INFLUENCIA DE LA SOLDADURA POR ARCO ELECTRICO CON …
120
UNIVERSIDAD DE CARABOBO FACULTAD DE INGENIERÍA ESCUELA DE INGENIERÍA MECÁNICA INFLUENCIA DE LA SOLDADURA POR ARCO ELECTRICO CON APORTE DE MATERIAL Y GAS DE PROTECCION (GMAW) SOBRE LA RESISTENCIA AL IMPACTO EN EL ACERO INOXIDABLE AUSTENITICO AISI 304 Luís E. Araujo B. José E. Ollarves Z. Naguanagua, 09 de Octubre de 2009.
Transcript of INFLUENCIA DE LA SOLDADURA POR ARCO ELECTRICO CON …

UNIVERSIDAD DE CARABOBO
FACULTAD DE INGENIERÍA
ESCUELA DE INGENIERÍA MECÁNICA
INFLUENCIA DE LA SOLDADURA POR ARCO
ELECTRICO CON APORTE DE MATERIAL Y GAS DE
PROTECCION (GMAW) SOBRE LA RESISTENCIA AL
IMPACTO EN EL ACERO INOXIDABLE
AUSTENITICO AISI 304
Luís E. Araujo B.
José E. Ollarves Z.
Naguanagua, 09 de Octubre de 2009.

UNIVERSIDAD DE CARABOBO
FACULTAD DE INGENIERÍA
ESCUELA DE INGENIERÍA MECÁNICA
INFLUENCIA DE LA SOLDADURA POR ARCO
ELECTRICO CON APORTE DE MATERIAL Y GAS DE
PROTECCION (GMAW) SOBRE LA RESISTENCIA AL
IMPACTO EN EL ACERO INOXIDABLE
AUSTENITICO AISI 304
Trabajo especial de grado presentado ante la Ilustre Universidad de Carabobo para
optar al título de Ingeniero Mecánico
Tutor académico:
Nombre del Tutor. Ing. Torres, Carmelo.
Autores:
Luís E. Araujo B.
José E. Ollarves Z.
Naguanagua, 09 de Octubre de 2009.

UNIVERSIDAD DE CARABOBO
FACULTAD DE INGENIERÍA
ESCUELA DE INGENIERÍA MECÁNICA
INFLUENCIA DE LA SOLDADURA POR ARCO
ELECTRICO CON APORTE DE MATERIAL Y GAS DE
PROTECCION (GMAW) SOBRE LA RESISTENCIA AL
IMPACTO EN EL ACERO INOXIDABLE
AUSTENITICO AISI 304
Trabajo especial de grado presentado ante la Ilustre Universidad de Carabobo para
optar al título de Ingeniero Mecánico
Luís E. Araujo B.
José E. Ollarves Z.
Naguanagua, 09 de Octubre de 2009.

UNIVERSIDAD DE CARABOBO
FACULTAD DE INGENIERÍA
ESCUELA DE INGENIERÍA MECÁNICA
CERTIFICADO DE APROBACIÓN
Quienes suscriben, Miembros del Jurado designado por el Consejo de
Escuela de Ingeniería Mecánica para examinar la Tesis de Pregrado titulada
“Influencia de la soldadura por arco eléctrico con aporte de material y gas de
protección (GMAW) sobre la resistencia al impacto en el acero inoxidable
austenítico AISI-304”, presentada por los bachilleres: Luís E. Araujo y José E.
Ollarves Z., portadores de la Cédula de Identidad Nº: 18.250.861 y 16.946.887,
respectivamente; hacemos constar que hemos revisado y aprobado el mencionado
trabajo.
_______________________
Prof. Tutor, Ing. Carmelo Torres
Presidente del jurado
_______________________
Prof. Ing. Franklin Camejo.
Miembro del jurado
________________________
Prof. Ing. Luis Sidorovas.
Miembro del jurado
En Naguanagua a los 06 días del mes de Noviembre de 2009.

RReessuummeenn
El estudio de las propiedades mecánicas en las soldaduras de los aceros inoxidables,
bajo la influencia de distintas variables tales como intensidad de corriente, gas de
protección, ha tomado gran importancia a raíz de la creciente aplicabilidad de los
mismos en diferentes industrias como son la textil, alimenticia, química, fabricación
de instrumentos médicos, quirúrgicos, aplicaciones domésticas, la industria naval
entre otras. El objetivo principal de este trabajo es determinar la resistencia al
impacto de la junta bajo diferentes variables de soldadura y en condiciones similares
a las que se presentan en las distintas industrias. Los ensayos fueron diseñados
utilizando el proceso de soldadura a tope por arco eléctrico GMAW, con una fuente
de poder constante y usando corriente directa. Se utilizó una placa de acero
inoxidable 304 como material base de 6,34 mm de espesor, como material de aporte
un alambre de electrodo ER-308L de acuerdo a las normas AWS 5.4-92 y 5.9-93 y Ar
98%-O2 2% como gas de protección. Los ensayos de impacto en las uniones soldadas
mostraron aumento en los valores de resistencia al impacto proporcionales al aumento
del amperaje en las juntas soldadas por lo que se puede observar que la tenacidad del
material aumento proporcionalmente al aumento del amperaje en el proceso, estos
resultados se apoyaron en los ensayos de tracción, dureza, doblado, microscopia y
macroscópica los cuales se realizaron con tal fin.

AAggrraaddeecciimmiieennttooss
A nuestro tutor Carmelo Torres por su paciencia, dedicación, apoyo y por darnos la
oportunidad de trabajar juntos y así lograr la excelente elaboración de este trabajo
especial de grado.
AA mmiiss ppaaddrreess LLuuiiss AArraauujjoo yy MMaarriiaa DDee AArraauujjoo ppoorr ssuu aappooyyoo iinnccoonnddiicciioonnaall eenn ttooddooss llooss
mmoommeennttooss eenn qquuee lloo nneecceessiittee aa lloo llaarrggoo ddee llaa rreeaalliizzaacciióónn ddee eessttee ttrraabbaajjoo eessppeecciiaall ddee
ggrraaddoo..
AA mmiiss hheerrmmaannooss MMaarriiaa yy CCaarrllooss llooss ccuuaalleess ccoonn ssuu aappooyyoo eemmoocciioonnaall mmee ddiieerroonn llaa ffuueerrzzaa
ppaarraa sseegguuiirr aaddeellaannttee..
AA mmiiss ffaammiilliiaarreess yy eenn eessppeecciiaall aa JJoosséé GGrreeggoorriioo CCooffaannoo qquuee ddiiooss lloo tteennggaa eenn ssuu ggrraacciiaa
ppoorr ttooddaa llaa aayyuuddaa iinnccoonnddiicciioonnaall qquuee mmee bbrriinnddóó ppaarraa eell ccuummpplliimmiieennttoo ddee eessttaa mmeettaa..
AA mmiiss aammiiggooss ccoonn llooss qquuee hhee ccoommppaarrttiiddoo llooss ggrraattooss mmoommeennttooss ppaarraa eell llooggrroo ddee eessttaa
mmeettaa..
AA ttooddaass aaqquueellllaass ppeerrssoonnaass yy ppeerrssoonnaall ttééccnniiccoo ddee llaa UUnniivveerrssiiddaadd qquuee ddee uunnaa uu oottrraa
mmaanneerraa ccoollaabboorraarroonn ccoonn llaa rreeaalliizzaacciióónn ddee eessttee ttrraabbaajjoo eessppeecciiaall ddee ggrraaddoo..
LLuuiiss AArraauujjoo

AAggrraaddeecciimmiieennttooss
Quiero agradecer primero a Dios por haberme acompañado durante toda la vida,
haberme dado salud, inteligencia, amor de familia.
Gracias a mis padres, por darme todo su apoyo y ayuda durante mi carrera y la
elaboración de este trabajo. Gracias por estar allí cuando los necesité y darme ánimo
cada vez que sentía que todo se me venía encima.
Gracias a mis hermanos por que con su cariño me daban fuerzas para seguir adelante
y no detenerme ante cualquier tropiezo.
Gracias a todos mis amigos tanto del liceo, de la Universidad y los de mi casa,
quienes me prestaron su ayuda cuando los necesite, un abrazo, éxito para todos,
gracias por su apoyo.
Gracias a nuestro tutor Carmelo Torres, por su ayuda durante la realización de este
trabajo.
José Enrique Ollarves Zurita.

ÍÍnnddiiccee ggeenneerraall
Índice general i
Índice de figuras ii
Índice de tablas iii
CAPÍTULO 1 El problema 3
1.1 Situación problemática, 3
1.2 Objetivos, 4
1.2.1 Objetivo General, 4
1.2.2 Objetivos Específicos, 4
1.3 Justificación, 5
1.4 limitaciones, 5
1.5 Delimitaciones, 5
1.6 Alcance, 6
1.7 Antecedentes, 6
CAPÍTULO 2 Marco teórico 9
2.1 Soldadura, 9
2.1.1 Tipos de soldadura, 11
2.1.2 Soldadura por Arco Eléctrico, 12
2.1.3 Soldadura por arco eléctrico con aporte de material y gas
de protección (GMAW), 14
2.2 Aceros, 23
2.2.1 Propiedades de los Aceros, 23
2.2.3 Clasificación de los aceros, 27
2.3 Aceros inoxidables, 28

ii Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección (GMAW) sobre la
resistencia al impacto en el acero inoxidable austenitico AISI 304
2.3.1 Historia, 29
2.3.2 Tipos y Clasificación de los aceros inoxidables, 32
2.3.3 Principales diferencias entre las distintas familias de aceros
inoxidables, 32
2.3.4 Soldabilidad de los aceros inoxidables, 33
2.3.5 Acero inoxidable austeníticos 304, 34
2.4 Ensayos mecánicos, 37
2.4.1 Ensayos no destructivos, 38
2.4.2 Ensayos destructivos, 39
2.5 Ensayo de Impacto, 40
2.6 Diagrama de shaffler, 43
CAPÍTULO 3 Marco metodológico 45
3.1 Nivel de la investigación, 45
3.2 Diseño de la investigación, 45
3.3 Procedimiento experimental, 46
3.3.1 Caracterización del material base, 46
3.3.2 Determinación de la mezcla de gases a utilizar, 47
3.3.3 Preparación de probetas, 48
3.3.4 Realización de ensayos mecánicos y estudio metalográfico, 52
3.3.4.1 Ensayo de Tracción, 52
3.3.4.2 Ensayo de dobles, 54
3.3.4.3 Ensayos de impacto, 55
3.3.4.4 Estudio metalográfico, 55
3.3.4.5 Ensayos de microdureza Vickers, 57
CAPÍTULO 4 Análisis de resultados 61
4.1 Caracterización del material base, 61
4.2 Análisis de los ensayos para la obtención de la mezcla optima de
gas, 62
4.3 Selección de los parámetros de soldadura a utilizar, 63
4.4 Resultados y análisis.64
4.4.1 Resultados de los estudios de tracción, 64
4.4.2 Análisis del ensayo de tracción, 70
4.4.3 Resultados del ensayo de doblado, 72
4.4.4 Análisis del ensayo de doblado, 76
4.4.5 Estudio de macroscópica, 77
4.4.6 Análisis del ensayo de microscopia, 79
4.4.7 Estudio de Microscopía, 80
4.4.8 Análisis de los ensayos de microscopia, 85
4.4.9 Ensayo de microdureza Vickers, 85
4.4.10 Análisis del ensayo de microdureza Vickers, 88

Índice general iii
4.4.11 Resultados del ensayo de impacto charpy, 90
4.4.12 Análisis del ensayo de la resistencia al impacto, 92
CAPÍTULO 5 Conclusiones 93
5.1 conclusiones, 93
Recomendaciones. 94
Referencias bibliográficas 95
Apéndices. 97

ÍÍnnddiiccee ddee ffiigguurraass
2.1 Soldadura GMAW. 15
2.2 Representación de la transferencia en corto circuito. 17
2.3 Esquema de la transferencia globular y axial. 18
2.4 Relación entre corriente de soldadura y transferencia de la gota. 19
2.5 Efecto de los gases sobre la penetración en la soldadura. 21
2.6 Diagrama Fe-C zona de los aceros. 27
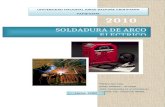
2.7 Árbol genealógico de los aceros inoxidables [Di Caprio 1999]. 30
2.8 Tipos de familias de aceros inoxidables. [Di Caprio 1999]. 31
2.9 Esquemas de los aceros que evolucionaron a partir de 304. 37
2.10 Maquinas de pruebas de impacto. 41
2.11 Resultados de pruebas de impacto para varias aleaciones, medidos a
través de un intervalo de temperatura.
42
3.1 lamina de acero inoxidable ASISI 304 con divisiones de corte
3.2 Diseño de la junta.
48
49
3.3 Representación del orden de remoción de piezas para probetas sobre el
cupón.
51
3.4 Dimensiones de la probeta de tracción según norma ASTM E8M-04. 52
3.5 Máquina GALDABINI de ensayos mecánicos. 53
3.6 Dimensiones de la probeta de doblado según norma ASTM E-190. 54
3.7 Diseño de la probeta para el ensayo Charpy. 55
3.8 Microscopio óptico. 57
3.9 Microdurómetro de huella de base piramidal marca BUEHLER. 57
3.10 Representación de las impresiones por barrido realizadas sobre las
probetas.
58
4.1 Curva característica de Esfuerzo vs. Deformación de las probetas soldadas
con intensidad de corriente de 212,5 Amp.
65

vi Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección (GMAW) sobre la
resistencia al impacto en el acero inoxidable austenitico AISI 304
4.2 Curva característica de Esfuerzo vs. Deformación de las probetas soldadas
con intensidad de corriente de 233,5 Amp.
65
4.3 Curva característica de Esfuerzo vs. Deformación de las probetas soldadas
con una intensidad de corriente de 240 Amp.
66
4.4 Curva característica de Esfuerzo vs. Deformación del material base. 66
4.5 Gráfica de Esfuerzo de fluencia vs. Intensidades de Corriente. 68
4.6 Probeta después del ensayo de tracción con la máquina Galdabini. 68
4.7 Gráfica de Esfuerzo Máximo vs. Intensidades de Corrientes. 69
4.8 Comparación del comportamiento entre el Esfuerzo de Fluencia y el
esfuerzo Máximo.
69
4.9 Gráfica de Deformación máxima vs. Intensidades de corrientes, cada punto
de las curvas representan los valores promedios de las probetas ensayadas
por cada amperaje.
70
4.10 Curva característica de Esfuerzo vs. Deformación de las probetas de
doblado soldadas con una intensidad de corriente de 212,5 Amp.
72
4.11 Curva característica de Esfuerzo vs. Deformación de las probetas de
doblado soldadas con una intensidad de corriente de 233,5 Amp.
73
4.12 Curva característica de Esfuerzo vs. Deformación de las probetas soldadas
con una intensidad de corriente de 240 Amp.
73
4.13 Macroscopía de la probeta soldada con un amperaje de 212,5. 77
4.14 Macroscopía de la probeta soldada con un amperaje de 233,5. 78
4.15 Macroscopía de la probeta soldada con un amperaje de 240. 78
4.16 Diagrama de Shaeffler. 81
4.17 Microestructura de la probeta soldada con una intensidad de corriente de
212.5 Amp.
82
4.18 Microestructura de la probeta soldada con una intensidad de corriente de
233.5 Amp.
83
4.19 Microestructura de la probeta soldada con una intensidad de corriente de
240 Amp.
84
4.20 Gráfica de micro dureza de la probeta soldada con un amperaje de 212,5. 86
4.21 Gráfica de micro dureza de la probeta soldada con un amperaje de 233,5. 87
4.22 Gráfica de micro dureza de la probeta soldada con un amperaje de 240. 87
4.23 Gráfica de micro dureza Vs las variaciones de las distintas velocidades de
aporte de material tomando en cuenta los valores del cordón de soldadura,
el área afectada por el calor y el material base.
88
4.24 Probeta después del ensayo de impacto charpy. 91
4.25 Gráfica de comparación de la resistencia al impacto Vs los distintos
amperajes y el material base.
93

ÍÍnnddiiccee ddee ttaabbllaass
2.1 Propiedades de los distintos gases utilizados en soldadura. 20
2.2 Gases recomendados para la soldadura de aceros. 24
2.3 Gases recomendados para la soldadura de Al, Cu, Ni y sus aleaciones. 24
2.4 Influencia de las propiedades físicas en la soldadura de aceros inoxidables
austeníticos, comparados con el acero al carbono.
33
2.5 Composición química de los aceros inoxidables austeníticos más usuales. 36
3.1 Propiedades mecánicas del acero inoxidable AISI 304. 46
3.2 Composición química del metal depositado. 50
3.3 Esquemas de la metodología a realizar en la investigación. 59
4.1 Datos técnicos proporcionados por el fabricante para el acero AISI 304.
4.2. Resultados del ensayo de tracción realizado al material base.
61
62
4.3 Observaciones de las probetas soldadas a las distintas mezclas de gases. 62
4.4 Parámetros de soldaduras seleccionados. 64
4.5 Resumen de resultados del ensayo de tracción. 67
4.6 Observaciones del ensayo de doblado para probetas soldadas a los distintos
amperajes.
74
4.7 Porcentaje de cromo equivalente y niquel equivalente. 80
4.8 Porcentajes de dilución. 81
4.9 Valores de Resistencia al impacto del material base y los distintos
amperajes.
90
4.10. Presentación de la variación porcentual de la resistencia al impacto para
cada uno de los amperajes utilizados con relación al valor obtenido en el
material base.
91

IInnttrroodduucccciióónn
Las propiedades mecánicas y metalúrgicas han sido siempre un tema de interés a
la hora de la selección acero inoxidable en la industria textil, alimenticia, química,
fabricación de instrumentos médicos, quirúrgicos, aplicaciones domésticas, la industria
naval entre otras en las cuales las juntas soldadas puedes ser sometidas a impactos de
cualquier tipo. Él acero inoxidable 304 es uno de los más utilizados debido al atractivo
que presenta sus propiedades anticorrosivas, higiénica, resistencia a las temperaturas
criogénicas, resistencia a temperaturas de hasta 650 grados centígrados, así como a la
buena soldabilidad que poseen y siendo el proceso de soldadura por arco eléctrico con
aporte de material y gas de protección (GMAW) uno de los más utilizados para las
uniones de dichos material, nace la necesidad de la creación de una base de datos la
cual contenga los parámetros de soldadura relacionado con distintas propiedades
mecánicas así como también la resistencia al impacto del acero antes comentado.
Por lo que se realizaran distintos ensayos variando los amperajes al momento
del proceso de soldadura para relacionarlos con los valores de resistencia al impacto y
así generar una base de datos. Para apoyar los resultados de la resistencia al impacto
se realizaran al mismo momento ensayos de tracción, dureza, microscopia,
macroscópica y doblado los cuales sustentaran los valores proporcionados en dicho
estado.

