Expo unidad 2
36
Materia: Planeación y Control de la Producción Tema: Unidad 2: Sistemas y modelos de inventarios Alumno: Christiams Alejandro Arroyo Cano Carrera: Ingeniería en Alimentos Catedrático: M.A. Carolina del Carmen Pérez Sánchez Tenosique, Tabasco. noviembre del 2012 UNIVERSIDAD JUÁREZ AUTÓNOMA DE TABASCO División Académica Multidisciplinaria de los ríos
-
Upload
christian-alejandro-arroyo-cano -
Category
Education
-
view
466 -
download
2
Transcript of Expo unidad 2

Materia:
Planeación y Control de la Producción
Tema:
Unidad 2: Sistemas y modelos de inventarios
Alumno:
Christiams Alejandro Arroyo Cano
Carrera:
Ingeniería en Alimentos
Catedrático:
M.A. Carolina del Carmen Pérez Sánchez
Tenosique, Tabasco. noviembre del 2012
UNIVERSIDAD JUÁREZ AUTÓNOMA DE TABASCO
División Académica Multidisciplinaria de los ríos

Concepto de inventario y su relevancia con los sistemas
de producciónEl inventario es el almacenamiento de bienes y productos. En
manufactura, los inventarios se conocen como SKU (stockkeening
Units) y se mantienen en un sitio de almacenamiento. Los SKU común
mente consisten en:
Materias primas
Productos en proceso
Productos terminados
suministros

El control de inventario es la técnica que permite mantener la existencia
de los productos a los niveles deseados en los sistemas de producción.
En manufactura el enfoque es de producto físico, se da bastante
importancia a los materiales y a su control; en el sector de servicios, el
enfoque primordial es sobre el servicio.
La razón fundamental por la que se deben llevar inventarios es que
resulta físicamente imposible y económicamente impráctico el que cada
articulo llegue al sitio donde se necesita y cuando se necesita.

Modelos deterministicos de tamaño de lote para sistemas de revisión
periódica y sistemas de revisión continua.
Sistemas de revisión continua
Existen dos modelos, el primero es una versión “probabilízada” del EOQ
determinista, que utiliza existencias estabilizadoras para explicar la
demanda probabilista, el segundo un EOQ probabilístico mas exacto,
que incluye la demanda probabilística de forma directa en la
formulación.

Sistema de revisión periódica
En este sistema se revisa el stock a intervalos de tiempo constantes. No
se tiene en cuenta el punto de pedido, es decir, una variable que nos
indique cuándo debe hacerse el siguiente pedido.
Hay que esperar a que llegue el momento de hacer la revisión del stock
y, en ese momento, se hará un pedido tal que eleve el nivel de stock
hasta un valor prefijado de antemano, llamado nivel de pedido.

MODELOS ESTÁTICOS DE LOTE ECONÓMICO (EOQ)
Fue introducido por F.W. Harris, pero fue realmente, aplicada por un
consultor de apellido Wilson.
Se basa en los siguientes supuestos:
La tasa de demanda es constante y conocida.
El tiempo de entrega es constante y se conoce.
No se permiten inexistencias, al conocer la demanda y el tiempo de
entrega se puede saber con exactitud cuándo hacer un pedido.
El material se obtiene en batch, llega todo de una vez.
El articulo es un producto es singular, so existe interacción con otros
productos.

Se utiliza la siguiente estructura de costos:
El costo del artículo es constante, no existen rebajas por volumen.
El costo de mantenimiento depende linealmente del inventario
promedio.
Existe un costo fijo de colocar una orden independiente de lo que se
pida.
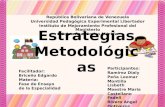
Representación gráfica:
Niveles de Inventario EOQ

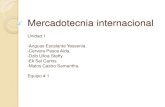
Determinación del tamaño de lote optimo de
producción con y sin faltante (EPQ).
Los artículos se producen y adicionan al inventario gradualmente en
lugar de un solo pedido. El modelo EPQ asume entregas graduales
continuas al inventario (taza de remplazo finita) a lo largo del periodo
de producción.
Con una taza de remplazo finita, el nivel de inventario nunca será del
tamaño del lote de producción dado que la producción y el consumo
ocurren simultáneamente.

