
FACULTAD DE CIENCIAS DE LA...
292
I
-
Upload
phungkhanh -
Category
Documents
-
view
213 -
download
0
Transcript of FACULTAD DE CIENCIAS DE LA...

I
II
UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA
CARRERA: INGENIERÍA DE ALIMENTOS
TÍTULO:
Desarrollo de un sistema de Buenas Prácticas de Manufactura para la empresa
procesadora de cerveza artesanal “Gersten Company”. Año 2010.
TESIS PREVIA A LA OBTENCIÓN DEL TÍTULO EN INGENIERÍA DE
ALIMENTOS.
AUTORA:
Paola Fernanda Cisneros Rivadeneira
DIRECTORA:
Ing. Blanca Priscila Maldonado
QUITO - ECUADOR
2010-2011

III
DECLARACIÓN
Yo. Paola Fernanda Cisneros Rivadeneira con CC: 1717314692 declaro que Los
criterios, ideas, conceptos y la información vertida en el presente trabajo es de mi
completa autoría; que no ha sido previamente presentado para ningún grado.
ATENTAMENTE:
_____________________
Paola Cisneros Rivadeneira
CI: 1717314692

IV
Quito DM, 12 de Octubre 2010
Ingeniero
Jorge Viteri Moya, MBA - MSc
Decano de la Facultad de Ingeniería
Universidad Tecnológica Equinoccial
Presente.
Por medio de la presente, me dirijo a usted para informar que la tesis titulada
“DESARROLLO DE UN SISTEMA DE BPM´S EN LA EMPRESA
PROCESADORA DE CERVEZA ARTESANAL “GERSTEN COMPANY”. AÑO
2010. Desarrollada por la señorita Paola Cisneros Rivadeneira, previa a la
obtención del título de Ingeniera de Alimentos, ha sido concluida
satisfactoriamente bajo mi dirección y tutoría, por lo que solicito se dé el trámite
subsiguiente.
Atentamente,
Ing. Priscila Maldonado
Directora de tesis
Facultad Ciencias de la Ingeniería

Dirección: Tumbaco – Vía Interoceánica Km 12.5 Teléfono: 2375654/2375653/098407367
V
“Gersten Company”
Procesamiento de cerveza artesanal.
Quito, 11 de Octubre del 2010
Señor Ingeniero:
Jorge Viteri Moya
DECANO DE LA FACULTAD DE CIENCIAS DE LA INGENIERÍA
Presente:
Por medio de la presente, Yo Marco Ramírez. Gerente propietario de la empresa
“Gersten Company” certifico que la señorita Paola Fernanda Cisneros Rivadeneira, con
cédula de identidad No. 1717314692, estudiante de Ingeniería de Alimentos de la
Universidad Tecnológica Equinoccial, realizo en mi empresa su trabajo de tesis bajo el
tema de “Desarrollo de un sistema de Buenas Prácticas de Manufactura para la
empresa procesadora de cerveza artesanal Gersten Company. Año 2010”.Trabajo que
acepto con satisfacción, facultando a la interesada hacer uso del presente en la forma
que se estime conveniente.
Atentamente:
______________________
Señor: Marco Ramírez
Gerente Propietario

VI
AGRADECIMIENTO
Un reconocimiento muy especial a mi madre que con su apoyo incondicional supo
ayudarme en todo momento con entrega y sacrificio, reviviendo muchos instantes de
amor.
Dejo impreso también mi más cálido y sincero agradecimiento a todas las personas y a
la Universidad Tecnológica Equinoccial que en forma plausible y generosa hicieron
posible la realización de está “mi tesis de graduación” y muy particularmente a quien
dirigió y me oriento en el desarrollo de mi tesis: Ingeniera Blanca Priscila Maldonado.
Logrando con ello que mis sueños de culminar la Ingeniería en alimentos se haya hecho
realidad.
No quiero pasar por alto los consejos llenos de cariño y compresión de mi familia.

VII
DEDICATORIA
Si de algo he de estar orgullosa, es de haber sido honesta y dedicada a las actividades
sanas y especialmente a mis estudios.
Por ello dedico este compendio de esfuerzo y sacrificio primeramente a mi madre y a
mi hermano quienes con su amor y sabias experiencias sembraron en mi valores y
saberes que fueron los fundamentos en los que me apoye para lograr mis propósitos.
También a la “Universidad Tecnológica Equinoccial” y con ello a los conductores y
forjadores permanentes de la sociedad quienes con su ejemplo me enseñaron a vencer
los obstáculos con entereza y valor; a mantener la frente erguida para enfrentar el
futuro con optimismo, a saber conjugar valores como la honestidad, responsabilidad,
solidaridad, fortaleza y alcanzar las metas propuestas, que han sido siempre mis aliados
para encaminarme hacia la excelencia.

VIII
ÍNDICE GENERAL
CARÁTULA……………………………………………………………………… II
DECLARACIÓN…………………………………………………………………. III
CARTA DEL DIRECTOR……………………………………………………….. IV
CARTA DE LA EMPRESA……………………………………………………… V
AGRADECIMIENTO…………………………………………………………….. VI
DEDICATORIA………………………………………………………………….. VII
ÍNDICE GENERAL……………………………………………………………….
ÍNDICE DE CONTENIDO………………………………………………………..
VIII
IX
ÍNDICE DE CUADROS…………………………………………………………. XIII
ÍNDICE DE DIAGRAMAS………………………………………………………. XIV
ÍNDICE DE FIGURAS...…………………………………………………………. XV
ÍNDICE DE FOTOS……………………………………………………………… XVI
ÍNDICE DE GRAFICAS.………………………………………………………... XVII
ÍNDICE DE TABLAS……………………………………………………………. XVIII
ÍNDICE DE ANEXOS……………………………………………………………. XIX
RESUMEN……………...……………………………………………………....... XX
SUMMARY………………………………………………………………………. XXII
IX
ÍNDICE DE CONTENIDO
CAPÍTULO I ................................................................................................................... 1
1 INTRODUCCIÓN ............................................................................................ 1
1.1 ANTECEDENTES ...................................................................................... 1
1.2 JUSTIFICACION ........................................................................................ 4
1.3 OBJETIVOS: ............................................................................................... 6
1.3.1 OBJETIVO GENERAL: .............................................................................. 6
1.3.2 OBJETIVOS ESPECÍFICOS: ..................................................................... 7
1.4 PLANTEAMIENTO DE LA HIPOTESIS: ................................................. 7
1.4.1 HIPÓTESIS GENERAL: ............................................................................. 7
1.5 METODOLOGÍA DE INVESTIGACION: ................................................ 7
1.5.1 MÉTODO DESCRIPTIVO: ........................................................................ 7
1.5.2 TÉCNICA: OBSERVACIÓN...................................................................... 8
1.5.3 FUENTES Y TÉCNICAS DE INVESTIGACIÓN: .................................... 9
1.5.4 INSTRUMENTOS: ..................................................................................... 9
1.5.5 FUENTES: ................................................................................................... 9
1.5.6 HERRAMIENTAS ...................................................................................... 9
CAPITULO II ............................................................................................................... 11
2 MARCO REFERENCIAL ............................................................................ 11
2.1 BUENAS PRÁCTICAS DE MANUFACTURA (BPM’S) ....................... 11
2.2 (POES) PROCEDIMIENTOS OPERATIVOS ESTANDARIZADOS DE
SANEAMIENTO. ................................................................................................. 15
2.3 CERVEZA: ................................................................................................ 18
X
2.3.1 MECANISMOS DE CONTAMINACIÓN DE LA CERVEZA ............... 21
2.3.2 PROCESO DE ELABORACIÓN DE LA CERVEZA ............................. 23
2.3.3 COMERCIALIZACIÓN ........................................................................... 29
2.4 SEGURIDAD ALIMENTARIA: .............................................................. 29
2.4.1 SEGURIDAD ALIMENTARIA EN EL ECUADOR ............................... 30
2.5 CONTAMINACIÓN ALIMENTARIA .................................................... 31
2.5.1 CONTAMINACIÓN, MICROORGANISMOS Y ALIMENTOS:........... 31
2.5.2 ORÍGENES DE LA CONTAMINACIÓN ................................................ 32
2.5.3 TIPOS DE CONTAMINACIÓN: .............................................................. 34
2.5.4 CONTAMINACIÓN FÍSICA: .................................................................. 35
2.5.5 CONTAMINACIÓN QUÍMICA: .............................................................. 35
2.5.6 CONTAMINACIÓN BIOLÓGICA: ......................................................... 36
2.5.7 MECANISMOS DE CONTAMINACIÓN ............................................... 37
2.6 ADULTERACIONES Y FALSIFICACIONES: ....................................... 39
2.6.1 TÉCNICAS DE ADULTERACIÓN: ........................................................ 40
2.6.2 PRODUCTOS FALSIFICADOS: ............................................................. 40
2.7 ENFERMEDADES TRASMITIDAS POR ALIMENTOS:...................... 41
2.7.1 INFECCIONES TRASMITIDAS POR ALIMENTOS:............................ 42
2.7.2 INTOXICACIONES O INFECCIONES ................................................... 42
2.7.3 TOXI- INFECCIONES CAUSADAS POR ALIMENTOS: ..................... 42
2.7.4 ENVENENAMIENTO ALIMENTICIO: .................................................. 43
2.7.5 CAUSAS DE LAS ENFERMEDADES: ................................................... 43
2.8 MARCO DE REFERENCIAS CONCEPTUALES: ................................. 43
CAPITULO III .............................................................................................................. 47
XI
3 RESULTADOS DEL ANÁLISIS DE LA EMPRESA ................................ 47
3.1 ANTECEDENTES DE LA EMPRESA .................................................... 47
3.2 PROCESO DE ELABORACIÓN DE LA CERVEZA ARTESANAL EN
LA EMPRESA “GERSTEM COMPANY” .......................................................... 51
3.3 EVALUACION DE LA SITUACION ACTUAL DE LA EMPRESA: .... 55
3.3.1 SITUACION Y CONDICIONES DE LAS INSTALACIONES .............. 56
3.3.1.1 De las Instalaciones: ......................................................................... 57
3.3.1.2 Las condiciones mínimas básicas, de localización, diseño y
construcción. ..................................................................................... 57
3.3.1.3 Condiciones especificas de las áreas, estructuras internas y
accesorios. ........................................................................................ 57
3.3.1.4 Servicios de planta ............................................................................ 60
3.3.2 EQUIPOS Y UTENSILIOS ....................................................................... 61
3.3.2.1 Requisitos: ........................................................................................ 61
3.3.2.2 Limpieza, desinfección y mantenimiento. ........................................ 62
3.3.2.3 Monitoreo de los equipos ................................................................. 62
3.3.2.4 Otros accesorios. .............................................................................. 63
3.3.3 PERSONAL: .............................................................................................. 63
3.3.3.1 Educación y capacitación: ................................................................ 64
3.3.3.2 Estado de salud: ................................................................................ 65
3.3.3.3 Higiene y medidas de protección: .................................................... 65
3.3.3.4 Comportamiento del personal: ......................................................... 65
3.3.4 MATERIA PRIMA E INSUMOS ............................................................. 66
3.3.4.1 Requisitos: ........................................................................................ 67

XII
3.3.4.2 Agua como materia prima: ............................................................... 67
3.3.5 OPERACIONES DE PRODUCCION: ..................................................... 68
3.3.6 ENVASADO Y ETIQUETADO. .............................................................. 69
3.3.7 ALMACENAMIENTO, DISTRIBUCION, TRANSPORTE Y
COMERCIALIZACION. .......................................................................... 70
3.3.8 DEL ASEGURAMIENTO Y CONTROL DE CALIDAD ....................... 72
3.3.9 RESULTADOS GENERALES: ................................................................ 73
3.3.10 PLAN DE MEJORA DE LA PLANTA PROCESADORA DE CERVEZA
ARTESANAL GERSTEM COMPANY: .................................................. 74
3.4 RESULTADOS DE LA INVESTIGACIÓN ............................................. 86
CAPITULO IV .............................................................................................................. 87
4 CONCLUSIONES Y RECOMENDACIONES ........................................... 87
4.1 CONCLUSIONES ..................................................................................... 87
4.2 RECOMENDACIONES ............................................................................ 92
GLOSARIO……………………………………………………………………………93
BIBLIOGRAFIA………………………………………………………………………96
PÁGINAS WEB…………………………………………………………………98
ANEXOS……………………………………………………………………………..101

XIII
ÍNDICE DE CUADROS
Cuadro 1 “TIPOS DE CONTAMINACIÓN” ................................................................. 34
Cuadro 2 “ANALISIS FODA” ....................................................................................... 49
Cuadro 3 “MEJORA EN INSTALACIONES”............................................................... 75
Cuadro 4 “MEJORA EN EQUIPOS Y UTENSILIOS” ................................................. 77
Cuadro 5 “MEJORAS EN EL PERSONAL” ................................................................. 79
Cuadro 6 “MEJORAS EN MATERIA PRIMA E INSUMOS” ..................................... 81
Cuadro 7 “MEJORAS EN OPERACIONES DE PRODUCCIÓN” ............................... 82
Cuadro 8 “MEJORAS EN ENVASADO, ETIQUETADO Y EMPAQUETADO” ....... 83
Cuadro 9 “MEJORAS EN ALMACENAMIENTO, DISTRIBUCIÓN, TRANSPORTE”
......................................................................................................................................... 84
Cuadro 10 “MEJORAS EN EL ASEGURAMIENTO Y CONTROL DE CALIDAD” 85
XIV
ÍNDICE DE DIAGRAMAS
Diagrama 1 ”FLUJO DEL PROCESO DE ELABORACIÓN DE CERVEZA” ............ 28
Diagrama 2 “FLUJOGRAMA DE ELABORACIÓN DE LA CERVEZA
ARTESANAL” ............................................................................................................... 52

XV
ÍNDICE DE FIGURAS
Figura 1 “CONTAMINACIÓN CRUZADA” ................................................................ 38
Figura 2 “TIPOS DE CONTAMINACIÓN” .................................................................. 39

XVI
ÍNDICE DE FOTOS
Foto 1 “FASES DE GERMINACIÓN” .......................................................................... 26
Foto 2 “SECADO Y TOSTADO” .................................................................................. 26
Foto 3 “TIPOS DE TOSTADO” ..................................................................................... 27

XVII
ÍNDICE DE GRÁFICAS
Gráfico 1 “INSTALACIONES” ..................................................................................... 56
Gráfico 2 “EQUIPOS Y UTENSILIOS” ........................................................................ 61
Gráfico 3 “PERSONAL” ................................................................................................ 64
Gráfico 4 “MATERIA PRIMA E INSUMOS” ............................................................... 66
Gráfico 5 “OPERACIONES DE PRODUCCIÓN” ........................................................ 68
Gráfico 6 “ENVASADO, ETIQUETADO Y EMPAQUETADO” ................................ 69
Gráfico 7 “ALMACENAMIENTO, DISTRIBUCIÓN Y TRANSPORTE” .................. 71
Gráfico 8 “ASEGURAMIENTO Y CONTROL DE CALIDAD” ................................. 72
Gráfico 9 “RESULTADOS GENERALES” ................................................................... 73

XVIII
ÍNDICE DE TABLAS
Tabla 1 “SITUACIÓN Y CONDICIONES DE LAS INSTALACIONES” ................... 56
Tabla 2 “EQUIPOS Y UTENSILIOS” ........................................................................... 61
Tabla 3 “PERSONAL” ................................................................................................... 63
Tabla 4 “MATERIA PRIMA E INSUMOS” .................................................................. 66
Tabla 5 “OPERACIONES DE PRODUCCIÓN” ........................................................... 68
Tabla 6 “ENVASADO, ETIQUETADO Y EMPAQUETADO” ................................... 69
Tabla 7 “ALMACENAMIENTO, DISTRIBUCIÓN Y TRANSPORTE” ..................... 70
Tabla 8 “ASEGURAMIENTO Y CONTROL DE CALIDAD”..................................... 72
Tabla 9 “RESULTADOS GENERALES” ...................................................................... 73

XIX
ÍNDICE DE ANEXOS
Anexo 1 “FLUJOGRAMA VISUAL DEL PROCESO DE ELABORACIÓN DE LA
CERVEZA” .................................................................................................................. 103
Anexo 2 “FORMULARIO DE VERIFICACIÓN DEL CUMPLIMIENTO DEL GMP
DEL MINISTERIO DE SALUD PÚBLICA” .............................................................. 107
Anexo 3 MANUAL DE BUENAS PRÁCTICAS DE MANUFACTURA EN LA EMPRESA
GERSTEN COMPANY……………………………………………………………………….84
XX
RESUMEN
El presente trabajo fue realizado en la planta procesadora de cerveza artesanal “Gersten
Company”, cuyo propietario está interesado en implementar un sistema de
aseguramiento de calidad a través de las Buenas Prácticas de Manufactura (BPM’s),
para la obtención de productos inocuos, sanos y de buena calidad y así competir de
mejor manera en el mercado.
Por esta razón el principal propósito de esta tesis es proporcionar una guía de Buenas
Prácticas de Manufactura (BPM’s) que permita a la empresa implementar
posteriormente este sistema de calidad.
Inicialmente se realizo un diagnostico de las condiciones de la empresa para conocer
cuáles eran las debilidades y falencias, además se propone un plan de mejoras para
contar con un sistema de aseguramiento y control de calidad.
Para el presente trabajo como normativa jurídica se utilizo el Reglamento Ecuatoriano
696 de Buenas Prácticas de Manufactura (BPM’s) y para evaluar este sistema en la
empresa “Gersten Company” se conto con la ficha técnica de verificación del
Ministerio de Salud Publica; cuyos resultados fueron ponderados para obtener análisis
más exactos.
Se procedió a describir la situación de la empresa en: infraestructura, equipos y
utensilios, personal manipulador de alimentos, requisitos higiénicos de fabricación,
aseguramiento y control de calidad, saneamiento, almacenamiento distribución y
trasporte, tomando como referencia el Reglamento antes mencionado, Procedimientos
Operativos Estandarizados de Saneamiento (POES), CODEX alimentario entre otros.

XXI
Con este trabajo se pretende difundir la importancia de obtener un producto alimenticio
seguro para el consumo humano, basado en la higiene y la forma de manipulación a
través del cumplimiento de las Buenas Prácticas de Manufactura del Ecuador.
La elaboración del presente Manual tiene como finalidad establecer bases para mejoras
en la planta procesadora de cerveza artesanal “Gersten Company” para garantizar la
seguridad e inocuidad sanitaria de los productos y competir en el mercado, razón por la
cual, un sistema de Buenas Prácticas de Manufactura se convierte en el paso primordial
para la creación de un Sistema de calidad e Inocuidad necesarios para dicha
competencia.

XXII
SUMMARY
This work was done at the craft beer processing "Gersten Company”, whose owner is
interested in implementing a quality assurance through the good manufacturing
practices (GMPS) for the production of healthy and good quality products, and better
compete in the market. For this reason the main purpose of this thesis is to provide a
guide to good manufacturing practices (GMPS) that enables the company to deploy this
quality system later.
Initially it was done a diagnosis of the conditions of the company to know what were
weaknesses and shortcomings, we propose a further improvement plan to have a quality
assurance and control system.
The current work used the 696 Ecuadorian regulation of good manufacturing practices
(GMPS), and to evaluate this system in the Gersten Company, it was employed the
ministry of public health’s checklist data sheet, whose results were weighted to obtain
more accurate analysis.
The company situation was described in terms of: infrastructure, equipment and tools,
food handling staff, hygienic manufacturing requirements, quality assurance and
control, sanitation, storage, distribution and transportation, taking into account the
previously mentioned regulation, sanitation standard operating procedures (sops), codex
alimentarius among others.
This work aims to spread how important is to get a food product, safe for human
consumption, based on hygiene and handling, through compliance with good
manufacturing practices in Ecuador.

XXIII
This manual’s purpose is to set foundations to improve the processing plant craft beer
"Gersten Company", to ensure the security and health safety of products and compete in
the market. For this reason, a GMP system becomes the main step for creating a quality
and safety system required for this competence.
1
CAPÍTULO I
1 INTRODUCCIÓN
Los países en su afán de garantizar seguridad alimentaria a la población han creado
reglamentos para que las industrias de alimentos elaboren productos de calidad, sanos y
seguros.
El Ecuador se rige con el reglamento de Buenas Prácticas de Manufactura para
alimentos procesados, en el cual debe aplicarse en todas las empresas procesadoras de
alimentos para garantizar condiciones higiénicas sanitarias adecuadas y así disminuir los
riegos de contaminación durante la producción.
Las Buenas Prácticas de Manufactura se aplican a todos los procesos de manipulación
de alimentos y son una herramienta fundamental para la obtención de un producto
inocuo y saludable.
1.1 ANTECEDENTES
Siendo una de las exigencias en el ámbito mundial, la aplicación de normas que
garanticen la seguridad e inocuidad sanitaria de productos de uso alimentario,
farmacéutico y cosmético, se ha difundido cada vez más las normas de Buenas Prácticas
de Manufactura (BPM’s) y Análisis de los Puntos Críticos de Control (HACCP) como
normas de cumplimiento, solicitado por USA, PACTO ANDINO, entre otros grupos de
libre comercio.
Es por esta razón que se hace imprescindible que todas las industrias que tengan
operaciones dentro del ámbito alimenticio y procesos relacionados como es el caso de la

2
Empresa “Gersten Company” deban incursionar en la gestión de procesos para obtener
un Sistema de Procedimientos e Instructivos Operativos.
Por ello el reglamento de “Buenas Prácticas de Manufactura de Alimentos Procesados
“contiene las medidas de verificación sobre el cumplimiento de normas establecidas
para evitar que la alimentación sea un riesgo de enfermedades trasmitidas por alimentos
(ETAS); con el fin de incrementar estándares de calidad, y así garantizar la inocuidad
para el consumo del producto.
Esta es la razón para que mi tesis se enfoque a la empresa “Gersten Company” la
misma que se inicia, en el año 2007 lo que la coloca como una empresa joven,
claramente ecuatoriana. Es una empresa con metas y objetivos de gran alcance;
dedicada a la elaboración de cerveza artesanal de tipo Golden Ale, Porter, Stout.
La Empresa está ubicada en la parroquia de Tumbaco, Vía Interoceánica Km 12.
En este tiempo la Empresa “Gersten Company” ha tenido gran acogida en el mercado
laboral lo que le ha permitido impulsarse y ofrecer dos tipos de productos.
La Empresa Gersten Company empezó a elaborar cerveza artesanal para su propio
Restaurante, teniendo buena acogida en su negocio, decide entonces ampliarlo y crear
su propia planta procesadora de cerveza artesanal. Ahora posee todos los implementos
necesarios para realizar el producto, pero como la empresa es nueva en el mercado tiene
falencias en la elaboración de producto.
La cerveza artesanal que produce esta empresa tiene características organolépticas
buenas, pero algunas instalaciones y áreas de manipulación de la materia prima no son
las ideales, por lo tanto, la presente investigación se basa en el estudio de
implementación de Buenas Prácticas de Manufactura (BPM’s) y la Estructuración de

3
Procedimientos Operativos Estandarizados Sanitarios para garantizar inocuidad y
mejorar la calidad del producto optimizando el proceso de elaboración de la cerveza.
“La cerveza es un producto de consumo masivo por lo que hay que observar una
exhaustiva inspección en el proceso. La elaboración de la cerveza debe tener controles
tales como: ambientales, actividad acuosa, ya que esta favorece al crecimiento y
proliferación de microorganismos, manipulación, preparación, elaboración, envasado y
almacenamiento. El área más crítica e importante, es donde se realizan las operaciones
de producción de la cerveza, y para estos análisis se necesita referir “Las Buenas
Prácticas de Manufactura (BPM) que son los principios básicos y prácticas generales de
higiene”1.
Conocemos que la cerveza tiene un alto porcentaje de consumo en el área comercial,
dando como resultado una alta rentabilidad, por lo que se pensaría en un futuro,
patentarse internacionalmente, por esta razón y con toda seguridad se crea GERSTEN
COMPANY. Cuyo dueño y gerente se presenta muy abierto a nuevas y grandes
aspiraciones.
Este tipo de empresa realiza cerveza no sólo por la rentabilidad sino por el exquisito
degustar de la misma, pero este producto como todos los alimentos de consumo
necesitan establecer Normas Claras para la inocuidad del mismo, y un gran paso es
desarrollar un Sistema de Buenas Prácticas de Manufactura (BPM) y una estructuración
de (POES) Procedimientos Operativos Estandarizados de Saneamiento.
1 (Administrator ARGENTINA, 21 de Febrero de 2009, http://www.cervezadeargentina.com)
4
Toda empresa dedicada a la elaboración de alimentos y aspire a competir en los
mercados de hoy nacionales e internacionales, deberán tener como objetivo primordial
la búsqueda y aplicación de un sistema que asegure la calidad de sus productos y la
optimización de sus recursos. Para ello deben conocer y practicar las Buenas Prácticas
de Manufactura (BPM), que son el punto de partida para la implementación de otros
sistemas de Aseguramiento de Calidad.
Es entonces necesario conocer perfectamente el proceso de elaboración de la cerveza,
analizar las condiciones que se necesitan para el correcto procesamiento partiendo de la
materia prima y consecuentemente la obtención de un producto de calidad,
desarrollando un sistema claro y factible que beneficiará a la Empresa.
Un sistema de Buenas Prácticas de Manufactura es la combinación de principios y
valores que involucra al personal en el compromiso de crear una empresa de producción
y soluciones, esto constituye un reto muy importante para la organización en esta
época en que la tecnología avanza, por lo que la empresa Gersten Company tiene como
aspiración el crecimiento tanto en el área de Procesos como en el Recursos Humanos,
conjugadas éstas áreas se desea alcanzar óptimas condiciones, por lo cual, el señor
gerente y propietario está muy interesado en mejorar su empresa con este sistema de
BPM’s para garantizar -mayor inocuidad, crear mejores espacios en el desarrollo del
producto, mejoramiento continuo, excelentes áreas de trabajo, expansión y
permanencia en el mercado no solo nacional sino internacional, entre otras.
1.2 JUSTIFICACION
Las legislaciones Nacionales e Internacionales como el CODEX alimentario, el sistema
oficial de alimentos, OMG`s entre otras, cada día se vuelven más exigentes y mucho
5
más las que se refieren a la producción de alimentos, razón por la cual se han creado
normas básicas de manipulación de productos alimenticios como son las “Buenas
Prácticas de Manufactura “con el fin de garantizar a todos los consumidores, productos
inocuos, aptos para el consumo humano.
Es importante tener en cuenta que la aplicación de Buenas Prácticas de Manufactura es
un reglamento que conlleva a mejorar las industrias y requiere del compromiso de todo
el personal de la planta, por lo que, la Empresa Gerstem Company en su afán de
superación se ha propuesto crear un cronograma con normas y reglamentos que le
ayuden a obtener productos inocuos y de buena calidad.
Por este motivo la Empresa necesita elaborar productos de calidad, sin riesgo a la salud
del consumidor, por lo cual es imprescindible implementar normas claras para un
mejoramiento continuo de la misma, por lo que se propone trabajar con Buenas
Prácticas de Manufactura y así obtener un producto de mejor calidad.
Se requiere desarrollar sistemas y programas de trabajo que engloben las condiciones
mínimas y requisitos higiénicos sanitarios adecuados para obtener un producto que no
afecte a la salud del consumidor.
La estructuración de un buen plan de BPM’s en toda empresa productora y
comercializadora de alimentos, es una obligación legal y una estrategia efectiva para
la protección del consumidor minimizando los riesgos que conlleven a posibles
enfermedades, desperdicios y re-procesos, contribuyendo su permanencia en el
mercado.

6
Además es importante el desarrollo de un Sistema de Buenas Prácticas de Manufactura
para que la empresa brinde un mejor producto para el consumo humano y como
principios básicos las prácticas de higiene para la prevención de todo tipo de
contaminación y evitar riesgos inherentes a la producción.
Es importante que se analice la infraestructura de la planta, suministro de agua, luz
natural y eléctrica, equipos y utensilios, manipulación de materia prima, higiene y
presentación del personal, la fabricación del producto para detectar las posibles fallas
como requerimiento indispensable para la futura implementación de Buenas Prácticas
de Manufactura en la Empresa.
El propósito del desarrollo de un Sistema Buenas Prácticas de Manufactura y
Estructuración de Procedimientos Operativos Estandarizados de Saneamiento es
justificar ciertos puntos importantes que son necesarios para elaborar correctamente el
producto y obtener mayor calidad generando mejoras en la elaboración de cerveza
artesanal. De esta manera se va a beneficiar tanto a la empresa como a los
consumidores de este producto ya que obteniendo un mejor proceso, la calidad de éste
mejorará.
1.3 OBJETIVOS:
1.3.1 OBJETIVO GENERAL:
Desarrollar un sistema de Buenas Prácticas de Manufactura para alimentos procesados
en la empresa procesadora de cerveza artesanal “Gersten Company”, basada en el
Reglamento Oficial 696-2002

7
1.3.2 OBJETIVOS ESPECÍFICOS:
- Definir el perfil de cumplimiento de Buenas Prácticas de Manufactura (BPM’s)
y las Procedimientos Operativos Estandarizados de Saneamiento (POES) en la
empresa de procesamiento de cerveza artesanal “Gersten Company”.
- Diseñar un formato para estructurar Procedimientos Operativos Estandarizados
Saneamiento (POES) en la empresa “Gersten Company”.
- Desarrollar el manual de Buenas Prácticas de Manufactura (BPM’s) para la
empresa Gersten Company.
1.4 PLANTEAMIENTO DE LA HIPOTESIS:
1.4.1 HIPÓTESIS GENERAL:
El Desarrollo del sistema de Buenas Prácticas de Manufactura BPM’s en la planta
procesadora de cerveza artesanal “Gersten Company”, servirá para observar el
cumplimiento y mejorar los procesos controlando que el producto cumpla con los ítems
de la legislación vigente.
1.5 METODOLOGÍA DE INVESTIGACION:
1.5.1 MÉTODO DESCRIPTIVO:
Para el diseño del sistema de Buenas Prácticas de Manufactura a favor de la planta
procesadora de cerveza artesanal “Gestem Company” se hará uso del método

8
descriptivo, pues inicialmente se establecerá un diagnostico de la situación actual de la
empresa mediante la observación.
El método descriptivo trabaja con realidades de hecho, siendo su característica
fundamental la de realizar una correcta interpretación de los datos obtenidos.
1.5.2 TÉCNICA: OBSERVACIÓN
Para este trabajo se usará como técnica la observación ya que, mediante ésta se
analizará el proceso de producción para verificar las prácticas generales de higiene y
manipulación del producto.
La observación se realiza para tener un mejor enfoque del lugar en el que se desarrolla
la investigación.
Así también se realiza una investigación aplicada ya que depende de los
descubrimientos o hallazgos y sus consecuencias, la investigación aplicada busca
conocer, hacer, actuar y modificar procesos relacionados con una investigación de
campo o directa debido a que se efectúa en un lugar en el que ocurren los fenómenos,
objeto de estudio.
Debido a las características del trabajo, se aplicará el método científico como principio,
ya que se utilizará una serie de pasos sistemáticos que nos permitan llevar a cabo la
investigación.
9
1.5.3 FUENTES Y TÉCNICAS DE INVESTIGACIÓN:
Para lograr éxito en esta investigación se buscará información actualizada que
complemente el trabajo el mismo que será de fácil entendimiento para los interesados
en la planta.
1.5.4 INSTRUMENTOS:
Hoja de verificación del Ministerio de Salud Publica basada en el Registro
Oficial Nº 696.
Registro Oficial Órgano del Gobierno del Ecuador Administración del Sr. Dr.
Gustavo Noboa Bejarano. Decreto Ejecutivo 3253, Registro Oficial 696 de 4 de
Noviembre del 2002. Reglamento de Buenas Prácticas de Manufactura para
Alimentos Procesados.
Material bibliográfico actualizado
1.5.5 FUENTES:
Primarias: Evaluación, observación, datos del proceso, controles, fotos del
proceso de producción de la Planta de cerveza Personal
Secundarias: Libros, Internet, CODEX Alimentario, Normas INEN, Manuel de
BPM (registro oficial tribunal constitucional) y manual de POES, registros del
Ministerio de Salud Publica.
1.5.6 HERRAMIENTAS
• Se harán cuadros en Excel y gráficos estadísticos con los datos obtenidos del
sistema oficial de alimentos del Ministerio de Salud.
10
• Flujogramas del proceso, con afán de mostrar el procesamiento de elaboración
de cerveza artesanal en la empresa “Gersten Company”
• Se realizara un Checklist con la ficha técnica de verificación del Ministerio de
Salud Publica para así verificar el estado de la empresa tanto en instalaciones,
diseño, servicios de la planta, equipos y utensilios, requisitos de higiene y
fabricación, entre otros.
• Se evaluarán los incumplimientos de la planta mediante la calificación que se
hará a los ítems de la hoja de verificación del Ministerio de Salud Publica.
• Se efectuará un plan de mejoras basado en los resultados y las graficas
obtenidas en la hoja de verificación, así se plantearan mejoras a corto o a largo
plazo mediante las necesidades del trabajo en cuestión.
• Luego se hará el manual de Buenas Prácticas de Manufactura en la empresa
Gerstem Company con los formatos establecidos.
11
CAPITULO II
2 MARCO REFERENCIAL
Las legislaciones Nacionales e Internacionales apuntan cada día más a la producción de
alimentos de calidad, sanos y seguros.
La contaminación de los alimentos es un riesgo que está presente en toda industria y
ante el cual debemos actuar con tiempo. Por lo tanto toda empresa dedicada a la
elaboración de productos alimenticios que aspire a competir en los mercados de hoy
nacionales e internacionales, deberá tener como objetivo primordial la búsqueda y
aplicación de un sistema que asegure la calidad de sus productos y la optimización de
sus recursos.
Por este motivo es importante conocer sobre Buenas Prácticas de Manufactura (BPM’s),
Procedimientos Operativos Estandarizados de Saneamiento (POES), Seguridad
Alimentaria, entre otros.
2.1 BUENAS PRÁCTICAS DE MANUFACTURA (BPM’S)
Actualmente se está presentando cambios, tanto en la industria de trasformación de
alimentos, como en su comercialización y esto afecta a la inocuidad de los alimentos.
La aplicación de Buenas Prácticas de Manufactura reduce significativamente el riesgo
de que haya presencia de toxi- infecciones alimentarias a la población consumidora al
protegerla contra contaminaciones, contribuyendo a formar una imagen de calidad y
reduciendo las posibilidades de pérdidas de productos al mantener un control preciso y
continuo sobre edificaciones, equipo y personal

12
Las Buenas Prácticas de Manufactura (BPM) se aplican a todos los procesos de
manipulación de alimentos y son una herramienta fundamental para la obtención de un
producto inocuo, saludable y sano. Para un sistema BPM es necesario evaluar la
producción de alimentos, el personal involucrado, las instalaciones donde se efectúa el
proceso y el producto fabricado. La implementación de BPM es una herramienta básica
para la obtención de productos seguros para el consumo humano, que se centralizan en
la higiene y forma de manipulación.
El reglamento de Buenas Prácticas de Manufactura para alimentos procesados del
registro oficial 696, menciona que de conformidad con el Art. 42 de la Constitución
Política, es deber del Estado garantizar el derecho a la salud, su promoción y protección
por medio de la seguridad alimentaria.
El artículo 96 del Código de la Salud establece que el Estado fomentará y promoverá la
salud individual y colectiva; Que el artículo 102 del Código de Salud establece que el
Registro Sanitario podrá también ser conferido a la empresa fabricante para sus
productos, sobre la base de la aplicación de buenas prácticas de manufactura y demás
requisitos que establezca el reglamento al respecto; que el Reglamento de Registro y
Control Sanitario, en su artículo 15, numeral 4, establece como requisito para la
obtención del Registro Sanitario, entre otros documentos, la presentación de una
Certificación de operación de la planta procesadora sobre la utilización de buenas
prácticas de manufactura.
Que es importante que el país cuente con una normativa actualizada para que la
industria alimenticia elabore alimentos sujetándose a normas de buenas prácticas de

13
manufactura, las que facilitarán el control a lo largo de toda la cadena de producción,
distribución y comercialización, así como el comercio internacional, acorde a los
avances científicos y tecnológicos, a la integración de los mercados y a la globalización
de la economía; y, En ejercicio de la atribución que le confiere el numeral 5 del artículo
171 de la Constitución Política de la República.En el Código Alimentario Argentino
(CAA), más precisamente en la Resolución Técnica MERCOSUR Nº 80/96 se establece
la obligatoriedad del uso de BPM para todos los establecimientos elaboradores-
industrializadores de alimentos2.
Buenas prácticas de manufactura: El eslabón inicial en la cadena de la calidad
Una empresa que aspire a competir en los mercados de hoy, deberá tener como
objetivo primordial la búsqueda y aplicación de un sistema de aseguramiento de la
calidad de sus productos.
BMP define los criterios elementales, desde el punto de vista higiénico, aplicables a
todos los establecimientos de elaboración de alimentos. Muchas industrias alimentarias
han comenzado a implantar el esquema de certificación BMP para el procesado de
alimentos, siendo éste la base a partir de la cual han desarrollado e implantado otros
sistemas de gestión de la calidad y de seguridad alimentaria como: SQF 2000 y/ó ISO
22000.
El desarrollo de un sistema BMP mejorara la seguridad alimentaria de la organización e
incrementa la seguridad de los productos elaborados.
2 MOREJON, J.A, Reglamento de Buenas Prácticas de Manufactura para alimentos procesados,
Registro Oficial 696, 2002.

14
Demuestra el compromiso de la organización para producir y comercializar alimentos
seguros. Prepara su sistema de gestión de la calidad para la certificación según HACCP.
Incrementa la seguridad del producto y la confianza de los clientes y consumidores.
El reglamento de registro y control sanitario, establece como requisito para la obtención
del registro sanitario, entre otros documentos, la presentación de una certificación de
operación de la planta procesadora sobre la utilización de buenas prácticas de
manufactura.
Es importante que el país cuente con una normativa actualizada para que la industria
alimenticia elabore productos sujetándose a normas de buenas prácticas de manufactura,
Las que facilitan el control a lo largo de toda la cadena de producción, distribución y
comercialización, acorde a los avances científicos y tecnológicos, a la integración a los
mercados.
Para implementación de Buenas Prácticas de manufactura se establece lo siguiente:
- Se estudia los establecimientos donde se procesan, envasan y distribuyen
alimentos.
- Los equipos, utensilios y personal manipulador sometidos a los reglamentos de
Registro de control sanitario.
- Actividades de fabricación, procesamiento, envasado, empacado,
almacenamiento, trasporte, distribución y comercialización de alimentos en el
territorio nacional.
- A los productos utilizados como materia prima e insumos de la fabricación que
van a ser trasformados para consumo humano.

15
2.2 (POES) PROCEDIMIENTOS OPERATIVOS ESTANDARIZADOS DE
SANEAMIENTO.
El mantenimiento de la higiene en una planta procesadora de alimentos es una
condición esencial para asegurar la inocuidad de los productos que allí se elaboren.
Una manera eficiente y segura de llevar a cabo las operaciones de saneamiento, es
basándose en los Procedimientos Operativos Estandarizados de Saneamiento (POES).
Los POES está actualmente muy vigente dada su obligatoriedad como consecuencia de
la Resolución N° 233/98 de SENASA que establece lo siguiente:
"Todos los establecimientos donde se faenen animales, elaboren, fraccionen y/o
depositen alimentos están obligados a desarrollar Procedimientos Operativos
Estandarizados de Saneamiento (POES)”3.
POES son un conjunto de normas que establecen las tareas de saneamiento necesarias
para la conservación de la higiene en el proceso productivo de alimentos. Esto incluye
la definición de los procedimientos de sanidad y la asignación de personal responsable
en esta área.
El sistema POES contempla la ejecución de las tareas antes, durante y después del
proceso de elaboración, y se divide en dos procesos diferentes que interactúan entre sí:
La limpieza, que consiste en la eliminación de toda materia objetable (polvo, tierra,
residuos diversos).
3 Reglamento de Registro y Control Sanitario de Alimentos, Decreto Nº 1583, Alimentos Argentinos
16
La desinfección, que consiste en la reducción de los microorganismos a niveles que no
constituyan riesgo de contaminación en el proceso productivo.
Las POES deben cumplir con una rutina que garantice la efectividad del proceso y se
compone de los siguientes pasos:
- Procedimiento de limpieza y desinfección que se ejecutará antes, durante y
después de la elaboración.
- Frecuencia de ejecución y verificación de los responsables de las tareas.
- Vigilancia periódica del cumplimiento de los procesos de limpieza y
desinfección.
- Evaluación continua de la eficacia de las POES y sus procedimientos para
asegurar la prevención de todo tipo de contaminación.
- Ejecución de medidas correctivas cuando se verifica que los procedimientos no
logran prevenir la contaminación.
Cada establecimiento debe tener un plan escrito que describa los procedimientos diarios
que se llevarán a cabo durante y entre las operaciones, así como las medidas correctivas
y la frecuencia con la que se realizarán para prevenir la contaminación directa o
adulteración de los productos.
La empresa tiene la posibilidad de diseñar el plan que desee, con sus detalles y
especificaciones particulares.
Las plantas deben desarrollar procedimientos que puedan ser eficientemente realizados,
teniendo en cuenta la política de la dirección, el tamaño del establecimiento, y la
naturaleza de las operaciones que se desarrollan.

17
También deben prever un mecanismo de reacción inmediato frente a una
contaminación.
Los encargados de la inspección del plan deben exigir que el personal lleve a cabo
aquellos procedimientos establecidos y actúe si se producen contaminaciones directas
de los productos.
Los POES deben identificar procedimientos de saneamiento pre operacionales y deben
diferenciarse de las actividades de saneamiento que se realizarán durante las
operaciones.
Los procedimientos pre operacionales son aquellos que se llevan a cabo en los
intervalos de producción y como mínimo deben incluir la limpieza de las superficies, de
las instalaciones, y de los equipos y utensilios que están en contacto con alimentos
Los procedimientos de saneamiento operacional, se realizarán durante las operaciones.
Deben ser descriptos al igual que los procedimientos pre-operacionales y deben,
además, hacer referencia a la higiene del personal en lo que hace al mantenimiento de
las prendas de vestir externas (delantales, guantes, cofia, etc.), al lavado de manos, al
estado de salud, etc.
También debe considerarse que durante los intervalos en la producción, es necesario
realizar la limpieza y desinfección de equipos y utensilios.
Los establecimientos deben tener registros diarios que demuestren que se están llevando
a cabo los procedimientos de sanitización que fueron delineados en el plan de POES,
incluyendo las acciones correctivas que fueron tomadas.

18
En líneas generales, una planta elaboradora debería disponer, como mínimo, de los
siguientes POES:
• Saneamiento de manos.
• Saneamiento de líneas de producción (incluyendo hornos y equipos de
envasado).
• Saneamiento de áreas de recepción, depósitos de materias primas, intermedios y
productos terminados.
• Saneamiento tanques, cisternas, tambores, carros, bandejas, ductos de entrada y
extracción de aire.
• Saneamiento de líneas de transferencia internas y externas a la planta.
• Saneamiento de cámaras frigoríficas y heladeras.
• Saneamiento de lavaderos.
• Saneamiento de lavabos, paredes, ventanas, techos, zócalos, pisos y desagües de
todas las áreas.
• Saneamiento de superficies en contacto con alimentos, incluyendo, básculas,
balanzas, contenedores, cintas transportadoras, utensilios, guantes, vestimenta
externa, etc.
• Saneamiento de instalaciones sanitarias y vestuarios.
2.3 CERVEZA:
Los orígenes de la cerveza se pierden en la noche de los tiempos entre historias y
leyendas.
Según la mitología egipcia, fue Osiris, dios de la agricultura, quien enseñó a la
humanidad el arte de fabricar cerveza.

19
La cerveza egipcia se producía enterrando cebada en recipientes de germinación; la
papilla de malta fermentaba por la acción de levaduras salvajes. El uso del lúpulo se
cree que procede del siglo VII a.C. La fabricación de cerveza estaba extendida por el
norte de Europa ya a comienzos de la era cristiana, y hoy casi todos los países
industrializados de Asia y América tienen industrias cerveceras, que suelen producir
cervezas tipo lager de calidad media o baja.
La auténtica época dorada de la cerveza comienza a finales del siglo XVIII con la
incorporación de la máquina de vapor a la industria cervecera y el descubrimiento de la
fórmula de producción en frío, y culmina en el último tercio del siglo XIX, con los
hallazgos de Pasteur
Se denomina cerveza a una bebida alcohólica, no destilada, de sabor amargo que se
fabrica con granos de cebada u otros cereales cuyo almidón, una vez modificado, es
fermentado en agua y frecuentemente aromatizado con lúpulo. De ella se conocen
múltiples variantes con una amplia gama de matices debidos a las diferentes formas de
elaboración y a los ingredientes utilizados. Generalmente presenta un color ambarino
con tonos que van del amarillo oro al negro pasando los marrones rojizos. Se la
considera “gaseosa” (contiene CO2 disuelto en saturación que se manifiesta en forma de
burbujas a la presión ambiente) y suele estar coronada de una espuma más o menos
persistente. Su aspecto puede ser cristalino o turbio. Su graduación alcohólica puede
alcanzar hasta cerca de los 30% vol., aunque principalmente se encuentra entre los 3%
vol. y 9% vol.
La cebada materia prima esencial:
20
Aunque son varios los granos de cereal que pueden ser satisfactoriamente malteados, los
de cebada son los que generalmente menos problemas técnicos. El maíz se maltea muy
raras veces, porque su grasa se enrancia.
El trigo se maltea en escalas comerciales, especialmente para la elaboración de ciertos
tipos de pan, pero el desarrollo de microorganismos durante la germinación en la
superficie del grano plantea ciertos problemas.
En el trascurso de los años se ha ido imponiendo, prácticamente en todo el mundo, el
aroma de las cervezas elaboradas a partir de la cerveza malteada, Además, la cebada
utilizada para la elaboración de la malta destinada a la producción de cerveza es más
rica en almidón, que es la sustancia que da origen al extracto fermentado. También
contiene proteínas. En cantidades suficientes para proporcionar los aminoácidos
necesarios para el crecimiento de levaduras, y las sustancias nitrogenadas que
desarrollan un papel importante en la formación de espuma.
Existen variedades de cebada. Difieren no solo en la forma de la planta o en el aspecto
de la espiga, sino también en las características fisiológicas4.
El crecimiento microbiano
La cerveza, como producto fermentado, se obtiene gracias al crecimiento de las
levaduras en una solución acuosa de cebada. A partir del almidón del cereal, las
levaduras consumen glucosa para producir, entre otros, alcohol y sustancias
responsables de los aromas y gustos característicos.
4 (HOUGH, J.S, BRINGGS,R, Biotecnología de la cerveza y la malta., Zaragoza, España. 1990)
21
En la cerveza, no obstante, hay una serie de factores que limitan el crecimiento de los
microorganismos. Entre ellos la escasa cantidad de nutrientes disponibles, el bajo pH, la
presencia de alcohol, dióxido de carbono y dióxido de azufre y las bajas temperaturas de
conservación.
Además, si el producto se ha estandarizado de forma adecuada, se hace difícil el
crecimiento de patógenos, ya que todos los elementos anteriores dificultan la
multiplicación de microorganismos que pudiesen llegar al producto.
Si se permitiese el crecimiento de microorganismos indeseables, podrían aparecer
modificaciones importantes de la calidad del producto final. Las más habituales son las
levaduras salvajes, que dan como resultado un producto final de gran turbidez y con
presencia de aromas extraños. Las mismas características se presentan cuando en el
producto hay exceso de flora láctica y de bacterias del ácido acético. La existencia de
enterobacterias se detecta igualmente por la formación de aromas extraños.
El mosto es un medio de cultivo, relativamente rico, pero se somete a ebullición y muy
poco después se inocula con levadura. Durante la fermentación, el pH desciende de 5,3
a 4,1, se produce etanol hasta una concentración de 3-4 Wo p/v y descienden
sustancialmente las concentraciones de azúcares, aminoácidos y vitaminas. 5
2.3.1 MECANISMOS DE CONTAMINACIÓN DE LA CERVEZA
La cerveza, como producto fermentado, se obtiene gracias al crecimiento de las
levaduras en una solución acuosa de cebada. A partir del almidón del cereal, las
5 HOUGH, J.S, BRINGGS, R, Biotecnología de la cerveza y la malta, S.A., Zaragoza, España. 1990.

22
levaduras consumen glucosa para producir, entre otros, alcohol y sustancias
responsables de los aromas y gustos característicos.
En la cerveza, no obstante, hay una serie de factores que limitan el crecimiento de los
microorganismos. Entre ellos la escasa cantidad de nutrientes disponibles, el bajo pH, la
presencia de alcohol, dióxido de carbono y dióxido de azufre y las bajas temperaturas de
conservación.
A demás, si el producto se ha estandarizado de forma adecuada, se hace difícil el
crecimiento de patógenos, ya que todos los elementos anteriores dificultan la
multiplicación de los que de forma accidental pudiesen llegar al producto.
Si se permitiese el crecimiento de microorganismos indeseables, podrían aparecer
modificaciones importantes de la calidad del producto final. Las más habituales son las
levaduras salvajes, que dan como resultado un producto final de gran turbidez y con
presencia de aromas extraños. Las mismas características se presentan cuando en el
producto hay exceso de flora láctica y de bacterias del ácido acético. La existencia de
enterobacterias se detecta igualmente por la formación de aromas extraños.
Contaminación de origen:
Es aquella contaminación que ya viene implícita en el alimento.
La cerveza es habitualmente un producto libre de patógenos. El producto que se obtiene
actualmente es homogéneo, lo que implica una estandarización del proceso de
producción y un buen control de calidad que, en general, limita la presencia de
contaminantes y de peligros para los consumidores.

23
Para asegurar el producto es imprescindible impedir, entre otros, la presencia de
patógenos y de alterantes indeseables. Ambos aspectos, en especial el primero, se
consiguen mediante pasteurización y otros sistemas de eliminación.
2.3.2 PROCESO DE ELABORACIÓN DE LA CERVEZA
MATERIAS PRIMAS
Malta
Está constituida por granos de cebada germinados durante un periodo limitado de
tiempo, y luego desecados. Generalmente la malta utilizada en la fabricación de la
cerveza, no es elaborada en la propia fábrica sino obtenida directamente de
proveedores externos.
Lúpulo
El lúpulo es un ingrediente insustituible en la elaboración de la cerveza y no tiene
ningún sucedáneo. El lúpulo es indispensable para la elaboración de la cerveza, su
sabor amargo agradable y su aroma suave característico, contribuye además, a su
mejor conservación y a dar más permanencia a la espuma.
Agua
Las características del agua de fabricación influyen sobremanera en la calidad de la
cerveza. En la fabricación de cerveza se utiliza agua potable y sus características
organolépticas deben ser completamente normales.
Levadura
Son hongos microscópicos unicelulares que transforman los glúcidos y los
aminoácidos en alcohol y CO2. Las cervezas elaboradas con levaduras flotantes (es

24
decir, aquellas que flotan en la superficie del mosto en fermentación) reciben el
nombre de tipo ale; las cervezas que se elaboran con levaduras que fermentan en el
fondo de la cuba reciben el nombre de tipo lager. En el caso de las cervezas tipo
lager, el hongo utilizado es el Saccharomyces carlsbergensis6.
Malteado
El malteado es la transformación de la cebada en malta. El proceso de malteado tiene las
siguientes etapas:
Limpieza del grano
Remojado
Germinado
Secado
Limpieza de la malta
• Limpieza del grano:
Se realiza para:
- Remover cáscaras, polvo, pajas, palos etc. proveniente de la cosecha del grano.
- Remover piedras, trozos metálicos.
- Remover semillas extrañas.
• Remojo:
Consiste en aumentar el contenido de humedad del grano. Se realiza en tanques
abiertos donde se le rocía agua desde la parte superior, tiene una duración de 2 días.
El grano absorbe aproximadamente 45% de su peso.
6 HOUGH, J.S, BRINGGS, R, Biotecnología de la cerveza y la malta, Editorial Acribia, S.A., Zaragoza, España. 1990.
25
Objetivos:
- Remover el material flotante.
- Lavar el grano.
- Elevar el mosto de 12% a 44% para iniciar el proceso de germinación.
• Germinación
La cebada no se puede utilizar directamente para la producción de cerveza, ya que
no tiene desarrollado el sistema enzimático encargado de transformar el almidón en
azúcares. La transformación del almidón en azúcares es vital, ya que las levaduras
encargadas de la fermentación los necesitan para su crecimiento y multiplicación y
no son capaces de atacar directamente al almidón.
Durante la germinación, las proteínas, el almidón y otras sustancias se liberan, lo
cual facilita el trabajo posterior de las levaduras. Así mismo, el complejo enzimático
encargado de atacar al almidón se desarrolla.
Fases de la germinación:
1. Absorción del agua por el embrión.
2. Activación de enzimas.
3. Desarrollo de tejidos embrionarios.
4. Ruptura de la pared del embrión por el germen.

