
Funcion de Pérdida
29
2. INGENIERIA DE CALIDAD. La ingeniería de Calidad lleva a cabo actividades dirigidas a reducir las pérdidas causadas por la variación. En la actualidad, las compañías deben procurar que desde el inicio del ciclo de producción se logre alta calidad en productos que son resultado de procesos complicados; no basta con que el artículo funcione bien debido a que se fabricó de acuerdo con las especificaciones establecidas por el departamento de ingeniería. Un producto debe ser manufacturado en forma eficiente y ser insensible a la variación que se da tanto dentro del proceso como en manos del consumidor. 2.1 INGENIERIA DE CALIDAD EN LINEA Y FUERA DE LÍNEA Cuando se aplica la ingeniería de calidad al proceso de manufactura se llama INGENIERIA DE CALIDAD EN LINEA. Cuando se implementa en el proceso del diseño se le denomina INGENIERIA DE CALIDAD FUERA DE LINEA. EJERCICIO: Escriba por lo menos tres actividades que correspondan a la Ingeniería de Calidad EN LINEA, discute con tus compañeros cómo ayuda esto a reducir la variabilidad. Ing. Marbella Muñiz Sánchez Instituto Tecnológico de Puebla 1
-
Upload
prici-villa-fuentes -
Category
Documents
-
view
45 -
download
1
description
FUNCION DE PERDIDA
Transcript of Funcion de Pérdida

2. INGENIERIA DE CALIDAD.
La ingeniería de Calidad lleva a cabo actividades dirigidas a reducir las pérdidas causadas por la variación. En la actualidad, las compañías deben procurar que desde el inicio del ciclo de producción se logre alta calidad en productos que son resultado de procesos complicados; no basta con que el artículo funcione bien debido a que se fabricó de acuerdo con las especificaciones establecidas por el departamento de ingeniería. Un producto debe ser manufacturado en forma eficiente y ser insensible a la variación que se da tanto dentro del proceso como en manos del consumidor.
2.1 INGENIERIA DE CALIDAD EN LINEA Y FUERA DE LÍNEA
Cuando se aplica la ingeniería de calidad al proceso de manufactura se llama INGENIERIA DE CALIDAD EN LINEA. Cuando se implementa en el proceso del diseño se le denomina INGENIERIA DE CALIDAD FUERA DE LINEA.
EJERCICIO: Escriba por lo menos tres actividades que correspondan a la Ingeniería de Calidad EN LINEA, discute con tus compañeros cómo ayuda esto a reducir la variabilidad.
INGENIERIA DE CA
Ing. Marbella Muñiz Sánchez Instituto Tecnológico de Puebla
1