CCAAPPÍÍTTUULLOO II
EEll pprroobblleemmaa
1.1 Situación problemática
Actualmente el acero inoxidable austenítico 304 es utilizado en una gran
cantidad de industrias como lo es la textil, alimenticia, química, fabricación de
instrumentos médicos, quirúrgicos, aplicaciones domésticas, la industria naval entre
otras, debido al atractivo que presenta por su propiedades anti corrosiva, higiénica,
resistencia a las temperaturas criogénicas, resistencia a temperaturas de hasta 650
grados centígrados y así como a la buena soldabilidad que poseen.
Dentro de los procesos de soldadura que existen para realizar uniones de los
aceros inoxidables austeníticos una de las más utilizadas es la soldadura por arco
eléctrico con material de aporte y gas de protección (GMAW), por su facilidad para
soldar en cualquier posición y su alta productividad para unir un gran número de
partes en un corto tiempo por la naturaleza continua del proceso.
El proceso de soldadura (GMAW) es uno de los más utilizados para la unión
de los aceros Austeníticos 304 y a su vez estos aceros son muy requeridos para
diversas aplicaciones industriales, y sin tener conocimiento exacto de la resistencia al
impacto de dicho material, surge la necesidad de realizar un estudio que relacione la
resistencia al impacto con la variación del amperaje.

4 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección
(GMAW) sobre la resistencia al impacto en el acero inoxidable austenitico AISI 304
Actualmente el acero inoxidable austenítico 304 soldado con arco eléctrico
con material de aporte y gas de protección (GMAW) es utilizado como materia prima
y método de unión respectivamente para la fabricación de los conocidos parachoques
de los vehículos con tracción en sus cuatro ruedas para la realización del ecoturismo
en Venezuela, los cuales protegen el vehiculo en distintas direcciones y están
propensos a los impactos, por lo cual nace la necesidad de realizar estudios de la
influencia de la soldadura (GMAW) en la resistencia al impacto del acero inoxidable
austenítico 304.
1.2 Objetivos
1.2.1 Objetivo General
Determinar la influencia de la soldadura GMAW sobre la resistencia al impacto del
acero inoxidable austenítico 304.
1.2.2 Objetivos específicos
Caracterizar el metal base en su estado inicial.
Realizar los ensayos en juntas soldadas para determinar la mezcla de gases a
utilizar que permita disminuir la salpicadura en el cordón de soldadura.
Establecer diferentes condiciones de soldadura y obtener su relación con la
resistencia al impacto en el acero a estudiar.
Determinar las condiciones y parámetros de soldadura que optimizan la
resistencia al impacto.
1.3 Justificación
Este trabajo de investigación tiene gran importancia a nivel académico ya que
existen muy pocos, o ningún registro que indaguen sobre la relación que los
parámetros de la soldadura por arco eléctrico con material de aporte y gas de
protección (GMAW) sobre la resistencia al impacto en aceros austeníticos. En la

Capítulo 1. El problema
5
investigación realizada se encontraron estudios que trataban sobre la soldadura por
arco eléctrico con material de aporte y gas de protección (GMAW) en diversas
aplicaciones; también se encontraron registros sobre ensayos de impacto realizados a
distintitos materiales en diversas condiciones, sin embargo no se hallaron registros
que relacionen a la soldadura GMAW y a las pruebas de impacto en un mismo
trabajo. Por consiguiente, con esta investigación se pretender dejar una base sobre
esta relación para investigaciones futuras.
1.4 Limitaciones
Falta de recursos económicos.
Falta de personal calificado en la Universidad de Carabobo al momento del
proceso de soldadura.
Realización de juntas soldadas fuera de las instalaciones de la facultad de
ingeniería.
1.5 Delimitaciones
Soldadura GMAW.
Mezcla de gases Ar- CO2 y O2 cuyas proporciones y caudales se determinaran
en el objetivo especifico 2.
Acero inoxidable austenítico 304.
Pasadas del cordón de soldadura de manera manual.
Pruebas de impacto charpy (5 Probetas) (Norma ASTM-370).
Pruebas de Dureza (3 ensayos/probeta) (ASTM E-384).
Pruebas de microscopia (3 ensayos/probeta) (ASTM E-407).
Pruebas de doblado (3 Probetas) (ASTM E-290).
Pruebas de tracción (5 Probetas) (ASTM E-8M).

6 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección
(GMAW) sobre la resistencia al impacto en el acero inoxidable austenitico AISI 304
1.6 Alcance
Con esta investigación se pretende crear un registro accesible para el
estudiantado y publico general al momento de consultar la resistencia al impacto de
aceros inoxidables austeniticos cuando es soldado bajo el proceso de soldadura
GMAW, la cual expondrá información acerca de los parámetros y/o variables
adecuadas involucradas en el proceso, las cuales servirá para las mejoras del proceso
así como también la creación de un punto de partida para futuras investigaciones que
se lleven a cabo en la Universidad de Carabobo o en cualquier empresa o industria en
particular.
1.7 Antecedentes
Sierra y Tabon (2006), llevaron a cabo una investigación que consistía en el
estudio de la resistencia a la abrasión vs. Resistencia al impacto del acero AISI
15b30, templado + revenido. Puesto que los aceros al boro son muy utilizados en
aplicaciones agrícolas donde tienen exigencias de desgaste e impacto, (por ejemplo
discos de arados), es, entonces, conveniente evaluar dichas propiedades del acero
AISI 15B30 con temple y temple más revenido a diferentes temperaturas y
contrastarlo con características del AISI 1030, obtenidas en condiciones similares. De
los resultados obtenidos, se desprende que el revenido a 200ºC después del temple es
beneficioso ya que la energía absorbida en el ensayo de impacto es el doble de la
obtenida en probetas con solo temple, conservando las propiedades de dureza y
resistencia a la abrasión. [1]
Bolaños et al, (2005), estudiaron la Caracterización de las propiedades
mecánicas y micros estructurales de soldaduras empleadas en la recuperación de ejes.
En este trabajo Se analizaron las propiedades mecánicas y las características
microestructurales de los materiales de aporte y la zona afectada térmicamente (ZAT)

Capítulo 1. El problema
7
de tres procedimientos de soldadura de arco eléctrico, usados para la recuperación de
ejes desgastados de molinos de caña de azúcar. En dos procedimientos se identificó
que en la ZAT había ferrita en bordes de grano, mayor crecimiento de grano y la
estructura Widmanstaetten, lo cual reduce la tenacidad del acero. Las soldaduras se
compararon partiendo de sus propiedades mecánicas por medio de ensayos de tensión
y de impacto Charpy [2].
Porta et al, (2003), realizaron una investigación sobre la soldadura en aceros
dúplex por GMAW, la cual tiene una aplicación de alto interés tecnológico debido a
la gran versatilidad y utilidad a nivel industrial que tiene la soldadura de este tipo de
acero. En este trabajo se realizó la soldadura de láminas de 5 mm de acero inoxidable
dúplex 2205 por el proceso de soldadura de arco con protección gaseosa (GMAW),
mediante la técnica de arco pulsado. Adicionalmente se presenta un procedimiento,
que puede ser utilizado en cualquier tipo de acero, para determinar una zona de
parámetros de soldadura, dentro de la cual se producen bajos aportes calóricos, lo que
garantiza una adecuada unión, sin modificar de manera significativa el balance de
fases micro estructurales (ferrita/austenita) y a la vez no se producen cambios en las
propiedades mecánicas y de resistencia a la corrosión del material. En conclusión, se
logra un proceso óptimo de soldadura de láminas de acero 2205 en un solo pase por
GMAW-P, de bajo aporte calórico, con una zona afectada por el calor (ZAC)
estrecha, obteniendo buenas propiedades mecánicas y disminuyendo el riesgo de
aparición de fases perjudiciales en las juntas soldadas. [3]
Cambiasso et al, (2003), realizaron un trabajo de investigación acerca del
análisis experimental y por métodos numéricos del uso de probetas charpy-V de
pequeño tamaño en aceros estructurales. En este trabajo se presenta un análisis de
resultados experimentales, en un acero estructural de alta resistencia HSLA, donde
los parámetros de tenacidad a la fractura utilizados son obtenidos desde métodos
indirectos con probetas Charpy-V de pequeño tamaño en las cuales se propone una

8 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección
(GMAW) sobre la resistencia al impacto en el acero inoxidable austenitico AISI 304
corrección por efecto de tamaño que consiste en aplicar entalla lateral (SG). Al
mismo tiempo se evalúa y justifica la correspondencia entre los resultados de ensayos
Charpy-V con la distribución de tensiones obtenidas por métodos numéricos con
elementos finitos (FEM) sobre probetas Charpy-V de pequeño tamaño con y sin
entalla lateral a fin de verificar los cambios en las condiciones de restricción en el
sentido de restituir la equivalencia con las condiciones de la probeta estándar. La
evaluación permite observar aceptables resultados, en términos ingenieriles, así como
una validación analítica para la corrección propuesta cuando es necesaria la
utilización de probetas Charpy-V de pequeño tamaño [4].
Torres, (2002), llevo a cabo una investigación sobre la evolución
microestructural de la aleación de aluminio 6061 durante el proceso de soldadura
MIG. En esta investigación se establece una correlación entre las variables del
proceso de soldadura, como la intensidad de la corriente, la tensión, la velocidad de
soldadura, las temperaturas pico, grados de microdureza alcanzadas y la evolución de
la precipitación en la lámina de una aleación de aluminio 6061 a las distancias de 7,
13 y 20 mm del centro del cordón. Se utilizó un programa de elementos finitos de
propósito general, para predecir el efecto del calor aportado en la soldadura GMAW
sobre los valores de las propiedades mecánicas. Se encontró que el perfil de
microdureza depende fuertemente de la distribución de los precipitados, y esta
distribución depende, a su vez, de los ciclos térmicos que sufre el material durante el
proceso de soldado, siendo el ancho de la zona crítica más angosta cuanta más alta es
la velocidad de aportación [5].

CCAAPPÍÍTTUULLOO IIII
MMaarrccoo TTeeóórriiccoo
2.1 Soldadura
La soldadura es un proceso de fabricación en donde se realiza la unión de dos
materiales, (generalmente metales o termoplásticos), usualmente logrado a través de
la coalescencia (fusión), en la cual las piezas son soldadas derritiendo ambas y
agregando un material de relleno derretido en algunos casos (metal o plástico), el cual
tiene un punto de fusión menor al de la pieza a soldar, para conseguir un baño de
material fundido (el baño de soldadura) que, al enfriarse, se convierte en una unión
fuerte. A veces la presión es usada conjuntamente con el calor, o por sí misma, para
producir la soldadura. Esto está en contraste con la soldadura blanda (en inglés
soldering) y la soldadura fuerte (en inglés brazing), que implican el derretimiento de
un material de bajo punto de fusión entre piezas de trabajo para formar un enlace
entre ellos, sin fundir las piezas de trabajo.
Muchas fuentes de energía diferentes pueden ser usadas para la soldadura,
incluyendo una llama de gas, un arco eléctrico, un láser, un rayo de electrones,
procesos de fricción o ultrasonido. La energía necesaria para formar la unión entre
dos piezas de metal generalmente proviene de un arco eléctrico. La energía para

10 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección (GMAW)
sobre la resistencia al impacto en el acero inoxidable austenitico AISI 304
soldaduras de fusión o termoplásticos generalmente proviene del contacto directo con
una herramienta o un gas caliente.
Mientras que con frecuencia es un proceso industrial, la soldadura puede ser
hecha en muchos ambientes diferentes, incluyendo al aire libre, debajo del agua y en
el espacio. Sin importar la localización, sin embargo, la soldadura sigue siendo
peligrosa, y se deben tomar precauciones para evitar quemaduras, descarga eléctrica,
humos venenosos, y la sobreexposición a la luz ultravioleta.
Hasta el final del siglo XIX, el único proceso de soldadura era la soldadura de
fragua, que los herreros han usado por siglos para juntar metales calentándolos y
golpeándolos. La soldadura por arco y la soldadura a gas estaban entre los primeros
procesos en desarrollarse tardíamente en el siglo, siguiendo poco después la
soldadura por resistencia. La tecnología de la soldadura avanzó rápidamente durante
el principio del siglo XX mientras que la Primera Guerra Mundial y la Segunda
Guerra Mundial condujeron la demanda de métodos de unión confiables y baratos.
Después de las guerras, fueron desarrolladas varias técnicas modernas de soldadura,
incluyendo métodos manuales como la Soldadura manual de metal por arco, ahora
uno de los más populares métodos de soldadura, así como procesos semiautomáticos
y automáticos tales como Soldadura GMAW, soldadura de arco sumergido, soldadura
de arco con núcleo de fundente y soldadura por electroescoria. Los progresos
continuaron con la invención de la soldadura por rayo láser y la soldadura con rayo de
electrones a mediados del siglo XX. Hoy en día, la ciencia continúa avanzando. La
soldadura robotizada está llegando a ser más corriente en las instalaciones
industriales, y los investigadores continúan desarrollando nuevos métodos de
soldadura y ganando mayor comprensión de la calidad y las propiedades de la
soldadura.