26
Foto 1 “FASES DE GERMINACIÓN”
Fuente: Malta cervecera, www.cervezadeargentina.com.ar
• Secado y Tostado:
- Después de la germinación se pasa al horno de secado.
- Se baja la humedad del grano hasta 4%.
- Las enzimas desarrolladas quedan inactivas temporalmente.
El proceso de germinación se para y junto con ella la trasformación del almidón y
proteínas.
Foto 2 “SECADO Y TOSTADO”
Fuente: Malta cervecera, www.cervezadeargentina.com.ar
Objetivos del secado:
- Detener el proceso de malteado.
- Disminuir el % de humedad para garantizar una buena conservación.
- Desarrollar el color y aroma requerido por el cervecero.

27
Factores importantes:
- Secado indirecto: Nitrosaminas.
Foto 3 “TIPOS DE TOSTADO”
Fuente: Malta cervecera, www.cervezadeargentina.com.ar
- Limpieza de la Malta:
Para utilizar la malta es necesario quitar antes el germen a los granos frotando
por acción mecánica los granos entre ellos para eliminar las raicillas.
Éstos deben ser eliminados por soplado o por aspiración antes de poder utilizar
la malta para la mezcla.
Producción de maltas
Diferencias en la producción de maltas pálidas (Pale Ale y Pilsner), maltas de
alto horneado (Vienna, Munich y Aromatic) y tostadas (Biscuit, Victory,
Chocolat, Black Patent).
Fase de secado
- Maltas pálidas: La temperatura es baja (40-45ºC) y la ventilación es alta. La
humedad se elimina rápidamente y por lo tanto se seca rápido.
- Maltas de alto horneado: La temperatura de secado es mayor (50ºC), y la
ventilación es baja. Lleva el doble de tiempo hacer estas maltas respecto de las
pálidas.

28
Diagrama 1 ”FLUJO DEL PROCESO DE ELABORACIÓN DE CERVEZA”
Fuente: Serra Majem y Bartrina; 2002
29
2.3.3 COMERCIALIZACIÓN
Directa a los bares y restaurantes.
2.4 SEGURIDAD ALIMENTARIA:
“Existe seguridad alimentaria cuando todas las personas tienen en todo momento acceso
físico y económico a suficientes alimentos inocuos y nutritivos para satisfacer sus
necesidades alimenticias y sus preferencias en cuanto a los alimentos a fin de llevar una
vida activa y sana”7.
La seguridad alimentaria implica el cumplimiento de las siguientes condiciones:
Una oferta y disponibilidad de alimentos adecuados
La estabilidad de la oferta sin fluctuaciones ni escasez en función de la estación
del año
El acceso a los alimentos o la capacidad para adquirirlos
La buena calidad e inocuidad de los alimentos.
En los países desarrollados el término "Seguridad Alimentaria" hace referencia más a
los problemas de higiene e inocuidad de los alimentos.
Es decir, las políticas gubernamentales, las medidas de control, los procesos que se
siguen, pretenden alcanzar el que todo alimento que llega al consumidor, sea un
alimento "seguro", libre de contaminaciones que supongan una amenaza para la salud.
7 FAO and WHO 2009, by the Codex Alimentarius, .Extraído de: http://www.codexalimentarius.
net/web/index_es.jsp.

30
Todos sabemos que las condiciones en que realizamos algo repercuten profundamente
en la eficiencia y rapidez de nuestra actividad.
Si las condiciones físicas son inadecuadas, la producción mermará, por mucho cuidado
que ponga una compañía en capacitaciones y destrezas de los empleados.
Se debe analizar factores como la temperatura, humedad, iluminación, ruido, y jornada
laboral. Establecen pautas preferentes al nivel óptimo de cada uno de esos factores. Se
debe tener en cuenta ambiente físico para facilitar el rendimiento. El ambiente
incomodo ocasiona efectos negativos: disminución de la productividad, aumento de
errores, mayor índice de accidentes y más rotación de personal.
2.4.1 SEGURIDAD ALIMENTARIA EN EL ECUADOR
Los recursos fitogenéticos para la alimentación y la agricultura son fundamentales, para
alimentar a la población mundial. La Organización de las Naciones Unidas para la
Alimentación y la Agricultura (FAO) defiende a estos productos como las materias
primas de origen vegetal, que son básicos para la preservación de la especie humana.
Según este organismo, el Ecuador es un territorio clave, a escala mundial, para la
preservación de estos recursos: “...el Ecuador es uno de los países más ricos en
diversidad de especies y ecosistemas en todo el mundo”8.
Sin embargo, el análisis de la FAO establece también que en las últimas dos décadas se
han perdido “muchas variedades tradicionales, básicas para mantener una dieta
nutricional balanceada". Ante esta situación el INIAP ha sido comisionado por parte del
Ministerio de Agricultura, ante la FAO, para que ejerza como Punto Focal Nacional
8 FAO and WHO 2009, Extraído de: http://www.codexalimentarius. net/web/index_es.jsp.

31
para el seguimiento de la aplicación del Plan de Acción Mundial (PAM) para la
Conservación y la Utilización Sostenible de los Recursos Fitogenéticos para la
Agricultura y la Alimentación.
La seguridad alimentaria en Ecuador es un tema preocupante, ya que gran parte de la
población padece desnutrición crónica, anemia, deficiencia de micronutrientes,
sobrepeso y obesidad en condiciones de inseguridad alimentaria.
“El hambre perpetúa la pobreza al impedir que las personas desarrollen sus
potencialidades y contribuyan al progreso de sus sociedades”9.
2.5 CONTAMINACIÓN ALIMENTARIA
La contaminación es la introducción de agentes biológicos, químicos o físicos a un
medio al que no pertenecen. Cualquier modificación indeseable de la composición
natural de un medio; por ejemplo, agua, aire o alimentos.
2.5.1 CONTAMINACIÓN, MICROORGANISMOS Y ALIMENTOS:
Los microorganismos están presentes en el medio ambiente, en los seres vivos y en el
agua. Según qué tipo de microorganismo sea la contaminación tiene diferentes tipos de
características, pude ir de la alteración de los alimentos hasta la aparición de ETA leves
o severas.
Los alimentos juegan un papel importante en la trasmisión de enfermedades de origen
alimentario debido a que se pueden contaminar a partir del aire, agua, suelo, animales,
utensilios, el hombre y durante el proceso de producción primaria, transporte,
9 FAO y OMS 2009, Extraído de: http://www.codexalimentarius.net/web/index_es.jsp

32
almacenamiento, elaboración y distribución. En la cadena alimentaría se usan de manera
de liberada aditivos alimentarios, nitritos, nitratos, para conservar características
sensoriales del alimento, micronutrientes, y plaguicidas, que pueden tener graves
consecuencias para la salud humana y ser causa significativa de enfermedades de origen
alimentario. Las principales fuentes de contaminación biológica de los alimentos, son
los microorganismos: bacterias, hongos, virus, y parásitos. Los alimentos, por si
mismos, pueden tener microorganismos patógenos, toxigénicos y saprofitos. Existen
microorganismos comunes entre ellos tenemos: Acinetobacter spp., Moraxella spp.,
Pseudomonas, Bacillus spp., Micrococus, Enterobacter spp., Salmonella spp., Yersinia
spp., Echerichia coli, Staphylococcus spp., Clostridium, perfringens, virus y parásitos.
Los alimentos de origen vegetal puede albergar coliformes fecales, por el riego con
aguas contaminadas, el uso de abonos orgánicos como estiércol, lo cual aumenta el
riesgo, si se tiene en cuenta que muchos de los vegetales se consumen crudos o se
emplean como ingredientes de platos o postres cuya composición facilita la
multiplicación de patógenos.
La materias prima de origen acuático son vehículos potenciales de microorganismos
patógenos, como Clostridium botulinum tipo E, Vibrio parahaemolyticus
2.5.2 ORÍGENES DE LA CONTAMINACIÓN
Un alimento contaminado es aquel que contiene sustancias ajenas a su composición
original, las mismas que pueden ingresar al alimento durante su manipulación,
envasado, transporte, almacenamiento y pueden alterar el producto trasmitiendo
enfermedades u ocasionar hasta la muerte del consumidor.

33
Las fuentes de contaminación pueden ser diversas ya que pueden estar instaladas en los
alimentos o pueden adquirirse durante transporte, elaboración, mantenimiento, servicios
y otros.
- Contaminación a partir del aire: los microorganismos pueden ser trasladados de un
lugar a otro ya sea por corrientes de aire o dispersión.
- Contaminación a partir del agua: este es un medio ideal para la reproducción y
transmisión de los microorganismos. Existen muchos tipos de microorganismos
adaptados a este medio, el cual es un enorme influyente en la contaminación tanto de
alimentas como de las personas.
- Contaminación a partir del suelo: este es un medio muy competitivo con
características que pueden cambiar rápidamente, es por eso que los microorganismos
que habitan en él han desarrollado esporas Ej. Basillus y Clostridium.
- Microorganismos en alimentos: (en forma natural) pueden encontrarse tanto el
interior de los alimentos como en sus cubiertas naturales y si no se los trata de manera
adecuada o se los higieniza como es debido pueden provocar ETAS.
- Contaminación durante el tratamiento de los alimentos: pude ser la cocción
inadecuada de estos, el sometimiento a temperaturas incorrectas, la prolongaciones de
tiempo, limpieza y desinfección incorrecta tanto de alimentos como de otros, la
manipulación de personal infectado o con malas prácticas de higiene, todos estos
pueden ser causantes de ETA.

34
- Contaminación en transportarte, almacenamiento y comercialización: esta puede
darse por incremento de humedad, ruptura de la cadena de frío o aumento de la
concentración del aire, son algunas de las más frecuentes. Durante la etapa de la
comercialización los riesgos son: el contacto con aire, agua, suelo y manipuladores
contaminados.
2.5.3 TIPOS DE CONTAMINACIÓN:
El mayor contaminante de los alimentos es el ambiente. El ambiente es en realidad el
depositario de unos contaminantes que son consecuencia directa o indirecta de la
actividad humana.
Cuadro 1 “TIPOS DE CONTAMINACIÓN”
Contaminación Directa Contaminación Indirecta
Alimentos procedentes de animales
enfermos o portadores sanos. (Carnes,
lácteos, huevos, etc.).
Arrastre por el viento de excretas, residuos,
presencia de roedores, insectos y animales
domésticos.
Ingreso de microorganismos procedentes
de organismos enfermos o portadores
sanos.
Utensilios y/o equipos sucios y/o
contaminados en industrias, comercios o
expendios de comidas.
Ingreso de microgotas respiratorias de los
manipuladores.
Uso de agua residual no tratada para riego
o de baja calidad potable.
Ingreso de microorganismos del tracto
digestivo de animales sacrificados o de
tierras de cultivo.
Contacto con alimentos contaminados.
Malas condiciones de transporte,
almacenaje y/o malas prácticas de
manipulación.
Fuente: REMBADO, M, Dirección Nacional de Alimentación, Argentina

35
Cuando hablamos de contaminación alimentaria nos referimos a la contaminación
química, física o biológica. Esta última, causada por microorganismos, que incluye las
denominadas toxiinfecciones alimentarias, es la que origina un mayor número de casos
de enfermedades.
Una contaminación en el alimento se puede presentar especialmente de tres formas:
2.5.4 CONTAMINACIÓN FÍSICA:
Son todos los elementos extraños al alimento en cualquiera de sus etapas y que se
mezclan con este, (trozos de vidrio, metales pesados como: plomo, arsénico, mercurio,
cadmio, cobalto, estaño y manganeso.etc).
En este tipo de contaminaciones los elementos extraños son introducidos
accidentalmente en el alimento por descuido del manipulador en el proceso de
fabricación.
Es importante mencionar que mayormente este tipo de contaminantes afecta
organolépticamente al producto, sin embargo no hay que descartar posibles peligros a la
salud del consumidor.
2.5.5 CONTAMINACIÓN QUÍMICA:
Este tipo de contaminación se produce cuando el alimento se ha puesto en contacto con
sustancias químicas, en cualquiera de sus etapas de la cadena alimentaria, por ejemplo,
durante la siembra con plaguicidas, o durante la producción con sustancias químicas
utilizadas para la limpieza y desinfección de las instalaciones y equipos.

36
Por lo tanto las sustancias químicas que pueden contaminar un producto alimenticio
pueden ser plaguicidas, persevantes, aditivos en exceso, productos de limpieza y
desinfección, material de envasado inadecuado, aceites y grasas para la lubricación, etc.
Las causas de la contaminación de alimentos, pueden ser la siguiente: carencia o
inadecuación del sistema de control higiénico - sanitario a lo largo de su proceso de
producción, distribución y consumo.
2.5.6 CONTAMINACIÓN BIOLÓGICA:
Los microorganismos son capaces de producir alteración o contaminación en un
alimento, las alteraciones pueden ser deseadas o indeseadas, pero en general somos
capaces de identificarlas por el color u olor del alimento. Las contaminaciones, en
general no se detectan. Estas se producen por una gran cantidad de microorganismos o
bien por sus productos metabólicos presentes.
Este tipo de contaminación al igual que los anteriores y aún más es difícil de detectar a
simple vista, para ello sería necesario un análisis microbiológico.
Alimentos potencialmente peligrosos:
Unos de los mayores contaminantes es por medio biológico, es la contaminación más
común que se puede presentar en los alimentos y afectan la salud de los consumidores.
Los microorganismos se multiplican fácil y rápidamente siempre y cuando las
condiciones que requieren para sobrevivir y reproducirse sean las necesarias. Estas
condiciones son: humedad, temperatura, nutrientes, tiempo, pH.

37
Hay alimentos que reúnen todas estas condiciones y que favorecen al crecimiento
microbiano por lo que se les conoce como alimentos con alto riesgo o alimentos
potencialmente peligrosos, y hay otro grupo de alimentos que son más resistentes a las
contaminaciones. Esto va a depender si el producto es crudo o procesado.
2.5.7 MECANISMOS DE CONTAMINACIÓN
Contaminación de origen:
Es aquella contaminación que ya viene implícita en el alimento.
Contaminación Cruzada:
La contaminación cruzada es el proceso por el cual las bacterias de un área, son
trasladadas, generalmente por un manipulador alimentario a otra área antes limpia, de
manera que infecta alimentos o superficies.
La contaminación cruzada es especialmente peligrosa cuando se realiza desde
alimentos crudos a los ya elaborados. Esto es así porque los posibles patógenos
encuentran muy pocas barreras y pueden multiplicarse si se dan las condiciones
adecuadas, especialmente si se rompe la cadena del frío.

38
Figura 1 “CONTAMINACIÓN CRUZADA”
Fuente: Wordpress, 2009
Tipos de contaminación cruzada:
Contaminación directa: Sucede cuando un alimento contaminado infecta a uno
que no lo está debido al contacto entre ambos, ocurre cuando se mezclan
productos cocidos y crudos ya sea en el refrigerador, en la preparación de los
mismos o en los platos listos para consumo.
Contaminación indirecta: Se trasmiten los contaminantes por medio de las
manos, utensilios, equipos de cocina, dineros, tablas de cortar, etc. Razón por la
cual la higiene de los mismos luego de haber estado en contacto con alimentos
crudos es indispensable.

39
Figura 2 “TIPOS DE CONTAMINACIÓN”
Fuente: Wordpress, 2009
2.6 ADULTERACIONES Y FALSIFICACIONES:
La adulteración puede ser definida como la adición deliberada e intencional de
sustancias extrañas y de inferior calidad a un ingrediente puro, se trata de una intención
clara y evidente de defraudar al cliente; las más utilizadas son: agregar agua para
aumentar el peso del alimento, agregar elementos de costo muy inferior como son la
cascarilla de arroz, el carbonato de calcio, la tierra, la harina de plumas, alimento en
descomposición, con alto grado de partículas extrañas, etc.
El alimento es privado, en forma parcial o total, de sus elementos útiles o
característicos, reemplazándolos o no, por otros inertes o extraños de cualquier
naturaleza, para disimular u ocultar: alteraciones, deficiente calidad de materias primas
o defectos de elaboración.

40
En la producción de alimentos se utilizan distintas materias primas, alimentos y
aditivos. En consecuencia se pueden producir una gran cantidad de interacciones que
pueden ser benéficas o perjudiciales.
2.6.1 TÉCNICAS DE ADULTERACIÓN:
Disminución u omisión: se agrega a un producto legítimo cantidades de una
sustancia de características similares (que pasan desapercibida) a fin de
aumentar volumen o peso, generalmente de menor valor.
Sustracción: adulteración que ocurre comúnmente en drogas vegetales, en la
que se extrae uno o unos de los componentes, se retira el principio activo,
dejando la apariencia o estructura física de la droga.
Sustitución: reemplazo de algunos componentes con otros de características
físicas y químicas similares, siendo aplicable para principios activos
Disimulación: reacondicionamiento de un producto a fin de eliminar los
aparentes defectos de los productos.
No cumplimiento de las buenas prácticas de fabricación y control: el no
cumplimiento de dichos requisitos significa no dar al producto las mínimas
medidas de seguridad en la producción y el control de calidad.
2.6.2 PRODUCTOS FALSIFICADOS:
Alimento falsificado, es aquel alimento que ha sido preparado o rotulado para simular
otro conocido y se denomina como éste sin serlo o que no procede de su verdadero
fabricante.

41
El alimento falsificado es aquel que:
Se le designe o expenda por nombre o calificativo distinto al que le corresponde:
Su envase, rótulo o etiqueta contenga diseño o declaración ambigua, falsa o que
pueda inducir o producir engaño o confusión respecto de su composición
intrínseca y uso.
No proceda de sus verdaderos fabricantes o que tenga la apariencia y caracteres
generales de un producto legítimo, protegido o no por marca registrada, y que se
denomine como éste, sin serlo
Se debe controlar actividades de la empresa, estas deben ser vigiladas por los
fabricantes y por las autoridades sanitarias sobre la fabricación, procesamiento,
preparación, envase, almacenamiento, transporte, distribución, importación, exportación
y comercialización de alimentos, sobre los alimentos y materias primas para alimentos.
2.7 ENFERMEDADES TRASMITIDAS POR ALIMENTOS:
Las enfermedades trasmitidas por los alimentos son aquellas en donde el alimento o el
agua contaminada actúan como vehículos de los microorganismos patógenos y de
sustancias toxicas para ingresar al cuerpo y causar malestar a la salud del consumidor.
Las enfermedades transmitidas por los alimentos son llamadas (ETAS). Las cuales
constituyen un importante problema de salud a nivel mundial. Son provocadas por el
consumo de agua o alimentos contaminados con microorganismos, parásitos, o por las
sustancias tóxicas que estos producen.

42
La preparación y manipulación de los alimentos son factores claves en el desarrollo de
las ETA, por lo que la actitud de los consumidores resulta muy importante para
prevenirlas.
Las ETAS pueden presentarse de diferentes formas:
2.7.1 INFECCIONES TRASMITIDAS POR ALIMENTOS:
Resulta de la ingesta de alimentos o agua contaminada con microorganismos patógenos
vivos, por ejemplo Hepatitis viral tipo A. los alimentos propensos a estos
microorganismos son aquellos que se consumen crudos o frescos, y que no son
sometidos a un tratamiento previo para la eliminación de los patógenos.
2.7.2 INTOXICACIONES O INFECCIONES
• Infección transmitida por alimentos: se produce por la ingestión de alimentos que
contienen microorganismos vivos perjudiciales para la salud, como virus, bacterias y
parásitos (Ej: salmonella, virus de la hepatitis A, triquinella spirallis).
• Intoxicación causada por alimentos: se produce por la ingestión de toxinas o venenos
que se encuentran presentes en el alimento ingerido, y que han sido producidas por
hongos o bacterias, aunque éstos ya no se hallen en el alimento (ej: toxina botulínica,
enterotoxina de Staphylococcus).
2.7.3 TOXI- INFECCIONES CAUSADAS POR ALIMENTOS:
Son producidas por la ingesta de alimentos con microorganismos patógenos que tienen
la capacidad de reproducirse y de generar toxinas una vez que son ingeridos.

43
2.7.4 ENVENENAMIENTO ALIMENTICIO:
Es un proceso patológico causado por el consumo de alimentos que contienen sustancia
químicas que no forman parte del alimento como son: plaguicidas, detergentes,
desinfectantes, entre otros. O por aquellas sustancias químicas que forman parte del
producto pero que han sido agregadas de manera desproporcionada, por ejemplo:
aditivos alimenticios.
2.7.5 CAUSAS DE LAS ENFERMEDADES:
Materia prima de mala calidad.
Temperatura y tiempo de cocción inadecuados.
Abuso de tiempo y temperatura en el trasporte, exhibición y almacenamiento del
alimento.
Uso de utensilios deteriorados y falta de limpieza y desinfección de las
instalaciones, equipos y utensilios.
Falta de higiene del personal.
2.8 MARCO DE REFERENCIAS CONCEPTUALES:
Alimento: Cualquier sustancia natural o sintética que contenga hidratos de carbono,
grasa, proteínas, vitaminas y sales orgánicas10
.
Alimento Alterado: El que por causas naturales ya sean físicas químicas y biológicas,
ha sufrido deterioro en sus características organolépticas, en su composición intrínseca,
o en su valor nutritivo11
.
10
Diccionario de la Real Academia de la Lengua, 2004 11
Registro Oficial 984 - Argentina, 1988

44
Alimento Adulterado: El alimento es privado, en forma parcial o total, de sus
elementos útiles o característicos, reemplazándolos o no, por otros inertes o extraños de
cualquier naturaleza, para disimular u ocultar: alteraciones, deficiente calidad de
materias primas o defectos de elaboración12
.
Alimento Contaminado: Es el producto que contenga agentes vivos como: Virus,
bacterias, hongos, parásitos peligrosos para la salud, sustancias químicas, componentes
naturales tóxicos en concentraciones mayores permitidas.
Alimento Inocuo: La inocuidad de los alimentos, requisito básico de la calidad, implica
la ausencia de contaminantes, adulterantes, toxinas y cualquier otra sustancia que pueda
ser nocivo para la salud. Un alimente debe tener las características de calidad
incluyendo el valor nutricional y las propiedades organolépticas y funcionales.
Alimento Procesado: Es todo materia alimenticia, natural o artificial, que ha sido
sometida a las operaciones tecnológicas necesarias que la transforma, modifica y
conserva para el consumo humano, que es puesto a la venta en envases rotulados bajo
marca de fábrica determinada.
Buenas Prácticas de Manufactura (BPM): Son los principios básicos y prácticas
generales de la higiene en la manipulación, preparación, elaboración, envasado y
almacenamiento de los alimentos para consumo humano con el objeto de garantizar que
los alimentos se fabriquen en condiciones sanitarias adecuadas13
.
12
Registro Oficial 984 - Argentina, 1988 13
MOREJON, J.A, , Registro Oficial 696, 2002.

45
Calidad: La capacidad de un conjunto de características intrínsecas para satisfacer
requisitos14
.
Codex Alimentario: La Comisión del Codex Alimentario fue creada en 1963 por la
FAO y la OMS para desarrollar normas alimentarias, reglamentos y otros textos
relacionados. Las materias principales de este Programa es la protección de la salud de
los consumidores, asegurar unas prácticas de comercio claras y promocionar la
coordinación de todas las normas alimentarias acordadas por las organizaciones
gubernamentales y no gubernamentales15
.
Contaminante: Cualquier agente químico o biológico, materia extraña u otras
sustancias agregadas no intencionalmente al alimento, las cuales pueden comprometer
la seguridad e inocuidad del alimento16
.
Control de la Calidad: Se posesiona como una estrategia para asegurar el
mejoramiento continuo de la calidad17
.
Desinfección: Es el tratamiento físico, químico o biológico, aplicado a las superficies
limpias en contacto con el alimento con el fin de eliminar los microorganismos
indeseables, sin que dicho tratamiento afecte adversamente la calidad e inocuidad del
alimento.
ETAS: Enfermedades Transmitidas por Alimentos las cuales pueden generarse a partir
de un alimento o de agua contaminada. Son llamadas así porque el alimento actúa como
vehículo de transmisión de organismos dañinos y sustancias tóxicas.
14
Norma ISO 9000:2000http// www.infoagro.com/ calidad APPCC 15
FAO or WHO.Extraído de: http://www.codexalimentarius. net/web/index_es.jsp. 16
ARTHUR, G Diccionario ilustrado de química y biología, Editorial Everest, S.A. (1988). 17
MOREJON, J.A, Reglamento de BPM’s para alimentos procesados, Registro Oficial 696, 2002.

46
Inocuidad en alimentos: La inocuidad constituye un requisito básico de calidad, este
implica la ausencia de contaminantes, adulterantes, toxinas y cualquier otra sustancia
que pueda hacer nocivo el alimento para la salud18
.
POES: Son procedimientos operativos estandarizados que describen las tareas de
saneamiento. Se aplican antes, durante y después de las operaciones de elaboración19
.
Seguridad alimentaria: Acceso material y económico de alimentos suficientes,
inocuos y nutritivos para todos los individuos que puedan ser utilizados de manera
adecuada20
.
18
SALVADOR B, D, Química de alimentos, edición Pearson, (2006). 19
SAGPyA. Procedimientos operativos estandarizados de saneamiento (POES). [cited 2008 20
SALVADOR B, D, Química de alimentos, edición Pearson, (2006).
47
CAPITULO III
3 RESULTADOS DEL ANÁLISIS DE LA EMPRESA
“Gersten Company” es una empresa con una misión y visión claras: Producir productos
de calidad y ser una empresa líder en el mercado.
A continuación se da a conocer las generalidades de esta pequeña empresa.
3.1 ANTECEDENTES DE LA EMPRESA
Fundada en 2007, comenzó como una industria de lácteos (yogurt) y gracias al interés
de los dueños en la producción de cerveza de alta calidad y a la poca oferta de esta se
promovió el funcionamiento en sus inicios para consumo propio, luego con el
perfeccionamiento de técnicas se empezó la venta directa en el restaurante Petit Sirah,
lugar donde tuvo gran acogida principalmente por extranjeros. Ya para finales del 2009
se empezó a producir y a embotellar para distribución a algunos bares y restaurantes de
Quito.
Ubicación de empresa:
La investigación se realizara en la planta de procesamiento Gersten Company de
cerveza artesanal Golden Ale, ubicada en la Vía interoceánica Km 12 y ½ vía a
Tumbaco. Durante el año 2010.

48
Misión
Satisfacer las necesidades y gustos de los consumidores a través de un servicio
innovador, inocuo y sistemático de calidad, con honestidad y responsabilidad en la
elaboración del producto, así mejorando la productividad y la economía.
La Empresa se compromete a ofrecer a sus clientes la confianza y seguridad que se
merecen.
Visión
Ser una cervecería reconocida a nivel nacional e internacional como de gran calidad, no
industrial, proporcionando así a los clientes un producto único elaborado con materia
prima ecuatoriana.
Los valores, los principios, la ética y la competencia serán las ventajas que ofrecerá a
todos los clientes. Pues la calidad de sus servicios responderá a la realidad de nuestro
entorno.
Productos que elabora la empresa:
Golden Ale: Es una cerveza de fermentación alta en caliente.
Porter: Cerveza muy tostada y amarga, más ligera de cuerpo que la "stout". Se sirve a
temperatura ambiente y su contenido alcohólico supera los cinco grados.
Stout: Es una cerveza tostada, se usan maltas tostadas, utiliza levaduras de
fermentación altas, son cervezas de sabor ligeramente dulce.
49
Análisis FODA:
El fin del análisis es el de definir el problema en una forma clara e indicar la
información correspondiente.
El análisis FODA es una herramienta que sirve para investigar las fortalezas,
oportunidades, debilidades y amenazas de una entidad y luego se busca una solución.
La empresa “Gersten Company” al igual que el resto de empresa del país cuenta con
fortalezas que hay que recalcar, oportunidades que no se deben de dejar pasar,
debilidades que se deben reconocer y cambiar y amenazas que se deben analizar y
afrontar. Por esta razón elabore una matriz FODA para conocer a fondo la verdadera
situación de la empresa a analizar.
Cuadro 2 “ANALISIS FODA”
FORTALEZAS DEBILIDADES
- La cerveza es un producto de gran
trayectoria, tiene un reconocimiento y
aceptación en el país.
- La cerveza artesanal está teniendo gran
acogida por los consumidores de este
producto en los últimos años.
- Amplitud en la segmentación del
mercado por la variedad de cervezas
- Nueva imagen en las microempresas de
cerveza artesanal en el Ecuador
- la ubicación de la empresa favorece a su
- Existe una fuerte competencia nacional e
internacional de cerveza
- La empresa no tiene la tecnología
adecuada para mayor producción de
cerveza
- Las instalaciones no son muy adecuadas,
en especial en el almacenamiento de
materia prima.
- La empresa tiene varias secciones que
están separadas, y no permite mayor
rapidez en el desarrollo del producto.

50
rentabilidad ya que en Tumbaco es la
única cervecería artesanal y a la gente le
ha gustado.
- Al ser una empresa distribuida en
restaurants de la zona hace que la gente
conozca más el producto y así pueda ser
reconocida
- El producto no es muy reconocido a
nivel Regional.
- Falta de capacitación al personal
- Falta de control de higiene en las
diferentes áreas de producción. falta de un
plan de mantenimiento preventivo
- Falta de un diseño higiénico sanitario de
la planta
OPORTUNIDADES: AMENAZAS:
- Gracias a el reconocimiento del producto
en el mercado a nivel nacional e
internacional, esto garantiza la
aceptación al producto al introducirlo en
plazas que aun no se han explorados
- Es un producto con un buen aroma y
cumple con las características
organolépticas de la cerveza artesanal.
- Este producto es tradición en nuestro
país, es bien recibido, un nuevo producto
será aprovechado si se lo hace de buena
calidad, con características organolépticas
óptimas.
- Es un producto que tiene un mercado
potencial joven y adulto, por lo que
garantiza mayor aceptación.
- la competencia es alta en cuanto a
cerveza
- la cerveza artesanal es más cara por su
calidad y pureza.
- deficiente cooperación o intercambio de
información con otros artesanos
cerveceros.
Fuente: Gersten Company Realizado por: Paola Cisneros R.

51
3.2 PROCESO DE ELABORACIÓN DE LA CERVEZA ARTESANAL EN LA
EMPRESA “GERSTEM COMPANY”
Determinar el tipo de Cerveza que se quiere elaborar por ejemplo: Pilsen Lager,
Pale Ale, Porters, Stouts.
Se determina qué tipos de maltas y porcentajes de cada una se va a utilizar.
Ej:Cerveza Pilsen Lager 100% Malta Pilsen,Cerveza de Trigo 50% malta Pilsen,
50% Malta de trigo

52
Diagrama 2 “FLUJOGRAMA DE ELABORACIÓN DE LA CERVEZA ARTESANAL”
Fuente: Gerten Company Elaborado por: Paola Cisneros R.
Flujograma visual en Anexo: No 1
CALENTAR
MALTEADO
MACERAR
SEPARACIÓN
LAVADO
HERVIR
LUPULADO
ENFRIAMIENTO
E INOCULACION
FERMENTACIÓN
CLARIFICACIÓN
ALMACENAMIENTO
15 lt. de H2O
12 lt 77⁰C
MALTA
MOLIDA
Revolver
62-65ºC (30-50min)
MOSTO 29 lt
H2O 72⁰C
80min (23lt)
LEVADURA
HIDRATADA 18-20ºC
15-18ºC

53
DETALLE DEL PROCESO DE ELABORACION DE CERVEZA ARTESANAL
El proceso de elaboración de cerveza artesanal consta de una serie de etapas que
detallaremos a continuación.
Como primer paso es recibir la materia prima del proveedor, teniendo como
principal la malta que ya viene molida.
CALENTAR AGUA DE MACERACION: Calentar 15 lt de agua para el macerado
a una temperatura de 77°C.
EMPASTE: Mezclar en el macerador la malta molida con el agua previamente
calentada. La temperatura de la mezcla se estabiliza en 65°C aproximadamente.
SEPARACION: Recircular el mosto, saliendo desde la parte inferior de la olla de
maceración y volviendo a ingresar por la parte superior de la misma. Con esto
logramos homogeneizar la densidad de la mezcla (mosto) favoreciendo a la
extracción de azucares fermentables.
LAVADO: Extraer el mosto y dirigirlo a la olla de hervor. Se incorpora agua a 77°C
aproximadamente al macerador a medida que se quita el mosto del mismo.
Extrayendo la mayor cantidad de elementos fermentables al lavar el grano, hasta
lograr densidad deseada del mosto.
HERIR: Calentar en olla de hervor hasta lograr ebullición. Mantener por un tiempo
aproximado de 80 minutos.

54
LUPULADO: agregar el 70% del lúpulo al comenzar el hervor, será el responsable
del sabor amargo característico de la cerveza. Al finalizar hervor agregar resto de
lúpulo.
ENFRIADO: Enfriar mediante dispositivo contracorriente (intercambiador de
calor) enviando mosto frio al fermentador.
ADICION DE LA LEVADURA: Inocular (agregar) levadura al fermentador.
FERMENTACION: se produce dentro de tanque de fermentación. Se logra los
perfiles deseados y al mismo tiempo parte del mosto se transformará en alcohol. Se
despide CO2 (no permitiendo entrada de aire al interior por poseer trampa de aire.
CLARIFICACION: Purgar tanque de fermentación quitando el excedente de la
levadura (decantada). Dejando reposar resto del mosto dentro del fermentador.
ALMACENADO: Se coloca la cerveza en contenedores de acero inoxidables
ENVASADO: La cerveza denominada “verde” se envasa en botellas, sellándolas a
presión con correspondientes tapas. En su interior se producirá una segunda
fermentación. El CO2 liberado producirá la carbonatación de la cerveza.
MADURACION: Tiempo necesario en el cual la cerveza adquiere propiedades
deseadas (sabor y aroma).
ETIQUETADO: Etiquetar botellas correspondientes.

55
3.3 EVALUACION DE LA SITUACION ACTUAL DE LA EMPRESA:
En vista de las necesidades de la empresa de implementar un Sistema de Buenas
Prácticas de Manufactura se realizo una evaluación de la empresa en relación con las
Normas establecidas por el reglamento Ecuatoriano de Buenas Prácticas de Manufactura
con la hoja de verificación del Ministerio de Salud Publica.
Para poder realizar una correcta evaluación se estableció los siguientes parámetros de
ponderación:
a) 1 (no cumple)
b) 2 (Cumple parcialmente)
c) 3 (Cumple en un 100%)
RESULTADOS GENERALES:
En el cuadro se muestra el puntaje que obtuvo la empresa en cada uno de los ítems
evaluados, así como los puntajes que se estableció para cada uno.
RESULTADOS GENERALES DE LA EVALUACION DE BUENAS PRACTICAS
DE MANUFACTURA BASADO EN EL SISTEMA OFICIAL DE ALIMETOS DEL
MISTERIO DE SALUD (AnexoNo 2)

56
3.3.1 SITUACION Y CONDICIONES DE LAS INSTALACIONES
Tabla 1 “SITUACIÓN Y CONDICIONES DE LAS INSTALACIONES”
SITUACION Y CONDICIONES DE LAS INSTALACIONES CALIFICACION
%
OPTIMA%
Localización 48,14 100
Diseño y construcción 57,14 100
Áreas 43,58 100
Pisos 57,14 100
Paredes 62,96 100
Techos 50 100
Ventanas y otras aberturas 56.66 100
Escaleras elevadores 44 100
Instalaciones eléctricas y redes de agua 43,58 100
Iluminación 70,42 100
Ventilación 35,9 100
Servicios higiénicos 55,6 100
Abastecimiento de agua 60 100
Suministro de vapor 33,33 100
Destino de residuos 50 100
Fuente: Gersten Company Realizado por: Paola Cisneros R.
Gráfico 1 “INSTALACIONES”
Fuente: Gerstem Company Realizado por: Paola Cisneros R.
0
50
100
INSTALACIONES
%
57
Observaciones:
3.3.1.1 De las Instalaciones:
Las instalaciones de la planta de cerveza artesanal Gerstem Company cumple con un
50.70% de las condiciones mínimas para prevenir contaminaciones y así obtener un
producto inocuo, ya que tiene fallas con los requisitos del sistema oficial de alimentos
del ministerio de salud pública.
A continuación se detalla la situación actual de las instalaciones de la planta.
3.3.1.2 Las condiciones mínimas básicas, de localización, diseño y construcción.
Las instalaciones actuales de la planta no cumplen en su totalidad con las condiciones
mínimas básicas para la elaboración del producto, por ende contribuyen a la
contaminación del producto. Debido al deterioro de las instalaciones tal como pisos y
techos las tareas de limpieza y desinfección se dificultan.
El diseño y construcción de la planta no protege en su totalidad contra el polvo, los
insectos y roedores, siendo esto una fuente de contaminación.
La planta no cuenta con espacio necesario para realizar todas las operaciones, ya que la
producción se realiza en la planta pero el embotellado, empacado y almacenamiento se
realiza en la cocina de la casa.
3.3.1.3 Condiciones especificas de las áreas, estructuras internas y accesorios.
a) Distribución de las áreas:

58
Las áreas dentro de la planta permiten el flujo del proceso hacia delante, las áreas de
embotellado empacado, etiquetado se encuentran fuera de la planta de proceso,
permitiendo que el proceso se demore y que el producto pueda ser contaminado por
corrientes de aire en el traslado del material y circulación del personal.
Los cilindros de gas son almacenados en bodegas con la materia prima.
b) Los pisos, paredes y techos:
Los pisos de la planta de producción se encuentran en buen estado pero no tienen
instalaciones adecuadas para la evacuación del agua y dificultan a las tareas de limpieza
y desinfección.
La uniones entre paredes y pisos no son cóncavas por lo que no facilita su limpieza, los
techos están en buen estado no hay goteras ni desprenden partículas.
c) Ventanas, puertas, y otras aberturas:
Las ventanas que hay en la planta son de vidrio pero no tienen películas protectoras que
evite la proyección de partículas en caso de rotura. Las puertas son de madera, en el
momento de la visita las estaban pintando por su mal estado. La planta permanece
cerrada para que no ingresen insectos ni roedores.
d) Escaleras, estructuras complementarias:
La planta es de un piso, Esta tiene la planta de procesamiento y las áreas
complementarias tales como el embotellado, envase, empaque y rotulado se realiza en
dos áreas de la casa.
La planta tiene fácil acceso para su limpieza y desinfección.
59
e) Instalaciones eléctricas y redes de agua:
Los cables y tuberías están alrededor de la planta.
f) Iluminación:
Dentro de la planta de producción si hay suficiente iluminación, pero las lámparas no
poseen protectores plásticos que protejan en caso de rotura.
g) Calidad del aire y ventilación:
En la planta se cuenta con ventilación natural pero no es suficiente pues se requiere de
ventilación mecánica especialmente en el área de cocción, donde el aire viciado no
circula, de tal modo que no permite la remoción fácil del aire caliente, esto también se
da porque el área de proceso de la planta es pequeña.
Las aberturas por donde ingresa el aire no están protegidas
h) Control de temperatura y humedad ambiental:
No existen un sistema o registros para el control de temperatura ni humedad ambiental.
i) Instalaciones sanitarias:
En la planta hay un servicio sanitario pero esta fuera de ella, esta junto a la planta El
baño cuenta con papel, toallas y jabón líquido. El baño permanece limpio ya sea en
pisos, paredes, servicio y el lavabo.
Dentro de la planta no se cuenta con lavamanos dotado de todas las facilidades, la planta
no tiene dispensadores de desinfectantes de manos.

60
No hay anuncios que indiquen la obligatoriedad de lavarse las manos después de usar
los servicios sanitarios antes de empezar su trabajo.
3.3.1.4 Servicios de planta
a) Suministros de Agua:
La planta cuenta con agua potable, tiene una cisterna para abastecimiento de agua pero
no está protegida, la empresa no cuenta con un registro de limpieza de la cisterna ni de
las tuberías. Toda el agua que utiliza la planta es potable.
b) Suministros de vapor:
La planta no cuenta con suministros de vapor en el proceso
c) Dispositivos de desechos líquidos:
El drenaje de agua se realiza por sifones comunes y corrientes los cuales no evitan la
contaminación del ambiente.
d) Dispositivos de desechos sólidos:
No existe un sistema adecuado para la recolección, almacenamiento, protección y
eliminación de desechos sólidos.
Pues dentro de la planta no existen recipientes adecuados para colocar los desechos, hay
basureros limpios con fundas plásticas y con tapa, pero no están identificados con
rótulos.

61
3.3.2 EQUIPOS Y UTENSILIOS
Tabla 2 “EQUIPOS Y UTENSILIOS”
EQUIPOS Y UTENSILIOS CALIFICACION
(%)
ÓPTIMA (%)
Requisitos 69,13 100
Limpieza, desinfección y mantenimiento 51,11 100
Otros accesorios 69,23 100
Fuente: Gersten Company Realizado por: Paola Cisneros R.
Gráfico 2 “EQUIPOS Y UTENSILIOS”
Fuente: Gersten Company Realizado por: Paola Cisneros R.
Observaciones:
3.3.2.1 Requisitos:
Los equipos y utensilios utilizados en la elaboración de la cerveza cumplen con un
65.19 de los requisitos de Buenas Prácticas de Manufactura.
Los equipos de la planta procesadora están en buen estado, la empresa cuenta con el
equipo y material necesario para el proceso de cerveza, pero solo tiene una olla de acero
CALIFICACION (%)
OPTIMA (%)0
100
%
EQUIPOS Y UTENSILIOS

62
inoxidable, cocina industrial, tanque de maceración, equipo de gasificación. Estos
equipos están diseñados y adaptados para satisfacer los requerimientos del proceso.
La planta no cuenta con los materiales necesarios para los análisis como densidad, pH,
turbidez del agua entre otros.
Los utensilios solo se usan para el proceso de elaboración de cerveza, algunos están en
un mueble de madera pero otros están en cajas; facilitando la contaminación y el
deterioro del material.
3.3.2.2 Limpieza, desinfección y mantenimiento.
Por el tipo de equipos y materia prima que se usa en la elaboración de cerveza se
necesita que su limpieza sea inmediata por ejemplo en el tanque de maceración queda
adherida la cebada y su limpieza se dificulta, por lo que se necesita agua caliente y
jabón o detergente
La planta para su limpieza y desinfección usa agua limpia, jabón, detergente, cloro y
sosa caustica, pero no existen programas escritos ni de la frecuencia que se debe
limpiar, desinfectar y dar mantenimiento a la plana, equipos y utensilios.
3.3.2.3 Monitoreo de los equipos
No existe un programa de mantenimiento preventivo de los equipos, los mismos que se
mantienen limpios para prevenir las posibles contaminaciones, pero no tienen un
registro de la limpieza y desinfección.
No se aplica ningún sistema de calibración adecuado de los equipos por lo que algunas
lecturas no son confiables, especialmente en balanzas.
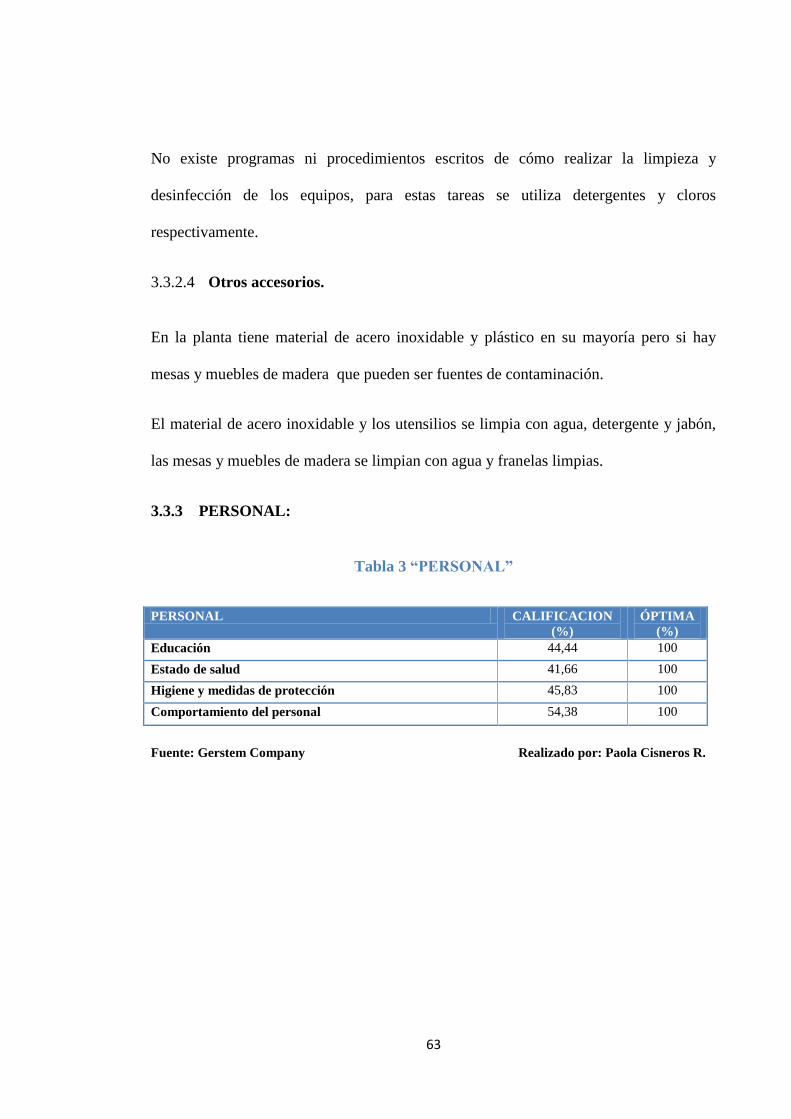
63
No existe programas ni procedimientos escritos de cómo realizar la limpieza y
desinfección de los equipos, para estas tareas se utiliza detergentes y cloros
respectivamente.
3.3.2.4 Otros accesorios.
En la planta tiene material de acero inoxidable y plástico en su mayoría pero si hay
mesas y muebles de madera que pueden ser fuentes de contaminación.
El material de acero inoxidable y los utensilios se limpia con agua, detergente y jabón,
las mesas y muebles de madera se limpian con agua y franelas limpias.
3.3.3 PERSONAL:
Tabla 3 “PERSONAL”
PERSONAL CALIFICACION
(%)
ÓPTIMA
(%)
Educación 44,44 100
Estado de salud 41,66 100
Higiene y medidas de protección 45,83 100
Comportamiento del personal 54,38 100
Fuente: Gerstem Company Realizado por: Paola Cisneros R.

64
Gráfico 3 “PERSONAL”
Fuente: Gerstem Company Realizado por: Paola Cisneros R.
Observaciones:
Durante la fabricación de la cerveza el personal manipulador de alimentos cumple con
apenas 47.54% de los requisitos de Buenas Prácticas de Manufactura Pues no aplican
normas básicas de higiene, no existen programas de capacitación.
3.3.3.1 Educación y capacitación:
No se tiene definido claramente los requisitos que el personal debe cumplir para
desempeñarse en las áreas de producción.
La empresa es pequeña con una producción para restaurants de la zona y el propio, En
la empresa no hay mucho personal que labore pero no cumplen con algunas normativas.
CALIFICACION (%)
OPTIMA (%)0
100
%
PERSONAL

65
3.3.3.2 Estado de salud:
Los empleados si tienen en carnet de salud vigente, pero no se aplica ningún programa
de medicina preventiva para el personal.
Los trabajadores que tienen enfermedades infectocontagiosas o lesiones cutáneas graves
si son atendidos y aislados de su trabajo, por lo que esto puede ser fuente de
contaminación.
3.3.3.3 Higiene y medidas de protección:
No se han elaborado normas escritas de limpieza e higiene para el personal, el mismo
que no es dotado de uniformes adecuados para realizar sus tareas.
Los empleados y el gerente usan ropa limpia pero no es uniforme, solo utilizan un
mandil blanco, el mismo que es de material lavable y esta terea lo realizan cada uno en
sus hogares; el personal no usa gorra ni mascarilla.
3.3.3.4 Comportamiento del personal:
El personal no cumple con algunas normas básicas de higiene, llevar el cabello largo,
barba, uñas largas. Es gente limpia en su aspecto físico pero faltan detalles que pueden
afectar al producto.
No existe ninguna política que impida el acceso de personas extrañas a las áreas de
procesamiento sin su debida protección y precaución.
No hay sistemas de señalización ni normas de seguridad dentro de la planta.

66
3.3.4 MATERIA PRIMA E INSUMOS
Tabla 4 “MATERIA PRIMA E INSUMOS”
MATERIAS PRIMAS E INSUMOS CALIFICACION (%) ÓPTIMA (%)
Requisitos 43 100
Agua 49,8 100
Fuente: Gerstem Company Realizado por: Paola Cisneros R.
Gráfico 4 “MATERIA PRIMA E INSUMOS”
Fuente: Gerstem Company Realizado por: Paola Cisneros R.
Observación:
La materia prima e insumos que se adquieren para la elaboración de cerveza artesanal
son por medio de proveedores conocidos del gerente.
La empresa cumple con un 45.70% de los requisitos de Buenas Prácticas de
Manufactura.
Requisitos
Agua
0
20
40
60
80
100
CALIFICACION (%)OPTIMA (%)
%
MATERIA PRIMA E INSUMOS
67
3.3.4.1 Requisitos:
No existen requisitos mínimos escritos para los proveedores de materia prima e
insumos. Al recibir la materia prima no se hacen análisis de ningún tipo.
La materia prima e insumos no se almacena adecuadamente; se puede observar que la
bodega donde se almacena no se limpia constantemente.
En la bodega está dividido la materia prima e insumos de los productos de limpieza pero
se puede ver que su almacenamiento es en cajas en el suelo y este está un poco húmedo.
Los procesos de lavado de botellas, envasado, etiquetado se hacen en otra área fuera de
la planta.
El lavado de botellas se hace con sosa caustica y agua caliente en la cocina de la casa;
desde este proceso puede haber mayor contaminación por el traslado del producto de la
planta procesadora a la casa.
El almacenamiento del producto terminado se hace en contenedores de cerveza, estos
son de acero inoxidable, luego se los coloca en un refrigerador apto para este producto,
el mismo que está en buen estado de mantenimiento y limpieza.
Este proceso se lo hace debidamente para no tener contaminación y un producto en
óptimas condiciones.
3.3.4.2 Agua como materia prima:
El agua utilizada para el proceso de elaboración de la cerveza es potable, de igual
manera el agua con la que se llena las botellas y esta es caliente. No se hace análisis del
agua para su utilización en el proceso.

