
GUIA MTD PARA LA PREVENCIÓN Y MINIMIZACIÓN VF€¦ · en consideración los costos y los...
48
Guía Mejores Técnicas Disponibles para la prevención y minimización de residuos químicos en laboratorios y talleres en las instituciones de educación superior
Transcript of GUIA MTD PARA LA PREVENCIÓN Y MINIMIZACIÓN VF€¦ · en consideración los costos y los...
Guía Mejores Técnicas Disponibles para la
prevención y minimización de residuos
químicos en laboratorios y talleres en las
instituciones de educación superior
MEJORES TÉCNICAS DISPONIBLES.
El presente documento incluye información para la Prevención y Minimización de Residuos Químicos en Laboratorios y Talleres en las Instituciones de Educación Superior, a través de la aplicación de Mejores Técnicas Disponibles (MTD) que permitan hacer más sustentable esta actividad.
1. Mejores Técnicas Disponibles
1.1 DEFINICIÓN DE MEJORES TÉCNICAS DISPONIBLES
Las Mejores Técnicas Disponibles son aquel conjunto de técnicas aplicadas a procesos de diversos
sectores productivos que se demuestran más eficaces para alcanzar un elevado nivel de
protección medioambiental, siendo a su vez aplicables en condiciones económicas y técnicas
viables.
A estos efectos, se entiende por:
Mejores: las técnicas más eficaces para alcanzar un alto nivel general de protección del medio
ambiente en su conjunto y de la salud de las personas.
Técnicas: la tecnología utilizada, junto con la forma en que la instalación esté diseñada, construida,
mantenida, explotada o paralizada; y
Disponibles: las técnicas desarrolladas a una escala que permita su aplicación en el contexto del
correspondiente sector productivo, en condiciones económicas y técnicamente viables, tomando
en consideración los costos y los beneficios, siempre que el titular pueda tener acceso a ellas en
condiciones razonables.
La Figura 1 representa un esquema simplificado del proceso de selección de MTD.
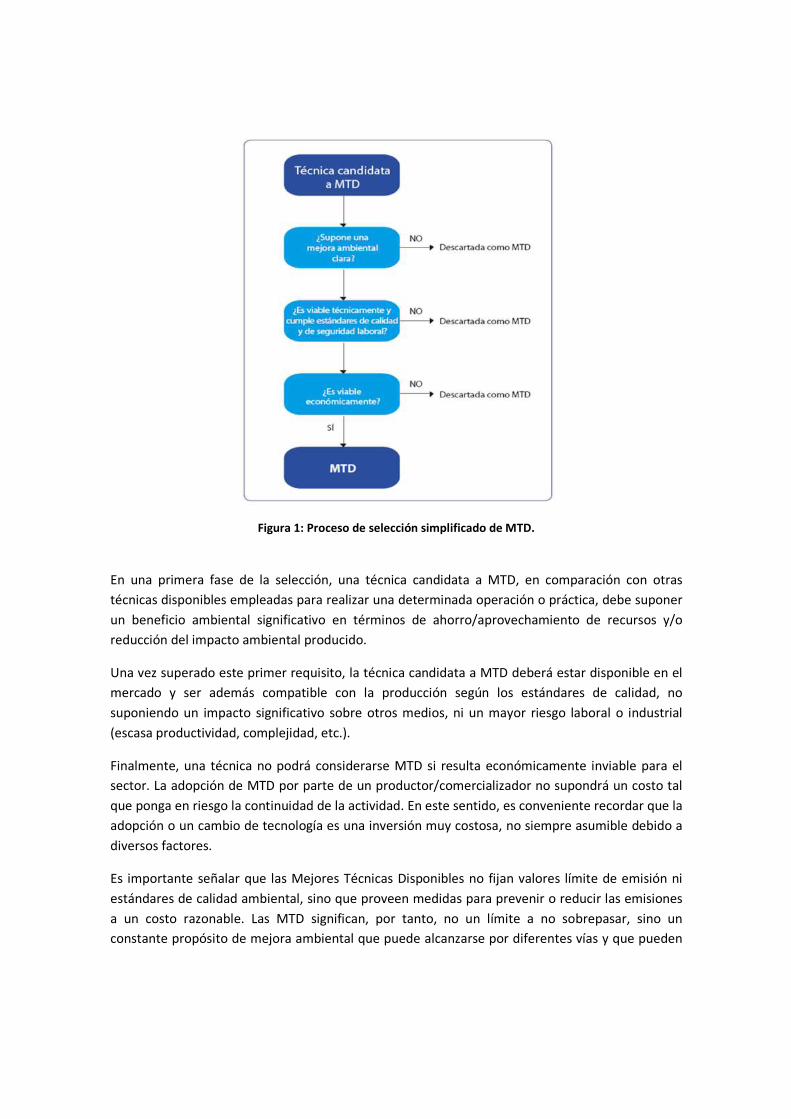
Figura 1: Proceso de selección simplificado de MTD.
En una primera fase de la selección, una técnica candidata a MTD, en comparación con otras
técnicas disponibles empleadas para realizar una determinada operación o práctica, debe suponer
un beneficio ambiental significativo en términos de ahorro/aprovechamiento de recursos y/o
reducción del impacto ambiental producido.
Una vez superado este primer requisito, la técnica candidata a MTD deberá estar disponible en el
mercado y ser además compatible con la producción según los estándares de calidad, no
suponiendo un impacto significativo sobre otros medios, ni un mayor riesgo laboral o industrial
(escasa productividad, complejidad, etc.).
Finalmente, una técnica no podrá considerarse MTD si resulta económicamente inviable para el
sector. La adopción de MTD por parte de un productor/comercializador no supondrá un costo tal
que ponga en riesgo la continuidad de la actividad. En este sentido, es conveniente recordar que la
adopción o un cambio de tecnología es una inversión muy costosa, no siempre asumible debido a
diversos factores.
Es importante señalar que las Mejores Técnicas Disponibles no fijan valores límite de emisión ni
estándares de calidad ambiental, sino que proveen medidas para prevenir o reducir las emisiones
a un costo razonable. Las MTD significan, por tanto, no un límite a no sobrepasar, sino un
constante propósito de mejora ambiental que puede alcanzarse por diferentes vías y que pueden
utilizar otras tecnologías más apropiadas para determinada instalación o localización a las
descritas como referencia.
2. INTRODUCCIÓN
En la mayoría de los laboratorios universitarios donde se realizan prácticas de química, talleres o
actividades de investigación, se utilizan una considerable cantidad de productos y reactivos y se
efectúan diversas prácticas que llevan a la generación de residuos que en la mayoría de los casos
son peligrosos para la salud y el medio ambiente. Generalmente, el volumen de residuos que se
generan en los laboratorios es pequeño al compararlo con el proveniente del sector industrial. Sin
embargo, su composición y peligrosidad variable es uno de los principales problemas de este tipo
de residuos. Una adecuada gestión de estos incluyen su control, tratamiento y disposición, siendo
estos pasos imprescindibles en la organización de todo laboratorio.
2.1 Residuos Químicos
Los residuos químicos pueden ser inocuos o peligrosos. Los residuos químicos inocuos no
presentan un peligro para el hombre y/o el medio ambiente, mientras que los residuos peligrosos
son definidos como cualquier residuo que presente o que presentará en el futuro, una amenaza a
los humanos o al medio ambiente, en mayor o menor medida.
Un residuo (o mezcla de residuos) es peligroso cuando presenta riesgo para la salud pública y/o
efectos adversos al medio ambiente, ya sea directamente o debido a su manejo actual o previsto,
como consecuencia de presentar algunas de las características señaladas a continuación (D.S.
148/03 del MINSAL):
• Inflamables
• Corrosivos – Líquidos acuosos con pH ≤ 2 o pH ≥ 12,5
• Reactivos – Reaccionan violentamente con agua, crean gases tóxicos o inflamables con
agua o aire, y/o que detonan a presión y temperatura estándar
• Tóxico (agudo, crónico, extrínseco) – Un conjunto de metales pesados, pesticidas y
químicos orgánicos declarados tóxicos por sus características, los cuales se encuentran
listados en el D.S. 148/03 del MINSAL con sus Concentraciones Máximas Permisibles.
Diversa información concerniente a los residuos en general (tipos, clasificación, seguridad al
disponer, etc.) se encuentra disponible en los siguientes recursos:
• http://www.epa.gov/osw/hazard/
• http://www.purdue.edu/rem/home/booklets/HMMguide.pdf
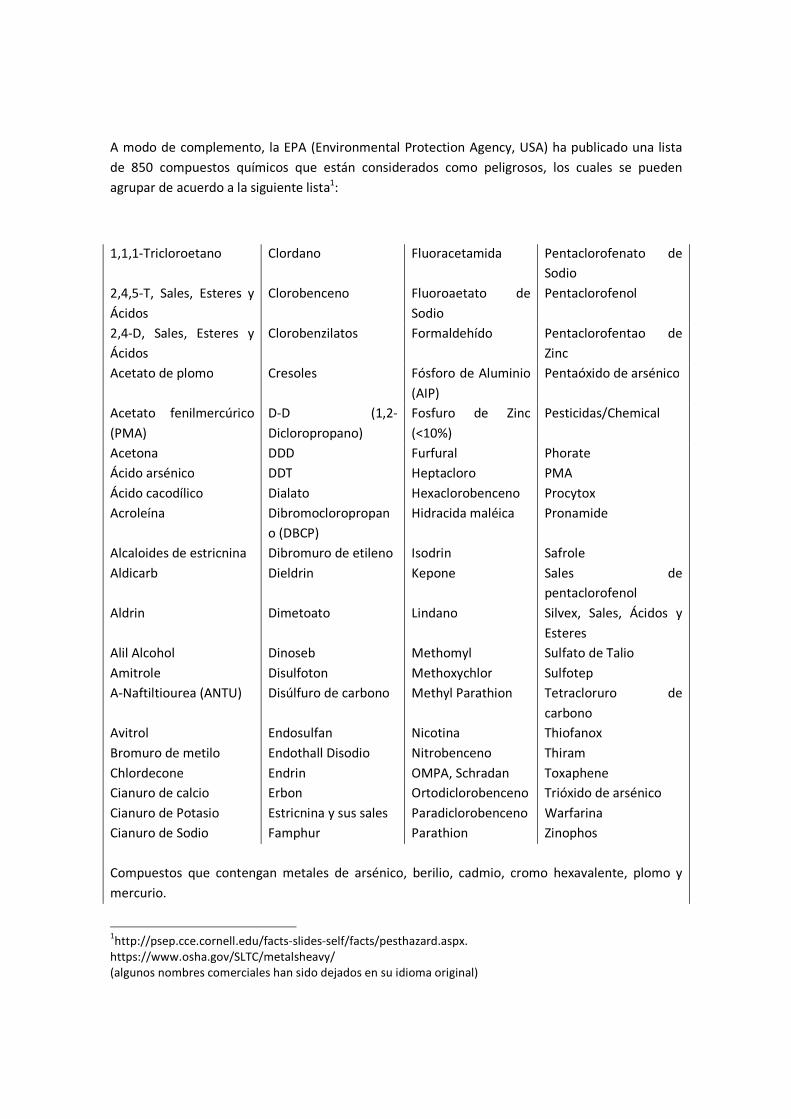
A modo de complemento, la EPA (Environmental Protection Agency, USA) ha publicado una lista
de 850 compuestos químicos que están considerados como peligrosos, los cuales se pueden
agrupar de acuerdo a la siguiente lista1:
1,1,1-Tricloroetano Clordano Fluoracetamida Pentaclorofenato de
Sodio
2,4,5-T, Sales, Esteres y
Ácidos
Clorobenceno Fluoroaetato de
Sodio
Pentaclorofenol
2,4-D, Sales, Esteres y
Ácidos
Clorobenzilatos Formaldehído Pentaclorofentao de
Zinc
Acetato de plomo Cresoles Fósforo de Aluminio
(AIP)
Pentaóxido de arsénico
Acetato fenilmercúrico
(PMA)
D-D (1,2-
Dicloropropano)
Fosfuro de Zinc
(<10%)
Pesticidas/Chemical
Acetona DDD Furfural Phorate
Ácido arsénico DDT Heptacloro PMA
Ácido cacodílico Dialato Hexaclorobenceno Procytox
Acroleína Dibromocloropropan
o (DBCP)
Hidracida maléica Pronamide
Alcaloides de estricnina Dibromuro de etileno Isodrin Safrole
Aldicarb Dieldrin Kepone Sales de
pentaclorofenol
Aldrin Dimetoato Lindano Silvex, Sales, Ácidos y
Esteres
Alil Alcohol Dinoseb Methomyl Sulfato de Talio
Amitrole Disulfoton Methoxychlor Sulfotep
A-Naftiltiourea (ANTU) Disúlfuro de carbono Methyl Parathion Tetracloruro de
carbono
Avitrol Endosulfan Nicotina Thiofanox
Bromuro de metilo Endothall Disodio Nitrobenceno Thiram
Chlordecone Endrin OMPA, Schradan Toxaphene
Cianuro de calcio Erbon Ortodiclorobenceno Trióxido de arsénico
Cianuro de Potasio Estricnina y sus sales Paradiclorobenceno Warfarina
Cianuro de Sodio Famphur Parathion Zinophos
Compuestos que contengan metales de arsénico, berilio, cadmio, cromo hexavalente, plomo y
mercurio.
1http://psep.cce.cornell.edu/facts-slides-self/facts/pesthazard.aspx.
https://www.osha.gov/SLTC/metalsheavy/ (algunos nombres comerciales han sido dejados en su idioma original)
2.2 Buenas prácticas en las actividades de los Establecimientos de Educación Superior
La contaminación es un subproducto inherente de las actividades académicas. Ésta ocurre cuando,
por ejemplo, se producen residuos peligrosos y se descargan al alcantarillado, cuando se permite
que reactivos volátiles se evaporen por mal uso de los equipos. Existe una variedad de métodos
que pueden ser utilizados para reducir la contaminación.
En este sentido, el principal objetivo de las buenas prácticas es utilizar materiales de la manera
más eficiente, y reducir la cantidad de desechos a disponer al final. Antes de establecer una
estrategia de minimización de residuos, es esencial identificar y entender los procesos en los
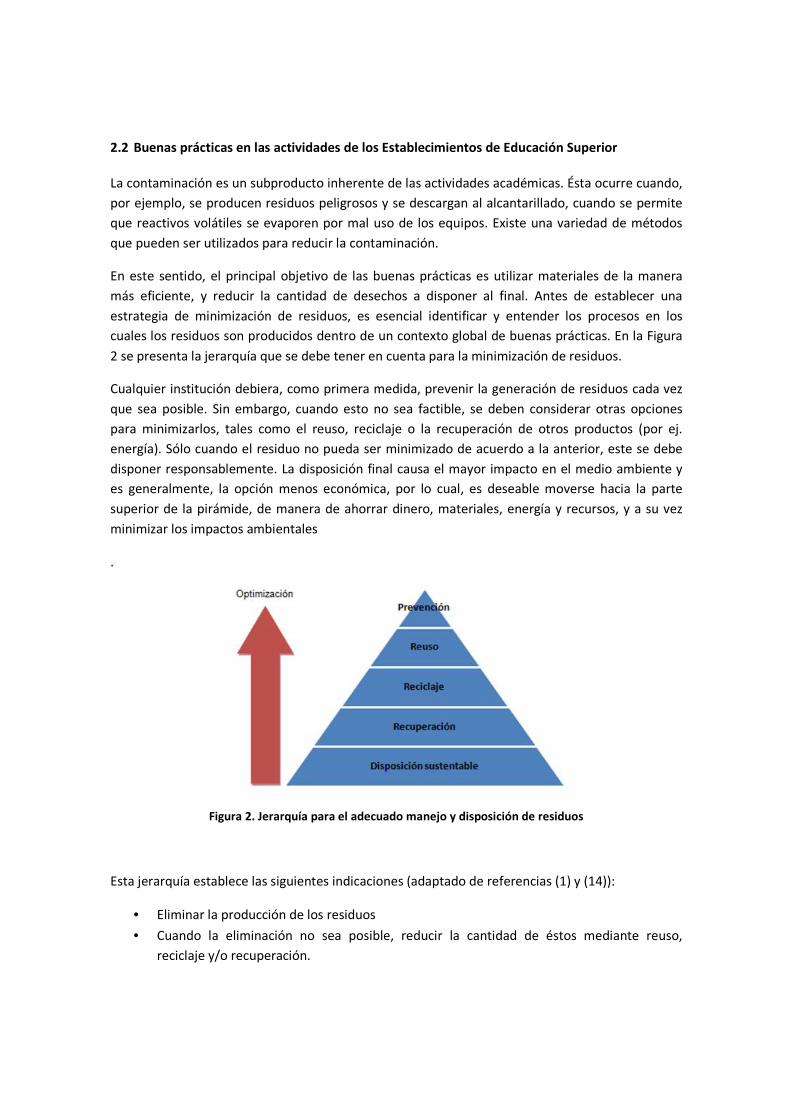
cuales los residuos son producidos dentro de un contexto global de buenas prácticas. En la Figura
2 se presenta la jerarquía que se debe tener en cuenta para la minimización de residuos.
