Expo de Productivos
25
1. INTRODUCCIÓN El termino Layout es un término de la lengua inglesa que puede traducirse como “disposición” o “plan” y tiene un uso extendido en el ámbito de la administración y en el de la tecnología. En el ámbito tecnológico, La noción de Layout suele utilizarse para nombrar al esquema de distribución de los elementos dentro un diseño como el que se aplica en las páginas web. En el ámbito de la administración, el diseño Layout nos permite tomar decisiones del tipo estratégicas que nos permite dar una dirección a las operaciones con el fin de que la empresa implante su estrategia de negocio. El objetivo de esta estrategia es el de desarrollar un modelo económico que satisfaga los requisitos de la empresa. 2. ¿QUÉ ES EL DISEÑO DE LAYOUT? El diseño de Layout es un proceso una serie de pasos que se deben seguir en un orden con el fin de lograr ciertos objetivos. Podemos mencionar algunos pasos comunes en el diseño de Layout: Especificar los objetivos y los criterios correspondientes a ser usado para evaluar el diseño. La
-
Upload
miguel-espinoza -
Category
Documents
-
view
221 -
download
1
description
sad
Transcript of Expo de Productivos

1. INTRODUCCIÓN
El termino Layout es un término de la lengua inglesa que puede traducirse como “disposición” o “plan” y tiene un uso extendido en el ámbito de la administración y en el de la tecnología.
En el ámbito tecnológico, La noción de Layout suele utilizarse para nombrar al esquema de distribución de los elementos dentro un diseño como el que se aplica en las páginas web.
En el ámbito de la administración, el diseño Layout nos permite tomar decisiones del tipo estratégicas que nos permite dar una dirección a las operaciones con el fin de que la empresa implante su estrategia de negocio. El objetivo de esta estrategia es el de desarrollar un modelo económico que satisfaga los requisitos
de la empresa.
2. ¿QUÉ ES EL DISEÑO DE LAYOUT?
El diseño de Layout es un proceso una serie de pasos que se deben seguir en un orden con el fin de lograr ciertos objetivos. Podemos mencionar algunos pasos comunes en el diseño de Layout:
Especificar los objetivos y los criterios correspondientes a ser usado para evaluar el diseño. La cantidad de espacio requerido, y la distancia que se debe recorrer entre elementos en el diseño, son criterios básicos que se deben tener en cuenta.
Las estimaciones de la demanda del producto o servicio en el sistema. Requisitos de procesamiento en términos de número de operaciones y la
cantidad de flujo entre los elementos en el diseño. Requisitos de espacio para los elementos del diseño. Disponibilidad de espacio dentro de la instalación, y en caso de que se
tratase de una nueva instalación, una posible la construcción configuraciones.

Por lo tanto podemos decir que el diseño de Layout es un componente importante en las operaciones generales de una empresa, puesto que permite la maximización en la eficacia del proceso de producción y así como la satisfacción de las necesidades de los empleados. Tiene como objetivo básico el de asegurar un buen flujo de trabajo, materiales e información a través de un sistema.
Este buen flujo se logra mediante una buena distribución de los grupos de trabajo que participan en los distintas áreas de trabajo, maquinarias y puntos de mantenimiento de la planta de producción.
Es decir se puede obtener como resultado lo siguiente.
Una mayor y mejor utilización del espacio, personas y equipos.
Una mejora del flujo de información, personas y materiales.
Una mejora de la moral y de la seguridad en las condiciones de trabajo de los empleados.
Una mejora en la interacción con el cliente.
Una mayor flexibilidad, es decir, el Layout debe estar preparado para ser cambiado con agilidad en cualquier momento.
3. TIPOS DE LAYOUT
Las decisiones de Layout buscan determinar la mejor ubicación de la maquinaria (en entornos de producción), de despachos y mesas de trabajo y demás mobiliario (en entornos de oficinas), o de centros de servicio (en entornos como hospitales o grandes almacenes). Un Layout eficaz facilita el flujo de materiales, personas e información dentro de cada área y entre ellas. Para alcanzar estos objetivos, se ha desarrollado un abanico de posibilidades:
3.1 Layout de oficinas
El Layout de oficinas consiste en agrupar a los trabajadores, sus equipos y espacios de forma que se asegure un lugar de trabajo cómodo, seguro y donde el movimiento de información sea óptimo. Este Layout destaca principalmente por la importancia que le atribuye al flujo de información. Los Layouts de oficinas están en un cambio permanente ya que los cambios tecnológicos que se manifiestan en toda la sociedad alteran la forma en que funcionan las oficinas. En la actualidad,