Capítulo 2. Marco metodológico
11
Se dice que es un sistema porque intervienen los elementos propios de éste, es
decir, las 5 M: mano de obra, materiales, máquinas, medio ambiente y medios
escritos (procedimientos). La unión satisfactoria implica que debe pasar las pruebas
mecánicas (tensión y doblez). Las técnicas son los diferentes procesos (SMAW,
SAW, GTAW, etc.) utilizados para la situación más conveniente y favorable, lo que
hace que sea lo más económico, sin dejar de lado la seguridad. [6]
2.1.1 Tipos de soldadura
Soldadura a gas
Soldadura a gas de una armadura de acero usando el proceso de oxiacetileno.
El proceso más común de soldadura a gas es la soldadura oxiacetilénica,
también conocida como soldadura autógena o soldadura oxi-combustible. Es uno de
los más viejos y más versátiles procesos de soldadura, pero en años recientes ha
llegado a ser menos popular en aplicaciones industriales. Todavía es usada
extensamente para soldar tuberías y tubos, como también para trabajo de reparación.
El equipo es relativamente barato y simple, generalmente empleando la combustión
del acetileno en oxígeno para producir una temperatura de la llama de soldadura de
cerca de 3100 °C. Puesto que la llama es menos concentrada que un arco eléctrico,
causa un enfriamiento más lento de la soldadura, que puede conducir a mayores
tensiones residuales y distorsión de soldadura, aunque facilita la soldadura de aceros
de alta aleación. Un proceso similar, generalmente llamado corte de oxicombustible,
es usado para cortar los metales. Otros métodos de la soldadura a gas, tales como
soldadura de acetileno y aire, soldadura de hidrógeno y oxígeno, y soldadura de gas a
presión son muy similares, generalmente diferenciándose solamente en el tipo de
gases usados. Una antorcha de agua a veces es usada para la soldadura de precisión
de artículos como joyería. La soldadura a gas también es usada en la soldadura de

12 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección (GMAW)
sobre la resistencia al impacto en el acero inoxidable austenitico AISI 304
plástico, aunque la sustancia calentada es el aire, y las temperaturas son mucho más
bajas.
Soldadura por resistencia
La soldadura por resistencia implica la generación de calor pasando corriente
a través de la resistencia causada por el contacto entre dos o más superficies de metal.
Se forman pequeños charcos de metal fundido en el área de soldadura a medida que la
elevada corriente (1.000 a 100.000 A) pasa a través del metal. En general, los
métodos de la soldadura por resistencia son eficientes y causan poca contaminación,
pero sus aplicaciones son algo limitadas y el costo del equipo puede ser alto. [7]
2.1.2 Soldadura por arco eléctrico:
La soldadura es en realidad un proceso metalúrgico, por eso entender como
los metales se comportan durante su producción y fundición es conocer los
fundamentos de la soldadura.
La mayoría de los procesos de soldadura, al igual que en la fundición de los
metales, requieren la generación de altas temperaturas para hacer posible la unión de
los metales envueltos. El tipo de fuente de calor es básicamente lo que describe el
tipo de proceso, Ej. : Soldadura autógena (gas), soldadura de arco (eléctrica). Uno de
los principales problemas en soldadura, es el comportamiento de los metales ante la
combinación de los agentes atmosféricos y los cambios en su temperatura. El método
de proteger el metal caliente del ataque de la atmósfera es el segundo de los mayores
problemas a resolver. Las técnicas desarrolladas desde "Protección por fundente"
(Flux Covering), hasta la de Protección por gas Inerte, son mas que escudos
protectores en muchos casos pero eso es básicamente para lo que fueron creados. En
algunas instancias la atmósfera es removida toda usando sistemas de vacío.

Capítulo 2. Marco metodológico
13
Algunos de estos procesos han sido desarrollados para algunas aplicaciones
específicas mientras otros se mantienen muy flexibles cubriendo un amplio rango de
actividades en la soldadura. Aunque la soldadura es usada principalmente para unir
metales similares y hasta partes metálicas no similares es también muy usada, de
manera muy notable, para reparar y reconstruir partes y componentes averiados o
gastados. Existe, también, un crecimiento notable en el uso de diferentes aplicaciones
para tratar las superficies con una capa de alto endurecimiento (hardfacing) de partes
nuevas, que provee una superficie altamente resistente a la corrosión, abrasión,
impactos y desgaste.
Introducido en las últimas décadas del siglo 19, el proceso de arco se
mantiene como el más usado de todos los grupos de las técnicas de soldadura. Como
el mismo nombre lo sugiere, es un arco eléctrico que se establece entre las partes a ser
soldada y un electrodo metálico. La energía eléctrica, convertida en calor, genera una
temperatura en el arco cerca de 7.000 grados centígrados (10.000 F), causando la
fundición de los metales y después la unión.
El equipo puede variar en tamaño y complejidad, siendo la diferencia
principal entre el proceso de arco, el método usado para separar la atmósfera o
crearla y el material consumible empleado para ser aportado al proceso.
Entre los procesos de Arco se incluyen la soldadura de electrodo cubierto,
conocido como MAA/SMAW (Manual Metal Arc/ Shielded Metal Arc Weldng),
GMAW (Gas Metal Arc Welding) o también conocido como MIG (Metal Inert Gas)
o MAG (Metal Active Gas) y el sistema de alta deposición por Arco Sumergido SAW
(Submerged Arc Welding). [7]

14 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección (GMAW)
sobre la resistencia al impacto en el acero inoxidable austenitico AISI 304
2.1.3 Soldadura por arco eléctrico con aporte de material y gas de
protección (GMAW):
En el proceso GMAW se genera un arco eléctrico entre un electrodo continuo
de metal de aporte y la pileta soldada. Este proceso es usado con la protección de un
gas externamente suministrado, y sin la aplicación de presión.
Las técnicas de soldadura por arco eléctrico con gas de protección, pretenden
reemplazar el aire localizado sobre la soldadura por una atmósfera gaseosa, para
proteger el baño fundido de la posible oxidación o contaminación.
La aplicación primaria de este proceso fue en la soldadura de aluminio, por lo
que sé denominada MIG (Metal inerte gas). Avances posteriores aplicaron este
proceso a la soldadura de aceros con menores densidades de corriente y el uso de
gases y mezclas de gases reactivos (CO2). Esto eventualmente guió al termino
(GMAW) formalmente aceptado por la American Welding Society para el proceso de
Soldadura Eléctrica con Alambre y Gas de Protección.
El GMAW es un proceso semiautomático, no obstante con una máquina
apropiada puede automatizarse y se aplica principalmente en la soldadura de alta
producción. Con este proceso pueden soldarse todos los metales de importancia
comercial y en todas las posiciones con variaciones del proceso de baja energía.
Fundamentos:
El proceso GMAW se basa en la alimentación automática de un electrodo
continuo que se protege mediante el uso de gas suministrado externamente. La
Figura.2.2 ilustra el proceso. Una vez que el operador ha hecho los ajustes iniciales,
el equipo puede regular automáticamente las características eléctricas del arco. Es por

Capítulo 2. Marco metodológico
15
ello que en el proceso semiautomático el soldador sólo controla la velocidad de
avance y dirección de desplazamiento, así como el posicionamiento de la torcha. Esto
hace que la longitud de arco y la corriente (esto es velocidad de alimentación del
alambre) se mantienen automáticamente.
Mecanismos De Transferencia Del Metal:
La mejor forma de describir las características del proceso GMAW es en
función de tres mecanismos básicos empleados para transferir metal del electrodo:
Transferencia en corto circuito
Transferencia globular
Transferencia Spray
Figura 2.1 Proceso GMAW
Fuente: Guía de soldadura MIG/MAG LINCOLN ELECTRIC (1997)

16 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección (GMAW)
sobre la resistencia al impacto en el acero inoxidable austenitico AISI 304
Transferencia En Corto Circuito:
Este tipo de transferencia abarca el intervalo más bajo de corrientes de
soldadura y de diámetros de electrodos asociados al proceso GMAW. La
transferencia en corto circuito produce un charco de soldadura pequeño, de rápida
solidificación, que generalmente es apropiado para unir secciones delgadas, soldar
fuera de posición y tapar aberturas de raíz anchas.
El metal se transfiere del electrodo al trabajo sólo durante el período en que
está en contacto con el charco de soldadura.
El electrodo hace contacto con el charco de soldadura a razón de 20 a más de
200 veces por segundo. La secuencia de sucesos durante la transferencia de metal y la
corriente y el voltaje correspondiente se muestran en la Figura 2.3. Cuando el alambre
toca el metal de soldadura, la corriente aumenta [A, B, C y D]; en [D y E] el metal
fundido en la punta del electrodo se estrangula, iniciando el arco como se aprecia en
[E y F] en la figura 2.3.
La rapidez con que aumenta la corriente debe ser suficiente para calentar el
electrodo y promover la transferencia del metal, pero lo bastante baja como para
minimizar salpicaduras causadas por la separación violenta de la gota de metal. Este
aumento de la corriente se controla a través de la inductancia de la fuente de poder. El
ajuste de la inductancia óptimo depende tanto de la resistencia eléctrica del circuito
de soldadura como del punto de fusión del electrodo.
Una vez establecido el arco, la punta del alambre se funde al tiempo que el
alambre se alimenta hasta el siguiente corto circuito en [H] en la figura 2.3.

Capítulo 2. Marco metodológico
17
Figura 2.2 Representación de la transferencia en corto circuito
Fuente: Guía de soldadura MIG/MAG LINCOLN ELECTRIC (1997)
Aunque solo hay transferencia de metal durante el corto circuito, la
composición del gas de protección tiene un efecto drástico sobre la tensión superficial
del metal fundido. Los cambios en la composición del gas de protección pueden
afectar el tamaño de las gotas y la duración del corto circuito. El CO2 en general
produce niveles de salpicado elevado en comparación con los gases inertes, pero
promueve la penetración.
Transferencia Globular:
Con polaridad positiva, hay transferencia globular cuando la corriente es
relativamente baja sea cual fuere el gas de protección utilizado, pero con CO2 y helio
este tipo de transferencia ocurre para todos los rangos de corriente útiles. La
transferencia globular se caracteriza por un tamaño de gota mayor que el diámetro del
electrodo. La gravedad actúa fácilmente sobre esta gota grande, por lo que en general
solo hay transferencia útil en posición plana.

18 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección (GMAW)
sobre la resistencia al impacto en el acero inoxidable austenitico AISI 304
Con gas inerte se puede lograr transferencia globular con corrientes levemente
mayores a las de transferencia en corto circuito, se debe tener cuidado de no usar un
voltaje bajo ya que puede producir salpicado ni uno muy elevado, que produce falta
de penetración. La protección con CO2 produce transferencia globular en forma
aleatoria, es por ello que el uso de este gas de protección exige técnicas especiales en
la soldadura (enterrar el arco) a fin de evitar el salpicado
Transferencia Tipo Spray (Axial):
Este tipo de transferencia, es posible de lograr con mezclas ricas en argón.
Para ello se necesita utilizar polaridad positiva y un nivel de corriente por encima de
la corriente de transición. Por debajo de este nivel tenemos la transferencia globular.
La Figura (2.4) da la relación entre la velocidad de transferencia de gotas de metal de
aporte y la corriente de soldadura.
La corriente de transición depende de la tensión superficial del metal líquido,
es inversamente proporcional al diámetro del electrodo y en menor grado de la
extensión del electrodo. Varía con la temperatura de fusión del metal de aporte y con
el tipo de gas de protección.
Figura 2.3 Esquema de la transferencia globular y axial
Fuente: Guía de soldadura MIG/MAG LINCOLN ELECTRIC (1997)

Capítulo 2. Marco metodológico
19
Este tipo de transferencia sí bien puede aplicarse a cualquier tipo de aleación y
en cualquier posición de soldadura, tiene como limitación que los elevados aportes
térmicos puede resultar inadecuada para chapas finas y que el charco grande
producido dificulta posiciones no planas. Estos inconvenientes han sido subsanados
mediante el uso de máquinas que producen formas de ondas y frecuencias
cuidadosamente controladas que "pulsan" la corriente de soldadura.
Figura 2.4 Relación entre corriente de soldadura y transferencia de la gota
Fuente: Guía de soldadura MIG/MAG LINCOLN ELECTRIC (1997)
Ventajas Y Limitaciones:
Los beneficios más importantes de este proceso son:
Es el único proceso de electrodo consumible que puede servir para soldar
todos los metales y aleaciones comerciales
Por ser el electrodo un alambre continuamente suministrado no existe
limitación de tamaño.
Permite soldar en todas posiciones.
Se logran tasas de deposición superiores al proceso con electrodo revestido.

20 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección (GMAW)
sobre la resistencia al impacto en el acero inoxidable austenitico AISI 304
Las velocidades de soldadura son más altas.
Cuando se utiliza transferencia spray, se logra mayor penetración que con la
soldadura manual, lo que permite el uso de soldaduras de filete más pequeñas
para obtener una resistencia mecánica equivalente
No requiere limpieza después de al soldadura ya que no se produce escoria.
Algunas de las limitaciones del proceso son:
Es más difícil de usar en lugares de difícil acceso porque la torcha debe estar
cerca de la unión (entre 10 y 19mm) para asegurar buena protección del metal
fundido.
El arco de soldadura debe protegerse contra corrientes de aire que puedan
dispersar el gas protector, lo que limita su aplicación en la intemperie.
Gases De Protección:
La función primaria del gas de protección es impedir que la atmósfera entre en
contacto con el metal de soldadura fundido. La Tabla 2.1 muestra las propiedades
físicas de los distintos gases utilizados en soldadura.
TABLA 2.1: Propiedades de los distintos gases utilizados en soldadura.
P= 1atm,T= 0ºC
Fuente: Guía de soldadura MIG/MAG LINCOLN ELECTRIC (2007)

Capítulo 2. Marco metodológico
21
El gas de protección influye también en:
Características del arco
Tipo de transferencia
Penetración y ancho de la soldadura
Velocidad de soldadura
Tendencia al socavado
Acción limpiadora
Propiedades mecánicas del metal de soldadura.
Figura 2.5 Efecto de los gases sobre la penetración en la soldadura.
Fuente: Soldadura por arco eléctrico con alambre continúo (1-2001)
Dióxido de carbono:
El dióxido de carbono es el único gas de protección reactivo que puede
utilizarse solo en GMAW. La mayor velocidad de soldadura, junto con su profunda
penetración y su bajo costo ha promovido el uso de este gas como protector. Con CO2
se puede obtener transferencia en corto circuito o globular.
Con transferencia globular para evitar el salpicado se utiliza la técnica de
enterrar el electrodo.

22 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección (GMAW)
sobre la resistencia al impacto en el acero inoxidable austenitico AISI 304
El dióxido de carbono es relativamente inactivo a temperatura ambiente,
cuando es calentado a alta temperatura por el arco de soldadura, el CO2 se disocia
para formar monóxido CO y oxigeno, como indica la siguiente ecuación.
2 CO2=2CO + O2 E.C 2.1
La atmósfera del arco contiene una considerable cantidad de oxígeno que
reacciona con elementos en el metal fundido. La tendencia oxidante del gas de
protección CO2 ha sido reconocida en el desarrollo de los electrodos para GMAW.
En suma el hierro fundido reacciona con el CO2 produciendo oxido de hierro
y monóxido de carbono, mediante la reacción reversible:
Fe +CO =FeO +CO E.C 2.2
El efecto del CO2 sobre el acero dulce y el de baja aleación es único.
Dependiendo del contenido de carbono original del metal base y del electrodo, la
atmósfera del CO2 puede ser un medio carburizante o decarburizante, o sea, que el
contenido de carbono del metal de soldadura podrá aumentar o disminuir
dependiendo del carbono presente en el electrodo y en el metal base.
Si el carbono en el metal de soldadura esta debajo de aproximadamente
0,05%, la pileta fundida líquida puede tender al picado por carbono desde la
atmósfera protectora de CO2.
Por otro lado si el contenido de carbono del metal de soldadura es mayor que
0,10%, la pileta fundida puede perder carbono, esta perdida es atribuida a la
formación de monóxido CO, debido a las características oxidantes del CO2 a altas
temperaturas.

Capítulo 2. Marco metodológico
23
Gases Inertes Ar – He:
El Argón y el Helio son gases inertes, estos dos y sus mezclas se emplean para
soldar metales no ferrosos y aceros inoxidables, al carbono y de baja aleación.
Mezclas de gases:
Permiten combinar las ventajas de dos o más gases. La Figura 2.6 ilustra el
efecto de los gases de protección sobre el perfil de la pileta.
La Tabla 2.2 da los gases recomendados para la soldadura de aceros, mientras
que la Tabla 2.3 corresponde a metales no ferrosos. [8]
2.2 Aceros
El acero es la aleación de hierro y carbono, donde el carbono no supera el
2,1% en peso de la composición de la aleación, alcanzando normalmente porcentajes
entre el 0,2% y el 0,3%. Porcentajes mayores que el 2,0% de carbono dan lugar a las
fundiciones, aleaciones que al ser quebradizas y no poderse forjar a diferencia de los
aceros, se moldean.
2.2.1 Propiedades de los aceros.
Aunque es difícil establecer las propiedades físicas y mecánicas del acero debido a
que estas varían con los ajustes en su composición y los diversos tratamientos
térmicos, químicos o mecánicos, con los que pueden conseguirse aceros con
combinaciones de características adecuadas para infinidad de aplicaciones.

