Informe Molienda Final(2)
31
UNIVERSIDAD DEL VALLE FACULTAD DE INGENIERÍA – ESCUELA DE INGENIERÍA QUÍMICA LABORATORIO DE INGENIERÍA QUÍMICA I INFORME DE MOLIENDA Y TAMIZADO Presentado a: Ing. Mario Hincapié Presentado por grupo N o .1: Cárdenas D. (0731894); Iglesias S. (0827008); Montes de Oca A. (0738352); Ramírez L. (0611053) Trujillo C. (0745673); Santiago de Cali / octubre 6 2009 OBJETIVOS GENERALES: Conocer los diferentes tipos de molinos y sus aplicaciones en la industria. Conocer la importancia y el manejo del tamizador y como realizar un análisis estadístico respecto al tamaño de partícula. OBJETIVOS ESPECÍFICOS: Familiarizar al estudiante con los molinos de discos y de cuchillas, conociendo el funcionamiento y la utilidad de cada uno de ellos. Comparar la molturación del molino de discos y el molino de cuchillas con respecto a una muestra estándar y determinar cuál de los dos molinos es más eficiente para obtener el cuchuco de trigo determinado. Realizar el análisis granulométrico para la molienda de trigo y de lentejas en ambos molinos. MARCO TEÓRICO El término molienda se refiere a la operación unitaria que reduce el tamaño o volumen promedio de las partículas de determinada materia prima. Ésta se lleva a cabo fraccionando el material por medios mecánicos hasta el tamaño deseado. Los métodos de reducción más utilizados en las máquinas de molienda son compresión, impacto, frotamiento y cortado, teniendo cada uno un tipo de molino específico. La molienda no estaría completa sin el tamizado, el cual divide las partículas por su tamaño. Se utiliza para el análisis granulométrico de los productos de los molinos para observar la eficiencia de éstos y para control de molienda de diversos productos o materias primas. El tamiz consiste en una o varias superficies con perforaciones de
-
Upload
adsds-ttfrdfdrg -
Category
Documents
-
view
133 -
download
0
description
sa
Transcript of Informe Molienda Final(2)

UNIVERSIDAD DEL VALLE
FACULTAD DE INGENIERÍA – ESCUELA DE INGENIERÍA QUÍMICA
LABORATORIO DE INGENIERÍA QUÍMICA I
INFORME DE MOLIENDA Y TAMIZADO
Presentado a: Ing. Mario Hincapié
Presentado por grupo No.1:
Cárdenas D. (0731894); Iglesias S. (0827008);
Montes de Oca A. (0738352); Ramírez L. (0611053)
Trujillo C. (0745673);
Santiago de Cali / octubre 6 2009
OBJETIVOS GENERALES:
Conocer los diferentes tipos de molinos y sus aplicaciones en la industria.
Conocer la importancia y el manejo del tamizador y como realizar un análisis
estadístico respecto al tamaño de partícula.
OBJETIVOS ESPECÍFICOS:
Familiarizar al estudiante con los molinos de discos y de cuchillas, conociendo el
funcionamiento y la utilidad de cada uno de ellos.
Comparar la molturación del molino de discos y el molino de cuchillas con
respecto a una muestra estándar y determinar cuál de los dos molinos es más
eficiente para obtener el cuchuco de trigo determinado.
Realizar el análisis granulométrico para la molienda de trigo y de lentejas en
ambos molinos.
MARCO TEÓRICO
El término molienda se refiere a la operación unitaria que reduce el tamaño o volumen
promedio de las partículas de determinada materia prima. Ésta se lleva a cabo
fraccionando el material por medios mecánicos hasta el tamaño deseado. Los métodos
de reducción más utilizados en las máquinas de molienda son compresión, impacto,
frotamiento y cortado, teniendo cada uno un tipo de molino específico.
La molienda no estaría completa sin el tamizado, el cual divide las partículas por su
tamaño. Se utiliza para el análisis granulométrico de los productos de los molinos para
observar la eficiencia de éstos y para control de molienda de diversos productos o
materias primas. El tamiz consiste en una o varias superficies con perforaciones de

diferente tamaño por donde pasará parte del material y el resto será retenido. Esto se
lleva a cabo usando vibración, ya sea por medios mecánicos o eléctricos, para que el
material más fino no se quede estancado en determinado tamiz y pueda seguir su
camino.
Cuando se seleccionan equipos para llevar a cabo la reducción del tamaño del alimento o
mineral se tendrá en cuenta los siguientes factores o variables: dureza, estructura,
humedad y temperatura.
Durante la práctica se va a trabajar con el molino de discos y el molino de cuchillas,
aunque en el laboratorio se cuenta con el molino de martillos, molino de mandíbulas, y
molino de bolas.
El molino de discos, generalmente consta de dos ejes los cuales se puede graduar para
obtener una mayor distancia entre discos y así tener mayor o menor tamaño de partícula
en el producto. Los discos pueden estar en posición vertical u horizontal, el más común
son los discos verticales. En algunos tipos un disco generalmente se mueve y el otro está
fijo, por lo que se les llama molino de rotación simple, mientras que en las máquinas de
doble rotación ambos discos giran a alta velocidad en sentidos contrarios. Los molinos de
disco generalmente son buenos para moliendas gruesas y en algunos casos para una
molienda media.
El molino de cuchillas, está compuesto de un cortador rotatorio al cual se le puede
colocar más de 10 tipos de cuchillas que giran a velocidades mayores de 200 rpm. En su
parte inferior posee un tamiz con el cual se controla el tamaño máximo de partícula
Figura 1. Molino de discos

