica su
peso y se denota por w(p,t), el cual determina la cantidad de marcas que consume o deposita

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
21
en un sitio determinado, siempre y cuando se haya disparado una transición habilitada. Los
arcos dirigidos sin número se entiende que consumen o depositan una marca. Las fichas o
“tokens” se presentan en forma gráfica como puntos negros que se ubican dentro de cada
sitio. Ver la Figura 2.1.
tokens
conpsitio
2
2
1psitio 1ttransición
212 pesocontapdedirigidoarco
131 pesoconpatdedirigidoarco
2t
3P
2
Figura 2.1. PN con 3 sitios, 2 transiciones, 4 arcos dirigidos de peso uno y 1 arco dirigido
de peso 2
Definición 1: Una PN se define como una quíntupla formada por:
PN= (P,T,F,W,M0) (1)
donde:
𝑃 = {𝑝1, 𝑝2, … … , 𝑝𝑚} Es un conjunto finito de sitios.
𝑇 = {𝑡1, 𝑡2, … . 𝑡𝑛} Es un conjunto finito de transiciones.
F(P × T) ∪ (T × P) 𝐹(𝑃 × 𝑇) ∪ (𝑇 × 𝑃) Es un conjunto de arcos dirigidos
𝑊: 𝐹 → {1,2,3, … . . }, Es una función de pesos de los arcos.
𝑀0: 𝑃 → {1,2,3, … . . } Es el marcado inicial de la red.
𝑃 ∩ 𝑇 = ∅ 𝑦 𝑃 ∪ 𝑇 ≠ ∅
Una red de Petri con la estructura (𝑃, 𝑇, 𝐹, 𝑊) sin especificar su marcado inicial es denotada
por N. Una PN con un marcado inicial dado es denotada por 𝑃𝑁 = (𝑁, 𝑀0) [2].

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
22
Definición 2 Una marca M de una red de Petri es una función, la cual asigna a cada sitio
p P un número de tokens. La presencia o ausencia de tokens indica el estado de un sitio:
la marca representa la disponibilidad de un recurso o la ocurrencia de operaciones.
La marca asigna a cada sitio un número entero no negativo. Gráficamente colocamos k puntos
en un sitio p, si éste tiene asociado k tokens. Una marca se denota por 𝑀, el cual es un vector
de dimensión m, donde m es el número total de sitios. La componente p-ésima de m, denotada
por 𝑀(𝑝), es el número de tokens en el sitio p.
El comportamiento de muchos sistemas se puede describir en términos de los estados del
sistema y sus cambios. En las redes de Petri, para simular el comportamiento dinámico de un
sistema, un estado o marca de la red cambia de acuerdo con las siguientes reglas de
transición:
Definición 3 Se dice que una transición t está habilitada si cada sitio p de entrada t tiene al
menos w(p,t) tokens, donde w(p,t) es el peso del arco de p a t. Una transición habilitada
puede o no dispararse (dependiendo en qué evento tome o no el sitio). Un disparo de una
transición habilitada t remueve w(p,t) tokens de cada sitio de entrada p de t, donde w(t,p) es
el peso del arco de t a p.
La condición para habilitar está dada por: 𝑝𝑗 ∈ 𝑃 is 𝑀𝑘(𝑝𝑗) ≥ 𝑤(𝑝𝑗 , 𝑡𝑖) ∀𝑝𝑗|𝑤(𝑝𝑗, 𝑡𝑖) ∈ 𝐹,
𝑗 = 1, … , 𝑚 y asegura que solo este definida para transiciones que estén activas.
Las transiciones que no tienen sitios de entrada se les llama transiciones fuente. Una
transición fuente siempre está habilitada. Por otro lado una transición sin sitios de salida
consume tokens, pero no las produce.
El disparo de 𝑡𝑖 ∈ 𝑇 define el siguiente estado 𝑀𝑘(𝑝𝑗) = 𝑀𝑘−1(𝑝𝑗) − 𝑤(𝑝𝑗, 𝑡𝑖) + 𝑤(𝑡𝑖, 𝑝𝑗)
donde explícitamente depende de la entrada y salida de sitios de una transición y en los pesos
de los arcos que conectan estos sitios para la transición.
La regla de transición anterior se ilustra en la Figura 2.1. Esta Figura muestra un ejemplo PN
que representa la operación básica y la evolución de acuerdo con la regla de habilitación y

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
23
disparo de una transición. En la Figura 2.1a, se muestra que t1 y t2 están habilitadas y si se
dispara t1, por el valor de los arcos y la cantidad de tokens en los sitios, se ocupan todas las
tokens de p1 y p2 por lo que después no se puede disparar t2. Después de que t1 se dispara, la
marca se cambia a lo que se muestra en la Figura 2.1b, y la transición t1 y t2 ya no están
habilitadas. Si se dispara t2 en la Figura 2.1a, t1 deja de estar habilitada como se muestra en
la Figura 2.1c y t2 sigue estando habilitada, si se vuelve a disparar t2 se muestra en la Figura
2.1d.
Definición 4 Se dice que hay un autociclo, cuando un par de nodos, un sitio p y una
transición t, cumplen con: p es entrada y salida de t. Una red que carece de autociclos se
denomina red simple.
1P
2P
1t
2t2
3P
1P
2P
1t
2t2
3P
1tdisparando
1P
2P
1t
2t2
3P
1P
2P
1t
2t2
3P
2tdisparando
2tdisparando
)0,2,1(
)
0 M
a
)1,0,0(
)
1 M
b
)1,1,1(
)
2 M
c
)2,0,1(
)
3 M
d
Figura 2.1Representacion grafica de las Reglas de Transición para las redes de Petri
Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
24
Las redes de Petri se prestan para modelar de forma gráfica un sistema dinámico de eventos
discretos, con estructura causa-evento conocida. En la representación gráfica que provee la
red de Petri, los nodos son sitios que representan causas o condiciones, y las transiciones
eventos. En este orden de ideas, los eventos se generan, en una parte local del estado actual
del sistema, como variables discretas. Una red de Petri es una estructura matemática, que
permite una representación gráfica, en donde se incluyen: sitios, transiciones, arcos y tokens,
en un diagrama que tiene una sintaxis [1].
Los sitios son los elementos pasivos de la red de Petri y, junto con los tokens, se
utilizan para modelar los estados del sistema.
Las transiciones son los elementos activos de la red de Petri, y representan las
acciones de un sistema. Estas acciones originan cambios en el estado de la red.
El conjunto de sitios, transiciones y arcos son finitos y estáticos. Lo que indica que el
sistema no puede tener más causas y eventos que los que originalmente tiene
representados en el modelo.
El conjunto de tokens y marcas pueden cambiar durante la ejecución de la red,
describiendo las características dinámicas del sistema modelado.
La propiedad de valor de peso a los arcos, hace posible que se especifique el número de
tokens que consume la transición de los sitios de entrada y el conjunto de tokens que produce
en la salida.
Definición 5: Una red de capacidad finita para una red (𝑁, 𝑀0), es donde cada sitio p tiene
una capacidad asociada 𝐾(𝑝), y es el número máximo de tokens que el sitio p puede tener
en cualquier momento. Para las redes de capacidad finita, la habilitacion de la transición t,
tiene una condición adicional “Que el número de tokens en cada sitio p de salida de t no
puede exceder su capacidad 𝐾(𝑝) después del disparo de t”. Esta regla con la restricción
de capacidad se llama la regla estricta de transición, mientras que la regla sin la restricción
de capacidad se llama la regla débil de transición.
Las clases originales de redes de Petri, y las redes de capacidad finita son muy conocidas por
su uso en modelos de un alto grado de abstracción que tienen que analizarse de manera formal

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
25
[2]. Pero si el modelo debe respetar más detalles del sistema, o si se debe respetar el tiempo
en el modelo, entonces se deben desarrollar más clases de redes de Petri que consideran los
aspectos deseados del modelo. Así, surgen las redes de Petri coloreadas, temporizadas y
estocásticas, por mencionar algunas, que en general forman el grupo de redes de Petri
extendidas.
La fuerza principal de las redes de Petri, son su soporte para el análisis de propiedades y
problemas asociados con sistemas concurrentes. Las propiedades de comportamiento de las
redes de Petri dependen de la marca inicial 𝑀0: alcanzabilidad, acotamiento, activación,
reversibilidad y estado inicial, persistencia, distancia sincrónica.
La alcanzabilidad es una base fundamental para estudiar las propiedades dinámicas de
cualquier sistema. El disparo de una transición habilitada cambiará la distribución de las
tokens en una red, de acuerdo a las reglas de transición mencionadas en la definición 3. Una
secuencia de disparos dará como resultado una secuencia de marcas.
Definición 6: Se dice que una marca 𝑀𝑛 es alcanzable desde una marca 𝑀0 si existe una
secuencia de disparos que transformen a 𝑀0 en 𝑀𝑛. Una secuencia de disparos se denota
por:
𝜎 = 𝑀0𝑡1 ∙ 𝑀1𝑡2 ∙ 𝑀2𝑡3 ∙ … 𝑡𝑛 ∙ 𝑀𝑛 (2.1)
El conjunto de todas las marcas posibles alcanzables por 𝑀0 en una red (N, 𝑀0) se denota
como 𝑅(𝑁, 𝑀0). El conjunto de todas las secuencias de disparo desde 𝑀0 en una red (𝑁, 𝑀0)
se denota como 𝐿(𝑁, 𝑀0).
El problema de alcanzabilidad en las redes de Petri consiste en encontrar una 𝑀𝑛 ∈ R(N, 𝑀0)
deseada.
Definición 7: Se dice que una red de Petri (𝑁, 𝑀0) es k-acotada o simplemente acotada si
el número de tokens en cada sitio de la red no excede a un número finito k en cada marca
alcanzable desde 𝑀0, i.e., 𝑀(𝑝) ≤ 𝑘 para cada sitio p y cada marca 𝑀 ∈ 𝑅(𝑀0). Se dice
que una red de Petri es segura si es 1-acotada.

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
26
Definición 8: Se dice que una red de Petri está activa si, no importando qué marca se alcance
desde 𝑀0, aún se puede realizar una secuencia de disparo. La propiedad de red activa es el
ideal para muchos sistemas, sin embargo, verificar esta propiedad en sistemas grandes
resulta poco práctico y muy costoso.
Definición 9 Se dice que una red de Petri es reversible si m0 es alcanzable para cualquier
marca 𝑀 ∈ 𝑅(𝑁, 𝑀0). Así, una red reversible regresará a su estado inicial.
Definición 10 Se dice que una marca m en una red de Petri (𝑁, 𝑀0) se puede cubrir si existe
una marca m’ tal que )()(' pmpm para cada p en la red.
Definición 11 Se dice que una red de Petri (𝑁, 𝑀0) es persistente, si para cualesquier par
de transiciones habilitadas, el disparo de una transición no deshabilita a la otra. Una
transición en una red persistente, estará habilitada hasta que se dispare. Esta noción de
persistencia es muy utilizada en el contexto de esquemas de programas paralelos y circuitos
asíncronos altamente independientes.
La noción de distancia sincrónica es un concepto de métrica muy relacionado al grado de
dependencia mutua entre dos eventos en un sistema condición/evento.
Definición 12 La distancia sincrónica entre dos transiciones t1 y t2 en una red de Petri
(𝑁, 𝑀0) se define por
2112 max ttd (2.5)
donde es una secuencia que inicia en cualquier marca m en R(𝑁, 𝑀0) y )( it es el número
de veces que la transición ti (con i=1,2) dispara en .

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
27
A. Métodos de análisis de propiedades dinámicas
Existen tres métodos de análisis de las propiedades dinámicas:
1. Árbol de cobertura
2. Matriz de incidencia y ecuación de estado
3. Reglas de reducción
Árbol de cobertura Dada una PN se pueden obtener tantos nuevos marcados como
transiciones habilitadas disparadas. Este proceso resulta en un árbol de marcados inifinito
para una PN no acotada. Para redes acotadas el árbol de cobertura es llamado árbol de
alcanzabilidad. El algoritmo para calcular todos los posibles marcados es descrito a detalle
en [1]. La Figura 2.3 muestra el árbol de alcanzabilidad para la PN de la Figura 2.1
0,2,10 M
1,1,12 M
2,0,13 M
1,0,01 M
2t1t
2t
Figura 2.3 Diagrama que representa el árbol de alcanzabilidad utilizado para analizar las PN

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
28
Matriz de incidencia: Para una red de Petri 𝑁 con 𝑛 transiciones y 𝑚 sitios la matriz de
incidencia es una matriz de enteros 𝑛 × 𝑚, 𝐴 = [𝑎𝑖𝑗] que está definida por
𝑎𝑖𝑗 = 𝑎𝑖𝑗+ − 𝑎𝑖𝑗
− ,
donde 𝑎𝑖𝑗+ = 𝑤(𝑡𝑖, 𝑝𝑗) son los pesos de los arcos de las transiciones i a los sitios de salida j,
y 𝑎𝑖𝑗− = 𝑤(𝑝𝑗 , 𝑡𝑖) son los pesos de los arcos de los sitios de entrada j a la transición i.
Ecuación de estados: Es una ecuación matricial que define el estado de la red, dado un
marcado inicial y una secuencia de disparos de transiciones habilitadas. La ecuación de
estados de una PN es
𝑀𝑑 = 𝑀0 + 𝐴𝑇 ∑ 𝑈𝑘
𝑑
𝑘=1
Donde 𝑀𝑑 es un vector columna de 𝑚 × 1, el vector de control o vector de disparo llamado 𝑈𝑘
es un vector columna de 𝑛 × 1. La matriz A es llamada de incidencia porque denota como
cambiará el marcado. La Figura 2.4 muestra la solución de la ecuación de estados para la PN
de la Figura 2.1; disparando la transición habilitada 𝑡1 a partir del 𝑀0 = {1,2,0} resultando el
marcado siguiente 𝑀1 = {0,0,1}.
[001
] = [120
] + [−1 0−2 −11 1
] [10
]
Figura 2.4 Ecuación de estados.
B. Áreas de aplicación del modelado con PN
Las áreas de aplicación de modelado con PN más usuales son: edición de rendimiento,
protocolos de comunicación [9], bases de datos distribuidas, software distribuido, software
paralelo, lógica programable [27], circuitos sincrónicos, estructuras asincrónicas,
compiladores y sistemas operativos, sistemas informáticos de oficina, lenguajes formales,
programas lógicos [10], redes locales, redes neuronales, sistemas de manufactura flexible
[28], filtros digitales [29] y modelos de decisión.

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
29
Las clases originales de PN, y las redes de capacidad finita son muy conocidas por su uso en
modelos de un alto grado de abstracción que tienen que analizarse de manera formal. Pero si
el modelo debe respetar más detalles del sistema, o si se debe respetar el tiempo en el modelo,
entonces se deben desarrollar más clases de PN que consideran los aspectos deseados del
modelo. Así, surgen las PN coloreadas [30], temporizadas y estocásticas, por mencionar
algunas, que en general forman el grupo de PN extendidas.
Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
30
CAPÍTULO 3
Estándares industriales para sistemas de
automatización
Un sistema automatizado es donde se trasfieren tareas de producción, realizadas
habitualmente por operadores humanos a un conjunto de elementos tecnológicos. Un sistema
automatizado consta de dos partes principales
La Parte Operativa: que actúa directamente sobre la máquina. Son los elementos que
hacen que la máquina se mueva y realice la operación deseada. Los elementos que
forman la parte operativa son los actuadores de las máquinas como motores, cilindros,
compresores, etc.
La Parte de Mando suele ser un controlador lógico programable (PLC, tecnología
programada). En un sistema de fabricación automatizado el autómata programable
está en el centro del sistema. Éste debe ser capaz de comunicarse con todos los
constituyentes de sistema automatizado
Los objetivos de la automatización de sistemas de manufactura están enfocados hacia:
Mejorar la productividad de la empresa, reduciendo los costos de la producción y
mejorando la calidad de la misma.
Mejorar las condiciones de trabajo del personal, suprimiendo los trabajos penosos e
incrementando la seguridad.
Realizar las operaciones imposibles de controlar intelectual o manualmente.
Mejorar la disponibilidad de los productos, pudiendo proveer las cantidades
necesarias en el momento preciso.
Simplificar el mantenimiento de forma que el operario no requiera grandes
conocimientos para la manipulación del proceso productivo.
Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
31
En cualquier industria, los estándares para esa industria forman la base para el diseño de
productos, y por lo tanto para los elementos que se utilizan para ensamblar los productos
finales.
Existen normas establecidas y probadas para el diseño e integración industrial de una empresa
o sistema de producción. Por lo que, cuando un sistema de producción en una empresa es
ensamblado, no es necesario comprar todos los equipos de un solo proveedor (una estrategia
que varios vendedores promueven), ya que gracias a estos estándares se busca que no existan
dificultades de "interconexión” de equipos o elementos.
Los beneficios de estándares industriales para su integración son:
Define la modularidad, el contenido y las interfaces para estandarizar la funcionalidad
del software y facilitar la interoperabilidad entre las soluciones de los proveedores.
Crea un campo de trabajo de nivel internacional para los desarrolladores de software
para empresas.
Reduce el costo del desarrollo de interfaces y mantenimiento.
El costo para la adquisición de sistemas, su integración y soporte disminuye.
Mediante el establecimiento de estándares de integración para una empresa, el costo y la
dificultad de instalación de sistemas de la empresa se pueden reducir drásticamente.
Las normas y modelos desarrollados por la industria y los organismos gubernamentales se
dividen en 3 categorías:
Normas propias: la mayoría de las compañías que participan en la integración de
empresas establecen un conjunto de normas propias, para los modelos y metodologías
que se utilizan internamente. Muchas de estas normas posteriormente se transforman
en normas de consenso.
Normas de consenso: surgen cuando representantes industriales se reúnen y llegan a
un acuerdo de planteamientos comunes. En algunos casos una norma puede ganar un
amplia aceptación que es usadas y requerida para diferentes administraciones o

