IMPLEMENTAR REPARACIÓN ESTRUCTURAL EN PIEL DAÑADA …
137
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA ESIME TICOMÁN IMPLEMENTAR REPARACIÓN ESTRUCTURAL EN PIEL DAÑADA DEL RADOMO DEL EQUIPO DE VUELO BOEING 727-200 DE ESIME TICOMÁN. T E S I S QUE PARA OBTENER EL TÍTULO DE INGENIERO AERONÁUTICO PRESENTAN: González Hernández Walter Moreno Vera Salomón Asesores: MBA Marcos Fragoso Mosqueda Ing. Luis Fernando Martínez Poot MEXICO, D.F. MARZO 2014
Transcript of IMPLEMENTAR REPARACIÓN ESTRUCTURAL EN PIEL DAÑADA …
1
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
IMPLEMENTAR REPARACIÓN ESTRUCTURAL EN
PIEL DAÑADA DEL RADOMO DEL EQUIPO DE
VUELO BOEING 727-200 DE ESIME TICOMÁN.
T E S I S
QUE PARA OBTENER EL TÍTULO DE
INGENIERO AERONÁUTICO
PRESENTAN:
González Hernández Walter
Moreno Vera Salomón
Asesores:
MBA Marcos Fragoso Mosqueda
Ing. Luis Fernando Martínez Poot
MEXICO, D.F. MARZO 2014
2
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
3
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Agradecimientos Por Salomón Moreno Vera.
1. A Dios:
Doy gracias a Dios porque me ha permitido tener una vida llena de grandes bendiciones, Él en su
voluntad me ha permitido vivir grandes experiencias, las cuales me han servido para ser un hombre
que debe ir mejorando en todas las áreas de mi vida, y en este proceso, estoy completamente
seguro que no me va a dejar sólo, sino estará conmigo como Poderoso Gigante.
2. A mi Familia:
Estoy sumamente agradecido con mis padres por haberme dado todas las facilidades para estudiar,
sé que su esfuerzo ha sido mucho, y nunca podré pagarles todo lo que han hecho por mí, veo en
ustedes el ejemplo del amor, esfuerzo, y coraje, estos me ha traído hasta aquí, sin embargo más que
esto, le agradezco a Dios por permitirme tenerlos, pido a Él por sus vidas, para que sean bendecidos
abundantemente. A mi hermano Aarón, por enseñarme a ser constante en las cosas, ya que tu
determinación ha sido una fuerte inspiración y ayuda para que yo pueda seguir adelante en todo lo
que me proponga. A mis tíos, por estar siempre a mi lado cuando los he necesitado, de muchas
formas cada uno de ustedes ha colaborado para que yo pueda concluir mis estudios, y les agradezco
inmensamente su apoyo, que Dios les bendiga.
3. A mi amigo Walter González:
Walter, le agradezco a Dios por haberme permitido estar contigo en toda la realización de la
Ingeniería, te agradezco que has sido, más que un compañero, un amigo en el que puedo confiar
plenamente, gracias por animarme en los cuatro años de la carrera, gracias por la paciencia que has
tenido para conmigo, me has enseñado muchas cosas, y sé que esto solo pudo haber sido porque
forjamos una gran amistad, mis oraciones y mis mejores deseos para ti y toda tu familia.
4. Al MBA. Marcos Fragoso.
Por su gran apoyo, primeramente en la impartición de las materias que me llevaron a mantener mi
interés por la aviación, su exigencia en las asignaturas que impartió y la cercanía en parecido que
tenían sus clases con varias áreas de la industria Aeronáutica me han impactado y enseñado que es
posible formar Ingenieros que puedan ser partícipes del crecimiento de la Aviación en este país. Le
agradezco también su paciencia, y su apoyo para que este trabajo de Tesis haya sido autorizado
primeramente por su conocimiento y experiencia, y faltan palabras y expresiones con las que podría
continuar hacia su profesionalismo y sobre todo a su persona. Muchas gracias.
5. Hay muchos nombres y personas que vienen a mi memoria, que han sido de gran importancia para
mí, durante los cuatro años de mi carrera, y durante toda mi vida de estudiante. No podría
nombrarlos a cada uno, puesto que son muchos, sin embargo les comento que no los olvido, los
tengo presentes a cada uno, y aunque no nos frecuentemos, cada uno de ustedes me ha enseñado
algo, y me quedo con lo mejor de cada uno. Abuelos, Entrenadores, Maestros, Primos, Compañeros,
Pastores, y Amigos. Dios sabe cuántos y quiénes son, y le pido a Él que les permita conocerlo, y que
los bendiga en toda su vida. Muchas Gracias.
4
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Por Walter González Hernández
En estas líneas pretendo expresar mi más sincero agradecimiento a dios por guiarme durante
todos mis estudios, y por las oportunidades que me presenta en la vida, no por darme el
conocimiento, si no por darme la oportunidad de ir en busca de este, le agradezco por estar
conmigo en todo momento y mostrarme la claridad en las situaciones de frustración, pero
sobre todo por llenar mi vida con sus bendiciones y permitirme ser el hombre que soy.
Agradecer hoy y siempre a mi Madre por haber luchado inalcanzablemente por apoyar mis
estudios, por haberme inculcado excelentes valores y por haberme transmitido día con día el
ser una mejor persona, a mi abuela y mis tíos que siempre estuvieron presentes apoyando cada
una de mis decisiones siendo parte de ellas, por darme esa felicidad que me anima hacer cada
día mejor y esforzarme en cada aspecto de mi vida. Pido adiós por sus vidas para que las llene
con bendiciones y fortalezca sus corazones.
A mi compañero de tesis Salomón que me atrevo a llamar uno de mis mejores amigos que
durante más de 5 años me ha apoyado no solo en lo académico si no en cada situación de vida.
Me gustaría expresar mi gratitud a mis Asesores MBA. Marcos Fragoso Mosqueda y al Ing. Luis
Fernando Martínez Poot, por el interés, apoyo y comentarios necesarios para el termino exitoso
de este trabajo de tesis, además de haber compartido su vasta experiencia, conocimientos y
destrezas en muchas áreas. Les agradezco, porque no solo estuvieron presentes en esta última
etapa, si no por haber estado presentes durante toda la carrera de Ingeniería Aeronáutica.
Agradezco a los técnicos en materiales compuestos Oscar Hernández Carmona y Carlos
Hernández Carmona por guiarme en el proyecto de tesis, y que orgullosamente menciono son
parte de mi familia.
Quisiera agradecer a los Ing. Ricardo Lora Aguilar, Ing. Julio Cesar Gomez Sanchez y a Ing. Nelly
Alvarez León, por su apoyo incondicional y la asesoría externa para este trabajo de tesis.
En conclusión, reconozco que este trabajo de tesis no hubiera sido posible sin el apoyo de las
empresas Aeroméxico Aerovías de México, S.A. de C.V. Y Grupo Aéreo Monterrey S.A. de
C.V., Magnicharters que confiaron en nosotros y apoyaron este proyecto de tesis. Muchas
gracias.
5
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
HOJA DEJADA INTENCIONALMENTE EN BLANCO
6
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Matriz de Congruencia
Problema Objetivo General Objetivos Específicos Preguntas de
Investigación
Hipótesis
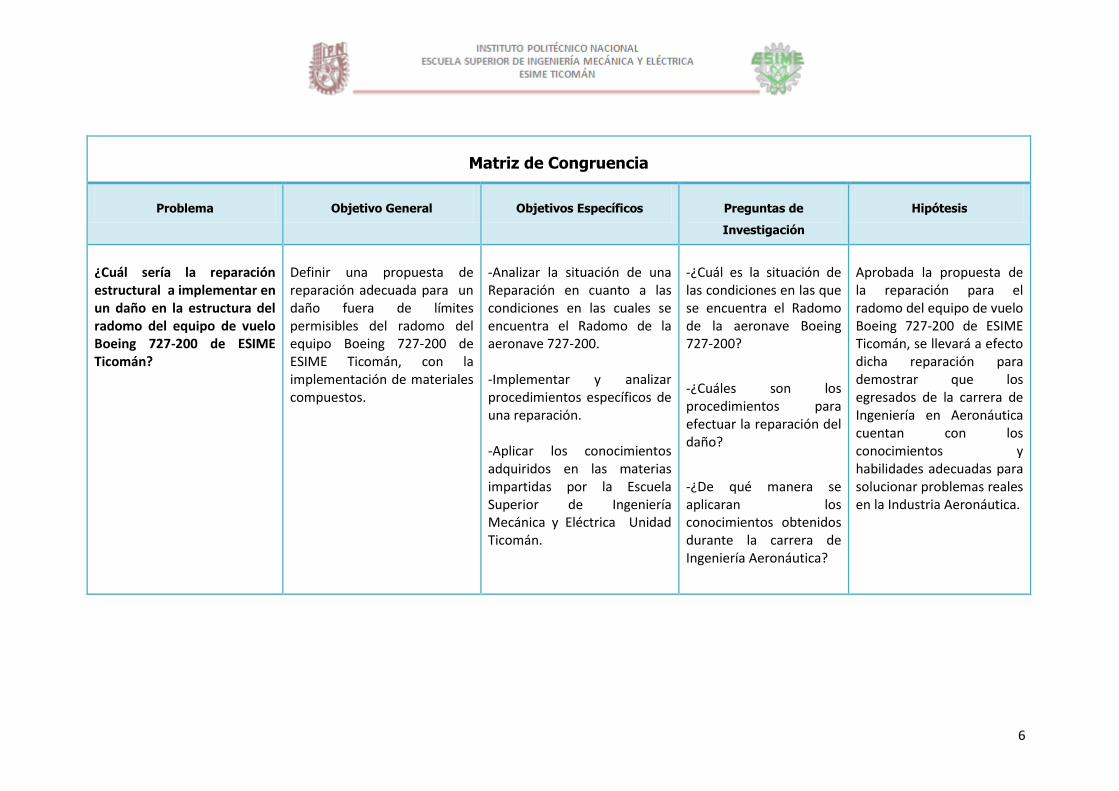
¿Cuál sería la reparación estructural a implementar en un daño en la estructura del radomo del equipo de vuelo Boeing 727-200 de ESIME Ticomán?
Definir una propuesta de reparación adecuada para un daño fuera de límites permisibles del radomo del equipo Boeing 727-200 de ESIME Ticomán, con la implementación de materiales compuestos.
-Analizar la situación de una Reparación en cuanto a las condiciones en las cuales se encuentra el Radomo de la aeronave 727-200. -Implementar y analizar procedimientos específicos de una reparación. -Aplicar los conocimientos adquiridos en las materias impartidas por la Escuela Superior de Ingeniería Mecánica y Eléctrica Unidad Ticomán.
-¿Cuál es la situación de las condiciones en las que se encuentra el Radomo de la aeronave Boeing 727-200?
-¿Cuáles son los procedimientos para efectuar la reparación del daño?
-¿De qué manera se aplicaran los conocimientos obtenidos durante la carrera de Ingeniería Aeronáutica?
Aprobada la propuesta de la reparación para el radomo del equipo de vuelo Boeing 727-200 de ESIME Ticomán, se llevará a efecto dicha reparación para demostrar que los egresados de la carrera de Ingeniería en Aeronáutica cuentan con los conocimientos y habilidades adecuadas para solucionar problemas reales en la Industria Aeronáutica.
7
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
RESUMEN
La tesis muestra el estudio de las acciones a realizar cuando se presenta un daño en el radomo de
una aeronave Boeing B727-200, El inicio de diseño de la reparación comienza con la identificación
del componente, esto lo logramos con la consulta a los manuales de mantenimiento (AMM) y la
identificación del NP con IPC. Ya que se tiene identificado el NP dañado determinamos el tipo de
daño y los límites permisibles de la reparación, lo cual nos menciona si se encuentra fuera o dentro
de lo establecido en los manuales de reparaciones consultando los manuales SRM y CMM.
Si la reparación se encuentra dentro de límites se inicia el diseño de reparación en base a lo
establecido en manuales. Si la reparación se encuentra fuera de límites permitidos, el diseño de
reparación se realizara en base a recomendaciones del fabricante, en ambos casos utilizamos la
experiencia adquirida en las clases de reparaciones estructurales y el conocimiento en materiales
compuestos además del equipo tecnológico de la unidad profesional ESIME Ticomán.
Para asegurar la aeronavegabilidad del componente finalizamos con las pruebas no destructivas
mencionadas en los manuales NDT utilizando métodos como lo son las pruebas de rayos “X”,
pruebas de ultrasonido, prueba de transmisibilidad y/o Tap Test principalmente. Con ayuda de
estos métodos se asegura la aeronavegabilidad del componente para su liberación a servicio.
ABSTRACT
The thesis, shows the study of the actions to take when damage occurs in the nose radome of an
aircraft Boeing B727 -200, the start of the repair design begins with the identification of the
component, that we get with query to maintenance manuals (AMM) and the identification of PN
with the IPC . Now that you have identified the PN damaged determine the type of damage and the
permissible limits of the repair, which mentions us if you are outside or within the provisions of
repair manuals at the SRM and manual CMM.
If repair is within of limits, the design is performed based at repair manuals, if the repair is outside
allowable limits, the design of repair is performed based on manufacturer's recommendations, in
both cases we use the experience gained in the classes of structural repairs and knowledge in
composites materials, in addition at technological equipment his the professional unit ESIME
Ticomán.
To ensure the airworthiness of the component, we completed the work with nondestructive tests
mentioned in NDT manuals, using methods such as testing of "X " rays, ultrasonic, transmissibility
and / or Tap Test mainly. Using these methods serves to ensure the airworthiness of component
for return to service.
8
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Tabla de contenido
Agradecimientos ...................................................................................................... 3
Índice de Figuras .................................................................................................... 10
Índice de Tablas ...................................................................................................... 12
Glosario y Abreviaciones ................................................................................................................................. 13
CAPITULO 1 GENERALIDADES ................................................................................. 15
1.1 INTRODUCCIÓN: ................................................................................................................................... 15
1.2 ANTECEDENTES: ......................................................................................................................................... 16
1.3 PLANTEAMIENTO DEL PROBLEMA (justificación científica) ................................................... 17
1.3.1 JUSTIFICACIÓN Y USO DE LOS RESULTADOS (OBJETIVOS, APLICABILIDAD) ............... 18
1.4 FUNDAMENTO TEÓRICO (argumentación, respuestas posibles, hipótesis) ...................... 19
1.4.1 OBJETIVOS DE INVESTIGACIÓN (general y particulares) ....................................................... 20
CAPÍTULO 2 ESTADO DEL ARTE ............................................................................... 21
2.1 INTRODUCCIÓN ........................................................................................................................................... 21
2.2 LA INGENIERÍA Y EL MANTENIMIENTO DE AERONAVES ........................................................ 22
2.2.1 TIPOS DE MANTENIMIENTO ................................................................................................................. 25
2.2.2 TIPOS DE MANTENIMIENTO CORRECTIVO .................................................................................... 26
2.2.3 MEDIDAS CORRECTIVAS DEL MANTENIMIENTO, TIEMPO MUERTO DE LOS
COMPONENTES ....................................................................................................................................................... 27
2.2.4 Mantenimiento de emergencia ............................................................................................................. 28
2.2.5 Mantenimiento en paro. ........................................................................................................................... 28
2.2.6 Mantenimiento Preventivo...................................................................................................................... 28
2.2.7 Mantenimiento Programado ................................................................................................................. 31
2.2.8 Mantenimiento proactivo ........................................................................................................................ 31
2.3 DAÑOS EN AERONAVES ........................................................................................................................... 32
2.3.1 TIPOS DE DAÑOS EN AERONAVES ...................................................................................................... 32
2.4 MATERIALES COMPUESTOS ................................................................................................................... 34
2.4.1 MATERIALES COMPUESTOS Y SU CLASIFICACIÓN. .................................................................... 34
2.4.2 CARACTERÍSTICAS DE LOS MATERIALES COMPUESTOS IMPLEMENTADOS EN EL
RADOMO. .................................................................................................................................................................... 34
2.5 REPARACIONES ESTRUCTURALES EN MATERIAL COMPUESTO ........................................... 39
CAPTULO 3 ANÁLISIS DEL DAÑO ............................................................................. 42
3.1 DESCRIPCIÓN DEL RADOMO Y SU CONSTITUCIÓN .................................................................... 42
3.2 METODOLOGÍA DE ANÁLISIS Y REPARACIÓN DEL DAÑO ................................................. 43
3.2.1 ANÁLISIS DE LA CONDICIÓN FÍSICA DEL RADOMO ANTES DE SER REPARADO ..... 44
3.3 INSPECCIONES ............................................................................................................................................. 45
3.3.1 ORIENTACIÓN Y PREPARACIÓN PARA LA PRUEBA ................................................................... 45
3.4 INSPECCIÓN PARA REPARACIONES DE ESTRUCTURAS COMPUESTAS. ............................. 48
3.4.1 INSPECCIÓN VISUAL .................................................................................................................................. 48
3.4.2 INSPECCIÓN TAP TEST O POR GOLPETEO ...................................................................................... 48
9
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
3.4.3 INSPECCIÓN DE ULTRASONIDO........................................................................................................... 50
3.4.4 INSPECCIÓN DE RAYOS X .................................................................................................................... 53
3.5 CARGAS SOBRE EL RADOMO.................................................................................................................. 55
3.5.1 IDENTIFICACIÓN DE CARGAS ............................................................................................................... 56
3.5.2 Dimensionamiento de daños .................................................................................................................. 65
3.6 COSTOS DE LA REPARACIÓN .......................................................................................................... 69
CAPITULO 4 DISEÑO DE LA REPARACIÓN ................................................................. 72
4.1 ANÁLISIS DE REQUERIMIENTOS EN MANUALES DEL EQUIPO DE VUELO ....................... 72
4.2 ANÁLISIS DE REQUERIMIENTOS EN LA NORMATIVIDAD AERONÁUTICA........................ 77
CAPÍTULO 5 REPARACIÓN ....................................................................................... 81
5.1 EVALUACIÓN DE CONDICIÓN DEL RADOMO Y PLANTEAMIENTO DEL PROCESO DE
REPARACIÓN ........................................................................................................................................................ 81
5.2 EVALUACIÓN E IDENTIFICACIÓN DEL DAÑO ................................................................................. 82
5.2.1 LOCALIZACIÓN DEL DAÑO DE ACUERDO A PROCEDIMIENTO ......................................... 85
5.3 INSPECCIONES ............................................................................................................................................. 86
5.3.1 INSPECCIÓN VISUAL .................................................................................................................................. 86
5.3.2 INSPECCIÓN POR GOLPETEO (TAP TEST) ...................................................................................... 86
5.3.3 INSPECCIÓN DE RAYOS X ........................................................................................................................ 87
5.4 ANÁLISIS DE REPARACIÓN APLICABLE SEGÚN SRM .................................................................. 93
5.5 DESENSAMBLE ............................................................................................................................................. 98
5.5.1 LIMPIEZA Y VERIFICACIÓN .................................................................................................................... 98
5.5.2 LAVADO DEL RADOMO ............................................................................................................................. 98
5.5.3 LAVADO DE OTROS COMPONENTES .................................................................................................. 99
5.6 REPARACIÓN ................................................................................................................................................. 99
5.6.1 MATERIALES Y HERRAMIENTAS PARA LA REPARACIÓN .................................................... 100
5.7 PROCEDIMIENTO DE REPARACIÓN ................................................................................................. 103
5.7.1 REFUERZO CON CAPAS DE FIBRA DE VIDRIO ............................................................................ 103
5.7.2 REMOCIÓN DE DAÑO ............................................................................................................................. 105
5.8 DISEÑO DE REPARACIÓN ..................................................................................................................... 108
5.8.1 Aplicación de capas de reparación................................................................................................... 109
5.9 PROCESO DE VACÍO ................................................................................................................................ 112
5.9.1 CONEXIONES AL EQUIPO HEATCON 9000 ................................................................................... 116
5.9.2 PROCESO DE CURA PARA MATERIALES DE TIPO PRE IMPREGNADOS. ........................ 116
5.10 REMOCIÓN DE EQUIPO Y CUBIERTA REFORZADA DE FIBRA DE VIDRIO .................... 128
5.10.1 PARTE INTERNA DEL COMPONENTE: ........................................................................................ 128
5.11 REPARACIÓN FINALIZADA ............................................................................................................... 129
5.11.1 ACABADO CON FIBRA SCOTCH ....................................................................................................... 129
5.12 PRUEBAS POSTERIORES A LA REPARACIÓN. .............................................................................. 129
5.12.1 INSPECCIÓN DE ULTRASONIDO SONATEST ............................................................................ 130
5.12.2 INSPECCIÓN DE TRANSMISIBILIDAD .......................................................................................... 132
Capítulo 6 Conclusiones ........................................................................................ 134
Recomendaciones ................................................................................................ 136
Referencias .......................................................................................................... 137
10
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Índice de Figuras Ítem Descripción Figura Pág.
1 Evolución del Mantenimiento 2.1 21
2 Tipos de Mantenimiento Correctivo 2.2 23
3 Medidas Correctivas del mantenimiento 2.3 27
4 Elementos del mantenimiento Preventivo 2.4 29
5 Modelo de estructura Sándwich con Recubrimiento 2.5 36
6 Modelo de estructura interna del Sándwich sin recubrimiento 2.6 37
7 Ubicación de materiales compuestos en B727-200 2.7 40
8 Metodología de Análisis y Reparación del Daño 3.1 43
9 Contacto de Transmisión para Inspección de Ultrasonido 3.2 52
10 Radiografía 3.3 54
11 Cargas sobre el Radomo A) Cargas Globales B) Flujos de carga en los tres puntos
3.4 55
12 Casquete esférico 3.5 57
13 Carga cortante sobre el radomo 3.6 59
14 Límites de Radio de Radomo para integración 3.7 60
15 Momento Generado por el peso del radomo 3.8 62
16 Centro de Gravedad de un paraboloide 3.9 62
17 Cargas sobre el radomo 3.10 63
18 Nariz de radomo Boeing 727-200 3.11 65
19 Localización del Daño 3.12 67
20 Sección desde el Centro de la reparación para núcleo dañado y una piel
4.1 74
21 Colocación de cubiertas de calor para el curado de la reparación
4.2 74
22 Gráfica del tiempo contra la temperatura del proceso de curado de reparación a 121°C
4.3 75
23 Remoción del componente 5.1 81
24 Dimensiones del daño 5.2 82
25 Reporte de Daño 5.3 83
26 Reporte de daño gráfico 5.4 84
27 Ubicación del daño por estaciones 5.5 85
28 Vista en planta de la superficie exterior 5.6 86
29 Equipo de Rayos X 5.7 87
30 Unidad de control 5.8 88
31 Tubo de rayos X 5.9 88
32 Unidad Refrigerante 5.10 89
33 Inspección de rayos X 5.11 90
11
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
34 Interpretación de radiografía 5.12 92
35 Diagrama de flujo de opción de reparación 5.13 97
36 Pasos 1 al 4 para refuerzo de reparación 5.14 103
Ítem Descripción Figura Pág.
37 Pasos 5 al 7 para refuerzo de reparación 5.15 104
38 Pasos 8 al 9 para refuerzo de reparación 5.16 104
39 Pasos 10 al 13 para refuerzo de reparación 5.17 105
40 Zona dañada 5.18 105
41 Pasos 2 al 3 de reparación Remoción del daño 5.19 106
42 Piel dañada removida 5.20 106
43 Pasos 1 al 4 de remoción del Flexcore 5.21 107
44 Pasos 1 al 2 de reemplazo de núcleo dañado 5.22 107
45 Pasos 1 al 5 traslape de pieles 5.23 109
46 Pasos 1 al 3 Aplicación de capas de la reparación 5.24 110
47 Pasos 4 al 9 Colocación de capas 5.25 110
48 Diseño de capas 5.26 111
49 Paso 3 del proceso de vacío 5.27 112
50 Paso 4 del proceso de vacío 5.28 112
51 Paso 5 y 6 del proceso de vacío 5.29 113
52 Paso 8 del proceso de vacío 5.30 113
53 Paso 16 de proceso de vacío Heat Blanket 5.31 114
54 Paso 19 de proceso de vacío Aspirador de vacío 5.32 115
55 Panel de programación 1 del equipo Heatcon 9000 5.33 117
56 Ciclo de cura 5.34 118
57 Panel de programación 2 del equipo Heatcon 9000 5.35 119
58 Ciclo de cura arrojado por la máquina Heatcon 9000 5.36 120
59 Registro del proceso de cura 5.37 121
60 Registro del proceso impreso de Heatcon 9000 5.38 121
61 Registro del proceso real de gráfica 5.39 122
62 Gráfica impresa por máquina Heatcon 9000 5.40 127
63 Reparación con materiales de tipo pre impregnados finalizada 5.41 129
64 Paso 1 al 5 Prueba de ultrasonido 5.42 130
65 Prueba de ultrasonido 5.43 131
66 Prueba de transmisibilidad 5.44 132
12
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Índice de Tablas
Item Descripción Tabla Pág.
1 Administración del Mantenimiento 2.1 24
2 Tipos de servicios de mantenimiento 2.2 31
3 Tipos de reparaciones en materiales compuestos 2.3 41
4 Ventajas y desventajas de métodos de inspección 3.1 47
5 Sonidos en prueba Tap Test 3.2 49
6 Resistencia al Avance y Corrección de factor de carga
3.3 57
7 Especificaciones de núcleo NOMEX 3.4 58
8 Peso del Radomo 3.5 59
9 Flujo de Carga circunferencial 3.6 61
10 Flujo de carga por flexión 3.7 63
11 Resumen de Flujos de Carga 3.8 64
12 Herramientas para la medición 3.9 66
13 Formato para reporte de Daño 3.10 66
14 Formato de Reporte de Daño Gráfico 3.11 68
15 Tabla de Costos de Materiales 3.12 70
16 Tabla de Costos de Personal 3.13 71
17 Tipo de colocación de la piel 4.1 73
18 Requerimiento para prueba de transmisión eléctrica por dimensión
4.2 76
19 Opciones de Reparación 5.1 94
20 Materiales y Herramientas 5.2 102
21 Registro de Valores 5.3 126
13
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Glosario y Abreviaciones
CONCEPTO DEFINICIÓN
Accidente
Es todo suceso imprevisto y no deseado que interrumpe el desarrollo normal de una actividad y origina una o más de las siguientes consecuencias: Lesiones personales y Daños o pérdidas económicas.
Aeronavegabilidad Es la capacidad de una aeronave para cumplir con seguridad con las condiciones de utilización previstas.
Daño Permisible Daño que no ha llegado a los límites máximos de dimensión, como para realizar una reparación, alteración o modificación y que no puede ser riesgoso para la operación de la aeronave.
Fatiga de Materiales Se refiere a un fenómeno por el cual la rotura de los materiales bajo cargas dinámicas cíclicas se produce más fácilmente que con cargas estáticas.
Flexcore
Material fabricado con adhesivos y resinas especiales; la cual da una sorprendente resistencia al soportar cargas de compresión elevadas, gracias a su versatilidad en facing y acabados, así como la combinación de diferentes celdas y espesores. Es un material ligero y resistente, amigable con el ambiente, de bajo costo, fácil de manipular y tan versátil como su creatividad lo permita.
Incidente
“Todo suceso imprevisto y no deseado que interrumpe o interfiere el desarrollo normal de una actividad sin consecuencias adicionales” sucede por las mismas causas que se presentan por los accidentes solo que por cuestiones del azar no desencadena en lesiones.
Inspección Rutinaria Verificaciones visuales manuales para determinar la condición de la aeronave con el propósito de mantener a la aeronave en la mejor condición posible, y estás son programadas.
Mantenimiento Todas las medidas apropiadas para mantener un elemento / parte / equipo, o la restauración de lo que, una condición dada.
Mantenimiento correctivo El mantenimiento no programado o reparación para devolver los artículos / equipo a un estado definido y llevado a cabo por personal de mantenimiento o usuarios perciben deficiencias o fallos.
Mantenimiento predictivo El uso de la medición y métodos modernos de procedimiento que den señal para diagnosticar con precisión el punto / equipo de condición durante la operación.
Mantenimiento preventivo
Todas las acciones llevadas a cabo en un horario previsto, periódicos y específicos para mantener un elemento / equipo en condición establecida de trabajo a través del proceso de revisión y reacondicionamiento. Estas acciones son medidas de precaución adoptadas para prevenir o reducir la probabilidad de fallo o un nivel inaceptable de la degradación en el servicio más tarde.
Pintura Epoxy
La pintura epóxica es un producto de dos componentes, el primero consiste en una resina epóxica de alta durabilidad y resistencia, mientras que el segundo es un esmalte epóxico de alto rendimiento. Su uso es principalmente industrial y de alta exigencia.
Prueba de Transmisibilidad Prueba necesaria para comprobar que la señal del radar de una aeronave, pasa correctamente por el radomo.
Pruebas no destructivas PND o NDT Non Destructive Test
Como su nombre lo indica, las PND son pruebas o ensayos de carácter NO destructivo, que se realizan a los materiales, ya sean éstos metales, plásticos (polímeros), cerámicos o compuestos. Este tipo de pruebas, generalmente se emplea para determinar cierta característica física o química del material en cuestión.
Radomo
Recubrimiento de una antena, utilizado con el fin de protegerla, sin que ello afecte a sus propiedades electromagnéticas, siendo transparente a las ondas de radio. Por ejemplo, en radares montados al exterior, en aviones, como en equipos estáticos, mejora y protege la instalación electromecánica y reduce el efecto del viento, lluvia, granizo, nieve, es decir de los efectos ambientales.
14
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
CONCEPTO DEFINICIÓN
Reparación No Típica
Proceso de Reparación que no se encuentra especificado en los Manuales de Mantenimiento de la Aeronave, por lo que esta reparación es diseñada por el departamento de Ingeniería y es enviada al fabricante para su aprobación, y en caso de ser aceptada se aplica al equipo, componente o elemento de la aeronave.
Reparación Típica Reparación especificada en los manuales de mantenimiento de las aeronaves, en donde se describen todos los procedimientos para efectuarla.
Resina Epóxica
Una resina epoxi o poliepóxido es un polímero termoestable que se endurece cuando se mezcla con un agente catalizador o "endurecedor". Las resinas epoxi más frecuentes son producto de una reacción entre epiclorohidrina y bisfenol-A.
SMC Sheet Moulding Compound (lámina compuesta moldeada)
Tipo de material compuesto formado por una resina termoestable, un refuerzo de fibra, cargas y aditivos para mejorar o proporcionar unas determinadas propiedades finales a la pieza. Se trata de un pre impregnado que se obtiene mediante la combinación en continuo de este sistema químico termoestable con fibra cortada “in situ” y su posterior conformado en forma de láminas mediante rodillos de presión que compactan la pasta, la cual se desplaza envuelta en películas gracias a cintas transportadoras
Manual de Mantenimiento de la Aeronave (AMM Aircraft
Maintenance Manual)
Este manual es realizado por el fabricante de la aeronave, y contiene instrucciones completas para el mantenimiento de todos los sistemas y componentes instalados en la aeronave.
Manual de Reparaciones estructurales (Structural Repair
Manual SRM)
Documento preparado por el Fabricante de una aeronave, el cual designa los materiales estructurales originales incluyendo metales y compuestos utilizados por una aeronave en específico. Usualmente incluye esquemas de la mayor parte de la aeronave, así como listados de tipos de sujetadores y de adhesivos. También recomienda metodologías para efectuar reparaciones en la estructura de los componentes.
Manual de Mantenimiento del Componente (Component
Maintenance Manual CMM)
El CMM es un documento generado por el fabricante original de un componente, para efectuar un reemplazo o reparación de este, generalmente incluye la descripción de operación, especificaciones y pruebas a efectuar.
Catálogo de Partes Ilustradas (Ilustrated Parts Catalog IPC)
Es un documento el cual es de apoyo para el usuario de una aeronave, para encontrar partes, piezas y componente para su reemplazo o conocimiento de funcionamiento detallado del estado.
Radio Technical Commission for Aeronautics RTCA/DO-213
Relacionado con las Prácticas Estándares para los mínimos operacionales de un radomo.
ACRONIMOS
AMM Aircraft Maintenance Manual KV Kilo volts
°C Celsius MA Mega Amperes
°F Fahrenheit N/A No Aplica
BMS Boeing Manufacturer specification N/T No tiene
CMM Component Maintenance Manual Plg Pulgadas
DGAC Dirección General de Aeronáutica Civil
PM Mantenimiento preventivo
FAA Federal Aviation Administration SRM Structural Repair Manual
FAR Federal Aviation Regulation U.V. Ultravioleta
15
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
CAPITULO 1 GENERALIDADES
1.1 INTRODUCCIÓN:
El Mantenimiento de Aeronaves es una rama de la Aeronáutica que tomó un gran auge una
vez construidas las aeronaves, sin embargo no se le había dado tanta importancia hasta
después de la segunda guerra mundial, que fue cuando la industria aeronáutica creció de
manera agigantada.
Hoy día se han ido implementando metodologías que han permitido el ahorro de grandes
cantidades de dinero y sobre todo una reducción importante en el número de accidentes e
incidentes en la aviación, todo esto se logró gracias a una correcta planeación y programación
de mantenimiento en la industria con varios sistemas como lo son:
El mantenimiento Preventivo
El mantenimiento Correctivo
El mantenimiento Predictivo
Sin embargo, como es conocido dentro de la industria aeronáutica existen estándares muy
elevados de seguridad y la normatividad constantemente se va actualizando, para el bienestar
del usuario, de las autoridades y del fabricante, y dentro de estas actualizaciones también
entra el área del mantenimiento de aeronaves para asegurar completamente la
aeronavegabilidad del equipo de vuelo.
Dentro de las tareas de mantenimiento existen las llamadas inspecciones rutinarias, que nos
permiten darnos cuenta de la situación en la que se encuentra el equipo de vuelo, mediante
estas inspecciones también se analizan las partes, componentes primarios y secundarios,
dichas inspecciones se programan para llevar un registro de reparaciones realizadas
anteriormente con límite de tiempo, de daños permisibles y nuevos daños del equipo.
Una vez identificado un daño es necesario dimensionarlo y realizar las inspecciones necesarias
para determinar su estado. Una vez dimensionado el daño se recurre al Manual de
Reparaciones Estructurales (SRM: Structural Repair Manual) para verificar si existe una
reparación aplicable al daño, o si aún el daño es permisible, en caso de ser permisible el daño,
se establece un periodo de revisión para dicho daño, hasta que llegue a los límites máximos de
permisibilidad y entonces efectuar una reparación.
Después de obtener las dimensiones del daño se busca el procedimiento de reparación
aplicable, es necesario estar completamente seguro del tipo de reparación que se debe
efectuar comparando y leyendo las especificaciones del manual, si la identificación y
reparación del daño no existe dentro del Manual de Mantenimiento de la Aeronave (AMM:
Aircraft Maintenance Manual) o SRM es decir es una reparación no típica, es necesario avisar
al fabricante para que responda si se puede implementar alguna reparación o si es necesario
cambiar la parte o componente dañada por una nueva.
16
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Al identificar el proceso de reparación, se verifica que se tengan todas las herramientas y
materiales que se especifican en el manual, para realizar el proceso exactamente como se
indica en el manual.
Una vez efectuada la reparación es necesario, realizar las pruebas que se indican en el manual,
en el caso particular del radomo, se pide una prueba de transmisibilidad, prueba que
normalmente compañías aéreas mandan a efectuar a los Estados Unidos, ya que en México no
se cuenta con la tecnología necesaria, por lo que nosotros llevaremos una prueba que
verificará la densidad de una probeta de material compuesto como la utilizó en la realización
de está reparación.
Al ser reparada y verificada la parte o componente que sufrió el daño con la prueba de
transmisibilidad con luz U.V. a 385 nm, se prepara para ser pintada con pintura epóxi y ser
instalado el radomo en el equipo de vuelo con el procedimiento de montaje indicado en el
AMM.
1.2 ANTECEDENTES:
Origen de los Materiales compuestos1
Los materiales compuestos son la unión de dos o más materiales, con el propósito de crear un
material con características superiores a los originales. Dichos materiales surgen desde
tiempos y culturas muy remotas.
En 1951 aparecen las primeras patentes de métodos automatizados, la producción arranca en
1956 y desde entonces ha ido en aumento la lista de sectores productivos. Por primera vez, se
disponía comercialmente de materiales compuestos estructurales ya que la fiabilidad de este
proceso, así como la elevada resistencia, lo hacía idóneo para aquellos casos donde no solo era
importante el peso o el aislamiento eléctrico sino también los requerimientos mecánicos.
Hoy en día existe una gran variedad de procesos para la elaboración de materiales
compuestos, un ejemplo de estos es el SMC 2de sus siglas en inglés (sheet moulding
compound) o lámina compuesta moldeada, que está fabricada con materiales tales como fibra
de vidrio, resinas de poliéster y cargas que se conforman mediante prensa en caliente, lo que
permite crear un material con una gran resistencia y con un peso muy ligero, este material es
utilizado principalmente en la industria electrónica, automotriz y aeronáutica.
1
Larrodé, Emilio et al. (2007). Materiales compuestos I. [En línea]. Reverté, S. A.
http://books.google.com.mx/books?id=cJvCLh9kOK0C&lpg=PP1&hl=es&pg=PP1#v=onepage&q&f=false
2 Tecnología de plásticos (2011). Instituto Tecnológico del Plástico. (En línea). www.aimplas.es
17
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Materiales compuestos en la Industria Aeronáutica.
La Industria Aeronáutica ha ido en constante crecimiento gracias a los avances tecnológicos,
presentando la necesidad de tener una mejora continua en diversas áreas, tales como
procesos de fabricación, materiales implementados, operaciones aéreas, etcétera, dando
como resultado una mayor exigencia para las investigaciones en el desarrollo de nuevas
tecnologías, entre estas se encuentra el desarrollo de nuevos materiales.
En la historia de las primeras aeronaves veíamos que el material principal para su diseño era la
madera, pero conforme se dieron cuenta los diseñadores que esta carecía de algunas
propiedades y de que se fractura muy fácilmente comenzaron a utilizar aleaciones de acero y
aluminio, con lo cual se dio un gran avance a todo el sector Aeronáutico.
Posteriormente se observan a las fibras cuestionándose los investigadores si era posible
utilizarlas para crear nuevos materiales a partir de estas, de tal manera que sus propiedades se
vieran modificadas para un mejor desempeño.
La primera aeronave en utilizar un material compuesto como lo es la fibra de vidrio fue un
Havoc A-20 utilizados en la segunda guerra mundial, la fibra de vidrio fue utilizada para la
construcción de su radomo, y en la actualidad en una aeronave más del 50 % está hecha por
materiales compuestos en distintos porcentajes de fibra de carbono, fibra de vidrio, fibra de
aramida entre otros compuestos.
1.3 PLANTEAMIENTO DEL PROBLEMA (justificación científica)
Hoy en día, las empresas que fabrican aeronaves tienden a buscar hacerlas más ligeras, por lo
que el uso de materiales compuestos en sus partes y componentes ha crecido notoriamente y
principalmente en la piel y estructura de las aeronaves, para disminuir el peso de la misma; sin
embargo, está expuesta a sufrir daños, los cuales deben ser analizados y reparados a la
brevedad.
Pero una vez identificado un daño, mediante cualquier tipo de inspección, se procede a
efectuar su análisis y estudio, para poder determinar si es necesario realizar la reparación
estructural o si está dentro de límites permisibles, lo cual se debe de investigar en el Manual
de Reparaciones Estructurales del fabricante3, además de ver las pruebas que se necesitan
para determinar el tipo de daño, el dimensionamiento del mismo y las pruebas aplicables para
cuando la reparación ya se haya realizado y se requiera de una verificación para observar si su
condición es Aeronavegable, pero en el SRM, no se especifican los siguientes puntos: cargas y
esfuerzos a los cuales se encuentra sometido el elemento estructural reparado.
3 Structural Repair Manual Boeing 727, Capítulo 51-40 Repairs Pág. 1
18
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Por lo que el motivo específico de la realización de esta reparación a la piel del radomo del
Boeing 727-200 es poder llevar al elemento en cuestión, a las condiciones óptimas de
funcionalidad, aplicando los procedimientos adecuados que dicta el fabricante en el Manual de
Reparaciones Estructurales, por medio del conocimiento y estudio del tipo de daño, los
materiales afectados y el procedimiento que nos indica el manual de reparaciones
estructurales, así como el efectuar las pruebas necesarias antes y después de la reparación,
utilizando máquinas y dispositivos de alta tecnología en pruebas no destructivas, y hornos para
procedimientos térmicos, además de materiales compuestos que hoy día se encuentran en
constante desarrollo, y que en su manejo se debe de tener extremo cuidado, ya que se
manejan, resinas, telas, flexcore, y para el procedimiento se necesita generar vacío.
Aunque esta reparación pueda no ser novedosa, al realizar la prueba de transmisibilidad del
radomo de la aeronave una vez reparado, será una de las pocas veces que se ha efectuado
este tipo de prueba dentro del país, ya que las compañías aéreas mexicanas cuando efectúan
un tipo de reparación como la que se realizará, mandan a hacer estas pruebas al extranjero,
principalmente a los Estados Unidos por el tipo de tecnología que se necesita y del
conocimiento de señales en radares, esta prueba asegura que la señal del radar sea
transmitida correctamente a través del radomo y además determina que tanta fuerza de la
señal se ha perdido.
1.3.1 JUSTIFICACIÓN Y USO DE LOS RESULTADOS (OBJETIVOS, APLICABILIDAD)
Mediante la realización de este trabajo, se busca obtener la experiencia de poder realizar los
procedimientos necesarios para efectuar una reparación típica, pero de alto grado de
dificultad, además de buscar la aplicación de conocimientos adquiridos con materiales
compuestos de última generación, buscando mantener en un estado óptimo los materiales y
componentes de la aeronave.
Este tipo de reparaciones son frecuentes en nuestro país en aeronaves de tercera generación
en adelante, sin embargo muchas veces las pruebas que son necesarias para comprobar,
analizar y verificar la reparación son efectuadas en talleres y laboratorios fuera del país, sin
embargo nuestro propósito es realizar este tipo de pruebas de alta tecnología dentro del país,
con las habilidades y capacidades adquiridas dentro de la carrera de Ingeniería Aeronáutica
impartida por la unidad ESIME Ticomán.
Una vez efectuada la reparación, se verificará mediante una prueba de transmisibilidad si
cuenta con la densidad correcta de material y si el porcentaje mínimo de la señal que emite el
radar es el indicado por el SRM.
19
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Los resultados serán obtenidos mediante el estudio teórico de la resistencia de los materiales
específicamente en el radomo y mediante las pruebas efectuadas antes y después de la
reparación.
Los resultados serán utilizados para demostrar que la reparación en un área crítica dentro de la
aeronave puede ser efectuada sin ningún tipo de problema, dejándola en óptimas condiciones
a un costo mucho menor comparándolo con la compra de un radomo nuevo.
1.4 FUNDAMENTO TEÓRICO (argumentación, respuestas posibles, hipótesis)
Hoy día la industria aeronáutica cuenta con un alto nivel de seguridad, por la normatividad
que existe, sin embargo, los daños que se producen en la piel y la parte exterior de la
aeronave, son muy elevados, siendo estos ocasionados por impactos de aves, FOD, descargas
eléctricas, remolque de aeronaves. Y según las estadísticas en un doce por ciento de todos
estos daños, son ocasionados al radomo. El cual también tiene un costo elevado que oscila
entre los $7,000.00 USD ($92,665.32 MN) a $16,000.00 USD (211,806.46 MN4) de un radomo
de un equipo de vuelo Boeing 727-200.
Es por esto la importancia de que constantemente se vayan mejorando, los materiales y los
métodos de reparación de éstos, para que las aeronaves no permanezcan tanto tiempo en
tierra, pues ocasionaría una pérdida económica a las compañías aéreas
Según el manual de Reparaciones Estructurales del Boeing 727-200, las reparaciones que se
efectúan al radomo son analizadas dependiendo la categoría del daño, las cuales son 5
categorías siendo la clase 1 la de menor daño y la 5 el daño más fuerte en extensión5 y en el
área. Normalmente todas las reparaciones están expuestas a cargas cíclicas, la misma fatiga y
el mismo criterio de tolerancia al daño que aplique al componente. Todas las estructuras en
material compuesto sobre el exterior de la aeronave se protegen contra la degradación y la
exposición a los rayos ultravioleta, así mismo, componentes localizados en zonas de impacto
de rayos tienen provistos conductores anti estáticos.
Pero para poder efectuar la reparación es necesario conocer el tipo de daño conforme a la
siguiente categoría:
Clase 1: Superficie dañada por dentaduras, ralladuras, erosión, etcétera. Esto también
puede incluir capas de pintura en exceso o cobertura de pintura insuficiente que
necesita ser remplazada.
4 Conversión tomada al 2 de marzo de 2014
5 Página de Internet Taller Aeronáutico. Atlanta Aero http://www.atlantaaero.com/repair.html
20
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Clase 2: Dentro de esta clase se encuentran delaminaciones, perforaciones, roturas u
otro tipo de daño que está limitado por la piel exterior sin dañar el núcleo ni la piel
interior.
Clase 3: Dentro de esta clase se encuentran perforaciones, roturas u otro tipo de daño
que afecta la piel exterior y el núcleo pero no la piel interior.
Clase 4: El daño característico son orificios o un daño que se extienda completamente
a través de las dos pieles y el núcleo.
Clase 5: Los daños son muy extensos a lo largo del área del radomo, y requiere de una
restauración completa del radomo. Lo que típicamente incluye la remoción y el
remplazo de la mayoría de la estructura compuesta y esto debe ser logrado con un
molde original del radomo.
1.4.1 OBJETIVOS DE INVESTIGACIÓN (general y particulares)
Objetivo general
Realizar la reparación estructural típica de la piel dañada fuera de límites permisibles
del radomo del equipo Boeing 727-200 con matrícula XA-HOV, utilizando materiales
compuestos, de acuerdo a los procedimientos aeronáuticos establecidos en el SRM y
bajo las normas aeronáuticas respectivas.
Objetivos Particulares
Implementar y analizar procedimientos específicos de una reparación estructural en
materiales compuestos en daños fuera de límites permisibles.
Observar el funcionamiento de equipo especializado para este tipo de reparación y
pruebas a efectuar.
Implementar el procedimiento y técnicas empleadas en la reparación estructural de
aeronave para que se apliquen los conocimientos adquiridos en las materias de
Reparaciones Estructurales, Sistemas en Aeronaves e Ingeniería de Materiales.
Validar la reparación estructural con base a las pruebas Ingenieriles y del manual
correspondiente.
21
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
CAPÍTULO 2 ESTADO DEL ARTE
2.1 INTRODUCCIÓN
Actualmente la forma de pensar ha sido modificada radicalmente con los nuevos retos que se
presentan dentro de lo que conlleva un buen mantenimiento, respondiendo así a las
exigencias de la certificación aeronáutica, durante los últimos años la Industria Aeronáutica ha
tenido un crecimiento muy importante, lo cual nos brinda las oportunidades de conocer
nuevas tecnologías, nuevos materiales, y las nuevas capacidades que son requeridas para
poder cumplir con los estándares de la nueva y actualizada autoridad aeronáutica así mismo
con las exigencias internacionales del sector aeronáutico.
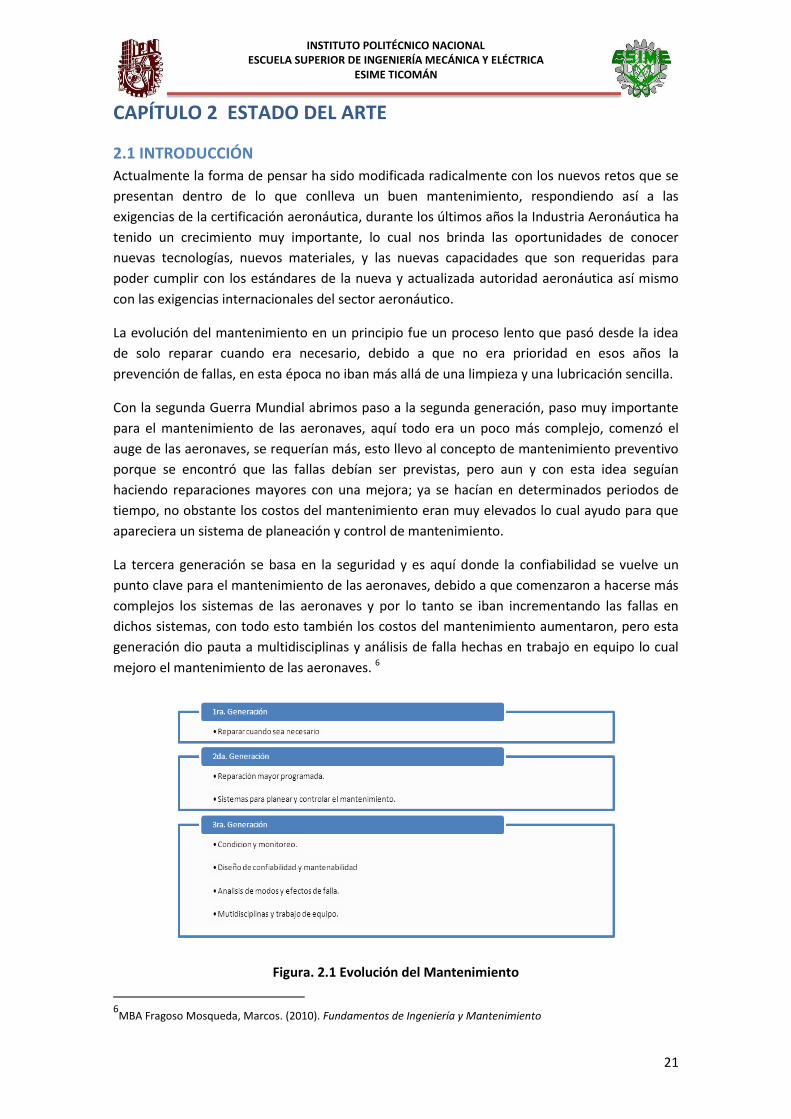
La evolución del mantenimiento en un principio fue un proceso lento que pasó desde la idea
de solo reparar cuando era necesario, debido a que no era prioridad en esos años la
prevención de fallas, en esta época no iban más allá de una limpieza y una lubricación sencilla.