LIDAD FUERA DE LINEA: Se encarga de la optimización del diseño de productos y de procesos. una de sus herramientas es el DISEÑO DE EXPERIMENTOS.
Es importante saber identificar cuándo es recomendable emplear el Diseño de Experimentos, dado que, como cualquier técnica o cambio que quiera implementarse para la mejora de la calidad, el diseño de experimentos genera costos que podrían llegar a ser elevados para la organización, de tal manera que deberá justificarse de manera conveniente.
A continuación se presenta información sobre los diversos sistemas que, de manera integral, permitirían a cualquier organización asegurar la calidad en sus productos o servicios y las técnicas y herramientas que podrían utilizarse en cada sistema. 1
2.2 SISTEMAS DE UNA ORGANIZACIÓN DE CALIDAD.
Los sistemas son:
1. Sistema de liderazgo.2. Sistema de diseño de nuevos productos y servicios.3. Sistema de planeación.4. Sistema de mejora continua.5. Sistema de desarrollo humano.6. Sistema de involucramiento del personal.7. Sistema de aseguramiento de la calidad.8. Sistema de mantenimiento.9. Sistemas de control con enfoque de procesos.10. Sistemas de aprendizaje organizacional, información y control.
1 HIRATA Okamoto Ricardo, III Congreso Internacional de Calidad para la Micro, Pequeña y Mediana Empresa, Mayo 22, 2001.
Ing. Marbella Muñiz Sánchez Instituto Tecnológico de Puebla 1
1. Sistema de liderazgo.
Misión. Visión. Políticas rectoras a largo y mediano plazo. Política anual. Empowerment / Administración participativa.
2. Sistema de diseño de nuevos productos y servicios.
QFD: Quality Function Deployment. DOE: Design of Experiments / Métodos Taguchi. Análisis de múltiples variables. KANSEI Engineering. ECO Design.
3. Sistema de planeación.
PDCA: Plan Do Check Action. HOSHIN KANRI: Administración por Directrices. HOSHIN TENKAI: Despliegue de la planeación. 7 Nuevas herramientas del control de calidad. New Lanchester Strategy. SHOKI RYUDO KANRI: “Upstream Management”.
4. Sistema de mejora continua.
QC STORY: Ruta de la Calidad. Actividades KAIZEN. TEIAN SEIDO: Sistema Japonés de Sugerencias.
5. Sistema de desarrollo humano.
Círculos de Control de Calidad. Certificación de habilidades y conocimientos. Entrenamiento interfuncional (Cross Functional).
6. Sistema de involucramiento del personal.
Disciplina de las 5S´s. Trabajo en equipo (distintas modalidades). Proyectos individuales de mejora.
Ing. Marbella Muñiz Sánchez Instituto Tecnológico de Puebla
1

7. Sistema de aseguramiento de la calidad.
Estandarización. Cumplimiento de normas ISO y JIS. POKA YOKE: A prueba de errores. NICHIJO KANRI: Control Diario.
8. Sistema de mantenimiento.
TPM: Total Productive Maintenance.
9. Sistemas de control con enfoque de procesos.
Herramientas básicas del control de calidad. Control estadístico del proceso. JIT: Just in Time. KANBAN System TPS: Toyota Production System. Cross Functional Management: Administración interfuncional. SMED: Single Minute Exchange Die.
10. Sistemas de aprendizaje organizacional, información y control.
Documentación e integración. Sistemas de información. Presentaciones públicas de casos exitosos. Organizaciones que aprenden. Knowledge Management: Administración del conocimiento.
Las herramientas y métodos por si solos no resuelven problemas. Solamente nos ahorran tiempo y nos ayudan a organizar los datos y la información para la toma de decisiones adecuada. El primero en conocer, entender y aplicar los conocimientos es la alta dirección (dueños).
En la Ingeniería de Calidad, se considera que las causas de las variaciones en el proceso son los factores de ruido y que una vez que se puedan eliminar dichos factores de ruido, se podrá conseguir el cumplimiento de los estándares y especificaciones del cliente. A continuación se explica este concepto con mayor detalle.
Ing. Marbella Muñiz Sánchez Instituto Tecnológico de Puebla
2

2.3 VARIACIÓN Y RUIDO.
Los factores que causan que una característica funcional, por ejemplo, la eficiencia del combustible, cambios de la presión, maniobrabilidad, etc; se desvien de su valor objetivo se llaman FACTORES DE RUIDO, los factores de ruido causan variación y pérdida de calidad. El Dr. Taguchi observó que esta pérdida de calidad constituye una pérdida en términos de tiempo y dinero tanto a los consumidores como a los fabricantes y en último término a la sociedad. Existen tres tipos de ruido:
RUIDO EXTERNO RUIDO INTERNO RUIDO ENTRE PRODUCTOS
RUIDO EXTERNO: Este ruido se da durante el curso del producto, por ejemplo: cambios de temperatura, humedad, polvos, etc.
RUIDO INTERNO: Desgaste de los componentes del producto.
RUIDO ENTRE PRODUCTOS: Son las variaciones entre productos que son manufacturados bajo especificaciones similares.
PRACTICA 1: Determinar los factores de ruido que interfieren en un proceso. En el ANEXO 1 se podrá encontrar un ejemplo de este trabajo.
2.4 FUNCIÓN DE PÉRDIDA TAGUCHI
Analizar los siguientes casos:
CASO 1: La Cooperativa “San José”, del estado de Campeche, produce y comercializa plátano tabasco a los mercados del sureste del país. En la etapa final de maduración del plátano, se coloca una bolsa de plástico para cubrir la penca completa estando todavía en la planta. Esto tiene los siguientes beneficios: genera un microclima para el producto, lo protege contra algunas plagas y pájaros y contra los fenómenos climatológicos. La cooperativa ha decido comprar todas las bolsas de plástico a la empresa “Plásticos S.A.” ya que se encuentra relativamente cerca.
Las bolsas que enviaron a la Cooperativa San José estaban 50% más delgadas de lo que se había especificado en el pedido.
Ing. Marbella Muñiz Sánchez Instituto Tecnológico de Puebla
3