gracias a que ha cobrado importancia el flujo de información electrónica, se ha alcanzado una mayor flexibilidad.
3.2 Layout de comercios
El Layout de comercios es aquel que se basa en la asignación de un espacio a los diferentes productos de la empresa, ya que según el mismo, las ventas y los beneficios dependen en gran medida de la exposición de los productos a los clientes. Por lo tanto, es importante disponer de una buena organización en los establecimientos. En consecuencia, el objetivo primordial del Layout de comercios es maximizar el beneficio por metro cuadrado de espacio o por metro cuadrado de estante. Hay cinco ideas que ayudan a determinar el Layout general de muchas tiendas:
Colocar los artículos de mucha venta en la periferia de la tienda Utilizar localizaciones destacadas para los productos de compra impulsiva Distribuir los artículos de reclamo a ambos lados de un pasillo y dispersos,
para incrementar la visibilidad de otros artículos Utilizar los extremos finales de los pasillos porque tienen un alto grado de
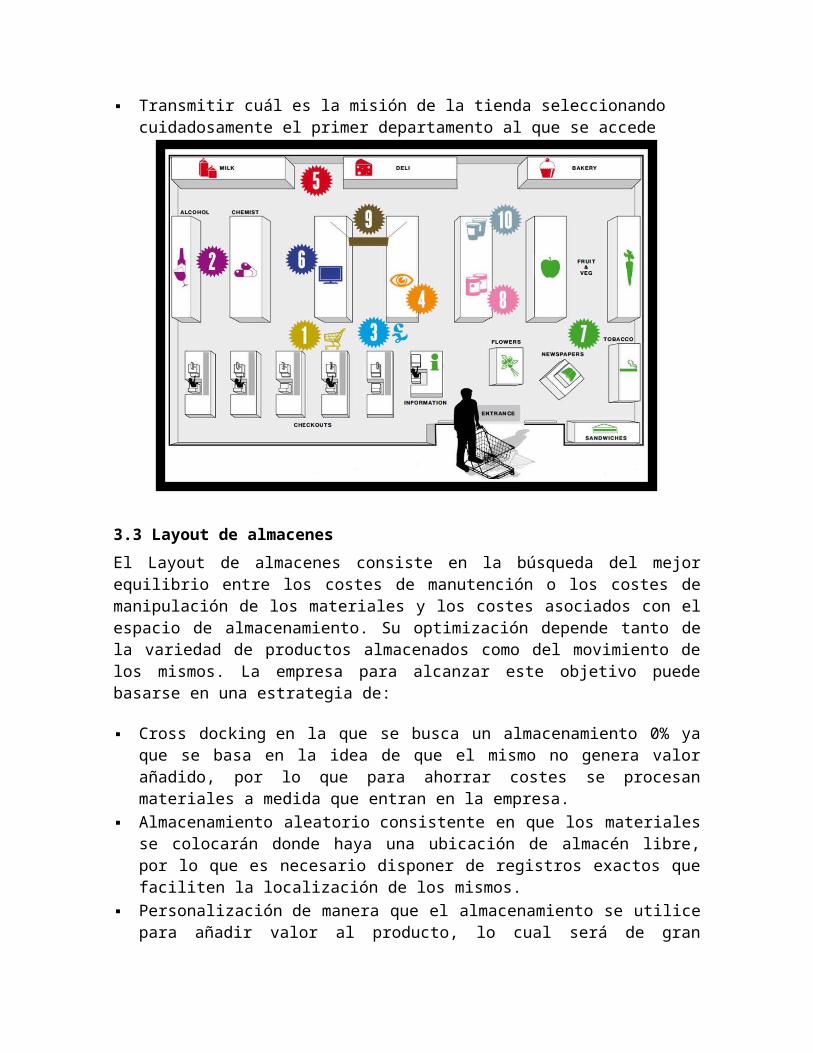
exposición Transmitir cuál es la misión de la tienda seleccionando cuidadosamente el
primer departamento al que se accede

