Guía de repintado para Mercedes-Benz - XENTRY Portal · cipales fuentes de información...
24
Guía de repintado para Mercedes-Benz An Axalta Coating Systems Brand
Transcript of Guía de repintado para Mercedes-Benz - XENTRY Portal · cipales fuentes de información...

Guía de repintado para Mercedes-Benz
An Axalta Coating Systems Brand

2
Apreciado lector de esta guía de pintado de Standox,
Nos complace presentarle la nueva guía de repintado para acabados profesionales de automóviles DaimlerAG. Esta nueva versión cumple los estándares defi nidos a día de hoy para unas reparaciones integrales con los sistemas de pintado Standox que cumplen los requisitos de Merce-des Benz.
Respecto al contenido, esta guía in-cluye la información necesaria para permitir a los talleres de pintura usar los productos y procesos de pintado de Standox que se requieren para la reparación de automóviles Mercedes-Benz en todos los aspectos de la garantía relevantes para la calidad.
Asimismo, esta guía ofrece informa-ción especialmente detallada de los sistemas de pintado de Mercedes-Benz para los colores de base bicapaen un proceso de tres pasos, los denominados “colores de alto brillo” y describe los pasos
necesarios para reparar los colores Magno con barniz mate. Los aspec-tos especiales de las reparaciones de substratos de aluminio y fi bra de carbono (materiales compuestos de fi bra de carbono o CFRP, según sus siglas en inglés) se tratan aparte.
Mercedes-Benz ofrece a sus talleres unos sistemas de pintado rentables para automóviles más antiguos, cuya garantía del fabricante ya ha expirado, y para vehículos de otros fabricantes. En esta guía, se describe únicamente los sistemas de repintado que utilizan un proceso húmedo sob-re húmedo en substratos metálicos y sobre plásticos.
Si desea información genérica sobre un determinado producto o sobre su aplicación, puede consultar las fi chas técnicas y las notas generales sobre la aplicación de los productos Standox que encontrará en las pá-ginas web www.Standox.es y www.Standox.com.
Nos gustaría destacar especialmente que en la web se pueden encontrar todas las Fichas Técnicas, Fichas de Seguridad y el programa StandoWin iQ para la búsqueda online de las fórmulas de color más actualizadas.
A largo plazo la estrategia de producto de Mercedes-Benz es usar, en la medida de lo posible, y a nivel global, sistemas de pintado que cumplan la legislación VOC para los trabajos en garantía que cumplen las actuales directivas europeas de emi-siones de VOC. También se han de observar los requisitos legales que regulan la actividad a nivel local. Los sistemas de pintado compuestos por productos de diferentes fabricantes de pintura se evitan por razones relacionadas con la responsabilidad de los productos.
Notas legales:La información facilitada en esta documentación ha sido cuidadosamente seleccionada y dispuesta por nosotros. Está basada en nuestro mejor conocimiento del asunto en la fecha de su publicación. La información se facilita solo con fi nes informativos. No somos responsables de su corrección, exactitud e integridad. Es responsabilidad del usuario comprobar la actualización de la información y su adecuación para el propósito previsto por el mismo. La propiedad intelectual de esta información, incluyendo patentes, marcas y copyrights, está protegida. Todos los derechos reservados. La Ficha de Seguri-dad del producto pertinente, así como las Advertencias exhibidas en la etiqueta del producto, deben ser observadas. Nos reservamos el derecho a modifi car y/o discontinuar toda o parte de esta información en cualquier momento y sin previo aviso, y no asumimos responsabilidad alguna de actualizar la información. Todas las reglas establecidas en esta cláusula serán de aplicación a cualesquiera cambios o modifi caciones futuros.
3
Contenido
44
5
566
6
910
1111
12
131517181819
20202122
232323
1. Notas generales sobre repintado 1.1 Sistemas internos de información de Mercedes Benz: portal XENTRY, WIS, ASRA, etc. Información de servicio de grupos 40, 97 y 98 1.2 Normativas medioambientales y de seguridad en el taller
2. Preparación del substrato 2.1 Substratos metálicos con especial atención al aluminio 2.2 Substratos plásticos con especial atención a la fi bra de carbono
3. Lista de productos Standox para trabajos de repintado en garantía y de cortesía, para los sistemas de repintado específi cos de Mercedes-Benz así como de todos los productos Standox importantes, homologados para reparaciones rentables de turismos Mercedes Benz 3.1 Sistema de repintado para substratos metálicos 3.2 Sistema de repintado para substratos plásticos
4. Sistemas de repintado específi cos de Mercedes Benz 4.1 Pintado de las zonas de unión en el área de acristalado con imprimación aparejo Standox EP Primer Surfacer U7200 4.1.1 Pintado de las zonas de unión en el área de acristalado con imprimación aparejo Standox VOC- Nonstop Primer Surfacer U7580 4.2 Colores de alto brillo / colores tricapa 4.3 Colores Magno con barniz mate 4.4 Alubeam 047 4.5 Plásticos compuestos con fi bra de carbono 4.5.1 Plástico reforzado con fi bra de carbono (CFRP) pintado 4.5.2 Fibra de carbono visible 5. Reparaciones rentables 5.1 Proceso de repintado húmedo sobre húmedo para substratos metálicos 5.2 Proceso de repintado húmedo sobre húmedo para substratos plásticos 5.3 Reparaciones de parches Mercedes-Benz
6. Identifi cación del color 6.1 Código de color en la placa del modelo 6.2 Mezclar la fórmula
4
1.Notas generales sobre repintadoMercedes-Benz defi ne un sistema de pintado para trabajos de repintado en garantía, que es necesario seguir cuando se han de cumplir unas especifi caciones de calidad especia-les. En la presente guía se especifi ca el uso de determinados materiales y procesos de trabajo. Estas especifi caciones pueden ser aplicables a determinadas propiedades de los materiales pero también a la existencia de equipos del taller y a su uso por parte de personal formado. Además de los aspectos técnicos relacio-nados con la calidad de un trabajo de garantía, para el propietario de un automóvil es igualmente importante que el color y el grado de brillo de la zona reparada coinci-dan con el del propio vehículo. Actualmente, el difuminado de la zona de reparación con la pieza adyacente es un método de trabajo perfecto y efi ciente en vistas del número cada vez mayor de colores complicados. En el caso de algunos colores, también se puede repintar la pieza; sin embargo, esto se ha de decidir individualmente en el taller. Las reparaciones rentables de automóviles más antiguos se caracterizan por el uso de procesos de trabajo alternativos que limitan el tiempo necesario para la reparación y, por tanto, son más económicas. En este caso, existen limitaciones en el acabado del sistema de pintado.
1.1. Sistemas internos de información de Mercedes BenzCuando visitamos talleres y realizamos sesiones de formación, nos damos cuenta de que los sistemas internos de información de Mercedes-Benz no se usan mucho. Las prin-cipales fuentes de información actualizada para el trabajo diario permanecen ocultas.
Le recomendamos usar los siguientes sistemas, a los que puede acceder después de iniciar sesión en el portal XENTRY de Mercedes Benz, ya que proporcionan información fundamental sobre la reparación profesional de automóviles. Los grupos 40, 97 y 98, en concreto, están orientados a temas que conciernen al taller. WIS, ASRA y el apartado Información de servicio harán que su trabajo sea más fácil. En el futuro, Mercedes-Benz ofrecerá unos módulos de formación sobre repintado a nivel internacional. Para poder participar, será imprescindible saber utilizar esta documentación en formato electrónico.
https://xentryportal.i.daimler.com/wps/portal
5
1.2. Normativas medioambientales y de seguridad en la zona del tallerLamentablemente, algunos talleres todavía incumplen sistemáticamente las condiciones laborales y medioambientales que establece la ley. Los sistemas anteriormente mencio-nados contienen información al respecto y el objetivo es que todos los talleres cumplan las normativas vigentes, en benefi cio de la salud de sus empleados y porque demuestra un estándar de calidad en el trabajo.El vídeo sobre seguridad de Standox y los consejos sobre salud y seguridad abarcan las principales normativas e instrucciones y constituyen una buena base para formar a sus empleados en este ámbito tan importante. Le recomendamos que se ponga en contacto con su representante de Standox.
2. Pretratamiento del substratoUn pretratamiento correcto y a fondo es esen-cial para conseguir unos resultados perfectos – y esto es mejor que tener que repetir un trabajo. Ninguna aseguradora ni ningún pa-trocinador acepta costes adicionales debidos a rectifi caciones en la reparación o incluso por tener que volver a repetir el trabajo. Esto hace que el presupuesto calculado no sea correcto y reduce la productividad de la empresa en su conjunto.
El pretratamiento profesional del substrato es una parte esencial de todos los trabajos de repintado y no debe considerarse como una tarea secundaria. Teniendo en cuenta los substratos utilizados actualmente en los modelos de Mercedes Benz, esta tarea cumple unos requisitos adicionales de calidad y seguridad y es necesario llevarla a cabo.
De acuerdo con los requisitos de Mercedes-Benz que se basan en la calidad actual de nuestros materiales de repintado, recomendamos lijar únicamente en seco. Un equipo de lijado profesional, con un sistema efi ciente de extracción de polvo, y unos abrasivos de diferentes tamaños de grano, adecuados para diferentes substratos, ayuda a conseguir un acabado perfecto de la superfi cie. Esto crea un substrato que está pretratado correctamente para la aplicación de la base bicapa y del barniz.
Si desea información sobre los fabricantes de abrasivos y de lijadoras rotorbitales que incluyen sistemas de extracción de polvo, consulte a su representante en Standox.