Con la segunda Guerra Mundial abrimos paso a la segunda generación, paso muy importante
para el mantenimiento de las aeronaves, aquí todo era un poco más complejo, comenzó el
auge de las aeronaves, se requerían más, esto llevo al concepto de mantenimiento preventivo
porque se encontró que las fallas debían ser previstas, pero aun y con esta idea seguían
haciendo reparaciones mayores con una mejora; ya se hacían en determinados periodos de
tiempo, no obstante los costos del mantenimiento eran muy elevados lo cual ayudo para que
apareciera un sistema de planeación y control de mantenimiento.
La tercera generación se basa en la seguridad y es aquí donde la confiabilidad se vuelve un
punto clave para el mantenimiento de las aeronaves, debido a que comenzaron a hacerse más
complejos los sistemas de las aeronaves y por lo tanto se iban incrementando las fallas en
dichos sistemas, con todo esto también los costos del mantenimiento aumentaron, pero esta
generación dio pauta a multidisciplinas y análisis de falla hechas en trabajo en equipo lo cual
mejoro el mantenimiento de las aeronaves. 6
Figura. 2.1 Evolución del Mantenimiento
6
MBA Fragoso Mosqueda, Marcos. (2010). Fundamentos de Ingeniería y Mantenimiento
22
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Al planear, programar, coordinar y ejecutar todas las tareas de mantenimiento de una forma
eficiente se logra disminuir los tiempos de paro ocasionados por fallas en equipos y en las
maquinas, además de que si hacemos buen uso de un mantenimiento podremos alargar la
calidad y tiempo de vida del equipo y maquinaria con la cual se realiza dicho mantenimiento.
2.2 LA INGENIERÍA Y EL MANTENIMIENTO DE AERONAVES7
La Ingeniería Aeronáutica tiene como ámbito principal el estudio, investigación, diseño,
construcción, instalación, operación, mantenimiento y administración de los sistemas de
aeronaves, así mismo el mantenimiento de aeronaves derivado de la ingeniería tiene como
objetivos mejorar las operaciones de mantenimiento, reducir la frecuencia con la cual se lleva
a cabo el mantenimiento, reducir los sistemas complejos, y establecer el tiempo óptimo y el
grado de mantenimiento preventivo que se llevará a cabo, con todo esto se lograra mejorar y
asegurar la máxima utilización de las instalaciones del mantenimiento, y mejorar la
organización del mantenimiento de las aeronaves. Además, el mantenimiento de aeronaves
demanda una inversión considerable en infraestructura, cumplir con regulaciones oficiales y
mantener actualizado al personal técnico, todo con el objeto de salvaguardar la seguridad para
los operadores y usuarios de las aeronaves.
Los aviones requieren inspecciones y mantenimiento de manera periódica debido a las horas
de vuelo y ciclos de operación. Un ciclo de operación equivale a un despegue y a un aterrizaje,
por lo tanto si tomamos en cuenta el nivel de servicio de mantenimiento que se le daba con
anterioridad a las aeronaves estamos hablando de un precario mantenimiento si lo
comparamos con el mantenimiento moderno, nos referiremos a que los aviones están sujetos
a una programación calendarizada de servicios de mantenimiento que son los servicios
programados y el fabricante original también nos ofrece un programa de mantenimiento ideal
para sus equipos, el cual puede ser implementado por los dueños de las aeronaves.
La Ingeniería de Mantenimiento puede ser descrita como una función que ofrece una
orientación normativa para las actividades del mantenimiento, además de poder ejercer un
control técnico y la gestión de programas de mantenimiento. Por lo general la Administración
y el Control del Mantenimiento dependen del tamaño de las actividades a desarrollar y estas
son basadas en las regulaciones de la aviación federal que podemos citar como son el FAR 43,
65, 91, 121.372 y 145.
Entonces podemos decir que necesitamos nuevas ideas y nuevas estrategias para obtener
beneficios potenciales, y podamos hacer que las operaciones sean más confiables esto se hará
empleado el pensamiento moderno para evolucionar a un programa de gestión de
mantenimiento que toma ventaja efectiva de la nueva información, la tecnología y nuevos
métodos.
7 B.S. Dhillon. (2002). Engineering Maintenance.
23
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
La mejora de un programa de gestión de mantenimiento es un proceso continuo que requiere
de actitudes progresistas y de participación activa. Los pasos para la gestión de un programa
de mantenimiento eficaz se presenta a continuación:
1. Identificar las deficiencias existentes. Esto se puede lograr a través de entrevistas con
el personal de mantenimiento y mediante el método de la casa de la calidad que
consiste en relacionar las necesidades del cliente en este caso el personal de
mantenimiento con los atributos del nuevo diseño a implementar lo realizan utilizando
una estructura matricial que puede determinar los grados de relación entre los deseos
de los clientes y el cómo llevarlos a cabo en la realización.
2. Establecer objetivos de mantenimiento. Estas metas toman en consideración las
deficiencias existentes que se encuentran en cada una de las secciones del
mantenimiento, además de identificar los objetivos de mejora.
3. Establecer prioridades. Proyectos de mantenimiento de la lista de orden de mérito o
de ahorros.
4. Establecer parámetros de medición de desempeño. Desarrollar una medida
cuantificable para cada objetivo establecido por ejemplo el número de tareas
completadas por semana y el porcentaje de los costos de mantenimiento, reparación o
modificación.
5. Establecer planes a corto y largo plazo. El plan a corto plazo se centra en objetivos de
alta prioridad, por lo general dentro de un periodo de un año. El plan a largo plazo es
de naturaleza más estratégica y se identifican los objetivos importantes que se deben
alcanzar dentro de tres a cinco años.
6. Realizar un documento de los dos planes a corto y largo plazo y enviar una copia a
todas las personas involucradas en las aéreas que se tiene pertinente mejorar.
7. Implementar el plan se toma en acción toda la planificación según sea el caso para
cada área o departamento.
8. Informe de estado. Preparar un breve informe periódicamente por ejemplo dos veces
al año, y este se remitirá a todas las personas involucradas. El informe contiene para
cada objetivo identificado en el plan de corto alcance la información del avance real o
potencial de la programación y causas asociadas.
9. Examinar los progresos realizados anualmente. Revisar el progreso final de cada año
con respecto a las metas establecidas. Desarrollar un nuevo plan de corto alcance para
el año siguiente teniendo en cuenta los objetivos identificados en el plan a largo plazo
y los ajustes realizados al calendario previsto de año anterior, recursos, y costos.
24
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
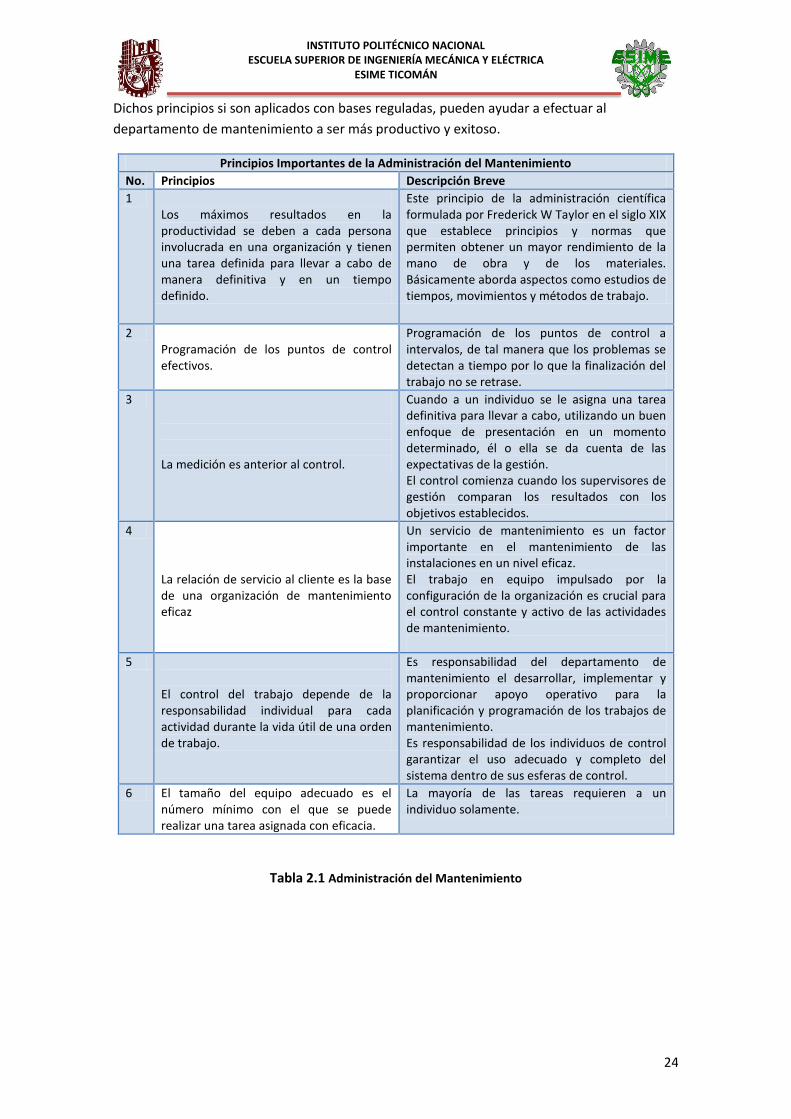
Dichos principios si son aplicados con bases reguladas, pueden ayudar a efectuar al
departamento de mantenimiento a ser más productivo y exitoso.
Principios Importantes de la Administración del Mantenimiento
No. Principios Descripción Breve
1 Los máximos resultados en la productividad se deben a cada persona involucrada en una organización y tienen una tarea definida para llevar a cabo de manera definitiva y en un tiempo definido.
Este principio de la administración científica formulada por Frederick W Taylor en el siglo XIX que establece principios y normas que permiten obtener un mayor rendimiento de la mano de obra y de los materiales. Básicamente aborda aspectos como estudios de tiempos, movimientos y métodos de trabajo.
2 Programación de los puntos de control efectivos.
Programación de los puntos de control a intervalos, de tal manera que los problemas se detectan a tiempo por lo que la finalización del trabajo no se retrase.
3 La medición es anterior al control.
Cuando a un individuo se le asigna una tarea definitiva para llevar a cabo, utilizando un buen enfoque de presentación en un momento determinado, él o ella se da cuenta de las expectativas de la gestión. El control comienza cuando los supervisores de gestión comparan los resultados con los objetivos establecidos.
4 La relación de servicio al cliente es la base de una organización de mantenimiento eficaz
Un servicio de mantenimiento es un factor importante en el mantenimiento de las instalaciones en un nivel eficaz. El trabajo en equipo impulsado por la configuración de la organización es crucial para el control constante y activo de las actividades de mantenimiento.
5 El control del trabajo depende de la responsabilidad individual para cada actividad durante la vida útil de una orden de trabajo.
Es responsabilidad del departamento de mantenimiento el desarrollar, implementar y proporcionar apoyo operativo para la planificación y programación de los trabajos de mantenimiento. Es responsabilidad de los individuos de control garantizar el uso adecuado y completo del sistema dentro de sus esferas de control.
6 El tamaño del equipo adecuado es el número mínimo con el que se puede realizar una tarea asignada con eficacia.
La mayoría de las tareas requieren a un individuo solamente.
Tabla 2.1 Administración del Mantenimiento
25
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
2.2.1 TIPOS DE MANTENIMIENTO
El mantenimiento consiste en la combinación de todas las acciones técnicas y acciones
asociadas mediante las cuales un equipo o un sistema se conservan o repara para que pueda
realizar sus funciones específicas.
2.2.1.1 Definiciones de Mantenimiento
El Mantenimiento es la segunda rama de la Conservación y se refiere a los trabajos que son
necesarios hacer con el objeto de proporcionar un Servicio de calidad estipulada.
El Mantenimiento es la actividad humana que garantiza la existencia de un Servicio dentro de
una calidad esperada. Cualquier clase de trabajo que se haga en Sistemas, Subsistemas,
Equipos, Máquinas, etc., para que éstos continúen o regresen a proporcionar el Servicio con la
calidad esperada, es trabajo de Mantenimiento, pues está ejecutado con ese fin.
Los tipos de Mantenimiento son, el mantenimiento basado en las condiciones, mantenimiento
correctivo, mantenimiento de emergencia, mantenimiento en paro, mantenimiento
preventivo, mantenimiento programado, y mantenimiento proactivo.
2.2.1.2 Mantenimiento basado en las Condiciones.
Este mantenimiento consiste en algo muy simple, consiste en inspecciones de las
características que tengan un alto riesgo de falla, entonces este mantenimiento solo se resume
a las condiciones de uso de las partes u elementos presentes.
2.2.1.2 Mantenimiento Correctivo
El mantenimiento correctivo es un componente importante de la actividad del mantenimiento.
El Mantenimiento correctivo puede ser definido como la acción que es llevada a cabo debido a
fallas o deficiencias encontradas durante el mantenimiento preventivo, para reparar un equipo
o componente a su estado operacional, es decir cuando ocurre la falla y se corrige para su
operación.
Usualmente el mantenimiento correctivo es una acción no programada del mantenimiento,
básicamente está compuesta de necesidades impredecibles del mantenimiento que no pueden
ser planeadas o programadas en base a un tiempo particular en el que se puede realizar.
La acción requiere de una atención urgente en la cual se deben agregar, integrar o sustituir los
elementos de trabajo programados con anterioridad. Esto incluye el cumplimiento de “Incitar
a la acción”, sobre los cambios en el campo, la rectificación o las deficiencias encontradas
durante la operación del equipo o componente, y sobre el desempeño de las acciones de
reparación de incidentes o accidentes.
26
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
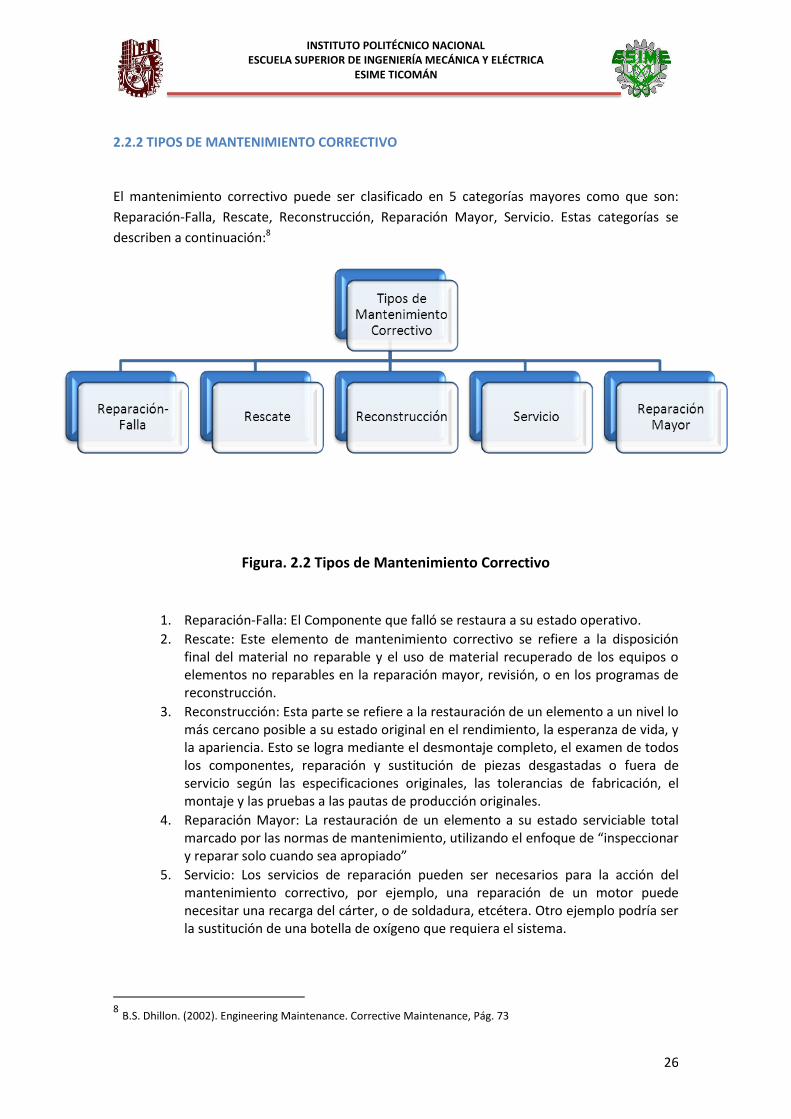
2.2.2 TIPOS DE MANTENIMIENTO CORRECTIVO
El mantenimiento correctivo puede ser clasificado en 5 categorías mayores como que son:
Reparación-Falla, Rescate, Reconstrucción, Reparación Mayor, Servicio. Estas categorías se
describen a continuación:8
Figura. 2.2 Tipos de Mantenimiento Correctivo
1. Reparación-Falla: El Componente que falló se restaura a su estado operativo.
2. Rescate: Este elemento de mantenimiento correctivo se refiere a la disposición final del material no reparable y el uso de material recuperado de los equipos o elementos no reparables en la reparación mayor, revisión, o en los programas de reconstrucción.
3. Reconstrucción: Esta parte se refiere a la restauración de un elemento a un nivel lo más cercano posible a su estado original en el rendimiento, la esperanza de vida, y la apariencia. Esto se logra mediante el desmontaje completo, el examen de todos los componentes, reparación y sustitución de piezas desgastadas o fuera de servicio según las especificaciones originales, las tolerancias de fabricación, el montaje y las pruebas a las pautas de producción originales.
4. Reparación Mayor: La restauración de un elemento a su estado serviciable total marcado por las normas de mantenimiento, utilizando el enfoque de “inspeccionar y reparar solo cuando sea apropiado”
5. Servicio: Los servicios de reparación pueden ser necesarios para la acción del mantenimiento correctivo, por ejemplo, una reparación de un motor puede necesitar una recarga del cárter, o de soldadura, etcétera. Otro ejemplo podría ser la sustitución de una botella de oxígeno que requiera el sistema.
8 B.S. Dhillon. (2002). Engineering Maintenance. Corrective Maintenance, Pág. 73
27
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
2.2.3 MEDIDAS CORRECTIVAS DEL MANTENIMIENTO, TIEMPO MUERTO DE LOS
COMPONENTES9
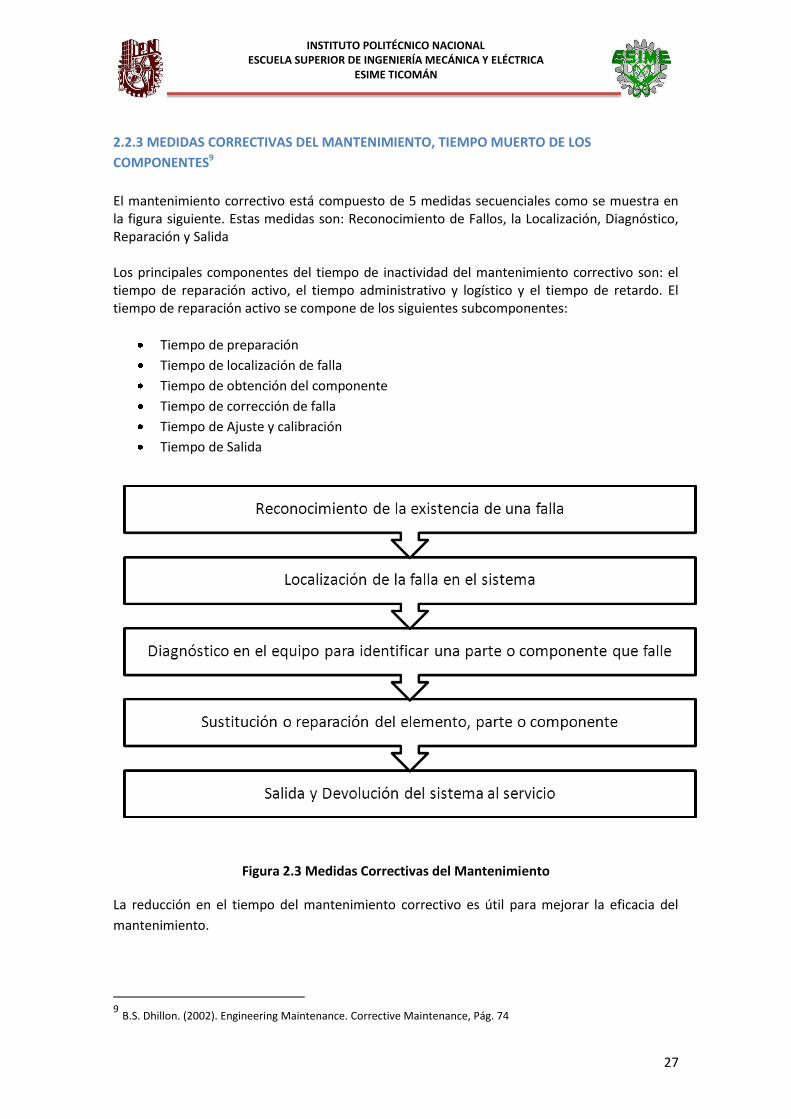
El mantenimiento correctivo está compuesto de 5 medidas secuenciales como se muestra en la figura siguiente. Estas medidas son: Reconocimiento de Fallos, la Localización, Diagnóstico, Reparación y Salida Los principales componentes del tiempo de inactividad del mantenimiento correctivo son: el tiempo de reparación activo, el tiempo administrativo y logístico y el tiempo de retardo. El tiempo de reparación activo se compone de los siguientes subcomponentes:
Tiempo de preparación
Tiempo de localización de falla
Tiempo de obtención del componente
Tiempo de corrección de falla
Tiempo de Ajuste y calibración
Tiempo de Salida
Figura 2.3 Medidas Correctivas del Mantenimiento
La reducción en el tiempo del mantenimiento correctivo es útil para mejorar la eficacia del
mantenimiento.
9 B.S. Dhillon. (2002). Engineering Maintenance. Corrective Maintenance, Pág. 74
28
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
2.2.4 Mantenimiento de emergencia
El mantenimiento de emergencia consiste el que surge de último momento con prioridad y es el que se usa para evitar consecuencias serias.
2.2.5 Mantenimiento en paro.
Es un mantenimiento periódico en el que las compañías se paran para permitir inspecciones, reparaciones, reemplazos y reparaciones generales que solo pueden efectuarse cuando los activos (instalaciones de la compañía) se dejan fuera de servicio.
2.2.6 Mantenimiento Preventivo
El mantenimiento preventivo puede ser descrito como el cuidado y mantenimiento de las
personas implicadas en el mantenimiento para mantener los equipos e instalaciones en estado
operativo satisfactorio mediante el establecimiento de la inspección sistemática, la detección y
corrección de fallas incipientes ya sea antes de que ocurran o antes de su desarrollo en gran
fracaso.
OBJETIVOS
Los objetivos principales del mantenimiento preventivo son los siguientes:
Garantizar la seguridad de los equipos y/o instalaciones para el personal.
Reducir la gravedad de las averías.
Evitar el paro de las líneas de producción.
Minimizar las pérdidas de producción debido a fallas en los equipos.
Promover la salud.
Promover la seguridad del personal de mantenimiento.
ELEMENTOS DE MANTENIMIENTO PREVENTIVO, CARACTERÍSTICAS DE INFRAESTRUCTURA
EN NECESIDAD DE UN PROGRAMA DE MANTENIMIENTO PREVENTIVO
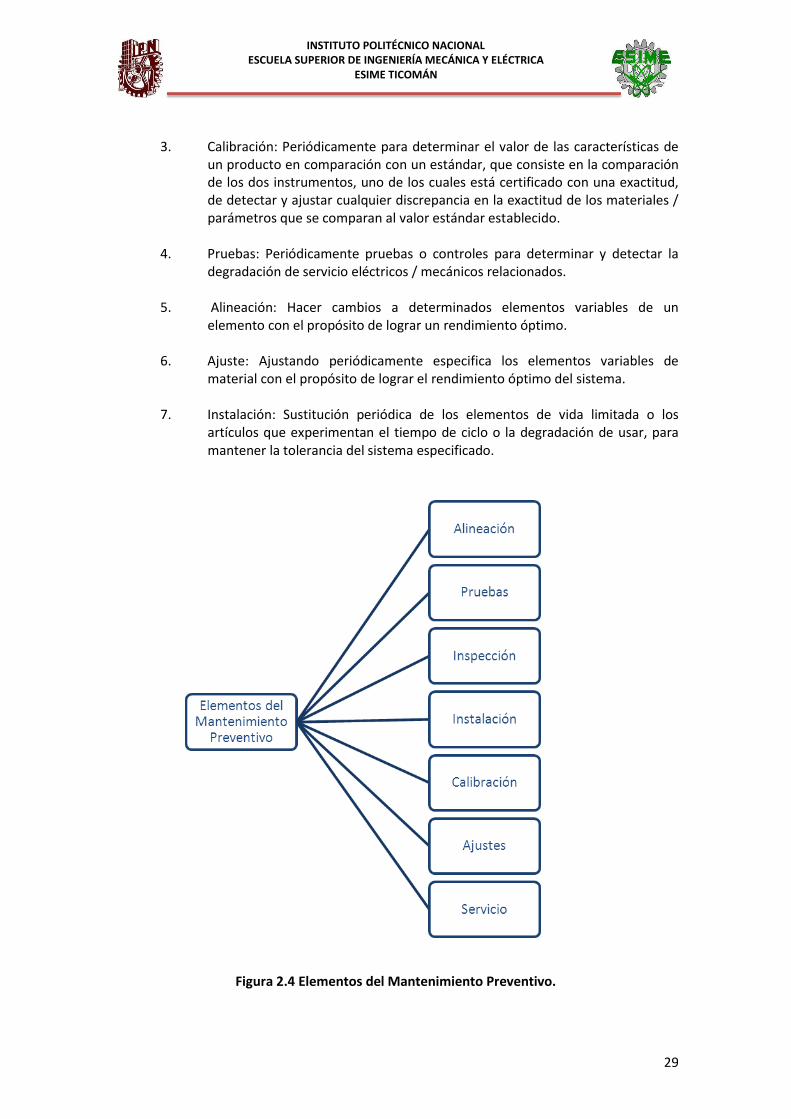
Existen 7 elementos del mantenimiento preventivo que son:
1. Inspección: Periódicamente la inspección de los materiales / objetos para determinar su capacidad de servicio mediante la comparación de sus características físicas, eléctricas, mecánicas, etc., (según corresponda) a los estándares esperados.
2. Servicio: Limpieza, lubricación, carga, mantenimiento, etc., de los objetos /
materiales periódicamente para prevenir la ocurrencia de fallas.
29
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
3. Calibración: Periódicamente para determinar el valor de las características de
un producto en comparación con un estándar, que consiste en la comparación de los dos instrumentos, uno de los cuales está certificado con una exactitud, de detectar y ajustar cualquier discrepancia en la exactitud de los materiales / parámetros que se comparan al valor estándar establecido.
4. Pruebas: Periódicamente pruebas o controles para determinar y detectar la
degradación de servicio eléctricos / mecánicos relacionados. 5. Alineación: Hacer cambios a determinados elementos variables de un
elemento con el propósito de lograr un rendimiento óptimo. 6. Ajuste: Ajustando periódicamente especifica los elementos variables de
material con el propósito de lograr el rendimiento óptimo del sistema. 7. Instalación: Sustitución periódica de los elementos de vida limitada o los
artículos que experimentan el tiempo de ciclo o la degradación de usar, para mantener la tolerancia del sistema especificado.
Figura 2.4 Elementos del Mantenimiento Preventivo.
30
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Para desarrollar un programa eficaz de Mantenimiento Preventivo, es necesario un número de elementos. Algunos de esos puntos son precisos con los registros históricos de los equipos, las recomendaciones del fabricante, personal cualificado, datos anteriores de equipos similares, manuales de servicio, la identificación única de todos los equipos, instrumentos de prueba apropiados y las herramientas, apoyo a la gestión y la cooperación del usuario, la información de fallos por un problema, causa, acción, consumibles y componentes reemplazables, partes, y las instrucciones claramente escritas con una lista para ser firmado. Hay una serie de pasos involucrados en el desarrollo de un programa de Mantenimiento Preventivo muy eficaz en un corto período. Cada paso se explica a continuación.
1. Identificar y seleccionar los temas. Identificar y seleccionar las áreas o zonas susceptibles del PM. Estas áreas deben ser cruciales para el éxito de las operaciones de la planta en general y puede estar experimentando un alto grado de acciones de mantenimiento. El principal objetivo de este paso es obtener resultados inmediatos en zonas muy visibles, así como para ganar apoyo a la gestión que se trate.
2. Identificar las necesidades del PM. Definir los requerimientos del PM. A continuación, un calendario de dos tipos de tareas: las inspecciones diarias y tareas periódicas del PM. Las inspecciones del PM todos los días podrían llevarse a cabo ya sea por mantenimiento o personal de producción. Un ejemplo de una inspección de PM es comprobar la concentración de las aguas residuales de sólidos sedimentables. Las Asignaciones periódicas del PM por lo general lo llevan a cabo los trabajadores de mantenimiento. Ejemplos de tales asignaciones son reemplazar los filtros, sustitución de las correas de transmisión, y la limpieza de equipos de vapor y filtros permanentes.
3. Establecer la asignación de frecuencias. Establecer la frecuencia de la tarea, implica revisar la condición del equipo y registros. Normalmente, la base para establecer la frecuencia es la experiencia de aquellos que están familiarizados con el equipo y las recomendaciones de los proveedores e ingenieros.
4. Preparar las asignaciones de PM. Las tareas diarias y periódicas se identifican y describen en detalle, presentadas para su aprobación.
5. Calendario de las asignaciones de PM en base anual. Las tareas del PM están programadas y definidas sobre la base de un período de doce meses.
6. Ampliar el programa si es necesario. Después de la puesta en práctica de todas las inspecciones de PM todos los días y las asignaciones periódicas en las áreas seleccionadas inicialmente, el PM puede ser ampliado a otras áreas. La experiencia adquirida en los proyectos piloto del PM es fundamental para ampliar el programa.
31
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
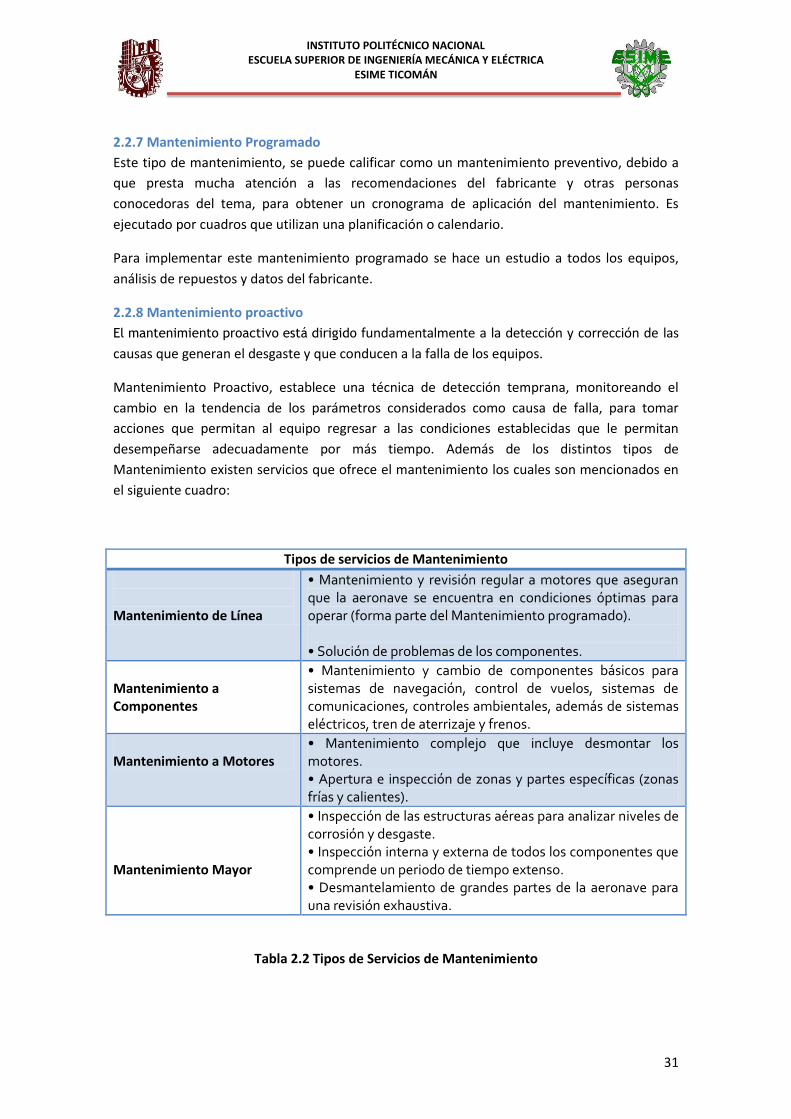
2.2.7 Mantenimiento Programado
Este tipo de mantenimiento, se puede calificar como un mantenimiento preventivo, debido a
que presta mucha atención a las recomendaciones del fabricante y otras personas
conocedoras del tema, para obtener un cronograma de aplicación del mantenimiento. Es
ejecutado por cuadros que utilizan una planificación o calendario.
Para implementar este mantenimiento programado se hace un estudio a todos los equipos,
análisis de repuestos y datos del fabricante.
2.2.8 Mantenimiento proactivo
El mantenimiento proactivo está dirigido fundamentalmente a la detección y corrección de las
causas que generan el desgaste y que conducen a la falla de los equipos.
Mantenimiento Proactivo, establece una técnica de detección temprana, monitoreando el
cambio en la tendencia de los parámetros considerados como causa de falla, para tomar
acciones que permitan al equipo regresar a las condiciones establecidas que le permitan
desempeñarse adecuadamente por más tiempo. Además de los distintos tipos de
Mantenimiento existen servicios que ofrece el mantenimiento los cuales son mencionados en
el siguiente cuadro:
Tipos de servicios de Mantenimiento
Mantenimiento de Línea
• Mantenimiento y revisión regular a motores que aseguran que la aeronave se encuentra en condiciones óptimas para operar (forma parte del Mantenimiento programado). • Solución de problemas de los componentes.
Mantenimiento a Componentes
• Mantenimiento y cambio de componentes básicos para sistemas de navegación, control de vuelos, sistemas de comunicaciones, controles ambientales, además de sistemas eléctricos, tren de aterrizaje y frenos.
Mantenimiento a Motores
• Mantenimiento complejo que incluye desmontar los motores. • Apertura e inspección de zonas y partes específicas (zonas frías y calientes).
Mantenimiento Mayor
• Inspección de las estructuras aéreas para analizar niveles de corrosión y desgaste. • Inspección interna y externa de todos los componentes que comprende un periodo de tiempo extenso. • Desmantelamiento de grandes partes de la aeronave para una revisión exhaustiva.
Tabla 2.2 Tipos de Servicios de Mantenimiento
32
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
2.3 DAÑOS EN AERONAVES
Las aeronaves se encuentran expuestas a padecer daños, como todos los materiales, el daño
en una aeronave se describe como el efecto producido por el contacto con el ambiente, con el
personal y con objetos, que afectan negativamente el estado original de la piel, los materiales,
componentes, apariencia o estructuras.
Los daños en las aeronaves pueden ser fácilmente reparables y sin riesgo aparente, como
también existen aquellos, que si no son atendidos inmediatamente pueden generar más
afectaciones a los materiales.
2.3.1 TIPOS DE DAÑOS EN AERONAVES
Para el análisis e identificación de los daños en las aeronaves, a continuación se presenta una
clasificación de daños que se llegan a presentar en las aeronaves de manera cotidiana10.
Abolladura (dent). Es una deformación hueca sin eliminación de material, ni cambio en
el área de la sección transversal. Generalmente son causadas por el impacto de un
objeto suavemente contorneado con la superficie de la aeronave.
Melladura (nick). Bordes rotos y agrietados pero sin porciones de material eliminado,
son daños que parecen insignificantes pero varían con respecto de la estructura, el
material y la carga.
Rasguño (scratches). Marcas que penetran en la superficie, que llegan a reducir la
sección transversal estructural del material, pero no penetran en el espesor completo.
La profundidad de un rasguño se puede determinar mediante el uso de un micrómetro
óptico.
Agrietamiento (cracks). Fracturas que no separan el material en dos partes, si se
eliminan los soportes que la rodean, por lo general se originan en los bordes, orificios
o puntos donde se aplican las cargas concentradas o donde se producen los cambios
abruptos en el área de la sección transversal. Las grietas causan un cambio significativo
en el área en donde se encuentran. Este daño por lo general tiene una línea irregular y
es a menudo el resultado de la fatiga en el material. La longitud de las grietas que
puede ser tolerada, depende del material, la estructura y la aplicación. Ninguna grieta
debe ser considerada como despreciable, hasta que se hayan determinado los límites
del daño para la estructura afectada.
Orificios (holes). Son perforaciones o cortes que sobrepasan el espesor completo del
material, y están rodeados de material intacto. La forma, y la distancia entre bordes y
estructuras de la aeronave cercanas al orificio debe ser considerados en la evaluación
del daño.
10
Glosario de Aviación en línea: http://aviationglossary.com/aircraft-damage-classifications/
33
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Abrasión (abrasion). Es una zona dañada que es el resultado del desgaste, por
rozamiento, raspado, o erosión de la superficie. Este tipo de daño es generalmente
áspero y tiene una forma irregular.
Ranura (Groove). Área dañada donde el resultado es un cambio de la sección
transversal causado por un objeto afilado y da una ranura continua, aguda y suave en
el material
Corrosión. Es el deterioro de un metal debido a una reacción electroquímica con el
medio ambiente. Dependiendo del tipo de corrosión, este tipo de deterioro puede
tomar la forma de agrietamiento, exfoliación o permite que la erosión de un material
se corroa. La corrosión se suele clasificar como leve, moderada o severa, dependiendo
de la extensión de los requisitos de carga de la pieza. Para poder determinar el tipo de
corrosión en los materiales aeronáuticos, los manuales estructurales deben ser
consultados para evaluar el daño.
Falta de adherencia (disbonds). Se produce en un área dentro de una interfaz, que es
conjunto de dos adherentes en el que se ha producido una falta de adhesión,
produciendo así una separación.
Dentro de esta clasificación de tipos de daños en los materiales compuestos, se menciona que
hay muchos proyectos que ahondan sus investigaciones tratando de descifrar el proceso, los
factores y el desarrollo de fisuras y fallas, tales como lo son: los distintos tipos de degradación,
la vida del componente durante la fatiga, la naturaleza de la matriz, el tipo y geometría del
refuerzo, la interface, los filamentos, etc., que afectan de manera distinta su comportamiento
mecánico, por lo que no se puede determinar un proceso general de la realización de fallas11.
Sin embargo para las aeronaves, el Manual de Reparaciones Estructurales (SRM) nos indica
otra clasificación de daños, los cuales se mencionan a continuación:
Daños Permisibles
Daños fuera de límites
Los daños permisibles son aquellos que se encuentran dentro de los límites dimensionales
establecidos por el fabricante en el SRM, dentro de los cuales están los nicks, dents, scratches,
cracks, y corrosión.
Dichos daños deben ser constantemente vigilados por un procedimiento el cual debe ser
generado por el operador de las aeronaves, según las normas aplicables (FAR 43, 121, 135),
que permita, detectar, diferir, y controlar estos daños.
Un ejemplo de tener inspecciones constantes de estos, es mediante las inspecciones de pre-
vuelo, de 24 horas, de 7 días, y no solamente en servicios mayores, para que esto permita
tener un control del crecimiento de estos daños, y en su momento tener una acción
correctiva.
11 Trabajo de Ingeniería e Investigación Tecnológica, Detección del daño generado en materiales compuestos de
matriz polimérica empleando la técnica de emisión acústica, - - -Soberanis, Unidad de Materiales, Mérida, Yucatán.
34
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Los daños fuera de límites son aquellos en los cuales los límites establecidos en los manuales
del fabricante son sobrepasados en dimensiones, pero que pueden tener una acción
correctiva, o reparación.
Dicha reparación debe ser efectuada mediante un procedimiento establecido en el manual del
fabricante, o mediante un procedimiento elaborado por el área de ingeniería de un operador
que sea aprobado por el fabricante y la autoridad aeronáutica.
2.4 MATERIALES COMPUESTOS
2.4.1 MATERIALES COMPUESTOS Y SU CLASIFICACIÓN.
La existencia de los materiales compuestos va más allá de la sola explicación de la unión de dos
o más materiales para fabricar uno con mejores características, se trata de la micro estructura
de cada fibra y cómo las fibras se pueden entrelazar con otras dependiendo de las figuras que
se generen y los tejidos, de esto depende su clasificación:
Compuestos reforzados con partículas.
Compuestos reforzados con fibras.
Compuestos estructurales.
Aunque también existen otras clasificaciones, pero estas dependen de la matriz pudiendo ser
metálicos, cerámicos y polímeros.
2.4.2 CARACTERÍSTICAS DE LOS MATERIALES COMPUESTOS IMPLEMENTADOS EN EL
RADOMO.
Como se ha mencionado a lo largo del desarrollo de este trabajo es de suma importancia la selección del mejor material compuesto para la reparación de un radomo que permita: la fácil transmisión de señal, la mejor resistencia al contacto con fuertes ráfagas de viento y que sea ligero, cumpliendo las condiciones de aeronavegabilidad. Para esto se mencionan los tipos de materiales más usados en las reparaciones del radomo.
a) Resina Epoxi o poliepóxido
La resina Epóxica es un Polímero termoestable que se endurece cuando se mezcla con un agente catalizador o endurecedor. Las resinas epoxi más frecuentes son producto de una reacción entre bisfenol-a y la epiclorohidrina, el bisfenol-a, se obtiene de fenol y acetona. Las resinas epoxi están constituidas comúnmente de dos componentes que se mezclan previamente antes de ser usados; al mezclarse reaccionan causando la solidificación de la resina, su curado se realiza a temperatura ambiente lo que es una gran ventaja para reducir costos de almacenamiento y tratados térmicos, durante ese curado o secado se forman enlaces cruzados lo que hace que su peso molecular sea elevado.
35
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
i. Propiedades
Humectación y de adherencia óptimas.
Buen aislamiento eléctrico.
Buena resistencia mecánica.
Resistente a la humedad.
Resisten el ataque de fluidos corrosivos.
Resisten temperaturas elevadas o extremosas
Excelente resistencia química
Poca contracción al curar
Excelentes propiedades Adhesivas.
ii. Presentación:
La presentación de la resinas epoxi para su comercialización viene en una amplia gama, desde líquidos de baja viscosidad hasta sólidos de alto punto de fusión y polvos y son muy accesibles de conseguir.
iii. Pinturas Epóxi y acabados: Los epóxis se usan mucho en capas de impresión, tanto para proteger de la corrosión, el ataque de ácidos y químicos como para mejorar la adherencia de las posteriores capas de pintura; debido a su alta densidad manejan una carta de colores muy limitada.
iv. Adhesivos Epóxi:
Son adhesivos reactivos bicomponentes que fraguan por reacción química entre una resina epóxi y un endurecedor, al mezclarse los dos componentes. Los adhesivos epóxi se caracterizan por poseer excelente resistencia a los agentes químicos, al calor y a la humedad, además de gran resistencia al esfuerzo de corte. Si el secado de un adhesivo epoxídico se realiza con calor, será más resistente que si se seca a temperatura ambiente.
v. Resinas epóxi para fabricación de materiales compuestos
Se trata de la mezcla de resinas epóxi con fibras, comúnmente fibra de vidrio o de carbono, esta mezcla se usa tanto en la fabricación de moldes como de piezas maestras, laminados, extrusiones y otras ayudas a la producción industrial. Los resultados son más baratos, resistentes y rápidos de producir que los hechos de madera, metal, plástico, etc. producen piezas más resistentes.

36
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
b) Estructuras Sándwich o Honeycomb
Las estructuras sándwich es una designación del núcleo en forma de prismas hexagonales, aunque hoy día solo importa la estructura, ya que no se ha respetado mucho esta designación. El objetivo de utilizar este tipo de construcción es buscar características del material con muy poco peso. Básicamente consiste en construir un núcleo y recubrirlo por ambas caras. Este núcleo está prácticamente hueco, siendo poco su peso. Pero al forrarlo con el revestimiento, se le da una gran resistencia. La estructura básica de un núcleo varía en función de las propiedades que se quiera obtener y puede llevar una capa intermedia entre ambos recubrimientos, que hace que se adhieran aunque no es estrictamente necesaria. En función de la carga a emplear el núcleo puede fabricarse de distintos materiales:
a. Espuma- Foam. b. Madera. c. Nomex (papel impregnado). d. Metales (Aluminio, acero, etcétera).
A continuación se muestran dos modelos de estructuras de tipo honeycomb con su recubrimiento que lo hacer adquirir una alta resistencia.
Figura 2.5 Modelo de la Estructura de Sándwich con Recubrimiento
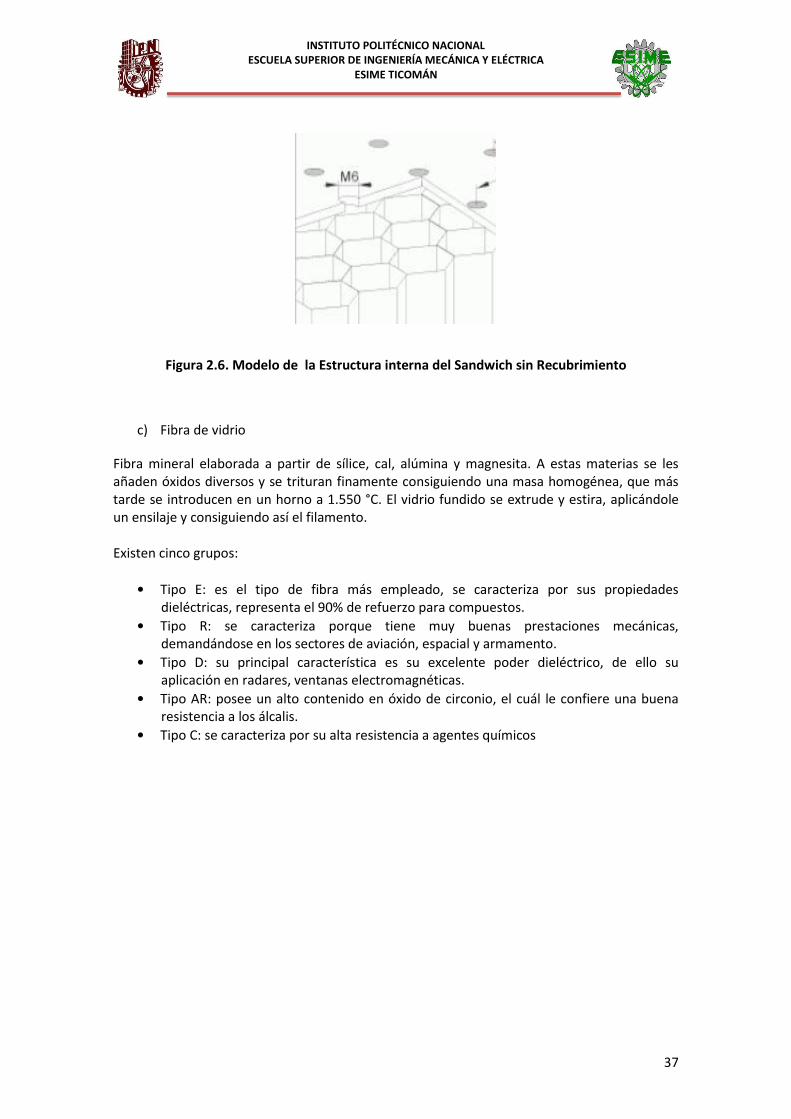
37
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Figura 2.6. Modelo de la Estructura interna del Sandwich sin Recubrimiento
c) Fibra de vidrio
Fibra mineral elaborada a partir de sílice, cal, alúmina y magnesita. A estas materias se les añaden óxidos diversos y se trituran finamente consiguiendo una masa homogénea, que más tarde se introducen en un horno a 1.550 °C. El vidrio fundido se extrude y estira, aplicándole un ensilaje y consiguiendo así el filamento. Existen cinco grupos:
• Tipo E: es el tipo de fibra más empleado, se caracteriza por sus propiedades dieléctricas, representa el 90% de refuerzo para compuestos.
