Ingeniería de Manufactura I UCA · Ingeniería de Manufactura I UCA 3 Figura 3 La tercer zona...
24
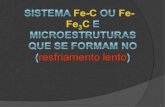
Ingeniería de Manufactura I UCA SOLDADURA Conceptos Generales. La soldadura es un proceso de unión por medio de fusión que consiste en lo siguiente: a) Aplicación de calor intenso en la zona donde se formará la unión con el objeto de fundir un pequeño volumen de material. Figura 1 b) El calor se aplica el tiempo suficiente para permitir que se mezclen los líquidos provenientes de las dos o más piezas a ser unidas. Esta mezcla puede ser directa, cuando solamente se mezclan los materiales de las piezas a unir, o indirecta cuando el material de las piezas se mezcla con material de relleno para formar la unión. c) Cuando la mezcla se deja enfriar y solidificar, se establece una unión metalúrgica entre las piezas. Debido a que esta unión es fundamentalmente el producto de la mezcla de los materiales de las piezas, tiene la potencialidad de exhibir las mismas propiedades mecánicas que posean las piezas. En otras palabras, las propiedades del material base pueden ser reproducidas en la zona de unión. Debe hacerse notar que la soldadura no solamente se define para los metales. Es posible soldar cualquier tipo de material siempre que una parte de ellos se caliente, se funda, los materiales en estado líquido se mezclen, y solidifiquen formando una unión permanente. Desde este punto de vista es posible afirmar que los plásticos y los vidrios se pueden soldar. El presente estudio se limitará a los principales procesos industriales utilizados para soldar metales. Estos procesos se pueden clasificar fundamentalmente por el método que se emplea para aplicar el calor a las piezas a unir. Por ejemplo, en la soldadura con arco, el calor es generado por un arco eléctrico producido entre la pieza y un electrodo adecuado. La soldadura autógena utiliza el calor que se genera quemando un gas combustible mezclado con oxígeno. La soldadura con láser utiliza un rayo de luz concentrada para generar calor y fundir las piezas. Incluso puede utilizarse la fricción entre dos metales para generar la cantidad adecuada de calor y soldarlos. Más adelante estudiaremos con algún detalle los procesos de soldadura más comunes en nuestro medio. 1
Transcript of Ingeniería de Manufactura I UCA · Ingeniería de Manufactura I UCA 3 Figura 3 La tercer zona...

Ingeniería de Manufactura I UCA
SOLDADURA
Conceptos Generales.
La soldadura es un proceso de unión por medio de fusión que consiste en lo siguiente:
a) Aplicación de calor intenso en la zona donde se formará la unión con el objeto de fundir un pequeño
volumen de material.
Figura 1
b) El calor se aplica el tiempo suficiente para permitir que se mezclen los líquidos provenientes de las dos o
más piezas a ser unidas. Esta mezcla puede ser directa, cuando solamente se mezclan los materiales de las
piezas a unir, o indirecta cuando el material de las piezas se mezcla con material de relleno para formar la
unión.
c) Cuando la mezcla se deja enfriar y solidificar, se establece una unión metalúrgica entre las piezas. Debido
a que esta unión es fundamentalmente el producto de la mezcla de los materiales de las piezas, tiene la
potencialidad de exhibir las mismas propiedades mecánicas que posean las piezas. En otras palabras, las
propiedades del material base pueden ser reproducidas en la zona de unión.
Debe hacerse notar que la soldadura no solamente se define para los metales. Es posible soldar
cualquier tipo de material siempre que una parte de ellos se caliente, se funda, los materiales en estado líquido
se mezclen, y solidifiquen formando una unión permanente. Desde este punto de vista es posible afirmar que
los plásticos y los vidrios se pueden soldar.
El presente estudio se limitará a los principales procesos industriales utilizados para soldar metales.
Estos procesos se pueden clasificar fundamentalmente por el método que se emplea para aplicar el calor a las
piezas a unir. Por ejemplo, en la soldadura con arco, el calor es generado por un arco eléctrico producido
entre la pieza y un electrodo adecuado. La soldadura autógena utiliza el calor que se genera quemando un
gas combustible mezclado con oxígeno. La soldadura con láser utiliza un rayo de luz concentrada para
generar calor y fundir las piezas. Incluso puede utilizarse la fricción entre dos metales para generar la
cantidad adecuada de calor y soldarlos. Más adelante estudiaremos con algún detalle los procesos de
soldadura más comunes en nuestro medio.
1

Ingeniería de Manufactura I UCA
El método utilizado para aplicar el calor en un proceso de soldadura puede afectar significativamente
las propiedades de la unión. Uno de los fenómenos que influye significativamente en las propiedades
mecánicas de una soldadura, y que puede causar que las propiedades del metal base no puedan reproducirse
en la unión es lo que se llama la zona afectada por el calor.
La zona afectada por el calor se genera por el gradiente térmico necesario para fundir los metales, tal
como se ilustra en la figura 2.
Figura 2
La figura 2 representa la vista en planta de dos placas metálicas que serán unidas por medio de un
proceso de soldadura. La fuente de calor aplicada produce gradientes de temperatura en las placas. Este
gradiente se representa por las líneas en colores alrededor de la zona donde se aplica el calor. En la zona de
la unión, el metal alcanza una temperatura elevada. En las zonas lejanas a la unión, el metal prácticamente no
sufre cambio alguno de temperatura. Este calentamiento no uniforme puede generar problemas de esfuerzos
residuales en la zona cercana al cordón de soldadura, lo cual podría afectar la resistencia estructural de la
unión. Sin embargo, el efecto más severo de la zona afectada por el calor es el cambio en la microestructura,
y por consiguiente en las propiedades del metal. En la figura 3 se muestra un esquema de la microestructura
que se formaría en la zona afectada por el calor cuando se suelda una placa de acero hipoeutectoide.
Básicamente pueden identificarse tres zonas distintas en la zona afectada por el calor. La primera zona
consiste en el pozo de metal líquido que se forma cuando se aplica calor a las piezas. Este pozo solidifica
formando granos alargados que siguen la dirección del gradiente térmico en la pieza. La segunda es una zona
intermedia que siempre permanece en estado sólido durante todo el proceso, pero que se calienta a elevadas
temperaturas y luego se enfría a una rapidez moderada debido a que la diferencia de temperatura con el metal
cercano es relativamente pequeña. Como se observa en el diagrama hierro-carbono de la figura 3, la
temperatura de esta zona intermedia se encuentra en el rango de formación de austenita. La microestructura
original del acero (probablemente ferrita + perlita si no se aplicaron tratamientos térmicos) cambia a
austenita, y debido a que el enfriamiento es moderado, los granos de austenita formados tienden a ser
relativamente grandes.
2