6
2.1. Substratos metálicos con especial atención al aluminioEn el caso de repintados en garantía, es absolutamente obligatorio lijar hasta la chapa de metal desnudo.
El hecho de que actualmente los automóviles de Mercedes-Benz se construyan con mate-riales compuestos obliga al taller a tener zonas de trabajo separadas para aluminio. Todos los equipos de trabajo y los materiales necesarios para reparar substratos de aluminio solo se pueden usar en esa zona para evitar la corrosión por contacto. El polvo del lijado se ha de desechar por separado para impedir que se produzcan explosiones por polvo de aluminio.
2.2. Substratos plásticos con especial atención a la fi bra de carbonoLos substratos plásticos convencionales se han de pretratar con una bayeta humedecida con desengrasante. Además, se recomienda atem-perar los substratos plásticos sin imprimación de origen para evitar posibles problemas de adherencia.
Los pintados antiguos que presentan daños, p.ej. en paragolpes, se pueden lijar en seco con P400. Los arañazos leves en la superfi cie se pueden reparar con masilla. A la hora de tratar substratos de fi bra de carbono lijando y luego eliminando las fi bras de carbono de
los materiales compuestos (CFRP), es necesario disponer de una zona de trabajo separada con un sistema efi ciente de extracción de partículas. El carbono visible se ha de tratar con especial cuidado, ya que cada daño en la estructura de la fi bra de carbono es irreversible y en ese caso la pieza se tendría que cambiar.
3. Lista de productos Standox para trabajos de repintado en garantía y de cortesía, para los sistemas de repintado específi cos de Mercedes-Benz así como todos los productos Standox importantes homologados para reparaciones rentables de turismos Mercedes Benz.Mercedes-Benz prefi ere un - sistema de pintado claramente defi nido para estas reparaciones, que cumpla las especifi cacio-nes de calidad internas, pero también tiene en cuenta los límites de emisiones de VOC defi nidos por la legislación local. Por lo tanto, hemos acordado limitar el elevado número de posibles sistemas de pintado de alta calidad, que podían dar lugar a confusión, incluyendo únicamente los productos homologados más recientemente en los respectivos sistemas de pintado.Esto signifi ca que los productos y sistemas de pintado homologados en el pasado todavía siguen teniendo apoyo.
7
Masillas de poliésterStandox Fine Stopper U1070 Standox Rapid-Stopper U1080 Standox Hardener Paste (catalizador)
ImprimaciónesStandox Etching Adhesion Primer U3100 (con Standox Etching Adhesion Activator U3110)Bayetas de pretratamiento Standox Express Prep Wipes U3000
Imprimaciónes aparejoStandox EP-Primer Surfacer U7200 Standox VOC-Nonstop Primer Surfacer U7580
AparejoStandox VOC Xtra Filler U7560
Bases bicapa – AcabadosStandoblue Basecoat Standoblue Viscosity AdjusterStandoblue Viscosity Adjuster slowStandoblue Color Blend / Color Blend slow
Barnices y aditivosStandocryl VOC-HS-Clear K9520 Standox 2K-Special mattStandocryl VOC-Xtra-Clear K9560 Standocryl VOC-2K-AdditiveStandocryl VOC-2K-Additive slow
Endurecedores y diluyentesEndurecedores VOC de StandoxEndurecedores VOC Xtra de StandoxDiluyentes VOC de Standox
Productos para el pintado de plásticosAditivo Standox VOC-Plastic Additive U7590Aditivo Standox 2K-Elastic Additive
Productos para pretratamiento y limpieza Standox Silicone RemoverStandox Cleaner (base agua)
AerosolesTodos los productos correspondientes con tecnología SprayMax
Nota: La imprimación aparejo Standox EP-Primer Surfacer U7200 todavía está homologada para reparaciones en garantía y de cortesía. Sin embargo, en la versión actual de la guía de repintado, hemos decidido mencionar únicamente el sistema de productos en tres pasos de alta productividad con imprimación fosfatante 2K y aparejo 2K PUR. Dada nuestra experiencia, los daños actuales por corrosión son defectos muy pequeños que se pue-den reparar muy bien con la imprimación Standox Etching-Adhesion-Primer U3100 (también disponible en versión 2K en aerosol). El estándar original que prescribe el uso de la imprimación aparejo Standox EP-Primer Surfacer U7200 para daños por corrosión ya no es válido desde la perspectiva actual de la calidad de los automóviles Mercedes Benz. Por supuesto, los productos y los sistemas de pintado de antes siguen teniendo apoyo.
3. Lista de productos Standox para trabajos de repintado en garantía y de cortesía, así como para los sistemas de repintado específi cos de Mercedes-Benz

