Informe Flanders Eje Compresor 800.pdf
5
SISTEMA DE GESTIÓN DE LA CALIDAD ISO 9001:2008 INFORME DE INSPECCIÓN ULTRASONIDO Fecha de vigencia 10.02.2015 Edición N° 1 Formulario N° FO708/F05 Página N°: 1 de 5 INFORME N° 2526 FECHA EMISION 02 de Abril de 2015 1. IDENTIFICACIÓN CLIENTE Flanders OT EVATEC 1504743 COMPONENTE Eje Compresor 800 OT CLIENTE Sin OT LUGAR DEL SERVICIO Taller Flanders FECHA EJECUCION 02 Abr. 201 PREPARADO POR Rodrigo Meneses 2. OBJETIVO Detectar mediante la aplicación de ensayo ultrasónico discontinuidades internas en eje. 3. ALCANCE 3.1. Eje: Inspección interna por barrido ultrasónico al 100 % del largo del componente. 4. ANTECEDENTES 4.1. Componente: Nuevo 4.2. Dimensiones y Largos: de acuerdo a levantamiento terreno. 4.3. Plano N° N/A 5. EQUIPAMIENTO 5.1. Detector de Fallas Ultrasónico 5.1.1 Marca: General Electric 5.1.2 Modelo: Phasor XS/Phased Array 16/16 5.2. Transductor Recto: 5.2.1. Marca: General Electric 5.2.2. Modelo: B2S 5.2.3. Diámetro: 24 mm 5.2.4. Frecuencia: 2.0 MHZ 5.3. Transductor Angular: 5.3.1. Marca: General Electric 5.3.2. Frecuencia: 2.25 MHZ 5.3.3. Diámetro: 10 mm 5.3.4. Angulo: 45° 5.4. Acoplante: Gel Aquasonic 100 5.4.1. Laboratorio: Parker USA
-
Upload
pato-garcia -
Category
Documents
-
view
11 -
download
3
Transcript of Informe Flanders Eje Compresor 800.pdf
-
SISTEMA DE GESTIN DE LA CALIDAD
ISO 9001:2008
INFORME DE INSPECCIN ULTRASONIDO
Fecha de vigencia
10.02.2015
Edicin N 1
Formulario N FO708/F05
Pgina N: 1 de 5
INFORME N 2526 FECHA EMISION 02 de Abril de 2015
1. IDENTIFICACIN CLIENTE Flanders OT EVATEC 1504743 COMPONENTE Eje Compresor 800 OT CLIENTE Sin OT LUGAR DEL SERVICIO Taller Flanders FECHA EJECUCION 02 Abr. 201 PREPARADO POR Rodrigo Meneses
2. OBJETIVO
Detectar mediante la aplicacin de ensayo ultrasnico discontinuidades internas en eje.
3. ALCANCE
3.1. Eje: Inspeccin interna por barrido ultrasnico al 100 % del largo del componente.
4. ANTECEDENTES
4.1. Componente: Nuevo 4.2. Dimensiones y Largos: de acuerdo a levantamiento terreno. 4.3. Plano N N/A
5. EQUIPAMIENTO
5.1. Detector de Fallas Ultrasnico 5.1.1 Marca: General Electric 5.1.2 Modelo: Phasor XS/Phased Array 16/16
5.2. Transductor Recto: 5.2.1. Marca: General Electric 5.2.2. Modelo: B2S 5.2.3. Dimetro: 24 mm 5.2.4. Frecuencia: 2.0 MHZ
5.3. Transductor Angular: 5.3.1. Marca: General Electric 5.3.2. Frecuencia: 2.25 MHZ 5.3.3. Dimetro: 10 mm 5.3.4. Angulo: 45
5.4. Acoplante: Gel Aquasonic 100 5.4.1. Laboratorio: Parker USA
-
SISTEMA DE GESTIN DE LA CALIDAD
ISO 9001:2008
INFORME DE INSPECCIN ULTRASONIDO
Fecha de vigencia
10.02.2015
Edicin N 1
Formulario N FO708/F05
Pgina N: 2 de 5
INFORME N 2526 FECHA EMISION 02 de Abril de 2015
6. PROCEDIMIENTO
Ensayo por Ultrasonido (UT):
6.1. Mtodo de ensayo empleado Pulso-Eco por contacto, segn Normas: ASTM E 114-10 y ASTM E 587-10.
6.2. Ajuste inicial de parmetros: sensibilidad de ecos (ganancia); determinacin de velocidad de sonido; ajuste del zero offset y del rango de operacin.