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
32
incluso leyes por lo que el gobierno se involucra en el establecimiento de estándares
industriales.
Normas reguladoras: son normas nacionales, regulaciones y en algunos casos incluso
leyes que gobiernan la implementación y uso del control e información de sistemas y
redes
Esto se hace debido a los beneficios que aportan las normas a sus naciones en términos de
acceso a los mercados internacionales y el desarrollo de la tecnología.
Existen diversos estándares “abiertos” de integración industrial para diferentes grupos de
industrias y gobierno unas de las normas más importantes son:
APICS La Sociedad de Producción Americana y Control de Inventario, es un grupo
"sin fines de lucro", que sirve a la industria de sistemas de ejecución de manufactura
(MES-Manufacturing Execution Systems). Ésta proporciona materiales educativos y
de referencia, así como cursos y talleres. Este estándar se enfoca principalmente en
la gestión de calidad [31].
CEN El Comité Europeo de Normalización (CEN) fue creado oficialmente como una
asociación internacional sin ánimo de lucro con sede en Bruselas, el 30 de octubre de
1975. es el principal proveedor de las normas europeas y las especificaciones técnicas
[32].
IDEF Diagramas de análisis de sistemas estructurados, es un acrónimo que significa
defininicion de ayuda a la manufactura por computadora, desarrollada por la Fuerza
Aérea de los Estados Unidos, es el método más utilizado para el diseño de sistemas
de manufactura integrada por computadora (CIMS) y consta de 7 normas para
construir estos sistemas. pero éste no ve el proceso de manufactura como un solo
bloque [33].
IFIP y IFAC “International Federation of Automatic Control” (Federación
Internacional de Control Automático). IFAC es una organización mundial
relacionada con las áreas de la teoría del control automático, sus aplicaciones y
educación o cualquiera de sus implicaciones técnicas y sociales. Sus normas se basan
en las arquitecturas para la integración de las actividades de manufactura y Empresas
(Architectures for Integrating Manufacturing Activities and Enterprises) [34].

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
33
IEC 61131-3 El estándar internacional IEC 61131 es una colección completa de
estándares referentes a controladores programables y sus periféricos asociados.
Consiste de 8 partes, éste es el primer esfuerzo real para estandarizar los lenguajes de
programación usados en para la automatización industrial. Con su soporte mundial,
es independiente de una sola compañía. Solo se enfoca en controladores lógicos
programables (PLC) [35].
ISO La Organización Internacional para la Estandarización, ISO por sus siglas en
inglés (International Organization for Standardization), El desarrollo de estándares
en el área de integración de empresas e ingeniería inició a finales de los 70´s con la
adopción del estándar ISO 7498 para la Interconexión de Sistemas Abiertos conocido
como modelo ISO. En los 80`s se desarrollo la norma ISO9506 Especificación de
Mensajes de Manufactura. (MMS). Se enfoca en datos y comunicaciones [36].
OAG Organizado por nueve compañías de software dedicadas al desarrollo de
aplicaciones corporativas, esta nueva agrupación tiene como objetivo básico el de
potenciar la integración de aplicaciones abiertas mediante el desarrollo de estándares
industriales. Dichos estándares deberían permitir a cualquier aplicación interoperar
con otra que esté conforme a las especificaciones que el propio consorcio vaya
desarrollando. El objetivo final es bastante más ambicioso, y consiste en establecer
estándares que permitan que todas las funciones claves de una aplicación estén
disponibles a los usuarios sin necesidad de interfaces especiales.
OMG Object Management Group (de sus siglas en inglés Grupo de Gestión de
Objetos) es un consorcio dedicado al cuidado y el establecimiento de diversos
estándares de tecnologías orientadas a objetos, tales como UML, XMI, CORBA. Es
una organización sin ánimo de lucro que promueve el uso de tecnología orientada a
objetos mediante guías y especificaciones para las mismas [37].
PIP Process Industry Practices es un consorcio de empresas propietarias y
contratistas que trabajan conjuntamente para unificar los estándares internos de
diseño, aprovisionamiento y construcción, y crear así unas prácticas empresariales
que se extiendan a toda la industria. Se enfoca en la conexión física de los elementos
eléctricos, de flujo, presión, etc. Para la seguridad industrial [38].

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
34
PROFIBUS un estándar internacional de protocolo, cuyo desarrollo busco y aún
busca la reducción de costos, flexibilidad, confianza, orientación hasta el porvenir,
posibilitar las más variadas aplicaciones, interoperabilidad y múltiples proveedores
para la comunicación de datos [39].
PERA La arquitectura PERA (Purdue Enterprise Reference Architecture).
Desarrollada por el consorcio de la Universidad de Purdue para la fabricación
integrada por computadora. Este modelo arquitectónico define todos los componentes
de la empresa en su ciclo de vida desde el concepto inicial de negocio a la disolución
de la empresa [40]
ISA (International Society of Automation) oficialmente nació como la Sociedad de
Instrumentos de América el 28 de abril de 1945, en Pittsburgh, Pennsylvania, EE.UU.
y surgió del deseo de las 18 sociedades locales de instrumentos para formar una
organización nacional
La sociedad ISA, es una organización sin fines de lucro que tiene como uno de sus
objetivos principales, proponer y validar estándares que rigen las soluciones de
automatización a nivel mundial.
En la siguiente sección se presentan las ideas generales del marco de referencia de los
estándares ISA-88 e ISA-95. Ambos estándares se complementan y proponen un
modelado de los activos y procedimientos de forma jerárquica y modular con un enfoque
hacia las tareas de proceso. Esto sienta las bases para el modelado propuesto en esta tesis
que se verá en el capítulo 4.
3.1 Los estándares ISA-88 e ISA-95
El estándar ISA-88 surge con el propósito de proporcionar un criterio común acerca del
problema de la automatización de los procesos por lotes y que lograra una estandarización
de los sistemas. El propósito inicial de ISA-88 era proveer estándares y recomendar prácticas
apropiadas para el diseño y especificación de sistemas de control de procesos por lotes que
pudiesen ser implementadas en las industrias de control de procesos. Sin embargo, el alcance

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
35
del estándar se ha extendido para reportar beneficios a industrias con ambientes de
producción continua y discreta, líneas de empaquetado y otras aplicaciones de manufactura.
El comité de ISA-88 ha publicado cuatro partes de estándar, denominado “Control de
procesos Batch”, que son las siguientes:
Parte 1: “Modelos y Terminología” establece modelos y terminología estándar para
definir los requerimientos de control de plantas de manufactura tipo batch
Parte 2: “Estructuras de Datos y Pautas para lenguajes”, define modelos de datos que
describen el control de procesos batch aplicados en sistemas de automatización
industrial. En general, se definen formatos y pautas de intercambio de información,
con el fin de facilitar las comunicaciones en una o entre varias implementaciones de
control de procesos batch
Parte 3: “Modelos y representación de la receta general y de sitio” define modelos de
datos para estas recetas y precisa las actividades que describen el uso de una receta
general o de una receta de sitio en una compañía.
Parte 4: “Registros de producción Batch” define de forma detallada un modelo de
referencia para desarrollar aplicaciones para el almacenamiento e intercambio de
registros. Las implementaciones basadas en esta parte del estándar permitirán la
recuperación, análisis y reporte de los datos seleccionados del registro de producción
batch.
En la parte 1 del estándar se busca modelar el proceso productivo en términos tanto de su
procedimiento cronológico de producción como de los recursos asociados, utilizando la
terminología establecida por el estándar. De esta forma se definen: el modelo físico, el
modelo de control de procedimientos, el modelo de proceso y el modelo de actividades de
control.
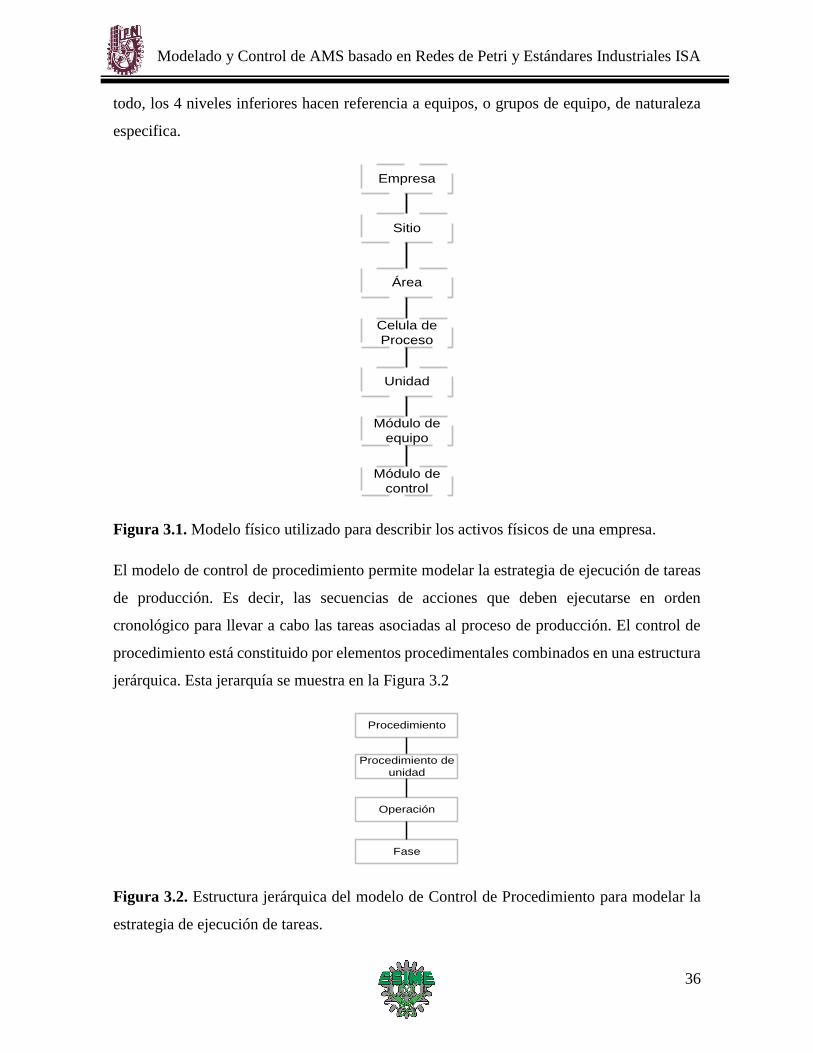
El modelo físico se utiliza para describir los activos físicos de una empresa, jerarquizándolos
de acuerdo al nivel de inteligencia y complejidad de los mismos, como se señala en la Figura
3.1. Los activos en niveles inferiores se combinan para formar activos de niveles superiores.
El modelo consta de 7 niveles. Los 3 niveles superiores ayudan a identificar de forma
adecuada la relación entre los niveles más bajos con la empresa de manufactura como un
Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
36
todo, los 4 niveles inferiores hacen referencia a equipos, o grupos de equipo, de naturaleza
especifica.
Empresa
Sitio
Área
Celula de
Proceso
Unidad
Módulo de
equipo
Módulo de
control
Figura 3.1. Modelo físico utilizado para describir los activos físicos de una empresa.
El modelo de control de procedimiento permite modelar la estrategia de ejecución de tareas
de producción. Es decir, las secuencias de acciones que deben ejecutarse en orden
cronológico para llevar a cabo las tareas asociadas al proceso de producción. El control de
procedimiento está constituido por elementos procedimentales combinados en una estructura
jerárquica. Esta jerarquía se muestra en la Figura 3.2
Procedimiento
Procedimiento de
unidad
Operación
Fase
Figura 3.2. Estructura jerárquica del modelo de Control de Procedimiento para modelar la
estrategia de ejecución de tareas.

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
37
El modelo de Control de Proceso combina el control de procedimiento con la plataforma
física sobre la cual serán ejecutadas las acciones de control. De este modo, el modelo de
control de proceso resulta de establecer una correspondencia entre el modelo control de
procedimiento y el modelo físico. La estructura jerárquica del modelo de control de proceso
se muestra en la figura 3.3
Proceso
Etapa de
Proceso
Operación de
proceso
Accion de
proceso
Figura 3.3. Estructura jerárquica del modelo del Modelo de proceso donde se ejecutan las
acciones de control
Finalmente el modelo de actividades de control refleja las diferentes funciones de control que
deben ser implementadas para administrar de forma exitosa el proceso de producción y cómo
se encuentran relacionadas. Estas funciones de control definen la forma en que serán
controlados los equipos (ya estructurados en el modelo físico) en la planta.
Como se ilustra en la Figura 3.4, las actividades de control se relacionan mediante el flujo de
información que intercambian para lograr la integración del proceso productivo.
Administración
de Receta
Planificación y
Programacion de
producción
Administración
de información
de producción
Administración
de procesos
Supervisión de
Unidad
Control de
Procesos
Figura 3.3. Estructura del Modelo de Actividades de Control para observar el flujo de
información.

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
38
Las normas ISA-88 y ISA-95, proveen un marco de modelado para clasificar los
procedimientos y el control de equipos relacionados con la fabricación de productos.
Asimismo, establecen la relación entre los sistemas de gestión, control y coordinación de las
tecnologías de control de bajo nivel [14]. El ISA-88 tiene que ver con los sistemas de control
por lotes [13]. Sin embargo, los principales conceptos se han extendido a otros procesos
continuos y discretos [22]. Como se muestra en la figura 3.4, estos estándares proponen para
establecer un modelo de Activos (AM) como el conjunto jerárquico-modular de los
componentes del proceso físico y un modelo de control del procedimiento (PCM) incluyendo
las actividades de control ejecutadas en el equipo para llevar a cabo tareas de proceso y,
finalmente, el modelo de proceso (PM) como el resultado de mezclar la AM y PCM. Note
que el bloque no está relacionado con un producto específico y sólo contiene las funciones
genéricas de acuerdo a las capacidades de los equipos. Las recetas o procedimientos de
recetas de control (CRP) describen con un cierto grado de generalidad qué equipo y
procedimientos deben operar para la fabricación de un producto o de la lista de productos.
Modulo de
Equipo
Unidad
Celda de
proceso
Fase o Tarea
Operacion
Unidad de
Procedimiento
Procedimiento
EquipoElementos de
Procedimiento
Receta
Acciones
de proceso
Operaciones
de proceso
Estacion de
proceso
Proceso
Resultados del
proceso
Modelo de
ActivosModelo de control
de Procedimiento
Modelo de
proceso
Figura 3.4. Modelo de referencia ISA-88 and ISA-95
Por otra parte el ISA-95 define 4 niveles en las empresas industriales que se mencionan a
continuación:
Nivel 0, 1 y 2 son los niveles de control de procesos. Su objetivo es el control de los
equipos, con el fin de ejecutar los procesos de producción que terminan en uno o más
productos.
Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
39
Nivel 3 se podría llamar el nivel de actividades MES (Manufacturing Execution
System), éste se compone de varias actividades que se deben ejecutar para preparar,
seguir y completar el proceso de producción que se ejecuta en el nivel 0, 1 y 2. Por
ejemplo, las actividades como la programación detallada, gestión de la calidad,
mantenimiento, seguimiento de la producción, y así sucesivamente.
El nivel más alto (nivel 4) podría ser llamado el nivel de los sistemas ERP (Enterprise
Resource Planning). En este nivel se ejecutan las actividades financieras y logísticas.
Estas actividades no están directamente relacionadas con la producción. Por ejemplo,
la planificación a largo plazo, la comercialización y las ventas, adquisiciones.
Como se mencionó anteriormente, el ISA-88 define el modelo físico, que las estructuras de
la Empresa jerárquicamente desde el más alto hasta el más bajo nivel de empresa, sitio, zona,
célula de proceso, unidad, módulo de equipo y el módulo de control. ISA-88 se centra
especialmente en el nivel de los niveles más bajos de proceso celular. ISA-95 se centra en el
límite entre el área y el sitio.
ISA-95 se basa en la estructuración jerárquica de ISA-88 de los activos físicos de la empresa
industrial. Pero ISA-88 se centra en la celda de proceso e ISA-95 se centra en el Sitio y la
Zona. Para ISA-95 los niveles de la célula de proceso y la unidad sólo son de interés si es
necesario para el intercambio de información entre los sistemas de control de la empresa y
sobre estos niveles. Puede ser que sea necesario para el sistema de logística de negocios para
tener información sobre la célula de proceso, de ser capaz de programar actividades a largo
plazo en el proceso de esta célula.
ISA-95 también adopta la terminología ISA-88. Utiliza términos como empresa, sitio, zona,
célula de proceso, y así sucesivamente, como atributos del programa de producción. Si ha
estructurado la información del producto basado en ISA-88, que será más fácil de usar los
modelos de objetos de ISA-95 para la información del producto.
Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
40
CAPÍTULO 4
Estrategias de modelado basado en ISA
De acuerdo con las normas ISA-88 e ISA-95, los activos físicos de un sistema de manufactura
deben clasificarse de forma modular y jerárquica, lo que deriva en la definición de equipos
(E) y sus capacidades inherentes por su aspecto físico y otros elementos del sistema como
almacenes (A). El siguiente paso consiste en definir tareas de proceso (PT), y su
ordenamiento para la elaboración de productos las cuales suponen la definición de
restricciones de precedencias lógicas (DL).
Los equipos pueden ser todo tipo de entidades que se encargan de operar algunas tareas de
procesos, tales como robots, bandas transportadoras, máquinas, personas o sus
combinaciones cuando trabajan en conjunto. Las tareas consideran todas las acciones o
trabajos realizados por los equipos. Así, la ejecución de cada tarea requiere de la
disponibilidad de sus equipos responsables y, probablemente, el uso de material asignado en
almacenes y la precedencia de otras tareas para ser ejecutada.
Los almacenes del AMS se clasifican comúnmente en tres tipos:
a) Carga Manual -Descarga Automática (ML-UA), aparecen como dispensadores de
materia prima a la entrada del AMS,
b) Carga automática -Descarga manual (AL-MU), que involucra los almacenes de
producto final a la salida del AMS y
c) Carga automática -Descarga automática (AL-UA), para los almacenamientos
intermedios de sub-partes de productos colocados temporalmente por los dispositivos
de manejo de materiales, cuando las estaciones de trabajo están ocupadas.
Note que los almacenes pueden asumirse como inicialmente llenos o vacíos.