8
Masillas de poliéster / Masillas en sprayStandox Fine Stopper U1070 Standox Polyester-Spray Filler U1100 Standox Rapid-Stopper U1080 Standox Soft Stopper U1090
ImprimaciónesStandox Etching-Adhesion-Primer U3100 Standox 1K-Primer Filler U3010 (solo para pequeños descubiertos del lijado)Standox Spraymax 1K Spotfi ll Primer U3020 (solo para pequeños descubiertos del lijado antes de aplicar las bases bicapa Standohyd Plus y Standoblue)Standox Express Prep Wipes U3000Bayetas de pretratamiento
Imprimaciónes aparejoStandox EP-Primer Surfacer U7200 Standox VOC-Nonstop Primer Surfacer U7580Standox VOC-Plastic Additive U7590
AparejosStandox VOC-Nonstop-Primer Filler U7550 Standox VOC-System-Filler U7540 Standofl ash UV-Filler U7100 Standox VOC-Xtra-Filler U7560 Standox 2.1 Filler
Bases bicapa - AcabadosStandoblue Basecoat Standoblue Viscosity AdjusterStandoblue Viscosity Adjuster slow NEWStandoblue Color Blend / Color Blend slow Standohyd Plus BasecoatStandohyd Plus Color BlendStandox BasecoatStandocryl VOC Topcoat
Barnices y aditivosStandocryl VOC-HS-Clear K9520 Standox 2K-Special mattStandocryl VOC-Platinum-Clear K 9570 Standocryl VOC-Premium-Clear K9540
Standocryl VOC-Express-Clear K9530 Standocryl VOC-Xtra-Clear K9560 Standocryl VOC-2K-AdditiveStandox Smart Blend PlusStandocryl 2.1 Clear
Endurecedores y diluyentesStandox EP-Hardener U7210Standox VOC-HardenerStandox VOC X-HardenerStandox HS-HardenerStandox Etching Adhesion ActivatorStandox Hardener PasteStandox MS-HardenerStandox VOC-ThinnerStandox 2K-ThinnerStandox 2.1 HardenerStandox 2.1 Thinner
Productos para el pintado de plásticosStandox 2K-ElasticAdditive Standofl ex Plastic-Primer Standofl ex Pore-Filler U3080 Standofl ex 2K-Plastik-Primer Surfacer U3200 Standocryl 2K-KS-Clear Semi-gloss
Productos base aguaStandox Cleaner Standohyd Stonechip Primer Standox Smart Blend Plus Standohyd Plus Color Blend
Productos para pretratamiento y limpiezaStandox Silicone-Remover NEW Standox Cleaner (base agua)Standox Cleaning Thinner E1 Standox Cleaning Thinner T2Standox Degreaser TB 50
Aerosoles Spraymax de Standox para uso profesionalTodos los productos correspondientes en aerosoles Spraymax están homologados.
Productos Standox generalmente homologados para reparaciones rentables de turismos Mercedes-Benz

9
3.1 Sistemas de pintado para reparaciones en garantía y de cortesía para substratos metálicos
LimpiezaBásicamente
todos los vehículos se han de limpiar bien antes de
moverlos a la cabina
Limpieza previa con Standox Silicone
remover y dejar secar
Lijar a máquina para eliminar
la corrosióncon P80‐‐‐P220
Limpiar de nuevo con Standox Silicone
remover y dejar secar
Masilla poliéster Standox Soft‐Stopper U1090
2‐3% de catalizador Standox
Onda corta 2‐3 min.
Lijar conP80‐P120
Negro controlLijar con P120‐P280
Limpiar de nuevo con Standox Silicone
remover y dejar secar
Imprimaciónaparejo
Standox VOC‐Nonstop‐Primer surfacer
U7580
5:1 con endurecedor VOC de Standox
20% de diluyente VOC de Standox
HVLP 1,4 ‐ 1,8 mm0,7 bar presion del
aire1 = 25 µm
5 min.evaporación final
2 min. 1/2 potencia + 8 min. 100% potencia
P 400‐P600 Limpiar de nuevo con Standohyd Cleaner y
dejar secar
Base agua Standoblue Basecoat
Standoblue Viscosity Adjuster
10% para colores sólidos, 20% para colores de efecto
HVLP 1,2 ‐ 1,3 mm0,7 bar presión del
aire
Técnica de aplicación 1 Visit
10 ‐ 25µm
Evaporación final hasta que matice
Barniz Standocryl VOC Xtra Clear K9560
3:1 con endurecedor VOC de Standox
5% de Standocryl VOC 2K Additive
HVLP 1,3 ‐ 1,4 mm0,7 bar presión del
aire
Técnica de aplicación 1 Visit
50 ‐ 70 µm
5‐10 min.evaporación final
Onda corta 10‐15 min.
o 30 min. a 60°C
Sistemas de pintado para trabajos en garantía y de cortesía, para substratos metálicos
Si no es necesario aplicar masilla, pasivar el metal desnudo con imprimación Standox Etching Adhesion Primer U3100 o con las bayetas de pretratamiento Standox Express‐Prep Wipes U3000 antes de aplicar la imprimación aparejo Standox VOC Nonstop Primer Surfacer U7580.

