
Exposición internacional de Filatelia 2019 Buenos Aires .../27( &/$6(
FORJA
Es un método de manufactura de piezas metálicas, que consisten en la deformación plástica, hasta una forma final mediante la aplicación de presión o de impactos sucesivos.Este proceso es la operación más antigua para formado de metales y se remonta quizá al año 5000 a.C.
Clasificación.Forja
Por las condiciones del proceso
Caliente
Frío
Por las características de las herramientas
Matriz abierta
Matriz cerrada
Forja con rodillos.
El metal en bruto (en forma de barra o lingote) se calienta a la temperatura idónea para su trabajo y así mejorar la ductilidad. Luego, el material se comprime o se martillea para darle la forma de la pieza deseada. Como parte del proceso, se produce un exceso de material (rebabas) que deben ser eliminadas en un paso final de acabado.
El 90% de piezas forjadas son hechas con este método.
Forja en caliente.
Forja en frio.
Proceso que se lleva a temperatura ambiente, este tipo de proceso requiere de mayor cantidad de trabajo y energía que en el forjado en caliente. Este proceso funciona mejor en metales blandos.
El metal se coloca en un molde y luego se golpea con un martillo, a veces varias veces, de modo que el metal se introduce en la matriz.
Es empleado para trabajos con acabados mas precisos y de mejor estética.
Forja con matriz abierta.
En la forja en matriz abierta, el metal no esta completamente contenido en el dado.La pieza es formada debido a rápidos y sucesivos golpes del martillo. Utilizada en la producción de piezas pesadas con tolerancias grandes y en lotes pequeños y medianos.Ejemplos: ejes de avión, ganchos, cadenas, anclas, palancas, herramientas agrícolas
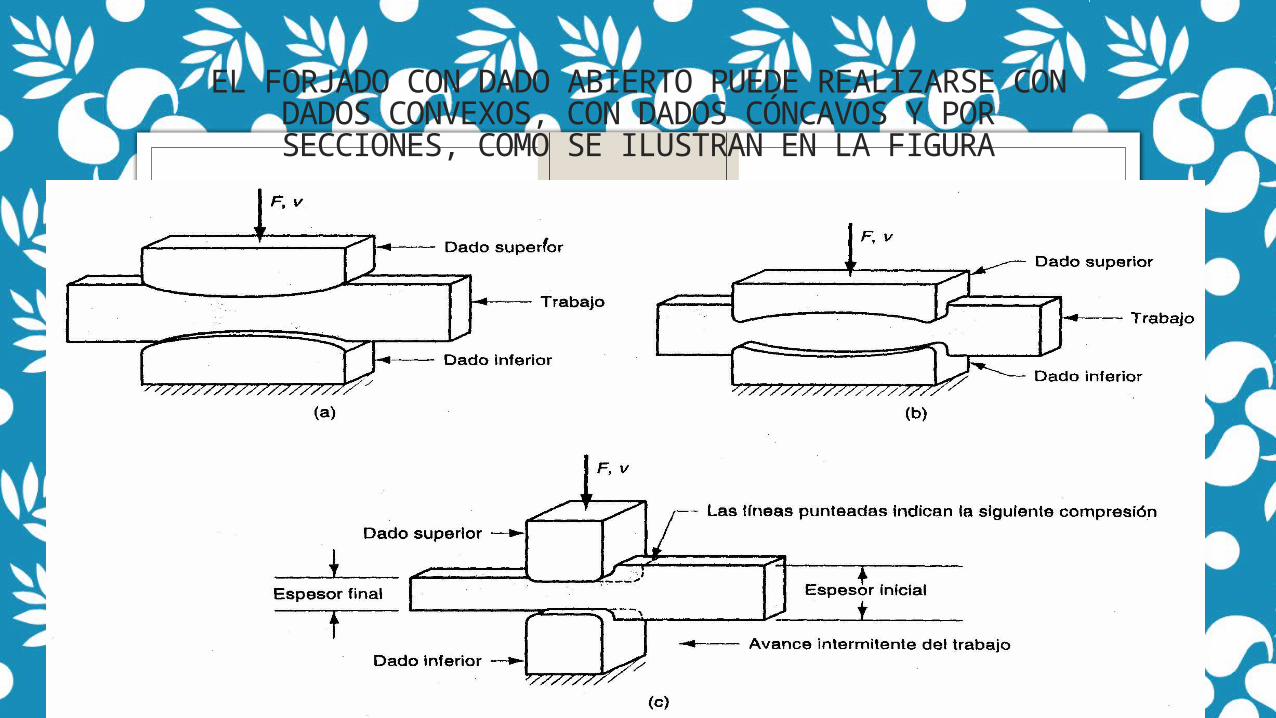
EL FORJADO CON DADO ABIERTO PUEDE REALIZARSE CON DADOS CONVEXOS, CON DADOS CÓNCAVOS Y POR
SECCIONES, COMO SE ILUSTRAN EN LA FIGURA
Forja con matriz cerrada.