3.3 Layout de almacenes
El Layout de almacenes consiste en la búsqueda del mejor equilibrio entre los costes de manutención o los costes de manipulación de los materiales y los costes asociados con el espacio de almacenamiento. Su optimización depende tanto de la variedad de productos almacenados como del movimiento de los mismos. La empresa para alcanzar este objetivo puede basarse en una estrategia de:
Cross docking en la que se busca un almacenamiento 0% ya que se basa en la idea de que el mismo no genera valor añadido, por lo que para ahorrar costes se procesan materiales a medida que entran en la empresa.
Almacenamiento aleatorio consistente en que los materiales se colocarán donde haya una ubicación de almacén libre, por lo que es necesario disponer de registros exactos que faciliten la localización de los mismos.
Personalización de manera que el almacenamiento se utilice para añadir valor al producto, lo cual será de gran importancia cuando los mercados en los que opera la empresa cambien rápidamente.
3.4 Layout de posición fija o de proyecto
El Layout de posición fija o de proyecto hace referencia a que el producto permanece fijo en un lugar y los trabajadores y equipos deben acudir a esa única área de trabajo. Se trata de proyectos que se llevaran a cabo en un periodo de tiempo largo y determinado, donde el volumen de materiales es muy dinámico. Ejemplos de este tipo de proyectos pueden ser la construcción de barcos, carreteras, puentes, etc. En esta clase de productos se suele aconsejar hacer todo lo que se pueda fuera de la posición fija, ya que es difícil de racionalizar. Su efectividad está vinculada con la programación de acceso al lugar y la confiabilidad de las entregas.
3.5 Layout orientado al proceso
El Layout orientado al proceso es aquel que se emplea cuando se dispone de una producción de bajo volumen y alta variedad de productos, por lo que es el Layout más eficiente cuando una empresa fabrica productos con requisitos diferentes o cuando trata con clientes que tienen distintas necesidades. La principal ventaja que posee este tipo de Layout es la flexibilidad en la asignación de equipos y tareas, debido a que en caso de que una de las máquinas se averíe no tiene por qué detenerse todo el proceso productivo. Sin embargo, presenta algunos inconvenientes como por ejemplo, que los equipos deben ser multifuncionales y

las órdenes de producción son más lentas y más difíciles de programar, además para poder utilizar dichos equipos se requieren empleados con ciertas habilidades.
Células de trabajo
Las células de trabajo se definen como una organización de máquinas y personal centrada en la fabricación de un único producto o familia de productos relacionados. Las ventajas de las células de trabajo son:
Reducción del inventario de trabajo en curso, porque la célula de trabajo no está preparada para suministrar un flujo unitario de máquina a máquina.
Se requiere menor espacio de planta, ya que se necesita menos espacio entre máquinas para contener el también menor inventario de trabajos en curso.
Reducción de los inventarios de materias primas y productos acabados. Reducción del coste de mano de obra directa. Mayor sentimiento de participación del trabajador en la empresa y en el
producto.
Mayor utilización de equipos y maquinaria, gracias a la mejor programación. Reducida inversión en maquinaria y equipos.
Por otra parte, es importante destacar que las células de trabajo requieren que se identifique a las distintas familias de productos, los empleados deben tener un alto nivel de formación y flexibilidad, y se necesita personal de apoyo para montar inicialmente las células de trabajo, cada una de las cuales debe estar controlada.
3.6 Layout orientado al producto
El Layout repetitivo y orientado al producto se organiza en torno a productos o familias de productos similares, donde existe un alto volumen y una baja variedad de productos. Suele utilizarse en producción continua. Existen dos tipos de Layouts repetitivos, en primer lugar, tenemos la línea de fabricación que se encarga de la elaboración de los componentes, y en segundo lugar, se encuentra la línea de montaje, la cual ensambla las piezas fabricadas en una serie de estaciones o puestos de trabajo. El principal problema al que se enfrenta el Layout repetitivo es el de equilibrar las tareas en cada estación de trabajo de la línea de producción de manera que el tiempo en cada una de las estaciones sea aproximadamente el mismo, con la condición de que se obtenga la cantidad de producción deseada de la línea. En base a esto, podemos afirmar que el objetivo de este tipo de Layout es la minimización del desequilibrio en la línea de fabricación o montaje.
Las principales ventajas del Layout orientado al producto son:

El bajo coste variable por unidad, normalmente asociado a productos estandarizados de alto volumen
Bajos costes de manejo de materiales Reducidos inventarios de trabajo en curso de fabricación Formación y supervisión más fáciles Producción rápida
Los inconvenientes del Layout orientado al producto son los siguientes:
Es necesario un alto volumen de producción, debido a las grandes inversiones que hacen falta para montar el proceso
La detención del trabajo en cualquier punto de la línea provoca la parada de todo el proceso
Existe falta de flexibilidad cuando se manejan diversos productos o diferentes tasas de la producción
4. Objetivos de la distribución en planta y definiciones del problema
Como ya se dicho, una distribución en planta adecuada proporciona beneficios a la empresa que se traducen en un aumento de la eficiencia y por lo tanto de la competitividad. Esto es más así con la introducción de conceptos de fabricación recientes, como los sistemas de fabricación flexibles (FMS), la fabricación integrada por ordenador (CIM), o los sistemas de suministro de material Just-In-Time (JIT). Sea cual sea el sistema productivo, una correcta distribución en planta permite reducir los requerimientos de espacio y los desplazamientos de material, disminuye el volumen de trabajo en proceso y mejora el control de materiales y producto acabado.
Queda establecida, pues, la necesidad de una correcta distribución de las actividades productivas y los beneficios de ello esperables. Para lograr dichos beneficios es necesario que la solución obtenida cumpla con determinados objetivos.
Moore establece siete objetivos básicos a cumplir por la distribución en planta:
Simplificar al máximo el proceso productivo.
Minimizar los costes de manejo de materiales.
Tratar de disminuir la cantidad de trabajo en curso.
Aprovechar el espacio de la manera más efectiva posible.
Aumentar la satisfacción del operario y procurar la seguridad en el trabajo.
Evitar inversiones de capital innecesarias.
Aumentar el rendimiento de los operarios estimulándolos convenientemente.
5. Principios de la distribución en planta
Según Muther, estos objetivos pueden resumirse y plantearse en forma de principios, sirviendo de base para establecer una metodología que permita abordar el problema de la distribución en planta de forma ordenada y sistemática.
Principio de la integración de conjunto
“La mejor distribución es la que integra a los operarios, los materiales, la maquinaria, las actividades, así como cualquier otro factor, de modo que resulte el compromiso mejor entre todas estas partes”.
Principio de la mínima distancia recorrida
“En igualdad de condiciones, es siempre mejor la distribución que permite que la distancia a recorrer por el material entre operaciones será la más corta”.
Principio de la circulación o flujo de materiales
“En igualdad de condiciones, es mejor aquella distribución que ordene las áreas de trabajo de modo que cada operación o proceso esté en el mismo orden o secuencia en que se tratan, elaboran, o montan los materiales”.
Principio del espacio cúbico
“La economía se obtiene utilizando de un modo efectivo todo el espacio disponible, tanto en vertical como en horizontal”.
Principio de la satisfacción y de la seguridad (confort)
“En igualdad de condiciones, será siempre más efectiva la distribución que haga el trabajo más satisfactorio y seguro para los operarios, los materiales y la maquinaria”.
Principio de la flexibilidad
“En igualdad de condiciones, siempre será más efectiva la distribución que pueda ser ajustada o reordenada con menos costos o inconvenientes”.

6. MÉTODO SLP (SYSTEMATIC LAYOUT PLANNING O PLANEACIÓN SISTEMÁTICA DE LA DISTRIBUCIÓN EN PLANTA)
El método S.L.P. es una forma organizada para realizar la planeación de una
distribución y está constituida por cuatro fases, en una serie de procedimientos y
símbolos convencionales para identificar, evaluar y visualizar los elementos y
áreas involucradas de la mencionada planeación.
El método S.L.P, consiste en un esqueleto de pasos, un patrón de procedimientos
de la Planeación Sistemática de la Distribución en Planta y un juego de
conveniencias
Este método fue desarrollado por un especialista reconocido internacionalmente
en materia de planeación de fábricas, quién ha recopilado los distintos elementos
utilizados por los Ingenieros Industriales para preparar y sistematizar los proyectos
de distribución, además de que ha desarrollado sus propios métodos, entre los
que se encuentran:
SLP: Systematic Layout Planning
SPIF: Systematic Planning of Industrial Facilities
SHA: Systematic Handling Analysis
MHA: Material Handling Analysis