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
41
El modelo general se construye a partir de la interconexión de los conjuntos que se describen
a continuación. Así, la evolución de las tareas del AMS considera los recursos y restricciones
de precedencias lógicas entre tareas. El diseñador puede fácilmente modificar o asignar más
recursos y precedencias lógicas de acuerdo a los cambios en el equipo AMS, preservando la
estructura PN.
A fin de establecer una definición formal de los modelos PN, considere:
𝐸 = {𝐸1, … , 𝐸𝑛}, como el conjunto de equipos donde cada Ei, 𝑖 = 1, … , 𝑛 realiza 𝑘𝑖
tareas pertenecientes al conjunto 𝐻(𝐸𝑖) = {𝑇𝑖𝑗}, 0 ≤ 𝑗 ≤ (𝑘𝑖 − 1). Considere cada 𝐸𝑖
estar disponible en una cantidad C(Ei).
𝑃𝑇 como el conjunto de todas las tareas de proceso, es decir 𝑃𝑇 = 𝐻(𝐸𝑖) ∪ … ∪ 𝐻(𝐸𝑛),
𝑖 = 1, … , 𝑛. Se define 𝑠𝑇𝑖𝑗 y 𝑓𝑇𝑖𝑗 como el inicio y final de la tarea 𝑇𝑖𝑗, respectivamente.
Todos los inicios y finales de tareas están incluidos en el conjunto general 𝑠𝑇 = {𝑠𝑇𝑖𝑗},
∀𝑇𝑖𝑗 ∈ 𝑃𝑇 y 𝑓𝑇 = {𝑓𝑇𝑖𝑗}, ∀𝑇𝑖𝑗 ∈ 𝑃𝑇.
Sea 𝐴 = {𝐴1, … , 𝐴ℎ} el conjunto de almacenes, donde 𝐶(𝐴ℓ), con ℓ = 1, … , ℎ es la
capacidad del almacén Aℓ. Sea 𝑈𝑖𝑛(𝐴ℓ), 𝑈𝑜𝑢𝑡(𝐴ℓ) el conjunto de transiciones para la
carga y descarga de los almacenes 𝐴ℓ. Si 𝑚𝑇𝑖𝑛 = {𝑚𝑇𝑖𝑛1, … , 𝑚𝑇𝑖𝑛𝑞
} y 𝑚𝑇𝑜𝑢𝑡 =
{𝑚𝑇𝑜𝑢𝑡1, … , 𝑚𝑇𝑜𝑢𝑡η
} son los conjuntos de transiciones de carga y descarga manual,
entonces
o 𝑈𝑖𝑛(𝐴ℓ) 𝑚𝑇𝑖𝑛, 𝑈𝑜𝑢𝑡(𝐴ℓ) 𝑠𝑇 para el caso de ML-AU.
o 𝑈𝑖𝑛(𝐴ℓ) 𝑓𝑇, 𝑈𝑜𝑢𝑡(𝐴ℓ) 𝑚𝑇𝑜𝑢𝑡 para el caso de AL-MU.
o 𝑈𝑖𝑛(𝐴ℓ) 𝑓𝑇, 𝑈𝑜𝑢𝑡(𝐴ℓ) 𝑠𝑇 para el caso de AL-AU.
Note que se asume la carga o descarga automática de los almacenes cuando una tarea de
proceso de manejo de materiales es ejecutada.
Sea 𝐷𝐿(𝑖𝑗, 𝑘𝑚), la precedencia lógica entre las tareas 𝑇𝑖𝑗 y 𝑇𝑘𝑚, indicando que la tarea
T𝑖𝑗 debe ser completada para habilitar el inicio de la tarea 𝑇𝑘𝑚. Las precedencias entre
pares de tareas son sugeridas por el ISA-95. Sin embargo, puede ser extendido para el

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
42
caso de la conjunción de varias tareas, como se trata a continuación. Se define DL como
el conjunto de todas las posibles precedencias lógicas.
DLPTE
A
iEC
kEC
kE
iEijsT ijT
PTsT fTPT
DLfT
ijfT
sTE
iA
iA
iAC
inmT
AmTin
kmTkmsT
kmfT
PTsT fTPT
iA
outmT
outmTA
),( kmijDL
sTDL
AfT
AfT
EfT
sT
A
sT
A
AL-AU
ML-AU
AL-MU
Figura 4.2. Modelo general PN propuesto para AMS basado en estándares industriales.
Usando las definiciones anteriores, la Figura 4.2 muestra un esquema general PN basado en
la estructura propuesta ensamblado con los elementos anteriormente definidos. Con base en
la ecuación 1, el modelo PN propuesto está dado por
𝑃𝑁 = (𝑃, 𝑇, 𝐹, 𝑊, 𝑀0) (2)
donde
𝑃 = 𝐸 ∪ 𝑃𝑇 ∪ 𝐴 ∪ 𝐷𝐿
𝑇 = 𝑠𝑇 ∪ 𝑓𝑇 ∪ 𝑚𝑇𝑖𝑛 ∪ 𝑚𝑇𝑜𝑢𝑡
F=(E × sT) ∪ (fT × E) ∪ (A × sT) ∪ (fT × A) ∪ (mTin × A) ∪ (A × 𝑚𝑇𝑜𝑢𝑡) ∪ (sT ×
𝑃𝑇)∪(PT × 𝑓𝑇) ∪(fT × 𝐷𝐿) ∪ (𝐷𝐿 × 𝑠𝑇)
𝑀0 = [𝑀0(𝐸), 𝑀0(𝑃𝑇), 𝑀0(𝐴), 𝑀0(𝐷𝐿)]

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
43
El marcado inicial 𝑀0 y la capacidad finita de los sitios son descritos en el siguiente capítulo.
También, una extensa explicación sobre la clasificación de precedencias se estudia en dicho
capítulo.
Note que la cantidad de tokens contenida en los sitios de equipos y almacenes condicionan
el disparo de inicio de una tarea. Cuando se está ejecutando una tarea, un token se coloca en
su respectivo sitio. Cuando una tarea ha terminado, los tokens de disponibilidad de equipos
y almacenes son devueltos y las condiciones de precedencias se activan para el inicio de las
tareas subsecuentes. Los tres tipos de almacenamientos se ilustran en la Figura 4.2. Observe
que sólo los posibles arcos 𝐹 definidos en la ecuación (2), aparecen en el esquema de la
Figura 4.2.
En perspectiva general, la red no contiene auto-bucles, es no-ordinaria, tiene capacidad finita
y es limitada [1]. La estructura de la PN presenta vivacidad y reversibilidad que garantizan
la evolución dinámica del AMS.
En el siguiente capítulo se construyen modelos genéricos de Petri para cada uno de los
bloques de la Figura 4.2.

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
44
CAPÍTULO 5
Definición de los modelos básicos PN
Este capítulo presenta la aportación principal de la tesis respecto a la creación de modelos
genéricos de PN para equipos, almacenes, tareas y restricciones de precedencia lógica de un
sistema de manufactura. Es la interconexión de estos modelos permite las construcción de
una red de Petri compleja capaz de representar el modelo de eventos discretos de un sistema
de manufactura. Estos modelos son inspirados por los estándares ISA-88 e ISA-95 y están
relacionados a una representación a nivel de flujo de proceso basado en la ejecución de tareas
de elementos dinámicos del sistema. En las siguientes subsecciones se establecen
formalmente los modelos genéricos, en el capítulo 6 se explica su codificación en plataformas
de supervisión, y para visualizar el potencial de la metodología en el capítulo 7 se presentan
casos de estudio de AMS reales.
5.1 Modelo de equipo (E)
La Figura 5.1 muestra la PN "modelo de equipo" donde un sitio se asocia a cada equipo. Este
sitio equipo contiene inicialmente la cantidad C(Ei) de tokens. Entonces, se traza un arco
desde el sitio de equipo para cada transición de inicio de las tareas relacionadas con Ei. Se
establece que un dispositivo equipo realiza una tarea a la vez. Del mismo modo, cuando una
transición de final de tarea es disparada, un token es devuelto al sitio de equipo, permitiendo
la disponibilidad del recurso nuevamente.
Si el AMS aumenta la cantidad de equipos 𝐸𝑖 del mismo tipo, esta modificación implica
solamente la adición de tokens en el sitio de 𝐸𝑖. Por lo tanto, la topología del marco de trabajo
no cambia y permite concurrencia, es decir, diferentes tareas de un mismo equipo 𝐸𝑖 pueden
ser realizadas a la vez con el uso de los distintos recursos de equipos. Los arcos y sus pesos,
capacidades y el marcado inicial de los sitios están dados por:

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
45
Arcos y pesos
(𝐸 × 𝑠𝑇) = {(𝐸𝑖, 𝑠𝑇𝑖𝑗)}, (𝑓𝑇 × 𝐸) ={(𝑓𝑇𝑖𝑗 , 𝐸𝑖)}, ∀𝑇𝑖𝑗 ∈ 𝐻(𝐸𝑖), i=1,…,n, y
j=0, … , (𝑘𝑖 − 1).
𝑤(𝐸𝑖, 𝑠𝑇𝑖𝑗) =1 ∀𝑠𝑇𝑖𝑗⃒𝑇𝑖𝑗 ∈ 𝐻(𝐸𝑖).
𝑤(𝑓𝑇𝑖𝑗, 𝐸𝑖) = 1 ∀𝑓𝑇𝑖𝑗⃒𝑇𝑖𝑗 ∈ 𝐻(𝐸𝑖).
Capacidad y marcado inicial
𝐾(𝐸𝑖) = 𝐶(𝐸𝑖), 𝑖 = 1, . . , 𝑛.
𝑀0(𝐸𝑖) = 𝐶(𝐸𝑖), 𝑖 = 1, . . , 𝑛.
iijij EHTsT iijij EHTfT iE
)( iEC
Figura 5.1. Modelo PN que representa los equipos del AMS
5.2 Modelo de almacén (A)
La Figura 4.2 muestra la PN “modelo de almacén”. Este modelo es similar al modelo de
equipo. El sitio asociado a cada almacén, inicialmente contiene 𝑀0(𝐴ℓ) tokens que
representan la cantidad de material prima, partes, o producto final en el almacén. La
capacidad de almacén está dada por 𝐾(𝐴ℓ), invalidando una nueva entrada cuando el almacén
está lleno. Cada transición perteneciente a 𝑈𝑜𝑢𝑡(𝐴ℓ) remueve un token del sitio almacén, a
través de un arco con un peso igual a la cantidad de material extraído, al ejecutar tareas de
inicio o transiciones manuales. El token es regresado a través de un arco proveniente de la
transiciones que pertenecen a 𝑈𝑖𝑛(𝐴ℓ) hacia el sitio de almacén. Reafirmando que los
conjuntos 𝑈𝑖𝑛(𝐴ℓ) y 𝑈𝑜𝑢𝑡(𝐴ℓ) pueden incluir el inicio o final de tareas, así como operaciones
manuales, dependiendo si el almacén es ML-AU, AL-MU o AL-AU.

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
46
Los arcos y sus pesos, capacidad y marcado inicial de los sitios están dados por
Arcos
(𝐴 × 𝑠𝑇) = {(𝐴ℓ, 𝑠𝑇𝑖𝑗)} ∀𝑠𝑇𝑖𝑗 ∈ 𝑈𝑜𝑢𝑡(𝐴ℓ) para almacenes ML-AU o AL-AU.
(𝑓𝑇 × 𝐴)={(𝑓𝑇𝑟𝑠, 𝐴ℓ)} ∀𝑓𝑇𝑟𝑠 ∈ 𝑈𝑖𝑛(𝐴ℓ) para almacenes AL-MU o AL-AU.
(𝑚𝑇𝑖𝑛 × 𝐴)={(𝑚𝑇𝑖𝑛𝑏, 𝐴ℓ)}, ∀𝑚𝑇𝑖𝑛𝑏
∈ 𝑈𝑖𝑛(𝐴ℓ) para almacenes ML-AU.
(𝐴 × 𝑚𝑇𝑜𝑢𝑡) = {(𝐴ℓ, 𝑚𝑇𝑜𝑢𝑡𝑏)} ∀𝑚𝑇𝑜𝑢𝑡𝑏
∈ 𝑈𝑜𝑢𝑡(𝐴ℓ) para almacenes AL-MU.
Capacidad y marcado inicial
K(Aℓ) = 𝐶(𝐴ℓ).
M0(Aℓ) = 0, cuando el almacen está inicialmente vacío y 𝑀0(𝐴ℓ) = 𝐶(𝐴ℓ) cuando está
inicialmente lleno.
AM 0
Ainw
AU
mTfT
in
inrs b
,
AU
mTsT
out
outij b
,outw
Figura 5.2. Modelo PN que representa los almacenes
Note que los pesos de los arcos de entrada o salida están contenidos en los conjuntos win y
wout mostrados en la Figura 5.2, y son elegidos de acuerdo a la cantidad de material que carga
o descarga el almacén.
5.3 Precedencias lógicas (DL)
Las precedencias lógicas representan el flujo correcto de las tareas durante la ejecución del
AMS. Existen dos tipos de precedencias: precedencias lógicas directas (DL-directa) y
precedencias lógicas inversas (DL-inversa).
Una DL-directa se establece cuando, en el flujo de operación normal del AMS, una tarea
previa habilita el inicio de una tarea subsecuente. La Figura 5.3a muestra la representación
gráfica de una DL-directa entre tareas 𝑇𝑖𝑗 y 𝑇𝑟𝑠, donde las cajas representan tareas (lado-
izquierdo = inicio y lado-derecho=fin). El diagrama representa que la cantidad nf de finales

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
47
de tareas de 𝑇𝑖𝑗 habilita los ns inicios de 𝑇𝑟𝑠. La conversión a PN de la DL-directa es mostrada
en la Figura 5.3b. Note que el marcado inicial es igual a cero.
rsTijT
rsijDL ,
ijfT rssTnsnf
ns nf
a) b)
DL
Figura 5.3. Modelo PN que representa una DL-directa
Una DL-inversa ocurre cuando el final de una tarea posterior habilita nuevamente el inicio
de una tarea precedente, en un flujo normal del AMS. Por ejemplo, cuando el final de un
maquinado habilita nuevamente la alimentación de una parte. La Figura 5.4a muestra una
DL-inversa, donde la línea continua ha sido cambiada por una línea punteada. Así, las nf
ocurrencias del final de una subsecuente 𝑇𝑟𝑠 habilita el inicio de las ns ocurrencias de 𝑇𝑖𝑗.
Note que la cantidad de tokens en el sitio de la DL-inversa es diferente a cero, porque es
necesario habilitar el inicio de la tarea 𝑇𝑖𝑗 al menos la primera vez dentro del flujo funcional.
La cantidad de tokens está dada por α y calculada de acuerdo a la mínima cantidad de tokens
para habilitarla tarea inicial.
ijrsDL ,
rsfTijsT
rsTijT nf nsns nf
a) b)
DL
Figura 5.4. Modelo PN que representa una DL-inversa
Si la DL-directa o la DL-inversa presenta la conjunción de diferentes tareas, los modelos de
las Figuras 5.3 y 5.4 se puede extender a los modelos de la Figura 5.5.
Los modelos generalizados de la DL-directa se presentan en las filas 1a, 2a y 3a de la Figura
5.5. La fila 1a muestra como una tarea anterior permite el comienzo de una o (“ ”) más
tareas posteriores. La fila 2a muestra el inicio de una tarea subsecuente después del término
de varias tareas y, por último, la fila 3a presenta el caso general en que múltiples tareas
anteriores permiten múltiples tareas subsecuentes. De igual forma, los modelos de la filas 1b,