Cualquier institución debiera, como primera medida, prevenir la generación de residuos cada vez
que sea posible. Sin embargo, cuando esto no sea factible, se deben considerar otras opciones
para minimizarlos, tales como el reuso, reciclaje o la recuperación de otros productos (por ej.
energía). Sólo cuando el residuo no pueda ser minimizado de acuerdo a la anterior, este se debe
disponer responsablemente. La disposición final causa el mayor impacto en el medio ambiente y
es generalmente, la opción menos económica, por lo cual, es deseable moverse hacia la parte
superior de la pirámide, de manera de ahorrar dinero, materiales, energía y recursos, y a su vez
minimizar los impactos ambientales
.
Figura 2. Jerarquía para el adecuado manejo y disposición de residuos
Esta jerarquía establece las siguientes indicaciones (adaptado de referencias (1) y (14)):
• Eliminar la producción de los residuos
• Cuando la eliminación no sea posible, reducir la cantidad de éstos mediante reuso,
reciclaje y/o recuperación.
• Disminuir la peligrosidad del residuo a disponer mediante técnicas de estabilización,
inmovilización o destrucción
• Disponer el residuo remanente con el mínimo de impacto ambiental
• Contener, almacenar y/o aislar cualquier residuo peligroso cuya opción de tratamiento no
sea aceptable bajo las técnicas actuales.
Como se mencionó anteriormente, todo trabajo en actividades de laboratorio, ya sea de
enseñanza o de investigación, genera residuos químicos. Cada trabajador, docente, alumno y en
general cada usuario del laboratorio es responsable de cumplir los procedimientos definidos para
la prevención, minimización, manipulación y disposición final de todo los residuos generados en la
labor que realizan.
2.3 Principales residuos químicos en instituciones de educación
La literatura señala que en los laboratorios y actividades en talleres, los residuos de productos
químicos se pueden clasificar en residuos huérfanos y residuos mixtos. Los residuos huérfanos son
un problema recurrente, ya que corresponden a material sin identificación que ha sido dejado por
estudiantes o académicos que han culminado su trabajo o investigación sin hacer disposición de
ellos. Una forma de prevenirlo es concientizar al generador de la importancia de su retiro y
disposición antes de que su permanencia termine o bien, remover periódicamente todo el
material sin identificar. No sólo es suficiente que los residuos se identifiquen con siglas, deben
tener la información necesaria y reglamentaria para que sean correctamente manejados y
dispuestos. Los residuos mixtos se generan cuando dos a más residuos se mezclan, este nuevo
residuo “combinado” puede presentar una serie de problemas, no sólo relacionado con la
incompatibilidad de la mezcla, sino que también se puede volver confusa su forma de
manipulación y disposición cuando se desconocen las propiedades de la mezcla final. Cada tipo de
residuo tiene un conjunto específico de regulaciones asociadas a su manejo y disposición. Por
ejemplo, si se mezcla tolueno con un isótopo radioactivo, este residuo debe cumplir con ambas
regulaciones. En general, las prácticas de laboratorio deben evitar el generar este tipo de residuos
y se deben considerar las modificaciones necesarias para que cada residuo sea recolectado de
manera independiente.
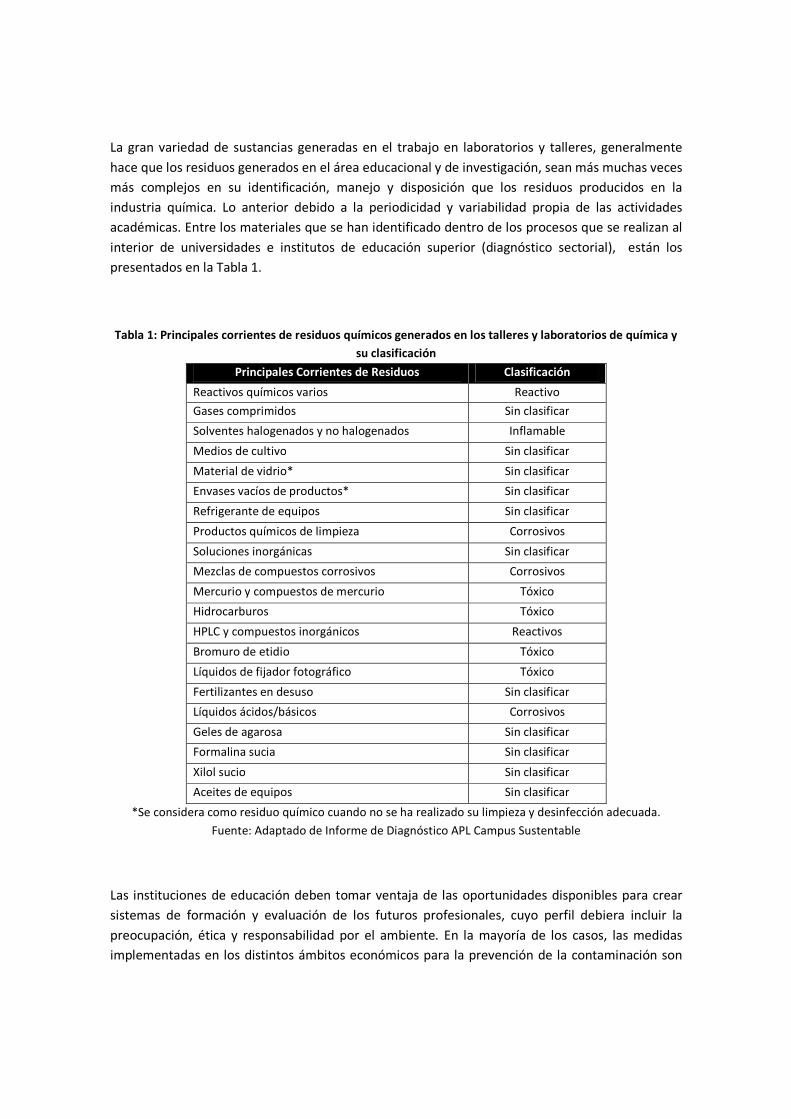
La gran variedad de sustancias generadas en el trabajo en laboratorios y talleres, generalmente
hace que los residuos generados en el área educacional y de investigación, sean más muchas veces
más complejos en su identificación, manejo y disposición que los residuos producidos en la
industria química. Lo anterior debido a la periodicidad y variabilidad propia de las actividades
académicas. Entre los materiales que se han identificado dentro de los procesos que se realizan al
interior de universidades e institutos de educación superior (diagnóstico sectorial), están los
presentados en la Tabla 1.
Tabla 1: Principales corrientes de residuos químicos generados en los talleres y laboratorios de química y
su clasificación
Principales Corrientes de Residuos Clasificación
Reactivos químicos varios Reactivo
Gases comprimidos Sin clasificar
Solventes halogenados y no halogenados Inflamable
Medios de cultivo Sin clasificar
Material de vidrio* Sin clasificar
Envases vacíos de productos* Sin clasificar
Refrigerante de equipos Sin clasificar
Productos químicos de limpieza Corrosivos
Soluciones inorgánicas Sin clasificar
Mezclas de compuestos corrosivos Corrosivos
Mercurio y compuestos de mercurio Tóxico
Hidrocarburos Tóxico
HPLC y compuestos inorgánicos Reactivos
Bromuro de etidio Tóxico
Líquidos de fijador fotográfico Tóxico
Fertilizantes en desuso Sin clasificar
Líquidos ácidos/básicos Corrosivos
Geles de agarosa Sin clasificar
Formalina sucia Sin clasificar
Xilol sucio Sin clasificar
Aceites de equipos Sin clasificar
*Se considera como residuo químico cuando no se ha realizado su limpieza y desinfección adecuada.
Fuente: Adaptado de Informe de Diagnóstico APL Campus Sustentable
Las instituciones de educación deben tomar ventaja de las oportunidades disponibles para crear
sistemas de formación y evaluación de los futuros profesionales, cuyo perfil debiera incluir la
preocupación, ética y responsabilidad por el ambiente. En la mayoría de los casos, las medidas
implementadas en los distintos ámbitos económicos para la prevención de la contaminación son
en función de claros beneficios financieros por ahorro de energía y materias primas. Sin embargo,
las instituciones de educación tienen la misión de formar o recursos humanos que consideren la
reducción de la contaminación dentro de un concepto de sustentabilidad global y no sólo cómo un
beneficio monetario.
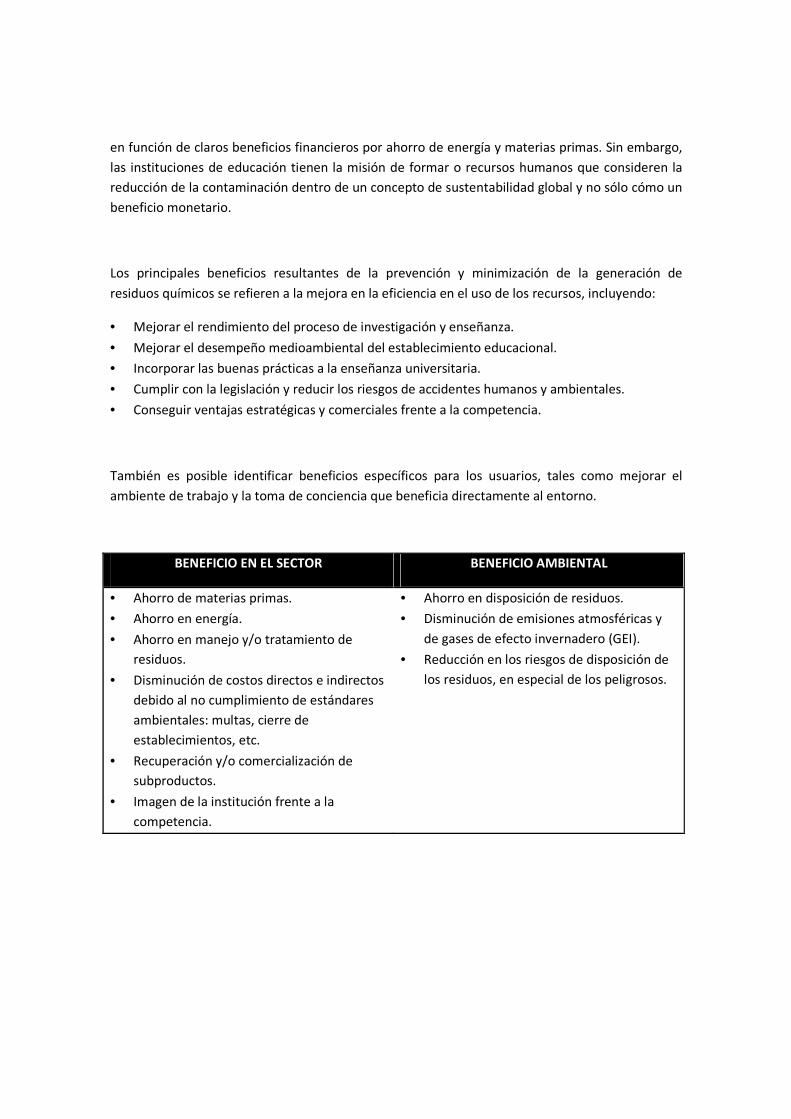
Los principales beneficios resultantes de la prevención y minimización de la generación de
residuos químicos se refieren a la mejora en la eficiencia en el uso de los recursos, incluyendo:
• Mejorar el rendimiento del proceso de investigación y enseñanza.
• Mejorar el desempeño medioambiental del establecimiento educacional.
• Incorporar las buenas prácticas a la enseñanza universitaria.
• Cumplir con la legislación y reducir los riesgos de accidentes humanos y ambientales.
• Conseguir ventajas estratégicas y comerciales frente a la competencia.
También es posible identificar beneficios específicos para los usuarios, tales como mejorar el
ambiente de trabajo y la toma de conciencia que beneficia directamente al entorno.
BENEFICIO EN EL SECTOR BENEFICIO AMBIENTAL
• Ahorro de materias primas.
• Ahorro en energía.
• Ahorro en manejo y/o tratamiento de
residuos.
• Disminución de costos directos e indirectos
debido al no cumplimiento de estándares
ambientales: multas, cierre de
establecimientos, etc.
• Recuperación y/o comercialización de
subproductos.
• Imagen de la institución frente a la
competencia.
• Ahorro en disposición de residuos.
• Disminución de emisiones atmosféricas y
de gases de efecto invernadero (GEI).
• Reducción en los riesgos de disposición de
los residuos, en especial de los peligrosos.
2.3 Costos asociados a la gestión en la prevención y minimización de residuos químicos
Algunos de los costos en la reducción de residuos, son más fáciles de cuantificar que otros, como
son los costos de disposición y manejo del residuo. Los costos de manejo y disposición varían de
acuerdo al tipo de residuos; si son sólidos o líquidos, la peligrosidad de éstos, el tipo de
contenedor en los que están almacenados (tambores o a granel) y la cantidad de residuo a
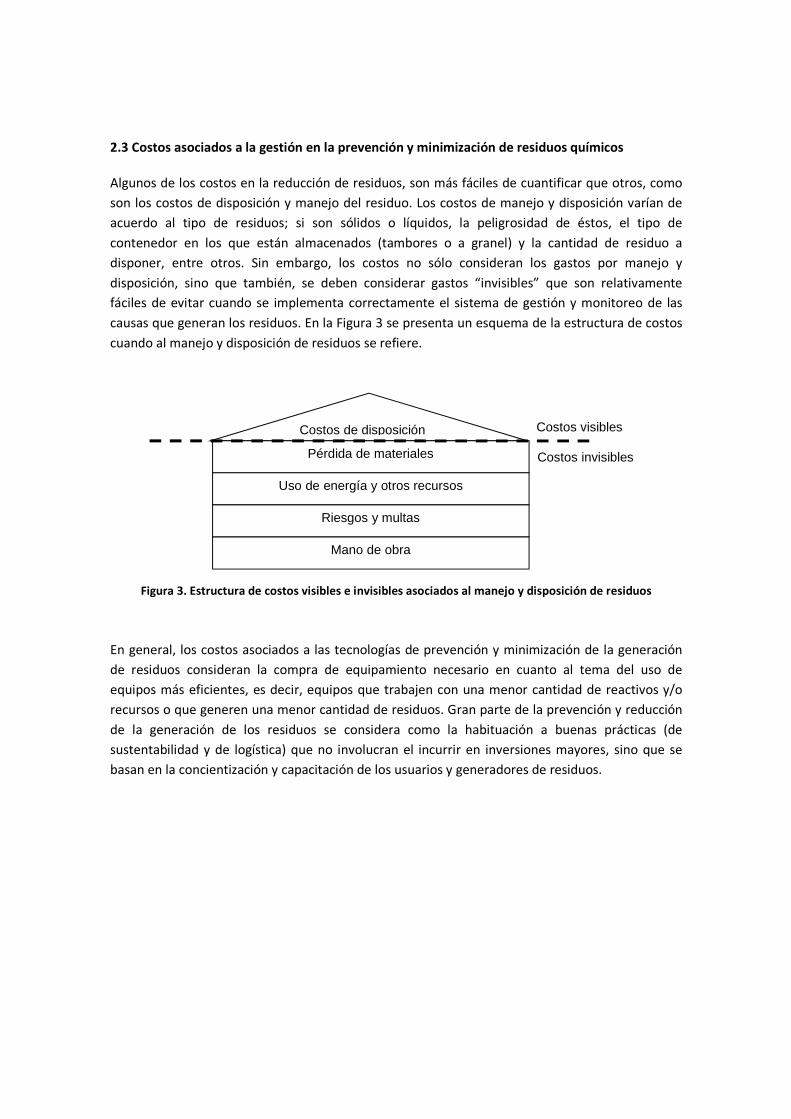
disponer, entre otros. Sin embargo, los costos no sólo consideran los gastos por manejo y
disposición, sino que también, se deben considerar gastos “invisibles” que son relativamente
fáciles de evitar cuando se implementa correctamente el sistema de gestión y monitoreo de las
causas que generan los residuos. En la Figura 3 se presenta un esquema de la estructura de costos
cuando al manejo y disposición de residuos se refiere.
Figura 3. Estructura de costos visibles e invisibles asociados al manejo y disposición de residuos
En general, los costos asociados a las tecnologías de prevención y minimización de la generación
de residuos consideran la compra de equipamiento necesario en cuanto al tema del uso de
equipos más eficientes, es decir, equipos que trabajen con una menor cantidad de reactivos y/o
recursos o que generen una menor cantidad de residuos. Gran parte de la prevención y reducción
de la generación de los residuos se considera como la habituación a buenas prácticas (de
sustentabilidad y de logística) que no involucran el incurrir en inversiones mayores, sino que se
basan en la concientización y capacitación de los usuarios y generadores de residuos.