¿Habrá alguna pérdida por este problema de variabilidad?¿Si existe, a quiénes afecta?
CASO 2: La empresa “Enlatados del mar”, envasa atún en agua. Las latas no son fabricadas en la empresa, se compran a una fábrica cercana: la empresa “García y asociados”. Al realizar un muestreo en el producto terminado, se detectó que la cubierta plástica del interior de la lata estaba 30% más delgada que lo especificado para este tipo de producto. Estudios más detallados indicaron que este tipo de lata se había estado usando las últimas dos semanas.
¿Habrá alguna pérdida por este problema de variabilidad?¿Si existe, a quiénes afecta?
CASO 3: Describa algún problema ocasionado por variabilidad en su área de trabajo. ¿Qué tipo de pérdida se genera?, ¿a quiénes afecta?
Ing. Marbella Muñiz Sánchez Instituto Tecnológico de Puebla
4

2.5 EL CONCEPTO DE FUNCIÓN DE PÉRDIDA.
Lo que está detrás del cómo han sido usados los índices de capacidad (y otras mediciones del proceso), ha sido el deseo comprensible de producir todas las partes dentro de las especificaciones de ingeniería. El concepto subyacente que sirve como motivación para este deseo es la mentalidad de que todas las partes dentro de especificaciones, independientemente de dónde se localicen o posicionen dentro del rango de especificación, son "buenas" (o aceptables), y todas las partes fuera de especificaciones, sin importar qué tan lejos de las especificaciones estén, son "malas" (o inaceptables). Los profesionales de la calidad algunas veces se refieren a este concepto como mentalidad de "poste de portería", y se representa en la siguiente figura:
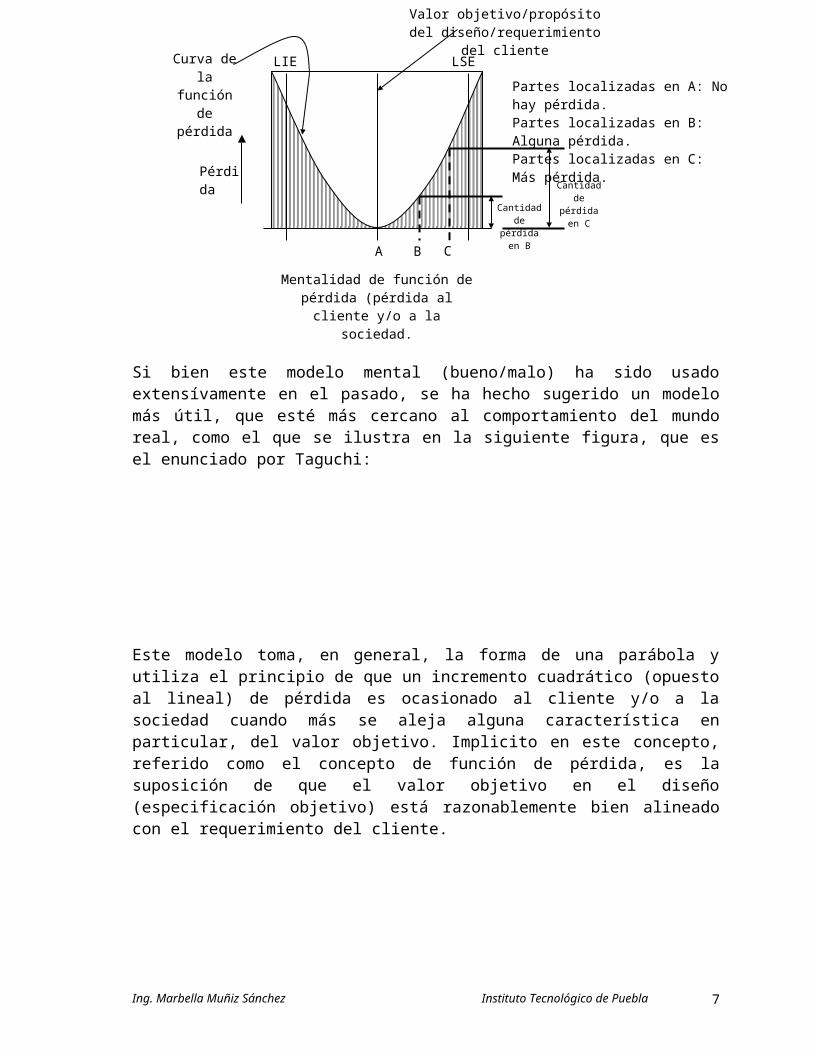
Si bien este modelo mental (bueno/malo) ha sido usado extensívamente en el pasado, se ha hecho sugerido un modelo más útil, que esté más cercano al comportamiento del mundo real, como el que se ilustra en la siguiente figura, que es el enunciado por Taguchi:
Ing. Marbella Muñiz Sánchez Instituto Tecnológico de Puebla
LIE LSE
A B CMalo Buen
oMalo
Las partes localizadas en A son "buenas", igual que las partes localizadas en B y C
5

