Gráfica NP
34
Gráfica de número de no conformes (np) INTEGRANTES: - ÁNGEL MOGROVEJO. - AMANDA ORTEGA. - ESTEBAN LEÓN. - CRISTIAN YUNGA.
-
Upload
christian-yunga -
Category
Data & Analytics
-
view
15 -
download
0
Transcript of Gráfica NP

Gráfica de número de no conformes
(np)INTEGRANTES:
- ÁNGEL MOGROVEJO.
- AMANDA ORTEGA.
- ESTEBAN LEÓN.
- CRISTIAN YUNGA.
Gráfica de número de no conformes (np)
•Se utiliza para graficar las unidades disconformes•Tamaño de muestra es constantePrincipales objetivos•Conocer las causas que contribuyen al proceso.• Obtener el registro histórico de una o varias características de una operación con el proceso productivo.

Las fórmulas son:
Si se desconoce la fracción p0 de no conformes, se deberá determinar reuniendo datos, calculando los límites de control tentativos y obteniendo la mejor estimación de p0.
Las fórmulas de los límites de control tentativos se obtienen sustituyendo a p– por p0 en las fórmulas.

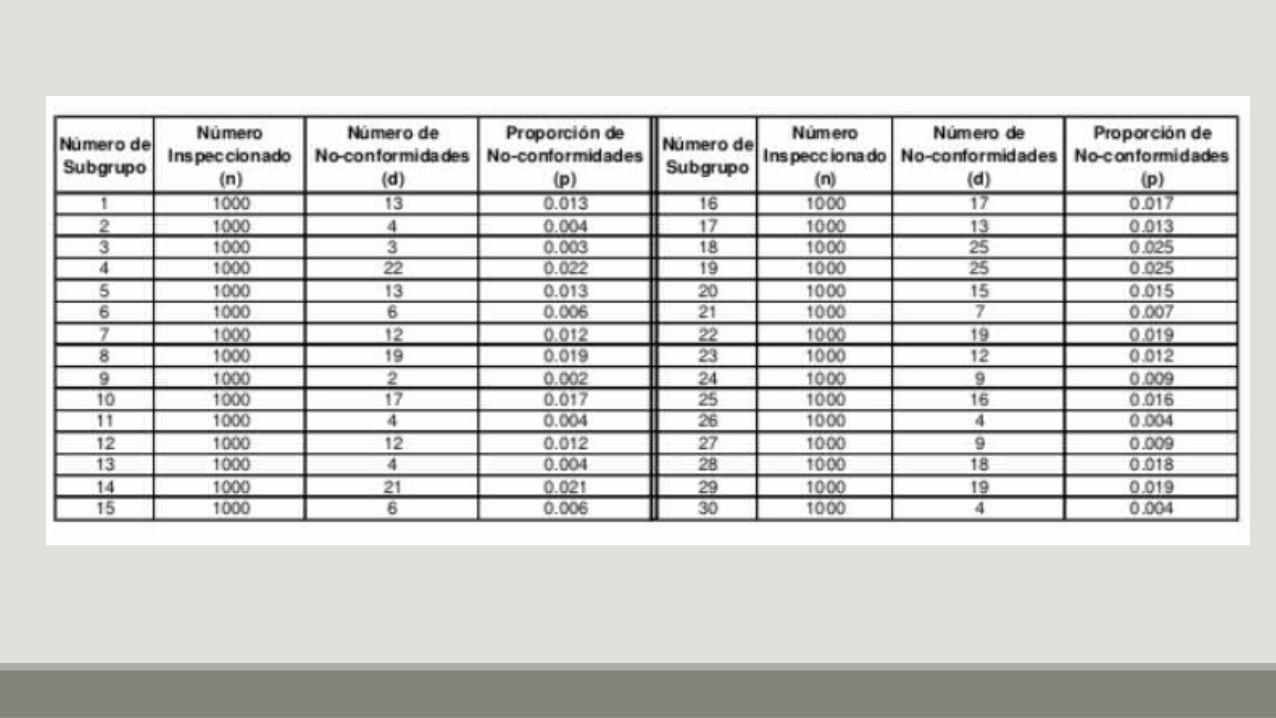
CONSTRUCCION DE GRAFICAS DE CONTROL NP
1.Se toman k muestras de tamaño n. El número de muestras k debe ser elevado (más de 20). también el tamaño muestral N debe ser grande (mayor de 50)
2.Contar el numero de unidades defectuosas, llamadas también no conformes (np) en cada muestra (
3.Contar el numero total de defectuosos + …
4.Número medio de defectuosos por muestra• = N° artículos defectuosos en la muestra• n = elementos de la muestra
5.Promedio de las fracciones defectuosas en las muestras ()• N = N° muestras

CONSTRUCCION DE GRAFICAS DE CONTROL NP
4) Desviación estándar (s)
5) Limites de control• Limite central = n * • LSC = n * + 3 * • LIC = n * 3 *
6) Se dibuja el gráfico trazando la línea central n * y los límites de control.