Costos de disposición
Pérdida de materiales
Uso de energía y otros recursos
Riesgos y multas
Mano de obra
Costos visibles
Costos invisibles
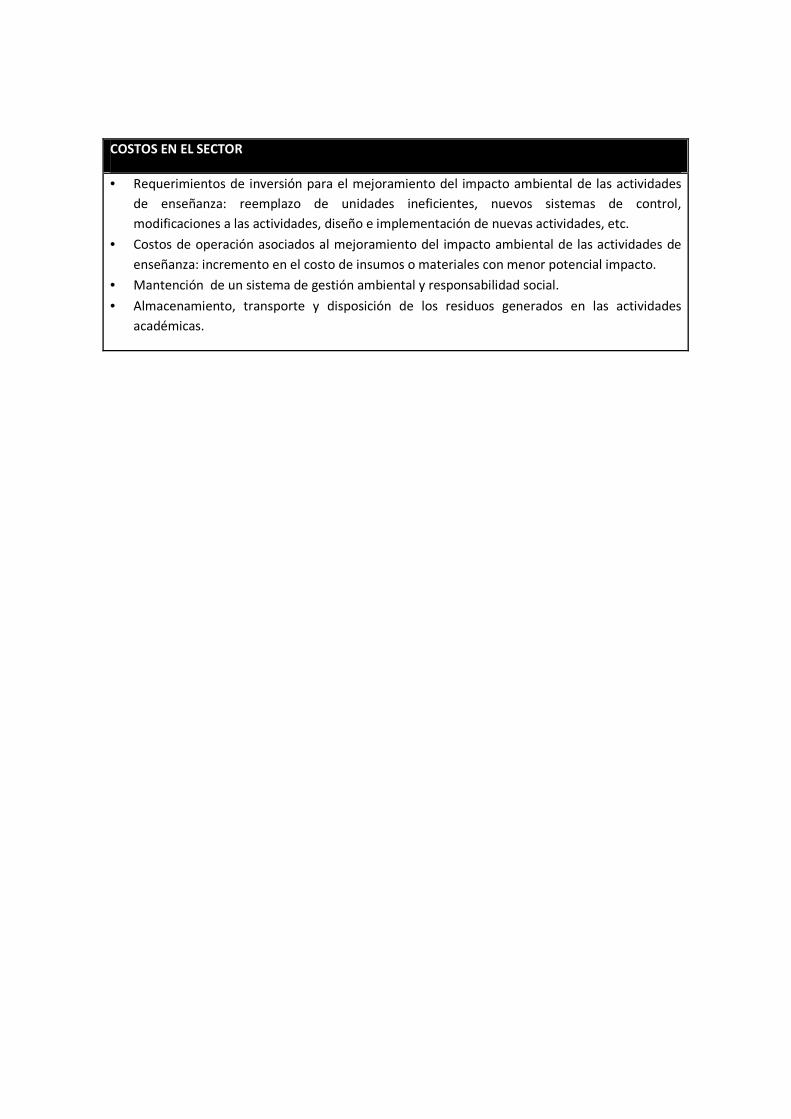
COSTOS EN EL SECTOR
• Requerimientos de inversión para el mejoramiento del impacto ambiental de las actividades
de enseñanza: reemplazo de unidades ineficientes, nuevos sistemas de control,
modificaciones a las actividades, diseño e implementación de nuevas actividades, etc.
• Costos de operación asociados al mejoramiento del impacto ambiental de las actividades de
enseñanza: incremento en el costo de insumos o materiales con menor potencial impacto.
• Mantención de un sistema de gestión ambiental y responsabilidad social.
• Almacenamiento, transporte y disposición de los residuos generados en las actividades
académicas.
3. NORMATIVA APLICABLE
Los Establecimientos de Educación Superior señalan que el manejo de sus residuos es parte de sus
preocupaciones concernientes a la degradación del medio ambiente. Sin embargo, sólo algunas
instituciones tienen protocolos efectivos de minimización, manejo y disposición de los residuos.
Muchas veces la falta de infraestructura y recursos, así como de políticas públicas en la materia,
limita la adecuada disposición de los residuos, especialmente los químicos.
A continuación se presenta una lista de la normativa aplicable y de los documentos de ayuda que
permiten cumplir con la regulación establecida.
TEMA NORMATIVA APLICABLE
Residuos • Reglamento del Sistema de Evaluación de Impacto Ambiental
Decreto Supremo DS N° 95/2001. Artículo 93: “Permiso
Disposición de Residuos, Basuras y desperdicios de cualquier
clase” establecido en el Título VII.
• Decreto Fuerza de Ley N° 725/1967) del Ministerio de Salud, que
establece el Código Sanitario.
• Decreto Fuerza de Ley Nº 1/1990), del Ministerio de Salud,
determina materias que requieren Autorización Sanitaria
expresa.
• Decreto Supremo N° 78/2009 del Ministerio de Salud que
aprueba el Reglamento de Almacenamiento de Sustancias
Peligrosas.
• Decreto Supremo N° 609/1998 del MOP que establece Norma de
emisión para la regulación de contaminantes asociados a las
descargas de residuos industriales líquidos a sistemas de
alcantarillado.
• Decreto Supremo N° 157/2005 del MINSAL que aprueba el
“Reglamento de Pesticidas de Uso Sanitario y Doméstico”.
• Decreto Supremo N° 148/2003 del MINSAL, Reglamento Sanitario
sobre manejo de Residuos Peligrosos.
• Decreto Supremo N° 594/1999 del Ministerio de Salud, aprueba
Reglamento sobre Condiciones Sanitarias y Ambientales Básicas
en los lugares de trabajo.
Higiene y seguridad
laboral
• Decreto Supremo N° 594/1999 del Ministerio de Salud, aprueba
Reglamento sobre Condiciones Sanitarias y Ambientales Básicas
en los lugares de trabajo.
• Decreto Supremo DS N° 40/1969 que aprueba “Reglamento
Sobre prevención de Riesgos Profesionales” del Ministerio del
TEMA NORMATIVA APLICABLE
Trabajo.
Otros documentos • CONICYT, 2008. Manual de Normas de Bioseguridad, 2ª ed.
• NCh 382. Of 98, Sustancias Peligrosas – Terminología y
clasificación general.
• NCh 2190. Of 93, Sustancias Peligrosas- Marcas para Información
de Riesgos.
• NCh 2120. Of 98, Sustancias Peligrosas – Parte 1 a 9.
• NCh 387/55, Medidas de Seguridad en el empleo y manejo de
materiales inflamables.
• NCh 388. Of 55, Prevención y extinción de incendios en
almacenamientos de materias inflamables y explosivas.
• NCh 389. Of 74 sobre Sustancias Peligrosas - Almacenamiento de
sólidos, líquidos y gases inflamables - Medidas de seguridad.
• NCh 758.E Of71, Sustancias Peligrosas - Almacenamiento de
Líquidos Inflamables – Medidas particulares de seguridad.
• NCh 1411/4.Of 78, Prevención de Riesgos - Parte 4: Identificación
de Riesgos de Materiales.
• Política de Gestión Integral de Residuos Sólidos, aprobada el 17
de Enero de 2005 por el Consejo Directivo de CONAMA.
El no cumplimiento de lo indicado en la reglamentación puede generar sanciones por parte de la
Secretaría Regional Ministerial (SEREMI) de Salud, las que pueden ir desde una amonestación
hasta el cierre temporal del establecimiento.
4. MTD SELECCIONADAS: PRÁCTICAS PARA LA PREVENCIÓN Y MINIMIZACIÓN DE LA
GENERACIÓN DE RESIDUOS QUÍMICOS
Considerando los antecedentes anteriores, las técnicas que se han identificado para la prevención
y minimización de residuos químicos consideran tres grupos:
1. Minimización en origen (Reducción)
• MTD 1: Sistema de Gestión Integral de Residuos
• MTD 2: Mejora en el diseño de las actividades de trabajo
• MTD 3: Uso de equipos más eficientes para extracción (Accelerated Extraction Solvent,
ASE)
2. Reinserción al proceso (Reuso, Reciclaje, Recuperación)
• MTD 4: Recuperación de solventes
3. Tratamientos para reducir la peligrosidad de los residuos
• MTD 5: Reducción de la peligrosidad por esterilización
Se debe señalar que estas prácticas se deben aplicar de forma integral para obtener los máximos
beneficios medioambientales y económicos. En este caso, estas técnicas no son excluyentes y se
hace énfasis en que el éxito de la gestión para la prevención y minimización de la generación de
residuos se basa en la implementación conjunta de estas técnicas. En la Figura 4 se presenta un
esquema general de diversas prácticas (que incluyen las mejores técnicas disponibles contenidas
en este documento) que se pueden considerar dentro de laboratorios y talleres para la
minimización de residuos.
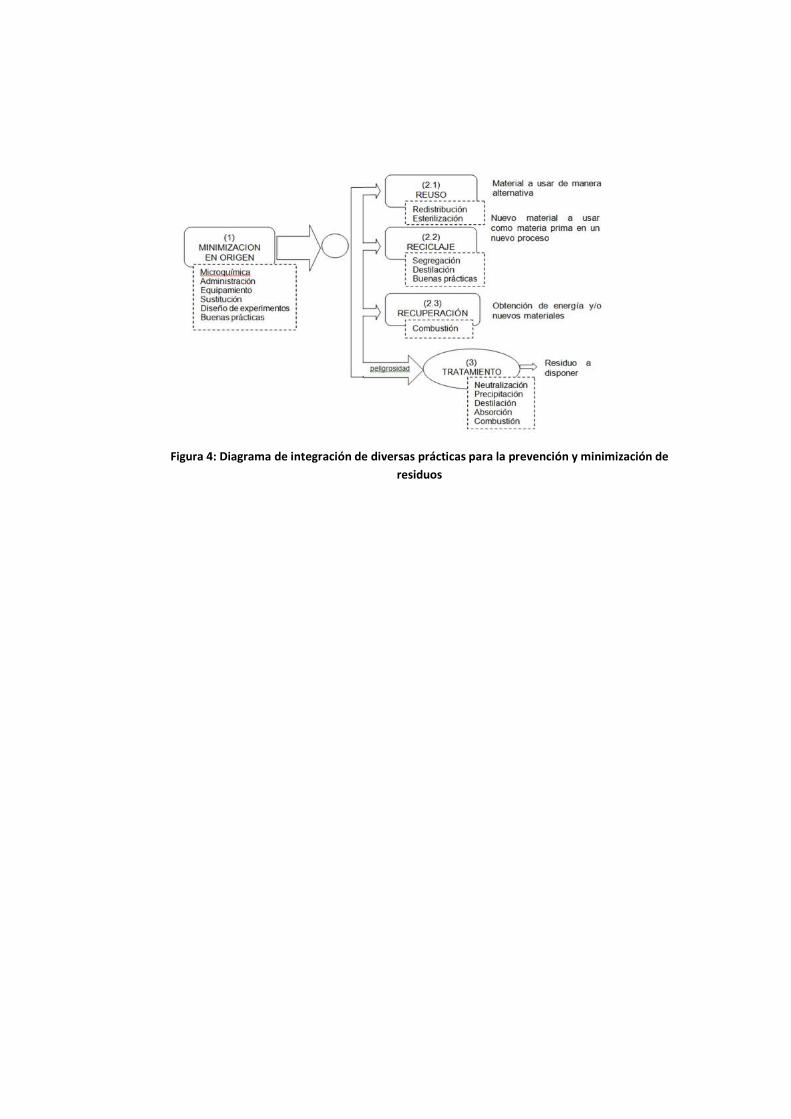
Figura 4: Diagrama de integración de diversas prácticas para la prevención y minimización de
residuos
MTD 1: SISTEMA DE GESTIÓN INTEGRAL DE RESIDUOS
DESCRIPCIÓN
Un Sistema de Gestión es un conjunto de etapas unidas en un proceso continuo, con el objetivo
de entregar los lineamientos para lograr las metas de una institución, mediante una serie de
políticas y estrategias, que incluyen la optimización de procesos y actividades. Lo anterior para el
cuidado de la seguridad y salud de los usuarios que tienen contacto con los residuos generados
en una institución, así como del cuidado medioambiental. El sistema de gestión contempla una
serie de políticas y acciones que derivan en la reducción de la emisión de residuos al interior del
establecimiento y determina además la responsabilidad sobre la aplicación de éstos protocolos. El
sistema de gestión debe considerar protocolos para la minimización de residuos, tratamiento in
situ de los residuos generados, recogida selectiva de los residuos que no se pueden tratar,
segregación en el almacenamiento de sustancias (ver Anexo 1) y para el monitoreo y control en la
generación, manipulación y disposición de residuos.
4 enfoques: Reducir, Reusar, Reciclar y Recuperar, conocidos como las 4R.
• Reducir: Es la forma más efectiva de minimizar los residuos. Esto implica el uso de
reactivos menos peligrosos, tratamiento de los residuos antes de su disposición.
• Reciclar: Involucra la recolección y reprocesamiento de los residuos para transformarlos
en nuevos productos. Sólo parte de los residuos pueden ser reciclados, siendo
fundamental la segregación en origen. Los residuos deben tener un alto contenido del
material de interés para que el proceso sea eficaz.
• Reusar: Consiste en el uso directo del material sin transformar (o ligeramente
transformado) para un uso similar o alternativo.
• Recuperar: Involucra la obtención de energía desde los residuos. Por ejemplo, los
solventes y el aceite pueden ser utilizados como combustibles
Cada política o protocolo asociado al sistema de gestión debe estar orientado a la realidad y a las
necesidades específicas de la institución, laboratorio o taller. El desarrollo de estos documentos
se encuentra enmarcado dentro del cumplimiento de las normativas y regulaciones nacionales e
institucionales.
Este documento se encontrará a disposición de los usuarios de la instalación, debe ser claro,
específico e inequívoco en cuanto a la aplicación de sus lineamientos y a las responsabilidades
correspondientes.
El sistema de gestión integral de residuos contemplará su accionar, en particular, las actividades
identificadas como las fuentes que generan una mayor cantidad de residuos y las que presentan
las mayores oportunidades de minimización en su generación. A modo general, las actividades de
mayor importancia en la generación de residuos en talleres y laboratorios son tres:
1. Adquisición de materias primas, reactivos y equipamiento
2. Actividades de trabajo
3. Almacenamiento de material – Almacenamiento de residuos
Una breve explicación de estas actividades se presenta a continuación:
• Adquisición del material: La prevención y minimización de residuos tiene como punto de
origen la compra del material y equipamiento diverso. En este punto se consideran
políticas de compra (qué, cuánto, a quién) a fin de minimizar tanto el material de interés
que ingresa al recinto como el material de embalaje, en particular el que no se puede
reciclar.
• Actividades de trabajo: Es la fuente principal de generación de residuos, peligrosos y no
peligrosos. Considera todas las actividades experimentales dentro de laboratorios y
talleres, así como las actividades de limpieza y mantención, así como cualquier otra
actividad secundaria asociada.
• Almacenamiento: La mantención de los materiales en espera de su uso, o bien, durante el
almacenamiento de los residuos provenientes de la actividad de trabajo, muchas veces
carece de una estructura u orden definido, lo que hace que los productos caduquen
aumentando el volumen de residuos a disponer y, además, se formen mezclas de
productos o residuos incompatibles. Por otra parte, es posible que se generen emisiones
al aire por vaporización de compuestos, y al agua/suelo por derrames de productos
líquidos y sólidos contenidos en el almacén cuando no se ponen en práctica los
protocolos establecidos para el almacenamiento.
BUENAS PRÁCTICAS ASOCIADAS
• Se debe realizar la inducción correspondiente a los usuarios a fin de que conozcan el
Sistema de gestión integral de residuos de su lugar de trabajo.
• De manera anual – bianual, se debe realizar una revisión de los protocolos establecidos y
contrastarlos con las técnicas y tecnologías nuevas del mercado.
CONDICIONES DE USO
• La aplicación correcta del sistema de gestión está basada en la apropiada capacitación de
los usuarios y de los encargados de su aplicación.
VENTAJAS DESVENTAJAS
• Permite la entrega de información de
manera centralizada, estandarizada e
inequívoca sobre cómo proceder en
cada una de los recintos asociados a
una instalación.
• Requiere de la capacitación del
personal.
• Requiere de revisión para su mejora
continua.
APLICABILIDAD
Se puede implementar esta práctica para todo laboratorio y taller.