• Tipo R: se caracteriza porque tiene muy buenas prestaciones mecánicas, demandándose en los sectores de aviación, espacial y armamento.
• Tipo D: su principal característica es su excelente poder dieléctrico, de ello su aplicación en radares, ventanas electromagnéticas.
• Tipo AR: posee un alto contenido en óxido de circonio, el cuál le confiere una buena resistencia a los álcalis.
• Tipo C: se caracteriza por su alta resistencia a agentes químicos
38
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Pero a continuación solo se mencionan las que son de implementación en la industria aeroespacial.
FIBRAS DE TIPO “R” 1. Definición La fibra de vidrio “tipo R” es una fibra compuesta de un 60% SiO2, 25% Al2O3, 9% CaO y 6% MgO. Posee buenas propiedades mecánicas y es resistente a la fatiga, temperatura y humedad. Su peso específico es de 2.53g/cm3. 2. Especificaciones técnicas (filamento sin acabados)
a. Mecánicas • Tenacidad (N/tex): 1.74 • Fuerza a la tracción (MPa): 4400 • Elongación hasta rotura (%): 5.2
b. Térmicas • Conductividad Térmica (W/m ºK): 1 • Resistencia termomecánica: 50% después de 150 h a 750 ºC
c. Eléctricas • Resistividad (ohm x cm): 1014 – 1015 • Factor de disipación dieléctrica: 0.0019 a 105 Hz
d. Químicas • Absorción de humedad a 20 ºC y 60% de humedad relativa (%): 0.1 • Resistencia a los disolventes: alta • Resistencia a la intemperie y los rayos UV: alta • Resistencia a microorganismos: alta
3. Aplicaciones
• Usos industriales: se utiliza como fibra de refuerzo en palas de helicópteros, componentes en aeronáutica, cisternas de cohetes, misiles, lanza-misiles
FIBRAS DE TIPO “D”
1. DEFINICIÓN La fibra de vidrio “tipo D” es una fibra inorgánica compuesta de un 73-74% SiO2, y 22-23% B2O3. Posee muy buenas propiedades dieléctricas, además de sus excelentes propiedades frente al fuego, su peso específico es de 2.14 g/cm3.
2. ESPECIFICACIONES TÉCNICAS (filamento sin acabados)
a. Mecánicas • Tenacidad (N/tex): 1.17 • Fuerza a la tracción (MPa): 2500 • Elongación hasta rotura (%): 4.5
b. Térmicas • Conductividad Térmica (W/m ºK): 0.8
c. Eléctricas • Factor de disipación dieléctrica: 0.0005 106 Hz
d. Químicas • Absorción de humedad a 20 ºC y 60% de humedad relativa (%): 0.1
39
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
3. APLICACIONES
• Usos industriales: se utiliza para compuestos permeables a las ondas electromagnéticas, para radares, ventanas electromagnéticas, circuitos impresos de alta gama.
2.5 REPARACIONES ESTRUCTURALES EN MATERIAL COMPUESTO
Los materiales compuestos se utilizan en una amplia gama de Reparaciones tanto en
aeroespacial, marina, y transporte automovilístico. Los daños a los componentes de material
compuesto no siempre son visibles para el ojo Humano y la extensión del daño es determinado
para componentes estructurales por (NDT) Métodos de ensayo no destructivo, que resultan y
nos brindan una mayor eficacia en la identificación de daños la cual nos lleva a saber que
reparación es la adecuada para implementarse.
Existen otras alternativas, las áreas dañadas pueden ser localizadas simplemente tocando la
superficie de la resina y escuchando el sonido. Las áreas dañadas dan una respuesta débil al
golpeteo y los límites del daño en el material compuesto pueden fácilmente ser mapeados
para identificar el área para la reparación.
En las Estructuras de las aeronaves se debe tener en cuenta y se debe poner mayor atención
en esas aéreas que son más propensas a sufrir daños, como lo es, el radomo.
Las reparaciones de estructuras en aeronaves son controladas y deben ser llevadas a cabo de
acuerdo con el manual de reparaciones estructurales (SRM). Para otras aplicaciones de
reparaciones en materiales compuestos se hacen normalmente un nuevo diseño tomando en
cuenta las especificaciones del fabricante para cumplir la especificación original y requisitos de
rendimiento mecánico.
Las reparaciones en los materiales compuestos, son muy comunes, sin embargo antes de
abundar en como efectuar reparaciones en los materiales compuestos es necesario identificar
cuáles son los materiales compuestos más utilizados en la Industria Aeronáutica y además
donde se encuentran ubicados normalmente en una aeronave.
Materiales compuestos utilizados en la Industria Aeronáutica12.
Materiales fabricados con fibra de carbono con reforzado plástico (CFRP: Carbon Fiber Reinforced Plastic)
Materiales fabricados con fibra de vidrio con reforzado plástico (GFRP: Glass Fiber Reinforced Plastic)
Materiales híbridos con CFRP y GFRP unidas
12
Structural Repair Manual Boeing 727, Capítulo 51-20-03, Nonmetallic Materials.
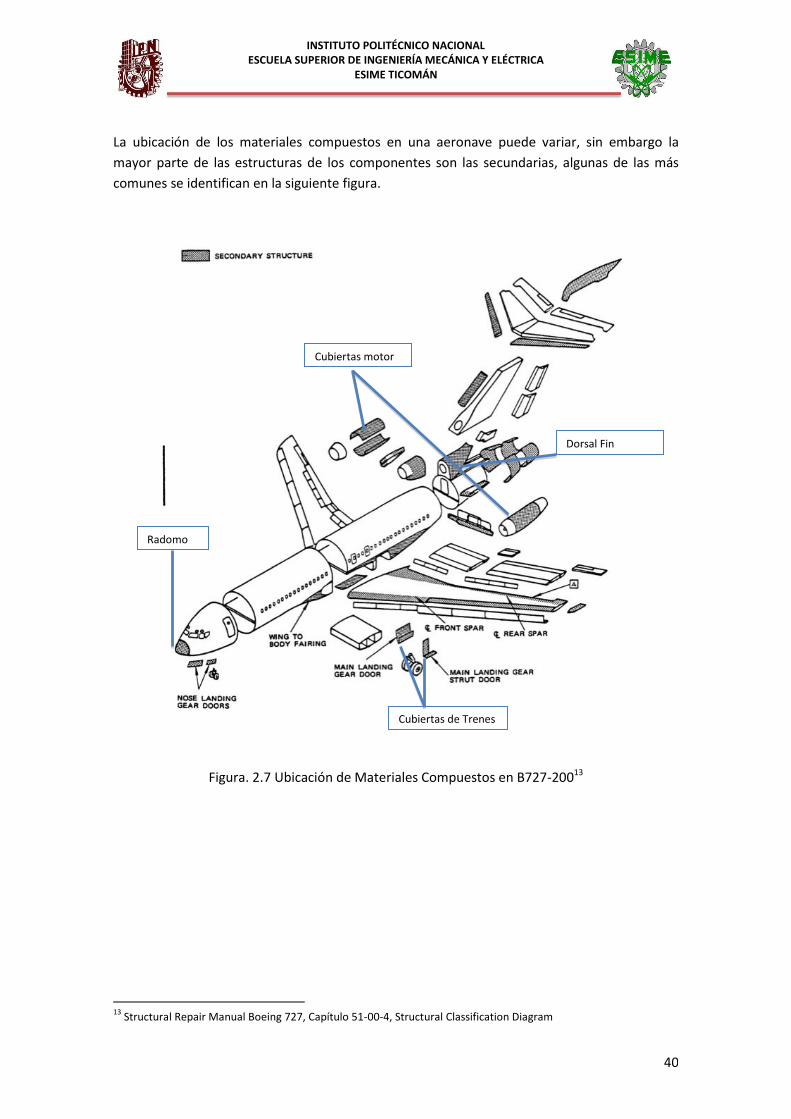
40
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
La ubicación de los materiales compuestos en una aeronave puede variar, sin embargo la
mayor parte de las estructuras de los componentes son las secundarias, algunas de las más
comunes se identifican en la siguiente figura.
Figura. 2.7 Ubicación de Materiales Compuestos en B727-20013
13
Structural Repair Manual Boeing 727, Capítulo 51-00-4, Structural Classification Diagram
Cubiertas motor
Radomo
Dorsal Fin
Cubiertas de Trenes
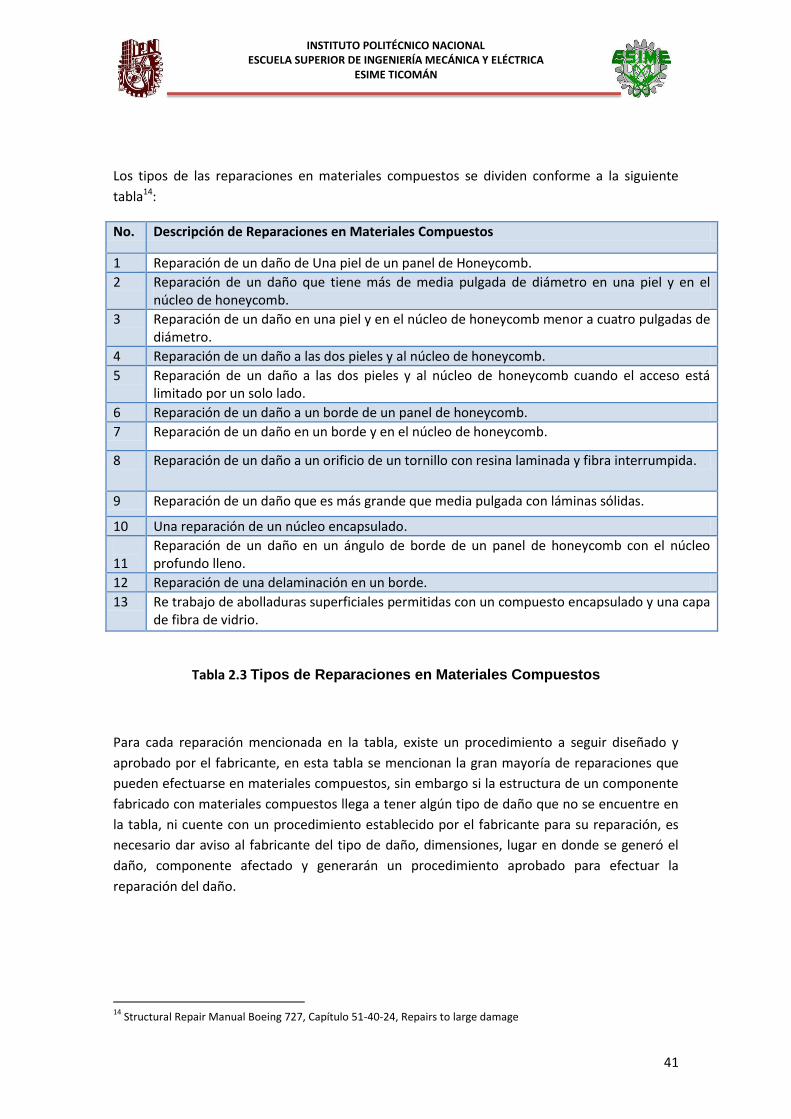
41
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Los tipos de las reparaciones en materiales compuestos se dividen conforme a la siguiente
tabla14:
No. Descripción de Reparaciones en Materiales Compuestos
1 Reparación de un daño de Una piel de un panel de Honeycomb.
2 Reparación de un daño que tiene más de media pulgada de diámetro en una piel y en el núcleo de honeycomb.
3 Reparación de un daño en una piel y en el núcleo de honeycomb menor a cuatro pulgadas de diámetro.
4 Reparación de un daño a las dos pieles y al núcleo de honeycomb.
5 Reparación de un daño a las dos pieles y al núcleo de honeycomb cuando el acceso está limitado por un solo lado.
6 Reparación de un daño a un borde de un panel de honeycomb.
7 Reparación de un daño en un borde y en el núcleo de honeycomb.
8 Reparación de un daño a un orificio de un tornillo con resina laminada y fibra interrumpida.
9 Reparación de un daño que es más grande que media pulgada con láminas sólidas.
10 Una reparación de un núcleo encapsulado.
11
Reparación de un daño en un ángulo de borde de un panel de honeycomb con el núcleo profundo lleno.
12 Reparación de una delaminación en un borde.
13 Re trabajo de abolladuras superficiales permitidas con un compuesto encapsulado y una capa de fibra de vidrio.
Tabla 2.3 Tipos de Reparaciones en Materiales Compuestos
Para cada reparación mencionada en la tabla, existe un procedimiento a seguir diseñado y
aprobado por el fabricante, en esta tabla se mencionan la gran mayoría de reparaciones que
pueden efectuarse en materiales compuestos, sin embargo si la estructura de un componente
fabricado con materiales compuestos llega a tener algún tipo de daño que no se encuentre en
la tabla, ni cuente con un procedimiento establecido por el fabricante para su reparación, es
necesario dar aviso al fabricante del tipo de daño, dimensiones, lugar en donde se generó el
daño, componente afectado y generarán un procedimiento aprobado para efectuar la
reparación del daño.
14
Structural Repair Manual Boeing 727, Capítulo 51-40-24, Repairs to large damage
42
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
CAPTULO 3 ANÁLISIS DEL DAÑO
3.1 DESCRIPCIÓN DEL RADOMO Y SU CONSTITUCIÓN
El radomo tiene la función de ser una protección aerodinámica para la antena de radar
mientras que la señal del radar puede pasar a través del radomo.
El radomo está sujeto a los requisitos de electromagnetismo, un buen radomo tendrá alta
transmisión, reflexión baja, baja absorción y pequeños errores de la energía del radar.
Los componentes de materiales del radomo, son pieles y núcleo flexible, los cuales cumplen
con los requisitos de ráfagas de viento. Cuando el mantenimiento y la reparación del radomo,
tengan un cambio significativo en estos factores físicos afectará a la capacidad de cumplir con
los requisitos eléctricos.
El cuerpo del radomo es una construcción tipo sándwich, también conocida como panal de
abeja, la cual está constituida por un núcleo flexible y elementos de la piel interior y exterior
de fibra de vidrio.
El radomo termina con un anillo laminado sólido, formado por fibra de vidrio sólida y un pre
impregnado epóxico.
El radomo se extiende hacia adelante de la estación del fuselaje BS 178. Las dos funciones
principales del radomo son servir como carenado y para albergar la antena del radar
meteorológico y la barra de director de antena de trayectoria de vuelo.
Además la fijación del radomo con el mamparo delantero es con sujetadores, que van con los
tornillos en los clips de este mamparo.
La antena meteorológica está en voladizo desde el mamparo de la estación del fuselaje BS 178.
La barra de dirección de antena para la trayectoria de vuelo es un elemento pasivo de la
antena que se usa para cambiar los patrones de radiación de la antena de pendiente de vuelo
de modo que la unidad de navegación tiene una sensibilidad máxima de trayectoria de vuelo.
La barra consisten en una tira de 13 pulgadas de cinta sensible de papel de aluminio de presión
instalado horizontalmente dentro del radomo de nariz de aproximadamente 22 pulgadas
delante del borde de la nariz del radomo en la parte superior central.
Un sello se une a la estación de fuselaje BS 178 para evitar que la humedad entre en el
radomo. El sello permite la brecha de 8 pulgadas en la parte inferior para el drenaje de la
humedad.15
15 Component Maintenance Manual, NORDAM GROUP, Capitulo 53-53-01. Pág. 100
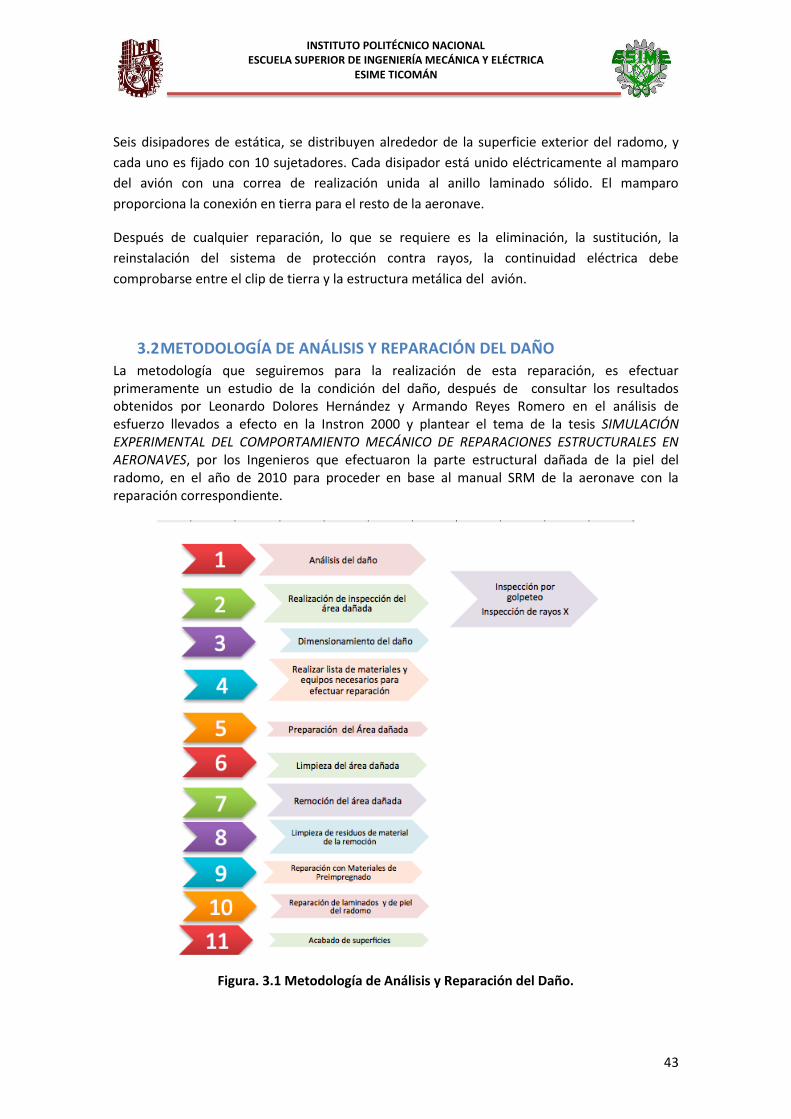
43
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Seis disipadores de estática, se distribuyen alrededor de la superficie exterior del radomo, y
cada uno es fijado con 10 sujetadores. Cada disipador está unido eléctricamente al mamparo
del avión con una correa de realización unida al anillo laminado sólido. El mamparo
proporciona la conexión en tierra para el resto de la aeronave.
Después de cualquier reparación, lo que se requiere es la eliminación, la sustitución, la
reinstalación del sistema de protección contra rayos, la continuidad eléctrica debe
comprobarse entre el clip de tierra y la estructura metálica del avión.
3.2 METODOLOGÍA DE ANÁLISIS Y REPARACIÓN DEL DAÑO
La metodología que seguiremos para la realización de esta reparación, es efectuar primeramente un estudio de la condición del daño, después de consultar los resultados obtenidos por Leonardo Dolores Hernández y Armando Reyes Romero en el análisis de esfuerzo llevados a efecto en la Instron 2000 y plantear el tema de la tesis SIMULACIÓN EXPERIMENTAL DEL COMPORTAMIENTO MECÁNICO DE REPARACIONES ESTRUCTURALES EN AERONAVES, por los Ingenieros que efectuaron la parte estructural dañada de la piel del radomo, en el año de 2010 para proceder en base al manual SRM de la aeronave con la reparación correspondiente.
Figura. 3.1 Metodología de Análisis y Reparación del Daño.
44
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
3.2.1 ANÁLISIS DE LA CONDICIÓN FÍSICA DEL RADOMO ANTES DE SER REPARADO
Antes y después de una reparación es necesario asegurarse de que todos los procedimientos
se efectúen de la manera correcta, mediante pruebas y verificaciones establecidas por el
fabricante.
Para los materiales compuestos y otros elementos tales como materiales metálicos las pruebas
más comunes son las NDT, las cuales no dañan al material en ningún modo, pero te permite
conocer si se encuentra en condiciones óptimas de funcionamiento el elemento o componente
en cuestión.
3.2.1.1 Rendimiento Eléctrico
El radomo deberá cumplir los requisitos de transmisión de acuerdo a lo que dice la norma
RTCA/DO-213. Los ensayos deben realizarse en una prueba de laboratorio calificado de
acuerdo con procedimientos de pruebas eléctricas RTA-4 para radomos y Materiales.
El radomo tendrá una transmisión de una forma de no menos de 87% o 82% promedio mínimo
con todos los desviadores en su lugar y el radomo totalmente pintado.
3.2.1.2 Prueba de Humedad
En el radomo se comprobará si hay humedad dentro del laminado mediante los registros de
los productos A8-AF de humedad o equivalente. Si el medidor muestra altos concentraciones
de la humedad (zona roja) el radomo debe ser reparado para eliminar la humedad de la cúpula
de radar. La humedad puede causar un rendimiento eléctrico deficiente y puede causar daños
estructurales en el radomo.
Dichas pruebas se describen a mayor profundidad en el siguiente capítulo, sin embargo cabe
mencionar que dentro de la normatividad internacional para la calidad de las reparaciones, se
explican de manera detallada en el NDTM las pruebas para verificar que una reparación al
radomo tenga la calidad suficiente como para ser reinstalado al equipo, de acuerdo con lo que
indica en el capítulo 51-01-02 del manual de Pruebas no Destructivas.
Inspección visual.
TAP TEST antes de la reparación.
Inspección por Rayos X.
Tap Test después de la reparación.
Transmisibilidad.
45
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
3.3 INSPECCIONES16 El Ensayo o la inspección no destructiva es aquella que para su aplicación se sirve de equipos, instrumentos o materiales específicos y que sin dañar el elemento o estructura, permite la detección y evaluación de anomalías. El ensayo no destructivo, END, exige la utilización de equipos o materiales especiales, personal con formación y certificación específica. La detección de un daño se consigue de las siguientes formas: • El piloto lo estipula en su informe de vuelo • Se detecta durante la inspección del Pre vuelo. • Se detecta durante las inspecciones periódicas en operaciones de mantenimiento. Los medios de detección se diferencian según el caso. En el primer caso el piloto anotará en su informe (bitácora) cualquier anomalía que ha podido observar o notar durante el vuelo. Los técnicos realizan una inspección visual y el tap test (test al golpe) que consiste en dar pequeños golpes a la estructura con un elemento sólido y escuchar su respuesta acústica. Si esta es irregular, pueden existir despegados, de laminados o hasta en dado caso una ruptura.
3.3.1 ORIENTACIÓN Y PREPARACIÓN PARA LA PRUEBA
3.3.1.1. Calificaciones de operador.
La interpretación de las radiografías y la lectura de otro equipo de prueba no destructivo, como ultrasonidos y corrientes inducidas, requieren mucha habilidad, y deben ser realizadas únicamente por personal capacitado y con experiencia. El operador debe tener la formación, tanto en la teoría básica y la práctica para la aplicación de los métodos de ensayos no destructivos que está utilizando y tener un buen conocimiento de la estructura de la aeronave. También debe tener una buena comprensión de las características de fallo de los distintos metales y tipo de piezas utilizadas en la estructura de la aeronave, y ser conscientes de las limitaciones y capacidades de los métodos no destructivos disponibles para ponerle a prueba.
3.3.1.2. Selección del método de inspección
La selección del método de inspección correcto y equipo necesario depende de varios factores; accesibilidad, el material de la estructura o de una parte y el tipo de defecto buscado. Antes de realizar la selección, Ver la Tabla 3.1 para una comparación de las ventajas y desventajas de cada tipo de ensayo.
16 Non Destructive Test Manual B737. Orientation and preparation for testing Capítulo 51-01-00 Pág. 1.
46
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
3.3.1.3. Coordinación con el manual de reparación estructural
El manual de reparación estructural de la aeronave que está siendo inspeccionado debe ser usado en conjunto con el documento de ensayos no destructivos para la identificación de materiales y elementos estructurales.
3.3.1.4. Estructura de Aeronaves y ubicación de los componentes y Accesibilidad
Muchas partes individuales de la aeronave, que requieren inspección, se encuentran en zonas de difícil acceso. Los componentes estructurales del fuselaje están generalmente por debajo de las mantas de aislamiento acústico, o detrás de los paneles decorativos interiores. Muchos de los componentes estructurales de las alas, empenaje, y otras áreas también son relativamente inaccesibles. Cuando el acceso a un área que requiere la inspección es difícil, las instrucciones para acceder a la zona se dan con el procedimiento de inspección específico. El personal de inspección debe familiarizarse con el diseño del avión que se muestran en las ilustraciones de los datos de referencia del avión. Las disposiciones más detalladas de áreas específicas se muestran en los manuales de reparación estructural aplicables.
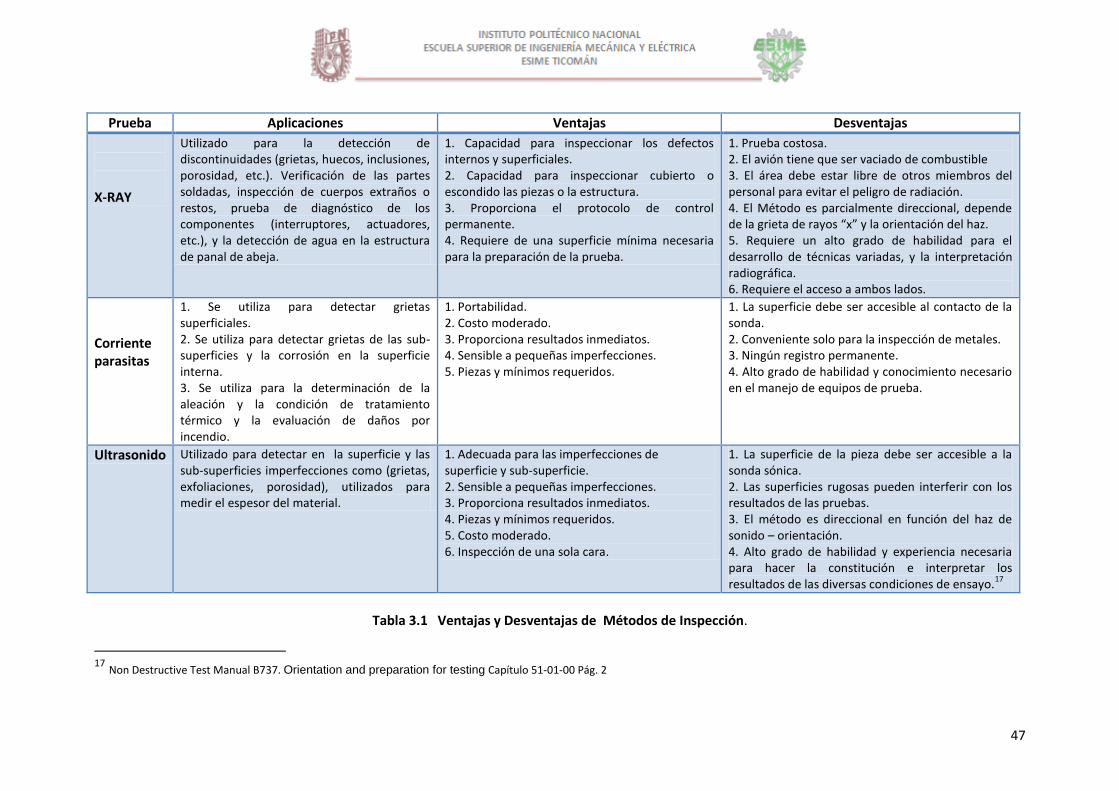
47
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Prueba Aplicaciones Ventajas Desventajas
X-RAY
Utilizado para la detección de discontinuidades (grietas, huecos, inclusiones, porosidad, etc.). Verificación de las partes soldadas, inspección de cuerpos extraños o restos, prueba de diagnóstico de los componentes (interruptores, actuadores, etc.), y la detección de agua en la estructura de panal de abeja.
1. Capacidad para inspeccionar los defectos internos y superficiales. 2. Capacidad para inspeccionar cubierto o escondido las piezas o la estructura. 3. Proporciona el protocolo de control permanente. 4. Requiere de una superficie mínima necesaria para la preparación de la prueba.
1. Prueba costosa. 2. El avión tiene que ser vaciado de combustible 3. El área debe estar libre de otros miembros del personal para evitar el peligro de radiación. 4. El Método es parcialmente direccional, depende de la grieta de rayos “x” y la orientación del haz. 5. Requiere un alto grado de habilidad para el desarrollo de técnicas variadas, y la interpretación radiográfica. 6. Requiere el acceso a ambos lados.
Corriente parasitas
1. Se utiliza para detectar grietas superficiales. 2. Se utiliza para detectar grietas de las sub-superficies y la corrosión en la superficie interna. 3. Se utiliza para la determinación de la aleación y la condición de tratamiento térmico y la evaluación de daños por incendio.
1. Portabilidad. 2. Costo moderado. 3. Proporciona resultados inmediatos. 4. Sensible a pequeñas imperfecciones. 5. Piezas y mínimos requeridos.
1. La superficie debe ser accesible al contacto de la sonda. 2. Conveniente solo para la inspección de metales. 3. Ningún registro permanente. 4. Alto grado de habilidad y conocimiento necesario en el manejo de equipos de prueba.
Ultrasonido Utilizado para detectar en la superficie y las sub-superficies imperfecciones como (grietas, exfoliaciones, porosidad), utilizados para medir el espesor del material.
1. Adecuada para las imperfecciones de superficie y sub-superficie. 2. Sensible a pequeñas imperfecciones. 3. Proporciona resultados inmediatos. 4. Piezas y mínimos requeridos. 5. Costo moderado. 6. Inspección de una sola cara.
1. La superficie de la pieza debe ser accesible a la sonda sónica. 2. Las superficies rugosas pueden interferir con los resultados de las pruebas. 3. El método es direccional en función del haz de sonido – orientación. 4. Alto grado de habilidad y experiencia necesaria para hacer la constitución e interpretar los resultados de las diversas condiciones de ensayo.
17
Tabla 3.1 Ventajas y Desventajas de Métodos de Inspección.
17 Non Destructive Test Manual B737. Orientation and preparation for testing Capítulo 51-01-00 Pág. 2
48
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
3.4 INSPECCIÓN PARA REPARACIONES DE ESTRUCTURAS COMPUESTAS.
Este tipo de Inspección tiene por objeto encontrar delaminaciones o falta de adherencia en una reparación estructural de material compuesto metálico y no metálico. En estas inspecciones se dan los diámetros de calibración para desunir. Este procedimiento no impide el uso de otros procedimientos de inspección. Los Diferentes procedimientos de inspección que han sido evaluados y considerados aceptables por la compañía aérea pueden ser utilizados. Los procedimientos de inspección alternativos deben ser aplicables a la reparación a ser examinada.
3.4.1 INSPECCIÓN VISUAL
La inspección visual consiste en hacer uso del ojo humano utilizando la capacidad visual natural del inspector para detectar daños. El inspector puede hacer uso de linternas para obtener una mejor visibilidad para la detección de alteraciones, ralladuras, y picaduras en la piel del radomo.
3.4.2 INSPECCIÓN TAP TEST O POR GOLPETEO
Esta prueba se realiza al golpear ligeramente la estructura y analizando el sonido que se genera se determina basado en la experiencia del inspector si existe un daño en la estructura, esta prueba se utiliza principalmente para detección de laminaciones cerca de la superficie.
3.4.2.1Tap test de inspección de la estructura panal de abeja
Se debe utilizar este procedimiento de prueba de golpeteo general para la inspección de reparación en estructura de panal con las pieles finas. Este procedimiento encontrará delaminaciones en 1 pulgada (25 mm) de diámetro, o más grandes, y la falta de adherencia de la piel honeycomb en el lado cercano de partes de tipo sándwich no metálicos. El espesor de la piel debe ser de tres capas o menos. Esta prueba debe ser utilizada por los inspectores que pueden oír satisfactoriamente a menos que utilice las tomas testers. El nivel de ruido en el área de inspección debe ser lo suficientemente bajo como para permitir que el inspector pueda escuchar los cambios en el sonido durante la prueba de tap test. Un patrón de referencia se puede utilizar para demostrar que estas condiciones sean satisfactorias.
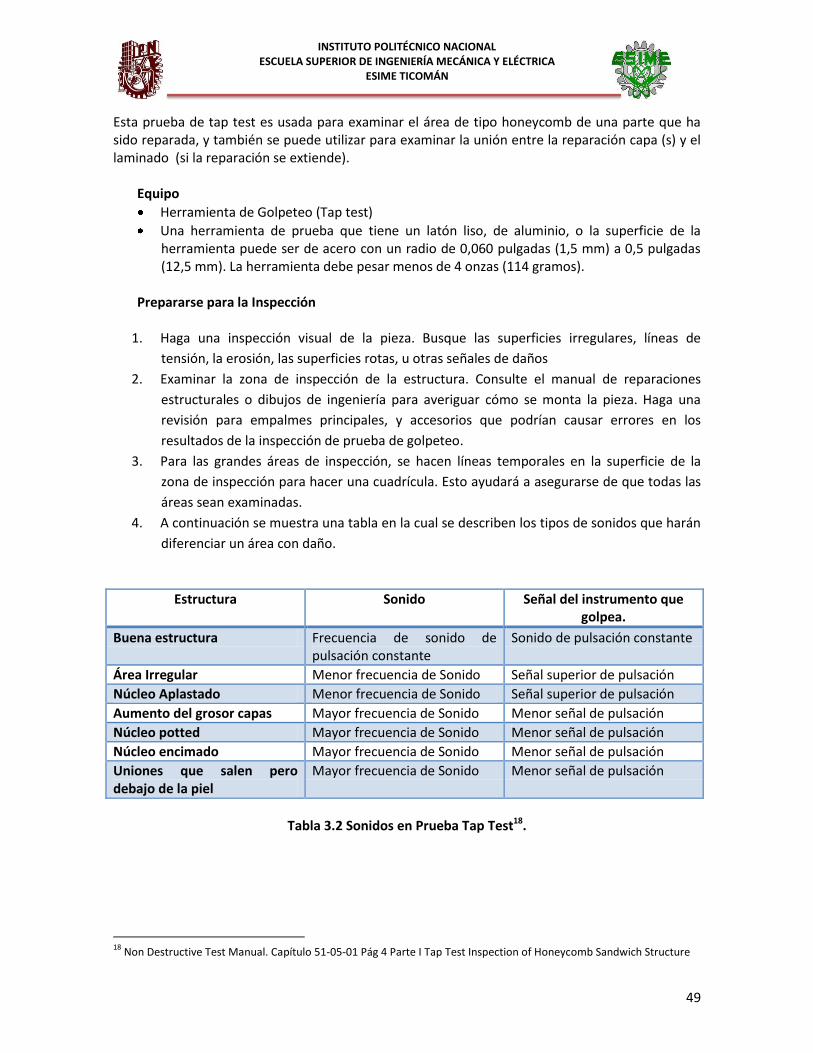
49
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Esta prueba de tap test es usada para examinar el área de tipo honeycomb de una parte que ha sido reparada, y también se puede utilizar para examinar la unión entre la reparación capa (s) y el laminado (si la reparación se extiende).
Equipo
Herramienta de Golpeteo (Tap test)
Una herramienta de prueba que tiene un latón liso, de aluminio, o la superficie de la herramienta puede ser de acero con un radio de 0,060 pulgadas (1,5 mm) a 0,5 pulgadas (12,5 mm). La herramienta debe pesar menos de 4 onzas (114 gramos).
Prepararse para la Inspección
1. Haga una inspección visual de la pieza. Busque las superficies irregulares, líneas de
tensión, la erosión, las superficies rotas, u otras señales de daños
2. Examinar la zona de inspección de la estructura. Consulte el manual de reparaciones
estructurales o dibujos de ingeniería para averiguar cómo se monta la pieza. Haga una
revisión para empalmes principales, y accesorios que podrían causar errores en los
resultados de la inspección de prueba de golpeteo.
3. Para las grandes áreas de inspección, se hacen líneas temporales en la superficie de la
zona de inspección para hacer una cuadrícula. Esto ayudará a asegurarse de que todas las
áreas sean examinadas.
4. A continuación se muestra una tabla en la cual se describen los tipos de sonidos que harán
diferenciar un área con daño.
Estructura Sonido Señal del instrumento que golpea.
Buena estructura Frecuencia de sonido de pulsación constante
Sonido de pulsación constante
Área Irregular Menor frecuencia de Sonido Señal superior de pulsación
Núcleo Aplastado Menor frecuencia de Sonido Señal superior de pulsación
Aumento del grosor capas Mayor frecuencia de Sonido Menor señal de pulsación
Núcleo potted Mayor frecuencia de Sonido Menor señal de pulsación
Núcleo encimado Mayor frecuencia de Sonido Menor señal de pulsación
Uniones que salen pero debajo de la piel
Mayor frecuencia de Sonido Menor señal de pulsación
Tabla 3.2 Sonidos en Prueba Tap Test18.
18
Non Destructive Test Manual. Capítulo 51-05-01 Pág 4 Parte I Tap Test Inspection of Honeycomb Sandwich Structure
50
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
3.4.3 INSPECCIÓN DE ULTRASONIDO
En esta Inspección nos basaremos en introducir ondas electromagnéticas en el componente a
inspeccionar, las cuales se propagaran a través del material del radomo y sufren los fenómenos
propios de reflexión, refracción, atenuación, difracción, etc. La presencia de heterogeneidades se
pone de manifiesto a través de las alteraciones que se producen en la propagación de dichas
ondas con respecto a lo esperado en un material homogéneo.
La inspección de ultrasonido se puede realizar en prácticamente todos los tipos de material
utilizados en la estructura de la aeronave. Es un método extremadamente sensible de detección
de defectos, tanto en la superficie y sub-superficie. Funciona tanto para el control de calidad de
los materiales y en los programas de mantenimiento de aeronaves. En relación con el
mantenimiento de la aeronave y la revisión, esta prueba se concentra principalmente en los
sistemas del tren de aterrizaje y las áreas alrededor de los barrenos de fijación. 19
Hay tres métodos básicos de inspección de ultrasonido: 1. Pulso-eco, 2. De resonancia, 3. A través de transmisión.
De los tres, el pulso de eco es el método más comúnmente utilizado.
3.4.3.1 Descripción del método de pulso-eco
En este método, se transmiten ondas sonoras pulsátiles, la ultra-alta frecuencia a través de una parte con un transductor piezoeléctrico (cristal). Cuando estas ondas de sonido se reflejan desde las superficies de una parte o un defecto, se detectan las ondas sonoras reflejadas por el transductor. Estas ondas reflejadas y el tiempo necesario para que el sonido viaje entre las superficies o defectos aparecen en la cara de un tubo de rayos catódicos. El tamaño del defecto se puede determinar mediante la medición de la amplitud de estas reflexiones. La ubicación en el tubo de rayos catódicos determinará la ubicación de la falla en la parte. Tres modos de onda se utilizan en el método de pulso-eco los cuales se describen de la siguiente manera:
1. Longitudinal - Estas ondas se transmiten por lo general en una parte en ángulo recto a la superficie. De las tres formas de onda, longitudinal obtiene la velocidad más alta a través de la parte. Este modo se puede utilizar para medir el espesor de una parte, así como detectar discontinuidades.
2. De esfuerzo cortante, o transversal - para inducir una onda de corte en una parte, se debe colocar una cuña de plástico, un transductor de onda longitudinal y la superficie de la
19 Non-destructive Test Manual B737-700. Capitulo 51-04-00 Ultrasonic. Pág 1
51
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
pieza. La velocidad de la onda de corte es aproximadamente la mitad que la de la onda longitudinal. Además, las ondas de corte son más cortas en longitud que las ondas longitudinales. Son especialmente útiles en la búsqueda de un defecto en una zona oculta de una parte.
3. De superficie, o de Rayleigh - Las ondas superficiales viajan sobre la superficie de una pieza sin ninguna penetración apreciable en ella. Su velocidad y la longitud de onda son aproximadamente los nueve décimas partes de la onda de corte. Una cuña de plástico también se utiliza entre el transductor y la superficie de la parte para generar este tipo de onda. El ángulo óptimo para la producción de una onda de superficie en aluminio es de 64 grados. Este modo se utiliza para detectar defectos en la superficie.
3.4.3.2 Inspección de ultrasonido en grafito / epoxi, aramida / epoxi y laminado híbrido / epoxi y
Panal de Abeja (Honeycomb) Estructuras20
Las pruebas por ultrasonido han demostrado ser un método fiable y preciso para la detección de defectos internos en estructuras de materiales compuestos simples y complejos. Una variedad de métodos e instrumentos de ensayos ultrasónicos están disponibles para la adaptación a los problemas específicos de inspección.
3.4.3.2.1 Inspección para la detección del termino delaminación
Para estas condiciones una inspección ultrasónica a través de transmisión es más eficaz. Este método utiliza una corriente de agua que consta de dos columnas de agua que incide para transmitir el sonido entre los dos transductores montados, que se colocan en lados opuestos de la parte. Se transmiten ondas de sonido ultrasónicas producidas por el transductor que envía a lo largo de la columna de agua, a través del panel de inspección y continúan a lo largo de la columna de agua en el lado opuesto al transductor receptor montado en el brazo opuesto del acople. Cualquier delaminación en el panel causará una reducción de sonido transmitido y, en consecuencia producirá una señal de respuesta muy reducida en la pantalla CRT. El tamaño máximo de la parte que se puede inspeccionar con el uso de este método está determinado por la configuración del dispositivo de fijación utilizado en el sistema de inspección.
3.4.3.2.2 Inspección para la detección de contaminación por agua en el panal de abeja.
Con la inspección de pulso-eco es eficaz localizar y evaluar con precisión las áreas de contaminación por agua en las estructuras de tipo panal de abeja. Con el fin de ser detectable, el agua en el panal de abeja debe tener contacto interno con la misma piel y el transductor se coloca en el exterior. La cantidad relativa de agua dentro del panal de abeja se puede determinar con precisión a través de la calibración del instrumento apropiado.
20 Non-destructive Test Manual B737-700. Capitulo 51-04-00 Ultrasonic. Pág 12
52
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
3.4.3.2.3 Inspección de Estructura de Honeycomb y Laminado A través de Transmisión
Este procedimiento de inspección por transmisión directa de ultrasonido (TTU) se utiliza para examinar el metal y piezas de compuestos no metálicos. Una inspección TTU se hace para encontrar la falta de adherencia entre capas, también conocido como delaminación que se refiere a la falta de adherencia de la piel y daños en el núcleo. El equipo necesario para realizar este tipo de inspección es cualquier equipo de Ultrasonido que de 5 MHz para equipos de inspección de laminados sólidos y 1 MHz para la inspección del Honeycomb.
Figura 3.2 Contacto de transmisión para inspección de Ultrasonido
53
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
3.4.4 INSPECCIÓN DE RAYOS X
La inspección de rayos “X” nos sirve para detectar roturas internas en el radomo de la aeronave estas roturas se deben a los esfuerzos por los cuales es sometidos el radomo en vuelo, o por un mal manejo de carreteo en tierra. El uso principal de una inspección por rayos “X” (radiografía) es detectar grietas y defectos en la
estructura de la aeronave en las zonas que no son accesibles para la inspección visual. Las técnicas
radiográficas proporcionadas se detectan por estructuras rotas, grandes grietas y por el espesor
del material
La inspección por rayos “X” no se recomienda como una técnica exploratoria para uso general
cuando la inspección visual es práctica.
La Inspección radiográfica de la estructura compuesta se emplea para determinar la extensión del
daño detectado visualmente y para ayudar en la evaluación de la integridad del panel unido para
el núcleo y las fracturas asociadas con daños por impacto.
La Inspección radiográfica de rayos “X” puede agregar información sobre el grado de daño al
Honeycomb. Condiciones de Humedad, tales como el agua en el Honeycomb y fracturas grandes
también se pueden detectar mediante inspección radiográfica. Además de un exceso de adhesivo
en caso de que exista ya una reparación en la misma zona donde se realiza la Inspección
radiográfica.21
3.4.4.1 Método de la Inspección de Rayos X
Una inspección radiográfica de rayos “X” se lleva a cabo mediante la transmisión de un haz de
radiación penetrante a través de un objeto sobre una película fotosensible. Este haz es
parcialmente absorbido por el material a través de la cual pasa. Las discontinuidades y vacíos se
causan una reducción en el espesor total de material resultante en menos de absorción y menos
reducción en la intensidad del haz de rayos “X”. Estas intensidades de haz diferentes que golpean
la película forman una imagen latente. La película se procesa para formar una imagen visible que
se llama una radiografía. Se estudia a continuación la radiografía para la información deseada.
21 Non-destructive Test Manual B737-700. X Ray Capitulo 51-02-00.
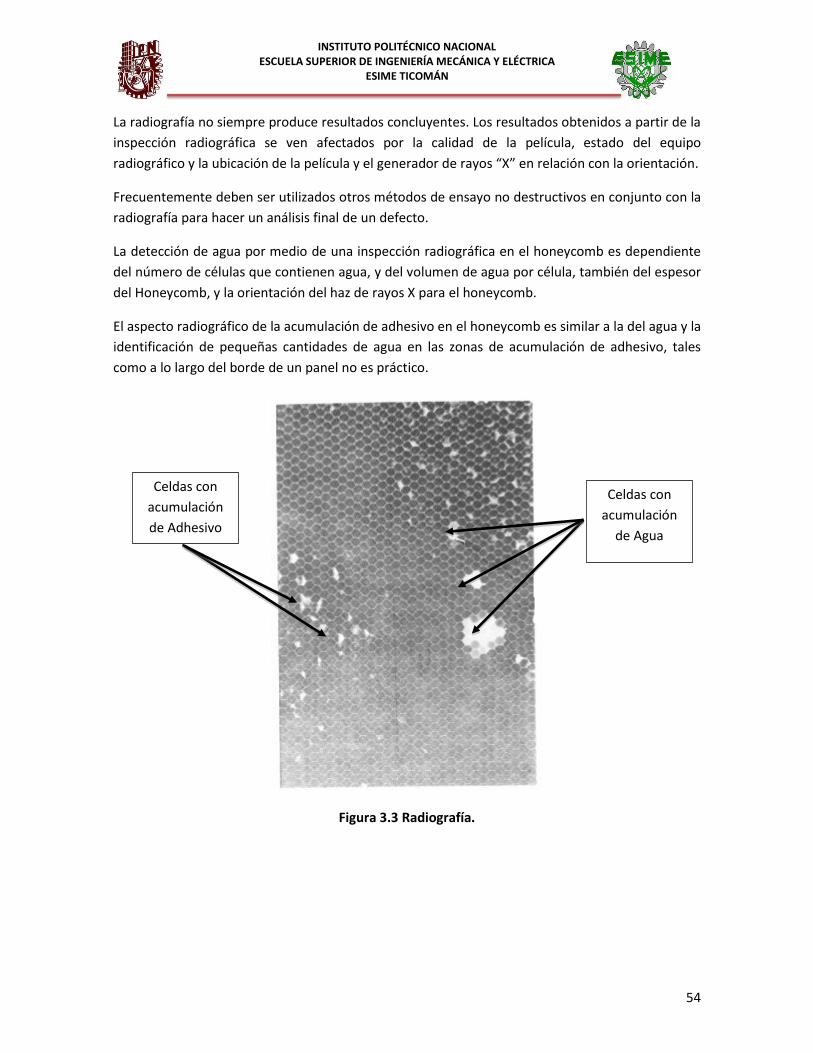
54
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
La radiografía no siempre produce resultados concluyentes. Los resultados obtenidos a partir de la
inspección radiográfica se ven afectados por la calidad de la película, estado del equipo
radiográfico y la ubicación de la película y el generador de rayos “X” en relación con la orientación.
Frecuentemente deben ser utilizados otros métodos de ensayo no destructivos en conjunto con la
radiografía para hacer un análisis final de un defecto.
La detección de agua por medio de una inspección radiográfica en el honeycomb es dependiente
del número de células que contienen agua, y del volumen de agua por célula, también del espesor
del Honeycomb, y la orientación del haz de rayos X para el honeycomb.
El aspecto radiográfico de la acumulación de adhesivo en el honeycomb es similar a la del agua y la
identificación de pequeñas cantidades de agua en las zonas de acumulación de adhesivo, tales
como a lo largo del borde de un panel no es práctico.
Figura 3.3 Radiografía.