La Planeación Sistemática de la Distribución en Planta (SLP) es una técnica
creada por Richard Muther en la que se establece paso a paso el procedimiento
de planificación que permite a los usuarios identificar y visualizar la tasa de las
distintas actividades, relaciones, y las alternativas que participan en un proyecto
de diseño.
El método SLP (Planeación sistemática de la distribución en planta), consiste en un esqueleto de pasos, un patrón de procedimientos de la Planeación Sistemática de la Distribución en Planta y un juego de conveniencias. Para el desarrollo de la distribución en planta existen distintas metodologías, entre las cuales se usará el método SLP. El método SLP es una forma organizada de enfocar los proyectos de distribución en planta. Consiste en fijar:
Un cuadro operacional de fases Una serie de procedimientos Un conjunto de normas
El proceso a seguir es:
Identificación de departamentos y actividades. Realización de la Tabla Relacional de Actividades.
Desarrollo del Diagrama Relacional de Actividades (Representación
Nodal).
Determinación de superficies.
Desarrollo del Diagrama Relacional de Superficies
Realización de bocetos y selección de la mejor Distribución en
Planta.
El método SLP es una forma organizada para realizar la planeación de una
distribución y está constituida por cuatro fases, en una serie de procedimientos y
símbolos convencionales para identificar, evaluar y visualizar los elementos y
áreas involucradas de la mencionada planeación.
Esta técnica, incluyendo el método simplificado, puede aplicarse a oficinas,
laboratorios, áreas de servicio, almacén u operaciones manufactureras y es
igualmente aplicable a mayores o menores readaptaciones que existan, nuevos
edificios o en el nuevo sitio de planta planeado.

LAS CUATRO FASES DE LA PLANEACIÓN SISTEMÁTICA DE LA DISTRIBUCIÓN EN
PLANTA
La Planeación Sistemática de la Distribución en Planta consiste en una serie de
fases, un patrón de procedimientos de planeación y un conjunto de convenciones.
Como cualquier proyecto de organización, la planeación sistemática de la
distribución en planta arranca con un objetivo inicial establecido y culmina con la
realidad física instalada, pasando a través de cuatro pasos del plan de
organización.
FASE I: Localización
Aquí se debe decidir dónde debe localizarse el área que se va a distribuir. La
localización no se trata necesariamente de un problema de nuevo terreno, suele
demandar que se decida si la nueva distribución o el reacomodo estarán en el
mismo lugar, en un área de almacén que se pueda dejar libre para ello, en un
edificio adquirido hace poco tiempo o en alguna área similar de la que se pueda
disponer.
FASE II: Planeación de la organización general total
Esta establece la disposición del conjunto o del bloque, así como el patrón o
patrones básicos de flujo para el área de qué va a ser organizada. Esto también
indica el tamaño, la relación y la configuración de cada uno de los departamentos,
de las actividades y de las áreas principales.
FASE III: Preparación en detalle del plan de organización
Es la preparación de los planes pormenorizados de la distribución. Incluye los
planos de los lugares donde se va a colocar cada pieza de maquinaria o equipo.
FASE IV: Instalación
Esta abarca tanto la planificación de la instalación como la colocación y el
acoplamiento del equipo. Esto envuelve ambas partes, planear la instalación y