68
3.3.5 OPERACIONES DE PRODUCCION:
Tabla 5 “OPERACIONES DE PRODUCCIÓN”
OPERACIONES DE PRODUCCIÓN CALIFICACION
(%)
ÓPTIMA
(%)
Operaciones de producción 58,3 100
Fuente: Gerstem Company Realizado por: Paola Cisneros R.
Gráfico 5 “OPERACIONES DE PRODUCCIÓN”
Fuente: Gerstem Company Realizado por: Paola Cisneros R.
Observaciones:
En operaciones de producción la empresa cumple con un 58.33 % de los requisitos de
Buenas Prácticas de manufactura.
La empresa no tiene una correcta planificación de la producción, pues esta se hace por
medio de pedidos.
Para la elaboración de la cerveza no existe un procedimiento específico que indique la
manera correcta de realizarlo y por lo tanto no hay un documento de fabricación donde
Operaciones de produccion0
50
100
CALIFICACION (%)OPTIMA (%)
%
OPERACIONES DE PRODUCCION
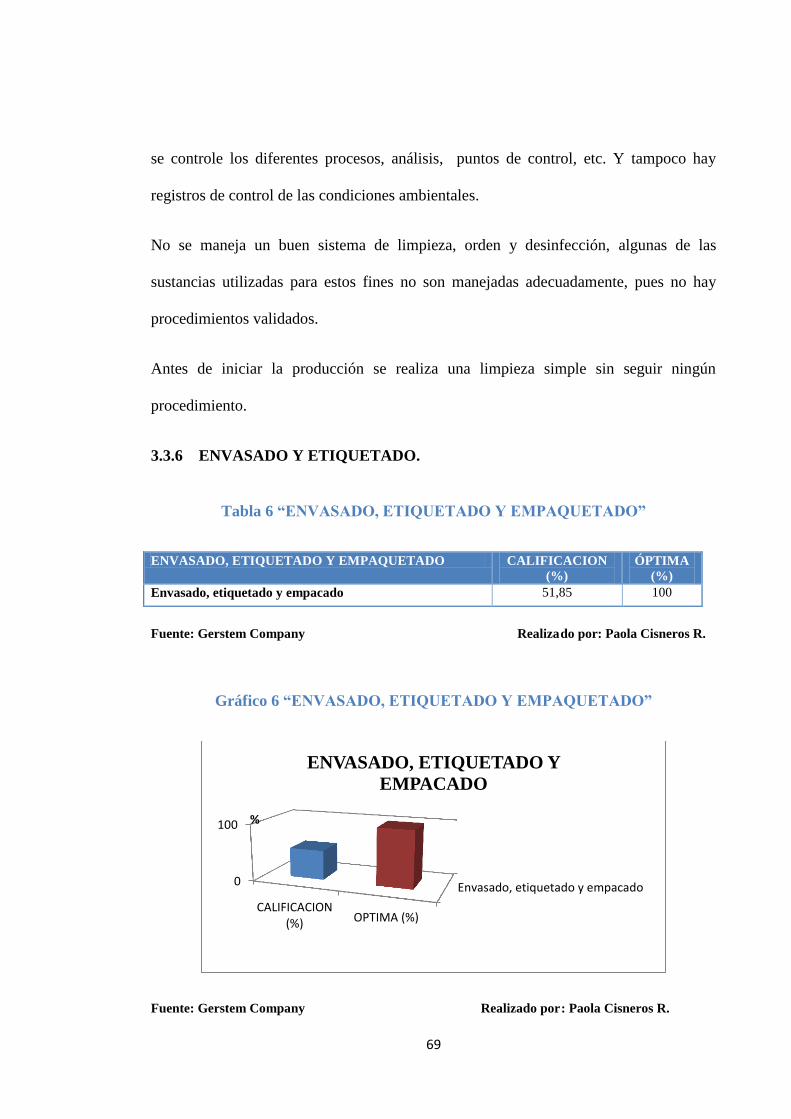
69
se controle los diferentes procesos, análisis, puntos de control, etc. Y tampoco hay
registros de control de las condiciones ambientales.
No se maneja un buen sistema de limpieza, orden y desinfección, algunas de las
sustancias utilizadas para estos fines no son manejadas adecuadamente, pues no hay
procedimientos validados.
Antes de iniciar la producción se realiza una limpieza simple sin seguir ningún
procedimiento.
3.3.6 ENVASADO Y ETIQUETADO.
Tabla 6 “ENVASADO, ETIQUETADO Y EMPAQUETADO”
ENVASADO, ETIQUETADO Y EMPAQUETADO CALIFICACION
(%)
ÓPTIMA
(%)
Envasado, etiquetado y empacado 51,85 100
Fuente: Gerstem Company Realizado por: Paola Cisneros R.
Gráfico 6 “ENVASADO, ETIQUETADO Y EMPAQUETADO”
Fuente: Gerstem Company Realizado por: Paola Cisneros R.
Envasado, etiquetado y empacado0
100
CALIFICACION(%) OPTIMA (%)
%
ENVASADO, ETIQUETADO Y
EMPACADO

70
Observaciones:
El área de envasado y etiquetado se encuentra separada físicamente de las demás áreas,
pero hay que cruzar un patio pequeño, el cual puede causar contaminación al producto.
Del área de producción la cerveza sale en los contenedores de refrigeración, los mismos
que se los almacenan en un refrigerador específico para el producto.
En esta área primero se lavan las botellas con sosa caustica y agua caliente se las pone a
secar en una mesa de baldosa previamente limpia y desinfectada.
Luego se hace el llenado con el sistema de gasificación, se tapa, se limpian las botellas,
se etiquetan y empacan en contenedores con hielos para su distribución.
Los procesos de envasado, etiquetado y empacado no se encuentran documentados, no
todas las etiquetas tienen rotulado la fecha de elaboración y caducidad.
Al iniciar estas tareas se realizan una limpieza y desinfección sencilla en toda el área,
pero como ya mencionamos estas tareas se las realizan en la cocina y en otro espacio
adecuado para estos procedimientos, por lo que puede haber mayores fuentes de
contaminación.
3.3.7 ALMACENAMIENTO, DISTRIBUCION, TRANSPORTE Y
COMERCIALIZACION.
Tabla 7 “ALMACENAMIENTO, DISTRIBUCIÓN Y TRANSPORTE”
ALMACENAMIENTO, DISTRIBUCIÓN,
TRANSPORTE
CALIFICACION
(%)
ÓPTIMA
(%)
Almacenamiento, Distribución y transporte 57 100
Fuente: Gerstem Company Realizado por: Paola Cisneros R.

71
Gráfico 7 “ALMACENAMIENTO, DISTRIBUCIÓN Y TRANSPORTE”
Fuente: Gerstem Company Realizado por: Paola Cisneros R.
Observaciones:
El producto terminado es almacenado en contenedores y estos en cámaras de frio las
cuales se mantienen en condiciones higiénicas y ambientales apropiadas para obtener
un producto inocuo y con características organolépticas propias de este producto.
El producto permanece en contenedores hasta el pedido, lego se coloca el producto en
las botellas con el gasificador, se tapa y etiqueta como ya dijimos anteriormente.
La cerveza puede durar 2 meses como máximo ya que es artesanal.
El transporte del producto se realiza en una camioneta propia, las botellas van un
contenedores.
La comercialización se realiza en el restaurant del dueño y en restaurantes de la zona en
Tumbaco.
Almacenamiento, Distribución ytrasporte
0
50
100
CALIFICACION(%) OPTIMA (%)
%
ALMACENAMIENTO, DISTRIBUCIÓN Y
TRASPORTE

72
3.3.8 DEL ASEGURAMIENTO Y CONTROL DE CALIDAD
Tabla 8 “ASEGURAMIENTO Y CONTROL DE CALIDAD”
ASEGURAMIENTO Y CONTROL DE CALIDAD CALIFICACION
(%)
ÓPTIMA
(%)
Aseguramiento y control de calidad 42 100
Fuente: Gerstem Company Realizado por: Paola Cisneros R.
Gráfico 8 “ASEGURAMIENTO Y CONTROL DE CALIDAD”
Fuente: Gerstem Company Realizado por: Paola Cisneros R.
Observación:
La planta de procesamiento de cerveza artesanal Gersten Company no cuenta con un
departamento de aseguramiento y control de calidad, por lo que no se puede garantizar
la inocuidad total del producto.
No se realizan análisis fisicoquímicos, ni microbiológicos a las materias primas e
insumos, al producto en proceso ni al producto terminado.
No se tiene especificaciones claras para la materia prima ni del producto en sí.
Aseguramiento y control de calidad0
100
CALIFICACION (%)OPTIMA (%)
%
ASEGURAMIENTO Y CONTROL DE CALIDAD
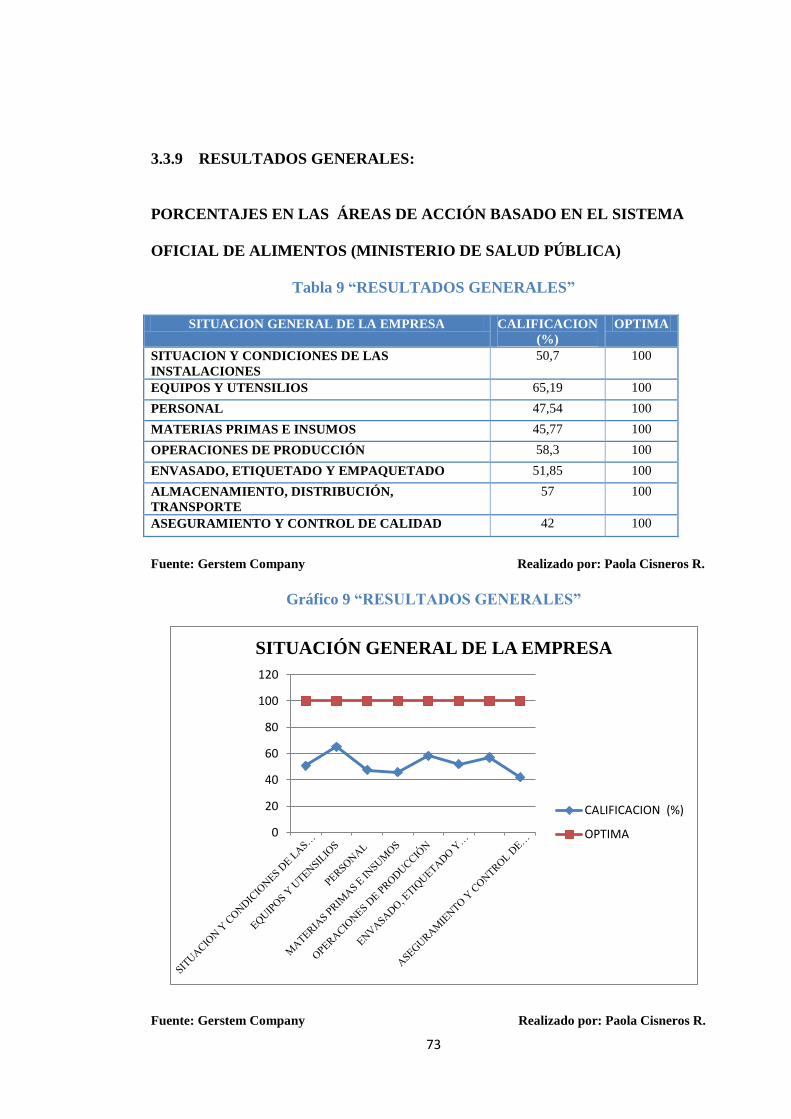
73
3.3.9 RESULTADOS GENERALES:
PORCENTAJES EN LAS ÁREAS DE ACCIÓN BASADO EN EL SISTEMA
OFICIAL DE ALIMENTOS (MINISTERIO DE SALUD PÚBLICA)
Tabla 9 “RESULTADOS GENERALES”
SITUACION GENERAL DE LA EMPRESA CALIFICACION
(%)
OPTIMA
SITUACION Y CONDICIONES DE LAS
INSTALACIONES
50,7 100
EQUIPOS Y UTENSILIOS 65,19 100
PERSONAL 47,54 100
MATERIAS PRIMAS E INSUMOS 45,77 100
OPERACIONES DE PRODUCCIÓN 58,3 100
ENVASADO, ETIQUETADO Y EMPAQUETADO 51,85 100
ALMACENAMIENTO, DISTRIBUCIÓN,
TRANSPORTE
57 100
ASEGURAMIENTO Y CONTROL DE CALIDAD 42 100
Fuente: Gerstem Company Realizado por: Paola Cisneros R.
Gráfico 9 “RESULTADOS GENERALES”
Fuente: Gerstem Company Realizado por: Paola Cisneros R.
0
20
40
60
80
100
120
SITUACIÓN GENERAL DE LA EMPRESA
CALIFICACION (%)
OPTIMA

74
3.3.10 PLAN DE MEJORA DE LA PLANTA PROCESADORA DE CERVEZA
ARTESANAL GERSTEM COMPANY:
Plan de mejora
Para comenzar con las mejoras en la planta procesadora de cerveza artesanal se debió
hacer un reconocimiento de las debilidades que presenta esta empresa y así decidir
cuáles deberían ser las acciones correctivas para cumplir las normas básicas de Buenas
Prácticas de Manufactura.
Se estableció que la planta procesadora de cerveza artesanal Gersten Company cumple
con un 51 % que podemos observar en el cuadro 8; concluyendo que la planta tiene más
déficit en las áreas de: aseguramiento y control de calidad, materias primas e insumos,
personal, situación y condiciones de las instalaciones, envasado.
Para mejorar el funcionamiento de las áreas problema o críticas y así obtener una
empresa con mayores oportunidades con un producto inocuo.
Como resultado de la investigación en la planta se deben realizar mejoras en las áreas
cuyo cumplimiento de las normas es deficiente, para poder desarrollarlas se analizo
cada uno de los ítems de la hoja de verificación del Ministerio de Salud Publica;
basado en el Reglamento Oficial de Buenas Prácticas de Manufactura y se va a realizar
un plan de mejoramiento estableciendo mejoras a corto y a largo plazo de todos los
componentes del sistema oficial de alimentos
PLAN DE MEJORAMIENTO
Durante el tiempo de investigación del trabajo en la planta de procesamiento de cerveza
y de acuerdo con los resultados ponderados plantearemos las siguientes estrategias de

75
mejora a corto, mediano y largo plazo, basándonos en el enfrentar las debilidades para
aprovechar oportunidades (estrategias de mejora DO) y para prevenir amenazas
(estrategias de mejora DA).
Cuadro 3 “MEJORA EN INSTALACIONES”
Gersten Company Dimensión: INSTALACIONES
SITUACIÓN Y CONDICIONES DE LAS INSTALACIONES
COMPONENTE
Artículos
Reglamento
696 MEJORA PLAZO
LOCALIZACIÓN
Art. 3
Construir un laboratorio de control de
calidad, una bodega de almacenamiento con
estanterías de acuerdo a su uso, servicio de
baños adicionales. Largo
Implementar sistema de control de plagas
particularmente en las áreas verdes en los
alrededores de la planta. Mediano
Art. 4
Crear programas desinfección y limpieza
continua a los exteriores de la planta. Corto
Mantener limpias calles, patios, ductos,
drenajes y lugares de estacionamiento,
inspeccionar y exterminar plagas
periódicamente. Corto
DISEÑO Y CONTRUCCION Art. 5
Construir una zona amplia para descarga de
materia prima y carga de producto terminado
y un área exclusiva para el empaquetado y
envasado, recomendándose que esta zona se
encuentre en línea continua para el mejor
flujo de operaciones dentro de la planta. Largo
Construir instalaciones adecuadas para el
lavado y desinfección de equipos, utensilios e
implementos de limpieza. Largo
Cambiar los pisos y techos con facilidad para
desagües, paredes impermeables, ventanas
con marcos de metal, puertas no absorbentes
con cierre automático que son fuente de
contaminación microbiana. Mediano
AREAS Art. 6-I
Eliminar la tierra, residuos visibles de
alimentos, polvo, grasa u otra materia visible
en los pisos, techos, paredes, ventanas y
puertas. Corto
Señalizar los flujos para maquinarias y
personas, en el piso al igual que las zonas de
almacenamiento temporal, áreas de espera y
zonas restringidas. Corto
PISOS Art. 6-II Colocar baldosa antideslizante. Mediano
Colocar en los drenajes sellos de grasa. Corto
PAREDES Art. 6-II Colocar resina permeable en paredes
evitando humedad y facilitando limpieza. Corto
TECHOS Art. 6-II Colocar protecciones en exteriores para
evitar filtraciones Corto

76
Continuación….
SITUACIÓN Y CONDICIONES DE LAS INSTALACIONES
COMPONENTE
Artículos
Reglamento
696 MEJORA PLAZO
VENTANAS, PUERTAS Y
OTRAS ABERTURAS Art. 6-III
Señalar mediante letreros que no se utilicen las
repisas internas de las ventanas como repisas. Corto
Programar la limpieza de ventanas y puertas. Corto
Protecciones contra animales en puertas y
ventanas. Corto
Cambiar la puerta que tiene acceso a producción. Corto
Dotar de barreras anti-plagas tales como láminas
anti-ratas, mallas, cortinas de aire, trampas para
roedores e insectos los accesos a las
edificaciones. Corto
Evitar riesgos de contaminación en los
alrededores colocando mallas en puertas y
ventanas, mejor manejo de desechos sólidos,
basureros señalizados para el mejor tratamiento
de desperdicios. Corto
ESCALERAS, ELEVADORES,
ESTRUCTURAS
COMPLEMENTARIAS
Art. 6-IV
Colocar escaleras y rampas en lugares cubiertos
y cercanos al ingreso y despacho de materia
prima Corto
INSTALACIONES
ELECTRICAS Y REDES DE
AGUA
Art. 6-V
Elaborar procedimientos estandarizados para la
inspección y limpieza de la red eléctrica. Corto
Adecuar el sistema de desagüe de la planta para
la adecuada transportación de las aguas negras o
aguas servidas. Mediano
ILUMINACIÓN Art. 6-VI
Adecuar la planta de iluminación con protección
para el mejor manejo de materia prima y
procesada y además ventilación con aberturas
protegidas por mallas. Corto
CALIDAD DE AIRE Y
VENTILACIÓN Art. 6-VII
Colocar un sistema de ventilación, para evitar
condensación del vapor y facilitar la eliminación
del calor y programar la limpieza de filtros de
ventilación Mediano
TEMPERATURA Y
HUMEDAD AMBIENTAL Art. 6-VIII
Colocar controladores de humedad para
controlar las condiciones ambientales de la
planta. Corto
INSTALACIONES
SANITARIAS, DUCHAS Y
VESTUARIOS
Art. 6-IX
Colocar dispensadores de jabón, desinfectantes y
demás implementos para el áseo del personal. Corto
Dotar a baños en forma permanente de depósitos
de basura de material resistente al lavado y
desinfección continuo con bolsas internas de
plásticas. Corto
ABASTECIMIENTO DE
AGUA Art. 7-I
Implementar registros de análisis físico-
químicos y microbiológicos Corto
DESTINO DE LOS RESIDUOS Art. 7-III Tener sistemas e instalaciones adecuadas de
desagüe y eliminación de desechos. Corto
Fuente: Gerstem Company Realizado por: Paola Cisneros R.

77
Cuadro 4 “MEJORA EN EQUIPOS Y UTENSILIOS”
Gersten Company Dimensión: EQUIPOS Y UTENSILIOS
EQUIPOS Y UTENSILIOS
COMPONENTE
Artículos
Reglamento
696 MEJORA PLAZO
REQUISITOS Art. 8
Cambiar partes del equipamiento y los utensilios
que entran en contacto con el producto de la
cerveza en proceso de elaboración por presentar
hoyos, grietas y óxido. Corto
Adquirir mesas y mesones de acero inoxidable
con superficies lisas, sin aristas, de materiales
resistentes, impermeables y lavables; no de
madera. Mediano
Reubicar equipos según secuencia lógica del
proceso y con flujos continuos. Corto
Adquirir equipo que disponga de un sistema
eficaz de control de temperatura, humedad,
corriente de aire, tiempo de residencia que si no
se controla pueda tener un efecto perjudicial
sobre el producto. Largo
Cambiar ciertos utensilios que sean de
materiales impermeables, resistentes a la
corrosión y que no transmitan sustancias tóxicas,
olores ni sabores. Corto
LIMPIEZA, DESINFECCIÓN,
MANTENIMIENTO Art. 8
Realizar un mantenimiento preventivo en cuanto
a ajuste de las partes móviles y realizar la
correspondiente lubricación y ajuste de las
piezas que incluya la calibración de instrumentos
de medición como balanzas, termómetros,
registradores de temperatura y humedad
particularmente de cámaras frigoríficas. Mediano
Reponer aquellos utensilios rotos, dañados o
viejos. Corto
Programar por escrito el mantenimiento
preventivo, a fin de asegurar el correcto
funcionamiento del equipo. Dicho programa
debe incluir especificaciones del equipo, el
registro de las reparaciones y condiciones. Estos
registros deben estar a disposición para el
control oficial. Corto

78
Continuación…
EQUIPOS Y UTENSILIOS
COMPONENTE
Artículos
Reglamento
696 MEJORA PLAZO
OTROS ACCESORIOS Art. 8
Mantener cerrados los tachos de residuos y
tapados para evitar la emanación de aromas e
impedir el acceso de plagas. Son aptos los de
plástico con tapa vai-ven y deben usarse en todo
momento con bolsa de residuos de tamaño
apropiado. Corto
Adquirir estanterías y clasificarlas
adecuadamente. Corto
Colocar a los tachos de residuos carteles que
indiquen su condición para que no puedan ser
confundidos. Corto
Evitar el uso de accesorios de madera en la
elaboración de la cerveza, debido a que la
madera no es material fácil de limpiar o
desinfectar. Corto
Usar accesorios de conformidad con el uso al
que está destinado. Corto
Almacenar en condiciones de buena limpieza
las bolsas, contenedores y cualquier otro
recipiente destinado al envasado de la cerveza. Corto
Fuente: Gerstem Company Realizado por: Paola Cisneros R.

79
Cuadro 5 “MEJORAS EN EL PERSONAL”
Gersten Company Dimensión: PERSONAL
PERSONAL
COMPONENTE
Artículos
Reglamento
696 MEJORA PLAZO
EDUCACIÓN Art. 11
Implementar una capacitación exhaustiva acerca
de las buenas prácticas de manufactura, la
manipulación higiénica de los alimentos, la
higiene de la planta física, los equipos y
utensilios e higiene personal, los riesgos que
implican los descuidos y la consecuente
contaminación. Mediano
Concientizar al personal que trabaja en la planta
y que manipula materias primas y alimentos de
la importancia y repercusión social que tiene el
correcto desempeño de su labor, así como
también de su influencia en la calidad sanitaria y
comercial del producto final. Corto
Implementar evaluaciones de desempeño que
regulen funciones y motiven al mejor ambiente
laboral del empleado. Mediano
Todo el personal que manipule los alimentos
deberá lavarse las manos de manera frecuente y
minuciosa y secarse con toallas desechables. Corto
ESTADO DE SALUD Art. 12
Verificar que el personal que manipule los
alimentos no tenga heridas infectadas,
infecciones cutáneas, llagas o diarreas al
manipular alimentos. Corto
Fomentar la toma de conciencia respecto a la
importancia de dar aviso cuando se está enfermo
(gripe, diarrea, afecciones de la piel, etc.).
Corto

80
Continuación…
PERSONAL
COMPONENTE
Artículos
Reglamento
696 MEJORA PLAZO
HIGIENE Y MEDIDAS DE
PROTECCIÓN Art. 13
Colocar avisos en los que se indique la
importancia de mantener una conducta higiénica. Corto
Adquirir uniforme y equipo necesario para la
manipulación del producto. Mediano
Verificar la correcta vestimenta e higienización
del personal antes de
las tareas diarias y luego de manipular elementos
contaminantes, es decir llevar ropa protectora
adecuada, cubrecabeza y cubre calzado, sin
objetos de adorno inseguros (joyas), ropa,
cubrecabeza o calzado que estén sucios. Corto
COMPORTAMIENTO DEL
PERSONAL Art. 14
Fomentar comportamientos higiénicos como no
comer, beber, fumar y salivar en la zona de
procesamiento. Corto
Deberá prohibirse todo acto que pueda dar lugar
a la contaminación del alimento, como comer,
fumar, masticar o salivar Corto
Fuente: Gerstem Company Realizado por: Paola Cisneros R.

81
Cuadro 6 “MEJORAS EN MATERIA PRIMA E INSUMOS”
Gersten Company Dimensión: MATERIA PRIMA E INSUMOS
MATERIA PRIMA E INSUMOS
COMPONENTE
Artículos
Reglamento
696 MEJORA PLAZO
REQUISITOS
Art. 18
Adquirir la materia prima de calidad para no
contaminar las líneas de producción Corto
La planta debe tener especificaciones escritas de
sus ingredientes o materia prima, con sus
respectivos resultados del análisis. Corto
Adquirir la materia prima de manera periódica,
tratar de no almacenar en cantidades excesivas
ni por periodos largos de tiempo Corto
Art. 19-23
Realizar los análisis respectivos a la materia
prima destinada para el proceso para establecer
su capacidad de uso. Mediano
Adecuar estanterías específicas para materia
prima. Corto
AGUA Art. 26
Controlar diariamente el cloro residual del agua
potabilizada y registrar los resultados en un
formulario diseñado para tal fin ya que esta se
va a usar en el proceso. Corto
Fuente: Gerstem Company Realizado por: Paola Cisneros R.
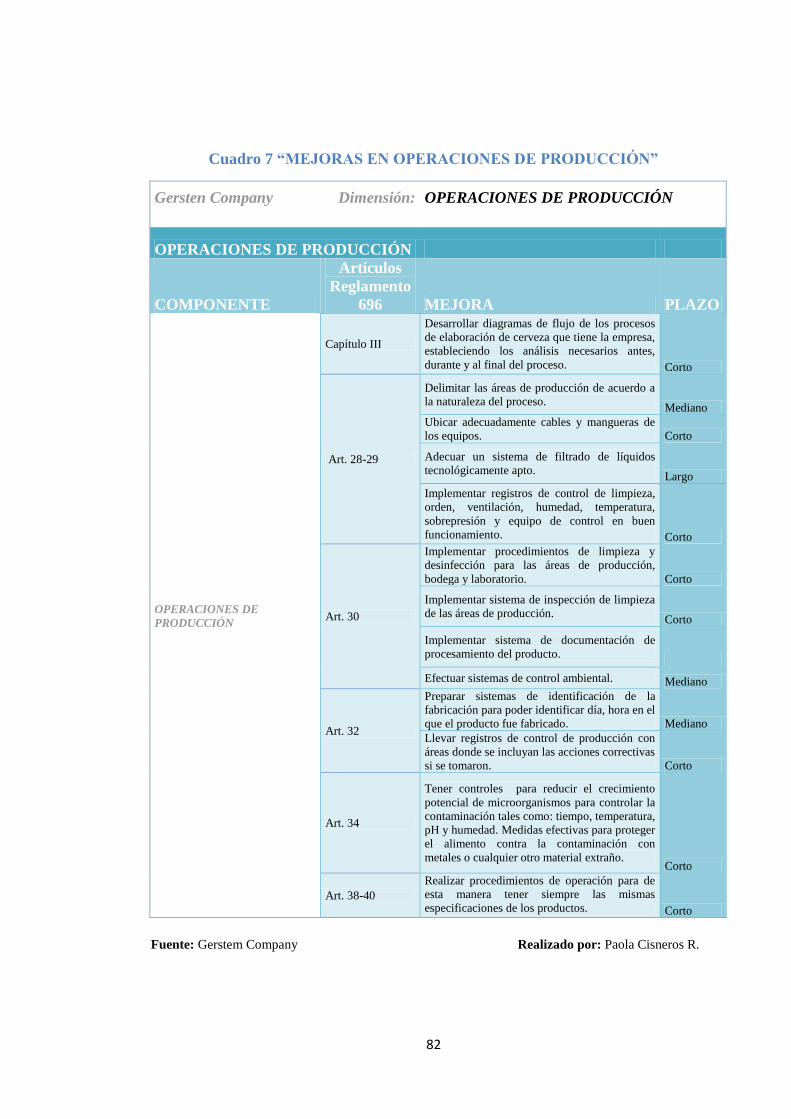
82
Cuadro 7 “MEJORAS EN OPERACIONES DE PRODUCCIÓN”
Gersten Company Dimensión: OPERACIONES DE PRODUCCIÓN
OPERACIONES DE PRODUCCIÓN
COMPONENTE
Artículos
Reglamento
696 MEJORA PLAZO
OPERACIONES DE
PRODUCCIÓN
Capítulo III
Desarrollar diagramas de flujo de los procesos
de elaboración de cerveza que tiene la empresa,
estableciendo los análisis necesarios antes,
durante y al final del proceso. Corto
Art. 28-29
Delimitar las áreas de producción de acuerdo a
la naturaleza del proceso. Mediano
Ubicar adecuadamente cables y mangueras de
los equipos. Corto
Adecuar un sistema de filtrado de líquidos
tecnológicamente apto. Largo
Implementar registros de control de limpieza,
orden, ventilación, humedad, temperatura,
sobrepresión y equipo de control en buen
funcionamiento. Corto
Art. 30
Implementar procedimientos de limpieza y
desinfección para las áreas de producción,
bodega y laboratorio. Corto
Implementar sistema de inspección de limpieza
de las áreas de producción. Corto
Implementar sistema de documentación de
procesamiento del producto.
Efectuar sistemas de control ambiental. Mediano
Art. 32
Preparar sistemas de identificación de la
fabricación para poder identificar día, hora en el
que el producto fue fabricado. Mediano
Llevar registros de control de producción con
áreas donde se incluyan las acciones correctivas
si se tomaron. Corto
Art. 34
Tener controles para reducir el crecimiento
potencial de microorganismos para controlar la
contaminación tales como: tiempo, temperatura,
pH y humedad. Medidas efectivas para proteger
el alimento contra la contaminación con
metales o cualquier otro material extraño. Corto
Art. 38-40
Realizar procedimientos de operación para de
esta manera tener siempre las mismas
especificaciones de los productos. Corto
Fuente: Gerstem Company Realizado por: Paola Cisneros R.
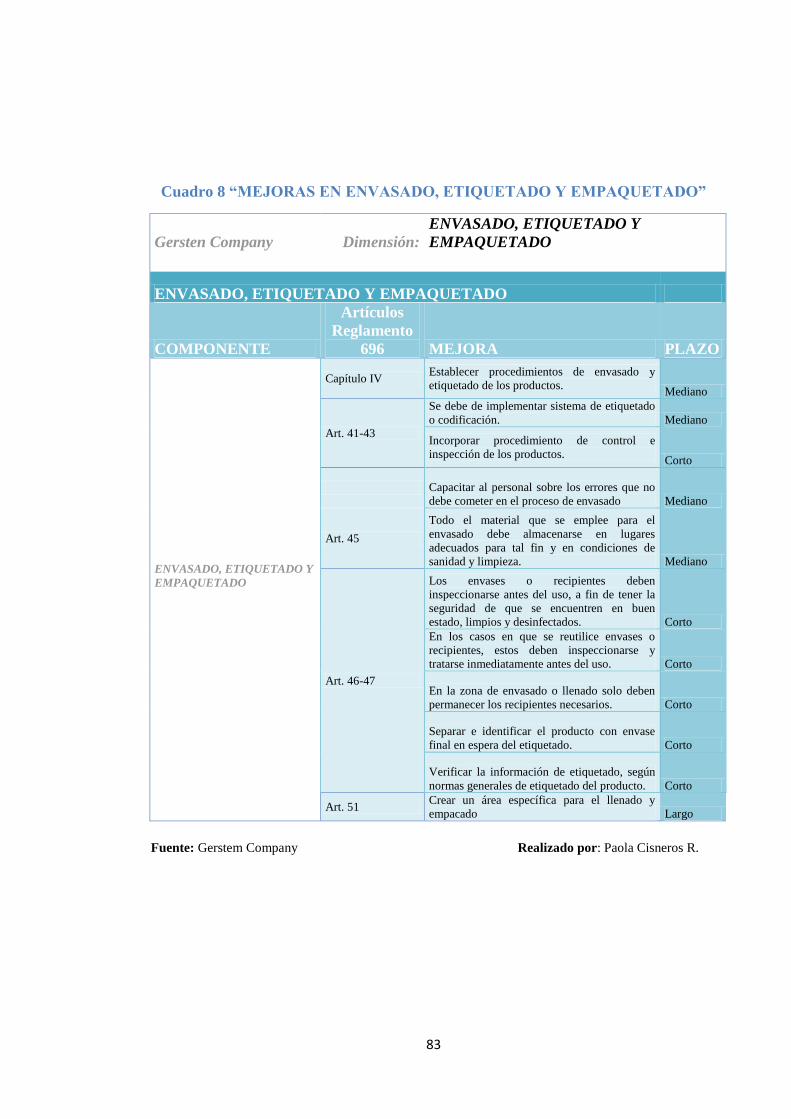
83
Cuadro 8 “MEJORAS EN ENVASADO, ETIQUETADO Y EMPAQUETADO”
Gersten Company Dimensión:
ENVASADO, ETIQUETADO Y
EMPAQUETADO
ENVASADO, ETIQUETADO Y EMPAQUETADO
COMPONENTE
Artículos
Reglamento
696 MEJORA PLAZO
ENVASADO, ETIQUETADO Y
EMPAQUETADO
Capítulo IV Establecer procedimientos de envasado y
etiquetado de los productos. Mediano
Art. 41-43
Se debe de implementar sistema de etiquetado
o codificación. Mediano
Incorporar procedimiento de control e
inspección de los productos. Corto
Capacitar al personal sobre los errores que no
debe cometer en el proceso de envasado Mediano
Art. 45
Todo el material que se emplee para el
envasado debe almacenarse en lugares
adecuados para tal fin y en condiciones de
sanidad y limpieza. Mediano
Art. 46-47
Los envases o recipientes deben
inspeccionarse antes del uso, a fin de tener la
seguridad de que se encuentren en buen
estado, limpios y desinfectados. Corto
En los casos en que se reutilice envases o
recipientes, estos deben inspeccionarse y
tratarse inmediatamente antes del uso. Corto
En la zona de envasado o llenado solo deben
permanecer los recipientes necesarios. Corto
Separar e identificar el producto con envase
final en espera del etiquetado. Corto
Verificar la información de etiquetado, según
normas generales de etiquetado del producto. Corto
Art. 51
Crear un área específica para el llenado y
empacado Largo
Fuente: Gerstem Company Realizado por: Paola Cisneros R.

84
Cuadro 9 “MEJORAS EN ALMACENAMIENTO, DISTRIBUCIÓN,
TRANSPORTE”
Gersten Company Dimensión:
ALMACENAMIENTO, DISTRIBUCIÓN,
TRANSPORTE
ALMACENAMIENTO, DISTRIBUCIÓN, TRANSPORTE
COMPONENTE
Artículos
Reglamento
696 MEJORA PLAZO
ALMACENAMIENTO,
DISTRIBUCIÓN,
TRANSPORTE
Capítulo V
Art. 52-53
Construir una bodega para almacenar los
productos terminados con su respectiva cámara
de refrigeración controlando humedad,
temperatura y conservación del producto Corto
Mantener en condiciones higiénicas y
ambientales apropiadas la cámara de
refrigeración. Corto
Art. 56
Debe existir una adecuada organización y
separación entre materias primas y las jabas.
La planta debe tener un área específica para
productos rechazados. Corto
Debe establecer el Sistema Primeras Entradas
Primeras Salidas (PEPS), para que haya una
mejor rotación del producto y evitar el
vencimiento de los mismos. Corto
Art. 58
Adecuar el vehículo para el transporte del
producto terminado o materias primas de
manera que se evite el deterioro y la
contaminación. Mediano
Implementar al vehículo de transporte para
refrigerados que permita verificar la humedad
y el mantenimiento de la temperatura
adecuada. Largo
Art. 59
Durante la comercialización dar al producto
condiciones adecuadas para que este no se
dañe. Corto
Identificar y registrar los productos devueltos. Corto
Fuente: Gerstem Company Realizado por: Paola Cisneros R.

85
Cuadro 10 “MEJORAS EN EL ASEGURAMIENTO Y CONTROL DE
CALIDAD”
Gersten Company Dimensión:
ASEGURAMIENTO Y
CONTROL DE CALIDAD
ASEGURAMIENTO Y CONTROL DE CALIDAD
COMPONENTE
Artículos
Reglamento
696 MEJORA PLAZO
ASEGURAMIENTO Y
CONTROL DE CALIDAD
Título V. Capítulo
único
Implementar procedimientos de control de
calidad. Largo
Art. 60
Efectuar procedimientos de control de calidad
de materia prima, producto terminado,
empaques. Instaurar sistemas de trazabilidad. Largo
Art. 61
Mejorar el plan de saneamiento (personal,
equipos, almacenamiento, transporte, áreas,
operaciones de preparación) Largo
Establecer parámetros de aceptación de la
materia prima y alimentos terminados para de
esta manera saber si lo que entra al igual de lo
que sale es apto para el consumo. Mediano
Definir instructivos donde se incluya las
sustancias utilizadas para la limpieza, su
dosificación y para su aplicación. Corto
Art. 63
Implementar el programa de limpieza y
desinfección basados en la distribución de
limpieza por áreas, el responsable de tareas
específicas, el método y frecuencia de
limpieza, las medidas de vigilancia y la ruta de
recolección. Mediano
Art. 64
Disponer de laboratorio de pruebas y ensayos
de control de calidad tanto físico químico
como microbiológico; el cual puede ser propio
o externo acreditado.
Mediano
Mejorar el programa de desechos sólidos Corto
Art. 67
Implementar el programa de control de plagas Corto
Controlar roedores con trampas y no con
sustancias químicas Corto
Implementar el Plan de entrenamiento de
manipuladores de alimentos. Mediano
Fuente: Gerstem Company Realizado por: Paola Cisneros R.

86
3.4 RESULTADOS DE LA INVESTIGACIÓN
Como resultados de la investigación se realizo el presente manual con el fin de
establecer bases para mejoras en la planta procesadora de cerveza artesanal tanto para
garantizar la seguridad e inocuidad sanitaria de productos.
El manual se basa en los puntos del Reglamento Ecuatoriano 696 de Buenas Prácticas
de Manufactura (BPM’s) y para evaluar este sistema en la empresa “Gersten
Company” se conto con la ficha técnica de verificación del Ministerio de Salud Publica.
Se describe la situación de la empresa en: infraestructura, equipos y utensilios, personal
manipulador de alimentos, requisitos higiénicos de fabricación, aseguramiento y control
de calidad, saneamiento, almacenamiento distribución y trasporte.
Este manual podrá ser utilizado como material de apoyo a la asistencia técnica y
formativa del recurso humano en materia de aseguramiento de la calidad e inocuidad del
producto.
El manual será manipulado según conveniencia y necesidades del dueño. El mismo que
deberá estar en la oficina y en el área de aseguramiento y control de calidad. Los
procedimientos, instructivos y registros deben colocarse en cada área según
corresponda.
Para el presente manual se utilizo como normativas técnicas; Codex Alimentarius,
Procedimientos Operativos Estandarizados de Saneamiento (POES), y Reglamento de
Buenas Prácticas de Manufactura para Alimentos Procesados (BPM).
El presente Manual de Buenas Prácticas de Manufactura en la empresa “Gersten
Company” se encuentra en el Anexo Nº 3
87
CAPITULO IV
4 CONCLUSIONES Y RECOMENDACIONES
4.1 CONCLUSIONES
La presente tesis fue realizada con el fin de fomentar la calidad sanitaria de los
productos que la empresa en mención fábrica, consecuentemente proteger la salud del
cliente.
Luego de haber realizado las investigaciones respectivas y el plan de mejora se
concluye que:
El manual de Buenas Prácticas de Manufactura es un paso básico y fundamental
para la superación de la empresa, que permitirá demostrar a cualquier cliente,
desde antes de iniciar una operación comercial, que el establecimiento cuenta
con medidas aplicadas para cuidar la inocuidad de los productos.
Mediante el uso de la hoja de verificación del Ministerio de Salud Pública se
realizó el diagnóstico de la situación actual en la planta procesadora de cerveza
artesanal Gersten Company con el que se pudo determinar la existencia de
condiciones riesgosas para la inocuidad de los productos elaborados en la Planta.
La empresa Gersten Company, dentro de los procesos de producción incumple
especialmente con la higiene, manipulación de los alimentos lo que hace
indispensable la aplicación de un sistema de BPM’s.

88
La empresa no cuenta con una buena infraestructura de las áreas de producción,
los techos, paredes, pisos no son de materiales resistentes ni inpermeables por lo
que no facilita a la limpieza.
La planta no cuenta con desagües apropiados y en conjunto con el material
inadecuado del piso interfiere en la eliminación de desechos y no ayuda a
realizar una limpieza correcta. En las ventanas los bordes no tienen una
inclinación que favorezca una limpieza efectiva.
Las puertas debido a que no tienen sistema doble o puertas con mecanismos de
cierre automático, no permite mantener un buen control higiénico en la planta.
La planta no tiene una buena ventilación, ni cuenta con iluminación natural. La
que genera de forma artificial es deficiente.
Hay una carencia de manuales y documentos referentes al manejo de los
equipos y utensilios, limpieza y desinfección de las áreas de producción, por lo
que no permite tener un control eficiente.
No existe un control en las características de las materias primas tampoco hay un
registro de la procedencia de las mismas ni control de registros de producción.
Los productos ya terminados son almacenados en camas de refrigeración en
contenedores la cual no cuenta con controles de temperatura lo que puede causar
89
daño al producto terminado. En general, se evidencia que la empresa posee
deficiencia en el control de producción.
En cuanto a la higiene los operarios no aplican pasos básicos e importantes de
higiene en los procesos de manipulación, preparación, elaboración, envasado y
almacenamiento del producto; se observa que la frecuencia del lavado de manos
es escaza. No se mantiene una total limpieza del espacio físico durante la
preparación del producto.
Los manipuladores de alimentos no cuentan con el uniforme ni instrumentaría
necesaria para cumplir sus labores en la planta.
Tomando como base los resultados de la evaluación y situación actual de la empresa
productora de cerveza artesanal Gersten Company y analizando las deficiencias se
realizó un plan de mejora a corto, mediano y a largo plazo. Se estableció el manual de
Buenas Prácticas de Manufactura con el fin de mejorar tanto la infraestructura de la
planta como obtener un producto inocuo y de calidad, con personal capacitado y apto
para desenvolverse en las tareas correspondientes.
Se desarrolló el manual de Buenas Prácticas de Manufactura e instructivos para
así mejorar e implementar registros básicos e importantes que una empresa de
alimentos necesita.
90
En el presente manual se tomaron en cuenta los Procedimientos Operativos
Estandarizados de Saneamiento (POES) que son pilar fundamental de las Buenas
Prácticas de Manufactura (BPM’s).
Para la investigación, plan de mejora y el manual de BPM’s se tomaron en
cuenta los ocho procedimientos del Registro oficial 696. Situación y condiciones
de las instalaciones, equipos y utensilio, personal, materias primas e insumos,
operaciones de producción, envasado, etiquetado y empaquetado,
almacenamiento, distribución y trasporte y aseguramiento y control de calidad.
Los registros e instructivos del manual se basaron en procedimientos de limpieza
de equipos y áreas, seguridad y salud de los trabajadores, procedimientos de
control de plagas, higiene del personal, capacitación y entrenamiento del
personal.
En los registro e instructivos se estructuraron con ayudas visuales (señaleticas)
para cada área de la planta como: Manipulación e higiene de los alimentos,
higiene y comportamiento del personal, como lavarse las manos, entre otras;
para el cumplimiento de reglas, permitiendo concluir que, al aplicar el Sistema
de Buenas Prácticas de Manufactura la empresa lograra grandes mejoras en todo
sentido.
Se desarrollo instructivos, registros y procedimientos del área de producción para su
posterior aplicación como:
91
Procedimientos de salud y seguridad de los trabajadores.
- Instructivo de higiene de los empleados
- Instructivo de procedimiento de lavado de manos
- Registro de entrega de indumentaria al personal
- Registro para el control del comportamiento del personal
Procedimiento de limpieza de equipos y áreas de la planta.
- Plan de limpieza de equipos y áreas de la Planta.
- Instructivo de limpieza de áreas de producción.
- Instructivo de limpieza de áreas externas.
- Instructivo de limpieza de pallets y de implementos de limpieza.
- Instructivo de limpieza de baños y vestidores.
- Instructivo de limpieza del comedor del personal.
- Registro de limpieza de equipos, utensilios y áreas de producción.
Procedimiento de Control y eliminación de plagas.
- Plan de lucha contra plagas
- Instructivo de inspección de plagas.
- Registro de inspección de plagas.
- Registro para el control externo de plagas
- Registro de monitoreo de dispositivos para el control de plagas.
Procedimiento de instructivo de capacitación y entrenamiento.

92
- Plan de capacitación y entrenamiento en buenas prácticas de manufactura de
la planta.
- Registro de capacitaciones dadas al personal.
- Registro individual de capacitación.
4.2 RECOMENDACIONES
La guía de Buenas Prácticas de manufactura debe ser clara, además debe ser
conocida por todo el personal que labora en la planta de Procesamiento de
cerveza “Gersten Company”, quienes deben comprometerse a seguirla para
elaborar productos sanos, seguros y de alta calidad.
Se recomienda crear un programa contínuo de capacitación que sensibilice a
todo el personal a la producción de alimentos sanos y de calidad.
Es de vital importancia tener registros e instructivos que garanticen el buen
desempeño de los procedimientos del manual de Buenas Prácticas de
Manufactura.
Durante el desarrollo de los procedimientos será necesaria la elaboración de
evaluaciones periódicas que permitan determinar la viabilidad de los
procedimientos desarrollados y en el caso necesario realizar las correcciones
pertinentes.

93
Se recomienda definir procedimientos para todo el proceso de producción,
teniendo en regla los registros necesarios para cada procedimiento, no pueden
quedar actividades sin documentar.
Es importante establecer un sistema de monitoreo en todos los niveles de
operación de elaboración de cerveza (Infraestructura, instalaciones de
almacenamiento y embalaje, centro de distribución y transporte). El personal
encargado de esto debe tener la preparación adecuada para asegurarse de que las
actividades que se llevan a cabo en cada etapa se realizan correctamente.
Es importante realizar auditorías internas de manera regular para conocer los
avances logrados y las falencias que afectan a la producción.
El personal responsable de la limpieza y desinfección debe ser preparado
especialmente para las tareas que va a desempeñar y conocer las características y
usos de los equipos y productos a emplear.
Se recomienda obtener fichas técnicas de todas las materias primas, insumos y
material de empaque. En ellas estarán contenidos los requisitos y características
que deben cumplir para ser aceptadas en la planta procesadora.
La fábrica no debe aceptar ninguna materia prima que no cumpla con los
requisitos establecidos en la ficha técnica correspondiente.
94
Garantizar la cadena de frío durante el almacenamiento, trasporte y distribución
para tener un producto en buenas condiciones.
Se recomienda realizar análisis microbiológicos periódicos al producto
terminado en laboratorios para conocer los avances logrados con la aplicación de
BPM’s.
Es necesario implementar un departamento de control de calidad liderado por
una persona calificada quien pueda garantizar que los productos son sanos,
seguros y cumplan con estándares de calidad.
El Manual expresa un compromiso por parte del empresario, y la total adhesión
de todo el personal, para alcanzar estos objetivos, pues fija la política de la
empresa respecto a la aplicación de las Buenas Prácticas en sus procesos.
Ya estructurado el Sistema de buenas Prácticas de Manufactura propuesto en
esta tesis, se recomienda que la empresa procesadora de cerveza artesanal
implemente el sistema propuesto, para mejorar la inocuidad de los alimentos que
en este lugar se procesan.
95
GLOSARIO
Acta de Inspección: Formulario único que se expide con el fin de testificar el
cumplimiento o no de los requisitos técnicos, sanitarios y legales en los
establecimientos en donde se procesan los alimentos. (Nº 696, 2002)
Actividad Acuosa (Aw): Es la cantidad de agua disponible en el alimento, que favorece
el crecimiento y proliferación de microorganismos. (ARTHUR 1988)
Aditivos alimentarios: Son sustancias o mezclas de sustancias de origen natural o
artificial, de uso permitido que se agregan a los alimentos modificando directa o
indirectamente sus características físicas, químicas y/o biológicas con el fin de
preservarlos, estabilizarlos o mejorar sus características organolépticas sin alterar su
naturaleza y valor nutritivos. (Registro Oficial 984 - Argentina, 1988)
Aire: Los organismos llegan de forma accidental a los alimentos. Las corrientes de aire
pueden contaminar. La planta de cerveza está expuesto a las corrientes de aire a lo que
es posible que el aire levante polvo y los organismos espolurados se estacionen en los
alimentos. (RODRÍGUEZ 2004)
Alimento Natural: Es aquel que se utiliza como se presenta en la naturaleza sin haber
sufrido transformación en sus caracteres o en su composición, salvo las prescritas por la
higiene, o las necesarias para la separación de partes no comestibles. (Registro Oficial 984 -
Argentina, 1988)
Ambiente: Cualquier área interna o externa delimitada físicamente que forma parte del
establecimiento destinado a la fabricación, al procesamiento, a la preparación, al envase,
almacenamiento y expendio del alimento. (Nº 696, 2002)

96
Calidad: La capacidad de un conjunto de características intrínsecas para satisfacer
requisitos. (Norma ISO 9000:2000)
Contaminación Biológica: Los microorganismos son capaces de producir alteración o
contaminación en un alimento, las alteraciones pueden ser deseadas o indeseadas, pero
en general somos capaces de identificarlas por el color u olor del alimento. Las
contaminaciones, en general no se detectan. Estas se producen por una gran cantidad de
microorganismos o bien por sus productos metabólicos presentes. (HOUGH J. S., 2002)
Contaminación Cruzada: Es el acto de introducir por corrientes de aire, traslados de
materiales, alimentos o circulación del personal, un agente biológico, químico,
bacteriológico o físico u otras sustancias agregadas no intencionalmente al alimento, las
cuales pueden comprometer la seguridad e inocuidad del alimento. (Salvador, 2006)
Contaminación Física: Son elementos extraños en el alimento en cualquiera de sus
etapas y que se mezclan con este, (trozos de vidrio, pedazos de metal, polvo, etc.)
(HOUGH J. S., 2002)
Contaminación Química: Se produce por infiltración en los alimentos de plaguicidas,
fertilizantes u otras sustancias similares. Las causas de la contaminación de alimentos,
pueden ser la siguiente: carencia o inadecuación del sistema de control higiénico -
sanitario a lo largo de su proceso de producción, distribución y consumo. (HOUGH J. S,
2002)
Diseño sanitario: Es el conjunto de características que deben reunir las edificaciones,
equipos, utensilios e instalaciones del establecimiento dedicado a la fabricación de
alimento. (Nº 696, 2002)

97
HACCP: Siglas en ingles del sistema de análisis de peligros y puntos críticos de
control, sistema que identifica, Evalúa y controla peligros, que son significativos para la
inocuidad del alimento. (Nº 696, 2002)
Inocuidad en alimentos: La inocuidad constituye un requisito básico de calidad, este
implica la ausencia de contaminantes, adulterantes, toxinas y cualquier otra sustancia
que pueda hacer nocivo el alimento para la salud. (Salvador, 2006)
Inoculación: Introducir una sustancia en un organismo, en este caso la levadura
hidratada. (Diccionario de la lengua española, 2005)
POES: Son procedimientos operativos estandarizados que describen las tareas de
saneamiento. Se aplican antes, durante y después de las operaciones de elaboración.
(Calidad Alimentaria – SAGPyA)
Seguridad alimentaria: Acceso material y económico de alimentos suficientes,
inocuos y nutritivos para todos los individuos que puedan ser utilizados de manera
adecuada. (Salvador, 2006)
Seguridad Alimentaria: Es un estado en el cual todas las personas gozan, en forma
oportuna y permanente, de acceso físico, económico y social a los alimentos que
necesitan, en cantidad y calidad, para su adecuado consumo y utilización biológica,
garantizándoles un estado de bienestar general que coadyuve al logro de su desarrollo.
( Pelayo M. FAO, 2004)
Suelo: En el suelo habita la mayor variedad de microorganismos, principalmente
esporas. (RODRÍGUEZ 2004)
98
BIBLIOGRAFÍA
1. ARTHUR, G. Diccionario ilustrado de química y biología, Editorial Everest,
S.A. (1988).
2. CODEX ALIMENTARIO GMP Y HACCP, Extracto del Suplemento al
volumen IB (1998).
3. CORTÉS, J. M. Seguridad e Higiene del trabajo Técnicas de prevención de
riesgos laborales. Tercera edición, Bogotá - Colombia: Grupo editor Alfaomega,
2002.
4. DAVIDSON, R. and LYON, W. Plagas de insectos agrícolas y del jardín, ed. G.
noriega, México D.F. 2003.
5. Formulario de Verificación de Cumplimiento GMP, del MINISTERIO DE
SALUD PUBLICA.
6. FORSYTHE, S. J. and P.R. HAYES, Higiene de los alimentos, microbiología y
HACCP, Segunda ed. Zaragoza - España: Editorial ACRIBIA, S.A, 1999.
7. Grupo Latino, MANUAL DEL INGENIERO EN ALIMENTOS, Colombia,
2006.
8. HERRICK, R. Aspectos generales y principios de la protección personal, in
Enciclopedia de salud y seguridad en el trabajo, B. Chantal Dufresne, Editor,
OIT.
9. HOUGH, J. S. BRINGGS,R, Biotecnología de la cerveza y la malta, Editorial
Acribia, S.A. Zaragoza, España. 1990.
10. INSTITUTO ECUATORIANO DE NORMALIZACION, Código de Practicas
para manipulación de alimentos, Quito 1979.
11. JIMÉNEZ, V. M. Folleto de limpieza y desinfección, 2005

99
12. LARGAÑA, Ildefonso, CONTROL E HIGIENE DE LOS ALIMENTOS,
Editorial Mc Graw Hill, España, 1999.
13. Manual de capacitación sobre higiene de los alimentos, publicado por la ONU y
el MINISTERIO DE SANIDAD Y CONSUMO. España 2002.
14. MARIOTT, N. Principios de higiene alimentaria., Zaragoza - España: Editorial
ACRIBIA,S.A.2003
15. MOREJON, J. A. Reglamento de Buenas Prácticas de Manufactura para
alimentos procesados, Decreto Ejecutivo 3253, Registro Oficial 696, 2002.
16. MORRISON y BOYD, Química Orgánica, quinta edición, Addison Wesley
Iberoamerica, (1990).
17. OXFORD-COMPLUTENSE, Diccionario de medicina, Editorial Complutence,
Editor. 2001: Madrid-España.
18. PUIG, D,J. Ingeniería, Autocontrol y Auditoría de la higiene en la industria
alimentaria. 2002, Madrid - España: Ediciones Mundi-Prensa.
19. Reglamento de Registro y Control Sanitario de Alimentos, Decreto Nº 1583,
Programa de calidad alimentos Argentinos
20. SALVADOR B. D. Química de alimentos, edición Pearson, (2006).