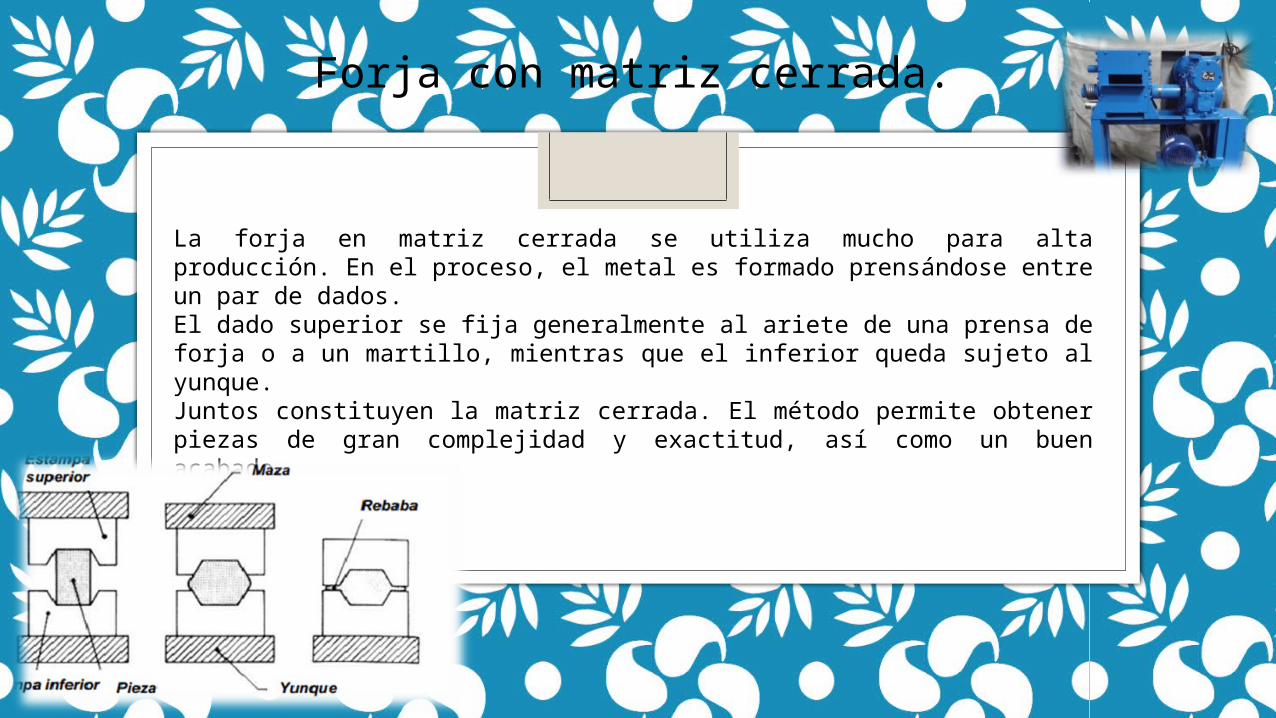
La forja en matriz cerrada se utiliza mucho para alta producción. En el proceso, el metal es formado prensándose entre un par de dados. El dado superior se fija generalmente al ariete de una prensa de forja o a un martillo, mientras que el inferior queda sujeto al yunque. Juntos constituyen la matriz cerrada. El método permite obtener piezas de gran complejidad y exactitud, así como un buen acabado.