Ingeniería de Manufactura I UCA
3
Figura 3
La tercer zona también se encuentra en el rango de formación de austenita, sin embargo su
enfriamiento es relativamente rápido, debido principalmente a que está en contacto con un gran volumen de
metal a una temperatura inferior. Debido a este enfriamiento rápido, los granos de austenita formados
tendrán un tamaño menor que los formados en la zona intermedia. El metal que durante el proceso se
encuentre a una temperatura menor que la temperatura A1 (aprox 727°) no sufre cambios metalúrgicos
significativos, por lo que se encuentra fuera de la zona afectada por el calor.
Generalmente el tamaño de los granos formados durante el proceso de soldadura se conserva a
temperatura ambiente. Esto significa que las propiedades mecánicas en la zona cercana a la unión no serán
uniformes. Por ejemplo, sabemos que los granos grandes producen baja dureza, y los granos pequeños
proporcionan mayor dureza a un metal. Recordemos que la dureza es directamente proporcional al esfuerzo
último, e inversamente proporcional a la ductilidad. Por tanto, la zona con granos grandes tendrá poca
resistencia a la tensión y elevada ductilidad, mientras que la zona con granos pequeños tendrá elevada
resistencia a la tensión, y al mismo tiempo elevada fragilidad. Dependiendo de la aplicación de la unión, esta
variación en las propiedades mecánicas puede generar problemas de fallas en la soldadura, tal como se
muestra en la figura 4.
Figura 4

Ingeniería de Manufactura I UCA
Soldadura manual con Arco Eléctrico En este tipo de soldadura, el calor intenso necesario para fundir el metal es producido por un arco
eléctrico. El arco se forma entre la pieza de trabajo y un electrodo que se desplaza en forma manual o
automática a lo largo de la zona a ser unida (también es posible desplazar la pieza de trabajo y mantener al
electrodo estacionario). El electrodo puede consistir en una varilla de carbono o tungsteno, en cuyo caso su
única función es conducir la corriente y mantener un arco eléctrico entre su punta y la pieza de trabajo.
También es posible tener un electrodo metálico preparado de manera especial, de tal forma que conduzca la
corriente y mantenga el arco al mismo tiempo que se funde para proveer metal de relleno a la unión. En
nuestro medio, la mayoría de los procesos de soldadura utilizados para fabricar piezas de acero utilizan el
segundo tipo de electrodo.
El circuito básico de soldadura se muestra en la figura 5. Este consiste en una fuente de poder de
corriente alterna (AC) o directa (DC), un cable de “tierra” que se conecta a la pieza de trabajo, y un cable
“vivo” que se conecta a un portaelectrodo adecuado. Este portaelectrodo permite realizar el contacto
eléctrico entre el cable vivo y el electrodo, al mismo tiempo que proporciona un agarradero eléctricamente
aislado para manipular al electrodo.
Figura 5
Cuando el circuito se energiza, con la punta del electrodo se toca la pieza de trabajo y luego se
separa ligeramente de ésta manteniéndola muy cerca del punto de contacto. Con esto se genera un arco
eléctrico entre la punta del electrodo y la pieza. Este arco produce una temperatura aproximada de 3590°C en
la punta del electrodo, temperatura adecuada para fundir la mayoría de los metales. El calor producido funde
el metal base cercano al arco eléctrico y cualquier metal de relleno suministrado ya sea por el mismo
electrodo o por otros medios adecuados. En el proceso se genera un pozo de metal fundido, el cual es una
mezcla de metal base y metal de aporte. Este pozo solidifica atrás del electrodo a medida éste se desplaza por
el metal base. El resultado es una unión metalúrgica por fusión entre las piezas de trabajo.
La unión de metales por medio del calor generado por un arco eléctrico requiere más que el simple
movimiento del electrodo con respecto a la pieza de trabajo. Los metales a elevada temperatura son
sumamente reactivos químicamente con los principales constituyentes del aire (oxígeno y nitrógeno). Si el
metal líquido en el pozo entrara en contacto con estos componentes, se formarían óxidos y nitratos, los cuales
4

Ingeniería de Manufactura I UCA
al solidificar dentro del pozo metálico destruirían la resistencia mecánica y la tenacidad de la unión. Por esta
razón, todos los procesos de soldadura con arco proveen un mecanismo de protección para el arco y el pozo
fundido por medio de un gas protector o recubrimientos adecuados. A esto se le llama soldadura con arco
protegido. La protección del arco puede lograrse por medio de varias técnicas. Cualquiera que sea el método
de protección, la intención es proveer una atmósfera de gas inerte, vapor, o escoria que evite o minimice el
contacto del metal fundido o caliente con el medio ambiente. El método de protección del arco elegido
también afecta la estabilidad y otras características del arco eléctrico.
Figura 6
En la figura 6 se ilustra el proceso de soldadura con arco utilizando un electrodo con recubrimiento.
Este tipo de electrodo es utilizado en la mayoría de procesos de soldadura manual. El recubrimiento del
electrodo se descompone en un gas inerte con el calor del arco eléctrico. Este gas evita el contacto del metal
fundido con el medio ambiente. El recubrimiento también posee ingredientes especiales que reaccionan con
óxidos o sales que pudieran existir en el metal base. Estas sustancias dañinas son unidas químicamente a los
ingredientes del recubrimiento formando una escoria que posee una densidad menor que la del metal líquido.
La escoria flota hacia la superficie del pozo, y solidifica sobre la unión formada antes que solidifique el
metal. En el estado sólido, esta escoria tiene una función protectora, ya que minimiza el contacto entre el
metal caliente (propenso a oxidarse debido a la elevada temperatura) y el medio ambiente hasta un punto en
el cual la reactividad del metal con el aire se reduce.
Aún cuando la principal función del arco consiste en proveer el calor necesario para fundir al metal,
también cumple otras funciones importantes para el éxito de una soldadura. El arco puede ajustarse para
transferir metal fundido desde el electrodo hasta la pieza de trabajo, para remover películas superficiales que
pudieran existir sobre la pieza de trabajo, y promover reacciones complejas entre la escoria, el metal base, y
el gas protector de tal forma que se puedan crear cambios metalúrgicos significativos en la junta. El arco no
es más que una corriente eléctrica que fluye entre dos electrodos a través de una columna ionizada de gas
llamada “plasma”. El espacio entre los dos electrodos (entre el electrodo y la pieza de trabajo en el caso de la
soldadura eléctrica) se puede dividir en tres áreas de generación de calor: el cátodo, el ánodo, y el plasma.
5