100
Páginas Web
1. Administrator ARGENTINA, recuperado el 21 de Febrero de 2009. Extraído de:
http://www.cervezadeargentina.com.
2. Asociación de productores avícolas de Chile A.G. Guía de procedimientos
operacionales estandarizados de sanitización SSO 2004, Available from:
www.infoagro.net/shared/docs/a5/Gca16.pdf.
3. Buenas Prácticas de Manufactura Aplicaciones de GMP para la cadena alimentaria.
Extraído de http://www.panalimentos.org/comunidad/educacion1.asp?id=80
4. Buenas Prácticas de Fabricación y Procedimientos Operativos Estandarizados
(POES). Capitulo XXXI. Extraído de:
http//infoleg.mecon.gov,ar/infolegInternet/anexos/20000-24999/1969cap31.htm.
5. CERVEZA ARGENTINA, Malta cervecera, extraído de:
www.cervezadeargentina.com.ar/.../maltas.htm
6. Código Alimentario Argentino– Capítulo II. Extraído de:
http://www.anmat.gov.ar/codigoa/CAPITULO_II(actualiz01-04).pdf.
7. Consejo latinoamericano de información alimentaria; www.cla.orgmx.
8. Enlace a SENASA Argentina; www.vet.uniced.com.edu.ar.
9. FAO and WHO 2009, the information contained in unofficial websites by the
Codex Alimentarius Commission nor by FAO or WHO and in no way commits the
Commission, FAO or WHO. Extraído de: http://www.codexalimentarius.
net/web/index_es.jsp.

101
10. FDA, Código de Reglamentos Federales de Estados Unidos de América, in Parte
110 Prácticas de Buena Manufactura, empaque o almacenaje de alimentos para los
seres humanos. 1996.
11. Franklin, 2008, Extraído de www.palimpalem.com/1/CAE.
12. HAZELWOOD, D, ed. Curso de Higiene para manipuladores de alimentos. 1era
edición. 1997, Acribi, Zaragoza - España
13. Junovich, 2008, Extraído de [email protected]
14. LLUIS, S, Majem y Dr. ARANCETA, Bartrina www.wikipedia.org,
http://manipulacionplaguicidas.wordpress.com/2009/12/01/
15. MARTINEZ, S, fabricación artesanal de cerveza, Buenos Aires, Argentina
www.mi-cerveza.blogspot.com
16. Ministerio de la Protección Social, Bogotá, D.C.; República de Colombia; Instituto
Colombiano de Bienestar Familiar; Bogota 2005 Extraído de:
www.bienestarfamiliar.gov.co,
17. Normas Oficiales del Codex Alimentarius; http://www.codexalimentarius.net
http://www.who.int/foodsafety/codex/en; http://www.cfsan.fda.gov/~comm/lacf-
toc.html
18. Normas para gestión de calidad de alimentos y manejo ambiental; http//
www.infoagro.com/ calidad APPCC

102
19. PA 168, an extensive study of the germination rates of a huge variety of seeds under
different experimental conditions, Extraído de: http;//www.wikipedia.org/wiki/
Germinación Seed Germination.
20. REMBADO, M, Oates, Aluffi, L, Secretaría de Agricultura, Ganadería, Pesca y
Alimentos, Dirección Nacional de Alimentación, Argentina, extraido de:
www.alimentosargentinos.gov.ar/.../Informacion_para_consumidores.pdf
21. SAGPyA Dirección de Promoción de la Calidad Alimentaria – Programa Calidad de
los Alimentos Argentinos 2006, WebSite: www.sagpya.mecon.gov.ar
22. SAGPyA. Procedimientos operativos estandarizados de saneamiento (POES). [cited
2008 August 30]; Available from: www.alimentosargentinos.gov.ar/
programa_calidad/calidad/boletines/bolet_poes.PDF.

103
Anexo 1 “FLUJOGRAMA VISUAL DEL PROCESO DE
ELABORACIÓN DE LA CERVEZA”
“FLUJOGRAMA VISUAL DEL PROCESO DE ELABORACIÓN DE LA CERVEZA”
CEBADA
TOSTEAR
CALENTAR
REVOLVER
EMPASTE
MALTEAR
15 lt de H2O
1
77ºC
12 lt
62-65ºC (30-50 mim

104
MACERACIÓN
SEPARAR
LAVAR
HERVIR
PRIMERA Y SEGUNDA ADICIÓN DEL LUPULO
1
MOSTO
LUPULO
2

105
WHIRPOOL
ENFRIAMIENTO
FERMENTADO
CLARIFICADO
ALMACENAR EN CONTENEDORES
PREPARACIÓN DEL LLENADO DE BOTELLAS
2
LAVADO DE BOTELLAS
3
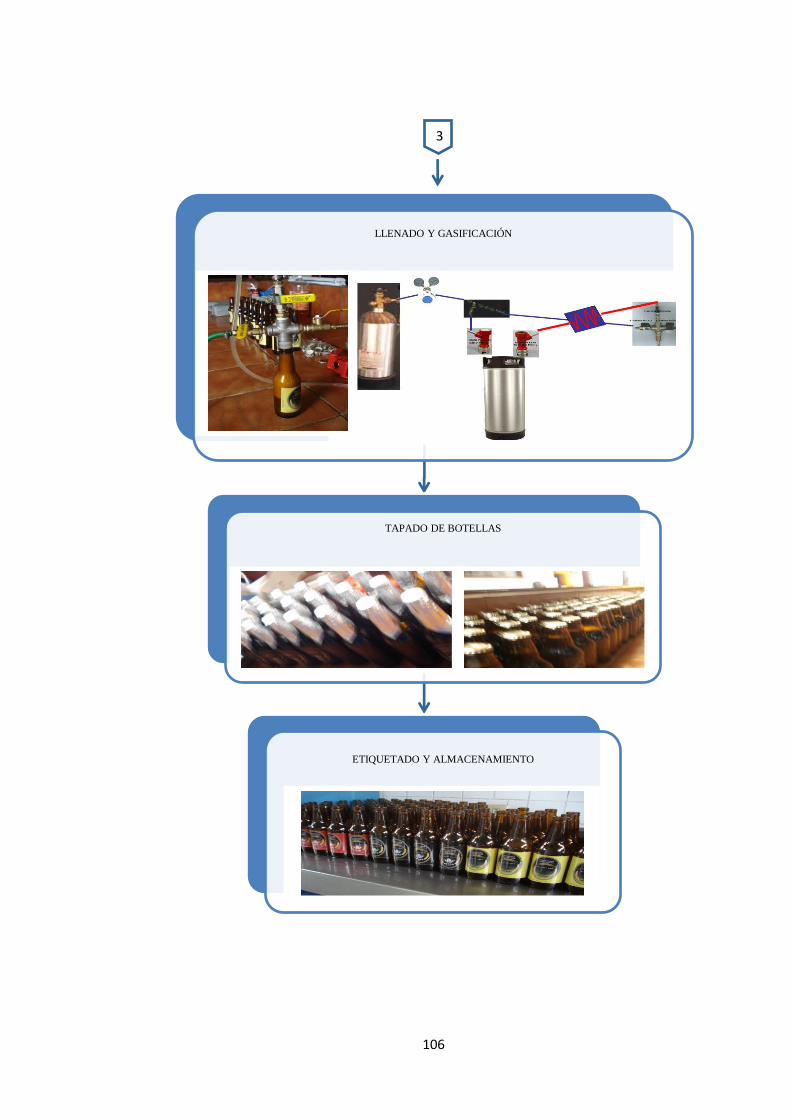
106
LLENADO Y GASIFICACIÓN
TAPADO DE BOTELLAS
ETIQUETADO Y ALMACENAMIENTO
3

107
Anexo 2 “FORMULARIO DE VERIFICACIÓN DEL
CUMPLIMIENTO DEL GMP DEL MINISTERIO DE
SALUD PÚBLICA”
“FORMULARIO DE VERIFICACIÓN DEL CUMPLIMIENTO DEL GMP DEL MINISTERIO
DE SALUD PÚBLICA”
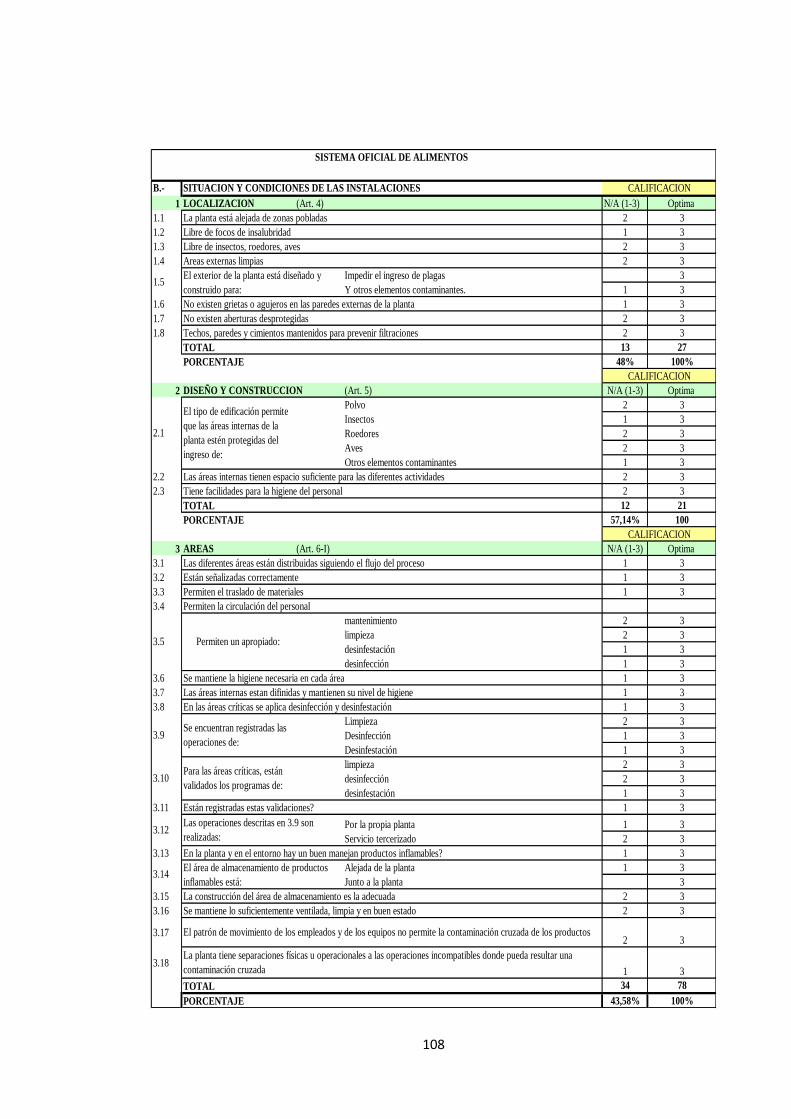
108
SISTEMA OFICIAL DE ALIMENTOS
B.- SITUACION Y CONDICIONES DE LAS INSTALACIONES
1 LOCALIZACION (Art. 4) N/A (1-3) Optima
1.1 2 3
1.2 1 3
1.3 2 3
1.4 2 3
Impedir el ingreso de plagas 3
Y otros elementos contaminantes. 1 3
1.6 1 3
1.7 2 3
1.8 2 3
TOTAL 13 27
PORCENTAJE 48% 100%
2 DISEÑO Y CONSTRUCCION (Art. 5) N/A (1-3) Optima
Polvo 2 3
Insectos 1 3
Roedores 2 3
Aves 2 3
Otros elementos contaminantes 1 3
2.2 2 3
2.3 2 3
TOTAL 12 21
PORCENTAJE 57,14% 100
3 AREAS (Art. 6-I) N/A (1-3) Optima
3.1 1 3
3.2 1 3
3.3 1 3
3.4
mantenimiento 2 3
limpieza 2 3
desinfestación 1 3
desinfección 1 3
3.6 1 3
3.7 1 3
3.8 1 3
Limpieza 2 3
Desinfección 1 3
Desinfestación 1 3
limpieza 2 3
desinfección 2 3
desinfestación 1 3
3.11 1 3
Por la propia planta 1 3
Servicio tercerizado 2 3
3.13 1 3
Alejada de la planta 1 3
Junto a la planta 3
3.15 2 3
3.16 2 3
3.172 3
3.181 3
TOTAL 34 78
PORCENTAJE 43,58% 100%
La planta está alejada de zonas pobladas
Libre de focos de insalubridad
Libre de insectos, roedores, aves
Areas externas limpias
1.5El exterior de la planta está diseñado y
construido para:
No existen grietas o agujeros en las paredes externas de la planta
No existen aberturas desprotegidas
Techos, paredes y cimientos mantenidos para prevenir filtraciones
2.1
El tipo de edificación permite
que las áreas internas de la
planta estén protegidas del
ingreso de:
Las áreas internas tienen espacio suficiente para las diferentes actividades
Tiene facilidades para la higiene del personal
Las diferentes áreas están distribuidas siguiendo el flujo del proceso
Están señalizadas correctamente
Permiten el traslado de materiales
Permiten la circulación del personal
3.5 Permiten un apropiado:
Se mantiene la higiene necesaria en cada área
Las áreas internas estan difinidas y mantienen su nivel de higiene
En las áreas críticas se aplica desinfección y desinfestación
3.9Se encuentran registradas las
operaciones de:
3.10Para las áreas críticas, están
validados los programas de:
Están registradas estas validaciones?
3.12Las operaciones descritas en 3.9 son
realizadas:
En la planta y en el entorno hay un buen manejan productos inflamables?
3.14El área de almacenamiento de productos
inflamables está:
La construcción del área de almacenamiento es la adecuada
Se mantiene lo suficientemente ventilada, limpia y en buen estado
El patrón de movimiento de los empleados y de los equipos no permite la contaminación cruzada de los productos
La planta tiene separaciones físicas u operacionales a las operaciones incompatibles donde pueda resultar una
contaminación cruzada
CALIFICACION
CALIFICACION
CALIFICACION

109
4 PISOS (Art. 6-II) N/A (1-3) Optima
Resistentes 2 3
Lisos 2 3
Impermeables 1 3
De fácil limpieza 2 3
4.2 2 3
4.3 2 3
4.4 1 3
TOTAL 12 21
PORCENTAJE 57,14% 100%
5 PAREDES (Art. 6-II) N/A (1-3) Optima
5.1 1 3
5.2 2 3
5.3 1 3
5.4 2 3
5.5 3 3
5.6 2 3
5.7 2 3
5.8 2 3
5.9 2 3
TOTAL 17 27
PORCENTAJE 62% 100%
6 TECHOS (Art. 6-II) N/A (1-3) Optima
6.1 2 3
6.2 2 3
6.3 1 3
6.4 1 3
6.5 1 3
6.6 1 3
6.7 2 3
6.8 2 3
TOTAL 12 24
PORCENTAJE 50% 100%
7 VENTANAS, PUERTAS Y OTRAS ABERTURAS (Art. 6-III) N/A (1-3) Optima
7.1 2 3
7.2 2 3
7.3 2 3
7.4 2 3
7.5 2 3
7.6
7.7 2 3
7.8 2 3
7.9 1 3
7.10 1 3
7.11 1 3
TOTAL 17 30
PORCENTAJE 56,66% 100%
4.1Están construídos de
materiales:
Están en buen estado de conservación
Están en perfectas condiciones de limpieza
La inclinación permiten un adecuado drenaje que facilite la limpieza
Son de material lavable
Son lisas
Impermeables
No desprenden partículas
Son de colores claros
Están limpias
En buen estado de conservación
Las uniones entre paredes y pisos están completamente selladas
Las uniones entre paredes y pisos son cóncavas
Se encuentran en perfectas condiciones de limpieza
Son lisos
Lavables
Impermeables
Tiene techos falsos
Las techos falsos son de material que no permiten la acumulación de suciedad
No desprenden partículas
Facilitan el mantenimiento y la limpieza
El material de que están cosntruídas no permiten contaminaciones
Son de material de fácil limpieza
Son de material que no desprenden partículas
Están en buen estado de conservación
Sus estructuras permiten la limpieza y remoción de polvo
En las ventanas con vidrio, se guardan las precauciones en casos de rotura de éste
Las puertas son lisas y no absorbentes
Se cierran herméticamente
Las áreas críticas identificadas se comunican directamente al exterior
En las áreas críticas existen sistemas de doble puerta o de doble servicio
Existen sistemas de protección a prueba de insectos, roedores y otros
CALIFICACION
CALIFICACION
CALIFICACION
CALIFICACION
CALIFICACION

110
8 ESCALERAS, ELEVADORES, ESTRUCTURAS COMPLEMENTARIAS(Art. 6-IV) N/A (1-3) Optima
8.1 2 3
8.2 2 3
8.3 1 3
8.4 1 3
8.5 1 3
8.6 1 3
TOTAL 8 18
PORCENTAJE 44,44% 100%
CALIFICACION
9 INSTALACIONES ELECTRICAS Y REDES DE AGUA (Art. 6-V) N/A (1-3) Optima
abierta 1 3
cerrada 2 3
9.2 2 3
9.3 1 3
9.4 1 3
9.5 1 3
agua potable 1 3
agua no potable 1 3
vapor 2 3
combustible 1 3
aire comprimido 2 3
aguas de desecho 1 3
9.7 1 3
TOTAL 17 39
PORCENTAJE 43,58% 100%
CALIFICACION
10 ILUMINACION (Art. 6-VI) N/A (1-3) Optima
natural 2 3
artificial 2 3
natural-artificial 2 3
10.22 3
10.3 3 3
10.4 2 3
10.5 2 3
TOTAL 15 21
PORCENTAJE 71,42% 100%
CALIFICACION
11 VENTILACION (Art. 6-VII) N/A (1-3) Optima
natural con filtros apropiados 2 3
mecánico 1 3
directo 1 3
indirecto 1 3
11.2 1 3
11.3 1 3
11.4 1 3
11.5 1 3
11.6 1 3
11.71 3
11.8 1 3
11.9 1 3
11.10 1 3
TOTAL 14 39
PORCENTAJE 35,89% 100%
El material de que están construídos es resistente
Estos elementos son lavables y fáciles de limpiar
Son de materiales que no representan riesgo de contaminación a los alimentos
Están ubicados de manera que no dificulten el flujo regular del proceso productivo
Existen estructuras complementarias sobre las líneas de producción
Se toman las precauciones necesarias para que estos elementos no contaminen los alimentos
9.1 La red eléctrica es:
Los terminales están adosados en paredes y techos
Existen procedimientos escritos para la limpieza de la red eléctrica y sus terminales
Se cumplen estos procedimientos
11.1El sistema de ventilación de que dispone la
planta es:
Se encuentran los registros correspondientes
9.6Se identifican con un color distinto las
líneas de flujo de:
Existen rótulos visibles para identificar las diferentes líneas de flujo
10.1 La iluminación en las diferentes áreas es:
Existen procedimientos escritos para el mantenimiento, limpieza y cambio de filtros en los ventiladores o
acondicionadores de aire
La intensidad de la iluminación es adecuada para asegurar que los procesos y las actividades de inspección se
realicen de manera efectiva
La iluminación no altera el color de los productos
Existen fuentes de luz artificial por sobre las líneas de elaboración y envasado
Se guardan las seguridades necesarias en caso de rotura de estos dispositivos
Registros del cumplimiento del programa de limpieza.
Registros de la aplicación de estos procedimientos
En las áreas microbiológicamente sensibles se mantiene presión de aire positiva
Se utiliza aire comprimido, aire de enfriamiento que controle el alimento
El(os) sistema(s) utilizado(s) brinda(n) un confort climático adecuado
El(os) sistema(s) utilizado(s) permite(n) prevenir la condensación del vapor, la entrada de polvo, etc
Está(n) ubicado(s) de manera que se evite(n) el paso de aire desde una área contaminada a una área limpia
Existe un programa escrito para la limpieza del(os) sistema(s) de ventilación

111
CALIFICACION
12 TEMPERATURA Y HUMEDAD AMBIENTAL (Art. 6-VIII) N/A (1-3) Optima
12.1 Que mecanismos utiliza para control de temperatura y humedad ambiental 1 3
TOTAL 1 3
PORCENTAJE 33,33% 100%
CALIFICACION
13SERVICIOS HIGIENICOS, DUCHAS Y VESTUARIOS (Art. 6-IX) N/A (1-3) Optima
13.1 1 3
13.2 1 3
13.3 2 3
13.4 2 3
13.5 1 3
13.6 2 3
jabón líquido 3 3
toallas desechables 1 3
equipos automáticos para el secado 1 3
recipientes con tapa para el material usado 3 3
13.8 2 3
13.9 1 3
13.10 2 3
13.11 2 3
13.121 3
TOTAL 25 45
PORCENTAJE 55,55% 100%
CALIFICACION
14ABASTECIMIENTO DE AGUA (Art. 7-I) N/A (1-3) Optima
de red municipal 3 3
de pozo profundo 1 3
14.2
14.3
Físico quimicos 2 3
Microbiológicos 2 3
14.5 1 3
14.6 1 3
14.72 3
14.8 1 3
14.9 1 3
14.10 2 3
14.11 3 3
14.12 3 3
14.13 2 3
14.14 2 3
14.15 1 3
TOTAL 27 45
PORCENTAJE 60% 100%
Existen en cantidad suficiente
Están separados por sexo
Comunican directamente a las áreas de producción
Los pisos, paredes, puertas ventanas están limpios y en buen estado de conservación
Tienen ventilación adecuada
Estos servicios están en perfectas condiciones de limpieza y organización
13.7 Están dotados de:
El agua para el lavado de manos es corriente
Los lavamanos están ubicados en sitios estratégicos en relación al área de producción
En las zonas de acceso a las áreas críticas existen unidades dosificadoras de desinfectantes
Existen registros de la evaluación de eficacia de los desinfectantes usados
Existen avisos visibles y alusivos a la obligatoriedad de lavarse las manos luego de usar los servicios sanitarios y
antes de reinicio de las labores
14.1El suministro de agua a la
planta es:
El pozo o cisterna profunda se encuentra cerca del área de producción
Está protegido
14.4 Se realizan controles del agua:
Existen registros de estos controles
El agua utilizada en el proceso productivo cumple los requerimientos de la NTE INEN
Las instalaciones para almacenamiento de agua están adecuadamente diseñadas, construídas y mantenidas para evitar
la contaminación
El tratamiento químico del agua es monitoreado permanentemente
El sistema de distribución para los diferentes procesos es adecuado
El volumen y presión de agua son los requeridos para los procesos productivos
Los sistemas de agua potable y no potable están claramente identificados
No hay interconexiones entre los suministros de agua potable y no potable
El sistema de agua potable está en perfectas condiciones de higiene
Se realiza la limpieza y el mantenimiento periódico de los sistemas
Existen registros de estos procedimientos

112
CALIFICACION
15 SUMINISTRO DE VAPOR (Art. 7-II) N/A (1-3) Optima
15.1 1 3
15.2 1 3
15.3 1 3
TOTAL 3 9
PORCENTAJE 33,33% 100%
CALIFICACION
16DESTINO DE LOS RESIDUOS (Art. 7-III) N/A (1-3) Optima
Líquidos 1 3
Sólidos 1 3
Gaseosos 1 3
16.2 1 3
16.3 1 3
16.41 3
16.5 2 3
16.6 1 3
16.72 3
16.8 2 3
16.92 3
16.10 1 3
16.111 3
16.12 3 3
16.133 3
16.141 3
TOTAL 24 48
PORCENTAJE 50% 100%
Dispone de sistemas de control de los filtros
Existen registros de estos controles
16.1La planta dispone de un sistema de
eliminación de reciduos y desechos:
Utiliza vapor en el proceso productivo
La disposicion final de aguas negras y efluentes industriales cumple con la normativa vigente
Los drenajes y sistemas de evacuación y alcantarillado están equipados de trampas y venteos apropiados
Existen áreas específicas para el manejo y almacenamiento de residuos antes de la recolección del establecimiento
Los drenajes y sistemas de disposición de desechos cumplen con la normativa nacional vigente
Los desechos sólidos son recolectados de forma adecuada
La planta dispone de instalaciones y equipos adecuados y bien mantenidos para el almacenaje de desechos materiales
y no comestibles
Estas instalaciones están diseñadas para prevenir contaminaciones de los productos y el ambiente
Los recipientes utilizados para los desechos y los materiales no comestibles están claramente identificados y tapados.
Existe un sistema particular para la recolección y eliminación de substancias tóxicas
Los desechos se remueven y los contenedores se limpian y desinfectan con una frecuencia apropiada para minimizar
el potencial de contaminación
Las áreas de desperdicios están alejadas del área de producción
Se dispone de un sistema adecuado de recolección, almacenamiento, protección y eliminación de basuras que evite
contaminaciones
El manejo, almacenamiento y recolección de los desechos previene la generación de olores y refugio de plagas
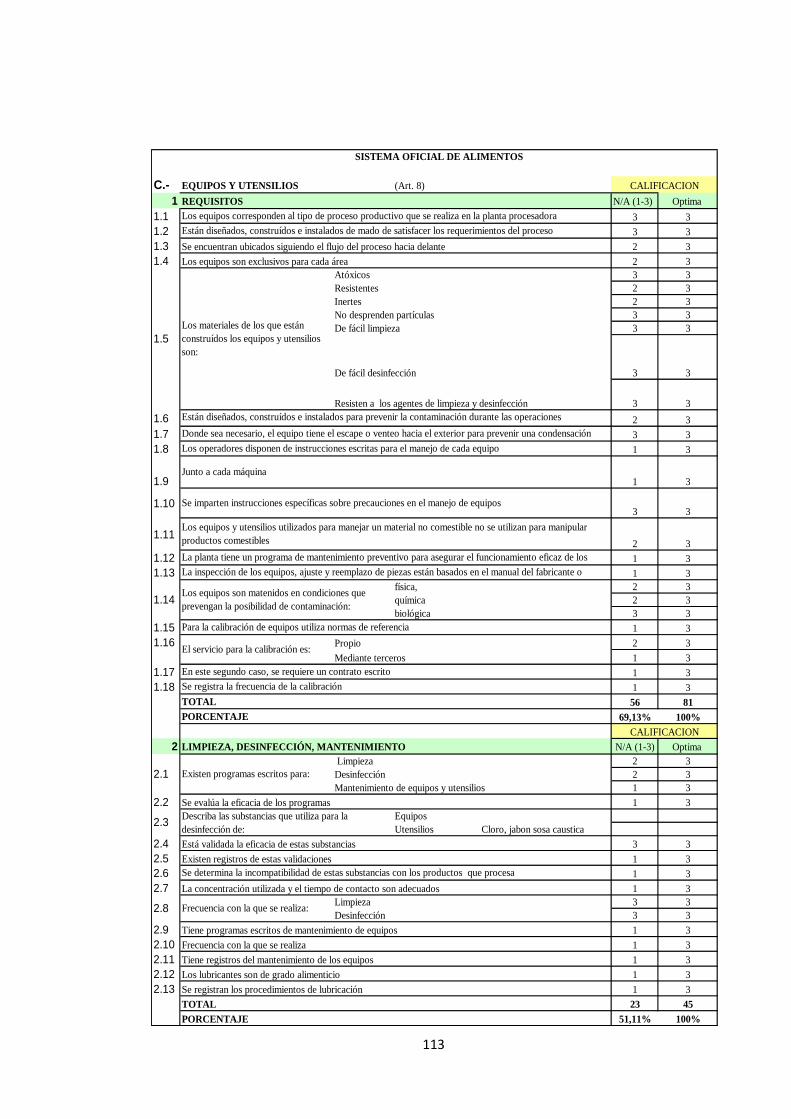
113
SISTEMA OFICIAL DE ALIMENTOS
C.- EQUIPOS Y UTENSILIOS (Art. 8)
1 REQUISITOS N/A (1-3) Optima
1.1 3 3
1.2 3 3
1.3 Se encuentran ubicados siguiendo el flujo del proceso hacia delante 2 3
1.4 Los equipos son exclusivos para cada área 2 3
Atóxicos 3 3
Resistentes 2 3
Inertes 2 3
No desprenden partículas 3 3
De fácil limpieza 3 3
De fácil desinfección 3 3
Resisten a los agentes de limpieza y desinfección 3 3
1.6 2 3
1.7 3 3
1.8 1 3
1.9 1 3
1.103 3
1.112 3
1.12 1 3
1.13 1 3
física, 2 3
química 2 3
biológica 3 3
1.15 1 3
1.16 Propio 2 3
Mediante terceros 1 3
1.17 1 3
1.18 1 3
TOTAL 56 81
PORCENTAJE 69,13% 100%
2 LIMPIEZA, DESINFECCIÓN, MANTENIMIENTO N/A (1-3) Optima
Limpieza 2 3
Desinfección 2 3
Mantenimiento de equipos y utensilios 1 3
2.2 1 3
Equipos
Utensilios
2.4 3 3
2.5 1 3
2.6 1 3
2.7 1 3
Limpieza 3 3
Desinfección 3 3
2.9 1 3
2.10 1 3
2.11 1 3
2.12 1 3
2.13 1 3
TOTAL 23 45
PORCENTAJE 51,11% 100%
1.5
Los materiales de los que están
construídos los equipos y utensilios
son:
Están diseñados, construídos e instalados para prevenir la contaminación durante las operaciones
(condiciones inseguras que pueden conllevar a condiciones no sanitarias (ejemplo formación de Donde sea necesario, el equipo tiene el escape o venteo hacia el exterior para prevenir una condensación
excesivaLos operadores disponen de instrucciones escritas para el manejo de cada equipo
Junto a cada máquina
Se imparten instrucciones específicas sobre precauciones en el manejo de equipos
Los equipos y utensilios utilizados para manejar un material no comestible no se utilizan para manipular
productos comestibles
La planta tiene un programa de mantenimiento preventivo para asegurar el funcionamiento eficaz de los
equipos.
Los equipos corresponden al tipo de proceso productivo que se realiza en la planta procesadora
Están diseñados, construídos e instalados de mado de satisfacer los requerimientos del proceso
La inspección de los equipos, ajuste y reemplazo de piezas están basados en el manual del fabricante o
proveedor de los mismos.
1.14Los equipos son matenidos en condiciones que
prevengan la posibilidad de contaminación:
Para la calibración de equipos utiliza normas de referencia
El servicio para la calibración es:
En este segundo caso, se requiere un contrato escrito
2.8 Frecuencia con la que se realiza:
Se registra la frecuencia de la calibración
2.1 Existen programas escritos para:
Se evalúa la eficacia de los programas
2.3Describa las substancias que utiliza para la
desinfección de:
Tiene programas escritos de mantenimiento de equipos
Frecuencia con la que se realiza
Tiene registros del mantenimiento de los equipos
Los lubricantes son de grado alimenticio
Se registran los procedimientos de lubricación
Está validada la eficacia de estas substancias
Existen registros de estas validaciones
Se determina la incompatibilidad de estas substancias con los productos que procesa
La concentración utilizada y el tiempo de contacto son adecuados
CALIFICACION
CALIFICACION
Cloro, jabon sosa caustica

114
3 OTROS ACCESORIOS N/A (1-3) Optima
3.13 3
Resistentes a los agentes de limpieza y desinfección 3 3
No corrosivos 2 3
No absorventes 2 3
No desprenden partículas 3 3
Atóxicos 3 3
De fácil limpieza 3 3
De fácil desinfección 3 3
Limpieza 1 3
Desinfección 1 3
Mantenimiento 1 3
Limpieza 3 3
Desinfección 3 3
Mantenimiento 1 3
Limpieza: Cloro, jabon
Desinfección: sosa caustica, detergente
Mantenimiento:
3.6 1 3
3.7 1 3
De materiales resistentes 3 3
Inertes 3 3
No porosos 3 3
Impermeables 3 3
Fácilmente desmontables para su limpieza 2 3
3.9 1 3
3.10 1 3
3.11 2 3
3.12 1 3
3.131 3
TOTAL 54 78
PORCENTAJE 69,30% 100%
3.2Los materiales de que están
fabricadas son:
3.3 Sistema(s) utilizado(s) para:
3.4 Frecuencia con la que se realiza:
Substancias utilizadas para:
Está validada la eficacia de estas substancias
Se registran estas validaciones
Substancias utilizadas esta limpieza y desinfección:
Está validada la eficacia de estas substancias
Las superficies en contacto directo con el alimento están ubicadas de manera que no provoquen desvío del
flujo del proceso productivo
CALIFICACION
Ha determinado la incompatibilidad de estas substancias con los productos que circulan por las tuberías
3.8
Las tuberías para la conducción de
materias primas, semielaborados y
productos terminados son:
Sistema empleado para la limpieza y desinfección de las tuberías fijas:
Está validada la eficacia de este sistema
3.5

115
SISTEMA OFICIAL DE ALIMENTOS
D.- PERSONAL (Título IV-Capítulo I)
1 GENERALIDADES
1.1 Total de empleados: 3 Hombres 3 Mujeres
1.2 Personal de planta: 3 Hombres 3 Mujeres
1.3 Personal administrativo: 1 Hombres 1 Mujeres
2 EDUCACIÓN (Art. 11) N/A (1-3) Optima
2.1 2 3
Tiene programas de capacitación y adiestramiento sobre BPM Propio 2 3
Externo 1 3
2.3 1 3
2.41 3
La capacitación inicial es reforzada y actualizada periódicamente 1 3
TOTAL 8 18
44,40% 100%
3 ESTADO DE SALUD (Art. 12) N/A (1-3) Optima
3.1 El personal que labora en la planta tiene carnet de salud vigente 2 3
3.2 Aplica programas de medicina preventiva para el personal 1 3
3.3 Con qué frecuencia 1 3
3.4 Registros de la aplicación del programa 1 3
3.5 Existe un registro de accidentes 1 3
3.6 Existen grupos específicos para atender situaciones de emergencia 1 3
3.7 Grupos contra incendios 1 3
3.8 Grupos para primeros auxilios 1 3
3.93 3
3.10 1 3
3.11 1 3
3.12 1 3
TOTAL 15 36
41,60% 100%
Tiene definidos los requisitos que debe cumplir el personal para cada área de trabajo
2.2
Posee programas de evaluación del personal
Existe un programa o procedimiento específico para el personal nuevo en relación a las labores, tareas y
responsabilidades que habrá de asumir
Al personal que tiene enfermedades infectocontagiosas o lesiones cutáneas se le aisla temporalmente
Se lleva un registro de estas situaciones
En caso de reincidencia se investigan las causas
Son registradas las causas identificadas
CALIFICACION
CALIFICACION

116
CALIFICACION
4 HIGIENE Y MEDIDAS DE PROTECCIÓN (Art. 13) N/A (1-3) Optima
4.1 Posee normas escritas de limpieza e higiene para el personal 2 3
4.2 Conoce el personal estas normas 2 3
4.3 Provee la empresa uniformes adecuados para el personal 1 3
4.4 De colores que permiten visualizar su limpieza 1 3
4.6 Perfecto estado de limpieza de los uniformes 1 3
En la propia planta 1 3
Servicio externo 1 3
4.8 1 3
4.9 1 3
4.10 1 3
4.11 El tipo de calzado que usa el personal de planta es adecuado 1 3
4.12 2 3
4.13 3 3
4.14 Cada vez que salga y regrese al área de trabajo asignada 2 3
4.15 3 3
4.16 2 3
4.17 1 3
4.18 2 3
4.19 Lavado de manos jabon
Desinfección de manos alcohol
4.20 1 3
Gorras 1 3
Mascarillas 1 3
4.22 Lavables Desechables 3
4.23 Limpias 1 3
4.24 En buen estado 1 3
TOTAL 33 72
PORCENTAJE 45,83% 100%
CALIFICACION
5 COMPORTAMIENTO DEL PERSONAL (Art. 14) N/A (1-3) Optima
Fumar o comer en las áreas de trabajo 1 3
Circular personas extrañas a las áreas de producción 3 3
Usar ropa de calle, a los visitantes en las áreas de producción 1 3
Usar barba, bigote o cabello descubiertos en áreas de producción 2 3
Usar joyas 3 3
Usar maquillaje 3 3
5.2 1 3
5.3 2 3
5.4 2 3
5.5 1 3
5.6 1 3
5.7 1 3
Extintores 2 3
Hidrantes 1 3
Puertas o salidas de escape 1 3
Otros (Alarma, válvulas springle) 1 3
5.9 2 3
5.10 1 3
5.11 2 3
TOTAL 31 57
PORCENTAJE 54,38% 100%
4.7El lavado de
uniformes es:
El tipo de proceso exige el uso de guantes por parte del personal
El material del que están hechos no genera ningún tipo de contaminación
4.21 El personal utiliza:
5.1
Existen avisos o
letreros e
instrucciones
visibles sobre la
prohibición de:
Se restringe la circulación del personal con uniformes fuera de las áreas de trabajo
Existen avisos o letreros e instrucciones en lugares visibles para el personal que indiquen:
La necesidad de lavarse adecuadamente las manos antes de comenzar el trabajo
Cada vez que use los servicios sanitarios
Después de manipular cualquier material u objeto que pueda contaminar el alimento
Se dispone la necesidad de lavarse las manos antes de ponerse guantes
5.8
Dispone de equipos de seguridad
completos y apropiados (permiso
de bomberos):
Se emplean sistemas de señalización
Para evacuación del personal
Para flujo de materiales
Para diferenciar las operaciones
En condiciones óptimas para su uso
Apropiadamente distribuídos
El personal está adiestrado para el manejo de estos equipos
Existen normas escritas de seguridad
Conoce el personal estas normas
El tipo de proceso obliga a la desinfección de las manos
Que substancias utiliza para:
Se valida la eficacia de las substancias utilizadas para la desinfección

117
SISTEMA OFICIAL DE ALIMENTOS
E.- MATERIAS PRIMAS E INSUMOS (Capítulo II)
1 REQUISITOS N/A (1-3) Optima
1.1 1 3
1.2 1 3
1.3 1 3
1.4 1 3
1.5 1 3
1.6 1 3
1.7 1 3
1.8 1 3
1.9 1 3
Tiene establecido un historial de cumplimiento de las especificaciones cuando: 1 3
Hay un cambio en el proveedor 1 3
Hay cambio de origen de los ingredientes de un proveedor conocido 1 3
1 3
1.11 1 3
1.12 1 3
1.13 1 3
1.14 1 3
1.15 1 3
En sus envases externos (secundarios) 2 3
En sus envases internos (primarios) 2 3
1.17 2 3
1.18 1 3
No suceptibles al deterioro 2 3
No desprenden substancias a materias primas en contacto 2 3
De fácil destrucción o limpieza 3 3
1.20
Limpieza 1 3
Temperatura 1 3
Humedad 1 3
Ventilación 1 3
Iluminación 1 3
1.22 2 3
1.23 2 3
1.24 1 3
1.25 1 3
Tiempo 1 3
Temperatura 1 3
Otros 1 3
1.27 1 3
1.28 3 3
1.29 2 3
1.30 1 3
TOTAL 53 123
43% 100%
CALIFICACION
Certifica a los proveedores de materias primas e insumos
Están registradas estas certificaciones
Tiene requisitos escritos para proveedores de materias primas e insumos
Tiene especificaciones escritas para cada materia prima
Estas especificaciones se enmarcan en las normativas oficiales
Inspecciona y clasifica las materias primas durante su recepción
Realiza análisis de inocuidad y calidad de las materias primas
Con que frecuencia
Existen registros de estos análisis
1.10
La verificación laboratorial revela contradicción al certificado de análisis
Cada lote de materia prima recibido es analizado con un plan de muestreo
Se registran los resultados de los análisis
Para el almacenamiento de las materias primas considera la naturalezade cada una de ellas
Se registran las condiciones especiales que requieren las materias primas
Clasifica las materias primas de acuerdo a su uso
1,16Están debidamende
identificadas:
Constan las fechas de vencimiento (cuando corresponda)
Ausencia de materias primas alteradas o no aptas para el consumo humano
1.19
Los
recipientes/envases/contene
dores/empaques son de
materiales:Sistema aplicado para la rotación efectiva de los lotes almacenados
1.21
Se registran las condiciones
ambientales de las áreas de
almacenamiento:
Estas áreas están separadas de las áreas de producción
Tiene una política definida para el caso de devoluciones de materias primas que estén fuera de las
especificaciones establecidas:Lleva un registro de las devoluciones
Tiene un procedimiento escrito para ingresar materias primas a áreas de alto riesgo de contaminación
1.26
El descongelamiento de las
materias primas lo hace
bajo condiciones adecuadas
de:Materias primas descongeladas no se recongelan
Los aditivos alimentarios almacenados son los autorizados para su uso en los alimentos que fabrica
Están debidamente rotulados
Está registrado su período de vida útil

118
2 AGUA (Capítulo II-Art. 26) N/A (1-3) Optima
2.1 3 3
2.2 Sus especificaciones corresponden a las que establece la Norma INEN respectiva 2 3
Fisico químicos 2 3
Microbiológicos 3 3
2.4 2 3
2.5 1 3
2.6 1 3
2.7 1 3
2.8 1 3
2.9 1 3
2.10 1 3
2.11 1 3
2.12 1 3
2.13
2.14 1 3
2.15 1 3
INEN 3 3
Otros organismos internacionales reconocidos 3 3
Potable 3 3
Tratada 1 3
2.18 1 3
2.19 1 3
2.20 1 3
2.21 1 3
2.22 1 3
2.23 1 3
2.24 1 3
TOTAL 39 78
% DE CUMPLIMIENTO 50% 100%
CALIFICACION
El agua que utiliza como materia prima es potable?
2.3 Evalúa los parámetros:
El vapor para entrar en contacto con los alimentos es generado a partir de agua potable
Con qué frecuencia
Registra estas evaluaciones
Sistema de tratamiento utilizado para potabilizar el agua:
Se monitorea el tratamiento del agua
Con que frecuencia
Se registra este monitoreo
2.16Las substancias químicas
utilizadas para tratar agua
de calderos están aprobadas 2.17
La limpieza y lavado de materias primas, equipos y
materiales es con agua:
Registra estos controles
Los resultados de los controles aseguran la aptitud de uso
El sistema de distribución de esta agua está separado e identificado
Reutiliza agua recuperada de los procesos productivos
Tiene un sistema de almacenamiento específico para esta agua
Realiza controles químicos y microbiológicos de esta agua
Con qué frecuencia
El hielo es fabricado con agua potable
El hielo es producido, manejado y almacenado en condiciones asépticas
Verifica la inocuidad del hielo
Controles que aplica
Registra estos controles

119
SISTEMA OFICIAL DE ALIMENTOS
F.- OPERACIONES DE PRODUCCIÓN (Capítulo III) N/A (1-3) Optima
1 3 3
2 3 3
3 1 3
4 2 3
5 2 3
6 3 3
7 3 3
8 2 3
9 2 3
10 Se cumple con procedimientos escritos en cada fase del proceso productivo 3 3
11 3 3
12 Es adecuado el diseño de las áreas para el tipo de producción 2 3
13 Las áreas de producción son suficientemente espaciosas 2 3
Los equipos y maquinarias 2 3
Las materias primas a utilizarse 2 3
El material auxiliar 2 3
15 2 3
16 3 3
17 2 3
18 2 3
19 1 3
20 1 3
21 1 3
22 1 3
23 1 3
24 1 3
Limpieza según procedimientos establecidos 1 3
Orden 1 3
Ventilación 1 3
Humedad 1 3
Temperatura 1 3
Sobrepresión 1 3
Aparatos de control en buen estado de funcionamiento 1 3
Están disponibles los procedimientos de producción 2 3
Se usan efectivamente 2 3
Se registran las verificaciones 2 3
2 3
2 3
27 2 3
28 3 3
29 2 3
30 1 3
31 1 3
Al responsable técnico de la producción 1 3
Se registra en la historia del lote 1 3
Se toman las acciones correctivas en cada caso 1 3
Se registran estas acciones correctivas 1 3
33 Cuenta con procedimientos y precauciones para evitar contaminación cruzada 2 3
PUNTAJE TOTAL 84 144
% DE CUMPLIMIENTO 58,30% 100%
CALIFICACION
Existe una planificación de las actividades de fabricación/producción
Existen especificaciones escritas para el proceso de fabricación o producción
Los procedimientos de fabricación/producción están validados
Se cumplen
Como verifica su cumplimiento
Las áreas son apropiadas para el volumen de producción establecido
Verifica la limpieza y el buen funcionamiento de equipos antes de iniciar la producción
Los documentos de producción están claramente detallados
Son habitualmente utilizados por los operarios
El personal de esta área tiene conocimiento sobre sus funciones, riesgos y errores que puedieran
producirse
14Están adecuadamente
distribuidos:
Se registran las siguientes
condiciones ambientales:
Están delimitadas las áreas de acuerdo a la naturaleza de los productos que procesa
Se toman precuaciones necesarias para evitar contaminaciones cruzadas
Están determinados los puntos críticos del proceso
Se controlan los puntos críticos
Los cables y mangueras que forman parte de los equipos tienen ubicación adecuada
Los sistemas de suministros de líquidos poseen sistemas de filtración
32Las anormalidades
detectadas se comunican:
Se utilizan medios de protección adecuados para el manejo de materias primas suceptibles
Existen instrucciones escritas para la fabricación de cada producto
Cada operación es avalada con la firma de la persona que realiza la tarea
Son utilizados habitualmente
Las ventanas de las áreas de producción permanecen cerradas
Las ventanas que dan a los pasillos se encuentran debidamente protegidas
Con mallas contra insectos
25
Registra en un documento cada paso importante de la producción
26
En las áreas de producción,
durante el desarrollo de las
actividades: Se toman precauciones para evitar riesgos de confusión
y contaminación
Se advierte al personal para que informe cualquier anormalidad durante el proceso

120
SISTEMA OFICIAL DE ALIMENTOS
G.- ENVASADO, ETIQUETADO Y EMPAQUETADO (Capítulo IV) N/A (1-3) Optima
1 1 3
2 1 3
3 3 3
4 3 3
5 2 3
6 2 3
7 1 3
8 1 3
9 1 3
10 2 3
11 2 3
12 2 3
13 2 3
14 1 3
15 1 3
16 2 3
17 2 3
18
19 3 3
Cuarentena 1 3
Aprobado 1 3
Rechazado 1 3
21 2 3
22 Sin marcar número de lote y fecha de vencimiento 1 3
Marcado con número de lote y fecha de vencimiento 1 3
23 1 3
24 1 3
25 1 3
PUNTAJE TOTAL 42 81
% DE CUMPLIMIENTO 51,85% 100%
CALIFICACION
Las áreas destinadas al envasado, etiquetado y empaquetado están separadas entre sí
Están claramente identificadas
El personal de estas áreas conoce los riesgos de posibles contaminaciones cruzadas
Se efectúa el llenado/envasado del producto terminado en el menor tiempo posible para evitar la
contaminación del mismoEl llenado/envasado cumple los requisitos de las normas vigentes
Tiene un procedimiento escrito para la línea de envasado
Los envases y empaques están aprobados por control de calidad
Consta por escrito esta aprobación
Se colocan etiquetas de aprobación
Lleva un registro de los envases, etiquetas y empaques sobrantes
Tiene procedimientos escritos para el lavado y esterilización de envases que van ha ser reutilizados
Están validados estos procedimientos
Se efectúan controles durante el proceso de envasado y empaquetado
Se registran los resultados de estos controles
Estos resultados forman parte de la historia del lote
Tiene proveedores calificados de envases y empaques
Se asegura la idoneidad del material de los envases y empaques
De qué manera
Sobre todo los envases primarios cumplen las especificaciones requeridas para contener alimentos
20Los productos terminados envasados tienen
identificada su condición de:
Forma parte de la historia del lote del producto
Los datos que constan en las etiquetas cumplen las disposiciones normativas
Qué destino se da a las
etiquetas sobrantes:
Se consolidan al final las órdenes de etiquetado
Se registra esta operación
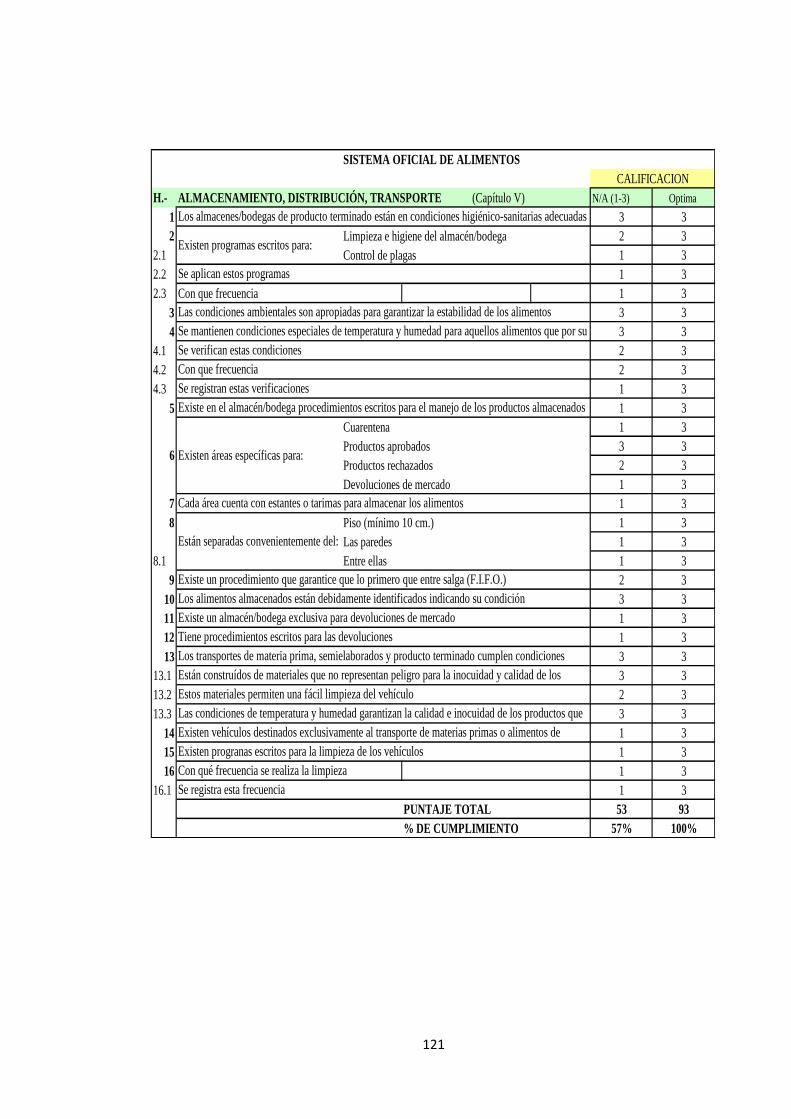
121
SISTEMA OFICIAL DE ALIMENTOS
H.- ALMACENAMIENTO, DISTRIBUCIÓN, TRANSPORTE (Capítulo V) N/A (1-3) Optima
1 3 3
2 Limpieza e higiene del almacén/bodega 2 3
2.1 Control de plagas 1 3
2.2 1 3
2.3 Con que frecuencia 1 3
3 3 3
4 3 3
4.1 2 3
4.2 2 3
4.3 1 3
5 1 3
Cuarentena 1 3
Productos aprobados 3 3
Productos rechazados 2 3
Devoluciones de mercado 1 3
7 1 3
8 Piso (mínimo 10 cm.) 1 3
Las paredes 1 3
8.1 Entre ellas 1 3
9 2 3
10 3 3
11 1 3
12 1 3
13 3 3
13.1 3 3
13.2 2 3
13.3 3 3
14 1 3
15 1 3
16 1 3
16.1 1 3
PUNTAJE TOTAL 53 93
% DE CUMPLIMIENTO 57% 100%
Los transportes de materia prima, semielaborados y producto terminado cumplen condiciones
higiénico-sanitarias apropiadasEstán construídos de materiales que no representan peligro para la inocuidad y calidad de los
alimentosEstos materiales permiten una fácil limpieza del vehículo
Se registra esta frecuencia
Las condiciones de temperatura y humedad garantizan la calidad e inocuidad de los productos que
transportaExisten vehículos destinados exclusivamente al transporte de materias primas o alimentos de
consumo humanoExisten progranas escritos para la limpieza de los vehículos
Con qué frecuencia se realiza la limpieza
Cada área cuenta con estantes o tarimas para almacenar los alimentos
Están separadas convenientemente del:
Existe un procedimiento que garantice que lo primero que entre salga (F.I.F.O.)
Los alimentos almacenados están debidamente identificados indicando su condición
Existe un almacén/bodega exclusiva para devoluciones de mercado
Tiene procedimientos escritos para las devoluciones
Se verifican estas condiciones
Con que frecuencia
Se registran estas verificaciones
Existe en el almacén/bodega procedimientos escritos para el manejo de los productos almacenados
6 Existen áreas específicas para:
CALIFICACION
Los almacenes/bodegas de producto terminado están en condiciones higiénico-sanitarias adecuadas
Existen programas escritos para:
Se aplican estos programas
Las condiciones ambientales son apropiadas para garantizar la estabilidad de los alimentos
Se mantienen condiciones especiales de temperatura y humedad para aquellos alimentos que por su
naturaleza lo requieren

122
SISTEMA OFICIAL DE ALIMENTOS
I.- ASEGURAMIENTO Y CONTROL DE CALIDAD (Título V-Capítulo Unico) N/A (1-3) Optima
1 Tiene la planta un departamento de aseguramiento y control de calidad 2 3
2 1 3
3 Son calibrados todos los equipos 2 3
3.1 Con que frecuencia realiza las calibraciones 1 3
3.2 Están registradas las calibraciones 1 3
3.3 Este servicio es: Propio Por terceros Propio
3.4 Existe un contrato escrito para el servicio mediante terceros 1 3
4 Los métodos/ensayos analíticos son validados 1 3
5 Dispone de procedimientos escritos para el muestreo de:
5.1 Materias primas 1 3
5.2 Materiales de envase y empaque 1 3
5.3 Productos en proceso 1 3
5.4 Productos terminados 1 3
6 Son aplicados habitualmente 1 3
7 Se llevan registros de los lotes analizados: 1 3
7.1 De ensayos físico-químicos 1 3
7.2 De ensayos microbiológicos 1 3
8 1 3
9 1 3
10 1 3
10.1 1 3
11
11.1 1 3
11.2 2 3
11.3 3 3
11.4 2 3
11.5 2 3
11.6 1 3
11.7 1 3
11.8 2 3
11.9 3 3
11.10 2 3
12 1 3
13 El Departamento de aseguramiento y control de calidad dispone de:
13.1 Especificaciones de materias primas 2 3
13.2 Especificaciones de materiales de envase y empaque 2 3
13.3 Procedimientos para toma de muestras 1 3
13.4 Manuales y procedimientos para uso de equipos 1 3
13.5 Protocolos de control para: 3
13.6 Materias primas 1 3
13.7 Material de envase y empaque 1 3
13.8 Productos en proceso 1 3
13.9 Productos terminados 1 3
13.10 Control del agua 1 3
13.11 Control de áreas que requieren atmósfera controlada 1 3
13.12 Medidas de seguridad 1 3
13.13 Programa y registro de calibración de equipos 1 3
13.14 Política y registro de ensayos de estabilidad 1 3
13.15 Registro de proveedores 2 3
13.16 Fichas de almacenamiento y manipulación de materias primas 1 3
13.17 Fichas de almacenamiento y manipulación de productos termiandos 1 3
13.18 Procedimientos de validación 1 3
13.19 Procedimientos de atención a reclamos y devoluciones 1 3
13.20 Política/procedimiento para retiro de productos 2 3
14 1 3
15 1 3
16 1 3
17 Materia prima 2 3
17.1 Producto terminado 2 3
18 1 3
19 1 3
19.1
CALIFICACION
Tiene el laboratorio de control de calidad los equipos adecuados para realizar todos los análisis
pertinentes
Se llevan registros de cambios realizados al sistema de control de calidad
Se realizan análisis para determinar la calidad del agua
Son registrados los cambios realizados en el sistema de agua
Tiene un procedimiento para su monitoreo
Aseguramiento y control de calidad:
Garantiza que el sistema de calidad funcione permanentemente
Comunicación permanente con los proveedores
Controla cada lote producido
Conserva muestras de productos
Asegura las condicines de almacenamiento
Realiza ensayos de estabilidad de productos terminados
Supervisa contramuestras
Examina productos devueltos
Informa a producción de anomalías en las operaciones
Aprueba/rechaza productos, insumos, procedimientos, etc.según especificaciones
Constan por escritos estas funciones
Posee etiquetas de cuarentena, aprobación y rechazo
Los documentos de trabajo están archivados
Los registros primarios están foliados y numerados
Existen registros de resultados de análisis
sucesivos de cada:
Se emiten protocolos en las diferentes áreas del departamento recopilando resultados de
análisis/ensayos parcialesLos protocolos y documentos de control están debidamente archivados
Por qué tiempo?