La pieza de trabajo inicial se muestra como una parte cilíndrica. Al cerrarse el dado y llegar a suposición final, el metal fluye más allá de la cavidad del dado y forma una rebaba en la pequeña abertura entre las placas del dado.
Los metales mas comunes
En ciertas ocasiones la forja libre y la forja cerrada se pueden combinar favorablemente, por ejemplo, en la producción de piezas de precisión, es muy común preformar primero el metal en matriz abierta, y luego realizar el acabado final en matrices cerradas.
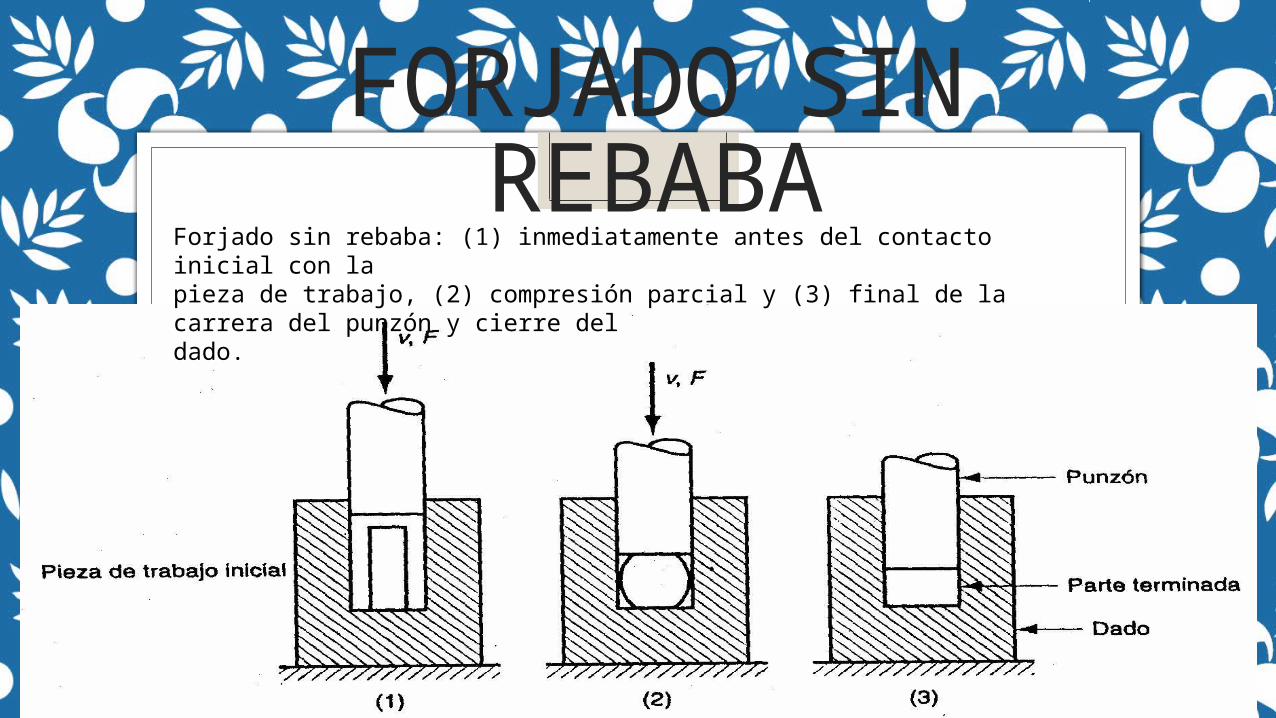
FORJADO SIN REBABA
Forjado sin rebaba: (1) inmediatamente antes del contacto inicial con lapieza de trabajo, (2) compresión parcial y (3) final de la carrera del punzón y cierre deldado.