10
3.2 Sistemas de pintado para reparaciones en garantía y de cortesía para substratos plásticos
LimpiezaBásicamente
todos los vehículos se han de limpiar bien antes de
moverlos a la cabina
Atemperar 60 min. a 60°C
Limpieza previa con abrasivo ultra fino y Standoflex Plastic‐
Cleaner antiestático y dejar secar
Lijar la zona dañada con P400 ‐ P600
Limpiar de nuevo con Standoflex Plastic
Cleaner antiestático y dejar secar
Masilla poliéster Standox Fine Stopper U1070
2‐3% de catalizador Standox
Onda corta 2‐3 min Lijar con P240‐P400
Limpiar de nuevo con Standoflex Plastic
Cleaner antiestático y dejar secar
Imprimaciónaparejo
Standox VOC‐Nonstop‐Primer surfacer U7580
5:1 con endurecedor VOC de Standox + 40%
deStandox VOC
Plastic Additive U7590
HVLP 1,3 ‐ 1,4 mm0,7 bar presión del
aire
1‐2 = 30 ‐50 µm 5‐10 min. evaporación final a 20°C
2 min. 1/2 potencia + 8 min. 100% potencia 30 min. a 60°C Lijar con P400‐P600
Base agua Standoblue Basecoat
Standoblue Viscosity Adjuster
10% para colores sólidos, 20% para colores de efecto
HVLP 1,2 ‐ 1,3 mm0,7 bar presión del
aire
Técnica de aplicación 1 Visit
10 ‐ 25µm
Evaporación final hasta que matice
BarnizStandocryl
VOC Xtra ClearK9560
15% de Standox 2K Elastic Additive
3:1 con endurecedor VOC de Standox
5% de Standocryl VOC 2K Additive
HVLP 1,3 ‐ 1,4 mm0,7 bar presión del
aire
Técnica de aplicación 1 Visit
50 ‐ 70 µm
5‐10 min.evaporación final
Onda corta10‐15 min. 30 min. a 60°C
Normalmente, todas las piezas plásticas de Mercedes‐Benz vienen imprimadas de fábrica y se pueden recubrir directamente. Sin embargo, queremos destacar que el proceso de limpieza incluye atemperar el substrato, ya que las piezas sin imprimar también están disponibles para los modelos Smart más recientes.
11
4. Sistemas de pintado específi cos de Mercedes Benz
LimpiezaBásicamente
todos los vehículos se han de limpiar bien
antes de moverlos a la cabina
Limpieza previa con Standox Silicone remover
y dejar secar
Imprimación aparejo Standox EP‐Primer Surfacer U7200
3:1 con endurecedor EP‐Hardener U7210
25% de Standox VOC Thinner 30‐40
HVLP 1,3 ‐ 1,6 mm0,7 bar presion del aire
2 = 60 µm
5‐10 min.evaporación final
3‐5 min. a 1/2 potencia + 14 min. 100% potencia
o50 min. a 60°C
P 800
Enmascarar la zona de unión con cinta adhesiva
de 12 mm
Base agua Standoblue Basecoat
Standoblue Viscosity Adjuster
10% para colores sólidos, 20% para colores de efecto
HVLP 1,2 ‐ 1,3 mm0,7 bar presion del
aire
Técnica de aplicación 1 Visit10 ‐ 25µm
Evaporación final hasta que matice
Barniz Standocryl VOC Xtra Clear K9560
3:1 con endurecedor VOC de Standox
5% de Standocryl VOC 2K Additive
HVLP 1,3 ‐ 1,4 mm0,7 bar presion del aire
Técnica de aplicación 1 Visit
50 ‐ 70 µm
5‐10 min.evaporación final
Onda corta 10‐15 min.
30 min. a 60°C
Desenmascarar la zona de unión para preparar el
área de acristaladoAplicar imprimación
Evaporación final 5 min., máx.24 h antes
de unir
Unión del componente en la zona desenmascarada e imprimada, siguiendo las
instrucciones de reparación
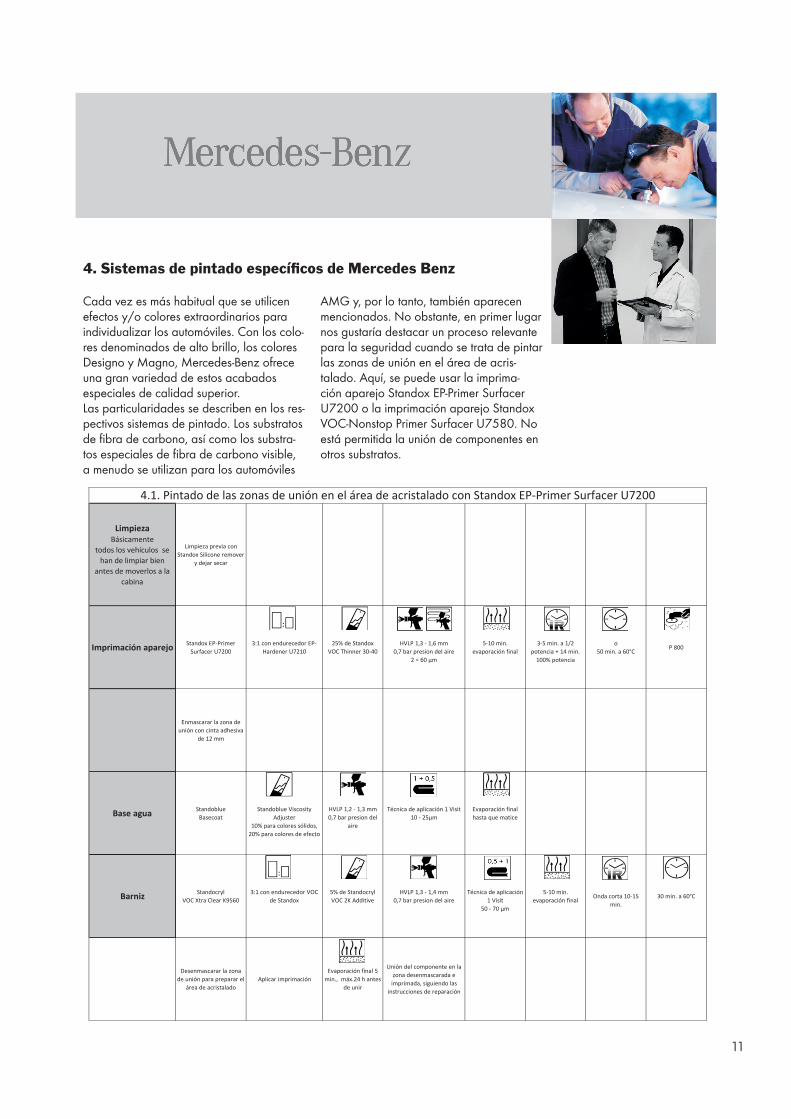
4.1. Pintado de las zonas de unión en el área de acristalado con Standox EP‐Primer Surfacer U7200
Cada vez es más habitual que se utilicen efectos y/o colores extraordinarios para individualizar los automóviles. Con los colo-res denominados de alto brillo, los colores Designo y Magno, Mercedes-Benz ofrece una gran variedad de estos acabados especiales de calidad superior.Las particularidades se describen en los res-pectivos sistemas de pintado. Los substratos de fi bra de carbono, así como los substra-tos especiales de fi bra de carbono visible, a menudo se utilizan para los automóviles
AMG y, por lo tanto, también aparecen mencionados. No obstante, en primer lugar nos gustaría destacar un proceso relevante para la seguridad cuando se trata de pintar las zonas de unión en el área de acris-talado. Aquí, se puede usar la imprima-ción aparejo Standox EP-Primer Surfacer U7200 o la imprimación aparejo Standox VOC-Nonstop Primer Surfacer U7580. No está permitida la unión de componentes en otros substratos.

12
LimpiezaBásicamente
todos los vehículos se han de limpiar bien
antes de moverlos a la cabina
Limpieza previa con Standox Silicone remover
y dejar secar
Imprimaciónaparejo
Standox VOC‐Nonstop‐Primer surfacer U7580
5:1 con endurecedor VOC de Standox
20% de diluyente VOC de Standox
HVLP 1,4 ‐ 1,8 mm0,7 bar presion del aire
1 = 25 µm
5 min.evaporación final
2 min. 1/2 potencia + 8 min. 100% potencia
30 min. a 60°C P 800
Enmascarar la zona de unión con cinta adhesiva de 12 mm
Base agua Standoblue Basecoat
Standoblue Viscosity Adjuster
10% para colores sólidos, 20% para colores de efecto
HVLP 1,2 ‐ 1,3 mm0,7 bar presión del
aire
Técnica de aplicación 1 Visit10 ‐ 25µm
Evaporación final hasta que matice
Barniz Standocryl VOC Xtra Clear K9560
3:1 con endurecedor VOC Standox
5% de Standocryl VOC 2K Additive
HVLP 1,3 ‐ 1,4 mm0,7 bar presion del aire
Técnica de aplicación 1 Visit
45 ‐ 55µm
5‐10 min.evaporación final
Onda corta 10‐15 min.
30 min. a 60°C
Desenmascarar la zona de unión para preparar el
área de acristaladoAplicar imprimación
Evaporación final 5 min., máx.24 h antes
de la unión
Unión del componente en la zona desenmascarada e imprimada, siguiendo las
instrucciones de reparación
4.1.1. Pintado de la zona de unión en el área de acristalado con Standox VOC‐Nonstop‐Primer Surfacer U7580

13
4.2. Colores de alto brillo / colores tricapa
Estos son colores tricapa que consisten en un color de fondo (base bicapa), un color de efecto (base bicapa) y barniz. Algunos ejemplos son el rojo Hyazinth, el blanco Diamond, Solarbeam, el rojo Le Mans o el rojo Cadmium para el Smart. La percepción del color viene determinada principalmente por el espesor de película uniforme del color de efecto, por lo que aquí es muy im-portante aplicar el color de efecto de forma muy precisa y con una película uniforme.

