INFLUENCIA DE LAS CONDICIONES DE PROCESADO EN LAS ...
6
INFLUENCIA DE LAS CONDICIONES DE PROCESADO EN LAS PROPIEDADES MECÁNICAS Y MAGNÉTICAS DE FERRITAS Ni-Zn FABRICADAS MEDIANTE MOLDEO POR INYECCIÓN DE POLVOS. A. Martín 1 , J. Gutiérrez 2 , E. Rodríguez-Senín 2 , B. Levenfeld 2 , J.Y. Pastor 1 , A. Várez 2 , M. A. Paris 3 1 Departamento de Ciencia de Materiales, E.T.S. de Ingenieros de Caminos, Canales y Puertos, Universidad Politécnica de Madrid. C/ Profesor Aranguren s/n. Madrid. E-mail: [email protected] 2 Departamento de Ciencia e Ingeniería de Materiales e Ingeniería Química. Universidad Carlos III de Madrid. Avda. Universidad,30, 28911 Leganés. 3 Departamento de I+D. Hispano Ferritas S.A. Polígono Industrial El Henares. Guadalajara. RESUMEN En este trabajo se estudia la influencia de la densificación y la microestructura en las propiedades magnéticas (principal campo de aplicación de estos materiales) y mecánicas de ferritas de base Ni-Zn. Para este estudio se ha utilizado una ferrita industrial, que sirve de sistema de referencia, y varias ferritas producidas mediante moldeo por inyección de polvos, utilizando un sistema ligante desarrollado previamente por los autores y que esta basado en polipropileno. Se han utilizado mezclas inyectables (polímero y polvo de ferrita) con diferentes cargas de polvo (52, 55 y 58% vol.), a fin de estudiar la influencia de este parámetro, fundamental para el procesado, en las propiedades de los materiales obtenidos. El objetivo último de esta investigación es poder establecer las condiciones de procesado y de mezcla de los polvos de partida para poder producir por moldeo por inyección de polvos un material con propiedades iguales o mejores a los que se están utilizando actualmente por la industrial, que son producidos por compactado uniaxial, lo que permitiría realizar piezas más complejas y reducir el coste de producción. ABSTRACT This work studies the influence of the densification and the microstucture in the magnetic properties (main field of application of these materials) and mechanical (flexural strength and toughness) Ni-Zn based ferrites. In this study an industrial ferrite, used as reference material, and several ferrites, obtained by injection moulding using a ligate system develop previously by the autors and what this based on polypropylene, are compared. A mixture (polymeric and powder of ferrite) with different powder loading (52, 55 y 58% vol) was analyzed in order to study the influence of this parameter (fundamental for the processing) in the properties of the obtained materials. The last objective of this research is to establish the conditions of processing and of mixture of power to produce by power injection moulding a material with improved magnetic and mechanical properties. This will let produced complex pieces demanded by the industry at a very competitive cost. PALABRAS CLAVE: ferritas, moldeo por inyección, propiedades mecánicas, propiedades magnéticas. 1. INTRODUCCIÓN Las ferritas son materiales cerámicos de carácter ferromagnético constituidos por una mezcla de óxidos metálicos, donde el principal componente es el óxido de hierro (III). A pesar de que el principal interés industrial sobre estos materiales es su comportamiento magnético (permeabilidad, pérdidas,…), resulta esencial conocer sus propiedades mecánicas. En condiciones normales las ferritas no deberán estar sometidas a ningún comportamiento mecánico agresivo, pero debido a su uso como componentes de máquinas que están sometidas a esfuerzos especialmente vibratorios, sus propiedades mecánicas también serán un parámetro a tener en cuenta en el diseño de su vida en servicio, siendo necesario conocer cuáles son las condiciones para obtener piezas con comportamiento mecánico. Tradicionalmente la fabricación de ferritas se ha realizado mediante compactación uniaxial, lo cual limita considerablemente la complejidad de las piezas que se pueden fabricar o eleva enormemente su coste al ser necesario recurrir a mecanizados muy costosos. Una alternativa muy interesante para la fabricación de piezas pequeñas y con formas complejas es el método de moldeo por inyección de polvos (PIM, de ahora en adelante). Además, los costes de producción generados por este método son muy competitivos respecto de los que actualmente se utilizan en piezas de baja complejidad. Anales de Mecánica de la Fractura 26, Vol. 1 (2009) 75
Transcript of INFLUENCIA DE LAS CONDICIONES DE PROCESADO EN LAS ...

