INGENIERÍA INVERSA PARA LA … · o cotitular de la obra. En caso de ser cotitular, ......
476
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI) INGENIERO INDUSTRIAL INGENIERÍA INVERSA PARA LA CARACTERIZACIÓN DIMENSIONAL Y GEOMÉTRICA DE UNA PIEZA MECÁNICA Autor: Ignacio Ramírez Ramón-Borja Directora: Dra. María Ana Sáenz Nuño Madrid Mayo 2015
Transcript of INGENIERÍA INVERSA PARA LA … · o cotitular de la obra. En caso de ser cotitular, ......

ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
INGENIERÍA INVERSA PARA LA CARACTERIZACIÓN DIMENSIONAL Y
GEOMÉTRICA DE UNA PIEZA MECÁNICA
Autor: Ignacio Ramírez Ramón-Borja Directora: Dra. María Ana Sáenz Nuño
Madrid Mayo 2015


1
AUTORIZACIÓN PARA LA DIGITALIZACIÓN, DEPÓSITO Y DIVULGACIÓN EN ACCESO ABIERTO ( RESTRINGIDO) DE DOCUMENTACIÓN
1º. Declaración de la autoría y acreditación de la misma.
El autor D. IGNACIO RAMÍREZ RAMÓN-BORJA , como ESTUDIANTE de la UNIVERSIDAD PONTIFICIA COMILLAS (COMILLAS), DECLARA
que es el titular de los derechos de propiedad intelectual, objeto de la presente cesión, en relación con la obra INGENIERÍA INVERSA PARA LA CARACTERIZACIÓN DIMENSIONAL Y GEOMÉTRICA DE UNA PIEZA MECÁNICA1, que ésta es una obra original, y que ostenta la condición de autor en el sentido que otorga la Ley de Propiedad Intelectual como titular único o cotitular de la obra.
En caso de ser cotitular, el autor (firmante) declara asimismo que cuenta con el consentimiento de los restantes titulares para hacer la presente cesión. En caso de previa cesión a terceros de derechos de explotación de la obra, el autor declara que tiene la oportuna autorización de dichos titulares de derechos a los fines de esta cesión o bien que retiene la facultad de ceder estos derechos en la forma prevista en la presente cesión y así lo acredita.
2º. Objeto y fines de la cesión.
Con el fin de dar la máxima difusión a la obra citada a través del Repositorio institucional de la Universidad y hacer posible su utilización de forma libre y gratuita ( con las limitaciones que más adelante se detallan) por todos los usuarios del repositorio y del portal e-ciencia, el autor CEDE a la Universidad Pontificia Comillas de forma gratuita y no exclusiva, por el máximo plazo legal y con ámbito universal, los derechos de digitalización, de archivo, de reproducción, de distribución, de comunicación pública, incluido el derecho de puesta a disposición electrónica, tal y como se describen en la Ley de Propiedad Intelectual. El derecho de transformación se cede a los únicos efectos de lo dispuesto en la letra (a) del apartado siguiente.
3º. Condiciones de la cesión.
Sin perjuicio de la titularidad de la obra, que sigue correspondiendo a su autor, la cesión de derechos contemplada en esta licencia, el repositorio institucional podrá:
(a) Transformarla para adaptarla a cualquier tecnología susceptible de incorporarla a internet; realizar adaptaciones para hacer posible la utilización de la obra en formatos electrónicos, así 1 Proyecto fin de carrera (Ingeniería Industrial)

2
como incorporar metadatos para realizar el registro de la obra e incorporar “marcas de agua” o cualquier otro sistema de seguridad o de protección.
(b) Reproducirla en un soporte digital para su incorporación a una base de datos electrónica, incluyendo el derecho de reproducir y almacenar la obra en servidores, a los efectos de garantizar su seguridad, conservación y preservar el formato. .
(c) Comunicarla y ponerla a disposición del público a través de un archivo abierto institucional, accesible de modo libre y gratuito a través de internet.2
(d) Distribuir copias electrónicas de la obra a los usuarios en un soporte digital. 3
4º. Derechos del autor.
El autor, en tanto que titular de una obra que cede con carácter no exclusivo a la Universidad por medio de su registro en el Repositorio Institucional tiene derecho a:
a) A que la Universidad identifique claramente su nombre como el autor o propietario de los derechos del documento.
b) Comunicar y dar publicidad a la obra en la versión que ceda y en otras posteriores a través de cualquier medio.
c) Solicitar la retirada de la obra del repositorio por causa justificada. A tal fin deberá ponerse en contacto con el vicerrector/a de investigación ([email protected]).
d) Autorizar expresamente a COMILLAS para, en su caso, realizar los trámites necesarios para la obtención del ISBN.
d) Recibir notificación fehaciente de cualquier reclamación que puedan formular terceras personas en relación con la obra y, en particular, de reclamaciones relativas a los derechos de propiedad intelectual sobre ella. 2 En el supuesto de que el autor opte por el acceso restringido, este apartado quedaría redactado en los siguientes términos:
(c) Comunicarla y ponerla a disposición del público a través de un archivo institucional, accesible de modo restringido, en los términos previstos en el Reglamento del Repositorio Institucional
3 En el supuesto de que el autor opte por el acceso restringido, este apartado quedaría eliminado.

3
5º. Deberes del autor.
El autor se compromete a:
a) Garantizar que el compromiso que adquiere mediante el presente escrito no infringe ningún derecho de terceros, ya sean de propiedad industrial, intelectual o cualquier otro.
b) Garantizar que el contenido de las obras no atenta contra los derechos al honor, a la intimidad y a la imagen de terceros.
c) Asumir toda reclamación o responsabilidad, incluyendo las indemnizaciones por daños, que pudieran ejercitarse contra la Universidad por terceros que vieran infringidos sus derechos e intereses a causa de la cesión.
d) Asumir la responsabilidad en el caso de que las instituciones fueran condenadas por infracción de derechos derivada de las obras objeto de la cesión.
6º. Fines y funcionamiento del Repositorio Institucional.
La obra se pondrá a disposición de los usuarios para que hagan de ella un uso justo y respetuoso con los derechos del autor, según lo permitido por la legislación aplicable, y con fines de estudio, investigación, o cualquier otro fin lícito. Con dicha finalidad, la Universidad asume los siguientes deberes y se reserva las siguientes facultades:
a) Deberes del repositorio Institucional:
- La Universidad informará a los usuarios del archivo sobre los usos permitidos, y no garantiza ni asume responsabilidad alguna por otras formas en que los usuarios hagan un uso posterior de las obras no conforme con la legislación vigente. El uso posterior, más allá de la copia privada, requerirá que se cite la fuente y se reconozca la autoría, que no se obtenga beneficio comercial, y que no se realicen obras derivadas.
- La Universidad no revisará el contenido de las obras, que en todo caso permanecerá bajo la responsabilidad exclusiva del autor y no estará obligada a ejercitar acciones legales en nombre del autor en el supuesto de infracciones a derechos de propiedad intelectual derivados del depósito y archivo de las obras. El autor renuncia a cualquier reclamación frente a la Universidad por las formas no ajustadas a la legislación vigente en que los usuarios hagan uso de las obras.
- La Universidad adoptará las medidas necesarias para la preservación de la obra en un futuro.
b) Derechos que se reserva el Repositorio institucional respecto de las obras en él registradas:



ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
INGENIERÍA INVERSA PARA LA CARACTERIZACIÓN DIMENSIONAL Y
GEOMÉTRICA DE UNA PIEZA MECÁNICA
Autor: Ignacio Ramírez Ramón-Borja Directora: Dra. María Ana Sáenz Nuño
Madrid Mayo 2015


INGENIERÍA INVERSA PARA LA CARACTERIZACIÓN DIMENSIONAL Y GEOMÉTRICA DE UNA PIEZA MECÁNICA
Autor: Ramírez Ramón-Borja, Ignacio.
Directora: Sáenz Nuño, María Ana.
Entidad Colaborativa: ICAI – Universidad Pontificia Comillas.
RESUMEN DEL PROYECTO
Objetivo
Este proyecto trata sobre el desarrollo de un proceso de medición de una pieza
mecánica mediante el brazo de medición por contacto y otros instrumentos si fuese
necesario.
El procedimiento se ha desarrollado de acuerdo con el CEM (Centro Español de
Metrología) siguiendo un esquema general establecido por el mismo.
Pieza medida
La pieza del proyecto es una pieza mecánica que se usa para que futuros metrólogos se
formen.
Procedimiento de medida
Los pasos seguidos en el proyecto son los siguientes:
- Croquis de la pieza.
- Medición de la pieza con el calibre.
- Plano de la pieza con Solid Edge.
- Definición de parámetros necesarios sobre el plano.
- Medir en el laboratorio.
- Tabla Excel con las mediciones del laboratorio.
- Modificar el plano con las medidas reales de la pieza.
Equipos usados
o Brazo de medición por contacto.
o Perfilómetro.
o Máquina de visión.
o Calibre.
o Goniómetro.
o Equipos auxiliares.
Resultados
En total se han realizado 55 medidas para definir la pieza mecánica. Por cada medida se
efectúan 10 mediciones (550 mediciones en total). Con estas mediciones, se realizan las
tablas de incertidumbres de cada uno y se llega a una incertidumbre expandida que será
la que nos dé la tolerancia final de la cota. Se efectúa también por cada medida, un
análisis de las distintas contribuciones a la incertidumbre para ver cuál es la magnitud
principal causante del error. A continuación se le atribuye a cada medida un intervalo de
tolerancia en función de su desviación e incertidumbre final. Con todos los valores y sus
incertidumbres finales se elabora un plano final donde se recogen todos los resultados.

Presupuesto
El valor final al que asciende el Proyecto es de 15.247,74€ (Quince Mil Doscientos
Cuarenta y Siete y Setenta y Cuatro céntimos), impuesto incluidos.
Conclusiones
Cada vez más la Metrología gana más importancia. La industria es una competencia
contínua y por ello el control de calidad es de gran importancia para asegurar unos
mínimos de calidad y mejorar los diseños ganando precisión y, por tanto, calidad.
Una vez finalizado el proyecto, se puede concluir que los resultados están dentro de lo
esperado. Todas las incertidumbres están en un rango de valores normales. El mayor
error es por la repetibilidad la gran causante de que las medidas no sean más precisas,
deberíamos realizar más veces la misma medida. Cuantas más veces se hagan mejor.
También se podría mejorar la precisión de las medidas mejorando el sistema de sujeción
para que la pieza no se mueva en ninguna medida.
Al principio del proyecto el ingeniero, después de su formación, tenía menos
experiencia. Con más experiencia se obtienen mejores resultados.
Pero lo más importante a destacar del proyecto es que el proceso de medición es el
idóneo para cumplir el objetivo de este proyecto. Que es realizar ingeniería inversa de la
pieza mecánica realizando su plano a partir de la pieza. Con ello se consiguen unas
incertidumbres perfectamente válidas para poder realizar posteriormente la fabricación
de la pieza, mecanizando consiguiendo la misma calidad que la pieza original.


REVERSE ENGINEERING FOR DIMENSIONAL AND GEOMETRIC CHARACTERISTICS OF A MECHANICAL PART
Author: Ramírez Ramón-Borja, Ignacio.
Director: Sáenz Nuño, María Ana.
Collaborating Institution: ICAI – Universidad Pontificia Comillas.
PROJECT SUMMARY
Scope
This Project involves the development of a procedure for the mechanical part
measurement with the faro arm and other instruments if it is necessary.
This procedure has been developed according to the CEM (Spanish Metrology Center).
Measured piece
The measured part is a mechanical part that is used in order to train future metrologists.

Measurement procedure
The steps followed in the project are:
- Sketch of the part.
- Mesurement of the part with the caliber.
- A part technical drawing with Solid Edge.
- Definition of parameters required with in the technical drawing.
- Measured in the laboratory.
- Table Excel with laboratory measurements.
- Modify the technical drawing with the actual measurements of the part.
Equipment used
o Faro arm.
o Profilometer.
o Vision Machine.
o Caliber.
o Goniometer.
o Auxiliary equipment.
Results
The part is completely measured with 55 steps to define it. In each, 10 measurements
are made (550 measurements in total). With this measurements the tables of
uncertainties are made, obtaining from them an expanded uncertainty that will help with
the final size tolerance and analysis of the various contributions to uncertainty is done to
evaluate which magnitude may cause the error. The following step consisted in
attributing to each measure the tolerance range. A final technical drawing it is
developed with the uncertainty budget.

Economical budget
The final value cost of the Project is €15.247,74 (Fifteen Thousand Two Hundred Forty-
Seven and Seventy-Four Cents), taxes included.
Conclusions
Nowadays, metrology has become a very important subject. The industry is a
continuous competition and therefore quality control is important in order to ensure
minimum quality and improval designs.
The results of the Project are within expectations. All uncertainties and their
contributions are in the range of normal values. The biggest mistake is the repeatability,
we should do more times the same measure.
Measurements precision could have been improved so that the part can’t move in any of
the measurements. In the beginning of the Project, the engineer, after his formation, was
less experienced. With better and major experience, greater results could have been
obtained. The most important issue to highlight in this Project is the fact that the
measurement process has been the idoneous in order to achieve the objective in this
Project, which is to develop the reverse engineering to the mechanical part, developing
the technical drawing from the part; with this aproach we have achieved some
reasonable valid uncertainities in order to build the piece later on, achieving the same
quality as in the original part.


UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
ESTE PROYECTO CONTIENE LOS SIGUIENTES DOCUMENTOS
DOCUMENTO 1: MEMORIA pág. 1 a 256
256 páginas
DOCUMENTO 2: PLANOS pág. 1 a 5
5 páginas
DOCUMENTO 3: PLIEGO DE CONDICIONES pág. 1 a 23
23 páginas
DOCUMENTO 4: PRESUPUESTO pág. 1 a 12
12 páginas
DOCUMENTO 5: ANEXOS pág. 1 a 128
128 páginas


ÍNDICE DE LA MEMORIA
I
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Índice de la memoria
Documento 1: Memoria ......................................................................................... 9
Capítulo 1 Introducción ................................................................................. 11
1.1 INTRODUCCIÓN ......................................................................................... 11
1.2 ESTADO DE LA CUESTIÓN ...................................................................... 12
1.3 MOTIVACIÓN .............................................................................................. 13
1.4 OBJETIVOS DEL PROYECTO ................................................................. 13
1.5 METODOLOGÍA DE TRABAJO ............................................................... 14
1.6 CRONOGRAMA ESPERADO DEL PROYECTO ................................... 16
1.7 RECURSOS A EMPLEAR .......................................................................... 17
Capítulo 2 Introducción general .................................................................... 19
2.1 CONCEPTO DE METROLOGÍA .............................................................. 19
2.2 UTILIDAD DE LA METROLOGÍA ........................................................... 20
2.3 HISTORIA DE LA METROLOGÍA ........................................................... 20
2.3.1 Ciencia y Metrología en España................................................................................... 23 2.3.2 La etapa más reciente de la Metrología en España ....................................................... 31
2.4 TIPOS DE METROLOGÍA ......................................................................... 35
2.4.1 Metrología científica .................................................................................................... 35 2.4.2 Metrología industrial .................................................................................................... 36 2.4.3 Metrología legal ........................................................................................................... 36
2.5 INGENIERÍA INVERSA ............................................................................. 37
2.6 USOS FRECUENTES DE LA INGENIERÍA INVERSA ......................... 39
2.7 PROCESO DE LA INGENIERÍA INVERSA ............................................ 40

ÍNDICE DE LA MEMORIA
II
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
2.8 INCERTIDUMBRE DE MEDIDA SEGÚN ISO ....................................... 41
2.8.1 Clases de incertidumbres .............................................................................................. 41 2.8.2 Estimación de una magnitud ........................................................................................ 42 2.8.3 Evaluación tipo A ......................................................................................................... 42 2.8.4 Evaluación tipo b ......................................................................................................... 43 2.8.5 Incertidumbre típica combinada ................................................................................... 44 2.8.6 Incertidumbre expandida .............................................................................................. 45 2.8.7 Calibraciones ................................................................................................................ 45
Capítulo 3 Trabajo en el laboratorio .............................................................. 47
3.1 CROQUIS DE LA PIEZA ............................................................................ 48
3.2 MEDICIÓN DE LA PIEZA CON EL CALIBRE ...................................... 48
3.3 PLANO DE LA PIEZA CON SOLID EDGE ............................................. 50
3.4 DEFINICIÓN DE PARÁMETROS NECESARIOS SOBRE EL PLANO
52
3.5 MEDIDAS EN EL LABORATORIO .......................................................... 52
3.6 TABLA EXCEL CON LAS MEDIDAS DEL LABORATORIO.............. 57
3.7 MODIFICAR EL PLANO CON LAS MEDIDAS REALES DE LA
PIEZA 58
Capítulo 4 Procedimiento de medida ............................................................. 59
4.1 OBJETIVO .................................................................................................... 59
4.2 DESCRIPCIÓN DETALLADA ................................................................... 59
4.2.1 Conocimiento necesario ............................................................................................... 59 4.2.2 Normativa .................................................................................................................... 59 4.2.3 Funcionalidad de la pieza ............................................................................................. 60 4.2.4 Elección de los instrumentos necesarios para medir la pieza ....................................... 60 4.2.5 Elección de los parámetros a medir .............................................................................. 60 4.2.6 Elaboración de los planos ............................................................................................. 61 4.2.7 Medidas en el laboratorio ............................................................................................. 61 4.2.8 Incertidumbres ............................................................................................................. 61 4.2.9 Plano ............................................................................................................................ 62
4.3 REGISTRO DE MEDIDAS.......................................................................... 62

ÍNDICE DE LA MEMORIA
III
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
4.4 TABLA DE INCERTIDUMBRES ............................................................... 66
Capítulo 5 Equipos y materiales empleados .................................................. 69
5.1 EQUIPOS PRINCIPALES ........................................................................... 69
5.1.1 Brazo de medición por contacto ................................................................................... 69 5.1.2 Perfilómetro ................................................................................................................. 70 5.1.3 Máquina de visión ........................................................................................................ 71 5.1.4 Calibre (pie de rey) ...................................................................................................... 72 5.1.5 Goniómetro .................................................................................................................. 73
5.2 EQUIPOS SECUNDARIOS O AUXILIARES ........................................... 74
5.2.1 Sujeciones .................................................................................................................... 74 5.2.2 Banco de apoyo ............................................................................................................ 75 5.2.3 Mesa de una coordenada .............................................................................................. 76
5.3 SOFTWARE .................................................................................................. 77
5.4 CRONOGRAMA ........................................................................................... 77
Capítulo 6 Resultados ..................................................................................... 79
Capítulo 7 Cálculos ....................................................................................... 189
Capítulo 8 Presupuesto ................................................................................. 247
Capítulo 9 Conclusiones ............................................................................... 249
Capítulo 10 Propuestas para futuros proyectos ............................................. 251
Capítulo 11 Normativa ................................................................................... 253
Bibliografía 255

ÍNDICE DE LA MEMORIA
IV
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL

ÍNDICE DE FIGURAS
V
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Índice de figuras
Figura 1. Campos de la metrología ....................................................................... 19
Figura 2. Palma, cuarta, dedo y pulgada ............................................................... 21
Figura 3. Unidades antropométricas ...................................................................... 21
Figura 4. Tipos de metrología ............................................................................... 35
Figura 5. Sentido de la ingeniería inversa ............................................................. 39
Figura 6. Pieza mecánica a realizar ingeniería inversa ......................................... 47
Figura 7. Croquis de la pieza (planta, alzado y perfil) .......................................... 49
Figura 8. Denominación de los planos, cilindros y conos de la pieza ................... 51
Figura 9. Brazo de medición por contacto de Laboratorio de Metrología ............ 52
Figura 10. Pieza con sujeción simple encima de una mesa de 1 coordenada ........ 53
Figura 11. Pieza con mejora de la sujeción ........................................................... 53
Figura 12. Pieza con la sujeción definitiva ............................................................ 54
Figura 13. Perfilómetro del Laboratorio de Metrología ........................................ 55
Figura 14. Limitación del Perfilómetro por la longitud del palpador ................... 55
Figura 15. Software del Perfilómetro (Formpak) .................................................. 56
Figura 16. Máquina de Visión del Laboratorio de Metrología .............................. 57
Figura 17. Gráfica de la contribución común a todas las medidas ........................ 65
Figura 18. Gráfica de la Contribución sin Repetibilidad de la medida D1 ........... 66
Figura 19. Brazo de medición por contacto del laboratorio .................................. 69
Figura 20. Perfilómetro del laboratorio ................................................................. 70
Figura 21. Máquina de visión del laboratorio ....................................................... 71
Figura 22. Pie de rey con sus partes ...................................................................... 72

ÍNDICE DE FIGURAS
VI
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 23. Pie de rey del Laboratorio de Metrología ............................................ 72
Figura 24. Goniómetro con sus partes ................................................................... 73
Figura 25. Goniómetro del Laboratorio de Metrología ......................................... 73
Figura 26. Sujeción usado para fijar la pieza mecánica ........................................ 74
Figura 27. Elementos usados para la sujeción de la pieza mecánica .................... 74
Figura 28. Resultado de la pieza sujeta ................................................................. 75
Figura 29. Banco de apoyo del Brazo de medición por contacto .......................... 75
Figura 30. Banco de apoyo donde se sujetó la pieza para medirla con el brazo de
medición por contacto ........................................................................................... 76
Figura 31. Mesa de una coordenada con la pieza .................................................. 76
Figura 32. Gráfica de la Contribución sin repetibilidad de la medida D1 ............. 82
Figura 33. Gráfica de la Contribución sin repetibilidad de la medida D2 ............. 84
Figura 34. Gráfica de la Contribución sin repetibilidad de la medida D3 ............. 86
Figura 35. Gráfica de la Contribución sin repetibilidad de la medida D4 ............. 88
Figura 36. Gráfica de la Contribución sin repetibilidad de la medida D5 ............. 90
Figura 37. Gráfica de la Contribución sin repetibilidad de la medida D6 ............. 92
Figura 38. Gráfica de la Contribución sin repetibilidad de la medida D7 ............. 94
Figura 39. Gráfica de la Contribución sin repetibilidad de la medida D8 ............. 96
Figura 40. Gráfica de la Contribución sin repetibilidad de la medida D9 ............. 98
Figura 41. Gráfica de la Contribución sin repetibilidad de la medida D10 ......... 100
Figura 42. Gráfica de la Contribución sin repetibilidad de la medida D11 ......... 102
Figura 43. Gráfica de la Contribución sin repetibilidad de la medida D12 ......... 104
Figura 44. Gráfica de la Contribución sin repetibilidad de la medida D13 ......... 106
Figura 45. Gráfica de la Contribución sin repetibilidad de la medida D14 ......... 108
Figura 46. Gráfica de la Contribución sin repetibilidad de la medida L1 ........... 110
Figura 47. Gráfica de la Contribución sin repetibilidad de la medida L2 ........... 112
Figura 48. Gráfica de la Contribución sin repetibilidad de la medida L3 ........... 114

ÍNDICE DE FIGURAS
VII
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 49. Gráfica de la Contribución sin repetibilidad de la medida L4 ........... 116
Figura 50. Gráfica de la Contribución sin repetibilidad de la medida L5 ........... 118
Figura 51. Gráfica de la Contribución sin repetibilidad de la medida L6 ........... 120
Figura 52. Gráfica de la Contribución sin repetibilidad de la medida L7 ........... 122
Figura 53. Gráfica de la Contribución sin repetibilidad de la medida L8 ........... 124
Figura 54. Gráfica de la Contribución sin repetibilidad de la medida L9 ........... 126
Figura 55. Gráfica de la Contribución sin repetibilidad de la medida L10 ......... 128
Figura 56. Gráfica de la Contribución sin repetibilidad de la medida L11 ......... 130
Figura 57. Gráfica de la Contribución sin repetibilidad de la medida L12 ......... 132
Figura 58. Gráfica de la Contribución sin repetibilidad de la medida L13 ......... 134
Figura 59. Gráfica de la Contribución sin repetibilidad de la medida L14 ......... 136
Figura 60. Gráfica de la Contribución sin repetibilidad de la medida L15 ......... 138
Figura 61. Gráfica de la Contribución sin repetibilidad de la medida L16 ......... 140
Figura 62. Gráfica de la Contribución sin repetibilidad de la medida L17 ......... 142
Figura 63. Gráfica de la Contribución sin repetibilidad de la medida L18 ......... 144
Figura 64. Gráfica de la Contribución sin repetibilidad de la medida L19 ......... 146
Figura 65. Gráfica de la Contribución sin repetibilidad de la medida L20 ......... 148
Figura 66. Gráfica de la Contribución sin repetibilidad de la medida L21 ......... 150
Figura 67. Gráfica de la Contribución sin repetibilidad de la medida L23 ......... 152
Figura 68. Gráfica de la Contribución sin repetibilidad de la medida L24 ......... 154
Figura 69. Gráfica de la Contribución sin repetibilidad de la medida L25 ......... 156
Figura 70. Gráfica de la Contribución sin repetibilidad de la medida L26 ......... 158
Figura 71. Gráfica de la Contribución sin repetibilidad de la medida L27 ......... 160
Figura 72. Gráfica de la Contribución sin repetibilidad de la medida L28 ......... 162
Figura 73. Gráfica de la Contribución sin repetibilidad de la medida L29 ......... 164
Figura 74. Gráfica de la Contribución sin repetibilidad de la medida L30 ......... 166
Figura 75. Gráfica de la Contribución sin repetibilidad de la medida R1 ........... 168
ÍNDICE DE FIGURAS
VIII
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 76. Gráfica de la Contribución sin repetibilidad de la medida R2 ........... 170
Figura 77. Gráfica de la Contribución sin repetibilidad de la medida R3 ........... 172
Figura 78. Gráfica de la Contribución sin repetibilidad de la medida R4 ........... 174
Figura 79. Gráfica de la Contribución sin repetibilidad de la medida R5 ........... 176
Figura 80. Gráfica de la Contribución sin repetibilidad de la medida R6 ........... 178
Figura 81. Gráfica de la Contribución sin repetibilidad de la medida R7 ........... 180
Figura 82. Gráfica de la Contribución sin repetibilidad de la medida A1 ........... 182
Figura 83. Gráfica de la Contribución sin repetibilidad de la medida A2 ........... 184
Figura 84. Gráfica de la Contribución sin repetibilidad de la medida A3 ........... 186
Figura 85. Gráfica de la Contribución sin repetibilidad de la medida A4 ........... 188

Documento 1: Memoria
- 1 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Índice de tablas
Tabla 1.Cronograma previo al proyecto ................................................................ 16
Tabla 2. Factor según nivel de confianza de la distribución Normal .................... 43
Tabla 3. Ejemplo de representación de medidas longitudinales y angulares ........ 63
Tabla 4. Representación del promedio e IT de las medidas .................................. 63
Tabla 5. Tabla de ejemplo de las contribuciones con y sin repetibilidad .............. 64
Tabla 6. Ejemplo de la tabla de incertidumbres .................................................... 67
Tabla 7. Cronograma real del proyecto ................................................................. 77
Tabla 8. Representación de las medidas, promedio IT y contribuciones de la
medida D1 ............................................................................................................. 81
Tabla 9. Representación de las medidas, promedio IT y contribuciones de la
medida D2 ............................................................................................................. 83
Tabla 10. Representación de las medidas, promedio IT y contribuciones de la
medida D3 ............................................................................................................. 85
Tabla 11. Representación de las medidas, promedio IT y contribuciones de la
medida D4 ............................................................................................................. 87
Tabla 12. Representación de las medidas, promedio IT y contribuciones de la
medida D5 ............................................................................................................. 89
Tabla 13. Representación de las medidas, promedio IT y contribuciones de la
medida D6 ............................................................................................................. 91
Tabla 14. Representación de las medidas, promedio IT y contribuciones de la
medida D7 ............................................................................................................. 93

Documento 1: Memoria
- 2 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Tabla 15. Representación de las medidas, promedio IT y contribuciones de la
medida D8 ............................................................................................................. 95
Tabla 16. Representación de las medidas, promedio IT y contribuciones de la
medida D9 ............................................................................................................. 97
Tabla 17. Representación de las medidas, promedio IT y contribuciones de la
medida D10 ........................................................................................................... 99
Tabla 18. Representación de las medidas, promedio IT y contribuciones de la
medida D11 ......................................................................................................... 101
Tabla 19. Representación de las medidas, promedio IT y contribuciones de la
medida D12 ......................................................................................................... 103
Tabla 20. Representación de las medidas, promedio IT y contribuciones de la
medida D13 ......................................................................................................... 105
Tabla 21. Representación de las medidas, promedio IT y contribuciones de la
medida D14 ......................................................................................................... 107
Tabla 22. Representación de las medidas, promedio IT y contribuciones de la
medida L1 ............................................................................................................ 109
Tabla 23. Representación de las medidas, promedio IT y contribuciones de la
medida L2 ............................................................................................................ 111
Tabla 24. Representación de las medidas, promedio IT y contribuciones de la
medida L3 ............................................................................................................ 113
Tabla 25. Representación de las medidas, promedio IT y contribuciones de la
medida L4 ............................................................................................................ 115
Tabla 26. Representación de las medidas, promedio IT y contribuciones de la
medida L5 ............................................................................................................ 117
Tabla 27. Representación de las medidas, promedio IT y contribuciones de la
medida L6 ............................................................................................................ 119
Tabla 28. Representación de las medidas, promedio IT y contribuciones de la
medida L7 ............................................................................................................ 121

Documento 1: Memoria
- 3 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Tabla 29. Representación de las medidas, promedio IT y contribuciones de la
medida L8 ............................................................................................................ 123
Tabla 30. Representación de las medidas, promedio IT y contribuciones de la
medida L9 ............................................................................................................ 125
Tabla 31. Representación de las medidas, promedio IT y contribuciones de la
medida L10 .......................................................................................................... 127
Tabla 32. Representación de las medidas, promedio IT y contribuciones de la
medida L11 .......................................................................................................... 129
Tabla 33. Representación de las medidas, promedio IT y contribuciones de la
medida L12 .......................................................................................................... 131
Tabla 34. Representación de las medidas, promedio IT y contribuciones de la
medida L13 .......................................................................................................... 133
Tabla 35. Representación de las medidas, promedio IT y contribuciones de la
medida L14 .......................................................................................................... 135
Tabla 36. Representación de las medidas, promedio IT y contribuciones de la
medida L15 .......................................................................................................... 137
Tabla 37. Representación de las medidas, promedio IT y contribuciones de la
medida L16 .......................................................................................................... 139
Tabla 38. Representación de las medidas, promedio IT y contribuciones de la
medida L17 .......................................................................................................... 141
Tabla 39. Representación de las medidas, promedio IT y contribuciones de la
medida L18 .......................................................................................................... 143
Tabla 40. Representación de las medidas, promedio IT y contribuciones de la
medida L19 .......................................................................................................... 145
Tabla 41. Representación de las medidas, promedio IT y contribuciones de la
medida L20 .......................................................................................................... 147
Tabla 42. Representación de las medidas, promedio IT y contribuciones de la
medida L21 .......................................................................................................... 149

Documento 1: Memoria
- 4 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Tabla 43. Representación de las medidas, promedio IT y contribuciones de la
medida L23 .......................................................................................................... 151
Tabla 44. Representación de las medidas, promedio IT y contribuciones de la
medida L24 .......................................................................................................... 153
Tabla 45. Representación de las medidas, promedio IT y contribuciones de la
medida L25 .......................................................................................................... 155
Tabla 46. Representación de las medidas, promedio IT y contribuciones de la
medida L26 .......................................................................................................... 157
Tabla 47. Representación de las medidas, promedio IT y contribuciones de la
medida L27 .......................................................................................................... 159
Tabla 48. Representación de las medidas, promedio IT y contribuciones de la
medida L28 .......................................................................................................... 161
Tabla 49. Representación de las medidas, promedio IT y contribuciones de la
medida L29 .......................................................................................................... 163
Tabla 50. Representación de las medidas, promedio IT y contribuciones de la
medida L30 .......................................................................................................... 165
Tabla 51. Representación de las medidas, promedio IT y contribuciones de la
medida R1 ............................................................................................................ 167
Tabla 52. Representación de las medidas, promedio IT y contribuciones de la
medida R2 ............................................................................................................ 169
Tabla 53. Representación de las medidas, promedio IT y contribuciones de la
medida R3 ............................................................................................................ 171
Tabla 54. Representación de las medidas, promedio IT y contribuciones de la
medida R4 ............................................................................................................ 173
Tabla 55. Representación de las medidas, promedio IT y contribuciones de la
medida R5 ............................................................................................................ 175
Tabla 56. Representación de las medidas, promedio IT y contribuciones de la
medida R6 ............................................................................................................ 177
Documento 1: Memoria
- 5 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Tabla 57. Representación de las medidas, promedio IT y contribuciones de la
medida R7 ............................................................................................................ 179
Tabla 58. Representación de las medidas, promedio IT y contribuciones de la
medida A1 ........................................................................................................... 181
Tabla 59. Representación de las medidas, promedio IT y contribuciones de la
medida A2 ........................................................................................................... 183
Tabla 60. Representación de las medidas, promedio IT y contribuciones de la
medida A3 ........................................................................................................... 185
Tabla 61. Representación de las medidas, promedio IT y contribuciones de la
medida A4 ........................................................................................................... 187
Tabla 62. Incertidumbres medida D1 .................................................................. 191
Tabla 63. Incertidumbres medida D2 .................................................................. 192
Tabla 64. Incertidumbres medida D3 .................................................................. 193
Tabla 65. Incertidumbres medida D4 .................................................................. 194
Tabla 66. Incertidumbres medida D5 .................................................................. 195
Tabla 67. Incertidumbres medida D6 .................................................................. 196
Tabla 68. Incertidumbres medida D7 .................................................................. 197
Tabla 69. Incertidumbres medida D8 .................................................................. 198
Tabla 70. Incertidumbres medida D9 .................................................................. 199
Tabla 71. Incertidumbres medida D10 ................................................................ 200
Tabla 72. Incertidumbres medida D11 ................................................................ 201
Tabla 73. Incertidumbres medida D12 ................................................................ 202
Tabla 74. Incertidumbres medida D13 ................................................................ 203
Tabla 75. Incertidumbres medida D14 ................................................................ 204
Tabla 76. Incertidumbres medida L1 .................................................................. 205
Tabla 77. Incertidumbres medida L2 .................................................................. 206
Tabla 78. Incertidumbres medida L3 .................................................................. 207
Tabla 79. Incertidumbres medida L4 .................................................................. 208
Documento 1: Memoria
- 6 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Tabla 80. Incertidumbres medida L5 .................................................................. 209
Tabla 81. Incertidumbres medida L6 .................................................................. 210
Tabla 82. Incertidumbres medida L7 .................................................................. 211
Tabla 83. Incertidumbres medida L8 .................................................................. 212
Tabla 84. Incertidumbres medida L9 .................................................................. 213
Tabla 85. Incertidumbres medida L10 ................................................................ 214
Tabla 86. Incertidumbres medida L11 ................................................................ 215
Tabla 87. Incertidumbres medida L12 ................................................................ 216
Tabla 88. Incertidumbres medida L13 ................................................................ 217
Tabla 89. Incertidumbres medida L14 ................................................................ 218
Tabla 90. Incertidumbres medida L15 ................................................................ 219
Tabla 91. Incertidumbres medida L16 ................................................................ 220
Tabla 92. Incertidumbres medida L17 ................................................................ 221
Tabla 93. Incertidumbres medida L18 ................................................................ 222
Tabla 94. Incertidumbres medida L19 ................................................................ 223
Tabla 95. Incertidumbres medida L20 ................................................................ 224
Tabla 96. Incertidumbres medida L21 ................................................................ 225
Tabla 97. Incertidumbres medida L23 ................................................................ 226
Tabla 98. Incertidumbres medida L24 ................................................................ 227
Tabla 99. Incertidumbres medida L25 ................................................................ 228
Tabla 100. Incertidumbres medida L26 .............................................................. 229
Tabla 101. Incertidumbres medida L27 .............................................................. 230
Tabla 102. Incertidumbres medida L28 .............................................................. 231
Tabla 103. Incertidumbres medida L29 .............................................................. 232
Tabla 104. Incertidumbres medida L30 .............................................................. 233
Tabla 105. Incertidumbres medida R1 ................................................................ 234
Tabla 106. Incertidumbres medida R2 ................................................................ 235

Documento 1: Memoria
- 7 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Tabla 107. Incertidumbres medida R3 ................................................................ 236
Tabla 108. Incertidumbres medida R4 ................................................................ 237
Tabla 109. Incertidumbres medida R5 ................................................................ 238
Tabla 110. Incertidumbres medida R6 ................................................................ 239
Tabla 111. Incertidumbres medida R7 ................................................................ 240
Tabla 112. Incertidumbres medida A1 ................................................................ 241
Tabla 113. Incertidumbres medida A2 ................................................................ 242
Tabla 114. Incertidumbres medida A3 ................................................................ 243
Tabla 115. Incertidumbres medida A4 ................................................................ 244

Documento 1: Memoria
- 8 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL

Introducción
- 9 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
DOCUMENTO 1: MEMORIA

Introducción
- 10 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL

Introducción
- 11 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Capítulo 1 INTRODUCCIÓN
1.1 INTRODUCCIÓN
La finalidad del proyecto es la de diseñar un procedimiento de medida teniendo en
cuenta aquellos parámetros que mejor definan la pieza mecánica. Todo ello es
para, finalmente, elaborar el plano de dicha pieza.
Antes de empezar incluso a pensar cómo se realizará el proyecto, es importante la
formación sobre ingeniería inversa.
El proyecto comienza con un croquis inicial de la pieza para elegir los parámetros
necesarios para medir correctamente la pieza.
Posteriormente se mide en el laboratorio para poder realizar los cálculos que se
necesitan para sacar la precisión de la pieza y, con todo ello, elaborar finalmente
el plano.
En la segunda parte del proyecto es donde aparece la explicación de qué
procedimiento de medida se ha empleado y porqué, incluyendo las medidas del
laboratorio, los cálculos y sus resultados.
La ingeniería inversa es el proceso en el que se estudia de qué está, cómo funciona
y cómo ha sido fabricado a partir de la pieza ya fabricada. Como su nombre
indica, es el proceso contrario al efectuado normalmente en la industria, la
fabricación de una pieza a partir del plano diseñado previamente.
Si un producto o material se obtiene mediante ingeniería inversa de manera
apropiada, se trata de un proceso legítimo y legal.
Así los productos genéricos realizados mediante la información que nos
proporciona la ingeniería inversa se pueden fabricar.

Introducción
- 12 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
La ingeniería inversa es un proceso mediante el cual se estudia la pieza hasta el
punto de conocer su funcionamiento y de poder modificarlo y mejorarlo si fuese
necesario.
El desarrollo del procedimiento de medida se realizará teniendo en cuenta los
aspectos relacionados con la metrología de la pieza mecánica.
1.2 ESTADO DE LA CUESTIÓN
En las dos últimas décadas la ingeniería inversa ha evolucionado
representativamente, posibilitando un continuo mejoramiento de los procesos de
construcción de software, permitiendo a arquitectos y desarrolladores tener una
clara imagen del sistema que están construyendo, disminuyendo la posibilidad de
error al facilitar la verificación de la coherencia entre el código desarrollado y la
arquitectura propuesta, facilitando a su vez el mantenimiento y la adquisición de
conocimiento de sistemas heredados. Esto se evidencia en el surgimiento de un
número cada vez más amplio de herramientas de ingeniería inversa que ofrecen
múltiples funcionalidades. Pero, en realidad, cualquier producto puede ser objeto
de un análisis de Ingeniería Inversa.
El proyecto se basa en lo establecido por el CEMEl procedimiento de medida que
se va a desarrollar en el proyecto ha sido diseñado de acuerdo con el modelo
establecido por el CEM (Centro Español de Metrología), y por lo tanto se sigue un
esquema general establecido por él para el desarrollo de procedimientos.
De esta manera se persigue que el desarrollado en el presente proyecto sea dentro
de lo posible lo más cercano a un procedimiento de medida real.

Introducción
- 13 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
1.3 MOTIVACIÓN
El principal motivo de este proyecto es la creación de un proceso de medición que
pueda ser utilizado en la industria, realizando las medidas con instrumentos de la
más alta precisión posible para realizar el plano de la pieza lo mejor posible.
Es un paso necesario para cualquier pieza. Esta importancia se ve incrementada si
la pieza debe interactuar con otra cuyo funcionamiento debe estar medido y
controlado al milímetro por la precisión que necesitan en su movimiento.
Este proceso además garantiza que le cliente se le ofrece lo que él ha comprado de
acuerdo con lo que necesite o exija.
Por lo tanto es necesario realizar un procedimiento de medida que pueda
garantizar, tanto a una empresa como a un cliente, que las medidas realizadas y las
introducidas en el plano se han realizado de manera fiable y correcta, siguiendo
unas normas establecidas.
1.4 OBJETIVOS DEL PROYECTO
El objetivo del proyecto es obtener un procedimiento de medida para hacer
ingeniería inversa a partir de una pieza mecánica, por tanto, se desea a partir de la
pieza mecánica llegar a realizar su plano indicando la precisión de dichas
magnitudes que se ven afectadas por las máquinas con las que realizaron dichas
medidas.
Para hacer ingeniería inversa se deben seguir unos pasos meticulosamente para
garantizar la calidad de dicho plano final:
- Croquis inicial con medidas del pie de rey
- Plano con los parámetros necesarios para facilitar el trabajo en el
laboratorio.
- Mediciones en el laboratorio con el brazo de medición por contacto,
perfilómetro y máquina de visión.

Introducción
- 14 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Para cumplir el objetivo del proyecto es necesario también reunir dichas medidas
y calcular sus errores de medida y tenerlo en cuenta una vez se haga el plano final
para evaluar y estimar las tolerancias.
1.5 METODOLOGÍA DE TRABAJO
Para poder comenzar el trabajo en el laboratorio se necesita un croquis en donde
aparecen los parámetros a medir y como se medirán.
Para tener ese plano primero se realiza un croquis a mano alzada en donde
aparecen las vistas necesarias para realizar todas las medidas de mi pieza
mecánica. El croquis necesita medidas orientativas de mi pieza, para ello se usa
un pie de rey.
Una vez realizado el croquis se pasa a representar la pieza en 3D con Solid Edge
con las medidas del pie de rey. De ahí obtenemos las vistas que decidimos para
representar la pieza.
Con ese plano sin las medidas se decide qué parámetros harán falta medir
realmente y cómo se medirá de manera más eficiente y cómoda en el laboratorio
con sus máquinas correspondientes. Los nombres que se les pone a dichos
parámetros es necesario ponerlos en orden ya que luego será como se llamen en el
software posteriormente usado en las mediciones. Cuando se hagan las tablas
cualquier malentendido supondría no saber que se ha medido y se deberían repetir
las medidas.
Llegados a este punto se empiezan las mediciones en el laboratorio con precisión.
La primera máquina a usar es el brazo de medición por contacto o faro arm
usando su software correspondiente Calypso. El brazo de medición es la máquina
más precisa de las que voy a usar en el laboratorio.
Los datos se toman de punto a punto hasta tomar unos 10 puntos aleatorios de
cada superficie aproximadamente y Calypso convierte dichos puntos en una
superficie que anteriormente le hemos especificado. Las figuras geométricas que

Introducción
- 15 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
son necesarias especificar en Calypso para nuestra pieza mecánica son planos,
cilindros y un cono, hay muchas más pero no nos hacen falta para la pieza. Estas
medidas se realizan en todas las superficies posibles de la pieza 10 veces
obteniendo 10 veces la pieza obtenida en Calypso. A continuación, con Calypso
se obtienen las distancias radios y diámetros que especifica el plano realizándose
una vez por cada medición de la pieza realizada, en este caso 10 veces distintas.
Cuando se realizan las mediciones de todos los parámetros posibles mediante el
brazo de medición con gran precisión se dispone a realizar las medidas que no
fueron posible con otros aparatos del que se disponen en el laboratorio.
Se eligen el Perfilómetro Mitutoyo Formpak y la Máquina de visión Mitutoyo. El
primero en usarse es el perfilómetro realizando las medidas del mayor número de
parámetros posibles por tener mayor precisión que la máquina de visión y el resto
de medidas se harán con la máquina de visión.
Con el perfilómetro se miden algunos ángulos, siempre que la punta de la
máquina llegue, y la zona ondulada. Para ello se coloca la punta del perfilómetro
encima de la pieza en la zona donde se quiere medir su geometría en un extremo
teniendo en cuenta hacia donde se moverá una vez empiece con la medida. Luego
se moverá de manera rectilínea el punta hasta su tope o hasta que se le indique.
Hay que tener en cuenta que es un aparato sensible y podría romperse frente a
obstáculos.
Y con la máquina de visión se medirán las medidas que falten.
Todas las medidas se realizan según lo establecido en el plano realizado al
principio y en el software de cada máquina se les ha denominado tal y como dice
el plano para saber que se está midiendo en cada momento y tener cierto orden en
las mediciones.
Para la posible realización de las medidas y el cuidado de las máquinas antes de
realizar cualquier medida en cualquier máquina es necesario formarse con dichos
aparatos y software.
Cuando se tienen todas las medidas realizadas en el laboratorio se hará una tabla
en Excel en donde se incluyen todos los parámetros con sus 10 mediciones. En

Introducción
- 16 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
ese momento se revisa que no hayan mediciones atípicas por la posible mal
realización de dicha medida. Si se descubre alguna medición que está mal medida
se repite la medición para tener al final una tabla con medidas precisas.
1.6 CRONOGRAMA ESPERADO DEL PROYECTO
Este es el cronograma que se esperaba llevar a cabo durante el proyecto. Más
adelante se comprobará que hubo ciertas diferencias con respecto al que realmente
se efectuó.
Tabla 1.Cronograma previo al proyecto
Julio (intensivo mañanas)
Agosto-Septiembre
Octubre-Diciembre
Enero-Marzo Abril
Croquis Decisión de parámetros a medir y cómo medir Mediciones en el laboratorio Memoria Tablas con resultados y cálculos Retoques finales

Introducción
- 17 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
1.7 RECURSOS A EMPLEAR
En este proyecto los aparatos con el que se realizan las mediciones son: pie de rey,
brazo de medición por contacto, perfilómetro y máquina de visión.
Al comenzar el proyecto se necesita hacer un croquis en el cual se mide la pieza
con el pie de rey para poder realizar un primer plano mediante Solid Edge con los
parámetros necesarios insertados con el Word.
A continuación, con el plano de parámetros en mano, se mide la pieza 10 veces
con el brazo de medición por contacto adquiriendo gran precisión las mediciones.
El software que se utiliza para el brazo de medición por contacto es Calypso.
Se decide realizar con el perfilómetro las mediciones que no son posibles por su
geometría con el brazo de medición por contacto. Se pone en un extremo de la
superficie que queramos medir la punta del perfilómetro y recorre la superficie en
una recta describiendo dicha superficie para realizar la medida que se desee. Para
recoger las medidas del perfilómetro el software que se emplea es Formpak.
Para finalizar las mediciones del laboratorio se utiliza la máquina de visión
únicamente para el caso de que el perfilómetro no pueda realizar alguna medida
que haga falta por sus limitaciones al no poder llegar a todos los rincones.
Una vez terminado el trabajo del laboratorio lo que queda es realizar tablas
gráficos y medidas que se harán con el Excel.

Introducción
- 18 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Introducción general
- 19 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Capítulo 2 INTRODUCCIÓN GENERAL
2.1 CONCEPTO DE METROLOGÍA
Según la R.A.E. la metrología es: La ciencia que tiene por objeto el estudio el
estudio de los sistemas de pesas y medidas.
La metrología es la ciencia que se ocupa de las mediciones, unidades de medida y
de los equipos utilizados para efectuarlas, así como de su verificación y
calibración periódica. Hay quien la definen como “el arte de las mediciones
correctas y confiables”. Las mediciones son importantes en la mayoría de los
procesos productivos e industriales, así como saber con qué precisión se realiza la
medición. La mayoría de las empresas, independientemente de su tamaño, tienen
“necesidades metrológicas”, aunque no siempre las reconocen como tales.
Empresarios y consumidores necesitan saber la precisión de los productos de la
empresa. Por eso las empresas deben contar con buenos instrumentos y
profesionales para obtener medidas cuya fiabilidad esté dentro de un rango dando
así la precisión necesaria.
Figura 1. Campos de la metrología

Introducción general
- 20 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
2.2 UTILIDAD DE LA METROLOGÍA
Algunas estadísticas señalan que un gran porcentaje de los fallos en una fábrica
están relacionados directamente con la falta de un adecuado sistema metrológico.
Este no solo se refiere al instrumento de medición, sino también al factor humano.
Es decir, se necesita de personal conformación metrológica para el correcto uso de
la maquinaria e interpretación de los resultados obtenidos. El error a la hora de
interpretar los resultados se deben tener en cuenta.
También hay que tener en cuenta que se debe cuidar los equipos de medición para
que estén en perfecto estado y sean capaces de proporcionar la precisión que se
espera a la medida.
2.3 HISTORIA DE LA METROLOGÍA
Desde sus primeras manifestaciones, normalmente incluida dentro de la
antropología general, pasando por la arquitectura y la agrimensura, hasta las
transacciones comerciales, la propiedad de la tierra y el derecho a percibir rentas,
donde rápidamente se encuentra el rastro de alguna operación de medida, la
metrología, al igual que hoy, ha formado parte de la vida diaria de los pueblos.
Antes del Sistema Métrico Decimal, los humanos no tenían más remedio que
echar mano de lo que llevaban encima, su propio cuerpo, para contabilizar e
intercambiar productos. Así aparece el pie como unidad de medida útil para medir
pequeñas parcelas, del orden de la cantidad de suelo que uno necesita. Aparece el
codo, útil para medir piezas de tela u otros objetos que se pueden colocar a la
altura del brazo, en un mostrador o similar. Aparece el paso, útil para medir
terrenos más grandes, caminando por las lindes. Para medidas más pequeñas, de
objetos delicados, aparece la palma y, para menores longitudes, el dedo.
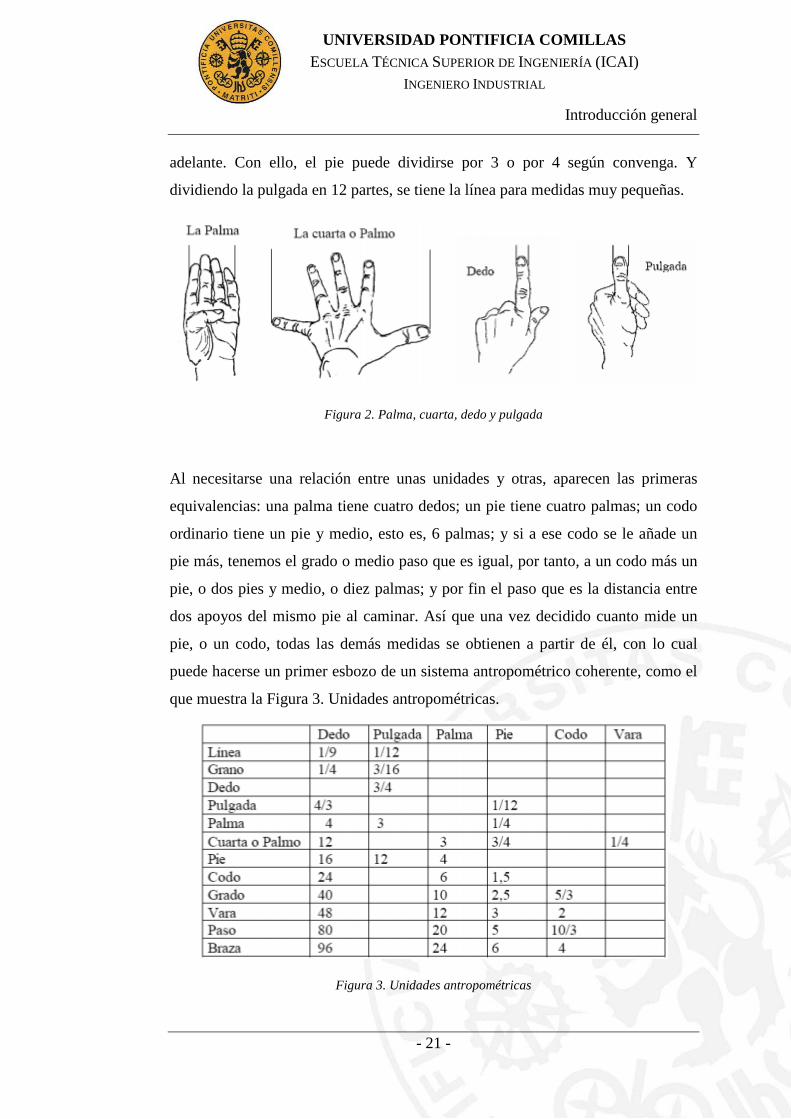
Pero hay un dedo más grueso que los demás, el pulgar, el cual puede incluirse en
el anterior sistema haciendo que valga 4/3 de dedo normal como se ve más
Introducción general
- 21 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
adelante. Con ello, el pie puede dividirse por 3 o por 4 según convenga. Y
dividiendo la pulgada en 12 partes, se tiene la línea para medidas muy pequeñas.
Figura 2. Palma, cuarta, dedo y pulgada
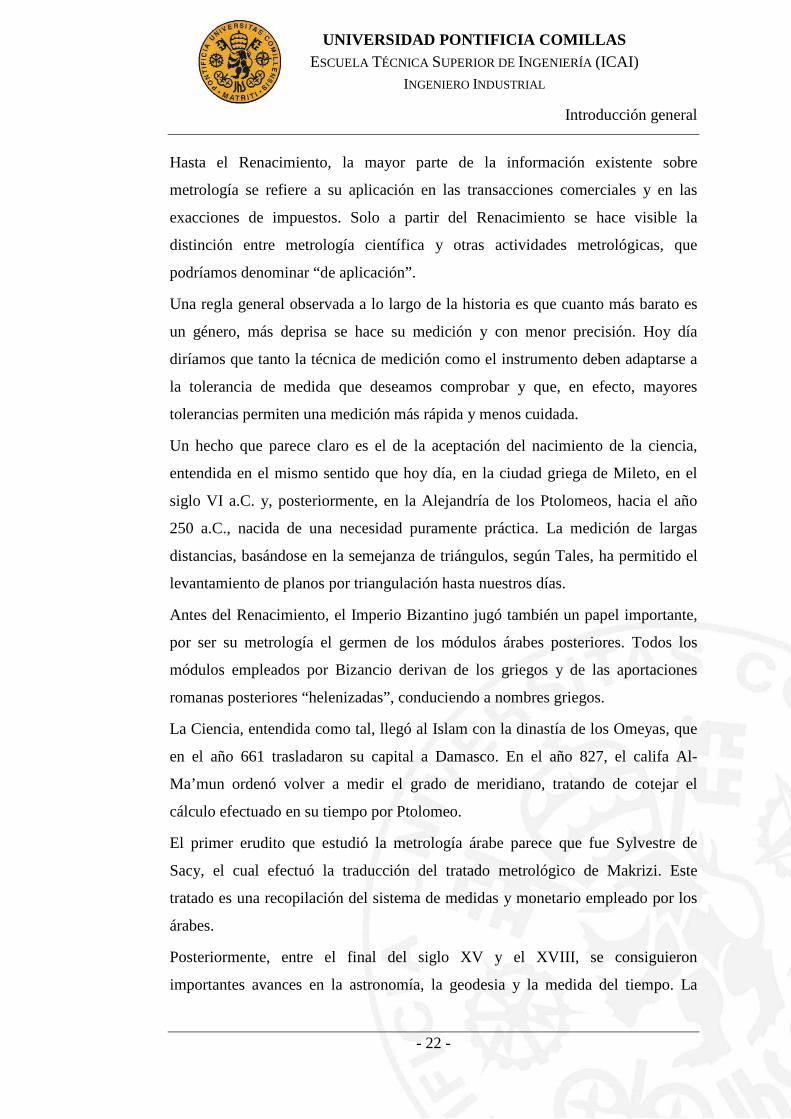
Al necesitarse una relación entre unas unidades y otras, aparecen las primeras
equivalencias: una palma tiene cuatro dedos; un pie tiene cuatro palmas; un codo
ordinario tiene un pie y medio, esto es, 6 palmas; y si a ese codo se le añade un
pie más, tenemos el grado o medio paso que es igual, por tanto, a un codo más un
pie, o dos pies y medio, o diez palmas; y por fin el paso que es la distancia entre
dos apoyos del mismo pie al caminar. Así que una vez decidido cuanto mide un
pie, o un codo, todas las demás medidas se obtienen a partir de él, con lo cual
puede hacerse un primer esbozo de un sistema antropométrico coherente, como el
que muestra la Figura 3. Unidades antropométricas.
Figura 3. Unidades antropométricas
Introducción general
- 22 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Hasta el Renacimiento, la mayor parte de la información existente sobre
metrología se refiere a su aplicación en las transacciones comerciales y en las
exacciones de impuestos. Solo a partir del Renacimiento se hace visible la
distinción entre metrología científica y otras actividades metrológicas, que
podríamos denominar “de aplicación”.
Una regla general observada a lo largo de la historia es que cuanto más barato es
un género, más deprisa se hace su medición y con menor precisión. Hoy día
diríamos que tanto la técnica de medición como el instrumento deben adaptarse a
la tolerancia de medida que deseamos comprobar y que, en efecto, mayores
tolerancias permiten una medición más rápida y menos cuidada.
Un hecho que parece claro es el de la aceptación del nacimiento de la ciencia,
entendida en el mismo sentido que hoy día, en la ciudad griega de Mileto, en el
siglo VI a.C. y, posteriormente, en la Alejandría de los Ptolomeos, hacia el año
250 a.C., nacida de una necesidad puramente práctica. La medición de largas
distancias, basándose en la semejanza de triángulos, según Tales, ha permitido el
levantamiento de planos por triangulación hasta nuestros días.
Antes del Renacimiento, el Imperio Bizantino jugó también un papel importante,
por ser su metrología el germen de los módulos árabes posteriores. Todos los
módulos empleados por Bizancio derivan de los griegos y de las aportaciones
romanas posteriores “helenizadas”, conduciendo a nombres griegos.
La Ciencia, entendida como tal, llegó al Islam con la dinastía de los Omeyas, que
en el año 661 trasladaron su capital a Damasco. En el año 827, el califa Al-
Ma’mun ordenó volver a medir el grado de meridiano, tratando de cotejar el
cálculo efectuado en su tiempo por Ptolomeo.
El primer erudito que estudió la metrología árabe parece que fue Sylvestre de
Sacy, el cual efectuó la traducción del tratado metrológico de Makrizi. Este
tratado es una recopilación del sistema de medidas y monetario empleado por los
árabes.
Posteriormente, entre el final del siglo XV y el XVIII, se consiguieron
importantes avances en la astronomía, la geodesia y la medida del tiempo. La

Introducción general
- 23 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
metrología acompaña y precede en muchos casos a los avances científicos. Todo
esto tiene lugar cuando se establece con firmeza la superioridad del método
experimental frente a la especulación. A partir de esta idea, los científicos exigen
ya instrumentos cada vez más perfectos, pudiendo ser considerados como
metrólogos aquellos que fueron capaces de construirlos por sí mismos.
Durante el Renacimiento aparece en la metrología, a manos de Galileo, la
distinción entre propiedades mensurables y no mensurables de la materia.
2.3.1 CIENCIA Y METROLOGÍA EN ESPAÑA
En el último tercio del siglo XVIII, mientras en el plano internacional comienza
en Inglaterra la revolución industrial, ampliada a Estados Unidos a comienzos del
siglo XIX, de la mano de nombres como James Watt, Henry Maudslay, Eli
Whitney, considerado como el padre de la fabricación en masa, Joseph
Whitworth, etc., en España tiene lugar una actividad mitad científica, mitad
política, que se traduce en expediciones científicas a América, las cuales
atendieron tanto a las ciencias naturales, como a la hidrografía y al análisis
político del ámbito colonial, llegando a realizarse cerca de cuarenta expediciones
en el reinado de Carlos III y alrededor de treinta en el de Carlos IV.
Entre los componentes de estas expediciones destaca, como consecuencia de la
estructura existente, la presencia de la Armada, los ingenieros del Ejército y las
nuevas escuelas y observatorios militares. Desde el punto de vista de nuestro
interés por la Metrología, es de destacar la realizada por Antonio de Ulloa y Jorge
Juan, formando la delegación española de la expedición al Perú organizada por la
Academia de Ciencias francesa, encabezada por Godin, ayudado por La
Condamine, Bouguer y Jussieu, junto con el quiteño Pedro Vicente Maldonado.
La misión que iban a desarrollar constaba de dos fases bien diferenciadas; la
geodésica, consistente en triangular una distancia de unos 400 km a lo largo del
corredor interandino, aprovechando las cordilleras occidental y oriental para la
instalación de los puestos de observación, la cual les ocupó entre 1736 y 1739, y
en la que debieron hacer frente a dos tipos de problemas para asegurarse de la
Introducción general
- 24 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
bondad del resultado final; los derivados del instrumental científico empleado
(cuarto de circulo y barómetro) y aquellos asociados a la multitud de
verificaciones accesorias y observaciones complementarias cuyo objetivo era
depurar los datos, reduciendo los lados de la triangulación al nivel del mar. La
segunda fase se refiere a las observaciones astronómicas para determinar la
amplitud angular del arco triangulado.
Al regreso de dicha expedición, ambos expusieron sus trabajos: Jorge Juan
redactando las Observaciones astronómicas y phisicas hechas de Orden de su S.
Mag. en los reynos del Perú, y Ulloa la Relación histórica del viage. En su texto,
Jorge Juan mostraba sus conocimientos del análisis infinitesimal, su dominio de
las teorías de Huygens y Newton y sus posteriores desarrollos, realizando un
correcto análisis dinámico del movimiento circular aplicado al movimiento de
rotación de la Tierra. Jorge Juan fue finalmente director entre 1752 y 1766 de la
Academia de Guardamarinas de Cádiz, donde fundó un observatorio astronómico,
trasladado más tarde a San Fernando, donde en la actualidad se mantiene y
disemina el segundo, unidad básica de tiempo del Sistema SI.
En esta etapa, no solo en España sino también en el resto de los países, existía una
diversidad enorme de pesos y medidas, lo cual empezaba a obstaculizar el
comercio y el progreso industrial, ambos ya muy importantes, causando de paso
problemas a los recaudadores de impuestos de los Estados.
Aunque la primera propuesta aproximada de lo que luego sería el sistema métrico
decimal parece que fue hecha en 1670 por el francés Gabriel Mouton, dicha
propuesta sería discutida y manipulada durante más de 120 años, siendo
finalmente Talleyrand el que, en 1790, la suscribió ante la Asamblea Nacional
francesa. En los distintos países se expresaban las mismas opiniones respecto a la
variedad de medidas existente. Delambre escribía: “Asombrosa y escandalosa
diversidad”. Talleyrand: “...una variedad cuyo solo estudio espanta”. Pero la idea
de unificar los pesos y medidas era, como siempre ha sido, una revolución social,
tanto como científica.

Introducción general
- 25 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
España jugó su papel en los trabajos de determinación de la longitud del arco de
meridiano, al igual que ocurriera con la expedición al Perú; en este caso, por
formar parte su territorio de la medición, ya que la Asamblea francesa había
determinado realizar la medición entre Dunquerque y Barcelona, ciudades
situadas casi simétricamente a ambos lados del paralelo 45, estando asentadas al
nivel del mar.
En España, los intentos de unificación de sus sistemas de medidas habían
fracasado uno tras otro. Las “medidas y pesos legales de Castilla” no comenzaron
a utilizarse hasta los tiempos de Carlos IV, el cual, en 1801 promulgó la Ley sobre
“Igualación de pesos y medidas para todo el Reino por las normas que se
expresan”. Conscientes nuestros ilustrados de la necesidad de disponer de un
sistema único, se formó una comisión de cuyos trabajos se dio cuenta en informes
oficiales. Sin embargo, al final, todos estos trabajos resultaron inútiles, ya que
antes de que se implantara un nuevo sistema unificado, apareció el sistema
métrico decimal y los miembros de la Comisión decidieron apoyarlo.
Cuando, en 19 de julio de 1849, Isabel II sanciona la Ley de Pesas y Medidas, la
cual introduce en nuestra legislación el sistema métrico decimal y su
nomenclatura científica, así como los Reales Decretos y Órdenes para su
aplicación, se acomete por tercera vez en la legislación española la unificación de
las pesas y medidas.
Sin embargo, lo que hizo falta fue alguien que, estuviese convencido de que el
sistema métrico decimal era el único camino para atajar la heredada diversidad
metrológica. Este personaje fue Bravo Murillo, que llegó a ministro precisamente
en 1849, y que luego alcanzaría la Presidencia del Gobierno.
Esta Ley de 19 de julio de 1849, que puede considerarse como la primera ley
fundamental de la metrología española, dejaba claramente establecido el concepto
de uniformidad: “En todos los dominios españoles habrá solo un sistema de
medidas y pesas”. “La unidad fundamental de este sistema será igual en longitud a
la diezmillonésima parte del arco del meridiano que va del Polo Norte al Ecuador
y se llamará metro. En el artículo tercero se materializa el patrón: “El patrón de

Introducción general
- 26 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
este metro, hecho de platino, que se guarda en el Conservatorio de Artes y que fue
calculado por D. Gabriel Ciscar y construido y ajustado por él mismo y D.
Agustín de Pedrayes, se declara patrón prototipo legal y con arreglo a él se
ajustarán todos los del reino”.
“El mismo 19 de julio fueron nombrados los miembros de una Comisión de Pesos
y Medidas, con la misión de garantizar la reforma emprendida por el Estado. El
primero de sus trabajos fue el de conseguir prototipos acreditados del metro y del
kilogramo. Para ello, Joaquín Alfonso, miembro de la Comisión y director del
Conservatorio de Artes, estableció en París contactos con los mejores fabricantes
de instrumentos de precisión de la época, Froment y Gambey, adquiriendo un
metro de platino de sección triangular, un kilogramo cilíndrico también de platino
y un comparador de longitudes que apreciaba centésimas de milímetro, aparte de
otro material diverso, quedando todo ello instalado en el Conservatorio de Artes a
finales de 1850.
Su segunda tarea consistió en el cotejo de los pesos y medidas tradicionales de
todas las capitales de provincia. Enviados los datos por los distintos Gobernadores
Civiles, en respuesta a una circular enviada por Bravo Murillo.
La tercera de las tareas, que consistía en poner a disposición de las capitales de
provincia colecciones métricas, continuando después con las poblaciones cabeza
de partido, iba a resultar más difícil, pues eran necesarias al menos 1200
colecciones, mientras que la industria de la época solo era capaz de fabricar 28
por año. Por ello, un Decreto de 31 de diciembre de 1852 aplazaba en un año la
introducción del sistema métrico. Sucesivos decretos por la misma causa fueron
retrasando la obligatoriedad del sistema métrico y no fue hasta diciembre de 1860,
en que la Comisión de Pesos y Medidas se transformó en Permanente, que se
recuperó el ritmo de los trabajos facultativos.
Tras haber publicado millares de tablas de reducción entre las medidas antiguas y
las nuevas, y haber distribuido millares de colecciones por todos los municipios
de más de 2000 habitantes, junto con la creación de un servicio de fieles-
almotacenes en todas las provincias, para garantizar el control del servicio, todo
Introducción general
- 27 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
estaba dispuesto para declarar el sistema métrico obligatorio en 1868, pero nuevos
problemas asociados a su puesta en práctica, la resistencia de algunos gremios, el
estado de revolución política, etc., fueron retrasando esta obligatoriedad, y hubo
que esperar hasta el importante decreto de 14 de febrero de 1879, para ver
plasmada la obligatoriedad del sistema métrico decimal a partir del 1 de julio de
1880.
En 1892 el Gobierno se hizo cargo de las copias del nuevo metro y kilogramo de
platino-iridiado que le correspondían como país firmante del Convenio
Diplomático del Metro, y fueron depositadas en los locales de la Comisión
Permanente de Pesas y Medidas, ubicada en la sede del Instituto Geográfico y
Estadístico, declarándose legales para España mediante una nueva ley de 8 de
julio de 1892.
El siglo XX aportaría nuevas necesidades de precisión a las sucesivas definiciones
del metro y de otras unidades, dando lugar a un sistema internacional de unidades
para la ciencia y la técnica, basado en el sistema métrico.
Retomando la evolución de la ciencia en España, precisamente en 1852 había
nacido Leonardo Torres Quevedo, figura que debemos destacar por contribuir a
que mejorase la situación institucional de la ciencia y tecnología españolas, a
través de la creación de unos centros pioneros en la España de la época, y por
haber apoyado la construcción de un Laboratorio Nacional, como veremos más
adelante.
Con esta exposición en paralelo entre ciencia y metrología, pretendemos mostrar
no solo los aspectos técnicos sino también las Instituciones que fueron
apareciendo en España, a la vez que la Metrología permanecía en manos del
Instituto Geográfico, hasta que la Comisión de Metrología y Metrotécnia se
desligó orgánicamente del Instituto y sufrió su propia evolución.
En 1910, vio la luz una “Asociación de Laboratorios para el fomento de las
investigaciones científicas y los estudios experimentales”, tras la propuesta
realizada por Torres Quevedo en 1909 ante la Junta para Ampliación de Estudios,
de la que Torres Quevedo era vocal. Esta asociación se ocuparía de “construir
Introducción general
- 28 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
material científico y facilitar medios de realizar aquellos estudios experimentales
que se juzgaran de interés para el progreso de la Ciencia”.
Más importantes fueron las aportaciones de otro organismo, el Instituto de
Material Científico, creado por Real Decreto de 7 de marzo de 1911. Este Instituto
se fundó para unificar y ordenar, en una sola partida económica, las cantidades
destinadas a la compra de material científico para los centros docentes, y de otro
tipo, del Estado, que hasta entonces hacían cuanto podían de manera
desorganizada. En principio, su creación implicaba a todas las disciplinas, física,
química, ciencias naturales, medicina, etc.
Torres Quevedo, según Sánchez Ron, puede decirse que no tuvo éxito en cuanto a
que no tuvo capacidad de afectar de forma permanente a la incidencia de la
tecnología en la vida y cultura científica española. Su puesto, por ejemplo, de
vocal en la Junta para Ampliación de Estudios, a pesar de apoyar la idea de que se
crease un Laboratorio Nacional, éste no vería la luz hasta muchos años más tarde,
en 1990, con la creación del Centro Español de Metrología (CEM).
La Junta para Ampliación de Estudios e Investigaciones Científicas (JAE) se creó
en 1907, como institución autónoma dependiente del Ministerio de Instrucción
Pública, inspirada en la ideología que caracterizaba a la Institución Libre de
Enseñanza.
Un hecho que pudo haber sido fundamental para la metrología española es el que
Sánchez Ron cita respecto al congreso que la Asociación Española para el
Progreso de las Ciencias celebró en Sevilla en 1917. “El teniente de Artillería
Fernando Sanz presentó una memoria relativa a la conveniencia de establecer en
España un Laboratorio Nacional análogo a los que ya funcionaban con nombres
semejantes en Alemania (PTR, 1887), Estados Unidos (NBS, 1902) y Gran
Bretaña (NPL, 1903), y cuyas creaciones se deben entender como necesidad de
sus desarrollos industriales. Tras la lectura de esta memoria, Leonardo Torres
Quevedo hizo uso de la palabra, proponiendo que “este importantísimo tema fuese
tomado en consideración por la Asociación para llevarlo a la práctica”. Este apoyo

Introducción general
- 29 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
de Torres Quevedo era totalmente lógico por cuanto desde 1904 dirigía el Centro
de Ensayos de Aeronáutica y Laboratorio de Automática en Madrid.
La Asociación solicitó opiniones de varios militares, ingenieros y catedráticos
miembros de la Asociación, dando como resultado un documento titulado
“Instituto para el progreso técnico de la industria. Bases para la organización del
Laboratorio Nacional”, que se sometió a la consideración del Gobierno con un
escrito dirigido al presidente del Consejo de Ministros.
Es útil comprobar cómo en este documento las necesidades de la industria
nacional figuraban entre los objetivos del centro.
Cabe decir que el Gobierno encontró muy razonable la propuesta y nombró una
comisión para estudiarla.
Aunque el propio Sánchez Ron manifiesta no haber podido averiguar los detalles
subsiguientes, el resultado final fue que no se creó el Laboratorio Nacional.
Cuando menos cabe argumentar que en 1919 no existían en España los grandes
grupos de presión suficientes como para llevar adelante semejante iniciativa, a
pesar de la - en principio - actitud favorable del Gobierno; ausencia ésta que no es
sino manifestación de la precariedad de una industria lo suficientemente
desarrollada como para plantearse problemas técnicos que necesitasen de un
centro técnico avanzado para su solución”
Pero, aparte de las consideraciones anteriores, ¿habría algún otro condicionante u
oposición, por parte de la Institución responsable de la metrología en aquella
época, que impidiera tal creación? No debe olvidarse que la propuesta de creación
de este Laboratorio Nacional tuvo lugar en 1917, justamente un año después de
que el Laboratorio de Investigaciones Físicas se quedara sin su sección de
Metrología. Sería interesante bucear en los archivos y tratar de hallar algo más
relacionado con esta cuestión. Si en este momento se hubiera decidido la creación
de dicho Laboratorio Nacional, aunque hubiera sido necesario trasladar o
depositar en él los patrones con los que contaba la Comisión de Pesas y Medidas,
quizá hoy día tendríamos más historia y desarrollo metrológico, ya que, sin duda,
Introducción general
- 30 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
el Laboratorio estaría integrado en la actualidad dentro de la estructura del CSIC,
como pasó con otras Instituciones y laboratorios, tras la guerra civil.
El Laboratorio de Investigaciones Físicas, dirigido por Blas Cabrera, estaba
instalado en el Palacio de la Industria y de las Artes, y contaba inicialmente con
cuatro secciones: Metrología, Electricidad, Espectrometría y Química Física. En
1914, el físico Jerónimo Vecino se hizo cargo del área de Metrología, año en el
que se trasladó a Santiago de Compostela, y al año siguiente, definitivamente, a la
cátedra obtenida en Zaragoza, con lo que no quedó nadie con conocimientos
suficientes de Metrología, aprovechándose la ocasión para emplear en otro campo
los recursos que ésta había tenido asignados.
Sin embargo, la guerra civil causó la marcha al exilio de Blas Cabrera, el cual
fallecería en México el 1 de agosto de 1945. Por su parte, Miguel Catalán, no
abandonó España, pero sufrió las consecuencias de su relación con la JAE y con
las personas con las que había trabajado, constituyendo un buen ejemplo de exilio
interior. Tras la guerra civil, Catalán se encontró con que le estaba vedado el
regreso a su cátedra de la Universidad de Madrid, aunque oficialmente seguía
manteniéndola. Además, el acceso a su laboratorio del Instituto Nacional de Física
y Química, ahora perteneciente al Consejo Superior de Investigaciones
Científicas, creado por el Gobierno del general Franco para sustituir a la antigua
JAE, le estaba vedado. Casi siete años tardó Miguel Catalán en recuperar de
manera efectiva su cátedra, y todo ello gracias a numerosos apoyos de eminentes
científicos extranjeros, que no dejaron de interesarse por su caso.
Su prestigio científico, la recuperación de su cátedra, así como llamadas que se le
hacían desde Estados Unidos, favorecieron su entrada final en el CSIC, aunque no
en su viejo Instituto, sino en el Instituto de Óptica “Daza de Valdés”, dirigido por
José María Otero Navascués, quien en 1950 lo nombró Jefe del Departamento de
Espectros. Allí se constituyó un buen equipo, dedicándose a temas relacionados
con la estructura de espectros de distintos elementos.
En este Instituto, creado oficialmente en marzo de 1946, Otero Navascués, quien
llegó también a ser Presidente del Comité Internacional de Pesas y Medidas, fue el

Introducción general
- 31 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
motor y reponsable máximo del centro. En este Instituto y época comenzó a
trabajar Leonardo Villena, físico y metrólogo. Trasladado el centro en 1950 a un
nuevo edificio en el complejo de la calle Serrano, en él Catalán dirigió una de las
dos secciones del departamento de Espectros, la de Espectros Atómicos.
El CSIC fue un producto de la Guerra Civil, en un deseo de romper con el pasado,
encarnado en la Junta para Ampliación de Estudios. Por ello, aunque hubo
continuidad en lo material, ya que las instalaciones y el material existían de
antemano, esta continuidad no se dio en el espíritu que animaba a la nueva
Institución. Existen documentos que demuestran claramente que el entonces
director del Instituto Ramiro de Maeztu, José María Albareda, fue el arquitecto
que diseñó la estructura básica de lo que sería el CSIC. Sus juicios políticos
expuestos en cartas al ministro Ibáñez Martín, acerca de los científicos que podían
o no conformar en un primer momento el CSIC.
Tras la entrada en funcionamiento del CSIC, la orientación de los estudios físicos
no fue encomendada a Julio Palacios y a Miguel Catalán, ambos de renombre
universal, sino a José María Otero Navascués, óptico estimable, pero no
comparable con los dos anteriores. En todo ello influyeron las opiniones políticas
que Albareda tenía sobre los tres y sobre sus respectivas ideologías y
comportamientos antes y durante la guerra civil.
2.3.2 LA ETAPA MÁS RECIENTE DE LA METROLOGÍA EN ESPAÑA
En 1953, Otero Navascués propuso al CSIC la creación de un Centro Metro-
Físico, para aprovechar las capacidades en calibración y ensayo de los siete
institutos coordinados por el Consejo Nacional de Física. En 1954, Leonardo
Villena fue nombrado director del CNF. Fue entonces cuando se ofreció el listado
de servicios elaborado a la Comisión Permanente de Pesas y Medidas, pidiendo
además ayuda moral y material. Según Leonardo, no obtuvo ninguna respuesta.
Ciertamente, el presupuesto de la Comisión de Pesas y Medidas era ridículo, pero
eso no debería haber impedido emitir una respuesta razonada. Tras esto, como
relata el propio Villena, acudió directamente al CSIC, donde pidió 180 000
Introducción general
- 32 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
pesetas para reponer daños en los equipos de medida de los siete institutos. Aquí
si obtuvo respuesta, aunque negativa. Como las ayudas nunca llegaron, en 1958 se
disolvió tal Centro.
En lo que se refiere al CIPM y su Comité Consultivo de Unidades, cita Villena en
sus notas autobiográficas que “Cabrera había sido miembro, y después Secretario,
del Comité Internacional de Pesas y Medidas, máximo organismo en la
Metrología Científica. Tras su renuncia, España estuvo ausente de toda actividad
científica en Metrología. Ningún español pertenecía ni al CIPM, ni a sus distintas
Comisiones consultivas. La Delegación española en las Conferencias Generales la
formaban Ingenieros geógrafos o expertos en Metrología legal”. Aunque no lo
dice expresamente, tanto por la titulación como por la especialidad, cabe concluir
que tales personas prestaban sus servicios en la Comisión de Pesas y Medidas,
ubicada en la Dirección del Instituto Geográfico.
Esta situación se rompió cuando Otero Navascués, internacionalmente conocido,
fue elegido miembro de la Comisión de Fotometría. Su habilidad para la síntesis y
su “mano izquierda” hicieron que, en 1954, fuera elegido Presidente de dicha
Comisión y miembro del CIPM. Consecuencia lógica fue que España se
incorporara a las Comisiones consultivas para las distintas unidades; así, Orte, en
la del segundo; Plaza, en Fotometría; Granados, en Radiaciones Ionizantes;
Colomina, en Temperatura y Villena, en la de Unidades. Otero asumiría más tarde
la Presidencia de la más conflictiva, la del metro”.
Bastantes años más tarde, ya tras la creación del Centro Español de Metrología,
han vuelto a aparecer nombres españoles en los distintos Comités Consultivos.
Aparte del Comité de Fotometría y Radiometría, donde el Instituto de Física
Aplicada del CSIC se halla representado por Antonio Corrons, el de Tiempo,
donde el Real Instituto y Observatorio de la Armada, de San Fernando tiene como
representante a Juan Palacio, y el de Radiaciones Ionizantes en el que se halla el
CIEMAT, sucesor de la JEN, representado por Antonio Brosed, en los demás
Comités Consultivos (Unidades, Termometría, Longitud, Masa y Electricidad y

Introducción general
- 33 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Magnetismo) existen representantes del Centro Español de Metrología. El único
Comité sin representante es el de Cantidad de Sustancia.
Volviendo atrás de nuevo, Otero, acompañado por varias personas ilusionadas por
el tema, redactó un informe sobre los patrones españoles, el cual fue enviado a la
Conferencia Europea de Metrología celebrada en 1973 en Teddington. Fue aquí
donde se sentaron las bases para cooperación europea en Metrología y Calibración
(WECC).
La preparación y asistencia a la Conferencia de Metrología de Teddington no
cambió en nada la Metrología oficial española, pero fructificó enseguida en el
ámbito privado, creándose un mes después, dentro de la Asociación Española para
la Calidad (AEC), el Comité de Metrología, el cual fue desde un principio un foro
abierto para reunir a los jefes de los laboratorios metrológicos privados y
oficiales, detectando las necesidades de la Industria y mentalizando a la
Administración para que elaborara las pertinentes recomendaciones y acciones.
Todo lo hecho desde este Comité, así como las publicaciones que ha generado,
han contribuido grandemente a la difusión de la Metrología en laboratorios y
empresas, constituyendo prácticamente el único foco formativo existente en estos
temas. Cuando la Dirección General de Innovación Industrial y Tecnología del
Ministerio de Industria detectó en febrero de 1982 la necesidad de poner al
servicio de la Industria un Sistema de Calibración Industrial, se puso en contacto
con el Comité de Metrología de la AEC.
De nuevo, Villena recurrió a los amigos que tenía en los más importantes
laboratorios metrológicos, cuya capacidad de medida había servido de base para el
informe español a la Conferencia de Teddington, reuniéndose en el Taller de
Precisión de Artillería, Balmisa, Benavente, Carro, Granados, Menéndez,
Palacios, Pfretzner y Segovia.
Tras fracasar de nuevo en el intento de obtener el “apoyo” para algunas
magnitudes, de la Comisión Nacional de Metrología y Metrotecnia (CNMM), se
alcanzó un acuerdo sobre las magnitudes que cada Centro tomaba a su cargo,
como Laboratorio de Referencia. La orden ministerial que creaba finalmente el

Introducción general
- 34 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
SCI en 1982, constituyéndose en septiembre un grupo asesor formado por los
especialistas que habían elaborado el proyecto, ya citados.
Toda la creación del SCI era una necesidad real a la que faltaba el soporte de un
Laboratorio Nacional, inexistente en aquel entonces, ya que la CNMM era un ente
prácticamente burocrático, con laboratorios muy pequeños, dedicados en su
mayor parte a metrología legal, y carente de presupuesto. Sin embargo, Manuel
Cadarso en 1982, curiosamente coincidiendo con el año de creación del SCI, ya
tenía en mente la creación de un Centro de Metrología, para lo que había
adquirido una extensa parcela en Tres Cantos y, previamente a ello, contratado a
seis titulados, para que fueran formándose en metrología, a la vez que habilitaba
como laboratorios ciertas dependencias con las que contaba, dentro del propio
Instituto Geográfico, con afán de instalar algunos equipos de medición, y que
sirviera de periodo experimental, hasta que el nuevo Centro estuviera construido.
El proyecto de construcción de los nuevos laboratorios de Tres Cantos, tras la
recopilación de información de otros laboratorios europeos en cuanto a requisitos
ambientales y constructivos, se realizó en 1984, y su construcción entre 1985 y
1987. Desde la primera etapa, la pequeña plantilla del CEM se dedicó al estudio
de los patrones necesarios para poder realizar las definiciones del SI en vigor,
además de decidir con qué equipos de calibración debía contarse en función del
nivel metrológico de nuestro país, con objeto de poder ofrecer un nexo de unión
con la red creada por el SCI. Finalmente, la inauguración oficial del CEM tuvo
lugar en marzo de 1989 por SS.MM. los Reyes de España.

Introducción general
- 35 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
2.4 TIPOS DE METROLOGÍA
Figura 4. Tipos de metrología
2.4.1 METROLOGÍA CIENTÍFICA
De acuerdo a lo dispuesto en el Decreto con rango Valor y Fuerza de Ley de
Reforma Parcial de la Ley de Metrología vigente, en su artículo 5, numeral 20, se
entiende la Metrología Científica: Parte de la Metrología que se encarga de la
custodia, mantenimiento y trazabilidad de los patrones, así como la investigación
y desarrollo de nuevas técnicas de medición, de acuerdo al estado del arte de la
ciencia.
Es el conjunto de acciones que persiguen el desarrollo de patrones primarios de
medición para las unidades de base y derivadas del Sistema Internacional de
Unidades, SI. También conocida como "metrología general". "Es la parte de la
Metrología que se ocupa a los problemas comunes a todas las cuestiones
metrológicas, independientemente de la magnitud de la medida". También está
relacionado con el problema de los errores de medida y de las propiedades
metrológicas de los instrumentos de medida.
Introducción general
- 36 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
2.4.2 METROLOGÍA INDUSTRIAL
La metrología industrial interviene en los procesos industriales, cobrando en ellos
un importante papel en cualquier sistema de calidad aplicado a fabricación, por lo
que conceptos tales como trazabilidad, incertidumbre, calibración y organización
metrológica son de suma importancia.
Por otra parte la globalización de los mercados y el desarrollo tanto social como
tecnológico hace que los fabricantes se interesen por la mejora y la actualización
de sus sistemas de calidad. Cualquier empresa que se dedique a la fabricación de
componentes, conjuntos o sistemas, precisa de una metrología organizada, que
permita conocer las incertidumbres de medida de los instrumentos y equipos de
medida que intervienen en los procesos de control.
Ejemplos:
- Las dimensiones de una pieza que deberá ser ensamblada en otra.
- La potencia eléctrica de una estufa de cuarzo.
- El contenido de principio activo en un medicamento.
- La resistencia de una bobina.
2.4.3 METROLOGÍA LEGAL
Este término está relacionado con los requisitos técnicos obligatorios. Un servicio
de metrología legal comprueba estos requisitos con el fin de garantizar la
confiabilidad y uniformidad de las medidas correctas contribuyendo con la calidad
de bienes y servicios, en áreas de interés público, como el comercio, la salud, el
medio ambiente y la seguridad, a fin que las personas puedan realizar mediciones
adecuadas como mecanismos para desarrollar condiciones más favorables que
permita satisfacer las necesidades reales de los seres humanos.
De acuerdo a lo dispuesto en el Decreto con Rango Valor y Fuerza de Ley de
Reforma Parcial de la Ley de Metrología vigente, en su artículo 5, numeral 22, se

Introducción general
- 37 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
entiende la Metrología Legal como: conjunto de procedimientos legales,
administrativos y técnicos establecidos por la autoridad competente, a fin de
especificar y asegurar de forma reglamentaria, en nivel de calidad y credibilidad
de las mediciones utilizadas en controles oficiales, el comercio, la salud la
seguridad y el medio ambiente.
El Vocabulario Internacional de Metrología Legal, publicado por la OIML define
la metrología legal como aquella parte de la metrología relacionada con las
actividades que resultan de exigencias reglamentarias y que se aplican a las
mediciones, a las unidades de medida, a los instrumentos de medición y a los
métodos de medición y que son efectuadas por organismos competentes.
El alcance de la metrología legal depende de las reglamentaciones nacionales y
puede variar de un país a otro.
2.5 INGENIERÍA INVERSA
El objetivo de la ingeniería inversa es obtener información o un diseño a partir de
un producto, con el fin de determinar de qué está hecho, qué lo hace funcionar y
cómo fue fabricado.
Su proceso es un ciclo, el cual parte de una pieza elaborada (completa o
incompleta), se realiza una inspección se genera un dibujo y con esta información
se lleva a cabo la operación de maquinado para obtener un sustituto de la pieza
inicial. Con el sustituto obtenido se puede iniciar nuevamente el ciclo. La
ingeniería inversa es una herramienta muy importante en el campo de la
Ingeniería Mecánica, ya que satisface perfectamente la necesidad de las empresas
de reproducir ciertas piezas, de las que no se cuenta con planos previos.
Posteriormente el plano se puede realizar mediante un programa CAD o Solid
Edge por ejemplo.

Introducción general
- 38 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Existen diferentes motivos por los cuales se opta por realizar ingeniería inversa de
una pieza:
- Realizar diseños: El proceso de diseño de varios productos en ocasiones
inicia con un prototipo el cual es probado, medido, etc. los datos son
extraídos manualmente para después introducirlos en un sistema CAE para
futuros análisis. Este proceso tiene dos desventajas: esto consume tiempo
y es una fuente potencial de generación de errores. El uso de la Ingeniería
Inversa reduce el tiempo de adquisición de datos.
- Modificar diseños existentes. En ocasiones modelos existentes deben ser
modificados. El proceso de modificación y diseño es facilitado con el uso
de sistemas CAD, sin embargo, no siempre se cuenta con estos modelos
CAD. Diseño de piezas muy grandes: La medición precisa de partes muy
grandes no es posible con equipo tradicional. Aquí la ingeniería inversa
ayuda a mapear la parte y obtener un modelo CAD. Este modelo CAD
puede ser modificado.
- Sustitución de partes: Cuando una pieza se rompe y los dibujos de
ingeniería no existen, los de modelos CAD se pueden obtener mediante
ingeniería inversa y pueden ser usados para manufacturar la pieza de
repuesto.

Introducción general
- 39 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 5. Sentido de la ingeniería inversa
2.6 USOS FRECUENTES DE LA INGENIERÍA
INVERSA
- La ingeniería inversa suele ser empleada por las empresas, para analizar si
el producto de su competencia infringe patentes de sus propios productos.
- Muchas veces, la ingeniería inversa es utilizada en el área militar para
investigar (y copiar) las tecnologías de otras naciones, sin obtener planos
ni detalles de su construcción o desarrollo.
- En el software y en el hardware, la ingeniería inversa, muchas veces es
empleada para desarrollar productos que sean compatibles con otros
productos, sin conocer detalles de desarrollo de éstos últimos. En otras
palabras, quien desarrolla los nuevos productos, no puede acceder a los
detalles de fabricación de los productos de los que intenta ser compatibles.