123
I.- ASEGURAMIENTO Y CONTROL DE CALIDAD (Contiuación…..) N/A (1-3) Optima
20 Son adecuados las áreas destinadas a realizar los controles: 1 3
20.1 Físico químicos 1 3
20.2 Microbiológicos 1 3
20.3 En proceso 2 3
20.4 Otros 1 3
21 1 3
22 3 3
23 Los equipos poseen: Manuales técnicos 1 3
23.1 Fichas con referencias de características técnicas 1 3
23.2 Instrucciones para su mantenimiento 1 3
23.3 Registro de calibración/mantenimiento 1 3
24 1 3
24.1 2 3
25 Los reactivos están: Debidamente ubicados 2 3
25.1 Convenientemente rotulados 2 3
25.2 Preparados según métodos estandarizados/escritos 1 3
25.3 Apropiadamente controlados en calidad y eficacia 1 3
25.4 Almacenados debidamente 1 3
26 Las técnicas de control están: Apropiadamente establecidas 1 3
26.1 Redactadas de manera comprensible 1 3
26.2 Utilizadas habitualmente 1 3
26.3 Archivadas adecuadamente 1 3
26.4 Escritas sin enmendaduras 1 3
25 Se controlan rutinariamente: 1 3
25.1 1 3
25.2 1 3
25.3 1 3
Determinando los caracteres organolépticos 3 3
Parámetros físico químicos 2 3
Parámetros microbiológicos 2 3
26 1 3
27 1 3
28 1 3
29 1 3
30 Materias primas 1 3
30.1 Material de envase y empaque 1 3
30.2 Reactivos 1 3
31 Las substancias de referencia y los patrones son:
31.1 1 3
31.2 2 3
31.3 1 3
31.4 1 3
PUNTAJE TOTAL 125 294
% DE CUMPLIMIENTO 42% 100%
25.4 Los productos terminados:
Estos controles forman parte de la historia del lote de cada producto terminado
Se comprueba periódicamente la eficacia del sistema de aseguramiento y control de calidad
Existen procedimientos para el tratamiento de los desechos de los análisis
Los equipos utilizados están adaptados a las exigencias del producto
Las actividades de muestreo constan por escrito
Son convenientemente supervisadas
Las materias primas
CALIFICACION
Mediante autoinspecciones
Mediante auditorías externas
Registrados sus usos
Se efectúan reevaluaciones
periódicas de:
Manejados según normas específicas
Conservados adecuadamente
Preparados según procedimientos escritos
Los materiales de envase y empaque
Los prodcutros en proceso

Anexo 3
UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA
Edición:
1
Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
Página:
1
Fecha:
Nov-2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
1
CONTENIDO
1 INTRODUCCIÓN .................................................................................................... 4
2 OBJETIVO: .............................................................................................................. 6
3 ALCANCE ................................................................................................................ 6
4 RESPONSABLES: ................................................................................................... 6
5 DEFINICIONES: ...................................................................................................... 7
Higiene de los alimentos: .............................................................................................. 9
Inocuidad de los alimentos ............................................................................................ 9
Instalación: .................................................................................................................... 9
Manipulador de alimentos: .......................................................................................... 10
Formulario de Buenas Prácticas de Manufactura de alimentos .................................. 10
Peligro: ........................................................................................................................ 10
6 MARCO NORMATIVO: ....................................................................................... 13
7 MANUAL DE BUENAS PRÁCTICAS DE MANUFACTURA ........................... 18
7.1 DE LAS INSTALACIONES .......................................................................... 18
CONDICIONES MÍNIMAS ................................................................................... 18
LOCALIZACIÓN ................................................................................................... 18
DISEÑO Y CONSTRUCCIÓN .............................................................................. 19
AREAS .................................................................................................................... 23
PISOS ...................................................................................................................... 24
PAREDES ............................................................................................................... 26

UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA
Edición:
1
Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
Página:
2
Fecha:
Nov-2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
2
TECHOS ................................................................................................................. 27
VENTANAS, PUERTAS Y OTRAS ABERTURAS ............................................. 28
ESCALERAS, ELEVADORES, ESTRUCTURAS COMPLEMENTARIAS ....... 30
INSTALACIONES ELECTRICAS Y REDES DE AGUA ................................... 31
ILUMINACION ...................................................................................................... 32
CALIDAD DE AIRE Y VENTILACION .............................................................. 35
TEMPERATURA Y HUMEDAD AMBIENTAL ................................................. 36
INSTALACIONES SANITARIAS, DUCHAS Y VESTUARIOS ........................ 37
ABASTECIMIENTO DE AGUA ........................................................................... 39
SUMINISTRO DE VAPOR ................................................................................... 42
DESTINO DE LOS DESECHOS ........................................................................... 42
7.2 EQUIPOS Y UTENSILIOS ............................................................................ 46
REQUISITOS ......................................................................................................... 46
LIMPIEZA, DESINFECCIÓN Y MANTENIMIENTO ........................................ 49
OTROS ACCESORIOS .......................................................................................... 50
7.3 PERSONAL .................................................................................................... 52
GENERALIDADES ............................................................................................... 52
EDUCACIÓN Y CAPACITACIÓN ...................................................................... 52
ESTADO DE SALUD ............................................................................................ 56
HIGIENE Y MEDIDAS DE PROTECCIÓN ......................................................... 59
COMPORTAMIENTO PERSONAL ..................................................................... 71
7.4 MATERIA PRIMA E INSUMOS .................................................................. 73
REQUISITOS ......................................................................................................... 73

UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA
Edición:
1
Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
Página:
3
Fecha:
Nov-2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
3
AGUA ..................................................................................................................... 76
7.5 OPERACIONES DE PRODUCCIÓN ............................................................ 77
7.6 ENVASADO, ETIQUETADO Y EMPAQUETADO .................................... 81
ENVASADO ........................................................................................................... 81
ETIQUETADO ....................................................................................................... 84
EMPAQUETADO .................................................................................................. 85
7.7 ALMACENAMIENTO, DISTRIBUCIÓN Y TRANSPORTE ...................... 86
ALMACENAMIENTO Y DISTRIBUCIÓN ......................................................... 86
TRANSPORTE ....................................................................................................... 88
7.8 ASEGURAMIENTO Y CONTROL DE LA CALIDAD ............................... 91
8 BIBLIOGRAFIA .................................................................................................... 97
9 ANEXOS .............................................................................................................. 100
9.1 ANEXO 1 - INSTRUCTIVO DE HIGIENE DEL PERSONAL. ................ 100
9.2 ANEXO 2 - INSTRUCTIVO DE SALUD Y SEGURIDAD DE LOS
TRABAJADORES. ................................................................................................... 100
9.3 ANEXO 3 - INSTRUCTIVO DE LIMPIEZA DE EQUIPOS Y ÁREAS DE
LA PLANTA. ............................................................................................................ 100
9.4 ANEXO 4 - INSTRUCTIVO DE CONTROL Y ELIMINACIÓN DE
PLAGAS. .................................................................................................................. 100
9.5 ANEXO 5 - INSTRUCTIVO DE CAPACITACIÓN Y ENTRENAMIENTO.
100

UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA
Edición:
1
Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
Página:
4
Fecha:
Nov-2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
4
1 INTRODUCCIÓN
La elaboración del presente manual tiene como finalidad establecer bases para mejoras
en la planta procesadora de cerveza tanto para garantizar la seguridad e inocuidad
sanitaria de productos.
Toda empresa dedicada a la elaboración de productos alimenticios que aspire a
competir en los mercados de hoy nacionales e internacionales, deberá tener como
objetivo primordial la búsqueda y aplicación de un sistema que asegure la calidad de sus
productos y la optimización de sus recursos.
Este documento técnico permitirá a todo fabricante de cervezas, conocer y aplicar los
requerimientos que exigen la legislación nacional en materia de la implementación de
Buenas Prácticas de Manufactura (BPM), con el propósito de reducir al mínimo los
riesgos de contaminación biológica, química o física, que pueden ocurrir durante el
procesamiento de alimentos.
La normativa técnica usada para la formulación del manual son los Codex Alimentarius,
Procedimientos Operativos Estandarizados de Saneamiento (POES), y Reglamento de
Buenas Prácticas de Manufactura para Alimentos Procesados (BPM).
Las Buenas Prácticas de Manufactura son aplicables a todos los eslabones de la cadena
alimenticia, desde la producción, procesamiento, transporte y comercialización; por lo
cual, vale la pena su implementación a corto plazo, para cumplir con las regulaciones
cada vez más estrictas en materia sanitaria, que impone la legislación internacional.
UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA
Edición:
1
Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
Página:
5
Fecha:
Nov-2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
5
Todo producto para consumo humano necesita principios básicos y prácticas generales
de higiene en la manipulación, preparación, elaboración, envasado y almacenamiento
de un producto para así garantizar la inocuidad del mismo.
Todo fabricante de productos alimenticios debe tener como misión entregar a los
consumidores productos de buena calidad, seguros y confiables y que características
saludables y sean económicamente accesibles para los consumidores, seleccionando las
mejores materias primas con los más altos estándares de calidad; debe además brindar el
más alto nivel de satisfacción a los consumidores, y a la vez investigar constantemente
las tendencias en cuanto a los hábitos alimentarios para poder responder a los cambios
en la demanda de los consumidores.
Para ello estamos desarrollando el manual de Buenas Prácticas de Manufactura
(BPM’s) para que la empresa “Gersten Company” pueda cumplir las metas trazadas y
así tener un punto de partida para la implementación de otros sistemas de
Aseguramiento de Calidad.
En este manual se describen ocho áreas para la aplicación y funcionamiento de las
BMP, las cuales incluyen: instalaciones; equipos y utensilios; personal; materia prima e
insumos; operaciones de producción; embasado, etiquetado y empacado;
almacenamiento, distribución y transporte; y, aseguramiento y control de calidad.
También, se muestran los Procedimientos Operativos Estandarizados de Sanitización
(POES), que se deben aplicar. Este manual podrá ser utilizado como material de apoyo a
la asistencia técnica y formativa del recurso humano en materia de aseguramiento de la
calidad e inocuidad del producto.

UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA
Edición:
1
Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
Página:
6
Fecha:
Nov-2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
6
2 OBJETIVO:
Desarrollar el manual de Buenas Prácticas de Manufactura BPM’s en la empresa
“Gersten Company”, estableciendo puntos claves y así garantizar que el producto en
mención este bajo condiciones higiénicamente adecuadas, de calidad y que sea inocuo.
3 ALCANCE
El presente manual se lo realiza con el fin de que la Empresa Gersten Company pueda
usarlo para su superación y obtener un producto de calidad, con una empresa en mejores
condiciones tanto en las áreas de: instalación, equipos y utensilios, personal, materias
primas e insumos, operaciones de producción, envasado, etiquetado y empacado,
almacenamiento y distribución con bases claras de Procedimientos Operativos
Estandarizados (POES) y Buenas Prácticas de Manufactura (BPM’s).
4 RESPONSABLES:
El dueño de la empresa “Gersten Company” será el responsable de dar el mejor
uso al presente manual según sean las necesidades de la empresa, basándose en
el plan de mejora ya realizado.
Los encargados del área de proceso serán los delegados de realizar las
actividades necesarias para el cumplimiento del presente manual, controlando
así la limpieza y desinfección en las operaciones de producción.
Los empleados y el dueño de la planta tienen el compromiso de llevar a cabo las
acciones correctivas requeridas para así cumplir con el manual de de Buenas
Prácticas de Manufactura.

UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA
Edición:
1
Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
Página:
7
Fecha:
Nov-2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
7
El dueño será el encargado de llevar los registros de control en orden y con
responsabilidad para que se cumpla con la meta y las mejoras sean realizadas en
óptimas condiciones.
5 DEFINICIONES:
Acción correctiva.- Procedimiento a seguir cuando existe una desviación entre los
resultados deseados y los obtenidos dentro de un proceso. (PUIG,D,F, .2002)
Buenas prácticas de Manufactura: Son principios básicos y prácticas generales de
higiene y manipulación, preparación, elaboración, envasado y almacenamiento de los
alimentos para consumo humano con el objeto de garantizar que los alimentos se
fabriquen en condiciones sanitarias adecuadas. (Nº 696, 2002)
Capacitación.- Es un conjunto de procesos que desarrollan las organizaciones dirigidos
a la generación de conocimientos, el desarrollo de habilidades y el cambio de actitudes
en los trabajadores. (Wikipedia, 2006)
Codex Alimentario: La Comisión del Codex Alimentario fue creada en 1963 por la
FAO y la OMS para desarrollar normas alimentarias, reglamentos y otros textos
relacionados. Las materias principales de este Programa es la protección de la salud de
los consumidores, asegurar unas prácticas de comercio claras y promocionar la
coordinación de todas las normas alimentarias acordadas por las organizaciones
gubernamentales y no gubernamentales. (FAO, 2009)

UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA
Edición:
1
Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
Página:
8
Fecha:
Nov-2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
8
Contaminación: La introducción o presencia de un contaminante en los alimentos o en
el medio ambiente alimentario. (ARTHUR 1988)
Control de calidad: son todos los mecanismos, acciones, herramientas que realizamos
para detectar la presencia de errores. (AGUILAR. 1992)
Contaminante: Cualquier agente químico o biológico, materia extraña u otras
sustancias agregadas no intencionalmente al alimento, las cuales pueden comprometer
la seguridad e inocuidad del alimento. (HOUGH J. S., 2002).
Daño.- Es la consecuencia producida por un peligro sobre la calidad de vida individual
o colectiva de las personas. (CORTÉS, J. M, .2002)
Desinfectante.- Agente o sustancia química utilizada para destruir las células de
microorganismos, reduciéndolos en número. (FORSYTHE, S.J., 1999)
Desinfección: Es la reducción de microorganismos a un nivel que no dé lugar a
contaminación de los alimentos que se elaboran mediante agentes químicos o métodos
físicos adecuados. (FORSYTHE, S.J., 1999)
Desinfestación: Procedimiento físico o químico que se utiliza para combatir los
animales nocivos o las plantas infestantes de los cultivos. (Diccionario Enciclopédica Vox 1. © 2009)
Equipos de trabajo: Cualquier máquina, aparato, instrumento o instalación utilizada en
el trabajo. (Wikilearning, 2006)

UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA
Edición:
1
Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
Página:
9
Fecha:
Nov-2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
9
ETAS: Enfermedades Transmitidas por Alimentos las cuales pueden generarse a partir
de un alimento o de agua contaminada. Son llamadas así porque el alimento actúa como
vehículo de transmisión de organismos dañinos y sustancias tóxicas. (ALUFFI, O,.2010).
Higiene de los alimentos:
Cierto número de rutinas que deben realizarse al manipular los alimentos con el objeto
de prevenir daños potenciales a la salud. Los alimentos pueden transmitir enfermedades
de persona a persona así como ser un medio de crecimiento de ciertas bacterias (tanto en
el exterior como en el interior del alimento) que pueden causar intoxicaciones
alimentarias. (Higiene de los alimentos, 2009)
Infestación: Es la presencia y multiplicación de plagas que pueden contaminar o
deteriorar las materias primas, insumos y los alimentos. (Nº 696, 2002)
Inocuidad de los alimentos: Condición de un alimento que no hace daño a la salud del
consumidor cuando es ingerido de acuerdo a las instrucciones del fabricante. (Nº 696, 2002)
Insumo: Comprende los ingredientes, envases y empaques de alimentos. (Nº 696, 2002)
Instalación: Cualquier edificio o zona en que se manipulan alimentos, y sus
inmediaciones, que se encuentren bajo el control de una misma dirección. (Nº 696, 2002)
Instructivo: Es una serie de explicaciones e instrucciones que son agrupadas,
organizadas y expuestas de diferente manera para darle a un individuo la posibilidad de
actuar de acuerdo a cómo sea requerido para cada situación. (Diccionario ALOT, 2010).
Limpieza: Es la eliminación gruesa de la suciedad (tierra, restos de alimentos, polvo u
otras materias objetables). Puede realizarse mediante raspado, frotado, barrido o pre-

UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA
Edición:
1
Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
Página:
10
Fecha:
Nov-2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
10
enjuagado de superficies y con la aplicación de detergente para desprender la suciedad.
(Nº 696, 2002)
Lux (símbolo lx) es la unidad derivada del Sistema Internacional de Unidades para la
iluminancia o nivel de iluminación. Equivale a un lumen /m², lx= 1 lm/m2. Se usa en
fotometría como medida de la intensidad luminosa, tomando en cuenta las diferentes
longitudes de onda según la función de luminosidad, un modelo estándar de la
sensibilidad a la luz del ojo humano. (Wikipedia.org, 2010)
Manipulador de alimentos: Toda persona que manipule directamente alimentos
envasados o no envasados, equipo y utensilios utilizados para los alimentos, o
superficies que entren en contacto con los alimentos y que se espera, por tanto, cumpla
con los requerimientos de higiene de los alimentos. (PELAYO M. FAO, 2004)
Manual: Un manual de procedimientos es el documento que contiene la descripción de
actividades que deben seguirse en la realización de las funciones de una unidad
administrativa, o de dos ò más de ellas. El manual incluye además los puestos o
unidades administrativas que intervienen precisando su responsabilidad y participación.
(Manuals.info.apple, 2009)
Formulario de Buenas Prácticas de Manufactura de alimentos: El formulario de
BPM, contiene los Parámetros de verificación del cumplimiento del Reglamento de
Buenas Prácticas de Manufactura de alimentos procesados, utilizada como la
herramienta básica del autocontrol, requisito para el certificado de operación o
certificado técnico de funcionamiento. (msp.gov.ec, 2005)
Peligro: Agente biológico, químico o físico presente en el alimento, o bien la condición
en que éste se halla, que puede causar un efecto adverso para la salud. (FAO, 2009)

UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA
Edición:
1
Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
Página:
11
Fecha:
Nov-2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
11
Plaga: Un animal o planta cuyas actividades interfieren con la salud humana o su
bienestar of que afecta sus ingresos económicos
Plan: Es un conjunto de pasos a realizar, una declaración de intenciones, para conseguir
un objetivo. Un plan puede ser formal e informal. (Chile A.G, 2004)
Procedimientos Operativos Estandarizados (POE): Los POE son aquellos
procedimientos escritos que describen y explican cómo realizar una tarea para lograr un
fin específico, de la mejor manera posible. Existen varias actividades como las de
limpieza y desinfección, que se llevan a cabo en un establecimiento elaborador de
alimentos que resulta conveniente estandarizar y dejar constancia escrita de ello para
evitar errores que pudieran atentar contra la inocuidad del producto final. (SSO 2004)
Registro: Es un programa o un tipo de datos formado por la unión de varios elementos
bajo una misma estructura. (Wikipedia.org, Registro, 2009)
Residuos: Llamamos residuo a cualquier tipo de material que esté generado por la
actividad humana y que está destinado a ser desechado.
Residuos sólidos: Material que no representa una utilidad o un valor económico para el
dueño, el dueño se convierte por ende en generador de residuos. Desde el punto de vista
legislativo lo más complicado respecto a la gestión de residuos, es que se trata
intrínsecamente de un término subjetivo, que depende del punto de vista de los actores
involucrados (esencialmente generador y fiscalizador). (Copyright ©2000)
UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA
Edición:
1
Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
Página:
12
Fecha:
Nov-2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
12
Sistematización: Actividades de desplazamiento en un sistema coordinado de
operaciones, incluidas adquisición, recepción, almacenamiento, producción, inspección,
embalaje, depósito, embarques, transporte y entrega. (Gary Smith, 2000)
Toxiinfección.- Alteración del organismo provocada por el ingreso de toxinas
originadas o producidas por microorganismos al mismo. (FORSYTHE, S.J., 1999)
Trazabilidad: La capacidad de reproducir el historial de un producto, con el fin de
poder localizar rápidamente el origen de los problemas que puedan surgir en su
elaboración o distribución y evitarlos en el futuro. (SMITH,G., 2000)
Validación: Procedimiento por el cual con una evidencia técnica, se demuestra que una
actividad cumple el objetivo para el que fue diseñada. (Nº 696, 2002)
UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA
Edición:
1
Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
Página:
13
Fecha:
Nov-2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
13
6 MARCO NORMATIVO:
Marco Regulatorio Internacional
CODEX: Principios Generales de Higiene.-
CODEX Alimentarius: Principios Generales de Higiene de los Alimentos (CAC/RCP 1-
1969. Revisión 4 – 2003), significa "Código de alimentación" y es la compilación de
todas las normas, Códigos de Comportamientos, Directrices y Recomendaciones de la
Comisión del Codex Alimentarius. La Comisión del Codex Alimentraius es el más alto
organismo internacional en materia de normas de alimentación. La Comisión es un
organismo subsidiario de la Organización de las Naciones Unidas para la Agricultura y
la Alimentación (FAO) y de la Organización Mundial de la Salud (OMS). (CODEX
Alimentarius, 2009).
Este código recomienda la aplicación de prácticas generales de higiene en la
manipulación de alimentos para el consumo humano, inclusive en el cultivo,
recolección, preparación, elaboración, envasado, almacenamiento, transporte,
distribución y venta, con objeto de garantizar un producto inocuo, saludable y sano.
Asimismo, tiene por objeto proporcionar una base para establecer códigos de prácticas
de higiene para productos o grupos de productos a los que son aplicables requisitos
especiales en materia de higiene de los alimentos. (BARRIOS, 2009)
Procedimientos Operativos Estandarizados de Saneamiento (POES).-
Los POES son aquéllos procedimientos escritos que describen y explican cómo realizar
una tarea para lograr un fin específico, de la mejor manera posible. Existen varias
actividades/ operaciones, además de las de limpieza y desinfección, que se llevan a cabo

UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA
Edición:
1
Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
Página:
14
Fecha:
Nov-2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
14
en un establecimiento elaborador de alimentos que resulta conveniente estandarizar y
dejar constancia escrita de ello para evitar errores que pudieran atentar contra la
inocuidad del producto final. Ejemplos: monitoreo del funcionamiento de termómetros,
recetas de todos los alimentos que se elaboran, transporte de los alimentos, selección de
materias primas, mantenimiento en caliente de comidas preparadas, etc. ( SAGPyA, 2006)
Los Procedimientos Operativos Estandarizados de Saneamiento (POES) son
descripciones de tareas específicas relacionadas con limpieza y sanitización aplicadas
antes, durante y después de las operaciones de elaboración, su objetivo es disminuir en
el mayor grado posible la contaminación de productos, equipos, utensilios y 18
ambiente, describiendo el modo de operación de los procedimientos de limpieza y
sanitización de todas las áreas de la planta. (Chile A.G et al. SSOP, 2008)
Una de las características invalorables de la aplicación de los POES, es la posibilidad de
responder inmediatamente frente a fallas en la calidad de los productos, debidas a un
problema de higiene. Sin olvidar que un buen procedimiento de saneamiento, tiende a
minimizar la aparición de tales fallas.
Dado que la higiene determina un conjunto de operaciones que son parte integrante de
los procesos de fabricación, los POES se consideran complementarios a las Buenas
Prácticas de Manufactura (BPM).
Reglamento de Buenas Prácticas de Manufactura para Alimentos Procesados
(BPM).-
La Resolución del Reglamento de Buenas Prácticas de Manufactura para alimentos
Procesados, del Registro Oficial Nº 696 del 4 de noviembre del 2002, indica la

UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA
Edición:
1
Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
Página:
15
Fecha:
Nov-2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
15
aplicación de las BPM para que la industria alimenticia elabore alimentos sujetándose a
normas que faciliten el control a lo largo de toda la cadena de producción, de
distribución y comercialización.
Las Buenas Prácticas de Manufactura son una herramienta básica para la obtención de
productos seguros para el consumo humanos, que se centralizan en la higiene y forma
de manipulación. Son útiles para el diseño y funcionamiento de los establecimientos, y
para el desarrollo de procesos y productos relacionados con la alimentación.
Contribuyendo al aseguramiento de una producción de alimentos seguros, saludables e
inocuos para el consumo humano. Que es importante que el país cuente con una
normativa actualizada para que la industria alimenticia elabore alimentos sujetándose a
normas de buenas prácticas de manufactura, las que facilitarán el control a lo largo de
toda la cadena de producción, distribución y comercialización, así como el comercio
internacional, acorde a los avances científicos y tecnológicos, a la integración de los
mercados y a la globalización de la economía;
Son indispensables para la aplicación del Sistema HACCP (Análisis de Peligros y
Puntos Críticos de Control), de un programa de Gestión de Calidad Total (TQM) o de
un Sistema de Calidad como ISO 9000. Se asocian con el Control a través de
inspecciones del establecimiento.
El manual BPM es aplicable tanto para las empresas que opten por la obtención del
Registro Sanitario, a través de la certificación de Buenas Prácticas de Manufactura,
como para actividades de vigilancia y control señaladas en el Capítulo IX del
Reglamento de Registro y Control Sanitario, publicado en el Registro Oficial Nº 349,
Suplemento del 18 de Junio del 2001.

UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA
Edición:
1
Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
Página:
16
Fecha:
Nov-2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
16
El Sistema de Buenas Prácticas de Manufactura permitirá dar un valor agregado a sus
actividades para definir e incorporar estrategias en la cadena de producción, de
distribución y comercialización.
Con la posterior implementación de este sistema se logrará:
Capacitar al personal de planta.
Tener un mejor control de su proceso de fabricación, mediante las hojas de
registro y control.
Mejorar continuamente sus procesos.
Contar con una infraestructura apropiada.
Calificar su equipo técnico.
Producir productos estandarizados y de Calidad.
Gestionar el uso del agua dentro de las actividades de la planta.
Mejor distribución de sus operaciones dentro de la planta.
Seleccionar los equipos y maquinarias adecuados a sus operaciones.
Procedimientos de limpieza y sanitización estandarizados que le harán optimizar
mejor sus recursos y tiempos para estas operaciones.
Hacer mejor uso energético.
Tendrá control sobre los riesgos laborales.
Tendrá control sobre sus proveedores y las materias primas.
Habrá orden y aseo dentro y en los alrededores de la planta procesadora. (Barrios,
2009)

UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA
Edición:
1
Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
Página:
17
Fecha:
Nov-2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
17
El sistema BPM involucra los elementos como el establecimiento donde se procesan,
envasan y distribuyen alimentos; los equipos, utensilios y personal manipulador
sometidos a los reglamentos de Registro de Control Sanitario; las actividades de
fabricación, procesamiento, envasado, empacado, almacenamiento, transporte,
distribución y comercialización de alimentos en el territorio nacional; y, los productos
utilizados como materia prima e insumos de la fabricación que van a ser trasformados
para consumo humano.
Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-001
PROCEDIMIENTO
DE LAS INSTALACIONES
Página de 28
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
18
7 MANUAL DE BUENAS PRÁCTICAS DE MANUFACTURA
7.1 DE LAS INSTALACIONES
La empresa debe cumplir con las siguientes condiciones mínimas de instalación:
Contar con un local adecuado al tamaño de sus operaciones; definir si procesará
en un flujo continuo o por lotes.
Controlar que el riesgo de contaminación y alteración sea mínimo, facilitando un
control efectivo de plagas. (ANEXO 4 – Registro de Inspección de Plagas)
Controlar que las superficies y materiales, particularmente aquellos que están en
contacto con los alimentos, no sean tóxicos y estén diseñados para el uso
pretendido, fáciles de mantener, limpiar y desinfectar.
Los establecimientos donde se procesen, envasen y/o distribuyan alimentos serán
responsables que su funcionamiento esté protegido de focos de insalubridad que
representen riesgos de contaminación y deberán cumplir con los siguientes requisitos:
Ubicar la planta en zonas no residenciales.
o Prohibir que al iniciar una empresa de procesamiento de alimentos se
recurra a readecuar el domicilio de la persona que quiere emprender el
negocio y muchas veces este no cumple con lo exigido en la legislación
alimentaria.
Ubicar la planta lejos de zonas industriales donde los residuos de gases u otro
tipo de contaminante no pueda llegar hacia la planta.
LOCALIZACIÓN
CONDICIONES MÍNIMAS

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-001
PROCEDIMIENTO
DE LAS INSTALACIONES
Página de 28
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
19
Ubicar la planta de procesamiento en un sitio sin riesgos como: inundación,
desborde de ríos y aludes.
Proteger los alrededores de la planta de empaque y procesamiento del producto
para evitar la contaminación:
o Mantener una valla perimetral que sirva como barrera contra el ingreso
de cualquier animal ajena a las labores de la planta.
o Deben manejarse los desechos sólidos adecuadamente para evitar
basureros a cielo abierto.
o Mantener libre de acumulaciones de materiales y equipos, basura,
desperdicios, chatarra, maleza, agua estancada, o cualquier otro elemento
que favorezca el albergue y proliferación de plagas. (ANEXO 3 –
Instructivo de Limpieza de Áreas Externas)
Mantener limpias calles, patios y lugares de estacionamiento de modo que estos
no constituyan una fuente de contaminación para las áreas en donde el producto
o la materia prima estén expuestos.
La planta debe diseñarse con ambientes apropiados que permitan un flujo continuo y
una buena maniobra entre hombre-máquina, lleva consigo pérdidas de tiempo, malas
prácticas higiénicas, no cumplir con el pedido a tiempo, cumplimiento los siguientes
requisitos de diseño y construcción:
Diseñar la planta de manera que el flujo de las operaciones de procesamiento,
desde materias primas, manipulación, hasta obtener el producto terminado, se
recomienda que sean en línea recta, y de preferencia continua.
DISEÑO Y CONSTRUCCIÓN

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-001
PROCEDIMIENTO
DE LAS INSTALACIONES
Página de 28
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
20
Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-001
PROCEDIMIENTO
DE LAS INSTALACIONES
Página de 28
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
21
Diseñar la planta de manera que permita la distribución de ambientes con
espacios suficientes para:
o La llegada de la materia prima.
o Una zona para descarga y pesado.
o Una planta exclusiva para el procesamiento.
Condiciones sanitarias de las Instalaciones
Los locales de elaboración, serán diseñados, construidos y mantenidos para
permitir que:
o Las operaciones se realicen bajo condiciones higiénicas, instalaciones
adecuadas para el lavado y desinfección de equipos, utensilios e
implementos de limpieza. (ANEXO 3 – Plan Limpieza de Equipos y
Áreas de la Planta).
o La efectiva limpieza de todas las superficies.
o Prevenir la contaminación directa o cruzada de los alimentos o de sus
materias primas.

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-001
PROCEDIMIENTO
DE LAS INSTALACIONES
Página de 28
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
22
Diseñar y construir la planta para la elaboración de alimentos de acuerdo con
lineamientos que prevengan peligros que puedan afectar adversamente la
seguridad de los alimentos:
o Adecuadas condiciones ambientales.
o Permitir una correcta limpieza y desinfección.
o Minimizar la incorporación de materias extrañas.
o Evitar el acceso y multiplicación de insectos, roedores y otros animales,
dotando de barreras anti-plagas tales como láminas anti-ratas, mallas,
cortinas de aire, trampas para roedores e insectos, puertas de cierre
automático, u otras que cumplan funciones similares. (ANEXO 4 – Plan
de Lucha Contra Plagas).
o Permitir a los empleados cumplir con sus tareas sin afectar
negativamente la higiene de los alimentos.
Construir pisos y techos con facilidad para desagües, paredes impermeables,
ventanas con marcos de metal, puertas no absorbentes con cierre automático que
son fuente de contaminación microbiana.
Disponer de condiciones térmicas adecuadas para el tratamiento y el
almacenamiento higiénico de los productos.
Diseñar y ubicar controles de seguridad adecuados donde sea probable que una
contaminación pueda ocurrir, por los siguientes medios: localización, tiempo,
divisiones, flujo de aire, sistemas cerrados, u otro medio que sea efectivo.

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-001
PROCEDIMIENTO
DE LAS INSTALACIONES
Página de 28
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
23
Los espacios de maniobras para las operaciones de la planta deben contener entre cada
etapa, una conexión que permita un flujo continuo. No deben pegarse a las paredes,
deberán estar a un metro de distancia y no deben llegar a la altura de los techos. Es de
vital importancia que facilite la relación hombre-máquina. Estas áreas además deben
distribuirse cumpliendo con los siguientes requisitos:
Contar con espacio suficiente entre los equipos y paredes, pisos y techos (1m
alrededor de cada máquina y 1 m. desde la parte superior de la máquina hasta el
techo) basándose en la necesidad de favorecer la normal circulación de equipos
móviles y del personal en sus tareas de procesamiento, limpieza y
mantenimiento.
Separar físicamente las áreas de proceso de las áreas destinadas a servicios, para
evitar cruces contaminantes. Deben estar claramente identificadas y señalizadas.
Señalizar claramente los flujos para maquinarias y personas en el piso, al igual
que las zonas de almacenamiento temporal, áreas de espera y zonas restringidas.
(ANEXO 2 – Instructivo de Salud y Seguridad de los Empleados)
Distribuir las áreas evitando la contaminación cruzada y permitiendo el
mantenimiento, limpieza, desinfección y desinfestación adecuada con su
correcta supervisión impidiendo la entrada de plagas y contaminantes debido a
corrientes de aire y espacio insuficiente para el traslado de materiales, alimento
o circulación de personal que impida realizar las operaciones satisfactoriamente
desde la llegada de la materia prima hasta contar con el alimento terminado.
AREAS

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-001
PROCEDIMIENTO
DE LAS INSTALACIONES
Página de 28
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
24
Distribuir las áreas con espacios para la colocación del equipo y almacenamiento
de los materiales según sea necesario para el mantenimiento de las operaciones
sanitarias y la elaboración de un producto alimenticio seguro.
Contar con las siguientes instalaciones que faciliten el manejo de la planta:
o Instalaciones sanitarias para los empleados y visitantes; existirá un
número suficiente de lavabos, debidamente localizados y señalizados
para la limpieza de las manos, así como de inodoros de cisterna
conectados a un sistema de desagüe eficaz. Los inodoros no comunicarán
directamente con locales en los que se manipulen alimentos.
o Área para vestidores, facilitando la higiene del personal.
o Área para laboratorio de control de calidad, con énfasis en análisis;
físicos, químicos, microbiológicos y de evaluación sensorial.
o Instalaciones para oficina de control de producción.
o Zona exclusiva para disponer los desechos sólidos que produzca la
planta.
La práctica más frecuente es el uso del concreto u hormigón para los pisos, cabe
recordar que, a no ser que se incorporen algunos aditivos especiales, dicho material se
deteriora fácilmente por corrosión o por el ataque de los agentes de limpieza y/o
desinfección o de los mismos productos, generalmente de naturaleza ácida; por lo que
deben cumplirse los siguientes requisitos:
PISOS

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-001
PROCEDIMIENTO
DE LAS INSTALACIONES
Página de 28
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
25
Construir la superficie de los pisos con materiales impermeables inabsorbentes,
lavables, antideslizantes y atóxicos; no se recomienda colocar ladrillos, ya que
permite acumulación de suciedad, en la sisa entre ladrillo y ladrillo.
Construir pisos con una pendiente de al menos del 2% hacia canaletas de
desagüe para el adecuado drenaje que facilite el escurrimiento de líquidos y su
limpieza; y colocar en los drenajes sellos o trampas de grasa.
Mantener la superficie de los pisos lisos, duras, impermeables y sin roturas (para
fisuras se puede pintar con una pintura epóxica), para minimizar la dispersión o
la acumulación de polvo o de partículas que contribuyen a la proliferación de
microorganismos y plagas, y para permitir la aplicación de agentes de limpieza
y desinfectantes.
Pisos con grietas Pisos lisos, impermeables, lavables
Debido a que en pisos lisos es muy probable que los empleados puedan sufrir accidentes
por resbalones y si los pisos no tienen una inclinación hacia el desagüe se presenta una
acumulación de agua, lo que significa una pérdida de tiempo para desplazarla y a la vez
puede permitir que el agua salpique sobre el producto cuando el empleado este
caminando sobre esta.

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-001
PROCEDIMIENTO
DE LAS INSTALACIONES
Página de 28
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
26
Procurar que las uniones entre los pisos y las paredes deben ser abovedadas o
redondeadas para facilitar su limpieza y evitar la acumulación de materiales que
ayudan a la contaminación.
Limpiar los pisos al terminar la jornada de trabajo, incluyendo desagües,
orificios para la evacuación de desechos líquidos, las estructuras auxiliares y las
paredes de la zona de manipulación. (ANEXO 3 – Instructivo de Limpieza de
Área de Producción).
Las paredes deben cumplir las siguientes condiciones específicas:
Construir o revestir las paredes con materiales no absorbentes, absolutamente
lisos y lavables, y de color claro que permita detectar la suciedad. Es importante
que estén impermeabilizadas por lo menos hasta 1,80 metros de altura y que
sean de fácil limpieza y desinfección, lo cual puede lograrse mediante buenos
blanqueos y pinturas adecuadas.
Paredes con grietas Paredes impermeables, lavables
PAREDES

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-001
PROCEDIMIENTO
DE LAS INSTALACIONES
Página de 28
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
27
Redondear ángulos entre paredes y techos para facilitar la limpieza.
Mantener la superficie de las paredes lisas, duras, impermeables, lavables
(azulejadas, por ejemplo) y estarán selladas para minimizar acumulación de
polvo y plagas; y para permitir la aplicación de agentes de limpieza y
desinfectantes.
Evitar las paredes de madera o ladrillo a la vista.
Los techos, falsos techos y demás instalaciones suspendidas deberán cumplir las
siguientes condiciones específicas:
Impedir la acumulación de humedad y suciedad y reducir al mínimo la
condensación, formación de moho indeseable, descascarado y el
desprendimiento de partículas, diseñando los techos, falsos techos con acabados
de tal forma que facilite la limpieza, además deben estar provistos de algún
dispositivo para evitar la caída de condensados a la línea de elaboración y si se
utiliza cielo falso debe ser liso, sin uniones y fácil de limpiar.
Disponer de aberturas o dispositivos que permitan la evacuación del aire caliente
y el vapor, en áreas de elaboración de la cerveza que suelen presentar techos
muy altos, de chapa desnuda.
Procurar tener techos con iluminación y con fácil limpieza
TECHOS

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-001
PROCEDIMIENTO
DE LAS INSTALACIONES
Página de 28
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
28
Techos inestables sin iluminación Techo estables y con ventilación
Las ventanas, puertas y aberturas deben cumplir las siguientes condiciones específicas:
Contar con puertas de superficie lisa, no absorbente, de fácil limpieza y
desinfección, de color claro, deben de abrir hacia afuera y de preferencia con
cierrapuertas automático. Cuando estas estén abiertas la mayor parte del proceso,
se recomienda usar una cortina plástica, al nivel del piso y con un traslape de 10
cm. entre cada tira o faja y queden protegidos los lados externos.
Evitar puertas de madera en la planta de procesamiento, porque da lugar a la
acumulación de microorganismos que pueden constituir en un foco de
contaminación para el producto en proceso.
Puerta de madera Puertas con cortinas de aire
VENTANAS, PUERTAS Y OTRAS ABERTURAS

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-001
PROCEDIMIENTO
DE LAS INSTALACIONES
Página de 28
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
29
Colocar cortinas de aire como alternativa en puertas contra el ingreso de insectos
tales como abejas y moscas, y contaminantes físicos, así como el sentido de
apertura de la misma (de zona limpia a zona sucia). Otras opciones son las
cortinas plásticas y escapes cónicos en las esquinas de las planchas que
conforman las puertas.
Evitar la acumulación de humedad e impedir la entrada de insectos y
contaminantes en ventanas y aberturas por medio de mallas de protección
(rejillas, mosquiteros), las que deben ser fácilmente lavables y extraíbles; o, por
presión interna positiva. Los alféizares (si los hay) deberán tener cierta
inclinación para cubrir el ingreso de precipitaciones.
Las ventanas deben ser fáciles de limpiar, desmontables, que impidan la entrada de
agua, plagas, para evitar la acumulación de polvo. No usar marcos de madera en las
ventanas, sino de metal y vidrio.
Ventana sin protección Ventana con protección y desmontable

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-001
PROCEDIMIENTO
DE LAS INSTALACIONES
Página de 28
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
30
Con ventanas de vidrio existe la probabilidad que se rompa y caiga sobre el
producto que se está procesando, por lo que deberá estar protegido por una
malla, que pueda retener el mismo en caso de quebrarse.
Con las ventanas de madera, se da lugar a la formación de microorganismos que
pueden causar contaminación al producto en proceso, también, con las ventanas
de estructura plana dificulta su limpieza y remoción de polvo.
Las ventanas utilizadas exclusivamente para iluminación pueden tener vidrios fijos y en
general se ubicarán (en nuestro hemisferio), hacia el norte, este y oeste.
Construir aberturas de manera tal que se evite la acumulación de suciedad y se
facilite su limpieza. Se recomienda la utilización de acrílico, policarbonato u
otros materiales irrompibles.
Ubicar las aberturas que se utilicen para ventilación de manera de evitar la
dirección predominante de vientos de la zona y para lograr la generación de un
flujo de aire desde la zona limpia hacia la zona sucia del establecimiento.
La planta debe tener un espacio específico para escaleras y estructuras complementarias.
En el caso de las escaleras especialmente debe contar con alzada y barandas
ciegas que aseguren que no caerá polvo hacia la línea de proceso.
Estarán situados y construidos de manera que no sean causa de contaminación de los
alimentos.
ESCALERAS, ELEVADORES, ESTRUCTURAS COMPLEMENTARIAS

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-001
PROCEDIMIENTO
DE LAS INSTALACIONES
Página de 28
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
31
En caso de que las estructuras complementarias pasen la línea de producción, es
necesario que esta tenga elementos de protección y que las estructuras tengan
barreras a cada lado para evitar caída de objetos del área.
Las estructuras y accesorios elevados deberán tener un mantenimiento periódico
por su material, se debe evitar la acumulación de suciedad, la formación de
mohos y el descascarado. Deberán estar recubiertos de material aislante y ser de
fácil limpieza.
Las rampas deberán construirse con escotillas para la inspección y limpieza.
Diseñar la planta tomando en cuenta la accesibilidad, deben existir instalaciones
eléctricas adecuadas para el funcionamiento de la maquinaria y agua, ya que se
establece la calidad de las operaciones.
La red de instalaciones eléctrica, de preferencia debe ser abierta y los terminales
adosados en paredes y techos.
Las instalaciones eléctricas pueden ser exteriores a las paredes, en cuyo caso
tienen que estar incluidas en caños aislantes, deben ser a prueba de agua y estar
adosadas a paredes y techos.
No se puede permitir que los cables de las instalaciones eléctricas estén colgantes.los
mismos que deben favorecer las tareas de limpieza y mantenimiento.
Tener procedimientos estandarizados para la inspección y limpieza de la red
eléctrica.
INSTALACIONES ELECTRICAS Y REDES DE AGUA

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-001
PROCEDIMIENTO
DE LAS INSTALACIONES
Página de 28
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
32
Las líneas de flujo como: tuberías de agua potable, vapor, combustible, aguas de
desecho, entre otros. Se identificaran con colores distintos para cada una de
ellas, por ejemplo:
TUBERIA COLOR
Boca del incendio Rojo
Vapor de agua Naranja
Combustible Amarillo
Electricidad Negro
Agua fría Verde
Agua caliente Azul
Las tuberías estarán pintadas según el código de colores y será de un tamaño y diseño
adecuado e instalada y mantenida para que:
Llevar el agua a las áreas de la planta que así lo requieran.
Transporten adecuadamente las aguas negras o aguas servidas de la planta y así
evitar contaminación a los alimentos.
Adecuar el sistema de desagüe de la planta para la adecuada transportación de
las aguas negras o aguas servidas.
Las tuberías elevadas se colocarán de manera que no pasen sobre las líneas de
Procesamiento.
La planta debe poseer una iluminación adecuada, ya sea natural o artificial de tal forma
que posibilite la realización de las tareas y no altere los colores y la intensidad de los
alimentos.
ILUMINACION

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-001
PROCEDIMIENTO
DE LAS INSTALACIONES
Página de 28
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
33
Se debe tratar que la iluminación de las áreas de trabajo sean en su mayoría naturales;
las ventanas en general deben permitir la iluminación de hasta un 30% de las
superficies, tratar de tener claraboyas en techos, que proporcionan iluminación casi
uniforme) en la medida que ésta sea posible, complementada con iluminación artificial.
Es necesaria una adecuada iluminación, pues ello influye un mejor desenvolvimiento y
seguridad y eficiencia del trabajador en sus respectivas áreas de trabajo.
Procurar usar iluminación natural
Una buena iluminación impide accidentes, facilita el trabajo y colabora con la
comodidad del operario.
Si la iluminación es mala se afecta la vista del operario, aumenta el riesgo de
accidentes y contaminaciones, y se torna más lenta la producción.
Para la iluminación no solamente hay que tener en cuenta la cantidad de luz a
suministrar, sino también la ubicación de la fuente de luz, los colores y la
reflectividad de las paredes.
Las lámparas deben de estar protegidas en caso de roturas. Toda conexión
eléctrica debe de estar recubierta por tubos o caños aislantes, no se permiten
cables colgantes sobre las zonas de procesamiento de alimentos, debido a que
estos dan lugar a la acumulación de suciedad y son difíciles de limpiar.
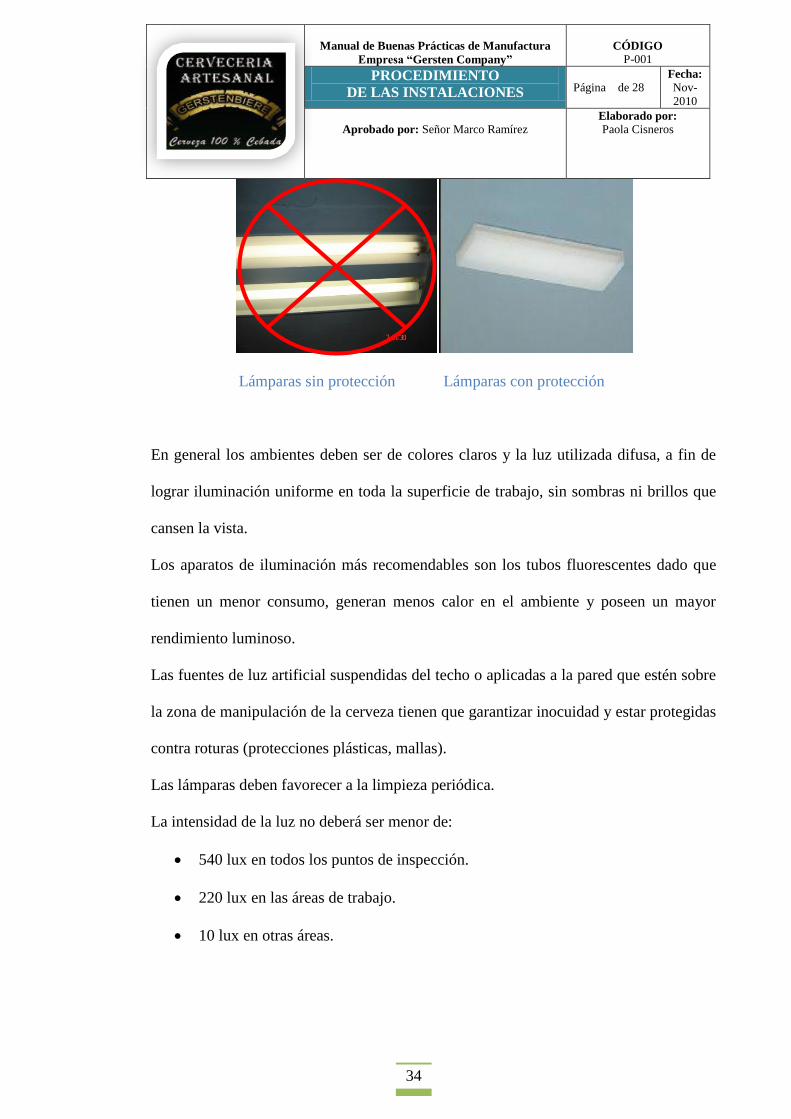
Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-001
PROCEDIMIENTO
DE LAS INSTALACIONES
Página de 28
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
34
Lámparas sin protección Lámparas con protección
En general los ambientes deben ser de colores claros y la luz utilizada difusa, a fin de
lograr iluminación uniforme en toda la superficie de trabajo, sin sombras ni brillos que
cansen la vista.
Los aparatos de iluminación más recomendables son los tubos fluorescentes dado que
tienen un menor consumo, generan menos calor en el ambiente y poseen un mayor
rendimiento luminoso.
Las fuentes de luz artificial suspendidas del techo o aplicadas a la pared que estén sobre
la zona de manipulación de la cerveza tienen que garantizar inocuidad y estar protegidas
contra roturas (protecciones plásticas, mallas).
Las lámparas deben favorecer a la limpieza periódica.
La intensidad de la luz no deberá ser menor de:
540 lux en todos los puntos de inspección.
220 lux en las áreas de trabajo.
10 lux en otras áreas.