6.3. Calibracin para palpador recto in-situ sobre el eje tanto en distancia como en sensibilidad.
6.4. Se realiza barrido ultrasnico por ambos lados del eje con palpador normal de ondas longitudinales.
6.5. Calibracin palpador angular en bloque patrn DSC Serie n28201, tanto en distancia como en sensibilidad.
6.6. Se realiza barrido ultrasnico en el componente con palpador angular de ondas de corte.
7. REGISTRO DE COMPONENTES
-
SISTEMA DE GESTIN DE LA CALIDAD
ISO 9001:2008
INFORME DE INSPECCIN ULTRASONIDO
Fecha de vigencia
10.02.2015
Edicin N 1
Formulario N FO708/F05
Pgina N: 3 de 5
INFORME N 2526 FECHA EMISION 02 de Abril de 2015
8. INSPECCIN POR PALPADOR RECTO:
8.1. CALIBRACIN PALPADOR RECTO:
8.1.1 Procedimiento de calibracin palpador recto:
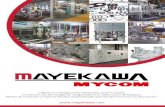
1 2 3 4
Imagen 1: punto de contacto en el dimetro del eje, menor longitud de calibracin. Imagen 2: ecograma obtenido en el dimetro del eje, longitud 140,41 mm. Imagen 3: punto de contacto en el largo del eje, longitud de calibracin mayor Imagen 4: ecograma obtenido en el largo del eje, longitud 1800,00 mm.
8.2. RESULTADOS:
8.2.1. Barrido recto en largo del eje
Ecograma: se observa el peak de fondo a 1799,80 mm correspondiente al largo total del eje, antes de este valor no se observan peak asociados a una eventual discontinuidad interna. Resultados: el eje no presenta fallas internas transversales a la inspeccin.
-
SISTEMA DE GESTIN DE LA CALIDAD
ISO 9001:2008
INFORME DE INSPECCIN ULTRASONIDO
Fecha de vigencia
10.02.2015
Edicin N 1
Formulario N FO708/F05
Pgina N: 4 de 5
INFORME N 2526 FECHA EMISION 02 de Abril de 2015
9. INSPECCIN POR PALPADOR ANGULAR:
9.1. CALIBRACIN PALPADOR ANGULAR:
9.1.1. Procedimiento de calibracin palpador angular :
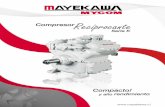
1 2 3 4
Imagen 1: punto de contacto en el bloque DSC. Para longitud mayor y menor. Imagen 2: ecograma obtenido con primera pierna del haz correspondiente a 25,00 mm Imagen 3: ecograma obtenido con segunda pierna del haz correspondiente a 125,00 mm Imagen 4: ecograma obtenido en sensibilidad al barreno del bloque DSC. Correspondiente a 24,68 mm de distancia superficial al barreno de calibracin, con 40,20 dB.
9.2. RESULTADOS:
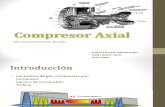
9.2.1. Barrido angular en eje
Ecograma: Se realiza barrido en ambas direcciones del eje, se observa en ecograma que se produce peak, debido a la salida del haz por el cambio de seccin, antes de este valor no se observan discontinuidades. Se obtiene el mismo resultado en todas las direcciones. Resultados: el eje no presenta fallas internas, en la zona inspeccionada.
-
neses.
SISTEMA DE GESTIN DE LA CALIDAD
ISO 9001:2008
INFORME DE INSPECCIN ULTRASONIDO
Fecha de vigencia
10.02.2015
Edicin N 1
Formulario N FO708/F05
Pgina N: 5 de 5
INFORME N 2526 FECHA EMISION 02 de Abril de 2015
10. CONCLUSIONES
Segn los resultados obtenidos mediante la inspeccin ultrasnica, el eje inspeccionado NO presenta discontinuidades internas que perjudiquen su trabajo.
11. RECOMENDACIONES
Es recomendable realizar ensayos de tintas penetrantes para determinar la existencia de defectos superficiales, que por este mtodo no se determinan.
ELABORO: Rodrigo Me APROBO: Freddy Arratia.
NIVEL: I SNT-TC-1A NIVEL: II SNT-TC-1A FECHA: 02 de Abril de 2015 FECHA: 02 de Abril de 2015