Evidencia2. Procesos de Manufactura
12
Profesional Reporte Nombre: Juan Francisco Sosa García Matrícula: al02730352 Nombre del curso: CEL.IN13152 Procesos de manufactura Nombre del profesor: Veruzcka Yuritzi Medina Aguilar Módulo: Módulo 2. Conformado, maquinado y soldadura Actividad: Evidencia 2 Fecha: 06 de marzo de 2015 Bibliografía: Universidad Tecmilenio. (2015). Módulo 2. Conformado, maquinado y soldadura. 6 de marzo de 2015, de Universidad Tecmilenio Sitio web: http://bbsistema.tecmilenio.edu.mx/webapps/portal/frames et.jsp?tab_tab_group_id=_2_1&url=%2Fwebapps%2Fblackboard %2Fexecute%2Flauncher%3Ftype%3DCourse%26id %3D_205751_1%26url%3D Kalpakjian, S. y Schmid, S. (2008). Manufactura, Ingeniería y Tecnología (5ª ed.). México: Pearson Education. PROCESO DE MANUFACTURA (Rines) Introducción El maquinado y la soldadura son procesos claves dentro de las operaciones de manufactura, ya que ambas suelen ser parte de los procesos finales de fabricación.
-
Upload
juan-francisco-sosa-garcia -
Category
Documents
-
view
65 -
download
5
description
Procesos de Manufactura
Transcript of Evidencia2. Procesos de Manufactura
ProfesionalReporte
Nombre: Juan Francisco Sosa García Matrícula: al02730352
Nombre del curso: CEL.IN13152
Procesos de manufactura
Nombre del profesor: Veruzcka Yuritzi
Medina Aguilar
Módulo: Módulo 2. Conformado,
maquinado y soldadura
Actividad: Evidencia 2
Fecha: 06 de marzo de 2015
Bibliografía:
Universidad Tecmilenio. (2015). Módulo 2. Conformado, maquinado y
soldadura. 6 de marzo de 2015, de Universidad Tecmilenio Sitio web:
http://bbsistema.tecmilenio.edu.mx/webapps/portal/frameset.jsp?
tab_tab_group_id=_2_1&url=%2Fwebapps%2Fblackboard%2Fexecute
%2Flauncher%3Ftype%3DCourse%26id%3D_205751_1%26url%3D
Kalpakjian, S. y Schmid, S. (2008). Manufactura, Ingeniería y Tecnología
(5ª ed.). México: Pearson Education.
PROCESO DE MANUFACTURA
(Rines)
Introducción
El maquinado y la soldadura son procesos claves dentro de las operaciones de
manufactura, ya que ambas suelen ser parte de los procesos finales de
fabricación.
A lo largo del curso se han visto operaciones a las que por lo regular se les aplica
un post-procesamiento, como por ejemplo:
La fundición
El forjado
ProfesionalReporte
El moldeado
El maquinado es parte de este postprocesamiento, el cual le da el acabado final y
ajusta las dimensiones geométricas a las tolerancias del diseño original.
En la soldadura, una vez que la pieza fue extruida, forjada o moldeada y se le
realizaron las operaciones de postprocesamiento, se suele unir con otros
elementos para formar el producto final.
Objetivo:
Comprender las características del fluido de corte y herramientas de corte.
Comprender la definición de maquinabilidad y los lineamientos de diseño y
operación para fresado y torneado.
Procedimiento:
1. Consulté los temas del módulo 2 de la materia Investigación de
Operaciones en la plataforma Blackboard
2. Reflexioné y comprendí cada uno de los apartados consultados sobre las
características de los procesos de maquinado
3. Reflexioné y comprendí el trabajo a desarrollar en la actividad
4. Investigué y me preparé buscando información en fuentes confiables
5. Desarrolle y resolví cada uno de los cuestionamientos que se me presentan
en la Evidencia 2.