Introducción general
- 40 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
- La ingeniería inversa también es empleada para comprobar la seguridad de
un producto, generar keygens de aplicaciones , reparación de productos,
etc.
2.7 PROCESO DE LA INGENIERÍA INVERSA
Pasos a seguir en la práctica de la ingeniería inversa.
1. Inspección y digitalización de la pieza original. Consiste en medir y
determinar las coordenadas de cada uno de las características que
componen a la pieza original.
2. Transmisión de la información digitalizada a un paquete de CAD. Hay una
comunicación continua entre la máquina de coordenadas y el sistema
CAD, lo que permite una transmisión continua de información, esta
comunicación se realiza con un traductor.
3. Obtención del dibujo mediante la edición de la información recibida. Al
final de la etapa anterior se cuenta con la información necesaria para la
elaboración de un dibujo detallado de la pieza. Para lograrlo es necesario
editar dicha información, para eliminar los diferentes errores creados en la
etapa de digitalización. Estos errores pueden se puntos inexistentes, puntos
fuera del plano de la pieza, líneas que no se intersectan, etc.
4. Transmisión del dibujo a un sistema CAM. En esta parte del proceso, el
dibujo es transferido a un paquete de manufactura CAM con la ayuda de
un traductor. Este traductor debe convertir al archivo CAD en un archivo
legible por el sistema CAM.
5. Generación de trayectorias. En esta etapa se generan las trayectorias de
corte para realizar la manufactura de la pieza de repuesto.
6. Transmisión de los programas a una máquina de control numérico. Los
programas generados en la etapa anterior son transmitidos a una máquina
de control numérico por medio de una interfase, para llevar al cabo el

Introducción general
- 41 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
maquinado de la pieza. Cabe mencionar que los paquetes de generación de
trayectoria y códigos de control numérico, tienen la capacidad de realizar
esta transmisión sin la ayuda de algún otro software.
7. Maquinado de la pieza. Una vez que la información ha sido recibida por la
máquina de control numérico se procede a la fabricación de la pieza, por lo
cual es necesario: colocar las herramientas a usar, hacer las
compensaciones correspondientes de acuerdo a la geometría de las
herramientas, colocar la pieza en bruto, revisar los niveles de fluidos
refrigerantes en la máquina y verificar que las medidas de seguridad sean
las pertinentes.
2.8 INCERTIDUMBRE DE MEDIDA SEGÚN ISO
Al medir se pretende conocer la medida exacta de lo que se mide. Pero no es
posible por errores de medida y del propio instrumento de medida. Por ello a cada
medida se le pone una incertidumbre.
La medida puesta en un plano es la medida más probable estando acotada por un
intervalo. El intervalo queda de la siguiente manera:
𝑦 − 𝑈 ≤ 𝑌 ≤ 𝑦 + 𝑈
Donde “Y” es el valor de la medida, “y” la estimación de la medida y “U” la
incertidumbre. Esto es, la incertidumbre establece un intervalo de confianza sobre
la medida estimada.
2.8.1 CLASES DE INCERTIDUMBRES
La incertidumbre típica es la desviación típica de una medida. Se representa como
“u(y)” Como la medida no se obtiene a la primera, es necesario realizar un
procedimiento de medida de manera que la medida sale de todas las calculadas.
Existe la medida “Y” y las primarias “Xi” quedando de la manera siguiente:
Introducción general
- 42 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
𝑌 = 𝑓(𝑋1,𝑋2, … ,𝑋𝑀)
Cada medida primaria “Xi” necesita una estimación “xi” y una incertidumbre
típica “u(xi)”. Las incertidumbres típicas se combinarán formando la
incertidumbre típica combinada de la medida “Y”, llamado “uc(y)”. A
continuación obtenemos la incertidumbre expandida “U” que representa el
intervalo de confianza en el que está el valor verdadero de la medida con una
cierta probabilidad.
2.8.2 ESTIMACIÓN DE UNA MAGNITUD
Las magnitudes primarias “Xi” son de tres tipos:
- Magnitudes halladas en el laboratorio de manera experimental.
- Valores dados por fabricantes.
- Correcciones por la precisión de los equipos de medida.
Cuando hablamos de magnitudes hallados experimentalmente la mejor estimación
posible es la medida de las medidas halladas así. Si hablamos de los valores dados
por los fabricantes la mejor estimación es su propio valor. Y las correcciones al
tener valor medio nulo no se tiene en cuenta su estimación.
Hay dos procedimientos para hallar la incertidumbre: el tipo A y el tipo B
(nominación ISO). El tipo A se basa en procesos estadísticos y el B en el
conocimiento adquirido por experiencia.
2.8.3 EVALUACIÓN TIPO A
La mejor estimación es la media:
𝑥𝑖 =∑ 𝑋𝑖,𝑗𝑁𝑘=1
𝑁
La varianza de la muestra del laboratorio:
𝑠2(𝑋𝑖) =∑ (𝑋𝑖,𝑗 − 𝑋𝑖)2𝑁𝑘=1
𝑁 − 1
La mejor estimación viene dado por la varianza experimental:

Introducción general
- 43 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
𝑠2�𝑋𝑖� =𝑠2(𝑋𝑖)𝑁
Desviación típica de la medida es la raíz cuadrada de la varianza experimental. La
desviación típica cuantifica la bondad de la estimación “xi”. Se llama
incertidumbre típica.
2.8.4 EVALUACIÓN TIPO B
Para la evaluación del tipo B se necesita consultar catálogos, fuentes, etc. Para
ello a continuación se muestran las maneras más habituales de presentar la
incertidumbre típica de una magnitud:
- Como múltiplo de la desviación típica. En este caso la incertidumbre típica
sería la incertidumbre partido del factor que multiplica a la desviación
típica.
- Como un intervalo de confianza concreto. Se suele considerar que la
distribución es normal, a no ser que se diga lo contrario. En ese caso para
determinar la incertidumbre típica se divide el intervalo por el factor
correspondiente. Los más habituales son:
Tabla 2. Factor según nivel de confianza de la distribución Normal
nc[%] 68,3 95 95,4 99 99,73
k 1 1,96 2 2,576 3
- Es habitual que sólo se conozcan los límites superiores e inferiores para
saber el valor de la magnitud. Es normal suponer que la magnitud se
distribuye de manera equiprobable dentro del intervalo [a1,a2]. Es por ello
que se usa una distribución rectangular, de manera que la estimación Xi es
el valor medio del intervalo:
𝑥𝑖 =𝑎1 + 𝑎2
2

Introducción general
- 44 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Y la varianza de la estimación es:
𝑢2(𝑥𝑖) =(𝑎2 − 𝑎1)2
12
Esto se suele presentar cuando se dan datos sobre la precisión de los
equipos de medida. Es típico en los instrumentos digitales que las
indicaciones digan que el error es un porcentaje de la lectura más un
porcentaje del fin de escala.
La distribución rectangular es frecuente que se aplique a la resolución de una
escala. La resolución es el mínimo valor de incremento que aparece en una escala.
Por ello, si la resolución es “R” y el valor medido es “X” se puede dar con la
misma probabilidad cualquier medida dentro del intervalo [X-R/2,X+R/2]. Y la
incertidumbre típica de la resolución es:
u(γ) =Γ√12
Si el intervalo de confianza, donde se asegura que está la medida, es simétrica, se
dice que semiintervalo es el máximo error permitido.
Cuando no se conoce la incertidumbre al no ser determinado experimentalmente,
sino que se coge de algún manual, se puede estimar su incertidumbre a partir de la
última cifra significativa, aplicando la distribución rectangular.
Hay que ser cauteloso para no incluir una incertidumbre varias veces en el
proceso de determinación.
2.8.5 INCERTIDUMBRE TÍPICA COMBINADA
Las incertidumbres típicas de las medidas realizadas se juntan como aparece en la
siguiente expresión:
𝑢𝑐2(𝑦) = �[𝜕𝑓𝜕𝑥𝑖
]2 ∗ 𝑢2(𝑥𝑖)𝑀
𝑖=1
La varianza combinada aparece como uc2.

Introducción general
- 45 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Con la relación Y=f(.., Xi, ΔXi,…) y desarrollando los términos que nos interesan
obtenemos la siguiente expresión:
�𝜕𝑓𝜕𝑋𝑖
�𝑋𝑖
2
𝑢2�𝑋𝑖� + �𝜕𝑓𝜕∆𝑋𝑖
�𝛿𝑋𝑖
2
𝑢2(𝛿𝑋𝑖) = �𝜕𝑓𝜕𝑥𝑖
�𝑋𝑖
2
[𝑢2�𝑋𝑖� + 𝑢2(𝑋𝑖)]
2.8.6 INCERTIDUMBRE EXPANDIDA
La medida con su incertidumbre queda de la siguiente manera:
𝑌 = [𝑦 − 𝑈,𝑦 + 𝑈]
El término “U” se denomina incertidumbre expandida y se obtiene con la
siguiente expresión:
𝑈 = 𝑘𝑢𝑐(𝑦)
Siendo K un factor de cobertura a la incertidumbre típica combinada.
La incertidumbre expandida viene de los intervalos de confianza.
El factor de cobertura se suele coger entre 2 (nivel de confianza del 95%) y 3
(nivel de confianza del 99%).
2.8.7 CALIBRACIONES
Cuando se realiza una calibración de un instrumento lo que se quiere conseguir
determinar la corrección que se debe hacer a un instrumento, así como la
incertidumbre del mismo. Se dispone de un patrón y, con ello, se realiza la
corrección con la expresión siguiente:
𝑐 = 𝑌𝑝 − 𝑌𝑥
Siendo el subíndice “x” el instrumento que se quiere calibrar y el subíndice “p” el
patrón. El procedimiento básico consiste en realizar N medidas independientes
con las que se compara la medida del instrumento con el del patrón.
La incertidumbre de la corrección se calcula como una incertidumbre típica
combinada:
𝑢𝑐2(𝑐) = 𝑢2�𝑌𝑝� + 𝑢2(𝑌𝑥)

Introducción general
- 46 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
La incertidumbre típica del patrón se calcula a partir de su certificado de
calibración. En el caso de la incertidumbre típica del instrumento incógnita se usa
la expresión:
𝑌𝑥 = 𝑌𝑥 + 𝛿𝑌𝑥 → 𝑢2(𝑌𝑥) = 𝑢2�𝑌𝑥� + 𝑢2(𝛿𝑌𝑥)
La incertidumbre típica de la estimación del valor se calcula a partir de la
desviación típica experimental de la muestra S(Yx). Y la incertidumbre de la
corrección se determina mediante la resolución f:
𝑢�𝑌𝑥� =𝑆(𝑌𝑥)√𝑁
𝑢(𝛿𝑌𝑥) =𝜑√12
Y, para terminar, la incertidumbre expandida de la corrección se determina
mediante la expresión:
𝑈 = 𝑘𝑢𝑐(𝑐)
En algunos casos los fabricantes dan como resultado de las calibraciones de sus
equipos la precisión y la repetibilidad. Con frecuencia tanto la precisión como la
repetibilidad se dan como porcentaje del fin de escala del equipo. La precisión es
el mayor error que el equipo permite. La precisión se da a partir de la corrección y
la incertidumbre:
𝑝𝑟𝑒𝑐𝑖𝑠𝑖ó𝑛 = |𝑐| + 𝑈
En cambio la repetibilidad representa la estimación de la desviación típica de la
población Sp :
𝑆𝑝 = 𝑆(𝑌𝑥) = 𝑢(𝑌𝑥)√𝑁

Trabajo en el laboratorio
- 47 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Capítulo 3 TRABAJO EN EL LABORATORIO
Los pasos que se van a seguir son:
- Croquis de la pieza.
- Medición de la pieza con el calibre.
- Plano de la pieza con Solid Edge.
- Definición de parámetros necesarios sobre el plano.
- Medir en el laboratorio:
o Brazo de medición por contacto.
o Perfilómetro.
o Máquina de visión.
- Tabla Excel con las mediciones del laboratorio.
- Modificar el plano con las medidas reales de la pieza.
Figura 6. Pieza mecánica a realizar ingeniería inversa

Trabajo en el laboratorio
- 48 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
3.1 CROQUIS DE LA PIEZA
El trabajo del laboratorio comienza familiarizándote con la pieza haciendo un
croquis de ella. Aunque sea a mano alzada es conveniente tratar de cumplir las
proporciones de sus medidas para una mayor facilidad a la hora de tomas de
decisión sobre su posterior proceso de medición. En el croquis deben aparecer las
vistas que se consideren necesarias para la completa comprensión de la pieza.
Gracias a ello se podrán tomar mejores estrategias para la mejor medición de la
pieza.
Se aprovecha el croquis para decidir el orden en el que se va a medir la pieza y
con qué vistas se define por completo la pieza.
3.2 MEDICIÓN DE LA PIEZA CON EL CALIBRE
Para completar el croquis se mide la pieza mediante un calibre (pie de rey) con
una resolución de 0,01mm. Gracias a haber tenido cuidado con las proporciones
en el croquis es fácil ver cuando una medida está muy fuera de la que podría ser
su medida real. Aunque no es fácil ver cuando se comete un error pequeño de
medida mediante el pie de rey, eso no es problema ya que ahora es sólo para tener
órdenes de magnitud de la pieza y poder realizar un primer plano de la pieza. Más
adelante ya se tomarán medidas con la mayor precisión posible.

Trabajo en el laboratorio
- 49 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 7. Croquis de la pieza (planta, alzado y perfil)
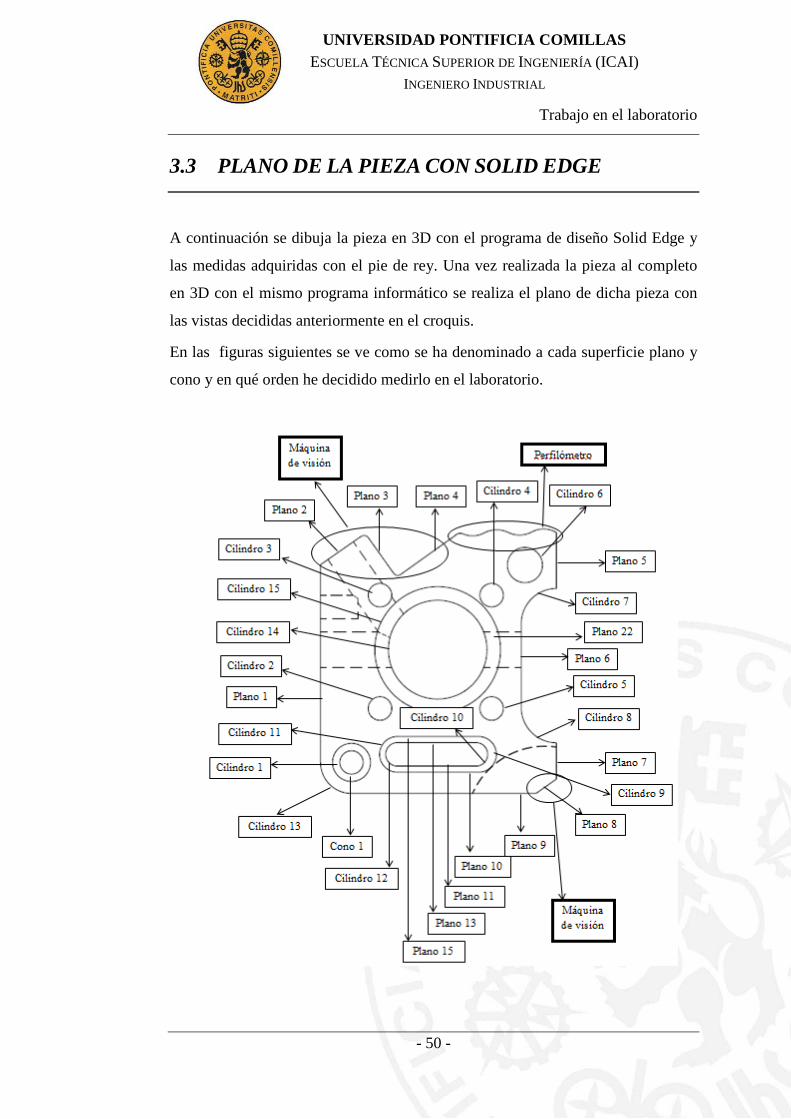
Trabajo en el laboratorio
- 50 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
3.3 PLANO DE LA PIEZA CON SOLID EDGE
A continuación se dibuja la pieza en 3D con el programa de diseño Solid Edge y
las medidas adquiridas con el pie de rey. Una vez realizada la pieza al completo
en 3D con el mismo programa informático se realiza el plano de dicha pieza con
las vistas decididas anteriormente en el croquis.
En las figuras siguientes se ve como se ha denominado a cada superficie plano y
cono y en qué orden he decidido medirlo en el laboratorio.

Trabajo en el laboratorio
- 51 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 8. Denominación de los planos, cilindros y conos de la pieza

Trabajo en el laboratorio
- 52 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
3.4 DEFINICIÓN DE PARÁMETROS NECESARIOS
SOBRE EL PLANO
Con la información anterior ahora es posible decidir cómo tomar la pieza y en qué
orden medir dichos parámetros para medir lo más cómodo posible sin perder la
precisión que nos proporcionan las máquinas del laboratorio.
3.5 MEDIDAS EN EL LABORATORIO
La máquina de medición con mejor precisión de las que dispongo en el
laboratorio es el brazo de medición por contacto (faro arm). Consiste en un brazo
articulado fijo a una mesa donde se colocará la pieza. En el extremo del brazo hay
un pequeño palpador que habrá que poner en contacto con la pieza y apretar un
botón para que se calcule la posición del punto medido. Es de gran importancia
tener en cuenta que se debe colocar la pieza en la mesa de manera que no se
mueva en ningún momento de la medición ya que sino perderíamos el origen de
coordenadas que utiliza el software del brazo (Calypso) y habría que repetir la
medición del principio. Para ello se coge cualquier herramienta del laboratorio
con el fin de fijar la pieza lo mejor posible.
Figura 9. Brazo de medición por contacto de Laboratorio de Metrología

Trabajo en el laboratorio
- 53 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Durante el transcurso de las mediciones se perfeccionó la fijación de la pieza por
problemas al moverse la pieza en alguna medición. Lo que ocurrió fue que al
principio fijé la pieza poco y al tocar el palpador con la pieza si ejerces más fuerza
de la que necesitas para medir puede moverse la pieza, y eso me ocurría sobre
todo al principio. Al coger práctica aunque apenas ocurría preferí fijar mejor la
pieza y por eso el modo de sujeción de mi pieza fue mejorando.
Figura 10. Pieza con sujeción simple encima de una mesa de 1 coordenada
Figura 11. Pieza con mejora de la sujeción
Banco de apoyo Mesa de 1 coordenada

Trabajo en el laboratorio
- 54 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 12. Pieza con la sujeción definitiva
La manera de medir la pieza con el brazo de medición consiste en tomar
seleccionar en el software la geometría de la superficie que se va a medir y toar al
menos 10 puntos de dicha superficie y así queda representado en 3D en el
software. Se toman al menos 10 puntos por si por algún motivo hay algún dato
atípico y que la geometría se siga calculando con gran precisión. Se miden todas
las superficies de la pieza y así concluye una medida y después se debe repetir el
proceso hasta tener al menos 10 mediciones de la pieza.
Hay algunos parámetros que no es posible medir con el brazo de medición por
contacto por limitaciones que tiene la máquina. La máquina que se escoge a
continuación es el Perfilómetro Mitutoyo Formpak ya que es capaz de reproducir
pequeños detalles de la pieza como chaflanes zonas curvas, etc. Se sigue con el
proceso de fijar la pieza y tomar 10 medidas por cada parámetro pero ahora la
máquina funciona de otra manera. El extremo del perfilómetro se pone en el
extremo más alejado de la geometría de la pieza a medir y, al iniciar la medida, el
perfilómetro mueve su punta describiendo una recta recogiendo las coordenadas
en 3D de esa parte de la pieza y la dibuja en su software. Posteriormente se recoge

Trabajo en el laboratorio
- 55 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
la información que necesitamos completando las mediciones que requerimos. Lo
que se midió con el perfilómetro son algunos ángulos que el brazo de medición no
fue capaz de medir y la zona ondulada irregular ya que no sigue una geometría en
particular.
Figura 13. Perfilómetro del Laboratorio de Metrología
Figura 14. Limitación del Perfilómetro por la longitud del palpador

Trabajo en el laboratorio
- 56 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 15. Software del Perfilómetro (Formpak)
Aun habiendo usado dos máquinas en el laboratorio hay parámetros que aún no se
han podido medir. Para ello usamos otra máquina de las que hay en el laboratorio.
Es de menor precisión que el perfilómetro pero es preferible no dejar la pieza
incompleta. La máquina escogida en este caso es la Máquina de Visión Mitutoyo.
Con ella mediante su software se ve el perfil de lo que se desea medir y encima se
dibuja su contorno mediante puntos. Cuando tenemos dibujado el contorno de lo
que deseamos medir mediante puntos, se calcula el parámetro que queremos
gracias a las múltiples opciones que nos da su software.

Trabajo en el laboratorio
- 57 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 16. Máquina de Visión del Laboratorio de Metrología
3.6 TABLA EXCEL CON LAS MEDIDAS DEL
LABORATORIO
Todas las medidas se han realizado tal y como se describió en el plano
inicialmente y con los mismos nombres para que resulte más sencillo recoger las
mediciones que nos da cada software. Con las 10 medidas de cada parámetro se
prepara una página Excel. Se revisa parámetro a parámetro y dentro de cada
parámetro medida a medida para encontrar cualquier dato atípico. Una vez
encontrados los datos atípicos se repite dicha medición de la manera más sencilla
posible. Si algún dato atípico no es posible repetir no pasa anda ya que para eso
hemos realizado 10 mediciones de la pieza completa.
Para poder sacar explotar cada software lo mejor posible es necesario previo al
laboratorio haberse formado debidamente en cada software por separado.
La tabla de incertidumbres se incluye posteriormente.

Trabajo en el laboratorio
- 58 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
3.7 MODIFICAR EL PLANO CON LAS MEDIDAS
REALES DE LA PIEZA
Con las medidas del laboratorio se modifica el plano calculado con las medidas
del calibre y se ponen ahora las medidas del laboratorio.
El plano modificado se incluye posteriormente.

Procedimiento de medida
- 59 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Capítulo 4 PROCEDIMIENTO DE MEDIDA
4.1 OBJETIVO
El procedimiento que se va a explicar tiene como objetivo dar a conocer el
proceso de medición que se ha realizado para medir la pieza y poder realizar los
planos finales con sus tolerancias dimensionales correspondientes.
4.2 DESCRIPCIÓN DETALLADA
4.2.1 CONOCIMIENTO NECESARIO
Antes de utilizar cualquier aparato de medida (pie de rey, goniómetro, brazo de
medición por contacto, perfilómetro y máquina de visión) hay que adquirir los
conocimientos necesarios para poder medir con ellos correctamente. Si el aparato
de medición tiene software también hay que conocer cómo usarlo de manera
adecuada.
4.2.2 NORMATIVA
Para diseñar el proceso de medición siguiendo los pasos que dice la norma hay
que tenerlo en cuenta desde el principio. Para ello hay que informarse antes de
realizar ninguna medida y estudiarlo a fondo.

Procedimiento de medida
- 60 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
4.2.3 FUNCIONALIDAD DE LA PIEZA
Es importante conocer cuál es la finalidad de la pieza que se va a medir para saber
cómo medirlo y qué se debe tener en cuenta a la hora de realizar el plano.
La funcionalidad de la pieza es la de entrenamiento metrológico para futuros
metrólogos. En este proyecto nos centramos en medir la pieza y obtener las
tolerancias dimensionales de la misma.
4.2.4 ELECCIÓN DE LOS INSTRUMENTOS NECESARIOS PARA MEDIR LA PIEZA
Se escoge primero usar el pie de rey y el goniómetro para hacer una primera
medida de la pieza para conocer un orden aproximado de las medidas de la misma
y así realizar un primer boceto de los planos.
Se decide medir la pieza con el brazo de medición por contacto ya que con él se
puede realizar con alta precisión medidas de diversas formas geométricas (planos,
cilindros y conos). También se decide usar el perfilómetro para conseguir la
geometría de los perfiles que no se consigue con el brazo de medición por
contacto. Y por último se usa la máquina de contacto para aquellas medidas que
se considera que se obtienen mejor que el brazo de medición por contacto.
4.2.5 ELECCIÓN DE LOS PARÁMETROS A MEDIR
Según la geometría de la pieza se divide las medidas de la pieza en 30 medidas
dimensionales (longitudes), 14 diámetros, 7 radios y 4 ángulos. Haciendo un total
de 55 medidas.
Procedimiento de medida
- 61 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
4.2.6 ELABORACIÓN DE LOS PLANOS
Después del croquis que se dibuja a mano alzada se realiza un boceto de los
planos a través de Solid Edge (CAD) que servirán de guía posteriormente en el
laboratorio a la hora de realizar las medidas.
4.2.7 MEDIDAS EN EL LABORATORIO
Una vez se ha tenido en cuenta todo lo explicado anteriormente el siguiente paso
es ir al laboratorio color y fijar bien la pieza en su correspondiente soporte, ya que
sino las medidas no tendrían valor alguno. Encender el software y aparato de
medición con el que se va a medir. Se debe tener en cuenta la temperatura y la
humedad relativa.
Cada parámetro se mide un total de 10 veces para poder desechar aquellos valores
que se consideren atípicos para reflejar la precisión con la que se mide. Al tener
55 parámetros a medir en el laboratorio se cuenta un total de 550 medidas.
4.2.8 INCERTIDUMBRES
Se calculan las incertidumbres de aquellas contribuciones que implican que las
medidas no sean perfectas. Con estas contribuciones se observa cuál influye más a
la medida y así ver qué deberíamos mejorar para mejorar la precisión del proceso
de medida. Las contribuciones a tener en cuenta son:
- Repetibilidad
- Temperatura
- Vibraciones
- Deformación por fuerza de palpado (no se tiene en cuenta en la máquina
de visión al no palparse la pieza)
- Calibración
- Deriva
- Histéresis
- Digitalización
Procedimiento de medida
- 62 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
- Algoritmo
- Condiciones de medida
4.2.9 PLANO
Una vez terminado el trabajo en el laboratorio, con las medidas reales de la pieza
se realiza el plano de dicha pieza. Para ello usamos el Solid Edge tal y como
hicimos anteriormente modificando el plano ya realizado. En él debemos incluir
tanto las medidas como la precisión de cada una de ellas.
4.3 REGISTRO DE MEDIDAS
Cuando se mide la pieza con un aparato, el software correspondiente guarda un
informe donde se ven reflejadas las medidas. Hay un informe por cada vez que se
realiza una medida, independientemente del software empleado.
Al finalizar el trabajo en el laboratorio se representan las medidas en unas tablas y
unas gráficas donde se visualiza mejor.
Primero se muestran las 10 medidas realizadas ya sean medidas lineales como
longitudes, diámetros y radios o medidas angulares.

Procedimiento de medida
- 63 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Tabla 3. Ejemplo de representación de medidas longitudinales y angulares
Medidas (mm)
Medidas (rad) Medidas (º ' '')
1
1 2
2
3
3 4
4
5
5 6
6
7 xxxxxx
7 xxxxxx xxxxxx 8
8
9
9 10
10
En Tabla 3. Ejemplo de representación de medidas longitudinales y angulares se
ha querido mostrar un ejemplo de cómo se van a mostrar los datos atípicos.
Cuando en alguna medida hay algún dato que se separa notablemente del resto de
medida lo llamamos dato atípico o, en este caso, medida atípica. Estas medidas se
van a subrayar en rojo para que sean visibles a simple vista y el promedio y el IT
se calculan sin tenerlos en cuenta.
También se muestra el promedio de las medidas y su IT (Intervalo de Tolerancia)
mostrando así la precisión de la medida.
Tabla 4. Representación del promedio e IT de las medidas
Promedio (mm)
Promedio (rad) Promedio (º ' '')
IT
IT

Procedimiento de medida
- 64 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Además de las medidas se ha decidido, para una mejor visualización de los
gráficos que más adelante se van a introducir, poner una tabla donde se vea de
manera numérica las contribuciones de cada parámetro. Las contribuciones aquí
están al cuadrado ya que cada una de ellas contribuyen de manera cuadrática. En
ellos se ve de manera porcentual como influye cada uno a la medida, y a
continuación sin repetibilidad ya que es la que más influye en todas las medidas.
Así podemos ver con más claridad cuál es la medida que más influye después de
la repetibilidad y en qué cantidad.
Tabla 5. Tabla de ejemplo de las contribuciones con y sin repetibilidad
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad Temperatura Vibraciones
Deformación por Fuerza de Palpado Calibración
Deriva Histéresis
Digitalización Algoritmo
Cond. De Medida
Por último, las contribuciones que aparecen en las medidas se muestran mediante
un gráfico. Es importante añadir que en todas las medidas el gráfico es el mismo
ya que la contribución de la repetibilidad es de más de un 99% y redondeando el
Excel lo deja como 100%. Por ello aunque aquí se añade, en el apartado de los
resultados no se introduce este gráfico.

Procedimiento de medida
- 65 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 17. Gráfica de la contribución común a todas las medidas
Como en el gráfico anterior en ninguna medida es apreciable siquiera cuál es la
segunda contribución importante, se decide hacer un segundo gráfico donde
aparezcan las demás contribuciones sin tener en cuenta la repetibilidad. En la
mayor parte de las medidas ocure como en el siguiente gráfico que la mayor
contribución (sin tener en cuenta la repetibilidad) es la temperatura, aunque hay
alguna excepción. También cabe destacar que la contribución de la deformación
de la fuerza de palpado es en todas las medidas despreciables hasta el punto que el
Excel al redondearo pone 0%. En las medidas que se han realizado mediante la
máquina de visión, dicha contribución se ha quitado ya que no hay palpado. A
continuación se pone un ejemplo.
100%
0%
0%
0%
0%
0%
0%
0%
0%
0%
% Contribución Repetibilidad
Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida

Procedimiento de medida
- 66 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 18. Gráfica de la Contribución sin Repetibilidad de la medida D1
4.4 TABLA DE INCERTIDUMBRES
En la tabla que a continuación se muestra se introducen las medidas realizadas en
el laboratorio y se muestran los resultados correspondientes a las tolerancias y
contribuciones que influyen en la tolerancia de la medida.
31,24%
5,28%
0%
15,87%
15,87%
15,87%
15,87%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida

Procedimiento de medida
- 67 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Tabla 6. Ejemplo de la tabla de incertidumbres
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
Nor
mal
Med
ida
1m
mLa
bora
torio
Med
ida
2m
mLa
bora
torio
Med
ida
3m
mLa
bora
torio
Med
ida
4m
mLa
bora
torio
Med
ida
5m
mLa
bora
torio
Med
ida
6m
mLa
bora
torio
Med
ida
7m
mLa
bora
torio
Med
ida
8m
mLa
bora
torio
Med
ida
9m
mLa
bora
torio
Med
ida
10m
mLa
bora
torio
Cont
ribuc
ión
Tipo
ALa
bora
torio
Nor
mal
Reso
luci
ón
µmIn
stru
men
toRe
ctan
gula
r2
Tem
pera
tura
ºCN
orm
alDe
svia
ción
αºC
-1Do
cum
enta
ción
Nor
mal
Dife
renc
ia co
n 20
ºCºC
Labo
rato
rioN
orm
alRe
solu
ción
Ter
móm
etro
ºCLa
bora
torio
Rect
angu
lar
3Vi
brac
ione
sm
mLa
bora
torio
Rect
angu
lar
4De
form
ació
n po
r Fue
rza
de P
alpa
dom
mIn
stru
men
toRe
ctan
gula
r5
Calib
raci
ón
mm
Cert
ifica
doN
orm
al6
Deriv
am
mIn
stru
men
toN
orm
al7
Hist
éres
ism
mIn
stru
men
toN
orm
al8
Digi
taliz
ació
nm
mIn
stru
men
toN
orm
al9
Algo
ritm
om
in. c
uadr
ados
Inst
rum
ento
Nor
mal
10Co
nd. D
e M
edid
aIn
stru
men
toN
orm
alUc
omb
Vefic
aces
U ex
p

Procedimiento de medida
- 68 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL

Equipos y materiales empleados
- 69 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Capítulo 5 EQUIPOS Y MATERIALES
EMPLEADOS
5.1 EQUIPOS PRINCIPALES
Para poder realizar las medidas de la pieza mecánica se han necesitado unas
herramientas que sin las cuales no se podría haber realizado correctamente.
5.1.1 BRAZO DE MEDICIÓN POR CONTACTO
Es una máquina de medición por coordenadas (MMC) con el que es posible tanto
comprobar la calidad de una manera sencilla como representar la pieza deseada en
3D. Es una herramienta muy utilizada en ingeniería inversa.
Figura 19. Brazo de medición por contacto del laboratorio

Equipos y materiales empleados
- 70 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
5.1.2 PERFILÓMETRO
Equipo con el que es posible definir fácilmente las características de medida. Para
ello el perfilómetro tiene un palpador que realiza el perfil de un trazo sobre una
superficie recorriéndolo a velocidad constante sobre una sección lineal de la
superficie que se desea estudiar. Las variaciones de altura se recogen y la suma de
todos los datos al juntarlos forman el perfil.
Se usa para: medir espesores de películas delgadas planas, altura de cráteres y
detalles topográficos de interés en la superficie, ver microrrugosidades.
Figura 20. Perfilómetro del laboratorio

Equipos y materiales empleados
- 71 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
5.1.3 MÁQUINA DE VISIÓN
Aparato de metrología MMC (máquina de medición por coordenadas) de no
contacto. Se utiliza para medir o piezas o estructuras muy pequeñas o detalles
pequeños. Se mide procesando imágenes. Es una máquina 2D que utiliza el
software llamado Quick Image. Dicho software da medidas de manera muy
rápida, sencilla y precisa.
Figura 21. Máquina de visión del laboratorio

Equipos y materiales empleados
- 72 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
5.1.4 CALIBRE (PIE DE REY)
Es un instrumento de precisión que en este proyecto ha sido usado para realizar
una primera medida de toda la pieza para realizar un primer croquis y un boceto
de los planos y así poder comenzar con el trabajo del laboratorio. Posterior al
laboratorio las medidas realizadas mediante el calibre han sido de ayuda para
detectar aquellas medidas realizadas de manera incorrecta y así poder omitirlas
para no perder la precisión de la medida. La resolución del calibre usado para el
proyecto aparece en todas las tablas d eincertidumbres.
Figura 22. Pie de rey con sus partes
Figura 23. Pie de rey del Laboratorio de Metrología
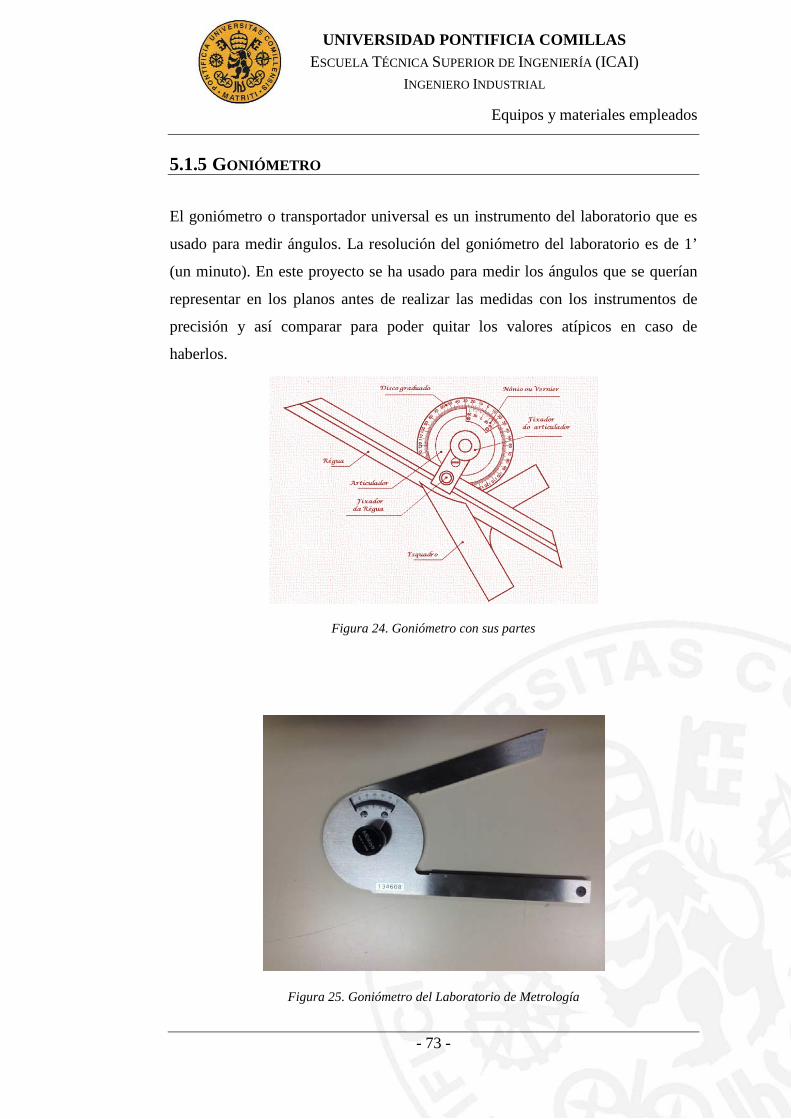
Equipos y materiales empleados
- 73 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
5.1.5 GONIÓMETRO
El goniómetro o transportador universal es un instrumento del laboratorio que es
usado para medir ángulos. La resolución del goniómetro del laboratorio es de 1’
(un minuto). En este proyecto se ha usado para medir los ángulos que se querían
representar en los planos antes de realizar las medidas con los instrumentos de
precisión y así comparar para poder quitar los valores atípicos en caso de
haberlos.
Figura 24. Goniómetro con sus partes
Figura 25. Goniómetro del Laboratorio de Metrología

Equipos y materiales empleados
- 74 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
5.2 EQUIPOS SECUNDARIOS O AUXILIARES
Hay otros instrumentos del laboratorio que , aunque en menor medida que los
equipos principales, tienen también importancia a la hora de trabajar en el
laboratorio.
5.2.1 SUJECIONES
Cuando se realizan medidas con el brazo de medición por contacto es necesario
que el palpador toque la superficie de la pieza pero sin moverla para no perder el
origen de coordenadas de la máquina. Si no se debería empezar de cero de nuevo
la medida. Para ello se decide sujetar la pieza para conseguir una mayor fijación.
Figura 26. Sujeción usado para fijar la pieza mecánica
Figura 27. Elementos usados para la sujeción de la pieza mecánica

Equipos y materiales empleados
- 75 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 28. Resultado de la pieza sujeta
5.2.2 BANCO DE APOYO
Es la zoina que tiene el brazo de medición para dejar encima la pieza que se
quiera medir. El brazo de medición está fijo al banco de apoyo de manera que no
es posible cualquier movimiento relativo entre ellos y así no perder en ningún
instante el origen de coordenada que necesitamos para el uso de su software.
Figura 29. Banco de apoyo del Brazo de medición por contacto

Equipos y materiales empleados
- 76 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 30. Banco de apoyo donde se sujetó la pieza para medirla con el brazo de medición por
contacto
5.2.3 MESA DE UNA COORDENADA
Se llama así porque solo se puede mover en una dirección. Se decidió colocar la
pieza mecánica encima de la mesa de una coordenada para poder fijar mejor la
pieza con unas sujeciones que se sujetaban en la mesa y al enroscarlo se apretaba
de manera que tenía las paredes de la pieza bien sujeta. Sólo se ha usado para
realizar las medidas del brazo de medición por contacto.
Figura 31. Mesa de una coordenada con la pieza

Equipos y materiales empleados
- 77 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
5.3 SOFTWARE
Para medir y obtener los informes con las medidas realizadas lo hacemos a través
del software de cada aparato. Los software empleados son:
- Calypso (brazo de medición por contacto) - Formpak (perfilómetro) - QSPAK (máquina de visión)
Y además se hace uso de un sistema CAD:
- Solid Edge
5.4 CRONOGRAMA
Este cronograma es el que realmente se ha realizado durante el trasncurso del
proyecto.
Tabla 7. Cronograma real del proyecto
Julio (intensivo mañanas)
Agosto-Septiembre
Octubre-Febrero
Marzo-Abril Mayo
Croquis Decisión de parámetros a medir y cómo medir
Mediciones en el laboratorio
Memoria Tablas con resultados y cálculos
Retoques finales

Equipos y materiales empleados
- 78 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL

Resultados
- 79 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Capítulo 6 RESULTADOS
Al tener ya todo medido y preparado para ser representado, se introducen los
resultados de las medidas con sus respectivas tablas y gráficas.
Resultados
- 80 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL

Resultados
- 81 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida D1
Tabla 8. Representación de las medidas, promedio IT y contribuciones de la medida D1
Medidas (mm)
1 11,8973
Promedio (mm) 2 11,9121
11,89726
3 11,9046 4 11,9273 5 11,873 6 11,9195
IT 7 11,8862
11
8 11,8844 9 11,8802 10 11,888
Medida D1 Medida 11,9 ± 0,1 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 0,003365824 99,9981 Temperatura 1,96817E-08 0,0006 31,24 Vibraciones 3,32929E-09 0,0001 5,28
Deformación por Fuerza de Palpado 7,49956E-15 0,0000 0,00
Calibración 0,00000001 0,0003 15,87 Deriva 0,00000001 0,0003 15,87
Histéresis 0,00000001 0,0003 15,87 Digitalización 0,00000001 0,0003 15,87
Algoritmo 0 0,0000 0,00 Cond. De Medida 0 0,0000 0,00

Resultados
- 82 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 32. Gráfica de la Contribución sin repetibilidad de la medida D1
31,24%
5,28%
0%
15,87%
15,87%
15,87%
15,87%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida

Resultados
- 83 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida D2
Tabla 9. Representación de las medidas, promedio IT y contribuciones de la medida D2
Medidas (mm)
1 11,8946
Promedio (mm) 2 11,9031
11,89415
3 11,8869 4 11,8358 5 11,883 6 11,934
IT 7 11,9164
12
8 11,8916 9 11,8796 10 11,9165
Medida D2 Medida 11,9 ± 0,1 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 0,003405141 99,9981 Temperatura 1,96719E-08 0,0006 31,22 Vibraciones 3,32929E-09 0,0001 5,28
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00 Calibración 0,00000001 0,0003 15,87
Deriva 0,00000001 0,0003 15,87 Histéresis 0,00000001 0,0003 15,87
Digitalización 0,00000001 0,0003 15,87 Algoritmo 0 0,0000 0,00
Cond. De Medida 0 0,0000 0,00

Resultados
- 84 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 33. Gráfica de la Contribución sin repetibilidad de la medida D2
31,22%
5,28%
0%
15,87%
15,87%
15,87%
15,87%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida

Resultados
- 85 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida D3
Tabla 10. Representación de las medidas, promedio IT y contribuciones de la medida D3
Medidas (mm)
1 12,0706
Promedio (mm) 2 12,0332
12,05763
3 12,0518 4 11,9379 5 12,0487 6 12,0729
IT 7 12,0644
13
8 12,1153 9 12,0964 10 12,0851
Medida D3 Medida 12,1 ± 0,1 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 0,003567518 99,9982 Temperatura 2,01914E-08 0,0006 31,79 Vibraciones 3,32929E-09 0,0001 5,24
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00
Calibración 0,00000001 0,0003 15,74 Deriva 0,00000001 0,0003 15,74
Histéresis 0,00000001 0,0003 15,74 Digitalización 0,00000001 0,0003 15,74
Algoritmo 0 0,0000 0,00 Cond. De Medida 0 0,0000 0,00

Resultados
- 86 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 34. Gráfica de la Contribución sin repetibilidad de la medida D3
31,79%
5,24%
0%
15,74%
15,74%
15,74%
15,74%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida
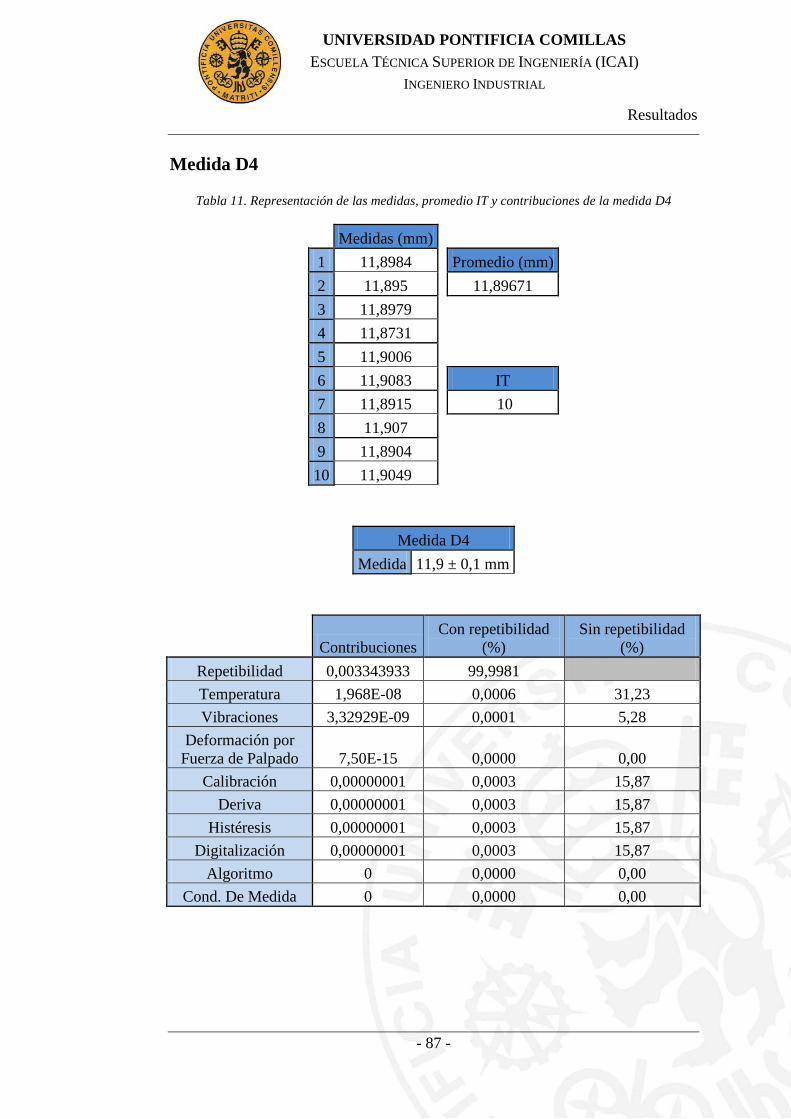
Resultados
- 87 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida D4
Tabla 11. Representación de las medidas, promedio IT y contribuciones de la medida D4
Medidas (mm)
1 11,8984
Promedio (mm) 2 11,895
11,89671
3 11,8979 4 11,8731 5 11,9006 6 11,9083
IT 7 11,8915
10
8 11,907 9 11,8904 10 11,9049
Medida D4 Medida 11,9 ± 0,1 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 0,003343933 99,9981 Temperatura 1,968E-08 0,0006 31,23 Vibraciones 3,32929E-09 0,0001 5,28
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00
Calibración 0,00000001 0,0003 15,87 Deriva 0,00000001 0,0003 15,87
Histéresis 0,00000001 0,0003 15,87 Digitalización 0,00000001 0,0003 15,87
Algoritmo 0 0,0000 0,00 Cond. De Medida 0 0,0000 0,00

Resultados
- 88 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 35. Gráfica de la Contribución sin repetibilidad de la medida D4
31,23%
5,28%
0%
15,87%
15,87%
15,87%
15,87%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida
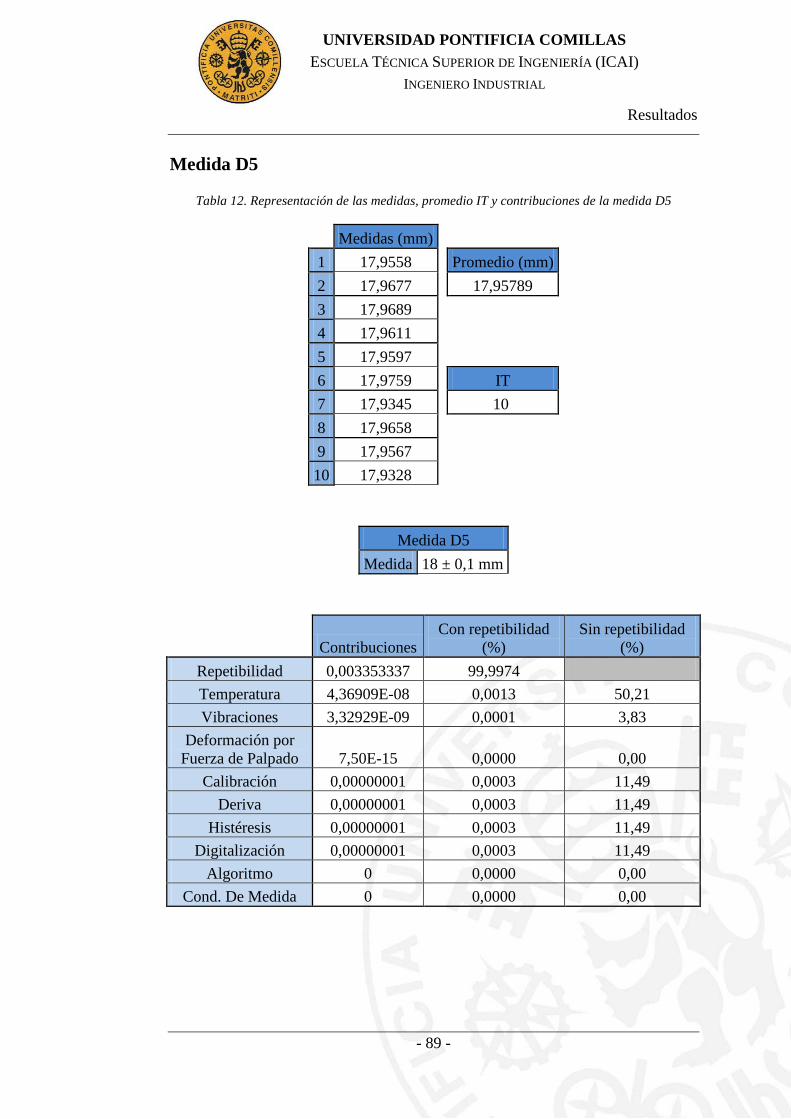
Resultados
- 89 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida D5
Tabla 12. Representación de las medidas, promedio IT y contribuciones de la medida D5
Medidas (mm)
1 17,9558
Promedio (mm) 2 17,9677
17,95789
3 17,9689 4 17,9611 5 17,9597 6 17,9759
IT 7 17,9345
10
8 17,9658 9 17,9567 10 17,9328
Medida D5 Medida 18 ± 0,1 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 0,003353337 99,9974 Temperatura 4,36909E-08 0,0013 50,21 Vibraciones 3,32929E-09 0,0001 3,83
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00
Calibración 0,00000001 0,0003 11,49 Deriva 0,00000001 0,0003 11,49
Histéresis 0,00000001 0,0003 11,49 Digitalización 0,00000001 0,0003 11,49
Algoritmo 0 0,0000 0,00 Cond. De Medida 0 0,0000 0,00

Resultados
- 90 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 36. Gráfica de la Contribución sin repetibilidad de la medida D5
50,21%
3,83%
0%
11,49%
11,49%
11,49%
11,49%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida

Resultados
- 91 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida D6
Tabla 13. Representación de las medidas, promedio IT y contribuciones de la medida D6
Medidas (mm)
1 50,2102
Promedio (mm) 2 50,2387
50,19275
3 50,083 4 50,1966 5 50,1813 6 50,1305
IT 7 50,2357
13
8 50,1545 9 50,3502 10 50,1468
Medida D6 Medida 50,2 ± 0,1 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 0,003874351 99,9902 Temperatura 3,3519E-07 0,0087 88,55 Vibraciones 3,32929E-09 0,0001 0,88
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00
Calibración 0,00000001 0,0003 2,64 Deriva 0,00000001 0,0003 2,64
Histéresis 0,00000001 0,0003 2,64 Digitalización 0,00000001 0,0003 2,64
Algoritmo 0 0,0000 0,00 Cond. De Medida 0 0,0000 0,00

Resultados
- 92 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 37. Gráfica de la Contribución sin repetibilidad de la medida D6
88,55%
0,88%
0%
2,64%
2,64%
2,64%
2,64%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida

Resultados
- 93 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida D7
Tabla 14. Representación de las medidas, promedio IT y contribuciones de la medida D7
Medidas (mm)
1 64,1326
Promedio (mm) 2 64,1181
64,12837
3 64,1284 4 64,0904 5 64,1298 6 64,1135
IT 7 64,164
10
8 64,1354 9 64,1317 10 64,1398
Medida D7 Medida 64,1 ± 0,1 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 0,003369432 99,9825 Temperatura 5,46584E-07 0,0162 92,65 Vibraciones 3,32929E-09 0,0001 0,56
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00
Calibración 0,00000001 0,0003 1,70 Deriva 0,00000001 0,0003 1,70
Histéresis 0,00000001 0,0003 1,70 Digitalización 0,00000001 0,0003 1,70
Algoritmo 0 0,0000 0,00 Cond. De Medida 0 0,0000 0,00

Resultados
- 94 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 38. Gráfica de la Contribución sin repetibilidad de la medida D7
92,65%
0,56%
0%
1,70%
1,70%
1,70%
1,70%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida

Resultados
- 95 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida D8
Tabla 15. Representación de las medidas, promedio IT y contribuciones de la medida D8
Medidas (mm)
1 11,9318
Promedio (mm) 2 11,9534
11,93691
3 11,9516 4 11,9 5 11,9362 6 11,9258
IT 7 11,9288
11
8 11,9493 9 11,9486 10 11,9436
Medida D8 Medida 11,9 ± 0,1 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 0,003360009 99,9981 Temperatura 1,98071E-08 0,0006 31,37 Vibraciones 3,32929E-09 0,0001 5,27
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00
Calibración 0,00000001 0,0003 15,84 Deriva 0,00000001 0,0003 15,84
Histéresis 0,00000001 0,0003 15,84 Digitalización 0,00000001 0,0003 15,84
Algoritmo 0 0,0000 0,00 Cond. De Medida 0 0,0000 0,00
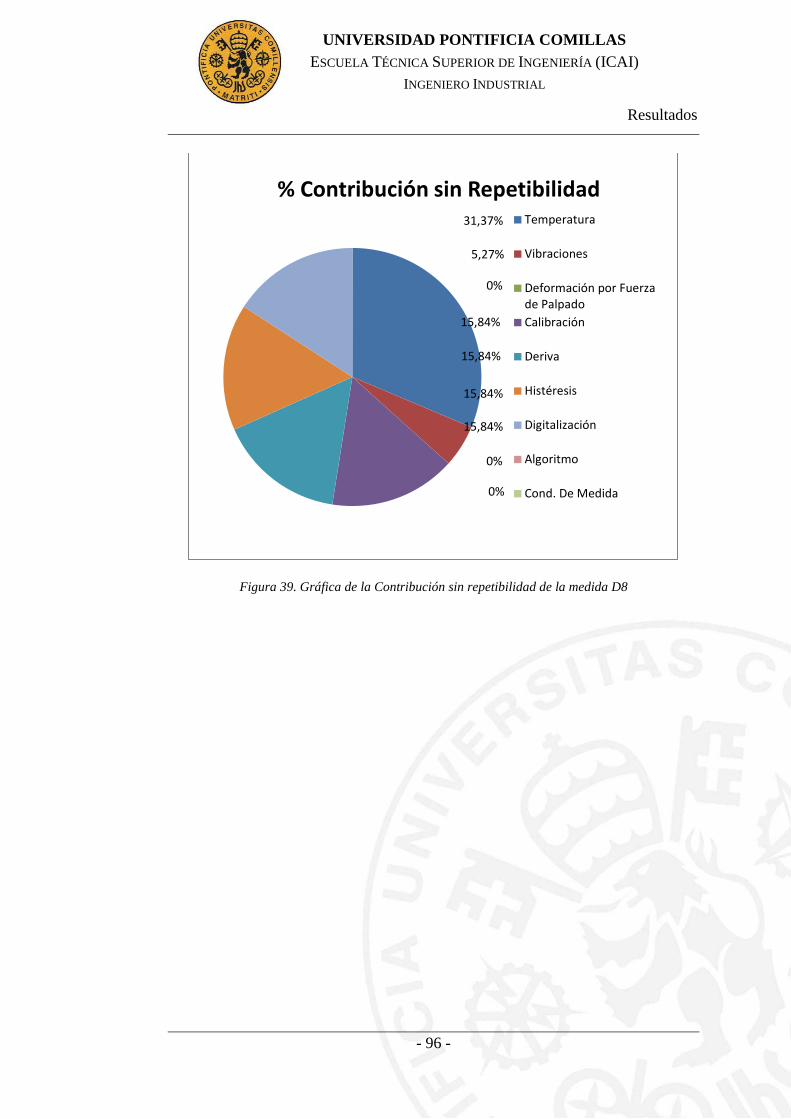
Resultados
- 96 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 39. Gráfica de la Contribución sin repetibilidad de la medida D8
31,37%
5,27%
0%
15,84%
15,84%
15,84%
15,84%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida

Resultados
- 97 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida D9
Tabla 16. Representación de las medidas, promedio IT y contribuciones de la medida D9
Medidas (mm)
1 18,0186
Promedio (mm) 2 18,0082
18,00945
3 18,005 4 17,9993 5 18,0028 6 18,0087
IT 7 18,0068
9
8 18,0108 9 18,0143 10 18,02
Medida D9 Medida 18 ± 0,1 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 0,00333774 99,9974 Temperatura 4,3937E-08 0,0013 50,35 Vibraciones 3,32929E-09 0,0001 3,82
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00
Calibración 0,00000001 0,0003 11,46 Deriva 0,00000001 0,0003 11,46
Histéresis 0,00000001 0,0003 11,46 Digitalización 0,00000001 0,0003 11,46
Algoritmo 0 0,0000 0,00 Cond. De Medida 0 0,0000 0,00
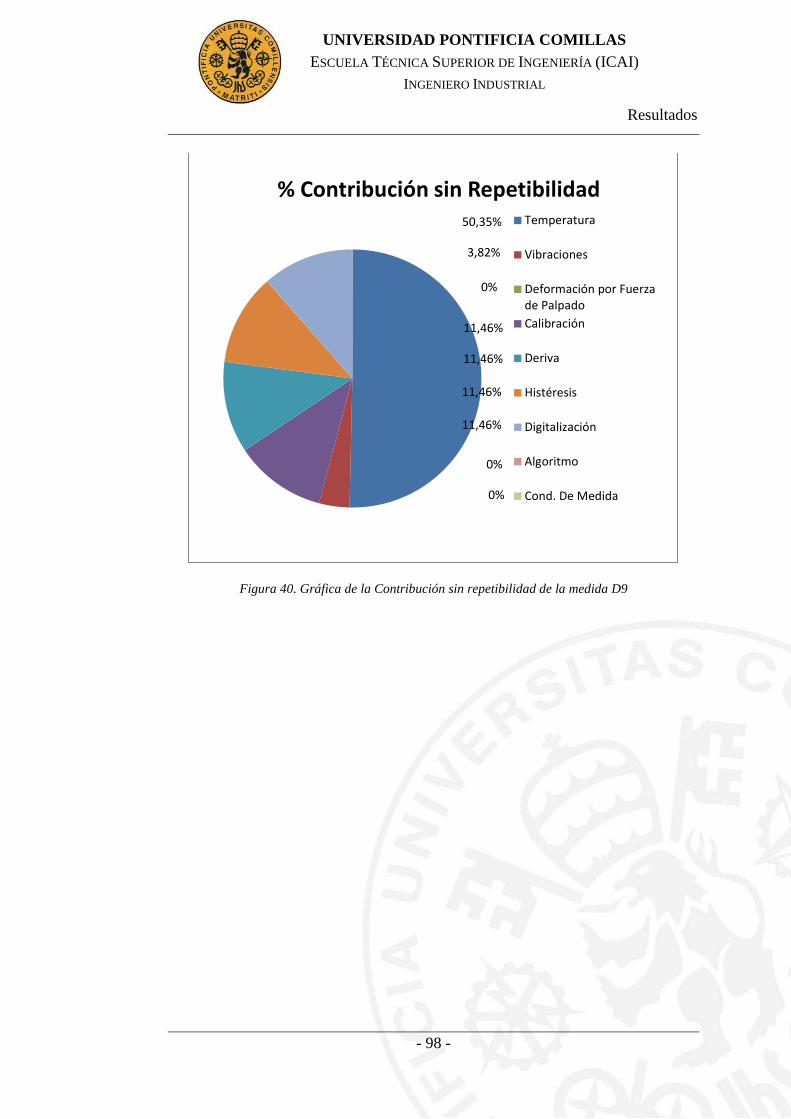
Resultados
- 98 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 40. Gráfica de la Contribución sin repetibilidad de la medida D9
50,35%
3,82%
0%
11,46%
11,46%
11,46%
11,46%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida
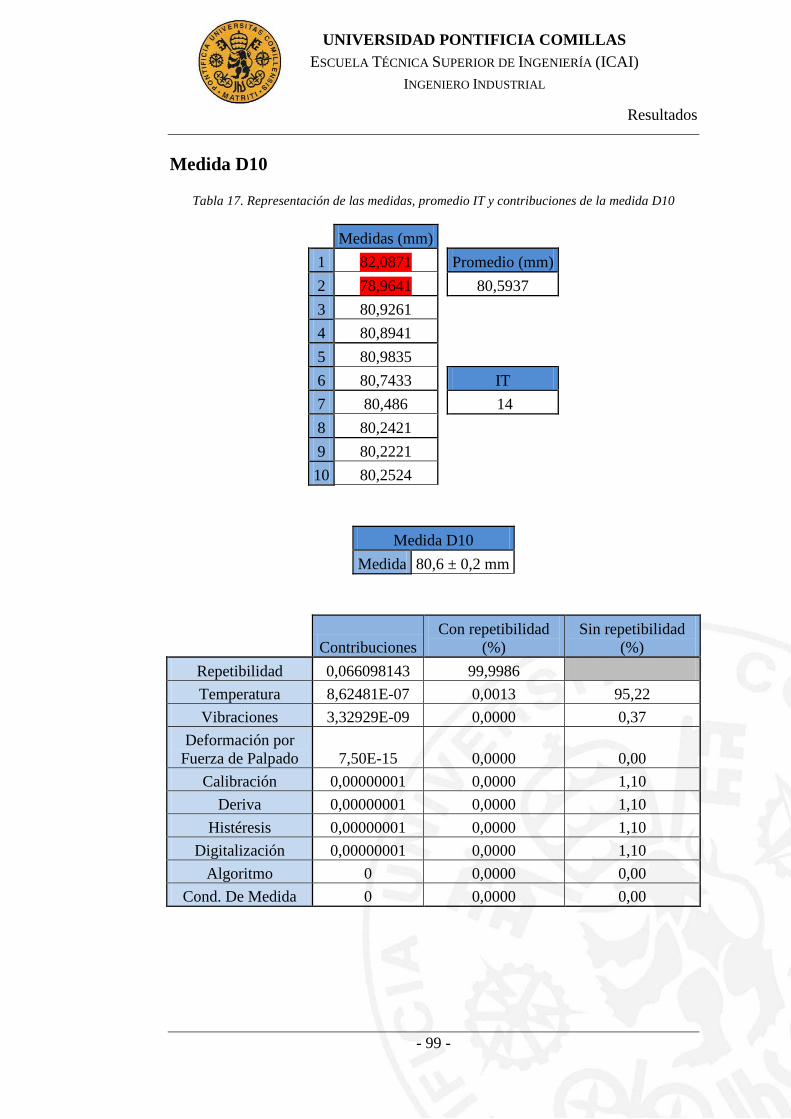
Resultados
- 99 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida D10
Tabla 17. Representación de las medidas, promedio IT y contribuciones de la medida D10
Medidas (mm)
1 82,0871
Promedio (mm) 2 78,9641
80,5937
3 80,9261 4 80,8941 5 80,9835 6 80,7433
IT 7 80,486
14
8 80,2421 9 80,2221 10 80,2524
Medida D10 Medida 80,6 ± 0,2 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 0,066098143 99,9986 Temperatura 8,62481E-07 0,0013 95,22 Vibraciones 3,32929E-09 0,0000 0,37
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00
Calibración 0,00000001 0,0000 1,10 Deriva 0,00000001 0,0000 1,10
Histéresis 0,00000001 0,0000 1,10 Digitalización 0,00000001 0,0000 1,10
Algoritmo 0 0,0000 0,00 Cond. De Medida 0 0,0000 0,00

Resultados
- 100 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 41. Gráfica de la Contribución sin repetibilidad de la medida D10
95,22%
0,37%
0%
1,10%
1,10%
1,10%
1,10%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida

Resultados
- 101 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida D11
Tabla 18. Representación de las medidas, promedio IT y contribuciones de la medida D11
Medidas (mm)
1 78,3266
Promedio (mm) 2 80,3998
80,56198571
3 80,9248 4 80,38 5 79,0864 6 80,5698
IT 7 80,7857
14
8 80,3668 9 81,2315 10 80,507
Medida D11 Medida 80,6 ± 0,2 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 0,080886588 99,9989 Temperatura 8,55604E-07 0,0011 95,18 Vibraciones 3,32929E-09 0,0000 0,37
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00
Calibración 0,00000001 0,0000 1,11 Deriva 0,00000001 0,0000 1,11
Histéresis 0,00000001 0,0000 1,11 Digitalización 0,00000001 0,0000 1,11
Algoritmo 0 0,0000 0,00 Cond. De Medida 0 0,0000 0,00
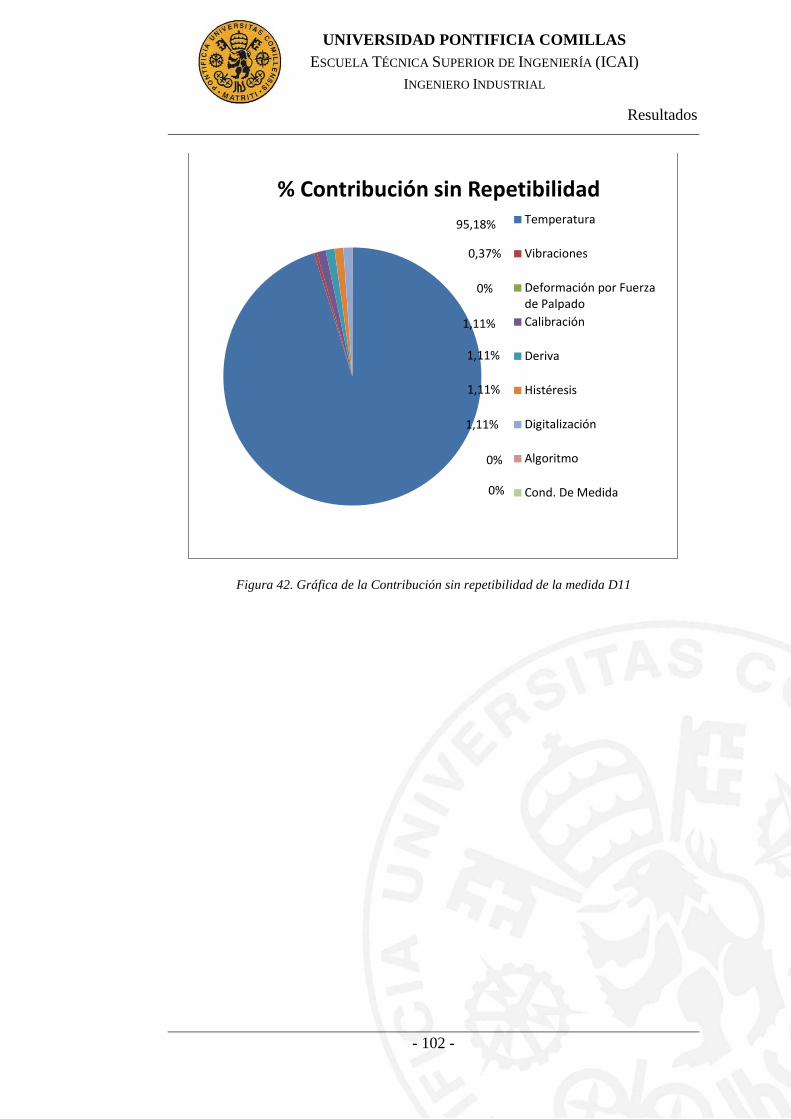
Resultados
- 102 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 42. Gráfica de la Contribución sin repetibilidad de la medida D11
95,18%
0,37%
0%
1,11%
1,11%
1,11%
1,11%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida

Resultados
- 103 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida D12
Tabla 19. Representación de las medidas, promedio IT y contribuciones de la medida D12
Medidas (mm)
1 18,0144
Promedio (mm) 2 18,013
18,00524
3 18,016 4 17,9944 5 17,9881 6 18,0094
IT 7 18,0097
10
8 18,0049 9 17,9992 10 18,0033
Medida D12 Medida 18 ± 0,1 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 0,003341653 99,9974 Temperatura 4,39169E-08 0,0013 50,34 Vibraciones 3,32929E-09 0,0001 3,82
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00
Calibración 0,00000001 0,0003 11,46 Deriva 0,00000001 0,0003 11,46
Histéresis 0,00000001 0,0003 11,46 Digitalización 0,00000001 0,0003 11,46
Algoritmo 0 0,0000 0,00 Cond. De Medida 0 0,0000 0,00
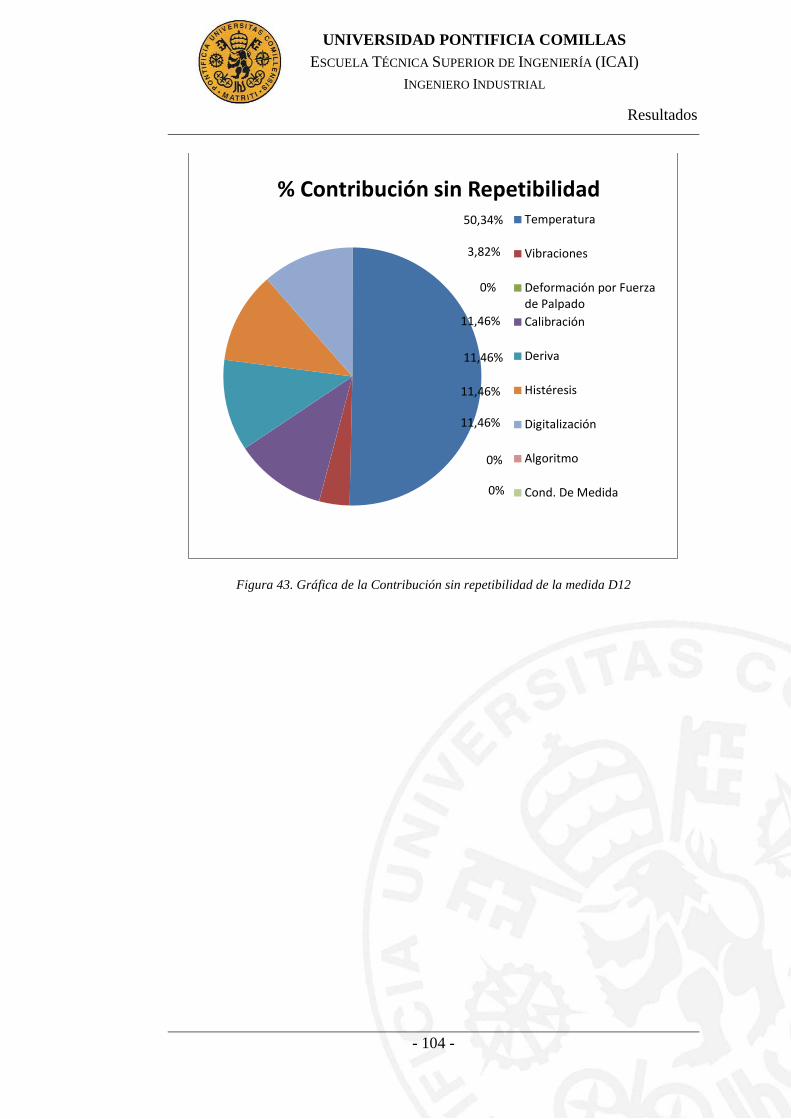
Resultados
- 104 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 43. Gráfica de la Contribución sin repetibilidad de la medida D12
50,34%
3,82%
0%
11,46%
11,46%
11,46%
11,46%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida

Resultados
- 105 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida D13
Tabla 20. Representación de las medidas, promedio IT y contribuciones de la medida D13
Medidas (mm)
1 11,9765
Promedio (mm) 2 11,9739
11,97421
3 11,9716 4 11,976 5 11,9831 6 11,9695
IT 7 11,9593
10
8 11,9683 9 11,9923 10 11,9716
Medida D13 Medida 12 ± 0,1 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 0,003341199 99,9981 Temperatura 1,99254E-08 0,0006 31,50 Vibraciones 3,32929E-09 0,0001 5,26
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00
Calibración 0,00000001 0,0003 15,81 Deriva 0,00000001 0,0003 15,81
Histéresis 0,00000001 0,0003 15,81 Digitalización 0,00000001 0,0003 15,81
Algoritmo 0 0,0000 0,00 Cond. De Medida 0 0,0000 0,00
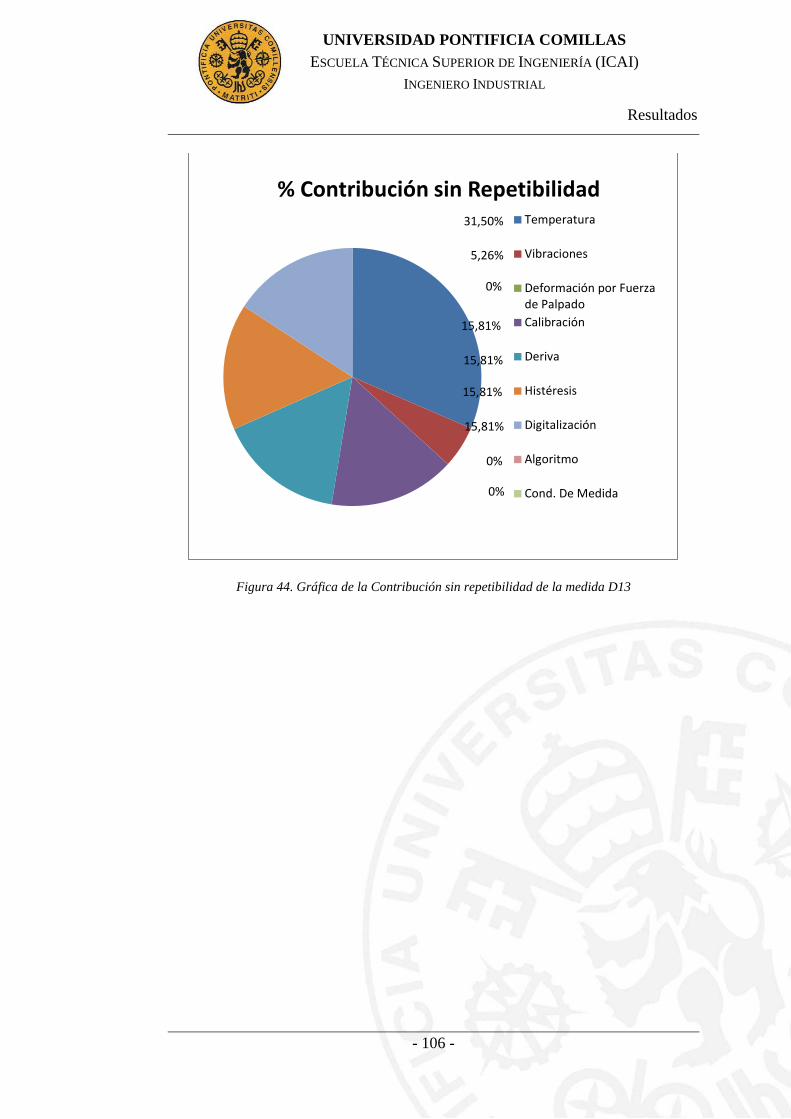
Resultados
- 106 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 44. Gráfica de la Contribución sin repetibilidad de la medida D13
31,50%
5,26%
0%
15,81%
15,81%
15,81%
15,81%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida

Resultados
- 107 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida D14
Tabla 21. Representación de las medidas, promedio IT y contribuciones de la medida D14
Medidas (mm)
1 18,1686
Promedio (mm) 2 18,0087
18,0251
3 18,0025 4 18,0061 5 17,9968 6 18,0108
IT 7 18,0086
14
8 18,0163 9 18,0162 10 18,0164
Medida D14 Medida 18 ± 0,1 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 0,003591588 99,9976 Temperatura 4,40118E-08 0,0012 50,39 Vibraciones 3,32929E-09 0,0001 3,81
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00
Calibración 0,00000001 0,0003 11,45 Deriva 0,00000001 0,0003 11,45
Histéresis 0,00000001 0,0003 11,45 Digitalización 0,00000001 0,0003 11,45
Algoritmo 0 0,0000 0,00 Cond. De Medida 0 0,0000 0,00

Resultados
- 108 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 45. Gráfica de la Contribución sin repetibilidad de la medida D14
50,39%
3,81%
0%
11,45%
11,45%
11,45%
11,45%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida
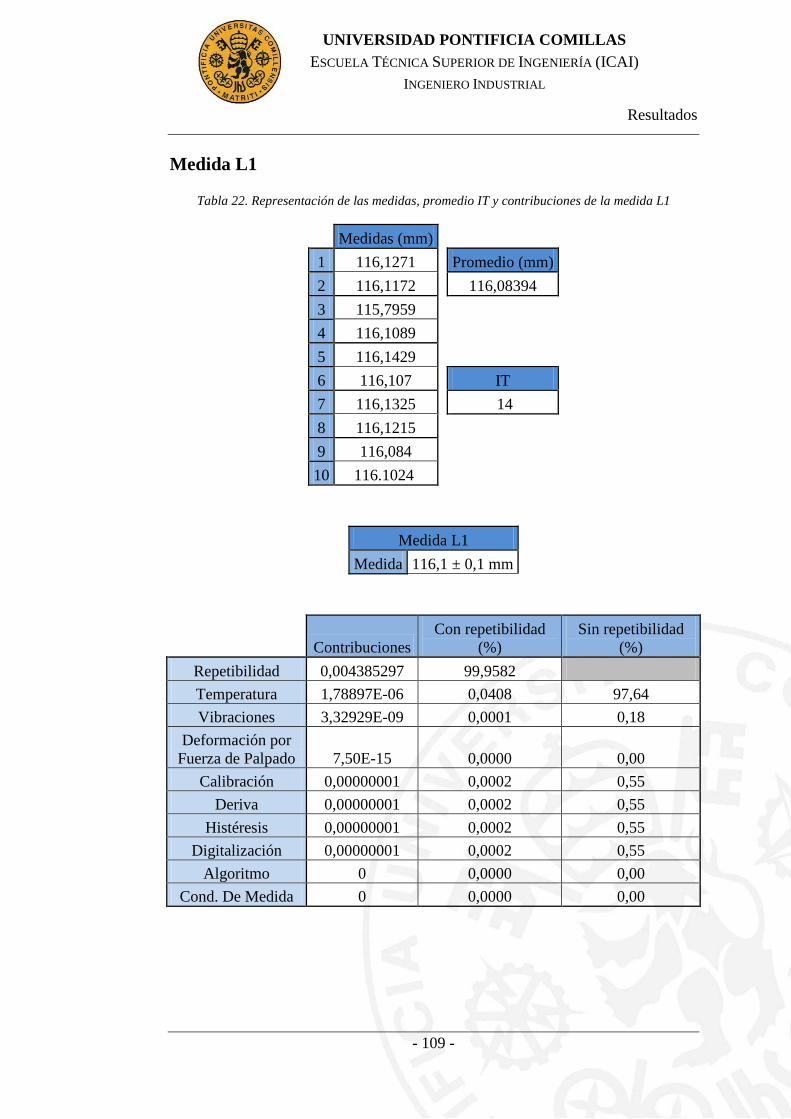
Resultados
- 109 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L1
Tabla 22. Representación de las medidas, promedio IT y contribuciones de la medida L1
Medidas (mm)
1 116,1271
Promedio (mm) 2 116,1172
116,08394
3 115,7959 4 116,1089 5 116,1429 6 116,107
IT 7 116,1325
14
8 116,1215 9 116,084 10 116.1024
Medida L1 Medida 116,1 ± 0,1 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 0,004385297 99,9582 Temperatura 1,78897E-06 0,0408 97,64 Vibraciones 3,32929E-09 0,0001 0,18
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00
Calibración 0,00000001 0,0002 0,55 Deriva 0,00000001 0,0002 0,55
Histéresis 0,00000001 0,0002 0,55 Digitalización 0,00000001 0,0002 0,55
Algoritmo 0 0,0000 0,00 Cond. De Medida 0 0,0000 0,00

Resultados
- 110 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 46. Gráfica de la Contribución sin repetibilidad de la medida L1
97,64%
0,18%
0%
0,55%
0,55%
0,55%
0,55%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida

Resultados
- 111 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L2
Tabla 23. Representación de las medidas, promedio IT y contribuciones de la medida L2
Medidas (mm)
1 104,1876
Promedio (mm) 2 104,2836
104,20014
3 104,1476 4 104,1617 5 104,2063 6 104,2191
IT 7 104,1916
11
8 104,1951 9 104,2499 10 104,1589
Medida L2 Medida 104,2 ± 0,1 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 0,003511483 99,9577 Temperatura 1,44161E-06 0,0410 97,08 Vibraciones 3,32929E-09 0,0001 0,22
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00
Calibración 0,00000001 0,0003 0,67 Deriva 0,00000001 0,0003 0,67
Histéresis 0,00000001 0,0003 0,67 Digitalización 0,00000001 0,0003 0,67
Algoritmo 0 0,0000 0,00 Cond. De Medida 0 0,0000 0,00

Resultados
- 112 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 47. Gráfica de la Contribución sin repetibilidad de la medida L2
97,08%
0,22%
0%
0,67%
0,67%
0,67%
0,67%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida

Resultados
- 113 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L3
Tabla 24. Representación de las medidas, promedio IT y contribuciones de la medida L3
Medidas (mm)
1 25,9101
Promedio (mm) 2 25,8752
25,83884
3 25,8089 4 25,7888 5 25,8622 6 25,7851
IT 7 25,8745
12
8 25,8284 9 25,8708 10 25,7844
Medida L3 Medida 25,8 ± 0,1 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 0,003539999 99,9962 Temperatura 8,94905E-08 0,0025 67,38 Vibraciones 3,32929E-09 0,0001 2,51
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00
Calibración 0,00000001 0,0003 7,53 Deriva 0,00000001 0,0003 7,53
Histéresis 0,00000001 0,0003 7,53 Digitalización 0,00000001 0,0003 7,53
Algoritmo 0 0,0000 0,00 Cond. De Medida 0 0,0000 0,00

Resultados
- 114 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 48. Gráfica de la Contribución sin repetibilidad de la medida L3
67,38%
2,51%
0%
7,53%
7,53%
7,53%
7,53%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida

Resultados
- 115 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L4
Tabla 25. Representación de las medidas, promedio IT y contribuciones de la medida L4
Medidas (mm)
1 10,5759
Promedio (mm) 2 10,5569
10,42151
3 10,3565 4 10,3598 5 10,3849 6 10,3816
IT 7 10,4237
14
8 10,3603 9 10,4574 10 10,3581
Medida L4 Medida 10,4 ± 0,1 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 0,004024385 99,9985 Temperatura 1,53113E-08 0,0004 26,11 Vibraciones 3,32929E-09 0,0001 5,68
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00
Calibración 0,00000001 0,0002 17,05 Deriva 0,00000001 0,0002 17,05
Histéresis 0,00000001 0,0002 17,05 Digitalización 0,00000001 0,0002 17,05
Algoritmo 0 0,0000 0,00 Cond. De Medida 0 0,0000 0,00

Resultados
- 116 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 49. Gráfica de la Contribución sin repetibilidad de la medida L4
26,11%
5,68%
0%
17,05%
17,05%
17,05%
17,05%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida
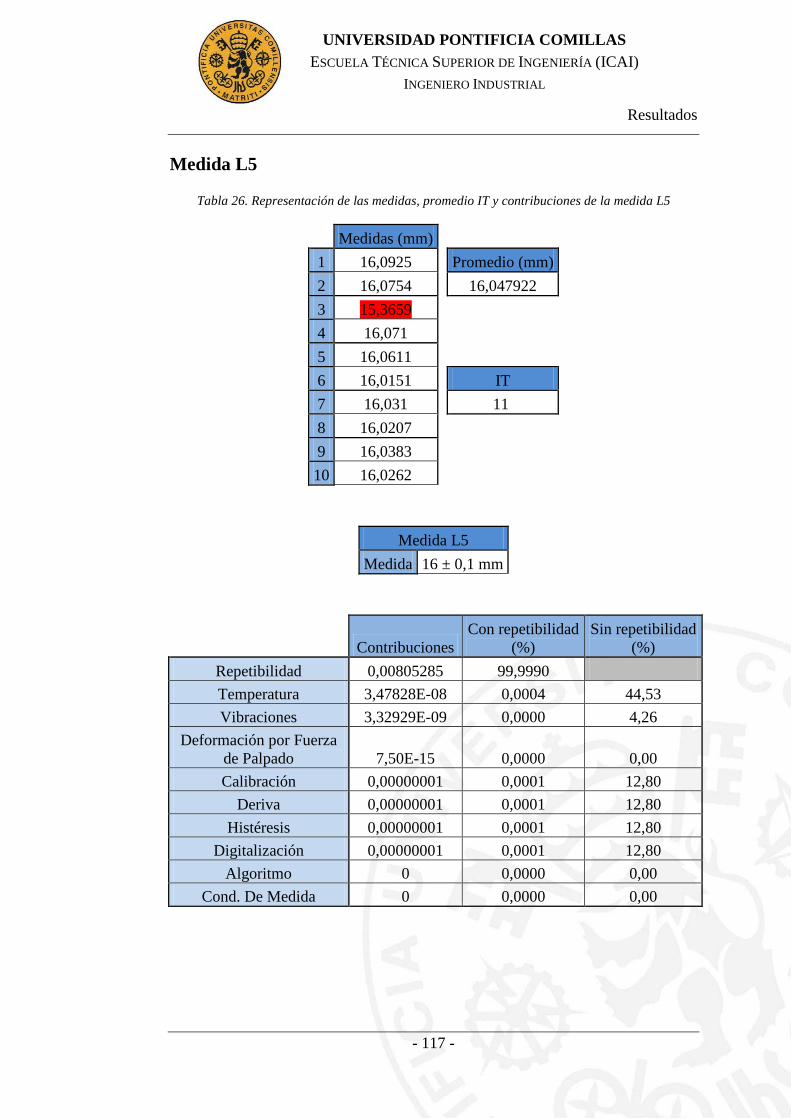
Resultados
- 117 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L5
Tabla 26. Representación de las medidas, promedio IT y contribuciones de la medida L5
Medidas (mm)
1 16,0925
Promedio (mm) 2 16,0754
16,047922
3 15,3659 4 16,071 5 16,0611 6 16,0151
IT 7 16,031
11
8 16,0207 9 16,0383 10 16,0262
Medida L5 Medida 16 ± 0,1 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 0,00805285 99,9990 Temperatura 3,47828E-08 0,0004 44,53 Vibraciones 3,32929E-09 0,0000 4,26
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00 Calibración 0,00000001 0,0001 12,80
Deriva 0,00000001 0,0001 12,80 Histéresis 0,00000001 0,0001 12,80
Digitalización 0,00000001 0,0001 12,80 Algoritmo 0 0,0000 0,00
Cond. De Medida 0 0,0000 0,00

Resultados
- 118 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 50. Gráfica de la Contribución sin repetibilidad de la medida L5
44,53%
4,26%
0%
12,80%
12,80%
12,80%
12,80%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida

Resultados
- 119 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L6
Tabla 27. Representación de las medidas, promedio IT y contribuciones de la medida L6
Medidas (mm)
1 73,0336
Promedio (mm) 2 73,0675
73,09839
3 73,3475 4 73,065 5 73,1066 6 73,0919
IT 7 73,0883
9
8 73,0986 9 72,9717 10 73,1132
Medida L6 Medida 73,1 ± 0,1 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 0,004275597 99,9824 Temperatura 7,09917E-07 0,0166 94,25 Vibraciones 3,32929E-09 0,0001 0,44
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00
Calibración 0,00000001 0,0002 1,33 Deriva 0,00000001 0,0002 1,33
Histéresis 0,00000001 0,0002 1,33 Digitalización 0,00000001 0,0002 1,33
Algoritmo 0 0,0000 0,00 Cond. De Medida 0 0,0000 0,00

Resultados
- 120 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 51. Gráfica de la Contribución sin repetibilidad de la medida L6
94,25%
0,44%
0%
1,33%
1,33%
1,33%
1,33%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida

Resultados
- 121 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L7
Tabla 28. Representación de las medidas, promedio IT y contribuciones de la medida L7
Medidas (mm)
1 43,1031
Promedio (mm) 2 43,0928
43,16751
3 43,7121 4 43,1225 5 43,118 6 43,092
IT 7 43,1117
16
8 43,0964 9 43,1234 10 43,1031
Medida L7 Medida 43,2 ± 0,2 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 0,007008368 99,9958 Temperatura 2,48161E-07 0,0035 85,14 Vibraciones 3,32929E-09 0,0000 1,14
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00
Calibración 0,00000001 0,0001 3,43 Deriva 0,00000001 0,0001 3,43
Histéresis 0,00000001 0,0001 3,43 Digitalización 0,00000001 0,0001 3,43
Algoritmo 0 0,0000 0,00 Cond. De Medida 0 0,0000 0,00

Resultados
- 122 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 52. Gráfica de la Contribución sin repetibilidad de la medida L7
85,14%
1,14%
0%
3,43%
3,43%
3,43%
3,43%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida

Resultados
- 123 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L8
Tabla 29. Representación de las medidas, promedio IT y contribuciones de la medida L8
Medidas (mm)
1 38,8814
Promedio (mm) 2 38,8971
38,90139
3 38,5253 4 38,8796 5 39,0151 6 38,9144
IT 7 39,0074
15
8 38,9509 9 39,0135 10 38,9292
Medida L8 Medida 38,9 ± 0,1 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 0,005360746 99,9954 Temperatura 2,01703E-07 0,0038 82,32 Vibraciones 3,32929E-09 0,0001 1,36
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00
Calibración 0,00000001 0,0002 4,08 Deriva 0,00000001 0,0002 4,08
Histéresis 0,00000001 0,0002 4,08 Digitalización 0,00000001 0,0002 4,08
Algoritmo 0 0,0000 0,00 Cond. De Medida 0 0,0000 0,00