Ingeniería de Manufactura I UCA
Figura 7
El arco se caracteriza por tener elevada corriente y bajo voltaje, lo que significa que se requiere una
elevada cantidad de electrones para generar la corriente eléctrica. Los electrones (negativos) son emitidos por
el cátodo y fluyen junto con los iones negativos del plasma hacia el ánodo positivo. Los iones positivos del
plasma fluyen en la dirección opuesta. El calor se genera en el cátodo principalmente debido a los iones
positivos que chocan contra su superficie. El calor en el ánodo se genera debido al choque de los electrones
contra su superficie. El plasma o columna de gas es una mezcla de átomos ionizados y neutros. En la
columna central del plasma, los electrones, iones y átomos se encuentran en movimiento acelerado y en
colisiones constantes. Estas colisiones entre las partículas generan calor en el plasma siendo el centro del
mismo la parte más caliente debido a que el movimiento de las partículas es más intenso.
La distribución del calor en estas tres zonas puede variarse. Cambiando la longitud del arco tiene su
mayor efecto en el calor generado en el plasma. Cambiando el gas protector se puede modificar el balance de
calor entre el ánodo y el cátodo. El calor generado puede ser significativamente diferente en el cátodo y el
ánodo, y esta diferencia determina como se utilizan ciertos electrodos y tipos de corriente eléctrica. Por
ejemplo, ciertas combinaciones de proceso de soldadura y electrodo generan más calor en el cátodo que en el
ánodo. La soldadura con arco puede ejecutarse con corriente directa con el electrodo positivo o negativo, o
con corriente alterna. Cuando la polaridad de la corriente se ajusta de tal forma que el electrodo es negativo,
el calor se concentra en él, haciendo que se funda más rápido que el metal base. Esto produce poca
profundidad de penetración y mucho material de aporte en la soldadura. Si se cambia la polaridad, se tiene
que el metal base es negativo y por tanto genera más calor que el electrodo positivo. Esto se traduce en
mayor profundidad de penetración de la soldadura, ya que el metal base se funde más rápido que el electrodo.
Si se utiliza corriente alterna, se puede obtener un balance entre la profundidad de penetración y la geometría
del cordón, tal como se ilustra en la figura 8. El tipo de corriente y la polaridad empleada depende del
proceso, el tipo de electrodo, la atmósfera protectora del arco, y el metal base que será soldado.
6

Ingeniería de Manufactura I UCA
Figura 8
En los procesos de soldadura, el arco no provee solamente el calor necesario para fundir al electrodo
y al metal base, sino también bajo ciertas condiciones puede proveer un mecanismo de transporte del metal
fundido de la punta del electrodo hacia el metal base. Existen varios mecanismos para transportar al metal
líquido. Uno de ellos consiste en que una gota metálica en el electrodo toca el pozo metálico en el metal base
y se transfiere por medio de la tensión superficial. Otro mecanismo consiste en expulsar la gota del electrodo
por medio de un pulso eléctrico. Esta gota puede ser acelerada por un plasma que también genere pulsos.
Estos mecanismos son los que permiten realizar soldaduras sobre cabeza.
La mayor parte del calor producido por el arco se transfiere hacia el pozo metálico cuando se utilizan
electrodos consumibles. Es decir, el calor transferido es menor cuando el electrodo es no consumible. En
estos procesos, el electrodo se fabrica de carbón o tungsteno, y se proporciona el metal de relleno por otros
medios. Los electrodos consumibles producen por tanto mayores eficiencias térmicas que los no
consumibles.
El objetivo principal de los procesos comerciales de soldadura es realizar el trabajo lo más rápido
posible sin sacrificar la calidad de la unión. Una forma de acelerar el proceso de soldadura sería elevar la
corriente (usar más amperios) de tal forma que mayor cantidad de calor pueda aportarse a la unión por unidad
de tiempo. Esto haría que la velocidad de soldadura fuera mayor. Sin embargo, cuando se utiliza la
soldadura manual existe un límite práctico para la corriente. Los electrodos poseen entre 22 y 45 cm de
longitud, y si la corriente se eleva demasiado, la resistencia eléctrica del electrodo provoca demasiado
calentamiento a lo largo de su longitud, lo cual a su vez produce un sobrecalentamiento del recubrimiento del
electrodo. Este sobrecalentamiento hace que los ingredientes del recubrimiento reaccionen entre sí o se
oxiden, evitando su posterior funcionamiento adecuado en presencia del arco durante el proceso de
soldadura.
El proceso de soldadura manual utiliza electrodos especialmente preparados, los cuales deben
cumplir requisitos técnicos impuestos por la AWS (American Welding Society). Debido a la gran cantidad
de electrodos disponibles en el mercado, es necesario establecer una clasificación entre ellos. La clasificación
de los electrodos para aceros al carbono y de baja aleación utiliza el prefijo “E” y un número de cuatro o
cinco dígitos. Los primeros dos dígitos (o tres en el caso de un número de cinco dígitos) indican la
resistencia a la tensión mínima, en miles de libras por pulgada cuadrada, que debe poseer el metal tal como se
deposita en el cordón de soldadura. Por ejemplo, 60 = 60,000 psi; 70 =70,000 psi, y 100 = 100,000 psi. El
7