INFLUENCIA DE LAS CONDICIONES DE PROCESADO EN LAS PROPIEDADES MECÁNICAS Y MAGNÉTICAS DE FERRITAS Ni-Zn FABRICADAS MEDIANTE
MOLDEO POR INYECCIÓN DE POLVOS.
A. Martín1, J. Gutiérrez2, E. Rodríguez-Senín2, B. Levenfeld2, J.Y. Pastor1, A. Várez2, M. A. Paris3
1 Departamento de Ciencia de Materiales, E.T.S. de Ingenieros de Caminos,
Canales y Puertos, Universidad Politécnica de Madrid. C/ Profesor Aranguren s/n. Madrid. E-mail: [email protected]
2 Departamento de Ciencia e Ingeniería de Materiales e Ingeniería Química.
Universidad Carlos III de Madrid. Avda. Universidad,30, 28911 Leganés.
3 Departamento de I+D. Hispano Ferritas S.A. Polígono Industrial El Henares. Guadalajara.
RESUMEN
En este trabajo se estudia la influencia de la densificación y la microestructura en las propiedades magnéticas (principal campo de aplicación de estos materiales) y mecánicas de ferritas de base Ni-Zn. Para este estudio se ha utilizado una ferrita industrial, que sirve de sistema de referencia, y varias ferritas producidas mediante moldeo por inyección de polvos, utilizando un sistema ligante desarrollado previamente por los autores y que esta basado en polipropileno. Se han utilizado mezclas inyectables (polímero y polvo de ferrita) con diferentes cargas de polvo (52, 55 y 58% vol.), a fin de estudiar la influencia de este parámetro, fundamental para el procesado, en las propiedades de los materiales obtenidos. El objetivo último de esta investigación es poder establecer las condiciones de procesado y de mezcla de los polvos de partida para poder producir por moldeo por inyección de polvos un material con propiedades iguales o mejores a los que se están utilizando actualmente por la industrial, que son producidos por compactado uniaxial, lo que permitiría realizar piezas más complejas y reducir el coste de producción.
ABSTRACT
This work studies the influence of the densification and the microstucture in the magnetic properties (main field of application of these materials) and mechanical (flexural strength and toughness) Ni-Zn based ferrites. In this study an industrial ferrite, used as reference material, and several ferrites, obtained by injection moulding using a ligate system develop previously by the autors and what this based on polypropylene, are compared. A mixture (polymeric and powder of ferrite) with different powder loading (52, 55 y 58% vol) was analyzed in order to study the influence of this parameter (fundamental for the processing) in the properties of the obtained materials. The last objective of this research is to establish the conditions of processing and of mixture of power to produce by power injection moulding a material with improved magnetic and mechanical properties. This will let produced complex pieces demanded by the industry at a very competitive cost. PALABRAS CLAVE: ferritas, moldeo por inyección, propiedades mecánicas, propiedades magnéticas.
1. INTRODUCCIÓN Las ferritas son materiales cerámicos de carácter ferromagnético constituidos por una mezcla de óxidos metálicos, donde el principal componente es el óxido de hierro (III). A pesar de que el principal interés industrial sobre estos materiales es su comportamiento magnético (permeabilidad, pérdidas,…), resulta esencial conocer sus propiedades mecánicas. En condiciones normales las ferritas no deberán estar sometidas a ningún comportamiento mecánico agresivo, pero debido a su uso como componentes de máquinas que están sometidas a esfuerzos especialmente vibratorios, sus propiedades mecánicas también serán un parámetro a
tener en cuenta en el diseño de su vida en servicio, siendo necesario conocer cuáles son las condiciones para obtener piezas con comportamiento mecánico. Tradicionalmente la fabricación de ferritas se ha realizado mediante compactación uniaxial, lo cual limita considerablemente la complejidad de las piezas que se pueden fabricar o eleva enormemente su coste al ser necesario recurrir a mecanizados muy costosos. Una alternativa muy interesante para la fabricación de piezas pequeñas y con formas complejas es el método de moldeo por inyección de polvos (PIM, de ahora en adelante). Además, los costes de producción generados por este método son muy competitivos respecto de los que actualmente se utilizan en piezas de baja complejidad.