Resultados
- 124 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 53. Gráfica de la Contribución sin repetibilidad de la medida L8
82,32%
1,36%
0%
4,08%
4,08%
4,08%
4,08%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida
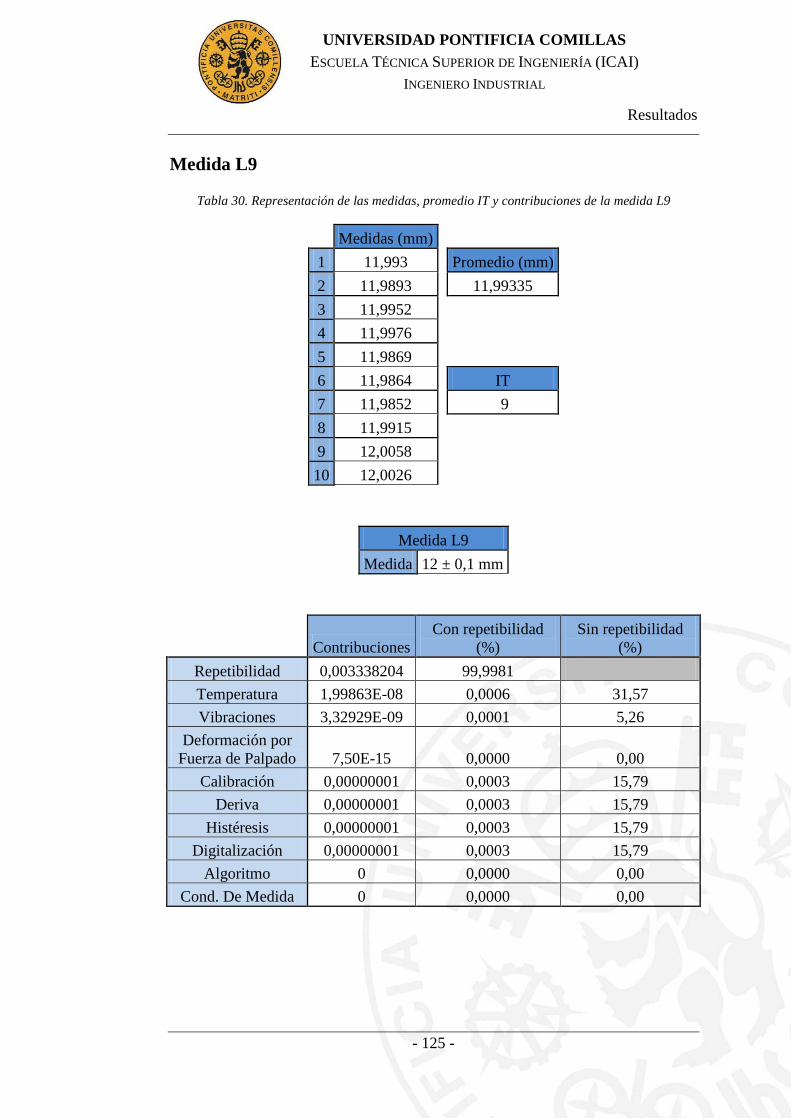
Resultados
- 125 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L9
Tabla 30. Representación de las medidas, promedio IT y contribuciones de la medida L9
Medidas (mm)
1 11,993
Promedio (mm) 2 11,9893
11,99335
3 11,9952 4 11,9976 5 11,9869 6 11,9864
IT 7 11,9852
9
8 11,9915 9 12,0058 10 12,0026
Medida L9 Medida 12 ± 0,1 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 0,003338204 99,9981 Temperatura 1,99863E-08 0,0006 31,57 Vibraciones 3,32929E-09 0,0001 5,26
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00
Calibración 0,00000001 0,0003 15,79 Deriva 0,00000001 0,0003 15,79
Histéresis 0,00000001 0,0003 15,79 Digitalización 0,00000001 0,0003 15,79
Algoritmo 0 0,0000 0,00 Cond. De Medida 0 0,0000 0,00
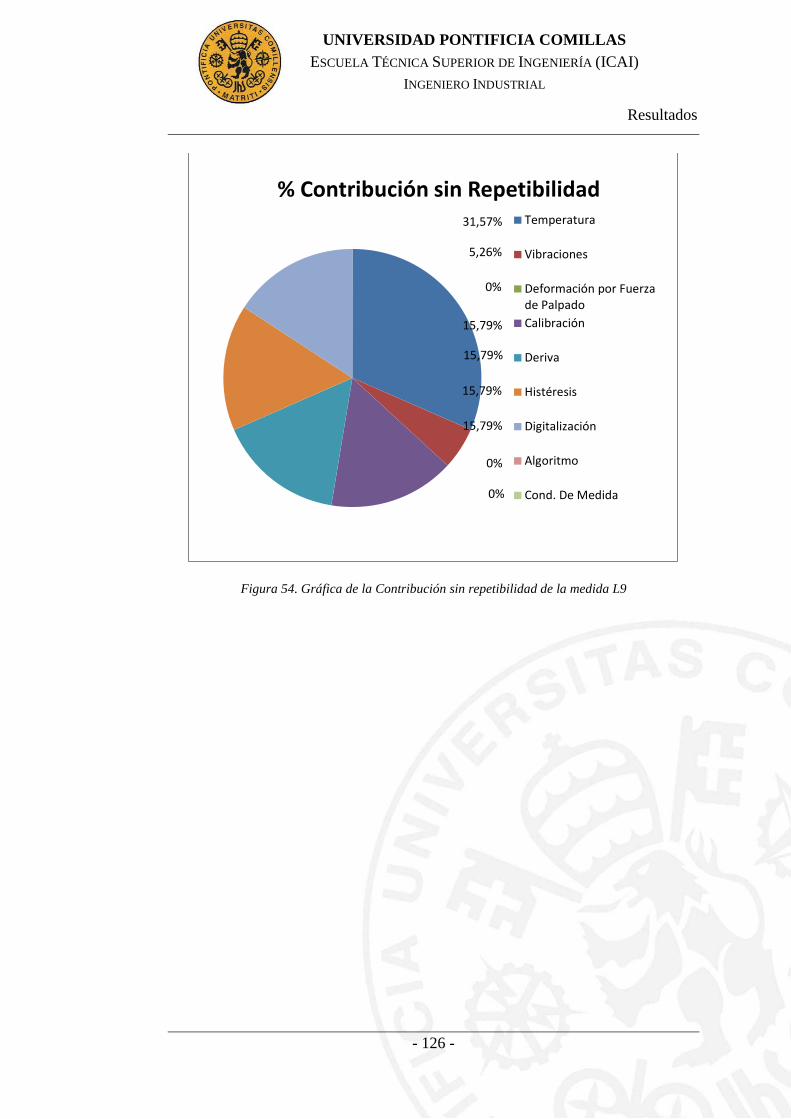
Resultados
- 126 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 54. Gráfica de la Contribución sin repetibilidad de la medida L9
31,57%
5,26%
0%
15,79%
15,79%
15,79%
15,79%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida

Resultados
- 127 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L10
Tabla 31. Representación de las medidas, promedio IT y contribuciones de la medida L10
Medidas (mm)
1 18,1167
Promedio (mm) 2 18,1599
18,15163
3 18,1548 4 18,1414 5 18,1362 6 18,1532
IT 7 18,1512
10
8 18,1636 9 18,1651 10 18,1742
Medida L10 Medida 18,2 ± 0,1 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 0,003360867 99,9974 Temperatura 4,46192E-08 0,0013 50,73 Vibraciones 3,32929E-09 0,0001 3,79
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00
Calibración 0,00000001 0,0003 11,37 Deriva 0,00000001 0,0003 11,37
Histéresis 0,00000001 0,0003 11,37 Digitalización 0,00000001 0,0003 11,37
Algoritmo 0 0,0000 0,00 Cond. De Medida 0 0,0000 0,00
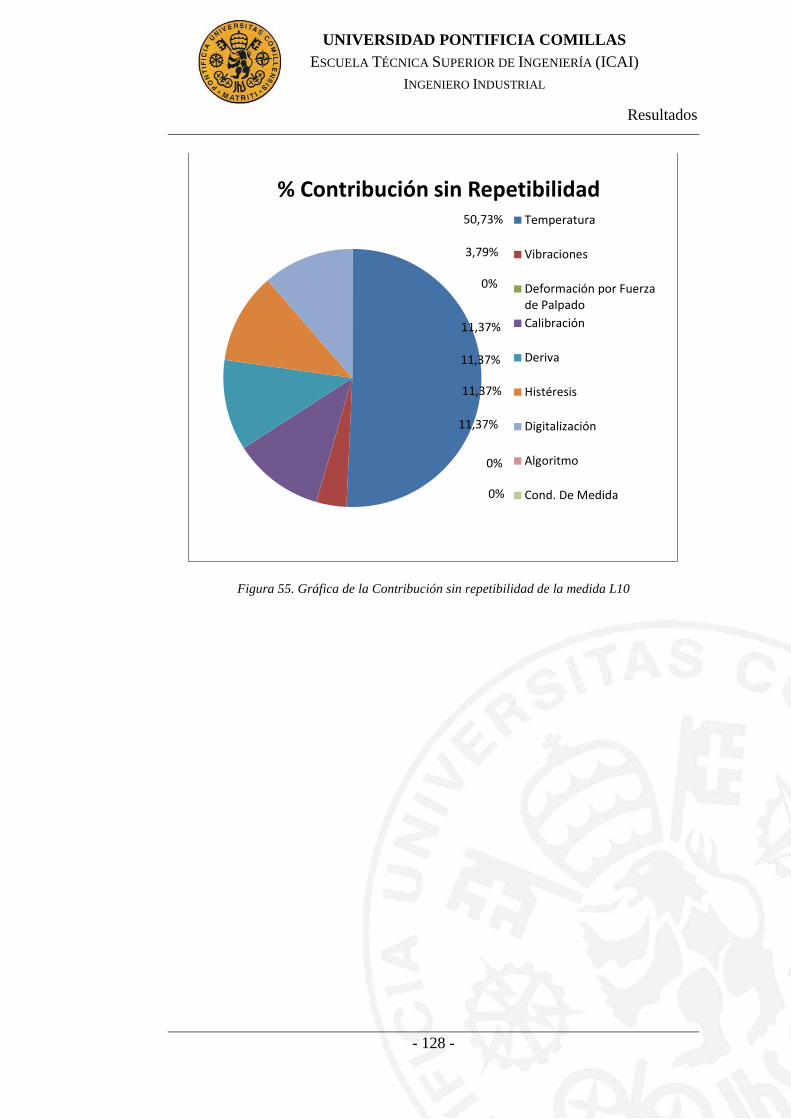
Resultados
- 128 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 55. Gráfica de la Contribución sin repetibilidad de la medida L10
50,73%
3,79%
0%
11,37%
11,37%
11,37%
11,37%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida
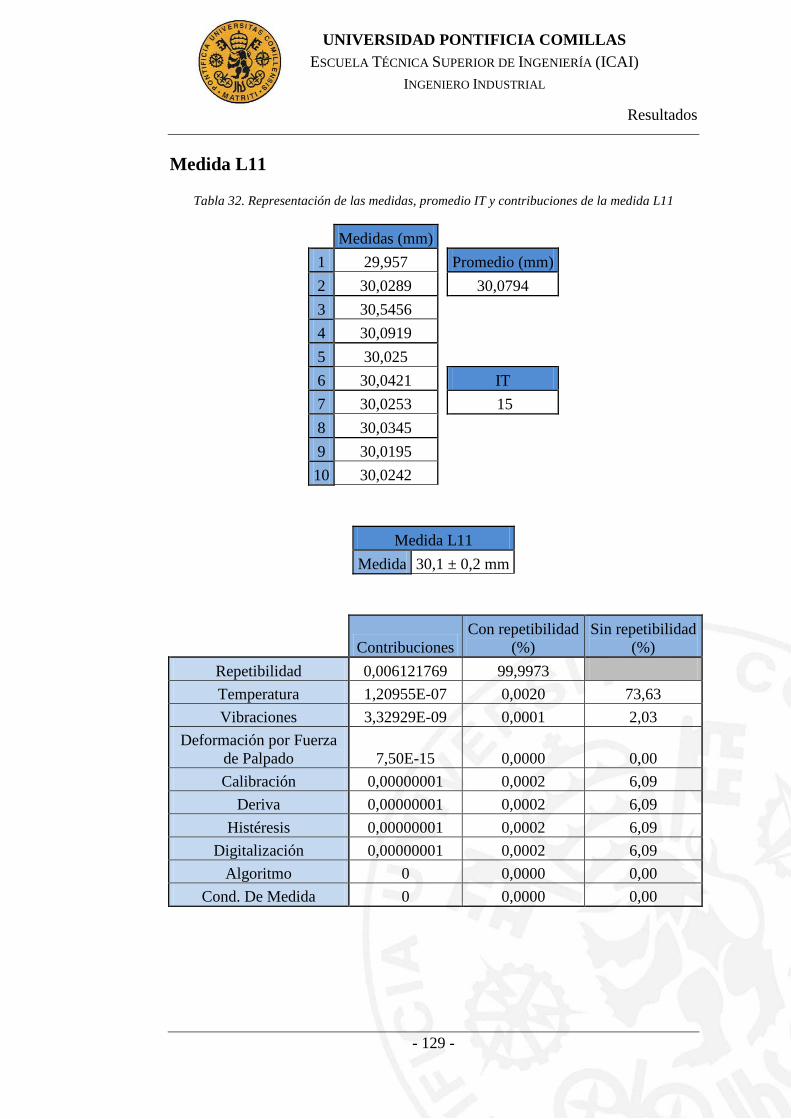
Resultados
- 129 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L11
Tabla 32. Representación de las medidas, promedio IT y contribuciones de la medida L11
Medidas (mm)
1 29,957
Promedio (mm) 2 30,0289
30,0794
3 30,5456 4 30,0919 5 30,025 6 30,0421
IT 7 30,0253
15
8 30,0345 9 30,0195 10 30,0242
Medida L11 Medida 30,1 ± 0,2 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 0,006121769 99,9973 Temperatura 1,20955E-07 0,0020 73,63 Vibraciones 3,32929E-09 0,0001 2,03
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00 Calibración 0,00000001 0,0002 6,09
Deriva 0,00000001 0,0002 6,09 Histéresis 0,00000001 0,0002 6,09
Digitalización 0,00000001 0,0002 6,09 Algoritmo 0 0,0000 0,00
Cond. De Medida 0 0,0000 0,00

Resultados
- 130 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 56. Gráfica de la Contribución sin repetibilidad de la medida L11
73,63%
2,03%
0%
6,09%
6,09%
6,09%
6,09%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida

Resultados
- 131 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L12
Tabla 33. Representación de las medidas, promedio IT y contribuciones de la medida L12
Medidas (mm)
1 16,4398
Promedio (mm) 2 34,1152
58,8103
3 58,2259 4 12,3972 5 55,6872 6 48,833
IT 7 42,708
16
8 50,6654 9 16,7121 10 59,3947
Medida L12 Medida 58,8 ± 0,2 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 33,83846707 100,0000 Temperatura 2,08118E-07 0,0000 82,77 Vibraciones 3,32929E-09 0,0000 1,32
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00
Calibración 0,00000001 0,0000 3,98 Deriva 0,00000001 0,0000 3,98
Histéresis 0,00000001 0,0000 3,98 Digitalización 0,00000001 0,0000 3,98
Algoritmo 0 0,0000 0,00 Cond. De Medida 0 0,0000 0,00

Resultados
- 132 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 57. Gráfica de la Contribución sin repetibilidad de la medida L12
82,77%
1,32%
0%
3,98%
3,98%
3,98%
3,98%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida

Resultados
- 133 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L13
Tabla 34. Representación de las medidas, promedio IT y contribuciones de la medida L13
Medidas (mm)
1 59,1204
Promedio (mm) 2 56,1284
59,154375
3 28,7429 4 58,9145 5 58,9363 6 24,9096
IT 7 59,6463
15
8 38,6002 9 40,2267 10 40,4952
Medida L13 Medida 59,2 ± 0,2 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 18,36793301 100,0000 Temperatura 2,88701E-07 0,0000 86,95 Vibraciones 3,32929E-09 0,0000 1,00
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00
Calibración 0,00000001 0,0000 3,01 Deriva 0,00000001 0,0000 3,01
Histéresis 0,00000001 0,0000 3,01 Digitalización 0,00000001 0,0000 3,01
Algoritmo 0 0,0000 0,00 Cond. De Medida 0 0,0000 0,00

Resultados
- 134 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 58. Gráfica de la Contribución sin repetibilidad de la medida L13
86,95%
1,00%
0%
3,01%
3,01%
3,01%
3,01%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida
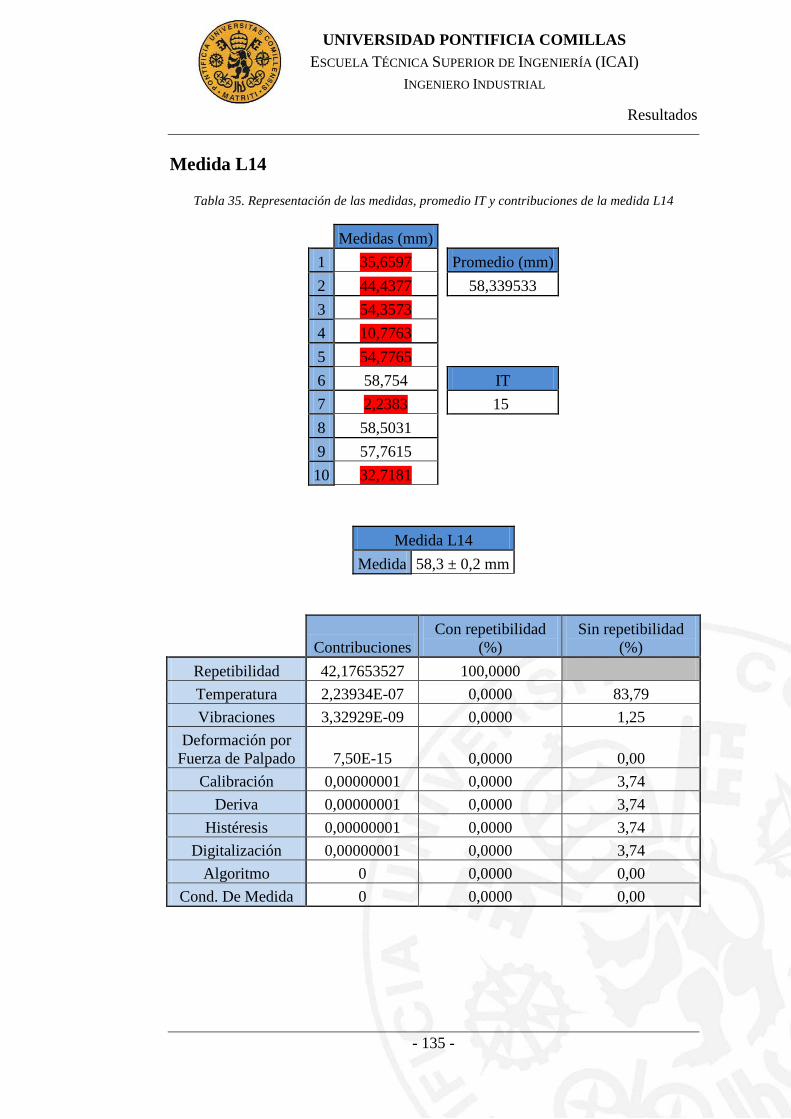
Resultados
- 135 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L14
Tabla 35. Representación de las medidas, promedio IT y contribuciones de la medida L14
Medidas (mm)
1 35,6597
Promedio (mm) 2 44,4377
58,339533
3 54,3573 4 10,7763 5 54,7765 6 58,754
IT 7 2,2383
15
8 58,5031 9 57,7615 10 32,7181
Medida L14 Medida 58,3 ± 0,2 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 42,17653527 100,0000 Temperatura 2,23934E-07 0,0000 83,79 Vibraciones 3,32929E-09 0,0000 1,25
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00
Calibración 0,00000001 0,0000 3,74 Deriva 0,00000001 0,0000 3,74
Histéresis 0,00000001 0,0000 3,74 Digitalización 0,00000001 0,0000 3,74
Algoritmo 0 0,0000 0,00 Cond. De Medida 0 0,0000 0,00
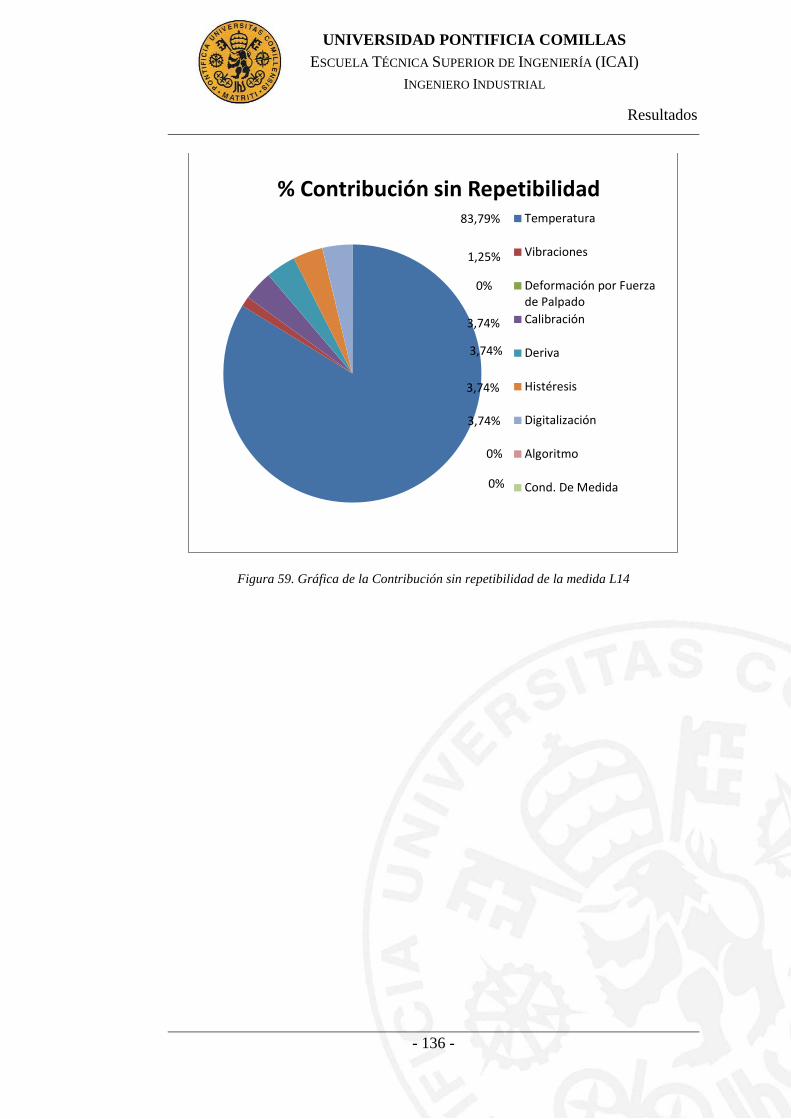
Resultados
- 136 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 59. Gráfica de la Contribución sin repetibilidad de la medida L14
83,79%
1,25%
0%
3,74%
3,74%
3,74%
3,74%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida

Resultados
- 137 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L15
Tabla 36. Representación de las medidas, promedio IT y contribuciones de la medida L15
Medidas (mm)
1 39,5486
Promedio (mm) 2 42,4939
56,94663333
3 5,0861 4 59,4488 5 56,9167 6 56,1954
IT 7 34,9067
16
8 55,8669 9 57,7278 10 55,389
Medida L15 Medida 57,6 ± 0,3 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 28,63312578 100,0000 Temperatura 2,86061E-07 0,0000 86,85 Vibraciones 3,32929E-09 0,0000 1,01
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00
Calibración 0,00000001 0,0000 3,04 Deriva 0,00000001 0,0000 3,04
Histéresis 0,00000001 0,0000 3,04 Digitalización 0,00000001 0,0000 3,04
Algoritmo 0 0,0000 0,00 Cond. De Medida 0 0,0000 0,00

Resultados
- 138 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 60. Gráfica de la Contribución sin repetibilidad de la medida L15
86,85%
1,01%
0%
3,04%
3,04%
3,04%
3,04%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida
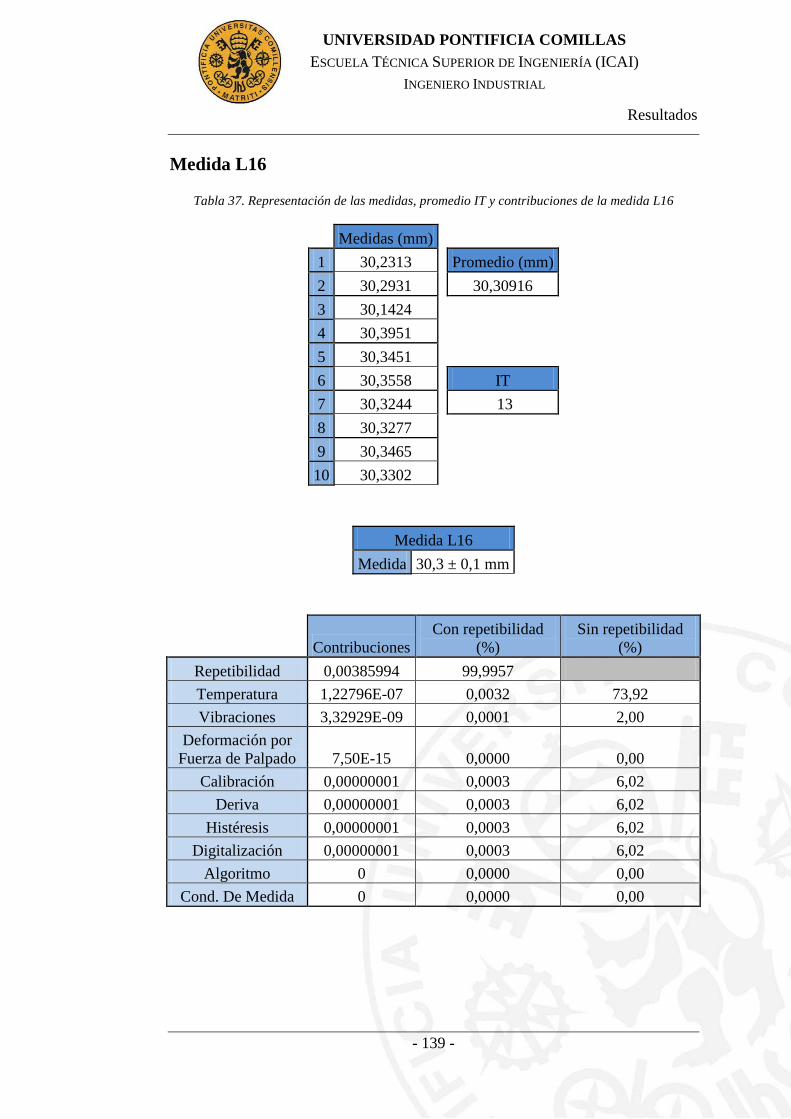
Resultados
- 139 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L16
Tabla 37. Representación de las medidas, promedio IT y contribuciones de la medida L16
Medidas (mm)
1 30,2313
Promedio (mm) 2 30,2931
30,30916
3 30,1424 4 30,3951 5 30,3451 6 30,3558
IT 7 30,3244
13
8 30,3277 9 30,3465 10 30,3302
Medida L16 Medida 30,3 ± 0,1 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 0,00385994 99,9957 Temperatura 1,22796E-07 0,0032 73,92 Vibraciones 3,32929E-09 0,0001 2,00
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00
Calibración 0,00000001 0,0003 6,02 Deriva 0,00000001 0,0003 6,02
Histéresis 0,00000001 0,0003 6,02 Digitalización 0,00000001 0,0003 6,02
Algoritmo 0 0,0000 0,00 Cond. De Medida 0 0,0000 0,00

Resultados
- 140 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 61. Gráfica de la Contribución sin repetibilidad de la medida L16
73,92%
2,00%
0%
6,02%
6,02%
6,02%
6,02%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida

Resultados
- 141 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L17
Tabla 38. Representación de las medidas, promedio IT y contribuciones de la medida L17
Medidas (mm)
1 19,8975
Promedio (mm) 2 19,9041
19,90147
3 19,8788 4 19,917 5 19,8886 6 19,9102
IT 7 19,879
10
8 19,9113 9 19,9072 10 19,921
Medida L17 Medida 19,9 ± 0,1 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 0,003355949 99,9971 Temperatura 5,34547E-08 0,0016 55,23 Vibraciones 3,32929E-09 0,0001 3,44
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00
Calibración 0,00000001 0,0003 10,33 Deriva 0,00000001 0,0003 10,33
Histéresis 0,00000001 0,0003 10,33 Digitalización 0,00000001 0,0003 10,33
Algoritmo 0 0,0000 0,00 Cond. De Medida 0 0,0000 0,00
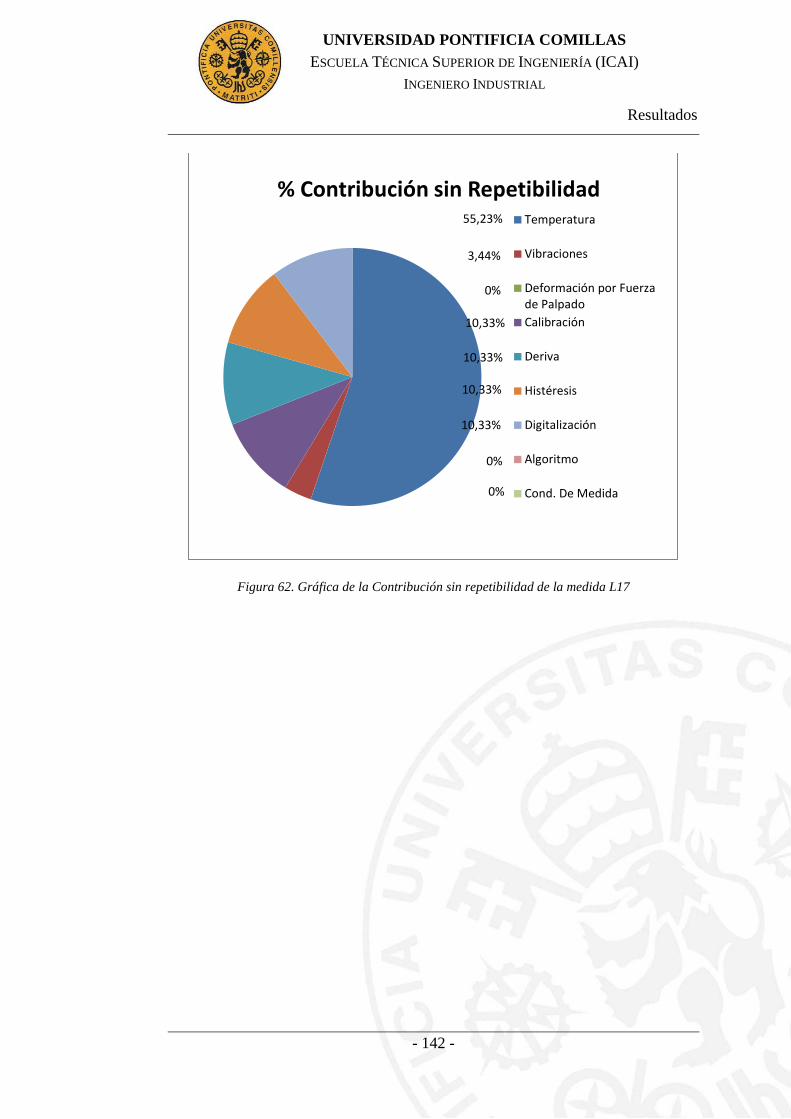
Resultados
- 142 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 62. Gráfica de la Contribución sin repetibilidad de la medida L17
55,23%
3,44%
0%
10,33%
10,33%
10,33%
10,33%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida

Resultados
- 143 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L18
Tabla 39. Representación de las medidas, promedio IT y contribuciones de la medida L18
Medidas (mm)
1 59,7072
Promedio (mm) 2 59,7503
59,748
3 59,9334 4 59,8547 5 59,7072 6 59,7087
IT 7 59,6481
13
8 59,7753 9 59,7208 10 59,6743
Medida L18 Medida 59,7 ± 0,1 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 0,00408371 99,9873 Temperatura 4,74583E-07 0,0116 91,63 Vibraciones 3,32929E-09 0,0001 0,64
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00
Calibración 0,00000001 0,0002 1,93 Deriva 0,00000001 0,0002 1,93
Histéresis 0,00000001 0,0002 1,93 Digitalización 0,00000001 0,0002 1,93
Algoritmo 0 0,0000 0,00 Cond. De Medida 0 0,0000 0,00
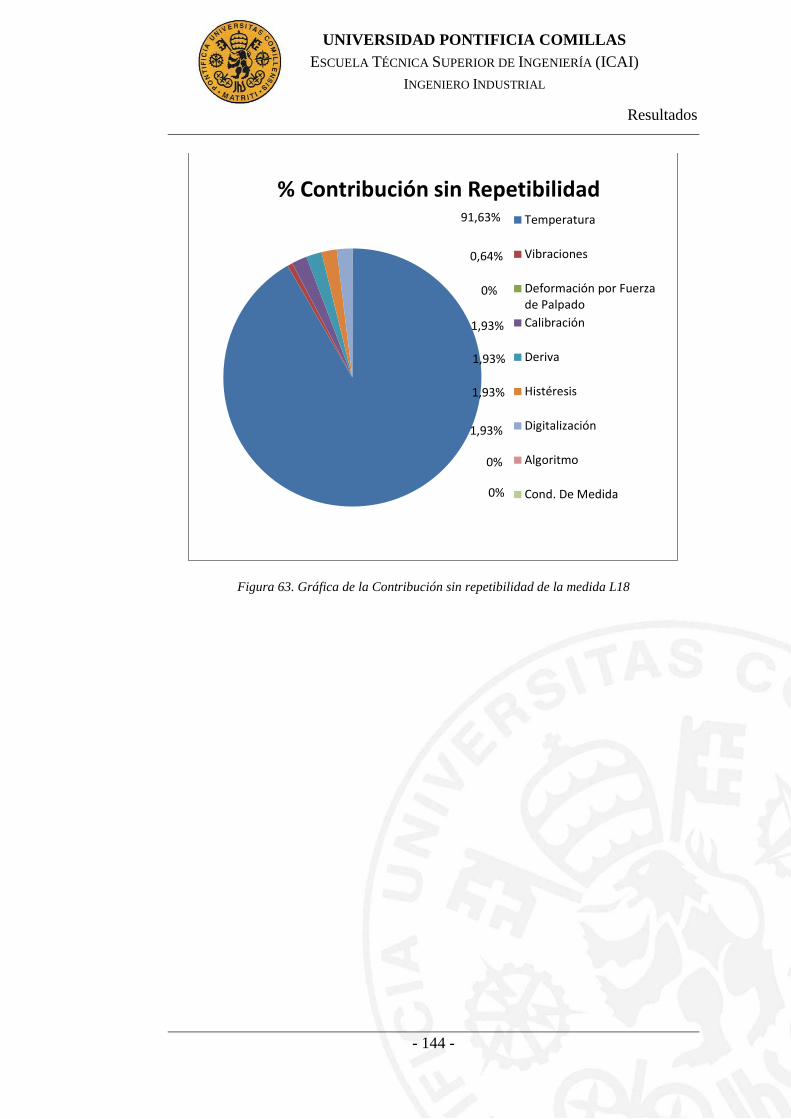
Resultados
- 144 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 63. Gráfica de la Contribución sin repetibilidad de la medida L18
91,63%
0,64%
0%
1,93%
1,93%
1,93%
1,93%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida

Resultados
- 145 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L19
Tabla 40. Representación de las medidas, promedio IT y contribuciones de la medida L19
Medidas (mm)
1 69,9868
Promedio (mm) 2 69,9869
69,98278
3 69,9798 4 69,9844 5 69,9813 6 69,9797
IT 7 69,9803
7
8 69,979 9 69,9863 10 69,9833
Medida L19 Medida 70 ± 0,1 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 0,003334327 99,9792 Temperatura 6,50765E-07 0,0195 93,76 Vibraciones 3,32929E-09 0,0001 0,48
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00 Calibración 0,00000001 0,0003 1,44
Deriva 0,00000001 0,0003 1,44 Histéresis 0,00000001 0,0003 1,44
Digitalización 0,00000001 0,0003 1,44 Algoritmo 0 0,0000 0,00
Cond. De Medida 0 0,0000 0,00

Resultados
- 146 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 64. Gráfica de la Contribución sin repetibilidad de la medida L19
93,76%
0,48%
0%
1,44%
1,44%
1,44%
1,44%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida

Resultados
- 147 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L20
Tabla 41. Representación de las medidas, promedio IT y contribuciones de la medida L20
Medidas (mm)
1 32,6501
Promedio (mm) 2 72,9772
72,9837875
3 72,9843 4 73,0161 5 72,9952 6 34,8104
IT 7 72,9767
10
8 72,9805 9 72,9629 10 72,9774
Medida L20 Medida 65,1 ± 0,1 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 27,42199482 100,0000 Temperatura 5,63817E-07 0,0000 92,86 Vibraciones 3,32929E-09 0,0000 0,55
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00
Calibración 0,00000001 0,0000 1,65 Deriva 0,00000001 0,0000 1,65
Histéresis 0,00000001 0,0000 1,65 Digitalización 0,00000001 0,0000 1,65
Algoritmo 0 0,0000 0,00 Cond. De Medida 0 0,0000 0,00
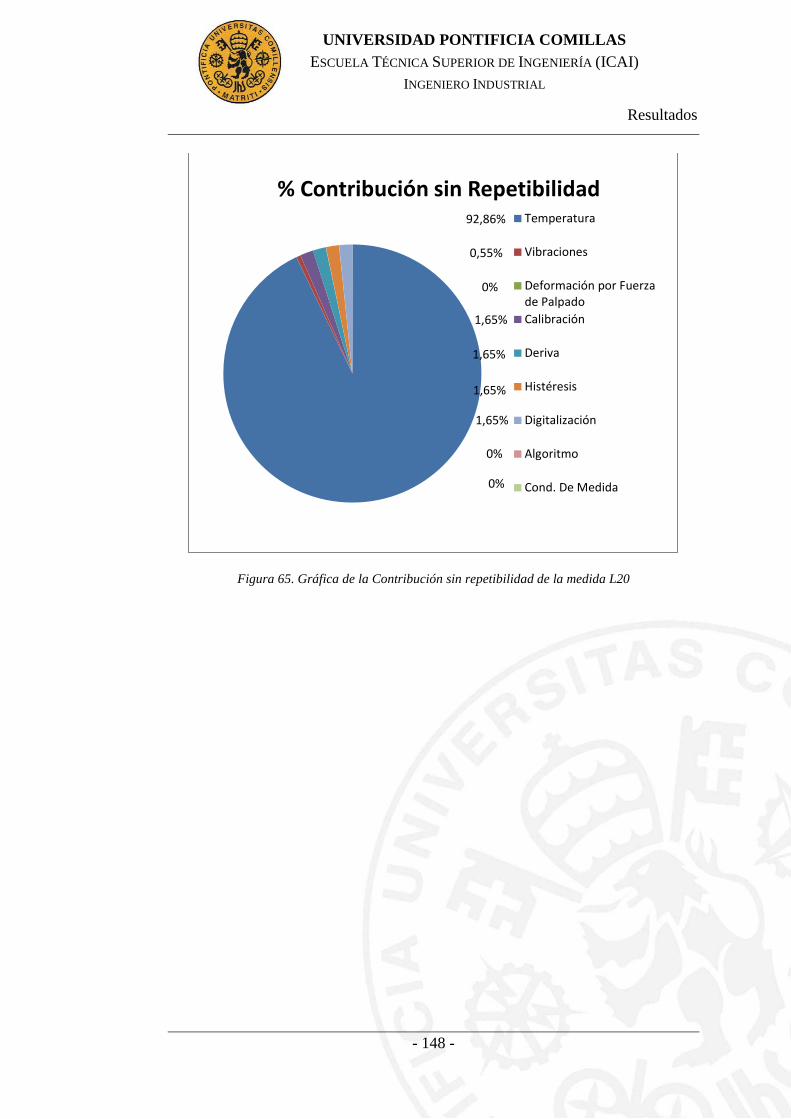
Resultados
- 148 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 65. Gráfica de la Contribución sin repetibilidad de la medida L20
92,86%
0,55%
0%
1,65%
1,65%
1,65%
1,65%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida
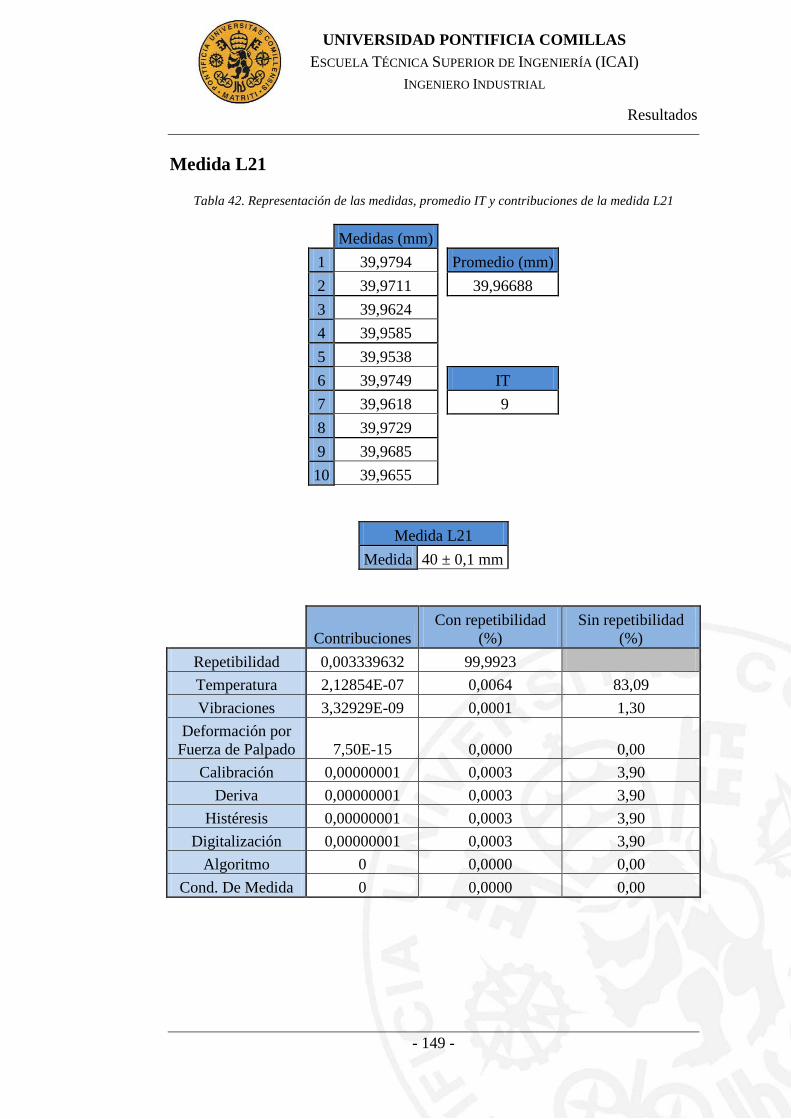
Resultados
- 149 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L21
Tabla 42. Representación de las medidas, promedio IT y contribuciones de la medida L21
Medidas (mm)
1 39,9794
Promedio (mm) 2 39,9711
39,96688
3 39,9624 4 39,9585 5 39,9538 6 39,9749
IT 7 39,9618
9
8 39,9729 9 39,9685 10 39,9655
Medida L21 Medida 40 ± 0,1 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 0,003339632 99,9923 Temperatura 2,12854E-07 0,0064 83,09 Vibraciones 3,32929E-09 0,0001 1,30
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00
Calibración 0,00000001 0,0003 3,90 Deriva 0,00000001 0,0003 3,90
Histéresis 0,00000001 0,0003 3,90 Digitalización 0,00000001 0,0003 3,90
Algoritmo 0 0,0000 0,00 Cond. De Medida 0 0,0000 0,00
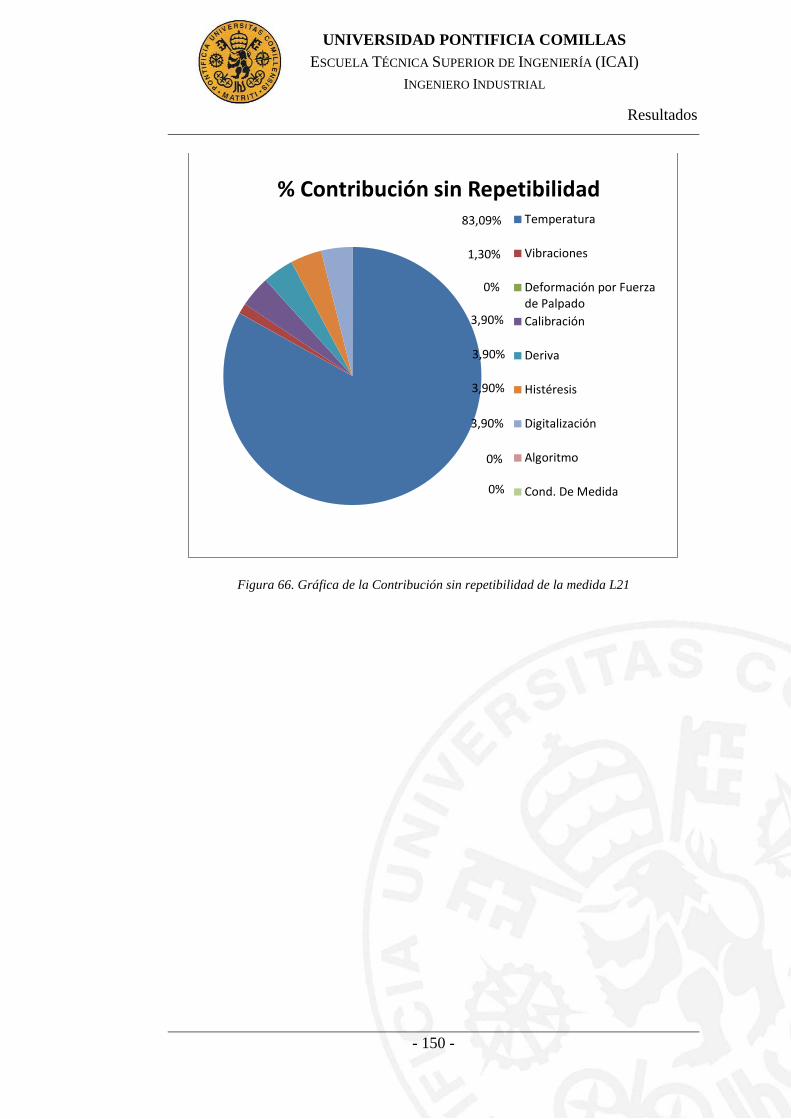
Resultados
- 150 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 66. Gráfica de la Contribución sin repetibilidad de la medida L21
83,09%
1,30%
0%
3,90%
3,90%
3,90%
3,90%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida
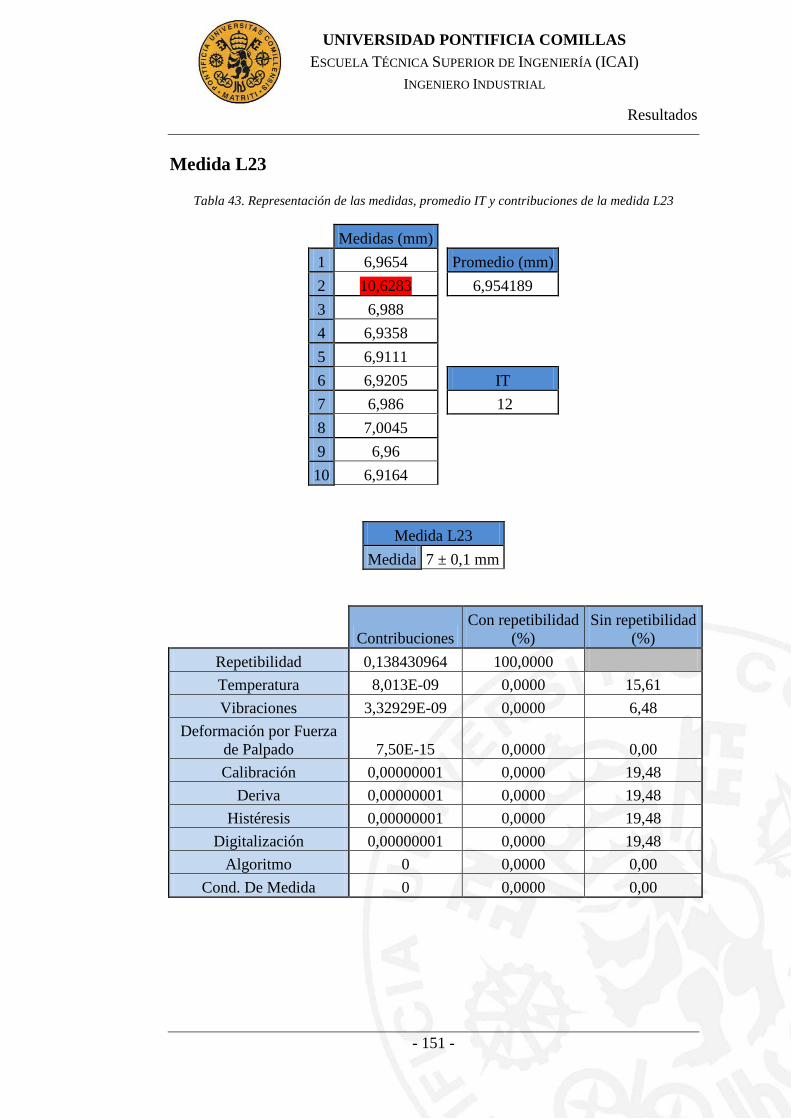
Resultados
- 151 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L23
Tabla 43. Representación de las medidas, promedio IT y contribuciones de la medida L23
Medidas (mm)
1 6,9654
Promedio (mm) 2 10,6283
6,954189
3 6,988 4 6,9358 5 6,9111 6 6,9205
IT 7 6,986
12
8 7,0045 9 6,96 10 6,9164
Medida L23 Medida 7 ± 0,1 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 0,138430964 100,0000 Temperatura 8,013E-09 0,0000 15,61 Vibraciones 3,32929E-09 0,0000 6,48
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00 Calibración 0,00000001 0,0000 19,48
Deriva 0,00000001 0,0000 19,48 Histéresis 0,00000001 0,0000 19,48
Digitalización 0,00000001 0,0000 19,48 Algoritmo 0 0,0000 0,00
Cond. De Medida 0 0,0000 0,00
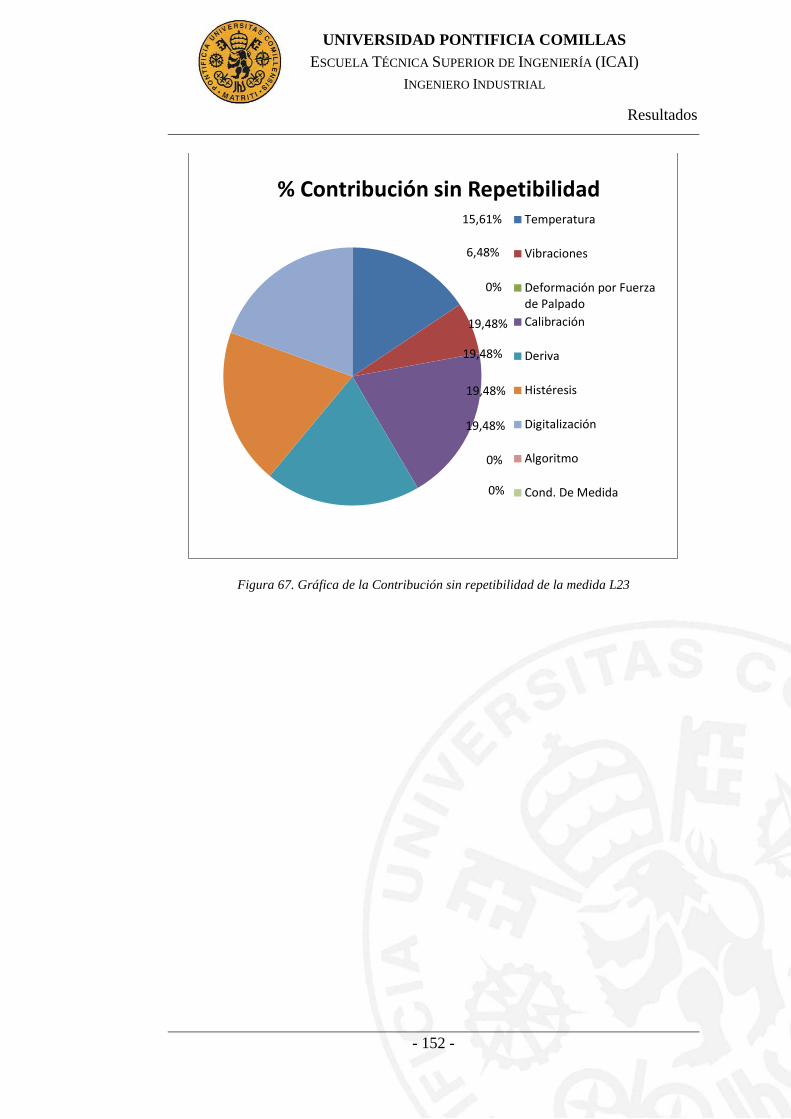
Resultados
- 152 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 67. Gráfica de la Contribución sin repetibilidad de la medida L23
15,61%
6,48%
0%
19,48%
19,48%
19,48%
19,48%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida
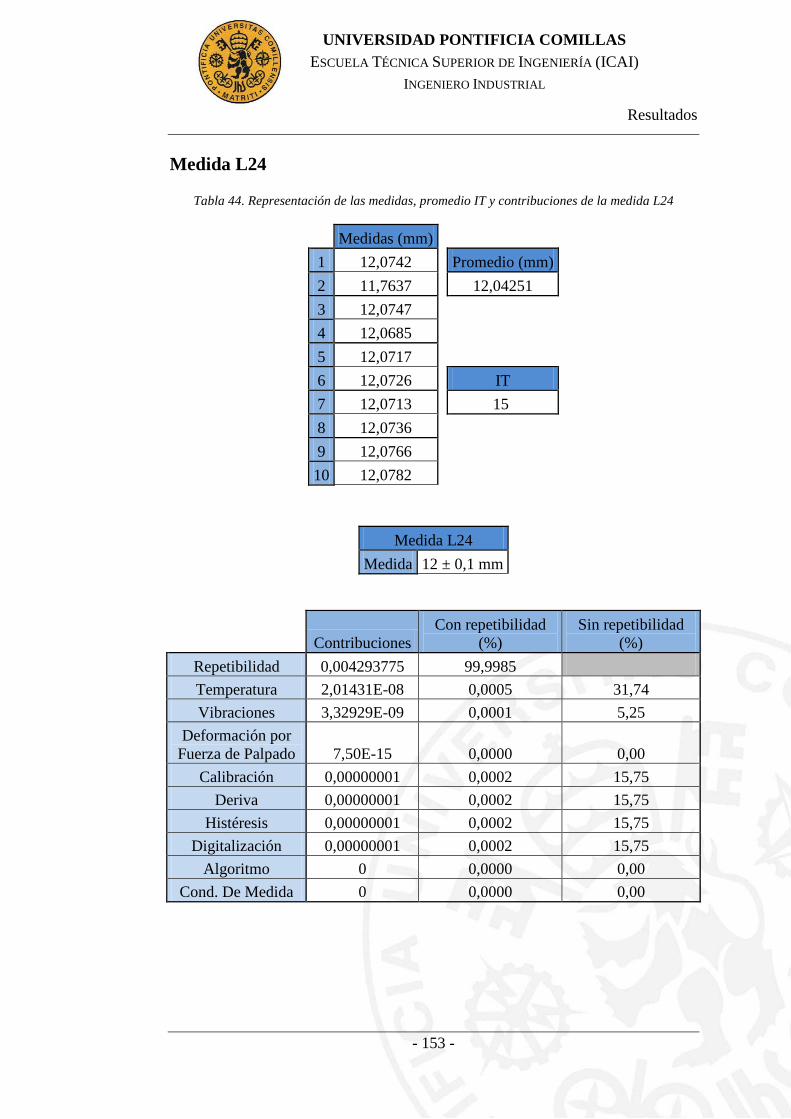
Resultados
- 153 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L24
Tabla 44. Representación de las medidas, promedio IT y contribuciones de la medida L24
Medidas (mm)
1 12,0742
Promedio (mm) 2 11,7637
12,04251
3 12,0747 4 12,0685 5 12,0717 6 12,0726
IT 7 12,0713
15
8 12,0736 9 12,0766 10 12,0782
Medida L24 Medida 12 ± 0,1 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 0,004293775 99,9985 Temperatura 2,01431E-08 0,0005 31,74 Vibraciones 3,32929E-09 0,0001 5,25
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00
Calibración 0,00000001 0,0002 15,75 Deriva 0,00000001 0,0002 15,75
Histéresis 0,00000001 0,0002 15,75 Digitalización 0,00000001 0,0002 15,75
Algoritmo 0 0,0000 0,00 Cond. De Medida 0 0,0000 0,00

Resultados
- 154 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 68. Gráfica de la Contribución sin repetibilidad de la medida L24
31,74%
5,25%
0%
15,75%
15,75%
15,75%
15,75%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida
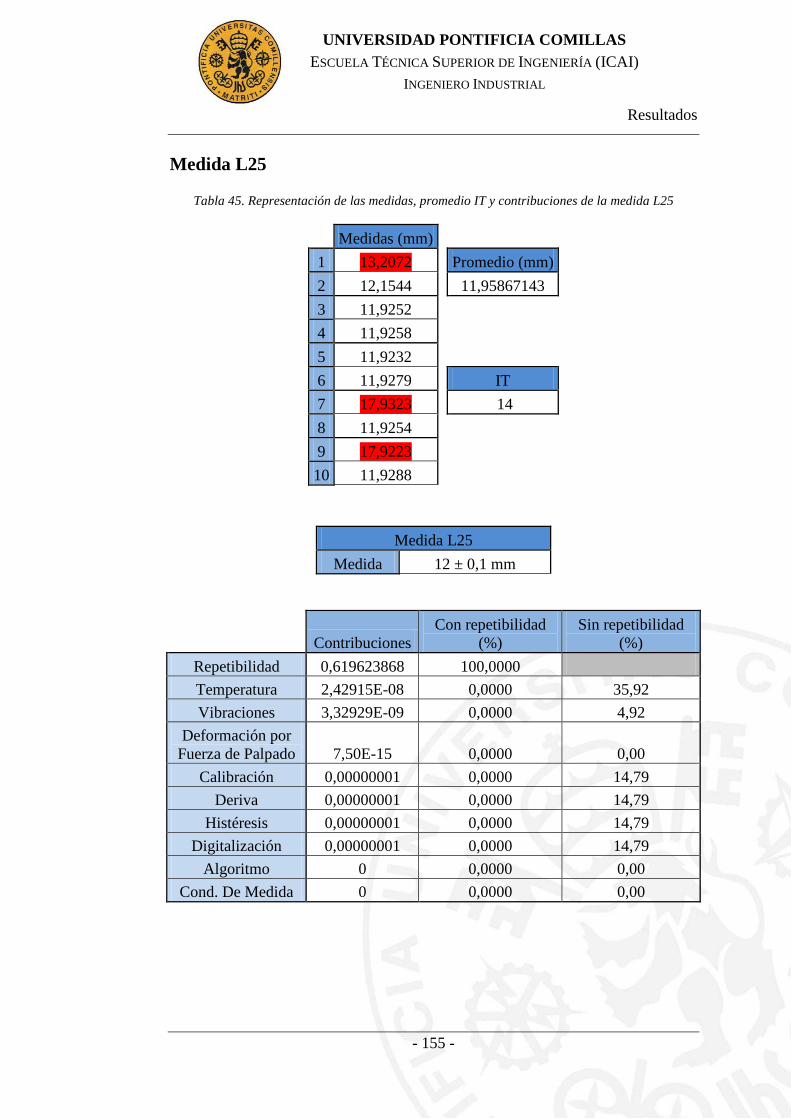
Resultados
- 155 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L25
Tabla 45. Representación de las medidas, promedio IT y contribuciones de la medida L25
Medidas (mm)
1 13,2072
Promedio (mm) 2 12,1544
11,95867143
3 11,9252 4 11,9258 5 11,9232 6 11,9279
IT 7 17,9323
14
8 11,9254 9 17,9223 10 11,9288
Medida L25 Medida 12 ± 0,1 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 0,619623868 100,0000 Temperatura 2,42915E-08 0,0000 35,92 Vibraciones 3,32929E-09 0,0000 4,92
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00
Calibración 0,00000001 0,0000 14,79 Deriva 0,00000001 0,0000 14,79
Histéresis 0,00000001 0,0000 14,79 Digitalización 0,00000001 0,0000 14,79
Algoritmo 0 0,0000 0,00 Cond. De Medida 0 0,0000 0,00

Resultados
- 156 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 69. Gráfica de la Contribución sin repetibilidad de la medida L25
35,92%
4,92%
0%
14,79%
14,79%
14,79%
14,79%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida

Resultados
- 157 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L26
Tabla 46. Representación de las medidas, promedio IT y contribuciones de la medida L26
Medidas (mm)
1 10,5196
Promedio (mm) 2 10,851
12,07168333
3 12,0676 4 12,0749 5 12,0715 6 12,0711
IT 7 6,0738
8
8 12,0723 9 6,0752 10 12,0727
Medida L26 Medida 12,1 ± 0,1 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 0,60360726 100,0000 Temperatura 1,5795E-08 0,0000 26,71 Vibraciones 3,32929E-09 0,0000 5,63
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00
Calibración 0,00000001 0,0000 16,91 Deriva 0,00000001 0,0000 16,91
Histéresis 0,00000001 0,0000 16,91 Digitalización 0,00000001 0,0000 16,91
Algoritmo 0 0,0000 0,00 Cond. De Medida 0 0,0000 0,00
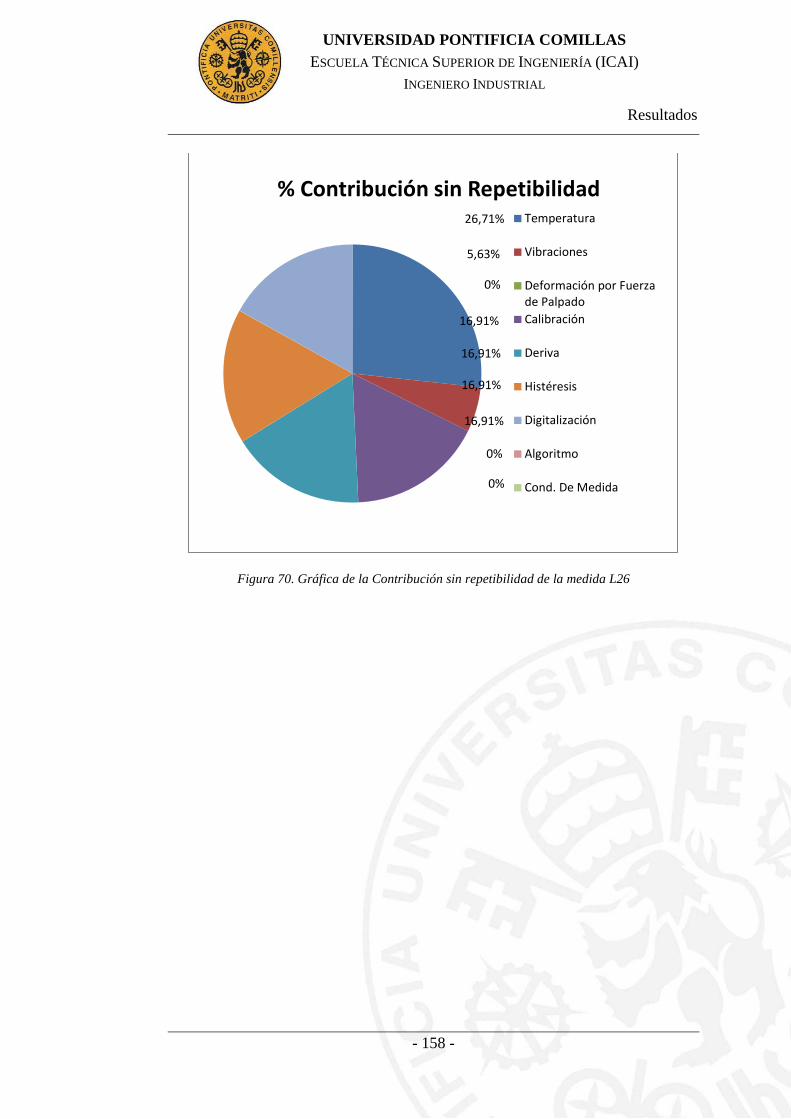
Resultados
- 158 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 70. Gráfica de la Contribución sin repetibilidad de la medida L26
26,71%
5,63%
0%
16,91%
16,91%
16,91%
16,91%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida

Resultados
- 159 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L27
Tabla 47. Representación de las medidas, promedio IT y contribuciones de la medida L27
Medidas (mm)
1 39,8714
Promedio (mm) 2 39,9238
39,92411
3 39,9292 4 39,9291 5 39,9203 6 39,9305
IT 7 39,9265
11
8 39,9433 9 39,9307 10 39,9363
Medida L27 Medida 39,9 ± 0,1 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 0,003371673 99,9924 Temperatura 2,12401E-07 0,0063 83,06 Vibraciones 3,32929E-09 0,0001 1,30
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00
Calibración 0,00000001 0,0003 3,91 Deriva 0,00000001 0,0003 3,91
Histéresis 0,00000001 0,0003 3,91 Digitalización 0,00000001 0,0003 3,91
Algoritmo 0 0,0000 0,00 Cond. De Medida 0 0,0000 0,00
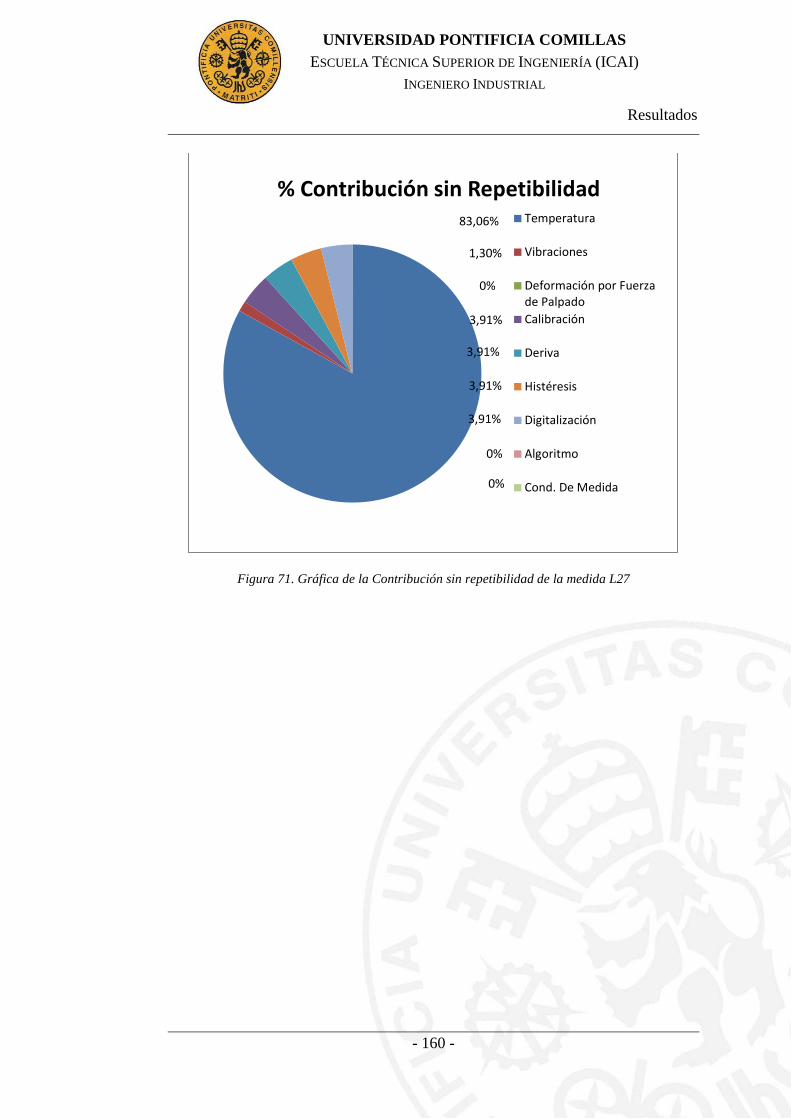
Resultados
- 160 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 71. Gráfica de la Contribución sin repetibilidad de la medida L27
83,06%
1,30%
0%
3,91%
3,91%
3,91%
3,91%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida
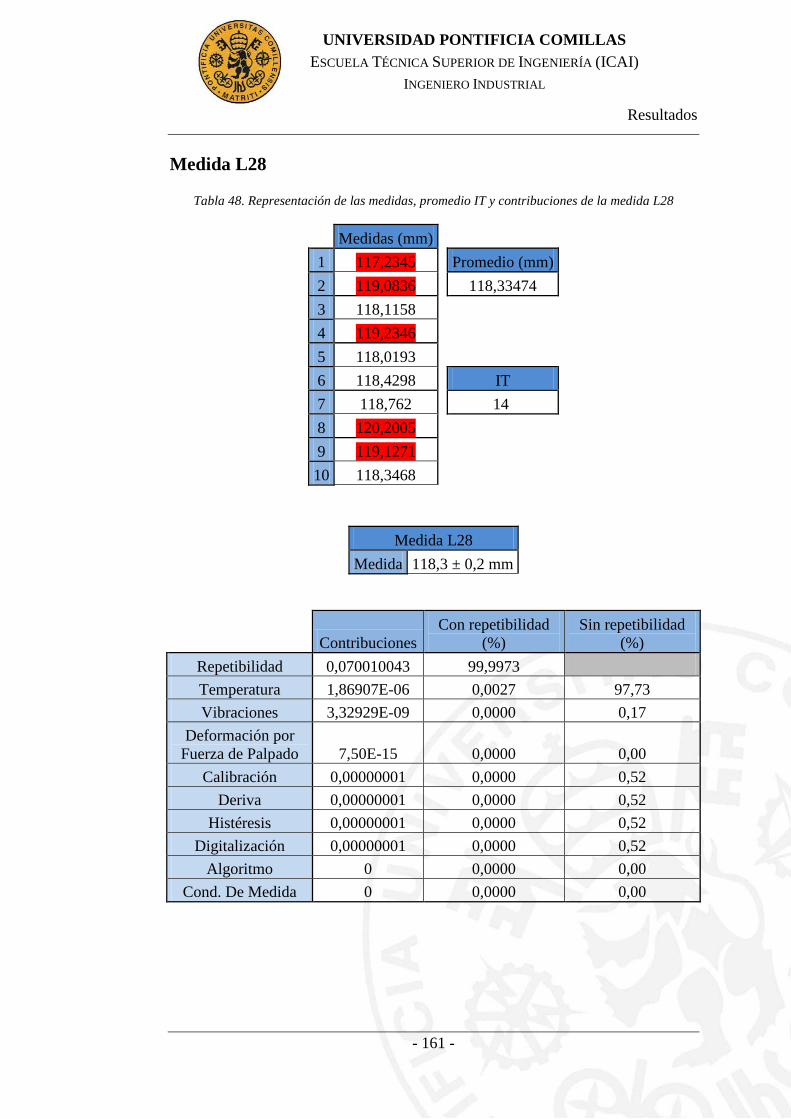
Resultados
- 161 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L28
Tabla 48. Representación de las medidas, promedio IT y contribuciones de la medida L28
Medidas (mm)
1 117,2345
Promedio (mm) 2 119,0836
118,33474
3 118,1158 4 119,2346 5 118,0193 6 118,4298
IT 7 118,762
14
8 120,2005 9 119,1271 10 118,3468
Medida L28 Medida 118,3 ± 0,2 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 0,070010043 99,9973 Temperatura 1,86907E-06 0,0027 97,73 Vibraciones 3,32929E-09 0,0000 0,17
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00
Calibración 0,00000001 0,0000 0,52 Deriva 0,00000001 0,0000 0,52
Histéresis 0,00000001 0,0000 0,52 Digitalización 0,00000001 0,0000 0,52
Algoritmo 0 0,0000 0,00 Cond. De Medida 0 0,0000 0,00

Resultados
- 162 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 72. Gráfica de la Contribución sin repetibilidad de la medida L28
97,73%
0,17%
0%
0,52%
0,52%
0,52%
0,52%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida

Resultados
- 163 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L29
Tabla 49. Representación de las medidas, promedio IT y contribuciones de la medida L29
Medidas (mm)
1 95,2442
Promedio (mm) 2 94,9456
94,89644
3 95,0631 4 94,7934 5 94,8028 6 94,8007
IT 7 94,8089
14
8 94,8095 9 94,8524 10 94,8438
Medida L29 Medida 94,9 ± 0,1 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 0,00555126 99,9777 Temperatura 1,19583E-06 0,0215 96,50 Vibraciones 3,32929E-09 0,0001 0,27
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00
Calibración 0,00000001 0,0002 0,81 Deriva 0,00000001 0,0002 0,81
Histéresis 0,00000001 0,0002 0,81 Digitalización 0,00000001 0,0002 0,81
Algoritmo 0 0,0000 0,00 Cond. De Medida 0 0,0000 0,00

Resultados
- 164 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 73. Gráfica de la Contribución sin repetibilidad de la medida L29
96,50%
0,27%
0%
0,81%
0,81%
0,81%
0,81%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida

Resultados
- 165 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L30
Tabla 50. Representación de las medidas, promedio IT y contribuciones de la medida L30
Medidas (mm)
1 73,2211
Promedio (mm) 2 72,929
72,88586
3 73,0967 4 72,7929 5 72,785 6 72,7972
IT 7 72,7831
14
8 72,8026 9 72,8182 10 72,8328
Medida L30 Medida 72,9 ± 0,2 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 0,00566956 99,9868 Temperatura 7,058E-07 0,0124 94,22 Vibraciones 3,32929E-09 0,0001 0,44
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00
Calibración 0,00000001 0,0002 1,33 Deriva 0,00000001 0,0002 1,33
Histéresis 0,00000001 0,0002 1,33 Digitalización 0,00000001 0,0002 1,33
Algoritmo 0 0,0000 0,00 Cond. De Medida 0 0,0000 0,00
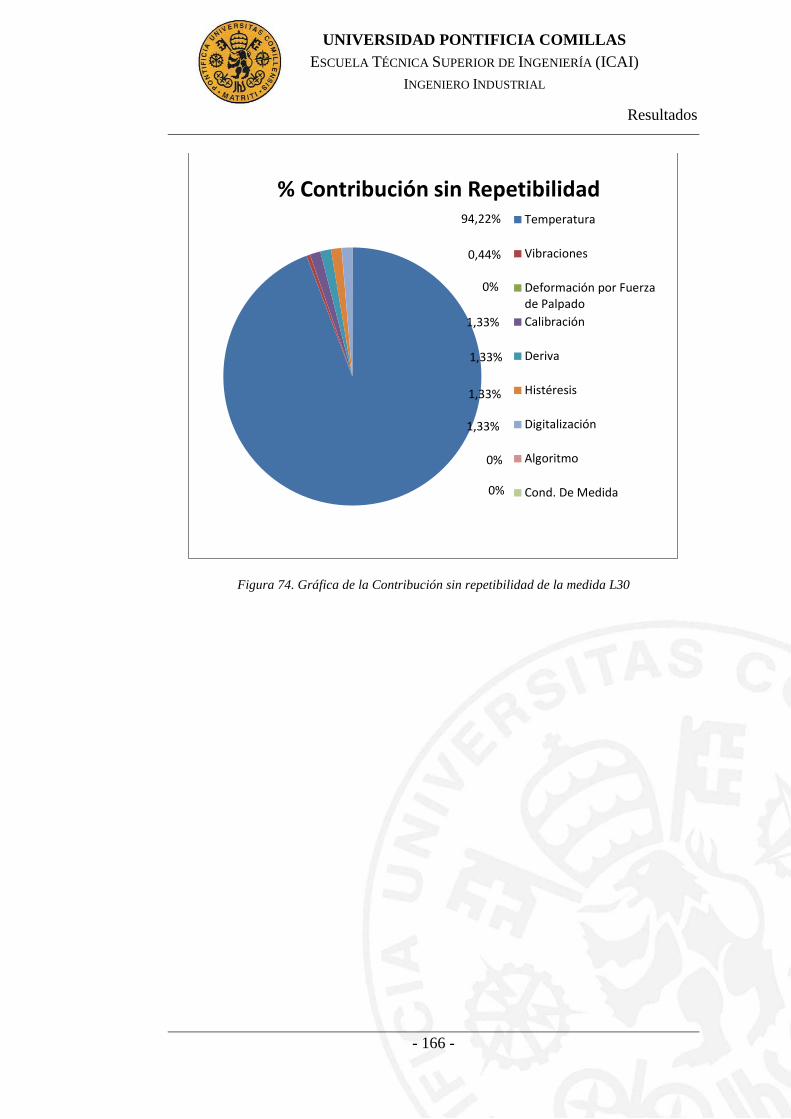
Resultados
- 166 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 74. Gráfica de la Contribución sin repetibilidad de la medida L30
94,22%
0,44%
0%
1,33%
1,33%
1,33%
1,33%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida

Resultados
- 167 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida R1
Tabla 51. Representación de las medidas, promedio IT y contribuciones de la medida R1
Medidas (mm)
1 15,8663
Promedio (mm) 2 15,6816
15,79968
3 15,762 4 15,9302 5 15,8605 6 15,8864
IT 7 15,6585
14
8 15,8436 9 15,7504 10 15,7573
Medida R1 Medida 15,8 ± 0,1 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 0,004157124 99,9981 Temperatura 3,40236E-08 0,0008 43,98 Vibraciones 3,32929E-09 0,0001 4,30
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00
Calibración 0,00000001 0,0002 12,93 Deriva 0,00000001 0,0002 12,93
Histéresis 0,00000001 0,0002 12,93 Digitalización 0,00000001 0,0002 12,93
Algoritmo 0 0,0000 0,00 Cond. De Medida 0 0,0000 0,00
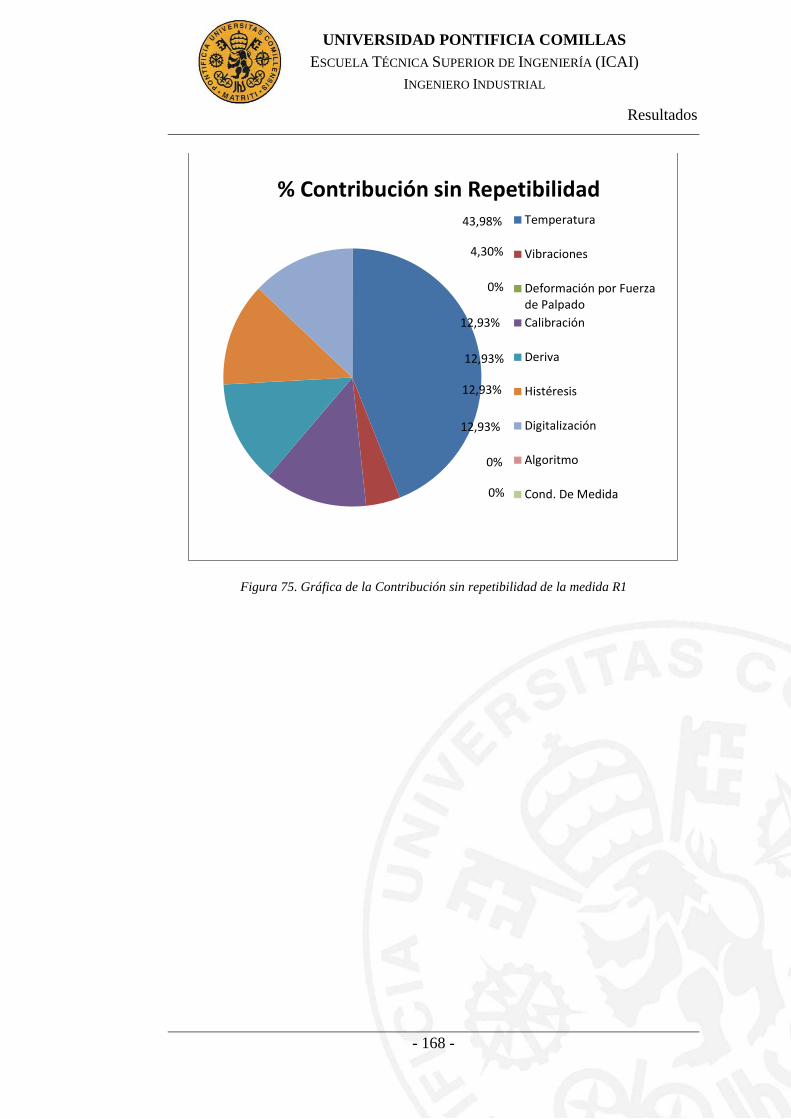
Resultados
- 168 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 75. Gráfica de la Contribución sin repetibilidad de la medida R1
43,98%
4,30%
0%
12,93%
12,93%
12,93%
12,93%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida

Resultados
- 169 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida R2
Tabla 52. Representación de las medidas, promedio IT y contribuciones de la medida R2
Medidas (mm)
1 17,9518
Promedio (mm) 2 18,0423
18,2647
3 18,1395 4 18,8621 5 18,3473 6 18,0863
IT 7 18,2015
16
8 18,2489 9 18,3303 10 18,437
Medida R2 Medida 18,3 ± 0,2 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 0,009964598 99,9991 Temperatura 4,51656E-08 0,0005 51,04 Vibraciones 3,32929E-09 0,0000 3,76
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00
Calibración 0,00000001 0,0001 11,30 Deriva 0,00000001 0,0001 11,30
Histéresis 0,00000001 0,0001 11,30 Digitalización 0,00000001 0,0001 11,30
Algoritmo 0 0,0000 0,00 Cond. De Medida 0 0,0000 0,00
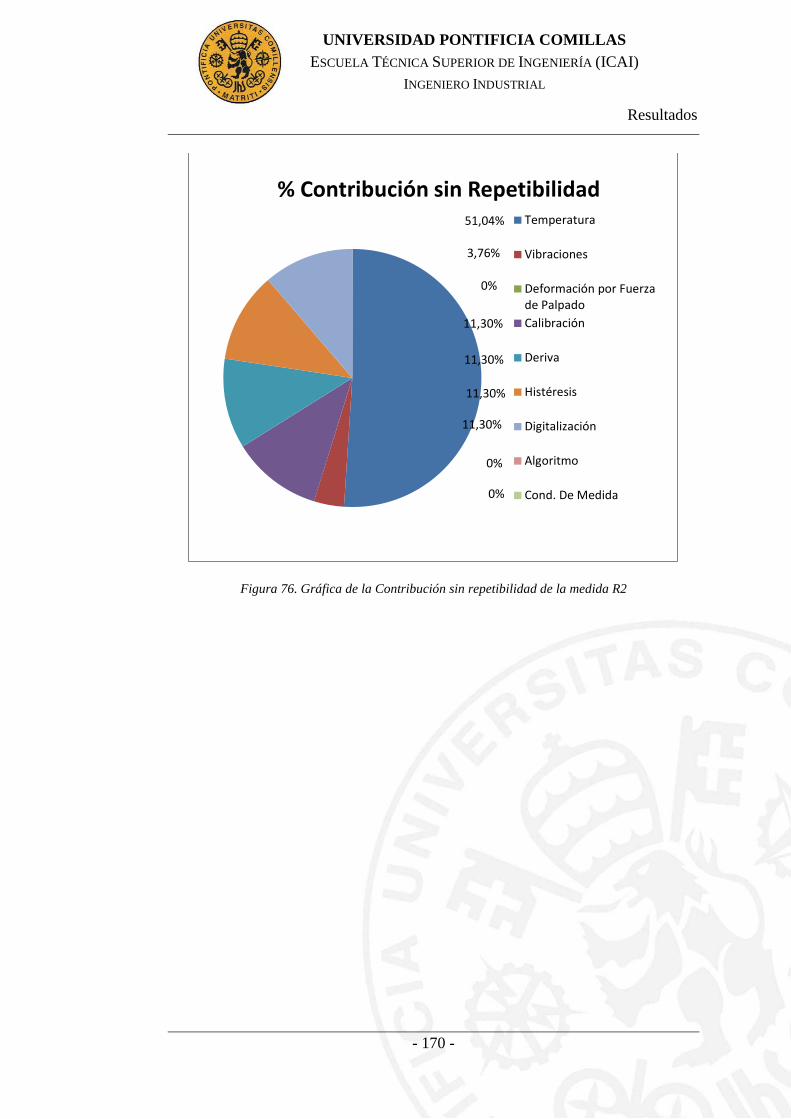
Resultados
- 170 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 76. Gráfica de la Contribución sin repetibilidad de la medida R2
51,04%
3,76%
0%
11,30%
11,30%
11,30%
11,30%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida

Resultados
- 171 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida R3
Tabla 53. Representación de las medidas, promedio IT y contribuciones de la medida R3
Medidas (mm)
1 17,7164
Promedio (mm) 2 17,6747
17,85847
3 17,8471 4 17,8469 5 17,7159 6 17,7979
IT 7 18,1647
15
8 18,1953 9 17,8091 10 17,8167
Medida R3 Medida 17,9 ± 0,2 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 0,006551408 99,9987 Temperatura 4,32184E-08 0,0007 49,94 Vibraciones 3,32929E-09 0,0001 3,85
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00
Calibración 0,00000001 0,0002 11,55 Deriva 0,00000001 0,0002 11,55
Histéresis 0,00000001 0,0002 11,55 Digitalización 0,00000001 0,0002 11,55
Algoritmo 0 0,0000 0,00 Cond. De Medida 0 0,0000 0,00

Resultados
- 172 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 77. Gráfica de la Contribución sin repetibilidad de la medida R3
49,94%
3,85%
0%
11,55%
11,55%
11,55%
11,55%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida

Resultados
- 173 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida R4
Tabla 54. Representación de las medidas, promedio IT y contribuciones de la medida R4
Medidas (mm)
1 6,0227
Promedio (mm) 2 6,0449
6,01492
3 6,0139 4 5,9675 5 6,0112 6 6,0366
IT 7 5,9956
13
8 6,0024 9 5,9613 10 6,0931
Medida R4 Medida 6 ± 0,1 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 0,003480112 99,9986 Temperatura 5,70066E-09 0,0002 11,63 Vibraciones 3,32929E-09 0,0001 6,79
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00
Calibración 0,00000001 0,0003 20,40 Deriva 0,00000001 0,0003 20,40
Histéresis 0,00000001 0,0003 20,40 Digitalización 0,00000001 0,0003 20,40
Algoritmo 0 0,0000 0,00 Cond. De Medida 0 0,0000 0,00

Resultados
- 174 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 78. Gráfica de la Contribución sin repetibilidad de la medida R4
11,63%
6,79%
0%
20,40%
20,40%
20,40%
20,40%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida

Resultados
- 175 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida R5
Tabla 55. Representación de las medidas, promedio IT y contribuciones de la medida R5
Medidas (mm)
1 9,06
Promedio (mm) 2 9,0472
9,06866
3 9,0682 4 9,052 5 9,1147 6 9,0483
IT 7 9,0548
12
8 9,0822 9 9,0696 10 9,0896
Medida R5 Medida 9,1 ± 0,1 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 0,003379581 99,9984 Temperatura 1,18126E-08 0,0003 21,42 Vibraciones 3,32929E-09 0,0001 6,04
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00
Calibración 0,00000001 0,0003 18,14 Deriva 0,00000001 0,0003 18,14
Histéresis 0,00000001 0,0003 18,14 Digitalización 0,00000001 0,0003 18,14
Algoritmo 0 0,0000 0,00 Cond. De Medida 0 0,0000 0,00
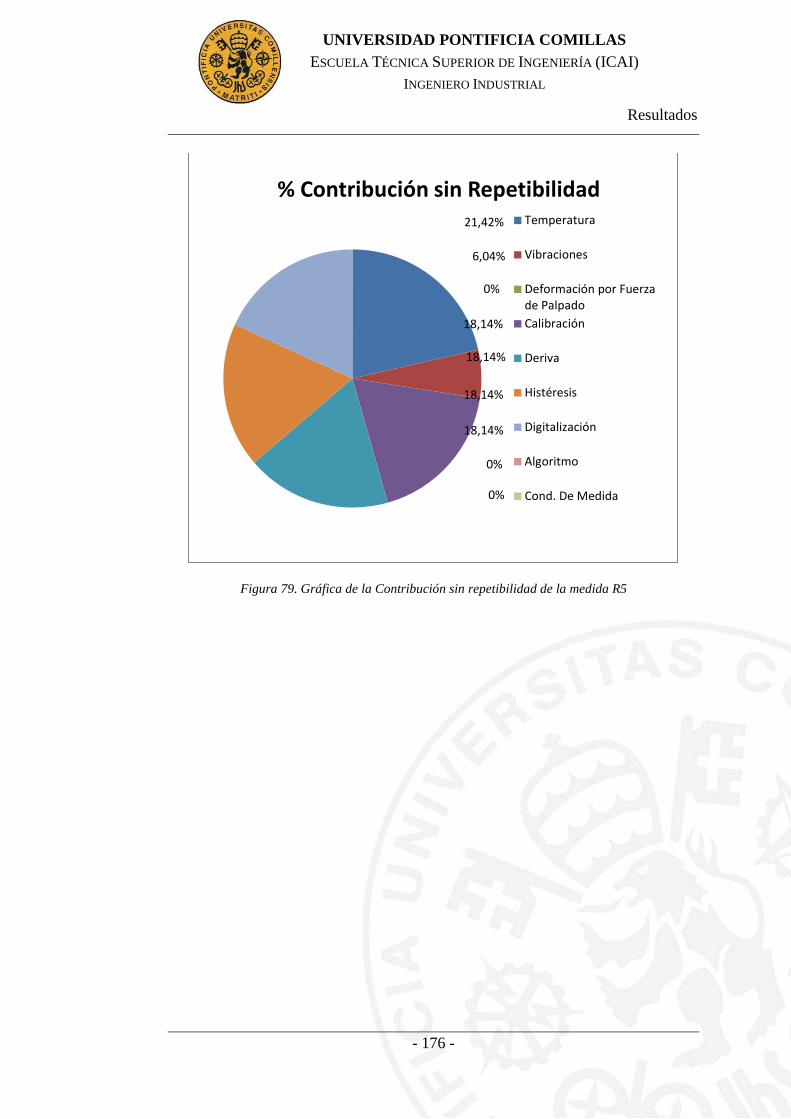
Resultados
- 176 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 79. Gráfica de la Contribución sin repetibilidad de la medida R5
21,42%
6,04%
0%
18,14%
18,14%
18,14%
18,14%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida
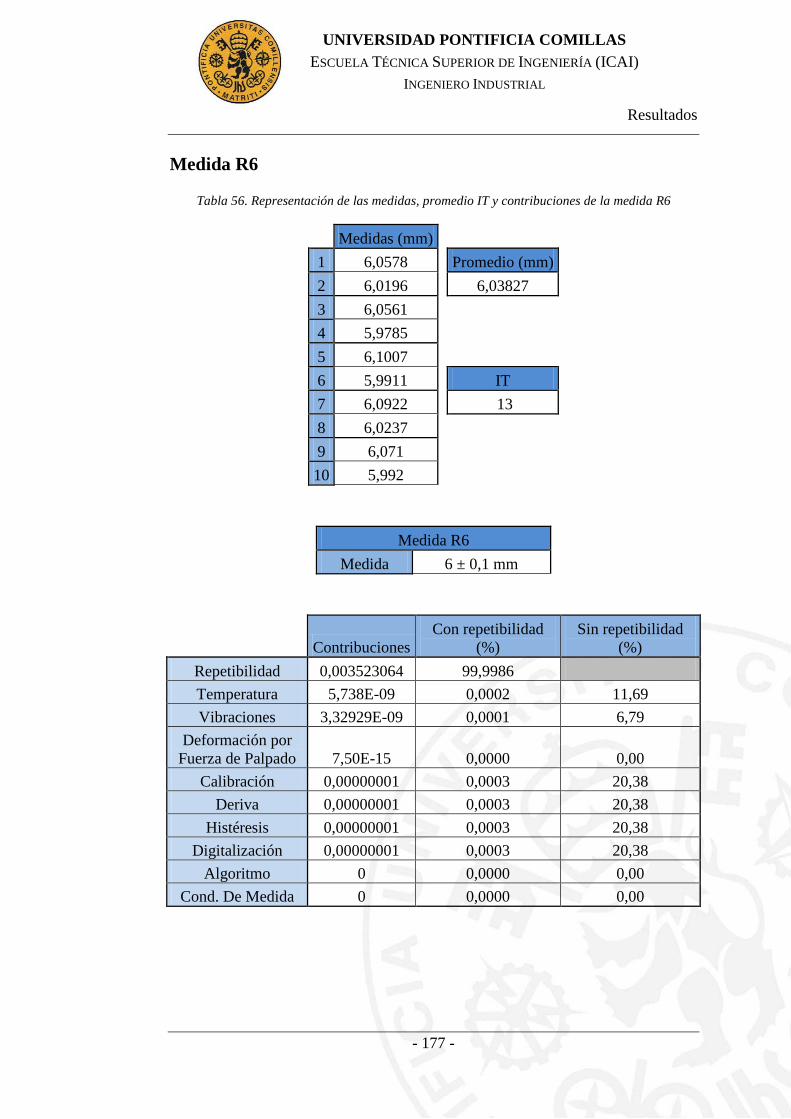
Resultados
- 177 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida R6
Tabla 56. Representación de las medidas, promedio IT y contribuciones de la medida R6
Medidas (mm)
1 6,0578
Promedio (mm) 2 6,0196
6,03827
3 6,0561 4 5,9785 5 6,1007 6 5,9911
IT 7 6,0922
13
8 6,0237 9 6,071 10 5,992
Medida R6 Medida 6 ± 0,1 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 0,003523064 99,9986 Temperatura 5,738E-09 0,0002 11,69 Vibraciones 3,32929E-09 0,0001 6,79
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00
Calibración 0,00000001 0,0003 20,38 Deriva 0,00000001 0,0003 20,38
Histéresis 0,00000001 0,0003 20,38 Digitalización 0,00000001 0,0003 20,38
Algoritmo 0 0,0000 0,00 Cond. De Medida 0 0,0000 0,00