deseado. El tamaño y forma de partícula también están determinados por la distancia
entre el rotor y las cuchillas estáticas. Estas máquinas están diseñadas especialmente
para triturar materiales fibrosos, sintéticos, elásticos y de origen vegetal en los que el
mecanismo de cizallamiento es mucho más efectivo que los mecanismos de compresión,
impacto y atrición. Su eficiencia depende del buen mantenimiento de sus cuchillas. Se
recomienda que el material nunca deba exceder el tamaño de las cuchillas, ser poco
grueso (menor de 2 cm.) y que la carga nunca exceda más de la mitad de su capacidad.
Figura 2. Molino de cuchillas
Las variables que se pueden controlar en esta práctica son: la distancia entre los discos,
cantidad y tipo de grano, tiempo. Las variables de respuesta son: el tamaño de grano
molido y la eficiencia del equipo; teniendo en cuenta las pérdidas en los equipos.
El muestreo es la técnica por la cual se selecciona de una gran población una porción a
estudiar; en el proceso de muestreo de alimentos existen diversas técnicas que permiten
hacerlo de manera adecuada, en donde intervienen factores como el tipo de alimento, la
cantidad y el contenedor en el que se encuentre.
De un lote o población existente de alimento, se debe tomar una muestra representativa
que posteriormente se analizará, para ello se toman varias muestras primarias en
diversos puntos del lote según se haya hecho la planificación de éstos teniendo en

cuenta el lugar donde se encuentre contenido el alimento, para formar una mezcla bruta y
por reducción de ésta obtener una muestra contractual que será la que al final se
estudiará.
En el caso de la práctica, de haber tenido que hacer un muestreo de los alimentos a
tratar, inicialmente se debería identificar si el producto se encuentra contenido en sacos o
a granel, ya que el procedimiento a seguir para muestrear es diferente para cada tipo de
empaque.
Ya hecho el muestreo se debe reducir la mezcla bruta mediante el método del cuarteo
hasta obtener el tamaño adecuado, con lo que se busca homogenizar la muestra.
Inicialmente se extiende la muestra sobre una superficie para luego dividirla en cuatro
cuadrantes:
En donde se unen los cuadrantes opuestos (A y D) y se rechaza el resto, luego la nueva
muestra se vuelve a dividir y se efectúa el mismo procedimiento hasta llegar al tamaño
deseado.
CÁLCULOS Y RESULTADOS
Los datos tomados durante la práctica se presentan en las siguientes tablas:
Para los molinos:
Tabla 1. Datos experimentales molino de discos- trigo
Corrida 1 2 3
Peso inicial (g) 250.0 250.0 250.0
Peso final (g) 246.1 248.2 248.5
Rendimiento (%) 98.44 99.28 99.40

Tabla 2. Datos experimentales molino de discos- lentejas
Corrida 1 2 3
Peso inicial (g) 250.0 250.0 250.0
Peso final (g) 249.0 249.0 249.0
Rendimiento (%) 99.6 99.6 99.6
El tiempo de molienda para el molino de cuchillas fue de 1.5 minutos.
Tabla 3. Datos experimentales molino de cuchillas- trigo
Corrida 1 2 3
Peso inicial (g) 250.0 250.0 250.0
Peso final (g) 238.8 229.2 239.1
Rendimiento (%) 95.62 91.68 95.64
Tabla 4. Datos experimentales molino de cuchillas-lentejas
Corrida 1 2 3
Peso inicial (g) 250.0 250.0 245.0
Peso final (g) 239.0 245.0 240.0
Rendimiento (%) 95.6 98.0 98.0
Para el tamizado:
Tabla 5. Datos experimentales tamizado muestra estándar y tamiz vacio
Malla Peso tamiz vacio (g) Peso muestra estándar (g)
12 306.7 427.9
20 273.1 340.5
40 261.9 267.9
60 256.5 256.7
100 248.6 249.3
Fondo 269.1 269.2
Peso muestra para el tamizado (g) 200.0
Tabla 4. Datos experimentales tamizado-trigo

Molino CUCHILLAS
Peso (g)
DISCOS
Peso (g)
Malla Corrida 1 Corrida 2 Corrida 3 Corrida 1 Corrida 2 Corrida 3
12 30.6 42.0 71.2 105.9 107.3 107.4
20 150.4 140.0 127.8 102.9 103.6 101.7
40 28.8 24.3 20.2 19.7 19.3 19.2
60 14.3 10.1 9.4 6.7 7.3 7.1
100 11.0 6.0 5.0 4.6 4.5 8.9
Fondo 0.8 5.1 3.7 4.6 4.5 0.9
Peso muestra
tamizado (g) 238.8 229.2 239.1 246.1 248.2 248.5
Tabla 5. Datos experimentales tamizado-lentejas
Molino CUCHILLAS
Peso (g)
DISCOS
Peso (g)
Malla Corrida 1 Corrida 2 Corrida 3 Corrida 1 Corrida 2 Corrida 3
12 36.9 44.6 28.1 73.2 77.3 73.4
20 137.2 134.8 139.8 133.0 129.1 131.0
40 39.3 38.2 42.3 28.3 27.9 29.4
60 17.4 18.6 19.5 6.2 6.0 6.2
100 5.5 6.4 8.3 4.3 4.3 4.4
Fondo 2.4 1.9 1.3 3.6 3.8 3.7
Peso muestra
tamizado (g) 239.0 245.0 240.0 249.0 249.0 249.0
De acuerdo a los datos experimentales que se obtuvieron se responden las preguntas:
1) Obtener los resultados de porcentaje (%) retenido por malla.
El porcentaje retenido por malla se define como:
% 𝑹𝒆𝒕𝒆𝒏𝒊𝒅𝒐 =𝑝𝑒𝑠𝑜 𝑒𝑛 𝑐𝑎𝑑𝑎 𝑚𝑎𝑙𝑙𝑎
𝑝𝑒𝑠𝑜 𝑡𝑜𝑡𝑎𝑙 𝑚𝑢𝑒𝑠𝑡𝑟𝑎 𝑥 100
Como ejemplo se toma el dato uno de la primera corrida para el trigo en el molino de
cuchillas:
% 𝑹𝒆𝒕𝒆𝒏𝒊𝒅𝒐 =30.6
238.8 𝑥 100 = 12.81%
Con los demás datos se hace lo mismo, por lo tanto no se muestra el desarrollo sino los