Este modelo toma, en general, la forma de una parábola y utiliza el principio de que un incremento cuadrático (opuesto al lineal) de pérdida es ocasionado al cliente y/o a la sociedad cuando más se aleja alguna característica en particular, del valor objetivo. Implicito en este concepto, referido como el concepto de función de pérdida, es la suposición de que el valor objetivo en el diseño (especificación objetivo) está razonablemente bien alineado con el requerimiento del cliente.
2.5.1 Alineación del proceso a los requerimientos del cliente.
Como ya se mencionó anteriormente, la característica de un producto fabricado en un proceso determinado, puede describirse gráficamente en términos de una
Ing. Marbella Muñiz Sánchez Instituto Tecnológico de Puebla
L0 L0
L1
P
LIE LSEValor nominal
L0
Pérdida
L0: medición anterior de perdida de funciónL1: nueva medición de perdida de funciónP: distribución del desempeño del proceso
LIE LSE
A B C
Mentalidad de función de pérdida (pérdida al cliente y/o a la
sociedad.
Pérdida
Partes localizadas en A: No hay pérdida.Partes localizadas en B: Alguna pérdida.Partes localizadas en C: Más pérdida.
Cantidad de pérdida en B
Cantidad de pérdida en C
Valor objetivo/propósito del diseño/requerimiento del cliente
Curva de la función de
pérdida
6
distribución de su variación, que es llamada la distribución del proceso. Una función de pérdida como las vistas en el apartado anterior, puede establecerse para la característica de un proceso o producto que ha sido descrito mediante su distribución. Esto se realiza asumiendo una pequeña o ninguna variación en el requerimiento del cliente (especificación nominal), y superponiendo la distribución del proceso encima de la curva de función de pérdida del requerimiento del cliente, como se muestra en las siguientes ilustraciones:
Ing. Marbella Muñiz Sánchez Instituto Tecnológico de Puebla
LSE
Variación del proceso
LIE Porcentaje de partes fuera de los límites de especificación (mentalidad de "poste de
portería")Objetivo (req. del cliente)
Centro del proceso
La distribución del proceso
LSELIE
Pérdida
Objetivo (req. del cliente)
Distribución de función de pérdida de cliente
Pérdida
LSELIE
Cantidad de desalineamiento del proceso respecto del requerimiento del cliente
Objetivo (req. del cliente)
Distribución del proceso desalineado con el
requerimiento del cliente
Pérdida
Distribución del proceso
Curva de función de pérdida
Centrado del proceso
= pérdida al cliente generada por el proceso
7