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
48
2b, 3b de la Figura 5.5, utilizan los mismos modelos aplicados para precedencias DL-
inversas.
1a
rsTijT
kmTijfT
kmsT
rssT
DL
2a
rskmijDL ......,
rsT
ijT
kmT
ijfT
kmfT
rssT
DL
..., kmijrsDL
......, lprskmijDL
ijfT
kmfT
rssT
lpsT
kmfT
rsfT
ijsT
DL
ijrskmDL ...,rsT
ijT
kmT
rsT
ijT
kmTrsfT
ijsT
kmsT
DL
rsTijT
kmT lpT
ns
2b
1b
3b
3a
zns
1ns
1ns
1ns
zns
ns
zns
ns
1nf
znf
1nf
nf
nf
1nf
znf
znf
1nf
znf
1nf
znf
zns
ns
ns
ns
1ns
nf
nf
nf
nf
1ns
zns
1ns
zns
1ns
zns
1nf
znf
1nf
znf
rsTijT
kmT lpT
rsfT
lpfT
ijsTDL
kmsT
......, kmijlprsDL
zns
1nf
znf
1ns
rskmijDL ....,
DL
Figura 5.5. Precedencias lógicas para el caso de múltiples tareas

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
49
La Tabla 1 resume los marcados iniciales sugeridos, el límite de capacidad y pesos de los
arcos de las precedencias DL-directas o DL-inversas de las Figuras 5.3, 5.4 y 5.5. Como en
los casos anteriores de las Figuras 5.3 y 5.4, el marcado inicial para una DL-directa es
𝑀0(𝐷𝐿) = 0, pero para una DL-inversa es 𝑀0(𝐷𝐿) ≥ 𝛼, donde α≥ 1 está definido como el
cálculo de la mínima cantidad de tokens necesarios para habilitar por primera vez una tarea
precedente. Como se muestra en la Tabla 1, el cálculo de α contempla la multiplicación del
máximo valor de los pesos de los arcos de tareas subsecuentes, denotado por el cuantificador
max(●). Note que la capacidad 𝐾(𝐷𝐿) es el mismo valor que el marcado inicial para el caso
de las precedencias DL-inversas.
5.4 Tareas de proceso (PT)
La tarea de proceso es el modelo central del marco de referencia. La Figura 5.6 muestra el
modelo PN de una tarea de proceso 𝑻𝒊𝒋. Un sitio es asociado a cada tarea (llamado sitio-tarea)
unido a dos transiciones relacionadas con el inicio y el final de esta tarea. La transición de
inicio de tarea, denotada por 𝑠𝑇𝑖𝑗, depende de los tokens disponibles del equipo 𝑬𝒊,
almacenes 𝐴ℓ donde 𝑠𝑇𝑖𝑗 ∈ 𝑈𝑜𝑢𝑡(𝐴ℓ) y las precedencias lógicas DL requeridas para permitir
el inicio de la tarea𝑇𝑖𝑗.
Tabla 1. Relaciona los M0 (DL), K(DL) y pesos de las precedencias propuestas
Precedencias
logicas
Directas1a
2a
3a
DLM 0
0
0
0
0
DLK
)( iEC
)( iEC
))(max( ...kiEC
))(max( ...kiEC
DLfTw ij , ijsTDLw ,
inversas1b
2b
3b
nfns *
)max(* ynfns
nfnsx *)max(
)max(*)max( yx nfns xns
xns
ns
ns
xns
xns
ns
ns
ynf
nf
nf
ynf
nf
ynf
nf
ynf

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
50
Cuando 𝑠𝑇𝑖𝑗 es disparada, un token es asignado en el sito-tarea, indicando que está en
ejecución. Una vez que la tarea 𝑇𝑖𝑗 termina, la transicion de fin de la tarea 𝑓𝑇𝑖𝑗 es disparada,
esto remueve los tokens del sitio-tarea y, como se mencionó anteriormente, devuelve los
tokens al equipo 𝐸𝑖, los almacenes 𝐴ℓ donde 𝑓𝑇𝑖𝑗 ∈ 𝑈𝑖𝑛(𝐴ℓ), y algunas precedencias DL
para el comienzo de una trarea subsecuente. Note que la capacidad del sitio-tarea depende
del número de equipos disponibles 𝐸𝑖 para la ejecución de la tarea. Por lo tanto, los arcos y
sus pesos, la capacidad y la maca inicial de los sitios están dadas por:
Arcos y pesos
(𝑠𝑇 × 𝑃𝑇) = {(𝑠𝑇𝑖𝑗, 𝑇𝑖𝑗)}, i=1,…,n j=0,…,ki-1, ∀𝑠𝑇𝑖𝑗|𝑇𝑖𝑗 ∈ 𝑃𝑇.
(𝑃𝑇 × 𝑓𝑇) = {(𝑇𝑖𝑗, 𝑓𝑇𝑖𝑗)} i =1,..,n j=0,…ki-1, ∀𝑓𝑇𝑖𝑗|𝑇𝑖𝑗 ∈ 𝑃𝑇.
𝑤(𝑠𝑇𝑖𝑗, 𝑇𝑖𝑗)=1, ∀𝑠𝑇𝑖𝑗 ⃒𝑇𝑖𝑗 ∈ 𝑃𝑇.
𝑤(𝑇𝑖𝑗, 𝑓𝑇𝑖𝑗) = 1, ∀𝑓𝑇𝑖𝑗⃒𝑇𝑖𝑗 ∈ 𝑃𝑇.
Capacidad y Marca inicial
𝐾(𝑇𝑖𝑗) = 𝐶(𝐸𝑖), 𝑖 = 1, . . , 𝑛.
𝑀0(𝑇𝑖𝑗) = 0.
ijsTijfT
iEiE
AUsTA outij AUfTA inij
......, kmijlprsDL ...,..., lprskmijDLejecuciónenTTarea ij
ijT
Figura 5.6. Modelo PN de una tarea de proceso
Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
51
CAPÍTULO 6
Traducción de la red de Petri a software de
supervisión
SCADA es un acrónimo por Supervisory Control And Data Acquisition (control y
adquisición de datos de supervisión). Los sistemas SCADA utilizan la computadora y las
tecnologías de comunicación para automatizar el monitoreo y control de procesos
industriales. Estos sistemas son partes integrales de la mayoría de los ambientes industriales
complejos ya que pueden recoger la información de una gran cantidad de fuentes muy
rápidamente, y la presentan a un operador en una forma amigable. Los sistemas SCADA
mejoran la eficacia del proceso de monitoreo y control proporcionando la información
oportuna para poder tomar decisiones operacionales apropiadas.
De manera natural, la metodología propuesta en el capítulo 5 codificada en hardware
industrial podría fungir como el motor de la parte de un control supervisor de un sistema
SCADA. La red de Petri es capaz de habilitar tareas de proceso de acuerdo al flujo de proceso
modelado para el sistema, las cuales pueden además de cambiar el estado actual de la red de
Petri, servir como señales de activación de estas tareas en la red de controladores que
componen el sistema SCADA del AMS.
Por esto en este capítulo se presenta la traducción de los modelos de Petri y su interconexión
hacia códigos de software. El objetivo es acercar al usuario hacia la implementación de la
red de Petri obtenida hacia la comunicación, monitoreo y control de los eventos de activación
relacionados con los controladores del sistema, por ejemplo los PLC´s, lo cual permitirá que
de forma más simple se logre un control eficaz, siguiendo ese flujo propuesto. Con esto se
eliminaría la forma tradicional de programar de forma intuitiva sistemas de control y
supervisión garantizando así el comportamiento deseado y al mismo tiempo implementar
estándares industriales necesarios para estos sistemas, permitiendo la supervisión constante
de cada tarea.
En la Figura 6.1, se muestran todos los pasos necesarios para traducir la metodología de redes

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
52
de Petri en un software de supervisión y control. En primer lugar se establece la descripción
del sistema a través de la descomposición de equipos y procedimientos mediante el estándar
ISA-88 e ISA-95 descrito en el capítulo 3. También se construye un diagrama general de
precedencias lógicas entre las distintas tareas del sistema, con el objetivo de dar un orden
lógico al flujo del proceso. Esta información puede ser codificada de forma estandarizada en
un archivo de configuración que se guardará como archivo de formato PNF.
Con la información contenida en el archivo PNF se proponen algoritmos que traducen la
configuración de equipos y las restricciones de precedencia a modelos PN y su interconexión
para la generar una PN general codificada a través de su matriz de incidencia. Después de
haber obtenido la matriz de incidencia se programan las reglas de evolución de las Redes de
Petri. De esta forma se controlarán los disparos de las tareas, las cuales sirven para monitorear
la evolución de la red. Las activaciones de tareas así como el monitoreo del fin de las mismas
puede enviarse físicamente a controladores locales, comúnmente PLC´s (control lógico
programable) a través de un servidor de variables o tags comúnmente conocido como OPC
server (OLE for process control), herramienta de software utilizada para la comunicación de
diferentes protocolos industriales de un sistema SCADA hacia los controladores de campo.
De esta forma la PN logra manipular las entradas y salidas de forma manual y automática,
reportando la evolución del sistema en el tiempo mediante las gráficas de espacio fase del
comportamiento total del sistema logrando una comunicación y monitoreo en línea de un
proceso. Siguiendo los conceptos de ISA-88 e ISA-95, la ejecución de la red puede ser hecha
de forma manual o a través de una receta de proceso, que consiste en secuencias de disparos
preestablecidas, que habilitan tareas de forma ordenada para la manufactura de un producto
en particular. Note que esta receta puede ser incluida en el archivo PNF como se muestra en
la Figura 6.1.
Los disparos de la red de Petri, así como el monitoreo de la evolución del sistema a través
del diagrama espacio-fase, generalmente es presentada al usuario por medio de una interfaz
hombre maquina (HMI) que de manera visual presenta los resultados del sistema de forma
clara. Finalmente, note que los elementos mostrados en la Figura 6.1 logran la interconexión
de la red de Petri con el hardware y software tradicional de sistemas SCADA industriales, al
considerar interfaces HMI, comunicación OPC y la supervisión de tareas distribuidas en
redes de controladores de campo.

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
53
Descripción
del proceso
Precedencias
logicas
1
archivo
*. PNF
Modelos
PN
2
Algoritmo de
construccion
de matriz de
incidencia
3
Matriz de
Incidencia
4
*. REC
archivo
receta
6
Convertidor
de receta
Gestor de habilitacion
y disparo de
transiciones
5
mapa de
eventos
ejecutables
7
sT fT
grabación
Diagrama de
Espacio-fase
de tareas
ejecutables
Monitoreo de
entradas y
salidas
8
red
Industrial/
OPC server
PLC del
Sistema
9
HMI
PC maestra
SCADA
Figura 6.1. Esquema general del software
6.1 Generación del archivo .PNF
Este es un archivo de texto donde se dan de alta la cantidad de equipos, tareas, precedencias
lógicas, etc. El archivo PNF se descompone en diferentes secciones. En la primera sección
como se muestra en la Tabla 2, se dan de alta, los equipos, la cantidad de equipos disponible
en el proceso y las tareas que son realizadas por estos equipos. Esta información se toma del
diagrama de equipos y procedimientos de los estándares ISA, mostrados en el modelo de
referencia de la Figura 3.4

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
54
Tabla 2 Definición de equipos para archivo PNF
Equipo
EEi
ni ...1
Cantidad
iEC
Tareas
pertenecientes
)(1 ii EHT
)( iik EHTi
En el segunda parte del archivo PNF se colocan los datos de los almacenes, así como las
tareas que colocan o retiran piezas de trabajo de estos almacenes las cuales pertenecen a sus
subconjuntos de entrada y salida como se muestra en la Tabla 3. Note que el número de piezas
que entran o salen de los almacenes, coincide con el peso de los arcos de entrada o salida que
llegan al sitio que representa el almacén, tal como se estableció en la sección 5.2.
Tabla 3. Definición de almacenes
case
AL-AU
Alamacenes CapacidadTareas
entrantesTareas de
salida
Número de
piezas de
entrada
AC1AA )( AUfTT inijij in )( AUsTT outijij
out
case
ML-AU
AC2AA )( AUsTT outijij out
case
AL-MU
AC3AA )( AUfTT inijij in
Número de
piezas de
salida
En la tercera sección se colocará la información necesaria de las precedencias lógicas de las
tareas de proceso, las cuales dan la pauta de qué tareas precedentes deben finalizarse para
que pueda ejecutarse el inicio de una tarea subsecuente. Para ello se construye la Tabla 4
donde aparecen los finales e inicios de las tareas que se relacionan por cada dependencia
lógica.

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
55
Tabla 4 Definición de Precedencias Lógicas
directa
PrecedenciasTareas de
entrada
tareas de
salida
W
entradaW salida
),( kmijDLxns sTsTT kmkm ynffTfTT ijij
inversa
),( kmijDLxns sTsTT kmkm ynffTfTT ijij
A continuación se presenta un ejemplo de un archivo PNF donde se distinguen las secciones
de equipos, y sus tareas, los almacenes y las tareas que colocan y retiran piezas de estos, y
dependencias directas e inversas entre pares de tareas.
# NOMBRE DEL ARCHIVO Case of study RELACION DE EQUIPOS CON TAREAS Y CANTIDAD DE EQUIPOS
#EQUIPO TAREAS CANTIDAD 1 1 1 1 2 1 3 1 4 1 5 1 6 1 7 2 8 1 2 9 2 10 3 11 1 4 12 1 5 13 1
AlmacenAutomatico: #A1 Tin w1 Tout w2 K (Tin=tarea entrante al A1) 1 3 1 5 1 4 2 4 1 6 1 4 3 8 1 13 2 4 4 9 1 13 2 4 AlmacenEntradaManual: #A2 Tout w2 K 1 1 1 4 2 2 1 4 AlmacenSalidaManual: #A3 Tin w1 K 1 7 1 4

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
56
DependenciaDirecta: #D Tin w1 Tout w2 1 1 1 11 1 2 2 1 12 1 3 5 1 8 1 4 6 1 9 1 5 10 1 7 1 6 11 1 3 1 7 12 1 4 1 8 13 1 10 1 DependenciaInv: #DN Tin w1 Tout w2 1 3 1 1 1 2 4 1 2 1 3 7 2 6 1 4 7 2 5 1 5 8 1 5 1
5 9 1 6 1
6.2 Algoritmo de construcción de la matriz de
incidencia
Una vez construido el archivo PNF, es posible distinguir el número de equipos, tareas,
almacenes y dependencias lógicas del sistema, así como el número total de transiciones de
inicio y final de tarea, y transiciones de entrada y salida manual. Con esto, es posible construir
la matriz de incidencia que representa la interconexión de los modelos de Petri, donde las
filas corresponden a los sitios y las columnas a las transiciones del sistema. La Figura 6.2
muestra el orden en el que son colocados tanto los sitios como las transiciones en la matriz
de incidencia que resulta de dimensión (𝑛 × 𝑚). Note que la intersección de conjuntos de
sitios con los conjuntos de transiciones genera bloques de sub matrices dentro de la matriz
de incidencia. Esto corresponde al tipo de arco que aparece en la red de Petri mostrados en
la Figura 4.2. El llenado de cada sub matriz consiste en un arreglo numérico que contiene un
cero cuando no hay conexión entre el sitio y la transición y otro valor mayor a cero que
equivale al peso del arco en la red de Petri.

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
57
'PTsT
sT
fTPT
fT
sTE 'EfT
fTA 1
PT
E
AUAL '1AfT
fTA 2AUML '2AmT in
inmT
'3AfT outmTA 3MUAL
sTDL 'DLfT
outmT
)(tesTransicionm
DL
sTDLDL 'DLfT
)( psitiosn
Figura 6.2. Conformación de matriz de incidencia I en Software.
La Figura 6.3 muestra las reglas para la colocación de valores de la matriz de incidencia, de
acuerdo a la información del archivo PNF. Una vez conformada esta matriz es posible ver
la evolución de todo el sistema, y de las transiciones habilitadas para su ejecución, tomando
en cuenta las limitaciones a las que están sujetas en las precedencias lógicas del sistema.