Determinación d e tamaño de lote considerando
descuentos por cantidad
El papel de la planificación de necesidades de material es generar una
propuesta de pedido si se determina una infra cobertura de necesidades
durante un proceso de planificación. El tamaño de lote para la propuesta
de pedido se especifica según el método de cálculo del tamaño del lote
introducido en el registro maestro de materiales.
El Sistema R/3 de SAP soporta los métodos de cálculo del tamaño del
lote más actuales. Siempre pueden integrarse fórmulas propias del
usuario con poco esfuerzo. Los métodos para el cálculo del tamaño del
lote se dividen en tres grupos:

Cálculos estáticos del tamaño de lote
En los cálculos estáticos del tamaño del lote, el tamaño del lote se
calcula mediante las especificaciones de cantidad registradas en el
registro maestro de materiales. Existen tres criterios distintos según
los cuales se puede calcular el tamaño del lote:
- Tamaño de lote exacto - Tamaño de lote fijo - Reaprovisionamiento
hasta stock máximo
Cálculo del tamaño de lotes por período
En los cálculos de tamaño del lote de período, se agrupan las
cantidades necesarias procedentes de uno o varios períodos para
formar un lote. El Sistema R/3 de SAP admite varios períodos.
Puede determinar el número de períodos que deben agruparse en
una propuesta de pedido. Puede escoger entre:

-Tamaño de lote diario - Tamaño de lote semanal - Tamaño de lote
mensual - Tamaño de lote según longitud de período flexible, según los
períodos contables (tamaño de lotes por período)
Cálculo del tamaño del lote óptimo
En los métodos de cálculo óptimo del tamaño del lote, las cantidades
necesarias para varios períodos se agrupan para formar un lote,
mediante lo cual se determina un ratio de costes óptimo entre los costes
independientes del tamaño del lote y los costes de almacenaje. Las
únicas diferencias entre los distintos métodos de optimización son los
criterios de coste. Existen los siguientes procedimientos:
- Cálculo del período parcial - Tamaño del lote económico variable -
Creación dinámica del tamaño de lote - Cálculo de tamaño de lote
según Groff

El procedimiento de cálculo del tamaño del lote que debería utilizar el
sistema para calcular el tamaño del lote depende del método de
planificación de necesidades seleccionado. Si se seleccionó el método
de planificación manual por punto de pedido, sólo se podrán utilizar las
fórmulas para el cálculo estático del tamaño del lote.
Si se seleccionó el método de planificación automática por punto de
pedido o la planificación de necesidades, se podrán seleccionar
métodos de cada una de las tres categorías. En la planificación de
necesidades periódica, se puede utilizar tanto el tamaño de lote exacto
como uno de los métodos para el cálculo óptimo del tamaño del lote.

DETERMINACIÓN DEL PUNTO DE REORDEN
Como transcurre algún tiempo antes de recibirse el inventario
ordenado, el director de finanzas debe hacer el pedido antes de
que se agote el presente inventario considerando el número de
días necesarios para que el proveedor reciba y procese la solicitud,
así como el tiempo en que los artículos estarán en transito.
El punto de reorden se acostumbra a manejar en las empresas
industriales que consiste en la existencia de una señal al
departamento encargado de colocar los pedidos, indicando que las
existencias de determinado material o artículo ha llegado a cierto
nivel y que debe hacerse un nuevo pedido.

Existen mucha s formas de marcar el punto de reorden, que van
desde, que puede ser una señal, papel, una requisición colocada en
los casilleros de existencias o en pilas de costales, etc. Mismas que
indican, debe hacerse un nuevo pedido, hasta las forma más
sofisticadas como son el llevarlo por programas de computadora.
Requisición viajera
Ahorrar trabajo
Fijar puntos de control
Fijar puntos de
aprobación
Nuevos pedidos de
compra
no falten materiales ni artículos
buen inventario
en la empresa

Ordenes o pedidos fijos. En éste el objetivo es poner la orden
cuando la cantidad en existencia es justamente suficiente para cubrir
la demanda máxima que puede haber durante el tiempo que pasa en
llegar el nuevo pedido al almacén.
Resurtidos periódicos. Este sistema es muy popular, en la mayoría
de los casos cuando se tiene establecido el control de inventarios
perpetuo. La idea principal de este sistema es conocer las existencias.

Reglas simples lote por lote (LxL)
Son reglas de decisión para la cantidad económica a ordenar que no están
basadas directamente en la optimización de la función de costo, sino que
tiene otras características. Se trata de métodos muy sencillos que son
significativos por su amplio uso, en especial en los sistemas de MRP.
Demanda de periodo fijo
Cantidad de ordenar en el
periodo
Lote por lote con seudónimo
(LxL)
Existen 3 reglas simples:

Métodos heurísticos
Uso de procedimientos heurísticos:
Cuando recoger y procesar toda la información necesaria para tomar
una decisión es demasiado costosa, las personas usan “reglas de
mano” para hacer una aproximación de dicha información.
Al usar estas aproximaciones, aparecen unos sesgos que hacen que las
estimaciones de los individuos se desvíen sistemáticamente en el
mismo sentido.
Representatividad:
Mala estimación de la probabilidad de que un individuo pertenezca a un
grupo o a otro. La confusión se debe a las diferencias entre las
características típicas de uno y otro grupo.