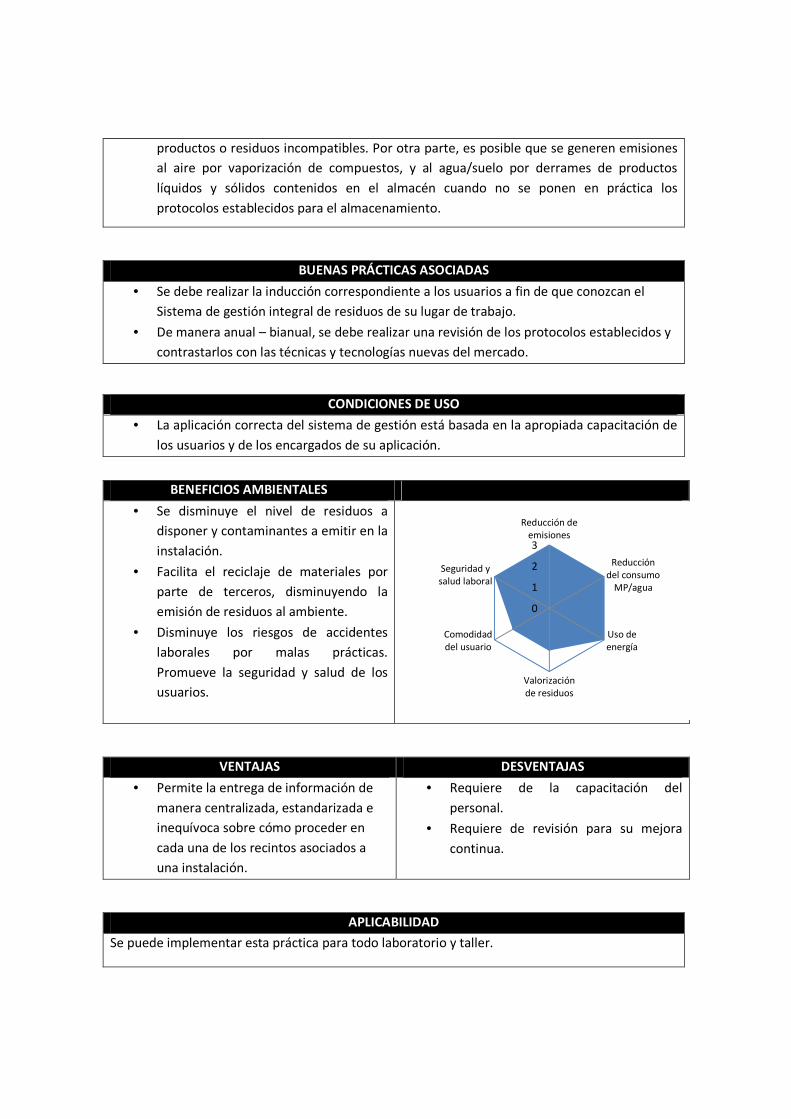
BENEFICIOS AMBIENTALES
• Se disminuye el nivel de residuos a
disponer y contaminantes a emitir en la
instalación.
• Facilita el reciclaje de materiales por
parte de terceros, disminuyendo la
emisión de residuos al ambiente.
• Disminuye los riesgos de accidentes
laborales por malas prácticas.
Promueve la seguridad y salud de los
usuarios.
0
1
2
3
Reducción deemisiones
Reduccióndel consumo
MP/agua
Uso deenergía
Valorizaciónde residuos
Comodidaddel usuario
Seguridad ysalud laboral
COSTOS Y AHORROS ASOCIADOS
• Los costos asociados a esta técnica es el pago al encargado de la realización del
documento, con un valor de asesoramiento entre 1,0 a 1,5 UF/h. Se considera que el
levantamiento de información, análisis de resultados y redacción del informe considera
alrededor de 96 a 100h de trabajo.
• El costo de capacitación se considera como la hora-hombre del taller de capacitación y
del costo del relator.
CASO PRÁCTICO
A continuación se entregan ejemplos que se pueden aplicar en las distintas actividades
académicas, ya sea en talleres o en laboratorios, sobre los cuales un sistema de gestión integral
de residuos puede generar protocolos para la reducción en la generación de residuos. Para su
ejemplificación se consideraran las tres actividades de mayor impacto sobre la producción de
residuos dentro de la instalación:
Adquisición del material:
a. Inventario colaborativo. Se basa en la mantención de un inventario en común para los
diversos laboratorio y talleres que funcionen dentro de un mismo establecimiento, el cual
debe mantenerse al día y a cargo de una entidad centralizada, previniendo la compra
excesiva, duplicada o innecesaria de materiales. Esto evita el desperdicio de material por
vencimiento, mal estado, o por exceso de material.
b. Distribución: Esta técnica complementa la mantención de un inventario colaborativo. Se
refiere al intercambio de material y equipos entre laboratorios y talleres a fin de evitar la
compra innecesaria de los reactivos y a considerar usos alternativos a equipos que ya no son
requeridos para cierta actividad. Considera que los equipos dados de baja y que pueden ser
utilizados de manera segura en otras actividades, se pueden redistribuir tanto a otros
laboratorios como a otras instituciones.
c. Buenas prácticas:
· Limitar la compra de los reactivos a la cantidad precisa que se va a utilizar en
cierto periodo de tiempo.
· Se deben preferenciar los envases pequeños, comprar químicos a granel puede
ahorrar dinero en la compra, pero la disposición del material sin utilizar puede
costar aún más que el ahorro inicial.
· Si se necesita utilizar una solución diluida, preferenciar la compra de la solución
preparada y no la botella del sólido respectivo.
· Nunca acepte donaciones de materiales. Estas donaciones por lo general no
tienen fecha de síntesis y su pureza y calidad son desconocidas.
Actividades de trabajo:
Coordinación en el uso de los equipos. Se evita repetir ensayos si el equipo no está a su máxima
capacidad. Otra forma es distribuir los equipos de acuerdo a su necesidad de uso, a fin de evitar
los cuellos de botella y el uso innecesario de éstos.
a. Sustitución de reactivos/materiales: Significa el reemplazo o la reducción de sustancias
peligrosas en productos y procesos por sustancias menos peligrosas o no peligrosas, o
mediante medidas tecnológicas u organizacionales que logren una funcionalidad equivalente
que lleven a la reducción en volumen y/o peligrosidad de los residuos químicos. El uso de
materiales menos peligrosos (menos inflamables, reactivos, tóxicos, etc.) involucra tanto los
reactivos e insumos a utilizar dentro del trabajo, como de los productos de limpieza (por ej.
soluciones de ácido crómico por detergentes enzimáticos) y equipamiento (por ej.
termómetros de mercurio por electrónicos). Otra opción es sustituir el uso de solventes por
técnicas tales como líquidos iónicos y fluidos supercríticos, entre otros.
b. Buenas prácticas:
· Se debe considerar la opción de presentaciones audiovisuales como sustituto a algunos
experimentos con fines demostrativos.
· Para los talleres demostrativos, es recomendado comprar los kit de análisis que vienen
con las cantidades exactas para los experimentos.
· Aumentar el uso del análisis instrumental, al contrario el de la química húmeda, cada vez
que sea posible.
· Entrenar al personal en seguridad ambiental, así como informar y formar al personal del
laboratorio sobre el procedimiento de gestión de residuos.
· Revisar constantemente los procesos que generan residuos, de manera de realizar las
modificaciones pertinentes para disminuir el volumen de residuos generados.
Almacenamiento
a. Segregación. Durante el almacenamiento de los compuestos previo a su utilización, esta
técnica se refiere a la separación de éstos de acuerdo a su compatibilidad a fin de prevenir
reacciones peligrosas. De manera similar, durante el almacenamiento de los residuos, esta
técnica se refiere a la recogida selectiva en función a grupos de residuos establecidos. Esta
separación previene que los residuos se contaminen por la mezcla de material inocuo con
nocivos evitando la generación de una mayor cantidad de residuos peligrosos. Además, evita
la reacción de compuestos incompatibles, minimizando la posibilidad de accidentes.
b. Buenas prácticas:
· Manipular las sustancias con el máximo cuidado para evitar pérdida de material y con los
debidos implementos de protección.
· Distribuir de las zonas de almacenamiento según compatibilidad de residuos (ver Anexo
2).
· Revisar continuamente las instalaciones de almacenamiento y de los contenedores.
· Identificar correctamente los contenedores para cada tipo de sustancia.
· Proveer de un ambiente seguro para el almacenamiento (temperatura, humedad,
ventilación, contenedores apropiados).
· Mantener actualizado el stock de los productos almacenados, principalmente tipo de
producto, cantidad y fecha de vencimiento.
· Ordenar la salida de los productos de acuerdo a las fechas de vencimiento.
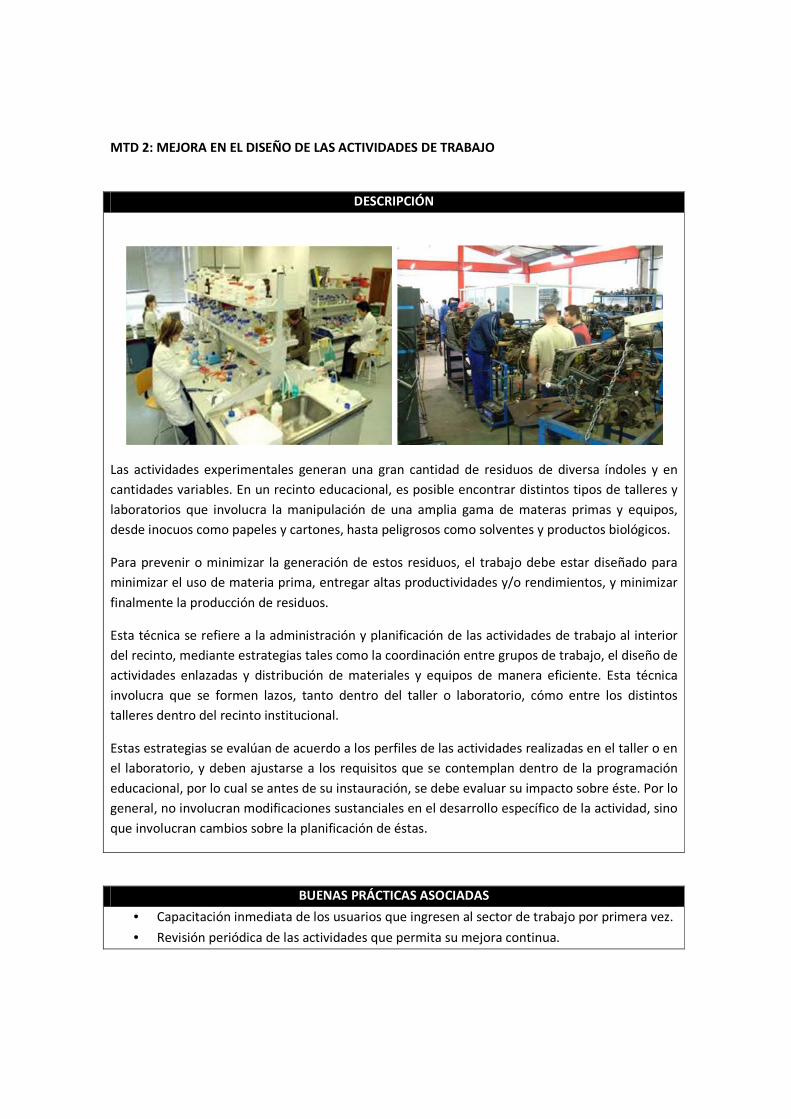
MTD 2: MEJORA EN EL DISEÑO DE LAS ACTIVIDADES DE TRABAJO
DESCRIPCIÓN
Las actividades experimentales generan una gran cantidad de residuos de diversa índoles y en
cantidades variables. En un recinto educacional, es posible encontrar distintos tipos de talleres y
laboratorios que involucra la manipulación de una amplia gama de materas primas y equipos,
desde inocuos como papeles y cartones, hasta peligrosos como solventes y productos biológicos.
Para prevenir o minimizar la generación de estos residuos, el trabajo debe estar diseñado para
minimizar el uso de materia prima, entregar altas productividades y/o rendimientos, y minimizar
finalmente la producción de residuos.
Esta técnica se refiere a la administración y planificación de las actividades de trabajo al interior
del recinto, mediante estrategias tales como la coordinación entre grupos de trabajo, el diseño de
actividades enlazadas y distribución de materiales y equipos de manera eficiente. Esta técnica
involucra que se formen lazos, tanto dentro del taller o laboratorio, cómo entre los distintos
talleres dentro del recinto institucional.
Estas estrategias se evalúan de acuerdo a los perfiles de las actividades realizadas en el taller o en
el laboratorio, y deben ajustarse a los requisitos que se contemplan dentro de la programación
educacional, por lo cual se antes de su instauración, se debe evaluar su impacto sobre éste. Por lo
general, no involucran modificaciones sustanciales en el desarrollo específico de la actividad, sino
que involucran cambios sobre la planificación de éstas.
BUENAS PRÁCTICAS ASOCIADAS
• Capacitación inmediata de los usuarios que ingresen al sector de trabajo por primera vez.
• Revisión periódica de las actividades que permita su mejora continua.
CONDICIONES DE USO
• Estas técnicas no tienen condiciones especiales de uso o distintas a las que se consideran
para dicho trabajo en específico.
• Se debe cerciorar que el usuario haya sido inducido en estas técnicas antes de las
actividades.
VENTAJAS DESVENTAJAS
• Estas técnicas son de inmediata
implementación y bajo costo.
• Aumenta la seguridad del recinto al
minimizar la exposición del usuario a los
potenciales peligros químicos.
• Alienta a los alumnos a concientizarse
sobre la minimización de residuos.
• No presenta desventajas directas en su
aplicación.
• Requiere de la capacitación de los
usuarios.
APLICABILIDAD
Se puede implementar esta práctica para todo laboratorio y taller.
COSTOS Y AHORROS ASOCIADOS
• No involucra costos mayores de inversión o de operación, considera el tiempo del
personal destinado a la inducción de los usuarios y de los encargados de supervisar las
actividades de trabajo y el almacenamiento de las materias primas e insumos.
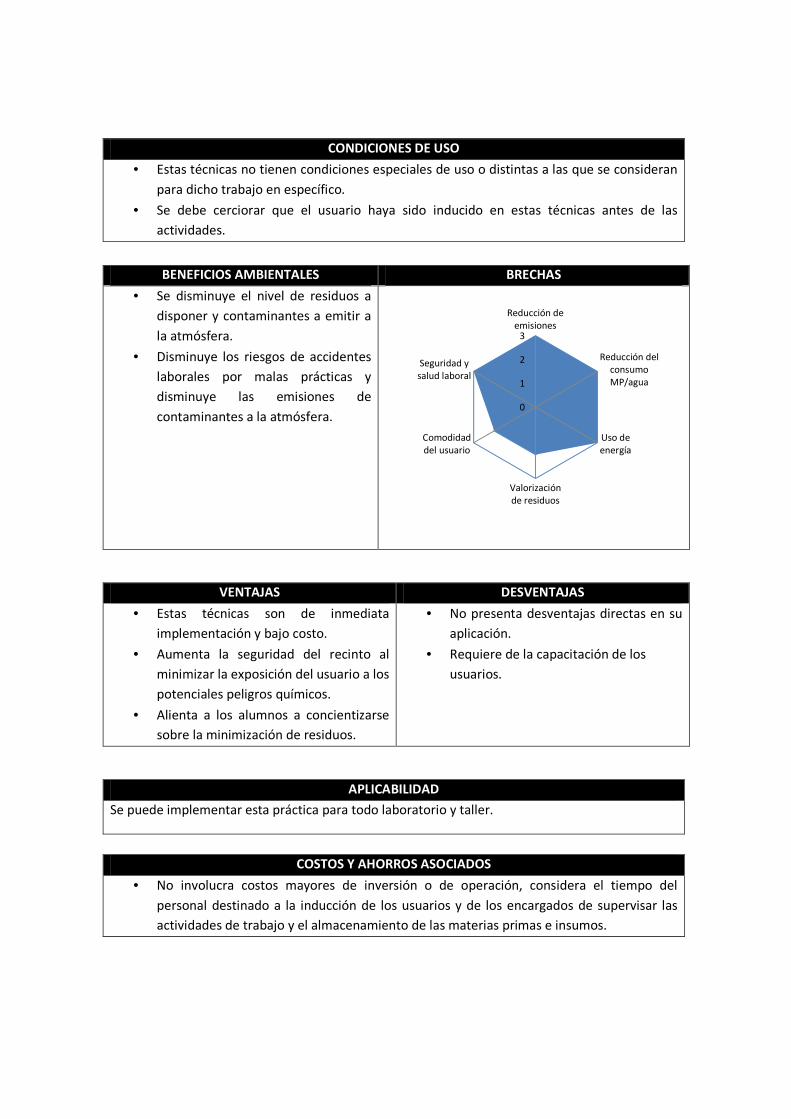
BENEFICIOS AMBIENTALES BRECHAS
• Se disminuye el nivel de residuos a
disponer y contaminantes a emitir a
la atmósfera.
• Disminuye los riesgos de accidentes
laborales por malas prácticas y
disminuye las emisiones de
contaminantes a la atmósfera.
0
1
2
3
Reducción deemisiones
Reducción delconsumoMP/agua
Uso deenergía
Valorizaciónde residuos
Comodidaddel usuario
Seguridad ysalud laboral
CASO PRÁCTICO
A modo de ejemplo, se presentarán prácticas que pueden ser instauradas en distintos tipos de
talleres y laboratorios.
• Los grupos de trabajo que realicen experiencias similares pueden planificar sus actividades a
fin de utilizar al máximo la capacidad de los equipos requeridos. De esta forma se minimiza el
número de ciclos de operación de un equipo (centrífuga, bombas, extractores, compresores) y
se disminuye el tiempo de operación de equipos sin uso efectivo (hornos, incubadoras).