Celdas con
acumulación
de Agua
Celdas con
acumulación
de Adhesivo
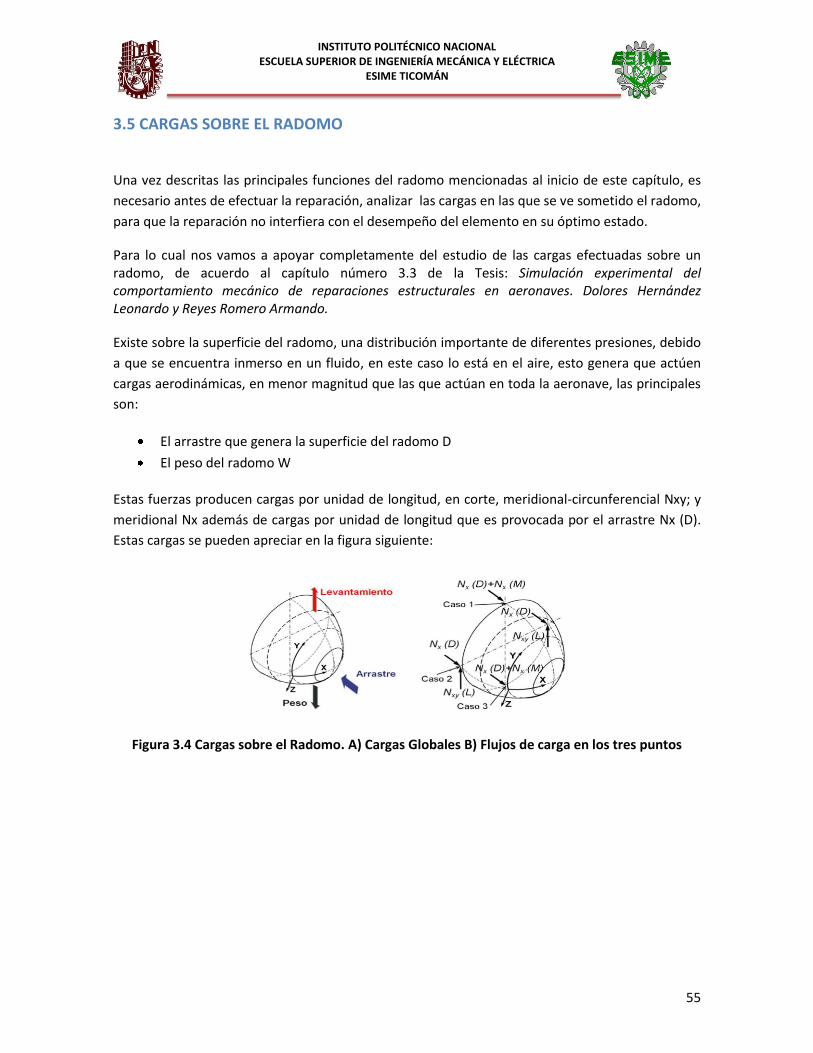
55
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
3.5 CARGAS SOBRE EL RADOMO
Una vez descritas las principales funciones del radomo mencionadas al inicio de este capítulo, es
necesario antes de efectuar la reparación, analizar las cargas en las que se ve sometido el radomo,
para que la reparación no interfiera con el desempeño del elemento en su óptimo estado.
Para lo cual nos vamos a apoyar completamente del estudio de las cargas efectuadas sobre un radomo, de acuerdo al capítulo número 3.3 de la Tesis: Simulación experimental del comportamiento mecánico de reparaciones estructurales en aeronaves. Dolores Hernández Leonardo y Reyes Romero Armando.
Existe sobre la superficie del radomo, una distribución importante de diferentes presiones, debido
a que se encuentra inmerso en un fluido, en este caso lo está en el aire, esto genera que actúen
cargas aerodinámicas, en menor magnitud que las que actúan en toda la aeronave, las principales
son:
El arrastre que genera la superficie del radomo D
El peso del radomo W
Estas fuerzas producen cargas por unidad de longitud, en corte, meridional-circunferencial Nxy; y
meridional Nx además de cargas por unidad de longitud que es provocada por el arrastre Nx (D).
Estas cargas se pueden apreciar en la figura siguiente:
Figura 3.4 Cargas sobre el Radomo. A) Cargas Globales B) Flujos de carga en los tres puntos

56
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
3.5.1 IDENTIFICACIÓN DE CARGAS
La resistencia al avance, también conocida como arrastre “D“, es la fuerza que tiende a retardar el movimiento de la aeronave en tierra o en vuelo y se calcula con la ecuación siguiente.
Ecuación 3.1
En donde:
es la densidad del aire,
V la velocidad de la aeronave
S la superficie del radomo
CD el coeficiente de arrastre del radomo.
Las variables mostradas en la fórmula anterior se ven afectadas por diferentes factores, ya que
conforme aumenta la altitud, la densidad del aire disminuye, lo que provoca que para una misma
velocidad el arrastre sea menor conforme aumenta la altitud; como se quiere obtener la máxima
resistencia generada por el radomo se llevará a cabo con la densidad a nivel del mar:
Ya que es la condición en donde es mayor el arrastre. Por otro lado, la velocidad a sustituir en la
ecuación será la máxima de la aeronave, también llamada velocidad de nunca exceder, ya que a
partir de, esta velocidad la aeronave sufre daños estructurales. La velocidad máxima de la
aeronave B727-200 es de V= 400 knots = 205.77 m/s
Ahora bien, la superficie mediana del radomo, fue considerada como un casquete esférico, por lo
que la ecuación para obtener la superficie “A” esta expresada por la ecuación 3.2, en donde “r” es
el radio de la esfera, “h” es la altura axial del casquete y “s” es el diámetro mayor del casquete,
como se puede observar en la figura siguiente. Sabiendo que el diámetro del radomo es de 1.70 m
y que tiene una altura de 1.20 m (datos obtenidos directamente del radomo con la ayuda de un
flexómetro), al sustituir los valores en la ecuación 3.2, se obtuvo que la superficie del radomo es
de 6.40 m2:
Ecuación 3.2
57
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Figura 3.5 Casquete esférico
Finalmente el Coeficiente de Arrastre se tiene que para una superficie como la del radomo es de
CD = 0.4, el valor obtenido del arrastre se muestra en la tabla 3.3, sin embargo para obtener la
condición crítica o extrema, el arrastre calculado es multiplicado por el factor de carga n, a fin de
conocer la relación que existe entre la carga total soportada por la superficie del radomo y el peso
bruto del mismo, con la ecuación 3.3, en donde el factor de carga máximo para cualquier aeronave
comercial es igual a 2.5, de acuerdo al FAR 25.337.
Ecuación 3.3
En la siguiente tabla se muestran los resultados obtenidos:
Resistencia al Avance y Factor de Carga
Resistencia al Avance: Dt 66,488.125 N
Carga Corregida: Dc 166220.31 N
Tabla 3.3 Resistencia al Avance y Corrección por factor de carga
Finalmente el flujo de carga en dirección longitudinal Nx (D) se obtiene de dividir la carga
corregida entre el perímetro del radomo ( ) que es donde actúa la distribución
de presiones, como se presenta en la ecuación 3.4, obteniéndose un valor de ND 31.13 N.
Ecuación 3.4
El peso del radomo al no estar especificado en el manual de reparaciones estructurales, se
determinó a partir de la masa de las cubiertas y del Honeycomb.
58
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
La masa por unidad de superficie de las cubiertas mac se obtiene a partir de la fórmula de la
densidad, que es igual a la masa sobre el volumen. Debido a que el radomo es considerado un
cascaron delgado, puede sustituirse la formula convencional del volumen de un cuerpo
rectangular, quedando la expresión matemática de acuerdo a la ecuación 3.5, en donde el espesor
promedio de las capas ep es igual al número de capas multiplicado por el espesor promedio de las
mismas.
Ecuación 3.5
Sustituyendo el volumen en la fórmula de la densidad se obtiene que:
Ecuación 3.6
Despejando al espesor promedio ep de la fórmula 3.6 se tiene que:
Ecuación 3.7
Por lo que se define como la densidad promedio de las capas multiplicada por el espesor promedio
de estas, debido a que el compuesto está formado por 6 capas.
Ecuación 3.8
Ahora es necesario conocer las condiciones del núcleo de Flexcore.
Especificaciones del Flexcore
TIPO NOMEX
DENSIDAD 0.09611 g/cm3
CELDA 4.5 mm
ESPESOR 6 mm
Tabla 3.4 Especificaciones núcleo NOMEX
Ecuación 3.9
Para determinar el peso del radomo es necesario sustituir los valores obtenidos de la masa en las
siguientes ecuaciones 3.10, 3.11 y 3.12:
Ecuación 3.10
Ecuación 3.11
59
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Ecuación 3.12
Y para determinar el peso total del radomo se hace la suma de ambos pesos obtenidos, los cuales
se muestran en la siguiente tabla:
Peso de Radomo Boeing 727-200
Componente ma Superficie (cm2)
Peso (g) FC Flujo de Carga en Cortante
Cubiertas 0.3049 64,088.64 19540.62 g 2.5 48,851.57 g
Honeycomb 0.057666 64,088.64 3,695.74 g 2.5 9,239.34 g
Peso Total gr 23,236.36 g 58,090.90 g
Peso Total kg 23.24 kg 58.09 kg Tabla 3.5 Peso del Radomo
El flujo de carga a cortante “V” en condición crítica o extrema se obtiene al multiplicar el peso del radomo “W” por el factor de carga “n”; esta condición se da porque los broches que sujetan al radomo y el peso del mismo trabajan a cortante, como se muestra en la figura siguiente 3.6.
V W * n Ecuación 3.13
Figura 3.6 Carga Cortante sobre el Radomo
Sobre la superficie del radomo se genera un flujo de carga a cortante, este flujo se calcula multiplicando el cortante máximo “V” por el Momento de primer orden “Q” y el producto es dividido por el momento de inercia “I”. Ecuación 3.14:
Ecuación 3.14
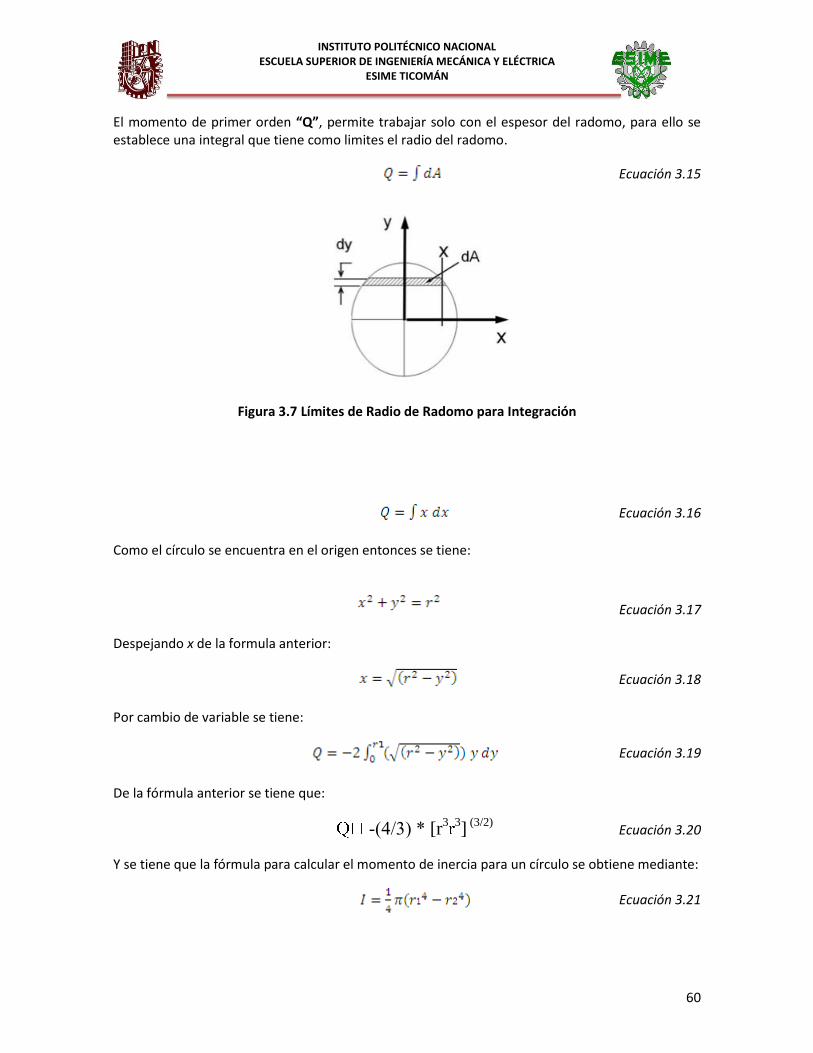
60
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
El momento de primer orden “Q”, permite trabajar solo con el espesor del radomo, para ello se establece una integral que tiene como limites el radio del radomo.
Ecuación 3.15
Figura 3.7 Límites de Radio de Radomo para Integración
Ecuación 3.16
Como el círculo se encuentra en el origen entonces se tiene:
Ecuación 3.17
Despejando x de la formula anterior:
Ecuación 3.18
Por cambio de variable se tiene:
Ecuación 3.19
De la fórmula anterior se tiene que:
-(4/3) * [r3 3
] (3/2)
Ecuación 3.20
Y se tiene que la fórmula para calcular el momento de inercia para un círculo se obtiene mediante:
Ecuación 3.21
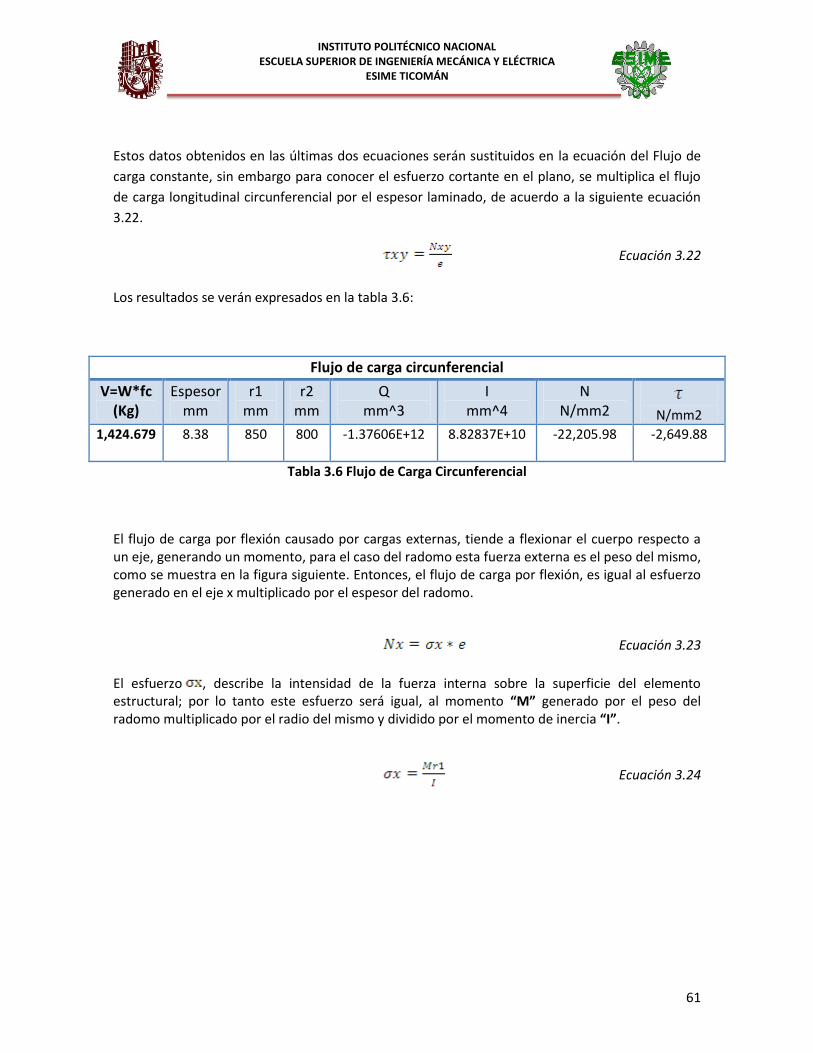
61
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Estos datos obtenidos en las últimas dos ecuaciones serán sustituidos en la ecuación del Flujo de
carga constante, sin embargo para conocer el esfuerzo cortante en el plano, se multiplica el flujo
de carga longitudinal circunferencial por el espesor laminado, de acuerdo a la siguiente ecuación
3.22.
Ecuación 3.22
Los resultados se verán expresados en la tabla 3.6:
Flujo de carga circunferencial
V=W*fc (Kg)
Espesor mm
r1 mm
r2 mm
Q mm^3
I mm^4
N N/mm2
N/mm2
1,424.679 8.38 850 800 -1.37606E+12 8.82837E+10 -22,205.98
-2,649.88
Tabla 3.6 Flujo de Carga Circunferencial
El flujo de carga por flexión causado por cargas externas, tiende a flexionar el cuerpo respecto a un eje, generando un momento, para el caso del radomo esta fuerza externa es el peso del mismo, como se muestra en la figura siguiente. Entonces, el flujo de carga por flexión, es igual al esfuerzo generado en el eje x multiplicado por el espesor del radomo.
Ecuación 3.23
El esfuerzo , describe la intensidad de la fuerza interna sobre la superficie del elemento estructural; por lo tanto este esfuerzo será igual, al momento “M” generado por el peso del radomo multiplicado por el radio del mismo y dividido por el momento de inercia “I”.
Ecuación 3.24

62
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Figura 3.8 Momento Generado por Peso del Radomo
El momento “M” es igual a la fuerza “F” por distancia “x”; la fuerza para este caso, es el peso del radomo “W” multiplicado por el factor de carga.
Ecuación 3.25
La distancia “x” es el centroide “c” de la superficie del radomo y se obtuvo del manual “Centroides y Centros de gravedad”. En el cual se muestran una diversidad de cuerpos geométricos con sus respectivos centros de gravedad, la figura que se utilizó para el radomo, fue la de un paraboloide de revolución el cual se muestra en la figura siguiente.
Figura 3.9 Centro de Gravedad de un Paraboloide
Finalmente la ecuación del momento queda expresada de acuerdo a la ecuación siguiente:
Ecuación 3.26
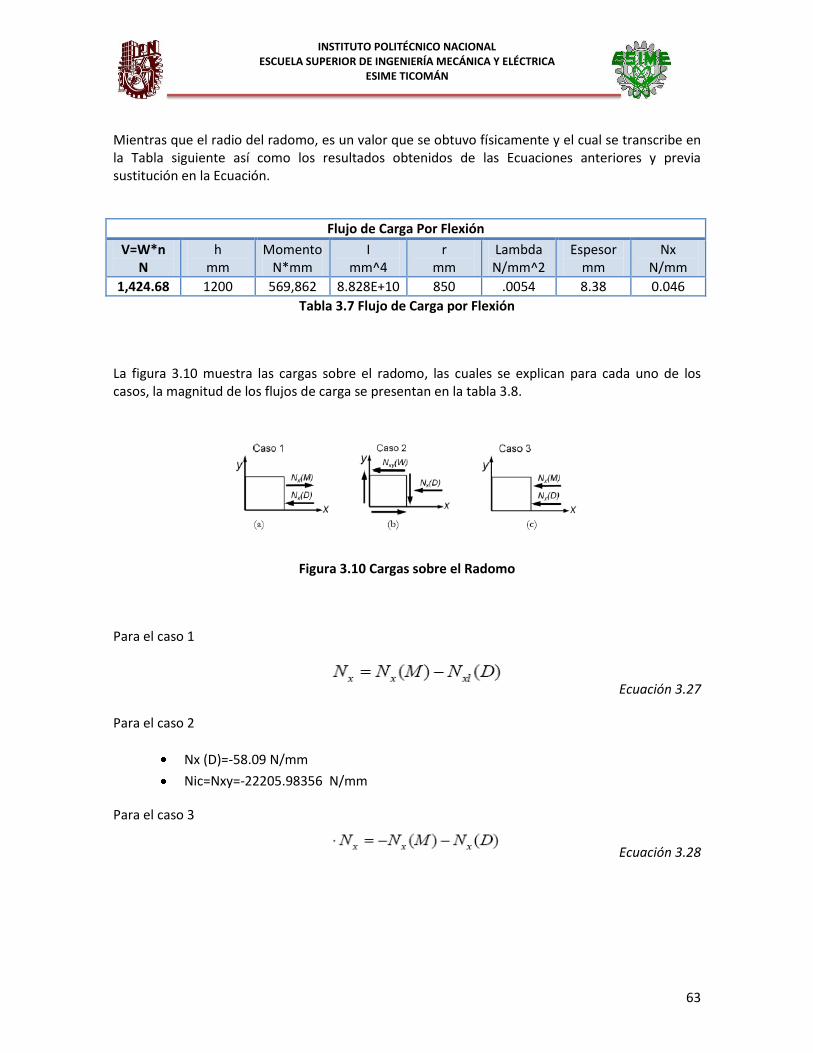
63
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Mientras que el radio del radomo, es un valor que se obtuvo físicamente y el cual se transcribe en la Tabla siguiente así como los resultados obtenidos de las Ecuaciones anteriores y previa sustitución en la Ecuación.
Flujo de Carga Por Flexión
V=W*n N
h mm
Momento N*mm
I mm^4
r mm
Lambda N/mm^2
Espesor mm
Nx N/mm
1,424.68 1200 569,862 8.828E+10 850 .0054 8.38 0.046
Tabla 3.7 Flujo de Carga por Flexión
La figura 3.10 muestra las cargas sobre el radomo, las cuales se explican para cada uno de los casos, la magnitud de los flujos de carga se presentan en la tabla 3.8.
Figura 3.10 Cargas sobre el Radomo
Para el caso 1
Ecuación 3.27
Para el caso 2
Nx (D)=-58.09 N/mm
Nic=Nxy=-22205.98356 N/mm
Para el caso 3
Ecuación 3.28
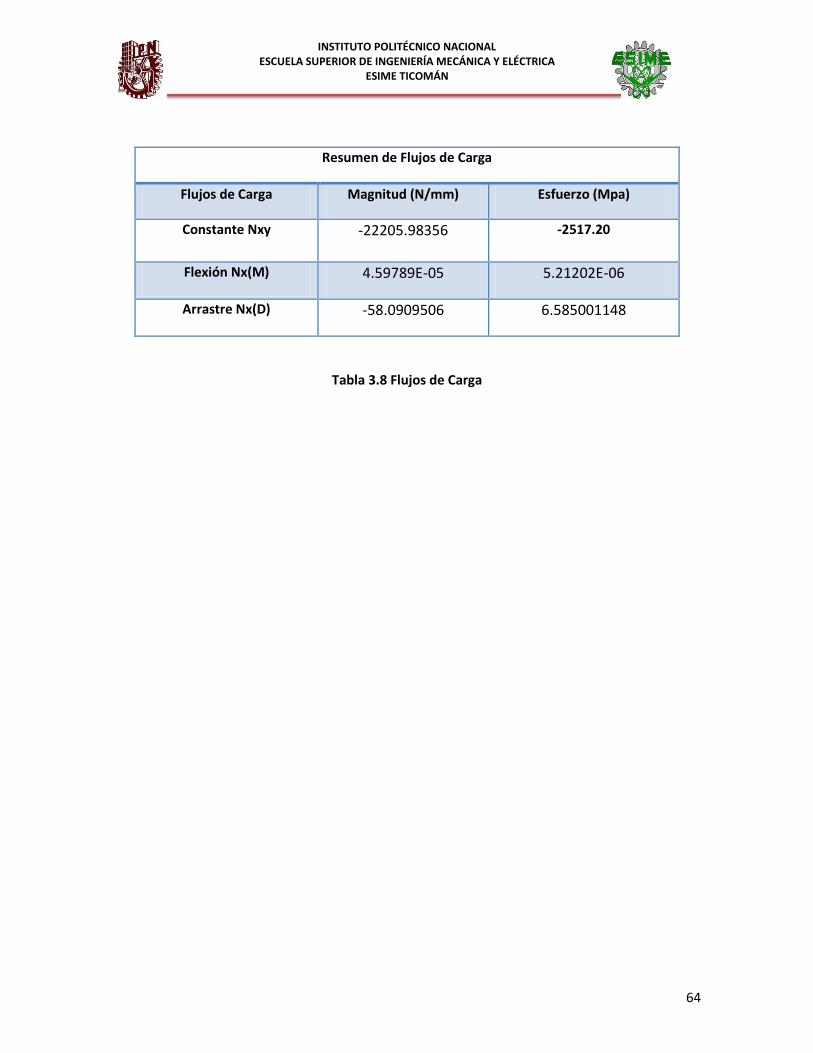
64
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Resumen de Flujos de Carga
Flujos de Carga Magnitud (N/mm) Esfuerzo (Mpa)
Constante Nxy -22205.98356 -2517.20
Flexión Nx(M) 4.59789E-05 5.21202E-06
Arrastre Nx(D) -58.0909506 6.585001148
Tabla 3.8 Flujos de Carga
65
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
3.5.2 Dimensionamiento de daños
Establecer las dimensiones correctas del daño presente en el Radomo del 727-200 implica medir el
largo, profundidad y el espesor de la rotura que se ve a simple vista, esto nos dará pauta a realizar
el mejor diseño de reparación aplicable u en dado caso utilizar los métodos de ingeniería para
crear el nuevo diseño de reparación.
En este punto se dimensiona el daño de forma que éste atienda a sus necesidades funcionales, y
muestre los detalles del daño para efectuar el diseño de reparación con la capacidad añadida de
especificaciones de la serie de la aeronave.
3.5.2.1 Método de Dimensionamiento
El método para la reparación de radomo dañado que tiene al menos un par de superficies y núcleo
dañado es el siguiente; dicho núcleo y capa que tenga el radomo de piel son de diferentes
materiales como la fibra de vidrio y dichas capas están fijadas a un núcleo conocido como
honeycomb o panal de abeja, que comprende los pasos de; Hacer una limpieza, respectivamente,
para identificar cualquier anomalía.
El siguiente paso que tomaremos para el dimensionamiento del daño consiste en hacer la
identificación física de la superficie dañada con una inspección visual, posteriormente, Para
encontrar la delaminación golpeamos ligeramente la piel de la nariz de radomo con un pequeño
objeto metálico, como una extensión corta y escuchamos los cambios en el sonido.
Figura 3.11 Nariz de radomo 727-20022
22 Structural Repair Manual Boeing 737-700, Capítulo 53-10-72, Identification 1 Nose Radome. Pag 1
Nariz de Ramodo de
estructura de
Honeycomb
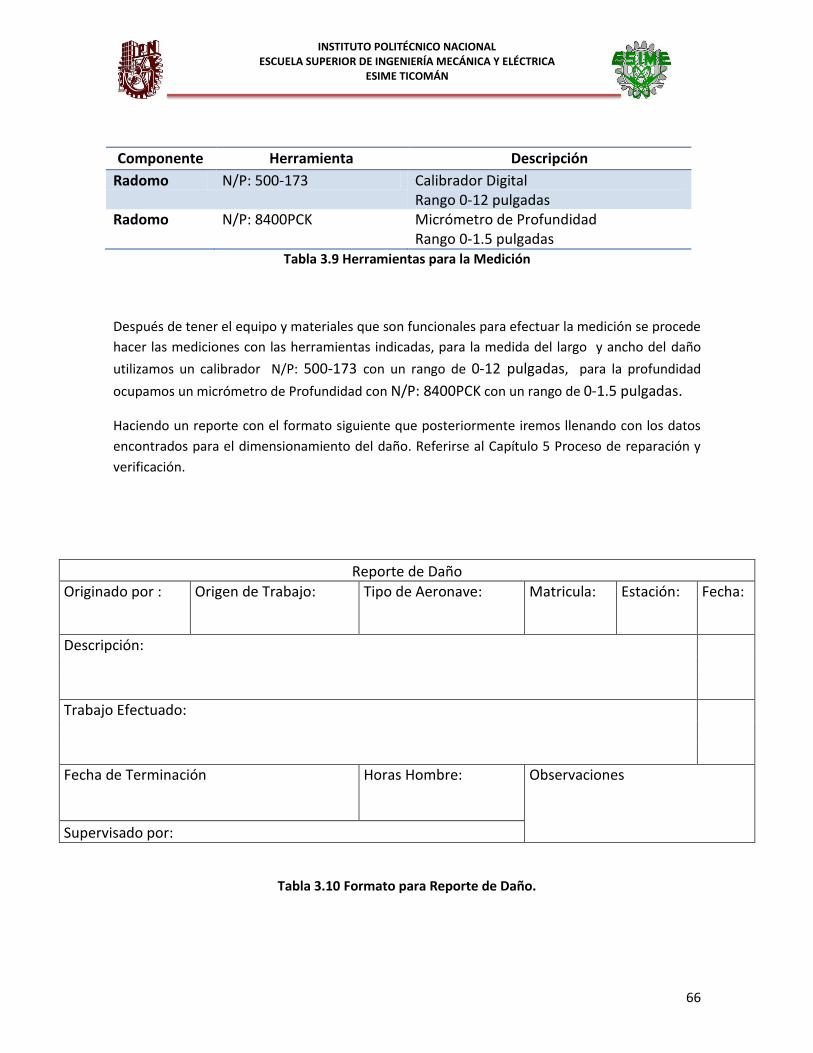
66
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Componente Herramienta Descripción
Radomo N/P: 500-173 Calibrador Digital Rango 0-12 pulgadas
Radomo N/P: 8400PCK Micrómetro de Profundidad Rango 0-1.5 pulgadas
Tabla 3.9 Herramientas para la Medición
Después de tener el equipo y materiales que son funcionales para efectuar la medición se procede
hacer las mediciones con las herramientas indicadas, para la medida del largo y ancho del daño
utilizamos un calibrador N/P: 500-173 con un rango de 0-12 pulgadas, para la profundidad
ocupamos un micrómetro de Profundidad con N/P: 8400PCK con un rango de 0-1.5 pulgadas.
Haciendo un reporte con el formato siguiente que posteriormente iremos llenando con los datos
encontrados para el dimensionamiento del daño. Referirse al Capítulo 5 Proceso de reparación y
verificación.
Reporte de Daño
Originado por : Origen de Trabajo: Tipo de Aeronave: Matricula: Estación: Fecha:
Descripción:
Trabajo Efectuado:
Fecha de Terminación Horas Hombre: Observaciones
Supervisado por:
Tabla 3.10 Formato para Reporte de Daño.
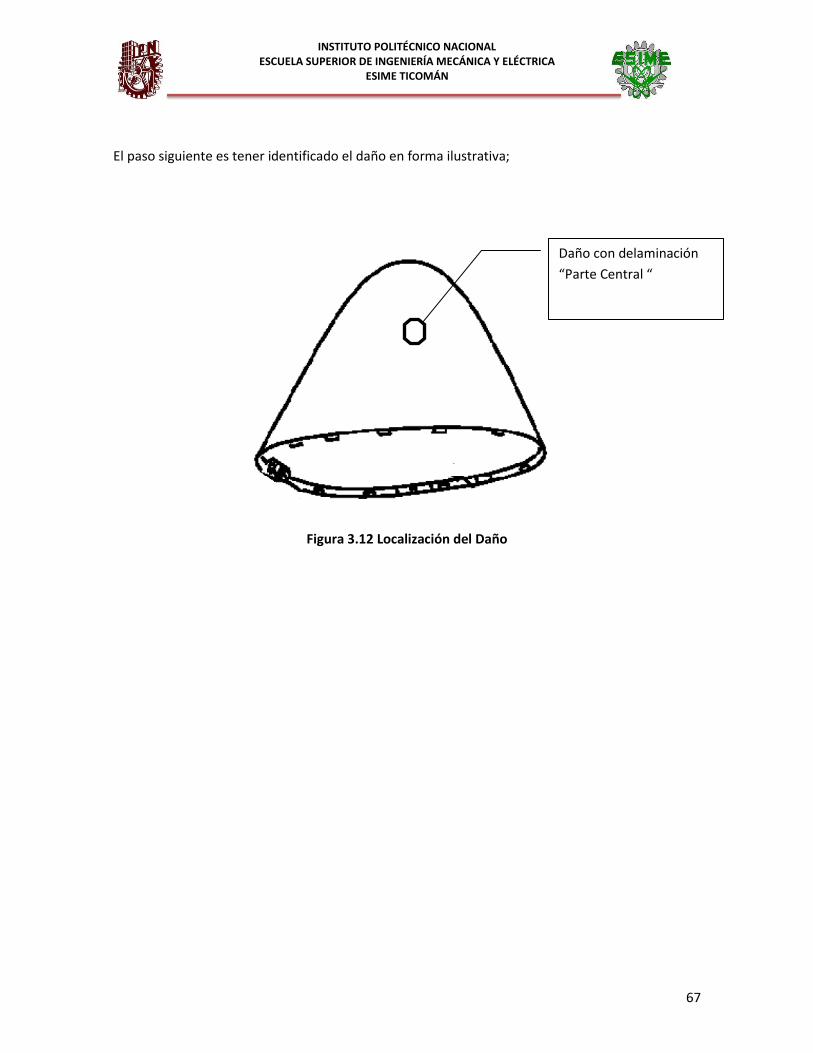
67
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
El paso siguiente es tener identificado el daño en forma ilustrativa;
Figura 3.12 Localización del Daño
Daño con delaminación
“Parte Central “
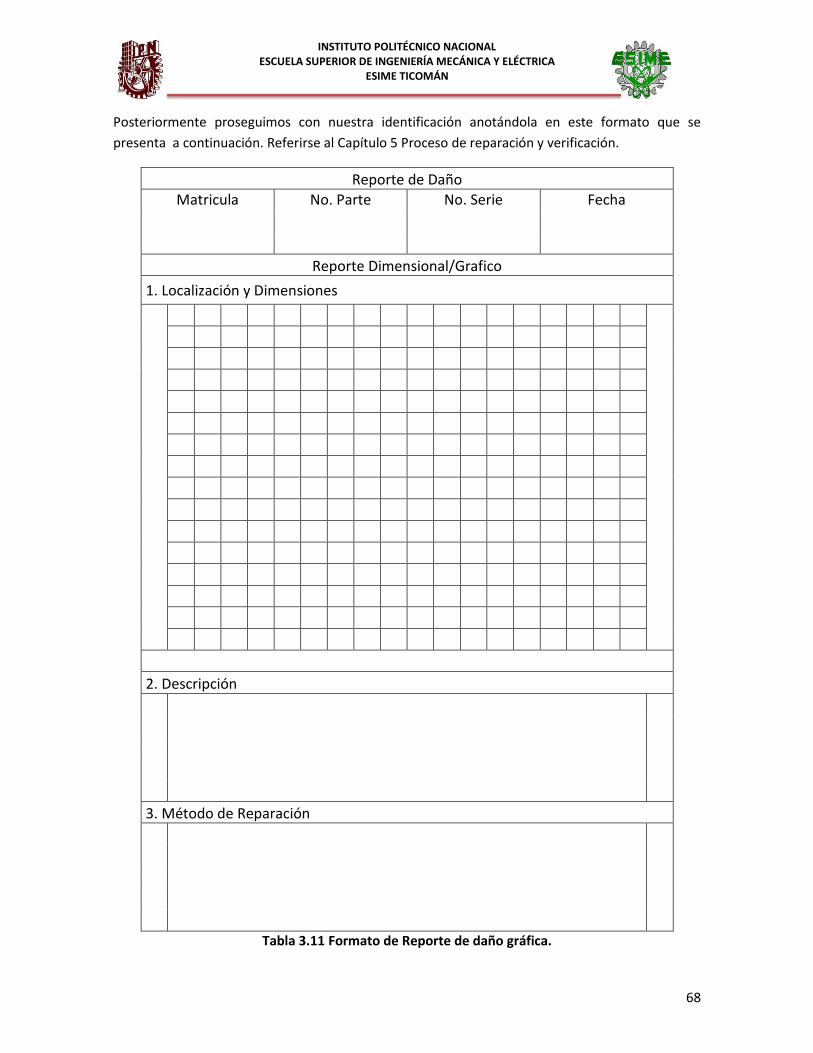
68
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Posteriormente proseguimos con nuestra identificación anotándola en este formato que se
presenta a continuación. Referirse al Capítulo 5 Proceso de reparación y verificación.
Reporte de Daño
Matricula No. Parte No. Serie Fecha
Reporte Dimensional/Grafico
1. Localización y Dimensiones
2. Descripción
3. Método de Reparación
Tabla 3.11 Formato de Reporte de daño gráfica.
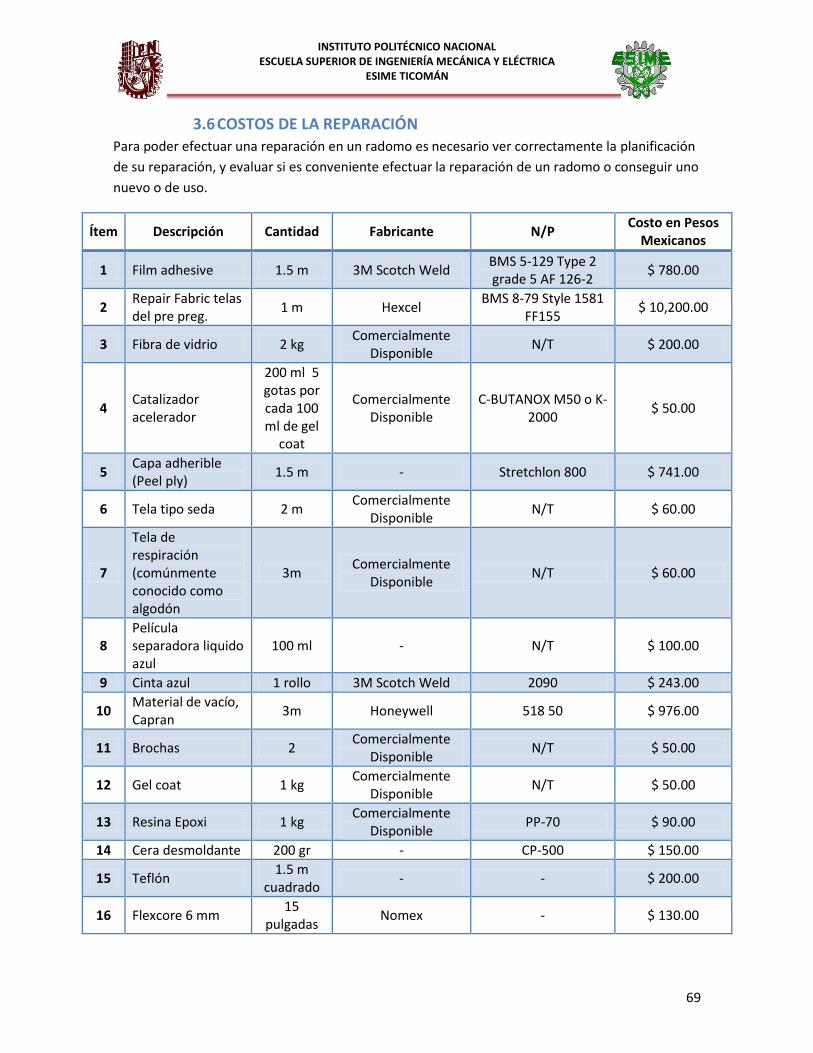
69
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
3.6 COSTOS DE LA REPARACIÓN Para poder efectuar una reparación en un radomo es necesario ver correctamente la planificación
de su reparación, y evaluar si es conveniente efectuar la reparación de un radomo o conseguir uno
nuevo o de uso.
Ítem Descripción Cantidad Fabricante N/P Costo en Pesos
Mexicanos
1 Film adhesive 1.5 m 3M Scotch Weld BMS 5-129 Type 2 grade 5 AF 126-2
$ 780.00
2 Repair Fabric telas del pre preg.
1 m Hexcel BMS 8-79 Style 1581
FF155 $ 10,200.00
3 Fibra de vidrio 2 kg Comercialmente
Disponible N/T $ 200.00
4 Catalizador acelerador
200 ml 5 gotas por cada 100 ml de gel
coat
Comercialmente Disponible
C-BUTANOX M50 o K-2000
$ 50.00
5 Capa adherible (Peel ply)
1.5 m - Stretchlon 800 $ 741.00
6 Tela tipo seda 2 m Comercialmente
Disponible N/T $ 60.00
7
Tela de respiración (comúnmente conocido como algodón
3m Comercialmente
Disponible N/T $ 60.00
8 Película separadora liquido azul
100 ml - N/T $ 100.00
9 Cinta azul 1 rollo 3M Scotch Weld 2090 $ 243.00
10 Material de vacío, Capran
3m Honeywell 518 50 $ 976.00
11 Brochas 2 Comercialmente
Disponible N/T $ 50.00
12 Gel coat 1 kg Comercialmente
Disponible N/T $ 50.00
13 Resina Epoxi 1 kg Comercialmente
Disponible PP-70 $ 90.00
14 Cera desmoldante 200 gr - CP-500 $ 150.00
15 Teflón 1.5 m
cuadrado - - $ 200.00
16 Flexcore 6 mm 15
pulgadas Nomex - $ 130.00
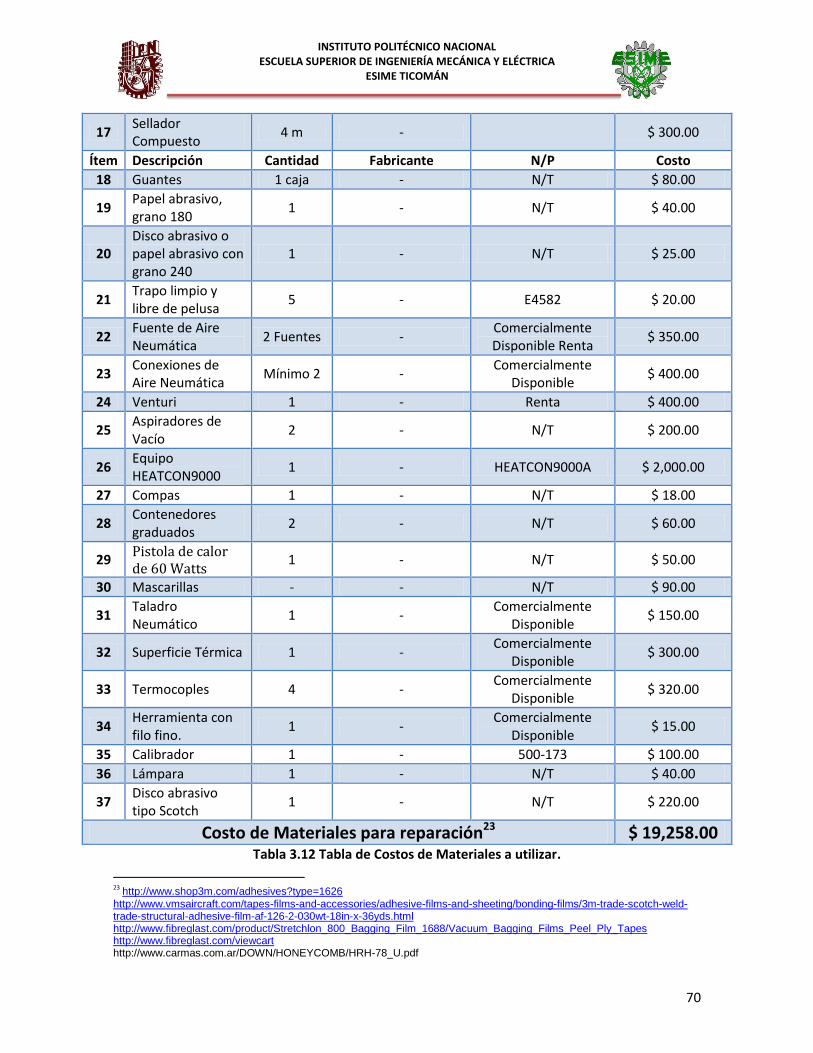
70
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
17 Sellador Compuesto
4 m -
$ 300.00
Ítem Descripción Cantidad Fabricante N/P Costo
18 Guantes 1 caja - N/T $ 80.00
19 Papel abrasivo, grano 180
1 - N/T $ 40.00
20 Disco abrasivo o papel abrasivo con grano 240
1 - N/T $ 25.00
21 Trapo limpio y libre de pelusa
5 - E4582 $ 20.00
22 Fuente de Aire Neumática
2 Fuentes - Comercialmente Disponible Renta
$ 350.00
23 Conexiones de Aire Neumática
Mínimo 2 - Comercialmente
Disponible $ 400.00
24 Venturi 1 - Renta $ 400.00
25 Aspiradores de Vacío
2 - N/T $ 200.00
26 Equipo HEATCON9000
1 - HEATCON9000A $ 2,000.00
27 Compas 1 - N/T $ 18.00
28 Contenedores graduados
2 - N/T $ 60.00
29 Pistola de calor de 60 Watts
1 - N/T $ 50.00
30 Mascarillas - - N/T $ 90.00
31 Taladro Neumático
1 - Comercialmente
Disponible $ 150.00
32 Superficie Térmica 1 - Comercialmente
Disponible $ 300.00
33 Termocoples 4 - Comercialmente
Disponible $ 320.00
34 Herramienta con filo fino.
1 - Comercialmente
Disponible $ 15.00
35 Calibrador 1 - 500-173 $ 100.00
36 Lámpara 1 - N/T $ 40.00
37 Disco abrasivo tipo Scotch
1 - N/T $ 220.00
Costo de Materiales para reparación23 $ 19,258.00 Tabla 3.12 Tabla de Costos de Materiales a utilizar.
23 http://www.shop3m.com/adhesives?type=1626
http://www.vmsaircraft.com/tapes-films-and-accessories/adhesive-films-and-sheeting/bonding-films/3m-trade-scotch-weld-trade-structural-adhesive-film-af-126-2-030wt-18in-x-36yds.html http://www.fibreglast.com/product/Stretchlon_800_Bagging_Film_1688/Vacuum_Bagging_Films_Peel_Ply_Tapes http://www.fibreglast.com/viewcart http://www.carmas.com.ar/DOWN/HONEYCOMB/HRH-78_U.pdf
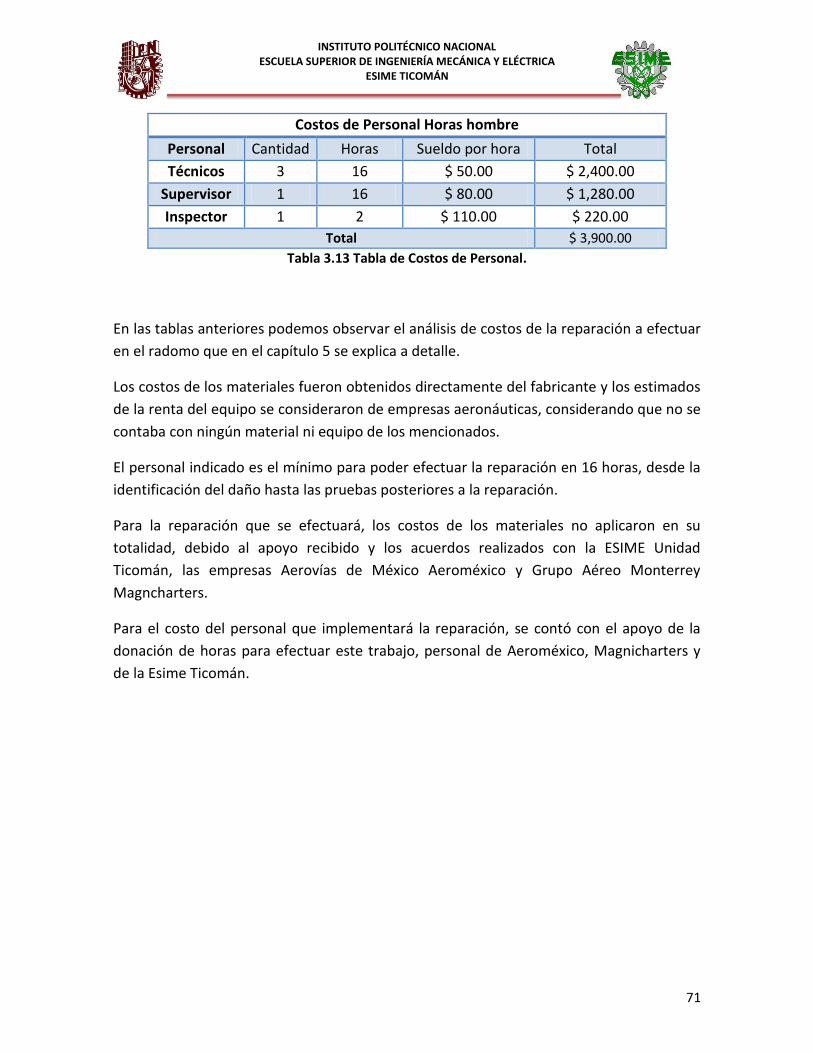
71
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Costos de Personal Horas hombre
Personal Cantidad Horas Sueldo por hora Total
Técnicos 3 16 $ 50.00 $ 2,400.00
Supervisor 1 16 $ 80.00 $ 1,280.00
Inspector 1 2 $ 110.00 $ 220.00
Total $ 3,900.00
Tabla 3.13 Tabla de Costos de Personal.
En las tablas anteriores podemos observar el análisis de costos de la reparación a efectuar
en el radomo que en el capítulo 5 se explica a detalle.
Los costos de los materiales fueron obtenidos directamente del fabricante y los estimados
de la renta del equipo se consideraron de empresas aeronáuticas, considerando que no se
contaba con ningún material ni equipo de los mencionados.
El personal indicado es el mínimo para poder efectuar la reparación en 16 horas, desde la
identificación del daño hasta las pruebas posteriores a la reparación.