Resultados
- 178 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 80. Gráfica de la Contribución sin repetibilidad de la medida R6
11,69%
6,79%
0%
20,38%
20,38%
20,38%
20,38%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida

Resultados
- 179 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida R7
Tabla 57. Representación de las medidas, promedio IT y contribuciones de la medida R7
Medidas (mm)
1 9,0708
Promedio (mm) 2 9,0288
9,06118
3 9,061 4 9,0696 5 9,0218 6 9,0855
IT 7 9,1018
12
8 9,0457 9 9,0852 10 9,0416
Medida R7 Medida 9,1 ± 0,1 mm
Contribuciones
Con repetibilidad (%)
Sin repetibilidad (%)
Repetibilidad 0,003402268 99,9984 Temperatura 1,17946E-08 0,0003 21,40 Vibraciones 3,32929E-09 0,0001 6,04
Deformación por Fuerza de Palpado 7,50E-15 0,0000 0,00
Calibración 0,00000001 0,0003 18,14 Deriva 0,00000001 0,0003 18,14
Histéresis 0,00000001 0,0003 18,14 Digitalización 0,00000001 0,0003 18,14
Algoritmo 0 0,0000 0,00 Cond. De Medida 0 0,0000 0,00

Resultados
- 180 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 81. Gráfica de la Contribución sin repetibilidad de la medida R7
21,40%
6,04%
0%
18,14%
18,14%
18,14%
18,14%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Deformación por Fuerzade PalpadoCalibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida

Resultados
- 181 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida A1
Tabla 58. Representación de las medidas, promedio IT y contribuciones de la medida A1
Medidas (rad) Medidas (º ' '')
1 0,453082238 25º 57' 35''
Promedio (rad) Promedio (º ' '') 2 0,453082238 23º 41' 40''
0,384682784 22º 2' 27''
3 0,409098195 23º 26' 23'' 4 0,409098195 23º 16' 39'' 5 0,360708942 20º 40' 2'' 6 0,360708942 20º 37' 33''
IT 7 0,360684507 20º 39' 57''
Clase grosera “c”
8 0,360684507 20º 39' 14'' 9 0,361452452 20º 42' 35'' 10 0,361452452 20º 42' 49''
Medida A1 Medida 0,4 ± 0,1 rad
Medida A1 Medida 22º ± 1,2 º
Contribuciones Con repetibilidad (%) Sin repetibilidad (%)
Repetibilidad 0,003444401 99,9987 Temperatura 9,19636E-10 0,0000 2,08 Vibraciones 3,32929E-09 0,0001 7,52 Calibración 0,00000001 0,0003 22,60
Deriva 0,00000001 0,0003 22,60 Histéresis 0,00000001 0,0003 22,60
Digitalización 0,00000001 0,0003 22,60 Algoritmo 0 0,0000 0,00
Cond. De Medida 0 0,0000 0,00

Resultados
- 182 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 82. Gráfica de la Contribución sin repetibilidad de la medida A1
2,08%
7,52%
22,60%
22,60%
22,60%
22,60%
0%
0%
% Contribución sin Repetibilidad
Temperatura
Vibraciones
Calibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida
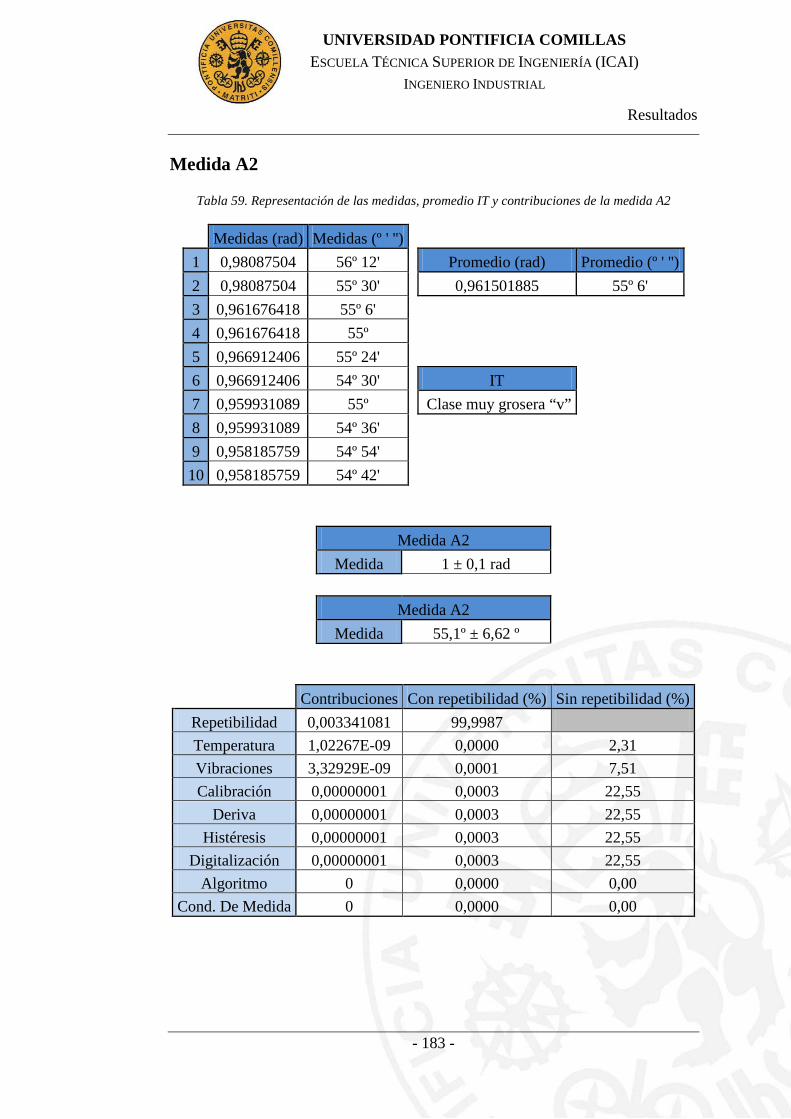
Resultados
- 183 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida A2
Tabla 59. Representación de las medidas, promedio IT y contribuciones de la medida A2
Medidas (rad) Medidas (º ' '')
1 0,98087504 56º 12'
Promedio (rad) Promedio (º ' '') 2 0,98087504 55º 30'
0,961501885 55º 6'
3 0,961676418 55º 6' 4 0,961676418 55º 5 0,966912406 55º 24' 6 0,966912406 54º 30'
IT 7 0,959931089 55º
Clase muy grosera “v”
8 0,959931089 54º 36' 9 0,958185759 54º 54' 10 0,958185759 54º 42'
Medida A2 Medida 1 ± 0,1 rad
Medida A2 Medida 55,1º ± 6,62 º
Contribuciones Con repetibilidad (%) Sin repetibilidad (%)
Repetibilidad 0,003341081 99,9987 Temperatura 1,02267E-09 0,0000 2,31 Vibraciones 3,32929E-09 0,0001 7,51 Calibración 0,00000001 0,0003 22,55
Deriva 0,00000001 0,0003 22,55 Histéresis 0,00000001 0,0003 22,55
Digitalización 0,00000001 0,0003 22,55 Algoritmo 0 0,0000 0,00
Cond. De Medida 0 0,0000 0,00

Resultados
- 184 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 83. Gráfica de la Contribución sin repetibilidad de la medida A2
2,31%
7,51%
22,55%
22,55%
22,55%
22,55%
0%
0%
% Contribución sin Repetibilidad
Temperatura
Vibraciones
Calibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida
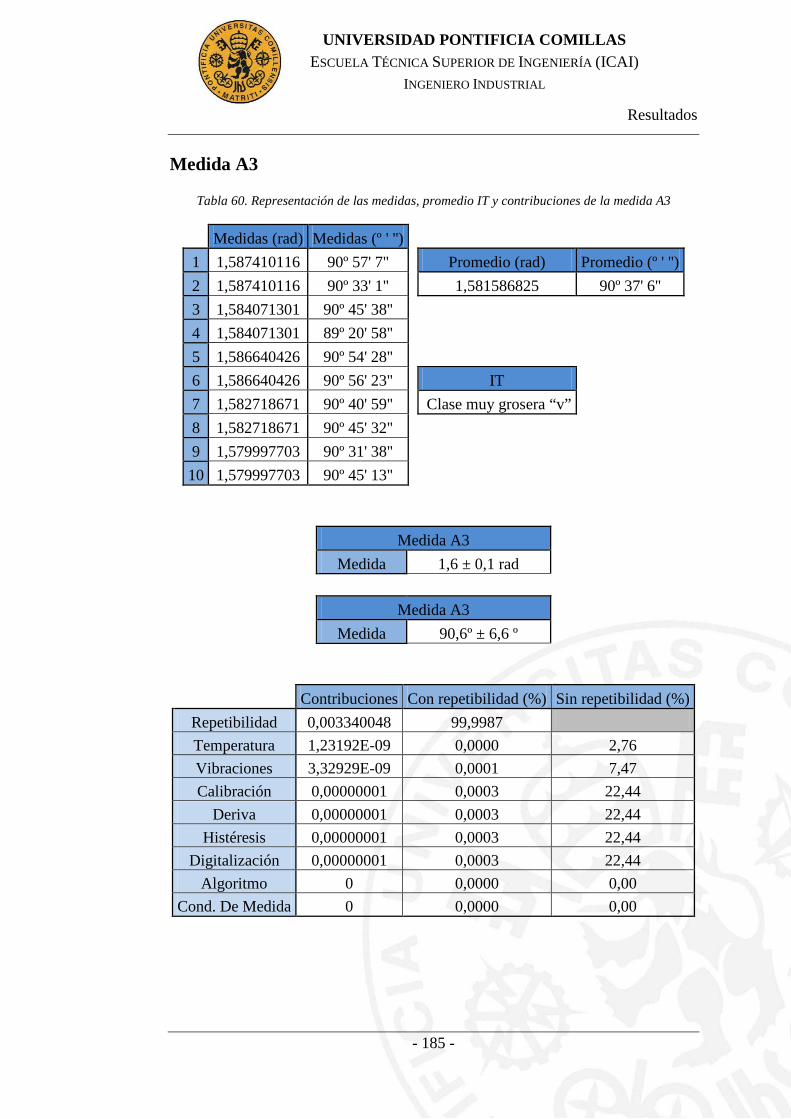
Resultados
- 185 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida A3
Tabla 60. Representación de las medidas, promedio IT y contribuciones de la medida A3
Medidas (rad) Medidas (º ' '')
1 1,587410116 90º 57' 7''
Promedio (rad) Promedio (º ' '') 2 1,587410116 90º 33' 1''
1,581586825 90º 37' 6''
3 1,584071301 90º 45' 38'' 4 1,584071301 89º 20' 58'' 5 1,586640426 90º 54' 28'' 6 1,586640426 90º 56' 23''
IT 7 1,582718671 90º 40' 59''
Clase muy grosera “v”
8 1,582718671 90º 45' 32'' 9 1,579997703 90º 31' 38'' 10 1,579997703 90º 45' 13''
Medida A3 Medida 1,6 ± 0,1 rad
Medida A3 Medida 90,6º ± 6,6 º
Contribuciones Con repetibilidad (%) Sin repetibilidad (%)
Repetibilidad 0,003340048 99,9987 Temperatura 1,23192E-09 0,0000 2,76 Vibraciones 3,32929E-09 0,0001 7,47 Calibración 0,00000001 0,0003 22,44
Deriva 0,00000001 0,0003 22,44 Histéresis 0,00000001 0,0003 22,44
Digitalización 0,00000001 0,0003 22,44 Algoritmo 0 0,0000 0,00
Cond. De Medida 0 0,0000 0,00
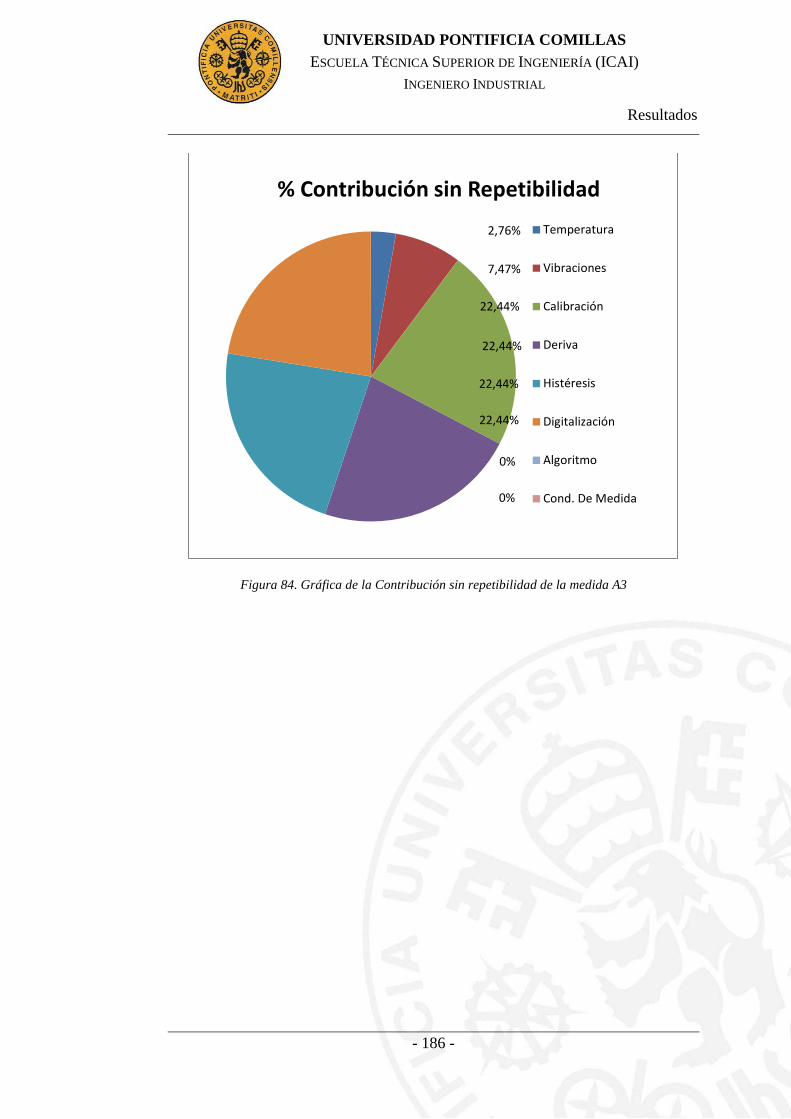
Resultados
- 186 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 84. Gráfica de la Contribución sin repetibilidad de la medida A3
2,76%
7,47%
22,44%
22,44%
22,44%
22,44%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Calibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida

Resultados
- 187 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida A4
Tabla 61. Representación de las medidas, promedio IT y contribuciones de la medida A4
Medidas (rad) Medidas (º ' '')
1 1,570117394 89º 57' 40''
Promedio (rad) Promedio (º ' '') 2 1,570117394 89º 56' 18''
1,571689761 90º 3' 4''
3 1,570326833 89º 58' 23'' 4 1,570326833 90º 4' 31'' 5 1,568270835 89º 51' 19'' 6 1,568270835 89º 58' 51''
IT 7 1,573501587 90º 9' 18''
Clase muy grosera “v”
8 1,573501587 90º 18' 12'' 9 1,572285093 90º 5' 7'' 10 1,572285093 90º 11' 4''
Medida A4 Medida 1,6 ± 0,1 rad
Medida A4 Medida 90,1º ± 6,6 º
Contribuciones Con repetibilidad (%) Sin repetibilidad (%)
Repetibilidad 0,003333889 99,9987 Temperatura 1,22777E-09 0,0000 2,76 Vibraciones 3,32929E-09 0,0001 7,47 Calibración 0,00000001 0,0003 22,44
Deriva 0,00000001 0,0003 22,44 Histéresis 0,00000001 0,0003 22,44
Digitalización 0,00000001 0,0003 22,44 Algoritmo 0 0,0000 0,00
Cond. De Medida 0 0,0000 0,00

Resultados
- 188 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Figura 85. Gráfica de la Contribución sin repetibilidad de la medida A4
2,76%
7,47%
22,44%
22,44%
22,44%
22,44%
0%
0%
% Contribución sin Repetibilidad Temperatura
Vibraciones
Calibración
Deriva
Histéresis
Digitalización
Algoritmo
Cond. De Medida
Cálculos
- 189 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Capítulo 7 CÁLCULOS
En este capítulo aparecen las tablas de incertidumbres de cada medida. En donde
se ven los datos empleados para el cálculo de cada contribución.

Cálculos
- 190 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
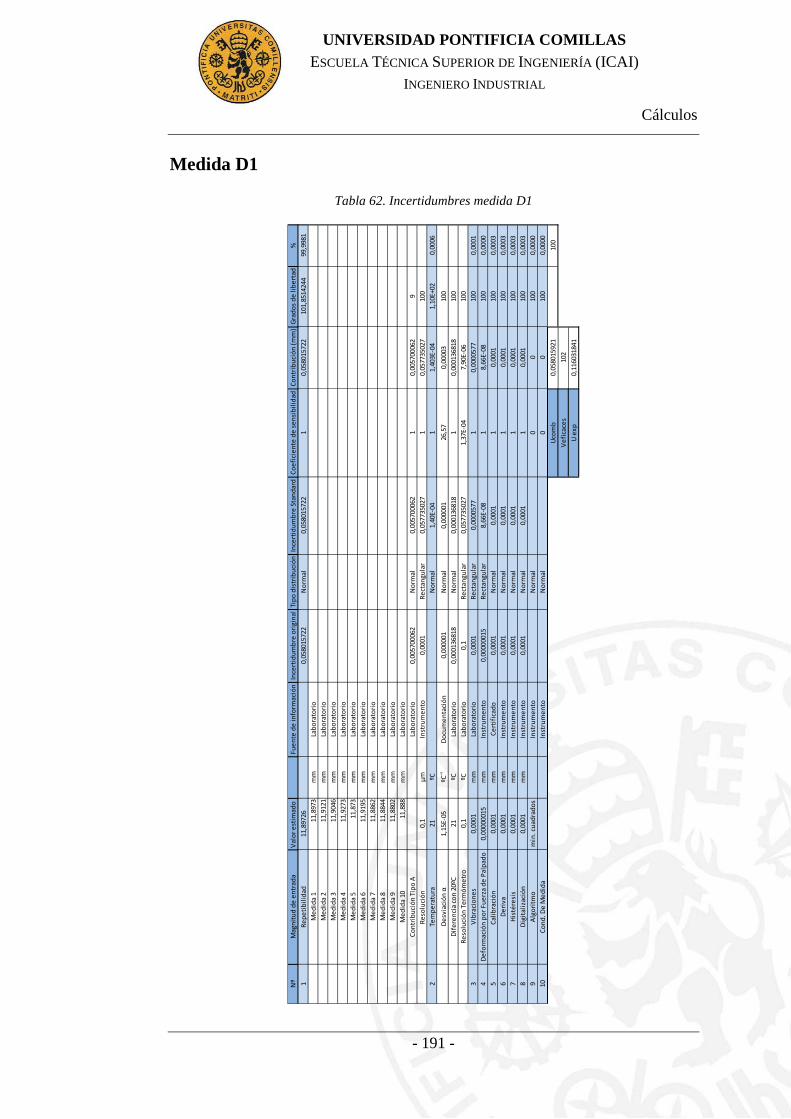
Cálculos
- 191 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida D1
Tabla 62. Incertidumbres medida D1
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
11,8
9726
0,05
8015
722
Nor
mal
0,05
8015
722
10,
0580
1572
210
1,85
1424
499
,998
1M
edid
a 1
11,8
973
mm
Labo
rato
rioM
edid
a 2
11,9
121
mm
Labo
rato
rioM
edid
a 3
11,9
046
mm
Labo
rato
rioM
edid
a 4
11,9
273
mm
Labo
rato
rioM
edid
a 5
11,8
73m
mLa
bora
torio
Med
ida
611
,919
5m
mLa
bora
torio
Med
ida
711
,886
2m
mLa
bora
torio
Med
ida
811
,884
4m
mLa
bora
torio
Med
ida
911
,880
2m
mLa
bora
torio
Med
ida
1011
,888
mm
Labo
rato
rioCo
ntrib
ució
n Ti
po A
Labo
rato
rio0,
0057
0006
2N
orm
al0,
0057
0006
21
0,00
5700
062
9Re
solu
ción
0,
1µm
Inst
rum
ento
0,00
01Re
ctan
gula
r0,
0577
3502
71
0,05
7735
027
100
2Te
mpe
ratu
ra21
ºCN
orm
al1,
40E-
041
1,40
3E-0
41,
10E+
020,
0006
Desv
iaci
ón α
1,15
E-05
ºC-1
Docu
men
taci
ón0,
0000
01N
orm
al0,
0000
0126
,57
0,00
003
100
Dife
renc
ia co
n 20
ºC21
ºCLa
bora
torio
0,00
0136
818
Nor
mal
0,00
0136
818
10,
0001
3681
810
0Re
solu
ción
Ter
móm
etro
0,1
ºCLa
bora
torio
0,1
Rect
angu
lar
0,05
7735
027
1,37
E-04
7,90
E-06
100
3Vi
brac
ione
s0,
0001
mm
Labo
rato
rio0,
0001
Rect
angu
lar
0,00
0057
71
0,00
0057
710
00,
0001
4De
form
ació
n po
r Fue
rza
de P
alpa
do0,
0000
0015
mm
Inst
rum
ento
0,00
0000
15Re
ctan
gula
r8,
66E-
081
8,66
E-08
100
0,00
005
Calib
raci
ón
0,00
01m
mCe
rtifi
cado
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
036
Deriv
a0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
037
Hist
éres
is0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
038
Digi
taliz
ació
n0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
039
Algo
ritm
om
in. c
uadr
ados
Inst
rum
ento
Nor
mal
00
100
0,00
0010
Cond
. De
Med
ida
Inst
rum
ento
Nor
mal
00
100
0,00
00Uc
omb
0,05
8015
921
100
Vefic
aces
102
U ex
p0,
1160
3184
1

Cálculos
- 192 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida D2
Tabla 63. Incertidumbres medida D2
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
11,8
9415
0,05
8353
589
Nor
mal
0,05
8353
589
10,
0583
5358
910
3,81
9556
199
,998
1M
edid
a 1
11,8
946
mm
Labo
rato
rioM
edid
a 2
11,9
031
mm
Labo
rato
rioM
edid
a 3
11,8
869
mm
Labo
rato
rioM
edid
a 4
11,8
358
mm
Labo
rato
rioM
edid
a 5
11,8
83m
mLa
bora
torio
Med
ida
611
,934
mm
Labo
rato
rioM
edid
a 7
11,9
164
mm
Labo
rato
rioM
edid
a 8
11,8
916
mm
Labo
rato
rioM
edid
a 9
11,8
796
mm
Labo
rato
rioM
edid
a 10
11,9
165
mm
Labo
rato
rioCo
ntrib
ució
n Ti
po A
Labo
rato
rio0,
0084
7396
3N
orm
al0,
0084
7396
31
0,00
8473
963
9Re
solu
ción
0,
1µm
Inst
rum
ento
0,00
01Re
ctan
gula
r0,
0577
3502
71
0,05
7735
027
100
2Te
mpe
ratu
ra21
ºCN
orm
al1,
40E-
041
1,40
3E-0
41,
10E+
020,
0006
Desv
iaci
ón α
1,15
E-05
ºC-1
Docu
men
taci
ón0,
0000
01N
orm
al0,
0000
0126
,57
0,00
003
100
Dife
renc
ia co
n 20
ºC21
ºCLa
bora
torio
0,00
0136
783
Nor
mal
0,00
0136
783
10,
0001
3678
310
0Re
solu
ción
Ter
móm
etro
0,1
ºCLa
bora
torio
0,1
Rect
angu
lar
0,05
7735
027
1,37
E-04
7,90
E-06
100
3Vi
brac
ione
s0,
0001
mm
Labo
rato
rio0,
0001
Rect
angu
lar
0,00
0057
71
0,00
0057
710
00,
0001
4De
form
ació
n po
r Fue
rza
de P
alpa
do0,
0000
0015
mm
Inst
rum
ento
1,50
E-07
Rect
angu
lar
8,66
E-08
18,
66E-
0810
00,
0000
5Ca
libra
ción
0,
0001
mm
Cert
ifica
do0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
6De
riva
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
7Hi
stér
esis
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
8Di
gita
lizac
ión
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
9Al
gorit
mo
min
. cua
drad
osIn
stru
men
toN
orm
al0
010
00,
0000
10Co
nd. D
e M
edid
aIn
stru
men
toN
orm
al0
010
00,
0000
Ucom
b0,
0583
5378
610
0Ve
ficac
es10
4Ue
xp0,
1167
0757
3

Cálculos
- 193 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida D3
Tabla 64. Incertidumbres medida D3
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
12,0
5763
0,05
9728
702
Nor
mal
0,05
9728
702
10,
0597
2870
210
8,58
9352
399
,998
2M
edid
a 1
12,0
706
mm
Labo
rato
rioM
edid
a 2
12,0
332
mm
Labo
rato
rioM
edid
a 3
12,0
518
mm
Labo
rato
rioM
edid
a 4
11,9
379
mm
Labo
rato
rioM
edid
a 5
12,0
487
mm
Labo
rato
rioM
edid
a 6
12,0
729
mm
Labo
rato
rioM
edid
a 7
12,0
644
mm
Labo
rato
rioM
edid
a 8
12,1
153
mm
Labo
rato
rioM
edid
a 9
12,0
964
mm
Labo
rato
rioM
edid
a 10
12,0
851
mm
Labo
rato
rioCo
ntrib
ució
n Ti
po A
Labo
rato
rio0,
0153
0308
6N
orm
al0,
0153
0308
61
0,01
5303
086
9Re
solu
ción
0,
1µm
Inst
rum
ento
0,00
01Re
ctan
gula
r0,
0577
3502
71
0,05
7735
027
100
2Te
mpe
ratu
ra21
ºCN
orm
al1,
42E-
041
1,42
1E-0
41,
10E+
020,
0006
Desv
iaci
ón α
1,15
E-05
ºC-1
Docu
men
taci
ón0,
0000
01N
orm
al0,
0000
0126
,57
0,00
003
100
Dife
renc
ia co
n 20
ºC21
ºCLa
bora
torio
0,00
0138
663
Nor
mal
0,00
0138
663
10,
0001
3866
310
0Re
solu
ción
Ter
móm
etro
0,1
ºCLa
bora
torio
0,1
Rect
angu
lar
0,05
7735
027
1,39
E-04
8,01
E-06
100
3Vi
brac
ione
s0,
0001
mm
Labo
rato
rio0,
0001
Rect
angu
lar
0,00
0057
71
0,00
0057
710
00,
0001
4De
form
ació
n po
r Fue
rza
de P
alpa
do0,
0000
0015
mm
Inst
rum
ento
1,50
E-07
Rect
angu
lar
8,66
E-08
18,
66E-
0810
00,
0000
5Ca
libra
ción
0,
0001
mm
Cert
ifica
do0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
6De
riva
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
7Hi
stér
esis
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
8Di
gita
lizac
ión
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
9Al
gorit
mo
min
. cua
drad
osIn
stru
men
toN
orm
al0
010
00,
0000
10Co
nd. D
e M
edid
aIn
stru
men
toN
orm
al0
010
00,
0000
Ucom
b0,
0597
2889
810
0Ve
ficac
es10
9Ue
xp0,
1194
5779
7

Cálculos
- 194 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida D4
Tabla 65. Incertidumbres medida D4
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
11,8
9671
0,05
7826
754
Nor
mal
0,05
7826
754
10,
0578
2675
410
0,62
5710
799
,998
1M
edid
a 1
11,8
984
mm
Labo
rato
rioM
edid
a 2
11,8
95m
mLa
bora
torio
Med
ida
311
,897
9m
mLa
bora
torio
Med
ida
411
,873
1m
mLa
bora
torio
Med
ida
511
,900
6m
mLa
bora
torio
Med
ida
611
,908
3m
mLa
bora
torio
Med
ida
711
,891
5m
mLa
bora
torio
Med
ida
811
,907
mm
Labo
rato
rioM
edid
a 9
11,8
904
mm
Labo
rato
rioM
edid
a 10
11,9
049
mm
Labo
rato
rioCo
ntrib
ució
n Ti
po A
Labo
rato
rio0,
0032
5577
9N
orm
al0,
0032
5577
91
0,00
3255
779
9Re
solu
ción
0,
1µm
Inst
rum
ento
0,00
01Re
ctan
gula
r0,
0577
3502
71
0,05
7735
027
100
2Te
mpe
ratu
ra21
ºCN
orm
al1,
40E-
041
1,40
3E-0
41,
10E+
020,
0006
Desv
iaci
ón α
1,15
E-05
ºC-1
Docu
men
taci
ón0,
0000
01N
orm
al0,
0000
0126
,57
0,00
003
100
Dife
renc
ia co
n 20
ºC21
ºCLa
bora
torio
0,00
0136
812
Nor
mal
0,00
0136
812
10,
0001
3681
210
0Re
solu
ción
Ter
móm
etro
0,1
ºCLa
bora
torio
0,1
Rect
angu
lar
0,05
7735
027
1,37
E-04
7,90
E-06
100
3Vi
brac
ione
s0,
0001
mm
Labo
rato
rio0,
0001
Rect
angu
lar
0,00
0057
71
0,00
0057
710
00,
0001
4De
form
ació
n po
r Fue
rza
de P
alpa
do0,
0000
0015
mm
Inst
rum
ento
1,50
E-07
Rect
angu
lar
8,66
E-08
18,
66E-
0810
00,
0000
5Ca
libra
ción
0,
0001
mm
Cert
ifica
do0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
6De
riva
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
7Hi
stér
esis
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
8Di
gita
lizac
ión
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
9Al
gorit
mo
min
. cua
drad
osIn
stru
men
toN
orm
al0
010
00,
0000
10Co
nd. D
e M
edid
aIn
stru
men
toN
orm
al0
010
00,
0000
Ucom
b0,
0578
2695
310
0Ve
ficac
es10
1Ue
xp0,
1156
5390
5

Cálculos
- 195 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida D5
Tabla 66. Incertidumbres medida D5
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
17,9
5789
0,05
7908
006
Nor
mal
0,05
7908
006
10,
0579
0800
610
1,16
3353
99,9
974
Med
ida
117
,955
8m
mLa
bora
torio
Med
ida
217
,967
7m
mLa
bora
torio
Med
ida
317
,968
9m
mLa
bora
torio
Med
ida
417
,961
1m
mLa
bora
torio
Med
ida
517
,959
7m
mLa
bora
torio
Med
ida
617
,975
9m
mLa
bora
torio
Med
ida
717
,934
5m
mLa
bora
torio
Med
ida
817
,965
8m
mLa
bora
torio
Med
ida
917
,956
7m
mLa
bora
torio
Med
ida
1017
,932
8m
mLa
bora
torio
Cont
ribuc
ión
Tipo
ALa
bora
torio
0,00
4472
569
Nor
mal
0,00
4472
569
10,
0044
7256
99
Reso
luci
ón
0,1
µmIn
stru
men
to0,
0001
Rect
angu
lar
0,05
7735
027
10,
0577
3502
710
02
Tem
pera
tura
21ºC
Nor
mal
2,09
E-04
12,
090E
-04
1,05
E+02
0,00
13De
svia
ción
α1,
15E-
05ºC
-1Do
cum
enta
ción
0,00
0001
Nor
mal
0,00
0001
26,5
70,
0000
310
0Di
fere
ncia
con
20ºC
21ºC
Labo
rato
rio0,
0002
0651
6N
orm
al0,
0002
0651
61
0,00
0206
516
100
Reso
luci
ón T
erm
ómet
ro0,
1ºC
Labo
rato
rio0,
1Re
ctan
gula
r0,
0577
3502
72,
07E-
041,
19E-
0510
03
Vibr
acio
nes
0,00
01m
mLa
bora
torio
0,00
01Re
ctan
gula
r0,
0000
577
10,
0000
577
100
0,00
014
Defo
rmac
ión
por F
uerz
a de
Pal
pado
0,00
0000
15m
mIn
stru
men
to1,
50E-
07Re
ctan
gula
r8,
66E-
081
8,66
E-08
100
0,00
005
Calib
raci
ón
0,00
01m
mCe
rtifi
cado
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
036
Deriv
a0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
037
Hist
éres
is0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
038
Digi
taliz
ació
n0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
039
Algo
ritm
om
in. c
uadr
ados
Inst
rum
ento
Nor
mal
00
100
0,00
0010
Cond
. De
Med
ida
Inst
rum
ento
Nor
mal
00
100
0,00
00Uc
omb
0,05
7908
412
100
Vefic
aces
101
Uexp
0,11
5816
825

Cálculos
- 196 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida D6
Tabla 67. Incertidumbres medida D6
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
50,1
9275
0,06
2244
288
Nor
mal
0,06
2244
288
10,
0622
4428
810
4,50
6329
599
,990
2M
edid
a 1
50,2
102
mm
Labo
rato
rioM
edid
a 2
50,2
387
mm
Labo
rato
rioM
edid
a 3
50,0
83m
mLa
bora
torio
Med
ida
450
,196
6m
mLa
bora
torio
Med
ida
550
,181
3m
mLa
bora
torio
Med
ida
650
,130
5m
mLa
bora
torio
Med
ida
750
,235
7m
mLa
bora
torio
Med
ida
850
,154
5m
mLa
bora
torio
Med
ida
950
,350
2m
mLa
bora
torio
Med
ida
1050
,146
8m
mLa
bora
torio
Cont
ribuc
ión
Tipo
ALa
bora
torio
0,02
3259
795
Nor
mal
0,02
3259
795
10,
0232
5979
59
Reso
luci
ón
0,1
µmIn
stru
men
to0,
0001
Rect
angu
lar
0,05
7735
027
10,
0577
3502
710
02
Tem
pera
tura
21ºC
Nor
mal
5,79
E-04
15,
790E
-04
1,01
E+02
0,00
87De
svia
ción
α1,
15E-
05ºC
-1Do
cum
enta
ción
0,00
0001
Nor
mal
0,00
0001
26,5
70,
0000
310
0Di
fere
ncia
con
20ºC
21ºC
Labo
rato
rio0,
0005
7721
7N
orm
al0,
0005
7721
71
0,00
0577
217
100
Reso
luci
ón T
erm
ómet
ro0,
1ºC
Labo
rato
rio0,
1Re
ctan
gula
r0,
0577
3502
75,
77E-
043,
33E-
0510
03
Vibr
acio
nes
0,00
01m
mLa
bora
torio
0,00
01Re
ctan
gula
r0,
0000
577
10,
0000
577
100
0,00
014
Defo
rmac
ión
por F
uerz
a de
Pal
pado
0,00
0000
15m
mIn
stru
men
to1,
50E-
07Re
ctan
gula
r8,
66E-
081
8,66
E-08
100
0,00
005
Calib
raci
ón
0,00
01m
mCe
rtifi
cado
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
036
Deriv
a0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
037
Hist
éres
is0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
038
Digi
taliz
ació
n0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
039
Algo
ritm
om
in. c
uadr
ados
Inst
rum
ento
Nor
mal
00
100
0,00
0010
Cond
. De
Med
ida
Inst
rum
ento
Nor
mal
00
100
0,00
00Uc
omb
0,06
2247
007
100
Vefic
aces
105
Uexp
0,12
4494
014
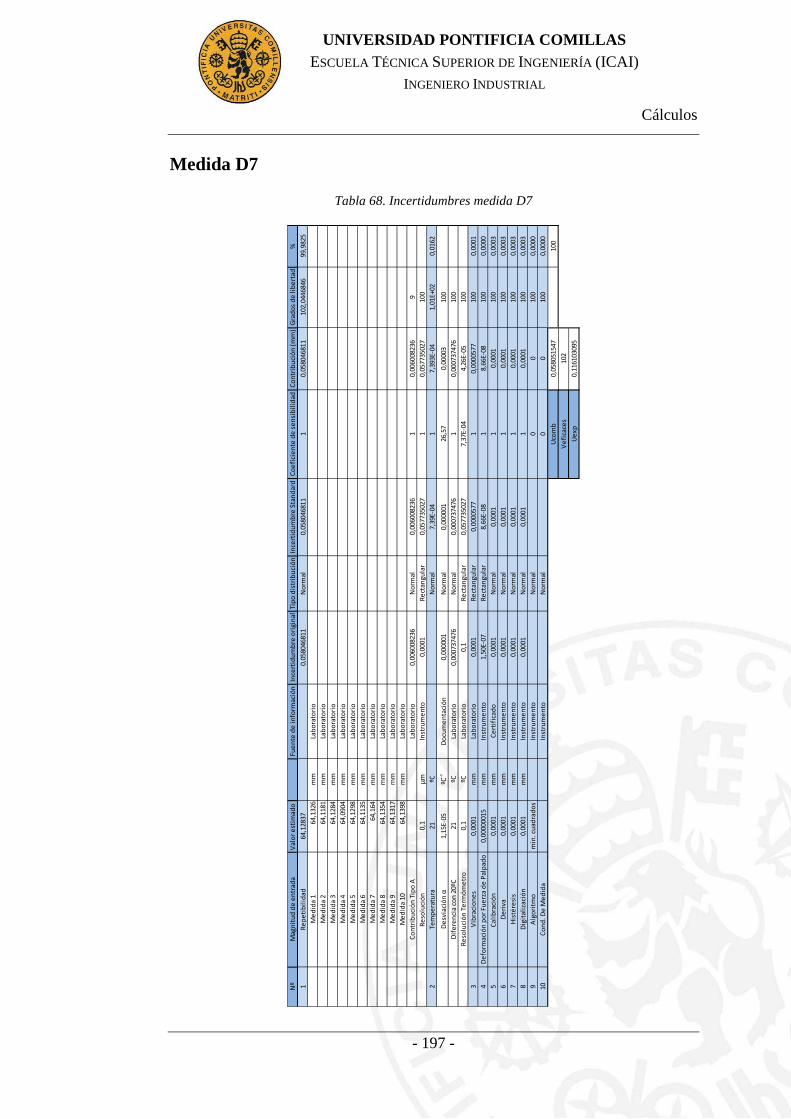
Cálculos
- 197 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida D7
Tabla 68. Incertidumbres medida D7
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
64,1
2837
0,05
8046
811
Nor
mal
0,05
8046
811
10,
0580
4681
110
2,04
4684
699
,982
5M
edid
a 1
64,1
326
mm
Labo
rato
rioM
edid
a 2
64,1
181
mm
Labo
rato
rioM
edid
a 3
64,1
284
mm
Labo
rato
rioM
edid
a 4
64,0
904
mm
Labo
rato
rioM
edid
a 5
64,1
298
mm
Labo
rato
rioM
edid
a 6
64,1
135
mm
Labo
rato
rioM
edid
a 7
64,1
64m
mLa
bora
torio
Med
ida
864
,135
4m
mLa
bora
torio
Med
ida
964
,131
7m
mLa
bora
torio
Med
ida
1064
,139
8m
mLa
bora
torio
Cont
ribuc
ión
Tipo
ALa
bora
torio
0,00
6008
236
Nor
mal
0,00
6008
236
10,
0060
0823
69
Reso
luci
ón
0,1
µmIn
stru
men
to0,
0001
Rect
angu
lar
0,05
7735
027
10,
0577
3502
710
02
Tem
pera
tura
21ºC
Nor
mal
7,39
E-04
17,
393E
-04
1,01
E+02
0,01
62De
svia
ción
α1,
15E-
05ºC
-1Do
cum
enta
ción
0,00
0001
Nor
mal
0,00
0001
26,5
70,
0000
310
0Di
fere
ncia
con
20ºC
21ºC
Labo
rato
rio0,
0007
3747
6N
orm
al0,
0007
3747
61
0,00
0737
476
100
Reso
luci
ón T
erm
ómet
ro0,
1ºC
Labo
rato
rio0,
1Re
ctan
gula
r0,
0577
3502
77,
37E-
044,
26E-
0510
03
Vibr
acio
nes
0,00
01m
mLa
bora
torio
0,00
01Re
ctan
gula
r0,
0000
577
10,
0000
577
100
0,00
014
Defo
rmac
ión
por F
uerz
a de
Pal
pado
0,00
0000
15m
mIn
stru
men
to1,
50E-
07Re
ctan
gula
r8,
66E-
081
8,66
E-08
100
0,00
005
Calib
raci
ón
0,00
01m
mCe
rtifi
cado
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
036
Deriv
a0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
037
Hist
éres
is0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
038
Digi
taliz
ació
n0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
039
Algo
ritm
om
in. c
uadr
ados
Inst
rum
ento
Nor
mal
00
100
0,00
0010
Cond
. De
Med
ida
Inst
rum
ento
Nor
mal
00
100
0,00
00Uc
omb
0,05
8051
547
100
Vefic
aces
102
Uexp
0,11
6103
095

Cálculos
- 198 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida D8
Tabla 69. Incertidumbres medida D8
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
11,9
3691
0,05
7965
585
Nor
mal
0,05
7965
585
10,
0579
6558
510
1,53
4692
599
,998
1M
edid
a 1
11,9
318
mm
Labo
rato
rioM
edid
a 2
11,9
534
mm
Labo
rato
rioM
edid
a 3
11,9
516
mm
Labo
rato
rioM
edid
a 4
11,9
mm
Labo
rato
rioM
edid
a 5
11,9
362
mm
Labo
rato
rioM
edid
a 6
11,9
258
mm
Labo
rato
rioM
edid
a 7
11,9
288
mm
Labo
rato
rioM
edid
a 8
11,9
493
mm
Labo
rato
rioM
edid
a 9
11,9
486
mm
Labo
rato
rioM
edid
a 10
11,9
436
mm
Labo
rato
rioCo
ntrib
ució
n Ti
po A
Labo
rato
rio0,
0051
6484
8N
orm
al0,
0051
6484
81
0,00
5164
848
9Re
solu
ción
0,
1µm
Inst
rum
ento
0,00
01Re
ctan
gula
r0,
0577
3502
71
0,05
7735
027
100
2Te
mpe
ratu
ra21
ºCN
orm
al1,
41E-
041
1,40
7E-0
41,
10E+
020,
0006
Desv
iaci
ón α
1,15
E-05
ºC-1
Docu
men
taci
ón0,
0000
01N
orm
al0,
0000
0126
,57
0,00
003
100
Dife
renc
ia co
n 20
ºC21
ºCLa
bora
torio
0,00
0137
274
Nor
mal
0,00
0137
274
10,
0001
3727
410
0Re
solu
ción
Ter
móm
etro
0,1
ºCLa
bora
torio
0,1
Rect
angu
lar
0,05
7735
027
1,37
E-04
7,93
E-06
100
3Vi
brac
ione
s0,
0001
mm
Labo
rato
rio0,
0001
Rect
angu
lar
0,00
0057
71
0,00
0057
710
00,
0001
4De
form
ació
n po
r Fue
rza
de P
alpa
do0,
0000
0015
mm
Inst
rum
ento
1,50
E-07
Rect
angu
lar
8,66
E-08
18,
66E-
0810
00,
0000
5Ca
libra
ción
0,
0001
mm
Cert
ifica
do0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
6De
riva
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
7Hi
stér
esis
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
8Di
gita
lizac
ión
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
9Al
gorit
mo
min
. cua
drad
osIn
stru
men
toN
orm
al0
010
00,
0000
10Co
nd. D
e M
edid
aIn
stru
men
toN
orm
al0
010
00,
0000
Ucom
b0,
0579
6578
410
0Ve
ficac
es10
2Ue
xp0,
1159
3156
8

Cálculos
- 199 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida D9
Tabla 70. Incertidumbres medida D9
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
18,0
0945
0,05
7773
174
Nor
mal
0,05
7773
174
10,
0577
7317
410
0,26
2604
899
,997
4M
edid
a 1
18,0
186
mm
Labo
rato
rioM
edid
a 2
18,0
082
mm
Labo
rato
rioM
edid
a 3
18,0
05m
mLa
bora
torio
Med
ida
417
,999
3m
mLa
bora
torio
Med
ida
518
,002
8m
mLa
bora
torio
Med
ida
618
,008
7m
mLa
bora
torio
Med
ida
718
,006
8m
mLa
bora
torio
Med
ida
818
,010
8m
mLa
bora
torio
Med
ida
918
,014
3m
mLa
bora
torio
Med
ida
1018
,02
mm
Labo
rato
rioCo
ntrib
ució
n Ti
po A
Labo
rato
rio0,
0020
9911
4N
orm
al0,
0020
9911
41
0,00
2099
114
9Re
solu
ción
0,
1µm
Inst
rum
ento
0,00
01Re
ctan
gula
r0,
0577
3502
71
0,05
7735
027
100
2Te
mpe
ratu
ra21
ºCN
orm
al2,
10E-
041
2,09
6E-0
41,
05E+
020,
0013
Desv
iaci
ón α
1,15
E-05
ºC-1
Docu
men
taci
ón0,
0000
01N
orm
al0,
0000
0126
,57
0,00
003
100
Dife
renc
ia co
n 20
ºC21
ºCLa
bora
torio
0,00
0207
109
Nor
mal
0,00
0207
109
10,
0002
0710
910
0Re
solu
ción
Ter
móm
etro
0,1
ºCLa
bora
torio
0,1
Rect
angu
lar
0,05
7735
027
2,07
E-04
1,20
E-05
100
3Vi
brac
ione
s0,
0001
mm
Labo
rato
rio0,
0001
Rect
angu
lar
0,00
0057
71
0,00
0057
710
00,
0001
4De
form
ació
n po
r Fue
rza
de P
alpa
do0,
0000
0015
mm
Inst
rum
ento
1,50
E-07
Rect
angu
lar
8,66
E-08
18,
66E-
0810
00,
0000
5Ca
libra
ción
0,
0001
mm
Cert
ifica
do0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
6De
riva
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
7Hi
stér
esis
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
8Di
gita
lizac
ión
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
9Al
gorit
mo
min
. cua
drad
osIn
stru
men
toN
orm
al0
010
00,
0000
10Co
nd. D
e M
edid
aIn
stru
men
toN
orm
al0
010
00,
0000
Ucom
b0,
0577
7358
310
0Ve
ficac
es10
0Ue
xp0,
1155
4716
6

Cálculos
- 200 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida D10
Tabla 71. Incertidumbres medida D10
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
80,5
8008
0,25
7095
592
Nor
mal
0,25
7095
592
10,
2570
9559
29,
9788
0105
699
,998
6M
edid
a 1
82,0
871
mm
Labo
rato
rioM
edid
a 2
78,9
641
mm
Labo
rato
rioM
edid
a 3
80,9
261
mm
Labo
rato
rioM
edid
a 4
80,8
941
mm
Labo
rato
rioM
edid
a 5
80,9
835
mm
Labo
rato
rioM
edid
a 6
80,7
433
mm
Labo
rato
rioM
edid
a 7
80,4
86m
mLa
bora
torio
Med
ida
880
,242
1m
mLa
bora
torio
Med
ida
980
,222
1m
mLa
bora
torio
Med
ida
1080
,252
4m
mLa
bora
torio
Cont
ribuc
ión
Tipo
ALa
bora
torio
0,25
0529
06N
orm
al0,
2505
2906
10,
2505
2906
9Re
solu
ción
0,
1µm
Inst
rum
ento
0,00
01Re
ctan
gula
r0,
0577
3502
71
0,05
7735
027
100
2Te
mpe
ratu
ra21
ºCN
orm
al9,
29E-
041
9,28
7E-0
41,
01E+
020,
0013
Desv
iaci
ón α
1,15
E-05
ºC-1
Docu
men
taci
ón0,
0000
01N
orm
al0,
0000
0126
,57
0,00
003
100
Dife
renc
ia co
n 20
ºC21
ºCLa
bora
torio
0,00
0926
671
Nor
mal
0,00
0926
671
10,
0009
2667
110
0Re
solu
ción
Ter
móm
etro
0,1
ºCLa
bora
torio
0,1
Rect
angu
lar
0,05
7735
027
9,27
E-04
5,35
E-05
100
3Vi
brac
ione
s0,
0001
mm
Labo
rato
rio0,
0001
Rect
angu
lar
0,00
0057
71
0,00
0057
710
00,
0000
4De
form
ació
n po
r Fue
rza
de P
alpa
do0,
0000
0015
mm
Inst
rum
ento
1,50
E-07
Rect
angu
lar
8,66
E-08
18,
66E-
0810
00,
0000
5Ca
libra
ción
0,
0001
mm
Cert
ifica
do0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0000
6De
riva
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0000
7Hi
stér
esis
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0000
8Di
gita
lizac
ión
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0000
9Al
gorit
mo
min
. cua
drad
osIn
stru
men
toN
orm
al0
010
00,
0000
10Co
nd. D
e M
edid
aIn
stru
men
toN
orm
al0
010
00,
0000
Ucom
b0,
2570
9727
610
0Ve
ficac
es10
Uexp
0,51
4194
551

Cálculos
- 201 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida D11
Tabla 72. Incertidumbres medida D11
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
80,2
5784
0,28
4405
676
Nor
mal
0,28
4405
676
10,
2844
0567
69,
7886
6087
499
,998
9M
edid
a 1
78,3
266
mm
Labo
rato
rioM
edid
a 2
80,3
998
mm
Labo
rato
rioM
edid
a 3
80,9
248
mm
Labo
rato
rioM
edid
a 4
80,3
8m
mLa
bora
torio
Med
ida
579
,086
4m
mLa
bora
torio
Med
ida
680
,569
8m
mLa
bora
torio
Med
ida
780
,785
7m
mLa
bora
torio
Med
ida
880
,366
8m
mLa
bora
torio
Med
ida
981
,231
5m
mLa
bora
torio
Med
ida
1080
,507
mm
Labo
rato
rioCo
ntrib
ució
n Ti
po A
Labo
rato
rio0,
2784
8385
1N
orm
al0,
2784
8385
11
0,27
8483
851
9Re
solu
ción
0,
1µm
Inst
rum
ento
0,00
01Re
ctan
gula
r0,
0577
3502
71
0,05
7735
027
100
2Te
mpe
ratu
ra21
ºCN
orm
al9,
25E-
041
9,25
0E-0
41,
01E+
020,
0011
Desv
iaci
ón α
1,15
E-05
ºC-1
Docu
men
taci
ón0,
0000
01N
orm
al0,
0000
0126
,57
0,00
003
100
Dife
renc
ia co
n 20
ºC21
ºCLa
bora
torio
0,00
0922
965
Nor
mal
0,00
0922
965
10,
0009
2296
510
0Re
solu
ción
Ter
móm
etro
0,1
ºCLa
bora
torio
0,1
Rect
angu
lar
0,05
7735
027
9,23
E-04
5,33
E-05
100
3Vi
brac
ione
s0,
0001
mm
Labo
rato
rio0,
0001
Rect
angu
lar
0,00
0057
71
0,00
0057
710
00,
0000
4De
form
ació
n po
r Fue
rza
de P
alpa
do0,
0000
0015
mm
Inst
rum
ento
1,50
E-07
Rect
angu
lar
8,66
E-08
18,
66E-
0810
00,
0000
5Ca
libra
ción
0,
0001
mm
Cert
ifica
do0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0000
6De
riva
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0000
7Hi
stér
esis
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0000
8Di
gita
lizac
ión
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0000
9Al
gorit
mo
min
. cua
drad
osIn
stru
men
toN
orm
al0
010
00,
0000
10Co
nd. D
e M
edid
aIn
stru
men
toN
orm
al0
010
00,
0000
Ucom
b0,
2844
0718
610
0Ve
ficac
es10
Uexp
0,56
8814
372

Cálculos
- 202 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida D12
Tabla 73. Incertidumbres medida D12
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
18,0
0524
0,05
7807
03N
orm
al0,
0578
0703
10,
0578
0703
100,
4928
303
99,9
974
Med
ida
118
,014
4m
mLa
bora
torio
Med
ida
218
,013
mm
Labo
rato
rioM
edid
a 3
18,0
16m
mLa
bora
torio
Med
ida
417
,994
4m
mLa
bora
torio
Med
ida
517
,988
1m
mLa
bora
torio
Med
ida
618
,009
4m
mLa
bora
torio
Med
ida
718
,009
7m
mLa
bora
torio
Med
ida
818
,004
9m
mLa
bora
torio
Med
ida
917
,999
2m
mLa
bora
torio
Med
ida
1018
,003
3m
mLa
bora
torio
Cont
ribuc
ión
Tipo
ALa
bora
torio
0,00
2884
333
Nor
mal
0,00
2884
333
10,
0028
8433
39
Reso
luci
ón
0,1
µmIn
stru
men
to0,
0001
Rect
angu
lar
0,05
7735
027
10,
0577
3502
710
02
Tem
pera
tura
21ºC
Nor
mal
2,10
E-04
12,
096E
-04
1,05
E+02
0,00
13De
svia
ción
α1,
15E-
05ºC
-1Do
cum
enta
ción
0,00
0001
Nor
mal
0,00
0001
26,5
70,
0000
310
0Di
fere
ncia
con
20ºC
21ºC
Labo
rato
rio0,
0002
0706
Nor
mal
0,00
0207
061
0,00
0207
0610
0Re
solu
ción
Ter
móm
etro
0,1
ºCLa
bora
torio
0,1
Rect
angu
lar
0,05
7735
027
2,07
E-04
1,20
E-05
100
3Vi
brac
ione
s0,
0001
mm
Labo
rato
rio0,
0001
Rect
angu
lar
0,00
0057
71
0,00
0057
710
00,
0001
4De
form
ació
n po
r Fue
rza
de P
alpa
do0,
0000
0015
mm
Inst
rum
ento
1,50
E-07
Rect
angu
lar
8,66
E-08
18,
66E-
0810
00,
0000
5Ca
libra
ción
0,
0001
mm
Cert
ifica
do0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
6De
riva
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
7Hi
stér
esis
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
8Di
gita
lizac
ión
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
9Al
gorit
mo
min
. cua
drad
osIn
stru
men
toN
orm
al0
010
00,
0000
10Co
nd. D
e M
edid
aIn
stru
men
toN
orm
al0
010
00,
0000
Ucom
b0,
0578
0743
910
0Ve
ficac
es10
0Ue
xp0,
1156
1487
7

Cálculos
- 203 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida D13
Tabla 74. Incertidumbres medida D13
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
11,9
7421
0,05
7803
102
Nor
mal
0,05
7803
102
10,
0578
0310
210
0,46
6254
499
,998
1M
edid
a 1
11,9
765
mm
Labo
rato
rioM
edid
a 2
11,9
739
mm
Labo
rato
rioM
edid
a 3
11,9
716
mm
Labo
rato
rioM
edid
a 4
11,9
76m
mLa
bora
torio
Med
ida
511
,983
1m
mLa
bora
torio
Med
ida
611
,969
5m
mLa
bora
torio
Med
ida
711
,959
3m
mLa
bora
torio
Med
ida
811
,968
3m
mLa
bora
torio
Med
ida
911
,992
3m
mLa
bora
torio
Med
ida
1011
,971
6m
mLa
bora
torio
Cont
ribuc
ión
Tipo
ALa
bora
torio
0,00
2804
498
Nor
mal
0,00
2804
498
10,
0028
0449
89
Reso
luci
ón
0,1
µmIn
stru
men
to0,
0001
Rect
angu
lar
0,05
7735
027
10,
0577
3502
710
02
Tem
pera
tura
21ºC
Nor
mal
1,41
E-04
11,
412E
-04
1,10
E+02
0,00
06De
svia
ción
α1,
15E-
05ºC
-1Do
cum
enta
ción
0,00
0001
Nor
mal
0,00
0001
26,5
70,
0000
310
0Di
fere
ncia
con
20ºC
21ºC
Labo
rato
rio0,
0001
3770
3N
orm
al0,
0001
3770
31
0,00
0137
703
100
Reso
luci
ón T
erm
ómet
ro0,
1ºC
Labo
rato
rio0,
1Re
ctan
gula
r0,
0577
3502
71,
38E-
047,
95E-
0610
03
Vibr
acio
nes
0,00
01m
mLa
bora
torio
0,00
01Re
ctan
gula
r0,
0000
577
10,
0000
577
100
0,00
014
Defo
rmac
ión
por F
uerz
a de
Pal
pado
0,00
0000
15m
mIn
stru
men
to1,
50E-
07Re
ctan
gula
r8,
66E-
081
8,66
E-08
100
0,00
005
Calib
raci
ón
0,00
01m
mCe
rtifi
cado
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
036
Deriv
a0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
037
Hist
éres
is0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
038
Digi
taliz
ació
n0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
039
Algo
ritm
om
in. c
uadr
ados
Inst
rum
ento
Nor
mal
00
100
0,00
0010
Cond
. De
Med
ida
Inst
rum
ento
Nor
mal
00
100
0,00
00Uc
omb
0,05
7803
303
100
Vefic
aces
100
Uexp
0,11
5606
605
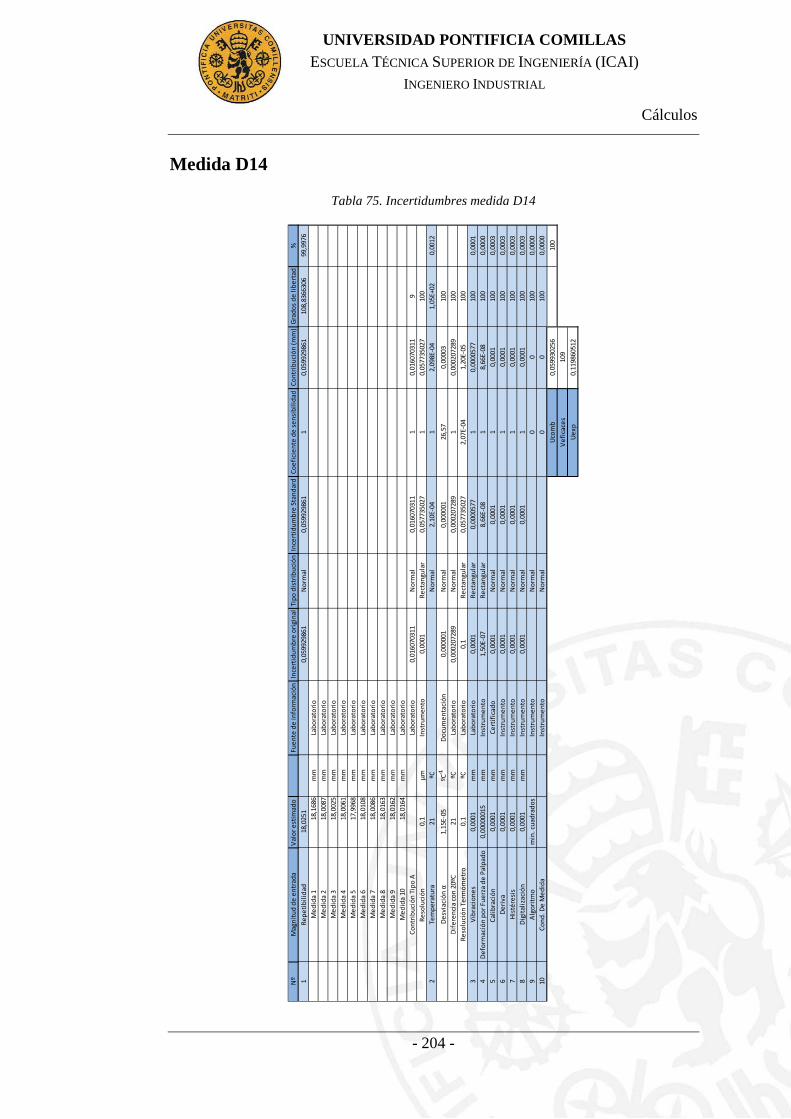
Cálculos
- 204 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida D14
Tabla 75. Incertidumbres medida D14
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
18,0
251
0,05
9929
861
Nor
mal
0,05
9929
861
10,
0599
2986
110
8,83
6630
699
,997
6M
edid
a 1
18,1
686
mm
Labo
rato
rioM
edid
a 2
18,0
087
mm
Labo
rato
rioM
edid
a 3
18,0
025
mm
Labo
rato
rioM
edid
a 4
18,0
061
mm
Labo
rato
rioM
edid
a 5
17,9
968
mm
Labo
rato
rioM
edid
a 6
18,0
108
mm
Labo
rato
rioM
edid
a 7
18,0
086
mm
Labo
rato
rioM
edid
a 8
18,0
163
mm
Labo
rato
rioM
edid
a 9
18,0
162
mm
Labo
rato
rioM
edid
a 10
18,0
164
mm
Labo
rato
rioCo
ntrib
ució
n Ti
po A
Labo
rato
rio0,
0160
7031
1N
orm
al0,
0160
7031
11
0,01
6070
311
9Re
solu
ción
0,
1µm
Inst
rum
ento
0,00
01Re
ctan
gula
r0,
0577
3502
71
0,05
7735
027
100
2Te
mpe
ratu
ra21
ºCN
orm
al2,
10E-
041
2,09
8E-0
41,
05E+
020,
0012
Desv
iaci
ón α
1,15
E-05
ºC-1
Docu
men
taci
ón0,
0000
01N
orm
al0,
0000
0126
,57
0,00
003
100
Dife
renc
ia co
n 20
ºC21
ºCLa
bora
torio
0,00
0207
289
Nor
mal
0,00
0207
289
10,
0002
0728
910
0Re
solu
ción
Ter
móm
etro
0,1
ºCLa
bora
torio
0,1
Rect
angu
lar
0,05
7735
027
2,07
E-04
1,20
E-05
100
3Vi
brac
ione
s0,
0001
mm
Labo
rato
rio0,
0001
Rect
angu
lar
0,00
0057
71
0,00
0057
710
00,
0001
4De
form
ació
n po
r Fue
rza
de P
alpa
do0,
0000
0015
mm
Inst
rum
ento
1,50
E-07
Rect
angu
lar
8,66
E-08
18,
66E-
0810
00,
0000
5Ca
libra
ción
0,
0001
mm
Cert
ifica
do0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
6De
riva
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
7Hi
stér
esis
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
8Di
gita
lizac
ión
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
9Al
gorit
mo
min
. cua
drad
osIn
stru
men
toN
orm
al0
010
00,
0000
10Co
nd. D
e M
edid
aIn
stru
men
toN
orm
al0
010
00,
0000
Ucom
b0,
0599
3025
610
0Ve
ficac
es10
9Ue
xp0,
1198
6051
2

Cálculos
- 205 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L1
Tabla 76. Incertidumbres medida L1
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
116,
0839
40,
0662
2157
3N
orm
al0,
0662
2157
31
0,06
6221
573
82,1
5856
412
99,9
582
Med
ida
111
6,12
71m
mLa
bora
torio
Med
ida
211
6,11
72m
mLa
bora
torio
Med
ida
311
5,79
59m
mLa
bora
torio
Med
ida
411
6,10
89m
mLa
bora
torio
Med
ida
511
6,14
29m
mLa
bora
torio
Med
ida
611
6,10
7m
mLa
bora
torio
Med
ida
711
6,13
25m
mLa
bora
torio
Med
ida
811
6,12
15m
mLa
bora
torio
Med
ida
911
6,08
4m
mLa
bora
torio
Med
ida
1011
6,10
24m
mLa
bora
torio
Cont
ribuc
ión
Tipo
ALa
bora
torio
0,03
2433
985
Nor
mal
0,03
2433
985
10,
0324
3398
59
Reso
luci
ón
0,1
µmIn
stru
men
to0,
0001
Rect
angu
lar
0,05
7735
027
10,
0577
3502
710
02
Tem
pera
tura
21ºC
Nor
mal
1,34
E-03
11,
338E
-03
1,01
E+02
0,04
08De
svia
ción
α1,
15E-
05ºC
-1Do
cum
enta
ción
0,00
0001
Nor
mal
0,00
0001
26,5
70,
0000
310
0Di
fere
ncia
con
20ºC
21ºC
Labo
rato
rio0,
0013
3496
5N
orm
al0,
0013
3496
51
0,00
1334
965
100
Reso
luci
ón T
erm
ómet
ro0,
1ºC
Labo
rato
rio0,
1Re
ctan
gula
r0,
0577
3502
71,
33E-
037,
71E-
0510
03
Vibr
acio
nes
0,00
01m
mLa
bora
torio
0,00
01Re
ctan
gula
r0,
0000
577
10,
0000
577
100
0,00
014
Defo
rmac
ión
por F
uerz
a de
Pal
pado
0,00
0000
15m
mIn
stru
men
to1,
50E-
07Re
ctan
gula
r8,
66E-
081
8,66
E-08
100
0,00
005
Calib
raci
ón
0,00
01m
mCe
rtifi
cado
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
026
Deriv
a0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
027
Hist
éres
is0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
028
Digi
taliz
ació
n0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
029
Algo
ritm
om
in. c
uadr
ados
Inst
rum
ento
Nor
mal
00
100
0,00
0010
Cond
. De
Med
ida
Inst
rum
ento
Nor
mal
00
100
0,00
00Uc
omb
0,06
6235
104
100
Vefic
aces
82Ue
xp0,
1324
7020
8

Cálculos
- 206 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L2
Tabla 77. Incertidumbres medida L2
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
104,
2001
40,
0592
5776
7N
orm
al0,
0592
5776
71
0,05
9257
767
107,
5609
205
99,9
577
Med
ida
110
4,18
76m
mLa
bora
torio
Med
ida
210
4,28
36m
mLa
bora
torio
Med
ida
310
4,14
76m
mLa
bora
torio
Med
ida
410
4,16
17m
mLa
bora
torio
Med
ida
510
4,20
63m
mLa
bora
torio
Med
ida
610
4,21
91m
mLa
bora
torio
Med
ida
710
4,19
16m
mLa
bora
torio
Med
ida
810
4,19
51m
mLa
bora
torio
Med
ida
910
4,24
99m
mLa
bora
torio
Med
ida
1010
4,15
89m
mLa
bora
torio
Cont
ribuc
ión
Tipo
ALa
bora
torio
0,01
3347
269
Nor
mal
0,01
3347
269
10,
0133
4726
99
Reso
luci
ón
0,1
µmIn
stru
men
to0,
0001
Rect
angu
lar
0,05
7735
027
10,
0577
3502
710
02
Tem
pera
tura
21ºC
Nor
mal
1,20
E-03
11,
201E
-03
1,01
E+02
0,04
10De
svia
ción
α1,
15E-
05ºC
-1Do
cum
enta
ción
0,00
0001
Nor
mal
0,00
0001
26,5
70,
0000
310
0Di
fere
ncia
con
20ºC
21ºC
Labo
rato
rio0,
0011
9830
2N
orm
al0,
0011
9830
21
0,00
1198
302
100
Reso
luci
ón T
erm
ómet
ro0,
1ºC
Labo
rato
rio0,
1Re
ctan
gula
r0,
0577
3502
71,
20E-
036,
92E-
0510
03
Vibr
acio
nes
0,00
01m
mLa
bora
torio
0,00
01Re
ctan
gula
r0,
0000
577
10,
0000
577
100
0,00
014
Defo
rmac
ión
por F
uerz
a de
Pal
pado
0,00
0000
15m
mIn
stru
men
to1,
50E-
07Re
ctan
gula
r8,
66E-
081
8,66
E-08
100
0,00
005
Calib
raci
ón
0,00
01m
mCe
rtifi
cado
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
036
Deriv
a0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
037
Hist
éres
is0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
038
Digi
taliz
ació
n0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
039
Algo
ritm
om
in. c
uadr
ados
Inst
rum
ento
Nor
mal
00
100
0,00
0010
Cond
. De
Med
ida
Inst
rum
ento
Nor
mal
00
100
0,00
00Uc
omb
0,05
9269
958
100
Vefic
aces
108
Uexp
0,11
8539
915

Cálculos
- 207 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L3
Tabla 78. Incertidumbres medida L3
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
25,8
3884
0,05
9497
89N
orm
al0,
0594
9789
10,
0594
9789
108,
1645
515
99,9
962
Med
ida
125
,910
1m
mLa
bora
torio
Med
ida
225
,875
2m
mLa
bora
torio
Med
ida
325
,808
9m
mLa
bora
torio
Med
ida
425
,788
8m
mLa
bora
torio
Med
ida
525
,862
2m
mLa
bora
torio
Med
ida
625
,785
1m
mLa
bora
torio
Med
ida
725
,874
5m
mLa
bora
torio
Med
ida
825
,828
4m
mLa
bora
torio
Med
ida
925
,870
8m
mLa
bora
torio
Med
ida
1025
,784
4m
mLa
bora
torio
Cont
ribuc
ión
Tipo
ALa
bora
torio
0,01
4375
869
Nor
mal
0,01
4375
869
10,
0143
7586
99
Reso
luci
ón
0,1
µmIn
stru
men
to0,
0001
Rect
angu
lar
0,05
7735
027
10,
0577
3502
710
02
Tem
pera
tura
21ºC
Nor
mal
2,99
E-04
12,
991E
-04
1,03
E+02
0,00
25De
svia
ción
α1,
15E-
05ºC
-1Do
cum
enta
ción
0,00
0001
Nor
mal
0,00
0001
26,5
70,
0000
310
0Di
fere
ncia
con
20ºC
21ºC
Labo
rato
rio0,
0002
9714
7N
orm
al0,
0002
9714
71
0,00
0297
147
100
Reso
luci
ón T
erm
ómet
ro0,
1ºC
Labo
rato
rio0,
1Re
ctan
gula
r0,
0577
3502
72,
97E-
041,
72E-
0510
03
Vibr
acio
nes
0,00
01m
mLa
bora
torio
0,00
01Re
ctan
gula
r0,
0000
577
10,
0000
577
100
0,00
014
Defo
rmac
ión
por F
uerz
a de
Pal
pado
0,00
0000
15m
mIn
stru
men
to1,
50E-
07Re
ctan
gula
r8,
66E-
081
8,66
E-08
100
0,00
005
Calib
raci
ón
0,00
01m
mCe
rtifi
cado
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
036
Deriv
a0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
037
Hist
éres
is0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
038
Digi
taliz
ació
n0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
039
Algo
ritm
om
in. c
uadr
ados
Inst
rum
ento
Nor
mal
00
100
0,00
0010
Cond
. De
Med
ida
Inst
rum
ento
Nor
mal
00
100
0,00
00Uc
omb
0,05
9498
6710
0Ve
ficac
es10
8Ue
xp0,
1189
9734

Cálculos
- 208 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L4
Tabla 79. Incertidumbres medida L4
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
10,4
2151
0,06
3438
039
Nor
mal
0,06
3438
039
10,
0634
3803
998
,650
3666
399
,998
5M
edid
a 1
10,5
759
mm
Labo
rato
rioM
edid
a 2
10,5
569
mm
Labo
rato
rioM
edid
a 3
10,3
565
mm
Labo
rato
rioM
edid
a 4
10,3
598
mm
Labo
rato
rioM
edid
a 5
10,3
849
mm
Labo
rato
rioM
edid
a 6
10,3
816
mm
Labo
rato
rioM
edid
a 7
10,4
237
mm
Labo
rato
rioM
edid
a 8
10,3
603
mm
Labo
rato
rioM
edid
a 9
10,4
574
mm
Labo
rato
rioM
edid
a 10
10,3
581
mm
Labo
rato
rioCo
ntrib
ució
n Ti
po A
Labo
rato
rio0,
0262
8785
7N
orm
al0,
0262
8785
71
0,02
6287
857
9Re
solu
ción
0,
1µm
Inst
rum
ento
0,00
01Re
ctan
gula
r0,
0577
3502
71
0,05
7735
027
100
2Te
mpe
ratu
ra21
ºCN
orm
al1,
24E-
041
1,23
7E-0
41,
13E+
020,
0004
Desv
iaci
ón α
1,15
E-05
ºC-1
Docu
men
taci
ón0,
0000
01N
orm
al0,
0000
0126
,57
0,00
003
100
Dife
renc
ia co
n 20
ºC21
ºCLa
bora
torio
0,00
0119
847
Nor
mal
0,00
0119
847
10,
0001
1984
710
0Re
solu
ción
Ter
móm
etro
0,1
ºCLa
bora
torio
0,1
Rect
angu
lar
0,05
7735
027
1,20
E-04
6,92
E-06
100
3Vi
brac
ione
s0,
0001
mm
Labo
rato
rio0,
0001
Rect
angu
lar
0,00
0057
71
0,00
0057
710
00,
0001
4De
form
ació
n po
r Fue
rza
de P
alpa
do0,
0000
0015
mm
Inst
rum
ento
1,50
E-07
Rect
angu
lar
8,66
E-08
18,
66E-
0810
00,
0000
5Ca
libra
ción
0,
0001
mm
Cert
ifica
do0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0002
6De
riva
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0002
7Hi
stér
esis
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0002
8Di
gita
lizac
ión
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0002
9Al
gorit
mo
min
. cua
drad
osIn
stru
men
toN
orm
al0
010
00,
0000
10Co
nd. D
e M
edid
aIn
stru
men
toN
orm
al0
010
00,
0000
Ucom
b0,
0634
3818
610
0Ve
ficac
es99
Uexp
0,12
6876
371
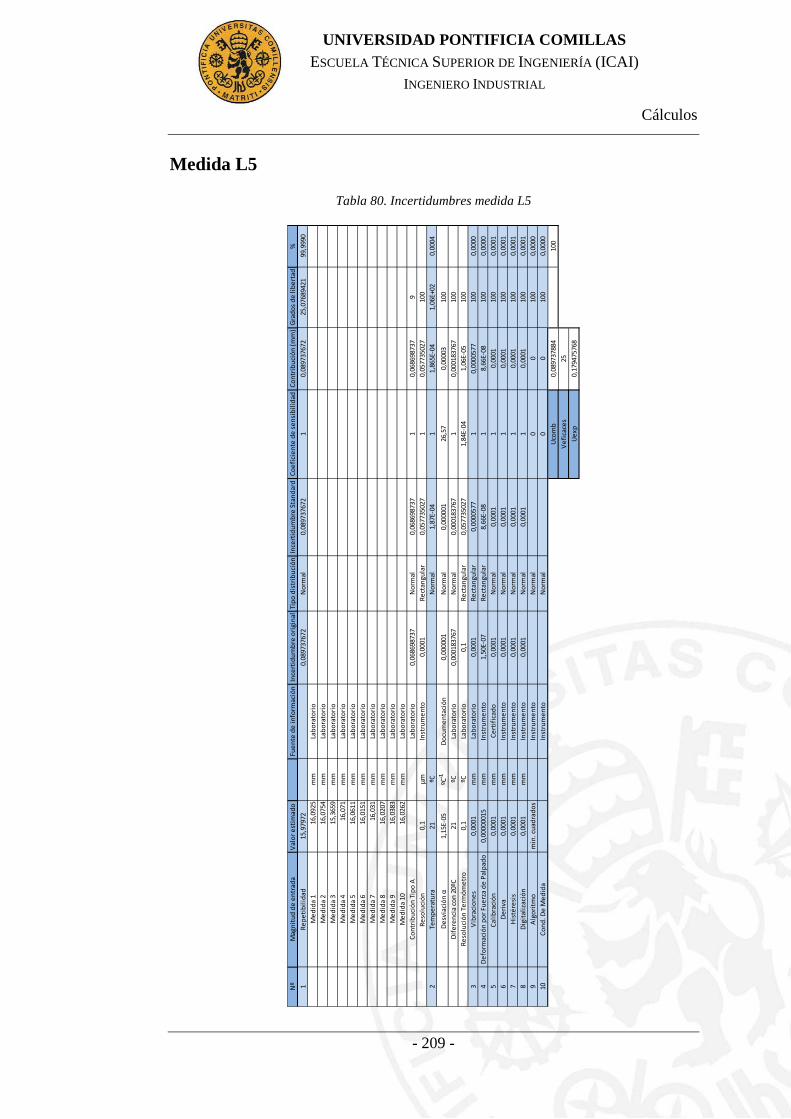
Cálculos
- 209 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L5
Tabla 80. Incertidumbres medida L5
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
15,9
7972
0,08
9737
672
Nor
mal
0,08
9737
672
10,
0897
3767
225
,076
8942
199
,999
0M
edid
a 1
16,0
925
mm
Labo
rato
rioM
edid
a 2
16,0
754
mm
Labo
rato
rioM
edid
a 3
15,3
659
mm
Labo
rato
rioM
edid
a 4
16,0
71m
mLa
bora
torio
Med
ida
516
,061
1m
mLa
bora
torio
Med
ida
616
,015
1m
mLa
bora
torio
Med
ida
716
,031
mm
Labo
rato
rioM
edid
a 8
16,0
207
mm
Labo
rato
rioM
edid
a 9
16,0
383
mm
Labo
rato
rioM
edid
a 10
16,0
262
mm
Labo
rato
rioCo
ntrib
ució
n Ti
po A
Labo
rato
rio0,
0686
9873
7N
orm
al0,
0686
9873
71
0,06
8698
737
9Re
solu
ción
0,
1µm
Inst
rum
ento
0,00
01Re
ctan
gula
r0,
0577
3502
71
0,05
7735
027
100
2Te
mpe
ratu
ra21
ºCN
orm
al1,
87E-
041
1,86
5E-0
41,
06E+
020,
0004
Desv
iaci
ón α
1,15
E-05
ºC-1
Docu
men
taci
ón0,
0000
01N
orm
al0,
0000
0126
,57
0,00
003
100
Dife
renc
ia co
n 20
ºC21
ºCLa
bora
torio
0,00
0183
767
Nor
mal
0,00
0183
767
10,
0001
8376
710
0Re
solu
ción
Ter
móm
etro
0,1
ºCLa
bora
torio
0,1
Rect
angu
lar
0,05
7735
027
1,84
E-04
1,06
E-05
100
3Vi
brac
ione
s0,
0001
mm
Labo
rato
rio0,
0001
Rect
angu
lar
0,00
0057
71
0,00
0057
710
00,
0000
4De
form
ació
n po
r Fue
rza
de P
alpa
do0,
0000
0015
mm
Inst
rum
ento
1,50
E-07
Rect
angu
lar
8,66
E-08
18,
66E-
0810
00,
0000
5Ca
libra
ción
0,
0001
mm
Cert
ifica
do0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0001
6De
riva
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0001
7Hi
stér
esis
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0001
8Di
gita
lizac
ión
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0001
9Al
gorit
mo
min
. cua
drad
osIn
stru
men
toN
orm
al0
010
00,
0000
10Co
nd. D
e M
edid
aIn
stru
men
toN
orm
al0
010
00,
0000
Ucom
b0,
0897
3788
410
0Ve
ficac
es25
Uexp
0,17
9475
768
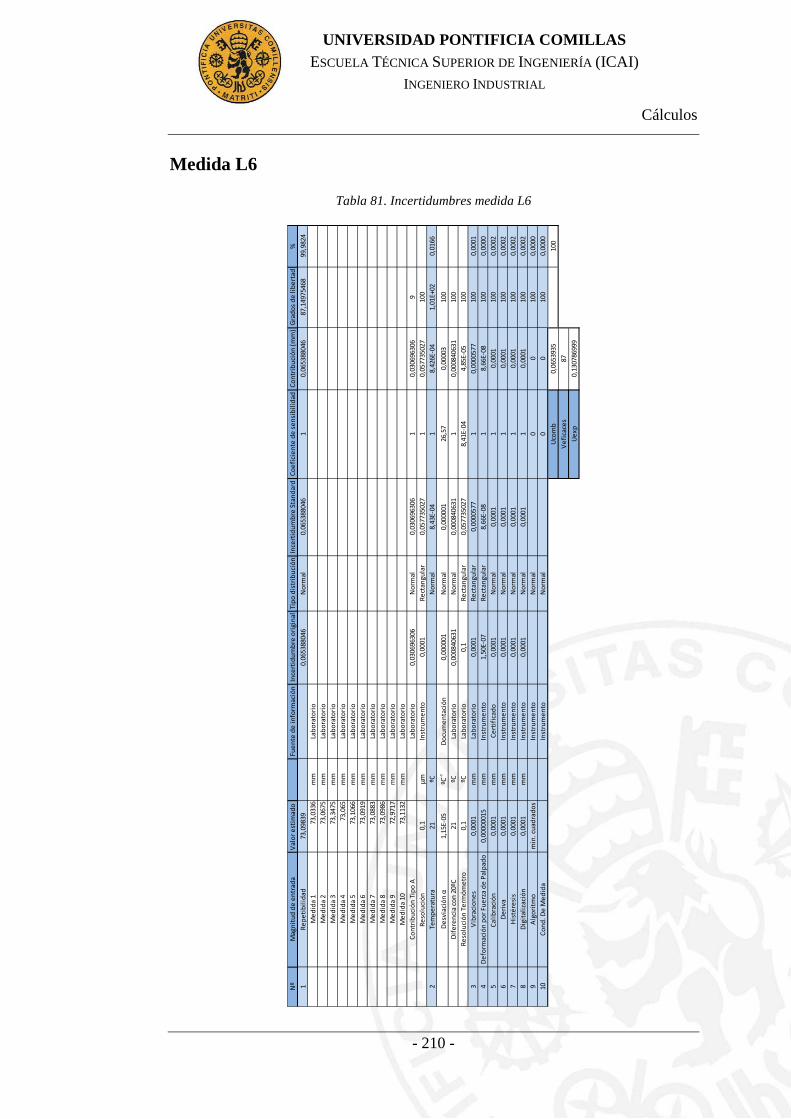
Cálculos
- 210 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L6
Tabla 81. Incertidumbres medida L6
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
73,0
9839
0,06
5388
046
Nor
mal
0,06
5388
046
10,
0653
8804
687
,149
7546
899
,982
4M
edid
a 1
73,0
336
mm
Labo
rato
rioM
edid
a 2
73,0
675
mm
Labo
rato
rioM
edid
a 3
73,3
475
mm
Labo
rato
rioM
edid
a 4
73,0
65m
mLa
bora
torio
Med
ida
573
,106
6m
mLa
bora
torio
Med
ida
673
,091
9m
mLa
bora
torio
Med
ida
773
,088
3m
mLa
bora
torio
Med
ida
873
,098
6m
mLa
bora
torio
Med
ida
972
,971
7m
mLa
bora
torio
Med
ida
1073
,113
2m
mLa
bora
torio
Cont
ribuc
ión
Tipo
ALa
bora
torio
0,03
0696
306
Nor
mal
0,03
0696
306
10,
0306
9630
69
Reso
luci
ón
0,1
µmIn
stru
men
to0,
0001
Rect
angu
lar
0,05
7735
027
10,
0577
3502
710
02
Tem
pera
tura
21ºC
Nor
mal
8,43
E-04
18,
426E
-04
1,01
E+02
0,01
66De
svia
ción
α1,
15E-
05ºC
-1Do
cum
enta
ción
0,00
0001
Nor
mal
0,00
0001
26,5
70,
0000
310
0Di
fere
ncia
con
20ºC
21ºC
Labo
rato
rio0,
0008
4063
1N
orm
al0,
0008
4063
11
0,00
0840
631
100
Reso
luci
ón T
erm
ómet
ro0,
1ºC
Labo
rato
rio0,
1Re
ctan
gula
r0,
0577
3502
78,
41E-
044,
85E-
0510
03
Vibr
acio
nes
0,00
01m
mLa
bora
torio
0,00
01Re
ctan
gula
r0,
0000
577
10,
0000
577
100
0,00
014
Defo
rmac
ión
por F
uerz
a de
Pal
pado
0,00
0000
15m
mIn
stru
men
to1,
50E-
07Re
ctan
gula
r8,
66E-
081
8,66
E-08
100
0,00
005
Calib
raci
ón
0,00
01m
mCe
rtifi
cado
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
026
Deriv
a0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
027
Hist
éres
is0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
028
Digi
taliz
ació
n0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
029
Algo
ritm
om
in. c
uadr
ados
Inst
rum
ento
Nor
mal
00
100
0,00
0010
Cond
. De
Med
ida
Inst
rum
ento
Nor
mal
00
100
0,00
00Uc
omb
0,06
5393
510
0Ve
ficac
es87
Uexp
0,13
0786
999

Cálculos
- 211 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L7
Tabla 82. Incertidumbres medida L7
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
43,1
6751
0,08
3715
997
Nor
mal
0,08
3715
997
10,
0837
1599
730
,474
1935
399
,995
8M
edid
a 1
43,1
031
mm
Labo
rato
rioM
edid
a 2
43,0
928
mm
Labo
rato
rioM
edid
a 3
43,7
121
mm
Labo
rato
rioM
edid
a 4
43,1
225
mm
Labo
rato
rioM
edid
a 5
43,1
18m
mLa
bora
torio
Med
ida
643
,092
mm
Labo
rato
rioM
edid
a 7
43,1
117
mm
Labo
rato
rioM
edid
a 8
43,0
964
mm
Labo
rato
rioM
edid
a 9
43,1
234
mm
Labo
rato
rioM
edid
a 10
43,1
031
mm
Labo
rato
rioCo
ntrib
ució
n Ti
po A
Labo
rato
rio0,
0606
2206
5N
orm
al0,
0606
2206
51
0,06
0622
065
9Re
solu
ción
0,
1µm
Inst
rum
ento
0,00
01Re
ctan
gula
r0,
0577
3502
71
0,05
7735
027
100
2Te
mpe
ratu
ra21
ºCN
orm
al4,
98E-
041
4,98
2E-0
41,
01E+
020,
0035
Desv
iaci
ón α
1,15
E-05
ºC-1
Docu
men
taci
ón0,
0000
01N
orm
al0,
0000
0126
,57
0,00
003
100
Dife
renc
ia co
n 20
ºC21
ºCLa
bora
torio
0,00
0496
426
Nor
mal
0,00
0496
426
10,
0004
9642
610
0Re
solu
ción
Ter
móm
etro
0,1
ºCLa
bora
torio
0,1
Rect
angu
lar
0,05
7735
027
4,96
E-04
2,87
E-05
100
3Vi
brac
ione
s0,
0001
mm
Labo
rato
rio0,
0001
Rect
angu
lar
0,00
0057
71
0,00
0057
710
00,
0000
4De
form
ació
n po
r Fue
rza
de P
alpa
do0,
0000
0015
mm
Inst
rum
ento
1,50
E-07
Rect
angu
lar
8,66
E-08
18,
66E-
0810
00,
0000
5Ca
libra
ción
0,
0001
mm
Cert
ifica
do0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0001
6De
riva
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0001
7Hi
stér
esis
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0001
8Di
gita
lizac
ión
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0001
9Al
gorit
mo
min
. cua
drad
osIn
stru
men
toN
orm
al0
010
00,
0000
10Co
nd. D
e M
edid
aIn
stru
men
toN
orm
al0
010
00,
0000
Ucom
b0,
0837
1749
910
0Ve
ficac
es30
Uexp
0,16
7434
997

Cálculos
- 212 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L8
Tabla 83. Incertidumbres medida L8
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
38,9
0139
0,07
3217
115
Nor
mal
0,07
3217
115
10,
0732
1711
550
,610
1841
499
,995
4M
edid
a 1
38,8
814
mm
Labo
rato
rioM
edid
a 2
38,8
971
mm
Labo
rato
rioM
edid
a 3
38,5
253
mm
Labo
rato
rioM
edid
a 4
38,8
796
mm
Labo
rato
rioM
edid
a 5
39,0
151
mm
Labo
rato
rioM
edid
a 6
38,9
144
mm
Labo
rato
rioM
edid
a 7
39,0
074
mm
Labo
rato
rioM
edid
a 8
38,9
509
mm
Labo
rato
rioM
edid
a 9
39,0
135
mm
Labo
rato
rioM
edid
a 10
38,9
292
mm
Labo
rato
rioCo
ntrib
ució
n Ti
po A
Labo
rato
rio0,
0450
2679
8N
orm
al0,
0450
2679
81
0,04
5026
798
9Re
solu
ción
0,
1µm
Inst
rum
ento
0,00
01Re
ctan
gula
r0,
0577
3502
71
0,05
7735
027
100
2Te
mpe
ratu
ra21
ºCN
orm
al4,
49E-
041
4,49
1E-0
41,
02E+
020,
0038
Desv
iaci
ón α
1,15
E-05
ºC-1
Docu
men
taci
ón0,
0000
01N
orm
al0,
0000
0126
,57
0,00
003
100
Dife
renc
ia co
n 20
ºC21
ºCLa
bora
torio
0,00
0447
366
Nor
mal
0,00
0447
366
10,
0004
4736
610
0Re
solu
ción
Ter
móm
etro
0,1
ºCLa
bora
torio
0,1
Rect
angu
lar
0,05
7735
027
4,47
E-04
2,58
E-05
100
3Vi
brac
ione
s0,
0001
mm
Labo
rato
rio0,
0001
Rect
angu
lar
0,00
0057
71
0,00
0057
710
00,
0001
4De
form
ació
n po
r Fue
rza
de P
alpa
do0,
0000
0015
mm
Inst
rum
ento
1,50
E-07
Rect
angu
lar
8,66
E-08
18,
66E-
0810
00,
0000
5Ca
libra
ción
0,
0001
mm
Cert
ifica
do0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0002
6De
riva
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0002
7Hi
stér
esis
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0002
8Di
gita
lizac
ión
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0002
9Al
gorit
mo
min
. cua
drad
osIn
stru
men
toN
orm
al0
010
00,
0000
10Co
nd. D
e M
edid
aIn
stru
men
toN
orm
al0
010
00,
0000
Ucom
b0,
0732
1851
510
0Ve
ficac
es51
Uexp
0,14
6437
03

