Inspección y Revisión de Equipos de Soldadura Oxigas Master
19
FORMACIÓN PREVENTIVA Seguridad, Salud y Protección Ambiental Inspección para equipos de soldadura y oxigás
-
Upload
alfonso-torres-l -
Category
Documents
-
view
323 -
download
2
description
Inspección y Revisión de Equipos de Soldadura Oxigas Master
Transcript of Inspección y Revisión de Equipos de Soldadura Oxigas Master

FORMACIÓN PREVENTIVA
Seguridad, Salud y Protección Ambiental
Inspección para equipos de soldadura
y oxigás
Este curso es propiedad de ICA FLUOR, S. DE R.L. DE C.V., y estádestinado a la gestión y control de la actividad preventiva de nuestrostrabajadores y empresas subcontratistas en trabajos de construcciónindustrial y mantenimiento de los proyectos.
Su utilización y aplicación se restringe a los proyectos en cuya gestiónde seguridad y salud participa ICA FLUOR.
Queda prohibida, sin la expresa autorización de ICA FLUOR, lareproducción total o parcial de esta documentación por cualquier medioo procedimiento, incluida la reprografía y el tratamiento informático; ysu utilización, total o parcial, en obras o por empresas sin relacióncontractual con ICA FLUOR.
NOTA DE ADVERTENCIA

INDICE
INTRODUCCIÓN
OBJETIVO
NORMATIVA APLICABLE
PROCEDIMIENTO DE INSPECCIÓN DE EQUIPOS DE SOLDADURA Y CORTE OXIGÁS
PROGRAMA DE PUNTOS A INSPECCIONAR
INTRODUCCION
Revisaremos los criterios establecidos parala inspección de los equipos de soldadura ycorte, así como su frecuencia, control ysistema de registro, con el fin demantenerlos en buen estado de uso en eltiempo que dure la obra.

OBJETIVO
Capacitar y calificar al personal paraque cuente con la competencia en larealización de inspecciones delequipo de trabajo para soldadura yoxigas, con la finalidad de gestionarsu correcto funcionamiento yconseguir un ambiente de trabajoseguro.

NORMATIVA APLICABLE
Todas las máquinas de soldadura eléctrica y susaccesorios cumplirán lo estipulado en:
–NOM-027-STPS.Referente a las Condiciones de seguridad ehigiene, en las Actividades de soldadura yoxigas.

PROCEDIMIENTO DE INSPECCIÓN DE EQUIPOS DE SOLDADURA Y CORTE OXIGÁS
Esta es el formato de inspección para equipos de soldadura y oxigas. La inspección será mensual y participaran un inspector calificado, supervisor de SSPA y un supervisor de construcción asignado al por el frente de trabajo.

PROCEDIMIENTO DE INSPECCIÓN DE EQUIPOS DE SOLDADURA Y CORTE OXIGÁS (Continuación)
Encabezado y pie de página de la hoja de inspección.

PROCEDIMIENTO DE INSPECCIÓN DE EQUIPOS DE SOLDADURA Y OXIGÁS (Continuación)
Aquí se indicara una breve descripción del equipo con sus características principales.
El número o código marcado en el equipo debe ponerse aquí, y debe estar siempre presente de manera indeleble.
Aquí se indicara el tipo de inspección
efectuada
Aquí se anota cualquier observación de interés y, si se ha realizado un prueba para inspeccionar el equipo o elemento, se indica cuál se ha seguido.

PROCEDIMIENTO DE INSPECCIÓN DE EQUIPOS DE SOLDADURA Y CORTE OXIGÁS (Continuación)
Todos los equipos de soldadura y oxigás serán marcados con una etiqueta tras la inspección mensual, de acuerdo con el siguiente código de colores:
SEPTIEMBRE
ENERO FEBRERO MARZO
ABRIL MAYO JUNIO
INSPECCIÓN MENSUAL
JULIO AGOSTO
OCTUBRE NOVIEMBRE DICIEMBRE

PROGRAMA DE PUNTOS DE INSPECCIÓN
Botellas
Colores de cuerpo, ojiva y franja correspondientes al
gas que contiene
Señalización del producto peligroso
que contiene
Estado general del cilindro (ausencia de abolladuras, cortaduras,
agrietamientos o señales de golpes)
Estado de la rosca y presencia de
capuchon
Medios adecuados para su manejo y desplazamiento
Ausencia de grasas o aceites en cualquier parte
del cilindro

PROGRAMA DE PUNTOS DE INSPECCIÓN (Continuación)
Los cilindros llevarán marcado
Nombre del gas
(2) Número de serie
(4) Marca de nuevas pruebas
hidrostáticas
(4) Fecha de fabricación y prueba hidrostática original
(1) Tipo de material y presión de servicio
en PSI a 21 °C
Numero de transporte
Peso en Tara (kg)
Nombre del fabricante
(3) Símbolo del propietario registrado