Aquí pueden realizarse dos observaciones: En orden de minimizar pérdidas al cliente, es deseable alinear el
proceso (centro del proceso) con el requerimiento del cliente (especificación objetivo).
Es adicionalmente benéfico al cliente si la variación alrededor del valor objetivo es continuamente reducido
Esto se muestra a continuación:
Este análisis es algunas veces llamado alineación de la "voz del proceso" con la "voz del cliente", o sea, la mejora contínua. Debe notarse que, aunque no se asume variación en la "voz del cliente" para este ejemplo, la "voz del cliente" (especificación objetivo) varía en el mundo real y esto complica más adelante llevar a cabo la verdadera satisfacción del cliente con un proceso dado.
2.5.2 Aplicación de las mediciones del proceso.
Ing. Marbella Muñiz Sánchez Instituto Tecnológico de Puebla
LSELIE
Pérdida estimada
Pérdida
= pérdida debida a partes dentro de especificación
= pérdida debida a partes fuera de especificación
LSELIE
Proceso alineado con el valor objetivo (req. del cliente) y con
menor variación
Pérdida
= pérdida al cliente generada por el proceso
8
Por las razones discutidas anteriormente, y asumiendo el cumplimiento de las condiciones vistas también con anterioridad, se presentan a continuación algunas sugerencias relativas al uso de las mediciones del proceso para aumentar el entendimiento y la mejora contínua efectiva del proceso.
No debe usarse un solo índice para describir un proceso. Dos o más índices deben ser vistos colectívamente –como mínimo
debería usarse, por ejemplo, la combinación de Cp y Cpk, Pp y Ppk. Es altamente recomendable que sean usados análisis gráficos en
conjunto con las mediciones del proceso. Algunos ejemplos de estos análisis incluyen los gráficos de control, trazado de la distribución estimada del proceso, gráfica del análisis de la función de pérdida como los que se muestran en el apartado anterior, etc. Adicionalmente, particularmente para procesos inestables, podría ser útil también graficar o trazar la variación inherente del proceso contra la variación total del
proceso y/o contra para tener una percepción de la distancia
entre la "capacidad" del proceso y el "desempeño" del proceso y realizar las mejoras. Generalmente el tamaño de este espacio es una medición del grado que el proceso está fuera de control, aunque en procesos inestables, dependiendo del grado de inestabilidad, existe respectívamente más variabilidad e incertidumbre en las estimaciones
del proceso ( y ) que para procesos estables. Estos tipos de
análisis gráficos dben ser realizados para un mejor entendimiento del proceso incluso si las mediciones del proceso (por ejemplo Cp , Cpk, etcétera) no son calculados y/o usados.
Para la mejora contínua del proceso, las mediciones del proceso deben usarse con la mente puesta en el intento contínuo de empatar la "voz del proceso" con la "voz del cliente", con la pérdida mínima a este último.
El doctor Genichi Taguchi define “Calidad” como la pérdida que un producto causa a la sociedad. Por medio de su “Función de pérdida”, Taguchi mide el efecto de la no calidad en los productos y la constituye como una ecuación matemática para evaluar la calidad en términos monetarios.
La función de pérdida involucra la pérdida financiera con la especificación industrial, es decir, relaciona el lenguaje del dinero con el lenguaje de la ingeniería de las especificaciones.
FUNCIÓN DE PÉRDIDA
TIPO DE CARACTERÍSTICA
PÉRDIDA PARA UNA PARTE INDIVIDUAL
PROMEDIO DE PÉRDIDAS POR PARTE DE UNA DISTRIBUCIÓN
Ing. Marbella Muñiz Sánchez Instituto Tecnológico de Puebla
9