Ingeniería de Manufactura I UCA
siguiente dígito indica la posición en la cual el electrodo es capaz de generar cordones satisfactorios: 1 =
todas las posiciones (plana, horizontal, vertical, sobrecabeza o hacia arriba); 2 = posición plana y horizontal.
Los últimos dos dígitos indican el tipo de corriente que debe ser utilizada y el tipo de recubrimiento del
electrodo (ver tabla)
Figura 9
Designación Corriente Recubrimiento
EXX10
EXX11
EXX12
Solamente DC(+)
AC o DC(+)
AC o DC(-)
Orgánico
Orgánico
Rutile
EXX13
EXX14
EXX15
AC o DC(±)
AC o DC(±)
DC(+) solamente
Rutile
Rutile, polvo de hierro (≈30%)
Bajo hidrógeno
EXX16
EXX18
EXX20
AC o DC(+)
AC o DC(+)
AC o DC(±)
Bajo hidrógeno
Bajo hidrógeno, polvo de hierro (≈25%)
Oxido de hierro
EXX24
EXX27
EXX28
AC o DC(±)
AC o DC(±)
AC o DC(+)
Rutile, polvo de hierro (≈50%)
Minerales, polvo de hierro (≈50%)
Bajo hidrógeno, polvo de hierro (≈50%)
Tomado de: The Procedure Handbook of Arc Welding, p 4.1-2 The Lincoln Electric Company, (1995)
Tabla 1
8

Ingeniería de Manufactura I UCA
El contenido de humedad de los electrodos debe ser controlado, ya que podría generar defectos en el
cordón de soldadura. Se deben tomar las precauciones adecuadas para guardar los electrodos en lugares
secos. La tabla 2 muestra los valores de humedad recomendados para el recubrimiento de los electrodos, así
como las condiciones de almacenamiento y secado. Algunas marcas de electrodos E6010 y E6011 operan
satisfactoriamente produciendo cordones de calidad aceptable aún cuando el contenido de humedad es mayor
que el recomendado. El resto de electrodos funciona mejor si el contenido de humedad es menor que el
recomendado. Información exacta sobre la humedad mínima del electrodo y las condiciones de
almacenamiento puede ser obtenida del fabricante. Por regla general, si el fabricante o distribuidor no es
capaz de proporcionar información técnica certificada sobre los electrodos, debe cuestionarse la calidad de
los mismos.
Contenido de humedad recomendado para los recubrimientos, y condiciones de almacenamiento y secado de
los electrodos de bajo carbono para soldadura eléctrica manual
Clase de
electrodo
Contenido de humedad
recomendado en el
recubrimiento
Humedad
relativa % (a)
Temperatura del horno
de almacenamiento
(° C)
Temperatura
de secado (b)
E6010 3.0 - 5.0 20 - 60 (c) (c)
E6011 2.0 - 4.0 20 - 60 (c) (c)
E6012, E6013,
E6020, E6022
menos de 1 60 máximo 38 - 49 135 ± 14
E6027, E7014,
E7024
menos de 0.5 60 máximo 38 - 49 135 ± 14
E7015, E7016 menos de 0.4 50 máximo 54 - 166 343 ± 28
E7018, E7028,
E7048
menos de 0.4 50 máximo 54 - 166 399 ± 28
(a) Para almacenamiento a la temperatura ambiente de 27° C ± 11° C. (b) mantener por 1 hora a esta
temperatura. (c) Siga las instrucciones del fabricante.
Tomado de Metals Handbook, Desk Edition. American Society for Materials. 1985. p 30.13
Tabla 2
La humedad del recubrimiento puede ser dañina debido a que se convierte en vapor durante el
proceso de soldadura. Debido al calor intenso del arco, este vapor se descompone en hidrógeno y oxígeno
gaseosos. El gas hidrógeno puede quedar atrapado en el cordón debido a que es soluble en ciertos metales,
generando problemas de porosidad. Además, algunos metales se vuelven frágiles cuando contienen cierta
cantidad de hidrógeno, por lo que el peligro de formación de grietas en las cercanías del cordón bajo estas
condiciones es elevado.
9

Ingeniería de Manufactura I UCA
Los electrodos para soldadura manual se fabrican en diámetros que van desde 1/16” hasta 5/16”. El
diámetro del electrodo a escoger depende fundamentalmente del tipo de unión, y de la cantidad de material de
aporte que se necesite depositar en la unión por unidad de tiempo.
Defectos.
Los principales defectos que se generan en este proceso de soldadura son los siguientes:
1. Inclusiones de escoria.
Se ha mencionado anteriormente que la escoria cumple una función protectora, evitando que el metal
líquido entre en contacto con el medio ambiente. La escoria es generada por el recubrimiento del electrodo,
el cual con el calor del arco se convierte en un líquido menos denso que el metal. A medida este líquido flota
hacia la superficie, sus ingredientes retiran óxidos y sales del pozo metálico por medio de reacciones
químicas. Cuando la escoria queda atrapada dentro del pozo en vez de flotar hasta la superficie, genera
inclusiones que degradan la resistencia mecánica de la unión. Las diferentes razones que pueden evitar que la
escoria alcance la superficie de la junta y quede atrapada dentro de la unión son:
a) Remoción incompleta de la escoria de una pasada anterior. Este problema se genera cuando es necesario
depositar varios cordones para formar la unión. Si la escoria del primer cordón no se retira
adecuadamente, se depositará metal sobre ella en los siguientes cordones.
Figura 10
b) La separación entre las piezas a soldar es demasiado grande, por lo que debe fabricarse un cordón
demasiado ancho. Esto permite a la escoria solidificar en las orillas del cordón, tal como se muestra en
la figura 11.
10