Cálculos
- 213 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L9
Tabla 84. Incertidumbres medida L9
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
11,9
9335
0,05
7777
189
Nor
mal
0,05
7777
189
10,
0577
7718
910
0,29
0051
399
,998
1M
edid
a 1
11,9
93m
mLa
bora
torio
Med
ida
211
,989
3m
mLa
bora
torio
Med
ida
311
,995
2m
mLa
bora
torio
Med
ida
411
,997
6m
mLa
bora
torio
Med
ida
511
,986
9m
mLa
bora
torio
Med
ida
611
,986
4m
mLa
bora
torio
Med
ida
711
,985
2m
mLa
bora
torio
Med
ida
811
,991
5m
mLa
bora
torio
Med
ida
912
,005
8m
mLa
bora
torio
Med
ida
1012
,002
6m
mLa
bora
torio
Cont
ribuc
ión
Tipo
ALa
bora
torio
0,00
2206
871
Nor
mal
0,00
2206
871
10,
0022
0687
19
Reso
luci
ón
0,1
µmIn
stru
men
to0,
0001
Rect
angu
lar
0,05
7735
027
10,
0577
3502
710
02
Tem
pera
tura
21ºC
Nor
mal
1,41
E-04
11,
414E
-04
1,10
E+02
0,00
06De
svia
ción
α1,
15E-
05ºC
-1Do
cum
enta
ción
0,00
0001
Nor
mal
0,00
0001
26,5
70,
0000
310
0Di
fere
ncia
con
20ºC
21ºC
Labo
rato
rio0,
0001
3792
4N
orm
al0,
0001
3792
41
0,00
0137
924
100
Reso
luci
ón T
erm
ómet
ro0,
1ºC
Labo
rato
rio0,
1Re
ctan
gula
r0,
0577
3502
71,
38E-
047,
96E-
0610
03
Vibr
acio
nes
0,00
01m
mLa
bora
torio
0,00
01Re
ctan
gula
r0,
0000
577
10,
0000
577
100
0,00
014
Defo
rmac
ión
por F
uerz
a de
Pal
pado
0,00
0000
15m
mIn
stru
men
to1,
50E-
07Re
ctan
gula
r8,
66E-
081
8,66
E-08
100
0,00
005
Calib
raci
ón
0,00
01m
mCe
rtifi
cado
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
036
Deriv
a0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
037
Hist
éres
is0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
038
Digi
taliz
ació
n0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
039
Algo
ritm
om
in. c
uadr
ados
Inst
rum
ento
Nor
mal
00
100
0,00
0010
Cond
. De
Med
ida
Inst
rum
ento
Nor
mal
00
100
0,00
00Uc
omb
0,05
7777
391
100
Vefic
aces
100
Uexp
0,11
5554
782
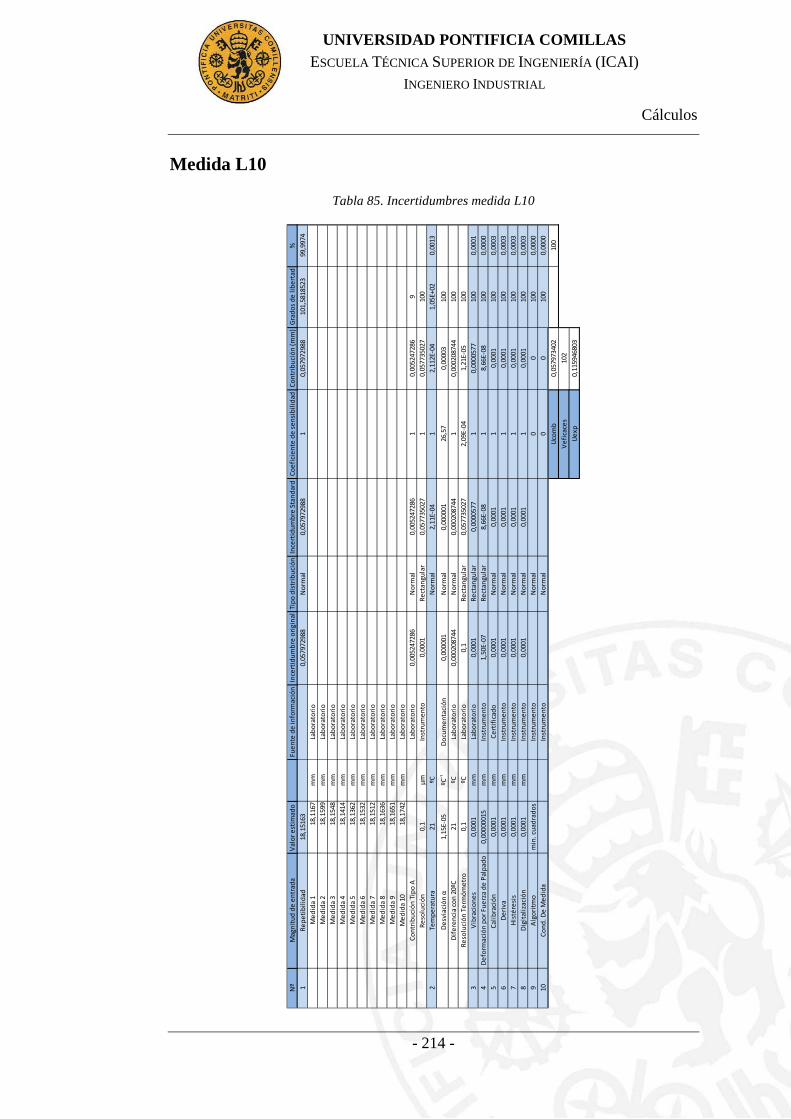
Cálculos
- 214 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L10
Tabla 85. Incertidumbres medida L10
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
18,1
5163
0,05
7972
988
Nor
mal
0,05
7972
988
10,
0579
7298
810
1,58
1852
399
,997
4M
edid
a 1
18,1
167
mm
Labo
rato
rioM
edid
a 2
18,1
599
mm
Labo
rato
rioM
edid
a 3
18,1
548
mm
Labo
rato
rioM
edid
a 4
18,1
414
mm
Labo
rato
rioM
edid
a 5
18,1
362
mm
Labo
rato
rioM
edid
a 6
18,1
532
mm
Labo
rato
rioM
edid
a 7
18,1
512
mm
Labo
rato
rioM
edid
a 8
18,1
636
mm
Labo
rato
rioM
edid
a 9
18,1
651
mm
Labo
rato
rioM
edid
a 10
18,1
742
mm
Labo
rato
rioCo
ntrib
ució
n Ti
po A
Labo
rato
rio0,
0052
4728
6N
orm
al0,
0052
4728
61
0,00
5247
286
9Re
solu
ción
0,
1µm
Inst
rum
ento
0,00
01Re
ctan
gula
r0,
0577
3502
71
0,05
7735
027
100
2Te
mpe
ratu
ra21
ºCN
orm
al2,
11E-
041
2,11
2E-0
41,
05E+
020,
0013
Desv
iaci
ón α
1,15
E-05
ºC-1
Docu
men
taci
ón0,
0000
01N
orm
al0,
0000
0126
,57
0,00
003
100
Dife
renc
ia co
n 20
ºC21
ºCLa
bora
torio
0,00
0208
744
Nor
mal
0,00
0208
744
10,
0002
0874
410
0Re
solu
ción
Ter
móm
etro
0,1
ºCLa
bora
torio
0,1
Rect
angu
lar
0,05
7735
027
2,09
E-04
1,21
E-05
100
3Vi
brac
ione
s0,
0001
mm
Labo
rato
rio0,
0001
Rect
angu
lar
0,00
0057
71
0,00
0057
710
00,
0001
4De
form
ació
n po
r Fue
rza
de P
alpa
do0,
0000
0015
mm
Inst
rum
ento
1,50
E-07
Rect
angu
lar
8,66
E-08
18,
66E-
0810
00,
0000
5Ca
libra
ción
0,
0001
mm
Cert
ifica
do0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
6De
riva
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
7Hi
stér
esis
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
8Di
gita
lizac
ión
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
9Al
gorit
mo
min
. cua
drad
osIn
stru
men
toN
orm
al0
010
00,
0000
10Co
nd. D
e M
edid
aIn
stru
men
toN
orm
al0
010
00,
0000
Ucom
b0,
0579
7340
210
0Ve
ficac
es10
2Ue
xp0,
1159
4680
3

Cálculos
- 215 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L11
Tabla 86. Incertidumbres medida L11
1Re
petib
ilida
d30
,079
40,
0782
4173
5N
orm
al0,
0782
4173
51
0,07
8241
735
38,4
3534
305
99,9
973
Med
ida
129
,957
mm
Labo
rato
rioM
edid
a 2
30,0
289
mm
Labo
rato
rioM
edid
a 3
30,5
456
mm
Labo
rato
rioM
edid
a 4
30,0
919
mm
Labo
rato
rioM
edid
a 5
30,0
25m
mLa
bora
torio
Med
ida
630
,042
1m
mLa
bora
torio
Med
ida
730
,025
3m
mLa
bora
torio
Med
ida
830
,034
5m
mLa
bora
torio
Med
ida
930
,019
5m
mLa
bora
torio
Med
ida
1030
,024
2m
mLa
bora
torio
Cont
ribuc
ión
Tipo
ALa
bora
torio
0,05
2805
642
Nor
mal
0,05
2805
642
10,
0528
0564
29
Reso
luci
ón
0,1
µmIn
stru
men
to0,
0001
Rect
angu
lar
0,05
7735
027
10,
0577
3502
710
02
Tem
pera
tura
21ºC
Nor
mal
3,48
E-04
13,
478E
-04
1,02
E+02
0,00
20De
svia
ción
α1,
15E-
05ºC
-1Do
cum
enta
ción
0,00
0001
Nor
mal
0,00
0001
26,5
70,
0000
310
0Di
fere
ncia
con
20ºC
21ºC
Labo
rato
rio0,
0003
4591
3N
orm
al0,
0003
4591
31
0,00
0345
913
100
Reso
luci
ón T
erm
ómet
ro0,
1ºC
Labo
rato
rio0,
1Re
ctan
gula
r0,
0577
3502
73,
46E-
042,
00E-
0510
03
Vibr
acio
nes
0,00
01m
mLa
bora
torio
0,00
01Re
ctan
gula
r0,
0000
577
10,
0000
577
100
0,00
014
Defo
rmac
ión
por F
uerz
a de
Pal
pado
0,00
0000
15m
mIn
stru
men
to1,
50E-
07Re
ctan
gula
r8,
66E-
081
8,66
E-08
100
0,00
005
Calib
raci
ón
0,00
01m
mCe
rtifi
cado
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
026
Deriv
a0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
027
Hist
éres
is0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
028
Digi
taliz
ació
n0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
029
Algo
ritm
om
in. c
uadr
ados
Inst
rum
ento
Nor
mal
00
100
0,00
0010
Cond
. De
Med
ida
Inst
rum
ento
Nor
mal
00
100
0,00
00Uc
omb
0,07
8242
529
100
Vefic
aces
38Ue
xp0,
1564
8505
9
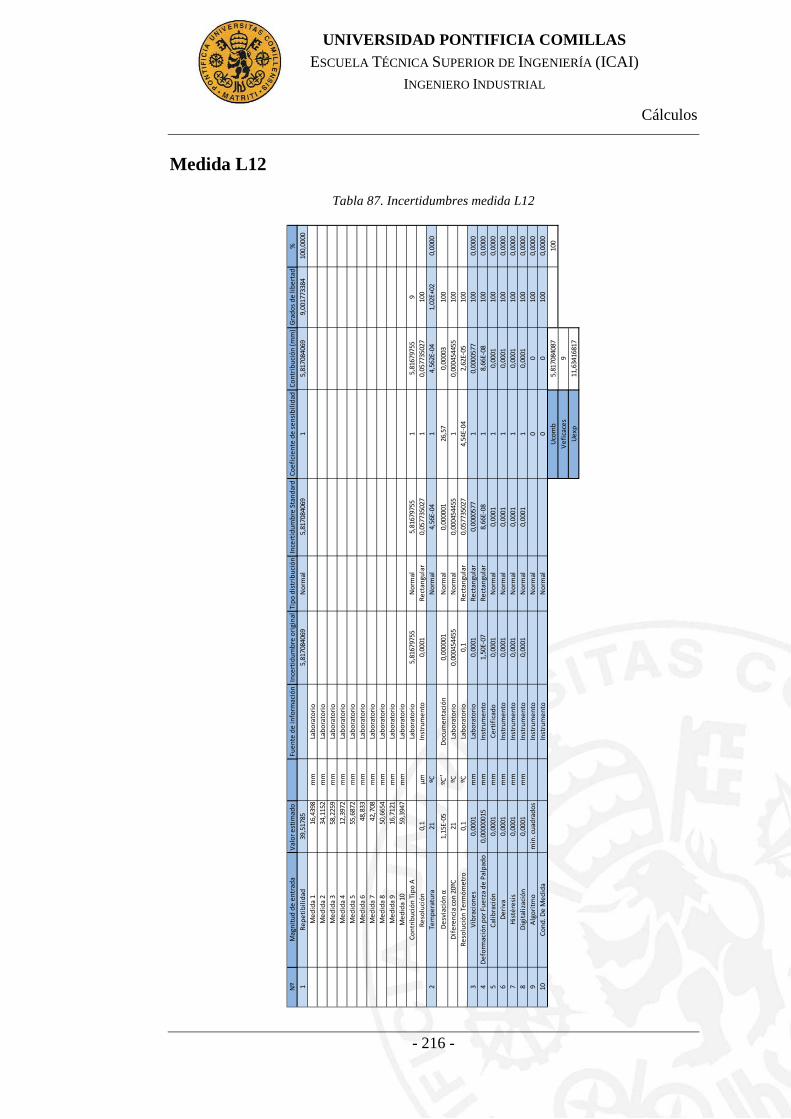
Cálculos
- 216 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L12
Tabla 87. Incertidumbres medida L12
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
39,5
1785
5,81
7084
069
Nor
mal
5,81
7084
069
15,
8170
8406
99,
0017
7338
410
0,00
00M
edid
a 1
16,4
398
mm
Labo
rato
rioM
edid
a 2
34,1
152
mm
Labo
rato
rioM
edid
a 3
58,2
259
mm
Labo
rato
rioM
edid
a 4
12,3
972
mm
Labo
rato
rioM
edid
a 5
55,6
872
mm
Labo
rato
rioM
edid
a 6
48,8
33m
mLa
bora
torio
Med
ida
742
,708
mm
Labo
rato
rioM
edid
a 8
50,6
654
mm
Labo
rato
rioM
edid
a 9
16,7
121
mm
Labo
rato
rioM
edid
a 10
59,3
947
mm
Labo
rato
rioCo
ntrib
ució
n Ti
po A
Labo
rato
rio5,
8167
9755
Nor
mal
5,81
6797
551
5,81
6797
559
Reso
luci
ón
0,1
µmIn
stru
men
to0,
0001
Rect
angu
lar
0,05
7735
027
10,
0577
3502
710
02
Tem
pera
tura
21ºC
Nor
mal
4,56
E-04
14,
562E
-04
1,02
E+02
0,00
00De
svia
ción
α1,
15E-
05ºC
-1Do
cum
enta
ción
0,00
0001
Nor
mal
0,00
0001
26,5
70,
0000
310
0Di
fere
ncia
con
20ºC
21ºC
Labo
rato
rio0,
0004
5445
5N
orm
al0,
0004
5445
51
0,00
0454
455
100
Reso
luci
ón T
erm
ómet
ro0,
1ºC
Labo
rato
rio0,
1Re
ctan
gula
r0,
0577
3502
74,
54E-
042,
62E-
0510
03
Vibr
acio
nes
0,00
01m
mLa
bora
torio
0,00
01Re
ctan
gula
r0,
0000
577
10,
0000
577
100
0,00
004
Defo
rmac
ión
por F
uerz
a de
Pal
pado
0,00
0000
15m
mIn
stru
men
to1,
50E-
07Re
ctan
gula
r8,
66E-
081
8,66
E-08
100
0,00
005
Calib
raci
ón
0,00
01m
mCe
rtifi
cado
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
006
Deriv
a0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
007
Hist
éres
is0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
008
Digi
taliz
ació
n0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
009
Algo
ritm
om
in. c
uadr
ados
Inst
rum
ento
Nor
mal
00
100
0,00
0010
Cond
. De
Med
ida
Inst
rum
ento
Nor
mal
00
100
0,00
00Uc
omb
5,81
7084
087
100
Vefic
aces
9Ue
xp11
,634
1681
7

Cálculos
- 217 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L13
Tabla 88. Incertidumbres medida L13
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
46,5
7205
4,28
5782
66N
orm
al4,
2857
8266
14,
2857
8266
9,00
3267
425
100,
0000
Med
ida
159
,120
4m
mLa
bora
torio
Med
ida
256
,128
4m
mLa
bora
torio
Med
ida
328
,742
9m
mLa
bora
torio
Med
ida
458
,914
5m
mLa
bora
torio
Med
ida
558
,936
3m
mLa
bora
torio
Med
ida
624
,909
6m
mLa
bora
torio
Med
ida
759
,646
3m
mLa
bora
torio
Med
ida
838
,600
2m
mLa
bora
torio
Med
ida
940
,226
7m
mLa
bora
torio
Med
ida
1040
,495
2m
mLa
bora
torio
Cont
ribuc
ión
Tipo
ALa
bora
torio
4,28
5393
76N
orm
al4,
2853
9376
14,
2853
9376
9Re
solu
ción
0,
1µm
Inst
rum
ento
0,00
01Re
ctan
gula
r0,
0577
3502
71
0,05
7735
027
100
2Te
mpe
ratu
ra21
ºCN
orm
al5,
37E-
041
5,37
3E-0
41,
01E+
020,
0000
Desv
iaci
ón α
1,15
E-05
ºC-1
Docu
men
taci
ón0,
0000
01N
orm
al0,
0000
0126
,57
0,00
003
100
Dife
renc
ia co
n 20
ºC21
ºCLa
bora
torio
0,00
0535
579
Nor
mal
0,00
0535
579
10,
0005
3557
910
0Re
solu
ción
Ter
móm
etro
0,1
ºCLa
bora
torio
0,1
Rect
angu
lar
0,05
7735
027
5,36
E-04
3,09
E-05
100
3Vi
brac
ione
s0,
0001
mm
Labo
rato
rio0,
0001
Rect
angu
lar
0,00
0057
71
0,00
0057
710
00,
0000
4De
form
ació
n po
r Fue
rza
de P
alpa
do0,
0000
0015
mm
Inst
rum
ento
1,50
E-07
Rect
angu
lar
8,66
E-08
18,
66E-
0810
00,
0000
5Ca
libra
ción
0,
0001
mm
Cert
ifica
do0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0000
6De
riva
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0000
7Hi
stér
esis
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0000
8Di
gita
lizac
ión
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0000
9Al
gorit
mo
min
. cua
drad
osIn
stru
men
toN
orm
al0
010
00,
0000
10Co
nd. D
e M
edid
aIn
stru
men
toN
orm
al0
010
00,
0000
Ucom
b4,
2857
8269
410
0Ve
ficac
es9
Uexp
8,57
1565
388

Cálculos
- 218 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L14
Tabla 89. Incertidumbres medida L14
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
40,9
9825
6,49
4346
408
Nor
mal
6,49
4346
408
16,
4943
4640
89,
0014
2275
610
0,00
00M
edid
a 1
35,6
597
mm
Labo
rato
rioM
edid
a 2
44,4
377
mm
Labo
rato
rioM
edid
a 3
54,3
573
mm
Labo
rato
rioM
edid
a 4
10,7
763
mm
Labo
rato
rioM
edid
a 5
54,7
765
mm
Labo
rato
rioM
edid
a 6
58,7
54m
mLa
bora
torio
Med
ida
72,
2383
mm
Labo
rato
rioM
edid
a 8
58,5
031
mm
Labo
rato
rioM
edid
a 9
57,7
615
mm
Labo
rato
rioM
edid
a 10
32,7
181
mm
Labo
rato
rioCo
ntrib
ució
n Ti
po A
Labo
rato
rio6,
4940
8977
Nor
mal
6,49
4089
771
6,49
4089
779
Reso
luci
ón
0,1
µmIn
stru
men
to0,
0001
Rect
angu
lar
0,05
7735
027
10,
0577
3502
710
02
Tem
pera
tura
21ºC
Nor
mal
4,73
E-04
14,
732E
-04
1,01
E+02
0,00
00De
svia
ción
α1,
15E-
05ºC
-1Do
cum
enta
ción
0,00
0001
Nor
mal
0,00
0001
26,5
70,
0000
310
0Di
fere
ncia
con
20ºC
21ºC
Labo
rato
rio0,
0004
7148
Nor
mal
0,00
0471
481
0,00
0471
4810
0Re
solu
ción
Ter
móm
etro
0,1
ºCLa
bora
torio
0,1
Rect
angu
lar
0,05
7735
027
4,71
E-04
2,72
E-05
100
3Vi
brac
ione
s0,
0001
mm
Labo
rato
rio0,
0001
Rect
angu
lar
0,00
0057
71
0,00
0057
710
00,
0000
4De
form
ació
n po
r Fue
rza
de P
alpa
do0,
0000
0015
mm
Inst
rum
ento
1,50
E-07
Rect
angu
lar
8,66
E-08
18,
66E-
0810
00,
0000
5Ca
libra
ción
0,
0001
mm
Cert
ifica
do0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0000
6De
riva
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0000
7Hi
stér
esis
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0000
8Di
gita
lizac
ión
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0000
9Al
gorit
mo
min
. cua
drad
osIn
stru
men
toN
orm
al0
010
00,
0000
10Co
nd. D
e M
edid
aIn
stru
men
toN
orm
al0
010
00,
0000
Ucom
b6,
4943
4642
610
0Ve
ficac
es9
Uexp
12,9
8869
285

Cálculos
- 219 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L15
Tabla 90. Incertidumbres medida L15
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
46,3
5799
5,35
0992
971
Nor
mal
5,35
0992
971
15,
3509
9297
19,
0020
9583
100,
0000
Med
ida
139
,548
6m
mLa
bora
torio
Med
ida
242
,493
9m
mLa
bora
torio
Med
ida
35,
0861
mm
Labo
rato
rioM
edid
a 4
59,4
488
mm
Labo
rato
rioM
edid
a 5
56,9
167
mm
Labo
rato
rioM
edid
a 6
56,1
954
mm
Labo
rato
rioM
edid
a 7
34,9
067
mm
Labo
rato
rioM
edid
a 8
55,8
669
mm
Labo
rato
rioM
edid
a 9
57,7
278
mm
Labo
rato
rioM
edid
a 10
55,3
89m
mLa
bora
torio
Cont
ribuc
ión
Tipo
ALa
bora
torio
5,35
0681
493
Nor
mal
5,35
0681
493
15,
3506
8149
39
Reso
luci
ón
0,1
µmIn
stru
men
to0,
0001
Rect
angu
lar
0,05
7735
027
10,
0577
3502
710
02
Tem
pera
tura
21ºC
Nor
mal
5,35
E-04
15,
348E
-04
1,01
E+02
0,00
00De
svia
ción
α1,
15E-
05ºC
-1Do
cum
enta
ción
0,00
0001
Nor
mal
0,00
0001
26,5
70,
0000
310
0Di
fere
ncia
con
20ºC
21ºC
Labo
rato
rio0,
0005
3311
7N
orm
al0,
0005
3311
71
0,00
0533
117
100
Reso
luci
ón T
erm
ómet
ro0,
1ºC
Labo
rato
rio0,
1Re
ctan
gula
r0,
0577
3502
75,
33E-
043,
08E-
0510
03
Vibr
acio
nes
0,00
01m
mLa
bora
torio
0,00
01Re
ctan
gula
r0,
0000
577
10,
0000
577
100
0,00
004
Defo
rmac
ión
por F
uerz
a de
Pal
pado
0,00
0000
15m
mIn
stru
men
to1,
50E-
07Re
ctan
gula
r8,
66E-
081
8,66
E-08
100
0,00
005
Calib
raci
ón
0,00
01m
mCe
rtifi
cado
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
006
Deriv
a0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
007
Hist
éres
is0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
008
Digi
taliz
ació
n0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
009
Algo
ritm
om
in. c
uadr
ados
Inst
rum
ento
Nor
mal
00
100
0,00
0010
Cond
. De
Med
ida
Inst
rum
ento
Nor
mal
00
100
0,00
00Uc
omb
5,35
0992
998
100
Vefic
aces
9Ue
xp10
,701
986

Cálculos
- 220 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L16
Tabla 91. Incertidumbres medida L16
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
30,3
0916
0,06
2128
416
Nor
mal
0,06
2128
416
10,
0621
2841
610
4,97
9800
199
,995
7M
edid
a 1
30,2
313
mm
Labo
rato
rioM
edid
a 2
30,2
931
mm
Labo
rato
rioM
edid
a 3
30,1
424
mm
Labo
rato
rioM
edid
a 4
30,3
951
mm
Labo
rato
rioM
edid
a 5
30,3
451
mm
Labo
rato
rioM
edid
a 6
30,3
558
mm
Labo
rato
rioM
edid
a 7
30,3
244
mm
Labo
rato
rioM
edid
a 8
30,3
277
mm
Labo
rato
rioM
edid
a 9
30,3
465
mm
Labo
rato
rioM
edid
a 10
30,3
302
mm
Labo
rato
rioCo
ntrib
ució
n Ti
po A
Labo
rato
rio0,
0229
4791
3N
orm
al0,
0229
4791
31
0,02
2947
913
9Re
solu
ción
0,
1µm
Inst
rum
ento
0,00
01Re
ctan
gula
r0,
0577
3502
71
0,05
7735
027
100
2Te
mpe
ratu
ra21
ºCN
orm
al3,
50E-
041
3,50
4E-0
41,
02E+
020,
0032
Desv
iaci
ón α
1,15
E-05
ºC-1
Docu
men
taci
ón0,
0000
01N
orm
al0,
0000
0126
,57
0,00
003
100
Dife
renc
ia co
n 20
ºC21
ºCLa
bora
torio
0,00
0348
555
Nor
mal
0,00
0348
555
10,
0003
4855
510
0Re
solu
ción
Ter
móm
etro
0,1
ºCLa
bora
torio
0,1
Rect
angu
lar
0,05
7735
027
3,49
E-04
2,01
E-05
100
3Vi
brac
ione
s0,
0001
mm
Labo
rato
rio0,
0001
Rect
angu
lar
0,00
0057
71
0,00
0057
710
00,
0001
4De
form
ació
n po
r Fue
rza
de P
alpa
do0,
0000
0015
mm
Inst
rum
ento
1,50
E-07
Rect
angu
lar
8,66
E-08
18,
66E-
0810
00,
0000
5Ca
libra
ción
0,
0001
mm
Cert
ifica
do0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
6De
riva
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
7Hi
stér
esis
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
8Di
gita
lizac
ión
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
9Al
gorit
mo
min
. cua
drad
osIn
stru
men
toN
orm
al0
010
00,
0000
10Co
nd. D
e M
edid
aIn
stru
men
toN
orm
al0
010
00,
0000
Ucom
b0,
0621
2943
110
0Ve
ficac
es10
5Ue
xp0,
1242
5886
2
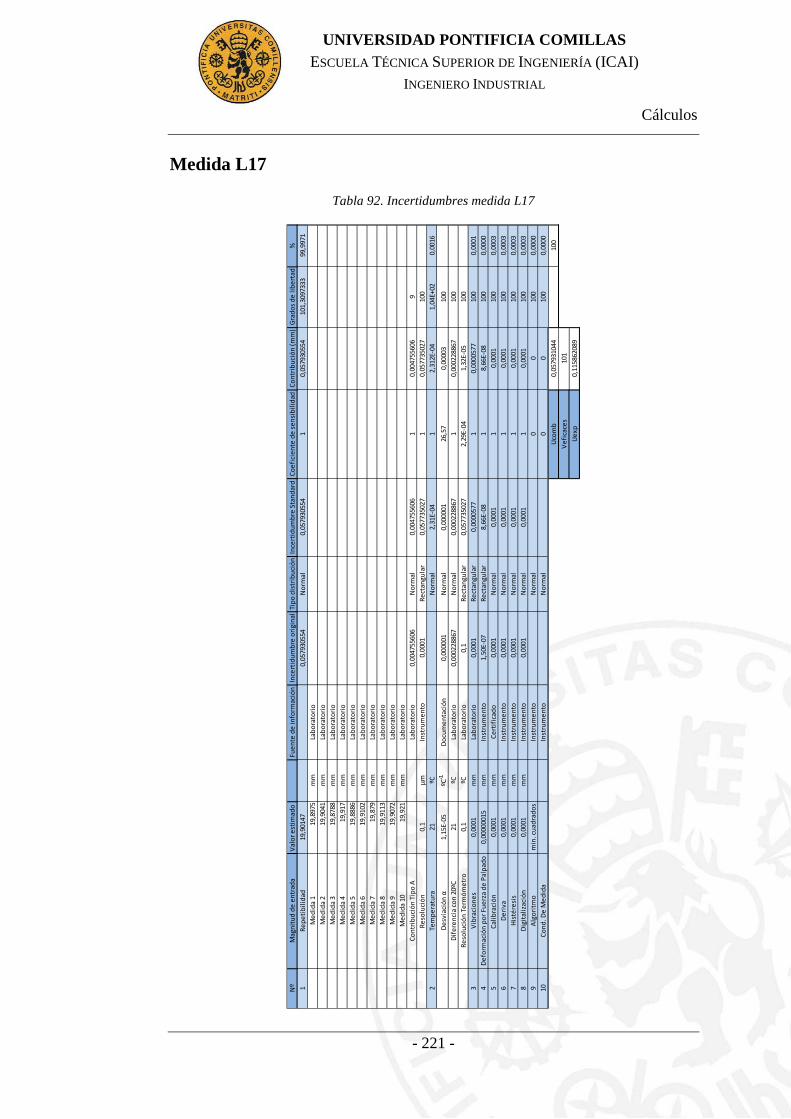
Cálculos
- 221 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L17
Tabla 92. Incertidumbres medida L17
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
19,9
0147
0,05
7930
554
Nor
mal
0,05
7930
554
10,
0579
3055
410
1,30
9733
399
,997
1M
edid
a 1
19,8
975
mm
Labo
rato
rioM
edid
a 2
19,9
041
mm
Labo
rato
rioM
edid
a 3
19,8
788
mm
Labo
rato
rioM
edid
a 4
19,9
17m
mLa
bora
torio
Med
ida
519
,888
6m
mLa
bora
torio
Med
ida
619
,910
2m
mLa
bora
torio
Med
ida
719
,879
mm
Labo
rato
rioM
edid
a 8
19,9
113
mm
Labo
rato
rioM
edid
a 9
19,9
072
mm
Labo
rato
rioM
edid
a 10
19,9
21m
mLa
bora
torio
Cont
ribuc
ión
Tipo
ALa
bora
torio
0,00
4755
606
Nor
mal
0,00
4755
606
10,
0047
5560
69
Reso
luci
ón
0,1
µmIn
stru
men
to0,
0001
Rect
angu
lar
0,05
7735
027
10,
0577
3502
710
02
Tem
pera
tura
21ºC
Nor
mal
2,31
E-04
12,
312E
-04
1,04
E+02
0,00
16De
svia
ción
α1,
15E-
05ºC
-1Do
cum
enta
ción
0,00
0001
Nor
mal
0,00
0001
26,5
70,
0000
310
0Di
fere
ncia
con
20ºC
21ºC
Labo
rato
rio0,
0002
2886
7N
orm
al0,
0002
2886
71
0,00
0228
867
100
Reso
luci
ón T
erm
ómet
ro0,
1ºC
Labo
rato
rio0,
1Re
ctan
gula
r0,
0577
3502
72,
29E-
041,
32E-
0510
03
Vibr
acio
nes
0,00
01m
mLa
bora
torio
0,00
01Re
ctan
gula
r0,
0000
577
10,
0000
577
100
0,00
014
Defo
rmac
ión
por F
uerz
a de
Pal
pado
0,00
0000
15m
mIn
stru
men
to1,
50E-
07Re
ctan
gula
r8,
66E-
081
8,66
E-08
100
0,00
005
Calib
raci
ón
0,00
01m
mCe
rtifi
cado
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
036
Deriv
a0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
037
Hist
éres
is0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
038
Digi
taliz
ació
n0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
039
Algo
ritm
om
in. c
uadr
ados
Inst
rum
ento
Nor
mal
00
100
0,00
0010
Cond
. De
Med
ida
Inst
rum
ento
Nor
mal
00
100
0,00
00Uc
omb
0,05
7931
044
100
Vefic
aces
101
Uexp
0,11
5862
089
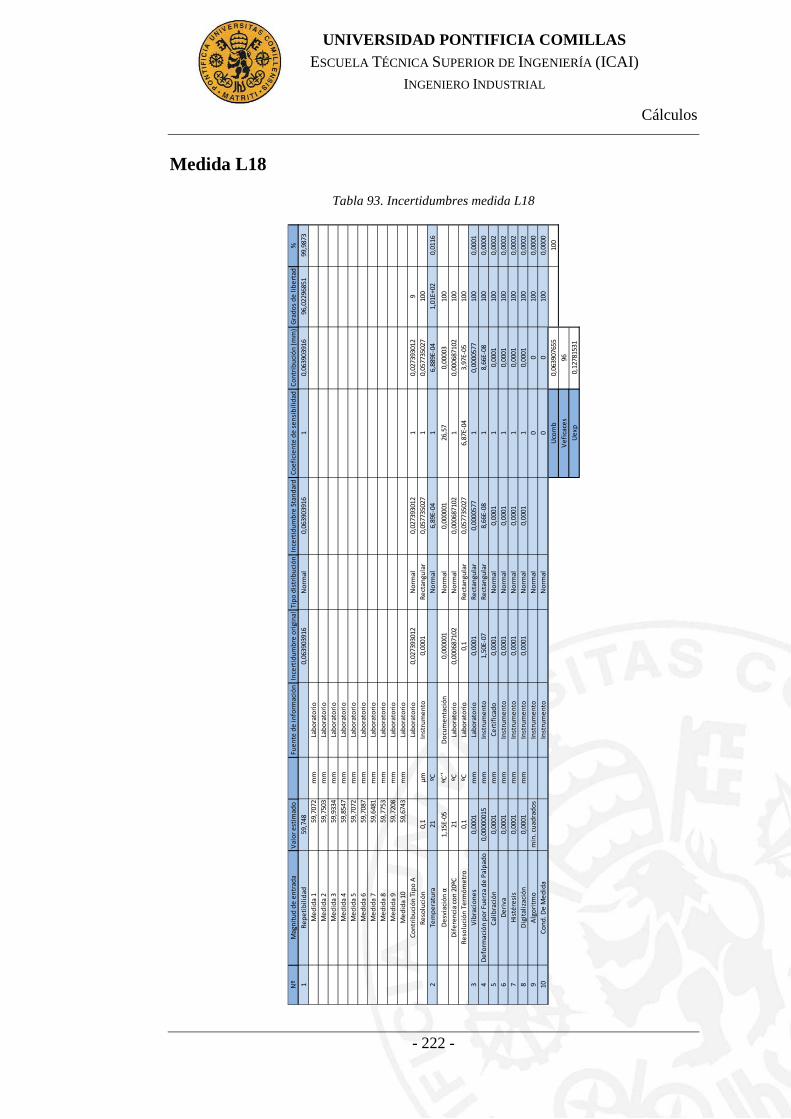
Cálculos
- 222 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L18
Tabla 93. Incertidumbres medida L18
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
59,7
480,
0639
0391
6N
orm
al0,
0639
0391
61
0,06
3903
916
96,0
2296
851
99,9
873
Med
ida
159
,707
2m
mLa
bora
torio
Med
ida
259
,750
3m
mLa
bora
torio
Med
ida
359
,933
4m
mLa
bora
torio
Med
ida
459
,854
7m
mLa
bora
torio
Med
ida
559
,707
2m
mLa
bora
torio
Med
ida
659
,708
7m
mLa
bora
torio
Med
ida
759
,648
1m
mLa
bora
torio
Med
ida
859
,775
3m
mLa
bora
torio
Med
ida
959
,720
8m
mLa
bora
torio
Med
ida
1059
,674
3m
mLa
bora
torio
Cont
ribuc
ión
Tipo
ALa
bora
torio
0,02
7393
012
Nor
mal
0,02
7393
012
10,
0273
9301
29
Reso
luci
ón
0,1
µmIn
stru
men
to0,
0001
Rect
angu
lar
0,05
7735
027
10,
0577
3502
710
02
Tem
pera
tura
21ºC
Nor
mal
6,89
E-04
16,
889E
-04
1,01
E+02
0,01
16De
svia
ción
α1,
15E-
05ºC
-1Do
cum
enta
ción
0,00
0001
Nor
mal
0,00
0001
26,5
70,
0000
310
0Di
fere
ncia
con
20ºC
21ºC
Labo
rato
rio0,
0006
8710
2N
orm
al0,
0006
8710
21
0,00
0687
102
100
Reso
luci
ón T
erm
ómet
ro0,
1ºC
Labo
rato
rio0,
1Re
ctan
gula
r0,
0577
3502
76,
87E-
043,
97E-
0510
03
Vibr
acio
nes
0,00
01m
mLa
bora
torio
0,00
01Re
ctan
gula
r0,
0000
577
10,
0000
577
100
0,00
014
Defo
rmac
ión
por F
uerz
a de
Pal
pado
0,00
0000
15m
mIn
stru
men
to1,
50E-
07Re
ctan
gula
r8,
66E-
081
8,66
E-08
100
0,00
005
Calib
raci
ón
0,00
01m
mCe
rtifi
cado
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
026
Deriv
a0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
027
Hist
éres
is0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
028
Digi
taliz
ació
n0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
029
Algo
ritm
om
in. c
uadr
ados
Inst
rum
ento
Nor
mal
00
100
0,00
0010
Cond
. De
Med
ida
Inst
rum
ento
Nor
mal
00
100
0,00
00Uc
omb
0,06
3907
655
100
Vefic
aces
96Ue
xp0,
1278
1531

Cálculos
- 223 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L19
Tabla 94. Incertidumbres medida L19
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
69,9
8278
0,05
7743
63N
orm
al0,
0577
4363
10,
0577
4363
100,
0595
208
99,9
792
Med
ida
169
,986
8m
mLa
bora
torio
Med
ida
269
,986
9m
mLa
bora
torio
Med
ida
369
,979
8m
mLa
bora
torio
Med
ida
469
,984
4m
mLa
bora
torio
Med
ida
569
,981
3m
mLa
bora
torio
Med
ida
669
,979
7m
mLa
bora
torio
Med
ida
769
,980
3m
mLa
bora
torio
Med
ida
869
,979
mm
Labo
rato
rioM
edid
a 9
69,9
863
mm
Labo
rato
rioM
edid
a 10
69,9
833
mm
Labo
rato
rioCo
ntrib
ució
n Ti
po A
Labo
rato
rio0,
0009
9675
Nor
mal
0,00
0996
751
0,00
0996
759
Reso
luci
ón
0,1
µmIn
stru
men
to0,
0001
Rect
angu
lar
0,05
7735
027
10,
0577
3502
710
02
Tem
pera
tura
21ºC
Nor
mal
8,07
E-04
18,
067E
-04
1,01
E+02
0,01
95De
svia
ción
α1,
15E-
05ºC
-1Do
cum
enta
ción
0,00
0001
Nor
mal
0,00
0001
26,5
70,
0000
310
0Di
fere
ncia
con
20ºC
21ºC
Labo
rato
rio0,
0008
0480
2N
orm
al0,
0008
0480
21
0,00
0804
802
100
Reso
luci
ón T
erm
ómet
ro0,
1ºC
Labo
rato
rio0,
1Re
ctan
gula
r0,
0577
3502
78,
05E-
044,
65E-
0510
03
Vibr
acio
nes
0,00
01m
mLa
bora
torio
0,00
01Re
ctan
gula
r0,
0000
577
10,
0000
577
100
0,00
014
Defo
rmac
ión
por F
uerz
a de
Pal
pado
0,00
0000
15m
mIn
stru
men
to1,
50E-
07Re
ctan
gula
r8,
66E-
081
8,66
E-08
100
0,00
005
Calib
raci
ón
0,00
01m
mCe
rtifi
cado
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
036
Deriv
a0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
037
Hist
éres
is0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
038
Digi
taliz
ació
n0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
039
Algo
ritm
om
in. c
uadr
ados
Inst
rum
ento
Nor
mal
00
100
0,00
0010
Cond
. De
Med
ida
Inst
rum
ento
Nor
mal
00
100
0,00
00Uc
omb
0,05
7749
294
100
Vefic
aces
100
Uexp
0,11
5498
588

Cálculos
- 224 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L20
Tabla 95. Incertidumbres medida L20
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
65,1
3308
5,23
6601
457
Nor
mal
5,23
6601
457
15,
2366
0145
79,
0021
8841
210
0,00
00M
edid
a 1
32,6
501
mm
Labo
rato
rioM
edid
a 2
72,9
772
mm
Labo
rato
rioM
edid
a 3
72,9
843
mm
Labo
rato
rioM
edid
a 4
73,0
161
mm
Labo
rato
rioM
edid
a 5
72,9
952
mm
Labo
rato
rioM
edid
a 6
34,8
104
mm
Labo
rato
rioM
edid
a 7
72,9
767
mm
Labo
rato
rioM
edid
a 8
72,9
805
mm
Labo
rato
rioM
edid
a 9
72,9
629
mm
Labo
rato
rioM
edid
a 10
72,9
774
mm
Labo
rato
rioCo
ntrib
ució
n Ti
po A
Labo
rato
rio5,
2362
8317
5N
orm
al5,
2362
8317
51
5,23
6283
175
9Re
solu
ción
0,
1µm
Inst
rum
ento
0,00
01Re
ctan
gula
r0,
0577
3502
71
0,05
7735
027
100
2Te
mpe
ratu
ra21
ºCN
orm
al7,
51E-
041
7,50
9E-0
41,
01E+
020,
0000
Desv
iaci
ón α
1,15
E-05
ºC-1
Docu
men
taci
ón0,
0000
01N
orm
al0,
0000
0126
,57
0,00
003
100
Dife
renc
ia co
n 20
ºC21
ºCLa
bora
torio
0,00
0749
03N
orm
al0,
0007
4903
10,
0007
4903
100
Reso
luci
ón T
erm
ómet
ro0,
1ºC
Labo
rato
rio0,
1Re
ctan
gula
r0,
0577
3502
77,
49E-
044,
32E-
0510
03
Vibr
acio
nes
0,00
01m
mLa
bora
torio
0,00
01Re
ctan
gula
r0,
0000
577
10,
0000
577
100
0,00
004
Defo
rmac
ión
por F
uerz
a de
Pal
pado
0,00
0000
15m
mIn
stru
men
to1,
50E-
07Re
ctan
gula
r8,
66E-
081
8,66
E-08
100
0,00
005
Calib
raci
ón
0,00
01m
mCe
rtifi
cado
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
006
Deriv
a0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
007
Hist
éres
is0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
008
Digi
taliz
ació
n0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
009
Algo
ritm
om
in. c
uadr
ados
Inst
rum
ento
Nor
mal
00
100
0,00
0010
Cond
. De
Med
ida
Inst
rum
ento
Nor
mal
00
100
0,00
00Uc
omb
5,23
6601
512
100
Vefic
aces
9Ue
xp10
,473
2030
2

Cálculos
- 225 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L21
Tabla 96. Incertidumbres medida L21
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
39,9
6688
0,05
7789
545
Nor
mal
0,05
7789
545
10,
0577
8954
510
0,37
4266
199
,992
3M
edid
a 1
39,9
794
mm
Labo
rato
rioM
edid
a 2
39,9
711
mm
Labo
rato
rioM
edid
a 3
39,9
624
mm
Labo
rato
rioM
edid
a 4
39,9
585
mm
Labo
rato
rioM
edid
a 5
39,9
538
mm
Labo
rato
rioM
edid
a 6
39,9
749
mm
Labo
rato
rioM
edid
a 7
39,9
618
mm
Labo
rato
rioM
edid
a 8
39,9
729
mm
Labo
rato
rioM
edid
a 9
39,9
685
mm
Labo
rato
rioM
edid
a 10
39,9
655
mm
Labo
rato
rioCo
ntrib
ució
n Ti
po A
Labo
rato
rio0,
0025
0961
7N
orm
al0,
0025
0961
71
0,00
2509
617
9Re
solu
ción
0,
1µm
Inst
rum
ento
0,00
01Re
ctan
gula
r0,
0577
3502
71
0,05
7735
027
100
2Te
mpe
ratu
ra21
ºCN
orm
al4,
61E-
041
4,61
4E-0
41,
02E+
020,
0064
Desv
iaci
ón α
1,15
E-05
ºC-1
Docu
men
taci
ón0,
0000
01N
orm
al0,
0000
0126
,57
0,00
003
100
Dife
renc
ia co
n 20
ºC21
ºCLa
bora
torio
0,00
0459
619
Nor
mal
0,00
0459
619
10,
0004
5961
910
0Re
solu
ción
Ter
móm
etro
0,1
ºCLa
bora
torio
0,1
Rect
angu
lar
0,05
7735
027
4,60
E-04
2,65
E-05
100
3Vi
brac
ione
s0,
0001
mm
Labo
rato
rio0,
0001
Rect
angu
lar
0,00
0057
71
0,00
0057
710
00,
0001
4De
form
ació
n po
r Fue
rza
de P
alpa
do0,
0000
0015
mm
Inst
rum
ento
1,50
E-07
Rect
angu
lar
8,66
E-08
18,
66E-
0810
00,
0000
5Ca
libra
ción
0,
0001
mm
Cert
ifica
do0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
6De
riva
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
7Hi
stér
esis
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
8Di
gita
lizac
ión
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
9Al
gorit
mo
min
. cua
drad
osIn
stru
men
toN
orm
al0
010
00,
0000
10Co
nd. D
e M
edid
aIn
stru
men
toN
orm
al0
010
00,
0000
Ucom
b0,
0577
9141
510
0Ve
ficac
es10
0Ue
xp0,
1155
8283
1

Cálculos
- 226 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L23
Tabla 97. Incertidumbres medida L23
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
7,32
160,
3720
6311
8N
orm
al0,
3720
6311
81
0,37
2063
118
9,44
9084
5810
0,00
00M
edid
a 1
6,96
54m
mLa
bora
torio
Med
ida
210
,628
3m
mLa
bora
torio
Med
ida
36,
988
mm
Labo
rato
rioM
edid
a 4
6,93
58m
mLa
bora
torio
Med
ida
56,
9111
mm
Labo
rato
rioM
edid
a 6
6,92
05m
mLa
bora
torio
Med
ida
76,
986
mm
Labo
rato
rioM
edid
a 8
7,00
45m
mLa
bora
torio
Med
ida
96,
96m
mLa
bora
torio
Med
ida
106,
9164
mm
Labo
rato
rioCo
ntrib
ució
n Ti
po A
Labo
rato
rio0,
3675
5629
6N
orm
al0,
3675
5629
61
0,36
7556
296
9Re
solu
ción
0,
1µm
Inst
rum
ento
0,00
01Re
ctan
gula
r0,
0577
3502
71
0,05
7735
027
100
2Te
mpe
ratu
ra21
ºCN
orm
al8,
95E-
051
8,95
2E-0
51,
26E+
020,
0000
Desv
iaci
ón α
1,15
E-05
ºC-1
Docu
men
taci
ón0,
0000
01N
orm
al0,
0000
0126
,57
0,00
003
100
Dife
renc
ia co
n 20
ºC21
ºCLa
bora
torio
8,41
984E
-05
Nor
mal
8,41
984E
-05
18,
4198
4E-0
510
0Re
solu
ción
Ter
móm
etro
0,1
ºCLa
bora
torio
0,1
Rect
angu
lar
0,05
7735
027
8,42
E-05
4,86
E-06
100
3Vi
brac
ione
s0,
0001
mm
Labo
rato
rio0,
0001
Rect
angu
lar
0,00
0057
71
0,00
0057
710
00,
0000
4De
form
ació
n po
r Fue
rza
de P
alpa
do0,
0000
0015
mm
Inst
rum
ento
1,50
E-07
Rect
angu
lar
8,66
E-08
18,
66E-
0810
00,
0000
5Ca
libra
ción
0,
0001
mm
Cert
ifica
do0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0000
6De
riva
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0000
7Hi
stér
esis
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0000
8Di
gita
lizac
ión
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0000
9Al
gorit
mo
min
. cua
drad
osIn
stru
men
toN
orm
al0
010
00,
0000
10Co
nd. D
e M
edid
aIn
stru
men
toN
orm
al0
010
00,
0000
Ucom
b0,
3720
6313
410
0Ve
ficac
es9
Uexp
0,74
4126
267
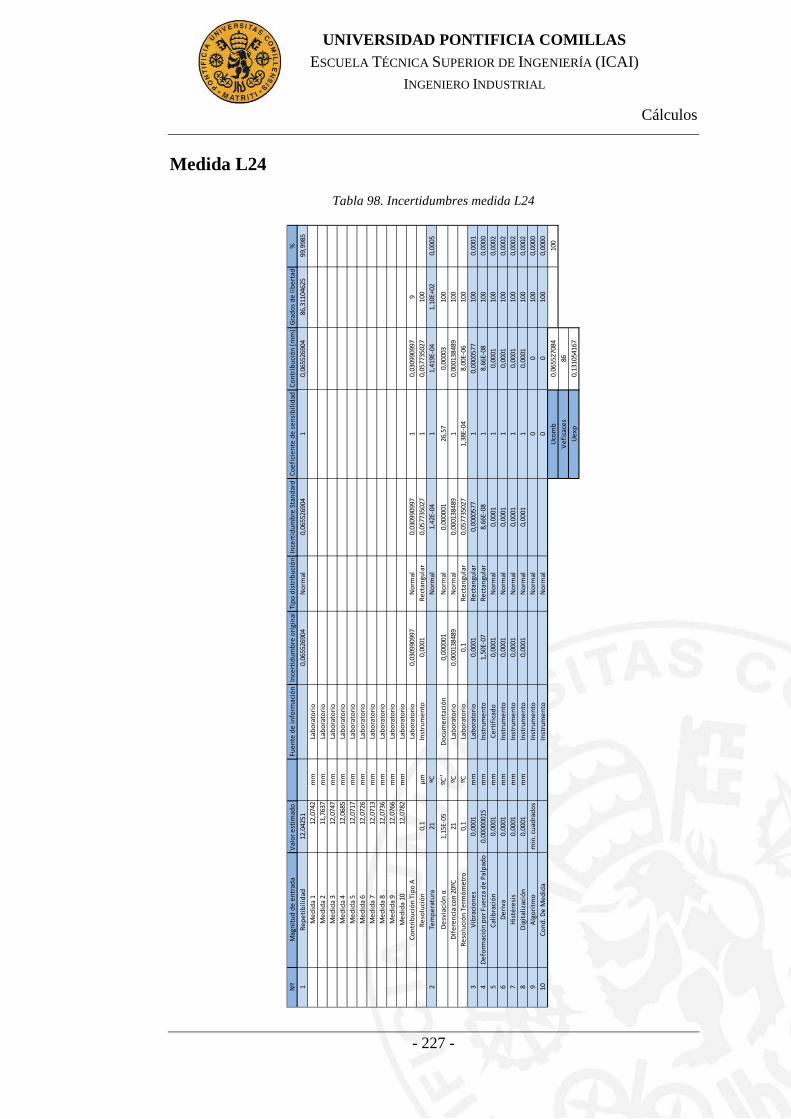
Cálculos
- 227 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L24
Tabla 98. Incertidumbres medida L24
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
12,0
4251
0,06
5526
904
Nor
mal
0,06
5526
904
10,
0655
2690
486
,311
0462
599
,998
5M
edid
a 1
12,0
742
mm
Labo
rato
rioM
edid
a 2
11,7
637
mm
Labo
rato
rioM
edid
a 3
12,0
747
mm
Labo
rato
rioM
edid
a 4
12,0
685
mm
Labo
rato
rioM
edid
a 5
12,0
717
mm
Labo
rato
rioM
edid
a 6
12,0
726
mm
Labo
rato
rioM
edid
a 7
12,0
713
mm
Labo
rato
rioM
edid
a 8
12,0
736
mm
Labo
rato
rioM
edid
a 9
12,0
766
mm
Labo
rato
rioM
edid
a 10
12,0
782
mm
Labo
rato
rioCo
ntrib
ució
n Ti
po A
Labo
rato
rio0,
0309
9099
7N
orm
al0,
0309
9099
71
0,03
0990
997
9Re
solu
ción
0,
1µm
Inst
rum
ento
0,00
01Re
ctan
gula
r0,
0577
3502
71
0,05
7735
027
100
2Te
mpe
ratu
ra21
ºCN
orm
al1,
42E-
041
1,41
9E-0
41,
10E+
020,
0005
Desv
iaci
ón α
1,15
E-05
ºC-1
Docu
men
taci
ón0,
0000
01N
orm
al0,
0000
0126
,57
0,00
003
100
Dife
renc
ia co
n 20
ºC21
ºCLa
bora
torio
0,00
0138
489
Nor
mal
0,00
0138
489
10,
0001
3848
910
0Re
solu
ción
Ter
móm
etro
0,1
ºCLa
bora
torio
0,1
Rect
angu
lar
0,05
7735
027
1,38
E-04
8,00
E-06
100
3Vi
brac
ione
s0,
0001
mm
Labo
rato
rio0,
0001
Rect
angu
lar
0,00
0057
71
0,00
0057
710
00,
0001
4De
form
ació
n po
r Fue
rza
de P
alpa
do0,
0000
0015
mm
Inst
rum
ento
1,50
E-07
Rect
angu
lar
8,66
E-08
18,
66E-
0810
00,
0000
5Ca
libra
ción
0,
0001
mm
Cert
ifica
do0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0002
6De
riva
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0002
7Hi
stér
esis
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0002
8Di
gita
lizac
ión
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0002
9Al
gorit
mo
min
. cua
drad
osIn
stru
men
toN
orm
al0
010
00,
0000
10Co
nd. D
e M
edid
aIn
stru
men
toN
orm
al0
010
00,
0000
Ucom
b0,
0655
2708
410
0Ve
ficac
es86
Uexp
0,13
1054
167

Cálculos
- 228 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L25
Tabla 99. Incertidumbres medida L25
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
13,2
7725
0,78
7161
907
Nor
mal
0,78
7161
907
10,
7871
6190
79,
0975
9601
310
0,00
00M
edid
a 1
13,2
072
mm
Labo
rato
rioM
edid
a 2
12,1
544
mm
Labo
rato
rioM
edid
a 3
11,9
252
mm
Labo
rato
rioM
edid
a 4
11,9
258
mm
Labo
rato
rioM
edid
a 5
11,9
232
mm
Labo
rato
rioM
edid
a 6
11,9
279
mm
Labo
rato
rioM
edid
a 7
17,9
323
mm
Labo
rato
rioM
edid
a 8
11,9
254
mm
Labo
rato
rioM
edid
a 9
17,9
223
mm
Labo
rato
rioM
edid
a 10
11,9
288
mm
Labo
rato
rioCo
ntrib
ució
n Ti
po A
Labo
rato
rio0,
7850
4174
Nor
mal
0,78
5041
741
0,78
5041
749
Reso
luci
ón
0,1
µmIn
stru
men
to0,
0001
Rect
angu
lar
0,05
7735
027
10,
0577
3502
710
02
Tem
pera
tura
21ºC
Nor
mal
1,56
E-04
11,
559E
-04
1,08
E+02
0,00
00De
svia
ción
α1,
15E-
05ºC
-1Do
cum
enta
ción
0,00
0001
Nor
mal
0,00
0001
26,5
70,
0000
310
0Di
fere
ncia
con
20ºC
21ºC
Labo
rato
rio0,
0001
5268
8N
orm
al0,
0001
5268
81
0,00
0152
688
100
Reso
luci
ón T
erm
ómet
ro0,
1ºC
Labo
rato
rio0,
1Re
ctan
gula
r0,
0577
3502
71,
53E-
048,
82E-
0610
03
Vibr
acio
nes
0,00
01m
mLa
bora
torio
0,00
01Re
ctan
gula
r0,
0000
577
10,
0000
577
100
0,00
004
Defo
rmac
ión
por F
uerz
a de
Pal
pado
0,00
0000
15m
mIn
stru
men
to1,
50E-
07Re
ctan
gula
r8,
66E-
081
8,66
E-08
100
0,00
005
Calib
raci
ón
0,00
01m
mCe
rtifi
cado
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
006
Deriv
a0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
007
Hist
éres
is0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
008
Digi
taliz
ació
n0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
009
Algo
ritm
om
in. c
uadr
ados
Inst
rum
ento
Nor
mal
00
100
0,00
0010
Cond
. De
Med
ida
Inst
rum
ento
Nor
mal
00
100
0,00
00Uc
omb
0,78
7161
924
100
Vefic
aces
9Ue
xp1,
5743
2384
9

Cálculos
- 229 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L26
Tabla 100. Incertidumbres medida L26
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
10,5
9497
0,77
6921
657
Nor
mal
0,77
6921
657
10,
7769
2165
79,
1002
0663
510
0,00
00M
edid
a 1
10,5
196
mm
Labo
rato
rioM
edid
a 2
10,8
51m
mLa
bora
torio
Med
ida
312
,067
6m
mLa
bora
torio
Med
ida
412
,074
9m
mLa
bora
torio
Med
ida
512
,071
5m
mLa
bora
torio
Med
ida
612
,071
1m
mLa
bora
torio
Med
ida
76,
0738
mm
Labo
rato
rioM
edid
a 8
12,0
723
mm
Labo
rato
rioM
edid
a 9
6,07
52m
mLa
bora
torio
Med
ida
1012
,072
7m
mLa
bora
torio
Cont
ribuc
ión
Tipo
ALa
bora
torio
0,77
4773
468
Nor
mal
0,77
4773
468
10,
7747
7346
89
Reso
luci
ón
0,1
µmIn
stru
men
to0,
0001
Rect
angu
lar
0,05
7735
027
10,
0577
3502
710
02
Tem
pera
tura
21ºC
Nor
mal
1,26
E-04
11,
257E
-04
1,13
E+02
0,00
00De
svia
ción
α1,
15E-
05ºC
-1Do
cum
enta
ción
0,00
0001
Nor
mal
0,00
0001
26,5
70,
0000
310
0Di
fere
ncia
con
20ºC
21ºC
Labo
rato
rio0,
0001
2184
2N
orm
al0,
0001
2184
21
0,00
0121
842
100
Reso
luci
ón T
erm
ómet
ro0,
1ºC
Labo
rato
rio0,
1Re
ctan
gula
r0,
0577
3502
71,
22E-
047,
03E-
0610
03
Vibr
acio
nes
0,00
01m
mLa
bora
torio
0,00
01Re
ctan
gula
r0,
0000
577
10,
0000
577
100
0,00
004
Defo
rmac
ión
por F
uerz
a de
Pal
pado
0,00
0000
15m
mIn
stru
men
to1,
50E-
07Re
ctan
gula
r8,
66E-
081
8,66
E-08
100
0,00
005
Calib
raci
ón
0,00
01m
mCe
rtifi
cado
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
006
Deriv
a0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
007
Hist
éres
is0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
008
Digi
taliz
ació
n0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
009
Algo
ritm
om
in. c
uadr
ados
Inst
rum
ento
Nor
mal
00
100
0,00
0010
Cond
. De
Med
ida
Inst
rum
ento
Nor
mal
00
100
0,00
00Uc
omb
0,77
6921
669
100
Vefic
aces
9Ue
xp1,
5538
4333
8

Cálculos
- 230 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L27
Tabla 101. Incertidumbres medida L27
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
39,9
2411
0,05
8066
111
Nor
mal
0,05
8066
111
10,
0580
6611
110
2,16
3447
499
,992
4M
edid
a 1
39,8
714
mm
Labo
rato
rioM
edid
a 2
39,9
238
mm
Labo
rato
rioM
edid
a 3
39,9
292
mm
Labo
rato
rioM
edid
a 4
39,9
291
mm
Labo
rato
rioM
edid
a 5
39,9
203
mm
Labo
rato
rioM
edid
a 6
39,9
305
mm
Labo
rato
rioM
edid
a 7
39,9
265
mm
Labo
rato
rioM
edid
a 8
39,9
433
mm
Labo
rato
rioM
edid
a 9
39,9
307
mm
Labo
rato
rioM
edid
a 10
39,9
363
mm
Labo
rato
rioCo
ntrib
ució
n Ti
po A
Labo
rato
rio0,
0061
9192
Nor
mal
0,00
6191
921
0,00
6191
929
Reso
luci
ón
0,1
µmIn
stru
men
to0,
0001
Rect
angu
lar
0,05
7735
027
10,
0577
3502
710
02
Tem
pera
tura
21ºC
Nor
mal
4,61
E-04
14,
609E
-04
1,02
E+02
0,00
63De
svia
ción
α1,
15E-
05ºC
-1Do
cum
enta
ción
0,00
0001
Nor
mal
0,00
0001
26,5
70,
0000
310
0Di
fere
ncia
con
20ºC
21ºC
Labo
rato
rio0,
0004
5912
7N
orm
al0,
0004
5912
71
0,00
0459
127
100
Reso
luci
ón T
erm
ómet
ro0,
1ºC
Labo
rato
rio0,
1Re
ctan
gula
r0,
0577
3502
74,
59E-
042,
65E-
0510
03
Vibr
acio
nes
0,00
01m
mLa
bora
torio
0,00
01Re
ctan
gula
r0,
0000
577
10,
0000
577
100
0,00
014
Defo
rmac
ión
por F
uerz
a de
Pal
pado
0,00
0000
15m
mIn
stru
men
to1,
50E-
07Re
ctan
gula
r8,
66E-
081
8,66
E-08
100
0,00
005
Calib
raci
ón
0,00
01m
mCe
rtifi
cado
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
036
Deriv
a0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
037
Hist
éres
is0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
038
Digi
taliz
ació
n0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
039
Algo
ritm
om
in. c
uadr
ados
Inst
rum
ento
Nor
mal
00
100
0,00
0010
Cond
. De
Med
ida
Inst
rum
ento
Nor
mal
00
100
0,00
00Uc
omb
0,05
8067
968
100
Vefic
aces
102
Uexp
0,11
6135
937

Cálculos
- 231 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L28
Tabla 102. Incertidumbres medida L28
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
118,
6554
0,26
4594
109
Nor
mal
0,26
4594
109
10,
2645
9410
99,
9201
2631
199
,997
3M
edid
a 1
117,
2345
mm
Labo
rato
rioM
edid
a 2
119,
0836
mm
Labo
rato
rioM
edid
a 3
118,
1158
mm
Labo
rato
rioM
edid
a 4
119,
2346
mm
Labo
rato
rioM
edid
a 5
118,
0193
mm
Labo
rato
rioM
edid
a 6
118,
4298
mm
Labo
rato
rioM
edid
a 7
118,
762
mm
Labo
rato
rioM
edid
a 8
120,
2005
mm
Labo
rato
rioM
edid
a 9
119,
1271
mm
Labo
rato
rioM
edid
a 10
118,
3468
mm
Labo
rato
rioCo
ntrib
ució
n Ti
po A
Labo
rato
rio0,
2582
1833
7N
orm
al0,
2582
1833
71
0,25
8218
337
9Re
solu
ción
0,
1µm
Inst
rum
ento
0,00
01Re
ctan
gula
r0,
0577
3502
71
0,05
7735
027
100
2Te
mpe
ratu
ra21
ºCN
orm
al1,
37E-
031
1,36
7E-0
31,
01E+
020,
0027
Desv
iaci
ón α
1,15
E-05
ºC-1
Docu
men
taci
ón0,
0000
01N
orm
al0,
0000
0126
,57
0,00
003
100
Dife
renc
ia co
n 20
ºC21
ºCLa
bora
torio
0,00
1364
537
Nor
mal
0,00
1364
537
10,
0013
6453
710
0Re
solu
ción
Ter
móm
etro
0,1
ºCLa
bora
torio
0,1
Rect
angu
lar
0,05
7735
027
1,36
E-03
7,88
E-05
100
3Vi
brac
ione
s0,
0001
mm
Labo
rato
rio0,
0001
Rect
angu
lar
0,00
0057
71
0,00
0057
710
00,
0000
4De
form
ació
n po
r Fue
rza
de P
alpa
do0,
0000
0015
mm
Inst
rum
ento
1,50
E-07
Rect
angu
lar
8,66
E-08
18,
66E-
0810
00,
0000
5Ca
libra
ción
0,
0001
mm
Cert
ifica
do0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0000
6De
riva
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0000
7Hi
stér
esis
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0000
8Di
gita
lizac
ión
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0000
9Al
gorit
mo
min
. cua
drad
osIn
stru
men
toN
orm
al0
010
00,
0000
10Co
nd. D
e M
edid
aIn
stru
men
toN
orm
al0
010
00,
0000
Ucom
b0,
2645
9764
810
0Ve
ficac
es10
Uexp
0,52
9195
295

Cálculos
- 232 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L29
Tabla 103. Incertidumbres medida L29
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
94,8
9644
0,07
4506
78N
orm
al0,
0745
0678
10,
0745
0678
46,8
5572
721
99,9
777
Med
ida
195
,244
2m
mLa
bora
torio
Med
ida
294
,945
6m
mLa
bora
torio
Med
ida
395
,063
1m
mLa
bora
torio
Med
ida
494
,793
4m
mLa
bora
torio
Med
ida
594
,802
8m
mLa
bora
torio
Med
ida
694
,800
7m
mLa
bora
torio
Med
ida
794
,808
9m
mLa
bora
torio
Med
ida
894
,809
5m
mLa
bora
torio
Med
ida
994
,852
4m
mLa
bora
torio
Med
ida
1094
,843
8m
mLa
bora
torio
Cont
ribuc
ión
Tipo
ALa
bora
torio
0,04
7094
872
Nor
mal
0,04
7094
872
10,
0470
9487
29
Reso
luci
ón
0,1
µmIn
stru
men
to0,
0001
Rect
angu
lar
0,05
7735
027
10,
0577
3502
710
02
Tem
pera
tura
21ºC
Nor
mal
1,09
E-03
11,
094E
-03
1,01
E+02
0,02
15De
svia
ción
α1,
15E-
05ºC
-1Do
cum
enta
ción
0,00
0001
Nor
mal
0,00
0001
26,5
70,
0000
310
0Di
fere
ncia
con
20ºC
21ºC
Labo
rato
rio0,
0010
9130
9N
orm
al0,
0010
9130
91
0,00
1091
309
100
Reso
luci
ón T
erm
ómet
ro0,
1ºC
Labo
rato
rio0,
1Re
ctan
gula
r0,
0577
3502
71,
09E-
036,
30E-
0510
03
Vibr
acio
nes
0,00
01m
mLa
bora
torio
0,00
01Re
ctan
gula
r0,
0000
577
10,
0000
577
100
0,00
014
Defo
rmac
ión
por F
uerz
a de
Pal
pado
0,00
0000
15m
mIn
stru
men
to1,
50E-
07Re
ctan
gula
r8,
66E-
081
8,66
E-08
100
0,00
005
Calib
raci
ón
0,00
01m
mCe
rtifi
cado
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
026
Deriv
a0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
027
Hist
éres
is0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
028
Digi
taliz
ació
n0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
029
Algo
ritm
om
in. c
uadr
ados
Inst
rum
ento
Nor
mal
00
100
0,00
0010
Cond
. De
Med
ida
Inst
rum
ento
Nor
mal
00
100
0,00
00Uc
omb
0,07
4514
827
100
Vefic
aces
47Ue
xp0,
1490
2965
4
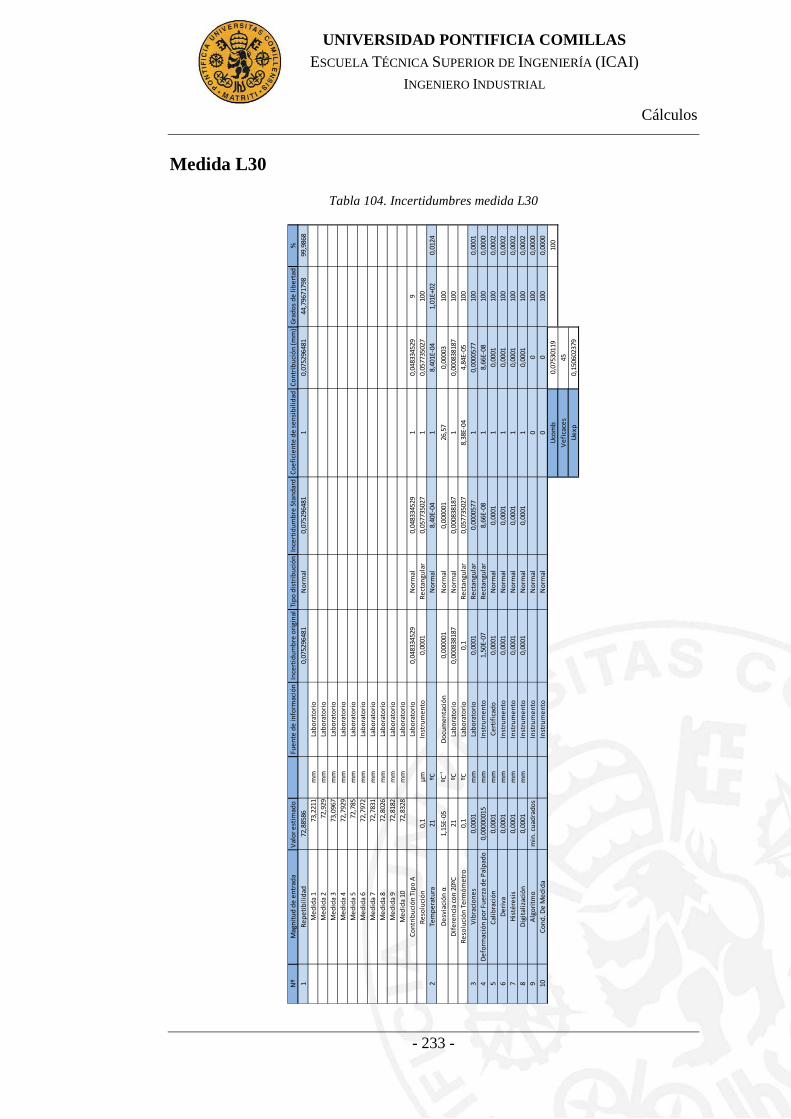
Cálculos
- 233 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida L30
Tabla 104. Incertidumbres medida L30
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
72,8
8586
0,07
5296
481
Nor
mal
0,07
5296
481
10,
0752
9648
144
,796
7179
899
,986
8M
edid
a 1
73,2
211
mm
Labo
rato
rioM
edid
a 2
72,9
29m
mLa
bora
torio
Med
ida
373
,096
7m
mLa
bora
torio
Med
ida
472
,792
9m
mLa
bora
torio
Med
ida
572
,785
mm
Labo
rato
rioM
edid
a 6
72,7
972
mm
Labo
rato
rioM
edid
a 7
72,7
831
mm
Labo
rato
rioM
edid
a 8
72,8
026
mm
Labo
rato
rioM
edid
a 9
72,8
182
mm
Labo
rato
rioM
edid
a 10
72,8
328
mm
Labo
rato
rioCo
ntrib
ució
n Ti
po A
Labo
rato
rio0,
0483
3452
9N
orm
al0,
0483
3452
91
0,04
8334
529
9Re
solu
ción
0,
1µm
Inst
rum
ento
0,00
01Re
ctan
gula
r0,
0577
3502
71
0,05
7735
027
100
2Te
mpe
ratu
ra21
ºCN
orm
al8,
40E-
041
8,40
1E-0
41,
01E+
020,
0124
Desv
iaci
ón α
1,15
E-05
ºC-1
Docu
men
taci
ón0,
0000
01N
orm
al0,
0000
0126
,57
0,00
003
100
Dife
renc
ia co
n 20
ºC21
ºCLa
bora
torio
0,00
0838
187
Nor
mal
0,00
0838
187
10,
0008
3818
710
0Re
solu
ción
Ter
móm
etro
0,1
ºCLa
bora
torio
0,1
Rect
angu
lar
0,05
7735
027
8,38
E-04
4,84
E-05
100
3Vi
brac
ione
s0,
0001
mm
Labo
rato
rio0,
0001
Rect
angu
lar
0,00
0057
71
0,00
0057
710
00,
0001
4De
form
ació
n po
r Fue
rza
de P
alpa
do0,
0000
0015
mm
Inst
rum
ento
1,50
E-07
Rect
angu
lar
8,66
E-08
18,
66E-
0810
00,
0000
5Ca
libra
ción
0,
0001
mm
Cert
ifica
do0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0002
6De
riva
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0002
7Hi
stér
esis
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0002
8Di
gita
lizac
ión
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0002
9Al
gorit
mo
min
. cua
drad
osIn
stru
men
toN
orm
al0
010
00,
0000
10Co
nd. D
e M
edid
aIn
stru
men
toN
orm
al0
010
00,
0000
Ucom
b0,
0753
0119
100
Vefic
aces
45Ue
xp0,
1506
0237
9

Cálculos
- 234 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida R1
Tabla 105. Incertidumbres medida R1
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
15,7
9968
0,06
4475
761
Nor
mal
0,06
4475
761
10,
0644
7576
192
,655
9407
899
,998
1M
edid
a 1
15,8
663
mm
Labo
rato
rioM
edid
a 2
15,6
816
mm
Labo
rato
rioM
edid
a 3
15,7
62m
mLa
bora
torio
Med
ida
415
,930
2m
mLa
bora
torio
Med
ida
515
,860
5m
mLa
bora
torio
Med
ida
615
,886
4m
mLa
bora
torio
Med
ida
715
,658
5m
mLa
bora
torio
Med
ida
815
,843
6m
mLa
bora
torio
Med
ida
915
,750
4m
mLa
bora
torio
Med
ida
1015
,757
3m
mLa
bora
torio
Cont
ribuc
ión
Tipo
ALa
bora
torio
0,02
8701
749
Nor
mal
0,02
8701
749
10,
0287
0174
99
Reso
luci
ón
0,1
µmIn
stru
men
to0,
0001
Rect
angu
lar
0,05
7735
027
10,
0577
3502
710
02
Tem
pera
tura
21ºC
Nor
mal
1,84
E-04
11,
845E
-04
1,06
E+02
0,00
08De
svia
ción
α1,
15E-
05ºC
-1Do
cum
enta
ción
0,00
0001
Nor
mal
0,00
0001
26,5
70,
0000
310
0Di
fere
ncia
con
20ºC
21ºC
Labo
rato
rio0,
0001
8169
6N
orm
al0,
0001
8169
61
0,00
0181
696
100
Reso
luci
ón T
erm
ómet
ro0,
1ºC
Labo
rato
rio0,
1Re
ctan
gula
r0,
0577
3502
71,
82E-
041,
05E-
0510
03
Vibr
acio
nes
0,00
01m
mLa
bora
torio
0,00
01Re
ctan
gula
r0,
0000
577
10,
0000
577
100
0,00
014
Defo
rmac
ión
por F
uerz
a de
Pal
pado
0,00
0000
15m
mIn
stru
men
to1,
50E-
07Re
ctan
gula
r8,
66E-
081
8,66
E-08
100
0,00
005
Calib
raci
ón
0,00
01m
mCe
rtifi
cado
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
026
Deriv
a0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
027
Hist
éres
is0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
028
Digi
taliz
ació
n0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
029
Algo
ritm
om
in. c
uadr
ados
Inst
rum
ento
Nor
mal
00
100
0,00
0010
Cond
. De
Med
ida
Inst
rum
ento
Nor
mal
00
100
0,00
00Uc
omb
0,06
4476
0510
0Ve
ficac
es93
Uexp
0,12
8952
101

Cálculos
- 235 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida R2
Tabla 106. Incertidumbres medida R2
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
18,2
647
0,09
9822
833
Nor
mal
0,09
9822
833
10,
0998
2283
319
,870
2685
99,9
991
Med
ida
117
,951
8m
mLa
bora
torio
Med
ida
218
,042
3m
mLa
bora
torio
Med
ida
318
,139
5m
mLa
bora
torio
Med
ida
418
,862
1m
mLa
bora
torio
Med
ida
518
,347
3m
mLa
bora
torio
Med
ida
618
,086
3m
mLa
bora
torio
Med
ida
718
,201
5m
mLa
bora
torio
Med
ida
818
,248
9m
mLa
bora
torio
Med
ida
918
,330
3m
mLa
bora
torio
Med
ida
1018
,437
mm
Labo
rato
rioCo
ntrib
ució
n Ti
po A
Labo
rato
rio0,
0814
3257
7N
orm
al0,
0814
3257
71
0,08
1432
577
9Re
solu
ción
0,
1µm
Inst
rum
ento
0,00
01Re
ctan
gula
r0,
0577
3502
71
0,05
7735
027
100
2Te
mpe
ratu
ra21
ºCN
orm
al2,
13E-
041
2,12
5E-0
41,
05E+
020,
0005
Desv
iaci
ón α
1,15
E-05
ºC-1
Docu
men
taci
ón0,
0000
01N
orm
al0,
0000
0126
,57
0,00
003
100
Dife
renc
ia co
n 20
ºC21
ºCLa
bora
torio
0,00
0210
044
Nor
mal
0,00
0210
044
10,
0002
1004
410
0Re
solu
ción
Ter
móm
etro
0,1
ºCLa
bora
torio
0,1
Rect
angu
lar
0,05
7735
027
2,10
E-04
1,21
E-05
100
3Vi
brac
ione
s0,
0001
mm
Labo
rato
rio0,
0001
Rect
angu
lar
0,00
0057
71
0,00
0057
710
00,
0000
4De
form
ació
n po
r Fue
rza
de P
alpa
do0,
0000
0015
mm
Inst
rum
ento
1,50
E-07
Rect
angu
lar
8,66
E-08
18,
66E-
0810
00,
0000
5Ca
libra
ción
0,
0001
mm
Cert
ifica
do0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0001
6De
riva
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0001
7Hi
stér
esis
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0001
8Di
gita
lizac
ión
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0001
9Al
gorit
mo
min
. cua
drad
osIn
stru
men
toN
orm
al0
010
00,
0000
10Co
nd. D
e M
edid
aIn
stru
men
toN
orm
al0
010
00,
0000
Ucom
b0,
0998
2307
610
0Ve
ficac
es20
Uexp
0,19
9646
152

Cálculos
- 236 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida R3
Tabla 107. Incertidumbres medida R3
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
17,8
5847
0,08
0940
771
Nor
mal
0,08
0940
771
10,
0809
4077
134
,016
2310
699
,998
7M
edid
a 1
17,7
164
mm
Labo
rato
rioM
edid
a 2
17,6
747
mm
Labo
rato
rioM
edid
a 3
17,8
471
mm
Labo
rato
rioM
edid
a 4
17,8
469
mm
Labo
rato
rioM
edid
a 5
17,7
159
mm
Labo
rato
rioM
edid
a 6
17,7
979
mm
Labo
rato
rioM
edid
a 7
18,1
647
mm
Labo
rato
rioM
edid
a 8
18,1
953
mm
Labo
rato
rioM
edid
a 9
17,8
091
mm
Labo
rato
rioM
edid
a 10
17,8
167
mm
Labo
rato
rioCo
ntrib
ució
n Ti
po A
Labo
rato
rio0,
0567
2808
1N
orm
al0,
0567
2808
11
0,05
6728
081
9Re
solu
ción
0,
1µm
Inst
rum
ento
0,00
01Re
ctan
gula
r0,
0577
3502
71
0,05
7735
027
100
2Te
mpe
ratu
ra21
ºCN
orm
al2,
08E-
041
2,07
9E-0
41,
05E+
020,
0007
Desv
iaci
ón α
1,15
E-05
ºC-1
Docu
men
taci
ón0,
0000
01N
orm
al0,
0000
0126
,57
0,00
003
100
Dife
renc
ia co
n 20
ºC21
ºCLa
bora
torio
0,00
0205
372
Nor
mal
0,00
0205
372
10,
0002
0537
210
0Re
solu
ción
Ter
móm
etro
0,1
ºCLa
bora
torio
0,1
Rect
angu
lar
0,05
7735
027
2,05
E-04
1,19
E-05
100
3Vi
brac
ione
s0,
0001
mm
Labo
rato
rio0,
0001
Rect
angu
lar
0,00
0057
71
0,00
0057
710
00,
0001
4De
form
ació
n po
r Fue
rza
de P
alpa
do0,
0000
0015
mm
Inst
rum
ento
1,50
E-07
Rect
angu
lar
8,66
E-08
18,
66E-
0810
00,
0000
5Ca
libra
ción
0,
0001
mm
Cert
ifica
do0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0002
6De
riva
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0002
7Hi
stér
esis
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0002
8Di
gita
lizac
ión
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0002
9Al
gorit
mo
min
. cua
drad
osIn
stru
men
toN
orm
al0
010
00,
0000
10Co
nd. D
e M
edid
aIn
stru
men
toN
orm
al0
010
00,
0000
Ucom
b0,
0809
4105
910
0Ve
ficac
es34
Uexp
0,16
1882
118

Cálculos
- 237 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida R4
Tabla 108. Incertidumbres medida R4
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
6,01
492
0,05
8992
477
Nor
mal
0,05
8992
477
10,
0589
9247
710
6,70
1846
299
,998
6M
edid
a 1
6,02
27m
mLa
bora
torio
Med
ida
26,
0449
mm
Labo
rato
rioM
edid
a 3
6,01
39m
mLa
bora
torio
Med
ida
45,
9675
mm
Labo
rato
rioM
edid
a 5
6,01
12m
mLa
bora
torio
Med
ida
66,
0366
mm
Labo
rato
rioM
edid
a 7
5,99
56m
mLa
bora
torio
Med
ida
86,
0024
mm
Labo
rato
rioM
edid
a 9
5,96
13m
mLa
bora
torio
Med
ida
106,
0931
mm
Labo
rato
rioCo
ntrib
ució
n Ti
po A
Labo
rato
rio0,
0121
1524
1N
orm
al0,
0121
1524
11
0,01
2115
241
9Re
solu
ción
0,
1µm
Inst
rum
ento
0,00
01Re
ctan
gula
r0,
0577
3502
71
0,05
7735
027
100
2Te
mpe
ratu
ra21
ºCN
orm
al7,
55E-
051
7,55
0E-0
51,
37E+
020,
0002
Desv
iaci
ón α
1,15
E-05
ºC-1
Docu
men
taci
ón0,
0000
01N
orm
al0,
0000
0126
,57
0,00
003
100
Dife
renc
ia co
n 20
ºC21
ºCLa
bora
torio
6,91
716E
-05
Nor
mal
6,91
716E
-05
16,
9171
6E-0
510
0Re
solu
ción
Ter
móm
etro
0,1
ºCLa
bora
torio
0,1
Rect
angu
lar
0,05
7735
027
6,92
E-05
3,99
E-06
100
3Vi
brac
ione
s0,
0001
mm
Labo
rato
rio0,
0001
Rect
angu
lar
0,00
0057
71
0,00
0057
710
00,
0001
4De
form
ació
n po
r Fue
rza
de P
alpa
do0,
0000
0015
mm
Inst
rum
ento
1,50
E-07
Rect
angu
lar
8,66
E-08
18,
66E-
0810
00,
0000
5Ca
libra
ción
0,
0001
mm
Cert
ifica
do0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
6De
riva
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
7Hi
stér
esis
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
8Di
gita
lizac
ión
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
9Al
gorit
mo
min
. cua
drad
osIn
stru
men
toN
orm
al0
010
00,
0000
10Co
nd. D
e M
edid
aIn
stru
men
toN
orm
al0
010
00,
0000
Ucom
b0,
0589
9255
410
0Ve
ficac
es10
7Ue
xp0,
1179
8510
8
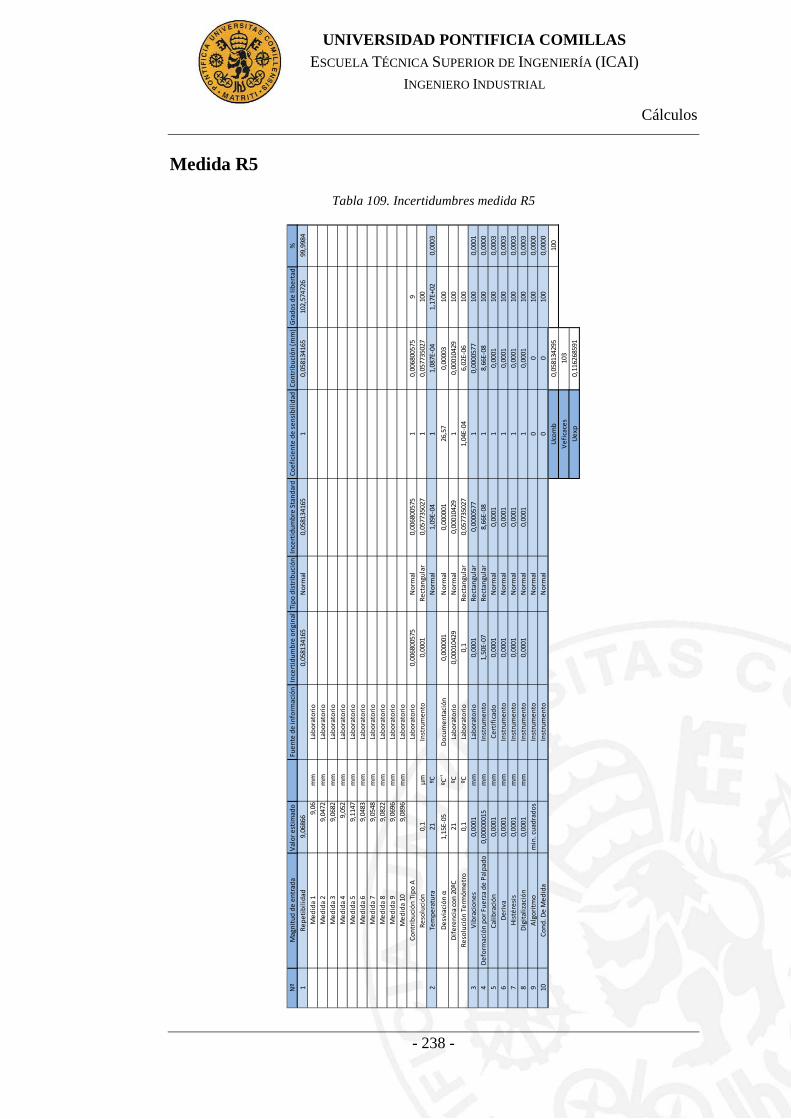
Cálculos
- 238 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida R5
Tabla 109. Incertidumbres medida R5
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
9,06
866
0,05
8134
165
Nor
mal
0,05
8134
165
10,
0581
3416
510
2,57
4726
99,9
984
Med
ida
19,
06m
mLa
bora
torio
Med
ida
29,
0472
mm
Labo
rato
rioM
edid
a 3
9,06
82m
mLa
bora
torio
Med
ida
49,
052
mm
Labo
rato
rioM
edid
a 5
9,11
47m
mLa
bora
torio
Med
ida
69,
0483
mm
Labo
rato
rioM
edid
a 7
9,05
48m
mLa
bora
torio
Med
ida
89,
0822
mm
Labo
rato
rioM
edid
a 9
9,06
96m
mLa
bora
torio
Med
ida
109,
0896
mm
Labo
rato
rioCo
ntrib
ució
n Ti
po A
Labo
rato
rio0,
0068
0057
5N
orm
al0,
0068
0057
51
0,00
6800
575
9Re
solu
ción
0,
1µm
Inst
rum
ento
0,00
01Re
ctan
gula
r0,
0577
3502
71
0,05
7735
027
100
2Te
mpe
ratu
ra21
ºCN
orm
al1,
09E-
041
1,08
7E-0
41,
17E+
020,
0003
Desv
iaci
ón α
1,15
E-05
ºC-1
Docu
men
taci
ón0,
0000
01N
orm
al0,
0000
0126
,57
0,00
003
100
Dife
renc
ia co
n 20
ºC21
ºCLa
bora
torio
0,00
0104
29N
orm
al0,
0001
0429
10,
0001
0429
100
Reso
luci
ón T
erm
ómet
ro0,
1ºC
Labo
rato
rio0,
1Re
ctan
gula
r0,
0577
3502
71,
04E-
046,
02E-
0610
03
Vibr
acio
nes
0,00
01m
mLa
bora
torio
0,00
01Re
ctan
gula
r0,
0000
577
10,
0000
577
100
0,00
014
Defo
rmac
ión
por F
uerz
a de
Pal
pado
0,00
0000
15m
mIn
stru
men
to1,
50E-
07Re
ctan
gula
r8,
66E-
081
8,66
E-08
100
0,00
005
Calib
raci
ón
0,00
01m
mCe
rtifi
cado
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
036
Deriv
a0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
037
Hist
éres
is0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
038
Digi
taliz
ació
n0,
0001
mm
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
039
Algo
ritm
om
in. c
uadr
ados
Inst
rum
ento
Nor
mal
00
100
0,00
0010
Cond
. De
Med
ida
Inst
rum
ento
Nor
mal
00
100
0,00
00Uc
omb
0,05
8134
295
100
Vefic
aces
103
Uexp
0,11
6268
591

Cálculos
- 239 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida R6
Tabla 110. Incertidumbres medida R6
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
6,03
827
0,05
9355
404
Nor
mal
0,05
9355
404
10,
0593
5540
410
7,82
6317
699
,998
6M
edid
a 1
6,05
78m
mLa
bora
torio
Med
ida
26,
0196
mm
Labo
rato
rioM
edid
a 3
6,05
61m
mLa
bora
torio
Med
ida
45,
9785
mm
Labo
rato
rioM
edid
a 5
6,10
07m
mLa
bora
torio
Med
ida
65,
9911
mm
Labo
rato
rioM
edid
a 7
6,09
22m
mLa
bora
torio
Med
ida
86,
0237
mm
Labo
rato
rioM
edid
a 9
6,07
1m
mLa
bora
torio
Med
ida
105,
992
mm
Labo
rato
rioCo
ntrib
ució
n Ti
po A
Labo
rato
rio0,
0137
7427
6N
orm
al0,
0137
7427
61
0,01
3774
276
9Re
solu
ción
0,
1µm
Inst
rum
ento
0,00
01Re
ctan
gula
r0,
0577
3502
71
0,05
7735
027
100
2Te
mpe
ratu
ra21
ºCN
orm
al7,
57E-
051
7,57
5E-0
51,
37E+
020,
0002
Desv
iaci
ón α
1,15
E-05
ºC-1
Docu
men
taci
ón0,
0000
01N
orm
al0,
0000
0126
,57
0,00
003
100
Dife
renc
ia co
n 20
ºC21
ºCLa
bora
torio
6,94
401E
-05
Nor
mal
6,94
401E
-05
16,
9440
1E-0
510
0Re
solu
ción
Ter
móm
etro
0,1
ºCLa
bora
torio
0,1
Rect
angu
lar
0,05
7735
027
6,94
E-05
4,01
E-06
100
3Vi
brac
ione
s0,
0001
mm
Labo
rato
rio0,
0001
Rect
angu
lar
0,00
0057
71
0,00
0057
710
00,
0001
4De
form
ació
n po
r Fue
rza
de P
alpa
do0,
0000
0015
mm
Inst
rum
ento
1,50
E-07
Rect
angu
lar
8,66
E-08
18,
66E-
0810
00,
0000
5Ca
libra
ción
0,
0001
mm
Cert
ifica
do0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
6De
riva
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
7Hi
stér
esis
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
8Di
gita
lizac
ión
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
9Al
gorit
mo
min
. cua
drad
osIn
stru
men
toN
orm
al0
010
00,
0000
10Co
nd. D
e M
edid
aIn
stru
men
toN
orm
al0
010
00,
0000
Ucom
b0,
0593
5548
110
0Ve
ficac
es10
8Ue
xp0,
1187
1096
1

Cálculos
- 240 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida R7
Tabla 111. Incertidumbres medida R7
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
9,06
118
0,05
8328
965
Nor
mal
0,05
8328
965
10,
0583
2896
510
3,68
6140
999
,998
4M
edid
a 1
9,07
08m
mLa
bora
torio
Med
ida
29,
0288
mm
Labo
rato
rioM
edid
a 3
9,06
1m
mLa
bora
torio
Med
ida
49,
0696
mm
Labo
rato
rioM
edid
a 5
9,02
18m
mLa
bora
torio
Med
ida
69,
0855
mm
Labo
rato
rioM
edid
a 7
9,10
18m
mLa
bora
torio
Med
ida
89,
0457
mm
Labo
rato
rioM
edid
a 9
9,08
52m
mLa
bora
torio
Med
ida
109,
0416
mm
Labo
rato
rioCo
ntrib
ució
n Ti
po A
Labo
rato
rio0,
0083
0270
1N
orm
al0,
0083
0270
11
0,00
8302
701
9Re
solu
ción
0,
1µm
Inst
rum
ento
0,00
01Re
ctan
gula
r0,
0577
3502
71
0,05
7735
027
100
2Te
mpe
ratu
ra21
ºCN
orm
al1,
09E-
041
1,08
6E-0
41,
17E+
020,
0003
Desv
iaci
ón α
1,15
E-05
ºC-1
Docu
men
taci
ón0,
0000
01N
orm
al0,
0000
0126
,57
0,00
003
100
Dife
renc
ia co
n 20
ºC21
ºCLa
bora
torio
0,00
0104
204
Nor
mal
0,00
0104
204
10,
0001
0420
410
0Re
solu
ción
Ter
móm
etro
0,1
ºCLa
bora
torio
0,1
Rect
angu
lar
0,05
7735
027
1,04
E-04
6,02
E-06
100
3Vi
brac
ione
s0,
0001
mm
Labo
rato
rio0,
0001
Rect
angu
lar
0,00
0057
71
0,00
0057
710
00,
0001
4De
form
ació
n po
r Fue
rza
de P
alpa
do0,
0000
0015
mm
Inst
rum
ento
1,50
E-07
Rect
angu
lar
8,66
E-08
18,
66E-
0810
00,
0000
5Ca
libra
ción
0,
0001
mm
Cert
ifica
do0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
6De
riva
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
7Hi
stér
esis
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
8Di
gita
lizac
ión
0,00
01m
mIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
9Al
gorit
mo
min
. cua
drad
osIn
stru
men
toN
orm
al0
010
00,
0000
10Co
nd. D
e M
edid
aIn
stru
men
toN
orm
al0
010
00,
0000
Ucom
b0,
0583
2909
510
0Ve
ficac
es10
4Ue
xp0,
1166
5819