Anales de Mecánica de la Fractura 26, Vol. 1 (2009)
75

En estos momentos existe una amplia gama de materiales cerámicos como alúmina, circona, porcelana, etc. [1,2], que se han conformado mediante esta tecnología, pero sin embargo son muy escasos los trabajos publicados [3-5] sobre fabricación de ferritas por el método PIM. En este trabajo se presenta un estudio de la influencia de los parámetros de procesamiento en la sinterización y propiedades magnéticas de piezas obtenidas por PIM utilizando una carga de polvo de 58% en volumen. Por otra parte, se estudia la influencia de distintas cargas de polvo de la mezcla inyectable en el comportamiento mecánico de estas ferritas. Todas las propiedades estudiadas en las muestras fabricadas por el método PIM, han sido comparadas con las muestras fabricadas por compactación uniaxial. 2. PROCEDIMIENTO EXPERIMENTAL 2.1. Materiales El material base de partida es un polvo que contiene una mezcla pre-sinterizada de Fe2O3, NiO y ZnO. El polvo se presenta aglomerado en esferas de tamaño entre 5 y 50 µm, y es utilizado habitualmente para compactación uniaxial. Contiene además un compuesto aglomerante y otro ligante. A su vez el sistema ligante, se puede dividir en dos partes: el aglutinante que posee el polvo de ferrita, y el sistema multicomponente que lo forman el polipropileno, la cera parafina y el ácido esteárico. Este sistema ligante fue desarrollado anteriormente por el equipo investigador [6]. 2.2. Procesamiento y técnicas experimentales. En este estudio se utilizaron dos métodos de fabricación: el compactado uniaxial (similar al industrial) y el moldeo por inyección de polvos (PIM). Mediante este segundo método se prepararon mezclas inyectables con diferente carga en polvo (52, 55 y 58% en volumen). En este proceso se empleó una extrusora de doble husillo Thermohaake Rheomex CTW 100p. El gradiente de temperatura de la zona de carga hasta la salida de la extrusora fue de 160-165-170º C, siendo la velocidad de rotación de los husillos fue de 40 r.p.m. El proceso de inyección se realizó en una máquina Arbug 220 S 250-60 y se empleó para ello un molde con forma de toroide y otro de forma prismática, de dimensiones 17,7x 8,7x 4,8 mm y 62,7x12x3 mm respectivamente. La eliminación del sistema ligante se realizó por descomposición térmica, mientras que la sinterización se realizó en atmósfera de aire a diferentes temperaturas entre 900 y 1300 ºC. Para la fabricación de las muestras compactadas unixialmente se empleó una matriz de doble efecto y una presión de 100 MPa en condiciones industriales. Las propiedades magnéticas fueron medidas en tiroides con un equipo Hewlett-Packard LCR-meter HP 4285 en un intervalo de frecuencias de 10 a 1000 kHz: En cuanto
a las propiedades mecánicas, el caso del módulo de elasticidad se determinó mediante el métdo de resonancia en flexión con un equipo Grindosonic MK5, la resistencia a flexión y la tenacidad se midieron mediante ensayos de flexión en tres puntos realizados en una máquina electromecánica de ensayos de la marca Instron, modelo 8501. Para medir la tenacidad se introdujo en las probetas una entalla de 0,5 mm de profundidad mediante un hilo de diamantado de 0.13 mm de diámetro. 3. RESULTADOS Y DISCUSIÓN La Figura 1 muestra la variación de la densidad con la temperatura en muestras inyectadas con un 58% en volumen de carga, y se comparan con las muestras compactadas uniaxialmente. Se observa que en ambos casos la densidad aumenta con la temperatura de sinterización. No obstante, siempre se obtienen valores más elevados de densificación en las muestras obtenidas por PIM, llegándose a alcanzar densidades superiores al 90% a temperaturas mayores de 1200 °C.