hacer físicamente los movimientos necesarios. Indica los detalles de la distribución
y se realizan los ajustes necesarios conforme se van colocando los equipos.
La preparación racional de la distribución, es una forma organizada de enfocar los
proyectos de distribución; es fijar un cuadro operacional de fases, una serie de
procedimientos, un conjunto de normas que permitan identificar, valorar y
visualizar todos los elementos que intervienen en la distribución misma de la
planta.
PROCEDIMIENTO DEL MODELO
PASO 1: Análisis producto-cantidad
Lo primero que se debe conocer para realizar una distribución en planta es qué se
va a producir y en qué cantidades, y estas previsiones deben disponer para cierto
horizonte temporal. A partir de este análisis es posible determinar el tipo de
distribución adecuado para el proceso objeto de estudio.
En cuanto al volumen de información, pueden presentarse situaciones variadas,
porque el número de productos puede ir de uno a varios miles. Si la gama de
productos es muy amplia, convendrá formar grupos de productos similares, para
facilitar el tratamiento de la información, la formulación de previsiones, y
compensar que la formulación de previsiones para un solo producto puede ser
poco significativa. Posteriormente se organizarán los grupos según su importancia,
de acuerdo con las previsiones efectuadas.
Muther (1981) recomienda la elaboración de un gráfico en el que se representen
en abscisas los diferentes productos a elaborar y en ordenadas las cantidades de
cada uno. Los productos deben ser representados en la gráfica en orden
decreciente de cantidad producida. En función del gráfico resultante es
recomendable la implantación de uno u otro tipo de distribución.
PASO 2: Análisis del recorrido de los productos (flujo de producción)
Se trata en este paso de determinar la secuencia y la cantidad de los movimientos
de los productos por las diferentes operaciones durante su procesado. Entre estos
se cuenta con:
Diagrama OTIDA
Diagrama As-Is
Curso-gramas analíticos
Diagrama multi-producto
Matrices origen- destino
Diagramas de hilos
Diagramas de recorrido

A partir de la información del proceso productivo y de los volúmenes de
producción, se elaboran gráficas y diagramas descriptivos del flujo de materiales.
Tales instrumentos no son exclusivos de los estudios de distribución en planta;
son o pueden ser los mismos empleados en los estudios de métodos. De estos
diagramas no se desprende una distribución en planta pero sin dudas
proporcionan un punto de partida para su planteamiento. No resulta difícil a partir

de ellos establecer puestos de trabajo, líneas de montaje principales y
secundarias, áreas de almacenamiento, etc.
PASO 3: Análisis de las relaciones entre actividades
Conocido el recorrido de los productos, debe plantearse el tipo y la intensidad de
las interacciones existentes entre las diferentes actividades productivas, los
medios auxiliares, los sistemas de manipulación y los diferentes servicios de la
planta. Estas relaciones no se limitan a la circulación de materiales, pudiendo ser
ésta irrelevante o incluso inexistente entre determinadas actividades.
Entre otros aspectos, el proyectista debe considerar en esta etapa las exigencias
constructivas, ambientales, de seguridad e higiene, los sistemas de manipulación
necesarios, el abastecimiento de energía y la evacuación de residuos, la
organización de la mano de obra, los sistemas de control del proceso, los sistemas
de información, etc.
En la práctica, el análisis de recorridos expuesto en el apartado anterior se emplea
para relacionar las actividades directamente implicadas en el sistema productivo,
mientras que la tabla relacional permite integrar los medios auxiliares de
producción.
PASO 4: Desarrollo del diagrama relacional de actividades
La información recogida hasta el momento, referente tanto a las relaciones entre
las actividades como a la importancia relativa de la proximidad entre ellas, es
recogida en el Diagrama Relacional de Actividades. Éste pretende recoger la
ordenación topológica de las actividades en base a la información de la que se
dispone. De tal forma, en dicho grafo los departamentos que deben acoger las
actividades son adimensionales y no poseen una forma definida. El diagrama es
un grafo en el que las actividades son representadas por nodos unidos por líneas.
Estas últimas representan la intensidad de la relación (A, E, I, O, U, X) entre las
actividades unidas a partir del código de líneas.

A continuación este diagrama se va ajustando a prueba y error, lo cual debe
realizarse de manera tal que se minimice el número de cruces entre las líneas que
representan las relaciones entre las actividades, o por lo menos entre aquellas que
representen una mayor intensidad relacional. De esta forma, se trata de conseguir
distribuciones en las que las actividades con mayor flujo de materiales estén lo
más próximas posible (cumpliendo el principio de la mínima distancia recorrida, y
en las que la secuencia de las actividades sea similar a aquella con la que se
tratan, elaboran o montan los materiales (principio de la circulación o flujo de
materiales).
PASO 5: Análisis de necesidades y disponibilidad de espacios
El siguiente paso hacia la obtención de alternativas factibles de distribución es la
introducción en el proceso de diseño, de información referida al área requerida por
cada actividad para su normal desempeño. El planificador debe hacer una
previsión, tanto de la cantidad de superficie, como de la forma del área destinada
a cada actividad.
El proyectista debe emplear el método más adecuado al nivel de detalle con el que
se está trabajando, a la cantidad y exactitud de la información que se posee y a su
propia experiencia previa. El espacio requerido por una actividad no depende
únicamente de factores inherentes a sí misma, si no que puede verse
condicionado por las características del proceso productivo global, de la gestión de
dicho proceso o del mercado. El planificador puede hacer uso de los diversos
procedimientos de cálculo de espacios existentes para lograr una estimación del
área requerida por cada actividad.
Los datos obtenidos deben confrontarse con la disponibilidad real de espacio. Si la
necesidad de espacio es mayor que la disponibilidad, deben realizarse los
reajustes necesarios; bien disminuir la previsión de requerimiento de superficie de
las actividades, o bien, aumentar la superficie total disponible modificando el
proyecto de edificación (o el propio edificio si éste ya existe). El ajuste de las
necesidades y disponibilidades de espacio suele ser un proceso iterativo de