• Planificar la actividad de trabajo con otros grupos y determinar las materias primas que
pueden ser compartidas, compradas en mayor cantidad o a granel reduciendo la cantidad de
embalaje necesario (aceites, pinturas, reactivos, etc.).
• Al probar nuevos métodos de trabajo o al utilizar equipos y herramientas por primera vez, se
sugiere pedir prestado un poco del material o el equipo/herramienta en cuestión, evaluando
su idoneidad antes de su encargo final. Se recomienda la implementación de un inventario
centralizado de los distintos talleres y laboratorios de la institución.
• Evaluar la alternativa de contar con un paso final que disminuya la peligrosidad del residuo o
permita su valorización como parte de la actividad educacional, en particular para trabajos con
reactivos químicos (neutralización, precipitación, decantación de aceites). Este nuevo residuo
inocuo (o producto recuperado) es integrado dentro la planificación para nuevas actividades
(ej., recuperación de plata en talleres fotográficos, de solventes para limpieza y de aceite de
lubricación para demostraciones en talleres mecánicos).
• Coordinar experiencias (a corto y largo plazo) para permitir que el producto final de la primera
sea la materia prima de la siguiente. Al final de la primera experiencia, los usuarios deberán
entregar este producto final a un encargado designado para este fin, para que lo almacene
correctamente y lo distribuya como materia prima para la experiencia siguiente. En ningún
caso, estos productos quedarán sin resguardo entre experimentos. Esto mismo aplica para el
abandono de instalaciones, donde los productos deben ser redistribuidos a nuevos usuarios.

MTD 3: USO DE EQUIPOS MÁS EFICIENTES PARA EXTRACCIÓN (ACCELERATED EXTRACTION
SOLVENT, ASE)
DESCRIPCIÓN
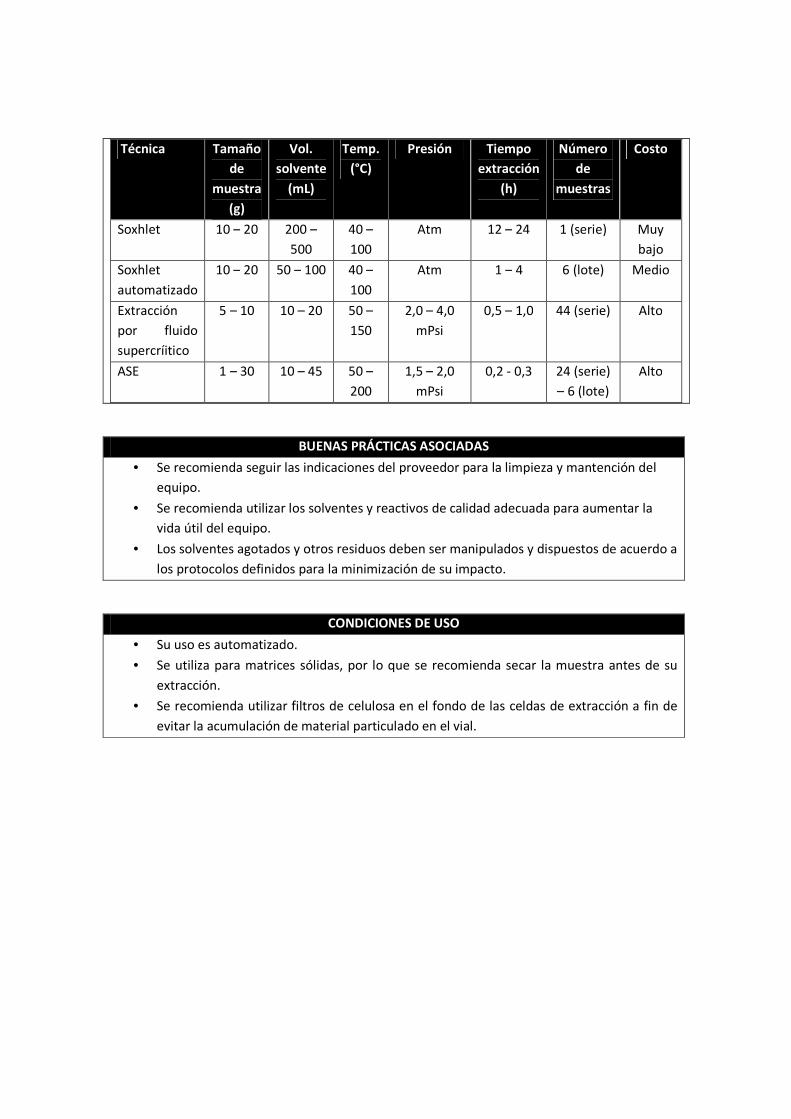
En el uso de equipos más eficientes, se puede mencionar la sustitución de un equipo Soxhlet por
un equipo ASE (Accelerated Solvent Extraction) en la recuperación de compuestos por extracción.
ASE es una técnica de extracción desde matrices sólidas y semisólidas usando solventes comunes a
elevadas presiones (1.500 – 2.000 psi) y temperatura (50 – 200°C), entregando resultados en
minutos, en vez de las horas que toma una extracción tradicional con equipos Soxhlet o
sonicadores. Además, este equipo disminuye en un 90% el uso de solventes y a 1/3 el costo de
procesamiento por muestra.
El aumento de temperatura y presión mejora los coeficientes de difusión y la transferencia de
masa, así como la capacidad del solvente de solubilizar los compuestos de interés. Disminuye la
viscosidad y mejora la penetración del solvente en la matriz. Por otra parte, la engorrosa
preparación de las muestras puede ser automatizada, donde la limpieza de las muestras se
pueden llevar a cabo en mejor tiempo y en un paso único. A continuación se presenta una
comparación entre distintas técnicas de extracción.
Técnica Tamaño
de
muestra
(g)
Vol.
solvente
(mL)
Temp.
(°C)
Presión Tiempo
extracción
(h)
Número
de
muestras
Costo
Soxhlet 10 – 20 200 –
500
40 –
100
Atm 12 – 24 1 (serie) Muy
bajo
Soxhlet
automatizado
10 – 20 50 – 100 40 –
100
Atm 1 – 4 6 (lote) Medio
Extracción
por fluido
supercríitico
5 – 10 10 – 20 50 –
150
2,0 – 4,0
mPsi
0,5 – 1,0 44 (serie) Alto
ASE 1 – 30 10 – 45 50 –
200
1,5 – 2,0
mPsi
0,2 - 0,3 24 (serie)
– 6 (lote)
Alto
BUENAS PRÁCTICAS ASOCIADAS
• Se recomienda seguir las indicaciones del proveedor para la limpieza y mantención del
equipo.
• Se recomienda utilizar los solventes y reactivos de calidad adecuada para aumentar la
vida útil del equipo.
• Los solventes agotados y otros residuos deben ser manipulados y dispuestos de acuerdo a
los protocolos definidos para la minimización de su impacto.
CONDICIONES DE USO
• Su uso es automatizado.
• Se utiliza para matrices sólidas, por lo que se recomienda secar la muestra antes de su
extracción.
• Se recomienda utilizar filtros de celulosa en el fondo de las celdas de extracción a fin de
evitar la acumulación de material particulado en el vial.
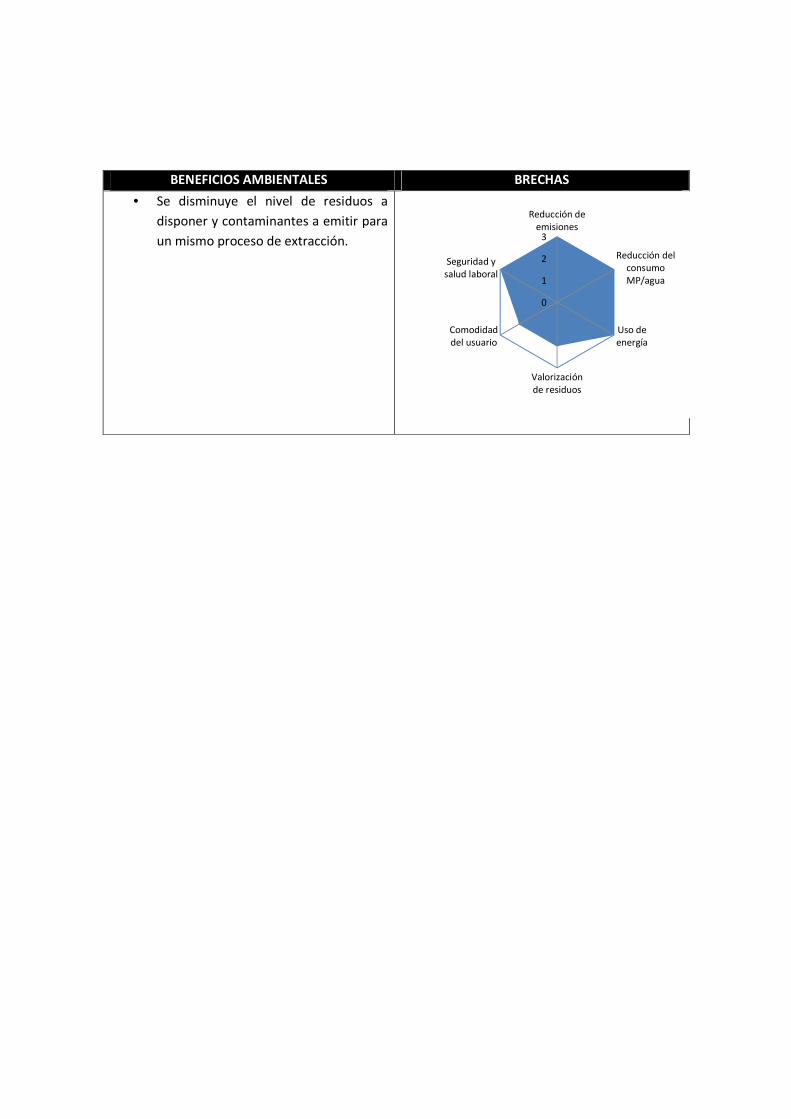
BENEFICIOS AMBIENTALES BRECHAS
• Se disminuye el nivel de residuos a
disponer y contaminantes a emitir para
un mismo proceso de extracción.
0
1
2
3
Reducción deemisiones
Reducción delconsumoMP/agua
Uso deenergía
Valorizaciónde residuos
Comodidaddel usuario
Seguridad ysalud laboral
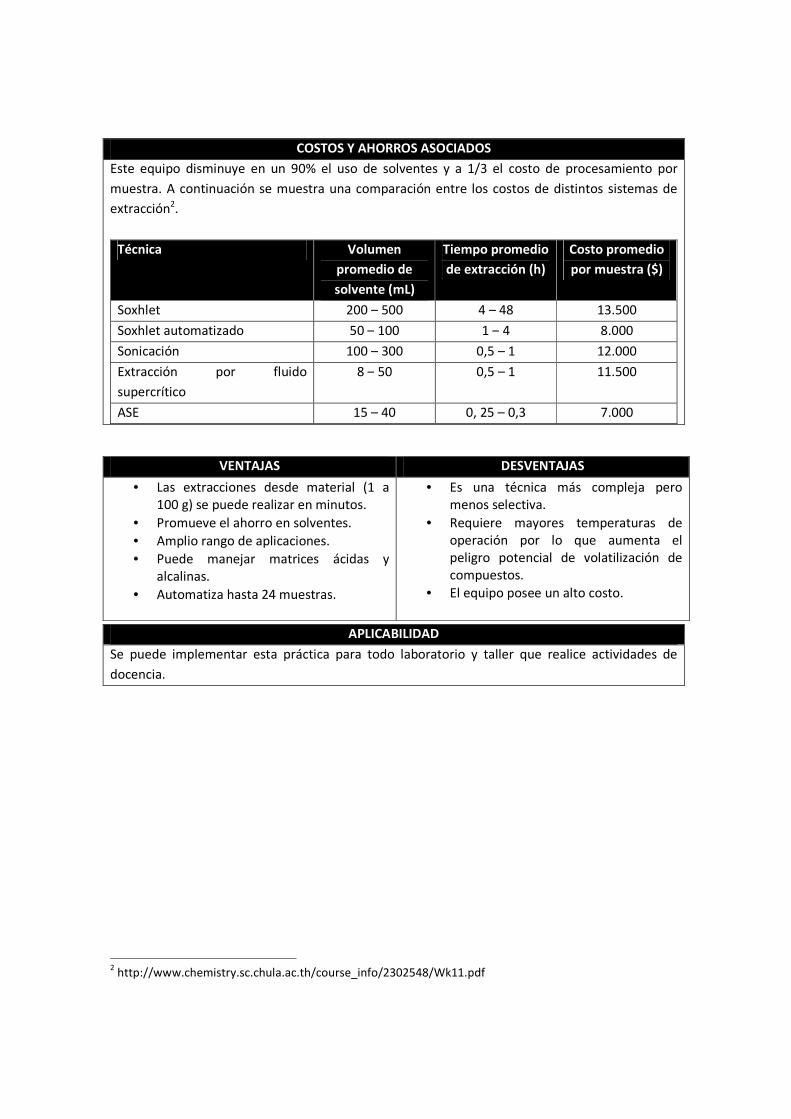
COSTOS Y AHORROS ASOCIADOS
Este equipo disminuye en un 90% el uso de solventes y a 1/3 el costo de procesamiento por
muestra. A continuación se muestra una comparación entre los costos de distintos sistemas de
extracción2.
Técnica Volumen
promedio de
solvente (mL)
Tiempo promedio
de extracción (h)
Costo promedio
por muestra ($)
Soxhlet 200 – 500 4 – 48 13.500
Soxhlet automatizado 50 – 100 1 – 4 8.000
Sonicación 100 – 300 0,5 – 1 12.000
Extracción por fluido
supercrítico
8 – 50 0,5 – 1 11.500
ASE 15 – 40 0, 25 – 0,3 7.000
2 http://www.chemistry.sc.chula.ac.th/course_info/2302548/Wk11.pdf
VENTAJAS DESVENTAJAS
• Las extracciones desde material (1 a 100 g) se puede realizar en minutos.
• Promueve el ahorro en solventes.
• Amplio rango de aplicaciones.
• Puede manejar matrices ácidas y alcalinas.
• Automatiza hasta 24 muestras.
• Es una técnica más compleja pero menos selectiva.
• Requiere mayores temperaturas de operación por lo que aumenta el peligro potencial de volatilización de compuestos.
• El equipo posee un alto costo.
APLICABILIDAD
Se puede implementar esta práctica para todo laboratorio y taller que realice actividades de
docencia.
CASO PRÁCTICO
Como ejemplo de cálculo, se considera la compra de un ASE como sustitución de un equipo
Soxhlet tradicional.
Periodo de inversión: 5 años
Tasa de interés: 10%
Inversión inicial: $ 4.000.000
Costos operación: $ 480.000 (considerando una disminución de 10 veces en el uso de reactivos y
de 1/3 en los costos de procesamiento)
Costos de mantención: $120.000 (mantención y operación como el 15% del costo del equipo)
Ahorro anual neto: $ 2.100.000
Resultados
PRI: 2 año - TIR: 44% - VAN: $3.960.652
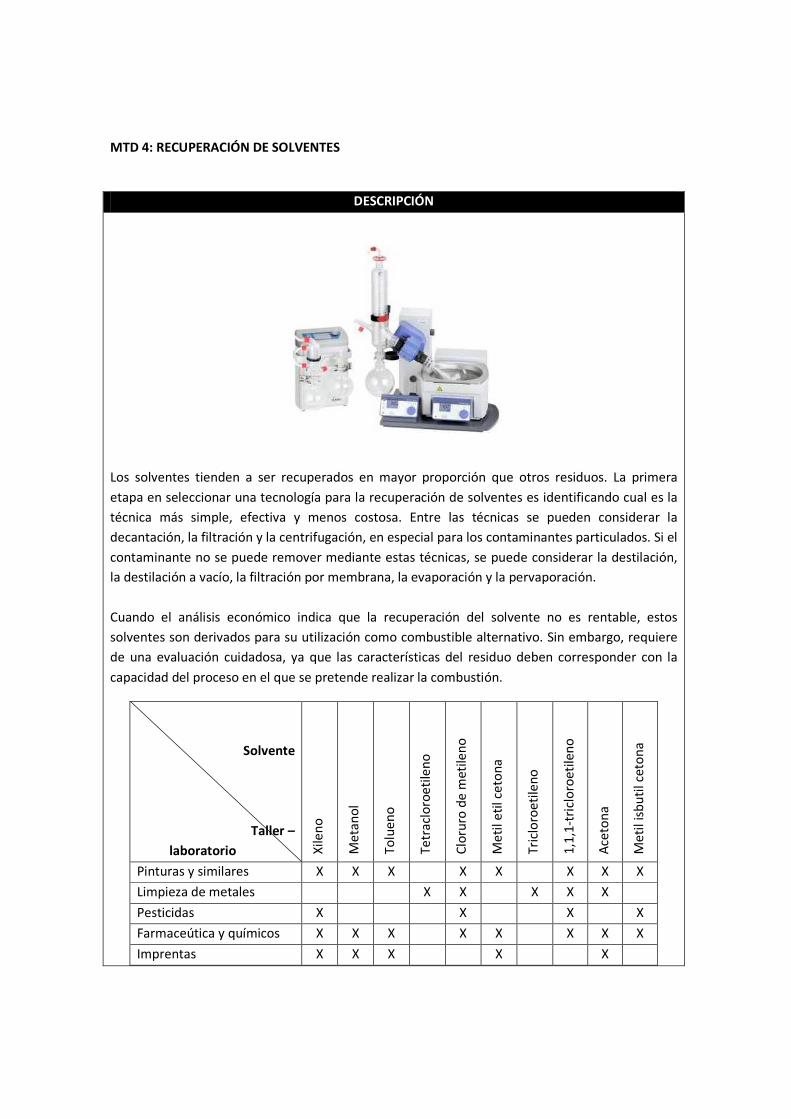
MTD 4: RECUPERACIÓN DE SOLVENTES
DESCRIPCIÓN
Los solventes tienden a ser recuperados en mayor proporción que otros residuos. La primera
etapa en seleccionar una tecnología para la recuperación de solventes es identificando cual es la
técnica más simple, efectiva y menos costosa. Entre las técnicas se pueden considerar la
decantación, la filtración y la centrifugación, en especial para los contaminantes particulados. Si el
contaminante no se puede remover mediante estas técnicas, se puede considerar la destilación,
la destilación a vacío, la filtración por membrana, la evaporación y la pervaporación.