Fig. 1. Variación de la densidad con la temperatura de sinterización. En la Figura 2 se observa la evolución de la microestructura de las muestras compactadas e inyectadas (58% vol.) en función de la temperatura de sinterización. Puede observarse que la porosidad disminuye en ambos casos conforme aumente la temperatura de sinterización. Si comparamos la microestructura de las muestras obtenidas por PIM y las compactadas se aprecia que a cualquier temperatura la porosidad es menor en las primeras. Por otra parte, a 1300 °C se observó un elevado crecimiento de grano, lo que indica que se ha producido una sobresinterización, lo que no es conveniente si se quiere optimizar el comportamiento mecánico del material. A partir de estos resultados se consideró que la temperatura óptima para reducir al mínimo la porosidad y limitar el crecimiento de grano era de 1250 °C. Por este motivo el análisis de la evolución de las propiedades mecánicas en función de la carga de polvo se realizó en todos los casos para materiales sinterizados a esta temperatura.
900 1000 1100 1200 13002,5
3,0
3,5
4,0
4,5
5,0 4B2
Den
sid
ad (
g/c
c)
Temperatura (ºC)
PIM
Compactada
50
60
70
80
90
100
% D
ensid
ad
Te
óric
a
Anales de Mecánica de la Fractura 26, Vol. 1 (2009)
76
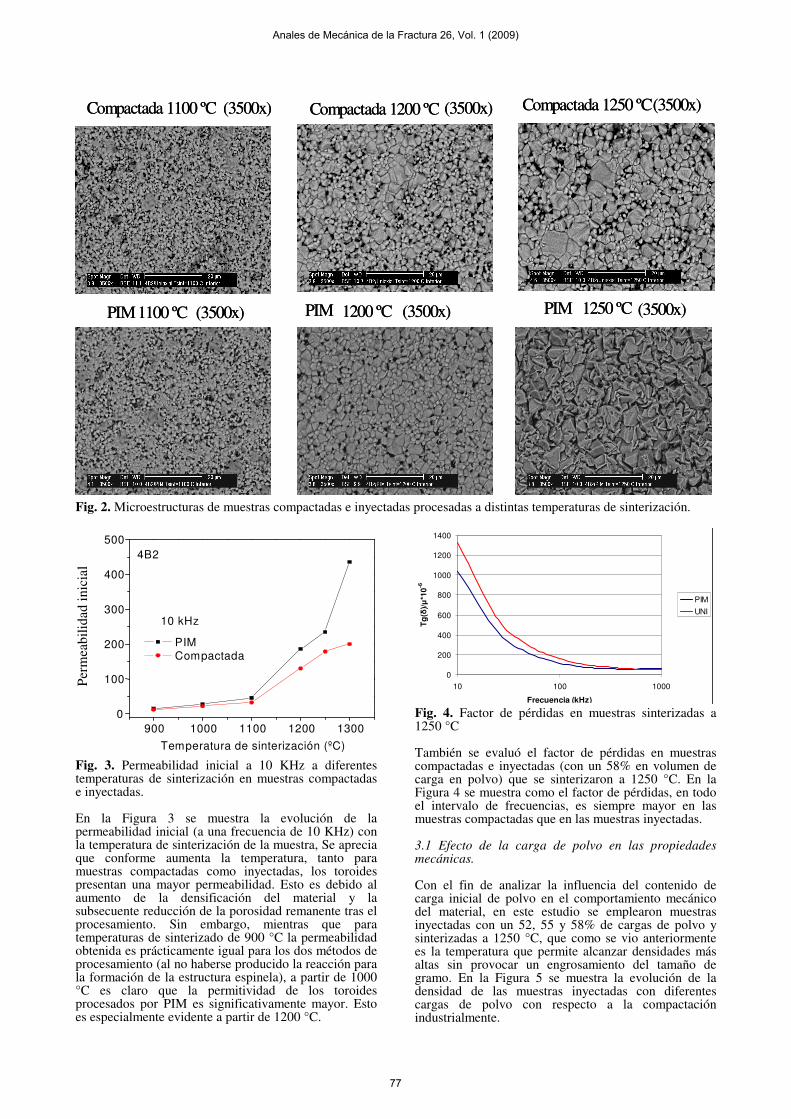
Compactada 1100 ºC (3500x) Compactada 1200 ºC (3500x) Compactada 1250 ºC(3500x)
PIM 1100 ºC (3500x) PIM 1200 ºC (3500x) PIM 1250 ºC (3500x)
Compactada 1100 ºC (3500x) Compactada 1200 ºC (3500x) Compactada 1250 ºC(3500x)
PIM 1100 ºC (3500x) PIM 1200 ºC (3500x) PIM 1250 ºC (3500x)
Fig. 2. Microestructuras de muestras compactadas e inyectadas procesadas a distintas temperaturas de sinterización.