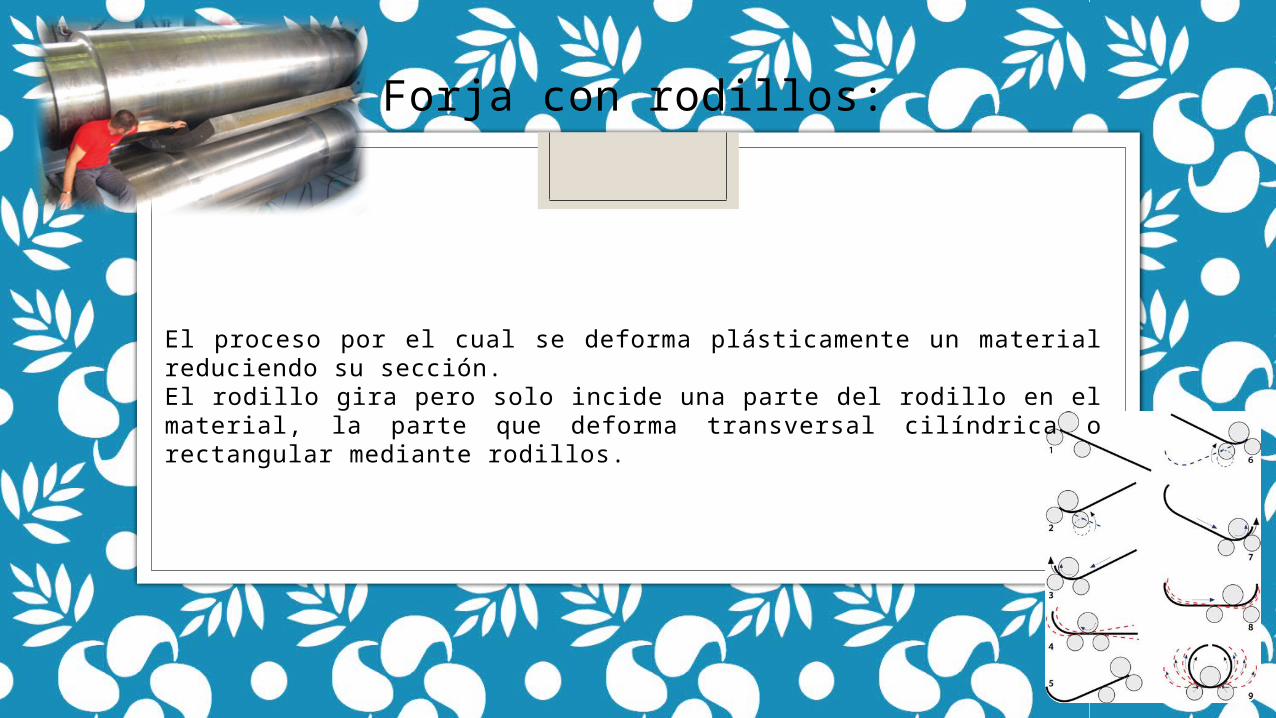
Forja con rodillos:
El proceso por el cual se deforma plásticamente un material reduciendo su sección. El rodillo gira pero solo incide una parte del rodillo en el material, la parte que deforma transversal cilíndrica o rectangular mediante rodillos.
Equipos de forja.
EQUIPOS DE FORJA.
Prensas hidráulicas
En general, las prensas se caracterizan porque la deformación del material es homogénea, así como por una mayor precisión y calidad de las piezas producidas.
La corredera de una prensa hidráulica es manejada por pistones.