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-001
PROCEDIMIENTO
DE LAS INSTALACIONES
Página de 28
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
35
La falta de una ventilación natural resulta inapropiada para los operarios, pues la
temperatura interna en la planta, puede dar lugar a una excesiva transpiración el
operario y esto convertirse en un foco de contaminación directa operario-producto;
además, para prevenir la condensación del vapor, entrada de polvo, estas deben cumplir
con los siguientes requisitos:
Diseñar la ventilación según la legislación correspondiente y según las
condiciones establecidas para el proceso de manufactura de la cerveza; es decir,
ventilación suficiente para mantener las condiciones adecuadas de temperatura y
humedad, evitar la contaminación del producto con aerosoles, grasas, partículas
u otros contaminantes, inclusive los provenientes de los mecanismos del sistema
de ventilación, y evitar la incorporación de olores que puedan afectar la calidad
del producto.
Mantener una presión positiva en las áreas de producción donde la cerveza esté
expuesta, ubicando ventiladores o equipos acondicionadores de aire, donde el
aire debe ser filtrado, para asegurar el flujo de aire hacia el exterior y el sistema
de filtros de ventilación debe estar bajo un programa de mantenimiento, limpieza
o cambios.
Evitar el calor excesivo mediante una adecuada ventilación, que permita la
circulación de aire y evite la condensación de vapores acorde a las necesidades.
La dirección de la corriente de aire no debe de ir de una zona contaminada a una
CALIDAD DE AIRE Y VENTILACION

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-001
PROCEDIMIENTO
DE LAS INSTALACIONES
Página de 28
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
36
zona limpia. Puede utilizar extractores de aire, de manera que estos puedan
evitar la entrada de agua en la estación lluviosa y que no sea entrada para plagas.
Proveer de una buena ventilación en el área de la cocina, donde puede haber
numerosos recipientes y artefactos de gran capacidad que mantienen el mosto en
cocción, lo cual genera una carga térmica alta y emisión de vapores que se deben
disipar por sistemas de ventilación; deben hacer confluir sus vapores hacia
campanas extractoras, las que deben estar diseñadas de modo que no
entorpezcan las labores de limpieza y cumplan con las reglamentaciones
vigentes sobre protección ambiental.
La temperatura y la humedad ambiental deben ser controles necesarios para reducir el
crecimiento potencial de microorganismos y evitar la contaminación del alimento.
Los controles sirven para detectar la presencia de contaminantes físicos, químicos y
microbiológicos. Para verificar que los controles se lleven a cabo correctamente, deben
realizarse análisis que monitoreen si los parámetros indicadores de los procesos estén en
buen estado. Se pueden hacer controles de residuos de pesticidas, detector de metales y
controlar tiempos y temperaturas.
Realizar verificaciones periódicas del ambiente de las áreas de producción de
almacenamiento demás.
TEMPERATURA Y HUMEDAD AMBIENTAL
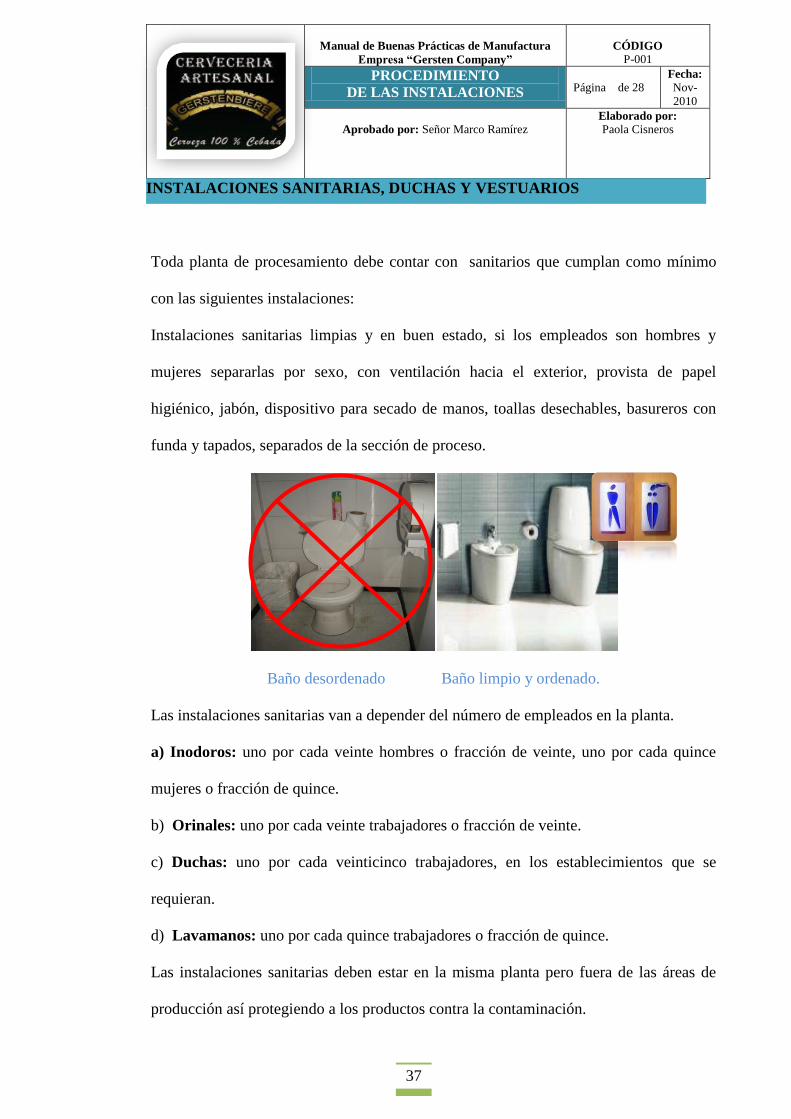
Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-001
PROCEDIMIENTO
DE LAS INSTALACIONES
Página de 28
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
37
Toda planta de procesamiento debe contar con sanitarios que cumplan como mínimo
con las siguientes instalaciones:
Instalaciones sanitarias limpias y en buen estado, si los empleados son hombres y
mujeres separarlas por sexo, con ventilación hacia el exterior, provista de papel
higiénico, jabón, dispositivo para secado de manos, toallas desechables, basureros con
funda y tapados, separados de la sección de proceso.
Baño desordenado Baño limpio y ordenado.
Las instalaciones sanitarias van a depender del número de empleados en la planta.
a) Inodoros: uno por cada veinte hombres o fracción de veinte, uno por cada quince
mujeres o fracción de quince.
b) Orinales: uno por cada veinte trabajadores o fracción de veinte.
c) Duchas: uno por cada veinticinco trabajadores, en los establecimientos que se
requieran.
d) Lavamanos: uno por cada quince trabajadores o fracción de quince.
Las instalaciones sanitarias deben estar en la misma planta pero fuera de las áreas de
producción así protegiendo a los productos contra la contaminación.
INSTALACIONES SANITARIAS, DUCHAS Y VESTUARIOS
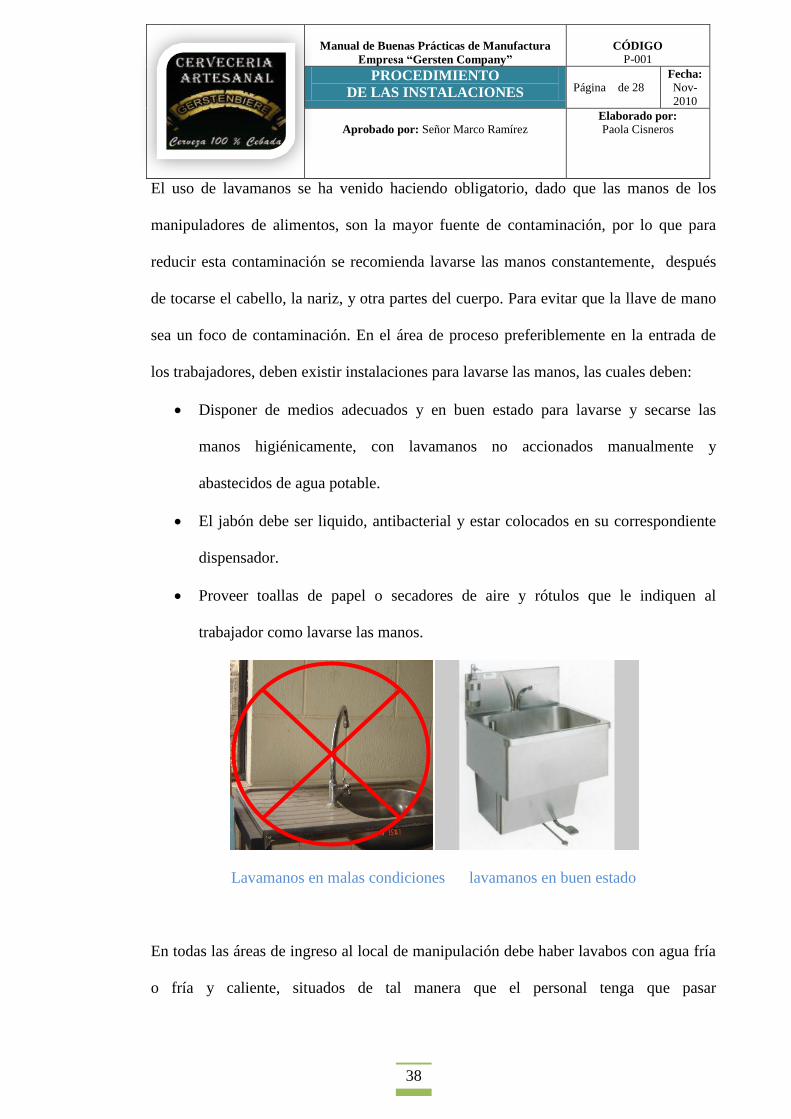
Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-001
PROCEDIMIENTO
DE LAS INSTALACIONES
Página de 28
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
38
El uso de lavamanos se ha venido haciendo obligatorio, dado que las manos de los
manipuladores de alimentos, son la mayor fuente de contaminación, por lo que para
reducir esta contaminación se recomienda lavarse las manos constantemente, después
de tocarse el cabello, la nariz, y otra partes del cuerpo. Para evitar que la llave de mano
sea un foco de contaminación. En el área de proceso preferiblemente en la entrada de
los trabajadores, deben existir instalaciones para lavarse las manos, las cuales deben:
Disponer de medios adecuados y en buen estado para lavarse y secarse las
manos higiénicamente, con lavamanos no accionados manualmente y
abastecidos de agua potable.
El jabón debe ser liquido, antibacterial y estar colocados en su correspondiente
dispensador.
Proveer toallas de papel o secadores de aire y rótulos que le indiquen al
trabajador como lavarse las manos.
Lavamanos en malas condiciones lavamanos en buen estado
En todas las áreas de ingreso al local de manipulación debe haber lavabos con agua fría
o fría y caliente, situados de tal manera que el personal tenga que pasar

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-001
PROCEDIMIENTO
DE LAS INSTALACIONES
Página de 28
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
39
obligatoriamente junto a ellos y lavar sus manos cada vez que se incorpore al proceso. A
su vez, debe realizarse el lavado de botas con cepillo, detergentes y soluciones.
Debe contarse con un área de vestidores separado del área de servicios sanitarios, tanto
para hombre, como para mujeres, y estarán provistos de al menos un casillero por cada
operario por turno.
Cada uno de estos lugares debe estar bien iluminado y ventilado y, en lo posible, estar
equipado con cierrapuertas automático.
Los desagües, vestuarios, cuartos de aseo, baños del personal, etc, requieren programas
diarios que aseguren permanentemente su limpieza. (ANEXO 3 - Instructivo de
limpieza de baños y vestidores).
El agua se convierte en la fuente principal de una planta procesadora de cerveza, pues se
utiliza para muchas operaciones, si ésta no es potable el producto puede contaminarse
en cualquiera de las etapas y por lo tanto acarrear pérdidas, por ello debe cumplir con
las siguientes condiciones:
Disponer de un abundante abastecimiento de agua potable a presión y
temperatura adecuadas ajustada a la norma técnica NTE INEN 1 108-2006
(Agua Potable), así como de instalaciones apropiadas para su almacenamiento y
distribución con protección adecuada contra la contaminación. A la que se le
deben efectuar los controles estipulados por la legislación vigente y todos
aquellos controles propios del establecimiento que aseguren la calidad del agua,
manteniendo los registros de dichos controles.
ABASTECIMIENTO DE AGUA

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-001
PROCEDIMIENTO
DE LAS INSTALACIONES
Página de 28
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
40
Disponer de mecanismos para garantizar la temperatura y presión requeridas en
el proceso, la limpieza y desinfección efectiva del suministro de agua.
Disponer de un sistema que asegure el abastecimiento adecuado de agua potable
caliente, el vapor utilizado en contacto directo con los alimentos o superficies
que entran en contacto con éstos, no debe contener ninguna sustancia que pueda
ser peligrosa para la salud
Contar con instalaciones apropiadas para de almacenamiento y distribución de
agua, de manera que si ocasionalmente el servicio es suspendido, no se
interrumpa el proceso.
Utilizar un tanque de captación para un volumen de 5000 litros, que le
garantizará una buena cantidad de agua para sus procesos.
Cisterna en buenas condiciones
AGUA NO POTABLE
El sistema de abastecimiento de agua no potable debe tener las siguientes condiciones:

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-001
PROCEDIMIENTO
DE LAS INSTALACIONES
Página de 28
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
41
Ser independiente, identificado y no debe estar conectados con los sistemas de
agua potable, ni debe de haber reflujo hacia ellos y utilizada para refrigerar, para
generar vapor, para combatir incendios, para diluir derrames u otras operaciones
similares que no estén vinculadas directamente con las áreas del proceso del
producto, debe ser conducida por cañerías adecuadas que estén separadas en
toda su extensión de las que conducen agua potable, y sin que haya conexiones
transversales que conducen agua potable.
CONTROL DEL AGUA
Los archivos de control son necesarios para que el procesador compruebe de forma
segura que se está trabajando bajo condiciones y practicas sanitarias que son aceptables:
Tener siempre a la mano una copia de la factura mensual del pago de agua que
utilizó para los procesos, sea esta de fuente pública o privada.
Documentar y archivar los resultados de laboratorio y deben cumplir con la
legislación nacional, que compruebe la inocuidad del agua.
El sistema de distribución de agua debe contar con la protección adecuada para evitar la
contaminación. A su vez, es necesario realizar un análisis microbiológico cada 6 meses
y uno físico-químico una vez al año a fin de verificar su potabilidad.
Otro requisito importante para mantener la potabilidad del agua es limpiar los tanques
de almacenaje una vez al mes. En caso de ser necesario, debe disponerse de un
clorinador automático de agua a la salida de la bomba.
Todos los conductos de evacuación deberán soportar cargas máximas y evitarán la
contaminación del sistema de abastecimiento de agua potable.

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-001
PROCEDIMIENTO
DE LAS INSTALACIONES
Página de 28
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
42
En caso de contacto directo de vapor con el producto, el vapor de agua no debe contener
sustancias que puedan ser peligrosas para la salud y se deben tomar las siguientes
consideraciones:
Disponer de sistemas de filtros para la retención de partículas, antes de que el
vapor entre en contacto con el producto.
Utilizar vapor generado con agua potable y evitar todo contacto con el mosto o
cerveza dado que desmejora sus valores de humedad y puede introducir
contaminantes. En este caso, el transporte debe hacerse, también, por tuberías
independientes.
Los efluentes más voluminosos y que requieren mayor atención en este tipo de
establecimientos suelen ser los residuos sólidos y los líquidos; por ello se debe tomar en
cuenta las siguientes consideraciones tanto para el destino de los desechos líquidos,
como sólidos:
DESECHOS LÍQUIDOS:
Disponer de un sistema eficaz de evacuación de efluentes y aguas residuales, el
que debe mantenerse en todo momento en buen estado de funcionamiento.
Todos los conductos de evacuación (incluidos los sistemas de alcantarillado)
deben ser de tamaño apropiado, para soportar cargas máximas de acuerdo a los
volúmenes de evacuación.
SUMINISTRO DE VAPOR
DESTINO DE LOS DESECHOS

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-001
PROCEDIMIENTO
DE LAS INSTALACIONES
Página de 28
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
43
Tomar en cuenta que el costo de tratamiento y el tamaño de las instalaciones
necesarias, estarán en relación directa con la cantidad de agua evacuada. Por otra
parte, si no se recircula parte del agua utilizada en los procesos, casi la totalidad
de la misma deberá tratarse como efluente.
DESECHOS SÓLIDOS:
Los residuos sólidos están conformados principalmente por sobrantes de la cebada y
materia prima no apta para ser procesada, así como por los lodos resultantes de los
tratamientos de los efluentes líquidos.
Contar con un sistema adecuado de recolección, almacenamiento, protección y
eliminación de basuras. Esto incluye el uso de recipientes con tapa y con la
debida identificación para los desechos de sustancias tóxicas.
Basureros sucios sin identificación Basureros con identificación
Remover los residuos frecuentemente de las áreas de producción y deben
disponerse de manera que se elimine la generación de malos olores para que no
sean fuente de contaminación o refugio de plagas.
Eliminar los desechos por rutas que sean cortas, directas y no atraviesen áreas de
producción abiertas o zonas limpias de la planta de elaboración. El equipamiento
para la recolección de los mismos debe ser sanitario.

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-001
PROCEDIMIENTO
DE LAS INSTALACIONES
Página de 28
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
44
Disponer en forma sanitaria los desechos en áreas alejadas de la planta, ubicadas
de tal forma que no puedan afectar tampoco las entradas de aire limpio de la
misma.
Retirar este tipo de desechos tan pronto como sea posible para evitar
fermentaciones, malos olores, proliferación de plagas y microorganismos, etc.
EVACUACIÓN
Disponer de sistemas de evacuación completamente independientes entre sí:
o Las aguas negras (efluentes cloacales, procedentes de servicios sanitarios del
personal, etc.), que deben canalizarse hacia redes cloacales u otros sistemas
de tratamiento autorizados en la zona donde se ubique el establecimiento.
o Las aguas grises (procedentes del proceso), que contienen contaminantes
orgánicos propios del producto elaborado, algunos insumos y productos de
limpieza, que deben ser tratadas y acondicionadas para su depuración.
o Las aguas blancas (utilizadas para refrigeración o para producción de vacío,
las cuales suelen constituir volúmenes muy grandes frente al resto) que no
contienen materia orgánica ni otros contaminantes y por lo tanto pueden ser
eliminadas sin necesidad de tratamientos de depuración.
Diseñar drenajes para evitar la contaminación del alimento, del agua o las
fuentes de agua potable almacenadas en la planta.
Rejilla
Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-001
PROCEDIMIENTO
DE LAS INSTALACIONES
Página de 28
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
45
Para llevar a cabo eficazmente la evacuación de efluentes, los líquidos deben escurrir
hacia las bocas de los sumideros (tipo sifoide o cierre hidráulico) de modo de evitar la
acumulación en los pisos.
Por último, se recomienda que también las cañerías de servicios sean ubicadas en el
exterior del edificio para facilitar las tareas de limpieza y mantenimiento. Las mismas
deben pintarse con los colores internacionalmente estipulados.

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-002
PROCEDIMIENTO
EQUIPOS Y UTENSILIOS
Página de 6
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
46
7.2 EQUIPOS Y UTENSILIOS
La selección, fabricación e instalaciones de los equipos deben ser acorde a las
operaciones a realizar y el tipo de alimento a producir.
El equipo y utensilios deben estar diseñados y construidos de tal forma que se evite la
contaminación del alimento y facilite su limpieza.
Deben estar diseñados de manera que permita un rápido desmontaje y fácil acceso para
su inspección, mantenimiento y limpieza. Los materiales utilizados en una planta
procesadora de cerveza deben ser de acero inoxidable ya que no son absorbentes, ni
corrosivo y son resistente a las operaciones repetidas de limpieza y desinfección.
Los utensilios utilizados en el proceso deben estar señalados y en lugares establecidos
para el material de las áreas de producción.
El material utilizado no debe trasferir al producto sustancias tóxicas, olores, ni sabores.
Cuando se utilizan equipos de aluminio estos reaccionan con el calor y desprenden
trazas de aluminio, además, para la sanitización de estos equipos no se puede utilizar
hidróxido de sodio (sosa caústica) debido a que desprende el barniz que se le coloca a
estos equipos.
Olla de aluminio Ollas de acero inoxidable.
REQUISITOS

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-002
PROCEDIMIENTO
EQUIPOS Y UTENSILIOS
Página de 6
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
47
La empresa debe tener un programa escrito de mantenimiento preventivo, a fin de
asegurar el correcto funcionamiento del equipo. Dicho programa debe incluir
especificaciones del equipo, el registro de las reparaciones y condiciones. Estos
registros deben estar actualizados y a la disposición para el control oficial. (ANEXO 3 –
Plan de Limpieza de Equipos y Áreas de la Planta)
El responsable del establecimiento deberá realizar los cambios de equipos y utensilios
necesarios para evitar aquellos materiales que puedan introducir contaminación por
contacto con el producto. También deberá realizar los controles necesarios para
garantizar que se está trabajando con los materiales de empaque adecuados. Los
empleados deberán garantizar el buen almacenamiento de los envases, su inspección
previa al uso, y el no usarlos para fines inadecuados.
Para el uso de equipos y utensilios se debe tener en cuenta:
Los recipientes que puedan ser reutilizados deben ser limpiados y desinfectados.
No se deben volver a usar aquellos que contuvieron sustancias tóxicas.
Se debe intentar que todos los equipos y utensilios que entran en contacto con
alimentos no transmitan sustancias tóxicas, olores ni sabores a los alimentos. Se
deben evitar superficies absorbentes que puedan contribuir a la contaminación
del producto.
Se debe higienizar todo el material y recipientes que hayan entrado en contacto
con materia prima y productos semielaborados antes de que entre en contacto
con el producto final. De esta forma se evitará contaminación cruzada del
alimento. Se debe almacenar correctamente el material de envase, evitando su
contaminación.

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-002
PROCEDIMIENTO
EQUIPOS Y UTENSILIOS
Página de 6
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
48
Debe evitarse el uso de madera y otros materiales que no puedan limpiarse y
desinfectarse adecuadamente.
Mesa de trabajo de madera Mesa de trabajo de acero inoxidable
Los procedimientos para la limpieza de los equipos y utensilios deben
encontrarse detallados por escrito en cada establecimiento, dichos
procedimientos deben incluir la forma correcta de realizar la operación.
Cuando se requiera la lubricación de algún equipo o instrumento que por
razones tecnológicas esté ubicado sobre las líneas de producción, se debe utilizar
substancias permitidas (lubricantes de grado alimenticio). (ANEXO 3 – Registro
de Limpieza de Equipos, Utensilios y Áreas de Producción).
Todas las superficies en contacto directo con el alimento no deben ser
recubiertas con pinturas u otro tipo de material desprendible que represente un
riesgo para la inocuidad del alimento.
Las superficies exteriores de los equipos deben ser construidas de manera que
faciliten su limpieza.
La instalación de los equipos debe realizarse de acuerdo a las recomendaciones del
fabricante. Los equipos se instalarán en forma tal que permitan el flujo continuo del
material y del personal, minimizando la posibilidad de confusión y contaminación.

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-002
PROCEDIMIENTO
EQUIPOS Y UTENSILIOS
Página de 6
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
49
Toda maquinaria o equipo debe estar provista de la instrumentación adecuada y
demás implementos necesarios para su operación, control y mantenimiento. Se
debe contar con un sistema de calibración que permita asegurar que, tanto los
equipos y maquinarias como los instrumentos de control proporcionen lecturas
confiables.
Todos los equipos y utensilios que estén en contacto con el manipulador deberán ser
limpiados en ese momento para que no sean focos de contaminación.
Las substancias utilizadas para la limpieza y desinfección, deben ser aquellas aprobadas
para su uso en áreas, equipos y utensilios donde se procesen alimentos destinados al
consumo humano.
Todos los productos de limpieza y desinfección que se utilicen deben ser aprobados
previamente por los organismos competentes.
Dichos productos deben estar identificados y guardados en lugar adecuado, fuera de las
áreas de manipulación de alimentos.
Toda operación de limpieza y desinfección de equipos e instalaciones debe ser
supervisada e inspeccionada visualmente.
Debe haber programas donde se realicen pruebas de laboratorio las cuales se evaluaran
periódicamente.
Todas las operaciones de limpieza, desinfección y mantenimiento deben estar
registradas para evaluaciones periódicas, es obligación del encargado de la planta
asegurar la limpieza y desinfección por ello el establecimiento debe contar con un
LIMPIEZA, DESINFECCIÓN Y MANTENIMIENTO

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-002
PROCEDIMIENTO
EQUIPOS Y UTENSILIOS
Página de 6
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
50
registro de los procedimientos que sirvan de guía a los empleados y a la administración.
Deben establecerse las tareas no sólo para la limpieza y desinfección del
establecimiento, los equipos y los vehículos, sino también para los utensilios usados
durante las mismas.
Se debe realizar registro de cumplimiento.
Validad periódicamente los registros de limpieza y desinfección.
Registrar inspecciones de verificación después de la limpieza y desinfección así
como la validación de estos procedimientos
Escribir los procedimientos a seguir, donde se incluyan los agentes y sustancias
utilizadas, así como las concentraciones o forma de uso y los equipos e implementos
requeridos para efectuar las operaciones. También debe incluir la periodicidad de
limpieza, desinfección y mantenimiento. (ANEXO 3 – Plan de Limpieza de Equipos y
Áreas de la Planta).
Todos los accesorios de los equipos y utensilios deben cumplir con requisitos de
limpieza, desinfección. Estos deben ser de materiales resistentes, no corrosivos, no
absolventes, que no desprendan partículas y que sean de fácil limpieza.
Ubicar los accesorios en lugares limpios y de fácil acceso.
OTROS ACCESORIOS

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-002
PROCEDIMIENTO
EQUIPOS Y UTENSILIOS
Página de 6
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
51
Estanterías de madera Estantería de metal
Todos los utensilios, instalaciones y equipos que entren en contacto con los productos
estarán limpios y en buenas condiciones.
a) Su construcción, composición y estado de conservación reducirán al mínimo el riesgo
de contaminación de los productos alimenticios, permitirán que se limpien
perfectamente y, cuando fuera necesario, que se desinfecten en la medida necesaria.
b) Su instalación permitirá la limpieza adecuada de la zona circundante.
Toda maquinaria o equipo debe estar provista de la instrumentación adecuada y demás
implementos necesarios para su operación, control y mantenimiento.
La planta debe considerar:
Todos los elementos que conforman el equipo y que estén en contacto con las
materias primas y alimentos en proceso deben limpiarse a fin de evitar
contaminaciones.
Elaborar registros de limpieza, desinfección y mantenimiento de los accesorios de la
maquinaria utensilios y verificarlos.

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-003
PROCEDIMIENTO
PERSONAL
Página de 21
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
52
7.3 PERSONAL
Las personas que recogen, manipulan, almacenan, transportan, procesan o preparan los
alimentos muchas veces son responsables de la contaminación de los mismos. Todo
manipulador puede trasladar microorganismos patógenos a cualquier tipo de alimento,
sin embargo, esto puede ser prevenido, mediante una higiene, cuidado personal y
comportamiento adecuado, estar capacitado para su trabajo, recibir capacitación sobre
hábitos y manipulación higiénica. Esta es responsabilidad de la empresa y debe ser
adecuada y continua.
El responsable de personal deberá capacitar en forma didáctica a los trabajadores de
modo que comprendan la importancia de las prácticas, verificar la correcta vestimenta e
higienización del personal antes de las tareas diarias y luego de manipular elementos
contaminantes; y, brindar condiciones y herramientas apropiadas a los operarios que
garantice la producción de alimentos inocuos.
Es muy importante conocer que tanto los empleados como sus actitudes son fuentes de
contaminación potenciales, por esta razón resulta imperativo implementar una
capacitación exhaustiva acerca de los riesgos que implican los descuidos y la
consecuente contaminación. (ANEXO 5 – Plan de Capacitación y Entrenamiento de la
Buena Prácticas de Manufactura en la Planta)
GENERALIDADES
EDUCACIÓN Y CAPACITACIÓN

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-003
PROCEDIMIENTO
PERSONAL
Página de 21
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
53
Capacitación
A partir de una capacitación y entrenamiento, todos los involucrados en el
procesamiento de la cerveza podrán asumir con responsabilidad las tareas que tienen a
cargo, tomar conciencia de la importancia y repercusión social que tiene el correcto
desempeño de su labor, así como también de su influencia en la calidad sanitaria y
comercial del producto final.
Sin embargo, resulta obvio que estas actividades deben estar acompañadas de otro tipo
de estímulo relacionado con los logros obtenidos a partir de la aplicación de lo
aprendido. De esta manera, todos los empleados alcanzarán una apreciación de la
cerveza como un alimento susceptible de contaminaciones que pueden ocasionar graves
problemas a la salud de los consumidores.
Para lograr este objetivo es necesario tomar las siguientes consideraciones:
Capacitar al personal en cuanto a las normas de salud e higiene, así como la
provisión de las condiciones e instalaciones necesarias para que cada operario
pueda cumplimentar su labor y exigencias, son responsabilidades propias de la

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-003
PROCEDIMIENTO
PERSONAL
Página de 21
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
54
empresa. (ANEXO 1 – Instructivo de Higiene de los Empleados y ANEXO 2 –
Instructivo de Salud y Seguridad de los Empleados).
Implementar un plan de capacitación continuo y permanente para todo el
personal sobre la base de Buenas Prácticas de Manufactura, a fin de asegurar su
adaptación a las tareas asignadas e implementar programas de entrenamiento
específicos, que incluyan normas, procedimientos y precauciones a tomar, para
el personal que labore dentro de las diferentes áreas. (ANEXO 5 – Plan de
Capacitación y Entrenamiento de la Buena Prácticas de Manufactura en la
Planta).
Contar con un responsable de planta que posea la capacitación y entrenamiento
para detectar contaminantes y los riesgos que entrañan.
Tomar las siguientes consideraciones para los planes de capacitación:
o Ser ejecutados, revisados, evaluados y actualizados periódicamente.
o Estar disponibles para los operarios.
o Tener por escrito, debido a que generalmente se da una rotación de los
empleados o porque se contrata nuevo personal.
o Evaluar el desempeño del personal en cada tarea, a fin de diseñar la mejor
forma de capacitarlo; para lo cual es necesario:
Identificar las necesidades de capacitación del personal
Diseñar programas de capacitación específicos de cada operario
Verificar el desempeño del personal durante la aplicación, y
Mantener actualizados los planes de capacitación.
Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-003
PROCEDIMIENTO
PERSONAL
Página de 21
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
55
o Señalar que existen factores que facilitan la tarea de capacitación como una
mejor metodología para realizarla, utilizar símbolos fáciles de comprender y
en lugares estratégicos, detectar errores del personal y buscar la manera de
corregirlos, asegurar que el operario conozca y aplique correctamente los
procedimientos escritos y asignar responsables por etapas.
o Enfocar y orientar en los siguientes temas:
Comprensión de las BPM,
Tipos de contaminantes, vías de ingreso al proceso, susceptibilidades
del proceso, y procedimientos y materiales de limpieza
Saneamiento y la higiene personal,
Conciencia de la responsabilidad del personal en el cuidado del
alimento,
Conocimiento de las ETA (enfermedades transmitidas por alimentos)
e intoxicaciones alimentarias,
Importancia de cumplir con el control de registro de datos,
Control de plagas y su relación con las enfermedades transmitidas
por alimentos,
Principios básicos de limpieza y desinfección en la planta,
Almacenamientos de los alimentos.
Peligros de manipulación de agroquímicos
Conocimiento de los riesgos físicos y su importancia en la higiene
Conocimiento de los insumos agrícolas y su utilización en la
producción primaria

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-003
PROCEDIMIENTO
PERSONAL
Página de 21
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
56
Conocimiento de la probabilidad de desarrollo microbiano y la
responsabilidad de vigilar el manejo de insumos, aplicación de los
procedimientos escritos y el tratamiento del producto.
o Archivar y conservar los registros en forma metódica facilitando su uso,
permitiendo acceder de manera sencilla a los datos de evaluación y
capacitación. (ANEXO 5 – Registro de Capacitaciones dadas al Personal y
Registro Individual de Capacitación).
Controlar el estado de salud y la aparición de posibles enfermedades contagiosas
entre los manipuladores, aplicando programas de salud preventiva.
Salud, base para el buen desempeño del trabajador.
El personal que labora en la planta debe contar con el carnet de salud vigente.
El personal manipulador de alimentos debe someterse a un reconocimiento
médico antes de desempeñar esta función. Así mismo, debe realizarse un
reconocimiento médico cada vez que se considere necesario por razones clínicas
y epidemiológicas, especialmente después de una ausencia originada por una
ESTADO DE SALUD
Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-003
PROCEDIMIENTO
PERSONAL
Página de 21
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
57
infección que pudiera dejar secuelas capaces de provocar contaminaciones de los
alimentos que se manipulan. Los resultados de dichos exámenes deberán
registrarse y archivarse. (ANEXO 2 – Registro para el Control Diario de la
Salud de los Trabajadores y Registro Individual de Salud del Personal).
Comunicar inmediatamente a su superior si percibe síntomas de enfermedad en
cualquier persona.
Las personas de quienes se sepa o se cuente con indicios de que padecen una
enfermedad de transmisión alimentaria o que han sufrido algún tipo de lesión
como cortadas, erupciones en la piel, quemaduras y otras por heridas infectadas,
infecciones cutáneas o diarrea, entre otras patologías, no estarán autorizadas a
trabajar en modo alguno en zonas de manipulación de productos deben ser
retiradas del proceso o reubicadas en puestos donde no estén en contacto con los
productos, material de empaque o superficies en contacto con los alimentos,
cuando exista la posibilidad de contaminación directa o indirecta de los
alimentos con microorganismos patógenos.
Proteger algún tipo de lastimadura no infectada con apósitos o coberturas de
forma tal que no pueda desprenderse mientras trabaja.

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-003
PROCEDIMIENTO
PERSONAL
Página de 21
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
58
Los guantes se mantendrán
en perfecto estado y limpios.
Proteja lastimadura no infectada
de forma tal que no puedan
desprenderse mientras trabaja.
En todos los casos, la ocurrencia del padecimiento o lesión deberá registrarse en
la hoja de registro correspondiente.
Los tratamientos sanitarios requieren la supervisión directa de personal
capacitado que conozca los peligros potenciales que los productos dosificados
representan.
Contar con libretas sanitarias de los empleados al día.
Fomentar la toma de conciencia respecto a la importancia de dar aviso cuando se
está enfermo (gripe, diarrea, afecciones de la piel, etc.).
Toda persona que ingrese a trabajar en la empresa y entre en contacto con las
materias primas, producto terminado o materiales de empaque, equipos y
utensilios, debe practicar y observar las medidas de higiene.
Contar con grupos específicos para atender situaciones de emergencia:
incendios, primeros auxilios, etc.

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-003
PROCEDIMIENTO
PERSONAL
Página de 21
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
59
Señaléticas
A fin de garantizar la inocuidad de los alimentos y evitar contaminaciones cruzadas, el
personal que trabaja en una Planta Procesadora de Cerveza debe cumplir con normas
escritas de limpieza e higiene.
Se facilitarán instalaciones adecuadas para mantener una correcta higiene personal,
incluidas instalaciones para la limpieza y secado higiénico de las manos, instalaciones
sanitarias higiénicas y vestuarios. (ANEXO 1 – Instructivo de Procedimiento de Lavado
de Manos).
Toda persona en la zona de manipulación debe mantener una correcta higiene personal
y debe llevar ropa protectora de color claro, calzado adecuado y cubrir totalmente el
cabello y no debe salir del lugar de trabajo con esta vestimenta.
Todos deben ser lavables o descartables. No debe trabajarse con anillos, colgantes,
relojes y pulseras durante la manipulación de materias primas y alimentos.
HIGIENE Y MEDIDAS DE PROTECCIÓN

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-003
PROCEDIMIENTO
PERSONAL
Página de 21
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
60
No se deberán usar anillos, reloj, pulseras,
cadenas, aros, colgantes y cualquier otro
objeto que pueda desprenderse durante la
elaboración y contaminar el producto.
Evitar contaminaciones cumpliendo
reglas de seguridad, respecto a la
vestimenta, higiene personal y salud.
VESTIMENTA (ANEXO 2 – Registro de Control para Entrega y Uso de EPPs al
Personal)
La vestimenta de trabajo provista a los operarios debe reunir las siguientes condiciones:
Uniforme
El uniforme separa el cuerpo del trabajador de producto a elaborarse y entre sus
funciones está la de no permitir que el operador sea una fuente importante de
contaminación.
El personal de la planta debe contar con uniformes adecuados a las operaciones a
realizar:
Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-003
PROCEDIMIENTO
PERSONAL
Página de 21
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
61
Utilizar el uniforme de forma adecuada todo el tiempo y solamente en las
instalaciones de la planta. No debe traerse puesto desde los hogares sino más
bien, y ponerse al momento de ingresar al área de producción correspondiente.
Traer el uniforme al trabajo dentro de una bolsa plástica limpia
Exigir al operario no traiga puesta la ropa de trabajo (guardapolvos, mamelucos,
delantales, gorros o cofias, guantes, botas, etc.) desde la calle.
El uniforme debe ser de color blanco o claro, debiendo mantenerse
permanentemente limpio.
Evitar la presencia de cierres o botones (que pueden desprenderse o
engancharse) y de bolsillos externos (que pueden engancharse o contener objetos
no higiénicos)
Mandiles
Utilizar mandiles preferiblemente de color claro y limpio al comienzo del día y
mantenerse en estas condiciones. El diseño debe ser simple, sin pliegues ni
costuras innecesarios. Las mangas deben de ser tan largas como sea práctico,
para cubrir las vellosidades del brazo, sin poner en riesgo la integridad del
trabajador. En los mandiles no se permiten bolsillos que estén situadas más
arriba de la cintura, para prevenir que los artículos que puedan encontrarse en
ellas caigan accidentalmente en el producto. Los mandiles deberán lavarse
diariamente y esto deberá hacerlo cada persona en su propia casa.
Deberán mantenerse en buen estado; sin presentar desgarres, falta de cierres,
partes descosidas o presencia de huecos. Se recomienda que se utilicen sobre

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-003
PROCEDIMIENTO
PERSONAL
Página de 21
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
62
estos, delantales plásticos para aumentar la protección contra la contaminación
del producto.
Recomendar que cada trabajador tenga tres mandiles para su uso y en su
casillero debe estar siempre un mandil extra para cada día de trabajo. Este
mandil sirve para resolver situaciones de emergencia.
Delantales
Proteger la vestimenta con delantales impermeables, en zonas en que pueda
mojarse o recibir salpicaduras del producto, y tiene que ser de fácil limpieza.
Delantales que permitan visualizar fácilmente su limpieza.
Deberán lavarse diariamente al finalizar el turno. Por ningún motivo deberán
lavarse en el suelo, y una vez limpios, deberán colocarse en un lugar específico
mientras no se estén ocupando.
Gorros, cofias o redes
Ingresar al área de proceso cubriéndose la cabeza con una red o gorro de tela. El
cabello deberá usarse de preferencia corto. Las personas que usan el cabello
largo deberán sujetarlo de tal modo que el mismo no se salga de la red o gorro.
Cuando el gorro sea de tela, es de uso estrictamente personal (se recomienda
identificarlo). Se deberá cambiar diariamente y lavarse adecuadamente para su
reuso. Si esta pieza es desechable, se deberá desechar adecuadamente cada vez
que se quita.
Recoger el cabello completamente dentro del gorro o cofia.
Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-003
PROCEDIMIENTO
PERSONAL
Página de 21
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
63
Mascarillas
Todo el personal que entre en contacto con producto, material de empaque o
superficies en contacto con el alimento debe cubrirse la boca y la nariz con un
cubre bocas o mascarilla, con el fin de evitar la contaminación.
Cuando la mascarilla sea de tela es de uso estrictamente personal (se recomienda
identificarla). Se deberá cambiar diariamente y lavarse adecuadamente para su
reuso. Si esta pieza es desechable, se deberá desechar adecuadamente cada vez
que se quita.
En caso de llevar barba, bigote o patillas anchas, debe usar protector de boca y
barba según el caso; estas disposiciones se deben enfatizar en especial al
personal que realiza tareas de manipulación y envase de alimentos.
Guantes
Si para manipular los alimentos o productos se requiere de guantes, éstos deben
estar en buenas condiciones, limpios y desinfectados, los mismos pueden ser de
látex (hule) vinilo, etc. El uso de guantes no eximirá al empleado de la
obligación de lavarse las manos cuidadosamente.
El largo de la manga del guante deberá responder a la posibilidad de que se
introduzcan líquidos dentro por la operación desempeñada.
Zapatos o Botas
Solo se permite el uso de zapatos cerrados de hule o cuero y de suela
antideslizante, de preferencia botas. Los mismos deberán mantenerse limpios y
en buenas condiciones.
Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-003
PROCEDIMIENTO
PERSONAL
Página de 21
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
64
El color del calzado debe ser claro y se debe mantener en buen estado. Si el
material lo permite, se deben lavar a diario y si no, se deben descartar si emiten
olores no deseados.
El calzado de uso en la planta procesadora no debe utilizarse fuera de ella por
ningún motivo.
Las botas impermeables deben ser también de color blanco o claro y de fácil
limpieza.
Otros accesorios
Quitarse anillos, reloj, pulseras, cadenas, aros, colgantes, y objetos de cualquier
naturaleza que puedan desprenderse durante la elaboración y contaminar el
producto o provocar un accidente al engancharse en una máquina o en una parte
de ella.
Los anteojos deberán ser utilizados si son necesarios para corregir la visión de
los trabajadores. En este caso, se deberá colocar una correa alrededor del cuello
que sujete a los anteojos de la patas para evitar que se caigan. Los anteojos de
material irrompible son recomendados. No utilice lentes de contacto.

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-003
PROCEDIMIENTO
PERSONAL
Página de 21
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
65
Uniforme en mal estado sucio Uniforme completo y limpio
Los operarios deberán cumplir con las
pautas mínimas de salud e higiene
personal.
La vestimenta de trabajo deberá:
Ser de color blanco o claro, y
mantenerse permanentemente limpia.
Las cofias o gorros cubrirán
totalmente el cabello
Correcto uso del uniforme

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-003
PROCEDIMIENTO
PERSONAL
Página de 21
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
66
Limpieza Personal
Todo el personal debe practicar los siguientes hábitos de higiene personal:
Bañarse diariamente, en la mañana, antes de ir al trabajo.
Usar desodorante y talco.
Lavarse frecuentemente el cabello y peinarlo.
Lavarse los dientes.
Cambiarse diariamente la ropa interior.
Rasurarse diariamente, eliminando la barba.
El bigote se permite no más ancho que salga del tapabocas o mascarilla.
Si usa barba cúbrala con una red adecuada.
Las patillas siempre que estén cubiertas por una red o gorro de tela.
Las uñas deberán usarse cortas, limpias y sin esmalte.
Todo el personal debe lavarse las manos de manera frecuente y minuciosa, cepillando
sus uñas, con un agente de limpieza autorizado, con agua potable y con cepillo, este
lavado debe realizarse: (ANEXO 1 – Instructivo de Procedimiento de Lavado de
Manos).
o Antes de iniciar labores.
o Antes de manipular los productos.
o Antes y después de comer.
o Después de ir al servicio sanitario.

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-003
PROCEDIMIENTO
PERSONAL
Página de 21
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
67
o Después de toser, estornudar o tocarse la nariz.
o Después de fumar.
o Después de manipular la basura.
Forma correcta de lavarse las manos:
o Humedezca sus manos con agua.
o Cúbralas con jabón desinfectante.
o Frote sus manos entre sí, efectuando movimientos circulares por 15 a
20 segundos.
o Frote bien sus dedos y limpie bien las uñas, debajo y alrededor de
éstas con la ayuda de un cepillo.
o Lave la parte de los brazos que está al descubierto y en contacto con
los alimentos, frotando repetidamente.
o Enjuague sus manos y brazos con suficiente agua.
o Escurra el agua residual.
o Seque las manos y los brazos con toallas desechables o secador de
manos.

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-003
PROCEDIMIENTO
PERSONAL
Página de 21
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
68
Pasos para el correcto lavado de manos.
Debe haber indicadores que obliguen a lavarse las manos y un control que
garantice el cumplimiento.
Es obligatorio realizar la desinfección de las manos cuando los riesgos asociados
con la etapa del proceso así lo justifique.
Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-003
PROCEDIMIENTO
PERSONAL
Página de 21
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
69
Señalética en el baño
Debe existir un sistema de señalización y normas de seguridad, ubicados en
sitios visibles para conocimiento del personal de la planta y personal ajeno a
ella, como colocar avisos en los que se indique la importancia de mantener la
higiene de las instalaciones y productos.
Visitantes del área de producción
Debe existir un mecanismo que impida el acceso de personas extrañas a las áreas de
procesamiento, sin la debida protección y precauciones.
Se tomarán precauciones para impedir que los visitantes contaminen los alimentos o
productos en las zonas donde se procede a la manipulación de éstos, sus materias primas
y sus materiales de empaque. Un visitante es toda aquella persona que no participa
directamente del procedimiento de elaboración. El personal administrativo se incluye en
esta definición.
Para lograr el objetivo propuesto y al mismo tiempo proveer atención adecuada a los
visitantes, se sugieren las siguientes prácticas:
El personal operativo debe ser previa y debidamente informado de programas de
visita a realizarse, indicando la cantidad de personas, el objetivo de la visita y la

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-003
PROCEDIMIENTO
PERSONAL
Página de 21
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
70
procedencia del visitante, además de otras características que puedan
considerarse específicamente relevantes.
Todo visitante debe ser previa y debidamente informado de la BPM vigentes del
área al que ingresará.
Designar un guía o los necesarios para la realización de la visita, en forma
ordenada.
Los visitantes y el personal administrativo que transiten por el área de
fabricación, elaboración manipulación de alimentos; utilizará indumentaria que
le aísle adecuadamente de la posibilidad de contaminar el producto (redes,
mascarillas, mandiles, cubre calzado, etc.).
Al entrar al área de proceso, los visitantes deberán mantenerse a las distancias
establecidas en la planta, con respecto a las zonas de proceso y maquinaria en
funcionamiento.
Todo visitante debe de evitar distraer al personal operativo de los procesos en
marcha.
Los visitantes no deberán introducir equipos y/o utensilios, (cámaras, lapiceros,
libretas, etc.), únicamente deberán llevar lo necesario para cumplir el objetivo de
su visita.
Asignar áreas de observación para visitantes, si las visitas son muy frecuentes.
Establecer un sistema de comunicación radiofónico para que el personal
operativo sea informado de las actividades sin tener que ingresar al área de
trabajo.
Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-003
PROCEDIMIENTO
PERSONAL
Página de 21
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
71
La higiene también involucra conductas que puedan dar lugar a la contaminación, tales
como comer, fumar, salivar u otras prácticas antihigiénicas. Asimismo, se recomienda
no dejar la ropa en la zona de producción ya que son fuertes contaminantes.
El personal que labora en las áreas de proceso, envase, empaque y almacenamiento debe
acatar las normas establecidas que señalan la prohibición de fumar y consumir
alimentos o bebidas en estas áreas. (ANEXO 1 – Registro para el Control del
Comportamiento del Personal).
Fomentar comportamientos higiénicos como no comer, beber, fumar y salivar en
la zona de procesamiento.
Colocar avisos en los que se indique la importancia de mantener una conducta
higiénica.
Señalética en producción
En las zonas donde se manipule alimentos o productos está prohibido todo acto que
pueda resultar en contaminación de éstos:
No escupir al piso o paredes.
COMPORTAMIENTO PERSONAL
Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-003
PROCEDIMIENTO
PERSONAL
Página de 21
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
72
Antes de toser o estornudar deberá alejarse de inmediato del producto que está
manipulando, cubrirse la boca y después lavarse las manos con jabón
desinfectante, para prevenir la contaminación bacteriana.
Comer, beber o fumar solo en áreas autorizadas para ello (comedor).
No se debe colocar ropa sucia, materias primas, envases, utensilios o
herramientas en las superficies de trabajo donde se puedan contaminar los
productos alimenticios.
Dentro de la planta, se deberá regular el tránsito de personas ajenas al proceso
mediante el uso de algún tipo de barrera.