900 1000 1100 1200 1300 0
100
200
300
400
500 4B2
10 kHz
Temperatura de sinterización (ºC)
PIM Compactada
Per
mea
bili
dad
inic
ial
Fig. 3. Permeabilidad inicial a 10 KHz a diferentes temperaturas de sinterización en muestras compactadas e inyectadas. En la Figura 3 se muestra la evolución de la permeabilidad inicial (a una frecuencia de 10 KHz) con la temperatura de sinterización de la muestra, Se aprecia que conforme aumenta la temperatura, tanto para muestras compactadas como inyectadas, los toroides presentan una mayor permeabilidad. Esto es debido al aumento de la densificación del material y la subsecuente reducción de la porosidad remanente tras el procesamiento. Sin embargo, mientras que para temperaturas de sinterizado de 900 °C la permeabilidad obtenida es prácticamente igual para los dos métodos de procesamiento (al no haberse producido la reacción para la formación de la estructura espinela), a partir de 1000 °C es claro que la permitividad de los toroides procesados por PIM es significativamente mayor. Esto es especialmente evidente a partir de 1200 °C.
0
200
400
600
800
1000
1200
1400
10 100 1000
Frecuencia (kHz)
Tg
(δ)/µ
*10-6
PIM
UNI
Fig. 4. Factor de pérdidas en muestras sinterizadas a 1250 °C También se evaluó el factor de pérdidas en muestras compactadas e inyectadas (con un 58% en volumen de carga en polvo) que se sinterizaron a 1250 °C. En la Figura 4 se muestra como el factor de pérdidas, en todo el intervalo de frecuencias, es siempre mayor en las muestras compactadas que en las muestras inyectadas. 3.1 Efecto de la carga de polvo en las propiedades mecánicas. Con el fin de analizar la influencia del contenido de carga inicial de polvo en el comportamiento mecánico del material, en este estudio se emplearon muestras inyectadas con un 52, 55 y 58% de cargas de polvo y sinterizadas a 1250 °C, que como se vio anteriormente es la temperatura que permite alcanzar densidades más altas sin provocar un engrosamiento del tamaño de gramo. En la Figura 5 se muestra la evolución de la densidad de las muestras inyectadas con diferentes cargas de polvo con respecto a la compactación industrialmente.
Anales de Mecánica de la Fractura 26, Vol. 1 (2009)
77

1
4,0
4,1
4,2
4,3
4,4
4,5
4,6
4,7
4,8
4,9
5,0
Probetas sinterizadas a 1250ºC
De
nsid
ad
(g
/cm
3)
Compactada
Iny52
Iny55
Iny58
Fig. 5. Densidad de muestras compactadas e inyectadas.