Cálculos
- 241 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida A1 (angular)
Tabla 112. Incertidumbres medida A1
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
0,38
4682
784
0,05
8689
018
Nor
mal
0,05
8689
018
10,
0586
8901
810
5,47
3948
899
,998
7M
edid
a 1
0,45
31ra
dLa
bora
torio
Med
ida
20,
4135
rad
Labo
rato
rioM
edid
a 3
0,40
91ra
dLa
bora
torio
Med
ida
40,
4063
rad
Labo
rato
rioM
edid
a 5
0,36
07ra
dLa
bora
torio
Med
ida
60,
3600
rad
Labo
rato
rioM
edid
a 7
0,36
07ra
dLa
bora
torio
Med
ida
80,
3605
rad
Labo
rato
rioM
edid
a 9
0,36
15ra
dLa
bora
torio
Med
ida
100,
3615
rad
Labo
rato
rioCo
ntrib
ució
n Ti
po A
Labo
rato
rio0,
0105
3885
7N
orm
al0,
0105
3885
71
0,01
0538
857
9Re
solu
ción
0,
0001
rad
Inst
rum
ento
0,00
01Re
ctan
gula
r0,
0577
3502
71
0,05
7735
027
100
2Te
mpe
ratu
ra21
ºCN
orm
al3,
03E-
051
3,03
3E-0
51,
04E+
020,
0000
Desv
iaci
ón α
1,15
E-05
ºC-1
Docu
men
taci
ón0,
0000
01N
orm
al0,
0000
0126
,57
0,00
003
100
Dife
renc
ia co
n 20
ºC21
ºCLa
bora
torio
4,42
385E
-06
Nor
mal
4,42
385E
-06
14,
4238
5E-0
610
0Re
solu
ción
Ter
móm
etro
0,1
ºCLa
bora
torio
0,1
Rect
angu
lar
0,05
7735
027
4,42
E-06
2,55
E-07
100
3Vi
brac
ione
s0,
0001
rad
Labo
rato
rio0,
0001
Rect
angu
lar
0,00
0057
71
0,00
0057
710
00,
0001
5Ca
libra
ción
0,
0001
rad
Cert
ifica
do0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
6De
riva
0,00
01ra
dIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
7Hi
stér
esis
0,00
01ra
dIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
8Di
gita
lizac
ión
0,00
01ra
dIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
9Al
gorit
mo
min
. cua
drad
osIn
stru
men
toN
orm
al0
010
00,
0000
10Co
nd. D
e M
edid
aIn
stru
men
toN
orm
al0
010
00,
0000
Ucom
b0,
0586
8905
410
0Ve
ficac
es10
5Ue
xp0,
1173
7810
9
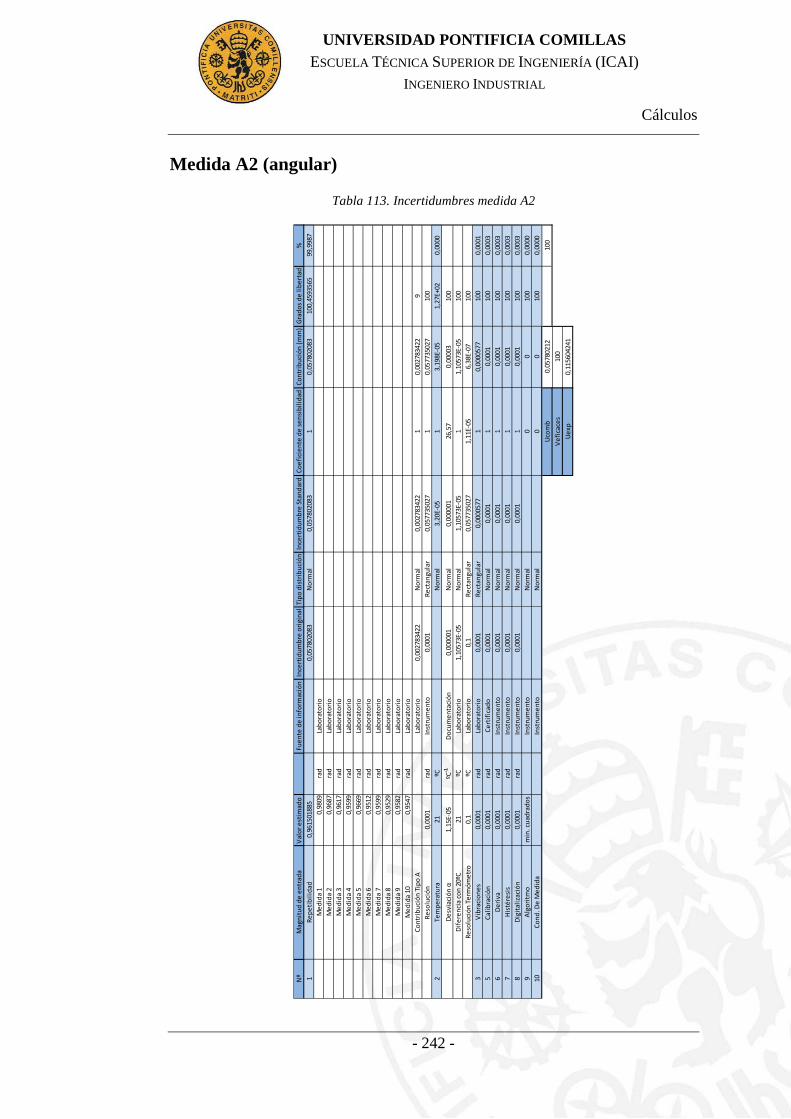
Cálculos
- 242 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida A2 (angular)
Tabla 113. Incertidumbres medida A2
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
0,96
1501
885
0,05
7802
083
Nor
mal
0,05
7802
083
10,
0578
0208
310
0,45
9356
599
,998
7M
edid
a 1
0,98
09ra
dLa
bora
torio
Med
ida
20,
9687
rad
Labo
rato
rioM
edid
a 3
0,96
17ra
dLa
bora
torio
Med
ida
40,
9599
rad
Labo
rato
rioM
edid
a 5
0,96
69ra
dLa
bora
torio
Med
ida
60,
9512
rad
Labo
rato
rioM
edid
a 7
0,95
99ra
dLa
bora
torio
Med
ida
80,
9529
rad
Labo
rato
rioM
edid
a 9
0,95
82ra
dLa
bora
torio
Med
ida
100,
9547
rad
Labo
rato
rioCo
ntrib
ució
n Ti
po A
Labo
rato
rio0,
0027
8342
2N
orm
al0,
0027
8342
21
0,00
2783
422
9Re
solu
ción
0,
0001
rad
Inst
rum
ento
0,00
01Re
ctan
gula
r0,
0577
3502
71
0,05
7735
027
100
2Te
mpe
ratu
ra21
ºCN
orm
al3,
20E-
051
3,19
8E-0
51,
27E+
020,
0000
Desv
iaci
ón α
1,15
E-05
ºC-1
Docu
men
taci
ón0,
0000
01N
orm
al0,
0000
0126
,57
0,00
003
100
Dife
renc
ia co
n 20
ºC21
ºCLa
bora
torio
1,10
573E
-05
Nor
mal
1,10
573E
-05
11,
1057
3E-0
510
0Re
solu
ción
Ter
móm
etro
0,1
ºCLa
bora
torio
0,1
Rect
angu
lar
0,05
7735
027
1,11
E-05
6,38
E-07
100
3Vi
brac
ione
s0,
0001
rad
Labo
rato
rio0,
0001
Rect
angu
lar
0,00
0057
71
0,00
0057
710
00,
0001
5Ca
libra
ción
0,
0001
rad
Cert
ifica
do0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
6De
riva
0,00
01ra
dIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
7Hi
stér
esis
0,00
01ra
dIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
8Di
gita
lizac
ión
0,00
01ra
dIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
9Al
gorit
mo
min
. cua
drad
osIn
stru
men
toN
orm
al0
010
00,
0000
10Co
nd. D
e M
edid
aIn
stru
men
toN
orm
al0
010
00,
0000
Ucom
b0,
0578
0212
100
Vefic
aces
100
Uexp
0,11
5604
241
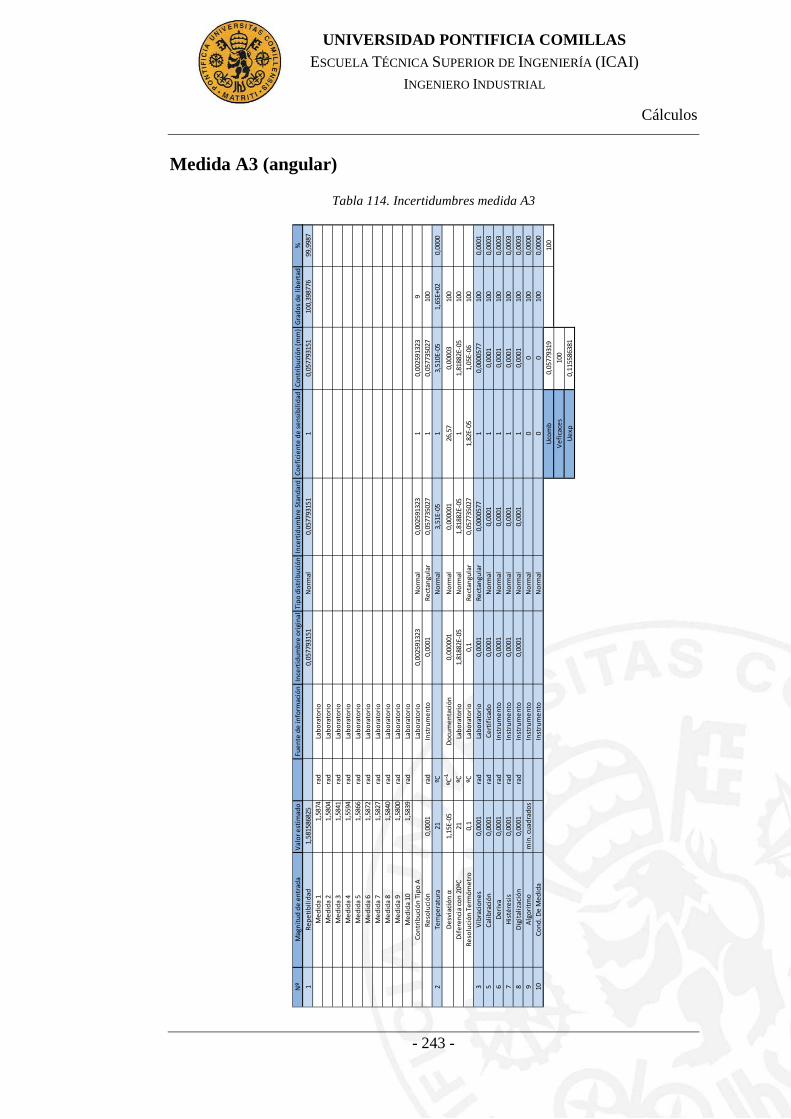
Cálculos
- 243 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida A3 (angular)
Tabla 114. Incertidumbres medida A3
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
1,58
1586
825
0,05
7793
151
Nor
mal
0,05
7793
151
10,
0577
9315
110
0,39
8776
99,9
987
Med
ida
11,
5874
rad
Labo
rato
rioM
edid
a 2
1,58
04ra
dLa
bora
torio
Med
ida
31,
5841
rad
Labo
rato
rioM
edid
a 4
1,55
94ra
dLa
bora
torio
Med
ida
51,
5866
rad
Labo
rato
rioM
edid
a 6
1,58
72ra
dLa
bora
torio
Med
ida
71,
5827
rad
Labo
rato
rioM
edid
a 8
1,58
40ra
dLa
bora
torio
Med
ida
91,
5800
rad
Labo
rato
rioM
edid
a 10
1,58
39ra
dLa
bora
torio
Cont
ribuc
ión
Tipo
ALa
bora
torio
0,00
2591
323
Nor
mal
0,00
2591
323
10,
0025
9132
39
Reso
luci
ón
0,00
01ra
dIn
stru
men
to0,
0001
Rect
angu
lar
0,05
7735
027
10,
0577
3502
710
02
Tem
pera
tura
21ºC
Nor
mal
3,51
E-05
13,
510E
-05
1,65
E+02
0,00
00De
svia
ción
α1,
15E-
05ºC
-1Do
cum
enta
ción
0,00
0001
Nor
mal
0,00
0001
26,5
70,
0000
310
0Di
fere
ncia
con
20ºC
21ºC
Labo
rato
rio1,
8188
2E-0
5N
orm
al1,
8188
2E-0
51
1,81
882E
-05
100
Reso
luci
ón T
erm
ómet
ro0,
1ºC
Labo
rato
rio0,
1Re
ctan
gula
r0,
0577
3502
71,
82E-
051,
05E-
0610
03
Vibr
acio
nes
0,00
01ra
dLa
bora
torio
0,00
01Re
ctan
gula
r0,
0000
577
10,
0000
577
100
0,00
015
Calib
raci
ón
0,00
01ra
dCe
rtifi
cado
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
036
Deriv
a0,
0001
rad
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
037
Hist
éres
is0,
0001
rad
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
038
Digi
taliz
ació
n0,
0001
rad
Inst
rum
ento
0,00
01N
orm
al0,
0001
10,
0001
100
0,00
039
Algo
ritm
om
in. c
uadr
ados
Inst
rum
ento
Nor
mal
00
100
0,00
0010
Cond
. De
Med
ida
Inst
rum
ento
Nor
mal
00
100
0,00
00Uc
omb
0,05
7793
1910
0Ve
ficac
es10
0Ue
xp0,
1155
8638
1

Cálculos
- 244 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Medida A4 (angular)
Tabla 115. Incertidumbres medida A4
Nº
Mag
nitu
d de
ent
rada
Valo
r est
imad
o Fu
ente
de
info
rmac
ión
Ince
rtid
umbr
e or
igin
alTi
po d
istr
ibuc
ión
Ince
rtid
umbr
e St
anda
rdCo
efic
ient
e de
sens
ibili
dad
Cont
ribuc
ión
(mm
)Gr
ados
de
liber
tad
%1
Repe
tibili
dad
1,57
1689
761
0,05
7739
837
Nor
mal
0,05
7739
837
10,
0577
3983
710
0,03
3299
499
,998
7M
edid
a 1
1,57
01ra
dLa
bora
torio
Med
ida
21,
5697
rad
Labo
rato
rioM
edid
a 3
1,57
03ra
dLa
bora
torio
Med
ida
41,
5721
rad
Labo
rato
rioM
edid
a 5
1,56
83ra
dLa
bora
torio
Med
ida
61,
5705
rad
Labo
rato
rioM
edid
a 7
1,57
35ra
dLa
bora
torio
Med
ida
81,
5761
rad
Labo
rato
rioM
edid
a 9
1,57
23ra
dLa
bora
torio
Med
ida
101,
5740
rad
Labo
rato
rioCo
ntrib
ució
n Ti
po A
Labo
rato
rio0,
0007
4529
1N
orm
al0,
0007
4529
11
0,00
0745
291
9Re
solu
ción
0,
0001
rad
Inst
rum
ento
0,00
01Re
ctan
gula
r0,
0577
3502
71
0,05
7735
027
100
2Te
mpe
ratu
ra21
ºCN
orm
al3,
50E-
051
3,50
4E-0
51,
64E+
020,
0000
Desv
iaci
ón α
1,15
E-05
ºC-1
Docu
men
taci
ón0,
0000
01N
orm
al0,
0000
0126
,57
0,00
003
100
Dife
renc
ia co
n 20
ºC21
ºCLa
bora
torio
1,80
744E
-05
Nor
mal
1,80
744E
-05
11,
8074
4E-0
510
0Re
solu
ción
Ter
móm
etro
0,1
ºCLa
bora
torio
0,1
Rect
angu
lar
0,05
7735
027
1,81
E-05
1,04
E-06
100
3Vi
brac
ione
s0,
0001
rad
Labo
rato
rio0,
0001
Rect
angu
lar
0,00
0057
71
0,00
0057
710
00,
0001
5Ca
libra
ción
0,
0001
rad
Cert
ifica
do0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
6De
riva
0,00
01ra
dIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
7Hi
stér
esis
0,00
01ra
dIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
8Di
gita
lizac
ión
0,00
01ra
dIn
stru
men
to0,
0001
Nor
mal
0,00
011
0,00
0110
00,
0003
9Al
gorit
mo
min
. cua
drad
osIn
stru
men
toN
orm
al0
010
00,
0000
10Co
nd. D
e M
edid
aIn
stru
men
toN
orm
al0
010
00,
0000
Ucom
b0,
0577
3987
710
0Ve
ficac
es10
0Ue
xp0,
1154
7975
3

Cálculos
- 245 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL

- 246 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Presupuesto
- 247 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Capítulo 8 PRESUPUESTO
Coste Total: 11.049,12 €
Beneficio Ingeniero Industrial (20%): 2.209,82 €
Impuestos (18%): 1.988,84 €
Presupuesto Total del Proyecto: 15.247,78 €
Presupuesto efectuado por: Ignacio Ramírez Ramón-Borja
Fecha:
Firma:

Presupuesto
- 248 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Conclusiones
- 249 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Capítulo 9 CONCLUSIONES
Cada vez más la Metrología gana más importancia. La industria es una
competencia contínua y por ello el control de calidad es de gran importancia para
asegurar unos mínimos de calidad y mejorar los diseños ganando precisión y, por
tanto, calidad.
Con respecto a nuestro proyecto, cabe destacar que al ser la repetibilidad la gran
causante de que las medidas no sean más precisas, deberíamos realizar más veces
la misma medida. Cuantas más veces se hagan mejor.
También se podría mejorar la precisión de las medidas mejorando el sistema de
sujeción. Al principio del proyecto se hizo un estudio detallado de como fijar la
pieza lo mejor posible, pero, como todo, es mejorable tanto por los instrumentos
utilizados como por la manera de usarlo por parte del ingeniero.
Aunque antes de trabajar en el laboratorio hubo un proceso de formación tanto de
la maquinaria como del software a usar, cabe destacar que al principio el
ingeniero tenía menos experiencia y se podría concluir que las primeras medidas
son de menos precisión que las últimas. Por tanto cuanta más experiencia se tenga
mejor serán las medidas. La experiencia es importante para sacar el mayor partido
del material de trabajo.
Lo más importante a destacar del proyecto es que el proceso de medición es el
idóneo para cumplir el objetivo de este proyecto, que es realizar ingeniería inversa
de la pieza mecánica realizando su plano a partir de la pieza consiguiendo unas
incertidumbres perfectamente válidas para poder realizar posteriormente la
fabricación de la pieza mecanizando consiguiendo la misma calidad que la pieza
original.

Conclusiones
- 250 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Propuestas para futuros proyectos
- 251 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Capítulo 10 PROPUESTAS PARA FUTUROS
PROYECTOS
- Cálculo de tolerancias geométricas como perpendicularidad, rectitud, etc.
Aunque para este proyecto no procede ya que la finalidad del proyecto es
la realización de un plano de la pieza para posteriormente fabricarla
nosotros, y no para mejorar la pieza para una utilización concreta.
- Automatizar de manera que no requiera personal y así acelerar el proceso
de medición y reducir el número de datos atípicos. Esta automatización
sería para esta pieza ya que no estamos hablando de una cadena de
montaje sino de medidas a una pieza en concreto.
- Aumentar el número de medidas para mejorar la precisión.

Propuestas para futuros proyectos
- 252 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL

Normativa
- 253 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Capítulo 11 NORMATIVA
- La normativa en la que se basa el proyecto es la siguiente:
- EN ISO 10360-1:2000
- GPS. Acceptance test and reverification test for coordinate measuring
machines (CMM)- Part 1: Vocabulary.
- ISO 10360-2:2001
- ISO 10360-6:01
- GPS. Acceptance test and reverification test for coordinate measuring
machines (CMM)- Part 6: Estimation of errors in computing Gaussian
associated features
- ISO 15530-1
- GPS. Traceability of coordinate measuring machines. Substitution method.
- ISO/TS 15530-2.2
- GPS. Traceability of coordinate measuring machines. Substitution method.
- ISO/TS 15530-3:2004 & EN ISO TS 15395-3
- "Geometrical Product Specifications (GPS) - Coordinate measuring
machines (CMM): Techniques for determining the uncertainty of
measurement – Part 33: Uncertainty assessment using calibrated
workpieces"
- ISO 15530-5:00
- GPS. Techniques fo Determining the Uncertainty of Measurement in
coordinate Metrology – Part 5: Use of statistical estimation.
- ISO/TS 15530-6
Normativa
- 254 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
- GPS. Coordinate measuring machines (CMM): Techniques for
Determining the Uncertainty of Measurement – Part 6: Use of un-
calibrated workpieces.
- ISO 15530-7:00
- GPS. Techniques fo Determining the Uncertainty of Measurement in
coordinate Metrology - Part 7: Using statistical estimation from
measurement History.
- ISO/ TS 23165
- Geometrical product specifications (GPS) — Guide to the evaluation of
CMM test uncertainty
- EN 15395-3
- Geometrical Product Specifications (GPS) - Coordinate measuring
machines (CMM): Techniques for determining the uncertainty of
measurement – Part 33: Uncertainty assessment using calibrated
workpieces

Bibliografía
- 255 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
BIBLIOGRAFÍA
Proyectos fines de carrera de años anteriores:
[1] DELGA11: “Especificación geométrica de una pieza de plástico mediante
perfilometría” de Javier Delgado Cordero.
[2] BELI09: “Procedimiento de medición dimensional de un conjunto biela
pistón de automóvil” de Mª de las Mercedes Belinchón Muñoz.
Documentación:
[3] Metrología Dimensional, Universidad de Málaga.
[4] International Vocabulary of Basic and General Terms in Metrology.
Internet:
[5] www.celsiusmetrologia.com
[6] www.cem.es
[7] http://metrologiayclasesdemetrologia.blogspot.com.es/
[8] www.buenastareas.com
[9] http://biblioteca.sena.edu.co/exlibris/aleph/u21_1/alephe/www_f_spa/icon
/45896/Informador62/3/vocabulario.html
[10] http://cardscorporate.com/c40/invest/invaar13.htm
[11] http://es.wikipedia.org/wiki/Ingenier%C3%ADa_inversa
[12] http://dsp.mx/blog/sistemas-de-informacion/62-que-es-ingenieria-inversa
[13] www.eoi.es
[14] http://cardscorporate.com
[15] https://prezi.com
[16] www.icess.ucsb.edu
Bibliografía
- 256 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
[17] www.demaquinasyherramientas.com
[18] www.caldnazza.com

PLANOS
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
DOCUMENTO 2: PLANOS

PLANOS
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL

PLANOS
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
PLANOS
LISTA DE PLANOS
2.1 – Plano 1 (PM/IRR-B/01)
2.2 – Plano 2 (PM/IRR-B/02)
2.3 – Plano 3 (PM/IRR-B/03)
2.4 – Plano 4 (PM/IRR-B/04)

PLANOS
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL

PLANOS
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
En este documento se muestran los planos finales de la pieza. Dichos
planos contiene tanto las medidas obtenidas en el laboratorio como la precisión de
dichas medidas.

PLANOS
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL

Marca nº Pieza Designación y Observación Norma Material
1 1 Eje - F-1250
Fecha
Dibujado
Comprobado
22-05-15
24-05-15
Nombre
I.R.Ramón-Borja
M.A.Sáenz
Firma
Escala:
Tol. no indicadas JS14
Conjunto:
Título: Plano nº:
PIEZA MECÁNICA
PIEZA MECÁNICA
ETSI - I.C.A.I.
1:1
PM/IRR-B/01
35°
55° 90°
91°
R 15,8
R17
,9JS
16
R 17,9 JS15
R6
R 9,1
R6R 9,1
O 12
O 12O 12
O 12
O17
,9
O50
,25
O64
,1
O 11,9
116,
1
104,
2
25,8
10,4
16 JS17
39,2 JS15
12 18,1
30,3 JS15
30,3
56,9 JS16
57,6
JS15
56,9 JS15
57,6
JS16
19,9 R 40,3


Marca nº Pieza Designación y Observación Norma Material
1 1 Eje - F-1250
Fecha
Dibujado
Comprobado
22-05-15
24-05-15
Nombre
I.R.Ramón-Borja
M.A.Sáenz
Firma
Escala:
Tol. no indicadas JS14
Conjunto:
Título: Plano nº:
PIEZA MECÁNICA
PIEZA MECÁNICA
ETSI - I.C.A.I.
1:1
PM/IRR-B/02
59,7
73,1
43,2
JS16

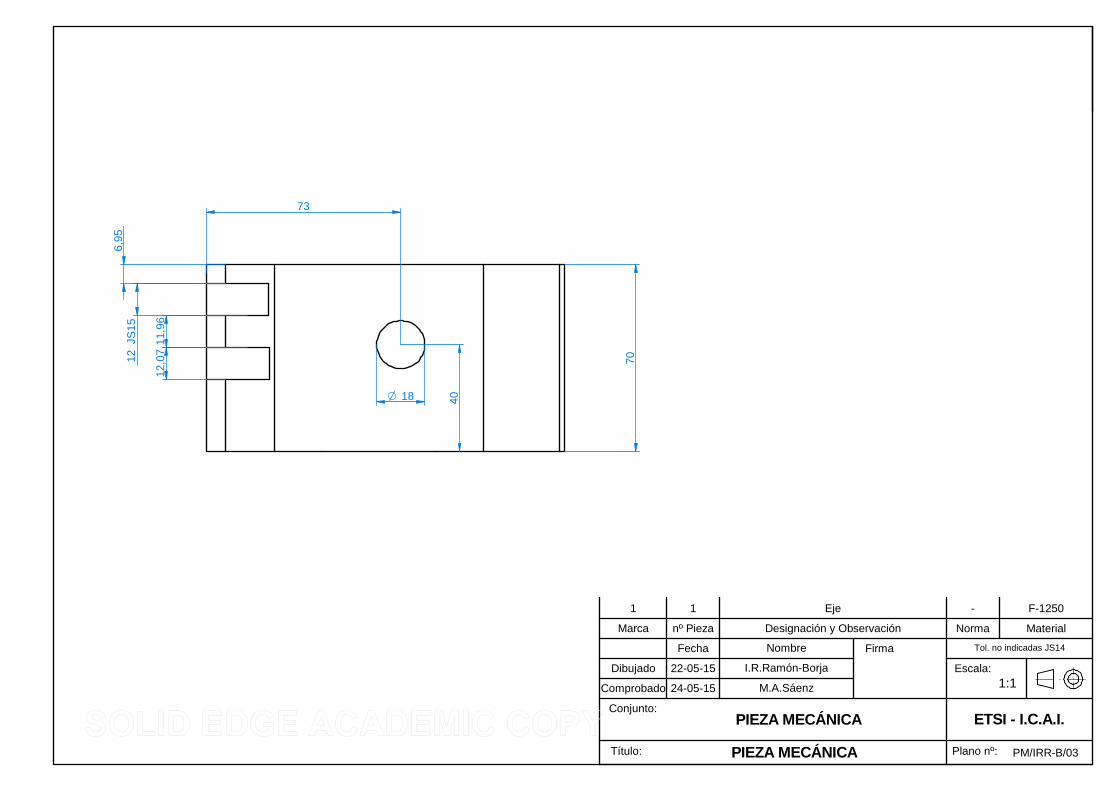
Marca nº Pieza Designación y Observación Norma Material
1 1 Eje - F-1250
Fecha
Dibujado
Comprobado
22-05-15
24-05-15
Nombre
I.R.Ramón-Borja
M.A.Sáenz
Firma
Escala:
Tol. no indicadas JS14
Conjunto:
Título: Plano nº:
PIEZA MECÁNICA
PIEZA MECÁNICA
ETSI - I.C.A.I.
1:1
PM/IRR-B/03
O 18 40
73
70
6,95
12JS
15
11,9
612
,07


Marca nº Pieza Designación y Observación Norma Material
1 1 Eje - F-1250
Fecha
Dibujado
Comprobado
22-05-15
24-05-15
Nombre
I.R.Ramón-Borja
M.A.Sáenz
Firma
Escala:
Tol. no indicadas JS14
Conjunto:
Título: Plano nº:
PIEZA MECÁNICA
PIEZA MECÁNICA
ETSI - I.C.A.I.
1:1
PM/IRR-B/04
40
123,42
94,9
73
R 8,99


UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
DOCUMENTO 3: PLIEGO DE
CONDICIONES

UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL

ÍNDICE DE LA MEMORIA
I
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Índice del Pliego de condiciones
Capítulo 1 Pliego de condiciones ..................................................................... 3
1.1 Objeto ............................................................................................................... 3
1.2 Condiciones generales del contrato ................................................................ 3
1.3 Presupuesto de licitación ................................................................................. 4
1.4 Plazo de ejecución ............................................................................................ 4
1.5 Revisión de precios .......................................................................................... 5
1.6 Requisitos para la contratación con la empresa ........................................... 5
1.7 Presentación de las ofertas. ............................................................................. 6
1.8 Contenido de las ofertas. ................................................................................. 7
1.9 Adjudicación .................................................................................................. 11
1.10 Documentación exigible ................................................................................ 12
1.11 Fianza ............................................................................................................. 13
1.12 Formalización. ............................................................................................... 14
1.13 Extinción del contrato ................................................................................... 15
1.14 Prórroga de contrato ..................................................................................... 16
1.15 Régimen jurídico de contrato ....................................................................... 16
1.16 Anexos............................................................................................................. 16

Pliego de condiciones
2
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL

Pliego de condiciones
3
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Capítulo 1 PLIEGO DE CONDICIONES
1.1 OBJETO
El objeto del contrato que se regirá por el presente pliego, es exponer las
condiciones de contratación de un proceso de medición aplicado a materia
orgánica.
El proceso de medición del modelo precisa la adquisición de la máquina del
brazo de medición, que aportará la precisión necesaria para el desarrollo del
proyecto, junto con el software Geomagic para el registro de las medidas.
Este pliego de condiciones generales definirá los términos y condiciones
bajo los cuales se procederá a elaborar sistemas de medición con los que se
proporcionarán modelos precisos válidos para un estudio posterior, así como para
aportar ideas básicas de diseño de un patrón, basándose en las especificaciones
expuestas.
1.2 CONDICIONES GENERALES DEL CONTRATO
Este pliego y sus anexos, el pliego de condiciones técnicas y particulares y
los proyectos o programas de trabajo que sea preciso presentar según las
condiciones fijadas para la contratación del proceso de medición revisten carácter
contractual, por lo que la presentación de ofertas implicará la manifestación
expresa del licitador de que acepta su contenido, debiendo ser firmados en prueba
de conformidad por el adjudicatario en el acto mismo de la formalización del
contrato.

Pliego de condiciones
4
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
1.3 PRESUPUESTO DE LICITACIÓN
El presupuesto de licitación para la adjudicación de la contratación será el
que figure expresado en el pliego de condiciones técnicas y particulares.
1.4 PLAZO DE EJECUCIÓN
Será el previsto en el pliego de condiciones técnicas y particulares.
Cuando se produzcan retrasos por motivos no imputables al adjudicatario y
éste se ofrezca a cumplir sus compromisos si se le prorroga el plazo fijado para la
ejecución del contrato, se podrá conceder un plazo que será, por lo menos, igual al
tiempo perdido a no ser que el adjudicatario solicitara otro menor.
Podrá modificarse el plazo de ejecución si en las circunstancias previstas en
los documentos que sirvan de base para la contratación, fuera preciso modificar el
contrato. En este caso, el órgano competente incluirá en la aprobación de dichas
modificaciones la ampliación de plazo correspondiente a su ejecución, que será
proporcional al porcentaje de incremento que supongan. También se considerará
la ampliación de plazo necesaria para absorber los retrasos que hubiera
ocasionado la tramitación del expediente.
La petición de prórroga por parte del contratista deberá tener lugar en el
plazo máximo de un mes contando desde el día en que se produzca la causa que
origina el retraso y siempre antes de la terminación del contrato, entendiéndose
que renuncia a su derecho cuando no se solicite dentro del plazo citado.

Pliego de condiciones
5
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
1.5 REVISIÓN DE PRECIOS
La revisión del precio por el que se adjudique el contrato, sólo podrá tener
lugar, en su caso, cuando se haya ejecutado el 20% de su importe y haya
transcurrido un año desde su adjudicación, sin que el 20% del precio de
adjudicación pueda ser objeto de revisión, ni ésta puede tener lugar durante el
primer año desde la adjudicación.
Cuando la cláusula de revisión se aplique sobre períodos de tiempo en los
que el contratista hubiera incurrido en mora y sin perjuicio de las penalizaciones
que procedan, los índices de precios que se tendrán en cuenta serán aquellos que
hubiesen correspondido a la fecha establecida en el contrato para la realización de
la prestación objeto del mismo en plazo, salvo que los correspondientes al período
real de ejecución produzcan un coeficiente inferior, en cuyo caso se aplicarán
estos últimos.
1.6 REQUISITOS PARA LA CONTRATACIÓN CON LA EMPRESA
Podrán optar a la formalización de contrato las personas naturales o
jurídicas que tengan plena capacidad de obrar y que acrediten su solvencia
económica, financiera y técnica o profesional en la forma que determine el
presente pliego y el de condiciones técnicas y particulares, siempre que reúnan los
siguientes requisitos:
a) No estar incursa en ninguna de las circunstancias enumeradas en el
anexo 1 del presente pliego.
b) No haber sido parte en otro contrato celebrado con la empresa que
hubiera sido resuelto por el incumplimiento del contratista, salvo que la
participación de la empresa en el procedimiento de contratación resulte
Pliego de condiciones
6
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
conveniente para los intereses de la empresa y se justifique en el
expediente.
c) No haber pertenecido a los órganos de gobierno ni haber formado parte
del personal directivo de la empresa, durante los dos últimos años.
Si la sociedad tuviese conocimiento de que el adjudicatario no reúne las
condiciones exigidas con posterioridad a la celebración del contrato, o si la
vinculación aludida en el apartado c) se produjese a lo largo del desarrollo de éste,
aquélla podrá resolverlo dejándolo sin efecto, con derecho a exigir del contratista
el resarcimiento de los daños y perjuicios que haya podido causar.
1.7 PRESENTACIÓN DE LAS OFERTAS.
Los licitadores que deseen participar en un procedimiento de contratación
convocado por la empresa deberán presentar sus ofertas en el lugar que se indique
en el anuncio de contratación o, en su caso, en la comunicación de la misma.
La presentación de la documentación a que se refiere el párrafo anterior se
realizará dentro del plazo de admisión de ofertas fijado en el anuncio de
contratación o en la comunicación por la que se convoque a la misma, y en horas
de oficina, pudiendo optar por su remisión por correo.
Cuando se opte por la remisión por correo, el oferente deberá justificar la
fecha y hora de imposición del envío en la empresa y anunciar a la Unidad Central
de Contratación la remisión de la oferta en el mismo día. No se admitirán las
ofertas enviadas por correo que no hayan sido impuestas en la empresa antes del
vencimiento del plazo establecido para su prestación.

Pliego de condiciones
7
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
1.8 CONTENIDO DE LAS OFERTAS.
Las ofertas se presentarán en tres documentos independientes e
individualizados en los que conste claramente el nombre o denominación del
licitador, su firma o la de la persona que acredite su representación, así como una
relación detallada de la documentación que se incorpore a cada uno de los
documentos. Dichos documentos deberán a su vez, cumplir los siguientes
requisitos:
Documento nº 1:
TÍTULO DE LA CARÁTULA: “Documentación Técnica”. Se hará constar
el objeto de la contratación y el nombre del licitador.
CONTENIDO: Exclusivamente contendrá la documentación de carácter
técnico exigida en el pliego de condiciones técnicas y particulares, sin ninguna
referencia a los aspectos económicos.
Toda la documentación técnica exigida deberá ser presentada en castellano.
Documento nº 2:
TÍTULO DE LA CARÁTULA: “Documentación general”. Se hará constar
el objeto de la contratación y el nombre del licitador.
CONTENIDO: Toda la documentación se presentará mediante originales,
fotocopias autenticadas o testimonio notarial de la misma, que en caso de no estar
en castellano, deberán traducirse oficialmente al mismo.
Acreditación de la personalidad:
1) Si el licitador es persona física, deberá presentar el documento que
acredite su personalidad (Documento Nacional de Identidad para
españoles, pasaporte, autorización de residencia y permiso de trabajo
para extranjeros)

Pliego de condiciones
8
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
2) Si el licitador es persona jurídica, deberá aportar la escritura de
constitución o modificación, en su caso, inscrita en el Registro Mercantil
cuando este requisito fuera exigible conforme a la legislación mercantil
que le sea aplicable. Si no lo fuere, la escritura o documento de
constitución, estatutos o acto fundacional en el que consten las normas
por las que se regula su actividad inscritos, en su caso, en el
correspondiente Registro Oficial.
3) Las empresas no españolas de estados miembros de la comunidad
europea o de los estados signatarios del acuerdo sobre el espacio
económico europeo, deberán acreditar su inscripción en los registros que
correspondan de los que se relacionan en el Real Decreto 390/1996, de 1
de marzo (BOE de 21 de marzo de 1.996), o norma que le sustituya.
4) Las demás empresas extrajeras acreditarán su capacidad de obrar con
certificación expedida por la respectiva representación diplomática
española en la que se haga constar que figura inscrita en el registro local
profesional, comercial o análogo, o en su defecto, que actúan
habitualmente en el ámbito de las actividades a las que se refiere el
objeto de contratación.
Las empresas extranjeras no comunitarias deberán acompañar un informe de
la respectiva representación diplomática española sobre:
La condición de estado signatario del acuerdo sobre contratación
pública de la Organización Mundial de Comercio o, en caso
contrario, que el estado de procedencia de la empresa extranjera
admite a su vez la participación de empresas españolas en la
contratación con la administración, en forma sustancialmente
análoga.
Cuando el licitador no actúe en nombre propio o se trate de sociedad
o persona jurídica, deberá presentar apoderamiento bastante para

Pliego de condiciones
9
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
representar a la persona o entidad en cuyo nombre se concurra ante
la empresa, inscrito en el Registro Mercantil.
Documentación acreditativa de cumplir los requisitos de solvencia
económica, financiera y técnica o profesional conforme se especifica
a continuación:
Solvencia económica y financiera: Se acreditará por
cualquiera de las siguientes formas:
1. Presentación de informe de instituciones financieras o,
en su caso, el justificante de la existencia de un seguro de
indemnización por riesgos profesionales.
2. Tratándose de personas jurídicas, presentación de las
cuentas anuales o extracto de las mismas, en el supuesto
de que la publicación de éstas sea obligatoria en los
estados en donde aquellas se encuentren establecidas
3. Declaración relativa a la cifra de negocios global y de las
obras, suministros, servicios o trabajos realizados por la
empresa en el curso de los tres últimos ejercicios, en
función de cuál sea la naturaleza de la contratación.
4. Cualquier otra forma de acreditación que se especifique
en el pliego de condiciones técnicas y particulares.
Solvencia técnica
Se acreditará conforme a lo previsto en el pliego de
condiciones técnicas y particulares.
En el caso de uniones de empresarios constituidas
temporalmente al efecto, se incluirá un escrito indicando los
nombres y circunstancias de los empresarios que suscriben
la unión, la participación de cada uno de ellos y el
nombramiento o designación de representante o apoderado
único de la unión con poderes bastantes para ejercitar los

Pliego de condiciones
10
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
derechos y cumplir las obligaciones que se deriven del
contrato hasta su extinción.
Cada uno de los empresarios que componen la unión
deberá acreditar su capacidad de obrar con los documentos
que se detallan en los números anteriores.
Las personas físicas o jurídicas de estados no
pertenecientes a la comunidad europea, además de acreditar
su plena capacidad para contratar y obligarse conforme a la
legislación de su estado y su solvencia económica y
financiera, técnica o profesional, deberán justificar que
tienen abierta sucursal en España, con designación de
apoderados o representantes para sus operaciones y que
están inscritas en el Registro Mercantil.
Declaración bajo responsabilidad del firmante,
otorgada ante notario o ante la unidad central de la empresa,
de no incurrir en ninguna de las causas, conforme al modelo
que figura en anexo 1, que imposibilitan la contratación con
la empresa.
Documento nº 3:
TÍTULO DE LA CARÁTULA: “Oferta Económica”. Se hará constar el
objeto de la contratación y el nombre del licitador.
CONTENIDO: Oferta ajustada al modelo determinado en el anexo 2 de este
pliego.
Tanto en las ofertas que formulen los empresarios como en el presupuesto
de licitación, se entenderán comprendidos a todos los efectos los gastos generales
y el beneficio industrial, así como los importes de los tributos de toda índole que
graven las prestaciones objeto del contrato, excluido el impuesto sobre el valor
añadido (IVA) o cualquier otro impuesto indirecto equivalente, según

Pliego de condiciones
11
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
corresponda, y que deberán ser identificados y posteriormente repercutidos como
partidas independientes.
Cada licitador no podrá presentar más de una oferta, suscribir ninguna
propuesta en unión temporal de empresa (UTE) con otras si lo ha hecho
individualmente, o figurar en más de una UTE. La vulneración de esta regla
reducirá la exclusión de todas las ofertas en las que intervenga.
No se aceptarán aquellas ofertas que tengan omisiones, errores o tachaduras
que impidan conocer claramente lo que la empresa estime fundamental para
considerar la oferta.
Salvo que el pliego de condiciones técnicas y particulares establezca otra
cosa, no se admitirán variantes o alternativas en la oferta, aunque podrán
presentarse en el proceso de negociación si así lo admite posteriormente la
empresa.
1.9 ADJUDICACIÓN
La adjudicación se realizará de acuerdo con los criterios que se determinen
en el pliego de condiciones técnicas y particulares, pudiendo declarar desierta la
contratación si ninguna de las ofertas fuera aceptable.
En el supuesto de que el adjudicatario incumpliera las condiciones previstas
en el presente pliego previas a la firma del contrato, o no suscribiera el mismo, el
órgano de adjudicación adoptará la decisión que corresponda, pudiendo, en todo
caso, adjudicar la contratación a otro licitador dentro del mismo procedimiento.
Antes de la adjudicación, la empresa podrá requerir la presentación de
documentación complementaria, aclaración o modificaciones de las ofertas que
considere oportunas para el mayor acierto en la adjudicación.
Pliego de condiciones
12
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
1.10 DOCUMENTACIÓN EXIGIBLE
Para la formalización del contrato el adjudicatario deberá aportar los
documentos que se relacionan a continuación:
a) El adjudicatario deberá acreditar, antes de la firma del contrato, que
está al corriente de sus obligaciones fiscales y de seguridad social.
Se entenderá que las empresas están al corriente en el cumplimiento
de sus obligaciones tributarias y de seguridad social mediante la
acreditación de las circunstancias previstas en los artículos 7.1 y 8.1,
respectivamente, del Real Decreto 390/1996, de 1 de marzo (BOE nº
70 de 21/3/96) o norma que le sustituya.
Las circunstancias mencionadas en el párrafo anterior se acreditarán
mediante certificación administrativa expedida por el órgano
competente, excepto para la acreditación de estar al corriente en el
impuesto de actividades económicas, cuya acreditación se efectuará
mediante la presentación del alta y, en su caso, del último recibo del
Impuesto sobre Actividades Económicas. Las citadas certificaciones
tendrán una validez, a efectos de seis meses a contar desde la fecha
de expedición.
Cuando la empresa no esté obligada a presentar las declaraciones o
documentos a que se refiere el párrafo segundo de este apartado, se
acreditará esta circunstancia mediante declaración responsable
b) El adjudicatario, antes de la formalización del contrato, deberá
presentar los justificantes de la fianza exigida en el apartado “D” del
cuadro de características, así como del abono de los gastos del
anuncio o anuncios de licitación.
c) En el supuesto de que la licitación sea adjudicada a una Unión
Temporal de Empresa (UTE), deberá acreditarse la constitución de
la misma ante la Unidad Gestora de contratación mediante escritura.

Pliego de condiciones
13
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
d) En todo caso, la empresa podrá exigir que se acrediten
documentalmente la propiedad de la maquinaria y medios auxiliares
que la empresa haya declarado tener a disposición, así como
cualquier otra documentación que considere conveniente.
1.11 FIANZA
El adjudicatario viene obligado a constituir y acreditar una fianza, previa a
la formalización del contrato, en la cuantía que se indique en el apartado “D” del
cuadro de características, en el plazo de diez días desde que se le notifique la
adjudicación.
La fianza podrá constituirse en metálico o mediante aval prestado por
alguno de los bancos, cajas de ahorros, cooperativas de crédito, establecimientos
financieros de créditos y sociedades de garantía recíproca autorizados para operar
en España.
El contenido del aval se ajustará al modelo que figura en anexo 3 al presente
pliego.
El importe de la fianza se destinará al resarcimiento de los daños y
perjuicios que por cualquier causa pudiera incurrir en la ejecución del contrato o
durante el período de vigencia de la garantía fijada en el apartado “F” del cuadro
de características, y en su caso, para satisfacción de las penas pecuniarias que se
hayan estipulado.
Salvo que el pliego de condiciones técnicas y particulares o cualquier otro
documento de carácter contractual, estipulen lo contrario, el pago de las penas
pecuniarias no sustituirá el resarcimiento de daños y perjuicios por
incumplimiento del contratista, ni eximirá de cumplir con las obligaciones
contractuales, pudiendo exigirse, conjuntamente, el cumplimiento de dichas
obligaciones y la satisfacción de las penas pecuniarias estipuladas.

Pliego de condiciones
14
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Cuando a consecuencia de la modificación del contrato experimente
variación el valor total del mismo, se ajustará la fianza constituida en la cuantía
necesaria para que se mantenga la debida proporcionalidad entre la fianza y el
presupuesto del contrato.
Dentro del plazo de tres meses a partir de la finalización del contrato, o del
plazo de garantía fijado en el apartado “F” del cuadro de características, se
procederá a la devolución del importe de la fianza o, en su caso, a la cancelación
del aval ejecutable.
1.12 FORMALIZACIÓN.
El adjudicatario queda obligado a suscribir el contrato en el plazo que se fije
en el pliego de condiciones técnicas y particulares y, en su defecto, en el plazo de
15 días desde que se le notifique la adjudicación. Transcurrido dicho plazo sin que
se hubiera formalizado el documento contractual por causas imputables al
adjudicatario, el órgano competente podrá aprobar la adjudicación al licitador que
hubiere presentado la segunda mejor oferta, previa notificación de dicha
circunstancia al contratista que hubiere incumplido, sin perjuicio del derecho de la
sociedad a ser indemnizada en los daños sufridos.
El contrato podrá formalizarse en escritura pública cuando así lo solicite
cualquiera de las partes, siendo a cargo de la que lo solicite los gastos derivados
de su otorgamiento.

Pliego de condiciones
15
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
1.13 EXTINCIÓN DEL CONTRATO
El contrato se extinguirá por conclusión o cumplimiento, o bien por
resolución.
Son causas de resolución:
A. El incumplimiento de las cláusulas contenidas en los pliegos por los
que se rige la contratación, sus anexos, el contrato o cualquier otra
documentación que revista carácter contractual.
B. La muerte del contratista individual, salvo que los herederos
ofrezcan llevar a cabo el contrato bajo las condiciones estipuladas en
el mismo.
No obstante, la empresa podrá aceptar o desechar el ofrecimiento,
sin que en este último caso tengan derecho los herederos a
indemnización alguna por el resto del contrato dejado de ejecutar.
C. La extinción de la personalidad jurídica de la sociedad mercantil del
contratista, salvo que el patrimonio y organización de la sociedad
extinguida sea incorporado a otra entidad, asumiendo ésta última las
obligaciones de aquélla y siempre que la nueva entidad, en el plazo
de un mes, ofrezca llevar a cabo el contrato en las condiciones
estipuladas. La empresa puede admitir o desechar el ofrecimiento,
sin que en éste último caso, haya derecho a indemnización alguna.
D. El mutuo acuerdo entre la empresa y el contratista.
E. La cesión a terceros del contrato sin autorización de la empresa.
F. La declaración de quiebra o suspensión de pagos al contratista.
G. Cualquier otra causa que se establezca expresamente en el pliego de
condiciones técnicas y particulares o en el contrato. Cuando la
resolución sea por causas imputables al contratista, la empresa
ejecutará, si así procediese y a su sola discreción, la fianza
constituida haciendo suyo su importe.

Pliego de condiciones
16
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
1.14 PRÓRROGA DE CONTRATO
Una vez finalizado el plazo de vigencia del contrato, el contratista quedará
obligado, cuando así se requiera por la empresa, a prestar el servicio durante un
período máximo de tres meses.
1.15 RÉGIMEN JURÍDICO DE CONTRATO
Los contratos suscritos por la empresa y comprendidos en el ámbito de
aplicación del presente Pliego, se regirán por sus propias estipulaciones y, en lo
no expresamente pactado en los mismos, en cuanto no las contradigan y les sea de
aplicación, por las condiciones, prescripciones y previsiones contenidas en la
documentación complementaria e integradora de dichos contratos, según
enumeración y orden de prelación que a continuación se establece:
1. Pliego de condiciones técnicas y particulares.
2. Pliego de condiciones generales.
3. Los demás documentos que tengan carácter contractual según las
condiciones que regulan la contratación.
4. El ordenamiento jurídico privado.
1.16 ANEXOS
Los anexos 1, 2 y 3 forman parte integrante del presente pliego y revisten
por tanto carácter contractual.

Pliego de condiciones
17
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Anexo 1
CAUSAS QUE IMPIDAN LA CONTRATACIÓN CON LA EMPRESA
D……………………………………………………………………………
…………..con NIF…………………………………………como
representante de la
empresa………………………………………………………………………
……….., según se acredita mediante poder otorgado ante el
Notario……………………………………………………………… el día
…….….al número de su protocolo y que no han sido revocados ni
restringidos o modificados en forma alguna.
(Cumplimentar en caso de que sea una persona jurídica)
D……………………………………………………………………………
………………………………………………………………………., con
NIF
………………………………………………………………………………
………………………………………………………………………..
(Cumplimentar en caso de que sea una persona física)
………………………………………………………………………………
………………………………………………………………………………
………………………………………………………………………………
…
Ante la empresa, comparece y promete/jura que ni él ni la empresa a
la que representa se hallan incursos en ninguna de las siguientes causas que
impedirían la contratación con la misma:

Pliego de condiciones
18
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
1. Haber sido condenados mediante sentencia firme por delitos de
falsedad, contra el patrimonio y contra el orden socioeconómico,
cohecho, malversación, tráfico de influencias, revelación de secretos,
uso de información privilegiada, delitos contra la Hacienda Pública y la
Seguridad Social, delitos contra los derechos de los trabajadores o por
delitos relativos al mercado y a los consumidores. La prohibición de
contratar alcanza a las personas jurídicas cuyos administradores o
representantes, vigente su cargo o representación, se encuentren en la
situación mencionada por actuaciones realizadas en nombre o a
beneficio de dichas personas jurídicas o en las que concurran las
condiciones, cualidades o relaciones que requiera la correspondiente
figura de delito para ser sujeto activo del mismo.
2. Haber sido declarados en quiebra, en concurso de acreedores, insolvente
fallido en cualquier procedimiento o sujeto a intervención judicial; haber
iniciado expediente de quita y espera o de suspensión de pagos o
presentado solicitud judicial de quiebra o de concurso de acreedores,
mientras, en su caso, no fueren rehabilitados.
3. Haber sido sancionados con carácter firme por infracción grave en
materia de disciplina de mercado, en materia profesional o en materia de
integración laboral de minusválidos o muy grave en materia social, de
acuerdo con lo dispuesto en la Ley 8/1998, de 7 de abril, sobre
infracciones y sanciones en el orden social o en materia de seguridad y
salud en el trabajo, de conformidad con lo dispuesto en la Ley 31/1995,
de 8 de noviembre, sobre prevención de riesgos laborales.
4. Estar incursa la persona física o los administradores de la persona
jurídica en alguno de los supuestos de la Ley 12/1995, de 11 de mayo,
de Incompatibilidades de los miembros del Gobierno de la Nación de los
Altos cargos de la Administración General del Estado, de la Ley
53/1984, de 26 de diciembre, de Incompatibilidades del personal al
servicio de las Administraciones Públicas o tratarse de cualquiera de los

Pliego de condiciones
19
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
cargos electivos regulados en la Ley Orgánica 5/19985, de 19 de junio,
del Régimen Electoral General, en los términos establecidos en la
misma. Esta prohibición alcanza a los cónyuges, personas vinculadas
con análoga relación de convivencia afectiva y descendientes de las
personas a que se refiere el párrafo anterior, siempre que, respecto de los
últimos, dichas personas ostenten su representación legal.
5. No hallarse al corriente en el cumplimiento de las obligaciones
tributarias o de Seguridad Social impuestas por las disposiciones
vigentes, en los términos que reglamentariamente se determinen.
6. Haber incurrido en falsedad grave al facilitar a la Administración las
declaraciones exigibles en cumplimiento de las disposiciones legales
vigentes.
7. Haber incumplido las obligaciones impuestas al empresario por los
acuerdos de suspensión de las clasificaciones concedidas o de la
declaración de inhabilitación para contratar con cualquiera de las
Administraciones Públicas.
8. Si se trata de empresarios no españoles de Estados miembros de la
Comunidad Europea, no hallarse inscritos, en su caso en un Registro
profesional o comercial en las condiciones previstas por la legislación
del Estado donde están establecidos.
9. Haber sido sancionado como consecuencia del correspondiente
expediente administrativo en los términos previstos en el artículo 82 de
la Ley General Presupuestaria y en el artículo 80 de la Ley General
Tributaria.
10. No acreditar la suficiente solvencia económica, financiera y técnica o
profesional.
Fecha y firma del licitador

Pliego de condiciones
20
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Anexo 2
MODELO DE OFERTA ECONÓMICA
Don/Doña:……………………………………………………………………
…………………..…………………………………………
Con domicilio en:
………………………………………………………………………………
………..…………………………………………
Calle/Plaza, nº:
………………………………………………………………………………
………..…………………………………………
En caso de actuar en representación
Como apoderado/a de:
………………………………………………………………………………
………..…………………………………………
Con domicilio en:
………………………………………………………………………………
………..…………………………………………
Calle/Plaza, nº:
………………………………………………………………………………
………..…………………………………………
Enterado de las condiciones y requisitos para concurrir al Procedimiento
convocado por la empresa para adjudicar la contratación de
………………………………………………………………………………
………….……………………………………………………………………

Pliego de condiciones
21
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
……………………..………………………………………..………………
…………………………
Cree que se encuentra en situación de acudir como licitador del mismo.
A este efecto hace constar que conoce los Pliegos que sirven de base a la
convocatoria, que acepta incondicionalmente sus cláusulas, que reúne todas
y cada una de las condiciones exigidas para contratar y que se compromete
en nombre (propio o de la empresa a la que representa) a realizar el objeto
del contrato con estricta sujeción a los expresados requisitos y condiciones
de acuerdo con la siguiente oferta:
Precio Base (en cifras) ……………€ (sin IVA o cualquier otro impuesto
indirecto equivalente)
Precio Base (en letras) ………….Euros (sin IVA o cualquier otro impuesto
indirecto equivalente)
Tipo Impositivo, IVA (o impuesto indirecto equivalente):…………%
Precio (en cifras) …………………………………………………………€
(con IVA o cualquier otro impuesto indirecto equivalente)
Precio (en letras):
………………………………………………………………………………
………..…………………………………………
…………………………………………Euros (con IVA o cualquier otro
impuesto indirecto equivalente)
Fecha y firma del licitador

Pliego de condiciones
22
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Anexo 3
LA ENTIDAD
………………………………………………………………………………
………..………………………………………………………………………
…………………
AVALA
Solidariamente a la empresa
………………………………………………………………………………
………..…………………………………………
Con domicilio social en
………………………………………………………………………………
………..…………………………………………
NIF……………………………………………………
Ante la empresa con renuncia a cualquier beneficio y en especial al de
orden, previa excusión y división de bienes, por la cantidad de
………………………………………………………………………………
………..…………………………………………EUROS
(…………………………..€).
Para responder de todas y cada una de las obligaciones y eventuales
responsabilidades de toda índole que se deriven del cumplimiento del
contrato de
………………………………………………………………………………
………..………………………………………………………………………
………………………………………………………..………………………

Pliego de condiciones
23
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
………………………………………………………………………………
………………………..…………
Número de expediente
………………………………………………………………………
El presente aval será ejecutable por la empresa, a PRIMERA DEMANDA O
PETICIÓN, bastando para ello el simple requerimiento notarial a la entidad
avalista dándole cuenta del incumplimiento contractual en que haya
incurrido la empresa avalada.
El suscriptor del aval se encuentra especialmente facultado para su
formalización según poderes otorgados ante el notario
D……………………………………………………………………………
…………..……………………………………… el día
…………………………………………
Al número de su protocolo y que no le han sido revolcados ni restringidos o
modificados en forma alguna.
Este aval, que ha sido inscrito con esa misma fecha en el Registro Especial
de Avales con el número……………………………., estará en vigor hasta
tanto no se hayan extinguido y liquidado todas y cada una de las
obligaciones contraídas por la empresa avalada y la empresa autorice su
cancelación.
En Madrid, a…………… de…………………………...………….
de………………..
Fdo. LA ENTIDAD AVALISTA
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
DOCUMENTO 4:
PRESUPUESTO

UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
ÍNDICE DEL PRESUPUESTO
I
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Índice del Presupuesto
Capítulo 1 Presupuesto ..................................................................................... 3
1.1 INTRODUCCIÓN ........................................................................................... 3
1.2 ETAPAS DEL PROYECTO .......................................................................... 3
1.2.1 Formación inicial ........................................................................................................... 3 1.2.2 Croquis ........................................................................................................................... 3 1.2.3 Medición con calibre y goniómetro ............................................................................... 4 1.2.4 Boceto del plano ............................................................................................................. 4 1.2.5 Estudio del proceso de medición .................................................................................... 4 1.2.6 Medida en el laboratorio ................................................................................................ 4 1.2.7 Cálculo ........................................................................................................................... 4 1.2.8 Retoques finales y formato ............................................................................................. 5
1.3 COSTES DEL PROYECTO .......................................................................... 5
1.3.1 Coste del personal .......................................................................................................... 6 1.3.2 Costes de amortización de las herramientas de trabajo .................................................. 8 1.3.3 Coste del material ......................................................................................................... 10 1.3.4 Costes extras ................................................................................................................ 10 1.3.5 Costes totales................................................................................................................ 11
1.4 Presupuesto total ........................................................................................... 12

ÍNDICE DEL PRESUPUESTO
II
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
ÍNDICE DE FIGURAS
III
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Índice de figuras
Figura 1. Gráfica de los diferentes costes del proyecto ......................................... 11
ÍNDICE DE FIGURAS
IV
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL

- 1 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Índice de tablas
Tabla 1. Horas que tiene un año aprovechables ...................................................... 5
Tabla 2. Tiempo dedicado a cada fase del proyecto ................................................ 6
Tabla 3. Coste de cada fase del proyecto ................................................................ 7
Tabla 4. Costes de amortización .............................................................................. 9
Tabla 5. Costes del material .................................................................................. 10
Tabla 6. Costes extras ............................................................................................ 10
Tabla 7. Costes totales del proyecto ...................................................................... 11

- 2 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL

Presupuesto
- 3 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Capítulo 1 PRESUPUESTO
1.1 INTRODUCCIÓN
Es necesario realizar un estudio económico del proyecto para ver si es realmente
rentable o no. Para ello, se tendrá en cuenta lo que cuesta tanto el trabajo del
ingeniero como todo aquello que se ha usado para realizar el proyecto.
1.2 ETAPAS DEL PROYECTO
Son las fases por las cuales se ha dividido el proyecto con una breve explicación
de en qué consiste dicha etapa del proyecto.
1.2.1 FORMACIÓN INICIAL
Antes de ir al laboratorio y de pensar en cómo realizar el proyecto se debe formar
al ingeniero. Debe ser capaz el ingeniero de usar todas las herramientas de las que
dispone en el laboratorio incluido el software correspondiente.
También se debe informar al ingeniero de la normativa vigente en el ámbito
metrológico en el momento de realizar el proyecto.
1.2.2 CROQUIS
Es importante empezar por un croquis a mano alzada de la pieza realizando todas
las vistas de la pieza posibles. Aquí no es necesario tener aún medidas.

Presupuesto
- 4 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
1.2.3 MEDICIÓN CON CALIBRE Y GONIÓMETRO
Es importante para tener una idea aproximada de las proporciones de la pieza y se
introducen en el croquis ya realizado.
1.2.4 BOCETO DEL PLANO
El primer plano se hace partiendo del croquis y las medidas ya obtenidas. Se
imprimen todas las vistas posibles de la pieza para su posterior estudio.
1.2.5 ESTUDIO DEL PROCESO DE MEDICIÓN
Con el primer plano en mano se estudia que vistas son necesarias y suficientes
para visualizar por completo la pieza. A partir de este punto se estudia cómo
medir la pieza, en qué orden y qué parámetros son importantes para una mejor
representación de la pieza mediante las medidas realizadas.
1.2.6 MEDIDA EN EL LABORATORIO
Con la información del estudio se procede a medir con los aparatos que se ha
decido usar y en el orden correspondiente. Se realizan 10 veces cada medida y si
alguna hay que repetirla porque se ha movido la pieza se repite.
Redacción de la memoria
Una vez finalizado el trabajo en el laboratorio se procede a escribir la memoria
para explicar todo el proyecto en qué consiste, cómo se ha hecho y qué resultados
se obtienen.
1.2.7 CÁLCULO
Mediante el programa Excel se calculan las incertidumbres necesarias para ver
qué es lo que más influye en la medida. Y se representa mediante gráficas los
porcentajes de casa contribución a la medida.

Presupuesto
- 5 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
1.2.8 RETOQUES FINALES Y FORMATO
Al final es necesario comprobar todo el trabajo realizado para corregir posibles
errores. De esa manera se repite aquella medida que se invalide si fuese necesario.
1.3 COSTES DEL PROYECTO
Ahora se debe analizar el coste del proyecto teniendo en cuenta los siguientes
apartados:
- Coste del personal
- Coste de la amortización de las herramientas de trabajo
- Coste del material
- Costes extras
Estos costes incluyen todo lo referente al proyecto tanto directa como
indirectamente ya sea factor humano o de las herramientas de trabajo.
Ya que el coste del personal se realizará por hora de trabajo es necesario conocer
la disponibilidad al año de trabajo para, posteriormente, calcular las horas de
trabajo realizado para este proyecto.
Tabla 1. Horas que tiene un año aprovechables
Tipo de días Días
Días del año 365
Sábados, Domingos y festivos 140
Días de vacaciones 20
Días de enfermedad 5
Días aprovechables 200
Total horas al año (20 horas a la semana) 800 Horas/Año

Presupuesto
- 6 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Los datos de días del año y números de días de fines de semana y días festivos se
ha calculado conforme a los días correspondientes para el año 2015.
1.3.1 COSTE DEL PERSONAL
En la realización del proyecto se necesita a una Ingeniero Industrial con
formación en Metrología. El coste de un Ingeniero Industrial por hora (horas
extras y de documentación incluidas) es de 35 euros.
A continuación se expone el número de horas que el Ingeniero Industrial a
dedicado a cada parte de la realización del proyecto.
Tabla 2. Tiempo dedicado a cada fase del proyecto
Fase del proyecto Duración (horas)
Formación inicial 5
Croquis 2
Medición con calibre y goniómetro 3
Boceto plano 3
Estudio de cómo diseñar el proceso de
medición
10
Medidas laboratorio 90
Redacción de la memoria 70
Cálculos 50
Retoques finales y formato 10
HORAS TOTALES 243
Teniendo en cuenta las horas de trabajo del ingeniero y el coste por hora del
mismo se obtiene el siguiente resultado:

Presupuesto
- 7 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Ahora el estudio más detallado por parte del proyecto:
Tabla 3. Coste de cada fase del proyecto
Fase del proyecto Duración (horas) Coste (€)
Formación inicial 5 200
Croquis 2 80
Medición con calibre y
goniómetro
3 120
Boceto plano 3 120
Estudio de cómo diseñar el
proceso de medición
10 400
Medidas laboratorio 90 3.600
Redacción memoria 70 2.800
Cálculos 50 2.000
Retoques finales y formato 10 400
COSTE TOTAL PERSONAL 243 9.720
Presupuesto
- 8 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
1.3.2 COSTES DE AMORTIZACIÓN DE LAS HERRAMIENTAS DE TRABAJO
En la elaboración del proyecto ha sido necesario el uso de la siguiente
instrumentación:
- Calibre (pie de rey)
- Goniómetro
- Brazo de medición por contacto (con ordenador)
- Perfilómetro (con ordenador)
- Máquina de visión (con ordenador)
- Sujeciones
- Mesa de na coordenada
La fórmula empleada para el cálculo de la amortización es la siguiente:
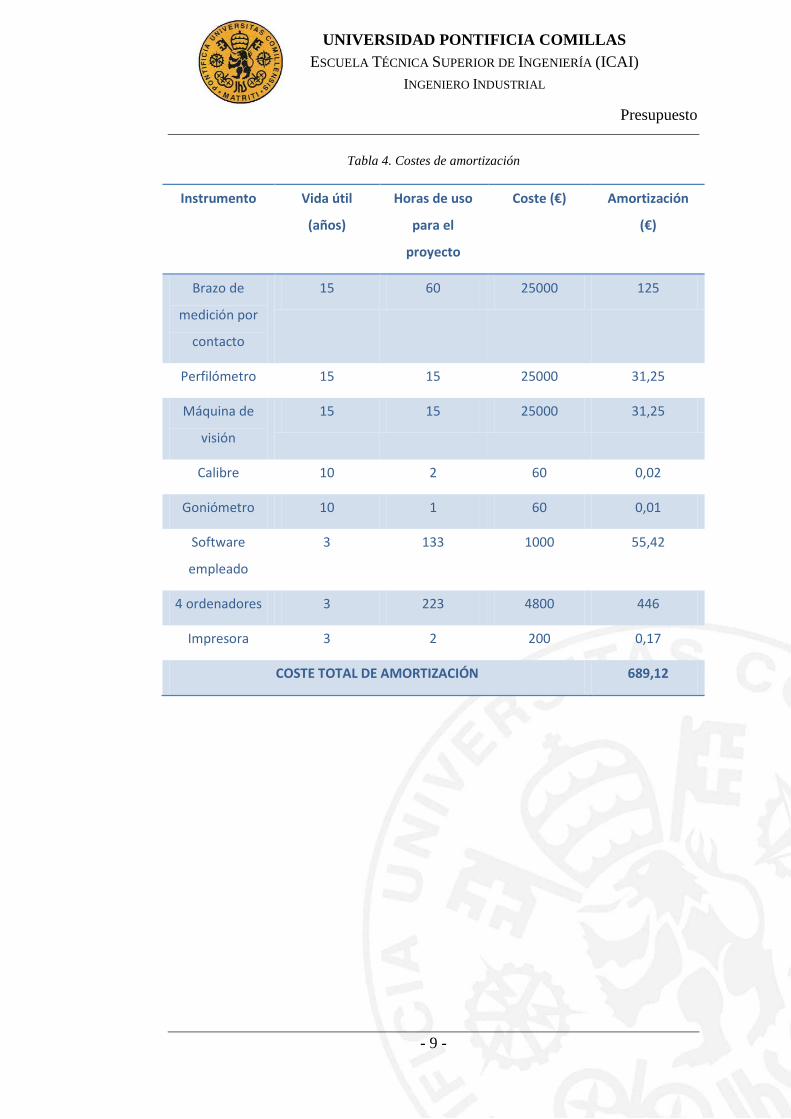
Presupuesto
- 9 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Tabla 4. Costes de amortización
Instrumento Vida útil
(años)
Horas de uso
para el
proyecto
Coste (€) Amortización
(€)
Brazo de
medición por
contacto
15 60 25000 125
Perfilómetro 15 15 25000 31,25
Máquina de
visión
15 15 25000 31,25
Calibre 10 2 60 0,02
Goniómetro 10 1 60 0,01
Software
empleado
3 133 1000 55,42
4 ordenadores 3 223 4800 446
Impresora 3 2 200 0,17
COSTE TOTAL DE AMORTIZACIÓN 689,12

Presupuesto
- 10 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
1.3.3 COSTE DEL MATERIAL
Además de los costes anteriores, es necesario tener en cuenta el coste del material
empleado para poder llevar a cabo el proyecto.
Tabla 5. Costes del material
Tipo de material Coste (€)
Material empleado en el laboratorio 20
Impresiones 40
Encuadernación 250
COSTE TOTAL DE MATERIALES 310
1.3.4 COSTES EXTRAS
Aquí se incluyen los gastos que se han generado por la luz consumida durante el
laboratorio y el uso de los instrumentos, las comunicaciones con la directora de
proyecto y los desplazamientos realizados hacia el laboratorio.
Tabla 6. Costes extras
Tipo de coste Coste (€)
Electricidad 200
Comunicaciones 75
Desplazamientos 55
GASTOS TOTALES 330
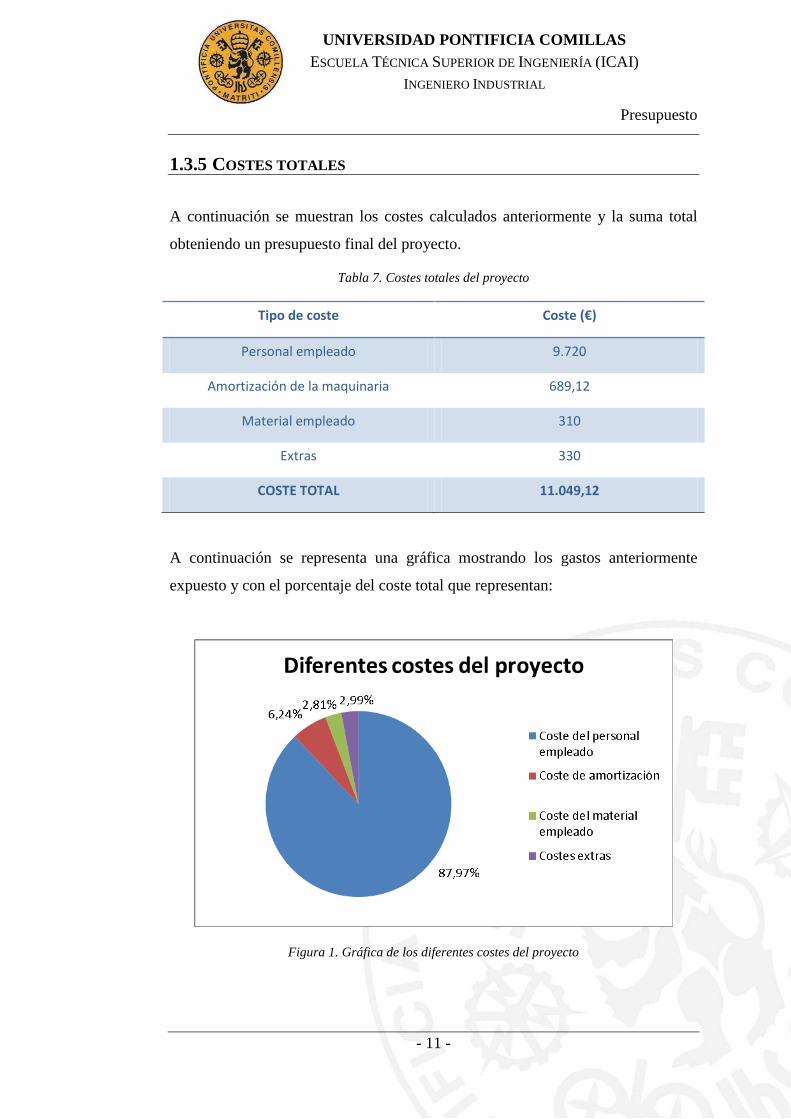
Presupuesto
- 11 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
1.3.5 COSTES TOTALES
A continuación se muestran los costes calculados anteriormente y la suma total
obteniendo un presupuesto final del proyecto.
Tabla 7. Costes totales del proyecto
Tipo de coste Coste (€)
Personal empleado 9.720
Amortización de la maquinaria 689,12
Material empleado 310
Extras 330
COSTE TOTAL 11.049,12
A continuación se representa una gráfica mostrando los gastos anteriormente
expuesto y con el porcentaje del coste total que representan:
Figura 1. Gráfica de los diferentes costes del proyecto

Presupuesto
- 12 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
1.4 PRESUPUESTO TOTAL
Coste Total: 11.049,12 €
Beneficio Ingeniero Industrial (20%): 2.209,82 €
Impuestos (18%): 1.988,84 €
Presupuesto Total del Proyecto: 15.247,78 €
Presupuesto efectuado por: Ignacio Ramírez Ramón-Borja
Fecha:
Firma:

UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
DOCUMENTO 5: ANEXOS

UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
ÍNDICE DE LA MEMORIA
I
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Índice de la memoria
Capítulo 1 T de Student .................................................................................... 3
Capítulo 2 Tablas ISO de tolerancias .............................................................. 5
2.1 TOLERANCIAS PARA MEDIDAS ANGULARES .................................... 5
2.2 TABLA ISO PARA EL CÁLCULOS DE LAS TOLERANCIAS
DIMENSIONALES ...................................................................................................... 6
Capítulo 3 Informes de medidas ....................................................................... 7

ÍNDICE DE LA MEMORIA
II
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL

- 1 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Índice de tablas
Tabla 1. T de Student .............................................................................................. 3
Tabla 2. Tolerancias para medidas angulares .......................................................... 5
Tabla 3. Tabla ISO para el cálculo de las tolerancias dimensionales ...................... 6

- 2 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL

T de Student
- 3 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Capítulo 1 T DE STUDENT
Las incertidumbres para obtener la incertidumbre expandida a partir de la
incertidumbre combinada se ha usado la t de Student.
Tabla 1. T de Student

- 4 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL

Tablas ISO de tolerancias
- 5 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Capítulo 2 TABLAS ISO DE TOLERANCIAS
2.1 TOLERANCIAS PARA MEDIDAS ANGULARES
Tabla 2. Tolerancias para medidas angulares
Clase de tol. Desviaciones permitidas para los rangos de longitudes, en milímetros del lado más corto del ángulo en cuestión
Desig. Descri. Hasta 10 Desde 10 hasta 50
Desde 50 hasta 120
Desde 120 hasta
400
Más de 400
f Fina ± 1º ± 0º30’ ± 0º20’ ± 0º10’ ± 0º5’
m Media
c Grosera ± 1º30’ ± 1º ± 0º30’ ± 0º15’ ± 0º10’
v Muy
grosera ± 3º ± 2º ± 1º ± 0º30’ ± 0º20’
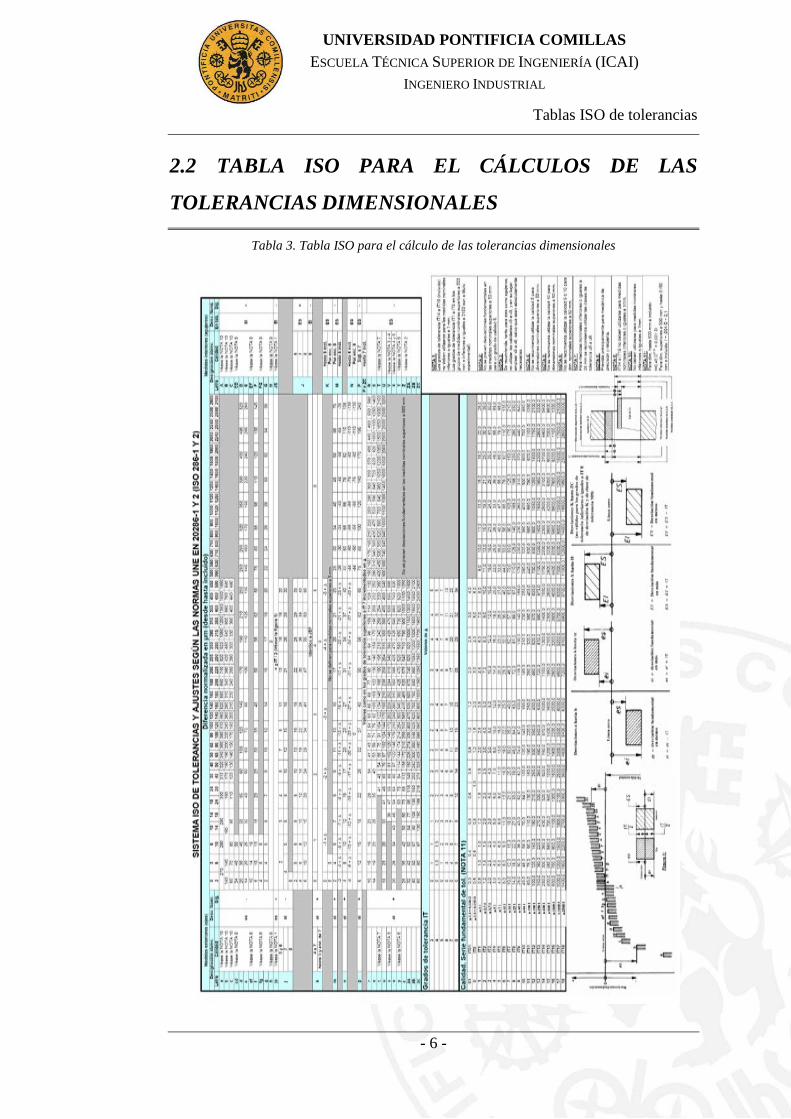
Tablas ISO de tolerancias
- 6 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
2.2 TABLA ISO PARA EL CÁLCULOS DE LAS
TOLERANCIAS DIMENSIONALES
Tabla 3. Tabla ISO para el cálculo de las tolerancias dimensionales

Informes de medidas
- 7 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Capítulo 3 INFORMES DE MEDIDAS
En este apartado se expondrá los informes que dan los instrumentos del
laboratorio. En dichos informes se representan las medidas tomadas en el
laboratorio. Es la manera que tiene los equipos de darnos las medidas realizadas
con ellos.
En concreto se incluyen en el proyecto los ifnromes dados por el Brazo de
medición por contacto y los del Perfilómetro.
Los informes de la Máquina de Visión no se incluyen debido a que harían el
proyecto demasiado largo y que el formato en que los daban no era adecuado para
el proyecto.

Informes de medidas
- 8 -
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL

ZEISS Calypso
Plan de Medición FechaMedicion1.0 16 Julio 2014
HoraNúmero de dibujo Pedido* drawingno * 12:45:58 * order *
Comprobador MMC Nº de pieza incremental1Master NonCZControl
Valor real Valor nom. Tol. sup. Tol inf. Desviacón
Diámetro
D1Tol inf.To l. sup.Valor nom.
999.0000 11.8973Cilindro3
Diámetro
D2Tol inf.To l. sup.Valor nom.
999.0000 11.8946Cilindro2
Diámetro
D3Tol inf.To l. sup.Valor nom.
999.0000 12.0706Cilindro5
Diámetro
D4Tol inf.To l. sup.Valor nom.
999.0000 11.8984Cilindro4
Diámetro
D5Tol inf.To l. sup.Valor nom.
999.0000 17.9558Cilindro6
1
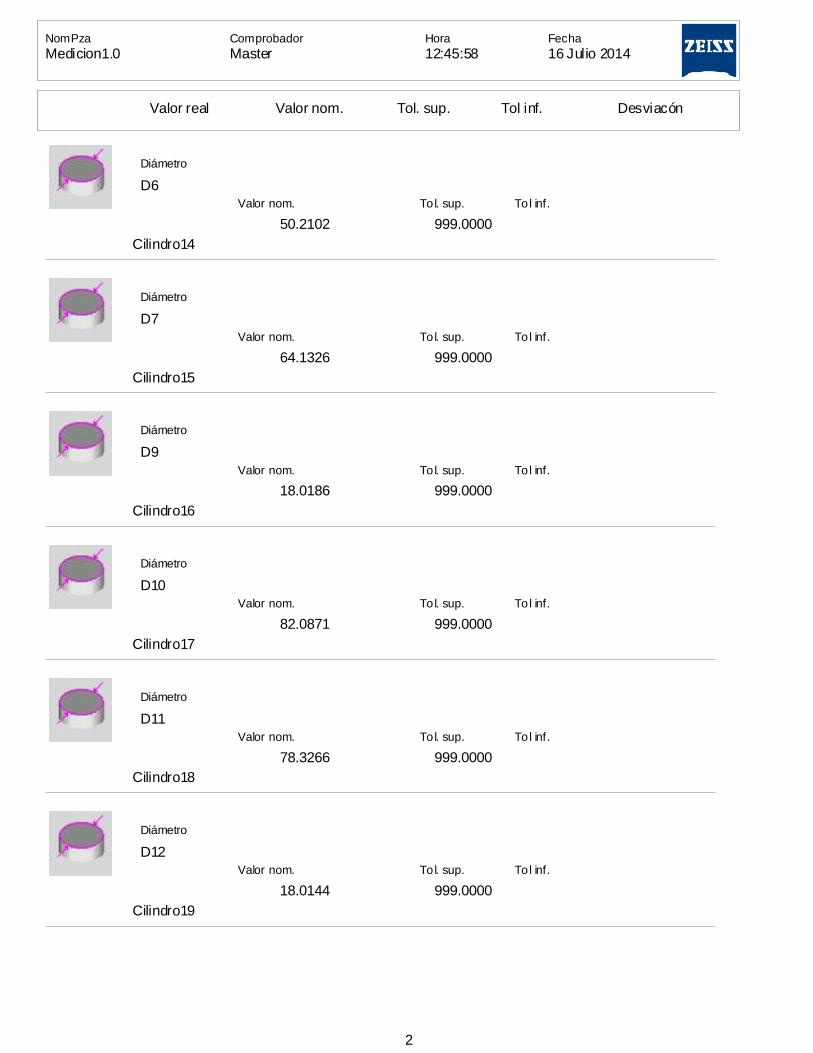
HoraNomPza FechaComprobador12:45:58Medicion1.0 16 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Diámetro
D6Tol inf.To l. sup.Valor nom.
999.0000 50.2102Cilindro14
Diámetro
D7Tol inf.To l. sup.Valor nom.
999.0000 64.1326Cilindro15
Diámetro
D9Tol inf.To l. sup.Valor nom.
999.0000 18.0186Cilindro16
Diámetro
D10Tol inf.To l. sup.Valor nom.
999.0000 82.0871Cilindro17
Diámetro
D11Tol inf.To l. sup.Valor nom.
999.0000 78.3266Cilindro18
Diámetro
D12Tol inf.To l. sup.Valor nom.
999.0000 18.0144Cilindro19
2

HoraNomPza FechaComprobador12:45:58Medicion1.0 16 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Diámetro
D13Tol inf.To l. sup.Valor nom.
999.0000 11.9765Cilindro20
Diámetro
D14Tol inf.To l. sup.Valor nom.
999.0000 18.1686Cilindro21
Radio
R1Tol inf.To l. sup.Valor nom.
999.0000 15.8663Cilindro13
Radio
R2Tol inf.To l. sup.Valor nom.
999.0000 17.9518Cilindro8
Radio
R3Tol inf.To l. sup.Valor nom.
999.0000 17.7164Cilindro7
Radio
R4Tol inf.To l. sup.Valor nom.
999.0000 6.0227Cilindro10
3
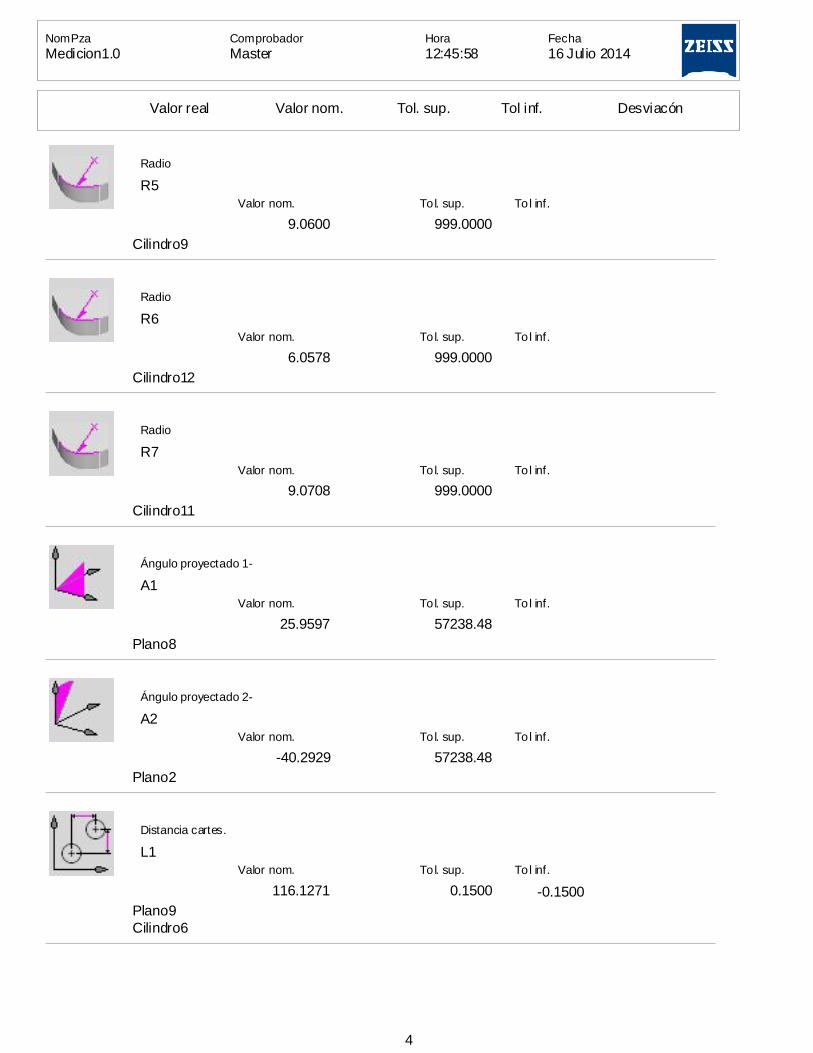
HoraNomPza FechaComprobador12:45:58Medicion1.0 16 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Radio
R5Tol inf.To l. sup.Valor nom.
999.0000 9.0600Cilindro9
Radio
R6Tol inf.To l. sup.Valor nom.
999.0000 6.0578Cilindro12
Radio
R7Tol inf.To l. sup.Valor nom.
999.0000 9.0708Cilindro11
Ángulo proyectado 1-
A1Tol inf.To l. sup.Valor nom.
57238.48 25.9597Plano8
Ángulo proyectado 2-
A2Tol inf.To l. sup.Valor nom.
57238.48 -40.2929Plano2
Distancia cartes.
L1Tol inf.To l. sup.Valor nom.
0.1500 116.1271 -0.1500Plano9 Cilindro6
4
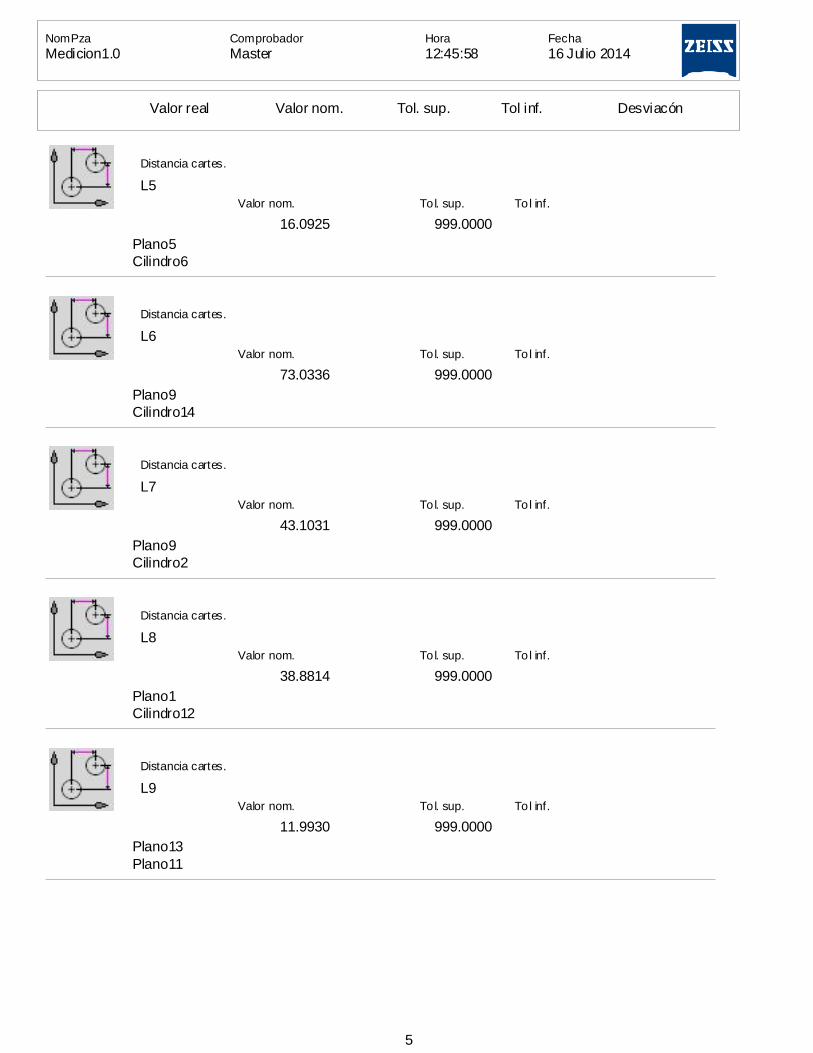
HoraNomPza FechaComprobador12:45:58Medicion1.0 16 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L5Tol inf.To l. sup.Valor nom.
999.0000 16.0925Plano5 Cilindro6
Distancia cartes.
L6Tol inf.To l. sup.Valor nom.
999.0000 73.0336Plano9 Cilindro14
Distancia cartes.
L7Tol inf.To l. sup.Valor nom.
999.0000 43.1031Plano9 Cilindro2
Distancia cartes.
L8Tol inf.To l. sup.Valor nom.
999.0000 38.8814Plano1 Cilindro12
Distancia cartes.
L9Tol inf.To l. sup.Valor nom.
999.0000 11.9930Plano13 Plano11
5
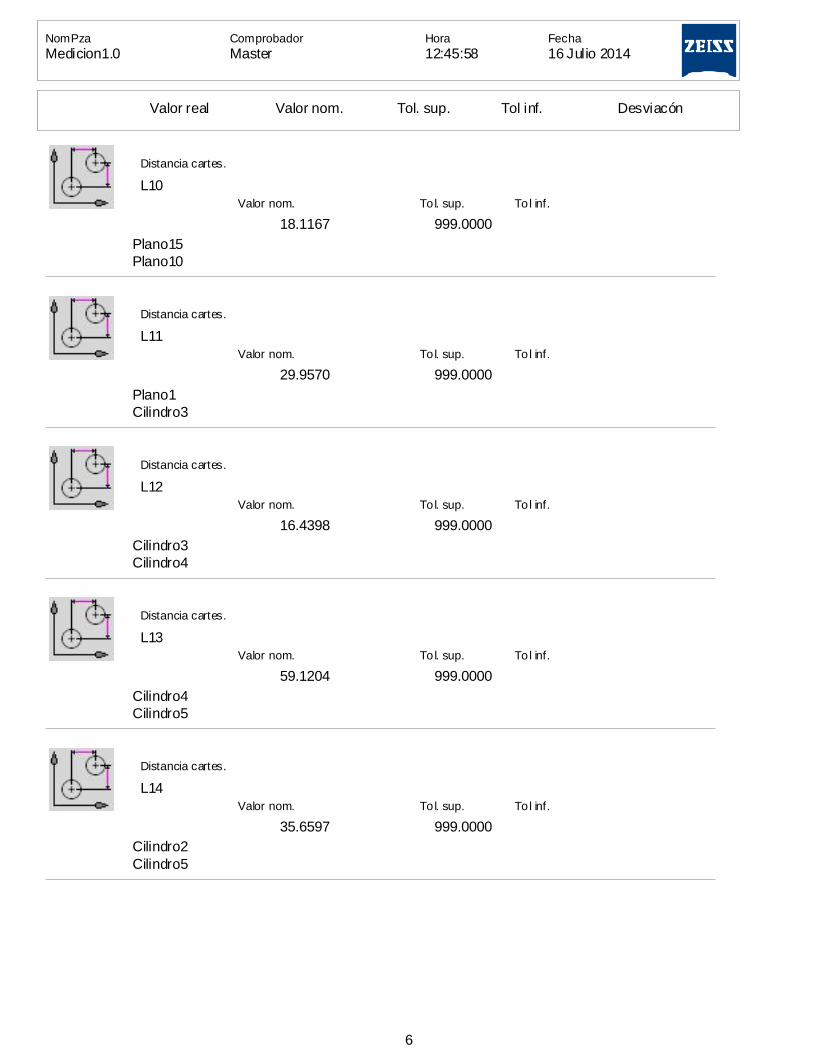
HoraNomPza FechaComprobador12:45:58Medicion1.0 16 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L10Tol inf.To l. sup.Valor nom.
999.0000 18.1167Plano15 Plano10
Distancia cartes.
L11Tol inf.To l. sup.Valor nom.
999.0000 29.9570Plano1 Cilindro3
Distancia cartes.
L12Tol inf.To l. sup.Valor nom.
999.0000 16.4398Cilindro3 Cilindro4
Distancia cartes.
L13Tol inf.To l. sup.Valor nom.
999.0000 59.1204Cilindro4 Cilindro5
Distancia cartes.
L14Tol inf.To l. sup.Valor nom.
999.0000 35.6597Cilindro2 Cilindro5
6