24 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección (GMAW)
sobre la resistencia al impacto en el acero inoxidable austenitico AISI 304
TABLA 2.2. Gases recomendados para la soldadura de aceros.
Fuente: Soldadura por arco eléctrico con alambre continúo (1-2001)
TABLA 2.3. Gases recomendados para la soldadura de Al, Cu. Ni y sus aleaciones.
Fuente: Soldadura por arco eléctrico con alambre continúo (1-2001)

Capítulo 2. Marco metodológico
25
El punto de fusión del acero depende del tipo de aleación y los porcentajes de
elementos aleantes. El de su componente principal, el hierro es de alrededor
de 1510 ºC en estado puro (sin alear), sin embargo el acero presenta
frecuentemente temperaturas de fusión de alrededor de 1375 ºC, y en general
la temperatura necesaria para la fusión aumenta a medida que se funde
(excepto las aleaciones eutécticas que funden inesperadamente). Por otra parte
el acero rápido funde a 1650 ºC.
Su punto de ebullición es de alrededor de 3000 ºC.
Es un material muy tenaz, especialmente en alguna de las aleaciones usadas
para fabricar herramientas.
Relativamente dúctil. Con él se obtienen hilos delgados llamados alambres.
Es maleable. Se pueden obtener láminas delgadas llamadas hojalata. La
hojalata es una lamina de acero, de entre 0,5 y 0,12 mm de espesor, recubierta,
generalmente de forma electrolítica, por estaño.
Permite una buena mecanización en máquinas herramientas antes de recibir
un tratamiento térmico.
Algunas composiciones y formas del acero mantienen mayor memoria, y se
deforman al sobrepasar su límite elástico.
La dureza de los aceros varía entre la del hierro y la que se puede lograr
mediante su aleación u otros procedimientos térmicos o químicos entre los
cuales quizá el más conocido sea el templado del acero, aplicable a aceros con
alto contenido en carbono, que permite, cuando es superficial, conservar un
núcleo tenaz en la pieza que evite fracturas frágiles. Aceros típicos con un alto
grado de dureza superficial son los que se emplean en las herramientas de
mecanizado, denominados aceros rápidos que contienen cantidades
significativas de cromo, wolframio, molibdeno y vanadio. Los ensayos
tecnológicos para medir la dureza son Brinell, Vickers y Rockwell, entre
otros.
Se puede soldar con facilidad.

26 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección (GMAW)
sobre la resistencia al impacto en el acero inoxidable austenitico AISI 304
La corrosión es la mayor desventaja de los aceros ya que el hierro se oxida
con suma facilidad incrementando su volumen y provocando grietas
superficiales que posibilitan el progreso de la oxidación hasta que se consume
la pieza por completo. Tradicionalmente los aceros se han venido protegiendo
mediante tratamientos superficiales diversos. Si bien existen aleaciones con
resistencia a la corrosión mejorada como los aceros de construcción «corten»
aptos para intemperie (en ciertos ambientes) o los aceros inoxidables.
En las líneas aéreas de alta tensión se utilizan con frecuencia conductores de
aluminio con alma de acero proporcionando éste último la resistencia
mecánica necesaria para incrementar los vanos entre la torres y optimizar el
coste de la instalación.
Se utiliza para la fabricación de imanes permanentes artificiales, ya que una
pieza de acero imantada no pierde su imantación si no se la calienta hasta
cierta temperatura. La magnetización artificial se hace por contacto, inducción
o mediante procedimientos eléctricos. En lo que respecta al acero inoxidable,
al acero inoxidable ferrítico sí se le pega el imán, pero al acero inoxidable
austenítico no se le pega el imán ya que la fase del hierro conocida como
austenita no es atraída por los imanes. Los aceros inoxidables contienen
principalmente níquel y cromo en porcentajes del orden del 10% además de
algunos aleantes en menor proporción.
Un aumento de la temperatura en un elemento de acero provoca un aumento
en la longitud del mismo. Si existe libertad de dilatación no se plantean
grandes problemas subsidiarios, pero si esta dilatación está impedida en
mayor o menor grado por el resto de los componentes de la estructura,
aparecen esfuerzos complementarios que hay que tener en cuenta. El acero se
dilata y se contrae según un coeficiente de dilatación similar al coeficiente de
dilatación del hormigón, por lo que resulta muy útil su uso simultáneo en la
construcción, formando un material compuesto que se denomina hormigón
armado. El acero da una falsa sensación de seguridad al ser incombustible,

Capítulo 2. Marco metodológico
27
pero sus propiedades mecánicas fundamentales se ven gravemente afectadas
por las altas temperaturas que pueden alcanzar los perfiles en el transcurso de
un incendio. [9]
2.2.2 Clasificación de los aceros.
Desde el punto de vista de su composición, los aceros se pueden clasificar en
dos grandes grupos:
El acero al carbono, constituye el principal producto de los aceros que se
producen, estimando que un 90% de la producción total producida mundialmente
corresponde a aceros al carbono y el 10% restante son aceros aleados como se
puede observar la figura 2.7. Estos aceros son también conocidos como aceros de
construcción, La composición química de los aceros al carbono es compleja, además
del hierro y el carbono que generalmente no supera el 1%, hay en la aleación otros
elementos necesarios para su producción, tales como silicio y manganeso, y hay
Figura 2.6 Diagrama Fe-C zona de los aceros.
Fuente: introducción de los aceros (1999)

28 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección (GMAW)
sobre la resistencia al impacto en el acero inoxidable austenitico AISI 304
otros que se consideran impurezas por la dificultad de excluirlos totalmente (azufre,
fósforo, oxígeno, hidrógeno). El aumento del contenido de carbono en el acero eleva
su resistencia a la tracción, incrementa el índice de fragilidad en frio y hace que
disminuya la tenacidad y la ductilidad.
Los aceros aleados aquellos aceros que además de los componentes
básicos del acero: carbono, manganeso, fósforo, silicio y azufre, forman
aleaciones con otros elementos como el cromo, níquel, molibdeno, etc.
que tienen como objetivo mejorar algunas de sus características
fundamentales especialmente la resistencia mecánica y la dureza.
También puede considerarse aceros aleados los que contienen alguno de los
cuatro elementos básicos del acero, en mayor cantidad que los porcentajes que
normalmente suelen contener los aceros al carbono, y cuyos límites superiores
suelen ser generalmente los siguientes: Si=0,50%; Mn=0,90%; P=0,100% y
S=0,100% como se puede observar en la figura 2.7.
2.3 Aceros inoxidables.
Los aceros inoxidables son aleaciones a base de hierro, cromo, carbono y
otros elementos, principalmente, níquel, molibdeno, manganeso, silicio y titanio,
entre otros, que les confieren una resistencia particular a algunos tipos de corrosión
en determinadas aplicaciones industriales. Naturalmente, la presencia de cada
elemento en determinadas porcentajes produce variaciones distintas de las
características intrínsecas de los diversos tipos. Según la norma EN 10088 se define a
los aceros inoxidables como aquellas aleaciones férreas que contienen cromo en una
proporción mínima del 10,5 %.

Capítulo 2. Marco metodológico
29
Esta característica de buena resistencia a la corrosión se debe a la propiedad
de estas aleaciones de pasivarse en un ambiente oxidante. La formación de una
película superficial de óxido de cromo sirve para la protección del acero inoxidable.
Dicha película pasiva se vuelve a reconstruir cuando se la daña si el ambiente es
suficientemente oxidante manteniendo una protección permanente del acero. La
importancia de este tipo de aceros, además de sus características mecánicas y su
amplio uso en diferentes ramas de la industria que se extiende desde aplicaciones de
la vida cotidiana hasta industrias muy complejas (química, petrolífera, nuclear, etc.),
se debe a su alta producción a nivel mundial aparejado al desarrollo industrial
después de la segunda guerra mundial. Los aceros inoxidables forman ahora parte
indsipensables en la vida cotidiana moderna en todos sus aspectos
2.3.1 Historia:
Los aceros inoxidables son un producto típico del siglo XX y vieron la luz en
las vísperas de la primera guerra mundial. La paternidad de los aceros inoxidables y
su fecha de aparición son muy distintas y dieron lugar a célebres controversias. Su
aparición industrial parece realizarse simultáneamente en varios países: en Inglaterra,
Brearly en el año 1913 indicaba la buena resistencia a la corrosión de los aceros que
contenían del 9 al 16% de cromo. En Alemania, Stauss y Maurer en el año 1914
indican las propiedades de resistencia a la herrumbre y a los ácidos, de aceros que
contenían una cantidad considerable de cromo y níquel. En Francia, fue en 1917
cuando se patentaron los aceros que contenían del 10 al 15 % de cromo y 20 al 40 %
de níquel, como resultado de los trabajos realizados por Chevenard. La característica
más importante de estos materiales, la pasividad, fue estudiada más tarde en
Alemania, observándose el límite crítico del 12 % de cromo a partir del cual aparece
la pasividad, la acción del carbono, el efecto del carbono sobre la corrosión, la
posibilidad de una estabilización y la influencia favorable del molibdeno.

30 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección (GMAW)
sobre la resistencia al impacto en el acero inoxidable austenitico AISI 304
Después de la segunda guerra mundial, y gracias a las innovaciones técnicas
en el sector siderúrgico, se consiguió un gran aumento de la producción con un
abaratamiento de sus costes y por lo tanto un precio más bajo en el mercado. [9]
2.3.2 Tipos y clasificación de los aceros inoxidables
Los aceros inoxidables son aleaciones complejas en las que entran en juego
múltiples elementos. Como ya se ha comentado los principales elementos después del
hierro son el cromo, el carbono y el níquel. El porcentaje de dichos elementos y su
variación cambia la porción de las fases presentes, lo cual da lugar a aceros
inoxidables austeníticos, ferríticos, martensiticos y dúplex.
Entre las clasificaciones más consideradas en el sector de los aceros
inoxidables se encuentran sin duda la AISI (Instituto Americano del Hierro y el
Acero.
Figura 2.7 Árbol genealógico de los aceros inoxidables.
Fuente: Di Caprio (1999).

Capítulo 2. Marco metodológico
31
American Iron and Steel Institute) y la SAE (Sociedad de Ingenieros de
automotrices, Society of Automotive Engineers). Según estas sociedades los aceros
inoxidables se subdividen en:
Aceros austeníticos al cromo-manganeso-níquel:
Designados por un número de tres cifras que comienza con la cifra 2,
conocidos como la serie ”200” que se caracteriza por una alta resistencia mecánica,
debida a la presencia del azufre y el manganeso, en el que las dos últimas cifras
dependen de otros elementos.
Aceros austeníticos al cromo- níquel.
Designados por un número 3, serie “300”, que tiene como composición básica
12% y 8% de níquel, siendo la gama con más éxito a nivel comercial. Para esta última
serie la composición química se modifica según el tipo de uso del material añadiendo
o reduciendo elementos como el carbono y/o el nitrógeno y/o modificando el balance
níquel /cromo como se puede ver en la figura 2.9.
Figura 2.8 Tipos de familias de aceros inoxidables.
A) Ferriticos B) Martensiticos
Fuente: Di Caprio (1999).

32 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección (GMAW)
sobre la resistencia al impacto en el acero inoxidable austenitico AISI 304
Aceros ferriticos y martensiticos.
Con la cifra 4, que representan la familia “400” en el que las dos últimas
cifras dependen de los otros tipos de elementos. [9]
2.3.3 Principales diferencias entre las distintas familias de aceros
inoxidables
La selección de los aceros inoxidables depende de las condiciones de uso que
se requieren: la resistencia a la corrosión y ambientes agresivos, las características de
fabricación, las propiedades mecánicas en temperaturas específicas y el coste de
fabricación. Las principales diferencias entre las distintas familias de aceros
inoxidables vienen dadas por la diferencia de la composición química y las fases
presentes así como sus porcentajes. Los aceros austeníticos al cromo-manganeso-
níquel se caracterizan por un alto valor de límite elástico y tensión de rotura pero su
ductilidad es baja si se compara con los aceros austeníticos al cromo-níquel. Los
aceros inoxidables austeníticos son similares a los ferríticos en el sentido de que no se
pueden endurecer con tratamientos térmicos. Y se caracterizan por un alto grado de
ductilidad, formabilidad y tenacidad, siendo materiales que se pueden endurecer
trabajándolos en frío. No obstante los aceros ferríticos no tienen una alta dureza y su
límite elástico varía entre 275 y 350 MPa. Presenta bajos valores de tenacidad y su
susceptibilidad a la sensibilización limita su fabricabilidad. Sus ventajas vienen dadas
por su resistencia a la corrosión atmosférica y la oxidación.
Los aceros dúplex se caracterizan por un alto límite elástico, que varía entre
550 y 690 MPa. El aumento del nitrógeno en los aceros dúplex aumenta el porcentaje
de la austeníta hasta aproximadamente un 50%. [9]

Capítulo 2. Marco metodológico
33
2.3.4 Soldabilidad de los aceros inoxidables:
Los aceros inoxidables que contienen níquel son indispensables en la
construcción de equipos para la industria de procesos. Estos aceros se usan en lugar
de los aceros convencionales por sus excelentes propiedades tales como: resistencia a
la corrosión, dureza a baja temperatura y buenas propiedades a alta temperatura.
Los aceros inoxidables son una excelente elección para la construcción de
equipos para la industria química, láctea, alimenticia, biotecnológica y para usos
arquitectónicos y relacionados.
Tabla 2.4. Influencia de las propiedades físicas en la soldadura de aceros inoxidables
austeníticos, comparados con el acero al carbono.
Aceros
inoxidables
austeníticos
Aceros al
carbono
Observaciones
Punto de fusión (Tipo 304)
1400 – 1450 ºC
1540 ºC
El Tipo 304 requiere menos calor para producir la fusión, lo cual significa una soldadura más rápida para el mismo calor, o menos
calor para la misma velocidad
Respuesta magnética
No magnético a todas las
temperaturas
Magnético hasta
más de 705 ºC
Los aceros inoxidables al níquel no están sujetos a la sopladura de arco
Velocidad de conductividad
térmica
A 100 ºC
A 650 ºC
28% 66%
100 % 100%
El Tipo 304 conduce el calor mucho más lentamente que los aceros al carbono, lo cual produce gradientes de temperatura más
pronunciados. Esto acelera la deformación.
Una difusión más lenta del calor a través del metal de base significa
que la zona soldada permanece caliente por más tiempo, resultado
de lo cual puede ser una mayor precipitación de carburos, a menos
que se usen medios artificiales para extraer el calor, tales como barras enfriadoras, etc
Resistencia
Eléctrica
(aleado) (microhm.cm,
aprox.)
a 20 ºC a 885 ºC
72.0
126.0
12.5
125
Esto es importante en los métodos de fusión eléctrica. La resistencia
eléctrica más grande del tipo 304 resulta en la generación de más
calor para la misma corriente, o la misma cantidad de calor con menos corriente, comparado con los aceros al carbono. Esta
propiedad, junto con una
menor velocidad de conductividad térmica, resulta en la efectividad de los métodos para soldadura por resistencia del Tipo 304
Expansión térmica en el
rango indicado
pulg./pulg./ºC x 10-6
17.6 (20 - 500 ºC)
11.7 (20 - 628 ºC)
El tipo 304 se expande y contrae a una velocidad más alta que el acero al carbono, lo cual significa que se debe permitir expansión y
contracción a fin de controlar la deformación y el desarrollo de
tensiones térmicas después del enfriamiento. Por ejemplo, para el acero inoxidable deben usarse más puntos de soldadura que para el
acero al carbono
Fuente: ACERIND S.C. sección 1 para soldador (1998)

34 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección (GMAW)
sobre la resistencia al impacto en el acero inoxidable austenitico AISI 304
Propiedades físicas de los aceros inoxidables austeníticos
Las propiedades físicas de los aceros al carbono y los inoxidables austeníticos
son bastante diferentes, y esto requiere una revisión de los procesos de soldadura. En
la Tabla 2.4 de Propiedades Físicas, se incluyen algunos ítems como el punto de
fusión, expansión térmica, conductividad térmica, y otros que no cambian
significativamente con el tratamiento térmico o mecánico. Como se ilustra en esta
Tabla2.4, el punto de fusión de los grados austeníticos es menor, así que se requiere
menos calor para lograr la fusión. La resistencia eléctrica de los grados austeníticos es
mayor que la de los aceros comunes, así que se requiere menos corriente eléctrica
para la soldadura de los aceros inoxidables. Estos aceros inoxidables tienen un
coeficiente de conductividad térmica menor, lo cual causa que el calor se concentre
en una zona pequeña adyacente a la soldadura. Los aceros inoxidables austeníticos
también tienen coeficientes de expansión térmica aproximadamente 50% más grandes
que los aceros al carbono, lo cual requiere más atención en el control de la distorsión
y deformación. [9]
2.3.5 Aceros inoxidables austeníticos 304:
El Tipo 304 es un acero austenítico que posee un mínimo de 18% de cromo y
8% de níquel, combinado con un máximo de 0,08% de carbono. Es un acero no-
magnetizable que no puede endurecerse por tratamiento al calor, pero en cambio debe
de ser trabajado en frío para obtener resistencias tensiles superiores.
El contenido mínimo de 18% de cromo proporciona resistencia a la corrosión
y la oxidación. Las características metalúrgicas de la aleación se establecen
principalmente por el contenido de níquel máximo requerido, qué también extiende la
resistencia a corrosión causada por los químicos reductores. El carbono, una

Capítulo 2. Marco metodológico
35
necesidad de beneficio mixto, se mantiene a un nivel (0,08% máximo.) que es
satisfactorio para la mayoría de aplicaciones de servicio.
La aleación inoxidable resiste la mayoría de ácidos oxidantes y puede
aguantar todo el óxido ordinario. Sin embargo, se empaña. Es inmune a los
comestibles, soluciones esterilizantes, la mayoría de los químicos orgánicos y tintes,
y una amplia variedad de químicos inorgánicos. El Tipo 304, o una de sus
modificaciones, es el material que se especifica más del 50% del tiempo siempre que
se usa un acero inoxidable.
Debido a su capacidad de resistir la acción corrosiva de varios ácidos que se
encuentran en las frutas, carnes, leches, y verduras, el Tipo 304 se usa en los
fregaderos, mostradores, ámforas de café, estufas, refrigeradores, dispensadores de
leche y crema, y mesas de vapor. También se usa en numerosos otros utensilios tales
como los aparatos de cocina, ollas, cacerolas y cubiertos.
El Tipo 304 es especialmente adecuado para todos los tipos de equipo de
lechería, máquinas de ordeño, recipientes, homogenizadores, esterilizadores, y
tanques de almacenamiento y transporte, incluyendo tuberías, válvulas, camiones
lecheros y vagones de ferrocarril. Esta aleación es de utilidad igualmente en la
industria cervecera donde se usa en tuberías, cacerolas de levadura, cubas de
fermentación, almacenamiento y vagones de ferrocarril, etc. La industria de cítricos y
de jugos de fruta también usa el Tipo 304 para todo su manipuleo, machacado,
preparación, almacenamiento y equipo de transporte.
En aquéllas aplicaciones tales como en molinos, panaderías, y mataderos y
empacadoras, todo el equipo metálico expuesto a aceites animales y vegetales, grasas
y ácidos es fabricados del Tipo 304. .