1
0
20
40
60
80
100
120
140
160
Mód
ulo
de
Ela
sticid
ad
(G
Pa
)
Probetas sinterizadas a 1250ºC
Compactada
Iny52
Iny55
Iny58
Fig. 6. Módulo de elasticidad en muestras compactadas e inyectadas con diferentes cargas de polvo. En general se observa que las muestras inyectadas son más densas que las compactadas, y que al aumentar la cantidad de polvo de la mezcla de partida se obtienen muestras con una mayor densidad. La excepción es la muestra con un 58% en la que se produce una caída de la densidad con respecto a las muestras con un 55%, siendo superior a la de 52%. En la Figura 6 se muestra la evolución del módulo de elasticidad en muestras compactadas e inyectadas con distintas cargas de polvo. Aquí las muestras inyectadas tienen mayores valores del módulo de elasticidad con respecto a las compactadas, mientras que dentro de las muestras inyectadas, el mayor valor se obtiene con una carga del 55%. El módulo de elasticidad depende fuertemente de la porosidad que presenta el material, y por tanto de su densidad aparente, por lo que su evolución es acorde con los valores de densidad que se muestran la Figura 5, y quedan plenamente justificados. Las Figuras 7 y 8 muestran la resistencia a flexión y la tenacidad a fractura en muestras compactadas e inyectadas con diferentes cargas de polvo. Se puede apreciar en ellas dos hechos relevantes; el primero, es que el procesado mediante PIM para una carga de polvo
de 52% en volumen aumenta ambos parámetros cerca de un 50% respecto al material procesado industrialmente, lo cual es una mejora muy relevante y que no puede ser justificado solamente con la ligera mejora en la densidad. Por otra parte tenemos que, tanto la resistencia a flexión como la tenacidad a fractura, disminuyen muy intensamente al aumentar la carga de polvo. Esta disminución es tan intensa para el caso del material con 58% de polvo que llega a tener propiedades incluso inferiores a la de las muestras compactadas.
1
0
10
20
30
40
50
60
70
80
90
100
110
Resis
tencia
a F
lexió
n (
MP
a)
Probetas sinterizadas a 1250ºC
Compactada
Iny52
Iny55
Iny58
Fig. 7. Evolución de la resistencia a flexión en muestras con inyectadas diferentes cargas de polvo respecto a las muestras compactadas.
1
0,0
0,2
0,4
0,6
0,8
1,0
1,2
1,4
KIC
Ten
acid
ad
a fra
ctu
ra (
MP
a*m
1/2)
Probetas sinterizadas a 1250ºC
Compactada
Iny52
Iny55
Iny58
Fig. 8. Evolución de la tenacidad a fractura en muestras con inyectadas diferentes cargas de polvo respecto a las muestras compactadas. A fin de entender los resultados obtenidos de la caracterización mecánica, se analizaron mediante microscopia electrónica de barrido las superficies de fractura de muestras compactadas e inyectadas En las muestras compactadas se aprecia, como se muestra en la Figura 9, que debido al procesado aparecen huecos y cavidades de aproximadamente 20 µm de tamaño y la fractura es mayoritariamente intergranular debido a que los granos no están bien cohesionados y aparece abundante microporosidad entre ellos. En la Figura 10 se puede observar como en algunos casos aparecen cavidades con formas puntiagudas, en las cuales se generan grietas a partir de
Anales de Mecánica de la Fractura 26, Vol. 1 (2009)
78

sus vértices, lo que también contribuye a limitar las propiedades mecánicas del material.
Fig. 9. Superficie de fractura de una muestra compactada
Fig. 10. Detalle de las cavidades con formas puntiagudas de una muestra compactada que generan grietas a partir de sus vértices.
Figura 11. Aspecto de la superficie de fractura del material procesado por PIM con 52% de carga. Las muestras inyectadas con 52% de carga (Figura 11) muestran un mejor sinterizado, cavidades de menor tamaño y uniformemente repartidas, menor porosidad intergranular, menor crecimiento de grano y más
compactados que en el material procesado industrialmente. Todo esto la importante mejora en la tenacidad a fractura y en la resistencia mecánica del material. En este caso, como en el anterior, el modo de la fractura sigue siendo mayoritariamente intergranular.
Figura 12. Aspecto de la superficie de fractura del material procesado por PIM con 55% de carga. Nótese el gran tamaño de algunos granos y como se encuentran decohesionados respecto al resto. Para el material con un 55% de carga (Figura 12) se observa que hay una distribución bimodal de granos. Además de los granos pequeños, que son de algo mayor tamaño que en el caso anterior, aparecen granos muy grandes, de más de 40 µm, que actúan como defectos en el material. Puede apreciarse que estos granos están mal cohesionados con el resto del material y además presentan importante porosidad en su interior. Esto se debe a que han surgido debido a la unión de cierto número de granos más pequeños y la porosidad ha quedado atrapada en su interior. Por otra parte el modo de fractura en estos granos es transgranular. Todo esto justifica la importante reducción que se produce en las propiedades mecánicas respecto del caso anterior.