MAYOR ES MEJOR
NOMINAL ES MEJOR
MENOR ES MEJOR
2.6 CARACTERÍSTICAS DE CALIDAD:
NOMINAL ES MEJOR: Aplicable cuando se busca estar entre dos límites de especificación.
MAYOR ES MEJOR: Aplicable cuando no existe el límite superior de especificación, por ejemplo resistencia.
MENOR ES MEJOR: Aplicable cuando no existe el límite inferior de especificación, por ejemplo desgaste.
BIBLIOGRAFIA: Ross, Phillip J. “Taguchi Techniques for Quality Engineering”, Mc Graw-
Hill, New York Escalante, Edgardo J. “Manual de Control Estadístico de procesos”,
Editorial Monterrey, 1992, Mexico, D.F.
2.7 CÁLCULO DE FUNCIÓN DE PÉRDIDA.
2.7.1 Ejemplo para Nominal es mejor.
1. Determinar la función de pérdida para el circuito de la fuente de poder de un televisor, en donde el valor nominar de y (voltaje de salida) es m= 115 volts. El costo promedio por reparar o reemplazar el televisor de color es de U.S. $ 100.00. Esto ocurre cuando y está fuera del rango de 115 +- 20 volts, estando el aparato ya en poder del consumidor (La característica de cualquier producto tiene un límite, a partir del cual el 50% de los consumidores considera que el producto no funciona. Este límite representa
Ing. Marbella Muñiz Sánchez Instituto Tecnológico de Puebla
10

el punto de vista del consumidor estándar y se le llama la tolerancia del consumidor).
IR AL SOFTWARE DE CÁLCULO DE FUNCIÓN DE PÉRDIDA
a) Calcular para y= 80 volts L(y)= $ ______
b) Calcular para y= 95 volts L(y)= $ ______
c) Calcular para y= 115 volts L(y)= $ ______
d) Calcular para y= 135 volts L(y)= $ ______
e) Calcular para y= 150 volts L(y)= $ ______
Graficar los resultados: L(y)
y2. Se tomó una muestra de productos terminados (para este ejercicio,
considerar que la muestra es representativa de la población), los voltajes de salida fueron:
112 112 112 114 114 115 115 116 116 117 117 115 113
Calcular la pérdida promedio.
Promedio:
Ing. Marbella Muñiz Sánchez Instituto Tecnológico de Puebla
11

MSD:L(y):
3. Se analiza la conveniencia de hacer un ajuste al voltaje de salida de la fuente de poder al final de la línea de producción, el cual tendría un costo de $2.00 por televisor.
a) ¿Se recomendaría hacerlo?
Conclusiones:
2.7.2 Ejemplo para menor es mejor:
Se está evaluando el porcentaje de encogimiento de una cubierta de velocímetro. El objetivo del estudio es minimizar dicha característica. Cuando y es 1.5 %, el 50% de los consumidores se queja del estuche y lo regresa para reemplazarlo por otro. El costo del reemplazo es Ao= $80.00 USD.
1. Calcular la función de pérdida para el proceso considerando la siguiente muestra de productos (para este ejercicio, considerar que la muestra es representativa de la población):
Ing. Marbella Muñiz Sánchez Instituto Tecnológico de Puebla
12

MATERIAL M1 M2 M3 M4 M5 M6 M7 M8 M9 M10A 0.28 0.24 0.33 0.30 0.35 0.18 0.26 0.24 0.16 0.33
IR AL SOFTWARE DE CÁLCULO DE FUNCIÓN DE PÉRDIDA
Graficar los resultados:
L(y)
y
2. Se corre un diseño de experimentos para probar con un nuevo material (B), los resultados fueron (para este ejercicio, considerar que la muestra es representativa de la población):
MATERIAL M1 M2 M3 M4 M5 M6 M7 M8 M9 M10A 0.28 0.24 0.33 0.30 0.35 0.18 0.26 0.24 0.16 0.33B 0.08 0.12 0.07 0.03 0.03 0.09 0.06 0.06 0.04 0.03
a) ¿Por calidad, se recomendaría cambiar de material?b) ¿Se recomendaría si el costo del material tipo B es 3 veces más alto que el
material tipo A?
Ing. Marbella Muñiz Sánchez Instituto Tecnológico de Puebla
13