Regresión a la Media:
En presencia de cierta aleatoriedad en los resultados de un trabajo, es
lógico que a situaciones excepcionalmente buenas les sigan otras
peores. Ello es debido a un simple efecto de “regresión a la media” que,
a menudo no se tiene en cuenta
Disponibilidad:
Tendencia a sobrestimar la probabilidad de que ocurran sucesos más
recientes en el tiempo, llamativos, o próximos a nosotros. Ejemplo:
Accidentes de avión / accidentes de tráfico.
Estimación por ajuste:
A veces realizamos la estimación de magnitudes en base a un punto de
partida, que es ajustado al alza o a la baja en función de la información
adicional que vamos obteniendo.

Contrastes de percepción:
(aplicación de la ley Weber-Fechner): Las capacidad de las personas
para apreciar un cambio de magnitud es proporcional al tamaño de esa
magnitud. Ello hace que una misma bajada en precios se perciba más
sobre un producto de bajo valor que sobre uno de valor más alto.
Ejemplo: Compra de CDs / Compra de un ordenador.
Consideración de posibilidades irrelevantes:
La existencia de opciones que son completamente dominadas por
alguna otra no debería influir en la toma de decisiones. Sin embargo,
tienden a favorecer a la opción que las domina.

Algoritmos y reglas
ALGORITMOS DE PLANIFICACIÓN DE PROCESOS
Los ALGORITMOS de procesos Y de memorias por los cuales el
sistema operativo, decide gran parte de la administración de sus recurso,
es el objeto de estudio, soportado por dos aplicaciones que simulan los
principales ALGORITMOS creados para tal fin.
1 ALGORITMOS DE INTINERACIÓN – PLANIFICACIÓN DE LOS
PROCESOS
Un proceso es un programa en ejecución, con todo el entorno asociado
a él. La ejecución de los procesos se realiza en forma secuencial Y ellos
cambian de estado. Los estados de un proceso pueden ser: nuevo (se
está creando), corriendo (si se esta ejecutando, el proceso tiene el
control del procesador).

La planificación de la administración de los procesos se logra con los
ALGORITMOS que deciden cual de los procesos en cola se para ser
procesados, en ellos se tiene en cuenta el tiempo de los demás
procesos en cola,
Algoritmo de la Peluquería (Primero en llegar, primero en ser atendido)
En el orden secuencial a su llegada a cola de espera, este algoritmo
toma el primer proceso Y lo ejecuta, terminado este continúa el siguiente
Y así sucesivamente. La implementación de este algoritmo es muY
simple, pero el tiempo de procesamiento de la cola es alto, al igual que
los tiempos de espera de cada proceso.
Algoritmo el más corto primero.
Este algoritmo asocia con cada proceso el tiempo de CPU que ocupará
la próxima vez. Si los tiempos de dos o más procesos son iguales se
prioriza el orden de llegada a la cola. El tiempo promedio de
procesamiento de la cola con la utilización de este algoritmo no es el
mínimo.

Algoritmo por prioridades.
Se asigna a cada proceso una prioridad para ser atendido Y ejecutado
por la CPU, el de maYor prioridad será atendido de primero. Si ocurre
que dos procesos son igualmente priorizados se elige al primero
ubicado en la cola. El tiempo de espera no es el óptimo
Algoritmo de la lotería.
Se elige al azar de todos los procesos uno para ser ejecutado por la
CPU. Los tiempos de espera también son aleatorios porque dependen
del orden en los que fueron atendidos los procesos.
Algoritmo de Round Robín
Cada proceso en la cola es atendido por un tiempo determinado,
empezando por el primero de la cola hasta llegar al último. El tiempo de
procesamiento que se destina a cada proceso se llama quantum. Si el
quantum es muY grande, se ejecuta por orden de peluquería.

Estos cinco ALGORITMOS hacen parte de la aplicación destinada a
la simulación de incineración – planificación de procesos.
1 ALGORITMOS DE INTINERACIÓN – PLANIFICACIÓN DE LOS
PROCESOS
La memoria es un recurso indispensable para que el cualquier
sistema pueda funcionar correctamente, los programas crecen al igual
que los recursos de hardware Y la innovación o mejoramiento de los
sistemas operativos, por lo tanto la administración de memoria debe
ser cuidadosamente estratégica para mejorar la productividad del
sistema en sí.
El administrador de memoria, es la parte del sistema operativo, que
tiene por función administrar adecuadamente este recurso.