36 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección (GMAW)
sobre la resistencia al impacto en el acero inoxidable austenitico AISI 304
En el ambiente marino, debido a su resistencia ligeramente superior a la tensión y al
desgaste que el Tipo 304 también se usa para las tuercas, pernos, tornillos y otros
elementos de anclaje. También se usa para resortes, dientes de rueda y otros
componentes donde se necesita resistencia a la corrosión y al desgaste.
Análisis del Tipo Inoxidable 304:
Carbono: 0,08% máximo.
Silicón: 1,00% máximo.
Manganeso: 2,00% máximo.
Cromo: 18,00-20,00%.
Fósforo: 0,045% máximo.
Níquel: 8,00-10,50%
Azufre: 0,030% máximo.
Tabla 2.5 Composición química de los aceros inoxidables austeníticos más usuales.
Fuente: ACERIND S.C. sección 1 para soldador (1998)

Capítulo 2. Marco metodológico
37
Figura 2.9 Esquemas de los aceros que evolucionaron a partir de 304
Fuente: Di Caprio (1999). [9]
2.4 Ensayos mecánicos
Cuando un técnico proyecta una estructura metálica, diseña una herramienta o
una máquina, define las calidades y prestaciones que tienen que tener los
materiales constituyentes. Como hay muchos tipos de aceros diferentes y,
además, se pueden variar sus prestaciones con tratamientos térmicos, se

38 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección (GMAW)
sobre la resistencia al impacto en el acero inoxidable austenitico AISI 304
establecen una serie de ensayos mecánicos para verificar principalmente la dureza
superficial, la resistencia a los diferentes esfuerzos que pueda estar sometido, el
grado de acabado del mecanizado o la presencia de grietas internas en el material.
2.4.1 Ensayos no destructivos
Ensayo de dureza
En metalurgia la dureza se mide utilizando un durómetro para el ensayo de
penetración. Dependiendo del tipo de punta empleada y del rango de cargas
aplicadas, existen diferentes escalas, adecuadas para distintos rangos de dureza.
El interés de la determinación de la dureza en los aceros estriba en la
correlación existente entre la dureza y la resistencia mecánica, siendo un método de
ensayo más económico y rápido que el ensayo de tracción, por lo que su uso está muy
extendido.
Hasta la aparición de la primera máquina Brinell para la determinación de la
dureza, ésta se medía de forma cualitativa empleando una lima de acero templado que
era el material más duro que se empleaba en los talleres.
Las escalas de uso industrial actuales son las siguientes:
Dureza Brinell: emplea como punta una bola de acero templado o carburo de
tungsteno. Para materiales duros, es poco exacta pero fácil de aplicar. Poco
precisa con chapas de menos de 6mm de espesor. Estima resistencia a
tracción.
Dureza Rockwell: se utiliza como punta un cono de diamante (en algunos
casos bola de acero). Es la más extendida, ya que la dureza se obtiene por

Capítulo 2. Marco metodológico
39
medición directa y es apto para todo tipo de materiales. Se suele considerar un
ensayo no destructivo por el pequeño tamaño de la huella.
Rockwell superficial: existe una variante del ensayo, llamada Rockwell
superficial, para la caracterización de piezas muy delgadas, como cuchillas de
afeitar o capas de materiales que han recibido algún tratamiento de
endurecimiento superficial.
Dureza Webster: emplea máquinas manuales en la medición, siendo apto para
piezas de difícil manejo como perfiles largos extruidos. El valor obtenido se
suele convertir a valores Rockwell.
Dureza Vickers: emplea como penetrador un diamante con forma de pirámide
cuadrangular. Para materiales blandos, los valores Vickers coinciden con los
de la escala Brinell. Mejora del ensayo Brinell para efectuar ensayos de
dureza con chapas de hasta 2mm de espesor.
Dureza Shore: emplea un escleroscopio. Se deja caer un indentador en la
superficie del material y se ve el rebote. Es adimensional, pero consta de
varias escalas. A mayor rebote mayor dureza. Aplicable para control de
calidad superficial. Es un método elástico, no de penetración como los otros.
2.4.2 Ensayos destructivos
El ensayo de tracción de un material consiste en someter a una probeta
normalizada realizada con dicho material a un esfuerzo axial de tracción creciente
hasta que se produce la rotura de la probeta. En un ensayo de tracción pueden
determinarse diversas características de los materiales elásticos:

40 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección (GMAW)
sobre la resistencia al impacto en el acero inoxidable austenitico AISI 304
Coeficiente de Poisson que cuantifica la razón entre el alargamiento
longitudinal y el acortamiento de las longitudes transversales a la dirección de
la fuerza.
Límite de proporcionalidad: valor de la tensión por debajo de la cual el
alargamiento es proporcional a la carga aplicada.
Límite de fluencia o límite elástico aparente: Valor de la tensión que soporta
la probeta en el momento de producirse el fenómeno de la cedencia o fluencia.
Este fenómeno tiene lugar en la zona de transición entre las deformaciones
elásticas y plásticas y se caracteriza por un rápido incremento de la
deformación sin aumento apreciable de la carga aplicada.
Límite elástico (límite elástico convencional o práctico): valor de la tensión a
la que se produce un alargamiento prefijado de antemano (0,2%, 0,1%, etc.)
en función del extensómetro empleado.
Carga de rotura o resistencia a la tracción: carga máxima resistida por la
probeta dividida por la sección inicial de la probeta.
Normalmente, el límite de proporcionalidad no suele determinarse ya que
carece de interés para los cálculos. Tampoco se calcula el Módulo de Young,
ya que éste es característico del material, así, todos los aceros tienen el mismo
módulo de elasticidad aunque sus resistencias puedan ser muy diferentes.
2.5 Ensayos de impacto
En ingeniería, la resiliencia es la cantidad de energía que puede absorber un
material, antes de que comience la deformación irreversible, esto es, la
deformación plástica. Se corresponde con el área bajo la curva de un ensayo de
tracción entre la deformación nula y la deformación correspondiente al esfuerzo
de fluencia. En el Sistema Internacional de Unidades se expresa en Joule por
metro cúbico.

Capítulo 2. Marco metodológico
41
Se determina mediante ensayo por el método Izod o el péndulo de Charpy,
resultando un valor indicativo de la fragilidad o la resistencia a los choques del
material ensayado. Un elevado grado de resiliencia es característico de los aceros
austeníticos, aceros con alto contenido de austenita.
En física se utiliza el término para expresar la capacidad de un material de
recobrar su forma original después de haber sido sometido a altas presiones
correspondiéndose, en este caso, con la energía que es capaz de almacenar el
material cuando se reduce su volumen.
Figura 2.10 Maquinas de pruebas de impacto
Fuente: Guía del laboratorio de materiales (2008).

42 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección (GMAW)
sobre la resistencia al impacto en el acero inoxidable austenitico AISI 304
El ensayo de impacto consiste en dejar caer un pesado péndulo, el cual a su
paso golpea una probeta que tiene forma paralelepípeda ubicada en la base de la
máquina.
La probeta posee un entalle estándar para facilitar el inicio de la fisura; este
entalle recibe el nombre de V-Notch. Luego de golpear la probeta, el péndulo
sigue su camino alcanzando una cierta altura que depende de la cantidad de
energía disipada al golpear. Las probetas que fallan en forma frágil se rompen en
dos mitades, en cambio aquellas con mayor ductilidad se doblan sin romperse.
Este comportamiento es muy dependiente de la temperatura y la composición
química, esto obliga a realizar el ensayo con probetas a distinta temperatura, para
evaluar la existencia de una "temperatura de transición dúctil-frágil". Este ensayo
se lleva a un gráfico como el mostrado en la Figura 2.12 en donde se puede
apreciar un fuerte cambio en la energía disipada para algunos aceros de bajo
carbono. Mientras que en el Niquel no muestra una variación notable. [10]
Figura 2.11 Resultados de pruebas de impacto para varias aleaciones, medidos a través de un
intervalo de temperatura.
Fuente: Guía del laboratorio de materiales (2008).

Capítulo 2. Marco metodológico
43
2.6 Diagrama de shaffler.
Se utiliza comúnmente como forma de predecir el comportamiento
microestructural de la unión de dos metales de distinta composición química y para
evitar cometer errores de selección del metal de aporte, ya que una elección errónea
traería consigo agrietamiento en frío, agrietamiento en caliente y fragilidad por la
presencia de fase sigma.
Este diagrama para muestra teóricamente cual sería el comportamiento
metalúrgico de la junta. Cabe destacar que usualmente el diagrama de Shaeffler es
usado mediante la composición química previa del material base y del metal de
aporte, en este caso se utilizará el diagrama pero con la composición química
posterior al proceso de soldadura.
Para el cálculo del porcentaje de Níquel equivalente y del porcentaje de
Cromo equivalente del material base y material de aporte se utilizaron las ecuaciones
2.3 y 2.4 respectivamente, con la composición química correspondiente de cada uno
según se muestran en las tablas 3.1 y 3.3. Los resultados se muestran en la tabla 4.9.
Níquel equivalente = % Ni + 0,5 % Mn + 30% C E.c 2.3
Cromo equivalente = % Cr + % Mo + 1.5% Si + 0.5% Nb + 2% Ti E.c 2.4
Una vez obtenidos los porcentajes se procede a calcular el porcentaje de dilución del
material de aporte en la soldadura mediante la ecuación 2.5
aA
ADilución
% E.c 2.5
A: área del metal base fundida por el material de aporte.
a: área total del charco de soldadura.

CCAAPPÍÍTTUULLOO IIIIII
MMaarrccoo mmeettooddoollóóggiiccoo
3.1 Nivel de la investigación.
Con relación al problema planteado referido a la influencia de la soldadura
GMAW sobre la resistencia al impacto en acero austenítico AISI-304, y en función
de los objetivos planteados se asume que el nivel de esta investigación es de carácter
descriptivo, la cual consiste en: “… la caracterización de un hecho, fenómeno o grupo
con el fin de establecer su estructura o comportamiento”, dado que se busca
caracterizar las uniones soldadas de acero inoxidable austenítico AISI 304 a
diferentes condiciones y características de ensayos con el fin de establecer su
comportamiento ante la variación de las intensidades de corrientes.
1. 212,5 Amp.
2. 233,5 Amp.
3. 240 Amp.
3.2 Diseño de la investigación
En el marco de la investigación planteada, cuyo objetivo central esta de un
acero inoxidable austenítico AISI 304 sometido a diferentes intensidades de corriente,
se aplicará un diseño experimental. Este tipo de diseño permite manipular las

46 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección
(GMAW) sobre la resistencia al impacto en el acero inoxidable austenítico AISI 304
variables independientes (supuestas causas), en una situación controlada por el
experimentador, con la finalidad de revelar sus efectos sobre las variables
dependientes (supuestos efectos) y determinar relaciones causales.
3.3 Procedimiento experimental:
3.3.1 Caracterización del material base.
Material base
El Procedimiento experimental que se realizara en esta investigación se iniciara
con la caracterización del material a utilizar, acero inoxidable austenítico AISI – 304.
El tipo 304 contiene bajo carbono con lo que se evita la precipitación de
carburos durante periodos prolongados de alta temperatura; tiene un contenido de
carbono de 0,08% máximo por lo que se le considera un material satisfactorio para la
mayoría de las aplicaciones con soldadura. Por estas razones se eligió este tipo de
acero cuya composición química se refleja en la tabla 3.1
Tabla 3.1 Composición Química del acero inoxidable AISI 304
Composición química
%C %Ti %Mn %P %S %Si %Cr %Cu %Ni %Mo %Co
0,041 0,0038 1,16 0,029 0,004 0,47 18,03 0,062 8,14 0,068 0,11
Fuente: Certificado de calidad del acero inoxidable AISI 304, proporcionado por el
distribuidor, véase apéndice A-1
Como primera actividad en la investigación se realizará el análisis de las
propiedades mecánicas ductilidad y tenacidad, y un estudio mediante los ensayos de

Capítulo 3. Marco metodológico 47
impacto, doblado y de tracción. Luego se determinara también la dureza de material
base y se realizara un análisis de microscopia para caracterizar la microestructura
presente en el material.
El material base fue sometido a un ensayo de tracción por parte del distribuidor
para determinar sus propiedades mecánicas, esfuerzo máximo ( max ), esfuerzo de
fluencia ( F ) cuyos resultados serán comparados con los obtenidos en los ensayos
de tracción que se realizaran para saber que tan confiables son los parámetros
entregados por el fabricante.
3.3.2 determinación de la mezcla de gases a utilizar.
Para determinar la mezcla de gases que se utilizó para la realización de las
juntas soldadas se ha determinado como criterio de selección, la mezcla que
proporcione una mejor apariencia en el cordón de soldadura y un menor chisporroteo
a la hora de soldar.
Para obtener la mezcla de gases más adecuada se seleccionó a partir de las
mezclas recomendadas por el tutor en cuanto a las proporciones de gases a ensayar:
Mezcla de Argon-CO2:
Ar 100%-CO2 0 %;
Ar 90%-CO2 10%
Ar 80%-CO2 20%

48 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección
(GMAW) sobre la resistencia al impacto en el acero inoxidable austenítico AISI 304
Mezcla de Argón- O2:
Ar 98% - O2 2%
Para determinar que mezcla de gases que a utilizar se realizaron cupones de
pruebas con distintos parámetros de soldaduras los cuales fueron recomendados por
la Lincoln Electric de Venezuela ideales para el tipo de acero inoxidable utilizado y
el diámetro del material de aporte.
3.3.3 Preparación de probetas.
Corte de lámina
Inicialmente se tomó una lámina con las siguientes características:
Ancho: 365 mm, largo 80mm y 6mm de espesor. Estas dimensiones se seleccionaron
tomando en cuenta el número de probetas que se utilizaran para cada cordón de
soldadura y las dimensiones de las mismas. Ver figura 3.1.
Figura 3.1 lamina de acero inoxidable ASISI 304 con divisiones de corte

Capítulo 3. Marco metodológico 49
De la lámina inicial, se extrajeron 6 secciones de 365 x 100 x 6 mm, las cuales
fueron cortadas en la empresa TRIME C.A. con guillotina marca PEARSON las
cuales se observan en la figura 3.1
Soldadura de las láminas
Se realizó la soldadura de las 3 juntas, para eso se utilizó pares de láminas de
365 x 100 x 6 mm. El proceso utilizado fue el de arco eléctrico con gas de protección
y aporte de material (GMAW), la soldadura se hizo a tope, con bisel a 60° tal como
recomienda las lincoln electric en la “guía de soldadura MIG/MAG” en la tabla 14
para laminas de espesor de mayores a 6 mm. (Ver apéndice A-2) tal como se muestra
en la figura 3.2.
Figura 3.2 Diseño de la junta.
MMaatteerriiaall ddee aappoorrttee ((eelleeccttrrooddooss ccoonnssuummiibblleess))
Se seleccionó el electrodo de acero inoxidable cuya especificación viene dada
por la AWS A 5,9, el cual es: ER-308L, cuyo diámetro es de 1,2 mm. La
composición química se muestra en las tablas 3.3.