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
58
Sub matriz Regla de llenado Sub matriz Regla de llenado
(𝑠𝑇 × 𝑃𝑇) if (𝑠𝑇𝑖𝑗, 𝑇𝑖𝑗) ∈ (𝑠𝑇 × 𝑃𝑇)
𝐼(𝑠𝑇𝑖𝑗, 𝑇𝑖𝑗) = 1
(𝑚𝑇𝑖𝑛 × 𝐴) if (𝑚𝑇𝑖𝑛, A ) ∈ (𝑚𝑇𝑖𝑛 × 𝐴)
𝐼 (𝑚𝑇𝑖𝑛, A ) = 1
(𝑃𝑇 × 𝑓𝑇) if (𝑇𝑖𝑗 , 𝑓𝑇𝑖𝑗) ∈ (𝑃𝑇 × 𝑓𝑇)
𝐼(𝑇𝑖𝑗, 𝑓𝑇𝑖𝑗) = 1
(𝐴 × 𝑚𝑇𝑜𝑢𝑡) if ( A × 𝑚𝑇𝑜𝑢𝑡) ∈ (𝐴 × 𝑚𝑇𝑜𝑢𝑡)
𝐼 ( A × 𝑚𝑇𝑜𝑢𝑡) = 1
(𝐸 × 𝑠𝑇) if (𝐸𝑖 , 𝑠𝑇𝑖𝑗) ∈ (𝐸 × 𝑠𝑇)
𝐼(𝐸𝑖, 𝑠𝑇𝑖𝑗) = 1
(𝐷𝐿 × 𝑠𝑇) if (𝐷𝐿(𝑖𝑗, 𝑘𝑚), 𝑠𝑇𝑖𝑗) ∈ (𝐷𝐿 × 𝑠𝑇)
𝐼(𝐷𝐿(𝑖𝑗, 𝑘𝑚), 𝑠𝑇𝑖𝑗) = 𝑛𝑓𝑦
(𝑓𝑇 × 𝐸) if (𝑓𝑇𝑖𝑗 , 𝐸𝑖) ∈ (𝑓𝑇 × 𝐸)
𝐼(𝑓𝑇𝑖𝑗, 𝐸𝑖) = 1
(𝑓𝑇 × 𝐷𝐿) if ( 𝑓𝑇𝑖𝑗 , 𝐷𝐿(𝑘𝑚, 𝑖𝑗)) ∈ (𝑓𝑇 × 𝐷𝐿)
𝐼 ( 𝑓𝑇𝑖𝑗 , 𝐷𝐿(𝑘𝑚, 𝑖𝑗)) = 𝑛𝑠𝑥
(𝐴 × 𝑠𝑇) if ( A , 𝑠𝑇𝑖𝑗) ∈ (𝐴 × 𝑠𝑇)
𝐼 ( A , 𝑠𝑇𝑖𝑗) = 𝜔𝑜𝑢𝑡
(𝐷𝐿̅̅ ̅̅ × 𝑠𝑇) if (𝐷𝐿(𝑘𝑚, 𝑖𝑗)̅̅ ̅̅ ̅̅ ̅̅ ̅̅ ̅̅ ̅̅ , 𝑠𝑇𝑖𝑗) ∈ (𝐷𝐿̅̅ ̅̅ × 𝑠𝑇)
𝐼(𝐷𝐿(𝑘𝑚, 𝑖𝑗)̅̅ ̅̅ ̅̅ ̅̅ ̅̅ ̅̅ ̅̅ , 𝑠𝑇𝑖𝑗) = 𝑛𝑓𝑦
(𝑓𝑇 × 𝐴) if (𝑓𝑇𝑖𝑗 , A ) ∈ (𝑓𝑇 × 𝐴)
𝐼 (𝑓𝑇𝑖𝑗 , A ) = 𝜔𝑖𝑛
(𝑓𝑇 × 𝐷𝐿̅̅̅̅ ) if ( 𝑓𝑇𝑖𝑗 , 𝐷𝐿(𝑖𝑗, 𝑘𝑚)̅̅ ̅̅ ̅̅ ̅̅ ̅̅ ̅̅ ̅̅ ) ∈ (𝑓𝑇 × 𝐷𝐿̅̅̅̅ )
𝐼( 𝑓𝑇𝑖𝑗 , 𝐷𝐿(𝑖𝑗, 𝑘𝑚)̅̅ ̅̅ ̅̅ ̅̅ ̅̅ ̅̅ ̅̅ ) = 𝑛𝑠𝑥
Figura 6.3. Reglas para el llenado de matriz de incidencia I
Por otro lado, el archivo PNF proporciona la información para la definición de las
capacidades y marcaje inicial de los sitios correspondientes a tareas, equipos, almacenes y
dependencias lógicas. La capacidad y marcado inicial se distribuye en un arreglo 𝐾𝑀 de
dimensión (𝑛𝑥2), donde los elementos del sistema están ubicados en las filas del arreglo en
el orden mostrado por la Figura 6.4, la primera columna corresponde a la capacidad de los
sitios y la segunda al marcado inicial.

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
59
Sitios 𝐾 𝑀0
𝑃𝑇 𝐾(𝑇) 𝑀0(𝑇)
𝐸 𝐾(𝐸) 𝑀0(𝐸)
𝐴𝐿 − 𝐴𝑈
𝑀𝐿 − 𝐴𝑈
𝐴𝐿 − 𝑀𝑈
𝐾( A )
𝑀0( A )
𝐷𝐿 𝐾(𝐷𝐿) 𝑀0(𝐷𝐿)
𝐷𝐿̅̅̅̅ 𝐾(𝐷𝐿̅̅ ̅̅ ) 𝑀0(𝐷𝐿̅̅ ̅̅ )
Figura 6.4. Estructura de la matriz 𝐾𝑀
La Figura 6.5 muestra las reglas utilizadas para llenar la columna 1 representada por
𝐾𝑀(𝑠𝑖𝑡𝑖𝑜, 1) correspondiente a la capacidad de cada sitio y el llenado de la columna 2
𝐾𝑀(𝑠𝑖𝑡𝑖𝑜, 2) asociado al marcado inicial de cada sitio.
Sitios 𝐾 𝑀0
𝑃𝑇 𝐾𝑀(𝑇𝑖𝑗 , 1) = 𝐶(𝐸𝑖) 𝐾𝑀(𝑇𝑖𝑗 , 2) = 0
𝐸 𝐾𝑀(𝐸𝑖 , 1) = 𝐶(𝐸𝑖) 𝐾𝑀(𝐸𝑖 , ) = 𝐶(𝐸𝑖)
𝐴𝐿 − 𝐴𝑈
𝑀𝐿 − 𝐴𝑈
𝐴𝐿 − 𝑀𝑈
𝐾𝑀 ( A , 1) = 𝐶( A )
Si A 𝑒𝑠𝑡𝑎 𝑖𝑛𝑖𝑐𝑖𝑎𝑙𝑚𝑒𝑛𝑡𝑒 𝑣𝑎𝑐𝑖𝑜
𝐾𝑀 ( A ) = 0
𝑆𝑖 A 𝑒𝑠𝑡𝑎 𝑖𝑛𝑖𝑐𝑖𝑎𝑙𝑚𝑒𝑛𝑡𝑒 𝑙𝑙𝑒𝑛𝑜
𝐾𝑀 ( A ) = 𝐶( A )
𝐷𝐿 𝐾𝑀(𝐷𝐿, 1) = max (𝐶(𝐸𝑖⋯𝑘)) 𝐾𝑀(𝐷𝐿, 2) = 0
𝐷𝐿̅̅ ̅̅ 𝐾𝑀(𝐷𝐿̅̅ ̅̅ , 1) =∝
𝛼 = max(𝑛𝑠𝑥) ∗ max(𝑛𝑓𝑦) ∗ max (𝐶(𝐸𝑖⋯𝑘))
𝑀0(𝐷𝐿̅̅ ̅̅ )
Figura 6.5. Reglas de llenado de matriz 𝐾𝑀.
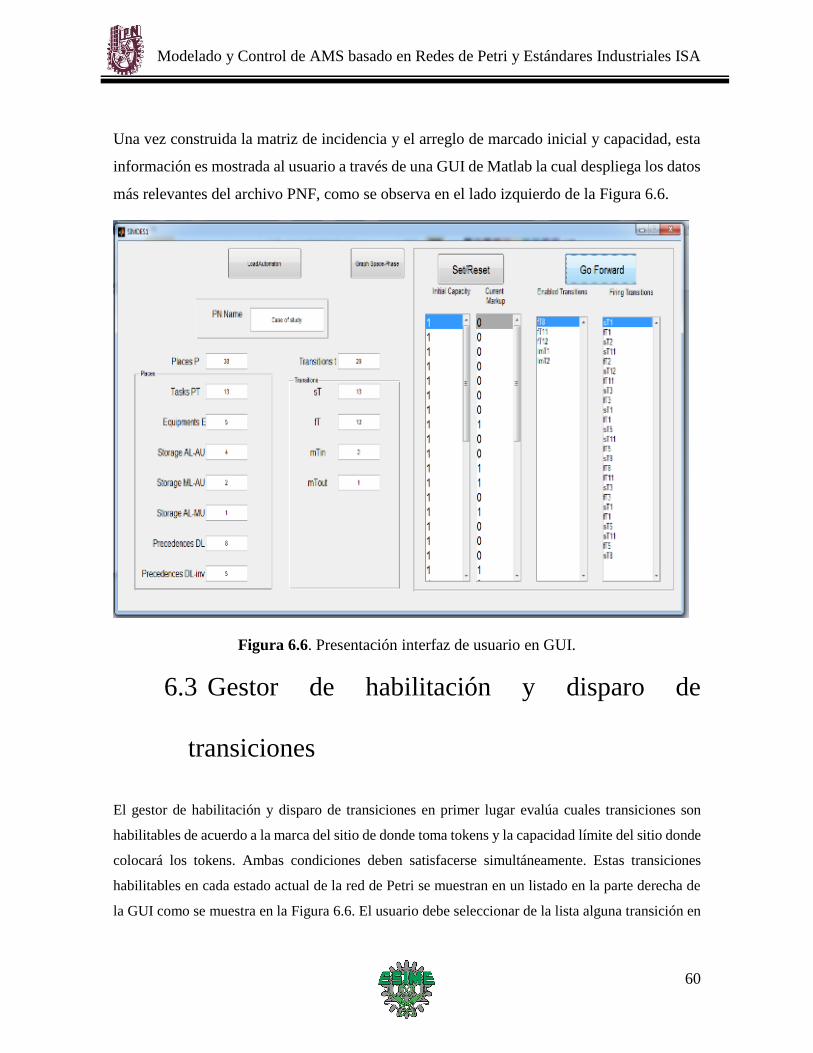
Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
60
Una vez construida la matriz de incidencia y el arreglo de marcado inicial y capacidad, esta
información es mostrada al usuario a través de una GUI de Matlab la cual despliega los datos
más relevantes del archivo PNF, como se observa en el lado izquierdo de la Figura 6.6.
Figura 6.6. Presentación interfaz de usuario en GUI.
6.3 Gestor de habilitación y disparo de
transiciones
El gestor de habilitación y disparo de transiciones en primer lugar evalúa cuales transiciones son
habilitables de acuerdo a la marca del sitio de donde toma tokens y la capacidad límite del sitio donde
colocará los tokens. Ambas condiciones deben satisfacerse simultáneamente. Estas transiciones
habilitables en cada estado actual de la red de Petri se muestran en un listado en la parte derecha de
la GUI como se muestra en la Figura 6.6. El usuario debe seleccionar de la lista alguna transición en

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
61
particular y presionar el botón “GO FOWARD”, al hacerlo implementa la fórmula de disparo de
transiciones de la sección 2.1 y hace que el sistema evolucione hacia un nuevo estado.
Note que la Figura 6.6 muestra el historia de las transiciones habilitables de la red de Petri.
La receta de proceso puede entonces implementarse como una secuencia deseada de disparo
de transiciones, que en conjunto realizarán la manufactura de un producto deseado. Esta
secuencia de disparos puede darse de forma manual ó cargarse a través de un listado de
transiciones a disparar, y que la red de Petri ejecutará en el momento que en la configuración
misma de la red lo permita. Finalmente esta receta de proceso proviene de una especie de
planeador de producción, que tiene la función de definir en un alto nivel que tipo de productos
y que cantidades el sistema deberá manufacturar.
Figura 6.7. Diagrama de espacio-fase de disparo de transiciones.
El mapa de eventos ejecutables es el registro de las transiciones disparadas de acuerdo a la
receta de proceso. Este mapa funge como un historial de las acciones ejecutadas del sistema
las cuales son mostradas al usuario a través de una interfaz, y al mismo tiempo es el puente
entre los disparos de la red de Petri y la comunicación por OPC de los inicios y finales de
tarea hacia la red de controladores locales del sistema de manufactura tal como lo muestra la
Figura 6.1.

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
62
El diagrama de espacio-fase ofrece una gran ventaja en el monitoreo del sistema, entrega un
diagrama de estados de todas las transiciones que se dispararon (ver Figura 6.7) y con esto
es mucho más fácil observar las concurrencias que tenemos durante el proceso, así como
evaluar el comportamiento gráfico de la dinámica del proceso desde su inicio hasta la
obtención del producto final.
6.4 Proceso del AMS/Comunicación
El proceso de comunicación entre el software y el sistema se hace con 3 herramientas
fundamentales: Matlab, OPC SERVER y Software PLC estos permiten la comunicación,
control y monitoreo de las entradas y salidas del sistema entre el software y el PLC, como se
muestra en la Figura 6.8.
Para el caso de matalb, es necesario tener instalado el toolbox de OPC server, creado por
mathworks con el objetivo de ligarse con OPC industriales de ciertos fabricantes. Uno de
ellos es el desarrollado por Kepware Tecnologies llamado Kepserver, cuya última versión es
la 5.3. Este OPC está disponible en versión demo en la página del fabricante y tiene liberadas
todas las funciones del servidor, aunque habilitadas con un límite de tiempo de 2 hrs.,
pudiéndose reiniciar después de que este periodo ha caducado. El Kepserver contiene los
drivers para la comunicación con los principales fabricantes de productos de automatización
industrial, tales como: Siemens, Festo, Allen Brandley, Telemecanique, Parker, etc. con
protocolos de comunicación industrial como ethernet, modbus, canbus, profibus, etc.
MATLAB
GUI
Interface
Grafica*.PNF
Simulink
Habilitacion y
Modelos
OPC Server
Comunicación
PLC
Ejecución
Figura 6.8. Esquema de comunicación para entrada y salida de datos.