resultados en las siguientes tablas:
Tabla 7. % retenido trigo
Molino CUCHILLAS
% retenido
DISCOS
% retenido
Malla Corrida 1 Corrida 2 Corrida 3 Corrida 1 Corrida 2 Corrida 3
12 12,81 18,32 29,78 43,03 43,23 43,22
20 62,98 61,08 53,45 41,81 41,74 40,93
40 12,06 10,60 8,45 8,00 7,78 7,73
60 5,99 4,41 3,93 2,72 2,94 2,86
100 4,61 2,62 2,09 1,87 1,81 3,58
Fondo 0,21 2,23 1,55 1,87 1,81 0,36
Tabla 8. % retenido lentejas
Molino CUCHILLAS
% retenido
DISCOS
% retenido
Malla Corrida 1 Corrida 2 Corrida 3 Corrida 1 Corrida 2 Corrida 3
12 15,44 18,20 11,71 29,40 31,04 29,48
20 57,41 55,02 58,25 53,41 51,85 52,61
40 16,44 15,59 17,63 11,37 11,20 11,81
60 7,28 7,59 8,13 2,49 2,41 2,49
100 2,30 2,61 3,46 1,73 1,73 1,77
Fondo 1,00 0,78 0,54 1,45 1,53 1,49
Muestra de referencia (trigo)
Tabla 9. % retenido muestra estándar
2) Graficar micras Vs. porcentaje retenido.
Para realizar las graficas se tuvo en cuenta el tamaño en micras de cada malla que se
Malla % Retenido
12 60,60
20 33,70
40 3,00
60 0,10
100 0,35
Fondo 0,05
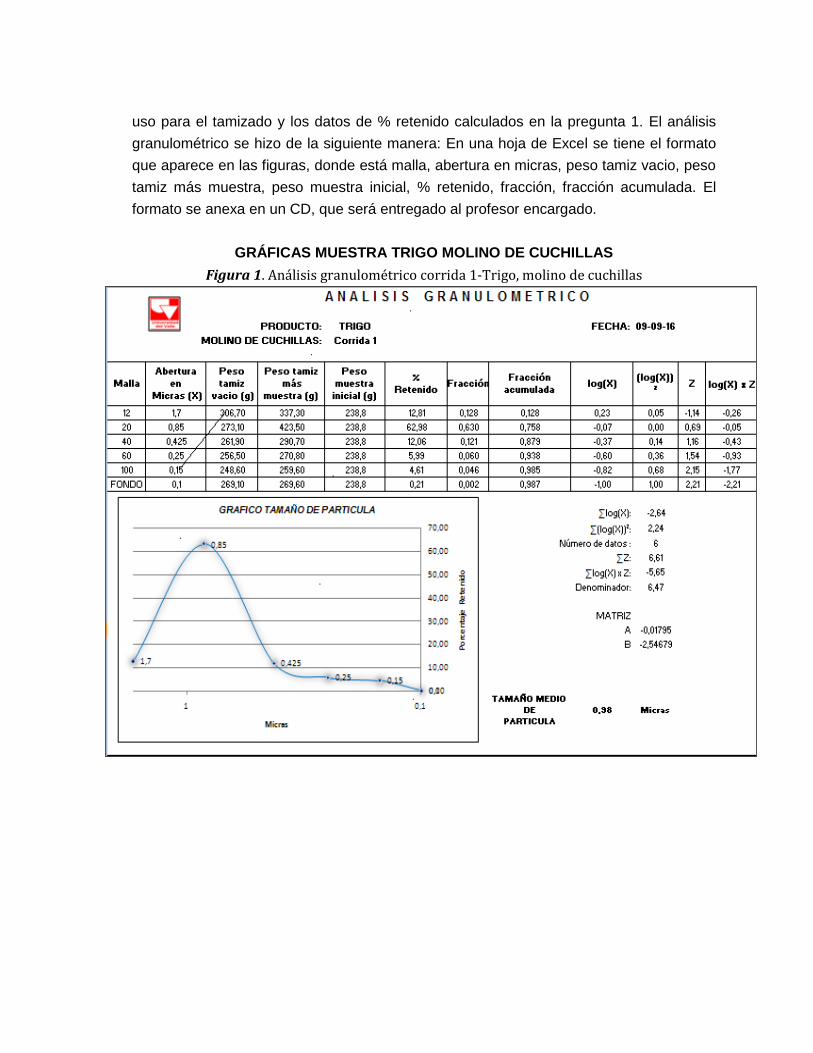
uso para el tamizado y los datos de % retenido calculados en la pregunta 1. El análisis
granulométrico se hizo de la siguiente manera: En una hoja de Excel se tiene el formato
que aparece en las figuras, donde está malla, abertura en micras, peso tamiz vacio, peso
tamiz más muestra, peso muestra inicial, % retenido, fracción, fracción acumulada. El
formato se anexa en un CD, que será entregado al profesor encargado.
GRÁFICAS MUESTRA TRIGO MOLINO DE CUCHILLAS
Figura 1. Análisis granulométrico corrida 1-Trigo, molino de cuchillas

Figura 2. Análisis granulométrico corrida 2-Trigo, molino de cuchillas
Figura 3. Análisis granulométrico corrida 3-Trigo, molino de cuchillas

GRÁFICAS MUESTRA TRIGO MOLINO DE DISCOS
Figura 4. Análisis granulométrico corrida 1-Trigo, molino de discos

Figura 5. Análisis granulométrico corrida 2-Trigo, molino de discos
Figura 6. Análisis granulométrico corrida 3-Trigo, molino de discos

GRÁFICAS MUESTRA LENTEJAS MOLINO DE CUCHILLAS
Figura 7. Análisis granulométrico corrida 1-Lentejas, molino de cuchillas

Figura 8. Análisis granulométrico corrida 2-Lentejas, molino de cuchillas
Figura 9. Análisis granulométrico corrida 3-Lentejas, molino de cuchillas

GRÁFICAS MUESTRA LENTEJAS MOLINO DE DISCOS DISCOS
Figura 10. Análisis granulométrico corrida 1-Lentejas, molino de discos

Figura 11. Análisis granulométrico corrida 2-Lentejas, molino de discos
Figura 11. Análisis granulométrico corrida 3-Lentejas, molino de discos

GRÁFICA MUESTRA ESTÁNDAR
Figura 12. Trigo estándar
3) Realizar una gráfica de malla Vs. porcentaje retenido de los análisis por triplicado
de cada molino, hágalo respecto a un 3% de desviación estándar. Concluya de
acuerdo a las graficas con cuál de los dos molinos se obtiene un tamaño de
partícula más parecido a la muestra estándar.