Para la reparación que se efectuará, los costos de los materiales no aplicaron en su
totalidad, debido al apoyo recibido y los acuerdos realizados con la ESIME Unidad
Ticomán, las empresas Aerovías de México Aeroméxico y Grupo Aéreo Monterrey
Magncharters.
Para el costo del personal que implementará la reparación, se contó con el apoyo de la
donación de horas para efectuar este trabajo, personal de Aeroméxico, Magnicharters y
de la Esime Ticomán.
72
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
CAPITULO 4 DISEÑO DE LA REPARACIÓN
4.1 ANÁLISIS DE REQUERIMIENTOS EN MANUALES DEL EQUIPO DE VUELO
Para efectuar la reparación seguimos la metodología que se muestra en el capítulo 3 de este
trabajo de tesis, cabe señalar que analizando la información obtenida del SRM, indica que es
necesario referirse en varios puntos a lo que indica el CMM, por lo que esta metodología se
complementará de ambos manuales principalmente.
En el CMM del radomo indica que no hay límite para efectuar una reparación con
materiales pre-impregnados, ni que hay límite de número de reparaciones a efectuar con
este tipo de materiales tampoco24, por lo que utilizando este tipo de materiales se puede
efectuar cualquier reparación sin límite de dimensiones ni número de ellas.
En el SRM se solicita que para el análisis del daño primeramente se realice la limpieza de la
superficie a trabajar, como lo indica el capítulo 51-70-05.
Encontrar los límites del daño mediante una inspección visual y por tap test para escuchar
el sonido del golpeteo e identificar daño por humedad y otras delaminaciones mediante el
uso de Rayos “X” como lo indica el NDTM parte 2 capítulo 51-00-01 y la parte 9 capítulo
51-00-02.
Remoción de pieles y núcleo dañados con precaución de no afectar la piel no dañada ni de
aspirar el polvo y residuos del material retirado.
Re trabajar la superficie del daño alrededor hasta tres pulgadas del borde, para pegar las
pieles que reemplazarán las dañadas, se debe de tener cuidado de que el polvo del re
trabajo de las pieles o taper sand no entre en los ojos porque los puede irritar.
Para efectuar el taper sand, nos pide un material especial para las pieles que se deben
colocar.
24
Component Maintenance Manual. The Nordam Group. Capitulo 53-53-01 Repair 8. Repair Using Pre-preg Lay up. Page 517
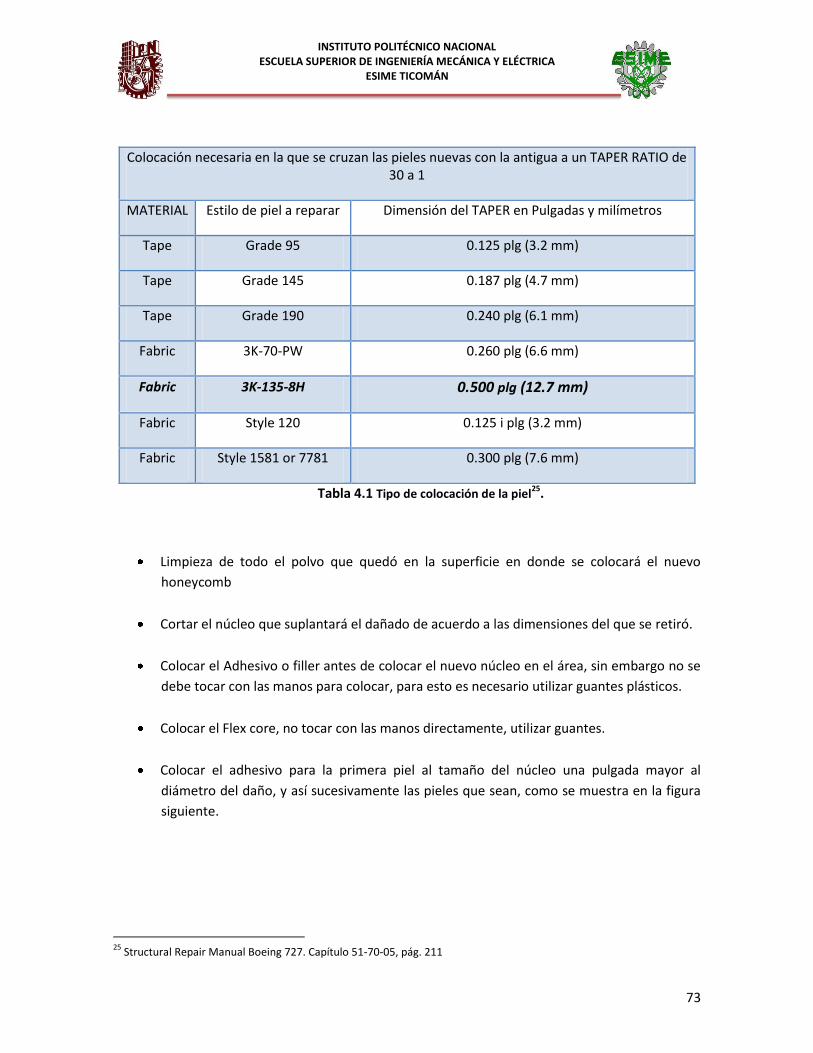
73
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Colocación necesaria en la que se cruzan las pieles nuevas con la antigua a un TAPER RATIO de 30 a 1
MATERIAL Estilo de piel a reparar Dimensión del TAPER en Pulgadas y milímetros
Tape Grade 95 0.125 plg (3.2 mm)
Tape Grade 145 0.187 plg (4.7 mm)
Tape Grade 190 0.240 plg (6.1 mm)
Fabric 3K-70-PW 0.260 plg (6.6 mm)
Fabric 3K-135-8H 0.500 plg (12.7 mm)
Fabric Style 120 0.125 i plg (3.2 mm)
Fabric Style 1581 or 7781 0.300 plg (7.6 mm)
Tabla 4.1 Tipo de colocación de la piel25.
Limpieza de todo el polvo que quedó en la superficie en donde se colocará el nuevo
honeycomb
Cortar el núcleo que suplantará el dañado de acuerdo a las dimensiones del que se retiró.
Colocar el Adhesivo o filler antes de colocar el nuevo núcleo en el área, sin embargo no se
debe tocar con las manos para colocar, para esto es necesario utilizar guantes plásticos.
Colocar el Flex core, no tocar con las manos directamente, utilizar guantes.
Colocar el adhesivo para la primera piel al tamaño del núcleo una pulgada mayor al
diámetro del daño, y así sucesivamente las pieles que sean, como se muestra en la figura
siguiente.
25
Structural Repair Manual Boeing 727. Capítulo 51-70-05, pág. 211
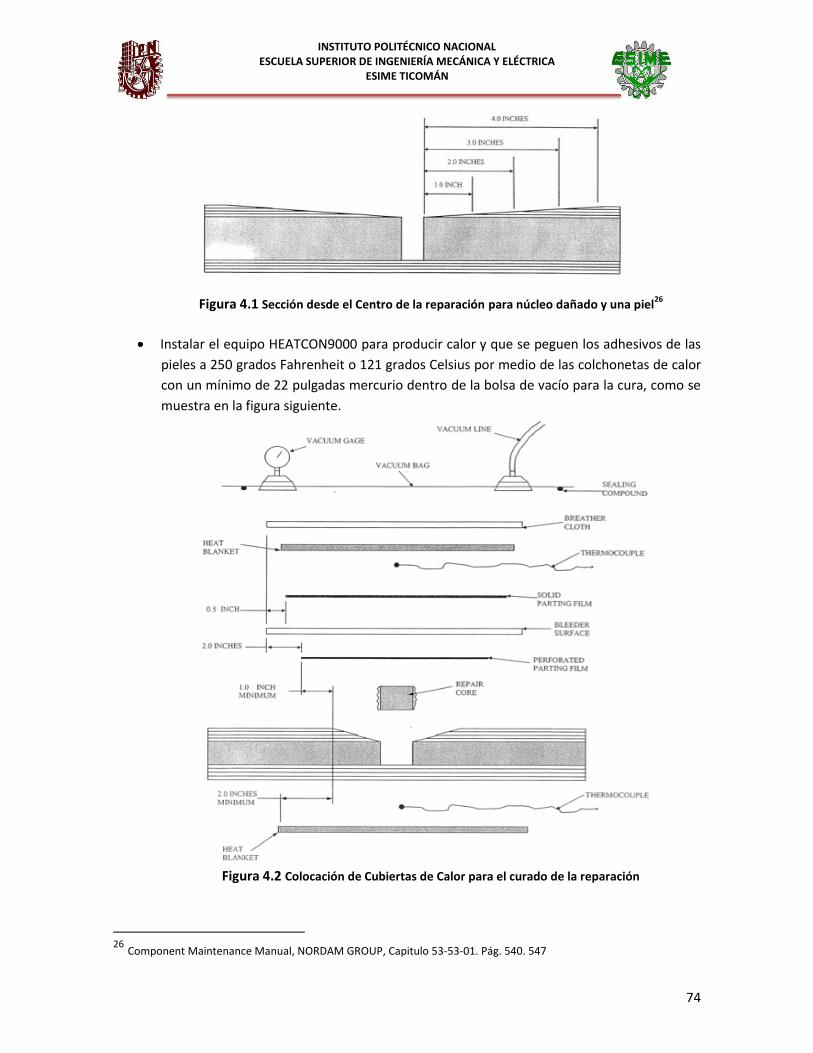
74
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Figura 4.1 Sección desde el Centro de la reparación para núcleo dañado y una piel26
Instalar el equipo HEATCON9000 para producir calor y que se peguen los adhesivos de las
pieles a 250 grados Fahrenheit o 121 grados Celsius por medio de las colchonetas de calor
con un mínimo de 22 pulgadas mercurio dentro de la bolsa de vacío para la cura, como se
muestra en la figura siguiente.
Figura 4.2 Colocación de Cubiertas de Calor para el curado de la reparación
26 Component Maintenance Manual, NORDAM GROUP, Capitulo 53-53-01. Pág. 540. 547
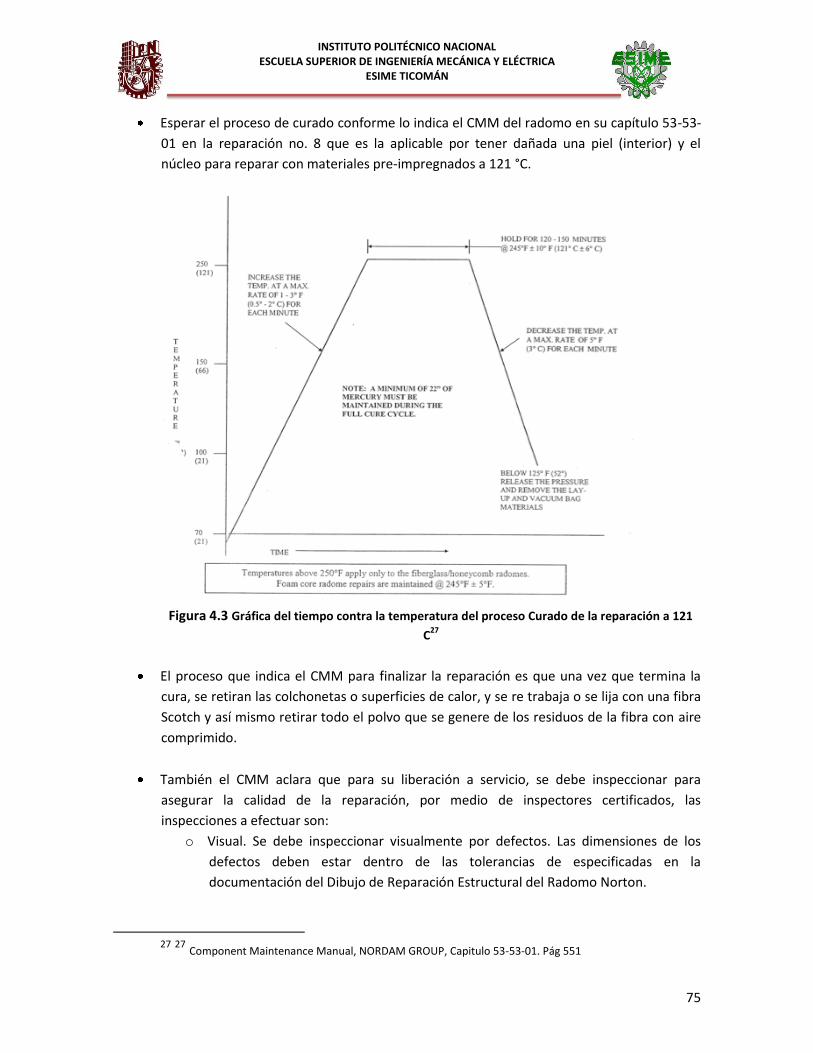
75
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Esperar el proceso de curado conforme lo indica el CMM del radomo en su capítulo 53-53-
01 en la reparación no. 8 que es la aplicable por tener dañada una piel (interior) y el
núcleo para reparar con materiales pre-impregnados a 121 °C.
Figura 4.3 Gráfica del tiempo contra la temperatura del proceso Curado de la reparación a 121
C27
El proceso que indica el CMM para finalizar la reparación es que una vez que termina la
cura, se retiran las colchonetas o superficies de calor, y se re trabaja o se lija con una fibra
Scotch y así mismo retirar todo el polvo que se genere de los residuos de la fibra con aire
comprimido.
También el CMM aclara que para su liberación a servicio, se debe inspeccionar para
asegurar la calidad de la reparación, por medio de inspectores certificados, las
inspecciones a efectuar son:
o Visual. Se debe inspeccionar visualmente por defectos. Las dimensiones de los
defectos deben estar dentro de las tolerancias de especificadas en la
documentación del Dibujo de Reparación Estructural del Radomo Norton.
27 27 Component Maintenance Manual, NORDAM GROUP, Capitulo 53-53-01. Pág 551
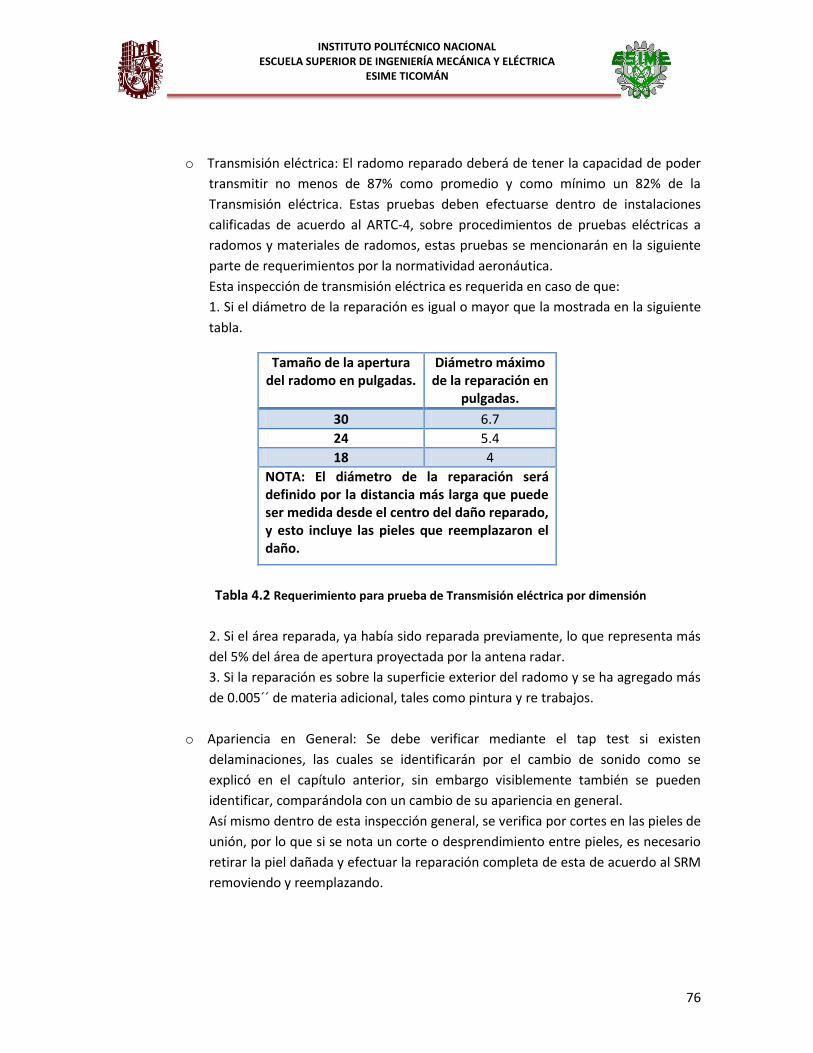
76
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
o Transmisión eléctrica: El radomo reparado deberá de tener la capacidad de poder
transmitir no menos de 87% como promedio y como mínimo un 82% de la
Transmisión eléctrica. Estas pruebas deben efectuarse dentro de instalaciones
calificadas de acuerdo al ARTC-4, sobre procedimientos de pruebas eléctricas a
radomos y materiales de radomos, estas pruebas se mencionarán en la siguiente
parte de requerimientos por la normatividad aeronáutica.
Esta inspección de transmisión eléctrica es requerida en caso de que:
1. Si el diámetro de la reparación es igual o mayor que la mostrada en la siguiente
tabla.
Tamaño de la apertura del radomo en pulgadas.
Diámetro máximo de la reparación en
pulgadas.
30 6.7
24 5.4
18 4
NOTA: El diámetro de la reparación será definido por la distancia más larga que puede ser medida desde el centro del daño reparado, y esto incluye las pieles que reemplazaron el daño.
Tabla 4.2 Requerimiento para prueba de Transmisión eléctrica por dimensión
2. Si el área reparada, ya había sido reparada previamente, lo que representa más
del 5% del área de apertura proyectada por la antena radar.
3. Si la reparación es sobre la superficie exterior del radomo y se ha agregado más
de 0.005´´ de materia adicional, tales como pintura y re trabajos.
o Apariencia en General: Se debe verificar mediante el tap test si existen
delaminaciones, las cuales se identificarán por el cambio de sonido como se
explicó en el capítulo anterior, sin embargo visiblemente también se pueden
identificar, comparándola con un cambio de su apariencia en general.
Así mismo dentro de esta inspección general, se verifica por cortes en las pieles de
unión, por lo que si se nota un corte o desprendimiento entre pieles, es necesario
retirar la piel dañada y efectuar la reparación completa de esta de acuerdo al SRM
removiendo y reemplazando.
77
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Las arrugas se pueden identificar visualmente, las cuales son permisibles hasta las
0.040´´ en profundidad o en altura, además de que la suma de todo el largo de las
arrugas debe ser menor a un 1 pie de longitud, esto viene siendo 30.48 cm.
Además no debe haber desprendimiento de las telas que se utilizaron como si
fuera un deshilamiento, todas las pieles deben estar adheridas por completo a la
superficie del radomo.
Si el radomo no pasa ninguno de estos criterios, el trabajo efectuado deber ser rechazado,
y el componente debe ser reparado nuevamente.
4.2 ANÁLISIS DE REQUERIMIENTOS EN LA NORMATIVIDAD AERONÁUTICA.
En la industria aeronáutica existe una gran regulación para la seguridad operacional de las
aeronaves, para esto se crearon las diferentes filosofías del mantenimiento, pero una vez
generado un daño que está fuera de los límites permisibles, se tiene que implementar el
mantenimiento correctivo, mediante una reparación o modificación.
Para efectuar cualquier tipo de reparación o modificación es necesario cumplir con la
normatividad y regulaciones de las Autoridades Aeronáuticas correspondientes:
FAA
DGAC México
EASA.
La Administración Federal de Aviación FAA, establece los reglamentos necesarios para que los
fabricantes y operadores mantengan en un estado apto las aeronaves y sus componentes.
En cuanto a las Reglas Federales de Aviación que establece la FAA y otros documentos que afectan
en la reparación del radomo tenemos:
o FAR 4328: Mantenimiento, mantenimiento preventivo, reparación, reparación
mayor y alteración.
a) Este FAR en su capítulo 43.3, establece las personas que pueden llevar a cabo
el mantenimiento preventivo que una reparación o alteración de un
componente deben tener.
28
Página de Intenet de FAA. 14 CFR Aeronautics and Aerospace. Parte 43. Maintenance, preventive maintenance, rebuilding, and alteration. http://www.ecfr.gov/cgi-bin/text-idx?SID=e39a751dca190af2b69d42c188753425&tpl=/ecfrbrowse/Title14/14cfr43_main_02.tpl
78
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
b) En su capítulo 43.5 establece los puntos y condiciones para aprobar el retorno
a servicio de un componente después de una reparación, o alteración.
c) El 43.7 establece a la persona calificada para otorgar la liberación de un
material o componente para su regreso a servicio después de una reparación.
d) El 43.12 establece las normas generales que se deben seguir para efectuar una
reparación, alteración o modificación a un componente, mediante el
seguimiento de los procedimientos establecidos por el manual de
mantenimiento del fabricante.
e) El capítulo 43.14 nos indica reglas adicionales para los procedimientos de
inspección, estableciendo que será necesario verificar el componente
reparado para asegurar que se encuentra en condiciones Aeronavegables,
estableciendo en caso de ser necesario un programa de inspecciones
rutinarias del componente.
f) Y el capítulo 43.16 establece que se debe cumplir con las limitaciones de
aeronavegabilidad que establece el fabricante en el manual de
mantenimiento.
o FAR 9129: Funcionamiento y normas generales de vuelo
a) La parte principal de este capítulo 91 hacia el mantenimiento es el
aseguramiento de la completa aeronavegabilidad de la aeronave, que establece
que ninguna aeronave puede operar hasta que se asegure por completo que está
en óptimas condiciones, a lo que el piloto de la aeronave está en condiciones de
decir si se cumple con esta limitación.
o FAR 12130: Referente a los requisitos de operación: operaciones nacionales, vuelos
con aeronaves con turbo jets y complementarios, en la sub-parte L que habla del
Mantenimiento, Mantenimiento preventivo y alteraciones establece:
a) En el capítulo 121.363 que es sobre la responsabilidad de un operador por la
aeronavegabilidad, establece que el operador de toda aeronave debe efectuar
el mantenimiento, mantenimiento preventivo y alteraciones y/o reparaciones
de la aeronave, incluyendo estructuras, motores, equipo de emergencia, y
componentes de acuerdo al manual del fabricante y a este FAR.
29 Página de Intenet de FAA. 14 CFR Aeronautics and Aerospace. Parte 91. General Operating and Flight Rules.
http://www.ecfr.gov/cgi-bin/text-idx?SID=e39a751dca190af2b69d42c188753425&tpl=/ecfrbrowse/Title14/14cfr91_main_02.tpl 30 Página de Intenet de FAA. 14 CFR Aeronautics and Aerospace. Parte 121. Requerimientos de Operación
http://www.ecfr.gov/cgi-bin/text-idx?SID=e39a751dca190af2b69d42c188753425&tpl=/ecfrbrowse/Title14/14cfr121_main_02.tpl
79
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
b) En el capítulo 121.367 que todo operador debe llevar un programa
inspecciones de mantenimiento, del mantenimiento preventivo, y de las
alteraciones de acuerdo al manual del fabricante, para asegurar que cada
aeronave que sea liberada para su servicio se le haya efectuado propiamente
el mantenimiento para su operación de acuerdo a esta regla.
o FAR 13531: Referente a los requisitos de operación y normas aplicables a las
personas a bordo, en la sub-parte J Mantenimiento, Mantenimiento preventivo y
Alteraciones.
a) Toda organización u operador que realice trabajos de mantenimiento e
inspecciones a las aeronaves debe tener una organización adecuada para
efectuar dichos trabajos, esto de acuerdo al capítulo 135.143.
b) De acuerdo al capítulo 135.147 establece los requisitos para efectuar los
trabajos de mantenimiento rutinarios y no rutinarios, además del
procedimiento para el mantenimiento preventivo y las alteraciones a los
componentes o partes. En la cual se debe de contar con un programa de
inspección en el cual en caso de que exista un daño sea reportado, por el
personal autorizado para efectuar dichas inspecciones.
c) Instrucciones que marquen las limitaciones de aceptación y rechazo de
componentes que tengan un daño.
o MIL-I-4520832: Esta especificación establece los requisitos para los sistemas de
inspección de los operadores. Estos requisitos se refieren a la inspección y pruebas
necesarias para justificar la conformidad del radomo a las normas,
especificaciones y requisitos del fabricante y para todas las inspecciones y las
pruebas requeridas por el manual.
31
Página de Intenet de FAA. 14 CFR Aeronautics and Aerospace. Parte 135 Requerimiento de Operación http://www.ecfr.gov/cgi-bin/text-idx?SID=e39a751dca190af2b69d42c188753425&tpl=/ecfrbrowse/Title14/14cfr135_main_02.tpl
32 Documento de FAA Review of Pending Guidance and Industry Findings on Commercial Off-The-Shelf (COTS)
Electronics in Airborne Systems. http://www.faa.gov/aircraft/air_cert/design_approvals/air_software/media/01-41_COTS.pdf
80
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
o MIL-STD-4566233: Es una norma militar que tiene los requisitos del sistema de
calibración. Esta norma militar proporciona los requisitos para el establecimiento y
mantenimiento de un sistema de calibración para controlar la exactitud de la
medición y equipos de prueba y medición estándares utilizados para asegurar que
los suministros y servicios prestados cumplan con los requisitos técnicos
establecidos.
o ARTC-434: Esta documentación es correspondiente a procedimientos de pruebas
eléctricas a radomos y materiales de radomos describen como cubrir los métodos
estándar para la determinación de las características eléctricas de radomos y sus
materiales. Mediante técnicas, tolerancias y métodos de prueba que se han
definido para el tipo de radomo de banda X. Sin embargo, los principios básicos y
métodos de ensayo son los mismos para otras bandas de frecuencia.
33
Página de Internet de Every Spec http://www.everyspec.com/MIL-STD/MIL-STD-10000-and-Up/MIL-STD-45662A_21949/ 34
Component Maintenance Manual Capítulo 53-53-01.

81
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
CAPÍTULO 5 REPARACIÓN
5.1 EVALUACIÓN DE CONDICIÓN DEL RADOMO Y PLANTEAMIENTO DEL PROCESO
DE REPARACIÓN
La reparación a efectuar al radomo del Equipo de Vuelo B727-200 de la unidad Esime Ticomán se
llevó a cabo basado en las condiciones del radomo primeramente verificándolo con el manual
SRM, el cual nos fue proporcionado por la misma unidad ESIME TICOMÁN, pero no cuenta con las
especificaciones concretas para para efectuarle una reparación mayor, Además de que hacemos
aclaración de que el Equipo B727-200 no se encuentra en servicio de vuelo por lo que
comenzamos a realizar la siguiente investigación ;
Buscamos el Número de parte que corresponde al radomo del Equipo B727-200 que arroja como
número de parte N/P: 1001002, El cual gracias al apoyo de Aerovías de México y Magnicharters,
logramos identificar y ver la aplicabilidad con el SRM del Equipo B737-700
Agregando como Soporte la referencia de que para realizar la reparación estructural de un
componente es necesario determinar la equivalencia de la reparación con los manuales con última
revisión, lo cual se hizo de la siguiente manera;
En el IPC (Catalogo de Partes Ilustradas) localizamos el N/P: 1001002, de igual manera en el SRM
del Equipo B737-700 con la descripción “Nordam Nose Radome Installation” con lo cual
comenzamos a plantear la reparación.
Figura 5.1 Remoción del componente
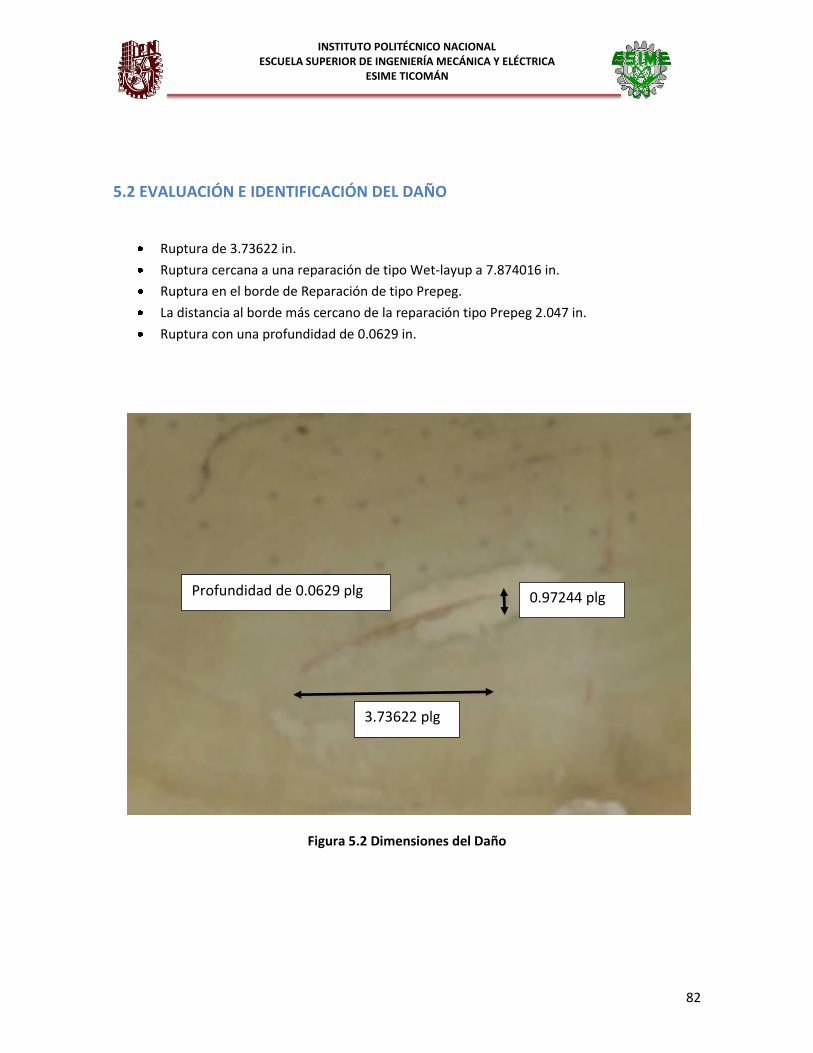
82
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
5.2 EVALUACIÓN E IDENTIFICACIÓN DEL DAÑO
Ruptura de 3.73622 in.
Ruptura cercana a una reparación de tipo Wet-layup a 7.874016 in.
Ruptura en el borde de Reparación de tipo Prepeg.
La distancia al borde más cercano de la reparación tipo Prepeg 2.047 in.
Ruptura con una profundidad de 0.0629 in.
Figura 5.2 Dimensiones del Daño
0.97244 plg
3.73622 plg
Profundidad de 0.0629 plg
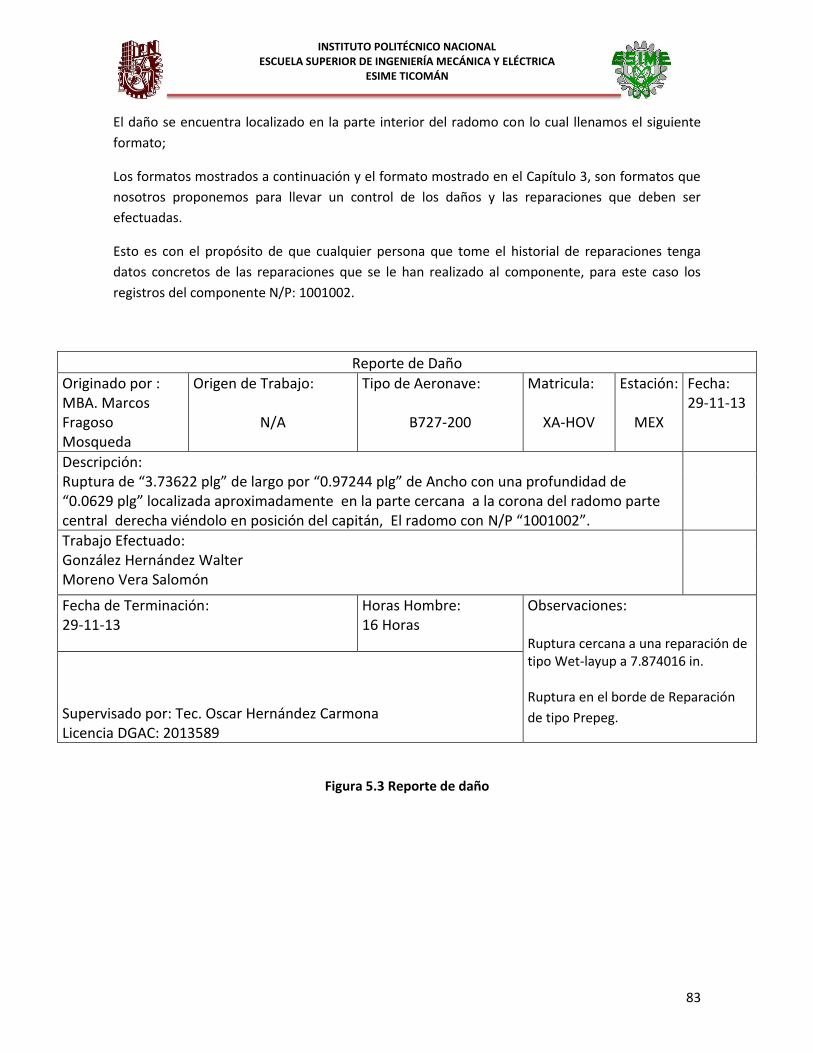
83
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
El daño se encuentra localizado en la parte interior del radomo con lo cual llenamos el siguiente
formato;
Los formatos mostrados a continuación y el formato mostrado en el Capítulo 3, son formatos que
nosotros proponemos para llevar un control de los daños y las reparaciones que deben ser
efectuadas.
Esto es con el propósito de que cualquier persona que tome el historial de reparaciones tenga
datos concretos de las reparaciones que se le han realizado al componente, para este caso los
registros del componente N/P: 1001002.
Reporte de Daño
Originado por : MBA. Marcos Fragoso Mosqueda
Origen de Trabajo:
N/A
Tipo de Aeronave:
B727-200
Matricula:
XA-HOV
Estación:
MEX
Fecha: 29-11-13
Descripción: Ruptura de “3.73622 plg” de largo por “0.97244 plg” de Ancho con una profundidad de “0.0629 plg” localizada aproximadamente en la parte cercana a la corona del radomo parte central derecha viéndolo en posición del capitán, El radomo con N/P “1001002”.
Trabajo Efectuado: González Hernández Walter Moreno Vera Salomón
Fecha de Terminación: 29-11-13
Horas Hombre: 16 Horas
Observaciones: Ruptura cercana a una reparación de tipo Wet-layup a 7.874016 in. Ruptura en el borde de Reparación
de tipo Prepeg. Supervisado por: Tec. Oscar Hernández Carmona Licencia DGAC: 2013589
Figura 5.3 Reporte de daño
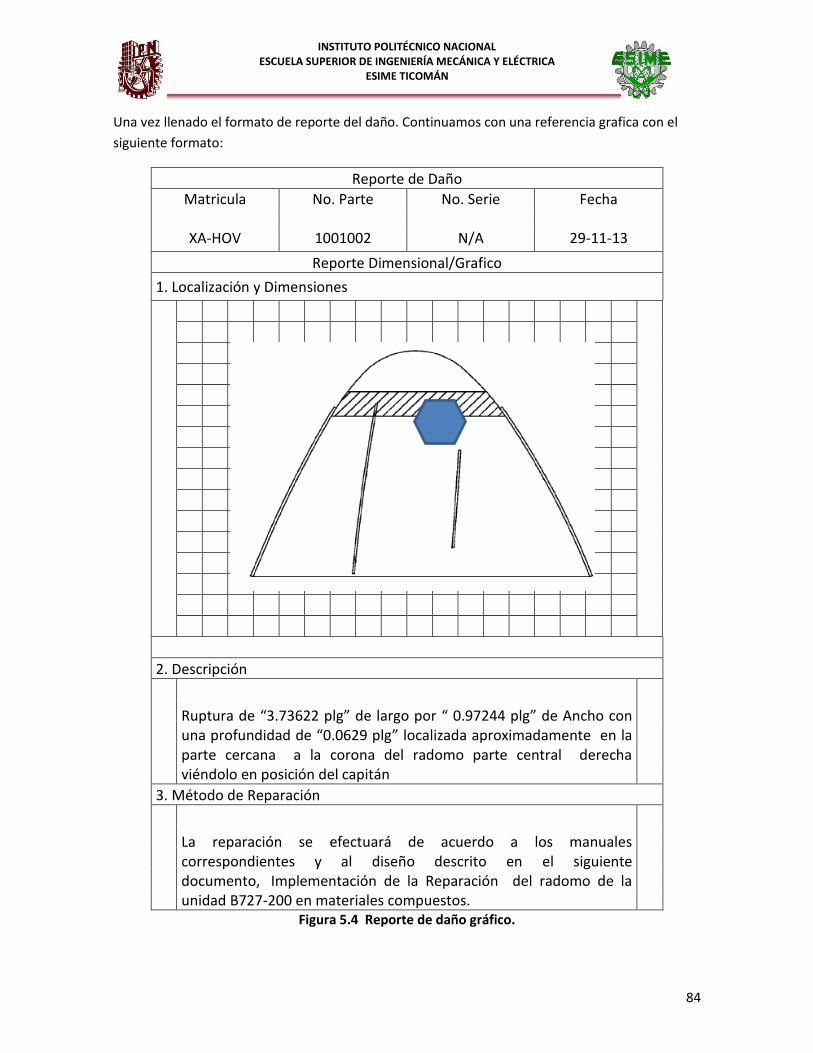
84
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Una vez llenado el formato de reporte del daño. Continuamos con una referencia grafica con el
siguiente formato:
Reporte de Daño
Matricula
XA-HOV
No. Parte
1001002
No. Serie
N/A
Fecha
29-11-13
Reporte Dimensional/Grafico
1. Localización y Dimensiones
2. Descripción
Ruptura de “3.73622 plg” de largo por “ 0.97244 plg” de Ancho con una profundidad de “0.0629 plg” localizada aproximadamente en la parte cercana a la corona del radomo parte central derecha viéndolo en posición del capitán
3. Método de Reparación
La reparación se efectuará de acuerdo a los manuales correspondientes y al diseño descrito en el siguiente documento, Implementación de la Reparación del radomo de la unidad B727-200 en materiales compuestos.
Figura 5.4 Reporte de daño gráfico.
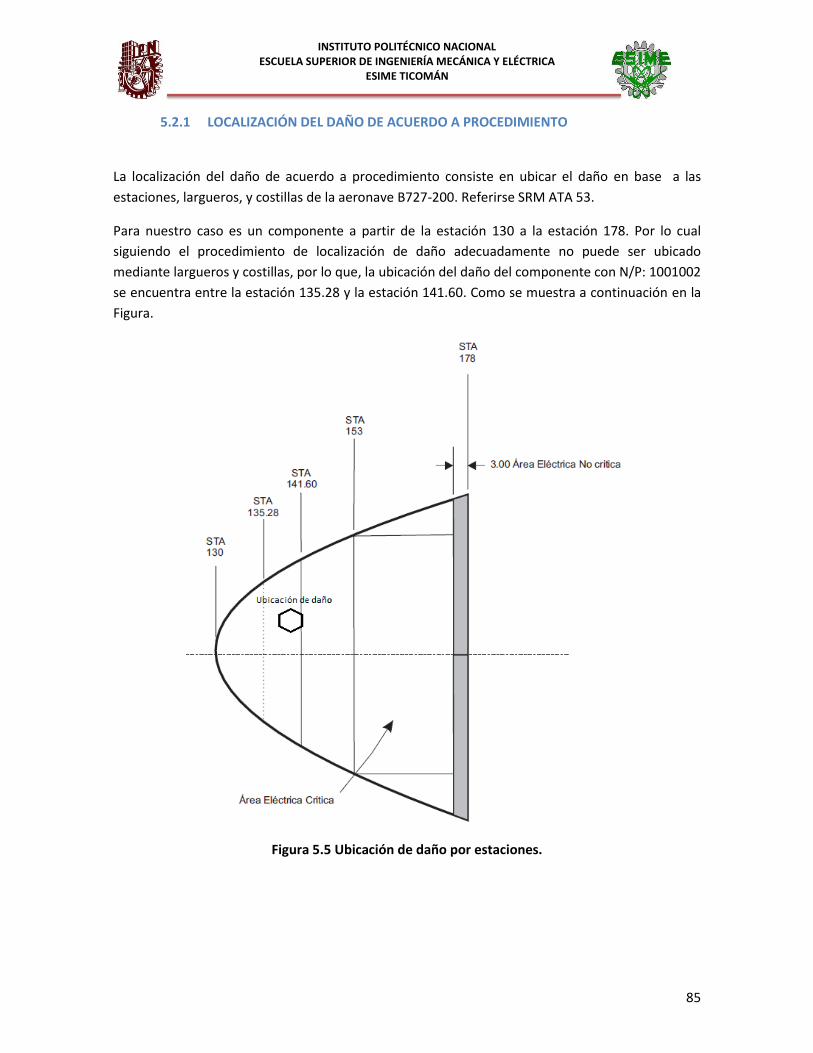
85
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
5.2.1 LOCALIZACIÓN DEL DAÑO DE ACUERDO A PROCEDIMIENTO
La localización del daño de acuerdo a procedimiento consiste en ubicar el daño en base a las
estaciones, largueros, y costillas de la aeronave B727-200. Referirse SRM ATA 53.
Para nuestro caso es un componente a partir de la estación 130 a la estación 178. Por lo cual
siguiendo el procedimiento de localización de daño adecuadamente no puede ser ubicado
mediante largueros y costillas, por lo que, la ubicación del daño del componente con N/P: 1001002
se encuentra entre la estación 135.28 y la estación 141.60. Como se muestra a continuación en la
Figura.
Figura 5.5 Ubicación de daño por estaciones.
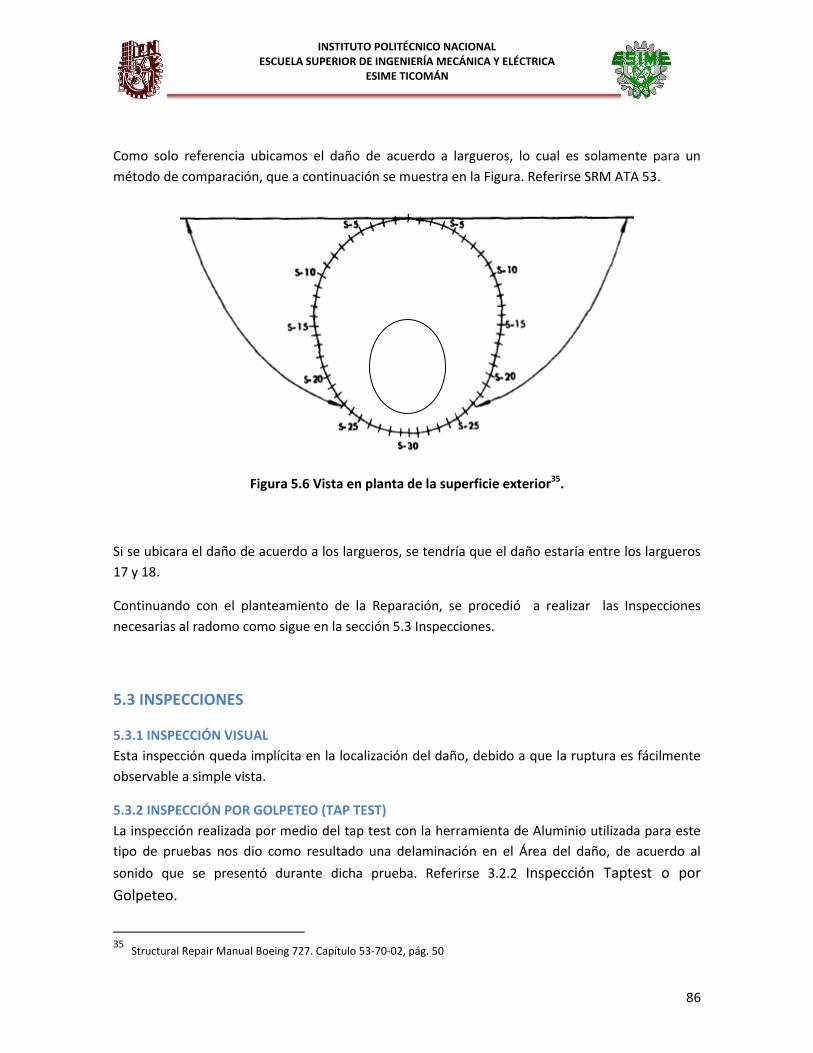
86
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Como solo referencia ubicamos el daño de acuerdo a largueros, lo cual es solamente para un
método de comparación, que a continuación se muestra en la Figura. Referirse SRM ATA 53.
Figura 5.6 Vista en planta de la superficie exterior35.
Si se ubicara el daño de acuerdo a los largueros, se tendría que el daño estaría entre los largueros
17 y 18.
Continuando con el planteamiento de la Reparación, se procedió a realizar las Inspecciones
necesarias al radomo como sigue en la sección 5.3 Inspecciones.
5.3 INSPECCIONES
5.3.1 INSPECCIÓN VISUAL
Esta inspección queda implícita en la localización del daño, debido a que la ruptura es fácilmente
observable a simple vista.
5.3.2 INSPECCIÓN POR GOLPETEO (TAP TEST)
La inspección realizada por medio del tap test con la herramienta de Aluminio utilizada para este
tipo de pruebas nos dio como resultado una delaminación en el Área del daño, de acuerdo al
sonido que se presentó durante dicha prueba. Referirse 3.2.2 Inspección Taptest o por
Golpeteo.
35 Structural Repair Manual Boeing 727. Capítulo 53-70-02, pág. 50
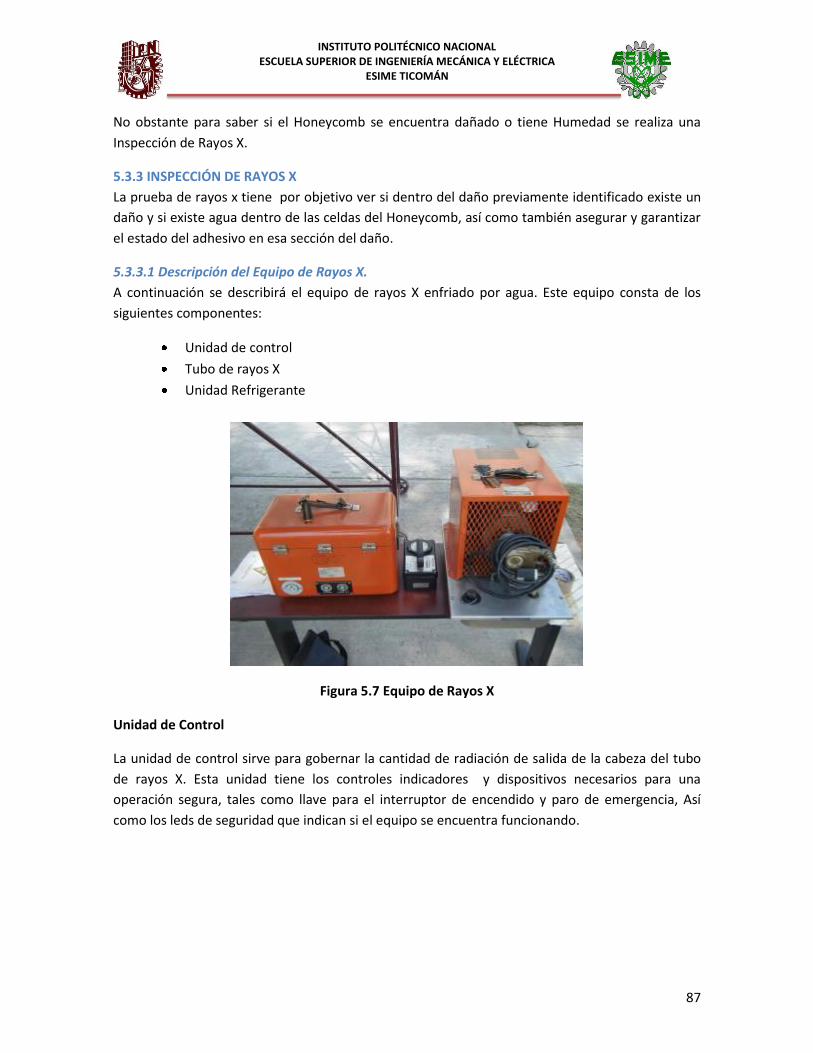
87
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
No obstante para saber si el Honeycomb se encuentra dañado o tiene Humedad se realiza una
Inspección de Rayos X.
5.3.3 INSPECCIÓN DE RAYOS X
La prueba de rayos x tiene por objetivo ver si dentro del daño previamente identificado existe un
daño y si existe agua dentro de las celdas del Honeycomb, así como también asegurar y garantizar
el estado del adhesivo en esa sección del daño.