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
63
CAPÍTULO 7
Casos de estudio
7.1 AMS Industrial
A. Descripción de AMS industrial
La Figura 7.1 muestra el AMS del caso de estudio. Se puede dividir en una estación de
maquinado de las subpartes, un almacén matricial y una estación de ensamble. La estación
de maquinado incluye dos máquinas de control numérico, Torno (LT) y Fresa (MI) y un ,
robot gantry (GR) de 6 grados de libertad, que mueve la materia prima del almacén hexagonal
automático (HS) hacia las dos máquinas. La materia prima es colocada manualmente en las
columnas del HS, cada una asignada previamente para el LT o MI. Note que en el esquema
de la Figura 7.1 los HS, MI, LT y el control local del GR están conectados al PLC1.
Cuando el LT o MI han terminado, el GR mueve la pieza maquinada al almacén matricial
(MS). El MS tiene un arreglo de 6×7 que contiene un robot cartesiano (CR) equipado con un
gripper neumático que recibe la pieza directamente del GR y coloca las piezas en uno de sus
slots. Note que cada columna ha sido asignada a las piezas procesadas por cada máquina o
ensamble del producto final respectivamente. Los sensores de presencia en las ranuras del
MS y el controlador local del CR se conectan a un PLC2 diferente.
Finalmente, cuando el ensamble del producto es requerido, las subpartes son removidas desde
el MS usando el CR y el GR y colocándolos en un punto A de la banda Conveyor (CB), para
ser transportados al punto B. Los puntos A y B son dispositivos de carga/descarga con
detección de pallet y la CB sólo tiene tráfico en un solo sentido. Cuando las piezas llegan al
punto B, son introducidas a los buffers temporales (BUF-LT y BUF-MI) en la estación de
ensamble. Una vez que las piezas son recolectadas, un robot de seis grados de libertad Robot
de ensamble (AR) con grippers intercambiables y mecanismos de sujeción neumática, junto
a un grupo de dispositivos neumáticos, ensambla el producto final. Después de eso, este
producto se transporta desde el punto B al punto A para ser colocado en la columna del
producto final de la MS, a través de acciones de los GR y CR. Se asume que el producto final
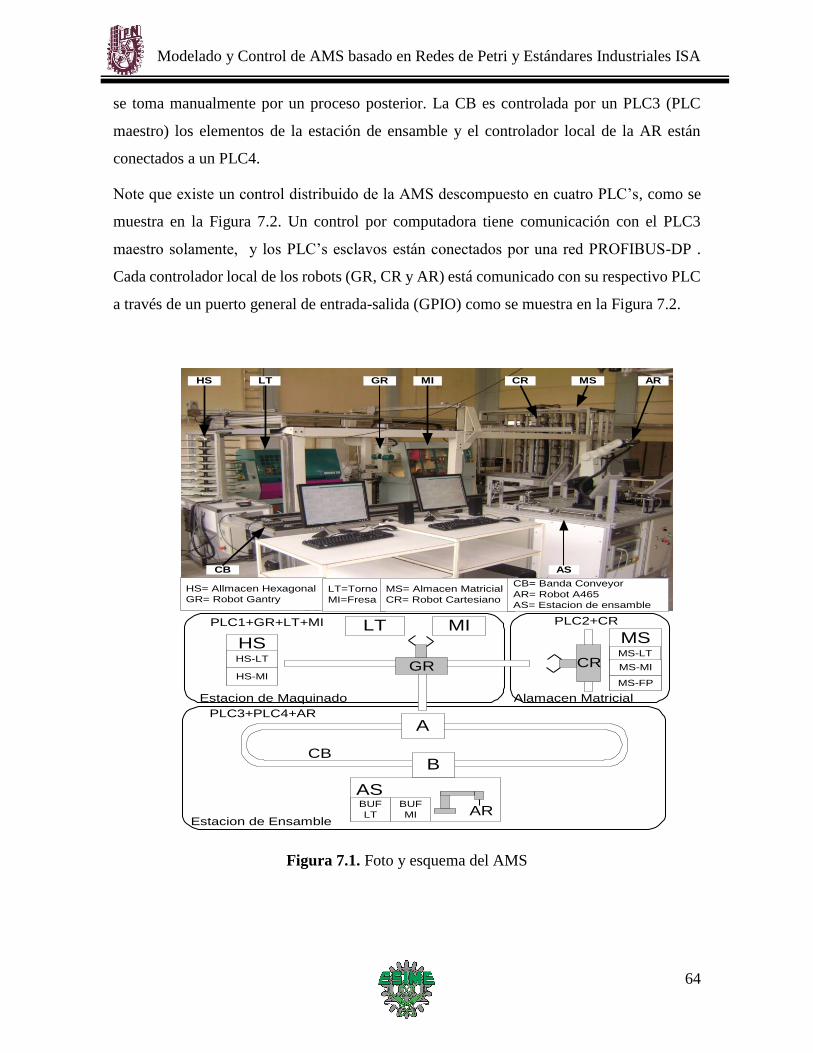
Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
64
se toma manualmente por un proceso posterior. La CB es controlada por un PLC3 (PLC
maestro) los elementos de la estación de ensamble y el controlador local de la AR están
conectados a un PLC4.
Note que existe un control distribuido de la AMS descompuesto en cuatro PLC’s, como se
muestra en la Figura 7.2. Un control por computadora tiene comunicación con el PLC3
maestro solamente, y los PLC’s esclavos están conectados por una red PROFIBUS-DP .
Cada controlador local de los robots (GR, CR y AR) está comunicado con su respectivo PLC
a través de un puerto general de entrada-salida (GPIO) como se muestra en la Figura 7.2.
HS GRLT MI MS
CB
AR
AS
CR
LT MIHS MS
A
B
AS
CB
GR CR
AR
PLC1+GR+LT+MI PLC2+CR
PLC3+PLC4+AR
HS-LT
HS-MI
MS-LT
MS-MI
MS-FP
BUF
LT
BUF
MI
Estacion de Maquinado Alamacen Matricial
Estacion de Ensamble
HS= Allmacen Hexagonal
GR= Robot GantryLT=Torno
MI=Fresa
MS= Almacen Matricial
CR= Robot Cartesiano
CB= Banda Conveyor
AR= Robot A465
AS= Estacion de ensamble
Figura 7.1. Foto y esquema del AMS
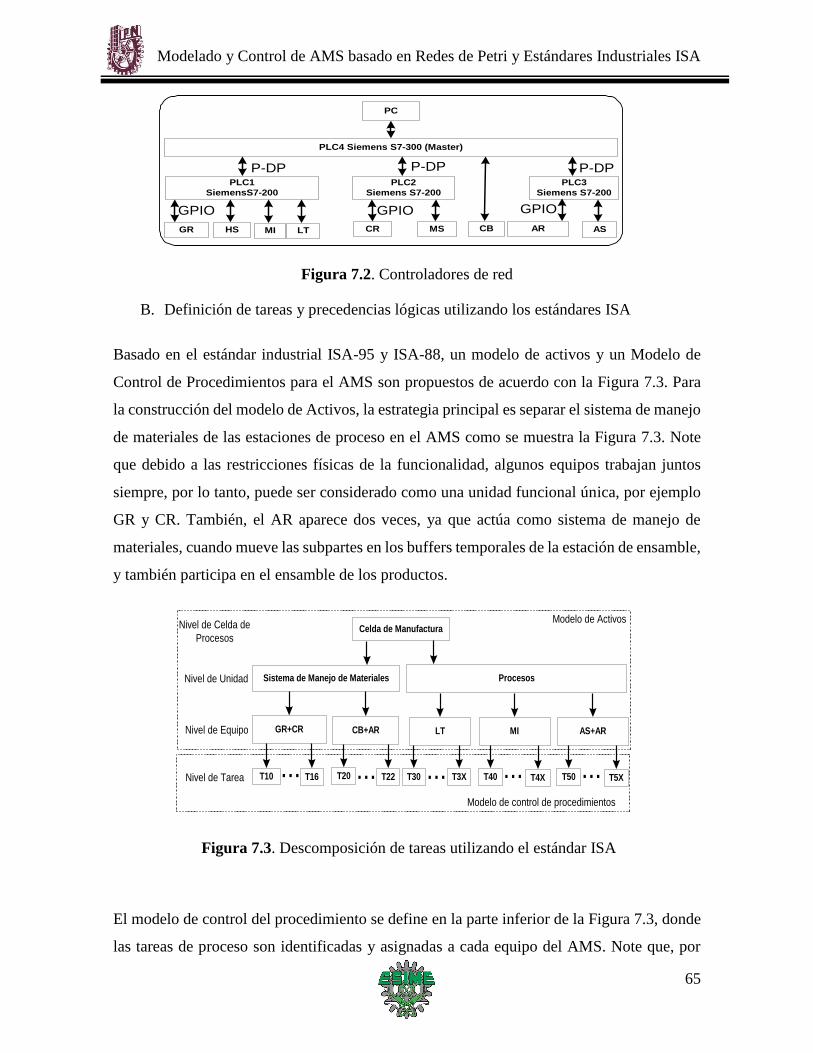
Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
65
PLC1
SiemensS7-200
LTMIGR
GPIO
CR AR
PC
HS MS CB AS
PLC2
Siemens S7-200
PLC3
Siemens S7-200
GPIO GPIO
PLC4 Siemens S7-300 (Master)
P-DP P-DP P-DP
Figura 7.2. Controladores de red
B. Definición de tareas y precedencias lógicas utilizando los estándares ISA
Basado en el estándar industrial ISA-95 y ISA-88, un modelo de activos y un Modelo de
Control de Procedimientos para el AMS son propuestos de acuerdo con la Figura 7.3. Para
la construcción del modelo de Activos, la estrategia principal es separar el sistema de manejo
de materiales de las estaciones de proceso en el AMS como se muestra la Figura 7.3. Note
que debido a las restricciones físicas de la funcionalidad, algunos equipos trabajan juntos
siempre, por lo tanto, puede ser considerado como una unidad funcional única, por ejemplo
GR y CR. También, el AR aparece dos veces, ya que actúa como sistema de manejo de
materiales, cuando mueve las subpartes en los buffers temporales de la estación de ensamble,
y también participa en el ensamble de los productos.
GR+CR CB+AR
T10
Sistema de Manejo de Materiales
T16... T20 T22...
LT
T30 T3X...
MI
T40 T4X...
AS+AR
T50 T5X...
Procesos
Nivel de Celda de
Procesos
Nivel de Unidad
Nivel de Equipo
Celda de Manufactura
Nivel de Tarea
Modelo de Activos
Modelo de control de procedimientos
Figura 7.3. Descomposición de tareas utilizando el estándar ISA
El modelo de control del procedimiento se define en la parte inferior de la Figura 7.3, donde
las tareas de proceso son identificadas y asignadas a cada equipo del AMS. Note que, por

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
66
simplicidad, se considera sólo una tarea para LT y MI y un producto de ensamble final
compuesto por dos piezas fabricadas por el LT y MI (denotado por MLLM). También está
restringido que la CB transporta una pieza de trabajo a la vez. Las tareas de proceso se
describen brevemente en la Tabla 5. Para una explicación más clara de todas las tareas de
proceso, la Figura 7.4 representa gráficamente las trayectorias de las tareas en el AMS.
LT
T30
MI
T40
HSMS
A
B
AS
CB
GR
AR
T50
HS-LT
HS-MI
MS-LT
MS-MI
MS-FP
BUF
LT
BUF
MI
T11
T10
T12
T13
T14
T15
CR
T21
T20
T22
T16outFP
inLT
inMI
Figura 7.4. Esquema con trayectorias del AMS
Las precedencias lógicas entre las tareas del AMS se presentan en la Figura 7.5 utilizando un
diagrama de precedencias del sugerido por el ISA-95. Note que la Figura 7.5 no se refiere a
algunas secuencias de los productos, sino que sólo contiene las relaciones de precedencias
entre pares de tareas y los almacenes debido a las restricciones del proceso. Por ejemplo, la
tarea T30 siempre comienza sólo si el GR pone una pieza de trabajo en ella (fin de la tarea
T10), y así sucesivamente. Al igual que en la sección 5C, las líneas continuas representan DL-
directas y las líneas punteada representan DL-inversas, algunos de ellos incluyen tareas
múltiples con los valores de nf y ns explicados anteriormente. Los almacenes son incluidos
como círculos y aparecen entre precedencias DL-directas.

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
67
T22T50
T10 T30 T12T14
T20MS-
LT
BUF
LTHS-
LT
T11 T40 T13T15
T21MS-
MI
BUF
MIHS-
MI
T16MS-
FP
nf=2
nf=2
ns=2
ns=2
inLT
inMI
outFP1A
2A
3A
4A
5A
6A
7A
Figura 7.5. Diagrama de precedencias logias del AMS
C. Modelos PN del AMS
Aplicando los modelos de PN descritos en el capítulo 5, se obtuvieron 5 modelos de equipos,
7 modelos de almacenes, 13 modelos de tarea de proceso, 8 modelos DL-directas y 5
precedencias DL-inversas. Su interconexión está dada en el modelo PN general de la Figura
6.6 utilizando algunos conectores (símbolos hexagonales) para una mayor claridad. Note que
en el modelo PN, es posible visualizar los sitios de almacenes y eventos manuales en el lado
izquierdo, los equipos y las tareas en la parte media y las precedencias lógicas en el lado
derecho de la Figura 7.6. Para los modelos de equipo y almacenes: M0(E)= {1,1,1,1,1},
K(E)={1,1,1,1,1} M0(A) = {4,4,0,0,0,0,0}, K(A)= {4,4,4,4,4,4,4}. Note que el cambio de
estos parámetros no implica ningún cambio en la estructura de la PN, pero permite mayor
concurrencia de las tareas y de las capacidades de producción del AMS. En el orden de arriba
hacia abajo de aparición de las precedencias lógicas, M0(DL)= {0,0,1,1,0,0,2,2,1,0,0,0,0},
K(DL)= {1,1,1,1,1,1,2,2,1,1,1,1,1},
Estos valores se obtuvieron a partir de cálculos de la Tabla 1. Para una implementación
práctica del control del AMS, Note que las ejecuciones de tareas se pueden programar en el
controlador de la red comunicando sólo el disparo de las transiciones a un control de alto
nivel, que puede ser programado en la computadora principal basado en el comportamiento
dinamico del modelo general PN.

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
68
Tabla 5. Descomposición de tareas de acuerdo con el estándar ISA
T10. GR transporta de HS a LT
T11. GR transporta de HS a MI
T12. GR+CR t transporta de LT a MS-LT
T13. GR+CR transporta de MI a MS-MI
T14. GR+CR transporta a LT partes de MS-LT a CB (punto A)
T15. GR+CR transporta a MI partes de MS-MI a CB (punto A)
T16. GR transporta de CB (punto A) a MS (columna FP )
celda de
manufactura
Sistema
de
manejo
de
materiales
procesos
E1=
GR+CR
E2=
CB+AR
E3=LT
E5=
AS+AR
E4=MI
H(E2)
H(E3)
H(E5)
H(E4)
H(E1)
T20. CB+AR transporta a LT partes de CB (punto A) a CB
(punto B) y buffers locales del AS.
T21. CB+AR transporta a MI partes de CB (punto A) a CB
(punto B) y buffers locales del AS.
T22. CB transporta FP de CB (punto B) a CB (punto A)
T30. Proceso de maquinado del LT
T40. Proceso de maquinado del MI
T50. Ensamble del producto MLLM
Comparando con el modelado PN convencional presentado en [21] este enfoque considera
más sugerencias del estándar ISA incluyendo diferentes tipos de almacenes, las interacciones
de los almacenes y las tareas de transporte, el análisis de dependencias lógicas simples o
múltiples y la adición de las precedencias lógicas inversas. Además, el marco de referencia
abarca los sistemas de fabricación más complejos y reales que el ejemplo simple dado en
[21].

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
69
fT10sT10
8A1
T101
6
DL(10,30)
inMI
A2
inLT
9sT11 T11 fT11
1
7
DL(11,40)
16sT12 T12 fT12
1
8
19
DL(12,10)
1
E1 17sT13 T13 fT13
1
9
20
DL(13,11)
sT14 T14 fT141
10
DL(14,20)14
13
19
A3
sT15 T15 fT151
11
DL(15,21)14
12
20
A4
sT16 T16 fT161
12
DL(16,15)
15outFP
13
DL(16,14)A7
10 2
1421
2
E2 11sT21 T21 fT21
2
21
22
sT22 T22 fT222
15
DL(22,16)18
sT20 T20 fT20
1514,2120 DL
3
E3
sT30 T30 fT303
16
DL(30,12)6
A5
4
E4
sT40 T40 fT404
17
DL(40,13)7
5
E5
5
18
DL(50,22)
sT50 T50 fT50
22A6
2
2
2
2
Figura 7.6. Modelo PN general del AMS
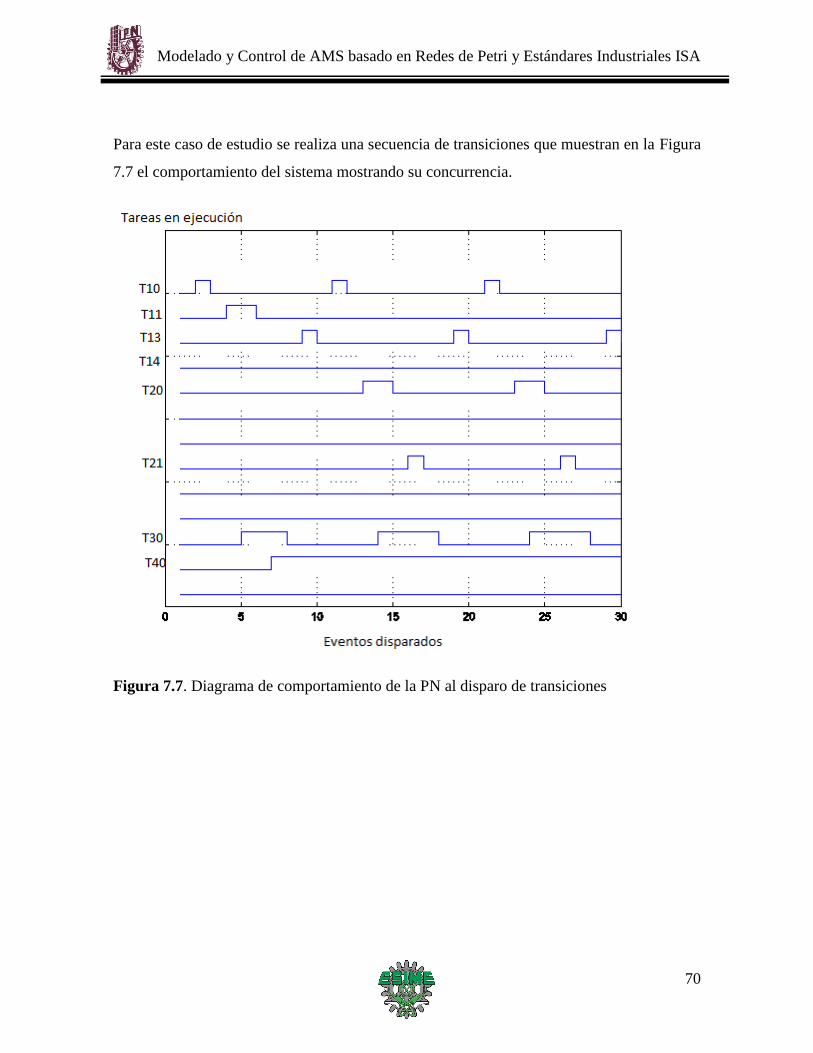
Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
70
Para este caso de estudio se realiza una secuencia de transiciones que muestran en la Figura
7.7 el comportamiento del sistema mostrando su concurrencia.
Figura 7.7. Diagrama de comportamiento de la PN al disparo de transiciones

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
71
7.2 Celda modular de procesos
Se trabajó con un sistema automatizado de la marca alemana Fishertechnik constituido por
cuatro diferentes sistemas modulares de procesos automáticos. Estos módulos fueron
construidos como equipo de entrenamiento para la programación de PLC´s y uso de equipos
de automatización. Los módulos se ensamblaron e interconectaron para lograr la
configuración de una celda automatizada de manufactura; se realizó el cableado eléctrico y
electrónico estructurando los conductores en un gabinete de control que concentra las
conexiones de entradas y salidas del PLC -SIEMENS 1200, la comunicación Ethernet (vía
Hub-concentrador) y la etapa de protección y suministro de energía.
Los cuatro módulos ensamblados son: Estación de recepción y distribución Neumática de
materia prima, Estación de transporte y procesos, Estación de revisión y clasificación,
finalmente Estación Robótica de manipulación de materiales.
La Estación de recepción y distribución Neumática, es el módulo de entrada al proceso
encargado recibir la materia prima, almacenarla (apilado) y distribuirla mediante una mesa
giratoria que hace llegar el material a un primer proceso de maquinado o directamente
colocarlo en una banda de transporte que lo llevara hacia otros procesos. Esta estación opera
con energía electro-neumática ya que cuenta con su propio compresor neumático encargado
de alimentar las electro-válvulas y éstas a su vez controlan la activación de los pistones que
ejecutan la acción final. El modulo contiene sensores de tipo accionamiento mecánico y
fototransistores, los actuadores son de tipo electro -mecánicos para el caso de los motores y
electro-neumático para el caso de la activación de los solenoides en las electroválvulas ya
anteriormente mencionadas. La Figura 7.8 muestra la distribución de sensores y actuadores
en dicha estación.