Cuando el análisis económico indica que la recuperación del solvente no es rentable, estos
solventes son derivados para su utilización como combustible alternativo. Sin embargo, requiere
de una evaluación cuidadosa, ya que las características del residuo deben corresponder con la
capacidad del proceso en el que se pretende realizar la combustión.
Solvente
Taller –
laboratorioxxxxxxxxx Xile
no
Me
tan
ol
Tolu
en
o
Tetr
aclo
roe
tile
no
Clo
ruro
de
met
ilen
o
Me
til e
til c
eto
na
Tric
loro
eti
len
o
1,1
,1-t
ricl
oro
etile
no
Ace
ton
a
Me
til i
sbu
til c
eto
na
Pinturas y similares X X X X X X X X
Limpieza de metales X X X X X
Pesticidas X X X X
Farmaceútica y químicos X X X X X X X X
Imprentas X X X X X
Todas las máquinas de lavado de solventes se diseñan generalmente con un sistema de
destilación instalado apropiadamente. El reciclado en el sitio se ha vuelto conveniente debido al
alto costo de algunos de los solventes, especialmente para solventes como el CFC-113. Por otra
parte, la recuperación de solventes clorados es técnicamente factible debido a la estabilidad de la
mayoría de los solventes clorados y sus puntos de ebullición relativamente bajos.
La destilación puede ser el método más común para el reciclaje de solventes, ya que los solventes
sueles contaminados con otros solventes similares. La destilación puede realizarse in situ o por
terceros. En caso de ser in situ debe ser evaluada en cuanto al costo del solvente, al de su
recuperación y al costo de la disposición de su residuo. Esta tecnología es relativamente fácil de
operar y puede entregar altas purezas (95% o mayor) y es posible recuperar entre el 80 a 99% del
solvente dependiendo de su nivel de contaminación.
En toda recuperación de solventes, hay una etapa inicial donde se remueven los sólidos
suspendidos y agua mediante separación mecánica. Estos métodos de separación mecánica
incluyen filtración y decantación. Esta última también es usada para separar el agua del solvente
inmiscible. Después del tratamiento inicial, los solventes sucios destinados para reuso como tal
son destilados para separar las mezclas de solventes y para remover impurezas disueltas. En la
destilación simple por lotes, una cantidad de solvente usado es alimentada al evaporador.
Después de ser cargado, los vapores son removidos y condensados continuamente. Los residuos
remanentes en el fondo del destilador son removidos del equipo después de la evaporación del
solvente. La destilación continua simple es similar a la destilación por lotes exceptuando que el
solvente es alimentado continuamente al evaporador durante la destilación, y los residuos del
fondo del evaporador son descargados continuamente.
BUENAS PRÁCTICAS ASOCIADAS
No se detectaron buenas prácticas asociadas a esta técnica.
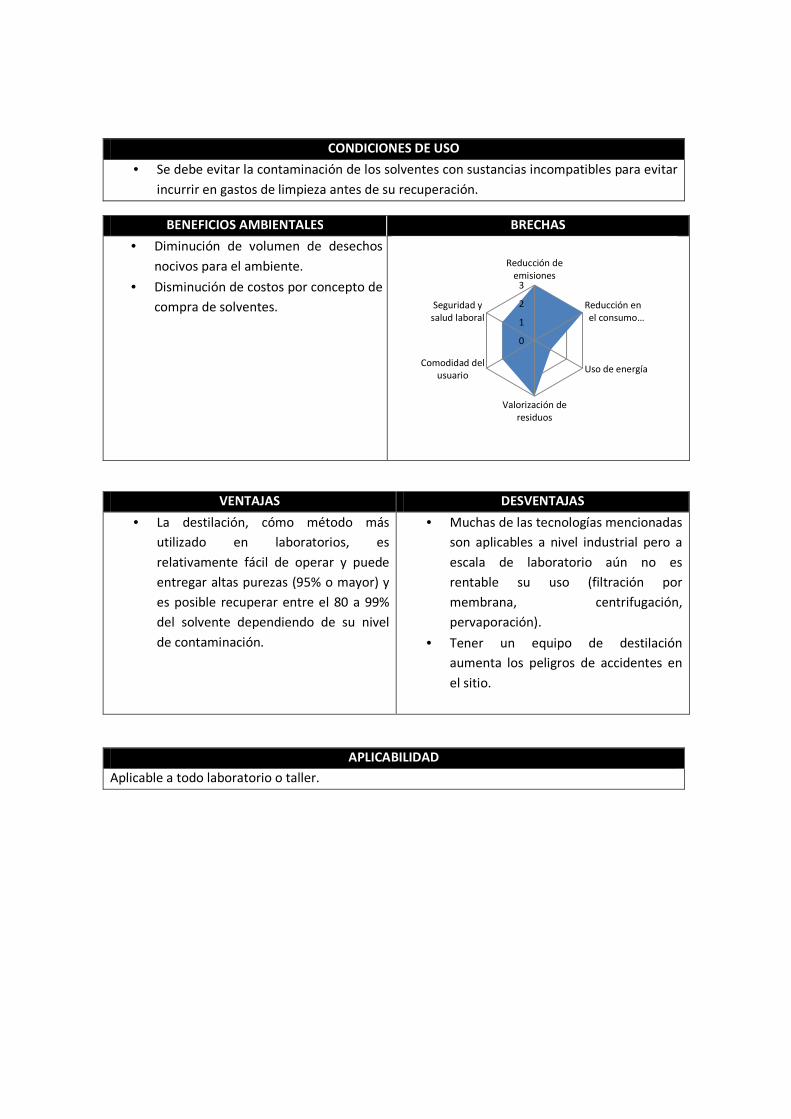
CONDICIONES DE USO
• Se debe evitar la contaminación de los solventes con sustancias incompatibles para evitar
incurrir en gastos de limpieza antes de su recuperación.
VENTAJAS DESVENTAJAS
• La destilación, cómo método más
utilizado en laboratorios, es
relativamente fácil de operar y puede
entregar altas purezas (95% o mayor) y
es posible recuperar entre el 80 a 99%
del solvente dependiendo de su nivel
de contaminación.
• Muchas de las tecnologías mencionadas
son aplicables a nivel industrial pero a
escala de laboratorio aún no es
rentable su uso (filtración por
membrana, centrifugación,
pervaporación).
• Tener un equipo de destilación
aumenta los peligros de accidentes en
el sitio.
APLICABILIDAD
Aplicable a todo laboratorio o taller.
BENEFICIOS AMBIENTALES BRECHAS
• Diminución de volumen de desechos
nocivos para el ambiente.
• Disminución de costos por concepto de
compra de solventes.
0
1
2
3
Reducción deemisiones
Reducción enel consumo…
Uso de energía
Valorización deresiduos
Comodidad delusuario
Seguridad ysalud laboral
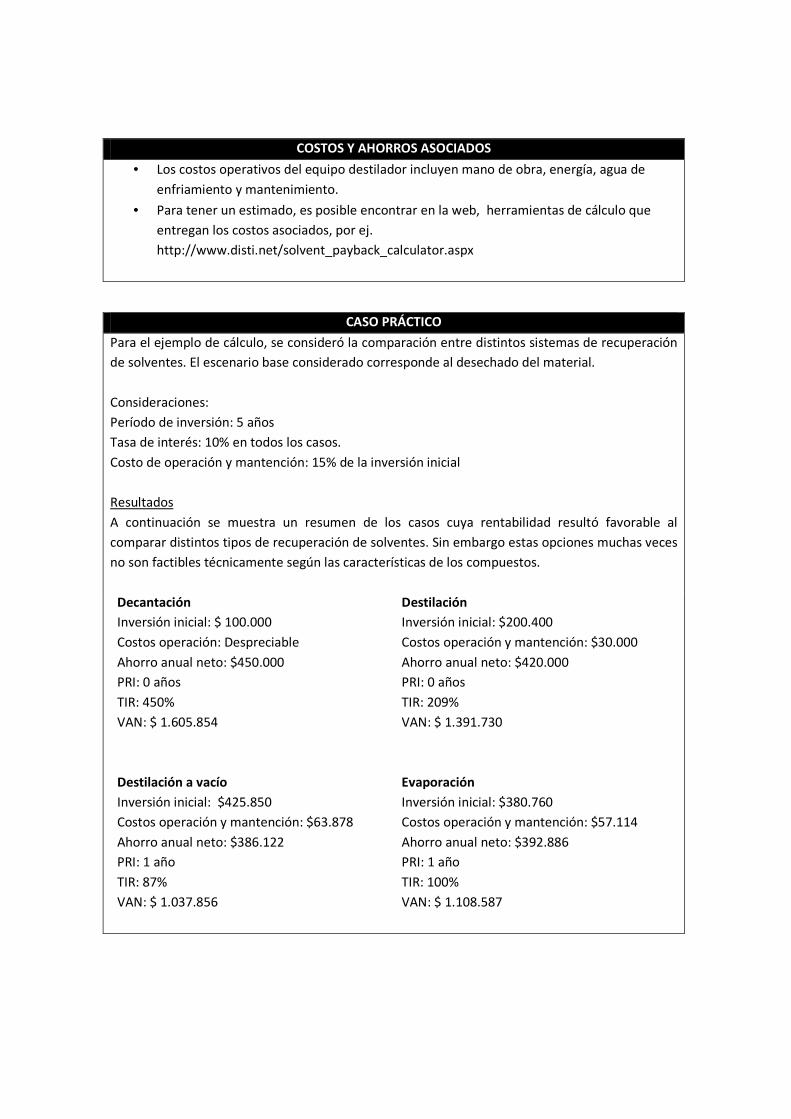
COSTOS Y AHORROS ASOCIADOS
• Los costos operativos del equipo destilador incluyen mano de obra, energía, agua de
enfriamiento y mantenimiento.
• Para tener un estimado, es posible encontrar en la web, herramientas de cálculo que
entregan los costos asociados, por ej.
http://www.disti.net/solvent_payback_calculator.aspx
CASO PRÁCTICO
Para el ejemplo de cálculo, se consideró la comparación entre distintos sistemas de recuperación
de solventes. El escenario base considerado corresponde al desechado del material.
Consideraciones:
Período de inversión: 5 años
Tasa de interés: 10% en todos los casos.
Costo de operación y mantención: 15% de la inversión inicial
Resultados
A continuación se muestra un resumen de los casos cuya rentabilidad resultó favorable al
comparar distintos tipos de recuperación de solventes. Sin embargo estas opciones muchas veces
no son factibles técnicamente según las características de los compuestos.
Decantación
Inversión inicial: $ 100.000
Costos operación: Despreciable
Ahorro anual neto: $450.000
PRI: 0 años
TIR: 450%
VAN: $ 1.605.854
Destilación
Inversión inicial: $200.400
Costos operación y mantención: $30.000
Ahorro anual neto: $420.000
PRI: 0 años
TIR: 209%
VAN: $ 1.391.730
Destilación a vacío
Inversión inicial: $425.850
Costos operación y mantención: $63.878
Ahorro anual neto: $386.122
PRI: 1 año
TIR: 87%
VAN: $ 1.037.856
Evaporación
Inversión inicial: $380.760
Costos operación y mantención: $57.114
Ahorro anual neto: $392.886
PRI: 1 año
TIR: 100%
VAN: $ 1.108.587
MTD 5: REDUCCIÓN DE LA PELIGROSIDAD POR ESTERILIZACIÓN
DESCRIPCIÓN
El material especial puede ser reutilizado mediante métodos de sanitización, desinfección o
esterilización a fin de disminuir la cantidad de estos materiales que se disponen sin reusar, o bien,
para disminuir su carga contaminante al momento de su disposición final. La esterilización es la
destrucción o eliminación completa de toda forma de vida microbiana (incluidos hongos y
bacterias esporuladas). Por otra parte, la desinfección es el proceso que elimina todos o
prácticamente todas las bacterias presentes en el material. Entre los métodos se encuentran los
físicos y los químicos:
- Métodos físicos: calor húmedo o autoclave, calor seco u horno Pasteur, irradiación ionizante
gamma.
- Métodos químicos: óxido de etileno, formaldehído, ácido paracético, gas-plasma a partir del
peróxido de hidrógeno
A continuación se presenta una breve descripción de cada uno de estos métodos.
• Autoclave: Es el método de elección en todo lo que pueda esterilizarse por ser termo
resistente. Se basa en la aplicación de calor húmedo en forma de vapor sobre el material, por
un periodo determinado de tiempo, dependiendo de la resistencia de los contaminantes.
Producen naturalización y coagulación de proteínas debido, en primer lugar a la reactividad
del agua ya que en muchas estructuras biológicas se produce por las reacciones que eliminan
agua y en segundo lugar porque el vapor de agua es más caliente que el aire en la
transferencia.
• Calor seco o Poupinel: Su acción es igual que la del calor húmedo o autoclave, salvo que el
agua no participa en la desnaturalización de las proteínas de los microorganismos, por eso el
calor seco necesita de más temperatura para destruir el microorganismo. Este método se
utiliza para esterilizar jeringas de cristal y material de vidrio, instrumentos cortantes, polvos
y grasas.
• Radiaciones ionizantes: Se aplican mediante radiaciones gamma (cobalto-60) o mediante un
acelerador de electrones. Se utilizan en la industria farmacéutica o en la esterilización de
dispositivos sanitarios (catéteres, jeringas y material de plástico).
• Óxido de etileno: Es un gas a temperatura y presión normales que actúa eficazmente frente
a todos los microorganismos.
• Formaldehído: Compuesto químico que inactiva microorganismos a través de la
alcalinización de las proteínas.
• Ácido paracético: Se utiliza para material termosensible. Se trata de un compuesto químico
con propiedades germicidas, sin productos tóxicos de descomposición y con gran capacidad
de solubilización en agua. Es esporicida a bajas temperaturas, y permanece efectivo ante la
presencia de algún material orgánico. El mayor problema que presenta este compuesto para
ser considerado un excelente agente esterilizante es su poder de corrosión sobre los
diferentes metales, dado su carácter oxidante.
• Gas-plasma a partir del peróxido de hidrógeno: Proceso a baja temperatura, para la
transmisión de peróxido de hidrógeno en fase plasma, que destruye, neutraliza e impide la
acción sobre cualquier microorganismo dañino por medios químicos o biológicos (biocida).
El ácido paracético y el gas-plasma son una alternativa eficaz al óxido de etileno, pero
previamente debe efectuarse una limpieza y secado del material.
El autoclavado se preferencia cuando se cuenta con material contaminado con residuos de índole
orgánico (sólido o líquido) tales como medios de cultivo, tejido animal/humano/vegetal, u otros,
mientras que los otros tipos de esterilización se consideran para el material de laboratorio u otro
insumo. A continuación se presenta un cuadro resumen con las técnicas más comunes de
esterilización y sanitización (adaptado de 17).