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-004
PROCEDIMIENTO
MATERIA PRIMA E INSUMOS
Página de 4
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
73
7.4 MATERIA PRIMA E INSUMOS
Es muy importante que las empresas que van a procesar cerveza no acepten ninguna
materia prima o ingrediente que contenga parásitos, microorganismos indeseables,
sustancias tóxicas (tales como, metales pesados, drogas, pesticidas), que no sea
recomendable ni aceptable en el procesamiento. Todo producto que esté destinado para
su procesamiento deberá someterse a un análisis de laboratorio para establecer su
capacidad de uso. Solo deben usarse materias primas consideradas inocuas y seguras.
Para procesamiento de cerveza la principal materia prima es la malta de cebada, lúpulo
y si es necesario azucares, féculas y aditivos. La cebada se la utiliza para la
elaboración de la malta destinada a la producción de la cerveza ya que es más rica en
almidón, que es la sustancia que da origen al extracto fermentativo; esta materia prima
es de cuidado en su proceso por lo cual hay que tener precaución al momento de su
adquisición
Las materias primas deben someterse inspección y control tales como:
Realizar análisis de inspección y control antes de ser utilizados en la línea de
fabricación.
Deben estar disponibles hojas de especificaciones que indiquen los niveles
aceptables de calidad para uso en los procesos de fabricación.
La recepción de materias primas e insumos debe realizarse en condiciones de
manera que eviten su contaminación, alteración de su composición y daños
físicos.
REQUISITOS

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-004
PROCEDIMIENTO
MATERIA PRIMA E INSUMOS
Página de 4
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
74
Las materias primas e insumos deberán almacenarse en condiciones que
impidan el deterioro, eviten la contaminación y reduzcan al mínimo su daño o
alteración; además deben someterse, si es necesario, a un proceso adecuado de
rotación periódica
Las zonas de recepción y almacenamiento estarán separadas de las que se
destinan a elaboración o envasado de producto final.
Los recipientes, contenedores, envases o empaques de las materias primas e
insumos deben ser de materiales no susceptibles al deterioro o que desprendan
substancias que causen alteraciones o contaminaciones.
En el proceso de la cerveza se debe hacer análisis de temperatura, humedad relativa, y
exposición a la luz, pH, densidad entre otros especialmente en el proceso de la
malteado, cocción, maceración y adición del lúpulo que son las principales fuentes de
contaminación en el proceso.
Los insumos, aditivos no deben rebasar los límites establecidos en base al Codex
Alimentario, o normativa internacional equivalente o normativa nacional.
Las materias primas, ingredientes, productos semielaborados y productos acabados en
los que pueda producirse la multiplicación de microorganismos patógenos o la
formación de toxinas se conservarán a temperaturas que no den lugar a riesgos para la
salud.
Las materias primas e ingredientes almacenados en el establecimiento se conservarán en
las condiciones adecuadas previstas para evitar su deterioro y protegerlos de la
contaminación.

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-004
PROCEDIMIENTO
MATERIA PRIMA E INSUMOS
Página de 4
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
75
La prevención de los peligros de salud comienza con el control en la recepción de la
materia prima.
En los programas para control de materia prima se deben consideración los siguientes
aspectos:
Evaluación periódica de los ingredientes recibidos.
Análisis físico-químico y microbiológico de la materia prima ya sea en un
laboratorio certificado en uno propio.
Debe tener especificaciones escritas de sus ingredientes o materia prima, con sus
respectivos resultados del análisis.
Certificado de análisis por cada lote o calidad garantizada del proveedor.
Las especificaciones de compra le deben asegurar el cumplimiento de los
reglamentos alimenticios.
Establecer registros de cumplimientos de las especificaciones cuando haya
cambio de proveedor, en el origen de los ingredientes de un proveedor conocido.
Asimismo, cuando no esté de acuerdo con el certificado de análisis.
Inspección de todos los lotes.
o Especificaciones escritas para los ingredientes.
o Certificado de análisis para cada lote recibido o la calidad garantizada del
proveedor.
o Cada lote recibido deber ser analizado de acuerdo a un plan de muestras
programado.
El proveedor debe ser certificado con documentación validada que demuestren
sus conocimientos.
Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-004
PROCEDIMIENTO
MATERIA PRIMA E INSUMOS
Página de 4
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
76
Realizar auditoria al proveedor para validar el estado del programa de
certificación.
Tomar medidas correctivas.
o Rechazo de la mercancía no conforme y devolución al proveedor.
o Cambio de proveedor en situaciones de reiterado incumplimiento.
El agua empleada en la fabricación de la cerveza es su componente muy importante y
mayoritario. Debe tratarse de agua potabilizada de acuerdo a normas nacionales o
internacionales y disponer de sistemas de control que garanticen su potabilidad; ya que
puede haber riesgos tales como presencia de contaminantes físicos, químicos o
microbiológicos que hagan perder la potabilidad.
Tomar medidas preventivas en caso de suministro público, exigencia a los proveedores
del cumplimiento de la legislación vigente.
Disponer de un sistema suficiente de captación, almacenamiento y distribución
adecuado que garantice el mantenimiento de la potabilidad del agua.
En caso de que sea necesario, disponer de un sistema de tratamiento para garantizar la
potabilidad.
Para los equipos:
El agua utilizada para la limpieza y lavado de materia prima, o equipos y objetos que
entran en contacto directo con el alimento debe ser potabilizada o tratada de acuerdo a
normas nacionales o internacionales. (ANEXO 3 – Registro de Limpieza de Equipos,
Utensilios y Áreas de Producción)
AGUA

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-005
PROCEDIMIENTO
OPERACIONES DE PRODUCCIÓN
Página de 4
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
77
7.5 OPERACIONES DE PRODUCCIÓN
La organización de la producción debe ser realizada de tal manera que el producto
fabricado cumpla con las normas establecidas en las especificaciones correspondientes.
Los procedimientos se deberán aplicar correctamente evitando contaminación, error o
confusión en el transcurso de las diversas operaciones.
Todo el proceso de fabricación de un producto, incluyendo las operaciones de envasado
y almacenamiento deben realizarse en condiciones sanitarias siguiendo los
procedimientos establecidos. Estos deben estar documentados, incluyendo:
Diagramas de flujo, considerando todas las operaciones unitarias del proceso y
el análisis de los peligros microbiológicos, físicos y químicos a los cuales están
expuestos los productos durante su elaboración.
Controles necesarios para reducir el crecimiento potencial de microorganismos y
evitar la contaminación del alimento tales como: tiempo, temperatura, pH y
humedad.
Análisis de Laboratorio
Medidas de protección del producto contra la contaminación con metales o
cualquier otro material extraño.
Tomar medidas necesarias para prever la contaminación cruzada.

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-005
PROCEDIMIENTO
OPERACIONES DE PRODUCCIÓN
Página de 4
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
78
La elaboración de un producto procesado debe efectuarse según procedimientos
validados, en establecimientos apropiados, con áreas y equipos limpios y adecuados,
personal competente, materias primas y materiales necesarios para elaboración de
cerveza que estén en conformidad con las especificaciones.
Registrar en documento de fabricación todas las operaciones efectuadas, así como las
observaciones y advertencias.
La empresa debe mantener la máxima higiene, tanto de las personas como de las
operaciones y equipos. Deben cumplirse las reglas de higiene que se establezcan, para
lo cual es necesario que sean explicadas y comprendidas mediante programas de
formación en estas materias.
Se debe realizar prácticas correctas de higiene de los alimentos, incluidas la prevención
de la contaminación causada durante las diferentes operaciones provocada por los
alimentos, el equipo, los materiales, el agua, el suministro de aire, el personal o fuentes
externas de contaminación, tales como los insectos y demás animales indeseables.
(ANEXO 1 – INSTRUCTIVO DE PROCEDIMIENTO: HIGIENE PERSONAL)
Las BPM’s recomiendan las siguientes pautas para instalaciones de la planta:
Deben garantizar que las operaciones se realicen en condiciones higiénicas,
desde la llegada de materia prima hasta la obtención del producto terminado.
Separar los procesos de producción que puedan ser medios eficaces de
contaminación cruzada.
Ofrecer condiciones apropiadas para el procesamiento y el almacenamiento de
los insumos y de los envases finales.
Para empezar a la elaboración del producto se debe verificarse que:

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-005
PROCEDIMIENTO
OPERACIONES DE PRODUCCIÓN
Página de 4
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
79
Se haya realizado la limpieza de las áreas según procedimientos establecidos y
que la operación haya sido confirmada y mantener el registro de las
inspecciones. (ANEXO 3 – INSTRUCTIVO DEL PROCEDIMIENTO:
LIMPIEZA DE EQUIPOS Y ÁREAS DE LA PLANTA).
Verificar que se cumplan las condiciones ambientales tales como temperatura,
humedad, ventilación.
Que los aparatos de control estén en buen estado de funcionamiento; se
registrarán estos controles así como la calibración de los equipos de control.
En la fabricación es importante que el nombre del producto, número de lote, y la fecha
de elaboración y caducidad estén identificados por medio de etiquetas o cualquier otro
medio de identificación.
El proceso de fabricación debe estar descrito claramente en un documento donde se
precisen todos los pasos a seguir de manera secuencia (llenado, envasado, etiquetado,
empaque, otros), indicando además controles a efectuarse durante las operaciones y los
límites establecidos en cada caso.
Realizar controles de tiempo, temperatura, humedad, actividad acuosa (Aw), pH,
presión y velocidad de flujo para controlar condiciones de fabricación tales como:
tratamiento térmico, maceración, refrigeración y así asegurar que los tiempos de espera,
las fluctuaciones de temperatura y otros factores no contribuyan a la contaminación del
producto.
Tomar acciones correctivas cuando se detecte cualquier anormalidad durante el proceso
de fabricación.

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-005
PROCEDIMIENTO
OPERACIONES DE PRODUCCIÓN
Página de 4
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
80
Si en el proceso se necesita intervención de aire o gas como medio de transporte o de
conservación se bebe tomar medidas de prevención para que estos gases y aire no se
conviertan en focos de contaminación o sean vehículos de contaminaciones cruzadas.
El llenado o envasado de un producto debe efectuarse rápidamente, a fin de evitar
contaminaciones que afecten su calidad.
Los alimentos elaborados que no cumplan las especificaciones técnicas de producción,
podrán reprocesarse o utilizarse en otros procesos, siempre y cuando se garantice su
inocuidad; de lo contrario será eliminado.
Los registros de control de la producción y distribución deben tener un período mínimo
equivalente al de la vida útil del producto.
Para garantizar el cumplimiento de los requisitos básicos de BPM’s se debe supervisar
documentación y registro en la producción de tal manera que el producto terminado sea
inocuo y de calidad; También se deben documentar en forma apropiada los distintos
procesos, las indicaciones para la elaboración, la recepción de materia prima y material
de empaque, y la distribución del producto, así como las anomalías y otros datos de
interés.
Se deben también controlar los vehículos de transporte, las operaciones de carga y
descarga, las condiciones de almacenamiento, evitando que se transformen estas etapas
de manipulación en focos de contaminación.

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-006
PROCEDIMIENTO
ENVASADO, ETIQUETADO Y
EMPAQUETADO
Página de 5
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
81
7.6 ENVASADO, ETIQUETADO Y EMPAQUETADO
Operaciones de proceso
Todos los alimentos deben ser envasados, etiquetados y empaquetados de conformidad
con las normas técnicas y reglamentación respectiva.
En la elaboración de cerveza el llenado de botellas es un proceso muy importante y
crucial para que el producto se mantenga inocuo; por lo cual se realizan procesos de
limpieza y desinfección en las mesas de trabajo, lavado de botellas, secado ya que en
estos procesos puede haber riesgos de contaminación.
Limpiar el área de envasado Lavado de botellas Secado de botellas
Las operaciones de llenado perfectamente controladas resultan esenciales en cualquier
operación de envasado ya que la falta de control de esta etapa puede implicar riesgos
tanto para la calidad como para la inocuidad del producto.
ENVASADO

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-006
PROCEDIMIENTO
ENVASADO, ETIQUETADO Y
EMPAQUETADO
Página de 5
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
82
Llenado y gasificado en condiciones higiénicas.
Por lo que es indispensable tener reglas claras para el envasado:
Todo el material que se emplee para el envasado debe almacenarse en lugares
adecuados y en condiciones de sanidad y limpieza.
El material debe garantizar la integridad del producto que ha de envasarse, bajo
las condiciones previstas de almacenamiento.
Los envases o recipientes no deben ser utilizados para otro uso diferente para el
que fue diseñado.
Los envases o recipientes deben inspeccionarse antes del uso, a fin de tener la
seguridad de que se encuentren en buen estado, sin fisuras en el caso de botellas.
Los materiales de envasado deben ofrecer una protección adecuada del producto para
reducir al mínimo la contaminación, evitar daños, cuando se utilizan materiales o gases
para el envasado, éstos no deben ser tóxicos ni representar una amenaza para la
inocuidad y la aptitud de los alimentos en las condiciones de almacenamiento y uso,
especificadas.
En caso de que las características de los envases permitan su reutilización, será
indispensable lavarlos y esterilizarlos de manera que se restablezcan las características
Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-006
PROCEDIMIENTO
ENVASADO, ETIQUETADO Y
EMPAQUETADO
Página de 5
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
83
originales, mediante una operación adecuada y correctamente inspeccionada, a fin de
eliminar los envases defectuosos.
En material de vidrio, deben existir procedimientos establecidos para que cuando
ocurran roturas en la línea; se asegure que los trozos de vidrio no contaminen a los otros
recipientes.
Los tanques o depósitos para el transporte de alimentos a granel serán diseñados y
construidos de acuerdo con las normas técnicas respectivas, tendrán una superficie que
no favorezca la acumulación de suciedad y den origen a descomposiciones o cambios en
el producto.
Para comenzar las operaciones de envasado y empacado deben verificarse y registrarse:
La limpieza e higiene del área a ser utilizada para este fin.
Que los alimentos a empacar, correspondan con los materiales de envasado y
acondicionamiento, conforme a las instrucciones escritas al respecto.
Que los recipientes para envasado estén correctamente limpios y desinfectados,
si es el caso.
Los alimentos en sus envases finales, en espera del etiquetado, deben estar
separados e identificados convenientemente.
Para el envasado utilizar solo material autorizado para entrar en contacto con alimentos.
Botellas rotas, o en mal estado Botellas en óptimas condiciones

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-006
PROCEDIMIENTO
ENVASADO, ETIQUETADO Y
EMPAQUETADO
Página de 5
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
84
Si el material no es nuevo, solo debería haber sido usado con igual producto y
previamente limpiado y seco. Guardar en envases en lugares limpios y secos, separados
de cualquier contaminante.
Envasar solo si el producto tiene la humedad y temperatura adecuadas. No recoger
material del piso ni llenar los envases más de lo adecuado.
Siempre un envase debe estar claramente codificado, cumpliendo con especificaciones
basado en normas generales como la Norma INEN para el Etiquetado de los Alimentos
Preenvasados.
Poner información real y de forma clara.
La etiqueta del producto envasado debe contener como mínimo:
o Nombre del alimento.
o Lista de ingredientes.
o Peso Neto
o Peso drenado.
o Nombre y dirección del fabricante.
o País de origen.
o Identificación del lote.
o Fecha de fabricación
o Instrucciones de almacenamiento.
o Instrucciones para el uso.
ETIQUETADO

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-006
PROCEDIMIENTO
ENVASADO, ETIQUETADO Y
EMPAQUETADO
Página de 5
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
85
Las etiquetas deben contar con información clara, basada en la norma
Las cajas múltiples de embalaje de los productos terminados, podrán ser colocadas
sobre plataformas o paletas que permitan su retiro del área de empaque hacia el área de
almacenaje evitando contaminación.
El personal debe ser particularmente entrenado sobre los riesgos de errores inherentes a
las operaciones de empaque.
Para tener mayor protección y control del producto se recomienda que las operaciones
de llenado y empaque se efectúen en áreas separadas.
EMPAQUETADO
Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-007
PROCEDIMIENTO
ALMACENAMIENTO,
DISTRIBUCIÓN Y TRANSPORTE
Página de 5
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
86
7.7 ALMACENAMIENTO, DISTRIBUCIÓN Y TRANSPORTE
Las bodegas para almacenar productos terminados deben mantenerse en condiciones
higiénicas y ambientales apropiadas para evitar la descomposición o contaminación
posterior de los alimentos envasados y empaquetados.
El almacenamiento de materias primas, materiales de empaque, productos
semiprocesados y procesados deben ubicarse en tarimas adecuadas, con una distancia
mínima de 15 cm. Sobre el piso y estar separadas por 50 cm como mínimo de la pared,
y a 1.5 m del techo.
El lugar destinado para el
almacenamiento, debe ser una zona fresca,
bien ventilada, protegida contra insectos y
roedores, y ser mantenida limpia y
ordenada.
Los productos no deben estar en contacto
con el suelo, sino sobre pallets de madera
de medida estándar.
Debe existir una adecuada organización y separación entre materias primas y el
producto procesado y adecuar un área específica para productos rechazados.
ALMACENAMIENTO Y DISTRIBUCIÓN

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-007
PROCEDIMIENTO
ALMACENAMIENTO,
DISTRIBUCIÓN Y TRANSPORTE
Página de 5
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
87
o No debe haber presencia de químicos utilizados para la limpieza dentro de las
instalaciones donde se almacenan productos alimenticios.
o Deben mantener los alimentos debidamente rotulados por tipo y fecha que
ingresan a la bodega. Los productos almacenados deben estar debidamente
etiquetados.
Implementar el Sistema Primeras Entradas Primeras Salidas (PEPS), para que haya una
mejor rotación de los alimentos y evitar el vencimiento de los mismos
La comercialización del producto deberá realizarse en condiciones que garanticen la
conservación y protección de los mismos.
Para la cerveza es muy importante controlar la temperatura y humedad de la cámara
refrigeradora asegurando así la conservación del producto; ya que este no puede
congelarse.
Los productos deben ser almacenados de manera que faciliten el libre ingreso del
personal para el aseo y mantenimiento de la bodega.
Si el producto se debe almacenar más tiempo en la bodega del fabricante se utilizarán
métodos apropiados para identificar las condiciones del producto.
El almacenamiento y distribución de materia prima, productos semiprocesados y
procesados deben almacenarse y transportarse en condiciones apropiadas que impidan la
contaminación y la proliferación de microorganismos y los protejan contra la alteración
del producto o los daños al recipiente o envases.
Durante el almacenamiento debe ejercerse una inspección periódica de materia prima,
productos procesados y de las instalaciones de almacenamiento, a fin de garantizar su
inocuidad.
Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-007
PROCEDIMIENTO
ALMACENAMIENTO,
DISTRIBUCIÓN Y TRANSPORTE
Página de 5
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
88
Durante el almacenamiento y distribución se debe controlar:
La temperatura, y humedad ambiental.
Que los recipientes estén secos cuando se introducen en cajas de cartón, o jabas
evitando el humedecimiento en cualquier etapa posterior.
Evitar movimientos bruscos en la descarga de las cajas para evitar impactos que
provoquen roturas de las botellas.
Lo importante es que el recipiente conserve su integridad para mantener las condiciones
de inocuidad del producto.
Los vehículos de transporte deben realizar las operaciones de carga y descarga fuera de
los lugares de elaboración de los alimentos, debiéndose evitar la contaminación de los
mismos y del aire por los gases de combustión.
Los vehículos de transporte pertenecientes a la empresa o contratados por la misma
deben ser adecuados para el transporte del producto o materias primas de manera que
se evite el deterioro y la contaminación. Estos vehículos deben estar autorizados por la
autoridad competente.
El transporte consiste en:
El MOVIMIENTO de la forma más eficiente, al TIEMPO más adecuado, hacia y desde
el LUGAR correcto, en la CANTIDAD requerida, con la máxima economía de
ESPACIO.
TRANSPORTE

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-007
PROCEDIMIENTO
ALMACENAMIENTO,
DISTRIBUCIÓN Y TRANSPORTE
Página de 5
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
89
Es importante minimizar las distancias de
traslado, realizar una buena inspección a
los equipos o camiones que se utilizarán y
tratar de usar rutas o vías alternativas en
buenas condiciones para evitar que se
dañen tanto las materias primas como los
productos terminados.
Las correctas técnicas de desplazamiento
ofrecen entre otras ventajas:
Reducción de pérdidas de productos.
Optimización de los servicios de la
cadena de abastecimiento
El transporte de alimentos debe cumplir con las siguientes condiciones:
o Los alimentos y materias primas deben ser transportados manteniendo,
condiciones higiénico - sanitarias y de temperatura establecidas para garantizar
la conservación de la calidad del producto.
o Los vehículos destinados al transporte de cerveza serán construidos con
materiales apropiados y de tal forma que protejan al producto de contaminación
y efecto del clima.
o El área del vehículo que almacena y transporta el producto debe ser de material
de fácil limpieza, para evitar contaminaciones o alteraciones.

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-007
PROCEDIMIENTO
ALMACENAMIENTO,
DISTRIBUCIÓN Y TRANSPORTE
Página de 5
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
90
o No se permite transportar alimentos junto con sustancias consideradas tóxicas,
peligrosas o que por sus características puedan significar un riesgo de
contaminación o alteración de los alimentos.
o Cuando se utilice el mismo vehículo o contenedor para el transporte de
productos no alimenticios, se procederá a una limpieza eficaz, entre una carga y
otra, para evitar el riesgo de contaminación.
o La empresa deben revisar los vehículos antes de cargar los alimentos con el fin
de asegurar que se encuentren en buenas condiciones sanitarias.

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-008
PROCEDIMIENTO
ASEGURAMIENTO Y CONTROL
DE LA CALIDAD
Página de 6
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
91
7.8 ASEGURAMIENTO Y CONTROL DE LA CALIDAD
La historia y la importancia de la cerveza artesanal en la industria alimentaria han
llevado a que estos productos dependan para su comercialización de sus parámetros de
calidad en grado superlativo. Más allá de las cualidades, es imprescindible tener en
cuenta que estos productos deben producirse y elaborarse bajo una estricta gestión de la
inocuidad.
El sistema de aseguramiento y control de la calidad son todas aquellas acciones
planificadas y sistemáticas necesarias para proporcionar la confianza adecuada de que
un producto satisfará los requisitos de calidad establecidos, para lo cual se deben contar
con las siguientes condiciones:
Disponer de un departamento de aseguramiento y control de calidad, cuyas
funciones sean:
o controlar y supervisar cada actividad relacionada con las operaciones de
fabricación, procesamiento, envasado, almacenamiento y distribución
del producto.
o asegurar que se cumplan los principios y las buenas prácticas de higiene
para la elaboración del producto
o evaluar correctamente los peligros potenciales
o asegurar supervisión técnica del producto.
Este departamento deberá:
Contar con un sistema de control y aseguramiento de la inocuidad, el cual debe
ser esencialmente preventivo y cubrir todas las etapas de procesamiento del

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-008
PROCEDIMIENTO
ASEGURAMIENTO Y CONTROL
DE LA CALIDAD
Página de 6
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
92
producto, desde la recepción de materias primas e insumos hasta la distribución
del producto terminado.
Contar con controles de calidad apropiados para todas las operaciones de
fabricación, procesamiento, envasado, almacenamiento y distribución de los
alimentos. Los procedimientos de control deben prevenir los defectos evitables y
reducir los defectos naturales o inevitables a niveles tales que no represente
riesgo para la salud.
El sistema de aseguramiento de la calidad debe considerar los siguientes aspectos:
1. Especificaciones sobre las materias primas y alimentos terminados.
Estas especificaciones definen completamente la calidad de la materia prima con los
cuales son elaborados y es conveniente que se establezcan criterios e aceptación de los
proveedores y se mantengan los registros del cumplimiento de las especificaciones
establecidas.
Es conveniente que la compra de materia prima y de todo otro producto esté
contemplada o incluida en alguna forma de especificación y que estas especificaciones
tengan en cuenta la variabilidad inherente de estos productos y contemplen la necesidad
de incluir controles especiales, como así también el cumplimiento de los requisitos
legales vigentes.
2. Documentación (manuales, instructivos, actas, regulaciones…) sobre la planta,
equipos y procesos

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-008
PROCEDIMIENTO
ASEGURAMIENTO Y CONTROL
DE LA CALIDAD
Página de 6
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
93
La documentación es un aspecto básico, debido a que tiene el propósito de definir los
procedimientos y los controles; además, permite un fácil y rápido rastreo de productos
ante la investigación de productos defectuosos.
Contar con documentos de especificaciones, procedimientos de muestreo y
aprobación para:
o insumos, ingredientes y materia prima
o envases y material de empaque, y
o producto terminado
Contar con documentos de elaboración:
o documento de formulación y métodos de elaboración (procedimientos
escritos con instrucciones para el uso de equipos y utensilios)
o registros de producción y elaboración (procesos para la calidad del
producto final: tratamientos térmicos, almacenamiento en frío y
mantenimiento de la cadena de frío)
o registros de distribución (para el eventual rescate del mercado de un
producto defectuoso); y,
o registros de origen de materia prima y otros ingredientes
(rastreabilidad).
El sistema de documentación deberá permitir diferenciar números de lotes, siguiendo la
historia de los alimentos desde la utilización de insumos hasta el producto terminado,
incluyendo el transporte y la distribución.
La idea es trabajar durante cada etapa con determinado grupo de medidas, como:
Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-008
PROCEDIMIENTO
ASEGURAMIENTO Y CONTROL
DE LA CALIDAD
Página de 6
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
94
Disponer de procedimientos escritos para el muestreo de todas las operaciones.
Todas las tareas de la empresa deberán documentarse bajo la forma de procedimientos e
instructivos de trabajo. A cada tarea le corresponde un procedimiento. Cada
procedimiento da lugar o uno o más instructivos.
Se establecerá un procedimiento que indique quien confecciona la documentación,
quien la supervisa y quien aprueba la versión definitiva.
Se deberá tener una lista actualizada de todos los procedimientos en vigencia.
Se podrá realizar en planillas de registros específicamente diseñadas. En los
procedimientos se deberán indicar él o los registros para cada procedimiento.
Por ejemplo:
PROCEDIMIENTO REGISTRO
De limpieza de materia prima e insumos Lote, fecha, equipo, condiciones, responsable
De control de aguas Fecha, resultados, laboratorio, o adjuntar el
protocolo de análisis
De recepción de materia prima Lote, fecha, proveedor, características,
cantidad, resultados, responsable
Además, documentos donde se describan detalles esenciales de equipos y
procedimientos requeridos para fabricar cerveza artesanal, así como el sistema
almacenamiento y distribución, métodos y procedimientos de laboratorio; es decir que
estos documentos deben cubrir todos los factores que puedan afectar la inocuidad de los
alimentos.

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-008
PROCEDIMIENTO
ASEGURAMIENTO Y CONTROL
DE LA CALIDAD
Página de 6
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
95
3. Los planes de muestreo, los procedimientos de laboratorio, especificaciones y
métodos de ensayo
Los cuales deberán ser normados, con el fin de garantizar o asegurar que los resultados
sean confiables,
A los aspectos anteriores del sistema de aseguramiento de la calidad, debe incluirse:
Disponer de un laboratorio de pruebas y ensayos de control de calidad el cual
puede ser propio o externo acreditado, para el muestreo y procedimientos de
control de la calidad higiénica de las materias primas, de la cerveza elaborada y
de los procedimientos de lucha contra plagas.
Contar con un servicio tercerizado especializado en calibraciones de todos los
equipos.
Contar con un registro individual escrito correspondiente a la limpieza,
calibración y mantenimiento preventivo de cada equipo o instrumento.
Los procedimientos a seguir para limpieza de la planta y equipos deben detallar para su
fácil operación y verificación:
Agentes y sustancias utilizadas, así como las concentraciones o forma de uso y
los equipos e implementos requeridos para efectuar las operaciones, y su
periodicidad de limpieza y desinfección.
Registrar las inspecciones de verificación después de la limpieza y desinfección
así como la validación de estos procedimientos. (ANEXO 3 – INSTRUCTIVO
DEL PROCEDIMIENTO: LIMPIEZA DE EQUIPOS Y ÁREAS DE LA
PLANTA).

Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
CÓDIGO
P-008
PROCEDIMIENTO
ASEGURAMIENTO Y CONTROL
DE LA CALIDAD
Página de 6
Fecha: Nov-
2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
96
Los planes de saneamiento deben incluir un sistema de control de plagas, para lo cual se
debe observar lo siguiente: (ANEXO 4 – INSTRUCTIVO DEL PROCEDIMIENTO:
CONTROL Y ELIMINACIÓN DE PLAGAS).
Contar con un servicio tercerizado especializado o directamente por la empresa
en control de plagas.
Realizar actividades de control de roedores con métodos físicos dentro de las
áreas de producción, envase, transporte y distribución de alimentos y agentes
químicos sólo se usarán fuera de estas áreas, tomando todas las medidas de
seguridad para que eviten la pérdida de control sobre los agentes usados.
Un adecuado programa de documentación
dará como resultado una mayor eficiencia
y ordenamiento, así como una mejor
visión del sistema.
Es fundamental la implementación de un
adecuado programa de documentación.

UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA
Edición:
1
Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
Página:
97
Fecha:
Nov-2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
97
8 BIBLIOGRAFIA
ALDERETE.J.M, Buenas Prácticas de Manufactura para Productos
Aromáticos, SENASA N° 530/2001 Dirección Nacional de Alimentación
Secretaría de Agricultura Ganadería, Pesca y Alimentos.
ALUFFI, O, REMBADO, M, miércoles 13 de octubre, 2010. Extraído de:
www.calidadalimentaria.net/enfermedades.ph.
BARRIOS. E. F. Manual técnico sobre Buenas Prácticas de Manufactura para
empresas procesadoras de frutas de el Salvador, Primera Edición. El Salvador,
C.A. Abril de 2009.
Boletín de difusión Buenas Prácticas de Manufactura, Calidad de los Alimentos
Argentinos Dirección de Promoción de la Calidad Alimentaria – SAGPyA,
WebSite: www.sagpya.mecon.gov.arPrograma.
CODEX Alimentarius, 4 Feb 2009. Miembros del Comite Nacional del CODEX
ALIMENTARIUS.
http://aplicaciones.micip.gov.ec/Codex/paginasVarias/InformacionV.aspx.
Diccionario Alot, Instructivo, 17 Feb 2010. Extraído de:
www.definicionabc.com//instructivo.php - México.

UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA
Edición:
1
Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
Página:
98
Fecha:
Nov-2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
98
FELDMAN. P, Manual de Buenas Prácticas de Manufactura Miel,
Responsables de los contenidos: Coordinación (Programa Calidad 2000
SAGPyA).
Guía de Procedimientos Operacionales Estandarizados de Sanitización (SSOP)
Asociación de Productores Avícolas de Chile A.G, Chile 2004.
Guía para la Aplicación del Sistema de Análisis de Riesgos y Control de Puntos
Críticos (ARCPC) INDUSTRIA DE LA CERVEZA Instituto Interamericano de
Cooperación para la Agricultura (IICA) Junio, 1999.
Higiene de los alimentos, 6 Nov 2009, garantizar la inocuidad y la aptitud de los
alimentos. Extraido de:
www.consumoteca.com/alimentacion//higiene-de-los-alimentos
INSTITUTO ECUATORIANO DE NORMALIZACION, Código de Practicas
para manipulación de alimentos, Quito 1979.
MOREJON, J.A, Reglamento de Buenas Prácticas de Manufactura para
alimentos procesados, Decreto Ejecutivo 3253, Registro Oficial 696, 2002.
Norma Argentina IRAM 14201:2001, Primera edición 2001-02-01 Servicio de
alimentos Buenas prácticas de manufactura.

UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA
Edición:
1
Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
Página:
99
Fecha:
Nov-2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
99
SMITH,G, Universidad Estatal de Colorado. 2000.
Wikilearning, 04 Agosto 2006.
http://www.gestiopolis.com/recursos/documentos/fulldocs/rrhh/wequch.htm
Wikipedia, 25 Nov2006, Capacitación y desarrollo del Personal. Extraído de:
www.wikilearning.com/.../capacitación/19921-2.

UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA
Edición:
1
Manual de Buenas Prácticas de Manufactura
Empresa “Gersten Company”
Página:
100
Fecha:
Nov-2010
Aprobado por: Señor Marco Ramírez
Elaborado por:
Paola Cisneros
100
9 ANEXOS
Los siguientes instructivos se desarrollaron con el fin de controlar la higiene y
sanitización, fomentar el mejor desempeño del personal; y el presente manual BPM se
fundamento e ellos.
9.1 ANEXO 1 - INSTRUCTIVO DE HIGIENE DEL PERSONAL.
9.2 ANEXO 2 - INSTRUCTIVO DE SALUD Y SEGURIDAD DE LOS
TRABAJADORES.
9.3 ANEXO 3 - INSTRUCTIVO DE LIMPIEZA DE EQUIPOS Y ÁREAS DE
LA PLANTA.
9.4 ANEXO 4 - INSTRUCTIVO DE CONTROL Y ELIMINACIÓN DE
PLAGAS.
9.5 ANEXO 5 - INSTRUCTIVO DE CAPACITACIÓN Y ENTRENAMIENTO.

PROCEDIMIENTO CONTROL DE LA SALUD
Y SEGURIDAD DE LOS TRABAJADORES
ANEXO 1 Procesos y Documentación
101
Instructivo de higiene de los empleados “I-P01-01” (ANEXO 1.1)
Instructivo de procedimiento de lavado de manos "I-P01-02” (ANEXO 1.2)
Registro de entrega de indumentaria al personal “R-P01-01” (ANEXO 1.3)
Registro para el control del comportamiento del personal “R-P01-02” (ANEXO 1.4)
O B J E T I V O S
Asegurar el comportamiento higiénico adecuado del personal de la Empresa “Gersten
Company” de manera que no represente un riesgo para la inocuidad del producto.
A L C A N C E
Este procedimiento aplica a todo el personal operativo de la Planta procesadora de
cerveza artesanal “Gersten Company” y a cualquier persona externa que ingrese a la
Planta.
E N P R O D U C C I Ó N
La entrega de indumentaria debe constar en el Registro de entrega de indumentaria al
personal “R-P01-01” (ANEXO 1.3).
E N C O N T R O L D E C A L I D A D
Las novedades presentadas durante el control deben anotarse en el Registro para el
control del comportamiento del personal “R-P01-02” (ANEXO 1.4).
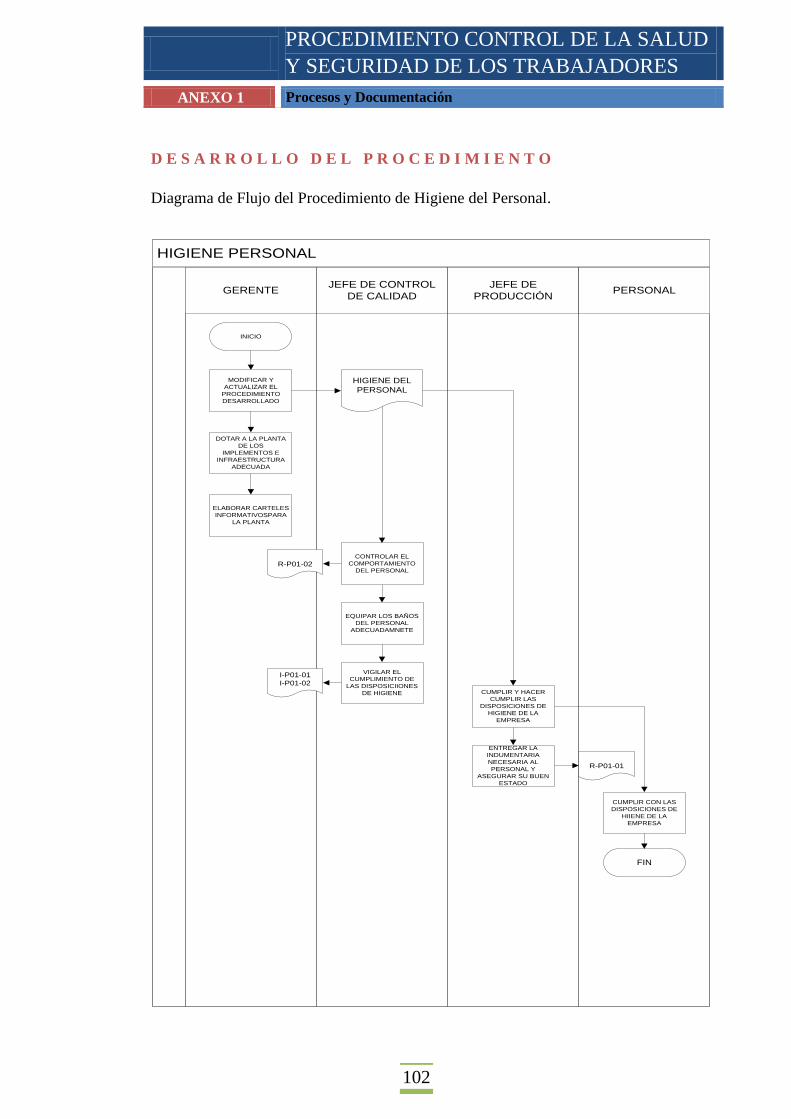
PROCEDIMIENTO CONTROL DE LA SALUD
Y SEGURIDAD DE LOS TRABAJADORES
ANEXO 1 Procesos y Documentación
102
D E S A R R O L L O D E L P R O C E D I M I E N T O
Diagrama de Flujo del Procedimiento de Higiene del Personal.
HIGIENE PERSONAL
JEFE DE CONTROL
DE CALIDAD
JEFE DE
PRODUCCIÓNPERSONALGERENTE
INICIO
MODIFICAR Y
ACTUALIZAR EL
PROCEDIMIENTO
DESARROLLADO
DOTAR A LA PLANTA
DE LOS
IMPLEMENTOS E
INFRAESTRUCTURA
ADECUADA
ELABORAR CARTELES
INFORMATIVOSPARA
LA PLANTA
HIGIENE DEL
PERSONAL
CONTROLAR EL
COMPORTAMIENTO
DEL PERSONAL
EQUIPAR LOS BAÑOS
DEL PERSONAL
ADECUADAMNETE
VIGILAR EL
CUMPLIMIENTO DE
LAS DISPOSICIIONES
DE HIGIENE
ENTREGAR LA
INDUMENTARIA
NECESARIA AL
PERSONAL Y
ASEGURAR SU BUEN
ESTADO
CUMPLIR Y HACER
CUMPLIR LAS
DISPOSICIONES DE
HIGIENE DE LA
EMPRESA
CUMPLIR CON LAS
DISPOSICIONES DE
HIIENE DE LA
EMPRESA
FIN
R-P01-02
R-P01-01
I-P01-01
I-P01-02
PROCEDIMIENTO CONTROL DE LA SALUD
Y SEGURIDAD DE LOS TRABAJADORES
ANEXO 1 Procesos y Documentación
103
ANEXO 1.1
INSTRUCTIVO DE HIGIENE DE LOS EMPLEADOS (I-P01-01)
Responsable de control: Jefe de control de calidad.
Responsable del cumplimiento: Toda persona que entre en contacto con el
producto, equipos, utensilios o empaques de “Gersten Company”.
Frecuencia: Todo el tiempo en el que los empleados permanezcan dentro de la
Planta.
INSTRUCCIONES:
No ingrese a la zona de producción artículos sueltos como: lápices, clips, esferos
u otros objetos que puedan causar daños en los equipos o incluso caer en el
producto. Guarde estos objetos en su casillero.
No use joyas, pulseras, pendientes, collares y demás objetos personales dentro
de la zona de producción; guárdelos en su casillero.
Para el personal femenino, no use pintura de uñas, pestañas postizas, maquillaje
y perfume en exceso.
No realice actividades antisanitarias dentro de la zona de producción como:
escupir, fumar, comer, chuparse los dedos, rascarse la cabeza, morderse las uñas,
etc.
No ingrese alimentos a la zona de producción ni los guarde dentro de su
casillero, almacene estos en un lugar adecuado en el comedor de empleados
Asee sus manos después de utilizar el baño, manejar basura u otros materiales
contaminados, comer, manejar dinero y cualquier otra actividad ajena al proceso
productivo.

PROCEDIMIENTO CONTROL DE LA SALUD
Y SEGURIDAD DE LOS TRABAJADORES
ANEXO 1 Procesos y Documentación
104
Use la indumentaria dotada por la empresa, camiseta, pantalón, zapatos, gorro
para el cabello y mascarilla, dentro la Planta solamente y manténgala limpia y en
buenas condiciones.
Obedezca los carteles informativos que se encuentran dispuestos dentro de la
Planta y ayude a su buen mantenimiento.
Utilizar los siguientes carteles para orientar el comportamiento de sus empleados
o diseñar los que a futuro considere necesarios
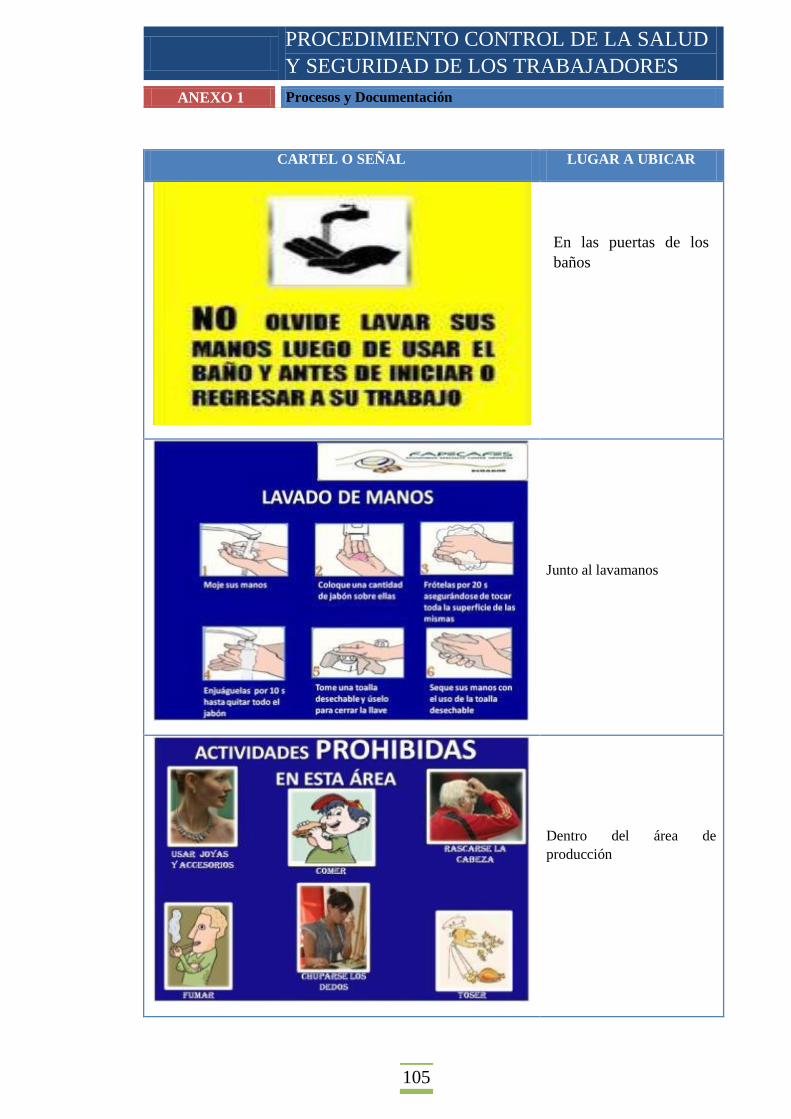
PROCEDIMIENTO CONTROL DE LA SALUD
Y SEGURIDAD DE LOS TRABAJADORES
ANEXO 1 Procesos y Documentación
105
CARTEL O SEÑAL LUGAR A UBICAR
En las puertas de los
baños
Junto al lavamanos
Dentro del área de
producción

PROCEDIMIENTO CONTROL DE LA SALUD
Y SEGURIDAD DE LOS TRABAJADORES
ANEXO 1 Procesos y Documentación
106
ANEXO 1.2
INSTRUCTIVO DE LAVADO DE MANOS (I-P01-02)
Responsable de control: Jefe de control de calidad.
Responsable del cumplimiento: Toda persona que entre en contacto con el
producto, equipos, utensilios o empaques de “Gersten Company”.
Frecuencia: Cuando sea necesario (después y antes de comer, después de ir al
baño, manejar dinero, tocar un material sucio o practicar una acción anti
higiénica).
Compuestos usados: Jabón líquido desinfectante.
INSTRUCCIONES:
Retire cualquier joya que tenga en sus manos.
Humedezca sus manos con abundante agua.
Coloque la cantidad necesaria de jabón desinfectante en sus manos, presionando
dos veces el dosificador de jabón.
Frote sus manos entre sí, efectuando movimientos circulares por 15 a 20
segundos. Asegúrese de lavar todas las superficies de las mismas.
Frote bien sus dedos y limpie bien las uñas, debajo y alrededor de éstas.
Enjuague sus manos con suficiente agua por aproximadamente 10 segundos
hasta quitar todo el jabón.
Seque las manos con el uso de toallas de papel desechables limpias.
Use la toalla desechable para cerrar la llave del lavamanos.
Elimine en el contenedor adecuado las toallas de papel utilizadas.
Retorne a sus labores.

PROCEDIMIENTO CONTROL DE LA SALUD Y SEGURIDAD DE LOS
TRABAJADORES
ANEXO 1 Procesos y Documentación
107
ANEXO 1.3
REGISTRO DE ENTREGA DE INDUMENTARIA AL PERSONAL (R-P01-01)
Fecha
Nombre del empleado Indumentaria entregada (marque con una X) Firma Observaciones
Camiseta Pantalón
Botas Gorro Mascarilla
Firma:________________
JEFE DE PRODUCCIÓN

PROCEDIMIENTO CONTROL DE LA SALUD Y SEGURIDAD DE LOS
TRABAJADORES
ANEXO 1 Procesos y Documentación
108
ANEXO 1.4
REGISTRO PARA EL CONTROL DEL COMPORTAMIENTO DEL PERSONAL (R-P01-02)
Fecha
Nombre del empleado Aspecto Cumplido (marque con una X) Incumplimiento
Cometido
Acciones a tomar
Hig. Comp.
Indum. EPPs
Hig: Condiciones de higiene; Comp: Comportamientos en la zona de producción; Ind: Uso de indumentaria; EPPs: Uso de elementos de protección
Firma:________________
JEFE DE CONTROL DE CALIDAD

PROCEDIMIENTO CONTROL DE LA SALUD
Y SEGURIDAD DE LOS TRABAJADORES
ANEXO 2 Procesos y Documentación
109
Instructivo de salud y seguridad de los empleados “I-P02-01” (ANEXO 2.1)
Registro para el control diario de la salud de los trabajadores “R-P02-01” (ANEXO 2.2).
Registro de control para entrega y uso de EPPs al personal “R-P02-02” (ANEXO 2.3)
Registro individual de salud del personal “R-P02-03” (ANEXO 2.4)
O B J E T I V O S
Asegurar que las condiciones de salud de los empleados no representen un riesgo para la
inocuidad del producto.
Controlar el uso de los elementos de protección personal para proteger a los empleados
de cualquier accidente que pudiera presentarse.
A L C A N C E
Este procedimiento aplica a todo el personal operativo de la Planta procesadora de
cerveza artesanal “Gersten Company” y a cualquier persona externa que ingrese a la
Planta.
E N P R O D U C C I Ó N
Realizar inspecciones diarias antes del iniciar la jornada de trabajo para asegurarse de
que el personal no presenta alteraciones en su salud (enfermedades, heridas, cortes,
etc.). Evidenciar las anomalías en el Registro para el control diario de la salud de los
trabajadores “R-P02-01” (ANEXO 2.2).
Entregar al personal los EPPs necesarios según su área de trabajo. Dicha entrega deberá
constar en el Registro para la entrega de EPPs al personal “R-P02-02” (ANEXO 2.3).

PROCEDIMIENTO CONTROL DE LA SALUD
Y SEGURIDAD DE LOS TRABAJADORES
ANEXO 2 Procesos y Documentación
110
E N C O N T R O L D E C A L I D A D
Controlar el estado de salud de los empleados mediante el uso de fichas personales
pertenecientes al Registro individual de salud del personal “R-P02-03” (ANEXO 2.4).
Controlar el uso de los elementos de protección personal mediante el uso del Registro
de control de uso de EPPs “R-P01-02” (ANEXO 2.2).
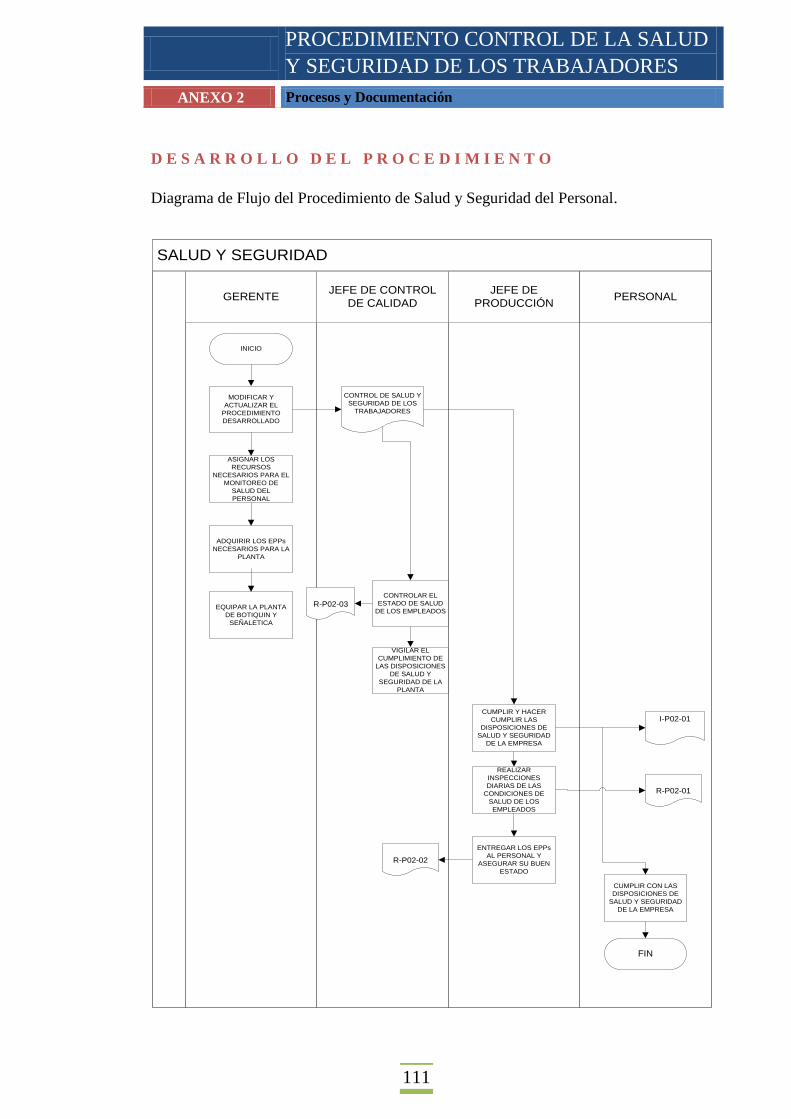
PROCEDIMIENTO CONTROL DE LA SALUD
Y SEGURIDAD DE LOS TRABAJADORES
ANEXO 2 Procesos y Documentación
111
D E S A R R O L L O D E L P R O C E D I M I E N T O
Diagrama de Flujo del Procedimiento de Salud y Seguridad del Personal.
SALUD Y SEGURIDAD
JEFE DE CONTROL
DE CALIDAD
JEFE DE
PRODUCCIÓNPERSONALGERENTE
INICIO
MODIFICAR Y
ACTUALIZAR EL
PROCEDIMIENTO
DESARROLLADO
ASIGNAR LOS
RECURSOS
NECESARIOS PARA EL
MONITOREO DE
SALUD DEL
PERSONAL
ADQUIRIR LOS EPPs
NECESARIOS PARA LA
PLANTA
CONTROL DE SALUD Y
SEGURIDAD DE LOS
TRABAJADORES
CONTROLAR EL
ESTADO DE SALUD
DE LOS EMPLEADOS
VIGILAR EL
CUMPLIMIENTO DE
LAS DISPOSICIONES
DE SALUD Y
SEGURIDAD DE LA
PLANTA
REALIZAR
INSPECCIONES
DIARIAS DE LAS
CONDICIONES DE
SALUD DE LOS
EMPLEADOS
CUMPLIR Y HACER
CUMPLIR LAS
DISPOSICIONES DE
SALUD Y SEGURIDAD
DE LA EMPRESA
CUMPLIR CON LAS
DISPOSICIONES DE
SALUD Y SEGURIDAD
DE LA EMPRESA
FIN
R-P02-03
R-P02-01
EQUIPAR LA PLANTA
DE BOTIQUIN Y
SEÑALETICA
ENTREGAR LOS EPPs
AL PERSONAL Y
ASEGURAR SU BUEN
ESTADO
I-P02-01
R-P02-02
PROCEDIMIENTO CONTROL DE LA SALUD
Y SEGURIDAD DE LOS TRABAJADORES
ANEXO 2 Procesos y Documentación
112
ANEXO 2.1
INSTRUCTIVO DE CONTROL DE LA SALUD Y SEGURIDAD DE LOS
EMPLEADOS (I-P02-01)
Responsable de control: Jefe de control de calidad.
Responsable del cumplimiento: Toda persona que entre en contacto con el
producto, equipos, utensilios o empaques de “Gersten Company”.
Frecuencia: Todo el tiempo.
INSTRUCCIONES:
En cuanto a salud
Comunique al Jefe de producción, antes de iniciar la jornada de trabajo, de
cualquier dolencia, enfermedad o alteración de la salud que pueda afectar a su
capacidad laboral, al producto o al resto del personal.
Comunique al Jefe de producción en caso de presencia de heridas o cortes
abiertos y/o infectados en las manos o cara.
En cuanto a seguridad
Use los elementos de protección personal dotados por la empresa de manera
individual y cuídelos para que cumplan eficazmente su función.
Informe al Jefe de producción sobre cualquier tipo de accidente de trabajo que
pudiera presentarse, inclusive cuando éste no produjera consecuencias graves.
Respete toda la señalización de seguridad encontrada en la Planta y ayude a
preservar su correcto estado.