14
LimpiezaBásicamente
todos los vehículos se han de limpiar bien antes de moverlos a la
cabina
Limpieza previa con Standox Silicone
remover y dejar secar
Lijar a máquina para eliminar
la corrosióncon P80‐‐‐P220
Limpiar de nuevo con Standox Silicone
remover y dejar secar
Masilla de poliéster
Standox Soft‐Stopper U1090
2‐3% de catalizador Standox
Onda corta 2‐3 min.
Lijar conP80‐P120
Negro controlLijar con P120‐P280
Limpiar de nuevo con Standox Silicone
remover y dejar secar
Standox VOC‐Nonstop‐Primer surfacer U7580
5:1 con endurecedor VOC de Standox
20% de diluyente VOC de Standox
HVLP 1,4 ‐ 1,8 mm0,7 bar presion del
aire1 = 25 µm
5 min.evaporación final
2 min. 1/2 potencia + 8 min. 100% potencia
o 30 min. a 60°C
P 400‐P600 Lijar toda la pieza con almohadilla ultra fina
o P1000‐P3000
Base aguaColor de fondo
Standoblue Diamond white MB9799
Endurecedor Standoblue 5% de Viscosity Adjuster10% para colores
sólidos
HVLP 1,2 ‐ 1,3 mm0,7 bar presion del
aire
Técnica de aplicación 1 Visit
10 ‐ 25µm
5 ‐ 10 min. evaporación
10‐15 min. a 60°C
Base aguaResina de difuminado Standoblue Basecoat
Color‐Blend
HVLP 1,2 ‐ 1,3 mm0,7 bar presion del
aire
Aplicar en un solo paso en la zona de alrededor o en el panel adyacente
Base aguaStandoblue BasecoatEffectcolor Pearl Diamond white
Standoblue Viscosity Adjuster 20% para colores de efecto
HVLP 1,2 ‐ 1,3 mm0,7 bar presión del
aire
Aplicación mediante la técnica 1 Visit hasta la zona húmeda con Standoblue Color Blend y en la pieza
adyacente
Difuminar las manos de efecto
manteniéndose dentro de la anterior. Método de afuera hacia adentro.
Evaporación final hasta que matice
Barniz Standocryl VOC Xtra Clear K9560
3:1 con endurecedor VOC de Standox
5% de Standocryl VOC 2K Additive
HVLP 1,3 ‐ 1,4 mm0,7 bar presion del
aire
Técnica de aplicación 1 Visit
50 ‐ 70 µm
5‐10 min.evaporación
intermedia y final
Onda corta 10‐15 min. o 30 min. a 60°C
Imprimación aparejo
Mantener el parche lo más
pequeño posible
Difuminar con Standoblue ‐ color de alto brillo MB 9799 Diamant white metalizado
Pasivar el metal desnudo con imprimación Standox Etching Adhesion Primer U3100 o con las bayetas de pretratamiento Standox Express‐Prep Wipes U3000 antes de aplicar la imprimación aparejo Standox VOC Nonstop Primer Surfacer U7580 o el aparejo Standox Xtra Filler U7560.

15
4.3 Colores Magno
Los clientes que prefi eren los acabados mate pueden solicitar los colores de la serie Magno de Mercedes Benz. Aquí, en lugar de un barniz “transparente”, se aplica un barniz muy mate. Se han de tener en cuenta algunos detalles especiales y, como se trata de automóviles de muy alta agama de la serie Designo Exclusive del AMG gama Performance Studio, este tipo de repara-ciones sólo deberían ser realizadas por pintores muy formados. Algunos ejemplos de colores Magno del actual programa de color son
• gris Alanite 0044 (designo),• blanco Cashmere 0049 (designo) y • gris Cerussite 0281 (designo)• gris Selenit 7297
El grado de brillo de los actuales colores Magno está defi nido a 23 (+-7) unidades de brillo a un ángulo de 60°.Las partículas de polvo en los acabados mate no se pueden eliminar mediante puli-do. El pulido igualaría la superfi cie difusa y, por lo tanto, el grado de brillo aumentaría.
El cuidado de las superfi cies con barniz mate y los productos homologados para su cuidado se describen en detalle en el apartado Información de servicio de WIS.

16
4.3 Colores Magno
LimpiezaBásicamente
todos los vehículos se han de limpiar bien
antes de moverlos a la cabina
Limpieza previa con Standox Silicone
remover y dejar secar
Lijar a máquina para eliminar
la corrosióncon P80‐‐‐P220
Limpiar de nuevo con Standox Silicone
remover y dejar secar
Masilla de poliéster Standox Soft‐Stopper U1090
2‐3% de catalizador Standox
Onda corta 2‐3 min.
Lijar con P80‐P120
Negro controlLijar con P120‐P280
Limpiar de nuevo con Standox Silicone
remover y dejar secar
Standox VOC‐Nonstop‐Primer surfacer
U75805:1 con endurecedor
VOC de Standox
20% de diluyente VOC de Standox
HVLP 1,4 ‐ 1,8 mm0,7 bar presion del
aire1 = 25 µm
5 min.evaporación final
2 min. 1/2 potencia + 8 min. 100% potencia
o 30 min. a 60°C
P 400‐P600 Lijar toda la pieza con almohadilla ultra fina
o P1000‐P3000
Base aguaResina de difuminado Standoblue Basecoat
Color‐Blend
HVLP 1,2 ‐ 1,3 mm0,7 bar pression del
aire
Aplicar en un solo paso en la zona de alrededor o en el panel adyacente
Base aguaStandoblue
Basecoat Selenit grey MB 7297
Standoblue Viscosity Adjuster
20% para colores de efecto
HVLP 1,2 ‐ 1,3 mm0,7 bar presión del
aire
Aplicación mediante la técnica 1 Visit hasta la zona húmeda con Standoblue Color Blend y en la pieza
adyacente
Difuminar las manos de efecto
manteniéndose dentro de la anterior. Método de afuera hacia adentro.
Evaporación final hasta que matice
BarnizStandocryl
VOC HS Clear K9520
Proporción de mezcla con el aditivo Standox
Special matt: 70:30 peso%. Es
necesario pintar chapas de muestra.
4:1 con endurecedor VOC‐30‐40 de Standox
10% de diluyente VOC‐30‐40 de Standox
HVLP 1,3 ‐ 1,4 mm0,7 bar presión del
aire
2 manos en aplicación cruzada
5‐10 min.evaporación
intermedia y final
50 min. a 60°CNo se puede secar al
aire
Difuminar con Standoblue ‐ Selenit grey MB 7297
Imprimación aparejo
Mantener el parche lo más pequeño posible
Pasivar el metal desnudo con imprimación Etching Adhesion Primer U3100 o con las bayetas de pretratamiento Standox Express‐Prep wipe U3000 antes de aplicar la imprimación aparejo Standox VOC Nonstop Primer Surfacer U7580 o el aparejo Standox Xtra Filler U7560.