s =
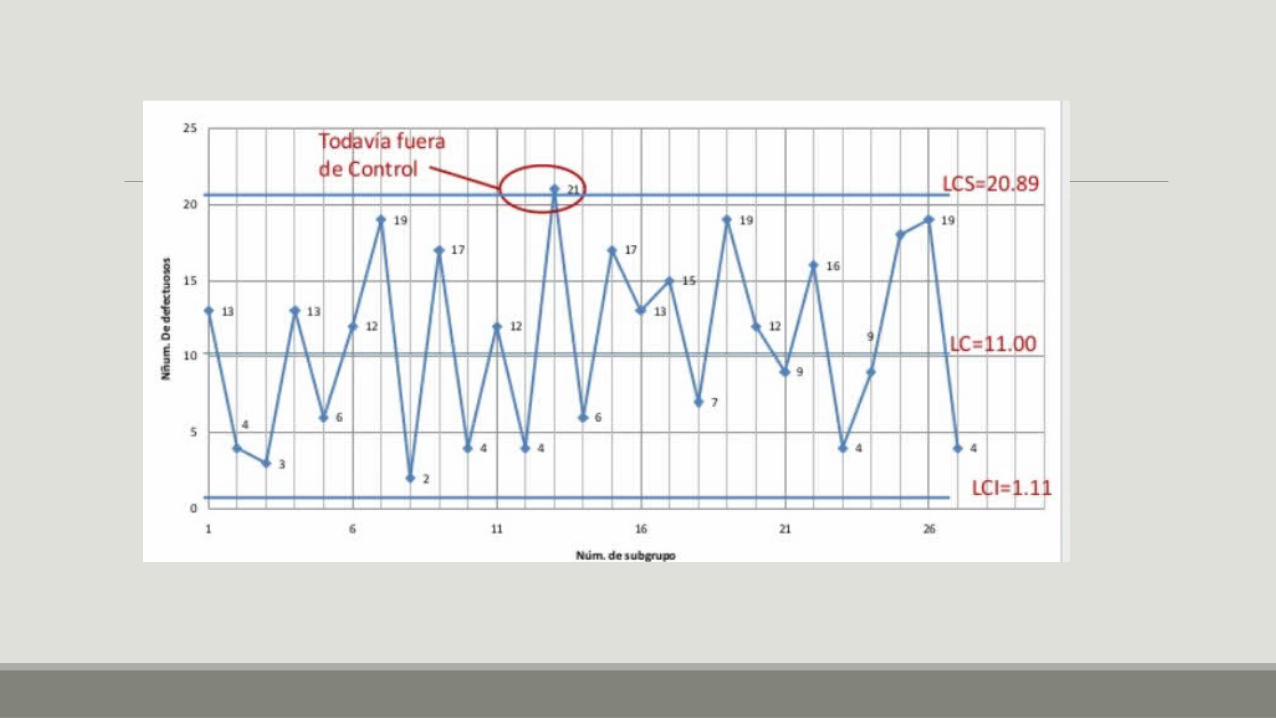
Un punto graficado abajo del limite inferior
de control
Se debe a una calidad excepcionalmente buena

CONSTRUCCION DE GRAFICAS DE CONTROL NP7) Definir las escalas del grafico
Eje horizontal = numero de la muestra en el orden que ha sido tomada
Eje vertical = numero de unidades defectuosas/ no conformes (np)

Representar en el gráfico la Línea Central y los Límites de Control•Línea Central (n)
•Línea de Control Superior (LCSnp)