50 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección
(GMAW) sobre la resistencia al impacto en el acero inoxidable austenítico AISI 304
AAmmeerriiccaann FFiilllleerr mmeettaall EERR--330088LL
AApplliiccaacciioonneess ttííppiiccaass
Soldadura de aceros inoxidables, mediante procesos de GMAW (MIG), GTAW
(TIG). Este alambre puede ser utilizado en todas las aplicaciones del tipo de 308. La
gama más alta respecto del carbón asegura la fuerza del arrastramiento del metal de la
autógena está en el alto extremo de la gama 308. El electrodo se utiliza
específicamente para el tipo acero inoxidable de la soldadura de 304H.
Tabla 3.2 Composición química del metal depositado
Composición química
Clasificación AWS %C %Mn %P %S %Si %Cr %Cu %Ni %Mo
ER 308 0,03 1-2,5 0,03 0,03 0,3 – 0,65 19,5 - 22 0,75 9 – 11 0,75
Fuente: Catálogo proporcionado por el distribuidor, véase apéndice A-3
Corte de piezas para probetas
Cada junta soldada se revisó de manera visual y se cortaron las piezas para las
probetas según la norma ASME sección 9 QW – 463.1 (a) para láminas de menos de
3/4” de espesor.

Capítulo 3. Marco metodológico 51
En la Figura 3.3 se muestra una representación del orden de remoción de piezas para
las probetas sobre el cupón con sus respectivas dimensiones en mm.
Figura 3.3 Representación del orden de remoción de piezas para probetas sobre el cupón
Fuente: Norma ASME sección 9 QW - 463.1 (a)
Mecanizado de probetas
Una vez obtenidas las piezas de las juntas soldadas, se mecanizaron con el fin
de obtener un total de 15 probetas para ensayos de tracción y 9 probetas para ensayo
de doblado y 15 probetas para los ensayos de impacto Charpy, también fueron
producidas 3 probetas con el objeto de realizar estudios metalográfico y de
microdureza.
Traccion. Doblado Impacto
Dureza y microscopia

52 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección
(GMAW) sobre la resistencia al impacto en el acero inoxidable austenítico AISI 304
3.3.4 Realización de ensayos mecánicos y estudio metalográfico.
Existe una variedad de ensayos a través de los cuales se pueden obtener
distintas propiedades mecánicas de los materiales, en este caso de uniones soldadas,
estas propiedades permiten la adecuada selección del material para una aplicación
determinada.
Con el fin de determinar los efectos de la variación de la proporción de gases
de protección en juntas soldadas de acero inoxidable austenítico AISI 304 mediante el
proceso de soldadura GMAW se seleccionaron diferentes tipos de ensayos que
servirán para evaluar dichos efectos.
3.3.4.1 Ensayo de Tracción
Las probetas para el ensayo de tracción fueron realizadas bajo la norma ASTM
E8M – 04 de juntas soldadas (figura 3.4), utilizando la máquina GALDABINI de
ensayos mecánicos del laboratorio de materiales de la escuela de Ingeniería
Mecánica. (Figura 3.5), dicho ensayo consiste en someter a una probeta normalizada,
a un esfuerzo axial de tracción creciente hasta que se produce la ruptura de la probeta.
Figura 3.4 Dimensiones de la probeta de tracción según norma ASTM E8M-04. Todas las
medidas están en mm. Fuente: Norma ASTM E8M – 04, véase apéndice A – 4.

Capítulo 3. Marco metodológico 53
La fuerza y la elongación son registradas digitalmente por un controlador
automatizado conectado a la máquina de tracción. Los datos obtenidos de fuerza y
elongación pueden convertirse a fin de obtener la curva ingenieril de la siguiente
manera:
Se divide la fuerza medida entre el área transversal de la sección
original de la probeta para obtener el esfuerzo.
Se divide la elongación entre la longitud original de la probeta para
obtener la deformación.
Con estos datos se construye la curva esfuerzo vs. Deformación para cada
probeta ensayada. Esta curva proveerá información sobre el punto de fluencia,
esfuerzo máximo, esfuerzo de ruptura para cada condición establecida
Figura 3.5 máquina GALDABINI de ensayos mecánicos

54 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección
(GMAW) sobre la resistencia al impacto en el acero inoxidable austenítico AISI 304
3.3.4.2 Ensayo de dobles.
Las probetas se realizaron según la norma ASTM E-190 (ver figura 3.6). La
prueba de doblez es un método para medir la ductilidad de los materiales metálicos.
Figura 3.6 Dimensiones de la probeta de doblado según norma ASTM E-190. Todas las
medidas están en mm. Fuente: Norma ASTM E-190, véase en apéndice A-5
Para la realización de este ensayo la probeta se coloca horizontalmente entre los
soportes de un mandril hembra cuya distancia entre dichos soportes es de 50 mm de
acuerdo a la ecuación 3.1. El punzón macho de 37 mm de diámetro, se fuerza hacia
abajo para deformar la probeta hasta darle forma de U, tal fuerza es ejercida por el
equipo universal de ensayos GALDABINI. Se considera que las probetas han pasado
la prueba cuando después del doblado la superficie convexa no muestra grietas o
cualquier otro defecto evidente con longitud mayor a 1/8 de pulgada
D = 2EL + DP
Ec.3.1
D = Distancia entre soportes
EL = Espesor de la lamina.
DP = Diametro del punzon.

Capítulo 3. Marco metodológico 55
3.3.4.3 Ensayos de impacto:
Las probetas se realizaron según la norma ASTM A-370. La figura 3.7 muestra
el modelo de las probetas utilizadas bajo dicha norma.
Los ensayos serán realizados en el laboratorio de materiales donde se encuentra
la máquina del ensayo charpy. Los resultados del ensayo están expresados en valores
de ángulo de deformación vs. Dureza charpy.
Figura 3.7 Diseño de la probeta para el ensayo Charpy.
Fuente: Norma ASTM A-370,
3.3.4.4 Estudio metalográfico
Se realizó un estudio macroscópico a fin de observar la geometría del cordón
de soldadura en las probetas, y un estudio de microscopía óptica para visualizar el
cambio de microestructura en la soldadura, igualmente inclusiones no metálicas,

56 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección
(GMAW) sobre la resistencia al impacto en el acero inoxidable austenítico AISI 304
grietas, entre otros, ambos estudios se realizaron con el mismo ataque químico ya que
el mismo revela el cordón y la microestructura.
Por cada condición de las proporciones de la mezcla de gases 2OAr se tomó
una probeta para este ensayo , una para cada condición de soldadura.
Macroscopia
Para la preparación de las probetas se procedió a desbastar con papel de lija
120, 240, 280, 320, 400, 600, 1200. Luego se realiza el ataque químico a la cara en
estudio con Agua Regia según la norma ASTM- E-407 y posteriormente se lavó con
agua corriente y se le aplicó etanol para evitar la oxidación y finalmente se secó con
aire caliente, lo anterior se realizó a fin de observar macroscópicamente el cordón de
soldadura.
Microscopía óptica
El proceso de desbaste se realizó nuevamente con el papel de lija, para
eliminar, la capa atacada, seguidamente se pulieron con dos paños y diferentes
granulometría de alúmina como sigue: paño marrón (con alúmina de 1 micrón) y
paño verde (con alúmina de 0,05 micrones). Una vez preparada la probeta se atacó
mediante Agua regia durante 15 segundos según la norma ASTM-E-407 para revelar
la microestructura, una vez atacada se lava con agua corriente y se le aplica etanol
para luego secarla con aire caliente.
Una vez atacadas fueron llevadas a un analizador de imágenes (microscopio
óptico ver figura 3.7) en el cual fueron observadas a 100X, 200X y 400X. Las
imágenes seleccionadas revelan la microestructura de la soldadura y defectos
diversos; es decir, la metalurgia de la soldadura.

Capítulo 3. Marco metodológico 57
Figura 3.8 Microscopio óptico
3.3.4.5 Ensayos de microdureza Vickers
Este método es muy difundido ya que permite medir microdureza en
prácticamente todos los materiales metálicos independientemente del estado en que se
encuentren y de su espesor.
Figura 3.9 Microdurómetro de huella de base piramidal marca BUEHLER

58 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección
(GMAW) sobre la resistencia al impacto en el acero inoxidable austenítico AISI 304
Para determinar la microdureza Vickers se utilizaron las mismas probetas que
para metalografía, llevándose a cabo en un microdurómetro de huella de base
piramidal marca BUEHLER (figura 3.9) con una carga de 100 gr, según la norma
ASTM- E384 para este ensayo se requiere que las muestras sean pulidas y atacadas
químicamente para así visualizar las zonas características de la soldadura.
El ensayo consiste en realizar un barrido lineal perpendicular al cordón de
soldadura, el barrido constará de 3 impresiones por cada zona, obteniéndose un total
de 15 impresiones por barrido, tal como se muestra en la figura 3.10
Figura 3.10 Representación de las impresiones por barrido realizadas sobre las probetas.
La impresión sobre la superficie de la probeta es un cuadrado y la distancia
entre entalles lo indica un contador calibrado en milésimas de milímetros se
observaron detalladamente los valores de las diagonales obtenidas, se obtuvo un
promedio de ellas para convertirlas al número de microdureza piramidal Vickers por
medio de las tablas de conversión de dureza Vickers.
Finalmente, con el resultado obtenido se construyó un perfil de dureza en cada
una de las probetas soldadas con los diferentes tipos de electrodos.

Capítulo 3. Marco metodológico 59
Tabla 3.3 Esquemas de la metodología a realizar en la investigación:
Edo.
Inicial Amp. 1 Amp. 2 Amp. 3
N
probetas
N
Ensayo
N
probetas
N
Ensayo
N
probetas
N
Ensayo
N
probetas
N
Ensayo
Impacto 5 5 5 5 5 5 5 5
Dureza 1 3 1 3 1 3 1 3
Microscopia 1 3 1 3 1 3 1 3
Tracción 5 5 5 5 5 5 5 5
Doblado 0 0 3 3 3 3 3 3
Revisión bibliográfica
Caracterización del material base
Lamina de acero inoxidable AISI-304
AISI - 304
Determinar las promociones de gas de Argón-CO2
Proceso de soldadura GMAW
Parámetros de soldadura (ctte)
Voltaje
Longitud de arco
Caudal de gases
Velocidad de pasada
Velocidad de alimentación del alambre
Espesor de Probeta
Intensidad de corriente (Variables)
A. 212,5 Amp B. 233,5 Amp C. 240 Amp
Ensayo de Impacto Ensayo de Dureza Ensayo de Doblado
Ensayo de Microscopia
Análisis de resultados
Conclusiones
Recomendaciones
Ensayo de Tracción

CCAAPPÍÍTTUULLOO IIVV
AAnnáálliissiiss ddee RReessuullttaaddooss
4.1 Caracterización del material base:
Para la caracterización del material se tomó el certificado de calidad
proporcionado por el distribuidor del material indica la resistencia a la tracción como
indica la tabla 4.1, en este sentido para comprobar que la resistencia a la tracción
corresponde a la indicada por el certificado se realizó un ensayo de resistencia a la
tracción al metal base y arrojo los resultados expuestos en la grafica 4.4.
Tabla 4.1 datos técnicos proporcionados por el fabricante para el acero AISI 34
Material max (MPa) F (MPa) % Elongación
Acero inoxidable AISI 304 703 389 53
Fuente: certificado de calidad del acero inoxidable AISI-304, proporcionado por el distribuidor, véase
apéndice A-1
Los resultados obtenidos en el ensayo de tracción realizado al material base se
muestran en la tabla 4.2, para ser comparados con los datos aportados por el
fabricante.

62 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección
(GMAW) sobre la resistencia al impacto en el acero inoxidable austenítico AISI 304
Tabla 4.2. Resultados del ensayo de tracción realizado al material base.
1 355.8 660.8 30
2 404.4 742.92 32
Material Base 3 398.2 690.5 30.8
4 365.7 685.2 29.57
promedio 380,6 699.6 30,09
Al comparar los datos con los del certificado de calidad se obtuvieron
diferencias en los valores del esfuerzo de fluencia, esfuerzo máximo y en el
porcentaje de alargamiento esto debido a posible defectos de fabricación, sin embargo
están bajo los límites permisibles que catalogan a esta aleación por lo que se toma el
material base que se tiene como acero inoxidable 304.
4.2 Análisis de los ensayos para la obtención de la mezcla óptima de gas:
Para la obtención de la mezcla de gases óptima, es decir, la cual proporcionará
la menor cantidad de salpicadura sobre la probeta se realizaron los cupones con
distintas concentraciones de gases para distintas concentraciones 2COAr y O2
como se puede observar en la tabla 4.3 para su posterior análisis.
Tabla 4.3 Observaciones de las probetas soldadas a las distintas mezclas de gases.
Observaciones de probetas a las
distintas concentraciones
Imágenes de las probetas ensayadas
:%2%98 2OArg No se detectaron
salpicaduras en el cordón de
soldadura, el cordón de soldadura se
observa de forma centrado.

Capítulo 4. Análisis de Resultados. 63
%100:Ar se detectaron algunas
salpicadura en el cordón de soldadura.
Presenta defectos en el mismo
%10:%90: 2COAr de soldadura Se
detectaron pequeñas muestras de
salpicadura en el cordón.
%20:%80: 2COAr Se observa
salpicadura pronunciadas en el cordón
de soldadura. y defectos en el mismo
Por medio de las observaciones en la tabla 4.3 los cuales dieron como resultado
final que la mezcla de gases de Ar 98% - O2 2% es la más adecuada ya que la
apariencia del cordón resulto satisfactoria y la salpicadura de la soldadura fue
mínima. También se tomaron en cuenta al momento de la selección las
recomendaciones de la Lincoln Electric de Venezuela cuyas investigaciones
concluyen que la mezcla de gases más adecuada para la soldadura de aceros
inoxidables austenitico es la antes mencionada.
4.3 Selección de los parámetros de soldadura a utilizar:
Para la determinación de los parámetros de soldadura a utilizar se tomaron en
cuenta las recomendaciones de la Lincoln Electric de Venezuela. Los parámetros
fueron extraídos de la Guía de soldadura GMAW en la sección de aceros inoxidables
tabla 13 para transferencia tipo rocío (ver apéndice A-6) los cuales son los más

64 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección
(GMAW) sobre la resistencia al impacto en el acero inoxidable austenítico AISI 304
adecuados para una mezcla de gases seleccionada y el diámetro del alambre del
material de aporte.
Tabla 4.4 parámetros de soldaduras seleccionados
Amperajes utilizado
(amp)
Mezcla de gas Ar-O2 V
(volts)
Velocidad de aporte de
material(m/min)
212,5 Ar 98 %- O2 2% 24 6,35
233,5 Ar 98 %- O2 2% 24 6,98
240 Ar 98 %- O2 2% 24 7,6
4.4 Resultados y análisis.
4.4.1 Resultados de los estudios de tracción:
En esta parte se muestran las curvas de Esfuerzo vs. Deformación para cada
probeta ensayada en donde se determinan las propiedades más relevantes, tales como:
esfuerzo de fluencia, esfuerzo máximo y deformación elástica, Una vez realizado se
determina una curva característica para cada amperaje con el cual se soldó.
En la figura 4.1 se muestra la curva característica esfuerzo deformación para
las probetas ensayadas con un amperaje de 212,5 Amp, la cual fue realizada de
acuerdo a la cercanía de los parámetros de la misma con respecto a los del promedio
de las cinco probetas.
El procedimiento se realizó para curva característica los 3 amperajes como se
puede observar en las graficas 4.2 y 4.3. (Fuente: grafica originales de los ensayos,
véase apéndice B-1)
Posteriormente se muestra la grafica 4.4 la cual contiene la información de la
curva de esfuerzo vs deformación del material base, por medio de la cual se tomó
como punto de referencia para la realización de la tabla 4.5 en la que se muestra el
esfuerzo de fluencia, el esfuerzo máximo y el porcentaje de deformación del material
base y los tres amperajes.

Capítulo 4. Análisis de Resultados. 65
Figura 4.1 Curva característica de Esfuerzo vs. Deformación de las probetas soldadas con intensidad
de corriente de 212.5 Amp
Figura 4.2 Curva característica de Esfuerzo vs. Deformación de las probetas soldadas con intensidad
de corriente de 233.5 Amp.