6. De acuerdo con esto redacté mis resultados y conclusión.
Resultados
Elaboración de rines
(Proceso)
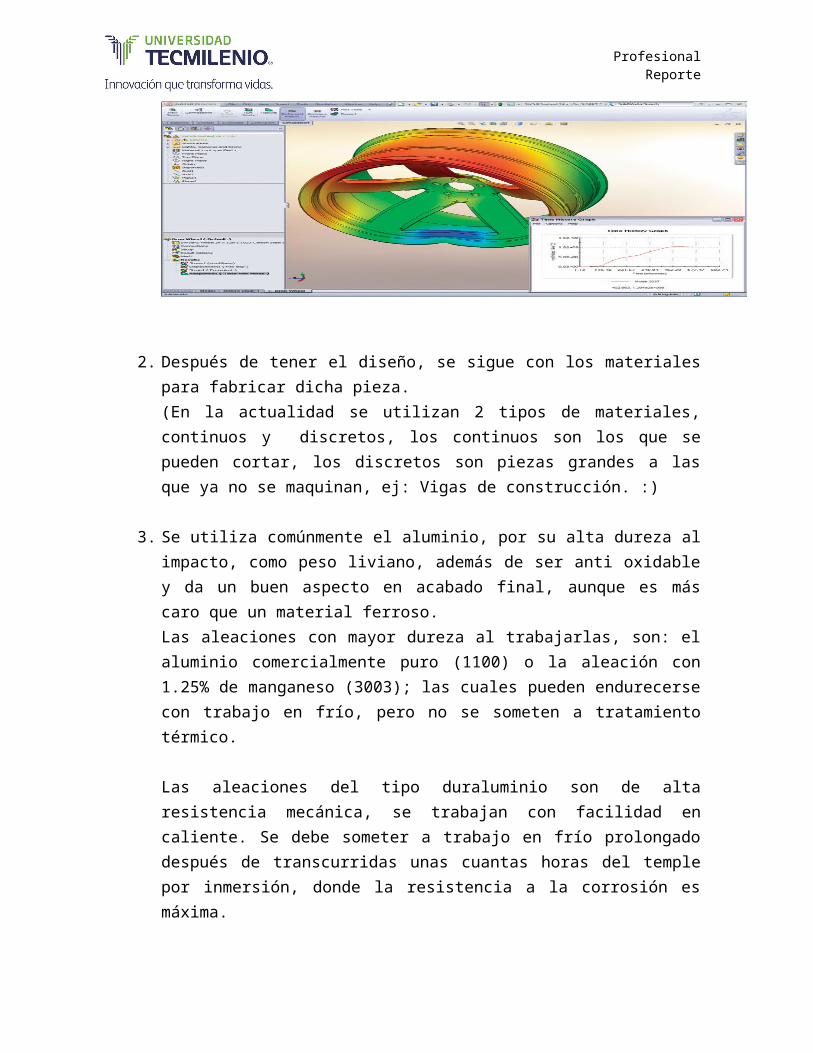
1. Para la fabricación de un rin, primero se debe de hacer un diseño de este, satisfaciendo el mercado actual, rentabilidad y presupuesto de la empresa.Se pueden utilizar programas para hacer el dibujo del rin, (Estos programas ya definen el material como su dureza, el tener gran tecnología de
ProfesionalReporte
información, ayuda hacer más eficiente el proceso, existe programas como: Solidworks, Autocad, entre otros.)
2. Después de tener el diseño, se sigue con los materiales para fabricar dicha pieza.(En la actualidad se utilizan 2 tipos de materiales, continuos y discretos, los continuos son los que se pueden cortar, los discretos son piezas grandes a las que ya no se maquinan, ej: Vigas de construcción. :)
3. Se utiliza comúnmente el aluminio, por su alta dureza al impacto, como peso liviano, además de ser anti oxidable y da un buen aspecto en acabado final, aunque es más caro que un material ferroso.Las aleaciones con mayor dureza al trabajarlas, son: el aluminio comercialmente puro (1100) o la aleación con 1.25% de manganeso (3003); las cuales pueden endurecerse con trabajo en frío, pero no se someten a tratamiento térmico.
Las aleaciones del tipo duraluminio son de alta resistencia mecánica, se trabajan con facilidad en caliente. Se debe someter a trabajo en frío prolongado después de transcurridas unas cuantas horas del temple por inmersión, donde la resistencia a la corrosión es máxima.
La mayoría de las aleaciones tratables térmicamente son menos resistentes a la corrosión.