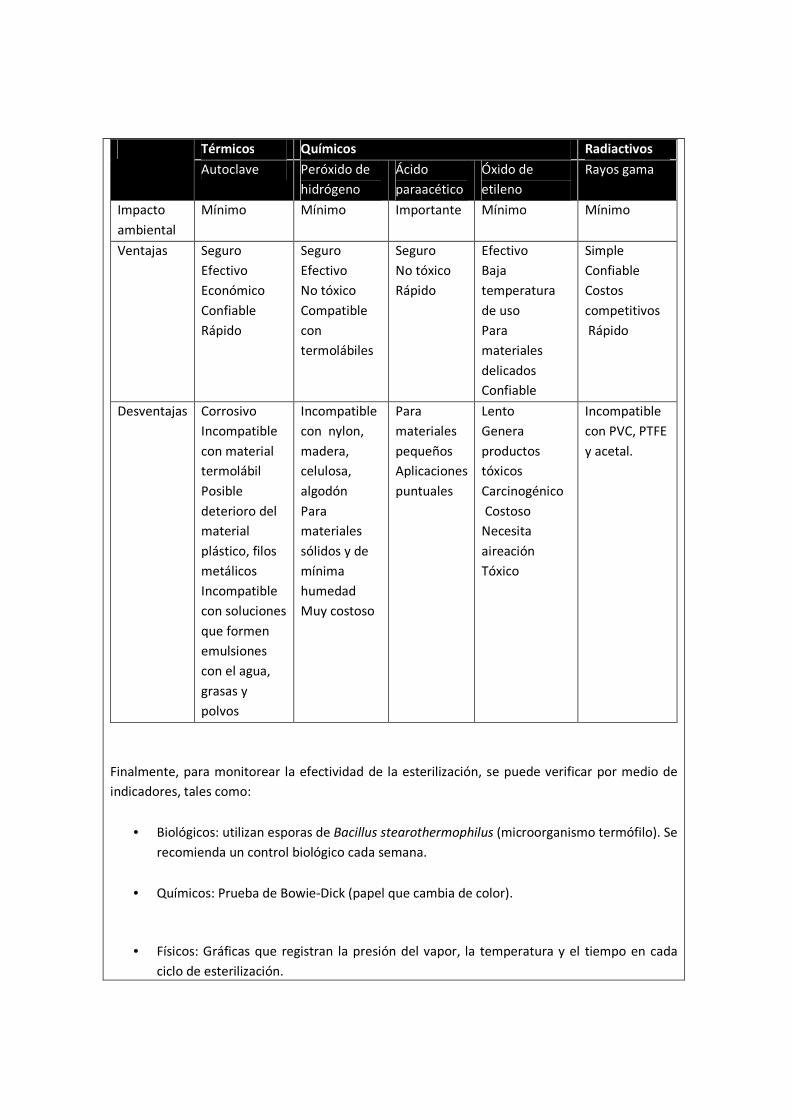
Térmicos Químicos Radiactivos
Autoclave Peróxido de
hidrógeno
Ácido
paraacético
Óxido de
etileno
Rayos gama
Impacto
ambiental
Mínimo Mínimo Importante Mínimo Mínimo
Ventajas Seguro
Efectivo
Económico
Confiable
Rápido
Seguro
Efectivo
No tóxico
Compatible
con
termolábiles
Seguro
No tóxico
Rápido
Efectivo
Baja
temperatura
de uso
Para
materiales
delicados
Confiable
Simple
Confiable
Costos
competitivos
Rápido
Desventajas Corrosivo
Incompatible
con material
termolábil
Posible
deterioro del
material
plástico, filos
metálicos
Incompatible
con soluciones
que formen
emulsiones
con el agua,
grasas y
polvos
Incompatible
con nylon,
madera,
celulosa,
algodón
Para
materiales
sólidos y de
mínima
humedad
Muy costoso
Para
materiales
pequeños
Aplicaciones
puntuales
Lento
Genera
productos
tóxicos
Carcinogénico
Costoso
Necesita
aireación
Tóxico
Incompatible
con PVC, PTFE
y acetal.
Finalmente, para monitorear la efectividad de la esterilización, se puede verificar por medio de
indicadores, tales como:
• Biológicos: utilizan esporas de Bacillus stearothermophilus (microorganismo termófilo). Se
recomienda un control biológico cada semana.
• Químicos: Prueba de Bowie-Dick (papel que cambia de color).
• Físicos: Gráficas que registran la presión del vapor, la temperatura y el tiempo en cada
ciclo de esterilización.
BUENAS PRÁCTICAS ASOCIADAS
• Reparar y reusar del material de vidrio hace posible ahorrar entre un 25 a 35% de los
costos de compra de material de vidrio.
CONDICIONES DE USO
• Las condiciones de uso se refieren a lo indicado directamente por el proveedor para cada
caso.
BENEFICIOS AMBIENTALES BRECHAS
• Reducción en la disposición de
material peligroso al ambiente.
0
1
2
3
Reducción deemisiones
Reducción enel consumo
de MP y agua
Uso deenergía
Valorizaciónde residuos
Comodidaddel usuario
Seguridad ysalud laboral
VENTAJAS DESVENTAJAS
• El uso de sistemas de esterilización
permite el ahorro por disposición de
material biológico peligroso al
convertirlo en inerte.
• Esto permite su disposición general
como desecho común.
• Si no se sigue un sistema de limpieza y
mantención adecuado, se puede estar
reusando material contaminado. Esto
disminuiría la eficiencia de los procesos
posteriores y/o contaminaría otras
secciones de los laboratorios.
• Ciertos componentes de los residuos
pueden provocar mal olor durante la
operación de los autoclaves a vapor.
APLICABILIDAD
Aplicable a todo laboratorio o taller
COSTOS Y AHORROS ASOCIADOS
• Debido a que el beneficio medioambiental no se puede cuantificar en este caso. Los
costos suponen la inversión inicial de la compra de los equipos, su operación y
mantención.
• Los ahorros se obtienen al evitar la disposición final del material.
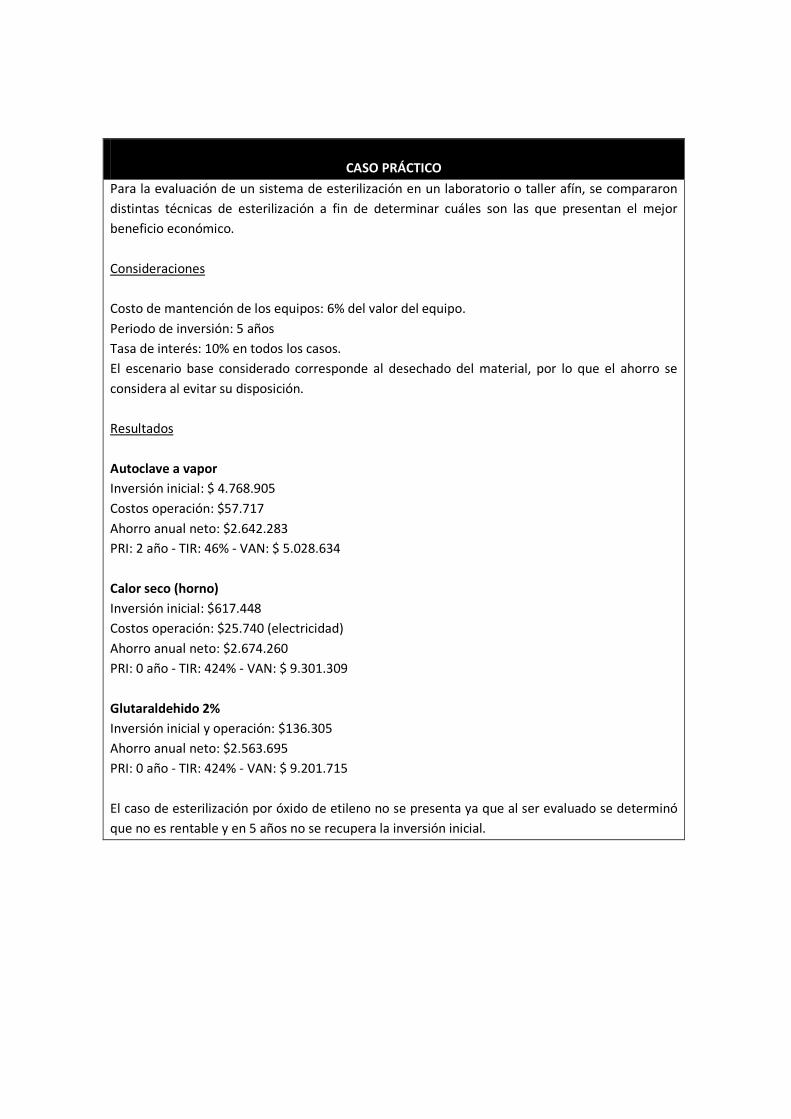
CASO PRÁCTICO
Para la evaluación de un sistema de esterilización en un laboratorio o taller afín, se compararon
distintas técnicas de esterilización a fin de determinar cuáles son las que presentan el mejor
beneficio económico.
Consideraciones
Costo de mantención de los equipos: 6% del valor del equipo.
Periodo de inversión: 5 años
Tasa de interés: 10% en todos los casos.
El escenario base considerado corresponde al desechado del material, por lo que el ahorro se
considera al evitar su disposición.
Resultados
Autoclave a vapor
Inversión inicial: $ 4.768.905
Costos operación: $57.717
Ahorro anual neto: $2.642.283
PRI: 2 año - TIR: 46% - VAN: $ 5.028.634
Calor seco (horno)
Inversión inicial: $617.448
Costos operación: $25.740 (electricidad)
Ahorro anual neto: $2.674.260
PRI: 0 año - TIR: 424% - VAN: $ 9.301.309
Glutaraldehido 2%
Inversión inicial y operación: $136.305
Ahorro anual neto: $2.563.695
PRI: 0 año - TIR: 424% - VAN: $ 9.201.715
El caso de esterilización por óxido de etileno no se presenta ya que al ser evaluado se determinó
que no es rentable y en 5 años no se recupera la inversión inicial.

5. REFERENCIAS
1. Chemical Recycling and Waste Minimization Procedures. 2011. University of Houston.
Disponible en
http://www.uh.edu/ehs/manuals_and_forms/ecbs_chemrecyclewasteminproc012605.pdf
2. Hazardous Waste Management Guide. University of Florida. Disponible En
http://webfiles.ehs.ufl.edu/chemwastemgtguide.pdf
3. Waste Minimization Guide. University of South Florida Disponible en
http://usfweb2.usf.edu/eh&s/hazwaste/wminimizationguide.pdf
4. Waste Minimization. University of Miami. Disponible en https://www6.miami.edu/health-
safety/05umwasteminimization.pdf
5. Managment of Hazardous Waste. A Policy and Procedures Manual.2000. Yale University.
Disponible en
http://ehs.yale.edu/sites/default/files/hazwaste%20manual%20chemical%20section.pdf
6. Guía para la definición y clasificación de residuos peligrosos. Disponible en
http://www.cepis.ops-oms.org/eswww/fulltext/gtz/defclarp/guiares.html.
7. Manual de Gestión de Residuos de la Universidad de Extremadura. Disponible en
http: // www.hazard.com/msds/
8. Manual de Gestión de Residuos Peligrosos. Universidad de Salamanca. Disponible en
http://www3.usal.es/personal/usalud/calid_amb/manual.htm.
9. Reglamento de Manejo de Residuos Peligrosos. Universidad de Concepción. Disponible en
http://www2.udec.cl/sqrt/reglamento/reglresiduos.html
10. An Executive Guide to Pharmaceutical Manufacturing Efficiency and the Effect of
Environmental Legislation. Disponible en
http://literature.rockwellautomation.com/idc/groups/literature/documents/wp/ssb-
wp001_-en-e.pdf
11. Prudent Practices in the Laboratory, Handling and Disposal of Chemicals. National
Research Council, National Academy Press, 1995.
12. Diagnóstico sectorial APL Campus sustentable.
13. Emission Estimation Techniques for Solvent Recycling. Disponible en
http://www.npi.gov.au/publications/emission-estimation-technique/pubs/fsolvent.pdf
14. Patel, M. Medical sterilization methods - White paper. LEMO. Disponible en
http://www.digikey.com/Web%20Export/Supplier%20Content/lemo-1124/pdf/lemo-rf-
medical-steril.pdf?redirected=1
15. NTP 276: Eliminación de residuos en el laboratorio: procedimientos generales. INSHT
Disponible en
http://www.insht.es/InshtWeb/Contenidos/Documentacion/FichasTecnicas/NTP/Ficheros
/201a300/ntp_276.pdf

Anexo 1
Segregación de residuos no peligrosos
Estos residuos son catalogados como inocuos, y generalmente se pueden clasificar como
reciclables y no reciclables. Los no reciclables son asimilados como basura domiciliaria y
dispuestos en contenedores especialmente diseñados para ello. Cuando se trate de residuos
inocuos (orgánicos e inorgánicos) provenientes de actividades experimentales, éstos deben ser
dispuestos en bolsas adecuadas y selladas. Los residuos reciclables se deben separar en origen
según:
• Vidrio
• Plástico
• Papel – Cartón
• Metal
• Baterías
• Orgánicos alimenticios
Esta separación facilita el reuso y el reciclaje según sea el caso. Los contenedores deben estar
debidamente rotulados e identificados para no mezclar los residuos y dificultar las operaciones de
recuperación. No se requieren condiciones especiales para su almacenamiento, con la única
condición de que este material no se encuentra contaminado con residuos químicos u otro tipo de
residuo peligroso. El material cortopunzante debe estar debidamente protegido para que no sea
un peligro potencial para el manipulador final de los residuos. En la Figura 1 se muestra un
ejemplo de cómo se pueden separar estos residuos.
Figura 5: Separación de residuos no peligrosos
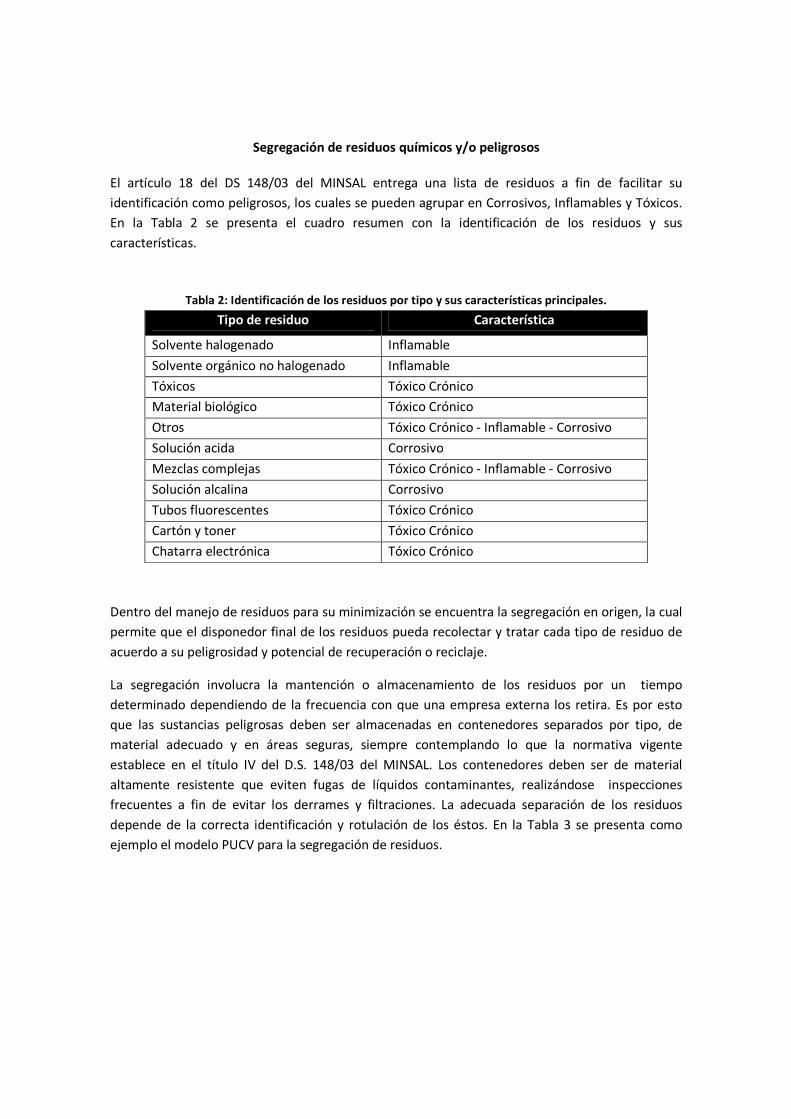
Segregación de residuos químicos y/o peligrosos
El artículo 18 del DS 148/03 del MINSAL entrega una lista de residuos a fin de facilitar su
identificación como peligrosos, los cuales se pueden agrupar en Corrosivos, Inflamables y Tóxicos.
En la Tabla 2 se presenta el cuadro resumen con la identificación de los residuos y sus
características.
Tabla 2: Identificación de los residuos por tipo y sus características principales.
Tipo de residuo Característica
Solvente halogenado Inflamable
Solvente orgánico no halogenado Inflamable
Tóxicos Tóxico Crónico
Material biológico Tóxico Crónico
Otros Tóxico Crónico - Inflamable - Corrosivo
Solución acida Corrosivo
Mezclas complejas Tóxico Crónico - Inflamable - Corrosivo
Solución alcalina Corrosivo
Tubos fluorescentes Tóxico Crónico
Cartón y toner Tóxico Crónico
Chatarra electrónica Tóxico Crónico
Dentro del manejo de residuos para su minimización se encuentra la segregación en origen, la cual
permite que el disponedor final de los residuos pueda recolectar y tratar cada tipo de residuo de
acuerdo a su peligrosidad y potencial de recuperación o reciclaje.