c) ¿En qué casos se recomendaría cambiar al tipo B aún con este incremento en el costo de manufactura?
MATERIAL Promedio: MSD: L(y):AB
Conclusiones:
2.7.3 Ejemplo para mayor es mejor:
Se desea maximizar la tensión de la soldadura protectora de las terminales de un motor. Cuando la tensión de la soldadura es 0.2 lb/in2 , algunas soldaduras se quebrarían y tendrían un costo promedio de reemplazo de Ao: USD $200.00.
1. Calcular la función de pérdida para el proceso de acuerdo con la siguiente muestra (para este ejercicio, considerar que la muestra es representativa de la población):
PROCESO M1 M2 M3 M4 M5 M6 M7 M8 M9 M10ANTES 0.23 0.20 0.19 0.17 0.21 0.22 0.14 0.22 0.20 0.16
Ing. Marbella Muñiz Sánchez Instituto Tecnológico de Puebla
14

IR AL SOFTWARE DE CÁLCULO DE FUNCIÓN DE PÉRDIDA
PROCESO Promedio: MSD: L(y):ANTES
Graficar los resultados:
L(y)
y2. Se lleva a cabo un experimento para optimizar el proceso semimanual de
soldadura. Comparar el “antes” y el “después”:
PROCESO M1 M2 M3 M4 M5 M6 M7 M8 M9 M10ANTES 0.23 0.20 0.19 0.17 0.21 0.22 0.14 0.22 0.20 0.16
DESPUÉS 0.21 0.29 0.24 0.25 0.24 0.28 0.21 0.26 0.27 0.23
PROCESO Promedio: MSD: L(y):ANTES
DESPUÉS
d) ¿Por calidad, se recomendaría cambiar el proceso?
Ing. Marbella Muñiz Sánchez Instituto Tecnológico de Puebla
15

Conclusiones:
TAREA:
Realizar un análisis comparativo con base en la función de pérdida de cuatro fábricas que elaboran el mismo modelo de televisor. El análisis se realizará para el voltaje de salida de la fuente de poder. Se tomó una muestra de productos terminados (para este ejercicio, considerar que la muestra es representativa de la población), los voltajes de salida fueron:
FAB. M1 M2 M3 M4 M5 M6 M7 M8 M9 M10 M11 M12 131 112 112 112 114 114 115 115 116 116 117 117 115 1132 113 114 114 114 115 115 115 115 115 116 116 116 113
Ing. Marbella Muñiz Sánchez Instituto Tecnológico de Puebla
16

3 113 113 112 113 112 113 114 115 112 113 114 112 1144 114 115 116 114 115 116 114 115 116 114 115 116 115
a) ¿Qué fábrica genera menor pérdida?b) ¿Qué fábrica tiene más control en el proceso?c) Si todas las fábricas ofrecen los televisores con el mismo precio de venta
¿a cuál le compraría?d) Como asesor de calidad ¿qué le sugeriría a cada fábrica?
IR AL SOFTWARE DE CÁLCULO DE FUNCIÓN DE PÉRDIDA
2.7.3 Otros ejemplos:
PROBLEMA1: Se sabe que en la producción de lámparas incandescentes, el bulbo puede sufrir alteraciones en sus medidas de especificación en el momento en el que la ampolla o bulbo es enfriada una vez que este alcanzó su forma, ya que durante este proceso el vidrio tiende a encoger.
PRIMERA PARTE:
Si “y” representa el porcentaje de encogimiento del vidrio y se sabe que cuando y=10% aproximadamente el 60% de los bulbos salen de especificación costando $100.00 por cada 100 bulbos.
Ing. Marbella Muñiz Sánchez Instituto Tecnológico de Puebla
17