17
4.4 Alubeam MB 047
LimpiezaBásicamente
todos los vehículos se han de limpiar bien antes de
moverlos a la cabina
Limpieza previa con Standox Silicone
remover y dejar secar
Lijar a máquina para eliminar
la corrosióncon P80‐‐‐P220
Limpiar de nuevo con Standox Silicone
remover y dejar secar
Masilla de poliéster,
en caso necesario
Standox Soft‐Stopper U1090
2‐3% de catalizador Standox
Onda corta2‐3 min.
Lijar conP80‐P120
Negro controlLijar conP120‐P280
Limpiar de nuevo con Standox Silicone
remover y dejar secar
Standox VOC‐Nonstop‐Primer surfacer
U75805:1 con endurecedor
VOC de Standox
20% de diluyente VOC de Standox
HVLP 1,4 ‐ 1,8 mm0,7 bar presion del
aire1 = 25 µm
5 min.evaporación final
2 min. 1/2 potencia + 8 min. 100% potencia
P 400‐P600Limpiar de nuevo con Standohyd Cleaner y
dejar secar
P 400‐P600 Lijar toda la pieza con almohadilla ultra fina
o P1000
BarnizAplicar Standocryl VOC‐Clear coat en el parche de aparejo
lijado
3:1 con endurecedor VOC de Standox
15% de diluyente VOC de Standox
40 min. a 60°CLijar con P1000‐P1500
fino; los bordes y esquinas a mano con P3000 y la zona de
difuminado a máquina con P3000
Limpiar de nuevo con Standohyd Cleaner y
dejar secar
Base aguaResina de difuminado Standoblue Basecoat
Color‐Blend
HVLP 1,2 ‐ 1,3 mm0,7 bar presión del
aire
Aplicar en un solo paso en la zona de alrededor o en el panel adyacente
Base agua Standoblue Basecoat Alubeam MB 047
Standoblue Viscosity Adjuster 20% para colores de efecto
HVLP 1,2 ‐ 1,3 mm0,7 bar presion del
aire
Aplicación mediante la técnica 1 Visit hasta la zona húmeda con Standoblue Color Blend y en la pieza
adyacente
Difuminar las manos de efecto
manteniéndose dentro de la anterior. Método de afuera hacia adentro.
Evaporación final hasta que matice
Barniz Standocryl VOC Xtra Clear K9560
3:1 con endurecedor VOC de Standox
5% de Standocryl VOC 2K Additive
HVLP 1,3 ‐ 1,4 mm0,7 bar presion del
aire
Técnica de aplicación 1 Visit
50 ‐ 70 µm
5‐10 min.evaporación final
Onda corta 10‐15 min o 30 min. a 60°C
Imprimación aparejo
Mantener el parche lo más pequeño
posible
Técnica de difuminado con Standoblue
Pasivar el metal desnudo con imprimación Etching Adhesion Primer U3100 o con las bayetas de pretratamiento Standox Express‐Prep wipe U3000 antes de aplicar la imprimación aparejo Standox VOC Nonstop Primer Surfacer U7580 o el aparejo Standox Xtra Filler U7560.
Muy importante: El substrato requerido para la base bicapa Alubeam Basecoat es este barniz endurecido y matizado. Si hay descubiertos del lijado, este paso se ha de repetir con una nueva capa de barniz.
Normalmente, los efectos cromados de los substratos se producen mediante procesos electroquímicos. Por primera vez, Mercedes-Benz ha conseguido un efecto comparable con la base bicapa al agua Alubeam.
La característica específi ca se describe en el siguiente sistema de pintado.

18
4.5. Plásticos compuestos con fi bra de carbono 4.5.1. Plástico reforzado con fi bra de carbono (CFRP), pintado
LimpiezaBásicamente
todos los vehículos se han de limpiar bien
antes de moverlos a la cabina
Atemperar las piezas de fibra de carbono durante 60 min. a
60°C. La temperatura del objeto no puede superar los 80°C.
Standox Cleaner (base agua) y secar con paños limpios
Lijar con P 240‐P320. Evitar lijar hasta el
plástico
Secar con aire comprimido; Standox Cleaner (base agua) y
secar con paños limpios
Aparejo Standox VOC‐Xtra‐Filler U7560
5:1 con endurecedor VOC‐X de Standox
5% de diluyente VOC de Standox
HVLP 1,4 ‐ 1,8 mm0,7 bar presion del
aire3 = 200‐250 µm
5 ‐10 min. evaporación
intermedia y final
2 min. a 1/2 potencia + 8 min. 100%
potencia
o 30 min. a 60°C P 240‐P320Secar con aire
comprimido; Standox Cleaner (base agua) y secar con paños limpios
Aparejo Standox VOC‐Xtra‐Filler U7560
5:1 con endurecedor VOC‐X de Standox
5% de diluyente VOC de Standox
HVLP 1,4 ‐ 1,8 mm0,7 bar presion del
aire2‐3 = 100‐200 µm
5 ‐10 min. evaporación
intermedia y final
o 30 min. a 60°C P 400‐P600Secar con aire
comprimido; Standox Cleaner (base agua) y
secar con paños limpios
Base agua Standoblue Basecoat
Standoblue Viscosity Adjuster
10% para colores sólidos, 20% para colores de efecto
HVLP 1,2 ‐ 1,3 mm0,7 bar presion del
aire
Técnica de aplicación 1 Visit
10 ‐ 25µm
Evaporación final hasta que matice
Barniz Standocryl VOC Xtra Clear K9560
3:1 con endurecedor VOC de Standox
5% de Standocryl VOC 2K Additive
HVLP 1,3 ‐ 1,4 mm0,7 bar presion del
aire
Técnica de aplicación 1 Visit
50 ‐ 70 µm
5‐10 min.evaporación final
Onda corta10‐15 min.
o 30 min. a 60°C
4.5.1. Plásticos reforzados con fibra de carbono, pintados
El plástico reforzado con fi bra de carbo-no (CFRP según sus siglas en inglés) está hecho de hilo continuo mezclado con resina. El material se caracteriza por su extraordinaria estabilidad a una densidad, y un peso comparativamente bajos. Este es también el principal motivo por el que se usa en la construcción de automóviles.
Actualmente, los procesos de producción son tan avanzados que ayudan a evitar los antiguamente temidos huecos en la superfi -cie. Hoy en día, en la gama de componentes posventa de Mercedes-Benz
solo se utilizan estas piezas perfectas. El principal desafío a la hora de pintar el plástico reforzado con fi bra de carbono es evitar que la textura destaque considerablemente a través del barniz.
El uso de los siguientes productos y un método de trabajo cuidado garantiza un acabado perfecto de la superfi cie para los plásticos reforzados con fi bra de carbono, pintados con base bicapa de color, y tam-bién para fi bra de carbono visible.