•Límite de Control Inferior (LCInp)
•Usualmente la línea del valor central (n) se dibuja de color azul, y las líneas correspondientes a los limites de control de color rojo
•Cuando LCI es cero, no se suele representar en el grafico

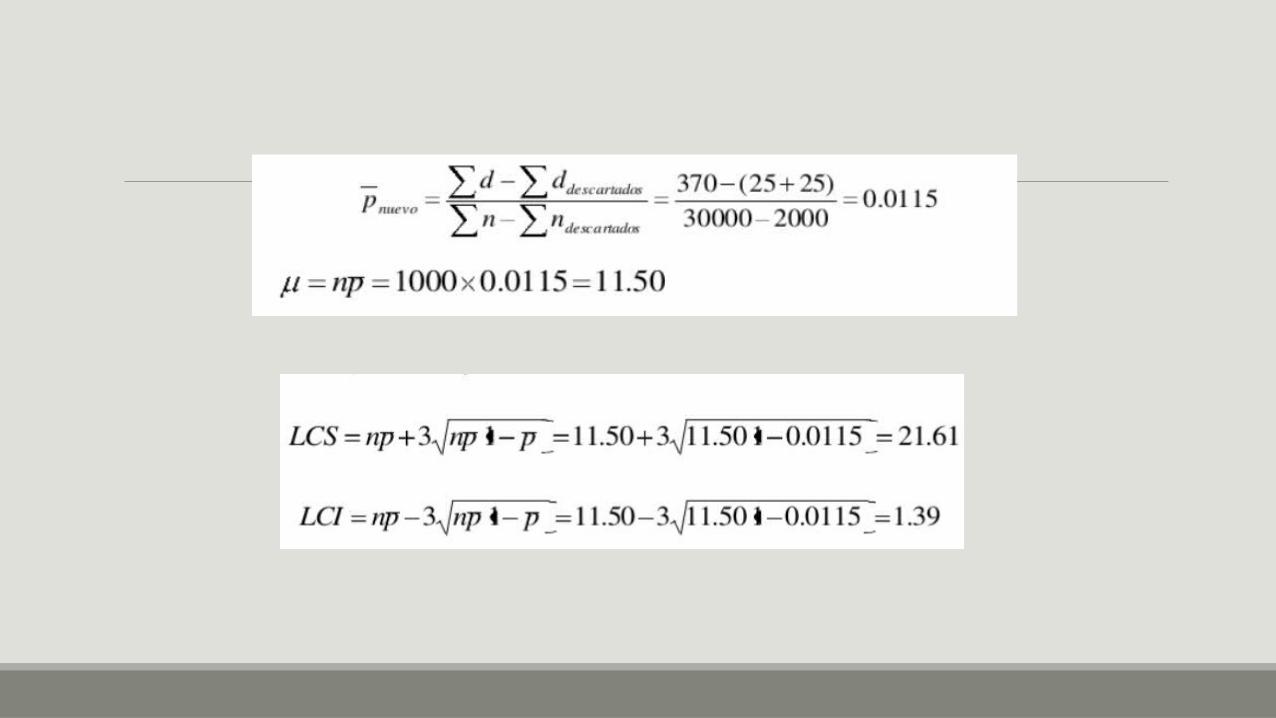
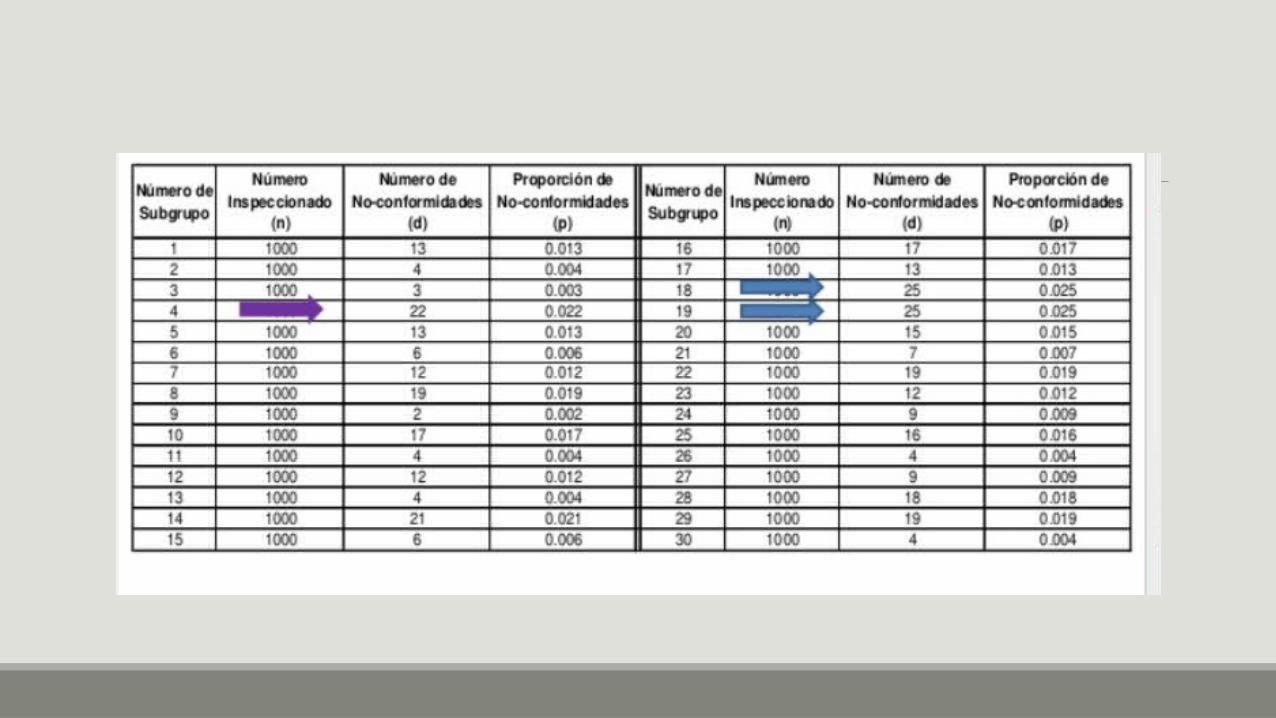
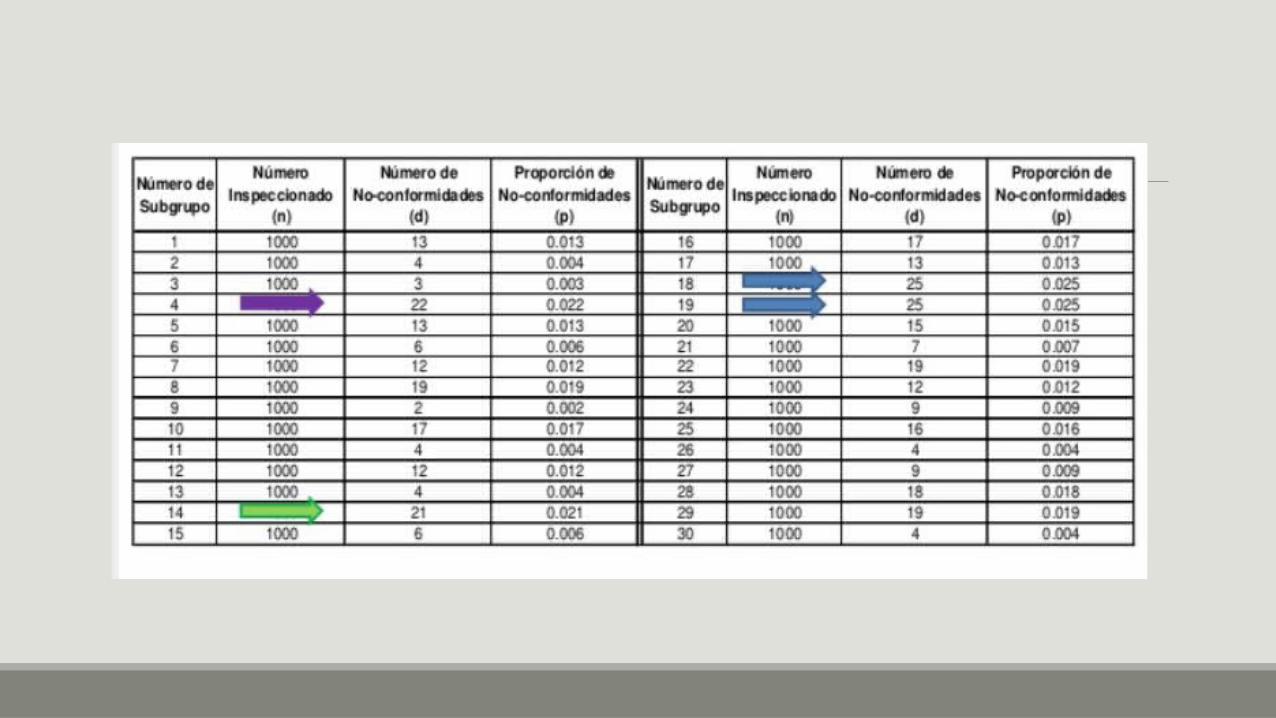
Comprobación de los datos de construcción del Gráfico de Control "np"
Se comprobará que todos los valores del número unidades no conformes de las