La segregación involucra la mantención o almacenamiento de los residuos por un tiempo
determinado dependiendo de la frecuencia con que una empresa externa los retira. Es por esto
que las sustancias peligrosas deben ser almacenadas en contenedores separados por tipo, de
material adecuado y en áreas seguras, siempre contemplando lo que la normativa vigente
establece en el título IV del D.S. 148/03 del MINSAL. Los contenedores deben ser de material
altamente resistente que eviten fugas de líquidos contaminantes, realizándose inspecciones
frecuentes a fin de evitar los derrames y filtraciones. La adecuada separación de los residuos
depende de la correcta identificación y rotulación de los éstos. En la Tabla 3 se presenta como
ejemplo el modelo PUCV para la segregación de residuos.
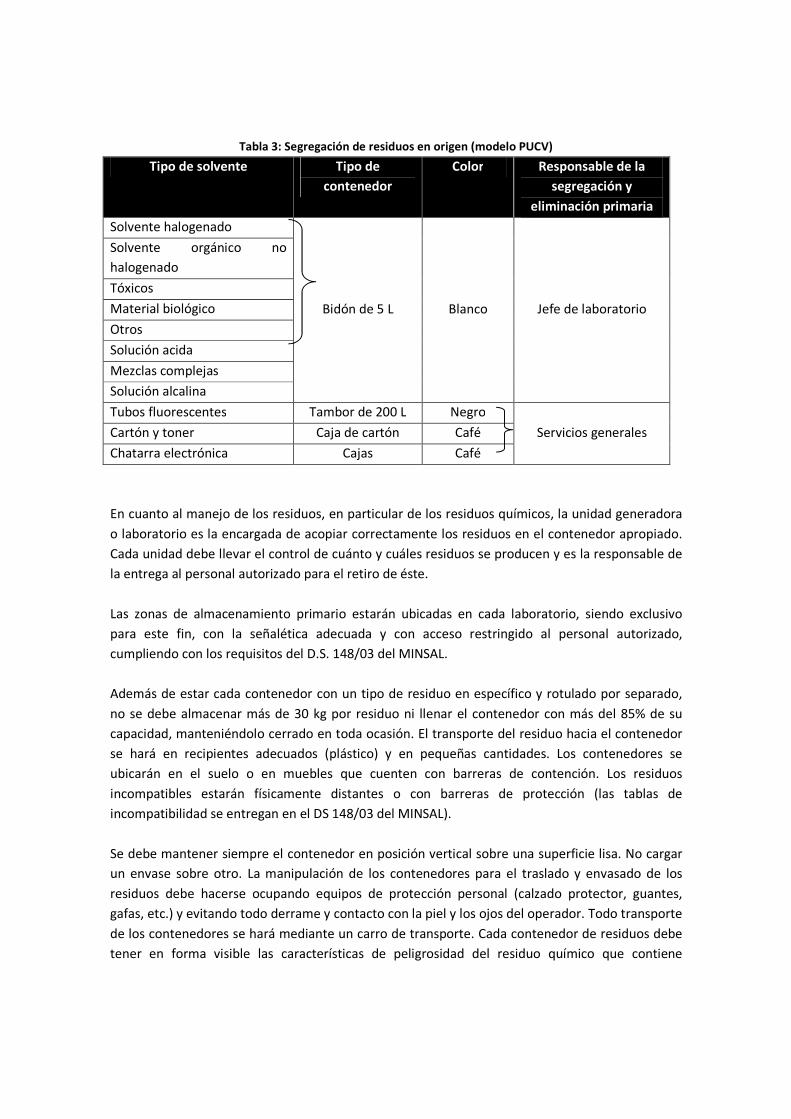
Tabla 3: Segregación de residuos en origen (modelo PUCV)
Tipo de solvente Tipo de
contenedor
Color Responsable de la
segregación y
eliminación primaria
Solvente halogenado
Bidón de 5 L Blanco Jefe de laboratorio
Solvente orgánico no
halogenado
Tóxicos
Material biológico
Otros
Solución acida
Mezclas complejas
Solución alcalina
Tubos fluorescentes Tambor de 200 L Negro
Servicios generales Cartón y toner Caja de cartón Café
Chatarra electrónica Cajas Café
En cuanto al manejo de los residuos, en particular de los residuos químicos, la unidad generadora
o laboratorio es la encargada de acopiar correctamente los residuos en el contenedor apropiado.
Cada unidad debe llevar el control de cuánto y cuáles residuos se producen y es la responsable de
la entrega al personal autorizado para el retiro de éste.
Las zonas de almacenamiento primario estarán ubicadas en cada laboratorio, siendo exclusivo
para este fin, con la señalética adecuada y con acceso restringido al personal autorizado,
cumpliendo con los requisitos del D.S. 148/03 del MINSAL.
Además de estar cada contenedor con un tipo de residuo en específico y rotulado por separado,
no se debe almacenar más de 30 kg por residuo ni llenar el contenedor con más del 85% de su
capacidad, manteniéndolo cerrado en toda ocasión. El transporte del residuo hacia el contenedor
se hará en recipientes adecuados (plástico) y en pequeñas cantidades. Los contenedores se
ubicarán en el suelo o en muebles que cuenten con barreras de contención. Los residuos
incompatibles estarán físicamente distantes o con barreras de protección (las tablas de
incompatibilidad se entregan en el DS 148/03 del MINSAL).
Se debe mantener siempre el contenedor en posición vertical sobre una superficie lisa. No cargar
un envase sobre otro. La manipulación de los contenedores para el traslado y envasado de los
residuos debe hacerse ocupando equipos de protección personal (calzado protector, guantes,
gafas, etc.) y evitando todo derrame y contacto con la piel y los ojos del operador. Todo transporte
de los contenedores se hará mediante un carro de transporte. Cada contenedor de residuos debe
tener en forma visible las características de peligrosidad del residuo químico que contiene
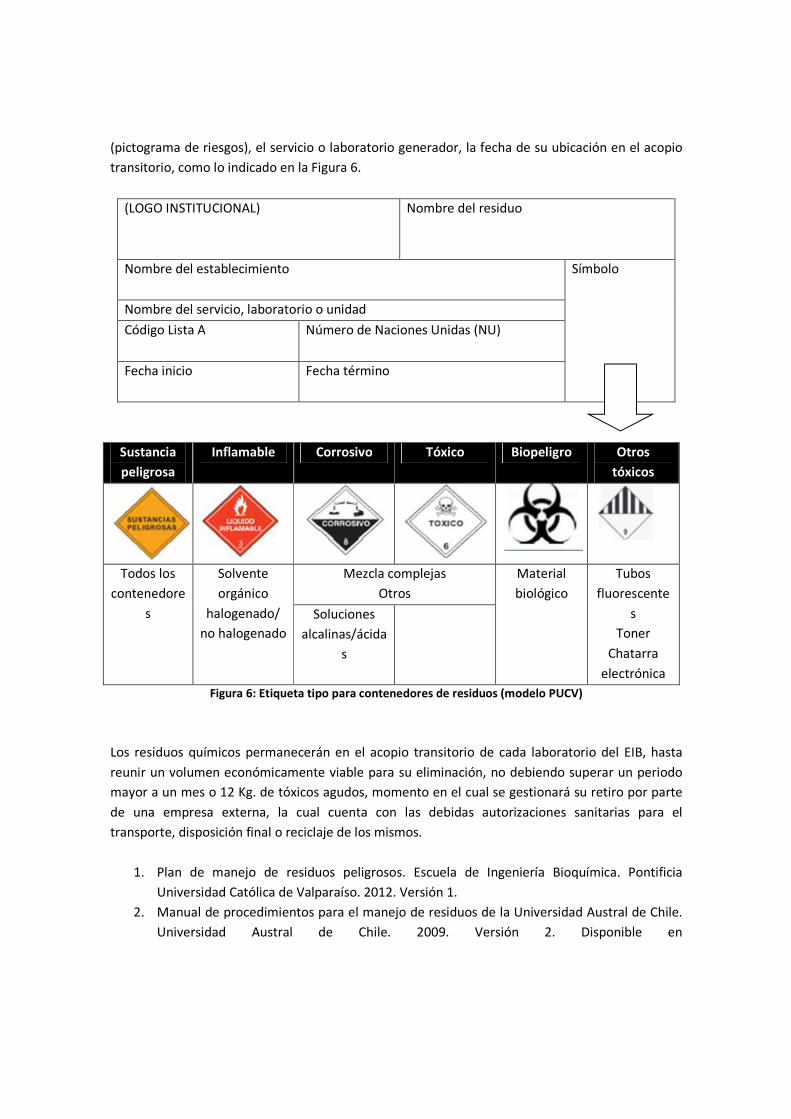
(pictograma de riesgos), el servicio o laboratorio generador, la fecha de su ubicación en el acopio
transitorio, como lo indicado en la Figura 6.
(LOGO INSTITUCIONAL) Nombre del residuo
Nombre del establecimiento
Símbolo
Nombre del servicio, laboratorio o unidad
Código Lista A Número de Naciones Unidas (NU)
Fecha inicio Fecha término
Sustancia
peligrosa
Inflamable Corrosivo Tóxico Biopeligro Otros
tóxicos
Todos los
contenedore
s
Solvente
orgánico
halogenado/
no halogenado
Mezcla complejas
Otros
Material
biológico
Tubos
fluorescente
s
Toner
Chatarra
electrónica
Soluciones
alcalinas/ácida
s
Figura 6: Etiqueta tipo para contenedores de residuos (modelo PUCV)
Los residuos químicos permanecerán en el acopio transitorio de cada laboratorio del EIB, hasta
reunir un volumen económicamente viable para su eliminación, no debiendo superar un periodo
mayor a un mes o 12 Kg. de tóxicos agudos, momento en el cual se gestionará su retiro por parte
de una empresa externa, la cual cuenta con las debidas autorizaciones sanitarias para el
transporte, disposición final o reciclaje de los mismos.
1. Plan de manejo de residuos peligrosos. Escuela de Ingeniería Bioquímica. Pontificia
Universidad Católica de Valparaíso. 2012. Versión 1.
2. Manual de procedimientos para el manejo de residuos de la Universidad Austral de Chile.
Universidad Austral de Chile. 2009. Versión 2. Disponible en

http://www.uach.cl/direccion/investigacion/archivos/manual_manejo_residuos_peligroso
s.pdf
3. Plan de Manejo Sustancias y Residuos peligrosos. Universidad de Concepción. Disponible
en http://www2.udec.cl/matpel/gestionresiduos.php
Anexo 2
Tratamiento de reducción de peligrosidad
Los residuos pueden ser tratados de manera química, física, biológica o térmicamente. A
continuación se presenta una breve descripción de cada uno.
1. Química
o Neutralización. Los ácidos pueden neutralizarse utilizando bases y vice versa, a fin de
lograr un pH cercano al neutro antes de ser dispuestas.
o Oxidación. Por ej. residuos de cianidas con hipoclorito de calcio.
o Reducción. Se utiliza para convertir sustancias peligrosas en sus formas menos móviles
o tóxicas, por ej. Cr(VI) a Cr(III) mediante sulfato ferroso.
o Hidrólisis. Se refiere a la descomposición de sustancias peligrosas. Por ej.
descomponer pesticidas organofosforados utilizando hidróxido de sodio.
o Precipitación. Principalmente se usa para convertir metales pesados peligrosos en sus
formas menos móviles o insolubles previo a su disposición. Por ej. precipitación de
cadmio mediante hidróxido de sodio. Otra forma para soluciones de metales muy
diluidas es utilizar resinas de intercambio iónico o carbón activado.
2. Físicas
o Encapsulamiento. Los materiales peligrosos se pueden estabilizar e incorporar en una
matriz sólida como concreto o polímeros orgánicos. Por ej. encapsulamiento de
berilio en concreto.
o Separación/centrifugación/filtración. Se refiere a la separación física de fases que
contienen sustancias peligrosas de los constituyentes no peligrosos. Por ej.
separación de aceites de aguas residuales.
o Secado y evaporación. Se emplea para residuos que no pueden destilarse y para
remover agua de los residuos acuosos.
3. Biológicas
o Microorganismos. Se utiliza bajo condiciones controladas para mineralizar sustancias
orgánicas. Por ej. el uso de pseudomonas bajo condiciones aeróbicas para romper
fenoles.
4. Térmicas
o Incineración. Involucra la aplicación de calor para convertir los residuos en formas
menos peligrosas. Esta técnica reduce el volumen y a la vez entrega oportunidades de
recuperar energía del residuo. Por ej. para destruir residuos orgánicos, incluyendo
organoclorados como los PCB.
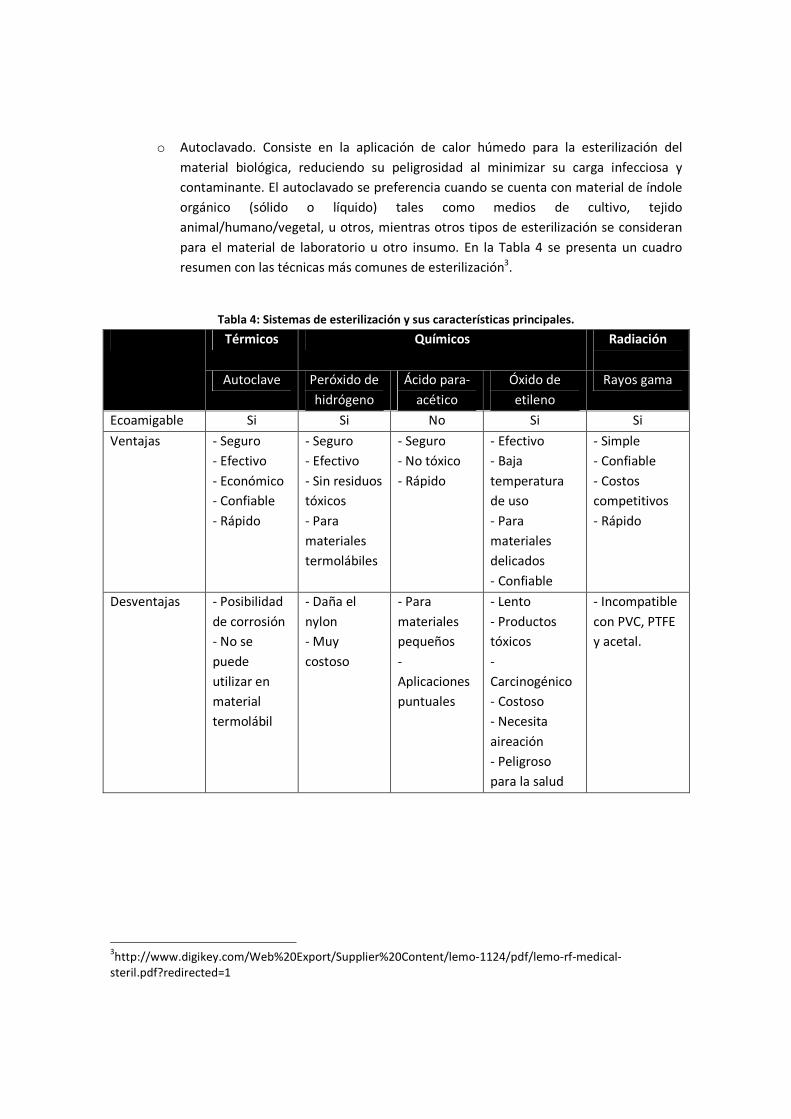
o Autoclavado. Consiste en la aplicación de calor húmedo para la esterilización del
material biológica, reduciendo su peligrosidad al minimizar su carga infecciosa y
contaminante. El autoclavado se preferencia cuando se cuenta con material de índole
orgánico (sólido o líquido) tales como medios de cultivo, tejido
animal/humano/vegetal, u otros, mientras otros tipos de esterilización se consideran
para el material de laboratorio u otro insumo. En la Tabla 4 se presenta un cuadro
resumen con las técnicas más comunes de esterilización3.
Tabla 4: Sistemas de esterilización y sus características principales.
Térmicos Químicos Radiación
Autoclave Peróxido de
hidrógeno
Ácido para-
acético
Óxido de
etileno
Rayos gama
Ecoamigable Si Si No Si Si
Ventajas - Seguro
- Efectivo
- Económico
- Confiable
- Rápido
- Seguro
- Efectivo
- Sin residuos
tóxicos
- Para
materiales
termolábiles
- Seguro
- No tóxico
- Rápido
- Efectivo
- Baja
temperatura
de uso
- Para
materiales
delicados
- Confiable
- Simple
- Confiable
- Costos
competitivos
- Rápido
Desventajas - Posibilidad
de corrosión
- No se
puede
utilizar en
material
termolábil
- Daña el
nylon
- Muy
costoso
- Para
materiales
pequeños
-
Aplicaciones
puntuales
- Lento
- Productos
tóxicos
-
Carcinogénico
- Costoso
- Necesita
aireación
- Peligroso
para la salud
- Incompatible
con PVC, PTFE
y acetal.
3http://www.digikey.com/Web%20Export/Supplier%20Content/lemo-1124/pdf/lemo-rf-medical-
steril.pdf?redirected=1


