19
LimpiezaBásicamente
todos los vehículos se han de limpiar bien
antes de moverlos a la cabina
Atemperar las piezas durante 60 min. a
60°C
Standox Cleaner (base agua) y secar con paños limpios
Lijar con P 240‐P320. Evitar lijar hasta el
substrato
Secar la superficie con aire comprimido;
Standox Cleaner (base agua) y secar con paños limpios
Barniz Standocryl VOC‐HS‐Clear
K9520
3:1 on endureedor VOC con endurecedor
de Standox
5% de Standocryl VOC 2K Additive
HVLP 1,3 ‐ 1,4 mm0,7 bar presión del aire
2 manos en aplicación cruzada
aprox. 100µm
5‐10 min.evaporación
internedia y final
30 min. a 60°C P 800
Barniz mate Standocryl VOC HS Clear
K9520
Proporción de mezcla del aditivo Standox Special matt: 70:30 peso%. Es necesario pintar chapas de
muestra
4:1 con endurecedor VOC 30‐40 de Standox
10% de diluyente VOC 30‐40 de Standox
HVLP 1,3 ‐ 1,4 mm0,7 bar presión del
aire
2 manos en aplicación cruzada
5‐10 min.evaporación
internedia y final
50 min. a 60°CSe puede sear al aire
4.5.2. Plásticos reforzados con fibra de carbono; fibra de carbono visible mate
20
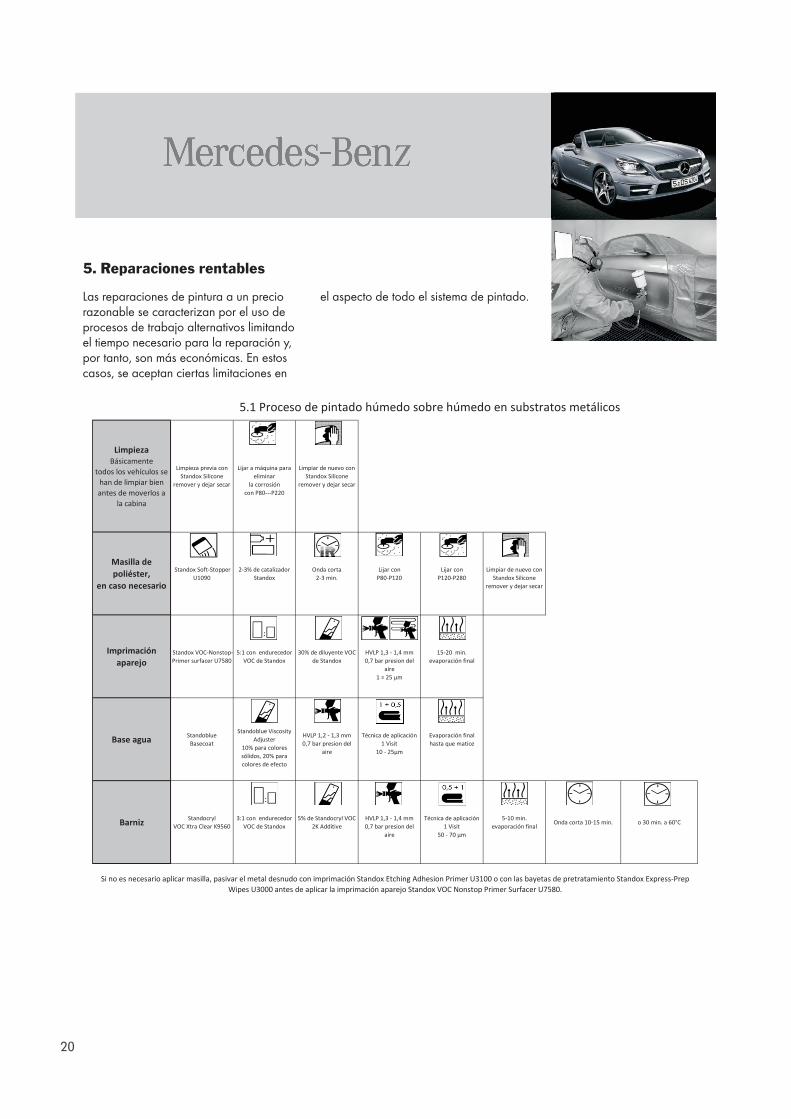
5. Reparaciones rentables
LimpiezaBásicamente
todos los vehículos se han de limpiar bien antes de moverlos a
la cabina
Limpieza previa con Standox Silicone
remover y dejar secar
Lijar a máquina para eliminar
la corrosióncon P80‐‐‐P220
Limpiar de nuevo con Standox Silicone
remover y dejar secar
Masilla de poliéster,
en caso necesario
Standox Soft‐Stopper U1090
2‐3% de catalizador Standox
Onda corta 2‐3 min.
Lijar conP80‐P120
Lijar conP120‐P280
Limpiar de nuevo con Standox Silicone
remover y dejar secar
Imprimaciónaparejo
Standox VOC‐Nonstop‐Primer surfacer U7580
5:1 con endurecedor VOC de Standox
30% de diluyente VOC de Standox
HVLP 1,3 ‐ 1,4 mm0,7 bar presion del
aire1 = 25 µm
15‐20 min.evaporación final
Base agua Standoblue Basecoat
Standoblue Viscosity Adjuster
10% para colores sólidos, 20% para colores de efecto
HVLP 1,2 ‐ 1,3 mm0,7 bar presion del
aire
Técnica de aplicación 1 Visit
10 ‐ 25µm
Evaporación final hasta que matice
Barniz Standocryl VOC Xtra Clear K9560
3:1 con endurecedor VOC de Standox
5% de Standocryl VOC 2K Additive
HVLP 1,3 ‐ 1,4 mm0,7 bar presion del
aire
Técnica de aplicación1 Visit
50 ‐ 70 µm
5‐10 min.evaporación final
Onda corta 10‐15 min. o 30 min. a 60°C
Si no es necesario aplicar masilla, pasivar el metal desnudo con imprimación Standox Etching Adhesion Primer U3100 o con las bayetas de pretratamiento Standox Express‐Prep Wipes U3000 antes de aplicar la imprimación aparejo Standox VOC Nonstop Primer Surfacer U7580.
5.1 Proceso de pintado húmedo sobre húmedo en substratos metálicos
Las reparaciones de pintura a un precio razonable se caracterizan por el uso de procesos de trabajo alternativos limitando el tiempo necesario para la reparación y, por tanto, son más económicas. En estos casos, se aceptan ciertas limitaciones en
el aspecto de todo el sistema de pintado.
21
LimpiezaBásicamentetodos los
vehículos se han de limpiar bien
antes de moverlos a la
cabina
Atemperar 60 min. a 60°C
Limpieza previa con almohadilla de lijado ultra fina y limpiador Standoflex Plastic‐Cleaner antistático y
dejar secar
Lijar la zona dañada con P240 ‐ P320
Limpiar de nuevo con Standoflex Plastic
Cleaner antistático y dejar secar
Masilla de poliéster,en caso necesario
Standox Fine Stopper U1070
2‐3% de catalizador Standox
Onda corta 2‐3 min.
Lijar con P240‐P400Limpiar de nuevo con Standoflex Plastic Cleaner antistatic y
dejar secar
Imprimaciónaparejo
Standox VOC‐Nonstop‐Primer surfacer
U7580
5:1 con endurecedor VOC de Standox
40% de Standox VOC
Plastic Additive U7590
HVLP 1,3 ‐ 1,4 mm0,7 bar presion del aire 1‐2 = 30 ‐50 µm
5‐10 min. evaporación final a
20°C
Base agua Standoblue Basecoat
Standoblue Viscosity Adjuster
10% para colores sólidos, 20% para colores de efecto
HVLP 1,2 ‐ 1,3 mm0,7 bar presion del
aire
Técnica de aplicación 1 Visit
10 ‐ 25µm
Evaporación final hasta que matice
BarnizStandocryl
VOC Xtra ClearK9560
15% de Standox 2K Elastic Additive
3:1 con endurecedor VOC de Standox
5% de Standocryl VOC 2K Additive
HVLP 1,3 ‐ 1,4 mm0,7 bar presion del
aire
Técnica de aplicación 1 Visit
50 ‐ 70 µm
5‐10 min.evaporación final
o 40 min. a 60°C
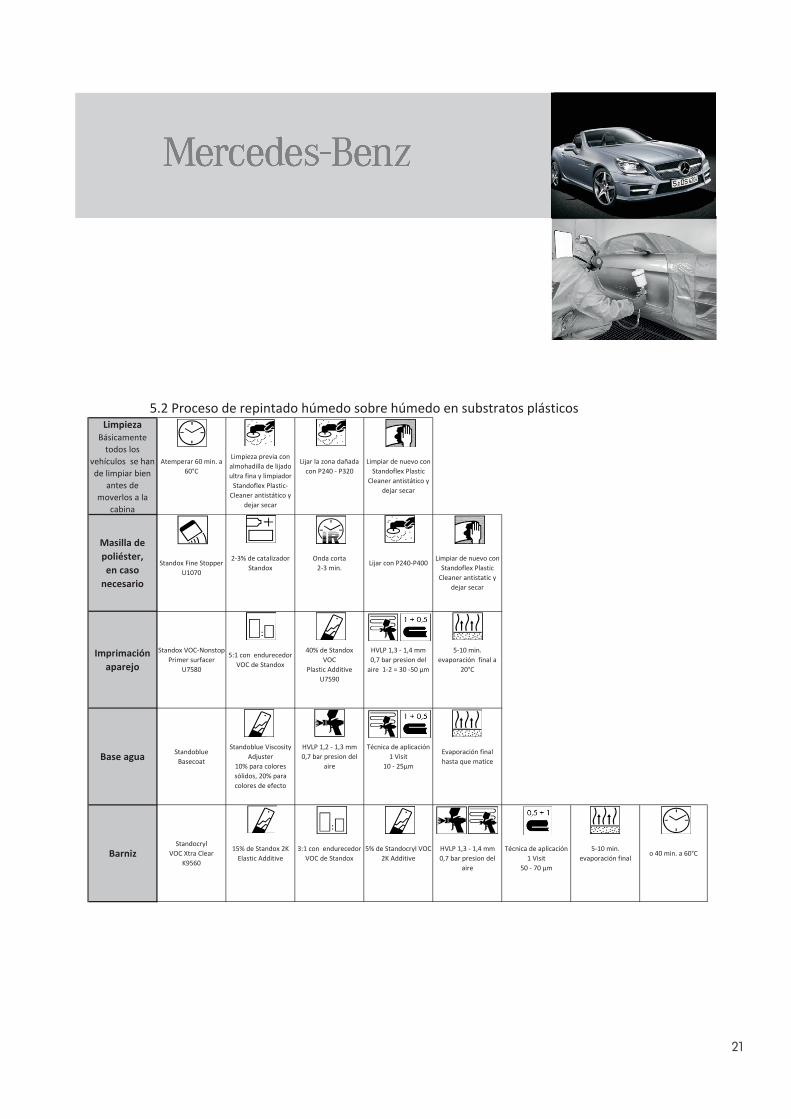
5.2 Proceso de repintado húmedo sobre húmedo en substratos plásticos