Figura 13. Análisis granulométrico triplicado trigo- molino de discos
Figura 14. Análisis granulométrico triplicado lentejas- molino de cuchillas

Figura 15. Análisis granulométrico triplicado trigo- molino de cuchillas
Figura 16. Análisis granulométrico triplicado lentejas- molino de discos

4) Calcular el tamaño medio de la partícula de trigo obtenido en el proceso de molienda
con los diferentes molinos utilizados y compararlos con la muestra de referencia.
Tabla 10. Comparación del tamaño de partícula.
Promedio
N
i
N
N
XXXXi
NX
1
21 ...1
Desviación estándar
2
1
11
1
N
i
XXN
Coeficiente de variación
100xX
CV
5) Determine de acuerdo al análisis granulométrico hecho o si lo prefiere con cualquier
otro método estadístico, ¿qué molino es el más indicado para obtener el tipo de
cuchuco propuesto?
Para poder responder satisfactoriamente a esta pregunta es necesario primero realizar un
análisis estadístico de los resultados obtenidos tras tamizar todas las muestras de trigo
en cada molino.
(Micras) Corrida 1 Corrida 2 Corrida 3 Promedio Desviación
estándar % CV
Molino de Cuchillas
(Trigo)
0,98 1,14 1,50 1,21 0,27 22,31
Molino de Discos
(Trigo)
1,99 1,99 2,01 1,996 0,012 0,60
Molino de Cuchillas
(Lentejas)
1,00 1,04 0,92 0,99 0,061 6,16
Molino de Discos
(Lentejas)
1,43 1,49 1,46 1,46 0,03 2,05
Muestra de
Referencia 7,58

Como primera medida es necesario determinar si las desviaciones estándar para cada
molino son significativamente diferentes, por lo que es preciso realizar un promedio para
lo obtenido en cada malla en las diferentes muestras de trigo para los dos molinos, con el
fin de poder realizar un análisis más general, en base a los datos de la tabla 4. Para esto
se procede de la siguiente manera:
𝑋 = 𝑋𝑖
𝑛
Para la malla 12 del molino de cuchillas:
𝑋 =30,6𝑔 + 42,0𝑔 + 71,2𝑔
3= 47,9𝑔
Siguiendo un procedimiento análogo para las demás mallas y tipos de molinos, además
de la muestra estándar, se obtuvieron los siguientes datos:
Tabla 11. Promedio muestras experimentales
Malla CUCHILLAS
Peso (g)
DISCOS
Peso (g)
MUESTRA
ESTÁNDAR
Peso (g)
12 47.9 106,9 121,2
20 139.4 102,7 67,4
40 24.4 19,4 6,0
60 11.3 7,03 0,2
100 7.3 6,0 0,7
Fondo 3.2 3,33 0,1
Ahora se necesitan los valores de 𝑋 (media de las muestras) 𝑆 (desviación estándar) y 𝑆2
(varianza) Para calcular estos valores es necesario utilizar las siguientes fórmulas:
𝑋 = 𝑋𝑖
𝑛
𝑆2 = (𝑋 − 𝑋 )2
𝑛 − 1
𝑆 = 𝑆2

Para el molino de cuchillas se tiene:
𝑋 =47,9𝑔 + 139,3𝑔 + 24,4𝑔 + 11,3𝑔 + 7,3𝑔 + 3,2𝑔
6= 38,9𝑔
𝑆2
= 47,9 − 38,9 2 + 139,3 − 38,9 2 + 24,4 − 38,9 2 + 11,3 − 38,9 2 + 7,3 − 38,9 2 + 3,2 − 38,9 2
5
= 2681,2𝑔2
𝑆 = 2681,2 = 51,8𝑔
Los valores calculados análogamente para cada tipo de molino y para la muestra
estándar se encuentran consignados en la siguiente tabla:
Tabla 12. Valores de X, S, S2
Molino CUCHILLAS
DISCOS
MUESTRA ESTÁNDAR
𝑋 (𝑔) 38,9 40,9 32,6
𝑆 (𝑔2) 51,8 49,8 50,8
𝑆2 (𝑔) 2681,2 2482,79 2578,44
Para determinar si las desviaciones estándar de las muestras de cada molino son
significativamente diferentes con la muestra estándar es necesario utilizar una prueba f,
para lo cual se usará la siguiente fórmula:
𝐹𝑐𝑎𝑙𝑐 =𝑆1
2
𝑆22 𝑆1 > 𝑆2
Para determinar la validez de la hipótesis nula establecida 𝐻0 se realiza la siguiente
comparación:
𝑆𝑖 𝐹𝑐𝑎𝑙𝑐 > 𝐹𝑐𝑟𝑖𝑡 𝑠𝑒 𝑟𝑒𝑐𝑎𝑧𝑎 𝑙𝑎 𝑖𝑝𝑜𝑡𝑒𝑠𝑖𝑠 𝑛𝑢𝑙𝑎
𝑆𝑖 𝐹𝑐𝑎𝑙𝑐 < 𝐹𝑐𝑟𝑖𝑡 𝑠𝑒 𝑎𝑐𝑒𝑝𝑡𝑎 𝑙𝑎 𝑖𝑝𝑜𝑡𝑒𝑠𝑖𝑠 𝑛𝑢𝑙𝑎
𝐹𝑐𝑟𝑖𝑡 = 𝑓( 𝑔𝑙, 𝑃)
Donde 𝑔𝑙 se refiere a los grados de libertad y 𝑃 es el porcentaje de confiabilidad elegido:

Al realizar la prueba para el molino de cuchillas y la muestra estándar:
𝐻0 = 𝐿𝑎𝑠 𝑑𝑒𝑠𝑣𝑖𝑎𝑐𝑖𝑜𝑛𝑒𝑠 𝑒𝑠𝑡𝑎𝑛𝑑𝑎𝑟 𝑑𝑒 𝑙𝑎𝑠 𝑝𝑜𝑏𝑙𝑎𝑐𝑖𝑜𝑛𝑒𝑠 𝑛𝑜 𝑠𝑜𝑛 𝑑𝑖𝑓𝑒𝑟𝑒𝑛𝑡𝑒𝑠.
𝐹𝑐𝑎𝑙𝑐 =51,82
50,82 = 1,04 𝐹𝑐𝑟𝑖𝑡 𝑔𝑙 = 5, 1% = 10,97
Como 𝐹𝑐𝑎𝑙𝑐 < 𝐹𝑐𝑟𝑖𝑡 se acepta la hipótesis nula, por lo que se concluye que las
desviaciones estándar de las poblaciones son iguales.
Al realizar la prueba para el molino de discos y la muestra estándar:
𝐻0 = 𝐿𝑎𝑠 𝑑𝑒𝑠𝑣𝑖𝑎𝑐𝑖𝑜𝑛𝑒𝑠 𝑒𝑠𝑡𝑎𝑛𝑑𝑎𝑟 𝑑𝑒 𝑙𝑎𝑠 𝑝𝑜𝑏𝑙𝑎𝑐𝑖𝑜𝑛𝑒𝑠 𝑛𝑜 𝑠𝑜𝑛 𝑑𝑖𝑓𝑒𝑟𝑒𝑛𝑡𝑒𝑠.
𝐹𝑐𝑎𝑙𝑐 =49,82
50,82 = 0,96 𝐹𝑐𝑟𝑖𝑡 𝑔𝑙 = 5, 1% = 10,97
Como 𝐹𝑐𝑎𝑙𝑐 < 𝐹𝑐𝑟𝑖𝑡 se acepta la hipótesis nula, por lo que se concluye que las
desviaciones estándar de las poblaciones son iguales.
Teniendo en cuenta estos resultados se procede a realizar una prueba T para verificar la
igualdad de medias entre lo producido por el molino en el laboratorio y la muestra
estándar, y de esta manera comprobar que tan similares son los productos comparados.
Para realizar esta comparación se emplearan las siguientes fórmulas:
𝑡𝑐𝑎𝑙𝑐 = 𝑋1 − 𝑋2
𝑠2
𝑛1+
𝑠2
𝑛2
𝑠2 = 𝑛1 − 1 ∙ 𝑆1
2 + 𝑛2 − 1 ∙ 𝑆22
𝑛1 + 𝑛2 − 2
Para determinar la validez de la hipótesis nula establecida 𝐻0 se realiza la siguiente
comparación:
𝑆𝑖 𝑡𝑐𝑎𝑙𝑐 > 𝑡𝑐𝑟𝑖𝑡 𝑠𝑒 𝑟𝑒𝑐𝑎𝑧𝑎 𝑙𝑎 𝑖𝑝𝑜𝑡𝑒𝑠𝑖𝑠 𝑛𝑢𝑙𝑎

𝑆𝑖 𝑡𝑐𝑎𝑙𝑐 < 𝑡𝑐𝑟𝑖𝑡 𝑠𝑒 𝑎𝑐𝑒𝑝𝑡𝑎 𝑙𝑎 𝑖𝑝𝑜𝑡𝑒𝑠𝑖𝑠 𝑛𝑢𝑙𝑎
𝑡𝑐𝑟𝑖𝑡 = 𝑓( 𝑔𝑙, 𝑃)
Al realizar la prueba para el molino de cuchillas y la muestra estándar:
𝐻0 = 𝐿𝑜𝑠 𝑚é𝑡𝑜𝑑𝑜𝑠 𝑛𝑜 𝑝𝑟𝑜𝑑𝑢𝑐𝑒𝑛 𝑟𝑒𝑠𝑢𝑙𝑡𝑎𝑑𝑜𝑠 𝑑𝑖𝑓𝑒𝑟𝑒𝑛𝑡𝑒𝑠.
𝑠2 =5∙𝑆1
2+5∙𝑆22
10= 2629,8
𝑡𝑐𝑎𝑙𝑐 = 38,9−32,6
2629 ,8
6+
2629 ,8
6
= 0,21 𝐹𝑐𝑟𝑖𝑡 𝑔𝑙 = 12, 1% = 2,681
Como 𝑡𝑐𝑎𝑙𝑐 < 𝑡𝑐𝑟𝑖𝑡 se acepta la hipótesis nula, por lo que se concluye que la
muestra estándar y el producto obtenido con el molino de cuchillas son muy
similares, por lo que este es un buen molino para obtener cuchuco de trigo como
el de la muestra estándar.
Al realizar la prueba para el molino de discos y la muestra estándar:
𝐻0 = 𝐿𝑜𝑠 𝑚é𝑡𝑜𝑑𝑜𝑠 𝑛𝑜 𝑝𝑟𝑜𝑑𝑢𝑐𝑒𝑛 𝑟𝑒𝑠𝑢𝑙𝑡𝑎𝑑𝑜𝑠 𝑑𝑖𝑓𝑒𝑟𝑒𝑛𝑡𝑒𝑠.
𝑠2 =5 ∙ 𝑆1
2 + 5 ∙ 𝑆22
10= 2530,6
𝑡𝑐𝑎𝑙𝑐 = 40,9−32,6
2629 ,8
6+
2629 ,8
6
= 0,29 𝐹𝑐𝑟𝑖𝑡 𝑔𝑙 = 12, 1% = 2,681
Como 𝑡𝑐𝑎𝑙𝑐 < 𝑡𝑐𝑟𝑖𝑡 se acepta la hipótesis nula, por lo que se concluye que la muestra
estándar y el producto obtenido con el molino de discos son muy similares, por lo que
este es un buen molino para obtener cuchuco de trigo como el de la muestra estándar.
Los valores usados de 𝐹𝑐𝑟𝑖𝑡 usados fueron hallados a partir de la tabla para la prueba F
adjunta.