a) Si deseamos hacer un estudio de función de pérdida, ¿qué característica de calidad eliges?
b) Traza la gráfica correspondiente a este tipo de característica.c) Calcula la función de pérdida.d) Explica qué representa el valor calculado (para la empresa y para el
consumidor).e) Si consideramos ahora que el 70% de los bulbos salen de especificación a
un costo de $180.00 por cada 100 bulbos. Calcular la función de pérdida si yo sigue siendo 10%.
f) Explica este resultado (puedes tomar como base de comparación el resultado de los incisos c y d).
SEGUNDA PARTE:
Se tienen 3 procesos para producir lámparas incandescentes, considerando que yo es del 10% correspondiéndole un costo de $180.00 por cada 100 bulbos; determine la función de pérdida para cada proceso:
A continuación se presenta el porcentaje de encogimiento de 14 muestras de cada uno de los tres procesos:
g) ¿Cuál proceso es mejor?h) Explica tu respuesta al inciso anterior.i) ¿Cómo están los otros dos procesos?
PROC. M1 M2 M3 M4 M5 M6 M7 M8 M9 M10 M11 M12 M13 M14P1 12 12 10 18 21 12 12 18 21 12 12 10 18 21P2 10 12 15 15 11 10 12 15 11 10 12 15 15 11P3 15 18 8 7 12 15 18 7 12 15 18 8 7 12
IR AL SOFTWARE DE CÁLCULO DE FUNCIÓN DE PÉRDIDA
PROBLEMA 2: Se desea maximizar la tensión de la soldadura protectora de las terminales de un motor, cuando la tensión de soldadura es de 0.2 lb/in2 algunas soldaduras se quebrarían teniendo un costo promedio de reemplazo de $200 usd.
Encontrar la pérdida cuando la tensión de la soldadura es de 0.18 lb/in2 y cuando es de 0.35 lb/in2 . Se llevó a cabo un experimento para optimizar el proceso semimanual de soldadura, estos son los resultados de un muestreo antes y después:
ANTES:
0.17
Ing. Marbella Muñiz Sánchez Instituto Tecnológico de Puebla
18

a) 0.20⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪ ⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪⨪ Comparar el antes y el después
mediante la función de pérdida, ¿cuál proceso es mejor? 1919¿Qué beneficios adicionales se han conseguido con el mejor proceso? b) ¿En qué casos se justificaría cambiar el proceso de antes por el de
después?
PROBLEMA 3: Una empresa que fabrica productos con hule espuma quiere mejorar su proceso ya que se reportan problemas con el porcentaje de encogimiento de la espuma. en un experimento, se corren 5 métodos diferentes con un factor de ruido a dos niveles:
FACTOR DE CONTROL: A: PROCESO DE MOLDEOFACTOR DE RUIDO: N: TIPO DE INSTALACIÓN
Los resultados fueron:
PROCESORESULTADOSA10.200.200.20A20.100.200.30A30.200.100.15A40.100.100.10A50.100.300.05
IR AL SOFTWARE DE CÁLCULO DE FUNCIÓN DE PÉRDIDA
a) ¿Cuál es la característica de calidad a utilizar (dibujar la gráfica correspondiente)?
b) Calcular el promedio de respuesta para cada corrida e indicar desde la perspectiva ingenieril la preferencia en cuanto al método.⨪Suponga que el punto de vista del consumidor, evaluado al 50% para el encogimiento es de 0.60, si el costo de reprocesar el producto de hule espuma es de $70.00, determinar la función de pérdida para cada proceso.
c) Hacer un análisis comparativo entre los diferentes procesos, ¿qué proceso genera menos pérdida?, ¿qué proceso es más confiable por su control?, ¿qué proceso se seleccionaría como la mejor opción?
Ing. Marbella Muñiz Sánchez Instituto Tecnológico de Puebla
19


