Figura 13. Superficie de fractura de una ferrita inyectada con 58% de polvo. Finalmente en las muestras inyectadas con 58% de polvo se observó, Figura 13, una fractografía similar a la compactada industrialmente: aparecen cavidades y huecos de tamaños superiores a las 10 µm muy localizados y cercanos entre ellos, zonas mal
Anales de Mecánica de la Fractura 26, Vol. 1 (2009)
79

compactadas, y granos mal compactados con mucha microporosidad a su alrededor.
Figura 14. Fisura en una muestra inyectada al 58% Por otra parte, también se encontró, Figura 14, que hay fisuras debidas al procesamiento perpendiculares a la superficie de fractura que atraviesan la mayor parte de su superficie. Todo esto hace que las propiedades mecánicas de este material se degraden de manera muy apreciable y presente el peor comportamiento mecánico de todos los analizados. CONCLUSIONES Las muestras obtenidas por el método de compactado uniaxial y PIM, presentan curvas de sinterización similares, pero las muestras obtenidas por PIM exhiben más alta densificación. En ambos casos la temperatura óptima de sinterización fue de 1250 °C, ya que a temperaturas superiores comienza a producirse un sobrecrecimiento del tamaño de grano. Esto lleva a que el comportamiento magnético del material procesado por PIM sea considerablemente mejor (aumentado la permeabilidad inicial y disminuye el factor de pérdidas) que el compactado por métodos industriales. Al aumentar la carga de polvo en el procesado por PIM también se ha conseguido mejorar el módulo de elasticidad debido al aumento de la densidad. No obstante, la resistencia mecánica y la tenacidad a fractura presentan una mejora cercana al 50% respecto al material industrial de referencia cuando la carga de polvo es del 52%. Conforme se aumenta la carga de polvo las propiedades mecánicas se degradan debido a que se están introduciendo más defectos y porosidad, llegándose al caso de que el material con 58% de polvo
presenta un comportamiento incluso peor que el procesado industrialmente. En definitiva, el método de moldeo por inyección se presenta como muy interesante para producir piezas complejas de ferritas a precios muy competitivos, respecto a los actualmente utilizados. Además, las propiedades mecánicas y magnéticas pueden ser mejoradas considerablemente a través del control de las variables de procesamiento que condicionan la microestructura de los materiales producidos.
AGRADECIMIENTOS Los autores desean agradecer la financiación obtenida para realizar este trabajo al Ministerio de Ciencia e Innovación (proyectos MAT2006-13005-C03-02, MAT2007-29278-E, CSD00C-06-1410, y MAT2007-64486-C07-06) y a la Comunidad de Madrid (proyectos ESTRUMAT S-0505/MAT/0077 y MATERYENER S-505/PPQ/0358).
REFERENCIAS
[1] P. Thomas-Vielma, A. Cervera, B. Levenfeld, A.
Várez., “Production of alumina parts by powder inyection molding with a binder system based on high density polyethylene”, Journal of the European Ceramic Society, 28, pag. 763-771, 2008.
[2] I. Agote, A. Odriozola, M. Gutierrez, A. Santamaría,
J. Quintanill, P. Coupelle, J. Soares., “Rheological study of wastw porcelain feedstocks for inyection moulding”, Journal of the European Ceramic Society, 21, pag. 2843-28531, 2001.
[3] A.J. Pigram, R. Freer., “The production of Mn-Zn
ferrite ceramics by injection moulding”, Journal of Magnetism and magnetic Material, 29, pag. 6420-6426, 1994.
[4] E. Rodriguez-Senín, B. Levenfeld, A. Varez, J.M.
Torralba, M. A. Paris., “Processing of Mn-Zn ferrites using mould casting with acrylic thermosetting binder”. Powder Metallurgy, 48(3), pag. 249-253, 2005.
[5] E. C. Milke, M. Rei, J. Palgi de Soze, L. Schoeffes.
“Powder inyection molded strontium ferrite magnets”, The International Journal of Powder Metallurgy, 37(3), pag. 47-51, 2001.
[6] E. Rodríguez-Senín, Tesis Doctoral. Universidad
Carlos III de Madrid. 2007.
Anales de Mecánica de la Fractura 26, Vol. 1 (2009)
80