HoraNomPza FechaComprobador12:45:58Medicion1.0 16 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L15Tol inf.To l. sup.Valor nom.
999.0000 39.5486Cilindro2 Cilindro3
Distancia cartes.
L16Tol inf.To l. sup.Valor nom.
999.0000 30.2313Plano1 Cilindro2
Distancia cartes.
L17Tol inf.To l. sup.Valor nom.
999.0000 19.8975Plano9 Cilindro10
Distancia cartes.
L18Tol inf.To l. sup.Valor nom.
999.0000 59.7072Plano1 Cilindro14
Distancia cartes.
L19Tol inf.To l. sup.Valor nom.
999.0000 69.9868Plano16 Plano17
7

HoraNomPza FechaComprobador12:45:58Medicion1.0 16 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L20Tol inf.To l. sup.Valor nom.
999.0000 32.6501Plano9 Plano16
Distancia cartes.
L21Tol inf.To l. sup.Valor nom.
999.0000 39.9794Plano17 Cilindro16
Distancia cartes.
L23Tol inf.To l. sup.Valor nom.
999.0000 6.9654Plano16 Plano20
Distancia cartes.
L24Tol inf.To l. sup.Valor nom.
999.0000 12.0742Plano20 Plano21
Distancia cartes.
L25Tol inf.To l. sup.Valor nom.
999.0000 13.2072Plano19 Plano21
8
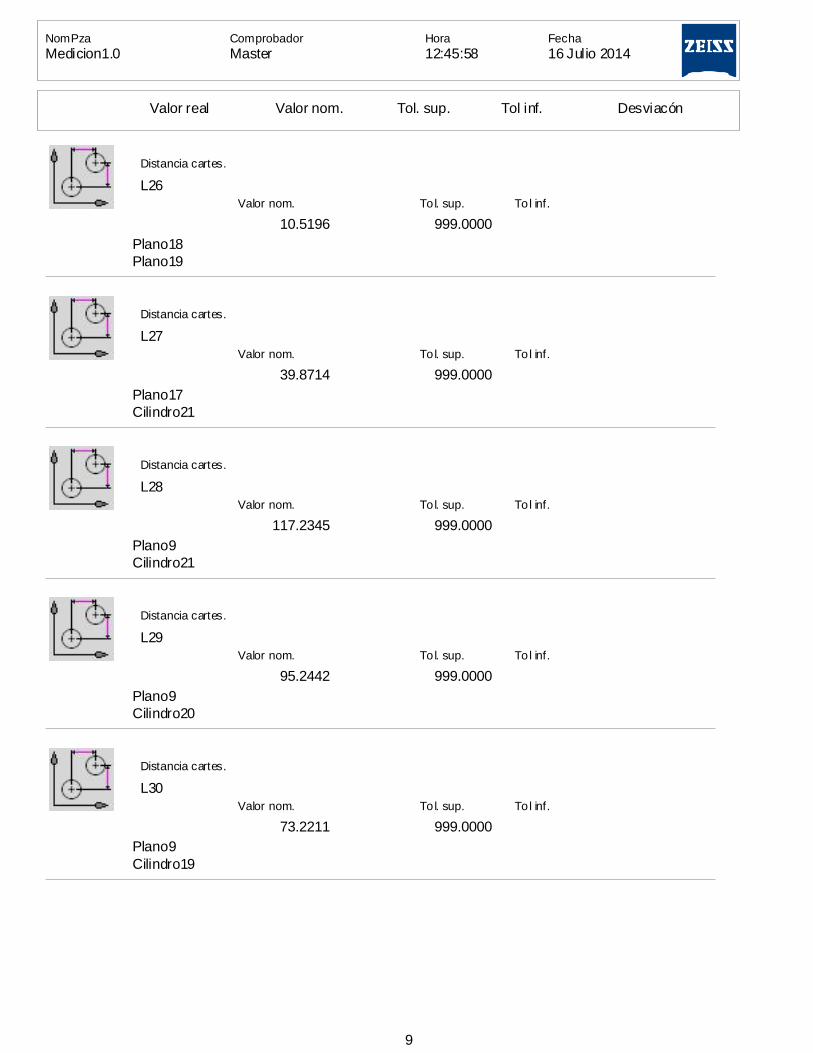
HoraNomPza FechaComprobador12:45:58Medicion1.0 16 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L26Tol inf.To l. sup.Valor nom.
999.0000 10.5196Plano18 Plano19
Distancia cartes.
L27Tol inf.To l. sup.Valor nom.
999.0000 39.8714Plano17 Cilindro21
Distancia cartes.
L28Tol inf.To l. sup.Valor nom.
999.0000 117.2345Plano9 Cilindro21
Distancia cartes.
L29Tol inf.To l. sup.Valor nom.
999.0000 95.2442Plano9 Cilindro20
Distancia cartes.
L30Tol inf.To l. sup.Valor nom.
999.0000 73.2211Plano9 Cilindro19
9
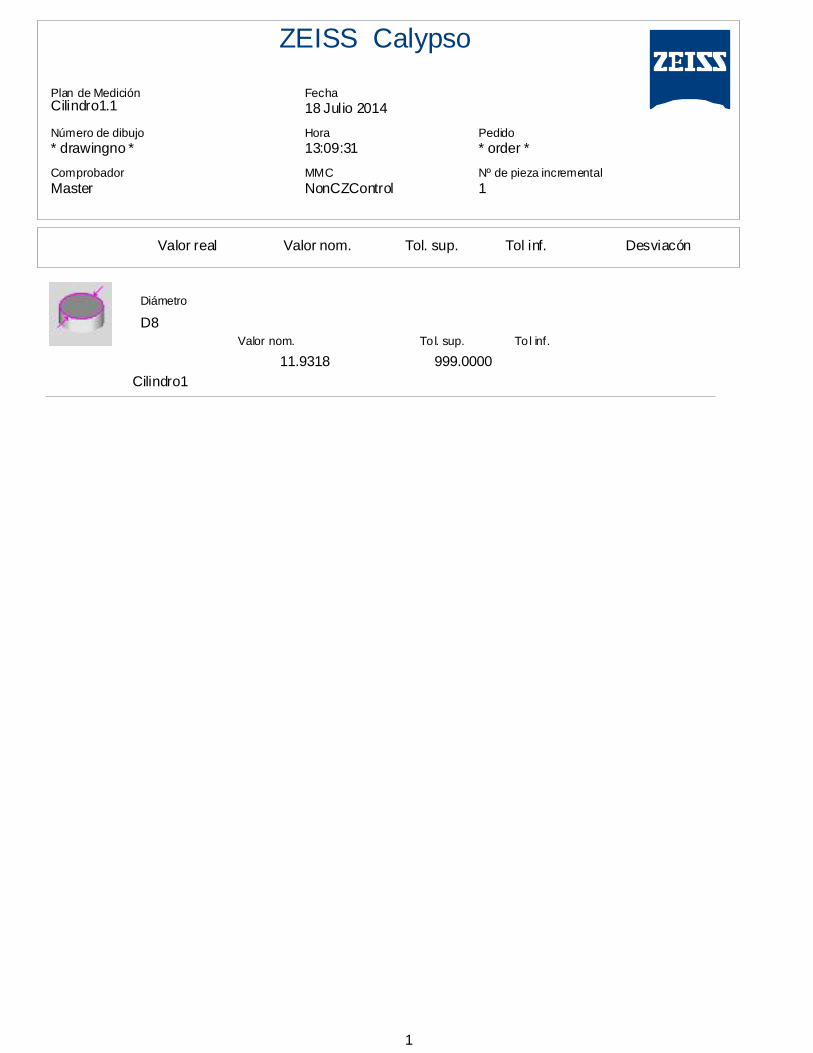
ZEISS Calypso
Plan de Medición FechaCilindro1.1 18 Julio 2014
HoraNúmero de dibujo Pedido* drawingno * 13:09:31 * order *
Comprobador MMC Nº de pieza incremental1Master NonCZControl
Valor real Valor nom. Tol. sup. Tol inf. Desviacón
Diámetro
D8Tol inf.To l. sup.Valor nom.
999.0000 11.9318Cilindro1
1
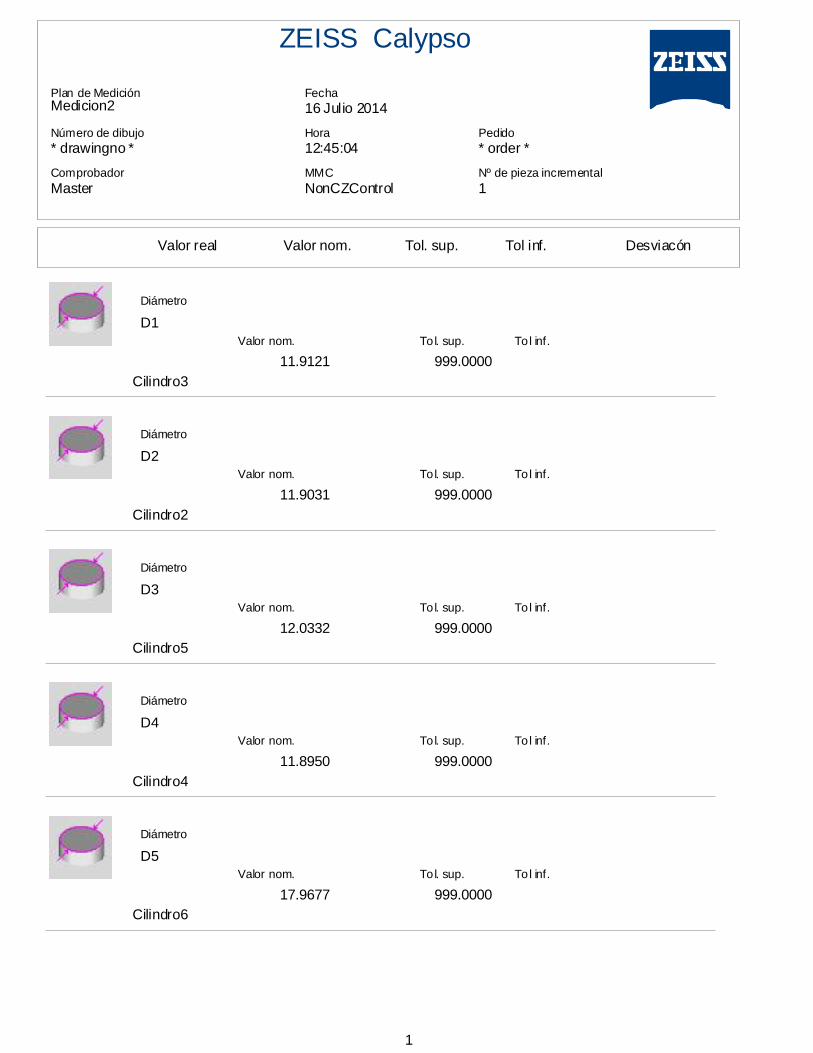
ZEISS Calypso
Plan de Medición FechaMedicion2 16 Julio 2014
HoraNúmero de dibujo Pedido* drawingno * 12:45:04 * order *
Comprobador MMC Nº de pieza incremental1Master NonCZControl
Valor real Valor nom. Tol. sup. Tol inf. Desviacón
Diámetro
D1Tol inf.To l. sup.Valor nom.
999.0000 11.9121Cilindro3
Diámetro
D2Tol inf.To l. sup.Valor nom.
999.0000 11.9031Cilindro2
Diámetro
D3Tol inf.To l. sup.Valor nom.
999.0000 12.0332Cilindro5
Diámetro
D4Tol inf.To l. sup.Valor nom.
999.0000 11.8950Cilindro4
Diámetro
D5Tol inf.To l. sup.Valor nom.
999.0000 17.9677Cilindro6
1

HoraNomPza FechaComprobador12:45:04Medicion2 16 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Diámetro
D6Tol inf.To l. sup.Valor nom.
999.0000 50.2387Cilindro14
Diámetro
D7Tol inf.To l. sup.Valor nom.
999.0000 64.1181Cilindro15
Diámetro
D9Tol inf.To l. sup.Valor nom.
999.0000 18.0082Cilindro16
Diámetro
D10Tol inf.To l. sup.Valor nom.
999.0000 78.9641Cilindro17
Diámetro
D11Tol inf.To l. sup.Valor nom.
999.0000 80.3998Cilindro18
Diámetro
D12Tol inf.To l. sup.Valor nom.
999.0000 18.0130Cilindro19
2
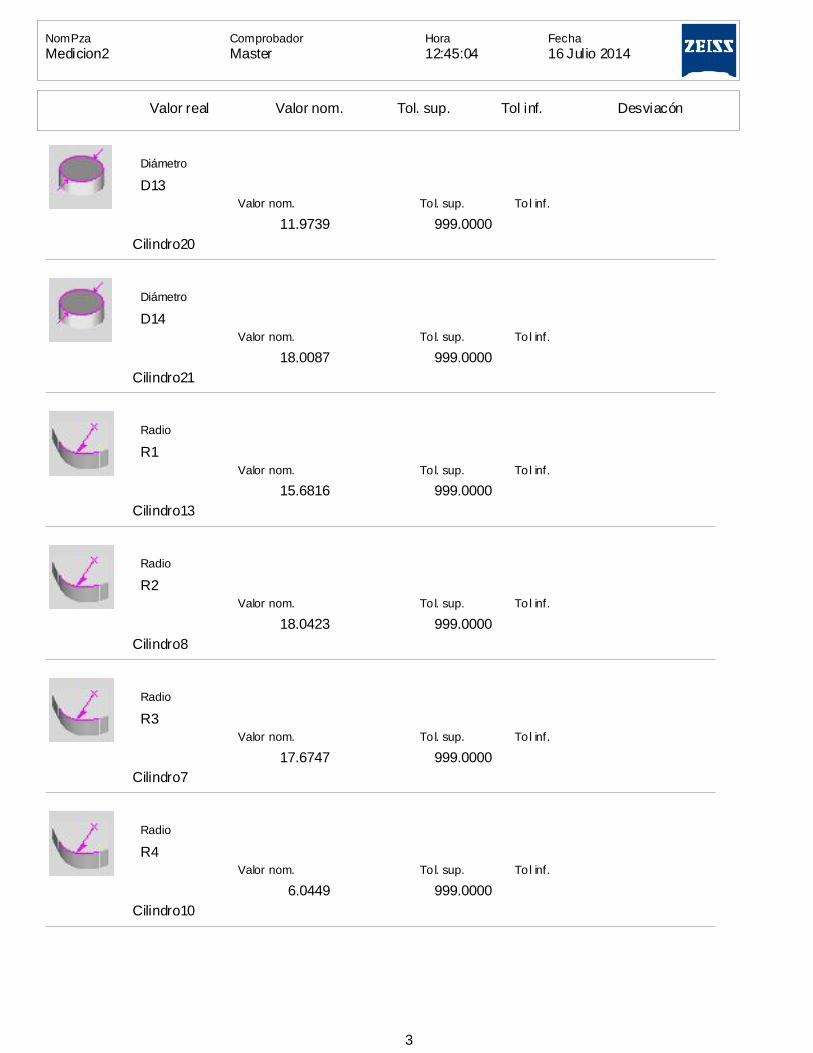
HoraNomPza FechaComprobador12:45:04Medicion2 16 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Diámetro
D13Tol inf.To l. sup.Valor nom.
999.0000 11.9739Cilindro20
Diámetro
D14Tol inf.To l. sup.Valor nom.
999.0000 18.0087Cilindro21
Radio
R1Tol inf.To l. sup.Valor nom.
999.0000 15.6816Cilindro13
Radio
R2Tol inf.To l. sup.Valor nom.
999.0000 18.0423Cilindro8
Radio
R3Tol inf.To l. sup.Valor nom.
999.0000 17.6747Cilindro7
Radio
R4Tol inf.To l. sup.Valor nom.
999.0000 6.0449Cilindro10
3
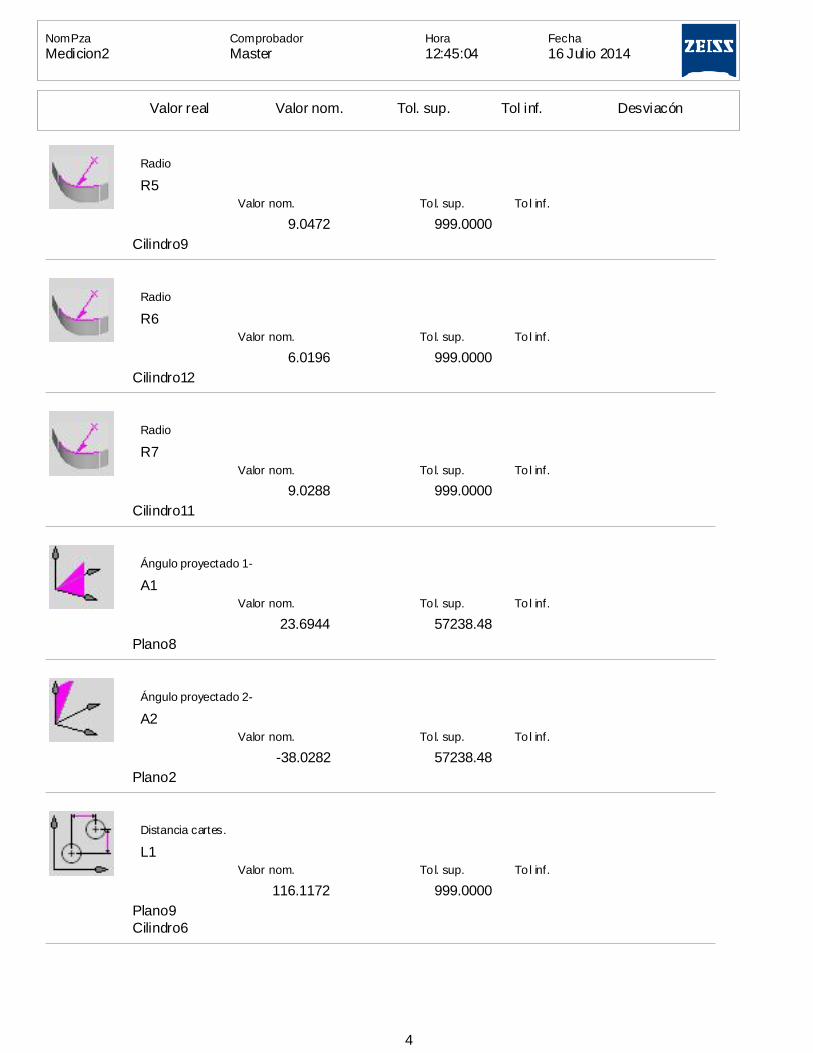
HoraNomPza FechaComprobador12:45:04Medicion2 16 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Radio
R5Tol inf.To l. sup.Valor nom.
999.0000 9.0472Cilindro9
Radio
R6Tol inf.To l. sup.Valor nom.
999.0000 6.0196Cilindro12
Radio
R7Tol inf.To l. sup.Valor nom.
999.0000 9.0288Cilindro11
Ángulo proyectado 1-
A1Tol inf.To l. sup.Valor nom.
57238.48 23.6944Plano8
Ángulo proyectado 2-
A2Tol inf.To l. sup.Valor nom.
57238.48 -38.0282Plano2
Distancia cartes.
L1Tol inf.To l. sup.Valor nom.
999.0000 116.1172Plano9 Cilindro6
4

HoraNomPza FechaComprobador12:45:04Medicion2 16 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L5Tol inf.To l. sup.Valor nom.
999.0000 16.0754Plano5 Cilindro6
Distancia cartes.
L6Tol inf.To l. sup.Valor nom.
999.0000 73.0675Plano9 Cilindro14
Distancia cartes.
L7Tol inf.To l. sup.Valor nom.
999.0000 43.0928Plano9 Cilindro2
Distancia cartes.
L8Tol inf.To l. sup.Valor nom.
999.0000 38.8971Plano1 Cilindro12
Distancia cartes.
L9Tol inf.To l. sup.Valor nom.
999.0000 11.9893Plano11 Plano13
5
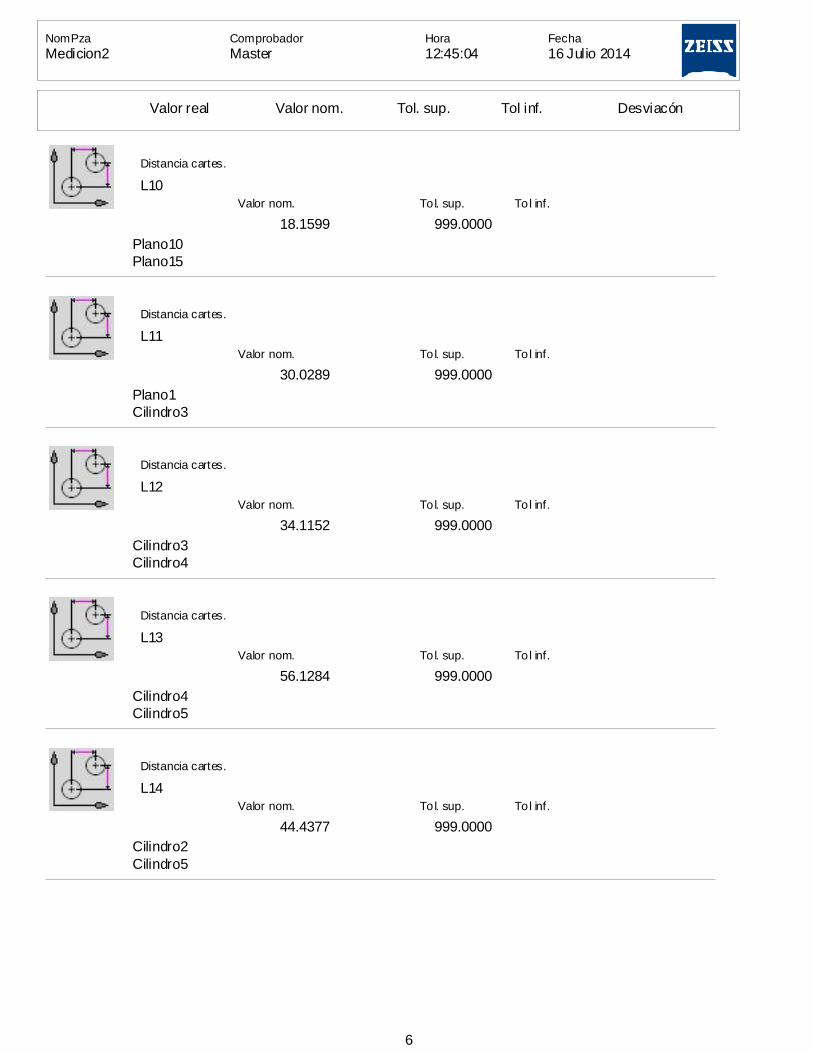
HoraNomPza FechaComprobador12:45:04Medicion2 16 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L10Tol inf.To l. sup.Valor nom.
999.0000 18.1599Plano10 Plano15
Distancia cartes.
L11Tol inf.To l. sup.Valor nom.
999.0000 30.0289Plano1 Cilindro3
Distancia cartes.
L12Tol inf.To l. sup.Valor nom.
999.0000 34.1152Cilindro3 Cilindro4
Distancia cartes.
L13Tol inf.To l. sup.Valor nom.
999.0000 56.1284Cilindro4 Cilindro5
Distancia cartes.
L14Tol inf.To l. sup.Valor nom.
999.0000 44.4377Cilindro2 Cilindro5
6

HoraNomPza FechaComprobador12:45:04Medicion2 16 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L15Tol inf.To l. sup.Valor nom.
999.0000 42.4939Cilindro2 Cilindro3
Distancia cartes.
L16Tol inf.To l. sup.Valor nom.
999.0000 30.2931Plano1 Cilindro2
Distancia cartes.
L17Tol inf.To l. sup.Valor nom.
999.0000 19.9041Plano9 Cilindro10
Distancia cartes.
L18Tol inf.To l. sup.Valor nom.
999.0000 59.7503Plano1 Cilindro14
Distancia cartes.
L19Tol inf.To l. sup.Valor nom.
999.0000 69.9869Plano16 Plano17
7
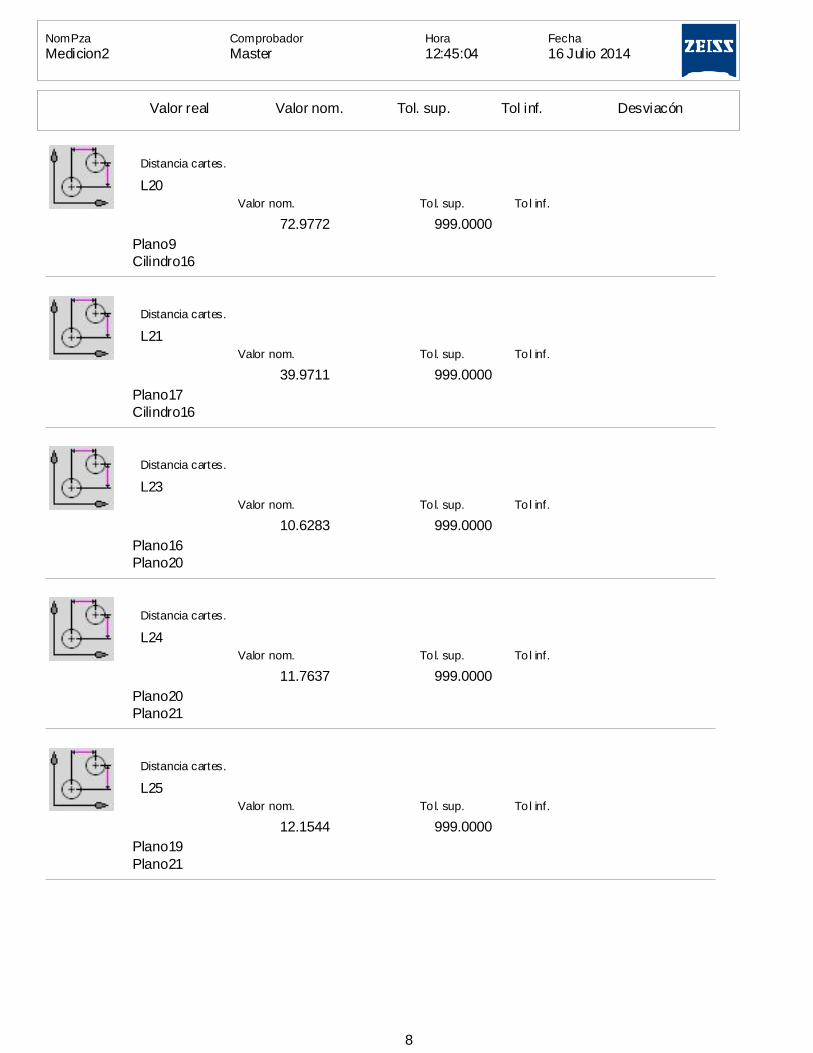
HoraNomPza FechaComprobador12:45:04Medicion2 16 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L20Tol inf.To l. sup.Valor nom.
999.0000 72.9772Plano9 Cilindro16
Distancia cartes.
L21Tol inf.To l. sup.Valor nom.
999.0000 39.9711Plano17 Cilindro16
Distancia cartes.
L23Tol inf.To l. sup.Valor nom.
999.0000 10.6283Plano16 Plano20
Distancia cartes.
L24Tol inf.To l. sup.Valor nom.
999.0000 11.7637Plano20 Plano21
Distancia cartes.
L25Tol inf.To l. sup.Valor nom.
999.0000 12.1544Plano19 Plano21
8

HoraNomPza FechaComprobador12:45:04Medicion2 16 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L26Tol inf.To l. sup.Valor nom.
999.0000 10.8510Plano18 Plano19
Distancia cartes.
L27Tol inf.To l. sup.Valor nom.
999.0000 39.9238Plano17 Cilindro21
Distancia cartes.
L28Tol inf.To l. sup.Valor nom.
999.0000 119.0836Plano9 Cilindro21
Distancia cartes.
L29Tol inf.To l. sup.Valor nom.
999.0000 94.9456Plano9 Cilindro20
Distancia cartes.
L30Tol inf.To l. sup.Valor nom.
999.0000 72.9290Plano9 Cilindro19
9
ZEISS Calypso
Plan de Medición FechaCilindro1.2 18 Julio 2014
HoraNúmero de dibujo Pedido* drawingno * 13:11:25 * order *
Comprobador MMC Nº de pieza incremental1Master NonCZControl
Valor real Valor nom. Tol. sup. Tol inf. Desviacón
Diámetro
D8Tol inf.To l. sup.Valor nom.
999.0000 11.9534Cilindro1
1

ZEISS Calypso
Plan de Medición FechaMedicion3 16 Julio 2014
HoraNúmero de dibujo Pedido* drawingno * 12:44:15 * order *
Comprobador MMC Nº de pieza incremental1Master NonCZControl
Valor real Valor nom. Tol. sup. Tol inf. Desviacón
Diámetro
D1Tol inf.To l. sup.Valor nom.
999.0000 11.9046Cilindro3
Diámetro
D2Tol inf.To l. sup.Valor nom.
999.0000 11.8869Cilindro2
Diámetro
D3Tol inf.To l. sup.Valor nom.
999.0000 12.0518Cilindro5
Diámetro
D4Tol inf.To l. sup.Valor nom.
999.0000 11.8979Cilindro4
Diámetro
D5Tol inf.To l. sup.Valor nom.
999.0000 17.9689Cilindro6
1

HoraNomPza FechaComprobador12:44:15Medicion3 16 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Diámetro
D6Tol inf.To l. sup.Valor nom.
999.0000 50.0830Cilindro14
Diámetro
D7Tol inf.To l. sup.Valor nom.
999.0000 64.1284Cilindro15
Diámetro
D9Tol inf.To l. sup.Valor nom.
999.0000 18.0050Cilindro16
Diámetro
D10Tol inf.To l. sup.Valor nom.
999.0000 80.9261Cilindro17
Diámetro
D11Tol inf.To l. sup.Valor nom.
999.0000 80.9248Cilindro18
Diámetro
D12Tol inf.To l. sup.Valor nom.
999.0000 18.0160Cilindro19
2

HoraNomPza FechaComprobador12:44:15Medicion3 16 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Diámetro
D13Tol inf.To l. sup.Valor nom.
999.0000 11.9716Cilindro20
Diámetro
D14Tol inf.To l. sup.Valor nom.
999.0000 18.0025Cilindro21
Radio
R1Tol inf.To l. sup.Valor nom.
999.0000 15.7620Cilindro13
Radio
R2Tol inf.To l. sup.Valor nom.
999.0000 18.1395Cilindro8
Radio
R3Tol inf.To l. sup.Valor nom.
999.0000 17.8471Cilindro7
Radio
R4Tol inf.To l. sup.Valor nom.
999.0000 6.0139Cilindro10
3
HoraNomPza FechaComprobador12:44:15Medicion3 16 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Radio
R5Tol inf.To l. sup.Valor nom.
999.0000 9.0682Cilindro9
Radio
R6Tol inf.To l. sup.Valor nom.
999.0000 6.0561Cilindro12
Radio
R7Tol inf.To l. sup.Valor nom.
999.0000 9.0610Cilindro11
Ángulo proyectado 1-
A1Tol inf.To l. sup.Valor nom.
57238.48 23.4396Plano8
Ángulo proyectado 2-
A2Tol inf.To l. sup.Valor nom.
57238.48 -37.7558Plano2
Distancia cartes.
L1Tol inf.To l. sup.Valor nom.
999.0000 115.7959Plano9 Cilindro6
4

HoraNomPza FechaComprobador12:44:15Medicion3 16 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L5Tol inf.To l. sup.Valor nom.
999.0000 15.3659Plano5 Cilindro6
Distancia cartes.
L6Tol inf.To l. sup.Valor nom.
999.0000 73.3475Plano9 Cilindro14
Distancia cartes.
L7Tol inf.To l. sup.Valor nom.
999.0000 43.7121Plano9 Cilindro2
Distancia cartes.
L8Tol inf.To l. sup.Valor nom.
999.0000 38.5253Plano1 Cilindro12
Distancia cartes.
L9Tol inf.To l. sup.Valor nom.
999.0000 11.9952Plano11 Plano13
5
HoraNomPza FechaComprobador12:44:15Medicion3 16 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L10Tol inf.To l. sup.Valor nom.
999.0000 18.1548Plano10 Plano15
Distancia cartes.
L11Tol inf.To l. sup.Valor nom.
999.0000 30.5456Plano1 Cilindro3
Distancia cartes.
L12Tol inf.To l. sup.Valor nom.
999.0000 58.2259Cilindro3 Cilindro4
Distancia cartes.
L13Tol inf.To l. sup.Valor nom.
999.0000 28.7429Cilindro4 Cilindro5
Distancia cartes.
L14Tol inf.To l. sup.Valor nom.
999.0000 54.3573Cilindro2 Cilindro5
6

HoraNomPza FechaComprobador12:44:15Medicion3 16 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L15Tol inf.To l. sup.Valor nom.
999.0000 5.0861Cilindro2 Cilindro3
Distancia cartes.
L16Tol inf.To l. sup.Valor nom.
999.0000 30.1424Plano1 Cilindro2
Distancia cartes.
L17Tol inf.To l. sup.Valor nom.
999.0000 19.8788Plano9 Cilindro10
Distancia cartes.
L18Tol inf.To l. sup.Valor nom.
999.0000 59.9334Plano1 Cilindro14
Distancia cartes.
L19Tol inf.To l. sup.Valor nom.
999.0000 69.9798Plano16 Plano17
7
HoraNomPza FechaComprobador12:44:15Medicion3 16 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L20Tol inf.To l. sup.Valor nom.
999.0000 72.9843Plano9 Cilindro16
Distancia cartes.
L21Tol inf.To l. sup.Valor nom.
999.0000 39.9624Plano17 Cilindro16
Distancia cartes.
L23Tol inf.To l. sup.Valor nom.
999.0000 6.9880Plano16 Plano20
Distancia cartes.
L24Tol inf.To l. sup.Valor nom.
999.0000 12.0747Plano20 Plano21
Distancia cartes.
L25Tol inf.To l. sup.Valor nom.
999.0000 11.9252Plano19 Plano21
8
HoraNomPza FechaComprobador12:44:15Medicion3 16 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L26Tol inf.To l. sup.Valor nom.
999.0000 12.0676Plano18 Plano19
Distancia cartes.
L27Tol inf.To l. sup.Valor nom.
999.0000 39.9292Plano17 Cilindro21
Distancia cartes.
L28Tol inf.To l. sup.Valor nom.
999.0000 118.1158Plano9 Cilindro21
Distancia cartes.
L29Tol inf.To l. sup.Valor nom.
999.0000 95.0631Plano9 Cilindro20
Distancia cartes.
L30Tol inf.To l. sup.Valor nom.
999.0000 73.0967Plano9 Cilindro19
9

ZEISS Calypso
Plan de Medición FechaCilindro1.3 18 Julio 2014
HoraNúmero de dibujo Pedido* drawingno * 13:14:33 * order *
Comprobador MMC Nº de pieza incremental1Master NonCZControl
Valor real Valor nom. Tol. sup. Tol inf. Desviacón
Diámetro
D8Tol inf.To l. sup.Valor nom.
999.0000 11.9516Cilindro1
1

ZEISS Calypso
Plan de Medición FechaMedicion4 16 Julio 2014
HoraNúmero de dibujo Pedido* drawingno * 12:43:22 * order *
Comprobador MMC Nº de pieza incremental1Master NonCZControl
Valor real Valor nom. Tol. sup. Tol inf. Desviacón
Diámetro
D1Tol inf.To l. sup.Valor nom.
999.0000 11.9273Cilindro3
Diámetro
D2Tol inf.To l. sup.Valor nom.
999.0000 11.8358Cilindro2
Diámetro
D3Tol inf.To l. sup.Valor nom.
999.0000 11.9379Cilindro5
Diámetro
D4Tol inf.To l. sup.Valor nom.
999.0000 11.8731Cilindro4
Diámetro
D5Tol inf.To l. sup.Valor nom.
0.1000 17.9611 -0.1000Cilindro6
1
HoraNomPza FechaComprobador12:43:22Medicion4 16 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Diámetro
D6Tol inf.To l. sup.Valor nom.
999.0000 50.1966Cilindro14
Diámetro
D7Tol inf.To l. sup.Valor nom.
999.0000 64.0904Cilindro15
Diámetro
D9Tol inf.To l. sup.Valor nom.
999.0000 17.9993Cilindro16
Diámetro
D10Tol inf.To l. sup.Valor nom.
999.0000 80.8941Cilindro17
Diámetro
D11Tol inf.To l. sup.Valor nom.
999.0000 80.3800Cilindro18
Diámetro
D12Tol inf.To l. sup.Valor nom.
999.0000 17.9944Cilindro19
2
HoraNomPza FechaComprobador12:43:22Medicion4 16 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Diámetro
D13Tol inf.To l. sup.Valor nom.
999.0000 11.9760Cilindro20
Diámetro
D14Tol inf.To l. sup.Valor nom.
999.0000 18.0061Cilindro21
Radio
R1Tol inf.To l. sup.Valor nom.
999.0000 15.9302Cilindro13
Radio
R2Tol inf.To l. sup.Valor nom.
999.0000 18.8621Cilindro8
Radio
R3Tol inf.To l. sup.Valor nom.
999.0000 17.8469Cilindro7
Radio
R4Tol inf.To l. sup.Valor nom.
999.0000 5.9675Cilindro10
3

HoraNomPza FechaComprobador12:43:22Medicion4 16 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Radio
R5Tol inf.To l. sup.Valor nom.
999.0000 9.0520Cilindro9
Radio
R6Tol inf.To l. sup.Valor nom.
999.0000 5.9785Cilindro12
Radio
R7Tol inf.To l. sup.Valor nom.
999.0000 9.0696Cilindro11
Ángulo proyectado 1-
A1Tol inf.To l. sup.Valor nom.
57238.48 23.2775Plano8
Ángulo proyectado 2-
A2Tol inf.To l. sup.Valor nom.
57238.48 -37.5150Plano2
Distancia cartes.
L1Tol inf.To l. sup.Valor nom.
999.0000 116.1089Plano9 Cilindro6
4

HoraNomPza FechaComprobador12:43:22Medicion4 16 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L5Tol inf.To l. sup.Valor nom.
999.0000 16.0710Plano5 Cilindro6
Distancia cartes.
L6Tol inf.To l. sup.Valor nom.
999.0000 73.0650Plano9 Cilindro14
Distancia cartes.
L7Tol inf.To l. sup.Valor nom.
999.0000 43.1225Plano9 Cilindro2
Distancia cartes.
L8Tol inf.To l. sup.Valor nom.
999.0000 38.8796Plano1 Cilindro12
Distancia cartes.
L9Tol inf.To l. sup.Valor nom.
999.0000 11.9976Plano11 Plano13
5
HoraNomPza FechaComprobador12:43:22Medicion4 16 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L10Tol inf.To l. sup.Valor nom.
999.0000 18.1414Plano10 Plano15
Distancia cartes.
L11Tol inf.To l. sup.Valor nom.
999.0000 30.0919Plano1 Cilindro3
Distancia cartes.
L12Tol inf.To l. sup.Valor nom.
999.0000 12.3972Cilindro3 Cilindro4
Distancia cartes.
L13Tol inf.To l. sup.Valor nom.
999.0000 58.9145Cilindro4 Cilindro5
Distancia cartes.
L14Tol inf.To l. sup.Valor nom.
999.0000 10.7763 -0.1000Cilindro2 Cilindro5
6
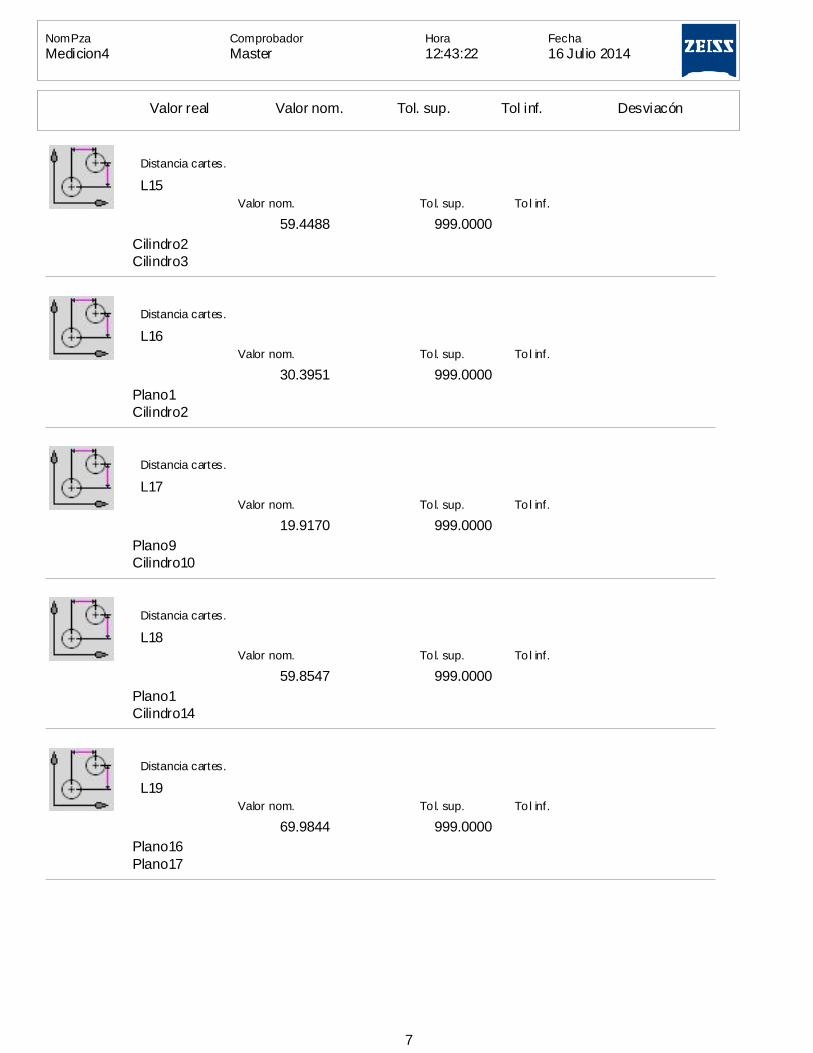
HoraNomPza FechaComprobador12:43:22Medicion4 16 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L15Tol inf.To l. sup.Valor nom.
999.0000 59.4488Cilindro2 Cilindro3
Distancia cartes.
L16Tol inf.To l. sup.Valor nom.
999.0000 30.3951Plano1 Cilindro2
Distancia cartes.
L17Tol inf.To l. sup.Valor nom.
999.0000 19.9170Plano9 Cilindro10
Distancia cartes.
L18Tol inf.To l. sup.Valor nom.
999.0000 59.8547Plano1 Cilindro14
Distancia cartes.
L19Tol inf.To l. sup.Valor nom.
999.0000 69.9844Plano16 Plano17
7

HoraNomPza FechaComprobador12:43:22Medicion4 16 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L20Tol inf.To l. sup.Valor nom.
999.0000 73.0161Plano9 Cilindro16
Distancia cartes.
L21Tol inf.To l. sup.Valor nom.
999.0000 39.9585Plano17 Cilindro16
Distancia cartes.
L23Tol inf.To l. sup.Valor nom.
999.0000 6.9358Plano16 Plano20
Distancia cartes.
L24Tol inf.To l. sup.Valor nom.
999.0000 12.0685Plano20 Plano21
Distancia cartes.
L25Tol inf.To l. sup.Valor nom.
999.0000 11.9258Plano19 Plano21
8

HoraNomPza FechaComprobador12:43:22Medicion4 16 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L26Tol inf.To l. sup.Valor nom.
999.0000 12.0749Plano18 Plano19
Distancia cartes.
L27Tol inf.To l. sup.Valor nom.
999.0000 39.9291Plano17 Cilindro21
Distancia cartes.
L28Tol inf.To l. sup.Valor nom.
999.0000 119.2346Plano9 Cilindro21
Distancia cartes.
L29Tol inf.To l. sup.Valor nom.
999.0000 94.7934Plano9 Cilindro20
Distancia cartes.
L30Tol inf.To l. sup.Valor nom.
999.0000 72.7929Plano9 Cilindro19
9

ZEISS Calypso
Plan de Medición FechaCilindro1.4 18 Julio 2014
HoraNúmero de dibujo Pedido* drawingno * 13:16:03 * order *
Comprobador MMC Nº de pieza incremental1Master NonCZControl
Valor real Valor nom. Tol. sup. Tol inf. Desviacón
Diámetro
D8Tol inf.To l. sup.Valor nom.
0.1000 11.9000 -0.1000Cilindro1
1
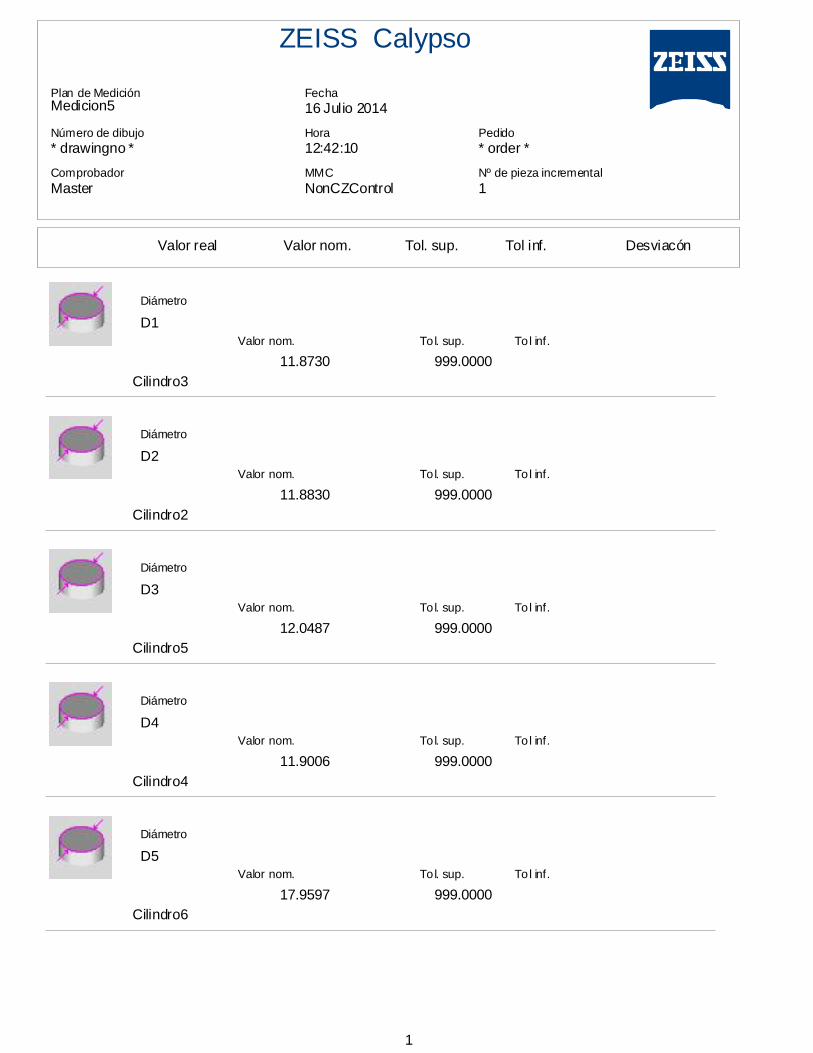
ZEISS Calypso
Plan de Medición FechaMedicion5 16 Julio 2014
HoraNúmero de dibujo Pedido* drawingno * 12:42:10 * order *
Comprobador MMC Nº de pieza incremental1Master NonCZControl
Valor real Valor nom. Tol. sup. Tol inf. Desviacón
Diámetro
D1Tol inf.To l. sup.Valor nom.
999.0000 11.8730Cilindro3
Diámetro
D2Tol inf.To l. sup.Valor nom.
999.0000 11.8830Cilindro2
Diámetro
D3Tol inf.To l. sup.Valor nom.
999.0000 12.0487Cilindro5
Diámetro
D4Tol inf.To l. sup.Valor nom.
999.0000 11.9006Cilindro4
Diámetro
D5Tol inf.To l. sup.Valor nom.
999.0000 17.9597Cilindro6
1

HoraNomPza FechaComprobador12:42:10Medicion5 16 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Diámetro
D6Tol inf.To l. sup.Valor nom.
999.0000 50.1813Cilindro14
Diámetro
D7Tol inf.To l. sup.Valor nom.
999.0000 64.1298Cilindro15
Diámetro
D9Tol inf.To l. sup.Valor nom.
999.0000 18.0028Cilindro16
Diámetro
D10Tol inf.To l. sup.Valor nom.
999.0000 80.9835Cilindro17
Diámetro
D11Tol inf.To l. sup.Valor nom.
999.0000 79.0864Cilindro18
Diámetro
D12Tol inf.To l. sup.Valor nom.
999.0000 17.9881Cilindro19
2

HoraNomPza FechaComprobador12:42:10Medicion5 16 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Diámetro
D13Tol inf.To l. sup.Valor nom.
999.0000 11.9831Cilindro20
Diámetro
D14Tol inf.To l. sup.Valor nom.
999.0000 17.9968Cilindro21
Radio
R1Tol inf.To l. sup.Valor nom.
999.0000 15.8605Cilindro13
Radio
R2Tol inf.To l. sup.Valor nom.
999.0000 18.3473Cilindro8
Radio
R3Tol inf.To l. sup.Valor nom.
999.0000 17.7159Cilindro7
Radio
R4Tol inf.To l. sup.Valor nom.
999.0000 6.0112Cilindro10
3

HoraNomPza FechaComprobador12:42:10Medicion5 16 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Radio
R5Tol inf.To l. sup.Valor nom.
999.0000 9.1147Cilindro9
Radio
R6Tol inf.To l. sup.Valor nom.
999.0000 6.1007Cilindro12
Radio
R7Tol inf.To l. sup.Valor nom.
999.0000 9.0218Cilindro11
Ángulo proyectado 1-
A1Tol inf.To l. sup.Valor nom.
57238.48 20.6671Plano8
Ángulo proyectado 2-
A2Tol inf.To l. sup.Valor nom.
57238.48 -35.0977Plano2
Distancia cartes.
L1Tol inf.To l. sup.Valor nom.
999.0000 116.1429Plano9 Cilindro6
4

HoraNomPza FechaComprobador12:42:10Medicion5 16 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L5Tol inf.To l. sup.Valor nom.
999.0000 16.0611Plano5 Cilindro6
Distancia cartes.
L6Tol inf.To l. sup.Valor nom.
999.0000 73.1066Plano9 Cilindro14
Distancia cartes.
L7Tol inf.To l. sup.Valor nom.
999.0000 43.1180Plano9 Cilindro2
Distancia cartes.
L8Tol inf.To l. sup.Valor nom.
999.0000 39.0151Plano1 Cilindro12
Distancia cartes.
L9Tol inf.To l. sup.Valor nom.
999.0000 11.9869Plano11 Plano13
5

HoraNomPza FechaComprobador12:42:10Medicion5 16 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L10Tol inf.To l. sup.Valor nom.
999.0000 18.1362Plano10 Plano15
Distancia cartes.
L11Tol inf.To l. sup.Valor nom.
999.0000 30.0250Plano1 Cilindro3
Distancia cartes.
L12Tol inf.To l. sup.Valor nom.
999.0000 55.6872Cilindro3 Cilindro4
Distancia cartes.
L13Tol inf.To l. sup.Valor nom.
999.0000 58.9363Cilindro4 Cilindro5
Distancia cartes.
L14Tol inf.To l. sup.Valor nom.
999.0000 54.7765Cilindro2 Cilindro5
6

HoraNomPza FechaComprobador12:42:10Medicion5 16 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L15Tol inf.To l. sup.Valor nom.
999.0000 56.9167Cilindro2 Cilindro3
Distancia cartes.
L16Tol inf.To l. sup.Valor nom.
999.0000 30.3451Plano1 Cilindro2
Distancia cartes.
L17Tol inf.To l. sup.Valor nom.
999.0000 19.8886Plano9 Cilindro10
Distancia cartes.
L18Tol inf.To l. sup.Valor nom.
999.0000 59.7072Plano1 Cilindro14
Distancia cartes.
L19Tol inf.To l. sup.Valor nom.
999.0000 69.9813Plano16 Plano17
7
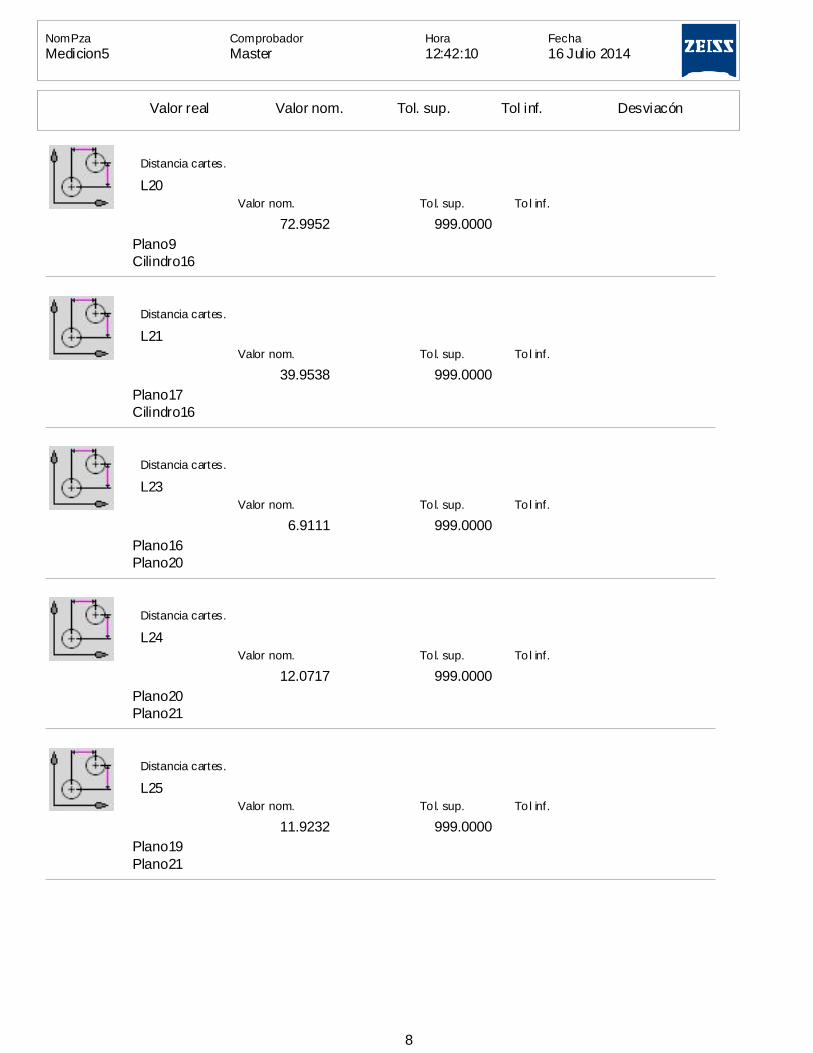
HoraNomPza FechaComprobador12:42:10Medicion5 16 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L20Tol inf.To l. sup.Valor nom.
999.0000 72.9952Plano9 Cilindro16
Distancia cartes.
L21Tol inf.To l. sup.Valor nom.
999.0000 39.9538Plano17 Cilindro16
Distancia cartes.
L23Tol inf.To l. sup.Valor nom.
999.0000 6.9111Plano16 Plano20
Distancia cartes.
L24Tol inf.To l. sup.Valor nom.
999.0000 12.0717Plano20 Plano21
Distancia cartes.
L25Tol inf.To l. sup.Valor nom.
999.0000 11.9232Plano19 Plano21
8
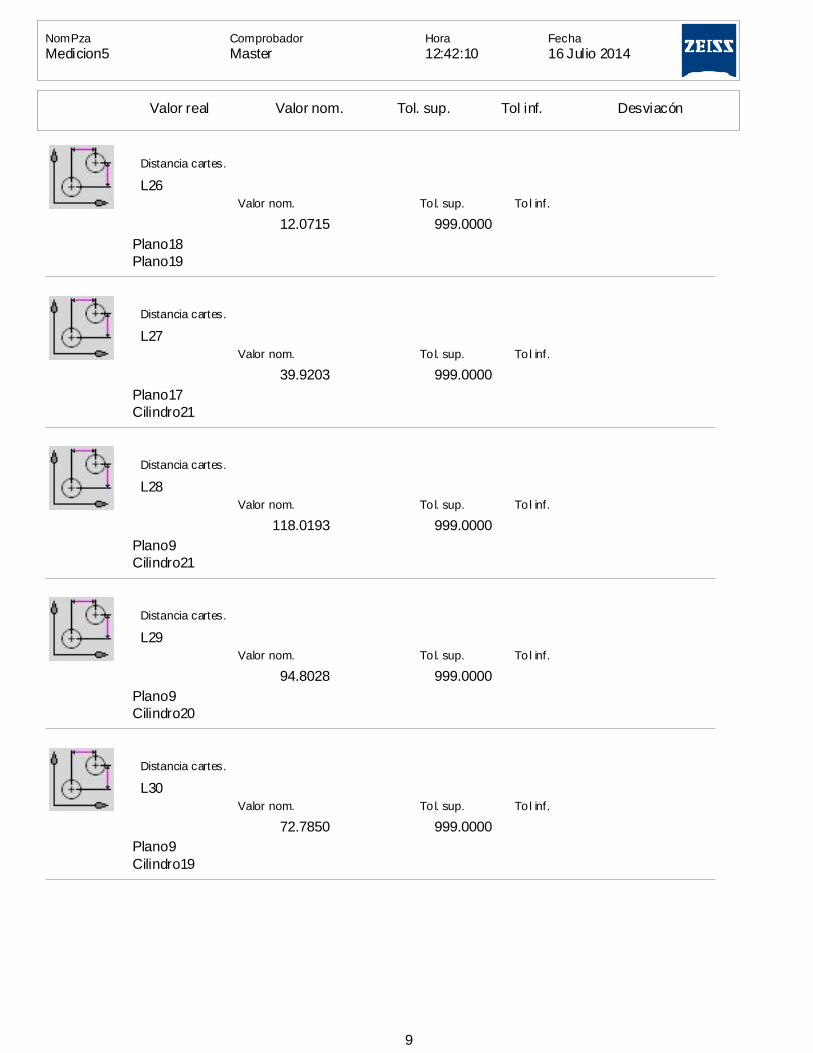
HoraNomPza FechaComprobador12:42:10Medicion5 16 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L26Tol inf.To l. sup.Valor nom.
999.0000 12.0715Plano18 Plano19
Distancia cartes.
L27Tol inf.To l. sup.Valor nom.
999.0000 39.9203Plano17 Cilindro21
Distancia cartes.
L28Tol inf.To l. sup.Valor nom.
999.0000 118.0193Plano9 Cilindro21
Distancia cartes.
L29Tol inf.To l. sup.Valor nom.
999.0000 94.8028Plano9 Cilindro20
Distancia cartes.
L30Tol inf.To l. sup.Valor nom.
999.0000 72.7850Plano9 Cilindro19
9
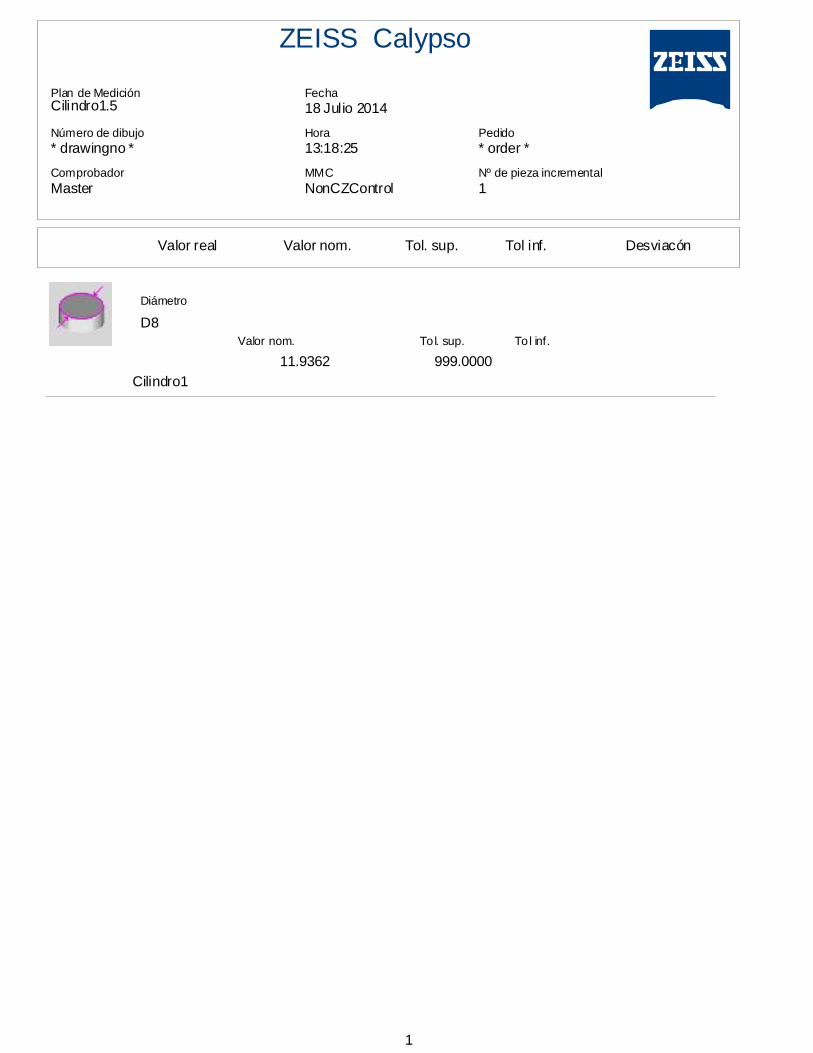
ZEISS Calypso
Plan de Medición FechaCilindro1.5 18 Julio 2014
HoraNúmero de dibujo Pedido* drawingno * 13:18:25 * order *
Comprobador MMC Nº de pieza incremental1Master NonCZControl
Valor real Valor nom. Tol. sup. Tol inf. Desviacón
Diámetro
D8Tol inf.To l. sup.Valor nom.
999.0000 11.9362Cilindro1
1
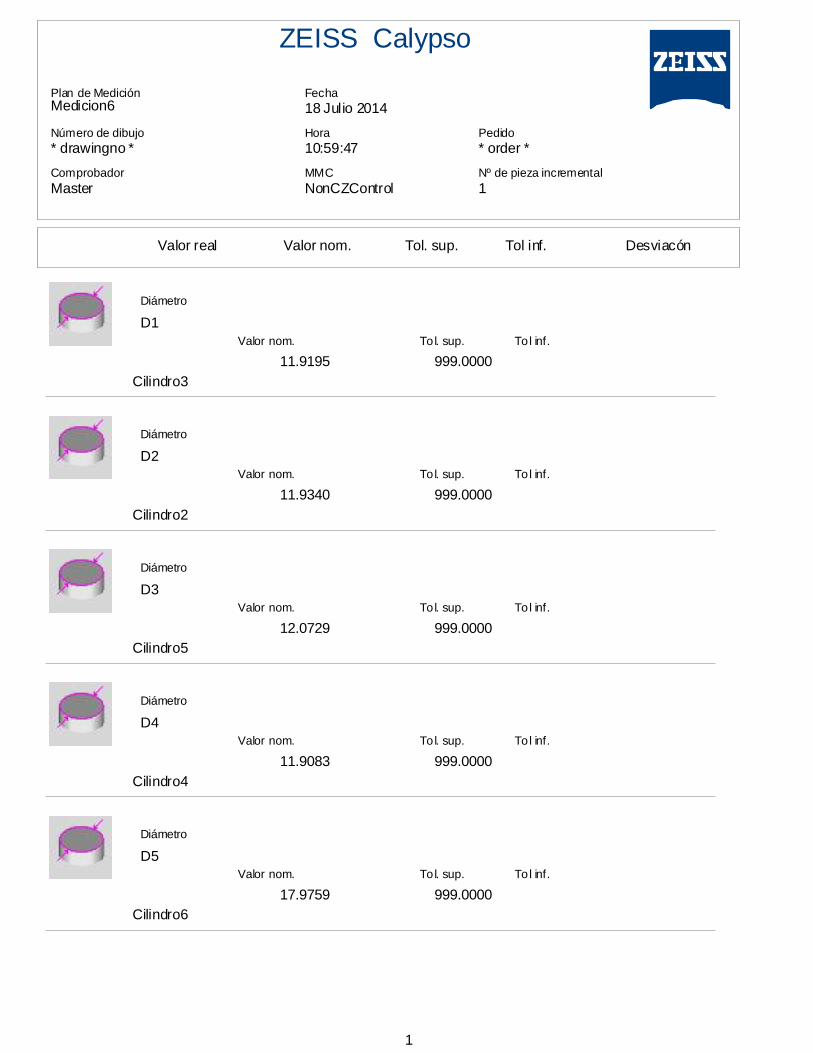
ZEISS Calypso
Plan de Medición FechaMedicion6 18 Julio 2014
HoraNúmero de dibujo Pedido* drawingno * 10:59:47 * order *
Comprobador MMC Nº de pieza incremental1Master NonCZControl
Valor real Valor nom. Tol. sup. Tol inf. Desviacón
Diámetro
D1Tol inf.To l. sup.Valor nom.
999.0000 11.9195Cilindro3
Diámetro
D2Tol inf.To l. sup.Valor nom.
999.0000 11.9340Cilindro2
Diámetro
D3Tol inf.To l. sup.Valor nom.
999.0000 12.0729Cilindro5
Diámetro
D4Tol inf.To l. sup.Valor nom.
999.0000 11.9083Cilindro4
Diámetro
D5Tol inf.To l. sup.Valor nom.
999.0000 17.9759Cilindro6
1
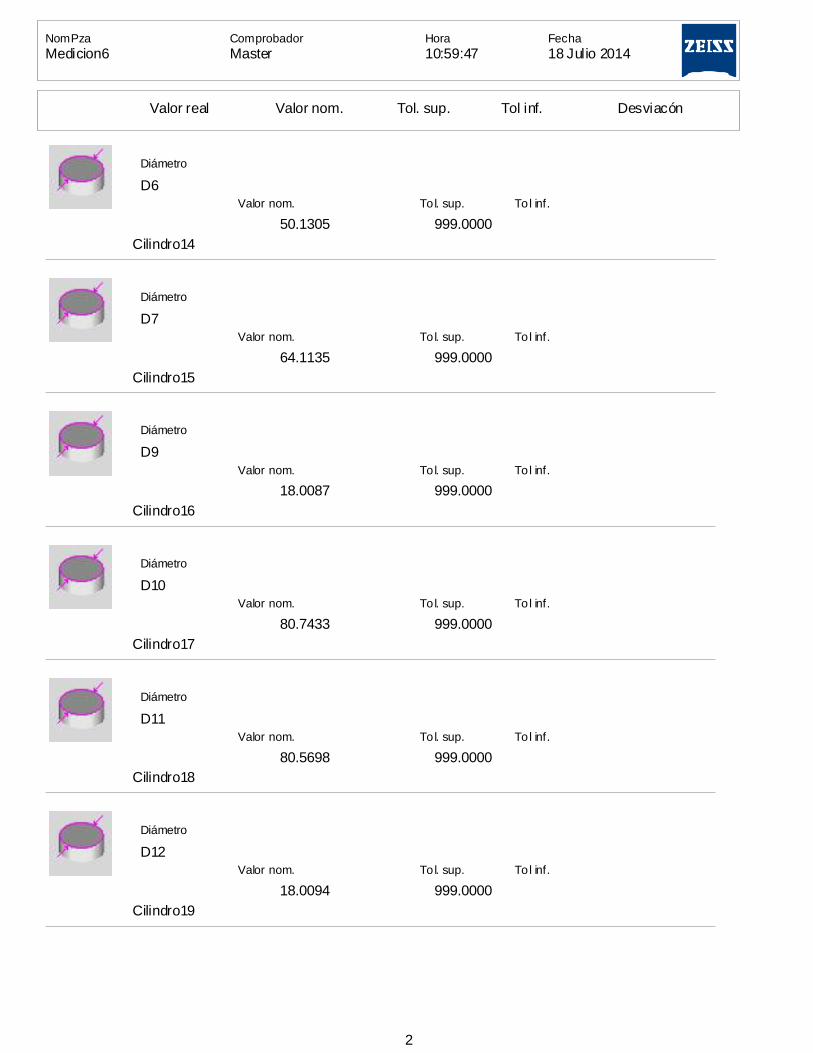
HoraNomPza FechaComprobador10:59:47Medicion6 18 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Diámetro
D6Tol inf.To l. sup.Valor nom.
999.0000 50.1305Cilindro14
Diámetro
D7Tol inf.To l. sup.Valor nom.
999.0000 64.1135Cilindro15
Diámetro
D9Tol inf.To l. sup.Valor nom.
999.0000 18.0087Cilindro16
Diámetro
D10Tol inf.To l. sup.Valor nom.
999.0000 80.7433Cilindro17
Diámetro
D11Tol inf.To l. sup.Valor nom.
999.0000 80.5698Cilindro18
Diámetro
D12Tol inf.To l. sup.Valor nom.
999.0000 18.0094Cilindro19
2

HoraNomPza FechaComprobador10:59:47Medicion6 18 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Diámetro
D13Tol inf.To l. sup.Valor nom.
999.0000 11.9695Cilindro20
Diámetro
D14Tol inf.To l. sup.Valor nom.
999.0000 18.0108Cilindro21
Radio
R1Tol inf.To l. sup.Valor nom.
999.0000 15.8864Cilindro13
Radio
R2Tol inf.To l. sup.Valor nom.
999.0000 18.0863Cilindro8
Radio
R3Tol inf.To l. sup.Valor nom.
999.0000 17.7979Cilindro7
Radio
R4Tol inf.To l. sup.Valor nom.
999.0000 6.0366Cilindro10
3

HoraNomPza FechaComprobador10:59:47Medicion6 18 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Radio
R5Tol inf.To l. sup.Valor nom.
999.0000 9.0483Cilindro9
Radio
R6Tol inf.To l. sup.Valor nom.
999.0000 5.9911Cilindro12
Radio
R7Tol inf.To l. sup.Valor nom.
999.0000 9.0855Cilindro11
Ángulo proyectado 1-
A1Tol inf.To l. sup.Valor nom.
57238.48 20.6258Plano8
Ángulo proyectado 2-
A2Tol inf.To l. sup.Valor nom.
57238.48 -34.9978Plano2
Distancia cartes.
L1Tol inf.To l. sup.Valor nom.
999.0000 116.1070Plano9 Cilindro6
4

HoraNomPza FechaComprobador10:59:47Medicion6 18 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L5Tol inf.To l. sup.Valor nom.
999.0000 16.0151Plano5 Cilindro6
Distancia cartes.
L6Tol inf.To l. sup.Valor nom.
999.0000 73.0919Plano9 Cilindro14
Distancia cartes.
L7Tol inf.To l. sup.Valor nom.
999.0000 43.0920Plano9 Cilindro2
Distancia cartes.
L8Tol inf.To l. sup.Valor nom.
999.0000 38.9144Plano1 Cilindro12
Distancia cartes.
L9Tol inf.To l. sup.Valor nom.
999.0000 11.9864Plano11 Plano13
5
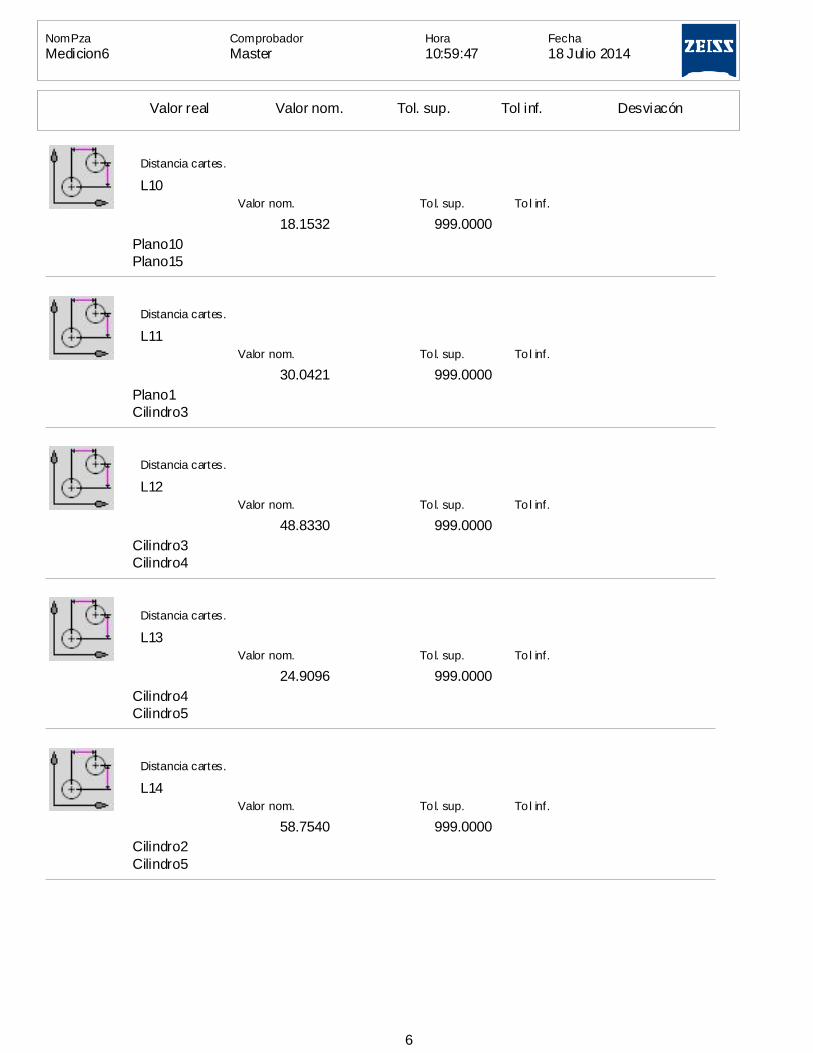
HoraNomPza FechaComprobador10:59:47Medicion6 18 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L10Tol inf.To l. sup.Valor nom.
999.0000 18.1532Plano10 Plano15
Distancia cartes.
L11Tol inf.To l. sup.Valor nom.
999.0000 30.0421Plano1 Cilindro3
Distancia cartes.
L12Tol inf.To l. sup.Valor nom.
999.0000 48.8330Cilindro3 Cilindro4
Distancia cartes.
L13Tol inf.To l. sup.Valor nom.
999.0000 24.9096Cilindro4 Cilindro5
Distancia cartes.
L14Tol inf.To l. sup.Valor nom.
999.0000 58.7540Cilindro2 Cilindro5
6

HoraNomPza FechaComprobador10:59:47Medicion6 18 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L15Tol inf.To l. sup.Valor nom.
999.0000 56.1954Cilindro2 Cilindro3
Distancia cartes.
L16Tol inf.To l. sup.Valor nom.
999.0000 30.3558Plano1 Cilindro2
Distancia cartes.
L17Tol inf.To l. sup.Valor nom.
999.0000 19.9102Plano9 Cilindro10
Distancia cartes.
L18Tol inf.To l. sup.Valor nom.
999.0000 59.7087Plano1 Cilindro14
Distancia cartes.
L19Tol inf.To l. sup.Valor nom.
999.0000 69.9797Plano16 Plano17
7

HoraNomPza FechaComprobador10:59:47Medicion6 18 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L20Tol inf.To l. sup.Valor nom.
999.0000 34.8104Plano9 Plano16
Distancia cartes.
L21Tol inf.To l. sup.Valor nom.
999.0000 39.9749Plano17 Cilindro16
Distancia cartes.
L23Tol inf.To l. sup.Valor nom.
999.0000 6.9205Plano16 Plano20
Distancia cartes.
L24Tol inf.To l. sup.Valor nom.
999.0000 12.0726Plano20 Plano21
Distancia cartes.
L25Tol inf.To l. sup.Valor nom.
999.0000 11.9279Plano19 Plano21
8

HoraNomPza FechaComprobador10:59:47Medicion6 18 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L26Tol inf.To l. sup.Valor nom.
999.0000 12.0711Plano18 Plano19
Distancia cartes.
L27Tol inf.To l. sup.Valor nom.
999.0000 39.9305Plano17 Cilindro21
Distancia cartes.
L28Tol inf.To l. sup.Valor nom.
999.0000 118.4298Plano9 Cilindro21
Distancia cartes.
L29Tol inf.To l. sup.Valor nom.
999.0000 94.8007Plano9 Cilindro20
Distancia cartes.
L30Tol inf.To l. sup.Valor nom.
999.0000 72.7972Plano9 Cilindro19
9

ZEISS Calypso
Plan de Medición FechaCilindro1.6 18 Julio 2014
HoraNúmero de dibujo Pedido* drawingno * 13:20:00 * order *
Comprobador MMC Nº de pieza incremental1Master NonCZControl
Valor real Valor nom. Tol. sup. Tol inf. Desviacón
Diámetro
D8Tol inf.To l. sup.Valor nom.
999.0000 11.9258Cilindro1
1

ZEISS Calypso
Plan de Medición FechaMedicion7 18 Julio 2014
HoraNúmero de dibujo Pedido* drawingno * 10:31:57 * order *
Comprobador MMC Nº de pieza incremental1Master NonCZControl
Valor real Valor nom. Tol. sup. Tol inf. Desviacón
Diámetro
D1Tol inf.To l. sup.Valor nom.
999.0000 11.8862Cilindro3
Diámetro
D2Tol inf.To l. sup.Valor nom.
999.0000 11.9164Cilindro2
Diámetro
D3Tol inf.To l. sup.Valor nom.
999.0000 12.0644Cilindro5
Diámetro
D4Tol inf.To l. sup.Valor nom.
999.0000 11.8915Cilindro4
Diámetro
D5Tol inf.To l. sup.Valor nom.
999.0000 17.9345Cilindro6
1

HoraNomPza FechaComprobador10:31:57Medicion7 18 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Diámetro
D6Tol inf.To l. sup.Valor nom.
999.0000 50.2357Cilindro14
Diámetro
D7Tol inf.To l. sup.Valor nom.
999.0000 64.1640Cilindro15
Diámetro
D9Tol inf.To l. sup.Valor nom.
999.0000 18.0068Cilindro16
Diámetro
D10Tol inf.To l. sup.Valor nom.
999.0000 80.4860Cilindro17
Diámetro
D11Tol inf.To l. sup.Valor nom.
999.0000 80.7857Cilindro18
Diámetro
D12Tol inf.To l. sup.Valor nom.
999.0000 18.0097Cilindro19
2

HoraNomPza FechaComprobador10:31:57Medicion7 18 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Diámetro
D13Tol inf.To l. sup.Valor nom.
999.0000 11.9593Cilindro20
Diámetro
D14Tol inf.To l. sup.Valor nom.
999.0000 18.0086Cilindro21
Radio
R1Tol inf.To l. sup.Valor nom.
999.0000 15.6585Cilindro13
Radio
R2Tol inf.To l. sup.Valor nom.
999.0000 18.2015Cilindro8
Radio
R3Tol inf.To l. sup.Valor nom.
999.0000 18.1647Cilindro7
Radio
R4Tol inf.To l. sup.Valor nom.
999.0000 5.9956Cilindro10
3

HoraNomPza FechaComprobador10:31:57Medicion7 18 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Radio
R5Tol inf.To l. sup.Valor nom.
999.0000 9.0548Cilindro9
Radio
R6Tol inf.To l. sup.Valor nom.
999.0000 6.0922Cilindro12
Radio
R7Tol inf.To l. sup.Valor nom.
999.0000 9.1018Cilindro11
Ángulo proyectado 1-
A1Tol inf.To l. sup.Valor nom.
57238.48 20.6657Plano8
Ángulo proyectado 2-
A2Tol inf.To l. sup.Valor nom.
57238.48 -35.0226Plano2
Distancia cartes.
L1Tol inf.To l. sup.Valor nom.
999.0000 116.1325Plano9 Cilindro6
4

HoraNomPza FechaComprobador10:31:57Medicion7 18 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L5Tol inf.To l. sup.Valor nom.
999.0000 16.0310Plano5 Cilindro6
Distancia cartes.
L6Tol inf.To l. sup.Valor nom.
999.0000 73.0883Plano9 Cilindro14
Distancia cartes.
L7Tol inf.To l. sup.Valor nom.
999.0000 43.1117Plano9 Cilindro2
Distancia cartes.
L8Tol inf.To l. sup.Valor nom.
999.0000 39.0074Plano1 Cilindro12
Distancia cartes.
L9Tol inf.To l. sup.Valor nom.
999.0000 11.9852Plano11 Plano13
5

HoraNomPza FechaComprobador10:31:57Medicion7 18 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L10Tol inf.To l. sup.Valor nom.
999.0000 18.1512Plano10 Plano15
Distancia cartes.
L11Tol inf.To l. sup.Valor nom.
999.0000 30.0253Plano1 Cilindro3
Distancia cartes.
L12Tol inf.To l. sup.Valor nom.
999.0000 42.7080Cilindro3 Cilindro4
Distancia cartes.
L13Tol inf.To l. sup.Valor nom.
999.0000 59.6463Cilindro4 Cilindro5
Distancia cartes.
L14Tol inf.To l. sup.Valor nom.
999.0000 2.2383Cilindro2 Cilindro5
6

HoraNomPza FechaComprobador10:31:57Medicion7 18 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L15Tol inf.To l. sup.Valor nom.
999.0000 34.9067Cilindro2 Cilindro3
Distancia cartes.
L16Tol inf.To l. sup.Valor nom.
999.0000 30.3244Plano1 Cilindro2
Distancia cartes.
L17Tol inf.To l. sup.Valor nom.
999.0000 19.8790Plano9 Cilindro10
Distancia cartes.
L18Tol inf.To l. sup.Valor nom.
999.0000 59.6481Plano1 Cilindro14
Distancia cartes.
L19Tol inf.To l. sup.Valor nom.
999.0000 69.9803Plano16 Plano17
7

HoraNomPza FechaComprobador10:31:57Medicion7 18 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L20Tol inf.To l. sup.Valor nom.
999.0000 72.9767Plano9 Cilindro16
Distancia cartes.
L21Tol inf.To l. sup.Valor nom.
999.0000 39.9618Plano17 Cilindro16
Distancia cartes.
L23Tol inf.To l. sup.Valor nom.
999.0000 6.9860Plano16 Plano20
Distancia cartes.
L24Tol inf.To l. sup.Valor nom.
999.0000 12.0713Plano20 Plano21
Distancia cartes.
L25Tol inf.To l. sup.Valor nom.
999.0000 17.9323Plano19 Plano21
8

HoraNomPza FechaComprobador10:31:57Medicion7 18 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L26Tol inf.To l. sup.Valor nom.
999.0000 6.0738Plano18 Plano19
Distancia cartes.
L27Tol inf.To l. sup.Valor nom.
999.0000 39.9265Plano17 Cilindro21
Distancia cartes.
L28Tol inf.To l. sup.Valor nom.
999.0000 118.7620Plano9 Cilindro21
Distancia cartes.
L29Tol inf.To l. sup.Valor nom.
999.0000 94.8089Plano9 Cilindro20
Distancia cartes.
L30Tol inf.To l. sup.Valor nom.
999.0000 72.7831Plano9 Cilindro19
9

ZEISS Calypso
Plan de Medición FechaCilindro1.7 18 Julio 2014
HoraNúmero de dibujo Pedido* drawingno * 13:23:49 * order *
Comprobador MMC Nº de pieza incremental1Master NonCZControl
Valor real Valor nom. Tol. sup. Tol inf. Desviacón
Diámetro
D8Tol inf.To l. sup.Valor nom.
999.0000 11.9288Cilindro1
1
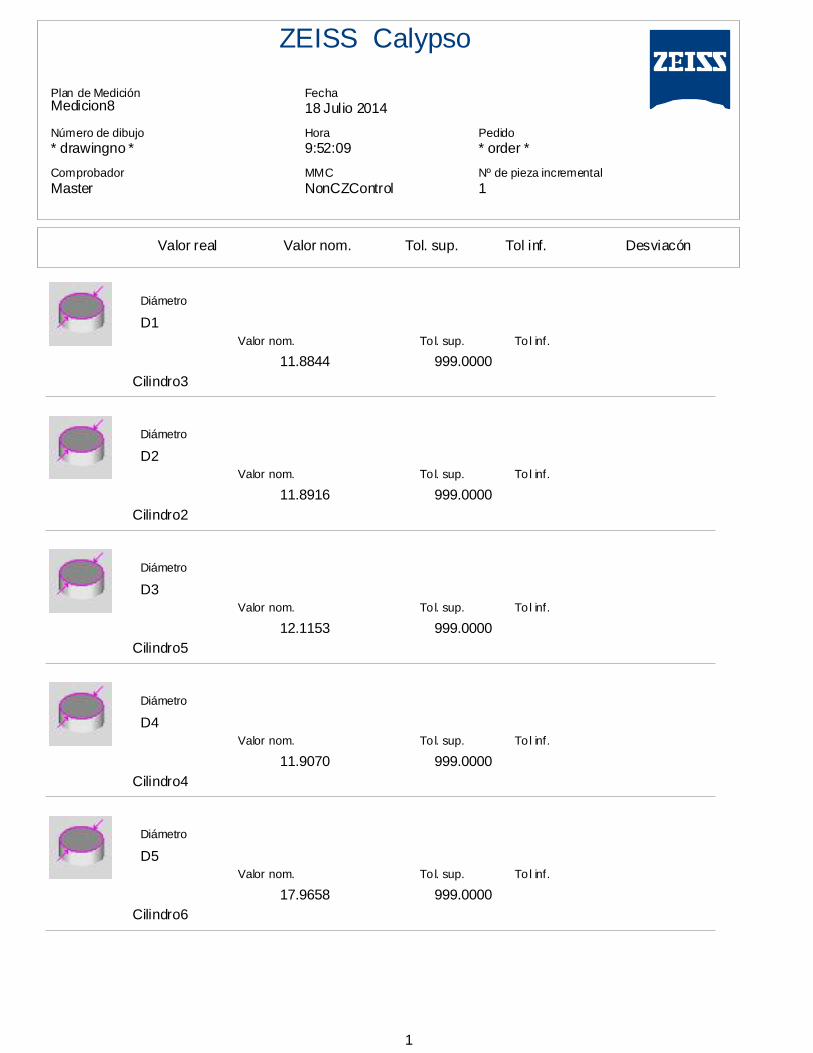
ZEISS Calypso
Plan de Medición FechaMedicion8 18 Julio 2014
HoraNúmero de dibujo Pedido* drawingno * 9:52:09 * order *
Comprobador MMC Nº de pieza incremental1Master NonCZControl
Valor real Valor nom. Tol. sup. Tol inf. Desviacón
Diámetro
D1Tol inf.To l. sup.Valor nom.
999.0000 11.8844Cilindro3
Diámetro
D2Tol inf.To l. sup.Valor nom.
999.0000 11.8916Cilindro2
Diámetro
D3Tol inf.To l. sup.Valor nom.
999.0000 12.1153Cilindro5
Diámetro
D4Tol inf.To l. sup.Valor nom.
999.0000 11.9070Cilindro4
Diámetro
D5Tol inf.To l. sup.Valor nom.
999.0000 17.9658Cilindro6
1

HoraNomPza FechaComprobador9:52:09Medicion8 18 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Diámetro
D6Tol inf.To l. sup.Valor nom.
999.0000 50.1545Cilindro14
Diámetro
D7Tol inf.To l. sup.Valor nom.
999.0000 64.1354Cilindro15
Diámetro
D9Tol inf.To l. sup.Valor nom.
999.0000 18.0108Cilindro16
Diámetro
D10Tol inf.To l. sup.Valor nom.
999.0000 80.2421Cilindro17
Diámetro
D11Tol inf.To l. sup.Valor nom.
999.0000 80.3668Cilindro18
Diámetro
D12Tol inf.To l. sup.Valor nom.
999.0000 18.0049Cilindro19
2

HoraNomPza FechaComprobador9:52:09Medicion8 18 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Diámetro
D13Tol inf.To l. sup.Valor nom.
999.0000 11.9683Cilindro20
Diámetro
D14Tol inf.To l. sup.Valor nom.
999.0000 18.0163Cilindro21
Radio
R1Tol inf.To l. sup.Valor nom.
999.0000 15.8436Cilindro13
Radio
R2Tol inf.To l. sup.Valor nom.
999.0000 18.2489Cilindro8
Radio
R3Tol inf.To l. sup.Valor nom.
999.0000 18.1953Cilindro7
Radio
R4Tol inf.To l. sup.Valor nom.
999.0000 6.0024Cilindro10
3

HoraNomPza FechaComprobador9:52:09Medicion8 18 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Radio
R5Tol inf.To l. sup.Valor nom.
999.0000 9.0822Cilindro9
Radio
R6Tol inf.To l. sup.Valor nom.
999.0000 6.0237Cilindro12
Radio
R7Tol inf.To l. sup.Valor nom.
999.0000 9.0457Cilindro11
Ángulo proyectado 1-
A1Tol inf.To l. sup.Valor nom.
57238.48 20.6540Plano8
Ángulo proyectado 2-
A2Tol inf.To l. sup.Valor nom.
57238.48 -35.0489Plano2
Distancia cartes.
L1Tol inf.To l. sup.Valor nom.
999.0000 116.1215Plano9 Cilindro6
4

HoraNomPza FechaComprobador9:52:09Medicion8 18 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L5Tol inf.To l. sup.Valor nom.
999.0000 16.0207Plano5 Cilindro6
Distancia cartes.
L6Tol inf.To l. sup.Valor nom.
999.0000 73.0986Plano9 Cilindro14
Distancia cartes.
L7Tol inf.To l. sup.Valor nom.
999.0000 43.0964Plano9 Cilindro2
Distancia cartes.
L8Tol inf.To l. sup.Valor nom.
999.0000 38.9509Plano1 Cilindro12
Distancia cartes.
L9Tol inf.To l. sup.Valor nom.
999.0000 11.9915Plano11 Plano13
5