continuos acuerdos, correcciones y reajustes, que desemboca finalmente en una
solución que se representa en el llamado Diagrama Relacional de Espacios.
Paso 6: Desarrollo del diagrama relacional de espacios
Los símbolos distintivos de cada actividad son representados a escala, de forma
que el tamaño que ocupa cada uno sea proporcional al área necesaria para el
desarrollo de la actividad. En estos símbolos es frecuente añadir, además, otro
tipo de información referente a la actividad como, por ejemplo, el número de
equipos o la planta en la que debe situarse.
Con la información incluida en este diagrama se está en disposición de construir
un conjunto de distribuciones alternativas que den solución al problema. Se trata
pues de transformar el diagrama ideal en una serie de distribuciones reales,
considerando todos los factores condicionantes y limitaciones prácticas que
afectan al problema. Entre estos elementos se pueden citar características
constructivas de los edificios, orientación de los mismos, usos del suelo en las
áreas colindantes a la que es objeto de estudio, disponibilidad insuficiente de
recursos financieros, vigilancia, seguridad del personal y los equipos, turnos de
trabajo con una distribución que necesite instalaciones extras para su
implantación.
La obtención de soluciones es un proceso que exige creatividad y que debe
desembocar en un cierto número de propuestas (Muther, 1968 aconseja de dos a
cinco) elaboradas de forma suficientemente precisa, que resultarán de haber
estudiado y filtrado un número mayor de alternativas desarrolladas solo
esquemáticamente.
PASO 7: Evaluación de las alternativas de distribución de conjunto y selección de la
mejor distribución
Una vez desarrolladas las soluciones, hay que proceder a seleccionar una de
ellas, para lo que es necesario realizar una evaluación de las propuestas, lo que
nos pone en presencia de un problema de decisión multi-criterio. La evaluación de

los planes alternativos determinará que propuestas ofrecen la mejor distribución
en planta. Los métodos más utilizados son:
a) Comparación de ventajas y desventajas
b) Análisis de factores ponderados
c) Comparación de costos
Probablemente el método más fácil de evaluación de los mencionados
anteriormente es el de enlistar las ventajas y desventajas que presenten las
alternativas de distribución, o sea un sistema de "pros" y "contras". Sin embargo,
este método es el menos exacto, por lo que es aplicado en las evaluaciones
preliminares o en las fases (I y II) donde los datos no son tan específicos.
Por su parte, el segundo método consiste en la evaluación de las alternativas de
distribución con respecto a cierto número de factores previamente definidos y
ponderados según la importancia relativa de cada uno sobre el resto, siguiendo
para ello una escala que puede variar entre 1-10 o 1-100 puntos. De tal forma se
seleccionará la alternativa que tenga la mayor puntuación total. Esto aumenta la
objetividad de lo que pudiera ser un proceso muy subjetivo de toma de decisión.
Además, ofrece una manera excelente de implicar a la dirección en la selección y
ponderación de los factores, y a los supervisores de producción y servicios en la
clasificación de las alternativas de cada factor.
El método más substancial para evaluar las Distribuciones de Planta es el de
comparar costos. En la mayoría de los casos, si el análisis de costos no es la base
principal para tomar una decisión, se usa para suplementar otros métodos de
evaluación. Las dos razones principales para efectuar un análisis de costos son:
justificar un proyecto en particular y comparar las alternativas propuestas. El
preparar un análisis de costos implica considerar los costos totales involucrados o
solo aquellos costos que se afectarán por el proyecto.