muestras utilizadas para la construcción del gráfico correspondiente están dentro de sus Límites de Control.
LCInp < npi < LCSnp
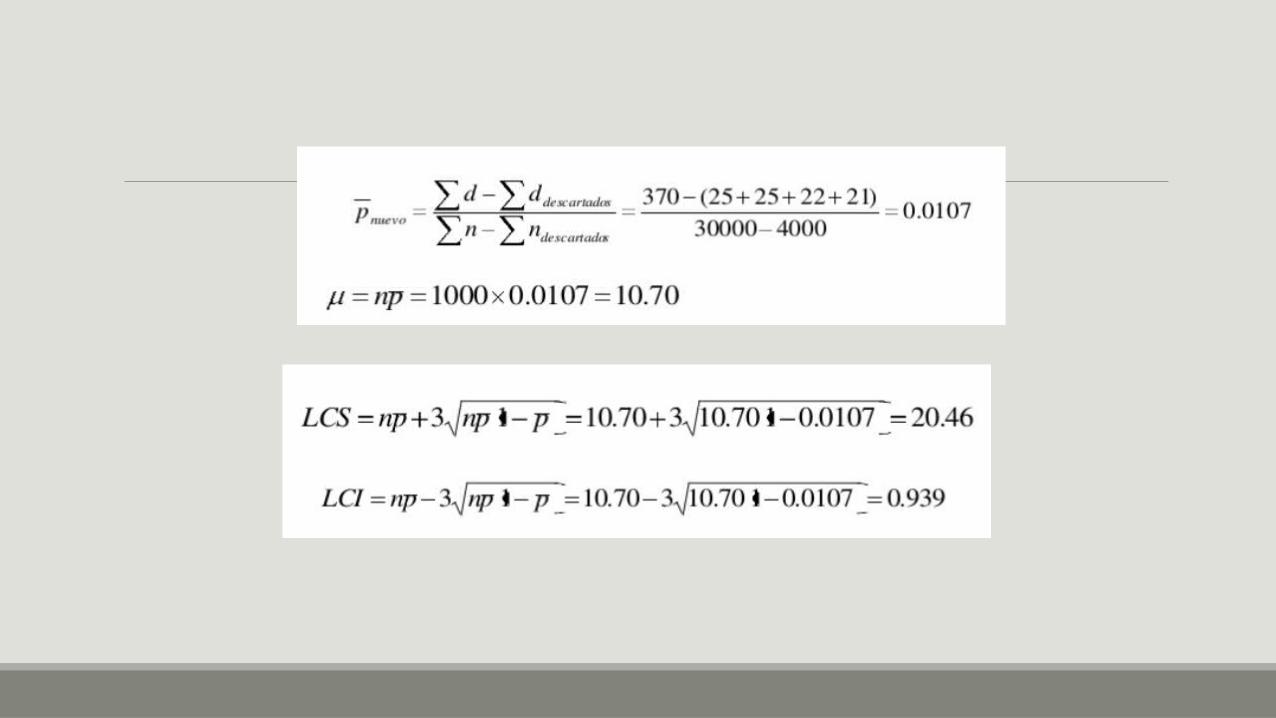
Si esta condición no se cumple para alguna muestra, esta deberá ser desechada para el cálculo de los Límites de Control.
Se repetirán todos los cálculos realizados hasta el momento, sin tener en cuenta los valores de las muestras anteriormente señaladas.
Este proceso se repetirá hasta que todas las muestras utilizadas para el cálculo de los Límites de Control muestren un proceso dentro de control.

Para que el gráfico pueda mostrar pautas analizables, el tamaño de muestra, será lo suficientemente grande (entre 50 y 200 unidades e incluso superior) para tener varias unidades no conformes por muestra de forma que puedan evidenciarse cambios significativamente favorable
Varia la línea central y los limites de control
dando como resultado una grafica sin sentido

El tamaño del subgrupo debe ser constante
La frecuencia de muestreo será la adecuada para detectar rápidamente los cambios y permitir una realimentación eficaz
El periodo de recogida de muestras debe ser lo suficientemente largo como para recoger todas las posibles causas internas de variación del proceso
EJEMPLOS:
Una agencia gubernamental muestrea 200 documentos por día de un lote de 6000 diarios. De acuerdo con los registros históricos, el valor estándar o de referencia para la fracción de no conformes, p0, es 0.075.