Ingeniería de Manufactura I UCA
Figura 11
c) Movimiento errático del electrodo. Cuando el movimiento del electrodo es uniforme, el arco
proporciona calor por el tiempo suficiente para permitir a la escoria flotar y solidificar en la superficie.
Si el electrodo se mueve de manera errática, puede suceder que en ciertas zonas del cordón no exista
calor por el tiempo suficiente, y el metal del pozo solidifique antes que la escoria pueda llegar a la
superficie. Además, si al fabricar el cordón se mueve el electrodo hacia atrás (debido siempre al
movimiento errático), depositará metal sobre la escoria que ya se encuentre solidificada. Por esta razón,
el movimiento del electrodo debe ser uniforme y siempre hacia adelante.
d) En teoría, la escoria se deposita uniformemente sobre el punto donde el arco toca al metal base. Si por
alguna razón se acumula demasiada escoria adelante del arco, existe la posibilidad que se deposite metal
del electrodo sobre escoria ya solidificada. Es necesario entonces mantener siempre a la escoria atrás
del arco eléctrico. Esto puede lograrse haciendo más corto el arco acercando el electrodo al metal base,
utilizando la inclinación y posición del electrodo recomendadas para el tipo de unión que se desea
realizar, e incrementando la velocidad de avance del electrodo.
Figura 12
2. Porosidad.
11

Ingeniería de Manufactura I UCA
Consiste en pequeños agujeros o burbujas que quedan en el interior del cordón de soldadura cuando
este solidifica.
Figura 13
La porosidad puede formarse en una soldadura debido a lo siguiente:
a) Contaminación de la superficie del metal base por óxidos, grasas, humedad o suciedad.
b) Presencia de hidrógeno debido a excesiva humedad en el recubrimiento del electrodo. Los poros
causados por la humedad se desarrollan generalmente en los primeros 6 a 13 mm del cordón. Esto es así
debido a que la resistencia eléctrica del electrodo produce un calentamiento del mismo durante el
proceso, lo cual elimina la humedad del recubrimiento.
c) Excesiva corriente eléctrica. Esto genera calor excesivo, el cual puede vaporizar diversos compuestos
cercanos a la zona de la unión, los cuales quedan atrapados dentro del cordón. Además, reseca
excesivamente el gas protector lo cual facilita el entrampamiento del mismo dentro del metal líquido.
d) Rapidez de avance del electrodo excesiva. Si el electrodo se desplaza demasiado rápido, el metal
solidifica antes que los gases que se formen puedan escapar hacia la superficie.
Para evitar la formación de poros en una soldadura, deben tomarse las siguientes medidas:
1. Limpiar adecuadamente el metal base y remover la humedad de las superficies a soldar.
2. Eliminar la humedad excesiva del recubrimiento de los electrodos de tal forma que su valor se encuentre
dentro de los límites permisibles.
3. Utilizar el amperaje recomendado por el fabricante del electrodo.
4. Reducir la rapidez de avance del electrodo de tal forma que el pozo metálico se encuentre en estado
líquido el tiempo suficiente para permitir el escape de los gases disueltos.
5. Precalentar el metal base. Entre otras cosas el precalentamiento ayuda a remover la humedad o
impurezas volátiles que se encuentren sobre la superficie de la pieza.
3. Socavación.
Cuando no se aplica suficiente material de aporte, o cuando éste se aplica incorrectamente, el bisel
del cordón queda parcialmente lleno, tal como se muestra en la figura 14. Este defecto puede ser causado
por:
a) Una corriente excesiva. Esto genera gran cantidad de calor en la unión, lo cual hace que el metal líquido
sea más fluido y tenga facilidad de salir fuera del área del cordón.
b) Tamaño del electrodo y/o ángulo del electrodo incorrectos.
12

Ingeniería de Manufactura I UCA
Figura 14
c) Velocidad de avance del electrodo inadecuada. El arco generado por el electrodo debe permanecer cerca
del pozo de metal líquido el tiempo suficiente para que éste llene completamente la zona de la unión y luego
solidifique. Si el electrodo se mantiene demasiado tiempo cerca del pozo, el metal tendrá el calor y tiempo
suficiente para fluir fuera de la zona de unión.
4. Grietas.
Pueden generarse en el cordón, o en el metal base cercano al cordón.
Figura 15
Las grietas pueden ocurrir a medida el cordón se enfría hasta la temperatura ambiente. El
agrietamiento puede deberse a la contracción térmica del metal por el enfriamiento, lo cual puede ocasionar
esfuerzos en el cordón. También pueden generarse grietas varios días después de realizado el cordón
(agrietamiento en frío). Estas grietas se forman generalmente en la zona afectada por el calor, y sus posibles
causas son la presencia de hidrógeno en metales base endurecibles, falta de holgura en la unión para
compensar la contracción térmica lo cual originaría esfuerzos residuales y posteriormente grietas, y formación
de martensita en aceros endurecibles a causa de un enfriamiento rápido de la unión. La martensita es una
fase frágil susceptible a la formación de grietas y fractura cuando se aplican esfuerzos súbitos.
La formación de grietas puede minimizarse utilizando en aceros endurecibles electrodos con bajo
contenido de hidrógeno en el recubrimiento y adecuadamente secos. Además, se puede precalentar el metal
base antes de realizar el cordón, con el objeto de reducir el gradiente térmico de enfriamiento después de
realizado el cordón. La formación de grietas también se reduce eliminando los esfuerzos residuales de la
unión.
13

Ingeniería de Manufactura I UCA
5. Fusión incompleta.
El metal de aporte no llena completamente el espacio entre las piezas a unir.
Figura 16
La fusión incompleta puede ser causada por:
a) Velocidad del electrodo excesiva. El electrodo avanza demasiado rápido, por lo que el metal de aporte se
enfría antes de poder llenar completamente el espacio entre las piezas.
b) Diámetro del electrodo inadecuado.
c) Corriente de soldadura insuficiente.
d) Junta mal preparada.
6. Salpicaduras excesivas cerca de la junta.
En las cercanías del cordón pueden existir pequeños puntos de metal que salpican y se depositan
durante el proceso de soldadura.
Figura 17
Cuando las salpicaduras son grandes, generalmente se debe a una longitud excesiva del arco
eléctrico. El metal de aporte se desplaza una distancia relativamente grande desde el electrodo hasta el metal
base, por lo que adquiere elevada velocidad. Cuando llega al pozo metálico, se producen salpicaduras que
viajan hasta los alrededores del cordón y solidifican. Cuando las salpicaduras son finas, la causa probable es
14