Forja con matriz cerrada (para aluminio).
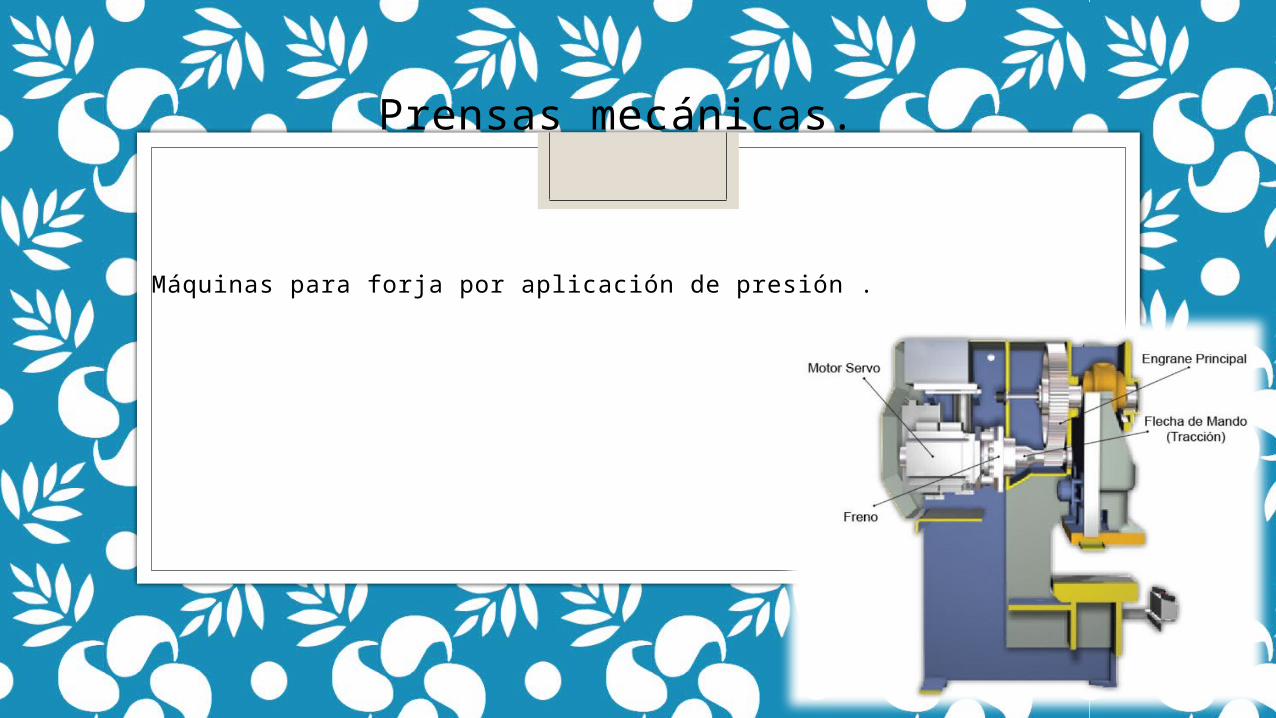
Prensas mecánicas.
Máquinas para forja por aplicación de presión .