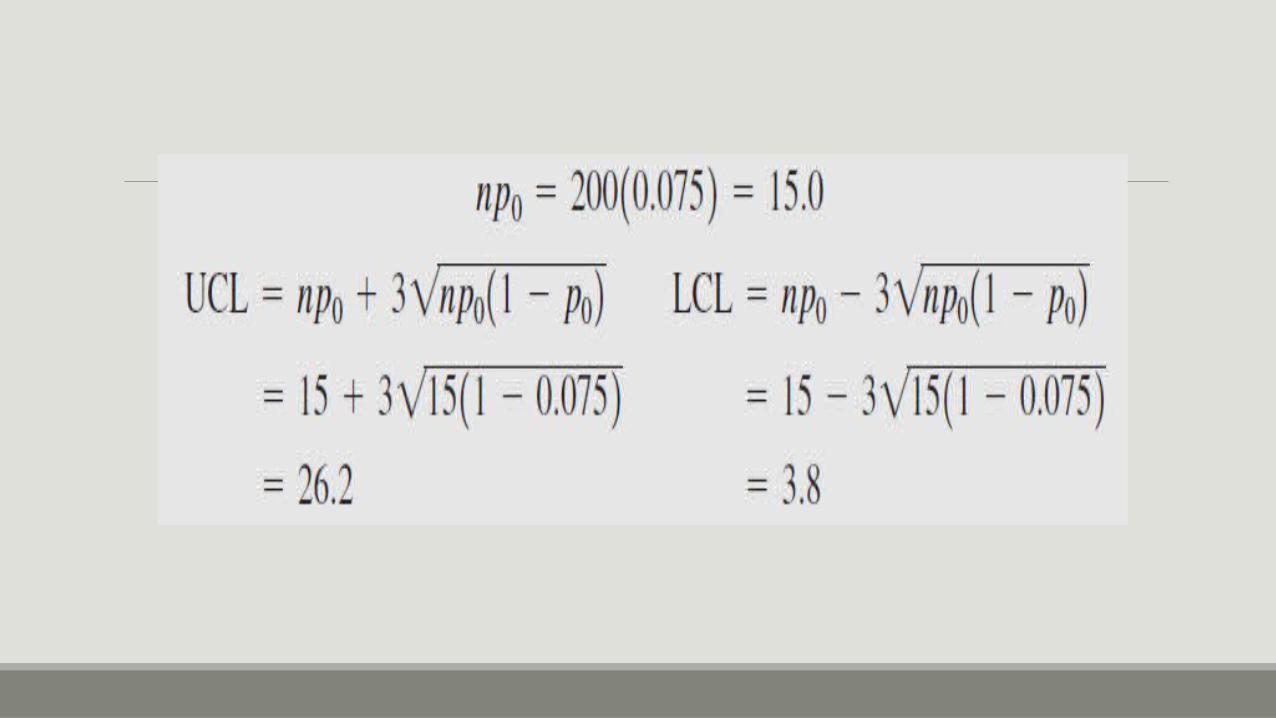


"np" = Nº de unidades no conformes





CAPACIDAD DEL PROCESO
Proceso: •Éste se refiere a alguna combinación única de máquinas, herramientas, métodos, materiales y personas involucradas en la producción.
Capacidad : •Esta palabra se usa en el sentido de aptitud, basada en el desempeño probado, para lograr resultados que se puedan medir.
Capacidad del proceso: •Es la aptitud del proceso para producir productos dentro de los límites de especificaciones de calidad.
Capacidad del proceso para atributos:
•La capacidad del proceso es la linea central de la grafica de control

CAPACIDAD DEL PROCESO: Objetivos
CAPACIDAD DEL PROCESO: Condiciones
El proceso debe estar en control estadístico.
Es necesario que se cumplan los siguientes supuestos
Se recolectan suficientes datos durante el estudio de habilidad para minimizar el error
de muestreo para los índices de habilidad
Los datos se recolectan durante un periodo suficientemente largo para asegurar que las
condiciones del proceso sean representativos de las condiciones actuales y futuras.