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
72
V1
valvula solenoide
activa piston a la
entrada de almacen
V2
valvula solenoide
retrae piston a la
entrada de almacen
V4
valvula solenoide
activa expulsion
de piston
V5
valvula solenoide
retrae expulsion de
piston
M1
Compresor neumatico
P1
fototransistor
a la entrada
de almacen
V3
valvula solenoide
de maqina de
empuje 1
S1
pieza en maquina
de empuje 1
S4
pieza en mesa
giratoria posicion
de descarga
P2
fototransistor en
banda conveyor
final de sección
M3
centro neumatico
de banda
conveyor para
avance
M2
motor de
mesa
giratoria
S3
Mesa giratoria
para posición de
carga y descarga
S2
boton de reset
Figura 7.8. La Estación de recepción y distribución Neumática
La estación de transporte y procesos, es el modulo encargado de recibir el material
proveniente de la estación neumática. El material o pieza es conducido vía bandas
transportadoras, donde es cambiado de banda por actuadores mecánicos y posteriormente
llevado a través de dos estaciones de procesos (Fresado y Taladrado), pudiendo ser elegible
para el proceso en cualquiera de ellas, al final nuevamente es cambiado de banda
trasportadora y colocado en zona de espera de manipulación al final de la última banda. Los
sensores de esta estación son de tipo fototransistor para la detección de pieza o material y
existen 2 sensores de tipo mecánico que detectan la activación del actuador de cambio de
banda. Respecto a los actuadores se cuenta con ocho motores para realizar las acciones de
proceso, transporte y cambio de banda. La Figura 7.9 muestra la distribución de sensores y
actuadores en la estación.
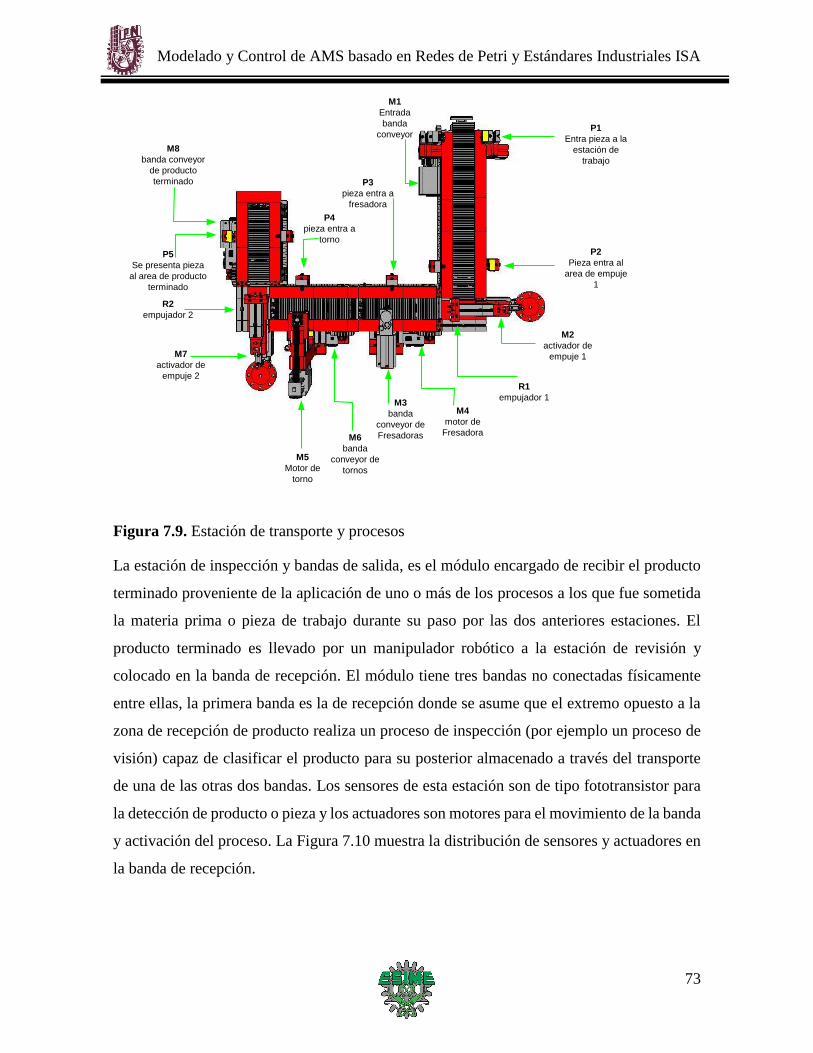
Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
73
P1
Entra pieza a la
estación de
trabajo
P2
Pieza entra al
area de empuje
1
M2
activador de
empuje 1
R1
empujador 1
M4
motor de
Fresadora
M3
banda
conveyor de
FresadorasM6
banda
conveyor de
tornos
M5
Motor de
torno
M7
activador de
empuje 2
R2
empujador 2
P5
Se presenta pieza
al area de producto
terminado
M8
banda conveyor
de producto
terminado
P4
pieza entra a
torno
P3
pieza entra a
fresadora
M1
Entrada
banda
conveyor
Figura 7.9. Estación de transporte y procesos
La estación de inspección y bandas de salida, es el módulo encargado de recibir el producto
terminado proveniente de la aplicación de uno o más de los procesos a los que fue sometida
la materia prima o pieza de trabajo durante su paso por las dos anteriores estaciones. El
producto terminado es llevado por un manipulador robótico a la estación de revisión y
colocado en la banda de recepción. El módulo tiene tres bandas no conectadas físicamente
entre ellas, la primera banda es la de recepción donde se asume que el extremo opuesto a la
zona de recepción de producto realiza un proceso de inspección (por ejemplo un proceso de
visión) capaz de clasificar el producto para su posterior almacenado a través del transporte
de una de las otras dos bandas. Los sensores de esta estación son de tipo fototransistor para
la detección de producto o pieza y los actuadores son motores para el movimiento de la banda
y activación del proceso. La Figura 7.10 muestra la distribución de sensores y actuadores en
la banda de recepción.

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
74
Haica posicion de
home
M1
marquina de
ponchado
Hacia posicion de
trabajo
M2
banda
conveyor de
maquina de
ponchado
adelante
atras
P1
pieza presente en area
de entrada
S1
maquina de
ponchado
en posicion
de home
S2
maquina de
ponchado en
posición de
trabajo
P2
pieza presente en
maquina de
ponchado 2
Figura 7.10. Estación de revisión y clasificación
La Estación Robótica de manipulación de materiales, es el modulo encargado del manejo y
transporte de productos terminados hacia la estación de revisión y clasificación; también en
dicha estación realiza las tareas de transporte que proveen de producto a las bandas de
clasificación. La estación se compone de un manipulador robótico cilíndrico de 3 grados de
libertad con control de sujeción en pinzas (gripper). Incorpora sensores de accionamiento
mecánico para dictaminar referencias de posición en los ejes, y es accionado por tres motores
con encoder acoplados que permiten el accionamiento y detección de movimiento en los ejes.
La Figura 7.11 muestra la distribución de sensores y actuadores en esta estación.

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
75
M4
Abrir y Cerrar
gripper
S6
Referencia de posición
para eje vertical
M2
Amplia y
retrae pinza del
brazo
S3
Contador de pulsos
para el gripper del
brazo
S4
Referencia de
posición para
gripper de
brazo
M1
Base
giratoria
S1
Contador de
pulsos para base
giratoria
S2
Referencia
de posición para
base giratoria .
Para modelos de motor
con encoder,
este sensor esta
dentro M1
M3
Eje vertical para
posición superior
e inferior
S5
Contador de pulsos
para el eje vertical.
Para los modelos de
motor con encoder ,
este sensor se
encuentra dentro de
M3
S7
Contador de
pulsos para
pinza
S8
Posición de
referencia de
pinza
Figura 7.11. Estación Robótica de manipulación de materiales
Caso de Estudio
Con la finalidad de implementar y validar la aplicación la metodología de modelado PN
propuesto, se define un proceso empleando la descomposición de tareas de acuerdo a los
estándares ISA en la celda modular descrita anteriormente.
Distribución de equipos
Basado en la celda de procesos descrita anteriormente y la metodología PN propuesta se
analizan los módulos realizando una división por equipos donde se consigue el siguiente
reacomodo de estaciones y elementos distribuidos en siete bloques de equipos definidos del
E1 al E7. La distribución de equipos se observa en la Figura 7.12 donde se muestra que la
estación E1 estará compuesta por los elementos pertenecientes a la Estación de recepción y
distribución Neumática exceptuando la banda de salida, análogamente la estación E3 estará
compuesta por los componentes pertenecientes a la Estación de transporte y procesos
exceptuando la banda de transporte de entrada, y por tanto la estación E2 contempla la banda
de salida de la estación neumática y la banda de entrada de la estación de procesos, los
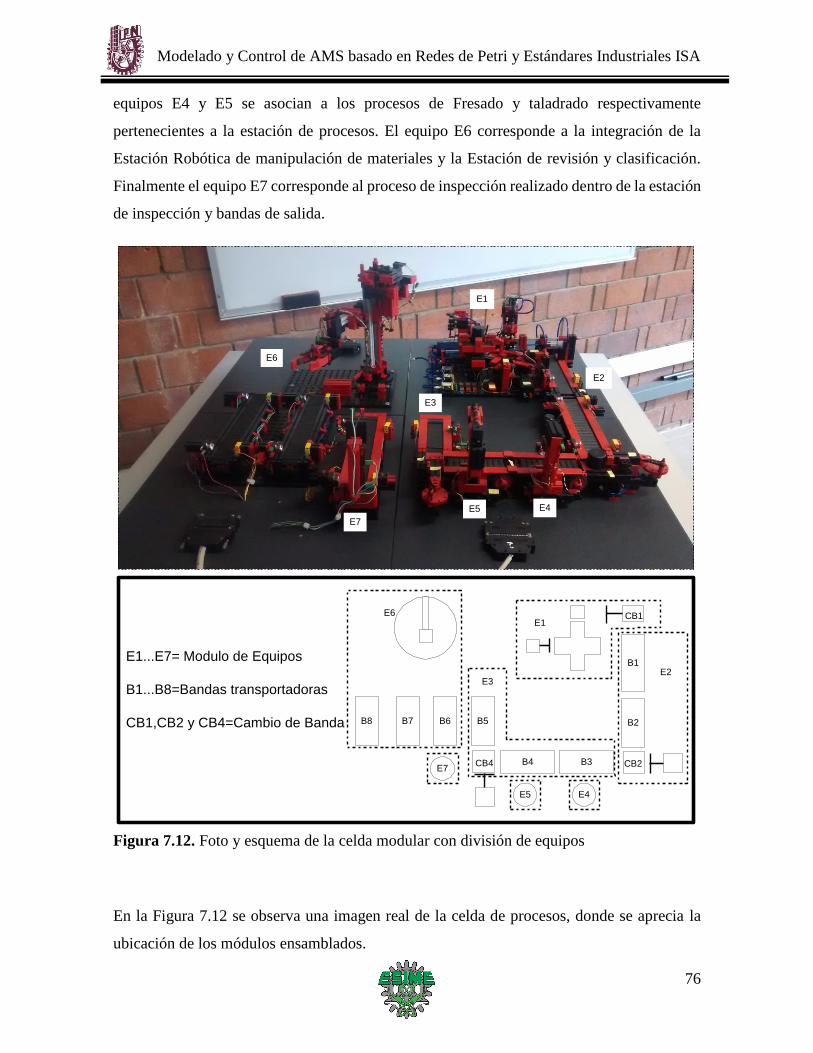
Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
76
equipos E4 y E5 se asocian a los procesos de Fresado y taladrado respectivamente
pertenecientes a la estación de procesos. El equipo E6 corresponde a la integración de la
Estación Robótica de manipulación de materiales y la Estación de revisión y clasificación.
Finalmente el equipo E7 corresponde al proceso de inspección realizado dentro de la estación
de inspección y bandas de salida.
B1
B2
B3B4
E4E5
B5B6B7B8
CB1
CB2CB4
E6
E7
E1
E2E3
E6
E1
E2
E3
E4E5
E7
E1...E7= Modulo de Equipos
B1...B8=Bandas transportadoras
CB1,CB2 y CB4=Cambio de Banda
Figura 7.12. Foto y esquema de la celda modular con división de equipos
En la Figura 7.12 se observa una imagen real de la celda de procesos, donde se aprecia la
ubicación de los módulos ensamblados.

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
77
Descripción de equipos y tareas
En la Figura 7.13 se observa distribución de equipos establecida en el apartado anterior,
donde se aprecia que el equipo E1 está compuesto por un almacen de entrada Ain, una mesa
giratoria MG y contempla el actuador de cambio de banda CB1; el equipo E2 considera las
bandas B1, B2 y cambio de banda CB2; el equipo E3 las bandas B3, B4, B5 y el cambio de
banda CB4; los equipos E4 y E5 realizan los procesos de fresado y taladrado respectivamente;
el equipo E6 considera el cambio de banda CB5, las bandas B6, B7, B8 y el manipulador
robótico; finalmente el equipo E7 emula el proceso de revisión de producto terminado.
La Figura 7.13 muestra las tareas de traslado de pieza a través de flechas. Estas mismas se
detallan en la tabla 6.
2T
1T
CB1
11 CBMGAE in
inAMG 1CB
CB2
2212 CBBBE
CB1
B1
B23T
45433 CBBBBE
CB5
B5
B4 B3
4T5T
6T
E5=Proceso 3 E4=Proceso 2
CB4
7T
B82PT
B71PT
B6
B5
11T
12T
10T
CB5
7T
13T
E7=Proceso 4
87656 BBBCBE
Figura 7.13. Esquema distribución de componentes en equipos y distribución de tareas.

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
78
La Tabla 6 muestra los componentes de cada equipo, la asociación de equipos con tareas y
la descripción de cada tarea de acuerdo a la división propuesta por los estándares ISA.
Tabla 6. Descomposición de tareas de acuerdo con el estándar ISA
Celda de
Manufactura
Sistema
de
manejo
de
materiales
𝑬𝟏 = 𝑨𝒊𝒏𝒕 + 𝑴𝑮 + 𝑪𝑩𝟏 𝑻𝟏 lleva de 𝑨𝓵𝐢𝐧 a CB1 (directo)
𝑻𝟐 de 𝑨𝓵𝐢𝐧 a proceso 1 a CB1
𝑬𝟐 = 𝑩𝟏 + 𝑩𝟐 + 𝑪𝑩𝟐 𝑻𝟑lleva pieza de CB1 a CB2
𝑬𝟑 = 𝑩𝟑 + 𝑩𝟒 + 𝑩𝟓 + 𝑪𝑩𝟒
𝑻𝟒 lleva de CB2 a entrada de
proceso 2
𝑻𝟓 lleva de proceso 2 a entrada de
proceso 3
𝑻𝟔 lleva de proceso 3 a CB4
𝑻𝟕 lleva pieza de CB4 a CB5
𝑬𝟔 = 𝑪𝑩𝟓 + 𝑩𝟔 + 𝑩𝟕 +𝑩𝟖+ROBOT
𝑻𝟏𝟎 Robot lleva pieza de CB5 a
B6
𝑻𝟏𝟏 Robot lleva pieza de B6 a B7
𝑻𝟏𝟐 Robot lleva pieza de B6 a B8
Procesos 𝑬𝟒 𝑻𝟖 Fresado
𝑬𝟓 𝑻𝟗 Taladrado
𝑬𝟕 𝑻𝟏𝟑 Inspección
Diagrama de Precedencias Lógicas Directas e Inversas
Se muestra en la Figura 7.14 el diagrama general de precedencias lógicas de la celda de
procesos, donde las precedencias describen la lógica funcional de operación de la celda
evitando conflictos en sus relaciones de inicio y termino de tarea, cabe mencionar que el
diagrama incorpora la relación de almacenes de materia prima (entrada) y producto
terminado (salida). Se indican las relaciones de dependencia directa (relación Fin-Inicio) con
líneas continuas y las dependencias inversas (relación Inicio- Fin) con líneas punteadas.

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
79
T11A
T2
T3or PT1
1A
T4 T5
T5
T7T6
T9
T10 T13 T11
T12 PT2
2A
Figura 7.14. Diagrama de precedencias lógicas de la celda de procesos
Basado en la descripción de equipos, tareas y dependencias lógicas anteriormente descritos,
se muestra en la Figura 7.15 la red de Petri obtenida utilizando la metodología de modelado
propuesta en el capítulo 5.