Conclusión en base a la prueba T: al obtener estos resultados no es posible hacer una
decisión correcta sobre cuál de los dos molinos es más eficaz para obtener un producto
similar al de la muestra estándar, por lo que la decisión se hará basándose en el
porcentaje de rendimiento de cada molino.
Al realizar un promedio del porcentaje de rendimiento del molino de cuchillas y el molino
de discos se obtuvo 94.31% para el primero y 99.2% para el segundo, por lo que es
visible que el último es más eficiente.
Con estos datos es posible elegir al molino de discos como el más indicado para obtener
un producto afín a la muestra estándar. Sin embargo esta decisión se toma basándose en
el aspecto cuantitativo del análisis, ya que el aspecto cualitativo no es suficiente para
poder tomar una decisión acertada debido a la similitud de las muestras obtenidas con los
dos molinos.
ANÁLISIS DE RESULTADOS
La práctica consistió en moler trigo y lentejas en tres corridas en los molinos de discos y
de cuchillas. Para ello cada muestra se peso con una balanza de una cifra decimal y
para cada corrida se tomo 250 g.
Luego se tamizo cada muestra y a los resultados que se obtuvieron se le realizaron unos
tratamientos para generar las gráficas respectivas. En las graficas realizadas de micras
Vs. porcentaje retenido, se observa que la tendencia es a tener una distribución
gaussiana, es decir, una curva normal con forma de campana en donde se puede
observar la disposición que tienen las partículas del producto a organizarse respecto a los
diferentes tipos de mallas que se usaron en el análisis granulométrico.
Las gráficas 1, 2, y 3 corresponden a la molienda de trigo en el molino de cuchillas, se
observa que la mayor cantidad de producto está retenida en la malla 20, lo que indica que
el producto tiene una tamaño promedio de partícula entre 1.7 y 0.85 micras, lo cual se
comprobó calculando por medio de una hoja de cálculo en Excel1, que el tamaño
promedio de partícula entre las tres corridas como se muestra en la tabla 10 es de 1.21
micras.
También se observa que el %CV (coeficiente de variación, el cual equivale a la razón
entre la media aritmética y la desviación típica o estándar.) es de 22.31% el cual permite
comparar la reproducibilidad entre las tres corridas de un mismo molino, para ello se
estableció que el %CV en los molinos que se utilizaron debe ser menor a 3%2 y teniendo
en cuenta esto, se puede decir que el trigo en el molino de cuchillas no es reproducible y

presenta una mayor dispersión en los datos.
Las gráficas 4, 5, 6 corresponden a la molienda de trigo en el molino de discos, que
presenta una distribución gaussiana pero no es simétrica, esto se debe a que la mayor
cantidad de producto retenido se encuentra en la malla 12, es decir, que más del 43%
retenido tiene un tamaño promedio de partícula mayor a 1.7 micras y en la tabla 10 se
observa que el valor promedio es de 1.996 micras con un %CV de 0.6%, lo cual indica
que las corridas en el molino de discos es reproducible, pues el %CV es menor que el 3%
establecido como referencia.
En la gráfica 12 se observa la tendencia de la muestra de referencia de trigo pulido marca
“La 14”, presentado más del 60% retenido en la malla 12, como es más del 60% que no
pasa por la malla 12 de 1.7 micras, el tamaño promedio de partícula es mayor a ese valor
y según los cálculos tiene un tamaño de partícula de 7.58 micras. Este valor es mucho
más grande que los obtenidos con el molino de cuchillas y que con el molino de discos.
A simple vista se puede determinar que no se obtuvieron un tamaño de partícula parecido
a la muestra de referencia, pero en comportamiento se puede decir que el molino de
discos es el que más se asemeja, y los valores de rendimiento junto con la prueba T que
se realizo en la pregunta 3 lo comprueban.
Al superponer las tres corridas de cada molino, se puede concluir que tienen la misma
tendencia; se puede observar la desviación que se presentó en el molino de cuchillas
(gráfica 14 y 15), pues se logra percibir que al menos una de las tres corridas está
desviada.
Lo que no ocurre en la gráfica 13 y 16(molino de discos), donde las tres corridas se ven
como si fuera una sola. Esto se pudo verificar gracias a los cálculos anteriormente
realizados y a lo ya mencionado.
Se realizo también el mismo análisis a otro grano, en este caso se escogió lentejas, pero
no se pudo conseguir una muestra comercial que sirviera como referencia, pero se llego
al siguiente análisis:
En las gráficas 7, 8 y 9 se observa el comportamiento de la molienda de lentejas en el
molino de cuchillas, éste presenta una distribución gaussiana, donde la mayor parte del
producto se encuentra retenido en la malla 20, con un tamaño promedio de partícula de
0.99 micras con un %CV de 6.16% en las tres corridas realizadas. Según esto tampoco
es reproducible con este tipo de grano, pero esto se explica porque el molino de cuchillas