5.3.3.1 Descripción del Equipo de Rayos X.
A continuación se describirá el equipo de rayos X enfriado por agua. Este equipo consta de los
siguientes componentes:
Unidad de control
Tubo de rayos X
Unidad Refrigerante
Figura 5.7 Equipo de Rayos X
Unidad de Control
La unidad de control sirve para gobernar la cantidad de radiación de salida de la cabeza del tubo
de rayos X. Esta unidad tiene los controles indicadores y dispositivos necesarios para una
operación segura, tales como llave para el interruptor de encendido y paro de emergencia, Así
como los leds de seguridad que indican si el equipo se encuentra funcionando.

88
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Figura 5.8 Unidad de Control
Tubo de rayos X
El tubo de rayos X consiste básicamente de un cilindro de Aluminio, que contiene el tubo de rayos
catódicos y componentes eléctricos necesarios. Las paredes interiores del cilindro están
anodizadas y cubiertas con plomo para reducir la radiación indirecta. La cabeza del tubo está llena
con hexafloruro de azufre (SF6), a una presión de 50 a 60 PSI a 15ºC.
El haz de rayos X pasa a través de una ventana de berilio localizada en la estructura del ánodo en
un extremo de la cabeza del tubo. Esta unidad cuenta con un fusible térmico que evita la
exposición del tubo al elevarse demasiado la temperatura de operación del mismo.
Figura 5.9 Tubo de rayos X
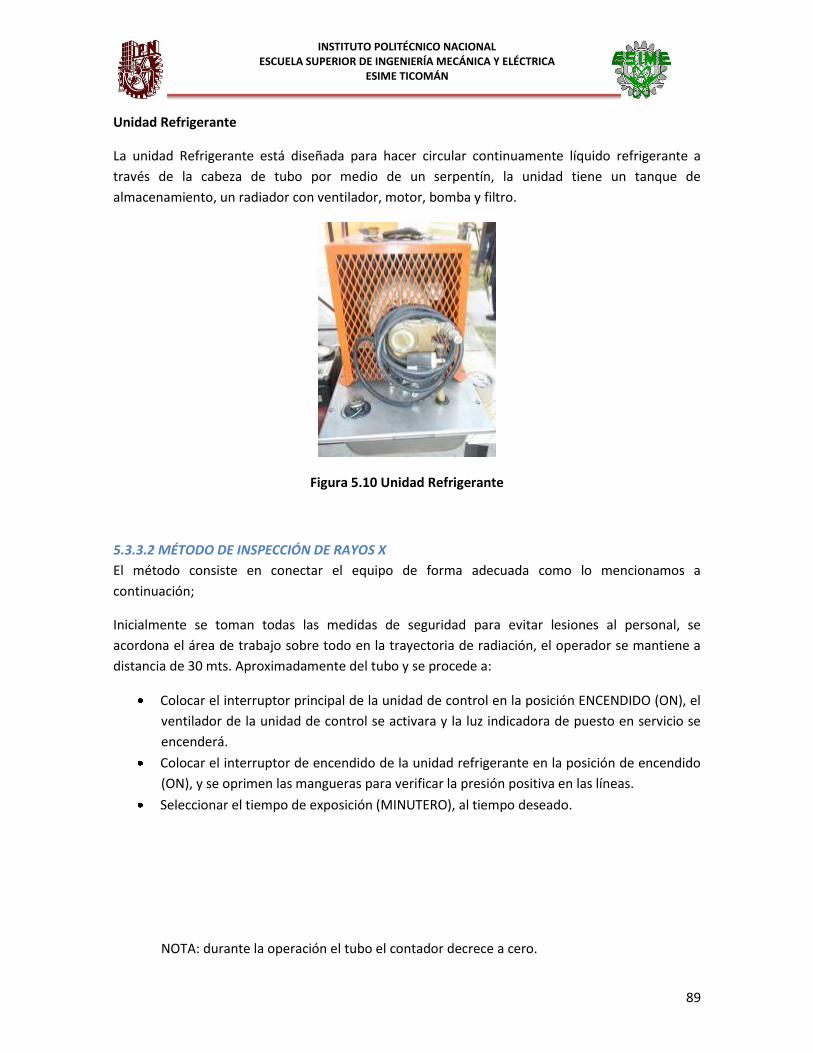
89
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Unidad Refrigerante
La unidad Refrigerante está diseñada para hacer circular continuamente líquido refrigerante a
través de la cabeza de tubo por medio de un serpentín, la unidad tiene un tanque de
almacenamiento, un radiador con ventilador, motor, bomba y filtro.
Figura 5.10 Unidad Refrigerante
5.3.3.2 MÉTODO DE INSPECCIÓN DE RAYOS X
El método consiste en conectar el equipo de forma adecuada como lo mencionamos a
continuación;
Inicialmente se toman todas las medidas de seguridad para evitar lesiones al personal, se
acordona el área de trabajo sobre todo en la trayectoria de radiación, el operador se mantiene a
distancia de 30 mts. Aproximadamente del tubo y se procede a:
Colocar el interruptor principal de la unidad de control en la posición ENCENDIDO (ON), el
ventilador de la unidad de control se activara y la luz indicadora de puesto en servicio se
encenderá.
Colocar el interruptor de encendido de la unidad refrigerante en la posición de encendido
(ON), y se oprimen las mangueras para verificar la presión positiva en las líneas.
Seleccionar el tiempo de exposición (MINUTERO), al tiempo deseado.
NOTA: durante la operación el tubo el contador decrece a cero.
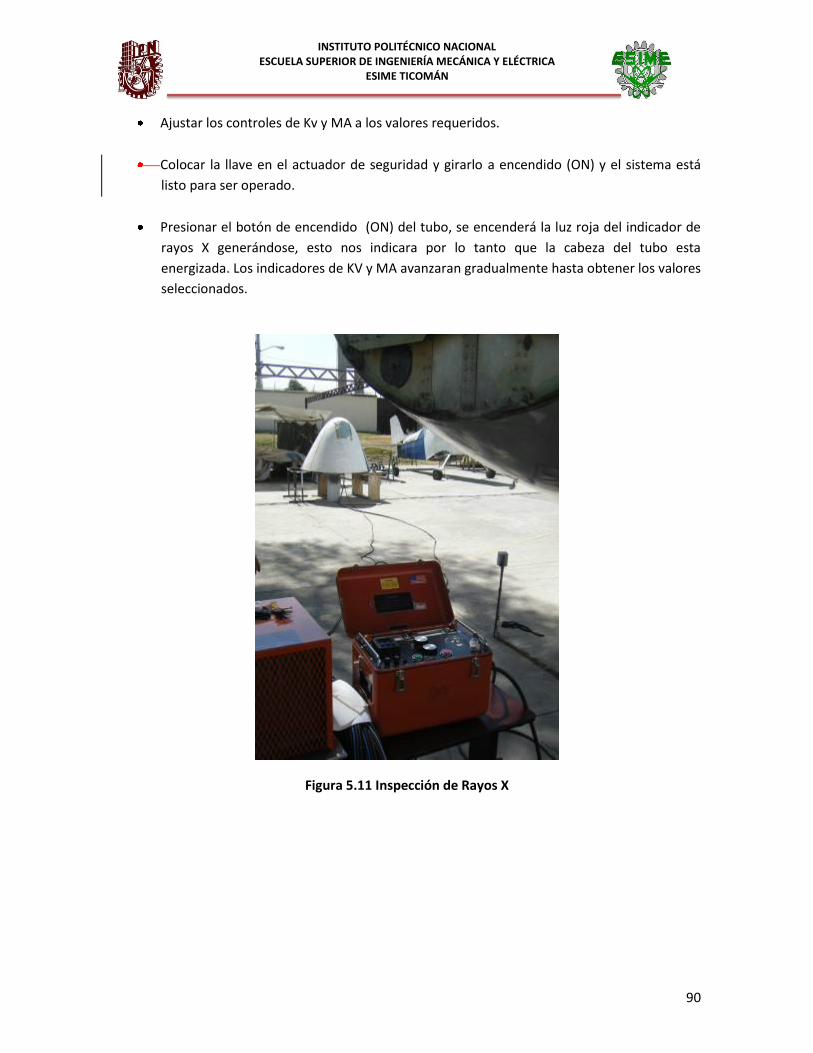
90
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Ajustar los controles de Kv y MA a los valores requeridos.
Colocar la llave en el actuador de seguridad y girarlo a encendido (ON) y el sistema está
listo para ser operado.
Presionar el botón de encendido (ON) del tubo, se encenderá la luz roja del indicador de
rayos X generándose, esto nos indicara por lo tanto que la cabeza del tubo esta
energizada. Los indicadores de KV y MA avanzaran gradualmente hasta obtener los valores
seleccionados.
Figura 5.11 Inspección de Rayos X
91
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
5.3.3.3 Revelado de la película radiográfica
Durante el procesado de revelado de la película radiográfica, la imagen latente se transforma en una imagen
visible. Esto es posible gracias a la transformación (reducción, en el revelador) de las sales de plata
expuestas en plata metálica, que es de color negro. Posteriormente se procede al fijado de la imagen y al
lavado del resto de bromuro de plata que aún contiene la emulsión. El cuarto oscuro es el lugar donde se
realiza la mayor parte de este proceso-
Es muy importante que el cuarto oscuro esté protegido contra las radiaciones externas, como luz o rayos X,
Todo cuarto oscuro ha de tener, en primer lugar, una luz blanca adecuada que permita se lleven a cabo
trabajos de almacenaje, limpieza y clasificación de las radiografías.
Comúnmente se utiliza una luz de seguridad de emisión roja, las placas radiográficas deben manipularse y
procesarse en total oscuridad.
El procedimiento de revelado de la película radiográfica es el mencionado a continuación:
1. Hacer la mezcla correcta de Revelador y colocarlo en un contenedor del tamaño de la película
que va a hacer revelada.
2. Hacer la mezcla correcta de Fijador y colocarlo en un contenedor del tamaño de la película
que va a hacer revelada.
3. Colocar la película dentro del contenedor que contiene el Revelador durante 15 minutos
asegurándose de que está completamente sumergida en el revelador.
4. Posteriormente colocar la película dentro del contenedor que contiene el Fijador durante 15
minutos y asegurarse que quede completamente sumergida.
5. Después de que haya pasado por el fijador debe de realizarse un lavado que consiste en pasar
un chorro de agua con baja presión directamente en la película.
6. Colocar la película en un lugar dentro del cuarto oscuro donde pueda secarse completamente.
Una vez de que la placa está completamente seca el siguiente paso es la interpretación de la
radiografía.
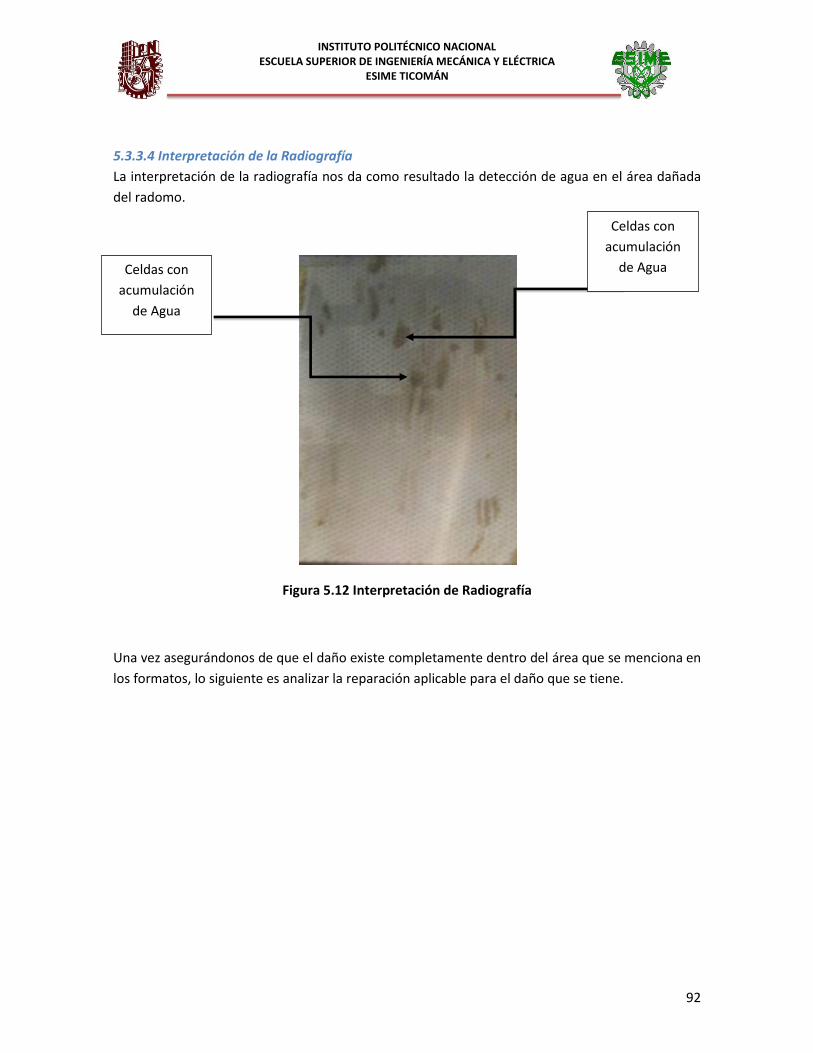
92
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
5.3.3.4 Interpretación de la Radiografía
La interpretación de la radiografía nos da como resultado la detección de agua en el área dañada
del radomo.
Figura 5.12 Interpretación de Radiografía
Una vez asegurándonos de que el daño existe completamente dentro del área que se menciona en
los formatos, lo siguiente es analizar la reparación aplicable para el daño que se tiene.
Celdas con
acumulación
de Agua
Celdas con
acumulación
de Agua
93
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
5.4 ANÁLISIS DE REPARACIÓN APLICABLE SEGÚN SRM36 Para el análisis de la Reparación aplicable Haremos de cuenta que el avión aún puede volar con el
daño detectado para poder analizarlo como mostramos a continuación.
El daño debe ser vigilado y reparado en el momento conveniente. Dejar de lado el daño en un
período de tiempo dará lugar a un daño que debe ser reparado inmediatamente. Los daños más
allá de lo especificado deberán ser reparados inmediatamente.
Límites permisibles para los daños del radomo.
1. Se permiten fisuras o rasguños que no hacen ni causan daño a la fibra de vidrio.
2. Tenga fisuras o rasguños que causan daño a la fibra de vidrio están autorizados siempre
que exista:
a. Un máximo de 1 pulgada cuadrada en la zona.
b. Un mínimo de 10 pulgada de distancia del borde de otro tipo de daño.
c. Un mínimo de 2 pulgadas de distancia desde el borde del radomo a un cierre del
borde de un sujetador.
3. Dentaduras que no causan daño a la fibra de vidrio están autorizados siempre que:
a. Un máximo de 1 pulgada cuadrada en la zona.
b. Un mínimo de 10 pulgada de distancia del borde de otro tipo de daño.
c. Un mínimo de 2 pulgadas de distancia desde el borde del radomo a un cierre del
borde de un sujetador.
4. De laminaciones son permitidas siempre y cuando:
a. Un máximo de 1 pulgada cuadrada en la zona.
b. Un mínimo de 10 pulgadas de distancia del borde de otro tipo de daño.
c. Un mínimo de 2 pulgadas de distancia desde el borde del radomo a un cierre del
borde de un sujetador.
5. Agujeros y perforaciones están permitidos si son:
a. Un máximo de 1 pulgada cuadrada en la zona.
b. Un mínimo de 10 pulgadas de distancia del borde de otro tipo de daño.
c. Un mínimo de 2 pulgadas de distancia desde el borde del radomo a un cierre del
borde de un sujetador
36 Structural Repair Manual Boeing 737-700. Capítulo 53-10-72, pág. 104
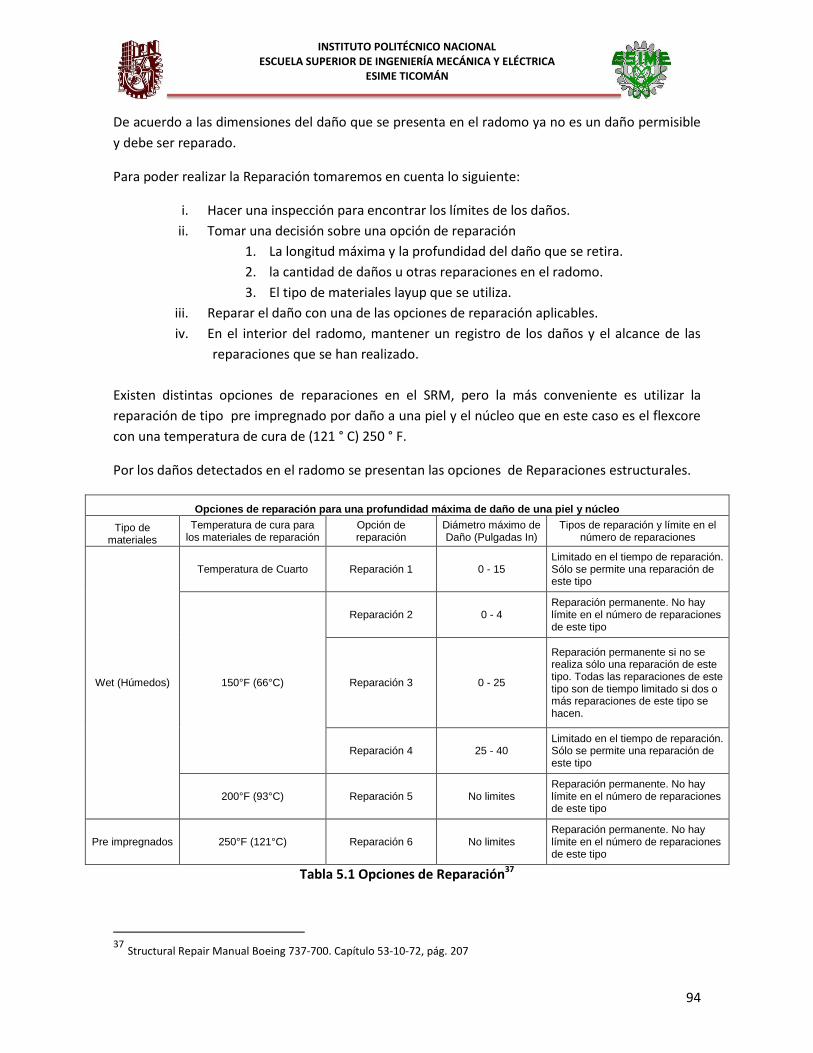
94
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
De acuerdo a las dimensiones del daño que se presenta en el radomo ya no es un daño permisible
y debe ser reparado.
Para poder realizar la Reparación tomaremos en cuenta lo siguiente:
i. Hacer una inspección para encontrar los límites de los daños.
ii. Tomar una decisión sobre una opción de reparación
1. La longitud máxima y la profundidad del daño que se retira.
2. la cantidad de daños u otras reparaciones en el radomo.
3. El tipo de materiales layup que se utiliza.
iii. Reparar el daño con una de las opciones de reparación aplicables.
iv. En el interior del radomo, mantener un registro de los daños y el alcance de las
reparaciones que se han realizado.
Existen distintas opciones de reparaciones en el SRM, pero la más conveniente es utilizar la
reparación de tipo pre impregnado por daño a una piel y el núcleo que en este caso es el flexcore
con una temperatura de cura de (121 ° C) 250 ° F.
Por los daños detectados en el radomo se presentan las opciones de Reparaciones estructurales.
Opciones de reparación para una profundidad máxima de daño de una piel y núcleo
Tipo de materiales
Temperatura de cura para los materiales de reparación
Opción de reparación
Diámetro máximo de Daño (Pulgadas In)
Tipos de reparación y límite en el número de reparaciones
Wet (Húmedos)
Temperatura de Cuarto Reparación 1 0 - 15 Limitado en el tiempo de reparación. Sólo se permite una reparación de este tipo
150°F (66°C)
Reparación 2 0 - 4 Reparación permanente. No hay límite en el número de reparaciones de este tipo
Reparación 3 0 - 25
Reparación permanente si no se realiza sólo una reparación de este tipo. Todas las reparaciones de este tipo son de tiempo limitado si dos o más reparaciones de este tipo se hacen.
Reparación 4 25 - 40 Limitado en el tiempo de reparación. Sólo se permite una reparación de este tipo
200°F (93°C) Reparación 5 No limites Reparación permanente. No hay límite en el número de reparaciones de este tipo
Pre impregnados 250°F (121°C) Reparación 6 No limites Reparación permanente. No hay límite en el número de reparaciones de este tipo
Tabla 5.1 Opciones de Reparación37
37 Structural Repair Manual Boeing 737-700. Capítulo 53-10-72, pág. 207
95
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
La reparación número 1 la descartamos ya que en la identificación del daño se observó una
reparación de tipo Wet-Layup y solo se permite una reparación de este tipo.
La reparación número 2 la descartamos debido a que tenemos un diámetro máximo permitido de
4 in, lo cual queda por debajo del valor del diámetro de nuestro daño.
La reparación número 3 queda descartada debido a que existen dos reparaciones de este tipo y
por lo tanto la reparación a efectuar seria de tiempo limitado.
La reparación número 4 queda descartada debido a que es para diámetros de reparación de 25 a
40 in, por lo cual sobre pasa el diámetro de nuestro daño.
La reparación número 5 es una buena opción para realizar la reparación, pero debido a las malas
condiciones en las que ha permanecido el radomo de la unidad Esime Ticomán sería bastante
complicado el uso de esta reparación debido al desgaste que ha sufrido.
La reparación a ocupar será la número 6 esto es porque este tipo de reparación nos permite un
trato más amable para el componente que en dicho caso es el radomo con N/P: 1001002 y
también nos dice que no existe un límite de diámetro para la reparación y no existe un límite en el
número de reparaciones de este tipo, por lo cual es la reparación idónea para realizar el trabajo.
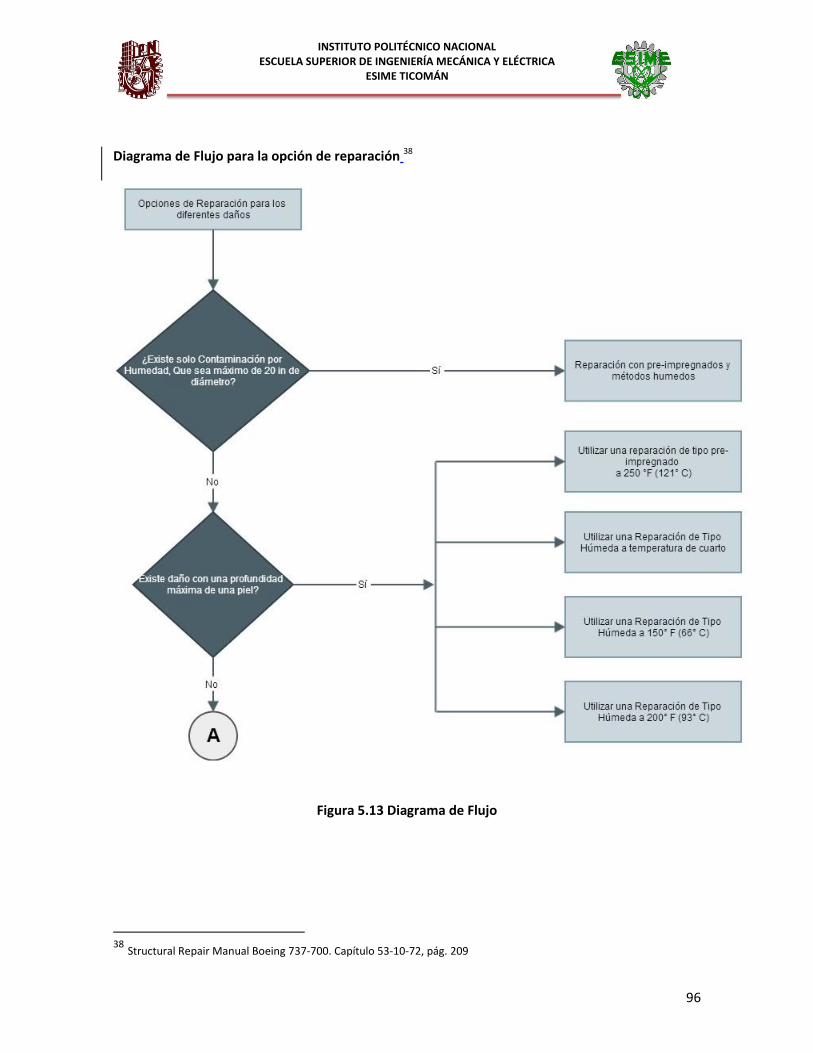
96
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Diagrama de Flujo para la opción de reparación 38
Figura 5.13 Diagrama de Flujo
38 Structural Repair Manual Boeing 737-700. Capítulo 53-10-72, pág. 209
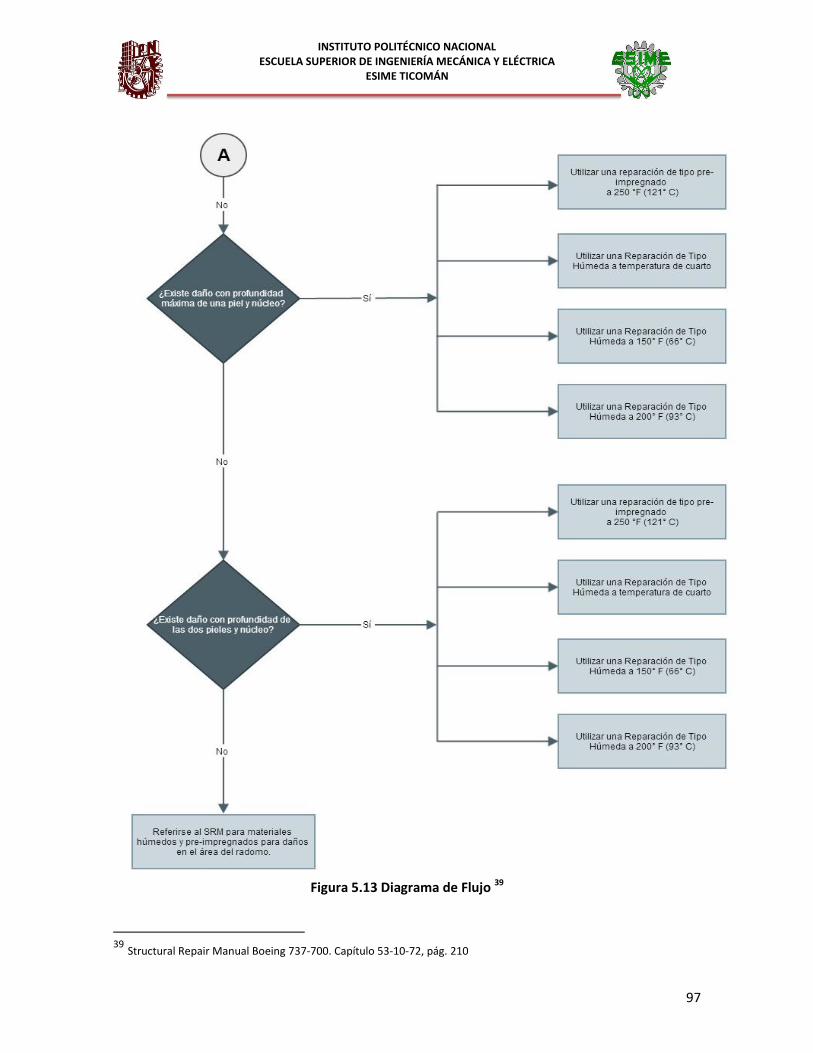
97
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Figura 5.13 Diagrama de Flujo 39
39 Structural Repair Manual Boeing 737-700. Capítulo 53-10-72, pág. 210
98
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
5.5 DESENSAMBLE
Remoción del radomo
1. Abrir todos los interruptores del radar meteorológico.
2. Quitar los tornillos que sujetan el borde posterior del radomo y los clips de cierre del fuselaje
3. Abrir el radomo apoyarlo en posición abierta mediante la instalación de barras de apoyo a
ambos lados.
Precaución: No abrir el radomo si el viento supera los 15 nudos.
4. Desconectar cualquier sujetador del radomo al fuselaje.
5. Quitar los tornillos que sujetan los brazos de bisagra a la bisagra de accesorios en el radomo y
quitar el radomo del fuselaje.
6. Colocar el radomo en una superficie en la cual no pueda sufrir algún daño.
5.5.1 LIMPIEZA Y VERIFICACIÓN
Retirar virutas y otros sólidos contaminantes con una fuente de vacío y limpie con un paño sin
pelusa limpio y seco.
5.5.2 LAVADO DEL RADOMO
1. Lavar las huellas dactilares, suciedad y otros contaminantes menores utilizando una
solución de detergente diluido u otro jabón suave. Limpie con un paño de gamuza
humedecido sólo con agua limpia. Seque el radomo con un paño de gamuza seco y limpio
o deje que se seque al aire
2. Limpie la grasa u otros contaminantes mayores frotando un trapo sin pelusa limpio
humedecido con alcohol isopropílico. No deje que la tela se pegue en el radomo. Limpie
con otro paño de gamuza limpio humedecido con agua solamente, y seca el radomo con
un paño limpio o deje secar al aire.
99
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
5.5.3 LAVADO DE OTROS COMPONENTES
1. Lavar los componentes, no metálicos con un trapo sin pelusa limpio humedecido con
acetona. limpie con otro paño de gamuza limpio humedecido con agua solamente. Secar
los componentes con un paño de gamuza limpio o deje secar al aire.
2. Lavar los componentes metálicos con un paño de gamuza sin pelusa limpio humedecido
con una solución diluida de detergente u otro jabón suave. No use acetona. Limpie con
otro paño de gamuza limpio humedecido con agua solamente. Secar los componentes con
un paño de gamuza limpio o deje secar al aire.
5.6 REPARACIÓN
Una vez colocado el radomo en una superficie estable comenzamos con la reparación con lo cual
hacemos referencia al CMM que es el manual de mantenimiento del componente ya que nosotros
para esta reparación dicho componente es el radomo con número de parte 1001002.
Aplicabilidad de la Reparación con materiales pre impregnados para una profundidad máxima
de daño de una piel y núcleo.
1. Aplica para el radomo con honeycomb o estructura de espuma.
2. Aplica para un daño de una piel y núcleo.
3. No tiene límites en las dimensiones de la limpieza de daño y no tiene límite de número de
reparaciones con materiales pre impregnados.
4. Utiliza materiales pre impregnadas que curan a una temperatura de (121 ° C) 250 ° F.
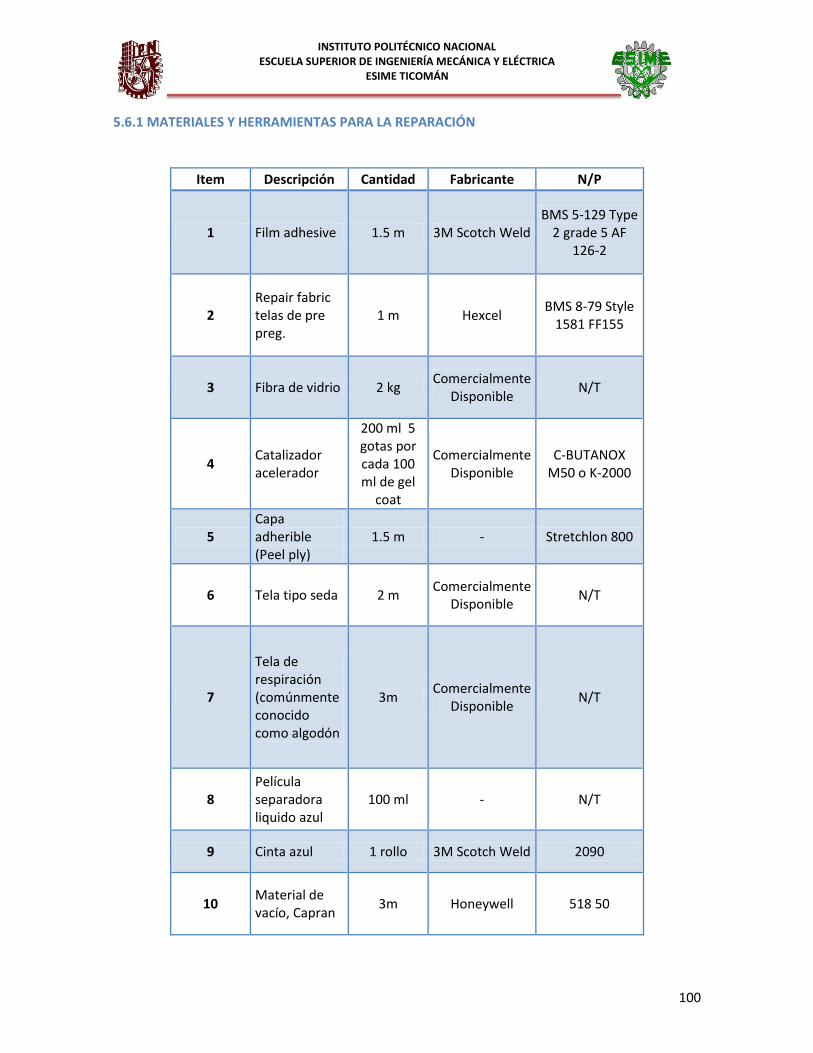
100
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
5.6.1 MATERIALES Y HERRAMIENTAS PARA LA REPARACIÓN
Item Descripción Cantidad Fabricante N/P
1 Film adhesive 1.5 m 3M Scotch Weld BMS 5-129 Type
2 grade 5 AF 126-2
2 Repair fabric telas de pre preg.
1 m Hexcel BMS 8-79 Style
1581 FF155
3 Fibra de vidrio 2 kg Comercialmente
Disponible N/T
4 Catalizador acelerador
200 ml 5 gotas por cada 100 ml de gel
coat
Comercialmente Disponible
C-BUTANOX M50 o K-2000
5 Capa adherible (Peel ply)
1.5 m - Stretchlon 800
6 Tela tipo seda 2 m Comercialmente
Disponible N/T
7
Tela de respiración (comúnmente conocido como algodón
3m Comercialmente
Disponible N/T
8 Película separadora liquido azul
100 ml - N/T
9 Cinta azul 1 rollo 3M Scotch Weld 2090
10 Material de vacío, Capran
3m Honeywell 518 50
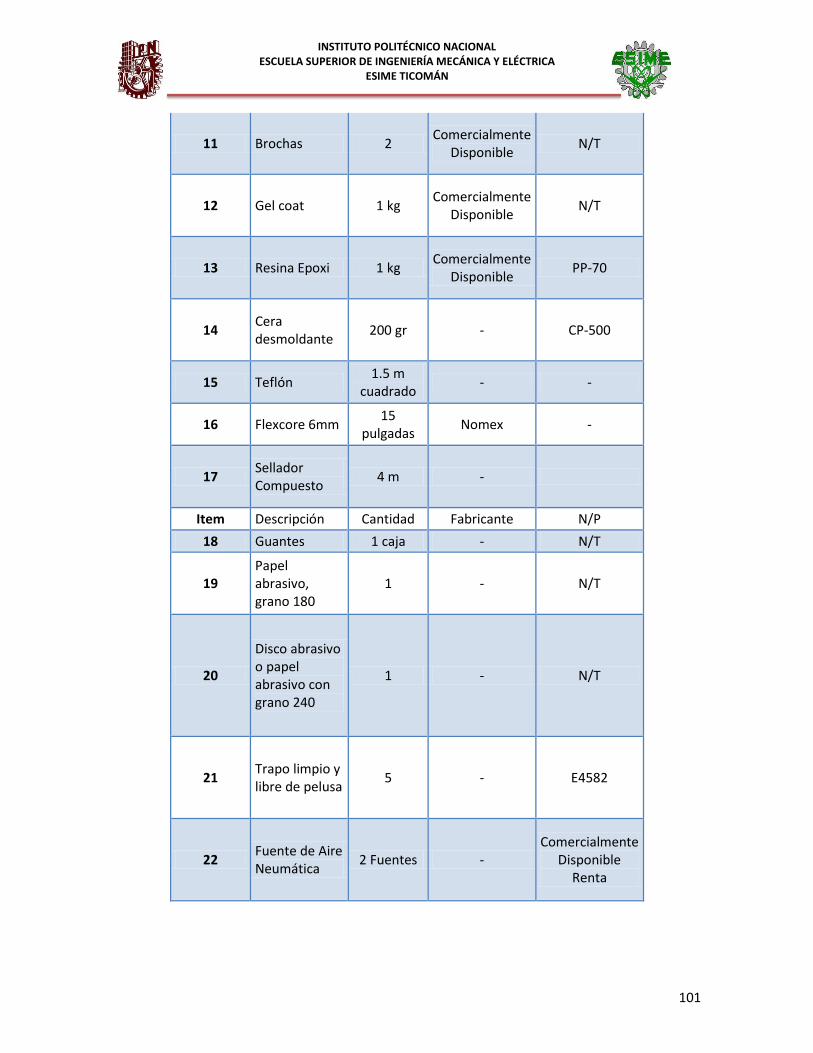
101
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
11 Brochas 2 Comercialmente
Disponible N/T
12 Gel coat 1 kg Comercialmente
Disponible N/T
13 Resina Epoxi 1 kg Comercialmente
Disponible PP-70
14 Cera desmoldante
200 gr - CP-500
15 Teflón 1.5 m
cuadrado - -
16 Flexcore 6mm 15
pulgadas Nomex -
17 Sellador Compuesto
4 m -
Item Descripción Cantidad Fabricante N/P
18 Guantes 1 caja - N/T
19 Papel abrasivo, grano 180
1 - N/T
20
Disco abrasivo o papel abrasivo con grano 240
1 - N/T
21 Trapo limpio y libre de pelusa
5 - E4582
22 Fuente de Aire Neumática
2 Fuentes - Comercialmente
Disponible Renta
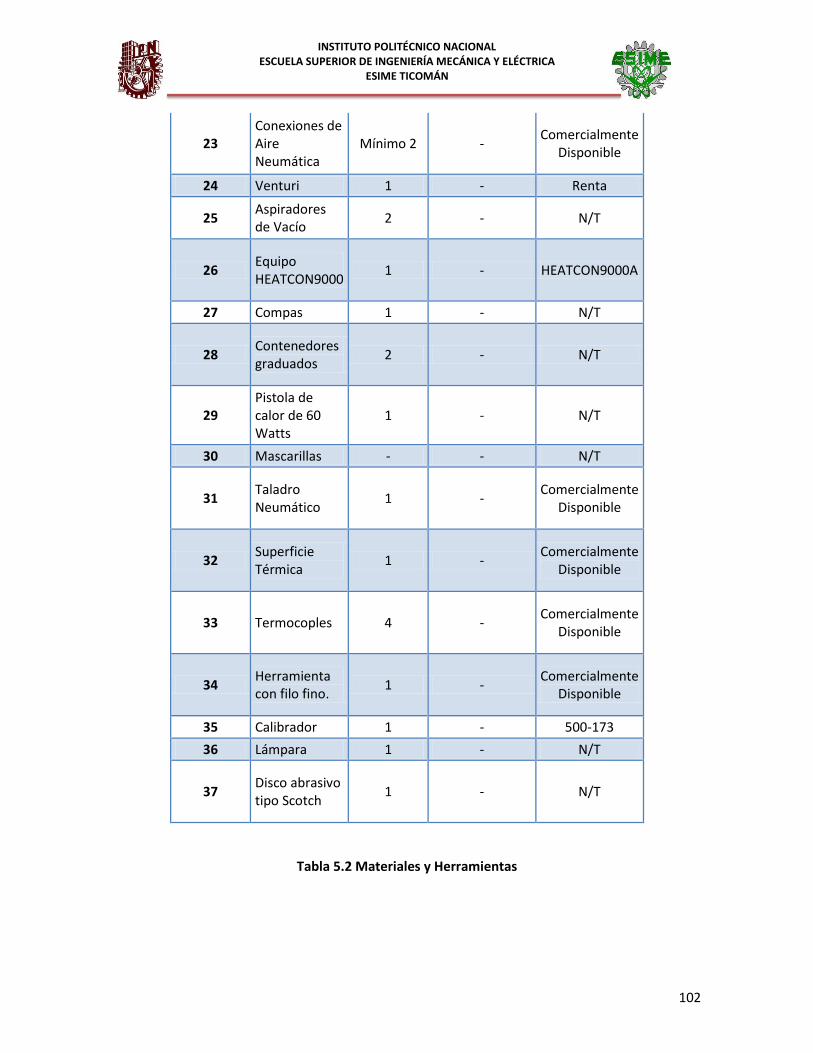
102
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
23 Conexiones de Aire Neumática
Mínimo 2 - Comercialmente
Disponible
24 Venturi 1 - Renta
25 Aspiradores de Vacío
2 - N/T
26 Equipo HEATCON9000
1 - HEATCON9000A
27 Compas 1 - N/T
28 Contenedores graduados
2 - N/T
29 Pistola de calor de 60 Watts
1 - N/T
30 Mascarillas - - N/T
31 Taladro Neumático
1 - Comercialmente
Disponible
32 Superficie Térmica
1 - Comercialmente
Disponible
33 Termocoples 4 - Comercialmente
Disponible
34 Herramienta con filo fino.
1 - Comercialmente
Disponible
35 Calibrador 1 - 500-173
36 Lámpara 1 - N/T
37 Disco abrasivo tipo Scotch
1 - N/T
Tabla 5.2 Materiales y Herramientas
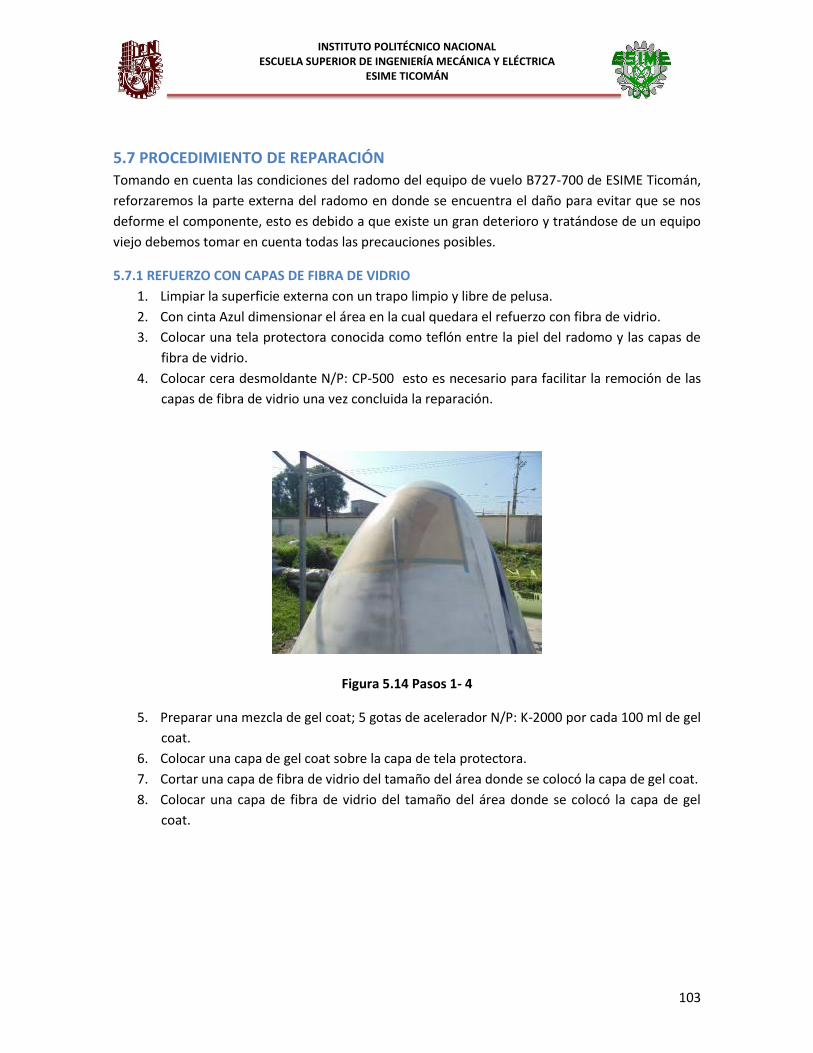
103
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
5.7 PROCEDIMIENTO DE REPARACIÓN Tomando en cuenta las condiciones del radomo del equipo de vuelo B727-700 de ESIME Ticomán,
reforzaremos la parte externa del radomo en donde se encuentra el daño para evitar que se nos
deforme el componente, esto es debido a que existe un gran deterioro y tratándose de un equipo
viejo debemos tomar en cuenta todas las precauciones posibles.
5.7.1 REFUERZO CON CAPAS DE FIBRA DE VIDRIO
1. Limpiar la superficie externa con un trapo limpio y libre de pelusa.
2. Con cinta Azul dimensionar el área en la cual quedara el refuerzo con fibra de vidrio.
3. Colocar una tela protectora conocida como teflón entre la piel del radomo y las capas de
fibra de vidrio.
4. Colocar cera desmoldante N/P: CP-500 esto es necesario para facilitar la remoción de las
capas de fibra de vidrio una vez concluida la reparación.
Figura 5.14 Pasos 1- 4
5. Preparar una mezcla de gel coat; 5 gotas de acelerador N/P: K-2000 por cada 100 ml de gel
coat.
6. Colocar una capa de gel coat sobre la capa de tela protectora.
7. Cortar una capa de fibra de vidrio del tamaño del área donde se colocó la capa de gel coat.
8. Colocar una capa de fibra de vidrio del tamaño del área donde se colocó la capa de gel
coat.
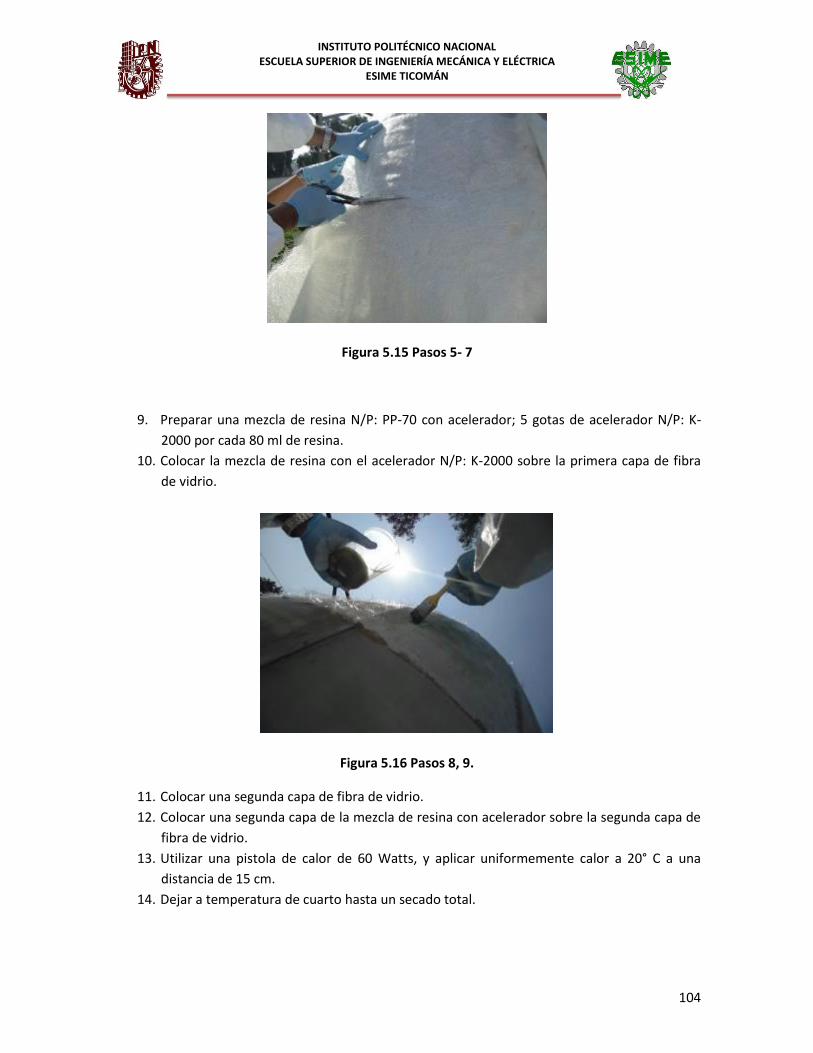
104
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Figura 5.15 Pasos 5- 7
9. Preparar una mezcla de resina N/P: PP-70 con acelerador; 5 gotas de acelerador N/P: K-
2000 por cada 80 ml de resina.
10. Colocar la mezcla de resina con el acelerador N/P: K-2000 sobre la primera capa de fibra
de vidrio.
Figura 5.16 Pasos 8, 9.
11. Colocar una segunda capa de fibra de vidrio.
12. Colocar una segunda capa de la mezcla de resina con acelerador sobre la segunda capa de
fibra de vidrio.
13. Utilizar una pistola de calor de 60 Watts, y aplicar uniformemente calor a 20° C a una
distancia de 15 cm.