Ingeniería de Manufactura I UCA
corriente excesiva. Esto produce un sobrecalentamiento del metal líquido, por lo que tiende a salpicar cuando
llega al pozo metálico.
Aparentemente las salpicaduras solamente producen un mal aspecto de la soldadura. Sin embargo
pueden causar problemas dependiendo del tipo de metal base y de la aplicación particular de la unión soldada.
La salpicadura no es más que una pequeña gota de metal líquido. Cuando este metal caliente llega a la
superficie del metal base, solidifica rápidamente debido a su tamaño. Este enfriamiento rápido puede causar
cambios metalúrgicos significativos en el área cercana a la salpicadura. En metales con elevado contenido de
carbono (endurecibles), pueden formarse pequeñas zonas frágiles de martensita. Si la unión estará sometida a
esfuerzos que cambian con el tiempo, estas pequeñas zonas frágiles pueden ser los iniciadores de una falla
por fatiga. El mismo daño puede causarse cuando por accidente se toca la pieza con el electrodo generándose
un arco eléctrico. El área de impacto ha sido sometida a calentamiento y enfriamiento rápidos, por lo que sus
propiedades metalúrgicas serán alteradas dependiendo del tipo de metal base, y en esta zona también existe el
riesgo de iniciar una grieta por fatiga. No debe caerse en el error de despreciar el efecto de esta pequeña área
en los cordones de soldadura. Pudiera parecer que una salpicadura no puede causar la falla de una estructura
debido a que el cambio está concentrado en una pequeña área. Sin embargo, solamente es necesario una
pequeña grieta del tamaño de un grano de arena para iniciar una falla por fatiga.
7. Distorsiones y esfuerzos residuales.
La distorsión es causada por el enfriamiento del cordón después de realizar la soldadura.
Figura 18
La contracción natural del metal en el cordón a medida éste se enfría puede causar la distorsión de la
unión. Esta distorsión se debe a los esfuerzos que se generan a medida el metal sólido del cordón se enfría.
Cuando las piezas soldadas son delgadas y no pueden soportar dichos esfuerzos, éstas pierden su geometría
original, tal como se muestra en la figura 19.
15

Ingeniería de Manufactura I UCA
Figura 19
Cuando las piezas a unir son suficientemente grandes, de tal forma que los esfuerzos generados
durante el enfriamiento del cordón pueden ser absorbidos sin provocar deformaciones significativas, se
generan esfuerzos internos en el cordón y el metal base. A estos esfuerzos se les llama esfuerzos residuales.
Una gráfica típica de los esfuerzos residuales en un cordón de soldadura se muestra en la figura 20.
Figura 20
Debido a la transferencia de calor del cordón hacia el metal base, el cordón se enfría (y por tanto se
contrae) mientras que el metal base cercano se calienta (y por tanto tiende a expanderse). Esto causa la
distribución de esfuerzos residuales mostrada en el gráfico de la figura 20.
La distorsión y los esfuerzos residuales pueden eliminarse precalentando la pieza antes de ser
soldada. Con ello se logran gradientes de temperatura menores, y un enfriamiento uniforme de toda la pieza
lo cual trae como consecuencia una contracción uniforme del material. Los esfuerzos residuales también
pueden eliminarse calentando la pieza después de ser soldada y dejándola enfriar lentamente. Este
calentamiento le permite al metal facilidad para que los esfuerzos en tensión se anulen con los esfuerzos en
compresión.
16

Ingeniería de Manufactura I UCA
Soldadura GMAW.
Este proceso de soldadura también se conoce como soldadura MIG (Metal Inert Gas). El proceso se
caracteriza por la utilización de un electrodo consumible alimentado continuamente a la zona de la unión. El
electrodo no posee recubrimiento por lo que la protección del pozo metálico y la zona del cordón se realiza
por medio de un gas inerte, el cual es suministrado desde una fuente externa al lugar donde existe el arco
eléctrico. Un esquema del equipo utilizado para la soldadura MIG se muestra en la figura 21
Pistola
Depósitode gas
Electrodo
Equipo de control
Figura 21
El equipo MIG posee regulación automática de la velocidad a la que se suministra el electrodo, así
como de las características eléctricas del arco y la rapidez con que se deposita metal en la unión. Las únicas
operaciones manuales requeridas en equipos semiautomáticos son la posición de la pistola, la dirección del
movimiento del electrodo, y su velocidad de avance. La longitud del arco y la corriente de soldadura son
regulados automáticamente.
La pistola de soldar cumple básicamente tres funciones importantes en este proceso: entrega gas
inerte a la región cercana al arco, guía y regula el avance del electrodo consumible para que toque la
superficie del metal base, y provee la corriente eléctrica para generar el arco. Cuando se enciende el
interruptor de la pistola, el gas inerte, el electrodo y la corriente eléctrica son suministrados al metal base
simultáneamente.
En este proceso de soldadura, no existe la desventaja de utilizar un electrodo de longitud limitada.
En la soldadura manual, el tener que detener el arco para cambiar electrodo genera discontinuidades en el
cordón, las cuales disminuyen la eficiencia del mismo (debido al tiempo perdido en cambiar el electrodo) y
tienen la potencialidad de generar defectos en el cordón. Además, debido a que el electrodo no posee
recubrimiento, no se genera escoria en la soldadura, lo cual tiene dos ventajas. La primera es que no existe la
posibilidad de generar inclusiones dentro del cordón. La segunda es que no se pierde tiempo retirando la
escoria del cordón durante el proceso. Entonces, desde el punto de vista del tiempo del proceso, la soldadura
17