depende del tiempo.
Las gráficas 10, 11 y 12 pertenecen a la molienda de lentejas en el molino de discos,
donde la mayor parte retenida se encuentra en la malla 20 y su tamaño promedio de
partícula es de 1.46 micras con %CV de 2.05%, según estos resultados se puede concluir
que en el molino de discos las muestras son reproducibles.
De acuerdo a los rendimientos que se obtuvieron (tabla 1 y 2) durante las corridas, se
observa que tanto para el molino de discos como para el de cuchillas, el rendimiento de
las lentejas en comparación con el trigo fue mejor; en el molino de discos para las
lentejas fue 99.6% y para el trigo fue 99.04%. De igual forma en el molino de cuchillas el
rendimiento para las lentejas y trigo fue de 97.2% y 94.31%, respectivamente.
En base a los datos experimentales tanto para las lenteja como para el trigo, en el molino
de discos se presentó menos perdidas que en el de cuchillas; ello se debe principalmente
a que parte del material molido escapaba por los orificios que tiene el molino de cuchillas,
esto se pudo mejorar un poco al ponerle cinta y papel a éstos huecos.
En base a lo anterior se puede concluir que en el caso de las lentejas el molino que tiene
mayor reproducibilidad en los diferentes ensayos es el molino de discos, pues éste no
depende de variables como el tiempo.
Las variables que se pueden controlar en esta práctica son: la distancia entre los discos,
cantidad y tipo de grano, tiempo. Las variables de respuesta son: el tamaño de grano
molido y la eficiencia del equipo; teniendo en cuenta las pérdidas en los equipos. Los
granos que se utilizaron fueron fáciles de moler, debido a su baja dureza y humedad, las
cuales dependen del contenido proteico que contengan.
Otra de las posibles causas de esta falta de repetitividad en el experimento se puede
encontrar en los instrumentos. Pues no se tiene en cuenta la variable de potencia del
motor la cual depende del voltaje que se le suministra, aunque este error se considera
sistemático. Otra posible causa, en el caso del molino de cuchillas, consiste en que las
cuchillas presentan deterioro que no permite una molienda homogénea.
1. Hoja de cálculo donde se realizan las operaciones pertinentes al DVS (tamaño promedio de partícula),
tomado de la propuesta de la estadística de Michel.
2. Parámetro tomado de la desviación de productos granulométricos de la USP 30 (Farmacopea de los
estados unidos).

CONCLUSIONES
Un proceso de molienda ideal es aquel en el cual la granulometría es homogénea,
lo cual indica que el molino se encuentra en condiciones controladas, tanto
internas como externas.
El producto obtenido después de la molienda en cualquiera de los dos molinos
tiene una granulometría variada, es decir, no se obtuvo un tamaño de partícula
parecido a la muestra de referencia. Ello dificultó las comparaciones con el
producto estándar del mercado. Sin embargo, si se habla de comportamiento, se
puede concluir que para los dos granos el molino que tiene mayor reproducibilidad
en los diferentes ensayos, es el molino de discos, pues éste no depende de
variables como el tiempo. Los valores de rendimiento junto con la prueba T que se
realizo en la pregunta 3 comprueban lo dicho.
RECOMENDACIONES
Antes de empezar a moler se debe limpiar los molinos, y tapar con cinta y papel
las aberturas que tiene el molino de cuchillas debido a que parte del material
escapa por ellos. Además de no abrir la tapa totalmente, sino introducir el grano
por el espacio formado cuando ésta se inclina hacia abajo. Se estipula un tiempo
de molienda de 1.5 minutos, la cual demora aproximadamente menos de 30
segundos en introducir el grano continuamente. Las muestras para los dos
molinos se introducen de manera continua y primero se prenden los equipos.
El grano para moler y la muestra estándar deben ser de la misma marca debido a
que el origen del grano puede afectar el análisis de resultados.
Para realizar el análisis del tamaño promedio de partícula, se debe tener en
cuenta el análisis estadístico de Michel y los cálculos realizarlos en un formato en
Excel, el cual maneja el grupo líder de molienda.
Si se quiere mayor precisión durante el tamizado, se recomienda para cada
muestra medir el peso las veces que sea necesario hasta llegar a peso constante,
en un tiempo de cinco minutos o más si se prefiere. Pero por cuestiones de
tiempo, en la práctica se toma sólo un dato.

PREGUNTAS
Consulte el funcionamiento y la utilidad de cada uno de los molinos que se
encuentran en la planta piloto de la Escuela de Ingeniería Química.
(Referencia 1)
La planta piloto de la Escuela de Ingeniería Química cuenta con 5 molinos diferentes. La
mayoría de los molinos poseen motores trifásicos que trabajan a 220 V, y el circuito
eléctrico de la planta piloto permite la buena distribución de la corriente para el óptimo
funcionamiento de los molinos, los cuales son los siguientes:
1.1 Molino de martillos
Funcionamiento: Se compone de un motor que mueve una serie de poleas para impulsar
una rueda giratoria que tiene una serie de dientes de metal que al girar con la base
proporcionan golpes en todo sentido dentro de la cavidad del molino. Una vez puesto en
funcionamiento, esta cavidad extrae el material molido con el tamaño deseado por la
parte de abajo seleccionando el tamaño del material molido con un tamiz y con un
tamaño de agujeros preseleccionado. El polvo resultante de la molienda se impulsa con
aire con un motor eléctrico y se extrae con un ciclonador por la parte de arriba y se
recogido en una gran bolsa de lana.
Utilidad: permite practicar molienda a grandes cantidades de carga, como también dar la
posibilidad de moler diferentes tipos de materia prima, desde materiales blandos como
granos (aunque no para granos muy pequeños), hasta materiales con mayor dureza
como minerales y piedras.
1.2 Molino de mandíbulas
Funcionamiento: La carga debe ser suministrada constantemente por el operador con
una velocidad de flujo acorde a la velocidad con que muele el aparato, debe de tenerse
cuidado de no sobrecargar la máquina, pues puede ocasionar que el molino deje de
funcionar.
Utilidad: Sirve para moler materiales duros como minerales o rocas.
1.3 Molino de cuchillas
Funcionamiento: La carga se suministra por la parte superior a través de un conducto en
zig zag que “retiene” las partículas que rebotan de las cuchillas para que no se devuelvan
por el ducto de alimentación. La carga llega a una cuchilla en forma cuadrada con las
puntas dispuestas para golpear la materia prima contra las paredes internas de la cavidad
de molienda girando a gran velocidad. Una vez alcanzado el tamaño de partícula
deseado, un tamiz interno selecciona la materia molida y la deja pasar a un recolector en