66 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección
(GMAW) sobre la resistencia al impacto en el acero inoxidable austenítico AISI 304
Figura 4. 3 Curva característica de Esfuerzo vs. Deformación de las probetas soldadas con una
intensidad de corriente de 240 Amp
Figura 4.4 Curva característica de Esfuerzo vs. Deformación del material base.

Capítulo 4. Análisis de Resultados. 67
Tabla 4.5 Resumen de resultados del ensayo de tracción
Intensidad de
corriente (Amp)
Probetas Esfuerzo de
Fluencia (MPa)
Esfuerzo
Máximo
(MPa)
Alargamiento
(%)
212.5 Amp
1 387,06 573,613 15
2 312,76 550,163 14,7
3 405,8 570,093 14,53
4 396,683 555,88 13,04
5 389,05 565,06 12,17
Promedio 378,2706 562,9618 13,888
233.5 Amp
1 312,76 614,266 16,38
2 410,565 681,9333 18,89
3 396,777 625,233 15,04
4 438,76 623,0133 12,2
5 394,746 629,56 18,25
promedio 390,7216 634,80112 16,152
240 Amp
1 402,653 661,9866 21
2 405,6133 659,493 21,83
3 414,36 610,546 20,46
4 404,853 676,893 23,15
5 402,72 622,68 19,25
promedio 406,03986 646,31972 21,138
1 355,8 660,8 30
2 404,4 742,92 32
Material Base 3 398,2 690,5 30,8
4 365,7 685,2 29,57
promedio 380,6 699,6 30,09
En la tabla 4.4 se muestran los resultados de cada ensayo realizado para
cada condición de soldadura y al material base, también se muestran los
promedios para tener un valor fijo para trabajar y asi establecer las
comparaciones para su posterior análisis.

68 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección
(GMAW) sobre la resistencia al impacto en el acero inoxidable austenítico AISI 304
Figura 4.5 Gráfica de Esfuerzo de fluencia vs. Intensidades de Corriente.
Figura 4.6 Probeta después del ensayo de tracción con la maquina galdabini.

Capítulo 4. Análisis de Resultados. 69
Figura 4.7 Gráfica de Esfuerzo de Máximo vs. Intensidades de Corrientes.
Figura 4.8 Comparación del comportamiento entre el Esfuerzo de Fluencia y el
Esfuerzo Máximo

70 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección
(GMAW) sobre la resistencia al impacto en el acero inoxidable austenítico AISI 304
Figura 4.9 Gráfica de Deformación máxima vs. Intensidades de corrientes, cada punto de las curvas
representan los valores promedios de las probetas ensayadas por cada amperaje.
4.4.2 Análisis del ensayo de tracción.
En la figura 4.5 se observa como el esfuerzo de fluencia se va incrementando
a medida que aumenta las intensidades de corriente tomando un valor máximo en la
intensidad de 240 Amp el cual es 406 Mpa a su vez para la intensidad de 233,5 Amp
el esfuerzo llegó a un tope de 390 Mpa un 3,77% menor a la intensidad anterior, y
por último para la intensidad de 212,5 Amp el esfuerzo de fluencia llegó hasta 378
Mpa 3,015% menor a la intensidad de 233,5 Amp y un 6,877% menor que la
intensidad de 240 Amp. A su ves todos les esfuerzos de fluencia están alrededor del
mismo orden del material base en cual fue 380,2 Mpa.
Siguiendo el mismo orden de ideas en la figura 4.7 se observa el incremento del
esfuerzo máximo con respecto al incremento de las intensidades de corriente. Para la
intensidad de 212,5 Amp se obtiene un valor de 562 Mpa de igual manera para la

Capítulo 4. Análisis de Resultados. 71
intensidad de 233,5 Amp el valor registrado es de 634 Mpa, el cual supera anterior en
un 11,31% y en la intensidad de 240 Amp el esfuerzo máximo llegó a un valor de 646
Mpa superando a las intensidades de 212,5 Amp y 233,5 Amp en un 12,89% y 1,78%
respectivamente. Cabe destacar que los dos últimos esfuerzos tienen valores muy
aproximados debido a la cercanía de las intensidades utilizadas. Y se destaca el
esfuerzo máximo del material base el cual fue 699 Mpa y fue mayor en un 7,58%
con respecto al esfuerzo más alto.
Finalizando, se observa que el porcentaje de alargamiento obtenido para la
intensidad de 212,5 Amp es de 13,88% con respecto a la longitud inicial de las
probetas, de igual manera se observa para la intensidad de 233,5 A un porcentaje de
alargamiento con respectos a la longitud inicial de 16,15%, y por ultimo para la
intensidad 240 Amp se obtuvo que el porcentaje de alargamiento llegó hasta un
21,13%.
Al comparar todos los resultado obtenidos podemos observar que el esfuerzo de
fluencia, el esfuerzo máximo y el porcentaje de alargamiento van aumentado a
medida que aumenta el amperaje esto se debe al aumento de la temperatura y la mejor
penetración del cordón de soldadura debido al mismo aumento de amperaje.
Comparando los resultados anteriores con los obtenidos en el ensayo del
material base se puede observar que el esfuerzo de fluencia, el esfuerzo máximo y el
porcentaje d alargamiento son menores al del material base, esto debido al cambio de
la micro estructura y a la fragilizacion causado por el aumento de la temperatura por
efecto del amperaje.

72 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección
(GMAW) sobre la resistencia al impacto en el acero inoxidable austenítico AISI 304
4.4.3 Resultados del ensayo de doblado.
En esta parte se muestran las curvas de esfuerzo vs. Deformación para cada
probeta ensayada y a su vez se determina una curva característica para cada amperaje
con el cual se soldó. (Ver apéndice B-2)
En las figura 4.10 Se muestran la curva característica esfuerzo vs deformación
de cada probeta ensayada para un Amperaje de 212,5, la cual fue realizada de acuerdo
a la cercanía de los parámetros de la misma con respecto a los del promedio de las
cinco gráficas. El procedimiento se realizó para los 3 amperajes.
Curva característica Esfuerzo vs Deformación
Doblado para 212.5 Amp
39.12
59.12
79.12
99.12
119.12
139.12
159.12
179.12
0.06654 0.26654 0.46654 0.66654 0.86654 1.06654
Deformación (mm)
Esfu
erzo
(MPa
)
Figura 4.10 Curva característica de Esfuerzo vs. Deformación de las probetas de doblado soldadas con
una intensidad de corriente de 212.5 Amp.

Capítulo 4. Análisis de Resultados. 73
Figura 4.11 Curva característica de Esfuerzo vs. Deformación de las probetas de doblado soldadas con
una intensidad de corriente de 233.5 Amp.
39,12
59,12
79,12
99,12
119,12
139,12
159,12
179,12
199,12
0,06654 0,26654 0,46654 0,66654 0,86654 1,06654
Esfu
erzo
(MPa
)
Deformación (mm)
Curva característica Esfuerzo vs Deformación Doblado para 240 Amp
Figura 4.12 Curva característica de Esfuerzo vs. Deformación de las probetas soldadas con una
intensidad de corriente de 240 Amp.

74 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección
(GMAW) sobre la resistencia al impacto en el acero inoxidable austenítico AISI 304
A continuación se muestra la tabla 4.6 donde se presentas las probetas a las
cuales se le realizaron los ensayos de doblado para la búsqueda de grieta o
porosidades en el cordón de soldadura con su análisis apropiado.
Tabla 4.6 Observaciones del ensayo de doblado para probetas soldadas a los distintos amperajes.
Observaciones de probetas soldadas
con 215,5 Amp.
Imágenes de las probetas ensayadas
P1 Cordón de soldadura Centrado, sin
agrietamiento visible.
P2 Cordón de soldadura Centrado, sin
agrietamiento visible.
P3 cordón de soldadura centrado, sin
agrietamiento visible.

Capítulo 4. Análisis de Resultados. 75
Observaciones de probetas soldadas
con 233,5 Amp.
Imágenes de las probetas
ensayadas
P1 Cordón de soldadura Centrado, sin
agrietamiento visible.
P2 Cordón de soldadura centrado,
sin agrietamiento visible
P3 Cordón de soldadura Centrado, sin
agrietamiento visible.

76 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección
(GMAW) sobre la resistencia al impacto en el acero inoxidable austenítico AISI 304
Observaciones de probetas soldadas
con240 Amp.
Imágenes de las probetas
ensayadas
P1 cordón de soladura centrado, sin
agrietamiento visible.
P2 Cordón de soldadura Centrado, sin
agrietamiento visible.
P3 Cordón de soldadura centrado, sin
agrietamiento visible.
4.4.4 Análisis del ensayo de doblado.
Observando la tabla 4.5 para el caso de las probetas soldadas con una
intensidad de corriente de 212,5 Amp en las cuales se obtuvieron buenos resultados,
las probetas presentaron una buena ductilidad y no se observó agrietamiento
obteniéndose un esfuerzo máximo de 167,39 Mpa.
La intensidad de corriente de 233,5 Amp presentó resultados satisfactorios al
igual que las probetas anteriores, presenta muy buena ductilidad y no hay

Capítulo 4. Análisis de Resultados. 77
agrietamientos visibles, se registró un esfuerzo máximo de 169,01 el cual es 0,95%
mayor en comparación con las probetas soldadas con 212,5 Amp.
Para finalizar se observa para la intensidad de 240 Amp que al igual que las
demás intensidades, esta también tiene muy buena ductilidad y no se presentan
ninguna grieta visible, y se registró un esfuerzo máximo de 171,85 Mpa el cual es
mayor a los esfuerzos de las intensidades de 212,5 y 233,5 Amp en un 2,59% y
1,65% respectivamente
A medida que el amperaje aumenta se observa el incremento del esfuerzo
máximo y no se observan agrietamientos en los cordones ni en la zona afectada por el
calor esto se debe a la mejor penetración de la soldadura por efecto del amperaje.
4.4.5 Estudio de macroscópica.
En el siguiente ensayo de macroscópica se pueden observar las probetas a las cuales
se les realizó el ataque químico y se puede observar las penetraciones de los cordones
de soldadura en las probetas a los amperajes de 212,5, 233,5, 240 Amp.
Figura 4.13 Macroscopía de la probeta soldada con un amperaje de 212,5.
Observaciones:
En la probeta la cual se soldó con un amperaje de 212,5 que se puede ver en la
figura 4.13 se observan los dos cordones de soldadura realizados en la probeta, los

78 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección
(GMAW) sobre la resistencia al impacto en el acero inoxidable austenítico AISI 304
cuales no posee grietas ni fallas en la zona afectada por el calor. También se puede
observar como los dos cordones de soldadura se encuentra unidos entre sí por lo que
se puede decir que hubo una penetración completa.
Figura 4.14 Macroscopía de la probeta soldada con un amperaje de 233,5.
Observaciones:
En la probeta soldada con un amperaje de 233,5 se puede observar que las
penetraciones de cada uno de los cordones fueron mayores a las de la probeta anterior
como se puede observar en la figura 4.14 también se puede observar que no se
produjeron ningún tipo de defecto tanto en la soldadura como en la zona afectada por
el calor.
Figura 4.15 Macroscopía de la probeta soldada con un amperaje de 240.

Capítulo 4. Análisis de Resultados. 79
Observaciones:
En esta probeta la cual fue soldada con un amperaje de 240 se puede observar
como la penetración en los dos cordones de soldadura fueron de mayor tamaño que
en la probetas anteriores como se puede observar en las figura 4.15 y así como en las
anteriores no se puede encontrar ni fisuras ni defectos en el proceso de soldadura.
4.4.6 Análisis del ensayo de Microscopía.
Al variar la intensidad de la corriente en el proceso del soldadura se varia tanto
la penetración del los cordones de soldadura así como el ancho del cordón de
soldadura, por lo que el contacto entre el cordón principal y el posterior aumenta o
disminuye también.
Se necesita de una pasada por cada lado para realizar una penetración completa
de la lámina de 6 mm como se puede observar en cada una de las probetas.
Al aumentar la intensidad de corriente en las probetas el cordón de soldadura es
mucho mayor por lo que el contacto es mucho mayor entre las dos penetraciones
debido a que a mayor intensidad de corriente se produce una mayor temperatura de
fusión por lo que el material de aporte logra penetrar con mayor facilidad el material
base.
El proceso de soldadura se hizo en forma de rocío y se pudieron observar poca
salpicadura alrededor del cordón de soldadura después del proceso así como también

80 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección
(GMAW) sobre la resistencia al impacto en el acero inoxidable austenítico AISI 304
no se encontraron defectos como grietas, porosidades, defectos de forma así como
tampoco falta de fusión en el mismo.
4.4.7 Estudio de Microscopía.
Para el cálculo del porcentaje de Níquel equivalente y del porcentaje de
Cromo equivalente del material base y material de aporte se utilizaron las ecuaciones
2.3 y 2.4 respectivamente, con la composición química correspondiente de cada uno
según se muestran en las tablas 3.1y 3.2. Los resultados se muestran en la tabla 4.7.
Tabla 4.7 porcentaje de cromo equivalente y níquel equivalente.
Materiales % Ni % Cr
Metal Base 9,95 18,803
Metal de Aporte 11,42 22,45
Una vez obtenidos los porcentajes se procedió a calcular el porcentaje de
dilución del material de aporte en la soldadura
Los resultados de los porcentajes de dilución para cada amperaje se muestran
en la tabla 4.8 y fueron calculados en base a las áreas de las muestras de macroscopía.

Capítulo 4. Análisis de Resultados. 81
Tabla 4.8 Porcentajes de dilución.
Condición % de Dilución
Ar 98% O2 2% 45,96
Por ultimo se procede a graficar los puntos correspondientes al metal base y al
metal de aporte por medio de los porcentajes de Cromo y Níquel equivalente y se
identifica el punto correspondiente.
Figura 4.16 Diagrama de Shaeffler. Para una mezcla de gases de Ar 98% y O2 2%
200X

82 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección
(GMAW) sobre la resistencia al impacto en el acero inoxidable austenítico AISI 304
Figura 4.17 Microestructura de la probeta soldada con una intensidad de corriente
de 212,5 Amp.
Observaciones:
El metal base muestra una microestructura austenítica, y en la ZAC se observa
claramente la formación de las estructuras dendríticas columnares hasta llegar a una
estructura completamente dendrítica, la tendencia de las estructuras columnares es
hacia la superficie, la distribución de las mismas es uniforme a lo largo del charco de
soldadura de manera ascendente.
200X

Capítulo 4. Análisis de Resultados. 83
Figura 4.18 Microestructura de la probeta soldada con una intensidad de corriente de
233,5 Amp.
Observaciones:
Al igual que en el cordón anterior El metal base muestra una microestructura
austenítica, y se aprecia claramente en la ZAC la formación de las estructuras
dendríticas columnares hasta llegar a una estructura completamente dendrítica, en el

84 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección
(GMAW) sobre la resistencia al impacto en el acero inoxidable austenítico AISI 304
cordón de la soldadura, aunque se observan algunas incrustaciones en el cordón de
soldadura y n la zona afectad por el calor.
Figura 4.19 Microestructura de la probeta soldada con una intensidad de corriente de
240 Amp.
200X

Capítulo 4. Análisis de Resultados. 85
Observaciones:
Se observan las formaciones dendríticas columnares en la zona afectad por el
calor y una estructura completamente dendrítica en el cordón de soldadura además,
se observan incrustaciones las cercanías de la zona afectada por el calor.
4.4.8 Análisis de los ensayos de microscopia.
La presencia de Argón en la mezcla de gases de protección homogeneíza la
solidificación del charco de soldadura ya que al disminuir la cantidad del mismo en la
mezcla de gases de protección se observa una distribución poco uniforme de las
estructuras columnares dendríticas, la solidificación del metal de aporte ocurre de
manera desordenada. Debido a las altas temperatura por causa de la fusión y
posteriorente un enfriamiento rápido lo que no permite una reorganización adecuada
de los granos.
Se observa que a medida que la intensidad de corriente aumenta la estructura
dendrítica del cordón de soldadura se vuelve mas desordenada esto debido al aumento
de la temperatura producido por el arco eléctrico de mayor amperaje.
La estructura del metal base es claramente austenítica y a medida que se ve
afectado por el calor la estructura columnar va apareciendo hasta convertirse en una
estructura dendrítica completamente.
4.4.9 Ensayo de microdureza Vickers

86 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección
(GMAW) sobre la resistencia al impacto en el acero inoxidable austenítico AISI 304
Los siguientes gráficos representan los valores extraídos de los ensayos de
dureza Vickers (HV) utilizando una carga de 200 gr de presión sobre las muestras
soldadas a distintos amperajes, los estudios se realizaron en las tres zonas más
importantes las cuales son:
Cordón de soldadura.
Zona afectada por el calor.
Material base.
Luego de la presentación de las tres graficas de dureza de cada condición se
muestra el gráfico de comparación entre los valores de cada probeta en el cordón de
soldadura y zona afectada por el calor.