PROCEDIMIENTO CONTROL DE LA SALUD
Y SEGURIDAD DE LOS TRABAJADORES
ANEXO 2 Procesos y Documentación
113
Infórmese acerca del manejo de los equipos y la forma en que se debe reaccionar
ante una emergencia.
Evite cualquier tipo de actitud que pudiera poner en riesgo su integridad o la de
sus compañeros de trabajo
En las instalaciones de la Planta se debe contar con las siguientes protecciones de
seguridad:
ELEMENTO PROTECCIÓN
Protección de la
mascarilla para no
contaminar el producto.
Guantes para protección de
contaminación y lastimados
en las manos
Cofia para protección de
contaminación del cabello
con el alimento

PROCEDIMIENTO CONTROL DE LA SALUD
Y SEGURIDAD DE LOS TRABAJADORES
ANEXO 2 Procesos y Documentación
114
Las instalaciones de la Planta deben contar con la siguiente señalización de
protección:
ELEMENTO PROTECCIÓN
Zona de producción
Zona de producción
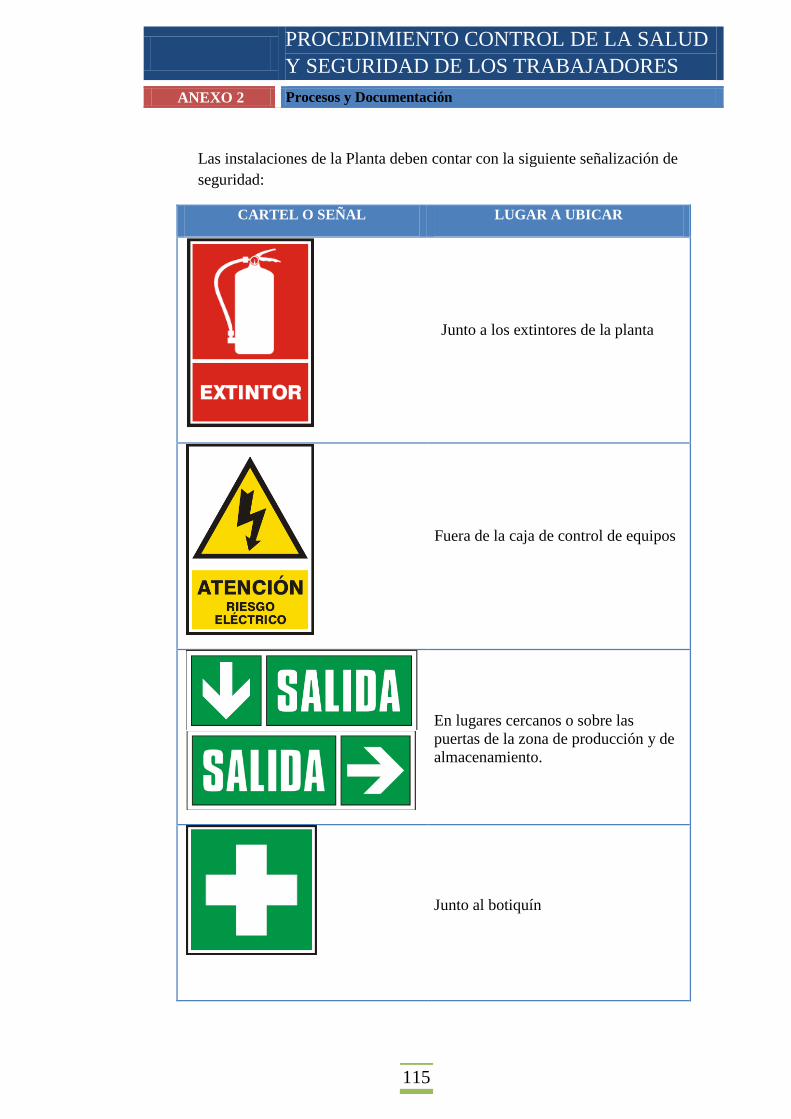
PROCEDIMIENTO CONTROL DE LA SALUD
Y SEGURIDAD DE LOS TRABAJADORES
ANEXO 2 Procesos y Documentación
115
Las instalaciones de la Planta deben contar con la siguiente señalización de
seguridad:
CARTEL O SEÑAL LUGAR A UBICAR
Junto a los extintores de la planta
Fuera de la caja de control de equipos
En lugares cercanos o sobre las
puertas de la zona de producción y de
almacenamiento.
Junto al botiquín
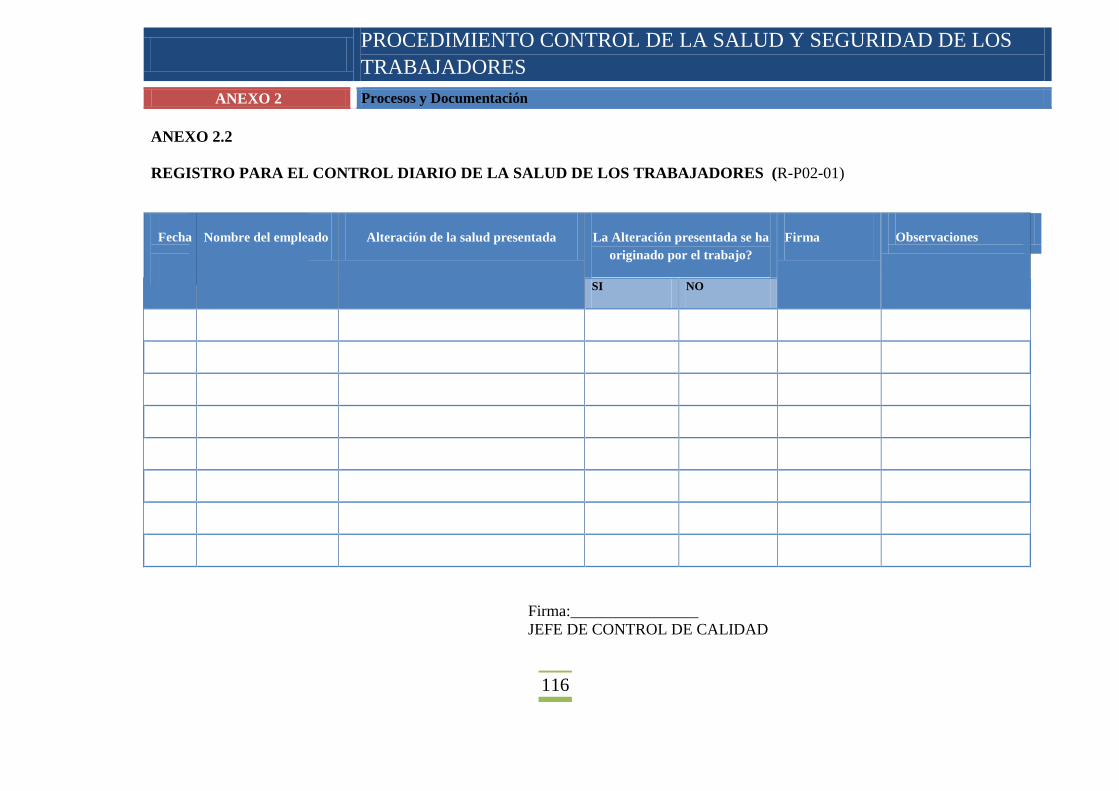
PROCEDIMIENTO CONTROL DE LA SALUD Y SEGURIDAD DE LOS
TRABAJADORES
ANEXO 2 Procesos y Documentación
116
ANEXO 2.2
REGISTRO PARA EL CONTROL DIARIO DE LA SALUD DE LOS TRABAJADORES (R-P02-01)
Fecha
Nombre del empleado Alteración de la salud presentada La Alteración presentada se ha
originado por el trabajo?
Firma Observaciones
SI NO
Firma:________________
JEFE DE CONTROL DE CALIDAD

PROCEDIMIENTO CONTROL DE LA SALUD Y SEGURIDAD DE LOS
TRABAJADORES
ANEXO 2 Procesos y Documentación
117
ANEXO 2.3
REGISTRO PARA ENTREGA DE EPPs AL PERSONAL (R-P02-02)
Fecha
Nombre del empleado EPP entregado
(marque con una X)
Incumplimiento
Cometido
Acciones a tomar
C. G. M.
C: Cofia; G: Guantes; M: Mascarilla;
Firma:________________
JEFE DE PRODUCCIÓN

PROCEDIMIENTO CONTROL DE LA SALUD
Y SEGURIDAD DE LOS TRABAJADORES
ANEXO 2 Procesos y Documentación
118
ANEXO 2.4
REGISTRO INDIVIDUAL DE SALUD DEL PERSONAL (R-P02-03)
Empleado:
foto
Cargo:
Fecha
Alteración en la salud Acción tomada
Observaciones: _______________________________________
____________________________________________________
Firma:________________________
JEFE DE CONTROL DE CALIDAD

INSTRUCTIVO DE PROCEDIMIENTO
LIMPIEZA DE EQUIPOS Y ÁREAS DE LA
PLANTA
ANEXO 3 Procesos y Documentación
119
Plan de limpieza de equipos y áreas de la Planta“PL-P03-01” (ANEXO 3.1)
Instructivo de limpieza de áreas de producción “I-P03-01” (ANEXO 3.2)
Instructivo de limpieza de áreas externas “I-P03-02” (ANEXO 3.3)
Instructivo de limpieza de pallets y de implementos de limpieza “I-P03-03” (ANEXO 3.4)
Instructivo de limpieza de baños y vestidores “I-P03-04” (ANEXO 3.5)
Instructivo de limpieza del comedor del personal “I-P03-05” (ANEXO 3.6)
Registro de limpieza de equipos, utensilios y áreas de producción “R-P03-01” (ANEXO 3.7)
Registro de limpieza de áreas externas y de uso del personal “R-P03-02” (ANEXO 3.8)
O B J E T I V O S
Garantizar condiciones higiénicas de las superficies que entran en contacto con el
producto durante las fases del procesamiento y asegurar que tanto áreas internas como
externas de la Planta cumplan con requisitos de limpieza para prevenir la presencia de
contaminantes.
A L C A N C E
Este procedimiento aplica a todas las superficies que entran en contacto con el producto
durante el procesamiento y a todas las áreas de la planta procesadora de cerveza
artesanal “Gersten Company”.
E N P R O D U C C I Ó N
Supervisar la ejecución de los procedimientos de limpieza de equipos, utensilios y áreas
de producción, según el Plan de limpieza de equipos y áreas de la Planta “PL-P03-01”
(ANEXO 3.1). La constancia de esta limpieza debe registrarse en el Registro de
limpieza de equipos, utensilios y áreas de producción “R-P03-01” (ANEXO 3.7)
INSTRUCTIVO DE PROCEDIMIENTO
LIMPIEZA DE EQUIPOS Y ÁREAS DE LA
PLANTA
ANEXO 3 Procesos y Documentación
120
E N C O N T R O L D E C A L I D A D
Actualiza todos los instructivos de limpieza I-P03-01, I-P03-02, I-P03-03, I-P03-04, I-
P03-05.
La constancia de esta limpieza debe registrarse en el Registro de limpieza de áreas
externas y de uso del personal “R-P03-02” (ANEXO 3.8).

INSTRUCTIVO DE PROCEDIMIENTO
LIMPIEZA DE EQUIPOS Y ÁREAS DE LA
PLANTA
ANEXO 3 Procesos y Documentación
121
D E S A R R O L L O D E L P R O C E D I M I E N T O
Diagrama de Flujo del Procedimiento de Limpieza de Equipos y Áreas de la Planta.
LIMPIEZA DE EQUIPOS Y DE AREAS DE LA PLANTA
JEFE DE CONTROL
DE CALIDAD
JEFE DE
PRODUCCIÓNPERSONALGERENTE
INICIO
MODIFICAR Y
ACTUALIZAR EL
PROCEDIMIENTO DE
LIMPIEZA DE EQUIPOS
Y ÁREAS DE LA
PLANTA
DESTINAR RECURSOS
PARA LA ADQUISICIÓN
DE IMPLEMENTOS Y
PRODUCTOS DE
LIMPIEZA
PROCEDIMIENTO DE
LIMPIEZA DE EQUIPOS
Y ÁREAS DE LA
PLANTA
ASEGURAR EL BUEN
ESTADO DE LOS
IMPLEMENTOS Y
PRODUCTOS DE
LIMPIEZA
SUPERVISAR LA
EJECUCIÓN DE LA
LIMPIEZA DE
EQUIPOS, UTENSILIOS
Y ÁREAS DE
PRODUCCIÓN
FIN
PL-P03-01
MODIFICAR Y
ACTUALIZAR EL PLAN
DE LIMPIEZA Y
DESINFECCIÓN
ACTUALIZAR LOS
INSTRUCTIVOS DE
LIMPIEZA DE EQUIPOS
SUPERVIZAR LA
EJECUCIÓN DE LOS
PROCEDIMIENTOS DE
LIMPIEZA EN ÁREAS
EXTERNAS Y DE USO
DEL PERSONAL
INSPECCIONAR LA
LIMPIEZA DE
EQUIPOS, UTENSILIOS
Y AREAS DE LA
PLANTA
TOMAR ACCIONES
CORRECTIVAS
I-P03-01
I-P03-02
I-P03-03
I-P03-04
I-P03-05
¿HAY
NOVEDADES?
SI
R-P03-01
R-P03-02
EJECUTAR LA
LIMPIEZA Y
DESINFECCIÓN DE
LAS SUPERFICIES
COMUNICAR
ANORMALIDADES EN
LOS PROCESOS DE
LIMPIEZA
NO

INSTRUCTIVO DE PROCEDIMIENTO LIMPIEZA DE EQUIPOS Y
ÁREAS DE LA PLANTA
ANEXO 3 Procesos y Documentación
122
ANEXO 3.1
PLAN DE LIMPIEZA DE EQUIPOS Y ÁREAS DE LA PLANTA (PL-P03-01)
LIMPIEZA DE EQUIPOS
AREA EQUIPO FRECUENCIA IMPLEMENTOS DE LIMPIEZA RESPONSABLE INSTRUCTIVO REGISTRO
Producción
Equipo de limpieza
de materia prima Diaria Escoba, brochas y cepillos
Personal de Producción I-P03-01 R-P03-01
Ollas de acero
inoxidable Diaria
Sosa cáustica, detergente, paños y
cepillos
Equipo de
gasificación Diaria
Equipo de aire comprimido y cepillos
redondos
Tanque de
maceración Diaria Cepillos y detergente
Equipo de cocina
industrial Diaria
Cepillos metálicos, detergente y
paños
Whirpool Semanal
Equipo de aire comprimido, filtros,
desodorizantes, limpiadores de acero
y protectores
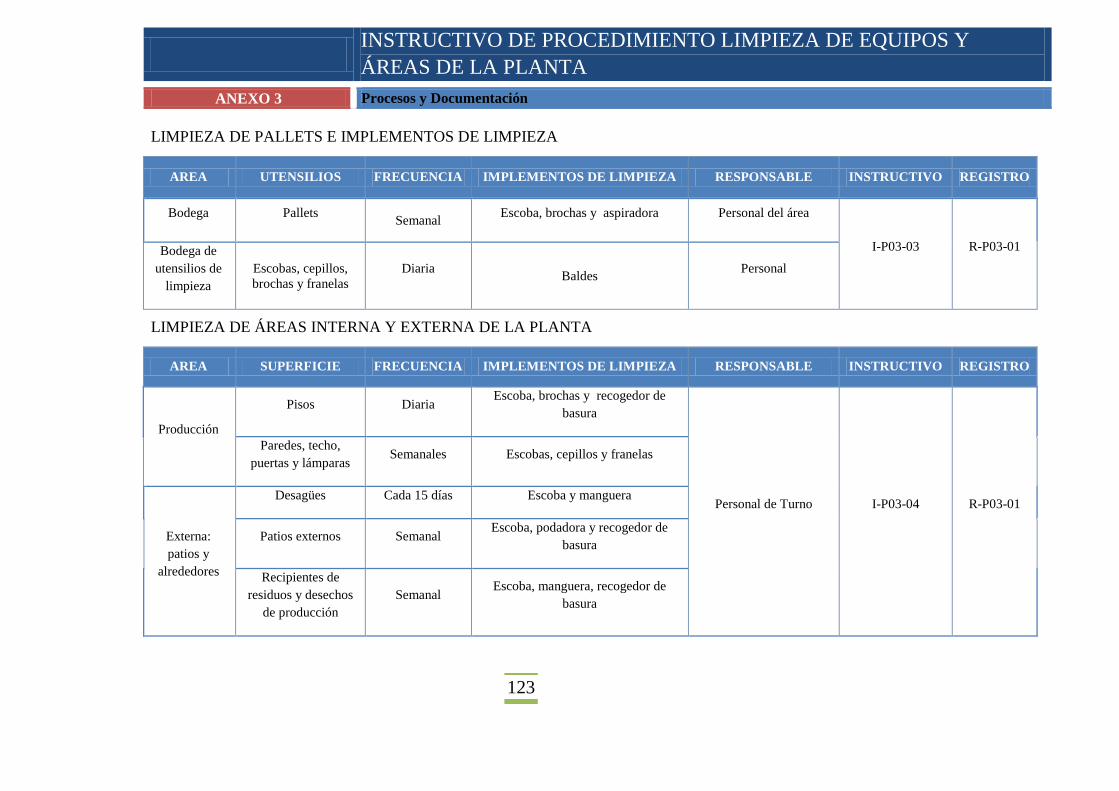
INSTRUCTIVO DE PROCEDIMIENTO LIMPIEZA DE EQUIPOS Y
ÁREAS DE LA PLANTA
ANEXO 3 Procesos y Documentación
123
LIMPIEZA DE PALLETS E IMPLEMENTOS DE LIMPIEZA
AREA UTENSILIOS FRECUENCIA IMPLEMENTOS DE LIMPIEZA RESPONSABLE INSTRUCTIVO REGISTRO
Bodega Pallets Semanal
Escoba, brochas y aspiradora Personal del área
I-P03-03 R-P03-01 Bodega de
utensilios de
limpieza
Escobas, cepillos,
brochas y franelas
Diaria Baldes
Personal
LIMPIEZA DE ÁREAS INTERNA Y EXTERNA DE LA PLANTA
AREA SUPERFICIE FRECUENCIA IMPLEMENTOS DE LIMPIEZA RESPONSABLE INSTRUCTIVO REGISTRO
Producción
Pisos Diaria Escoba, brochas y recogedor de
basura
Personal de Turno I-P03-04 R-P03-01
Paredes, techo,
puertas y lámparas Semanales Escobas, cepillos y franelas
Externa:
patios y
alrededores
Desagües Cada 15 días Escoba y manguera
Patios externos Semanal Escoba, podadora y recogedor de
basura
Recipientes de
residuos y desechos
de producción
Semanal Escoba, manguera, recogedor de
basura

INSTRUCTIVO DE PROCEDIMIENTO LIMPIEZA DE EQUIPOS Y
ÁREAS DE LA PLANTA
ANEXO 3 Procesos y Documentación
124
LIMPIEZA DE ÁREAS DE LA PLANTA DE USO PERSONAL
AREA SUPERFICIE FRECUENCIA IMPLEMENTOS DE LIMPIEZA RESPONSABLE INSTRUCTIVO REGISTRO
De uso del
personal
Baños
Diaria Escoba, recogedor de basura,
franelas, baldes y cepillos Personal de Turno I-P03-06 R-P03-02 Comedor
Vestidores

INSTRUCTIVO DE PROCEDIMIENTO
LIMPIEZA DE EQUIPOS Y ÁREAS DE LA
PLANTA
ANEXO 3 Procesos y Documentación
125
ANEXO 3.2
INSTRUCTIVO DE LIMPIEZA DE ÁREAS DE PRODUCCIÓN (I-P03-01)
Responsable de control: Jefe de Producción.
Responsable del cumplimiento: Personal de cada área
Frecuencia: Pisos (diaria) y Paredes, puertas, techos y lámparas (semanal).
Implementos: Escobas, brochas, baldes, recogedores de basura y franelas
INSTRUCCIONES:
Barra el piso de las áreas de pilado, tostado, selección y bodega; recogiendo el
producto que se encuentre regado y eliminando el polvo y otras suciedades que
se pudieran encontrar en el mismo. Al mismo tiempo limpie la estructura de
madera destinada a la selección de producto con el uso de brochas.
Con la ayuda de escobas, brochas y franelas, limpie las paredes internas y
puertas de las áreas. Limpie también las secciones del techo y lámparas que
estén a su alcance.
Finalmente elimine todos los residuos que ha obtenido de este proceso y
colóquelos en el contenedor de basura correspondiente.
Deje constancia del trabajo realizado en el Registro de limpieza de equipos,
utensilios y áreas de producción “R-P03-01” (ANEXO 3.7).

INSTRUCTIVO DE PROCEDIMIENTO
LIMPIEZA DE EQUIPOS Y ÁREAS DE LA
PLANTA
ANEXO 3 Procesos y Documentación
126
ANEXO 3.3
INSTRUCTIVO DE LIMPIEZA DE ÁREAS EXTERNAS (I-P03-02)
Responsable de control: Jefe de Control de Calidad.
Responsable del cumplimiento: Personal de cada área
Frecuencia: Patios (Semanal), Desagües (Quincenal) y Contenedores de basura
(Semanal).
Insumos: Detergente y agua.
Implementos: Escobas, cepillos, baldes, manguera, recogedores de basura y
podadora.
INSTRUCCIONES:
Retire todo el material que no pertenezca a esta zona (utensilios de limpieza,
materiales de construcción, etc.) y ubíquelo en lugares adecuados
Limpie los desagües con la ayuda de escobas y cepillos y manguera, eliminando
toda la suciedad contenida dentro de ellos.
Barra los patios externos y pode el pasto que se encuentra en los alrededores de
la Planta.
Limpie todos los recipientes para residuos y desechos de producción y sus
alrededores. Si es posible hacerlo, lávelos con una solución detergente y
enjuague con abundante agua para eliminarlo.
Ubique todos los residuos obtenidos en este proceso en un lugar apropiado.
Deje constancia del trabajo realizado en el Registro de limpieza de áreas
externas y de uso del personal “R-P03-02” (ANEXO 3.8).

INSTRUCTIVO DE PROCEDIMIENTO
LIMPIEZA DE EQUIPOS Y ÁREAS DE LA
PLANTA
ANEXO 3 Procesos y Documentación
127
ANEXO 3.4
INSTRUCTIVO DE LIMPIEZA DE PALLETS E INSTRIMENTOS DE
LIMPIEZA (I-P03-03)
Responsable de control: Jefe de Producción.
Responsable del cumplimiento: Personal de turno.
Frecuencia: Pallets (Semanal) Escobas, cepillos, brochas, franelas (Diaria).
Insumos: Detergente y agua.
Implementos: Cepillos, escobas, baldes, recogedores de basura y franelas.
INSTRUCCIONES:
Con el uso de cepillos y escobas retire la suciedad ubicada en la estructura de los
pallets.
En el caso de implementos de limpieza, colóquelos dentro de baldes con
solución detergente, deje reposar por un tiempo 10 min y enjuague con
abundante agua.
Cuelgue las escobas y franelas para que se sequen y en el caso cepillos y
brochas, ubíquelos de manera que se puedan secar adecuadamente.
Finalmente cualquier suciedad que haya quedado de la limpieza de pallets y de
implementos de limpieza, colóquela en los contenedores de basura.
Deje constancia del trabajo realizado en el Registro de limpieza de equipos,
utensilios y áreas de producción “R-P03-01” (ANEXO 3.7).
INSTRUCTIVO DE PROCEDIMIENTO
LIMPIEZA DE EQUIPOS Y ÁREAS DE LA
PLANTA
ANEXO 3 Procesos y Documentación
128
ANEXO 3.5
INSTRUCTIVO DE LIMPIEZA DE BAÑOS Y VESTIDORES (I-P03-04)
Responsable de control: Jefe de Control de Calidad
Responsable del cumplimiento: Personal de turno.
Frecuencia: Vestidores y Baños: Pisos (Diaria) Lavabos y sanitarios (Diaria),
Paredes y Puertas (Semanal) Techo y lámparas (Quincenal).
Insumos: Detergente, cloro y agua.
Implementos: Cepillos, escobas, baldes, mangueras, recogedores de basura y
franelas.
INSTRUCCIONES:
Barra diariamente el piso para eliminar el polvo y suciedades presentes. Una vez
por semana aplique la solución detergente y con la ayuda de escobas restriegue
el piso para eliminar manchas o suciedades adheridas y enjuague con abundante
agua fría.
Limpie las puertas y paredes de las áreas con ayuda de escobas, brochas y
franelas.
Limpie los casilleros ubicados en los vestidores prestando especial atención a la
superficie superior de los mismos.
Limpie el techo y lámparas con escobas.
Lave los sanitarios y lavamanos con la solución de cloro para desinfectarlos.
Vacíe los botes de basura existentes diariamente y deposite estos desechos en el
contenedor general de basura.
Deje constancia del trabajo realizado en el Registro de limpieza de áreas
externas y de uso del personal “R-P03-02” (ANEXO 3.8).

INSTRUCTIVO DE PROCEDIMIENTO
LIMPIEZA DE EQUIPOS Y ÁREAS DE LA
PLANTA
ANEXO 3 Procesos y Documentación
129
ANEXO 3.6
INSTRUCTIVO DE LIMPIEZA DEL COMEDOR DEL PERSONAL (I-P03-05)
Responsable de control: Jefe de Control de Calidad
Responsable del cumplimiento: Personal de turno.
Frecuencia: Comedor: Pisos (Diaria) Lavabos y sanitarios (Diaria), Paredes y
Puertas (Semanal) Techo y lámparas (Quincenal).
Insumos: Detergente, cloro y agua.
Implementos: Cepillos, escobas, baldes, mangueras, recogedores de basura y
franelas.
INSTRUCCIONES:
Barra diariamente el piso para eliminar el polvo y suciedades presentes. Una vez
por semana aplique la solución detergente y con la ayuda de escobas restriegue
el piso para eliminar manchas o suciedades adheridas y enjuague con abundante
agua fría.
Limpie las puertas y paredes de las áreas con ayuda de escobas, brochas y
franelas.
Limpie el techo y lámparas con escobas.
Lave los lavamanos con la solución de cloro para desinfectarlos.
Vacíe los botes de basura existentes diariamente y deposite estos desechos en el
contenedor general de basura.
Deje constancia del trabajo realizado en el Registro de limpieza de áreas
externas y de uso del personal “R-P03-02” (ANEXO 3.8).

INSTRUCTIVO DE PROCEDIMIENTO LIMPIEZA DE EQUIPOS Y
ÁREAS DE LA PLANTA
ANEXO 3 Procesos y Documentación
130
ANEXO 3.7
REGISTRO DE LIMPIEZA DE EQUIPOS, UTENSILIOS Y ÁREA DE PRODUCCIÓN (R-P03-01)
Fecha Hora Área / Equipo limpiado Responsable Estado de Limpieza Observaciones
ADECUADO NO ADECUADO
Firma:________________
JEFE DE PRODUCCIÓN

INSTRUCTIVO DE PROCEDIMIENTO LIMPIEZA DE EQUIPOS Y
ÁREAS DE LA PLANTA
ANEXO 3 Procesos y Documentación
131
ANEXO 3.8
REGISTRO DE LIMPIEZA DE ÁREAS EXTERNAS Y DE USO DE PERSONAL (R-P03-02)
Fecha Hora Área limpiada Responsable Estado de Limpieza Observaciones
ADECUADO NO ADECUADO
Firma:________________
JEFE DE CONTROL DE CALIDAD

INSTRUCTIVO DEL PROCEDIMIENTO
CONTROL Y ELIMINACIÓN DE PLAGAS
ANEXO 4 Procesos y Documentación
132
Plan de lucha contra plagas “PL-P04-01” (ANEXO 4.1)
Instructivo de inspección de plagas “I-P04-01” (ANEXO 4.2)
Registro de inspección de plagas “R-P04-01” (ANEXO 4.3)
Registro para el control externo de plagas “R-P04-02” (ANEXO 4.4)
Registro de monitoreo de dispositivos para el control de plagas “R-P04-03” (ANEXO 4.5)
O B J E T I V O S
Prevenir, controlar y eliminar la presencia de plagas tales como insectos, roedores o
cualquier otra especie que puedan afectar la calidad del producto y la salud del personal
en la planta procesadora de cerveza artesanal “Gersten Company”
A L C A N C E
Este procedimiento aplica a la prevención, control y eliminación de plagas de todas las
áreas productivas de la planta.
E N P R O D U C C I Ó N
Realizar el control interno de plagas a través del Instructivo de inspección de plagas “I-
P04-01” (ANEXO 4.2) y anotar los resultados en Registro de inspección de plagas “R-
P04-01” (ANEXO 4.3) y monitorear el trabajo realizado por la empresa externa de
control de plagas mediante el Registro para el control externo de plagas “R-P04-02”
(ANEXO 4.4).
Realizar el control de los dispositivos colocados por la empresa profesional de control
externo y anotar los resultados en el Registro de monitoreo de dispositivos para el
control de plagas “R-P04-03” (ANEXO 4.5).

INSTRUCTIVO DEL PROCEDIMIENTO
CONTROL Y ELIMINACIÓN DE PLAGAS
ANEXO 4 Procesos y Documentación
133
E N C O N T R O L D E C A L I D A D
Modificar y actualizar el Plan de lucha contra plagas “PL-P04-01” (ANEXO 4.1).
D E S A R R O L L O D E L P R O C E D I M I E N T O
Diagrama de Flujo del Procedimiento de Salud y Seguridad del Personal.
CONTROL Y ELIMINACIÓN DE PLAGAS
JEFE DE CONTROL
DE CALIDAD
JEFE DE
PRODUCCIÓNPERSONALGERENTE
INICIO
MODIFICAR Y
ACTUALIZAR EL
PROCEDIMIENTO
PARA CONTROL Y
ELIMINACIÓN DE
PLAGAS
CONTRATAR LOS
SERVICIOS DE UNA
EMPRESA
PROFESIONAL PARA L
CONTROL DE PLAGAS
ASIGNAR RECURSOS
PARA PROTECCIÓN
DE ABERTURAS EN LA
PLANTA
CONTROL Y
ELMINACIÓN DE
PLAGAS
MODIFICAR Y
ACTUALIZAR EL PLAN
DE LUCHA CONTRA
PLAGAS
VERIFICAR EL
CONTROL INTERNO Y
LA ELIMINACIÓN DE
PLAGAS
TOMAR ACCIONES
CORRECTIVAS
REALIZAR EL
CONTROL INTERNO
DE PLAGAS Y
REPORTAR
NOVEDADES
MONITOREAR EL
TRABAJO DE LA
EMPRESA
CONTRATADA PARA
EL CONTROL DE
PLAGAS
FIN
R-P04-02
R-P04-03
PL-P04-01
R-P04-01
I-P04-01
¿LA PLANTA ESTA
LIBRE DE PLAGAS?NO
SI
AVISAR ANTE
CUALQUIER INDICIO
DE PLAGAS

INSTRUCTIVO DEL PROCEDIMIENTO CONTROL Y ELIMINACIÓN DE
PLAGAS
ANEXO 4 Procesos y Documentación
134
ANEXO 4.1
PLAN DE LUCHA CONTRA PLAGAS (PL-P04-01)
CLASE NOMBRE CARACTERIZACIÓN UBICACIÓN/DETECCIÓN CORRECTIVAS PREVENTIVAS
Insectos
Mosquitos
Tienen un tamaño de 5-10 mm,
poseen un cuerpo esbelto y las patas
largas.
Entre las enfermedades que trasmiten
están: fiebre tifoidea, disentería e
infecciones estafilocócicas y
estreptocócicas
Tienen su mayor actividad en el día
Cerca de materiales olorosos y en
descomposición.
En sitios calientes y protegidos
del viento como cables eléctricos
y bordes de los contenedores de
basura
Filtros de aire
Filtros de tipo malla
Mosquiteros con
insecticida
Uso de cebos
Trampas de luz
Planchas con pegamento
Trampas de Feromonas
Evitar su acceso a las zonas
de procesamiento
Colocación de desechos lo
más lejos posible de las
puertas
Cumplir P01 y P03
Avispas
Viven agrupados, en colonias de
miles de individuos
Son de color negro y pueden presenta
franjas amarillas
Miden entre 1 y 2 cm
Se alimenta de insectos como
Prefieren ubicar sus nidos en la
tierra, en las paredes o alrededor
de lámparas
Uso de cebos
Aplicación de humo
Evitar grietas en las paredes
Colocar mallas de
protección en todos las
ventanas
Sellar todas las aberturas
existentes en la edificación
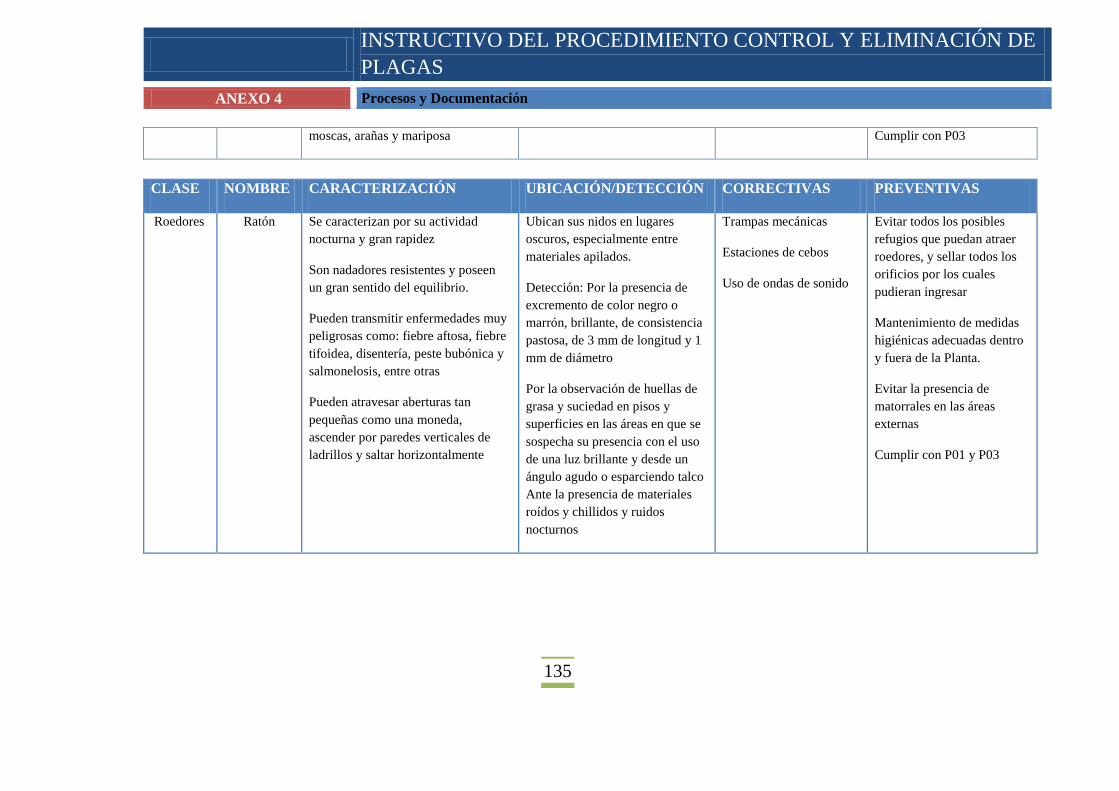
INSTRUCTIVO DEL PROCEDIMIENTO CONTROL Y ELIMINACIÓN DE
PLAGAS
ANEXO 4 Procesos y Documentación
135
moscas, arañas y mariposa Cumplir con P03
CLASE NOMBRE CARACTERIZACIÓN UBICACIÓN/DETECCIÓN CORRECTIVAS PREVENTIVAS
Roedores Ratón Se caracterizan por su actividad
nocturna y gran rapidez
Son nadadores resistentes y poseen
un gran sentido del equilibrio.
Pueden transmitir enfermedades muy
peligrosas como: fiebre aftosa, fiebre
tifoidea, disentería, peste bubónica y
salmonelosis, entre otras
Pueden atravesar aberturas tan
pequeñas como una moneda,
ascender por paredes verticales de
ladrillos y saltar horizontalmente
Ubican sus nidos en lugares
oscuros, especialmente entre
materiales apilados.
Detección: Por la presencia de
excremento de color negro o
marrón, brillante, de consistencia
pastosa, de 3 mm de longitud y 1
mm de diámetro
Por la observación de huellas de
grasa y suciedad en pisos y
superficies en las áreas en que se
sospecha su presencia con el uso
de una luz brillante y desde un
ángulo agudo o esparciendo talco
Ante la presencia de materiales
roídos y chillidos y ruidos
nocturnos
Trampas mecánicas
Estaciones de cebos
Uso de ondas de sonido
Evitar todos los posibles
refugios que puedan atraer
roedores, y sellar todos los
orificios por los cuales
pudieran ingresar
Mantenimiento de medidas
higiénicas adecuadas dentro
y fuera de la Planta.
Evitar la presencia de
matorrales en las áreas
externas
Cumplir con P01 y P03

INSTRUCTIVO DEL PROCEDIMIENTO
CONTROL Y ELIMINACIÓN DE PLAGAS
ANEXO 4 Procesos y Documentación
136
ANEXO 4.2
INSTRUCTIVO DE CONTROL Y ELIMINACIÓN DE PLAGAS (I-P04-01)
Responsable de control: Jefe de control de calidad.
Responsable del cumplimiento: Toda persona que entre en contacto con el
producto, equipos, utensilios o empaques de “Gersten Company”.
Áreas de Supervisión: Áreas internas y externas de la Planta, materias primas
Implementos: Linternas, envases para muestras, guantes y mascarilla.
Frecuencia: Mensual.
INSTRUCCIONES:
Inspeccione las áreas externas de la Planta: patios, estacionamiento, alrededores,
etc. y las áreas internas de: producción, bodega, laboratorio de calidad y baños.
Revise minuciosamente toda la Planta, utilice los mecanismos de detección /
ubicación establecidos en el Plan de lucha contra plagas “PL-P04-01” (ANEXO
4.1).
Detecte los indicios de presencia de Plagas como: insectos, roedores y aves;
según su caracterización en el Plan de lucha contra plagas “PL-P04-01”
(ANEXO 4.1). y anote los resultados en el Registro para inspección de presencia
de plagas “R-P04-01” (ANEXO 4.3).
En caso de detectar la presencia de plagas dentro de las instalaciones,
comuníquelo inmediatamente al Jefe de control de calidad para que este pueda
tomar las medidas correctivas necesarias

INSTRUCTIVO DEL PROCEDIMIENTO CONTROL Y ELIMINACIÓN DE
PLAGAS
ANEXO 4 Procesos y Documentación
137
ANEXO 4.3
REGISTRO DE INSPECCIÓN DE PLAGAS (R-P04-01)
Area
inspeccionada
Plaga encontrada Presencia
(marque con una X)
Observaciones
Minima Media Infestación
Firma:________________
JEFE DE PRODUCCIÓN

INSTRUCTIVO DEL PROCEDIMIENTO CONTROL Y ELIMINACIÓN DE
PLAGAS
ANEXO 4 Procesos y Documentación
138
ANEXO 4.4
REGISTRO PARA EL CONTROL EXTERNO DE PLAGAS (R-P04-02)
FECHA: ____________________
EMPRESA: _____________________
Plaga MÉTODOS
FÍSICOS (nombre)
MÉTODOS
MECÁNICOS (nombre)
MÉTODOS QUÍMICOS
(nombre y principio activo)
CANTIDAD USADA
Observaciones:
_______________________________________________________________________________________________________________
_______________________________________________________________________________________________________________
Firma:________________
JEFE DE PRODUCCIÓN

INSTRUCTIVO DEL PROCEDIMIENTO CONTROL Y ELIMINACIÓN DE
PLAGAS
ANEXO 4 Procesos y Documentación
139
ANEXO 4.5
REGISTRO PARA EL MOINTOREO DE DISPOSITIVOS PARA EL CONTROL DE PLAGAS (R-P04-03)
Tipo de
Dispositivo
Área de
Ubicación
Fecha Observaciones Responsable
Firma:______________________
JEFE DE CONTROL DE CALIDAD

INSTRUCTIVO DE CAPACITACIÓN Y
ENTRENAMIENTO DEL PERSONAL
ANEXO 5 Procesos y Documentación
140
Plan de capacitación y entrenamiento en buenas prácticas de manufactura de la planta “PL-
P05-01” (ANEXO 5.1).
Registro de capacitaciones dadas al personal “R-P05-01” (ANEXO 5.2)
Registro individual de capacitación “R-P05-02” (ANEXO 5.3).
O B J E T I V O S
Asegurar que todo el personal de la Empresa “Gersten Company” cuente con los
conocimientos necesarios para cumplir con su rol de forma adecuada.
A L C A N C E
Este procedimiento aplica a la capacitación en temas referentes a los Procedimientos
Estandarizados de Higiene y Sanitización de todo el personal de la Planta procesadora
de cerveza artesanal “Gersten Company”.
E N C O N T R O L D E C A L I D A D
Modificar el Plan anual de capacitación y entrenamiento para el personal de acuerdo a
las necesidades existentes en la Planta.
Manejar expedientes y registros de la capacitación recibida por cada uno de los
empleados, de acuerdo al registro de capacitaciones dadas al personal “R-P05-01”
(ANEXO 5.2) y al registro individual de capacitación “R-P05-02” (ANEXO 5.3).
Impartir la capacitación y entrenamiento de inducción a los empleados nuevos de la
Planta, de acuerdo al Plan de capacitación y entrenamiento en los procedimientos
operativos estándares de saneamiento “PL-P05-01” (ANEXO 5.1).

INSTRUCTIVO DE CAPACITACIÓN Y
ENTRENAMIENTO DEL PERSONAL
ANEXO 5 Procesos y Documentación
141
D E S A R R O L L O D E L P R O C E D I M I E N T O
Diagrama de Flujo del Procedimiento de Capacitación y Entrenamiento del Personal.
CAPACITACIÓN Y ENTRENAMIENTO
JEFE DE CONTROL
DE CALIDADPERSONALGERENTE
INICIO
MODIFICAR Y
ACTUALIZAR EL
PROCEDIMIENTO DE
CAPACITACIÓN Y
ENTRENAMIENTO
CAPACITACIÓN Y
ENTRENAMIENTO
MANEJAR
EXPEDIENTES Y
REGISTROS DE
CAPACITACIÓN
FIN
R-P05-01
R-P05-02
MODIFICAR EL PLAN
ANUAL DE
CAPACITACIÓN
ORGANIZAR
CAPACITACIONES
PL-P05-01
REALIZAR LA
CAPACITACIÓN Y
ENTRENAMIENTO DE
INDUCCIÓN
EVALUAR LOS
CONOCIMIENTOS
DEL PERSONAL
TOMAR ACCIONES
CORRECTIVAS
ASISTIR A LAS
CAPACITACIONES
ORGANIZADAS
¿HAY
NOVEDADES?SI
NO

INSTRUCTIVO DE CAPACITACIÓN Y ENTRENAMIENTO DEL
PERSONAL
ANEXO 5 Procesos y Documentación
142
ANEXO 5.1
PLAN DE CAPACITACIÓN Y ENTRENAMIENTO BUENAS PRÁCTICAS DE MANUFACTURA DE LA PLANTA (PL-P05-01)
CLASE TIPO OBJETIVO DOCUMENTOS A UTILIZAR DIRIGIDO A FRECUENCIA RESPONSABLE
Capacitación
De inducción
Asegurar que el personal
que ingresa a trabajar en la
Planta conoce la
información básica del
proceso para cumplir con
su rol.
Reglamentos de la Planta
Documentos con información
básica de la Planta y de la cerveza
artesanal
Personal nuevo
de la Planta
Luego de la
contratación de
personal nuevo
Jefe de Control de
Calidad
De desarrollo de
conocimientos
Mejorar periódicamente el
nivel cognoscitivo de los
empleados que contribuya
a su vez a un mejor
desempeño dentro de la
Planta
I-P01-01
I-P01-02
I-P02-01
I-P02-02
I-P02-03
Codex alimentario
Ley ecuatoriana de Buenas
Prácticas de Manufactura
Normas INEN
PL-P04-01 y I-P04-01
Personal fijo de
la Planta Anual Gerente
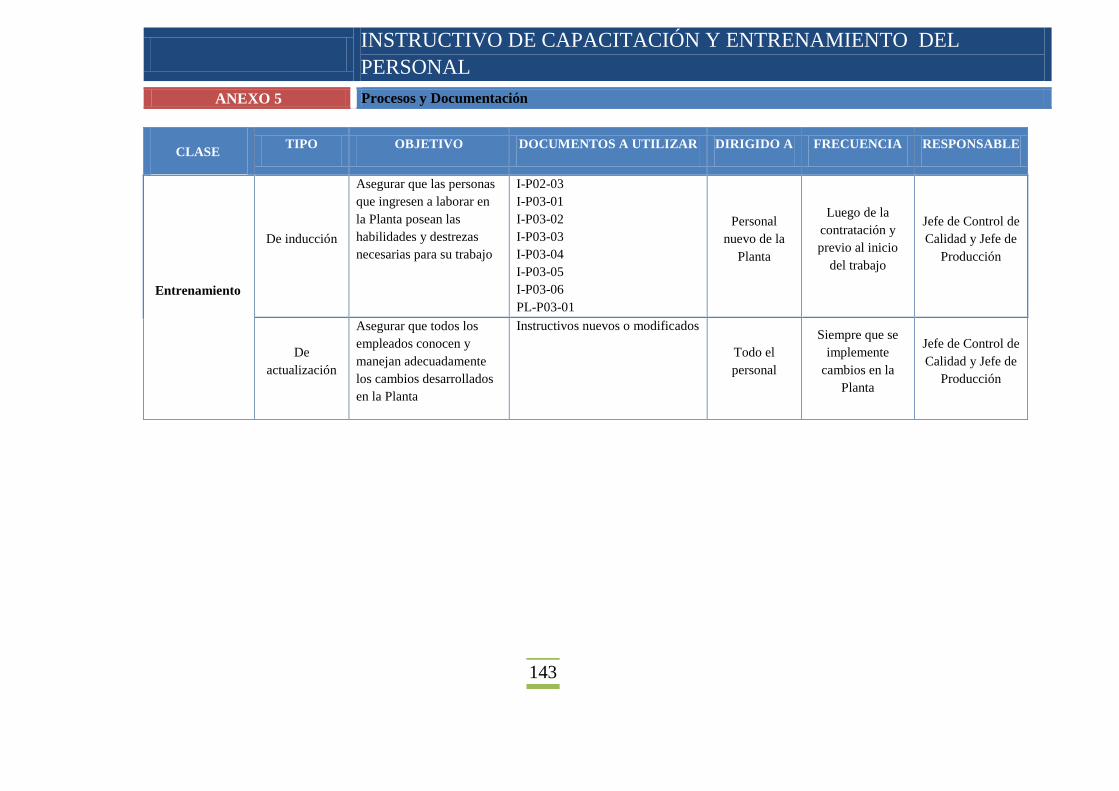
INSTRUCTIVO DE CAPACITACIÓN Y ENTRENAMIENTO DEL
PERSONAL
ANEXO 5 Procesos y Documentación
143
CLASE TIPO OBJETIVO DOCUMENTOS A UTILIZAR DIRIGIDO A FRECUENCIA RESPONSABLE
Entrenamiento
De inducción
Asegurar que las personas
que ingresen a laborar en
la Planta posean las
habilidades y destrezas
necesarias para su trabajo
I-P02-03
I-P03-01
I-P03-02
I-P03-03
I-P03-04
I-P03-05
I-P03-06
PL-P03-01
Personal
nuevo de la
Planta
Luego de la
contratación y
previo al inicio
del trabajo
Jefe de Control de
Calidad y Jefe de
Producción
De
actualización
Asegurar que todos los
empleados conocen y
manejan adecuadamente
los cambios desarrollados
en la Planta
Instructivos nuevos o modificados
Todo el
personal
Siempre que se
implemente
cambios en la
Planta
Jefe de Control de
Calidad y Jefe de
Producción

INSTRUCTIVO DE CAPACITACIÓN Y ENTRENAMIENTO DEL
PERSONAL
ANEXO 5 Procesos y Documentación
144
ANEXO 5.2
REGISTRO DE CAPACITACIONES DADAS AL PERSONAL (R-P05-01)
FECHA
TEMA DE
CAPACITACIÓN DURACIÓN (h.) Nombre de los Capacitados
Firma de los
Capacitados Nombre del Instructor
Firma del
Instructor
Observaciones:
_______________________________________________________________________________________________________________
_______________________________________________________________________________________________________________
Firma:________________________
JEFE DE CONTROL DE CALIDAD
INSTRUCTIVO DE CAPACITACIÓN Y ENTRENAMIENTO DEL
PERSONAL
ANEXO 5 Procesos y Documentación
145
ANEXO 5.3
REGISTRO INDIVIDUAL DE CAPACITACION (R-P05-02)
EMPLEADO:___________________________
CARGO: ___________________________
FECHA
CAPACITACIÓN
RECIBIDA DURACIÓN (h.) Nombre del Instructor % Evaluación Aprueba / Reprueba
Observaciones: ________________________________________________________________________________________
_____________________________________________________________________________________________________
Firma:________________________
JEFE DE CONTROL DE CALIDAD
foto


