la parte inferior de la estructura.
Utilidad: Sirve para materiales agrícolas con tamaños no muy grandes (de ser muy
grandes, debe premolerse antes de agregarlo a este molino). Es ideal para granos
pequeños como trigo, frijol, lenteja, etc. No es recomendable para materiales duros como
el carbón, puesto que desgastaría mucho las cuchillas. Si se deja el tiempo suficiente
puede llegar a realizar pulverizado.
1.4 Molino de discos (tornillo sin fin)
Funcionamiento: La carga se suministra por un embudo amplio con tapa que conduce la
materia hasta el camino de un tornillo, que por el sentido en que gira, logra transportar
toda la materia que le llega hasta un espacio entre dos discos concéntricos, que por su
acción de giro muele la materia entre los espacios que quedan entre sus discos, que
puede variarse dependiendo del tamaño de partículas que deseemos. El producto molido
sale por la parte superior de los discos a un recolector. Este molino tiene una gran
efectividad, requiere poco tiempo y genera un producto de molienda considerablemente
uniforme.
Utilidad: Al igual que el molino de cuchillas, este molino es especial para materiales
agrícolas pequeños o del tamaño adecuado para poder conducirlos por el cuerpo del
tornillo. Hay que tener especial precaución de no reducir mucho la distancia entre los
discos, puesto que si están muy cerca pueden chocarse y dañar el motor del molino.
1.5 Molino de bolas
Funcionamiento: La carga se suministra en un frasco especial junto con unas bolas de
porcelana. El frasco se sujeta a una estructura giratoria impulsada por un motor eléctrico
que le da vueltas y vueltas al frasco cargado, que por el constante levantamiento y
choque entre las bolas y la materia prima cargada, se obtiene un pulverizado de la
materia. Al final se detiene el molino, se sacan las bolas y se extrae el pulverizado.
Utilidad: Este molino es especial para pulverizar partículas. Su carga esta condicionada al
tamaño del frasco y debe tenerse en cuenta que hay que dejar suficiente espacio dentro
del frasco para que las bolas puedan moverse fácilmente y puedan caer con más fuerza
sobre la materia y realizar un mejor proceso de molienda. Este es el molino que requiere
más tiempo para realizar el proceso, pero es el molino que obtiene el tamaño de
partículas más pequeño. Tiene la ventaja de servir para cualquier tipo de materia prima
que tenga una dureza menor a las bolas de porcelana, y si la carga viene en tamaños
muy grandes, es recomendable realizar una premolienda antes de pasar a este molino.

Cuando se seleccionan equipos, ¿qué factores o variables se deben de tener en
cuenta para llevar a cabo la reducción del tamaño ya sea de alimento o mineral?,
explique.
(Referencia 2)
R// Cuando se selecciona el equipo para efectuar la molienda, como primera medida se
debe tener en cuenta que cada tipo de molino posee unas especificaciones técnicas, que
hace que este diseñado para productos específicos. Entre los factores se tiene los
siguientes:
Dureza: algo duro exigirá un aporte grande de energía para romperlo. Además,
suele ser abrasivo por lo que se utilizarán aparatos fuertes y duros que trabajen a
baja velocidad. Por lo general suelen requerir de poco mantenimiento.
Estructura: el cuerpo del material a moler tiene líneas de fractura, y los primeros
trozos se romperán fácilmente. A partir de aquí se han de crear nuevos planos de
fractura por lo que será necesario recurrir a fuerzas de impacto y en caso de
partículas blandas a fuerzas de cizalla.
Humedad: la presencia de agua puede facilitar o complicar la molienda. Si hay un
exceso de humedad puede que el sistema se colapse y no se deslice al formarse
una pasta. Cuando sea posible, se pueden utilizar duchas para que el polvo no
pulule por el sitio de trabajo y para que no se introduzca en el interior de la
máquina.
El contenido de humedad es un factor importante; cuando es inferir a 3 o 4%
(peso) no genera dificultades de interés, por el contrario ayuda a disminuir la
cantidad de polvo generada; pero cuando la humedad supera el 4% algunos
materiales se vuelven grumosos y se adhieren, generando atascamiento en el
equipo. Cuando el porcentaje de humedad es 5% o más, en algunos equipos
facilita la operación porque arrastra la alimentación hacia la zona de acción y el
polvo generado hacia afuera de la misma.
Temperatura: es posible que la fuerza aplicada no rompa el alimento y éste
vuelva a su forma desprendiendo energía en forma de calor. Por ello, los aparatos
suelen ir refrigerados porqué no se puede permitir que los alimentos se calienten
espontánea e indiscriminadamente. Los métodos de corte de los alimentos irán en
función de la naturaleza del alimento.

BIBLIOGRAFÍA [1] McCabe; “Operaciones Unitarias de Ingeniería Química”; 4ta. Ed.; McGraw-Hill;
España (1991); pp. 27, 28, 34, 39, 41, [2] “Fichas sobre Operaciones Básicas en la Agroindustria Molienda y Tamizado lote 1”.
Asesoramiento para la creación y fortalecimiento de agronegocios y microempresas
rurales licitación (EuropeAid/122940/D/SER/MX-lote 1). Gobierno del Estado de
Chiapas–Comisión Europea Proyecto de Desarrollo Social Integrado. [3] Brown, G; “Operaciones Básicas de la Ingeniería Química”; Ed. Marín S.A; México
(1955); pp.701-708 [4] http://www.geocities.com/CollegePark/Library/6086/molienda.html; accesada (Agosto
22 de 2009)