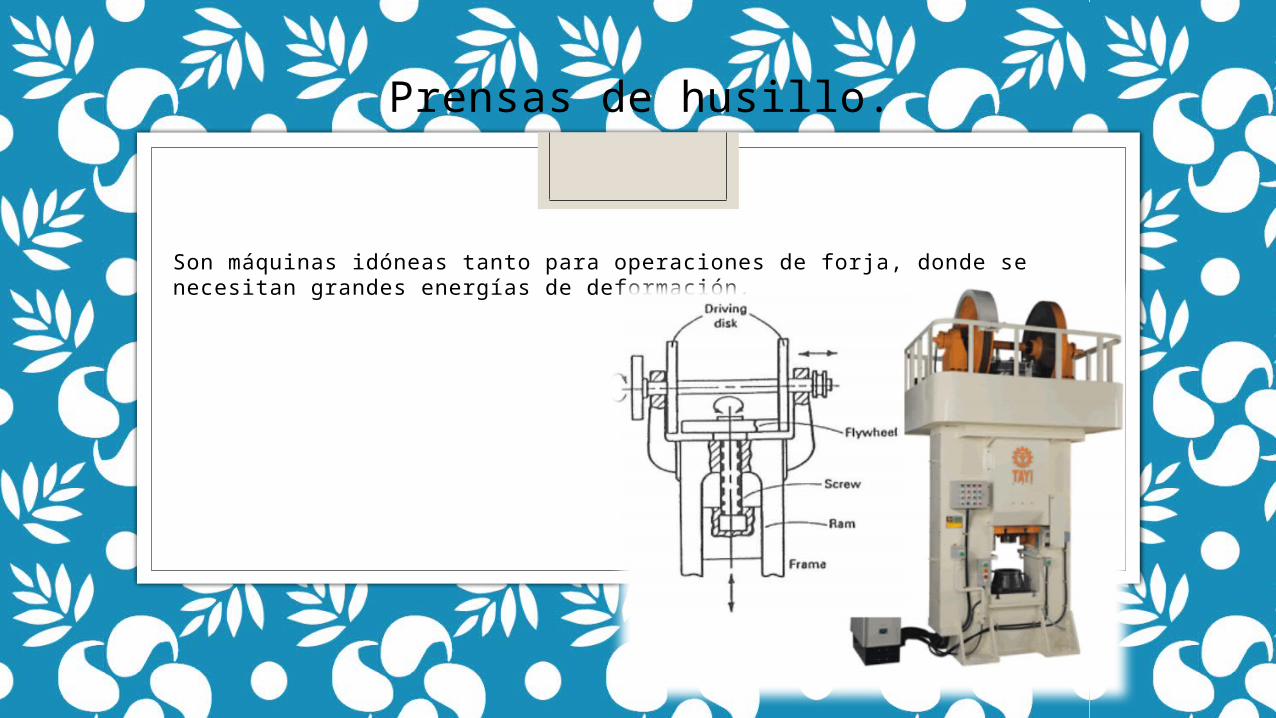
Prensas de husillo.
Son máquinas idóneas tanto para operaciones de forja, donde se necesitan grandes energías de deformación.
Martillos
Máquinas para forja por impacto. (Forja con matriz cerrada)
Los martillos son máquinas de energía restrictiva, de forma que durante un golpe la deformación se prolonga hasta que la energía cinética se ha disipado completamente. Se utilizan principalmente para operaciones de forja en caliente.
Materiales y lubricación de dados.
• gran tenacidad y resistencia a altas temperaturas.
• capacidad de endurecimiento de forma uniforme.
• resistencia al choque mecánico y térmico.
• resistencia al desgaste, especialmente al desgaste abrasivo, por la existencia de cascarilla en la forja en caliente.
La elección de los materiales idóneos para la fabricación de los dados depende de factores tales como la composición y las propiedades de la pieza.
Los materiales más comunes utilizados para la fabricación de los dados son los aceros de herramienta y para los dados que trabajan a altas temperaturas materiales que contienen cromo, níquel, molibdeno y vanadio.
Ventajas y desventajasVENTAJAS DESVENTAJAS
MATRIZ ABIERTA
• Sencillez de los dados que hacen el proceso bastante sencillo.
• Útil para un numero pequeño de piezas a realizar.
• Amplia gama de tamaño disponibles.
• Altos valores de resistencias.
• Limitación en la forma del dado al crear piezas complejas.
• Necesidad de obtener la forma final mediante maquinado.
• Poca capacidad de producción.
• Mala utilización del material a procesar.
• Destreza para llevar a cabo el proceso correctamente.
VENTAJAS DESVENTAJAS
MATRIZ CERRADA
• Buena utilización del material a procesar.