El parámetro analizado en el estudio sigue una distribución de probabilidad normal, de otra
manera, los porcentajes de los productos asociados con los índices de capacidad son incorrectos
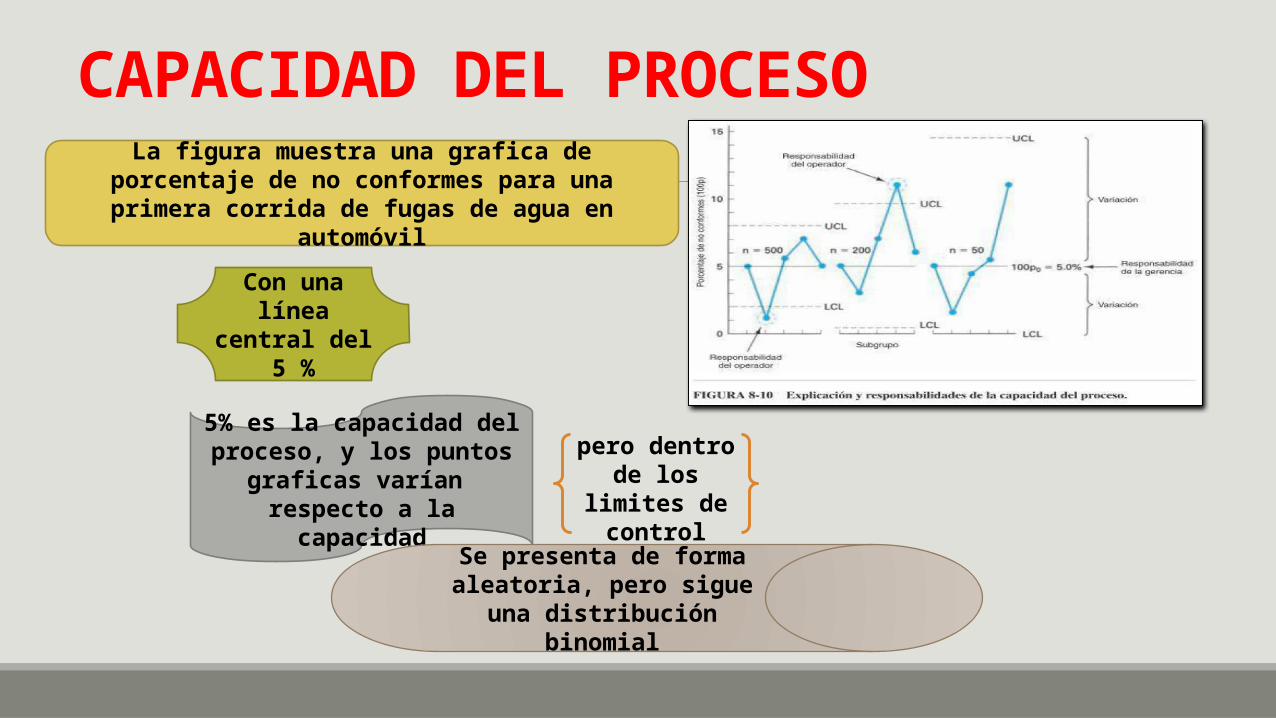
CAPACIDAD DEL PROCESOLa figura muestra una grafica de porcentaje de no conformes
para una primera corrida de fugas de agua en automóvil
Con una línea central del 5 %
5% es la capacidad del proceso, y los puntos graficas varían
respecto a la capacidad
pero dentro de los limites de
control
Se presenta de forma aleatoria, pero sigue una
distribución binomial

CAPACIDAD DEL PROCESOLos limites de control son limites de
variación de la capacidad
Se debe entender comprender que son una función de tamaño del subgrupo
Para tamaños de subgrupo de 500, 200 y 50
A medida que aumenta el tamaño del subgrupo
Los limites de control se acercan a la línea central.
CAPACIDAD DEL PROCESOLa gerencia es la
responsable de la capacidad
Si 5% no es satisfactorioLa administración debe
iniciar los procedimientos
Y proporcionar los recursos para
emprender las acciones correctivas necesarias
Mientras el personal de operación
Operadores, supervisores de primera línea y
personal de mantenimiento
Mantenga los puntos graficados dentro de los
limites de control
Esta haciendo lo que el proceso es capaz de hacer
CAPACIDAD DEL PROCESOCuando el punto
graficado esta fuera del limite control
El personal de operación suele ser
el responsable
Un punto graficado abajo del limite inferior de
control
Se debe a una calidad excepcionalmente buena
Debe investigarse para determinar si hay una causa asignable
Si no se debe a un error de inspección, se puede
repetir
BIBLIOGRAFÍABesterfield D.H. (2009). Control de Calidad - Octava Edición., Editorial Pearson Education., Naucalpan de Juárez- México., 81- 84 pp.