Muchas de las aleaciones susceptibles de tratamiento térmico se encuentran en forma de lámina o con un recubrimiento de aluminio de gran pureza o de aleación resistente a la corrosión en cada lado; estos productos
ProfesionalReporte
se conocen como aleaciones alclad con excelente resistencia a la corrosión.
Un nuevo tipo de producto de aluminio forjado, denominado APM, tienen resistencia mecánica a temperaturas elevadas, estabilidad y resistencia al escurrimiento plástico, superiores a las de cualquier aleación conocida de aluminio. Es un cuerpo compacto de polvo fino de aluminio de alta pureza con óxido de aluminio.
4. Se hace un molde de matriz abierta para inyectar el aluminio fundido a 680 grados Celsius. El molde es de forma circular y tiene de largo 600cm.
5. Se corta una parte de una barra continua de aluminio de 30 centímetros, una barra de aluminio alcanza para cortar 20 partes de 30cm.
6. Después de cortarse, se calienta la barra por 2 horas a 520 grados Celsius, para dar maleabilidad sin tanta fricción.

ProfesionalReporte
7. Se pasa a una prensa que le da forma en frio, 4000 toneladas de presión hacen que este adquiera la forma del rin deseado.
8. Este a su vez pasa por un torno CNC, para quitar rebaba que aún tiene de la prensa, como para darle especificaciones a la pieza, el torno debe de trabajar con refrigerante, en este caso no importa mucho que sea de base agua porque el material es inoxidable, aparte de que todavía le falta un proceso de pulido.
9. Después pasa a una fresadora la que hace los barrenos con cuerda para fijar el rin con el automóvil, este a su vez también le hace un diseño al disco del rin, para que se vea más presentables, estas aberturas que le hace al rin también sirven como sistema de refrigeración para los discos de freno, se preguntaran, si le quitan material, ¿se hace más frágil?Pues, no, antes de hacer el maquinado, es mas mucho antes de comprar las barras, ya habían probado en que partes le podían desprender material para hacer lo más liviano y con la misma fuerza, esto gracias a programas descritos en el paso 1.

ProfesionalReporte
10.En este punto, ya casi está terminado el rin, se pasa aún tratamiento térmico para darle más dureza a la pieza. (Temple)Este proceso consta de calentar la pieza, después enfriarla de golpe para un reacomodo de partículas, la pieza tiene más dureza; pero también es más frágil. Así que pasa a revenido para quitarle fragilidad.
11.Se pule la pieza para darle brillo.
12.Aquí se revisa con instrumentos de metrología, la pieza tiene que tener especificaciones de diseño. Las piezas que no cumplen con las especificaciones del cliente, se recuperan, esto provoca que haya retrabajos y se pierda tiempo, es por eso que se debe de tener controlado el proceso, si no se mantiene estable el proceso provocara retrabajos innecesarios y un aumento de scrap.

ProfesionalReporte
13.Al final, si la pieza cumple con las especificaciones de diseño, se pinta en algunos casos y se empaca para su traslado al cliente.

ProfesionalReporte
PROPUESTA
En hornos de inducción y retención es preparada la aleación A-356 (aluminio -sílice) que irá al área de fundición donde las moldeadoras darán forma a las ruedas utilizando la técnica de fundición y moldeo por contrapresión. Este sistema es altamente eficiente con las más exigentes especificaciones de calidad requeridas por la industria automotriz.
Posterior a su moldeo, las ruedas pasan a tratamiento térmico que permite dar a las mismas el temple superficial que requieren para evitar problemas en el maquinado. La línea de tratamiento térmico es de tipo continuo, controlada por robot, asegurando así las propiedades exactas y confiables en la aleación.
ProfesionalReporte
Se utilizan mecanismos CNC, en los centros de perforado, para fabricar y taladrar los rines, obteniendo una concentricidad exacta y constante. Cada rueda recibe el maquinado de precisión que requiera para su instalación en el vehículo.
Una vez que está lista y verificada, la rueda pasa al área de pintura y acabado final donde son procesadas con las técnicas más modernas disponibles para asegurar un acabado impecable.El re-tratamiento en la línea de polímeros electrostática elimina el riesgo de corrosión y posterior quemado térmico, a la vez que suministra un acabado de gran elegancia a los rines.