Capítulo 4. Análisis de Resultados. 87
Figura 4.20 Gráfica de micro dureza de la probeta soldada con un amperaje de 212.5.
Figura 4.21 Gráfica de micro dureza de la probeta soldada con un amperaje de 233,5.

88 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección
(GMAW) sobre la resistencia al impacto en el acero inoxidable austenítico AISI 304
Figura 4.22 Gráfica de micro dureza de la probeta soldada con un amperaje de 240.
0
50
100
150
200
250
300
350
400
212,5233,5
240
380,03367,1
353338,23
337,33335,93317,43
316,47317,2
Tabla de dureza Vickes Vs Variacion de Amperajes.
ZA
CS
MB

Capítulo 4. Análisis de Resultados. 89
Figura 4.23 Gráfica de micro dureza Vs las variaciones de las distintas velocidades de aporte de
material tomando en cuenta los valores del cordón de soldadura, el área afectada por el calor y el
material base.
Una vez obtenido los valores de la dureza en cada uno de los distintos
amperajes realizados se colocan en la figura 4.23 para su comparación de los valores
de dureza en el cordón de soldadura y en la zona afectada por el calor.
4.4.10 Análisis del ensayo de microdureza Vickers
Lo mayores valores de microdureza que arrojaron los estudios tanto en el
cordón de soldadura como en la zona afectada por el calor se encontraron en las
probetas soldadas con el amperaje de 212,5 los cueles fueron de 380,03 HV y 338, 23
HV respectivamente como se puede observar en la grafica 4.18 y los dos menores
valores en el cordón y en al área afectada por el calor fueron de 353 HV y 335,93 HV
respetivamente los cuales se obtuvieron de las probetas soldadas a 240 Amperios
como se puede observar en la figura 4.20 estos valores se deben que a menor
temperatura la reorganización de los granos se produce de mejor forma a diferencia
de los 240 Amp en la cual ocurre un sobre calentamiento del material .
El valor intermedio de microdureza vicker se encontró en la probeta soldada
con el amperaje de 233,5 como se puede ver en la grafica 4.29 la cual arrojo un valor
de 367,1 HV en el cordón de soldadura y de 337,33 HV en el área afectada por el
calor.
El aumento de los valores de microdureza de las probetas es inversamente
proporcional al aumento del amperaje en las probetas como se puede observar en la
figura 4.23 y se debe a que los valores de dureza dependen de la capacidad que tiene
el material para evitar que un objeto la penetre. Cuando el amperaje aumenta la
temperatura también lo que provoca una variación en los granos.

90 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección
(GMAW) sobre la resistencia al impacto en el acero inoxidable austenítico AISI 304
Los valores de micro dureza del material base oscilaron entre 316 y 317 HV
lo cuales son menores a los valores arrojados en el cordón de soldadura y en el área
afectada por el calor, esto ocurre porque el material de aporte se funde a una
temperatura superior a la de recristalización para luego disminuir relativamente
rápida la temperatura por lo que ocurre una especie de temple al agua y al aire que
genera una mayor dureza, resistencia a los esfuerzos y tenacidad así como también
fragilidad en el cordón de soldadura debido a que al momento de realizar el
enfriamiento los granos se afinan y se hacen más pequeños y además de pasar de ser
una estructura de ferrita a ser austenita.
Apoyados en los estudios de microscopía se puede observar que al alcanzar
una mayor temperatura producida por la utilización de un mayor amperaje antes de
enfriarse se logra una distribución de los granos más uniforme, por lo que las
concentraciones de los esfuerzos disminuyen así como también disminuye la fuerza
que se tenga que aplicar para separar dos granos de forma microestructural y por
consiguiente la dureza y la resistencia mecánica.
4.4.11 Resultados del ensayo de impacto charpy
En la tabla 4.9 se presentan todos los valores de impacto tomados del ensayo
charpy para las probetas soldadas con los amperajes de 212,5, 233,5, 240 y del
material base, así como el promedio para cada ensayo. Todos los valores se
encuentran expresados en Joule.
Tabla 4.9. Valores de Resistencia al impacto del material base y los distintos amperajes.
Intensidad de
corriente y material
base
Probetas Resistencia al
impacto
(Joule))

Capítulo 4. Análisis de Resultados. 91
240 Amp
1 65,69
2 62,65
3 63,73
4 65,70
Promedio 64,46
233,5 Amp
1 52,94
2 51,96
3 52,94
4 52,90
Promedio 52,69
212,5 Amp
1 47,06
2 48,04
3 47,06
4 48,04
Promedio 47,55
Material base
1 101,96
2 104,90
3 105,88
4 103,92
Promedio 104,16
En la grafica 4.25 se presentan los valores de impacto tomados del ensayo
charpy para las probetas soldadas con los amperajes de 212,5, 233,5 y 240 además se
muestra el valor de la resistencia al impacto del material base. Todos los valores se
encuentran expresados en joule.
Una vez que se obtienen los valores promedio de cada uno de las probetas
soldadas con los distintos amperajes así como también el valor promedio de la
resistencia al impacto del material base se ingresaran a una misma gráfica para la
posterior comparación.

92 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección
(GMAW) sobre la resistencia al impacto en el acero inoxidable austenítico AISI 304
Figura 4.24 Probeta después del ensayo de impacto charpy.
En la tabla 4.10. Presentación de la variación porcentual de la resistencia al impacto para cada uno de
los amperajes utilizados con relación al valor obtenido en el material base
Material base e
intensidades de
corriente.
Resistencia al impacto
(Joule)
Variación de la resistencia al
impacto con respecto al
material base (%)
Material base 104.16 N/A
240 Amp 64.46 38.11
233.5 Amp 52.69 49.41
212.5 Amp 47.55 54.34

Capítulo 4. Análisis de Resultados. 93
M. Base 240 Amp 233.5 Amp 212.5 Amp
Serie 1 104,16 64,46 52,69 47,55
-
20,00
40,00
60,00
80,00
100,00
120,00 R
ESIS
TEN
CIA
AL
IMP
AC
TO
(Jo
ule
)
Resistencia al impacto Vs Variacion de los Amperajes.
Figura 4.25 Gráfica de comparación de la resistencia al impacto Vs los distintos amperajes y el
material base.
4.4.12 Análisis del ensayo de la resistencia al impacto.
La menor resistencia al impacto el cual fue de 47,55 Joule como se puede ver en
la grafica 4.22 se obtuvo de las muestras que fueron soldadas con el amperaje de
212,5 Amp disminuyendo en un 54,34% su resistencia al impacto con respecto al
material base, esto debido al efecto del amperaje ya que al ser el menor de todos la
penetración del cordón no fue tan buena como las de los demás amperajes.
El valor de 52,69 Joule se obtuvo de los ensayos realizados a las probetas
soldadas con el amperaje de 233,5 Amp como se puede ver en la grafica 4.22 el cual
tuvo una disminución en el porcentaje de la resistencia al impacto con respecto al
material base de 49,41% aumentando su resistencia al impacto con respecto a la
probeta soldada con el amperaje de 212,5 pero por con una resistencia al impacto de
menor que la probeta soldada con el amperaje de 212,5 Amp la cual fue de 64,46 la
cual presento una reducción de la resistencia al impacto de 38,11%.

94 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección
(GMAW) sobre la resistencia al impacto en el acero inoxidable austenítico AISI 304
En la gráfica 4,22 se puede observar que el material base el cual fue acero
inoxidable 304 presenta una resistencia al impacto mayor que la de las probetas
soldadas con los distintos amperajes lo cual se debe a la diferencia de las
composiciones del alambre ER-308L y apoyándonos en la microestructura los granos
de austenita con ferrita después del proceso de recristalización.
La disminución de la resistencia al impacto de las juntas soldadas con respecto
al material base se debe a la fragilizacion de los cordones de soldadura ocasionado
por el aumento de la temperatura por efecto del arco eléctrico y el aumento del
amperaje
El mayor valor de resistencia al impacto se obtuvo de las muestras soldadas con
el amperaje de 240 Amp y disminuyó en función a la disminución del amperaje
utilizado en las soldaduras por lo que se puede obtener que el aumento de la
resistencia al impacto es proporcional al aumento del amperaje en las probetas de
acero inoxidable 304 soldadas con el proceso de soldadura GMAW.

CCAAPPÍÍTTUULLOO VV
CCoonncclluussiioonneess yy RReeccoommeennddaacciioonneess
5.1 Conclusiones:
La mezcla de gases que produjo una menor salpicadura al momento de
realizar los ensayos de soldadura fue de Ar 98% - O2 2% lo que nos indica que la
presencia de CO2 en la mezcla aumenta la salpicadura en la soldadura.
Los valores de resistencia al impacto aumentaron al momento de
incrementar el amperaje, concluyendo que la resistencia impacto es directamente
proporcional con el aumento del amperaje.
Los valores de dureza aumentaron en el cordón de soldadura un 13,8%
respecto al material base
La disminución de la resistencia al impacto de las juntas soldadas con
212,5 Amp respecto al material base fue de 54,3% resultando la condición mas
critica.
Las propiedades mecánicas de las juntas soldadas aumentan
directamente proporcional al incremento del amperaje y la dureza es inversamente
proporcional a dicho incremento.
La intensidad de corriente utilizada que proporciona una mejor
resistencia al impacto es la de 240 Amp con lo que se pude concluir que los

94 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección
(GMAW) sobre la resistencia al impacto en el acero inoxidable austenítico AISI 304
parámetros seleccionas tales como el gas de protección, la velocidad de aporte de
material y el mismo amperaje son lo que optimizan la resistencia al impacto todo
esto para el marco de esta investigación.
5.2 Recomendaciones.
Para la realización del corte de las probetas una vez soldadas se debería
alternar los tipos de probetas que se van a cortar para evitar deformaciones en
la probetas cortadas.
El proceso se debe realizar con un maquila la cual posea una velocidad
constaste en su defecto se debe realizar con una soldador calificado para que el
cordón de soldadura se mantenga uniforme a lo largo que toda la lamina a
soldar para evitar resultados erróneos.
Para la obtención de los parámetros que se van a variar en la soldadura
tomar en cuenta los valores proporcionados por las tablas de soldadura.
Para investigaciones futuras se recomienda utilizar una mayor cantidad
de amperajes diferentes para así tener una gama de datos más amplia y así
obtener resultados más significativos.
Se recomienda utilizar mezclas de gases de Ar-O2 más cercanas entre si
para establecer criterios de selección mas estrictos a la hora de determinar la
mezcla de gases que de una mejor apariencia del cordón de soldadura y
disminuya las salpicaduras.

GGlloossaarriioo
Agua regia: es una solución altamente corrosiva y fumante, de color amarillo,
formada por la mezcla de ácido nítrico concentrado y ácido clorhídrico
concentrado generalmente en la proporción de una de nítrico concentrado en
tres partes de ácido clorhídrico.
Austenita: es una forma de ordenamiento distinta de los átomos de hierro y
carbono.
Curva de esfuerzo Vs deformación: es un grafico experimental de la tensión
con respecto a la deformación; normalmente se expresa el esfuerzo en el eje de
las ordenadas y la deformación sobre las abcisa.
Deformación: es la variación total que experimenta las dimensiones del cuerpo
sometido a la acción de una fuerza uniaxial durante el ensayo de tracción.
Doblado: es el proceso de fabricación usado en la industrial para deformar el
material y obtener de este modo la configuración geométrica requerida.
Ductilidad: es la cantidad de deformación que es capaz de sufrir un material
antes de la ruptura.
Esfuerzo de fluencia: la tensión la cual un material muestra deformación
plástica significativa.

Resistencia: la capacidad de la estructura o de un elemento estructural para
resistir los efectos de las acciones.
Tenacidad: es la resistencia que opone un mineral u otro material a ser roto,
molido, doblado, desgarrado o suprimido, siendo una medida de su cohesión.
Tracción: es el esfuerzo a que está sometido un cuerpo por la aplicación de dos
fuerzas que actúan en sentido opuesto y tienden a esturarlo.

RReeffeerreenncciiaass
[1] Sierra y Tabon. Estudio de la resistencia a la abrasión vs. Resistencia al
impacto del acero AISI 15b30, templado + revenido. Universidad Nacional de
Colombia, Medellín (2006).
[2] Bolaños et al. Caracterización de las propiedades mecánicas y
microestructurales de soldaduras empleadas en la recuperación de ejes.
Universidad Tecnológica Nacional (Colombia), 2005.
[3] Porta et el. Soldadura de un acero inoxidable dúplex 2205 por GMAW
mediante el uso de la técnica de arco pulsado. Universidad Central de
Venezuela (Venezuela), 2003.
[4] Cambiasso et al. Análisis experimental y por métodos numéricos del uso de
probetas Charpy-v de pequeño tamaño con entalla lateral en aceros
estructurales. Universidad Tecnológica Nacional (Argentina), 2003.
[5] Torres. Evolución microestructural de la aleación de aluminio 6061durante
el proceso de soldadura MIG. Universidad del Norte (España), 2003.
[6] Rodriguez P. Manual de soldadura eléctrica. Buenos aires argentina.
Editorial Alsina primera edición. (2001)

96 Influencia de la soldadura por arco eléctrico con aporte de material y gas de protección (GMAW) sobre la
resistencia al impacto en el acero inoxidable austenítico AISI 304
[7] Guevara, A. SOLDADURA POR ARCO ELÉCTRICO CON GAS DE
PROTECCIÓN. Universidad de Extremadura, Dpto. de Electrónica e Ing.
Electromecánica. España. (2002)
[8] LINCOLN SOLDADURA DE VENEZUELA C.A. (2008), Material de
apoyo del curso de Soldadura TIG. Venezuela, Valencia.
[9] DI CAPRIO. Los aceros inoxidables: martensíticos, ferríticos, austeníticos.
Grupinox 2da
edición. (1999)
[10] Smith, William F. (2003). Fundamentos de la Ciencia e Ingeniería de
Materiales. (3era edición). Madrid: Editorial McGraw - Hill.
[11] AMERICAN WELDING SOCIETY / MANUAL DE SOLDADURA. (1996),
Tomo III. 8va
edición. Editorial Prentice – Hall Hispanoamericana, S.A.
[12] GAS-METAL ARC WELDING – GMAW/ SOLDADURA POR ARCO CON
ALAMBRE CONTINUO (2001), CUADERNO F.I. Nº 1.

AAppéénnddiicceess

A-1

A-3

A-4

A-5



A-6

A-2

UNIVERSIDAD DE CARABOBO FACULTAD DE INGENIERÍA ESCUELA DE INGENIERÍA MECÁNICA COORDINACIÓN DE PROYECTOS DE GRADO
SINOPSIS DEL PROYECTO DE GRADO
TÍTULO DEL TRABAJO: INFLUENCIA DE LA SOLDADURA POR ARCO ELECTRICO CON APORTE DE MATERIAL Y GAS DE PROTECCION (GMAW) SOBRE LA RESISTENCIA AL IMPACTO EN EL ACERO INOXIDABLE AUSTENITICO AISI 304 FECHA DE APROBACIÓN DEL TG-II: . FECHA DE EX. FINAL: . FECHA DE ENTREGA DE EJEMPLARES DEFINITIVOS A DIRECCIÓN DE ESCUELA: . SINOPSIS: El estudio de las propiedades mecánicas en las soldaduras de los aceros inoxidables, bajo la influencia de distintas variables tales como intensidad de corriente, gas de protección, ha tomado gran importancia a raíz de la creciente aplicabilidad de los mismos en diferentes industrias como son la textil, alimenticia, química, fabricación de instrumentos médicos, quirúrgicos, aplicaciones domésticas, la industria naval entre otras. El objetivo principal de este trabajo es determinar la resistencia al impacto de la junta bajo diferentes variables de soldadura y en condiciones similares a las que se presentan en las distintas industrias. Los ensayos fueron diseñados utilizando el proceso de soldadura a tope por arco eléctrico GMAW, con una fuente de poder constante y usando corriente directa. Se utilizó una placa de acero inoxidable 304 como material base, como material de aporte un alambre de electrodo Er308L de acuerdo a las normas AWS5.4-92 y 5.9-93 y Ar98%-O22% como gas de protección . CEDULA DE IDENTIDAD NOMBRES FIRMA
18.250.861 Luís E. Araujo
16.946.887 Jose E. Ollarves Z .
PROFESOR GUÍA: . .
JURADO: . .
JURADO: . .