22
LimpiezaBásicamente
todos los vehículos se han de limpiar bien antes de moverlos a
la cabina
Limpieza previa con Standox Silicone
remover y dejar secar
Lijar a máquina para eliminar
la corrosióncon P80‐‐‐P220
Limpiar de nuevo con Standox Silicone
remover y dejar secar
Masilla de poliéster,
en caso necesario Standox Soft‐Stopper
U1090
2‐3% de catalizador Standox
Onda corta 2‐3 min.
Lijar con P120‐P280
Limpiar de nuevo con Standox Silicone
remover y dejar secar
Imprimaciónaparejo
Standox VOC‐Nonstop‐Primer surfacer U7580
5:1 con endurecedor VOC de Standox
20‐30% de diluyente VOC de Standox
HVLP 1,3 ‐ 1,4 mm0,7 bar presion del
aire1‐2 = 30‐50 µm
15‐20 min.evaporación final
Lijar la zona de reparación con
P500‐600 y el área de difuminado del barniz con P1000‐P3000
Base aguaStandoblue
aprox. 80% de todos los colores Mercedes
Benz
Standoblue Viscosity Adjuster
10% para colores sólidos, 20% para colores de efecto
HVLP 1,2 ‐ 1,3 mm0,5‐1,5 bar presión del
aire
Aplicación en2‐3 manos ligeras. Método de afuera hacia adentro
Evaporar hasta que matice
Base agua
Standoblue en colores claros metalizados deMercedes Benz, como
MB 9‐792 Palladiumsilver
Standoblue Basecoat: resina de difuminado Standoblue Colorblend 1:1 + 10% del Mix 199
HVLP 1,2 ‐ 1,3 mm0,5‐1,5 bar presion del
aire
Aplicación en3‐5 manos ligeras. Método de afuera hacia adentro
Evaporar hasta que matice
Barniz Standocryl VOC Xtra Clear K9560
3:1 con endurecedor VOC de Standox
5% de Standocryl VOC 2K Additive
HVLP 1,3‐1,4 mm0,7 bar presion del aire, usar Standox
Smart Blend plus para el proceso de
difuminado del barniz.
Técnica de aplicación1 Visit50 µm
5‐10 min.evaporación final
Onda corta 10‐15 min. o 30 min. a 60°C
5.3 Proceso de reparación de parches con Standoblue

23
6. Identifi cación del color 6.1 Código de color en la placa del modelo
Recomendamos encarecidamente identi-fi car el color o la variante exactos antes de empezar a reparar los daños en la pintura. Esta es la única manera de saber si disponemos de todos los básicos de mezcla necesarios para mezclar la fórmula correcta.Para las series de los modelos más recientes, el código de color de Mercedes-Benz se puede encontrar en la placa del modelo que está en el pilar B, en el lado del conductor.
Por motivos de producción, hay dos códigos para el Smart: uno para la célula de seguridad tridion y otro para las piezas plásticas de la carrocería.
6.2 Mezclar la fórmula
Para verifi car la fórmula encontrada, recomendamos pintar un panel de muestra. Para identifi car la fórmula de mezcla correcta, puede usar el programa Standowin IQ como herramienta online de búsqueda de color, que contiene la información más actualizada, el DVD de Standowin, los espectrofotómetros Genius IQ / Genius o la Documentación del Color de Standox.
El esfuerzo necesario para esta tarea se recoge en los tiempos de reparación de Mercedes-Benz.

24
Standox EspañaAxalta Coating Systems Spain, S.L.C/ Jesús Serra Santamans, 408174 Sant Cugat del Vallès - BarcelonaT: 00 34 93 610 6000F: 00 34 93 610 [email protected]