PROGRAMA DE PUNTOS DE INSPECCIÓN (Continuación)
Carro porta cilindros
Número de identificación claramente marcado
Aspecto general (conservación)
Soporte de los
cilindros
Elementos de sujeción de los cilindros
Hoja de datos de seguridad de los
gases a usar
Estabilidad (Apoyado, en posición vertical de uso)
Estado de las ruedas
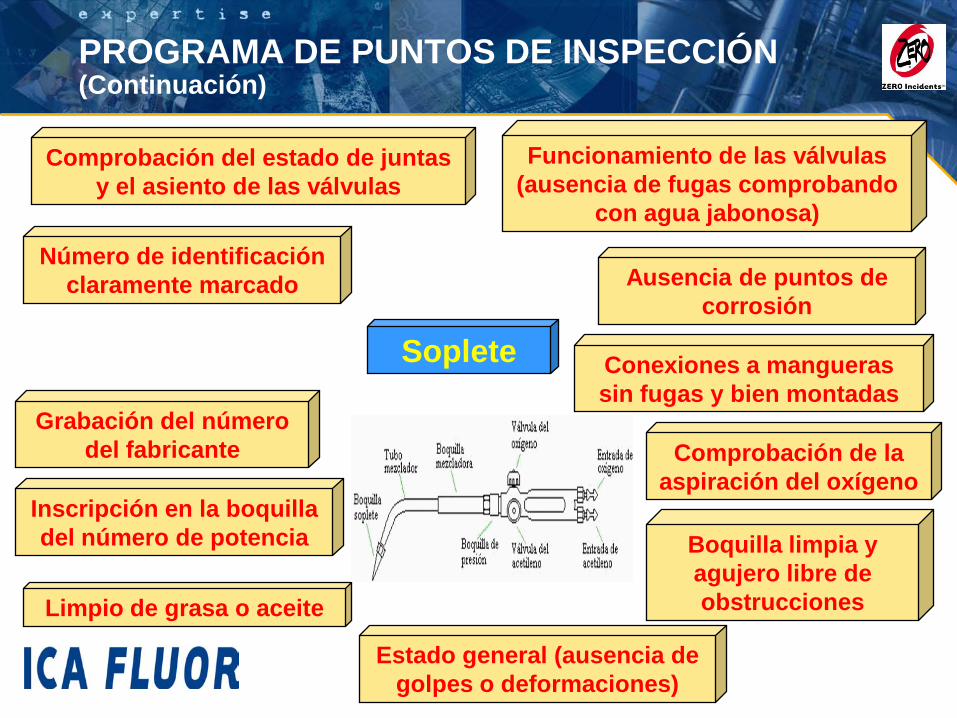
PROGRAMA DE PUNTOS DE INSPECCIÓN (Continuación)
Soplete
Número de identificación claramente marcado
Grabación del número del fabricante
Inscripción en la boquilla del número de potencia
Limpio de grasa o aceite
Estado general (ausencia de golpes o deformaciones)
Boquilla limpia y agujero libre de obstrucciones
Funcionamiento de las válvulas (ausencia de fugas comprobando
con agua jabonosa)
Conexiones a mangueras sin fugas y bien montadas
Comprobación de la aspiración del oxígeno
Comprobación del estado de juntas y el asiento de las válvulas
Ausencia de puntos de corrosión

PROGRAMA DE PUNTOS DE INSPECCIÓN (Continuación)
Mangueras y Conexiones (I)
Número de identificación claramente marcado
Longitud mínima de la manguera (5 metros)
Hermeticidad de mangueras y conexiones (por inmersión en agua con la manguera presurizada, con gas inerte o aire limpio
de aceite, a la presión de trabajo)
Ausencia de cuarteos, zonas gastadas, porosas o quemadas en las mangueras
Ausencia de reparaciones con cinta aislante o similar
Ausencia de empalmes que no sean con racores especiales de doble entrada

PROGRAMA DE PUNTOS DE INSPECCIÓN (Continuación)
Mangueras y Conexiones (II)
Barrido de mangueras nuevas, antes de ponerlas por primera vez en
servicioAusencia de puntos de corrosión en las
conexiones metálicas
Válvulas antirretorno a la salida de los
reguladores y a la entrada del soplete
Se recomienda no usar una manguera 3 años
después de su fabricación
Color de la manguera de acetileno u otro combustible ROJA, la del Oxígeno VERDE
Diámetro interior manguera Oxígeno,
entre 4 y 9 mm
Diámetro interior manguera acetileno, entre 6 y 11 mm
Leer en su superficie: máx. Presión de
trabajo en Mpa y bar, diámetro nominal,
marca del fabricante y año de fabricación

PROGRAMA DE PUNTOS DE INSPECCIÓN (Continuación)
Reguladores y Válvulas
Ausencia de grasas, aceites o productos
corrosivos
Reguladores adecuados a los gases empleados
Ausencia de puntos de oxidación, quemaduras
u otros defectos
Ausencia de elementos reparados (cualquier elemento defectuoso debe ser sustituido siempre)
Certificado de inspección anual de las válvulas de retroceso (correspondiente a su
número de fabricación)
Revisión del sistema
antirretroceso con gas inerte o
aire limpio de aceite

PROGRAMA DE PUNTOS DE INSPECCIÓN (Continuación)
Manómetros con cristal o micas
Sin deformaciones Verticales y bien orientados
(cuando estén armados)
Marca del fabricante
Número de fabricaciónFlecha indicando dirección del flujo
Nombre del gas para el que está
diseñado
Presión máxima de trabajo
Caudal máximo (para válvulas de cierre por
exceso de flujo)
Las válvulas y reguladores deben
llevar inscritos
Los reguladores deben estar

EVALUACIÓN DE COMPRENSIÓN
Evaluación individual de Comprensión. Sólo hay una respuesta válida, que se marcará
con una X en la casilla correspondiente. En caso de equivocación, se marcará con un
círculo la casilla equivocada y se volverá a marcar con X la correcta.
Las correcciones deben ser comentadas antes de iniciarse la corrección conjunta.
Corrección conjunta al final de la evaluación. Una vez indicada la respuesta correcta, cada
cual marcará las acertadas con un al lado.
X
X
X
Incorrecta
Corregida