14. Dejar a temperatura de cuarto hasta un secado total.
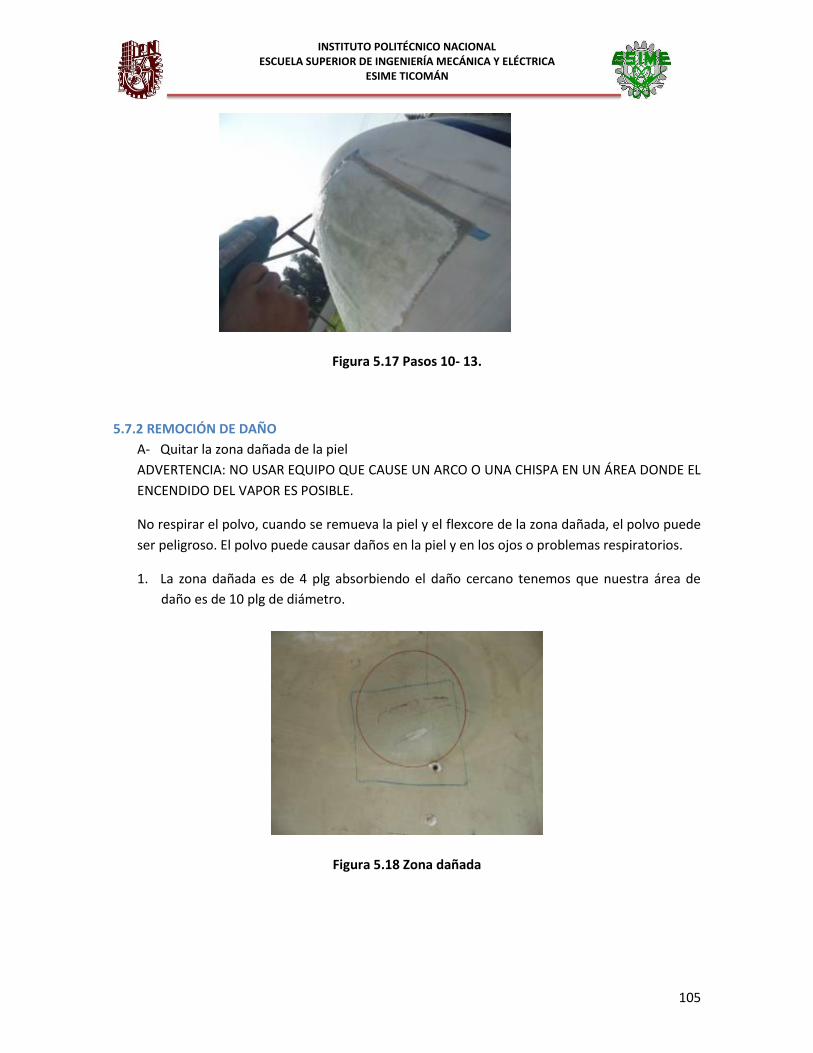
105
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Figura 5.17 Pasos 10- 13.
5.7.2 REMOCIÓN DE DAÑO
A- Quitar la zona dañada de la piel
ADVERTENCIA: NO USAR EQUIPO QUE CAUSE UN ARCO O UNA CHISPA EN UN ÁREA DONDE EL
ENCENDIDO DEL VAPOR ES POSIBLE.
No respirar el polvo, cuando se remueva la piel y el flexcore de la zona dañada, el polvo puede
ser peligroso. El polvo puede causar daños en la piel y en los ojos o problemas respiratorios.
1. La zona dañada es de 4 plg absorbiendo el daño cercano tenemos que nuestra área de
daño es de 10 plg de diámetro.
Figura 5.18 Zona dañada
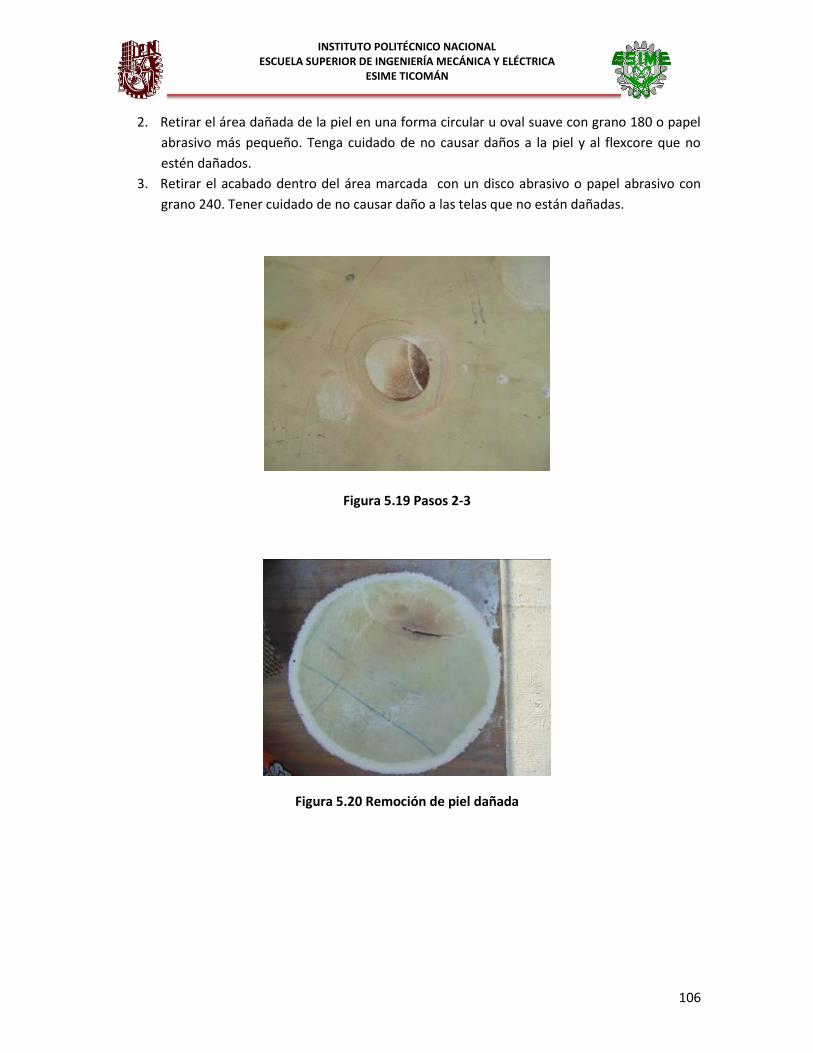
106
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
2. Retirar el área dañada de la piel en una forma circular u oval suave con grano 180 o papel
abrasivo más pequeño. Tenga cuidado de no causar daños a la piel y al flexcore que no
estén dañados.
3. Retirar el acabado dentro del área marcada con un disco abrasivo o papel abrasivo con
grano 240. Tener cuidado de no causar daño a las telas que no están dañadas.
Figura 5.19 Pasos 2-3
Figura 5.20 Remoción de piel dañada
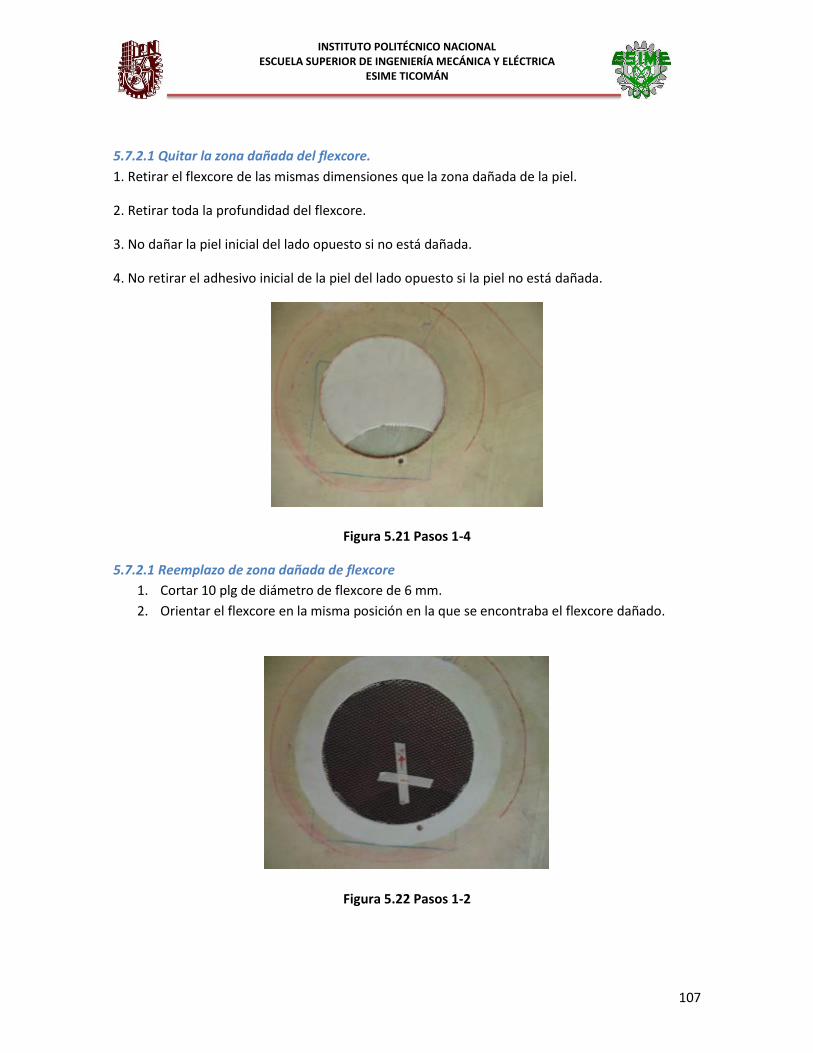
107
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
5.7.2.1 Quitar la zona dañada del flexcore.
1. Retirar el flexcore de las mismas dimensiones que la zona dañada de la piel.
2. Retirar toda la profundidad del flexcore.
3. No dañar la piel inicial del lado opuesto si no está dañada.
4. No retirar el adhesivo inicial de la piel del lado opuesto si la piel no está dañada.
Figura 5.21 Pasos 1-4
5.7.2.1 Reemplazo de zona dañada de flexcore
1. Cortar 10 plg de diámetro de flexcore de 6 mm.
2. Orientar el flexcore en la misma posición en la que se encontraba el flexcore dañado.
Figura 5.22 Pasos 1-2
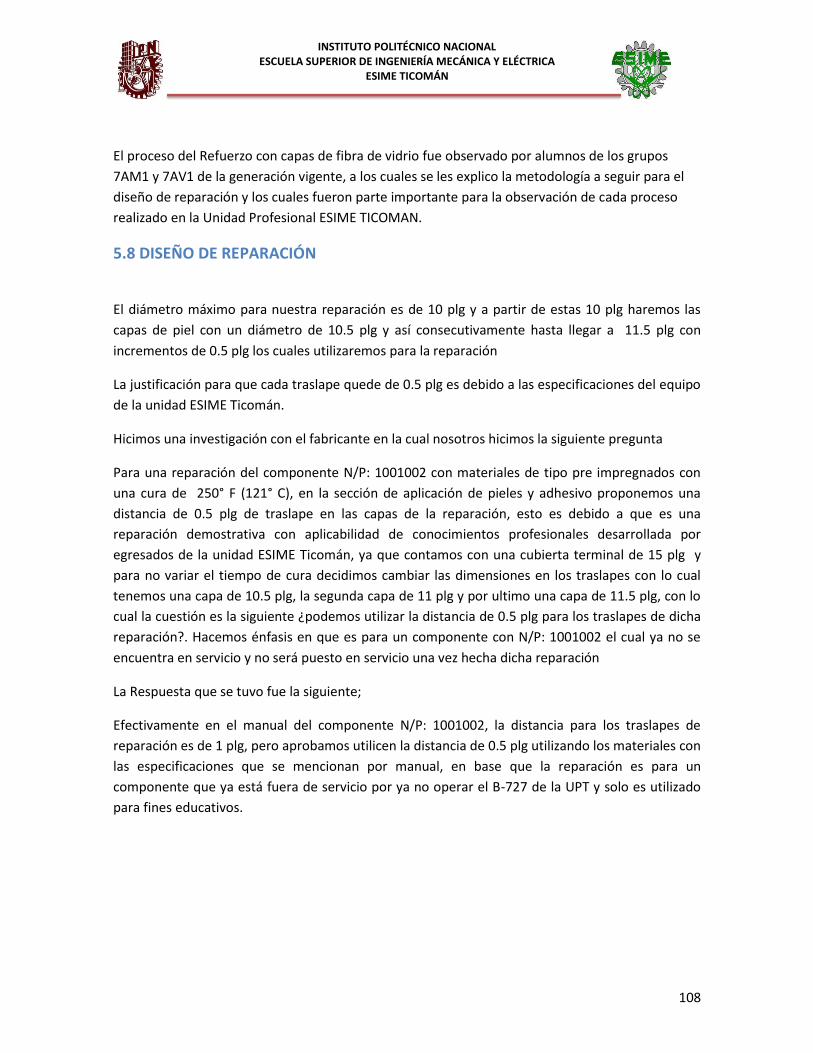
108
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
El proceso del Refuerzo con capas de fibra de vidrio fue observado por alumnos de los grupos
7AM1 y 7AV1 de la generación vigente, a los cuales se les explico la metodología a seguir para el
diseño de reparación y los cuales fueron parte importante para la observación de cada proceso
realizado en la Unidad Profesional ESIME TICOMAN.
5.8 DISEÑO DE REPARACIÓN
El diámetro máximo para nuestra reparación es de 10 plg y a partir de estas 10 plg haremos las
capas de piel con un diámetro de 10.5 plg y así consecutivamente hasta llegar a 11.5 plg con
incrementos de 0.5 plg los cuales utilizaremos para la reparación
La justificación para que cada traslape quede de 0.5 plg es debido a las especificaciones del equipo
de la unidad ESIME Ticomán.
Hicimos una investigación con el fabricante en la cual nosotros hicimos la siguiente pregunta
Para una reparación del componente N/P: 1001002 con materiales de tipo pre impregnados con
una cura de 250° F (121° C), en la sección de aplicación de pieles y adhesivo proponemos una
distancia de 0.5 plg de traslape en las capas de la reparación, esto es debido a que es una
reparación demostrativa con aplicabilidad de conocimientos profesionales desarrollada por
egresados de la unidad ESIME Ticomán, ya que contamos con una cubierta terminal de 15 plg y
para no variar el tiempo de cura decidimos cambiar las dimensiones en los traslapes con lo cual
tenemos una capa de 10.5 plg, la segunda capa de 11 plg y por ultimo una capa de 11.5 plg, con lo
cual la cuestión es la siguiente ¿podemos utilizar la distancia de 0.5 plg para los traslapes de dicha
reparación?. Hacemos énfasis en que es para un componente con N/P: 1001002 el cual ya no se
encuentra en servicio y no será puesto en servicio una vez hecha dicha reparación
La Respuesta que se tuvo fue la siguiente;
Efectivamente en el manual del componente N/P: 1001002, la distancia para los traslapes de
reparación es de 1 plg, pero aprobamos utilicen la distancia de 0.5 plg utilizando los materiales con
las especificaciones que se mencionan por manual, en base que la reparación es para un
componente que ya está fuera de servicio por ya no operar el B-727 de la UPT y solo es utilizado
para fines educativos.
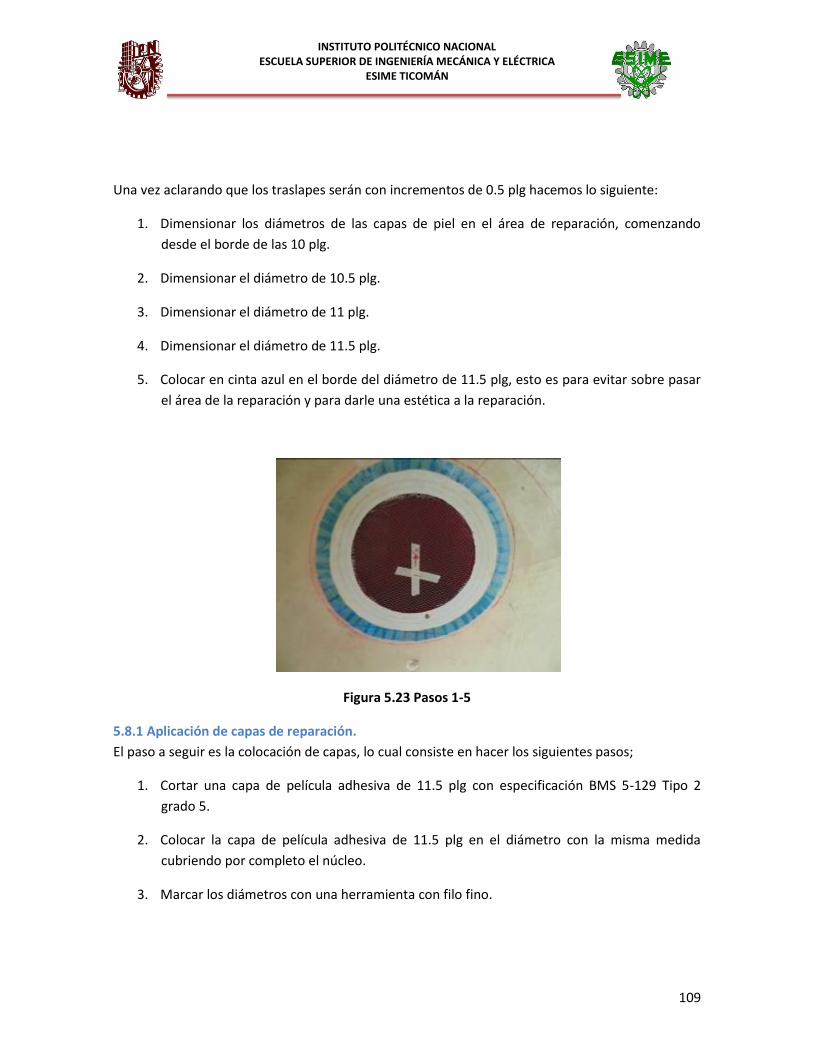
109
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Una vez aclarando que los traslapes serán con incrementos de 0.5 plg hacemos lo siguiente:
1. Dimensionar los diámetros de las capas de piel en el área de reparación, comenzando
desde el borde de las 10 plg.
2. Dimensionar el diámetro de 10.5 plg.
3. Dimensionar el diámetro de 11 plg.
4. Dimensionar el diámetro de 11.5 plg.
5. Colocar en cinta azul en el borde del diámetro de 11.5 plg, esto es para evitar sobre pasar
el área de la reparación y para darle una estética a la reparación.
Figura 5.23 Pasos 1-5
5.8.1 Aplicación de capas de reparación.
El paso a seguir es la colocación de capas, lo cual consiste en hacer los siguientes pasos;
1. Cortar una capa de película adhesiva de 11.5 plg con especificación BMS 5-129 Tipo 2
grado 5.
2. Colocar la capa de película adhesiva de 11.5 plg en el diámetro con la misma medida
cubriendo por completo el núcleo.
3. Marcar los diámetros con una herramienta con filo fino.
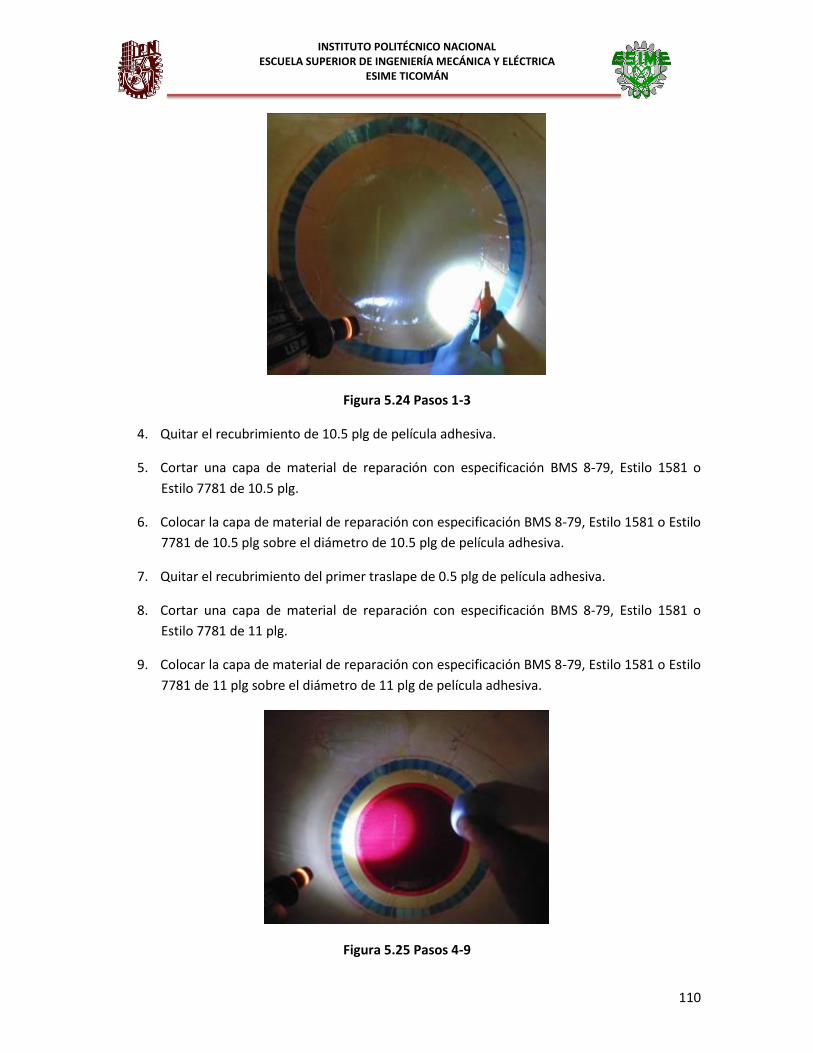
110
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Figura 5.24 Pasos 1-3
4. Quitar el recubrimiento de 10.5 plg de película adhesiva.
5. Cortar una capa de material de reparación con especificación BMS 8-79, Estilo 1581 o
Estilo 7781 de 10.5 plg.
6. Colocar la capa de material de reparación con especificación BMS 8-79, Estilo 1581 o Estilo
7781 de 10.5 plg sobre el diámetro de 10.5 plg de película adhesiva.
7. Quitar el recubrimiento del primer traslape de 0.5 plg de película adhesiva.
8. Cortar una capa de material de reparación con especificación BMS 8-79, Estilo 1581 o
Estilo 7781 de 11 plg.
9. Colocar la capa de material de reparación con especificación BMS 8-79, Estilo 1581 o Estilo
7781 de 11 plg sobre el diámetro de 11 plg de película adhesiva.
Figura 5.25 Pasos 4-9
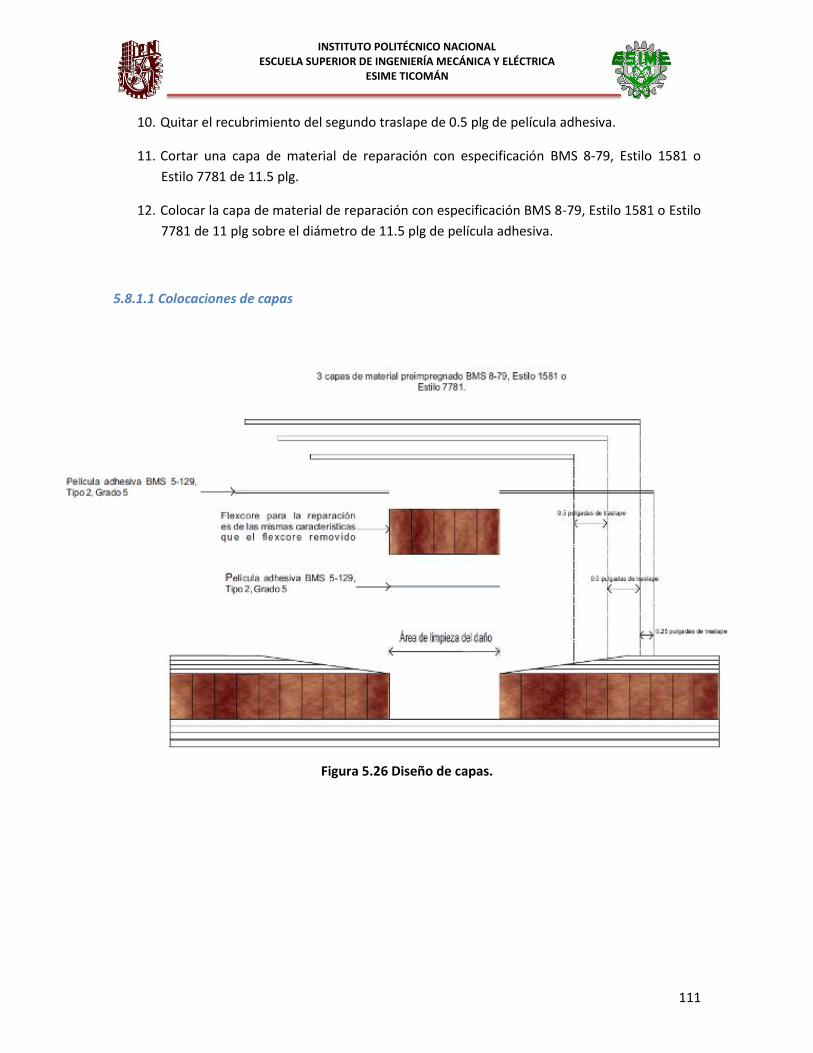
111
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
10. Quitar el recubrimiento del segundo traslape de 0.5 plg de película adhesiva.
11. Cortar una capa de material de reparación con especificación BMS 8-79, Estilo 1581 o
Estilo 7781 de 11.5 plg.
12. Colocar la capa de material de reparación con especificación BMS 8-79, Estilo 1581 o Estilo
7781 de 11 plg sobre el diámetro de 11.5 plg de película adhesiva.
5.8.1.1 Colocaciones de capas
Figura 5.26 Diseño de capas.
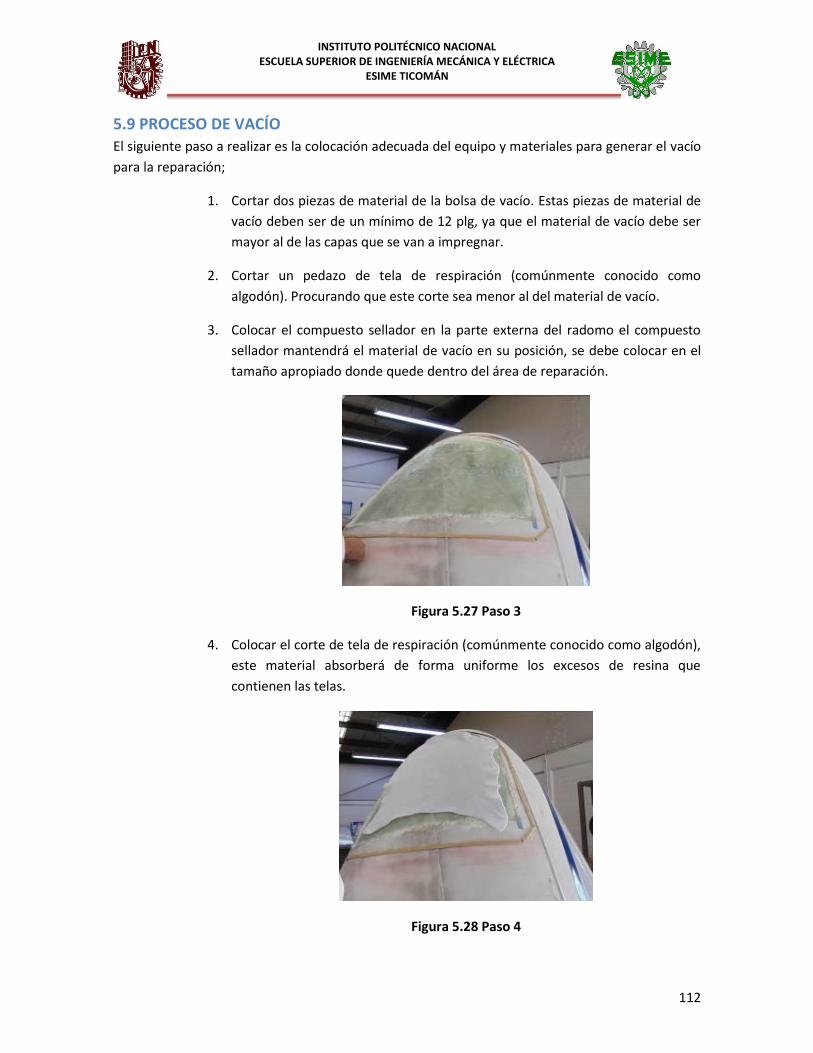
112
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
5.9 PROCESO DE VACÍO El siguiente paso a realizar es la colocación adecuada del equipo y materiales para generar el vacío
para la reparación;
1. Cortar dos piezas de material de la bolsa de vacío. Estas piezas de material de
vacío deben ser de un mínimo de 12 plg, ya que el material de vacío debe ser
mayor al de las capas que se van a impregnar.
2. Cortar un pedazo de tela de respiración (comúnmente conocido como
algodón). Procurando que este corte sea menor al del material de vacío.
3. Colocar el compuesto sellador en la parte externa del radomo el compuesto
sellador mantendrá el material de vacío en su posición, se debe colocar en el
tamaño apropiado donde quede dentro del área de reparación.
Figura 5.27 Paso 3
4. Colocar el corte de tela de respiración (comúnmente conocido como algodón),
este material absorberá de forma uniforme los excesos de resina que
contienen las telas.
Figura 5.28 Paso 4
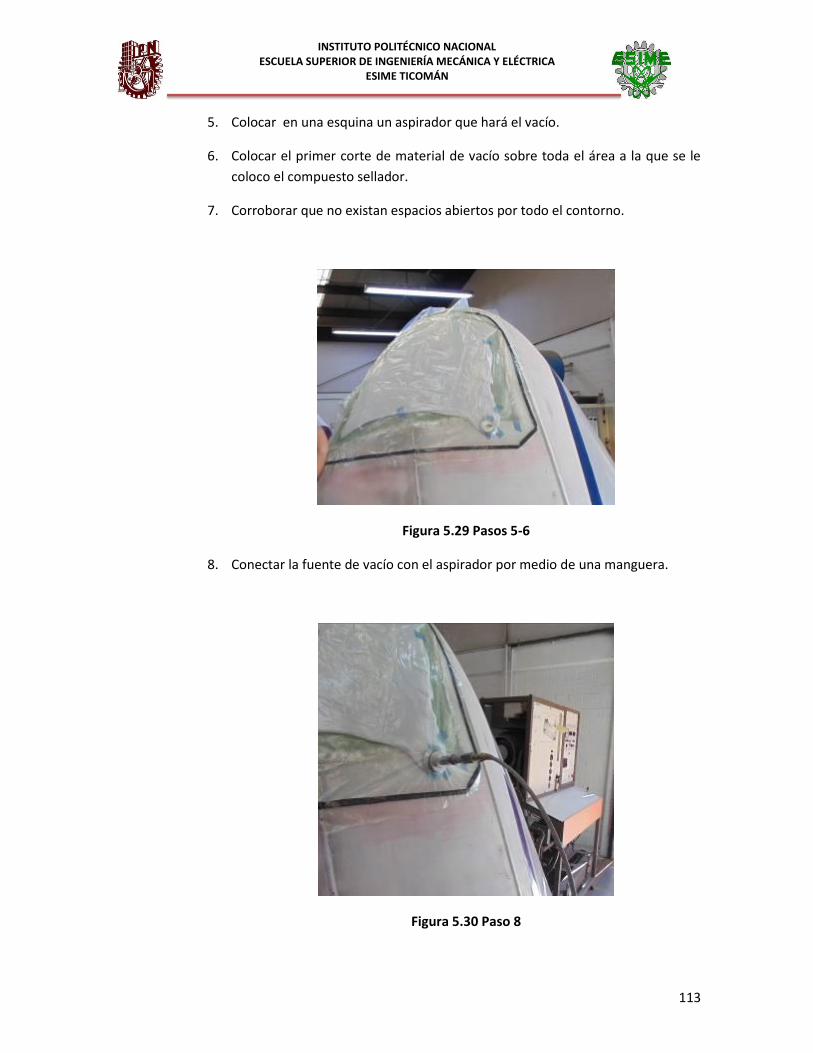
113
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
5. Colocar en una esquina un aspirador que hará el vacío.
6. Colocar el primer corte de material de vacío sobre toda el área a la que se le
coloco el compuesto sellador.
7. Corroborar que no existan espacios abiertos por todo el contorno.
Figura 5.29 Pasos 5-6
8. Conectar la fuente de vacío con el aspirador por medio de una manguera.
Figura 5.30 Paso 8
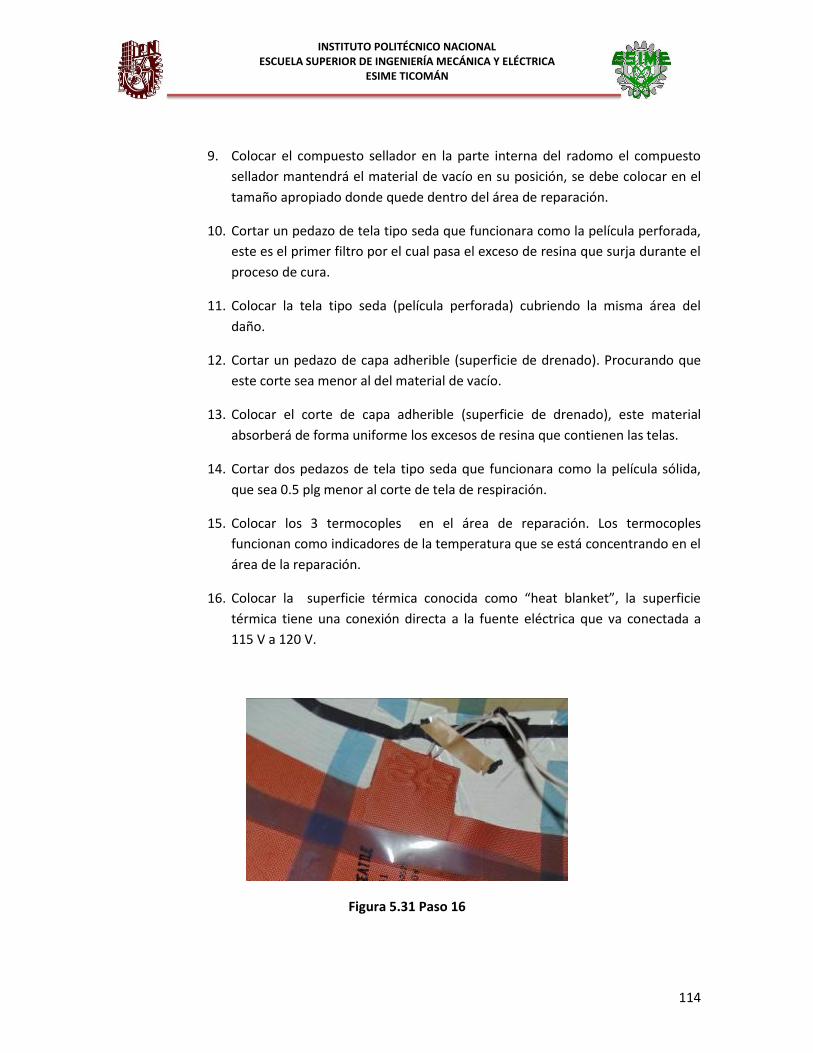
114
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
9. Colocar el compuesto sellador en la parte interna del radomo el compuesto
sellador mantendrá el material de vacío en su posición, se debe colocar en el
tamaño apropiado donde quede dentro del área de reparación.
10. Cortar un pedazo de tela tipo seda que funcionara como la película perforada,
este es el primer filtro por el cual pasa el exceso de resina que surja durante el
proceso de cura.
11. Colocar la tela tipo seda (película perforada) cubriendo la misma área del
daño.
12. Cortar un pedazo de capa adherible (superficie de drenado). Procurando que
este corte sea menor al del material de vacío.
13. Colocar el corte de capa adherible (superficie de drenado), este material
absorberá de forma uniforme los excesos de resina que contienen las telas.
14. Cortar dos pedazos de tela tipo seda que funcionara como la película sólida,
que sea 0.5 plg menor al corte de tela de respiración.
15. Colocar los 3 termocoples en el área de reparación. Los termocoples
funcionan como indicadores de la temperatura que se está concentrando en el
área de la reparación.
16. Colocar la superficie térmica conocida como “heat blanket”, la superficie
térmica tiene una conexión directa a la fuente eléctrica que va conectada a
115 V a 120 V.
Figura 5.31 Paso 16
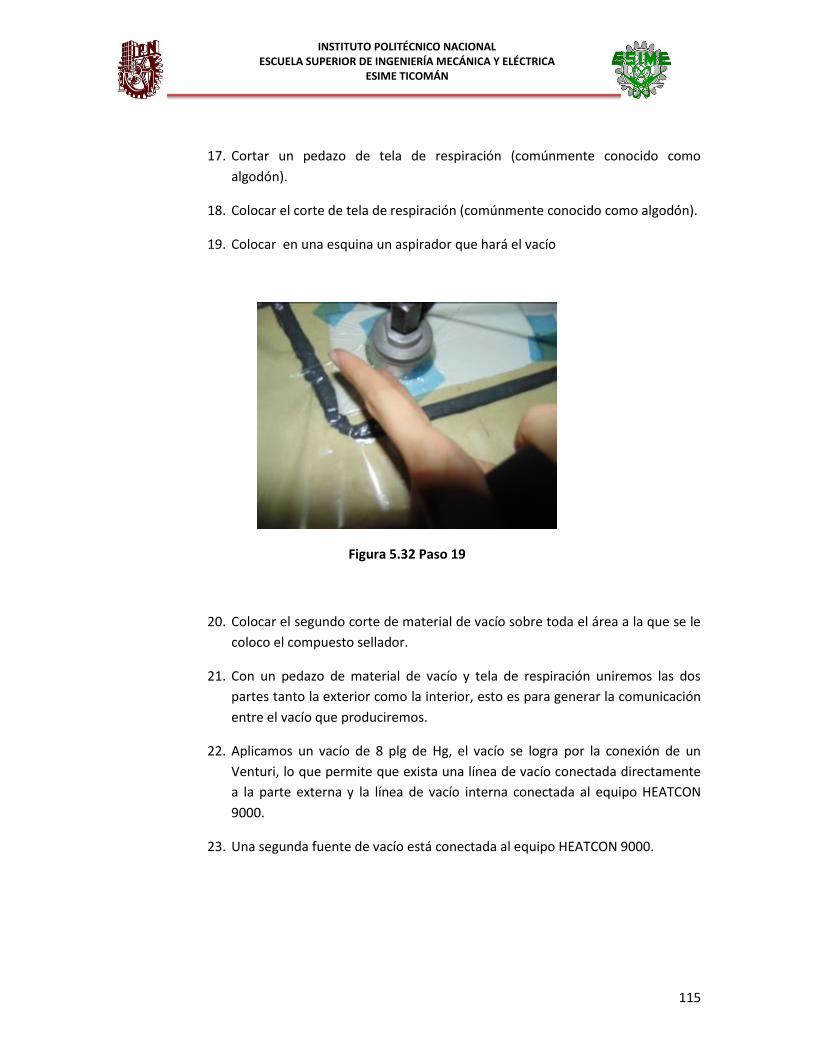
115
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
17. Cortar un pedazo de tela de respiración (comúnmente conocido como
algodón).
18. Colocar el corte de tela de respiración (comúnmente conocido como algodón).
19. Colocar en una esquina un aspirador que hará el vacío
Figura 5.32 Paso 19
20. Colocar el segundo corte de material de vacío sobre toda el área a la que se le
coloco el compuesto sellador.
21. Con un pedazo de material de vacío y tela de respiración uniremos las dos
partes tanto la exterior como la interior, esto es para generar la comunicación
entre el vacío que produciremos.
22. Aplicamos un vacío de 8 plg de Hg, el vacío se logra por la conexión de un
Venturi, lo que permite que exista una línea de vacío conectada directamente
a la parte externa y la línea de vacío interna conectada al equipo HEATCON
9000.
23. Una segunda fuente de vacío está conectada al equipo HEATCON 9000.
116
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
5.9.1 CONEXIONES AL EQUIPO HEATCON 9000
El siguiente paso es hacer las conexiones y la programación en el equipo HEATCON 9000 para
comenzar con el proceso de cura de las telas tipo pre impregnados, la conexión se debe realizar
como a continuación se describe;
1. Conectar los 4 termocoples.
2. Conectar las líneas de vacío, línea de entrada y línea de salida. Conexiones Refiérase al
Proceso de Vacío paso 22.
3. Conectar el equipo a la fuente eléctrica de 115 V a 120 V.
5.9.2 PROCESO DE CURA PARA MATERIALES DE TIPO PRE IMPREGNADOS.
5.9.2.1 Programación de HEATCON 9000
La programación del equipo HEATCON 9000 es el siguiente;
1. Encender con el botón rojo el equipo HEATCON 9000
2. Mostrará un panel de opciones; Elegimos programa 1
3. Nos hará una serie de preguntas que a continuación citamos;
a) ¿Cambiar el Programa?
b) ¿Borrar Programa?
c) ¿Guardar Programa?
d) ¿Correr Programa?
4. Responderemos a estas preguntas de la siguiente manera;
a) ¿Cambiar el Programa?
i. Sí.
b) ¿Borrar Programa?
i. Nada.

117
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
c) ¿Guardar Programa?
i. Nada.
d) ¿Correr Programa?
i. Nada.
Figura 5.33 Panel de Programación del Equipo HEATCON 9000
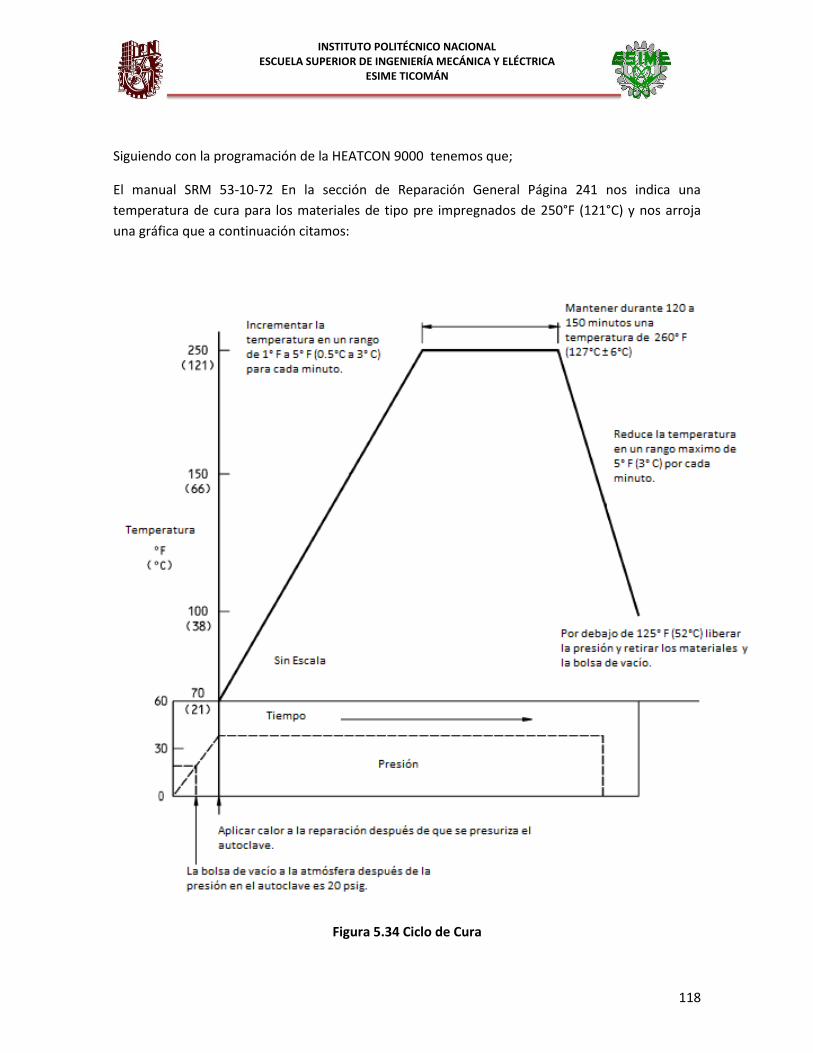
118
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Siguiendo con la programación de la HEATCON 9000 tenemos que;
El manual SRM 53-10-72 En la sección de Reparación General Página 241 nos indica una
temperatura de cura para los materiales de tipo pre impregnados de 250°F (121°C) y nos arroja
una gráfica que a continuación citamos:
Figura 5.34 Ciclo de Cura
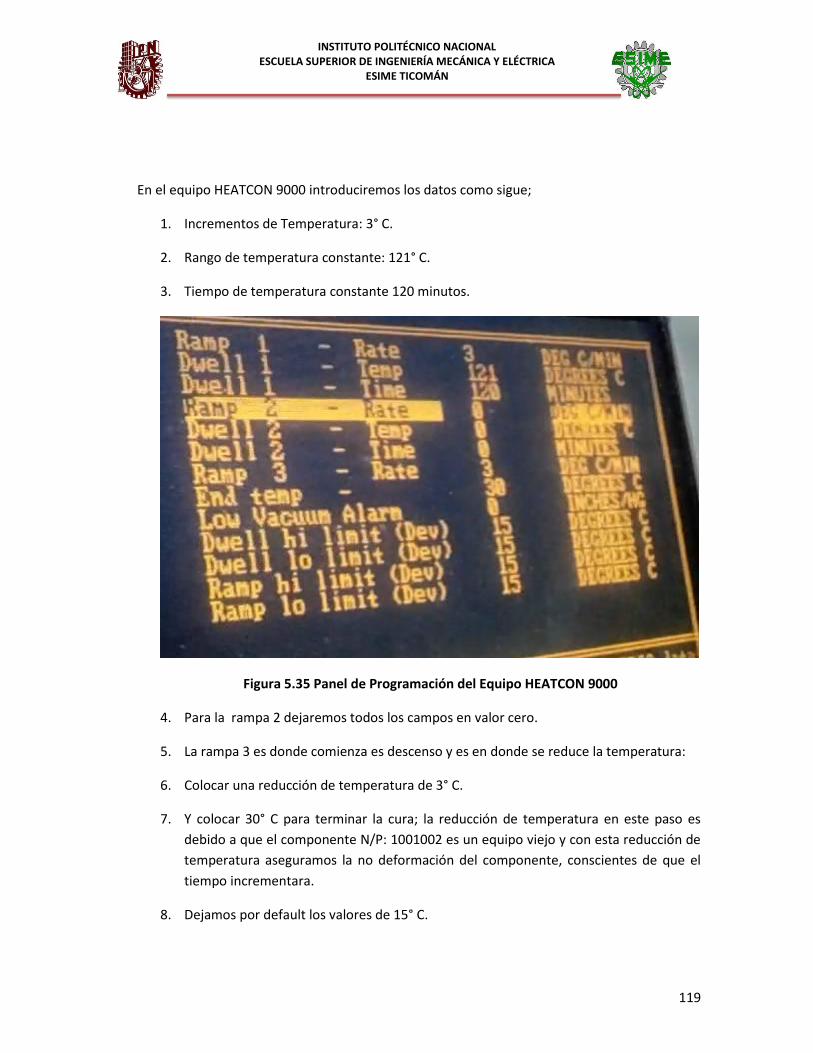
119
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
En el equipo HEATCON 9000 introduciremos los datos como sigue;
1. Incrementos de Temperatura: 3° C.
2. Rango de temperatura constante: 121° C.
3. Tiempo de temperatura constante 120 minutos.
Figura 5.35 Panel de Programación del Equipo HEATCON 9000
4. Para la rampa 2 dejaremos todos los campos en valor cero.
5. La rampa 3 es donde comienza es descenso y es en donde se reduce la temperatura:
6. Colocar una reducción de temperatura de 3° C.
7. Y colocar 30° C para terminar la cura; la reducción de temperatura en este paso es
debido a que el componente N/P: 1001002 es un equipo viejo y con esta reducción de
temperatura aseguramos la no deformación del componente, conscientes de que el
tiempo incrementara.