• Obtención de piezas con mejores propiedades mecánicas que las obtenidas en forja con dado abierta.
• Buena precisión dimensional.
• Gran capacidad de producción y reproductibilidad.
• Gran costo de los dados para bajo número de piezas a producir.
• Necesidad del maquinado para la obtención del producto final.
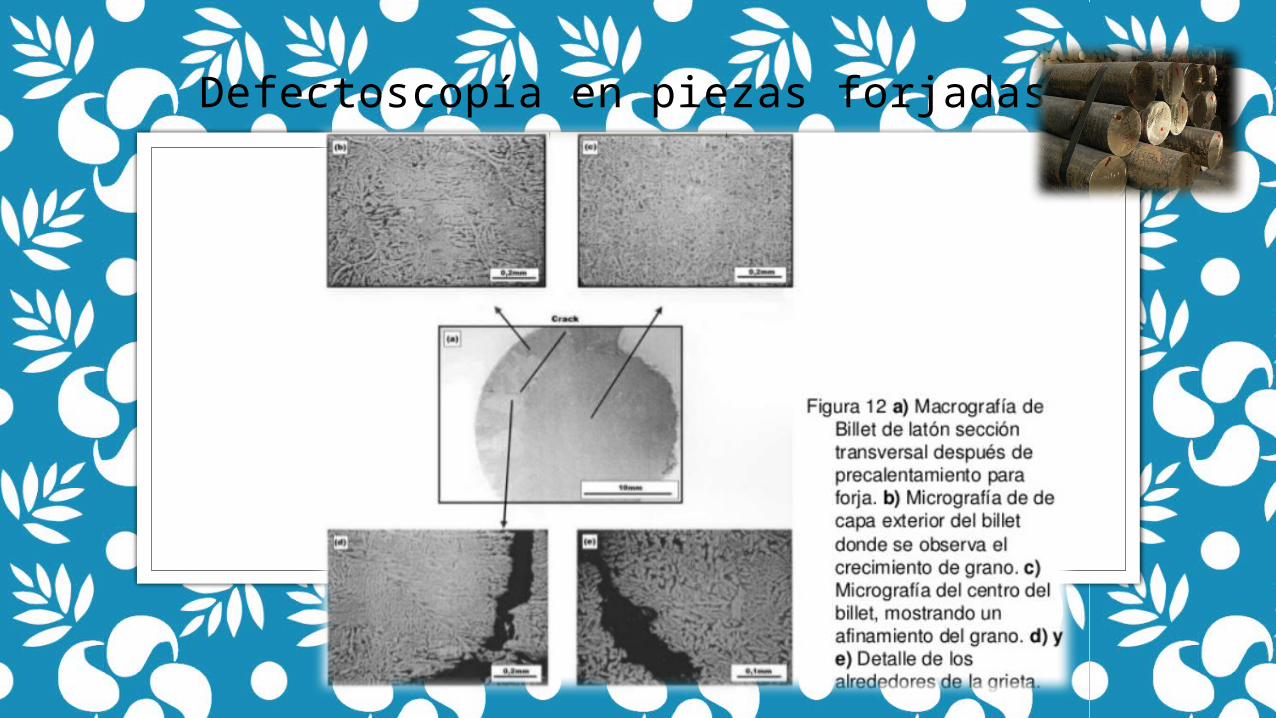
Defectoscopía en piezas forjadas.
HTTP://ES.SLIDESHARE.NET/MATEOLEONIDEZ/FORJADO?RELATED=1
HTTP://WWW.GESTIONDECOMPRAS.COM/ES/PRODUCTOS/FORJA/FORJA-EN-CALIENTE
HTTP://ES.SLIDESHARE.NET/NEC13/FORJA-8144354
HTTP://WWW.EHU.EUS/MANUFACTURING/DOCENCIA/816_CA.PDF
Referencias bibliográficas:


