Ingeniería de Manufactura I UCA
MIG es más eficiente que SMAW cuando se deben fabricar cordones largos, y presenta menos peligro de
generar defectos en el cordón.
Gas Tungsten Arc Welding.
Este proceso también se conoce como soldadura TIG (Tungsten Inert Gas). Para el proceso de unión
se utiliza el calor producido por un electrodo de tungsteno no-consumible y la pieza de trabajo. El arco
eléctrico, el pozo metálico, y el metal base están protegidos de la oxidación por una atmósfera gaseosa inerte
similar a la producida en el proceso MIG. Debido a que el electrodo no aporta el metal de relleno, éste debe
ser suministrado en forma independiente, generalmente por medio de un rollo de alambre. Un bosquejo de
los principales componentes de este proceso de soldadura se muestran en la figura 22.
Metal de aporte
Gas
Figura 22
Generalmente este proceso requiere que la pistola de soldar sea enfriada por aire o por agua. Este
tipo de soldadura es capaz de producir cordones de alta calidad en casi todos los metales y aleaciones. Sin
embargo, al compararlo con los otros procesos de soldadura con arco, el proceso TIG posee la menor rapidez
de aporte de metal al cordón, por lo que no se recomienda cuando se requiere gran cantidad de metal de
aporte y buena calidad del cordón. El proceso GTAW puede ser utilizado en aquellas aleaciones donde se
requiere elevada calidad y donde la contaminación por gases atmosféricos es crítica. Como ejemplos
podemos mencionar la soldadura en metales reactivos y refractarios como Titanio y Circonio, donde
pequeñas cantidades de oxígeno, nitrógeno e hidrógeno pueden causar pérdida significativa de la ductilidad y
resistencia a la corrosión. También puede utilizarse en aceros inoxidables y aleaciones de Níquel, donde se
requieren soldaduras de elevada calidad respecto a porosidad y grietas. El proceso GTAW puede adaptarse
muy bien cuando se requiere soldar láminas delgadas de cualquier metal soldable, ya que puede controlarse
para trabajar con las corrientes bajas (2-5 amperios) necesarias para soldar espesores pequeños. GTAW no se
usa para soldar metales con puntos de fusión bajos como estaño, plomo, y aleaciones de zinc, debido a que es
difícil controlar la elevada temperatura que se genera en el arco.
18

Ingeniería de Manufactura I UCA
La ventaja principal del proceso GTAW consiste en que es capaz de producir soldaduras de alta
calidad en todos los metales y aleaciones soldables, a excepción de las aleaciones con punto de fusión muy
bajo. Esto se debe a que el gas inerte protege la zona de soldadura de la contaminación del medio ambiente.
Otra gran ventaja consiste en que el metal de aporte puede ser suministrado al cordón de soldadura
independientemente del valor de la corriente eléctrica utilizada para generar el arco. En el caso de electrodos
consumibles, la cantidad de metal de aporte suministrado depende de la corriente eléctrica. Otras ventajas
son poca producción de salpicaduras en la unión (debido al método para suministrar el metal de aporte), y
facilidad para utilizarse en operaciones semiautomáticas y automáticas. Además, al igual que el proceso
GMAW, no se produce escoria en el cordón, lo cual reduce el riesgo de inclusiones y disminuye el tiempo de
fabricación del cordón.
La mayor desventaja de este proceso consiste en la baja rapidez con que se puede depositar el metal
de aporte en la unión. Además generalmente se requiere mucha habilidad de parte del operario y es
generalmente más costosa cuando se compara con los otros procesos de soldadura con arco.
Control de calidad de la soldadura.
Un cordón de soldadura debe ser capaz de soportar los esfuerzos para los que ha sido diseñado.
Obviamente es necesario realizar pruebas de esfuerzos para verificar si realmente la soldadura satisface los
requerimientos deseados. Sin embargo, estas pruebas generalmente requieren equipo costoso, consumen
tiempo, y generalmente es necesario destruir la pieza.
Para controlar la calidad durante el proceso y no alterar significativamente la integridad de la pieza
se utilizan pruebas no destructivas. A continuación se describirán brevemente las pruebas no destructivas
más comunes para analizar soldaduras. Debe hacerse notar que estas pruebas también pueden aplicarse a
fundiciones y procesos de manufactura por medio de deformación plástica.
1. Inspección visual.
Es la prueba no destructiva más sencilla. Para realizarla generalmente sólo se utiliza una regla
graduada, escuadras para verificar perpendicularidad, un pie de rey para medir con exactitud dimensiones
lineales, y una lupa. La iluminación debe ser adecuada, y el operario que realiza la inspección visual debe
tener cierta experiencia para encontrar fácilmente defectos.
La inspección visual comienza antes de unir las piezas con el arco eléctrico. Los materiales base
deben ser examinados para verificar que cumplen las especificaciones deseadas en cuanto a calidad, tipo de
material, tamaño, limpieza, y ausencia de discontinuidades. Las materias extrañas que pueden alterar la
calidad de la unión (grasas, pinturas, aceites y óxidos) deben removerse. Las dimensiones de las piezas a unir
deben verificarse. Piezas con dobleces, cortadas de manera impropia, o dañadas de alguna forma deben ser
reparadas o rechazadas. Debe revisarse la preparación de la junta y el alineamiento entre las piezas a unir.
Esto muchas veces requiere más que un simple vistazo a la junta, y a pesar de parecer trabajo insignificante,
19

Ingeniería de Manufactura I UCA
influye significativamente en la calidad final del cordón. La inspección preliminar también incluye verificar
que el proceso y los procedimientos de soldadura a utilizar sean los adecuados. Esto incluye verificar que se
utilice el tipo y tamaño adecuado de electrodo, que el voltaje y amperaje del equipo sea el correcto, y que se
han tomado las medidas pertinentes para ejecutar el precalentamiento y postcalentamiento de la pieza en caso
de ser necesarios.
Una vez se ha realizado el cordón, la inspección visual puede revelar la presencia de grietas,
porosidad, etc. Variaciones dimensionales, distorsiones y mala apariencia pueden ser detectadas visualmente
con facilidad. El cordón debe limpiarse de escoria para verificar la existencia de grietas superficiales, para lo
cual la ayuda de una lupa con magnificación 10X es muy útil. Debe tenerse el cuidado de no sellar
accidentalmente grietas finas que pudieran existir en la superficie del metal cuando se quita la escoria. El
objetivo de la inspección visual en esta etapa no solamente debe consistir en la búsqueda de grietas y
defectos, sino debe enfocarse a la búsqueda de respuestas de por qué existen los defectos en la pieza. La
inspección visual permite detectar únicamente defectos superficiales en las soldaduras.
2. Radiografías.
Las radiografías permiten detectar defectos internos de las piezas tales como grietas, porosidad
interna, inclusiones no-metálicas, penetración incompleta, etc. El principio de funcionamiento de las
radiografías se ilustra en la figura 23.
Figura 23
Una fuente adecuada emite energía en forma de rayos X. Parte de esta energía es absorbida por el
material. Variaciones en la densidad y en el espesor del material a ser inspeccionado produce variaciones en
la cantidad de energía absorbida por éste. La radiación no absorbida se detecta con papel fotosensitivo o en
una pantalla fluorescente. Si existe algún tipo de defecto dentro del material, la cantidad de radiación
20