8. Dejamos por default los valores de 15° C.
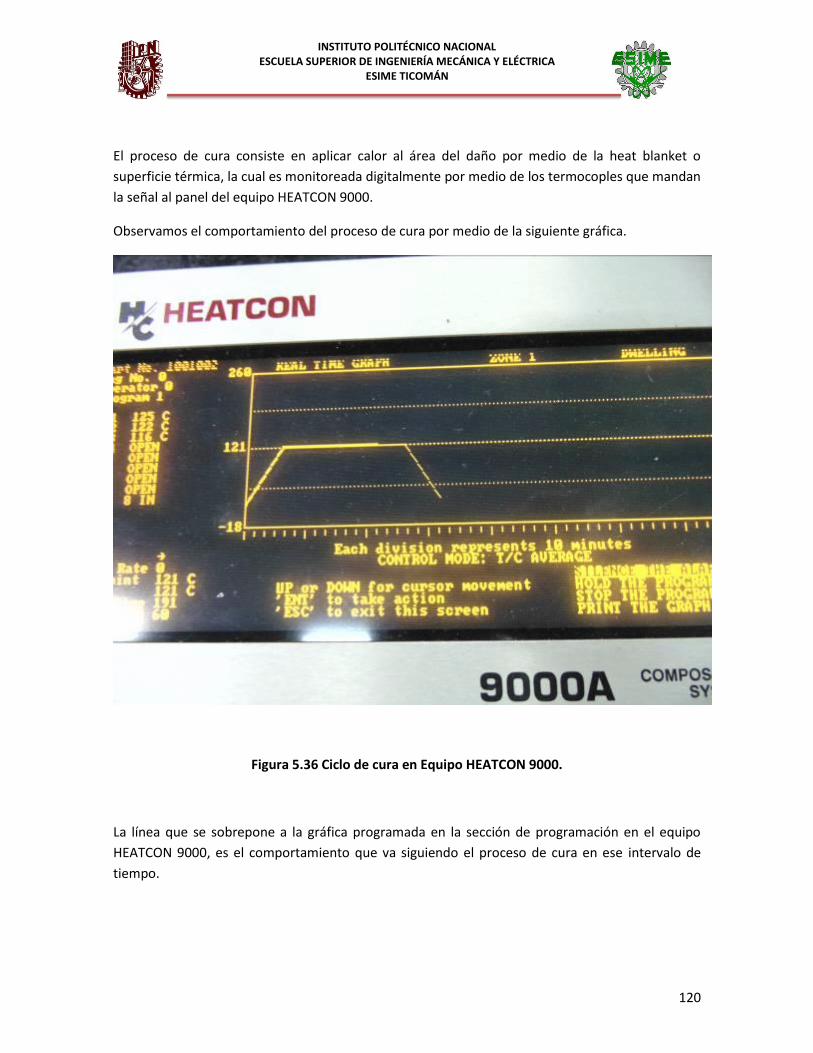
120
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
El proceso de cura consiste en aplicar calor al área del daño por medio de la heat blanket o
superficie térmica, la cual es monitoreada digitalmente por medio de los termocoples que mandan
la señal al panel del equipo HEATCON 9000.
Observamos el comportamiento del proceso de cura por medio de la siguiente gráfica.
Figura 5.36 Ciclo de cura en Equipo HEATCON 9000.
La línea que se sobrepone a la gráfica programada en la sección de programación en el equipo
HEATCON 9000, es el comportamiento que va siguiendo el proceso de cura en ese intervalo de
tiempo.
121
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Así mismo durante todo el proceso el equipo HEATCON 9000 arroja e imprime un soporte donde
registra todos los valores que pasan durante el tiempo de cura, el cual compararemos con el ciclo
de cura ideal.
Figura 5.37 Registro de proceso de Cura.
5.9.2.2 COMPARACIÓN
A continuación mostramos el soporte que arroja el equipo HEATCON 9000, Aclaramos que el
registro debe comenzar a leerse de abajo hacia arriba.
Figura 5.38 Registro del Proceso
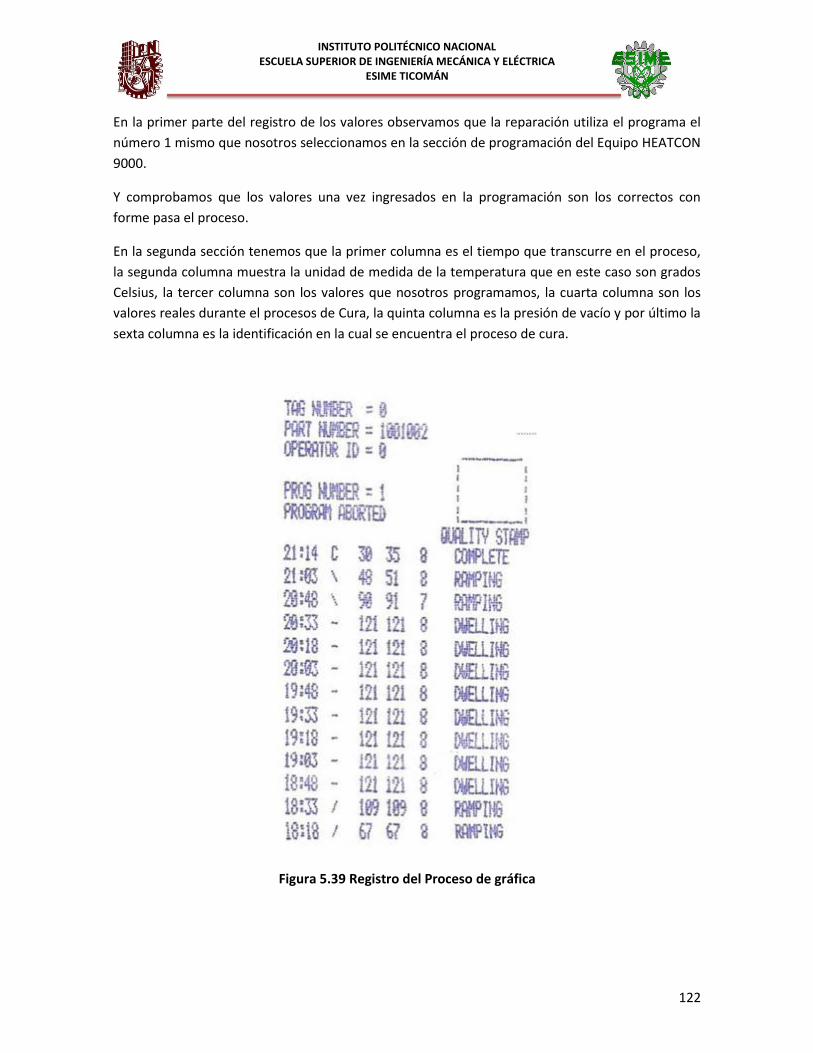
122
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
En la primer parte del registro de los valores observamos que la reparación utiliza el programa el
número 1 mismo que nosotros seleccionamos en la sección de programación del Equipo HEATCON
9000.
Y comprobamos que los valores una vez ingresados en la programación son los correctos con
forme pasa el proceso.
En la segunda sección tenemos que la primer columna es el tiempo que transcurre en el proceso,
la segunda columna muestra la unidad de medida de la temperatura que en este caso son grados
Celsius, la tercer columna son los valores que nosotros programamos, la cuarta columna son los
valores reales durante el procesos de Cura, la quinta columna es la presión de vacío y por último la
sexta columna es la identificación en la cual se encuentra el proceso de cura.
Figura 5.39 Registro del Proceso de gráfica
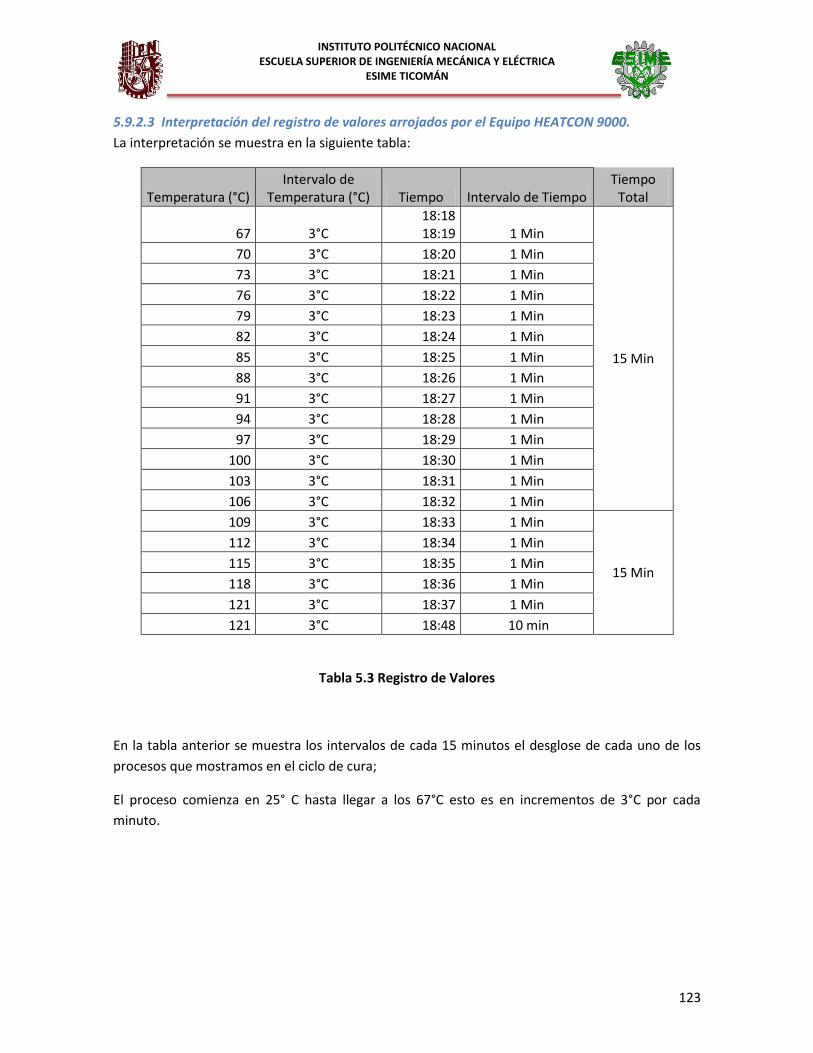
123
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
5.9.2.3 Interpretación del registro de valores arrojados por el Equipo HEATCON 9000.
La interpretación se muestra en la siguiente tabla:
Temperatura (°C) Intervalo de
Temperatura (°C) Tiempo Intervalo de Tiempo Tiempo
Total
67 3°C 18:18 18:19 1 Min
15 Min
70 3°C 18:20 1 Min
73 3°C 18:21 1 Min
76 3°C 18:22 1 Min
79 3°C 18:23 1 Min
82 3°C 18:24 1 Min
85 3°C 18:25 1 Min
88 3°C 18:26 1 Min
91 3°C 18:27 1 Min
94 3°C 18:28 1 Min
97 3°C 18:29 1 Min
100 3°C 18:30 1 Min
103 3°C 18:31 1 Min
106 3°C 18:32 1 Min
109 3°C 18:33 1 Min
15 Min
112 3°C 18:34 1 Min
115 3°C 18:35 1 Min
118 3°C 18:36 1 Min
121 3°C 18:37 1 Min
121 3°C 18:48 10 min
Tabla 5.3 Registro de Valores
En la tabla anterior se muestra los intervalos de cada 15 minutos el desglose de cada uno de los
procesos que mostramos en el ciclo de cura;
El proceso comienza en 25° C hasta llegar a los 67°C esto es en incrementos de 3°C por cada
minuto.
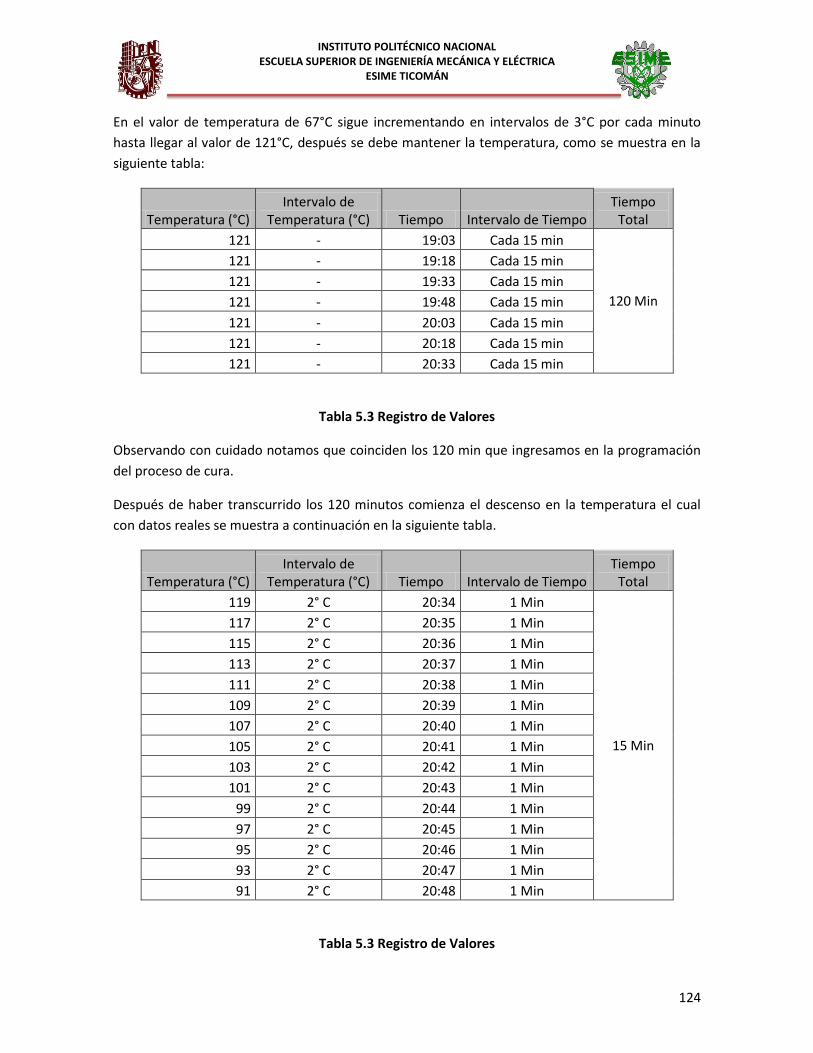
124
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
En el valor de temperatura de 67°C sigue incrementando en intervalos de 3°C por cada minuto
hasta llegar al valor de 121°C, después se debe mantener la temperatura, como se muestra en la
siguiente tabla:
Temperatura (°C) Intervalo de
Temperatura (°C) Tiempo Intervalo de Tiempo Tiempo
Total
121 - 19:03 Cada 15 min
120 Min
121 - 19:18 Cada 15 min
121 - 19:33 Cada 15 min
121 - 19:48 Cada 15 min
121 - 20:03 Cada 15 min
121 - 20:18 Cada 15 min
121 - 20:33 Cada 15 min
Tabla 5.3 Registro de Valores
Observando con cuidado notamos que coinciden los 120 min que ingresamos en la programación
del proceso de cura.
Después de haber transcurrido los 120 minutos comienza el descenso en la temperatura el cual
con datos reales se muestra a continuación en la siguiente tabla.
Temperatura (°C) Intervalo de
Temperatura (°C) Tiempo Intervalo de Tiempo Tiempo
Total
119 2° C 20:34 1 Min
15 Min
117 2° C 20:35 1 Min
115 2° C 20:36 1 Min
113 2° C 20:37 1 Min
111 2° C 20:38 1 Min
109 2° C 20:39 1 Min
107 2° C 20:40 1 Min
105 2° C 20:41 1 Min
103 2° C 20:42 1 Min
101 2° C 20:43 1 Min
99 2° C 20:44 1 Min
97 2° C 20:45 1 Min
95 2° C 20:46 1 Min
93 2° C 20:47 1 Min
91 2° C 20:48 1 Min
Tabla 5.3 Registro de Valores
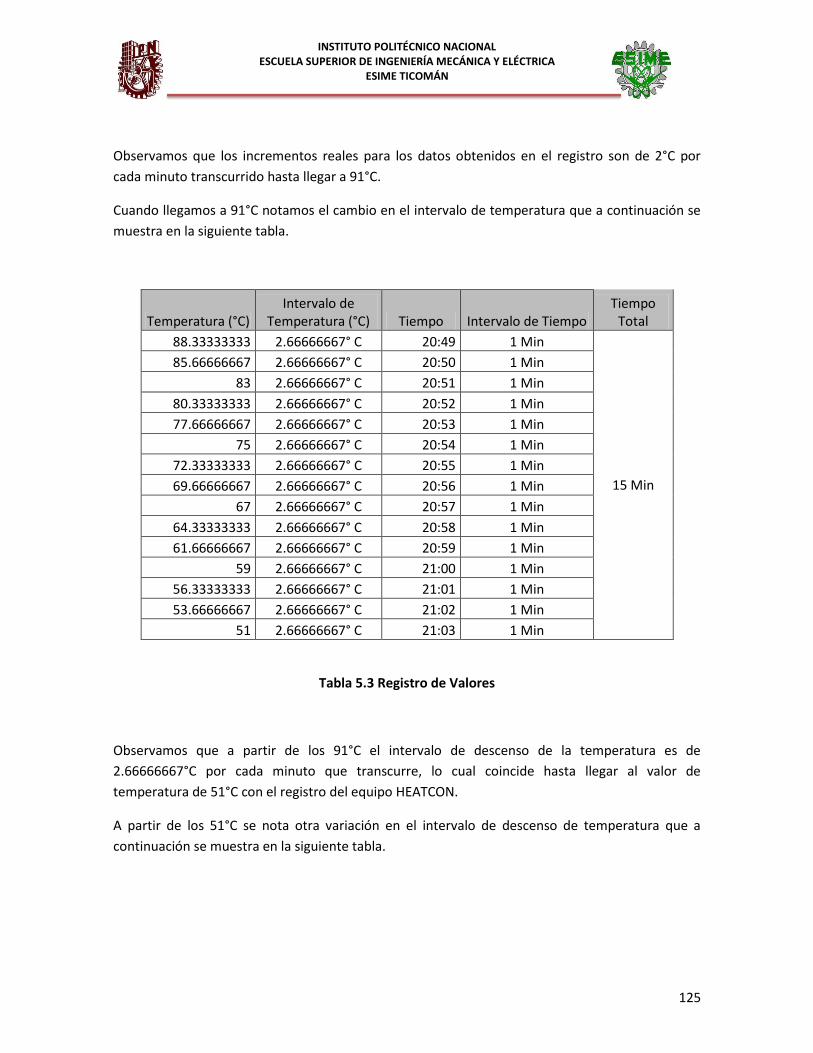
125
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Observamos que los incrementos reales para los datos obtenidos en el registro son de 2°C por
cada minuto transcurrido hasta llegar a 91°C.
Cuando llegamos a 91°C notamos el cambio en el intervalo de temperatura que a continuación se
muestra en la siguiente tabla.
Temperatura (°C) Intervalo de
Temperatura (°C) Tiempo Intervalo de Tiempo Tiempo
Total
88.33333333 2.66666667° C 20:49 1 Min
15 Min
85.66666667 2.66666667° C 20:50 1 Min
83 2.66666667° C 20:51 1 Min
80.33333333 2.66666667° C 20:52 1 Min
77.66666667 2.66666667° C 20:53 1 Min
75 2.66666667° C 20:54 1 Min
72.33333333 2.66666667° C 20:55 1 Min
69.66666667 2.66666667° C 20:56 1 Min
67 2.66666667° C 20:57 1 Min
64.33333333 2.66666667° C 20:58 1 Min
61.66666667 2.66666667° C 20:59 1 Min
59 2.66666667° C 21:00 1 Min
56.33333333 2.66666667° C 21:01 1 Min
53.66666667 2.66666667° C 21:02 1 Min
51 2.66666667° C 21:03 1 Min
Tabla 5.3 Registro de Valores
Observamos que a partir de los 91°C el intervalo de descenso de la temperatura es de
2.66666667°C por cada minuto que transcurre, lo cual coincide hasta llegar al valor de
temperatura de 51°C con el registro del equipo HEATCON.
A partir de los 51°C se nota otra variación en el intervalo de descenso de temperatura que a
continuación se muestra en la siguiente tabla.
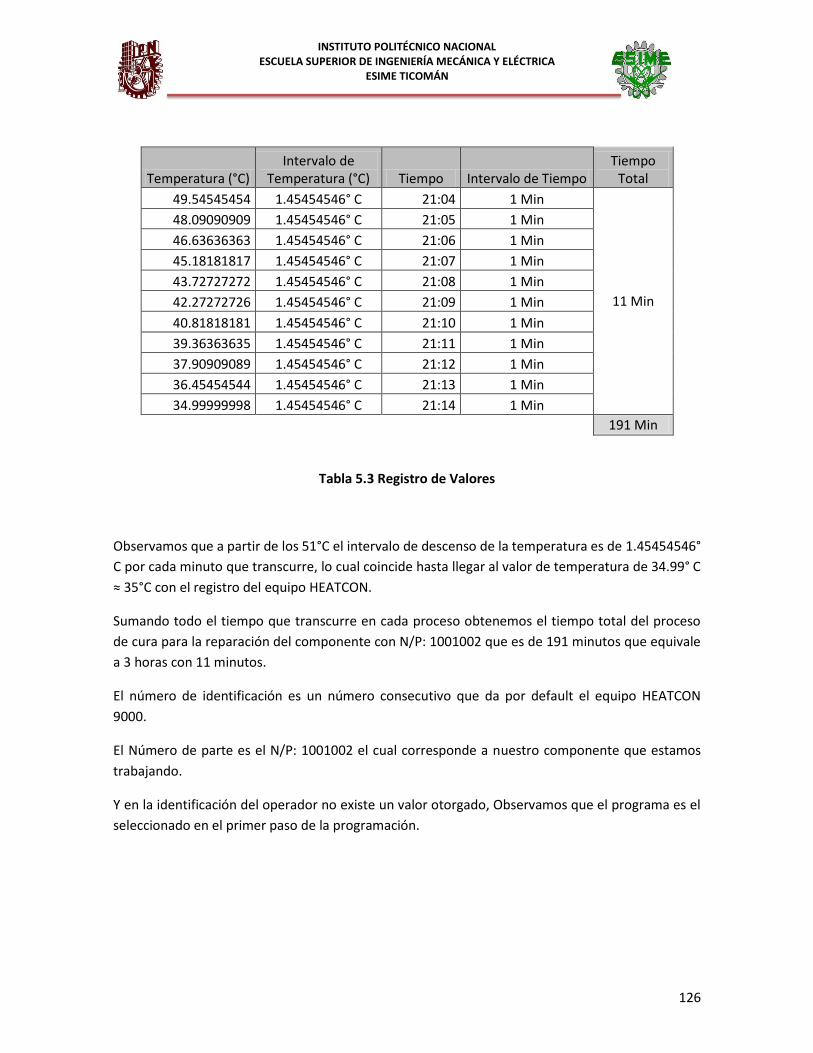
126
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Temperatura (°C) Intervalo de
Temperatura (°C) Tiempo Intervalo de Tiempo Tiempo
Total
49.54545454 1.45454546° C 21:04 1 Min
11 Min
48.09090909 1.45454546° C 21:05 1 Min
46.63636363 1.45454546° C 21:06 1 Min
45.18181817 1.45454546° C 21:07 1 Min
43.72727272 1.45454546° C 21:08 1 Min
42.27272726 1.45454546° C 21:09 1 Min
40.81818181 1.45454546° C 21:10 1 Min
39.36363635 1.45454546° C 21:11 1 Min
37.90909089 1.45454546° C 21:12 1 Min
36.45454544 1.45454546° C 21:13 1 Min
34.99999998 1.45454546° C 21:14 1 Min
191 Min
Tabla 5.3 Registro de Valores
Observamos que a partir de los 51°C el intervalo de descenso de la temperatura es de 1.45454546°
C por cada minuto que transcurre, lo cual coincide hasta llegar al valor de temperatura de 34.99° C
≈ 35°C con el registro del equipo HEATCON.
Sumando todo el tiempo que transcurre en cada proceso obtenemos el tiempo total del proceso
de cura para la reparación del componente con N/P: 1001002 que es de 191 minutos que equivale
a 3 horas con 11 minutos.
El número de identificación es un número consecutivo que da por default el equipo HEATCON
9000.
El Número de parte es el N/P: 1001002 el cual corresponde a nuestro componente que estamos
trabajando.
Y en la identificación del operador no existe un valor otorgado, Observamos que el programa es el
seleccionado en el primer paso de la programación.
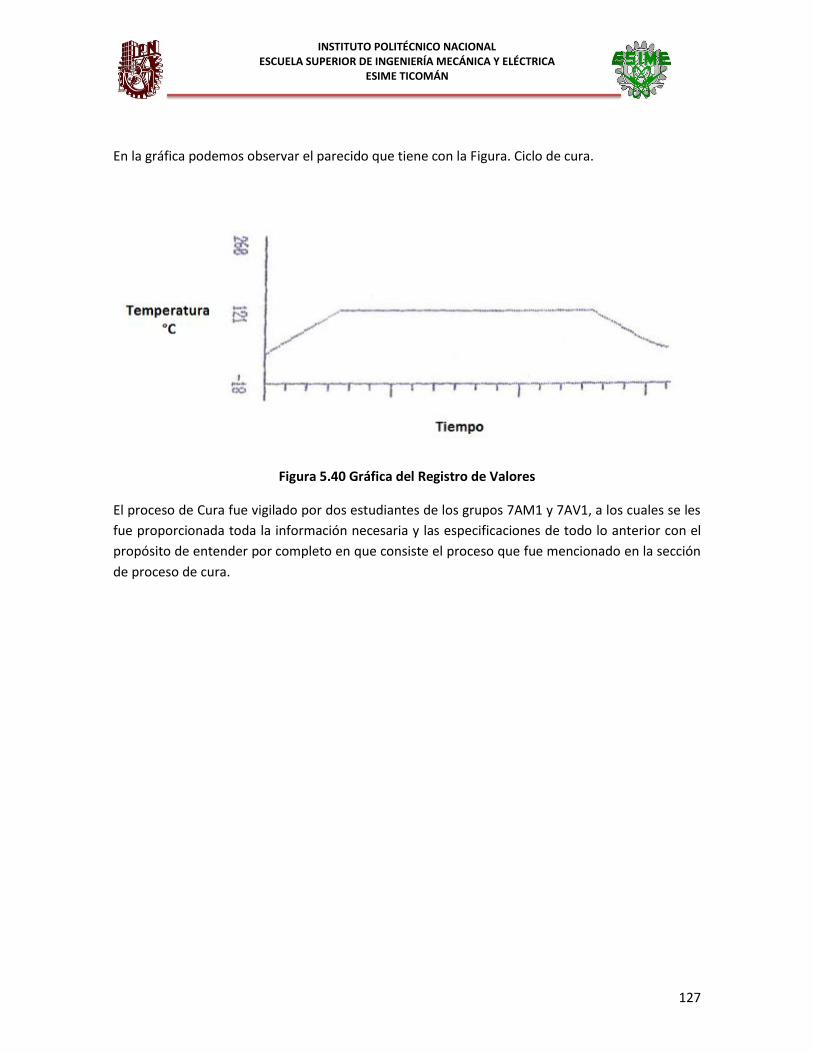
127
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
En la gráfica podemos observar el parecido que tiene con la Figura. Ciclo de cura.
Figura 5.40 Gráfica del Registro de Valores
El proceso de Cura fue vigilado por dos estudiantes de los grupos 7AM1 y 7AV1, a los cuales se les
fue proporcionada toda la información necesaria y las especificaciones de todo lo anterior con el
propósito de entender por completo en que consiste el proceso que fue mencionado en la sección
de proceso de cura.
128
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
5.10 REMOCIÓN DE EQUIPO Y CUBIERTA REFORZADA DE FIBRA DE VIDRIO Una vez terminado el proceso de cura en el área de la reparación procedemos a remover todo el
equipo instalado haciendo los pasos contrarios a la instalación.
1. Quitar todas las conexiones que se encuentran directas a fuentes de alimentación tanto
eléctricas como de vacío.
2. Remover el material de vacío.
3. Desconectar los aspirados de vacío y los removemos.
4. Remover la tela de respiración (comúnmente conocido como algodón).
5. Remover la cubierta reforzada de fibra de vidrio.
6. Remover el teflón.
7. Remover el compuesto sellador.
5.10.1 PARTE INTERNA DEL COMPONENTE:
1. Quitar todas las conexiones que se encuentran directas a fuentes de alimentación tanto
eléctricas como de vacío.
2. Remover el material de vacío.
3. Desconectar los aspirados de vacío y los removemos.
4. Remover la tela de respiración (comúnmente conocido como algodón).
5. Remover la superficie térmica conocida como “heat blanket”.
6. Remover los dos pedazos de tela tipo seda.
7. Remover el corte de la capa adherible.
8. Remover la tela tipo seda.
9. Colocar el compuesto sellador.
129
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
5.11 REPARACIÓN FINALIZADA Finalmente terminado el proceso de cura y la remoción del equipo y materiales que fueron
utilizados en el proceso de vacío y proceso de cura, tenemos la siguiente reparación terminada.
Figura 5.41 Reparación con materiales de tipo pre impregnados.
5.11.1 ACABADO CON FIBRA SCOTCH
El acabado final del material de reparación es solo para un acabado estético realizado a la
reparación el cual consiste en utilizar un taladro neumático rotatorio, comúnmente conocido
como taladro de alta con una fibra circular de tipo Scotch, es un grano muy fino el cual no
devastara demasiado y solo permitirá limpiar las asperezas y dar un acabado suave a la reparación.
5.12 PRUEBAS POSTERIORES A LA REPARACIÓN.
Inspección de tap test
Hacemos la prueba de tap test para verificar que la reparación haya sido exitosa y no muestre
delaminación.
Golpeamos de forma circular por toda el área y comparamos el sonido que se escucha para
determinar si es que existe o no existe de laminaciones. Refiérase a la sección de inspección por
golpeteo.
Dicha prueba nos indica que en la reparación una vez terminada No existe delaminación,
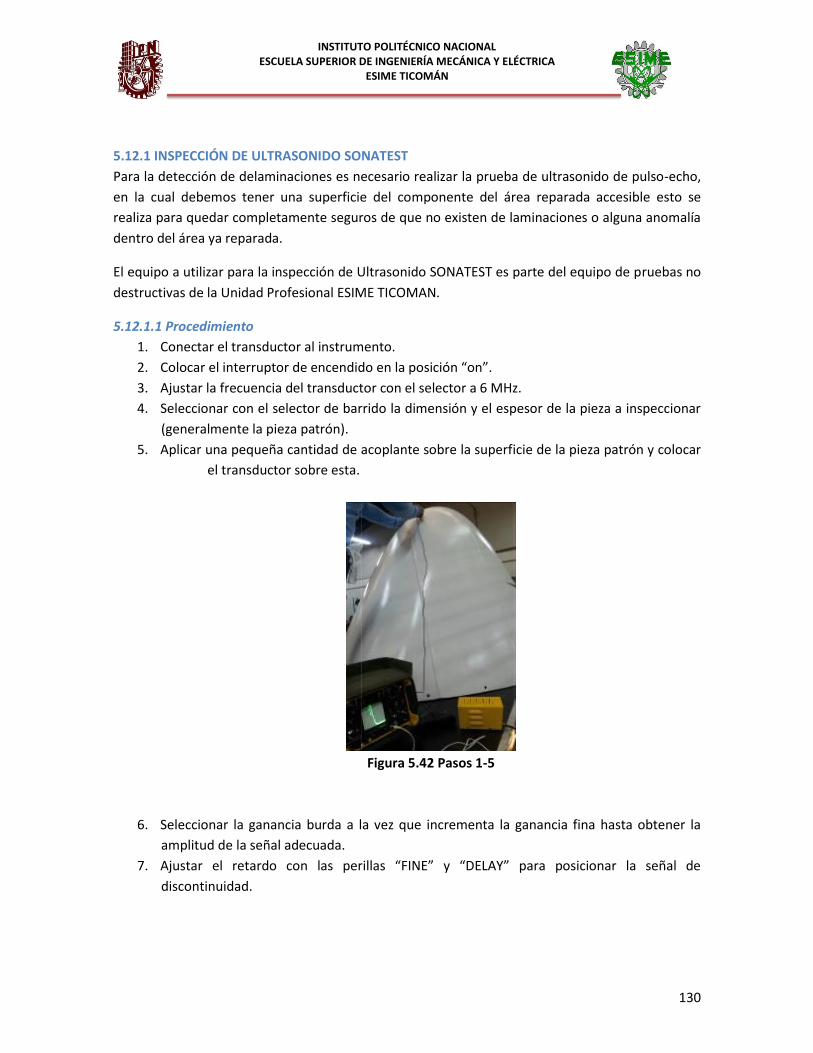
130
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
5.12.1 INSPECCIÓN DE ULTRASONIDO SONATEST
Para la detección de delaminaciones es necesario realizar la prueba de ultrasonido de pulso-echo,
en la cual debemos tener una superficie del componente del área reparada accesible esto se
realiza para quedar completamente seguros de que no existen de laminaciones o alguna anomalía
dentro del área ya reparada.
El equipo a utilizar para la inspección de Ultrasonido SONATEST es parte del equipo de pruebas no
destructivas de la Unidad Profesional ESIME TICOMAN.
5.12.1.1 Procedimiento
1. Conectar el transductor al instrumento.
2. Colocar el interruptor de encendido en la posición “on”.
3. Ajustar la frecuencia del transductor con el selector a 6 MHz.
4. Seleccionar con el selector de barrido la dimensión y el espesor de la pieza a inspeccionar
(generalmente la pieza patrón).
5. Aplicar una pequeña cantidad de acoplante sobre la superficie de la pieza patrón y colocar
el transductor sobre esta.
Figura 5.42 Pasos 1-5
6. Seleccionar la ganancia burda a la vez que incrementa la ganancia fina hasta obtener la
amplitud de la señal adecuada.
7. Ajustar el retardo con las perillas “FINE” y “DELAY” para posicionar la señal de
discontinuidad.
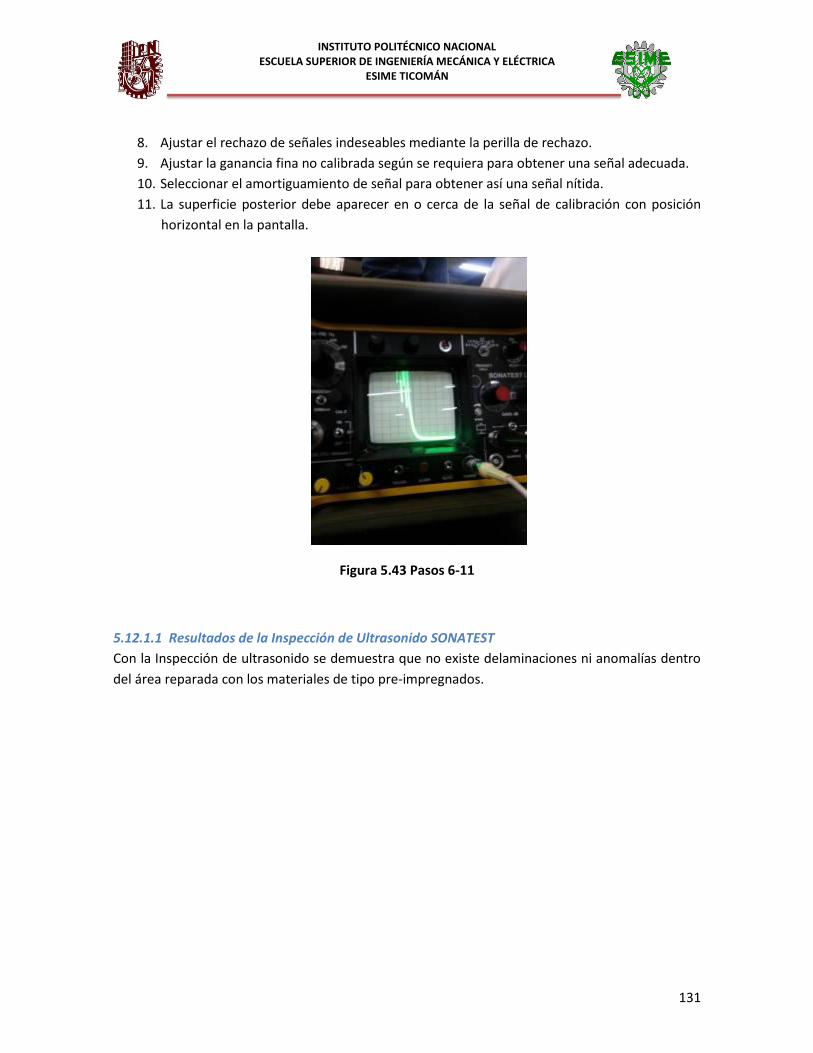
131
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
8. Ajustar el rechazo de señales indeseables mediante la perilla de rechazo.
9. Ajustar la ganancia fina no calibrada según se requiera para obtener una señal adecuada.
10. Seleccionar el amortiguamiento de señal para obtener así una señal nítida.
11. La superficie posterior debe aparecer en o cerca de la señal de calibración con posición
horizontal en la pantalla.
Figura 5.43 Pasos 6-11
5.12.1.1 Resultados de la Inspección de Ultrasonido SONATEST
Con la Inspección de ultrasonido se demuestra que no existe delaminaciones ni anomalías dentro
del área reparada con los materiales de tipo pre-impregnados.
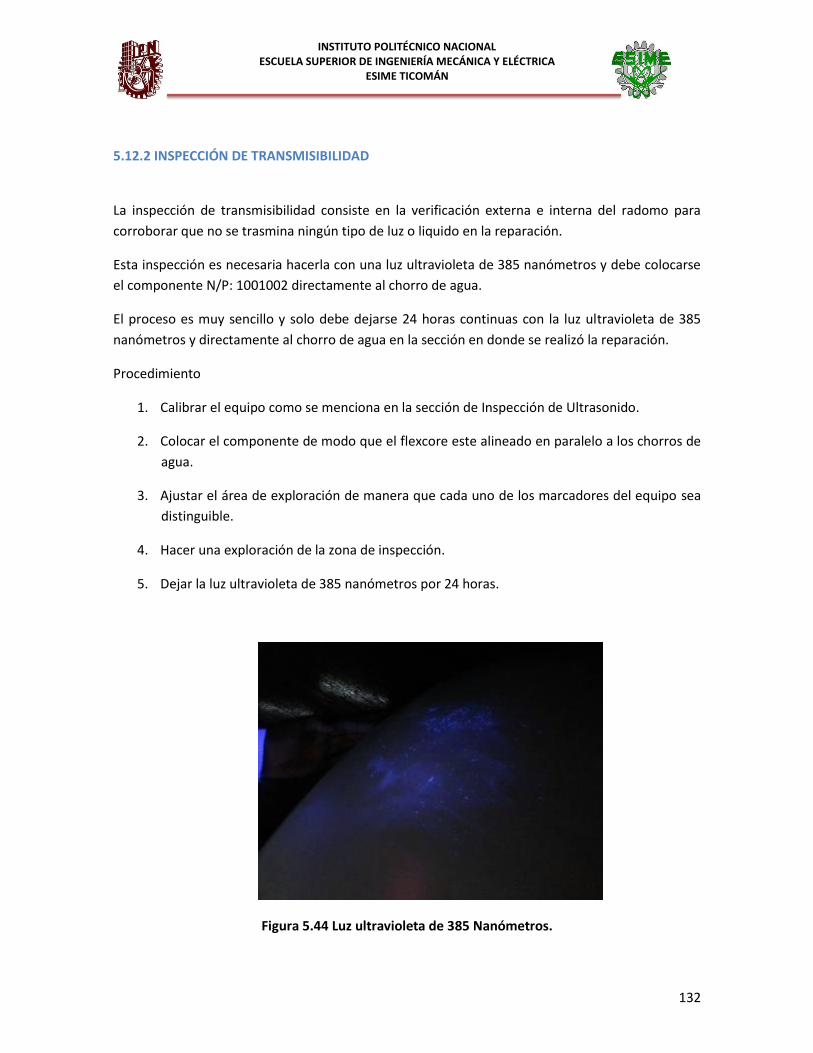
132
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
5.12.2 INSPECCIÓN DE TRANSMISIBILIDAD
La inspección de transmisibilidad consiste en la verificación externa e interna del radomo para
corroborar que no se trasmina ningún tipo de luz o liquido en la reparación.
Esta inspección es necesaria hacerla con una luz ultravioleta de 385 nanómetros y debe colocarse
el componente N/P: 1001002 directamente al chorro de agua.
El proceso es muy sencillo y solo debe dejarse 24 horas continuas con la luz ultravioleta de 385
nanómetros y directamente al chorro de agua en la sección en donde se realizó la reparación.
Procedimiento
1. Calibrar el equipo como se menciona en la sección de Inspección de Ultrasonido.
2. Colocar el componente de modo que el flexcore este alineado en paralelo a los chorros de
agua.
3. Ajustar el área de exploración de manera que cada uno de los marcadores del equipo sea
distinguible.
4. Hacer una exploración de la zona de inspección.
5. Dejar la luz ultravioleta de 385 nanómetros por 24 horas.
Figura 5.44 Luz ultravioleta de 385 Nanómetros.
133
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
5.12.2.1 Resultados de la Inspección de transmisibilidad
Con la Inspección de transmisibilidad se demuestra que no existe una trasminación de luz
directamente en el componente con N/P: 1001002 a la parte interna en donde se encuentra el
área reparada con materiales de tipo pre-impregnados, sin embargo si se observa una erosión
bastante significativa fuera del área de reparación, lo cual es adjudicado a las condiciones
ambientales en las que se encuentra expuesto el componente dentro de las instalaciones de la
Unidad Profesional ESIME Ticomán.
134
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Capítulo 6 Conclusiones
A partir de la realización de este trabajo de tesis podemos retroalimentarnos con las siguientes
conclusiones que se mencionan a continuación:
a) Mediante el trabajo de reparación efectuado en las Instalaciones y con las facilidades de la
unidad profesional ESIME Ticomán, se analizó de forma completa el proceso de reparación
y normatividad requeridos por el Fabricante y la Autoridad Aeronáutica para efectuar una
reparación estructural con materiales compuestos, a un componente del equipo de vuelo
B727-200 renovando así su estado de aeronavegabilidad. Se logró obtener la experiencia
para realizar este tipo de proyectos, desde el planteamiento hasta los procedimientos
necesarios para llevar a cabo una reparación de alto grado de dificultad, manteniendo en
un estado óptimo los materiales y componentes de la aeronave.
b) Dentro del programa académico de la carrera de Ingeniería en aeronáutica en la unidad
profesional ESIME Ticomán, tuvimos la impartición de materias relacionadas con el
mantenimiento, sistemas y reparaciones estructurales de aeronaves, teniendo como
resultado mantener en vuelo todo el tiempo posible a una aeronave con total seguridad.
Sin embargo las asignaturas con más aporte para implementar este tipo de trabajos
fueron las de Ingeniería en mantenimiento que nos permitió ampliar los conocimiento de
normatividad aeronáutica nacional e internacional y adentrarnos en los tipos de
mantenimiento desde sus inicios hasta el día de hoy, así como la productividad que
conlleva y la confiabilidad, las asignaturas de Reparaciones Estructurales y Tecnologías de
Materiales Compuestos, nos preparó primeramente en el manejo e interpretación de
manuales de las aeronaves en este caso el SRM y CMM identificando las reparaciones
aplicables para restaurar, reparar, modificar o alterar un componente, para asegurar el
óptimo estado de aeronavegabilidad, además de la composición de los materiales
compuestos, sus avances e importancia en la historia de la aviación y su implementación
actual en las aeronaves, que se irá incrementando día a día, por todos los aportes
tecnológicos que surgen. La aplicación de conocimientos adquiridos con materiales
compuestos de última generación nos lleva al punto de estar pendientes de cada mejora y
cada aporte que afecte directamente a la industria aeronáutica con el fin de siempre estar
al día y tener información confiable, para aplicar los conocimientos de la mejor manera.
135
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
c) Otro objetivo que se cubrió en el proceso de la reparación es la implementación de la
inspección de transmisibilidad la cual consistió en la verificación externa e interna del
radomo para corroborar que no se trasminará ningún tipo de luz o liquido en la
reparación, lo cual fue muy revelador, ya que indicó que el radomo contiene demasiada
erosión debido a la edad del componente, y porque está expuesto a condiciones
ambientales diversas. La prueba de transmisibilidad cabe mencionar que fue realizada con
las capacidades, instalaciones y facilidades con las que cuenta únicamente la unidad
profesional ESIME TICOMAN con las cuales se concluye que el componente si cuenta con
la densidad correcta de material y el porcentaje mínimo aceptable de trasminación de luz,
además se verifica con la inspección de transmisibilidad que no se tendrá ninguna
anomalía en caso de operar el radar meteorológico.
d) Mediante este estudio, se analizan las cargas a las que está sometido el radomo del B727-
200, basándonos principalmente en el trabajo efectuado por el Ing. Dolores Hernández
Leonardo y el Ing. Reyes Romero Armando en su trabajo de tesis: Simulación Experimental
del comportamiento Mecánico de Reparaciones Estructurales en Aeronaves, ya que es
necesario conocer con exactitud a todas las variables a las que se encuentra expuesto el
radomo cuando se encontraba en servicio y así determinar y concluir si la reparación
efectuada con los métodos y procedimientos en este trabajo de tesis nos llevaría a
finalizar un trabajo de reparación eficiente para resistir las cargas a las que está
involucrado el componente. Las cargas y esfuerzos a los cuales se encuentra sometido el
elemento estructural reparado son concluyentes para determinar que dicha reparación en
materiales compuestos de tipo pre-impregnado son capaces de resistir a las cargas que se
somete cuando el componente se encontraba en servicio.
e) Para efectuar el proceso de cura de la reparación en materiales compuestos de tipo pre-
impregnado del radomo fue necesario utilizar el equipo HEATCON 9000A, equipo con el
que cuenta la unidad profesional ESIME Ticomán, y que amablemente se nos autorizó para
su uso para la implementación en este proyecto de tesis, no obstante para conocer su
funcionamiento a detalle nos apoyamos con un experto en materiales compuestos, y así
mismo para ponerla en funcionamiento con el propósito de efectuar el proceso de cura de
la reparación, comprobando que es un equipo muy útil y que podría funcionar con la más
alta exigencia, con su correcta calibración en tiempo y forma. Permitiendo además no sólo
obtener recursos económicos sino, aplicabilidad en reparaciones de diversas industrias
que utilicen materiales compuestos realizadas por el estudiantado con el conocimiento y
manejo de equipos avanzados, con lo cual la Industria Aeronáutica y la unidad profesional
ESIME Ticomán siga creciendo en el desarrollo de equipos y nuevos materiales.
136
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
f) La reparación del radomo fue realizada en base a los diseños del fabricante con pequeñas
modificaciones propuestas en el trabajo de tesis, dichos diseños fueron evaluados en
primer instancia por Ingenieros, técnicos y supervisores que actualmente se encuentran
ejerciendo en diferentes compañías de la Industria Aeronáutica, sin embargo más allá de
los análisis que pudieran efectuar las personas antes mencionadas y no demeritando su
labor, se contactó a Nordam fabricante del componente con la proposición, también para
corroborar que la reparación fue exitosa efectuamos pruebas no destructivas (NDT) con lo
que se concluye que el radomo queda en condiciones óptimas.
Recomendaciones a) En primer instancia se hace la recomendación del uso continuo de los equipos
sofisticados con los que cuenta la unidad profesional ESIME Ticomán, como lo es el
equipo avanzado HEATCOM 9000A, además de la propuesta que este equipo sea
parte esencial de prácticas para el estudiantado de Ingeniería Aeronáutica.
b) La segunda recomendación es buscar acuerdos con compañías áreas para el apoyo
en la calibración de equipos sofisticados, para que se encuentren dentro de los
parámetros requeridos, esto se recomienda con el propósito de coadyuvar en el
servicio a terceros.
c) La tercera recomendación es implementar un programa que vincule el apoyo de
expertos con prácticas demostrativas y cátedras, tales como Maestros, Ingenieros
y Técnicos en áreas de materiales compuestos, que actualmente se encuentren
activos en la industria aeronáutica, esto con el único propósito de incrementar
extracurricularmente el conocimiento de los materiales compuestos del
estudiantado de Ingeniera Aeronáutica en la ESIME Ticomán.
d) La cuarta recomendación es crear un proyecto de tesis en el cual se pueda poner
en funcionamiento el radar meteorológico, el cual primeramente puede consistir
en un banco de prueba para asegurarse del funcionamiento de este radar, ya que
el área de las comunicaciones también es un área que está en constante
desarrollo, y con esto quedaría concluida una sección importante en el proyecto
de trabajo del Boeing 727-200 que se realiza día a día en la unidad profesional
ESIME Ticomán.
137
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ESIME TICOMÁN
Referencias
Boeing Company . (2005). Structural Repari Manual Boeing 727-200. United States.
Boeing Company. (2012). Non-destructive Test Manual B737-700. United States.
Boeing Company. (2013). Structural Repari Manual Boeing 737-700. United States.
Instituto Tecnológico del Plástico. (2011). Tecnología de Plásticos. Obtenido de www.aimplas.es
Larrodé, E. (2007). Materiales Compuestos. Obtenido de
http://books.google.com.mx/books?id=cJvCLh9kOK0C&lpg=PP1&hl=es&pg=PP1#v=onepa
ge&q&f=false
Dolores Hernández, Leonardo. Reyes Romero, Armando. (2010). SIMULACIÓN EXPERIMENTAL DEL
COMPORTAMIENTO MECÁNICO DE REPARACIONES ESTRUCTURALES EN AERONAVES.
México D.F.
MBA Marcos Fragoso Mosqueda. (2010). Fundamentos de Ingeniería y Mantenimiento. México,
D.F.
THE NORDAM GROUP. (2004). Boeing Model 707, 727, 737 P/N 1001002 RADOME SUPPLEMENTAL
MAINTENANCE MANUAL.
Federal Aviation Administration. ELECTRONIC CODE OF FEDERAL REGULATIONS. Actualizada
Septiembre 6, 2013, Fecha de Consulta Enero 13-17, 2014. Disponible en:
http://www.ecfr.gov/cgi-bin/text-idx?c=ecfr&tpl=/ecfrbrowse/Title14/14tab_02.tpl.