Algoritmo FIFO
Las páginas van entrando a la memoria a medida que van llegando, la
primera en llegar esta es que se asignara a la memoria, se crea una
cola con el fin de lograr la asignación a memoria.
Algoritmo Óptimo
Consiste en remplazar la página que no se usará durante el maYor
periodo de tiempo, es el que menos fallos presenta, pero es difícil de
implementar Ya que requiere el conocimiento a futuro de la serie de
preferencias.
Algoritmo LRU
El algoritmo de el menos reciente usado (LRU), plantea la posibilidad
del reemplazo de una página que no ha sido utilizada durante el maYor
periodo de tiempo posible.

Decisión de una sola vez (modelo periodiquero)
Algunos problemas de inventario involucran determinar una cantidad de
pedido para un articulo que cubre la demanda de un solo pedido. Este
tipo de problemas es común para materiales de vida corta, como bienes
de moda alimentos perecederos y publicaciones como revistas y
periódicos. Estos problemas de inventario tradicionalmente se conocen
como problemas del periodiquero.

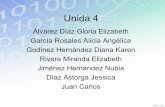
Análisis abc de inventarios
En una cadena de suministro, un análisis ABC es un método de
categorización de inventario que consiste en la división de los
artículos en tres categorías, A, B y C: Los artículos pertenecientes a la
categoría A son los más valiosos, mientras que los que pertenecen a
la categoría C son los menos valiosos. Este método tiene como
objetivo llamar la atención de los gerentes hacia los pocos artículos
de importancia crucial (artículos A) en lugar de hacia los muchos
artículos triviales (artículos C).
El principio de Pareto establece que el 80 % del valor de consumo
total se basa solo sobre el 20 % de los artículos totales. En otras
palabras, la demanda no está distribuida uniformemente entre los
artículos: los que más se venden superan ampliamente a los demás.
El método ABC establece que, al revisar el inventario, una empresa
debería **clasificar los artículos de la A a la C**, basando su
clasificación en las siguientes reglas:

Los artículos A son bienes cuyo valor de consumo anual es **el más
elevado**. El principal 70-80 % del valor de consumo anual de la
empresa generalmente representa solo entre el 10 y el 20 % de los
artículos de inventario totales.
Los artículos C son, al contrario, artículos con el menor valor de
consumo. El 5 % más bajo del valor de consumo anual generalmente
representa el 50 % de los artículos de inventario totales.
Los artículos B son artículos de una clase intermedia, con un valor de
consumo medio. Ese 15-25 % de valor de consumo anual
generalmente representa el 30 % de los artículos de inventario totales.


Planeación de requerimiento de materiales (MRP)
Sistema de planificación
administración
Actividades de producción y
compra
Adquisición a proveedores
de forma programada
Planificación de producción
Gestión de stocks
dependientes de necesidades

objetivos
Determinar lo que se
necesita
Disminuir tiempos de
espera producción
Incrementar la eficiencia
Proveer alerta temprana
Asegura materiales productos
listos producción
Mantener niveles de inventarios
planear manufactura horarios de entrega y compras

Tres insumos mas importantes del
(MRP)
Programa maestro de producción
Los registros del estado del inventario
Lista de materiales (estructura del
producto)

beneficios
Disminución de los costos de
stocks
Mejoras en el nivel de servicio
al cliente
Reducción de horas extras
Reducción de contrataciones
temporales
Reducción de plazos de
contratación
Incremento de la productividad
Reducción de costos de
fabricación
Mejor adaptación a la
demanda de mercado

Flujo del proceso MRP.
Establecer requerimientos en
conjunto
Usar recepciones programadas para
establecer el balance de inventario
proyectado
Establecer requerimientos netos
detallados
Establecer recepciones
planeadas
Establecer liberación de órdenes
planeadas
Ajustar el balance de inventario
proyectado


Bibliografía
Everett E. Adam, Jr.(1995)Administración de producción y las operaciones.
México .: Prentice hall.
Richard J. Hopeman(2001) Administración de producción y operaciones.
México.: Grupo patria cultural
Chase Aquilano Jacobs (2001) Administración de producción y operaciones.
Bogotá.: MC Graw Hill.
By normanGaither , greg Frazier.(2007) administración de producción y
operaciones. México.: gandhi.