Ingeniería de Manufactura I UCA
absorbida en la zona de este defecto será diferente, y se reflejará en el detector, tal como se muestra en la
figura 24.
Figura 24
Entre las principales limitantes que posee este método podemos mencionar:
a) Es cara en comparación con otros métodos no destructivos.
b) El tiempo necesario para inspeccionar secciones con grosor considerable es largo.
c) Ciertos tipos de defectos pueden ser difíciles de detectar dependiendo de su orientación, tal como se
muestra en la figura 25.
Figura 25
d) Deben tomarse las medidas de precaución necesarias para evitar la exposición accidental a los rayos X.
Se necesita personal adiestrado en el manejo de equipos de rayos X para ejecutar esta prueba, así como
equipo protector adecuado.
21

Ingeniería de Manufactura I UCA
3. Partículas Magnéticas.
Se utiliza para localizar grietas y discontinuidades en la superficie de materiales ferromagnéticos. El
principio de operación se ilustra en la figura 26.
Figura 26
Por medio de un electroimán se genera un campo magnético dentro del material a analizar. Las
líneas de campo en un material sin defecto se muestran a la izquierda en la figura 26. Cuando existe una
discontinuidad, las líneas de campo no son uniformes, sino que se “desvían” alrededor de la discontinuidad.
Esto crea pequeños imanes localizados en el metal, los cuales pueden ser detectados por medio de partículas
magnéticas (como por ejemplo, polvo de hierro) sobre la superficie de la pieza.
Ya se ha mencionado que entre las limitaciones de este método se tiene que sólo funciona en
materiales ferromagnéticos. Una desventaja adicional es el hecho que cuando se trata de grietas en el metal,
éstas deben ser perpendiculares al campo magnético para poder ser detectadas. Grietas paralelas al campo
magnético son difíciles o imposibles de detectar, ya que casi no producen perturbación en las líneas de campo
generadas en la pieza.
Generalmente es necesario desmagnetizar la pieza después de ser inspeccionada, especialmente si
ésta debe trabajar cerca de equipo eléctrico o electrónico. Esto implica costos y tiempo adicional para
realizar la prueba. Además, en partes grandes, es necesario utilizar campos magnéticos intensos para poder
detectar algún defecto. Debido a que estos campos magnéticos se producen por medio de una corriente
eléctrica, la demanda de energía para realizar la inspección puede ser significativa.
4. Líquido penetrante.
Este método es utilizado para detectar discontinuidades que se encuentren abiertas a la superficie en
materiales no porosos, y que sean muy pequeñas para ser detectadas por inspección visual. Es un método
simple, barato y fácil de interpretar. Su efectividad no depende del ferromagnetismo, por lo que puede
analizarse prácticamente cualquier material. Por esta razón, es el método preferido para analizar aceros
22

Ingeniería de Manufactura I UCA
austeníticos y materiales no-metálicos. La orientación que tenga el defecto en la pieza tampoco influye en la
efectividad del método.
En la inspección con líquido penetrante, se utiliza un líquido fluorescente con excelentes
propiedades de penetrabilidad. Este líquido se aplica sobre la superficie a ser examinada. La acción capilar
arrastra al líquido hacia dentro de los defectos o grietas existentes y luego el exceso de líquido es eliminado
de la superficie. A continuación, se emplea un “revelador”, el cual se encarga de sacar el líquido dentro de
las cavidades hacia a la superficie. Se aplica luz ultravioleta con el objeto de observar cualquier cantidad de
líquido que se encuentre sobre la superficie y que indique la presencia de grietas o defectos.
Debido a que el líquido fluorescente debe penetrar en pequeñas cavidades, la parte a ser analizada
debe estar cuidadosamente limpia y seca. Cualquier materia extraña que pudiera cerrar las cavidades
producirá resultados erróneos.
5. Ultrasonido.
La inspección ultrasónica es un método muy sensitivo para detectar, localizar y medir defectos en la
superficie y en el interior de una pieza. Este método se basa en el hecho que una discontinuidad o cambio de
densidad en un material refleja cualquier onda de alta frecuencia que se propague a través del material. El
equipo de ultrasonido consiste básicamente en un cristal de cuarzo (u otro material piezoeléctrico). Cuando
se aplica voltaje sobre el cristal, éste vibra y transmite esas vibraciones al metal en contacto con él. Cuando
las vibraciones se propagan a través del metal y llegan a una discontinuidad o cambio de densidad, parte de la
energía de las ondas se refleja de regreso hacia el cristal. Estas ondas llegan hasta un receptor (que también
será de cuarzo u otro material piezoeléctrico), generando vibraciones mecánicas que pueden ser convertidas a
corriente eléctrica. Esta corriente puede ser transmitida a un osciloscopio, y la posición del defecto puede ser
determinada con mucha exactitud.
23

Ingeniería de Manufactura I UCA
Bibliografia
1. The Lincoln Electric Company, The Procedure Handbook of Arc Welding, 1995.
2. ASM International, Metals Handbook, Desk Edition, 1985.
3. Edwards and Endean, Manufacturing with Materials, The Open University, 1990.
4. John M. Gerken, Gas Tungsten Arc Welding, The James F. Lincoln Arc Welding Foundation, 1991.
5. The Lincoln Electric Company, Gas Metal Arc Welding Guide, 1995.
24