HoraNomPza FechaComprobador9:52:09Medicion8 18 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L10Tol inf.To l. sup.Valor nom.
999.0000 18.1636Plano10 Plano15
Distancia cartes.
L11Tol inf.To l. sup.Valor nom.
999.0000 30.0345Plano1 Cilindro3
Distancia cartes.
L12Tol inf.To l. sup.Valor nom.
999.0000 50.6654Cilindro3 Cilindro4
Distancia cartes.
L13Tol inf.To l. sup.Valor nom.
999.0000 38.6002Cilindro4 Cilindro5
Distancia cartes.
L14Tol inf.To l. sup.Valor nom.
999.0000 58.5031Cilindro2 Cilindro5
6
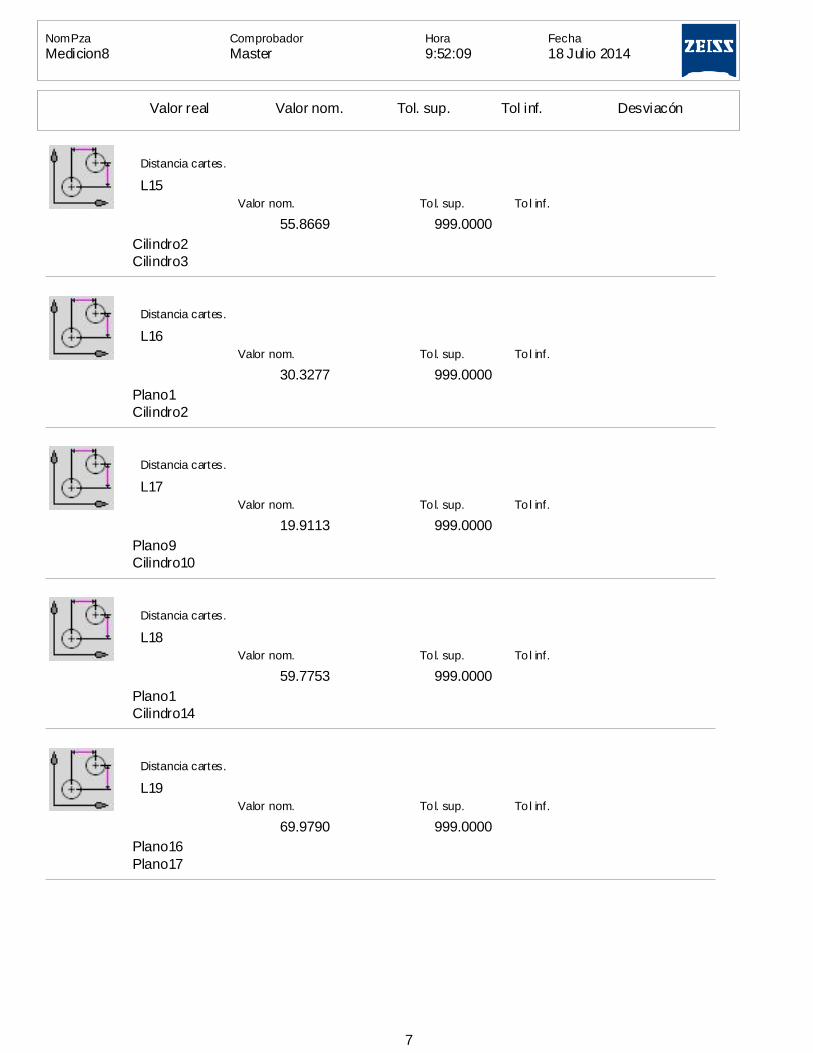
HoraNomPza FechaComprobador9:52:09Medicion8 18 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L15Tol inf.To l. sup.Valor nom.
999.0000 55.8669Cilindro2 Cilindro3
Distancia cartes.
L16Tol inf.To l. sup.Valor nom.
999.0000 30.3277Plano1 Cilindro2
Distancia cartes.
L17Tol inf.To l. sup.Valor nom.
999.0000 19.9113Plano9 Cilindro10
Distancia cartes.
L18Tol inf.To l. sup.Valor nom.
999.0000 59.7753Plano1 Cilindro14
Distancia cartes.
L19Tol inf.To l. sup.Valor nom.
999.0000 69.9790Plano16 Plano17
7
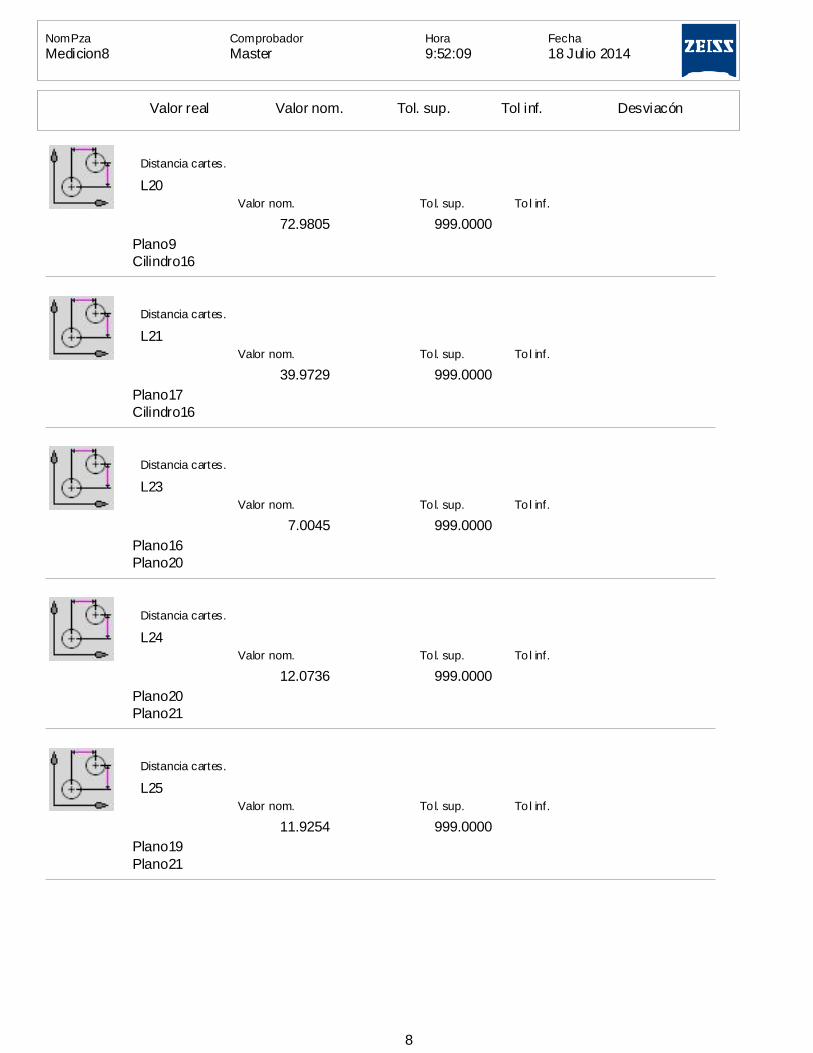
HoraNomPza FechaComprobador9:52:09Medicion8 18 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L20Tol inf.To l. sup.Valor nom.
999.0000 72.9805Plano9 Cilindro16
Distancia cartes.
L21Tol inf.To l. sup.Valor nom.
999.0000 39.9729Plano17 Cilindro16
Distancia cartes.
L23Tol inf.To l. sup.Valor nom.
999.0000 7.0045Plano16 Plano20
Distancia cartes.
L24Tol inf.To l. sup.Valor nom.
999.0000 12.0736Plano20 Plano21
Distancia cartes.
L25Tol inf.To l. sup.Valor nom.
999.0000 11.9254Plano19 Plano21
8
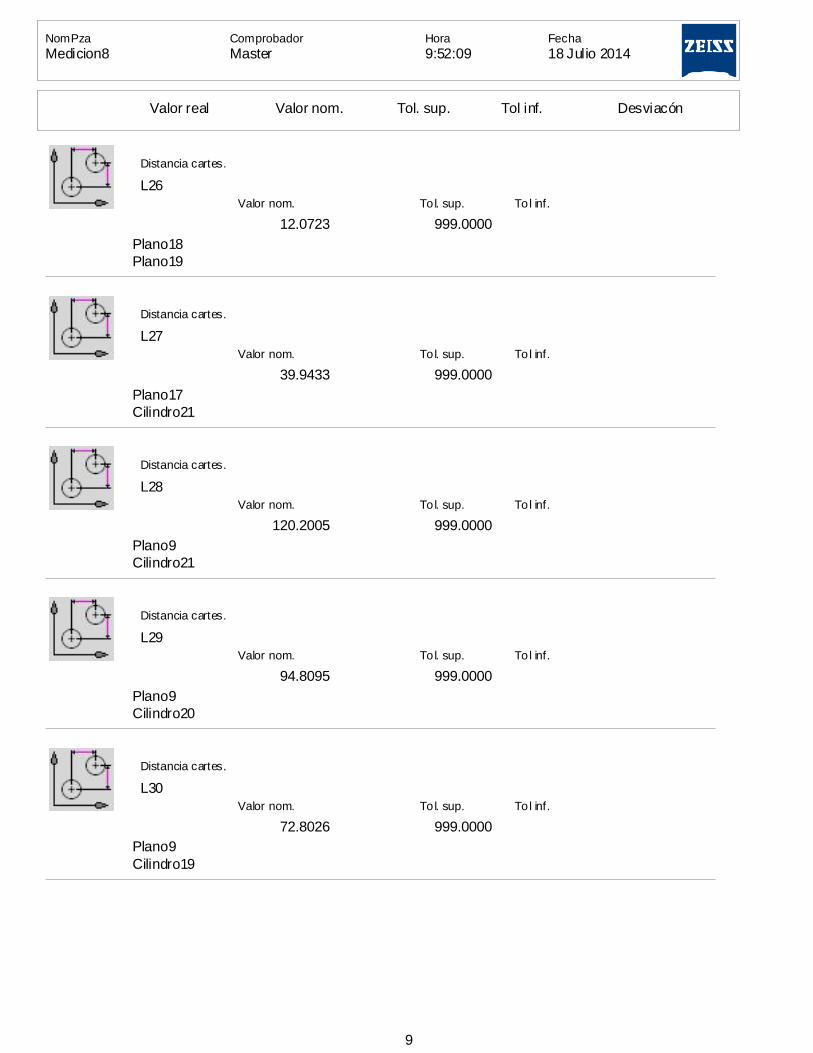
HoraNomPza FechaComprobador9:52:09Medicion8 18 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L26Tol inf.To l. sup.Valor nom.
999.0000 12.0723Plano18 Plano19
Distancia cartes.
L27Tol inf.To l. sup.Valor nom.
999.0000 39.9433Plano17 Cilindro21
Distancia cartes.
L28Tol inf.To l. sup.Valor nom.
999.0000 120.2005Plano9 Cilindro21
Distancia cartes.
L29Tol inf.To l. sup.Valor nom.
999.0000 94.8095Plano9 Cilindro20
Distancia cartes.
L30Tol inf.To l. sup.Valor nom.
999.0000 72.8026Plano9 Cilindro19
9

ZEISS Calypso
Plan de Medición FechaCilindro1.8 18 Julio 2014
HoraNúmero de dibujo Pedido* drawingno * 13:25:18 * order *
Comprobador MMC Nº de pieza incremental1Master NonCZControl
Valor real Valor nom. Tol. sup. Tol inf. Desviacón
Diámetro
D8Tol inf.To l. sup.Valor nom.
999.0000 11.9493Cilindro1
1

ZEISS Calypso
Plan de Medición FechaMedicion9 17 Julio 2014
HoraNúmero de dibujo Pedido* drawingno * 16:43:10 * order *
Comprobador MMC Nº de pieza incremental1Master NonCZControl
Valor real Valor nom. Tol. sup. Tol inf. Desviacón
Diámetro
D1Tol inf.To l. sup.Valor nom.
999.0000 11.8802Cilindro3
Diámetro
D2Tol inf.To l. sup.Valor nom.
999.0000 11.8796Cilindro2
Diámetro
D3Tol inf.To l. sup.Valor nom.
999.0000 12.0964Cilindro5
Diámetro
D4Tol inf.To l. sup.Valor nom.
999.0000 11.8904Cilindro4
Diámetro
D5Tol inf.To l. sup.Valor nom.
999.0000 17.9567Cilindro6
1

HoraNomPza FechaComprobador16:43:10Medicion9 17 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Diámetro
D6Tol inf.To l. sup.Valor nom.
999.0000 50.3502Cilindro14
Diámetro
D7Tol inf.To l. sup.Valor nom.
999.0000 64.1317Cilindro15
Diámetro
D9Tol inf.To l. sup.Valor nom.
999.0000 18.0143Cilindro16
Diámetro
D10Tol inf.To l. sup.Valor nom.
999.0000 80.2221Cilindro17
Diámetro
D11Tol inf.To l. sup.Valor nom.
999.0000 81.2315Cilindro18
Diámetro
D12Tol inf.To l. sup.Valor nom.
999.0000 17.9992Cilindro19
2
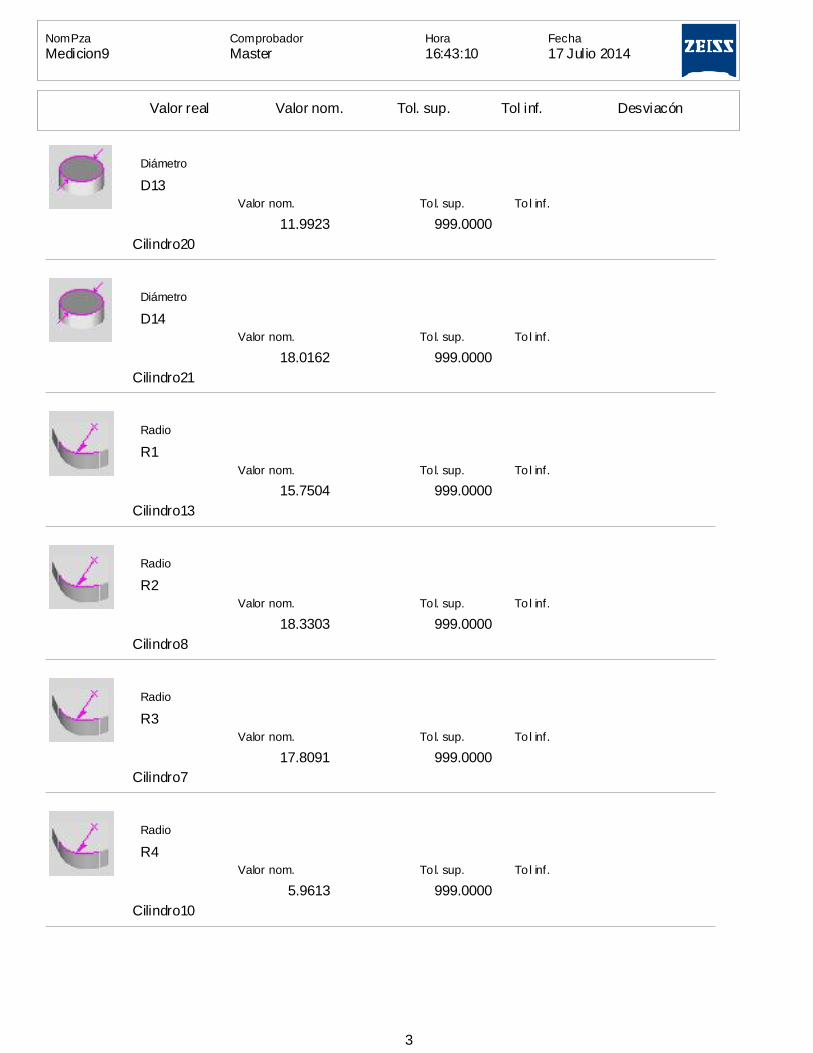
HoraNomPza FechaComprobador16:43:10Medicion9 17 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Diámetro
D13Tol inf.To l. sup.Valor nom.
999.0000 11.9923Cilindro20
Diámetro
D14Tol inf.To l. sup.Valor nom.
999.0000 18.0162Cilindro21
Radio
R1Tol inf.To l. sup.Valor nom.
999.0000 15.7504Cilindro13
Radio
R2Tol inf.To l. sup.Valor nom.
999.0000 18.3303Cilindro8
Radio
R3Tol inf.To l. sup.Valor nom.
999.0000 17.8091Cilindro7
Radio
R4Tol inf.To l. sup.Valor nom.
999.0000 5.9613Cilindro10
3

HoraNomPza FechaComprobador16:43:10Medicion9 17 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Radio
R5Tol inf.To l. sup.Valor nom.
999.0000 9.0696Cilindro9
Radio
R6Tol inf.To l. sup.Valor nom.
999.0000 6.0710Cilindro12
Radio
R7Tol inf.To l. sup.Valor nom.
999.0000 9.0852Cilindro11
Ángulo proyectado 1-
A1Tol inf.To l. sup.Valor nom.
57238.48 20.7097Plano8
Ángulo proyectado 2-
A2Tol inf.To l. sup.Valor nom.
57238.48 -34.9975Plano2
Distancia cartes.
L1Tol inf.To l. sup.Valor nom.
999.0000 116.0840Plano9 Cilindro6
4

HoraNomPza FechaComprobador16:43:10Medicion9 17 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L5Tol inf.To l. sup.Valor nom.
999.0000 16.0383Plano5 Cilindro6
Distancia cartes.
L6Tol inf.To l. sup.Valor nom.
999.0000 72.9717Plano9 Cilindro14
Distancia cartes.
L7Tol inf.To l. sup.Valor nom.
999.0000 43.1234Plano9 Cilindro2
Distancia cartes.
L8Tol inf.To l. sup.Valor nom.
999.0000 39.0135Plano1 Cilindro12
Distancia cartes.
L9Tol inf.To l. sup.Valor nom.
999.0000 12.0058Plano11 Plano13
5
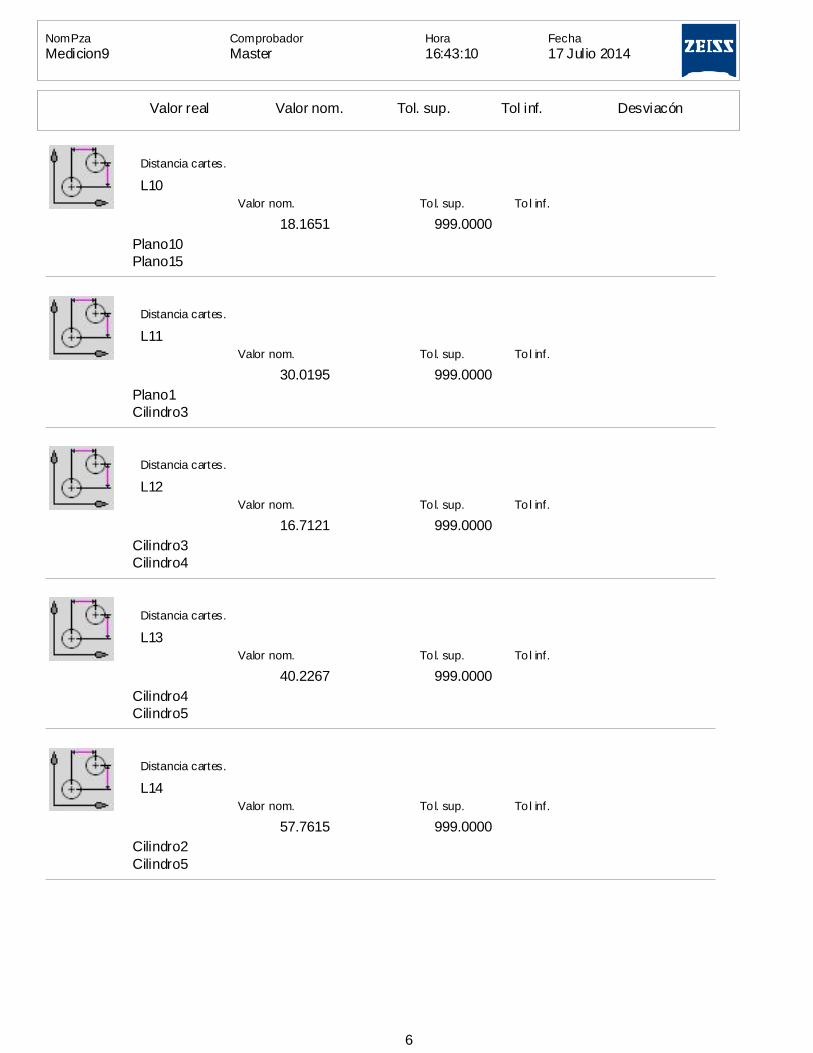
HoraNomPza FechaComprobador16:43:10Medicion9 17 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L10Tol inf.To l. sup.Valor nom.
999.0000 18.1651Plano10 Plano15
Distancia cartes.
L11Tol inf.To l. sup.Valor nom.
999.0000 30.0195Plano1 Cilindro3
Distancia cartes.
L12Tol inf.To l. sup.Valor nom.
999.0000 16.7121Cilindro3 Cilindro4
Distancia cartes.
L13Tol inf.To l. sup.Valor nom.
999.0000 40.2267Cilindro4 Cilindro5
Distancia cartes.
L14Tol inf.To l. sup.Valor nom.
999.0000 57.7615Cilindro2 Cilindro5
6

HoraNomPza FechaComprobador16:43:10Medicion9 17 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L15Tol inf.To l. sup.Valor nom.
999.0000 57.7278Cilindro2 Cilindro3
Distancia cartes.
L16Tol inf.To l. sup.Valor nom.
999.0000 30.3465Plano1 Cilindro2
Distancia cartes.
L17Tol inf.To l. sup.Valor nom.
999.0000 19.9072Plano9 Cilindro10
Distancia cartes.
L18Tol inf.To l. sup.Valor nom.
999.0000 59.7208Plano1 Cilindro14
Distancia cartes.
L19Tol inf.To l. sup.Valor nom.
999.0000 69.9863Plano16 Plano17
7

HoraNomPza FechaComprobador16:43:10Medicion9 17 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L20Tol inf.To l. sup.Valor nom.
999.0000 72.9629Plano9 Cilindro16
Distancia cartes.
L21Tol inf.To l. sup.Valor nom.
999.0000 39.9685Plano17 Cilindro16
Distancia cartes.
L23Tol inf.To l. sup.Valor nom.
999.0000 6.9600Plano16 Plano20
Distancia cartes.
L24Tol inf.To l. sup.Valor nom.
999.0000 12.0766Plano20 Plano21
Distancia cartes.
L25Tol inf.To l. sup.Valor nom.
999.0000 17.9223Plano21 Plano19
8
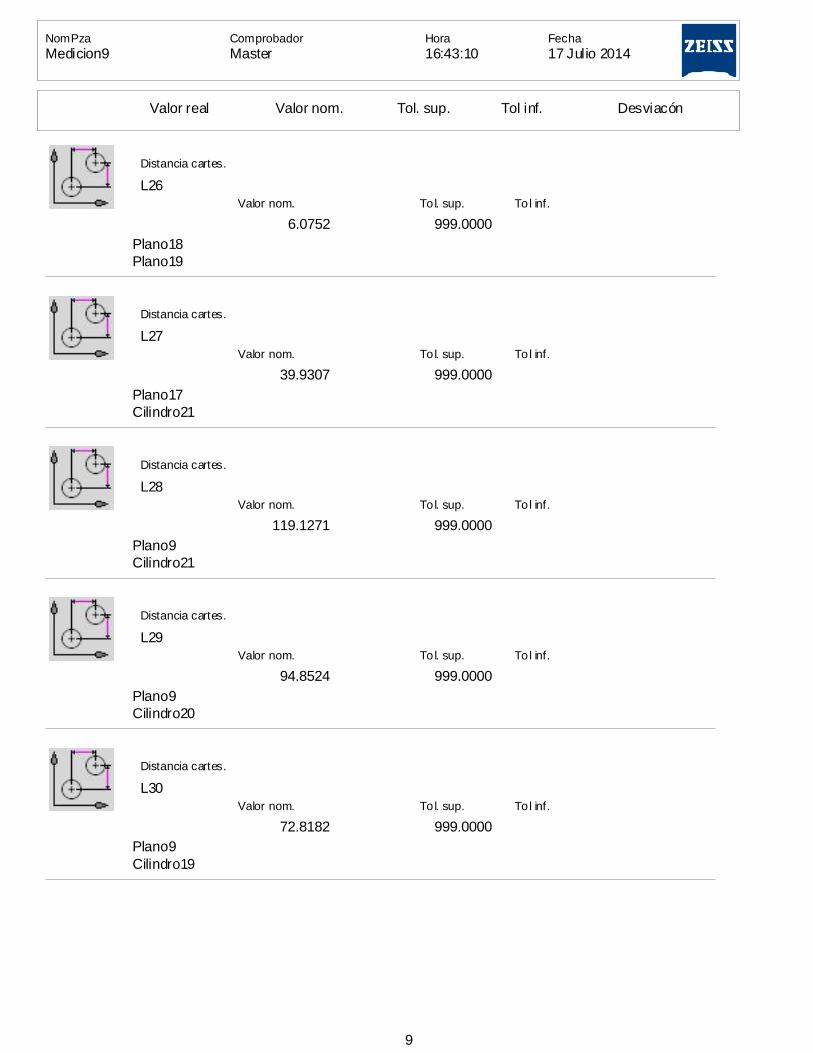
HoraNomPza FechaComprobador16:43:10Medicion9 17 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L26Tol inf.To l. sup.Valor nom.
999.0000 6.0752Plano18 Plano19
Distancia cartes.
L27Tol inf.To l. sup.Valor nom.
999.0000 39.9307Plano17 Cilindro21
Distancia cartes.
L28Tol inf.To l. sup.Valor nom.
999.0000 119.1271Plano9 Cilindro21
Distancia cartes.
L29Tol inf.To l. sup.Valor nom.
999.0000 94.8524Plano9 Cilindro20
Distancia cartes.
L30Tol inf.To l. sup.Valor nom.
999.0000 72.8182Plano9 Cilindro19
9
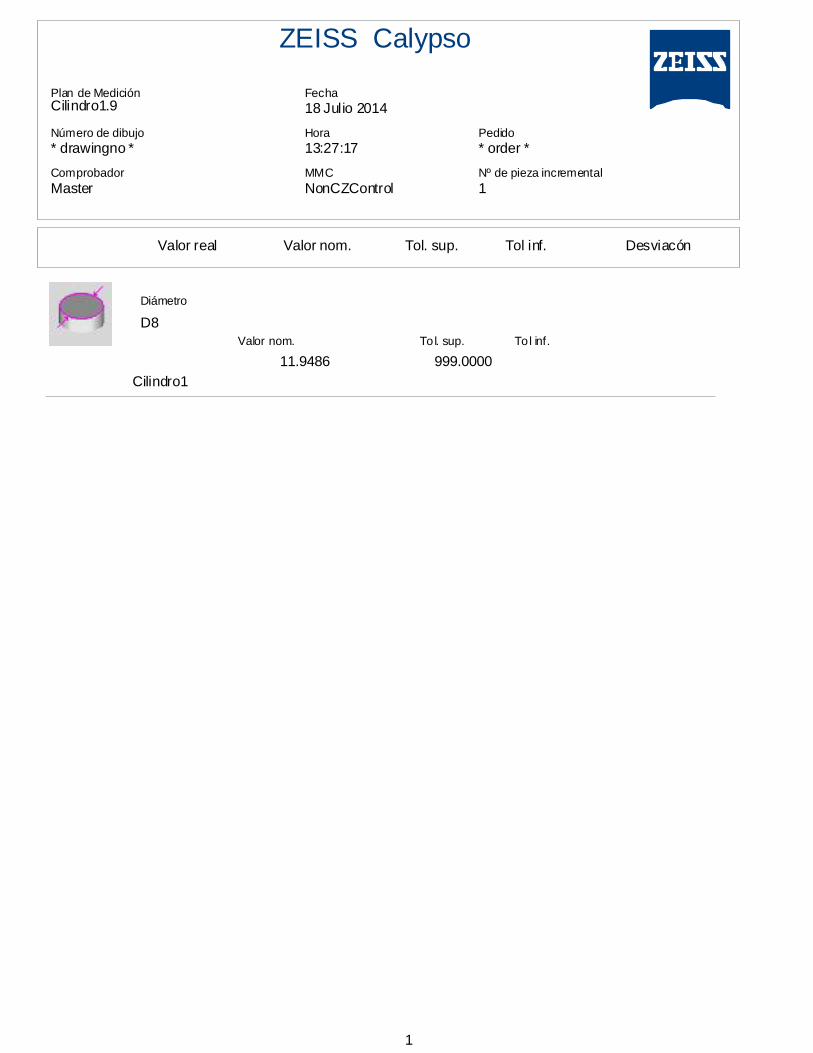
ZEISS Calypso
Plan de Medición FechaCilindro1.9 18 Julio 2014
HoraNúmero de dibujo Pedido* drawingno * 13:27:17 * order *
Comprobador MMC Nº de pieza incremental1Master NonCZControl
Valor real Valor nom. Tol. sup. Tol inf. Desviacón
Diámetro
D8Tol inf.To l. sup.Valor nom.
999.0000 11.9486Cilindro1
1
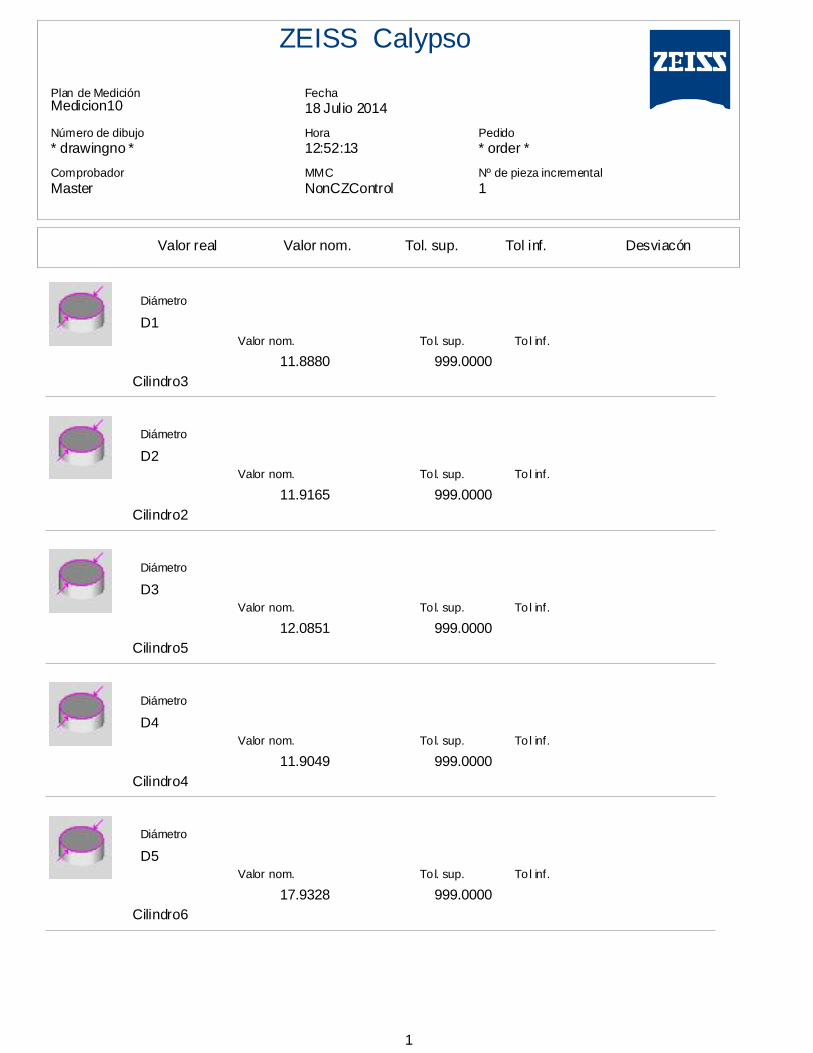
ZEISS Calypso
Plan de Medición FechaMedicion10 18 Julio 2014
HoraNúmero de dibujo Pedido* drawingno * 12:52:13 * order *
Comprobador MMC Nº de pieza incremental1Master NonCZControl
Valor real Valor nom. Tol. sup. Tol inf. Desviacón
Diámetro
D1Tol inf.To l. sup.Valor nom.
999.0000 11.8880Cilindro3
Diámetro
D2Tol inf.To l. sup.Valor nom.
999.0000 11.9165Cilindro2
Diámetro
D3Tol inf.To l. sup.Valor nom.
999.0000 12.0851Cilindro5
Diámetro
D4Tol inf.To l. sup.Valor nom.
999.0000 11.9049Cilindro4
Diámetro
D5Tol inf.To l. sup.Valor nom.
999.0000 17.9328Cilindro6
1
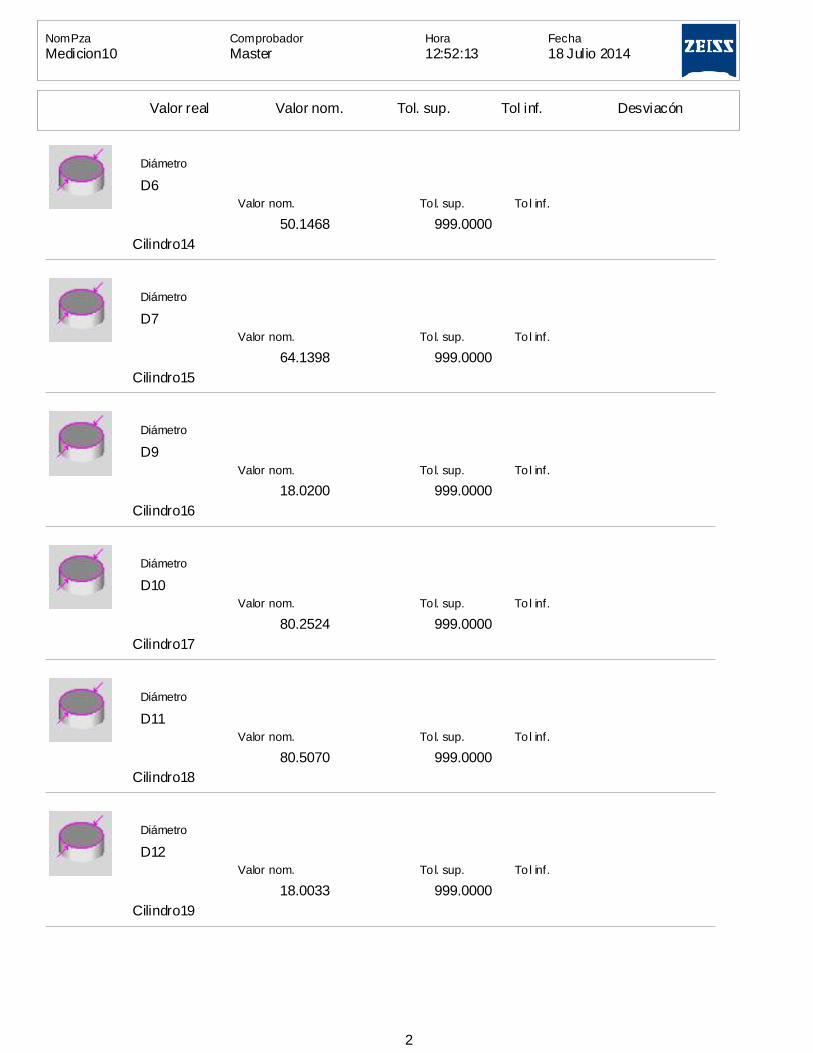
HoraNomPza FechaComprobador12:52:13Medicion10 18 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Diámetro
D6Tol inf.To l. sup.Valor nom.
999.0000 50.1468Cilindro14
Diámetro
D7Tol inf.To l. sup.Valor nom.
999.0000 64.1398Cilindro15
Diámetro
D9Tol inf.To l. sup.Valor nom.
999.0000 18.0200Cilindro16
Diámetro
D10Tol inf.To l. sup.Valor nom.
999.0000 80.2524Cilindro17
Diámetro
D11Tol inf.To l. sup.Valor nom.
999.0000 80.5070Cilindro18
Diámetro
D12Tol inf.To l. sup.Valor nom.
999.0000 18.0033Cilindro19
2

HoraNomPza FechaComprobador12:52:13Medicion10 18 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Diámetro
D13Tol inf.To l. sup.Valor nom.
999.0000 11.9716Cilindro20
Diámetro
D14Tol inf.To l. sup.Valor nom.
999.0000 18.0164Cilindro21
Radio
R1Tol inf.To l. sup.Valor nom.
999.0000 15.7573Cilindro13
Radio
R2Tol inf.To l. sup.Valor nom.
999.0000 18.4370Cilindro8
Radio
R3Tol inf.To l. sup.Valor nom.
999.0000 17.8167Cilindro7
Radio
R4Tol inf.To l. sup.Valor nom.
999.0000 6.0931Cilindro10
3
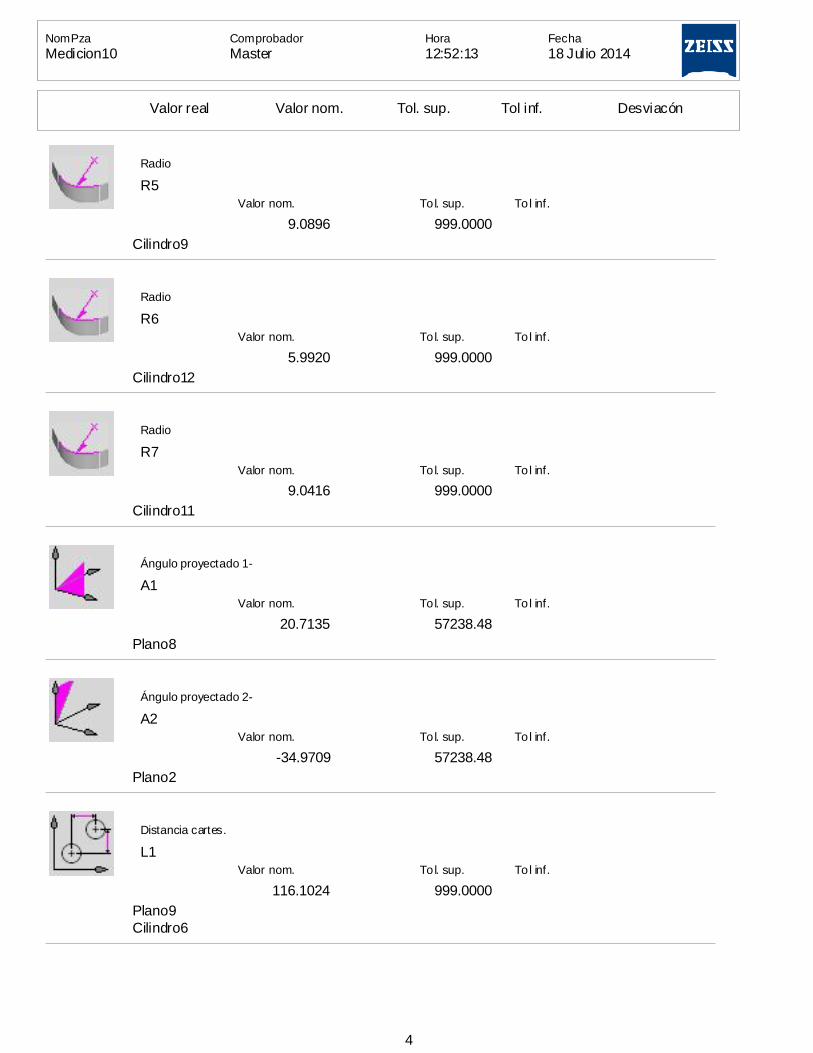
HoraNomPza FechaComprobador12:52:13Medicion10 18 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Radio
R5Tol inf.To l. sup.Valor nom.
999.0000 9.0896Cilindro9
Radio
R6Tol inf.To l. sup.Valor nom.
999.0000 5.9920Cilindro12
Radio
R7Tol inf.To l. sup.Valor nom.
999.0000 9.0416Cilindro11
Ángulo proyectado 1-
A1Tol inf.To l. sup.Valor nom.
57238.48 20.7135Plano8
Ángulo proyectado 2-
A2Tol inf.To l. sup.Valor nom.
57238.48 -34.9709Plano2
Distancia cartes.
L1Tol inf.To l. sup.Valor nom.
999.0000 116.1024Plano9 Cilindro6
4

HoraNomPza FechaComprobador12:52:13Medicion10 18 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L5Tol inf.To l. sup.Valor nom.
999.0000 16.0262Plano5 Cilindro6
Distancia cartes.
L6Tol inf.To l. sup.Valor nom.
999.0000 73.1132Plano9 Cilindro14
Distancia cartes.
L7Tol inf.To l. sup.Valor nom.
999.0000 43.1031Plano9 Cilindro2
Distancia cartes.
L8Tol inf.To l. sup.Valor nom.
999.0000 38.9292Plano1 Cilindro12
Distancia cartes.
L9Tol inf.To l. sup.Valor nom.
999.0000 12.0026Plano11 Plano13
5

HoraNomPza FechaComprobador12:52:13Medicion10 18 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L10Tol inf.To l. sup.Valor nom.
999.0000 18.1742Plano10 Plano15
Distancia cartes.
L11Tol inf.To l. sup.Valor nom.
999.0000 30.0242Plano1 Cilindro3
Distancia cartes.
L12Tol inf.To l. sup.Valor nom.
999.0000 59.3947Cilindro3 Cilindro4
Distancia cartes.
L13Tol inf.To l. sup.Valor nom.
999.0000 40.4952Cilindro4 Cilindro5
Distancia cartes.
L14Tol inf.To l. sup.Valor nom.
999.0000 32.7187Cilindro2 Cilindro5
6

HoraNomPza FechaComprobador12:52:13Medicion10 18 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L15Tol inf.To l. sup.Valor nom.
999.0000 55.3890Cilindro2 Cilindro3
Distancia cartes.
L16Tol inf.To l. sup.Valor nom.
999.0000 30.3302Plano1 Cilindro2
Distancia cartes.
L17Tol inf.To l. sup.Valor nom.
999.0000 19.9210Plano9 Cilindro10
Distancia cartes.
L18Tol inf.To l. sup.Valor nom.
999.0000 59.6743Plano1 Cilindro14
Distancia cartes.
L19Tol inf.To l. sup.Valor nom.
999.0000 69.9833Plano16 Plano17
7

HoraNomPza FechaComprobador12:52:13Medicion10 18 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L20Tol inf.To l. sup.Valor nom.
999.0000 72.9774Plano9 Cilindro16
Distancia cartes.
L21Tol inf.To l. sup.Valor nom.
999.0000 39.9655Plano17 Cilindro16
Distancia cartes.
L23Tol inf.To l. sup.Valor nom.
999.0000 6.9164Plano16 Plano20
Distancia cartes.
L24Tol inf.To l. sup.Valor nom.
999.0000 12.0782Plano20 Plano21
Distancia cartes.
L25Tol inf.To l. sup.Valor nom.
999.0000 11.9288Plano19 Plano21
8

HoraNomPza FechaComprobador12:52:13Medicion10 18 Julio 2014Master
Valor nom.Valor real Tol. sup. DesviacónTol inf.
Distancia cartes.
L26Tol inf.To l. sup.Valor nom.
999.0000 12.0727Plano18 Plano19
Distancia cartes.
L27Tol inf.To l. sup.Valor nom.
999.0000 39.9363Plano17 Cilindro21
Distancia cartes.
L28Tol inf.To l. sup.Valor nom.
999.0000 118.3468Plano9 Cilindro21
Distancia cartes.
L29Tol inf.To l. sup.Valor nom.
999.0000 94.8438Plano9 Cilindro20
Distancia cartes.
L30Tol inf.To l. sup.Valor nom.
999.0000 72.8328Plano9 Cilindro19
9

ZEISS Calypso
Plan de Medición FechaCilindro1.10 18 Julio 2014
HoraNúmero de dibujo Pedido* drawingno * 13:29:31 * order *
Comprobador MMC Nº de pieza incremental1Master NonCZControl
Valor real Valor nom. Tol. sup. Tol inf. Desviacón
Diámetro
D8Tol inf.To l. sup.Valor nom.
999.0000 11.9436Cilindro1
1

Práctica perfilometría
Measurement Conditions
Instrumento CV-3100
Long. Medic(X) 55,5224mm
Paso de med. 0,0100mm
Velocidad med. 1,00mm/sec
Metodo de muestreo Paso en linea segmento
Coeficiente de ajuste Z 1,004886
Compensacion Simetrica 0,0527mm
Compensacion de rectitud (eje X) Ninguna
Compensacion del radio de la punta 0,0254mm
Cambio de Polaridad Ninguna
Meas Result Geo Data X Mag: x2,373 Z Mag: x2,373
36,3299mm
13,3190mm
R= 3,9933mm
42,9265mm
28,4363mm
R= 12,4395mm
55,2394mm
5,3336mm
R= 13,6178mm
66,8899mm
29,5462mm R= 13,2050mm
79,1453mm6,6362mm
R= 12,7890mm
0000 1 01 01 01 0 2 02 02 02 0 3 03 03 03 0 4 04 04 04 0 5 05 05 05 0 6 06 06 06 0 7 07 07 07 0 8 08 08 08 0
-10
-10
-10
-10
00 001
01
01
01
02
02
02
02
03
03
03
03
0
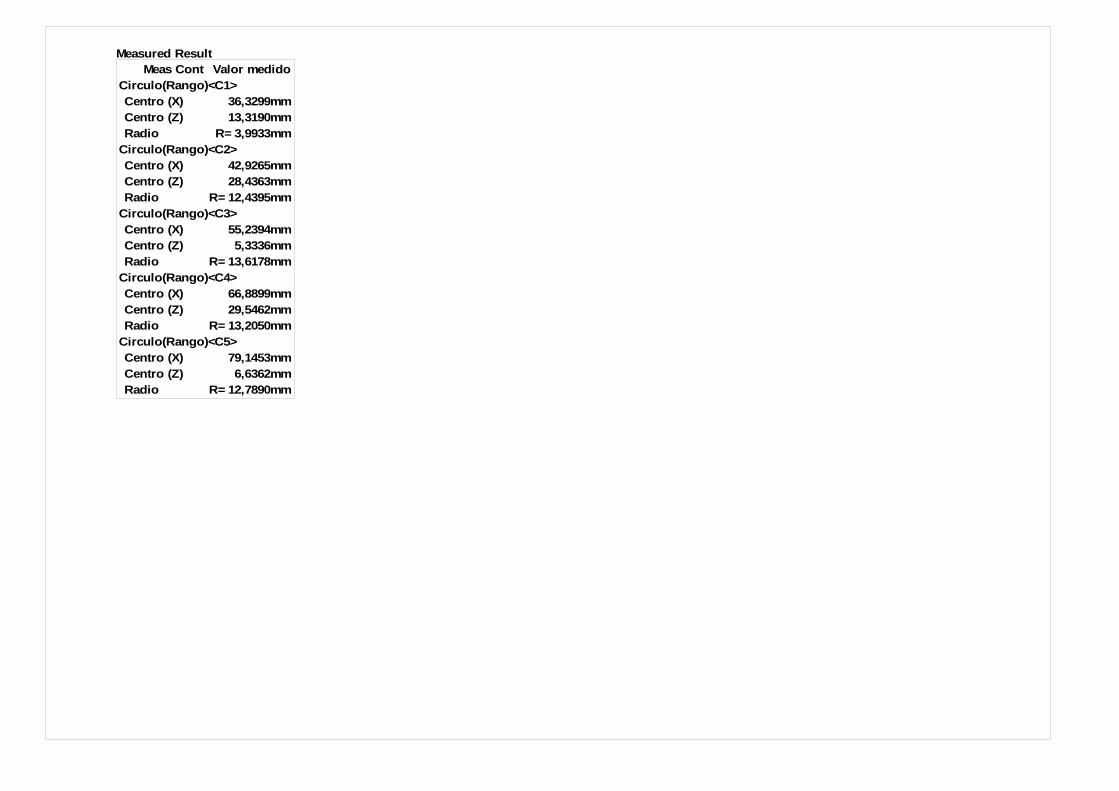
Measured Result Meas Cont Valor medido
Circulo(Rango)<C1>Centro (X) 36,3299mmCentro (Z) 13,3190mmRadio R= 3,9933mm
Circulo(Rango)<C2>Centro (X) 42,9265mmCentro (Z) 28,4363mmRadio R= 12,4395mm
Circulo(Rango)<C3>Centro (X) 55,2394mmCentro (Z) 5,3336mmRadio R= 13,6178mm
Circulo(Rango)<C4>Centro (X) 66,8899mmCentro (Z) 29,5462mmRadio R= 13,2050mm
Circulo(Rango)<C5>Centro (X) 79,1453mmCentro (Z) 6,6362mmRadio R= 12,7890mm

Práctica perfilometría
Measurement Conditions
Instrumento CV-3100
Long. Medic(X) 61,2615mm
Paso de med. 0,0100mm
Velocidad med. 1,00mm/sec
Metodo de muestreo Paso en linea segmento
Coeficiente de ajuste Z 1,004886
Compensacion Simetrica 0,0527mm
Compensacion de rectitud (eje X) Ninguna
Compensacion del radio de la punta 0,0254mm
Cambio de Polaridad Ninguna
Meas Result Geo Data X Mag: x2,949 Z Mag: x2,949
36,3245mm
-4,9517mm
R= 3,3742mm
42,9806mm
9,9738mmR= 12,8617mm
55,3052mm
-13,6387mm
R= 13,6945mm
66,9544mm
10,6866mm
79,2199mm
-12,2292mm
R= 12,7615mm
2 02 02 02 0 3 03 03 03 0 4 04 04 04 0 5 05 05 05 0 6 06 06 06 0 7 07 07 07 0 8 08 08 08 0 9 09 09 09 0
-20
-20
-20
-20
-10
-10
-10
-10
00 00

Measured Result Meas Cont Valor medido
Circulo(Rango)<C1>Centro (X) 36,3245mmCentro (Z) -4,9517mmRadio R= 3,3742mm
Circulo(Rango)<C2>Centro (X) 42,9806mmCentro (Z) 9,9738mmRadio R= 12,8617mm
Circulo(Rango)<C3>Centro (X) 55,3052mmCentro (Z) -13,6387mmRadio R= 13,6945mm
Circulo(Rango)<C4>Centro (X) 66,9544mmCentro (Z) 10,6866mmRadio R= 13,2364mm
Circulo(Rango)<C5>Centro (X) 79,2199mmCentro (Z) -12,2292mmRadio R= 12,7615mm
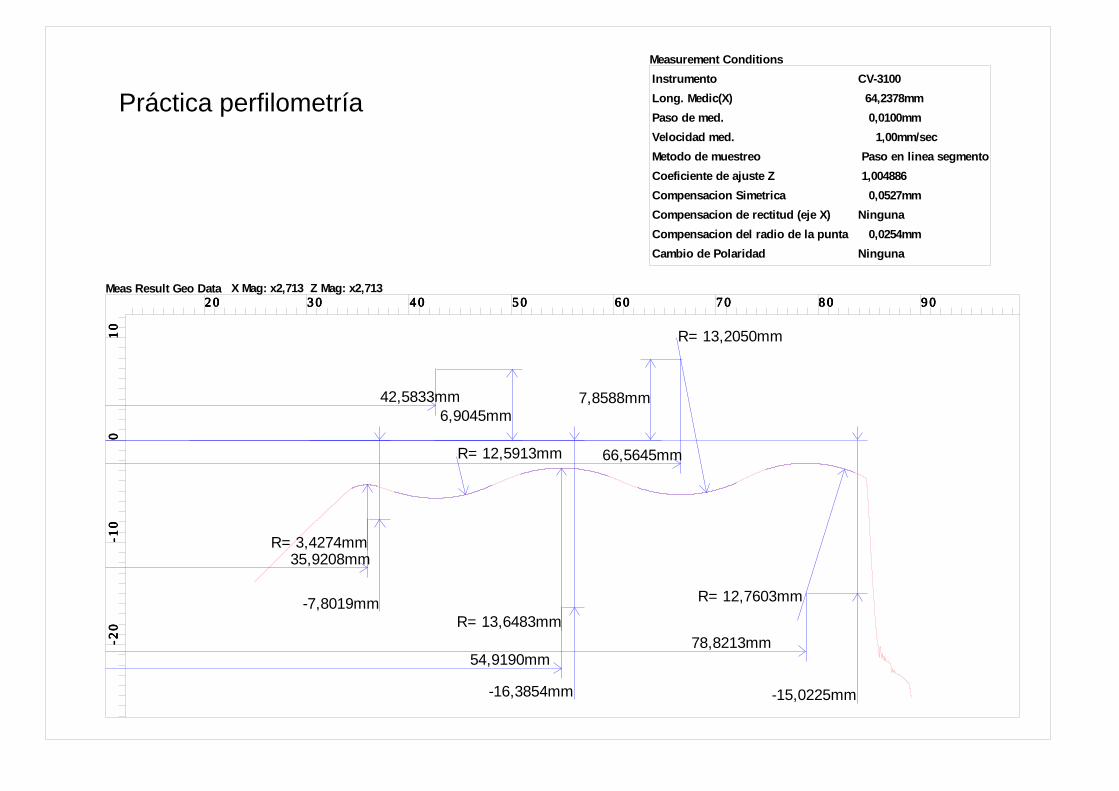
Práctica perfilometría
Measurement Conditions
Instrumento CV-3100
Long. Medic(X) 64,2378mm
Paso de med. 0,0100mm
Velocidad med. 1,00mm/sec
Metodo de muestreo Paso en linea segmento
Coeficiente de ajuste Z 1,004886
Compensacion Simetrica 0,0527mm
Compensacion de rectitud (eje X) Ninguna
Compensacion del radio de la punta 0,0254mm
Cambio de Polaridad Ninguna
Meas Result Geo Data X Mag: x2,713 Z Mag: x2,713
35,9208mm
-7,8019mm
R= 3,4274mm
42,5833mm6,9045mm
R= 12,5913mm
54,9190mm
-16,3854mm
R= 13,6483mm
66,5645mm
7,8588mm
R= 13,2050mm
78,8213mm
-15,0225mm
R= 12,7603mm
2 02 02 02 0 3 03 03 03 0 4 04 04 04 0 5 05 05 05 0 6 06 06 06 0 7 07 07 07 0 8 08 08 08 0 9 09 09 09 0
-20
-20
-20
-20
-10
-10
-10
-10
00 001
01
01
01
0
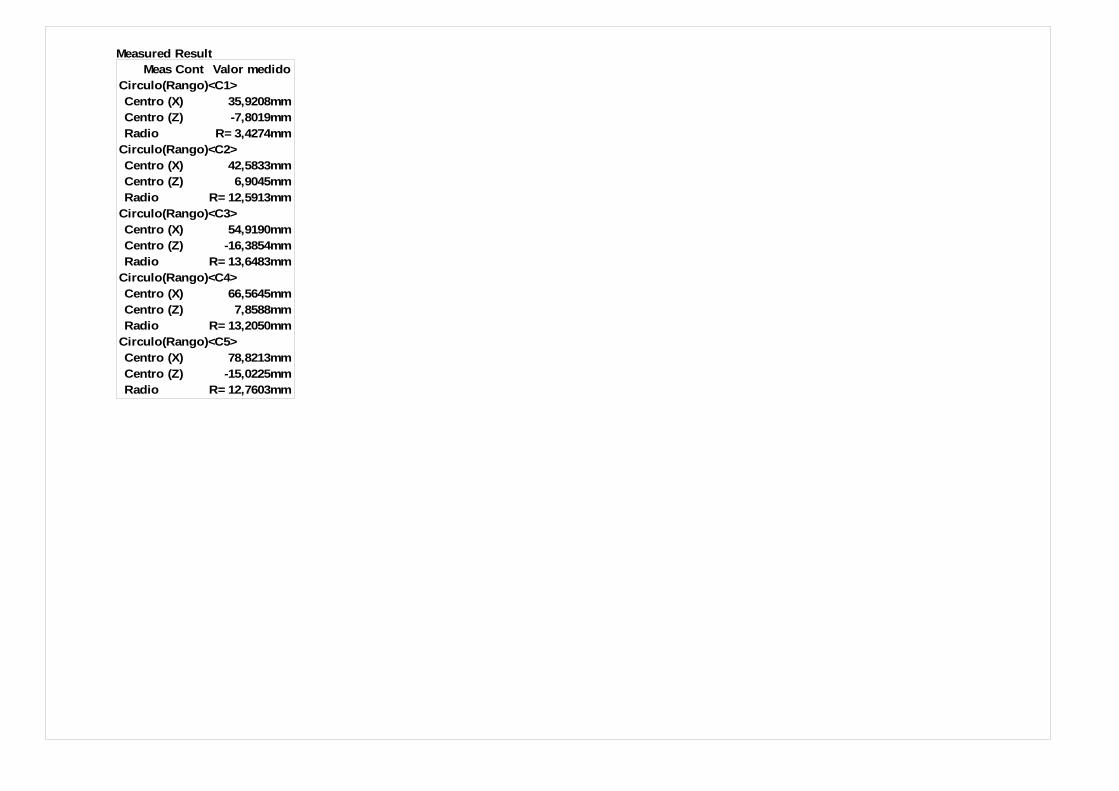
Measured Result Meas Cont Valor medido
Circulo(Rango)<C1>Centro (X) 35,9208mmCentro (Z) -7,8019mmRadio R= 3,4274mm
Circulo(Rango)<C2>Centro (X) 42,5833mmCentro (Z) 6,9045mmRadio R= 12,5913mm
Circulo(Rango)<C3>Centro (X) 54,9190mmCentro (Z) -16,3854mmRadio R= 13,6483mm
Circulo(Rango)<C4>Centro (X) 66,5645mmCentro (Z) 7,8588mmRadio R= 13,2050mm
Circulo(Rango)<C5>Centro (X) 78,8213mmCentro (Z) -15,0225mmRadio R= 12,7603mm
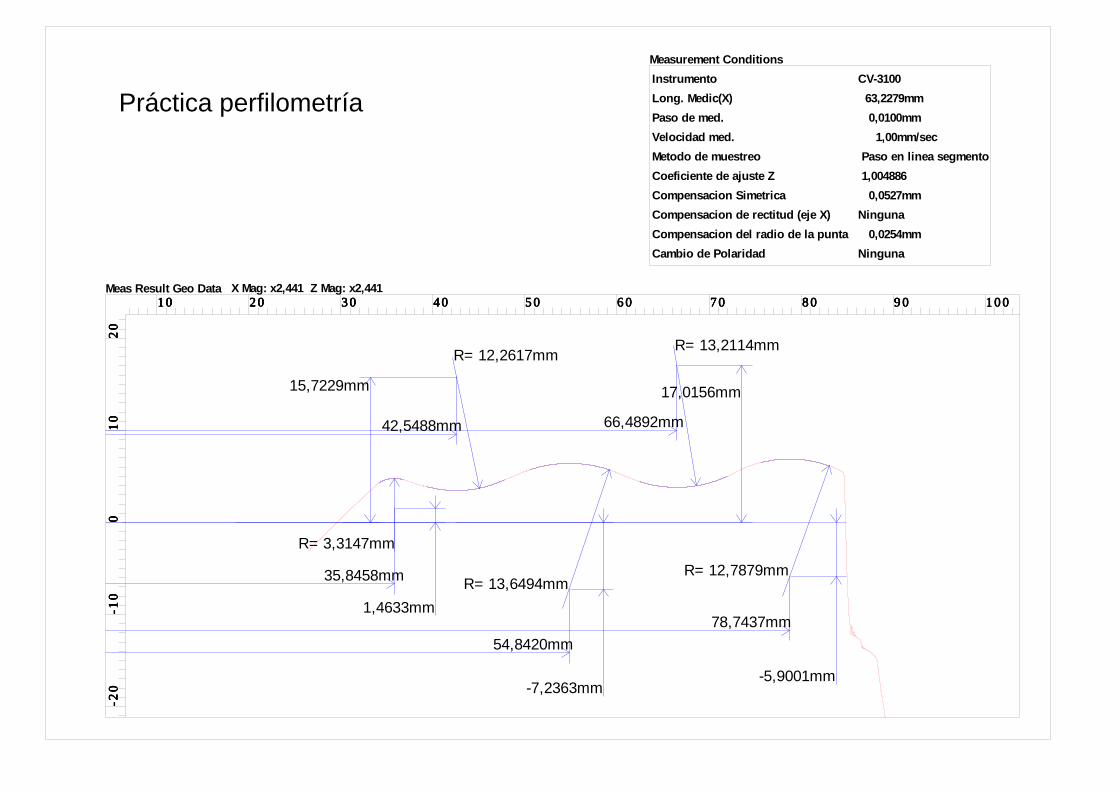
Práctica perfilometría
Measurement Conditions
Instrumento CV-3100
Long. Medic(X) 63,2279mm
Paso de med. 0,0100mm
Velocidad med. 1,00mm/sec
Metodo de muestreo Paso en linea segmento
Coeficiente de ajuste Z 1,004886
Compensacion Simetrica 0,0527mm
Compensacion de rectitud (eje X) Ninguna
Compensacion del radio de la punta 0,0254mm
Cambio de Polaridad Ninguna
Meas Result Geo Data X Mag: x2,441 Z Mag: x2,441
35,8458mm
1,4633mm
R= 3,3147mm
42,5488mm
15,7229mm
R= 12,2617mm
54,8420mm
-7,2363mm
R= 13,6494mm
66,4892mm
17,0156mm
R= 13,2114mm
78,7437mm
-5,9001mm
R= 12,7879mm
1 01 01 01 0 2 02 02 02 0 3 03 03 03 0 4 04 04 04 0 5 05 05 05 0 6 06 06 06 0 7 07 07 07 0 8 08 08 08 0 9 09 09 09 0 1 0 01 0 01 0 01 0 0
-20
-20
-20
-20
-10
-10
-10
-10
00 001
01
01
01
02
02
02
02
0

Measured Result Meas Cont Valor medido
Circulo(Rango)<C1>Centro (X) 35,8458mmCentro (Z) 1,4633mmRadio R= 3,3147mm
Circulo(Rango)<C2>Centro (X) 42,5488mmCentro (Z) 15,7229mmRadio R= 12,2617mm
Circulo(Rango)<C3>Centro (X) 54,8420mmCentro (Z) -7,2363mmRadio R= 13,6494mm
Circulo(Rango)<C4>Centro (X) 66,4892mmCentro (Z) 17,0156mmRadio R= 13,2114mm
Circulo(Rango)<C5>Centro (X) 78,7437mmCentro (Z) -5,9001mmRadio R= 12,7879mm
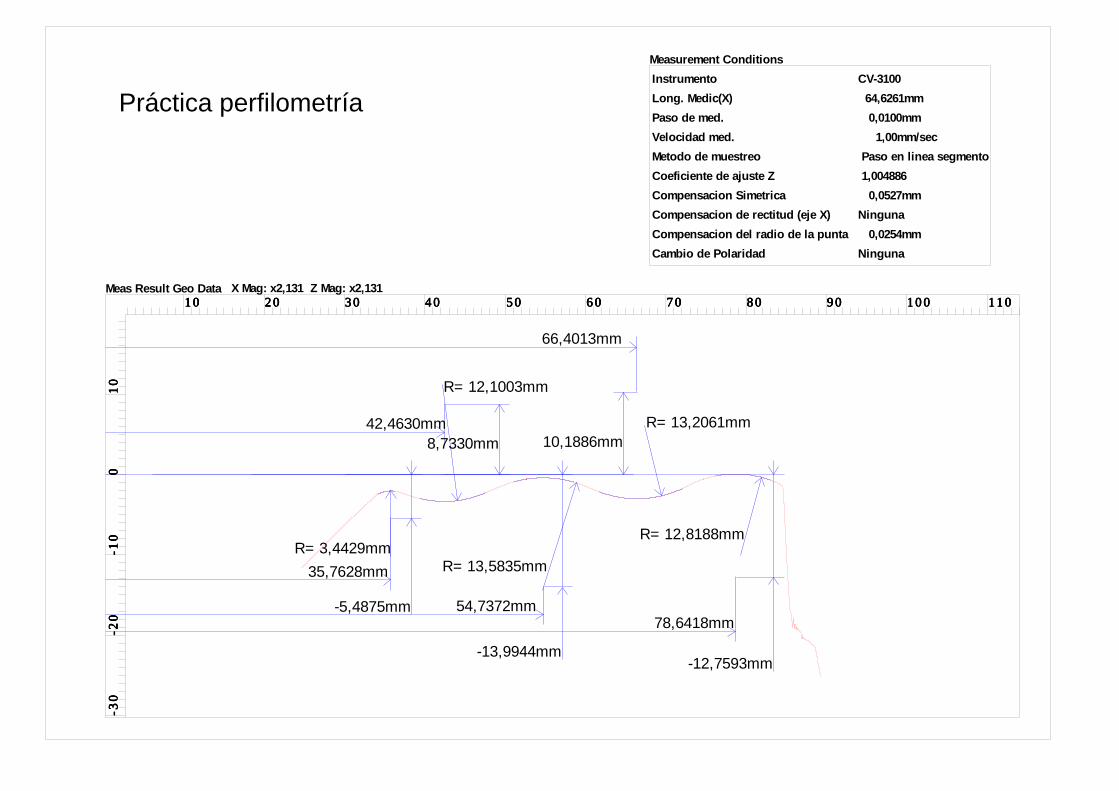
Práctica perfilometría
Measurement Conditions
Instrumento CV-3100
Long. Medic(X) 64,6261mm
Paso de med. 0,0100mm
Velocidad med. 1,00mm/sec
Metodo de muestreo Paso en linea segmento
Coeficiente de ajuste Z 1,004886
Compensacion Simetrica 0,0527mm
Compensacion de rectitud (eje X) Ninguna
Compensacion del radio de la punta 0,0254mm
Cambio de Polaridad Ninguna
Meas Result Geo Data X Mag: x2,131 Z Mag: x2,131
35,7628mm
-5,4875mm
R= 3,4429mm
42,4630mm8,7330mm
R= 12,1003mm
54,7372mm
-13,9944mm
R= 13,5835mm
66,4013mm
10,1886mmR= 13,2061mm
78,6418mm
-12,7593mm
R= 12,8188mm
1 01 01 01 0 2 02 02 02 0 3 03 03 03 0 4 04 04 04 0 5 05 05 05 0 6 06 06 06 0 7 07 07 07 0 8 08 08 08 0 9 09 09 09 0 1 0 01 0 01 0 01 0 0 1 1 01 1 01 1 01 1 0
-30
-30
-30
-30
-20
-20
-20
-20
-10
-10
-10
-10
00 001
01
01
01
0

Measured Result Meas Cont Valor medido
Circulo(Rango)<C1>Centro (X) 35,7628mmCentro (Z) -5,4875mmRadio R= 3,4429mm
Circulo(Rango)<C2>Centro (X) 42,4630mmCentro (Z) 8,7330mmRadio R= 12,1003mm
Circulo(Rango)<C3>Centro (X) 54,7372mmCentro (Z) -13,9944mmRadio R= 13,5835mm
Circulo(Rango)<C4>Centro (X) 66,4013mmCentro (Z) 10,1886mmRadio R= 13,2061mm
Circulo(Rango)<C5>Centro (X) 78,6418mmCentro (Z) -12,7593mmRadio R= 12,8188mm
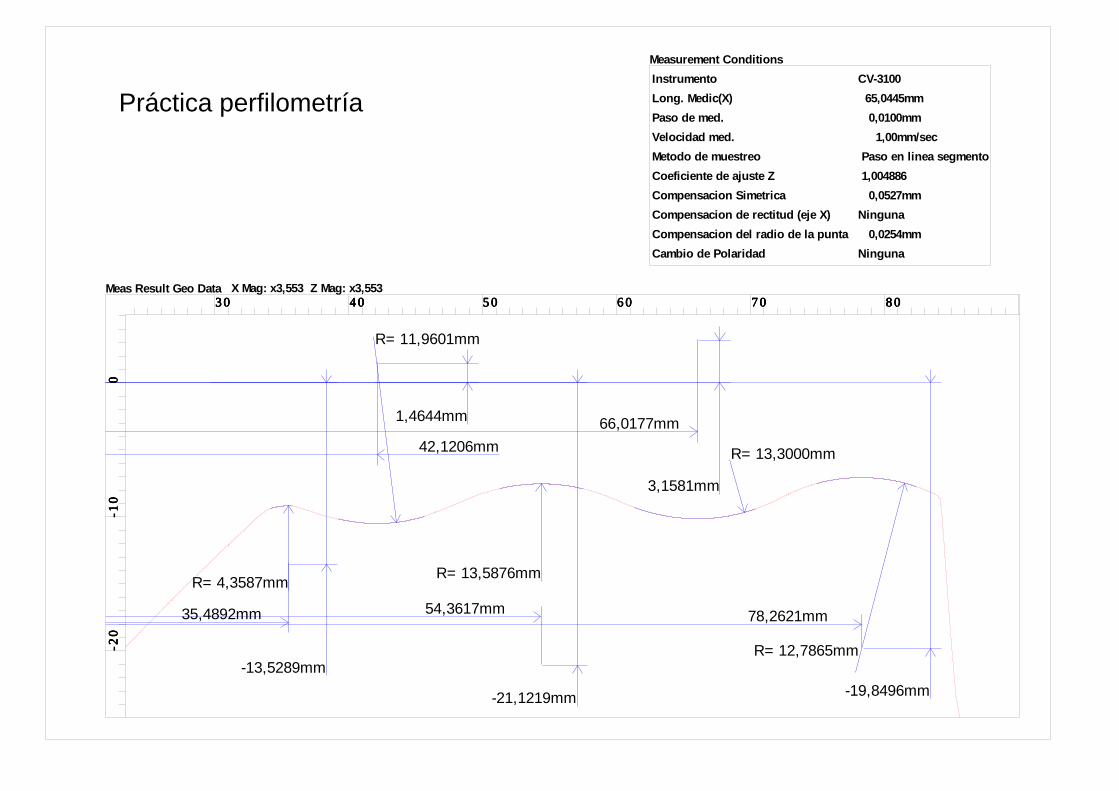
Práctica perfilometría
Measurement Conditions
Instrumento CV-3100
Long. Medic(X) 65,0445mm
Paso de med. 0,0100mm
Velocidad med. 1,00mm/sec
Metodo de muestreo Paso en linea segmento
Coeficiente de ajuste Z 1,004886
Compensacion Simetrica 0,0527mm
Compensacion de rectitud (eje X) Ninguna
Compensacion del radio de la punta 0,0254mm
Cambio de Polaridad Ninguna
Meas Result Geo Data X Mag: x3,553 Z Mag: x3,553
35,4892mm
-13,5289mm
R= 4,3587mm
42,1206mm
1,4644mm
R= 11,9601mm
54,3617mm
-21,1219mm
R= 13,5876mm
66,0177mm
3,1581mm
R= 13,3000mm
78,2621mm
-19,8496mm
R= 12,7865mm
3 03 03 03 0 4 04 04 04 0 5 05 05 05 0 6 06 06 06 0 7 07 07 07 0 8 08 08 08 0
-20
-20
-20
-20
-10
-10
-10
-10
00 00
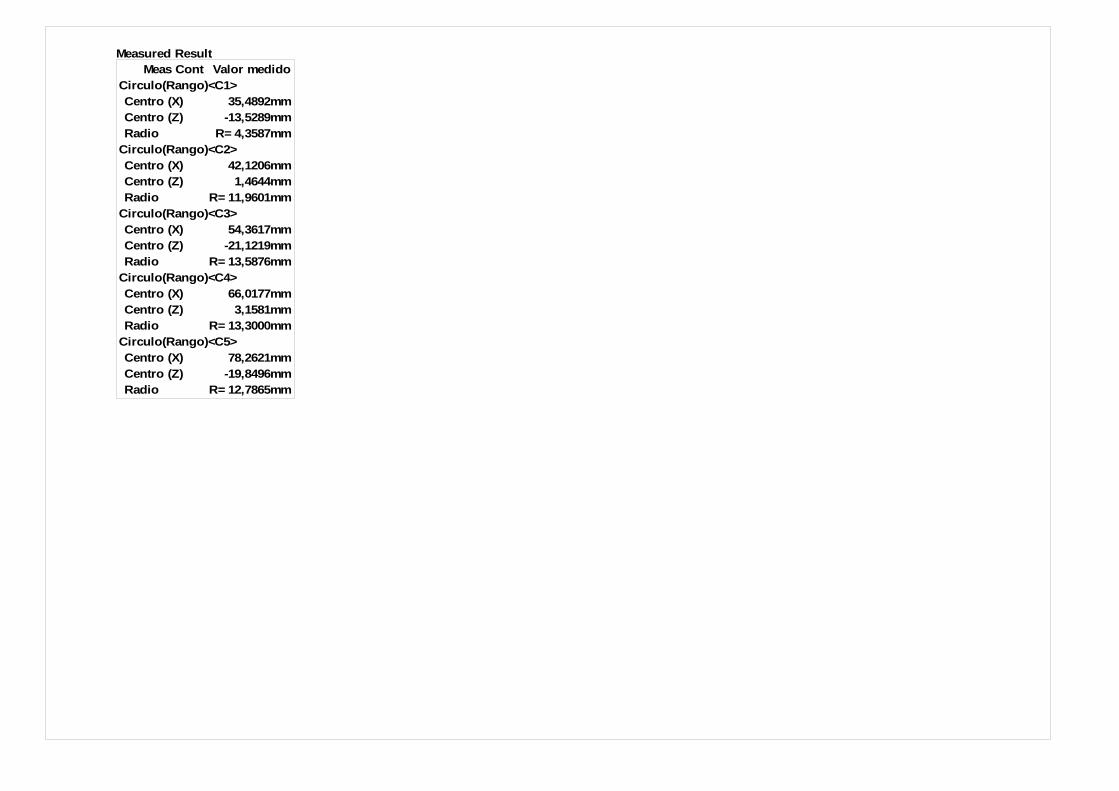
Measured Result Meas Cont Valor medido
Circulo(Rango)<C1>Centro (X) 35,4892mmCentro (Z) -13,5289mmRadio R= 4,3587mm
Circulo(Rango)<C2>Centro (X) 42,1206mmCentro (Z) 1,4644mmRadio R= 11,9601mm
Circulo(Rango)<C3>Centro (X) 54,3617mmCentro (Z) -21,1219mmRadio R= 13,5876mm
Circulo(Rango)<C4>Centro (X) 66,0177mmCentro (Z) 3,1581mmRadio R= 13,3000mm
Circulo(Rango)<C5>Centro (X) 78,2621mmCentro (Z) -19,8496mmRadio R= 12,7865mm

Práctica perfilometría
Measurement Conditions
Instrumento CV-3100
Long. Medic(X) 60,1910mm
Paso de med. 0,0100mm
Velocidad med. 1,00mm/sec
Metodo de muestreo Paso en linea segmento
Coeficiente de ajuste Z 1,004886
Compensacion Simetrica 0,0527mm
Compensacion de rectitud (eje X) Ninguna
Compensacion del radio de la punta 0,0254mm
Cambio de Polaridad Ninguna
Meas Result Geo Data X Mag: x3,045 Z Mag: x3,045
34,9233mm
-13,9527mm
R= 4,7850mm
41,3945mm
2,0510mmR= 12,5440mm
53,7047mm
-21,1846mm
R= 13,6367mm
65,3655mm 3,0976mm
R= 13,2485mm
77,6282mm
-19,8113mm
R= 12,7391mm
2 02 02 02 0 3 03 03 03 0 4 04 04 04 0 5 05 05 05 0 6 06 06 06 0 7 07 07 07 0 8 08 08 08 0 9 09 09 09 0
-20
-20
-20
-20
-10
-10
-10
-10
00 00

Measured Result Meas Cont Valor medido
Circulo(Rango)<C1>Centro (X) 34,9233mmCentro (Z) -13,9527mmRadio R= 4,7850mm
Circulo(Rango)<C2>Centro (X) 41,3945mmCentro (Z) 2,0510mmRadio R= 12,5440mm
Circulo(Rango)<C3>Centro (X) 53,7047mmCentro (Z) -21,1846mmRadio R= 13,6367mm
Circulo(Rango)<C4>Centro (X) 65,3655mmCentro (Z) 3,0976mmRadio R= 13,2485mm
Circulo(Rango)<C5>Centro (X) 77,6282mmCentro (Z) -19,8113mmRadio R= 12,7391mm
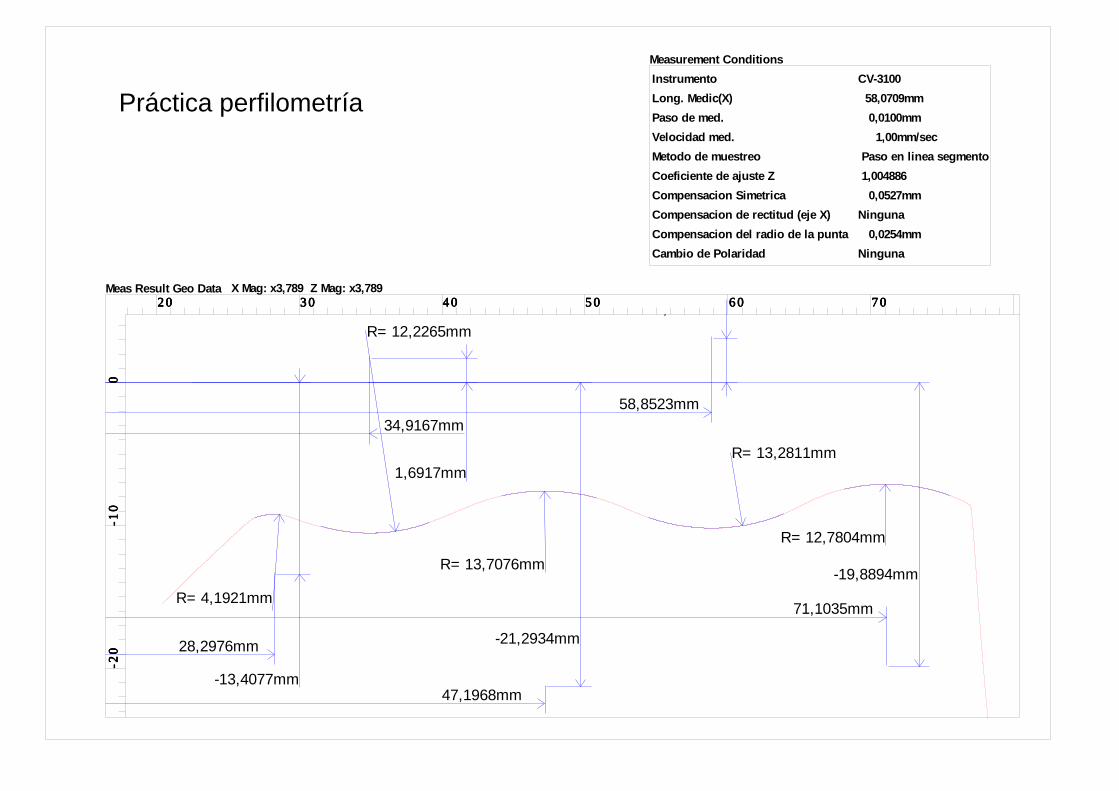
Práctica perfilometría
Measurement Conditions
Instrumento CV-3100
Long. Medic(X) 58,0709mm
Paso de med. 0,0100mm
Velocidad med. 1,00mm/sec
Metodo de muestreo Paso en linea segmento
Coeficiente de ajuste Z 1,004886
Compensacion Simetrica 0,0527mm
Compensacion de rectitud (eje X) Ninguna
Compensacion del radio de la punta 0,0254mm
Cambio de Polaridad Ninguna
Meas Result Geo Data X Mag: x3,789 Z Mag: x3,789
28,2976mm
-13,4077mm
R= 4,1921mm
34,9167mm
1,6917mm
R= 12,2265mm
47,1968mm
-21,2934mm
R= 13,7076mm
58,8523mm
3,0942mm
R= 13,2811mm
71,1035mm
-19,8894mm
R= 12,7804mm
2 02 02 02 0 3 03 03 03 0 4 04 04 04 0 5 05 05 05 0 6 06 06 06 0 7 07 07 07 0
-20
-20
-20
-20
-10
-10
-10
-10
00 00

Measured Result Meas Cont Valor medido
Circulo(Rango)<C1>Centro (X) 28,2976mmCentro (Z) -13,4077mmRadio R= 4,1921mm
Circulo(Rango)<C2>Centro (X) 34,9167mmCentro (Z) 1,6917mmRadio R= 12,2265mm
Circulo(Rango)<C3>Centro (X) 47,1968mmCentro (Z) -21,2934mmRadio R= 13,7076mm
Circulo(Rango)<C4>Centro (X) 58,8523mmCentro (Z) 3,0942mmRadio R= 13,2811mm
Circulo(Rango)<C5>Centro (X) 71,1035mmCentro (Z) -19,8894mmRadio R= 12,7804mm

Práctica perfilometría
Measurement Conditions
Instrumento CV-3100
Long. Medic(X) 56,0597mm
Paso de med. 0,0100mm
Velocidad med. 1,00mm/sec
Metodo de muestreo Paso en linea segmento
Coeficiente de ajuste Z 1,004886
Compensacion Simetrica 0,0527mm
Compensacion de rectitud (eje X) Ninguna
Compensacion del radio de la punta 0,0254mm
Cambio de Polaridad Ninguna
Meas Result Geo Data X Mag: x3,079 Z Mag: x3,079
27,6305mm
-9,5066mm
R= 3,1260mm
34,3721mm5,5711mm
R= 13,2719mm
46,6221mm
-18,3275mm
R= 13,5670mm
58,3075mm
5,9776mm
R= 13,3383mm
70,5451mm
-17,0277mm
R= 12,7412mm
2 02 02 02 0 3 03 03 03 0 4 04 04 04 0 5 05 05 05 0 6 06 06 06 0 7 07 07 07 0 8 08 08 08 0
-20
-20
-20
-20
-10
-10
-10
-10
00 00
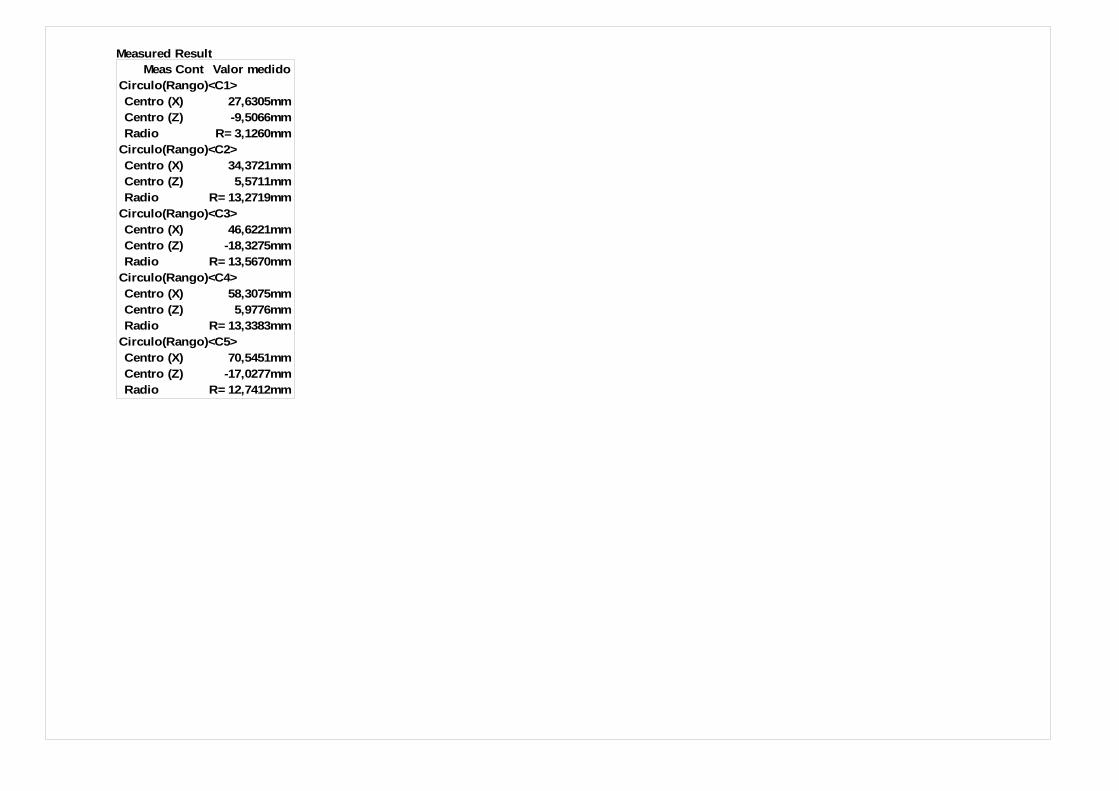
Measured Result Meas Cont Valor medido
Circulo(Rango)<C1>Centro (X) 27,6305mmCentro (Z) -9,5066mmRadio R= 3,1260mm
Circulo(Rango)<C2>Centro (X) 34,3721mmCentro (Z) 5,5711mmRadio R= 13,2719mm
Circulo(Rango)<C3>Centro (X) 46,6221mmCentro (Z) -18,3275mmRadio R= 13,5670mm
Circulo(Rango)<C4>Centro (X) 58,3075mmCentro (Z) 5,9776mmRadio R= 13,3383mm
Circulo(Rango)<C5>Centro (X) 70,5451mmCentro (Z) -17,0277mmRadio R= 12,7412mm
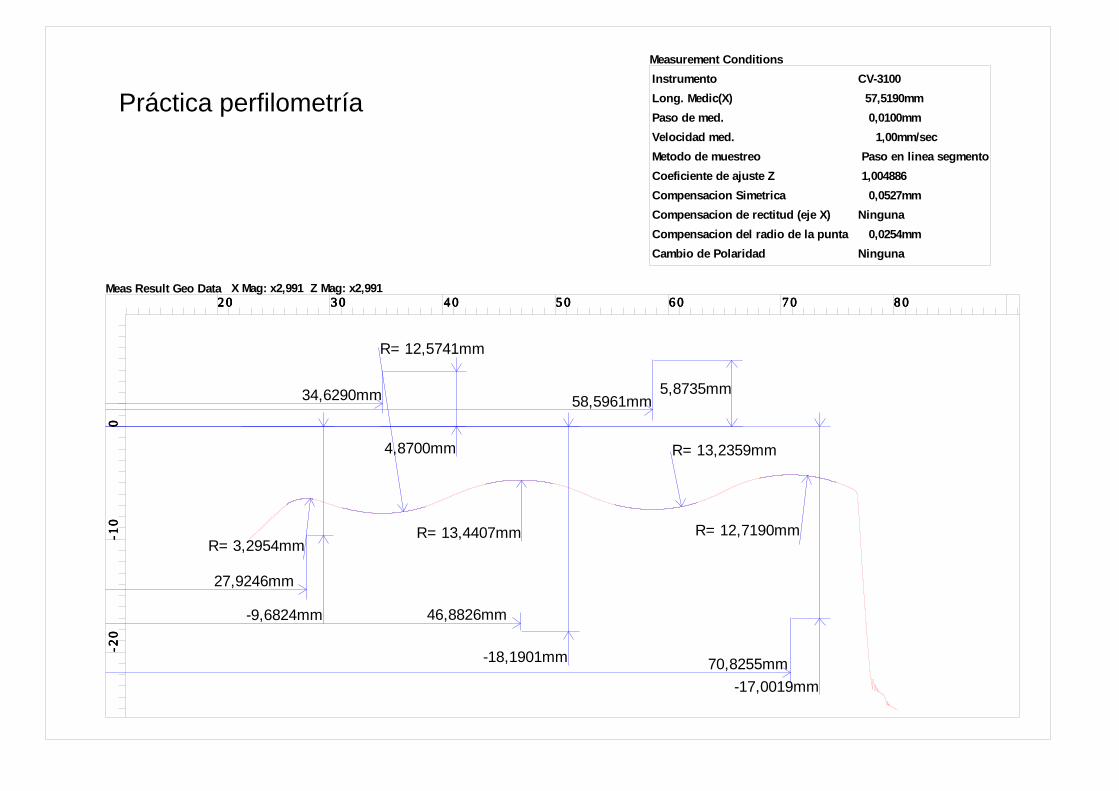
Práctica perfilometría
Measurement Conditions
Instrumento CV-3100
Long. Medic(X) 57,5190mm
Paso de med. 0,0100mm
Velocidad med. 1,00mm/sec
Metodo de muestreo Paso en linea segmento
Coeficiente de ajuste Z 1,004886
Compensacion Simetrica 0,0527mm
Compensacion de rectitud (eje X) Ninguna
Compensacion del radio de la punta 0,0254mm
Cambio de Polaridad Ninguna
Meas Result Geo Data X Mag: x2,991 Z Mag: x2,991
27,9246mm
-9,6824mm
R= 3,2954mm
34,6290mm
4,8700mm
R= 12,5741mm
46,8826mm
-18,1901mm
R= 13,4407mm
58,5961mm5,8735mm
R= 13,2359mm
70,8255mm
-17,0019mm
R= 12,7190mm
2 02 02 02 0 3 03 03 03 0 4 04 04 04 0 5 05 05 05 0 6 06 06 06 0 7 07 07 07 0 8 08 08 08 0
-20
-20
-20
-20
-10
-10
-10
-10
00 00
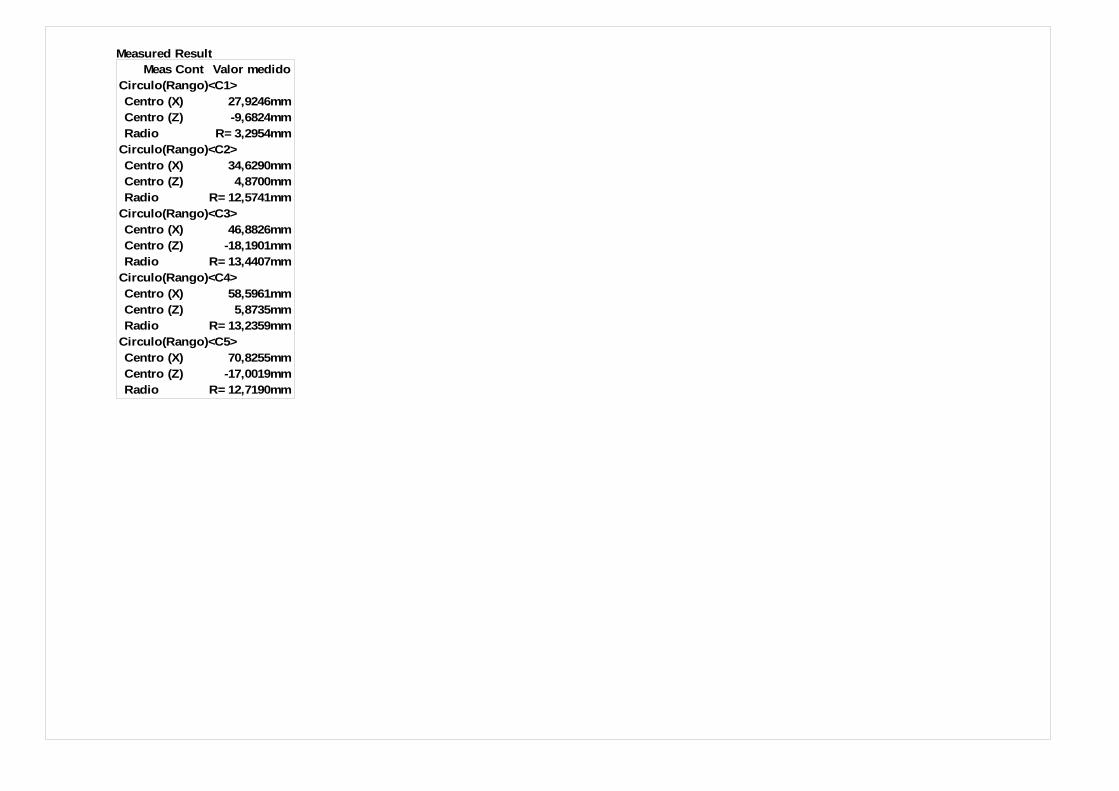
Measured Result Meas Cont Valor medido
Circulo(Rango)<C1>Centro (X) 27,9246mmCentro (Z) -9,6824mmRadio R= 3,2954mm
Circulo(Rango)<C2>Centro (X) 34,6290mmCentro (Z) 4,8700mmRadio R= 12,5741mm
Circulo(Rango)<C3>Centro (X) 46,8826mmCentro (Z) -18,1901mmRadio R= 13,4407mm
Circulo(Rango)<C4>Centro (X) 58,5961mmCentro (Z) 5,8735mmRadio R= 13,2359mm
Circulo(Rango)<C5>Centro (X) 70,8255mmCentro (Z) -17,0019mmRadio R= 12,7190mm