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
80
1T
2T
1fT
2fT
1A
1E
1
1sT
2sT
13, DluzD
1lmA1
1
2E
2
3sT 3T3fT 2
24,3 DD
1,3 DNluzDN
4
4T
5T
4fT
5fT
3E
5
4sT
5sT
5
6sT 6T 6fT
4
23,4 DNDN
34,5 DNDN
7sT7T 7fT 2
56,7 DNDN
45,6 DNDN
47,6 DD
8sT8T 8fT
6
569,95 DD
9sT9T 9fT
7
610,7 DD
385,84 DD
4E
6
5E
7
10T
11T
10fT
11fT
6E
8
10sT
11sT
8
12sT 12T12fT
6
713,10 DD
610,1211 DNDN
1A 1ulm
2A 2ulm
13sT13T 13fT
9
81211,13 DD
7E
9
Figura 7.15. Modelo PN general
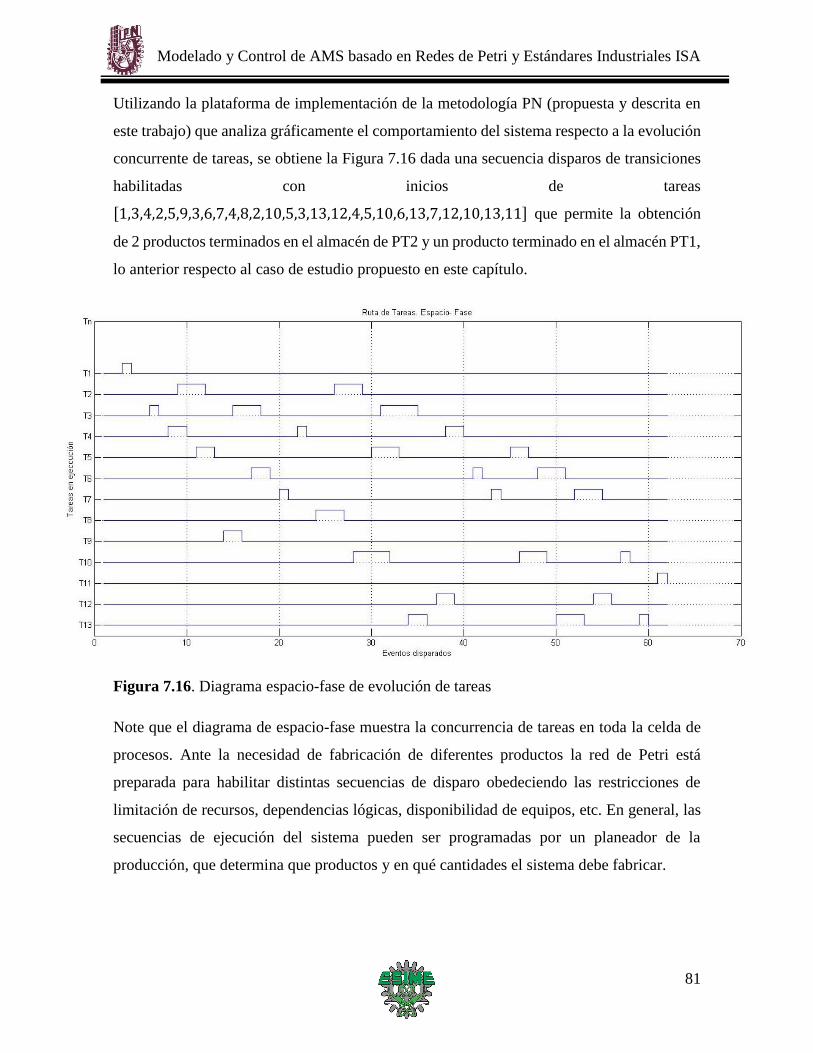
Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
81
Utilizando la plataforma de implementación de la metodología PN (propuesta y descrita en
este trabajo) que analiza gráficamente el comportamiento del sistema respecto a la evolución
concurrente de tareas, se obtiene la Figura 7.16 dada una secuencia disparos de transiciones
habilitadas con inicios de tareas
[1,3,4,2,5,9,3,6,7,4,8,2,10,5,3,13,12,4,5,10,6,13,7,12,10,13,11] que permite la obtención
de 2 productos terminados en el almacén de PT2 y un producto terminado en el almacén PT1,
lo anterior respecto al caso de estudio propuesto en este capítulo.
Figura 7.16. Diagrama espacio-fase de evolución de tareas
Note que el diagrama de espacio-fase muestra la concurrencia de tareas en toda la celda de
procesos. Ante la necesidad de fabricación de diferentes productos la red de Petri está
preparada para habilitar distintas secuencias de disparo obedeciendo las restricciones de
limitación de recursos, dependencias lógicas, disponibilidad de equipos, etc. En general, las
secuencias de ejecución del sistema pueden ser programadas por un planeador de la
producción, que determina que productos y en qué cantidades el sistema debe fabricar.
Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
82
Conclusiones
La automatización industrial involucra el control de movimiento de sistemas mecánicos para
la manufactura de diversos productos. Este trabajo presenta una metodología para el
modelado de eventos discretos de AMS basado en la descomposición de tareas propuesta por
los estándares industriales ISA-95 e ISA-88 y su traducción a los modelos genéricos PN. La
interconexión de los equipos, almacenes, tareas de procesos y precedencias lógicas entre
tareas construye un modelo general PN que describe la máxima concurrencia obedeciendo
las restricciones del proceso. El marco de modelado permite la posibilidad de modificar la
cantidad de equipos o limitaciones de almacenamiento sin cambios en la topología de la red,
conservando sus propiedades estáticas. Además, el modelo basado en tareas muestra una
clara separación entre las tareas genéricas de proceso relacionadas con las capacidades de los
equipos y sus interconexiones para la fabricación de diferentes y concurrentes productos. El
modelo PN proporciona una estructura dinámica para la coordinación de alto nivel del AMS
en un control por computadora, que pueden ser ligados a controladores locales. El marco de
modelado es un método sistemático para acercar los conceptos de sistemas de eventos
discretos en un contexto de ingeniería de automatización industrial.
Por otro lado, se presenta un panorama general sobre la traducción de los modelos de Petri a
reglas que pueden ser codificadas con el objetivo de implementarlas en una plataforma
industrial. En este trabajo se codificaron en el lenguaje de programación de Matlab-simulink
donde el usuario carga la configuración de la celda en un archivo PNF y el software
implementa la red de Petri con los modelos aquí planteados, permitiendo el disparo de la red
de Petri, la posible ejecución de secuencias de transiciones y la comunicación con
controladores externos a través de un OPC server.
Para mostrar la capacidad de la metodología propuesta, la tesis plantea dos casos de estudio.
En el primer caso una celda real de manufactura flexible es modelada con PN, y en el segundo
caso se integra una celda de proceso a escala. En ambos casos, se utiliza las reglas de
traducción aquí propuestas en una aplicación de Matlab, que se liga con los controladores de
campo. Con esto se logra la mayor concurrencia de tareas que obedece las restricciones de
compartición de recursos, disponibilidad de equipos y dependencias lógicas. El resultado de

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
83
este trabajo experimental, es mostrar la capacidad de las PN para la construcción futura de
un sistema SCADA que acerque la metodología hacia la solución de problemas reales de
automatización industrial.

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
84
Trabajos Futuros
Analizar las propiedades de la estructura de red obtenida, utilizando métodos para detectar
bloqueos, realizar comparaciones de estructuras, rutas óptimas de producción, etc.
Incorporar formalmente PN temporizadas para optimizar tiempos de producción y obtener
cronogramas de tareas concurrentes.
Establecer un esquema de control supervisor basado en la producción deseada, mediante
secuencias de prioridad en recetas de diferentes productos.
Expandir la metodología propuesta a precedencias lógicas que involucren el inicio o fin de
pares de tareas.
Realizar comparación formal con el método de autómatas de estados finitos, aplicado en el
modelado de un AMS, utilizando los estándares ISA y la metodología propuesta para PN.

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
85
Referencias
[1] C. Cassandras y S. Lafortune, Introduction to discrete event systems, Kluwer Academic,
2008.
[2] T. MURATA, «Petri nets: Properties, analysis and applications,» Proc. IEEE, vol. 77, nº 4,
pp. 541-580, Apr. 1989.
[3] M. ZHUO y F. DICESARE, Petri Net synthesis for Discrete Event Control of Manufacturing
Systems, Boston: MA. Kluwer, 1993.
[4] ESTRADA-VARGASMA.P, J. LESAGE y E. LOPEZ-MELLADO, «Stepwise identification
of automated discrete manufacturing systems,» IEEE 16th Conference on Emerging
Technologies & Factory Automation (ETFA), pp. 1-8, 2011.
[5] M. DE QUEIROZ y J. CURY, «Synthesis and implementation of local modular supervisory
control for a manufacturing cell,» Sixth International Workshop on Discrete Event Systems,
pp. 377-382., 2002.
[6] M. Cabasino, A. Giua, S. Lafortune y C. Seatzu, «A New Approach for Diagnosability
Analysis of Petri Nets Using Verifier Nets,» IEEE Transactions on Automatic Control, vol.
57 , nº 12, pp. 3104 - 3117, 2012 .
[7] I. CASTILLO y J. SMITH, «Formal modelling methodologies for control of manufacturing
cells: Survey and comparison,» Journal of Manufacturing Systems, vol. 21, nº 1, pp. 40-57,
2002.
[8] F. Schumacher y A. Fay, «Transforming time constraints of a GRAFCET graph into a suitable
Petri net formalism,» IEEE International Conference on Industrial Technology (ICIT), p. 210
– 218, 2013.
[9] W. Ming, Z. Chunxi y Y. Xiaosu, «Performance evaluation 1394b serial bus with
Deterministic and Stochastic Petri Nets,» China IEEE of Communications, vol. 10, nº 2 , p.
121 – 133, 2013 .
[10] C. Sarmento, D. Santos Filho y P. Miyagi, «Extending the verification coverage for PLC
control programs: A functional safety approach,» 38th IEEE Annual Conference onIndustrial
Electronics Society IECON, p. 28, 2012.
[11] M. Lozada y J. M. Velasco, «MODELADO DINAMICO BASADO EN REDES DE PETRI
PARA EL MODELO DE INTEGRACION EMPRESARIAL “ACTOR DE EMPRESA”,»
Scientia et Technica, vol. 44, pp. 140-145, 2010.
Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
86
[12] R. Cordone y L. Piroddi, «Parsimonious Monitor Control of Petri Net Models of Flexible
Manufacturing Systems,» IEEE Transactions on Systems, Man, and Cybernetics: Systems,
vol. 43, nº 1, pp. 215 - 221, 2013 .
[13] INSTRUMENT SOCIETY OFAMERICA, ISA-88.01 Batch control systems, Part1. Models
and terminology, ISA Standards, 1995.
[14] INSTRUMENT SOCIETY OF AMERICA, ISA-95.1. Enterprise-control system integration,
Part1. Models and terminology, ISA Standards, 1999.
[15] Z. ZHAO, G. ZHANG y Z. BING, « Scheduling optimization for FMS based on Petri net
modeling and GA,» IEEE International Conference on Automation and Logistics (ICAL), p.
422 – 427, 2011.
[16] P. LEITÃO, J. MENDES, A. BEPPERLING, D. CACHAPA, A. COLOMBO y F. RESTIVO,
«Integration of virtual and real environments for engineering service-oriented manufacturing
systems,» Journal of Intelligent Manufacturing, vol. 23, nº 6, pp. 2551-2563, 2012.
[17] J. PETIN, D. GOUYON y G. MOREL, «Supervisory synthesis for product-driven automation
and its application to a flexible assembly cell,» Control Engineering Practice, vol. 15, nº 5,
pp. 595-614., 2007.
[18] D. Dimitrova, S. Panjaitan, S. Batchkova y G. Frey, «IEC 61499 Component Based Approach
for Batch Control Systems,» Proceedings of the 17th IFAC World Congress, pp. 10875-
10880, 2008.
[19] M. RICKEN, «Modeling of Manufacturing Execution Systems: An interdisciplinary
challenge,» IEEE Conference on Emerging Technologies and Factory Automation (ETFA),
2010.
[20] L. DUTA y F. FILIP, «Control and Decision-making Process in Disassembling Used
Electronic Products,» Studies in Informatics and Control, vol. 17 , nº 1, pp. 1220-1766, 2008,
pp 17-26.
[21] D. GRADIŠAR y G. MUŠIČ, « Petri Nets - Manufacturing and Computer Science,» InTech,
pp. 5-26, 2012.
[22] J. NAVA, Architecture for the control of continuous, discrete and batch systems, Master
Thesis, CINVESTAV, 2005.
[23] A. SANCHEZ, E. ARANDA-BRICAIRE, F. JAIMES, E. HERNANDEZ y A. NAVA, ,
Synthesis of product-driven coordination controllers for a class of discrete-event
manufacturing systems, vol. 26, no. 4,, Robotics and Computer-Integrated Manufacturing.
Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
87
[24] C. Petri, “Communication with Automata.”, New York: Griffiss Air Force Base. Tech. Rep.,
1962.
[25] O. Tărăbuţă, «Use of “Petri nets system” concept in modeling dynamics with increased
complexity,» 15th International Conference on System Theory, Control, and Computing
(ICSTCC), p. 1 – 6, 2011.
[26] K. Kobayashi y K. Hiraishi, «Petri Net-Based Approach to Control of Boolean Networks,»
Third International Conference on Networking and Computing (ICNC), pp. 399 - 403, 2012.
[27] A. Bukowiec y P. Mroz, « An FPGA synthesis of the distributed control systems designed
with Petri nets,» IEEE 3rd International Conference on Networked Embedded Systems for
Every Application (NESEA), pp. 1- 6, 2012.
[28] Z. Ye, T. Wang y P. Sun, «A petri-net based approach for flexible manufacturing system
modeling,» International Conference on Automatic Control and Artificial Intelligence (ACAI
2012), pp. 252 - 254 , 2012 .
[29] Q. Liu, S. Zhang, G. Wei y D. Zhang, «Application of Colored Petri Net in spam-filter rules
property detection,» 2nd IEEE International Conference on Network Infrastructure and
Digital Content, pp. 62 -65, 2010.
[30] L. Wen-Jing, Y. Wen, L. Shuang y L. Wei-Zhi, «Distributed Computing and Applications to
Business,» 11th International Symposium on Engineering & Science (DCABES), pp. 461 -
465, 2012.
[31] B. J. J. P. A. Cox JF, Dictionary, A. P. I. C. S. American production and inventory control
society, : 10th Edition. USA., (1995).
[32] C. &. E. S. Económico, INT/412 Evolución del sector de los servicios a empresas en Europa.,
Europa, 2014.
[33] R. P. B. B. C. y. M. P. Mayer, A Framework and a Suite of Methods for Business Process
Reengineering, Business Process Change: Reengineering, Concepts, Methods and
Technologies,, USA: Idea Group Publishing, Idea Group Publishing, Hershey, USA, 1995.
[34] M. Sebek, « the largest automatic control conference ever,» 16th IFAC world congress, vol.
26, nº 1, pp. 107 - 110, 2006.
[35] M. T. J. Karl-Heinz, IEC 61131-3: Programming Industrial Automation Systems. Concepts
and Programming Languages, Requirements for Programming Systems., Germany:: Springer,
1995..
[36] M. D. L. M. &. A. S. I. R. Fernández Valdés, «Estado actual de la normalización y la
estandarización en las bibliotecas.,» Acimed, vol. 13, nº (5, pp. 1-1, 2005).

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
88
[37] C. G. R. &. P. G. Pons, Desarrollo de Software Dirigido por Modelos. Conceptos teóricos y
su aplicación práctica., España: EDULP & McGraw-Hill Educación., 2010.
[38] P. I. P. (PIP)., Structural Design Criteria. Estandar PIP STC01015., Texas, EUA,, 2007.
[39] S. M. Echeverri Orozco, Implementación de una red Profibus DP en un sistema automatizado,
Pereira: Universidad Tecnológica de Pereira, 2013.
[40] W. T.J.:, The Purdue Enterprise Reference Architecture. Computers in Industry, USA, 1994.
[41] H. Hu, M. Zhou, Z. Li y Y. Tang, «Deadlock-Free Control of Automated Manufacturing
Systems With Flexible Routes and Assembly Operations Using Petri Nets,» IEEE
Transactions on Industrial Informatics, vol. 9, nº 9, pp. 109-121, 2013.

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
89
Publicaciones en Revista
PUBLICACIÓN EN REVISTA JCR “Modeling Framework for Automated Manufacturing
Systems based on Petri Nets and ISA Standards”. Studies in Informatics and Control, Vol.22, No.
2, junio 2013 DOI: 10.5772/57572 enero 2014
PUBLICACIÓN EN REVISTA JCR “Hybrid Architecture for Coordination of AGVs in
FMS”. Intech- International Journal of Advanced Robotic Systems. Vol.11, enero 2014
Congresos
INCOM 2015 “Motion Coordination of AGV’s in FMS using Petri Nets”.15th IFAC
Symposium on Information Control Problems in Manufacturing, Ottawa, Canada, Mayo 2015
MUSME 2014 “Decentralized Supervisory Control of an AMS based on the ISA Standards”,
5th International Symposium on Multibody Systems and Mechatronics 2014, Huatulco,
México.ISBN 978-3-319-09857-9, Octubre 2014
ROPEC 2012 “Metodología de modelado y traducción KOP en celda automatizada basado en
Redes de Petri”. XIV Reunión de Otoño de Potencia, Electrónica y Computación Internacional,.
Colima, Colima. ISBN: 978-607-95476-6-0, Octubre 2012
CIM - ITO 2011- “Control Supervisorio para un Sistema de Manufactura Flexible mediante
Eventos Discretos”. Coloquio Internacional Multidisciplinario 2011, Instituto Tecnológico de
Orizaba, Veracruz, México. , ISBN: 978-607-00-4848-7. Noviembre 2011

Modelado y Control de AMS basado en Redes de Petri y Estándares Industriales ISA
90
Anexos


















